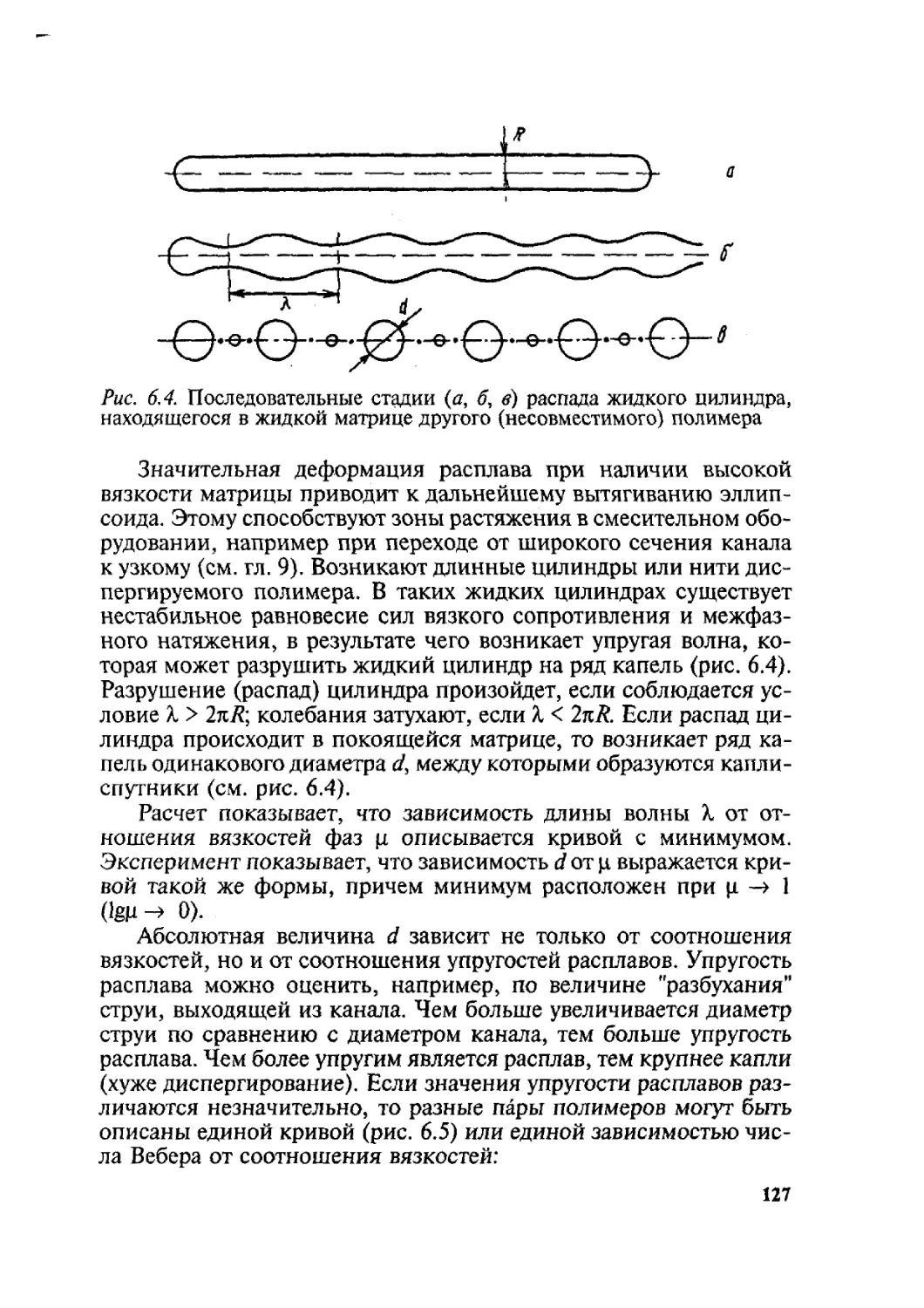
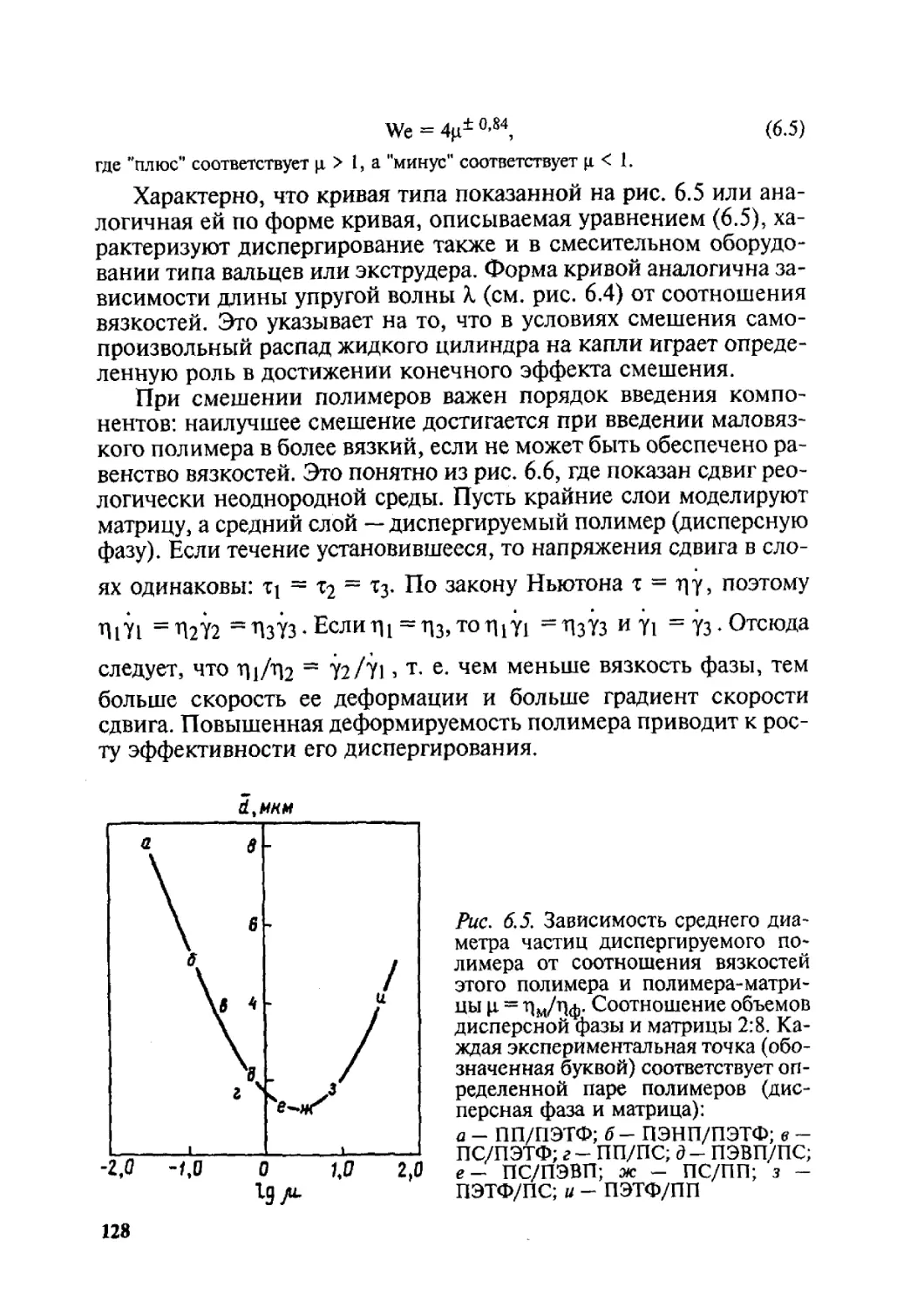
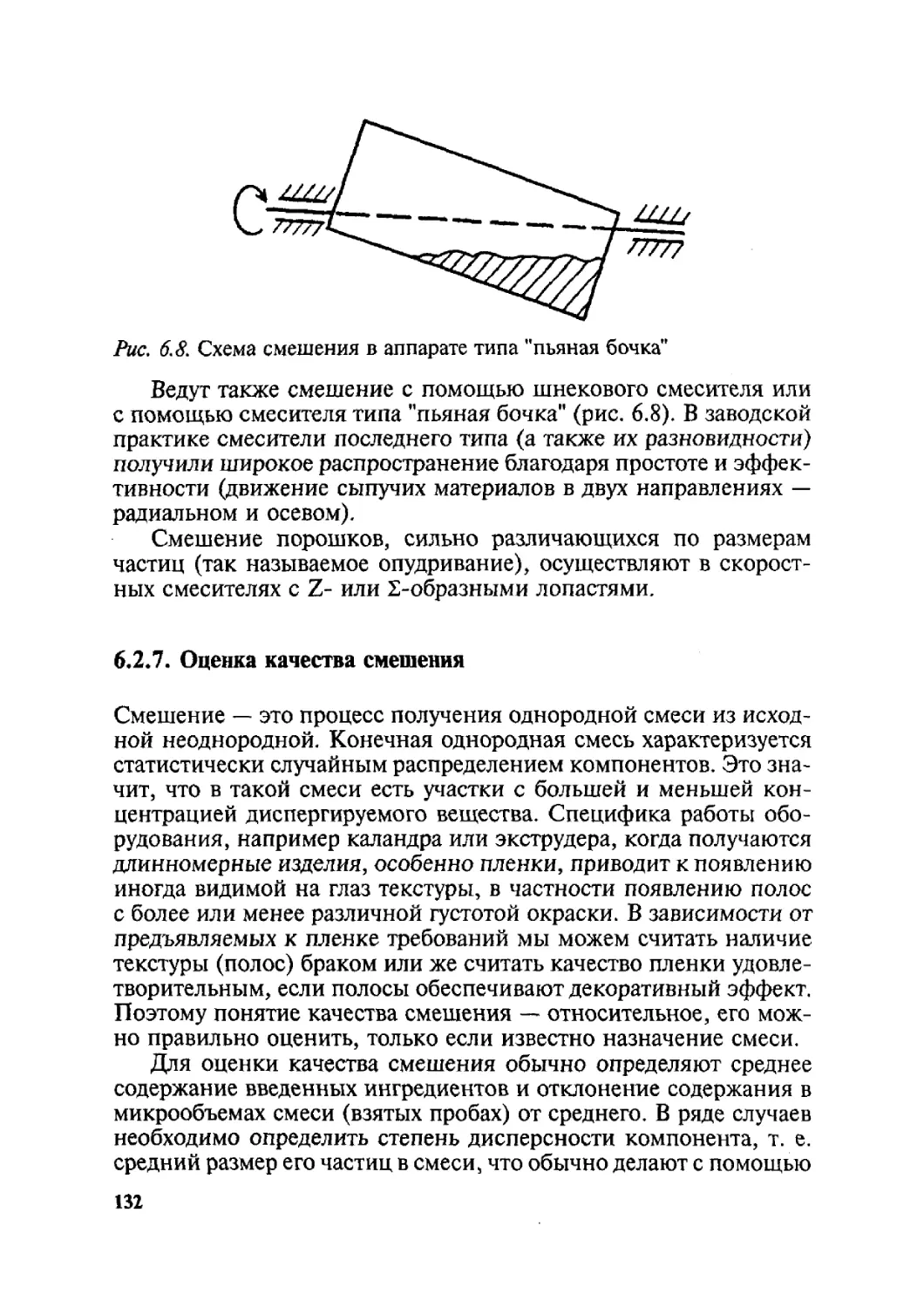
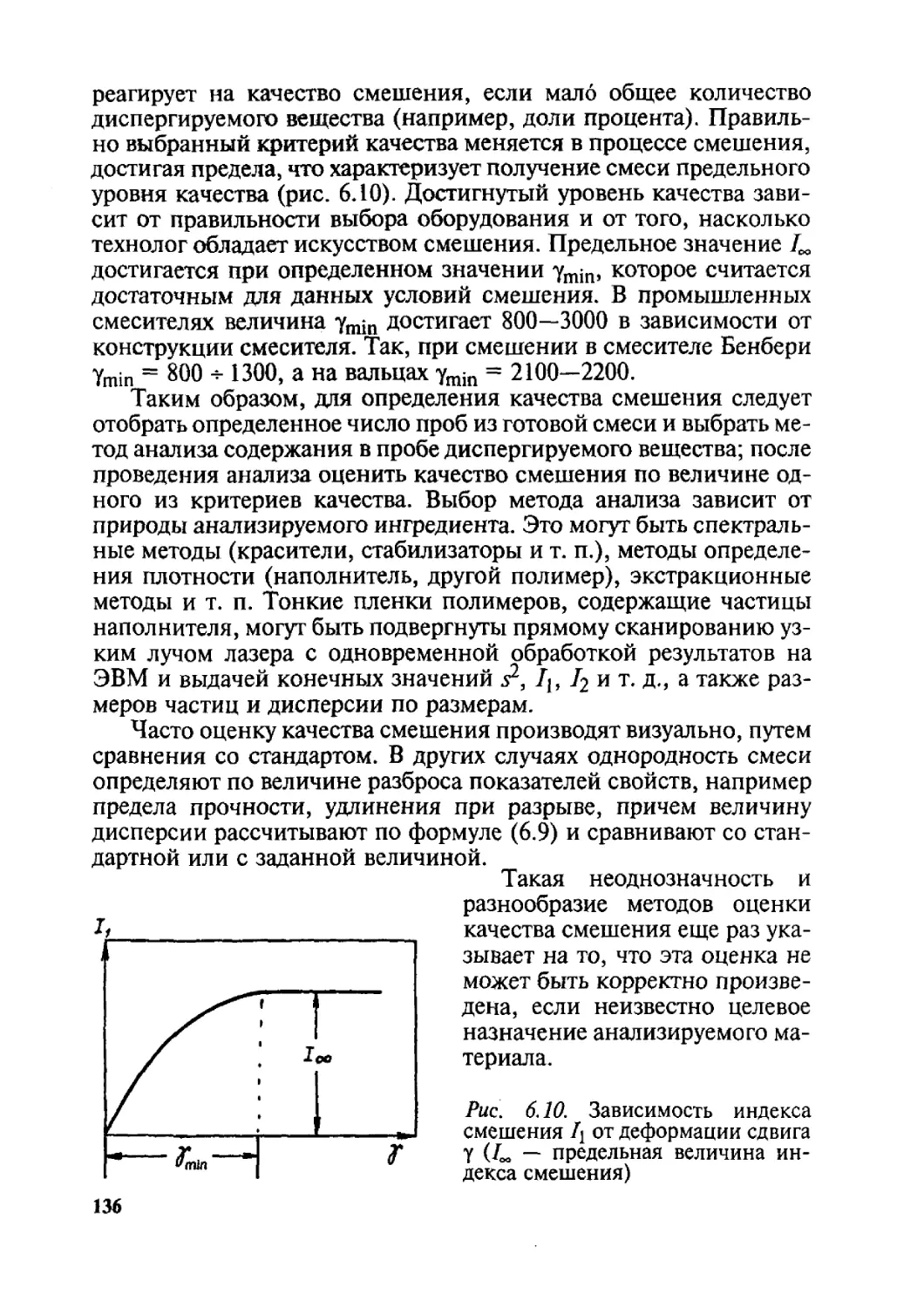
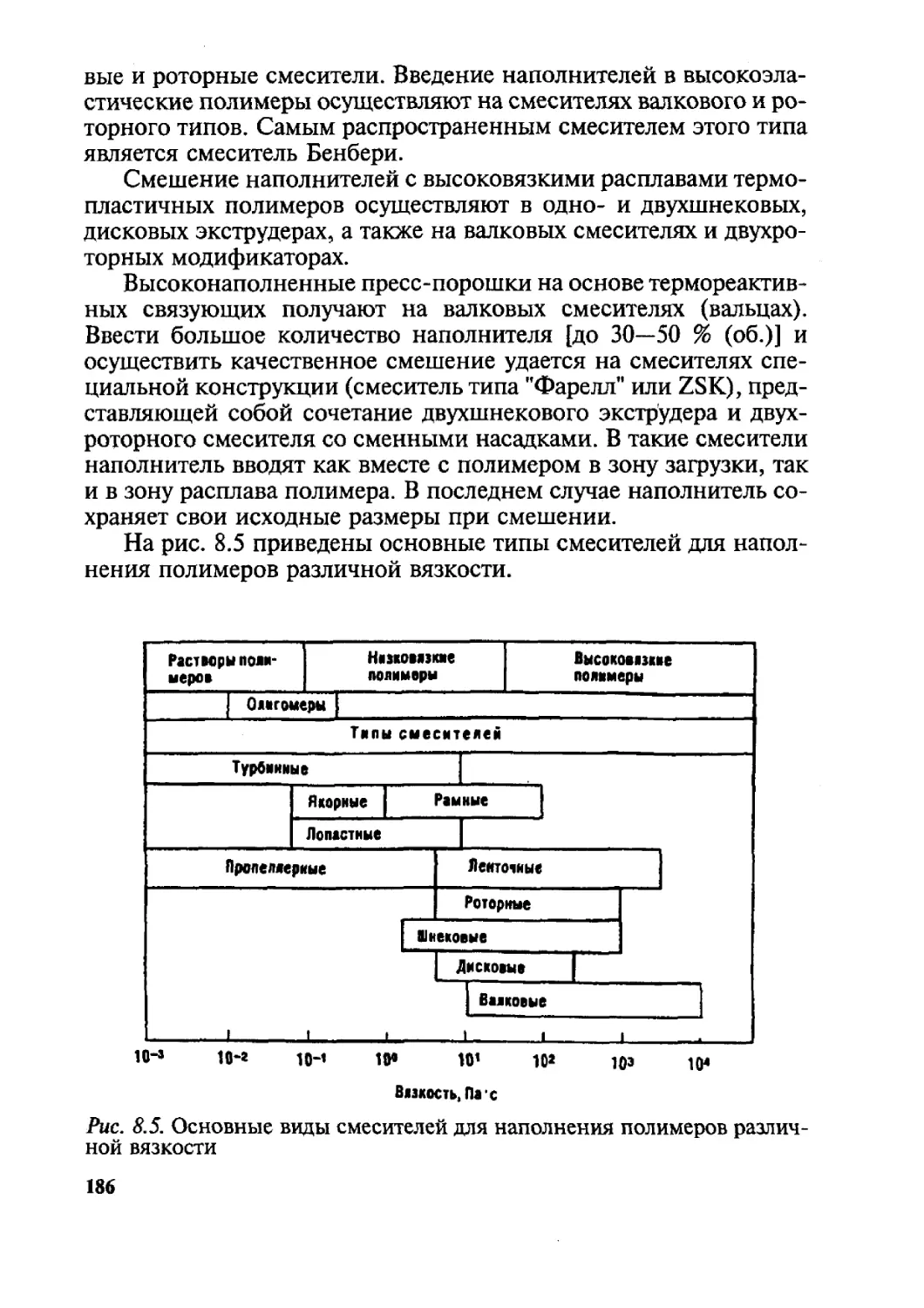
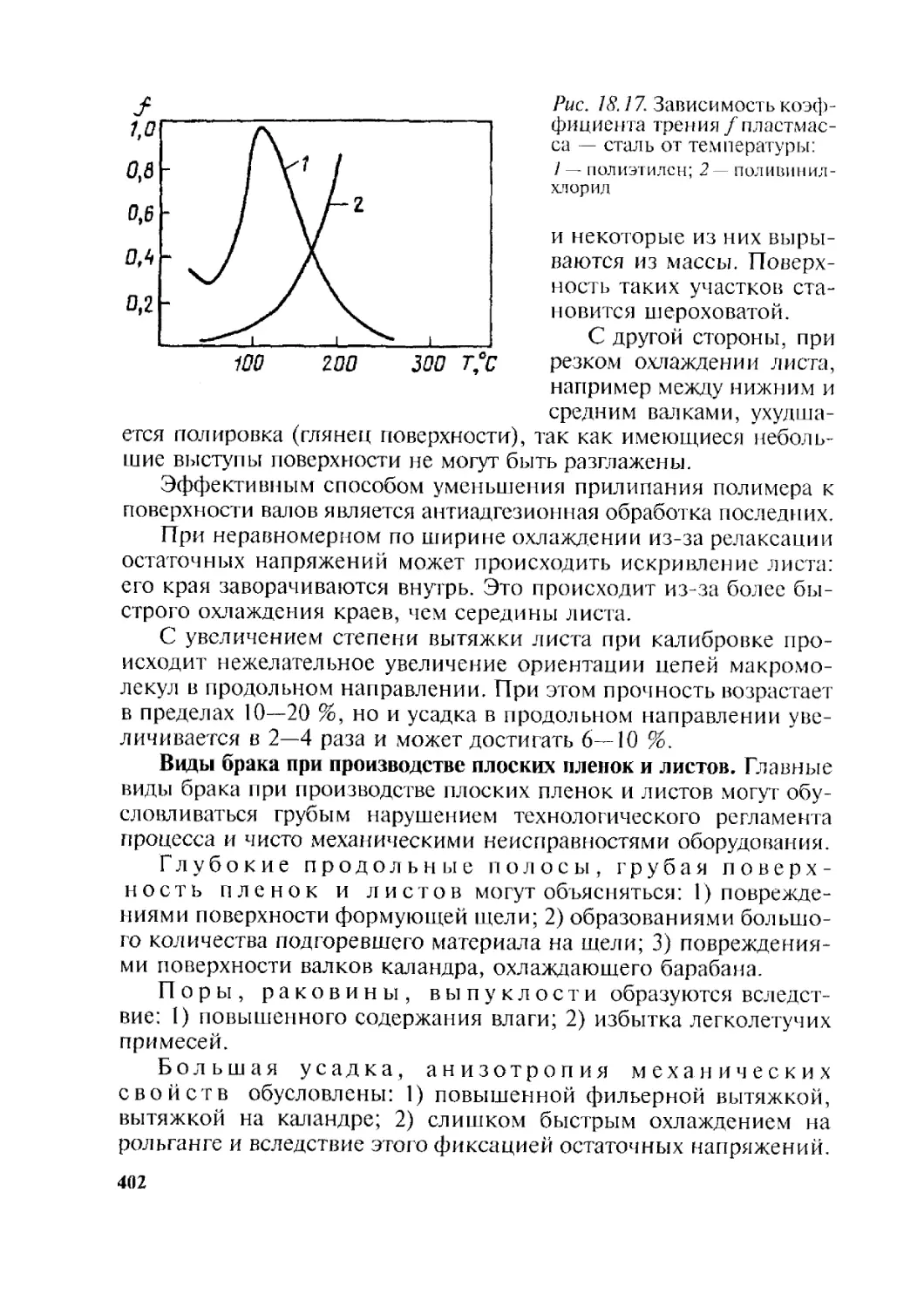
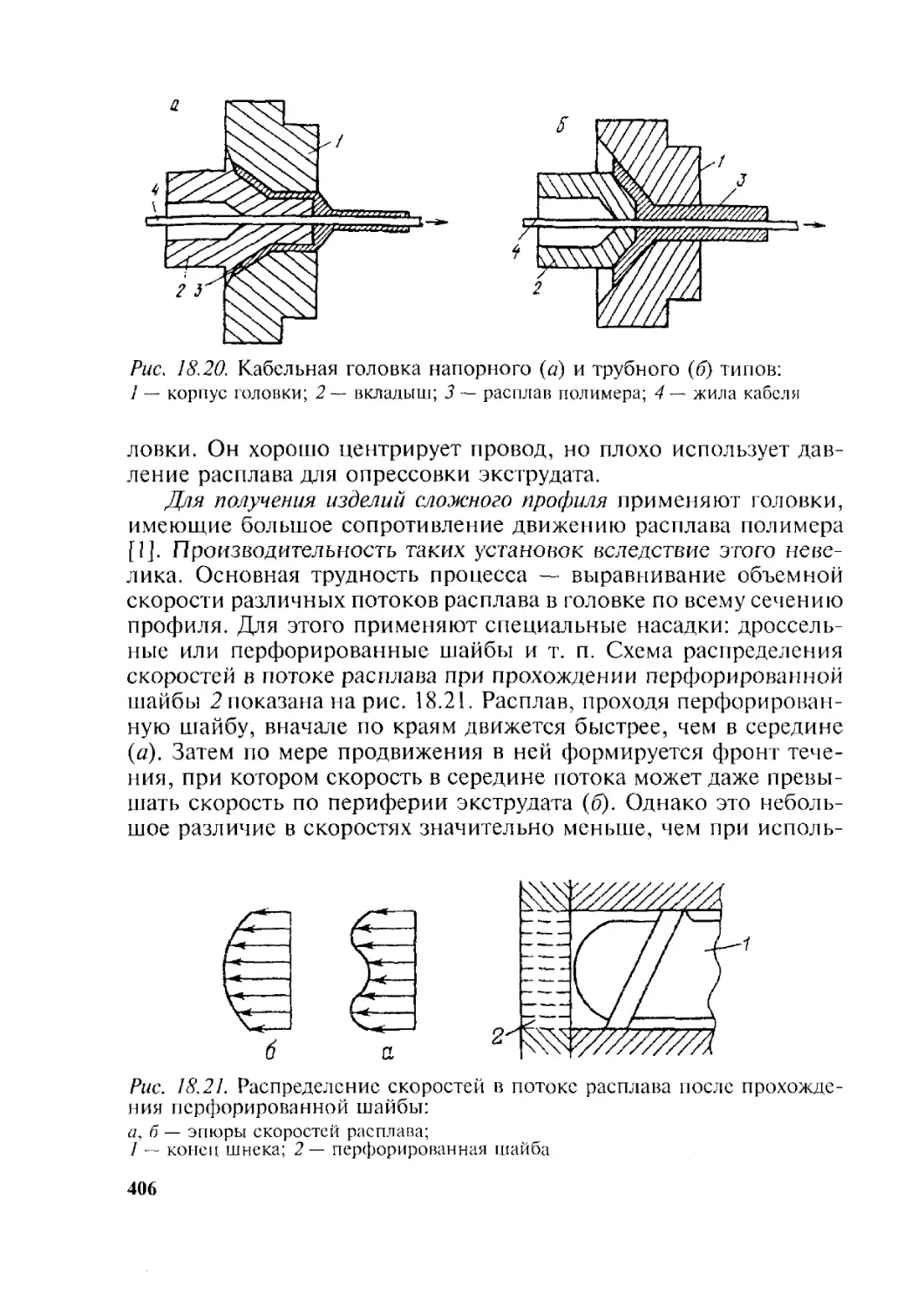
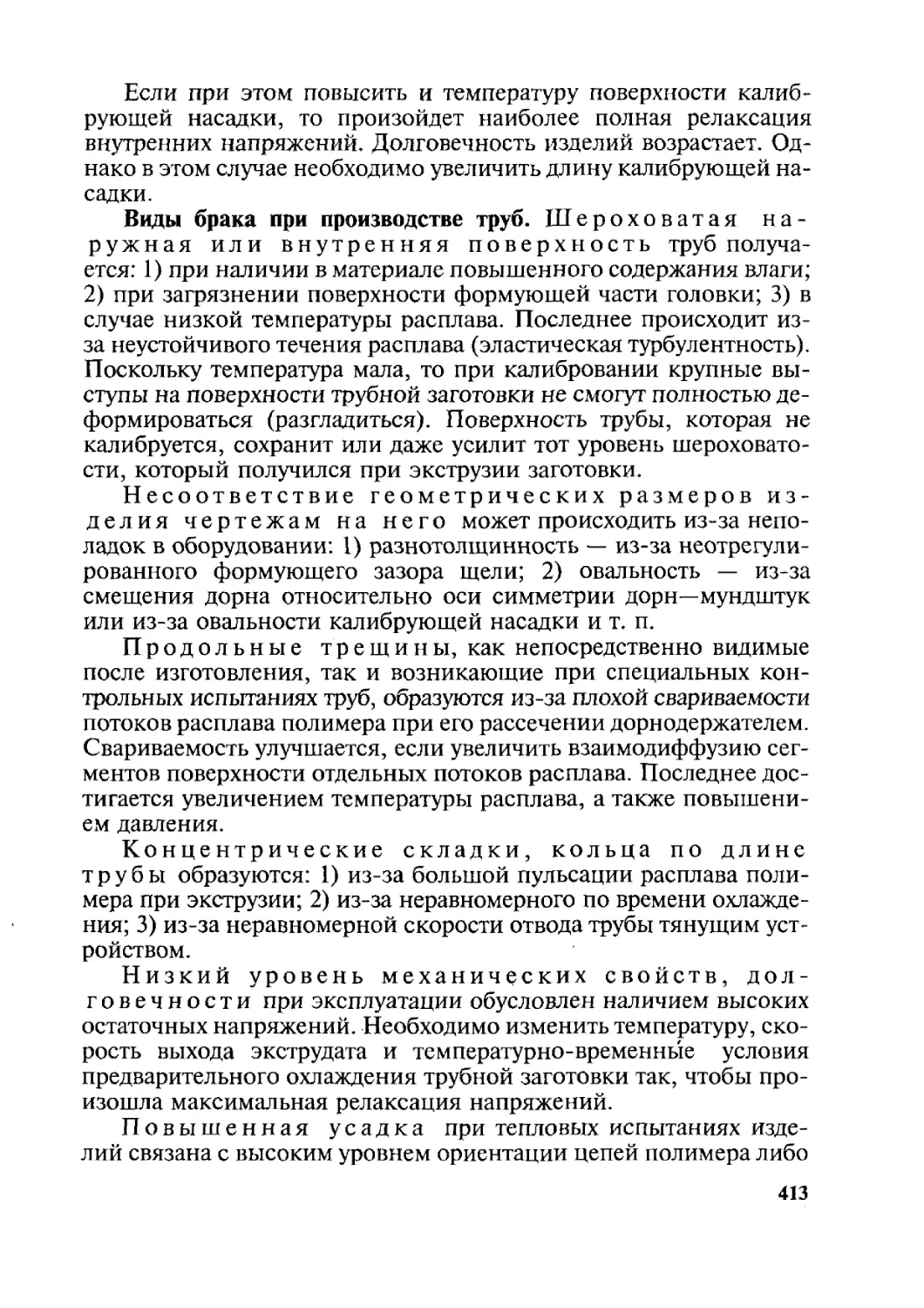
/






































































































































































































































































































































































































































































































Текст
Основы
технологии
переработки
пластмасс
Издательство «Химия»
ТЕХНОЛОГИЯ ПЕРЕРАБОТКИ ПОЛИМЕРОВ
Часть первая
Основы
технологии
переработки
пластмасс
Под редакцией
В. Н. КУЛЕЗНЕВА и В. К. ГУСЕВА
Издание второе, исправленное и дополненное
Допущено Министерством образования Российской Федерации
в качестве учебника для студентов высших учебных заведений,
обучающихся по специальности
«Технология переработки пластических масс и эластомеров»
направления подготовки дипломированных специалистов
«Химическая технология высокомолекулярных соединений
и полимерных материалов»
Москва «Химия» 2004
УДК 678.02/.05(075.8)
ББК 35.710/.719я73
0-75
Авторы: С. В. Власов, Л. Б. Кандырин, В. Н. Кулезнев,
А. В. Марков, И. Д. Симонов-Емельянов, П. В. Суриков,
О. Б. Ушакова
Рецензенты: Кафедра неметаллических материалов Московско-
го государственного авиационно-технологического университета
им. К. Э. Циолковского (зав. каф. — доктор техн, наук проф. С. В. Бу-
харов); главный научный сотрудник Института химической физики
им. акад. Н. И. Семенова РАН доктор техн, наук проф. С. М. Межи-
ковский.
Основы технологии переработки пластмасс: Учебник для
0-75 вузов / С. В. Власов, Л. Б. Кандырин, В. Н. Кулезнев и др. —
М.: Химия, 2004. — 600 с.; ил.
ISBN 5-03-003543-5 («Мир»)
ISBN 5-7245-1236-х («Химия»)
В учебнике изложены принципы создания композиционных материа-
лов на основе термо- и реактопластов, описаны основные методы формо-
вания пластмасс и композитов на их основе. Содержатся данные по выбору
пластмасс для создания изделий конкретного целевого назначения. По
сравнению с первым изданием материал существенно обновлен, внесены
необходимые исправления и дополнения. Введен раздел, посвященный мо-
делированию процессов переработки пластмасс, отражающий применение
математических методов количественного анализа поведения полимерных
материалов в разных процессах переработки.
Для студентов и аспирантов, специализирующихся в области создания
композиционных материалов на основе полимеров, выбора методов формо-
вания созданных материалов, а также занимающихся расчетом и конструи-
рованием изделий и технологической оснастки. Книга может быть полезна
широкому кругу инженерно-технических работников, занятых переработкой
пластмасс как в химической промышленности, так и в смежных отраслях.
УДК 678.02/.05(075.8)
ББК 35.710/.719я73
Редакция литературы по прикладной химии
ISBN 5-03-003543-5 («Мир»)
ISBN 5-7245-1236-х («Химия»)
© «Мир», 2004
© «Химия», 2004
ОГЛАВЛЕНИЕ
Список сокращенных обозначений материалов............... 5
Предисловие к первому изданию........................... 8
Предисловие ко второму изданию......................... 11
ЧАСТЬ I. ПОЛИМЕРЫ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ
ИЗ ПЛАСТМАСС........................................... 13
Глава 1. Термопласты........................ 13
Глава 2. Реактопласты....................... 42
Глава 3. Эластомеры......................... 74
Глава 4. Классификация и общая характеристика
марочного ассортимента пластмасс.... 85
ЧАСТЬ II. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ.......................... 94
Глава 5. Принципы создания полимерных
композиционных материалов....... 94
Глава 6. Технология получения полимерных
композиционных материалов....... 118
Глава 7. Старение и стабилизация пластмасс.
Вторичные полимеры................. 146
Глава 8. Наполнение пластмасс.............. 170
Глава 9. Смешение полимеров. Смеси и сплавы. 197
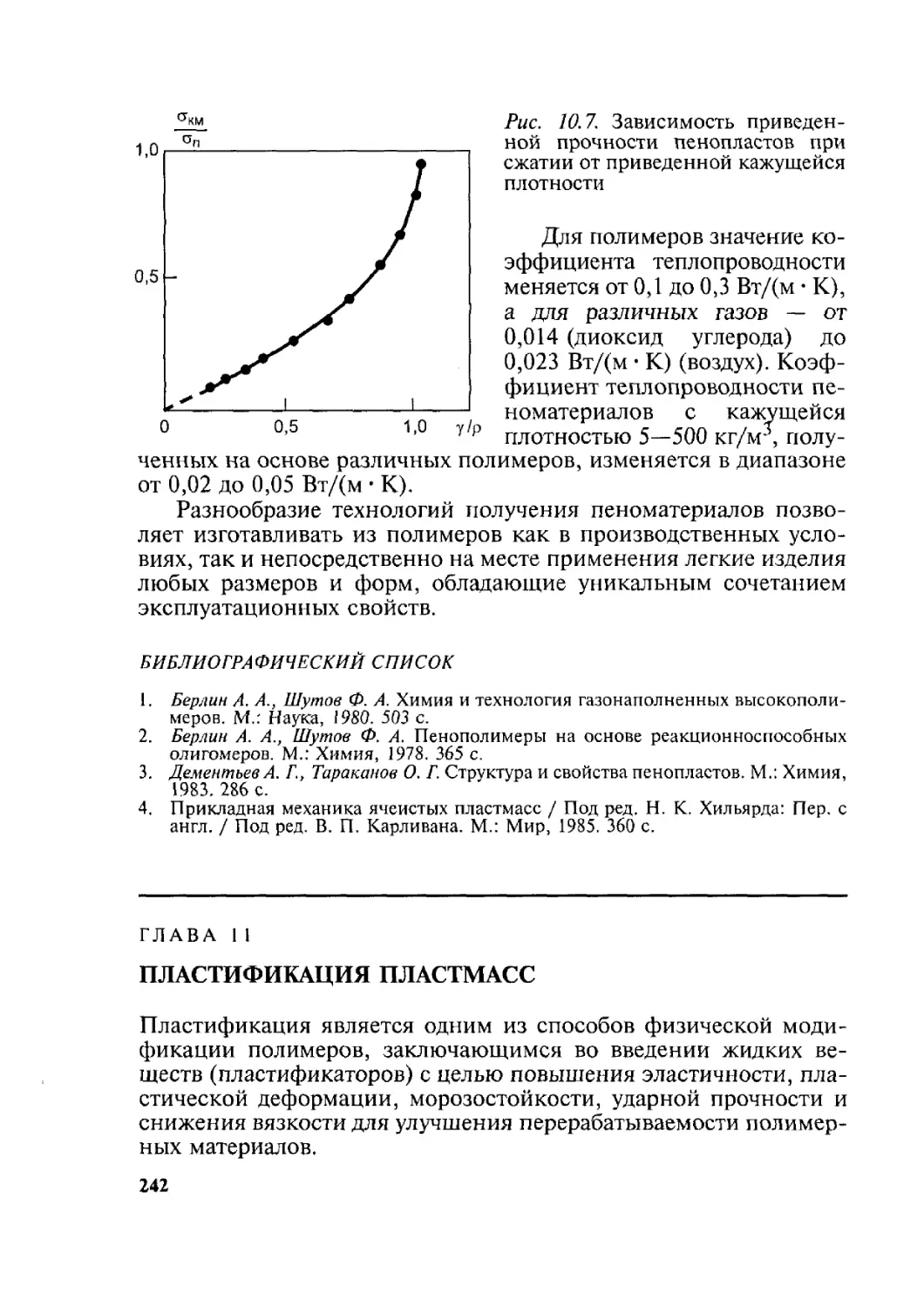
Глава 10. Вспенивание пластмасс............. 225
Глава 11. Пластификация пластмасс........... 242
Глава 12. Отверждение пластмасс............. 265
3
Глава 13. Окрашивание и декорирование изделий
из пластмасс.............................. 286
Глава 14. Основы создания материалов
с комплексом специальных свойств . . . 299
ЧАСТЬ III. ТЕХНОЛОГИЯ ФОРМОВАНИЯ ПОЛИМЕРНЫХ
МАТЕРИАЛОВ И ПОЛУЧЕНИЕ ИЗДЕЛИЙ
ИЗ НИХ............................................... 331
Глава 15. Классификация и общая характеристика
способов формования....................... 331
Глава 16. Каландрование................... 336
Глава 17. Формование на подложке. Отливка,
пропитка, промазка........................ 350
Глава 18. Экструзия....................... 372
Глава 19. Прессование..................... 419
Глава 20. Литье под давлением............. 438
Глава 21. Литье без давления. Виброформование. 476
Глава 22. Формование на внутренней поверхности
формы: пневмовакуум-формование,
выдувное, ротационное, центробежное
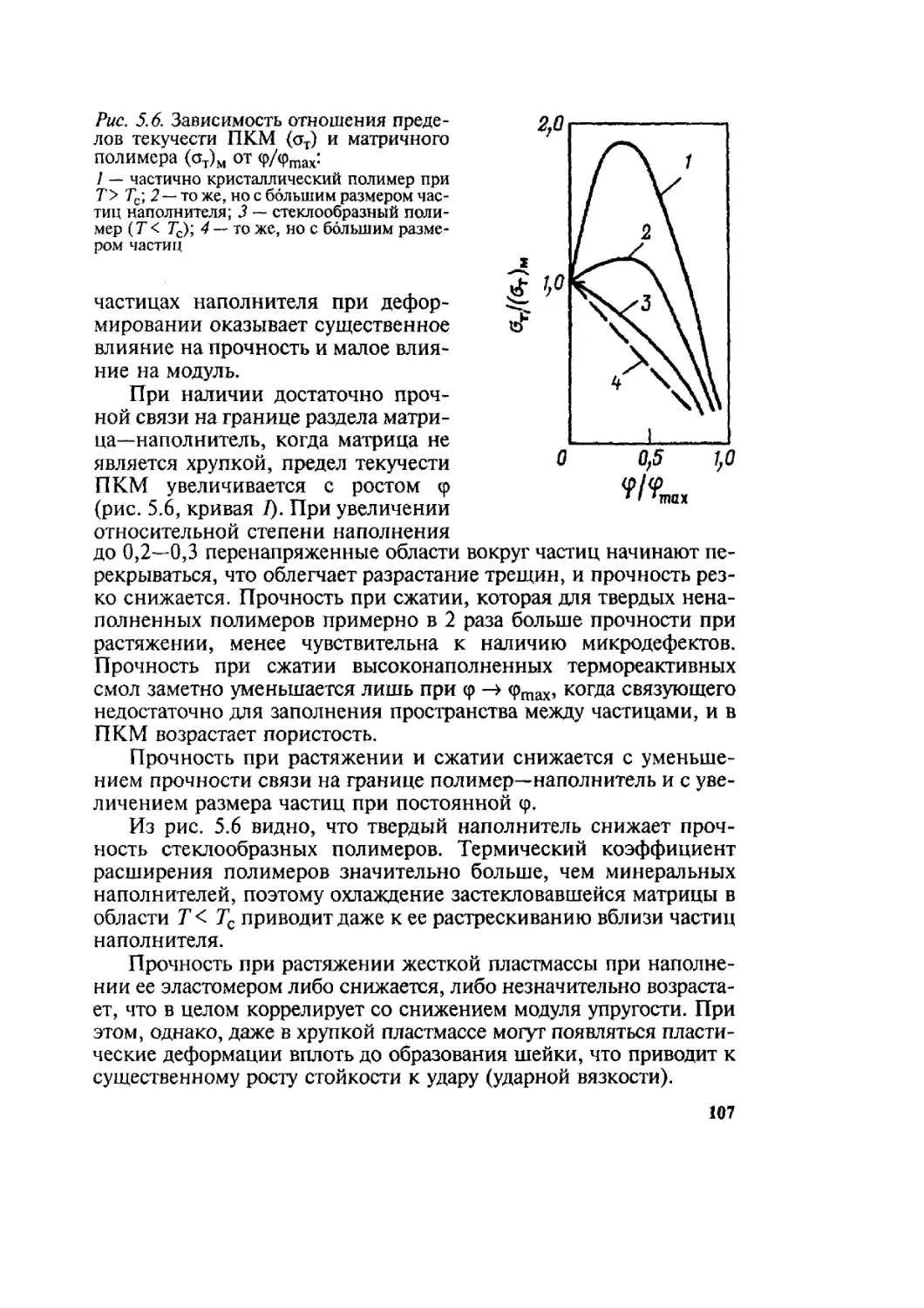
формование................................ 484
Глава 23. Формование на внешней поверхности
формы: намотка, макание.......... 507
Глава 24. Ориентационная вытяжка.......... 526
Глава 25. Соединение полимера с полимером
и полимера и металлом. Сварка,
напыление, металлизация.......... 545
ЧАСТЬ IV. ОСНОВЫ МОДЕЛИРОВАНИЯ ПРОЦЕССОВ
ПЕРЕРАБОТКИ ПЛАСТМАСС................................ 567
Глава 26. Общие положения................. 567
Глава 27. Особенности математического
моделирования процессов переработки
полимеров и композитов.................... 574
4
СПИСОК СОКРАЩЕННЫХ ОБОЗНАЧЕНИЙ МАТЕРИАЛОВ
Термопласты
АБС — привитой сополимер акрилонитрила, стирола с бута-
диеновым или бутадиен-стирольным каучуком
АЦ — ацетат целлюлозы
ЛПЭНП — линейный полиэтилен низкой плотности
МС — сополимер стирала с метилметакрилатом
МСН — сополимер стирола с метилметакрилатом и акрило-
нитрилом
ПАН — полиакрилонитрил
ПА — полиамиды
ПАК — полиамидокислота
ПАР - - полиарилаты
ПАС — полиалкилсульфон
ПБТ — полибутилентерефталат
ПВА — поливинилацетат
ЛВС — поливиниловый спирт
ПВФ — поливинилфторид
ПВХ — поливинилхлорид
ПВДФ — поливинилиденфторид
ПВДХ — поливинилиденхлорид
ПИ полиимиды
ПК — поликарбонаты
ПММА — полиметилметакрилат
ПО — полиолефины
ПП — полипропилен
ПС — полистирол
ППС — пенополистирол
ПСФ — полисульфон
5
птп — пентапласт
ПТФЭ — политетрафторэтилен
ПТФХЭ — политрифторхлорэтилен
ПУ — полиуретаны
ПФ — полиформальдегид
ПФО — полифениленоксид
ПЭ — полиэтилен
ПЭИ — полиэфиримид
ПЭВП — полиэтилен высокой плотности (низкого давления)
ПЭНП — полиэтилен низкой плотности (высокого давления)
ПЭО — полиэтиленоксид
ПЭСД — полиэтилен среднего давления
ПЭТФ — полиэтилентерефталат
САМ — сополимер стирола с а-метилстиролом
САН — сополимер стирола с акрилонитрилом
СТД — сополимер триоксана с диоксоланом
СФД — сополимер формальдегида с диоксоланом
ТАЦ — триацетат целлюлозы
УПС — ударопрочный полистирол
ФН — фенилон
ХПЭ — хлорированный полиэтилен
ХСПЭ — хлорсульфированный
полиэтилен
Реактопласты
БФ — фенолоформальдегидный олигомер, совмещенный
с поливинилбутиралем
КС — кремнийорганические смолы
МАС — меламиноальдегидные смолы
НПС — ненасыщенные полиэфирные смолы
ПИ — полиимиды
ПЭЭК — полиэфирэфиркетон
ПУ — полиуретаны
ФС — фурановые смолы
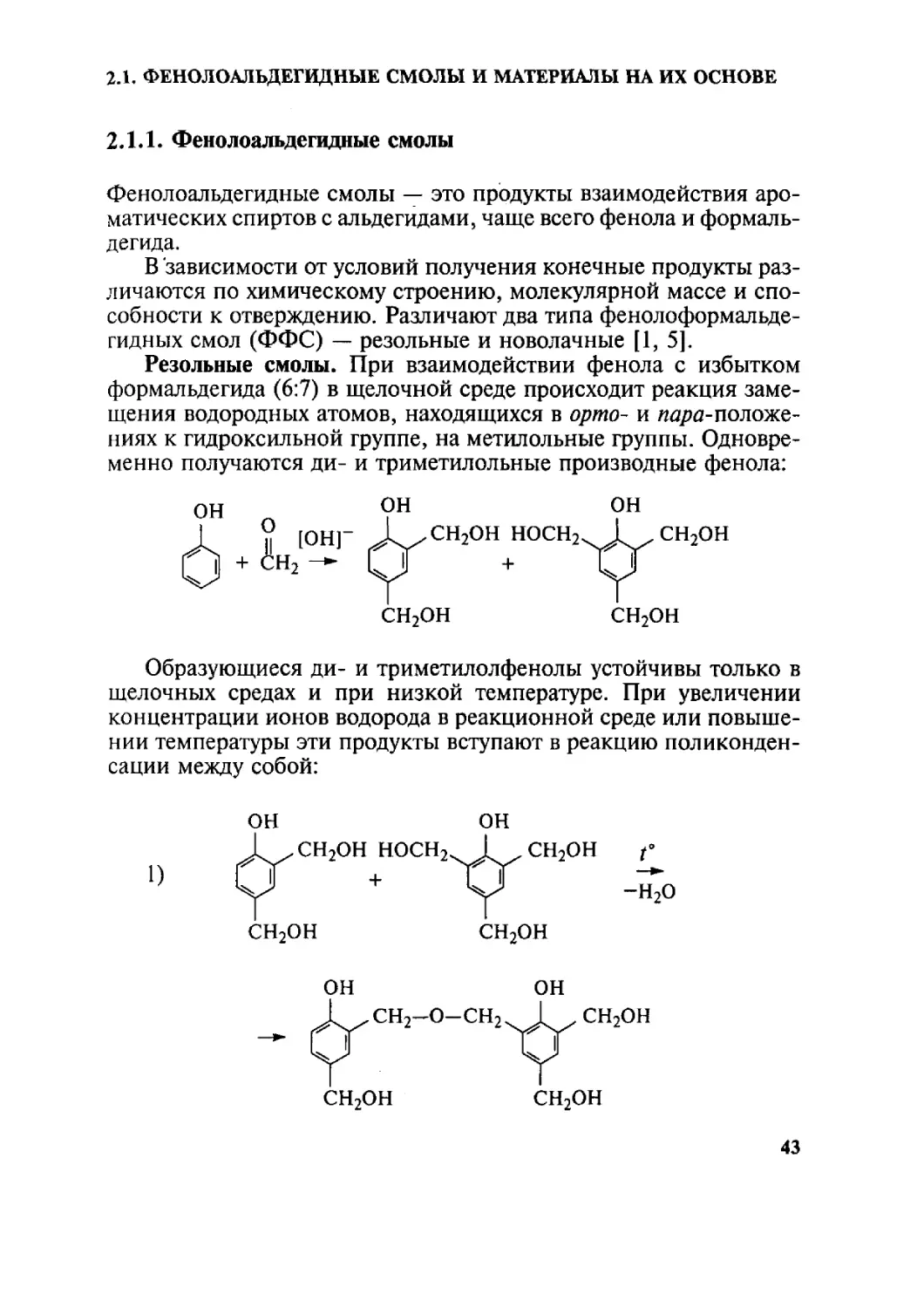
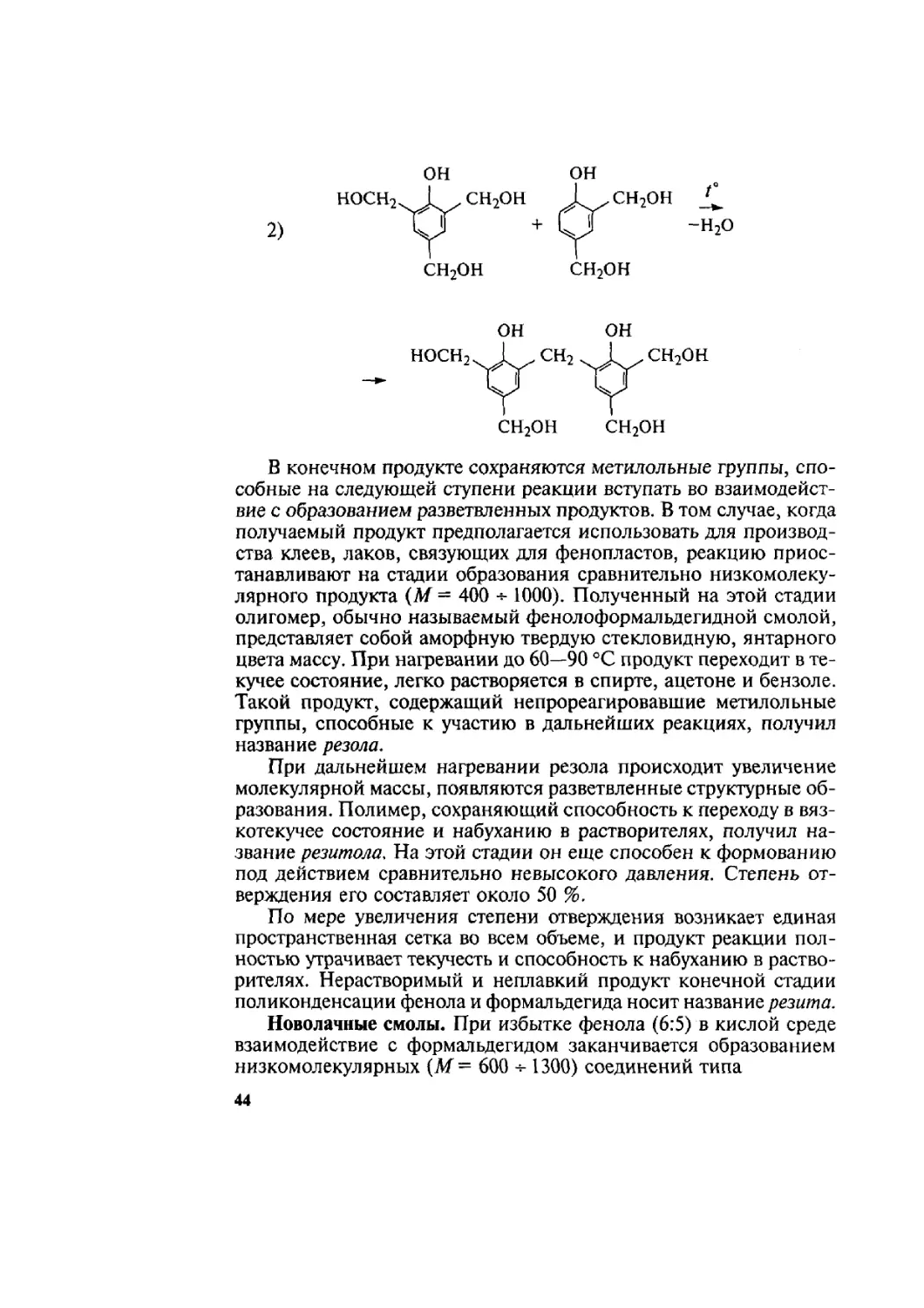
ФФС — фенолоформальдегидные смолы
ЭС — эпоксидные смолы
6
Эластомеры
БК
ДСТ-30
скд
скдл
ски
скмс-зо
СКН-18,
СКН-26
и т. д.
СКС-30,
скмс-зо
СКС-ЗОА
сктв
скэп
скэпт
СКУ
тэп
статистический сополимер изобутилена и 0,6—3,0 %
изопрена
термоэластопласт с 30 % блоков стирола
г(«с-полибутадиеновый
1<мс-полибутадиеновый (литиевый катализатор)
^пс-полиизопреновый
бутадиен-метилстирольный
бутадиен-нитрильные с указанным содержанием
нитрила акриловой кислоты в макромолекуле (в %)
бутадиен-стирольный, бутадиен-метилстирольный
с 30 % стирола в молекуле
бутадиен-стирольный низкотемпературной поли-
меризации
метилвинилсилоксановый [до 1% (мол.) винилового
мономера]
сополимер этилена (40—70 %) и пропилена
сополимер этилена, пропилена и 1—2 % несопря-
женного диена
полиуретановый
термоэластопласт, блок-сополимер бутадиена и
стирола
7
ПРЕДИСЛОВИЕ К ПЕРВОМУ ИЗДАНИЮ
Переработка полимеров имеет конечной целью получение изде-
лий, отвечающих конкретным задачам эксплуатации. В этом
смысле производственные приемы получения изделий создава-
лись и далее совершенствовались параллельно с появлением но-
вых полимеров. Можно считать, что минимальный комплекс ме-
тодов переработки полимеров и соответствующего оборудования
возник в XIX веке в связи с открытием вулканизации каучука и
созданием промышленных способов ацетилирования и нитрова-
ния целлюлозы.
После этого потребовалось почти столетие для того, чтобы
увеличение числа методов переработки, их кардинальное совер-
шенствование и математическое моделирование привело к созда-
нию новой научно-технологической дисциплины — технологии пе-
реработки полимеров, в которой ведущую роль играет технология
переработки пластмасс. Решающим условием появления новой
науки стал промышленный синтез большого числа новых полиме-
ров, осуществленный в послевоенные годы. Еще в начале 60-х го-
дов термин "технология переработки пластмасс" не считался
общепринятым, а систематическое научное обоснование направ-
ления началось лишь в 1952 г., после проведения первого между-
народного симпозиума по экструзии полимеров .
Современная промышленность переработки пластмасс распо-
лагает широким набором методов переработки и парком обору-
дования, насчитывающим более 3500 типов машин и аппаратов.
Индивидуальные полимеры все больше заменяются полимерны-
ми композитами и смесями полимеров. Все это в совокупности
дает возможность получать материалы с широким разнообразием
свойств, обеспечивающих их применение для изготовления изде-
лий в диапазоне от предметов ширпотреба до наиболее ответст-
венных деталей военной и космической техники.
*Э. Бернхардт. Переработка термопластичных материалов: Пер. с англ. / Под
ред. Г. В. Виноградова. М.: Химия, 1965. 748 с.; Д. Мак-Келви. Переработка по-
лимеров: Пер. с англ. М.: Химия, 1965. 442 с.
8
К технологии переработки пластмасс относятся следующие
основные операции: а) создание материала на основе исходной
пластмассы путем химических превращений, введения второго
полимера, наполнителя, пластификаторов и т. п., а также путем
термомеханической обработки; б) формование полученного ма-
териала и изготовление из него изделий (деталей), конструкция
которых научно обоснована и учитывает конкретные условия экс-
плуатации.
К области переработки пластмасс относятся также операции
по подготовке материала к переработке и последующая обработка
(если необходимо отделка, декорирование) готовых изделий, а
также технико-экономическое обоснование эффективности про-
изводства и применения при самом широком учете возможной
конкуренции других материалов и изделий в данном конкретном
регионе.
Усложнение производства, широкое внедрение автоматиче-
ских и полуавтоматических линий, микропроцессорной техники
и промышленных роботов приводит к тому, что основные про-
цессы смешения, расплавления, движения расплава в каналах и
заполнения им формы становятся все менее наглядными. У тех,
кто начинает свою деятельность в области переработки пластмасс,
может создаться впечатление о второстепенном значении пони-
мания основных процессов, происходящих при переработке в са-
мом материале. В сознании инженера происходит как бы "экра-
нирование" основных физико-химических и технологических
процессов их аппаратурным оформлением. Это может нанести
немалый ущерб развитию производства, ограничить широту
мышления инженера-технолога. Вот почему предлагаемый учеб-
ник посвящен именно основам технологии переработки пласт-
масс. Ставится задача научить будущего инженера понимать вся-
кий, в том числе и новый, оригинальный способ переработки,
начиная с его физико-химических и технологических основ. Ре-
шение данной задачи облегчается тем, что основы эти в значи-
тельной мере универсальны в применении ко всем многочислен-
ным методам переработки.
Технология переработки пластмасс является самостоятельным
научно-технологическим направлением. Основы же технологии
переработки пластмасс как учебная дисциплина неотделимы от
других дисциплин специальности: "Материалы для производства
изделий из пластмасс", "Расчет и конструирование изделий и
форм", "Оборудование заводов по переработке пластмасс", а также
от второго технологического курса "Спецтехнология изделий из
9
пластмасс", в котором углубленно рассматривается специфика
производства основных типов изделий.
Постоянно растущее противоречие между расширяющимся
диапазоном методов переработки, применяемых в промышленно-
сти, и остающимся прежним или даже сокращающимся числом
учебных часов на их изучение приводит к необходимости тща-
тельного отбора материала для учебного курса. Этот отбор безус-
ловно субъективен и потому не может считаться незыблемым.
Критические замечания коллег и обучающихся по содержанию и
стилю изложения учебника будут поэтому приняты авторами с
благодарностью.
ПРЕДИСЛОВИЕ КО ВТОРОМУ ИЗДАНИЮ
Книга является коллективным трудом преподавателей кафедры
«Химия и технология переработки пластмасс и полимерных
композитов» МИТХТ им. М. В. Ломоносова. При подготовке ко
второму изданию материал исправлен, частично переработан
и существенно дополнен. Заново написаны главы 7, 15, 23, 26
и 27.
В книгу также включен новый раздел — "Основы моделиро-
вания процессов переработки пластмасс". Значение этого направ-
ления технологической науки постоянно возрастает, главным об-
разом благодаря увеличению количества и совершенствованию
качества компьютерной техники. Медленное развитие, а иногда и
регресс вузовского лабораторного оборудования приводит к росту
удельного веса расчетных методов в исследовательской и препо-
давательской деятельности. При этом применение расчетных ме-
тодов в переработке пластмасс дает новый стимул к совершенст-
вованию методов переработки.
Учебник содержит значительное количество справочных дан-
ных. Этот материал нельзя считать второстепенным по сравнению
с изложенными фундаментальными принципами технологии пе-
реработки. Справочные данные, собранные целенаправленно в
одной книге, позволяют рационализировать работу студентов над
курсовыми и дипломными проектами и работами, а также подго-
товку и проведение лабораторных занятий. Справочные данные
безусловно рассчитаны и на работников промышленности. По-
следнее особенно важно, поскольку предприятия и цехи по пере-
работке пластмасс в большинстве своем малочисленны (и не толь-
ко в России, но и в Европе), что делает накопление и системати-
зацию справочных данных особенно необходимым.
Несмотря на большой коллектив авторов и совместно произ-
веденный ими отбор материала для второго издания, элементы
субъективизма в содержании и построении книги безусловно
имеются. Это, видимо, в принципе пока неизбежно, так как ву-
зовский курс "Технология переработки полимеров" нельзя еще
считать устоявшимся.
Работа по написанию учебника распределилась следующим
образом: С. В. Власовым написаны главы 18, 22 и 24; Л. Б. Кан-
дыриным — главы 14 и 21; В. Н. Кулезневым — главы 3, 5, 6, 9 и
15; А. В. Марковым — главы 1, 4, 13 и 17; И. Д. Симоновым-
Емельяновым — главы 8, 11 и 23; П. В. Суриковым — глава 16;
О. Б. Ушаковой — главы 2, 7, 12, 19 и 20; глава 25 написана совме-
стно С. В. Власовым и В. Н. Кулезневым, глава 10 — И. Д. Симо-
новым-Емельяновым и А. В. Марковым, главы 26 и 27 — Л. Б. Кан-
дыриным и П. В. Суриковым.
Часть I
ПОЛИМЕРЫ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ
ИЗ ПЛАСТМАСС
ГЛАВА 1
ТЕРМОПЛАСТЫ
Термопластичные полимеры (термопласты) это полимеры, кото-
рые размягчаются при нагревании и затвердевают при охлаждении.
При обычной температуре термопласты находятся в твердом
(стеклообразном или кристаллическом) состоянии. При повыше-
нии температуры они переходят в высокоэластическое и далее —
в вязкотекучее состояние, что обеспечивает возможность формо-
вания их различными методами. Эти переходы обратимы и могут
повторяться многократно, что делает возможной, в частности, пе-
реработку бытовых и производственных отходов в изделия.
Выбор термопласта, пригодного для изготовления того или
иного конкретного изделия, определяется очень многими факто-
рами. Среди них на первом месте стоят условия эксплуатации
данного изделия и технологические свойства полимера. Далее
возникает целый ряд факторов, которые также необходимо учи-
тывать, и некоторые из них могут оказаться решающими при вы-
боре. Такими факторами являются стоимость пластмассы, ее дос-
тупность, способность окрашиваться и т. п. Иногда определенное
значение имеют и соображения патентной чистоты получаемого
изделия, т. е. возможность выхода на рынок сбыта.
Несмотря на множество указанных факторов, играющих роль
при выборе пластмассы, все-таки самое главное — это знание
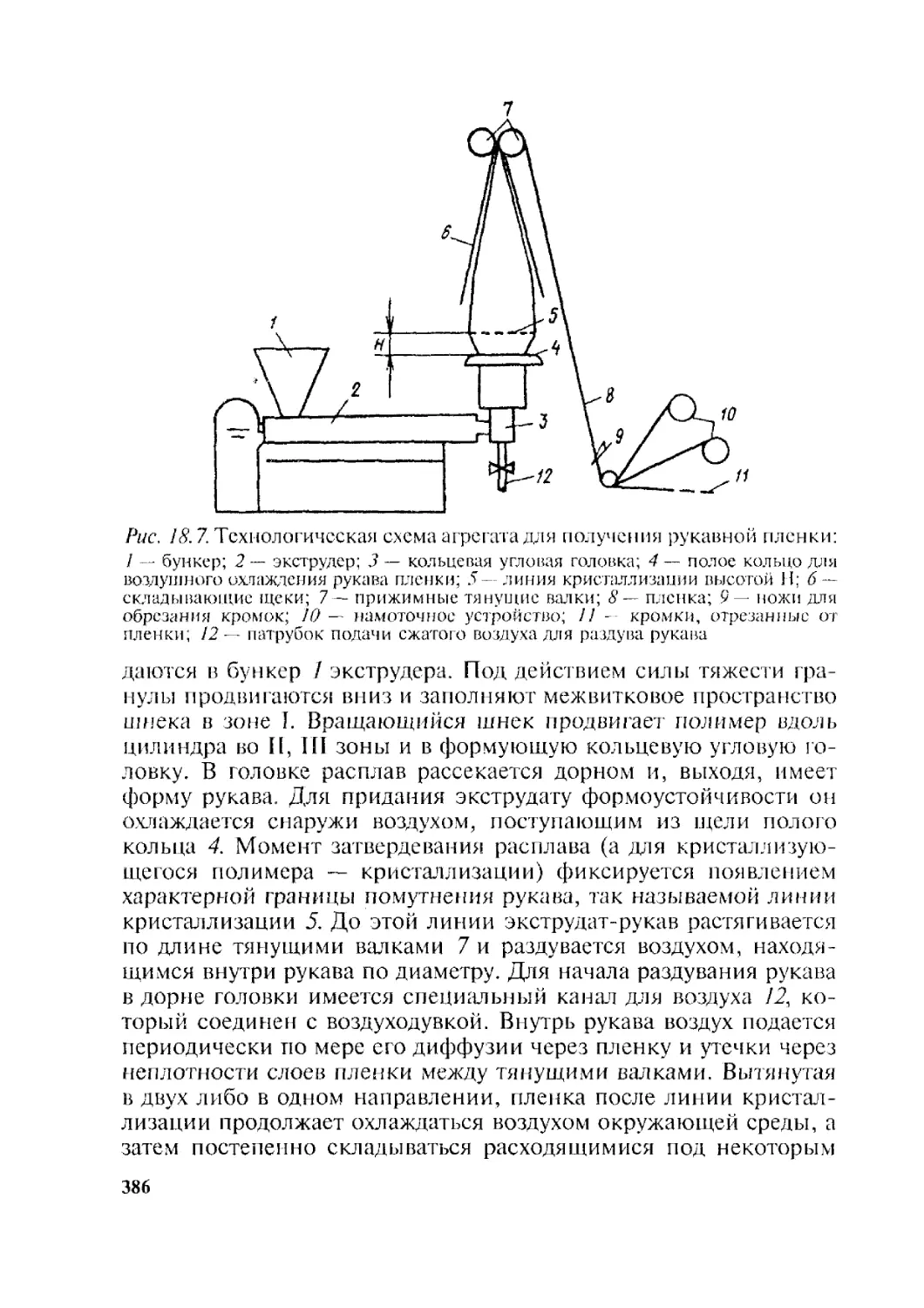
свойств пластмасс, умение предсказать их поведение в производ-
стве и эксплуатации уже на основе строения полимера и выпус-
каемого марочного ассортимента. Поэтому в данной главе приво-
дятся свойства основных типов термопластов. Путем модифика-
ции (наполнением, пластификацией, сшиванием, вспениванием,
а также смешением с другим полимером, со стабилизатором, ан-
тистатиками, антипиренами и т. д.) можно в значительной степе-
ни изменить как эксплуатационные, так и технологические харак-
теристики полимеров. Соответствующие примеры конкретных
рецептур приведены в гл. 14, а принципы создания полимерных
композиционных материалов — в гл. 5.
13
Полиэтилен (ПЭ) — полимер этилена:
~СН2-СН2~
В зависимости от условий полимеризации получают марки ПЭ,
различающиеся по разветвленности или по содержанию сомоно-
мера, вводимого для регулирования степени кристалличности.
Полиэтилен низкой плотности (ПЭНП) получают
радикальной полимеризацией в присутствии кислорода и инициа-
торов (пероксидных соединений) при температурах 200—300 °C и
давлениях 100—350 МПа.
Марочный состав определяется способом получения, плотно-
стью (от 910 до 935 кг/м3) и показателем текучести расплава ПТР
(от 0,3 до 20 г/10 мин).
В названиях базовых марок содержится восемь цифр. Четыре
•первые цифры указывают на способ получения, пятая соответст-
вует группе плотности, три последние через дефис — удесятерен-
ному значению среднего показателя текучести расплава полиме-
ра. Так, например, марка ПЭ 15803—020 принадлежит ПЭНП (до
930 кг/м3), имеющему показатель текучести расплава 2 г/10 мин.
В обозначении композиций сохраняются лишь три первые цифры
базовой марки. ПЭНП выпускается стабилизированным в виде
гранул, реже — в виде порошка.
Комплекс свойств ПЭНП определяется разветвленной струк-
турой его макромолекул (15—25 ответвлений на 1000 атомов уг-
лерода цепи). Молекулярная масса М = 30 •*- 50 тыс.
ПЭНП способен кристаллизоваться. Наличие разветвлений
ограничивает степень кристалличности (менее 40 %). Температура
плавления составляет 108—110 °C. Высокая скорость кристалли-
зации делает величину степени кристалличности и, следователь-
но, свойства ПЭ мало зависящими от режима охлаждения. Тем-
пература деструкции — 320 °C. При перегреве возможно сшива-
ние ПЭ, приводящее к образованию "геликов".
ПЭ является неполярным полимером. При 20 °C вследствие
кристалличности он не растворяется в известных органических
растворителях; при нагревании выше 80 °C растворяется в арома-
тических растворителях. Стоек к кислотам и щелочам, нестоек к
сильным окислителям.
ПЭНП относят к термопластам общетехнического назначе-
ния. Он отличается сравнительной дешевизной и технологично-
стью, морозостоек, сохраняет эластичность до —70 °C, обладает
высокой химической стойкостью, что позволяет использовать его
в изготовлении тары для агрессивных жидкостей; имеет малое во-
допоглощение. ПЭ инертен к физиологическим средам и пище-
14
вым продуктам, кроме жиров. Он является прекрасным электро-
изоляционным материалом и используется для низко- и высоко-
частотной изоляции.
ПЭНП может сшиваться при воздействии ионизирующих из-
лучений. Ниже приведены некоторые характеристики ПЭНП:
сгр, МПа.............12—16
ер, %............... 150-600
тъ, °C..............80-100
?М, °C........
р у, Ом • м . . . .
tg5 (при 106 Гц)
50
1016
(2 + 2,5) • 10“4
(здесь — теплостойкость по Вика, 7^ — теплостойкость по
Мартенсу).
К недостаткам этого полимера следует отнести низкие предель-
ные температуры эксплуатации (невозможность термической сте-
рилизации), сравнительно высокую газопроницаемость и низкую
маслостойкость. Он нестоек к УФ-излучению, имеет низкие проч-
ностные характеристики и твердость, отличается высокой горюче-
стью и способностью накопления электростатических зарядов.
ПЭНП перерабатывается всеми основными методами, ис-
пользуемыми для термопластов, не склеивается без специальной
обработки поверхности, но хорошо сваривается.
Низкая стоимость позволяет использовать его для изготовле-
ния тары и изделий культурно-бытового и медицинского назна-
чения. Более половины производимого ПЭНП перерабатывается
в пленки для упаковки и нужд сельского хозяйства.
Полиэтилен высокой плотности (ПЭВП) получают
полимеризацией на катализаторах типа Циглера—Натта, проте-
кающей по ионно-координационному механизму при 80 °C и дав-
лении 0,3—0,5 МПа в суспензии или газовой фазе.
Обозначение марок ПЭВП аналогично обозначению марок
ПЭНП, но начинается с цифры "2". Плотность изменяется от 945
до 955 кг/м3, а ПТР — от 0,1 до 17 г/10 мин.
Выпускается стабилизированным в виде гранул или порошка.
Способ полимеризации обусловливает малую разветвленность
ПЭВП (количество ответвлений на 1000 атомов углерода состав-
ляет 3—6). М- 50 -ь 3500 тыс., однако обычно значение М не пре-
вышает 800 тыс. При М > 2 млн. ПЭ хотя и имеет хороший ком-
плекс свойств, но практически теряет текучесть (высокомолеку-
лярный полиэтилен). Предел прочности при растяжении превы-
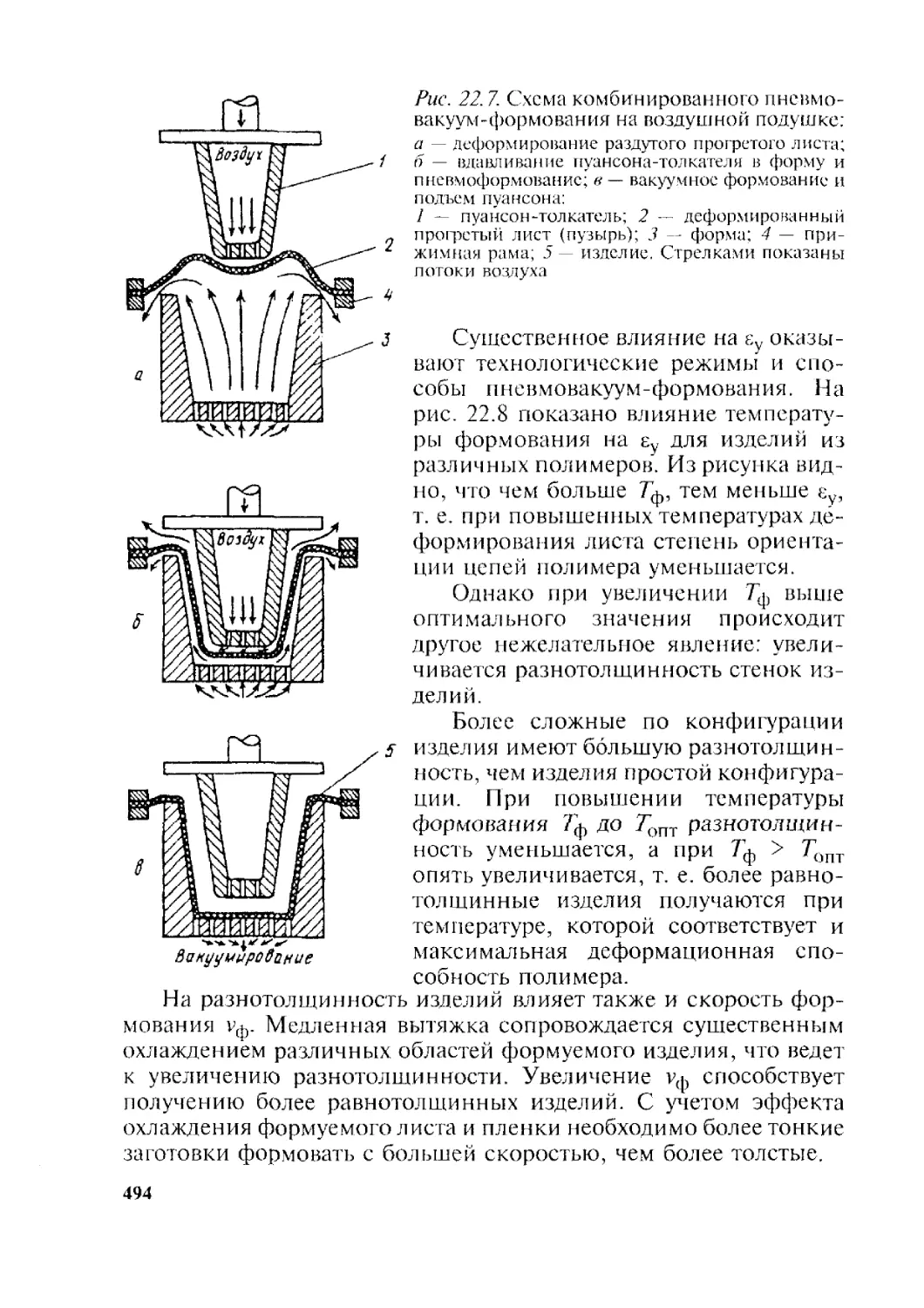
шает 40 МПа.
Низкая разветвленность приводит к высокой степени кристал-
личности, которая составляет 70—80 %, а температура плавления
равна 120—125 °C. ПЭВП обладает большей стойкостью к раство-
рителям, чем ПЭНП, растворяется при повышенной температуре
15
в ароматических растворителях и их галогенопроизводных. Стоек
к кислотам и щелочам, нестоек к сильным окислителям.
Вследствие более высокой степени кристалличности ПЭВП
имеет более высокие прочностные показатели: теплостойкость,
жесткость и твердость. Он имеет высокие морозостойкость, хи-
мическую и радиационную стойкость. Наличие остатков катали-
заторов не позволяет использовать его в контакте с пищевыми
продуктами (требуется отмывка от катализаторов). Несколько ху-
же, чем у ПЭНП (из-за остатков катализаторов), высокочастот-
ные электрические характеристики, однако это не ограничивает
применения ПЭВП в качестве электроизоляционного материала.
Ниже приведены некоторые характеристики ПЭВП:
Стр, МПа............22—30
ои, МПа.............20—35
Ер, %.............. 300-800
тв, °C........
Тм, °C........
р 14 Ом • м . . . .
tg5 (при Юб Гц)
110-120
100
1016
(2 4- 5) • 10~4
ПЭВП перерабатывается в изделия всеми основными метода-
ми, наиболее часто — литьем под давлением. Хорошо сваривается.
Он используется для изготовления тары, листов, труб, ориенти-
рованных лент и различных изделий технического назначения.
Полиэтилен среднего давления (высокой
плотности) — ПЭСД — получают полимеризацией в раство-
рителе в присутствии оксидов Со, Mo, V при 130—170 °C и дав-
лении 3,5—4 МПа.
Разветвленность ПЭСД - менее 3 на 1000 атомов углерода ос-
новной цепи. М = 70 + 400 тыс. Линейный ПЭСД имеет еще боль-
шие, чем у ПЭВП, значения плотности (от 950 до 976 кг/м3) и вы-
сокую температуру плавления (от 128 до 132 °C), ПТР — от 0,3 до
20 г/10 мин. Обозначение марок как у ПЭВП.
По большинству эксплуатационных и технологических свойств
он близок к ПЭВП, однако большая упорядоченность надмолеку-
лярной структуры делает его более прочным, жестким и тепло-
стойким. Вот его некоторые характеристики:
<Тр, МПа...........20—40 Ру, Ом • м..........1016
£р, %..............200—1000 tg5 (при 106 Гц)....(2^4) 10~4
При сополимеризации этилена с небольшими количествами
ос-олефинов — пропилена, бутилена и др. [0,2—3 % (мол.)] — мож-
но получать линейные полиэтилены средней (930—940 кг/м3) и
низкой (менее 930 кг/м3) плотности (ПЭСП и ЛПЭНП) с регу-
лируемыми в широких пределах разветвленностью и молекуляр-
ной массой. Эти модификации ПЭ в настоящее время получают
16
все более широкое применение, так как совмещают положитель-
ные качества ПЭНП и ПЭВП. Так, пленка из ЛПЭНП, сохраняя
эластичность, характерную для пленок из ПЭНП, имеет большую
прозрачность. Экструзионные пленки, изготовленные из ПЭСП,
по внешнему виду подобны бумаге (шероховатость, мутность), а
прочностные характеристики их такие же, как у пленок из ПЭВП,
однако они более эластичны.
Из других сополимеров наиболее часто используются сополи-
меры с винилацетатом (сэвилены). С увеличением содержания
винилацетатных групп имеет место переход от термопластов к
термоэластопластам с хорошими адгезионными свойствами.
Полипропилен (ПП) — полимер пропилена:
~СН2-СН~
СН3
Изотактический ПП получают полимеризацией в растворите-
лях в присутствии катализаторов типа Циглера—Натта.
Марочный ассортимент определяется способом получения и
показателем текучести расплава полимера (от 0,3 до 23 г/10 мин).
В названиях базовых марок содержится пять цифр. Две первые
цифры определяют способ получения ПП, три последние цифры
соответствуют удесятеренному значению ПТР. Так, ПП 21090
имеет ПТР, равный 9 г/10 мин. Выпускается в виде гранул, от-
мытым от катализаторов и атактической фракции и стабилизиро-
ванным. Нестабилизированный порошкообразный ПП имеет бу-
квенное обозначение марок (А, Б и В).
Промышленно выпускаемый ПП имеет линейную регулярную
структуру макромолекул. М = 60-5-200 тыс. Способен кристалли-
зоваться. Вследствие пониженной скорости кристаллизации раз-
мер сферолитов, а следовательно, и комплекс физико-механиче-
ских свойств зависят от режима охлаждения изделий (мелкосфе-
ролитная структура более желательна).
Степень кристалличности достигает 73—75 %, при этом плот-
ность ПП составляет 900—910 кг/м3, а температура плавления —
165-170 °C.
ПП является неполярным полимером. Растворяется при по-
вышенных температурах в ароматических, а также хлорированных
углеводородах, маслостоек, стоек к кислотам и щелочам.
Наличие третичного углерода в молекулярной цепи делает его
менее стойким к термоокислительной деструкции (7^еСтр 300 °C).
Это приводит к снижению вязкости и ухудшению деформацион-
ных свойств при высоких температурах переработки.
2 - Заказ № К-4269
17
пп относится к полимерам общетехнического назначения.
Он обладает высокой химической и водостойкостью, имеет хоро-
шие электроизоляционные характеристики. Имеются марки, до-
пущенные к контакту с пищевыми продуктами. Ниже приведены
некоторые характеристики ПП:
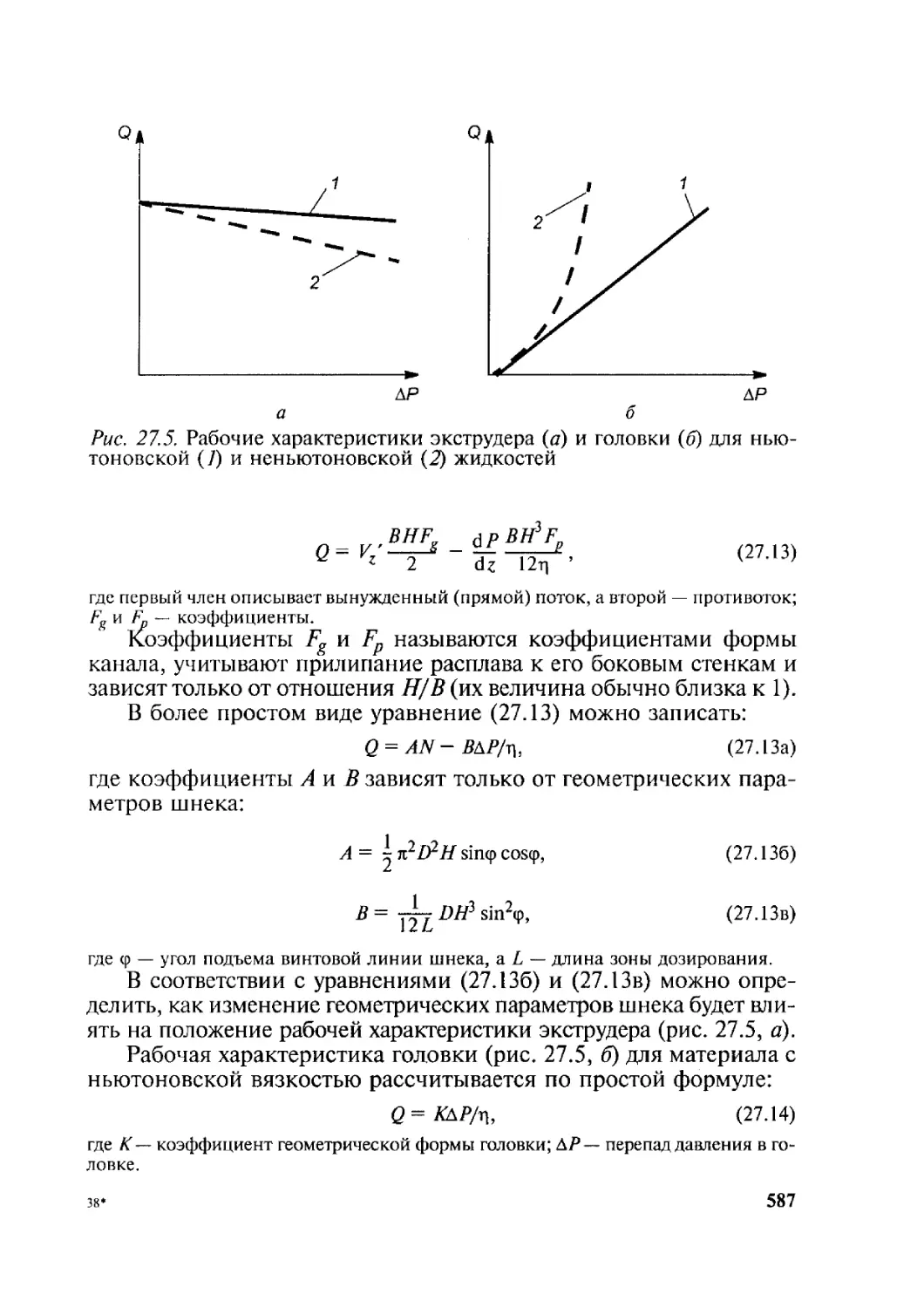
Стр, МПа .
ер, % . .
а, кДж/кг
Нъ, МПа.
30-40
400-800
80
40-70
ТВ,°С........
Тм, °C ......
Ру, Ом • м. . . .
tg5 (при 106 Гц)
.140-155
• 85-100
. ю15-1016
• (3 + 5) • 10“4
(здесь а — ударная вязкость, Я^ — твердость по Бринеллю).
К недостаткам ПП следует отнести низкую морозостойкость
(—15 °C); он горюч, плохо склеивается, способен накапливать
электростатические заряды, нестоек к УФ-излучению и действию
ионизирующих излучений.
ПП хорошо перерабатывается всеми основными методами пе-
реработки термопластов. Он используется в медицине, пищевой
промышленности, в электротехнике. Широко используются про-
зрачные упаковочные пленки из ПП.
Полистирол (ПС) — полимер стирола:
~СН2-СН~
6
Атактический ПС получают радикальной полимеризацией
стирола в присутствии пероксидных или азосоединений в качест-
ве инициаторов. Полимеризацию осуществляют в массе, в эмуль-
сии (в водной среде), реже — в суспензии. М = 500 4- 2000 тыс.
Наибольшую молекулярную массу и лучший комплекс прочност-
ных характеристик имеет эмульсионный ПС. Марочный состав
определяется способом получения ПС. Марки ПС, полученного
полимеризацией в массе, имеют обозначение ПСМ, суспензион-
ные — ПСС, эмульсионные — ПСЭ. Показатель текучести рас-
плава ПС изменяется от 1,5 до 16. Выпускается стабилизирован-
ным в виде гранул или порошка.
ПС имеет высокую степень разветвленности. Вследствие не-
регулярности строения молекулярной цепи он является типич-
ным аморфным полимером плотностью 1050—1080 кг/м3 и с тем-
пературой стеклования 100 °C. При нормальных условиях ПС —
жесткий материал. Отсутствие кристаллической фазы делает его
прозрачным, с коэффициентом светопропускания до 90 %.
Третичный углерод в основной цепи увеличивает вероятность
термоокислительной деструкции, облегчена деполимеризация (тем-
18
пература деполимеризации около 260 °C). При нормальных усло-
виях ПС хорошо растворим в ароматических и хлорированных уг-
леводородах, сложных эфирах, кетонах. Стоек к щелочам и ми-
неральным кислотам.
ПС относится к термопластам общетехнического назначения.
Обладая хорошими прочностными свойствами, прозрачностью и
прекрасным внешним видом, он широко используется в светотех-
нике и в изделиях культурно-бытового назначения.
ПС является прекрасным диэлектриком, хорошо работающим
при низких и высоких частотах, используется в электротехнике, в
том числе для изготовления тонких ориентированных конденса-
торных пленок. Нетоксичен; "пищевые” марки ПС отмывают от
остаточного стирола (до содержания менее 0,3 %). Используется
в медицинской технике. ПС водостоек и радиационностоек. Ниже
приведены некоторые характеристики ПС:
Ор, МПа............. 40—45 «д .............
ои, МПа............ 100-105 Тв, °C...........
ер, % ............... 1-3 7м, °C..........
а, кДж/м2..........15—20 Ри, Ом • м.......
НБ, МПа............ 140—200 tg5 (при 106 Гц). . . .
1,59
100-105
70-80
1015_1016
(1 +4) • 10"4
К недостаткам ПС можно отнести хрупкость при нормальных
условиях, низкую ударную прочность — это значительно ограни-
чивает его применение. Теплостойкость, химическая стойкость и
стойкость к воздействию УФ-лучей невелики. Пленки из ПС
сильно электризуются. ПС горюч.
ПС перерабатывается всеми методами переработки термопла-
стов, хорошо сваривается и склеивается, совмещается с пласти-
фикаторами, хорошо окрашивается.
Широкое распространение получил вспененный ПС (пено-
пласт) с плотностью до 20 кг/м3.
Более половины производимого ПС приходится на долю его
сополимеров.
В промышленности (в основном в автомобилестроении) по-
лучили распространение оптически прозрачные сополимеры сти-
рола с акрилонитрилом (80:20) — САН, стирола с метилметакри-
латом (40:60) — МС, стирола с метилметакрилатом и акрилонит-
рилом (40:52,5:7,5) — МСН. Эти литьевые материалы обладают по
сравнению с ПС более высокой бензостойкостью и прочностью
при изгибе (до 130 МПа).
Повышенной теплостойкостью (Ты до 95 °C) и хорошими све-
тотехническими и диэлектрическими свойствами обладает сопо-
лимер стирола с а-метилстиролом — САМ. Однако наибольшее
распространение получили ударопрочные сополимеры стирола.
2*
19
Ударопрочный полистирол (УПС) — продукт приви-
той сополимеризации стирола с бутадиеновым или бутадиен-сти-
рольным каучуком.
Процесс полимеризации проводят в присутствии пероксид-
ных инициаторов и регуляторов. М = 70 + 100 тыс. При этом од-
новременно проходит гомополимеризация стирола и привитая со-
полимеризация стирола с каучуком. Доля сополимера около 15 %.
Марочный ассортимент определяется способом получения и
назначением ударопрочного ПС. При полимеризации в массе бу-
квенное обозначение марки — УПМ, при суспензионной поли-
меризации — УПС, при механическом смешении компонентов
(компаундировании) — УПК. Марки группируются по величине
ударной прочности от сверхударопрочных (например, УПС-1104)
до марок с низкой ударной прочностью, но с большей прозрач-
ностью.
Ударопрочный полистирол выпускается стабилизированным,
в виде белых гранул. Первые две цифры четырехзначного номера
марки соответствуют минимальному значению ударной вязкости
с надрезом (в кДж/м2), последняя цифра — удесятеренное мак-
симальное содержание остаточного мономера (в %).
Этот материал можно считать композиционным, содержащим
матрицу жесткого ПС (Л/ = 70 + 100 тыс.), с частицами каучука
размером 1—5 мкм, окруженными тонким слоем привитого сопо-
лимера. Несмотря на низкую молекулярную массу полистироль-
ной матрицы, благодаря присутствию каучука вязкость ударо-
прочного ПС близка по величине к вязкости ПС общего назна-
чения (ПТР = 1,5 + 15 г/10 мин). Плотность — 1040—1070 кг/м3.
Ниже приведены некоторые характеристики ударопрочного ПС:
<Тр, МПа..................
ои, МПа...................
£р, % • • • • ............
а, кДж/м2.................
Нь, МПа...................
30-35
55-60
20-30
40-50
100-130
Гв, °C................75-90
Тм, °C ...... ........65-74
р^, Ом • м............1014—1015
tg8 (при 106 Гц)......(5 +7) • 104
Введение каучука приводит к снижению жесткости, прочно-
сти и твердости УПС. Теплостойкость уменьшается на 20—25 °C.
Ухудшаются электроизоляционные характеристики. Наличие час-
тиц каучука снижает прозрачность ударопрочного ПС. Нашел
применение в радио-, электро- и приборостроении, в основном
для изготовления крупногабаритных корпусных деталей и техни-
ческих изделий и фурнитуры, широко используется для изготов-
ления тары одноразового использования и посуды.
Основные методы переработки — литье под давлением и экс-
трузия листа с последующим пневмо- или вакуум-формованием.
20
АБС-пластики — продукт привитой сополимеризации
стирола с акрилонитрилом и бутадиеновым или бутадиен-сти-
рольным каучуком.
Процесс сополимеризации мономеров с каучуком проводят в
эмульсии в присутствии пероксидных инициаторов. Одновремен-
но протекает сополимеризация мономеров — стирола с акрило-
нитрилом. В конечном продукте содержится 65 % стирола, 20 %
акрилонитрила и 15 % каучука (в среднем).
Обозначение марок включает буквенное (АБС) и цифровое
обозначение, аналогичное цифровому обозначению марок ударо-
прочного ПС.
АБС-пластики выпускаются стабилизированными в виде бе-
лых гранул и порошка.
Материал представляет собой композицию из жесткой матри-
цы статистического сополимера стирола и акрилонитрила и эла-
стичных частиц (около 1 мкм) каучука с тонким слоем привитого
сополимера. Он объединяет положительные качества САН и уда-
ропрочного ПС. Плотность АБС-пластиков составляет 1020—
1050 кг/м5. Повышение ударной прочности происходит при со-
хранении теплостойкости, жесткости и прочности на уровне зна-
чений, характерных для ПС общего назначения, при более высо-
кой масло- и бензостойкости.
Ниже приведены некоторые характеристики АБС-пластиков:
Стр, МПа.............40-55
си, МПа..............50-100
ер,%.................20-40
а, кДж/м2............50—60
НБ, МПа..............100-150
7в, °C.........
7м, °C.........
р Ом • м . . . .
tg5 (при 106 Гц)
105-115
75-95
IO14—1015
(6 + 10) • 10-3
АБС непрозрачен, имеет низкие электроизоляционные харак-
теристики при высоких частотах.
АБС-пластики перед переработкой рекомендуется сушить.
Основные методы переработки АБС-пластиков — литье под
давлением и экструзия. Вследствие повышенной вязкости распла-
ва необходимо применять более высокие температуры и напря-
жения, чем при переработке ударопрочного ПС. АБС-пластики
хорошо металлизируются. Они используются для изготовления
крупногабаритных корпусных деталей, листов, фурнитуры, в том
числе в авто- и машиностроении.
Полиметилметакрилат (ПММА) — полимер метилметакрилата:
~СН2—С(СН3)~
О = С-О-СНз
21
ПММА получают радикальной полимеризацией метилметак-
рилата в присутствии пероксидных инициаторов. Полимеризаци-
ей в массе изготавливают листы ПММА (стекла органические),
содержащие, как правило, пластификаторы (фталаты, фосфаты) и
остаточный мономер.
Сополимеризацией метилметакрилата с небольшими количе-
ствами (2—4 %) метил- или бутилакрилата получают гранулиро-
ванные материалы с улучшенной перерабатываемостью: в массе —
дакрилы, в суспензии — ЛСОН.
Органические стекла имеют большую молекулярную массу М
(более 600 тыс.) и, как правило, неспособны переходить при на-
гревании в вязкотекучее состояние. Молекулярная масса суспен-
зионного полимера — менее 100 тыс.
ПММА является аморфным полимером с плотностью 1180—
1200 кг/м3 и температурой стеклования 100—110 °C, что обуслов-
лено значительным межмолекулярным взаимодействием. В нор-
мальных условиях это жесткий прозрачный полимер. Температура
деструкции (деполимеризации) превышает 280—300 °C.
Являясь полярным полимером, ПММА хорошо растворяется
в сложных эфирах, кетонах, хлорированных и ароматических уг-
леводородах, плохо растворяется в алифатических углеводородах и
низших спиртах. Хорошо совмещается с большинством пластифи-
каторов. Растворимость с увеличением молекулярной массы (у ор-
ганических стекол) значительно снижается. При нормальных ус-
ловиях ПММА стоек к кислотам и щелочам, масло- и водостоек.
ПММА является материалом общетехнического назначения.
Основные его достоинства — высокая прозрачность (более 90 %),
в том числе для УФ- и ИК-лучей, и достаточно высокие прочно-
стные характеристики (максимальные значения они имеют для
органического стекла), что позволяет широко использовать этот
материал для изготовления светотехнических изделий, остекле-
ния (например, авиационное стекло). Он является морозостой-
ким материалом (—60 °C) и имеет сравнительно высокую тепло-
стойкость, нетоксичен, инертен к физиологическим средам, что
позволяет использовать его в изделиях медицинского назначения.
Ниже приведены некоторые характеристики ПММА:
Ор, МПа............ 40-70 п™..............1,49
аи, МПа............ 100-150 Тв, °C..........105-115
ер,%..................2-3
а, кДж/м2............14—30
Тм, °C............60-90
рк, Ом • м........1013—1015
ЯБ, МПа.............. 130-180 tgS..............(0,02 + 0,05)
10-3
Ударная прочность ПММА невелика. Будучи неплохим ди-
электриком, он непригоден вследствие своей полярности для ис-
22
пользования при высоких частотах. ПММА — легкогорючий ма-
териал. Основной недостаток ПММА — это поверхностное рас-
трескивание под действием механического напряжения в присут-
ствии кислорода. На начальных стадиях этого процесса оно про-
является как помутнение ("синева") стекла, затем происходит рост
трещин вплоть до разрушения изделия. Основными способами
борьбы с микрорастрескиванием ("серебрением") являются пла-
стификация и ориентационная вытяжка органических стекол.
При этом улучшается и комплекс прочностных характеристик.
Так, при вытяжке органического стекла ударная вязкость повы-
шается до 30 кДж/м2.
Сополимеры метилметакрилата с метил- или бутилакрилатом
хорошо перерабатываются обычными методами переработки тер-
мопластов. Изделия из органических стекол изготавливают пнев-
мо- или вакуум-формованием в высокоэластическом состоянии,
а также сваркой и склеиванием. Переработка отходов органиче-
ских стекол затруднена.
ПММА используется в светотехнике, медицине, авиа- и ма-
шиностроении.
Полиакрилонитрил (ПАН) — полимер нитрила акриловой ки-
слоты:
~СН2-СН~
CN
ПАН получают радикальной полимеризацией акрилонитрила
в присутствии пероксидных или азоинициаторов в атмосфере азо-
та. Полимеризацию проводят в водной эмульсии, в водных рас-
творах солей, в органических растворителях и реже в массе. Вы-
пускается в виде белого порошка или лаков. М > 35 + 100 тыс.
ПАН — жесткоцепной неплавкий полимер плотностью 1140—
1170 кг/м3. Температура стеклования — около 140 °C. При тем-
пературе размягчения 220—230 °C начинает изменяться цвет (до
темно-коричневого) и ПАН разлагается с выделением большого
количества газофазных продуктов (в основном аммиака), при
температуре 270 °C выделяется цианистый водород. Температура
плавления (317 °C) превышает температуру деструкции.
ПАН — полярный гигроскопичный полимер (водопоглоще-
ние — 1—2 %). Он растворяется в диметилформамиде, диметил-
ацетамиде, диметилсульфоксиде, в водных растворах солей (бро-
мида лития, роданида натрия, хлорида цинка и др.); гидролизуется,
растворяясь в концентрированных кислотах. Нестоек к действию
концентрированных щелочей.
23
Ниже приведены некоторые характеристики ПАН:
ар, МПа............60 4°...................1,49-1,52
£р, %..............10—35 ри,Ом-м..............1013
tg5 (при 106 Гц).....0,03
ПАН недостаточно размягчается, что ограничивает его пере-
работку. В основном он используется для изготовления волокон
из раствора (волокно нитрон). Из ПАН-волокон термическим
окислением, карбонизацией и графитизацией получают высоко-
модульные углеродные волокна.
Поливинилхлорид (ПВХ) — полимер винилхлорида:
ПВХ получают радикальной полимеризацией винилхлорида в
присутствии пероксидных или азоинициаторов. В промышлен-
ных условиях полимеризацию осуществляют в основном в сус-
пензии (в водной среде), а также в массе и в эмульсии.
Марочный состав определяется способом получения ПВХ, а
также величиной средней молекулярной массы полимера, харак-
теризуемой константой Фикентчера Лф, которая рассчитывается
по относительной вязкости раствора полимера.
У промышленных марок константа Фикентчера изменяется от
50 до 80, при этом степень полимеризации п практически линейно
растет от 450 до 1750:
п ~ 40(Хф - 40).
Марки ПВХ, полученного полимеризацией в суспензии, имеют
буквенное обозначение ПВХ-С, в эмульсии — ПВХ-Е, в массе —
ПВХ-М. Первые две цифры после буквенного обозначения ука-
зывают на минимальную величину Хф. Буквы после цифр опреде-
ляют возможное применение ПВХ данной марки. Так, буква М —
ПВХ для мягких изделий, Ж — для жестких изделий, П — для паст.
Например, ПВХ-С 70М — это суспензионный ПВХ с Хф > 70
(средняя степень полимеризации — 1200), рекомендуемый для из-
готовления мягких изделий.
ПВХ выпускается в виде порошка с размером частиц 100—
200 мкм.
ПВХ характеризуется очень широким молекулярно-массовым
распределением. Степень полимеризации для различных фракций
полимера одной и той же марки может изменяться в несколько де-
сятков раз. Разветвленность макромолекул составляет 2—5 на
1000 атомов углерода основной цепи и зависит от способа полу-
чения полимера.
24
ПВХ — аморфный полимер (степень кристалличности не пре-
вышает 10 %) плотностью 1380—1400 кг/м3 и с температурой стек-
лования 70—80 °C. Это полярный полимер с высоким межмоле-
кулярным взаимодействием. При нагревании он растворяется в
хлорированных углеводородах, кетонах, циклогексаноне, тетра-
гидрофуране; масло-, бензо- и водостоек, стоек к действию ки-
слот и щелочей. Он хорошо совмещается с большинством выпус-
каемых промышленностью пластификаторов. Из-за частичной
кристаллизации форма изделий сохраняется даже при высоком
содержании пластификаторов.
ПВХ — атмосферостойкий, самозатухающий полимер, но при
его горении выделяются экологически вредные диоксины.
При нагревании до температур более 150—170 °C при переходе
в вязкотекучее состояние ПВХ начинает разлагаться с выделени-
ем хлороводорода и образованием сопряженных двойных связей.
Это вызывает уже на начальных стадиях деструкции (до заметного
изменения физико-механических характеристик) потемнение по-
лимера. Выделяющийся хлороводород ускоряет процесс разложе-
ния, что делает невозможной переработку ПВХ обычными мето-
дами без термостабилизации.
Особенностью стабилизации ПВХ является то, что наряду с
обычными антиоксидантами и светостабилизаторами в компози-
ции на его основе необходимо вводить до 3 % акцепторов и ней-
трализаторов хлороводорода (обычно это соли кальция, цинка,
бария, свинца и жирных кислот). При правильном подборе ста-
билизирующих систем (комплексов) температура деструкции
ПВХ в композициях повышается до 180—200 °C, что делает воз-
можной его переработку.
На практике имеют дело с винипластами, пластикатами и пла-
стизолями ПВХ.
Винипласты — жесткие материалы на основе ПВХ, содер-
жащие стабилизирующие добавки и смазывающие вещества. Вы-
пускаются в виде листов, труб и пленок.
Винипласт обладает высокими прочностными характеристи-
ками, в том числе ударной прочностью, высокой химической и
водостойкостью, является антикоррозионным материалом. Дос-
таточно масло- и бензостоек. Он широко применяется в машино-
строении. Это негорючий низкочастотный электроизоляционный
материал. Его диэлектрические характеристики мало зависят от
температуры (до 80 °C) и влажности окружающей среды. Неток-
сичность позволяет использовать изделия из винипласта в пище-
вой промышленности и медицине. Некоторые композиции про-
25
зрачны и используются в светотехнике. Ниже приведены основ-
ные характеристики винипласта:
Стр, МПа
сти, МПа
ер, % ,
а, кДж/м
ЯБ, МПа
40-60
100—120
10—50
70-150
130-160
Тй, °C...............75-90
41, °C.................65-70
рГ) Ом м.............1014-1015
tg8 (при 106 Гц).......0,015—0,02
Недостатком винипластов является их небольшая морозостой-
кость (—10 °C) и теплостойкость. Высокая вязкость расплава и не-
высокая термостабильность осложняют переработку жесткого
ПВХ. Однако при правильном подборе компонентов и режимов
его можно перерабатывать каландрованием, экструзией, литьем
под давлением и прессованием. Винипласты хорошо свариваются
и склеиваются (клеями на основе перхлорвинила).
Пластикат ы — мягкие материалы на основе стабилизиро-
ванного и пластифицированного ПВХ.
В зависимости от назначения пластикаты могут содержать раз-
личные виды и разные количества пластификаторов. Обычно ис-
пользуют пластификаторы на основе фталатов, себацинатов, трик-
резилфосфат и другие высококипящие жидкости и их смеси. Об-
щее количество пластификаторов и смазок может достигать 50 %.
Введение пластификаторов снижает вязкость расплава ПВХ,
повышает его эластичность, морозостойкость (до —50 °C).
Пластикаты выпускаются в виде гранул, пленок, шлангов.
Пластикаты используются для изготовления изделий техниче-
ского и медицинского назначения, упаковки (в том числе для пи-
щевых продуктов), линолеума.
Электрические характеристики при введении пластификато-
ров несколько снижаются, тем не менее эти материалы в больших
объемах используются для изготовления электроизоляционных
покрытий (кабельные пластикаты). Они негорючи. Ниже приве-
дены некоторые характеристики пластикатов:
Ср, МПа...........10—18 Рг, Ом • м....... iqI0_|q13
ер, %............. 100-250 tg5 (при 106 Гц).... 0,05—0,1
Нъ, МПа...........0,7-6
Однако введение большого количества пластификаторов сни-
жает прочностные характеристики и теплостойкость материала.
Пластикаты ПВХ имеют более низкие, чем жесткий ПВХ, тем-
пературы переработки, что уменьшает вероятность начала термо- и
механодеструкции. Они хорошо перерабатываются всеми методами
переработки термопластов, а также склеиваются и свариваются.
26
Пластизоли (пасты) — это дисперсии ПВХ (эмульсионно-
го) в пластификаторах. Количество пластификаторов (диалкил-
фталатов, сложных эфиров адипиновой, себациновой, фосфор-
ной кислот) составляет от 30 до 80 %.
При обычных температурах частицы ПВХ практически не на-
бухают в указанных пластификаторах, что делает пластизоли дос-
таточно стабильными. При нагревании выше 40 °C в результате
ускорения процесса набухания (желатинизация) пластизоли пре-
вращаются в высоковязкие массы, которые после прогрева при
температурах выше 100 °C и охлаждения переходят в эластичные
материалы.
Пластизоли применяются для изготовления искусственных
кож, клеенки. Заливкой в формы изготавливают медицинские из-
делия, обувь, игрушки и т. д. Широкое применение нашли вспе-
ненные пластизоли ПВХ (пено- и поропласты).
Фторопласты — группа галогенсодержащих полимеров, к ко-
торым относятся политетрафторэтилен, политрифторхлорэтилен,
поливинилиденфторид и поливинилфторид.
Политетрафторэтилен (ПТФЭ) — это полимер тетраф-
торэтилена (фторлон-4, фторопласт-4):
~CF2—CF2~
ПТФЭ получают радикальной полимеризацией тетрафторэти-
лена в присутствии пероксидных инициаторов. Полимеризацию
обычно проводят в суспензии и эмульсии (в водной среде). Низко-
молекулярные продукты (М — 20 -J- 30 тыс.) получают полимериза-
цией в растворе. Выпускается в виде порошка и водных суспензий.
Основой названия марок ПТФЭ является обозначение Ф-4. Суще-
ствуют разновидности ПТФЭ, имеющие более низкую молеку-
лярную массу, или сополимеры, например, с гексафторпропиле-
ном с пониженной температурой плавления: Ф-4Д, Ф-4М и др. За
рубежом ПТФЭ часто называется тефлоном.
ПТФЭ имеет линейное строение макромолекул. М = 100 -ь
-* 500 тыс.
Химическая структура ПТФЭ, а именно полное замещение ато-
мов водорода на атомы фтора и симметрия мономерного звена, де-
лает этот полимер материалом с уникальным комплексом свойств.
Это неполярный гибкоцепной полимер; степень кристалличности до
95 %. При этом температура плавления составляет 310—315 °C, плот-
ность — наибольшая из известных у полимеров: 2100—2300 кг/м3.
Вследствие высокой кристалличности ПТФЭ непрозрачен.
Он обладает высокой термостойкостью (Тдестр >415 °C, при
этом он разлагается с выделением соединений фтора) и химиче-
27
ской стойкостью. ПТФЭ не растворяется в известных органиче-
ских и неорганических растворителях (нестоек к газообразному
фтору и расплавам щелочей).
Уникальный комплекс свойств ПТФЭ делает его незамени-
мым во многих областях техники. Несмотря на сравнительно вы-
сокую стоимость он находит широкое применение. Обладая пре-
красными диэлектрическими свойствами и широким диапазоном
рабочих температур, он используется для изготовления низко- и
высокочастотной электроизоляции, работающей в особо жестких
условиях. ПТФЭ негорюч. Высокая химическая стойкость позво-
ляет использовать ПТФЭ для транспортировки агрессивных ве-
ществ и футеровки поверхностей, контактирующих с ними.
ПТФЭ инертен к физиологически активным средам и находит
применение в медицине, в том числе при протезировании.
Он является хорошим антифрикционным материалом. Хотя
стойкость к истиранию у него ниже, чем у ряда других антифрик-
ционных полимеров, он используется для изготовления деталей,
работающих в узлах трения (особенно в агрессивных средах). Ан-
тифрикционные свойства и эластичность ПТФЭ сохраняет в
очень широком диапазоне температур: от ”196 до 250 °C. Ниже
приведены некоторые характеристики ПТФЭ:
Ср, МПа.............15-30
Ер, %............... 250-500
а, кДж/м2...........100
ЯБ, МПа.............30-60
Тв, °C.......
Ль °C........
р у, Ом м . . . .
tg5 (при 106 Гц)
АГтр (по стали) .
100-120
100-110
10|6-1018
(2 + 2,5) • Ю"4
0,02-0,04
ПТФЭ имеет низкие значения твердости. Теплостойкость его
также невелика. Он обладает свойством перекристаллизовываться
под действием механических напряжений при низких температу-
рах. При этом он деформируется необратимо уже при относитель-
но невысоких напряжениях ("хладотекучесть"). Это ограничивает
его использование как конструкционного материала. Радиацион-
ная стойкость ПТФЭ низка. Основным недостатком ПТФЭ явля-
ется трудность его переработки в изделия, которая обычно осу-
ществляется прессованием с последующим спеканием и механи-
ческой обработкой. Он плохо сваривается, не склеивается без спе-
циальной обработки поверхности.
Среди других фторопластов, нашедших применение, хотя и
выпускаемых в меньших объемах, следует отметить политрифтор-
хлорэтилен, поливинилиденфторид, поливинилфторид.
Политрифторхлорэтилен (ПТФХЭ) — полимер триф-
торхлорэтилена (фторлон-3, фторопласт-3):
~CF2-CFC1~
28
ПТФХЭ получают радикальной полимеризацией трифторхло-
рэтилена в присутствии пероксидных инициаторов. Полимериза-
цию проводят в суспензии и эмульсии, реже — в массе в бески-
слородной среде. При эмульсионной полимеризации получают
менее вязкий продукт. ПТФХЭ выпускается в виде порошка и
водных суспензий.
Основой наименования марок является обозначение Ф-3. Мо-
дифицированный (полученный полимеризацией с примесями ви-
нилхлорида и винилиденфторида) ПТФХЭ, имеющий несколько
более разветвленную структуру молекулы, обозначается Ф-ЗМ.
ПТФХЭ — это кристаллизующийся полимер с температурой
плавления 208—210 °C и М = 50—200 тыс. Размеры сферолитов и
степень кристалличности зависят от режима охлаждения. Макси-
мальная степень кристалличности составляет 80 %; у "закален-
ных" образцов она не превышает 15—30 %, они прозрачны. Плот-
ность ПТФХЭ изменяется от 2080 до 2160 кг/м3. Температура
стеклования аморфной фазы составляет 50—55 °C. При нагрева-
нии до температур, превышающих 300—315 °C, ПТФХЭ начинает
разлагаться с выделением хлора, становится темно-коричневым
или черным (его термостабильность на 100 °C ниже, чем у ПТФЭ).
ПТФХЭ нестоек к действию расплавов щелочей, олеума, хло-
ра и фтора. Он растворяется в кипящих толуоле, ксилоле, дибу-
тиладипинате, дибутил себацинате, тетрахлориде углерода и неко-
торых других растворителях.
Области применения ПТФХЭ и ПТФЭ совпадают. ПТФХЭ,
обладая высокой химической, водо-, морозостойкостью (—195 °C),
негорючестью, имеет ряд преимуществ в сравнении с ПТФЭ. Он
имеет повышенные прочностные характеристики (особенно по-
сле "закалки") и лишен "хладотекучести". Прозрачность (85—90 %)
позволяет использовать ПТФХЭ в светотехнике (смотровые стек-
ла). Более низка по сравнению с ПТФЭ его газопроницаемость.
Это хороший антифрикционный материал. Ниже приведены не-
которые характеристики ПТФХЭ:
Пр, МПа.............30—45
сти, МПа............60—80
£р, %............... 40-200
а, кДж/м2...........20-160
НБ, МПа.............100-130
U.......................
7g, °C................... 130
7м, °C...................70
р Ом • м.................. 1013—1014
tg5 (при 106 Гц)..........0,01—0,02
Стоимость ПТФХЭ выше, чем ПТФЭ. Диэлектрические ха-
рактеристики несколько ниже, тем не менее, являясь хорошим
диэлектриком, он используется для производства конденсатор-
ных пленок. Радиационная стойкость его невысока.
29
Вследствие пониженной по сравнению с ПТФЭ температуры
плавления, несмотря на высокую вязкость расплава, он может по-
мимо прессования перерабатываться экструзией, литьем под дав-
лением, пневмоформованием, может свариваться.
Поливинилиденфторид (ПВДФ) — полимер винили-
денфторида:
~СН2—CF2~
ПВДФ получают радикальной полимеризацией винилиден-
фторида в присутствии инициаторов. Полимеризацию проводят в
растворе в диметилацетамиде, в суспензии, в массе. Выпускается
в виде порошка (с размером частиц 2 мкм и 20—200 мкм), гранул,
растворов и дисперсий.
Основой наименования марок ПВДФ является обозначение Ф-2.
Модифицированный Ф-2М имеет лучшую перерабатываемость.
Молекулярная масса М превышает 100 тыс. Это кристаллизую-
щийся полимер, его степень кристалличности зависит от режима ох-
лаждения и изменяется от 20 до 65 %, соответственно плотность —
в пределах 1750—1800 кг/м3. Температура плавления составляет
171—180 °C, температура стеклования аморфной фазы равна —(33 <-
-ь 38) °C. При температуре выше 340 °C он разлагается с выделением
фтороводорода и образованием сопряженных двойных связей.
ПВДФ — полярный полимер. Он растворяется в диметилсуль-
фоксиде, диметилацетамиде, диметилформамиде, стоек к кисло-
там и щелочам. ПВДФ — прочный, твердый теплостойкий мате-
риал, лишенный "хладотекучести". Он обладает высокой химиче-
ской и водостойкостью, радиационностоек, имеет хорошие элек-
троизоляционные и антифрикционные характеристики, морозо-
стоек (—50 °C). Является самозатухающим материалом. Ниже
приведены некоторые характеристики ПВДФ:
<Тр, МПа.............35-45
Ер, %................10—300
а, кДж/м2............100-190
МПа..............130-150
ТВ! °C.................140-160
рг, Ом • М.............10И —1013
tg5 (при 106 Гц).......0,015-0,02
ПВДФ используется в химической и электротехнической про-
мышленности для изготовления антикоррозионных и электроизо-
ляционных покрытий. Он является хорошим электретом, способ-
ным сохранять стабильными поверхностные заряды до 10 лет. Ис-
пользуется для изготовления термоусаживающихся изоляцион-
ных трубок.
Являясь типичным термопластом с ПТР22о оС = 0,5 4-12 г/10 мин,
может перерабатываться прессованием, литьем под давлением и
экструзией. Хорошо сваривается и окрашивается.
30
Полиформальдегид (полиметиленоксид) — ПФ — простой по-
лиэфир, полимер оксиметилена:
~СН2-О~
ПФ получают в процессе полимеризации формальдегида или
триоксана в присутствии малых количеств воды и катионных ка-
тализаторов. Полимеризацию проводят в растворе, расплаве и
суспензии. В последнем случае получают более высокомолекуляр-
ный продукт, но с более широким молекулярно-массовым рас-
пределением и, соответственно, с худшими свойствами. М = 30 +
50 тыс., молекулярно-массовое распределение — узкое.
ПФ является полимером с низкой термостабильностью: уже
при 100 °C он разлагается с выделением формальдегида. Ацети-
лирование концевых ОН-групп предотвращает начало отщепле-
ния конечных мономерных звеньев и повышает термостабиль-
ность ПФ до 180 °C. Дальнейшего повышения термостабильности
добиваются, проводя сополимеризацию формальдегида диоксола-
ном (до 5 %). После термообработки сополимера при температуре
200— 220 °C с его частичной деполимеризацией получают термо-
стабильный продукт (Т^естр 250 °C) со свойствами, аналогичны-
ми свойствам ПФ.
На практике технологи имеют дело именно с этими близкими
по свойствам сополимерами формальдегида марок СФД и СТД.
Выпускаются СФД и СТД в виде гранул или порошка в стабили-
зированном виде (в том числе с акцепторами формальдегида).
СФД — кристаллизующийся полимер с высокой скоростью кри-
сталлизации. Степень кристалличности достигает 90 % (у ПФ — бо-
лее 90 %). Плотность составляет 1410—1420 кгм3, а температура плав-
ления 165—170 °C. Температура стеклования аморфной фазы —60 °C.
Это полярный полимер с высоким уровнем межмолекулярного
взаимодействия. При 20 °C он растворяется в гексафторацетон-
гидрате, при высоких температурах — в других галогенсодержа-
щих углеводородах, феноле, уксусном ангидриде, сложных эфи-
рах. Стоек к щелочам, минеральные кислоты вызывают его раз-
ложение с выделением формальдегида.
По своим характеристикам ПФ и его сополимеры относятся к
конструкционным термопластам. Он может использоваться для
изготовления точных деталей, длительное время работающих под
нагрузкой (рычаги, кулачки и т. д.), хорошо выдерживает как ста-
тические, так и ударные и знакопеременные нагрузки. Свойства
и размеры стабильны в широком диапазоне температур (морозо-
стойкость —40—50 °C), мало зависят от влажности окружающей
среды. Он бензо- и маслостоек, имеет низкое водопоглощение.
31
Низкий коэффициент трения, высокие твердость и износо-
стойкость при более высокой, чем у других термопластов, тепло-
стойкости делают СФД прекрасным антифрикционным материа-
лом, способным заменять цветные металлы в узлах трения.
Хотя электроизоляционные характеристики СФД ниже, чем у
многих других термопластов, он является неплохим диэлектри-
ком. Ниже приведены некоторые характеристики СФД:
Стр, МПа
сти, Мпа.
<зсж, МПа
Ер, % . . .
ЯБ, МПа
65-75
100-120
105-140
10-25
120-140
7в, °C..........
Ру, Ом -м.......
КтР (по стали) .
tg8 (при 106 Гц)
160-170
1012-1013
0,35
0,004-0,007
К недостаткам СФД следует отнести малую радиационную
стойкость и горючесть (с выделением токсичных веществ).
Высокая вязкость расплава усложняет переработку СФД. Ос-
новным методом переработки является точное литье под давле-
нием; может перерабатываться экструзией. Перед переработкой
рекомендуется сушка. СФД хорошо сваривается, но склейка его
затруднена. Применяется для изготовления деталей технического
и санитарно-гигиенического назначения, прецизионных литье-
вых деталей.
Пентапласт (ПТП) — простой полиэфир, полимер 3,3-бмс(хлор-
метил)оксициклобутана:
СН2С1
~CH2-i-CH2-O~
<!:h2ci
ПТП получают полимеризацией 3,3-о«с(хлорметил)оксицик-
лобутана в среде органических растворителей (например, в мети-
ленхлориде) в присутствии катализаторов ионного типа.
ПТП выпускается в виде нескольких марок (А и Б), различаю-
щихся по вязкости раствора в циклогексане и, соответственно , по
средней молекулярной массе (М = 250 400 тыс.). Содержание
связанного хлора 45,5 %. Он медленно кристаллизуется с образо-
ванием сферолитов. Температура плавления ПТП — около 180 °C,
температура стеклования — около 0 °C. Степень кристалличности
не превышает 22—30 %, его легко получить в аморфном виде. При
резком охлаждении в холодной воде получается низкомодульный
материал, близкий по свойствам к каучукам. Плотность ПТП —
1320—1410 кг/м3. В отличие от других хлорсодержащих термопла-
стов, хлороводород не отщепляется вплоть до 280 °C.
32
ПТП — слабополярный полимер, стоек к действию щелочей,
кислот и большинства органических растворителей. При повышен-
ных температурах он растворяется в циклогексаноне, хлорбензоле,
диоксане, диметилформамиде. Нестоек к сильным окислителям.
ПТП является конструкционным термопластом. Это высоко-
прочный материал, хорошо выдерживающий статические и удар-
ные нагрузки. Отличительной чертой ПТП является сохранение
или даже увеличение прочностных показателей с ростом темпе-
ратуры. В этом отношении он превосходит большинство термо-
пластов.
ПТП — хороший антифрикционный материал с повышенной
стойкостью к истиранию. Он имеет высокую химическую стой-
кость и низкое водопоглощение и используется как антикоррози-
онный материал, в том числе для покрытий; хороший диэлектрик,
огнестоек и нетоксичен. Ниже приведены некоторые характери-
стики ПТП:
ар, МПа.................
ои, МПа.................
МПа. .............
а, кДж/м2...............
НБ, МПа.................
38-55
60-85
85-95
30-140
80-110
7в, °C................. 155-165
Гм, °C.............. . 42-48
ру, Ом • м.............1014—J015
Хтр (по стали).........0,12
tgg (при 106 Гц).......0,035
Морозостойкость ПТП невелика (0—10 °C). ПТП имеет невы-
сокую вязкость расплава, широкий температурный диапазон пе-
реработки, низкую технологическую усадку. Хорошо перерабаты-
вается литьем под давлением, экструзией, прессованием, хорошо
сваривается. Из него изготавливают детали, работающие в узлах
трения; листы, трубы, пленки, антикоррозионные покрытия.
Полифениленоксид (ПФО) — (поли-2,6-диметил-л-фениле-
ноксид), простой полиэфир 2,6-диметилфенола:
СН3
с/-
сн3
ПФО получают дегидрополиконденсацией 2,6-диметилфено-
ла в присутствии кислорода и катализатора (например, СиСу в
инертном растворителе. Марка ПФО "арилокс" выпускается в ви-
де порошка или гранул.
М = 25 -J- 700 тыс. Это жесткоцепной кристаллизующийся по-
лимер плотностью 1060 кг/м3, с температурой стеклования 225 °C
и температурой плавления 267 °C. При температурах выше 350 °C
3 Заказ № К-4269
33
происходит окисление метильных групп и образование трехмер-
ных структур за счет взаимодействия с водородными атомами
бензольного кольца. Дальнейшее повышение температуры приво-
дит к деструкции ПФО.
ГТФО — слабополярный полимер. Он растворяется в аромати-
ческих и хлорированных углеводородах, диметил формамиде, ди-
метилсульфоксиде; устойчив к кислотам и основаниям. Имеет хо-
рошие адгезионные свойства. ПФО — теплостойкий, эластичный,
прочный конструкционный термопласт, обладающий также высо-
кой ударной прочностью. Он сохраняет высокие прочностные ха-
рактеристики в широком диапазоне температур. Его морозостой-
кость — минус 60 °C. ПФО обладает хорошими электроизоляци-
онными и антифрикционными свойствами: негигроскопичен,
масло- и бензостоек, является самозатухающим материалом, радиа-
ционностоек. Ниже приведены некоторые характеристики ПФО:
Ор, МПа...................
аи, МПа...................
°сж> МПа. . ..............
£р, %.....................
а, кДж/м2.................
НБ, МПа...................
60-80
100-120
105-110
20—100
50-100
160-170
7в> °с.................. 180-200
Тм, °C.................. 185-190
ри, Ом • м.............. 1015—1016
Ктр (по стали).......... 0,35
tg5 (при 10б Гц)........ 0,0009
ПФО перерабатывается литьем под давлением и каландрова-
нием (переработка осложняется ее узким температурным интер-
валом). Он используется для изготовления прецизионных изделий
для радио- и электротехники, а также в машиностроении как за-
мена цветных металлов.
Полисульфон (ПСФ) — простой эфир 2,2-бис(4-оксифе-
нил)пропана (бисфенола А, дифенилолпропана, диана) и дифе-
нилсульфона:
ПСФ получают поликонденсацией солей (обычно фенолятов
натрия) и 4,4'-дихлордифенилсульфона. Полимеризацию прово-
дят в растворе диметилсульфоксида. Выпускается под названием
"полисульфон" в виде гранул.
М= ЗО-г-60 тыс. ПСФ имеет низкую степень разветвленности
и стереорегулярное строение макромолекул, однако вследствие
высокой жесткости цепи является аморфным прозрачным поли-
мером. Плотность ПСФ — 1240—1250 кг/м3, температура стекло-
вания 190—195 °C. Температура деструкции 420 °C.
34
ПСФ — слабополярный полимер. Он растворяется в диметил-
сульфоксиде, диметилформамиде, диацетамиде, стоек к кислотам и
щелочам. ПСФ — теплостойкий прочный конструкционный тер-
мопласт с высокой ударной вязкостью. Свойства и размеры изде-
лий сохраняются в широкой области температур; морозостойкость
достигает — 100 °C. Это химически, водо-, масло- и бензостойкий
полимер. Он стоек к УФ-излучению. Прозрачность ПСФ — 72—
79 %. ПСФ — самозатухающий полимер. Он обладает хорошими
антифрикционными и электроизоляционными свойствами; не-
токсичен, стерилизуется кипячением. Ниже приведены некото-
рые характеристики ПСФ:
ар, МПа...............55—80
аи, МПа...............110-120
осж, МПа..............100-110
ер, %.................50-100
а, кДж/м2.............100—110
тв, °C.................170-180
ру, Ом • м.............Ю15
Ктр (по стали).........0,45-0,50
tgS (при 106 Гц)....... 0,003-0,006
ПСФ перерабатывается литьем под давлением. Пленки из
ПСФ изготавливают поливом из раствора, реже — экструзией.
Применяется в электротехнике, машиностроении и в медицине.
Наиболее распространенными термопластичными сложными
полиэфирами являются полиэтилентерефталат и поликарбонаты.
Полиэтилентерефталат (ПЭТФ) — сложный полиэфир эти-
ленгликоля и терефталевой кислоты (лавсан):
~с-нГУ-с-о-сн2-сн2-о~
II II
о о
ПЭТФ получают из диметилтерефталата и этиленгликоля че-
рез реакцию переэтерификации с последующей поликонденсаци-
ей дигликольтерефталата в расплаве в присутствии катализатора
(например, ацетата цинка) в токе азота. ПЭТФ выпускается в виде
гранул (стабилизированный), а также в виде волокон и пленок.
При производстве волокон и пленок М~ 15 -s-40 тыс., при из-
готовлении преформ для выдувной тары М более 65 тыс.
ПЭТФ — жесткоцепной полимер с малой скоростью кристал-
лизации. При быстром охлаждении образуется прозрачный (Ксв >
> 90 %) аморфный полимер с температурой стеклования 80 °C.
При медленном охлаждении получаются частично-кристалличе-
ские образцы сферолитной структуры со степенью кристаллично-
сти до 50 % и температурой плавления 265 °C. Плотность состав-
ляет 1380—1400 кг/м3. Температура деструкции 380 °C.
Для улучшения перерабатываемое™ и замедления кристалли-
зации проводят сополиконденсацию с добавками бутиленгликоля,
при этом температура плавления снижается до 240—245 °C.
3*
35
ПЭТФ растворяется при нагревании в фенолах, трифторуксус-
ной кислоте, метиленхлориде, циклогексаноне. Нестоек к щелочам
и концентрированным кислотам, бензо- и маслостоек; нетоксичен.
Закристаллизованный ПЭТФ является термопластом конст-
рукционного назначения. Он обладает высокой прочностью (в
том числе при ударных нагрузках) и жесткостью в широком диа-
пазоне температур. Его морозостойкость ниже -100 °C. Проч-
ность пленок значительно повышается при ориентационной вы-
тяжке. Высокие диэлектрические характеристики позволяют ис-
пользовать его для производства тонких конденсаторных пленок
и деталей электротехнического назначения.
ПЭТФ — антифрикционный материал с высокой износостой-
костью. Он стоек к действию УФ- и ионизирующих излучений,
является самозатухающим материалом. Ниже приведены некото-
рые характеристики ПЭТФ:
Стр, МПа
ои, МПа
ер,%..,
а, кДж/м
НБ, МПа
50-70
80-120
80-130
90
100—120
"О ........... ...... 1,3/4
Тв, °C................. 235
ру, Ом • м............. 10,4-1015
tgS (при Ю6 Гц)........0,01—0,03
ПЭТФ имеет малую вязкость расплава и хорошо перерабаты-
вается литьем под давлением и экструзией (пленки). Вследствие
гидролитической деструкции ПЭТФ очень чувствителен при пе-
реработке к наличию влаги, поэтому сушка гранул обязательна.
Помимо волокон и пленок в больших количествах используется
для производства бутылок, а также электротехнических деталей.
Все более широкое применение находит близкий по химиче-
ской структуре и свойствам к ПЭТФ полибутилентереф-
талат (ПБТФ) — сложный эфир бутиленгликоля и терефталевой
кислоты.
При меньшей кристалличности ПБТФ имеет плотность 1270—
1310 кг/м3 и более низкую температуру плавления. Соответствен-
но, его теплостойкость и прочность ниже, чем у ПЭТФ (Tg = 210 +
4-218 °C, Gp = 35 4- 50 МПа), но он имеет меньшие значения тех-
нологической усадки, является хорошим антифрикционным ма-
териалом, его прозрачность достигает 90 %. Наличие большей по
длине алифатической части молекулы делает его более водостой-
ким: водопоглощение менее 0,1 %. Основным методом перера-
ботки ПБТФ является литье под давлением.
Полиэтиленнафталат, имеющий температуру стеклова-
ния 125 °C и плавления 270 °C, является новым техническим по-
лиэфиром. Он обладает высокой прочностью и низкой газопро-
36
ницаемостью, благодаря чему его используют для изготовления
упаковочных, кино- и фотопленок.
Поликарбонат (ПК) — сложный полиэфир угольной кислоты
и 2,2-6мс(4-оксифенил)пропана:
СН3
С—(
I
сн3
~0
о-с
II
о
ПК главным образом получают межфазной поликонденсаци-
ей раствора фосгена в метиленхлориде со щелочным раствором
2,2-бис(4-оксифенил)пропана в присутствии катализатора.
Поликарбонат выпускается под марками ПК, дифлон и ДАК в
виде прозрачных гранул (бесцветных или желтоватых) стабилизи-
рованным с М = 35 -ь 100 тыс. Регулярное строение макромолекул
обеспечивает степень кристалличности до 10—40 %. ПК кристал-
лизуется очень медленно и при переработке остается практически
аморфным и прозрачным (Ксв до 90 %); плотность — 1200 кг/м3.
ПК — слабополярный полимер с высоким уровнем межмоле-
кулярного взаимодействия, обусловленным полярностью карбок-
сильных групп. Это обеспечивает высокие температуры стеклова-
ния (141—149 °C) и плавления (220—230 °C); Тдестр = 380 °C.
ПК устойчив к действию растворов кислот и слабых щелочей;
растворяется в хлорированных углеводородах, фенолах, кетонах,
тетрагидрофуране, диметилформамиде, диоксане, частично рас-
творим в ароматических углеводородах; разлагается в сильных
щелочах, аминах и низших спиртах; водо-, масло- и бензостоек.
Поликарбонат относится к термопластам инженерно-техниче-
ского назначения. Это теплостойкий, жесткий, прочный материал,
отличающийся высокой стойкостью к удару, стабильностью
свойств и размеров в широком диапазоне температур (морозо-
стойкость ниже —100 °C). Стоек к УФ- и ионизирующим излуче-
ниям. ПК — хороший диэлектрик, самозатухающий материал.
Ниже приведены некоторые характеристики ПК:
Ср, МПа...................
си, МПа...................
ссж, МПа..................
Ер, %.....................
а, кДж/м2.................
НБ, МПа...................
56-78
80-110
80-120
50-110
120-140
150-160
4°......................1,587
Тъ, °C..................164-166
Гм, °C.................
р Ом • м...............
Кхр (по стали).........
tgS (при 106 Гц).......
115—127
Ю15-Ю16
0,45
0,007-0,01
Несмотря на высокую вязкость, ПК перерабатывается литьем
под давлением, экструзией, пневмоформованием. Тонкие пленки и
волокна получают поливом из раствора, они хорошо склеиваются
37
и свариваются. ПК применяется для изготовления прецизионных,
оптически прозрачных, ударостойких изделий в электротехниче-
ской, медицинской промышленности, в приборостроении и др.
К гетероцепным полимерам, содержащим в основной цепи
атом азота, относятся полиамиды и полиимиды.
Полиамиды (ПА) — продукты поликонденсации аминокислот
или дикарбоновых кислот и диаминов. Наибольшее распростра-
нение получили алифатические ПА (за рубежом — найлоны).
Поли-е-капроамид — продукт полимеризации е-капро-
лактама в расплаве в присутствии воды или металлического на-
трия (капрон и капролон соответственно):
~NH-(CH2)5-C~
М= 10 + 40 тыс. Выпускается под маркой ПА-6 в виде гранул,
стабилизированным.
Полиг ексаметиленадипамид (анид) получают поли-
конденсацией продукта взаимодействия эквимолярных количеств
адипиновой кислоты и гексаметилендиамина в метаноле (соль АГ):
~NH—(СН2)6—NH—С—(СН2)4—С~
О о
М = 15 -j-40 тыс. Выпускается под маркой ПА-66.
Полигексаметиленсебацинамид получают пол икон -
денсацией себациновой кислоты и гексаметилендиамина:
~NH—(СН2)6—NH—С—(СН2)8—С-
о о
М= 8 + 25 тыс. Выпускается под маркой ПА-610.
Поли -са-ундеканамид (полидодеканамид) получают
полимеризацией додекалактама:
~NH—(CH2)jj—С~
О
М = 15 + 40 тыс. Выпускается под маркой ПА-12.
Другие пеламиды, в том числе полученные сополиконденсаци-
ей указанных выше мономеров, выпускаются в меньших объемах.
ПА — полимеры с высоким уровнем межмолекулярного взаи-
модействия, обусловленного наличием большого количества во-
дородных связей. Алифатические ПА являются гибкоцепными
полимерами и кристаллизуются с большой скоростью. Степень
кристалличности — 40—70 %. Плотность изменяется от 1010 до
ИЗО кг/м3. Переход полимера в расплав происходит в узком ин-
тервале температур, вязкость расплава низкая; Г,1естр = 350 °C.
38
ПА — полярные гидрофильные полимеры. Водопоглощение
их достигает нескольких процентов. Они растворяются в сильных
кислотах (в том числе в уксусной и муравьиной), фенолах, амидах;
масло- и бензостойки, биологически инертны, имеют низкую га-
зопроницаемость.
Комплекс свойств алифатических ПА определяется соотноше-
нием количеств амидных и метиленовых групп и, соответственно,
числом водородных связей на единицу длины макромолекулы. В
ряду ПА-12, ПА-610, ПА-6, ПА-66 концентрация водородных
связей возрастает, число метиленовых групп (длина алифатиче-
ской части) уменьшается. В этом ряду температуры плавления ПА
повышаются от 180 до 260 °C (у ПА-6 215—230 °C), температуры
стеклования от 40 до 60 °C (у ПА-6 50 °C).
Механические (прочностные) характеристики, теплостой-
кость, растворимость в полярных растворителях, водопоглощение
в этом ряду также возрастают. Диэлектрические характеристики,
стабильность свойств и размеров уменьшаются.
ПА — это инженерные пластики. Они обладают высокими
прочностью и ударной вязкостью в широком диапазоне темпера-
тур; морозостойкость —60 °C.
ПА — хорошие антифрикционные материалы. По износостой-
кости они превосходят ПТФЭ и СФД. Пленки из ПА прозрачны
и не накапливают электростатических зарядов. Ниже приведены
некоторые характеристики ПА:
Ор, МПа.............. 50-75 «р............
ои, МПа..............90-110 Гв, °C........
<тСЖ) МПа............ 80-110 Тм, °C........
ер, %................ 100—250 Рь Ом • м....
а, кДж/м2 ........... 100—140 tgS (при 106 Гц)
Нь, МПа.............. 90—110 (по стали). .
1,54
180*—220
55*—65
10,2-1014*
0,02-0,03
0,2-0,3
*Для ПА-12.
Главный недостаток ПА — большое водопоглощение. ПА не яв-
ляются хорошими диэлектриками. Свойства и размеры изготовлен-
ных из них изделий зависят от влажности окружающей среды и, сле-
довательно, нестабильны. ПА нестойки к УФ-излучению, горючи.
Основным методом переработки алифатических ПА является
литье под давлением. Методом экструзии изготавливают шланги
и пленки для упаковки пищевых продуктов.
Сушка перед переработкой обязательна. ПА хорошо сварива-
ются и склеиваются.
ПА применяют для изготовления корпусных деталей, а также
деталей, работающих в узлах трения, под нагрузкой, реже — для
кабельной изоляции.
39
Полифениленизофталамид — ароматический полиамид, полу-
чаемый гетерофазной поликонденсацией л/-фенилендиамина и
хлорангидрида изофталевой кислоты в диметилформамиде:
О
II
C-NH
NH
Выпускается в виде лаков, волокон и пленок под маркой фени-
дон. М = 20 -г- 70 тыс. Это жесткоцепной полимер с 7^^ = 285 °C.
Плотность — 1350—1400 кг/м3. Растворяется в диметилформами-
де. По химической стойкости превосходит алифатические ПА, во-
достоек, но нестоек к щелочам. Это теплостойкий, прочный вы-
сокомодульный (Д = 3000 МПа) полимер с хорошими антифрик-
ционными и электроизоляционными свойствами (р^ = 1013 +
+ 1014 Ом • м), стабильными в широком диапазоне температур.
Аналогом фенилона по химической структуре является поли-
и-фенилентерефталамид(кевлар):
NH-Z У—NH—СО—< со
Это наиболее распространенный представитель жидкокри-
сталлических полимеров (ЖК-полимеров). Из него получают
главным образом высокопрочные, высокомодульные волокна - с
модулем 67—130 ГПа, прочностью 2600 МПа и разрывным удли-
нением 2,5—4 %. Введением ЖК-полмеров в термопласты полу-
чают композиты с высокими механическими характеристиками и
хорошей перерабатываемостью.
Полиимиды. В основном полиимиды используются в качестве
связующих для изготовления термостойких полимерных компо-
зитов. Наибольшее распространение при производстве пленок
получил полипиромеллитимид.
По л и - (4,4'-д и фе н ил о кс ид ) п ир о м е л л ити м и д
(ПМ) — полиимид пиромеллитовой кислоты и 4,4'-диаминоди-
фенилоксида:
М < 200 тыс.
Процесс получения полиимидов — двухстадийный. На первой
стадии проводится синтез полиамидокислоты (ПАК) из пиромел-
40
литового ангидрида и диаминодифенилоксида в растворе (в ди-
метилформамиде) в эквимолярных количествах. Полученная
ПАК при нормальных условиях неустойчива и подвергается гид-
ролизу при хранении. Поэтому сразу после получения ПАК про-
водят формование пленки или покрытия с последующей терми-
ческой или химической ее циклизацией (имидизацией). Обычно
эту стадию проводят в инертной среде путем термообработки
ПАК при температуре выше 300 °C. В процессе циклизации уда-
ляется остаточный растворитель, а полимер становится неплав-
ким и нерастворимым материалом.
ПМ в виде пленок выпускается под маркой ПМ-1. Модифи-
цированные, с плавким фторопластовым покрытием ПМ-пленки
обозначаются ПМФ.
ПМ характеризуется высоким уровнем межмолекулярного
взаимодействия. Несмотря на регулярность структуры, он практи-
чески не кристаллизуется. Плотность составляет 1400—1430 кг/м3,
материал прозрачен, но окрашен в желто-коричневые тона. Тем-
пература стеклования определяется условиями получения (в ос-
новном имидизации) и равна 300—400 °C. Это термостойкий по-
лимер: температура начала термоокислительной деструкции равна
410—415 °C, в инертной среде — выше 500 °C. Деструкция сопро-
вождается потемнением, а затем карбонизацией полимера. Моро-
зостойкость — минус 180—200 °C.
ПМ растворяется лишь в концентрированных кислотах, силь-
ные щелочи и водяной пар гидролизуют его. ПМ — теплостойкий,
жесткий, прочный и ударопрочный материал. Он химически, во-
до-, масло- и бензостоек. Радиационная стойкость ПМ — одна из
наиболее высоких для промышленных полимеров. ПМ является
хорошим антифрикционным и электроизоляционным материа-
лом; свойства его стабильны в широкой области температур, он
имеет низкий коэффициент линейного теплового расширения.
Ниже приведены некоторые характеристики ПМ:
сг0, МПа .
ер, % .
Ер, МПа .
а, кДж/м2
100—150
80-150
3000
50-100
Те, °C.......
Ру, Ом • м .. . .
tg8 (при 106 Гц)
Е^, кВ/мм . . .
280
Ю,6-Ю17
0,002-0,005
100
Он дорог, однако материалы на его основе (пленки, покрытия,
волокна) нашли применение в электронной и электротехниче-
ской промышленности в качестве кабельной изоляции, основы
гибких плат и магнитных дисков.
41
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Технология пластических масс / Под ред. В. В. Коршака. М.: Химия, 1982.615с.
2. Каменев Е. И., Мясников Г. Д., Платонов М. П. Применение пластических масс:
Справочник. Л.: Химия, 1985. 448 с.
3. Каланчев Э. Л., Саковцева М. Б. Выбор пластмасс для изготовления и эксплуа-
тации изделий. Л.: Химия, 1987. 416 с.
4. Киреев В. В. Высокомолекулярные соединения. М.: Высшая школа. 1992. 511 с.
5. Николаев А. Ф. Технология пластических масс. Л.: Химия, 1977. 367 с.
ГЛАВА 2
РЕАКТОПЛАСТЫ
Реактопласты — это полимерные материалы, которые под дейст-
вием тепла, отвердителей, катализаторов или инициаторов хими-
ческих реакций переходят в нерастворимое и неплавкое состоя-
ние с образованием трехмерной сетчатой структуры.
Термореактивные полимеры сравнительно редко применяются
в чистом виде, когда они содержат только структурирующие до-
бавки. Обычно в них вводят наполнители, разбавители, загусти-
тели, стабилизаторы, красители, смазки, и благодаря этому полу-
чают сложные многокомпонентные материалы — реактопласты.
Полимерную основу реактопласта — термореактивный полимер
называют "смола" или "связующее".
В качестве связующих используются реакционноспособные
олигомеры (М до 1500), в молекуле которых имеются более двух
функциональных групп или ненасыщенные связи.
На начальной стадии получения материалов и изделий термо-
реактивные связующие, как правило, имеют низкую вязкость, что
облегчает процесс формования изделий.
В качестве наполнителей используют дисперсные, волокни-
стые и непрерывные материалы, выбор которых определяется на-
значением реактопласта и требованиями к изготавливаемому из
него изделию.
Различие в химической структуре термореактивных связую-
щих, широкий спектр отвердителей, инициаторов отверждения,
модифицирующих добавок, использование различных наполни-
телей позволяют получать конструкционные материалы с боль-
шим диапазоном прочностных, электротехнических, триботехни-
ческих и других эксплуатационных характеристик.
В зависимости от типа связующего реактопласты подразделя-
ются на фенопласты, аминопласты, полиэфирные, эпоксидные,
кремнийорганические, полиуретановые и полиимидные пластики.
42
2.1. ФЕНОЛОАЛЬДЕГИДНЫЕ СМОЛЫ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
2.1.1. Фенолоальдегидные смолы
Фенолоальдегидные смолы — это продукты взаимодействия аро-
матических спиртов с альдегидами, чаще всего фенола и формаль-
дегида.
В 'зависимости от условий получения конечные продукты раз-
личаются по химическому строению, молекулярной массе и спо-
собности к отверждению. Различают два типа фенолоформальде-
гидных смол (ФФС) — резольные и новолачные [1, 5].
Резольные смолы. При взаимодействии фенола с избытком
формальдегида (6:7) в щелочной среде происходит реакция заме-
щения водородных атомов, находящихся в орто- и «д/ш-положе-
ниях к гидроксильной группе, на метилольные группы. Одновре-
менно получаются ди- и триметилольные производные фенола:
СН2ОН СН2ОН
Образующиеся ди- и триметилолфенолы устойчивы только в
щелочных средах и при низкой температуре. При увеличении
концентрации ионов водорода в реакционной среде или повыше-
нии температуры эти продукты вступают в реакцию поликонден-
сации между собой:
43
В конечном продукте сохраняются метилольные группы, спо-
собные на следующей ступени реакции вступать во взаимодейст-
вие с образованием разветвленных продуктов. В том случае, когда
получаемый продукт предполагается использовать для производ-
ства клеев, лаков, связующих для фенопластов, реакцию приос-
танавливают на стадии образования сравнительно низкомолеку-
лярного продукта (М = 400 + 1000). Полученный на этой стадии
олигомер, обычно называемый фенолоформальдегидной смолой,
представляет собой аморфную твердую стекловидную, янтарного
цвета массу. При нагревании до 60—90 °C продукт переходит в те-
кучее состояние, легко растворяется в спирте, ацетоне и бензоле.
Такой продукт, содержащий непрореагировавшие метилольные
группы, способные к участию в дальнейших реакциях, получил
название резола.
При дальнейшем нагревании резола происходит увеличение
молекулярной массы, появляются разветвленные структурные об-
разования. Полимер, сохраняющий способность к переходу в вяз-
котекучее состояние и набуханию в растворителях, получил на-
звание резитола. На этой стадии он еще способен к формованию
под действием сравнительно невысокого давления. Степень от-
верждения его составляет около 50 %.
По мере увеличения степени отверждения возникает единая
пространственная сетка во всем объеме, и продукт реакции пол-
ностью утрачивает текучесть и способность к набуханию в раство-
рителях. Нерастворимый и неплавкий продукт конечной стадии
поликонденсации фенола и формальдегида носит название резита.
Новолачные смолы. При избытке фенола (6:5) в кислой среде
взаимодействие с формальдегидом заканчивается образованием
низкомолекулярных (М = 600 + 1300) соединений типа
44
где п — 4 -г- 8.
Такие продукты получили название новолаков (новолачные
смолы).
Получаемые соединения имеют линейную структуру, не со-
держат метилольных групп и не могут вступать в реакцию поли-
конденсации при нагревании в отличие от резолов.
Новолак можно перевести в резол при нагревании с формаль-
дегидом. При этом образуются дополнительные метилольные груп-
пы в орто- и пара-положениях. Если нагревать новолак с гексаме-
тилентетрамином (уротропином), то новолак можно непосредст-
венно превратить в резит за счет введения в структуру полимера
вторичных или третичных аминогрупп:
Таким образом, в отличие от резольных смол для перевода но-
волачных смол в сшитое состояние обязательным условием явля-
ется присутствие отвердителей.
Неотвержденные ФФС растворимы в фенолах, растворах щело-
чей, органических растворителях. Плотность жидких смол 1140—
1220, твердых — 1220—1270 кг/м3; температура каплепадения по
Уббелоде 70—130 °C; вязкость жидких смол 0,1—200 Па • с. Цвет —
от светло-желтого до темно-коричневого.
В резольных смолах даже при комнатной температуре проте-
кают реакции поликонденсации, что делает ограниченным их
срок хранения. Новолачные смолы в отсутствие влаги стабильны
при хранении.
Различия в строении молекул олигомерных резолов и новола-
ков приводит к различиям в их поведении при переработке. Ско-
45
рость отверждения новолачных смол в присутствии отвердителей
значительно выше, что уменьшает время пребывания их в вязко-
текучем состоянии и ухудшает условия формования.
На заключительных стадиях отверждения подвижность молеку-
лярных цепей очень ограничена, что не позволяет достичь 100 %-й
степени отверждения. Резиты всегда содержат некоторое количе-
ство олигомерных продуктов. Наряду с химическими в отвер-
жденном полимере имеются и водородные связи, которые распа-
даются при нагревании. Поэтому деформируемость резитов при
повышенных температурах несколько возрастает.
Физико-механические характеристики отвержденных резоль-
ных смол (I) выше, чем неотвержденных (II):
I II
Р, кг/м3.............. 1140-1220 1250-1380
сги, МПа.................. 34-40 50-100
а, кДж/м2............. 2,5-7,7 10-20
Если в смеси фенола с формальдегидом часть фенола заменить
на крезол (СН3СбН4ОН), ксилол [(СНз)2СбН4], ксиленол
[(СНз)2СбНзОН] или их смеси, то образующиеся в результате от-
верждения резиты имеют улучшенные диэлектрические свойства.
Частичная замена фенола анилином (СбН5МН2) повышает водо-
стойкость и диэлектрические показатели резитов; добавление к
фенолу резорцина [СбН4(ОН)2] снижает температуру отвержде-
ния смол и повышает их химическую стойкость и теплостойкость
в отвержденном состоянии.
С целью повышения водо- и кислотостойкости резитов в них
вводят ПВХ, а для повышения ударопрочности и вибростойкости —
бутадиен-нитрильный каучук.
2.1.2. Фенопласты
Фенопласты — конструкционные материалы на основе феноло-
альдегидных связующих. Необходимые для эксплуатации изделий
свойства обеспечиваются за счет введения в связующее наполни-
телей.
Наполненные материалы на основе ФФС подразделяют на
группы в зависимости от вида используемых наполнителей:
пресс-порошки (содержат дисперсные наполнители), волокниты
(волокнистые наполнители), слоистые пластики (наполнители —
ткани, бумажные листы, шпон) и газонаполненные фенопласты
[1, 5].
46
Пресс-порошки. Наиболее широкий марочный ассортимент
имеют пресс-порошки. В зависимости от состава (тип связующего,
наполнителя, отвердителя, наличие смазок, стабилизаторов) они
подразделяются на пресс-порошки общетехнического и специ-
ального назначения.
Пресс-порошки общетехнического назначе-
ния предназначены в основном для изготовления изделий, к ко-
торым не предъявляется особых требований по электротехниче-
ским, химическим, теплофизическим показателям. Связующим в
таких пластиках является новолачная смола, а в качестве наполни-
теля используется древесная мука. Отверждаются они, как правило,
гексаметилентетрамином (уротропином). Для улучшения текучести
при формовании изделий в композицию вводят смазки (стеараты
металлов). При этом учитывается способ переработки материала:
прессование или литье под давлением. Ниже приведен примерный
состав новолачного пресс-порошка общего назначения (мае. ч.):
Прессование Литье под давлением
Связующее......................... 43 50
Древесная мука.................... 43 30
Уротропин.......................... 6,5 7,5
Каолин............................. 4,5 5,0
Нигрозин (краситель)............... 1,5 —
СаО или MgO........................ 1,0 2,0
Стеарин или стеарат Са............. 0,7 1,5
Физико-механические показатели изделий из новолачных
пресс-порошков с различными наполнителями представлены в
табл. 2.1.
Как следует из табл. 2.1, новолачные пресс-порошки с древес-
ной мукой в качестве наполнителя имеют наилучшие механиче-
ские показатели, но уступают асбонаполненным порошкам по те-
плостойкости и водопоглощению.
Жаростойкие пресс-порошки ~ новолачные пресс-
порошки на основе фенолоальдегидных олигомеров, наполненных
слюдой и асбестом. Предназначены для изготовления деталей элек-
тро- и радиоаппаратуры, работающих при высоких температурах.
Электроизоляционные пресс-порошки — ре-
зольные пресс-порошки на основе фенолоальдегидных олигомеров
и древесной муки. Используются для изготовления деталей элек-
тротехнического назначения и деталей автотракторного электро-
оборудования, которые эксплуатируются в среде бензина и масла.
Высокочастотные пресс-порошки — резольные
пресс-порошки на основе фенолоальдегидных олигомеров, на-
полненных слюдой, кварцевой мукой, плавиковым шпатом. Из-
47
Таблица 2.1. Физико-механические показатели изделий из новолачных пресс-порошков
с различными наполнителями
Показатель Древесная мука с добавкой каолина Асбест с добавкой древесной муки Древесная мука с добавкой асбеста Слюда и асбест
Плотность, кг/м3 Разрушающее напряжение, МПа, не менее: 1400 1750 1400 1850
при сжатии 160 160 160 100
при статическом изгибе Ударная вязкость, кДж/м2, 60 45 60 50
не менее Теплостойкость по Мартенсу, 5,0 3,0 5,0 3,5
°C, не менее Удельное объемное электриче- ское сопротивление, Ом • м, 125 145 135 140
не менее Тангенс угла диэлектрических 1012 1010 10J2 2,7 • 1011
потерь при 50 Гц Диэлектрическая проницаемость 0,1-0,7 о,з 0,1-0,7 0,2-0,25
при 50 Гц Водопоглощение за 24 ч, мг, 6—9 50-80 6-9 22,5-23,0
не более 60 20 60 10
делия из этих пресс-порошков сохраняют высокие диэлектриче-
ские показатели при повышенной влажности.
Безаммиачные пресс-порошки — резольные пресс-
порошки на основе фенолоанилиноформальдегидных олигомеров
и древесной муки. Не содержат уротропина. Предназначены для
деталей слаботочной и радиотехнической аппаратуры, контакти-
рующей с элементами, содержащими серебро.
Влагохимстойкие пресс-порошки — пресс-по-
рошки на основе новолаков, совмещенных с ПВХ. В качестве на-
полнителей используют каолин, кокс, графит, древесную муку.
Используются при изготовлении водо- и кислотостойких изделий
(крышки и пробки аккумуляторных баков, детали стиральных ма-
шин, антифрикционные изделия и т. д.).
Ударопрочные пресс-порошки — пресс-порошки
на основе новолаков, совмещенных с каучуком; наполнитель —
древесная мука. Применяются дня изготовления деталей общетех-
нического назначения, армированных деталей сложной конфигу-
рации.
Волокниты. Недостатком изделий из пресс-порошков всех ви-
дов является невысокая прочность при статических и ударных на-
грузках. Более высокие прочностные показатели обеспечиваются
при введении в связующее волокнистых наполнителей. Наиболее
важными волокнистыми наполнителями являются хлопковая
48
целлюлоза, длинноволокнистый асбест и стеклянное волокно.
Пресс-материалы называются соответственно волокиты, асбо-
волокниты и стекловолокниты.
Волокниты с хлопковым наполнителем. Волок-
нистые наполнители хуже пропитываются связующим, чем по-
рошкообразные. Поэтому в качестве связующего для хлопковых
волокон применяют олигомеры резольного типа в виде эмульсий
и водно-спиртовых растворов. Примерная рецептура волокнита
(в мае. ч.) [5]:
Олигомер (в пересчете на сухой остаток)..........................46,0
Хлопковая целлюлоза (сухая)......................................44,0
Тальк............................................................ 7,5
Олеиновая кислота................................................ 2,0
MgO, СаО......................................................... 0,7
Волокнистая структура наполнителя обеспечивает прежде всего
повышенную стойкость к ударным нагрузкам, прочность на ис-
тирание и на статический изгиб. Чем длиннее волокна хлопковой
целлюлозы, тем выше ударная вязкость. При длине волокна до
20 мм ударная вязкость составляет 9—15 кДж/м2, а при длине
30 мм она повышается до 20 кДж/м2.
Волокниты перерабатываются методом прессования в изделия,
обладающие повышенной стойкостью к истиранию, изгибу, кру-
чению и хорошими антифрикционными свойствами (переключа-
тели, фланцы, кулачки, шестерни, направляющие втулки и т. п.).
Асбоволокниты. Асбестовые волокна придают пресс-ма-
териалам фрикционные свойства, повышенную теплостойкость.
Из асбоволокнитов изготавливают тормозные колодки, диски сце-
пления, накладки.
Ударная вязкость асбоволокнитов 9—20 кДж/м2, теплостой-
кость по Мартенсу не ниже 200 °C. Асбоволокниты уступают пресс-
порошкам по водостойкости и диэлектрическим свойствам [5].
Примерный состав асбоволокнитов (в мае. ч.):
Олигомер (в пересчете на сухой остаток)............................33,0
Асбестовое волокно.................................................60,0
Тальк.............................................................. 5,0
Олеиновая кислота.................................................. 2,0
Процесс получения асбоволокнитов достаточно трудоемкий.
При пропитке асбестового волокна используют водоэмульсион-
ные и водно-спиртовые фенолоформальдегидные, фенолокрезо-
лоформальдегидные связующие, а также фенолоформальдегид-
ные олигомеры, модифицированные канифолью. В качестве
смазки для асбоволокнитов применяют олеиновую кислоту, мыла
жирных кислот в виде 50—60 %-го водного раствора, а также суль-
4 Заказ № К-4269
49
фированную ворвань. В рецептуру могут входить графит, латунная
стружка (для улучшения теплопроводности) и др. Введение гра-
фита или речного песка наряду с асбестом в количестве от 100 до
160 мае. ч. наполнителя на 100 мае. ч. олигомера позволяет полу-
чать материалы, отличающиеся стойкостью ко многим концен-
трированным кислотам даже при нагревании, к растворам солей,
а также хлорированным углеводородам и минеральным маслам.
Эти материалы получили название фаолшпы. Фаолиты неустой-
чивы к действию азотной и хромовой кислот, йоду, брому, щело-
чам, пиридинам, ацетону и спирту.
Из фаолитов изготавливают листы, трубы (методом штранг-
прессования), а также прессовочные массы и замазки для работы
в агрессивных средах.
Стекловолокниты. Фенопласты, содержащие в качестве
наполнителя стеклянное волокно, называют стекловолокнитами.
Стеклянное волокно обусловливает в основном высокие физико-
механические показатели материала. Диэлектрические свойства и
химическая стойкость определяются природой связующего, кото-
рым, как правило, являются фенолоформальдегидные олигомеры
резольного типа. Эти олигомеры могут быть совмещены с други-
ми полимерами. Стекловолокно может использоваться для напол-
нения резольных олигомеров в виде мононитей неограниченной
длины, в виде нитей, скрученных из нескольких отдельных воло-
кон (иногда более 10 волокон в одной нити), в виде пучка нитей,
а также в виде предварительно нарезанного и распушенного во-
локна. В последнем случае материал имеет гораздо более низкие
механические показатели, чем при использовании непрерывных
нитей или волокон, но пригоден для изготовления изделий слож-
ного профиля. В случае формования сложных изделий из стекло-
волокнита с непрерывным волокном не удается сохранить длин-
ные ориентированные волокна, что делает невыгодным его при-
менение. Кроме того, ориентированные длинные волокна снижа-
ют текучесть пресс-материала и не обеспечивают заполнения
сложных по профилю пресс-форм.
Стекловолокниты обладают высокими удельной прочностью
(прочностью, отнесенной к плотности) и жесткостью, хорошо
противостоят вибрационным и знакопеременным нагрузкам. Хо-
рошие диэлектрические и теплоизоляционные свойства стекло-
вол окнитов сочетаются с устойчивостью к химическим реагентам,
к воздействию микроорганизмов и коррозии.
При производстве стекловолокон используют щелочные (из-
вестково-натриевые) или малощелочные (боросиликатные) стекла.
Первые обладают высокой кислотостойкостью, а вторые — водо-
50
Таблица 2.2. Физико-механические свойства волокнитов, содержащих хлопковое,
асбестовое и стеклянное волокна в качестве наполнителя
Показатель Хлопковое ВОЛОКНО Асбестовое волокно Стеклово- локно
Плотность, кг/м3 1450 2700 1700-1900
Разрушающее напряжение, МПа, не менее: при сжатии 120 85 130
при изгибе 80 55 120
Ударная вязкость, кДж/м2, не менее Теплостойкость по Мартенсу, °C, не менее 9 12 30
140 200 280
Удельное объемное электрическое сопро- тивление, Ом • см, не менее: 109 Ю10 1012
Тангенс угла диэлектрических потерь при 106 Гц, не более — 0,05
Водопоглощение, мг, не более 90 0,2 0,05
стойкостью и высокими диэлектрическими показателями. Поэтому
и свойства стекловолокнитов во многом зависят от типа стеклово-
локна. Значительную роль играет толщина волокон: чем тоньше во-
локно, тем выше прочность при изгибе, но ниже ударная вязкость.
Физико-механические показатели и стабильность свойств стек-
ловолокнитов, особенно при повышенной влажности и в воде,
сильно зависят от адгезии связующего к стекловолокну.
Процесс получения стекловолокнитов состоит из пропитки
волокна связующим и его сушки. Содержание стекловолокна в го-
товом материале 68—78 %, содержание летучих 2—5 %.
В табл. 2.2 приведены сравнительные свойства волокнитов,
содержащих хлопковые, асбестовые и стеклянные (нарезанные)
волокна.
Стекловолокниты перерабатываются в изделия методом пря-
мого или литьевого прессования.
Слоистые пластики. Пресс-материалы на основе фенопластов
с листовыми наполнителями имеют обычно слоистую структуру,
поэтому их называют также слоистыми пластиками.
Связующими в производстве слоистых пластиков являются
как твердые фенолоформальдегидные олигомеры резольного ти-
па, так и водные эмульсии и водно-спиртовые растворы олигоме-
ров. Наиболее технологичным и производительным является при-
менение водно-спиртовых растворов олигомеров, особенно в том
случае, когда предусмотрено улавливание на стадии сушки лету-
чих продуктов (фенол, спирт) и возвращение их в производствен-
ный цикл.
При повышенных требованиях к диэлектрическим свойствам
используют фенолокрезолоформальдегидные, крезолоформальде-
гидные и фенолоанилиноформальдегидные олигомеры. Для по-
4*
51
вышения адгезии к стекловолокну фенолоформальдегидные оли-
гомеры совмещают с поливинилбутиралем.
Слоистые пластики имеют самые высокие показатели механи-
ческой прочности среди фенопластов. Уровень прочности зависит
от вида связующего и его содержания, типа и толщины листов на-
полнителя, от его прочности вдоль и поперек листа, от способа
нанесения связующего на наполнитель и метода переработки про-
питанного листового материала.
В табл. 2.3 приведены сравнительные свойства слоистых пла-
стиков с различными типами наполнителей.
Древеснослоистые пластики (ДСП) представляют
собой плиты или тонкие листы, изготавливаемые горячим прес-
сованием лущеного древесного шпона, пропитанного полимер-
ным связующим. Используется березовый или буковый шпон.
Связующим служат водно-спиртовые растворы феноло- или кре-
золоформальдегидных олигомеров.
Газонаполненные фенопласты. Представляют собой ячеистые
или пенистые материалы (пенофенопласты) и сотовые пластмас-
сы (сотофенопласты).
Пенофенопластами называют материалы, в которых газ
заполняет не сообщающиеся между собой макро- или микроско-
пические ячейки, образовавшиеся в результате вспенивания ис-
ходного материала. Получают пенофенопласты на основе олиго-
меров как новолачного, так и резольного типов.
Пенопласты на основе новолачных олигомеров получают пу-
тем вспенивания расплава газом, выделяющимся при разложении
органических газообразователей (порофоров), а затем фиксирова-
ния образовавшейся структуры термообработкой. При этом отвер-
ждение происходит за счет уротропина, введенного одновременно
с новолаком в реакционную смесь. Для эластификации пенопласта
новолачные смолы модифицируют каучуком. Составы пенопла-
стов на основе новолачных олигомеров приведены ниже (в мае. ч.):
Олигомер....................................... 100 100 100
Уротропин................................... Ю 10 10
Бутадиен-нитрильный каучук...................... — 20 40
Сера........................................ _ о,6 1,2
Порофор........................................ 1-2 2-5 3-7
При производстве пенопластов на основе резолов используют
твердые вещества, выделяющие газы при взаимодействии с ки-
слотами (бикарбонат натрия), или низкокипящие углеводороды
(н-пентан, фреоны). Вспенивание происходит за счет тепла, вы-
деляющегося при отверждении олигомеров в присутствии кислот,
являющихся катализаторами.
52
Таблица 2.3. Физико-механические свойства слоистых пластиков на основе фенолоформалъдегидных связующих
Тип слоистого пластика Состав материала, мае. % Плотность х х 10-3, кг/м3 Разрушающее напряжение, МПа Ударная вязкость, кДж/м2
связую- щее напол- нитель летучие при растя- жении при сжатии при изгибе
± слоям II слоям
Текстолиты:
поделочные 47-57 42-50 0,8-2,5 1,3-1,4 65-100 200-250 120-150 120-160 25—35
электротехнические 47-57 42-50 0,8-2,5 1,3-1,45 55-65 — - 120 25
Гетинаксы 38-68 20-61 0,5-12 1,25-1,4 80-100 130-250 - 80-140 13-15
Асботекстолиты 40-50 43-57 3-7 1,7 — — - НО 35
Стеклотекстолиты:
на основе резольной
смолы, модифициро-
ванной поливинилбу-
тиралем (БФ) 26-33 65-72 1,5-2,2 1,85-1,9 110-170 - - - 50-115
на основе резола, моди-
фицированного этило-
вым эфиром ор/иокрем-
ниевой кислоты 26—33 65—72 1,5—2,2 1,6 150—300 — — 250 150
Для резольных пенопластов кажущаяся плотность составляет
30—200 (чаще 40—80), а для новолачных 180—300 кг/м3. Недостат-
ком вспененных фенопластов является их низкая ударная вязкость:
0,06—0,16 для резольных и 0,12—2,2 кДж/м2 для новолачных.
Применяются пенофенопласты в качестве тепло- и звукоизо-
ляционных материалов, в качестве заполнителей в многослойных
конструкциях.
Сотофенопласты — газонаполненные материалы в форме
сот, получаемые склеиванием гофрированных листов, изготов-
ленных прессованием листового наполнителя, пропитанного фе-
нолоформальдегидным олигомером.
Кажущаяся плотность сотофенопластов 60—140 кг/м3. Их ис-
пользуют в качестве заполнителей при изготовлении легких и
прочных трехслойных конструкций в самолете- и судостроении.
2.2. АМИНОСМОЛЫ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
2.2.1. Аминосмолы
Аминосмолы — связующие, получаемые путем поликонденсации
карбамида с формальдегидом, меламина с формальдегидом, а также
анилина с формальдегидом [2, 5].
Карбамидоформальдегидные (или мочевиноформальдегидные)
смолы получают путем нагревания водных растворов смеси моно-
и диметилолмочевины с формальдегидом. Соотношение метилол-
мочевины и формальдегида 1 к 1,5 -г-2; среда слабокислая (pH 5 <
-г- 6), температура 60—100 °C. Схема получения мочевиноформаль-
дегидной смолы приведена ниже:
nh2 с=о н nh-ch2oh + 2НС< ► с=о
nh2 карбамид (мочевина) %0 | nh-ch2oh формальдегид диметилолмочевина . о
nHOCH2NHCONHCH2OH (п - 2)Н2О +
+ HOCH2NHCONHCH2-[-N-CONHCH2^NCONHCH2OH СН2ОН СН2ОН
В молекуле смолы содержатся реакционноспособные мети-
лольные группы, которые при уменьшении pH среды способны к
54
дальнейшей поликонденсации с образованием высокомолекуляр-
ных продуктов по следующей схеме:
—NHCONH—СН2—N—CONHCHz—N—
^н2он
—NHCHj—N—СО—Nft—CHj— N—CO—NH
АнфН] ^Нгрн}
сн2он rcAT2cAi
I VJ
—NHCH2—N—CO—NH—СНг—N—CO—NH
—NHCONH—CHj—N—CONHCH2—N—+ H2O + CH2O
CH2 CH2OH
N
O=C CH2 О
/ \ II
—NHCHz— N N—C—NH—
I I
CH, CH2
I I
О N—C—NH—
1 ' s
CH2 CH2°
—NHCH,—N NH
На стадии образования трехмерной структуры выделяются во-
да и формальдегид. Число образующихся сшивок невелико. Пе-
реход от низкомолекулярных продуктов линейного строения к
трехмерному высокомолекулярному полимеру происходит в три
стадии: на стадии А смола представляет собой вязкую жидкость,
легко растворимую в воде, температура стеклования смолы не ни-
же —5 °C; на стадии Б смола представляет собой рыхлую студне-
образную массу, а на стадии В смола нерастворима и неплавка, но
из-за малого числа поперечных связей набухает в воде, спирте,
формалине и глицерине, обладает низкой стойкостью к горячей
воде и водным растворам кислот.
Мочевиноформальдегидные смолы прозрачны и используются
для изготовления изделий методом заливки.
Меламиноформальдегидные смолы получают при взаимодейст-
вии меламина с формальдегидом через стадию образования триме-
тилолмеламина:
nh2
с
/ Ч
N N
II ’
H2N-C C-NHa
меламин
nhch2oh
f
/СЧ
N
+ 3CH2O------► II I
форм аль- q q
дегид z \
hoh2chn x nhch2oh
триметилолмеламин
Триметилолмеламин в слабокислой среде образует смолы раз-
ветвленного строения. Эти смолы при нагревании, при снижении
pH среды и при хранении способны к образованию поперечных
связей, что приводит к переходу смолы в гелеобразное состояние.
55
Нагревание меламиноформальдегидной смолы до 130—150 °C в
присутствии кислых катализаторов приводит к получению сшитых
продуктов с большим числом поперечных связей. Поэтому их водо-
и теплостойкость выше, чем у мочевиноформальдегидных смол.
Без наполнителя эти смолы применяют в качестве клеев и лаков.
Анилиноформальдегидные смолы получают при взаимодейст-
вии анилина с избытком формальдегида в кислой среде. Продук-
ты реакции имеют линейную структуру, растворимы и плавки.
Смола содержит свободные метилольные группы, за счет которых
возможна при нагревании до 150—160 °C дальнейшая поликон-
денсация с образованием поперечных связей. Схема процесса по-
лучения анилиноформальдегидных смол приведена ниже:
nh2
анилин
2СН2О
формальдегид о, л-диметилоланилин
Наполненные анилиноформальдегидные смолы применяют для
изготовления электротехнических изделий методом прессования.
Смолы обладают высокой водо-, масло- и щелочестойкостью,
хорошими диэлектрическими свойствами. Недостатком их явля-
ется низкая теплостойкость.
56
2.2.2. Аминопласты
Аминопласты — конструкционные материалы на основе аминос-
мол и различных наполнителей, обеспечивающих комплекс экс-
плуатационных показателей. Эта группа термореактивных мате-
риалов занимает второе место по объему выпуска и применения
после фенопластов.
Пресс-порошки на основе аминоформальдегидных смол полу-
чают путем введения в мочевиноформальдегидные смолы измель-
ченной сульфитной целлюлозы и литопона, а в меламинофор-
мальдегидные смолы помимо указанных могут быть введены и
минеральные наполнители (асбест, молотая слюда) [2, 5].
Пресс-порошки на основе мочевиноформальдегидной смолы
получили название аминопластов, а на основе меламиноформаль-
дегидной — мелалита.
И аминопласт, и мелалит характеризуются хорошей окраши-
ваемостью в яркие тона и поэтому широко применяются для из-
готовления изделий бытового и декоративного назначения.
Сравнительные свойства изделий из аминопласта и мелалита
приведены в табл. 2.4.
Слоистые пластики на основе аминоальдегидных связующих
получают на основе бумаги (в основном декоративного назначе-
ния) и стеклоткани.
Декоративные бумажно-слоистые пластикипро-
изводят на основе мочевиномеламиноформальдегидного связую-
щего (соотношение мочевины и меламина 65 : 35) для обеспече-
ния большой водостойкости. В состав пластика входит 50—53 %
(мае.) смолы и 47—50 % (мае.) бумажного наполнителя.
Таблица 2.4. Свойства изделий из аминопластов и мелалита, содержащих
сульфитную целлюлозу
Показатель | Аминопласт Мелалит
Плотность, кг/м3 1400-1500 1450-1550
Разрушающее напряжение, МПа: при растяжении 35-50 30
при сжатии 120-150 200
при изгибе 60-90 80
Ударная вязкость, кДж/м2 5-6 7,0
Теплостойкость по Мартенсу, °C 100-120 120
Тангенс угла диэлектрических потерь при 50 Гц 0,03-0,10 0,3
Удельное объемное электрическое сопротивление, Ом • см 1011-1012 1011
Водопоглощение за 24 ч, % 1,0-1,5 —
Усадка, % 0,8 0,8
57
Таблица 2.5. Рецептуры для изготовления пропиточных растворов (мае. ч.)
Компоненты I II III
Мочевина 100 62 75
Меламин 38 27 —
Формалин (37 %-й) 264 200 165
Аммиак (25 %-й) —. 15 —
Уротропин 14 10 —
MgCO3 — — 0,3
Уреид фталевой кислоты — 2,0 —
Дихлоргидрин глицерина — —* 2,0
Этиловый спирт —' — 6,0
Листовые заготовки (бумага, ткань, стеклоткань) пропитыва-
ются водными эмульсиями, водно-спиртовыми или водными рас-
творами связующих, затем сушатся и из полученных заготовок
прессуются листы.
Примерные рецептуры пропиточных водных растворов при-
ведены в табл. 2.5. Аммиачная вода вводится для придания рас-
твору стабильности при хранении и для связывания непрореаги-
ровавшего формальдегида. Моноуреид фталевой кислоты и ди-
хлоргидрин глицерина являются катализаторами отверждения,
активными в условиях прессования листов из пропитанных смо-
лой заготовок. Этиловый спирт улучшает пропитываемость бума-
ги и ускоряет процесс ее сушки после пропитки.
Содержание смолы в пропиточном растворе составляет 50—55 %,
вязкость раствора 100—200 Па • с, pH 7,0—7,8.
Так как аминоальдегидные смолы не обеспечивают высокой
прочности слоистого пластика, то их используют для получения
внешних декоративных слоев, а внутренние слои бумаги пропи-
тываются растворами резольных фенолоформальдегидных смол.
Физико-механические показатели декоративного слоистого
пластика приведены ниже:
Плотность, кг/м3, не более.....................................1400
Разрушающее напряжение при статическом изгибе, МПа, не менее....120
Ударная вязкость, кДж/м2, не менее............................ . 8,0
Твердость по Бринеллю, МПа, не менее............................250
Водопоглощение за 24 ч, %, не более.............................2,7
Материал с такими свойствами широко используется как от-
делочный в строительстве и мебельной промышленности, а также
в электротехнике.
Стеклотекстолиты получают, используя 50 %-й водный
раствор меламиноформальдегидных олигомеров; часто олигоме-
ры модифицируют триэтаноламином. Из пропитанной и высу-
шенной ткани прессуют листы.
58
Стеклотекстолиты имеют разрушающее напряжение при рас-
тяжении 200—210 МПа, теплостойкость до 150—200 °C. Однако
после 24 ч выдержки в воде механические показатели материала
снижаются на 25—30 %, а диэлектрические — до 50 %. Для повы-
шения водостойкости стеклотекстолита ткань обрабатывают
кремнийорганическими аппретами.
Газонаполненные пластики на основе аминоальдегидных свя-
зующих получают на основе водоэмульсионных мочевинофор-
мальдегидных олигомеров. Такой пенопласт называется мипорой.
Материал обладает исключительной легкостью, высокими тепло-
и звукоизоляционными свойствами.
В качестве пенообразователя используют следующий состав
(мае. ч.):
Натриевая соль нефтяных сульфокислот............................33,3
Ортофосфорная кислота (100 %-я)..................................25,3
Резорцин.........................................................2,9
Вода.............................................................38,5
Натриевая соль нефтяных сульфокислот является пенообразо-
вателем, ортофосфорная кислота служит катализатором отвер-
ждения и придает негорючесть, резорцин — стабилизатор пены.
Дополнительно вводятся щавелевая кислота и однозамещенный
фосфат аммония.
Физико-механические показатели мипоры приведены ниже:
Кажущаяся плотность, кг/м3, не более.....................20
Разрушающее напряжение при сжатии, МПа................... 0,025—0,05
Коэффициент теплопроводности, кДж/(м • ч • К) ........... 0,1075—0,1168
Водопоглощение за 24 ч, г, не более......................7,5
Мипора в 10 раз легче пробки, а ее теплопроводность в 2 раза
ниже, чем у пробки. Недостатками мипоры являются хрупкость и
сравнительно низкая водостойкость, что требует защиты блоков
мипоры водонепроницаемой оболочкой.
2.3. НЕНАСЫЩЕННЫЕ ПОЛИЭФИРНЫЕ СМОЛЫ
И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
2.3.1. Ненасыщенные полиэфирные смолы
Ненасыщенные полиэфиры — это гетероцепные термореактив-
ные олигомеры и полимеры, содержащие сложноэфирные группы
и кратные углерод-углеродные связи. Сырьем для получения не-
насыщенных полиэфиров являются ненасыщенные дикарбоно-
вые кислоты, их смеси с насыщенными дикарбоновыми кислота-
59
ми и многоатомные спирты. В результате поликонденсации ис-
ходных компонентов получают соединения, содержащие двойные
связи и способные к дальнейшей полимеризации и сополимери-
зации с различными мономерами [5, 6].
Растворы ненасыщенных полиэфиров в непредельных моно-
мерах называют ненасыщенными полиэфирными смолами. Кон-
центрация полиэфиров в мономерах составляет 60—75 % (мае.).
Так как непредельные мономеры способны вступать в реакцию с
растворенными в них полиэфирами, их называют активными рас-
творителями. При сополимеризации полиэфиров с активными
растворителями образуются неплавкие и нерастворимые соедине-
ния пространственной структуры. Наиболее широко известные
разновидности ненасыщенных полиэфиров описаны ниже.
Полималеинаты и полифумараты — олигомерные продукты
поликонденсации малеиновой и фумаровой кислот (или их про-
изводных) с алифатическими, реже — с арилалифатическими и
алициклическими гликолями. Их общая формула:
- [-(ОКОССН=СНС)Л-(OROCR'C)j,—]л-ОН
" О , о
где R и R' — радикалы, входящие в состав гликолей и ненасыщенных кислот;
обычно х = 1 + 5, у = 1 + 5, п = 1 + 20.
Малеиновая кислота легко переходит при нагревании в малеи-
новый ангидрид, который и используется при синтезе полиэфиров.
Реакция образования полиэфира идет по следующей схеме:
НС=СН о о
п 0=(L (L-0 + «HOROH [-OR-О-ССН=СНС-]„,
v
где R: С2Н2, С4Н8, СбН12, С4Н6.
В качестве сшивающего агента чаще всего используется стирол.
Некоторые свойства отвержденных полималеинатных связую-
щих приведены в табл. 2.6.
Полиэфиракрилаты — олигомерные продукты поликонденса-
ции многоатомных спиртов с ароматическими, алициклическими
или насыщенными алифатическими двухосновными кислотами в
присутствии ненасыщенных одноосновных кислот — метакрило-
вой и акриловой. Реакция протекает по следующей схеме:
0 0 О
II II II
(и + 1)НО—ROH + «HOCR'COH + 2иСН2=СХСОН—*►
О оо о
II II II II
—►CH2=CX-CORO-[-CR'CORO-]„-C-CX=CH2 + 2(п + 1)Н2О,
где X—Н, СН2, галоген, CN, R и R' — алкильные или арильные радикалы.
60
Таблица 2.6. Механические свойства отвержденных полималеинатных связующих
Показатель ПН-1 ПН-3 ПН-1С ПН-10 НПС-609-21М СКПС-2 ПН-15
Плотность, кг/м3 1210-1250 1220-1250 1330-1340 1180-1210 — 1130-1150 1100-1130
Разрушающее напря- жение, МПа:
при растяжении 40-65 40-55 25-30 24-30 40-60 6-11 35-60
при сжатии 90-140 80-125 90-120 100-135 90-140 — 120-140
при изгибе 70-100 70-100 45-70 50-90 55-80 — 40-55
Относительное удлинение при разрыве, % 5-8 — — 0,5-0,8 1,8-3,3 150-250 1,5-2,0
Модуль упругости при изгибе, МПа 2200-2800 2200—2800 2800—2900 3200—3500 — — 3200—3900
Ударная вязкость, кДж/м2 6-12 7-11 3-7 2-3 3-7 — 4-5
Твердость по Бринеллю, МПа 140-180 120-170 150-220 200-230 150-200 — 160-200
Теплостойкость по Мартенсу, °C 45-55 55-65 40-60 60-90 50-70 — 75-100
Водопоглощение за 24 ч, % 0,4 0,3 — 0,1 — — —
Назначение связующего Общего назначения Повышенной теплостойко- сти Пониженной горючести Химически стойкое Не содержа- щее летучих мономеров С повышен- ной эластич- ностью Химически стойкое
Реакция их получения ведется в среде инертных растворителей
в присутствии катализаторов кислотного типа и ингибиторов поли-
меризации. Выделяющаяся при поликонденсации вода выводится
из сферы реакции азеотропной отгонкой с возвратом растворителя.
Олигомерные полиэфиракрилаты — это жидкие низкоплавкие
вещества с М= 300 4- 5000. Полимеризация их в присутствии ини-
циаторов радикальной полимеризации дает неплавкие нераство-
римые полимеры трехмерного строения.
Форполимеры аллиловых эфиров многоосновных кислот, напри-
мер диаллилфталата или диаллилизофталата:
г—СН—СН2—
ch2oc-r-c-ch2ch сн2
II II
о о
n
где R — радикал, входящий в состав ненасыщенной многоосновной кислоты; п =
= 30 + 100.
Ненасыщенные полиэфирные смолы выгодно отличаются от
многих других термореактивных полимеров тем, что они способ-
ны отверждаться при невысокой температуре (иногда даже при
комнатной) без выделения летучих и других побочных продуктов.
Это позволяет проводить формование изделий из материалов на
основе полиэфирных смол при низких давлениях.
Сополимеризация ненасыщенных полиэфиров с непредельным
мономером протекает в присутствии различных инициаторов перок-
сидного типа (пероксид бензоила, пероксид щрет-бутила и др.). Ус-
корителями полимеризации являются третичные ароматические
амины (диметиланилин и др.), меркаптаны, соли жирных и нафте-
новых кислот и металлов переменной валентности (нафтенат кобаль-
та, нафтенат марганца), а также оксиды и гидроксиды Mg, Са, Sr, Ва.
Инициирование может осуществляться радикалами, образо-
вавшимися при фотолизе бензоина, бензила, ароматических ди-
сульфидов, а также за счет радиационного воздействия непосред-
ственно на активные растворители ненасыщенных полиэфиров.
Стабильность полиэфиров при хранении, скорость их гелеоб-
разования и отверждения зависят от типа и концентрации исполь-
зуемых ингибиторов радикальной полимеризации. Ингибирова-
ние заключается во взаимодействии ингибирующих добавок со
свободными радикалами с образованием устойчивых радикалов
или соединений нерадикальной природы:
-R + 0
-R + RO
О
О
RO
RO
О*
OR
62
Ингибитор должен обеспечивать длительное хранение раство-
ров полиэфиров в мономерах и необходимую скорость их гелеоб-
разования, но не должен замедлять отверждение и ухудшать свой-
ства отвержденных продуктов.
В качестве ингибиторов отверждения ненасыщенных поли-
эфиров применяются одно- и многоатомные фенолы (фенол, кре-
зол, гидрохинон), первичные и вторичные ароматические амины,
соли аминов и четвертичных аммониевых оснований, органиче-
ские кислоты (щавелевая, аскорбиновая, салициловая), алкоголя-
ты щелочных и щелочноземельных металлов и ряд других соеди-
нений. Ингибиторы вводятся в количестве от 0,001 до 2,0 %.
Одно из важнейших свойств термореактивных олигомеров,
определяющих их технологичность при переработке, — жизне-
способность. Жизнеспособность — это время, в течение которого
олигомер сохраняет способность к переработке в вязкотекучем
состоянии после введения в него соединений, вызывающих от-
верждение. Как правило, инициатор и ускоритель отверждения
вводят в систему непосредственно перед переработкой. Состав
инициирующей системы определяет время гелеобразования, ко-
торое характеризует жизнеспособность жидких олигомеров и их
растворов. Жизнеспособность полиэфирных композиций может
составлять от нескольких часов до нескольких месяцев.
В промышленности выпускаются несколько типов ненасыщен-
ных полиэфирных смол, различающихся по своим свойствам и на-
значению. Отвержденные полиэфиры являются твердыми прозрач-
ными или непрозрачными материалами. Светопропускание про-
зрачных материалов достигает 92 %. Полиэфиры в отвержденном
состоянии устойчивы к действию минеральных и органических ки-
слот, растворам солей, бензина, масел; нестойки к действию щело-
чей, горячих кислот и хлорированных углеводородов.
По свойствам и назначению полиэфирные смолы делятся на:
смолы общего назначения; повышенной теплостойкости; пони-
женной горючести; для светопроницаемых стеклопластиков; хи-
мически стойкие; не содержащие летучих мономеров; повышен-
ной эластичности [6].
Смолы общего назначения получают из наиболее доступного
сырья (этиленгликоль, диэтиленгликоль, малеиновый и фталевый
ангидриды). Мономером-растворителем является стирол или ди-
метакрилат триэтиленгликоля (эфир ТГМ-3). Для повышения те-
плостойкости смол до 150—170 °C их сополимеризуют с кислота-
ми циклического строения или используют мономеры, молекулы
которых содержат несколько реакционноспособных двойных свя-
зей, например эфир ТГМ-3. Снижению горючести полиэфирных
63
смол способствует введение галоген- или фосфорсодержащих до-
бавок в сочетании с соединениями сурьмы. Эффективным явля-
ется и химическое модифицирование полиэфирных смол галоген-
содержащими кислотами или их ангидридами.
Для светопрозрачных полиэфирных смол используют сочета-
ние пропиленгликоля, тетрагидрофталевого ангидрида и метилме-
такрилата со стиролом. Для повышения устойчивости этих смол к
УФ-лучам вводят небольшие количества светостабилизаторов.
Повышенная химическая стойкость достигается введением в
состав полиэфирных смол гидрофобных циклических радикалов
(изофталевый, эндометилентетрагидрофталевый), канифоли, ан-
трацена, а также гликолей разветвленного строения.
Замена стирола и метилметакрилата на диаллилфталат, диме-
такрилат триэтиленгликоля, диаллилизофталат или на олигоэфи-
ракрилаты, имеющие меньшую летучесть, позволяет улучшить ус-
ловия труда при производстве и переработке смол, снизить по-
ристость изделий.
Повышению эластичности полиэфирных смол способствует
применение в качестве модифицирующих добавок алифатических
кислот (адипиновой, себациновой), а также димеров жирных ки-
слот и гликолей с длинной цепью.
2.3.2. Материалы на основе полиэфирных смол
Чаще всего эти материалы содержат стекловолокнистый напол-
нитель (в том числе и непрерывный) и различные модифицирую-
щие добавки.
Примерный состав композиции для литья под давлением (в
мае. ч.):
Полиэфирное связующее.........................................40
Кварцевая мука................................................34
Белая сажа................................................. 26
Пероксид бензоила.............................................1
Для переработки методом прессования используют компози-
ции (в мае. ч.):
Полиэфирная смола..............................................100
Пероксид бензола...............................................1
Минеральные порошкообразные наполнители
(тальк, слюда, каолин, кварцевая мука)........................84
Загуститель....................................................66
64
В электро- и радиотехнике широко применяют заливочные
композиции состава (в мае. ч.):
Полиэфир....................................................50—60
Стирол......................................................40—50
Пероксид бензоила...........................................1
Гидрохинон..................................................0,05
Использование полиэфирных связующих для клеев определя-
ется уровнем адгезионной прочности их соединений с различны-
ми материалами. Так, при испытании на сдвиг адгезия ПН-1 со-
ставляет (в МПа):
К стали........................................................10—19
К дуралюмину...................................................9
К полиэфирному стеклопластику.......................... . ... 10—12
К древесине................................................... 5—10,5
К волокнам:
вискозному..................................................7,4
капроновому.................................................7,3
лавсановому.................................................4,5
полистирольному.............................................3,4
полипропиленовому...........................................2,5
стеклянному..................................................15
Свойства пресс-материалов на основе неориентированных
стекловолокнистых наполнителей (СВ) и полиэфирного связую-
щего представлены ниже:
Плотность, кг/м3................................................1700
Содержание СВ, % (мае.).........................................22—30
Разрушающее напряжение, МПа:
при растяжении...............................................70—90
при изгибе...................................................120—180
Ударная вязкость, кДж/м2........................................50—70
Удельное объемное электрическое сопротивление, Ом - см..........Ю15
Теплостойкость по Мартенсу, °C..................................120—180
Усадка, %.......................................................0,4
Водопоглощение за 24 ч, %.......................................0,3—0,25
2.4. ПОЛИУРЕТАНОВЫЕ ПОЛИМЕРЫ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Полиуретановые полимеры (ПУ) содержат в основной цепи мак-
ромолекул уретановые группы
~NH—С—О~
5 - Заказ № К-4269
65
ПУ могут иметь как линейное, так и пространственное строе-
ние (сшитые полиуретаны).
Сшитые ПУ получают при взаимодействии ди- и трифункцио-
нальных соединений, содержащих гидроксильные и изоцианатные
группы. Так, при взаимодействии глицерина с толуилендиизоциа-
натом в присутствии третичного амина, являющегося катализато-
ром, реакция идет с образованием трехмерного полимера по схеме:
o=c=N
NH-C-O-CHzCHCHz-O-C-NH-fc
сн3
В промышленности для одностадийного синтеза сшитых ПУ
используют диизоцианаты и олигомеры, содержащие три гидро-
ксильные группы в молекуле (полиокситетраметиленгликоль, по-
лиоксиэтилен- и полиоксипропиленгликоли, сополимеры оксида
этилена; продукты поликонденсации адипиновой или фталевой ки-
слоты или их смеси с этилен-, пропилен- или диэтиленгликолями).
Сшитые ПУ могут быть получены в две стадии. На первой ста-
дии получают линейный ПУ, содержащий на концах макромоле-
кул изоцианатные группы (макродиизоцианат), а на второй стадии
проводят отверждение линейного полимера водой, диаминами,
диолами. В результате реакции удлинения цепи образуется поли-
мер, содержащий мочевинные группы:
O=C=N-[R]n-N=C=O + Н2О + O=C=N—[R]n—N=C=O ->
—> O=C=N—[R]n—NH—С—NH—[R]n—N=C=O + CO2
О
66
Макродиизоцианат, не вступивший в реакцию с водой, реаги-
рует с мочевинными группами, образуя биуретовые структуры:
~R^NH-CO"-NrR -NH-CO-NH ~
*----т |
•C=Oi
nh
INn
I
O=C-NH
I
~R-NH-CO-N-R-NH-CO-NH~
Эта реакция лежит в основе получения пенополиуретанов.
При отверждении макродиизоцианатов гликолями удлинение
цепи происходит за счет образования уретановых связей:
O=C=N—[R]n—N=C=O + НО—(СН2)4—ОН -+
О
O=C=N—[R]n—NH—й—О—(СН2)4—ОН
При взаимодействии изоцианатных концевых групп, не всту-
пивших в реакцию с гликолем, с уретановыми группами образу-
ются аллофанатные структуры:
[OC-NtR-NH-C
11 । L_‘1 ц
; о с=о• о
в .1 _ _ 1
NH
I
1*1л
I
уи
с=о
~O=C-N-R-NH-C~
I II
О О
Для получения сшитых ПУ можно использовать циклотриме-
ризацию изоцианатных групп в присутствии специфических ка-
тализаторов, в результате чего образуется узел сшивания — изо-
циануратный цикл:
О
II
с
3 ~ NCO к" N N-
I I
О=с \ ^с=о
N
г
5*
67
При получении сшитых ПУ в одну стадию все компоненты,
включая катализатор, смешивают одновременно. При двухстадий-
ном процессе получают линейный полимер, а затем при получе-
нии конкретных изделий вводят удлинители цепи и отвердители.
Сшитые ПУ могут иметь как аморфную, так и кристаллическую
структуру. Способность их к кристаллизации определяется строе-
нием и молекулярной массой олигомерного блока. В отличие от
других реактопластов физические связи (ван-дер-ваальсовы и во-
дородные) в ПУ составляют 50—90 % от общего числа поперечных
связей в объеме полимера. Поэтому структура ПУ обладает даже
в сшитом состоянии способностью разрушаться и перестраиваться
при нагревании или механическом нагружении, т. е. способна ”са-
мозалечивать" дефекты, возникшие при деформации.
Преобладание физических связей в сетке сшитых ПУ приво-
дит к тому, что температура стеклования определяется не числом
поперечных связей, а природой олигомерного блока и количест-
вом уретановых групп в нем. С увеличением числа уретановых
групп растет температура стеклования.
Путем изменения природы и молекулярной массы олигомер-
ного блока и плотности сетки можно получать высокоэластичные
или твердые, жесткие сшитые ПУ.
Физико-механические свойства ПУ определяются строением
диизоцианата, олигоэфира и отвердителя, используемых при их
получении. Так, ПУ на основе нафтилендиизоцианата, олигоэти-
ленадипината, отвержденный этиленгликолем, имеет прочность
при растяжении 30 МПа, относительное удлинение при разрыве
500 %, остаточное удлинение 85 %, модуль упругости при 300 %-м
удлинении 21 МПа, а отвержденный бутандиолом-1,4 — проч-
ность при растяжении 48 МПа, относительное удлинение при раз-
рыве 590 %, остаточное удлинение 15 %, модуль упругости 11 МПа.
Сшитые ПУ применяют в качестве эластомеров, основы ла-
ков, эмалей, клеев, герметиков, волокон и искусственных кож, а
также в виде эластичных и жестких пенопластов.
2.5. ЭПОКСИДНЫЕ СМОЛЫ
Эпоксидные смолы (ЭС) — мономерные, олигомерные или поли-
мерные растворимые соединения, в состав молекул которых вхо-
дит не менее двух эпоксидных или глицидиловых групп:
/>С-С<\ или /-СН2-СН-СН2\
’ V I ’ V I
68
Получение ЭС проводится при конденсации в щелочной среде
эпихлоргидрина или дихлоргидрина глицерина с соединениями,
содержащими подвижные атомы водорода (фенолами, аминами,
гликолями, кислотами), а также при прямом эпоксидировании
непредельных соединений органическими пероксикислотами или
пероксидом водорода [3, 5].
Реакция между эпихлоргидрином и дифенилолпропаном при-
водит к получению диановой ЭС:
сн»
ClCH2-CH-CHj + ho-Q-c-Q-oh
0 СНз
СНз сн3
->СН2-СН-СН4-О-/—\-С-/~\4- OCH2-CH-CH2-O-C|H4-C-CtH4 -h—o-chj-ch-ch
\ / X—/ I X—/ I I п \ /
° СНз ОНз о
В молекулах диановых смол имеются функциональные группы
двух типов — эпоксидные и гидроксильные. Поэтому отвердите-
лями этих смол мохуг быть соединения различных классов, а ре-
жимы отверждения варьируются в широком диапазоне.
Диановые ЭС в зависимости от молекулярной массы являются
жидкими (М< 600) или стеклообразными продуктами (М> 1000).
ЭС растворимы в кетонах, эфирах, ароматических углеводородах.
Для характеристики ЭС используют эпоксидное число, т. е. со-
держание эпоксидных групп в граммах на 100 г смолы. Так, смолы
ЭД-20 (М~ 400) и ЭД-8 (Л/~ 1000) содержат соответственно 19—
22 и 8—10 % эпоксидных групп. Кроме того, смолы характеризу-
ются эпоксидным эквивалентом — массой одного грамм-эквива-
лента смолы.
Отверждение низкомолекулярных диановых смол проводят
как при низких температурах (20—60 °C), так и при высоких (свы-
ше 70 °C — горячее отверждение). При низких температурах от-
вердителями являются алифатические полиамины (5—15 % от
массы смолы) или олигоаминоамиды (50—100 % от массы смолы),
а при повышенных — ангидриды дикарбоновых кислот, аромати-
ческие полиамины, ангидриды ароматических кислот. Для горя-
чего отверждения диановых ЭС с М > 1000 применяют ФФС или
аминоформальдегидные смолы (25—75 % от массы ЭС).
Отвержденные диановые смолы имеют высокую температуру
стеклования (55—170 °C), низкое водопоглощение (0,01—0,1 %),
высокие диэлектрические показатели, но малое удлинение при
растяжении (0,5—6 %). Высокая стойкость к ударным нагрузкам
69
(30—75 кДж/м2) обеспечивается при отверждении смесей диано-
вых смол с диглицидилуретанами, полученными на основе сопо-
лимеров тетрагидрофурана и оксида пропилена. Отвержденные
смолы на основе галогенированного дифенилолпропана и арома-
тических диаминов обладают низкой горючестью.
Наряду с диановыми смолами в промышленности широко при-
меняются эпоксиноволачные смолы, эпоксиуретановые и циклоа-
лифатические ЭС. Благодаря наличию в молекулах этих смол аро-
матических ядер или термостойких гетероциклов отвержденные об-
разцы имеют теплостойкость по Мартенсу около 300 °C и могут
длительно эксплуатироваться на воздухе при температурах до 250 °C.
ЭС используют как основу для лаков, эмалей, клеев, связую-
щих для высокопрочных армированных пластиков, для изготов-
ления абразивных и фрикционных материалов, полимербетонов,
герметиков, пенопластов.
Выбор состава связующих на основе ЭС для композиционных
материалов основан на том, что с уменьшением расстояния между
узлами сетки растут температура стеклования, прочность при сжа-
тии, химическая и термическая стойкость, но растет и хрупкость.
Аналогично изменяются свойства отвержденных связующих при
увеличении содержания ароматических циклов в молекуле ЭС.
Наиболее эффективным является применение ЭС в качестве
связующих при изготовлении крупногабаритных изделий кон-
тактным способом с использованием тканей и матов из стекло-
или углеволокна в качестве армирующих наполнителей, а также
при производстве премиксов и препрегов.
2.6. КРЕМНИЙОРГАНИЧЕСКИЕ ПОЛИМЕРЫ И МАТЕРИАЛЫ
НА ИХ ОСНОВЕ
2.6.1. Кремнийорганические связующие
Из большого числа кремнийсодержащих полимеров в качестве свя-
зующих применяются в основном полиорганосилоксаны. Это со-
единения, главная цепь молекул которых состоит из чередующихся
атомов кремния и кислорода, а боковые ответвления — органиче-
ские радикалы различного строения. Полиорганосилоксаны в за-
висимости от исходного сырья и условий синтеза имеют линейное,
разветвленное, циклическое или пространственное строение [4, 5].
Термореактивные полиорганосилоксаны (смолы) получают по-
ликонденсацией олигомеров, содержащих циклические звенья. Для
70
этого циклолинейные олигомеры, полученные путем гидролиза
или согидролиза алкил (или арил-)хлорсиланов, нагревают до 120—
200 °C при одновременной продувке их воздухом.
Образование пространственной структуры полимера происхо-
дит за счет ряда процессов, связанных с межмолекулярной поли-
конденсацией по остаточным гидроксильным группам, за счет
сшивания макромолекул силоксановыми мостиками Si—О—Si
или по валентным связям, образовавшимся в результате термиче-
ского распада связи Si—С и отщепления боковых алифатических
радикалов, а также за счет полимеризации циклов под действием
высокой температуры:
ch3v
H3C-S1-CH3 \
/ \ сн3/ у
? Ч /СНз 0 снз 0
I I z 1 1 ।
^O-Si S’-O O-Si-O-Si-O-Si-O
/ I I CH3 CH3 CH3
H3C 0 0
Si
2.6.2. Материалы на основе кремнийорганических связующих
К этой группе относятся материалы на основе олигомеров, полу-
ченных гидролизом метил- и фенилхлорсиланов, а также продук-
тов совместной поликонденсации кремнийорганических олигоме-
ров, содержащих гидроксильные и эфирные группы, с органиче-
скими олигомерами, содержащими спиртовые и фенольные гидро-
ксильные группы.
Пресс-порошки наряду со смолой содержат порошкообразные
наполнители (слюда, кварц, фторопласт). Кремнийорганические
пресс-порошки обладают хорошей текучестью, перерабатываются
методами литьевого и компрессионного прессования в изделия
электро- и радиотехнического назначения.
Пресс-порошки на основе полиорганосилоксановой смолы и
измельченного плавленного кварца имеют плотность 1860 кг/м3,
разрушающее напряжение при растяжении — 25 МПа, сжатии —
120 МПа, и изгибе — 60 МПа, pjz — 5 • 1016 Ом • м и tgS (при
106 Гц) - 0,002.
Детали из кремнийорганических пресс-порошков выдерживают
более 1000 ч при 250—300 °C, сохраняют высокие диэлектриче-
ские показатели во влажной среде.
71
Волокиты на основе КС в качестве армирующего наполнителя
содержат 50—59 % (мае.) асбестовых, стеклянных, кремнеземных
или кварцевых волокон; в рецептуру также входят 1—1,5 % (мае.)
смазки, 5—8 % (мае.) порошкообразных наполнителей (загусти-
телей) и 2—5 % (мае.) катализатора отверждения (триэтаноламин,
металл оорганика).
Изделия имеют диапазон рабочих температур от —60 до 400 °C,
теплостойкость по Мартенсу 250—300 °C, прочность при изгибе
40—60 МПа, ударную вязкость 15—60 кДж/м2.
Стеклотекстолиты на основе кремнийорганических связую-
щих используют в основном для деталей электроизоляционного
оборудования и теплозащитных устройств.
2.7. АЛКИДНЫЕ СМОЛЫ
Алкидные полимеры (смолы) относятся к группе гетероцепных
сложных полиэфиров и представляют собой продукты взаимодей-
ствия многоосновных спиртов с многоосновными кислотами (или
ангидридами) и одноосновными высшими жирными кислотами.
Многоосновные спирты, используемые в промышленности
как сырье для алкидных смол, — глицерин, пентаэритрит и три-
метил олпропан (этриол); из многоосновных кислот чаще всего
применяют фталевый ангидрид и изофталевую кислоту. Высшие
жирные кислоты используют или в виде индивидуальных соеди-
нений (Сю—С13 и Сщ—Счб), или в составе растительных масел.
В этом случае проводят алкоголиз масел многоатомным спиртом
в присутствии щелочных катализаторов, а затем переэтерифика-
цию полученной смеси неполных эфиров фталевым ангидридом.
По содержанию (в %) остатков жирных кислот в алкидной
смоле продукты делят на сверхтощие (35), тощие (35—45), сред-
ние (46—55), жирные (56—70) и очень жирные (70). Чем выше
жирность смолы, тем лучше ее растворимость в алифатических уг-
леводородах, меньше хрупкость, но ниже твердость, светостой-
кость и блеск.
Глифталевые смолы получают переэтерификацией глицерина,
фталевого ангидрида и высшей жирной кислоты:
О СН2ОН
Og * 220-240‘С
С^О +у СНОН +z RCOOH 7" .....~4
8 1
СН20Н
72
г он о
I к
RCO- -осн2-сн-сн2-о-с
5 pCOR -
с -осн2-сн-сн2—ОН +пНгО
-J л?
где R — алкил или алкилен; т > 2.
Образование пространственной структуры в глифталевой смо-
ле идет при дополнительном нагревании по р-гидроксильным
группам глицерина и карбоксильным группам кислоты. После
75—80 %-й степени превращения глифталевый полимер желати-
низируется. В случае применения ненасыщенной жирной кисло-
ты (например, олеиновой) структурирование может идти и за счет
полимеризации по двойным связям в боковых ответвлениях по-
лиэфирной смолы:
О
сн2он £
х снон + у (Г jC + Z С17нЗзСООН -----------►
СН2ОН п
о
О о
Н—ОСН-СНгОС-СвНд с
L сн2
О-СОС17Н33
ОН +лН2О
Пентафталевые смолы получают на основе пентаэритрита
С(СН2ОН)4, обладающего большей функциональностью, чем
глицерин. Смолы на его основе имеют большую молекулярную
массу и большую разветвленность. По сравнению с глифталевыми
отвержденные пентафталевые смолы имеют большую водо- и ат-
мосферостойкость, повышенную твердость.
Этрифталевые смолы получают на основе триметилолпропана.
Модифицированные алкидные смолы получают в процессе
синтеза или за счет реакционноспособных групп в готовой смоле,
а также путем смешения растворов алкидных смол с другими от-
верждающимися олигомерами.
Для модификации в целях ускорения процесса отверждения
вводят канифоль, низкомолекулярные эпоксидные смолы, арома-
тические диизоцианаты, стирол, эфиры метакриловой кислоты;
для повышения стойкости к коррозии и атмосферостойкости ис-
пользуют бензойную кислоту, стабилизированные алкоголяты А1,
меламиноформальдегидные, фенолоформальдегидные смолы.
73
Алкидные смолы используются как пленкообразующие веще-
ства (эмали, лаки) в качестве грунтов и шпаклевок. Алкидные
смолы имеют молекулярную массу от 1500 до 5000, представляют
собой высоковязкие липкие продукты. Выпускаются в виде 40—
60 %-х растворов в органических растворителях.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Кноп А., Шейб В. Фенольные смолы и материалы на их основе: Пер. с нем. /
Под ред. П. Г. Бабаевского. М.: Химия, 1983. 267 с.
2. Виржиа 3., Бжезинский Я. Аминопласты: Пер. с польск. Холодовой И. В. М.:
Химия, 1972. 344 с.
3. Чернин И. 3., Смехов Ф. М., Жердев Ю. В, Эпоксидные полимеры и компози-
ции. М.: Химия, 1982. 214 с.
4. Андрианов К. Ф., Хананашвили Л. М. Технология элементоорганических моно-
меров и полимеров. М.: Химия, 1983. 416 с.
5. Технология пластических масс / Под ред. акад. В. В. Коршака. Изд. 3-е. М.:
Химия, 1985. 559 с.
6. Седов Л. Н., Михайлова 3. В. Ненасыщенные полиэфиры. М.: Химия, 1977.
232 с.
7. Пластики конструкционного назначения (реактопласты) / Под ред. Е. Б. Тро-
стянской. М.: Химия, 1974. 304 с.
8. Углеродные волокна и углекомпозиты: Пер. с англ. / Под ред. Э. Фитцера. М.:
Мир, 1988. 354 с.
ГЛАВА 3
ЭЛАСТОМЕРЫ
Эластомеры применяются в промышленности переработки пла-
стмасс чаще всего как высокомолекулярные пластификаторы для
снижения хрупкости стеклообразных или кристаллических поли-
меров. Расширение применения эластомеров в составе компози-
ционных материалов на основе пластмасс сдерживается понижен-
ным сопротивлением тепловому старению и термоокислительной
деструкции наиболее распространенных эластомеров, содержа-
щих двойные связи. Кроме того, повышенная липкость и дефор-
мируемость эластомеров обычно не позволяют выпускать их в
гранулированном виде, что также затрудняет их применение в
технологии переработки пластмасс. Лишь немногие эластомеры
доступны сегодня в гранулированном виде. Тем не менее приме-
нение эластомеров как компонентов смесевых композиционных
материалов (в том числе конструкционных) непрерывно расши-
ряется. В связи с этим необходимо ознакомиться с основными ти-
74
пами эластомеров, наиболее пригодных для смешения с пласт-
массами.
В этом разделе практически нет информации об олигомерных
каучуках, которые являются относительно новым классом мате-
риалов. Они отличаются наличием полярных (функциональных)
групп в каждом мономерном звене или на концах молекул. Малая
молекулярная масса и определенная полярность обеспечивают
улучшенную совместимость олигомеров с пластмассами.
Изопреновые каучуки (СКИ) — полимеры изопрена (синтети-
ческий аналог натурального каучука) с содержанием 1,4-1<мс-струк-
туры изопрена до 98 %:
~СН2 СН2~
сн=с7
I
сн3
Получают полимеризацией в растворе под действием ком-
плексных катализаторов типа Циглера—Натта (СКИ-3) или под
действием литийорганического катализатора (СКИЛ). В послед-
нем содержание 1,4-^ис-структуры понижено, что снижает и ре-
гулярность макромолекулы. СКИ-3 содержит до 30 % гель-фрак-
ции (разветвленные макромолекулы).
Марочный ассортимент определяется способом получения
(каталитической системой) и вязкостью по Муни (в разных типах
СКИ-3 в интервале 71—85 и 50—60 усл. ед.).
Каучук способен к кристаллизации при растяжении и охлажде-
нии. М= 500 4-1000 тыс., плотность 0,91—0,92 г/см3, Тс - -70 °C,
максимальная скорость кристаллизации — при —25 °C.
Нестоек к действию углеводородов и масел. Для защиты от ста-
рения содержит противостарители аминного или фенольного типа.
Механические свойства определяются способностью к кри-
сталлизации при растяжении: прочность вулканизатов при растя-
жении 26—35 МПа, удлинение при разрыве 700—1000 %, эластич-
ность по отскоку 65—75 %; для вулканизатов, наполненных тех-
ническим углеродом, соответственно 28—39 МПа, 700—900 % и
45—60 %. Технологические свойства удовлетворительные, вулка-
низация осуществляется серой и ускорителями, а также другими
вулканизующими системами, типичными для высоконепредель-
ных каучуков общего назначения.
Перерабатывается методами, обычными для резиновой про-
мышленности.
Применяется самостоятельно и в смесях с другими каучуками
для производства шин и РТИ как каучук общего назначения.
75
Бутадиеновый каучук — полимер бутадиена, в котором мономер
может входить в макромолекулу в положении 1,4-цис, 1,4-транс и
в положении 1,2:
СН=СН
~СН2 СН2~
1,4-цис
СН СН2
/ "\ /
СН2 СН
1,4-транс
~СН2-СН~
СН
I
сн2
структура 1,2
Наибольшее применение имеет каучук, получаемый полиме-
ризацией в растворе с применением комплексных металлооргани-
ческих катализаторов типа Циглера—Натта (СКД разных марок с
содержанием 1,4-дмс-структуры 87—97 %), а также каучук СКДЛ,
получаемый с применением литийорганического катализатора. В
последнем содержание 1,4-^ыс-структуры снижается до 40—46 %.
М = 200 -г- 300 тыс., разветвленность практически отсутствует.
В основном регулярное строение макромолекул обеспечивает
кристаллизацию 40—60 % при низких температурах: Ткр равна -
(60 •?- 55) °C. При обычной температуре аморфен и не кристалли-
зуется при растяжении, что является причиной низкой прочности
ненаполненных вулканизатов. Температура стеклования умень-
шается с ростом содержания цис-структуры и может достигать -
ПО °C (СКДЛ - от -90 до -105 °C).
Нестоек к действию углеводородных растворителей и масел,
растворяется также в хлороформе и тетрахлориде углерода.
Благодаря наличию двойных связей СКД реакционноспосо-
бен, реагирует с галогенами, коррозионными средами, кислоро-
дом. Последнее обусловливает его малое сопротивление старению
по сравнению с пластмассами и необходимость применения ста-
билизаторов аминного или фенольного типа. Под действием ио-
низирующей радиации или вулканизующих агентов происходит
его пространственное сшивание, в результате чего образуются
вулканизаты. Процесс сопровождается потерей текучести и улуч-
шением механических свойств. Вязкость по Муни 30—60 усл. ед.
Плотность СКД 0,90—0,92 г/см3, удельное объемное электриче-
ское сопротивление около 1015 Ом • м. Свойства вулканизатов, на-
полненных техническим углеродом: прочность при растяжении
19—22 МПа, относительное удлинение при разрыве 500—650 %,
эластичность по отскоку 50—60 %, высокие износостойкость и ус-
талостная выносливость.
Узкое ММР, малая когезионная прочность невулканизован-
ного каучука, низкая адгезия к металлу в перерабатывающем обо-
рудовании определяют плохие технологические свойства СКД.
76
Применяется как каучук общего назначения. В промышлен-
ности переработки пластмасс применяется как высокомолекуляр-
ный пластификатор, обеспечивающий повышенную морозостой-
кость малополярных пластмасс. Является компонентом ударо-
прочного полистирола (входя в состав смеси или привитого со-
полимера), а также базой для получения полистирольных ТЭП.
Бутадиен-стирольные каучуки — статистические сополимеры бу-
тадиена и стирола (СКС) или а-метилстирола (СКМС) с содержа-
нием последних 21—25 %. На 50 % и более бутадиен присоединяется
в транс-конфигурации, остальное — в конфигурации 1,4-г<ис и 1,2:
СН СН2~ ~СН2
/ / \
~СН2 СН СН~
6
Бутадиен-стирольные каучуки получают в основном методом
эмульсионной сополимеризации при 50 или 5 °C. Снижение тем-
пературы полимеризации приводит к уменьшению разветвленно-
сти, содержания гель-фракции, улучшению механических свойств
каучука и резин на его основе. Каучуки с содержанием 21— 25 %
стирола обозначаются как СКС-30 или СКМС-30; буква "А"
(СКС-30А, СКМС-30А) указывает на низкотемпературную поли-
меризацию, другие буквы характеризуют рецепт полимеризацион-
ной системы. Выпускаются каучуки с 8—10 % стирола (СКС-10) с
повышенной морозостойкостью или с 40—50 % стирола (СКС-50)
с повышенной жесткостью. Бутадиен-стирольные каучуки марки
ДССК, получаемые растворной полимеризацией, имеют большее
содержание 1,4-^ис-структур.
М= 150 -г-400 тыс. при широком ММР у каучуков типа СКС
и узком ММР — у ДССК. Не кристаллизуется из-за нерегулярно-
сти структуры. У СКС-30 р = 0,93 г/см3, показатель преломления
1,535, 7С = —56 °C. Устойчив к действию ряда коррозионных сред
(кислоты, щелочи, соли), взаимодействует с галогенами и кисло-
родом (реакция с кислородом является основной причиной ста-
рения). Добавка противостарителей аминного или фенольного
типа обязательна.
Некоторые сорта каучуков СКС (СКМС) содержат в исходном
состоянии (до компаундирования) 15—27 % нефтяных масел,
улучшающих технологические свойства и удешевляющих каучук.
Бутадиен-стирольные каучуки применяются как недорогие
каучуки общего назначения для производства шин, РТИ и т. д. В
промышленности переработки пластмасс их используют как вы-
77
сокомолекулярный пластификатор, обеспечивающий достаточную
морозостойкость неполярных пластмасс, в основном полисти-
рольных пластиков. Широкое применение ограничено в основном
низкой термостойкостью, не позволяющей совмещать каучук с
пластмассами при температуре существенно выше 120 °C.
Бутадиен-нитрильные каучуки — статистические сополимеры
бутадиена с нитрилом акриловой кислоты. Бутадиен присоединя-
ется преимущественно в положении i,4-транс, содержание звень-
ев 1,2 не превышает 10 %:
СН СН2~ ~СН2
/ / \
~СН2 СН сн~
CN
Получают эмульсионной полимеризацией. Марочный ассор-
тимент определяется в основном содержанием нитрила акридовой
кислоты, которое в разных сортах составляет 17—20, 27—30, 36—
40 %, а иногда до 50 %. Соответствующие марки каучука — СКН-18,
СКН-26, СКН-40 и СКН-50.
М = 200 -» 300 тыс. при широком ММР. Не кристаллизуются,
как и другие сополимерные каучуки, ни при хранении, ни при
растяжении. Плотность зависит от состава сополимера и колеб-
лется в интервале 0,943—0,986 г/см3. От состава зависит и Тс, рав-
ная для СКН-18, СКН-26 и СКН-40 соответственно -55, -42 и
—32 °C. Удельное объемное электрическое сопротивление состав-
ляет соответственно 6,5 • 108, 3 • 107 и 1 • 107 Ом • м. Все эти данные
указывают на заметный рост межмолекулярного взаимодействия
с увеличением содержания полярных групп —CN.
СКН растворяются в кетонах, ароматических углеводородах,
этилацетате, хлороформе. Стойки к действию алифатических уг-
леводородов. Резины из СКН маслобензостойки, устойчивы к
действию разбавленных кислот и щелочей подобно бутадиеновым
и бутадиен-стирольным каучукам. Наличие двойных связей обу-
словливает реакционноспособность по отношению к галогенам,
кислороду и другим активным соединениям. Вместе с тем стой-
кость к окислению и старению у них выше, чем у бутадиеновых
и бутадиен-стирольных каучуков. При нагревании выше 150 °C
СКН затвердевает в результате термоструктурирования и взаимо-
действия с кислородом. Вулканизуется серой, тиурамом, перок-
сидами и другими органическими соединениями, а также под
влиянием ионизирующих излучений.
Технологические свойства ухудшены из-за высокой жесткости
(большое межмолекулярное взаимодействие). Даже относительно
"мягкие" сорта имеют вязкость по Муни 50—70 усл. ед. Высокая
78
жесткость и малая слипаемость нитрильных каучуков позволяют
выпускать их (в небольшом объеме) в виде крошки, что удобно
для совмещения с другими каучуками и пластмассами.
СКН перерабатываются традиционными для резиновой про-
мышленности методами.
В резиновой промышленности применяются как каучуки спе-
циального назначения для изготовления маслобензостойких ре-
зин, устойчивых к истиранию и старению. В промышленности пе-
реработки пластмасс СКН были первыми высокомолекулярными
пластификаторами для ПВХ. Хорошо совмещаются с другими, в
том числе неполярными, каучуками и пластмассами.
Бутилкаучук — статистический сополимер изобутилена с 0,6—
3,0 % (мол.) изопрена:
СН2~ СН СН2~
г/ / ^ /
;сч ~сн2 сн
СНз СНз СНз
Получают бутилкаучук катионной сополимеризацией (на хло-
риде алюминия) мономеров в растворе CHCI3 или С2Н5С1 при
температуре около —100 °C.
Марки каучука различаются ненасыщенностью (зависит от
доли изопрена в макромолекуле), вязкостью (30—75 по Муни) и
типом противостарителя, который меняет цвет каучука от светло-
до темно-желтого.
М = 300 4- 700 тыс., плотность 0,91—0,92 г/см3, Тс = -(67 +
-ь 69) °C. Малое количество сомономера незначительно нарушает
регулярность макромолекул, и каучук кристаллизуется при растя-
жении (но не при хранении). Показатель преломления 1,51. Рас-
творяется в алифатических углеводородах, хуже — в ароматиче-
ских. Устойчив к действию кислот, щелочей, некоторых масел.
Проявляет высокое сопротивление старению, особенно в присут-
ствии обязательно вводимых противостарителей. При температуре
выше 120 °C протекает интенсивная термодеструкция. Под дей-
ствием УФ-света и ионизирующих излучений происходит дест-
рукция (материал становится мягким).
Бутилкаучук — хороший диэлектрик, превосходящий по этим
свойствам другие каучуки. Характерная его особенность — низкая
по сравнению с другими каучуками газопроницаемость. Он имеет
удовлетворительные технологические свойства. Вулканизуется се-
рой, фенолоформальдегидными смолами.
Перерабатывается традиционными методами резиновой про-
мышленности. Применяется как каучук специального назначения
для изготовления теплостойких и газонепроницаемых изделий
79
(например, автокамер, герметиков), а также как погодостойкий
диэлектрик (изолятор проводов и кабелей); как высокомолеку-
лярный пластификатор, особенно для ПЭ, реже — для ПП.
Выпускаемый в промышленности гомополимер изобутилена —
полиизобутилен — имеет свойства, близкие к свойствам бутил-
каучука, отличается повышенной по сравнению с бутилкаучуком
химической стойкостью, но неспособен к вулканизации.
Применяется как основа для промазочных составов для тка-
ней и как пластифицирующая добавка к другим полимерам, осо-
бенно к полиэтилену.
Выпускаются также бромированный и хлорированный бутил-
каучуки (бромбутил- и хлорбутилкаучуки). Они отличаются от бу-
тилкаучука повышенной адгезионной способностью к металлам и
другим полярным поверхностям.
Этиленпропиленовый каучук — сополимер, состоящий из ко-
ротких (8—12 мономерных звеньев) блоков этилена (40—70 %) и
пропилена (СКЭП). Дополнительно к указанному составу в со-
полимер может входить третий сомономер, вносящий в макромо-
лекулу двойную связь; такие макромолекулы являются тройным
сополимером (СКЭПТ); в качестве третьего сомономера приме-
няют несопряженные диены типа дициклопентадиена, этилцден-
норборнена и др. в количестве 1—2 % (мол.).
сн3
сн2 сн /
^сн^ сн2
этилен пропилен
-НС I хсн-сн
| СН2 I II
-НС | 'СН сн
сн
СН2
Сополимеризацию проводят в углеводородных растворителях
под действием катализаторов типа Циглера—Натта при 30 °C.
Марочный ассортимент широк и определяется как для двой-
ных, так и для тройных сополимеров вязкостью по Муни (в пре-
делах 30—80, для зарубежных марок — до 120).
М~ 80 + 250 тыс., плотность 0,85—0,87 г/см , Тс = -(55—70) °C,
удельное объемное электрическое сопротивление 5 • 1015 Ом • см.
Не кристаллизуется ни при хранении, ни при растяжении.
Отсутствие или малое содержание двойных связей в СКЭП и
СКЭПТ обусловливает их высокую стойкость к окислению и ат-
мосферостойкость, хорошую теплостойкость и устойчивость к
действию агрессивных сред (спиртов, кетонов, щелочей, кислот,
гидравлических жидкостей и т. п.). Однако при производстве кау-
80
чуков в них вводят противостаритель фенольного или аминного
типа в количестве 0,2—0,5 %. СКЭПТ имеет хорошие технологи-
ческие свойства, но низкую клейкость и малую адгезию к метал-
лам и тканям, медленно вулканизуется.
Перерабатывается традиционными методами резиновой тех-
нологии. Применяется как основа резин для изготовления изде-
лий, эксплуатирующихся в атмосферных условиях, в агрессивных
средах или в условиях высоких температур (до 150 °C), как пла-
стификатор при производстве ударопрочного (морозостойкого)
полипропилена, для кабельной изоляции и др.
Кремнийорганические каучуки — эластомеры, в которых ос-
новная цепь является неорганической, а органические заместите-
ли различны:
R'
^Si ~
I
R
Получают анионной полимеризацией соответствующих цик-
лоорганосилоксанов.
Марочный ассортимент определяется природой заместителей
R и R', а также молекулярной массой (олигомерные и высокомо-
лекулярные каучуки). Основная марка кремнийорганического по-
лимера СКТ (СК термостойкий) является эластомером, в котором
R и R' — метильные группы. Диметилсилоксановый каучук вул-
канизуется под действием пероксидов и у-радиации. В каучуках
марок СКТВ и СКТВ-1 содержится до 1 % (мол.) метилвинилси-
локсановых звеньев, что облегчает его вулканизацию. В СКТЭ
часть метильных групп заменена на этильные, а в СКТФВ часть
метильных групп заменена на фенильные при наличии до 1 % ме-
тилвинильных групп. СКТН и СКТН-1 — низкомолекулярные
(олигомерные) каучуки.
Для высокомолекулярных каучуков М = 300 4- 800 тыс., Тс =
— —130 °C, плотность 0,96—0,98 г/см3. Макромолекулы полиди-
метилсилоксана построены регулярно, что обеспечивает их кри-
сталлизацию при охлаждении до —54 °C; степень кристаллично-
сти может достигать 59 %. Введение других заместителей, а также
вулканизация уменьшают склонность к кристаллизации.
Кремнийорганические каучуки химически стойки, медленно
разрушаются при действии щелочей; при сгорании не выделяют
токсичных продуктов; физиологически инертны.
Резины на основе кремнийорганических каучуков тепло-, мо-
розо-, атмосферо-, абляционностойки, обладают хорошими ди-
электрическими свойствами (удельное объемное электрическое
6 -Заказ № К-4269
81
сопротивление — 1015—1016 Ом - см). Могут эксплуатироваться
при температурах от —90 до +300 °C. Технологические свойства
удовлетворительны, хотя пониженная вязкость затрудняет дис-
пергирование в каучуках наполнителей (коллоидной кремнекис-
лоты) и требует продолжительного смешения.
Перерабатывается методами, традиционными для резиновой
промышленности. Применяется для изготовления изделий, рабо-
тающих в условиях большого перепада температур, для теплоизо-
ляции космических аппаратов, изделий медицинского назначения
(особенно работающих в контакте с кровью), деталей холодильной
техники (уплотнители, герметики), изоляции проводов. Олигомер-
ные каучуки и полидиметилсилоксановые жидкости (М= 200
4-200 тыс.) применяются в качестве смазок и межструктурных
пластификаторов при получении композиционных материалов из
различных пластмасс.
Уретановые каучуки — сополимеры, получаемые взаимодейст-
вием диизоцианатов с простыми или сложными эфирами:
OC=N-R-N=CO + HO-R'-OH -> OC=N-R-NH-CO-O-R’-OH и т. д.
Сложные эфиры — продукт реакции двухосновных кислот
(например, адипиновой) с избытком двухатомных спиртов — гли-
колей (например, этилен- или пропиленгликоля либо их смесей).
Простые эфиры — чаще всего олигомеры оксида пропилена НО—
[-СН(СН3)-СН2-О-СН(СН3)-СН2-]Л-ОН или тетрагидро-
фурана.
Марочный ассортимент, таким образом, определяется строе-
нием исходных мономеров. Наиболее распространены марки
СКУ-6 (сложный полиэфир с толуилидендиизоцианатом), СКУ-
7 (то же, что и СКУ-6, но частично структурирован диамином),
СКУ-ПФЛ (простой полиэфир с толуилидендиизоцианатом, час-
тично структурированный диамином). Весь ассортимент уретано-
вых сополимеров можно разделить на вальцуемые эластомеры
(собственно каучуки), питьевые эластомеры-олигомеры и урета-
новые тэп.
Молекулярная масса простых и сложных олигоэфиров может
достигать 1—3 тыс. Поэтому макромолекулы, построенные из таких
крупных составляющих, имеют фактически структуру блок-сопо-
лимеров (чем больше молекулярная масса олигоэфира, тем каучук
ближе по структуре к блок-сополимеру). Если "блоки" построены
регулярно, каучук способен к кристаллизации, хотя некоторые со-
полимеры не кристаллизуются. Плотность сополимеров из слож-
ных и простых олигоэфиров соответственно равна 1,10—1,26 и
82
1,03—1,10 г/см3. Степень кристалличности составляет несколько
процентов. Диэлектрические свойства удовлетворительны.
Сополимеры атмосферостойки, маслобензостойки, стойки к
действию УФ-лучей и у-радиации. Выше 100 °C возможна хими-
ческая деструкция. Нестойки к действию водяного пара и горячей
воды (гидролиз изоцианатных связей), полярных растворителей.
Механические свойства вулканизатов вальцуемых эластомеров ха-
рактеризуются прочностью при растяжении 40—60 МПа, относи-
тельным удлинением при разрыве 450—550 %. Температура хруп-
кости каучуков СКУ-6, СКУ-7 и СКУ-ПФЛ равна соответственно
—35, —30 и —75 °C, эластичность по отскоку — 30, 37 и 38 %. Для
них характерно высокое сопротивление истиранию.
Вальцуемые уретановые каучуки перерабатываются традици-
онными для резиновой промышленности методами, а литьевые —
методом реакционного формования при низком давлении литья.
Применяются для изготовления изделий, стойких к истиранию
(например, массивные шины для внутризаводского транспорта),
деталей грохотов для сортировки сыпучих материалов, вспененных
материалов (в том числе подошв и деталей верха обуви).
Термоэластопласты (ТЭП) — термопластичные эластомеры,
проявляющие свойства мягких резин (эластомеров) в условиях
эксплуатации (отсутствие текучести), тогда как при высоких тем-
пературах в условиях переработки они способны течь подобно
расплавам термопластов. Макромолекулы ТЭП построены как
линейные блок-сополимеры, в которых блоки А (жесткий) и Б
(эластичный) соединены по типу АБА (трехблочник) или АБ
(двухбл очник). Звездообразные молекулы ТЭП построены по ти-
пу (АБ)4С, где С — атом углерода.
Широкое распространение получили блок-сополимеры сти-
рола (блок А) и бутадиена или изопрена (блок Б), которые полу-
чают в растворе с литийорганическими катализаторами так, чтобы
сначала заполимеризовать один блок, а затем на этой же цепи —
второй и третий путем последовательного добавления мономера в
реакционную систему до полной полимеризации по типу "живу-
щих цепей". Уретановые каучуки по структуре макромолекул так-
же могут быть отнесены к ТЭП, хотя и полиблочного типа (АБ)„.
Особенность надмолекулярной структуры ТЭП обусловлена
тем, что их блоки несовместимы друг с другом и поэтому расслаи-
ваются. Наличие химических связей между блоками в макромо-
лекуле препятствует макрорасслаиванию, в результате чего возни-
кает коллоидная структура, когда в эластичной матрице, образо-
ванной блоками одного полимера (например, полибутадиена),
оказываются диспергированными частицы (домены) другого —
6*
83
жесткого полимера (например, полистирола). Домены предотвра-
щают текучесть матрицы; система получает способность течь
только тогда, когда повышение температуры приведет к размяг-
чению и деформации доменов твердого полимера.
Свойства ТЭП на примере бутадиен-стирольных термоэласто-
пластов (ДСТ) характеризуются следующими показателями. Мо-
лекулярная масса блоков стирола и бутадиена — соответственно
10—45 тыс. и 40—135 тыс.; содержание стирола 30 % (в некоторых
марках — 50 %). Кристаллизация в ТЭП может иметь место, если
один или оба блока построены регулярно. Прочность при растя-
жении для ДСТ-30 равна 25,2 МПа, относительное удлинение при
разрыве 850 %, эластичность по отскоку 60 %. ДСТ благодаря
двухфазной структуре имеет две Тс — близкие, соответственно, к
Тс полистирола и полибутадиена. Температура хрупкости равна —
98 °C, теплостойкость (появление текучести) — 50—70 °C.
Химические свойства ДСТ-30 определяются свойствами поли-
бутадиеновой матрицы: низкое сопротивление действию озона,
УФ-лучей, тепловому старению, действию растворителей.
Перерабатывают ТЭП традиционными методами переработки
пластмасс, в основном методом литья под давлением, особенно
при получении эластичной обуви,
Помимо сказанного ТЭП применяют как пластифицирующую
добавку к пластмассам (например, для модификации ПС, ПО и др.).
Выпускаемые в ограниченном количестве блок-сополимеры этиле-
на и пропилена применяют для получения морозостойкого ПП.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Кирпичников П. А., Аверко-Антонович Л. А., Аверко-Антонович Ю. О. Химия
и технология синтетического каучука. Л.: Химия, 1970. 527 с.
2. Корнев А. Е., Буканов А. М., Шевердяев О. Н. Технология эластомерных мате-
риалов. М.: 2000. 288 с.
3. лананашвили Л. М., Андрианов К. А. Технология элементоорганических моно-
меров и полимеров. М.: Химия, 1983. 415 с.
4. Догадкин Б. А., Донцов А. А., Шершнев В. А. Химия эластомеров. М.: Химия,
1981. 372 с.
5. Термоэластопласты / Под ред. В. В. Моисеева. М.: Химия, 1985. 183 с.
6. К^лезнев^В. И., Шершнев В. А. Химия и физика полимеров. М.: Высшая школа,
ГЛАВА 4
КЛАССИФИКАЦИЯ И ОБЩАЯ ХАРАКТЕРИСТИКА
МАРОЧНОГО АССОРТИМЕНТА ПЛАСТМАСС
В настоящее время промышленностью во всем мире выпускается
несколько тысяч марок пластмасс, включающих широкий пере-
чень термопластичных и термореактивных полимеров и компози-
ций на их основе, используемых для изготовления изделий раз-
личного назначения. Важно сделать правильный выбор пластмас-
сы или композиционного материала для конкретных условий тех-
нологии изготовления данного изделия и его эксплуатации. Лишь
в тех случаях, когда такой полимерный материал отсутствует, воз-
никает необходимость создания нового материала, что, естествен-
но, является достаточно дорогостоящей задачей. Но и в этом слу-
чае выбор базовой пластмассы очень важен, поскольку свойства
композиционного материала в основном определяются свойства-
ми выбранного полимера. Правильному выбору пластмассы для
изготовления данного изделия способствует знакомство с разны-
ми системами классификации пластмасс, основные из которых
приводятся ниже.
Классификация по химической структуре. Именно изменение
химической структуры и молекулярных характеристик полимер-
ных макромолекул приводит к закономерному изменению свойств,
в числе которых — межмолекулярное взаимодействие, раствори-
мость, термодинамическая и кинетическая гибкость макромоле-
кул, способность кристаллизоваться, поляризуемость и т. д. [1].
С этой точки зрения в общем виде полимеры можно разделить на
карбоцепные игетероцепные. К первым относятся, как
правило, полимеры непредельных углеводородов этиленового ря-
да с различными боковыми заместителями (ПО, ПС, полиакри-
латы, полимеры галогенопроизводных этилена и др.). Свойства
полимеров этого ряда закономерно изменяются с изменением
природы боковых заместителей в мономере. С определенной сте-
пенью допущения к этой группе можно отнести отвержденные
ФФС и другие полимеры, содержащие в основной цепи бензоль-
ные кольца.
К гетероцепным относят полимеры, в основной молекулярной
цепи которых помимо углерода содержатся атомы других элемен-
тов. Классификация этих материалов аналогична классификации
органических веществ. Наиболее часто такими гетероатомами яв-
ляются кислород (простые и сложные полиэфиры), азот (ПА, ПУ,
85
аминоальдегидные смолы, ПИ и др.), сера (ПСФ), кремний (КС)
и некоторые другие.
Классификация по технологическим свойствам — литье-
вые, экструзионные, пресс-материалы, а также
материалы для изготовления труб, листов, пле-
нок и т. д. (табл. 4.1) — носит условный характер. Существуют
материалы, которые можно успешно перерабатывать в изделия
большинством известных методов (ПО). При этом указание на то,
что данный полимер может перерабатываться различными мето-
дами, подразумевает, как правило, что существует определенное
количество марок полимера, значительно различающихся по тех-
нологическим характеристикам, например по показателю текуче-
сти расплава.
Классификация пластмасс по областям применения. Данная
классификация представляет собой выделение из множества по-
лимерных материалов потребительских групп, включающих в се-
бя материалы, сходные по определенному основному эксплуата-
ционному признаку (свойству или совокупности близких
свойств), являющемуся наиболее значимым и обязательным для
данной области применения [2]. Можно выделить несколько та-
ких групп (табл. 4.2). Среди них основными являются следующие.
Пластмассы для работы под воздействием кратковременных
или длительных статических нагрузок — конструкционные
жесткие материалы. Основным признаком их является же-
сткость (модуль упругости не менее 900 МПа). К этой группе мож-
но отнести ПА, ПК, ПБТ, ПЭТФ, ПФО, сополимеры формаль-
дегида, ПТП, ФН, ПИ, этролы, армированные ПП и НПС, фе-
нопласты, аминопласты, кремнийорганические композиции и др.
Пластмассы для работы под воздействием ударных нагрузок —
ударопрочные материалы. Ударная прочность пластмасс
этой группы должна быть не ниже 20 кДж/м2, в ряде случаев они
должны обеспечивать значительные (в том числе обратимые) де-
формации. К этой группе можно отнести ПЭ, сополимеры этиле-
на с пропиленом или винилацетатом, ПП, ПВХ, фторопласт, ПУ,
ПА, ударопрочные сополимеры стирола, а также армированные
пластики и др.
Пластмассы, способные работать при повышенных (выше 150 °C)
температурах, —теплостойкие материалы. К этой группе
можно отнести ПА, ПБТФ, ПЭТФ, ПФО, ПТП, ПК, ПСФ, ФН,
ПИ, фенопласты, аминопласты, кремнийорганические компози-
ции и др.
Пластмассы, способные работать при низких (ниже -40 °C)
температурах, — морозостойкие материалы. К этой груп-
86
Таблица 4.1. Основные методы переработки* полимерных материалов
Полимерный материал ЛД ЭП ЭТ эк ВФ п к ПР 3 КФ св о
Полиэтилен + + + + + + + *— — — + +
Полипропилен + + + + + + — •— — — + +
Сополимер этилена с пропиленом + — + — — + — — — — + +
Сополимер этилена с винилацетатом + + — — — — — — — — + +
Полистирол + + — — + — — — — + +
Ударопрочный полистирол + + + — + — — — — — + —
АБС-Пластики + + + — + — — — — — + —
Полиметилметакрилат + + — — + + — — + + +
Политетрафторэтилен — — — — + + — — — — +
Поливинилхлорид (пластифицированный) + + + + + + + -— + — + +
Поливиниловый спирт — — — — — — — + — — — +
Поливинилацетат — + — — — — — + — — — —
Полиформальдегид (сополимеры) + — + — — — — — — — + —
Пентапласт + + + — — — — —— + —
Полифениленоксид + — + +
Полисульфон + + + + — — — + — — — —
Полиэтилентерефталат + + — — + — — -— — —• + +
Полибутилентерефталат + + + — + — — — — — + —
Поликарбонат + + — — + + — + — — + +
Полиамиды + + + + — — — + + — + +
Фенилон — + — — — + — + — + + +
Полиимиды — — — — — + — 4- — + X +
Полиуретаны + + — —‘ — + + — + — — —
Фенопласты + — — — — + — + — + X —
Аминопласты + — — — — + — + — — X —
Ненасыщенные полиэфирные композиции + — — — — + — + + + + —
Эпоксидные композиции + — — — — + — — + + X —
Фурановые композиции — — — — — + — — + + — —
Кремнийорганические композиции — — — — — + — + — — —
Этролы + + — — + + — — — — — —
ЛД — литье под давлением; ЭП — экструзия пленок, листов; ЭТ — экструзия труб, профилей; ЭК — экструзия кабельной
изоляции; ВФ — выдувное формование или пневмоформование; П — прессование; К — каландрование; ПР — полив из
раствора; 3 — заливка; КФ — контактное формование; СВ — сварка; X — только химическая сварка; О — ориентация пленок
и лент.
Таблица 4.2. Основные эксплуатационные характеристики полимерных материалов
Полимерный материал Ж У т м э А с П X о Р
Полиэтилен — + — 4- 4- — 4- 4- 4- — 4-
Полипропилен — + — — 4- — 4- 4- 4- — —
Сополимеры этилена с пропиленом — 4- — -1- -1- — 4- 4- 4- — —
Сополимеры этилена с винилацетатом — + — + 4- — 4- 4- — — —
Полистирол — — — — + — 4- 4- — — 4-
Ударопрочный полистирол — 4- — 4- — — 4- — — 4-
АБС-пластики — 4- — — 4- — — 4- — — 4-
Полиметилметакрилат — + — + 4- — 4- 4- — —
Политетрафторэтилен — + + 4- 4- 4- ” 4- 4- 4- —
Поливинилхлорид (пластифицированный) — 4- — — 4- — 4- 4- 4- 4- 4-
Поливиниловый спирт — — — — — — 4- 4- — — —
Полиформальдегид (сополимеры) + 4- + + 4- 4- — — — — —
Пентапласт 4- 4- + — 4- — — 4- 4- 4- —
Полифениленоксид + 4- 4- + 4- 4- — — 4- 4- 4-
Палисульфон + + 4- 4- 4- 4- 4- + + 4-
Полиэтилентерефталат + + + + + 4- 4- 4- 4- 4- 4-
Полибутилентерефталат 4- + + + + 4- — 4- 4- — 4-
Поликарбонаты + + + + + 4- 4- 4- 4- 4- 4-
Полиамиды + 4- + + + 4- 4- 4- — — 4-
Фенилон + — + 4- + 4- — — + 4- 4-
Полиимиды + + + 4- + 4- — — 4- 4- 4-
Полиуретаны + +
Фенопласты 4- + + + + 4- — — 4- 4- 4-
Аминопласты 4- — — — 4- — 4- 4- 4- — 4-
Ненасыщенные полиэфирные композиции — + — + 4- — 4- — — — 4-
Эпоксидные композиции + + + + 4- — 4- 4" 4" — 4-
Кремнийорганические композиции 4- — + + 4- 4- — — 4- 4- 4-
Фурановые композиции + — 4- + 4- — — — 4- 4- 4-
Этролы — + — + 4- — 4- 4- — 4- —
*Ж — жесткость; У — ударная прочность; Т — теплостойкость; М — морозостойкость; Э — электроизоляционные свойства;
А — антифрикционные свойства; С — светотехнические свойства, прозрачность; П — пригодность для контакта с пище-
выми продуктами; X — химическая стойкость; О — огнестойкость, самозатухание; Р — радиационная стойкость.
не относят ПЭ, сополимеры этилена с полипропиленом или ви-
нилацетатом, морозостойкие композиции ПП, фторопласты, ПА,
ПК, сополимеры формальдегида, ПФО, ПСФ, ПБТФ, ПЭТФ,
ПАР, ПИ и др.
Пластмассы электро-и радиотехнического назна-
чения. Эти материалы должны иметь высокие значения удель-
ного объемного электрического сопротивления (более 1О10 Ом • м)
и малые величины тангенса угла диэлектрических потерь (менее
0,02). К этой группе относят ПЭ, ПП, ПВХ, фторопласты, ПАР,
сополимеры формальдегида, ПБТ, ПЭТФ, ПСФ, ПФО, ФН, ПИ,
композиции на основе ненасыщенных полиэфиров, отдельные
марки эпоксидных и кремнийорганических композиций и др. Не-
которые материалы, такие как фенопласты, аминопласты и др.,
являются электроизоляционными, но не могут использоваться в
радиотехнике из-за высоких значений тангенса угла диэлектриче-
ских потерь.
Пластмассы для светотехники — прозрачные материа-
л ы. Значение коэффициента светопропускания их должно быть
не ниже 80 %. К ним можно отнести ПС, сополимеры стирола с нит-
рилом акриловой кислоты и(или) метилметакрилатом, полиакрила-
ты, прозрачные марки ПВХ и фторопластов, ПК, ПСФ, этролы,
ПЭТФ- и ПА-пленки, аминоалвдегидные смолы, ЭС, НПС и др.
Пластмассы с пониженной горючестью — огнестойкие,
самозатухающие материалы. К ним относятся материа-
лы, имеющие, например, кислородный индекс горения более 22 %
или не поддерживающие горения после вынесения их из пламени.
К этой группе можно отнести фторопласты, ПИ, ФН, фурановые
композиции, менее огнестойкие ПТП и ПВХ, а также огнестой-
кие композиции других полимеров.
Пластмассы для работы под воздействием ионизирующих из-
лучений — радиационностойкие материалы. К ним от-
носят материалы, сохраняющие работоспособность при длитель-
ном воздействии ионизирующих излучений: фторопласты, ПАР,
ПИ, композиции на основе ЭС и КС и др.
Пластмассы для работы в агрессивных средах — химиче-
ски стойкие материалы. Это ПЭ, ПП, ПВХ, фторопла-
сты, ПТП, ПСФ, ПБТ, ПЭТФ, ПИ, кремнийорганические ком-
позиции. Помимо полимеров с универсальной химической стой-
костью выделяют группы водостойких, масло- и бензостойких,
стойких к воздействию окружающей среды, тропикостойких, гри-
бостойких и других пластмасс.
Пластмассы для работы в контакте с пищевыми продуктами и
питьевой водой — нетоксичные материалы. Применение
89
пластмасс для этих целей требует разрешения для каждой новой
детали, выдаваемого специализированными учреждениями на ос-
нове комплексного тестирования. К числу предпочтительных для
этих целей относятся ПЭ, сополимеры этилена с винилацетатом,
ПП, ПС и сополимеры стирола с другими мономерами (с малым
содержанием остаточного мономера), ПВХ, фторопласты, ПУ,
полиакрилаты, ПА, ПК, ПБТ, ПЭТФ, ПСФ, поливиниловый
спирт, аминопласты и др. При соблюдении установленных допол-
нительных требований эти материалы можно применять также в
медицине и медицинской технике.
Модификация полимеров позволяет расширить состав указан-
ных выше групп (см. гл. 14).
Классификация пластмасс по совокупности параметров экс-
плуатации. Данная система классификации представляет собой
деление множества пластмасс на две большие группы — общетех-
нического и инженерно-технического назначения — и ряд под-
групп (рис. 4.1). Распределение пластмасс по группам, указанным
в этой схеме, дано в табл. 4.3. Конструкционные пластмассы об-
щетехнического и инженерно-технического назначения сущест-
венно различаются по поведению при воздействии механической
нагрузки при повышенных температурах и, следовательно, по воз-
можности применения.
Пластмассы общетехнического назначения
имеют сравнительно низкие предел текучести при растяжении
(от), жесткость (Ер), твердость по Бринеллю (ЯБ) при обычной
температуре и теплостойкость по Вика (ТБ), что определяет резкое
снижение их механических характеристик с повышением темпе-
ратуры. Пластмассы общетехнического назначения неработоспо-
собны при кратковременной нагрузке при повышенной (выше
50 °C) температуре: они главным образом работают в ненагружен-
ном или в слабонагруженном состоянии при обычных или сред-
них (до 50 °C) температурах.
Пластмассы общетехнического назначения имеют более низ-
кие модули ползучести Еп при обычной температуре, а также не-
работоспособны в условиях повышенных температур. При дли-
тельных нагрузках их применяют в малонагруженном состоянии
при обычных температурах.
Пластмассы общетехнического назначения могут иметь более
высокие значения отдельных параметров по сравнению с указан-
ными на рис. 4.1, но по совокупности параметров эксплуатацион-
ных свойств они уступают пластмассам инженерно-технического
назначения. Из таких материалов изготавливают ненагруженные
изделия культурно-бытового, санитарно-гигиенического, меди-
90
Рис. 4.1. Классификация пластмасс по совокупности параметров эксплуатационных свойств [2] (£п — модуль
ползучести при деформации 0,5 % и продолжительности действия нагрузки 1000 ч; Т3 — максимальная тем-
пература эксплуатации при длительной статической нагрузке; ан — ударная вязкость, образец с надрезом)
Таблица 4.3. Классификация пластмасс по совокупности параметров
эксплуатационных свойств
Номер
группы
(см. рис,
4-1)
Полимерные материалы
1.1 Сополимеры этилена с винилацетатом, поливинилхлорид пластифици-
рованный, вспененный полиэтилен
1.2 Поливинилхлорид непластифицированный, вспененный полистирол,
этролы, сополимер стирола с метилметакрилатом и нитрилом акрило-
вой кислоты
2.1 Полиэтилен низкой плотности, сополимер этилена с пропиленом, по-
лиуретаны
2.2. Полиэтилен высокой плотности, полипропилен, полистирол, ударо-
прочные сополимеры стирола, сополимеры стирола с а-метилстиролом
или нитрилом акриловой кислоты, фторопласты, жесткие полиурета-
ны, пентапласт, полиметилметакрилат, сополимер стирола с метилме-
такрилатом
3 .1 Пресс-порошки, пенопласты на основе фенолоформальдегидных, ами-
ноальдегидных, эпоксидных смол, премиксы эпоксидных смол
3 .2 Полиамиды, поликарбонат, сополимеры формальдегида, полибутилен-
терефталат, полифениленоксвд, полисульфон, полиарилаты, препреги,
гетинаксы на основе фенолоформальдегидных смол, листовые слои-
стые материалы на основе аминоальдегидных смол, текстолит
4 Полиамид-66, полиэтилентерефталат, полиэфирсульфон, стеклонапол-
ненные композиции на его основе, эпоксикремнийорганические
пресс-материалы, стеклотекстолиты на основе фенолоформальдегид-
ных и эпоксидных смол, волокниты, стекло- и асбоволокниты
5 Фенилон, полиимид, полибензоксазол, полиамид имиды, композици-
онные материалы и стеклотекстолиты на основе кремни йорганических
смол
цинского и технического назначения, работающие при обычных
температурах: пленки, трубы, профили, покрытия, уплотнитель-
ные детали, емкости, панели, корпусные детали, тару и т. п.
Пластмассы инженерно-технического назна-
чения имеют более высокие механические характеристики и
теплостойкость, что определяет меньшее снижение этих парамет-
ров с повышением температуры. Им свойственны достаточно вы-
сокие значения модулей ползучести при обычной и повышенной
температурах и высокая температура длительной эксплуатации
под нагрузкой (выше 75 °C). Их можно применять для изготовле-
ния ответственных деталей, работающих при длительной нагрузке
при повышенных температурах. Помимо областей применения,
характерных для пластмасс общетехнического назначения, инже-
нерно-технические пластмассы могут использоваться для изго-
товления деталей машино- и приборостроения — шестерней, вту-
92
лок, кулачков, направляющих рычагов, роликов, вкладышей под-
шипников, других деталей прецизионного характера, стерилизую-
щихся деталей, печатных плат и т. д., а также в строительстве.
Важными характеристиками, определяющими возможность их
применения, являются объем производства и стоимость.
Классификация по объему производства представляет собой
подразделение полимерных материалов на крупнотоннажные,
среднетоннажные и малотоннажные.
К крупнотоннаж ным можно отнести ПО, ПВХ, ПС и
сополимеры стирола. ПУ, а также материалы на основе ФФС, НПС
и аминоальдегидных смол. Доля этих материалов достигает 80 %
от общего объема производства пластмасс. Ксреднетоннаж-
н ы м относятся ПА, этролы, ПЭТФ, ПК, ПФО, ЭС, ФС и ряд
других полимерных материалов. На долю малотоннажных
полимерных материалов приходится лишь несколько процентов
от общего объема производства. Границы указанных выше групп
условны и зависят от структуры производства в данный момент
времени. Учитывая опережающее развитие производства полиме-
ров инженерно-технического назначения, в основном относя-
щихся к группе среднетоннажных материалов, можно ожидать пе-
рехода ряда этих полимеров в группу крупнотоннажных.
Еще более нестабильна классификация пластмасс по стоимости.
Как правило, наиболее дешевыми являются крупнотоннажные пла-
стмассы (полиолефины, фенопласты, аминопласты и т. п.), а наи-
более дорогими — малотоннажные (фторопласты, полиимиды,
кремнийорганические композиции). С развитием производства
материала его цена может значительно снижаться.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Технология пластмасс / Под ред. В. В. Коршака. М.: Химия, 1982. 615 с.
2. Каланчев Э. Л., Саковцева М. В. Выбор пластмасс для изготовления и эксплуа-
тации пластмасс: Справочник. Л.: Химия, 1987 . 416 с.
3. Каменев Е. И., Мясников Г. Д., Платонов М. П. Применение пластических масс:
Справочник. Л.: Химия, 1985. 448 с.
Часть II
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
ГЛАВА 5
ПРИНЦИПЫ СОЗДАНИЯ ПОЛИМЕРНЫХ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
При создании новых материалов главной задачей является улуч-
шение комплекса физико-механических свойств. При этом ос-
новной показатель свойств — сопротивление материала разруше-
нию, т. е. прочность. Самое высокое значение прочности харак-
терно для систем с идеальной или близкой к идеальной структурой.
Так, расчетное значение прочности при растяжении полимера, по-
лученное как сумма сопротивлений разрыву С—С-связей, равно
19 000 МПа. Это фактически и есть прочность идеального кри-
сталла с С—С-связями в кристаллической решетке.
Реальное значение прочности намного ниже. Так, прочность
монокристалла ПЭ составляет 13 000 МПа, прочность предельно
ориентированного волокна ПП — 9000, а прочность волокна ПЭ,
полученного ориентационной вытяжкой из раствора, — 4000 МПа.
Однако и такие значения прочности недостижимы при промыш-
ленной переработке пластмасс, и обычная пленка из ПЭНП, по-
лученная экструзией с раздувом, обладает прочностью всего 10—
12 МПа (см. гл. 24).
Не имея возможности реализовать на практике прочность иде-
альных структур, ученые с давних пор пошли по пути улучшения
свойств реальных, доступных материалов. Так был накоплен опыт
создания композитов, уходящий своими корнями в глубокую
древность. Первый из известных композитов на основе полиме-
ров — это созданный вавилонянами строительный материал из би-
тумной смолы, армированной тростником (2—4 тыс. лет до н. э.).
Под термином полимерные композиционные материалы (ПКМ)
понимают гетерофазные системы, полученные из двух или более
компонентов (составных частей), где один компонент является
матрицей, в которой определенным образом распределен (дис-
пергирован) другой компонент (или другие компоненты), отде-
ленный (или отделенные) от матрицы границей раздела. Таким
образом, каждый компонент в композите сохраняет индивидуаль-
94
ность в отличие от компонентов истинного раствора. В упрощен-
ном представлении можно считать, что каждый компонент ком-
позита занимает свой объем, т. е. находится в виде отдельной фа-
зы, и при этом свойства каждой отдельной фазы предполагаются
такими же, как свойства компонента, взятого в отдельности.
Во многих случаях наряду с повышением прочности при соз-
дании композита ставят задачу повышения модуля (жесткости),
теплостойкости, стойкости к удару, химической и маслобензо-
стойкости, улучшения перерабатываемое™, внешнего вида или
размерной стабильности изделий и т. д. В ряде случаев ПКМ соз-
дают с целью расширения ассортимента доступных материалов
или расширения сырьевой базы. Все более важной становится
роль ПКМ при переработке промышленных и бытовых отходов
пластмасс. До сих пор промышленно развитые страны собирают
и утилизируют из бытовых отходов лишь 3—5 % полимеров от об-
щего объема их производства. Ставится задача довести это коли-
чество до 50 %.
Переработка вторичного полимерного сырья в новые изделия
будет развиваться в основном путем создания ПКМ.
Создание ПКМ в последние годы стало генеральной линией
развития технологии переработки пластмасс и рассматривается
как основной резерв получения новых материалов с улучшенны-
ми свойствами.
5.1. КЛАССИФИКАЦИЯ И ОБЩИЕ ОСОБЕННОСТИ СВОЙСТВ ПКМ
Существуют три типа конструкционных материалов: металлы, ке-
рамики, полимеры. Основное назначение конструкционных ма-
териалов — нести механическую (статическую или динамиче-
скую) нагрузку, отвечая при этом определенным требованиям к
величине нагрузки, длительности ее действия, к мгновенному мо-
дулю упругости и ползучести, т. е. к величине начальной и конеч-
ной деформации (в начале и в конце срока службы), материало-
емкости (массе) изделия, его теплостойкости, трещиностойкости
И т. д.
Металлические конструкционные материалы
всегда в основе являются сплавами, при этом включения второго
металла в сплаве или частиц керамического или иного наполни-
теля часто имеют размеры более 10—100 нм, что позволяет отно-
сить эти материалы к композитам, т. е. типичным гетерофазным
системам с выраженной границей раздела.
95
Непрерывная фаза (матрица) - полимер
Наполнитель — дисперсные частицы,
жидкости, газы, волокна
Дисперсии
] Эмульсии | | Пены [ | Армированные системы
Полимеры,
наполненные
минеральными
или металлическими
порошками,
короткими
волокнами,
полимерами
(смеси, сплавы)
Полимеры,
наполненные
водой, маслами
и другими
жидкостями,
образующими
дискретную
фазу
Пенопласты,
поропласты,
пенорезины,
губки
с открытыми
и закрытыми
порами
Полимеры,
наполненные
ориентированными
длинными
(непрерывными)
или короткими
волокнами
Рис. 5.1. Видя полимерных композиционных материалов
Керамические конструкционные материалы —
это технические стекла (в том числе упрочненные — типа ситал-
лов), собственно керамика (в том числе пористая) или бетоны.
При этом последние два типа являются всегда гетерофазными, т. е.
композиционными. Технические стекла также служат иногда мат-
рицей для получения композита, когда различные порошки или
минеральные волокна являются дисперсной фазой.
Полимерные конструкционные материалы в
настоящее время все чаще представляют собой композиты. В от-
личие от металлических сплавов полимерные смеси и сплавы
практически всегда гетерофазны, поэтому и смеси полимеров, и
наполненные полимеры, и пенопласты являются типичными
композитами.
На рис. 5.1 представлена схематически классификация ПКМ.
Поскольку матрицей в ПКМ по определению является полимер,
то все разнообразие ПКМ на основе данного полимера определя-
ется химической природой второй фазы, формой ее частиц, раз-
мерами или возможной ориентацией коротких или непрерывных
армирующих волокон или чешуйчатого наполнителя. В то же вре-
мя очевидно, что свойства различных ПКМ в первую очередь за-
висят от свойств полимера—матрицы.
Из рис. 5.1 видно, что и металлы, и неметаллические напол-
нители могут быть партнером полимера в структуре ПКМ. Широ-
ко известны и неполимерные композиты, в состав которых входят
96
Рис. 5.2. Схема возникновения перенапряжений на частице наполнителя:
а — твердая частица; б — пузырек воздуха
полимеры, когда матрицей является, например, керамика. Таковы
пропитанные термостойкими полимерами пористые керамики,
обладающие уникальным сочетанием прочности, стойкости к уда-
ру и термостойкости; пропитанные полимером бетоны (бетонопо-
лимеры). Пропитанная древесина после полимеризации мономера
в ее порах становится композитом типа древесина—полимер.
Ограниченное применение имеют твердые полимеры, напол-
ненные диспергированной жидкостью (см. рис. 5.1), поэтому та-
кие системы рассматриваются в разделе о пластификации.
Принципиальные недостатки ПКМ заключаются в
следующем.
1. Всякое включение с модулем, иным, чем модуль матрицы,
приводит к возникновению перенапряжений на границе частица-
матрица. Это справедливо в случае как твердых частиц, так и га-
зообразных включений. Схематически это показано на рис. 5.2.
Если частица твердая, т. е. модуль частицы (фазы) больше модуля
матрицы (£м < £ф), то она деформируется меньше, чем матрица,
и наибольшие напряжения возникают на полюсах частицы (рис.
5.1, а). Если частица твердая, недеформируемая и к тому же ани-
зометричная, то избыточное напряжение (перенапряжение) равно:
х 116 16aJ (5Л)
Это значит, что перенапряжение даже для сферической час-
тицы в 1,5 раза больше среднего oq, действующего в образце. Для
7 Заказ № К-4269
97
газообразного включения наибольшие возникают в экватори-
альных точках (рис. 5.1, б), при этом « 3<50- Наличие перена-
пряжений на границе между частицей и матрицей может привести
к микроразрушению и последующему разрастанию трещины, раз-
рушающей образец.
2. Материалы, из которых состоят матрица и частица, имеют
разные коэффициенты теплового расширения — ам и аф. При
формовании изделия любым методом переработки нагрев сопро-
вождается охлаждением. Разница в скоростях сжатия матрицы и
частицы при охлаждении приводит к возникновению значитель-
ных усадочных напряжений. Если Ем и — модули упругости,
a vM и уф — соответственно коэффициенты Пуассона матрицы и
фазы (частицы), то при перепаде температур ДТ давление Р по-
лимерной матрицы на частицу в результате охлаждения равно:
Р = ^ам аф)д ТЕ$______. /5 2)
(1+ vM) + (l+уф)(£’м/£'ф) '
Давление Р максимально в приграничном слое матрицы и
уменьшается по мере удаления от него.
Таким образом, различие между ам и аф приводит к возник-
новению термоусадочных напряжений, ослабляющих материал.
3. Введение твердых, заметно не деформирующихся под на-
грузкой частиц наполнителя приводит к снижению деформируе-
мости ПКМ с ростом содержания наполнителя. Если растянуть на
одинаковую длину полимер и композит на его основе, то матрица
сама по себе (без участия твердого наполнителя) должна обеспе-
чить заданную деформацию, и поэтому она деформируется тем
больше по сравнению с индивидуальным полимером, чем выше
степень наполнения ср:
Ем - епкм/О - ч>1/3)- (5.3)
Если полимер не наполнен, т. е. <р = 0, то ем = епкм- Если ком-
позит содержит 50 % частиц наполнителя, т. е. <р = 0,5, то ем =
= 2епкм- Растянув такой ПКМ вдвое, мы заставим матрицу де-
формироваться в 4 раза. Ясно, что для многих пластмасс это при-
ведет к разрушению композита.
Повышенная деформация матричного полимера наряду с воз-
никновением перенапряжений на границе матрица—частица может
привести к отслоению полимера от частицы, появлению пористо-
сти, т. е. к возникновению новых микродефектов в композите.
Снижение деформируемости, отмеченное здесь как отрица-
тельный результат, является таковым в случае термопластичных
98
(тем более эластичных), относительно легко деформируемых мат-
риц. При введении наполнителя в жесткую, малодеформируемую
матрицу на основе термореактивных смол снижение деформируе-
мости оказывается положительным явлением, приводящим к до-
полнительному увеличению модуля этих жестких пластиков.
4. Введение менее прочного наполнителя (например, эласто-
мера) в твердую пластмассу ослабляет сечение, в котором дейст-
вуют напряжения, и снижает сопротивление разрушению. Наи-
более типичным случаем является введение газообразных частиц,
т. е. формирование пены, прочность которой в расчете на общее
сечение всегда ниже, чем прочность монолитного матричного по-
лимера.
Указанные причины должны приводить к снижению прочно-
сти композита по сравнению с прочностью матричного полимера.
Однако в действительности введение наполнителя улучшает не-
которые свойства ПКМ. Должны поэтому существовать причины
улучшения свойств, эффект действия которых более выражен, чем
эффект указанных выше отрицательно действующих факторов.
Факторы, приводящие к улучшению свойств
ПКМ, описаны ниже.
1. В соответствии с теорией хрупкого разрушения (теория
Гриффита) прочность определяется удельной энергией а вновь
образованной поверхности разрушения:
ар = [2а£/(п/0)]1/2, (5.4)
где Е — модуль упругости материала; Iq ~ начальная длина микродефекта, от ко-
торого начала расти трещина.
Если разрушение не идеально хрупкое и в вершине роста тре-
щины успевает развиться заметная деформация, то удельная энер-
гия образования новой поверхности многократно возрастает из-
за наличия микроориентационных процессов (упрочнение поли-
мера в вершине трещины, диссипация энергии в виде тепла). Если
к тому же путь распространения трещины искривлен, то факти-
ческая площадь разрушения много больше, чем определяемая гео-
метрией поперечного сечения образца, а следовательно, возрас-
тают значения а и ор.
Из рис. 5.3 видно, что трещина, встретившись с частицей твер-
дого наполнителя, может либо обогнуть ее, либо разрушить (рис.
5.3, А). В первом случае (в) существенно искривляется путь тре-
щины, а во втором (и) трещина проходит через частицу с более
высокой энергией поверхности разрушения. В обоих случаях резко
возрастает величина а, а следовательно, и прочность.
7*
99
j?
Тр^цинд
fl
Рис. 5.3. Схема распространения трещины в среде с наполнителем:
А — большая прочность связи в МФС (трещина либо огибает частицу — Ь, либо
разрушает ее — а); Б — малая прочность связи в МФС (трещина прекращает расти
из-за отслаивания матрицы от частицы)
Распространение трещины может приостановиться или вовсе
прекратиться при встрече с межфазным слоем (МФС) полимера
на поверхности твердой частицы. Этому могут быть две причины.
Первая причина состоит в следующем. Поверхность активного
наполнителя типа технического углерода, аэросила, ультрадис-
персного каолина и др. обладает высокой адсорбционной способ-
ностью. Фиксация на поверхности частицы части сегментов моле-
кулярного клубка приводит к деформации клубка и ориентации
нефиксированных сегментов по направлению от частицы в объем
полимера. Возникает упорядоченный, частично ориентированный
граничный (межфазный) слой полимера с повышенной прочно-
стью. Это замедляет рост трещины, приводя к дополнительному
значительному росту энергии вновь образуемой поверхности а.
Вторая причина заключается в том, что если взаимодействие
полимера с поверхностью наполнителя мало, МФС ослаблен, и
при встрече трещины с таким слоем перенапряжения в вершине
трещины быстро релаксируют, в данном случае за счет облегчен-
ной деформации полимера в МФС или даже за счет отслоения по-
лимера от поверхности частицы (рис. 5.3, Б). Этот эффект осо-
бенно выражен в пенопластах из нехрупкого полимера, где тре-
щина прекращает расти при встрече с пузырьком воздуха.
2. Наличие ослабленного МФС обеспечивает не только релак-
сацию перенапряжений в вершине трещины, но и релаксацию
внутренних (остаточных) напряжений, в том числе и термоуса-
дочных. Особенно это характерно для смесей полимеров с обыч-
ным для них протяженным МФС. Такой слой обеспечивает мень-
шие напряжения при формовании ПКМ (меньшая вязкость рас-
плава) и более полную их релаксацию при охлаждении изделия.
100
Снижение остаточных напряжений и рост прочности могут быть
достигнуты также незначительным подвспениванием материала,
особенно хрупкого или высоконаполненного.
3. Величина МФС существенно зависит от интенсивности
взаимодействия полимера с твердой поверхностью наполнителя.
Особенностью МФС в полимерах вообще является их значитель-
ная протяженность. Это особенно характерно для кристалличе-
ских полимеров, где поверхность наполнителя может иницииро-
вать кристаллизацию при охлаждении расплава, и тогда вся масса
полимера оказывается мелкокристаллической по сравнению с по-
лимером без наполнителя. Введения 0,1—0,5 % высокодисперс-
ного наполнителя бывает достаточно для модификации кристал-
лической структуры всего объема полимера. В аморфных поли-
мерах сильное изменение надмолекулярной структуры в зоне
контакта с частицей вызывает (благодаря большой длине макро-
молекул) некоторое изменение структуры и в более удаленных
слоях. Такой "эстафетный" эффект может создавать слои толщи-
ной в десятки и сотни нанометров.
Расстояние между частицами зависит от их числа в единице
объема. Последнее тем больше, чем больше объемная доля напол-
нителя в полимере и меньше размер частиц. Расстояние между час-
тицами равно их диаметру уже при содержании наполнителя 8 %
(об.), если диаметр частиц 10 мкм. Следовательно, протяженные
МФС могут перекрываться уже при относительно малом содер-
жании наполнителя, т. е. измененная структура МФС становится
характерной для всего объема.
4. Возникновение термических напряжений при охлаждении
ПКМ также приводит к изменению надмолекулярной структуры.
Особенно это характерно для системы стеклообразная матрица—
частицы эластомера, например в ударопрочных пластмассах типа
АБС, УПС. Обе фазы в УПС имеют примерно одинаковый коэф-
фициент тепловой усадки при Т> Тс (аПс = аэл = 6,6 • 10-4 °С“‘).
При Т < Тс аде 2 10-4 °C l, а аэл = 6,6 10-4 °C”1. Поэтому
при охлаждении в условиях Т < Тс частицы эластомера сжимаются
быстрее, чем матрица ПС. Если есть химические связи ПС—эла-
стомер на границе раздела, обеспечивающие прочное соединение
фаз, то интенсивное сжатие частиц эластомера приводит к объем-
ному растяжению (дилатации) прилегающего слоя матрицы ПС. В
таком слое вместо обычной трещины, возникающей при ударе, об-
разуются микротрещины ("крэйзы"). При этом происходит сильная
диссипация энергии удара, что ведет к росту ударной вязкости.
5. Еще один пример влияния наполнителя на изменение
свойств матрицы — повышенная ориентация макромолекул по-
101
лимера в прослойках (тяжах) между пузырьками воздуха в пено-
пластах. Образование пузырька (вспенивание) приводит к "разбу-
ханию" объема полимера и ориентационной вытяжке стенок пе-
ны, что приводит к упрочнению матрицы в пенопластах.
4. Влияние взаимодействия контактирующих фаз на свойства
каждой фазы может иметь место вследствие чисто поверхностного
эффекта "залечивания" микродефектов на поверхности наполни-
теля за счет смачивания поверхности полимером. В результате
смачивания твердой поверхности жидкостью (система наполни-
тель—полимер) снижаются перенапряжения в вершинах микро-
трещин в наполнителе, вследствие чего возрастает реальное зна-
чение прочности наполнителя и ПКМ.
Этот эффект обнаруживается в армированных пластинах. Так,
прочность армирующих стеклянных волокон и нитей оказывается
в 1,15—2,2 раза больше, чем исходных, не покрытых полимером.
5.2. ВЛИЯНИЕ ФАЗОВОЙ СТРУКТУРЫ ПКМ НА ЕГО СВОЙСТВА
Три основных параметра определяют фазовую структуру компо-
зитов с дисперсными наполнителями: содержание наполнителя в
ПКМ; размер и форма частиц наполнителя; межфазное взаимо-
действие (свойства МФС).
5.2.1. Содержание наполнителя в ПКМ
С ростом содержания наполнителя разные свойства могут менять-
ся по разным закономерностям, что является предметом рассмот-
рения в разделах "Наполненные полимеры" и "Смеси полимеров",
а также в специальной литературе. Здесь рассматривается в общем
виде изменение трех основных показателей свойств: модуля уп-
ругости, вязкости и прочности ПКМ.
Модуль упругости ПКМ. При введении деформируемого
наполнителя в деформируемую матрицу получаем
ПКМ типа смеси полимеров, в которой каждый полимер спосо-
бен к заметной деформации. На рис. 5.4 кривая 1 показывает из-
менение относительного модуля ПКМ в интервале содержания
наполнителя ср от нуля до 100 %. При <рф = 100 % модуль ПКМ
равен модулю второго полимера (дисперсного наполнителя): G —
бф. Модуль ПКМ при малом <рф определяется свойствами матри-
цы и умеренно возрастает с ростом (рф. Модуль начинает быстро
102
Рис. 5.4. Зависимость относитель-
ного модуля G/GM от содержания
наполнителя <р:
1 — расчетная кривая, не учитываю-
щая предельной упаковки частиц; 2 —
кривая с учетом наличия предельной
(плотной) упаковки частиц q>max
возрастать при <рф = 20 + 30 %,
когда расстояния между час-
тицами становятся меньше
диаметра, что увеличивает ве-
роятность их непосредствен-
ного контакта.
При дальнейшем увеличе-
нии срф способные к деформа-
ции частицы наполнителя (второго полимера) деформируются, и
при содержании наполнителя 100 % образуется единая матрица
второго полимера, что и отражает кривая 1 на рис. 5.4. В дейст-
вительности при смешении полимеров в интервале 30—70 % про-
исходит обращение фаз, и второй полимер становится матрицей
раньше, чем его содержание достигает 100% (подробнее см. гл. 9,
рис. 9.9). Таким образом, кривая 1 на рис. 5.4 является расчетной
и не учитывает изменения фазовой структуры при изменении со-
става композита.
Имеется множество формул, позволяющих рассчитать зависи-
мость, соответствующую кривой 1. Среди них формулы Такаянаги,
Хашина, Кернера, Нильсена и др. В качестве примера дадим обоб-
щенную формулу Кернера:
________^ффф_______+ Фм
G = (7-5ум)(?м + (8 ~ Юум)^Ф 15<!-ум)
СмФм + Фм ’ Р }
(7 - 5vM)GM + (8 - 10ум)(7ф 15(1 -vM)
где G — модуль сдвига ПКМ; v — коэффициент Пуассона; индексы "м" и "ф" от-
носят величину соответственно к матрице или к фазе.
Наилучшее совпадение экспериментальных данных с расче-
том по формуле (5.5) наблюдается в интервале концентрацией на-
полнителя до 20—30 % (об.).
Кривая 2 на рис. 5.4 показывает рост модуля G с ростом со-
держания недеформируемых сферических частиц
наполнителя в интервале <рф = 0 фтах. Здесь фтах — пре-
дельное (максимально плотное) заполнение системы частицами
наполнителя. При <ртах модуль системы стремится к величине мо-
103
дуля самого наполнителя. Сферические частицы, засыпанные в
емкость и подвергнутые встряхиванию для уплотнения, имеют
статистически рыхлую упаковку, при которой лишь 60—64 % объ-
ема занято наполнителем, а 36—40 % — воздухом. При изменении
фракционного состава наполнителя, формы его частиц и др. упа-
ковка может быть более плотной, и значение q>max возрастает.
Очень мелкий наполнитель, частицы которого образуют прочные
и одновременно рыхлые агломераты, способен заполнять задан-
ный объем уже при малой насыпной массе. Так, частицы SiO2
коллоидного размера имеют сртах - 0,06, т. е. в единице объема
лишь 6 % наполнителя, остальные 94 % — воздух.
При введении агрегированного наполнителя в полимер часть
агрегатов разрушается в зависимости от условий смешения, по-
этому значение <ртах такого наполнителя, определенное методом
засыпки и встряхивания, меньше, чем <ртах в матрице полимера.
Подробнее методы определения <ртах изложены в гл. 8. Очевидно,
что чем меньше сртах, тем более выражен эффект наполнения при
одном и том же значении <р. Так, если ПКМ содержит 15 % на-
полнителя при фтах = 60 %, то это малонаполненная система, но
для тех же 15 % другого наполнителя, у которого <ртах = 20 %,
ПКМ оказывается высоконаполненным.
Формулы для расчета модуля ПКМ с деформируемой матри-
цей и недеформируемым наполнителем должны включать вели-
чину <ртах> Среди множества формул такого типа для случая сфе-
рических частиц наполнителя распространение получила форму-
ла Нильсена:
- Г^всф ' (5-6>
Константа А учитывает коэффициент Пуассона матрицы vM:
Константа В учитывает отношение G/GM; при большом G/GM
величина В -> 1:
»_ <7/6м-1.
G/G^A
Константа С зависит от величины плотной упаковки частиц
Фтах’
С = 1 +
V Фтах /
104
Формула (5.6) отвечает кривой типа 2 на рис. 5.4.
Модуль ПКМ с малодеформируемой матрицей, когда vM * 0,5,
можно рассчитать по уравнению (5.5). Это, например, эпоксидная
смола, наполненная стеклосферами при Т < Тс.
Другой тип ПКМ — это твердая полимерная матрица
с относительно мягким, податливым наполните-
лем. Таковы твердые полимеры, в которых диспергированы час-
тицы эластомера (ударопрочные пластмассы) или пузырьки газа
(пенопласты, поропласты). В этом случае модуль, естественно,
падает с ростом содержания наполнителя.
Для системы пластмасса—каучук модуль рассчитывают по
уравнению типа (5.5). Модуль упругости при сжатии пенопластов
можно приближенно рассчитать по формуле:
£=адф2/(ф+ с2), (5.7)
где С[ и С2 — константы (для жесткого пенополиуретана равные соответственно
0,65 и 0,23); <р = р/рм (здесь р — кажущаяся плотность пены).
Степень газонаполнения определяется кажущейся плотно-
стью пены, которую поэтому можно непосредственно связать с
модулем упругости пенопласта:
Е = Аря, (5.8)
где коэффициент К определяется свойствами матрицы, а п — колеблется в преде-
лах 1 С п < 2.
Расчет затрудняется изменением свойств (вытяжкой) самой
матрицы при раздувании пены, а также неоднородностью вспе-
ненного материала (или изделия), особенно в случае интеграль-
ных пен.
Вязкость ПКМ зависит от содержания наполнителя часто ана-
логично модулю. Если деформируемая матрица ПКМ наполнена
твердыми частицами, то при малой деформации объем ПКМ не
меняется и vM = 0,5. Тогда
G/GM = n/nM, (5.9)
т. е. изменение вязкости можно рассчитывать по тем же формулам,
что и изменение модуля.
На практике наибольшее распространение для расчета вязко-
сти получила формула Муни:
i-^APmax
(5.10)
где к^ — коэффициент Эйнштейна, равный 2,5 для сферических частиц и возрас-
тающий при переходе к анизометричным частицам.
105
Рис. 5.5. Схема, поясняющая теорию свободного объема в наполненных
системах:
при наличии значительной доли незанятого объема (слева) свободный объем,
обеспечивающий течение и деформацию системы, равен нулю; при уменьшении
содержания наполнителя появляется свободный объем фсв > 0, и система стано-
вится текучей
Вязкость расплавов высоконаполненных композитов может
быть также рассчитана по теории свободного объема. Расчет,
предложенный Л. Б. Кандыриным и В. Н. Кулезневым, основан
на определенной аналогии структуры жидкости и структуры ПКМ
при ср, близком к <ртах. Из рис. 5.5 видно, что при предельной упа-
ковке в суспензии имеется значительный объем, не занятый час-
тицами. Такая же структура в принципе присуща и застеклован-
ной жидкости. Незанятый объем в обоих случаях около 30 %, но
система неспособна к течению. Удаление частиц друг от друга при
разбавлении (или при нагревании застеклованной жидкости) при-
водит к появлению текучести. При этом текучесть (величина, об-
ратная вязкости) тем больше, чем больше расстояния между час-
тицами, т. е. чем больше свободный объем:
1/л = АС (5.11)
где К и п — константы; фсв = фтах — ф.
В отличие от (5.5) и (5.6) уравнение (5.11) справедливо для
ПКМ с произвольной формой частиц и при их широком распре-
делении по размерам. Для расчетов по (5.11) необходимо знать
Фтах данного наполнителя в данной матрице.
Прочность ПКМ хуже, чем вязкость коррелирует с изменени-
ем модуля при увеличении содержания полимерного или мине-
рального наполнителя. Иногда корреляции нет вовсе. Причина в
том, что прочность определяется условиями разрастания микро-
дефектов при разрушении, тогда как модуль — характеристика
свойств неразрушенной структуры. Возникновение термоусадоч-
ных внутренних напряжений или концентрация напряжения на
106
Рис. 5.6. Зависимость отношения преде-
лов текучести ПКМ (ат) и матричного
полимера (ат)м от <р/<ртах:
1 — частично кристаллический полимер при
Т> Тс; 2 — то же, но с большим размером час-
тиц наполнителя; 3 — стеклообразный поли-
мер (Т< Тс); 4 — то же, но с большим разме-
ром частиц
частицах наполнителя при дефор-
мировании оказывает существенное
влияние на прочность и малое влия-
ние на модуль.
При наличии достаточно проч-
ной связи на границе раздела матри-
ца-наполнитель, когда матрица не
является хрупкой, предел текучести
ПКМ увеличивается с ростом <р
(рис. 5.6, кривая 7). При увеличении
относительной степени наполнения
до 0,2—0,3 перенапряженные области вокруг частиц начинают пе-
рекрываться, что облегчает разрастание трещин, и прочность рез-
ко снижается. Прочность при сжатии, которая для твердых нена-
полненных полимеров примерно в 2 раза больше прочности при
растяжении, менее чувствительна к наличию микродефектов.
Прочность при сжатии высоконаполненных термореактивных
смол заметно уменьшается лишь при <р -> <ртах, когда связующего
недостаточно для заполнения пространства между частицами, и в
ПКМ возрастает пористость.
Прочность при растяжении и сжатии снижается с уменьше-
нием прочности связи на границе полимер—наполнитель и с уве-
личением размера частиц при постоянной ср.
Из рис. 5.6 видно, что твердый наполнитель снижает проч-
ность стеклообразных полимеров. Термический коэффициент
расширения полимеров значительно больше, чем минеральных
наполнителей, поэтому охлаждение застекловавшейся матрицы в
области Т < Тс приводит даже к ее растрескиванию вблизи частиц
наполнителя.
Прочность при растяжении жесткой пластмассы при наполне-
нии ее эластомером либо снижается, либо незначительно возраста-
ет, что в целом коррелирует со снижением модуля упругости. При
этом, однако, даже в хрупкой пластмассе могут появляться пласти-
ческие деформации вплоть до образования шейки, что приводит к
существенному росту стойкости к удару (ударной вязкости).
107
Рост ударной вязкости (подробнее см. гл. 9) обусловлен рядом
причин, среди которых можно отметить следующие: а) ветвление
трещин, входящих в частицу диспергированного эластомера; тре-
щины ветвятся в направлении соседних частиц эластомера, в ре-
зультате ветвления сильно увеличивается поверхность разруше-
ния, что поглощает энергию удара; б) ветвящиеся трещины имеют
структуру, отличающуюся от структуры первичной трещины; это
микротрещины, или так называемые "крэйзы", они образуются за
счет деформирования матрицы по механизму образования шейки
при растяжении полимера; здесь растяжение происходит между
расширяющимися створками трещины, это требует затраты огром-
ной энергии. Оба фактора ведут к повышению стойкости хрупких
пластмасс к удару при введении дисперсных частиц эластомера.
Малые количества высокодисперсного наполнителя при ф < 0,05
иногда обеспечивают рост прочности в кристаллических полиме-
рах как за счет регулирования размера кристаллитов (см. выше),
так и за счет замедления релаксационных процессов, приводяще-
го к более совершенной ориентации молекул при деформации.
В смесях полимеров при добавлении одного полимера к дру-
гому в количестве, примерно равном пределу растворимости, до-
бавляемый полимер выделяется в виде ультратонкой дисперсии.
Такие смеси обладают пониженной вязкостью и повышенной
скоростью релаксации, благодаря чему уменьшаются остаточные
напряжения и увеличивается прочность. Поскольку раствори-
мость полимера в полимере составляет обычно доли процента,
эффект снижения вязкости и повышения прочности достигается
добавлением 0,1—1 % второго полимера.
5.2.2. Размер и форма дисперсных частиц в ПКМ
Размер частиц дисперсной фазы в разных ПКМ колеблется в пре-
делах нескольких десятичных порядков. Так, наиболее высокодис-
персный наполнитель — аэросил (коллоидный кремнезем SiC^)
имеет размер частиц около 0,01 мкм, а наиболее крупный — такой,
как органические полые микросферы, — 20—130 мкм. Форма час-
тиц колеблется от идеально сферической с гладкой (например, по-
лые микросферы) или пористой (технический углерод) поверхно-
стью до анизометричной (чешуйки слюды, волокна асбеста) или
предельно анизометричной (армирующие непрерывные волокна).
С уменьшением размера частиц резко возрастает их общая
удельная поверхность, резко растет число частиц при том же объ-
емном содержании, а значит, уменьшается расстояние между час-
108
Рис. 5.7. Зависимость среднего расстояния между частицами а от объем-
ной доли наполнителя tp и от размера частиц (числа у кривых в микро-
метрах)
тицами наполнителя в ПКМ и возрастает их способность к обра-
зованию агломератов.
Увеличение удельной поверхности наполнителя означает уве-
личение межфазной поверхности в ПКМ и даже при неизменной
толщине МФС приводит к росту объема полимера, образующего
МФС, т. е. увеличению доли модифицированного полимера-мат-
рицы. В аэросиле удельная поверхность достигает 300 м2/г, и на-
полнитель обладает высокой адсорбционной способностью.
Расстояние между частицами наполнителя в ПКМ уменьша-
ется с уменьшением размера частиц, поскольку растет число час-
тиц в единице объема при данной степени наполнения (рис. 5.7).
Из рисунка видно, что отсутствует прямая пропорциональность
между размером частиц и расстоянием между ними. Существенно
также, что при размере частиц менее 10 мкм заметно резкое умень-
шение расстояния между частицами в определенном диапазоне <р.
Чем меньше размер частиц, тем меньше <р, при котором достига-
ется заданное значение а, например равное диаметру частиц. Когда
а достигает величины, при которой соприкасаются МФС соседних
частиц, достигается наибольший усиливающий эффект.
Увеличение способности к агломерации с уменьшением разме-
ра частиц и затем рост размера агломератов являются следствием
109
не только роста удельной поверхности, но и увеличения ее адсорб-
ционной способности. Чем больше склонность к агломерации, тем
меньше величина предельного заполнения объема <ртах, тем ин-
тенсивнее меняются свойства ПКМ с ростом <р (см. рис. 5.4).
Существенной отрицательной особенностью при этом является
нежелательное "загущение" расплавов полимеров. При введении
наполнителя, склонного к агломерации, уже при малом его со-
держании резко возрастает вязкость расплава и ухудшается пере-
рабатываемость вследствие роста энергозатрат, а также увеличение
упругости расплава (разбухание экструдата на выходе из головки,
тиксотропные эффекты, рост остаточных напряжений и т. п.).
При сильном уменьшении размера частиц существенно уве-
личивается доля граничного слоя в самой частице по сравнению
с ее объемом. Граничный слой возникает под влиянием поверх-
ностных сил или в процессе дробления минерала, полимера, ке-
рамики и т. д. при получении дисперсного наполнителя. Это —
следствие множественных микроразрушений, накапливающихся
в граничном слое. Частицы размером много меньше 1 мкм, как
правило, получают не в результате дробления (измельчения), а на-
оборот, в результате синтеза (укрупнения) из газовой или жидкой
фазы или раствора в процессе фазового разделения и т. п. Типич-
ный пример — технический углерод, частицы которого возникают
в результате роста кластеров (элементарных частиц), образую-
щихся, в свою очередь, при конденсации паров углерода.
Таким образом, увеличивающаяся удельная поверхность час-
тиц наполнителя влияет как на свойства матричного полимера,
так и на свойства самих частиц.
Относительную роль всех указанных выше факторов в форми-
ровании комплекса свойств ПКМ оценить трудно. В разных типах
ПКМ они проявляются по-разному. Наиболее типично снижение
прочности при укрупнении
частиц наполнителя (см.
рис. 5.6). Это также видно
на рис. 5.8. Относительное
удлинение при разрыве ме-
няется с уменьшением раз-
мера частиц, как правило,
немонотонно. Немонотон-
Рис. 5.8. Зависимость прочно-
сти отвержденной эпоксидной
смолы Ор от размера D частиц
наполнителя (стеклосферы)
НО
но меняется и энергия разрушения (площадь под кривой нагруз-
ка-деформация), а следовательно, и ударная вязкость.
Прочность жестких вспененных пластмасс пропорциональна
доле полимерной матрицы в поперечном сечении пенопласта, при
этом зависимость прочности от размера пор не прослеживается.
5.2.3. Межфазное взаимодействие (свойства МФС)
Интенсивность межфазного взаимодействия играет важную роль
в формировании свойств ПКМ. Выше уже было отмечено, что оп-
ределенный объем полимера-матрицы, прилегающий непосредст-
венно к границе раздела полимер—наполнитель, имеет структуру
и свойства, отличающиеся от таковых в объеме. Таким образом,
граница раздела определяет интенсивность взаимодействия по-
лимер—наполнитель посредством двух структурных параметров:
а) прямое адгезионное взаимодействие контактирующих фаз и
б) модификация структуры матричного полимера в области кон-
такта. С'-уеладтта, я свойсгва МФС для данного
ПКМ целиком определяются величиной адгезионного взаимо-
действия и в то же время изменение структуры и свойств поли-
мера в объеме МФС изменяет адгезионное взаимодействие на по-
верхности контакта.
Сложная структура МФС с наличием в ней дефектов приводит
к тому, что при разрушении ПКМ трещина, как правило, прохо-
дит не точно по границе раздела фаз, а по МФС или по матрице
вблизи частицы. Лишь при очень слабом адгезионном взаимодей-
ствии происходит отслоение матрицы от частицы точно по гра-
нице контакта. Отклонение пути трещины от геометрической гра-
ницы особенно характерно для пористых наполнителей или на-
полнителей с шероховатой поверхностью.
Интенсивность межфазного взаимодействия зависит от време-
ни контакта фаз (рис. 5.9). Через определенное время контакта со-
противление отслаиванию дости-
гает предельного значения. Сле- я_____________________
дующие процессы сопровожда- ь
ют рост усилия расслаивания. _______-______ ____________ _
Затекание. Полимерная
матрица под прижимающим уси-
Рис. 5.9. Изменение усилия отрыва Р /
матричного полимера от подложки /
(наполнителя) с изменением време- f
ни контакта t 1 -------------------р
111
Рис. 5.10. Зависимость относитель-
ного модуля Юнга G/GM при растя-
жении ПКМ от содержания напол-
нителя ср:
1 — максимально высокая прочность
связи наполнителя с матрицей; 2 — от-
сутствие связи наполнителя с матрицей
(например, при наличии жидкой про-
слойки вместо МФС)
лием деформируется, развивают-
ся реологические процессы пере-
носа полимера в углубления и
поры на поверхности наполните-
ля, что приводит к росту факти-
ческой площади контакта поли-
мера с наполнителем и способст-
вует установлению адгезионного
взаимодействия (смачивания).
Адсорбция. Это процесс, сопровождающийся изменением
надмолекулярной структуры прилегающего слоя матрицы, а так-
же адсорбцией (накоплением на поверхности раздела) низкомо-
лекулярных фракций полимера, примесей или специально вводи-
мых добавок типа отвердителей, стабилизаторов и т. п. Все это
приводит к формированию МФС.
Взаимодиффузия. Наиболее характерна для смесей по-
лимеров, когда происходит взаиморастворение сегментов несо-
вместимых полимеров и образуется слой сегментальной совмес-
тимости как часть МФС. Происходит также частичная взаимо-
диффузия макромолекул, так как даже несовместимые полимеры
частично взаиморастворимы (см. гл. 9).
Релаксация. Этот процесс приводит к снижению локаль-
ных перенапряжений вблизи поверхности раздела и к ограничен-
ной ползучести. Обычно перенапряжения вокруг частицы (в том
числе термоусадочные) не релаксируют полностью, тем не менее
процессы релаксации проходят в достаточной степени, приводя к
росту сопротивления отслаиванию.
На рис. 5.10 показано влияние прочности связи на границе
раздела фаз на модуль ПКМ. Видно, что при очень высокой проч-
ности связи между фазами модуль возрастает, а при полном ее от-
сутствии — падает. При содержании наполнителя 40 % модули
различаются в 10 раз, что указывает на существенное значение
межфазного взаимодействия.
Прочность ПКМ не так отчетливо зависит от прочности связи
на границе раздела фаз. В целом прочность увеличивается с рос-
112
том межфазного взаимодействия. Это видно на примерах как
стеклопластиков, так и дисперсно-наполненных полимеров, где
введение добавок, увеличивающих усилие отслаивания, приводит
к росту прочности. Повышается прочность смесей полимеров с
возрастанием термодинамического сродства компонентов друг к
другу и их совместимости, что связано с ростом толщины МФС.
Испытания в условиях, когда решающее значение имеет медлен-
ное разрастание трещин, наоборот, выявляют повышение проч-
ности при некотором снижении межфазного взаимодействия.
Так, при многократных деформациях изгиба или растяжения воз-
растает число циклов до разрушения ПКМ при пониженном меж-
фазном взаимодействии [4, с. 258]. При сильном увеличении
прочности связи полимер—стеклонаполнитель снижается удар-
ная вязкость и деформируемость.
Для увеличения межфазного взаимодействия в ПКМ вводят
специальные добавки — аппреты (для систем полимер—мине-
ральный наполнитель) и совмещающие добавки, или компатиби-
лизаторы (для смесей полимеров).
Наиболее распространены силановые аппреты типа RSiX3
(здесь X — ОН-, С1-). Органический радикал R обеспечивает
взаимодействие с полимерной матрицей, a SiX3 образует связи с
группами — OSi— поверхности наполнителя. Применяют также
алкоксититанаты и фосфатотитанаты, играющие ту же роль агента
сочетания двух разнородных фаз, и другие вещества для увеличе-
ния, а иногда и для некоторого снижения прочности связи фаз,
в зависимости от химической природы компонентов ПКМ.
Регулирование прочности связи полимер—полимер в ПКМ
типа смесей и сплавов полимеров достигается введением на гра-
ницу раздела блок-сополимеров (совмещающих добавок), у кото-
рых каждый блок макромолекулы совместим с одним из компо-
нентов ПКМ. Таким образом, блок-сополимер, каждый блок ко-
торого находится в одной из контактирующих фаз, обеспечивает
хорошее межфазное взаимодействие.
Увеличение межфазного взаимодействия происходит за счет
химической реакции, например при нагревании, между компо-
нентами ПКМ, если в них имеются реакционноспособные функ-
циональные группы.
5.3. КОМПОЗИТЫ С АРМИРУЮЩИМ НАПОЛНИТЕЛЕМ
Есть два типа ПКМ с армирующим наполнителем: композиты,
содержащие короткие волокна, и композиты, содержащие длин-
8 - Заказ № К-4269
ИЗ
ные непрерывные волокна. Оба типа наполнителей называют ар-
мирующими, поскольку при одинаковом содержании дисперсных
и волокнистых наполнителей последние обеспечивают большее
увеличение прочности.
Короткие волокна характеризуются отношением длины к диа-
метру l/d и в исходных гранулах ПКМ ориентированы в основном
хаотически. При получении изделий в процессе течения развива-
ются сдвиговые усилия, приводящие к некоторой ориентации во-
локон, особенно в тех частях изделия, где при заполнении формы
скорости сдвига максимальны. Существуют приемы, позволяю-
щие обеспечить преимущественную ориентацию коротких воло-
кон в одном направлении и получить ПКМ с ориентированным
коротковолокнистым наполнителем.
Непрерывные волокна — это волокна с длиной, равной или
большей длины изделия или полуфабриката. Для них l/d -? «>. Они
всегда ориентированы в одном или нескольких (но фиксирован-
ных) направлениях. Изделия с таким наполнителем получают
протяжкой или намоткой на барабан (оправку) заданной формы
и пропиткой жидкими термореактивными полимерами с после-
дующим отверждением полимера при нагревании (см. гл. 23).
Замечательной особенностью волокнистого наполнителя яв-
ляется то, что удельная поверхность его существенно больше, чем
сферической частицы наполнителя той же массы. Это приводит к
образованию протяженных поверхностей раздела и развитых
МФС. Растягивающие или сдвиговые усилия, передаваемые по-
лимером-матрицей на частицу наполнителя, резко возрастают для
волокнистых частиц с ростом l/d. При большом l/d матрица эф-
фективно передает напряжение на волокно даже при недостаточ-
но высокой прочности связи матрицы и волокна.
При некотором критическом значении длины /кр напряжение
Оф в середине волокна достигает предела, т. е. становится таким
же, как и в длинном волокне (рис. 5.11). Это значит, что волокно
воспринимает максимально возможную долю напряжения, дей-
ствующего в матрице. Пусть прочность (предел текучести) матри-
цы в условиях сдвига на границе волокно—полимер равна т, тогда
критическая длина волокна может быть оценена по формуле:
Чем больше длина волокна превышает /кр, тем большая доля
его длины несет предельную нагрузку, тогда как концы волокна
оказываются недогруженными. При I < /кр вся длина волокна не-
догружена, и армирующий эффект отсутствует. Уравнение (5.12)
114
Рис. 5. II. Схема распределения напряжения а по длине волокна при I < /кр,
/ = /кр и I > /кр; Оф — напряжение в средней части длинного волокна
справедливо для волокон, ориентированных в направлении дей-
ствия силы. Из (5,12) следует, что чем выше прочность связи по-
лимер—волокно, т, е, чем больше т, тем меньше /кр, При этом ар-
мирующий эффект достигается при введении более коротких во-
локон. Так, при введении стекловолокна в ПЭ /кр = 1,8 мм, тогда
как при высокой прочности связи стекло—полиэпоксидная мат-
рица /кр = 0,15 мм, а в системе стекловолокно—полиамид /кр =
0,26 мм.
Прочность ПКМ с однонаправленными короткими волокна-
ми растет с ростом относительной длины волокна ///кр. Уже при
I > 6/кр прочность ПКМ с короткими волокнами достигает 95 %
от прочности ПКМ с непрерывным армирующим каркасом длин-
ных волокон.
В наполненном волокнами ПКМ модуль упругости монотон-
но растет с ростом <р, тогда как прочность увеличивается и затем
проходит максимум (рис. 5.12).
С учетом несовершенства адгезионной связи на границе по-
лимер—волокно, а также наличия дефектов структуры волокна и
матрицы l/d коротковолокнистых наполнителей колеблется в ин-
тервале 10—1000. Наиболее широко применяют стеклянные во-
локна.
Если в направлении растяжения ориентированы длинные во-
локна (например, в изделии, полученном намоткой), то вплоть до
разрушения ПКМ (развития текучести, разрыва и т. п.) волокно
деформируется так же, как матрица. При этом действующее на-
пряжение в ПКМ рассчитывается по простому правилу аддитив-
ности:
а = ОфФ + ом(1 - ср). (5.13)
Прочность по уравнению (5.13) не может быть оценена надеж-
но по ряду причин: во-первых, разрушение ПКМ может быть вы-
8’
115
Рис. 5.12. Зависимость прочности
при растяжении ор ПКМ на основе
полифениленоксида и стекловолок-
на от содержания наполнителя <р
звано разрушением только од-
ного компонента (матрицы или
волокна), во-вторых, возможен
рост прочности волокна в мат-
рице по сравнению с прочно-
стью исходного волокна и
в-третьих, формула (5.13) не
учитывает возможности разру-
шения по границе раздела во-
локно—полимер, иначе говоря, не учитывает прочности связи во-
локно-матрица и сложного характера роста разрушающей тре-
щины в гетерофазном материале. В ряде случаев расчет прочности
по (5.13) дает возможность определить ориентировочно, насколь-
ко полно данная технология обеспечивает оптимальные прочно-
стные показатели.
В большинстве ПКМ короткие волокна ориентированы хао-
тически. Это значит, что лишь часть волокон, ориентированных
в направлении действия внешней нагрузки, работает как арми-
рующий наполнитель. Остальные волокна создают дополнитель-
ные дефекты структуры в ПКМ и не являются армирующими.
Прочность такого композита понижена, она может быть прибли-
женно оценена по формуле (5.13), особенно если вклад волокон
в общую величину прочности снижается введением коэффициен-
тов Кил:
о - лХафф + ам(1 - ф),
(5.14)
где К— коэффициент, учитывающий понижение напряжений на концах волокон
(К< 1), а п — коэффициент, учитывающий снижение армирующего эффекта за счет
хаотической ориентации волокон; для хаотической ориентации волокон в объеме
л = 0,167, а при хаотической ориентации в плоскости (тонкий лист) п = 0,375.
Более сложные расчеты прочности ПКМ с короткими волок-
нами обычно не дают более надежных результатов.
Особенностью механических свойств ПКМ, содержащего ко-
роткие волокна, является также повышенное сопротивление мно-
гократным деформациям (сопротивление утомлению). Это объяс-
няется тем, что велика вероятность встречи возникающих трещин
с волокнами. В процессе утомления трещина растет относительно
медленно, и перенапряжения в ее вершине успевают релаксиро-
вать, что предотвращает разрушение материала.
116
Применение аппретов обычно не повышает сопротивления
утомлению, но увеличивает прочность и стойкость к действию во-
ды и других агрессивных сред.
Из сказанного следует, что в случае использования в качестве
наполнителя коротких волокон усиливающий эффект тем больше,
чем больше длина волокна (/» /кр). Это особенно характерно для
хаотически ориентированных волокон. Значительное увеличение /
ограничивается, однако, следующими двумя соображениями.
Во-первых, с ростом 1 сильно увеличивается вязкость, и воз-
росший "загущающий эффект" может затруднить переработку.
Поэтому волокна большой длины характерны для препрегов, где
матрицей является жидкий олигомер и где длина хаотически ори-
ентированных волокон от десятков миллиметров и выше, вплоть
до создания матов из волокон бесконечной длины.
Во-вторых, при введении в расплавы термопластов волокон с
большим отношением l/d происходит их разрушение. Если в сме-
ситель поступают волокна одинаковой длины, то после смеше-
ния, грануляции и литья под давлением возникает широкое рас-
пределение их по размерам, и значительная часть волокон оказы-
вается короче, чем /кр.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
i. Симонов-Емельянов И. Д., Кулезнев В. И. Принципы создания композиционных
материалов: Учебное пособие. М.: Издание МИХМ и МИТХТ, 1986. 64 с.
2. Наполнители для полимерных композиционных материалов / Под ред. Г. Каца
и Дж. Милевски: Пер. с англ. / Под ред. П. Г. Бабаевского. М.: Химия, 1981.
632 с.
3. Промышленные композиционные полимерные материалы / Под ред. М. Ри-
чардсона: Пер. с англ. / Под ред. П. Г. Бабаевского. М: Химия, 1980. 282 с.
4. Кулезнев В. И. Смеси полимеров. М.: Химия, 1980. 324 с.
5. Мэнсон Дж., Сперлинг Л. Полимерные смеси и композиты: Пер. с англ. / Под
ред. Ю. К. Годовского. М.: Химия, 1979. 420 с.
6. Полимерные композиционные материалы // ЖВХО им. Д. И. Менделеева,
1989. Т. 34, вып. 5.
7. Берлин А. А., Вольфсон С. А., Ошмян В. Г., Ениколопов Н. С. Принципы создания
композиционных полимерных материалов. М.: Химия, 1990. 238 с.
8. Волоконная технология переработки термопластичных композиционных ма-
териалов / Под ред. Г. С. Головкина. М.: Изд-во МАИ, 1993. 232 с.
ГЛАВА 6
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
В основе получения многих видов полимерных композиционных
материалов (ПКМ) лежит процесс смешения. Виды процессов
смешения разнообразны: это смешение через расплав, когда в
расплав вводятся жидкие или твердые порошкообразные добавки;
смешение двух жидких компонентов (олигомеры, расплавы поли-
меров), смешение порошков и т. п. Для смешения создано спе-
циальное оборудование. Все ингредиенты, предназначенные для
смешения, должны быть соответствующим образом подготовле-
ны: измельчены, высушены, нагреты и т, д. [1, 2].
Среди композиционных материалов важнейшее место занима-
ют ПКМ на основе термореактивных смол, а среди них — ком-
позиты, армированные непрерывными волокнами. Именно эти
композиты обладают наилучшим комплексом механических
свойств. Наиболее распространенный способ их получения —
пропитка армирующего наполнителя жидким связующим. Свой-
ства композитов и технология их получения изложены в гл. 23.
6.1. ПОДГОТОВКА ИНГРЕДИЕНТОВ К СМЕШЕНИЮ
Сушка ингредиентов в хорошо организованном производстве не
требуется. Порошкообразные наполнители, красители, концен-
траты, гранулированные или порошкообразные полимеры посту-
пают в упакованном виде, предохраняемые от увлажнения, а тех-
нологический процесс организован так, что после растаривания
материалы в процессе движения со склада к оборудованию не ус-
певают поглотить излишнее количество влаги. Некоторые виды
экструдеров снабжены вакуумным отсосом летучих продуктов не-
посредственно из расплава, что позволяет удалять принудительно
избыток влаги и выделяющиеся при переработке летучие вещества.
На практике сушку осуществляют при переработке пластмасс
в тех случаях, когда наличие влаги заметно ухудшает свойства из-
делий.
Для сушки порошков и гранул применяют сушилки периоди-
ческого и непрерывного действия. Это барабанные, шнековые,
ленточные вакуум-сушилки, а также сушилки с кипящим слоем.
118
При повышенной влажности в цехе имеется подогрев непосред-
ственно в загрузочном бункере для предотвращения конденсации
и адсорбции влаги, а также для интенсификации процесса пере-
работки. Сушку ведут при максимально возможной температуре,
при которой, однако, не происходит слипания гранул или частиц
порошка.
Сушка термопластов ведется до содержания влаги в сотые до-
ли процента. Допустимое содержание влаги в порошках реакто-
пластов может достигать 2—4,5 %. Реактопласты досушиваются в
процессе предварительного подогрева и таблетирования (об этом
подробнее см. в гл. 19).
Избыточная влага приводит к увеличению пористости, появ-
лению пузырей (особенно в пленке), деструкции и ухудшению
физико-механических свойств. К числу наиболее чувствительных
к присутствию влаги термопластов относятся ПА, ПЭТФ, ПК.
Гранулирование термопластов производится при их компаун-
дировании — введении ингредиентов (стабилизаторов, красите-
лей и их концентратов, наполнителей и т. п.), реже совмещении
разных марок одной и той же пластмассы при переработке отхо-
дов. В основном же гранулирование проводится на заводах по
синтезу пластмасс. Гранулированные полимеры являются основ-
ной формой поступающего для переработки полимерного сырья.
Исключение составляет непластифицированный ПВХ, поступаю-
щий и перерабатываемый в виде порошка.
В зависимости от способа гранулирования гранулы имеют
форму чечевицы, цилиндра, куба или пластинок.
Гранулирование осуществляют на экструдерах с относительно
коротким шнеком. Расплав продавливается через гранулирующую
головку, в которой имеются каналы, через которые и выходят
струи расплава. Вращающийся нож или (чаще) несколько ножей
срезают выходящие струи. Слипание предотвращается охлажде-
нием срезанных гранул током сжатого воздуха, пароводяной сме-
си или воды. В последнем случае гранулы сушат. Число ножей,
частоту их вращения и скорость подачи расплава через отверстия
головки подбирают так, чтобы обеспечить необходимый размер
гранул. Обычный размер гранул 1,5—3 мм, могут быть и более
крупные гранулы — 2—5 мм.
Маловязкие расплавы типа ПА после выхода из головки гра-
нулятора поступают на приемное (тянущее) устройство и в виде
затвердевших жгутов подаются на резку. Таким образом, грану-
лируют также блочный ПС, АБС-пластик, ПЭТФ, ПЭВП.
Форма гранул влияет на качество запитки оборудования и на
производительность процесса, что видно на примере экструзии.
119
Ниже указана производительность экструдера в зависимости от
формы гранул ПЭ и его насыпной плотности:
Обрезки произвольной формы............
Кубики ...............................
Цилиндры..............................
Чечевицеобразные гранулы..............
Насыпная плот- Производитель-
ность, кг/м3 ность, кг/ч
300 1,73
440 3,16
500 3,3
550 3,48
При получении композиционных материалов непосредствен-
но в экструдере последний снабжается гранулирующей головкой,
и операции смешения и гранулирования совмещаются.
Термореактивные полимеры гранулируют путем механическо-
го уплотнения при оптимальной температуре. Основным элемен-
том грануляции здесь являются валки с выступами и впадинами.
При вращении валков порошок попадает во впадины и спрессо-
вывается входящими в них выступами.
Измельчение (дробление) полимерных материалов проводят в
случае их повторного использования (переработка бытовых или
технологических, внутризаводских отходов) либо при целевом по-
лучении тонких полимерных порошков. Последнее необходимо
для нанесения полимерных покрытий напылением.
Эффективность измельчения полимеров зависит от соотноше-
ния их пластичности и хрупкости: пластичные измельчают путем
среза, а хрупкие — путем удара. Измельчение срезом производит-
ся на ножевой дробилке, где листы, ленты или куски поступают
в зону действия диска с закрепленными ножами. В молотковой
дробилке, эффективной по отношению к хрупким материалам,
измельчение производится молотками, шарнирно закрепленны-
ми на вращающемся диске.
Для более тонкого размола применяют струйные мельницы
(измельчение в струе газа, движущегося с большой скоростью по
сложной траектории) и коллоидные мельницы (истирание при
сдвиге в тонком зазоре).
6.2. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА СМЕШЕНИЯ
Смешение — это процесс, уменьшающий композиционную неод-
нородность системы, в результате чего она становится более од-
нородной [3, 4]. Смешению подвергаются разные системы, но в
переработке пластмасс наибольшее значение имеет смешение
твердого порошкообразного вещества с вязкой жидкостью (рас-
120
плавом полимера или пластификатором) и смешение двух вязких
жидкостей, т. е. получение смеси полимеров. Эффективность сме-
шения определяется в большей степени тем, насколько мы овла-
дели техникой смешения, нежели его теорией. Тем не менее зна-
ние теории смешения позволяет полнее овладеть техникой этого
процесса, т. е. обеспечить его наибольшую эффективность.
6.2.1. Теория ламинарного смешения
Известен опыт, при котором в прозрачную жидкость, текущую по
трубе, добавляют струю той же, но окрашенной жидкости. Если
течение ламинарное, то смешения окрашенной жидкости, движу-
щейся по центру трубы, долгое время не происходит. В то же вре-
мя увеличение скорости дает внезапный эффект хорошего пере-
мешивания, как только режим течения из ламинарного переходит
в турбулентный. Смена режима происходит при достижении чис-
ла Re = 2320. Известно, что Re = иф/т]. Если по трубе диаметром
d = 0,01 м пустить поток расплава полимера с р = 103 кг/м3 и вяз-
костью т| = 102 +106 Па • с, то легко подсчитать, что критическое
значение критерия Рейнольдса будет достигнуто при поистине
космических скоростях и, что неосуществимо на практике. По-
этому реально смешение с участием расплавов полимеров проис-
ходит в ламинарном режиме.
Механизм ламинарного смешения состоит в увеличении по-
верхности раздела контактирующих жидких фаз. На рис. 6.1, а по-
казана схема идеального смесителя; в нем зазор между цилиндра-
ми заполнен расплавом полимера, в который помещена полоска
того же полимера, наполненного техническим углеродом (сажей).
Внутренний цилиндр вращается, и темная полоска вытягивается
и переходит в спираль. При этом увеличивается поверхность раз-
дела между диспергируемой фазой (полоской) и матрицей. Чем
больше витков, тем ближе витки спирали друг к другу и тем од-
нороднее смесь. Если Н — ширина кольцевого зазора смесителя,
а г — расстояние между витками, то г = Н/(п + 1) ~ Н/п, В данном
случае при количестве оборотов п = 1000 расстояние между час-
тицами технического углерода вдоль полосы становится сопоста-
вимым с величиной г, что указывает на высокую однородность
смеси.
Вытягивание и утонение полосы диспергируемого материала
при деформации сдвига удобнее рассматривать не в кольцевом, а
в плоском зазоре между параллельными пластинами (рис. 6.2).
Здесь деформация сдвига у = L/H, т. е. у = ctg <р. Но при больших
121
ft'0 а‘1
n~ 2 л *3 n* 1000
Puc. 6.1. Ламинарное смешение в зазоре между двумя коаксиальными ци-
линдрами ("идеальный" смеситель). Начальная ориентация компонентов
и общая деформация сдвига определяют степень смешения (а, б, в)
у (и малых ср) sincp ~ tgip. Из рис. 6.2 видно, что г/гд = sintp, следо-
вательно, при большой деформации сдвига г = rgtgcp = гд/у.
Мы видим, что в результате деформации сдвига происходит
утонение полос смешиваемого материала и увеличение поверхно-
сти раздела. Следовательно, эффект смешения определяется толь-
ко величиной деформации сдвига.
Существенно, что указанный эффект определяется необрати-
мой (вязкой, пластической) деформацией сдвига. Чем больше
эластичность (упругость) рас-
плава, тем большие деформа-
ции необходимы для достиже-
ния такого же увеличения по-
верхности раздела фаз, т. е. для
достижения одинаковой степе-
ни смешения.
Больше соответствует ре-
альному смешению анализ
Рис. 6.2. Схема утонения полос
диспергируемого полимера в про-
цессе деформации сдвига в массе
композиционного материала
122
сдвига в объеме, когда деформируется пластина диспергируемого
материала начальной толщины rQ, ориентированная определен-
ным образом в матрице полимера. Ориентацию плоскости задают
по углу нормали по отношению к осям х (угол а) и у (угол Р). Рас-
чет дает степень утонения плоскости:
г = Гр/ Jl -2ycosacosp + y2cos2a. (6.1)
Если пластина перпендикулярна направлению сдвига (как по-
лосы на рис. 6.2), то cosa = 1 (нормаль вдоль оси х), a cosp = 0;
тогда
г = = rosin(p. (6.2)
1 + Y2
Расчет деформации сдвига в идеальном смесителе (см. рис. 6.2)
прост, расчет суммарной величины деформации сдвига в реальном
смесителе, например червячного типа, осложняется наличием раз-
ных направлений сдвига и различной величиной сдвига в разных
точках смесителя. Существуют методики приближенных расчетов,
которые показывают, что хорошее качество смеси достигается при
суммарной необратимой деформации сдвига у = 800 * 3000.
На рис. 6.1, б, в видно, насколько неэффективно смешение, ес-
ли смешиваемый полимер (темная полоса) расположен вдоль на-
правления сдвига. Это хорошо заметно при смешении на вальцах,
когда валки вращаются навстречу друг другу и практически нет
движения материала от одного конца валка к другому. Введение
технического углерода в определенную точку зазора приводит к
возникновению темной полосы, опоясывающей валок, тогда как
остальной полимер не окрашивается. Равномерное распределение
технического углерода по всему материалу достигается здесь под-
резанием смеси на одном конце валка и подачей ее на другой конец:
этим создается движение материала вдоль валка в направлении,
перпендикулярном сдвигу. Задача конструирования смесительно-
го оборудования и состоит в том, чтобы направление перемещения
материала непрерывно менялось. При этом направление сдвига
меняется так, что всегда оказывается практически перпендикуляр-
ным той ориентации полосы диспергируемого материала, которая
возникла на предыдущей стадии в этом же смесителе. Поэтому в
хорошем смесителе смесительный эффект не зависит от первона-
чальной ориентации смешиваемого полимера (см. разд. 6.3).
123
6.2.2. Смешение с малым количеством добавки
При введении малого количества добавки, которое иногда может
составлять доли процента или несколько процентов (красители,
стабилизаторы, отвердители и т. п.), оптимальная величина де-
формации сдвига при смешении значительно увеличивается. Это
объяснимо с учетом удлинения полос в процессе ламинарного
смешения (см. рис. 6.2). Представим, что полосы состоят из час-
тиц вводимой добавки (рис. 6.3). Видно, что при определенной ве-
личине у при большом содержании добавки достигается однород-
ное смешение (рис. 6.3, а). При малом содержании добавки при
той же величине у смесь неоднородна (рис. 6.3, 6). Чем меньше
объемная доля q вводимой добавки, тем больше требуется удли-
нение полос:
r0/r = yq. (6.3)
Иначе говоря, чем меньше q {q 1), тем на большее расстоя-
ние нужно перенести частицы вводимой добавки для их равно-
мерного распределения (т. е. больше у).
Чтобы добиться равномерного распределения малой добавки,
прибегают к предварительному получению концентратов. Так,
при необходимости ввести 0,1 % красителя в полимер отдельно
готовят 10—30 %-й концентрат красителя (в том же полимере).
Расчетное количество концентрата вводят в исходный полимер,
получая его равномерное окрашивание.
В ряде производств удобнее получать пасту красителей (пиг-
ментов), стабилизаторов, порообразователей и т. п. В этом случае
применяют краскотерки, где вводимый ингредиент на валках,
достаточно плотно прилегающих друг к другу, диспергируется
(растирается) в пластификаторе. Паста содержит, таким образом,
минимум два ингредиента — диспергируемую добавку и пласти-
фикатор. Как в пасту, так и в концентраты часто вводят ПАВ, если
вводимая добавка диспергируется, но не растворяется полностью
в концентрате.
0 0 0 0 0 0
X 0 ft 0 0
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
а б
Рис. 6.3. Влияние концентрации диспергируемой добавки на величину
деформации сдвига, необходимой для равномерного распределения час-
тиц добавки по объему полимера. Пояснения в тексте
124
6.2.3. Введение пластификаторов в полимеры
Полимер относительно медленно набухает в растворителях, пла-
стификаторах, олигомерных модификаторах и других жидких до-
бавках. Поэтому первая стадия смешения полимера с пластифи-
катором — это стадия диспергирования последнего для достиже-
ния высокой дисперсности капель и увеличения поверхности раз-
дела фаз.
Из сказанного следует важный вывод: при введении пласти-
фикатора в полимер эффективность смешения зависит как от де-
формации сдвига у (достижение необходимой поверхности разде-
ла), так и от времени процесса t (время диффузии).
При большом количестве пластификатора его вводят посте-
пенно: добавляют 1/з—1/2 жидкости и перемешивают, затем в от-
носительно гомогенную систему добавляют остальную жидкость.
Постепенное добавление пластификатора предотвращает резкое
падение вязкости и обеспечивает эффективный сдвиг при переме-
шивании. При этом также предотвращается проскальзывание на-
бухшего полимера при вращении лопастей или шнека смесителя.
Малые количества жидких добавок в гранулированные или
порошкообразные полимеры вводят в скоростных смесителях, ко-
торые могут быть однокамерными и двухкамерными. В первых
после загрузки порошка ротор начинает медленно вращаться и
одновременно поступает (разбрызгивается) жидкий ингредиент. В
дальнейшем скорость вращения сильно увеличивается, и частицы
порошка, часто сталкиваясь, обмениваются жидкой добавкой, ко-
торая благодаря этому равномерно распределяется по всей по-
верхности порошка. Необходимая температура поддерживается
греющей рубашкой и теплом, выделяющимся в результате движе-
ния материала. В двухкамерных смесителях в первой (горячей) ка-
мере происходит распределение жидкой добавки, после чего по-
рошок поступает в другую (холодную) камеру, где охлаждается
при перемешивании, чтобы не происходило слипания частиц.
Если после распределения жидкой добавки по поверхности
порошка (гранул) диффузия не завершает процесс смешения, то
дальнейшая гомогенизация достигается смешением в расплаве.
6.2.4. Смешение полимеров
На рис. 6.1 было показано, что при достаточной деформации сдви-
га (и = 1000 об.) расстояние между полосами оказывается сопос-
125
тавимым с расстоянием между частицами технического углерода
в темной полосе диспергируемого материала. Мы говорим поэто-
му, что частицы технического углерода теперь равномерно рас-
пределены по объему смеси. Если бы темная полоса состояла из
ненаполненного полимера другой химической природы, то бла-
годаря несовместимости "темного" и "светлого" полимеров мы в
идеальном ламинарном смесителе получили бы не частицы, а
длинные нити диспергируемого полимера. Полимеры в подав-
ляющем большинстве своем нерастворимы друг в друге, однако их
смеси являются дисперсиями частиц, а не волокон одного поли-
мера в матрице другого.
Два механизма образования полимер-полимерных дисперсий
могут иметь место при ламинарном смешении. Во-первых, непо-
средственное разрушение вытянутых капель диспергируемого по-
лимера при перемене направления сдвига. Направление сдвига в
реальном смесительном оборудовании меняется непрерывно для
обеспечения максимального эффекта смешения. Во-вторых, пе-
реход нитевидной структуры смеси полимеров в капельную может
произойти в результате гидродинамической нестабильности жид-
ких нитей. Рассмотрим второй механизм.
При деформации сдвига полимер-полимерного расплава кап-
ли диспергируемого полимера (дисперсная фаза) деформируются
в эллипсоиды. Деформация при переходе от сферической капли
к эллипсоиду определяется величиной D = (а - Ь)/(а + Ь), где а
и b — главные полуоси эллипсоида. Капля деформируется тем
больше, чем больше сила сдвига, определяемая вязкостью матри-
цы цм при данной скорости сдвига у, и тем меньше, чем больше
межфазное натяжение на границе раздела капля—матрица:
(6.4)
л= 19Ц+ 16
<т12 16ц+16’
где г — радиус капли; р. = Дф/цм — соотношение вязкостей капли и матрицы.
Поведение капли определяется в основном первым членом
уравнения (6,4), который иногда называют числом Вебера We =
= ?гт|м/<512 и который характеризует соотношение вязких сил и
межфазного натяжения. Если преобладающее значение имеет
межфазное натяжение (знаменатель), то сферическая капля под
действием сдвига превращается в эллипсоид, главная ось которого
расположена под углом 45° к направлению сдвига. Если преобла-
дают вязкие силы, то главная ось эллипсоида совпадает с направ-
лением сдвига. Последний случай наиболее характерен для рас-
плавов смесей полимеров.
126
Рис. 6.4. Последовательные стадии (а, б, в) распада жидкого цилиндра,
находящегося в жидкой матрице другого (несовместимого) полимера
Значительная деформация расплава при наличии высокой
вязкости матрицы приводит к дальнейшему вытягиванию эллип-
соида. Этому способствуют зоны растяжения в смесительном обо-
рудовании, например при переходе от широкого сечения канала
к узкому (см. гл. 9). Возникают длинные цилиндры или нити дис-
пергируемого полимера. В таких жидких цилиндрах существует
нестабильное равновесие сил вязкого сопротивления и межфаз-
ного натяжения, в результате чего возникает упругая волна, ко-
торая может разрушить жидкий цилиндр на ряд капель (рис. 6.4).
Разрушение (распад) цилиндра произойдет, если соблюдается ус-
ловие X > 2тс7?; колебания затухают, если X < 2nR. Если распад ци-
линдра происходит в покоящейся матрице, то возникает ряд ка-
пель одинакового диаметра d, между которыми образуются капли-
спутники (см. рис. 6.4).
Расчет показывает, что зависимость длины волны X от от-
ношения вязкостей фаз ц описывается кривой с минимумом.
Эксперимент показывает, что зависимость d от ц выражается кри-
вой такой же формы, причем минимум расположен при у. -> 1
0).
Абсолютная величина d зависит не только от соотношения
вязкостей, но и от соотношения упругостей расплавов. Упругость
расплава можно оценить, например, по величине "разбухания”
струи, выходящей из канала. Чем больше увеличивается диаметр
струи по сравнению с диаметром канала, тем больше упругость
расплава. Чем более упругим является расплав, тем крупнее капли
(хуже диспергирование). Если значения упругости расплавов раз-
личаются незначительно, то разные пары полимеров могут быть
описаны единой кривой (рис. 6.5) или единой зависимостью чис-
ла Вебера от соотношения вязкостей:
127
We = 4ц* °’84, (6.5)
где "плюс” соответствует р. > 1, а "минус" соответствует ц < 1.
Характерно, что кривая типа показанной на рис. 6.5 или ана-
логичная ей по форме кривая, описываемая уравнением (6.5), ха-
рактеризуют диспергирование также и в смесительном оборудо-
вании типа вальцев или экструдера. Форма кривой аналогична за-
висимости длины упругой волны X (см. рис. 6.4) от соотношения
вязкостей. Это указывает на то, что в условиях смешения само-
произвольный распад жидкого цилиндра на капли играет опреде-
ленную роль в достижении конечного эффекта смешения.
При смешении полимеров важен порядок введения компо-
нентов: наилучшее смешение достигается при введении маловяз-
кого полимера в более вязкий, если не может быть обеспечено ра-
венство вязкостей. Это понятно из рис. 6.6, где показан сдвиг рео-
логически неоднородной среды. Пусть крайние слои моделируют
матрицу, а средний слой — диспергируемый полимер (дисперсную
фазу). Если течение установившееся, то напряжения сдвига в сло-
ях одинаковы: ti == Т2 = тз- По закону Ньютона т = цу, поэтому
П1У1 =П2У2 “ПзТЗ-Еслип^т^тоЛт = ЛзГз и Y1 = у3. Отсюда
следует, что тц/Из ~ Y2 /У1 > т- е- чем меньше вязкость фазы, тем
больше скорость ее деформации и больше градиент скорости
сдвига. Повышенная деформируемость полимера приводит к рос-
ту эффективности его диспергирования.
Рис. 6.5. Зависимость среднего диа-
метра частиц диспергируемого по-
лимера от соотношения вязкостей
этого полимера и полимера-матри-
цы ц = Им/Пф- Соотношение объемов
дисперсной фазы и матрицы 2:8. Ка-
ждая экспериментальная точка (обо-
значенная буквой) соответствует оп-
ределенной паре полимеров (дис-
персная фаза и матрица):
а - ПП/ПЭТФ; б- ПЭНП/ПЭТФ; в -
ПС/ПЭТФ; г- ПП/ПС; д- ПЭВП/ПС;
е- ПС/ПЭВП; ж - ПС/ПП; з -
ПЭТФ/ПС; и - ПЭТФ/ПП
128
----
матрица I м Г3
i j ...
Дисперсная j }- ..у
фаза I fr
Матрица ст
Рис. 6.6. Схема сдвига реологически неоднородной среды: слой, соответ-
ствующий дисперсной фазе — в середине; по краям — слои полимера-
матрицы
Закономерности смешения полимеров показывают, что для
достижения максимальной дисперсности, т. е. получения одно-
родной смеси, необходимо выбирать компоненты с близкими
значениями вязкости (ц 1, рис. 6.5). Этого можно достичь пре-
жде всего путем выбора марочного ассортимента с целью сближе-
ния значений ПТР смешиваемых полимеров. Требуется не просто
равенство ПТР, а равенство в условиях получения смеси. По-
скольку вязкость зависит от температуры и скорости сдвига (час-
тоты вращения ротора смесителя), то равенство ПТРА = ПТРб,
обеспеченное по паспортным данным полимеров А и Б, может не
соблюдаться при условиях смешения. Полистирол, более вязкий,
чем полиэтилен, при 140 °C, может оказаться менее вязким при
200 °C, так как вязкость его падает с повышением температуры
быстрее, чем вязкость ПЭ (сравните энергии активации вязкого
течения). Если различие в ПТР велико и изменить его выбором
соответствующей марки полимера невозможно, то следует регу-
лировать ПТР введением селективных пластификаторов, концен-
трирующихся в высоковязком полимере, или введением напол-
нителей в маловязкий полимер. Если при этом все-таки не дос-
тигается условие ПТРд = ПТРв, то смешение ведут постепенно,
добавляя маловязкий полимер к более вязкому, даже если мало-
вязкий полимер преобладает в смеси.
Можно интенсифицировать диспергирование введением меж-
фазных добавок (дифильных веществ полимерного характера) типа
ПАВ (см. гл. 9). Это, в частности, привитые и блок-сополимеры
тех гомополимеров, из которых получают смесь. Такие добавки
действуют как диспергаторы.
9 Заказ № К-4269
129
При интенсивном перемешивании, когда развивается замет-
ная термомеханодеструкция, привитые и блок-сополимеры могут
образоваться в процессе смешения путем рекомбинации макро-
радикалов смешиваемых полимеров. Это также увеличивает эф-
фект диспергирования полимера в полимере.
6.2.5. Диспергирующее смешение
При введении порошкообразных наполнителей в расплав полиме-
ра часто оказывается, что вводимые порошки содержат агломераты
частиц. Частицы в агломерате связаны обычно адсорбционными
силами, достигающими порой значительной величины и обеспе-
чивающими высокую прочность связи в агрегатах.
Задача диспергирующего смешения — разрушить агрегаты и
статистически равномерно распределить составляющие их частицы
по объему полимера.
Схема элементарного акта процесса диспергирующего смеше-
ния приведена на рис. 6.7. Агломерат из двух частиц ориентирован
перпендикулярно направлению сдвига. Это наиболее выгодное его
положение. Эпюра скоростей сдвига показывает, что верхняя час-
тица движется быстрее, чем нижняя. Отсюда следуют два варианта:
1) преодоление сил сцепления, распад агрегата, после чего
верхняя частица обгоняет нижнюю — элементарный акт диспер-
гирующего смешения осуществился;
2) силы сцепления в агрегате велики, сила сдвига не может
разрушить агрегат, который, поворачиваясь, целиком ориентиру-
ется вдоль направления сдвига и движется в общем потоке рас-
плава — диспергирующего смешения нет.
Рис. 6.7. Схема, поясняющая механизм диспергирующего смешения
130
Если поместить центр нижней частицы в начало координат, то
уравнение движения центра верхней частицы агрегата примет вид:
х + у То
*о + Уо J
= ехрГлу/1 - £ )1,
L к Tq/J
(6.6)
(здесь только одна материальная константа к = 6лRx/F, где R — радиус частицы;
х — сила сдвига; F — сила взаимодействия между частицами).
Расчет показывает, что если /’велико (к = 3), то верхняя час-
тица, даже оторвавшись от агрегата, затем, несколько продвинув-
шись к линии движения нижней частицы, агрегируется с ней
вновь. Только при к > 4 идет необратимый распад агрегатов.
Из изложенного следует, что чем выше вязкость среды (выше
х и к), тем эффективнее идет распад агрегатов. Поэтому, понижая
до определенного предела температуру расплава (рост вязкости)
или уменьшая зазор, где движется расплав (рост у), или увеличи-
вая частоту вращения ротора смесителя (также рост у), можно ин-
тенсифицировать диспергирующее смешение.
Введение ПАВ и других веществ, способствующих ослабле-
нию связей в агрегатах, облегчает их распад. Так, незначительное
увлажнение технического углерода облегчает его смешение с рас-
плавом ПЭ [6].
При очень прочной связи в агрегатах идут по пути создания
концентратов, при получении которых обеспечивается высокая
вязкость системы и облегчается деагломерация с последующим
разбавлением концентрата расплавом полимера.
Частое изменение направления движения расплава также спо-
собствует разрушению агрегатов, наиболее прочные из которы,.
имеют тенденцию к ориентации в направлении сдвига и могу?
разрушаться лишь при изменении направления сдвига.
6.2.6. Смешение порошков
Смешение сыпучих материалов (порошков и гранул) осуществля-
ется множеством разных способов, основанных на изменении, на-
правления и скорости перемещения массы. Эффективность их
тем больше, чем меньше различаются сыпучие компоненты по
плотности, размеру и форме частиц. Эффективно смещение в ки-
пящем слое (продув сжатого воздуха через слой смешиваемых,по-
рошков). Смесительный эффект увеличивается, если центральная
часть аппарата пропускает меньше воздуха, чем по краям, что усит
ливает циркуляцию массы.
9*
131
Рис. 6.8. Схема смешения в аппарате типа "пьяная бочка"
Ведут также смешение с помощью шнекового смесителя или
с помощью смесителя типа "пьяная бочка" (рис. 6.8). В заводской
практике смесители последнего типа (а также их разновидности)
получили широкое распространение благодаря простоте и эффек-
тивности (движение сыпучих материалов в двух направлениях —
радиальном и осевом).
Смешение порошков, сильно различающихся по размерам
частиц (так называемое опудривание), осуществляют в скорост-
ных смесителях с Z- или S-образными лопастями.
6.2.7. Оценка качества смешения
Смешение — это процесс получения однородной смеси из исход-
ной неоднородной. Конечная однородная смесь характеризуется
статистически случайным распределением компонентов. Это зна-
чит, что в такой смеси есть участки с большей и меньшей кон-
центрацией диспергируемого вещества. Специфика работы обо-
рудования, например каландра или экструдера, когда получаются
длинномерные изделия, особенно пленки, приводит к появлению
иногда видимой на глаз текстуры, в частности появлению полос
с более или менее различной густотой окраски. В зависимости от
предъявляемых к пленке требований мы можем считать наличие
текстуры (полос) браком или же считать качество пленки удовле-
творительным, если полосы обеспечивают декоративный эффект.
Поэтому понятие качества смешения — относительное, его мож-
но правильно оценить, только если известно назначение смеси.
Для оценки качества смешения обычно определяют среднее
содержание введенных ингредиентов и отклонение содержания в
микрообъемах смеси (взятых пробах) от среднего. В ряде случаев
необходимо определить степень дисперсности компонента, т. е.
средний размер его частиц в смеси, что обычно делают с помощью
132
исследования микроструктуры в световом или электронном мик-
роскопе. Как правило, ни одно вещество не диспергируется при
смешении с образованием частиц одинакового размера, посколь-
ку порошки, состоящие из практически монодисперсных частиц,
агрегированы, и наличие агрегатов в смеси приводит к широкому
распределению по размерам частиц, видимых в микроскоп. Элек-
тронные микрофотографии дают возможность рассчитать как
средний размер частиц, так и разброс по размерам (вплоть до по-
строения кривой распределения).
Макротекстура смеси обусловлена спецификой перерабаты-
вающего оборудования или особенностями смешения и оценива-
ется обычно визуально (полосы, пятна красящего вещества, более
густая окраска одного края полотна пленки и т. д.).
Остановимся более подробно на статистической оценке каче-
ства смешения. Смысл ее может быть понят исходя из модельных
представлений о состоянии смешения. На рис. 6.9 показан пере-
ход от абсолютно несмешанной, исходной системы к случайному
распределению частиц диспергируемого ингредиента (темные
квадратики). Для удобства разделим условно все белое поле также
на квадратики, размер которых равен размеру наименьшего (эле-
ментарного) черного квадратика.
Белые квадратики на рисунке не показаны, они выделены ус-
ловно. Их совокупность (количество) и моделирует общее количе-
ство полимера, в котором диспергируются темные частицы. Возь-
мем любую из показанных на рисунке больших белых клеток, ко-
торые моделируют пробы, взятые из смеси. В клетке имеется b тем-
ных квадратиков (частиц), при этом белое поле клетки состоит как
бы из белых квадратиков — т. е. из определенного числа "частиц"
полимера. Пусть сумма белых и черных квадратиков (частиц) в
клетке равна N, тогда доля диспергируемого вещества в пробе вы-
ражается через число темных и светлых квадратиков как х - b/N.
Если смешение идеально статистическое, то распределение
Р(х) доли х диспергируемого вещества по различным пробам под-
чиняется биномиальному закону.
Лх) = ЖЬ)! ~ *)N'6’ <67>
где q — доля диспергируемого вещества во всем объеме смеси.
Биномиальное распределение (как и любое другое) характери-
зуется определенным разбросом, или дисперсией, величины х в
разных пробах. Для биномиального (идеально статистического)
распределения характерна генеральная (идеально статистическая)
дисперсия распределения:
133
Рис. 6.9. Упорядоченное (а, б, (?) и случайное (г) распределение частиц в
смеси. Белая клетка в б, в, г — размер пробы, маленькая черная — размер
частицы диспергируемого вещества
134
г
С2 = 9(1 - <?)/Л (6.8)
Реально из смеси берут ряд проб (не менее 10—25), определя-
ют в каждой Xj — долю диспергируемого вещества — и находят ре-
альную дисперсию распределения:
1-М
? = ЖЛ S <*< - ~v * * * * х?> (6.9)
1=1
i = М
~ 1 хп А
где х = у, — среднее значение концентрации вещества в пробе.
;=1
Важно правильно определить необходимый размер и число
взятых проб. Размер пробы должен быть небольшим по сравне-
нию с объектом в целом, но большим по сравнению с размером
отдельных частиц. Считают, что минимальный размер пробы дол-
жен удовлетворять условию:
(6Л0)
Для оценки качества смеси можно использовать коэффициент
вариации (в %):
v = = • 100. (6.11)
X
Значение v в хороших смесях составляет доли процента.
Широко распространена оценка качества смешения по индек-
сам смешения, в которых сопоставляются значения генеральной
и фактической дисперсий. Так, вычисляют индекс (критерий ка-
чества) смешения
А = o2/s2, (6.12)
который растет в интервале от 0 до 1 с улучшением качества сме-
шения. Возможна другая форма индекса смешения:
2 2
(6.13)
оо-а
где = q(l — q), т. е. генеральная дисперсия при наименьшей пробе, когда 1.
Величина также колеблется от 0 до 1 с улучшением качества
смешения.
Существуют и другие формы индексов смешения. Их много-
образие обусловлено тем, что не все они одинаково чувствитель-
ны к изменению состава и структуры смеси. Так, индекс мало
135
реагирует на качество смешения, если мало общее количество
диспергируемого вещества (например, доли процента). Правиль-
но выбранный критерий качества меняется в процессе смешения,
достигая предела, что характеризует получение смеси предельного
уровня качества (рис. 6.10). Достигнутый уровень качества зави-
сит от правильности выбора оборудования и от того, насколько
технолог обладает искусством смешения. Предельное значение
достигается при определенном значении ymjn, которое считается
достаточным для данных условий смешения. В промышленных
смесителях величина ymjn достигает 800—3000 в зависимости от
конструкции смесителя. Так, при смешении в смесителе Бенбери
Ymin = 800 - 1300, а на вальцах ymin = 2100—2200.
Таким образом, для определения качества смешения следует
отобрать определенное число проб из готовой смеси и выбрать ме-
тод анализа содержания в пробе диспергируемого вещества; после
проведения анализа оценить качество смешения по величине од-
ного из критериев качества. Выбор метода анализа зависит от
природы анализируемого ингредиента. Это могут быть спектраль-
ные методы (красители, стабилизаторы и т. п.), методы определе-
ния плотности (наполнитель, другой полимер), экстракционные
методы и т. п. Тонкие пленки полимеров, содержащие частицы
наполнителя, могут быть подвергнуты прямому сканированию уз-
ким лучом лазера с одновременной обработкой результатов на
ЭВМ и выдачей конечных значений Д Ц, и т. д., а также раз-
меров частиц и дисперсии по размерам.
Часто оценку качества смешения производят визуально, путем
сравнения со стандартом. В других случаях однородность смеси
определяют по величине разброса показателей свойств, например
предела прочности, удлинения при разрыве, причем величину
дисперсии рассчитывают по формуле (6.9) и сравнивают со стан-
дартной или с заданной величиной.
Такая неоднозначность и
разнообразие методов оценки
качества смешения еще раз ука-
зывает на то, что эта оценка не
может быть корректно произве-
дена, если неизвестно целевое
назначение анализируемого ма-
териала.
Рис. 6.10. Зависимость индекса
смешения /j от деформации сдвига
Y (/« — предельная величина ин-
декса смешения)
136
В заключение отметим, что качество смешения лишь в про-
стейшем случае идеального ламинарного смешения определяется
величиной деформации сдвига у. При диспергирующем смешении
кроме у большое значение имеет напряжение сдвига, при смеше-
нии полимеров — соотношение вязкостей фаз Лф/Пм» а также вре-
мя /, за которое может произойти самопроизвольный распад жид-
кого цилиндра одного полимера в другом (см. рис. 6.4); при вве-
дении пластификаторов также важен фактор времени, который
обеспечивает самопроизвольную молекулярную диффузию пла-
стификатора в полимер благодаря возросшей при смешении по-
верхности раздела полимер—пластификатор.
6.3. ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ СМЕШЕНИЯ
Технологические приемы, применяемые для смешения, а также
конструкции смесительных аппаратов [1—3, 6, 7] определяются в
первую очередь уровнем вязкости смешиваемых компонентов, а
следовательно, и необходимой величиной вращающего момента и
частоты вращения рабочего узла смесителя. Этим обусловлено
различие в конструкциях аппаратов: а) для смешения порошков,
б) для смешения олигомеров, растворов полимеров или сильно
пластифицированных систем, в) для смешения расплавов поли-
меров или для введения ингредиентов в расплавы.
Методы смещения и конструкции смесителей зависят также
от того, является процесс смешения периодическим или непре-
рывным. Периодический процесс состоит в том, что все компо-
ненты одновременно или последовательно вводятся в заданный
объем полимера так, что масса многократно проходит через рабо-
чий орган смесителя до тех пор, пока не будет достигнуто нужное
качество смешения. По этому принципу работают смеситель для
порошков с вращающимся корпусом (см. разд. 6.2), клеемешалки
и краскотерки, вихревые смесители, смесители с кипящим слоем,
смесительные вальцы, смесители типа Бенбери и т. п. Смесители
периодического типа удобны тем, что в них легко менять после-
довательность введения добавок, регулировать температуру.
В смесителе непрерывного типа заданное качество смешения
должно быть достигнуто за один проход материала через рабочий
орган. Загрузка полимера и ингредиентов происходит непрерыв-
но. По такому принципу работают шнековые смесители (одно- и
двухшнековые, осциллирующие) и статические смесители (сме-
сительные насадки). Непрерывное смешение обеспечивает высо-
137
кую производительность, хорошее качество смешения, упроще-
ние контроля качества, для него требуется меньшее количество
обслуживающего персонала.
6.3.1. Смешение порошкообразных материалов
Смешение порошкообразных материалов рассмотрено в разд. 6.2.6.
Другие процессы смешения описаны ниже.
6.3.2. Смешение маловязких сред
Для получения клеев, мастик, переработки пластизолей на основе
ПВХ и т. п. смешение производят в смесителях с Z- или 2-образ-
ными лопастями. При малой вязкости композиции можно при-
менять турбулентное смешение при большой скорости вращения
смесительных элементов (лопастей). Лопасти вращаются навстре-
чу друг другу с различной скоростью. Перемешивают жидкости в
диапазоне вязкости 0,5—500 Па • с. Чем больше вязкость среды,
тем более массивными и прочными изготавливаются лопасти.
Применяют также валковые смесители — краскотерки, в которых
вертикально или горизонтально расположенные валки перетира-
ют композиции в рабочей камере смесителя.
6.3.3. Смешение расплавов полимеров и введение ингредиентов
в смесителях периодического действия
Это наиболее старый и до сих пор широко применяемый процесс.
Вальцы. Смесительный эффект достигается при прохождении
смеси через узкий зазор между двумя валками, вращающимися
навстречу друг другу с разной скоростью (рис. 6.11, а). Объем еди-
новременной загрузки таков, что в зазоре между валками накап-
ливается избыток материала. Вся смесь поэтому в зазор войти не
может, и часть ее выдавливается в обратном направлении. Это
приводит к противотоку на входе в зазор и возникновению цир-
куляции (рис. 6.11, б). Различие скоростей вращения валков из-
меряется фрикцией где щ и vj “ линейные скорости дви-
жения поверхностей валков. Чем больше фрикция и меньше рас-
стояние между валками, тем больше скорость сдвига и интенсив-
нее перемешивание.
На вальцах нет перемещения материала с одного конца валков
на другой, что не позволяет обеспечить однородность всего мате-
138
риала. Поэтому слой материала с одного конца валков подрезают
и перемещают на другой конец, создавая искусственно движение
материала вдоль зазора и хорошее перемешивание всей массы.
Для увеличения интенсивности смешения на вальцах приме-
няют клин, располагающийся вдоль зазора от одного конца валка
до другого. Острие клина направлено к зазору, но не входит в не-
го. Это создает зоны узкого зазора между клином и валками, т. е.
увеличивает зону сдвиговых деформаций.
Вальцы как смеситель находят ограниченное применение в
технологии переработки пластмасс из-за высокой трудоемкости
процесса, интенсивного термоокисления при высокой температу-
ре, что часто сопровождается ухудшением свойств полимера и ус-
ловий труда (значительное выделение летучих).
Смесители закрытого типа. Наиболее широко применяется
смеситель Бенбери (рис. 6.12). Его рабочая камера состоит из двух
полых цилиндров, сообщающихся между собой вдоль образую-
щей, так что поперечное сечение напоминает восьмерку. В каж-
дой половине камеры вращается ротор овального сечения с вин-
товыми лопастями. Роторы вращаются навстречу друг другу с раз-
ными скоростями, и каждый направляет смесь к центру камеры.
Избыток смеси из центра выталкивается в обратном направлении,
что создает интенсивный противоток, обеспечивающий смеси-
тельный эффект. Последний обеспечивается еще и перетиранием
Рис. 6.11. Течение расплава (а) и рас-
пределение напряжений (6) в полимере
на вальцах. Пояснение в тексте
139
По Я6ВГ
Рис. 6.12. Смеситель Бенбери:
а — камера резиносмесителя; б — конструкция роторов;
I — верхний затвор; 2 — корпус рабочей камеры; 3 — роторы; 4 — нижний затвор
смеси в зазоре между самими валками, а также между валками и
стенкой камеры. Решающее значение имеет поэтому полнота за-
грузки камеры, обеспечивающая высокие сдвиговые усилия в за-
зорах. Уплотнение материала в камере достигается верхним затво-
ром — поршнем, создающим постоянное давление на смесь в ра-
бочей камере. Нижний затвор неподвижен во время смешения и
отодвигается для выгрузки готовой смеси.
Для перемешивания затрачивается значительная энергия, ко-
торая в основном переходит в тепло, в результате чего смесь силь-
но
но разогревается. Температура выгружаемой смеси является од-
ним из критериев правильности (интенсивности) режима смеше-
ния. Она регулируется системой охлаждения корпуса и роторов,
а также изменением частоты вращения роторов.
Смесительная линия, включающая смеситель Бенбери. Из сме-
сителя выгружаются крупные куски горячей смеси. Они обычно
попадают на листовальные вальцы, расположенные непосредст-
венно под разгрузочным отверстием смесителя (под нижним за-
твором). Смесь приобретает на вальцах форму листа. Узкая лента
смеси с вальцов срезается непрерывно и поступает непосредст-
венно для питания каландра при производстве пленки или листа
из ПВХ. Для получения гранулята вместо вальцов устанавливают
экструдер-гранулятор.
Большое выделение тепла, трудность регулирования процесса,
в том числе трудность автоматизации, ограничивают применение
смесителя Бенбери. Его продолжают использовать в производстве
композиций из ПВХ, реже — из ПЭНП.
6.3.4. Смешение расплавов полимеров и введение ингредиентов
в смесителях непрерывного действия
Этот процесс широко применяется в современной технологии пе-
реработки пластмасс как главный метод получения композици-
онных материалов на основе большинства полимеров.
Одношнековые экструдеры. Смесительный эффект в одношне-
ковом экструдере обусловлен в основном тем, что часть расплава
образует противоток в рабочем цилиндре экструдера. Противоток
возрастает при увеличении сопротивления на входе в головку, что
достигается, в частности, установкой сеток, создающих дополни-
тельное сопротивление. Таким способом заметно усилить смеси-
тельный эффект не удается, и при смешении полимера с напол-
нителем, красителем, другим полимером и т. д. хорошее качество
смешения достигается не всегда.
Развитие конструкции одношнековых экструдеров-смесите-
лей шло в основном по пути увеличения длины шнека. Если в 60—
70-е годы XX в. большинство экструдеров имело относительную
длину шнека L/D = 18 + 25, то в последующие годы длина шнека
достигла L/D = 30 4- 44. Повышение смесительного эффекта про-
исходило не только за счет удлинения винтовой части экструде-
ров, но и за счет введения так называемых смесительных элемен-
тов. Эти элементы обусловливают резкое изменение направления
движения расплава, создают зоны с разными скоростями потока,
141
что существенно увеличивает смесительный эффект. Этой же це-
ли служат специальные выступы и кулачки на корпусе смеситель-
ных экструдеров. Таким образом, в рабочей камере смесительного
экструдера вместо трех зон (загрузки, пластикации и дозирова-
ния) создаются четыре зоны (загрузки, пластикации, смешения и
дозирования).
Примеры конструкции смесительных шнеков представлены
на рис. 6.13. Более высокий смесительный эффект по сравнению
с обычными экструзионными шнеками (L/D ~ 25) является резуль-
татом действия двух факторов: большей длины (у шнеков а и б от-
ношение L/D ~ 40, а у шнека в — около 30) и наличия смеситель-
ных элементов. Для шнека а характерно то, что шаг и глубина на-
резки на каждом из участков 1—5 постоянны и каждый из этих па-
раметров на отдельных участках 3 и 5имеет равные значения. Шаг
нарезки на участках 3 и 5 меньше, чем на участке 2, а на участке
2 меньше, чем на участке 1. Специальным смесительным элемен-
том у этого шнека является участок 4 с обратной нарезкой, соз-
дающей противоток расплава. Аналогичные участки нарезки име-
ются и у шнеков бив. Шнек б имеет дополнительные смеситель-
ные элементы на участках 4 и 6. Каждый из них выполнен в виде
радиальных канавок и канавки, нарезанной по спирали в направ-
лении, обратном нарезке шнека. У шнека в подобные канавки
прорезаны на участках 3. В качестве дополнительных смеситель-
ных элементов этот шнек имеет "лабиринтные" канавки на участ-
ках 4 (см. разрез 7). Малый шаг нарезки в начале шнеков (напри-
Budnoi
I I 2 1 3 1»1 5 I
'гi.i IIIi
И1 2 2 iJ12m2l5l
Рис. 6.13. Примеры конструкции шнеков в одношнековых смесительных
экструдерах. Пояснение в тексте.
142
мер, на участке 1 шнека в) предотвращает попадание материала в
опорные узлы.
Одношнековые экструдеры с осциллирующим шнеком ("ко-кне-
теры”). Название "ко-кнетер" происходит от немецкого Kontinuirii-
cher Kneter, т. е. пластикатор непрерывного действия, и обозначает
экструдер, в котором шнек кроме вращательного совершает воз-
вратно-поступательное движение. Колебания шнека усиливают
смесительный эффект. Достижению интенсивного смешения и го-
могенизации (а также пластикации — размягчения полимера) спо-
собствует и то, что винтовой гребень в определенном порядке пре-
рывается, образуя просветы, в которые входят три ряда выступов,
укрепленных на внутренней поверхности рабочей камеры экстру-
дера. Благодаря тому, что шнек совершает возвратно-поступа-
тельное и вращательное движения, вблизи неподвижных высту-
пов камеры увеличивается деформация сдвига расплава, возника-
ют деформации сжатия и растяжения вплоть до разрывов потока,
что усиливает смесительный эффект.
Двухшнековые экструдеры. Здесь смесительный эффект обес-
печивается двумя шнеками, расположенными параллельно в од-
ной рабочей камере и вращающимися либо навстречу друг другу,
либо в одном и том же направлении. Схема взаимного располо-
жения шнеков приведена на рис. 6.14.
Из этой схемы следует, что при вращении навстречу друг другу
два шнека работают подобно вальцам, перетирая материал в зазоре
между шнеками, но кроме того подавая материал вдоль шнеков.
Сдвиг и перетирание имеют место также и в зазоре между шнеком
и корпусом. Если шнеки работают в полном зацеплении, то вин-
товой канал одного перекрыт гребнями другого, и противоток рас-
плава сводится к минимуму. Величина противотока зависит от рас-
стояния между шнеками. Такие экструдеры обеспечивают в целом
хороший смесительный эффект при умеренно интенсивном воз-
действии на перерабатываемый материал и применяются в основ-
ном для переработки ПВХ и композиций на его основе.
Если шнеки вращаются в одном направлении, то при их мак-
симальном сближении возникают огромные сдвиговые деформа-
ции. Такие экструдеры применяются для получения смесей поли-
меров и введения наполнителей, пигментов, стабилизаторов. Ин-
гредиенты вводятся через отверстия на разном расстоянии от за-
грузочной воронки, поэтому вначале рабочая камера загружена не
полностью. Тем не менее в зазоре между шнеками обеспечивается
весьма эффективное перетирание смеси, чему способствует
транспорт расплава с одного шнека на другой и достигаемая при
этом переориентация слоев смешиваемых компонентов.
143
Рис. 6.14. Возможные схемы расположения шнеков в двухшнековых экс-
трудерах:
а — однонаправленное вращение; б — противоположное вращение (сверху вниз):
полное зацепление шнеков, частичное зацепление и незацепляющиеся шнеки
Гомогенизирующая способность двухшнековых экструдеров в
целом выше, чем одношнековых. Производительность их может
быть чрезвычайно высока — до 25 т/ч и более.
Дисковые экструдеры. Применяют для смешения, окрашива-
ния или грануляции термопластов. Дисковый экструдер (рис.
6.15) состоит из корпуса 7, внутри которого помещен диск 2. Ра-
бочий зазор регулируется червячной передачей 3, перемещающей
установленный на шарикоподшипниках диск 2 по трем направ-
ляющим 4. В поперечном сечении диск имеет форму улитки при
тангенциальном расположении загрузочной воронки. При тече-
нии полимерного расплава между неподвижным корпусом и вра-
щающимся диском происходит перетирание смешиваемой массы
тем более интенсивное, чем меньше зазор между корпусом и дис-
ком. Полимерный расплав обладает значительной упругостью,
вследствие чего при сдвиге между диском и корпусом возникают
нормальные напряжения (перпендикулярные сдвиговым), кото-
рые и выдавливают расплав в формующее отверстие головки. (По-
144
4
Рис. 6.15. Схема дискового экструдера:
I — корпус; 2 — диск; 3 — червячная передача; 4 — направляющие
этому дисковый экструдер называют также экструдером нормаль-
ных напряжений.) Сдвиг в тонком зазоре обеспечивает высокое
качество смешения. Отсутствие застойных зон также способствует
улучшению качества смешения и уменьшению перегревов. Не-
достаток дискового экструдера заключается в том, что нормаль-
ные напряжения не обеспечивают достаточного давления на вы-
ходе, что снижает качество получаемых профилей. Для повыше-
ния давления на выходе в некоторых конструкциях экструдеров
диск соединен с коротким шнеком, который также осуществляет
принудительную подачу материала в зазор.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Горнер Р. В., Акутин М. С. Оборудование заводов по переработке пластмасс.
М.: Химия, 1986. 400 с.
2. Тадмор 3., Гогос К. Теоретические основы переработки полимеров: Пер. с англ.
/ Под ред. Р. В. Торнера. М.: Химия, 1984. 627 с.
3. Корнев А. Е., Буканов А. М., Шевердяев О. Н. Технология эластомерных мате-
риалов. М.: Эксим, 2000. 288 с.
4. Горнер Р. В. Теоретические основы переработки полимеров. М.: Химия, 1977.
462 с.
5. Холмс-Уолкер В. Переработка полимерных материалов. М.: Химия, 1979. 224 с.
6. Богданов В. В., Горнер Р. В., Красовский В. Н., Регер Э. О. Смешение полимеров.
Л.: Химия, 1979. 185 с.
7. Богданов В. В. Смешение полимеров. Л.; Химия, 1982. 109 с.
10 - Заказ № К-4269
ГЛАВА 7
СТАРЕНИЕ И СТАБИЛИЗАЦИЯ ПЛАСТМАСС.
ВТОРИЧНЫЕ ПОЛИМЕРЫ
Старение полимеров — это совокупность химических и физиче-
ских процессов, протекающих в полимерном материале при хра-
нении, переработке и эксплуатации и приводящих к изменению
его свойств.
Процессы старения инициируются различными внешними
факторами (тепло, механические нагрузки, окислители, различ-
ные виды излучений), действующими во многих случаях одновре-
менно, а также развиваются в результате релаксационных процес-
сов, приводящих к перестройке надмолекулярной структуры по-
лимера (рекристаллизация, перераспределение остаточных на-
пряжений, растрескивание, усадка и др.).
Химические превращения в полимерах при их переработке в
изделия в условиях повышенных температур происходят в основ-
ном за счет процессов термоокислительной и механохимической
деструкции, а при хранении полимеров и эксплуатации изделий —
за счет действия окислителей, агрессивных сред, ионизирующих
излучений, миграции низкомолекулярных компонентов из объе-
ма материала.
В зависимости от типа преобладающего воздействия различа-
ют старение окислительное, термическое, механохимическое,
световое, радиационное и биологическое.
7.1. ОКИСЛИТЕЛЬНОЕ СТАРЕНИЕ ПОЛИМЕРОВ
Окислительное старение является результатом взаимодействия
полимеров с кислородом, которое протекает в несколько стадий
как цепной радикальный процесс.
1. Образование свободных радикалов и зарождение цепи:
RH + О2 —> R + НОО
2RH + О2 -> 2R + Н2О2,
где RH — молекула полимера, содержащая легко отцепляющийся атом водорода
(водород при третичном атоме углерода, в а-метиленовой группе непредельных
макромолекул).
146
2. Развитие реакционной цепи идет с образованием пероксид-
ного радикала и гидропероксида:
R + О2 —> ROO
ROO + RH ROOH + R
3. Вырожденное разветвление реакционной цепи:
ROOH RO + ОН
ROOH + RH RO + R + Н2О
2ROOH -> ROO + RO + Н2О
4. Обрыв реакционной цепи в результате рекомбинации ради-
калов, а также диспропорционирования радикалов:
2R -> R-R
2ROO -> ROOH + О2
R + ROO -> ROOR
R—СН2—С Н2 -> R-CH = СН2 + R-CH2-CH3
Процесс окисления является радикальным и автокаталитиче-
ским, протекающим с индукционным периодом, в течение кото-
рого поглощается незначительное количество кислорода. Однако
накапливающиеся в объеме полимера гидропероксиды и перок-
сидные радикалы, распадаясь, ускоряют процесс образования ки-
слородсодержащих продуктов (рис. 7.1).
Наличие в полимере даже в виде примесей (1СГ3—10-4 %) со-
лей металлов с переменной валентностью, например меди, ведет
к окислительно-восстановительным реакциям гидропероксидов с
образованием новых радикалов:
ROOH + Cu2+ -> ROO + Cu+ + H+
ROOH + Cu+ -> ROO + Cu2+ + OH~
Для нейтрализации активности таких солей в полимеры вво-
дят органические производные фосфинов, фосфиты, меламин,
оксамиды и др., способные образовывать с ними стабильные ком-
плексы.
Для замедления процессов окисления в полимерные материа-
лы вводят антиоксиданты (ингибиторы окисления), действие ко-
го*
147
Рис. 7.1. Кинетическая кривая окисления полимеров:
/ — быстрое присоединение Оэ к возбужденной макромолекуле; II— индукцион-
ный период; III — рост цепей и их ветвление; IV — обрыв цепей
торых сводится к поглощению возникающих радикалов и оста-
новке развития цепной реакции или к разрушению пероксидов,
не успевших разложиться с образованием новых радикалов.
Свойствами водородсодержащих ингибиторов (InH) обладают
вторичные ароматические амины, бисфенолы, фенолсульфиды,
например фенил-р-нафтиламин (неозон Д), 2,6-ди-шреш-бутил-
4-метилфенол (ионол, алкофен БП):
фенил-р-нафтиламин
ОН
(СН3)3С
2,6-ди-д1/?е/й-бутил-4-метилфенол
Подвижный атом водорода ингибитора легко отрывается и
присоединяется к радикалу ROO , обеспечивая обрыв цепи, а ма-
лоактивные радикалы In рекомбинируют между собой:
InH + ROO -> In + ROOH
2 In -» In—In
148
Разрушение пероксидов наблюдается в присутствии серосо-
держащих ингибиторов с образованием гидроксилсодержащего
полимера:
In—S—In + ROOH -> In—S—In + ROH
II
О
При введении двух ингибиторов, один из которых содержит
подвижный атом водорода, а другой сульфидную серу, происхо-
дит энергичное ингибирование процесса окисления в результате
разрушения пероксидов и поглощения радикалов, если таковые
возникли. Наблюдается эффект синергизма (рис. 7.2). Так, смесь
2,6-ди-шреш-октилкрезола и додецилсульфида эффективно ста-
билизирует расплав полипропилена при 200 °C.
Окислительное старение, как правило, идет параллельно с
термическим и световым старением. Повышение температуры и
наличие освещения сокращают индукционный период и ускоря-
ют окислительные процессы в полимерах (рис. 7.3).
Кислород попадает в объем полимера в результате диффузи-
онных процессов; скорость изменения его концентрации описы-
вается уравнением:
Г/ = (7Л)
dx
где с — концентрация Oj; D — коэффициент диффузии; х — расстояние от по-
верхности; к — константа скорости реакции окисления.
Рис. 7.2. Влияние состава смеси аминного (InH) и сульфидного (In—S—
In) стабилизаторов на продолжительность периода индукции реакции
окисления
149
Рис. 7.3. Влияние температуры и освещения на период индукции процес-
са окисления полимеров:
1 — окисление при 7\ в темноте; 2 — окисление при Т2 > 71 в темноте; 3 — окис-
ление при r2 и солнечном освещении
d2c
Если скорость диффузии, характеризуемая D—, мала, то
dx2
окисление замедляется. Поэтому скорость и глубина окисления
пленок и поверхностных слоев изделий больше, чем внутренних
ЮЖ
Рис. 7.4. Относитель-
ная концентрация
кислорода в образце
полипропилена на
разном расстоянии
от поверхности х (Г=
= 120 °C):
[О2]о — концентрация
кислорода на поверх-
ности образца, [О2]х —
то же, на расстоянии х
от поверхности
150
слоев толстостенных изделии, в которых концентрация кислорода
невелика (рис. 7.4). По этом причине в материалы, применяемые
для изготовления пленочных или тонкостенных изделий (0,6—
1,00 мм), обязательно надо вводить антиоксиданты. Стойкость
полимеров к окислению повышается с увеличением плотности,
так как снижается скорость диффузии кислорода в них. При по-
вышении степени кристалличности полимеров (увеличении плот-
ности) возрастает их стойкость к окислительному старению.
7.2. ОЗОННОЕ СТАРЕНИЕ
В атмосфере всегда содержится небольшое (2* 10-6—6* 10-6 %)
количество озона, который образуется при воздействии атмо-
сферного электричества и коротковолновой части солнечной ра-
диации на кислород воздуха. В закрытых помещениях озон может
образоваться при наличии УФ-, у- или рентгеновского излучения.
В отличие от кислорода озон настолько активен, что не успевает
диффундировать в объем полимера, реагируя только в поверхно-
стных слоях изделия. Сущность озонного старения заключается в
резком ускорении разрушения материалов за счет присоединения
Оз по двойным связям макромолекул полимеров с последующей
изомеризацией озонида в изоозонид:
0-0
>С=С< ----->С—С< -------->С—С<
4 ? У
о
ОЗОНИД ИЗООЗОНИД
Изомеризация сопровождается переходом к более напряжен-
ной конформации цепи, и если в полимере были остаточные на-
пряжения, то он охрупчивается, в нем с высокой скоростью раз-
растаются трещины. Наиболее подвержены озонному старению
нестабилизированные полимеры с двойными связями — изопре-
новый, бутадиен-стирольный, бутадиен-нитрильный каучуки и
резины на их основе. Резины на основе этиленпропиленовых и
фторкаучуков, полиизобутилена, хлорсульфополиэтилена явля-
ются озоностойкими. Для защиты от озонного старения в каучуки
перед вулканизацией вводят антиозонанты — производные л-фе-
нилендиамина, нефтяных масел и восков, образующие защитный
слой на поверхности изделия, а также сополимеры этилена с про-
пиленом, бутилкаучук; наносят на поверхность изделий тонкие
пленки озоностойких веществ.
151
7.3. СТАРЕНИЕ ПОД ДЕЙСТВИЕМ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ
Механические напряжения вызывают структурные изменения в
полимерных материалах как в условиях переработки, так и в ус-
ловиях эксплуатации изделий, когда действуют внешние нагрузки
и остаточные напряжения, возникшие в процессе формования.
Под действием внешней нагрузки в полимере накапливается уп-
ругая энергия деформации химических связей Д?/упр, которая
снижает активационный барьер процесса деструкции химических
связей. Поэтому энергия, необходимая для распада макромолеку-
лы в условиях действия напряжения, равна
ад = и0 - дг/упр, (7.2)
где Uq — энергия разрушения связей в ненапряженном образце,
а константа скорости реакции деструкции составляет
-Bsi
К= KqE кТ (7.3)
т. е. константа скорости также зависит от действующего напря-
жения.
На рис. 7.5 приведены зависимости, характеризующие влияние
температуры на интенсивность процессов механической и терми-
ческой деструкции. С ростом температуры вязкость расплава пони-
жается и вероятность разрушения химических связей убывает, ин-
тенсивность механодеструкции снижается, а интенсивность терми-
ческой деструкции возрастает. Суммарная интенсивность деструк-
152
Наиболее благоприятные условия для разрыва молекулярных
цепей под действием напряжений создаются при Т < Тс. Основ-
ные перенапряжения при действии механической нагрузки лока-
лизуются в главной цепи полимера. При этом возникают два пер-
вичных радикала со свободной валентностью на конце цепи. В по-
лимерах винилового ряда (ПЭ, ПП, ПВХ, ПС и др.) образуются ра-
дикалы ~СН2 или ~CXZ (X и Z — атомы водорода или боковые
заместители), а в каучуках образуются аллильные радикалы
~сх=су-сн2.
Активные радикалы с высокой скоростью передают заряд на
третичные атомы углерода других макромолекул, инициируя раз-
витие цепи:
~с н2 + ~снх~ -> ~сн3 + ~с х~
7.4. СТАРЕНИЕ ПОЛИМЕРОВ ПОД ДЕЙСТВИЕМ ИЗЛУЧЕНИЙ
Излучение в определенном диапазоне волн оказывает воздействие
на вещество, если оно способно поглощать энергию данной об-
ласти спектра. Поглощенная энергия расходуется на иницииро-
вание химических реакций или превращается в излучение другого
типа (например, фотолюминесценция) или в тепловую энергию.
Старение полимеров под действием УФ-лучей (фотоны) и из-
лучений высокой энергии (а- и f-частицы, нейтроны, у-лучи,
рентгеновские лучи) связано с явлением возбуждения электронов
и образованием свободных радикалов, инициирующих цепные
реакции.
7.4.1. Старение полимеров под действием света
Процессы светового и радиационного старения различаются
энергией излучений и распространением в образцах поглощаемой
энергии. Энергия фотонов УФ-части спектра близка к энергии
химических связей, поглощается в поверхностных слоях вещества;
каждый квант участвует только в одном первичном акте взаимо-
действия с определенными атомами или связями макромолекул.
Поглощать энергию фотонов с длиной волны % = 200+400 нм спо-
собны хромофорные группы молекул полимеров или имеющихся
в них примесей (>С=О, —О—С—О—, —СО—ОН и др.), а также
хромофорные группы, образующиеся при грануляции полимеров.
Для ПЭ поглощение УФ-лучей наблюдается в области 280—
153
330 нм, для ПП — в области X > 290 нм, для ПВХ — в интервале
280—320 нм. Энергия фотонов этой части спектра составляет 70—
110 ккал/моль, что сопоставимо с энергией активации процессов
распада С—С-связей в линейных карбоцепных молекулах. Под
действием УФ-лучей в инертной для полимеров среде мотуг про-
текать следующие характерные реакции:
фотодеструкция (на примере ПММА):
сн3
сн3 сн3 сн3 г*" ~сн2-с = сн2~
I । hv • ।
~СН2-С-СН2-С~ -%- ~СН2-С(СН3)-СН2-С------► +
I I
с = о с = о
I I
осн3 осн3
фотосшивание (на примере ПС):
। Ь^С-С-ОСНз
осн> м
фотоциклизация (на примере 14«с-1,2-полибутадиенового кау-
чука):
СН2 = СН СН = СН2
hv • II
4~CH2—СН~ 4~СН2—С —► ~СН2-С-С-СН2~
СН СН ~СН2-С-С-СН2~
II II II
СН2 сн2 сн2 = сн сн2 = сн2
При накоплении циклических структур в естественных усло-
виях рост хрупкости каучука наблюдается вплоть до его растрес-
кивания. Если в карбоцепных полимерах имеются боковые замес-
тители, лабильные атомы водорода, связанные с третичным ато-
мом С, то в основной цепи образуются радикалы типа -СЩ—
CR—СН2~, активно участвующие в реакциях фотоокисления и
фотосшивания; наличие четвертичного атома углерода приводит,
как правило, к разрыву цепи. Световое старение проявляется в из-
менении окраски, электрических и механических свойств изделий
из полимеров. Для повышения устойчивости полимерных мате-
154
риалов к световому старению в них вводят светостабилизаторы,
которые действуют по двум механизмам: абсорбция УФ-лучей
(УФ-абсорберы) и ингибирование радикальных процессов. Дейст-
вие светостабилизатора наиболее эффективно, если он способен
одновременно к реализации обоих механизмов ингибирования.
Эффективная защита практически всех полимеров от УФ-излу-
чения обеспечивается введением технического углерода (сажи), ко-
торый действует одновременно как поглотитель световой энергии и
как ингибитор радикальных процессов (радикалы взаимодействуют
с поверхностью сажевых частиц). Защитные функции могут также
выполнять такие пигменты, как ТЮ2, ZnS, а также металлооргани-
ческие соединения никеля, гасящие радикалы и обладающие свой-
ствами антиоксидантов (например, диалкиддитиокарбамат никеля).
Технический углерод и пигменты эффективны при концен-
трации 2—5 % от массы полимера.
Широко используются в качестве УФ-абсорберов органиче-
ские вещества с хромофорными группами, например производ-
ные 1,2,3-бензотриазола, применяемые для защиты ПС, ПЭТФ,
ПО, и производные салициловой кислоты, используемые для за-
щиты эфиров целлюлозы, ПВХ, ПО, ненасыщенных полиэфиров.
Для стабилизации ПО, ПС, ПВХ, ПЭТФ применяют 2-оксибен-
зофенон, изомеризующийся под действием света.'В полиолефинах
при световом старении проявляют себя как ингибиторы химиче-
ских процессов стабильные нитроксильные радикалы:
^C=N- ^C-N- -C-Nff
/ । / ч/ || \
ООО
Органические светостабилизаторы вводятся в количестве 0,1—
2 % от массы полимеров и обладают растворимостью в них.
Часто в комплексе со светостабилизаторами вводят антиокси-
данты для нейтрализации радикалов и разрушения пероксидных
соединений.
Светостабилизаторы необходимо вводить в первую очередь в
материалы, используемые для производства изделий, эксплуати-
руемых в условиях действия солнечного света и источников УФ-
излучения (сельхозпленки сельскохозяйственного назначения,
упаковка, кабельные оболочки).
155
ТАЛ. Старение полимеров под действием ионизирующих излучений
К ионизирующим излучениям (излучения высокой энергии) от-
носятся частицы, движущиеся с большими скоростями (а- и 13-
частицы, нейтроны), рентгеновские и у-лучи. Энергия ионизи-
рующих излучений существенно выше, чем УФ-излучения, и пре-
вышает энергию химических связей. Энергия у-кванта составляет
-9—10 эВ, а С—С-связи ~2,5—4,5 эВ. Однако только 5 % энергии
у-излучения затрачивается на химические реакции, остальные 95 %
рассеиваются в виде тепла (Q). Как и в случае УФ-излучения, дей-
ствие ионизирующих излучений на полимеры приводит к обра-
зованию макрорадикалов:
I-R+R
п4п+ ++2(95%)
L-R+H
(здесь П* — возбужденная макромолекула, которая участвует в хи-
мических реакциях).
При облучении ПЭ схема реализуется следующим образом:
~сн2-сн2~ 4 ~сн2-сн2~ ->
~сн2-сн~ + н
~сн2 + ~сн2
2~СН2—СН~ 2~СН=СН~ + Н2Т
2~СН2—СН~ -> ~СН2-СН~
~СН-СН2~
Сшивание и деструкция идут одновременно, но в зависимости
от природы полимера преобладает тот или иной процесс. Так, при
наличии в макромолекуле третичного или четвертичного атома
углерода преобладают процессы деструкции (ПП, ПВХ, ПИБ,
целлюлоза и ее эфиры, ПТФЭ). При наличии двойной связи (кау-
чуки, ПЭНП) — структурирование. Склонность к структурирова-
нию при действии ионизирующих излучений проявляют ПА и
ПЭТФ. Полимеры, содержащие бензольное кольцо (ПС и др), ус-
тойчивы к действию излучений. При облучении на воздухе кисло-
род образует со свободными радикалами пероксидные радикалы,
которые перестраиваются в устойчивые кислородсодержащие со-
единения или низкомолекулярные продукты радиолиза (СО, СО2,
Н2О и др.). Простейшая схема выглядит следующим образом:
1) ~сн2~ ~сн~ + н
156
0-0
I
2) -CH- + 02 -> -CH-
0-6 о-он
3) + -СН2- ~<iН~ 4- -сн-
О-ОН 6
4) -<^Н- -» -(^Н- + 6 Н;
6 он
5) -СН- + Н -> -СН-
Защиту от действия ионизирующих излучений обеспечивают
антирады, механизм действия которых основан на способности по-
глощать энергию излучения и рассеивать ее в виде тепла или флуо-
ресценции. Антирадами являются ароматические углеводороды
(нафталин, антрацен, фенантрен), ароматические амины (7V, А-ди-
октил-, ди-р-нафтил-н-фенилендиамины, дифениламин), фенолы
(р-нафтол, пирокатехин, тиофенолы, дифенилдисульфиды). При
облучении полимеров на воздухе эффективная защита обеспечива-
ется совместным действием антирадов и антиоксидантов.
7.5. ТЕРМИЧЕСКОЕ СТАРЕНИЕ ПОЛИМЕРОВ
Термическая деструкция — разрыв макромолекул или отщепле-
ние от них боковых групп под действием тепла в вакууме или в
инертной атмосфере. Если теплота полимеризации (Спол) ниже
60 кДж/моль, полимер деструктирует до мономера, если выше —
термодеструкция приводит к образованию молекул меньшей мо-
лекулярной массы.
Термическая деструкция развивается по закономерностям цеп-
ного радикального процесса и включает в себя стадии иницииро-
вания, роста реакционной цепи, передачи цепи и ее обрыв. Реак-
ции передачи цепи идет за счет отрыва атома водорода от поли-
мерной молекулы. Поэтому полимеры, имеющие атом водорода у
третичного атома углерода, а-метиленовые группы у двойной свя-
зи, при термической деструкции почти не образуют мономера (на-
пример, ПМА). Если в полимере есть концевые двойные связи, то
идет последовательное отщепление мономера вплоть до 100 %-й де-
полимеризации (ПММА).
157
Термическая деструкция ярко проявляется у ПВХ, который
начинает разлагаться при температурах выше 140 °C (ниже тем-
пературы текучести Тт = 160+170 °C). При его переработке (без
пластификаторов, снижающих Тт) отщепляется С1 с последую-
щим распадом цепи, выделением НС1 и возникновением двойных
связей в молекулах ПВХ:
зарождение цепи:
~СН2-СНС1-СН2-СНС1~ ~СН2-СН-СН2-СНС1~ + С1;
рост цепи:
~СН2-СН-СН2-СНС1~ + Cl i ~СН2-СН=СН-СНС1~ + НС1;
обрыв цепи:
Cl + С1 = С12;
распад цепи:
~СН2-СНС1-СН2-СНС1-СН2~ _^С1 ~СН2-СН=СН2 + СНС1=СН~
Выделившийся НС1 создает кислую среду, которая катализи-
рует дальнейшее его отщепление, при этом могут образоваться со-
пряженные двойные связи:
~СН2-СНС1-СН2-СНС1~ + ~сн=сн-сн=сн~,
2 2 “2НС1
обусловливающие изменение окраски полимера. Интенсивность
дегидрохлорирования существенно зависит от температуры (рис.
7.6). Раскрытие двойных связей приводит к сшиванию ПВХ.
Для термостабилизации ПВХ используют первичные стабили-
заторы (органические соли Pb, Sn, Cd, Са, Zn), акцептирующие
НО, и вторичные (фенолы, меламин, производные мочевины,
эпоксисоединения), поглощающие радикалы.
Реальные процессы термостарения являются термоокисли-
тельными. В присутствии кислорода увеличивается скорость де-
гидрохлорирования ПВХ, на промежуточных стадиях процесса
радикалы образуют пероксиды, в конечных продуктах деструкции
обнаруживаются кислородсодержащие соединения.
С увеличением времени нагрева скорость деструкции снижа-
ется (см. рис. 7.6), так как разрыв исходных цепей происходит по
местам разветвлений, а их число уменьшается со снижением мо-
лекулярной массы. Рост температуры повышает как скорость, так
и глубину процесса.
Реальные процессы термостарения являются термоокисли-
тельными. В присутствии кислорода увеличивается скорость ре-
158
Время нагрева т • 10‘6, с
Рис. 7.6. Кинетика выделения НС1 из образцов ПВХ при разных темпе-
ратурах в среде азота (7 и 2) и на воздухе (Г и 2'):
1, Г — 180 °C; 2, 2’ - 200 °C
акций деструкции; на промежуточных стадиях процесса радикалы
образуют пероксиды, в конечных продуктах деструкции обнару-
живаются кислородсодержащие соединения.
Термоокислительное старение полиамида начинается с ини-
циированного нагревом отщепления водорода в «-положении к
NH-группе, а далее взаимодействие с кислородом ведет к накоп-
лению пероксидных радикалов и гидропероксидов, затем — их
распаду с образованием полиамидных молекул меньшей длины и
молекул с концевыми альдегидными группами (ЫЩ—СО—R1- и
-R—НС=О). Кроме того, при рекомбинации первичного радика-
ла со вторичным, содержащим кислород в а-положении к NH-
группе, возможно образование сшивок полиамидных молекул.
При нагревании ПЭТФ при 260 °C и в вакууме, и в среде ки-
слорода наблюдается увеличение количества концевых СООН-
групп, но в воздушной среде это происходит более интенсивно.
Для стабилизации ПЭТФ в условиях переработки рекомендуется
вводить в расплав полимера циклические фосфорорганические
соединения ("стафоры"), ароматические амины (неозон Д) и фе-
нолы (стабилизатор 22-46) в количестве 0,1—0,5%.
159
7.6. СТАРЕНИЕ ПОЛИМЕРОВ ПОД ДЕЙСТВИЕМ АГРЕССИВНЫХ СРЕД
В процессе эксплуатации изделия из полимерных материалов
контактируют с различными газами и жидкостями. Если процесс
старения полимерного изделия в рабочей среде протекает быст-
рее, чем в воздушной, то такая среда является агрессивной для
данного полимера. Агрессивные среды оказывают на полимерные
материалы и изделия из них химическое или физическое воздей-
ствие, вызывая изменения структуры.
Под воздействием химических реагентов (кислот, щелочей,
некоторых солей, сильных окислителей) происходят реакции рас-
щепления макромолекул. К ним относятся гидролиз, ацидолиз,
аминолиз в целлюлозе, полиамидах, полиэфирах. Активность хи-
мических сред по отношению к каждому типу полимера опреде-
ляется концентрацией реагента, температурой среды. Так, поли-
амиды стойки к разбавленным щелочам и слабым кислотам, но
разрушаются концентрированной щелочью и сильными кислота-
ми. Вода, вызывающая при комнатной температуре набухание по-
лиамида, при нагревании вызывает разрыв связей:
н2о
-NH-CO- -> ~NH2 + -С-ОН
Стойкостью к кислотам обладают ПВХ, фторопласт, ПЭ, ФАМ
(термореактивный полимер фурфуролацетоновых мономеров),
сшитые ФФС. Сильные окислители разрушают практически все
полимеры.
Под воздействием физически активных сред, диффундирую-
щих в объем полимера, происходит изменение межмолекулярного
взаимодействия. При этом повышается сегментальная подвиж-
ность, снижается модуль упругости, прочность, ухудшаются ди-
электрические характеристики, увеличиваются размеры изделия.
Примером является снижение показателей механических свойств
полиамидов и колебания размерных характеристик полиамидных
изделий, эксплуатируемых во влажной среде (рис. 7.7). После
сушки у изделий из ПА восстанавливаются размеры и механиче-
ские показатели. Для стабилизации размеров и свойств изделий из
полиамидов, работающих во влажной среде, рекомендуется сразу
после изготовления проводить их термообработку в минеральных
маслах при 150—160 °C. Это обеспечивает повышение степени
кристалличности, затрудняющей диффузию влаги. Введение на-
полнителей в гидрофильные полимеры также повышает стабиль-
ность свойств изделий во влажной среде.
160
Рис. 7.7. Влияние продолжительности выдержки в воде при 20 °C на ха-
рактеристики образцов ПА-6:
1 — изменение размеров образцов; 2— водопоглощение; 3 — модуль (при изгибе)
В тех случаях, когда жидкая агрессивная среда сорбируется на
поверхности полимерного изделия, происходит понижение по-
верхностного натяжения, величина которого зависит от условия
формования изделия, структуры его поверхностных слоев, уровня
остаточных напряжений. Адсорбированная жидкость облегчает
образование новых поверхностей. Это приводит к растрескиваню
полимерного изделия, его коррозии. К такому типу старения наи-
более склонны изделия из аморфных стеклообразных полимеров
(ПС, ПК, ПММА). Для повышения стойкости полимерных изде-
лий в поверхностно-активных средах рекомендуется их предвари-
тельный отжиг с целью снижения остаточных ориентационных и
термоусадочных напряжений.
7.7. СТАРЕНИЕ ПОД ДЕЙСТВИЕМ МИКРООРГАНИЗМОВ И БАКТЕРИЙ
При повышенных влажности (90—96 %) и температуре (30—36 °C),
характерных для условий тропиков и субтропиков, при отсутствии
солнечного света особую роль приобретает устойчивость полиме-
ров к действию микроорганизмов — в основном плесневых гриб-
ков. Плесневые грибки развиваются на поверхности изделий из по-
лимеров, содержащих гидролизующийся азот (полиуретаны), ОН-
или СНО-группы, а также добавки аналогичного состава, включая
древесные наполнители. Миграция добавок из объема полимера на
11 - Заказ № К-4269
161
поверхность ускоряет их поглощение плесенью. Ненаполненные и
не содержащие добавок полимеры (ПА, ПЭТФ, ПЭ, ПС, ПВХ,
ФФС, ПММА, ПАН и др.), как правило, имеют удовлетворитель-
ную или хорошую устойчивость к микроорганизмам.
Устойчивость полимеров к действию микроорганизмов и бак-
терий повышается введением в них фунгицидов", солей ртути, хлор-
и сульфозамещенных фенолов, оксихинолина и его солей с медью.
7.8. СТАРЕНИЕ ПОЛИМЕРОВ КАК РЕЗУЛЬТАТ
РЕЛАКСАЦИОННЫХ ПРОЦЕССОВ
При эксплуатации изделий даже в естественных условиях наблю-
дается изменение их свойств вследствие развития процессов кри-
сталлизации и рекристаллизации (формирования в изделии более
совершенной кристаллической структуры, чем образовавшаяся
при его изготовлении), релаксации остаточных термических и
ориентационных напряжений за счет развития микротрещин, а
также изменение размеров изделия как результат дополнительной
усадки или развития ползучести под нагрузкой.
7.9. СТАРЕНИЕ ПОЛИМЕРНЫХ МАТЕРИАЛОВ В РЕЗУЛЬТАТЕ МИГРАЦИИ
НИЗКОМОЛЕКУЛЯРНЫХ КОМПОНЕНТОВ
В состав полимерных материалов входят различные добавки, от-
личающиеся степенью растворимости в полимере, а следователь-
но, и миграционной подвижностью. Миграция низкомолекуляр-
ных добавок связана с градиентом их концентрации в объеме
полимера и во внешней среде. Чем выше летучесть добавки при
условиях хранения полимера или эксплуатации изделия, тем бы-
стрее снижается ее концентрация в полимере. Миграции способ-
ствует повышение температуры эксплуатации, контакт с жидкой
средой, растворяющей добавки, уменьшение плотности поверх-
ностных слоев изделий. Особенно ярко миграционные процессы
проявляются на примере изменения свойств изделий из пласти-
фицированных полимеров: со временем происходит повышение
жесткости кабельных оболочек, растрескивание линолеума, изде-
лий из искусственной кожи (пластикаты ПВХ, ПУ).
162
7.10. МЕТОДЫ ОЦЕНКИ ГЛУБИНЫ ПРОЦЕССОВ СТАРЕНИЯ
ПОЛИМЕРОВ И ЭФФЕКТИВНОСТИ ДЕЙСТВИЯ СТАБИЛИЗАТОРОВ
Для характеристики степени старения материала в условиях пе-
реработки используют изменение вязкости расплава при задан-
ных температуре и нагрузке. В этом случае применяют реологи-
ческие приборы капиллярного или ротационного типа.
С увеличением времени пребывания расплава в рабочей камере
прибора в нем накапливаются структурные изменения (снижение
молекулярной массы, образование сшитых продуктов), которые
ведут к изменению уровня вязкости, а следовательно, и скорости
истечения расплава через капилляр или изменению крутящего
момента в ротационном вискозиметре. Критерием термостабиль-
ности расплава — временем термостабильности тт принято счи-
тать время пребывания материала в рабочей камере, за которое
вязкость изменится на 15 % от исходного значения (рис. 7.8). Для
некоторых полимеров допустимая границы изменения свойств
определяется не только вязкостью, но и изменением цвета (ПВХ)
или появлением в вытекающем через капилляр расплаве пузырь-
ков газообразных продуктов деструкции (ПММА).
Рис. 7.8. Изменения вязкости расплавов полимеров в результате термо-
окислительных процессов:
1 — структурирование; 2 — деструкция; и — время термостарения
и*
163
Для оценки стабильности материалов в условиях эксплуата-
ции используют ускоренное старение в климатической камере,
где при повышенных температуре, влажности и УФ-излучении,
имитирующих условия естественного старения, образец материа-
ла или изделие выдерживается в течение заданного времени с по-
следующим определением комплекса свойств. Иногда определя-
ют время до достижения заданного уровня показателей свойств
(например, прочности, электрических свойств, цвета). Условия
ускоренного старения указываются в стандартах на материалы.
7.11. НАПРАВЛЕНИЯ ПРИМЕНЕНИЯ ИНГИБИТОРОВ СТАРЕНИЯ
ДЛЯ ПОЛИМЕРОВ
Разнообразие факторов, вызывающих старение полимеров, ог-
ромное количество полимерных материалов, отличающихся по
составу, сделало стабилизацию свойств полимерных материалов и
разработку новых стабилизирующих систем одним из наиболее
важных направлений в производстве и переработке пластмасс.
Развивающиеся при старении полимеров процессы, как пра-
вило, имеют радикальный характер; первая стадия их — возбуж-
дение макромолекулы или образование макрорадикала — опреде-
ляется типом внешнего воздействия. Дальнейшее развитие реак-
ций в воздушной среде ведет либо к выделению низкомолекуляр-
ных продуктов, либо к образованию гидропероксидов. Поэтому
неорганические стабилизаторы должны образовывать с этими
продуктами стабильные соединения, а все органические стабили-
заторы характеризуются наличием легко отщепляющихся атомов
в составе малоподвижных молекул или способностью к изомери-
зации под действием внешней энергии. При этом энергия акти-
вации стабилизатора в соответствующих процессах должна быть
меньше, чем энергия активации стабилизируемого полимера.
Энергия, необходимая для отщепления подвижного атома ста-
билизатора или его изомеризации, определяется химическим
строением молекулы и зависит от температуры. Кроме того, эф-
фективность стабилизаторов может быть обеспечена только при
их равномерном распределении в объеме полимера (т. е. при их
растворимости в полимере). Поэтому для каждого полимера в за-
висимости от условий его переработки и эксплуатации необходимо
подбирать стабилизатор или стабилизирующую систему. Кроме
того, при создании новых полимерных материалов стремятся обес-
печить патентную чистоту разработки. Все эти моменты привели
164
к тому, что известно несколько тысяч соединений, обладающих
свойствами стабилизаторов, хотя большинство из них содержат
активные группы в основном трех типов: —NH, ArOH, In—S—In.
Наиболее перспективным является применение комплексных
стабилизирующих систем, содержащих стабилизаторы разного
назначения, в форме концентратов и введение их в полимерные
материалы на стадии переработки. Это позволяет создавать ста-
билизирующие системы, учитывающие конкретные условия пе-
реработки и эксплуатации изделий. Ставится задача обеспечить
долгосрочное действие стабилизирующих систем с учетом повтор-
ной, а иногда и многократной переработки полимерных материа-
лов и эксплуатации изделий из них. Это достигается за счет раз-
работки более эффективных стабилизирующих систем с учетом
возможности эффекта синергизма, многоцелевого действия ста-
билизаторов, способности их к саморегенерации.
Уменьшается использование свинцовых и кадмиевых стабили-
заторов, на смену которым приходят металлические (например, за-
кись-окись железа FeO • Ре20з) или органические стабилизирую-
щие системы, в том числе и взаимодействующие с функциональ-
ным группами полимера и не мигрирующие поэтому из объема.
Примеры стабилизации некоторых полимеров при различных
видах старения приведены в табл. 7.1.
Таблица 7.1. Примеры применения стабилизаторов для некоторых полимеров
Полимер Вид старения Стабилизатор
название формула
Поли- Термо- Фе н ил - Р - нафтила- С10Н7—NH-С6Н5
этилен окисле- мин (неозон Д)
ние 2,6-ди-/и/>г>л-бу- тил-4-метил фенол (ионол, алкофен БП) 2-оксибензофенон Бензотриазолы Фосфит П-24 Технический угле- род ОН [(СН3)3С]2—С6Н2-сн3
Свето- старение НОС6Н4-с—С6Н5 О C6H4-N(R)-N2 (С6Н5—СН3-СН-С6Н3О)Р R
ПВХ Термо- старение Стеараты свинца, бария, кальция Дилаурат дибутило- лова Ме(С17Н35СОО)й [CH3-(CH2)10-COO]2-Sn-(C4H9)2
165
Продолжение
Полимер Вид старения Стабилизатор
название формула
Эпоксидные смолы (ЭД-6, ЭД-41) (СН3)2—С(С6Н4-О-Ял-СН2 НС-<Н2)2
О
Окисле- ние Эпоксидированное соевое масло Гидрохинон Тиоалкофен БП НО-С6Н4-ОН он
[(СН3)3С—C6H2]2S
С вето- старение Три(нонил фе- нил )фосфит 2-(2-окси-5-метил- фенил)бензотриа- зол (тинувин П) С(СН3)3 (С9Н19С6Н4О)3Р СН3 C6H4-(N3)-C6H2-C(CH3)3
ПА Термо- окисле- ние Технический угле- род Неозон Д Ионол он С10Н7—NH-С6Н5 ОН [(СН3)3С]2С6Н2—СН3
Стекло- пласти- ки на ос- нове не- насы- щенной поли- эфирной смолы Свето- старение Термо- окисле- ние Свето- старение Смесь ацетата меди с KI Эфиры пирокате- хинфосфористой кислоты Технический угле- род Бензотриазолы Неозон Д Эфиры пирокате- хинфосфористой кислоты Технический угле- род Фенилсалицилат H4C6<g>P-OR C6H4N(R)-N2 c10h7-nh-c6h5 h4c6<§>p-or HO—C6H4-С—ОС6Н5 О
Бензон О(2-окси-4- метоксибезофенон) (НО)2-С6Н4—с—С6Н5 О
Эпок- сидные смолы С вето- старение Технический угле- род
166
7.12. ПРОГНОЗИРОВАНИЕ ДОЛГОВЕЧНОСТИ ИЗДЕЛИЙ
ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Изделия из полимерных материалов эксплуатируются в условиях,
сочетающих действие различных внешних факторов (нагрузка,
кислород, влажность, температура, излучение, агрессивные сре-
ды), интенсивность действия которых меняется в процессе экс-
плуатации. Поэтому показатели свойств материалов, полученные
при стандартных кратковременных испытаниях, не позволяют
прогнозировать срок службы изделий. Для этой цели;нужно ис-
пользовать данные, полученные при ускоренном старении образ-
цов или изделий в условиях, учитывающих характер и интенсив-
ность действия эксплуатационных факторов.
Для прогнозирования долговечности изделий в условиях экс-
плуатации устанавливают корреляцию между показателями уско-
ренного и естественного старения. Стойкость пластмасс и изде-
лий из них к старению в естественных климатических условиях
характеризуется их атмосферостойкостью. Испытания на атмо-
сферостойкость проводят на специальных стендах, устанавливае-
мых на открытом воздухе в соответствующей климатической зоне.
Изделие находится в ненагруженном состоянии под заданным уг-
лом к направлению солнечных лучей. Ускоренное с
рение про-
водят в аппаратах искусственной погоды (везерометрах). По? ре-
зультатам ускоренного старения определяют зависимость коэф-
фициента изменения показателя свойства (отношение значения
показателя при определенном времени старения к его исходному
значению) от времени старения. Эта зависимость используется
для прогнозирования срока службы изделий. Однако в везеромет-
рах не воспроизводятся условия нагружения изделия при эксплуа-
тации, что делает прогноз достаточно неопределенным.
Таблица 7.2. Изменение свойств пленки из ПЭНП в различных условиях старения
Условия старения Продолжительность старения до изменения показателя на 50 %, суг
Стр, МПа Ер. % ПТР, г/10 мин
Эксплуатация в качестве парникового
укрытия Тепловое старение при 80 “С в воздуш- Свыше 160 85 20 (снижение)
ной среде при влажности 65 % Облучение лампой ПРК-2 при 20 *С 60 40 30 (повышение)
в воздушной среде при влажности 65 % 30 15 10 (повышение)
Атмосферное старение на стенде Старение в везерометре при 25 °C, 220 120 15 (снижение)
циклическом изменении влажности и облучении лампой ПРК-2 Свыше 260 90 30 (повышение)
167
При эксплуатации парниковой пленки из ПЭНП в южных ре-
гионах России наблюдается: двукратное снижение прочности —
более чем за 160 сут, относительного удлинения при разрыве — за
85 сут, ПТР — за 20 сут. Для пленки из того же полимера (и той
же толщины) соответствующие изменения показателей при старе-
нии в везерометре, на стенде, при тепловом старении (Т= 80 °C)
и при облучении лампой ПРК-2 происходят за другие промежутки
времени (табл. 7.2).
На точность прогнозирования долговечности изделий по ре-
зультатам ускоренного старения материалов влияют толщина изде-
лия, характер действующей нагрузки (растяжение, сжатие и т. п.),
рабочая температура, а также условия формования изделия.
7.13. ВТОРИЧНЫЕ ПОЛИМЕРЫ
Источниками вторичного полимерного сырья являются отходы,
образующиеся в производстве материалов, полуфабрикатов и из-
делий, а также в сфере потребления в виде отслуживших свой срок
или морально устаревших изделий. В настоящее время проблема
накопления полимерных отходов стала проблемой экологической,
так как полимеры мало подвергаются гниению и коррозии, нака-
пливаются в больших количествах и загрязняют окружающую сре-
ду. Масштабы проблемы определяются уровнем мирового произ-
водства полимеров: в конце 20-го века он превысил 120 млн т.
Разнообразие условий и методов переработки, различие усло-
вий и длительности эксплуатации полимерных изделий, наличие
загрязнений приводят к неоднородности полимерных отходов по
свойствам. Поэтому решение проблемы использования полимер-
ных отходов связано как с оптимизацией системы их сбора, так и
с разработкой технологических способов превращения отходов во
вторичное сырье.
Все источники полимерных отходов делят на компактные и
рассредоточенные. Компактные источники — отходы промыш-
ленного производства (некондиционные партии при синтезе, от-
ходы переработки полимеров в изделия — литники, брак, кромки,
слитки и т. д.), а рассредоточенные — отходы промышленного и
бытового потребления (отслужившая срок сельскохозяйственная
пленка, полимерная тара и упаковка, шины, игрушки, одноразо-
вая посуда, бытовые изделия и др.). Отходы производства и по-
требления полимеров делятся: а) на состоящие из индивидуаль-
ных полимеров, в том числе и окрашенных (ПЭ, ПП, ПС, ПВХ,
168
ПЭТФ); комбинированные полимерные материалы (многослой-
ная полимерная тара и упаковка); комбинированные полимерные
и неполимерные материалы (бумага и фольга, ламинированные
пленкой, металлополимерные трубы, кабели и провода, изделия
из наполненных полимерных материалов); б) на изделия длитель-
ной эксплуатации и одноразового использования, которые отли-
чаются глубиной структурных изменений; в) на условно чистые и
загрязненные.
Технологические отходы, образующиеся при производстве из-
делий из термопластов, давно и успешно используются после
дробления в качестве добавки к первичному сырью (в количестве
10—20 %) в том же производстве или как самостоятельное сырье
для производства других изделий.
Для отходов потребления в мировой практике распространены
следующие пути использования:
1) уничтожение отходов: захоронение на полигонах (при этом
выводятся из обращения большие участки земли); применение
биоразлагающихся полимеров, разрушающихся в течение ограни-
ченного времени в почве (стоимость добавок пока еще высока);
2) сжигание в целях получения тепловой энергии (требует
больших затрат на газоочистку);
3) утилизация отходов: пиролиз или химическое разложение
отходов, в том числе и комбинированных, с использованием про-
дуктов разложения для повторного синтеза (сложно разделять об-
разующиеся продукты разложения с необходимой степенью чис-
тоты); рециклинг — переплав с получением полимера или смесей
полимеров, пригодных для прямого использования в производст-
ве изделий или получения на их основе новых материалов за счет
введения добавок, в том числе и наполнителей; интенсивное из-
мельчение материалов с пространственной структурой (резин, ре-
актопластов) и использование дисперсной крошки или порошка
в качестве наполнителей.
Учитывая, что в процессе эксплуатации в полимерах, как пра-
вило, накапливаются кислородсодержащие группы, изменяется их
молекулярная масса, появляются сшитые фрагменты, можно рас-
сматривать вторичные полимеры как новые полимерные материа-
лы и находить для них другие области применения или использо-
вать как сырье для получения полимерных композиций. Известно
применение вторичных ПА в качестве связующего для высокона-
полненных антифрикционных материалов (использование пони-
женной вязкости вторичного ПА); создание смесей на основе вто-
ричных ПЭ и ПС, совместимость которых улучшается из-за нали-
чия в каждом из полимеров кислородсодержащих групп; получе-
169
ние на основе вторичных ПА и ПЭТФ добавок, улучшающих со-
вместимость гетероцепных конструкционных термопластов.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Эмануэль Н. М., Бучаченко А. Л. Химическая физика молекулярного разруше-
ния и стабилизация полимеров. М.: Наука, 1988. 368 с.
2. Павлов Н. Н Старение пластмасс в естественных и искусственных условиях.
М.: Химия, 1982. 224 с.
3. Шляпинтох В. Я. Фотохимические превращения и стабилизация полимеров.
М.: Химия, 1979. 344 с.
4. Моисеев Ю. В., Зайков Г. Е. Химическая стойкость полимеров в агрессивных
средах. М.: Химия, 1979. 288 с.
5. Манин В. Н., Громов А. Н. Физико-химическая стойкость полимерных мате-
риалов в условиях эксплуатации. Л.: Химия, 1980. 248 с.
6. Фойгт И. Стабилизация синтетических полимеров против действия света и те-
пла. Л.: Химия, 1972. 544 с.
7. Кулезнев В. Н., Шершнев В. А. Химия и физика полимеров. М.: Высшая школа,
1988. 312 с.
8. Коварская Б. М., Блюменфельд А. Б., Левантовская И. И. Термическая стабиль-
ность гетероцепных полимеров. М.: Химия, 1977. 264 с.
9. Шторке Л. Использование промышленных и бытовых отходов пластмасс: Пер.
с нем. / Под ред. В. А. Брагинского. Л.: Химия, 1987. 176 с.
10. Ушакова О. Б., Кулезнев В. Н. Модификация свойств вторичных полимеров //
Конструкции из композиционных материалов. 2001. № 1. С. 26—31.
ГЛАВА 8
НАПОЛНЕНИЕ ПЛАСТМАСС
Наполнение полимеров — это их сочетание с твердыми, жидкими
и газообразными органическими и неорганическими веществами,
которые распределяются в непрерывной фазе полимера (матрице)
с образованием гетерофазной системы с выраженной границей
раздела фаз.
Вводимые в полимерную матрицу вещества называются напол-
нителями (реже заполнителями), а полимеры, их содержащие, —
наполненными полимерными материалами.
Наполнители вводят в полимеры с целью: создания новых по-
лимерных материалов с комплексом ценных эксплуатационных
свойств; улучшения технологических свойств и перерабатываемо-
сти наполненных полимеров: удешевления материалов; утилиза-
ции отходов и решения экологических задач; расширения сырье-
вой базы и ассортимента наполнителей; получения декоративных
эффектов.
Отличительной особенностью наполненных полимеров явля-
ется образование границы раздела фаз наполнитель — полимер,
170
которая наряду с полимером и наполнителем оказывает влияние
на технологические и эксплуатационные свойства.
Наполнители могут повышать или снижать текучесть полиме-
ра, улучшать формуемость и формоустойчивость, снижать терми-
ческую и механическую усадку, тепловое расширение, горючесть,
изменять в широких пределах физико-механические, химические,
электро- и теплофизические, а также оптические свойства поли-
мерных материалов.
Благодаря наполнению можно получать легкие и тяжелые, те-
плопроводные и теплоизоляционные, электропроводные и элек-
троизоляционные, фрикционные и антифрикционные, ударо-
прочные, высоко модульные и высокопрочные полимерные мате-
риалы различного назначения.
Введение наполнителей всегда сопровождается одновремен-
ным улучшением одних характеристик наполненного материала и
снижением других. Например, жесткий твердый наполнитель по-
вышает модуль упругости материала, но снижает деформацию и
текучесть. Поэтому выбор наполнителя, его содержания всегда
является оптимизационной задачей.
Наполнители позволяют в широких пределах регулировать
технологические свойства (вязкость, теплопроводность) полиме-
ров. Они применяются в качестве загустителей низковязких по-
лимерных композиций. Порошкообразные наполнители, введен-
ные в небольших количествах (доли процента), выполняют роль
зародышеобразователей и регулируют степень кристалличности и
размер кристаллических образований в кристаллизующихся по-
лимерах.
В некоторых случаях дешевые наполнители используют также
для снижения расхода дорогостоящего полимера в материале и его
стоимости.
Промышленностью выпускается несколько десятков тысяч
марок наполненных термо- и реактопластов.
Полимеры, используемые для создания марочного ассортимен-
та наполненных пластмасс, можно разделить на четыре группы:
I — ненасыщенные полиэфиры, фенольные, меламиновые,
кремнийорганические смолы, полифениленсульфид; более 90 %
марок на основе этих полимеров выпускаются наполненными;
И — ПВХ, ЭС, ПА, ПСФ, ПФО, полиэфирсульфон, ПУ, ПБТ,
мочевиноформальдегидные смолы; от 50 до 90 % марок на основе
этих полимеров выпускаются наполненными;
III — ПП; ПА-6, -11, -12; фторопласты, полиацетали, ПК,
ПЭТФ; от 25 до 50 % марок на основе этих полимеров выпуска-
ются наполненными;
171
IV — эфиры целлюлозы, акриловые полимеры, ПЭ, ПС; до 10 %
марок на основе этих полимеров выпускаются наполненными.
8.1. ОСНОВНЫЕ ВИДЫ НАПОЛНИТЕЛЕЙ
И ТИПЫ СТРУКТУР НАПОЛНЕННЫХ ПОЛИМЕРОВ
Все известные наполнители по агрегатному состоянию делятся на
газообразные, жидкие и твердые, причем твердые могут быть ме-
таллическими, керамическими, минеральными, углеродными и
полимерными [1].
Газообразные и жидкие наполнители позволяют получать
принципиально новые классы наполненных пластмасс: газосо-
держащие (пенопласты и поропласты) и содержащие жидкости
материалы.
В результате наполнения полимера газом удается получать
легкие, тепло-, звукоизоляционные, эластичные и жесткие, с за-
данными демпфирующими свойствами пено- и поропласты, ко-
торые широко используются в технике и быту (см. гл. 10).
Наполненные жидкостью полимерные материалы получают
отверждением (охлаждением) эмульсий, в которых дисперсной
фазой является жидкость, а матрицей — полимер. В качестве жид-
кого наполнителя используют воду, минеральные масла, жидкие
смазки, ароматизирующие, антисептические и другие вещества.
Из полимеров, наполненных жидкостью, изготавливают огнеза-
щитные экраны, самосмазывающиеся подшипники, ароматизи-
рующие и другие материалы.
Наибольшее разнообразие свойств удается получить при ис-
пользовании твердых наполнителей различной природы (метал-
лы, керамика, полимеры) и структуры. Наполнителями пластмасс
могут служить практически все существующие природные и соз-
данные человеком материалы после придания им заданной фор-
мы, структуры и размеров. Из одного и того же материала (на-
пример, стекла) можно получить различные по форме, размерам,
структуре наполнители: порошки с частицами шарообразной, че-
шуйчатой, игольчатой, эллипсоидной формы; нити, волокна раз-
личного диаметра и длины; ткани, ленты, холсты и т. д.
Выпускаемые промышленностью наполнители можно разде-
лить по размерам и структуре на четыре основных вида: дисперсные
(порошкообразные); волокнистые (волокна, нити, жгуты и т. д.);
листовые (пленочные) с заданной структурой (ткани, бумага, лен-
ты, листы, пленки, сетки); объемные (каркасные) с непрерывной
172
Т Л кв П ж П Г л
Рис. 8.1. Основные типы структур наполненных полимеров:
/ — дисперсная структура; II—IV — армированные структуры (II, III и IV — ар-
мированные в одном, двух и трех направлениях соответственно); V— взаимопро-
никающие сетки (смеси полимеров);
наполнители: т — твердый, ж — жидкий, г — газообразный, в — волокна, кв —
короткие волокна, нсл — слоистый и но§ — объемный наполнитель, п — полимер
трехмерной структурой (объемные ткани, нетканые материалы, вой-
лок, скелетные и пористые каркасы).
Введение наполнителей разных размеров и структур в поли-
меры приводит к получению полимерных композиционных мате-
риалов (ПКМ), различающихся структурой и свойствами.
Основные типы структур наполненных пластмасс приведены на
рис. 8.1. По структурному принципу наполненные полимеры клас-
173
сифицируют так: дисперсно-наполненные (газообразные, жидкие,
твердые и коротковолокнистые наполнители); армированные в од-
ном направлении (волокна, нити, жгуты), в двух направлениях
(ткани, ленты, маты, пленки, сетки) и в трех направлениях (объ-
емные и каркасные наполнители); взаимопроникающие системы
(смеси полимеров, импрегнированные материалы).
Основные виды наполнителей и наполненных полимерных
материалов указаны на рис. 8.2.
Пластмассы, наполненные дисперсными частицами, получи-
ли название дисперсно-наполненные ПКМ; длинными, хаотично
распределенными в объеме волокнами — волокниты; непрерыв-
ными волокнами — армированные пластики; листовыми напол-
нителями, тканями — текстолиты; бумагой — гетинаксы.
Наполненные материалы дисперсной структуры обладают
изотропными свойствами; армированные пластики, как правило,
характеризуются анизотропией свойств. Полимерные материалы,
содержащие короткие — / < (10^1 000) d и длинные волокна —
вплоть до непрерывных, в зависимости от их распределения в по-
лимере и степени ориентации могут иметь как изотропные, так и
анизотропные свойства.
Эффективность введения наполнителя оценивается направ-
ленным изменением комплекса технологических и эксплуатаци-
онных свойств наполненных пластмасс [2].
8.2. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НАПОЛНИТЕЛЕЙ ДЛЯ ПЛАСТМАСС
8.2.1. Дисперсные наполнители
Основные характеристики дисперсных наполнителей для полиме-
ров приведены в табл. 8.1.
Для оценки свойств наполнителей известны свыше 40 различ-
ных показателей, включающих физико-механические, элекгроте-
плофизические, оптические характеристики.
При разработке заданной структуры дисперсно-наполненного
материала необходимо иметь данные об основных характеристи-
ках наполнителя: форме частиц (&е —• коэффициент формы); раз-
мере и распределении частиц по размерам (диаметр, кривая
распределения частиц); удельной поверхности (общая, геометри-
ческая, внутренняя); пористости частиц (объем, размер пор);
насыпной и истинной плотности (рнас, рист); величине плотной
упаковки (Фтах); pH поверхности.
174
Рис. 8.2. Основные виды наполнителей и наполненных полимерных материалов
Таблица 8.7. Свойства дисперсных наполнителей для полимеров
Наполнитель Химическая формула Плотность, кг/м3 pH водной вытяжки Твер- дость по Моосу
Каолин Al4[Si2O5]2(OH)8 2600 4,5 1 Тальк Mg3[Si4O10](OH)2 2788 8,1-9,6 1 Слюда (мусковит) КА12[А181зОю](ОН; F)2 2834 7,5 2,5—3,5 Мел СаСОз 2600-2900 9,2 3 Кварц (стекло) SiO2 2248 6—7,5 7—7,5 Барит BaSO4 4480 6,5—7,0 3—3,5 Аэросил SiO2 2350 4 4—6 Асбест (хризотиловый) Mg6[Si4Oio](OH)8 2100—2800 2,5 — Белая сажа SiO2-H2O 2100—2200 8—10 — Технический углерод С 1820 8,5 3 марки ПМ-15 Литопон ZnS (30 %) + BaSO4 (70 %) 2500-3500 - 3-4 Гидроксид алюминия А1(ОН)з 24 200 7 6—7 Рутил ТЮ2 4200-4300 6-7 6,7-7,2 Гипс CaSO4-2H2O 2317 8 2 Корунд А120з 3900—4000 6—7 9
Тр — температура разложения, Гпл — температура плавления.
Коэффициент формы частиц ке (коэффициент Эйнштейна)
влияет на вязкость композиции и распределение напряжений в
наполненных пластиках. Значение кс определяется реологиче-
ским методом и меняется от 2,5 для шарообразных до 5,9 для эл-
липсоидных частиц с отношением длин полуосей, равным 10.
Большинство наполнителей имеют неправильную форму частиц.
Ряд наполнителей характеризуется регулярной формой: шарооб-
разной (&е = 2,5) — стеклосферы, кварцевый песок; кубической
(kQ = 3) — кальцит, полевой шпат; чешуйчатой (ке = 5) — каолин,
тальк, слюда, графит. С увеличением kQ возрастают вязкость и
концентрация напряжений в наполненных полимерах.
Размеры частиц наполнителей изменяются от 7 нм до 50 мм.
Дисперсные наполнители по размеру частиц делятся на круп-
нодисперсные (диаметр > 40 мкм), среднедисперсные (40 < d < 10),
высокодисперсные (10 < d < 1) и ультрадисперсные (d < 1 мкм).
Выбор оптимальных размеров частиц наполнителя определя-
ется целью его введения, уровнем свойств материала, скоростью
седиментации и склонностью к алгомерации частиц, а также кон-
струкцией изделия (толщиной стенки) и методом формования.
Скорость оседания наполнителя (расслаивание композиции) воз-
растает с уменьшением вязкости полимера, увеличением плотно-
176
Температу- ра*, -с Модуль упруго- сти, ГПа Коэффи- циент Пуас- сона Коэффициент тер- мического расши- рения х10 , 1/’С Удельное объем- ное сопротивле- ние, Ом • м Форма частиц
юоо (Гр) — <— 0,53 107-1012 Пластинчатая
1500 (Щ 3,5 0,4 0,4 1,6-109 Чешуйчатая
1290 (Гр) 0,25 0,25-0,35 1,95 ю16 II
920 (Гр) 6—9 0,28-3 0,4 108-1014 Зернистая
1600 (Щ 6,7-8,0 0,07-0,15 0,045 ю16 II
1143 (Гр) 5,9-6,1 0,25-0,32 1,8 4,5 II
1400 (Щ 6,5 0,15 0,1 Ю10 II
НЮ (Гпл) 16 — . 0,8 — Волокнистая
1200 (Гш) 4,5-5,5 0,3 0,4 10>2 Зернистая
1000 (при- менение) — 0,35 0,8 10"1 II
1200 (Гр) 5,5 0,35 1,8 — Пластинчатая
420 Гр) — — 6,2 105-1012 Зернистая
1980 (ад 29 0,28 0,78 4-Ю2 II
550 (Гр) 1,4 0,22-0,34 2,42 108-1014 II
2050 (Гпл) 37-52 0,13-0,2 0,6 4-Ю’5
сти и размера частиц. Агломерация (слипание) частиц наблюда-
ется в низковязких композициях при размерах частиц <10 мкм.
Реальные наполнители характеризуются кривой распределе-
ния частиц по размерам, т. е. имеют различный гранулометриче-
ский состав. Практически все наполнители являются полифрак-
ционными с широким или узким распределением частиц по раз-
мерам (рис. 8.3). Различия в гранулометрическом составе напол-
Рис. 8.3. Кривые распределения частиц наполнителя по размерам:
а — интегральная кривая; б — дифференциальная кривая
12 Заказ № К-4269
177
нителей проявляются в упаковке частиц, в реологических физи-
ко-механических и других свойствах материалов. По кривой рас-
пределения частиц по размерам определяют средний размер час-
тиц данного наполнителя [3].
Удельная поверхность является мерой площади поверхности 1 г
дисперсного наполнителя и имеет размерность м2/г. Величина
удельной поверхности наполнителя в наполненной пластмассе
указывает на протяженность границы раздела фаз и долю гранич-
ного слоя. Для наполнения полимеров используются наполните-
ли с 5уд от 0,01 до 300 м2/г.
Удельная поверхность частиц наполнителя (5уд) характеризует
размер частиц и зависит от их пористости. Различают общую
(5об), внутреннюю (5ВН) и геометрическую (5Г) поверхность на-
полнителей, причем Боб = 5Г + 5ВН.
Общую удельную поверхность наполнителя определяют мето-
дами сорбции газов, органических веществ и т. д. Наибольшее
распространение получил метод низкотемпературной сорбции
азота (метод БЭТ).
Удельную геометрическую поверхность наполнителя 5Г любо-
го гранулометрического состава можно рассчитать по формуле:
где dw — массовая доля данной фракции наполнителя; х — средний диаметр час-
тиц соответствующей фракции; п — число фракций; к ~ коэффициент, учиты-
вающий форму частиц (для сферы к = 6, для призмы к = 12, для пластины к = 18,
для чешуйки к = 20+30).
Для шарообразных непористых частиц с диаметром d величи-
ну 5Г определяют как
5 =
Or > •
Рист^
С уменьшением размера частиц возрастает 5Г наполнителя.
Внутреннюю поверхность пористого наполнителя рассчиты-
вают как 5ВН = Уоб — 5Г. Значение 5ВН для пористых наполнителей
может в 10—100 раз превышать его 5Г.
К основным параметрам наполнителя относят его истинную
(Рист) и насыпную (рнас) плотности. Для пористых и агрегирую-
щих наполнителей насыпная плотность всегда ниже, чем для не-
пористых частиц. Значения рнас и рист наполнителей пресс-по-
рошков и пресс-масс используются для расчета навесок материала
и определения максимальной объемной доли наполнителя — при
плотной упаковке (фтах).
178
Значение фтах можно рассчитать теоретически, зная упаковку
частиц, или определить экспериментально как сртах = рНас/Рист-
Ниже приведены значения сртах для различных упаковок сфер
и непрерывных волокон:
Вид упаковки Сферы Непрерывные волокна
Гексагональная, плотная • • 0,7405 0,907
Гранецентрированная, кубическая • 0,74 —
Объемно-центрированная, кубическая. . . . • • 0,6 —
Простая кубическая . • 0,52 0,785
Статистическая плотная . . 0,637 0,820
Статистическая рыхлая . 0,60 0,52
На рис. 8.4 показана зависимость фтах и 5уд для узких фракций
дисперсного наполнителя (карбида бора) от диаметра частиц.
Отклонение формы частиц от сферической и их агрегация при-
водят к снижению <ртах. Разрушение агрегатов из частиц наполни-
теля приводит к росту <ртах. Так, для аэросила А-300 фтах = 0,08 об.
доли, а при введении его на вальцах в полимер содержание напол-
нителя достигает 0,46 об. доли.
Параметр фтах является верхним граничным пределом содер-
жания наполнителя фн в двухфазном материале.
С целью увеличения фтах, а следовательно и фн, снижения со-
держания дорогостоящего полимерного связующего в ПКМ ис-
Рис. 8.4. Зависимость параметра фтах и удельной поверхности 5уд напол-
нителя от диаметра частиц d
12*
179
пользуют наполнители специального гранулометрического соста-
ва (так называемые плотные составы), подобранного по преры-
вистой и непрерывной гранулометрии.
С помощью плотных составов удается увеличить фтах: для
двухфракционного наполнителя — до 0,7—0,75; для трехфракци-
онного — до 0,8—0,85; для четырехфракционного — до 0,9. На
практике редко применяют плотные составы, содержащие более
трех фракций наполнителя. Под давлением (при прессовании) дис-
персные наполнители могут уплотняться и значение фтах может ме-
няться от Рнас/Рист примерно до единицы. Это позволяет создавать
двухфазные ПКМ с максимальным содержанием дисперсной фазы
95 % (об.). Минимальное количество наполнителя, вводимого в по-
лимер, определяется при изменении характеристик наполненного
материала на величину, превышающую ошибку ее измерения.
Пористые наполнители бывают с открытыми и закрытыми по-
рами. О внутреннем объеме пор судят по разности между истин-
ной и кажущейся плотностью наполнителя, по количеству погло-
щенной низкомолекулярной жидкости. При введении пористого
наполнителя в полимер последний может полностью, частично
заполнять поры или совсем в них не проникать. Степенью про-
питки можно регулировать прочностные, тепло- и звукоизоляци-
онные характеристики наполненных пластмасс, например древ-
пластов.
Особое место занимают легкие полые дисперсные наполните-
ли в виде частиц шарообразной формы — полые микросферы, ко-
торые получают промышленными методами. Введение полых
микросфер в полимеры позволяет получать легкие прочные газо-
содержащие материалы со строго заданными параметрами струк-
туры, получившие название сферопластов, или синтактных пен.
Химический состав, природу поверхности наполнителя опре-
делить довольно сложно. Суммарную химическую природу на-
полнителя, его чистоту, степень загрязнения оценивают по зна-
чению pH водной вытяжки из наполнителя. Установлено, что pH
наполнителя влияет на смачивание, кинетику и полноту отвер-
ждения, сшивание, избирательную сорбцию и на комплекс экс-
плуатационных свойств наполненных пластмасс.
8.2.2. Волокнистые наполнители
Наполнители в виде волокон, нитей, жгутов, ровингов и рубленых
жгутов используют для создания конструкционных, высокопроч-
ных, высокомодульных армированных полимерных материалов.
180
Таблица 8.2. Характеристики волокон
Волокно Плот- ность, кг/м3 Диаметр, мкм Разру- шающее напряже- ние при растяже- нии, ГПа Модуль упруго- сти при растяже- нии, ГПа Относи- тельное удлине- ние при разрыве, % Температу- ра плавле- ния, ‘С
Металлические (стальные) 7600 50-100 2-3 200 5-10 1200
Стеклянные (марки Е) 2540 10-15 3,5 785 4,8 840
Углеродные: высокопрочные 1800 10-20 7,2 300 2,4 1000(при-
высокомодульные 1850 10 20 3,2 785 0,4 менения) То же
Керамические (карбидные) 3500 10 4,0 420 0,2 1800
Полимерные: арамидные (поли-л- бензамидные марки кевлар) 1450 100-200 3,2 184 1,5 200
полиамидные (капрон) 1140 100 0,7 3,5 20 190
полипропиленовые 900 100 0,5 5,0 30 150
полиэтиленовые 970 100 2-3,5 50-125 3-6 98
Волокнистые наполнители получают из материалов основных
классов (металлы, керамика, полимеры). Наибольшее распростра-
нение получили стеклянные, углеродные, борные, базальтовые и
полимерные волокна.
Характеристики волокон различной природы, наиболее ши-
роко применяющихся для получения армированных пластиков,
приведены в табл. 8.2.
Разнообразие и уникальность свойств современных волокон
позволяет получать суперпластики различного назначения.
Эффективность волокон в пластике возрастает с увеличением
их длины [4]. Существует понятие критической длины волокна
/кр, до которой напряжение, воспринимаемое собственно волок-
ном в пластике, возрастает и при / = /кр становится равным проч-
ности волокна (ор)в. При разрушении пластика, наполненного во-
локном с / < /кр, наблюдается выдергивание коротких волокон из
полимерной матрицы, т. е. пластик разрушается по границе во-
локно — полимер. Волокна с / > /кр сами разрушаются и полно-
стью реализуют свою прочность в полимерной матрице. Проч-
ность полимера, наполненного волокном с / > /кр, значительно
больше, чем для волокон с / < /кр.
181
Значение /кр волокна рассчитывается по формулам:
_ w.. (°Р)/-л _ 1-Ф;-5Г£ву.5
чф 2т ~ 2а 117111 d ~ 1,15 о,5 Ig J
X. L -U, W (p ’ \ '-'м;
где d — диаметр волокна; т - напряжение сдвига на границе волокно — полимер;
<рн — содержание волокна в полимере; Д, — модуль упругости волокна; ст, GM —
предел текучести и модуль сдвига матрицы соответственно.
Критическая длина волокон в зависимости от их природы ме-
няется от 100 мкм (углеродное волокно) до 400 мкм (стеклянные
волокна).
Значения /кр (в мм) стеклянных волокон (d ~ 10 мкм) для раз-
личных полимерных матриц: ПЭ — 1,8; ПП — 0,6; ПС — 0,36;
ПА — 0,26; ЭС отвержденная — 0,15. Чем меньше значение /кр во-
локна, тем эффективнее волокно с I > /кр упрочняет полимерную
матрицу. Теоретически показано, что при / > 10/кр волокно в по-
лимере воспринимает на себя до 90 % внешней нагрузки; на прак-
тике это значение возрастает примерно до 100/кр. Увеличение дли-
ны волокна (более /кр) приводит к упрочению полимеров, однако
одновременно с этим уменьшается <ртах, возрастает вязкость на-
полненных композиций, снижается текучесть, ухудшается их пе-
рерабатываемость и изменяется метод формования изделий.
Волокна длиной 0,2—14 мм (короткие волокна) используют
для получения конструкционных литьевых и экструзионных тер-
мопластичных материалов; длиной менее 1—2 мм — заливочных
отверждающихся компаундов с малой усадкой; длиной от 15 до 70
мм (длинные волокна) — пресс-материалов (волокнитов и пре-
миксов на основе фенолоформальдегидных и полиэфирных
смол); непрерывные волокна (/-> <*>) используют для создания вы-
сокопрочных, высокомодульных армированных ПКМ.
Для получения высокопрочных армированных пластиков в ка-
честве наполнителя используют непрерывные волокна, а в каче-
стве связующего — эпоксидные, полиэфирные, фурановые и
кремнийорганические смолы.
Основные виды волокон (углеродные, стеклянные) выпуска-
ются круглого сечения диаметром 8—20 мкм, а также треугольно-
го, ромбического и других форм сечения. Оптимальное значение
диаметра волокна <70ПТ зависит от его природы и полимерной мат-
рицы: с?опт < я(ем/ев — 0, гДе а ~ расстояние между волокнами
(составляет 1—5 мкм); ем и ев — деформация при разрыве поли-
мера и волокна.
Выбор диаметра волокна зависит от метода формования и раз-
меров изделия. При формовании изделий методом намотки во-
182
локна изгибаются на оправке, и радиус Я безопасного (без разру-
шения) изгиба волокон рассчитывается как R < EBd/(2v), где о —
растягивающее напряжение, Ев — модуль волокна.
Значение параметра <ртах для непрерывных волокон можно
увеличить, используя волокна различных диаметров (плотные со-
ставы) и сечений (треугольные, квадратные, ромбические). Поли-
мерные и металлические волокна уплотняются под давлением,
перепрофилируются, и значение <ртах может достигать ~ 1.
Максимальные значения прочности (3000—4500 МПа) пла-
стики, армированные в одном направлении, имеют при <рн =
- 0,65^0,75 для жестких волокон и <рн == 0,5-5-0,6 для полимерных
волокон.
Для улучшения адгезии на границе волокно — полимер волок-
на, выпускаемые промышленностью, аппретируют. В качестве ап-
претов чаще всего используют кремнийорганические и металлсо-
держащие органические соединения.
8.2.3. Листовые наполнители
Волокнистым наполнителям можно придать (и зафиксировать пле-
тением, склейкой и другими методами) различную структуру. Лис-
товые (пленочные) наполнители с заданной структурой в виде тка-
ней различного плетения (сатиновое, саржевое, полотняное), бума-
ги, древесного шпона, лент, холстов, тканых ровингов, сеток и не-
тканых материалов используют для получения слоистых пластиков.
Из слоистых пластиков наибольшее распространение получили
текстолиты. Для изготовления текстолитов применяют легкие (мас-
са 1 м2 — до 150 г), средние (до 300 г) и тяжелые (более 300 г) ткани
различного плетения и нетканые волокнистые материалы массой
до 820 г. Широко используются хлопчатобумажные (бязь, миткаль,
бельтинг, шифон) и синтетические ткани (вискозные, ацетатные,
полиамидные, полиэфирные). Самыми распространенными на-
полнителями являются стекло- и углеродные ткани и материалы
на их основе — стеклотекстолиты и карботекстолиты.
Природу волокна, вид плетения, массу 1 м2, пористость лис-
товых наполнителей выбирают в зависимости от требований,
предъявленных к изделиям. Так, для стеклотекстолитов конструк-
ционного назначения используют ткани из алюмоборосиликатно-
го стекла марки К; для высоконагруженных деталей — ткани из
высокомодульных, высокопрочных волокон марок ВМ и Т; для
изделий, работающих в агрессивных средах (аккумуляторные ба-
ки, трубы, резервуары), — ткани из стекла марки А; для материа-
183
лов, работающих при повышенных температурах (300—350 °C), —
ткани из кварцевых волокон и для диэлектриков — ткани из бо-
росиликатных стекол.
По сравнению со стеклотекстолитами (плотность 1600—2100 кг/м3)
органотекстолиты имеют меньшую плотность (1300—1400 кг/м3)
и теплопроводность, лучше поддаются механической обработке,
но уступают им по прочности, тепло- и химической стойкости.
Для производства гетинакса в качестве наполнителей исполь-
зуют картон или бумагу различной природы, массы, пористости
и прочности. Гетинакс электротехнического назначения (изоля-
ционные материалы) получают на основе сульфано-целлюлозной
бумаги; декоративный гетинакс — из бумаги на основе сульфит-
ной целлюлозы или смеси сульфатной и хлопковой целлюлоз. Для
изготовления листов, плит толщиной от 1 до 20 мм из гетинакса
используют пропиточную пористую бумагу, а для производства
труб, цилиндров, втулок — намоточную, менее пористую бумагу.
В качестве верхних покрывных листов декоративного слоистого
пластика используются листы бумаг с различными рисунками,
например имитирующими ценные породы дерева.
В качестве связующего для получения гетинаксов и текстоли-
тов применяют в основном термореактивные полимеры — фено-
лоформальдегидные, эпоксидные, полиэфирные, полиимидные и
кремнийорганические смолы, реже — термопластичные полиме-
ры: ПЭ, ПП, ПВХ, полиэфирсульфон, полиэфиркетон.
Наполнители в виде сеток используют для армирования поли-
мерных материалов в двух направлениях, а также получения ан-
тифрикционных ленточных материалов. Материалом для изготов-
ления сеток чаще всего служат металлические, стеклянные, угле-
родные и полимерные волокна.
8.2.4. Объемные наполнители
К объемным наполнителям пластмасс относятся объемные ткани,
открытопористые каркасные системы, структура которых непре-
рывна в трех направлениях. Открытопористая объемная структура
наполнителя формируется в процессе ткачества либо путем вспе-
нивания или спекания порошков металлов, керамик и полимеров.
Природная древесина также может быть использована в качестве
объемного наполнителя. К основным характеристикам таких на-
полнителей относятся объемная масса, общая, закрытая и откры-
тая пористость и размер пор (ячеек). При заполнении пор кар-
касного наполнителя полимерным связующим формируется взаи-
184
мопроникающая структура материала. Свойства таких систем в
зависимости от концентрации наполнителя в разных направлени-
ях могут быть изотропными или анизотропными и определяются
свойствами исходных компонентов, их соотношением и степенью
пропитки.
8.3. ТЕХНОЛОГИЯ ВВЕДЕНИЯ НАПОЛНИТЕЛЯ
Технология сочетания твердых наполнителей с полимерами зави-
сит от структуры, размеров наполнителя, а также природы, вяз-
кости и состояния полимерного связующего [5]. Наполнители
можно вводить на стадии синтеза полимера или в полимеры, оли-
гомеры, форполимеры, в растворы, расплавы, а также смешивать
их с твердыми порошками или с полимером, находящимся в вы-
сокоэластическом состоянии.
В результате введения наполнителя в полимер получают на-
полненные полимерные материалы, из которых затем изготавли-
вают изделия. Наиболее экономично сочетать в едином процессе,
например экструзии или намотки, получение ПКМ и формование
изделия.
Дисперсные и коротковолокнистые наполнители, как прави-
ло, вводят в полимер путем смешения в смесителях различного
типа; длинноволокнистые наполнители, непрерывные волокна,
листовые и объемные наполнители сочетают с полимерами мето-
дами пропитки, промазки, напыления и распыления.
Смешение порошкообразных и гранулированных наполните-
лей и полимеров проводят в смесителях с вращающимся корпусом
(барабанные смесители), в смесителях червячно-лопастного, пла-
нетарного и ленточного типов.
Полимерные растворы, эмульсии, мономеры и олигомеры вяз-
костью до 2 • 103 Па • с смешивают с дисперсными наполнителями
в смесителях периодического действия типа мешалки. Конструк-
ция мешалок зависит от вязкости полимера и наполненной ком-
позиции. Мешалки делятся на быстроходные (со = 10 м/с) и ти-
хоходные (со = 1 м/с). Быстроходные смесители используются при
смешении низковязких жидкостей и компонентов, близких по вяз-
кости и плотности, а тихоходные — для получения качественной
смеси при содержании одного из компонентов не более 5 %, и если
вязкость и плотность компонентов различаются более чем в 3 раза.
Для высоковязких сред (расплавы, пасто- и тестообразные
композиции) наиболее применимы лопастные, червячные, валко-
185
вые и роторные смесители. Введение наполнителей в высокоэла-
стические полимеры осуществляют на смесителях валкового и ро-
торного типов. Самым распространенным смесителем этого типа
является смеситель Бенбери.
Смешение наполнителей с высоковязкими расплавами термо-
пластичных полимеров осуществляют в одно- и двухшнековых,
дисковых экструдерах, а также на валковых смесителях и двухро-
торных модификаторах.
Высоконаполненные пресс-порошки на основе термореакгив-
ных связующих получают на валковых смесителях (вальцах).
Ввести большое количество наполнителя [до 30—50 % (об.)] и
осуществить качественное смешение удается на смесителях спе-
циальной конструкции (смеситель типа "Фарелл" или ZSK), пред-
ставляющей собой сочетание двухшнекового экструдера и двух-
роторного смесителя со сменными насадками. В такие смесители
наполнитель вводят как вместе с полимером в зону загрузки, так
и в зону расплава полимера. В последнем случае наполнитель со-
храняет свои исходные размеры при смешении.
На рис. 8.5 приведены основные типы смесителей для напол-
нения полимеров различной вязкости.
10-» 10-2 io-’ 10« 101 102 10э 1(и
Вязкость, Па с
Рис. 8.5. Основные виды смесителей для наполнения полимеров различ-
ной вязкости
186
Полимеризационное наполнение заключается в том, что син-
тез полимера из газовой фазы протекает на поверхности частиц
наполнителя. Регулируя условия синтеза, удается изменять тол-
щину оболочки полимера на частицах и степень его наполнения.
Волокнистые и листовые наполнители пропитываются низко-
вязкими полимерным связующими. Пропитка — это процесс про-
никания (заполнения пор) жидкого полимерного связующего в по-
ристую структуру наполнителя. Пропитка является промежуточной
стадией получения полимерных материалов: волокнитов, гетинак-
сов, текстолитов, слоистых пластиков, препрегов, древеснослои-
стых, декоративно-слоистых и объемно-армированных пластиков.
Для пропитки волокнистых, слоистых, нетканых и объемных
наполнителей используют мономеры, олигомеры, форполимеры,
растворы, дисперсии, эмульсии, расплавы полимеров и каучуков.
Применяемые на практике пропиточные составы включают на-
ряду с полимером отвердители, растворители, разбавители, ПАВ,
красители и другие вещества.
Пропитку непрерывных волокнистых и листовых наполните-
лей проводят на пропиточных машинах непрерывного и перио-
дического действия со скоростью до 100—150 м/мин.
Пропитанный наполнитель сушится, предотверждается, охла-
ждается и режется при получении препрегов, волокнитов, пресс-
масс, армированных и слоистых пластиков либо поступает после
пропитки на намотку или пултрузию для изготовления изделий.
Волокнистые рыхлые наполнители, не имеющие достаточной
прочности (хлопковые очесы, рубленые волокна, стекломассы),
укладывают между специальными транспортирующими лентами
из металлических или синтетических сеток и пропитывают в про-
питочных ваннах. Таким способом получают волокиты. Рубленые
короткие волокна смешивают с полимерами в смесителях разного
типа в зависимости от вязкости системы. Пропитку и промазку вы-
соковязкими расплавами термопластов и каучуков волокнистых и
листовых наполнителей осуществляют на каландрах, клеепрома-
зочных машинах и экструдерах с Т-образной головкой. Этим ме-
тодом изготавливают линолеум и стеклонаполненные ПА.
Качество пропитки определяется глубиной проникания свя-
зующего, заполнением пор, равномерностью распределения по-
лимера и его содержанием. Так, при производстве электроизоля-
ционных слоистых пластиков все поры наполнителя должны быть
полностью заполнены полимером, а при создании искусственной
кожи заполнение пор должно происходить не полностью, чтобы
обеспечить паро- и газопроницаемость материала.
187
Полимер на ткань, волокна, бумагу можно наносить методом
промазки (вручную кистью) или напылением (распылением) с по-
следующей выкладкой пропитанного наполнителя в формы и
пневмоформованием крупногабаритных изделий сложной кон-
фигурации. Различная укладка слоев пропитанной ткани позво-
ляет управлять параметрами структуры и свойствами слоистых
пластиков. Меняя схему армирования, удается получить изотроп-
ные и анизотропные листовые материалы и изделия.
Распределение непрерывного волокнистого наполнителя в из-
делии будет зависеть от схемы намотки. Выбор схемы армирова-
ния (наполнения) осуществляется из анализа работы изделия в ус-
ловиях эксплуатации. Содержание наполнителя в изделиях, полу-
ченных методами намотки и протяжки, достигает 45—90 % (об.).
Таблица 8.3. Волокнистые и слоистые наполнители полимеров, методы получения
ПКМ и формования изделий
Тип на- полнителя Определение и способ получения наполнителя Способ совме- щения связую- щего с напол- нителем Метод формования изделий Типовые виды изделий
Круче- ные нити Одиночные пер- вичные нити, подвергнутые крутке Пропитка Намотка, пултрузия Трубы, емко- сти, профили
Ровинги (жгуты) Некрученые пер- вичные нити, на- матываемые па- раллельно друг другу То же То же То же
Маты Хаотически рас- пределенные во- локна Пропитка, напыление Ручная выкладка, прессование, штам- повка, пневмофор- мование Корпуса ло- док, кожухи, обтекатели, листы
Измель- ченные волокна Порошок из во- локон Смешение Литье без давления, экструзия, центро- бежное формование, прессование, литье под давлением Заливочные компаунды, конструкци- онные изделия
Ткани Плетение нитей Пропитка, промазка, напыление Ручная выкладка, намотка, прессова- ние Листы, трубы, корпуса, слои- стые пластики
Пленки Сплошной мате- риал непрерыв- ной длины Промазка Прессование, на- мотка То же
Бумага Хаотически рас- пределенные во- локна, скреплен- ные связующим Пропитка, промазка, напыление То же Листы, слои- стые пластики
188
Дисперсно-наполненные полимеры в зависимости от вязко-
сти, параметров структуры и вида изделий перерабатывают мето-
дами литья под давлением и без давления (заливки), экструзии,
каландрования, прессования и другими методами.
Основные типы волокнистых и слоистых наполнителей,
способы их сочетания с полимерами и методы формования из них
изделий различной структуры и применения представлены в табл.
8.3.
8.4. СВОЙСТВА НАПОЛНЕННЫХ ПОЛИМЕРОВ
Технологические свойства. Методы переработки дисперсно-на-
полненных пластмасс основаны на их способности к течению и
деформированию.
Реологическое поведение разбавленных суспензий с твердыми
частицами [до <рн < 6 % (об.)] описывается уравнением Эйн-
штейна:
я = Т|0<1 + Мн).
где яо — вязкость полимера; ке — коэффициент формы частиц (коэффициент Эйн-
штейна); <рн - содержание волокна в полимере.
В области концентраций до 15 % (об.) используется уравнение
Смолвуда—Гута:
П = По(1 + Мн + РФн)
и для средних концентраций [<рн < 30 % (об.)] вязкость ц напол-
ненных полимеров рассчитывается по уравнению Муни:
1ПЛ = *ефн
Ло 1 _ Фн/Фтах
где р — коэффициент, учитывающий взаимодействие частиц и равный 14,2; <ртах —
максимальная доля наполнителя при плотной упаковке частиц.
Если содержание наполнителя превышает 30 % (об.), предла-
гаются зависимости следующего вида:
n = С Фн у2,5
^0 Фтазг
или через свободный объем наполнителя чу в дисперсной системе:
n/По = Мтах “ Фн)"2’5 = *Ф/2’5
или через параметр 0:
189
Полимер на ткань, волокна, бумагу можно наносить методом
промазки (вручную кистью) или напылением (распылением) с по-
следующей выкладкой пропитанного наполнителя в формы и
пневмоформованием крупногабаритных изделий сложной кон-
фигурации. Различная укладка слоев пропитанной ткани позво-
ляет управлять параметрами структуры и свойствами слоистых
пластиков. Меняя схему армирования, удается получить изотроп-
ные и анизотропные листовые материалы и изделия.
Распределение непрерывного волокнистого наполнителя в из-
делии будет зависеть от схемы намотки. Выбор схемы армирова-
ния (наполнения) осуществляется из анализа работы изделия в ус-
ловиях эксплуатации. Содержание наполнителя в изделиях, полу-
ченных методами намотки и протяжки, достигает 45—90 % (об.).
Таблица 8.3. Волокнистые и слоистые наполнители полимеров, методы получения
ПКМ и формования изделий
Тип на- полнителя Определение и способ получения наполнителя Способ совме- щения связую- щего с напол- нителем Метод формования изделий Типовые виды изделий
Круче- ные нити Одиночные пер- вичные нити, подвергнутые крутке Пропитка Намотка, пултрузия Трубы, емко- сти, профили
Ровинги (жгуты) Некрученые пер- вичные нити, на- матываемые па- раллельно друг Другу То же То же То же
Маты Хаотически рас- пределенные во- локна Пропитка, напыление Ручная выкладка, прессование, штам- повка, пневмофор- мование Корпуса ло- док, кожухи, обтекатели, листы
Измель- ченные волокна Порошок из во- локон Смешение Литье без давления, экструзия, центро- бежное формование, прессование, литье под давлением Заливочные компаунды, конструкци- онные изделия
Ткани Плетение нитей Пропитка, промазка, напыление Ручная выкладка, намотка, прессова- ние Листы, трубы, корпуса, слои- стые пластики
Пленки Сплошной мате- риал непрерыв- ной длины Промазка Прессование, на- мотка То же
Бумага Хаотически рас- пределенные во- локна, скреплен- ные связующим Пропитка, промазка, напыление То же Листы, слои- стые пластики
188
Дисперсно-наполненные полимеры в зависимости от вязко-
сти, параметров структуры и вида изделий перерабатывают мето-
дами литья под давлением и без давления (заливки), экструзии,
каландрования, прессования и другими методами.
Основные типы волокнистых и слоистых наполнителей,
способы их сочетания с полимерами и методы формования из них
изделий различной структуры и применения представлены в табл.
8.3.
8.4. СВОЙСТВА НАПОЛНЕННЫХ ПОЛИМЕРОВ
Технологические свойства. Методы переработки дисперсно-на-
полненных пластмасс основаны на их способности к течению и
деформированию.
Реологическое поведение разбавленных суспензий с твердыми
частицами [до tpH < 6 % (об.)] описывается уравнением Эйн-
штейна:
Л = По(1 + Мн),
где т|0 — вязкость полимера; кс — коэффициент формы частиц (коэффициент Эйн-
штейна); <рн — содержание волокна в полимере.
В области концентраций до 15 % (об.) используется уравнение
Смолвуда—Гута:
Л =11о(1 + Мн + РФн)
и для средних концентраций [<рн < 30 % (об.)] вязкость ц напол-
ненных полимеров рассчитывается по уравнению Муни:
in2L = *еФн
Л0 1 Фн/Фтах
где р — коэффициент, учитывающий взаимодействие частиц и равный 14,2; <ртах —
максимальная доля наполнителя при плотной упаковке частиц.
Если содержание наполнителя превышает 30 % (об.), предла-
гаются зависимости следующего вида:
21 =fl__^H_Y2’5
л 0 v Фтах'
или через свободный объем наполнителя дув дисперсной системе:
Л/ЛО = Мтах ~ Фн)“2’5 =
или через параметр 0:
189
Л = jtQ-m = ФнТТО
Чф Фтах '
где 0 — свободная доля полимера в ПКМ, пошедшая на образование полимерного
слоя между частицами наполнителя.
В высоконаполненных расплавах полимеров наблюдается на-
личие предела текучести тт. При напряжении ниже тт такие сис-
темы не обладают текучестью.
Наполненные полимеры характеризуются более низким зна-
чением ПТР, и их перерабатывают при температуре на 20—30 °C
выше, чем исходные полимеры, и более высоких давлениях. Для
снижения вязкости наполненных полимеров в их состав вводят
смазки и пластификаторы. В качестве твердых смазок используют
твердые наполнители пластинчатой структуры: графит, дисуль-
фид молибдена, нитрид бора и диселениды металлов в количест-
вах не более 3 % (мае.).
Увеличение длины волокна, рост kQ и снижение ср^ приводят к
росту вязкости, и композиции, содержащие волокна длиной более
14 мм, перерабатывают практически только методом прессования.
Твердые частицы наполнителя снижают технологическую
усадку при охлаждении полимеров из расплава, колебание усадки
и повышают размерную точность изделий.
Теплопроводные наполнители (металлы, керамика) повыша-
ют теплопроводность полимеров, способствуют их быстрому ох-
лаждению (нагреванию).
Физико-механические свойства. При введении наполнителей
изменяются многие характеристики полимерных материалов. Ос-
новной задачей улучшения эксплуатационных свойств наполнен-
ных полимеров всегда было увеличение их прочности и модуля
упругости [6—8].
Модуль упругости дисперсно-наполненных полимеров рас-
считывают по обобщенному уравнению Нильсена—Льюиса:
^км = 1 +А^
К I - ^у<рн ’
где А -
7~5ум
8-10vM
Мн/Мм-1
( ч
1 Фтах
‘ ~2 Фн> ^км’
' Фтах-'
Мн, — модули
упругости (объемный, сдвига, сжатия и растяжения) композиционного материала,
наполнителя и полимерной матрицы соответственно; vM — коэффициент Пуассона
полимера.
Введение твердых, жестких частиц наполнителя приводит к
увеличению модуля упругости, а мягкие, эластичные и газообраз-
ные частицы снижают модуль полимера [9]. На рис. 8.6 приведены
190
Рис. 8.6. Зависимость модуля упру-
гости дисперсно-наполненных по-
лимеров £км от содержания твер-
дого (7— 4), эластичного (5) и газо-
образного (6) наполнителя. Значе-
ния модуля рассчитаны по уравне-
ниям: для верхнего (7) и нижнего
(2) пределов, Смолвуда—Гута (3) и s
Нильсена—Льюиса (4) *
об. доли ?тах
зависимости модулей упруго- Ем
сти полимера, наполненного
твердыми, эластичными и га-
зообразными частицами, от их
содержания.
Для расчета модуля упруго-
сти полимеров, наполненных
короткими волокнами, ис-
пользуются формулы:
при 7 4 /Кр 2?км — -£вФв^/(24со) ДЛ Фв)>
при / > /кр £км = ^в<рв[1 - 7кр(2/)1 + £м(1 - фв),
где Екм, Ем — модули упругости ПКМ, волокна и полимера соответственно;
Фз — содержание волокна.
Модуль упругости армированных непрерывными волокнами
пластиков (вдоль ориентации волокна) возрастает пропорцио-
нально увеличению доли волокна:
^КМ ” ^вФв 7^(1 ~ <р8).
В поперечном (трансверсальном) направлении (перпендику-
лярно ориентации волокон) модуль упругости (Ejp) рассчитыва-
ется, как и для дисперсно-наполненных полимеров, по уравне-
нию Нильсена—Кернера.
Максимальный модуль упругости (8 • 105 МПа) получен для
армированных ПКМ при введении в эпоксидную матрицу высо-
комодульных непрерывных углеродных волокон.
Прочность дисперсно-наполненных полимеров изменяется
сложным образом в зависимости от содержания и размера частиц
наполнителя (рис. 8.7, 8.8). С одной стороны, частица наполни-
теля воспринимает на себя внешние напряжения, с другой — она
является концентратором напряжений в материале. Дисперсные
частицы практически не приводят к увеличению прочности стек-
лообразного полимера, повышая ее для полимеров, находящихся
в высокоэластическом состоянии. Рассчитать зависимость проч-
191
б
Рис. 8.7. Зависимость разрушающего
напряжения при растяжении дис-
персно-наполненных полимеров от
содержания наполнителя с диамет-
ром частиц di (7) и </2 (-2) ПРИ усло-
вии, что di < б?2
Рис. 8.8. Зависимость напряжения
от деформации при растяжении
исходных полимеров (7), дисперс-
но-наполненных (2), наполнен-
ных короткими волокнами (5) и
непрерывными волокнами (4) по-
лимеров
ности дисперсно-наполненных полимеров от содержания и при-
роды наполнителя практически не удается. Предлагается только
формула для расчета предела текучести:
(°т)км ” (°т)мП ~' (Фй/Фтах)^]*
При введении анизометричных частиц, коротких и длинных
волокон прочность полимера возрастает в 2—5 раз. Для расчета
прочности материалов, наполненных короткими волокнами
(вдоль их ориентации), используют следующие зависимости:
При I С /Кр Окм (Тм//йОфв + (ат)мО <Рв)>
При / > /Кр (Укм — ОВ<РВ[1 — /Кр/(21)] + (<?т)м(1 ~ Фв)>
где тм — прочность при сдвиге на границе волокно — полимер; (от)м — предел те-
кучести полимерной матрицы.
В реальных пластиках короткие волокна при смешении рас-
пределяются хаотично и имеют широкое распределение по длине,
что снижает расчетную прочность наполненного полимера.
Прочность армированного непрерывными волокнами пластика
(вдоль ориентации волокон) определяется среднестатистической
192
прочностью пучка волокна и его содержанием (окм = О,76авсрв)
или рассчитывается по правилу аддитивности:
^км ~ авФв + (стт)мО — Фв)-
Возрастание предела текучести матрицы и прочности волокна
должно приводить к повышению прочности армированного пла-
стика. Однако при увеличении прочности и модуля упругости мат-
рицы создаются условия для роста концентрации напряжений, что
ведет к охрупчиванию материала и росту его чувствительности к
дефектам. Поэтому армирующие волокна и полимерная матрица
выбираются так, чтобы предел текучести матрицы (100—200 МПа)
и ее модуль (<5000 МПа) были примерно в 10 раз меньше, чем для
волокон.
Прочность армированного пластика в поперечном направле-
нии в основном определяется прочностью матрицы.
Так, прочность в поперечном направлении при межслоевом
сдвиге составляет 0,15—0,5 от прочности матрицы, что согласует-
ся с экспериментальными данными.
При испытании на сжатие вдоль ориентации волокон компо-
зиты разрушаются вследствие потери устойчивости волокон и
развития сдвиговой трещины, а прочность рассчитывается так:
для пластичной матрицы (ос)км =
для упругой матрицы (ос)км
Фв^в(°сд)м1
3(1 - <рв)
2фв
гФв5А-1°’5
.3(1-Фв).
На основе углеродных волокон и эпоксидных матриц созданы
высокопрочные композиты — прочностью до 4000 МПа. В табл.
8.4 приведены характеристики пластиков, армированных волок-
Таблица 8.4. Свойства армированных пластиков на основе эпоксидного связующего
Показатели Волокно
стеклянное углеродное борное органическое
Плотность, кг/м3 Разрушающее напряжение, МПа: 2100 1520 1850 1350
при растяжении 1600 1500 2200 1400
при сдвиге 57 35 45 45
Модуль упругости при растяжении, ГПа 100 145 240 85
Относительное удлинение при раз- рыве, % 1,5-2,2 1-1,5 1-1,5 5-10
Коэффициент Пуассона 0,33 0,25 0,22 0,35
13 Заказ № К-4269 193
Рис. 8.9. Зависимость прочно-
сти армированных пластиков
(ор)км от адгезионной прочно-
сти волокно—связующее оад
Рис. 8.10. Зависимость моду-
ля упругости при растяжении
(Е§) и сдвиге (Gq) армирован-
ных пластиков от утла ориен-
тации волокон 0 относитель-
но действующей нагрузки
нами различной природы. Эффективность наполнения возрастает
с увеличением длины волокон и достигает максимума при исполь-
зовании непрерывных волокон.
Введение коротких волокон позволяет увеличить прочность
полимера до 8 раз, модуль упругости — до 7 раз и повысить теп-
лостойкость до 2 раз, что значительно превышает уровень свойств
для дисперсных наполнителей, а непрерывные волокна увеличи-
вают прочность полимера до 100 раз.
На физико-механические свойства наполненных пластиков су-
щественное влияние оказывает адгезия на границе наполнитель —
полимер. С увеличением адгезионной прочности прочность ком-
позиционного материала проходит через максимум (рис. 8.9).
Прочность и модуль упругости армированных пластиков зави-
сят от ориентации (дезориентации) волокна относительно дейст-
вующей нагрузки. Меняя расположение волокон, схему армиро-
вания (намотки), можно менять физико-механические свойства
пластиков [10]. На рис. 8.10 приведены зависимости модуля уп-
ругости композитов от угла ориентации волокон. С целью обес-
печения жесткости армированных пластиков в двух направлениях
(слоистые пластики) слои однонаправленных волокон укладыва-
ют под разными углами (0 = 0°; 9 = 45°; 9 = 90°) и формируют па-
кет материала сложной слоистой структуры.
194
Деформационные характеристики наполненных полимеров
возрастают при введении эластичных частиц и снижаются при ис-
пользовании твердых жестких частиц (рис. 8.11). Относительное
удлинение при разрыве наполненного пластика определяется
конкретным механизмом его разрушения [11]. Теория этого явле-
ния довольно сложна, однако при хорошей адгезии можно с дос-
таточной точностью рассчитать удлинение при разрыве в зависи-
мости от содержания твердого наполнителя по формулам:
для дисперсных частиц екм = ем[1 - (фн/Фтах)1/31;
G \
для армированных пластиков е^м = ем I + ~ »
ах)
где екм, гм — деформация наполненного полимера и матрицы соответственно (ин-
декс "с” наверху — деформация при сдвиге); г — радиус волокна; а, щ — расстоя-
ния между волокнами и центрами волокон; GM, GH — модули сдвига матрицы и
волокна.
Разнообразие природы, свойств, структур наполнителей и их
различные сочетания позволяют создавать огромное количество
марок материалов на основе термопластичных и термореактивных
полимеров со специальными свойствами: электроизоляционные,
электропроводные, магнитодиэлекгрики, тепло- и звукоизоляци-
онные, тепло- и жаростойкие, фрикционные и антифрикционные,
ударопрочные, влаго- и химически стойкие, негорючие и т. д. (см.
гл. 14).
Ниже приведены данные о наполненных материалах со спе-
циальными свойствами и обеспечивающих их наполнителях:
Материалы
Электроизоляционные
Антифрикционные
Тепло-, жаростойкие
Химически стойкие
Теплопроводные
Наполнители
Слюда, тальк, молотый кварц, асбест, карбонат кальция,
стекловолокно, оксид алюминия
Графит, дисульфид молибдена, нитрид бора, фторопласт
Асбест, кокс, графит, углеродные волокна
Графит, фторопласт, технический углерод, асбест, тальк
Графит, технический углерод, углеродные волокна, по-
рошки металлов
Содержание дисперсных наполнителей для достижения задан-
ных сочетаний свойств изменяют от 0,05 до 95 % (об.). В фено- и
аминопластиках, в наполненных термопластах содержание напол-
нителя обычно составляет 15—50 % (мае.). Количество длинново-
локнистого наполнителя в волокнитах равно 30—40 % (об.). В со-
став материала также входят олеиновая кислота (смазка, 2 %),
тальк (5 %, для повышения текучести), известь, оксид магния (1 %)
и отвердитель (уротропин).
Волокниты имеют высокую вязкость и перерабатываются
прессованием и литьевым прессованием [12]. Были разработаны
13*
195
Рис. 8.11. Зависимость относительно-
го удлинения при разрыве полиме-
ров, наполненных твердыми (А 2) и
эластичными (3) частицами:
1 — высокодисперсный наполнитель; 2 —
крупнозернистый наполнитель
низковязкие материалы, напол-
ненные волокнами длиной от 6
до 25 мм, — премиксы. В качестве
связующего в премиксах исполь-
зуются олигомеры, мономеры и
форполимеры. Наибольшее рас-
пространение получили премик-
сы на основе полиэфирных и
эпоксидных смол, содержащие от
18 до 35 % (мае.) волокна. В табл.
8.5 приведены основные характе-
ристики волокнитов и премиксов.
Изделия из волокнитов применяются в приборо- и машино-
строении (корпуса, футляры, шестерни, втулки), радио- и элек-
тротехнике и т. д.
Слоистые пластики содержат листовые наполнители (бумага,
ткани и т. д.) в количестве от 50 до 70 % (мае.). В качестве связую-
щих в основном применяются фенолоформальдегидные, эпоксид-
ные, полиэфирные, фурановые, кремнийорганические смолы и
реже термопласты: ПЭ, ПП, ПВХ, полиэфируретан, полиэфир-
сульфон и др. [12]. В зависимости от природы наполнителя (тка-
ни) материалы принято называть стекло-, асбо-, карбо- и органо-
текстолитами. По сравнению с армированными в одном направ-
лении пластиками слоистые материалы имеют меньшую (пример-
Таблица 8.5. Основные характеристики волокнистых пресс-материалов
Показатели Волокнит на ос- нове хлопковой целлюлозы Стекловолок- нит марки АГ-48 Волокнит на ос- нове полимер- ных волокон Премикс марки ПС К
Плотность, кг/м3 Разрушающее напряжение, МПа: 1450 1800 1250 1800
при растяжении 45 80 30 55
при сжатии 120 130 170
при изгибе 80 120 80 90
Модуль упругости, МПа 8500 12 000 — 9800
Ударная вязкость, кДж/м2 9 3 8-40 25-40
Теплостойкость, °C 140 160 80-125 180
196
но в 2 раза) прочность. В основном листовые материалы работают
на изгиб и по модулю упругости при изгибе не уступают армиро-
ванным пластикам.
Слоистые пластики применяют в качестве электроизоляцион-
ных материалов при изготовлении электромашин, печатных плат,
фольгированных диэлектриков, листов, плит, втулок, а также де-
коративных отделочных материалов.
Полимерные материалы с объемными наполнителями получа-
ют пропиткой с последующим отверждением связующего в объе-
ме пористого наполнителя.
Эти материалы используются для получения подшипников и
изготовления высоконагруженных изделий, работающих в усло-
виях всестороннего сжатия.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Симонов-Емельянов И. Д., Кулезнев В. Н. Принципы создания композиционных
материалов: Учебное пособие. М.: МИХМ, 1987. 85 с.
2. Наполнители для полимерных композиционных материалов. Справочное по-
собие / Под ред. Г. С. Каца и Д. В. Милевски. М.: Химия, 1981. 632 с.
3. Липатов Ю. С. Физическая химия наполненных полимеров. М.: Химия, 1977.
304 с.
4. Принципы создания полимерных композиционных материалов / Ал. Ал. Бер-
лин, С. А. Вольфсон, В. Г. Ошмян, Н. С. Ениколопов. М.: Химия, 1990. 240 с.
5. Ким В. С., Скачков В. В. Диспергирование и смещение в процессах переработки
пластмасс. М.: Химия, 1988. 237 с.
6. ЖВХО им. Д. И. Менделеева. 1989. Т. 34. № 5.
7. Нильсен Л. Механические свойства полимеров и полимерных композитов: Пер.
с англ. / Под ред. П. Г. Бабаевского. М.: Химия, 1978. 310 с.
8. Урьев Н. Б. Физико-химические основы технологии дисперсных систем и ма-
териалов. М.: Химия, 1988. 256 с.
9. Калинчев Э. Л., Саковцева М. Б. Выбор полимерных материалов: Справочник.
М.: Химия. 1975. 239 с.
10. Пластики конструкционного назначения / Под ред. Е. Б. Тростянской. М.: Хи-
мия. 1974. 304 с.
11. Тростянская Е. Б. Термопласты конструкционного назначения. М.: Химия,
1975. 239 с.
12. Энциклопедия полимеров. М.: Советская энциклопедия, 1974. Т. 1—3: С. 204—
217, 500-512, 841; Т. 2: С. 325-332, 344-351; Т. 3: С. 214-218, 420-430, 502-
512.
ГЛАВА 9
СМЕШЕНИЕ ПОЛИМЕРОВ. СМЕСИ И СПЛАВЫ
Начиная с конца 60-х годов 20-го века в развитии промышленности
переработки пластмасс возникла тенденция опережающего роста
197
объема выпуска смесей полимеров. Темп прироста выпуска смесей
для создания конструкционных материалов в США уже к концу
80-х годов составил 12—14 % в год, а смесевых материалов для
особо ответственных изделий — до 17 % в год, что заметно пре-
вышает рост общего объема производства пластмасс.
Указанные тенденции понятны, если их сравнить с положе-
нием дел в области металлов, где в качестве конструкционных ма-
териалов практически исключительно применяются сплавы.
9.1. СОВМЕСТИМОСТЬ ПОЛИМЕРОВ.
ОСОБЕННОСТИ ФАЗОВОЙ СТРУКТУРЫ СМЕСЕЙ
Полимеры являются высоковязкими телами, в которых трудно
достичь, равновесного состояния. Если две низкомолекулярные
жидкости нерастворимы друг в друге, то при их интенсивном пе-
ремешивании возникает эмульсия, которая после прекращения
перемешивания быстро расслаивается. Если два полимера нерас-
творимы друг в друге, то после нагревания до температуры выше
температуры текучести и интенсивного перемешивания возник-
шая эмульсия не расслаивается, сохраняя внешнюю однород-
ность.
Полимеры называют совместимыми, если они при смешении
образуют истинный раствор друг в друге (однофазную смесь), и
несовместимыми, если их смесь является эмульсией одного по-
лимера в другом.
Термодинамика дает в общем виде ответ на вопрос о способно-
сти полимеров к взаимному растворению. Так, в соответствии со
вторым законом термодинамики, самопроизвольный процесс со-
провождается убылью свободной энергии или термодинамического
потенциала Д(7. Изменение термодинамического потенциала в
свою очередь связано с изменением энтальпии АН и энтропии Д5:
bG^bH-TbS. (9.1)
Изменение энтальпии определяется тепловым эффектом при
смешении (AQ — —АН); при выделении тепла АН< 0. В большинстве
случаев тепло при смешении полимеров поглощается, и АН> 0, хотя
тепловой эффект обычно невелик.
Энтропия характеризует упорядоченность системы, поэтому
при самопроизвольном перемешивании любых двух веществ, ко-
гда молекулы статистически равномерно распределяются по всему
объему смеси, энтропия возрастает, т. е. Д5 > 0. Чем больше размер
макромолекул полимеров, тем меньше их количество в единице
198
объема и тем меньше число возможных комбинаций их взаимного
распределения в смеси. По этой причине оказывается незначи-
тельным увеличение энтропии при смешении полимеров, обуслов-
ленное числом возможных комбинаций макромолекул двух поли-
меров в смеси. Это изменение комбинаториальной энтропии. Оно
хотя и мало, но положительно (А5 > 0), а следовательно, второй
член уравнения (9.1) ГД5 < 0. Малое увеличение энтропии при ус-
ловии ДЯ > 0 не обеспечивает уменьшения Д(7, значит, не наблю-
дается и самопроизвольного смешения полимеров.
В то же время при смешении полимеров происходит умень-
шение числа способов расположения макромолекул данного по-
лимера среди молекул другого полимера, что приводит к сниже-
нию энтропии. Малое сродство полимеров друг к другу приводит
также к тому, что макромолекулы предпочтительнее располагают-
ся вблизи себе подобных, что ведет к росту ближнего порядка в
смеси и тоже сопровождается уменьшением энтропии (АД < 0).
При условии ДЯ > 0 и ДД < 0 изменение термодинамического по-
тенциала становится существенно положительным, и взаимного
растворения полимеров не происходит.
Таким образом, чем больше молекулярная масса полимеров,
тем меньше их взаимная растворимость. Подавляющее большин-
ство мономеров смешивается друг с другом неограниченно, оли-
гомеры с молекулярной массой до 104 либо взаиморастворимы не-
ограниченно, либо эта растворимость значительна (проценты или
десятки процентов), а взаиморастворимость полимеров составля-
ет доли процента и обычно мало зависит от температуры.
Лишь 2—5 % всех исследованных пар полимеров взаиморас-
творимы, т. е. совместимы. Среди широко распространенных по-
лимеров полностью или частично совместимы ПВХ и сополимер
акрилонитрида с бутадиеном (СКН-40), ПВА и нитрат целлюлозы,
ПВХ и ПММА, ПС и поликапролактон, полибутадиен и бутади-
ен-стирольный сополимер (СКС-30), ПС и ПФО.
Несмотря на то что подавляющее большинство полимеров не-
совместимы, их сродство друг к другу различно, что в определенной
степени отражается и на величине взаимной растворимости. Логич-
но, например, что ПВХ более совместим с любым сополимером бу-
тадиена с акрилонитрилом (СКН-18, СКН-26 и СКН-40), чем с по-
либутадиеном. Поэтому в ряде случаев пользуются простой апри-
орной оценкой совместимости.
Для этой цели рассчитывают параметр растворимости поли-
меров: 8 = JE/V (Дж/м3)1/2, где Е — энергия когезии, V — удель-
ный объем. Если разница между параметрами растворимости двух
полимеров А и Б мала, например (5^ — 65) < 0,1, то можно ожи-
199
дать, что эти полимеры совместимы. Этот метод, однако, дает
лишь очень приближенную оценку. Точную информацию о вза-
имной растворимости полимеров дает фазовая диаграмма данной
смеси — зависимость растворимости полимеров от их соотноше-
ния и температуры.
Смесь двух несовместимых полимеров внешне выглядит од-
нородной, однако в действительности она неоднородна, двухфаз-
на. Рассмотрим основные особенности фазовой (коллоидной)
структуры смеси полимеров.
Размер частиц зависит от свойств смешиваемых полимеров,
условий, в которых смешение производится (температура, ско-
рость сдвига), и от способа получения смеси. Так, наименьший
размер частиц при механическом перемешивании полимеров в
вязкотекучем состоянии достигается при условии примерного ра-
венства, во-первых, величин вязкости и, во-вторых, близких зна-
чений их параметров растворимости. Последнее обеспечивает,
как правило, минимальное межфазное натяжение на границе раз-
дела полимеров и наиболее эффективную передачу сдвиговых на-
пряжений от матрицы (полимер А) к частице (полимер Б). Третье
условие достижения минимального размера частиц — это отно-
сительно малое их число, когда в полимере А диспергируется не
более 10—20 % (об.) полимера Б. Только при этих условиях неве-
лико число столкновений частиц, т. е. незначительна коалесцен-
ция, приводящая к укрупнению частиц. При этом размер частиц
колеблется от 0,1 до 5—10 мкм. Больший их размер указывает на
неэффективное смешение, на получение грубодисперсной смеси.
Малый размер частиц достигается смешением латексов (вод-
ных дисперсий) полимеров. В процессе эмульсионной полимери-
зации размер частиц латекса составляет 0,02—0,2 мкм. Если при
смешении латексов не происходит сильной агрегации глобул дис-
пергируемого полимера, то размер частиц в смеси может сохра-
ниться таким же, как в исходном латексе.
При смешении растворов полимеров с последующим удалени-
ем растворителя размер частиц сильно зависит от скорости уда-
ления растворителя. При медленном его удалении расслаивание
несовместимых полимеров может оказаться настолько интенсив-
ным, что размер частиц составит сотни микрометров.
Часто применяют метод полимеризационного совмещения [6].
При этом матричный полимер набухает в выбранном мономере,
и в набухшей системе инициируется полимеризация. Мономер,
как правило, совместим с полимером, и расслаивание из-за воз-
никновения несовместимости наступает лишь при достижении
значительной молекулярной массы полимеризующегося компо-
200
нента. Обычно это имеет место при достижении высокой вязко-
сти, которая препятствует коалесценции частиц, поэтому их раз-
мер оказывается в пределах 0,01—1 мкм.
Форма частиц в смеси полимеров может быть исключительно
сферической лишь при совмещении полимеров в виде латексов
или при полимеризационном совмещении. При совмещении ме-
ханическом под действием сдвиговых напряжений частицы де-
формируются и становятся анизометричными, ориентированны-
ми в том направлении сдвига, которое преобладало на заключи-
тельной стадии смешения.
Обращение фаз в смеси полимеров происходит при изменении
соотношения полимерных компонентов (рис. 9.1). Чем больше
объемная доля диспергируемого полимера, тем больше частота
столкновений частиц при перемешивании смеси, приводящая к
коалесценции и увеличению их размера. Большие частицы эф-
фективнее деформируются и, будучи анизотропными, легче кон-
тактируют друг с другом.
При содержании дисперсной фазы 30—70 % добавляемый по-
лимер может образовать непрерывную фазу типа второй матрицы
(рис. 9.1, б—г). Далее может возникнуть "обращение фаз", т. е.
первоначальная матрица станет дисперсной фазой (рис. 9.1, д').
Для каждой конкретной смеси существует определенная область
соотношений полимеров, в которой каждый полимер образует
матрицу. Это структура двух "взаимопроникающих фазовых се-
ток" (рис. 9.1, в). Таким образом, соотношение полимеров, при
котором может происходить обращение фаз, находится в интер-
вале 3 : 7—7 : 3, однако для конкретной пары полимеров область
сосуществования двух непрерывных фаз (матриц) оказывается бо-
лее узкой. На обращение фаз большое влияние оказывает соот-
ношение вязкостей полимеров. Маловязкий компонент легче об-
Рис. 9.1. Постепенный переход от одной непрерывной фазы к другой при
изменении соотношения полимеров в смеси:
а — 10 % дисперсной фазы, б — 25, в — 50, г — 75, д — 90 %
д
201
разует матрицу, более вязкий компонент сохраняется в виде час-
тиц дисперсной фазы. При высоком содержании более вязкого
полимера он тоже может образовать матрицу. Поэтому можно
сказать, что взаимопроникающие фазовые сетки (матрица в мат-
рице) легче всего возникают при соотношении полимеров, близ-
ком к 1 : 1, и соотношении вязкостей, также близком к 1 : 1.
Образование взаимопроникающих сеток (распространенное
сокращение — ВПС) обычно наблюдается при полимеризации
большого количества мономера в матрице другого полимера, ко-
гда неполное разделение фаз приводит к структуре полимер-по-
лимерной смеси в виде ВПС. В процессе полимеризации можно
получать и взаимопроникающие пространственные сетки хими-
ческих связей. Это возможно в случае, когда в смеси полимери-
зуются два мономера — каждый под действием своего, селектив-
ного инициатора. Тогда образующиеся макромолекулы разных
полимеров, не будучи соединенными между собой химическими
связями, оказываются тесно переплетенными. В таких случаях,
как правило, происходит некоторое фазовое разделение на мик-
роуровне также с образованием ВПС.
Межфазный слой определенной толщины характерен для кон-
тактирующих тел любой природы. В области контакта несовмес-
тимых полимеров межфазный слой (МФС) имеет значительную
толщину — порядка 2—20 нм — и состоит из смеси сегментов раз-
нородных полимеров (рис. 9.2). Взаимное растворение сегментов
несовместимых полимеров в зоне их контакта приводит к возник-
новению слоя сегментальной совместимости [1,3]. Указанная вы-
ше толщина слоя Аг зависит от сродства полимеров:
(9.2)
Лг= ----------т,,
КТ(П£/пА)^А
где лл и пб~ степени полимеризации полимеров А и Б; Vs — мольный объем сег-
мента; уб — поверхностное натяжение полимера Б; уАБ — межфазное натяжение;
— объемная доля сегментов полимера А в слое сегментальной совместимости.
Величина может колебаться в широких пределах, т. е. в
слое не обязательно находится эквимолекулярное количество сег-
ментов А и Б.
Чем ближе по химической природе контактирующие полиме-
ры и значения их параметров растворимости 5, тем меньше меж-
фазное натяжение и больше Аг. Таким образом, подбирая по-
лимеры с наименьшей разностью (5^ - 85), мы обеспечиваем наи-
лучший контакт их в слое сегментальной совместимости. Если
возможно химическое взаимодействие между полимерами, то оно
202
Рис. 9.2. Схема образования слоя сегментальной совместимости на гра-
нице раздела полимер—полимер (а) и распределение сегментов в нем (б)
происходит именно в этом слое. Слой сегментальной совмести-
мости имеет пониженную плотность по сравнению со среднеад-
дитивным ее значением.
Несовместимые полимеры частично растворимы друг в друге.
Поэтому на границе раздела наряду с взаимодиффузией сегментов
происходит и взаимодиффузия макромолекул. Это долговремен-
ный процесс, количество продиффундировавших макромолекул
определяется величиной взаимной растворимости. И наоборот,
определив состав слоя взамодиффузии, можно определить величи-
ну взаимной растворимости несовместимых полимеров [10]. Глу-
бина взаимодиффузии макромолекул в принципе неограничена,
поскольку зависит только от величины взаимной растворимости,
однако реальные времена наблюдения, ограниченные термоста-
бильностью полимеров (при Т> Тс или Т> Гпл), позволяют фик-
сировать образование слоев толщиной в несколько мкм. Пони-
женная плотность полимеров в слое сегменальной совместимости
и в слое взаимодиффузии облегчает диффузию отвердителей, вул-
канизующих агентов, пластификаторов, примесей и т. п. В резуль-
тате возникает протяженный, иногда в десятки мкм слой с повы-
шенной концентрацией вулканизационных связей или вообще со
свойствами, отличными от свойств полимера в объеме. Возникно-
вению этого наиболее протяженного слоя способствует и возник-
новение термоусадочных напряжений на границе раздела полиме-
ров, заметно различающихся по температурам размягчения.
203
Рис. 9.3. Переход капель диспергированного
полимера в нити в зоне растяжения при пе-
реходе расплава в узкую часть канала
Устойчивость смесей несовместимых
полимеров как коллоидных систем ве-
лика. Если смесь находится в условиях,
близких к критическим, то изменение
температуры или состава смеси может
изменить либо ее фазовый состав (сис-
тема, например, из однофазной перей-
дет в двухфазную), либо размер частиц.
Поскольку в большинстве случаев сме-
си перерабатываются и эксплуатируют-
ся в условиях, далеких от критических,
они оказываются стабильными в про-
цессе эксплуатации. Изменение свойств
смесевого материала в процессе хране-
ния и эксплуатации (сопротивление старению) не выше, чем со-
противление старению полимеров, составляющих смесь.
В процессе переработки может происходить существенное из-
менение структуры в условиях вязкого течения, особенно в кана-
лах с переменным сечением. Так, при течении смеси, где полиме-
ром-матрицей является более вязкий полимер, происходит посте-
пенный переход менее вязкого полимера на стенку канала, т. е.
менее вязкий полимер переходит в область наибольшего градиен-
та скорости сдвига. Это приводит к снижению вязкости смеси в
процессе течения при достаточной длине канала.
При переходе смеси в канал меньшего сечения в зоне перехода
возникает область растяжения струи расплава (поток с меньшей
скоростью переходит в поток с большей скоростью). Растяжение
струи приводит к вытягиванию частиц в тонкие нити (рис. 9.3),
которые в результате одновременной коалесценции частиц могут
выглядеть как непрерывные волокна. Если исходные частицы
достаточно велики, то они вытягиваются в виде тонких слоев —
пленок. В каналах круглого сечения при этом могут возникать че-
редующиеся кольцевые слои двух полимеров.
Изменчивость структуры смеси полимеров в процессе перера-
ботки чаще всего играет отрицательную роль, обусловливая ани-
зотропию свойств изделия, снижение ударной вязкости, сопротив-
ления разрастанию трещин и т. п. Поэтому стабилизация структуры
смеси при получении изделий является важной задачей. Именно
изменчивость фазовой структуры смеси часто является причи-
204
ной несоответствия данных лабораторных исследований и произ-
водственных испытаний больших изделий.
9.2. ОСНОВНЫЕ СВОЙСТВА СМЕСЕЙ
Сравнение свойств однофазных смесей совместимых полимеров и
двухфазных смесей несовместимых полимеров проводилось неод-
нократно и привело к выводу об отсутствии каких-либо универ-
сальных преимуществ первых перед вторым. Возникло убеждение
в том, что характерные преимущества смесей полимеров по физи-
ко-химическим свойствам возникают не вопреки их несовмести-
мости, а благодаря ей, т. е. благодаря рационально созданной фа-
зовой структуре гетерофазной смеси. Это означает, что не всякая
смесь несовместимых полимеров обладает преимуществами в ком-
плексе свойств, а лишь смесь с оптимальной фазовой структурой.
Создание оптимальной фазовой структуры, в основе которой ле-
жит правильный выбор пары полимеров и режима смешения, и
есть научная база технологии получения смесевых материалов.
Кривая свойство—состав позволяет оценить возможный выиг-
рыш в свойствах при получении смесевого материала. Если ком-
поненты сильно различаются по свойствам и данный показатель
свойств (например, модуль упругости) определяется при относи-
тельно малых деформациях, не нарушающих существенно пара-
метры исходной фазовой структуры, то кривая свойство—состав
имеет характерный S-образный характер, отражающий происхо-
дящее с изменением состава смеси обращение фаз (рис. 9.4).
Если данный показатель свойств измеряется при больших де-
формациях (деформации в десятки и сотни процентов) или изме-
рение происходит в режиме установившегося течения, то понятие
"обращение фаз" становится менее определенным. Легко дефор-
мируемый компонент может образовать непрерывную фазу уже
при содержании в несколько процентов, а исходная фазовая
структура к моменту измерения настолько сильно деформируется,
что может оказаться принципиально измененной. Поэтому кри-
вая свойство—состав перестает быть S-образной (рис. 9.5).
Отклонение формы кривой от S-образной происходит и при
относительно малых деформациях, когда различия между свойст-
вами смешиваемых полимеров невелики, и поэтому наряду с об-
ращением фаз существенную роль играют межфазные взаимодей-
ствия на границе раздела полимеров, частичная взаимная раство-
римость компонентов, образование привитых и блок-сополиме-
ров в процессе получения смеси и т. п.
205
Рис. 9.4. Типичная зависи-
мость модуля упругости смеси
полимеров от соотношения
низкомодульного и высоко-
модульного полимеров
Рис. 9.5. Различные виды кривых
свойство—состав. Пунктир — адди-
тивная зависимость. Кривые 1—4
пояснены в тексте
Сравнивая кривую свойство — состав (см. рис. 9.5) с аддитив-
ной зависимостью, можно сделать вывод об эффекте, достигнутом
при смешении. Эффект положительный, если, например, проч-
ность меняется по кривой 2, эффект высок, если прочность ме-
няется по кривой 7. Наоборот, способность к переработке, опре-
деляемая вязкостью, оказывается тем лучше, чем ниже вязкость
(соответственно, кривые 3 и 4). Форма кривой свойство—состав
в большинстве случаев не может служить указанием на совмести-
мость или несовместимость полимеров в смеси. Такое свойство,
как, например, прочность, и для совместимых, и для несовмести-
мых пар полимеров меняется по сложным зависимостям. Оценка
совместимости по кривой свойство—состав может считаться кор-
ректной лишь в случае, когда экспериментальная кривая сравни-
вается с теоретически предсказанной на основе физически обос-
нованной модели однофазной или гетерофазной смеси.
Температура стеклования, температура плавления или макси-
мум потерь при а-релаксационном переходе (Тс) характеризуются
одним значением для однофазной смеси и двумя значениями для
двухфазной смеси (рис. 9.6). Еще более наглядно это показано на
рис. 9.7, где видно, что оба значения Тс для двухфазной смеси ма-
ло зависят от ее состава, тогда как Тс однофазной смеси меняется
монотонно. Для однофазной смеси зависимость Тс от состава мо-
жет приближаться к соответствующей зависимости для статисти-
ческого сополимера и следовать уравнению Флори—Фокса:
206
С, МПа
С,мпа
Рис. 9.6. Температурные зависимости модуля упругости для смеси со-
вместимых (а) и несовместимых (б) полимеров. Разные кривые соответ-
ствуют разным соотношениям полимеров А и Б
_1_______+ (93)
(^с)см <Го>1 (W
где W] и W2 — массовые доли компонентов 1 и 2.
Возникающий в области стеклования максимум механических
или диэлектрических потерь, так же как Тс, является единствен-
ным в однофазной смеси. В двухфазной смеси он, подобно Тс, мо-
жет либо находиться при Т = Тс исходного полимерного компо-
нента, либо смещаться по температурной шкале из-за частичной
взаимной растворимости поли-
меров (рис. 9.8).
Подобно стеклованию, сме-
си двух кристаллических поли-
меров характеризуются двумя
Тпл. Если кристаллический по-
лимер смешивается с кристал-
лическим или аморфным, то ве-
личина Тпл может зависеть от
Рис. 9.7. Зависимость Тс от состава
смеси ПВХ и нитрильного каучука:
1 — смесь ПВХ + СКН-18 (несовмести-
мая смесь); 2 — смесь ПВХ + СКН-40
(совместимая смесь)
207
состава смеси из-за частичной взаимной растворимости полиме-
ров в аморфной фазе.
Таким образом, определяя число максимумов tgS и их поло-
жение на шкале температур, а также Тс и Гпл смеси полимеров,
мы можем судить о фазовом составе смесей (их совместимости).
Иначе говоря, число максимумов соответствует числу фаз.
Модуль и податливость смесей — это величины, которые оп-
ределяются обычно в условиях малых деформаций.
Модуль Е и обратная величина — податливость / = \/Е меня-
ются с составом по S-образной кривой (см. рис. 9.4).
Зависимость модуля от содержания второго полимера может
быть приближенно рассчитана. Расчет базируется на трех основных
подходах.
1. Уравнение Кернера учитывает, что при деформации жест-
кой матрицы коэффициент Пуассона не равен 0,5, поэтому его ве-
личина v входит в расчетную формулу:
Рис. 9.8. Схематическое изображение типов температурной зависимости
тангенса угла механических потерь для смеси несовместимых полимеров
(а), смеси с частичной взаимной растворимостью (б) и однофазной смеси
с полной совместимостью компонентов (в):
пунктир — исходные полимеры, сплошная линия — смесь
208
_________Фф^ф_________ + Фм
(7-5vM)GM + (8-10vM)G(h 15(l-vM)
G = GM ----1--------------------1---“Z} (9.4)
_________Фф __________+ Фм
(7-5vm)<7m + (8-10vm)^ 15(1 -Vm)
где G, q> — соответственно модуль и объемная доля, а "м" и "ф" — индексы, обо-
значающие матрицу и дисперсную фазу.
Расчет по уравнению (9.4) приводит к получению двух кривых
(7 и 2на рис. 9.9). Кривая 7 получена в предположении, что мат-
рицей является жесткий полимер (например, пластмасса), а в ней
диспергируется низкомодульный полимер (например, каучук).
Кривая 2 получена в предположении, что матрицей является кау-
чук, в котором диспергированы частицы пластмассы. Характерно,
что формула (9.4) не предполагает обращения фаз: один и тот же
полимер остается матрицей, даже если содержание дисперсной
фазы в системе приближается к 100 % (об.).
2. Известны модельные представления Такаянаги о структуре
смеси. Здесь расчет ведется на основе механической модели из со-
единенных параллельно или последовательно твердых и мягких
(податливых) элементов. Каждый элемент имеет соответственно
свойства высоко- и низкомодульногр полимера. Уравнения, полу-
чаемые на основе анализа деформации модели, приводят к зави-
симостям модуля от состава, аналогичным кривым 7 и 2 на рис. 9.9.
Модель Такаянаги также не отражает эффект обращения фаз [1, 2].
3. Модифицированное уравнение Кернера ("полиагрегативная
модель") имеет следующий вид для многофазной системы:
/=л (G-G:)®.
у _____2_____-2_____ =0 (9 5)
_ (7-5v)(7+(8 - 10v)(7,. ' v }
Для бинарной смеси полимеров при малых деформациях, ко-
гда v = 0,5, оно упрощается:
<G~G^+= 0 (9 6)
4,5(7+3(7М 4,5(7+3(7ф ’ 1 ' '
Из уравнения (9.6) видно, что фазы "м" и "ф" равноправны. С
изменением состава то одна, то другая может рассматриваться как
матрица. Поэтому данное уравнение отражает обращение фаз, что
соответствует кривой 4 на рис. 9.9.
Рассматривая методы расчета модуля смесей полимеров для
разных составов смеси, следует отметить, что удовлетворительное
совпадение экспериментальных и расчетных данных наблюдается
при содержании дисперсной фазы до 20—25 % (об.) (см. рис. 9.9).
14- Заказ № К-4269
209
Содержание каучука t°/o(o&)
Рис. 9.9. Зависимость модуля уп-
ругости от состава смеси пласт-
массы и каучука (значительное
различие в модулях):
кривые 1 и 2 — расчет по уравнению
(9.4); 3 — экспериментальные дан-
ные; 4 — расчет по уравнению (9.6)
Область обращения фаз не
может в принципе быть рас-
считана надежно для гетеро-
фазной смеси, так как об-
ласть эта не всегда располо-
жена симметрично по оси
составов. Обращение фаз за-
висит от свойств смешивае-
мых компонентов и может
происходить в интервале
30—70 % или 20—60 % или
10—50 % и т. п. Ни одна расчетная формула не учитывает этого
обстоятельства. Входящие в расчетные формулы константы См и
6ф не являются в действительности константами. Определенная
степень взаимной растворимости полимеров, термоусадочные на-
пряжения, изменение кристаллической структуры и степени кри-
сталличности в смеси по сравнению с кристаллической структу-
рой самих полимеров и др. — все это приводит к зависимости
свойств фазы и матрицы от условий получения смеси. Непосто-
янство констант (7М и (7ф вносит принципиальные погрешности в
расчет модуля смеси полимеров.
Вязкость расплава смеси полимеров определяется, как прави-
ло, в стационарном режиме течения, когда капли дисперсной фа-
зы заметно деформированы. Чем ближе друг к другу значения вяз-
кости матрицы и фазы (капли), тем больше вытягивается послед-
няя в направлении потока (см. также разд. 5.2.4). Чем больше
форма частиц отклоняется от сферической, тем больше протя-
женность межфазного слоя (МФС). Мы уже отмечали, что плот-
ность упаковки в МФС сегментов разнородных полимеров ниже,
чем в каждой из контактирующих фаз. Меньшая плотность упа-
ковки и меньшее межмолекулярное взаимодействие приводят к
понижению вязкости расплавов смеси полимеров. Теоретически
в однофазной (гомогенной) смеси наблюдается логарифмическая
аддитивность вязкости:
1ёЛсм = *1 1 + W2 lgT|2-
(9.7)
210
Практически же во всем диапазоне составов вязкость двухфаз-
ной смеси ниже вязкости однофазной, рассчитанной по уравне-
нию (9.7), за счет пониженного взаимодействия в МФС.
Повышение вязкости расплава по сравнению с расчетной ука-
зывает на наличие сильного межмолекулярного взаимодействия
по функциональным группам разнородных полимеров. Но даже и
в этом случае определение вязкости при высоких скоростях и на-
пряжениях сдвига может приводить к понижению вязкости смеси,
и, таким образом, с повышением напряжения сдвига выпуклая
кривая вязкость ~ состав может перейти в вогнутую (ниже адди-
тивной), как это известно на примере расплава смеси ПА с поли-
оксиметиленом.
В ряде случаев можно добиться сильного эффекта снижения
вязкости расплава при добавлении в расплав второго полимера в
количестве, близком к пределу растворимости. При этом благода-
ря малому межфазному натяжению на границе раздела полимер —
полимер в системе возникает ультратонкая эмульсия одного по-
лимера в матрице другого, что приводит к сильному росту протя-
женности МФС и резкому падению вязкости [9].
Оптические свойства (прозрачность) смеси полимеров, как пра-
вило, хуже, чем у пленки индивидуального полимера. Это естест-
венно, так как смесь является дисперсией одного полимера в дру-
гом. Высокая прозрачность характерна для однофазных смесей
полимеров или для двухфазных, образованных полимерами с
близкими показателям преломления (например, ПС и поли-а-ме-
тилстирол, полибутадиен и полиизопрен и др.).
Однако и двухфазная смесь разнородных полимеров может
быть прозрачна, если размер частиц сопоставим с длиной волны
света. Так, при соотношении показателей преломления частицы
и матрицы, равном 1,2, максимум мутности достигается при раз-
мере частиц около 1 мкм, однако при размере частиц 500—700 нм
смесь становится практически прозрачной. Таковы некоторые
прозрачные сорта смол АБС или прозрачные блок-сополимеры
бутадиена и стирола (термоэластопласты).
Пленки из некоторых смесей полимеров именно благодаря ог-
раниченному светопропусканию обладают необходимой рассеи-
вающей способностью и применяются для изготовления деталей
светотехники.
Коррозионная стойкость смеси, например по отношению к
действию химических реагентов или растворителей, определяется
химической природой полимера-матрицы. Выше мы показали на
примере модуля, что и механические свойства в основном опре-
деляются уровнем свойств полимера-матрицы.
14*
211
Рис. 9.10. Анизотропия прочно-
сти при растяжении смесей ПЭ
и ПП, полученных экструзией
расплава без вытяжки:
1 — сразу после экструзии и быстро-
го охлаждения; 2 — после прогрева
экструдата при 80 °C; 3 — после про-
грева при 140 °C;
А — соотношение величин прочно-
сти вдоль экструзии и в поперечном
направлении
Второй полимер, диспергированный в матрице, оказывается
защищенным от действия окружающей среды. Так, например,
смесь легкогорючего АБС-пластика и трудногорючего ПВХ ста-
новится трудногорючей тогда, когда содержание ПВХ приближа-
ется к 50 % и он образует непрерывную фазу (матрицу). Защитный
эффект достигается и при относительно меньшем количестве за-
щищающего полимера, если он способен при этом содержании
образовывать непрерывную фазу.
Влияние размера, формы частиц и наличия МФС на свойства
смеси. Нельзя назвать размер частиц, оптимальный для обеспече-
ния наилучшего комплекса механических свойств. В разных сме-
сях в зависимости от природы матричного полимера разный раз-
мер частиц оказывается оптимальным. Размер частиц в пределах
0,1—5 мкм может в целом обеспечить достаточно хорошее каче-
ство смеси.
Выше было отмечено характерное для смесей полимеров от-
клонение формы частиц от сферической. Если частицы имеют
вытянутую форму и преимущественно ориентированы в одном
направлении, то и свойства смеси существенно различаются в
разных направлениях. Возникает анизотропия свойств, показан-
ная на рис. 9.10 как соотношение продольной и поперечной проч-
ности, выраженное в процентах. Если ту же смесь ПЭ и ПП (см.
рис. 9.10) подвергнуть одноосной вытяжке, то анизотропия
свойств в смеси возрастет еще более по сравнению с анизотропи-
ей свойств в пленках ПЭ и ПП. Это произойдет главным образом
212
за счет снижения прочности в поперечном направлении вследст-
вие разрушения смеси по межфазным слоям частиц, ориентиро-
ванных в направлении экструзии или в процессе ориентационной
вытяжки.
Роль МФС в формировании комплекса свойств смеси еще не
выяснена полностью. Ослабленное межмолекулярное взаимодей-
ствие в МФС приводит к более быстрой релаксации внутренних
напряжений при формировании изделия. При ударном нагруже-
нии ударостойких полимеров в МФС зарождаются микротрещи-
ны, в которых развивается вынужденно-эластическая деформа-
ция. Это, в свою очередь, ведет к повышению стойкости к удару.
Нельзя, однако, делать вывод о том, что чем меньше взаимодей-
ствие полимеров в МФС, тем лучше свойства смеси. Слишком ма-
лое взаимодействие приводит к межфазному расслаиванию при
охлаждении изделия за счет разности в коэффициентах теплового
расширения полимеров.
Интенсивность взаимодействия в МФС регулируют главным
образом двумя путями: введением функциональных групп в один
или в оба полимера, что увеличивает межмолекулярное взаимо-
действие, либо созданием химических связей между разнородны-
ми макромолекулами. Так, ПВХ плохо совмещается с ПЭ, однако
хлорирование ПЭ приводит к улучшению его совместимости с
ПВХ. Такой же эффект достигается сополимеризацией этилена и
винилацетата: сополимер (СЭВА) хорошо совмещается с ПВХ и
вызывает эффект пластификации. Химические связи в МФС воз-
никают при введении привитых или блок-сополимеров типа А—
Б в смесь полимеров Ли Б. Соответствующий сополимер по край-
ней мере частично переходит в МФС, потому что блок А преиму-
щественно диффундирует в фазу полимера Л, а блок Б — в основ-
ном в фазу полимера Б. На границе раздела фаз, таким образом,
возникают химические связи, образованные молекулами блок-со-
полимера и увеличивающие суммарную связность полимерных
фаз (см. рис. 9.11).
9.3. МОДИФИКАЦИЯ СМЕСЕЙ ПОЛИМЕРОВ НАПОЛНИТЕЛЯМИ,
ПЛАСТИФИКАТОРАМИ, МЕЖФАЗНЫМИ ДОБАВКАМИ
В этом разделе речь идет о введении разного рода добавок (ин-
гредиентов) в гетерофазную смесь полимеров. Независимо от того,
приготовлена смесь полимеров заранее и добавка вводится в гото-
вую смесь или смешение полимеров и введение добавок соединено
в одну технологическую операцию, неизменным является то, что
213
смесь гетерофазна и вводимая добавка во многих случаях в прин-
ципе не может распределяться равномерно, учитывая разное
сродство добавок к полимерным компонентам смеси. Распреде-
ляясь неравномерно между фазами одного и другого полимеров,
вводимая добавка меняет свойства каждой фазы, что влияет на
свойства смеси. Естественно, что при введении таких широко рас-
пространенных ингредиентов, как наполнители и пластификато-
ры, в гетерофазную смесь возникают некоторые особенности в
технологическом процессе и в свойствах материала, которые бу-
дут рассмотрены ниже.
Наполнители, являясь твердыми частицами, не могут само-
произвольно диффундировать из фазы в фазу в смеси полимеров
вследствие высокой вязкости системы. Поэтому распределение
наполнителей в смеси решающим образом зависит от режима
смешения. Определенное влияние на характер распределения
частиц оказывают также их размер, сродство к полимерным ком-
понентам смеси и соотношение вязкостей компонентов, входя-
щих в смесь. Режим смешения при введении наполнителей в
смесь полимеров отличается в первую очередь порядком смеше-
ния. Возможно введение всего наполнителя либо в полимер А, ли-
бо в полимер Б или введение частично в полимер А и частично в
полимер Б с последующим смешением наполненных полимеров
А и Б. Это позволяет регулировать соотношение вязкостей А и Б,
особенно если весь наполнитель вводится в менее вязкий поли-
мер, вязкость которого при этом растет и соотношение вязкостей
становится ближе к единице. Указанный порядок введения на-
полнителей, как правило, требует дополнительной операции, что
ограничивает его применение в заводских условиях.
Разное сродство полимера к наполнителям проявляется в раз-
личном смачивании полимером поверхности наполнителя. Чем
лучше смачивание (меньше краевой угол смачивания, больше те-
плота смачивания), тем больше частиц наполнителя концентри-
руется в фазе данного полимера.
Различие в вязкостях смешиваемых полимеров приводит к то-
му, что при наложении сдвиговых деформаций в смесительном
оборудовании больше деформируется фаза полимера с меньшей
вязкостью (см. гл. 5). Чем больше деформируется данная фаза, тем
чаще она контактирует с частицами наполнителя и тем лучше
смачивает частицы и вовлекает их в объем фазы.
Характерным примером смеси полимер—полимер—наполни-
тель, имеющей промышленное значение, является смесь ПП с эти-
ленпропиленовым эластомером (блок-сополимер или статистиче-
ский сополимер), содержащая до 30—40 % коротких (до 1,5 мм)
214
стеклянных волокон. Здесь наполнитель увеличивает модуль, раз-
мерную точность изделий (уменьшается усадка при литье) и улуч-
шает другие свойства, тогда как эластомер повышает морозостой-
кость и стойкость к удару.
Пластификаторы, являясь жидкостями (по крайней мере при
температуре смешения расплавов полимеров), обладают способ-
ностью к диффузии в смеси, и, следовательно, равномерность их
распределения может измениться со временем. Имея разное срод-
ство к полимерам, образующим смесь, пластификатор может кон-
центрироваться в фазе полимера с большим сродством. Это ме-
няет соотношение вязкостей полимеров, влияет, соответственно,
на размер частиц полимеров в смеси, а также на комплекс ее ме-
ханических свойств. Хороший прием регулирования свойств сме-
си — это введение селективного пластификатора, имеющего срод-
ство главным образом к одному из полимеров. Таким путем можно
также изменять соотношение показателей преломления полимер-
ных фаз и, следовательно, улучшать оптические свойства смеси.
Наибольшее значение имеет пластификация смесей с участи-
ем ПВХ.
Межфазные добавки — термин условный. Это в основном ве-
щества дифильного характера, молекулы которых построены, как
и молекулы обычных ПАВ, из двух групп (блоков), одна из кото-
рых имеет большее сродство к одному полимеру, а другая — к дру-
гому. Чаще всего в качестве межфазных добавок применяют при-
витые и блок-сополимеры, схема расположения которых на гра-
нице раздела показана на рис. 9.11. В этом случае, как видно из
Привитой
сополимер
Блок-сополимер
Рис. 9.11. Схема размещения привитого и блок-сополимера в МФС
215
МФС. Помимо "химического"
Рис. 9.12. Зависимость межфаз-
ного натяжения ст на границе
расплавов ПЭВП и ПС при
введении в фазу ПЭВП блок-
сополимеров ПС—ПЭ (7) и
ПС—ПБ—ПС (2)
рис. 9.11, в МФС смеси воз-
никают химические связи,
прочно соединяющие обе
фазы. Эффект "химическо-
го" соединения фаз А и Б
приводит к тому, что при
получении смеси возникают
более мелкие капли каждого
полимера благодаря повы-
шейному взаимодействию в
связывания фаз А и Б, наличие
блок-сополимера приводит к дополнительному разрыхлению
МФС, увеличению глубины взаимопроникновения сегментов А и Б
в той части МФС, которая является слоем сегментальной совмес-
тимости. Это, в свою очередь, ведет к снижению межфазного на-
тяжения (рис. 9.12). Действие межфазных добавок имеет опреде-
ленную аналогию с действием ПАВ.
Из схемы на рис. 9.11 очевидно, что блок-сополимер, состоя-
щий из двух блоков, геометрически правильно располагается в
МФС подобно молекулам классических ПАВ. Экспериментально
также подтверждено, что диблок-сополимеры более эффективны
в качестве межфазных добавок, чем триблок- или привитые со-
полимеры.
Следует также отметить, что межфазная добавка не обязатель-
но должна состоять из блоков, химически строго идентичных по-
лимерам, образующим смесь. Важно, чтобы блоки могли взаимо-
действовать с полимерами смеси, иметь к ним физико-химиче-
ское сродство. Так, например, блок-сополимер этилена и мети-
лметакрилата может служить межфазной добавкой в смеси ПЭ и
ПВХ, так как ПММА и ПВХ являются частично совместимыми
полимерами. Вместе с тем должно соблюдаться условие, при ко-
тором блок-сополимер должен обладать "внутренней несовмести-
мостью", т. е. его блоки должны быть взаимонесовместимыми на-
столько, чтобы образовать двухфазную структуру. Считается, что
именно такая внутренняя несовместимость приводит к миграции
блок-сополимера в МФС. Отсюда следует практический вывод о
том, что межфазная добавка должна иметь достаточно высокую
216
молекулярную массу — как общую, так и каждого блока. Лишь
при этом условии блок-сополимер становится нерастворимым в
каждой фазе полимера и мигрирует в область МФС.
Впервые увеличение взаимодействия полимеров в граничном
слое в присутствии смеси блок- и привитых сополимеров (интер-
полимеров) было показано на примере контактирующих слоев на-
турального и бутадиен-стирольного эластомеров, где в МФС на-
ходилась прослойка интерполимера этих эластомеров (11).
Имеются экспериментальные подтверждения того, что в каче-
стве межфазных добавок, хотя и не столь эффективных, как со-
ответствующие блок-сополимеры, могут применяться некоторые
ПАВ неполимерного характера, а также добавки третьего полиме-
ра с достаточным сродством как к одному, так и к другому поли-
мерным компонентам смеси.
Эффективность действия межфазной добавки решающим об-
разом зависит от того, как велика окажется доля добавки, непо-
средственно находящейся в МФС. Чем меньше доля добавки в
МФС и чем больше ее доля в объеме смеси, тем ниже эффектив-
ность добавки, в том числе ниже экономическая целесообраз-
ность ее применения.
Обычные количества, в которых вводится добавка, составляют
1—5 %. Равномерность распределения достигается предваритель-
ным опудриванием гранул порошком добавки или распределением
жидкой добавки (в том числе ее расплава) по поверхности гранул
в сухом смесителе с последующей гомогенизацией в интенсивном
смесителе при перемешивании расплава смеси полимеров.
9.4. ПРОЧНОСТЬ И УДАРОСТОЙКОСТЬ СМЕСЕЙ ПОЛИМЕРОВ
Разрушение любого материала при действии растягивающей,
сжимающей, ударной, циклической нагрузок начинается с заро-
ждения и последующего роста трещины (или трещин). Фазовая
неоднородность смесей полимеров приводит к значительному от-
клонению направления растущей трещины от прямолинейного.
По теории хрупкого разрушения Гриффита, прочность при рас-
тяжении Ор определяется величиной свободной поверхностной
энергии у, приходящейся на единицу площади новой поверхно-
сти, образующейся при разрушении:
(9.8)
где Е — модуль Юнга; с — длина надреза (дефекта).
217
Ясно, что чем сильнее искривляется путь трещины, чем менее
гладкой (зеркальной) является ее поверхность, тем больше у и тем
выше прочность. Образование искривленной шероховатой по-
верхности характеризует разрушение гетерофазных материалов
(смеси, наполненные или частично кристаллические полимеры).
Действительно, еще в 1958 г. был открыт эффект взаимоусиле-
ния полимеров [11], когда сопротивление циклическим нагрузкам
(усталостная выносливость) в смесях полимеров оказалось много
большим, чем в индивидуальных полимерах. Этот эффект был ус-
тановлен сначала для смесей эластомеров, а затем подтвержден и
для многократного изгиба пленок из смесей термопластов. Эффект
взаимоусиления максимален при средних соотношениях полиме-
ров, когда изогнутость трещины и величина у максимальны, а также
при малых скоростях нагружения, когда медленно растущая трещи-
на последовательно огибает частицы диспергированного полимера.
Если прочность определяется при однократном нагружении,
как это обычно делают в соответствии с ГОСТ, то зависимость
прочности от соотношения полимеров меняется по кривой выше
или ниже аддитивной в зависимости от параметров фазовой
структуры (размер и форма частиц, уровень взаимной раствори-
мости полимеров, взаимодействие в МФС). Разрывное удлинение
в смесях стеклообразных или кристаллических полимеров, как
правило, значительно понижено (охрупчивание смеси). Разрыв-
ное удлинение в смесях стеклообразного или кристаллического
полимера с эластомером растет, т. е. хрупкость снижается (эффект
высокомолекулярного пластификатора).
Применение многих пластмасс в чистом виде ограничено из-
за их хрупкости. Наиболее яркий пример — атактический ПС,
ударная вязкость которого составляет 1,5—2 кДж/м2 (по Шарли
с надрезом), в то время как для ударопрочного ПС (УПС) она рав-
на 5—12 кДж/м2, а для АБС-пластика — 10 — 30 кДж/м2. Поэтому
атактический ПС в чистом виде применяется ограниченно для из-
готовления изделий (исключение — ориентированная пленка).
В ударостойких пластмассокаучуковых смесях возникшая в
результате удара трещина растет в жесткой матрице (пластмасса),
и поэтому в вершине ее концентрируются значительные перена-
пряжения. Такая трещина не огибает частицу каучука, а входит в
нее, вызывая в низкомодульной частице деформации, гораздо
большие, чем деформации в стеклообразной матрице. Одна из
ранних теорий и объясняла рост стойкости к удару диссипацией
энергии растущей трещины за счет деформации каучука, после-
дующим прекращением роста трещины, а следовательно, увели-
чением стойкости пластмассы к удару.
218
Рис. 9.13. Схематическое изо-
бражение простого сдвига не-
однородного тела (а) и связь
между направлениями растя-
жения (сжатия) и распростра-
нением полосы сдвига (б). По-
казано также направление ори-
ентации сегментов в полосе
сдвига, не полностью совпа-
дающее с направлением рас-
тяжения
чением стойкости пласт-
массы к удару.
Расчетно-теоретические
и экспериментальные ра-
боты по исследованию
причин повышения стой-
кости к удару каучукона-
полненных пластмасс по-
казали ограниченность
указанных выше представ-
лений о причине повышения стойкости к удару. Современные
представления в этой области можно коротко суммировать сле-
дующим образом.
При действии растягивающих (или сжимающих) нагрузок в
любом твердом теле возникают напряжения сдвига, ориентиро-
ванные под углом около 45° к направлению растяжения. Это вид-
но из схемы на рис. 9.13, я, где круг деформируется в эллипс под
действием сдвига, хотя такую же деформацию можно рассматри-
вать как следствие растяжения под углом 45° к направлению сдви-
га. Взаимозависимость напряжений сдвига, сжатия и растяжения
показана на рис. 9.13, б.
В результате действия напряжений растяжения в полимере
могут возникнуть либо трещины, либо микротрещины ("крэйзы")
(рис. 9.14, а, б). Различие их состоит главным образом не в их раз-
мере, который вначале может быть одинаков, а в том, что трещина
возникает в результате хрупкого разрушения, а микротрещина —
в результате вынужденно-эластической деформации. При образо-
вании микротрещины затрачивается (диссипируется) много боль-
ше энергии, чем при образовании трещины. В результате действия
тех же растягивающих усилий в твердом теле могут возникнуть
напряжения сдвига, которые приводят к возникновению полос
сдвига. В полосе сдвига полимер ориентируется под действием де-
219
Сжатие
Рис, 9.14. Схема образования трещины (а), микротрещины (б) и полосы
сдвига (в)
формации сдвига (см. рис. 9.13, б, 9.14, в). Очевидно, что микро-
трещины ведут к разрыхлению (дилатации) полимера, а полосы
сдвига — к уплотнению. Характер деформации зависит от струк-
туры материала. Трещины, микротрещины и полосы сдвига ини-
циируются преимущественно в дефектных областях, распростра-
няясь далее под углом 90° (микротрещины) или 45° (полосы сдви-
га) к направлению действия растяжения или сжатия.
Коэффициент объемного теплового расширения (сжатия) эла-
стомеров в несколько раз больше, чем полимеров в стеклообраз-
ном состоянии. При получении изделия охлаждением расплава
(например, УПС) различие в усадке стеклообразной матрицы и
частиц каучука приводит к возникновению внутренних напряже-
ний вблизи частиц. Эти объемные внутренние напряжения при-
водят к дилатации матрицы вокруг частиц, т. е. к росту свободного
объема. При действии внешних сил в части матрицы, примыкаю-
щей к частице каучука, возникает микротрещина. Частица каучука
как бы инициирует рост микротрещин. Растущая микротрещина
распространяется обычно в направлении соседней "ослабленной"
зоны, в которую одновременно может войти другая микротрещи-
на. Возникает эффект сильно разветвленной сетки микротрещин,
соединяющей частицы каучука, или, иначе говоря, эффект раз-
ветвления микротрещин на эластичных частицах. Если на УПС
действовала ударная нагрузка, то в месте удара возникает побе-
220
щин. Поэтому иногда микротрещины называют трещинами се-
ребра.
Дилатация стеклообразной матрицы вокруг частиц может про-
изойти лишь при наличии прочной связи в МФС, предотвращаю-
щей расслаивание из-за разной термоусадки фаз. Поэтому наи-
больший эффект увеличения ударной вязкости достигается при
наличии в системе привитых и блок-сополимеров (см. рис. 9.11).
В других ударостойких полимерах, например в ПВХ, частицы
каучука инициируют в основном полосы сдвига, тогда как в АБС-
пластиках возникают и микротрещины, и полосы сдвига. Послед-
ние содержат ориентированный, уплотненный материал, способ-
ный затормозить, а то и остановить рост микротрещин, что обес-
печивает дополнительное повышение стойкости полимера к удару.
Таким образам, в стеклообразных полимерах ударная нагрузка
вызывает инициирование и разрастание трещин, приводящих к
разрушению образца. В ударопрочных пластмассах, в хрупкой
матрице которых диспергированы частицы каучука, ударная на-
грузка приводит к образованию либо сетки микротрещин, либо по-
лос сдвига, либо и тех и других. Возникающая при этом значитель-
ная вынужденно-эластическая деформация растяжения или сдвига
матричного полимера приводит к сильной диссипации энергии
удара, предотвращению образования трещин и сохранению цело-
стности образца. Диссипация энергии удара обеспечивается, та-
ким образом, в основном за счет деформации матрицы, но вслед-
ствие наличия частиц каучука.
Трещина растет в матрице со скоростью примерно 600 м/с, что
эквивалентно частотной нагрузке около 109 Гц. При такой частоте
Тс примерно на 60 °C выше, чем при обычных скоростях действия
силы (около 0,1 Гц). Поэтому Тс каучука должна быть около —40 °C,
если ударопрочный материал эксплуатируется при 20 °C. С пони-
жением температуры эксплуатации снижается стойкость к удару
полимера данного состава.
Мерой стойкости к удару является величина, условно называе-
мая ударной вязкостью, выражающая работу, необходимую для
разрушения образца. Для снижения разброса показателей и для ло-
кализации области разрушения в определенной части образца на
последний наносят надрез заранее определенной формы. Работу
разрушения относят обычно к единице площади поперечного се-
чения образца или, реже, к длине надреза. Испытания проводят
на маятниковом копре, когда падающий груз (маятник) разрушает
образец в форме бруска, своими концами покоящийся на фикси-
рованных опорах, либо образец, закрепленный консольно. Соот-
221
Рис. 9.15. Схема испытаний по методам Шарли (а) и Изода (б):
1 — образец; 2 — ударник; 3 — опоры образца; 4— стойки прибора; 5 — регулятор
давления зажимов на образец; 6 — зажимы
ветственно различаются и методы испытания: первый метод — по
Шарли, второй — по Изоду (рис. 9.15).
В методе Шарли (рис. 9.15, а) ударную вязкость измеряют как
отношение работы, затраченной на разрушение, к площади вновь
образованной поверхности, т. е. к сечению образца в месте раз-
рушения (кДж/м2). В методе Изода работу разрушения относят к
ширине образца, или длине надреза (кДж/м).
Структура и свойства ударопрочных пластмасс зависят от ме-
тода их получения. Методы получения, т. е. фактически методы
диспергирования каучука в стеклообразной матрице модифици-
руемого хрупкого полимера, делятся на две группы: а) механиче-
ское смешение компонентов в вязкотекучем состоянии; б) поли-
меризационные методы.
Механическое смешение осуществляется на специальном сме-
сительном оборудовании, которое обеспечило бы наилучшее дис-
пергирование каучука (см. главу 6).
Полимеризационный метод наиболее эффективен для получе-
ния ударопрочных полимеров. Он применим в тех случаях, когда
условия полимеризации обеспечивают не только эффективность
самого процесса, но и определенную степень сополимеризации
мономеров или привитой сополимеризации компонентов. По-
следнее обеспечивает необходимую прочность связи фаз в МФС.
Этим способом получают лучшие сорта УПС, а также АБС-пла-
222
стики и ударопрочные ЭС. Наиболее характерен процесс получе-
ния УПС.
Готовят раствор полибутадиенового эластомера (ПБ), взяв в
качестве растворителя мономер — стирол. В раствор вводят пе-
роксидные инициаторы и регуляторы полимеризации. Нагрева-
ние при интенсивном перемешивании приводит к образованию
ПС и привитого сополимера на полибутадиене. ПС несовместим
с ПБ, поэтому при достижении сравнительно небольшой молеку-
лярной массы ПС (конверсия около 2 %) начинается расслаива-
ние реакционной смеси: в виде капель выделяется раствор ПС в
стироле. Привитой сополимер стабилизирует капли, концентри-
руясь в МФС. С ростом количества ПС растет и число капель ПС,
так что в определенный момент происходит обращение фаз: рас-
твор ПБ в стироле переходит в капельное состояние, а матрицей
оказывается раствор ПС в стироле. Обращению фаз способствует
также и то, что вязкость капель в исходной системе меньше вяз-
кости непрерывной фазы, так что обращение фаз приводит к пе-
реходу маловязкой фазы в непрерывную. Наблюдается общее
снижение вязкости смеси.
Инверсия фаз приводит к возникновению микроэмульсии
раствора ПС в каплях раствора ПБ (рис. 9.16).
Обращение фаз происходит при конверсии более 30 %, вязкость
при дальнейшей полимеризации быстро возрастает, и это приводит
к фиксации возникшей структуры, не меняя ее в принципе.
Рис. 9.16. Микроэмульсия ПС в частице каучука, находящейся в матрице
ПС;
/ — матрица ПС; 2 ~ каучук; 3 — ПС
223
Из рис. 9.16 видно, что при данном содержании эластомера в
УПС реальная объемная доля частиц велика, так как они "разбав-
лены" окклюдированными микрочастицами ПС. Поэтому для дос-
тижения высокой ударной вязкости достаточно 5—8 % эластомера,
тогда как при механическом способе совмещения даже 15—20 %
эластомера не обеспечивают такого же высокого уровня ударной
вязкости.
Таким образом, можно отметить основные требования к оп-
тимальной структуре ударопрочного полимера.
1. Чем больше каучука, тем больше ударная вязкость, однако
одновременно снижается модуль упругости и увеличивается пол-
зучесть, что ограничивает применение материала в качестве кон-
струкционного. Содержание каучука должно быть минимальным,
а число частиц — максимальным, обеспечивающим необходимый
уровень ударной вязкости.
2. Необходим оптимальный размер частиц каучука. Чем боль-
ше частиц в единице объема пластмассы, тем короче путь трещи-
ны до встречи с частицей и тем меньше вероятность разрушения
материала. Минимальный размер частицы ограничен радиусом
кривизны самой вершины растущей трещины: радиус частицы
должен быть больше радиуса кривизны, чтобы трещина вошла в
частицу, а не обогнула ее. Именно этим обстоятельством обуслов-
лено то, что в УПС оптимальный размер частиц составляет 1—
5 мкм, а в АБС-пластиках 0,1—1 мкм.
3. Необходима прочная связь в МФС.
4. Температура стеклования каучука должна быть низкой: чем
ниже TQ каучука, тем большей морозостойкостью обладает ударо-
прочная пластмасса.
5. В связи с тем, что деформация частицы каучука растущей тре-
щиной приводит к частичной диссипации части энергии в вершине
трещины, пространственное сшивание каучука способствует росту
потерянной энергии и благоприятно влияет на ударостойкость.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Кулезнев В. Н. Смеси полимеров. М.: Химия, 1980. 303 с.
2. Полимерные смеси. Сборник: Пер. с англ. / Под ред. Д. Пола, С. Ньюмена.
Т. 1, 2. М.: Мир, 1981. 549 с., 453 с.
3. Кулезнев В. И. Смеси полимеров. М.: Знание, 1984. С. 63.
4. Гуль В. Е., Кулезнев В. Н, Структура и механические свойства полимеров. М.:
Высшая школа, 1991. 420 с.
5. Бакнэлл К. Ударопрочные пластики: Пер. с англ. / Под ред. И. С. Лишанского.
Л.: Химия, 1982. 327 с.
6. Сперлинг Л. Взаимопроникающие полимерные сетки и аналогичные материа-
лы. М.: Мир, 1983. 289 с.
7. Utracky L. Commercial polymer blends. London: Chapman & Hall, 1998. 658 p.
224
8. Липатов Ю. С. Коллоидная химия полимеров. Киев: Наукова думка, 1984. 343 с.
9. Кулезнев В. Н., Кандырин Л. Б., Крохина Л. С., Буканова Е. Ф. // Коллоид, журн.
1971. Т. 33. № 4. С. 539; Кулезнев В. Н., Кандырин Л. Б., Клыкова В. Д. // Кол-
лоид. журн. 1972. Т. 34. № 2. С. 231-234.
10. Чалых А. Е., Герасимов В. К, Михайлов Ю. М. Диаграммы фазового состояния
полимерных систем. М.: Янус-К., 1998. 214 с.
! 1. Догадкин Б. А., Кулезнев В. Н., Тарасова 3. Н. // Коллоид, журн. 1958. Т. 20. № 1.
С. 43.
ГЛАВА 10
ВСПЕНИВАНИЕ ПЛАСТМАСС
Композиционные материалы на основе полимеров, содержащие в
своем составе газовую фазу, называются газосодержащими, или
газонаполненными, полимерными материалами. Они отличаются
легкостью, хорошими тепло- и звукоизоляционными свойствами
и применяются в различных областях техники для снижения мас-
сы конструкций; тепло-, хладо- и звукоизоляции; амортизации и
вибродемпфирования; фильтрации, разделения, поглощения жид-
костей и газов; скрепления сыпучих материалов, декоративной от-
делки, упаковки, а также получения исходных заготовок при соз-
дании новых многостадийных технологий.
Основой структуры газосодержащих материалов является га-
зоструктурный элемент (ГСЭ), состоящий из собственно газовой
ячейки, а также ее стенок и ребер из полимерной фазы, который
повторяется с определенной периодичностью в объеме материала.
В качестве полимерной матрицы могут использоваться как термо-,
так и реактопласты. В зависимости от строения ГСЭ структура ма-
териала может быть закрыто- и открытопористой (рис. 10.1).
Газосодержащие полимерные материалы по структуре можно
разделить на четыре группы: с закрытопористой структурой — пе-
нопласты (рис. 10.1, а); с открытопористой структурой — поро-
zT
Рис. 10.1. Типы структур газосодержащих полимеров:
а — закрытопористая; б — открытопористая; в — интегральная; г — синтактная (с
полыми наполнителями)
15 - Заказ № К-4269
225
пласты (рис. 10.1, б); интегральные пеноматериалы (рис. 10.1, в);
синтактные пенопласты (рис. 10.1, г).
Пеноматериалы, имеющие четко выраженный градиент плот-
ности при переходе от поверхности к сердцевине изделия, изго-
товленного за одну технологическую операцию, называются ин-
тегральными, или структурными. Пенопласты, структура которых
формируется путем введения полых наполнителей, получили на-
звание синтактных пен.
Содержание газовой фазы в пено- и поропластах в зависимо-
сти от способа ее введения, свойств полимерной матрицы и ме-
тода переработки может достигать 98 % (об.), что позволяет регу-
лировать их плотность в широких пределах: практически от плот-
ности полимера до плотности газовой фазы (плотность воздуха —•
1,3 кг/м3).
По значению кажущейся плотности у пеноматериалы делятся
на: сверхлегкие (у ~ 10-5-50 кг/м3), легкие (у - 50ч-150 кг/м3), сред-
ней плотности (у= 150-5-400 кг/м3), плотные (у= 400-5-700 кг/м3) и
сверхплотные (у > 700 кг/м3).
В зависимости от значения кажущегося модуля упругости газо-
содержащие материалы подразделяют на эластичные и жесткие.
Эластичные пеноматериалы при 50 %-й деформации сжатия имеют
значение напряжения менее 0,01 МПа, а жесткие — более 0,15 МПа.
10.1. ПОЛУЧЕНИЕ ГАЗОСОДЕРЖАЩИХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Пенс- и поропласты получают из композиций на основе олиго-
меров и полимеров содержащих растворенную газовую фазу или
компоненты, способные в условиях переработки образовывать га-
зообразные продукты и поры (газообразователи, порофоры, вспе-
нивающие агенты, вымываемые наполнители, полые и пористые
наполнители и т. д.).
Полимерные композиции для получения газосодержащих ма-
териалов кроме основных компонентов могут содержать целый
ряд соединений и наполнителей целевого назначения: катализа-
торы, ингибиторы и инициаторы процессов полимеризации,
сшивания; эмульгаторы, ПАВ, стабилизаторы, пластификаторы,
антипирены, модифицирующие добавки, красители и т. д.
Формирование газосодержащей структуры может сопровож-
даться вспениванием или происходить без вспенивания.
Основные способы введения газовой фазы в полимеры (оли-
гомеры):
226
— со вспениванием: 1) механическое или пневматическое вби-
вание газа в жидкую композицию при нормальном давлении;
2) введение в жидкие и твердые композиции различных веществ
(газообразователей), выделяющих большое количество газообраз-
ных продуктов при термическом, каталитическом, радиационном
разложении, а также при химических реакциях; 3) насыщение
жидкой композиции инертным газом или легкококипящими жид-
костями под повышенным давлением, испаряющимися при на-
гревании или снятии повышенного давления; 4) выделение газов
в результате химических реакций в самом полимере (олигомере);
— без вспенивания: 1) удаление — вымывание, растворение,
выплавление, сублимация и т. д. — частиц одного из компонентов
ПКМ; 2) наполнение полыми и пористыми наполнителями;
3) частичное спекание пористых и монолитных полимерных по-
рошков; 4) высушивание жидких систем, полученных полимери-
зацией в растворе.
Вспенивание можно вести в неограниченном (свободное вспе-
нивание) или замкнутом (ограниченное вспенивание) объеме.
Существуют два основных механизма вспенивания, заклю-
чающиеся в:
— диспергировании газовой фазы в жидкой системе;
— конденсации (выделении) растворенной газовой фазы из
жидкофазной системы.
Первый механизм в основном реализуется для низковязких
систем (олигомеры, растворы и дисперсии полимеров), а второй —
для вязких расплавов полимеров. Второй механизм является более
сложным и включает в себя не только предварительное распреде-
ление газообразователи (или газа) в полимере, но и такие основ-
ные стадии, как: 1) растворение газа, 2) равномерное распределе-
ние растворенного газа в объеме системы, 3) зарождение газовых
пузырьков, 4) рост пузырьков и 5) фиксация структуры газосодер-
жащего материала.
Фиксация структуры пено- и поропластов может происходить
без изменения химической природы полимера в процессе охлаж-
дения и кристаллизации, а также путем химических реакций (от-
верждения и сшивания).
10.2. ФИЗИКО-ХИМИЧЕСКИЕ ЗАКОНОМЕРНОСТИ ВСПЕНИВАНИЯ
ПОЛИМЕРОВ
В общем случае образование пены, т. е. формирование новой га-
зовой фазы в жидкой среде, связано: а) с изменением химического
15*
227
потенциала системы при введении новой газовой фазы и б) с пре-
одолением поверхностного натяжения на границе раздела фаз.
Термодинамически этот процесс определяется изменением
(снижением) изобарно-изотермического потенциала (—Аб):
Д(7 — ” Дц,
где ог ж — поверхностное натяжение на границе газ — жидкость; Дг ж — площадь
образующейся поверхности; Др — изменение химического потенциала системы.
Диспергирование газовой фазы в жидкой среде приводит к
увеличению 5ГЖ и требует затрат энергии на формирование новой
поверхности. Снижение этих затрат и уменьшение размера пор
достигают, уменьшая огж путем введения в композицию поверх-
ностно-активных веществ (ПАВ). ПАВ стабилизируют образовав-
шуюся пену, замедляя перетекание газа из мелких пор в крупные
в результате снижения перепада давления между ними:
Др = 2агж(1/Л| - 1/Л2),
где Др — перепад давления между мелкими (/?]) и крупными (/?2) пузырьками.
Следует отметить, что этот перепад давления является причи-
ной утечки газа из поверхностных пор изделия в окружающую
среду (/?2 °°). Адсорбционные слои ПАВ на поверхности пу-
зырьков снижают коэффициент диффузии газов и способствуют
стабилизации структуры пены. Все это позволяет продлить жизнь
пены до ее физической или химической фиксации.
Вспенивание по конденсационному механизму определяется
закономерностями растворения газов и паров в полимерах, выде-
лением газовой фазы и диффузией газов из полимеров.
Растворимость газов в низкомолекулярных жидкостях или оли-
гомерах и в жидких полимерных растворах и расплавах описывается
законом Генри: с — к/p, где с — концентрация газа, к — коэффици-
ент растворимости, р — давле-
ние газа (рис. 10.2) При изме-
нении температуры Т коэф-
фициент растворимости газов
изменяется и рассчитывается
по экспоненциальной зависи-
мости к~ k[pxv(—Qv/RT), где
Qy — теплота растворения
Рис. 10.2. Зависимость раствори-
мости газа в ПС от давления:
7 — N2 (170 °C); 2 — Н2 (170 °C); 3 -
Н2 (72 °C); 4 - С2Н4 (170 °C); 5 -
СО2 (170 °C)
228
при постоянном объеме, /? — универсальная газовая постоянная,
А'о — константа. Снижение давления и повышение температуры
приводит к уменьшению растворимости газа в полимере и его вы-
делению в виде пузырьков.
На растворимость и диффузию газов через стенки пор влияет
химическая природа полимера и газа. Для широко используемых
неполярных и слабополярных газов и паров (Н2, С4Н10, СО2, N2)
коэффициенты растворимости и диффузии уменьшаются с уве-
личением полярности полимера.
Наличие пузырьков нерастворившегося газа в полимере при-
водит к их быстрому росту при сбросе давления и формированию
неоднородной структуры пеноматериала, а также разрушению
тонкостенных изделий. Поэтому при свободном вспенивании по-
лимера должно соблюдаться условие:
р > Гт/к,
где р — давление в рабочей зоне агрегата; Г — объем 1 г газа или газообразных про-
дуктов, выделяющихся из 1 г химического газообразователя (газовое число); т —
массовая доля газообразователя.
Скорость выделения газов из жидкой фазы определяется не
только диффузионными процессами, но и реологическими свой-
ствами жидкости (ее вязкостью), так как при росте пузырька не-
обходимо преодолеть вязкое сопротивление среды. Выделение га-
зовой фазы из перенасыщенного раствора происходит не мгно-
венно, а в течение определенного времени, что и позволяет полу-
чить собственно пену.
Термодинамические условия образования одного пузырька га-
за характеризуются уравнением:
~ аг ж^г ж —
где &Z — изменение изобарно-изотермического потенциала ; ог ж — поверхност-
ное натяжение (поверхностная энергия) жидкости; 5Г х — поверхность раздела фаз
газ — жидкость, приходящаяся на один газовый пузырек; Др — изменение хими-
ческого потенциала системы при фазовом переходе; Йп, Им — объемы пузырька и
одного грамм-моля газа (Ип/Им — число грамм-молей газа в пузырьке).
Изменение химического потенциала определяется как
Дц = АЛпО^рз) = /?71п е,
где е = Px/p'i — степень пересыщения или недосыщения полимерной фазы газом;
Д| — давление газа, соответствующее насыщению; р^ — внешнее давление.
Таким образом,
з
AZ = 4я(Атг ж — 2?Tin £ • ур- ).
J "м
Первая производная этого уравнения по радиусу г дает вели-
чину критического радиуса гкр газового пузырька, возникающего
в полимерной фазе:
229
mi
2стг v И.
__ г ж м
кр ~ "АЛпё’ *
Расчеты показывают, что гкр должен иметь значение порядка
10-2— 1СГ! мкм и такой пузырек должен содержать Ю6—10'1 мо-
лекул газа. Однако вероятность образования таких зародышей
близка к нулю. В связи с этим зарождение газовой фазы проис-
ходит, как правило, на гетерогенных центрах (флуктуации плот-
ности) или на твердых высокодисперсных наполнителях, вводи-
мых в качестве зародышеобразователей газовой фазы. В послед-
нем случае термодинамические условия образования газовой фа-
зы можно записать в виде:
з
AZ = х — R71 п е * ~у~ )(2 + 3cos 0 — cos3 0),
И
где 0 — угол смачивания наполнителя матрицей (дисперсионной средой).
После образования зародышей газовой фазы ее дальнейший
рост происходит самопроизвольно, так как при г > гкр значение
AZ уменьшается. Процесс вспенивания полимерной композиции
можно представить как сумму элементарных актов расширения
большого количества пузырьков до достижения равновесия между
давлением газа внутри пузырька и упругостью полимера (свобод-
ное вспенивание) или внешним давлением, возникающим при за-
полнении заданного замкнутого объема формы (ограниченное
вспенивание).
Работа по расширению газа внутри пузырька затрачивается на
образование новой поверхности и на преодоление вязкого сопро-
тивления среды.
При вспенивании одновременно с ростом газового пузырька,
что ведет к уменьшению общей поверхности раздела фаз, наблю-
даются слияние пузырьков и диффузия (утечка) газа через стенки
полимерной ячейки. Диффузия и сорбция, а следовательно, и га-
зопроницаемость определяются природой газа, а также химиче-
ской и физической структурой полимера. Неполярные газы (Н2,
N2, О, Не, Аг) обладают незначительной диффузией и раствори-
мостью в полярных полимерах (ПА, полиацетали, ПАН, поли-
сульфиды и др.).
Газопроницаемость полимеров снижается с ростом кристал-
личности и межмолекулярного взаимодействия (ароматические
ПА, полипиромеллитимиды, сетчатые ФФС, ЭС, полиэфирные
смолы и др.). Из жестких полимеров пространственно-сетчатой
структуры наименьшей газопроницаемостью обладают отвер-
жденные олигоэфирные и фенолоформальдегидные олигомеры,
230
наиболее высокой — силиконовые полимеры. Коэффициент
(азопроницаемости для таких систем меняется от 10-13 до
10-8 (см3/см2)' [см/(с • атм)]. Газопроницаемость возрастает при
увеличении сегментальной и молекулярной подвижности в поли-
мерах. Введение пластификаторов повышает значение коэффици-
ентов диффузии Д растворимости к и газопроницаемости, что за-
трудняет получение материалов с равномерной микроячеистой
структурой, но способствует формированию сообщающихся яче-
ек (поропластов).
Обычно фактор вязкого сопротивления превалирует:
- ехр(Дрт/г|)],
где — радиус растущего пузырька; Rp — равновесный радиус пузырька; т — время
роста пузырька; Ад — избыточное давление газа в пузырьке; -q — вязкость среды
вспенивания.
При низкой вязкости увеличение скорости роста пузырька
приводит к формированию структуры материала, неоднородной
по размеру пузырьков. Причем на заключительных стадиях фор-
мирования структуры при большом содержании газа (более 89 %)
наблюдается разрушение стенок ячеек и образование ретикуляр-
ных пен, образованных сопряженной системой тяжей (рис. 10.3).
Учитывая, что вязкость системы непрерывно возрастает в про-
цессе охлаждения или химической реакции отверждения, газовый
пузырек не достигает своего равновесного размера Rp. Параметры
структуры материала определяются кинетикой роста газового пу-
зырька и нарастания вязкости, что приводит к формированию по-
лидисперсной структуры. В качестве среднестатистической величи-
ны, характеризующей вспенивание, используют степень или крат-
ность вспенивания кв, которая равна отношению объема получен-
ного пенопласта V к объ-
ему исходной компози-
ции Vo (т. е. кв = V/Vq).
Кратность вспенивания
.для полимерных компо-
зиций может изменяться
от 1,5 до 400.
Для получения ста-
бильной и устойчивой
Рис. 10.3. Микрофотогра-
фия эластичного ретику-
лярного открытопористого
пенополиуретана с кажу-
щейся плотностью 36 кг/м3
231
структуры пеноматериала давление р\, развиваемое внутри газового
пузырька, не должно превышать разрушающего напряжения при
растяжении полимерной стенки ячейки (ор)ст: р\ < 2(ор)ст * d/Rp
(6 — толщина стенки ячейки).
10.3. ВСПЕНИВАЮЩИЕ ВЕЩЕСТВА - ГАЗООБРАЗОВАТЕЛИ
Различают химические (ХГО) и физические (ФГО) газообразова-
тели (ГО). Важнейшими характеристиками ГО являются: газовое
число (Г); начальная температура разложения (твердые ГО) или
кипения (жидкие ГО); температурный интервал максимальной
скорости разложения; скорость и кинетика газовыделения; давле-
ние, развиваемое газом [2].
Газовое число — это приведенный к нормальным условиям
объем газа, выделяющегося при превращении 1 г газообразовате-
ля (мл/г, см^/г) в единицу времени (1 мин) при температуре мак-
симального газовыделения.
Физические газообразователи — это собственно газы и веще-
ства, выделяющие газы в результате физических процессов (ис-
парение, десорбция) при повышении температуры и снижении
давления, ФГО должны быть инертными по отношению к ком-
понентам композиции и экономически доступными, легко рас-
творяться и смешиваться, иметь низкие теплоемкость, скрытую
теплоту газообразования и скорость диффузии.
К ФГО относятся низкокипящие летучие жидкости, алифати-
ческие и галогенированные углеводороды, в том числе фреоны
(хладоны), низкокипящие спирты, простые эфиры, кетоны, аро-
матические углеводороды, а также высокопористые сорбенты, на-
сыщенные газами и низкокипящими жидкостями. Применение в
качестве вспенивающих агентов собственно газов позволяет зна-
чительно упростить технологию получения пеноматериалов.
Для газов, легко растворяющихся в полимерах (NH3, СО2), не
требуется создания высоких давлений (достаточно давления не
более 0,5—2 МПа), а для таких растворимых газов, как N2, Н2, Не
и др., необходимы давления порядка 10—30 МПа и выше. Эти га-
зы используют для получения некоторых видов пенопластов сред-
ней кажущейся плотности на основе ПВХ, ПС и ПО.
В качестве ФГО нашли применение бутан (Ткип = -0,5 °C),
пентан (30—38 °C), гексан (65—70 °C), гептан (96—100 °C), толуол
(110—112 °C), метиленхлорид (40 °C), трихлорэтилен (87 °C), три-
хлорфторметан — фреон-11 (24 °C), трифторхлорметан — фреон-
232
13 ( -81 °C), 1,2,2-трихлортрифторэтан — фреон-113 (47 °C). В за-
висимости от конечной кажущейся плотности пеноматериала со-
держание ФГО может составлять 2—20 мае. ч., при этом кажущая-
ся плотность пенопластов уменьшается с 350 до 20 кг/м3.
Химические газообразователи — вещества и их смеси, выде-
ляющие газ в результате: 1) процессов термического разложения
(порофоры) или 2) химических реакций взаимодействия компо-
нентов композиции.
Основные требования к ХГО сводятся к следующему: темпе-
ратура разложения ХГО должна быть близка к температуре плав-
ления или отверждения полимера; газ должен выделяться в узком
температурном интервале.
Основными представителями ХГО первого типа являются ам-
монийные соли минеральных и органических кислот; гидрокар-
бонаты и карбонаты щелочных или щелочноземельных металлов,
а также различные ароматические, жирно-ароматические и али-
фатические азо- и диазосоединения, диазоамиды, разлагающиеся
по следующим схемам:
I. (NH4)2CO3 т-+с 2NH3T + СО2Т + Н2О;
карбонат
аммония
2. (NH4)HCO3 Г^С NH3T + СО2Т + Н2О;
гидрокарбонат
аммония
CN CN CN
(CH3)2<L-N=N-C(CH3)/—Sfc2(CH3)2t’+ N2T;
азоди изобутиронитрил
(порофор ЧХЗ-57)
О О
II II
H2N-C-N=N-C-NH2
азодикарбоксамид
r*N;T + СОТ + NH2CONH2
Т= 19(Ь-240°С 2 22
l»-n2T + HNCO + NH2CONHNHCONH2
(порофор ЧХЗ-21)
К ХГО второго типа относятся вещества, выделяющие газы в
результате химического взаимодействия компонентов компози-
ции (например, смеси порошков металлов, карбонатов) с органи-
ческими и минеральными кислотами:
I. 6С19Н29СООН + 2А1 2(С]9Н29СОО)3А1 + ЗН2Т;
канифоль
2. 2Ci9H29COOH + СаСО3 (С19Н29СОО)2Са + СО2Т + Н2О.
канифоль
233
Пенополиуретаны образуются обычно в результате реакции
гидроксилсодержащих смол (полиолов), диизоцианата и воды:
О О ОКНО
II II II I I II
nC=N—R— N=C + иНО-R'-OH -(-O-C-N-R-N-C-O-R'-O^
диизоцианат полиол полиуретан
В реакции диизоцианата с водой образуются мочевина и ди-
оксид углерода:
О О ОНО
II Д II I II
C=N-R-N=C + НОН -> C=N—R—N—С—ОН
О НО О
II I II II
C=N-R-N-C-OH C=N-R-NH2 + СО2?
О О 0 0 О О
II II II II II II
C-N- R -NH2 + C=N-R-N=C C=N-R-N-C-N-R-N=C
Н Н
Широкое применение для вспенивания ПВХ, ПС, ПЭ, фено-
пластов, полиизоцианатов, ПВА, полиэпоксидов, ПА, полиакри-
латов, производных целлюлозы, каучуков и резин получили по-
рофоры ЧХЗ-57 иЧХЗ-21.
Азоди карбоксамид — торговое название ЧХЗ-21 (РФ), R-125,
R-200 (США) — является одним из наиболее эффективных высо-
котемпературных ХГО: температура разложения 190—240 °C, газо-
вое число 230—270 мл/г, плотность 1,53—1,66 г/см3, не растворя-
ется в обычных растворителях и пластификаторах. Кинетика его
разложения показана на рис. 10.4. В последнее время в качестве
высокотемпературного ХГО используются соли азодикарбоновой
кислоты, например азодикарбонат натрия (ЧХЗ-24) с Гразл ~
- 280-5-320 °C и газовым числом 177 мл/г. Содержание этих поро-
форов в композициях обычно составляет 2—5 % (мае.) и опреде-
ляется заданной кажущейся плотностью пенопласта и методом
переработки. Кинетика газовыделения вспенивающими вещест-
вами хорошо описывается экспоненциальной зависимостью вида:
Кг = Г[ 1 — ехр(—оНя)Г
где а, а — параметры, зависящие от природы ГО и условий вспенивания.
Следует отметить, что кинетика газовыделения и кинетика
вспенивания полимера существенно различаются вследствие пре-
одоления вязкостных сил при росте газового пузырька в полимер-
ной матрице и диффузии газа через полимерные стенки ячеек.
При переработке композиции с порофорами время подготов-
ки расплава должно превышать время разложения порофора.
234
Рис. 10.4. Кинетика выделения
[азообразных продуктов при
разложении вспенивающего
агента — азодикарбоксамида —
при разных температурах (чис-
ла у кривых)
Для снижения темпера-
туры и увеличения скорости
разложения порофоров с це-
лью приближения их к пара-
метрам переработки компо-
зиций используют активато-
ры разложения. Например,
наиболее эффективными активаторами разложения ЧХЗ-21 и ана-
логичных ему порофоров являются мочевина, оксиды металлов,
стеараты и ацетаты цинка и свинца при содержании до I % (мае.).
Созданию пеноматериалов с однородной мелкоячеистой струк-
турой (особенно при физическом вспенивании) способствует вве-
дение зародышеобразователей. Их роль заключается в облегчении
возникновения и увеличении числа одновременно растущих пу-
зырьков. В качестве зародышеобразователей чаще всего применя-
ют высокодисперсные порошки талька, диоксида кремния (аэро-
сил), диоксида титана, цитрат натрия и др.
10.4. ПЕРЕРАБОТКА ГАЗОСОДЕРЖАЩИХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
Переработку газосодержащих материалов можно вести практиче-
ски всеми методами переработки пластмасс. Основными условия-
ми проведения процесса переработки являются обеспечение вспе-
нивания материала и фиксация его пористой структуры. В связи
с этим параметры процессов переработки пеноматериалов и их
конструктивное оформление отличаются от аналогичных пара-
метров для полимеров.
Первые полимерные пены были получены механическим дис-
пергированием воздуха в растворах отверждающихся олигомеров.
В настоящее время такие пены изготавливают из аминоформаль-
дсгидных олигомеров, реже — из латексов каучуков и пластизолей
ПВХ, имеющих низкую вязкость (до 10 Па-с). В этом случае
очень важна роль правильного выбора пенообразователя — ПАВ.
Наибольшее распространение получили ПАВ: жирные сульфо-,
сульфонафтеновые кислоты и их соли, а также алифатические
235
спирты. Этим способом получают сверхлегкие пеноматериалы с
кажущейся плотностью 5-10 кг/м3.
Для более вязких олигомерных растворов и расплавов термо-
пластов указанный способ не пригоден и для их вспенивания ис-
пользуются методы, основанные на выделении (конденсации) га-
зовой фазы в объеме полимера.
Наибольшее распространение получил способ свободного
вспенивания с использованием физических и химических газооб-
разователей (заливка в форму, напыление, беспрессовая техноло-
гия и т. д.). Он основан на заливке (или засыпке) в форму жидкой
(или порошкообразной твердой) массы, содержащей газообразо-
ватель, которая затем при атмосферном давлении и нагревании
плавится (для твердой массы), вспенивается и заполняет весь объ-
ем формы пеной. Этими методами изготавливают изделия из пе-
нополиуретанов (ППУ), вспененного ПС (ПСВ), пластизолей
ПВХ, фенолоформальдегидных, эпоксидных, кремнийорганиче-
ских смол. Отверждающиеся олигомеры и пластизоли ПВХ вспе-
нивают с помощью ХГО, а структура пеноматериалов фиксирует-
ся при сшивании желатинизации соответственно. ППУ вспени-
вают диоксидом углерода, выделяющимся при реакциях изоциа-
натов с водой. Для повышения пористости в рецептуру добавляют
также ХГО.
Подъем пены (вспенивание) требует длительного прогрева, и
для изделий, полученных этим методом, характерно образование
более плотной, чем остальной материал, поверхностной корки
вследствие диффузии газа в него из поверхностных пузырьков.
Этим способом можно получать легкие и сверхлегкие пеномате-
риалы, в том числе и с интегральной структурой.
Беспрессовая технология вспенивания ПС (гранул, бисера)
имеет свои особенности и включает стадии предварительного
подвспенивания, выдержки на воздухе, окончательного вспени-
вания, монолитизации, сушки и выдержки для удаления взрыво-
опасного ФГО. В этой технологии используются специальные
марки ПСВ, содержащие 3—5 % легкокипящего углеводорода (бу-
тана, пентана). Подвспенивание проводится при температуре,
близкой к стеклованию ПС. При выдержке гранул на воздухе по-
ры дополнительно насыщаются газом, что увеличивает кратность
вспенивания на стадии окончательной обработки гранул острым
паром непосредственно в форме, где происходит сплавление от-
дельных вспененных гранул и придание изделию формы. Ограни-
чивая кратность вспенивания, можно регулировать структуру и
плотность изделия (рис. 10.5).
236
Рис. Ю.5. Влияние кратности вспе-
нивания къ и среднего диаметра
пор d на кажущуюся плотность у
пенопластов (ПСВ)
Более высокой однородно-
стью структуры, повышенны-
ми механическими характери-
стиками обладают пенопласты,
изготовленные по прессовой
технологии. В этом случае рас-
плав полимера с ХГО (реже
ФГО) нагревается и выдержи-
вается под давлением (для по-
давления вспенивания) до пол-
ного разложения газообразова-
теля и растворения газообразных продуктов в полимере, а затем
при сбросе давления происходит вспенивание. Структура фикси-
руется в результате повышения вязкости полимера при охлажде-
нии. Этим методом изготавливают пеноматериалы из ПЭ, ПП,
ПУ, ПС и других термопластов. Отсутствие свободной поверхно-
сти у пены и высокая скорость ее подъема снижают возможность
образования плотной корки. Таким методом получают легкие и
сверхлегкие пенопласты.
Обычные экструзионные установки пригодны для получения
из композиций с ХГО изделий с пористостью не более 40—50 %.
Низкие давления в рабочей зоне экструдера (около 10 МПа) не
обеспечивают полного растворения выделяющихся газов, что
приводит к разрыву пузырьков при сбросе давления и утечки газа
на выходе экструдата. При вспенивании массы в экструзионной
головке слои расплава, находящиеся вблизи стенок в зоне малых
скоростей и больших напряжений сдвига, вспениваются в боль-
шей степени. Однако на выходе из головки значительная часть га-
за уходит в атмосферу, и поверхность изделия может разрушаться.
В связи с этим увеличение содержания ХГО более 1—1,5 % ведет
к ухудшению качества поверхности экструзионного изделия и
снижению пористости. Введение в расплав полимера с ХГО сма-
зок приводит к изменению механизма течения материала от объ-
емного к пробковому. Это позволяет снижать напряжение сдвига
в поверхностных слоях и получать изделия с высоким качеством
поверхности и пористостью до 70 %.
Для получения сверхлегких экструзионных пеноматериалов и
изделий необходимы специальные конструкции установок —
237
двухкаскадные, обеспечивающие дозировку ФГО (бутан, фреоны)
под высоким давлением в расплав полимера (первый каскад), по-
степенный сброс давления и вспенивание массы в закрытом объ-
еме с одновременным снижением температуры (второй каскад) и
экструзию вспененной массы через специальную головку. Такая
схема позволяет получать изделия из полиолефинов с плотностью
до 30 кг/м3.
Возможности изготовления вспененных изделий методом ли-
тья под давлением по диапазону плотности ограничены. При ли-
тье под давлением можно реализовать два режима: литье при не-
высоких давлениях собственно пены, которая получена в нагре-
вательном цилиндре машины, и литье расплава с растворенным
газом под большим давлением с последующим вспениванием
массы в литьевой форме. Давление в литьевой машине при впры-
ске (150—200 МПа) достаточно для растворения необходимого
количества газа, однако пористость литьевых изделий не превы-
шает 50 %. Тонкостенные изделия толщиной до 1,5 мм практиче-
ски не вспениваются. При впуске материал вблизи холодных сте-
нок формы охлаждается со скоростью до 400 °С/с, что полностью
подавляет вспенивание в результате быстрого роста вязкости. Чем
интенсивнее охлаждение, тем толще монолитная поверхностная
корка у изделия (интегральная структура). В центральной части
толстостенного изделия возможна коалесценция пузырьков,
вплоть до образования полости. Неравномерность охлаждения и
перепад давления по длине формы также приводят к неоднород-
ности структуры изделия.
Известны случаи, когда удавалось получить изделия с порис-
тостью до 70 %. Этому способствует быстрое заполнение формы
при невысоких давлениях, подогрев формы, удлинение цикла ли-
тья, увеличение толщины изделия и введение смазок.
Получение легких изделий возможно при литье пены в горя-
чую форму при низких давлениях. Так перерабатывают компози-
ции на основе сэвилена со сшивающими агентами. Структура пе-
номатериала в форме фиксируется химическим сшиванием, ко-
торое осуществляется по всему объему, что позволяет получать
изделия с однородной структурой и кажущейся плотностью менее
100 кг/м3.
Особое место занимают пеноматериалы, полученные введени-
ем в полимеры полых микросфер. В промышленности выпускают-
ся стеклянные, фенолоформальдегидные и керамические полые
микросферы размером от 50 до 500 мкм. Такие пеноматериалы от-
личаются повышенной прочностью, закрытопористой структурой
и высоким модулем упругости.
238
Пористые материалы с открытопористой структурой получают
из дисперсно-наполненных ПКМ, содержащих вымываемые и
разлагающиеся наполнители, которые удаляют из сформованных
изделий.
10.5. СВОЙСТВА ВСПЕНЕННЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
10.5.1. Параметры структуры
Параметры структуры и природа полимерной матрицы определя-
ют свойства вспененных материалов. К основным параметрам пе-
нопластов относятся: кажущаяся плотность у, объемная доля по-
лимерной (<рп) и газовой (<рг) фаз, размер d и число У ячеек, тол-
щина стенок ячеек 8, толщина t и длина / тяжей ячеек, форма и
упаковка ячеек, удельная поверхность 5уд и доля открытых и за-
крытых ячеек [3].
Объемные доли <рп и (рг для пенопластов рассчитывают по зна-
чениям кажущейся плотности как <рг = 1 — у/p и <рп — у/p (р —
плотность исходного полимера). Кажущаяся плотность вспенен-
ного полимерного материала зависит от содержания газовой фазы
и определяется по правилу аддитивности: у = р<рп + уг<рг (уг — плот-
ность газовой фазы, которая равна для воздуха 0,00129 г/см3; для
азота и оксида углерода — 0,00125, диоксида углерода — 0,00198,
паров этилового спирта — 0,00003 г/см3). Самыми легкими пено-
пластами, получаемыми в промышленности, являются пены на
основе мочевинеформальдегидных смол под названием Мипора
М и Н, которые имеют у = 54-10 кг/м3, а разрушающее напряжение
при сжатии (ор)сж = 0,025 МПа и коэффициент теплопроводности
к = 0,025 Вт/(м • К). Для пеноматериалов различной структуры ка-
жущаяся плотность может изменяться от 3 до 900 кг/м . Ее можно
определить через другие параметры структуры: у = л8р/б/.
Для монодисперсных сферических ячеек пенопласта обоб-
щенная зависимость средней толщины стенок 8 от среднего диа-
метра d ячеек выражается формулой:
§ = У_Д-----[).
Ч/1-у/р J
Число ячеек в единице объема N является функцией их раз-
мера и кажущейся плотности:
№ =1,91Ц^е.
па /6 а
239
Для большинства пенопластов в 1 см3 содержится от 1200 до
12 000 ячеек размером 50—100 мкм. При содержании газовой фа-
зы >74 % разрушаются стенки ячеек, и структура пористого мате-
риала формируется из тяжей толщиной t и длиной /, представляя
предельный случай вспенивания — ретикулярные поропласты.
Удельную внутреннюю поверхность пенопластов с одномодаль-
ными сферическими газовыми включениями можно рассчитать как
5уд = 6(1 — y/p)J. Она определяет сорбционные свойства пеномате-
риалов с открытопористой структурой. Форма и упаковка ячеек за-
висят от содержания газовой фазы, т. е. от кажущейся плотности.
С увеличением содержания газовой фазы структура пеномате-
риала самопроизвольно меняется. Наблюдается изменение упа-
ковки частиц и переход от сферической формы газовой частицы
(при содержании газовой фазы до 74 %) к ячеистой структуре, об-
разованной многогранниками с плоскими гранями (пленками)
постоянной толщины и тяжами (при содержании газовой фазы
более 89 %). Строение ячеек в пенах определяется энергетически-
ми факторами (минимизация энергии) и законами симметрии
пространственных систем. Минимальную поверхностную энер-
гию имеет ячейка с минимальной площадью поверхности, кото-
рая ограничена 14 гранями. Однако из условия симметрии следу-
ет, что ячейка в легких пенопластах (у < 50 кг/м3) представляет со-
бой пентагондодекаэдр, состоящий из 12 пятиугольных граней.
Это подтверждается строением эластичных и жестких ПГТУ с ка-
жущейся плотностью 36 кг/м3. Переход от сферического к поли-
эдрическому строению ячейки для большинства пенопластов про-
исходит при у < 300-^380 кг/м3.
10.5.2. Механические и теплофизические свойства
Деформационные и прочностные свойства полимерных пенома-
териалов можно изменять в широком интервале путем введения
сшивающих агентов, пластификаторов, модификаторов и т. д.,
получая эластичные, полужесткие и жесткие пенопласты.
Механические свойства вспененного полимера в равной сте-
пени определяются как параметрами структуры, так и механиче-
скими свойствами полимерной матрицы [4]. На упругие свойства
пеноматериала оказывают влияние модуль упругости полимерной
матрицы Еп и кажущаяся плотность пенопласта (рис. 10.6).
Широкое распространение нашло классическое соотношение,
связывающее упругие свойства жестких пеноматериалов с их
плотностью:
240
Рис. 10.6. Зависимость приве-
денного модуля упругости пе-
номатериалов (пенорезины,
пенополивинилхлорида, пе-
нополиуретана, пеноэпокси-
да) при сжатии от приведен-
ной кажущейся плотности
£ = kf = Еп<р” ,
где к и п — константы (для жест-
ких пенопластов п = 2, для эла-
стичных п = 1,4).
Модуль пеноматериа-
лов можно рассчитать по
упрощенной формуле с
учетом "живого" сечения:
^км = 1 ~ Фг/Фтах
1 + <рг +
При рассмотрении несущей способности жестких пенопластов
следует различать разрушение при превышении разрушающего на-
пряжения (реализуется при растяжении) и вследствие потери ус-
тойчивости ГСЭ (реализуется при сжатии). Прочность пенопласта
при растяжении оп связана с прочностью полимерной матрицы
(ор)п и объемной долей полимера, образующего тяжи (<рт = О,5у/р):
°р = (^р)пФг«/ = (°р)п • 0,5(г/р)ду ~ 0,24(ор)пу/р,
где а — коэффициент, учитывающий способ изготовления образца и равный 0,7—
0,8; J — коэффициент ориентации тяжей, j ~ 0,64.
При сжатии прочность пенопласта (рис. 10.7) можно рассчи-
тать по формуле:
_ 0,2285 Еп(у/р)2ц ~ ОЦУ^Су/р)2
°С /1 2ч°,5 ~ 2 0-э * 5 ’
(l-vn) O-Vn)
где v„ — коэффициент Пуассона полимерной матрицы.
Низкие значения теплофизических характеристик полимерных
пенопластов предопределяют их применение в качестве тепло- и
хладоизоляционных материалов. Коэффициент теплопроводно-
сти пеноматериалов можно рассчитать по формуле:
э = + ~ 2фн(^м ~ ^н)
2Ч + Хн-Ьфн(Хм-Хн) ’
где X, Хм, — коэффициенты теплопроводности пеноматериала, полимерной
матрицы и наполнителя (газа) соответственно.
16 Заказ № К-4269
241
Рис. 10.7. Зависимость приведен-
ной прочности пенопластов при
сжатии от приведенной кажущейся
плотности
Для полимеров значение ко-
эффициента теплопроводности
меняется от 0,1 до 0,3 Вт/(м • К),
а для различных газов — от
0,014 (диоксид углерода) до
0,023 Вт/(м • К) (воздух). Коэф-
фициент теплопроводности пе-
номатериалов с кажущейся
плотностью 5—500 кг/м , полу-
ченных на основе различных полимеров, изменяется в диапазоне
от 0,02 до 0,05 Вт/(м • К).
Разнообразие технологий получения пеноматериалов позво-
ляет изготавливать из полимеров как в производственных усло-
виях, так и непосредственно на месте применения легкие изделия
любых размеров и форм, обладающие уникальным сочетанием
эксплуатационных свойств.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Берлин А. А., Шутов Ф. А. Химия и технология газонаполненных высокополи-
меров. М.: Наука, 1980. 503 с.
2. Берлин А. А., Шутов Ф. А. Пенополимеры на основе реакционноспособных
олигомеров. М.: Химия, 1978. 365 с.
3. Дементьев А. Г., Тараканов О. Г. Структура и свойства пенопластов. М.: Химия,
1983. 286 с.
4. Прикладная механика ячеистых пластмасс / Под ред. Н. К. Хильярда: Пер. с
англ. / Под ред. В. П. Карливана. М.: Мир, 1985. 360 с.
ГЛАВА I 1
ПЛАСТИФИКАЦИЯ ПЛАСТМАСС
Пластификация является одним из способов физической моди-
фикации полимеров, заключающимся во введении жидких ве-
ществ (пластификаторов) с целью повышения эластичности, пла-
стической деформации, морозостойкости, ударной прочности и
снижения вязкости для улучшения перерабатываемое™ полимер-
ных материалов.
242
При пластификации уменьшается межмолекулярное взаимо-
действие и увеличивается молекулярная подвижность в полимере
в результате образования новых связей полимер — пластификатор
и собственно благодаря присутствию пластификатора.
В результате пластификации уменьшается модуль упругости,
снижается температура текучести и вязкость полимеров, что по-
зволяет перерабатывать жесткоцепные полимеры в изделия тра-
диционными методами. В ряде случаев эти две задачи могут ре-
шаться одновременно.
Химическое строение, структура и физическое состояние по-
лимера и пластификатора влияют на их совместимость, на про-
цесс пластификации и его эффективность.
Наибольший эффект достигается при пластификации аморф-
ных полимеров. В кристаллизующихся полимерах пластифициру-
ется только аморфная часть, и эффективность пластификации за-
висит от степени кристалличности. Пластификация полимеров
сетчатой структуры (реактопластов, сшитых термопластов, вулка-
низатов) определяется параметрами их структуры. При невысокой
степени сшивания полимер способен удерживать большое коли-
чество пластификатора, и эффективность пластификации доста-
точно высока. С увеличением степени сшивания эффект пласти-
фикации снижается вследствие ограничения растворимости пла-
стификатора в полимере, а также из-за уменьшения подвижности
сегментов макромолекул между узлами сшивки.
Пластифицированные полимерные материалы выпускаются
промышленностью в виде пластизолей и пластикатов. Пластизоли
представляют собой концентрированные дисперсии полимеров в
пластификаторах, а пластикаты — термопластичные полимерные
материалы, полученные при пластикации полимера с пластифи-
катором.
11.1. ВИДЫ ПЛАСТИФИКАЦИИ
Пластификатор с полимером может смешиваться в неограничен-
ном (хорошо совмещается) и ограниченном (плохо совмещается)
количествах. Хорошо совместимый пластификатор распределяется
в полимере на молекулярном уровне, образует истинный раствор.
Концентрация насыщенного истинного раствора пластификатора
в полимере (предел совместимости) зависит от термодинамиче-
ского сродства компонентов, режимов пластификации, метода
переработки и условий эксплуатации. Если количество пла-
16*
243
стификатора в полимере превышает предел совместимости, то из-
быток пластификатора выделяется в виде капель в пластифици-
рованном полимере при переработке, хранении и эксплуатации.
Избыточное количество пластификатора в полимере выполняет
роль смазки.
В зависимости от совместимости и распределения пластифи-
катора в полимере различают пластификацию молекулярную (не-
ограниченная смешиваемость полимера с пластификатором) и
пластификацию ограниченно совместимыми пластификаторами.
При молекулярной пластификации пластификатор, введенный
в полимер, уменьшает межмолекулярное взаимодействие в поли-
мере, увеличивает гибкость и подвижность макромолекул. Это
приводит к снижению температур стеклования, текучести и хруп-
кости, а также вязкости, прочности, твердости и теплостойкости
полимера при одновременном увеличении эластичности, дефор-
мации и ударной прочности.
Для полимеров с сильным межмолекулярным взаимодействи-
ем и жесткоцепных полимеров температура текучести Гт выше
температуры разложения или близка к ней, что не позволяет пе-
рерабатывать их в изделия. Методом пластификации удается сни-
зить Тт, вязкость и переработать такие полимеры традиционными
методами. В тех случаях, когда стремятся улучшить перерабаты-
ваемость полимеров без снижения физико-механических харак-
теристик готовых изделий, используют так называемую временную
пластификацию.
При временной пластификации вводимые в полимер модифи-
каторы (реакционноспособные олигомеры, полимеры, твердые,
плавкие при нагревании вещества) только на стадии переработки
играют роль пластификаторов, улучшающих перерабатываемость
материалов. После формования и охлаждения в результате хими-
ческих превращений, стеклования или кристаллизации пласти-
фикатора в изделии образуется сетчатая или гетерогенная струк-
тура модифицированного полимера с высоким уровнем физико-
механических характеристик (прочность, модуль упругости, теп-
лостойкость).
Особое место занимает введение в полимеры пластификато-
ров-смазок. Смазки по своему действию делят на внутренние и
внешние. Внутренние смазки следует рассматривать как избыточ-
ное количество ограниченно совместимого пластификатора, вы-
деляющееся в виде собственной микрофазы в объеме полимера и
улучшающее его текучесть. Внешние (истинные) смазки имеют
низкий предел совместимости с полимером (не более 1,5%). Вве-
дение внешних смазок практически не изменяет температуру
244
стеклования и комплекс физико-механических свойств полиме-
ров, но облегчает их переработку. В присутствии внешних смазок
наблюдается скольжение расплава полимера относительно твер-
дой металлической поверхности по слою смазки, т. е. развивается
так называемое пробковое, или стержневое, течение.
При введении пластификаторов можно наблюдать явление,
обратное эффекту пластификации. Оно проявляется при неболь-
ших количествах (не более 10 %) совместимых пластфикаторов и
сопровождается увеличением модуля упругости, прочности и сни-
жением деформации полимера. Этот эффект получил название
антипластификации и объясняется изменением структуры поли-
мера и пластификатора, проявляющимся в уменьшении свобод-
ного объема и ограничении молекулярной подвижности системы.
На практике с целью регулирования технологических и эксплуа-
тационных свойств часто используют смеси пластификаторов раз-
личной природы и совместимости, т. е. различные виды пласти-
фикации одновременно.
11.2. СОВМЕСТИМОСТЬ ПЛАСТИФИКАТОРОВ С ПОЛИМЕРАМИ
Совместимость пластификатора с полимером — основное усло-
вие, определяющее эффективность, механизм пластификации и
выбор компонентов при создании пластифицированного мате-
риала. Очень часто термин "совместимость" используется как си-
ноним терминов "растворимость" или "смешиваемость".
Термодинамический подход к оценке совместимости базиру-
ется на втором законе термодинамики. Величина изобарно-изо-
термического потенциала G является мерой термодинамического
сродства пластфикатора с полимером. Истинный раствор пласти-
фикатора в полимере образуется только при уменьшении G, т. е.
при условиях ДЖ 0, 7Д5 > 0 или АН > 0, |Д/7| < |7А5]. Знак и аб-
солютная величина AG позволяют оценить степень совместимо-
сти компонентов, а величины АН и AS — вклад энергетического
и энтропийного факторов в процесс пластификации.
При смешении термодинамически совместимых низкомоле-
кулярных жидких пластификаторов с высокомолекулярными по-
лимерами протекают два процесса: набухание и растворение. При
низких температурах (ниже температуры растворения) наблюда-
ется набухание, а выше определенной температуры — растворе-
ние полимера в пластификаторе.
Процесс набухания — это сорбция (поглощение) низкомоле-
кулярного пластификатора полимером, сопровождающаяся уве-
245
Время, мин
Рис. 11.1. Кинетика набухания ПВХ в пластификаторах при 140 °C:
/ — дибутилфталат; 2 — диоктилфталат; 3 — диоктиладипинат; 4 — диоктилсеба-
цинат; 5 — полиэтилсилоксановая жидкость ПЭС-5.
Пунктир — растворение ПВХ в пластификаторе; а — содержание пластификатора
в ПВХ
личением его массы, объема и изменением структуры. Количество
поглощенного полимером пластификатора возрастает во времени
и с увеличением термодинамического сродства компонентов, а
также при повышении температуры (рис. 11.1). Набухание поли-
меров резко увеличивается при температуре выше температуры
стеклования, и при дальнейшем ее повышении начинается про-
цесс растворения (выше температуры растворения). При ограни-
ченном набухании максимальная степень поглощения (равновес-
ная степень набухания) при постоянной температуре определяет-
ся положением точки на диаграмме состояния пластификатор —
полимер.
Таким образом, по кинетике и степени набухания полимера в
пластификаторе можно оценивать термодинамическое сродство
компонентов, определять параметр растворимости и строить диа-
граммы фазового состояния.
246
Параметр растворимости 8. В качестве параметра, определяю-
щего растворимость данного растворителя (пластификатора),
можно использовать предложенный Гильденбрандтом корень
квадратный из плотности энергии когезии, получивший название
"параметр растворимости" 8:
8 = JEJV (Дж/см3)0’5,
где Ек -- энергия испарения; V — мольный объем пластификатора или полимера.
Согласно теории Гильдебрандта, теплота смешения ДЯСМ про-
порциональна (3j — З2)2:
А//см = Ф1Ф2<51 - 52)2К:м>
где ф|, ф2 и §2 — объемные доли и параметры растворимости пластификатора
и полимера соответственно; Исм — общий объем смеси.
Анализ этого уравнения показывает, что чем меньше разность
(8[ - 82), тем лучше совместимость компонентов.
Сопоставление значений параметров растворимости полимеров
и пластификаторов позволяет в ряде случаев выбрать для полимера
хороший (совместимый) пластификатор. Так, ПВХ (8 = 9,7) хоро-
шо пластифицируется диоктилфталатом (8 = 8,91), дибутилфта-
латом (8 = 9,4), диоктилсебацинатом (8 = 8,7); ацетат целлюлозы
(б = 10,9) — диметилфталатом (8 = 10,5); полиамиды (8 = 13,6) —
производными сульфонамида (8 = 11,0); акриловые полимеры (8 =
= 9,2) — дибутилфталатом (8 = 9,4).
Практически для любого пластификатора и полимера можно
рассчитать их параметры растворимости по значениям констант
молекулярного притяжения АТ7 или энергии когезии АЕК по фор-
мулам:
F.-
8 - Lk----или 5 = У —,
Vi
где д£к/ — вклад каждого атома и типа межмолекулярного взаимодействия в энер-
гию когезии; NA — число Авогадро; у, — ван-дер-ваальсовы объемы атомов.
Совместимость пластификатора с полимером ухудшается при
увеличении их молекулярных масс.
Параметр взаимодействия. О совместимости пластификатора
и полимера можно также судить по параметру их взаимодействия
характеризующему энергию взаимодействия, отнесенную к
одному молю пластификатора.
Значение ПРИ разных температурах можно рассчитать как
Х1,2 = ^7^1 ” б2)’
247
где К — мольный объем наименьшего повторяющегося звена полимера; 6] и 32 -
параметры растворимости пластификатора и полимера соответственно.
При %! 2 < 0,55 пластификаторы совместимы ("хорошие", пер-
вичные) или частично совместимы с полимерами, а при 2 > 0,55
можно говорить о частичной совместимости или несовместимо-
сти пластификатора ("плохие", вторичные) с полимерами.
Диаграмма фазового состояния полимер — пластификатор.
Концентрационные и температурные пределы совместимости
пластификатора с полимером можно определить по диаграмме их
фазового состояния. Общий вид диаграммы для системы аморф-
ный полимер — пластификатор (растворитель) представлен на
рис. 11.2. Двухфазные системы полимер — пластификатор обра-
зуются при составах и температурах, находящихся в области (за-
штрихована), ограниченной бинодалью. Внешняя область фазо-
вой диаграммы — область неограниченной растворимости компо-
нентов (однофазная система). При температурах выше критиче-
ской (7кр) оба компонента совместимы при любых соотношениях.
В зависимости от типа пластификатора для каждого полимера Гкр
может находиться как выше, так и ниже температуры эксплуата-
ции. П.2. Общий вид фазовой диа-
граммы системы полимер (П)—
пластификатор (Пл). Пояснение в
тексте
Рис. 11.3. Диаграмма состояния системы полистирол—фталаты [5]:
/ — диметилфталат; 2 — дибутилфталат; 3 — дигексилфталат; 4 — диоктилфталат;
5 — ди нонил фталат; 6 — дидецилфталат
248
ции (Тэ) пластифицированного материала. Если 7’кр < Тэ, то мож-
но вводить неограниченное количество пластификатора в поли-
мер, при этом система будет однофазной и разделения компонен-
тов не происходит.
При ТКу > Тэ количество пластификатора надо соотносить с
предельной температурой эксплуатации во избежание выделения
избытка пластификатора из пластифицированного полимера.
Типичная фазовая диаграмма для систем полистирол — фта-
латы представлена на рис. 11.3. Для всех изученных систем на-
блюдается наличие верхней критической температуры растворе-
ния (ВКТР). С увеличением молекулярной массы, ван-дер-вааль-
сова объема пластификаторов, т. е. по мере перехода от метило-
вого к дециловому эфиру фталевой кислоты, ВКТР возрастает от
—28 °C до 56 °C. Низшие фталаты совмещаются с полистиролом
в очень широком диапазоне температур, высшие — в значительно
более узком. ВКТР для диметилфталата равна -28 °C, что ниже
температуры эксплуатации полимерных изделий, и любые коли-
чества пластификатора совместимы с полимером; для дидецил-
фталата ВКТР выше температуры эксплуатации (56 °C), и коли-
чество вводимого пластификатора ограничено температурой ра-
боты изделий.
Пластификатор может быть полностью совместим с полиме-
ром при температурах переработки и ограниченно совместим в го-
товом изделии. В этом случае в готовом изделии происходит раз-
деление компонентов и выделение фазы пластификатора.
Расслоение системы полимер — пластификатор и выделение
фазы пластификатора может быть вызвано кристаллизацией по-
лимера при охлаждении изделия или химической реакцией обра-
зования сетчатой структуры полимера.
При кристаллизации полимера пластификатор вытесняется из
кристаллических областей и концентрируется в аморфной части.
Общее количество пластификатора, рассчитанное на весь объем
полимера, может превысить его предел совместимости с аморф-
ной частью и тогда избыток пластификатора выделится в виде
собственной фазы.
Химическая реакция образования трехмерной сетчатой струк-
туры полимера сопровождается увеличением молекулярной мас-
сы и концентрации поперечных связей, что снижает предел взаи-
морастворимости исходных компонентов.
Все эти физико-химические процессы необходимо учитывать
при выборе вида и количества пластификатора. Всегда желатель-
но так выбирать исходные компоненты, их соотношение, условия
приготовления и переработки композиций, чтобы не допустить
249
Таблица 11.1. Пределы совместимости пластификаторов с полимерами (мае. ч. на 100 мае. ч. полимера) при 20 °C и 760мм рт. ст.
Пластификатор ПВХ | пвдх ПВА ПС Акри- ловые смолы ПА Этил- целлю- лоза АЦ Поли- эфиры Поли- эпокси- ды Амид- ные смолы ПУ ФФС
Дибутилфталат 100 75 100 100 —— 25 100 25 20 25 70 25 —,
Ди(2-этилгек- сил)фталат 100 25 1 50 25 25 100 1 20 1 25 25 25
Ди(тридецил)фта- лат 100 10 1 100 — 20 100 1 15 1 25 25
Дициклогексил- фталат 30 20 50 20 25 10 50 1 20 10 25 10 25
Бутилбензил фталат 100 75 100 100 25 100 10 20 25 50 25 —
Ди(2-этилгек- сил)адипинат 100 15 1 100 15 25 100 1 1 1 50 15 25
Диизодециладипи- нат 50 10 1 25 —— 25 100 1 1 1 25 15 1 -м
Трифенилфосфат 20 20 80 20 25 10 30 35 10 10 50 10 50
Трикрезил фосфат 100 75 40 15 25 70 15 20 25 70 25 —
Бутил фталил бу- тил глико лят 100 75 100 30 — 20 75 50 20 25 70 25 —
Эпоксидированное соевое масло 100 -— 1 — — — 100 1 —— — — — —
о-, п - Д иэти л тол уо л - сульфамид 40 50 100 20 25 50 60 90 10 50 25 20 50
расслоения системы и выделения фазы пластификатора. Пределы
совместимости некоторых пластификаторов с полимерами при
комнатной температуре приведены в табл. 11.1.
11.3. МЕХАНИЗМ ПЛАСТИФИКАЦИИ
Пластификатор, термодинамически совместимый с полимером,
располагается между макромолекулами полимера. В этом случае
пластификация осуществляется по механизму молекулярной пла-
стификации.
О механизме и эффективности пластифицирующего действия
количественно можно судить по разности температур стеклования
АТС пластифицированного и непластифицированного полимеров
[1]. Чем больше АГС, тем выше эффективность действия пласти-
фикатора.
При пластификации полярных полимеров полярными пласти-
фикаторами снижение АТС пропорционально числу молей п вве-
денного в полимер пластификатора (правило Журкова):
ДТС = к\с/М — к]П,
где к] — коэффициент, не зависящий от природы пластификатора; с, М — кон-
центрация и молекулярная масса пластификатора соответственно.
В этом случае механизм пластификации, согласно Журкову,
заключается в сольватации полярных групп полимера полярными
группами пластификатора, в ослаблении межмолекулярного взаи-
модействия, что и приводит к снижению Тс полимера. Правило
Журкова не соблюдается при пластификации неполярных поли-
меров неполярными или слабополярными пластификаторами.
Введение равных объемов различных неполярных пластифи-
каторов снижает Тс неполярного полимера на одну и ту же вели-
чину. Эффективность пластифицирующего действия в этом слу-
чае зависит от объемной доли (р пластификатора в полимере, т. е.
АТС = &2<Р- Это правило Каргина—Малинского выведено из пред-
положения, что основной вклад в пластификацию вносит не ос-
лабление межмолекулярного взаимодействия, а увеличение моле-
кулярной подвижности вследствие эффекта разбавления.
Механизм пластификации можно рассматривать с позиций
теории свободного объема. Пластификатор, распределенный ме-
жду молекулами полимера (молекулярная пластификация), при-
водит к увеличению свободного объема системы пропорциональ-
но количеству пластификатора. Известно, что стеклование поли-
меров связано с прекращением сегментальной подвижности мак-
251
ромолекул. Это происходит практически для всех полимеров при
критическом значении свободного объема, равном 0,025, когда
прекращается перемещение сегментов в ненагруженном состоя-
нии под действием тепловой энергии.
Учитывая зависимость свободного объема полимера от темпе-
ратуры [iy= 0,025 + 4,8 • 10~4(Г— Тс)], Келли и Бикки предложили
зависимость Тс пластифицированного полимера от содержания
пластификатора ср описывать следующим соотношением:
т = 4,8-IQ^cpT^ + a^fl
4,8 10’4ф + апл(1 - <р)
где апл — коэффициент термического расширения пластификатора; индексы "п"
и "пл" относятся соответственно к полимеру и пластификатору.
Развивая теорию свободного объема применительно к пласти-
фицированным полимерам, Каниг учел дисперсионное взаимо-
действие компонентов и предположил, что система является трех-
компонентной, т. е. состоящей из молекул полимера, пластифи-
катора и "дырок" (пустот); тогда изменение температуры стекло-
вания полимера описывается уравнением
” ^1 п ~~ ^п, пл) + ^зС^п, п — ^пл, пл)’
где Лл п, Дп пл, Дп;| пл — термодинамическое сродство между молекулами поли-
мера, полимера и пластификатора, пластификатора; iy — свободный объем пла-
стификатора; 1^, К2, К3 — величины, зависящие от состава пластифицированной
системы и свободных объемов компонентов.
Уравнение Канига имеет иллюстративное значение, оно не
используется для расчета ДТС вследствие сложности вычисления
К\, К} и Ку Однако теория качественно предсказывает влияние
химической природы пластификатора на снижение температуры
стеклования. Так, при одинаковом сродстве между всеми компо-
нентами пластифицирующее действие определяется только сво-
бодным объемом пластификатора, причем чем больше ту пласти-
фикатора, тем меньше ДТС. При прочих равных условиях более
эффективны пластификаторы с гибкими молекулами.
Если сродство между компонентами неодинаково, a п > Лп пл
и ^п, пл > Ды, пл’ тогда при одинаковом размере молекул пласти-
фикатора снижение Тс должно быть тем больше, чем больше раз-
ности (Лп п — ЛПЛ! пл) и (ЛП) п — Ап, пл). Таким образом, хороший
эффект могут обеспечить пластификаторы, которые плохо раство-
ряют данный полимер и плохо с ним совмещаются, при их содер-
жании, близком к пределу совместимости.
Приведенные закономерности пластификации справедливы
лишь в случае полной совместимости пластификатора с полимером.
252
11.4. ВИДЫ ПЛАСТИФИКАТОРОВ
Пластификаторы, как правило, представляют собой высококипя-
щие малолетучие жидкости. Однако применяются и твердые пла-
стификаторы, которые в процессе смешения с полимером рас-
плавляются или размягчаются. Пластификаторы могут быть как
низко-, так и высокомолекулярными соединениями.
Отечественной промышленностью выпускается около 50 ти-
пов пластификаторов. Основное их количество (до 80 %) исполь-
зуется для пластификации поливинилхлорида — одного из самых
крупнотоннажных полимеров. Выпускаются также пластифика-
торы для эфиров целлюлозы, полиацеталей, полистирола, поли-
карбоната, полиакрилатов, полиамидов, полиолефинов, поли-
эфиров, полиуретанов, эпоксидных, фенольных смол и других по-
лимеров [2].
Из анализа механизма пластификации, условий переработки и
опыта эксплуатации пластифицированных изделий можно сфор-
мулировать основные требования к пластификаторам. Пластифи-
катор должен обладать: полной или частичной совместимостью с
полимером; способностью максимально снижать температуру
стеклования полимера; малой летучестью, высокими температу-
рами кипения и вспышки; низкими температурами застывания и
стеклования; стойкостью к термоокислительной деструкции; дос-
таточной термостабильностью в условиях переработки; низким
значением коэффициента диффузии; низкой миграционной спо-
собностью и экстрагируемостью из изделия при эксплуатации;
низкой растворимостью в воде, маслах и других жидкостях; низ-
кой вязкостью; отсутствием цвета; низкой токсичностью; грибо-
и биостойкостью.
В качестве пластификаторов для полимерных материалов по-
лучили распространение эфиры ароматических и алифатических
карбоновых кислот, эфиры гликолей и монокарбоновых кислот,
эфиры фосфорной кислоты, а также сложные полиэфиры, эпок-
сидированные соединения и растительные масла [3]. Особое ме-
сто занимают олигомерные и полимерные пластификаторы.
Эфиры ароматических карбоновых кислот являются основной
группой промышленных пластификаторов. Наиболее широкое
применение нашли эфиры фталевой кислоты и алифатических
спиртов (фталаты). Основной универсальный платификатор этой
группы — ди(2-этилгексил)фталат. В основном он используется
для пластификации ПВХ, а также нитро- и этилцеллюлозы, аце-
тобутирата целлюлозы и др. Фталаты на основе изооктилового,
253
изононилового, изодецилового спиртов близки по свойствам к
ди(2-этилгексил)фталату. В производстве масло- и бензостойких
материалов применяется бутил бенз ил фтал ат. В изделиях пищево-
го и медицинского назначения чаще всего употребляются неток-
сичные ди(2-этилгексил)фталат, бутилбензилфталат и дицикло-
гексилфталат. Пластификаторы на основе эфиров тримеллитовой
и пиромеллитовой кислот обладают очень низкой летучестью и
придают полимерам высокую теплостойкость.
Эфиры алифатических карбоновых кислот (к ним относятся
адипинаты, себацинаты, азелаинаты, стеараты и олеаты, а также
производные жирных кислот таллового и соевого масел) нашли
применение для создания морозостойких, стойких к облучению,
водостойких композиций на основе ПВХ и производных целлю-
лозы.
Эфиры гликолей и монокарбоновых кислот — среди них наи-
большее значение приобрели эфиры триэтиленгликоля и алифа-
тических монокарбоновых кислот Cg—С9, а также эфиры бензой-
ной кислоты, которые используются для пластификации ПВХ
при производстве триплекса.
Эфиры фосфорной кислоты, такие как трикрезил-, трибутил-,
трифенилфосфат, хорошо совмещаются с ПВХ, эфирами целлю-
лозы и придают композициям негорючесть, стойкость к экстрак-
ции маслами. Недостатком этих пластификаторов является низ-
кая морозостойкость содержащих их композиций.
Полиэфирные пластификаторы (молекулярная масса -2000)
получают поликонденсацией дикарбоновых кислот (адипиновой,
себационовой, азелаиновой, фталевой) с полиолами (диэтилен-
гликолем, 1,2-пропандиолом, 1,3-бутандиолом и др.) или пере-
этерификацией низших эфиров дикарбоновых кислот полиолами.
Пластификаторы этого типа ограниченно совместимы с полиме-
рами и обладают низкой летучестью, не мигрируют на поверх-
ность изделий, не экстрагируются маслами, растворителями и
другими средами. Они широко применяются в смеси с совмести-
мыми диэфирными пластификаторами для получения масло- и
бензостойких изделий.
Пластификаторы на основе эпоксидированных соединений ~
эпоксидированное соевое масло и эфиры жирных кислот талло-
вого масла. Эти пластификаторы придают композициям термо- и
светостойкость, эластичность при низких температурах, обладают
низкой летучестью, а также стабилизирующим действием.
Пластификаторы растительного происхождения — канифоль,
льняное, сурепковое масло — в основном применяют для каучу-
ков и реже для пластиков.
254
Олигомерные пластификаторы, как правило, используются
при временной пластификации. Например, для хорошей перера-
ботки и создания полимер-олигомерных композиций на основе
ПВХ применяют эфиры акриловой кислоты — олигоэфиракрила-
ты, являющиеся непредельными соединениями, а также триме-
такрилаттриметил пропан, — которые эффективно снижают вяз-
кость на стадии формования и затем полимеризуются в массе
ПВХ с образованием гетерогенной смеси полимеров, обладающей
хорошими эксплуатационными свойствами. Принцип временной
пластификаци при создании материалов на основе полимер-оли-
гомерных систем нашел широкое использование для клеев, гер-
метиков, фото чувствительных материалов, пеноматериалов, элек-
троизоляционных компаундов и т. д.
Пластификаторы-смазки с пределом совместимости, не пре-
вышающим 1,5 %, улучшают технологические характеристики и
перерабатываемость полимеров. Они часто применяются в смеси
с другими видами пластификаторов. В качестве смазок для боль-
шинства полимеров используются соли жирных кислот (стеари-
новой, олеиновой, лауриновой), кремнийорганические жидкости,
воска и другие соединения.
Пластификаторы, как правило, бесцветны или окрашены в
желтый или желто-коричневый цвет. Они характеризуются высо-
кими температурами кипения (до 400—450 °C) при нормальном
давлении. Температура стеклования распространенных пласти-
фикаторов находится в интервале —(60—120) °C. Летучесть, рас-
творимость, диффузия, вязкость и другие характерные свойства
пластификаторов зависят от их химического строения, молеку-
лярной массы и природы исходных компонентов, используемых
для их синтеза.
11.5. ЭФФЕКТИВНОСТЬ ПЛАСТИФИЦИРУЮЩЕГО ДЕЙСТВИЯ
Эффективность пластификации определяется химической приро-
дой пластификатора и полимера, их термодинамическим сродст-
вом, количеством пластификатора и оценивается по изменению
технологических и эксплуатационных свойств полимера [4], на
которые пластификаторы существенно влияют.
В качестве критериев эффективности пластификации наибо-
лее широко используются: снижение температуры стеклования
ДГС и температуры текучести Тт полимера, его динамического мо-
дуля упругости и вязкости [5]. Снижение Тс полимеров позволяет
255
Рис. 11.4. Термомеханические кривые для непластифицированного (7) и
пластифицированного (2, 3) полимеров:
а — аморфный полимер; б — кристаллизующийся полимер со степенью кристал-
личности ОС] (2) и «2 (3) при условии а] > «2
расширить температурную область высокоэластического состоя-
ния полимеров и повысить их морозостойкость. Уменьшение вяз-
кости и Тт полимерных расплавов улучшает перерабатываемость
полимеров.
О влиянии пластификаторов на температуры стеклования и
текучести полимеров можно судить по термомеханическим кри-
вым, приведенным на рис. 11.4. С увеличением содержания пла-
стификатора температура стеклования полимера Тс снижается, и
материал сохраняет эластичность при более низких температурах.
Введение пластификатора приводит к снижению температуры
текучести Тт, и пластифицированная система способна течь при
более низких температурах.
Температуры стеклования и текучести полимера при увеличе-
нии содержания пластификатора изменяются неодинаково, по-
этому разность Л Т~ Ту - Тс, т. е. область высокоэластического со-
стояния полимера (включая переходную область), с увеличением
концентрации пластификатора сначала растет [до 20—30 %
(мае.)], а затем начинает уменьшаться (рис. 11.5).
Для неполярных полимеров Тс лежит в области низких темпе-
ратур и введением пластификаторов удается ее снизить всего на
10—20 °C. С увеличением межмолекулярного взаимодействия в
полимере эффективность действия пластификаторов возрастает.
Тс полярных полимеров в присутствии пластификатора снижается
на 100-120 °C.
Тс кристаллических полимеров при пластификации уменьша-
ется вследствие пластификации только аморфных областей, а
температура плавления Тпл кристаллитов снижается незначитель-
но. Температурный интервал между Тс и Тпл расширяется с воз-
растанием содержания пластификатора.
256
Т°С Тс,°С
О 20 W7 60 ^%(мол.) О 2 * 6 /?пСН2
Рис. 11.6. Зависимость температу-
ры стеклования ПС, пластифици-
рованного о-фталатами различно-
го химического строения, от коли-
чества СЩ-групп в алкильном ра-
дикале эфира фталевой кислоты
при содержании ц-фталатов от 5
до 90 % (числа у кривых) [3]
Рис. 11.5. Зависимость температу-
ры текучести 75, стеклования Тс и
их разности Л 7 ПВХ от содержа-
ния трибутирина (эфир глицерина
и масляной кислоты) [4]
Чем больше понижение Тс и Тт, тем выше эффективность пла-
стифицирующего действия пластификатора.
Химическое строение полимера и пластификатора оказывает
влияние как на совместимость компонентов, так и на изменение
Гс. Это влияние иллюстрируется зависимостью Тс систем поли-
стирол—о— фталаты от длины алкильного радикала СН2 в моле-
куле эфира при различных содержаниях пластификаторов (рис.
11.6). Как видно из рисунка, увеличение длины алкильного ради-
кала приводит к снижению предела совместимости — уменьше-
нию 7С и эффективности пластифицирующего действия.
Эффективная вязкость расплавов полимеров существенно за-
висит от совместимости и содержания пластификатора. С умень-
1 7 Заказ № К-4269
257
Рис. 11.7. Зависимость ПТР
при 200 °C для ПВХ, пласти-
фицированного ди октил фта-
латом (/), диоктилсебацина-
том (2) и полиэтилсилокса-
новой жидкостью ПЭС-5 (3)
от содержания пластифика-
тора <рпл
шением термодинамиче-
ского сродства между
компонентами (предела
совместимости) вязкость
системы снижается в
большей степени, что хо-
рошо иллюстрируется за-
висимостью ИТР распла-
вов ПВХ от содержания
различных пластифика-
торов (рис. 11.7).
Особое место занимают пластификаторы с пределом совмес-
тимости, не превышающим 1,5 %. Такие пластификаторы играют
роль смазок в технологических процессах переработки. Смазки
резко повышают текучесть и практически не изменяют Тт, Тс и
физико-механические свойства полимеров. Содержание смазок
обычно ограничено 0,1—1 %, что связано с ухудшением сцепле-
ния рабочих органов машин с расплавом при избытке смазки и
нарушением технологического процесса, а также снижением
прочности и недостаточной монолитностью изделий.
11.6. СВОЙСТВА ПЛАСТИФИЦИРОВАННЫХ ПОЛИМЕРОВ
Физико-механические и другие свойства пластифицированных ма-
териалов зависят от содержания и совместимости пластификато-
ра. Количество пластификатора в композициях может меняться от
0,1 до 95 % (об.) и зависит от предела совместимости. При увели-
чении содержания пластификатора прочность и модуль упругости
снижаются, возрастают ударная вязкость и деформация материа-
ла, а изделие из жесткого становится эластичным, каучукоподоб-
ным (рис. 11.8). Деформация может достигать 1000 % и более, а
изделия при ударе не разрушаются.
Морозостойкость полимерных материалов при введении пла-
стификаторов повышается. Для стеклообразных полимеров моро-
258
Рис. 11.8. Зависимость
разрушающего напряже-
ния при растяжении ор,
модуля упругости Е и от-
носительного удлинения
при разрыве е ПВХ, пла-
стифицированного ди-
октил фтал атом, от со-
держания пластификато-
ра <Рпл
зостойкость — это от-
сутствие хрупкости, а
для эластомеров — со-
хранение высокой эла-
стичности при низких
температурах. Поэто-
му границей морозо-
стойкости для эластомеров является температура стеклования, а
для стеклообразных полимеров — температура хрупкости. Для
практических целей важна не только температурная граница мо-
розостойкости, но и степень сохранения свойств. Температура
хрупкости не является константой материала и определяется как
температура резкого снижения деформации при разрушении.
Введение пластификатора в полимер снижает температуру
стеклования (повышает морозостойкость эластомеров) и увели-
чивает деформацию (повышает морозостойкость стеклообразных
полимеров), снижая температуру хрупкости. Наиболее высокую
морозостойкость полимерам придают пластификаторы на основе
эфиров алифатических дикарбоновых кислот (азелаиновой, ади-
пиновой, себациновой).
Повышение совместимости и увеличение содержания пласти-
фикатора в полимере приводят к росту гибкости полимерной це-
пи, подвижности отдельных групп, звеньев, что вызывает сниже-
ние теплостойкости, удельного объемного электрического сопро-
тивления р^и повышение диэлектрической проницаемости е, а
также тангенса угла диэлектрических потерь tgS пластифициро-
ванных материалов.
Огнестойкость пластифицированных полимеров. Пластификато-
ры, содержащиеся в полимерах, как правило, приводят к снижению
их стойкости к горению (огнестойкости). Использование хлор-,
фосфорсодержащих пластификаторов способствует повышению
огнестойкости пластифицированных материалов. Наиболее эф-
фективными пластификаторами, предотвращающими горение, на-
пример, пластифицированного ПВХ, являются триарилфосфаты.
17*
259
II
Биологическая коррозия пластифицированных полимеров про-
исходит под действием микроорганизмов, в основном плесени.
Пластификаторы могут являться питательной средой для микро-
организмов и плесени. Мигрируя на поверхность изделий, пла-
стификаторы способствуют образованию и росту плесени. Пора-
жение пластифицированных материалов плесенью наблюдается
только на поверхности изделия. Однако, поглощая и перерабаты-
вая пластификатор, плесневые грибы уменьшают его содержание
в объеме изделия, что сопровождается ухудшением комплекса
эксплуатационных свойств. К уменьшению биологической кор-
розии пластифицированных полимеров приводит уменьшение
диффузии пластификатора к поверхности изделия и введение спе-
циальных антисептических добавок в полимер.
Летучесть, миграция и экстракция пластификатора из полимера.
Летучесть пластификатора предопределяет максимальную тем-
пературу эксплуатации изделия. Скорость испарения пластифика-
торов изменяется обратно пропорционально толщине изделия и
удваивается при повышении температуры примерно на 7 °C.
Миграция пластификатора — это диффузионный процесс
выравнивания концентрации, который лимитируется термодина-
мическим сродством полимера к пластификатору, а также усло-
виями эксплуатации.
При контакте пластифицированных материалов с полимерами
и другими материалами в процессе длительной эксплуатации ми-
грация пластификатора на границу раздела или в непластифици-
рованный полимер приводит к уменьшению эластичности, повы-
шению жесткости, растрескиванию пластифицированных изде-
лий, а также их слипанию. Явление миграции пластификатора
при эксплуатации (длительном хранении) следует учитывать при
выборе пластификатора, отдавая предпочтение высокомолеку-
лярным соединениям с замедленной диффузией.
Экстракция пластификатора из изделия в жидкую среду в
условиях эксплуатации при контакте с различными жидкостями
(например, с маслами) приводит к изменению свойств изделий и
создает опасность в случае использования жидких пищевых про-
дуктов. Скорость экстракции зависит от температуры среды и воз-
растает при улучшении сродства пластификатора к жидкой среде.
11.7. ТЕХНОЛОГИЯ ПЛАСТИФИКАЦИИ
Существует несколько основных способов введения пластифика-
торов в полимеры: растворение полимера в жидком пластифика-
260
торе (производство пленок, искусственной кожи, покрытий);
сорбция пластификатора полимером (производство материалов
на основе ПВХ, ПА, целлюлозы); добавление пластификатора к
мономерам (олигомерам) перед их полимеризацией или поликон-
денсацией (пластификация реактопластов); введение пластифи-
катора в эмульсию полимера перед его переработкой (производ-
ство ПВХ-пластикатов); непосредственная переработка полимера
с пластификатором (производство изделий из целлюлозы, пласти-
золей); смешение порошкообразных полимеров и пластификато-
ров (производство труб, листов из ПВХ).
В зависимости от содержания пластификатора и метода сме-
шения получают два основных вида материалов: пластизоли и
пластикаты [6].
Получение пластизолей. Пластизоль — это дисперсия порош-
кообразного полимера в пластификаторе (содержание пластифи-
катора — 40—150 %), включающая в себя различные модифици-
рующие добавки (стабилизаторы, антиоксиданты, наполнители,
ПАВ, красители и т. д).
На практике пластизоли по вязкости классифицируют как
низковязкие (1—3 Па-с), средневязкие (10—15 Па • с) и высоко-
вязкие (102—103 Па-с).
Распределение жидкого пластификатора в порошкообразном
полимере происходит по двум принципиально разным механиз-
мам: капиллярное проникание пластификатора в открытые поры
частиц полимера и диффузия пластификатора в объем монолитной
частицы, которая сопровождается набуханием частицы полимера.
Скорость капиллярного всасывания на несколько порядков
больше, чем диффузии пластификатора, что связано с низкими зна-
чениями коэффициента диффузии D жидких пластификаторов (для
промышленных пластификаторов D ~ 10~~12-И0~14 м2/с). Завершен-
ность этих процессов определяет качество пластифицированного
полимера, аппаратурное оформление и параметры смешения.
Температура смешения должна быть ниже температуры рас-
творения полимера в пластификаторе.
Существуют два способа приготовления пластизолей: одно-
стадийный и многостадийный.
Одностадийный процесс осуществляется в турбосмесителе
под вакуумом (5 • 10-1—5 • 10-2 мм рт. ст.) при вращении мешалки
с частотой 800—1800 об/мин в течение 15—30 мин и охлаждении
для поддержания температуры смеси на уровне 25—30 °C. Таким
способом готовят пластизоли из марок суспензионного ПВХ с не-
пористыми частицами.
261
Многостадийный процесс используется для получения пла-
стизолей на основе эмульсионного и суспензионного ПВХ с порис-
тыми частицами. На первой стадии полимер с жидкими компонен-
тами перемешивают в тихоходном смесителе (до 1000 об/мин). За-
тем полученную вязкую массу гомогенизируют на трехвалковых
краскотерках с охлаждающимися валками. Для созревания пласти-
золь выдерживают при комнатной температуре в течение 2—24 ч
и вакуумируют для удаления воздушных включений при переме-
шивании в планетарных смесителях.
При приготовлении пластизолей используют пластификато-
ры, в которых полимеры практически не набухают при комнатной
температуре (при хранении) и быстро набухают при нагревании.
В условиях очень длительного хранения пластизоля часть пласти-
фикатора диффундирует в полимер, что сопровождается ростом
вязкости и снижением текучести. Повышение вязкости пластизо-
ля может быть значительным, и переработать систему по обычной
пластизольной технологии становится невозможным. Для регули-
рования вязкости пластизолей и времени желатинизации приме-
няют разбавители, загустители или смеси пластификаторов, а так-
же варьируют молекулярную массу полимера.
Необходимым условием переработки пластизолей в изделия
является их нагревание непосредственно в форме. В процессе на-
грева происходят диффузия пластификатора в объем полимера,
набухание последнего, образование гелеобразных продуктов, ко-
торые затем превращаются в прочный эластичный пластик (про-
цесс желатинизации), с фиксацией формы изделия.
Пластизоли вязкостью до 30 Па • с перерабатываются маканием,
свободной заливкой в формы, ротационным формованием; высо-
ковязкие пластизоли льют под давлением, экструдируют и т. д.
Пластизоли нашли применение для получения герметиков, покры-
тий, прокладок, фильтров, защитных перчаток, детских игрушек,
медицинского инструмента, изоляционных покрытий и клеев.
Получение пластикатов. Пластикат — технологическое назва-
ние термопластичных материалов, полученных при пластикации
полимера с пластификатором. Основным полимером для получе-
ния пластикатов является ПВХ.
Получение пластиката включает в себя три основные стадии:
смешение, пластикацию и грануляцию.
Смешение компонентов осуществляется в смесителях ленточ-
ного, Z-образного или турбинного типа при высоких скоростях
(до 1200 об/мин) до определенной температуры разогрева смеси,
исключающей слипание частиц полимера, после чего горячую
смесь выгружают на вальцы, в экструдер или смеситель Бенбери
262
и пластицируют в вязкотекучем состоянии. После смешения и
пластикации материал в виде лент, жгутов, листов поступает на
грануляцию, где получают гранулы готового пластиката размером
3—5 мм.
Из пластикатов методом экструзии, вальцевания, каландрова-
ния и литья под давлением изготавливают шланги, гибкие трубки,
грубы, листы, пленки, тару для упаковки (мешки, банки, бутыл-
ки), соединительные детали трубопроводов, профили, моющиеся
обои, скатерти, детали детских игрушек, обувь и другие изделия.
Наибольший интерес представляет введение пластификатора
непосредственно в процессе формования изделий. При экструзии
изделий из пластифицированных материалов пластификатор
(твердый или жидкий) загружается одновременно с полимером в
загрузочный бункер или загрузочную зону экструдера. В нагрева-
тельном цилиндре экструдера при повышенных температурах
происходит пластикация полимера с пластификатором, и в фор-
мующую головку поступает готовый пластикат, из которого фор-
муется изделие. Этим способом получают гибкие шланги, трубки
и различные профили.
11.8. ПЛАСТИФИКАЦИЯ ПРОМЫШЛЕННЫХ ПОЛИМЕРОВ
Поливинилхлорид. Все выпускаемые промышленностью фталаты,
адипинаты и себацинаты в основном используются для получения
кабельных пластикатов. В составе этих композиций применяются
эфиры тримеллитового и пиро меллитового ангидридов, фосфор-
содержащие и полиэфирные пластификаторы. Содержание пла-
стификатора в кабельном пластикате составляет 25—40 % (мае.).
Из ПВХ-пластизолей с использованием смеси фталатных пла-
стификаторов и диоктилсебацината получают морозостойкие
композиции для искусственной кожи. Фталатные пластификато-
ры применяются в производстве линолеума, а также пластизоль-
ной обуви, игрушек, герметиков и перчаток. Для изделий меди-
цинского назначения и изделий, контактирующих с пищевыми
продуктами, в основном используются адипинаты и себацинаты
в количестве 5- - 30 % (мае.) в смеси с полиэфирными пластифи-
каторами.
Эфиры целлюлозы. В качестве пластификаторов эфиров цел-
люлозы используются диметил-, диэтил-, дибутил-, диоктил-,
трифенил- и три крезил фталаты; дибутилсебацинат применяют
для получения этролов, которые нашли широкое применение во
263
многих отраслях промышленности — автомобильной, мебельной,
текстильной, авиационной, радиотехнической, а также для про-
изводства кино- и фотопленки.
Поливиниловый спирт. Для пластификации ПВС нашли при-
менение пластификаторы, содержащие гидроксильные группы —
глицерин, этиленгликоль и др. В пленкообразующих композици-
ях ПВС, растворимых в горячей и холодной воде, применяются
гидроксипропил- и гидроксиэтилглицерины.
Полистирол. Пластификатор вводят в реакционную смесь на
стадии полимеризации стирола. Широко используются эфиры
монокарбоновых кислот и большинство пластификаторов ПВХ.
При получении листов, волокон и других изделий содержание
пластификатора составляет 1 — 15 % (мае.). Для ПС найдены се-
лективные пластификаторы — диизобутилазелаинат и бутокси-
этилстеарат.
Поливинилбутираль. Пластифицированный ПВБ применяется
при изготовлении безосколочного стекла — триплекса. ПВБ пла-
стифицируется фталатами, а также эфирами фосфорной и себа-
циновой кислот. При изготовлении многослойных крупногаба-
ритных стеклянных изделий (двери, автомобильные стекла, деко-
ративные панели) используемый в качестве промежуточного слоя
ПВХ пластифицируется смесью диэфирного пластификатора с
полиэфирами.
Поликарбонат. Введение пластификатора в ПК в небольшом
количестве приводит к эффекту антипластификации, способству-
ет кристаллизации, снижает вязкость расплавов, улучшая техно-
логические свойства. Для ПК известно применение в качестве
пластификаторов эфиров фталевой, тримеллитовой и пиромелли-
товой кислот, эпоксидированного соевого масла и органических
силанов.
Полиамиды. Для покрытия кожи, тканей, бумаги применяют
пленки, а для формования резервуаров — порошки из пластифи-
цированного ПА. В качестве пластификаторов ПА используют:
для снижения хрупкости — сульфамиды М,Х-диамилациламидов
(диметил-, дигептил- и диоктадециламиды стеариновой, лаурило-
вой и уксусной кислот); для повышения стойкости к старению и
морозостойкости — эфиры разветвленных жирных спиртов; для
повышения водостойкости — 2,2,4-триметилпентадиол-1,3.
Полиамид-12 пластифицируют сульфонамидами, причем наи-
более эффективным пластификатором является N-бутил-р-наф-
талин сульфо нам ид.
Полиолефины. Введение пластификаторов в ПО приводит к
снижению температуры плавления и вязкости, повышению теку-
264
чести и морозостойкости. Циклические углеводороды (воска)
улучшают перерабатываемость и повышают морозостойкость ПЭ.
Композиции на основе ПП с низкой температурой хрупкости и
высокой ударной вязкостью получают при введении дигексило-
вого эфира азелаиновой кислоты, изодецилового эфира пеларго-
новой кислоты и диоктилового эфира себационовой кислоты.
Термореактивные полимеры. Их пластифицируют в меньшей
степени, чем термопластичные. Введение пластификаторов в
ФФС сопровождается снижением вязкости и улучшением фор-
муемости композиций. Для ФФС могут использоваться поли-
эфирные и фосфорсодержащие пластификаторы. Пластифициру-
ют также аминопласты, меламино- и мочевиноформальдегидные
смолы, фурановые полимеры. Для снижения хрупкости, растрес-
кивания, вязкости эпоксидных композиций, для придания им
вибропоглощающих свойств применяют дибутилфталат и трикре-
зилфосфат.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
I. Козлов П. В., Папков С. П. Физико-химические основы пластификации поли-
меров. М.: Химия, 1982. 223 с.
2. Тиниус К. Пластификаторы: Пер. с нем. / Под ред. Е. Б. Тростянской. М—Л.:
Химия, 1964. 915 с.
3. Барштейн Р. С., Кириловым В. И., Носовский Ю. Е. Пластификаторы для поли-
меров. М.: Химия, 1982. 197 с.
4. Штаркман Б. И. Пластификация поливинилхлорида. М.: Химия, 1975. 248 с.
5. Тагер А. А. Физикохимия полимеров. 3-е изд. М.: Химия, 1978. 544 с.
6. Энциклопедия полимеров. В 3-х т. М.: Советская энциклопедия, 1974. Т. 2. С.
315, 541-546, 610, 620-633.
ГЛАВА 12
ОТВЕРЖДЕНИЕ ПЛАСТМАСС
При химических реакциях между молекулами олигомеров или по-
лимеров по функциональным группам или с участием би- и по-
лифункциональных низкомолекулярных веществ возникают хи-
мические связи между макромолекулами. В результате создается
пространственная структура из химически связанных друг с дру-
гом макромолекул, которые теряют способность к растворению,
плавлению и текучести.
Возможность получения полимеров с пространственной струк-
турой обеспечивают только те исходные соединения, которые име-
265
ют три и более функциональные группы. Если в молекулах исход-
ных веществ имеется по две функциональные группы, то они спо-
собны только к наращиванию цепи и образованию линейных мо-
лекул [1].
При образовании полимера из олигомерных трифункциональ-
ных молекул часть групп служит для наращивания цепи, а осталь-
ные — для образования поперечных связей. Реакционноспособ-
ные группы могут образовываться и в процессе самой реакции.
Функциональные группы могут различаться как по типу (гидро-
ксильные, аминные, карбоксильные, эпоксидные, изоцианатные
и др.), так и по расположению в молекуле исходного соединения
(концевые группы, функциональные группы в основной цепи).
Процесс превращения реакционноспособных олигомеров в
твердые, нерастворимые и неплавкие полимеры называют отвер-
ждением.
Если образование трехмерных структур идет в результате фор-
мирования поперечных связей между полимерными молекулами,
то используют термины вулканизация, сшивание.
12.1. МЕХАНИЗМ ОБРАЗОВАНИЯ ПРОСТРАНСТВЕННЫХ ПОЛИМЕРОВ
Образование трехмерных структур может протекать по механизму
ступенчатого синтеза (ступенчатая поликонденсация) или по цеп-
ному механизму (радикальная полимеризация — рис. 12.1).
Ступенчатая поликонденсация протекает при отверждении фе-
ноле- и аминоформальдегидных, глифталевых, кремнийоргани-
Рис. 12.1. Кинетика отверждения олигомеров по поликонденсационному
(а) и полимеризационному (б) механизмам (/г — время гелеобразования)
Время
266
ческих и некоторых других смол. Во многих случаях ступенчатая
поликонденсация сопровождается выделением низкомолекуляр-
ных продуктов.
В общем виде ступенчатая поликонденсация может быть опи-
сана схемой:
Mi+ Mj=Mi+j, (12.1)
где индексы j и / + ./соответствуют количеству структурных единиц в исходном
соединении М и могут быть любым числом, включая I.
Процесс отверждения протекает в три стадии (рис. 12.1, а).
Начальная стадия (стадия А) при отверждении олигомеров по
ступенчатому механизму соответствует соединению молекул оли-
гомеров между собой (или олигомеров с мономером) с образова-
нием разветвленных макромолекул и сохранением способности
образующегося полимера переходить в вязкотекучее состояние
или растворяться.
Если в реакции участвуют вещества, имеющие функциональ-
ные группы А и В, а - число молекул вещества i с функцио-
нальностью fb то средняя функциональность системы
VWM (12.2)
При эквивалентном соотношении функциональных групп А и
В и исходном числе молекул суммарное число функциональ-
ных групп соответствует ЛАо/ср- После прохождения реакции чис-
ло молекул станет равным Tv, а число функциональных групп,
вступивших в поликонденсацию, 2(Nq — N). Тогда степень завер-
шенности реакции на данной ступени (р) определится как доля
израсходованных функциональных групп:
р = 2(А0 - TV)/(TV0/cp). (12.3)
Степень поликонденсации
Тп = Nq/N, (12.4)
или, с учетом (11.3),
Хп = 2/(2 - pfcp), (12.5)
откуда
р = г~тг- (12-6)
•'ср Лп/ер
Уравнение (12.6), называемое уравнение Карозерса [1], связы-
вает степень завершенности реакции, степень поликонденсации и
среднюю функциональность реакционной системы.
267
На следующей стадии, называемой стадией В, или стадией ге-
леобразования, разветвленные макромолекулы, соединяясь между
собой, образуют непрерывную полимерную сетку. При этом по-
лимер частично теряет способность к растворению и способность
переходить в вязкотекучее состояние. Реакция сопровождается,
как правило, тепловым эффектом, величина которого определя-
ется составом отверждающейся системы.
При определенной для каждой системы степени завершенно-
сти реакции наступает точка гелеобразования (т. Г на рис. 12.1).
Время гелеобразования уменьшается с увеличением числа функ-
циональных групп в олигомерах и их реакционноспособности.
Большое влияние имеют температура реакции и наличие катали-
заторов. Продолжительность реакции до точки гелеобразования
определяет возможность переработки полимерного материала,
так как после точки гелеобразования система теряет текучесть,
растворимость и, следовательно, способность к формованию.
Степень конверсии функциональных групп в точке гелеобра-
зования аг может быть рассчитана теоретически [4]:
для полифункционального олигомера, реакционные группы ко-
торого взаимодействуют между собой, — по формуле
«г= -~f —j; (12.7)
’О.'ИОЛ 1
для биофункционал ьного олигомера с полифункциональным от-
вердителем —- по формуле
«г= —f—г; <12-8)
кН f — 1
Ч ОТ1УОТВ 1
для полифункционального олигомера с бифункциональным от-
вердителем — по формуле
где лол, лотв — число реакционноспособных групп в молекуле олигомера и отвер-
дителя, участвующих в реакции отверждения; fon, /,тв — функциональность реак-
ционноспособных групп олигомера и отвердителя; г — соотношение чисел реаги-
рующих между собой функциональных групп олигомера и отвердителя.
На стадии С, следующей за точкой гелеобразования, отдель-
ные разветвленные цепи молекул и сшитые фрагменты превра-
щаются по существу в единую пространственную полимерную
сетку. Однако вплоть до предельных степеней отверждения име-
ются молекулы, химически не связанные с сеткой (золь-фрак-
ция), которые состоят главным образом из разветвленных поли-
268
мерных цепей, ступенчато присоединяющихся к гелю. Кроме то-
го, и в элементах самой сетки сохраняется некоторое число функ-
циональных групп, не вступивших в реакцию. Скорость реакции
поликонденсации на стадии С уменьшается по сравнению со ста-
диями А и В вследствие стерических и диффузионных ограниче-
ний, возникающих в высоковязкой системе.
Радикальная полимеризация протекает при отверждении нена-
сыщенных полиэфиров (полималеинатов, олигоакрилатов, эфи-
ров аллилового спирта), отверждении эпоксидных связующих
третичными аминами. По этому же механизму происходит сши-
вание термопластов пероксидами и радиационно-химическое от-
верждение. Реакции радикальной полимеризации идут без выде-
ления низкомолекулярных побочных продуктов [1, 2, 5}.
В процессе полимеризации протекают три основные стадии —•
инициирование, рост и обрыв кинетических цепей (рис. 12.1, б).
Для инициирования радикально-цепной полимеризации ис-
пользуют инициаторы, распадающиеся на свободные радикалы
при нагревании или под действием УФ-излучения. Регулирование
процесса отверждения обеспечивается введением ингибиторов
(замедлителей) или ускорителей реакции.
На начальной стадии отверждения (стадия А) в системе в ос-
новном происходит инициирование цепей исходных реагентов
(олигомеров или полимеров), при этом наблюдается достаточно
продолжительный индукционный период, в течение которого
вязкость системы существенно не изменяется. Продолжитель-
ность индукционного периода в широком интервале можно регу-
лировать подбором инициирующей системы и ингибиторов.
В качестве иницииаторов или катализаторов полимеризации
используются соединения, содержащие лабильные связи (О—О,
N—N, S—S, С—S, N—S и др.), энергия активации которых 85—
210 кДж/моль. К таким соединениям относятся органические пе-
роксиды и гидропероксиды, азо- и диазосоединения, металлоор-
ганические соединения, кислород. Возможно радиационное и фо-
тохимическое инициирование.
На стадии В в системе происходит самоускоренное развитие
реакции, вязкость нарастает практически мгновенно и достигает
вязкости эластичного или твердого тела, что соответствует точке
гелеобразования (т. Г на рис. 12.1, б). Процесс носит ярко выра-
женный экзотермический характер, и величина теплового эффекта
оказывает большое влияние на кинетику отверждения. Экзотер-
мический эффект и время гелеобразования зависят от типа и числа
ненасыщенных звеньев в олигомере и активности мономера. С по-
269
вышением температуры время гелеобразования уменьшается по
экспоненциальному закону.
Степень конверсии функциональных групп при отверждении
по цепному механизму определяется соотношением скоростей
роста цепей и их обрыва. Для олигомера, содержащего две двой-
ные связи, при реакции с виниловым мономером степень превра-
щения двойных связей в точке гелеобразования определяется по
формуле:
аг = <Д/т)(р№ - I), (12.10)
где т — доля двойных связей олигомера в ненасыщенной реакционной смеси от
их общего количества; — среднемассовая степень полимеризации, равная длине
кинетической цепи v (отношение скорости роста цепи к скорости ее обрыва по ме-
ханизму диспропорционирования); при обрыве цепи по механизму рекомбинации
Рт = 2v.
После точки гелеобразования реакция полимеризации про-
должается с самоускорением, а затем прекращается в результате
обрыва растущих цепей или снижения подвижности радикалов в
твердом полимере,
Таким образом, как в случае ступенчатого синтеза, так и в слу-
чае радикальной полимеризации при образовании трехмерной
структуры в полимере процесс идет в три стадии от низкомоле-
кулярных, низковязких продуктов (или от термопластичных про-
дуктов) к нерастворимым, неплавким продуктам. Большое влия-
ние на кинетику процесса оказывают реакционная способность
компонентов и температура процесса отверждения.
12.2. ОТВЕРЖДАЮЩИЕ СИСТЕМЫ
Отверждающиеся олигомеры широко используются в качестве
клеев, мастик, а также связующих для термореактивных полимер-
ных материалов — реактопластов. В состав связующих кроме от-
верждающихся олигомеров входят отверждающие системы, вклю-
чающие отвердители, катализаторы отверждения, инициаторы от-
верждения, ускорители, инертные растворители или активные
растворители, участвующие в процессе отверждения.
Отвердители — вещества, молекулы которых реагируют с
функциональными группами олигомера и входят в структуру об-
разующегося полимера. Такие вещества применяют при отвер-
ждении олигомеров с небольшим числом функциональных групп
или с функциональными группами, неспособными реагировать
между собой с образованием трехмерного полимера.
270
В качестве отвердителей используют полифункциональные
вещества, среди которых наибольшее применение получили аро-
матические и алифатические первичные и вторичные амины, низ-
комолекулярные алифатические ПА и ангидриды кислот, поли-
функциональные эпоксиды, низкомолекулярные ди- и полиизо-
цианаты, низкомолекулярные полифункциональные спирты или
амины.
Выбор отвердителей для конкретной системы определяется
типом функциональных групп отверждаемого олигомера [1, 4, 5].
Для отверждения новолачных ФФС используют гексамети-
лентетрамин, параформ, эпоксидные олигомеры; для отвержде-
ния КС — алкоксисиланы.
При отверждении ЭС широко используются полифункцио-
нальные амины и ангидриды кислот, а также низкомолекулярные
ПА, резольные ФФС, аминоформальдегидные смолы и др.
При взаимодействии ЭС с аминами происходят разрыв эпок-
сидного кольца и присоединение амина, не сопровождающееся
выделением побочных продуктов:
2~СН—сн2 + rnh2 -> hochch2rnch2choh
о
или
NH2 R
/ г / \
2~СН—СН2 + R -> HOCHCH2NHNHCH2CHOH
\|Н2
Отверждение ЭС ангидридами дикарбоновых кислот протека-
ет в три этапа:
1) присоединение ангидрида к гидроксильным группам:
сн2-с=о
о
I
сн2-с=о
- сноссн2сн2сон
О о
2) взаимодействие образовавшейся кислоты с эпоксидными
группами:
снон +
? 0
сноссн2сн2сон + сн2-сн2 - сноссн2сн2ссн2сн~
о о о он
3) этерифицирование эпоксидных групп гидроксильными
группами в результате каталитического действия кислой среды:
снон + сн2-сн~ -* СНОСН2СН~
4 о Ан
271
Эпоксидно-фенольные олигомеры отверждаются при 160—
170 °C за счет взаимодействия эпоксидных групп с гидроксиль-
ными или метилольными группами ФФС:
~roh + ch2-ch~ •* ~ROCH?CH~
V <5н
rch2oh + сн2-сн~ -» rch2och2ch~
Хчо/ он
В результате отверждения получаются продукты следующего
Скорость реакции отверждения и степень сшивания связаны
как с соотношением компонентов, так и с реакционной способ-
ностью эпоксидных смол. На рис. 12.2 показано, что степень пре-
вращения эпоксидно-фенольных олигомеров возрастает с увели-
чением содержания фенольного компонента. Влияние температуры
и продолжительности нагревания на выход трехмерного продукта
показано на рис. 12.3. При 140—200 °C отверждение не заканчи-
вается даже через 30 мин, так как содержание нерастворимой
фракции составляет не более 85 %.
Для отверждения ненасыщенных полиэфиров используют так
называемые активные растворители: стирол, метилметакрилат,
диметакрилаты гликолей, эфиры аллилового спирта [2].
Отверждение пол и малеинатов стиролом начинается с иниции-
рования, которое заключается в присоединении свободных ради-
калов R* (образующихся, например, при распаде пероксидов) по
272
Рис. 12.2. Зависимости степени
превращения ос эпоксидно-фс-
нольных связующих от соотноше-
ния Э/Ф эпоксидной (Э) и фено-
лоформальдсгидной (Ф) смол и от
времени отверждения /О1В. Темпе-
ратура 160 °C. Значения Э/Ф:
/ __ 4:|; 2- 3,5:1; 3- 1:1; 4 - 0,65:1
двойным связям мономера и олигомера, в результате чего возни-
кают активные центры:
R* +СН2=СН RCH2-CH
90
70
50
30
к
сз
оГ
О?
С5
5
о
со
S
сз
&
+ 12 18 20 24
Рис. 12.3. Влияние температуры
(числа у кривых) и времени отвер-
ждения готв на образование нерас-
творимой части эпоксидно-фе-
нольного полимера
О R
О
О О
R-+ -()с112сн>-ос-сн-снс осн2сн2-оС-Сн-снС~
Далее активные центры присоединяют молекулы исходных ве-
ществ, что приводит к росту молекулярной цепи.
Схематично структура сшитой полиэфирмалеинатной смолы
может быть представлена следующим образом:
O R О
О-СН2-СН2-О-С-СН-СНС
/ сн2
' j и п
~ссн-сн-с-о-сн2-сн2-о
II I II
О R О
где п — степень полимеризации мономера (стирола), равная 1—5.
Заказ № К-4261)
273
Таблица 12.1. Отвердители термореактивных связующих
Отвердитель Отверждаемая система Структурная формула отвердителя Температура совмещения co смолой, °C Температурный интервал отверждения, °C
Г ексаметилентетрамин (уротропин) Новолачные ФФС сн2 сн2 сн2 1 ZN \ \ 1 сн2 ^сн2\ N- СН2— 50-125 140-190
Диэтилентриамин Полиэтиленполиамин ЭС ЭС nh2—сн2—сн2 ^>NH nh2—сн2—сн2 20-40 20-40 15-150 20-80
Дицианамид ЭС H2N—С—NH—C=N II NH 210 170-220
Низкомолекулярные полиамиды (Л-18, Л-19) Хлорэндиковый ангидрид Параформ (парафор- мальдегид) ЭС ЭС Новолачные ФФС (C2H4NH)n или (C2H4NCH2CH2)n Cl Cl 1 0 \ ’• c | C|C-C cx / c—c—c-c <Z 1 » Cl 0 (CH2O)n n = 8-100 20-40 240-250 40-80 15-150 100-200 120-190
Свойства некоторых отвердителей приведены в табл. 12.1.
Катализаторы отверждения ускоряют взаимодействие олиго-
меров между собой или с отвердителями, но в отличие от послед-
них не входят в структуру отвержденного полимера.
Выбор катализаторов отверждения определяется характером
реакций функциональных групп олигомеров [1, 4]. Так, третич-
ные амины (R3N) и кислоты Льюиса являются эффективными ка-
тализаторами при полимеризации олигомеров по эпоксидным
группам и при реакциях эпоксигрупп с гидроксильными, карбок-
сильными, ангидридными и др. Катализаторами отверждения фе-
ноло- и аминоформальдегидных смол являются кислоты (сульфо-
кислоты, серная, щавелевая, хлороводородная), реже — основа-
ния. Эти же катализаторы используются при отверждении ПУ по
изоцианатным группам.
При отверждении кремнийорганических олигомеров катали-
заторами служат органические соли металлов (Na, К, Fe, Со, РЬ
и др.), олово и титаноорганические соединения.
Инициаторы отверждения — вещества, вызывающие образова-
ние поперечных связей между олигомерными молекулами по ме-
ханизму радикальной полимеризации. В условиях реакции ини-
циаторы распадаются на свободные радикалы, вступающие во
взаимодействие с компонентами реакционной системы. Главным
образом такими соединениями являются пероксиды. При терми-
ческом распаде пероксида бензоила образуются бензоатные ради-
калы, которые способны распадаться с образованием фенильных
радикалов:
С6Н5СО-О-СС6Н5 2С6Н5СО
0 0 о
С6Н5СО-»С6Н5.+ СО2
о
Свойства некоторых инициаторов отверждения приведены в
табл. 12.2 [2].
Ускорители разложения пероксидов позволяют снизить темпе-
ратуру отверждения ненасыщенных полиэфиров с 80—160 до 20 °C.
Эфективны такие азотсодержащие ускорители, как применяе-
мые в сочетании с пероксидом бензоила третичные амины — ди-
метиланилин (ДМА), диоксиэтиланилин (ДОЭА), диметил-«-то-
луидин (ДМТ); алкилариламины — диэтиланилин (ДЭА), диизо-
пропилтолуидин и др.; алифатические полиамины — этиленамин,
диэтилентриамин.
IX
275
Таблица 12.2. Пероксидные инициаторы
Инициатор и его обозначение Формула Энергия активации распада, кДж/моль Содержа- ние актив- ною ки- слорода, % Критиче- ская темпе- ратура раз- ложения, °C
Гидропероксид
/цреш-бутила
(ГПТБ) (СН3)2СООН 170,8 17,8 110
Пероксид трет-
бутила (ПТБ) (СН3)3СООС(СН3)3 47,0 11,0 100-И0
Пероксид дику-
мила(ПД) С6Н5С(СН3)2ОО(СН3)2СС6Н5 под 5,9 НО
рПГ(ПЛД)ЛаУ’ СН3(СН2)|0СООС(СН2)|0СНз
0 0 128,5 4,0 60-70
Пероксид бен- с н СООСС6Н5
зоила (ПБ) ь ||
0 ° 120-125 6,6 70
Пероксид метил-
этил кетона
(ПМЭК) - 119,3 9,0-26,2 80
В инициирующих системах холодного отверждения широко
используют металлсодержащие ускорители, главным образом со-
ли металлов переменной валентности. Так, используют кобальто-
вые ускорители в виде растворов в стироле, полималеинатах. Со-
держание Со2+ составляет в растворах от 0,6 до 2 %.
Таблица 12.3. Влияние состава композиции на основе полиэфирной смолы ПИ-1
и температуры отверждения на свойства образцов
Тип и содержание ини- циатора и ускорителя, % (мае.) Темпера- тура от- вержде- ния, °C Время, мин Золь- фракция, % Тепло- стойкость по Вика, °C Твердость по Бри- неллю, МПа
гелеобра- зования отвер- ждения
Пероксид бензоила + 20 23,0 38,0 11,9 87 101
+ диметиланилин
(0,5 + 0,1) 50 1,5 4,8 13,8 37 15
Гипериз + нафтенат 20 65,0 80,0 8,4 117 133
кобальта (3,0 + 8,0) 40 10,0 30,0 Н,4 114 136
60 3,0 7,5 11,5 81 70
Пероксид метилэтил- 20 10,0 30,0 7,6 85 НО
кетона + нафтенат 30 5,0 15,8 9,5 89 128
кобальта (1,5 + 3,0) 50 1,5 3,0 9,5 66 61
276
Варьирование типа отверждающей системы и условий отвер-
ждения для полиэфирных смол позволяет в широких пределах из-
менять время гелеобразования, время отверждения и физико-ме-
ханические свойства композиций (табл. 12.3) [2].
Отвердители, катализаторы и ускорители должны растворять-
ся в исходном олигомере, быть нетоксичными, обеспечивать дос-
таточную при формовании жизнеспособность системы в сочета-
нии с высокой скоростью реакции и степенью превращения ис-
ходных компонентов.
В отличие от отвердителей количество инициаторов и катали-
заторов не связано с функциональностью олигомера и составляет
0,1—5 и 1—5 % соответственно на массу полимера.
12.3. Контроль скорости и глубины отверждения реактопластов
В процессе получения изделий такой контроль позволяет регули-
ровать их структуру и свойства, оптимизировать технологические
параметры.
Для контроля скорости и глубины отверждения связующих
используют различные методы: оценку изменения вязкости реак-
ционной системы, определение степени конверсии функциональ-
ных групп, определение содержания гель-фракции (или золь-
фракции) экстракцией в растворителе, определение степени от-
верждения по плотности полимерной сетки и т. д.
Однако реактопласты представляют собой сложные гетероген-
ные системы, в которых наряду с процессами отверждения про-
текают адсорбционные процессы на поверхности наполнителей,
диффузионные процессы и др., не позволяющие однозначно пе-
реносить информацию о кинетике отверждения чистого связую-
щего на отверждение композиционного материала.
Поэтому наибольший интерес для технологического контроля
отверждения реактопластов имеют те методы, которые позволяют
оценивать кинетику процесса в присутствии наполнителей, мо-
дифицирующих добавок и моделировать условия, возникающие
при изготовлении изделий [3, 4].
К таким методам относятся метод динамических потерь, метод
ротационной вискозиметрии, оценка деформационной тепло-
стойкости, определение удельного объема композиций, диффе-
ренциально-термический анализ [4].
При отверждении связующее из состояния вязкой жидкости
переходит в состояние твердого тела, что сопровождается изме-
нением модуля упругости, т. е. его жесткости (рис. 12.4).
277
Рис. 12.4. Зависимость относи-
тельной жесткости Лб и декре-
мента затухания Д нити, пропи-
танной отверждающимся свя-
зующим, от логарифма времени
отверждения Igz'oTB- Соотноше-
ния температур отверждения
(ТфД стеклования полимера на
стадии гелеобразования (Тсг) и
стеклования предельно отвер-
жденного полимера (Гм):
G 1 &П < ‘С.Г’ б С.Г Т’оТВ’ в
'ОТВ '<*>
Рис. 12.5. Принципиальная схема
прибора Канавца:
/ — матрица камеры отверждения; 2 —
корпус камеры отверждения; 3 ~ пуан-
сон; Д — ротор; 5— испытуемый образец;
6 — торсионное устройство; 7 — датчик-
измеритель
По периоду свободно затухающих крутильных колебаний
можно рассчитать жесткость нити маятника:
G= 8kL1/(T2^), (12.11)
где G — модуль упругости нити при сдвиге; L и г — длина и радиус нити соответ-
ственно; /— момент инерции массы маятника; Т— период свободных колебаний
маятника.
Нить, используемая в торсионном маятнике, может быть из-
готовлена из материала, соответствующего составу наполнителя и
пропитанного отверждающимся связующим. В этом случае изме-
нение периода свободных колебаний маятника при заданной тем-
278
пературе дает возможность провести полный анализ процесса от-
верждения материала на всех стадиях.
Скорость отверждения реактопласта при этом оценивают по
относительному изменению жесткости пропитанной нити в про-
цессе отверждения связующего:
HG= 0^0$= Т^/Т^, (12.12)
где Go, Gs и 7р и 7} — модуль упругости нити и период колебаний маятника в на-
чале отверждения (индекс "ноль") и в любой текущий момент времени (индекс "/")
соответственно.
До момента гелеобразования в изотермических условиях на-
блюдается монотонное увеличение Д(7, точке гелеобразования со-
ответствует перегиб на кривой ДС = /(/0ТВ). Предельному времени
отверждения при данной температуре соответствует выход на
постоянный уровень кривой Д(7 = Д7ОТВ).
Одновременно может производиться измерение декремента
затухания крутильных колебаний (механических потерь):
А - \/хп, (12.13)
где хп — число колебаний, за которое амплитуда маятника уменьшается в п раз (на-
пример, в 10 или 100 раз).
Кривая Д = ЛСтв) характеризуется наличием одного или не-
скольких максимумов, соответствующих застекловыванию отвер-
ждаемой системы или гелеобразованию.
В зависимости от состава отверждающейся системы и соотно-
шения температуры отверждения с температурой стеклования на
стадии гелеобразования (Тс г) и температурой стеклования на
предельной стадии отверждения (ТСм) кривые А 6’ = jV07H) и Д =
= Д/отн) могут иметь одну из трех основных форм, представленных
на рис. 12.4.
На принципе ротационной вискозиметрии основан метод
оценки кинетики отверждения дисперсно-наполненных реакто-
пластов с использованием аналогов пластометра Канавца — при-
боров ПВР-1 и ’’Полимер" Р-1 [3, 4].
Принцип действия приборов основан на измерении сопротив-
ления сдвигу испытываемого материала, находящегося в рабочем
зазоре между двумя коаксиально расположенными цилиндрами
при постоянных температуре, давлении и скорости деформации.
Схема прибора Канавца приведена на рис. 12.5. Для предотвра-
щения проскальзывания материала на поверхностях, оформляю-
щих испытуемый образец, нанесены рифления. Ротор связан с
торсионом и приводится во вращение электродвигателем. Изме-
рение крутящего момента осуществляется по изменению угловых
перемещений торсиона, регистрируемых датчиком.
279
При проведении испытаний получают кинетическую кривую
отверждения реактопласта в координатах крутящий момент —
время.
Величина крутящего момента Л/Кр характеризует сопротивле-
ние сдвигу, развивающееся в испытуемом образце при его дефор-
мировании с постоянной скоростью.
После прогрева материал переходит в вязкопластичное со-
стояние, при котором выполняется соотношение:
Л/кр = Афю, (12.14)
где К— константа прибора, определяемая геометрическими размерами измеритель-
ной пресс-формы; п — эффективная вязкость полимера; со — частота вращения.
Напряжения сдвига т рассчитываются по значению крутящего
момента:
т-Л/к.рС, (12.15)
где С — константа, зависящая от геометрических размеров пресс-формы.
Типичная кинетическая кривая для напряжения сдвига при-
ведена на рис. 12.6. Начальный участок О А относится к стадии
вязкопластического состояния материала и характеризуется на-
пряжением сдвига тпл и временем /пл. На участке АВ напряжение
сдвига быстро возрастает, что отражает образование сшитой про-
странственной структуры полимерного связующего. Третья ста-
дия отверждения (участок ВС) протекает с малой скоростью. Зна-
чение напряжения сдвига, достигнутое к началу этой стадии,
можно принять за максимальное (ттах), хотя процесс отвержде-
ния нельзя считать законченным.
Рис. 12.6. Кинетическая кривая отверждения реактопласта, получаемая на
пластометре Канавца при скорости сдвига 0,015 с 1 (я) и 15 с 1 (6)
280
Кинетические кривые при t > /пл описываются следующим
уравнением для напряжения сдвига:
г = ^тахП “ ехр[-4(/- /пл)]}, (12.16)
где ттах --- максимальное значение напряжения сдвига; к — константа скорости
процесса отверждения; /пл — время вязкопластического состояния.
Из (12.16) константа скорости к может быть вычислена как
к =
—!— in-biss-
^пл ттах
(12.17)
В случае, если процесс отверждения носит установившийся
характер, то значение к может быть определено по трем значени-
ям т на участке отверждения (участок АВ на рис. 12.6):
к =
h ~fl И ” т2
(12.18)
где Т|, и т3 — значения напряжения сдвига в моменты времени /|, и /3 [причем
/] находится в начале подъема кривой отверждения; /2 = (й + <0/2; при 6 напря-
жение сдвига близко к тшах].
С ростом температуры константа скорости процесса увеличи-
вается. При этом зависимость InA: = /(1/Г) является линейной и,
следовательно, может быть описана уравнением Аррениуса. По-
этому при практических расчетах используют выражение:
& = £сехр[—0(7^ — 7)], (12.19)
где кс — константа скорости отверждения при температуре стандартного испыта-
ния 7’ст; р — температурный коэффициент; Т— заданная температура.
Для фенолоформальдегидных пресс-материалов значения
константы скорости приведены в табл. 12.4.
Пластометрические испытания позволяют проводить опреде-
ление температурно-временных режимов изготовления изделий.
Время для достижения заданной степени отверждения при
данной температуре может быть рассчитано как
Таблица 12.4. Константы скорости отверждения кс фенолоформальдегидных
пресс-материалов
Пресс-материал кс - 103, с-1 U, кДж/моль
150 °C 170 °C 190 °C
03-010-02 6,6 12,5 21 47,8
АГ-4В (экструдированный) 4,3 10,1 27 76,3
ДСВ-2Р-2М 3,5 8,1 15 64,1
Э2-330-02 2,7 4,3 6,6 36,5
ЭЗ-340-65 1,7 2,5 3,4 26,8
281
Таблица 12.5. Коэффициенты уравнений (12.19)- (12.21)
Пресс-материал Аы, с а, 1/°С р, 1/’С ко-103, с~‘ Со с у, 1/"С
Фенопласты: общетехнического назначения 20-40 0,050 0,020 12,5 50-80 0,030
электроизоляционного назначения 60-90 0,020 0,007 4,3 120-140 0,020
жаростойкие 20—40 0,050 — — 50-80 0,030
Аминопласты групп А и Б 30-80 0,032 — —- 80-130 0,028
Стекловолокниты АГ-4В 20-35 0,057 0,025 10,1 80-100 0,035
дев 15-20 0,057 0,025 8,1 100-120 0,035
'отв = %лехр[а(Гст ~ Т)] + (ЯДс)ехр[у(7°ст - 7)], (12.20)
где а и v -- температурные коэффициенты; у — коэффициент, учитывающий влия-
ние температуры на время отверждения; /пл • продолжительность вязкопласти-
ческого состояния при температуре стандартных испытаний 7°ст; В = 1/(1 — с) —
коэффициент, зависящий от заданной степени отверждения с.
Для изделий конструкционного назначения рекомендуется с ~
~ 0,8, для изделий электроизоляционного назначения с ~ 0,4.
Если определено время отверждения по пластометру /ст при
температуре стандартных испытаний Гст, то можно рассчитать /отв
по формуле:
'отв = Д'ст ” 'н )ехр[у(7;т - 7)], (12.21)
где — время прогрева материала в пластометре до температуры Т v — темпе-
ратурный коэффициент, равный для фенопластов 0,85, дня аминопластов 0,9; 7/т —
для фенопластов 170 °C, для аминопластов 150 °C.
В табл. 12.5 приведены значения коэффициентов уравнений
(12.19)—(12.21) для ряда пресс-материалов.
12.4. СШИВАНИЕ ТЕРМОПЛАСТОВ ПЕРОКСИДНЫМИ СОЕДИНЕНИЯМИ
Сшивание термопластов, в основном полиэтилена, сополимеров
этилена и пропилена, полисилоксанов, проводят с целью повы-
шения их теплостойкости, прочности, сопротивления растрески-
ванию, химической стойкости [1, 6|.
Процесс сшивания проводят при нагревании предварительно
полученной смеси термопласта с органическими пероксидами
(пероксид дикумила или пероксидные соединения ди-шре/и-бути-
ла). При нагреве происходит термический распад пероксидов с
образованием двух свободных радикалов [6]:
R--0 0 -R. > 2RO •
282
Часть этих радикалов отрывает активные атомы водорода от
полимерных молекул, что приводит к образованию полимерных
радикалов:
Н
1
RO* + ~СН2-С-СН2~ -> ROH + ~СН2-С-СН2~
Н R
В результате миграции радикала вдоль полимерной цепи и по-
явления пар радикалов в непосредственной близости друг от друга
происходит рекомбинация макрорадикалов с образованием попе-
речной углерод-углеродной связи между макроцепями:
R R
СН2 С—СН2—СП2~ ~СН2-С-СН2-СН2~
~сн2-с-сн2-сн2~ ~сн2-с-сн2-сн2~
R R
Но при взаимодействии оксирадикала с полимерной молеку-
лой могут образовываться неустойчивые макрорадикалы, которые
деструктурируют с разрывом цепи:
~сн2-сн-сн2-с-сн2--------- -СН?-С + сн2=с-сн2~
I I I !
R R R R
Суммарный эффект реакции определяется соотношением
скоростей реакций сшивания и распада макроцепей полимера.
Для увеличения степени сшивания и повышения скорости про-
цесса пероксидного сшивания ПО рекомендуется использовать
ускорители. В качестве ускорителей применяют соединения, со-
держащие ненасыщенные группы: триаллилцианурат, триаллил-
фосфат, дитиокарбаматы, тиурамсульфид и др. Содержание уско-
рителей обычно составляет 0,5—2 % (мае.). Кроме ускорителей
для регулирования распада пероксидов в системы могут быть вве-
дены регуляторы процесса сшивания (сера, динитрозосоедине-
ния, этилендиметакрилат и др.), а для предотвращения термоде-
струкции сшитых ПО — антиоксиданты (1,3-дигидро-2,2,4-три-
метилхинон, фенил-Р-нафтиламин и др., не вызывающие инги-
бирования реакции сшивания).
Характер изменения свойств ПЭНП в результате сшивания пе-
роксидом дикумила иллюстрируют приведенные ниже данные [6]:
Исходный ПЭНП Сшитый ПЭНП
Показатель текучести расплава, г/10 мин. 2 Не течет
Содержание гель-фракции, %.....Растворяется 95
Плотность, кг/м3...............924 916
283
Исходный ПЭНП Сшитый ПЭНП
Прочность при разрыве, МПа:
при 20 °C............................. 15
при 190 °C............................™
Стойкость к растрескиванию, ч.......... 2
Относительная газопроницаемость
по диоксиду углерода.................. 19,4
20
5
1000
47,3
Сшитые ПО применяются для изготовления кабельной изоля-
ции и химически стойких деталей с повышенной теплостойко-
стью.
12.5. РАДИАЦИОННО-ХИМИЧЕСКОЕ СШИВАНИЕ (ОТВЕРЖДЕНИЕ)
Образование трехмерной сетчатой структуры в полимерах, макро-
молекулы которых не содержат функциональных групп, способных
к формированию межмолекулярных химических связей, может
быть осуществлено путем радиационно-химического сшивания.
Радиационное сшивание — это образование поперечных хи-
мических связей между макромолекулами полимеров под дейст-
вием ионизирующего излучения [5].
Из различных видов ионизирующих излучений используют р-
и у-излучения. Применение ускоренных электронов (р-излуче-
ние) позволяет проводить сшивание с большой производительно-
стью, но проникающая способность ускоренных электронов не-
велика (до 1 см при энергии 2 МэВ). Для сшивания материалов
в более толстых слоях используют у-излучение (60Со), хотя интен-
сивность его ниже, чем р-излучения.
В процессе воздействия ионизирующего излучения на поли-
мерные молекулы проявляются два конкурирующих явления:
сшивание полимера и его деструкция. Соотношение деструкции
и сшивания характеризуется отношением числа актов разрыва
связей р и образования поперечных связей а. Если р/а > 1, то по-
лимеры относят к преимущественно деструктирующим, при р/а <
< 1 — к преимущественно сшивающимся.
Эффективность радиационного сшивания оценивают радиа-
ционно-химическим выходом Сс — числом поперечных связей,
образующихся в полимере при поглощении 100 эВ энергии излу-
чения.
Для большинства способных к сшиванию полимеров Gc = 1ч-4.
К деструктурирующим полимерам относят полиизобутилен,
ПММА, ПЭТФ, целлюлозные пластики. Склонность к сшиванию
284
при воздействии ионизирующих излучений проявляют ПЭ, ПП,
ПС, ПА, ПВХ, полиакрилаты, олигоэфиракрилаты.
Радиационное воздействие на полимер в среде инертного газа
или в вакууме приводит к распаду ковалентных связей (например,
С—Н) и образованию свободных радикалов:
~сн2-сн2-сн2-сн2~ -А ~сн2-сн-сн2-сн2~
часть которых рекомбинирует с образованием поперечных связей
между цепями:
~сн2-сн-сн2—сн2~ ~сн2-сн-сн2-сн2~
~сн2—сн-~сн2—-сн2~ ~сн2-сн~сн2-сн2~
Рекомбинация макрорадикалов на начальной стадии облуче-
ния приводит к увеличению молекулярной массы полимера, а за-
тем с возрастанием числа поперечных связей образуется простран-
ственная структура. ПЭ обладает гораздо большей склонностью к
сшиванию, чем ПП (Р/а = 0,18-^0,30 и 0,75-^1,0 соответственно).
Основным свойством, отличающим изделия из полимеров, по-
лученные путем радиационно-химического сшивания, является по-
вышенная теплостойкость. Пространственная структура обуслов-
ливает сохранение прочности и формы изделия при температурах,
превышающих температуру плавления полимера, что наглядно
проявляется при термомеханических испытаниях (рис. 12.7).
Эффективность радиационного сшивания может быть повы-
шена в 5—10 раз введением сенсибилизаторов, которые способ-
ствуют образованию дополнительных связей между сшиваемыми
Рис. 12.7. Термомеханические кривые сополимера этилена с пропиленом
(7 %) при различных поглощенных дозах облучения (числа у кривых)
285
молекулами или за счет раскрытия ненасыщенных связей в моле-
куле сенсибилизатора (алл ил акрилаты, алл илметакр платы, диви-
нилбензол, триаллил цианурат), или за счет получения свободных
радикалов при облучении (пероксиды или хлорированные угле-
водороды).
Радиационно-химическое сшивание ПЭ, ПВДФ и некоторых
других частично кристаллизующихся полимеров находит практи-
ческое применение для получения теплостойкой электроизоля-
ции, химически стойких упаковочных изделий. При этом реали-
зуется "эффект памяти", т. е. способность облученного материала,
деформированного при температуре выше температуры плавле-
ния, а затем охлажденного в растянутом состоянии, при повтор-
ном нагреве усаживаться до первоначальных размеров. Такие из-
делия получили название термоусаживающихся.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
I. Оудиан Дж. // В кн.: Основы химии полимеров: Пер. с англ. Я. С. Выгодского
и Т. М. Фрунзе / Под ред. В. В. Коршака. М.: Мир, 1974. С. 95—102.
2. Седов Л. Н., Михайлова 3. В. Ненасыщенные полиэфиры. М.: Химия, 1977. 232 с.
3, Ставров В. П., Дедюхин В. И., Соколов А. Д. // Технологические испытания ре-
актопластов. М.: Химия, 1981. С. 201—216.
4. Практикум по полимерному материаловедению / Под ред. П. Г. Бабаевского.
М.: Химия, 1980. С. 74-95; 105-107.
5. Энциклопедия полимеров. В 3-х т. М.: Советская энциклопедия, 1977. Т. 2. С.
534—538; Т. 3. С. 255-257.
6. Сирота А. Г. // В кн.: Модификация структуры и свойств полиолефинов. 3-е
изд., псрераб. Л.: Химия, 1984. С. 90—107.
7. Химическая энциклопедия. В 5-и т. М.: Большая Российская энциклопедия,
1995. Т. 4. С. 295.
ГЛАВА 13
ОКРАШИВАНИЕ И ДЕКОРИРОВАНИЕ ИЗДЕЛИЙ
ИЗ ПЛАСТМАСС
Большинство полимеров — это прозрачные или в зависимости от
степени кристалличности матово-белые бесцветные материалы. В
ряде случаев вследствие особенностей химического строения и
наличия добавок они окрашены в желтые, красные, коричневые,
черные тона (полиимиды, ЭС, ФФС, ФС), реже — в зеленые
(КС). Тем не менее способность окрашиваться в различные цвета
является одним из важнейших качеств, которое обусловило ши-
рокое применение пластмасс, особенно в быту. Это делает окра-
286
шивание необходимой частью технологии переработки полимер-
ных материалов.
Окрашивание пластмассовых изделий может проводиться либо
предварительным введением красящих веществ [0,05—2 % (мае.)]
в полимер, либо окрашиванием поверхности сформованного из-
делия. К последнему варианту можно отнести различные виды де-
коративной обработки.
13.1. КРАСЯЩИЕ ВЕЩЕСТВА
Первоначальной технологической задачей при изготовлении ок-
рашенных пластмассовых изделий является выбор красящего ве-
щества. Помимо чисто эстетических соображений при этом необхо-
димо учитывать следующие требования: термостойкость красящих
веществ не должна быть ниже, чем у окрашиваемого полимера; хи-
мическая стойкость красящих веществ должна обеспечивать экс-
плуатацию изделий в требуемых условиях; красящие вещества не
должны ухудшать свои характеристики при взаимодействии с дру-
гими добавками (отвердителями, ускорителями отверждения и т. д.);
светостойкость красящих веществ не должна быть ниже, чем у ок-
рашиваемого полимера; они должны хорошо диспергироваться и
равномерно распределяться в массе полимера; они не должны миг-
рировать из массы на поверхность изделия, в том числе в средах
органических и неорганических растворителей (этот процесс мо-
жет привести к необратимому изменению или ослаблению окра-
ски — выцветанию, а также к загрязнению соприкасающихся с та-
кими материалами поверхностей как при эксплуатации, так и при
переработке — плейт-эффект); красящие вещества должны быть
нетоксичны и по возможности легкодоступны.
Красящие вещества подразделяют на красители и пигменты.
Красители — это красящие вещества, растворимые в полиме-
рах. Обычно это азо- и антрахиноновые соединения различных
цветов. К этой группе также относится распространенный черный
краситель — нигрозин. Вследствие хорошей совместимости кра-
сителей с полимерами окрашенные ими пластмассовые изделия
имеют прекрасный внешний вид, блестящую поверхность, равно-
мерную интенсивную окраску, сохраняют прозрачность. Однако
миграционная способность их велика, они нестойки к действию
органических растворителей. Хотя разработаны новые виды кра-
сителей с пониженной миграционной способностью, доля их в
общем объеме применяемых в переработке пластмасс красящих
веществ составляет лишь несколько процентов.
287
Таблица 13.1. Состав (основные компоненты) и цвет наиболее распространенных
неорганических пигментов
Тип соединений Цвет
желтый красный СИНИЙ зеленый фиолетовый бел ый черны й
Оксиды NiO Fc2O3 CoO СГ2О3, CoO TiO2, ZnO, BaO Тех ни ч. углерод
Сульфиды CdS ZbS
Селениды CdSe
Хроматы РЬСгО4 РЬСгО4 PbCrO4
Фосфаты Co(PO4)2
Пигменты — это красящие вещества, нерастворимые в поли-
мерах. Пигменты обладают минимальной миграционной способ-
ностью.
Неорганические пигменты известны с древнейших времен.
Как правило, это различные природные и синтетические оксиды
и соли металлов. В эту группу входят наиболее термо-, свето-, хи-
мически стойкие красящие вещества. Однако при использовании
неорганических пигментов требуются усилия для их равномерно-
го распределения в полимере. В общем объеме применяемых при
производстве пластмасс красящих веществ доля пигментов со-
ставляет около 80 % (табл. 13.1).
В качестве черного пигмента используют высокодисперсные
сорта канальной и газовой саж. Для придания пластмассовым из-
делиям металлического блеска применяют алюминиевую и брон-
зовую пудры. К этой же группе красящих веществ можно отнести
специальные сорта дисперсной слюды, которая вводится в про-
зрачные полимеры для создания эффекта перламутра. Аналогич-
ного эффекта можно достичь, используя смеси двух прозрачных
полимеров с различными коэффициентами рефракции.
К органическим пигментам относятся нерастворимые в поли-
мерах органические вещества, как правило синтетические, со
сложной химической структурой: фталоцианиновые, азо-, поли-
Таблица 13.2. Состав и цвет наиболее распространенных органических пигментов
Тип соединений Цвет
желтый красный синий зеленый фиолетовый
Азопигменты Ж К — — —
Фталоцианиновые — с 3 —
Полициклические ж к с — ф
Лаки ж к — — —
288
циклические, диоксазиновые пигменты, а также лаки, получае-
мые осаждением красителей из их водных растворов. Эти крася-
щие вещества лучше диспергируются в полимерах, однако они
менее термостабильны и светостабильны, чем неорганические
пигменты, выше их миграционная способность. В общем объеме
применяемых для окрашивания пластмасс красящих веществ до-
ля органических пигментов (табл. 13.2) составляет около 20 %.
К этой группе также относятся флуоресценные пигменты
(желтые, оранжевые, зеленые).
Для правильного выбора технологии окрашивания необходи-
ма оценка качества распределения красящего вещества. Некаче-
ственное окрашивание выражается либо в наличии агрегатов
частиц пигмента, либо в разнотонности окраски изделия. В соот-
ветствии с этим на практике в основу определения качества ок-
рашивания положены три метода: отсчет видимых невооружен-
ным глазом пятен и полос (крупных агрегатов частиц пигмента)
в пленках или тонких срезах, при этом видимые глазом частицы
по размеру не превышают нескольких десятых долей миллиметра;
отсчет мелких пятен, неразличимых глазом, при 100-кратном уве-
личении; определение интенсивности окрашивания, тональных
отклонений, разности тона на участках поверхности изделия, про-
водимое по утвержденным эталонам.
Надо учитывать, что причинами появления указанных дефек-
тов помимо плохого распределения красящего вещества могут
служить наличие "геликов" и включений другого рода, разнотол-
щинность изделия (например, пленки), перегревы формующих
элементов оснастки и др.
Красящие вещества реализуются в виде различных выпускных
форм. К ним относятся следующие: необработанные пигменты и
красители, которые используют, когда требования к качеству ок-
рашивания невелики (например, в толстостенных изделиях с ма-
товой поверхностью); пигменты, модифицированные ПАВ, ино-
гда в виде паст, дисперсионной фазой которых служат пластифи-
каторы полимеров, при этом наличие ПАВ улучшает смачивание
поверхности частиц пигмента расплавом полимера и способствует
разрушению агрегатов; концентраты или маточные смеси, содер-
жащие 10—15 % (мае.) красящих веществ, представляющие собой
концентрированные дисперсии последних в окрашиваемом поли-
мере, которые используют при повышенных требованиях к каче-
ству окрашивания (этого добиваются интенсивным перемешива-
нием маточной смеси); суперконцентраты, содержащие 20—85 %
(мае.) красящего вещества, представляющие собой смеси послед-
него с низкомолекулярными веществами, например парафинами,
19 Заказ № К-4269
289
низкомолекулярными полимерами, полимерными восками, что
обеспечивает им низкие вязкости в расплавах и, как следствие,
высокое качество окрашивания. Преимуществами концентратов
и суперконцентратов также являются простота введения в смеси,
технологичность.
Для придания цвета поверхности изделия используют различ-
ные лакокрасочные композиции, являющиеся дисперсиями кра-
сящих веществ в пленкообразующих растворах полимеров.
13.2. СПОСОБЫ ОКРАШИВАНИЯ
Следующей задачей является выбор способа окрашивания. Не-
смотря на то что окраска изделия определяется цветом тонкого, в
несколько десятых долей миллиметра слоя, наиболее распростра-
ненными способами окрашивания полимеров являются способы,
связанные с введением красящих веществ в массу полимера. Боль-
ший расход красящего вещества в этом случае компенсируется
значительно более надежным и устойчивым окрашиванием. Кроме
того, объемное окрашивание требует меньшего количества допол-
нительных технологических операций, чем поверхностное.
Применяют следующие способы введения красящих веществ в
полимерный материал: окрашивание в процессе синтеза полимера;
сухое окрашивание; окрашивание в расплаве; окрашивание изде-
лия в растворе красящего вещества через поверхность изделия.
При осуществлении этих способов используют оборудование,
применяемое при переработке наполненных полимерных мате-
риалов.
Окрашивание полимеров в процессе синтеза [1]. Этот способ ис-
пользуют для окрашивания ПММА, ПС, а также ПА и ПЭТФ —
при изготовлении из них волокон. Частным случаем является ок-
рашивание термореактивных смол.
Этим высокопроизводительным способом получают как соб-
ственно окрашенные полимеры, так и концентраты красящих ве-
ществ. Наиболее типичная технологическая схема такого процесса
включает в себя: приготовление пигментного препарата (состоя-
щего из смеси красящего вещества, стабилизирующих добавок,
загустителей с мономером); смешение пигментного препарата с
основной массой мономера; полимеризацию (поликонденсацию)
смеси. Пигментный препарат можно вводить в смесь до начала
полимеризации (поликонденсации) одновременно с катализа-
тором или на стадии полимеризации (поликонденсации). В пер-
290
вом случае создаются более благоприятные условия для качест-
венного окрашивания, во втором облегчается переход от одного
цвета к другому.
Сухое окрашивание [1]. При сухом окрашивании гранулы по-
лимера опудриваются порошком красящего вещества. Сухое ок-
рашивание не имеет самостоятельного значения, а является про-
межуточной, подготовительной стадией изготовления окрашен-
ных пластмасс и используется с целью повышения равномерности
распределения красящего вещества в массе полимера. Сухое сме-
шение проводят в смесителях инерционного типа, в тихоходных
или скоростных лопастных смесителях. Пигменты рекомендуется
подвергать предварительному размолу в краскотерках.
При увеличении концентрации красящих веществ в смеси, с
целью предотвращения расслоения различных по дисперсности
гранул полимера и частиц пигментов, применяются смачиватели
(например, вазелиновое масло, полиэтиленовый воск и другие ве-
щества), закрепляющие порошки на поверхности гранул. Коли-
чество смачивателей должно быть минимальным в связи с воз-
можностью слипания гранул и ухудшения условий питания пере-
рабатывающих агрегатов и транспортирующей способности шне-
ковых машин.
Окрашивание в расплаве [1]. В этом случае диспергирование и
распределение красящих веществ проводится в расплаве полиме-
ра под действием сдвиговых напряжений и деформаций в пере-
рабатывающем оборудовании. Этот способ является наиболее
важным в технологии переработки пластмасс. Технологические
схемы могут предусматривать использование как собственно кра-
сящих веществ, так и их выпускных форм. В наибольшей степени
требованиям к качеству окрашивания и современному техниче-
скому уровню осуществления процесса удовлетворяет приведен-
ная на рис. 13.1 универсальная технологическая схема производ-
ства окрашенных пластмассовых изделий. Другие используемые
на практике технологические схемы могут быть получены из уни-
версальной путем ее упрощения (исключения отдельных стадий).
Основная часть этого процесса включает в себя начальное до-
зирование компонентов. Для этого чаще всего используют объем-
ные дозаторы с высокой точностью дозирования сыпучих веществ
(дисковые, шнековые, вибрационные). Затем компоненты посту-
пают в смеситель 3 для сухого окрашивания одного из указанных
выше типов или комбинированный. Опудренные гранулы направ-
ляются в специальный смеситель 4 для смешения компонентов в
расплаве. Основным требованием, предъявляемым к этим смеси-
телям, является условие гарантированного прохождения всего рас-
19*
291
Рис. 13.1. Универсальная схема производства окрашенных пластмассовых
изделий:
/ — емкость с полимерными материалами; 2 — емкости с красящими веществами
и добавками; 3 — смеситель для сухого смешения компонентов; 4 — смеситель для
смешения компонентов в расплаве; 5 — устройство для грануляции концентрата;
6 — смеситель для сухого смешения концентрата и полимера; 7 — экструдер; 8 —
устройство для грануляции окрашенного компаунда; 9 ~ перерабатывающее обо-
рудование; 10 — дозаторы
плава через область высоких сдвиговых напряжений и деформа-
ций. При выполнении этого условия обеспечивается полное дис-
пергирование агрегатов частиц пигментов и разрушение агрегатов.
Большие сдвиговые деформации, достигаемые в аппаратах пе-
риодического действия (вальцах, закрытых пластосмесителях) за
счет увеличения длительности процесса, а в аппаратах непрерыв-
ного действия (одно- и многочервячных экструдерах) — за счет
формирования пересекающихся потоков расплава в специальных
смесительных элементах различной конструкции, обеспечивают
равномерное распределение частиц красящего вещества в поли-
мере. Так же производят концентраты красящих веществ, что по-
зволяет предохранить основную массу полимера от вредного
влияния термомеханического воздействия. Из устройства для гра-
нуляции 5 концентрат красящего вещества дозатором подается в
смеситель для сухого перемешивания 6, где он разбавляется ос-
новным полимером и направляется в экструдер 7. Полученный
таким образом окрашенный компаунд вновь гранулируется в уст-
ройстве 8 и поступает на перерабатывающую установку 9 (экстру-
зионное, литьевое или другое оборудование), где и перерабатыва-
ется в изделия.
292
На ряде технологических линий предусматривается питание
экструдера-гранулятора 7 расплавом пигментного концентрата
непосредственно из специального смесителя 4. При этом исполь-
зуют так называемые каскадные экструзионные установки.
Использование указанных технологических схем требует боль-
шого количества сложного дорогостоящего оборудования и рен-
табельно лишь при больших объемах производства. Более рента-
бельным является использование специального смесительного
оборудования только для производства суперконцентратов крася-
щих веществ по укороченной схеме (поз. 1—5).
Часто для производства окрашенных изделий из пластмасс ис-
пользуют более дешевые линии на основе упрощенных схем, ис-
ключающих использование экструдера-гранулятора (поз. 1—6, 9).
Широкое распространение, несмотря на некоторое ухудшение
качества окрашивания, получили схемы изготовления окрашен-
ных пластмассовых изделий из предварительно окрашенной ком-
позиции без изготовления концентрата (поз. 1—5, 9 и поз. 1—3,
7—9).
Наиболее часто при использовании промышленно выпускае-
мых суперконцентратов красящих веществ используется короткая
схема сухого окрашивания полимера (по. 1—3, 9).
Окрашивание изделия через поверхность [1]. Этот способ ок-
рашивания используют при производстве волокон из полимеров.
По данной схеме волокна окрашиваются при прохождении ван-
ны, заполненной растворителем, содержащим краситель. За вре-
мя нахождения волокна в ванне молекулы красителя диффунди-
руют в объем волокна, окрашивая его.
Другое направление улучшения внешнего вида пластмассовых
изделий связано с нанесением на их поверхность красочных по-
крытий. Среди способов осуществления этого процесса можно
назвать следующие: окрашивание поверхности, печатание, тисне-
ние, аппликация, декалькомания.
С помощью этих способов возможно воспроизведение на по-
верхностях многокрасочных рисунков, что переводит изделия из
пластмасс в разряд декоративных, а иногда и художественных из-
делий. Кроме того, лакокрасочные покрытия предохраняют по-
верхность изделий от вредного влияния окружающей среды и по-
вреждений.
Основной проблемой, возникающей при проведении указан-
ных процессов, является создание условий, обеспечивающих проч-
ное адгезионное соединение красочного покрытия с поверхностью
пластмассовых изделий. Помимо способа нанесения влияние на
293
прочность покрытия оказывают состав и свойства лакокрасочного
материала и свойства поверхности изделия.
При нанесении лакокрасочного покрытия наилучшие условия
формирования адгезионного соединения его с поверхностью воз-
никают при проникновении растворителей и красителей, входя-
щих в состав лакокрасочной композиции, в поверхностный слой
полимера, который набухает в растворителе. Полученное покры-
тие должно иметь достаточную прочность и эластичность, так как
это обеспечивает сохранение адгезионного соединения в процессе
сушки или отверждения лакокрасочной композиции, сопровож-
дающихся усадочными явлениями. Лакокрасочная промышлен-
ность выпускает специальные краски различных марок, которые
с учетом способов окрашивания предназначены для изделий из
различных полимеров.
Однако для ряда полимерных материалов, особенно полиоле-
финов, вследствие их химической инертности трудно подобрать
удовлетворяющий указанным выше условиям растворитель. Это
делает необходимой предварительную подготовку полимерной
поверхности, улучшающую адгезионное взаимодействие в систе-
ме, — активацию поверхности. Активация поверхности пластмас-
совых изделий является обязательной стадией технологического
процесса нанесения покрытий. Для этой цели непосредственно
перед окрашиванием поверхность изделия обрабатывают физиче-
скими или химическими методами. К первым относятся коронный
разряд, газовое пламя, тлеющий разряд; ко вторым методам — хи-
мическое травление и химическая модификация поверхности. В
результате этих воздействий наблюдаются окисление поверхно-
сти, поверхностное сшивание полимера, образование микрорель-
ефа. При обработке электрическими разрядами дополнительно
образуются долгоживущие поверхностные электретные заряды.
Наиболее часто для активации поверхности пленочных и листо-
вых материалов используют обработку коронным разрядом, объ-
емные изделия более сложной формы обычно подвергаются пла-
менной обработке.
Нанесение рисунка на поверхность пластмассовых изделий [1].
Этот метод заключается в нанесении лакокрасочного покрытия на
поверхность изделия окунанием, распылением, валиком или рас-
крашиванием кистью. Последний способ, несмотря на невозмож-
ность механизации, распространен довольно широко. Однако ос-
новными методами нанесения на пластмассовые изделия много-
красочных покрытий являются полиграфические методы.
Нанесение печати [2] — это процесс, основанный на пооче-
редном перенесении элементов различного цвета красочного изо-
294
5.
г
Рис. 13.2. Схема трафаретной (а), глубокой (б), плоской (в) и высокой (г)
печати:
/ — печатная форма; 2 — краска; 3 — оттиск; 4 — подложка; 5 — ракля; 6 — за-
купоренные элементы трафарета
бражения (оттиска) на поверхность изделия с носителей краски
(печатных форм).
По видам этих носителей (рис. 13.2) способы печати подраз-
деляют на трафаретную, глубокую, плоскую и высокую печать.
Способ трафаретной печати заключается в продавли-
вании краски посредством ракеля на поверхность запечатываемо-
го материала через трафарет, который представляет собой сетку,
часть ячеек которой закупорена и не пропускает краску (элементы
пробелов; рис. 13.2, а). Краска, свободно поступающая через от-
крытые ячейки, образует печатный оттиск. Этот метод отличается
простотой, возможностью нанесения толстых (до 17 мкм) слоев
красок, но производительность его в сравнении с другими мето-
дами печатания невелика. Он может быть автоматизирован и ис-
пользуется в основном для окрашивания объемных (выдувных и
литьевых) изделий.
При способе глубокой печати печатающими элементами
являются углубления на поверхности формы (рис. 13.2, б). Углуб-
ления могут иметь различную глубину, обеспечивая соответст-
вующую цвето- и светоплотность воспроизводимого изображения.
Принцип нанесения глубокой печати заключается в смачивании
печатной формы краской с последующим удалением ее избытка
ракелем (скребком) и перенесением остатков краски в углублени-
ях на окрашиваемую поверхность.
295
При плоском (офсетном) способе печати (рис.
13.2, в) пробельные и печатные элементы формы находятся прак-
тически в одной плоскости. Пробельные элементы хорошо смачи-
ваются водой, печатные — обладают водоотталкивающей способ-
ностью (олеофильны). Принцип офсетной печати основан на сма-
чивании печатной формы увлажняющим раствором и нанесении
краски, которая избирательно задерживается на печатных элемен-
тах. Оттиск переносится на эластичный (офсетный) элемент, а с
него — на поверхность изделия. Существуют специальные краски
для "сухого" офсета. Этот способ позволяет получать мягкие плав-
ные переходы тонов на самых разных материалах (в том числе на
шероховатых поверхностях) при высокой скорости печати.
При высокой типографской печ ат и (рис. 13.2, г) пе-
чатающими элементами являются выступающие части жесткой
(металлической) формы. Этот способ обеспечивает чистый и чет-
кий оттиск, однако требует использования высоковязких, долго
сохнущих красок. Поэтому в чистом виде для печатания на пла-
стмассовых изделиях он используется редко.
Очень широкое распространение при печатании на рулонных
пленочных материалах получила разновидность этого способа —
флексографическая печать (рис. 13.3), основанная на
применении эластичных печатных форм и быстро высыхающих
красок. Этот относительно простой способ является наиболее
производительным и экономичным. Несколько хуже при этом
способе передача тонов, поэтому он используется в основном для
воспроизведения штриховых оригиналов.
Остановимся более подробно на этом широко используемом
способе. В настоящее время флексографическая печать на рулон-
ных пленочных материалах осуществляется на ротационных пе-
чатных машинах. Основными узлами этих машин являются: раз-
Рис. 13.3. Принципиальная схема
флексографической печатной сис-
темы:
1 — окрасочная ванна; 2 — дукторный
валок; 3 — накатный (передаточный)
валок; 4 — печатные формы; 5 — форм-
ный цилиндр; 6 — полотно, на которое
наносится печать; 7 —печатный ци-
линдр
296
моточное устройство, печатные аппараты, сушильное и намоточ-
ное устройства.
Размоточное устройство обеспечивает равномерное разматы-
вание полотна с рулона и подачу его в машину с необходимым на-
тяжением.
Печатный аппарат производит перенесение краски с печатной
формы на полотно. При этом печатная краска из ванны 1 захва-
тывается вращающимся дукторным валком 2 и передается жест-
кому накатному валку 3, который, соприкасаясь с вращающимся
формным цилиндром 5, наносит ее на поверхность печатных
форм 4. Краска воспринимается печатными элементами, которые
оставляют оттиск на поверхности полотна 6, прижатого с тыльной
стороны печатным цилиндром 7. Количество краски, переходя-
щее с дукторного валка на накатный, регулируется степенью их
взаимного прижатия. Для более тонкого регулирования толщины
красочного слоя на накатном валке используют ракельный нож,
снимающий излишки краски. Скорость вращения накатного вал-
ка для предотвращения заливания печатной формы краской уста-
навливают выше скорости вращения дукторного валка.
При слабом прижиме в печатной паре изображение не пропе-
чатывается полностью. При чрезмерном прижиме имеют место
затекание (ореол) краски по контуру элементов оттиска, красоч-
ные полосы.
Большое значение для обеспечения качественной печати имеет
правильный подбор вязкости краски. При высокой вязкости по-
лучается нечеткое изображение.
Для обеспечения многоцветной печати используют агрегаты с
несколькими (по количеству цветов) печатными аппаратами.
Сушильное устройство обеспечивает удаление растворителя из
красочного оттиска. Как правило, производительность печатной
машины определяется пропускной способностью сушильной ус-
тановки. Трудности этого процесса связаны с тем, что поверхно-
сти полимерных материалов не впитывают краски, что делает не-
обходимой интенсивную искусственную сушку, а повышение
температуры сушки ограничивается низкой теплостойкостью по-
лимерной основы. Помимо инфракрасного облучения для сушки
запечатанного полотна применяют также горячий воздух. Недос-
таточная сушка приводит к отмариванию (переходу краски с за-
печатанной поверхности на незапечатанную при наложении от-
тисков в рулоне).
Намоточное устройство по конструкции аналогично размо-
точному. Натяжение полотна не должно зависеть от расстояния
слоя от центра рулона.
297
Тиснение [2] — это способ нанесения красочного изображения
на поверхность изделия путем переноса оттиска с металлизиро-
ванного или пигментированного слоя специальной пленки (пере-
водной фольги) под давлением горячего штампа. Часто тиснение
называют сухим способом печати. При этом способе значительно
упрощаются процесс нанесения изображения и конструкция обо-
рудования. Процесс тиснения не связан с выделением большого
количества взрывоопасных и токсичных растворителей. Исклю-
чение стадии сушки повышает его производительность. Оттиск с
фольги отличается высокой четкостью, стойкостью к истиранию.
Этот способ имеет преимущества при маркировке и декора-
тивно-художественном оформлении однотипных изделий.
Переводная фольга для горячего тиснения представляет собой
ПЭТФ-пленку толщиной до 5 мкм, на одну из сторон которой по-
следовательно нанесены восковой, лаковый, пигментированный
(или металлизированный) и грунтовочный слои. Для придания
металлизированному слою различных цветовых оттенков на него
наносят лаковые слои. Фольгу выпускают в виде рулонов, что по-
зволяет автоматизировать процесс тиснения на пневматических и
элекромеханических прессах.
Процесс тиснения осуществляется практически мгновенно, в
результате избирательного давления рабочей поверхности штампа
на поверхность изделия через фольгу. В местах контакта металли-
зированный (или пигментированный) слой отделяется от основы
фольги (восковой слой) и соединяется с поверхностью изделия,
которая в этих местах слегка оплавляется. Пигментированные
слои различаются по природе полимера, используемого в качестве
субстрата. Соответственно выпускают переводные фольги для
ПЭ, ПС, ПММА, ПВХ и других полимеров.
Аппликация [2] — способ декорирования изделий посредством
накладных элементов.
В качестве элементов аппликации пластмассовых изделий ис-
пользуют разноцветные набивные ткани, бумаги, полимерные
пленки. Они наносятся на сформованные изделия и закрепляются
на его поверхности сваркой или приклеиванием.
При накладной аппликации обычно используют аппликаци-
онный материал в рулонах с липким слоем на нелицевой стороне
полотна.
При заформованной аппликации элементы аппликации закла-
дывают в форму и закрепляют на изделии в процессе формования
(прессования, литья под давлением). Это один из немногих спо-
собов художественного декорирования изделий из реактопластов.
298
Наибольшее распространение этот способ получил при прес-
совании слоистых пластиков.
К этому способу по технологии близко нанесение самоклея-
щихся этикеток.
Декалькомания [2] — способ декоративной обработки изделия,
заключающийся в предварительном нанесении печатного изобра-
жения на подложку (деколь), с которой оно переводится на обра-
батываемую поверхность. Этот способ используют в тех случаях,
когда из-за сложной формы изделия на него нельзя нанести пе-
чатное изображение обычными способами печати. Деколь пред-
ставляет собой фольгу, состоящую из подложки (клееная бумага,
полимерная пленка, металлическая фольга) и переводного изо-
бражения. Кроме указанных слоев, на деколь может быть нанесен
клеевой слой для фиксации изображения на поверхности декори-
руемого изделия.
Деколи выпускают, как правило, на отдельных форматных
листах.
Помимо описанных выше, к способам декоративной обработ-
ки можно отнести металлизацию и матирование поверхности пла-
стмассовых изделий.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Калинская Т. В., Доброневская С. Г., Аврутина Э. А. Окрашивание полимерных
материалов. Л.: Химия, 1985. 183 с.
2. Гецас С. И. Декоративная обработка изделий из пластмасс. Л.: Химия, 1978. 120 с.
ГЛАВА 14
ОСНОВЫ СОЗДАНИЯ МАТЕРИАЛОВ
С КОМПЛЕКСОМ СПЕЦИАЛЬНЫХ СВОЙСТВ
В этой главе мы рассмотрим некоторые возможности модифика-
ции свойств полимерных материалов, позволяющей, например,
снизить их горючесть, направленно изменить трибологические
свойства (коэффициенты трения и сопротивление износу), элек-
трические и магнитные, теплофизические свойства. Основным
путем создания полимерных материалов со специальными свой-
ствами является введение в них модифицирующих добавок и на-
полнителей, поэтому большинство из этих материалов относится
к классу полимерных композитов.
299
14.1. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ С ПОНИЖЕННОЙ ГОРЮЧЕСТЬЮ
14.1.1. Пожароопасность полимерных материалов и методы
ее количественной характеристики
Пожароопасность полимерных материалов определяется следую-
щими характеристиками: горючестью, дымо- и газовыделением,
огнестойкостью (для конструкционных полимеров и композитов)
[1, 21-
Горючесть — это комплексная характеристика материала,
включающая: 1) его способность к воспламенению или самовос-
пламенению; 2) скорость горения или распространения пламени;
3) параметры, определяющие условия, при которых возможен са-
моподдерживающийся процесс горения (состав атмосферы, ин-
тенсивность выделения тепла). Существующие методы определе-
ния горючести материалов можно разделить на следующие четыре
группы:
1) кинетические — по скорости горения [линейной, измеряю-
щейся в м/с, или массовой, т. е. по уменьшению массы материала
в единицу времени, в кг/(м2 • с)]; последний показатель для ПС и
ПММА составляет 14 кг/(м2 • с), для фенопластов — 5,8 кг/(м2 • с);
2) тепловые — по теплотам сгорания, значения которых опре-
деляются калориметрическими методами и для типичных поли-
меров составляют (в МДж/кг): ПЭ — 47,1; ПС — 41,7; ПММА —
26,7; ПЭТФ — 22,5; ПВХ — 18,4; ПТФЭ — 4,2, или по показателю
горючести К— отношению количества тепла, выделившегося при
горении полимера, к количеству тепла, необходимого для его под-
жигания;
3) температурные — по температурам воспламенения Гв (в при-
сутствии открытого пламени) или самовоспламенения Гсв (при
высокотемпературном нагреве), значения которых для типичных
полимеров приведены ниже:
В?
СВ’
ПЭ ПС ПВХ ПЭ Фуранопласты
306 343 270 256 326
417 486 580 465 585
4) концентрационные — по так называемому кислородному
индексу (КИ), представляющему собой ту минимальную мольную
концентрацию кислорода в газовой смеси кислород — азот, при
которой в этой среде поддерживается самостоятельное горение
подожженного образца полимера; значения КИ для наиболее рас-
пространенных полимерных материалов приведены ниже:
300
Термопласты
ПЭ 17,4 ПЭТФ 22,8 ПА (аром.) 25-48
ПП 17,1 пэо 15,0 ПУ 15-18
ПС 18,3 ПФО 25,5 ПИ 35-55
ПММА 17,3 ПК 27,0 пэи 42-47
ПВХ 49,0 ПЭЭК 40,0 ПАС 20-40
ПТФЭ 95,0 ПА (алиф.) 15-29
Реактопласты
ЭС 19-25 МАС 40-45 ФС 36
ФФС 40-45 НПС 17-50 КС 30-40
Между характеристиками горючести, определенными различ-
ными методами, существуют корреляционные связи:
КИ = 795/ДЯст
К = 8,25 - 0Д25КИ
КИ = 17,5 + 0,4К. ч.
(при ЛЯСТ >10 МДж/кг); (14.1)
(при КИ > 40 %); (14.2)
(при К. ч. < 20 %), (14.3)
где КИ — кислородный индекс, %; — теплота сгорания полимера, МДж/кг;
К — показатель горючести; К. ч. — коксовое число полимера.
По величине показателя горючести К все полимеры подразде-
ляются на негорючие (К < 0,1), трудногорючие (0,1 < К < 0,5), го-
рючие трудновоспламеняющиеся (0,5 < К < 2,1) и горючие лег-
ковоспламеняющиеся (К > 2,1).
Дым и газы, выделяющие при горении полимеров, оказывают
удушающее действие на органы дыхания и затрудняют борьбу с
пожаром из-за потери видимости. Интенсивность дымовыде-
ления оценивают оптическими (по замутнению воздуха) или
механическими (по количеству осадка на специальных фильтрах)
методам. Оптическая плотность дыма, образующегося при горе-
нии (Дг), или при тлении при недостатке кислорода (Дт) различ-
ных полимеров, приведена ниже:
ПЭ ПС ПММА ПВХ ПК АЦ ПА ПУ ПТФЭ Фенопласт
Дг 150 470 480 535 174 49 269 20 55 5
Дт 470 345 380 470 12 434 320 156 0 14
Аномально низкие значения Д для фенопластов объясняются
быстрым коксованием и прекращением горения.
Анализ количественного и качественного состава газов, выде-
ляющихся при горении полимеров, проводят термогравиметриче-
скими и хроматографическими методами. Параметры термодест-
рукции оценивают по потере массы полимера при его нагревании
до 500 или до 800 °C, а также по температуре, соответствующей 10 %-
или 50 %-й потере массы. Для оценки токсичности газов, выде-
ляющихся при пиролизе и горении полимеров, рассчитывают ко-
эффициент токсичности Т, равный отношению концентрации дан-
301
ного вещества в продуктах горения к его концентрации, опасной
для человека. Суммарное действие для смеси вредных газов рассчи-
тывают с учетом парциального вклада каждого компонента смеси.
Обычно расчет проводят по наиболее опасным газам (СО, НО,
HCN) или парам (фенол, формальдегид, аммиак). Суммарные по-
казатели токсичности ZT для наиболее распространенных по-
лимеров приведены ниже:
ПЭ ПС ФФС ПУ ПВХ ПА ПАН Дерево Шерсть
Ет/
/ 20 20 30 290 360 950 1210 50 390
Наиболее опас- Фенол, фор-
ные компоненты СО СО мальдегид HCN НС1 HCN HCN СО HCN
Оценка огнестойкости для конструкционных полимеров
является обязательной, особенно жесткие требования по огне-
стойкости и горючести предъявляются к полимерам, используе-
мым на транспорте (железнодорожном, автомобильном и особен-
но авиационном). Методы оценки огнестойкости включают лабо-
раторные и натурные испытания. Важнейшими из лабораторных
методов являются: 1) испытания в трубчатой электропечи при
всестороннем нагреве небольшого по размеру образца при темпе-
ратуре 825 °C (регистрируют температуру на поверхности образца,
время до начала его воспламенения и продолжительность горе-
ния, потерю массы); 2) определение температуры, при которой за
30 мин материал теряет 50 % прочности; 3) оценка времени до
50 %-ной потери несущей способности конструкции при повы-
шении температуры по условиям реального пожара [рост темпе-
ратуры во времени по закону Т= Тнач + 345lg(6f + 1), где Тнач —
начальная температура, °C; t— время опыта, мин]. Натурные (по-
лигонные) испытания проводят для строительных конструкций,
изготовленных из полимерных материалов, или для текстильных
изделий (одежда, элементы отделки, драпировки). Для определе-
ния класса горючести материала обычно сопоставляют результа-
ты, полученные различными методами, а для оценки огнестойко-
сти — данные лабораторных и натурных испытаний.
14.1.2. Способы снижения горючести полимерных материалов
Одним из самых радикальных методов снижения горючести яв-
ляется синтез негорючих или трудногорючих полимеров. Наибо-
302
лее часто с этой целью в молекулы полимеров вводят атомы гало-
генов (бром, хлор), фосфора, бора (карборановые или боразольные
циклы), азота (триазиновые циклы). Примерами подобных мате-
риалов являются хлорированные полимеры — ПВХ, ПВДХ и их
сополимеры. На основе ПЭ получают хлорированные (ХПЭ) или
хлорсульфированные (ХСПЭ) продукты, обладающие при высо-
ком содержании хлора (25—40 %) пониженной горючестью. В по-
лимерах на основе стирола (ПС, АБС-пластики) в качестве сомо-
номера используют хлорстирол. Существуют и успешно применя-
ются фосфорилированные производные ПЭ и ПС. Для получения
негорючих термореактивных полимеров применяют галогениро-
ванные или фосфорилированные олигомеры, сомономеры или
отвердители. Практически полную негорючесть полимерному ма-
териалу придает карбонизация, или графитизация (углеволокно).
Механизм снижения горючести полимерных материалов, со-
держащих галогены, отличается большой сложностью из-за мно-
жества одновременно проходящих химических реакций и физиче-
ских процессов. Различают процессы, проходящие в газовой среде,
окружающей горящий материал, и в твердой — конденсированной
фазе. Газовую фазу, окружающую горящий полимер, составляют
продукты разложения — горючие пары мономера, углеводороды,
СО, негорючие пары воды, СО2, а также негорючие галогенсодер-
жащие продукты (галогены, гало ген о водороды, галогенированные
углеводороды) с повышенной плотностью и теплоемкостью. Их
присутствие приводит к уменьшению скорости разогрева газовой
фазы, а следовательно, и к снижению вероятности ее воспламене-
ния (эффект разбавления). Термический распад замедляющих го-
рение галоген содержащих веществ сопровождается образованием
радикалов, переводящих активные кислородсодержащие фрагмен-
ты (типа RO* и -ОН) в менее активные или стабильные молекулы
(RX или Н2О). Для достижения одинакового эффекта снижения
горючести в полимер нужно ввести количество антипирена, экви-
валентное содержанию в полимере 20 % Вг или 40 % С1 (для тер-
мопластов), 12—15 % Вг или 25—30 % С1 (для реактопластов).
Механизм снижения горючести за счет введения в молекулу
полимера фосфор-, азот- или борсодержащих групп проявляется
в твердой фазе, где они выступают как катализаторы процесса кок-
сования полимера. Для достижения эффекта самозатухания в по-
лимер следует вводить количество антипирена, эквивалентное со-
держанию в полимере 5—6 % фосфора или 12—25 % азота. В ката-
литическом ускорении процессов коксообразования основную
роль играют процессы дегидратации, циклизации, полимеризации,
поликонденсации деструктирующих фрагментов полимерных мо-
зоз
лекул, снижающие температуру на поверхности и в массе горя-
щего материала за счет эндотермических эффектов.
Одним из наиболее простых способов регулирования горючести
полимеров является введение в них добавок минерального харак-
тера. По своей природе все добавки, изменяющие горючесть поли-
мерного материала, можно разделить на пять следующих групп.
1. Вещества, активно увеличивающие горючесть полимера, —
наполнители, являющиеся активными донорами кислорода (нит-
раты, перманганаты, перхлораты, пороха), активные металлы,
склонные к горению с выделением большого количества тепла
(алюминий, магний, термитные составы). Этот класс наполните-
лей очень сильно повышает горючесть полимеров и применяется
при получении взрывчатых и пиротехнических составов, ракет-
ных топлив и т. п.
2. Горючие органические вещества (древесная мука и опилки,
лигнин, полимерные наполнители, пластификаторы, смазки и т. п.).
Этот класс добавок широко применяется для получения традици-
онных пластмасс, поэтому следует учитывать то, что их примене-
ние приводит к значительному увеличению горючести полимеров.
3. Инертные минеральные негорючие наполнители, неспособ-
ные разлагаться до температуры 1000 °C (оксиды, силикаты, ме-
таллы, графит и т. п.). Этот класс добавок способен умеренно сни-
жать горючесть полимеров.
4. Негорючие вещества, выделяющие при повышении темпера-
туры до 400 °C значительные количества негорючих паров или газов
(карбонаты, гидрокарбонаты, гидроксиды), а также вещества, со-
держащие микрокапсулированные жидкости (воду, галогенсодержа-
щие легкокипящие жидкости, фреоны, замещенные фосфаты и др.).
Вещества этого класса способны значительно снижать горючесть
полимеров.
5. Активные негорючие вещества, способные при повышении
температуры выше 300—400 °C выделять негорючие и препятст-
вующие горению пары, а также вещества, способствующие кок-
сообразованию полимеров (хлор- и бромсодержащие вещества,
соединения фосфора, азота, бора, кремния и некоторых других
элементов в сочетании с оксидом сурьмы или мышьяка, некото-
рыми соединениями железа, цинка, серы и других элементов).
Эти вещества называются замедлителями горения, или антипире-
нами [6, т. 1, с. 190]. Они в максимальной степени снижают го-
рючесть полимеров.
Наибольший интерес с точки зрения снижения горючести
полимеров вызывают добавки, относящиеся к трем последним
классам.
304
Инертные вещества — минеральные наполнители — способны
снижать горючесть полимеров за счет уменьшения теплоты их
сгорания (эффект разбавления). Для наполнителей следующей
группы кроме эффекта разбавления необходимо учитывать расход
тепла на разложение вещества и нагрев паров и газов до темпера-
туры пламени. Ниже приведены температуры разложения анти-
пиренов, выделяющих ЩО или СО2:
Вещество А1(ОН)3 Mg(OH)2 NaHCO3 MgCO3 NiCO3 CaC2O4 H3BO3
7paw °C 200 350 160 350 200 200 185
Если инертные наполнители могут снизить показатель горю-
чести термопластов в 2—3 раза [предельная степень наполнения
30—40 % (об.)] и реактопластов в 10—15 раз [предельная степень
наполнения 80—85 % (об.)], то наполнители, разлагающиеся при
нагревании, при тех же дозировках в 2—3 раза более активны, хотя
их применение и ограничено, например для реактопластов с ки-
слотными отверждающими системами.
Примеры расчетов снижения горючести полимерных компо-
зитов с учетом вклада наполнителя приведены в работе [7].
В качестве антипиренов наиболее часто используют хлорпара-
фины (60—70 % О), гексабромбензол (87 % Вг), декабромдифе-
нилоксид (83,5 % Вг), 1,3-6мс-2,4,6-трибромфеноксипропан (75 %
Вг) и другие бромсодержащие продукты в сочетании с оксидом
сурьмы (83,5 % Sb); фосфор, фосфорную кислоту (32—39 % Р) и
ее соли, фосфины, трифенилфосфат (9,5 % Р) и три крезилфосфат
(10 % Р); соли борной кислоты и др. Механизм действия замедли-
телей горения, содержащих галогены, связан с их испарением и
выделением в газовую фазу, окружающую пламя, тяжелых паров,
эффективно разбавляющих горючие продукты и ингибирующих
радикальные процессы окисления. Действие антипиренов, содер-
жащих фосфор и азот, проявляется в твердой фазе (каталитическое
ускорение процессов коксообразования). Известно, что в ряде слу-
чаев смеси антипиренов проявляют значительно большую актив-
ность, чем их составляющие (эффект синергизма). Наиболее ха-
рактерно эффект синергизма проявляется для смеси галогенсо-
держащих антипиренов с оксидом сурьмы и связан с образовани-
ем галогенидов и галоген оксидов сурьмы.
Эффект снижения горючести увеличивается с ростом отноше-
ния Cl/Р от 2 до 10 или Br/Р от 2 до 5. Оптимальная дозировка
антипиренов и их смесей подбирается для каждого полимера ин-
дивидуально и обычно составляет 5—15 % в пересчете на актив-
ный элемент. Горючесть термопластов обычно выше горючести
реактопластов, что связано с большей густотой сетки химических
20 Заказ № К-4269
305
связей в последних. Наиболее ценную информацию об особенно-
стях термодеструкции полимеров, антипиренов и антипирирован-
ных полимеров получают методом термогравиметрии. С увеличе-
нием температуры полимер сначала медленно, а затем быстро те-
ряет массу за счет выделения газообразных продуктов деструкции.
Правильно подобранные антипирены должны разлагаться не-
сколько ниже той температуры, при которой начинается деструк-
ция. Наилучшим вариантом смеси антипиренов будет компози-
ция, компоненты которой разлагаются при различных температу-
рах, перекрывая широкий интервал. Иногда это удается достичь
за счет применения антипиренов, разложение которых идет в не-
сколько стадий:
СаС2О4 • Н2О ”^° СаС2О4 СаСО3 СаО
гидрат оксалат карбонат оксид
оксалата Са Са Са Са
или
4Н3ВО3 4НВО3~^° Н2В4О7 ~-5°2В2О3
борная метаборная тетраборная ангидрид
кислота кислота кислота
Дымообразование при горении полимеров, содержащих анти-
пирены, несколько возрастает, при этом меняется состав токсич-
ных газов, выделяющихся в процессе пиролиза. Например, при
применении галогенсодержащих антипиренов в газовой фазе по-
являются галогены и галогеноводороды, при добавлении фосфор-
ных производных — летучие фосфины. Обычно за счет применения
антипиренов полимерный материал удается довести до самозату-
хания, при котором горение прекращается, если удалить источник
огня. Снижение горючести полимера позволяет значительно по-
высить пределы огнестойкости конструкций на его основе.
14.2. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ, РАБОТАЮЩИЕ В УЗЛАХ ТРЕНИЯ
14.2.1. Трение полимерных материалов
Трение — сопротивление относительному тангенциальному пере-
мещению двух тел, соприкасающихся под действием нормальной
нагрузки. Трение определяет основные эксплуатационные харак-
теристики полимеров при их применении в качестве опор сколь-
жения, подшипников (антифрикционные материалы), тормозных
устройств и сцеплений (фрикционные материалы), шлифоваль-
306
ного и полировального оборудования (абразивные материалы).
Область науки о внешнем трении тел называется трибологией.
Принципиальной особенностью процесса трения, отличающей
его от многих других характеристик полимерных материалов, яв-
ляется участие в этом процессе двух тел — полимерного материала
и контртела, т. е. истирающей поверхности [6, т. 3, с. 649J.
Трение, согласно молекулярной теории, — это процесс, за-
ключающийся в преодолении адгезионных связей, возникающих
при фактическом контакте двух поверхностей, и объемном дефор-
мировании неровностями истирающей поверхности тонкого по-
верхностного слоя истираемой, например полимерной, поверхно-
сти. Взаимодействие твердых тел при физических и механических
процессах, развивающихся в зоне трения, можно оценить только
с учетом микрогеометрии контактирующих поверхностей. Вслед-
ствие шероховатости и волнистости поверхностей твердых тел
трение возникает лишь на отдельных участках касания (фрикци-
онных контактах). Фактическая площадь контакта — это пло-
щадь, на которой осуществляется контакт микронеровностей, об-
разующих шероховатость поверхностей. Ее величина составляет
0,01—0,1 % от номинальной площади. Размеры неровностей
обычно не превышают 3—50 мкм. Фактическое давление на кон-
тактах весьма велико, что приводит к пластической деформации
выступов и к "пропахиванию" неровностями контртела поверхно-
стного слоя истираемого материала.
Сила внешнего трения — это сила сопротивления относитель-
ному перемещению двух твердых тел, направленная противопо-
ложно этому перемещению. Различают силу внешнего трения по-
коя и силу внешнего трения движения. Сила внешнего трения по-
коя — максимальное значение силы трения до начала движения.
Сила внешнего трения движения — сила, не зависящая от длины
пути перемещения. Не всякий процесс деформирования при от-
носительном перемещении двух тел можно назвать внешним тре-
нием, а только тот, при котором перемещение не сопровождается
нарушением сплошности материала и при котором деформирова-
ние глубже тонкого поверхностного слоя можно пренебречь.
В общем случае сила трения зависит от нормальной нагрузки
N, шероховатости поверхности Д, скорости скольжения у, темпе-
ратуры Т и других факторов.
Внутренняя энергия поверхностных слоев выше, чем в объеме
материала, и сила трения зависит от физико-механических свойств
этих слоев. С физико-химической точки зрения поверхностные
слои всегда частично окислены, на них имеется пленка адсорби-
рованных слоев влаги, паров или загрязнений. Особым случаем
20’
307
является присутствие в поверхностном слое веществ, облегчаю-
щих трение, — смазок (твердых или жидких). Различают трение
без смазки — сухое трение и трение со смазкой — граничное тре-
ние. В результате применения смазки получается поверхностный
слой с малым сдвиговым сопротивлением.
Согласно молекулярно-механической теории Крагельского, об-
щая сила внешнего трения является суммой двух составляющих —
молекулярной и деформационной 7^еф [3]. С уменьшением
расстояния между поверхностями FUOJl уменьшается, а /\цеф воз-
растает. Поэтому при определенных давлениях коэффициент
внешнего трения проходит через минимум. Для материалов, спо-
собных деформироваться только упруго, этот минимум зависит от
соотношения коэффициентов трения/^ол иАеф, а Для материалов,
способных деформироваться упруго и пластически, минимум ко-
эффициента трения определен условиями перехода от упругих де-
формаций в зоне контакта к пластическим, т. е. превышением
нормальных напряжений в зоне контакта твердости деформируе-
мого материала. Поэтому для полимеров значительное влияние на
коэффициент трения оказывает температура. Уменьшение твер-
дости с ростом температуры приводит к повышению вклада пла-
стических деформаций в зоне контакта. Молекулярную и дефор-
мационную составляющую коэффициента трения можно вычис-
лить, зная шероховатость поверхности, давление в узле трения и
механические характеристики менее жесткого (полимерного) эле-
мента контактирующей пары, в том числе фрикционные констан-
ты р и то, зависящие от условий работы пары трения: р — пьезо-
коэффициент, зависящий от адгезионной связи между поверхно-
стями, и tq — значение прочности фрикционной связи при нулевом
нормальном давлении. Значения механических характеристик и
фрикционных констант для контакта полимера со стальным ша-
ровым индектором для некоторых распространенных полимеров,
применяющихся в узлах трения, приведены в табл. 14.1.
Для наиболее распространенных в машиностроении шерохо-
ватостей в случае упругого деформирования в зоне контакта мини-
мальныи коэффициент трения можно вычислить по уравне-
нию:
у. min
J упр
(14.4)
где ссэфф — коэффициент гистерезисных потерь, составляющий при сложнонапря-
женном состоянии в узле трения 0,2—0,3; ц — коэффициент Пуассона, равный
0,3—0,35 для жестких пластиков и 0,5 для ПТФЭ.
308
Таблица 14.1. Механические характеристики и фрикционные константы полимеров
Полимер Ер, ГПа На, МПа f Фрикционные константы
т0, МПа Р
ПТФЭ 0,7-1 38 0,028 0,34 0,017
ПЭНП 0,1 20 0,08 0,44 0,058
0,1 26 0,09 1,3 0,04
ПЭВП 0,23 38 0,08 1,14 0,05
пп 0,6 60 0,038 1,1 0,035
ПВХ 2,6 120 0,091 3,72 0,06
ПА-6 1,8 130 0,065 1,95 0,05
В случае пластического деформирования в зоне контакта /деф
можно вычислить по уравнению:
/деф = + ₽ + 0.9(1 - Р2)2^2 (14.5)
Величины, рассчитываемые по этим уравнениям, являются
минимальными и реализуются в условиях малых нагрузок и ком-
натной температуры в процессе приработки трущихся поверхно-
стей. Анализ приведенных формул показывает, что при наполне-
нии полимеров значения/уПр за счет возрастания модуля падают,
значения ,/леф за счет возрастания твердости композиций также
должны снижаться, так как рост модуля обгоняет, как правило,
рост твердости. Наполнение полимеров, работающих в узлах тре-
ния, желательно и вследствие того, что оно снижает коэффициент
термического расширения полимерного материала, который в
значительной степени разогревается при эксплуатации и может
изменить геометрию узла трения. Степень разогрева полимерного
материала и его коэффициент трения зависят не только от меха-
нических свойств, но и от условий нагружения узла трения и, в
первую очередь, — от удельной нагрузки Ри скорости скольжения
и [5]. Произведение этих величин и коэффициента трения [Рр]/
называется мощностью трения.
14.2.2. Истирание и износ полимерных материалов
Процессы трения полимерных материалов усложняются за счет
явлений износа или истирания, т. е. разрушения поверхностного
слоя при трении [6, т. 1, с. 914]. В процессе деформирования по-
лимера при трении за каждой неровностью контртела полимер
растягивается, а затем сокращается, испытывая, таким образом,
309
многократные знакопеременные нагрузки. Это приводит к нако-
плению в полимере повреждений, приводящих к отделению час-
тиц с поверхности трения. Интенсивность износа характеризуют
безразмерными величинами:
г ДЛ j AV ди
/=_>ИЛИ/=_;ИЛИ_>
(14.6)
где Дй — толщина унесенного слоя; ДА — путь трения; ДИ— объем унесенного ма-
териала; А — площадь поверхности трения; РИ — работа трения.
Напряжение на контакте, при котором происходит отделение
частицы (опр), пропорционально удельной силе трения:
°пр = ^/^факт’ (14-7)
где ^aKT — фактическое усилие в зоне контакта; к — коэффициент, характери-
зующий напряженное состояние на контакте (для хрупких материалов к ~ 5, для
эластичных к = 3).
В целом существует следующая функциональная зависимость,
описывающая процесс износа:
/= Л'|« (14.8)
'Ъ/факт'»
где К\ ~ геометрический коэффициент (для полимеров К| = 0,2); а — коэффи-
циент интенсивности изнашивания (а ~ 1); h — глубина внедрения неровностей
контртела с радиусом г в изнашиваемый материал; /^м — номинальное усилие в
зоне контакта; п — число циклов деформирования материала выступами поверх-
ности до отрыва частицы.
Число п определяется выражением:
« = (сго/апр)'У ’
(14.9)
где сго — разрушающее напряжение при однократном отрыве частицы; /у — пара-
метр фрикционной усталости.
Для трения полимеров на воздухе без смазки по контртелу из
стали значения п0 и /у приведены ниже:
ао, МПа ГУ о0, МПа zy
ПФ 147 1,3 ПА-6 630 2,6
ПТФЭ 63 5,0 ЭС 180 4,6
ПК 840 2,9 Графитопласт АТМ-2 776 7,7
Если в узле трения прошел процесс приработки, то величину
шероховатости контрела можно представить в виде функции па-
раметров материала, и его износ можно рассчитать по уравнению:
zS S-i 1
1=К2- 15 5 aK^P^E2
А
2
Ct
^гист
ЛА'»
(14.10)
310
где Ку = 0,014-0,10; а ~ 1; К, — константа фрикционной усталости материала (Kt =
У У
= 24-3); jP|10M - номинальное усилие в зоне контакта, МПа; Е — модуль материала,
МПа; к - коэффициент, характеризующий напряженное состояние на контакте;
«гнет — гистерезисные потери (для случая износа полимеров агист = 0,08-Щ,12).
Примеры расчетов трибологических характеристик полимер-
ных композитов с учетом вклада наполнителя приведены в [7].
Экспериментальную оценку износостойкости полимерного
материала можно осуществлять при истирании его по поверхно-
сти с острыми выступами — шкурке на основе корунда, кварца и
т. п. — или по поверхности с тупым выступами — металлической
сетке. Первый тип испытаний соответствует абразивному износу
(4брХ второй — усталостному износу (ZycT). Ниже приведены ве-
личины износа различных полимерных материалов при скольже-
нии по корундовому полотну (4бР) и металлической сетке (ZycT):
W Ю5 /уСТ'!»5 /абр ’ 105 /уст-Ю5
ПА-68 0,9 0,0001 ПТФЭ 5,0 0,0065
ПА-6 0,8 0,0009 ПС 4,5 0,4
ПА-66 0,6 0,00015 УПС 5,0 0,06
ПЭНП 1,0 0,007 ПММА 3,5 0,005
ПЭВП 0,7 0,004 ПК 2,6 0,02
ПП 1,5 0,003 ПЭ 7,5 0,03
Поскольку значения коэффициентов трения и интенсивности
износа полимеров в значительной степени зависят от температу-
ры, то трибологические характеристики часто выражают термо-
фрикционными кривыми. Разработан метод, сочетающий одно-
временное рассмотрение зависимости коэффициентов трения и
интенсивности износа от температуры и скорости скольжения
(при постоянной нагрузке и шероховатости контртела). Согласно
этому методу, трибологические характеристики полимера описы-
вают так называемым паспортом триботехнических свойств.
14.2.3. Трение при наличии твердых смазок
При выборе материалов для узлов трения необходимо учитывать,
что трение — источник потерь энергии и нагрева трущихся по-
верхностей, оно сопровождается шумом и вибрациями деталей.
Износ приводит к изменению геометрии узлов трения и может вы-
звать их катастрофическое разрушение. Полимерные материалы
( ПТФЭ, ПФ, ПА, ПК и др.) применяются в узлах трения без смазок
только при низких эксплуатационных нагрузках. Их износ в силь-
ной степени зависит от характеристик и материала контртела. По-
311
этому в качестве антифрикционных материалов часто применяют
композиты, содержащие функциональные наполнители, снижаю-
щие адгезионную составляющую коэффициента трения. Это на-
полнители, обладающие сильно анизотропной слоистой структу-
рой — графит, дисульфиды молибдена и вольфрама, диселениды
некоторых металлов и др. Они называются твердыми смазками
(ТС). Наиболее распространенной ТС является 0C-M0S2, его
фрикционные константы т0 - 0,3 МПа, (3 = 0,049. Этот материал
нестабилен в условиях высоких температур и применяется только
в устройствах, работающих в вакууме или в инертной атмосфере.
Дисульфид вольфрама — WS2 — хотя и дороже, но обладает более
высокой стабильностью, чем M0S2. Значения коэффициентов
трения/различных ТС по стали приведены ниже:
Графит 0,04-0,06 TiS2 0,2 NbSc2 0,06
MoS2 0,02-0,03 TaS2 0,7 TaSe2 0,08
ws2 0,06 MoSe2 0,02 Agl 0,14
Sb2S3 0,17 WSe2 0,02 BN 0,07-0,1
В ряде случаев применяют комбинации различных ТС (графит +
+ M0S2 и т. п.). Кроме ТС часто применяют твердые смазочные
покрытия, свойства которых можно изменять в желательном
направлении за счет применения различных связующих, введения
наполнителей, ориентации и т. п. Для получения твердых сма-
зочных покрытий применяют неорганические и органические
связующие (ЭС, ФФС, ПУ, кремнийорганику и др.) и ТС. Ко-
эффициенты трения твердых смазочных покрытий по стали обыч-
но лежат в пределах 0,04—0,12 (на воздухе) и 0,02—0,05 (в ва-
кууме).
В процессе эксплуатации полимерных материалов, включаю-
щих ТС, на поверхности контртела образуются тонкие пленки,
обладающие малым сопротивлением сдвигу, малой адгезией и
большим сопротивлением внедрению неровностей. Для образова-
ния таких пленок требуется всего 2—10 % наполнителя типа ТС.
В качестве полимерной ТС часто применяют ПТФЭ, значительно
снижающий коэффициенты трения различных полимерных мате-
риалов. Введение антифрикционных наполнителей практически
не меняет основные свойства полимеров из-за малого содержания
таких добавок. Если узел трения работает в условиях больших на-
грузок с повышенным тепловыделением, то в полимер кроме ан-
тифрикционных добавок целесообразно вводить высокотепло-
проводные, в том числе металлические, наполнители, способные
эффективно отводить тепло из зоны трения.
312
14.2.4. Антифрикционные полимерные материалы
Наиболее часто для изготовления трущихся деталей машин и ме-
ханизмов применяют полимерные, углеграфитные и металлоке-
рамические материалы. Основными преимуществами полимер-
ных антифрикционных материалов [6, т. 1, с. 198] являются вы-
сокие технологичность, прочность и теплостойкость (особенно
при применении ароматических ПА, арамидов, ПИ, ПСФ), низ-
кая стоимость. Температурный интервал работы антифрикцион-
ных материалов на основе термопластов составляет 100—120 °C,
для деталей на основе реактопластов 250—300 °C. В табл. 14.2 ука-
заны основные типы полимеров, применяющихся в качестве ан-
тифрикционных материалов [3].
14.2.5. Фрикционные полимерные материалы
К фрикционным относят материалы [6, т. 3, с. 785], дающие в па-
ре с металлом коэффициент трения в пределах 0,2 </< 0,5. Ос-
новным требованием к материалам, используемым во фрикцион-
ных устройствах (тормоза, муфты сцеплений, регуляторы, опоры
скольжения), является условие постоянства коэффициента тре-
ния в процессе приработки и работы узла. Любое торможение свя-
зано с переходом кинетической энергии движения в тепловую.
Обычно один из элементов фрикционной пары трения изго-
тавливают из металла для улучшения теплоотвода, а сам фрикци-
онный материал наносят в виде тонкого покрытия на металличе-
скую подложку. Основным требованием к фрикционным мате-
риалам является высокая износостойкость, так как обеспечить ко-
эффициент трения f> 0,2 достаточно легко.
Для создания полимерных фрикционных материалов применя-
ют каучуки и реактопласты (феноло- или крезолоформальдегидные
смолы), а также их смеси. Для повышения прочности и теплостой-
кости фрикционных материалов в них добавляют асбест [15—60 %
Таблица 14.2. Коэффициенты трения антифрикционных полимерных материалов
Полимер Коэффициент трения Полимер Коэффициент трения
сухого со смазкой сухого со смазкой
ПА 0,1-0,2 0,01-0,05 ПК 0,3 0,03
ПТФЭ 0,1-0,15 0,02-0,03 пм 0,3-0,4 0,1
ПЭ 0,1-0,15 — ЭС 0,15-0,25 0,05
ПФ 0,15-0,2 ФФС 0,15-0,25 —
313
(мае.)] в виде волокон, ткани или картона и другие наполнители:
оксиды металлов, ВаБОд, металлические порошки. Применение
каучуковых или других эластических добавок в связующее улуч-
шает сцепление фрикционной пары за счет увеличения площади
фактического контакта. Иногда для улучшения теплоотвода фрик-
ционные элементы армируют металлическими сетками. При всех
положительных качествах (стабильность коэффициента трения в
диапазоне эксплуатационных температур и скоростей, высокая из-
носостойкость, высокий коэффициент трения) фрикционные поли-
мерные материалы на основе традиционных термореактивных свя-
зующих обладают низкой температурой разложения — как правило,
ниже 350 °C. Значения теплоемкости фрикционных полимерных
материалов обычно лежат в пределах 0,8—1,3 кДж/(кг • К), а их те-
плопроводность составляет 0,4—0,8 Вт/(м • К).
14.2.6. Абразивные полимерные материалы
Значительный интерес представляет применение полимерных
(термореактивных) материалов для создания композиций, напол-
ненных твердыми абразивными наполнителями (кварц, корунд,
алмаз, оксиды металлов) и предназначенных для получения шли-
фовального или полировального инструмента. Для надежной ра-
боты шлифовальных кругов и точильных камней необходимо вы-
полнение ряда специфических условий: отсутствие образования
на трущейся поверхности тонкой полимерной пленки с понижен-
ным коэффициентом трения (замасливания), возможность регу-
лирования в широких пределах интенсивности изнашивания ма-
териала (для постоянного обновления его поверхности), высокая
прочность (для выдерживания центробежных нагрузок и предот-
вращения выкрашивания абразива), теплостойкость связующего
(при длительных циклах шлифовки и полировки). В наибольшей
степени для получения абразивного инструмента пригодными яв-
ляются фенолоформальдегидные смолы. Введение в матрицу
ФФС абразивных частиц различного размера и твердости дает
возможность получать инструменты для грубой и тонкой обработ-
ки поверхности. Для получения высоконаполненных композитов
гранулометрический состав наполнителей следует подбирать спе-
циальными расчетами, чтобы обеспечить максимальные значения
коэффициента упаковки. Для регулирования интенсивности из-
нашивания абразивного инструмента в связующие вводят балла-
стные наполнители, удаляющиеся с заданной скоростью из ком-
позиции за счет растворения в охлаждающей жидкости.
314
14.3. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ С РАЗЛИЧНЫМИ ЭЛЕКТРИЧЕСКИМИ
СВОЙСТВАМИ
14.3.1. Электрофизические свойства полимеров
Важной областью применения полимерных материалов является
электротехническая промышленность. Большинство полимеров
обладает электроизоляционными свойствами и широко применя-
ется в этом качестве, однако на основе полимерных материалов
возможно создание полупроводниковых, электропроводных и да-
же сверхпроводящих материалов [4]. Для систематизации пред-
ставлений об электрических свойствах полимеров рассмотрим
вначале основные определения электрофизики.
Электрическая проводимость (электропроводность)
полимеров — это способность полимеров при приложении электри-
ческого напряжения пропускать электрический ток [6, т. 3, с. 940].
В диэлектриках, каковыми является большинство полимеров,
после приложения к образцу постоянной разности потенциалов
плотность тока уменьшается со временем вследствие диэлектриче-
ской поляризации, поэтому измерение у проводят через 102—103 с
(или через 10 мин) после приложения напряжения. Различают
удельную объемную (у0 и удельную поверхностную (у^) проводи-
мость и, соответственно, их обратные величины — удельное объ-
емное (р [/) и удельное поверхностное (ру) электрическое сопротив-
ление. Величину р {/определяют как сопротивление кубического об-
разца полимера, к противоположным граням которого приложены
плоские электроды. Оно измеряется в Ом • м (обратная величина у у
измеряется в См/м — сименс на метр, или в Ом-1 • м-1). Величину
Р5 определяют как сопротивление квадратного образца материала,
к противоположным ребрам которого приложены линейные элек-
троды. Оно измеряется в Ом (обратная величина у^ измеряется в
См — сименсах, или в Ом-1). Значение в сильной степени за-
висит от содержания примесей, в первую очередь влаги, на по-
верхности материала. Значения рри р^для типичных полимерных
материалов приведены ниже:
р (/, Ом • м р5, Ом р у, Ом • м Р5, Ом
ПВДФ, ПА 10“-1013 1О12-1О13 ПЭ, пп 10,4-1015 1015-1016
ПВХ 1010-Ю’4 Ю13-1014 ПС 1014-1016 1016-1017
ПЭТФ 1013-1014 1014—1015 ПТФЭ, ПФО 1015-1017 1016-1017
ПК, ПМ, ПЭ 1014-1015 10|4-1016 Фенопласты 107—1011 IO10—1014
Значение р у определяется количеством свободных заряжен
ных частиц в единице объема, их подвижностью и зарядом, т. е.
315
строением полимера и температурой. Носителями тока в поли-
мерных диэлектриках являются ионы, поэтому р/также снижа-
ется в присутствии примесей (воды) и при воздействии ионизи-
рующих излучений. С ростом температуры значение р у падает
экспоненциально.
Электрическая прочность — минимальная напря-
женность внешнего электрического поля, при которой диэлек-
трик разрушается (пробой), теряет свои диэлектрические свойства
и становится проводником [6, т. 3, с. 943]. В однородном элек-
трическом поле электрическая прочность £нр = U^/h, где —
пробивное напряжение, a h — толщина образца. Измеряется в В/м
или в МВ/м. Значения Епр для некоторых электроизоляционных
полимерных материалов при 25 °C при наложении переменного
поля частотой 50 Гц приведены ниже (толщина образцов 1—4 мм):
£пр, МВ/м £пр, МВ/м
ПЭ 40-50 ПТФЭ 25-47
ПП 24-40 ПВХ 25-45
ПК, ПС 20-25 ФФС 10-18
ПФ 21-30 ПММА 25-40
Диэлектрическая проницаемость, диэлектри-
ческие потери. Диэлектрическая проницаемость — это от-
ношение емкости С электрического конденсатора, заполненного
диэлектриком, к емкости Q того же конденсатора, между обклад-
ками которого — вакуум [6, т. 1, с. 740]: е' - C/Q. Диэлектриче-
ская проницаемость связана с электрическим моментом единицы
объема диэлектрика, возникающим вследствие деформационной
и дипольной поляризации во внешнем электрическом поле. Она
определяется строением полимера и зависит от частоты прило-
женного поля и температуры.
Диэлектрические потери — это часть энергии внешнего элек-
трического поля, которая необратимо рассеивается в диэлектрике
[6, т. 1, с. 744]. Если к конденсатору с диэлектриком между об-
кладками приложить переменное напряжение, то вектор силы то-
ка, возникающего в нем, будет опережать по фазе вектор напря-
женности приложенного поля на угол 6. Размер этого угла также
характеризует диэлекрические потери. Коэффициент потерь е"
выражается через е' и tgS, а именно е" = s’tgS. Величины е' и е"
являются действительной и мнимой частями обобщенной диэлек-
трической проницаемости: е* = е' — /е" . В слабых электрических
полях е', е" , tgd и /у не зависят от напряженности внешнего по-
ля, а определяются его частотой со и температурой. Значения е'
для неполярных полимеров лежат в диапазоне 2—2,5; для слабо-
316
полярных полимеров 2,5—4; для полярных полимеров 4—8. Боль-
шие значения е' характерны только для сильнополярных полиме-
ров и полимеров, находящихся выше температуры стеклования.
Значения е' для различных полимеров при температуре 20—25 °C
и частоте внешнего поля 103 Гц приведены ниже:
е' е' е'
ПС 2,4-2,8 ПММА 2,5-4 ПЭ 3-4
ПП 2,2-2,4 ПЭТФ 3,1 ПЭ 3,5-4,5
ПЭВП 2,3-2,4 ПВХ 3-3,3 Фенопласты 4—6
ПЭНП 2,2-2,3 ПМ 3-3,5 tgs« io-Ci о-2
ПТФЭ 1,9—2,1 ПУ 6,7-7,5
tg5 ~ = ПТ4 tg8 й = 10“С10“3
При работе полимеров в условиях высоких частот внешнего
электрического поля применяют слабополярные полимеры с низ-
кими е': ПС и его сополимеры, ПЭ, ПП, ПТФЭ. При создании
конденсаторов (низкая частота) или в случаях использования при
постоянном токе применяют более полярные полимеры (ПТФХЭ,
ПФ, ПММА, ПА, ПК, ПЭТФ, ПТП).
14.3.2. Полимерные диэлектрики
Электропроводность полимерных диэлектриков в обычных усло-
виях (умеренные напряжения, отсутствие ионизирующих излуче-
ний) имеет преимущественно ионный характер, хотя концентра-
ция ионов в большинстве неполярных полимеров невелика (10-—
IO-10 г/г полимера). Поэтому электропроводность полимеров в
первую очередь связана с чистотой исходных мономеров, нали-
чием остатков катализатора, содержанием влаги. Например, у у
ПА при увеличении содержания влаги от 0,1 до 1 % возрастает в
1000 раз. Введение пластификаторов в полимеры также резко уве-
личивает их электропроводность за счет увеличения подвижности
ионов. Введение даже небольшого количества посторонних ионов
в неполярный полимер приводит к резкому возрастанию его элек-
тропроводности. Например, добавка 0,1 % нитрата меди в ПС
приводит к росту у(/в 100 раз. В целом условия получения поли-
мерных диэлектриков с высоким электрическим сопротивлением
должны быть следующими: 1) чистота исходных мономеров и
контроль за отсутствием примесей в процессе получения, перера-
ботки и эксплуатации полимера; 2) макромолекулы полимера не
должны содержать ионогенных групп, склонных к диссоциации,
а имеющиеся примеси должны быть нейрализованы; 3) при про-
317
чих равных условиях пониженной электропроводностью и низкой
диэлектрической проницаемостью отличаются полимеры с высо-
кой температурой стеклования; 4) ионная проводимость полимер-
ных диэлектриков снижается при их кристаллизации и ориента-
ции, что также связано с уменьшением подвижности ионов низ-
комолекулярных примесей.
Введение наполнителей в полимерные материалы позволяет
варьировать их электропроводность и диэлектрические характе-
ристики. Диэлектрическая проницаемость композиций с диэлек-
трическими наполнителями зависит от типа структуры смеси:
матричной с равномерным распределением частиц по объему или
статистической с возможностью образования агрегатов.
Для композиций с матричной структурой сферических частиц
при близких значениях е' матрицы и наполнителя диэлектриче-
скую проницаемость композита можно рассчитать по формуле:
екм Ем
ф/фщах
1 ~ ф/фтах £м
3 £ ’ — £
н м
где ем, ен и екм — диэлектрическая проницаемость матрицы, наполнителя и ком-
позиционного материала соответственно; ср — объемная доля наполнителя; сртах —
объемная доля наполнителя при его плотной упаковке (см. главы 5, 8).
Для композиций со статистической структурой зависимость е'
от состава имеет более сложный вид:
(14.11)
(14.12)
Ек'м = Л + 7J2 + eH eM /2 ’
где А = 0,25[(2 - Зср)^ + (Зср - 1)е„ ].
Если наполнитель имеет значение е' в 10 раз меньшее, чем е'
матрицы, то диэлектрическую проницаемость композиции можно
рассчитать, исходя из аддитивности логарифмов:
lg = <pig Ен +(l-<p)lg£M- (14.13)
Для диэлектриков с волокнистыми и слоистыми наполните-
лями диэлектрическая проницаемость становится анизотропной.
Если tg5 наполнителя и полимера достаточно мал (tgS « 1), то ди-
электрическая проницаемость композита в направлении вдоль
ориентации волокон аддитивна составу:
Е|| = ФЕн + (1 - ф)Ем > (14.14)
а в направлении, перпендикулярном ориентации, аддитивной яв-
ляется обратная величина:
ен'ем'
<рем' + (1 - ф)ен'
(14-15)
318
В целом введение непроводящих наполнителей мало меняет
электропроводность композитов, диэлектрическая проницаемость
меняется в большей степени, а значения tg<5 в основном опреде-
ляются свойствами матрицы.
14.3.3. Полимерные электреты и пьезоэлектрики
Полимерные электреты представляют собой полимерные диэлек-
трики, способные долго находиться в наэлектризованном состоянии
[6, т. 3, с. 939]. Они применяются в качестве источников постоян-
ного электрического поля в различных датчиках, электромерах, в
высоковольтных генераторах, дозиметрах радиоактивности. Пле-
ночные электреты используют в микрофонах, громкоговорителях,
звукоснимателях. Можно использовать полимерные электреты
как источники или аккумуляторы электрической энергии для пи-
тания различных приборов в аварийных ситуациях.
Заряды, находящиеся на поверхности электрета, могут быть
созданы различными способами*. 1) нагревом и последующим ох-
лаждением диэлектрика в постоянном электрическом поле (тер-
моэлектреты); 2) действием света (фотоэлектреты); 3) действием
магнитного поля (магнитоэлектреты); 4) действием электрическо-
го поля высокой напряженности (электроэлектреты); 5) воздей-
ствием пучка заряженных частиц (радиоэлектреты); 6) воздейст-
вием коронного разряда в газовой среде (короноэлектреты); 7) за
счет механического воздействия (механоэлектреты); 8) трением
(трибоэлектреты); 9) при полимеризации и отверждении связую-
щих в электрическом поле (хемоэлектреты).
С течением времени поверхностный заряд на электретах
уменьшается. Это связано с тепловой разориентацией диполей и
с компенсацией зарядов за счет электропроводности полимера.
Время жизни электрета, характеризующееся временем релакса-
ции, т. е. уменьшением поверхностной плотности зарядов сгэ в е
раз, при нормальных условиях хранения составляет 0,5—5 лет.
Максимальная величина гетерозаряда, обусловленного диполь-
ной ориентацией, Ро связана с диэлектрической проницаемостью
полимера соотношением:
= е0(ест - (14.16)
где Еп — напряженность поляризующего поля; 5 — площадь электрета; ео, ест, —
диэлектрическая проницаемость вакуума (8,85 • 10~12 Ф/м) и электрета в статиче-
ских условиях (со = 0) и при частоте со —> оо соответственно.
На пластинках из ПММА (термоэлектрет) толщиной 1—2 мм
можно получить плотность заряда аэ = (Зч-5) • Ю-5 Кл/м2, а на плен-
319
ках толщиной 10 мкм из ПТФЭ, ПЭТФ, ПК (термо- и короноэлек-
треты) можно получить значения оэ = 10 1О-4 Кл/м2. Поверхно-
стное напряжение на пленках из ПТФЭ за 120 сут снижается от ис-
ходного значения 200 В не более чем на 20 %, Во влажных условиях
хранения релаксация зарядов на полимерных электретах существен-
но ускоряется, особенно для электретов на основе ПИ и ПЭТФ.
Для некоторых полимерных электретов характерно важное
свойство — способность изменять величину и знак поверхностно-
го заряда при механическом воздействии — нагружении (пьезоэф-
фект) или при изменении температуры (пироэффект). Эти эффек-
ты наблюдаются только в том случае, если электрет предваритель-
но заряжен (поляризован). Наибольшие по величине пьезо-
эффекты получают на тонких пленках ПВДФ и ПВХ. Пленочные
термоэлектреты на основе ПВДФ и его сополимеров характери-
зуются пьезоэлектрическим коэффициентом (104-20) • 10-*2 Кл/Н,
электреты на основе ПВХ имеют пьезоэлектрический коэффициент
почти на порядок ниже: 3 • 10“12 Кл/Н. Полимерные пьезоэлек-
трические материалы по сравнению с традиционными пьезокера-
миками (цирконат-титанат свинца или титанат бария) характери-
зуются низкой плотностью, гибкостью, простотой изготовления,
высокой пьезочувствительностью. Возможно получение полимер-
ных композитов с пьезоэлектрическими свойствами за счет на-
полнения полимерной матрицы твердыми пьезоэлектриками.
14.3.4. Электропроводные полимерные материалы
Широкое применение в различных областях промышленности
находят электропроводные полимерные материалы и компози-
ции, которые получают путем введения в полимерный диэлектрик
больших количеств высокоэлектропроводных веществ (порошков
металлов, технического углерода, графита, угле- и металловоло-
кон) [6, т. 3, с. 956]. Таким путем удается повысить электропро-
водность композиций до 106 См/м, т. е. практически достичь про-
водимости металлов.
Композиции с наполнителем в виде металлических порошков и
волокон. В качестве связующих для электропроводных полимер-
ных материалов применяют любые термо-, реактопласты и кау-
чук. Металлические наполнители изготавливают из Fe, Си, Al, Ni,
Sn, Bi, Cd, Pd. Первые три металла в чистом виде используют ре-
же, так как они быстро окисляются на воздухе. Применяют спла-
вы на их основе или частицы легко корродирующих металлов по-
крывают тонкими слоями Ni либо Ag.
320
При достаточно небольшой степени наполнения [< 20 % (об.)]
проводимость полимерных композиций с металлическими напол-
нителями имеет электронно-дырочный характер.
В композициях со средним содержанием наполнителя [30—
50 % (об.)] перенос зарядов осуществляется по активационному
механизму и определяется числом контактов между проводящими
частицами. Проводимость в точках контакта частиц наполнителя
затруднена наличием тонких полимерных прослоек, а также су-
ществованием на поверхности частиц оксидных или сульфидных
пленок, имеющих полупроводниковые свойства, удельное сопро-
тивление которых в 10—50 раз выше, чем у металла. Поэтому для
наиболее ответственных электропроводных композитов в качест-
ве наполнителей применяют благородные металлы (Ag, Ап), не
подверженные окислению.
В высоконаполненных системах [80—90 % (об.)], в которых
межчастичное расстояние составляет 1 — 10 мкм, проводимость
композиции обеспечивается туннельным эффектом просачива-
ния электронов через потенциальные барьеры, имеющие кванто-
во-механическую природу. Туннельное сопротивление экспонен-
циально зависит от ширины зазора между частицами.
Электропроводящий наполнитель в полимерной матрице мо-
жет распределяться с образованием различных структур — мат-
ричной (кубической, ромбоэдрической и др.), статистической или
ориентированной (цепочечной), которая возникает, если компо-
зицию получают при приложении внешнего магнитного или элек-
трического поля. Удельная электропроводность композиций укм
при кубической упаковке частиц наполнителя рассчитывается по
формуле:
Ykm Ym 1+
ф/сРтах
1 — ф/фтах ун
—-------- "Г
3 YH-Ym_
(14.17)
где ум, ун и укм — удельная электропроводность матрицы, наполнителя и компо-
зиционного материала соответственно.
[Сравните эту формулу с формулой (14.11).]
При статистической упаковке частиц укм рассчитывается по
более сложной формуле:
Ykm = А + 7Т + ?мГ„/2 , (14.18)
где А = 0,25 [(2 — Зф)ум + (3<р — 1 )ун] (здесь ум и ун — удельная электропроводность
матрицы и наполнителя).
2i Заказ № К-4269
321
Примеры расчетов изменения электрических свойств полимер-
ных композитов с учетом вклада наполнителя приведены в работе [7].
Расчет по приведенным уравнениям показывает, что при рав-
ной объемной доле наполнителя электропроводность смеси со
статистической упаковкой частиц в тысячи раз выше, чем элек-
тропроводность матричной смеси. Еще большую электропровод-
ность имеют системы, ориентированные в магнитном или элек-
трическом поле, для которых нижний порог концентрации час-
тиц, обеспечивающий проводимость, составляет проценты и доли
процента.
Металлические порошки, применяемые для получения элек-
тропроводных композиций, часто имеют очень высокую дисперс-
ность (средний размер частиц 0,1—0,3 мкм). Их получают терми-
ческим распылением в вакууме, электрохимическим осаждением,
восстановлением из солей (для Ag), электролитическим осажде-
нием (Ni, Си), разложением карбонилов металлов или солей му-
равьиной кислоты — формиатов (Fe, Ni, Со). Последним спосо-
бом можно получить наполнитель непосредственно в матрице
связующего.
Обычно высокое наполнение металлическими порошками за-
метно снижает прочность композиций. Высокопрочные компози-
ции с высокой электропроводностью получают также с использова-
нием металлических волокон (Си, Al, Fe, Be, В, Та , Ti, Mg, W, Mo).
Их диаметр обычно составляет 0,01—0,2 мкм, а длина 6—25 мм.
Такие композиты имеют высокую теплопроводность, их отличает
значительная (до 100 раз) анизотропия электрических свойств.
Композиции с дисперсным и волокнистым углеродным напол-
нителем. Электрические свойства композиций на основе углерод-
ных наполнителей определяют структура и свойства технического
углерода (размер частиц и их структурность, степень окисленности
поверхности и др.), а также технология получения композиций.
Наиболее высокой электропроводностью обладает технический уг-
лерод с удельной поверхностью более 200 м2/г и большой порис-
тостью частиц. Степень агрегации частиц не играет определяющей
роли в электропроводности композиции, так как агрегаты частиц
в значительной степени разрушаются в процессе введения напол-
нителя в полимер. Наиболее часто для получения электропровод-
ных композиций применяют высокоструктурный непористый тех-
нический углерод типа АТГ-70, а также высокоструктурный по-
ристый печной технический углерод типа ПМЭ-80В или ПИ-90Э.
Иногда для увеличения электропроводности композиций без рез-
кого роста их вязкости применяют смеси графита и технического
углерода. Еще больший эффект повышения электропроводности
322
достигается при применении углеграфитовых волокон и их смесей
с техническим углеродом и графитом. Так, например, для получе-
ния электропроводного материала с ру= 0,02 Ом-м необходимо
40—50 % (об.) графита или технического углерода либо их смеси.
При применении углеродного волокна этот же показатель дости-
гается при 10—20 % (об.) содержания волокна. Эпоксидные ком-
позиции с рр= 10-4 Ом-м были получены с применением 5 %
(об.) смеси трех типов наполнителя (технический углерод, графит,
углеродное волокно). Использование непрерывных углеволокон
также позволяет получать композиции, анизотропные по электро-
и теплопроводности.
Для получения электропроводных композиций иногда приме-
няют и непроводящие минеральные наполнители (каолин, тальк,
диоксид Ti), предварительно покрытые тонким слоем графита или
продуктами пиролиза углеродсодержащих полимеров (типа ПАН).
Влияние типа полимерной матрицы на электропроводность
композиций с углеродными наполнителями сказывается через
интенсивность разрушения структуры технического углерода (или
углеволокна) при переработке, зависящую от вязкости расплава
матрицы. Поэтому для получения подобных композиций целесо-
образно применять низковязкие полимеры или повышать темпе-
ратуру расплава при литье и экструзии. Природа жидких термо-
реакгивных смол оказывает меньшее влияние на значения элек-
тропроводности композиций, хотя процессы адсорбции отдельных
компонентов связующего на высокоактивных частицах техниче-
ского углерода могут в сильной степени повлиять на прочность и
электропроводность получаемого материала.
Применяют угленаполненные композиты при производстве
изделий с антистатическими свойствами — труб, пленок, низко-
температурных нагревателей на основе ПВХ, ФФС, эпоксидов,
каучуков. Значительную часть электропроводных композиций
применяют в виде клеев, паст, герметиков в электронной и ра-
диопромышленности. Металлонаполненные композиции приме-
няют в производстве магнитных лент, дисков, экранов, токопро-
водящих элементов, в том числе в печатных схемах и др.
14.3.5. Радиопрозрачные и радиоэкранирующие полимерные
материалы
Одной из интересных областей практического применения поли-
мерных материалов с регулируемыми электрическими свойствами
является изготовление изделий, предназначенных для механиче-
П ] *
323
ской и электромагнитной защиты оборудования радиотехниче-
ского назначения.
К первой группе можно отнести кожухи, чехлы и обтекатели
активных излучателей радиопередающих приборов, радиолокаци-
онных станций и т. п., служащие для механической защиты от ат-
мосферных воздействий (ветра, дождя, снега), на авиационном,
судовом и другом транспортном оборудовании. Эти устройства
должны обладать радиопрозрачностью, т. е. не искажать и не по-
глощать излучаемый источником электромагнитный сигнал. Для
этого материал защитной оболочки должен обладать высокими
диэлектрическими характеристиками (и низкими потерями) и со-
хранять их в условиях значительно меняющейся влажности и тем-
пературы. Диэлектрическая проницаемость радиопрозрачного
материала должна приближаться к е' воздуха, a tg5 должен иметь
минимальное значение. Для создания подобных материалов, об-
ладающих высокими механическими характеристиками, приме-
няют, как правило, стеклопластики на основе ФФС, полиэфиров,
эпоксидов, а также ячеистые конструкции с большой долей воз-
душных включений (сото- и пенопласты, композиты на основе
полых наполнителей). Важнейшими свойствами для подобных
материалов являются влагостойкость, низкие водопоглощение и
коэффициенты диффузии.
Ко второй группе изделий относятся корпуса, кожухи, чехлы
вычислительной, радио-, телевизионной, видеотехники, точных
приборов и др., поглощающие нежелательные электромагнитные
и радиочастотные излучения (помехи). Такие экранирующие ма-
териалы должны ослаблять внешние электромагнитные излуче-
ния по механизму поглощения, поверхностного или внутреннего
отражения энергии. При поглощении электромагнитная энергия
преобразуется в тепловую, при отражении поток излучения рас-
сеивается на внешней или между внешней и внутренней оболоч-
ками экрана.
Ослабления требуют также электрическая и магнитная состав-
ляющие электромагнитного потока. Для практических целей эф-
фективность экранирования должна превышать 30 дБ (т. е. мощ-
ность проходящего излучения должна составлять не более 0,1 %
от мощности исходного потока).
Экранирование электрической составляющей электромагнит-
ного излучения осуществляется высокоэлектропроводными мате-
риалами; как правило, это термопласты (ПА, ПЭТФ, ПС, ПК,
ПВХ, ПФО, полиакрилаты, ПО), наполненные порошкообразны-
ми (технический углерод, графит, металлы), чешуйчатыми (алю-
миниевая или никелевая фольга, металлизированная слюда) или
324
волокнистыми наполнителями (графитированным углеволокном,
металлизированным стекловолокном, металловолокнами).
Для поглощения магнитной составляющей излучения приме-
няют материалы с высокой магнитной проницаемостью: полиме-
ры, наполненные порошками магнитных материалов (Fe, Ni, Со),
ферритами. Часто применяют смеси наполнителей различных ти-
пов. Чем выше электрическая проводимость материала, тем более
высокими характеристиками он будет обладать в качестве экрана.
Наибольшей эффективностью радиоэкранирующего действия об-
ладают композиции, содержащие волокна или чешуйки, диспер-
гируемые в низковязкой полимерной матрице, в наименьшей сте-
пени разрушающей наполнитель при переработке.
14.4. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ С РАЗЛИЧНЫМИ
ТЕПЛОФИЗИЧЕСКИМИ СВОЙСТВАМИ
14.4.1. Теплофизические свойства полимеров
Широкое применение находят полимеры при изготовлении теп-
лоизоляционных или теплопроводных материалов. При оценке
теплофизических свойств полимеров обычно измеряют их тепло-
проводность, теплоемкость, температуропроводность, а также ко-
эффициент теплового расширения (линейный и объемный).
Теплопроводность — это способность полимера пере-
носить тепло от более нагретых элементов к менее нагретым [6,
т. 3, с. 599]. Количественная характеристика теплопроводности —
коэффициент теплопроводности X в уравнении, связывающем по-
ток тепла q с градиентом температуры:
q = —XgradT. (14.19)
Измеряется теплопроводность в Вт/(м • К). Теплопроводность
полимеров зависит от химической структуры и физического со-
стояния и мало меняется с ростом температуры. Ниже приведены
значения X для ряда типичных полимеров:
ПС и его сополимеры
ПММА
ПП, ПК
ПАР, ПМ
X, Вт/(м • К)
0,09-0,14
0,17-0,19
0,19-0,21
0,2-0,3
X, Вт/(м • К)
ПТФЭ 0,25
ПФ, ПА 0,3
ПЭНП 0,32—0,36
ПЭВП 0,42-0,44
Теплоемкость — это количество тепла, затрачиваемое для
изменения температуры полимера на 1 К [6, т. 3, с. 597]. Удельную
325
теплоемкость с, отнесенную к массе, измеряют в Дж/(кг-К).
Удельная теплоемкость полимеров незначительно возрастает с
ростом температуры по линейному закону, если в полимере не
происходит структурных изменений. Теплоемкость кристалличе-
ских полимеров (ПЭНП, ПЭВП, ПП, ПА, ПЭ и др.) в области
температуры плавления скачкообразно возрастает, теплоемкость
аморфных полимеров (ПВХ, ПС, ПК и др.) также претерпевает
скачок в области температур стеклования, но в значительно мень-
шей степени. Значения с для ряда типичных полимеров приведе-
ны ниже:
с, кДж/(кг • К)
ПТФЭ 1,0
ПАР 1,1-1,2
ПК 1,17
ПС 1,3
с, кДж/(кг* К)
ПФ 1,5
ПЭНП 1,8-2,5
ПЭВП 1,9-2,1
ПП ],93
Температуропроводность — это параметр, характери-
зующий скорость изменения температурного поля под действием
теплового потока [6, т. 3, с. 596]. Она определяется соотношением
а ~ Х/(<фр), где р — плотность полимера, и измеряется в м2/с. Для
ряда полимеров значения а приведены ниже:
а' 107, м2/с
ПС и его сополимеры 0,8—0,9 ПЭНП
ПТФЭ 1,1 ПЭВП
ПП 1,3 ПФ
а - 107, м2/с
1,3-1,5
1,9
2,4
Для стеклообразных и кристаллических полимеров темпера-
туропроводность монотонно уменьшается с повышением темпе-
ратуры.
Температурные коэффициенты расширения
(объемный ос и линейный Р) определяются соотношениями:
а ИД 77/ Р /Д77/
где V — объем; / — линейный размер в заданном направлении; Т — температура
[6, т. 3, с. 597].
Для изотропных тел ос = зр. Измеряются оба коэффициента в
К” . С увеличением температуры ос и р полимеров незначительно
возрастают, а при переходе полимера из стеклообразного в высо-
коэластическое (или в вязкотекучее) состояние аир возрастают
значительно. Значения р для ряда типичных полимеров приведе-
ны ниже:
р*105, К-1 р- ю5, к-
ПА-6,10 2-14 ПФ 8
ПК 2,6-5 ПТФЭ 8-25
326
ПЭТФ 6 ПА-6,12 10
ПС и его сополимеры 6-8 ПП 9-11
ПМ 6,3 ПУ 12-15
ПА 6,5-10 ПЭНП 10-13
ПММА 7 ПЭВП 17-20
14.4.2. Теплоизолирующие и теплопроводящие
полимерные композиты
По величине теплопроводности полимерные материалы различаются
не очень сильно [минимальное значение А, для ПС — 0,1 Вт/(м • К),
максимальное значение X для ПЭВП — 0,4 Вт/(м • К)]. Однако за
счет применения композиционных материалов теплопроводность
и другие теплофизические константы могут быть изменены в де-
сятки раз [5]. Снижение теплопроводности достигается, как пра-
вило, за счет применения газонаполненных (или воздухонапол-
ненных) композиций — пено- или поропластов. В зависимости от
объемного содержания воздуха в пенопластах значение А может
меняться в пределах 0,023—0,1 Вт/(м-К). С уменьшением плот-
ности пенопласта его теплопроводность уменьшается, но прямой
пропорциональности между изменением этих свойств нет.
В ряде случаев бывает необходимо добиваться не снижения те-
плопроводности композитов, а ее возрастания — например, при
создании антифрикционных материалов. В этом случае для повы-
шения теплопроводности композита применяют графит или ме-
таллические порошкообразные наполнители. Если минеральные
наполнители лишь в незначительной степени повышают тепло-
проводность, то за счет применения графита коэффициент теп-
лопроводности полимера можно поднять в 30—50 раз. Например,
для графитопласта на основе ПТФЭ X — 84-17 Вт/(м • К), а для гра-
фитопласта на эпоксидной основе л = 12^-18 Вт/(м • К). Достиже-
ние высокой теплопроводности возможно только при высоких
степенях наполнения композита [40—60 % (об.)]. Связь величины
теплопроводности полимеров со степенью их наполнения для
сферических частиц описывается уравнением:
^-км ^-м
______ф/(ртах_____
1ф/<ртах + ^-м
2
(14.20)
где Хкм, лм и Ан — коэффициенты теплопроводности композита, матрицы и
наполнителя соответственно.
327
Приведенное уравнение близко по форме к уравнениям, опи-
сывающим электропроводность композитов с матричной струк-
турой, однако между явлениями теплопроводности и электропро-
водности нет полной аналогии, так как для прохождения носителей
заряда достаточно точечных контактов между частицами напол-
нителя, а для передачи тепла между ними должен быть установлен
значительно более плотный контакт.
Более сложными являются процессы теплопроводности для
композитов с волокнистыми наполнителями, так как процессы
передачи тепла в этом случае имеют анизотропный характер. Ко-
эффициент теплопроводности композита вдоль направления во-
локон рассчитывается по закону аддитивности:
4м = ’•нФ + Mi - <Р); (14.21)
для перпендикулярного направления волокон соответствую-
щее уравнение близко к уравнениям, справедливым для дисперс-
ных систем:
> -L
'“км
ф/фщах
1 - (р/фтах ^-м
2 Хн - Хм-
(14.22)
Важным теплофизическим свойством композитов является и
коэффициент термического расширения. У большинства полиме-
ров значения аир гораздо выше, чем у наполнителей или метал-
лов. Для материалов, работающих в условиях разогрева (в нагре-
вательных элементах, в узлах трения и т. п.), несовпадение а или
р полимерного материала и материала другой природы может
приводить к ослаблению изделия, нарушению его геометрии и
преждевременному выходу из строя. Снизить величину аир ком-
позита можно за счет введения в полимер наполнителя с малыми
значениями коэффициентов расширения (например, кварца с р =
= 0,02 • 10"5 К-1). Стеклонаполненный ПА имеет значения р в 4—
5 раз меньшие, чем исходный полимер. Значения р можно рас-
считать для дисперсий сферических частиц по правилу аддитив-
ности:
₽км = Рнф + Рм(1 -ф), (14.23)
где рм и рн — коэффициенты линейного расширения для матрицы и наполнителя
соответственно.
Для более вытянутых, хаотически ориентированных частиц
наполнителя более подходящим является правило аддитивности
логарифмов:
328
!ёРкм = + (1 “ <P)lg₽M
(14.24)
Эти уравнения справедливы для степеней наполнения, мень-
ших предельной, при которой происходит контакт частиц напол-
нителя друг с другом. Для композитов, наполненных волокнами,
коэффициенты расширения зависят от направления волокон и от
анизотропии коэффициентов расширения самих волокон и опи-
сываются более сложными зависимостями.
Примеры расчетов изменения теплопроводности полимерных
композитов с учетом вклада наполнителя приведены в работе [7].
14.4.3. Теплоаккумулирующие материалы
Характеристики теплопроводности и других теплофизических
свойств полимеров определяются в стационарных или близких к
ним режимах теплопередачи. Однако на практике часто возникает
необходимость создания теплозащиты, работающей в "пиковых",
т. е. кратковременных условиях нагрева. В этих случаях возможно
применение так называемых теплоаккумулирующих материалов
(ТАМ). Одним из наиболее эффективных видов ТАМ являются
композиты с плавкими наполнителями. Известно, что при нагре-
вании вещества его температура не поднимается выше, чем тем-
пература плавления, пока не расплавится весь материал полно-
стью. Поэтому для временной теплозащиты применяют компози-
ционные материалы, наполненные твердыми веществами с низкой
температурой плавления и высокой теплотой плавления (воск,
стеарин, легкоплавкие металлы, полимеры). Подбор веществ с раз-
личной температурой плавления позволяет получить теплозащиту,
работающую в условиях различных предельных температур. Ниже
приведены значения температур плавления (Тпл) и теплот плав-
ления (<7ПЛ) веществ, наиболее часто применяющихся в качестве
рабочих тел для AM:
Т °C ?пл, кДж/кг Т °C <7ПЛ, кДж/кг
Парафин 57 194 Сплав 75,3
Стеариновая Bi-Pb-Sn-Cd 39
кислота 79 200
Воск (церезин М-80) 75-85 190 ПЭВП 125 211
Степень наполнения композитов теплоаккумулирующими ве-
ществами должна быть ниже предельного значения для того, что-
бы при их плавлении вещество не образовывало непрерывной
жидкой фазы, способной вытечь из полимерной матрицы. Совре-
329
менные ТАМ создают на основе эластичных вулканизованных
каучуков или жестких пластиков и применяют в авиакосмической
промышленности и приборостроении.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Берлин А. А., Вольфсон С. А., Ошмян В. Г,, Ениколопов И. С. Принципы создания
композиционных полимерных материалов. М,: Химия, 1990. 238 с.
2. Кодолов В. М. Горючесть и огнестойкость полимерных материалов. М.: Химия,
1976. 179 с.
3. Крагельский И. В. Трение, износ и смазка: Справочник. М.: Машиностроение,
1991. 462 с.
4. Электрические свойства полимеров / Под ред. Б. И. Сажина. Л.: Химия, 1977.
215 с.
5. Пахаренко В. А., Зверлин В. Г., Привалко В. П. и др. Тсплофизические и реоло-
гические характеристики и коэффициенты трения наполненных термопластов:
Справочник. Киев: Наукова думка, 1983. 128 с.
6. Энциклопедия полимеров. В 3-х т. М.: Советская энциклопедия, 1972.
7. Кандырин Л. Б., Симонов-Емельянов И. Д. Сборник аналитических и проблем-
ных задач по курсу "Принципы создания полимерных композиционных мате-
риалов": Учебно-методическое пособие. М.: МИТХТ, 1999. 93 с.
Часть III
ТЕХНОЛОГИЯ ФОРМОВАНИЯ ПОЛИМЕРНЫХ
МАТЕРИАЛОВ И ПОЛУЧЕНИЕ ИЗДЕЛИЙ ИЗ НИХ
ГЛАВА 15
КЛАССИФИКАЦИЯ И ОБЩАЯ ХАРАКТЕРИСТИКА
СПОСОБОВ ФОРМОВАНИЯ
Мы говорим для краткости "технология переработки пластмасс",
имея в виду в действительности "технологию переработки пласт-
масс в изделия". Такое понимание предмета принципиально важ-
но, так как оно подчеркивает взаимозависимость стадий общего
процесса создания материала (в том числе композиционного) и
затем придания ему формы, т. е. получения изделия. Конечным
критерием того, что технолог сделал правильный выбор, т. е. соз-
дал правильный технологический процесс, является высокое ка-
чество именно изделия.
Конкретные характеристики полимера определяют, нужно ли
его компаундировать и что конкретно следует ввести для создания
необходимого композиционного материала на основе данного по-
лимера. Свойства полученного материала сами по себе не могут
определить метод, которым его следует перерабатывать. Выбор
метода может быть сделан лишь при учете наряду со свойствами
материала также и того, какое конкретное изделие нужно полу-
чить. Таким образом, технологическая последовательность выбо-
ра полимер — материал — метод формования —
изделие имеет и обратную связь, позволяющую определить
правильность каждой стадии выбора именно сравнением с уров-
нем достигнутого качества изделия. Будем также помнить, что вы-
сокое качество изделия не может быть достигнуто без создания
правильной конструкции, что является отдельной дисциплиной
общего курса технологии переработки пластмасс.
Основные принципы формования изделий достаточно про-
сты. В подавляющем большинстве случаев это подача расплава в
форму, где расплав затвердевает в результате либо охлаждения
(термопласты), либо химического сшивания (реактопласты). По-
дача расплава в форму может быть периодической (литье, прес-
сование и т. п.) либо непрерывной (экструзия, каландрование,
штрант-прессование и т. п.). В последнем случае мы говорим о по-
331
даче расплава не в форму, а в формующую оснастку. В первом
случае материал формуется, находясь в форме, а во втором — про-
ходя через форму.
Конечно, этим не исчерпывается все многообразие методов.
Полимеры перерабатываются также путем нанесения их на под-
ложки с последующим отверждением путем охлаждения, химиче-
ского структурирования или высушивания (при нанесении из рас-
твора); путем формования заготовок (термоформование, раздув и
т. п.) и многими другими способами. Часто возможно формование
изделия не только из полимера, но и непосредственно из олиго-
мера или даже из мономера.
Несмотря на отмеченную выше относительную простоту
принципов формования, конкретное аппаратурное оформление
методов может быть очень сложным. Сложность обусловлена вы-
соким уровнем автоматизации и механизации процессов, необхо-
димостью обеспечения высокой производительности и высокой
размерной точности изделий, конструкция которых может быть
сложной сама по себе, контроля качества, а также наличием мно-
гих разновидностей одного и того же процесса.
Так, литье под давлением нерационально применять для фор-
мования изделий из маловязких материалов, например олигоме-
ров и мономеров. Целесообразнее применять метод литья без дав-
ления (заливки). Если то же олигомер содержит много наполни-
теля, то хорошие результаты может дать заливка в сочетании с
виброуплотнением.
Многообразие методов формования вызывает необходимость
их классификации. Ни один способ классификации не обладает
"предсказательной силой", т. е. не может помочь, например, в соз-
дании новых методов переработки. Классификация нужна для
систематизации накопленного опыта, изложения логической схе-
мы развития разных методов формования, т. е. необходима для
понимания и оценки существующих возможностей создания из-
делий из пластмасс.
Физически достаточно обоснованная классификация методов
переработки пластмасс была предложена в монографии Ван-Кре-
велена [1]. При переходе от маловязкого мономера к упруговязкой
жидкости и далее к твердому материалу меняется и спектр мето-
дов, например начиная от промазки и макания и кончая обрезкой
и сборкой. При очевидной внешней логике построения класси-
фикации в ней отсутствует какой-либо общий силовой критерий,
отчего литье под давлением оказалось в одной группе методов с
формованием из раствора, а с другой стороны, то же литье поме-
щено в одну группу с прессованием и экструзией.
332
Тадмор и Гогос [2] все многообразие методов формования,
применяемых в промышленности переработки пластмасс, сводят
к следующим основным группам: 1) каландрование и нанесение
покрытий; 2) экструзионное формование; 3) формование оболо-
чек на паунсонах и матрицах; 4) формование в пресс-формах
литьем под давлением и заливкой; 5) вторичное формование.
Эта классификация разделяет методы на формование продав-
ливанием (установившиеся процессы) — методы 1, 2; формование
отдельных изделий — методы 3, 4 и выделяет в отдельную группу
(метод 5) вторичное формование, т. е. формование изделий из
предварительно отформованной заготовки.
В этой главе предлагаете^ два вида классификации. На рис.
15.1 приведена классификациямиетодов переработки пластмасс по
их свойствам и по параметрам самого процесса формования.
Свойства пластмасс в условиях непосредственного получения из-
делия характеризуются состоянием шутимера (вязкотекучее, вяз-
коупругое, высокоэластическое, твердое) и величиной вязкости
расплава (раствора). Процесс же формования характеризуется диа-
пазоном давлений начиная от атмосферного и кончая Р > 50 МПа.
Состояние полимеров По, Па-с Давление при переработке
атмосферное (Р-0,1 МПа) малое (Р< 0,1 МПа) или вакуум среднее (Р < 50 МПа) высокое (Р > 50 МПа)
Вязкотекучее, вязкоупругое (Г > Гтек): мономеры, олигомеры, растворы полимеров дисперсии,низковязкие расплавы высоконаполненные смолы (олигомеры) вязкие расплавы плавящиеся порошки, гранулы Высокоэластическое (Тст < Т < Ттек) — листы, пленки Стеклообразное (Гхр < Т < Тст) Кристаллическое (Ггт < Г < Тпл) Хрупкое (Г < 7J <10 <ю2 <ю3 < W4 <108
Полив пленок (17),;Пропитка (17), заливка (21), кэширование (17), намотка (23) Jсклеивание (25) Промазка Q6_ Макание (23) ’ Ротационное । формование пластизолей (22) Виброформование ( 21)
Напыление покрытий (25) Сварка (25) ^Экструзия (18), литье под давлением (20) Ротационное 1 Прессование реактопластов и формование (22)* термопластов (19), спекание (19)
Каландрование пневмоформовЕ Ориентационная вытяжка(24) (ТС)" тние (22)
Металлизация Сборка (25) Измельчение (25) |
Рис. 15.1. Классификация методов переработки пластмасс по их свойст-
вам и параметрам процесса
333
Протягивание
Формование изделии из полу*
фабрикатов
""
Соединение
полимера с
полимером
Сварка
Склеивание
Ориентационная
вытяжка
Рис. 15.2. Классификация методов получения полуфабрикатов и изделий из полимерных материалов [3]
Видно, что классифицируемые методы смещаются по диагонали
вниз слева направо: чем больше вязкость расплава, тем выше дав-
ление при переработке (больше энергозатраты). Размещение ме-
тодов по ячейкам таблицы хотя и дает общее правильное пред-
ставление о применимости того или иного метода, все-таки оста-
ется в некоторой степени формальным. Так, сварка отнесена к
"вязким расплавам", учитывая условия формирования сварного
шва, хотя сваривают твердые материалы. То же можно сказать и
о склеивании. Каждое название метода сопровождается ссылкой
на номер главы учебника, где можно найти более полную инфор-
мацию об этом методе.
На рис. 15.2 предлагается классификация методов формова-
ния изделий из пластмасс, в которой все методы делятся на фор-
мование погонажных и дискретных изделий (сравните с класси-
фикацией [2]). Выделена также группа изделий, сформованных из
полуфабрикатов [3]. Схема классификации проста и понятна и не
нуждается в особых пояснениях. Она не противоречит схеме Тад-
мора и Гогоса, но шире и детальней ее. На рис. 15.2 не сделано
различий между формованием термо- и реактопластов. На самом
деле в таком разделении и нет необходимости. Так, прессование
или литье могут быть предназначены для переработки как термо-,
так и реактопластов. Литье без давления — фактически только для
реактопластов. Термообработка применяется как для термопла-
стов, так и для реактопластов. Можно привести и другие примеры.
Такой подход позволяет излагать переработку реакто- и термопла-
стов параллельно, в рамках одного метода формования.
Последующее изложение существа методов формования в
этой книге соответствует схеме классификации, приведенной на
рис. 15.2.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
I. Ван~Кревелен Д. Свойства и химическое строение полимеров. М.: Химия, 1976.
414 с.
2. Тадмор 3., Гогос К. Теоретические основы переработки полимеров. М.: Химия,
1984. 628 с.
3. Кулезнев В. И. О построении рациональной классификации методов перера-
ботки пластмасс в курсе "Основы технологии переработки пластмасс" // Из-
вестия вузов: Химия и хим. технология. 1986. Т. 29. № 11. С. 121.
ГЛАВА 16
КАЛАНДРОВАНИЕ
Каландрование — это процесс непрерывного формования поли-
мерного материала при пропускании его расплава через зазор ме-
жду вращающимися валками каландра. При каландровании рас-
плав полимерного материала проходит через каждый зазор только
один раз. При этом происходит увеличение ширины ленты мате-
риала при одновременном ее утонении. В результате каландрова-
ния получают полотно заданной толщины и ширины.
16.1. ПРИНЦИПИАЛЬНАЯ СХЕМА ПРОЦЕССА КАЛАНДРОВАНИЯ
Каландр является основной частью каландровой линии, которая
состоит из различных машин, объединенных в единую функцио-
нальную цепочку с единым целевым назначением. В качестве
примера на рис. 16.1 приведена технологическая схема каландро-
вой линии, предназначенной для получения пленки из пластифи-
цированного ПВХ.
В соответствии с рецептурой компоненты композиции посту-
пают на загрузку в смесители непрерывного 7 или периодического
2действия. Полученная в смесителях композиция дополнительно
гомогенизируется на вальцах 3, откуда по транспортеру 4 в виде
непрерывной ленты подается на питающий зазор четырехвалко-
Рис. 16.7. Схема каландровой линии для производства пленок из пласти-
фицированного ПВХ:
1 — смеситель непрерывного действия; 2 — смеситель периодического действия;
3 — вальцы; 4 — транспортер; 5 —детектор металлических предметов; 6— каландр;
7 — приемный валок; 8 — охлаждающее устройство барабанного типа; 9 — уст-
ройство непрерывного автоматического контроля толщины; 10 — устройство об-
резки кромок; 11 — многопетлевой компенсатор; 12— счетчик метража; 13 — уст-
ройство поперечной резки пленки; 14 — намоточный агрегат
336
вого Г-образного каландра. Для предохранения поверхности вал-
ков каландра от повреждения на транспортере устанавливают де-
тектор металлических предметов 5.
В процессе последовательного прохождения полимерной мас-
сой межвалковых зазоров каландра 6 формуется пленка, посту-
пающая на приемный валок 7. На охлаждающем устройстве бара-
банного типа 8 температура пленки снижается до значений, при
которых возможна закатка пленки в рулон. После охлаждения
пленка проходит через устройство непрерывного автоматического
контроля толщины 9, например, радиационный толщиномер.
После обрезки неровных кромок 10 пленка поступает на мно-
гопетлевой компенсатор 77. Многопетлевой компенсатор, с одной
стороны, предназначен для согласования непрерывной работы
каландровой линии, а с другой, он связан с необходимостью пе-
риодической смены бобин на намоточном агрегате 14. Длина ру-
лона определяется счетчиком метража 12, по команде с которого
производится поперечная резка пленки 13.
Преимущество переработки полимерных материалов каландро-
ванием заключается в сочетании высокого качества изделий с вы-
сокой производительностью процесса. К примеру, для тонких пле-
нок скорость приемки на намоточный агрегат достигает 100 м/мин
и более. Конструкция каландров позволяет быстро переналажи-
вать режимы формования для изготовления полотна с заданной
шириной и толщиной.
В условиях переработки полимерного материала на каландре,
в отличие от условий переработки экструзией, свободно улетучи-
ваются газообразные продукты разложения, процесс протекает
при относительно низких температурах, время нахождения мате-
риала в зазоре между валками мало. Такое сочетание дает возмож-
ность перерабатывать полимерные материалы, склонные к термо-
и механодеструкции.
16.2. ПЕРЕРАБАТЫВАЕМЫЕ МАТЕРИАЛЫ И АССОРТИМЕНТ ИЗДЕЛИЙ
В промышленности переработки пластических масс каландровые
линии с универсальными каландрами применяют для производ-
ства пленок из ПВХ толщиной от 0,03 до 0,8 мм. По представлен-
ной выше технологической схеме из ПВХ получают также и же-
сткие пленки. Каландрованием композиций на основе ПВХ с ми-
неральным наполнителем получают безосновный линолеум. Ка-
ландрованием перерабатывают в тонкие листы и пленки АЦ и
АБС-пластик.
Заказ № К-4269
337
Универсальные и дублировочные каландры позволяют произ-
водить многослойные пленки и листы из термопластов, а также
выполнять операции по нанесению полимерного слоя на ткане-
вую основу. Для улучшения внешнего вида изделия с лицевой по-
верхности наносят пленку с декоративным рисунком.
Поверхности листа или пленки может быть придан операцией
тиснения на двухвалковом тиснильном каландре рельеф с опре-
деленным рисунком.
ПО подвергают каландрованию в основном для точной калиб-
ровки листов, получаемых экструзией, и придания им глянцевой
поверхности. С этой целью применяют специально трехвалковые
гладильные каландры.
16.3. ОСНОВНОЕ ОБОРУДОВАНИЕ И ОСНАСТКА
Конструкция универсальных каландров позволяет выполнять
большинство технологических операций, производимых в про-
цессе каландрования. Кроме того, существуют специализирован-
ные листовальные, промазочные, обкладочные (дублировочные),
гладильные и тиснильные каландры. Основными отличительны-
ми признаками каландра является число валков, их длина, диа-
метр и взаимное расположение.
Каландры изготавливают двух-, трех-, четырех- и пятивалко-
выми. Схемы расположения валков приведены на рис. 16.2.
Треугольное, Z-, S- и W-образное расположение валков имеет
преимущество, заключающееся в снижении взаимного влияния
распорных усилий и соответствующих прогибов в соседних меж-
валковых зазорах. Валки производственных каландров могут дос-
тигать размеров 950—2800 мм (диаметр — длина).
Конструкция универсального четырехвалкового Г-образного
каландра представлена на рис. 16.3.
На фундаментную плиту 1 опираются две станины 2, соеди-
ненные поперечной траверсой 5. В станине установлены подшип-
ники 3 валков 4. Для вращения каждого из валков применяют ин-
дивидуальный привод, состоящий из электродвигателя 7 и редук-
тора 6. Конструкция привода обеспечивает независимое плавное
регулируемое изменение скорости вращения валков. Отношение
скоростей вращения соседних валков, называемое фрикцией, при
таком варианте конструкции привода может регулироваться в ши-
роких пределах — от 1 : 1 до 1 : 10-
Величина фрикции определяется конкретной технологиче-
ской операцией, выполняемой в данном межвалковом зазоре. На-
338
Рис. 16.2. Схемы расположения валков каландра:
/, 3, 4 — вертикальное; 2 — треугольное; 5 — Г-образное; 6 — Z-образное; 7 — S-
образное; 8 — W-образное
Рис. 16.3. Г-образный четырехвалковый каландр [1, с. 401]:
I — фундаментная плита; 2 — станина; 3 — подшипники; 4 — валки; 5 — попе-
речная траверса; 6— редуктор; 7— электродвигатели
22*
339
пример, в случае промазки тканей для интенсификации процесса
затекания полимера в пространство между волокнами величину
фрикции устанавливают в пределах 1:1,3—1:1,4. Кроме того,
фрикция необходима для более равномерного прогрева и гомоге-
низации полимерного материала, подаваемого транспортером в
питающий зазор.
Рабочим органом каландра, формующим пленку, являются
валки. Для повышения твердости и износостойкости поверхность
валков закаливают. Для повышения качества поверхности пленки
поверхность валков дополнительно хромируют и полируют. Валки
изготавливаются строго центрированными, и форма придается им
с большой точностью.
Каландрование осуществляют при температурах, соответствую-
щих нахождению пластмассы в вязкотекучем состоянии. Равномер-
ный прогрев валка поддерживает система термостатирования.
Во внутреннюю полость валка или в каналы, равномерно рас-
положенные под поверхностью валка по окружности, подается те-
плоноситель. При температуре переработки до 200—220 °C в ка-
честве теплоносителя применяют перегретую воду, пар или паро-
водяную смесь. Для достижения более высоких температур ис-
пользуют органические теплоносители или электрообогрев.
Регулирование толщины формующего зазора производят с вы-
сокой точностью при помощи специального механизма синхрон-
ного перемещения подшипников валка.
Высокое давление (7—70 МПа), развивающееся в зазоре меж-
ду валками каландра, вызывает значительные распорные усилия,
достигающие 100 Т (1 МН). Под действием распорных усилий
валки каландра прогибаются. Следствием этого является нерав-
номерная толщина полотна полимерного материала по ширине.
Наиболее толстым полотно оказывается в середине, где прогиб
валка достигает максимального значения.
Для компенсации прогиба с целью получения равнотолщин-
ного полотна применяют следующие методы (рис. 16.4): бомби-
ровка валков, перекрещивание валков и контризгиб валков.
Бомбировка валков заключается в придании им бочкооб-
разной формы. Увеличение диаметра средней части валка по срав-
нению с диаметром по краю обеспечивает только частичную ком-
пенсацию, поскольку прогиб зависит от величины распорного
усилия. Распорное усилие определяется перерабатываемым мате-
риалом, режимом переработки, размером зазора. На заводе-изго-
товителе оборудования валку придается усредненная форма на ос-
нове расчетов для широкого круга материалов и режимов.
340
Рис. 16.4. Схемы методов компенса-
ции прогиба валков:
/ — бомбировка валков; 2 — перекрещи-
вание валков; 3 — контризгиб валков
Компенсацию прогиба валков
непосредственно при наладке
конкретного технологического
режима переработки производят
при помощи предусмотренного в
конструкции каландра механиз-
ма перекрещивания вал-
ков. Клинья механизма перекре-
щивания разводят концы крайних
валков в горизонтальной плоско-
сти. Прогиб компенсируется тем,
что зазоры по краям валков ста-
новятся больше, чем в середине.
Сочетание бомбировки и перекрещивания валков является в
настоящее время основным способом компенсации прогиба.
Реже в качестве дополнительного приема применяется контр-
изгиб валков. В этом случае прогиб валков уменьшают за счет
усилия от гидроцилиндров, прикладываемого к шейкам валка в
направлении, противоположном направлению распорного уси-
лия. Очевидный недостаток данного способа проявляется в более
тяжелых условиях работы подшипников.
Комбинация указанных методов компенсации прогиба валков
позволяет довести отклонение толщины пленки по ее ширине до
1—2 мкм.
Каландровые линии, предназначенные для переработки пла-
стмасс, комплектуются камерами для термообработки. Их уста-
навливают с целью снятия внутренних напряжений, снижения
проявлений "каландрового эффекта" (анизотропии механических
свойств, т. е. их различия при измерении вдоль и поперек направ-
ления каландрования), стабилизации размеров за счет снижения
усадки полотна полимера.
Термокамера является сборной секционной конструкцией, что
позволяет легко изменять ее длину в зависимости от назначения
каландровой линии. На рис. 16.5 представлена схема секции тер-
мокамеры. Внутри секций расположены устройства 1 для транс-
портировки полимерного полотна, обдуваемого горячим воздухом.
Воздух нагревается в электрокалориферах 2 и нагнетается при по-
мощи вентилятора 3 через систему коробов 4. Количество уста-
341
Рис. 16.5. Схема секции термокамеры:
/ — устройство для транспортировки полимерного полотна; 2 — электрокалори-
фер; 3 — вентилятор; 4 — короб
навливаемых секций определяется скоростью движения полотна
и температурой, до которой необходимо нагреть полимер.
Важнейшим параметром выпускаемой каландрованием продук-
ции является толщина полотна. Для ее контроля применяют раз-
личного рода толщиномеры — как контактные, так и бесконтакт-
ные. У контактных толщиномеров датчиком являются ролики, ме-
жду которыми проходит полотно материала. Бесконтактные толщи-
номеры бывают пневматическими, емкостными и радиационными.
В пневматических толщиномерах измеряется сопротивление
потоку воздуха, которое зависит от расстояния между калибро-
ванным соплом и полотном материала. В емкостных толщиноме-
рах лист проходит через зазор между двумя пластинами, образую-
щими конденсатор, емкость которого определяется толщиной
слоя диэлектрика. В радиационных толщиномерах с помощью ио-
низационной камеры определяют степень поглощения полотном
P-излучения. Точность определения толщины каландруемого по-
лотна описанными типами толщиномеров достигает 1—2 мкм.
Сигнал с толщиномера подается на прибор управления при-
водом, устанавливающим величину межвалкового зазора каланд-
ра. Указанная система автоматического регулирования позволяет
поддерживать в процессе каландрования заданную толщину листа
с высокой точностью.
342
16.4. ДИНАМИКА ДВИЖЕНИЯ МАТЕРИАЛА В ЗАЗОРЕ КАЛАНДРА
Для анализа процесса течения полимера в зазоре между валками
воспользуемся упрощенной моделью. Примем, что перерабаты-
ваемый материал несжимаем, размеры и окружные скорости вал-
ков одинаковы (фрикция равна 1), величина зазора достаточно
мала по сравнению с радиусами валков. Тепловыделением в про-
цессе каландрования пренебрегаем. Получающаяся для этого слу-
чая симметричная картина представлена на рис. 16.6.
Расплав материала, находящийся у входа в зазор, прилипает к
вращающейся поверхности валков и увлекается ими в зазор. По-
перечное сечение межвалкового зазора переменно и описывается
зависимостью (см. рис. 16.6):
/г = й0 + А - /?71 -(х//?)2. (16.1)
Воспользуемся дифференциальным уравнением движения
вязкой несжимаемой жидкости:
(16.2)
dP _ d2v
V
Рис. 16.6. Схема процесса каландрования. Пояснения в тексте
343
Из условия прилипания материала к поверхности валков ско-
рость движения материала и в слоях, прилегающих к ним, равна
скорости движения поверхности валков V. Отметим соответст-
вующие граничные условия:
v\y=±h=V. (16.3)
Давление у входа в зазор (координата .vH) и на выходе из зазора
(координата хк), очевидно, равно атмосферному:
/1 = ^ = 0. ' (16.4)
Симметрию процесса учитывает условие
dv
dT
- 0.
(16.5)
Интегрирование уравнения движения материала (16.2) приво-
дит к зависимости:
dp = 1 фР
d>’ т} dx
Из условия (16.5) находим постоянную интегрирования Q = 0.
Дальнейшее интегрирование приводит к уравнению
_ у2 dP , г
и - — + С2.
2т| dx 2
Принимая во внимание условие (16.3), получаем, что
г h2 dP
2 2т| dx ‘
Окончательное выражение для распределения скоростей
полимерного материала в поперечном сечении зазора имеет вид:
- 1/4. У2-^2
Для полного анализа уравнения (16.9) рассчитаем зависимости
градиента давления dP/dx и давления Р в межвалковом зазоре. С
целью упрощения получаемых выражений введем безразмерную
координату
(16.6)
(16.7)
(16.8)
потока
(16.9)
5 = х/JTRha .
(16.10)
Воспользовавшись тем, что толщина зазора мала, разложим в
выражении (16.1) квадратный корень в степенной ряд и ограни-
чимся двумя его членами:
у = 0
344
й ~ Ао + 0,5л2//?. (16.11)
Подставив (16.10) в (16.11), получим, что геометрия канала
описывается зависимостью:
А = /70(1 + q2). (16.12)
Поток материала, проходящий через единицу ширины зазора,
определяется как
+h
q = J v dy. (16.13)
—h
Введем явным образом функцию (16.9) и проинтегрируем:
<7 = 2// (16.14)
< 3r|dxJ
Отсюда, подставляя (16.12) и заменяя производную, получаем
зависимость градиента давления от безразмерной переменной:
dP _ бЯЗп»/1+^2-‘7/(2»/Л0)
(1;^~..................... (|615)
Условие экстремума давления (dP/d^ = 0) выполняется для
двух координат:
Smax = - ; !;к = + 1^-1 (16.16)
м Z VZ v Hq
При этом координата 5тах соответствует максимуму давления,
а совпадает с точкой, где материал отрывается от одного из валков.
Интегрируя уравнение (16.15) с учетом (16.4) и (16.16), полу-
чаем распределение давления в межвалковом зазоре каландра:
ЛУ = №. 5) + СО, (16.17)
где
у’-зУ-Зу^2-! 2
У = --------------|j + (1 - 3^2)arctgy
(1 +Е. )
1+35? 2
Сйк) = ---- (1 - 3rK)arctg5K.
|+^к
Примеры соответствующих кривых расчетной и эксперимен-
тальной зависимостей представлены на рис. 16.7. Отклонение
345
Рис. 16.7. Распределение скоростей движения материала v и давления в
межвалковом зазоре Р.
1 — теоретическая, 2 — экспериментальная зависимости давления
экспериментальной зависимости в области вхождения материала
в зазор объясняется проявлением у полимеров псевдопластиче-
ских свойств. Градиент давления на входе в зазор положителен.
На эпюре скоростей потока материала в зазоре (рис. 16.7) вид-
но появление, в соответствии с (16.9), зоны течения, направлен-
ной в сторону, противоположную направлению вращения валков.
Экспериментальные исследования подтверждают наличие проти-
вотока. При этом возникает зона циркуляции или вращающегося
запаса (рис. 16.8).
Несмотря на то что линии тока в зоне
циркуляции замкнуты, материал в ней по-
стоянно обновляется. Представленная кар-
тина качественно не изменяется при нали-
чии фрикции. Циркуляция позволяет гомо-
генизировать материал, обеспечить его рав-
номерный прогрев. Наличие вращающегося
запаса обеспечивает увеличение ширины
полотна при прохождении его через зазор.
На основании выведенных выше расчет-
ных формул возможен расчет энергетиче-
ских характеристик каландра, определение
Рис. 16.8. Течение полимера при каландровании
346
величин распорных усилий, что является важной информацией
для проектирования оборудования.
Применение математического моделирования является одним
из основных направлений автоматизированного проектирования
технологического оборудования. Для оптимального проектирова-
ния оборудования и определения технологических параметров
процесса каландрования необходимо применять более точную ма-
тематическую модель. В ней следует учесть неньютоновский ха-
рактер течения полимерных жидкостей, наличие у них вязкоупру-
гих свойств. Кроме того, корректное описание возможно только
при рассмотрении неизотермического характера процесса течения
с учетом диссипации механической энергии в межвалковом зазоре.
16.5. ОПТИМАЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ПРОЦЕССА
На рис. 16.9 представлена качественная диаграмма оптимального
технологического режима [4, с. 8], полученная на основе анализа
ограничений, накладываемых на процесс каландрования. По осям
отложены отношения скоростей вращения валков к максималь-
ной скорости (F/Knax) и минимального зазора к радиусу валков
(h/R). Ограничения накладываются на максимальную скорость
каландрования 7, максимально возможное расстояние между вал-
ками 2, минимальный расход материала 3, максимальный расход
для всей каландровой линии 4. Выше кривой 5 наблюдается от-
сутствие встречного потока материала (ограничение по смеси-
тельному эффекту), ниже кривой 6 лежит область переработки с
Рис. 16.9. Диаграмма оптимального
технологического режима каландро-
вания:
И/Итах — отношение скоростей враще-
ния валков к максимальной скорости
вращения; h/R — отношение минималь-
ного зазора к радиусу валков.
Ограничения: 1 — максимальная ско-
рость каландрования; 2 — максимальное
расстояние между валками; 3 — мини-
мальный расход материала; 4 — макси-
мальный расход для всей каландровой
линии; 5— отсутствие встречного потока
материала (ограничение по смесительно-
му эффекту); 6 — высокое тепловыделе-
ние (ограничение по термостабильности
материала); 7 — эффекты пристенного
скольжения и нарушения сплошности
расплава; 8— максимальное усилие, дей-
ствующее на валки каландра
V/Vnu
347
высоким тепловыделением, ограниченная термостабильностью
материала.
Правее кривой 7 проявляются эффекты пристенного скольже-
ния и нарушения сплошности расплава. Правее кривой ограни-
чения накладывают усилия, действующие на валки каландра.
Кривые 1—4 описывают аналитически, построение кривых 5—8
требует применения численных методов решения.
Для всех материалов, полученных каландрованием, в той или
иной степени характерна анизотропия механических свойств, назы-
ваемая каландровым эффектом. Анизотропия связана с ориентаци-
ей, которой подвергается полимерный материал в результате прохо-
ждения через межвалковый зазор. Для снижения анизотропии, про-
являющейся, в частности, в виде усадки полотна при хранении ка-
ландрованного материала, применяют различные способы.
Основным способом является обработка в термокамере. Кро-
ме того, к уменьшению каландрового эффекта приводят увеличе-
ние температуры переработки и снижение скорости приема по-
лотна с каландра. Возможно также использовать корректировку
рецептуры состава композиции введением или увеличением со-
держания наполнителя. Однако каландрование композиции, со-
держащей анизотропный наполнитель (тальк, асбест), приводит к
его ориентации и усилению каландрового эффекта.
Одним из важных показателей, по которому оценивается ка-
чество каландрованного изделия, является наличие газовых и воз-
душных включений. Причиной появления включений является
захват воздуха материалом в области деформирования, а также на-
личие в материале влаги и газообразующих веществ. Материалы,
подвергаемые каландрованию, обязательно должны быть тща-
тельно просушены.
Для снижения содержания воздушных включений необходимо
повышать давление в зазоре каландра, что не всегда возможно из-
за увеличения распорных усилий.
Для повышения производительности каландра и качества пле-
нок в межвалковый зазор со стороны зоны циркуляции вводят
клиновые устройства. Их применение позволяет снизить количе-
ство воздушных включений, повысить стабильность толщины и
качество поверхности полотна.
При каландровании может наблюдаться прилипание полотна
полимера к поверхности валка. Прилипание устраняют как хро-
мированием и полировкой поверхности валков, так и введением
в перерабатываемую композицию смазок. В качестве смазок при-
меняют стеариновую кислоту или воск. Смазки придают каланд-
рованной поверхности глянец. Необходимо, однако, учитывать,
348
что наличие смазок препятствует нанесению на поверхность
прочного рисунка и затрудняет сварку листов полимера.
16.6. ИСТОРИЯ И ПЕРСПЕКТИВЫ МЕТОДА
Каландрование является одним из двух основных типов процес-
сов переработки полимерных материалов, осуществляемых на
валковых машинах. Другим является вальцевание. При вальцева-
нии материал многократно пропускается через межвалковый за-
зор с целью перемешивания или гомогенизации.
Валковые машины нашли применение для переработки кау-
чука уже в середине прошлого столетия. На вальцах получали ре-
зиновые смеси, а на каландрах прорезинивали ткани. В 30-х годах
нынешнего столетия технология каландрования была существен-
но развита в связи с освоением производства полуфабрикатов для
автомобильных покрышек.
В этот же период было организовано промышленное произ-
водство ПВХ. Основным методом его переработки вследствие
низкой термостабильности стало каландрование.
В настоящее время продолжается совершенствование техно-
логии и оборудования для каландрования. К примеру, наблюда-
ется тенденция к уменьшению числа валков на каландре, разра-
ботан экструдер с валковой головкой, в валковом зазоре каландра
устанавливают клиновые приспособления с целью как бы удли-
нения зазора валков и увеличения сдвиговых деформаций.
Введение клиновых приспособлений позволяет интенсифици-
ровать процесс каландрования за счет повышения скорости вра-
щения валков без снижения качества изделий. При этом уменьша-
ется влияние запаса материала, находящегося перед межвалковым
зазором, на толщину изделия. Кроме того, значительно снижается
количество газовых включений в материале, а наличие дополни-
тельного теплоотвода по клину улучшает температурный режим
переработки чувствительных к термодеструкции материалов.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Горнер Р. В. Теоретические основы переработки полимеров. М.: Химия, 1977.
484 с.
2. Тадмор 3., Гогос К. Теоретические основы переработки полимеров: Пер, с англ.
М,: Химия, 1984. 632 с.
3. Басов Н. И., Казанков Ю. В., Любартович В. А. Расчет и конструирование обо-
рудования по переработке полимерных материалов. М.: Химия, 1986. 488 с.
4. Интенсификация процессов каландрования полимеров / К. Колерт, А. М, Вос-
кресенский, В. Н. Красовский, Э. О. Регер. Л.: Химия, 1991. 224 с.
5. Карпов В. Н. Оборудование предприятий резиновой промышленности. М.: Хи-
мия, 1979. 480 с.
349
ГЛАВА 17
ФОРМОВАНИЕ НА ПОДЛОЖКЕ.
ОТЛИВКА, ПРОПИТКА, ПРОМАЗКА
При получении ряда изделий используются комбинированные
материалы, представляющие собой сочетание основы (ткань, бу-
мага, нити, войлок) с полимером. К таким материалам относятся
искусственная кожа, нетканые рулонные материалы, линолеум,
заготовки для получения гетинакса, декоративных бумажных
слоистых пластиков, текстолита, стеклопластиков, дублирован-
ные пленки и т. д.
Для их получения применяют пропитку основы полимерными
растворами или расплавами, промазку основы пастами, содержа-
щими полимер, дублирование двух и более пленочных материа-
лов, а также отливку на подложку полимерной пленки из раство-
ра. В этом последнем случае сформированная пленка эксплуати-
руется самостоятельно, без подложки.
17.1. ФОРМОВАНИЕ ПЛЕНОК ИЗ РАСТВОРА НА ПОДЛОЖКЕ МЕТОДОМ
ОТЛИВКИ
Получение пленок из растворов в настоящее время сохраняет свое
значение, особенно для полимеров, температура текучести кото-
рых выше температуры разложения, несмотря на неудобства ра-
боты с растворителями. Использование этого метода также целе-
сообразно в тех случаях, когда повышение молекулярной массы,
улучшающее поверхностные и объемные свойства изделий, ведет
к увеличению вязкости и температуры текучести расплава. Фор-
мование пленок из раствора производится при сравнительно низ-
ких температурах и давлениях, поэтому возможно использование
нетермостойких модифицирующих добавок.
17.1.1. Общие закономерности процесса
К пленкообрузующим относят вещества, способные образовывать
монолитные пленки на поверхности подложки после удаления
350
растворителя. Такие растворы можно получить из большинства
полимеров. Однако на практике метод формования пленок из
раствора используется для поливинилового спирта, поликарбона-
та, эфиров целлюлозы, вискозы, полиамидов, ароматических по-
лиимидов, полисульфонов и ряда других полимеров. Структура и
свойства пленок определяются как выбором растворителя, так и
способами приготовления раствора и формования пленки.
На практике формование пленок из раствора осуществляется
на подложке с последующим испарением растворителя ("сухой
метод") или методом осаждения прядильного раствора ("мокрый
метод") [7]. Оба этих метода имеют свои экономические и техно-
логические преимущества и недостатки, однако большее распро-
странение в промышленности получил сухой метод вследствие
более высоких эксплуатационных характеристик полученных
этим методом пленок. Создание равновесной или неравновесной
структуры при этом зависит от скорости удаления растворителя,
влияющей на полноту протекания релаксационных процессов.
Применение легколетучих растворителей повышает произво-
дительность процесса, но вместе с тем ухудшает качество пленок
из-за больших остаточных напряжений, связанных с неравновес-
ностью структуры пленок. Для регулирования скорости испаре-
ния основного растворителя в состав пленкообразующего раствог
ра дополнительно вводят растворитель с пониженной упругостью
пара. Количественный состав смеси растворителей устанавлива-
ется с таким расчетом, чтобы растворы обладали наименьшей вяз-
костью и оптимальной скоростью испарения. При этом в смесь
растворителей входят как истинный растворитель, неограниченно
растворяющий полимер, так и компонент, в чистом виде его не
растворяющий.
Испарение растворителя при отливе пленки представляет со-
бой двухстадийный процесс. На I стадии (свободное испарение)
над раствором образуется насыщенный слой пара, и процессы ис-
парения и конденсации находятся в динамическом равновесии.
На II стадии, называемой замедленным испарением, удаляется
связанный растворитель.
Скорость испарения на I стадии при прочих равных условиях
пропорциональна давлению его паров над раствором. Растворы
полимеров, у которых из-за малой подвижности макромолекул
давление паров растворителя медленно падает с увеличением кон-
центрации полимера, можно на первой стадии испарения рас-
сматривать как "чистый растворитель".
При переходе к высоким концентрациям полимера давление
паров растворителя начинает резко уменьшаться (II стадия испа-
351
рения). Лимитирующей стадией является диффузия связанных
молекул растворителя к поверхности слоя. Молекулы растворите-
ля диффундируют изнутри через более плотный слой полимера на
поверхности. Этот процесс аналогичен сушке и протекает при по-
стоянно понижающемся давлении пара. При изготовлении пле-
нок (особенно толстых) это проявляется в неравномерности усад-
ки и неоднородности свойств различных слоев пленки, что огра-
ничивает толщину пленок.
Разделяют "воздушный", внутренний и "зеркальный" слои.
Верхний, воздушный слой (толщиной несколько микрометров)
отличается наибольшей плотностью. В этом слое наиболее полно
протекают релаксационные процессы, облегчаемые диффузией
молекул растворителя из глубинных слоев на поверхность пленки.
Нижний, зеркальный слой пленки, соприкасающийся с твердой
поверхностью подложки, обладает неустойчивой плоскоориенти-
рованной структурой. Перестройка этой структуры при формова-
нии пленки тормозится вследствие фиксирующего воздействия
подложки. С увеличением толщины пленки возрастает влияние на
ее свойства внутреннего (промежуточного) слоя, состоящего из
неориентированных элементов структуры (этот слой изотропен).
Неплотная упаковка структурных элементов обусловлена присут-
ствием остаточного растворителя.
Технологически целесообразно работать с концентрирован-
ными растворами пленкообразующих полимеров. Высокая кон-
центрация позволяет снижать количество расходуемого раствори-
теля, что приводит к снижению затрат на его рекуперацию и на
высушивание пленок. Повышение концентрации делает возмож-
ным получение толстых пленок (до 500 мкм) вследствие повы-
шенной формоустойчивости раствора. Возрастают прочностные
показатели пленок. Однако повышение концентрации влечет за
собой увеличение вязкости раствора, затрудняющее проведение
фильтрации и деаэрации. Поэтому содержание пленкообразую-
щего вещества в растворе для производства тонких пленок состав-
ляет 10—12 % (вязкость 12—15 Па* с), при изготовлении толстых
пленок оно достигает 20 % (вязкость 25—35 Па • с).
17.1.2. Технология формования
Основными стадиями производства являются [7, 8]: приготовле-
ние раствора; подготовка раствора к формованию (фильтрация и
деаэрация); формование пленки; сушка пленки; прием, резка и
намотка пленки.
352
Приготовление раствора. Для смешения (растворения) компо-
нентов пленкообразующего раствора используют вертикальные
или наклонно-горизонтальные аппараты с коррозионно-стойким
внутренним покрытием, снабженные лопастными мешалками.
Предусматривается возможность подогрева раствора в начале
процесса и его охлаждения при увеличении вязкости в процессе
смешения.
Процесс приготовления раствора продолжается несколько ча-
сов и обычно включает стадии набухания полимера и собственно
растворения, поэтому растворитель поступает в смеситель частями.
Добавки вводятся в аппарат с последними порциями растворителя.
Подготовка раствора к формованию. Пленкообразующий рас-
твор не должен содержать посторонних включений, частиц нерас-
творившегося полимера, а также пузырьков газов, ухудшающих
качество готовой пленки.
Для удаления твердых включений раствор подвергают много-
ступенчатой фильтрации. Фильтрация проводится под давлением
в несколько атмосфер на фильтр-прессах однокамерного и мно-
гокамерного типов. Фильтрация осуществляется постадийно на
фильтрах глубокой очистки (хлопчатобумажная ткань, вата, ка-
прон), а затем на фильтрах тонкой очистки (капрон и металлоке-
рамические пластины с порами до 10 мкм). Для снижения вязко-
сти раствора и ускорения процесса фильтрации фильтр-прессы
подогреваются.
В процессе фильтрации раствора вследствие засорения фильт-
ров наблюдается нарастание давления, необходимого для поддер-
жания заданной производительности процесса. Для предотвраще-
ния разрушения фильтров при достижении критических давлений
поток переключается на резервный фильтр-пресс, а засоренный
продувается сжатым воздухом.
Фильтрация не позволяет избавиться от пузырьков газов, при-
сутствующих в растворе. Стадия удаления пузырьков называется
деаэрацией. Метод основан на понижении растворимости газов в
растворе. Для нелетучих растворителей (в том числе водных) это
достигается снижением давления (вакуумированием). Процесс
осуществляется в аппаратах — деаэраторах, которые представляют
собой герметичные сосуды с рубашкой для подогрева. Раствор вы-
держивается под вакуумом (до 0,8 атм) в течение нескольких часов.
При использовании легколетучих растворителей рекомендуется
деаэрация нагреванием раствора с последующим отстаиванием.
Нагретый в теплообменнике до температуры кипения раствор
вскипает в термостате-отстойнике, растворенные газы увлекаются
23 Заказ № К-4269
353
парами растворителя на поверхность раствора и удаляются. Пары
растворителя конденсируются и возвращаются в отстойник.
Формование пленки. Формование пленки производится на
формовочных (отливочных) машинах, состоящих из системы на-
несения пленкообразующего раствора, отливочной части машины
и привода отливочной части.
Система нанесения раствора должна обеспечивать формова-
ние слоя, равномерного по ширине и длине, на движущейся под-
ложке. Наиболее часто формование пленки осуществляется ма-
жущей фильерой, представляющей собой корытообразное уст-
ройство с щелевым прямоугольным отверстием внизу, зазор ко-
торого может регулироваться. Для производства тонких пленок
фильера снабжается калибрующим валиком (рис. 17.1).
Раствор, вытекающий из мажущей фильеры самотеком, задер-
живается у задней стенки специальной планкой. Другая планка —
нож с отшлифованным нижним краем — крепится к передней
стенке фильеры и служит для равномерного размазывания раство-
ра по всей поверхности движущейся подложки. Толщина отливае-
мого слоя раствора регулируется расстоянием формующего ножа
фильеры до поверхности подложки в соответствии с заданной тол-
щиной готовой пленки, с которой она связана через соотношение
плотностей раствора и полимера. У фильеры с валиком толщина
Рис. 17.1. Схема устройства фильеры с валиком для отливки пленок из
раствора:
/ — задняя планка (стекло); 2 — пружина, прижимающая стекло; 3 — кронштейн
с винтом для регулирования щели; 4 — подвижная стенка; 5— неподвижная стенка;
6 — передняя планка (нож); 7 — вращающийся валик; 8 — пленка; 9 — подложка
354
слоя регулируется как расстоянием между валиком и поверхно-
стью подложки, так и скоростью его вращения. Кроме того, нали-
чие валика сближает условия формования верхней и нижней по-
верхностей пленки, что особенно важно для тонких пленок.
Уровень раствора в емкости фильеры также оказывает влия-
ние на толщину слоя раствора, поэтому он поддерживается по-
стоянным.
Отливочная часть машины формования должна обеспечивать
равномерный прием раствора полимера и выполняется в виде вра-
щающегося барабана или непрерывной металлической движу-
щейся ленты.
Отливочный (сушильный) барабан шириной 1,2—2,6 м и диа-
метром 1,5—5,4 м имеет гладкую поверхность (9-й класс чистоты),
обогревается горячей водой или паром.
Отливочная часть машины ленточного типа состоит из двух
барабанов, на которые натянута бесконечная (бесшовная) медная
лента шириной 0,7—1,4 м и длиной 28—86 м. Оба барабана за-
ключены в герметичный кожух, образующий вдоль бесконечной
ленты сушильные каналы. Отсасываемая вблизи фильеры паро-
газовая смесь, содержащая максимальное количество паров рас-
творителя, поступает в конденсатор, где конденсируется и на-
правляется в специальный сборник. Для облегчения схемы сфор-
мованной самонесущей (т. е. формоустойчивой) пленки с под-
ложки на ее поверхность наносят тонкое твердое антиадгезионное
покрытие, например отверждающийся раствор кремнийорганиче-
ских соединений.
Сушка пленки. Сушка пленки начинается одновременно с
формованием слоя раствора в отливочной машине. Удаление рас-
творителя из нее производится до момента приобретения пленкой
формоустойчивости. При этом в основном происходит удаление
свободного растворителя. Для удаления остаточного растворителя
самонесущая пленка снимается с подложки и поступает в камеру
досушки. Пленку сушат продуванием нагретого газа. Камера до-
сушки представляет собой шкаф, разделенный перегородками на
несколько зон с самостоятельной подачей и отсосом парогазовой
смеси. Очищенный и подогретый воздух подается противотоком
движению пленки. Обогащенный парами растворителя воздух по-
дается на рекуперацию. Расход воздуха поддерживается на уровне,
обеспечивающем оптимальную с точки зрения скорости испаре-
ния растворителя концентрацию его паров в зонах сушилки. Ос-
таточное содержание растворителя в пленке — от нескольких де-
сятых до нескольких процентов.
33
355
Прием, резка и намотка пленки. Пленка проходит через вал,
оборудованный приспособлением для обрезки кромок, после чего
поступает на намоточный станок, на котором режется вдоль по-
лотна и наматывается на бобины кусками заданной длины, раз-
браковывается, упаковывается, маркируется и направляется на
склад. Обратимые отходы измельчаются, растворяются и по воз-
можности используются снова.
Виды брака. Готовая пленка должна соответствовать техниче-
ским условиям по толщине, ширине, длине полотна, разнотол-
щинности, прочности и относительному удлинению при разрыве,
а также и по другим характеристикам в зависимости от назначе-
ния (электрическая, оптическая).
К основным видам брака при производстве пленок из раство-
ров полимеров относятся: наличие включений, связанное с пло-
хой фильтрацией раствора или попаданием загрязнений на отли-
вочную машину; наличие пузырей при недостаточной деаэрации
раствора; наплывы на пленке, обусловленные низкой вязкостью
раствора или большой скоростью вращения барабана; разнотол-
щинность выше допустимой нормы в поперечном направлении
при плохо выставленной фильере; продольные полосы на пленке,
связанные с попаданием загрязнений между фильерой и поверх-
ностью барабана или ленты отливочной машины; поперечные по-
лосы на пленке из-за неравномерного движения барабана или
ленты отливочной машины; затрудненное снятие пленки с бара-
бана или ленты отливочной машины и потеря глянца при высоких
температурах поверхности или срабатывании антиадгезионного
полимерного покрытия; коробление пленки (потеря плоскостно-
сти), обусловленное повышенными температурами в сушильной
камере или низкой температурой барабана; появление складок
при наматывании пленки в рулон из-за ее сильного натяжения в
узле намотки.
Примеры конкретных производств пленок поливом из раствора
на подложку. Наибольшее по объему практическое использование
данный метод получил при промышленном производстве пленок
или полимеров, не переходящих без разложения в вязкотекучее
состояние: триацетатных и полиимидных (рис. 17.2).
Производство триацетатной пленки [7, 8]. ТАЦ-
пленка нашла широкое применение при изготовлении полимер-
ной основы кинофотоматериалов, магнитных лент и дисков, а
также как электроизоляционная. На рис. 17.2, а представлена тех-
нологическая схема производства ТАЦ-пленки.
Из мерников-дозаторов 7 исходные компоненты поступают в
смеситель 2, где происходит растворение компонентов.
356
В качестве пленкообразующего материала используется час-
тично омыленный триацетат целлюлозы (ТАЦ) со степень ацети-
лирования 275—295 ацетатных групп на 100 мономерных звеньев
и степенью полимеризации 320—400. Использование неомылен-
ного ТАЦ (со степенью ацетилирования 300) ограничено из-за
хрупкости получаемой пленки.
дйфо дмф лмдя
Рис. 17.2. Технологическая схема производства триацетатной (а) и поли-
имидной (6) пленок:
/ — мерники-дозаторы; 2 — смесительный аппарат; 5 — фильтр-пресс; 4 — де-
аэратор; 5 — фильера; 6 — отливочная машина; 7 — гидравлический затвор; 8 —
камеры досушки; 9 — приемное устройство; 10 — смеситель-реактор; 11 — нако-
питель; 12 — камера имидизации
357
В качестве растворителя ТАЦ обычно используют смесь ис-
тинного растворителя — метиленхлорида в соотношении 9:1с
метиловым или этиловым спиртом, не растворяющими самостоя-
тельно полимер. Содержание полимера в растворе в зависимости
от толщины и назначения пленки составляет от 13 до 20 %.
Для повышения эластичности и водостойкости пленки в рас-
твор вводят пластификаторы (смесь фталатов с фосфатами в ко-
личестве 1—2,5 %). Кроме того, в композицию входят стабилиза-
торы, красители и прочие добавки.
Загрузку компонентов в смесительный аппарат проводят при
работающей мешалке. Сначала с помощью насоса в него вводят
половинное количество основного растворителя и небольшими
порциями через бункер загружают разрыхленный полимер. После
набухания ТАЦ в смеситель подается оставшееся количество рас-
творителя, затем после продолжительного перемешивания в по-
лученный однородный раствор добавляют смесь пластификато-
ров. Продолжительность приготовления пленкообразующего рас-
твора при частоте вращения мешалки 20—40 об/мин составляет
6—24 ч. Предусматривается возможность подогрева смесителя в
начале процесса и охлаждения его в процессе интенсивного пе-
ремешивания высоковязкой композиции.
Свежеприготовленный раствор шестеренчатым насосом пода-
ется в дополнительные емкости большого объема — гомогениза-
торы-накопители, из которых под давлением в несколько атмо-
сфер он поступает на многоступенчатые фильтр-прессы 3 (2—4
ступени). Отфильтрованный раствор поступает в деаэратор нагре-
вания 4, где обрабатывается в течение нескольких часов, а затем
под давлением подается в емкость мажущей фильеры 5, из которой
наносится на поверхность движущейся непрерывной ленты отли-
вочной машины. Скорость формования составляет 1 — 10 м/мин.
В отливочной машине б пленка высушивается до остаточного со-
держания растворителя 15—20 %, после чего отделяется от под-
ложки и поступает через гидравлический затвор 7 в камеру до-
сушки 8, где сушится нагретым воздухом. Температура от первой
зоны камеры досушки к последней повышается от 100 до 125 °C.
Высушенная пленка режется и наматывается в рулоны и упако-
вывается, а затем поступает на склад готовой продукции. Отходы
идут на повторную переработку.
Пленки, предназначенные для производства кинофотомате-
риалов и магнитных лент, подвергаются дополнительной обра-
ботке, которая включает нанесение соответствующих назначению
светочувствительных или ферромагнитных слоев на одну из ее
сторон и одностороннее лакирование противоположной стороны.
358
Производство полиимидной пленки [8]. Термостойкие пленки
из ароматических полиимидов (полипиромеллитимидные пленки
ПМ-1) находят все более широкое применение при изготовлении
кабельной изоляции, работающей в жестких условиях, а также в
качестве основы электронных плат и гибких магнитных дисков.
Особенностью изготовления ПМ-пленки является то, что плен-
кообразующий раствор получается не при растворении полимера,
а в результате проведения реакции поликонденсации эквимолеку-
лярных количеств пиромеллитового ангидрида (ПМДА) и 4,4-диа-
минодифенилоксида (ДАФО) в растворителе К,К'-диметилформа-
миде; молекулярная масса получающегося полимера 400 000:
-О
Образующаяся при этом полиамидокислота (ПАК), раствори-
мая в ДМФ, нестабильна, легко подвергается гидролизу. Поэтому
на конечной стадии производства проводится термическая ими-
дизация ПАК-пленки, совмещаемая с удалением остаточного рас-
творителя:
jn
В результате получается нерастворимая в ДМФ полипиромел-
литимидная пленка ПМ-1. Толщина готовой пленки 40—60 мкм.
Схема изготовления ПМ-пленки представлена на рис. 17.2, б.
ДМФ подается из мерника-дозатора 1 насосом в смесительный
аппарат 2. Туда же через бункер помещается навеска ДАФО, и
смесь перемешивается до полного растворения в течение несколь-
ких часов (содержание ДАФО 13—20%). Раствор ДАФО в ДМФ
под давлением поступает в реактор 10, который представляет со-
359
бой емкость из нержавеющей стали с мешалкой и рубашкой для
охлаждения и разогрева водой. Раствор ДАФО охлаждают водой
до 10—15 °C и включают мешалку. Через бункер порциями загру-
жают ПМДА. Перемешивание продолжается в течение часа. Рас-
твор ПАК под давлением шестеренчатым насосом подается на
многоступенчатый фильтр-пресс 3.
Отфильтрованный раствор вакуумируется в деаэраторе 4 в те-
чение 6— 10 ч и подается в накопительную емкость с мешалкой 77.
Из емкости пленкообразующий раствор поступает в емкость мажу-
щей фильеры 5 с подогреваемой передней стенкой (60—65 °C). Рас-
твор наносится фильерой на нагретую до температуры 90—95 °C по-
верхность сушильного барабана формовочной машины 6. Слой
раствора высушивают до содержания остаточного растворителя в
ПАК-пленке до 25—35 %, пленка отделяется от поверхности ба-
рабана и через отрывной ролик и компенсатор направляется в ма-
шину имидизации 12. Машина имидизации представляет собой
термокамеру, образованную рядом электронагревательных плит,
расположенных в горизонтальной плоскости. Пленка транспор-
тируется через камеру с помощью двух расположенных парал-
лельно цепей Галя с клуппными зажимами-захватами, отделен-
ными охлаждаемыми экранами от разогретой зоны имидизации.
Скорость движения цепей синхронизирована с вращением су-
шильного барабана.
Пленка, пройдя через валки системы регулирования скорости,
захватывается по краям клуппными зажимами и направляется в
камеру имидизации. Летучие удаляются и конденсируются, скап-
ливаясь в сборнике. Температура в камере имидизации увеличи-
вается от входа к выходу со 100 до 350 °C. Полиимидная пленка
охлаждается воздухом, режется, наматывается в рулоны 9 и упа-
ковывается.
В зависимости от назначения ПМ-пленка поступает на склад
готовой продукции или подвергается дополнительной обработке:
нанесению двухстороннего или одностороннего термосваривае-
мого покрытия.
17.2. ПРОПИТКА
Пропитка (импрегнирование) представляет собой процесс запол-
нения пор и капилляров основы (наполнителя) жидким связую-
щим. Пропитка является промежуточной стадией при получении
стеклопластиков, слоистых пластиков, пресс-порошков, волок-
360
нитов, кордных нитей и тканей, а также искусственных кож и не-
тканых волокнистых материалов.
Связующее при пропитке используется в виде растворов и
дисперсий олигомеров или полимеров, низковязких расплавов, а
также жидких мономеров, полимеризующихся на последующих
стадиях процесса получения изделий. В состав пропитывающихся
растворов вводятся отвердители, инициаторы, ускорители отвер-
ждения термореактивных олигомеров, а для улучшения смачивае-
мости основы пропитывающим раствором добавляют ПАВ.
Пропитываемый наполнитель может быть как непрерывным,
так и дисперсным (древесная мука, шпон, рубленое волокно,
хлопковые очесы).
17.2.1. Общие закономерности процесса
Пропитываемость наполнителя связующим описывается уравне-
нием Дарси [1]:
V = Л(2Ш/д) ,/2(Л) (17.1)
где V — прирост содержания смолы в пропитываемом материале, кг/с; А — пло-
щадь пропитываемой поверхности, м2; к — константа, кг2/(м4,с2); П — порис-
тость наполнителя; д — вязкость пропитывающей жидкости, Па • с; Р — давление
при пропитке, Па; t — время пропитки, с.
Пористость наполнителя П может быть определена по формуле:
П = -^-, (17.2)
Рн
где рв и рн — плотность материала волокон и волокнистого материала с учетом пор
(наполнителя) соответственно, кг/м3.
Уравнение Дарси показывает, что для увеличения количества
связующего, наносимого на наполнитель, требуется снижение
вязкости пропитывающей жидкости, повышение пористости на-
полнителя, давления при пропитке и продолжительности пропит-
ки. Движущими силами являются капиллярное всасывание и
внешнее давление, способствующее движению пропитывающей
жидкости внутрь наполнителя. Противодействуют движению
жидкости сопротивление течению в порах наполнителя и поверх-
ностное натяжение жидкости.
Процесс пропитки может реализоваться только при условии
смачивания наполнителя пропитывающей жидкостью.
Скорость заполнения капилляров (пор) может быть качест-
венно охарактеризована уравнением Уошборна. При отсутствии
внешнего давления оно имеет вид:
361
ah (Ъ* „cose > ,-2
----₽®Л)^Л’ (l73)
где dh/dt — скорость заполнения капилляра жидкостью, м/с; уж в — поверхностное
натяжение жидкости, Н/м; 0 — краевой угол смачивания; т) — вязкость жидкости,
Па • с; р — плотность жидкости, кг/м3; г — радиус капилляра, м; h — высота столба
жидкости, м; g — ускорение силы тяжести, м/с2.
Если пренебречь влиянием силы тяжести, то получим уравне-
ние (17.3) в более простом виде:
бЛ 2гуж ucos0
(|7'4)
Анализируя уравнения (17.1)—(17.4), можно прогнозировать
влияние технологических свойств пропитывающей жидкости, ха-
рактеристик наполнителя и условий пропитки на степень пропит-
ки наполнителя.
Так, количество полимера в пропитанном наполнителе может
быть увеличено за счет повышения концентрации пропитывающе-
го раствора и одновременного повышения температуры. Ограни-
чением для повышения температуры являются летучесть раство-
рителя и рост скорости отверждения олигомера при нагревании.
Увеличение продолжительности пропитки может быть достиг-
нуто за счет конструкции пропитывающего узла, обеспечивающе-
го большую длительность контакта жидкости с наполнителем.
Благоприятное влияние на пропитываемость наполнителя
оказывает создание перепада давления. Смачивание наполнителя
жидкостью можно повышать, используя ПАВ или производя
предварительное аппретирование наполнителя.
Для обеспечения необходимых механических свойств пропи-
танных материалов должно быть выдержано определенное соот-
ношение наполнителя и связующего при его равномерном рас-
пределении. Регулирование содержания связующего проводится
за счет отжима насыщенного пропитывающей жидкостью напол-
нителя и точным регулированием вязкости жидкости в сочетании
с определенной скоростью прохождения наполнителя через про-
питочное устройство.
С учетом этих закономерностей и организуют технологиче-
ские процессы пропитки.
17.2.2. Технология пропитки
Пропитка бумажной основы осуществляется, как пра-
вило, растворами связующих [3]. В случае производства бумажно-
362
слоистых пластиков связующими являются растворы термсреак-
тивных олигомеров в воде или органических растворителях, на-
пример в спирте, ацетоне, толуоле.
Особенности процесса пропитки бумаги обусловлены ее тон-
копористой структурой. Размер пор определяется объемной плот-
ностью бумаги. С увеличением плотности затрудняется проник-
новение раствора в межволоконное пространство, и в конечном
счете почти вся смола концентрируется на поверхности. В этом
случае прочность материала будет определяться свойствами самих
целлюлозных волокон. Если поры имеют слишком большой раз-
мер, то смола в них будет образовывать при последующем отвер-
ждении сплошную хрупкую среду, что снижает эффект армиро-
вания отвержденной смолы целлюлозными волокнами.
При влажности более 30 % целлюлозные волокна набухают, и
связующее может заполнять внутренние каналы в целлюлозных
волокнах, что уменьшает их армирующее действие в материале.
На величину краевого угла смачивания бумаги пропитываю-
щим раствором и скорость его снижения, характеризующую сте-
пень распространения смолы на поверхности или проникновения
ее внутрь бумаги, влияет как тип бумаги, так и вид используемого
связующего. Шероховатость поверхности бумаги способствует
уменьшению краевого угла смачивания, т. е. ускоряет пропитку.
Пропитка стеклоткани [2] осуществляется с учетом
тех же закономерностей, что и пропитка целлюлозной бумаги. Од-
нако отсутствие микропор требует создания условий формирова-
ния адгезионной связи волокно—связующее, исключающей обра-
зование на границе раздела слоев воздуха.
Из-за хрупкости стеклянных волокон нельзя использовать
большие давления для отжима и дополнительной пропитки. Не-
обходимый перепад давлений может быть создан при вакуумиро-
вании наполнителя во время нанесения связующего.
Технологическая схема пропитки включает в себя стадии под-
готовки наполнителя и связующего, стадию пропитки, стадию
сушки пропитанного материала [4]. Аппаратурное оформление и
технологические параметры на каждой стадии процесса опреде-
ляются конкретно для каждой пары наполнитель — связующее.
При пропитке бумаги, хлопчатобумажных и стеклянных тканей
растворами аминосмол и фенолоформальдегидных смол приме-
няют схему, представленную на рис. 17.3. Готовят пропитываю-
щий раствор необходимой концентрации смолы и добавок, на-
полнитель сушат или при необходимости удаляют замасливатель
со стеклоткани, проводят аппретирование. Бумага или ткани по-
даются с рулонов 1 через систему компенсирующих и направляю-
363
Рис. 17.3. Технологическая схема пропиточной линии:
1 — узел размотки; 2— пропиточный узел; 3 — отжимное устройство; 4 — сушиль-
ная камера; 5 — тянущие валки; 6 — узел резки; 7 — пропитанное полотно напол-
нителя
щих валков в пропитывающую ванну 2, после которой излишки
связующего отжимаются в устройстве 3, а затем проводится сушка
пропитанного материала 4.
Конструкция пропиточного узла и скорость движения в нем
пропитываемого полотна определяют продолжительность пребы-
вания наполнителя в пропитывающем растворе. С помощью на-
правляющих валков регулируют угол входа полотна, обеспечивая
подачу, параллельную поверхности жидкости, так как в этом слу-
чае полнее удаляется воздух из пор наполнителя. Иногда на входе
в ванну устанавливается дополнительная пара валков. С поверх-
ности верхнего наносится на одну из сторон полотна тонкий слой
жидкости (лакировка), а затем полотно погружается в ванну.
Отжимные устройства, устанавливаемые на выходе полотна из
ванны, служат для регулирования количества связующего, нано-
симого на полотно, а также способствуют увеличению глубины
проникновения связующего в поры наполнителя. Отжимные уст-
ройства представляют собой пару цилиндрических стальных вал-
ков с регулируемым зазором или пару отжимных ножей с регули-
руемым нажимом на пропитанное полотно.
При пропитке волокнистых холстов (нетканый материал) для
искусственной кожи используют ванны, в которых пропитываю-
щая жидкость проходит через слой холста под действием разреже-
ния (рис. 17.4). Непропитанный холст 1 проходит между перфори-
рованным вакуумным барабаном 2 и металлической сеткой 5. Часть
барабана и сетки в месте их контакта погружены в раствор ванны
6. За счет сил, возникающих вследствие разрежения в барабане 2,
раствор проходит через сетку и холст. Излишек пропитывающего
раствора из холста 4 отсасывается вакуумным отсосом 3, а метал-
лическая сетка 5 очищается от налипшей массы в ванночке 6.
Пропитанный материал характеризуется, как правило, двумя
основными показателями — содержанием смолы и содержанием
летучих. Эти показатели связаны между собой.
364
2
Рис. 17.4. Схема пропиточной ванны с вакуумным барабаном:
/ — непрочитанный холст; 2 — перфорированный вакуумный барабан; 3 — ваку-
умный отсос; 4— пропитанный холст; 5 — металлическая сетка; о — ванночка для
очистки сетки; 7 — ванна с пропиточным раствором
Следующая за пропиткой стадия сушки необходима для уда-
ления растворителя и летучих продуктов, а в случае термореак-
тивных связующих — для частичного их отверждения.
Рекомендуемые составы пропиточных растворов, температуры
растворов и скорости пропитки приведены в табл. 17.1.
Таблица 17.1. Рекомендуемые составы пропиточных растворов, температуры
растворов и скорости пропитки
Наполнитель Состав пропиточного раствора Температура рас- твора в ванне, °C Скорость про- питки, м/мин
Бумага целлю- лозная 45—55 % меламиноформальдегид- ного олигомера; 55—45 % водно- спиртовой смеси; 30-35 120-180
50—60 % фенолоформальдегидно- го олигомера; 50—40 % спирта 35-45 120-180
Хлопчатобу- мажная ткань 60 % фенолокрезолоксиленоло- формальдегидного олигомера; 40 % водно-спиртовой смеси 35-45 120-180
Стеклоткань 36—40 % эпоксифенольного олигомера (соотношение 70/30); 64—60 % спиртоацетоновой смеси 25-35 10-15
Ненасыщенная полиэфирная смо- ла (70—67 %) + стирол (30—33 %) 25-30 10-15
365
Рис. 17.5. Схема машины для пропитки полотна наполнителя расплавом
олигомера:
1 —- узел размотки; 2 — питающий ролик; 3 — зона предварительного подогрева;
4 — пропитывающая ванна (расплав олигомера); 5 скребки-ножи; 6, 11 — ох-
лаждающие камеры; 7— поворотный ролик; 8 — ванна для пропитки инициато-
ром; 9 — камера сушки; 10 — камера диффузии инициатора; 12 — тянущий меха-
низм; 13 — узел намотки; 14 —- рулон защитной пленки
Пропитка расплавами позволяет исключить стадию сушки.
Для пропитки целесообразно применять низковязкие расплавы
термопластов. Пропиточная установка в этом случае состоит из
пропиточной ванны с отжимным устройством и камеры охлажде-
ния пропитанного материала. Использование расплава терморе-
активных олигомеров возможно в том случае, если при темпера-
туре пропитки олигомер не отверждается в отсутствие инициато-
ров. После пропитки полотна наполнителя расплавом олигомера
материал охлаждается в камере, а затем поступает в ванну с рас-
твором инициатора (растворитель инертен по отношению к оли-
гомеру). После пропитки инициатором осуществляется: удаление
растворителя; в специальной термокамере — диффузия инициа-
тора в олигомер с последующим охлаждением материала до ком-
натной температуры и его намоткой в рулон (рис. 17.5).
366
17.3. ПОЛУЧЕНИЕ ПЛЕНОЧНЫХ МАТЕРИАЛОВ МЕТОДОМ ПРОМАЗКИ
Промазка является способом нанесения полимерных покрытий в
виде растворов, жидких дисперсий или паст (пластизолей) на не-
прерывную гибкую основу.
Следует различать основу, остающуюся в конструкции гото-
вого изделия (искусственные кожи, технические ткани, пленки с
отделочными слоями и другие) при прямом способе формования,
и подложку, служащую опорой промежуточного типа, на которой
формуется пленка с последующим ее отделением и перенесением
на основу при переносном способе формования.
В качестве основы и подложки обычно используют различные
ткани, специальные сорта бумаги, нетканые материалы. В ряде
случаев основой может служить полимерная пленка, как при из-
готовлении кинофотопленок с лаковым покрытием.
Наиболее часто в качестве пленкообразующих полимеров ис-
пользуют эмульсионный ПВХ (в виде паст), а также эфиры цел-
люлозы. ПУ, поливиниловый спирт и его производные, ХСПЭ,
резиновые смеси (в виде клеевых растворов) и ПВА, а также ла-
тексы (водные суспензии каучуков).
17.3.1. Общие закономерности процесса
Вследствие низкой вязкости рабочих растворов и суспензий воз-
можно нанесение тонких покрытий на большую поверхность с
минимальными энергозатратами и высокой производительно-
стью. При этом обеспечиваются частичная пропитка основы свя-
зующим и в результате — лучшее сцепление с материалом основы.
Степень пропитки (проникновение пропиточного состава в глубь
основы) изменяется в определенных пределах: от заполнения
межнитяных пространств до внедрения внутрь волокон. С увели-
чением глубины пропитки при прочих равных условиях повыша-
ется жесткость готового изделия, так как ограничивается подвиж-
ность волокнистых структур, возрастает прочность сцепления
пленочного покрытия с основой.
17.3.2. Технология промазки
Технология промазки за исключением ряда особенностей схожа с
технологией формования пленки из раствора на подложке. Это
367
касается как физико-химических основ пленкообразования, так и
содержания основных стадий процесса [5], включающих: приго-
товление раствора (суспензии); подготовку раствора (суспензии)
к формованию; нанесение пленки на основу; сушку (желатини-
зацию) пленки; резку и намотку материала.
Приготовление растворов полимеров и подготовка их к формо-
ванию подробно описаны ранее. Для приготовления пластизолей
на основе порошкообразного эмульсионного ПВХ в качестве дис-
персионной среды используются различные диалкилфталаты в
количестве 30—35 % (мае.). Большое влияние на реологические
свойства и жизнеспособность пластизолей оказывает вязкость
пластификатора и размер зерен ПВХ, который у эмульсионного
полимера изменяется от нескольких единиц до нескольких десят-
ков микрометров. Обычно пасты хранят в течение нескольких ча-
сов, если температура воздуха не превышает 23—25 °C. Повыше-
ние температуры в процессе смешения может привести к набуха-
нию частиц ПВХ в пластификаторе, что вызывает комкование,
повышение вязкости пасты, делая ее непригодной для нанесения.
Приготовленные растворы и пасты подвергают деаэрации (вакуу-
мированию) и фильтрации.
Нанесение пленки на основу может осуществляться при помо-
щи ножевых или валковых раклей.
Ракля служит для равномерного распределения композиции
на поверхности основы. Обычно ракля устанавливается стацио-
нарно — вертикально или под углом к поверхности основы. Но-
жевые ракли устанавливаются на твердых (рис. 17.6, а) или мягких
(рис. 17.6, б) столах (прорезиненные или стальные транспортерные
ленты) и над валами (рис. 17.6, в). На мягких столах получают бо-
лее толстые покрытия. Утечка материала через края ленты предот-
вращается применением ограничительных пластин (шпателей).
На толщину наносимого покрытия оказывает влияние множе-
ство факторов (величина зазора, угол наклона ракли, ширина
гребня, скорость нанесения покрытия, твердость подложки, вяз-
кость наносимой массы и т. д.). Возможную деформацию (изгиб)
ракли можно рассчитать, зная усилие F, действующее на нее во
время нанесения покрытия:
F~ T]Gb2/(pb),
где в — вязкость полимерного раствора (пасты); р -- плотность раствора; G- мас-
совый расход; b — ширина ракли; 5 — толщина покрытия.
На практике положение ракли устанавливается путем подбора
после получения первых порций покрытия. Для компенсации про-
гиба ракли устанавливаются на подвижных регулируемых корпусах.
368
Рис. 17.6. Схема работы ножевых (а, б, в) и валковых (г, д) раклей:
а — без опорной ленты; б — на транспортерной ленте; в — на валу; г — с проме-
жуточным валом; д — с калибрующим валом;
/ — ракля; 2 — раствор (паста); 3 — основа; 4 — основа с покрытием; 5 — лента
транспортера; 6— опорный вал; 7— прижимной вал; 8 — промежуточный вал; 9 —
калибрующий вал
При нанесении покрытия необходимо поддерживать запас мас-
сы материала, совершающего циркулярные движения, на постоян-
ном уровне, что обеспечит равномерность толщины покрытия.
Большое влияние на процесс оказывает скорость сдвига в за-
зоре между раклей и основой.
Низковязкие растворы, наносимые тонким слоем, удобнее
разравнивать валковыми раклями. Для промазки применяют один
или несколько валков, в последнем случае они служат также для
дозирования наносимого раствора (пасты). В этом случае также
возможно использование мажущей фильеры.
Грубое дозирование осуществляется поддержанием некоторо-
го слоя материала на поверхности промежуточного вала в зависи-
мости от скорости его вращения и вязкости наносимого раствора
(пасты) (рис. 17.6, г). Промежуточный стальной вал может быть
гладким или рифленым, он может вращаться в направлении дви-
24 Заказ № К-4269
369
жения основы или в противоположном. Прижимной вал делается
гуммированным. Более распространенной является схема с ис-
пользованием калибрующего вала (гуммированного), при этом
толщина покрытия регулируется зазором между калибрующим и
промежуточным валами (рис. 17.6, д').
Сушка. Пленкообразование происходит либо в процессе суш-
ки — в случае применения растворов полимеров, либо при сушке
с последующей желатинизацией пластизолей ПВХ, так как для
уменьшения вязкости в пластизоли добавляют растворители (ор-
ганозоли).
Процесс желатинизации начинается при температуре выше
45—50 °C. При этом в присутствии пластификатора происходит
диспергирование агломератов, а затем набухание частиц ПВХ. При
температуре 100 °C частицы пластифицированного ПВХ начинают
контактировать, весь пластификатор диффундирует в полимер.
При увеличении температуры до 150 °C начинается плавление по-
лимера, границы контакта набухших частиц исчезают, происходит
монолитизация пленки, свойства которой после охлаждения ста-
новятся аналогичными свойствам пленок из пластикатов ПВХ.
Резка и намотка готового материала осуществляются на опи-
санных ранее намоточных устройствах.
Рассмотрим более подробно технологический про-
цесс изготовления искусственных кож на основе
эмульсионного ПВХ [6] (рис. 17.7).
Компоненты пластизоля (порошкообразный ПВХ, пластифи-
катор, разбавитель и др.) весовыми дозаторами и мерниками 1 по-
даются в смеситель лопастного типа 2, снабженный рубашкой для
охлаждающей воды. Температура при смешении не должна пре-
вышать 25 °C. Через несколько часов, после контроля вязкости
смесь насосом подается в накопитель 5, также снабженный ме-
шалкой. После длительного (несколько часов) хранения смеси пе-
ред ее использованием необходимо повторное перемешивание.
Затем смесь фильтруется на пресс-фильтрах 4 и подвергается ва-
куумированию в деаэраторе 5, после чего подается насосом в аг-
регат для нанесения покрытия 6. Туда же с размоточного устрой-
ства 8, обеспечивающего необходимое натяжение полотна осно-
вы, после промывки и окрашивания поступает тканевая основа 7.
Затем основа с покрытием 77 направляется в термокамеру 9, где
она прогревается воздухом до температуры 100 °C. В термокамере
производится удаление растворителей и желатинизация покры-
тия. Затем лента поступает в уплотнительный каландр 10, охлаж-
даемый холодной водой. Помимо уплотнения на нем можно осу-
ществлять тиснение полимерной пленки. Сформированная лента
370
Рис. 17.7. Технологическая схема производства искусственной кожи из
пластизоля:
7 - мерники и дозаторы компонентов; 2 — смеситель; 3 — накопитель; 4 — пресс-
фильтр; 5 — деаэратор; 6 — агрегат для нанесения покрытия; 7 — основа; 8 — раз-
моточное устройство; 9 — термокамера; 10— каландр; 11 — основа с покрытием;
12 — намоточное устройство
поступает в намоточное устройство 12, где наматывается на бобину,
упаковывается и откуда поступает на склад готовой продукции.
Производительность установки 5—20 м/мин. Возможно нанесе-
ние нескольких слоев, один из которых (нижний) можно подвспе-
нивать химическим порообразователем (ЧХЗ-21) в дополнитель-
ной термокамере. Общая масса покрытия — от 50 до 1000 г/м2.
Промазка ткани, бумаги и других видов основы может осуще-
ствляться на многовалковых машинах, называемых котироваль-
ными. Кэширование — это процесс получения готового изделия,
включающий расплавление гранул или порошка непосредственно
на валках кашировальной машины, получение пленки на валках
и совмещение ее с основой. Обычно кашировальные машины со-
стоят из двух или трех валков. По существу, их работа аналогична
работе каландра, но по сравнению с каландром кашировальные
машины имеют меньшую мощность и меньшие размеры. Типич-
ным примером продукции, получаемой на кашировальной маши-
не, является столовая клеенка (покрытие — из пластифицирован-
24*
371
ного ПВХ) или бумажная лента с нанесенным с одной стороны
сухим (термопластичным) клеем. Скорость подачи основы может
достигать 40 м/мин, температура плавильных валков 160—190 °C,
а толщина наносимого слоя полимерного покрытия 0,05—0,2 мм.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Химия и технология полимерных пленочных материалов и искусственной ко-
жи / Под ред. Г. П. Андриановой. Т. 1 и 2. М.: Легпищепром, 1981.
2. Шалун Г. Б., Сурженко Е. М. Слоистые пластики. Л: Химия, 1978. 232 с.
3. Плоткин Л. Г. Технология и оборудование пропитки бумаги полимерами. М.:
Машиностроение, 1975. 266 с.
4. Евдокимов В. В. Оборудование и механизация предприятий пленочных мате-
риалов и искусственных кож. М.: Легкая индустрия, 1973. 384 с.
5. Техника переработки пластмасс / Под ред. Н. И. Басова и В. Броя. М.: Химия,
1985. С. 452-467.
6. Монастырская М. С., Шведова Т. П. Технология полимерных пленочных ма-
териалов и искусственных кож. М.: Легкая индустрия, 1974. 416 с.
7. Гуль В. Е., Дьяконова В. И. Физико-химические основы производства полимер-
ных пленок. М.: Высшая школа, 1978. С, 73—110.
8. Папков С. И. Физико-химические основы переработки растворов полимеров.
М.: Химия, 1971. 363 с.
ГЛАВА 18
ЭКСТРУЗИЯ
Экструзия — метод формования изделий или полуфабрикатов не-
ограниченной длины продавливанием расплава полимера через
формующую головку с каналами необходимого профиля. Для это-
го обычно используют шнековые (червячные) экструдеры.
Производство различных видов изделий методом экструзии
осуществляется путем подготовки расплава в экструдере и прида-
ния экструдату той или иной формы посредством, как было ска-
зано, продавливания его через формующие головки соответст-
вующей конструкции с последующими охлаждением, калиброва-
нием и т. д. [1. 2].
18.1. УСТРОЙСТВО ЭКСТРУДЕРА
По устройству и принципу работы основного узла, продавливаю-
щего расплав в головку, экструдеры подразделяются на шнековые,
бесшнековые и комбинированные.
372
Основным оборудованием для переработки пластмасс мето-
дом экструзии служат шнековые машины, называемые также чер-
вячными прессами.
В отдельных случаях применяются бесшнековые, или диско-
вые, экструдеры, в которых рабочим органом, продавливающим
; расплав в головку, является диск особой формы. Движущая сила,
; продавливающая расплав, создается в них за счет развития в рас-
У плаве нормальных напряжений, направленных перпендикулярно
касательным (совпадающим с направлением вращения диска).
Дисковые экструдеры применяются, когда необходимо обеспе-
чить улучшенное смешение компонентов смеси. Из-за невозмож-
ности развивать высокое давление формования такие экструдеры
применяются для получения изделий с относительно невысокими
механическими характеристиками и небольшой точностью разме-
' ров. Полимеры, перерабатываемые на дисковых экструдерах,
I должны иметь повышенную термостабильность расплава.
Комбинированные экструдеры имеют в качестве рабочего ор-
гана устройство, сочетающее шнековую и дисковую части, и на-
зы ваются червячно-дисковыми. Применяются для обеспечения хо-
| рошего смесительного эффекта, особенно при переработке ком-
|| позитов. На них перерабатываются расплавы пластмасс, имею-
| щие низкую вязкость и достаточно высокую эластичность (см.
[' также гл. 6).
[: Шнековые экструдеры могут быть различных типов: одно- и
j' двухшнековые; одно- и двухступенчатые; универсальные и спе-
Рис. 18.1. Схема одношнекового экструдера:
1 — бункер; 2 — шнек; 3 — цилиндр; 4 — полость для циркуляции воды; 5 — на-
греватель; 6 — решетка с сетками; 7 — формующая головка;
I, II, III — технологические зоны (пояснения в тексте)
373
h
BD 1 7D
- —
> a
5D
Ш *
15V 5V
H-------------i--------m”*!
I ' 111
* 2 *”
Puc. 18.2. Основные типы шнеков:
a — шнек общего назначения с тремя (I, II, III) геометрическими зонами; б —
шнек для переработки высококристаллических полимеров; в — шнек для экстру-
зии ПВХ;
D — наружный диаметр; L — длина (технологическая) шнека; h ~ глубина нарезки
шнека
диализированные; с осциллирующим (вдоль оси) и одновременно
вращающимся шнеком; с зоной дегазации и без нее; с вращением
шнеков в одну и в противоположные стороны и т. п.
Наиболее простым является одношнековый экструдер без зо-
ны дегазации (рис. 18.1) [3]. Основными элементами экструдера
являются обогреваемый цилиндр, шнек (с охлаждением или без
него), сетки, размещаемые на решетке, и формующая головка.
В зависимости от природы полимера, технологических режимов
переработки применяются шнеки различного профиля, в частно-
сти с различным характером изменения глубины h нарезки по
длине шнека (рис. 18.2) [4].
В зависимости от вида выпускаемого изделия применяют либо
коротко-, либо длинношнековые машины, т. е. с малым или боль-
шим отношением длины L к диаметру D шнека (L/D) (см. рис.
18.2). Значения D и L/D являются основными характеристиками
одношнекового экструдера. Параметрический ряд отечественных
экструдеров построен по диаметрам шнека: D — 20; 32; 45; 63; 90;
125; 160; 200; 250; 320 мм. В наименовании типоразмера червяч-
ного пресса указываются D и L/D. Например, ЧП-45 х 20 означает
следующее: ЧП - червячный пресс, D = 45 мм, L/D = 20.
374
18.2. ПРОЦЕССЫ, ПРОИСХОДЯЩИЕ ПРИ ЭКСТРУЗИИ
Технологический процесс экструзии складывается из последова-
тельного перемещения материала вращающимся шнеком в его зо-
нах (см. рис. 18.2): питания (I), пластикации (II), дозирования
расплава (III), а затем продвижения расплава в каналах формую-
щей головки и охлаждения экструдата [5].
Деление шнека на зоны I—III осуществляется по технологи-
ческому признаку, и название зоны указывает на то, какую опе-
рацию в основном выполняет данный участок шнека. Разделение
шнека на зоны условно, поскольку в зависимости от природы пе-
рерабатываемого полимера, температурно-скоростного режима
процесса и других факторов начало и окончание определенных
операций могут смещаться вдоль шнека, захватывая различные
зоны или переходя из одного участка в другой.
Цилиндр также имеет зоны обогрева определенной длины.
Длина этих зон определяется расположением нагревателей на его
поверхности и их температурой. Границы зон шнека I—III и зон
обогрева цилиндра могут не совпадать. Для обеспечения успеш-
ного перемещения материала большое значение имеют условия
продвижения твердого материала из загрузочного бункера и за-
полнение межвиткового пространства, находящегося под ворон-
кой бункера.
Рассмотрим поведение материала последовательно на каждом
этапе экструзии.
Загрузка сырья. Исходное сырье для экструзии, подаваемое в
бункер, может быть в виде порошка, гранул, лент. Последний вид
сырья характерен для переработки отходов промышленного про-
изводства пленок, которая осуществляется на специальных экс-
трудерах, снабженных принудительными питателям и-дозатора-
ми, устанавливаемыми в бункерах. Равномерное дозирование ма-
териала из бункера обеспечивает хорошее качество экструдата.
Переработка полимера в виде гранул — наилучший вариант
питания экструдера. Это объясняется тем, что гранулы полимера
меньше склонны к "зависанию", образованию пробок в бункере,
чем порошок.
Порошкообразный материал может слеживаться в процессе
хранения и транспортировки, в том числе и при прохождении че-
рез бункер. Гранулированный материал в отличие от порошка
имеет постоянную насыпную массу. Загрузка межвиткового про-
странства под воронкой бункера происходит на отрезке длины
шнека, равном (1<1,5)D.
375
При переработке многокомпонентных материалов для загруз-
ки их в бункер применяются индивидуальные дозаторы: шнеко-
вые (объемные), вибрационные, весовые и т, п.
Если при применении порошкообразных материалов послед-
ние имеют непостоянную сыпучесть, то в бункерах образуются
"своды", зависающие на стенках бункера. Питание шнека мате-
риалом прекращается. Для устранения этого необходимо в бункер
помещать ворошители.
Сыпучесть материала зависит в большой степени от влажно-
сти: чем больше влажность, тем меньше сыпучесть. Поэтому ма-
териалы должны быть вначале подсушены.
Для увеличения производительности машины гранулы можно
предварительно подогреть. Применяя приспособления для при-
нудительной подачи материала из бункера на шнек, также удается
существенно повысить производительность машины (в 3—4 раза).
При уплотнении материала в межвитковом пространстве шне-
ка вытесненный воздух выходит обратно через бункер. Если уда-
ление воздуха будет неполным, то он останется в расплаве и после
формования образует в изделии полости. Это является браком из-
делий.
Изменение уровня заполнения бункера материалом по высоте
также влияет на полноту заполнения шнека. Поэтому бункер
снабжен специальными автоматическими уровнемерами, по ко-
манде которых происходит загрузка бункера материалом до нуж-
ного уровня. Загрузка бункера экструдера осуществляется при по-
мощи пневмотранспорта.
Питание шнека зависит от формы частиц сырья и их плотно-
сти. Гранулы, полученные резкой заготовки на горячей решетке
гранулятора, не имеют острых углов и ребер, что способствует их
лучшей сыпучести. Гранулы, полученные холодной рубкой прут-
ка-заготовки, имеют острые углы, плоское сечение среза, что спо-
собствует их сцеплению и, как следствие, ухудшению сыпучести.
При длительной работе экструдера возможен перегрев цилиндра
под воронкой бункера и самого бункера. В этом случае гранулы
начнут слипаться, и прекратится их подача на шнек (образуется
так называемый "козел").
Для предотвращения перегрева этой части цилиндра в нем де-
лаются полости для циркуляции охлаждающей воды (см. рис. 18.1,
поз. 4).
Зона питания (I). Поступающие из бункера гранулы заполня-
ют межвитковое пространство шнека зоны I и уплотняются. Уп-
лотнение и сжатие гранул в зоне I происходит, как правило, за
счет уменьшения глубины нарезки h шнека. Продвижение гранул
376
осуществляется вследствие разности значении силы трения поли-
мера о внутреннюю поверхность корпуса цилиндра и о поверх-
ность шнека. Поскольку поверхность контакта полимера с по-
верхностью шнека больше, чем с поверхностью цилиндра, необ-
ходимо уменьшить коэффициент трения полимера о шнек, так
как в противном случае материал перестанет двигаться вдоль оси
шнека, а начнет вращаться вместе с ним. Это достигается повы-
шением температуры стенки цилиндра (нагревом) и понижением
температуры шнека (охлаждением водой в зоне I).
В зону подается тепло от нагревателей, расположенных по пе-
риметру цилиндра.
Если температура цилиндра такова, что начинается прежде-
временное плавление полимера у его стенки, то материал будет
проскальзывать по этой поверхности, т. е. вращаться вместе со
шнеком. Поступательное движение материала прекращается. При
оптимальной температуре полимер спрессован, уплотнен и обра-
зует в межвитковом пространстве твердую пробку. Лучше всего,
если такая скользящая пробка образуется и сохраняется на гра-
нице зон Г и II. Свойства пробки во многом определяют произ-
водительность машины, стабильность транспортировки полиме-
ра, величину максимального давления и т. д.
С увеличением частоты вращения шнека производительность
экструдера должна возрастать в соответствии с уравнением
Q = apvN, (18.1)
где Q — производительность машины; р — плотность полимера; v — объем нарезки
одного витка шнека; N— частота вращения шнека; а — коэффициент заполнения
шнека (0,15—0,50).
Точность расчета Q по данному уравнению определяется пра-
вильным выбором величины а, которая зависит от формы и раз-
меров частиц исходного полимера (гранулы, порошок) и способа
заполнения им межвиткового пространства.
Зона пластикации и плавления (II). В начале зоны II происхо-
дит подплавление полимера, примыкающего к поверхности ци-
линдра. Расплав постепенно накапливается и воздействует на
убывающую по ширине пробку (рис. 18.3), Поскольку глубина на-
резки шнека уменьшается по мере продвижения материала от зо-
ны I к зоне III, то возникающее давление заставляет пробку плот-
но прижиматься к горячей стенке цилиндра, где и происходит
плавление полимера.
В зоне пластикации пробка плавится также и под действием
тепла, выделяющегося вследствие внутреннего, вязкого трения в
материале в тонком слое расплава (поз. 3 на рис. 18.3), где про-
377
Рис. 18.3. Схема плавления пробки
материала в зоне II в межвитковом
сечении шнека:
1 — стенки цилиндра; 2 — гребень шне-
ка; 3 — потоки расплава полимера; 4 —
спрессованный твердый полимер (проб-
ка) в экструдере
исходят интенсивные сдвиговые
деформации, — материал пла-
стицируется. Последнее обстоя-
тельство приводит к выраженно-
му смесительному эффекту. Рас-
плав интенсивно гомогенизируется, а составляющие композици-
онного материала перемешиваются.
Конец зоны II характеризуется распадом пробки на отдельные
фрагменты. Далее расплав полимера с остатками твердых частиц
попадает в зону дозирования. Уменьшающаяся глубина нарезки
шнека создает давление, которое необходимо для продавливания
расплава через фильтрующие сетки, подачи его в головку, уплот-
нения и в итоге — для выхода сформованного изделия.
Основной подъем давления Р расплава происходит на границе
зон I и II. На этой границе образующаяся пробка из спрессован-
ного материала как бы скользит по шнеку: в зоне I это твердый ма-
териал, в зоне II — плавящийся. Наличие пробки и создает основ-
ной вклад в повышение давления расплава. Запасенное на выходе
из цилиндра давление расходуется на преодоление сопротивления
сеток, течения расплава в каналах головки и формования изделия.
Зона дозирования (III). Продвижение гетерогенного материа-
ла (расплав, частички твердого полимера) сопровождается выде-
лением внутреннего тепла, которое является результатом интен-
сивных сдвиговых деформаций в полимере. Расплавленная масса
продолжает гомогенизироваться, что проявляется в окончатель-
ном плавлении остатков твердого полимера, усреднении вязкости
и температуры расплавленной части. В межвитковом пространст-
ве расплав имеет ряд потоков, основными из которых являются
продольный и циркуляционный. Величина продольного потока
(вдоль оси шнека) определяет производительность экструдера Q,
а циркуляционного — качество гомогенизации полимера или сме-
шения компонентов. В свою очередь, продольный поток склады-
вается из трех потоков расплава: прямого, обратного (по шнеку)
и потока утечек.
На рис. 18.4 показаны эпюры распределения скоростей пря-
мого (л), обратного (б) и результирующего (в) потоков расплава в
378
Рис. 18.4. Эпюры скоростей расплава:
а — прямой поток; б — обратный поток; в — результирующий поток;
h — расстояние между движущейся (шнек) и неподвижной (цилиндр) поверхностями
межвитковом пространстве шнека. Если бы не было сопротивле-
ний потока (например, при отсутствии сеток и головки), то рас-
пределение скоростей V результирующего потока изобразилось
бы рис. 18.4, а\ у поверхности шнека V= max, у неподвижной по-
верхности цилиндра К— 0.
При наличии сеток, оснастки, трения о поверхность цилиндра
и шнека создается обратный поток, или противоток (рис. 18.4, б).
Результирующий поток, изображенный на рис. 18.4, в, представ-
ляет собой сумму эпюр, приведенных на рис. 18.4, а и б. При от-
сутствии сопротивления расплава (сняты головка, сетки) давле-
ние Р чуть больше атмосферного; при максимальном сопротив-
лении (заглушка вместо головки) Р максимально, а величины
прямого и обратного потоков равны.
Часть материала перетекает в направлении противотока в за-
зор между гребнем шнека и поверхностью цилиндра. Таким об-
разом, производительность Q экструдера с учетом распределения
скоростей различных потоков составляет:
Q= Qa~ (18.2)
где Qa, Ср, Qy — производительности экструдера от прямого потока, противотока
и утечек расплава соответственно.
В свою очередь, Qa, (2р, Qy зависят от технологических пара-
метров и характеристик экструдера [2, 3]:
Q = аЛГ —(Р + у)Р/д, (18.3)
где W — частота вращения шнека; Р — давление на выходе из шнека (в конце зоны
III); т| — средняя вязкость расплава; а, р, у — постоянные коэффициенты, зави-
сящие от геометрических параметров шнека;
— тс2 ZJ2 /г sin ср coscp . „ _ тг sin 2<р . _ тс2 Z>2 63tgcp
а 2 12Z 10£е ’
здесь D — диаметр, L — длина, h — глубина нарезки; <р — угол подъема винтовой
линии шнека; 6 — зазор между гребнем и поверхностью цилиндра; е — ширина
гребня шнека.
379
Рис. 18.5. Зависимость производитель-
ности Q от давления Ррасплава на вы-
ходе из экструдера:
1,2 — характеристики шнека; 3 — характе-
ристика головки;
а и б — рабочие точки
Графическое изображение ана-
литической зависимости (18.3)
представлено на рис. 18.5 прямыми
1 и 2. Из рисунка следует, что при
отсутствии сопротивлений течению
расплава (Р = 0) экструдер работает
как винтовой насос с максималь-
ной производительностью Q. Если
на выходе из экструдера стоит заглушка, т. е. aN = (0 + у)Р/т|, то
в нем развивается максимальное давление Р, a Q = 0.
Анализируя уравнение (18.3) и значения коэффициентов а, 0,
у, можно проследить влияние геометрических параметров шнека
и свойств расплава полимера на производительность Q и характер
изменения Q от Р, т. е. угол наклона прямых 7 и 2 на рис. 18.5.
Последнее имеет важное значение. При небольшом колебании ДР
(см. рис. 18.5), которое может возникнуть при практической ра-
боте, последнее сказывается на величине колебания или AQ2-
Чем больше Д(2, тем больше пульсация расплава, т. е. больше не-
равномерность во времени скорости и выхода расплава. Это ска-
зывается в первую очередь на разнотолщинности получаемых из-
делий. Разнотолщинность тем больше, чем выше AQ. Из уравне-
ния (18.3) следует, что при прочих равных условиях у экструдеров
с большим L/D колебания Д Q, т. е. пульсация, меньше, чем у экс-
трудеров с меньшим L/D. Аналогичное влияние оказывает изме-
нение глубины витка (h) шнека в зоне дозирования.
При равенстве D первый тип экструдера называется длиннош-
нековым, второй — короткошнековым. Кроме того, увеличение L
способствует получению расплава более гомогенного, так как вре-
мя воздействия на него шнека больше, чем в короткошнековых
экструдерах. Изделия, получаемые из гомогенного расплава, об-
ладают лучшими свойствами.
Коротко шнековые экструдеры имеют LID — 12+18, длиннош-
нековые L/D > 30. Наиболее распространены экструдеры с L/D =
= 20+25.
Течение расплава через сетки и формующую оснастку. Расплав
вращающимся шнеком продавливается через решетку, к которой
380
прижаты металлические сетки. Сетки фильтруют, гомогенизиру-
ют и создают сопротивление движению расплава, на них теряется
часть давления. Проходя через систему фильтрующих сеток, пор-
ции полимерного расплава с большей вязкостью задерживаются
на сетках. Этого времени должно хватить для того, чтобы порция
расплава достигла нужной температуры. Сверхвысокомолекуляр-
ные фракции полимера и различные примеси задерживаются сет-
ками и через некоторое время их вместе с сеткой удаляют из ци-
линдра экструдера.
После прохождения сеток гомогенизированный расплав под
остаточным давлением (Р = 5,0+35 МПа) продавливается в фор-
мующую оснастку и, приобретая определенный профиль, выходит
практически под очень небольшим избыточным давлением из
фильерной части головки.
Кривая 3 на рис. 18.5 показывает зависимость Q от Р. Коли-
чество расплава (2Г0Л, выходящего через головку, можно предста-
вить следующим соотношением [1, 2]:
др
<2гол = ^' (18,4)
где ДР = Р - Рвых перепад давления в головке (здесь Р — давление на входе в го-
ловку — конец зоны III, РБЫХ — давление на выходе из головки); Т| — вязкость рас-
плава в головке; К — постоянная, характеризующая сопротивление течению рас-
плава в каналах и формующей части головки.
Если в головке имеется только один цилиндрический канал,
например для изготовления прутка, то
Д=кЯ4/(8/ф),
а уравнение (18.4) преобразуется в известное уравнение Пуазейля.
Для участков головки с плоской формующей щелью
К= »5щ/(12/ф),
с кольцевой
K=k(Rh + «„)(/?„- Яв)3/(12/ф),
где /?н — наружный радиус щели; /?в — внутренний радиус щели; w — ширина ще-
ли; 5Щ — толщина щели; /ф — длина формующей части щели.
Таким образом, из этих трех основных форм сечений участков
головок можно рассчитать К головки, состоящей из их сочетаний.
Для получения качественных изделий необходимо, чтобы за-
ключительный отрезок пути /ф расплава перемещался при постоян-
ной толщине 5Ш формующей части (рис. 18.6). В этом случае про-
исходит наиболее полное выравнивание скоростей движения рас-
381
2?
Рис. 18.6. Схема листовальной головки:
D — ширина (диаметр) подводящего канала от экструдера; w — ширина формую-
щей щели; /д, /] — длины пути расплава; /ф — длина плоской формующей части
щели; — толщина формующей щели
плава, проходят релаксационные процессы, ликвидируется пуль-
сация и т. д. Чем длиннее /ф (больше /ф/5щ), тем меньше пульса-
ция расплава. В зависимости от типа выпускаемого изделия и тре-
бований к точности его размеров значения /ф/8щ находятся в пре-
делах 20—60.
Работа экструдера в сочетании с головкой. Поскольку экстру-
дер работает вместе с головкой, то производительность его нахо-
дится путем совместного решения уравнений (18.3) и (18.4) или
графически (см. рис. 18.5) как точка пересечения прямых 1 или 2
с прямой 3. Точки а и б пересечения называются рабочими точ-
ками.
Упрощенный аналитический расчет Q машины с одним шне-
ком, уменьшающейся глубиной нарезки канала шнека с учетом
сеток и головки можно производить по формуле:
a KN
ЛГ+р + у’
(18.5)
где Q — производительность, см3/мин; а, р, у — постоянные прямого и обратного
потоков и потока утечек, см3 [см. уравнение (18.3)]; Л'— постоянная головки, се-
ток, решетки, см3.
Для различных головок значения К различны и рассчитыва-
ются по соответствующим формулам общего вида
1
S(l/Xz)’
(18.6)
где К, — коэффициент сопротивления каждого из элементов головки, сеток и ре-
шетки.
382
Реальные зависимости Q—P (см. рис. 18.5) не являются пря-
молинейными. Зоны экструдера, формующей оснастки имеют
различный внешний обогрев, кроме того, в зависимости от ин-
тенсивности вращения шнека в расплаве выделяется разное ко-
личество тепла. Поэтому такие важнейшие характеристики, как
вязкость и плотность расплава, зависят от температуры и не яв-
ляются строго постоянными. Эти и другие факторы ведут к от-
клонению зависимостей (18.3) и (18.4) от прямолинейности.
Экструзия большинства расплавов термопластов происходит в
следующих интервалах скоростей сдвига и напряжений сдвига:
lg(Y, с"1) = 2+3; Ig(T, Па) = 4,5+5,5.
Основные параметры процесса экструзии. К технологическим
параметрам относятся температура переработки полимера, давле-
ние расплава, температура зон головки и температурные режимы
охлаждения сформованного экструдата [1, 5].
Основными технологическими характеристиками экструдера
являются L, D, L/D, частота вращения шнека N, геометрический
профиль шнека, степень изменения объема канала шнека.
Основной характеристикой формующей оснастки (вместе с
фильтрующими сетками) является коэффициент сопротивления
течению расплава К.
Нарастание давления на фильтрующих сетках служит показа-
телем засорения, т. е. увеличения сопротивления сеток и, следо-
вательно, сигналом к их замене.
Показателем работы экструдера является его эффективность —
отношение производительности к потребляемой мощности.
18.3. МАТЕРИАЛЫ И АССОРТИМЕНТ ИЗДЕЛИЙ
Большинство термопластов и композиций на их основе могут пе-
рерабатываться экструзией. Для этого достаточно, чтобы время
пребывания расплава в экструдере при данной температуре было
меньше времени термостабильности полимера при той же темпе-
ратуре. Наиболее широко применяется экструзия крупнотоннаж-
ных полимеров следующих типов: ПЭ, ПП, ПС, ПК, ПА, ПВХ
(пластифицированный и непластифицированный), ПЭТФ, а так-
же смеси с неорганическими и полимерными наполнителями и
более сложные композиции на их основе.
Технологичность полимера. Это свойство полимера определяет
основные технологические параметры экструзии, а также вид по-
лучаемого изделия. Решающее значение при оценке технологич-
383
ности имеет вязкость и величина высокоэластическои составляю-
щей деформации расплава [6].
Из маловязких расплавов невозможно получить сплошную
экструзионную заготовку в виде пленки, трубы, профиля. Для
экструзии применяются материалы и режимы переработки, при
которых ПТР меняется в пределах 0,3—12 г/10 мин. Если же ис-
пользуются литьевые марки полимера, то из них можно получить
экструзией лишь отдельные типы изделий, так как ПТР у них на-
ходится в пределах 0,8—20 г/10 мин.
При слишком высокой вязкости расплава получать изделия
методом экструзии трудно из-за большого сопротивления тече-
нию расплава, возникновения неустойчивого режима движения
потока. Все это приводит к образованию дефектов изделий. По-
вышение температуры переработки может привести к термодест-
рукции расплава, а увеличение давления, мощности привода при
более низких температурах — к механодеструкции, т. е. для экс-
трузии расплавов должны применяться полимеры с довольно уз-
ким интервалом колебания вязкости.
Выходящий из головки экструдат должен обладать формо-
устойчивостью. Требования к формоустойчивости зависят от по-
следующих технологических операций: деформации расплава в
свободном состоянии либо в калибрующем приспособлении.
В свою очередь формоустойчивость зависит от температуры и мо-
лекулярной массы полимера. Поэтому для получения различных
видов изделий рекомендуется перерабатывать расплав с различ-
ным ПТР.
Так, трубы, кабельные покрытия производят из расплава
полимера с ПТР от 0,3 до 1 г/10 мин. Это связано с выбором по-
лимера большой молекулярной массы. Последняя определяет
эксплуатационные свойства изделий — повышенные физико-ме-
ханические характеристики. Пленки, листы изготавливают экс-
трузией расплава с ПТР в пределах 1—4 г/10 мин. Дискретные
изделия, производимые экструзией расплава с последующим раз-
дувом в форме, получают из расплава с ПТР — 1,5ч-7,0 г/10 мин.
Ламинирование с помощью экструзии происходит при ПТР рас-
плава в пределах 7—12 г/10 мин.
В табл. 18.1 представлен ряд полимеров, перерабатываемых в
различные виды изделий методом экструзии. Наибольшая труд-
ность возникает при экструзии расплава через кольцевую, трубча-
тую формующую часть головки. В этом случае полимерная рас-
плавленная заготовка должна иметь наибольшую формоустойчи-
вость. Поэтому марочный состав полимеров для такого типа изде-
лий ограничен.
384
Таблица 18.1. Предпочтительные способы экструзии различных полимеров*
Полимер Экструзия расплава через кольцевую, трубчатую головку Экструзия расплава через профиль- ную щель (плоскую, цилиндриче- скую, монолитную)
Полиэтилен + + ++
Полипропилен + + ++
А цет ил цел л юл оз а П оливинилхлорид: ++ +
пластиф и ци рован н ы й ++ ++
непластифицированный + +
П о л и в и и и л и д е нхл ор и д Н-+ ++
Полистирол У ++
Полиэтилснтерефталат + ++
Поликарбонат + 4-+
Полиамид т+ ++
Поливинилфторид + ++
* Успешно применяемый способ — + + ; осваиваемый, возможный способ — +.
Фракции полимера с большой молекулярной массой труднее
плавятся, что приводит к образованию мест оптической неодно-
родности ("геликов”) и ухудшению свойств изделий.
Ассортимент изделий. Все изделия, получаемые на основе тер-
мопластов методом экструзии, могут иметь в принципе неограни-
ченную длину. Поперечник изделий ограничивается главным об-
разом диаметром шнека экструдера. Чем больше D, тем шире, тол-
ще могут получаться изделия.
18.4. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОИЗВОДСТВА ОСНОВНЫХ
ВИДОВ ИЗДЕЛИЙ
Наиболее распространенными изделиями, получаемыми методом
экструзии, являются пленки, листы, трубы, профили различного
сечения и конфигурации, сетки.
18.4.1. Изготовление рукавной пленки
Преимущества рукавного метода производства пленок состоят в
универсальности и простоте регулирования как размеров, так и
свойств, в минимуме отходов, возможности выпуска пленок с тер-
моусадочными свойствами и т. п. [1, 6].
Технологическая схема производства. Схема агрегата представ-
лена на рис. 18.7. Подсушенные гранулы пневмотранспортом по-
25 Заказ № К-4269
385
7
Рис. 18.7. Технологическая схема агрегата для получения рукавной пленки:
/ — бункер; 2 — экструдер; 3 — кольцевая угловая головка; 4 — полое кольцо для
воздушного охлаждения рукава пленки; 5—линия кристаллизации высотой Н; 6 —
складывающие щеки; 7 — прижимные тянущие валки; 8- пленка; 9 ножи для
обрезания кромок; 10 — намоточное устройство; 11- кромки, отрезанные от
пленки; 12 — патрубок подачи сжатого воздуха для раздува рукава
даются в бункер / экструдера. Под действием силы тяжести гра-
нулы продвигаются вниз и заполняют межвитковое пространство
шнека в зоне I. Вращающийся шнек продвигает полимер вдоль
цилиндра во II, III зоны и в формующую кольцевую угловую го-
ловку. В головке расплав рассекается дорном и, выходя, имеет
форму рукава. Для придания экструдату формоустойчивости он
охлаждается снаружи воздухом, поступающим из щели полого
кольца 4. Момент затвердевания расплава (а для кристаллизую-
щегося полимера — кристаллизации) фиксируется появлением
характерной границы помутнения рукава, так называемой линии
кристаллизации 5. До этой линии экструдат-рукав растягивается
по длине тянущими валками 7 и раздувается воздухом, находя-
щимся внутри рукава по диаметру. Для начала раздувания рукава
в дорне головки имеется специальный канал для воздуха 12, ко-
торый соединен с воздуходувкой. Внутрь рукава воздух подается
периодически по мере его диффузии через пленку и утечки через
неплотности слоев пленки между тянущими валками. Вытянутая
в двух либо в одном направлении, пленка после линии кристал-
лизации продолжает охлаждаться воздухом окружающей среды, а
затем постепенно складываться расходящимися под некоторым
386
углом складывающими щеками 6, выравнивающими длину пути
различных участков по периметру рукава и предотвращающими
появление поперечных складок. Движение пленки и ее вытяжка
осуществляются обрезиненной, плотно прижатой к пленке парой
валков 7. Далее рукав в сложенном виде может либо разрезаться
по бокам ножами 9 и наматываться в две бобины 10 одинарным
слоем, либо не разрезаться и наматываться двойным слоем на од-
ну бобину. Отрезанные две кромки 11 поступают на переработку
в гранулятор и вновь добавляются в первичный полимерный ма-
териал.
На рис. 18.7 представлен один из вариантов получения рукав-
ной пленки с отводом рукава вверх. Однако наряду с этой схемой
существуют и другие: отвод рукава горизонтально и вниз (на воз-
духе или в воде). Все названные варианты имеют свои преимуще-
ства и недостатки.
1. Отвод рукава вверх экономит производственные площади;
рукав равномерно охлаждается по всему периметру и высоте;
пленки могут получаться большой толщины, так как рукав при-
нимается (удерживается) тянущими валками. Поворот потока
расплава на 90° в головке несколько удорожает стоимость изго-
товления оснастки.
2. Отвод рукава в горизонтальном направлении значительно
удешевляет стоимость формующей головки, потоки расплава бо-
лее равномерно выходят из формующей части по всему перимет-
ру. Поскольку тепловые потоки движутся снизу вверх, то при ос-
тывании экструдата и его деформировании верхняя часть будет
иметь более высокую температуру, что и приведет к большей вы-
тяжке и раздуву этой части пленки. Рукав будет иметь большую
разнотолщинность.
При получении толстых плецок рукав прогибается под дейст-
вием силы тяжести, что приводит либо к его обрыву, либо к боль-
шой разнотолщинности.
3. При отводе рукава вниз можно использовать ту же угловую
головку, что и при схеме отвода вверх. При получении толстых
пленок наблюдаются значительная самопроизвольная вытяжка
экструдата или даже обрыв его под действием силы тяжести пле-
ночного рукава. Поэтому данный способ применим к получению
тонких пленок. При приеме рукава в воду резко уменьшается вре-
мя его охлаждения, процесс интенсифицируется. Кроме того, при
очень быстром охлаждении расплава происходит большая амор-
физация кристаллизующихся полимеров. Применение охлаждаю-
щей циркуляционной воды и соответствующего оборудования
удорожает установку.
25
387
2 1 Рис. 18.8. Схема угловой кольцевой го-
ловки:
I — регулируемые губки головки; 2— дорн;
3 — дорнодержатель; 4 — канал для подачи
воздуха на раздув рукава
Основное оборудование. При
производстве пленок применяются
экструзионные установки с длин-
ными шнеками для устранения
РасплоЗ пульсации расплава [4]; экструде-
ры — с L/D = 2СМ-25 и с D от 20 до
90 мм (иногда до 120 мм). Пленки
получаются после вытяжки и раздува толщиной от 10 до 300 мкм
с колебанием толщины ±10 %.
Основным требованием к экструзионным головкам является
постоянство сопротивления текущему расплаву в каналах фор-
мующего инструмента и, как следствие этого, постоянство скоро-
сти выхода экструдата по всему периметру формующей щели.
Точность регулирования зазора формующей части головки оп-
ределяет в дальнейшем величину разнотолщинности пленок. Схе-
ма угловой головки показана на рис. 18.8 [1].
Конструкция головки должна предусматривать полное вырав-
нивание скорости течения расплава по периметру щели. Щелевой
зазор регулируется при помощи микровинтов, воздействующих на
положение губок /.
По мере забивания сеток (металлических или металлокерами-
ческих) посторонними включениями их сопротивление возрастает,
что служит сигналом для их смены. Сетки могут меняться либо с
остановкой машины и демонтажем, либо без остановки. Во втором
случае фильтрующие ленточные сетки должны непрерывно дви-
гаться, входя чистыми в экструдер и выходя из него загрязненными.
Современные установки оснащены аппаратурой, обеспечи-
вающей: 1) контроль и автоматическое регулирование температур
по зонам; 2) контроль давления расплава до и после сеток; 3) кон-
троль толщины экструдата, формующего зазора, толщины пленки;
4) бесступенчатое регулирование частоты вращения шнека; 5) кон-
троль за потребляемой мощностью экструдера; 6) бесступенчатое,
плавное изменение скорости приемно-тянущих валков; 7) автома-
тическую подкачку воздуха внутрь рукава для постоянства его раз-
дува. Желательно иметь установку для обеспечения циркуляции
воздуха, сам воздух должен быть осушен и охлажден. Экструзион-
ные агрегаты должны быть оснащены контрольно-управляющими
388
приборами для поддержания постоянства диаметра раздуваемого
рукава, а также устройствами для снятия статического электриче-
ства с разрезаемого и наматываемого пленочного полотна.
Для точного регулирования щелевого кольцевого зазора при-
меняют микровинты, управляемые автоматизированными систе-
мами контроля толщины пленки. Для интенсификации процесса
охлаждения пленки выше линии кристаллизации применяют до-
полнительные обдувочные кольца или ряд вентиляторов с инди-
видуально регулируемыми частотами вращения вала двигателя, а
также складывающие пленку щеки с полостями для циркуляции
охлаждающей воды.
Для получения пленок с постоянным диаметром рукава с це-
лью интенсификации процесса производства используют охлаж-
даемые водой металлические насадки. При контакте горячей
пленки с холодной поверхностью насадки пленка быстро охлаж-
дается, после чего она сразу складывается и наматывается.
Для разрезания рукава в продольном направлении при получе-
нии широкого однослойного полотна применяют нож, разрезаю-
щий рукав только с одной стороны (бескромочный способ). Спе-
циальное устройство разворачивает рукав и сматывает его в один
рулон. В этом случае плоская пленка имеет двойную ширину.
Для уменьшения разнотолщинности экструдата и/или допол-
нительной ориентации макромолекул на стадии получения экс-
трудата применяют головку с вращающимся дорном, что создает
потоки полимерного расплава на внутренней стороне рукава,
имеющего благодаря этому ориентацию молекул в радиальном на-
правлении (по спирали с учетом скорости выхода рукава из щели).
Режимы экструзии рукавных пленок. В табл. 18.2 представлены
температурные режимы экструзии рукавной заготовки из ПО. Из
таблицы видно, что температура зоны Т выше температуры плав-
ления, хотя полимер здесь не должен плавиться. Причина этого
заключается в том, что температурные диапазоны, приведенные в
табл. 18.2, соответствуют показаниям термопар, расположенных в
теле цилиндра близко к нагревательным элементам. Поэтому они
Таблица 18.2. Температурные режимы экструзии пленок
Тип полимера Температура по зонам, ’С Температура плавления полимера, С
цилиндр головка
I II III IV V
ПЭНП 120-130 130-135 140-150 140-150 140-150 105-108 ПЭВП 130-140 150-180 200-225 230-235 230-235 125-130 ПП 180-190 190-220 230-240 240-250 245-255 165-170
389
не отражают истинной температуры полимера в этой зоне. Для
машин с диаметром шнека более 60 мм предусмотрено охлажде-
ние последнего водой, и, следовательно, температура гранул, при-
мыкающих к его поверхности, ниже.
Температурные режимы, приведенные в табл. 18.2, зависят
также от конструкции машин, типа нагревательной системы, ме-
сторасположения термодатчиков и т. п. и могут колебаться в ши-
роких пределах.
Большое значение имеют величины давления расплава до се-
ток и после них (в головке). При переработке ПЭНП давление до
сеток может быть в пределах 15 25 МПа, после сеток 10—15
МПа; для ПЭВП — соответственно 18—28 и 13—18; для ПП —
20-30 и 15-20.
Частота вращения шнека зависит от его геометрии, от А/D, от
D, размеров пленки и т. д.
Раздув, вытяжка и охлаждение заготовки-рукава. Выходящая
под небольшим давлением с определенной скоростью Уэ экстру-
зионная трубчатая заготовка подвергается охлаждению воздухом
через кольцо 4 (см. рис. 18.7) и в большинстве случаев вытягива-
ется по длине тянущими валками и раздувается по ширине воз-
духом, подаваемым внутрь рукава. Поэтому рукав должен обла-
дать максимальной деформационной способностью, которая дос-
тигается за счет применения расплава с меньшим ПТР.
Процесс деформирования рукава происходит в интервале ме-
жду головкой и линией затвердевания, а охлаждение продолжает-
ся вплоть до сжатия пленки тянущими валками. Таким образом,
до линии кристаллизации происходит: 1) разбухание (увеличение
толщины) экструдата относительно размера кольцевого зазора го-
ловки; 2) растяжение и/или раздув трубчатой заготовки; 3) охла-
ждение расплава; 4) кристаллизация (для кристаллизующихся по-
лимеров).
Эластическое разбухание экструдата происходит в результате
реализации накопленной высокоэластической деформации поли-
мерного расплава. Высокоэластическая деформация расплава
происходит при прохождении его в формующих каналах головки,
а ее величина тем больше, чем выше напряжение сдвига.
Вытяжка и раздув рукава приводят к утонению заго-
товки и к ориентации цепей макромолекул в пленке (упрочнению).
Количественно вытяжка может быть оценена степенью вытяжки ев:
(18-7)
где Ипл — скорость движения пленки после тянущих валков, равная линейной ско-
рости вращения тянущих валков; И, — скорость выхода экструдата из головки.
390
Соотпетственно, степень раздува ер определяется как
ер = op/rf3, (18.8)
где Dp — диаметр раздутого рукава; /Л, — диаметр рукава, выходящего из кольце-
вого зазора головки.
Толщина пленки 8ПЛ может быть рассчитана по формуле:
5ПЛ = 5э/(еревТ (18.9)
здесь 5:j — толщина экструдата (пренебрегая разбуханием расплава, можно считать
б» 8Щ, где 5Щ — толщина кольцевого зазора щели головки).
Общая величина деформации экструзионной рукавной заго-
товки оценивается как
Еобщ = 5эД1Л = £рев- (18.10)
Предварительно рассчитав производительность экструдера Q,
например по уравнению (18.5), можно подсчитать скорость Кэ:
(18.11)
где произведение й^Зщ — площадь поперечного сечения рукавной заготовки-рас-
плава; р — плотность расплава.
Практически для получения рукавных пленок из полиэтиле-
нов используются величины ер ~ 3,(Т-6 и ев ~ 2ч-8.
Большие значения ер и ев приводят к снижению стабильности
размеров рукава, заметному проявлению недостатков конструк-
ции оснастки и уменьшению равномерности охлаждения. С уве-
личением ер и ев возрастает ориентация макромолекул, что ведет
к увеличению механических характеристик изделия. Изменяя со-
отношение е.р/ев, удается получать пленки ориентированные, рав-
нопрочные или с заданной прочностью в продольном и попереч-
н о м н а п ра вл е н и я х.
Охлаждение и кристаллизация полимерного
рукава необходимы для регулирования скорости ориентации и
кристаллизации до линии кристаллизации, а выше ее — для ох-
лаждения твердой пленки до температур, при которых полотно не
будет повреждаться и слипаться, проходя между складывающими
щеками и далее в зазор между тянущими валками. Время охлаж-
дения пленки лимитирует скорость ее отбора, т. е. производитель-
ность экструдера. Для увеличения интенсивности охлаждения при
тех же габаритах установки и здания можно применять дополни-
тельные вентиляторы, воздуходувки, охлажденный воздух и т. п.
Охлаждение рукава — обычный процесс передачи тепла от го-
рячей поверхности к окружающей среде. Для расчета времени ох-
лаждения используются обычные формулы, по которым можно
определить высоту линии кристаллизации и уровень расположе-
391
ния тянущих валков. Последнее особенно важно, так как пленка,
например из ПЭНП, не может иметь температуру выше 50—60 °C
к моменту ее попадания в зазор между тянущими валками. С уче-
том силы сжатия рукава при более высоких температурах будет
происходить слипание рукава.
Большая часть вытяжки в продольном направлении реализу-
ется ближе к формующей части головки, а раздува — ближе к ли-
нии кристаллизации (но не выше ее!).
Изменяя скорость вытяжки, температуру и интенсивность ох-
лаждения рукава, форму рукава, а следовательно и свойства плен-
ки, можно получить следующие формы рукава (рис. 18.9).
Форма а соответствует высокому расположению линии кри-
сталлизации Я, что приводит к недостаточному охлаждению де-
формируемого рукава. Пленка вначале растягивается в длину, а
затем в ширину. Это сопровождается частичной переориентацией
макромолекул в перпендикулярном направлении.
Форма б соответствует нормальной величине Я при хорошей
интенсивности охлаждения. Продольная и поперечная ориента-
ции при вытяжке и раздуве осуществляются почти одновременно.
Пленка получается равнопрочной и равнотолщинной.
Форма в соответствует резкому интенсивному охлаждению ру-
кава, высота линии Ямала. Пленка имеет меньшую кристаллич-
ность; процесс малоустойчив, велика вероятность "осадки" рукава
на поверхность головки.
Форма г соответствует неравномерному обдуву пленки охлаж-
дающим воздухом по периметру. Пленка разнотолщинна, рукав
несимметричен.
Для большинства пленок, отвечающих общим требованиям к
свойствам, в зависимости от их толщины значение Я колеблется
Рис. 18.9. Некоторые типичные формы рукавов пленки (а—г пояснены в
тексте):
Н — высота линии кристаллизации
392
в пределах 0,3—2 м. Чем толще пленка (и соответственно, экстру-
зионная заготовка), тем больше Н, и наоборот.
Влияние параметров переработки на свойства рукавных пленок
[1,6]. Как было сказано ранее, для экструзии полимерной пленки
применяют материалы с весьма ограниченным диапазоном ПТР,
ММР и т. и. Основные технологические параметры (Гэ, N и др.)
также меняются в узких пределах, чтобы обеспечить формоустой-
чивость рукава. При варьировании Н, ев и ер происходят самые
значительные изменения механических и других свойств готовых
пленок.
На рис. 18.10—18.12 показано влияние /эиЛ^на некоторые ха-
рактеристики пленки при условии постоянства других технологи-
ческих параметров процесса. Увеличение глянца и уменьшение
коэффициента трения пленок с ростом Тэ позволяют говорить о
том, что при этом уменьшается эластическая турбулентность
расплава, полнее проходят релаксационные процессы. При уве-
личении Тэ уменьшаются макродефекты (продольные полосы, ло-
кальные утолщения, дефекты типа "рыбий глаз", "гелики" и т. д.),
изменяется надмолекулярная структура, определяемая температу-
рой и временем кристаллизации. Повышение Т3, а также увели-
чение ПТР ведет к улучшению оптических свойств пленок. По-
этому для получения одновременно гладких и блестящих пленок
рекомендуется повышать Т3 или снижать значение N (см. рис.
18.12). Для этих целей лучше применять полимер с минимально
допустимой молекулярной массой.
Рис. 18.10. Зависимость мутно-
сти (М), глянцевитости (Г) ру-
кавной ПП-пленки от средней
температуры Тэ головки:
1,1' — быстрое; 2, 2’ -- медленное
охлаждение рукава
Рис. 18.11. Зависимость коэффи-
циента трения/ПП-пленки от Т3
экструзии (в головке):
1 — быстрое, 2 — медленное охлажде-
ние рукава
393
Рис. 18.12. Зависимость
мутности М от числа обо-
ротов шнека N при экс-
трузии рукавной пленки
из ПЭНП
Сп,%
Г£7£7Г
80 -
60-
40 -
20 -
100 200 300 400 500
н,мм
Рис. 18.13. Влияние высоты линии кристал-
лизации Н на глянец Г (7), мутность М (2)
и свстопропускание Си (3) рукавных пле-
нок из ПЭНП
Изменение режимов охлаждения пленки существенно влияет
на ее оптические свойства и отражается на такой комплексной ха-
рактеристике, как высота линии кристаллизации Н (рис. 18.13).
Чем выше Я, тем дольше расплав охлаждается. С учетом того, что
в это же время происходит одно- или двухосная вытяжка пленки,
структура изделия претерпевает значительные изменения.
Так, с увеличением Н (см. рис. 18.13) за счет либо уменьшения
интенсивности обдува заготовки, либо увеличения частоты враще-
ния шнека Я или Тэ растет мутность пленки из ПЭНП. Это свя-
зано с тем, что возрастает время кристаллизации полимера, про-
исходит формирование более крупных надмолекулярных образо-
ваний, т. е. возрастает структурная неоднородность пленок. Начи-
ная с Н- 300^-500 мм и выше глянец пленки также уменьшается.
При условии постоянства ев и Ер с увеличением Н прочность
практически не меняется, но несколько возрастает модуль упру-
гости, что свидетельствует о небольшом росте степени кристал-
личности.
Наиболее существенное влияние на прочностные свойства пле-
нок оказывают величины Ер и ев (рис. 18.14). Действительно, с уве-
личением, например, ев благодаря возрастанию ориентации макро-
молекул существенно возрастает прочность ор. При одновремен-
ном возрастании ев и ер прочность пленок увеличивается в обоих
направлениях. С возрастанием ор разрывное удлинение образцов
несколько уменьшается. Возрастание ар при раздуве или вытяжке
у пленок относительно невелико, так как в расплавленном состоя-
394
нии доля высокоэластической деформации мала из-за интенсивных
процессов релаксации ориентированных макромолекул.
Существенной характеристикой качества пленки является ее
разнотолщинность. Универсальной зависимости влияния тех или
иных параметров технологии на разнотолщинность нет, так как
значительное влияние оказывают равномерность охлаждения, тип
машин, качество выполнения щелевой кольцевой головки, точ-
ность регулирования зазора щели, гомогенность расплава и т. д.
Однако опыт подсказывает некоторые общие закономерности.
На рис. 18.15 показано, как меняется разнотолщинность Д по-
лиэтиленовых пленок в зависимости от ширины зазора в головке
8Щ и степени раздува рукава ер. Из этого рисунка следует: 1) при
очень малом или слишком большом зазоре 8Щ значение А больше,
чем при оптимальном 8Щ; 2) с увеличением вытяжки пленок Д воз-
растает. Последнее связано с тем, что чем больше ер, ев расплава,
тем в большей степени сказываются разнотолщинность экструди-
руемого рукава, его температурная неоднородность: участки с
меньшей толщиной или большей температурой утончаются в
большей степени, чем соседние — толстые или менее нагретые.
Большое влияние на геометрическую стабильность при повы-
шенных температурах оказывает ориентация пленок. Чем выше
Рис. 18.14. Зависимость
разрывной прочности ор
от степени вытяжки ру-
кавной пленки из ПЭНП:
/ — в продольном; 2 — в по-
перечном направлении вы-
тяжки
Рис. 18.15. Зависимость колебания
средней толщины (разнотолщинно-
сти) Д пленки из ПЭНП от толщи-
ны формующей щели 5Щ (7, 2) и
степени раздува ер рукава (Г, 2'):
1, Г — в поперечном, 2, 2' — в продоль-
ном направлении
395
ориентация (и прочность), тем больше усадка пленок. Это свой-
ство может быть полезным для специально получаемых усадочных
пленок, применяемых для упаковки различных предметов.
Виды брака при производстве рукавной пленки. Как следует из
предыдущего раздела, при изменении технологических парамет-
ров процесса свойства пленок могут даже выходить за рамки, ого-
воренные в технических условиях.
Так, причинами по н иже н н ой прочности пленок мо-
гут служить: 1) недостаточно высокие значения ев и/или ср; 2) пе-
регрев расплава полимера, приводящий к термодеструкции; 3) не-
кондиционное сырье (повышенная влажность, остатки летучих).
Повышенная разнотолшин ность пленок может
быть обусловлена: 1) неравномерностью зазора 8Щ по периметру и
как следствие этого — исходной разнотолшинностью рукавной за-
готовки; в этом случае говорят о продольной разнотолщинности;
2) повышенным уровнем пульсации расплава (поперечная разно-
толщинность) и/или колебаниями скорости вращения тянущих
валков; 3) при очень больших Ер и ев (как следует из рис. 18.15)
пленка может быть разнотолщинной в разной степени в зависимо-
сти от гомогенности расплава и его исходной разнотолщинности;
4) нестабильностью геометрического положения раздуваемого ру-
кава, его подвижностью относительно оси симметрии (помимо раз-
нотолщинности образуются складки при намотке).
Оптические дефекты типа "гелики", "рыбий глаз" воз-
никают по нескольким причинам: 1) попадание непроплавленных
порций полимера в головку; 2) слишком большое количество
фракций полимера с высокой молекулярной массой; 3) появление
искажения поверхности пленки в виде "дымчатости" по причине
значительного эластического разбухания расплава; 4) плохая гомо-
генизация расплава во П и III зонах экструдера и на сетках;
5) "сшивание" макромолекул при повышенных температурах рас-
плава; 6) излишнее содержание вторичного полимера; 7) действие
УФ-облучения при хранении гранул.
Грубые дефекты в виде пузырей или сплош-
ных отверстий возникают в пленках из-за большого содер-
жания влаги в исходном сырье и других летучих компонентов.
Наиболее частым видом брака является образование искрив-
ленных складок рукава в поперечном направле-
н и и. Пленка, вступая в контакт с поверхностью складывающихся
щек, должна иметь минимальное трение по их поверхности, и угол
их расхождения должен быть таким, чтобы длины пути по боко-
вым и центральным линиям были равны. Если трение велико и ве-
лика разность между длинами этих путей, то по мере складывания
396
рукава на поверхности будут образовываться складки. Пленка не
будет гладкой. Для предотвращения этого дефекта рекомендуется
обеспечивать по возможности минимальный угол расхождения
щек. Однако уменьшение угла неизбежно вызовет увеличение эф-
фективной длины контакта поверхности щек с пленкой. С увели-
чением эффективной длины щек растет поверхность соприкосно-
вения их с пленкой, увеличивается сила трения, и посредине ру-
кава также образуются складки. Для устранения этого необходимо
либо уменьшить длину щек, либо применить специальную распор-
но-разглаживающую вилку, находящуюся внутри рукава на уровне
складывания пленки.
Если в процессе пуска производства происходит "спайка"
сложенного рукава и полотна плохо разделяются, то при-
чина этого явления заключена в слишком высокой температуре
пленки в момент ее попадания в зазор тянущих валков.
18.4.2. Изготовление плоских пленок и листов
Технология изготовления плоских пленок и листов из термопла-
стов заключается в непрерывной экструзии расплава полимера че-
рез широкую плоскую щель формующей головки с последующим
охлаждением плоского полотна либо на поверхности вращающих-
ся валов, либо в охлаждающей ванне. Между пленками и листами
четкой границы нет. Принято считать, что заготовка толщиной
менее 0,5—1 мм — пленка, выше 0,5—1 мм — лист. Различия про-
цессов получения пленок и листов начинаются к моменту охлаж-
дения получаемой экструзионной заготовки.
Технологическая схема производства. Получение плоских пле-
нок осуществляют подачей расплава плоского экструдата на по-
верхность охлаждающего барабана или в холодную проточную во-
ду. Толстые пленки и листы производят в основном первым спо-
собом. Известно, что плоские листы и пленки могут быть полу-
чены и на каландрах. Однако экструзионный способ подготовки
листового или пленочного расплава имеет ряд несомненных пре-
имуществ: 1) большую производительность; 2) лучшее качество
листа или пленки за счет меньшей термоокислительной деструк-
ции; 3) меньшую трудоемкость и большую безвредность процесса,
и т. д.
Сочетание процесса подготовки экструдата-заготовки на экс-
трудере с калибровкой и охлаждением его на каландре дает несо-
мненное преимущество по всем перечисленным выше позициям
перед чисто каландровым способом получения.
397
Рис. 18.16. Технологическая схема агрегата для получения листов:
1 — экструдер; 2 — листовальная головка; 3 — механизм для регулирования зазора
между валками; 4 — гладильно-калибровочные валки цилиндра; 5— ножи для об-
резания кромок; 6 — лист; 7— рольганг; 5*— тянущее устройство; 9— гильотин-
ный нож; 10 - штабель листов
Для получения тонких аморфных пленок из кристаллизую-
щихся полимеров применяют охлаждение экструдата в холодной
воде различной температуры. Основой схемы является экструзи-
онная машина, оснащенная плоскощелевой головкой. Продавли-
ваемый расплав попадает в воду охлаждающей ванны. Расстояние,
которое проходит экструдат от головки до уровня воды, колеблет-
ся в пределах 5—15 мм. Далее охлаждаемая пленка движется в воде
и через направляющий валок тянущими роликами подается под
боковые ножи для обрезания кромок; другой парой тянущих ро-
ликов пленка подается на намотку в рулон.
Пленки, для которых не требуется столь интенсивного охла
ждения после экструзии, получают по схеме, аналогичной приве-
денной в главе 24 (см. рис. 24.1).
Листы получают [2] с помощью двух основных агрегатов (рис.
18.16): экструдера 1 с плоскощелевой головкой 2 и валкового аг-
регата 5, 4 типа каландра (трех- или четырехвалкового). Экстру-
зионная заготовка-полуфабрикат, проходя через фиксированный
зазор, калибруется по толщине и полируется по двум поверхно-
стям валками каландра. В горячем состоянии у листа обрезаются
кромки двумя ножами 5. Теплый лист 6далее поступает на роль-
ганг 7, где происходит его окончательное охлаждение. Движение
листа после каландра осуществляется тянущим устройством 8, по-
сле которого он обрубается по ширине ножом типа гильотины 9.
Листы нужной длины складываются на транспортную тележку 10.
Основное оборудование, применяемое для получения плоских
пленок, — экструдеры с типичным отношением L/D = 25з-35, а
для получения листов — с L/D = lO-s-25.
Причина применения длинношнековых экструдеров та же,
что и для рукавных пленок: уменьшение пульсации расплава. Ко-
398
роткошнековые экструдеры более дешевы, и для получения лис-
та-заготовки допускается определенное колебание производи-
тельности (Д(2). Последнее незначительно влияет на качество го-
товых листов, так как после экструдера заготовка проходит окон-
чательное калибрование по толщине в регулируемых зазорах ме-
жду валками каландра.
Формующие головки, используемые для получения листов и
пленок, имеют широкую щель (w = 1600 мм, иногда и больше).
Используют Т-образные, аксиальные и прямоточные головки.
Основным требованием к головкам является создание потоков
растекающегося расплава с постоянной объемной скоростью вы-
хода из формующей щели головки. В таких головках не должно
быть мертвых зон. Схема листовальной головки типа "рыбий
хвост" была показана на рис. 18.6. Из этого рисунка видно, что ци-
линдрический поток расплава диаметром D должен принять фор-
му листа прямоугольного сечения размерами w и 5Щ, где ы 8Щ.
Путь /] > /0, поэтому потери давления расплава на пути Ц больше,
чем на пути Iq. Поэтому скорость выхода экструдата по линии Ц
может быть меньше, чем по линии /0 (особенно для широких лис-
тов, пленок при большой vv).
Для выравнивания этих скоростей применяют различные меха-
нические и редко — технологические способы. Первый способ —
уменьшить сечение каналов центральной (по /д) части головки ре-
гулировочными болтами; применить накопители расплава в по-
лостях головки, буферные каналы и т. п. Второй способ — не-
сколько уменьшить температуру поверхности центральной части
головки, особенно вблизи формования листа (по /0). Предпочте-
ние отдается первому способу.
Для получения экструдата с большей устойчивостью, посто-
янством скорости выхода из щели и релаксации напряжений рас-
плава необходимо применять длинноканальные головки, т. е. с
отношением /ф/81Ц > 30-^50. При этом пульсация расплава сводит-
ся к минимуму. Это особенно важно для получения равнотолщин-
ных заготовок-экструдатов.
Поверхность приемных устройств должна быть отполирована
до зеркального блеска. Если необходимо получать изделия с риф-
леной или матированной поверхностью, то поверхность прием-
ного устройства также должна иметь соответствующий профиль.
Приемные охлаждаемые валки должны иметь равномерные тем-
пературные поля по всей поверхности. При медленном охлажде-
нии на воздухе путь пленки или листа должен соответствовать ус-
ловиям теплоотдачи и скоростям их движения. Каландр — трех-
или четырехвалковый с индивидуальным приводом каждого вал-
399
ка, желательно с Z-образным расположением валков. Рольганг —-
агрегат с многими валками, вращающимися свободно или имею-
щими индивидуальный привод (см. рис. 18.16).
Технологические режимы получения листов и плоских пленок.
Основные технологические режимы экструзии плоских пленок те
же, что и рукавных. Специфика процесса заключена в последую-
щих стадиях — охлаждении и образовании соответствующей над-
молекулярной структуры [6].
При получении пленок с аморфизированной структурой при-
меняется охлаждение расплава в ледяной воде или на поверхности
холодного барабана. При получении толстых пленок поверхность
барабана может иметь большую температуру либо даже дополни-
тельный прогрев. Это необходимо для снижения остаточных на-
пряжений, возникающих при резком охлаждении расплава. Окон-
чательное охлаждение толстых пленок происходит на воздухе на
пути их следования от приемного валкового оборудования до на-
моточного устройства.
Расстояние между поверхностью головки и поверхностью
приемного барабана или зеркала воды должно быть минималь-
ным для предотвращения самопроизвольного растяжения пленок
и сужения расплавленной ленты.
Толщину пленок можно менять изменением 5Щ при соответ-
ствующем изменении частоты вращения шнека либо увеличением
скорости вращения приемного барабана. В последнем случае
пленка или лист утоняется. Для пленок из ПЭ температура воды
в охлаждающей ванне составляет 50—80 °C. Такова же и темпера-
тура поверхности валков при получении пленки или листа другим
способом.
Специфика получения толстых пленок и листов по схеме рис.
18.16 состоит в следующем.
1. Для предотвращения провисания листа-экструдата между
головкой и приемными валками каландра необходимо иметь рас-
плав большей вязкости, чем это нужно для пленок. Увеличение
вязкости достигается либо выбором полимера с меньшим ПТР,
либо снижением на 2—5 °C температуры формующей части го-
ловки по сравнению с температурой при получении пленок.
2. Линейные скорости листа на всем протяжении движения
экструдата до резки должны быть синхронизированы. Это связано
с тем, что при калибровке происходит утонение листа и некоторое
увеличение его длины, а при охлаждении на рольганге — значи-
тельное уменьшение длины. С учетом усадки 3—4 % скорость тя-
нущих устройств должна быть меньше скорости выхода листа с
последнего валка каландра.
400
3. Лимитирующей стадией процесса являются время и режим
охлаждения листа на рольганге.
4. При производстве толстых пленок и листов нельзя пренеб-
регать разбуханием расплава при выходе из головки. Величина
разбухания расплава (около 10—12 %) тем выше, чем больше его
вязкость, чем толще заготовка, и зависит от конструкции головки.
Режимы калибровки и полировки. Верхний и средний валки ка-
ландра (см. рис. 18.16) являются калибрующими, т. е. разнотол-
щинная экструзионная листовая заготовка, проходя в строго фик-
сированный зазор между валками, выходит из него, имея одина-
ковую толщину (см. также гл. 16). Температура поверхности верх-
него валка при переработке ПЭНП 60-65 °C, ПЭВП 80-90 °C.
Средний валок имеет соответственно температуры 80—85 и 80—
100 °C, а нижний — 60—65 и 80—90 °C. Средний и нижний валки
полируют поверхность листа. Для дополнительной полировки мо-
жет применяться специальное устройство. Для усиления эффекта
полирования нижний валок имеет несколько большую (на 10—
15 %) скорость вращения, чем средний.
Окончательное охлаждение листа происходит на рольганге. В
зависимости от толщины листа длина рольганга колеблется от 3
до 15 м. На рольганге наряду с охлаждением происходит и усадка
листа по длине. Для листов и пленок этот эффект нежелателен,
так как затрудняет дальнейшую их переработку в изделие, напри-
мер методом вакуумного формования.
Скорость движения листа, определяющая производительность
агрегата, зависит от скорости его охлаждения, т. е. в основном от
его толщины. Так, для пленки толщиной 0,3—0,7 мм скорость вы-
хода 15 м/мин, для листа толщиной 2—3 мм скорость выхода 1,8—
1,5 м/мин.
Влияние режимов переработки на свойства плоских пленок и
листов. С увеличением интенсивности охлаждения пленки при-
обретают мелкокристаллическую структуру, прозрачность их уве-
личивается, и наоборот — со снижением интенсивности охлаж-
дения повышается мутность, светорассеяние пленок ПЭ состав-
ляет 35—40 %, снижается их относительное удлинение при раз-
рыве, увеличивается модуль упругости.
Гладкость, шероховатость поверхности листов в большой мере
зависят от прилипания полуфабриката к поверхности валков, т. е.
от коэффициента трения валков по листу. На рис. 18.17 показано,
как влияет температура валков на коэффициент трения листов.
При температурах, близких к 7ПЛ, отдельные участки поверхности
листа начинают прилипать к вращающейся поверхности валков,
26 Заказ № К-4269
401
Рис. 18.17. Зависимость коэф-
фициента трения /пластмас-
са — сталь от температуры:
1 — полиэтилен; 2 — поливинил-
хлорид
и некоторые из них выры-
ваются из массы. Поверх-
ность таких участков ста-
новится шероховатой.
С другой стороны, при
резком охлаждении листа,
например между нижним и
средним валками, ухудша-
ется полировка (глянец поверхности), так как имеющиеся неболь-
шие выступы поверхности не могут быть разглажены.
Эффективным способом уменьшения прилипания полимера к
поверхности валов является антиадгезионная обработка последних.
При неравномерном по ширине охлаждении из-за релаксации
остаточных напряжений может происходить искривление листа:
его края заворачиваются внутрь. Это происходит из-за более бы-
строго охлаждения краев, чем середины листа.
С увеличением степени вытяжки листа при калибровке про-
исходит нежелательное увеличение ориентации цепей макромо-
лекул в продольном направлении. При этом прочность возрастает
в пределах 10—20 %, но и усадка в продольном направлении уве-
личивается в 2—4 раза и может достигать 6—10 %.
Виды брака при производстве плоских пленок и листов. Главные
виды брака при производстве плоских пленок и листов могут обу-
словливаться грубым нарушением технологического регламента
процесса и чисто механическими неисправностями оборудования.
Глубокие продольные полосы, грубая поверх-
ность пленок и листов могут объясняться: 1) поврежде-
ниями поверхности формующей щели; 2) образованиями большо-
го количества подгоревшего материала на щели; 3) повреждения-
ми поверхности валков каландра, охлаждающего барабана.
По ры, раковины, выпуклости образуются вследст-
вие: 1) повышенного содержания влаги; 2) избытка легколетучих
примесей.
Большая усадка, анизотропия механических
свойств обусловлены: 1) повышенной фильерной вытяжкой,
вытяжкой на каландре; 2) слишком быстрым охлаждением на
рольганге и вследствие этого фиксацией остаточных напряжений.
402
Разнотолщинность пленок и листов образуется из-за:
1) существенной пульсации расплава; 2) большой разнотолщин-
ности экструдируемой заготовки.
Повышенная хрупкость толстых пленок из кри-
сталлизующихся полимеров может возникать по следующей при-
чине: на стороне пленки, которая примыкает к поверхности ба-
рабана, фиксируется аморфная структура полимера. Внешняя
сторона охлаждается наружным воздухом значительно большее
время до той же температуры, и полимер успевает кристаллизо-
ваться в различной степени. Пленка приобретает структурную не-
однородность по толщине, из-за чего дальнейшая переработка та-
кой пленки затрудняется.
18.4.3. Изготовление труб, шлангов и профилей
Технологическая схема производства. Процесс получения гладких,
перфорированных, армированных, гофрированных труб, шлангов,
изоляции кабелей и профилей имеет множество общих стадий тех-
нологической схемы. Основными и общими элементами схемы яв-
ляются: 1) формование исходной заготовки методом экструзии
расплава через головку соответствующего профиля; 2) калибровка
(для изделий с большой размерной точностью); 3) одно- и двуста-
дийное охлаждение готового изделия; 4) соответствующее профи-
лю тянущее устройство.
Наиболее ответственным видом изделий такого рода являются
трубы, так как они предназначены для работы под давлением, под
осевым нагружением; кроме того, геометрические размеры труб
должны довольно точно соответствовать техническим требованиям.
Трубы по большей части изготавливают из ПЭ, УПС и из ПВХ
(как жесткого, так и пластифицированного).
Наиболее простая схема получения гладких труб среднего диа-
метра показана на рис. 18.18 [2, 6]. Гранулы полимера пневмо-
загрузчиком направляются в бункер и далее в экструдер /. Расплав
продавливается в прямоточную кольцевую головку 2, к которой
примыкает теплоизолирующая кольцевая втулка 3. К головке че-
рез втулку соосно с дорном головки крепится калибрующее уст-
ройство 4, где и происходит деформирование экструзионной за-
готовки до необходимых размеров либо по внутреннему, либо по
внешнему диаметру. Здесь же труба частично охлаждается и при-
обретает достаточную формоустойчивость и прочность. Частично
охлажденная и калиброванная труба далее поступает в ванну 5, где
окончательно охлаждается проточной водой, после чего проходит
403
Рис. 18.18. Технологическая схема агрегата для получения труб:
] — экструдер; 2— прямоточная кольцевая (трубная) головка; 3 — термоизоляци-
онное кольцо; 4 — калибрующе-охлаждающее устройство; 5 -- ванна с водой; 6 --
тянущее устройство; 7 — нож (либо барабан для намотки); 8 — приемное устрой-
ство; 9 — труба
счетно-маркирующее устройство. Все движение экструдата и тру-
бы после головки осуществляется тянущим устройством 6, захва-
тывающие элементы которого соответствуют профилю гладкой
или гофрированной трубы. После тянущего устройства трубы
большого диаметра и толстые профили режутся циркулярной пи-
лой 7 или рубятся, а трубы диаметра меньшего, чем 50 мм, и
шланги наматываются на барабан. Готовые изделия складывают
на тележку 8 и транспортируют на склад.
Выбранная схема производства труб рентабельна для получе-
ния изделий наружным диаметром не выше 400 мм и толщи-
ной стенки не более 30 мм. Такое ограничение связано с ассор-
тиментом выпускаемых экструдеров. Чем больше диаметр шнека,
тем больше возможность выпуска труб большого диаметра.
Трубы диаметром более 400 мм изготавливают иными спосо-
бами: методами центробежного литья, намоткой лент из полимера
на дорн с последующей сваркой или склейкой слоев, спеканием
порошка и др.
Основное оборудование. Для изделий, которые получают с ис-
пользованием в схеме калибрующих устройств, применяют экс-
трузионные установки с L/D = 20-ь25, т. е. коротко шнековые аг-
регаты. Это связано с тем, что некоторая доля пульсации расплава
не будет влиять на ухудшение качества изделий, так как калиб-
ровка полуфабриката устранит этот дефект.
Формующие головки. Для формования труб, шлангов,
профилей используют формующие головки различных конструк-
ций.
Для производства труб (гладких, гофрированных, перфориро-
ванных) и шлангов применяют кольцевую прямоточную головку
(рис. 18.19). Равнотолщинность стенки экструзионной трубчатой
заготовки регулируют вращением нескольких регулировочных
винтов 3. Прямоточная часть головки довольно протяженная и
404
Рис. 18.19. Прямоточная кольцевая головка для изготовления труб и
шлангов:
1 — штуцер для подвода сжатого воздуха; 2— корпус; 3 — регулировочные винты;
4 — крепежное устройство; 5 — трос для удержания скользящих пробок в калиб-
рующем устройстве; 6 — трубная заготовка; 7 — канал для поступления в трубу
сжатого воздуха; 8 — матрица; 9 — дорнодержатель; 10 — дорн
соответствует /ф/5щ = 5^-20. Если калибрующую насадку не при-
меняют, то это отношение увеличивается до 20—40 для получения
экструдата с большей точностью размеров. Давление расплава в
головке находится в пределах 15—20 МПа (реже 30 МПа). К дорну
10 крепится трос 5 или цепь, которая удерживает уплотнительные
пробки, скользящие по внутренней поверхности трубы. В свою
очередь пробки нужны для создания внутреннего давления в труб-
ной заготовке для ее калибрования по наружному диаметру. При
калибровании по внутреннему диаметру пробки не применяют.
Основная специфика экструзионных установок для кабельной
изоляции и покрытий проводов [1] связана с особенностью конст-
рукции формующих головок (рис. 18.20). Обязательной деталью
такой головки является вкладыш 2, направляющий движение ка-
беля или провода. На рис. 18.20 представлены основные схемы ка-
бельных головок напорного и трубного типов. В головке напор-
ного типа основная функция направляющего вкладыша — пре-
дотвращение противотока расплава. Вкладыш 2 мало влияет на
центровку провода 4 в наносимой полимерной оболочке. В голов-
ке трубного типа вкладыш приближен к выходному отверстию го-
405
Рис. 18.20. Кабельная головка напорного (а) и трубного (б) типов:
7 — корпус головки; 2 — вкладыш; 3 — расплав полимера; 4 — жила кабеля
ловки. Он хорошо центрирует провод, но плохо использует дав-
ление расплава для опрессовки экструдата.
Для получения изделий сложного профиля применяют головки,
имеющие большое сопротивление движению расплава полимера
[1]. Производительность таких установок вследствие этого неве-
лика. Основная трудность процесса — выравнивание объемной
скорости различных потоков расплава в головке по всему сечению
профиля. Для этого применяют специальные насадки: дроссель-
ные или перфорированные шайбы и т. п. Схема распределения
скоростей в потоке расплава при прохождении перфорированной
шайбы 2 показана на рис. 18.21. Расплав, проходя перфорирован-
ную шайбу, вначале по краям движется быстрее, чем в середине
(а). Затем по мере продвижения в ней формируется фронт тече-
ния, при котором скорость в середине потока может даже превы-
шать скорость по периферии экструдата (6). Однако это неболь-
шое различие в скоростях значительно меньше, чем при исполь-
Рис. 18.21. Распределение скоростей в потоке расплава после прохожде-
ния перфорированной шайбы:
а, б — эпюры скоростей расплава;
1 — конец шнека; 2 — перфорированная шайба
406
зовании, например, дросселя или других выравнивающих потоки
приспособлений.
Перфорированные шайбы необходимо использовать при про-
изводстве изделий большого, сложного сечения, а при экструзии
изделий с малым сечением простой геометрии их можно и не при-
менять.
При получении изделий несимметричного сечения необходи-
мо стремиться к тому, чтобы центр тяжести площади профиля не-
сильно отклонялся от оси шнека экструдера.
Калибрующее устройство. При производстве труб и
шлангов применяют два вида калибровки: по наружному и по внут-
реннему диаметру трубы или шланга. Для калибровки профилей
используют вакуумные насадки или охлаждаемые водой профиль-
ные насадки.
На рис. 18.22 показана схема калибровки трубы по наружному
диаметру. Это трубная рубашка (4, 5), в которую через штуцер по-
дается холодная вода. Внутренняя поверхность насадки хромиро-
ванная и полированная. Эта насадка прикрепляется к головке че-
рез термоизоляционное кольцо 2. В трубу нагнетается сжатый воз-
дух через каналы в дорне головки (7, 7 на рис. 18.19). Чтобы под-
держивать высокое давление воздуха внутри трубы-заготовки, в
ней помещают несколько скользящих пробок (7на рис. 18.22) с ре-
зиновыми манжетами. Пробки крепятся тросом 6к дорну головки.
Рис. 18.22. Схема калибрующего устройства с применением внутреннего
давления (калибровка трубы по наружному диаметру):
/ — трубная головка экструдера; 2 — термоизоляционное кольцо; 3 — экструзи-
онная трубная заготовка; 4— калибрующая пустотелая труба; 5-- водяная рубаш-
ка; 6 — трос; 7— скользящие пробки; 8 — калиброванная труба;
/)н — наружный диаметр трубы; 5 — толщина стенки трубы; L — длина охлаждаю-
щий зоны; /д и 7} — температуры на входе в насадку и на внутренней поверхности
грубы; Т)и — средняя температура стенки трубы на выходе из насадки; 7щ и Тдз —
температуры внутренней поверхности насадки в начале и конце контакта с трубой
407
Для калибровки трубы по внутреннему диаметру применяют
перфорированную насадку, охлаждаемую водой и соединенную с
линией разреженного воздуха. Насадка, помещенная внутрь тру-
бы, разделена на три зоны. В первую подается охлаждающая вода,
во второй, где и происходит калибровка, создается вакуум. В этой
зоне калибровочная насадка перфорирована. В третьей зоне про-
исходит охлаждение калиброванной трубы. Передняя часть насад-
ки расточена на конус. Насадка находится внутри трубной заго-
товки, которая обтекает ее, надеваясь как чулок. Внутренней ка-
либровкой можно получать трубы квадратного, треугольного,
овального и других сечений.
Охлаждающее устройство. Калиброванные изделия
охлаждают в ванне с водой или оросителями. Для увеличения ин-
тенсивности охлаждения могут применяться оросители воды внут-
ри трубы, но это значительно усложняет установку. По торцам
ванны имеются отверстия для входа и выхода трубы. В отверстия
вставлены резиновые манжеты, плотно прилегающие к скользящей
поверхности движущейся трубы. Манжеты не пропускают воду на-
ружу из ванны. Внутри ванны помещаются ролики, которые под-
держивают трубу.
Тянущее устройство. В соответствии с профилем изде-
лия применяют роликовые, гусеничные, комбинированные уст-
ройства с механическим, гидравлическим или пневматическим
зажимом изделия, элементы тянущего устройства обрезинены для
лучшего сцепления с поверхностью изделия.
Для намотки тонких труб, кабелей используют тяговые бара-
баны диаметром 400—2500 мм. Чем тоньше кабель, тем меньшего
диаметра применяется барабан.
Разрезающее устройство. Для разрезания труб, про-
филей используют дисковую пилу маятникового типа. Пила в
процессе резания перемещается вместе с трубой и после ее раз-
резания возвращается в исходное положение.
Технологический режим процесса. При выборе технологии
производства труб необходимо знать наружный Лн, внутренний
7)в диаметры и толщину стенки трубы 5, а для профилей — ши-
рину, высоту; для кабелей — DK и 5 или толщину слоя изоляции.
Технологические параметры экструзии труб существенно не
отличаются от параметров при производстве листов, пленок. Ос-
новное отличие в том, что материал для изготовления труб имеет
большую молекулярную массу (меньший ПТР). Это связано с бо-
лее жесткими эксплуатационными условиями для труб, работаю-
щих под давлением.
408
Температура по зонам цилиндра (для ПЭНП/для ПЭВП) от I
к IV: 115/140; 120/160; 130/170; (135-140)/190 °C; по трем зонам
головки: (130-140)/210; (130-140)/220; (130-150)/220 °C.
Избыточное давление калибрующего воздуха (МПа) —
(0,08-0,1)/(0,1-0,12). Давление расплава в головке до 30 МПа.
С учетом разбухания расплава площадь поперечного сечения
трубы S должна быть на 10—15 % больше площади формующего
зазора головки. После калибровки диаметр трубы, равный диа-
метру насадки (DHac), увеличивается на 10—25 %; при этом тол-
щина стенки уменьшается, т. е. Z)Hac > DM мундштука или наруж-
ного диаметра кольцевого зазора формующей части головки.
После выхода из насадки номинальный наружный диаметр
трубы £)ном будет несколько меньше внутреннего диаметра насад-
ки (Z)Hac) из-за небольшой термической усадки (vp):
ЯнаС= АОм/(1 - Vp). (18.11)
После окончательного охлаждения в ванне £)ном трубы умень-
шается еще на 3—5 %.
Длина охлаждающей части насадки (L на рис. 18.22) имеет
очень важное значение для всего процесса по нескольким причи-
нам: 1) следует избегать быстрого охлаждения трубы-экструдата,
чтобы свести к минимуму неравномерность усадки и предупре-
дить образование пустот и дефектов в стенке трубы, а также
уменьшить уровень остаточных напряжений; 2) длина насадки за-
висит от размеров, свойств полимера, температуры расплава на
выходе из головки и скорости выхода экструдата; 3) длина насад-
ки должна быть достаточна (при всех прочих условиях экструзии
и т. п.) для охлаждения трубы к моменту фиксации ее геометри-
ческих размеров и иметь достаточную формоустойчивость при по-
падании в агрегаты окончательного охлаждения; 4) повышенная
длина насадки ведет к увеличению силы трения между ее поверх-
ностью и неподвижной поверхностью насадки, т. е. к увеличению
усилия отвода трубы, а в крайнем случае — к необратимому де-
формированию трубы в насадке.
Расчет длины калибрующей насадки [4]. На рис. 18.22 показаны
исходные параметры для расчета величины L.
Объем охлаждаемого участка трубы площадью поперечного
сечения 5 равен:
Гтр = £Л (18.12)
Объемная производительность экструдера Оу
<2о = 5ГЭ, (18.13)
где - скорость отвода экструдата (трубы).
409
Примем следующие допущения: 1) температуры участков рав-
ны 7q[ — 7q2 = Та (см. рис. 18.22) — при условии хорошего кон-
такта между наружной поверхностью трубы и насадкой; 2) благо-
даря плохой теплопроводности пластмассы можно допустить, что
температура на внутренней поверхности трубы 7} во время калиб-
рования меняется незначительно, т. е. 7} = Tq, 3) изменение тем-
пературы по толщине трубы происходит по линейному закону, т. е.
(18.14)
Т() + - Та
ГГГ Г _„ (Л__ГГ! _ ‘J U
‘ m ~ 2 ~~ 2
Приняв эти допущения, можно рассчитать потери тепла g в зо-
не контакта с холодной поверхностью калибровочного устройства:
g = l/2Qopc(7b - Tm)t, (18.15)
где р — плотность расплава; с — удельная теплоемкость полимера; / — время ка-
либрования.
Определим потери тепла трубой при стационарном тепловом
режиме, т. е. при условии 7} — Та ~ 7р — Та\
#1 =
in \
25
где X — коэффициент теплопроводности.
В действительности потери тепла с учетом нестационарности
охлаждения трубы и температуры ее по толщине изменяются не
по линейному закону. В этом случае
£ = £1/2; <18.17)
2
принимая ln[Z)H/(Z)H — 26)] - 2(Z)H + 6)6/ DH и решая совместно
уравнения (18.15), (18.16) и (18.17), получим:
C8.I8)
Из уравнений (18.15) и (18.18) находим L:
с (+ 5)5
/. = р£-'‘ (18.19)
Л
я/)?,
Для труб с соотношением 5
ростится:
0,1DH последнее уравнение уп-
г I С
L----р-
Я Л
(18.20)
я
410
Преобразуя уравнение (18.14), приведем его к виду
7-я = То - | (То - О, (18.21)
где £ — безразмерная константа, определяемая опытным путем (для ПЭ е = 0,1,
для ПВХ е = 0,4).
Окончательное уравнение имеет вид:
£ = е^82Иэ. (18.21)
Влияние параметров переработки на свойства труб, шлангов и
профилей. Наибольшее влияние на свойства труб, профилей,
шлангов оказывает такая стадия технологической схемы произ-
водства, как калибрование с одновременным частичным охлаж-
дением.
Выходящий из формующей щели экструдат при калибровании
деформируется, и одновременно происходит фиксация структуры
полимера, примыкающего к холодной поверхности калибрующе-
го устройства. Наиболее ответственным видом изделий являются
трубы, на примере которых и рассматриваются основные свойст-
ва, определяемые изменением параметров калибрования.
Степень деформации экструдата при калиб-
рова нии. При калибровании труб по внешнему или внутрен-
нему диаметру заготовка деформируется при радиальном растя-
жении. В зависимости от увеличения диаметра заготовки замора-
живаются остаточные напряжения ориентированных цепей либо
на внешней, либо на внутренней поверхности.
Если раздув велик, то замороженная ориентация цепей про-
явится при эксплуатации труб при повышенных температурах:
труба необратимо деформируется. То же самое, но в продольном
направлении происходит при значительной вытяжке расплава тя-
нущим устройством. Таким образом, при калибровании необхо-
димо стремиться как можно меньше деформировать заготовку в
радиальном и осевом направлениях. Последнее зависит от каче-
ства заготовки: чем больше разнотолщинность, колебания внеш-
него или внутреннего диаметра, тем в большей степени необхо-
димо деформировать заготовку при калибровании. Оптимальная
степень относительной деформации в радиальном направлении
для труб — 10—20 %.
Скорость охлаждения заготовки при калиб-
ровании. Быстрое охлаждение трубы приводит к созданию
значительных напряжений сжатия. На рис. 18.23 показаны эпюры
распределения напряжений по толщине трубы, калиброванной по
411
Рис. 18.24. Зависимость разру-
шающего напряжения ор от из-
быточного давления воздуха Р
при калибровании трубы по схе-
ме, приведенной на рис. 18.22
Рис. 18.23. Эпюры распределения ос-
таточных напряжений о по толщине
трубы §тр, полученной при калибро-
вании по внешнему диаметру:
о+ — растягивающие, о- — сжимаю-
щие напряжения
внешнему диаметру. Как видно из рисунка, наружные слои сжа-
ты, а внутренние растянуты. Эти так называемые остаточные, за-
мороженные напряжения отрицательно проявляются иногда при
кратковременных испытаниях, но чаще — в эксплуатации: изде-
лия с большими остаточными напряжениями имеют значительно
меньшую долговечность. На рис. 18.24 представлено изменение <тр
в зависимости от давления деформирующего воздуха Р при ка-
либровании трубы. При увеличении Р расстояние £>н/2 (см. рис.
18.22) уменьшается, скорость деформирования экструдата возрас-
тает и, следовательно, повышается интенсивность охлаждения
поверхности полуфабриката, т. е. величина Р косвенно указывает
на рост остаточных напряжений. Чем они больше, тем меньше ор
(см. рис. 18.24). Уровень напряжений оказывает существенное
влияние на показатели условных испытаний: герметичность,
прочность при внутреннем гидростатическом нагружении, тепло-
вую усадку, допустимое напряжение при длительном нагружении,
а также на долговечность при различных температурах испыта-
ний. С повышением остаточных напряжений долговечность из-
делий резко снижается.
Параметры экструзии издел ий. С увеличением тем-
пературы экструдата условия для релаксации напряжений улуч-
шаются, однако перепад температур между поверхностью трубы
и калибровочного устройства также растет. Чем выше перепад
температур, тем больше вероятность создания остаточных напря-
жений.
412
Если при этом повысить и температуру поверхности калиб-
рующей насадки, то произойдет наиболее полная релаксация
внутренних напряжений. Долговечность изделий возрастает. Од-
нако в этом случае необходимо увеличить длину калибрующей на-
садки.
Виды брака при производстве труб. Шероховатая на-
ружная или внутренняя поверхность труб получа-
ется: 1) при наличии в материале повышенного содержания влаги;
2) при загрязнении поверхности формующей части головки; 3) в
случае низкой температуры расплава. Последнее происходит из-
за неустойчивого течения расплава (эластическая турбулентность).
Поскольку температура мала, то при калибровании крупные вы-
ступы на поверхности трубной заготовки не смогут полностью де-
формироваться (разгладиться). Поверхность трубы, которая не
калибруется, сохранит или даже усилит тот уровень шероховато-
сти, который получился при экструзии заготовки.
Несоответствие геометрических размеров из-
делия чертежам на него может происходить из-за непо-
ладок в оборудовании: 1) разнотолщинность — из-за неотрегули-
рованного формующего зазора щели; 2) овальность — из-за
смещения дорна относительно оси симметрии дорн—мундштук
или из-за овальности калибрующей насадки и т. п.
Продольные трещины, как непосредственно видимые
после изготовления, так и возникающие при специальных кон-
трольных испытаниях труб, образуются из-за плохой свариваемости
потоков расплава полимера при его рассечении дорнодержателем.
Свариваемость улучшается, если увеличить взаимодиффузию сег-
ментов поверхности отдельных потоков расплава. Последнее дос-
тигается увеличением температуры расплава, а также повышени-
ем давления.
Концентрические складки, кольца по длине
трубы образуются: 1) из-за большой пульсации расплава поли-
мера при экструзии; 2) из-за неравномерного по времени охлажде-
ния; 3) из-за неравномерной скорости отвода трубы тянущим уст-
ройством.
Низкий уровень механических свойств, дол-
говечности при эксплуатации обусловлен наличием высоких
остаточных напряжений. Необходимо изменить температуру, ско-
рость выхода экструдата и температурно-временные условия
предварительного охлаждения трубной заготовки так, чтобы про-
изошла максимальная релаксация напряжений.
Повышенная усадка при тепловых испытаниях изде-
лий связана с высоким уровнем ориентации цепей полимера либо
413
в осевом, либо в радиальном направлении. Это негативное явле-
ние устраняется за счет уменьшения степени радиальной и осевой
вытяжки труб на стадии калибрования, а также за счет наиболее
полной релаксации напряжений.
18.4.4. Изготовление других вадов изделий
Многослойные пленки и листы. Под этим названием получают
композиты, состоящие из двух или более слоев пленок из разно-
родных полимеров, причем эти слои образуют практически не-
разделимый материал [1, 6]. В таких пленках сочетаются свойства
различных составляющих полимеров: высокие механические
свойства одного слоя сочетаются с повышенной эластичностью
другого, повышенной химической стойкостью третьего и т. д.
Имеются три основных способа производства многослойных
пленок: соединение слоев перед экструзионной головкой, в самой
головке, после выхода из головки. Наиболее распространены по-
следние два способа. Эти способы носят название соэкструзии.
Принцип соэкструзии основан на том, что каждый полимер-
ный расплав подготавливается на своем экструдере, а далее они
соединяются в общей головке, где и формуется изделие, состоя-
щее из слоев разных полимеров. Такой способ называется "два
(или несколько) экструдера — одна головка".
Другой способ, "два (или более) экструдера ~ две (или более)
головки", предусматривает соединение слоев после выхода заго-
товок из головок на валковом оборудовании. Так, полимер № 1,
выходя из своей головки, принимается на горячий валок, переда-
ется на последующие, и на последнем на него наносится экстру-
зионная заготовка полимера № 2. Поскольку оба полимерных
слоя горячие, то происходит прочное соединение по границе раз-
дела слоев.
При получении многослойных изделий необходимо стремить-
ся к тому, чтобы вязкость расплавов была одинакова или несиль-
но различалась. Температура расплава любого составляющего не
должна превышать температуру деструкции любого из остальных
составляющих.
Формующие головки для производства многослойных изде-
лий методом соэкструзии должны изготавливаться с очень боль-
шой точностью.
Дублированные и комбинированные изделия. Если в состав
многослойного пленочного изделия помимо полимеров входят и
другие материалы (металлическая фольга, ткань, бумага и т. п.),
414
то такие изделия называют комбинированными; если они состоят
из двух слоев, то называются дублированными. Такие изделия по-
лучают следующим образом.
Экструдируемый расплав полимера наносится в виде пленки
на движущуюся подложку, например на ленты бумаги, ткани,
алюминиевой фольги или готовую пленку из другого полимера.
Для обеспечения хорошего контакта слоев в момент нанесения
полимера на подложку вновь сформованный комбинированный
ленточный материал пропускается между дублирующими валка-
ми, например, каландра и далее постепенно охлаждается. Хоро-
шая адгезия слоев достигается при большой эффективной поверх-
ности контакта.
Особым вариантом дублирования является металлизирование
поверхности полимерных изделий.
Пористые (газонаполненные) изделия получают экструзией га-
зонаполненных материалов. В зависимости от природы, количе-
ства порообразователя и технологических режимов экструзии из-
делия могут получаться с различным количеством открытых, со-
общающихся и закрытых пор, иметь различную плотность. Сырь-
ем служат полимерные гранулы с газообразующими веществами,
которые при температуре плавления полимера разлагаются с вы-
делением газа. Режимы экструзии нужно подбирать так, чтобы
вначале плавился полимер, а после этого уже происходило разло-
жение газообразователя. Давление газа должно быть меньше дав-
ления расплава перед входом его в формующую головку. В поли-
мерную композицию входят также вещества, активирующие про-
цесс разложения газообразователя (стеараты свинца, цинка):
ПАВ, способствующие хорошему диспергированию компонентов;
зародыши газообразования (тальк), обеспечивающие получение
мелкоячеистой структуры; различные пигменты и красители.
Существует также другой способ получения газонаполненных
экструзионных изделий. Это способ насыщения расплава поли-
мера (ПС) инертным газом, подаваемым под высоким давлением
(20—40 МПа) через каналы цилиндра. Вспенивание полимерного
расплава происходит сразу после выхода его из формующей го-
ловки.
Рукавная сетка с различными углами переплетения формуется
при применении оснастки типа угловой кольцевой головки для
получения рукавных пленок. Конструктивная особенность голов-
ки состоит в том, что между дорном и матрицей нет щелевого за-
зора, а на поверхности дорна и матрицы имеются углубления по
периметру в виде каналов. Если дорн и матрица не вращаются, то
через каналы их при работе экструдера выходят параллельные
415
прутки, не соединенные между собой. При встречном вращении
дорна и матрицы прутки начинают пересекаться, спаиваться и об-
разуют переплетение. Возникает цилиндрическая сетка, узлы ко-
торой формируются в местах контакта струй, выходящих из вра-
щающихся элементов оснастки.
Армированные шланги получаются на специальных трубных
головках экструдера. Головка имеет узел укладки входящих в нее
волокон на расплавленный экструдат. Вращаясь с определенной
скоростью в различных направлениях, армирующие волокна об-
разуют определенный рисунок переплетения с регулируемым уг-
лом наклона волокна к оси шланга. В качестве армирующих ма-
териалов используют текстильные и стеклянные волокна, термо-
стойкие ориентированные полимерные волокна и др.
18.5. ПОЛУЧЕНИЕ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ МНОГОШНЕКОВЫХ
ЭКСТРУДЕРОВ
Экструзионные машины с числом шнеков более одного подраз-
деляются на два типа: с последовательным или параллельным рас-
положением шнеков. Последние могут быть с незацепляющимися
или зацепляющимися шнеками, одинаковой или различной дли-
ны (см. рис. 6.15). Незацепляющиеся шнеки могут иметь также и
различные диаметры; цилиндры и шнеки изготавливаются как с
равными по длине диаметрами, так и конусными.
В зависимости от требований к качеству смешения компонен-
тов и их природы винтовая нарезка шнеков может прерываться и
в этих местах иметь на валу специальные насадки либо отрезки с
обратной нарезкой винта. В этом случае создаются интенсивные
противотоки расплава полимеров. Выпускаются машины, в кото-
рых цилиндр имеет специальные каналы (как у мясорубки).
Конструктивно экструдеры выполняются с горизонтальным
или вертикальным расположением шнеков.
Все перечисленные модификации машин применяются для
переработки, смешения гранулированных и порошкообразных
компонентов пластмассы, а также для получения изделий из по-
лимеров с недостаточной термостабильностью, например из ПВХ.
Так, для получения изделий из ПВХ применяют экструдеры с за-
цепляющимися шнеками, так как в этом случае при экструзии не
происходит застоя материала, шнеки самоочищаются, обеспечи-
вают постоянство объемной и весовой производительности.
Процесс экструзии на машинах с последовательным располо-
жением шнеков иллюстрирует схему каскадной технологии пере-
416
работки пластмасс. В этих машинах каждая часть звена выполняет
свою функцию автономно для зон I, II и III одношнекового экс-
трудера. В этом случае возможно менять длину отрезков шнека,
выполняющих функции I—III технологических зон, подбором ти-
па соответствующего звена каскада. Имея довольно небольшой
набор по длине и конструкции шнеков с цилиндрами, можно со-
ставлять агрегаты необходимой длины, диаметра и других геомет-
рических размеров шнеков и цилиндров. Наибольшее распро-
странение получили двухшнековые экструдеры. Процесс экстру-
зии материала на них имеет существенные отличия от процесса
экструзии на одношнековой машине.
В машинах с незацепляющимися шнеками значительно уси-
лен эффект смешения компонентов, гомогенизации расплава. Та-
кие экструдеры используют также как непрерывные смесители для
получения многокомпонентного полимерного материала.
В машинах с зацепляющимися шнеками смесительный эф-
фект минимален, но исключительно точны дозировка и подача рас-
плава. Такие машины не имеют застойных зон расплава, их при-
меняют для экструзии порошкообразных, нетермостойких пласт-
масс (ПВХ и др.).
Рассмотрим процессы, происходящие при переработке на
двухшнековом экструдере с зацепляющимися шнеками.
Большое значение для питания машин порошкообразным
сырьем имеет направление вращения шнеков. При однонаправ-
ленном вращении шнеков с одинаковыми углами нарезки питаю-
щим является лишь один из шнеков. Второй шнек своим враще-
нием способствует лучшему заполнению нарезки первого. Не ис-
ключено, что некоторая часть материала, проходя в зазор между
нарезкой и гребнем шнеков, увлекается вторым шнеком.
При встречном вращении шнеков условия захвата
порошкового материала наиболее благоприятны. Материал захва-
тывается шнеками, уплотняется и подается вперед в уплотненном
виде. Материал не прилипает к шнекам, так как не может вра-
щаться на них. При таком движении шнеков возникают значи-
тельные распорные усилия, прижимающие шнеки к стенкам ци-
линдра. Способ применяют при переработке "мягких" порошков
и других сыпучих веществ.
При противоположном вращении шнеков ус-
ловия захвата порошка резко меняются, так как шнеками захва-
тывается та часть материала, которая заполняет углубления нарезки,
примыкающие к стенкам цилиндра. Для рыхлого, плохосыпучего
материала при таком вращении шнеков снижается производитель-
ность машин, так как условия захвата для каждого шнека такие же,
27 Заказ № К-4269
417
как и для одношнековой машины. При противоположном враще-
нии шнеков один из них должен быть с лево-, а другой — с пра-
восторонней нарезкой винтовой части.
Условия продвижения материала по длине
шнеков. Движение материала в экструдере с зацепляющимися
шнеками характеризуется отсутствием перетекания расплава из
кольцевого пространства одного шнека в пространство другого.
Материал движется отдельными дозированными порциями, рав-
ными объему межвиткового пространства. Поэтому в двухшнеко-
вых экструдерах с зацепляющимися шнеками смесительный
эффект минимален, но максимальна объемная точность поступ-
ления расплава в формующую головку. Часть материала, прони-
кающая в зазор между впадиной и гребнем другого шнека, интен-
сивно перетирается, происходит ее локальный разогрев. По мере
продвижения материала к головке шнек начинает работать как
винтовой дозирующий насос. Продвижение расплава за один обо-
рот шнеков приблизительно равно шагу шнека. Из-за этого нет
смысла иметь конструкции машин с большой величиной £/ZX
Большинство двухшнековых машин имеет L/D — 12+15.
Двухшнековые экструдеры применяют для производства труб,
профилей из ПВХ и других полимеров. В этих машинах шнеки
вращаются в противоположные стороны. В четырехшнековых
экструдерах шнеки вращаются попарно в противоположные сто-
роны. Эти машины обладают большой емкостью материального
цилиндра, обеспечивают хорошее перемешивание и гомогениза-
цию композиций. Двухкаскадные, последовательно расположен-
ные двухшнековые экструдеры позволяют отделить стадии сме-
шения и пластикации от дозирования расплава и управлять этими
стадиями, что расширяет возможности варьирования технологи-
ческих параметров каждой технологической стадии. На подобных
машинах производят трубы из непластифицированного ПВХ диа-
метром до 400 мм и толщиной стенки до 30 мм.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Гуль В. Е., Акутин М. С. Основы переработки пластмасс. М.: Химия, 1985. С. 141 —
223.
2. Бернхардт Э. Переработка термопластичных материалов / Под ред. Г. В. Ви-
ноградова М.: Химия, 1962. С. 171—348.
3. Шембель А. С., Антипина О. М. Сборник задач и проблемных ситуаций по тех-
нологии переработки пластмасс. Л.: Химия, 1990. 272 с.
4. Оборудование для переработки пластмасс / Под ред. В. К. Завгороднего. М.:
Машиностроение, 1976. С. 113—160.
5. Горнер Р. В. Основные процессы переработки полимеров М.: Химия, 1972. 456 с.
6. Химия и технология полимерных пленочных материалов и искусственной ко-
жи / Под ред. Г. П. Андриановой. М.: Легпищепром, 1981. Т. 2. 376 с.
418
7. Ефремов Н. Ф. Тара и ее производство. Изд-во МГУП, 200L 311с.
8. Справочник по технологии изделий из пластмасс / Под ред. Г. В. Сагалаева,
В. В. Абрамова, В. Н. Кулезнева, С. В. Власова. М.: Химия, 2000. 424 с.
ГЛАВА 19
ПРЕССОВАНИЕ
Прессование — это технологический процесс изготовления изде-
лий из полимерных материалов, заключающийся в пластической
деформации материала при действии на него давления и после-
дующей фиксации формы изделия [1]. Если формуемый материал
способен к пластической деформации без нагревания, то процесс
ведется в холодной форме и носит название холодного прессования.
Формование в нагретой форме, т. е. горячее прессование, применя-
ется в том случае, если нагрев необходим для снижения вязкости
материала перед подачей давления или когда фиксация формы из-
делия осуществляется за счет реакций отверждения, протекающих
при повышенных температурах. Горячее прессование в зависимо-
сти от аппаратурного оформления проводится методами компрес-
сионного (прямого) или литьевого (трансферного) прессования.
Метод прессования широко применяется при переработке ре-
актопластов, резиновых смесей, а в ряде случаев и при переработ-
ке термопластов.
19.1. КОМПРЕССИОННОЕ ПРЕССОВАНИЕ РЕАКТОПЛАСТОВ
Компрессионное прессование реактопластов — наиболее распро-
страненный и простой в аппаратурном оформлении метод. Он
применяется при переработке пресс-порошков, волокнитов, слои-
стых пластиков [2, 3]. Его используют при изготовлении неслож-
ных по конструкции изделий, при переработке высоконаполнен-
ных материалов, в производстве изделий, к которым предъявля-
ются высокие требования по однотонности, и изделий массой свы-
ше 1 кг.
Прессование ведется в пресс-формах, конфигурация полости
которых соответствует форме изделия. Давление в форме созда-
ется прессом, на котором она устанавливается с помощью кре-
пежных плит.
Пресс-форма (рис. 19.1) состоит из пуансона и матрицы, ко-
торые могут иметь нагревающие элементы, и выталкивателей. Ма-
27*
419
Рис. 19.1. Схема изготовления изделий методом компрессионного прес-
сования:
а — загрузка пресс-материала; б — смыкание пресс-формы; в — раскрытие пресс-
формы и извлечение изделия;
7 — выталкиватель; 2 — пресс-материал; 3 -- пуансон; 4 - - матрица
териал загружается в открытую полость формы, затем пуансон
опускается, материал уплотняется, заполняет формующую по-
лость, выдерживается под давлением. После окончания выдержки
форма раскрывается, и с помощью выталкивающего устройства
изделие извлекается из формы.
Основные технологические операции процесса прессования:
входной контроль сырья, подготовка сырья и его дозирование,
предварительный подогрев, формование в пресс-форме, контроль
качества отформованного изделия, термическая и механическая
обработка изделий, контроль готовой продукции.
Контроль качества сырья проводится как в целях проверки его
соответствия техническим условиям, так и с целью уточнения ре-
жимов подготовки сырья и режимов его прессования.
Качество сырья оценивают по удельному объему, насыпной
плотности, гранулометрическому составу, сыпучести, коэффици-
енту уплотнения, таблетируемости, текучести, продолжительно-
сти вязкотекучего состояния, скорости отверждения, усадке, со-
держанию влаги и летучих [2].
Содержание влаги и летучих в фенолоформальде-
гидных пресс-порошках должно составлять 2,0—4,5 %, а в амино-
пластах — 3,5—4,0 %. При меньшем содержании влаги материал
имеет плохую текучесть, большее количество влаги и летучих при-
водит к образованию вздутий и пор в отформованных изделиях.
420
Текучесть материала определяет способность к запол-
нению формы при прессовании. Этот показатель зависит от типа
связующего и наполнителя, содержания влаги, количества и типа
смазывающего вещества. Текучесть пресс-материалов по методу
Рашита для фенопластов новолачного типа составляет 35—180 мм,
для резольных фенопластов 45—180 мм, для волокнита 20—120 мм,
для аминопластов 50—160 мм.
Скорость отверждения пресс-материалов зависит от
их состава, конфигурации изделия, температуры прессования, на-
личия подпрессовок. Скорость отверждения оценивается по ми-
нимальному времени выдержки, необходимому для нагрева образца
толщиной 1 мм до температуры отверждения и завершения отвер-
ждения (с/мм; мин/мм). При 170 °C без применения предвари-
тельного нагрева скорость отверждения составляет для новолач-
ных фенопластов 40—50, для резольных фенопластов 60—150 и для
волокнита 60 с/мм; при 150 °C для аминопластов — 180—210 с/мм.
Оценка текучести по Рашигу и скорости отверждения по ми-
нимальному времени выдержки дает сравнительные характери-
стики пресс-материалов. Более достоверные данные, позволяю-
щие оптимизировать процесс прессования, получают с примене-
нием пластометрических испытаний. Для этих целей используют
приборы, являющиеся аналогами пластометра Канавца (см. гл. 12
"Отверждение пластмасс"). Деформирование материала в зазоре
между коаксиальными цилиндрами проводится при скорости
сдвига около 0,015 с-1, давлении прессования 35 ± 5 МПа. Опре-
деление вязкотекучих свойств любых реактопластов ведется при
120 °C, а продолжительности вязкотекучего состояния и времени
отверждения — при 170 °C для фенопластов и 140 °C для амино-
пластов. За время отверждения по методу Канавца принимается
продолжительность выдержки в форме пластометра, при которой
достигается для фенопластов напряжение сдвига 6 МПа при 170 °C,
а для аминопластов — 4 МПа при 140 °C.
Технологические свойства некоторых реактопластов приведе-
ны в табл. 19.1 [3, 4].
Определение усадки, являющейся не только технологиче-
ской, но и эксплуатационной характеристикой, проводится путем
оценки изменения объема или линейных размеров изделия при
его охлаждении. Как правило, оценка величины линейной усадки
проводится на дисках стандартного размера. Расчет усадки У ве-
дется по формуле [2]:
у = • 100 %, (19.1)
Ab
где и /)д- диаметр формы и диаметр диска соответственно, мм.
421
Таблица 19.1. Технологические свойства некоторых реактопластов
Марка материала Сравнительные показатели
плотность, г/см3, не более содержание влаги и лету- чих, % текучесть по Рашиту, мм расчетная линейная усадка, %
03-010-02 (К-18-2) 1,4 2,0-4,5 90-190 0,4-0,8
Э-2-330-02 (К-21-22) 1,4 2,0-4,5 90-180 0,6-1,0
Сп-1-342-02 (К-214-2) 1,4 2,0-4,5 90—190 0,4-0,8
АГ-413 1,7-1,9 2,0-5,0 до 180 0,1-0,3
Аминопласт 1,35-1,45 2,8-3,0 60-160 <0,8
Мелалит К-79-79 1,45-1,55 <4,5 80-180 <0,8
*При 140 °C.
Гранулометрический состав пресс-порошков харак-
теризуется размером их частиц и соотношением между количест-
вом частиц разных размеров. Для пресс-порошков на основе
ФФС, наполненных древесной мукой, оптимальным является на-
личие частиц размером >1 мм — 12—34 %; >0,4 мм — 31—46 %;
>0,18 мм — 9—20 %; >0,25 мм — 11—20 %. Для определения размера
частиц используют сита с соответствующим размером отверстий.
Сыпучестью порошков называется способность их равно-
мерно высыпаться из какой-либо емкости (бункер, питатель). Чем
однороднее порошок по составу, чем меньше его влажность и со-
держание в нем пыли, тем лучше его сыпучесть. Для таблетиро-
вания в таблеточных машинах с объемной дозировкой пригоден
пресс-порошок с сыпучестью не ниже 0,4 кг/мин.
Таблетируемость пресс-материалов определяется склон-
ностью их уплотняться без спекания или сплавления. Она зависит
от размера частиц, однородности гранулометрического состава,
наличия в материале влаги и смазки. Из пресс-материалов при
комнатной температуре прессуют таблетки, а затем определяют
прочность таблетки при вдавливании в нее шарика. Качественные
таблетки должны иметь прочность не менее 785 Н.
Подготовка сырья к прессованию начинается с его разборки по
партиям, имеющим близкие технологические показатели. Это не-
обходимо для сокращения потерь времени и сырья при пере-
стройке технологического процесса, связанного с переходом на
другую партию сырья. Если сырье влажное, то проводят его суш-
ку. Температура сушки новолачных пресс-порошков 100 °C, ре-
зольных пресс-порошков и волокнита 80 °C. Высушенное сырье
хранят в герметичной таре.
Дозирование сырья проводится объемным или штучным мето-
дом. Объемное дозирование осуществляется механическими пи-
422
Пластометрические показатели
ВЯЗКОСТЬ Г) 10 6 при 120 °C, Па • с продолжительность вязко- текучего состояния, с время отвер- ждения, с напряжение, при котором определялось время отвер- ждения, ст, МПа
120 °C 170 °C
21-35 420 20-40 50-80 6
40 600 80 140 6
21-40 600 75 120-150 6
10-20 480 30-40 — 1
18-36 71 — 154 30-60* 78-130* 4
18-36 157-240 70-110 180—210 7
тателями или шнеками-пластикаторами в бункере автоматиче-
ских прессов, роторных или ротационно-конвейерных линий.
Штучный метод дозирования применяют при использовании таб-
леток, предварительно отформованных на таблетмашинах. При
таблетировании волокнитов целесообразно придавать таблеткам
форму, близкую к форме готового изделия. Таблетки подаются в
форму вручную или с помощью механических питателей.
Предварительный подогрев пресс-материалов перед их подачей
в пресс-форму позволяет в 2—3 раза снизить цикл прессования, так
как из-за малой теплопроводности пластмасс требуется длительное
время для их нагрева в форме до температуры отверждения. Кроме
того, предварительный нагрев позволяет снизить давление прессо-
вания в среднем на 50 %, уменьшить износ пресс-форм.
Для предварительного подогрева используют токи высокой
частоты (ТВЧ). Интенсивность нагрева диэлектриков повышается
с увеличением частоты колебаний и напряженности поля. Однако
из-за возможности наступления диэлектрического пробоя мате-
риала напряженность поля не должна быть выше 200—250 кВ/м.
Поэтому для более интенсивного нагрева повышают только час-
тоту тока. Обычно применяют частоту 20—40 МГц. Главное пре-
имущество нагревания токами высокой частоты состоит в том,
что прогрев происходит одновременно во всем объеме материала,
а степень нагрева регулируется с высокой точностью.
Длительность нагрева /н таблеток ТВЧ может быть рассчитана
по формуле [5]:
, = сР(Т2 П)
O,55.1[E,.tge/£'2 ’
(19.2)
где с — удельная теплоемкость, кДж/(кг • К); р — плотность, кг/м3; Т\ и 7j — на-
чальная и конечная температуры таблетки, К; рт = 0,4-?0,5 — термический КПД
423
генератора ТВЧ; f — частота колебаний, Гц; Е — напряженность электрического
поля, кВ/м; tg8 — тангенс угла диэлектрических потерь материала; ег — диэлек-
трическая проницаемость материала, Ф/м.
На рис. 19.2 показано влияние температуры предварительного
подогрева на кинетику и продолжительность отверждения изде-
лий из фенопластов с различной толщиной стенки.
Температуру предварительного нагрева материала определя-
ют, исходя из времени пребывания его в вязкопластическом со-
стоянии (/впл), Это время должно быть больше, чем продолжи-
тельность загрузки дозы в форму и время смыкания пресс-
формы (гсм):
Я1 Я2
^в.пл v Г
V] v2
(193)
где Н\ и Я2 — высота опускания пуансона при холостом и рабочем ходе пресса со-
ответственно; V] и v2 скорость опускания плиты пресса при холостом и рабочем
ходе соответственно, м/с; Я|/г( и Я2/г2 — время смыкания пресс-формы (ZCM) при
холостом и рабочем ходе соответственно.
Так как между временем вязкопластического состояния и тем-
пературой существует экспоненциальная зависимость пл = Аеи^т,
Рис. 19.2. Влияние температуры предварительного подогрева на кинетику
(а) и продолжительность (б) отверждения изделий из фенопластов:
а: I - - без предварительного отверждения; 2 — с подогревом ТВЧ; т — напряжение
сдвига на приборе Канавца;
б: цифры у кривых — толщина образца
424
то температура предварительного нагревания Тн может быть рас-
считана по формуле [2]:
Тн < Inf— + — + l)- 1пЛ
л L IV] v2 J
(19.4)
Значения коэффициента А и энергии активации U для неко-
торых пресс-материалов приведены ниже:
03-010-02 01-040-02 Э-2-340-65 Э-2-330-02
(К-18-2) К-17-2 (К-15-2) (К-21-22) (К-211-3)
А 107 1,77 4,52 3,9 1,76 7,4
U, кДж/м оль 69,5 69,5 69,5 47,31 62,8
Рассчитанное по уравнению (19.4) значение Тн должно быть
ниже, чем указанное в табл. 19.2.
Если прессы-автоматы и роторные линии укомплектованы
шнеками-пластикаторами, то необходимость в предварительном
подогреве материала отпадает, так как совмещаются стадии дози-
рования, загрузки и разогрева массы до вязкотекучего состояния.
Формование изделия является основной операцией в процессе
прессования. Качество отформованного изделия определяется
правильным выбором технологических параметров процесса: дав-
ления прессования Р, числа и длительности подпрессовок, тем-
пературы пресс-формы 7ф, продолжительности отверждения из-
делия в пресс-форме /отв, скорости приложения давления.
Давление прессования, действующее на материал в
форме, необходимо для придания материалу конфигурации изде-
лия и его уплотнения. Изменение давления в цикле формования
Таблица 19.2. Технологические режимы компрессионного и литьевого прессования
пресс-материалов
Марка пресс- материала Температура предвари- тельного на- гревания, °C Температура прессования, °C Удельное давление, МПа
без по- догрева с подог- ревом литьевое прессование прямое прессование литьевое прессование
01-040-02, 130-170 155 ± 5 185 ± 5 185 ± 5 25-35 40-80
03-010-02,
01-030-02
Э-2-330-02 80-100 155 ± 5 160 ± 5 160 ± 10 25-35 40-90
У-4-080-02 120-130 150 ± 5 175 ± 5 — 25-35 50-80
Сп-1-342-02 150-160 155 ± 5 185 ± 5 160 ± 10 25-35 60—80
В-4-70 150-160 165 ± 5 165 ± 5 165 + 5 30-40 50-80
Текстолит- 100-110 150 ± 5 155 ± 5 — 40-50 —
крошка
Аминопласт 90-100 155 ± 5 160 ± 5 160 ± 5 25-35 50-80
АГ-4В, АГ-4С 120-130 145 ± 5 145 ± 5 150 ± 5 30-40 70-120
425
I P, МПа
Рис. 19.3. Изменение давления в пресс-
форме при компрессионном прессова-
нии:
/ — без предварительного подогрева; 2 —
с подогревом ТВЧ; 3 — шнековая пластика-
ция материала перед загрузкой в форму. По-
яснения в тексте
может быть представлено в виде
диаграммы "давление в форме —
время" (рис. 19.3) [3]. После загруз-
ки материала в форму (участок Т) на-
чинается смыкание пресс-формы
(участок II). При соприкосновении
пуансона с материалом начинает
расти давление в форме, происходят
сжатие материала, его растекание по
полости формы и дополнительный
нагрев (участок Ш). Если материал
предварительно не был нагрет, то
для его растекания по полости фор-
мы требуются большие время и дав-
ление (точка А), чем в случае фор-
мования подогретого в поле ТВЧ
(точка Ена кривой 2) или подготовленного в шнеке-пластикаторе
материала (точка Е на кривой 3). После растекания материала,
формуемого без предварительного подогрева, давление в форме
несколько понижается (точка В на кривой 7), а подогретого — ос-
тается без изменения.
Началу отверждения материала соответствует точка В. При
этом смыкание пресс-формы продолжается, чем и обусловлен
рост давления до точки С, соответствующей полному смыканию
формы. Отверждение материала (участок IV) заканчивается в точ-
ке D, затем давление падает из-за размыкания пресс-формы. Уча-
сток ^соответствует выталкиванию изделия из раскрытой формы,
съему изделия и очистке формы. Продолжительность всего про-
цесса прессования определяет длину участка VI.
Ход кривых 2 и 3 показывает преимущества предварительного
подогрева. Так, вплоть до полного смыкания пресс-формы сжатие
и незначительный нагрев материала обеспечиваются гораздо
меньшим давлением (точка Ена кривой 2 и точка Ена кривой 5),
а продолжительность отверждения (участки IV-2 и IV-5) и всего
цикла прессования (участки VI-2 и VI-5) сокращается.
426
Уровень давления прессования (см. табл. 19.2) определяется
типом формуемого материала, его текучестью на стадии заполне-
ния формы, толщиной стенок изделия, высотой изделия, а также
наличием знаков и арматуры в формуемом изделии. С ростом те-
кучести пресс-материала, температуры формы и уменьшением от-
ношения высоты изделия к толщине его стенки давление прессо-
вания понижается.
При выборе пресса для формования изделия номинальное
усилие пресса может быть рассчитано как
Ун > (19.5)
а необходимое для прессования изделия манометрическое давле-
ние в гидросистеме пресса (Рм) рассчитывается по формуле:
р — — ^уд^изд^^ (19 6)
" 5пл 0,784, ’
где NH — номинальное усилие пресса, кН; Руд — удельное давление прессования
материала, МПа; — площадь изделия в плоскости разъема формы, м2; п —
число гнезд формы; к — коэффициент, учитывающий потери давления при прес-
совании (к = 1,1-И, 15); 6^ — площадь плунжера, м2; Дпл — диаметр плунжера гид-
роцилиндра пресса, м.
В целях удаления летучих веществ и водяных паров из полости
пресс-формы используют специальный прием — подпрессов-
ку: сразу после полного смыкания формы пуансон поднимают на
10 20 мм и немедленно опускают. При этом из нагретого, но еще
вязкопластичного материала легко удаляются газообразные про-
дукты.
Подпрессовка проводится только при прессовании на быстро-
ходных прессах. Подпрессовка для быстро отверждающихся мате-
риалов проводится не позднее чем через 10 с после полного смы-
кания формы, а для медленно отверждающихся — через 10—30 с.
Длительность подпрессовки, т. е. время, в течение которого пу-
ансон находится в приподнятом состоянии, составляет 3—5 с для
быстро отверждающихся и 5—10 с — для медленно отверждаю-
щихся пресс-материалов. Высота подъема пуансона при подпрес-
совках — не более 30 мм, а число их обычно не превышает 3—4.
Если подпрессовка проводится после частичного отверждения
материала, то выходящие из объема изделия газообразные про-
дукты разрывают отвержденный поверхностный слой, нарушается
монолитность поверхности изделия.
Без подпрессовок, как правило, формуются небольшие изде-
лия с металлической арматурой или знаками. Если материал име-
ет низкую текучесть или склонен к плохой свариваемости потоков
427
(как это характерно для аминопластов), то пуансон останавлива-
ют перед окончательным смыканием на несколько секунд на вы-
соте 3—5 мм от матрицы для обеспечения лучшего прогрева ма-
териала. С ростом числа подпрессовок наблюдается снижение
продолжительности отверждения на 30—40 %. При прессовании
материалов на основе эпоксидных и полиэфирных смол подпрес-
совки не применяют, так как их отверждение идет без выделения
летучих продуктов.
Выдержка проводится в сомкнутой пресс-форме под дав-
лением. При этом происходит процесс отверждения, приводящий
к формированию трехмерной структуры. После отверждения из-
делие извлекается из формы без охлаждения. На стадии отвержде-
ния давление необходимо лишь для исключения раскрытия
пресс-формы под действием выделяющихся газообразных про-
дуктов и может быть снижено до 8—9 МПа. Однако из-за конст-
руктивных особенностей гидропресса давление сохраняется на
уровне давления в момент смыкания формы.
Температура пресс-формы имеет важное значение
для отверждения материала в оформляющей полости. При выборе
температуры формы следует учитывать следующие факторы: ско-
рость отверждения пресс-материала; форму и размеры изделия.
Для быстро отверждающихся пресс-материалов и большом
времени смыкания формы следует выбирать низкую температуру
формы, а для медленно отверждающихся материалов и малом вре-
мени смыкания формы температура формы должна быть повы-
шенной. При малой толщине стенки изделия рекомендуется со-
четать высокую температуру пресс-формы с высоким давлением
прессования; при большой толщине стенки — низкую температу-
ру пресс-формы с невысоким давлением. Если изделие характе-
ризуется большим отношением высоты стенки к ее толщине, то
целесообразно применять низкую температуру формы при высо-
ком давлении прессования.
При переработке реактопластов следует учитывать, что тепло-
вой эффект экзотермической реакции отверждения тем сильнее
сказывается на температуре материала, чем больше толщина стен-
ки изделия, чем быстрее протекает реакция отверждения и чем
меньше степень предварительной поликонденсации материала.
Перегрев толстостенных изделий может привести к разложению
материала внутри изделия (рис. 19.4). Поэтому толстостенные из-
делия следует отверждать при низкой температуре. Изделия боль-
ших размеров также необходимо формовать при пониженных
температурах формы для сохранения текучести материала на пе-
риод заполнения им формующей полости [2].
428
Рис. 19.4. Зависимость температуры у- о г
внутри стенки изделия толщиной 9 мм
и 17 мм от времени отверждения *ии
Продолжительность от-
верждения /отв определяется от
температурой пресс-формы в со-
ответствии с уравнением [3]:
/отв = Ве^, (19.7) 100
где В — константа материала; Готв — тем-
пература отверждения, К; у — температур-
ный коэффициент, 1/град.
Однако температура материала
при загрузке в пресс-форму обыч-
но ниже, чем температура формы.
Поэтому полное время выдержки изделия в форме /в можно ус-
ловно представить как сумму времени нагревания материала до
температуры отверждения гн и времени протекания реакции по-
ликонденсации ZOTB:
(„=<„+ (19.8)
Так как при отверждении происходит увеличение температуры
материала за счет выделяющейся при поликонденсации теплоты
(2р), то температура отверждения в форме составляет 7ОТВ = 7ф +
+ Qp/(2cp), а в камере пластометра Тотв,пл = Тпл + Qp/(2cp). Если
для данной партии материала имеется значение времени отвер-
ждения по пластометру /впл, то время выдержки в форме может
быть рассчитано как
т -Т )
61 Ф + ТЙв.ПЛ Ф.Пл)^ ’ (19.9)
где v — коэффициент, учитывающий влияние предварительного нагрева материала,
1/град (для фенопластов v = 0,85, для аминопластов v = 0,9); у — температурный
коэффициент, 1/град (значения коэффициента приведены в табл. 12.4); гнпл = 19 с,
или по формуле
/ фу / 2 АД
'в = vт7Г 'н-пл + “ 19)’ (19Л0)
'ТПЛ-7
где фл. и српл — коэффициенты формы для изделия и образца пластометра (фпл =
= 1,54); 2/?Л. — толщина изделия, мм; 2/?пл = 3 мм -- толщина образца пластометра.
Ниже приведены значения (рхдля изделий различной формы:
Плита.......................1,54
Брусок......................0,84
Цилиндр бесконечной длины . .0,80
Куб.................................0,72
Цилиндр высотой, равной диаметру 0,64
Шар.................................0,48
429
Для расчета времени нагревания материала до температуры
отверждения используют уравнение нестационарной теплопро-
водности:
= 82Го/(4я), (19.11)
где Fo ~ критерий Фурье; а — коэффициент температуропроводности; 3 --- мак-
симальная толщина изделия.
Критерий Фурье является функцией формы изделия (шар,
брусок, пластина, цилиндр) и относительной температуры 6:
е = (7ф- W/(V ЛЛ (19.12)
где 7ф — температура формы; 7М — температура загружаемого в форму материала
с учетом предварительного подогрева; Гизл — температура в центре изделия к мо-
менту начала отверждения: Тиад = 7ф — 0р/(2ср).
За расчетную толщину принимают максимальную толщину
стенки изделия, а в случае изделий сложной конфигурации ведут
расчет времени нагрева для каждого элемента изделия. При рас-
чете времени выдержки в форме учитывают максимальное время
нагрева для элементов изделия [4].
По графической зависимости критерия Фурье от относитель-
ной температуры (рис. 19.5) находят его значение, а затем по фор-
муле (19.11) рассчитывают /н. В тех случаях, когда материал загру-
Рис. 19.5, Номограмма для определения критерия Фурье /б по величине
относительной температуры 9:
I ~ пластина; 2 — брусок; 3 — цилиндр с I > J; 4— куб; 5 —• цилиндр с / < d; 6 — шар
430
жается в форму при температуре, близкой к температуре формы
(7ф - Тм < 15), расчета времени нагревания не проводят.
С ростом температуры прессования сокращается время вы-
держки изделия. Однако при очень высокой температуре поверх-
ностные слои отверждаются слишком быстро, и газообразные про-
дукты, находящиеся внутри изделия, через отвержденный слой не
могут быть удалены. При раскрытии пресс-формы под действием
давления этих газообразных продуктов могут произойти разрыв
поверхности изделия, появление на ней вздутий и трещин.
В табл. 19.2 были приведены ориентировочные режимы ком-
прессионного (прямого) прессования некоторых марок пресс-ма-
териалов [4].
Промежуточный контроль качества изделия проводится на ра-
бочем месте непосредственно после съема его из формы. Отбра-
ковываются изделия недопрессованные, имеющие трещины,
вздутия, разводы, и изделия с толстым гратом. При наличии тре-
бований по однотонности изделий, количеству включений и раз-
мерной точности изделий проводится проверка и по этим пока-
зателям.
Термическая обработка изделий, полученных методом прессо-
вания, заключается в их отжиге при повышенных температурах с
целью уменьшения уровня внутренних напряжений. Причиной
появления внутренних напряжений в основном является нерав-
номерность отверждения материала в элементах изделия, имею-
щих различную толщину. Внутренние напряжения приводят к
растрескиванию и короблению изделий. Отжиг осуществляют пу-
тем нагревания изделия на воздухе или в масле до 120—150 °C с
последующим медленным охлаждением.
Механическая обработка изделий проводится с целью удале-
ния механическим путем излишков материала (облоя, грата), об-
разующихся из-за затекания расплава в плоскости разъема форм;
с целью обеспечения требуемой конфигурации изделия, изготов-
ления резьбы или доводки размеров изделия, если формование
механически сложно или экономически невыгодно, а также для
отделки изделий (шлифовка, полировка и т. д.).
Переработка отходов прессования заключается в сборе и из-
мельчении бракованных изделий, удаленного облоя (грата), стружки,
образующейся при механической обработке. Отходы пресс-мате-
риалов сортируются по маркам материала и иногда по цвету. Из-
мельчение отходов проводят последовательно на дробилках ноже-
вого и ударного типов до порошкообразного состояния. Получен-
ные порошкообразные отходы могут быть добавлены в количестве
431
15—20 % к первичному сырью и использованы для получения не-
ответственных изделий бытового назначения.
19.2. ЛИТЬЕВОЕ ПРЕССОВАНИЕ РЕАКТОПЛАСТОВ
При формовании изделий сложной конструкции, имеющих тон-
кую сквозную арматуру, в момент смыкания формы при компрес-
сионном прессовании возникают перекосы армирующих элемен-
тов, что приводит к браку. Достаточно часто наблюдаются недо-
прессовки при формовании изделий с малой толщиной стенок, но
достаточно большой высотой.
Эти недостатки устраняются при использовании метода литье-
вого прессования [1—3, 5], который отличается от компрессионного
тем, что пресс-форма имеет загрузочную камеру и соединенную с
ней литниковыми каналами формующую полость (рис. 19.6).
Материал в виде таблеток, порошка или волокон после пред-
варительного подогрева подается в загрузочную камеру, нагретую
до необходимой температуры. Из загрузочной камеры при смы-
кании формы материал передавливается через литниковые кана-
лы под давлением 80—120 МПа в оформляющую полость формы.
Рис. 19.6. Пресс-формы для литьевого прессования с верхней (о) и ниж-
ней (б) загрузочными камерами:
1 — нижняя плита; 2 — матрица; 3 — воздушные каналы; 4 — изделие; 5 — верхняя
плита; б — литниковые каналы; 7 — пресс-остаток; 8 — загрузочная камера; 9 —
шток; 10 — стержень толкателя; II — выталкиватель
432
При прохождении материала по литниковым каналам происходят
его дополнительный разогрев и гомогенизация. Низковязкий рас-
плав попадает в оформляющую полость, где давление равно ат-
мосферному. Газообразные продукты, находящиеся в объеме ма-
териала, интенсивно выделяются и удаляются из формы через
специальные воздушные каналы в плоскостях разъема оформляю-
щей полости. После заполнения формующей полости материал
затекает в эти каналы и, отверждаясь в них, изолирует полость от
атмосферы. Затем давление в формующей полости начинает расти
до 25—30 МПа, происходит уплотнение материала.
Для снижения вязкости перерабатываемого материала темпе-
ратуру формы при литьевом прессовании устанавливают выше,
чем при компрессионном. Одновременно это обеспечивает сни-
жение на 30—40 % времени выдержки под давлением в форме, так
как процесс отверждения идет интенсивнее.
Изделия, получаемые литьевым прессованием, имеют боль-
шую плотность, отличаются высокой размерной точностью, прак-
тически не требуют удаления облоя, так как впрыск материала
происходит в замкнутую пресс-форму (толщина облоя до 0,1 мм).
При литьевом прессовании усилие прессования Рпр должно
быть равно:
^пр = <19.13)
где />уд — удельное давление для данного материала, МПа; F3K — площадь загру-
зочной камеры, м2.
В зависимости от конструкции пресс-формы усилие прессо-
вания создается или гидроцилиндром пресса (верхняя камера),
или гидроцилиндром выталкивателя (нижняя камера).
В формах с верхней загрузочной камерой для предотвращения
раскрытия формующей полости при поступлении в нее расплава
площадь загрузочной камеры должна быть больше, чем площадь
изделий и литников:
Г3.к= 1,25(ГИЗД« + Гл), (19.14)
где Л’лвд — площадь изделия в плоскости разъема формы, м2; п — число гнезд в
формующей полости; Fn площадь литников в плоскости разъема формы.
В формах с нижней загрузочной камерой усилие смыкания
создается верхним гидроцилиндром и должно быть равно:
Рсм = 1,25Руд(Гиздн + Гл + F3K). (19.15)
Технологический процесс литьевого прессования состоит из
тех же стадий, что и процесс компрессионного прессования. Ос-
новные его особенности связаны с наличием двухкамерной фор-
мы и литниковой системы, что приводит к необходимости ис-
28 Заказ № К-4269
433
пользовать прессы с большим усилием и к большему расходу ма-
териала, связанному с заполнением литниковых каналов.
Для расчета длительности выдержки изделия в форме исполь-
зуются те же формулы, что и при компрессионном прессовании.
Повышение производительности при компрессионном и лить-
евом прессовании обеспечивается использованием автоматиче-
ских линий. Автоматические линии могут быть роторными или
конвейерными. В состав линий входят несколько перемещаю-
щихся пресс-форм и силовой пресс, который оказывает давление
на форму в течение времени, необходимого для заполнения фор-
мы материалом и его уплотнения. Выдержка при отверждении,
раскрытие формы, удаление изделия, чистка формы и ее загрузка
осуществляются вне силового пресса. Температура форм поддер-
живается автоматически, а для поддержания необходимого давле-
ния в форме используются системы пружинных захватов.
Применение автоматических линий особенно целесообразно
при крупносерийном производстве толстостенных изделий и из-
делий, насыщенных арматурой [1—3].
19.3. ПОЛУЧЕНИЕ СЛОИСТЫХ
ПЛАСТИКОВ
Листы, плиты, трубы, фасонные из-
делия из текстолита, стеклотексто-
лита, декоративных бумажно-слои-
стых пластиков, древесно-слоистых
пластиков получают методом прес-
сования [2, 8].
Для получения плит и листов из
слоистых пластиков используют
этажные прессы нижнего давления
(рис. 19.7). Получение листов и
плит состоит из операций раскроя
пропитанного материала, набора
пакетов и их прессования.
Рис. 19.7. Этажный пресс для прессова-
ния слоистых пластиков:
] ~ станина; 2 — стойка станины; 3 - обог-
ревающие плиты; 4— прессуемый пакет; 5 —
подвижный стол; 6 - плунжер; 7 — рабочий
гидроцилиндр
434
Набранный пакет укладывают между полированными листами
из нержавеющей стали и загружают между обогревающими пли-
тами этажного пресса.
Особенности процесса прессования листов и плит определя-
ются реологическими свойствами связующего. На начальной ста-
дии процесса связующее плавится и происходит более глубокая
пропитка основы (ткани, бумаги, древесного шпона). При этом
давление прессования должно быть небольшим, чтобы связующее
не вытекало из пакета. С увеличением продолжительности прес-
сования связующее отверждается, вязкость его нарастает, и для
уплотнения пакетов требуется повышение давления до макси-
мального значения. Режим подъема давления связан с темпера-
турным режимом прессования и габаритными размерами листа.
Так, для листов из текстолита толщиной 25—40 мм время прогре-
ва до 150 °C составляет не менее 25 мин, время выдержки при 150—
160 °C —100—110 мин, а для листов толщиной свыше 70 мм —
45 мин и 170—190 мин соответственно.
После прессования листы охлаждают, пропуская холодную во-
ду внутри плит пресса. Охлаждение ведут до 20—40 °C.
Медленное охлаждение отпрессованных листов под давлением
обеспечивает релаксацию остаточных напряжений и снижает ве-
роятность их коробления после извлечения из пресса.
Таблица 19.3. Режимы прессования слоистых пластиков
Материалы Технологические параметры
удел ьное давлен не, МПа температура, °C время выдержки, с
Гетинакс
I ступень 3-3,5 85-100 20—30 мин
II " 4,5-5 150-160 5 мин/мм
Текстолит
I ступень 3-3,5 85-100 20—30 мин
II ” 8-8,5 150 5 мин/мм, но не менее 90 мин
Стеклотекстолит
I ступень 1,2 90 5—10 мин
II " 2,0 130-140 5—10 мин
III " 4,0 150-160 5 мин/мм
Асботекстолит:
I ступень 2 75-90 20—30 мин
II " 11—12 150-160 10 мин/мм, но не менее 60 мин
Декоративный бумажно— слоистый пластик:
на карбамидной смоле 9-11 135-140 4 мин/мм
на меламиновой смоле 9-11 145-155 4 мин/мм
28
435
Охлажденные пакеты выгружают из пресса и передают на кон-
троль и упаковку. Ориентировочные режимы прессования листов
и плит из термореактивных материалов приведены в табл. 19.3 [8].
19.4. ПРЕССОВАНИЕ ТЕРМОПЛАСТОВ
В современной технологии переработки пластмасс прессование
термопластов используют ограниченно из-за его малой произво-
дительности. Метод используется при изготовлении небольших
партий толстых листов и блоков, в том числе оптически прозрач-
ных, некоторых изделий из вспененных термопластов, изделий из
высоконаполненных абразивными наполнителями термопласти-
ческих материалов с низким показателем текучести расплава, а
также при переработке высоковязких, имеющих высокую темпе-
ратуру плавления ароматических ПА [1, 7].
В отличие от прессования реактопластов при прессовании
термопластов химических процессов не происходит.
Материал в виде порошка, гранул или заготовок помещается
в нагретую пресс-форму, температура которой несколько выше,
чем 7Г1;| для кристаллических и Гт для аморфных полимеров, вы-
держивается в форме до перехода в вязкотекучее состояние, затем
под давлением пресса форма заполняется, материал уплотняется
и изделие охлаждается под давлением вместе с формой до темпе-
ратуры, обеспечивающей его формоустойчивость.
Так как выделения летучих при прессовании термопластов не
происходит, подпрессовки не проводятся.
Учитывая то, что термопласты имеют низкую вязкость распла-
ва, пресс-формы изготавливают с меньшими зазорами, чем для
реактопластов, а также снабжают их воздушными каналами.
Таблица 19.4. Режимы прессования некоторых термопластов
Материалы Удельное давление, МПА Температура, °C
заготовки при загрузке заготовки при прессова- нии при съеме изде- лия
ПЭНП 0,5-20 80-90 100-110 120-140 40-50
ПЭВП 5-10 120-130 130-140 160-180 40-50
ПП 7,5-12,5 130-140 150-170 170-180 80
Фторлон-40 30—50 — — 270-290 90—100
Полистирол блочный 35-40 100-120 120-130 135-150 50-70
Винипласт 1-7 — 120-130 170-180 50-60
Фен илон 40—100 210-220 220-230 320—340 180-230
Этрол 0,8-20 20 20 125 35
436
Режимы прессования некоторых термопластов даны в табл.
19.4 [1].
Изделия, полученные прессованием из термопластов, харак-
теризуются большей однородностью структуры и меньшим уров-
нем внутренних напряжений, чем изготовленные литьем под дав-
лением.
19.5. ХОЛОДНОЕ ПРЕССОВАНИЕ
Переработка при высоком давлении материалов ниже их темпе-
ратуры размягчения используется для формования заготовок из
реакто- и термопластов, неспособных к сдвиговому течению в
расплаве из-за очень высокой вязкости системы. Полученные ме-
тодом холодного прессования заготовки подвергаются термиче-
ской обработке в отсутствие давления (в термошкафах или в пе-
чах). Этим методом получают заготовки для абразивных кругов и
заготовки изделий из фторопласта-4 [7].
При холодном прессовании композиция олигомера с напол-
нителем или порошкообразный полимер помещаются в пресс-
форму, поверхность материала выравнивается без приложения
давления, а затем пресс-форма смыкается. Для получения заго-
товки с максимальной и равномерной плотностью упаковки час-
тиц, отсутствием воздушных включений давление увеличивается
ступенчато, с выдержкой на постоянном уровне в течение не-
скольких минут. Плохое уплотнение порошка приводит к образо-
ванию микротрещин, так же как при неравномерном распределе-
нии порошка в форме или сложной конфигурации изделия.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
I. Химическая энциклопедия: в 5 т. М.: Большая Российская энциклопедия. Т. 4.
1995. С. 6.
2. Энциклопедия полимеров. В 3 т. М.: Советская энциклопедия, 1977. Т. 3.
С. 166—173; 174-175.
3. Техника переработки пластмасс / Под ред. Н. И. Басова и В. Броя. Совм. изд.
СССР и ГДР (Изд-во "Дейтчер Ферлаг фюр Грундштоффиндустри”, Лейпциг).
М.: Химия, 1985. 528 с.
4. Переработка пластмасс: Справ, пособие / Под ред. В. А. Брагинского. Л.: Хи-
мия, 1985. 296 с.
5. Справочник по пластическим массам. Изд. 2-е, перераб. и доп. В 2-х т. Т. 2 /
Под ред. В. М. Катаева, В. А. Попова, Б. И. Сажина. М.: Химия, 1975. 568 с.
6. Басов И. И., Казанков Ю. В.. Любартович В. А. Расчет и конструирование обо-
рудования для производства и переработки полимерных материалов: Учеб, для
вузов. М.: Химия, 1986. 488 с.
7. Бортников В. Г. Основы технологии переработки пластических масс. Л.: Хи-
мия, 1983. 303 с.
437
8. Сагалаев Г. В., Виноградов В. М., Комаров Г. В. Основы технологии изделий из
пластмасс. М.: МИТХТ, 1974. С. 206-209; 215-220.
9. Шалун Г. Б., Сурженко Е. М. Слоистые пластики. Л.: Химия, 1978. 141с.
10. Соколов А. Д., Петров Б. А., Татаркин В. А., Александрович И. Р. Машины для
автоматизированного производства деталей из реактопластов. М.: Машино-
строение, 1990.
11. Справочник по технологии изделий из пластмасс / Под ред. Г. В. Сагалаева,
В. В. Абрамова, В. Н. Кулезнева, С. В. Власова. М.: Химия, 2000, 424 с.
ГЛАВА 20
ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Литье под давлением — метод формования изделий из полимер-
ных материалов, заключающийся в нагревании материала до вяз-
Рис. 20. 7. Схема литьевой машины со шнековой (а) и плунжерной (б) пла-
стикацией расплава:
/ — гидроцилиндр механизма смыкания; 2 — поршень гидроцилиндра механизма
смыкания; 3 — подвижная плита; 4 — полуформы; 5— неподвижная плита; 6— пла-
стикационный цилиндр; 7 — шнек; 8 — загрузочное окно цилиндра пластикации;
9— бункер; 10 — привод шнека; 11 — корпус гидроцилиндра механизма впрыска;
12 — поршень гидроцилиндра впрыска; 13 — гидроцилиндр шнека; 14 — торпеда-
рассекатель потока расплава; 15 — дозатор; 16 — плунжер
438
котекучего состояния и передавливании его в закрытую литьевую
форму, где материал приобретает конфигурацию внутренней по-
лости формы и затвердевает. Этим методом получают изделия
массой от нескольких граммов до нескольких килограммов с тол-
щиной стенок 1—20 мм (чаще 3—6 мм). Для осуществления литья
под давлением применяют плунжерные или шнековые литьевые
машины (рис. 20.1), на которых устанавливают литьевые формы
различной конструкции (рис. 20.2) [1].
Основными технологическими параметрами процессов литья
под давлением являются температура расплава 7р, температура
формы 7ф, давление литья Рл, давление в форме Рф, время вы-
держки под давлением /впд, время охлаждения /охл или время от-
верждения в форме /отв для термореактивных материалов.
Литьем под давлением перерабатываются как термопластич-
ные, так и термореактивные материалы, но при этом тип мате-
Рис. 20.2. Литьевая форма:
/ — подвижная полуформа; 2 — толкатель; 3 — выталкивающая плита; 4 — вы-
талкиватели; 5 — каналы термостатирования формы; 6 — литниковая втулка; 7 —
центральный литник; 8— центрирующая втулка; 9— центрирующая колонка; 10
— неподвижная полуформа; 11 — сопло литьевой машины; 12— разводящий лит-
ник; 13 — впускной литник; 14 — формообразующая полость
439
Получение
сырья
храмсиле
сырая
Подгспмкд Формование
сырья изделий
Мехе тесла*
обрабочм
Контроль а
упалоыа
Рис, 20.3. Технологическая схема процесса литья под давлением:
/ — вагон (полувагон, цистерна); 2— подвесная кран-балка; 3 — склад материала;
4 — вакуумная сушилка; 5 — литьевая машина; 6 — транспортер; 7 — станок ме-
ханической обработки; 8 — стол упаковки; 9 — дробилка; 10 — экструдер; 11 —
охлаждающая ванна; 12 — гранулятор
риала определяет специфику физико-химических процессов, со-
провождающих нагревание и перевод в твердое состояние этих
видов пластмасс.
Технологическая схема процесса приведена на рис. 20.3.
Анализ процесса литья под давлением может быть проведен по
следующим составляющим: перевод материала в вязкопластичное
состояние -> подача его в зону дозирования -> накопление рас-
плава —> течение расплава в системе "сопло—форма" -> течение
расплава в каналах формы и формующей полости -> формирова-
ние структуры изделия.
20.1. ЛИТЬЕ ПОД ДАВЛЕНИЕМ ТЕРМОПЛАСТОВ
Литье осуществляется или в режиме интрузии, или в инжекцион-
ном режиме [2].
При интрузионном режиме расплав постепенно подается в
форму вращающимся шнеком до заполнения ее на 70—80 %, а за-
тем оставшаяся часть дозы впрыскивается в форму за счет посту-
пательного движения шнека. При инжекционном режиме враще-
ние шнека ведется только в период набора дозы материала и его
пластикации в инжекционном цилиндре литьевой машины, а по-
дача расплава в форму осуществляется только за счет поступатель-
ного движения шнека. Режим интрузии используется при изго-
440
товлении крупногабаритных толстостенных изделий; инжекцион-
ный процесс получил более широкое распространение.
Для литья под давлением используются в основном гранули-
рованные термопласты (реже — порошкообразные) с показателем
текучести расплава от 2 до 30 г/10 мин. Перед литьем под давле-
нием необходимо удалить из материала избыток влаги и летучих,
так как их присутствие в расплаве приводит к образованию пор в
готовом изделии и трещин на его поверхности. При переработке
полимеров, имеющих склонность к гидролитической деструкции
(полиамиды, полиэфиры), даже следы влаги приводят к сниже-
нию молекулярной массы, а следовательно и эксплуатационных
показателей изделий.
20.1.1. Основные стадии процесса
Процесс литья под давлением является циклическим. Цикл со-
стоит из следующих стадий: загрузка сырья в пластикационный
цилиндр литьевой машины и подготовка расплава (пластикация),
смыкание формы, заполнение формы расплавом, выдержка под
давлением в форме, выдержка без давления в форме, раскрытие
формы и извлечение изделия.
Загрузка сырья проводится через загрузочный бункер и окно
в цилиндре литьевой машины (см. рис. 20.1). В пластикационном
цилиндре проводятся нагрев материала до перехода в вязкотеку-
чее состояние, уплотнение и гомогенизация расплава. Под гомо-
генизацией понимается перемешивание, приводящее к равномер-
ному распределению температуры по массе, что обеспечивает рав-
номерную плотность и вязкость расплава. Условия пластикации
не должны приводить к заметной деструкции материала.
Необходимая температура расплава создается за счет двух ис-
точников тепла: внешнего обогрева цилиндра и перехода в тепло
работы сил трения, возникающих при деформировании материа-
ла вращающимся шнеком. Температура расплава должна обеспе-
чивать необходимую вязкость для заполнения формы, но при
этом не должна протекать деструкция материала. Обычно вяз-
кость расплава, необходимая для литья под давлением, достига-
ется у аморфных полимеров при температуре на 100—150 °C выше
температуры стеклования, а у кристаллических полимеров, как
правило, при температурах, на несколько градусов превышающих
температуру плавления. Максимально возможной является тем-
пература расплава на 30—40 °C ниже, чем температура деструк-
ции. Чем выше вязкость расплава материала, тем больше разница
441
Таблица 20.1. Температурные характеристики и ориентировочные технологические
параметры литья под давлением термопластов
Термопласт Температурные характеристики полимеров, ‘’С Технологические параметры литья
С Г J пл т 1 кр шах т .д... тр, -с ?ф, °C Рл, МПа
ПС-блочный 100 — — 290 190-260 15-50 80-120
УПС, УПМ 90 «— — 280 180-260 15-30 60-150
АБС 120 — — 260 220—250 40-80 90-170
ПММА 105 — 270 190-250 40-80 100-160
ПЭНП -70 105 95 300 180-240 20-60 60-120
ПЭВП -70 125 120 300 200-280 20-60 70-120
ПП -15 160 140 280 200-300 20-70 100-120
ПА-6 45 220 165 300 230-290 60-100 80—150
ПА-6,6 50 255 180 315 265-285 60-100 80-150
ПЭТФ 70 255 205 320 270-280 120-140** 8-10 70-150
ПФ, СФД -60 170 150 230 185-215 40-120 80-160
ПК 150 — — 350 280-320 80-110 90-170
ПВХ жестк. 87 — — 180 200-205 30-60 80-250
ПВХ пластиф. -10-60 — — — 150-220 30-50 60-100
*ТС — температура стеклования; 7^ — температура плавления; Гкр тах — темпера-
тура максимальной скорости кристаллизации; 7Д — температура деструкции; Тр —
температура расплава; 7ф — температура формы; Тл — давление литья.
**В числителе — кристаллический ПЭТФ, в знаменателе — аморфный.
между температурой деструкции и предельной температурой рас-
плава, так как при пластикации и впрыске происходит дополни-
тельный нагрев материала.
Примерные данные о температурных интервалах литья под
давлением термопластов приведены в табл. 20.1.
Разница между температурой нагревателей по зонам пласти-
кационного цилиндра обычно составляет 10-20 °C, увеличиваясь
от зоны загрузки к соплу. Для низковязких материалов темпера-
тура сопла устанавливается ниже, чем в зоне дозирования, чтобы
предотвратить вытекание расплава.
Поскольку с ростом температуры снижается термостабиль-
ность расплава (рис. 20.4), то необходимо учитывать, что продол-
жительность пребывания материала в пластикационном цилиндре
не должна быть больше времени термостабильности расплава при
данной температуре [3].
Нагнетаемый шнеком расплав при закрытом сопле накапли-
вается в зоне дозирования, и за счет развивающегося в материале
давления шнек перемещается назад. Скорость отхода шнека ре-
гулируется путем создания в гидроцилиндре узла впрыска проти-
442
Рис. 20.4. Влияние температуры
на термостабильность /тс расплава
ПК и СФД
водавления. Чем больше про-
тиводавление, тем выше плот-
ность расплава и более одно-
родна его температура. Кроме
того, с ростом противодавле-
ния увеличивается нагрев ма-
териала в зоне дозирования за
счет сдвиговых деформаций.
Однако с ростом противодав-
ления уменьшается пластика-
ционная производительность
литьевой машины, т. е. уменьшается количество материала, пере-
водимого в расплав в единицу времени.
Если пластикационная производительность литьевой машины
невелика, то за счет увеличения времени подготовки новой дозы
расплава приходится увеличивать время пребывания отливки в
форме, что снижает производительность оборудования.
Заполнение формы расплавом (впрыск) начинается после под-
готовки необходимой дозы расплава и смыкания формы. Под дей-
ствием усилия, развивающегося в гидроцилиндре узла впрыска,
шнек движется вперед и через сопло и литниковую систему подает
расплав в формующую полость. Создаваемое наконечником шне-
ка давление затрачивается на вязкое течение расплава и входовые
эффекты, обусловленные вязкоупругими свойствами расплавов
полимеров. Поэтому давление в форме существенно ниже, чем
давление, развиваемое шнеком.
Температура расплава, поступающего в форму при впрыске
(Трв), выше, чем температура в сопле (Гспл) из-за диссипации
энергии вязкого течения. Степень перегрева пропорциональна
сумме перепадов давлений в каналах сопла и литниковой системы,
обратно пропорциональна теплоемкости (ср) и плотности распла-
ва (рр):
т — т +
1 рв 1 спл '
с/>рр
(20.1)
В формующей полости давление снижается по мере удаления
от места впуска расплава [4].
443
Рис. 20.5. Изменение дав-
ления на входе в фор-
мующую полость (7) и у
ее дальней стенки (2) в
течение цикла литья под
давлением термопласта.
Пояснения в тексте
На рис. 20.5 показано изменение давления на входе в формую-
щую полость и в точке, максимально удаленной от впуска, в те-
чение цикла литья. Обе кривые имеют одинаковый характер, од-
нако давление в конце формующей полости создается только по-
сле ее заполнения, поэтому на кривой 2т. совпадает с т. Ь^. Дав-
ление, возникающее при течении полимера в полости формы,
расходуется лишь на преодоление сопротивления при его тече-
нии. Разность между давлением в начале формы Р( и в конце фор-
мующей полости Р2 определяет величину потерь давления в фор-
ме при ее заполнении.
На начальном участке кривой 1 в период времени t\ (участок
давление в форме на входе увеличивается по мере поступле-
ния расплава в формующую полость. К моменту b расплав дости-
гает конца формующей полости, и там также начинается рост дав-
ления. Но на участке Ьс скорость роста давления существенно вы-
ше, так как происходит уплотнение расплава, продолжающееся до
тех пор, пока давление в гидроцилиндре узла впрыска не достиг-
нет заданного значения Рл (точка с).
Заполнение формы может характеризоваться двумя режимами:
режим постоянной скорости течения и увеличивающегося давле-
ния на входе в сопло и режим убывающей скорости течения [2, 3].
На рис. 20.6 приведена зависимость давления на входе в сопло
Рспл, давления на входе в форму Рф и объемной скорости течения
Q от времени. Первоначально расплав течет с постоянной объем-
ной скоростью (кривая 3), при этом давление на входе в сопло и
в форму растет, что соответствует первому режиму (участок Т). По
достижении в сопле максимального давления Рспл тах, определяе-
мого величиной Рл, объемная скорость течения начинает умень-
шаться, так как увеличивается длина течения при постоянном пе-
репаде давлений. Наступает второй режим — режим постоянного
давления на входе в сопло и убывающей скорости течения (уча-
444
Рис. 20.6. Зависимость давления на входе в сопло Япл (7), давления на
входе в форму Рф (2), объемной скорости течения 0(3) и длины затекания
расплава в форму L (4) от времени:
[ — режим постоянной объемной скорости течения; II — режим постоянного дав-
ления на входе в сопло
сток И). В этом режиме давление на входе в форму постоянно рас-
тет за счет снижения потерь давления в сопле и в литниковой сис-
теме, так как скорость течения в них уменьшается. В режиме Q =
= const заполнение формы идет за счет перепада давлений по дли-
не формы. Расплав заполняет свободную часть формы.
Движение расплава термопласта в полости формы сопровож-
дается охлаждением расплава при соприкосновении со стенкой,
так как температура его выше, чем температура формы [2—4]. На
стенках формы образуется канал с толщиной стенок 5 из высоко-
вязкого неподвижного материала (рис. 20.7). Внутри этого канала
течет расплав. По мере заполнения толщина пристенного слоя в
ранее заполненной части формы постоянно возрастает. При за-
полнении в режиме Р = const неподвижный слой имеет большую
толщину, чем при заполнении в режиме Q = const, но в обоих слу-
чаях вблизи литника толщина пристенного слоя мало меняется по
мере поступления расплава, так как температура расплава на вхо-
де в форму высокая.
Характер движения расплава по формующей полости связан с
конструкцией формы. При литье плоских изделий с постоянной
толщиной через литник, лежащий в плоскости формы, заполне-
ние идет последовательным движением расплава по уровням, рав-
445
Рис. 20.7. Схема формирования пристенного слоя при заполнении формы
расплавом:
/ — сопло; 2 — литниковая втулка; 3 — форма; 4 - пристенный слой полимера; 5 —
фронт течения расплава
ноудаленным от литника (рис. 20.8). Искажение концентрической
формы окружностей на противоположном от впуска конце фор-
мующей полости связано с влиянием стенок на распределение
скоростей в потоке [4].
При заполнении формы поток перемещается последователь-
ным растягиванием фронтальной пленки (рис. 20.9) и продвиже-
нием новых порций вдоль неподвижных слоев уже застывшего
полимера на стенке формы. Скорость частиц в центре (точка К)
потока полимера выше, чем скорость его фронта. Частицы поли-
мера входят в форму с большей скоростью, чем движется фронт
потока. При приближении к фронту потока скорость частиц, дви-
жущихся параллельно общему направ-
лению течения, постепенно снижается,
а при достижении фронта становится
равной его скорости. Частица смещает-
ся по линии фронта к стенке формы;
соприкасаясь с ней, затормаживается и
некоторое время скользит вдоль стенки,
увлекаемая движением вышележащих
слоев. По-видимому, этот эффект и
приводит к ориентации пристенного
слоя в направлении заполнения формы
Рис. 20.8. Схема перемещения фронта потока
при заполнении формы типа ’’диск"
446
Рис. 20.9. Схема движения полимера при заполнении формы во фрон-
тальном режиме
расплавом. Продвижение фронта потока по форме сопровожда-
ется нарастанием давления на тех участках формы, которые поток
прошел, что приводит к разглаживанию волн, образовавшихся на
поверхности.
Если скорость заполнения формы мала, то поверхностные
слои могут охладиться до того, как волны разгладятся, и на по-
верхности изделия останутся их следы.
Если толщина впуска литникового канала намного меньше
толщины изделия (точечные впуски), то процесс заполнения идет
с высокой скоростью, и расплав полимера поступает в полость
формы в виде отдельной непрерывной струи, которая, хаотически
пульсируя, продвигается вперед (рис. 20.10). Поверхность струи
похожа на поверхность экструдата, выдавливаемого из капилляр-
ного вискозиметра при высоких скоростях сдвига. Струйное за-
полнение формы отражается на качестве поверхности изделия и
на его свойствах: плохая свариваемость струи с последующим по-
током расплава приводит к образованию поверхностных дефектов
Рис. 20.10. Схема заполнения формы при струйном режиме:
I — укладка струи в полости формы; II — уплотнение отрезков струи в полости
формы
447
Рис. 20.11. Изменение скорости
течения расплава в форме при
обтекании препятствий
и непрочных мест в изделии.
Струйный эффект снижается
при увеличении температуры
расплава или формы [3, 4].
Если на пути потока рас-
плава встречается препятст-
вие в виде вставки в форму,
выступа и т. д., то поток рас-
(рис. 20.11). При слиянии обра-
стыковые швы, прочность кото-
пленяется на отдельные потоки
зовавшихся потоков возникают
рых ниже, чем в монолитном изделии.
В процессе заполнения формы температура расплава меняется
как по сечению канала, так и по его длине. Процесс имеет неизо-
термический характер. Это отражается на длине затекания рас-
плава в формующую полость как в режиме постоянного давления
на входе в сопло, так и в режиме постоянной скорости течения,
если она невелика.
Предельная длина течения расплава в форме при постоянном
давлении на входе в сопло составляет [4]:
2(оп6
L = ВЯ0(л+3)(й+4) ’ (20’2)
где wo — объемная скорость заполнения в начальный момент времени, м3/с; В —
ширина канала формы, м; -- высота канала формы, м; и — показатель степени
в реологическом уравнении для формуемого материала; 0 — определенное время
течения расплава, с.
Значение 9 определяют по формуле:
8о|Л-Тф ср(Тт-Тф) ’Г
(20.3)
где 7q, 7ф и Тт — температуры расплава, формы и текучести материала соответ-
ственно, е; q — удельная теплота плавления материала, кДж/кг; ср — удельная те-
плоемкость материала, кДж/(кг град); а — коэффициент температуропроводно-
сти материала, мус.
Масса материала, поступившая в формующую полость формы
с начала цикла до завершения выдержки под давлением, не меня-
ется после затвердевания литника. Поэтому плотность и объем го-
тового изделия определяются средней температурой и давлением в
полости формы к моменту завершения выдержки под давлением.
448
Таблица 20.2. Значения постоянных в уравнении состояния (20.4)
Термопласт j л, МПа | со • 103, м3/кг (R/M) • 102, ДжДкг К)
ПС 180 0,822 7,98
ПК 67 0,61 3,27
ПММА 210 0,734 8,3
ПЭВП 677 1,11 29,7
ПЭНП 320 0,875 29,7
ПП 160 0,620 19,7
ПА-12 71,7 0,78 4,21
ПА-6 150 0,722 7,33
Сополимер формальдегида 566 0,559 29,7
Соотношение между плотностью (удельным объемом), темпе-
ратурой и давлением для расплава полимера описывается уравне-
нием состояния расплава Спенсера—Джилмора, являющимся ви-
доизмененным уравнением Ван-дер-Ваальса [3, 4]:
(у - со)(Р + л) = RT/M, (20.4)
где v — удельный объем полимера при Ти Р, м3/кг; Р — давление, МПа; Т — тем-
пература, К; R — универсальная газовая постоянная [R = 8,29 кДж/(моль • К)];
М — молярная масса структурного звена полимера, кг/моль; се> — объем, занимае-
мый собственно молекулами полимера, м3/кг; л — внутреннее давление, МПа.
Экспериментально определенные значения констант ли о по-
лимеров в расплаве приведены в табл. 20.2 [3].
Уравнение состояния позволяет рассчитать среднюю темпера-
туру расплава и формующей полости в зависимости от давления
в ней в период выдержки под давлением и с учетом этого — время
выдержки под давлением, необходимое для застывания литника.
Температура расплава в форме Гр ф составит:
1 Г#7? ), -РЛь Tz+'Ti ЛТ21
D d, = л— тг + со )(1 — е ) + —- - —тМп
р'ф РсДМл ) ’ 2 срМ
(20.5)
где р — коэффициент сжимаемости расплава, МПа-1; ср — удельная теплоемкость
расплава, кДж/(кг • град); 7) и Т2 — температура расплава перед входом в сопло
и в формующей полости после впрыска соответственно, К; Рф — среднее давление
в полости формы на стадии подпитки, МПа; R, <о, л, М — константы материала.
Выдержка под давлением. Выдержка под давлением необходи-
ма для компенсации уменьшения объема (усадки) материала в
форме в результате его постепенного охлаждения. В течение вре-
мени выдержки под давлением (включающего в себя и время за-
полнения формы) расплав продолжает подаваться в центральную
часть изделия через литниковую систему (центральный, разводя-
щий и впускной литники), и давление в форме остается практи-
чески постоянным (участок се на рис. 20.5). Процесс подачи рас-
плава прекратится в момент затвердевания впускного литника,
29 Заказ № К-4269
449
Рис. 20.12. Диаграмма "давление в
форме Рф — время Р при разной про-
должительности выдержки полимера
в форме под давлением. Пояснения в
тексте
что соответствует охлаждению материала в литнике до темпера-
туры затвердевания (на 5—10 °C ниже, чем температура текучести)
для аморфных или до температуры кристаллизации (как правило,
Гкр на 5—10 °C ниже, чем Тил) для кристаллических термопластов.
После завершения выдержки под давлением сопло отводится от
литниковой втулки формы.
Если какой-то из элементов литниковой системы застывает
раньше, чем материал в центре изделия, то подпитка не будет за-
вершена и изделие получится с раковинами и утяжинами. Если
для застывания литника требуется большее время, чем для засты-
вания центральной части изделия (тонкостенные изделия), то при
раскрытии формы за литником вытягивается незатвердевший ма-
териал. Чтобы избежать этого, приходится увеличивать время ох-
лаждения, снижая тем самым производительность.
Охлаждение без давления завершает процесс формирования
структуры изделия в форме (см. рис. 20.5, участок ef). На этой ста-
дии скорость охлаждения выше, чем в период выдержки под дав-
лением. Причем чем длительнее выдержка под давлением, тем
меньше разница в скорости охлаждения на последней стадии.
Давление в форме на участке ef также падает более интенсивно,
так как процесс тепловой усадки уже не компенсируется новыми
порциями расплава, но к моменту раскрытия формы и извлечения
охлажденного изделия в форме сохраняется сравнительно боль-
шое остаточное давление. Если продолжительность выдержки под
давлением сократить до времени /2, меньшего, чем время затвер-
девания литника t3 (рис. 20.12, кривая 2), то произойдет вытека-
ние расплава из формующей полости через незатвердевший лит-
ник. Давление резко снижается до такого значения при кото-
ром прекращается истечение полимера из формы (т. Kf). Значение
Р2 зависит от средней температуры в объеме полимера, достиг-
нутой к моменту отвода сопла от литника. Дальнейшее охлаж-
дение происходит без изменения массы изделия, и давление из-
450
меняется только за счет понижения температуры (кривая 5). При
этом в форме к моменту раскрытия сохраняется мсньдпее остаточ-
ное давление Р5, чем при длительной выдержке подбавлением (г3
и соответственно).
Продолжительность охлаждения изделия в фор-ме связана с
толщиной изделия и его формой, температуропроводностью по-
лимерного расплава, перепадом температур Тр и 7ф, $ также с тем-
пературой в центре изделия в момент его извлечения да формы Ти.
Полная продолжительность охлаждения изделия в форме /охл
представляет собой сумму времени охлаждения под дадаением (т. е.
времени выдержки под давлением /в) и времени охлаждения без
давления.
Продолжительность охлаждения без давления определяет уро-
вень остаточного давления в форме Рост. Если величина Рост пре-
вышает прочность материала в момент съема изделия с темпера-
турой Ти, то при раскрытии формы может произойти деформация
(и даже поломка) изделия.
20.1.2. Расчет процесса литья под давлением термопластов
Расчет проводят, задавая температуру расплава материала Тр, тем-
пературу формы 7ф и объемную скорость впрыска Q (или время
заполнения формы). При этом исходят из требований, предъяв-
ляемых к качеству изделий по показателям размерной точности,
прочностным свойствам и внешнему виду [3].
Ориентировочные режимы литья под давление^ некоторых
термопластов приведены в табл. 20.1.
Температура формы в соотношении с температурой расплава
(Тр— Тф) влияет на скорость охлаждения расплава, поступающего
в форму. Это сказывается как на ориентации полимеров в поверх-
ностном слое при заполнении формы, так и на условиях кристал-
лизации при литье кристаллизующихся полимеров.
Чем ниже температура формы, тем меньше вречд, необходи-
мое для охлаждения изделия в форме. Однако слиццком низкая
температура формы может привести к быстрому охлаждению рас-
плава, повышению его вязкости, росту ориентации в поверхност-
ном слое изделия, снижению степени кристалличнослгп и даже не-
заполнению формующей полости. Поэтому 7ф должна быть для
аморфных полимеров ниже Тс на 30—40 °C, а для кристалличе-
ских 7ф близка к удвоенному значению разности ди; температу-
ры максимальной скорости кристаллизации EKpmw (см. табл.
20.1). Более точно 7ф находится путем совместного ре дщения урав-
451
нений течения и охлаждения расплава при заданной Гр на стадиях
заполнения формы и выдержки под давлением [7].
Давление литья Рл, необходимое для заполнения формы и
формования в ней изделия с требуемой плотностью, рассчитыва-
ется исходя из значения давления в форме Рф и суммы потерь дав-
ления: ДРМ — в цилиндре литьевой машины, ДРСПЛ — при течении
полимера через сопло, ДРЛ с — при течении полимера по литни-
ковым каналам и Рф — при заполнении формы полимером:
Рл = ZAP + рф. (20.6)
Давление в форме, необходимое для формования изделия с за-
данной плотностью, может быть найдено путем совместного ре-
шения уравнений состояния для термопласта, находящегося при
комнатной температуре и при температуре расплава [см. формулу
(20.4)].
Потери давления ДРМ в цилиндре литьевой машины опреде-
ляются коэффициентом потерь — 1,00-^1,12; потери давления
в сопле ДРСПЛ, литниковых каналах и при заполнении формы могут
быть рассчитаны для цилиндрического канала по формуле
ДР = 2т(/ + mR)/R, (20.7)
для прямоугольного — по формуле
ДР = 2т(/ + mh)(b + hy^hb'), (20.8)
где / — длина канала, м; h и b — глубина и высота прямоугольного канала, м; т —
входовый поправочный коэффициент; т — напряжение сдвига при 7р и скорости
сдвига, реализуемой в канале, МПа.
Скорость сдвига может быть рассчитана для цилиндрического
канала по формулам (20.17) и (20.18), для прямоугольного — по
формулам
у - 2£2дЦ_)----, (20.10)
п (h + b)hc
где Q — объемный расход расплава через канал, м3/с; п — показатель степени в
уравнении течения расплава; с — число параллельных каналов на расчетном уча-
стке.
В том случае, если рассчитанное давление литья Рл превышает
номинальное для используемой машины не более чем на 30 %,
проводится корректировка температуры материала и объемной
скорости впрыска. Если расчетное давление литья превышает но-
минальное больше, чем на 30 %, выбирают марку материала с
меньшей вязкостью.
452
Температура в центре изделия в момент извлечения из формы
(7И) задается с учетом его жесткости, необходимой для выемки из
формы без повреждения, предотвращения коробления, повыше-
ния размерной точности. Для изделий с толщиной стенки до 5 мм
Ги соответствует температуре затвердевания или кристаллизации
полимера из расплава. При большей толщине изделия Ги может
быть даже на несколько градусов выше, чем Тзатв или Ткр мате-
риала, так как застывшая оболочка изделия обеспечивает его фор-
моустойчивость.
Время выдержки под давлением рассчитывается по уравнениям:
для цилиндрического впускного литника
кг2 1,6(71Л~ 71)
'»= 5^6-0 • 2-31« г/Л/ ’ <20И>
для прямоугольного впускного литника
кл$2И2
na^ + h2)
16( ф~~ ^ф).
л2(Тт-Гф)
(20.12)
для центрального впускного литника с радиусом большим, чем
половина толщины изделия,
t = л! . 2 3igШрф_
в К2 а
(20.13)
где г, 5, h и X — размеры впускных литников, м и м2; 7^. — температура текучести
(или плавления), К; 7ф — температура формы, К; кл — коэффициент, учитываю-
щий течение расплава во время подпитки: кл = ^ДУ/УЛ [здесь А И— объем расплава,
нагнетаемый в форму при выдержке под давлением, м3; К, — объем впускного лит-
ника, м3; Е, — коэффициент формы для литника (для цилиндрического Е, = 2, для
щелевого и кольцевого Е, = 1,5)]; а — коэффициент температуропроводности, м2/с.
Время охлаждения изделия в форме рассчитывается по уравне-
нию:
1хл
In А
а2
^-Тф)Са’
(20.14)
где То, 7ф, Ги — температуры расплава, формы и изделия соответственно в момент
съема, К; 6 - толщина охлаждаемого изделия, м (для плоского изделия 8 = h, для
цилиндрического б = г); А и С — коэффициенты, определяемые формой изделия
(для плоского изделия А = 1,27 и С = л , для цилиндра А = 1,6 и С= 5,76).
Значение коэффициента температуропроводности (а, м2/с)
рекомендуется принимать при расчете /в соответствующим тем-
пературе Тт, 1ОХЛ — температуре 7И или средней температуре между
7р и 7ф-
453
Время охлаждения может быть определено и графоаналитиче-
ским методом по значению критерия Фурье и средней относи-
тельной температуре 0.
Усадка литьевых изделий рассчитывается исходя из размеров
оформляющей полости (/ф) и соответствующих размеров изделия
(/и). Абсолютная усадка У;1 равна
Уа=/ф-/и, (20.15)
а относительная усадка Уо
Уо = kJu • 100 %,
'ф
(20.16)
Предварительный расчет усадки может быть проведен с ис-
пользованием уравнения состояния (20.4). Объемная усадка ма-
териала в изделии У]/составит:
V„~VK ж(Ль max + Л) ~ + л)
Уи = -2---- • 100 % = —рф//-ф Т-г -/»--------- • 100 %, (20.17)
»Р ЛЛо+ЯТрфОРф max +
где vp — удельный объем расплава материала в момент окончания заполнения фор-
мы и сжатия до Рф максимального; ик — удельный объем материала в изделии при
комнатной температуре Тк — 298 К; 7р ф — температура расплава в форме к мо-
менту достижения Рф максимального, К; я, М, w — константы материала.
20.1.3. Особенности литья под давлением аморфных термопластов
При литье под давлением аморфных термопластов их переход в
твердое состояние происходит без изменения фазового состояния.
Основным параметром изменения надмолекулярной структуры при
формовании таких материалов является степень ориентации [3].
Ориентация полимеров происходит в процессе течения при
заполнении формы и обусловлена высокоэластической деформа-
цией участков макромолекул увэ под действием сдвиговых напря-
жений т. Степень ориентации зависит как от высокоэластических
свойств полимера, так и от параметров формования: скорости
сдвига, температуры материала, давления литья.
Высокоэластическая деформация носит обратимый характер,
но релаксационные процессы идут интенсивно лишь при Тм > Тс.
Поэтому в полимере сохраняется остаточная деформация уэо,
связанная с "замораживанием" частично ориентированных поли-
мерных цепей в неравновесном состоянии.
Скорость охлаждения полимера при заполнении формы не-
одинакова по сечению образца: быстрее охлаждаются пристенные
454
Рис. 20.13. Изменение ориентации по-
лимера по толщине изделий в попереч-
ном сечении
слои, примыкающие к ним слои
формируются при течении по охла-
жденной оболочке, что вызывает g
развитие в них наибольшей ориен- 5
тации. Затем ориентация уменьши-
ется, но в центральной части образ-
ца, заполняющейся при подпитке,
ориентация вновь возрастает (рис.
20.13).
Неравномерное распределение
ориентации материала наблюдается
и по длине образца (в направлении заполнения формы). Около
литника степень ориентации ниже, так как поток расплава рас-
ширяется на выходе из литника. Снижение ориентации по длине
образца связано с уменьшением давления в форме.
Ориентация оказывает двойственное влияние на эксплуатаци-
онные свойства изделий из аморфных полимеров. В направлении
ориентации прочность повышается, а в перпендикулярном на-
правлении снижается. Кроме того, образующиеся при ориента-
ции неравномерно распределенные внутренние напряжения при-
водят к растрескиванию изделий под действием тепла, раствори-
телей, появлению "серебрения", микротрещин, снижению ста-
бильности размеров, короблению изделий.
За меру средней ориентации полимера в изделии принимают
изменение его размеров при прогреве выше Гс, т. е. тепловую
усадку. Тепловая усадка А характеризуется соотношением:
А = (/-/„) А (20.18)
где / и /н — длина детали до и после нагревания.
Влияние технологических параметров процесса литья под дав-
лением на степень ориентации в изделии определяется их связью
с величиной увэ, накапливаемой при течении, и характерными
временами их релаксации 0.
На рис. 20.14 приведена зависимость характерных времен ре-
лаксации, высокоэластической деформации и усадки образцов из
ПК от скорости сдвига. Чем выше скорость релаксации (или
меньше у), тем быстрее уменьшается высокоэластическая дефор-
мация и ниже уровень остаточной ориентации. В области скоро-
стей сдвига до 10 с-1 наблюдается накопление высокоэластиче-
ской деформации при незначительном уменьшении характерных
455
Рис. 20.14. Зависимость характерных времен релаксации 0 (7, 2) высоко-
эластической деформации увэ (3, 4) и тепловой усадки А (5, 6) образцов
ПК от скорости сдвига у при 250 (—) и 280 °C (--)
времен релаксации. Поэтому остаточная ориентация возрастает.
В диапазоне у = 10+102 с-1 уменьшается ее влияние на накопле-
ние уэо, а времена релаксации продолжают уменьшаться, что при-
водит к снижению влияния у на изменение остаточной ориента-
ции. При более высоких скоростях сдвига уменьшение времени
релаксации преобладает над ростом высокоэластической дефор-
мации увэ, что приводит к резкому снижению остаточной ориен-
тации. А так как при литье под давлением впрыск осуществляется
при скорости сдвига 102—105 с-1, с уменьшением времени впры-
ска наблюдается меньшая тепловая
усадка образцов (рис. 20.15).
С ростом температуры расплава в
процессе течения накапливается мень-
Рис. 20.15. Зависимость тепловой усадки
ПС (7, 2) и ПК (3, 4) от времени запол-
нения формы:
7, 3.4-- образец № 1: L х В х h = 80 х 5,3 х
х 3,4 мм и П/5= 970 м-1; 2 — образец № 2: L х
х B*h = 150 х 10 х 3,9 мм и П/5= 1000 м-1;
Т~- Тр-Тф- ^2- 190°С;3 — 180 °C; 7- 170 °C
456
Рис. 20.16. Зависимость тепловой усадки
(А) ПС (7, 2) и ПК (3, 4) от температуры
материала Т и скорости сдвига у (числа у
кривых) при заполнении формы. Характе-
ристики образцов тс же, что на рис. 20.15;
/, 2, 4 — образец № 1; 3 — образец № 2
шая деформация и снижается время ре-
лаксации. Кроме того, продолжитель-
ность охлаждения материала растет
(при постоянной 7ф), что приводит к
увеличению продолжительности ре-
лаксации накопленной деформации.
Остаточная ориентация уменьшается,
это проявляется в снижении тепловой усадки с ростом темпера-
туры расплава (рис. 20.16). Аналогично влияют на тепловую усад-
ку понижение скорости охлаждения (меньшая разница между Тр
и Уф) и рост толщины образца.
С ростом давления литья замедляется процесс релаксации,
увеличивается продолжительность подпитки, что приводит к рос-
ту деформации сдвига в процессе охлаждения, и, следовательно,
увеличивается остаточная деформация (рис. 20.17).
Ориентация однозначно определяет прочностные свойства
литьевых изделий из аморфных полимеров. Так, зависимость раз-
рушающего напряжения при растяжении ор от величины тепло-
вой усадки Д описывается уравнением:
д2
= °р0 + А
(20.19)
Для ПС: ар0 = 35 МПа, £>, = 2,92 • 101, О2 = I; для ПК: ар0 =
= 36 МПа, Z>, = 9,95 10“', Ог = 0,61.
Изделия общего назначения под-
вергаются при эксплуатации нагруз-
кам, действующим в различных на-
правлениях. Ориентация в продоль-
ном направлении не должна превы-
шать для изделий из ПС и ПММА
15—20 %, а для изделий из ПК, ПСФ
и ПАР 5-7 %.
Изменением конструкции изде-
лия и формы (размещения литников,
Рис. 20.17. Зависимость тепловой усадки
(А) ПС (7) и ПК (2) от давления литья Рп
457
соотношения периметра и площади сечения изделия) можно обес-
печить создание повышенной ориентации в направлении действия
нагрузки, повышая тем самым прочностные показатели изделия.
Однако в агрессивных средах такие изделия проявляют склон-
ность к растрескиванию.
Усадка литьевых изделий из аморфных термопластов опреде-
ляется временем выдержки под давлением и коэффициентом объ-
емного термического расширения. При малых временах выдерж-
ки усадка существенно зависит от толщины изделия. Для аморф-
ных термопластов наблюдается снижение усадки с уменьшением
температуры формы и ростом давления литья.
20.1.4. Особенности литья под давлением кристаллизующихся
полимеров
При литье под давлением расплав кристаллизующегося полимера
охлаждается в результате теплопередачи к более холодным стенкам
литьевой формы. В различных слоях по поперечному сечению де-
тали эффективная скорость охлаждения расплава от температуры
расплава Гр до температуры кристаллизации 7кр различна. Ско-
рость охлаждения уменьшается от стенок формы к центру детали.
Скорость охлаждения при кристаллизации оказывает сущест-
венное влияние на структурообразование полимеров. При высо-
ких скоростях охлаждения (п0ХП) — больших, чем критическая
скорость i?2 (рис. 20.18, участок I), — кристаллизация идет с об-
разованием только зачатков кристаллических форм (кристаллиты
и ламелярные образования). В этом случае оптические методы
анализа не показывают наличия в твердом материале признаков
структурных образований. При охлаждении со скоростью мень-
шей, чем V] (участок Ш на рис. 20.18), в полимере образуются раз-
витые сферолиты. Охлаждение со скоростью, лежащей в интерва-
Рис. 20.18. Влияние скоро-
сти охлаждения vOXJ} на
форму и размеры струк-
турных образований d'.
1 — ламелярные кристаллиты;
II — деформированные (нераз-
витые) сферолиты; III — сфе-
ролиты. Пояснения в тексте
458
Рис. 20.19. Влияние напряжения
сдвига т на ориентацию
I - - изотропные сферолиты; II — де-
формированные (неразвитые) сферо-
литы; III — сноповидные образования.
Скорость охлаждения рохл, град/с:
100—150 (/) и 20—50 (2). Пояснения в
тексте
ле D|— и2, приводит к формированию сферолитов, размеры кото-
рых пропорциональны скорости охлаждения. Для некоторых по-
лимеров предельные скорости кристаллизации приведены в [3].
Охлаждение расплава в форме сопровождается наличием
сдвигового течения, интенсивность которого характеризуется на-
пряжением сдвига, оказывающим влияние на формирование
структуры полимера (рис. 20.19). Охлаждение при низких напря-
жениях сдвига, меньших, чем tj, не вызывает деформации обра-
зующихся сферолитов. В сформованном изделии сохраняются
симметричные сферолитные структуры. Если охлаждение сопро-
вождается действием высоких напряжений сдвига — больших,
чем т2, — происходит сильная ориентация кристаллизующегося
полимера, формируются вытянутые в направлении течения пото-
ка сноповидные или стержневые образования, а сферолиты не
формируются. При промежуточных напряжениях сдвига образую-
щиеся сферолиты деформированы. Степень ориентации зависит
от прилагаемого сдвигового напряжения.
В результате сочетания различных скоростей охлаждения и
сдвиговых напряжений на каждой из стадий процесса формова-
ния изделия образуется неоднородная структура изделия. Можно
выделить три характерные структурные области, формирующиеся
в каждом из периодов процесса литья под давлением.
Первая структурная область — поверхностная оболочка (5)
(рис. 20.20) образуется в период заполнения формы. Ее толщина
равна толщине охлажденного (неподвижного) слоя, формирую-
щегося в течение периода заполнения формы. Вторая область —
средний слой (р), который формируется в период нарастания дав-
ления (уплотнение и выдержка под давлением). Толщина этого
слоя соответствует глубине продвижения фронта затвердевания в
течение выдержки материала под давлением. Третья область —
центральный слой (<р). Он образуется в течение периода спада дав-
ления после затвердевания литника.
459
Рис. 20.20. Структурные слои в поперечном сечении литьевых изделий:
7 — поверхностная оболочка (заполнение); 2 — средний слой (выдержка под дав-
лением); 3 — центр (охлаждение без давления). Пояснения в тексте
Эти зоны в сечении изделий из кристаллизующихся полиме-
ров различаются по морфологии. Поверхностные слои характери-
зуются неразвитыми ориентированными кристаллическими обра-
зованиями. Средние слои формируются при более низких скоро-
стях течения расплава и охлаждения. Поэтому они содержат ма-
лодеформированные симметричные сферолиты, размер которых
увеличивается в направлении центра детали (там ниже напряже-
ния сдвига и скорость охлаждения). Центр литьевых изделий фор-
мируется практически без сдвиговых напряжений с еще меньши-
ми скоростями охлаждения. В этом слое сферолиты не деформи-
рованы, большого размера, практически одинакового по всему-
слою. Каждый из этих слоев, в зависимости от условий формова-
ния, может состоять из нескольких зон, различающихся степенью
ориентации, деформирования сферолитов или их размерами.
Поверхностная оболочка может включать в себя зону ламеляр-
ных кристаллитов, ориентированных в направлении течения рас-
плава (8Л к), зону неразвитых сферолитов (8Н с), зону деформиро-
ванных сферолитов (8Д с) и зону сноповидных образований (8С 0).
Доля каждой зоны определяется скоростью охлаждения и уровнем
напряжений сдвига, развивающихся при заполнении формы.
460
Sy/S * 0,35
Рис. 20.21. Диаграммы растяжения и механика разрушения литьевых из-
делий (------области разрушения изделий):
/ — поверхностная оболочка; 2 — центр; 3 — средний слой; 4 — зона сноповидных
образований; I, II, III — стадии деформирования;
а - SCOJS ~ 0; б ~ 0 < SCQ/S < 0,25; в - 5С 0 /S > 0,25
Механические свойства изделий из кристаллических полиме-
ров связаны со слоевой структурой, образующейся при их фор-
мовании. В качестве критерия, характеризующего эксплуатацион-
ные свойства изделий из кристаллических полимеров, принима-
ются отношения площади отдельных структурных слоев и зон к
площади поперечного сечения детали. В соответствии с таким под-
ходом можно выделить три группы изделий, различающихся отно-
шением площади поперечного сечения центрального слоя к пло-
щади сечения изделия (5^/5), а внутри каждой группы — по три
подгруппы изделий, характеризующихся разной величиной отно-
шения площади поперечного сечения зоны сноповидных образо-
ваний к площади сечения изделия (5со/5). Такое подразделение
дает возможность прогнозировать работоспособность изделий на
основе анализа их диаграмм "напряжение—деформация" [3].
На рис. 20.21 представлены схемы сечений образцов с различ-
ным соотношением структурных слоев и соответствующие им
диаграммы "нагрузка—удлинение".
461
Рис. 20.22. Влияние температур расплава Тр и формы 7ф, скорости тече-
ния расплава Vи давления Рна толщину поверхностного слоя 3 (<?), сред-
него слоя р (б) и центрального слоя ф (в)
Чем выше предел текучести от и относительное удлинение при
разрыве Ер, тем надежнее изделие в условиях эксплуатации. По-
этому при направленном создании структуры изделий из поли-
мерных материалов следует стремиться к тому, чтобы предел те-
кучести при растяжении и относительное удлинение при разрыве
были наибольшими.
Влияние технологических параметров литья под давлением на
слоевую структуру изделий проявляется в изменении характера
структурных образований, размеров слоев и зон, а в результате —
и во влиянии на свойства изделий [3]. Толщина поверхностного
слоя 5 уменьшается с ростом температуры расплава и температуры
формы; увеличение времени заполнения формы приводит к росту
5 (рис. 20.22, а). Толщина среднего слоя (3 уменьшается с повы-
шением температуры расплава, температуры формы и времени ее
заполнения. Повышение давления и времени выдержки под дав-
лением приводит к увеличению толщины среднего слоя (рис.
20.22, б).
Толщина центрального слоя ф увеличивается с ростом темпе-
ратуры материала и формы, практически не зависит от времени
заполнения формы (рис. 20.22, в). Давление почти не влияет на
толщину этого слоя.
В табл. 20.3 приведены рекомендации по изменению техноло-
гических параметров литья под давлением в целях регулирования
свойств изделий. Эти рекомендации разработаны на основе ана-
лиза влияния технологии литья под давлением на свойства таких
аморфных полимеров, как ПС, ПК, ПММА, ПСФ, а также кри-
сталлических — ПЭНП, ПЭВП, ПП, ПА-6, ПА-12, ПА-610, со-
полимер формальдегида, ПЭТФ, ПБТ [3].
462
Таблица 20.3. Влияние технологических параметров лития под давлением на эксплуатационные свойства термопластов
в изделиях
Термопласт I группа свойств
технологическая усадка тепловая усадка (ориентация) размерная стабильность стабильность формы изделий
7ф (j Р ^впд 7р (з Р ^ВПД Рф (з Р ^впд Рр | (1 Р ^ВПД
Аморфный УПНУУУУПППППУУУПППУУ
Кристаллический УПНУУУУП ППППУУУПППУУ
П группа свойств
Термопласт СТР ударная вязкость ер
Т р Рф (1 р ^впд т р (з р | *впд Т 'р Рф (з р ^впд т 'р Рф (з р ^впд
Аморфный п п н н н У у п п п У У п п п У У п п п
Кристаллический п п У н н У У п п п У У п п п У У п п п
У У п п п
III группа свойств
Термопласт стойкость к растрескиванию теплостойкость морозостойкость
Р? Рф (з р ^впд Рр Рф Р ^впд Рр Рф Р 4пд
Аморфный ППУУУППУУУУУПНН
Кристаллический ППНУУППУУУУУПНН
’Верхняя строка — при Ус.о/5 = 0, нижняя — при Scx>/S > 0.
Обозначе ни я: П — повышение показателя с увеличением параметров (Гр, 7ф, t3, Р, /впд); У — уменьшение показателя
с увеличением данных параметров; Н — несущественное влияние.
20.2. ЛИТЬЕ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТОВ
Литье под давлением реактопластов является более прогрессив-
ным методом переработки по сравнению с компрессионным и
литьевым прессованием, однако требует наличия материалов, об-
ладающих необходимыми технологическими свойствами, в част-
ности меньшей вязкостью и более длительным временем вязко-
текучего состояния [1].
20.2.1. Основные стадии процесса
Технологическая схема процесса аналогична переработке литьем
под давлением термопластов, как и основные стадии процесса
формования. Специфика переработки реактопластов связана с
протеканием в период формования изделия не только процессов
массопереноса и теплообмена, но и химических взаимодействий,
в результате которых происходит образование трехмерной сетча-
той структуры термореактивных связующих [5]. Этот фактор
предъявляет более жесткие требования к выполнению технологи-
ческих условий переработки, в первую очередь температурно-вре-
менных параметров процесса, а также исключению возможности
образования застойных зон в материальном цилиндре литьевой
машины.
При литье реактопластов применяют как плунжерные, так и
червячные литьевые машины. Формование может осуществляться
в инжекционном или интрузионном режиме в зависимости от га-
баритных размеров формуемого изделия [5—7].
Контроль качества сырья. Литьем под давлением перерабаты-
вают фенопласты с различными наполнителями, аминопласты,
композиции на основе полиэфирных, эпоксидных и других смол.
Наиболее предпочтительны для переработки гранулированные
материалы. При дозировании порошков и кусочков волокнистых
композиций (премиксов) возможно наличие неравномерной по-
дачи материала из-за его зависания в бункере.
Оптимальным для обеспечения сыпучести литьевых реак-
топластов и исключения попадания частиц материала в зазор ме-
жду гребнем шнека и цилиндром, что приводит к перегреву ма-
териала и износу оборудования, является размер гранул от 0,16 до
1,0 мм. При размере >1 мм повышается анизотропия свойств
литьевых изделий.
Содержание влаги и летучих в литьевых реактопла-
стах должно составлять от 2 до 4 %. При меньшем содержании
464
влаги ухудшается текучесть материала, а при избытке ее снижа-
ются диэлектрические, физико-механические показатели, возрас-
тает пористость изделий, усадка, коробление.
К технологическим свойствам литьевых реактопластов отно-
сятся время вязкопластического состояния, вре-
мя отверждения и вязкость материала на стадии вяз-
копластического состояния. Эти показатели определяются на
пластометре Канавца при стандартных условиях. Определение
вязкости и времени вязкопластического состояния проводят при
120 °C и скорости сдвига 15с-1, времени отверждения — при той же
скорости сдвига, но температуре 170 °C для фенопластов и 150 °C
для аминопластов. По технологическим свойствам условно фено-
пласты и аминопласты могут быть разделены на три группы [7]:
Группа Вязкость в вязкопластическом состоянии, Па • с Время вязкопластического состояния, с
I 2 • 104-6 • I04 20—140
II 2 • 103 2 • Ю4 40—140
III 2 • 103-104 60-140
Материалы I группы целесообразно перерабатывать на плун-
жерных литьевых машинах, материалы II группы успешно пере-
рабатываются на литьевых машинах с червячной пластикацией, с
незапирающимся соплом и объемом пластикационного цилиндра
до 250 см3, а для материалов III группы рекомендуется использо-
вать реактопластавтоматы с объемом пластикации свыше 250 см3,
снабженные устройствами, предотвращающими утечку материала
при впрыске.
Формование. Литье под давлением реактопластов, как и другие
методы формования изделий из них, основывается на использо-
вании способности этих материалов при нагревании переходить в
вязкопластическое состояние. Одновременно с переходом в вяз-
копластическое состояние интенсифицируются процессы хими-
ческого взаимодействия, что ведет к быстрому нарастанию вязко-
сти материала и потере им текучести, т. е. формуемости. Таким
образом, процесс нагрева материала, транспортировка его к фор-
мующей полости и заполнение формующей полости должны быть
осуществлены в течение времени вязкопластического состояния
перерабатываемого реактопласта.
Пластикация материала в цилиндре литьевой машины
осуществляется непосредственно после его загрузки. В машинах
плунжерного типа пластикация обеспечивается в результате сжа-
тия реактопласта в камере материального цилиндра плунжером,
развивающим давление до 140—160 МПа. Нагрев материала при
30 Заказ № К-4269
465
пластикации в плунжерной машине происходит как за счет внеш-
него обогрева от стенок цилиндра, так и за счет диссипации энер-
гии трения частиц материала при их деформации плунжером.
При использовании литьевых машин со шнековой пластика-
цией нагревание, уплотнение и гомогенизация материала обеспе-
чиваются при транспортировке его шнеком в переднюю часть ци-
линдра. При этом до 75 % тепла, подводимого к материалу, обра-
зуется в результате диссипативного тепловыделения при сдвиго-
вом деформировании материала в канале шнека [5].
В результате нагрева до температуры размягчения реактопласт
переходит в вязкопластическое состояние и постепенно переме-
щается по каналам шнека в зону дозирования. Накапливающийся
в зоне дозирования материал уплотняется, и в результате возни-
кающего давления шнек отходит назад. Скорость отхода шнека
регулируется величиной противодавления, создаваемого в гидро-
цилиндре литьевой машины. При пластикации реактопластов
создание противодавления необходимо не только для регулирова-
ния плотности материала, но и для предотвращения выделения в
самостоятельную фазу летучих продуктов, образующихся в ре-
зультате химической реакции, протекающей в связующем парал-
лельно с пластикацией.
Большую роль в качественной подготовке материала к впры-
ску в формующую полость играют на стадии пластикации темпе-
ратура, до которой нагревается материал, и продолжительность
пластикации. Чем выше температура пластикации, тем ниже вяз-
кость материала и лучше его формуемость. Однако с ростом тем-
пературы уменьшается время вязкопластического состояния, что
может привести к преждевременному отверждению материала как
в цилиндре, так и в сопле или не-
полному оформлению изделия.
На уровень температуры мате-
риала в рабочем цилиндре сущест-
венное влияние оказывают ско-
рость вращения шнека и величина
противодавления, так как основной
нагрев осуществляется за счет дис-
сипативных потерь в деформируе-
мом материале. Фактическая тем-
Рис. 20.23. Зависимость прироста тем-
пературы реактопласта А Г от давления
подпора Рл. Частота вращения шнека
(об/мин):
1~ 15; 2- 25’3- 35; 4-45
466
Рис. 20.24. Зависимость пластикаци-
онной производительности литьевой
машины QM от частоты вращения
шнека N; давление подпора Р (МПа):
7 - 3,5; 2 - 5,4; 3 - 8,6; 4-12
пература материала, подготовлен-
ного к впрыску в формующую по-
лость, выше, чем температура, за-
даваемая на нагревателях цилинд-
ра (рис. 20.23). С ростом противо-
давления и частоты вращения
шнека разница между этими температурами увеличивается.
Время набора дозы пропорционально ее объему, а также свя-
зано с частотой вращения шнека, противодавлением и геометрией
шнека. Существенное влияние оказывают на пластикационную
производительность сыпучесть и насыпная плотность сырья. На
рис. 20.24 приведена зависимость пластикационной производи-
тельности от величины противодавления и частоты вращения
шнека.
Технологические параметры на стадии пластикации устанав-
ливают таким образом, чтобы на выходе из цилиндра температура
материала не превышала 80—100 °C [7].
Для исключения отверждения материала в цилиндре набирае-
мая доза материала должна соответствовать объему впрыска. До-
зирование обеспечивается осевым перемещением шнека, состав-
ляющим при литье реактопластов не более двух-трех диаметров
шнека. Кроме того, пластикация материала должна проводиться
таким образом, чтобы ее завершение совпадало с моментом впры-
ска материала в форму.
Впрыск подготовленной дозы в форму проводится
так же, как и при литье термопластов, но возникающий при впры-
ске перепад давлений в системе "сопло—форма" существенно вы-
ше из-за большей вязкости реактопластов. Это приводит к тому,
что поступающий в полость формы материал имеет температуру на
15—20 °C выше, чем в зоне дозирования. Если впрыск ведется при
высокой температуре и давлении литья, то температура материала к
концу стадии впрыска может стать выше температуры формы. Ана-
логичное явление наблюдается при литье тонкостенных изделий.
Время заполнения формы определяется средней скоростью
впрыска, которая снижается с уменьшением давления литья, уве-
личением вязкости материала (т. е. уменьшением 7М и 7ф) и рос-
том суммарного сопротивления перемещению шнека (рис. 20.25).
30*
467
Рис. 20.25. Зависимость времени заполне-
ния формы /3 от температуры расплава на
входе в форму Тм при температуре формы
7ф, равной 145 (/ и 2) и 165 °C (Г), и дав-
лении литья Я, равном 43 (/и /') и
56 МПа (2)
Сопротивление возрастает в основном
из-за роста давления в форме при ее
заполнении, которое передается через
литниковую систему и сопло в ци-
линдр. Характер изменения давления в
форме в течение цикла литья под дав-
лением реактопласта приведен на рис.
20.26.
Характер заполнения формы мо-
жет быть струйным или фронтальным,
в зависимости от соотношения площа-
дей поперечных сечений впускного
литника и формующей полости, аналогично наблюдаемым при
литье термопластов. Заполнению формы и уплотнению расплава
соответствует участок 1—3 на рис. 20.26.
Рис. 20.26. Изменение давления в форме Рф при литье реактопласта:
I — ход кривой при недостаточном усилии смыкания на стадии выдержки на от-
верждение; II — при нормальном проведении процесса литья; III — при малой
длительности выдержки под давлением; IV — при недостаточном усилии смыка-
ния на стадии уплотнения расплава в форме при выдержке под давлением. Пояс-
нения в тексте
468
Выдержка под давлением проводится после заполне-
ния оформляющей полости материала. В этот период цикла литья
через систему "сопло — литниковая система формы" шнек про-
должает нагнетать материал в оформляющую полость, что приво-
дит к росту давления в форме [5].
В процессе выдержки под давлением происходит выравнива-
ние давления между формующей полостью и материальным ци-
линдром, высокий уровень давления в форме препятствует выде-
лению адсорбированных и растворенных в материале летучих
продуктов в самостоятельную фазу, благодаря чему снижается по-
ристость готового изделия. Кроме того, выравнивание давления
по длине формы обеспечивает снижение внутренних напряжений
в отливке.
Во время выдержки под давлением (гд) течение материала че-
рез сопло, литники и по оформляющей полости не прекращается,
но скорость его намного ниже, чем на стадии впрыска. Это при-
водит к снижению сопротивления перемещению шнека в цилин-
дре и потерь давления в литниковых каналах формы. Поэтому на
стадии выдержки под давлением целесообразно регулировать дав-
ление на материал, находящийся в зоне дозирования материаль-
ного цилиндра (давление подпитки), что предусматривается кон-
струкцией современных реактопластавтоматов. Использование
повышенных давлений на этой стадии при литье реактопластов
приводит к деформированию пристенных слоев изделия, в кото-
рых уже частично произошло отверждение при контакте с горячей
стенкой формы, к образованию морщин, складок на поверхности
изделия, его короблению.
Кроме того, высокое давление подпитки может приводить к
частичному размыканию полуформ и истечению материала из по-
лости формы (образованию облоя). Давление в форме при этом
резко падает (см. рис. 20.26, участок 3'—7) вплоть до момента до-
отверждения материала.
Продолжительность выдержки под давлением связана со вре-
менем отверждения материала в литнике. Если формуется толсто-
стенное изделие, то отверждение материала в литнике завершает-
ся гораздо раньше, чем в оформляющей полости, так как время
прогрева до температуры отверждения в литнике намного мень-
ше. При формовании тонкостенных изделий потеря текучести ма-
териала в изделии может наступить одновременно с литником, а
иногда и раньше. В этом случае продолжительность выдержки под
давлением определяется временем, в течение которого материал
практически теряет текучесть в полости формы. При малой про-
должительности выдержки под давлением после отвода сопла
469
Рис. 20.27. Изменение температуры реактопласта в литьевой форме в те-
чение цикла литья под давлением:
1 — литье при повышенных Рл и Тр, 2 — литье при низких Рл и Тр
происходит истечение материала из полости формы через литни-
ковую систему (точки 4, 5 на рис. 20.26), что приводит к образо-
ванию пористости изделия у впускного литника, а для толстостен-
ных изделий — к образованию в этом месте пустот. При завышен-
ной продолжительности выдержки под давлением, особенно если
литье ведется при высоком давлении подпитки, а литники имеют
малую длину и большой диаметр, материал продолжает поступать
в полость даже при частичном отверждении. Это приводит к по-
явлению дефектов поверхности в виде складок, морщин.
После отверждения материала в литниковой системе и пре-
кращения течения сопло отводится от формы, и выдержка под
давлением завершается (рис. 20.26, точка 6 на кривых I и П).
Изменение температуры реактопласта, находящегося в форме,
в течение цикла показано на рис. 20.27. Приведенная зависимость
отражает нагрев материала за счет: 1) теплопроводности от стенок
горячей формы, 2) диссипативных потерь в результате вязкого те-
чения и 3) теплового эффекта реакции отверждения.
Выдержка на отверждение в форме проходит при
постоянной массе изделия. Основное назначение этой стадии
цикла литья — обеспечить необходимую и одинаковую по всему
объему изделия степень отверждения. Выдержка на отверждение
завершается при достижении материалом определенной степени
отверждения, при которой обеспечиваются эксплуатационные
470
требования, предъявляемые к изделию. Для изделий общетехни-
ческого назначения, изготавливаемых из фенопластов, рекомен-
дуется вести процесс отверждения в течение времени, обеспечи-
вающего прочность при сдвиге 6 МПа, из аминопластов — 4 МПа.
Для изделий электротехнического назначения рекомендуется бо-
лее продолжительная выдержка на отверждение.
Чем больше толщина изделия, тем сложнее обеспечить оди-
наковую степень отверждения по его объему, так как в первую
очередь прогреваются до температуры формы пристенные слои и
отверждение в них начинается быстрее. Поэтому увеличение дли-
тельности выдержки на отверждение с целью обеспечения полно-
ты отверждения внутренних слоев может привести к "переотвер-
ждению" внешних слоев, что приводит к снижению усталостной
выносливости изделия, маслостойкости и других показателей.
В процессе выдержки на отверждение продолжается прогрев
материала от стенок формы и в результате теплового расширения
материала повышается давление в форме. С другой стороны, в ре-
зультате протекания реакции отверждения наблюдается объемная
усадка материала, несколько запаздывающая по времени относи-
тельно прогрева. На начальной стадии процесса выдержки на от-
верждение преобладает расширение материала, сопровождающее-
ся ростом давления (участок 6— 8 на кривых рис. 20.26), а преоб-
ладание второго процесса (усадки) приводит к медленному сни-
жению давления в форме (участок 8— 9 на рис. 20.26).
Максимальное давление Ртах, развивающееся в оформляю-
щей полости, определяет минимальное усилие, необходимое для
запирания формы. Если давление в форме на стадии отверждения
превышает усилие запирания, то форма частично раскрывается, и
давление в полости формы падает (участок 8— 8' на кривой 7 рис.
20.26). Это приводит к снижению стабильности размеров изделий.
Чем выше температура материала, впрыскиваемого в форму,
тем меньше тепловое расширение при нагреве до температуры фор-
мы, а следовательно, уменьшается максимальное давление в форме.
К концу выдержки на отверждение в форме действует давление
Рк, влияющее на размерную точность изделий и их склонность к
короблению. При раскрытии формы в момент окончания выдерж-
ки на отверждение давление снижается от Рк до атмосферного Ра.
20.2.2. Расчет процесса литья под давлением реактопластов
Расчет технологических параметров процесса литья под давлени-
ем реактопластов проводится с учетом реологических, теплофи-
471
зических и кинетических закономерностей, проявляющихся при
переработке материала.
Температура материала на выходе из шнека 7\ может быть при-
ближенно оценена по следующему эмпирическому уравнению [6]:
7\ = 7’„ + aN+ ЬР, (20.20)
где Гц — температура цилиндра, °C; N — частота вращения шнека, об/мин; Р —
давление пластикации, ПМа; а, b — константы.
Константы а и b могут быть рассчитаны по формулам:
а = (0,224 - 9,16 • 10-4Тц)^ • 1,75; b = 4,7 !0“3 -- 2,28 • 10~57„,
Ц/ 30/2 ш
где /фр ий- средний радиус и глубина канала шнека соответственно, мм.
Давление в гидроцилиндре литьевой машины на стадии впрыска
Руд должно обеспечивать компенсацию сопротивления течению
материала в каналах сопла и литников и давление, необходимое
для уплотнения материала в форме (Рк ~ 50 МПа):
= SAA. + ЕАЛ, + /> (20.21)
Температура материала после заполнения формы Т3:
т3 = Т{ +
ЕДРс + 1АРл
фр
(20.22)
где Т\ - - температура материала в зоне дозирования цилиндра, К; ЛРС и Дф — по-
тери давления в каналах сопла и в литниках, МПа; ср и р — удельная теплоемкость
и плотность материала при 7).
Длительность выдержки под давлением /д зависит от темпера-
туры реактопласта и формы [5—7]:
[3(7; - 71)
= -'нп)е , (20.23)
где /вп — время отверждения материала при стандартных условиях, определяемое
на пластометре Канавца, с; /нп — время нагревания материала в пластометре Ка-
навца до температуры отверждения Тп, с; р - температурный коэффициент для
перерабатываемого материала, учитывающий влияние температуры на длитель-
ность отверждения, °C '; 7), — температура измерительной камеры пластометра,
°C; Кв — коэффициент, учитывающий степень отверждения материала в литнике,
ориентировочно равный 0,5—0,6.
Длительность выдержки на отверждение /в 0 рассчитывается по
формуле (20.24), если температура материала, поступающего в
форму, близка к температуре формы, или по формуле (20.25), если
необходим нагрев материала после впрыска до 7ф.
6j.o (бзп шп) (ц) (20.24)
t - 1 , (. ч 0(Гпл-7’ф)
Aj.° 4дТ1щ1/ф-/' ) + ^’>п ’ (20.Х.5)
где К\ и — постоянные, учитывающие форму изделия; 3 — толщина стенки фор-
муемого изделия, м; а — коэффициент температуропроводности материала при 7'
472
= (Tq + Гф)/2, м2/с; Гф, 7q, Тпл и 7И — температуры формы, материала на входе
в форму, камеры пластометра при стандартных испытаниях и в центре изделия к
моменту начала отверждения соответственно, °C; рекомендуется Гн = Тф — 20.
Усилие смыкания формы FCM, при котором исключается рас-
крытие формы в момент впрыска и во время выдержки под дав-
лением:
FCM = P^SWiSln + 5П), (20.26)
где /ф - давление в форме, МПа' п — число гнезд в форме; 5ИЗД и 5Д — площади
проекции изделия и литников, м .
Полное время цикла литья под давлением:
4щкла ~ ^выд ”1” Апаш + ^паузьи (20.27)
где /Ш;|Д — время выдержки изделия в форме, представляющее собой сумму вре-
мени выдержки под давлением и выдержки на отверждение, с; /маш — время смы-
кания и размыкания формы, с; /паузы время паузы, в течение которого извле-
кается изделие из формы (определяется конструкцией формы), с.
20.2.3. Качество литьевых изделий из реактопластов
Качество литьевых изделий из реактопластов определяется в ос-
новном следующими факторами: достижение максимально воз-
можной монолитности материала в изделии, максимально одно-
родной изотропной структуры материала и обеспечение требуе-
мой и максимально однородной по объему изделия степени от-
верждения. Первые два фактора зависят от условий заполнения
формы, а последний определяется температурой литья и в том
случае, когда заполнение формы идет с высокой скоростью, — от
условий при выдержке под давлением и на отверждение.
Количественной мерой достижения максимально возможной
монолитности изделия служит плотность. Чем ниже плотность из-
делий, тем ниже их ударная прочность и прочность при растяжении.
Влияние давления в форме на плотность образцов представ-
лено на рис. 20.28. При сравнительно небольших давлениях пре-
обладает монолитизация материала, приводящая к росту плотно-
сти. Однако при повышении давления в форме температура ма-
териала повышается быстрее (при 7ф = const) за счет его сжатия,
и процесс отверждения протекает быстрее. В результате быстрого
нарастания вязкости при отверждении уплотнение материала
уменьшается [5].
Аналогичное влияние оказывает давление в форме на прочность
при растяжении и модуль упругости реактопластов (рис. 20.29).
Изменение степени отверждения, оцениваемого по количест-
ву нерастворимых продуктов, и прочностных показателей от вре-
473
Рис. 20.28. Зависимость плотно-
сти материала в изделии р от
давления в форме Рф.
/ —для ФКПМ-15Т; 2-для АГ-4В
Рис. 20.29. Влияние давления в форме Рф на механические свойства лить-
евых образцов из реактопластов:
7 — ФКПМ-15Т, длина литника 1 мм, диаметр 2 мм; 2 — ФКПМ-15Т, длина лит-
ника 15 мм, диаметр 5 мм; 3 — АГ-4В, длина литника 15 мм, диаметр 3—5 мм; 4 —
03-010-02, длина литника 15 мм, диаметр 5 мм; 5 — 03-010-02, длина литника
15 мм, диаметр 2—3 мм
Рис. 20.30. Зависимость содержания нерастворимых продуктов т (—),
разрушающего напряжения при изгибе он (-----) и ударной вязкости а
(------) материала 03-010-02 от продолжительности отверждения при
различных температурах (числа у кривых)
474
Таблица 20.4. Условия переработки реактопластов литьем под давлением
на червячных машинах
Реактопласт Температура, °C Давление впрыска, МПа Темпера- тура фор- мы, °C
цилиндра сопла расплава на выходе из сопла
на входе на выходе
Фенолоформальде- гидное связующее с наполнителем: древесная мука 60-70 85-100 85-100 110-120 60-120 160-180
асбест 60-70 95 105 110-115 120-150 170-185
каучук 60-70 95 105 120 60-120 160-180
Мочевиноформаль- дегидное связую- щее, наполнитель — древесная мука 55—65 85-100 100-110 115-120 70-130 150-165
Меламиноформаль- дегидное связующее с наполнителем: древесная мука 55-65 90-100 100-110 115-120 70—120 150-165
асбест 50-60 80-90 90-100 100-115 100-160 160-170
Полиэфирное свя- зующее, наполнен- ное стекловолокном или асбестом 60-80 60-80 60-80 70-90 90-120 170-190
Давление пластикации не превышает 30 МПа. частота вращения шнека 50 об/мин,
длительность пребывания материала в инжекционном цилиндре 4—20 с, продол-
жительность впрыска 2—7 с.
мени отверждения для фенопласта показано на рис. 20.30. Экс-
тремальный характер приведенных зависимостей связан с тем, что
при повышенных температурах литья проявляются процессы де-
струкции. Это подтверждается смещением максимума в область
больших времен выдержки на отверждение при низкой темпера-
туре литья.
Анизотропия литьевых изделий из реактопластов связана с
ориентацией волокнообразных частиц наполнителя при заполне-
нии формы. При струйном режиме заполнения формы анизотро-
пия практически отсутствует.
Ориентировочные режимы литья под давлением для ряда ре-
актопластов приведены в табл. 20.4 [6].
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Энциклопедия полимеров. В 3 т. М.: Советская энциклопедия, 1974. Т. 2. С. 75.
2. Калинчев Э. Л.г Каланчева Е. И., Саковцева М. Б. Оборудование для литья пла-
стмасс под давлением: расчет и конструирование. М.: Машиностроение, 1985.
256 с.
475
3. Калинчев Э. Л., Саковцева М. Б. Свойства и переработка термопластов: Справ,
пособие. Л.: Химия, 1983. 288 с.
4. Лапшин В. В. Основы переработки термопластов литьем под давлением. М.:
Химия, 1974. 271 с.
5. Леонов А. И., Басов Н. И., Казанков Ю. В. Основы переработки реактопластов
и резин методом литья под давлением. М.: Химия, 1977. 216 с.
6. Интенсификация литья под давлением реактопластов и резиновых смесей /
Басов Н. И., Галле А. Р., Казанков Ю. В. и др. Л.: Химия, 1980. 26 с.
7. Соколов А. Д., Швец М. М. Литье под давлением реактопластов / Под ред.
В. А. Брагинского. 2-е изд. Л.: Химия, 1989. 96 с.
8. Справочник по технологии изделий из пластмасс / Под ред. Г. В. Сагалаева,
В. В. Абрамова, В. Н. Кулезнева, С. В. Власова. М.: Химия, 2000. 424 с.
ГЛАВА 21
ЛИТЬЕ БЕЗ ДАВЛЕНИЯ. ВИБРОФОРМОВАНИЕ
Процесс литья без давления позволяет изготовить изделия непо-
средственно из мономеров или олигомеров, минуя промежуточ-
ную стадию получения полимера. Иногда этот процесс называют
"свободным литьем", "заливкой", "химическим формованием".
Литье без давления объединяет в одном технологическом цик-
ле синтез полимера и его переработку. Большинство мономеров
в жидком (или расплавленном) состоянии обладает низкой вяз-
костью. Поэтому для осуществления процесса не требуется при-
ложения значительного внешнего давления, а вполне достаточно
давления порядка долей атмосферы или нескольких атмосфер,
создаваемого перекачивающим оборудованием (насосами) [1 .
Технологическая схема получения изделий методом литья без
давления приведена на рис. 21.1.
Методом литья без давления можно перерабатывать как мо-
номеры, дающие при полимеризации термопластичные продук-
ты, так и термореактивные материалы, дающие при отверждении
неплавкие и нерастворимые продукты с пространственным строе-
нием. Этим методом можно получать изделия из ненаполненных,
наполненных и высоконаполненных композиций.
21.1. ПЕРЕРАБАТЫВАЕМЫЕ МАТЕРИАЛЫ И АССОРТИМЕНТ ИЗДЕЛИЙ
Термопластичные полимеры. Типичными мономерами, дающими
в процессе полимеризации термопластичные полимеры, являются
жидкие акриловые (метилметакрилат и др.) мономеры или по-
476
Рис, 21.1. Технологическая схема получения изделий методом литья без
давления:
[ — участок приготовления жидких компонентов смеси: 1 — емкость для мономера
(смолы); 2 — емкость для катализатора (инициатора, отвердителя); 3 — емкость
для активатора (пластификатора, разбавителя); 4, 5 - - реакторы для предваритель-
ного смешения компонентов; 6 — реактор для приготовления форполимера (свя-
зующего);
II — участок приготовления твердых компонентов смеси: 7—9 — емкости для на-
полнителей, пигментов, модификаторов; 10 — промежуточный смеситель для сы-
пучих компонентов;
III участок смешения, заливки и формования композиций: 11 — смешение ком-
позиций; 12 — заливка композиции в форму; 13 — виброуплотненис композиции;
14 — вакуумирование композиции;
IV — участок отверждения композиций: 15 — подогрев форм; 16 — выдержка форм
до окончательного отверждения композиций; 17 — охлаждение форм;
V — участок подготовки форм: 18 — выемка изделия; 19 — чистка и сборка форм;
20 — смазка и подготовка форм; 21 — контроль готовых изделий
рошкообразный е-капролактам, полимеризация которого с полу-
чением капролона происходит в расплаве. Для осуществления по-
лимеризации к жидкому мономеру добавляют инициаторы или
катализаторы, а также активаторы, ускоряющие их действие [2—
4]. В состав композиций могут входить наполнители (дисперсные
или волокнистые), пластификаторы, пигменты и другие добавки,
477
в частности полимерные модификаторы (ПММА, ПС, ПВХ, кау-
чуки) или сомономеры (винилацетат, акрилонитрил, стирол и
др.). Высокая прочность и химическая стойкость получаемых по-
лиакрилатов и полиамидов, простота их переработки позволяют
получать из этих материалов крупногабаритные изделия: детали
судовых механизмов, работающие в узлах трения, — шестерни,
втулки, прокладки; электротехнические изделия (капролон); пло-
ские и рельефные листы, коробчатые изделия, монолитные объ-
емные детали, стержни, прутки, скульптурные и архитектурные
элементы (ПММА).
Наполненные термореактивные полимеры. Методом литья без
давления можно перерабатывать и композиции на основе реак-
ционноспособных олигомеров (ненасыщенных полиэфиров, ЭС,
ФС, ПУ). Для химического сшивания к олигомерам добавляют
отвердители, инициаторы, катализаторы. В состав олигомерных
композиций могут также входить наполнители, красители, пла-
стификаторы и другие добавки.
Олигомерные литьевые смеси обычно применяются в напол-
ненном состоянии (20—50 % по объему) для приготовления зали-
вочных масс, скульптурных и архитектурных деталей (эпоксидные
и полиэфирные смолы), ремонтных мастик и шпатлевок (фура-
новые, эпоксидные и полиэфирные смолы).
Высоконаполненные композиции. Для уменьшения тепловых
эффектов, сопровождающих полимеризацию или отверждение мо-
номерных или олигомерных композиций, а также для значитель-
ного снижения стоимости и полимероемкости изделий применяют
наполнение композиций до 80—90 % по объему. Высоконаполнен-
ные материалы после отверждения обладают хорошими конструк-
ционными свойствами. Их прочность при сжатии, например,
близка к прочности гранита. Такие материалы называют полимер-
бетонами. Для их получения применяют эпоксидные, полиэфир-
ные, фурановые смолы, метилметакрилат и некоторые другие
мономеры, а также минеральные (гранит, кварц, стекловолокно,
керамика, каменная мука) и другие (графит, углеродное волокно)
наполнители. Применяют полимербетоны для изготовления кор-
розионно-стойкого технологического оборудования и строитель-
ных конструкций (фурфурол-ацетоновые полимербетоны); дета-
лей прецизионных станков, машин и приборов (эпоксидные и
акрилатные полимербетоны); декоративных покрытий (полиэфир-
ные полимербетоны), полов, покрытий мостов и для других ответ-
ственных сооружений. Примерный состав композиций, перераба-
тываемых методом литья без давления, приведен в табл. 21.1.
478
Таблица 21.1. Примерные составы композиций, перерабатываемых методом литья
без давления
Основной моно- мер или смола Катализатор, инициатор или отвердитель Активатор Другие добавки
с-Капролактам Натрий металличес- Гексаметил енто- —
(К) кий — 0,1 % луилендиизоциа- наты — 0,1 %
Метилметакри- Пероксиды бензоила — Диметиланилин, ПММА, ПВХ, ПС,
лат (ММА) 0,1 — 1 %, циклогексан- карбоната — 0,3—0,5 % диметил-л-то- луидин — 1—3 % ПВА, каучуки, дибу- тилфталат (ДБФ), пигменты, наполни- тели (волокно)
Эпоксидные смолы (ЭС) Три-, тетра- и поли- амины — 10—25 % Разбавители, пла- стификаторы, кау- чуки, пигменты, на- полнители
Ненасыщен- Пероксиды метилэтил- Нафтенат Со — Разбавитель (сти-
ные полиэфир- кетона, бензоила, гид- 2—5 %, анилин — рол), пигменты, на-
ные смолы (НПС) ропероксид кумола — 1-3 % 1-2 % полнители* j|r
Фурфурол-аце- тоновый моно- мер (ФАМ) Бензолсульфокислота — 15—25 %, серная ки- слота, контакт Петрова — Наполнители £
ФАЭД — смесь ЭС + ФАМ Полиэтиленполиа- мин — 15—25 % — Наполнители
* В ненаполненном состоянии практически не применяется из-за сильного само-
разогрева при отверждении.
21.2. ТЕХНОЛОГИЯ ПЕРЕРАБОТКИ, ОБОРУДОВАНИЕ И ОСНАСТКА
Основной подготовительной операцией является тщательная суш-
ка всех ингредиентов, в том числе минеральных наполнителей. Со-
держание влаги в них, например при полимеризации в-капролак-
тама или полиэфирной смолы, не должно превышать 0,02 %, при
полимеризации фурфурол-ацетонового мономера или ЭС —
0,05-0,1 %.
Технология и оборудование для смешения и литья. Стадия за-
ливки композиций в форму требует точного выполнения всех за-
данных временных и температурных параметров, так как даже 2—
3-минутная задержка при заливке или небольшой перегрев реак-
ционной массы могут привести к частичной или полной потере
текучести.
При смешении мономеров или олигомеров с большим коли-
чеством наполнителей для улучшения равномерности распреде-
ления небольших добавок катализаторов и инициаторов по всему
объему смеси применяют последовательные 2—3-стадийные ре-
479
жимы смешения. На первой стадии смешивают мономерное или
олигомерное связующее с наиболее мелкой фракцией наполните-
ля, катализаторами и активаторами отверждения. На второй, а в
случае необходимости и на третьей стадии, вводят остальной на-
полнитель пофракционно. Время смешения ненаполненных за-
ливочных композиций обычно не превышает 1—2 мин, а напол-
ненных и высоконаполненных композиций — 2—5 мин.
Повышению вязкости исходной композиции способствует
снижение температуры заливочной массы. Для снижения вязко-
сти повышают температуру, вводят добавки низковязких сомоно-
меров (например, стирола в акрилатные и полиэфирные компо-
зиции), разбавителей и пластификаторов (в эпоксидные компа-
унды). Снижение вязкости особенно важно для смол, являющих-
ся основой (связующим) для высоконаполненных композиций.
Полимеризация (отверждение) начинается сразу же после
смешения мономера (смолы) с инициатором, катализатором или
отвердителем и приводит к повышению вязкости композиции.
Возрастание вязкости идет в две стадии: вначале медленно, а за-
тем ускоренно. Виброформование возможно лишь на первой ста-
дии роста вязкости.
Форполимеры и связующие получают в реакторах-смесителях
с обогревом (охлаждением), мешалкой и возможностью вакууми-
рования реакционной смеси. Для приготовления смесей сыпучих
ингредиентов применяют вибросмесители, лопастные мешалки,
смесители типа "пьяная бочка" (см. гл. 6, 8). Для получения сме-
сей жидких и сыпучих ингредиентов применяют смесители типа
бетономешалок или тестосмесителей, а также установки непре-
рывного действия, представляющие собой одношнековые смеси-
тели в сочетании с емкостями и бункерами для хранения и подог-
рева ингредиентов (3—4 жидких и 5—6 сыпучих компонентов),
оснащенные автоматической системой управления.
Формы и формовая оснастка. Формы для заливки компаундов
и высоконаполненных композиций изготавливают из жестких
(сталь, алюминий, дерево и т. п.) или гибких (пластмассы, стек-
лопластики, силиконовые полимеры, резина и т. п.) материалов.
Жесткие формы являются разборными, а гибкие позволяют вы-
нимать изделия не разбирая формы. Гибкие (эластичные) формы
применяют для тиражирования по моделям небольших по размеру
предметов искусства. Для предотвращения прилипания изделий
к формам на их внутреннюю поверхность наносят смазки (соста-
вы на основе воска, парафина, вазелина, силиконовых олигоме-
ров и т. п.). Для придания блеска декоративным изделиям внут-
реннюю поверхность форм полируют. Жесткие формы применя-
480
ют для изготовления массивных крупногабаритных изделий, гиб-
кие — для мелких изделий. Формы дня литья должны быть гер-
метичными, чтобы не происходило вытекания низковязких мо-
номеров при заливке.
Формовая оснастка играет важную роль в процессах литья без
давления. Это обусловлено тем, что полимеризация реакционно-
способных мономеров и смол сопровождается их значительной
усадкой. Объемная усадка Е-капролактама и метилметакрилата
при полимеризации составляет 19—20 %, эпоксидных, полиэфир-
ных и фурановых смол — 5—10 %. Усадка наполненных компо-
зиций уменьшается пропорционально объемной доле наполните-
ля. В процессе литья без давления изделий простой конфигурации
без внутренних полостей усадку необходимо учитывать при рас-
чете размеров форм. Если же изделие имеет внутренние полости,
то усадка материала может приводить к раздавливанию внутрен-
них сердечников или к растрескиванию изделий. Чтобы обеспе-
чить свободную усадку отверждающегося материала в форме,
внутренние сердечники должны уменьшаться в размерах в про-
цессе отверждения. Это достигается за счет усложнения их кон-
струкции путем применения клиновых или винтовых зажимов,
прокладок, а также за счет применения легко деформирующихся
или разрушающихся сердечников.
Технология и оборудование для формования. Для облегчения
заполнения форм, удаления пузырьков воздуха, попавших в реак-
ционную массу, и для ускорения процессов уплотнения напол-
ненных и высоконаполненных композиций применяют вакууми-
рование или вибрацию [5]. При получении труб также возможно
применение центробежного или ротационного формования. Ва-
куумирование с разрежением 0,04 —0,07 атм применяют обычно
при формовании небольших по размеру изделий из жидких на-
полненных или ненаполненных мономеров. Для проведения ва-
куумирования требуются герметичные формы или специальные
вакуумные камеры. Хорошие результаты дает вакуумирование ре-
акционной смеси на стадии смешения.
Для уплотнения высоконаполненных композиций примене-
ние вибрации является необходимым, так как при этом не только
облегчается выход воздуха, но и достигается наиболее плотная ук-
ладка частиц наполнителя. Источниками механических колеба-
ний средней частоты (40—60 Гц), способствующих уплотнению,
являются механические или электродинамические вибраторы,
создающие колебания за счет вращения несбалансированных
противовесов или за счет колебательного перемещения сердечни-
ка в электромагнитной катушке. Существуют также пневматиче-
31 Заказ № К-4269
481
ские вибрационные устройства. Амплитуда вибрации 0,1—0,5 мм.
Возможно формование изделий за счет применения вибраторов,
закрепленных прямо на литьевых формах или установленных на
специальных площадках.
Применение вибрации для уплотнения заливочных компози-
ций наиболее эффективно при переработке полимербетонов.
Вибрация облегчает взаимное перемещение грубодисперсных
частиц наполнителей, обычно неправильной формы, в смеси.
Возрастание плотности композиции проходит в две стадии. Пер-
вая стадия связана с разрушением исходного случайного каркаса
частиц в высоконаполненной смеси и с переукладкой частиц в бо-
лее выгодные положения. Вторая, более медленная, стадия связа-
на со сближением частиц и с выходом воздушных включений из
уплотняемой смеси. Темп уплотнения высоконаполненных ком-
позиций определяется интенсивностью виброколебаний и кон-
центрацией жидкой фазы в смеси.
Технология и оборудование для отверждения. Проведение про-
цесса отверждения также требует тщательного соблюдения тем-
пературных (температура форм и камеры) и временных (время
прогрева и выдержки) параметров. Для большинства термореак-
тивных смол и мономеров саморазогрев при отверждении на-
столько значителен, что приводит к термическому разложению
получаемых полимерных продуктов. Например, полимеризацию
метилметакрилата даже при разбавлении его собственным поли-
мером обычно проводят при интенсивном охлаждении форм водой.
Наиболее целесообразным способом разработки рационального
режима отверждения композиций является его математическое
моделирование на базе системы дифференциальных уравнений
теплопередачи, решаемых совместно с уравнениями, описываю-
щими скорость выделения тепла мономером или олигомером.
Математическое моделирование позволяет рассчитать наиболее
мягкие режимы отверждения изделий (с учетом внешнего нагрева
или охлаждения), не приводящие к ухудшению их эксплуатаци-
онных свойств.
Отверждение изделий, получаемых методом литья без давле-
ния, проводят при комнатной температуре в многоярусных поли-
меризационных камерах. При повышенных температурах отвер-
ждение изделий проводят в печах туннельного типа или в печах
периодического действия, обогрев которых осуществляется горя-
чим воздухом, с помощью электронагревателей или ИК-излуче-
ния. Весьма удобными в эксплуатации оказались печи аэродина-
мического подогрева, нагрев воздуха в которых осуществляется за
счет вращения мощных вентиляторов с очень низким аэродина-
482
мическим качеством лопастей (переход механической работы в
тепло). Эти печи выгодно отличают практически безынерцион-
ные нагрев и охлаждение, что позволяет осуществлять заданные
скорости прогрева или охлаждения.
Основным параметром стадии охлаждения является скорость
снижения температуры, которая обычно составляет 0,1—0,5 °C в
1 мин. Превышение скорости охлаждения снижает прочностные
показатели получаемых изделий за счет возникновения больших
градиентов температур и высоких температурных напряжений
или за счет нарушения оптимального режима кристаллизации по-
лимера (в случае капролона).
21.3. КОНТРОЛЬ КАЧЕСТВА ГОТОВЫХ ИЗДЕЛИЙ
Для контроля качества готовых изделий, изготавливаемых мето-
дом литья без давления, применяют так называемые неразрушаю-
щие методы: ультразвуковую дефектоскопию, рентгеновскую или
радиоинтраскопию и т. д., а также визуальный осмотр. Для боль-
шинства изделий проводится контроль геометрических размеров
(усадки). Изделия, предназначенные для использования в виде
емкостей, резервуаров, требуют проверки на герметичность.
Электроизоляционные изделия подвергают испытаниям под
электрической нагрузкой.
Другим методом является контроль физико-механических по-
казателей материала: прочности, модуля, плотности, твердости,
ударной вязкости, стойкости к истиранию, химической стойкости
и т. п. Такой контроль обычно проводится на получаемых одно-
временно с изделием образцах-спутниках, а также при лаборатор-
ных или натурных испытаниях с разрушением определенного
процента полученных изделий.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Энциклопедия полимеров. В 3 т. М.: Советская энциклопедия, 1974. Т.2. С. 70.
2. Энтелис С. Г., Евреинов В. В., Кузаев А. И. Реакционноспособные олигомеры.
М.: Химия, 1985. 304 с.
3. Межиковский С. М. Физико-химия реакционноспособных олигомеров. М.:
Наука, 1988. 240 с.
4. Королев Г. В., Могилевич М. М., Голиков И. В. Сетчатые полиакрилаты. М.: Хи-
мия, 1995. 276 с.
5. Урьев Н. Б. Высококонцентрированные дисперсные системы. М.: Химия, 1980.
320 с.
ГЛАВА 22
ФОРМОВАНИЕ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ
ФОРМЫ: ПНЕВМОВАКУУМ-ФОРМОВАНИЕ, ВЫДУВНОЕ,
РОТАЦИОННОЕ, ЦЕНТРОБЕЖНОЕ ФОРМОВАНИЕ
Формование на внутренней поверхности формы может осущест-
вляться несколькими способами [1]: штамповкой, вакуум- и пнев-
мовакуумным формованием листовой или пленочной заготовки;
ротационным формованием порошко- или пастообразного поли-
мера; выдувным формованием предварительно экструдируемой
рукавной заготовки расплава термопласта; виброформованием ге-
терогенных композиционных материалов.
22.1. ПНЕВМОВАКУУМ-ФОРМОВАНИЕ
Пневмовакуум-формование — это процесс формования изделий
из заготовок в виде пленки или листа, нагретых до температур,
при которых осуществляется высокоэластическая деформация
полимера.
Формование из листов термопластов — один из самых старых
методов изготовления изделий из пластмасс, он относится к кон-
цу прошлого столетия. Игрушки из целлулоида были получены
методом выдувания заготовки. С применением вакуум-формова-
ния, появлением новых типов термопластов этот метод довольно
широко распространился в промышленности. В настоящее время
известны четыре основных метода формования изделий из листов
и более двух десятков их разновидностей.
В процессе формования нагретая заготовка прижимается к по-
верхности формы под действием разрежения (вакуума) и/или из-
быточного внешнего давления. Толстые заготовки для облегчения
формования могут дополнительно прижиматься к поверхности
формы с помощью механического давления пуансона. Тонкие,
легко деформируемые заготовки формуются либо с применением
только вакуума (вакуум-формование), либо только давлением воз-
духа (пневмоформование) [1, 2, 3].
Принципиальная схема метода показана на рис. 22.1. Лист или
пленка 3 раскраивается по размерам и закрепляется в рамке 4
(рис. 22,1, а). На закрепление листа расходуется время t3. Далее
подводится нагреватель 5, и заготовка нагревается в течение опре-
484
Рис. 22.7. Схема негативного пневмо- и вакуумного формования изделий
из листов термопластов:
а подогрев листа; б — пневмоформование; в — вакуумное формование:
1 — каналы для воздуха; 2 — форма; 3 — лист полимера; 4 — прижимная рамка;
5 — И К-нагреватель; 6— пневмостол; 7 — изделие; 8 — прокладка; 9 — вакуумный
стол
деленного времени /н до заданной температуры, после чего он ото-
двигается и подвигается стол 6 или 9. Стол плотно прижат к про-
кладкам-уплотнениям -/или 8. Либо подается давление (рис. 22.1,
б), либо создается вакуум (рис. 22.1, в), посредством которых лист
деформируется и плотно прижимается к поверхности формы.
Воздух, находящийся в полости формы (б), при формовании
выходит через каналы 7. Эта же форма может быть использована
и для схемы (в). Время, затрачиваемое на формование, равно
После этого внешним потоком холодного воздуха вновь отфор-
мованные изделия обдуваются в формах, охлаждаются и приоб-
ретают формоустойчивость. Время охлаждения — /охл. Рамка сни-
мается, а изделие вместе с остатками заготовки по периметру вы-
талкивается избыточным давлением воздуха, подаваемым через
каналы 7, либо удаляется ручным способом. На это тратится вре-
мя разгрузки ф.
Общий цикл изготовления изделия равен:
~ + zn + 'ф + 4>хл + (22.1)
Вырубка изделия из заготовки и ее обработка проводятся на
других агрегатах.
485
Преимущество пневмоформования перед вакуум-формовани-
ем заключается в возможности использовать высокое давление
формования (0,15—2,5 МПа), что позволяет получать изделия с
более толстыми стенками, крупногабаритные детали. Изделия по-
лучаются с небольшой разнотолщинностью, имеют четкий кон-
тур, точные размеры.
При вакуумном формовании давление составляет 0,06—
0,085 МПа, такого разрежения достаточно для хорошего оформ-
ления изделия толщиной до 5 мм.
Для изготовления глубоких изделий сложной формы исполь-
зуют комбинированное пневмовакуум-формование, в том числе
одновременно с механической вытяжкой заготовки. Формование
может быть негативным (см. рис. 22.1) и позитивным. В последнем
случае заготовка предварительно раздувается в виде сферы и
внутрь сферы подается форма, на которой и формуется деформи-
рованный лист.
Материалы, ассортимент изделий. Лист, пленка из термопла-
стов, применяемые для получения изделий методом пневмоваку-
ум-формования, должны иметь достаточную прочность и вяз-
кость в широком интервале температур, не деформироваться под
действием собственного веса. Они должны обладать высокой тер-
мостойкостью, стойкостью к погодным условиям, действию воды,
щелочей, масел, кислот. Лист должен иметь такое сопротивление
деформированию, чтобы при прогреве в формовочной машине он
не провисал, имел блестящую поверхность, не отличался анизо-
тропией свойств.
Наибольшее распространение получили листы крупнотон-
нажных полимеров: стирольных пластиков (УПС, сополимеры
акрилонитрила и бутадиена со стиролом, ППС); ПММА; ПВХ и
его сополимеров; ПО, ПА, ПК, ПЭТФ и ПБТ [3—5].
Методом пневмовакуум-формования листов получают раз-
личные объемные изделия: коробки, посуду, емкости и т. п. В ча-
стности, из УПС получают детали для холодильников, мебели, об-
лицовки, поделок; из сополимеров стирола, имеющих высокую
ударную вязкость, изготавливают дверцы, панели для самолетов;
из двухосноориентированной ПС-пленки изготавливают неглубо-
кие прозрачные пакеты, из вспененной пленки — посуду для хо-
лодных напитков, мороженого, бутербродов; из ПММА — сиг-
нальные фонари реклам, арматуру для ламп; из ориентированных
листов — остекление для самолетов и вертолетов; из ПВХ изго-
тавливают неглубокие изделия — рельефные карты, скатерти, ма-
ленькие пакеты и др.; из ПО производят посуду, игрушки, упа-
ковку для пищи; из АЦ делают прозрачные пакеты, стаканчики и
486
т. д.; из ПА — материал для упаковки жирных пищевых про-
дуктов.
Основное оборудование и оснастка. Основным оборудованием
является пневмовакуум-формовочная машина.
В зависимости от того, ведутся ли все операции на одной по-
зиции или заготовка перемещается с одной позиции на другую,
различают одно-, двух- и многопозиционные машины.
Многопозиционные машины делятся на ленточные, барабан-
ные, карусельные.
Перемещение заготовки с одной позиции на другую может
происходить периодически (конвейерные, карусельные) или не-
прерывно (барабанные).
Машины бывают с ручным, полуавтоматическим и автомати-
ческим управлением.
Большая часть машин предназначена для изготовления штуч-
ных изделий в периодическом режиме. Для получения изделий
неограниченной длины (тисненые пленки) используются бара-
банные машины непрерывного действия.
Нагревание заготовок осуществляется в основном путем вто-
ричного прогрева в самой машине. Нагреватели ИК-излучения
бывают двух типов: ленточные и стержневые.
Закрепление листа осуществляется прижимной рамой по пе-
риметру. Рама имеет универсальную конструкцию: она регулиру-
ется в зависимости от толщины листа, равномерно распределяет
нагрузку по всей длине прижима.
Вакуумные системы. Раз-
реженный воздух, создаваемый ваку-
ум-насосом, должен обеспечивать
достаточную силу, заставляющую
размягченную заготовку 1 деформи-
роваться. При деформации нагрева-
тельные элементы удаляются от заго-
товки и последняя начинает остывать.
Поэтому желательно, чтобы скорость
формования была большой. Вакуум-
ные системы компонуются по сле-
дующей схеме (рис. 22.2). Для осуще-
Рис. 22.2. Схема компоновки вакуумной
системы:
I — формуемый лист; 2— полость формы; 3 —
отформованное изделие; 4, 6 — клапаны; 5 —
вакуум-насос; 7—ресивер;
Н — глубина, Щ — ширина изделия
ствления первого требования берется мощный вакуум-насос, для
второго — ресивер большого объема.
Если в исходном положении, до формования, начальное дав-
ление в полости 2 формы равно атмосферному — Р\, а объем ее
Иф, то после соединения с вакуум-ресивером это давление изме-
нится. В том же исходном положении насос 5 соединен клапаном
6 с вакуум-ресивером и откачивает из него воздух. К моменту
формования имеем Рр — объем ресивера с остаточным давлением
Ро (объем полости насоса не учитываем, так как он существенно
меньше /р).
Открывая клапан 4, соединяем Рф с Vp, в результате чего ус-
танавливается общее давление Р2» т- е-
(Гф + Ир)(Р, - р2) = гр(Л - Ро), (22.2)
или
Pl - Pl = тДи- (Р2 - Рв), (22.3)
ф *р
где - Р2) — движущая сила системы, которая деформирует лист.
Чем больше Vp и Ро, тем больше запас движущей силы, тем
быстрее заканчивается формование и больше возможность полу-
чения объемных (с большим Рф) изделий.
Когда формуемый лист близко подходит к стенкам формы,
клапан 6 закрывается, и окончательное удаление воздуха произ-
водится только вакуум-насосом под большим разрежением за ко-
роткое время, поскольку объем удаляемого воздуха мал. Затем
клапан 4 закрывается, 6 открывается и начинается откачка возду-
ха из ресивера 7. Цикл повторяется.
При формовании методом натяга на пуансон или предвари-
тельного раздува листа применяется воздушный компрессор. При
этом достаточно давления 0,5—0,7 МПа. Сжатый воздух необхо-
дим также для обдува и извлечения изделий.
Формы. Для получения малосерийных изделий применяют
формы из дерева и гипса, рассчитанные на короткие сроки служ-
бы (до 50 тыс. изделий). Для изделий, выпускаемых в больших ко-
личествах, формы изготавливаются из ФС или ЭС, армированных
стекловолокном. Формы для длительной непрерывной работы из-
готавливают из металла (алюминиевые, магниевые сплавы). Они
способны выдержать до 500 тыс. циклов формования.
Наиболее важные характеристики формы — глубина и степень
вытяжки, которые обеспечивает конструкция формы. Практиче-
ски этими параметрами являются высота изделия Н и отношение
где W — ширина изделия 3 (см. рис. 22.2). В зависимости
от величины Н/ ^применяется тот или иной способ формования.
488
При конструировании форм следует избегать прямых углов, ре-
комендуется скруглять углы конструкции до радиуса кривизны бо-
лее, чем толщина листа. Горизонтальные стенки форм должны
иметь углы более 0,5° для негативных и 2—3° для позитивных форм.
Диаметры каналов для отвода воздуха должны быть в пределах
0,25—0,6 мм (реже 1 мм). Каналы с меньшими диаметрами замед-
ляют скорость формования, а с большими — оставляют отпечаток
на поверхности изделия.
Физико-химические основы процесса [3, 4]. При формовании
изделий из плоской заготовки могут происходить следующие ви-
ды деформаций: двухосное растяжение в плоскости, вызывающее
натяжение материала вокруг пуансона; изгиб материала; анизо-
тропное растяжение и т. д. Каждый полимер имеет свою величину
предельной деформационной способности, которая зависит от
температурных условий формования.
При температурах ниже температуры стеклования (Тс) дефор-
мируемый термопласт образует "шейку", и изделие получается с
очень большой разнотолщинностью. Поэтому формование необхо-
димо вести при температурах выше Тс.
На рис. 22.3 сопоставлены зависи-
мости о, Ер и £ от температуры для од-
ного и того же листового материала.
Как видно из рис. 22.3, а, о резко
уменьшается с ростом Т. Это хоро-
шо, так как для формования нужно
затрачивать меньшие усилия [см.
уравнение (22.3)]. Однако при очень
высоких температурах материал на-
чинает течь, и лист рвется. На рис.
22.3, б показано, что существует мак-
симум £р при определенной темпера-
туре, когда полимерный лист имеет
максимальную способность к дефор-
мации без разрушения.
Ориентировочно оптимальную
температуру можно определить, со-
Рис. 22.3. Зависимость напряжения вы-
тяжки о (а), предельной разрывной де-
формации Ер (б) и деформации е (термо-
механическая кривая, в) от температуры
для аморфного термопластичного листа
(ГОпт — оптимальная температура)
489
поставляя рис. 22.3, б с термомеханической кривой на рис. 22.3, в
при условии, что 70пт < 7тек.
Технологические режимы формования. Основными технологи-
ческими параметрами процесса являются температура формова-
ния 7k, время /ф и время нагревания, а также разность давлений
(Л - >2)-
Оптимальная температура формования 7ф на-
ходится исходя из сопоставления данных рис. 22.3 для условия
обеспечения необходимой степени вытяжки листа. Оценка воз-
можности машины создать необходимую силу (Р| — Р^) делается
на основании тех же данных рис. 22.3 для Т = Топт.
Время вытяжки при формовании изделия определяется
исходя из уравнения
/ф = Я/Уф, (22.4)
где Уф — скорость деформирования листа, зависящая от о, т. е. от Т(см. рис. 22.3).
чем больше Т, тем быстрее формуется лист. Значение /ф за-
висит также от способов формования (см. ниже).
Время нагревания листа составляет 50—80 % от
времени цикла, т. е. в основном определяет производительность
установок. Чем больше толщина листа, выше теплоемкость поли-
мера, тем больше требуется времени для разогрева его до нужной
температуры.
Схема расчета tH. Вначале определяется безразмерная темпе-
ратура 0:
б = 7ф)(7н" 7Ь). <22.5)
где Тн — температура нагревательного элемента; 7ф — температура формования;
То — исходная температура листа.
Далее по величине 0 находят Д, — критерий Фурье, используя
соответствующие табличные данные.
Величина /н определяется как
/н = 52/Ъ/(4й), (22.6)
где а — коэффициент температуропроводности; 8 — толщина листа.
При расчетах следует учитывать, что самое большое влияние
на /н оказывает толщина листа. При одностороннем способе про-
грева температура на тыльной стороне листа значительно меньше,
чем на обогреваемой стороне (рис. 22.4).
Чтобы выравнять температуры и снизить время нагрева, при-
меняют многосекционные машины: в одной секции греется лист
с одной стороны определенное время, а потом он переворачива-
ется другой стороной и продолжает греться в другой секции, где
и происходит формование.
490
Рис. 22.4. Распределение тем-
ператур при нагревании лис-
тов из УПС толщиной 2 мм
ИК-нагревателями (рабочая
Т нагревателя 370 °C, рас-
стояние до листа 90 мм):
7 — обогреваемая, 2 — тыльная
стороны листа
Очень толстые листы прогреваются отдельно в термошкафу и
в горячем состоянии переносятся в рамку машины. За время за-
жатия в рамке температура листов понижается незначительно.
Температура формы в процессе работы постепенно по-
вышается, поэтому необходимо периодически охлаждать форму
струей холодного воздуха. Она должна быть по крайней мере ни-
же, чем 7'с аморфного полимера, и ниже Тпл кристаллического
термопласта. Эти данные представлены в табл. 22.1.
В зависимости от конфигурации изделия, отношения H/W,
сложности рельефа и т. д. применяются различные разновидности
методов формования [5]:
пневмоформование (непосредственно сжатым возду-
хом, свободным выдуванием, с применением пуансона, формова-
ние с креплением заготовки по контуру);
вакуум-формование — негативное (в матрице, на пу-
ансоне; свободное; с обжатием и охлаждением на пуансоне); по-
зитивное (с предварительной механической вытяжкой; с приме-
нением толкателя; с предварительной вытяжкой сжатым возду-
хом; на воздушной подушке);
Таблица 22.1. Рекомендуемые температуры заготовки-листа и формы
для формования различных термопластов
Термопласт Температура, “С
заготовки-листа формы (максимальная)
ПЭВП 120-135 50-70
ПЭНП 90-135 50-70
ПСУ 115—150 50—65
ПП 150-190 50-80
ПММА 120-200 40-60
Винипласт 90-160 30-50
491
комбинированное пневмо- и вакуум-формование
(использование гидропресса с одновременным применением ва-
куума и сжатого воздуха).
Все перечисленные выше разновидности методов формования
можно систематизировать по принципу возрастания степени вы-
тяжки листа, т. е. по величине H/W.
1. Для изделий с отношением H/ W= 1:3 и простейшей формы
применяется простое формование в матрице (см. рис. 22.1) или на
пуансоне. Для более глубоких изделий со сложным профилем этот
метод неприменим, так как получаемые изделия будут иметь или
большую разнотолщинность, или недооформление участков.
2. Для более глубоких изделий с HjW— Г.2 применяют способ,
представленный на рис. 22.5. Разогретый лист натягивается на пу-
ансон-форму, деформируется, принимает приблизительную фор-
му изделия. Дальнейшее оформление более тонких элементов
изделия осуществляется подачей вакуума. В момент соприкосно-
вения листа с холодной формой он остывает с этой стороны, что
несколько уменьшает его деформационную способность. Чтобы
получить более глубокие изделия, необходимо применить следую-
щий вариант формования.
3. Для получения изделий с H/W= 1:1 применяется ряд более
сложных вариантов, один из которых представлен на рис. 22.6 [1].
В этом варианте устраняется неравномерность утонения стенок,
которая наблюдается при применении предыдущих вариантов для
этого изделия. Для того чтобы равномерно деформировать исход-
ную заготовку-лист, ее раздува-
ют, подводя сжатый воздух в
матрицу формы через вакуумные
каналы (<я). После этого вступает
в действие пуансон: деформируя
предварительно раздутую заго-
товку, он придает ей очертания
будущего изделия (6). При этом
избыток воздуха из полости фор-
мы выходит по вакуумным кана-
ВохуумироВоние
Рис. 22.5. Схема вакуумного формо-
вания с натягом листа на пуансон-
форму:
а — прогрев листа; б — натяг на пуансон-
форму (предварительная вытяжка); в —
вакуумное формование:
1 — лист в прижимной рамке; 2 — форма;
3 — прижимное устройство; 4 — изделие
492
Рис. 22.6. Схема вакуумного формования
с предварительным раздувом листа и приме-
нением пуансона-толкателя:
а — раздув разогретого листа; б — опускание пуан-
сона-толкателя; в — вакуумное формование;
/ — пуансон-толкатель; 2 — форма; 3 — прижимная
рамка; 4 — раздутый лист (пузырь); 5 — изделие
лам. Вакуум подключается для проработ-
ки более тонких деталей профиля изде-
лий (в). Изделия получаются более рав-
нотолщинными.
4. Изделия сложного профиля,
большой глубины, с Я больше, чем И< т. е.
HfW > 1, формуются с применением
сжатого воздуха и вакуума [1]. На рис.
22.7 представлены различные этапы этой
технологии. Важными стадиями процесса,
позволяющего максимально деформиро-
вать лист по профилю, близкому к изде-
лию, без существенной разнотолщинно-
сти, являются, во-первых, предваритель-
ное раздувание листа в виде пузыря (а) и,
во-вторых, деформация заготовки без
контакта с холодной поверхностью пуан-
сона и матрицы. Горячий лист деформи-
руется слоем воздуха (б), что позволяет со-
хранить его температуру до момента ва-
куумирования, т. е. до момента придания
ему окончательных очертаний изделия (я).
Влияние параметров переработки на
свойства изделий. При получении изде-
лий с большой анизометрией размеров
различия в степени вытяжки и ориентации цепей макромолекул
на разных участках чрезвычайно велики. Участки, которые вытя-
гивались с большей деформацией, имеют меньшую толщину и
большую степень ориентации в этом направлении. Прочность та-
ких участков в поперечном деформации направлении становится
намного меньше, чем в направлении вытяжки.
При конструировании форм и выборе способа формования
необходимо, чтобы степень вытяжки листа в разных направлени-
ях не различалась слишком сильно — не более чем на 50—60 %.
Деформирование заготовки осуществляется в режиме высоко-
эластичности, поэтому изделия имеют значительную усадку (ву).
493
Рис. 22.7. Схема комбинированного пневмо-
вакуум-формования на воздушной подушке:
а — деформирование раздутого прогретого листа;
б — вдавливание пуансона-толкателя в форму и
пневмоформованис; в — вакуумное формование и
подъем пуансона:
1 — пуансон-толкатель; 2 — деформированный
прогретый лист (пузырь); 3 — форма; 4 — при-
жимная рама; 5— изделие. Стрелками показаны
потоки воздуха
Существенное влияние на sy оказы-
вают технологические режимы и спо-
собы пневмовакуум-формования. На
рис. 22.8 показано влияние температу-
ры формования на еу для изделий из
различных полимеров. Из рисунка вид-
но, что чем больше Гф, тем меньше ev,
т. е. при повышенных температурах де-
формирования листа степень ориента-
ции цепей полимера уменьшается.
Однако при увеличении Тф выше
оптимального значения происходит
другое нежелательное явление: увели-
чивается разнотолщинность стенок из-
делий.
Более сложные по конфигурации
изделия имеют большую разнотолщин-
ность, чем изделия простой конфигура-
ции. При повышении температуры
формования 7ф до Гопт разнотолщин-
ность уменьшается, а при 7ф > Гопт
опять увеличивается, т. е. более равно-
толщинные изделия получаются при
температуре, которой соответствует и
максимальная деформационная спо-
собность полимера.
На разнотолщинность изделий влияет также и скорость фор-
мования Уф. Медленная вытяжка сопровождается существенным
охлаждением различных областей формуемого изделия, что ведет
к увеличению разнотолщинности. Увеличение Уф способствует
получению более равнотолщинных изделий. С учетом эффекта
охлаждения формуемого листа и пленки необходимо более тонкие
заготовки формовать с большей скоростью, чем более толстые.
494
Рис. 22.8. Зависимость терми-
ческой усадки изделий ev от
температуры формования:
/ — сополимер винилхлорида с
винилацетатом; 2 — пластифици-
рованный ПВХ; 3— непластифи-
цированный ПВХ. Усадка опре-
делена при 74 °C за 100 ч
Рис. 22.9. Зависимость ударной
вязкости а изделий из УПС от
степени вытяжки листа при фор-
мовании
Степень вытяжки заготовки, сопровождаемой ориентацией
цепей, оказывает существенное влияние на комплекс физико-ме-
ханических характеристик изделий. Так, при увеличении степени
вытяжки заготовки при формовании изделия возрастает ее удар-
ная вязкость (рис. 22.9). Однако наряду с этим возрастает и веро-
ятность значительной термической усадки изделия. Таким обра-
зом, желательно формовать объемные изделия при таких режи-
мах, при которых бы в меньшей степени проявлялись ориентаци-
онные процессы.
Если этого избежать нельзя, то необходимо добавить стадию тер-
мообработки сформованных изделий в выносных формах. В этом
случае ориентационная структура релаксирует, а изделия приоб-
ретают пониженную термическую усадку.
Виды брака. Варьируя способы формования и технологиче-
ские параметры процесса, можно избежать брака, виды которого
приведены ниже.
Большая разнотолщинность изделия. Одной из
причин этого вида брака может служить большая разнотолщин-
ность исходной заготовки. Как следует из предыдущих разделов,
разнотолщинность велика, если неверно подобран способ формо-
вания и ему не соответствует отношение Я/РИданного изделия.
Если же с учетом вышесказанного изделие получается с большой
разнотолщинностью, то, по-видимому, не удается избежать рез-
кого различия степени вытяжки разных участков при формовании
495
изделия. В этом случае разогрев заготовки ведут так, что те уча-
стки, которые меньше вытягиваются, нагревают до более высоких
температур, чем участки с большей деформацией (см. рис. 22.3, б).
Это достигается на практике тем, что высокодеформируемые уча-
стки заготовки закрываются тонкими листами бумаги, которые
экранируют их от излучения нагревателей.
Образование складок на изделии происходит из-
за большого провисания листа при нагреве в прижимной раме или
из-за избыточного увеличения поверхности раздутого пузыря (см.
рис. 22.6, я). Такой избыточной поверхности не требуется для фор-
мования изделия, и излишек собирается в виде складок на форме.
По вы шенна я хрупкость изделий из блочного ПС.
ПММА связана с большим уровнем остаточных напряжений. По-
следние возникают при пониженных температурах деформирова-
ния, причиной которых может служить остывание заготовки.
Разрыв формуемого листа на максимальной глу-
бине формы (Н) связан с превышением предельного удлинения
при данных условиях формования. Для устранения этого дефекта
необходимо изменить 7ф (см. рис. 22.3, б) или заменить тип по-
лимера — взять лист из полимера с большей величиной ср.
Плохая проработка, нечеткость рельефа (отпечатка)
формы связана как с режимами формования, так и с неудачной
конструкцией формы.
Прилипание изделия к поверхности формы и,
как следствие этого, повышение усилий для снятия его приводят
к необратимым искажениям формы изделия. По-видимому, либо
к моменту сильного прилипания значительно повысилась темпе-
ратура формы, либо форма была неверно сконструирована, т. е.
конструкция имеет зоны затекания материала типа "поднутрения".
Благоприятно влияет на устранение таких дефектов применение
разделительных антиадгезионных смазок поверхности формы.
Охрупчивание листа в процессе прогревания связано
лишь с использованием кристаллизующихся полимеров (ПЭТФ).
Лист мутнеет и становится хрупким, плохо деформируется из-за
большого времени нагрева при 7ф, так как происходит интенсив-
ная кристаллизация. Необходимо формовать листы в аморфном
состоянии, т. е. уменьшить ф (время нагрева).
22.2. ВЫДУВНОЕ ФОРМОВАНИЕ
Для производства полых изделий, формуемых на внутренней по-
верхности формы, применяют следующие способы выдувного
496
Рис. 22.10. Схема производства полых из-
делий экструзионно-выдувным формо-
ванием трубчатой заготовки из термо-
пластов:
а — экструзия трубчатой заготовки; б — раздув
заготовки и формование изделия; в — съем из-
делия (каналы в форме для выхода вытесняе-
мого раздуваемой заготовкой воздуха не пока-
заны);
/ — шнек; 2 — цилиндр экструдера; 3 — кран
для подачи сжатого воздуха для формования;
4 — дорн; 5 — мундштук формующей головки
экструдера; 6 — трубчатая заготовка расплава
полимера; 7 — полуформа; 8 — привод смы-
кания и размыкания полуформ; 9 -- пресс-
кант; 10 — изделие
формования: 1) выдавливание трубчатой заготовки на экструдере
и ее раздувание сжатым воздухом; 2) формование заготовки в
литьевой форме и последующее раздувание заготовки в выдувной
форме на литьевой машине; 3) экструзия трубчатой заготовки и
отливка горловины изделия, соединение горловины с заготовкой
и ее раздувание; 4) нагрев предварительно экструдированной
трубчатой заготовки и ее раздувание; 5) получение трубчатой за-
готовки путем сварки краев листа с последующим нагреванием и
раздуванием, и т. д.
Из всех перечисленных способов наибольшее распростране-
ние получил экструзионно-выдувной [4, 5].
Технологическая схема процесса экстр узион но-выдувного
формования полых изделий из термопластов представлена на рис.
22.10.
Полимерная заготовка в виде трубы 6 выдавливается в раскры-
тую форму 7 через угловую головку 4, 5 экструдером 1, 2. Выдача
заготовки-расплава происходит до определенной длины (поз. а).
Все это время шнек 1 вращается. После этого полуформы 7 смы-
каются при помощи пневмо- или гидропривода (поз. б). При смы-
кании форм один конец заготовки зажимается на дорне 4, а дру-
гой сваривается пресс-кантом 9 полуформы. Сварной шов нахо-
дится на дне будущего изделия. Герметизированную полимерную
заготовку далее раздувают сжатым воздухом, открывая кран 3.
Воздух подается во внутреннюю полость заготовки через канал в
дорне. В это время происходит раздувание заготовки, которая
приобретает очертания формы 7. Оформленное изделие охлажда-
ется (воздухом, жидким диоксидом углерода), и форму размыкают
(поз. в), удаляя изделие с помощью сжатого воздуха. Горловина
изделия при этом отрывается от остающейся в головке расплав-
ленной заготовки. Цикл повторяется в зависимости от массы из-
делия и типа машин с частотой от нескольких секунд до несколь-
ких минут.
Материалы для изготовления полых изделий:
ПЭ, ПС и его сополимеры, УПС, ПП, ПВХ, АЦ.
Полые изделия применяют для упаковки пищевых, химиче-
ских продуктов, технических масел, смазок, моющих и космети-
ческих средств. Для этих целей применяют полые изделия в виде
канистр, бидонов, туб. Этим же методом получают отдельные ви-
ды детских игрушек и другие изделия ширпотреба.
Основное оборудование (4] — это агрегат, состоящий из экс-
трузионной машины, угловой кольцевой головки, формы, меха-
низма смыкания и размыкания формы, пневмосистемы для раз-
дувания заготовки.
Основной параметр, по которому классифицируются и под-
бираются агрегаты, — максимальный объем изделия. Существуют
агрегаты, на которых можно получать изделия емкостью от 0,005
до 500 л. Большинство агрегатов имеет горизонтальное располо-
жение экструдера с угловой кольцевой головкой, направленной
вниз по выходу экструдата. Наряду с ними имеются и агрегаты с
вертикально расположенными экструдерами. Применяются экс-
трудеры с относительно небольшим L/D — 16-?25. Наиболее распро-
странены агрегаты с автоматическими режимами работы: экстру-
зия, выдача заготовки, раздув, снятие изделия, механическая обра-
ботка и т. п. С целью получения изделий большой массы и объема
экструдеры снабжены емкостями — копильниками расплава.
Объем копильников может быть различен и подбирается в соот-
ветствии с возможностями экструдера и массой изделия. Экстру-
498
дер, постоянно работая, нагнетает расплав в копильник, который
располагается перед головкой. После накопления нужного объема
материала в копильнике, представляющем собой материальный
цилиндр, происходит быстрое выдавливание расплава из него че-
рез головку. Выдавливание осуществляется плунжером, связанным
с гидроприводом. По существу копильник с приводом - это плун-
жерная вертикальная литьевая машина. Скорость выдавливания
экструдата через головку из копильника очень высокая, поэтому
заготовка, имеющая большие длину и диаметр, не успевает сильно
охладиться в процессе ее выхода из формующей щели. Это и оп-
ределяет целесообразность применения экструдеров с копильни-
ком для получения объемных и массивных изделий.
Основные процессы, происходящие на стадии выдачи заготов-
ки, те же, что и при экструзии термопластов. Особенность заклю-
чается в том, что выходящая из головки заготовка находится в воз-
духе и остывание ее передней части больше, чем части, оформ-
ляющей горловину изделия. Поэтому условия раздува заготовки
по ее длине различны. Поскольку заготовка подается вниз из го-
ловки, то вся масса полимера висит на горячей части расплава.
Последнее может приводить к самопроизвольному удлинению
верхней части заготовки, ее утонению и даже обрыву. В связи с
этим необходимо, чтобы вязкость выдавливаемой заготовки была
предельно высока для придания достаточной прочности расплаву.
Последнее достигается либо снижением температуры распла-
ва, либо экструзией полимеров с большими молекулярными мас-
сами (низкий ПТР). Поскольку продолжительность остывания и
величина самопроизвольного деформирования заготовки зависят
как от температуры, так и от времени пребывания заготовки на
воздухе (см. рис. 22.10, а), то необходимо с как можно большей
скоростью продавливать расплав через формующий инструмент и
быстрее проводить смыкание формы и раздув заготовки. Извест-
но, что слишком большая скорость течения расплава полимера,
особенно при высокой вязкости, приводит к саморазогреву, ино-
гда к деструкции полимера, к значительному разбуханию экстру-
дата. Все эти факторы необходимо учитывать для выбора опти-
мальных технологических параметров процесса.
Основными параметрами процесса являются температура экс-
трузии, скорость выхода заготовки из формующей оснастки, сте-
пень раздува заготовки, температура формы, время цикла, произ-
водительность агрегата и др.
В отличие от режимов экструзии пленок, листов и т. п. тем-
пература по зонам агрегата имеет иной характер изменения (табл.
22.2).
32*
499
Таблица 22.2. Технологические параметры режима раздувного формования
(стадия экструзии)
Параметры пэнп ПЭВП
Температура зон цилиндра, °C: I Не обогревается 50
II 140 170
III 160 180
Температура зон формующей головки, °C: I 140 180
II 125 170
Температура формы, °C 15-30 15-30
Давление раздувающего воздуха, ати 1-5 1-5
Физико-химические основы процесса. Спад температур при пе-
реходе расплава от последней зоны цилиндра к головке обуслов-
ливается требованием повышенной прочности экструдата-заго-
товки, которая обеспечивается увеличенной вязкостью расплава
при выходе из формующей части головки. Спад температур необ-
ходим также для получения изделий с меньшей разнотолщинно-
стью. Необходимо по возможности повысить температуру формы
Тф или понизить температуру расплава Тр, так как резкий перепад
температур будет приводить к короблению изделия.
Для улучшения оформляемости изделий сложного профиля
необходимо повышать 7ф до 40—50 °C даже за счет увеличения
продолжительности охлаждения. При более низких значениях 7ф
изделие может иметь шероховатую поверхность. Такой же прием
применяется для получения тонкостенных изделий.
Давление воздуха при выдувании заготовки зависит от ее пер-
воначальной толщины. Необходимо, чтобы усилие смыкания
формы было на 20—30 % больше распорного усилия в форме во
избежание ее раскрытия.
Во избежание большого остывания части экструдата, оформ-
ляющей дно изделия, по сравнению с частью экструдата,
оформляющей горловину, необходимо увеличивать скорость вы-
хода трубчатой заготовки из головки.
Для улучшения качества поверхности изделия, уменьшения
разнотолщинности необходимо повышать скорость раздува заго-
товки. В этом случае отдельные части заготовки будут почти од-
новременно соприкасаться с холодной поверхностью формы.
Для описания процесса выведено простое уравнение [4], свя-
зывающее скорость выхода заготовки i>3 из головки с плотностью
расплава рр, эффективной вязкостью расплава (при нулевой
скорости сдвига) и длиной заготовки £3:
500
1>з= 1555рр^/по. (22.7)
Величина L3 рассчитывается с запасом относительно длины
изделия £и. С учетом потери длины на заваривание дна
£3=1,15ЛЙ. (22.8)
Зная £и, наружный диаметр симметричного изделия 2)ни и
среднюю толщину стенки изделия 8И, можно рассчитать толщину
стенки заготовки 83:
Du и - JdI и - 4епЛн и8И + 4е^5^
53 = 1,2 н'и - н и --Р -н-й..-“-2-й , (22.9)
2еР
где Ер — степень раздува заготовки, равная отношению DH и изделия к Рн 3 заго-
товки (в пределах 3—5).
Зная 83, и3 и DH 3, расход расплава Q на получение одного из-
делия можно определить как
Q = А(Ян.з - 83)”3. (22.Ю)
Для определения размеров (диаметров) формующего инстру-
мента — мундштука (Z)M) и дорна (£>д) — необходимо учесть ве-
личину разбухания расплава р, которая довольно значительна в
данном процессе, так как вязкость ц расплава предельно велика,
а и3 максимальна. Для определения р необходимо воспользоваться
зависимостью этой величины от скорости сдвига для различных
зазоров формующей щели.
Зная р, можно определить 7)м и /)д:
= Льз/Р; = (Асз - 253)/₽. (22.11)
Общее время цикла формования Гц состоит из следующих сла-
гаемых:
Гц = /в + гс + /р + /о + /раз + /и, (22.12)
где /Г1 — время выдачи заготовки из формующей головки; /с — время смыкания
формы; /раз — время размыкания формы; Гр — время раздува; /0 — время охлаж-
дения; /и — время извлечения изделия из формы.
Некоторые составляющие уравнения (22.12) также рассчиты-
ваются: /в = L3/l>3; tc и /р находятся в паспорте агрегата;
Ф= (22.13)
ь у Г] )
где V — объем раздуваемого изделия; С — скорость прохождения воздуха в заго-
товку; (Д2 _ Л)/Л — величина, учитывающая повышение исходного давления Р\
до Р2 в результате нагрева воздуха от стенок заготовки или изделия;
501
(22.14)
л а и 1 ф
где а — коэффициент температуропроводности полимера в рабочем интервале
температур; Г3 — температура заготовки, 7ф — формы, Ги — изделия к моменту
раскрытия формы (Ги выбирается исходя из данных по формоустойчивости на
15—20 °C ниже таковой и зависит от конструкции агрегата).
Время /ц на 80 % состоит из времени tQ, необходимого на ох-
лаждение. Все это время экструдер не работает, что неэкономич-
но. Для получения толстостенных изделий значение /о весьма су-
щественно. Поэтому применяют многопозиционные, карусель-
ные агрегаты, в которых после раздува заготовки форма охлажда-
ется вне экструдера, а к нему присоединяется новая, пустая фор-
ма, и цикл повторяется. В этом случае экструдер почти постоянно
выдавливает расплав-заготовку, т. е. работает безостановочно.
Для получения массивных изделий с использованием накопи-
теля экструдер также почти постоянно работает. В зависимости от
режимов переработки пластмассы, конструкции формующей ос-
настки свойства изделий меняются. Наиболее существенно изме-
няются разнотолщинность, усадка, качество поверхности изделия.
Большое влияние на свойства изделий оказывают плотность и
вязкость полимера. С увеличением плотности растет жесткость
изделия, уменьшается газопроницаемость, но понижается удар-
ная прочность. С понижением вязкости расплава улучшается
глянцевитость поверхности, а шероховатость уменьшается. В то
же время снижаются ударная вязкость, относительное удлинение
при разрыве, сопротивление растрескиванию. С уменьшением
вязкости значительно возрастает разнотолщинность изделия, так
как более мягкая, расплавленная заготовка сильнее вытягивается
под действием собственной тяжести. С увеличением степени раз-
дува резко возрастает термическая
усадка изделия (рис. 22.11), вместе с
этим увеличивается его разнотол-
щинность. Усадка отдельных мест
изделия различна из-за разной сте-
пени ориентации цепей макромоле-
кул, она больше в местах резкого
Рис. 22.11. Изменение термической усад-
ки Еу цилиндрического изделия (флако-
на) от степени раздува заготовки термо-
пласта (Лн И/Вн 3). Участки изделий:
1 — углы, скосы; 2 — центральная цилиндри-
ческая часть; 3 — горловина
502
Рис. 22.12. Стадии раздувания
цилиндрической заготовки
при формовании изделия с
сильно различающимися раз-
мерами поперечного сечения:
а, б, в — направления раздувания
(пояснения в тексте);
/ — полуформа; 2 — исходная за-
готовка круглого сечения; 3 —
изменение формы сечения заго-
товки на различных стадиях раз-
дувания
уменьшения сечения. Такое изделие имеет пониженную устойчи-
вость к растрескиванию.
Длительность и температурный режим охлаждения изделия
влияют на уровень остаточных напряжений, на формирование
кристаллической структуры.
Виды брака. Выдувные изделия с большой разностью геомет-
рических размеров в поперечном сечении имеют значительную
разнотолщинность.
Рассмотрим схему раздувания трубчатой заготовки в попереч-
ном сечении формы с большой разностью размеров в двух взаим-
но перпендикулярных направлениях (рис. 22.12). Участки разду-
ваемой трубчатой заготовки, деформируемые в направлении а,
быстрее коснутся поверхности холодной формы, чем участки, вы-
тягиваемые в направлении б и тем более в. Соответственно этому
деформация участков, формуемых в направлении а, окажется
меньше, чем в направлениях б и в, а толщина участков изделия
также будет различной в зависимости от степени вытяжки заго-
товки. Различие в деформируемости участков связано с тем, что,
коснувшись холодной поверхности формы, материал быстро ос-
тывает, сопротивление деформированию значительно увеличива-
ется, и его вытяжка прекращается.
Для устранения разнотолщинности такого происхождения ис-
пользуется несколько способов: это перераспределение материала
по толщине заготовки за счет изменения эллиптичности мунд-
штука или дорна либо за счет эллиптичности мундштука при круг-
лом дорне. Если первый способ требует изготовления формующей
оснастки специально для каждого нового типа изделия, то второй
достигается деформированием круглого мундштука регулировоч-
ными винтами по периметру. В обоих случаях заготовка должна
иметь толщину участков, деформируемых в направлении в, боль-
ше, чем в направлениях б и а.
503
Большая разнотолщинность изделий симметричной формы
получается из-за плохой калибровки щелевого зазора формуемой
цилиндрической заготовки.
Если скорость выхода заготовки очень мала, то из-за большой
разности температур верхней и нижней ее частей изделие будет
иметь очень толстое дно и тонкую верхнюю часть.
Большой объем облоя, образующегося в местах смы-
кания форм, приводит к перерасходу сырья. Причиной этого слу-
жит повышенное давление воздуха при раздувании заготовки или
неплотное смыкание формы.
При получении изделий с повышенной термической
усадкой рекомендуется повысить температуры формы и рас-
плава полимерной заготовки. Если же это не приводит к желае-
мому результату, то необходимо так изменить форму изделия, что-
бы степень раздува заготовки уменьшилась.
Улучшению глянцевитости поверхности изделий (уменьше-
нию шероховатости) способствует повышение температуры
заготовки и формы. С увеличением скорости экструзии заготовки
ее поверхность становится шероховатой, бугристой из-за неустой-
чивости течения расплава в головке. Чем больше скорость выдачи
заготовки, тем меньше гладкость поверхности формуемого изде-
лия. Снижение гладкости и глянцевитости поверхности изделия
происходит из-за прилипания его к поверхности формы. Для уст-
ранения этого применяют антиадгезионные смазки.
22.3. РОТАЦИОННОЕ ФОРМОВАНИЕ
Ротационное формование [5] — метод изготовления полых изде-
лий из порошков или паст термопластов. Метод состоит в том, что
определенное количество термопластичного материала загружают
в полую металлическую форму, которую закрывают и приводят во
вращение в одной или двух взаимно перпендикулярных плоско-
стях. Форму нагревают до плавления полимера. При вращении
материал должен равномерно распределяться по внутренней сто-
роне формы, уплотняться и образовывать монолитное покрытие
определенной толщины. После остывания форма раскрывается и
готовое изделие извлекается. Устройство для вращения и формы,
в которых получают полые изделия, показаны на рис. 22.13.
Ротационное формование имеет некоторые преимущества пе-
ред другими методами изготовления полых изделий: 1) простота
изготовления крупногабаритных конструкций; 2) меньшая разно-
504
Рис. 22.13. Схема устройства
для двухосного вращения
форм при ротационном
формовании изделий:
1 — вал привода для вращения
форм в вертикальной плоско-
сти; 2 — полый вал для враще-
ния форм в горизонтальной
плоскости; 3 — столы для креп-
ления форм; 4 — редуктор; 5 —
формы. Стрелками указаны на-
правления вращения
толщинность изделий; 3) практическое отсутствие отходов поли-
мера; 4) небольшой уровень остаточных напряжений в изделии;
5) низкая стоимость оборудования и оснастки; 6) экономичность
процесса.
Основные недостатки метода: 1) большая длительность цикла
формования; 2) плотность материала изделий меньше, чем тех же
изделий, получаемых иным способом; 3) небольшая точность из-
готовления изделий.
В качестве материалов для получения изделий указанным ме-
тодом применяются пасты на основе ПВХ, ПЭНП и ПЭВП и их
смеси; ПЭ, наполненные техническим углеродом, ПА.
Ротационным формованием можно получать крупно- и мел-
когабаритные изделия: детали приборов, игрушки, манекены, по-
плавки, канистры, а также трубы и баки большого диаметра объ-
емом до 50 000 лис толщиной стенки до 16 мм. Этим способом
получаются изделия из пенопластов и сосуды с пластмассовым
покрытием внутренних стенок.
Ротационное формование проводится на установках непре-
рывного или периодического действия. Выбор оборудования оп-
ределяется размером, конфигурацией изделия, серийностью про-
изводства. Применяются машины карусельного типа. Установка
состоит из стола, на котором смыкаются и размыкаются формы,
извлекаются изделия; печи; охлаждающей камеры. Основа — под-
вижная часть — состоит (см. рис. 22.13) из карусели со шпинде-
лями. Формы могут вращаться в одной или в двух плоскостях.
Число форм бывает от 1 до 48 шт. Формы изготавливаются из ли-
того алюминия, мягкой стали. Крупногабаритные изделия фор-
муются в сварных формах из листовой стали. Формы обогревают-
ся горячим воздухом, открытым газовым пламенем, ИК-лучами
505
или расплавами солей. Охлаждающие камеры оборудованы душем
с холодной водой.
Основные процессы, происходящие при формовании, — это
распределение порошка по поверхности формы, нагрев до плав-
ления, сплавление частиц, уплотнение расплава, охлаждение из-
делия. Во вращающейся форме расплав удерживается на стенках
благодаря адгезионным и центробежным силам.
Основными технологическими параметрами процесса явля-
ются скорость вращения формы, время нагрева, время охлажде-
ния, время уплотнения расплава, температура нагрева. Применяя
в качестве теплоносителя расплавы солей KNO3 и NaNC>3, можно
достичь температуры 300 °C. Во избежание окисления расплава в
форму может подаваться инертный газ. Скорость вращения форм
зависит от конструкции машин, габаритов изделий и может ко-
лебаться от 10 до 35 об/мин.
Толстостенные изделия (из полиамидов) изготавливаются ме-
тодом центробежного формования, при котором в от-
личие от ротационного формования используются большие цен-
тробежные силы, возникающие при быстром вращении формы
(100—1500 об/мин). При такой частоте вращения формы давление
материала на ее поверхность значительно больше, чем при рота-
ционном формовании.
Для ускорения процесса получения изделий из пластмасс этим
способом применяется экструдер, который подготавливает рас-
плав полимера, и в полость формы заливается необходимый его
объем. Центробежным формованием формуется изделие из гото-
вого расплава.
Для получения изделий с большей точностью размеров при-
меняется механическая обработка поверхности. Чтобы компенси-
ровать слои материала, удаляемые при обработке, дозировку по-
лимера при изготовлении формованного изделия увеличивают на
10-15 %.
Центробежное формование применяют для изготовления труб,
тел вращения и т. п. Впервые ротационное формование было при-
менено в США в 1950-х годах, а центробежное — несколько позже.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
I. Бернхардт Э. Переработка термопластических материалов: Пер. с англ. / Под
ред. Г. В. Виноградова. М.: Химия, 1962, С. 501—568.
2. Оборудование для переработки пластмасс / Под ред. В. К. Завгороднего, М.:
Машиностроение, 1976. С. 225—270,
3. Энциклопедия полимеров. В 3 т. М.: Советская энциклопедия, 1977. Т. 3. С. 698.
4. Басов И. И., Ким В. С., Скуратов В. К. Оборудование для производства изделий
из термопластов. М.: Машиностроение, 1972. С. 96—120.
506
5. Бортников В. Г. Производство изделий из пластических масс. Казань: Дом пе-
чати, 2001. 246 с.
6. Бортников В. Г. Основы технологии переработки пластических масс. Л.: Хи-
мия, 1983.
ГЛАВА 23
ФОРМОВАНИЕ НА ВНЕШНЕЙ ПОВЕРХНОСТИ ФОРМЫ:
НАМОТКА, МАКАНИЕ
23.1. НАМОТКА
Намотка — процесс формования полых изделий (тел вращения),
заключающийся в укладке на вращающуюся формообразующую
оправку под разными углами непрерывных в одном направлении
материалов в виде нитей, лент и ровингов, содержащих полимер-
ное связующее, с последующим его отверждением связующего
(охлаждением) и снятием изделия с оправки.
Форма, размеры изделия задаются технологической оснасткой —
оправкой, деформированием (течение отсутствует) наматываемо-
го композиционного полимерного материала и числом наматы-
ваемых слоев.
Методом намотки изготавливают трубы, оболочки, емкости,
сосуды, элементы конструкций летательных и космических аппа-
ратов, лопасти турбин и вертолетных винтов, спортивный инвен-
тарь (лыжные палки, удилища, мачты для яхт) и т. д. Этим мето-
дом можно получить изделия диаметром от 10 до 3000 мм, длиной
до 20 м и толщиной стенки от 1 до 200 мм.
Наибольшее применение для получения высокопрочных изде-
лий методом намотки нашли армированные композиционные по-
лимерные материалы (ПКМ). В качестве армирующего элемента
структуры ПКМ используются стеклянные, углеродные, борные и
органические волокна в виде комплексных нитей (крученых и не-
крученых), ровингов, представляющих собой уложенные парал-
лельно некрученые нити, объединенные в пряди, а в качестве свя-
зующих — эпоксидные, эпоксифенольные, эпоксиэфирные, нена-
сыщенные полиэфирные, фенолоальдегидные смолы и термопла-
стичные полимеры. Кроме того, для намотки можно использовать
бумажные ленты, полимерные пленки, ткани и другие материалы,
имеющие непрерывную в одном направлении структуру, и связую-
щее для получения монолитного материала в изделии.
507
Основным преимуществом метода намотки является сочета-
ние в одном процессе получения ПКМ и формования изделия, а
также возможность реализовать требуемую ориентацию армирую-
щих волокон в заданном направлении (укладка) с учетом распре-
деления напряжений в конструкции и работы изделий.
23.1.1. Основные методы и схемы намотки
Два основных метода намотки изделий — "мокрый" и "сухой" —
отличаются условиями нанесения связующего на армирующий
материал и его подготовкой к намотке.
Наибольшее распространение получил более дешевый мокрый
метод, не требующий специального оборудования и технологии
для получения пропитанного связующим армирующего материала.
Мокрый метод заключается в нанесении жидкого полимерно-
го связующего на армирующий материал (нить, волокно) в про-
питочной ванне непосредственно перед намоткой его на оправку,
т. е. в получении изделия из ’’мокрого" ПКМ. В этом случае к свя-
зующему предъявляются особые требования: отсутствие раство-
рителей, низкая вязкость (не более 100—200 Па • с), хорошая сма-
чиваемость и длительная жизнеспособность (не менее времени
одного технологического цикла намотки изделия).
Метод позволяет получать монолитные прочные тонкостенные
изделия с пористостью не более 2 %. К недостаткам метода следует
отнести большие потери связующего вследствие его отжима при
намотке и частичной желатинизации (гелеобразования) в пропи-
точной ванне, а также неравномерность распределения связующе-
го по толщине стенки при получении толстостенных изделий.
Сухой метод заключается в следующем. Армирующий матери-
ал, с нанесенным на него жидким полимерным связующим про-
ходит сушку в камерах при температуре 50—100 °C для удаления
растворителя и частичного отверждения полимера. Такой пропи-
танный, подсушенный и частично отвержденный материал назы-
вается препрегом. Препрег можно наматывать на бобины и хранить
в течение достаточно длительного времени. Он является исходным
полуфабрикатом для последующего получения изделий методом
сухой намотки. Таким образом, при сухом методе можно разделить
и специализировать производство препрега-полуфабриката и соб-
ственно намоточное производство изделий. Это экономически вы-
годно при создании крупнотоннажных производств.
Получение препрега и намотка изделий могут быть совмеще-
ны в одном процессе, как показано на рис. 23.1. Армирующий ма-
508
Рис. 23.1. Схема намотки по сухому методу [3, с. 50—97]:
1 — бобина с армирующим материалом; 2— направляющие ролики; 3 — гребенка;
4— пропиточная ванна; 5— отжимные ролики; б ~ сушильная камера; 7, 8— ро-
лики с тормозными грузовыми устройствами; 9 — формующий дорн; 10 — дина-
мометр
териал с бобины 7 проходит через направляющий ролик 2 и рас-
пределительную гребенку 3 в пропиточную ванну 4 и поступает в
сушильную камеру 6, откуда через отжимной валик 5 и систему
роликов 7, 8 с тормозными грузовыми устройствами и натяжным
устройством 10 подается на вращающуюся оправку 9.
Из недостатков сухого метода можно выделить большую по-
ристость материала и изделия (до 15—30 %), неравномерное рас-
пределение связующего и значительный разброс по плотности,
что приводит к снижению прочностных характеристик изделий.
Для получения специальных изделий с повышенной размер-
ной точностью применяют комбинированный метод намотки, за-
ключающийся в намотке на оправку непропитанного армирую-
щего материала (без связующего) с последующей его пропиткой
связующим в замкнутой форме под давлением.
Изделия, полученные путем намотки разными методами, мо-
гут также различаться видом укладки армирующего материала.
Обычно намотка производится по траекториям, в которых лю-
бые две точки поверхности соединены линиями, представляющи-
ми собой кратчайшее расстояние между ними. Такая намотка на-
зывается геодезической. Достоинством геодезической намотки яв-
ляется полная устойчивость положения армирующего материала
на поверхности формуемого изделия даже при малом трении, ха-
рактерном для мокрого метода, когда армирующий материал
скользит по связующему. Однако в случаях изготовления методом
намотки изделий со сложной криволинейной поверхностью или
509
Рис. 23.2. Схема прямой тангенци-
альной намотки [2]:
TQ — натяжение армирующего материала
в окружном направлении; р и N — общее
усилие сжатия и сила на единицу длины
соответственно
в местах перехода от одной гео-
метрической формы к другой (на-
пример, в цилиндрической емко-
сти с овалоидными днищами раз-
ной высоты) траектория намотки
может отличаться от геодезической. Негеодезическая намотка свя-
зана с необходимостью удерживать за счет сил трения армирую-
щий материал на заданной траектории. В этом случае используется
сухой метод, позволяющий реализовать схемы армирования с до-
вольно большими отклонениями от геодезической схемы.
Различают следующие виды укладки армирующего материала:
тангенциальную, продольно-поперечную, спиральную, квазипро-
дольно-поперечную, орбитальную [2, с. 42—68].
Тангенциальная, или окружная, намотка (рис.
23.2) применяется в основном для усиления тонкостенных труб
или обечаек нитью, ровингом и изготовления цилиндрических
труб из тканей. Конструкции, изготовленные этим способом, вос-
принимают в основном тангенциальные (окружные) усилия.
Для создания изделий, воспринимающих не только тангенци-
альные, но и продольные нагрузки, армирующие нити необходи-
мо располагать и в продольном направлении. В этом случае при-
меняют способ продольно-поперечной намотки
(рис. 23.3), при котором соотношение показателей прочности в
поперечном и продольном направлениях регулируется простым
изменением числа тангенциальных и продольных слоев.
Рис. 23.3. Схема продольно-поперечной намотки и схема действия коль-
цевых jV| и Продольных усилий [2]
510
Рис. 23.4. Схема спирально-
винтовой намотки (5 — на-
правление движения укладчи-
ка) [2]. Пояснения в тексте
Рис. 23.5. Схема квази продольно-по-
перечной намотки [2]. Пояснения в
тексте
Спиральный способ намотки (рис. 23.4) подобен
окружному тем, что в этом случае также на вращающуюся оправку
подается армирующий материал в виде нити, ленты или ровинга.
В зависимости от соотношения скорости вращения оправки и
скорости движения укладчика параллельно оси оправки нить ук-
ладывается под углом от 25 до 85° к оси оправки. Меняя угол на-
мотки, можно получать конструкции, воспринимающие нагрузку
в заданном соотношении и в продольном, и в поперечном направ-
лениях. Спиральную намотку (геодезическую и негеодезическую)
применяют чаще всего для изготовления емкостей. Основной не-
достаток этой схемы — слабое сопротивление сдвигу — в сочета-
нии со спиральным расположением волокон приводит к опасно-
сти разрушения изделий путем размотки.
Способ к ваз ипродольно-поперечной намотки
(рис. 23.5) применяется для производства труб, работающих под
действием как внутреннего, так и внешнего давления. Суть спо-
соба заключается в создании непрерывной нетканой ленты 1 и на-
мотке ее на вращающуюся оправку. Нетканая лента формируется
путем обматывания нитями 2 двух или более стренг 3 из нитей или
ровинга, пропитанных полимерным связующим и пропущенных
во внутреннюю полость вращающегося шпулярника 4. Получен-
ная нетканая лента наматывается с соответствующим шагом на
вращающуюся оправку. Этот способ предпочтителен при неболь-
шом объеме выпуска продукции, так как в нем можно использо-
вать сравнительно несложное намоточное оборудование, в част-
ности обычные токарно-винторезные станки, укомплектованные
приставкой для квазипродольно-поперечной намотки. По этому
способу в отличие от спиральной намотки можно укладывать нить
под очень малыми углами ср к оси оправки.
511
Рис. 23.6. Схема орбитальной намот-
ки [2]
Орбитальная намотка
(рис. 23.6) характеризуется не-
прерывным движением укладчи-
ка вокруг оправки, вращающей-
ся вокруг неподвижной оси. В
этом случае могут изготавливаться изделия лишь заданного опре-
деленного размера, что обусловлено стационарно закрепленными
направляющими для нитеукладчика. К числу недостатков метода
относится также трудность контроля за натяжением армирующего
материала.
23.1.2. Основное оборудование и оправки
Существуют два основных типа намоточных станков с возвратно-
поступательным движением укладчика: с горизонтальным и вер-
тикальным расположением оси вращения оправки. Наибольшее
распространение получили станки с горизонтальным расположе-
нием оправки, так как они более удобны в обслуживании и проще
в конструктивном отношении.
В простейшем случае (рис. 23.7) станок для намотки из ровин-
га 4 состоит из станины с патроном 2 для крепления дорна 1 и зад-
ней передвижной опоры 6, передвижной каретки 5с пропиточной
ванной и привода вращения дорнов и перемещения каретки 3.
Рис. 23.7. Схема установки для получения изделий методом намотки [4]:
1 — оправка; 2 — станина с патроном; 3 — привод; 4 — пропитанный армирующий
материал; 5 — каретка; 6 — задняя передвижная опора
512
Рис. 23.8. Оправки для намотки сплошных оболочечных конструкций:
а — разборная металлическая; б — размываемая песчано-пол и мерная, Пояснения
в тексте
Ровинг от бобин, установленных вертикально на шпулярнике,
через специальную гребенку направляется в пропиточную ванну со
связующим, откуда, пройдя отжимные валки, направляется к дор-
ну, на который нанесен разделительный (антиадгезионный) слой
(например, кремнийорганическая смазка КВ-3 с последующей
обмоткой целлофаном). Угол намотки задается условиями нагру-
жения изготавливаемого изделия, как показано в разд. 23.1.4.
Во время намотки каретка с пропиточной ванночкой движется
вдоль оси вращающегося дорна по направляющим. Изменение
направления движения ванночки производится при помощи ре-
версивного устройства после окончания намотки одного слоя.
Сложная конфигурация изделий, высокая точность их изго-
товления, большие нагрузки в процессе намотки и термообработ-
ки предъявляют к формообразующим оправкам повышенные тре-
бования. Оправки (формы для изделий) в результате намотки ока-
зываются внутри намотанного изделия и должны быть извлечены
из внутренней полости изделия без нарушения целостности само-
го изделия. Все оправки для получения полых изделий можно раз-
делить на две основные группы: многоразового и одноразового
использования (рис. 23.8). По способу их извлечения из сформо-
ванного изделия они делиться на разборные (складывающиеся и
магнитные) и разрушаемые.
К первой группе относятся надувные, разборные, складываю-
щиеся и магнитные оправки. При серийном производстве чаще
всего применяют металлические оправки (рис. 23.8, а), которые
складываются, разбираются и извлекаются из внутреннего объема
изделия. Используют оправки, изготовленные из ПКМ (стекло-
пластика) и эластичных резин.
33 Заказ № К-4269
513
Ко второй группе относятся разрушаемые оправки (рис. 23.8, б),
у которых оболочки, оформляющие внутренний контур изделия
(2—3), изготавливаются из сравнительно дешевых неметалличе-
ских материалов. Такие оболочки крепятся на металлических де-
талях многоразового использования (вал 4, силовые механизмы 5,
распорные и направляющие втулки, поддерживающие диски 6, тя-
ги). После намотки оболочки разрушаются и извлекаются из внут-
ренней полости сформованного изделия вместе с металлическими
деталями. В качестве материала оболочек оправок могут быть ис-
пользованы соли, легкоплавкие металлы и сплавы, гипс, песчано-
полимерные композиции, пено- и поропласты, воска, парафины и
др. По способу разрушения оболочки оправок делятся на: выплав-
ляемые, растворяемые, размываемые, выпариваемые и механиче-
ски разрушаемые. Наибольшее распространение для изготовления
крупногабаритных изделий (труб диаметром до 3 м) получили раз-
мываемые и выпариваемые оправки, выполненные на основе ком-
позиций песка (гипса) и поливинилового спирта. Оправки должны
выдерживать давление, возникающее при намотке и отверждении
связующего, а также быть сравнительно дешевыми.
Формообразующие оправки могут быть пассивными и актив-
ными в процессе намотки. Пассивные оправки не оказывают си-
лового воздействия на формуемое изделие. Активные оправки
увеличивают свои размеры в процессе намотки и формования из-
делия, что приводит к возникновению дополнительного внутрен-
него давления и силовых полей. Применение активных оправок с
меняющейся геометрией позволяет обеспечить выравнивание и
достижение требуемого натяжения армирующих волокон и давле-
ния формования, что приводит к росту коэффициента армирова-
ния, равномерному распределению связующего, снижению по-
вреждения волокон при намотке, уменьшению пористости и де-
фектности структуры материала, понижению остаточных напря-
жений и повышению прочности изделий.
23.1.3. Основные стадии и параметры технологического
процесса намотки
Основными стадиями процесса намотки являются: пропитка ар-
мирующего наполнителя, сушка и предварительное отверждение
(только при сухом способе), собственно намотка и получение за-
готовки (полуфабриката изделия), отверждение, снятие изделия с
оправки и механическая обработка изделия. В промышленности
применяются различные разновидности процесса намотки, в ко-
514
торых меняются последовательность стадий (комбинированный
способ, автоклавный и др.).
Пропитка армирующего наполнителя полимерным связую-
щим является одной из наиболее ответственных стадий процесса.
Полнота пропитки определяет пористость, дефектность ПКМ в
изделии и, соответственно, его прочностные характеристики.
Пропитку проводят в специальных пропиточных ваннах. Ско-
рость движения пропитываемого материала в ванне может дости-
гать 10—180 м/мин. К основным параметрам пропитки можно от-
нести: вязкость связующего в пропиточной ванне, температуру
ванны, линейную скорость движения материала, давление отжим-
ных валков и время нахождения материала в ванне. Согласно
уравнению Дарси (17.1), пропитываемость материала с заданной
пористостью улучшается при снижении вязкости полимерного
связующего и повышении давления. Скорость заполнения капил-
лярных пор (скорость пропитки) в нити, состоящей из 500—1800
элементарных волокон, описывается уравнением Уошборна (17.4)
и возрастает при повышении поверхностной энергии жидкого
связующего, снижении угла смачивания и вязкости. Снижение
вязкости связующего в пропиточной ванне при введении раство-
рителя, с одной стороны, улучшает пропитку, а с другой, — умень-
шает количество наносимого на наполнитель полимера, что
увеличивает пористость материала. Для пропитки в основном
применяют 30—60 %-е растворы термореактивных смол. Качество
готового изделия всегда повышается при улучшении пропитки ар-
мирующего наполнителя и снижении пористости материала.
Собственно процесс намотки армирующего наполнителя опре-
деляется размерами, формой, конструкцией изделия, распределе-
нием нагрузки при его работе, схемой армирования и видом
укладки волокон. Основными параметрами, обеспечивающими
качество намотки изделия, являются: натяжение армирующего
материала, связанное с ним контактное давление, дополнитель-
ное давление формования (внутреннее и внешнее), межслойное
контактное давление, давление прикатки, температура, оправки,
вязкость связующего, скорость намотки, время гелеобразования и
продолжительность намотки.
Основным параметром намотки, определяющим конечную
прочность изделия, является натяжение армирующего материала
и, соответственно, равномерность натяжения по сечению нама-
тываемого изделия (трубы). В зависимости от размеров, конструк-
ции изделия, вида намотки и армирующего материала, т. е. для ка-
ждого конкретного случая определяется свое оптимальное натя-
жение. Натяжение (Tq) обеспечивается за счет сухого и жидкого
515
трения при движении сухих или смоченных жидким связующим
армирующих волокон, нитей по направляющим и другим элемен-
там оборудования (валикам, роликам, шайбам и др.), а также за
счет специальных натяжных устройств. При увеличении натяже-
ния возрастает общее усилие сжатия и давление армирующего ма-
териала на оправку Р \
P=2NnTQ,
где /V — число витков в одном слое; п — число слоев.
Это приводит к более плотной укладке волокон, снижению по-
ристости, отжиму (фильтрации) связующего и, как следствие, — к
увеличению содержания армирующего наполнителя в изделии и
росту его прочности. Однако при больших значениях натяжения
(более 50 Н на один жгут) наблюдается повреждение волокна,
ухудшение пропитки, рост пористости и снижение прочности ма-
териала в изделии. Значение Р зависит от начального касательно-
го напряжения армирующего материала в изделии (он) и умень-
шается во времени т:
d- hn
Р-
(23.1)
где h ~~ толщина слоя; R — радиус оправки с изделием; Тф — время фильтрации.
До стадии отвержения связующего значение Р уменьшается в
результате фильтрации (отжатия) связующего. Время фильтрации
и количество отжатого связующего определяет содержание напол-
нителя <р, состав армирующего материала в изделии и его проч-
ность. Коэффициент фильтрации % можно рассчитать по формуле:
(23.2)
где Е — окружной модуль упругости; Рн и Рк — начальное и конечное давление
за время фильтрации.
Для эпоксидных связующих в условиях намотки % равен (6- 25) х
х 10~16 м4/(Н • с). Фильтрация связующего наблюдается в основ-
ном до точки его гелеобразования, когда его вязкость еще низка.
Связующее, вышедшее на поверхность изделия в результате
фильтрации (отжима), удаляют. Уменьшение толщины изделия и
прослойки связующего между намотанными слоями (Д5) за счет
фильтрации можно определить по уравнению:
= 5Н - 5К = Л( 1/Фн - 1/Фк); (23.3)
516
Задавая требуемое значение коэффициента армирования мате-
риала [v|f = h/(h 4- 5К)], конечное содержание наполнителя (<рк) и
необходимую для эксплуатации прочность изделия, находят опти-
мальные параметры натяжения, контактного давления, окружного
напряжения и температурно-временные параметры намотки.
Давление при получении изделий намоткой можно регулиро-
вать не только натяжением волокон (7g), но и используя давле-
ние прикатки дополнительного обжатия, а в случае активных
оправок — за счет их раздвижения внутри изделия на заданную
величину (сила разжатия оправки — Рос). На рис. 23.9 приведены
зависимости приведенных величин разрушающего внутреннего
давления (Рр/Рд), напряжений (ор/од) и осевых деформаций (5р/5д)
сплошных замкнутых оболочек из армированного стеклопластика
от натяжения волокон и силы разжатия заготовки. Значения Pg,
од и 5g получены для контрольных оболочек без раздвижения оп-
равки, а Рр, Ор и 5р — для активных оправок с раздвижением.
После окончания намотки с поверхности заготовки снимают
излишек связующего, и она поступает в камеру отверждения. Ка-
мера обогревается горячим воздухом. В ней создается температура,
достаточная для процесса отверждения (горячее отверждение —
150—180 °C, холодное отверждение — до 50 °C).
Отверждение полученной заготовки является завершающей
стадией изготовления изделий методом намотки. Химическая ре-
акция и ее кинетика определяют процессы формирования трех-
мерной структуры полимера (отверждение). Отверждение приво-
дит к потери текучести, выделению побочных продуктов реакции,
повышению плотности, усадке (химической и термической), по-
вышению прочности связующего и изделия. Стадия отверждения
может протекать при низких или повышенных температурах в за-
Рис. 23.9. Зависимость при-
веденных величин разру-
шающего внутреннего дав-
ления (Рр/Р0), напряжений
(стр/о0) и осевых деформа-
ций (Зр/5О) сплошных замк-
нутых оболочек из армиро-
ванного стеклопластика от
силы разжатия заготовки
Рос и натяжения волокон 7g
X, ММ
517
виси мости от химической природы связующего. В качестве свя-
зующих наиболее широкое применение нашли эпоксидные, фе-
нолоформальдегидные, эпоксифенольные, ненасыщенные поли-
эфирные смолы.
Так, для получения оболочек из армированных ПКМ методом
мокрой намотки наиболее часто используют эпоксидные смолы
марок ЭДТ-10 и ЭХД-МК, для изготовления труб — полиэфир-
ные смолы марок ПН-1.
В состав связующего могут также входить отвердители, инициа-
торы, ускорители и другие добавки, регулирующие процесс отвер-
ждения. При изготовлении труб из стеклопластиков широко ис-
пользуется полиэфирное связующее следующего состава (мае. ч.):
Полиэфирная смола марки ПН-1....................................... 100
Гидропероксид изопропилбензола (инициатор)........................... 3
Нафтенат кобальта (ускоритель)....................................... 3
Процесс отверждения ведут непосредственно на оправке в
специальных термокамерах в течение до 10—48 ч в зависимости
от толщины изделия. Для равномерного распределения связую-
щего по окружности изделия и для предотвращения его стекания
отверждающуюся заготовку в термокамере вращают с помощью
роликов.
В последнее время для намотки стали применять волокна,
пропитанные термопластичными связующими, основным пре-
имуществом которых является длительное время хранения без из-
менения технологических свойств. В качестве термопластичных
матриц нашли применение термостойкие полимеры — полиэфи-
рэфиркетоны (ПЭЭК), полибезоксазолы (ПВО), полифениленок-
сид (ПФО) и полиэфирсульфоны (ПЭС).
В случае использования термопластичных матриц для арми-
рованного ПКМ при его намотке осуществляется локальный на-
грев армированной нити путем подачи горячего воздуха через спе-
циальное сопло. Обогрев осуществляется непосредственно в мес-
те укладки волокна на оправку. Температура должна быть выше
температуры плавления термопласта, но ниже температуры его
деструкции. При такой технологии намотки стадия отверждения
отсутствует, а форма изделия и его прочность обеспечиваются
процессом охлаждения термопласта.
Усадка связующего сопровождается возникновением остаточ-
ных напряжений в изделии, что приводит к снижению его проч-
ности, растрескиванию и короблению. Различают два типа оста-
точных напряжений. Первый тип напряжений имеет характерный
масштаб действия, соизмеримый с диаметром волокон, т. е. с тол-
щиной армирующего слоя. Эти напряжения, условно называемые
518
Рис. 23.10. Накопление остаточных напряжений о с течением времени t
в намоточном изделии (труба) [5]:
1 — температура; 2 — радиальная составляющая остаточных напряжений
микроскопическими, возникают вследствие усадки связующего и
различия в коэффициентах теплового расширения компонентов.
Другой тип остаточных напряжений — макроскопические напря-
жения. Они обусловлены геометрией изделия, неоднородностью
температурного поля при отверждении, миграцией и неодинако-
вой скоростью отверждения связующего, анизотропией структу-
ры материала и т. п. После удаления оправки (дорна) на изделие
уже не действует внешняя сила, система остаточных напряжений
в изделии перераспределяется за счет некоторой деформации сня-
того с оправки изделия и становится самоуравновешенной.
Накопление остаточных напряжений в стеклопластике пред-
ставлено на рис. 23.10.
Скорость нарастания напряжений сильно изменяется в про-
цессе отверждения и может опережать скорость нарастания проч-
ности композита. В этом случае материал может растрескиваться,
при этом нарушается его монолитность и уменьшается несущая
способность.
Анализ механизма возникновения остаточных напряжений
определяет и пути их снижения. К ним относятся: подбор связую-
щих с минимальной усадкой; подбор связующих, способных к
быстрой релаксации напряжений; разработка ступенчатых режи-
мов термоотверждения изделий, обеспечивающих заданную ско-
рость конверсии связующего по всему объему изделия; регулиро-
вание предварительного натяжения армирующего материала на
различных этапах намотки, а также термообработка уже отвер-
жденного изделия.
519
После выхода из камеры труба с оправкой охлаждается до 60—
70 °C, после чего трубу снимают с оправки на специальном станке,
состоящем из приемного стола с передвижными опорами для труб
с оправками, упорной плиты с набором втулок и механизма вы-
тяжки оправок. Продолжительность снятия одной трубы 3—5 мин.
В случае необходимости трубы поступают на участок механиче-
ской обработки изделий.
При намотке труб необходимо строгое соблюдение норм техно-
логического режима. Повышенная влажность ровинга обусловли-
вает его недостаточную пропитку, появление местных отслоений и
вздутий на поверхности труб. Хорошей пропитке препятствуют
повышенная вязкость связующего и неравномерное распределе-
ние замасливателя в ровинге. Нарушение режима отверждения и
рецептуры связующего приводит к деформации трубы во время
снятия ее с оправки, к расслоениям и вздутиям.
23.1.4. Структура и свойства изделий, полученных намоткой
Условия эксплуатации, нагружения, воздействие внешних сило-
вых полей, распределение напряжений, давлений при работе из-
делий предъявляют соответствующие требования к структуре и
свойствам материала в изделии. Отличительной особенностью ар-
мированных ПКМ является анизотропия их свойств. Так, вдоль
армирующих элементов структуры прочность ПКМ в 100 раз мо-
жет превышать прочность в поперечном направлении. При ис-
пользовании таких материалов для получения изделий намоткой
возникает необходимость в управлении анизотропией свойств,
что достигается путем выбора оптимальных схем армирования
(намотки) с учетом условий нагружения и эксплуатации изделия.
Структура композитов в намоточных изделиях определяется в
основном видом, объемной концентрацией армирующего мате-
риала и его расположением в полимерной матрице. Применяя
разные виды армирующих материалов, и меняя их ориентацию и
содержание, можно в широких пределах изменять параметры
структуры и весь комплекс физико-механических характеристик
намоточных изделий и их анизотропию (рис. 23.11).
Физико-механические характеристики армирующих волокон
были приведены выше — в табл. 8.2.
На свойства изделий существенно влияет качество пропитки
армирующего материала и количество пор в изделии (рис. 23.12).
Оптимальные свойства изделий достигаются при пористости ма-
териала не более 5 % и содержании наполнителя 65—75 % (об.).
520
б
Рис. 23.11. Зависимость разрушающего напряжения при растяжении ор
(а, б), модулей упругости при растяжении Ем сдвиге G и коэффициента
Пуассона v (в) от угла ориентации а и отношения содержания связую-
щего к содержанию наполнителя для армированного стеклопла-
стика. Армирующий материал — жгут (7) или моноволокно (2)
Максимальные характеристики армированных ПКМ достига-
ются при однонаправленной структуре и совпадении направления
приложения внешней нагрузки и ориентации армирующих воло-
кон. В табл. 23.1 приведены характеристики пластиков на основе
эпоксидного связующего и волокон различной природы (струк-
тура однонаправленная), которые широко используются для по-
лучения изделий методом намотки. Для намотанных изделий реа-
лизуемая прочность знач ительно меньше, указанной в табл. 23.1,
так как прочность существенно зависит от угла ориентации арми-
рующих волокон (угла намотки) в ПКМ.
В общем случае осесимметричного напряженного состояния
изделия, например цилиндрической оболочки, оптимальные углы
спиральной намотки сропТ (относительно оси оболочки) в зависи-
мости от отношения кольцевого усилия
JV| к осевому АЗ определяются по фор-
муле [1, с. 266—273]:
tgq>onT = ±7^1/^ • <23-4)
Кольцевое усилие N\ действует пер-
пендикулярно сечению, проходящему
через ось изделия, и откосится к еди-
Рис. 23.12. Зависимость разрушающего на-
пряжения при растяжении <7) и прочности
волокна, реализуемой в однонаправленном
эпоксистеклопластике (2), от объема пор Ип
и содержания связующего
О 10 20 30
Уп. %
521
Таблица 23.1. Свойства современных ПКМ (на эпоксидной матрице), используемых
для получения изделий методом намотки
Показатели Волокна
стеклянные, марка Е углеродные, марка УКМ-П/5000 борные базаль- товые органи- ческие, марка PRD-49* углерод- ные
Плотность, кг/м3 Прочность, МПа: 1900-2100 1580 2100 1830 1350 1600
при растяжении 1500 2000 2500-3500*** 1200 820 1400 1800
при изгибе 1600 — 1200 580 760 1670
при сжатии 750 1200 840 360 320 —
при сдвиге 30 85 45 30 45 90
Модуль упругости при растяжении, ГПа 50 140 24 30 84 122
Органические волокна марки PRD-49 на основе полибензамида.
Армированный углеродными волокнами термопласт на основе ПЭЭК.
Углеродные волокна фирмы "Торей" (Япония) марки Т-800Н прочностью
5700 МПа и марки Т-1000 прочностью 7200 МПа.
нице длины этого сечения. Аналогично осевое усилие N2 дейст-
вует на единицу длины сечения, проходящего перпендикулярно
оси изделия (см. рис. 23.3).
Значение ” 0 соответствует осевому растяжению, N\/N2 =
= оо — внутреннему давлению, промежуточные значения — внут-
реннему давлению в сочетании с осевой силой. Выражение N\/N2 -
= 2 соответствует наиболее важному для практики случаю нагруже-
ния равномерным давлением Р круговой цилиндрической оболочки
диаметром D с днищами, для которой Л) = PD/2 и N2 = РВ/Ь. В ра-
венстве (23.4) не учитываются деформации, перпендикулярные
направлению армирования.
Для частного случая N\/N2 = 2 с учетом этих деформаций ус-
ловие оптимальности структуры цилиндрической оболочки, полу-
ченной путем намотки 2п2 спиральных слоев с углом намотки ±<р
(см. рис. 23.4) в сочетании с 2п{ продольных (осевых) слоев (ср = 0)
записывается в виде:
_ п £j(l+v2)(l-3cos2cp)+^(l+v1)(l-3sin2q>)
П[ “ w; ^(l+v^-^d-rv,) ;
w 22Г] (i + v2)~ £2^ + vi)
3sin2(p £j(l +v2)-£2(1 + vi) ’
(23.5)
(23.6)
522
Наличие продольных слоев в структуре (2л। > 0) приводит к
ограничению возможных углов намотки, которые должны удов-
летворять в этом случае следующему неравенству:
. 2 2£)(1 +v2)-E2(l +vi)
Sln
(23.7)
В соотношениях (23.5)—(23.7) Е), Е2, vj и v2 — модули упру-
гости и коэффициенты Пуассона при растяжении элементарного
слоя композиционного материала (ленты) в двух взаимно перпен-
дикулярных направлениях. Они связаны соотношениями Е\^2 =
= £2vi и п = 2(«1 + «2>-
Аналогично для оболочки, состоящей из 2л| спиральных слоев
с углом намотки ±(р и 2л2 кольцевых слоев (ср = 90°), соответст-
вующие условия записываются как
п Е) (1 + v2) - 2 Е2( 1 + V|)
3cos2(p о + v2) - ^0 + Vj)
(23.8)
~ _ п Е\<А + v2)(3cos2«p- 1)+ E2(l +Vl)(3sin2(p-I)
"2 3cos2<p £,(l+v2)-E2(l + v,) ' (2Х9)
В данном случае из-за наличия кольцевых слоев в структуре
(2л2 > 0) ограничение на возможные углы намотки определяется
неравенством:
. 2 2 Еу (1 + v2) - Е2( 1 + v j)
Sin ф С ---------------------
9 3[E1(1+v2)-£2(1+v])]-
(23.10)
Величина угла ф, разделяющая два диапазона значений, опре-
деляемых неравенствами (23.7) и (23.10), является оптимальной
только для спиральной намотки. В этом случае (ропт определяется
из равенства:
. 2 _ 2£'1(1 +v2)- E2(I +V])
sin Фонт - JI^l+VjPE^l+v,)!'
(23.11)
Если не учитывать поперечных к направлению армирования
деформаций, т. е. полагать Е2 — 0, V| = 0 и v2 = 0, то значения фопт,
рассчитанные из равенств (23.4) и (23.11), совпадают.
Упругопрочностные свойства композитов с однонаправлен-
ной и ортогонально-армированной (укладка армирующего мате-
риала в двух взаимно перпендикулярных направлениях) структу-
рой в зависимости от угла а между направлением армирования и
направлением измерения свойства при объемной концентрации
523
Таблица 23.2. Упрругопрочностные свойства композитов с однонаправленной
и ортогонально-аармированной структурой
Свойство, МПа Структура
однонаправленная ортогонально-армированная*
а = 0" а = 90° а = 0° а = 45’ а = 90°
стр 820 60 510 150 510 ои 1000 - 810 280 810 асж 600 100 420 160 420 Е- 10-4 4 1,2 2,9 1,4 2,9
* С равным количеством армирующего материала в каждом направлении.
армирующего материала 40—45 % в эпоксидной матрице приве-
дены в табл. 23.2 [7, т. 3, с. 502—510].
Анализ свойств ортогонально-армированной структуры с двумя
осями симметрии и равной прочностью в направлениях армиро-
вания показьывает, что даже такая структура является анизотроп-
ной, так как ссвойства при а = 0° и а — 90° значительно отличаются
от свойств прри а = 45°. Для обеспечения изотропии свойств не-
обходима равномерная укладка армирующего материала в направ-
лениях, угол (а между которыми не должен превышать 30°.
Полная иззотропия свойств достигается при хаотическом рас-
положении армирующего материала в плоскости, однако в этом
случае сущесттвенно уменьшаются прочностные свойства изделий.
23.2. МАКАНИЮ
Методом макгания изготавливают изделия сложной конфигурации,
главным обраазом из каучуковых латексов и ПВХ-пластизолей.
Латексы шредставляют собой коллоидные водные дисперсии
полимеров [7,г, т. 2, с. 39—46]. Для производства изделий методом
макания в основном используют смеси на основе натурального
центрифугирсованного латекса, а также вулканизованный нату-
ральный латежс — вультекс [8, с. 461—473].
Пластизоллъ — паста с полимерной дисперсной фазой (ПВХ) и
органической! жидкостью (пластификатором) в качестве диспер-
сионной средды [7, т. 2, с. 540—546].
Создание пластизолей обусловлено необходимостью перера-
ботки в изделия плохорастворимых и нестойких к нагреванию по-
лимеров. Плайстизоли обладают высокой текучестью при больших
напряжениях < сдвига и невысоких температурах, что позволяет из-
524
готавливать из них изделия сложной формы. При этом для них ха-
рактерны очень высокая вязкость или даже отсутствие текучести
при низких напряжениях сдвига, благодаря чему изготовленные
изделия не теряют формы до затвердевания пластизолей. Отфор-
мованные изделия из пластизолей подвергают желатинизации (ге-
леобразованию) при нагревании, в результате чего пластификатор
диффундирует в частицы полимера, набухшие частицы смыкают-
ся в единую монолитную структуру, и система затвердевает во
всем объеме.
Известно значительное количество различных пластизолей,
однако промышленное применение нашли только пластизоли на
основе ПВХ. Для производства ПВХ-пластизолей применяют
ПВХ и его сополимеры с молекулярной массой (1,5-1,8) • 105.
В производстве особо прочных изделий используют пластизоли
на основе более высокомолекулярных полимеров.
Изготовление маканых изделий из латекса основано на погру-
жении (макании) формы в готовую латексную смесь, содержащую
кроме латекса различные ингредиенты. Конфигурация и размеры
формы соответствуют изготовляемому изделию. Процесс прово-
дят в специальных машинах-автоматах со строго кондициониро-
ванными условиями работы. Основными стадиями получения
изделий методом макания являются: чистка (мойка) и кондицио-
нирование форм, макание, подсушка, укрепление края (закатка
венчика), сушка латексной пленки на форме, вулканизация, съем
изделий с формы. Макание может быть многократным. Метод эф-
фективен только при получении тонкостенных изделий толщиной
не более 0,2 мм, когда число маканий не превышает 2—3. Этим
методом из латекса изготавливают перчатки, радиозондовые обо-
лочки, игрушки и другие изделия.
Изготовление изделий из ПВХ-пластизолей заключается в
том, что модели изделия погружают в ванну с пластизолем, затем
извлекают и нагревают до 170—180 °C. Модель может иметь ком-
натную температуру или может быть нагрета до 80—180 °C. В по-
следнем случае за одно макание можно получить изделие толщи-
ной 0,5—3 мм. Ванну с пластизолем рекомендуется охлаждать при
перемешивании, чтобы температура в ней не поднималась выше
25 °C. Этим способом перерабатывают пластизоли низкой или
средней вязкости, которые начинают течь при достаточно боль-
ших напряжениях сдвига (оставаясь твердыми при малых). Они
также должны обладать достаточно высокой жизнеспособностью,
так как время пребывания пластизоля в ванне может быть про-
должительным. Маканием получают перчатки, пипетки, втулки,
прокладки и другие изделия. Этим методом наносят антикорро-
525
знойные легкоснимаемые покрытия на запасные части машин и
инструменты. Листовые металлы плакируют (покрывают тонким
слоем) пластизолем, содержащим адгезив. Покрытие из пласти-
золя предотвращает разлетание осколков при взрыве стеклянных
флаконов с аэрозолями.
Существует метод "обратного макания", заключающийся в
том, что пластизоль заливают внутрь предварительно нагретой до
80—100 °C формы, где его выдерживают некоторое время, доста-
точное для того, чтобы пристенный слой материала образовал
пленку. После этого избыток жидкого пластизоля сливают, а фор-
му с прилипшей к ней пленкой помещают в печь для желатини-
зации. Готовое изделие после охлаждения легко удаляется из фор-
мы. Метод применяют для изготовления емкостей, сапог и других
полых изделий.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Альперин В. И., Корольков Н, В.. Мотавкин А. В. и др. Конструкционные стек-
лопластики. М.: Химия, 1979. 357 с.
2. Цыплаков О. Г. Конструирование изделий из композиционных волокнистых
материалов. Л.: Машиностроение, 1984. 137 с.
3. Рогинский С. Л., Канович М. 3., Колтунов М. А. Высокопрочные стеклопласти-
ки. М.: Химия, 1979. 143 с.
4. Николаев В. В., Соколов И. А. Технология производства стеклопластиков. М.:
Химия, 1972. 206 с.
5. Поляков В. Л., Зеленский Э. С. Некоторые особенности технологии намотки из-
делий из композиционных материалов // ЖВХО им. Д. И. Менделеева. 1978.
Т. 23. № 3. С. 293-297.
6. Андреевская Г. Д. Высокопрочные ориентированные стеклопластики. М.: Нау-
ка, 1966. 369 с.
7. Энциклопедия полимеров. В 3 т. М.: Советская Энциклопедия. 1'. 3. 1977. С. 502.
8. Корнев А. Е., Буканов А. М., Шевердяев О. Н. Технология эластомерных мате-
риалов. М.: 2000. 288 с.
ГЛАВА 24
ОРИЕНТАЦИОННАЯ ВЫТЯЖКА
Процесс заключается в том, что полимерные пленки, листы, лен-
ты из термопластичных аморфных или кристаллических полиме-
ров при нагревании подвергаются вытяжке — деформированию в
одном или двух направлениях с последующим охлаждением.
526
24.1. ПРИНЦИПИАЛЬНАЯ ТЕХНОЛОГИЧЕСКАЯ СХЕМА ВЫТЯЖКИ
Ориентированные пленки, листы, ленты получают несколькими
способами [1].
Одноосная вытяжка получения одноосно-ориентированных
изделий. Метод заключается в растяжении предварительно сфор-
мованных заготовок при помощи тянущих или сдавливающих
валков, а также с помощью зажимов (клуппов). Первый способ
непрерывный, последний — периодический.
Двухосная вытяжка получения двухосно-ориентированных
изделий тремя способами: 1) одноосно-ориентированную пленку
еще раз растягивают в перпендикулярном направлении; 2) изо-
тропную, неориентированную пленку растягивают одновременно
в двух взаимно перпендикулярных направлениях; 3) рукавную
пленочную заготовку (см. гл. 18) растягивают и раздувают одно-
времен но.
Первый способ получил название "последовательная, или раз-
дельная, двухосная ориентация", второй способ — "одновременная
двухосная ориентация". Это наиболее распространенный способ.
Реже применяются способы одновременной ориентации листов и
предварительно сформованной экструзионной рукавной пленки.
Технологическая схема получения одноосно-ориентирован-
ных пленок и лент непрерывным способом представлена на рис.
24.1, а.
Полимерные гранулы пневмотранспортом 7 дозированно по-
даются в бункер 2 одношнекового экструдера 3. В цилиндре экс-
трудера происходят нагревание полимера, его плавление и гомо-
генизация. Далее расплав полимера продавливается через систему
фильтрующих сеток либо в переходник 4, либо в дозирующий на-
сос. После этого расплав поступает в формующую плоскощелевую
головку 5 и выходит в виде широкой ленты расплава 6. Благодаря
достаточной формоустойчивости расплав сохраняет свою пло-
скую форму к моменту охлаждения на холодной поверхности при-
емного барабана 8. Барабан вращается в направлении движения
пленки 6. Для удержания пленки на гладкой поверхности охлаж-
даемого барабана 8 вблизи поверхности пленки находится элек-
трод 7 высокого напряжения. Пленка приобретает электрический
заряд, противоположный заряду поверхности барабана, и плотно
прижимается электростатическими силами к его поверхности.
Охлажденная пленка 9 поступает в агрегат для продольной
(одноосной) ориентационной вытяжки 12. Деформирование
пленки в этом агрегате происходит за счет большей скорости дви-
527
жения пленки на выходе, чем на входе в него. Входя в агрегат 12
с линейной скоростью Fj, пленка удерживается прижимными вал-
ками 10 от возможного проскальзывания и далее с этой же скоро-
стью проходит по поверхности вращающихся валков 11, где и на-
гревается в зоне /предварительного подогрева. После этого пленка
поступает на ориентирующие валки 13, где дополнительно разо-
гревается нагревателем 14. Разогретая таким образом до необходи-
мой температуры вытяжки Т, пленка растягивается в промежутке
между двумя валками 13 за счет того, что линейная скорость
вращающихся валков 15 выше, чем Fj. На валках 15 пленка рав-
номерно охлаждается и прижимными валками 16транспортирует-
ся из агрегата. Одноосно-ориентированная пленка 17 может слу-
жить как полуфабрикатом, так и самостоятельным изделием.
Рис. 24.1. Схема одноосной, а также последовательной (раздельной) (а) и
одновременной (б) двухосной ориентации плоской пленочной заготовки:
7 — патрубок пневмотранспорта; 2 — бункер; 3 — экструдер; 4 — переходник (либо
насос); 5 — щелевая головка; 6 — пленочный расплав; 7— электрод электроста-
тического прижима пленки; 8 — охлаждающий, формующий барабан (стрелка —
направление вращения барабана); 9 — изотропная пленка; 10, 16 — прижимные
валки; 11 — нагревательные, медленно вращающиеся валки; 12 — агрегат для про-
дольной (одноосной) ориентации; 13— ориентирующие валки; 14— нагреватель;
75 — быстровращающиеся охлаждаемые валки; 17 — одноосно-ориентированная
пленка; 18— компенсатор; 19а — агрегат для поперечной (двухосной) ориентации;
196 — агрегат для одновременной двухосной ориентации; 20 — клуппы (зажимы);
21 — движущаяся непрерывная цепь; 22 — обрезанная кромка пленки; 23 — уст-
ройство для намотки пленки
Зоны: I — подогрева; II — ориентации; III — охлаждения с релаксацией; IV — по-
догрева; V — двухосной ориентации; VI — термофиксации; VII — охлаждения;
— степень вытяжки по длине; Х.2 — по ширине пленки
528
Пленки из кристаллических полимеров в процессе обработки
обычно проходят также стадию термофиксации. В этом случае на
дополнительных валах производится интенсивный быстрый про-
грев пленки для ускорения кристаллизации полимера с сохране-
нием ориентированной структуры. Такие ориентированные и тер-
мофиксированные (закристаллизованные) пленки, ленты облада-
ют пониженной усадкой.
Последовательная двухосная ориентация пле-
нок представлена на рис. 24.1, а.
Заготовка 77 проходит через компенсатор 18, благодаря кото-
рому сглаживаются возможные колебания скорости подачи плен-
ки. Пленка входит в агрегат 19а для растяжения ее по ширине.
Здесь пленка с двух сторон захватывается зажимами (клуппами)
20 (см. вид "По Б') и направляется в зону предварительного про-
грева TV; в последующей зоне V она растягивается по ширине и
одновременно дополнительно разогревается. После зоны V двух-
осно-ориентированная пленка из аморфных полимеров (ПС) ох-
лаждается на открытом воздухе в зоне VI, а из кристаллизующихся
полимеров — поступает в зону термофиксации, где происходит
кристаллизация. Охлаждение проходит в зоне VIT на воздухе. Аг-
регат 19а иногда называют ширильной рамой. Выходя из агрегата
19а, клуппы 20 освобождают края пленки, которые тут же обре-
заются и в виде отходов 22 идут на переработку. Оставшаяся пло-
ская пленка с минимальной разнотолщинностью наматывается на
барабан с помощью намоточного устройства 23.
Одновременная двухосная ориентация пленок и
тонких листов осуществляется по схеме, показанной на рис. 24.1,
б, на агрегате 196, который имеет более сложную конструкцию.
Изотропная пленка 9 поступает в зону IV, захватывается клуп-
пами и предварительно подогревается. В зоне V она разогревается
до температуры вытяжки и одновременно происходит ее вытяжка
по ширине за счет движения зажимов по направляющим и вы-
тяжка по длине — за счет увеличения расстояния между соседни-
ми зажимами. В этом случае зажимы вытягивают пленку в двух
направлениях. Остальные операции аналогичны схеме, приведен-
ной на рис. 24.1, а.
Оба процесса непрерывны. Ширина ориентированной пленки
ограничена и определяется конструкцией агрегата.
Ориентация рукавной экструзионной пленки
осуществляется непрерывно по мере ее экструзии. Для этого по-
сле получения сложенного рукава (см. гл. 18) пленка вновь нагре-
вается и либо последовательно раздувается и растягивается, либо
это происходит одновременно. Наиболее распространен способ
34 Заказ № К-4269
529
последовательной ориентации. Диаметр получаемой рукавной
пленки зависит от конструкции формующей головки и ограничен
по максимальным размерам.
Периодический способ вытяжки используется для
получения двухосно-ориентированных листов и одноосно-ориен-
тированных стержней труб. Ориентированные листы получаются
с помощью агрегатов, в которых происходит одновременное рас-
тяжение заготовок ограниченных размеров по периметру во всех
направлениях. Чаще листы в форме квадратной заготовки растя-
гиваются зажимами одновременно в двух взаимно перпендику-
лярных направлениях.
Для получения одноосно-ориентированных стержней, прут-
ков, а в последнее время и труб применяется способ гидростати-
ческой или плунжерной экструзии. Изделия имеют ограниченные
длину и поперечные размеры.
В обогреваемый цилиндр с прямоточной конической, кругло-
го или фигурного профиля головкой загружается заготовка. После
прогрева заготовки плунжер начинает ее продавливать в профиль-
ную головку, где и происходит уменьшение ее диаметра, растяже-
ние и как следствие этого — ориентация макромолекул.
В современной технологии ориентационной вытяжки полиме-
ров существуют разновидности и комбинированные способы про-
цессов, представленных выше.
24.2. ПЕРЕРАБАТЫВАЕМЫЕ МАТЕРИАЛЫ И АССОРТИМЕНТ ИЗДЕЛИЙ
Принципиально нет препятствий для ориентационной вытяжки
любого термопластичного полимера. Различия заключаются в
возможности термопласта выдерживать необходимую величину
деформации без разрушения [2—4]. Так, жесткоцепные полимеры
имеют ограниченную величину предельной степени одноосной
вытяжки Xi, гибкоцепные могут быть деформированы до очень
больших значений кр
Наиболее широко для получения ориентированных изделий
применяют ПЭ высокой, низкой и средней плотности, ПП, ПС,
ПК, ПВДХ, ПВХ (жесткий и пластифицированный), ПЭТФ,
ПММА, ПА-6 и ПА-12, ПИ. В последнее время ориентационной
вытяжке подвергаются еще и смеси полимеров, а также полимеры
с минеральным или комплексным наполнителем.
Основными видами изделий, получаемых способом ориента-
ционной вытяжки, являются: пленки толщиной от 1 (реже — 0,5)
530
до 200 мкм, а также листы толщиной от 0,5 до 20 мм; ленты, прут-
ки, плоские волокна.
24.3. ОСНОВНОЕ ОБОРУДОВАНИЕ И ОСНАСТКА
Заготовка для последующей ориентации получается с помощью
экструдеров, каландров, поливочных машин и др. Основными
требованиями к этим агрегатам являются обеспечение макси-
мальной однородности расплава и однородность структуры пле-
нок, листов, лент, а также минимальная их разнотолщинность по
длине и ширине.
Поскольку ориентированные пленки занимают в настоящее
время большой объем в общем производстве, рассмотрим более
детально агрегаты, обозначенные на рис. 24.1.
Приемный барабан 8 является охлаждаемым, чистота его по-
верхности определяет рельеф (гладкость) поверхности пленок.
Поверхность барабана хромирована, полирована до зеркального
блеска. Барабан вращается от индивидуального привода постоян-
ного тока, имеет бесступенчатое регулирование скорости. Охлаж-
дение осуществляется либо холодной водой, либо хладоагентом.
Скорость вращения барабана не должна колебаться в процессе ра-
боты. Для получения толстых пленок из кристаллизующихся по-
лимеров применяются дополнительные обдувочные вентиляторы,
которые охлаждают другую сторону поверхности пленки.
Агрегат 72термостатирован. Валки 7<7и 76гуммированы, име-
ют регулировку силы прижима. Линейная скорость вращения всех
валков 10, 77 равна а 15, 16 — К2. Регулировка скоростей бес-
ступенчатая. Каждый валок имеет индивидуальную систему жид-
костного обогрева (77) или охлаждения (75). Поверхность валков
зеркальная.
Валки имеют большой диаметр — от 200 до 500 мм. При дан-
ной скорости вращения путь, проходимый пленкой по поверхно-
сти пары валков, должен быть достаточен для ее нагрева (77) или
охлаждения (75).
Валки 13 — необогреваемые, малого диаметра, полированные,
не имеют привода, вращаются под действием проходящей пленки.
Расстояние между ними должно быть минимальным, чтобы рабо-
чий участок вытяжки был также минимальным. В этом случае вы-
тягиваемая пленка будет иметь минимальное сужение по ширине.
Чем меньше диаметр валков, тем меньше расстояние между ли-
ниями касания пленки поверхности валков 13 и меньше рабочий
участок деформирования.
34*
531
Рис. 24.2. Устройство
клуппа:
1 — отверстие для креп-
ления к движущейся це-
пи; 2 — корпус; 3 — упор-
толкатель поворота языч-
ка; 4 — язычок; 5 — вал;
6 -- растягиваемая зажа-
тая пленка;
Р — сила сопротивления
растяжению пленки (Л —
позиция язычка до, Б -
после зажатия пленки)
Для локализации места вытяжки между валками 13 устанав-
ливается дополнительный инфракрасный нагреватель 14. Суще-
ственное требование ко всем агрегатам линии: минимальное ко-
лебание температурных полей по длине и ширине пленки на всей
площади каждой зоны. Неравномерный обогрев ведет к разнотол-
щинности изделия.
Непрерывность процесса ориентационной вытяжки обеспечи-
вается конструкцией внешне схожих агрегатов 19 а и 196. Они со-
стоят из двух бесконечных движущихся цепей с индивидуальным
приводом. На цепях расположены клуппы 20. Устройство клуппа
показано на рис. 24.2. При заправке края пленки в зоне IV в клупп
(см. рис. 24.1) под действием толкателя-упора язычок 4 клуппа 2
отклонен в позицию А (по стрелке). Пленка 6 своим краем попа-
дает на его основание. Далее при движении клуппа его язычок вы-
ходит из поля действия упора-толкателя и с помощью пружины на
валу 5 возвращается в положение Б. В этом состоянии язычок
лишь с небольшой силой прижимает пленку к основанию. При
деформировании пленка стремится выдернуться из клуппа с оп-
ределенной силой Р, но рабочая часть язычка немного отклоня-
ется в сторону вытягиваемой пленки и с еще большей силой при-
жимает ее к основанию. Работа клуппа основана, таким образом,
на принципе самозажимания пленки.
После окончания растяжения пленки уже другой упор-толка-
тель отклоняет язычок из позиции Б в позицию А, и края пленки
высвобождаются. Цикл повторяется.
Как предварительный подогрев в зоне IV (см. рис. 24.1), так и
нагрев в зонах V, VI осуществляется обдувом горячим воздухом
через сложную систему сопел. Система должна обеспечивать ко-
лебания температур на всей поверхности зоны не более ±1 °C
(лучше 0,5 °C). Зоны должны быть изолированы одна от другой,
так как в них поддерживаются различные температуры.
532
Установка для одновременной двухосной ориентации конст-
руктивно сложнее, чем установка для поперечной вытяжки, так
как в ней предусмотрен механизм постепенного раздвижения со-
седних клуппов по длине на участке растяжения по ширине (зона
V на рис. 24.1, поз. 19 б). Абсолютная скорость выхода пленки из
машин поз. 19 а (100—200 м/мин) больше, чем из машины поз. 19 б
(20—50 м/мин).
Установки раздельной двухосной ориентации применяются
для получения толстых пленок (не тоньше 15 мкм), а установки
одновременной двухосной ориентации — для тонких пленок (до
1 мкм). Это связано с тем, что клуппы даже хорошего качества из-
готовления не могут удержать очень тонкую исходную заготовку.
24.4. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА
Изменение структуры аморфных и кристаллических полимеров
при одноосной вытяжке в различных условиях иллюстрируются
рис. 24.3.
В исходном изотропном состоянии (рис. 24.3, а) макромоле-
кулы находятся в виде клубков (7) либо в виде кристаллитов, рас-
Рис. 24.3. Схема образования различных структур при ориентации аморф-
ного (7) и кристаллического (2) полимеров:
а — изотропное состояние; б, д — одноосно-ориентированное состояние; в, г —
неориентированное состояние
533
пределенных в аморфной части и связанных проходными макро-
молекулами 2. При ориентационной вытяжке макромолекулы
аморфных полимеров распрямляются и образуется структура типа
показанной на рис. 24.3, д [1], а кристаллические полимеры (через
стадию рекристаллизации) образуют структуру, приведенную на
рис. 24.3, б. Ориентация кристаллических полимеров проходит че-
рез образование шейки, а аморфных в зависимости от условий —
либо через образование шейки (вынужденная эластичность), либо
без нее (высокая эластичность) [5—8]. При образовании шейки
толщина исходной заготовки резко уменьшается. Если шейка не
образуется, то толщина заготовки меняется плавно, пропорцио-
нально изменению степени вытяжки.
Если температура вытяжки Т очень высока или же скорость
вытяжки v очень мала, то при деформировании цепи не будут рас-
прямляться, и структура становится похожей на изображенную на
рис. 24.3, в или г, т. е. при неблагоприятных для ориентации цепей
условиях (Т и у) макромолекулы успевают отрелаксировать —
вновь свернуться.
Глубина ориентации, или степень ориентации, цепей зависит
также и от величины степени вытяжки Ар При благоприятных ус-
ловиях чем больше Ар тем в большей степени распрямляются це-
пи, т. е. тем более степень их ориентации. При неблагоприятных
условиях с увеличением Aj происходит лишь утонение заготовки,
а структура остается похожей на структуру типа в или г.
Изменение структуры аморфных полимеров при благоприят-
ных условиях двухосной ориентации показано на рис. 24.4.
При одновременной двухосной ориентации (рис. 24.4, в) уча-
стки макромолекул имеют направление, совпадающее с направ-
лением действия растягивающей силы. При одинаковых степенях
вытяжки в продольном и поперечном направлениях (Aj — Х2) на-
блюдается симметричность структурных элементов в этих направ-
лениях. Если Aj ~ Х2, то и структура соответственно искажена:
большая направленность цепей в сторону большей 7ц 2. При не-
благоприятных для ориентации условиях (Т, и) структура в мало
чем отличается от структуры а, а образец лишь становится тонь-
ше. В случае последовательной двухосной ориентации исходная
одноосно-ориентированная структура б постепенно, по мере вы-
тяжки в поперечном направлении, преобразуется в структуру г.
Решающим условием такого преобразования является удержание
краев пленки г от сужения зажимами 2. Если края не удерживать,
то будет вновь образовываться структура б, но с расположением
целей вдоль растягивающей силы, т. е. перпендикулярно перво-
начальному расположению.
534
Рис. 24.4. Схема образования различных структур при двухосной ориен-
тации аморфных полимеров:
а — неориентированная структура; б — одноосная ориентация; в — одновременная
двухосная ориентация; г — последовательная двухосная ориентация:
/ — направление движения зажимов; 2 — зажимы, удерживающие пленку от су-
жения
Цепи макромолекул г частично сохраняют первоначальную
направленность, а часть их располагается в новом направлении,
т. е. перпендикулярном первому. Благоприятные условия для вто-
рого этапа ориентации определяются величинами Г2 и v2- В прин-
ципе их действие аналогично тому, которое они оказывают и при
одноосной ориентации, но имеются существенные количествен-
ные отличия.
Термофиксация является заключительной стадией для кри-
сталлизующихся полимеров. Цель термофиксации — по возмож-
ности максимально снизить усадку изделий, эксплуатируемых
при повышенных температурах. Термофиксация осуществляется
при повышенных значениях 7Тф в течение определенного време-
ни, причем образец должен находиться в зажимах, т. е. в несво-
бодном состоянии. Если образец освобожден от зажимов, то при
термофиксации произойдет его усадка, а ориентация цепей ис-
чезнет. При термофиксации происходит кристаллизация цепей
при сохранении их ориентированного состояния.
Для некристаллизующихся полимеров после ориентации про-
изводится лишь охлаждение с целью ’’замораживания" ориенти-
535
Таблица 24.1. Свойства различных материалов и ориентированных полимеров [4, 8]
Материал и способ его получения Модуль упруго- сти, ГПа Разрывная проч ность , МПа
Монокристалл полиэтилена Волокна полиэтилена, выращенные в ориентиро- 240-280 13 000
ванном состоянии из раствора Сверхвытянутое (сверхориентированное) волокно 60 4 000
полиэтилена Предельно ориентированное волокно: 70 400
полипропиленовое 42 900
полистирольное (изотактический полистирол) 12 80
полиимидное 150 1200
Ориентированные ленты из полиолефинов 9 400
Полиэтиленовая пленка 0,6 10-12
Стекловолокно 120 500
Сталь углеродистая 200 500
Алюминиевые сплавы 70 90-170
‘Прочность углеродных связей полимера в основной цепи — 19 000 МПа.
рованного состояния цепей. При повторном нагреве таких образ-
цов в свободном состоянии происходит усадка, сопровождаемая
разориентацией цепей. При правильном выборе Гиг, благопри-
ятствующих ориентации цепей полимера, и при достаточной ве-
личине степени вытяжки изделия из таких полимеров имеют зна-
чительный уровень механических характеристик, намного превы-
шающий таковой для изотропного образца. В табл. 24.1 показаны
механические характеристики отдельных образцов в зависимости
от способа их получения в ориентированном состоянии. Из этих
данных видно, что реальная прочность широко распространенных
изделий далека от предельных, расчетных величин, т. е. имеется
колоссальный ресурс прочности, заложенный природой в сам по-
лимер, который мы еще далеко не полно используем.
24.5. ВЛИЯНИЕ ПАРАМЕТРОВ ОРИЕНТАЦИИ НА СВОЙСТВА ИЗДЕЛИЙ
Основными технологическими параметрами ориентации полиме-
ров являются Г, v, Х2 (на любой из стадий вытяжки).
Так, Xj при продольной вытяжке определяется как
1 и
10
100
Q4.1)
где /к и Iq — размеры рабочего участка образца после и до вытяжки; е — относи-
тельная деформация при растяжении. %; и — линейные скорости выхода и
входа пленки в агрегат для продольной ориентации соответственно.
536
Значения на стадии поперечной вытяжки рассчитываются
как отношение ширины полотна после поперечной ориентации к
исходной ширине. Так же рассчитываются Xj и Xi для двухосной
одновременной ориентации.
Относительная скорость деформирования v связана с разме-
рами рабочего участка вытягиваемого образца, степенью вытяжки
и временем деформирования t
v = / = (г-1) 'V =<Х1.2- 1) (24.2)
1 U0 ' 1 1
Таким образом, при постоянстве vзначения Kj и могут быть
различны в зависимости, например, от расстояния между валками
13 (см. рис. 24.1) или от длины зоны Идля поперечной или одно-
временной ориентации, а также от X] и Х2. Поэтому для техноло-
гических расчетов берется значение v, которое отражает физиче-
ские процессы ориентации макромолекул.
Поскольку влияния Ги v на процесс ориентации взаимозави-
симы, то необходимо выбирать их оптимальное соотношение.
Основные процессы, происходящие при одноосной и одно-
временной двухосной ориентации, близки, и оптимальные значе-
ния Тит для них по существу совпадают.
На рис. 24.5 показано влияние Tj (кривые 7—5) на прочность
<5р в направлении вытяжки образцов при различных степенях вы-
тяжки. Кривая 7 соответствует группе образцов, вытянутых при
различных изменяющихся 7\ и vj, когда процессы ориентации
реализуются в максимальной степени. Кривые 2— 4соответствуют
значениям Tj (при постоянной Vj), при которых проявляется в
большей мере пластическая деформация, а в меньшей — ориен-
тация, и, наконец, прямая 5показывает, что образец вытягивается
во много раз, но никакой ориен-
тации цепей при этих условиях
не происходит. Ряд зависимо-
стей типа 2—5 можно построить
Рис. 24.5. Зависимость разрывной
прочности Ор в направлении ориен-
тации от степени вытяжки (X], А2 =
= А.]) пленок из ПЭТФ:
1—5 — одноосная; 6 — одновременная
двухосная вытяжка; 1,6— при благопри-
ятных для ориентации значениях Т, г; 2—
5 — при ухудшающихся для ориентации
значениях Т, v; точка + — пленка вытя-
гивается через образование шейки
537
Рис. 24.6. Соотношение температуры
Г) и скорости Igvi для различных ре-
жимов вытяжки изотропных поли-
меров:
/ разрыв; // — вынужденная эластич-
ность (через шейку); III — высокоэла-
стичность; IV— переходная область; V —
пластичность, вязкое течение без ориен-
тации;
7ПЛ и Тс — температуры плавления и
стеклования
при иных У) и 7\ и в итоге получить информацию об изменении
прочности образцов при взаимопеременных 1\ и v(. Задаваясь ка-
ким-либо значением можно из этих данных (см. рис. 24.5) по-
строить диаграммы соотношений 7\— разделяющих области
преимущественной ориентации цепей, пластической деформации
полимера без ориентации цепей и другие области.
На рис. 24.6 представлены соотношения 7\ — Igij. разделяю-
щие и ограничивающие области ориентации, пластической де-
формации и переходные области.
Так, при Т\ < Тс вытяжка образцов всегда сопровождается ори-
ентацией цепей, но при этом образуется шейка, что не всегда нуж-
но, например при вытяжке пленок до величин Xi меньших, чем
значение Х|, соответствующее переходу в шейку. Кроме того, при
некоторых значениях V] образцы начнут разрываться. Эта область
ограничена кривой 7 на рис. 24.6. Соотношения Т\— Igvj, при ко-
торых образуется шейка, ограничены кривыми 7 и 2. При умерен-
но высоких Т\ и Igvj ориентация аморфных полимеров проходит
в режиме высокоэластичности, без образования шейки, толщина
образца уменьшается пропорционально росту Хр Эта область на-
ходится между кривыми 2 и 3. С увеличением Г1 при постоянном
IgVl или при уменьшении Igvj при постоянной 7\ начинают про-
являться процессы пластической деформации, при которых ори-
ентация цепей не полностью реализуется. Область ограничена
кривыми 3 и 4. При дальнейшем увеличении 1\ и уменьшении lgV|
может происходить деформация образца без какой-либо ориента-
ции цепей. Область ограничена кривой 4.
Имея диаграммы типа показанных на рис. 24.6, можно анали-
тически выразить соотношение 7\ и гд для разных режимов вы-
тяжки различных полимеров.
Практически же в большинстве случаев для аморфных поли-
меров пользуются эмпирическим правилом: 7\ выбирается из не-
равенства
538
TY >’ Tc + (5+10). (24.3)
При этом скорость Vj находится в довольно широких диапа-
зонах, соответствующих высокоэластической деформации, — от
10 000 до 100 000 %/мин.
Для кристаллических полимеров (ПП) область II на рис. 24.6
простирается до области IV, т. е. вытяжка происходит в режиме
образования шейки вплоть до температур, близких к плавлению
полимера (Тпл). Для таких полимеров Т\ выбирается из расчета
Т\ < Тпл ~ (10+20 °C). (24.4)
Установив оптимальные значения 7\ и необходимо вы-
брать значения Xj, Х2 = ^1- Чем выше степень вытяжки образца,
тем больше ориентация цепей, тем выше его физико-механиче-
ские характеристики. В зависимости от типа полимера, способа
вытяжки и оборудования существуют предельно допустимые ве-
личины Х|, выше которых образец разрушается [2, 8]. В табл. 24.2
представлены эти данные. Поскольку в случае одновременной
двухосной ориентации деформирование происходит в обоих на-
правлениях, то и уровень ориентации цепей достигается быстрее,
т. е. при меньшей величине Х| = чем ПРИ одноосной ориента-
ции. Так, кривая 6 на рис. 24.5 располагается выше кривой 1 при
условии равенства Х| = Х2. Рекомендуемые значения Х| = Х2 также
приведены в табл. 24.2.
При поперечной вытяжке образца, имеющего определенную
степень продольной ориентации (последовательный способ ори-
ентации), выбор ?2 и v2 в значительной мере зависит от исходной
величины X,. Чем выше X], тем больше прочность образца ор (рис.
24.7, а) в этом направлении, но в поперечном она остается на низ-
ком уровне. При вытяжке образца в поперечном направлении ор
возрастает по мере увеличения Х2 (рис. 24.7, б). Варьируя X] и Х2,
Таблица 24.2. Значения предельных — разрывных (X 1р) и рекомендуемых (2.}) степеней
одноосной вытяжки для последующей двухосной, а также степеней вытяжки
при одновременной двухосной ориентации (2,] — 2,^ различных полимерных пленок
Полимер ^1р Ч Х,| — Aj
ПЭВП 15—17 5-7 5
ПЭНП 14-16 7-8 —
ПП 13-17 6-8 6
ПЭТФ 6-7 4 4,5
ПС 4-6 3 3,5
ПК 5-6 3,5-4 3,5
пм 3,5-4 1,5-2 1,5
ПММА 2,2-2,5 1,8-2,0 1,5
539
Рис. 24.7. Зависимость ор от степе-
ни вытяжки:
а — продольной (X]), б — поперечной
(Х2) при последовательной двухосной
ориентации ПЭТФ-пленок;
1 — Ор в продольном, 2 —- в попереч-
ном направлении вытяжки
можно получать образцы с раз-
личными физико-механиче-
скими свойствами в разных на-
правлениях.
Выбор оптимальных значе-
ний Т2 и t>2 имеет существен-
ное отличие от выбора Т\ и для случая одноосной ориентации,
так как исходным материалом является анизотропный образец.
Чем выше %], тем меньше подвижность цепей макромолекул и с
тем меньшей предельной скоростью удается вытянуть образец.
Если скорость и2 превысит некий предел, образец разорвется.
С другой стороны, повышение способствует увеличению под-
вижности цепей и расширяет пределы п2- Взаимосвязь и п2 ДДЯ
образцов с различными Х| показана на рис. 24.8. Чем выше ис-
ходная X], тем меньше предельно допустимые значения ь>2.
В связи с тем что в промышленности применяют образцы с вы-
сокими повышение 72 вплоть до 73 = Гпл - (10ч-20 °C) не при-
водит к сколько-нибудь существенной потере ориентации цепей.
При этом очень низкие значения v2 применять нерентабельно.
Рис. 24.8. Соотношение температуры и скорости и2 при поперечной
ориентации аморфных (1—3) и кристаллизующихся (1—Г, 2—2', 3—3')
полимеров. Штриховкой ограничена область разрыва образца при соот-
ветствующих Г2, V2- Исходная степень вытяжки Xj (1) < X] (2) < Х| (3)
540
Рис. 24.9. Зависимость максимальной степени Х2
вытяжки Хэ от исходной Xi пленок из ПП (Z), 15
ПЭТФ (2) и ПИ (5)
Эмпирическая зависимость, связы- 10
вающая Т2 с 7], имеет простой вид:
Т2 - Tj + (204-30 °C). (24.5) 5
Отметим, что значения максималь-
ных скоростей v2 в десятки раз меньше Vj
для образцов с умеренной исходной сте-
пенью ориентации.
Для кристаллизующихся полимеров предельная температура
Т2 ограничивается не величиной [Тпл — (104-20 °C)], а температу-
рой интенсивной кристаллизации (пунктир на рис. 24.8). При вы-
соких значениях Т2 уже в зоне подогрева (зона IV на рис. 24.1) на-
чинается кристаллизация одноосно-ориентированных образцов.
Подвижность цепей резко уменьшится, и значительно сократятся
предельно допустимые v2. Процесс становится неэффективным,
так как резко снижается производительность технологической ли-
нии.
Выбор максимально возможных значений Х2 (предразрывных)
зависит от X] при благоприятных условиях поперечной вытяжки
(?2, v2).
На рис. 24.9 показана зависимость максимальных значений Х2
от исходных Хр Чем выше исходная Xj, тем до более низких Х2
можно вытянуть образец. По рис. 24.9 можно довольно просто вы-
брать значения Х2.
Для кристаллизующихся полимеров заключительной стадией
является термофиксация двухосно-ориентированных образцов.
Основные параметры термофиксации — темпе-
ратура Гтф и время ГТф. Если при некоторой Ттф значение /Тф боль-
ше оптимального, то наряду с кристаллизацией проходит и суще-
ственная разориентация цепей. То же происходит, если Ттф завы-
шена. В случае же, когда либо Ттф, либо /Тф недостаточно высоки,
кристаллизация не успевает проити в полной мере, и пленка при
эксплуатации начнет сильно усаживаться. Пример влияния Гтф и
/Тф на величину термической усадки показан на рис. 24.10.
Оптимальное соотношение между Хф и ГТф может быть най-
дено из следующего эмпирического уравнения:
Хф Сехр( Д-ф/и), (24.6)
где С, т — постоянные, зависящие от типа полимера.
541
Рис. 24.10. Зависимость термической
усадки еу от времени термофиксации /тф
пленок из кристаллизующихся полиме-
ров. Температура термофиксации: ТтсЬ
(/)< Ттф(2)< Ттф(5)
Для термофиксации двухосно-
ориентированных пленок из ПЭТФ
применяют Ттф ~ 21 СМ-240 °C, что на
60—20° меньше Тпл, но при этом /Тф
= 5-^20 с. Высокие Ттф применяют для уменьшения ?тф, а это по-
зволяет сократить протяженность зоны VII (см. рис. 24.1), т. е.
длину установки.
24.6. РАЗНОВИДНОСТИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Простейшей разновидностью процесса одноосной ориентации
толстых пленок и листов является каландрование, т. е. формова-
ние изделия путем продавливания расплавленной массы в зазор
между вращающимися валками. Благодаря интенсивному сдвигу
массы в зазоре валков происходит ориентация цепей по длине
листа. Эффект ориентации между валками носит название калан-
дрового эффекта (см. гл. 16). Степень ориентации макромолекул
в этом случае значительно меньше, чем при ориентационной вы-
тяжке. Ориентация существенно увеличивается, если уже сфор-
мованную заготовку пропускать между валками прокатного стана
либо через щелевые устройства с уменьшающимся сечением. По-
скольку температура деформирования при этом гораздо ниже Тпл,
то и ориентация изделий выше, чем при каландрования.
Для получения плоских одноосно-ориентированных волокон,
узких лент используется рукавная пленка, которая непрерывно,
по ходу движения рукава разрезается на полоски. В свою очередь
полоски, касаясь горячей поверхности нагревателя, тянутся валка-
ми с большей скоростью, чем они поступают на него. Таким спо-
собом происходит ориентация узких полосок и плоских волокон.
Пленки с различными физико-механическими характеристи-
ками получаются по каскадным схемам.
Так, располагая агрегаты (см. рис. 24.1) в различной последо-
вательности (поперечная вытяжка -> термофиксация -» продоль-
ная вытяжка -Э’ термофиксация или продольная —> поперечная —>
продольная с промежуточной термофиксацией, и т. п.), можно
542
получать пленки с регулируемыми усадкой и прочностью в раз-
личных направлениях, и т. д.
24.7. ВИДЫ БРАКА И ПРИЧИНЫ ЕГО ВОЗНИКНОВЕНИЯ
Наиболее типичными видами брака изделий и неполадками про-
цесса являются следующие.
Изотропная пленка имеет неоднородности, называемые
"геликами", размерами от нескольких микрометров до миллимет-
ра. Неоднородности отличаются от общей структуры изделия по
коэффициенту преломления света, и поэтому видны как области
искажения оптической прозрачности полотна. Возможная причи-
на этого — проскальзывание непроплавленных частиц полимера
через систему фильтрующих сеток. Сетки могут быть с разрушен-
ными ячейками. Для устранения данного дефекта следует сменить
сетки на новые или установить более частые сетки. Этот же вид
дефекта может возникать и по причине плохой гомогенизации
расплава полимера в экструзионной машине. Более сложная си-
туация — некондиционный полимер, например с очень широким
распределением молекулярной массы, т. е. высокомолекулярные
фракции полимера могут образовывать сгустки в полотне пленки,
состоящей из фракций со средней молекулярной массой.
Большая разнотолщинность пленки на каждом эта-
пе получения. Причиной этого может служить разнотолщинность
изотропной заготовки из-за плохой регулировки зазора формую-
щей щели головки экструдера; при поперечной ориентации из-за
больших температурных перепадов по площади зоны растяжения
происходит большая вытяжка областей с высокой температурой,
и наоборот. Желательно, чтобы температурные поля колебались в
пределах ±0,1 °C.
Недостаточная прочность пленки связана в основ-
ном с отклонением температурных или скоростных режимов ори-
ентации: либо высока температура, либо мала скорость вытяжки.
Если прочность недостаточна в каком-либо из направлений плен-
ки, то следует увеличить степень вытяжки в этом направлении.
Пленкиимеют бол ыпую термическую усадку вод-
ном или в обоих направлениях. Причина — неполнота прохожде-
ния процессов кристаллизации (термофиксации) либо из-за не-
достаточной температуры, либо из-за недостаточного времени
пребывания образцов в этой зоне.
Хрупкость изделий связана в основном с деструктив-
ным действием влаги исходного сырья на полимер в расплавлен-
ном состоянии.
543
Частые разрывы полотна пленки на стадии ориентации
обусловлены отклонением от оптимальных режимов: либо завы-
шена скорость вытяжки, либо занижена температура. Причиной
этого могут также служить слишком высокие степени вытяжки,
которые при данных режимах превышают разрывные величины.
Листы, получаемые способом двухосной одновременной ори-
ентации, могут иметь по н иже н н ое относительное уд-
линение при разрыве. Это связано с очень большой сте-
пенью ориентации образцов.
Механические повреждения поверхности гото-
вых изделий связаны в основном с плохим состоянием поверхно-
сти перерабатывающего оборудования (зазубрины на валках, ца-
рапание о поверхность неподвижных частей движущейся ленты и
т. п.), а также с небрежностью при резке пленок, их перемотке и
упаковке.
24.8. ИСТОРИЯ И ПЕРСПЕКТИВЫ РАЗВИТИЯ ПРОЦЕССА
Промышленное производство ориентированных ПЭТФ-пленок
(терилен и др. фирменные названия) началось в Англии до 1941 г.,
а затем в США. Позже было начато производство ориентирован-
ных пленок из ПС, ПП и других термопластов по мере их про-
мышленного синтеза.
Основным стимулом развития технологии производства ори-
ентированных изделий из полимеров служит военная промыш-
ленность: авиа-и ракетостроение.
В нашей стране производство ориентированных пленок из
лавсана (ПЭТФ) и листов из ПММА началось несколько позже —
в 1950-х годах.
Первыми схемами получения пленок были схемы постадий-
ной последовательной, а для листов — одновременной ориента-
ции (СССР, США, Англия, Германия, Япония, Голландия, Фран-
ция). Одновременная двухосная ориентация получила развитие в
последние 20—25 лет в связи с потребностью промышленности в
сверхтонких пленках (1—3 мкм и тоньше).
Широкое развитие получают ориентированные листы, пленки
из композиционных материалов на основе термопластов с поли-
мерными, органическими и неорганическими компонентами.
Благодаря ориентации у таких изделий не только возрастают фи-
зико-механические характеристики, но и появляются новые ка-
чества: непрозрачность, шероховатость и т. п.
544
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Власов С. В., Кулезнев В. И. Ориентированное состояние полимеров. М.: Зна-
ние, 1987. № 5. 48 с.
2. Перепелкин К. Е. Структура и свойства волокон. М.: Химия, 1985. 208 с.
3. Ориентационные явления в растворах и расплавах полимеров / Под ред.
А. Я. Малкина и С. П. Папкова. М.: Химия, 1980. С. 9—90.
4. Сверхвысокомодульные полимеры: Пер. с англ. / Под ред. А. Чиффери и
И. Уорда. Л.: Химия, 1983. 272 с.
5. Волынский А. Л., Бакеев Н. Ф. Высокодисперсное ориентированное состояние
полимеров. М.: Химия. 1984. 232 с.
6. Аскадский А. А., Матвеев Ю. И. Химическое строение и физические свойства
полимеров. М.: Химия, 1983. С. 28—65.
7. Гуль В. Е., Кулезнев В. Н. Структура и механические свойства полимеров. М.:
Высшая школа, 1994. 352 с.
8. Перепелкин К. Е. Физико-химические основы процессов формования химиче-
ских волокон. М.: Химия, 1978. 320 с.
9. Vlassov S. И, Kuleznev И. N. Orientational drawing of polypropylene and its blends
// In: Polypropylene: Structure, Blends and Properties. Ed. by J. Kaiger-Kocsis. V. 2.
P. 141 — 161. London: Chapman and Hall, 1944.
ГЛАВА 25
СОЕДИНЕНИЕ ПОЛИМЕРА С ПОЛИМЕРОМ И ПОЛИМЕРА
С МЕТАЛЛОМ. СВАРКА, НАПЫЛЕНИЕ, МЕТАЛЛИЗАЦИЯ
Ряд методов переработки полимеров и получения изделий в ка-
честве основной операции включает соединение полимера с
полимером или полимера с металлом. При этом прочность воз-
никшей связи между соединяемыми материалами является важ-
нейшим фактором, определяющим качество изделий. В качестве
примера можно привести получение изделий путем сварки, на-
пыления или металлизации. К способам переработки указанного
типа относится и склеивание (частично этот метод рассматрива-
ется в разд. 2.3.1),
25.1. СВАРКА ПОЛИМЕРОВ
Создание неразъемных соединений может осуществляться раз-
личными методами, в основе которых лежит принцип создания на
разделяющей поверхности прочных физических и химических
связей [ 1, 2]. При правильной технологии граница раздела может
вообще исчезнуть, и изделие оказывается монолитным.
Технологическая схема получения сварных соединений состо-
ит из таких последовательных операций: 1) подготовка сваривае-
35 Заказ № К-4269
545
мых поверхностей (очистка от механических загрязнений, от ок-
сидной пленки, обезжиривание и т. п.); 2) приведение поверхно-
стей в контакт; 3) воздействие давлением прижатия, нагреванием,
растворителем, химическими реагентами и т. п.; 4) охлаждение
или выдержка при повышенной температуре; 5) механическая об-
работка (при необходимости).
Процесс сварки может быть периодическим или непрерыв-
ным. Последний применяется для производства упаковки из пле-
нок, листов с непрерывным сварочным швом. В зависимости от
типа полимера и вида свариваемых деталей применяют тот или
иной способ сварки.
Материалами, пригодными для сварки, могут служить все ти-
пы термопластов и полимеры с трехмерной сеткой химических
связей, а также полимеры лестничного строения.
Сварке отдают предпочтение перед другими методами созда-
ния неразъемного соединения (такими, как склеивание, крепле-
ние заклепками, прессовая посадка и т. п.) в тех случаях, когда:
I) свариваемые детали состоят из одного полимера или полиме-
ров, близких по плотности энергии когезии; 2) недопустимо при-
сутствие крепежных элементов; 3) требуется большая производи-
тельность процесса.
Основное оборудование и оснастка выбираются в соответст-
вии с тем или иным способом сварки.
Основные физико-химические процессы, проходящие при
сварке, в свою очередь определяют выбор способа создания не-
разъемного соединения. Два основных процесса приводят к со-
единению поверхностей деталей из полимеров: образование меж-
атомных или межмолекулярных связей. В первом случае при свар-
ке происходят химические, во втором — физические, в частности
диффузионные, процессы.
В случае сварки с использованием диффузии термопласты со-
единяются переходным слоем полимера, который образуется в ре-
зультате диффузии макромолекул полимера или их частей, когда
полимер находится в вязкотекучем состоянии. Это реализуется
при нагревании свариваемых поверхностей или при действии на
них растворителя.
В связи с этим различают сварку диффузионную теп-
ловую и д и ф фу з и о н н у ю в присутствии раство-
рителя.
Прочное соединение пространственно-сшитых полимеров, в
частности реактопластов, достигается с помощью химически ак-
тивного сшивающего агента. Такой способ называется химиче-
ской сваркой.
546
25.1.1. Диффузионная сварка
Существует несколько разновидностей диффузионной сварки:
нагретым инструментом, нагретым газом, инфракрасным (ИК)
излучением, токами высокой частоты (ТВЧ), трением, ультразву-
ком и другие. Применяют сварку в присутствии растворителя сва-
риваемого полимера.
Основные технологические параметры сварки — температура
Гн, время нагрева /н, давление прижатия свариваемых поверхно-
стей Р, а также время охлаждения сварного шва под давлением.
Так как в основе сварки лежит диффузионное перемещение
сегментов через границу раздела, приводящее к перемещению са-
мих макромолекул, Тн и ?н могут быть связаны уравнением:
— /дехрj, , (25.1)
где /q — время, a D — энергия активации процесса диффузии соответственно.
При условии получения качественного сварного соединения
можно составить рабочую карту оптимального соотношения и
Тн при постоянном давлении Р (рис. 25.1) для конкретного типа
полимера. Как следует из рисунка, имеется определенный диапа-
зон ДГН при постоянном /н или Л/н при постоянной Ги, в котором
получаются сварные соединения хорошего качества. С увеличе-
нием Р сокращается время цикла, но одновременно уменьшается
допустимый диапазон (вертикальные отрезки) колебаний темпе-
ратур и времен. Сужение этого диапазона обусловлено тем, что с
увеличением давления возрастает скорость течения материала.
Продолжительность и давление контакта зависят от вязкости ма-
териала. Для высоковязких полимеров характерна замедленная
диффузия макромолекул, поэтому высокое давление способствует
лучшему контакту свариваемых
поверхностей и диффузии сегмен-
тов полимера, но чрезмерно высо-
кое давление приводит к сильно-
Рис. 25,1. Рабочая карта сварки термо-
пластов — взаимосвязь температуры
(Тн) и времени нагрева (Q деталей
(давление сварки постоянно):
I — область твердого состояния полимера;
II — область начала термодеструкции по-
лимера; пунктирными кривыми ограничен
диапазон колебаний Тн при получении ка-
чественного шва
35*
547
му утонению сварного шва, а в случае пленок может привести к
выдавливанию материала из зоны шва. Когда сварка закончена,
шов охлаждают до Т < Гразм (здесь 7разм — температура размяг-
чения). Охлаждение желательно проводить также под действием
давления.
Разнородные полимеры сваривают при помощи присадок или
слоя статистического сополимера (интерполимера), содержащего
в макромолекуле звенья, которые входят в состав макромолекул
обоих соединяемых полимеров.
Высоковязкие полимеры свариваются при помощи присадоч-
ного материала того же состава, но содержащего пластификатор
или тот же полимер с меньшей молекулярной массой.
При сварке материалов с ориентированной структурой макро-
молекул происходит разориентация полимера. При охлаждении
сварного шва кристаллических полимеров происходит рекристал-
лизация материала шва, его структура может сильно отличаться от
структуры остального объема.
Поскольку сварка сопровождается локальным перегревом и ох-
лаждением, то в околошовном пространстве образуются большие
остаточные напряжения (термического происхождения). Процесс
снятия (релаксации) напряжений требует определенного времени.
По этой причине сварные изделия передают в эксплуатацию после
некоторой "вылежки". Продолжительность вылежки может состав-
лять несколько суток. Весьма благоприятна поэтому для сварных
изделий стадия последующей термообработки. Температура тер-
мообработки должна быть близка к температуре стеклования.
В отдельных случаях во избежание термоокислительной дест-
рукции материала шва сварку проводят в среде инертных газов
или вводя в зону шва повышенное количество стабилизатора.
Ниже приводятся примеры аппаратурного оформления диф-
фузионной сварки.
Сварка нагретым инструментом. При сварке по этому способу
свариваемые детали нагреваются при контакте с металлическими
инструментами, а затем спрессовываются и охлаждаются под дав-
лением.
В контактно-тепловой сварке применяется металли-
ческий, постоянно нагретый инструмент. Детали прогреваются с
одной или с двух сторон за счет контакта с нагретым инструмен-
том. Температура инструмента на 20—50 °C выше Тпл термопла-
ста. Разогретые детали сжимают усилием Р, при этом материал
деформируется в зоне шва. Контролировать деформацию можно,
используя специальные механические ограничители хода инст-
румента. Для устранения прилипания расплава к инструменту
548
Рис. 25.2. Схема ленточно-
го сварочного аппарата:
/ — пленки; 2 — бесконечные
движущиеся ленты; 3 — на-
греватели; 4 — прижимные
ролики; 5 — охлаждающие
губки; 6 — сварной шов;
Р — давление прижима
применяют разделительные прокладки из фторопласта-4, поли-
имида, целлофана. Охлаждение образовавшегося шва происхо-
дит под тем же давлением. Это позволяет устранить коробление
изделия в зоне шва, но в то же время значительно удлиняет цикл
сварки. Такую технологию применяют для получения мелкосе-
рийных изделий, при ремонте деталей и т. п. Процесс является
периодическим.
Непрерывный процесс осуществляется для сварки пленок и
листов. Шов в этом случае получается неограниченной длины.
Схема основной установки показана на рис. 25.2. Свариваемые
пленки зажимаются с двух сторон двумя бесконечными движущи-
мися лентами 2, попадают в зону нагрева 3 и с помощью прижим-
ных роликов под давлением Р образуют сварной шов. Далее шов
охлаждается губками 5. Поскольку движущиеся ленты плотно
прижаты к шву пленок, то и охлаждение шва происходит под не-
которым давлением.
При тер м о им пул ьс но й сварке используют малоинер-
ционный нагревательный инструмент (лента, проволока). Перио-
дически пропускаемый электрический ток быстро нагревает ин-
струмент. Сварку осуществляют под давлением. Лента, проволока
быстро охлаждаются вместе со швом без снятия давления. Метод
применяется для соединения ПЭ-пленок толщиной 20—300 мкм.
Эффективность этого способа заключается в быстроте нагрева-
охлаждения проволоки или ленты. Время сварки зависит от тол-
щины пленок. Главное ограничение метода — длина шва (длина
нагревательного инструмента ~1,5 м).
Изменение параметров сварки существенно влияет на проч-
ность сварного шва изделий. При испытании сварных изделий ус-
тановлено, что даже идеально сваренный шов не обладает той же
прочностью, что и свариваемая деталь. С учетом остаточных напря-
жений в большинстве случаев разрушается материал в околошов-
ном пространстве. При тепловой сварке эти напряжения являются
549
G
Рис. 25.3. Зависимость прочности свар-
ного шва о от Ти при различных /н (7—
3). Давление сварки постоянно; /н] <
< /н2 < /н3; пунктир — начало термоде-
струкции полимера
следствием локального нагрева
пластмассы и термической усадки.
Обычно прочность сварных
изделий составляет 30—60 % от
прочности соединяемых деталей.
Если же параметры сварки выбраны неправильно, то потери
прочности еще больше.
Выбор технологических параметров сварки зависит в первую
очередь от типа свариваемого материала и его толщины, а также
от типа применяемого инструмента. Для жестких термопластов
увеличение давления выше 2—3 МПа и длительности прогрева
свыше 15 мин не оказывает заметного влияния на прочность со-
единения. Более существенно сказывается изменение Гн (рис.
25.3). С повышением Гн все меньшее влияние на прочность со-
единения оказывает длительность выдержки нагретых поверхно-
стей под давлением (кривые 7, 2, 3 на рис. 25.3). С увеличением
Тн диффузия макромолекул ускоряется, и максимальная проч-
ность достигается быстрее. Дальнейший рост Гн (пунктирные ли-
нии на рис. 25.3) приводит к деструкции полимера, образующего
шов. Прочность соединения, близкая к прочности основного ма-
териала, достигается, если Гн приближается к температуре пере-
хода термопласта в вязкотекучее состояние.
Более сложно проводить сварку высококристаллических по-
лимеров. Температура Тн должна быть близкой к Тпл кристаллов.
Но при этом нагретый инструмент при давлении Р и времени на-
грева /н может выдавливать материал из зоны шва. В этом случае
сварное соединение будет иметь меньшую прочность. Чтобы из-
бежать этого, необходимо уменьшить Р или /н.
Так, при сварке ПЭ, ПА и др. полимеров Р= 0,14),5 МПа.
Сварка нагретым газом. По этому способу соединяемые по-
верхности полимерных деталей нагревают струей разогретого газа
(воздуха, азота и др.) и приводят в контакт при отсутствии или на-
личии присадочного материала, нагретого этим же газом.
С применением присадочного материала сва-
ривают детали из ПЭ, ПП, ПВХ, ПС, ПММА и др. В качестве
присадочного материала используется тот же полимер, из кото-
рого изготовлены свариваемые части.
550
Рис. 25.4. Схема сварки нагретым газом с применением присадочного ма-
териала:
1 — детали с подготовленной поверхностью сварки; 2 — пруток присадочного ма-
териала; 3 — сопло для подачи нагретого газа; 4 — поток горячего воздуха; 5 —
сварной шов;
Р — давление на пруток; V — направление движения сварки
В присадочный материал может добавляться небольшое коли-
чество пластификатора [3—10 % (мае.)], чтобы снизить вязкость
расплава.
Этим способом свариваются толстостенные детали, листы и т. п.
Широко применяется газовая сварка при наращивании длины
труб (стыковка), при футеровке пластмассовыми листами сталь-
ных труб, электролизных и травильных ванн.
Схема сварки горячим газом с применением присадочного ма-
териала показана на рис. 25.4. Процесс получения изделия из
сварных деталей заключается в следующем. Детали 7 обрезают под
небольшим углом (25—30°), так чтобы при их контакте образова-
лась ложбина, напоминающая букву V (V-образный шов). Если
это ПО, то перед сваркой необходимо снять наждачной шкуркой
окисленный поверхностный слой полимера. Далее включается
нагреватель и подается нагретый-газ в сопло 3. Обычно газом-те-
плоносителем служит воздух. При сварке термопластов это неже-
лательно, так как происходит значительное термоокисление по-
лимера. В этом случае лучше применять инертный газ (азот). Тем-
пература газа на выходе из сопла должна быть на 50—100 °C выше
Тпл полимера, поскольку на участке между соплом и свариваемой
поверхностью газ 4 охлаждается. Давление газа небольшое (35—
100 кПа). Горячий воздух прогревает поверхности деталей и од-
551
повременно пруток 2 присадочного материала. Происходит оп-
лавление полимеров.
Недостатками метода являются малая производительность,
сложность поддержания постоянного режима сварки, использо-
вание ручного труда. Основной вид брака — низкая прочность
сварного шва. Это может происходить из-за недостаточного про-
грева свариваемых поверхностей деталей, из-за термоокислитель-
ных процессов в присадочном материале, а также несоблюдения
технологических режимов сварки и небольшого давления Р.
Сварка нагретым газом без присадочного материала
осуществляется по непрерывной или периодической схеме. Проч-
ность сварных соединений в этом случае выше, чем прочность та-
ких же соединений, но полученных с применением присадочного
материала. Скорость получения сварного шва может достигать
0,3 м/мин. Таким методом получают соединения из пленок, лис-
тов. Так, сложенные пленки у краев прижимаются губками и к
этим местам подводится через форсунку открытое пламя. Края
пленок оплавляются, и образуется шов. Скорость сварки может
достигать десятков метров в минуту.
Сварка с применением инфракрасного (ИК) излучения. Извест-
но, что большинство полимеров хорошо поглощает ИК-излуче-
ние с длиной волны более 25 мкм. Это свойство и используют при
сварке термопластов. Сваривать детали можно непосредственно
контактом горячих поверхностей или с применением присадоч-
ных материалов. Лампу с температурой нагревательного элемента
500—600 °C располагают на расстоянии 0,5 мм и фокусируют на
свариваемую поверхность. Продвигая свариваемые детали под
лампой, прикатывают горячий шов валиком. Детали могут быть
расположены на металлической подложке.
Таким способом осуществляется сварка плит, пленок, труб и т. д.
Высокочастотная (ВЧ) сварка. ВЧ-сварке подвергают мате-
риалы, имеющие коэффициент диэлектрических потерь е” > 0,01.
К ним относятся ПВХ и его сополимеры, ПА, сополимеры фтор-
производных, полиакрилаты, ПУ и т. д.
Основан способ на известном физическом явлении взаимо-
действия токов высокой частоты (ТВЧ) с диполями молекул. Ди-
польная молекула в переменном электрическом поле ориентиру-
ется по направлению поля. Энергия поля диссипируется в поли-
мере за счет внутреннего трения колеблющихся диполей.
Основным оборудованием являются высокочастотный генера-
тор, сварочное устройство и контур управления. В генераторе по-
стоянный ток высокого напряжения преобразуется в переменный
с частотой 20—40 МГц. Этот ток подается на обкладки конденса-
552
тора, одновременно являющиеся электродами для сварки пласт-
массы. Электроды не только подводят энергию к зоне шва, но и
передают давление на материал.
В особых случаях, когда требуется ВЧ-сварка материалов с
е" < 0,01 (ПО, ПЭТФ, фторопласт-4), необходимо применять бо-
лее высокие частоты (80—150 МГц) или сверхвысокие — 300 МГц
и выше.
Преимущества способа: высокая скорость и равномерность
нагрева, хорошее качество сварного шва. Кроме того, ВЧ-сварка
может успешно осуществляться при более низких температурах по
сравнению с контактной.
Ультразвуковая (УЗ) сварка основана на преобразовании
энергии механических высокочастотных колебаний (15—50 кГц)
в тепловую энергию. Размягченные полимеры при приложении
нагрузки свариваются.
Отличительной особенностью УЗ-метода является то, что вы-
деление тепла происходит не во всей массе шва, а концентриру-
ется в зоне контакта свариваемых поверхностей.
В связи с быстротой нагрева в зоне образования шва происхо-
дят минимальные изменения структуры полимера. Благодаря это-
му при УЗ-сварке двухосно-ориентированных пленок из ПЭТФ,
ПП и др. удается сохранить ориентацию материала в шве.
Благодаря существенным сдвиговым колебаниям при дейст-
вии УЗ со свариваемой поверхности удаляются инородные части-
цы. Это открывает возможность
сварки загрязненных поверхно-
стей деталей.
На рис. 25.5 представлена
схема аппарата УЗ-сварки. Со-
единяемые детали 4 зажимают-
ся с усилием Р между инстру-
ментом 3 и пассивным отража-
телем 5. Сварка происходит в
момент подачи ТВЧ на обмотку
вибратора (излучатель УЗ 7).
Рис. 25.5. Схема ультразвуковой
сварки пластмасс:
1 — излучатель УЗ; 2 — волновод; 3 —
сварочный инструмент; 4 — сваривае-
мые материалы; 5— отражатель;
Р — давление сварки; стрелками пока-
зано направление высокочастотных ме-
ханических колебаний
553
Возникающие продольные (по стрелкам) высокочастотные меха-
нические колебания передаются через инструмент 3 материалу 4.
В качестве пассивного отражателя может быть использован любой
гасящий УЗ материал. Вместо него может применяться настроен-
ный отражатель (стальной стержень). Его функция — уменьшение
потерь энергии, которые возникают при переходе колебаний в
станину опоры.
УЗ-сварку можно осуществлять на деталях больших размеров
и сложной конфигурации, так как второго электрода для сварки
не требуется; ею можно соединять любые термопласты. Детали
сваривают в отдельных точках (точечная УЗ-сварка), по всему кон-
туру (контурная УЗ-сварка) и при непрерывном перемещении ли-
бо инструмента, либо материала. В последнем случае нижнюю
опору инструмента 3 заменяют вращающимися роликами. Так
сваривают пленки любой длины. Режимы сварки: амплитуда коле-
баний инструмента 25—30 мкм, Р = 0,12 МПа, частота колебаний
50 кГц. Прочность шва при сдвиге составляет не менее 60 % от
прочности при растяжении исходных пленок.
Для массивных изделий из большинства пластмасс амплитуда
колебаний инструмента находится в пределах 20—40 мкм, давле-
ние 1—4 МПа, время сварки — до 10 с.
Сварка трением основана на нагреве контактирующих поверх-
ностей термопластов в результате превращения механической
энергии трения в тепловую. Низкая теплопроводность пластмасс
локализует и сохраняет тепло в зоне трущихся поверхностей, где
и образуется сварной шов. При этом способе механически сни-
мается окисленный поверхностный слой полимера, вытесняются
воздушные включения и другие примеси из зоны шва.
Одновременно с оплавлением поверхности свариваемых дета-
лей не исключается механодеструкция полимера. В начальный пе-
риод сварки процесс механодеструкции преобладает над процес-
сом диффузии макромолекул, так как температура в зоне трения
еще недостаточно высока. С увеличением продолжительности
трения теплота накапливается, материал переходит в текучее со-
стояние, и механодеструкция макромолекул прекращается. Про-
дукты механодеструкции полимера входят в состав сварного шва
и приводят к его естественному ослаблению по сравнению с ма-
териалом деталей.
Существуют три схемы сварки трением: вращением, виброт-
рением и промежуточная вращательно-вибрационная.
При сварке вращением одна деталь закрепляется непод-
вижно, а вторая соосно с ней вращается и контактирует с ней тор-
цом под определенным давлением. При этом возникают силы тре-
554
ния, вызывающие интенсивный разогрев. По достижении темпе-
ратуры 7ПЛ давление увеличивают для выдавливания пузырей воз-
духа и равномерного распределения расплава по свариваемой по-
верхности. Далее или быстро останавливают вращение, или осво-
бождают неподвижную деталь, которая также начинает вращать-
ся. Охлаждение шва идет под давлением Р.
Сваркой вращением соединяют детали небольших габаритных
размеров: стержни, трубы. Можно приваривать цилиндрические
детали к плоским, фасонным. Достоинство метода — высокая ско-
рость образования шва и высокая его прочность. Для большинства
изделий из термопластов она составляет 60—80 % от прочности са-
мого материала. Недостатки способа: ограниченность выбора гео-
метрии и габаритных размеров изделий; трудность регулирования
температуры материала шва; большое количество выдавливаемого
материала в виде расплава. Указанных недостатков можно избе-
жать, применив либо комбинированный способ (вращательно-
вибрационный), либо только вибрационный.
Сущность вибрационного способа состоит в том, что
прижатым поверхностям деталей сообщается возвратно-поступа-
тельное движение одной относительно другой. Сварка поверхно-
стей происходит при частоте возвратно-поступательного движе-
ния 50—400 Гц, амплитуде 3—6 мм, давлении Р = 2-И 5 МПа, про-
должительности — несколько секунд. Для данного способа сварки
габаритные размеры детали и толщина стенки не играют роли.
Лазерная сварка. Успешно развивается в последнее время. Ла-
зерный луч фокусируется на свариваемых поверхностях деталей,
в основном пленок толщиной 10—500 мкм. Можно так же свари-
вать и листы. Технология не отличается от технологии сварки ИК-
изл учением.
Сварка с помощью растворителей. Этот метод применяется в
случае, если при тепловой сварке происходит недопустимое из-
менение формы соединяемых деталей или если требуется оптиче-
ски прозрачный шов. Метод находит применение в мелкосерий-
ном производстве [3].
Сварка может осуществляться непосредственно использова-
нием растворителя, лака, т. е. раствора свариваемого полимера в
растворителе или раствора полимера в мономере (полимеризую-
щаяся композиция).
При сварке с помощью растворителя последовательно прово-
дят следующие операции: 1) очищают поверхности от загрязне-
ний и обезжиривают их; 2) смачивают поверхности растворителем
до тех пор, пока размягчение полимера не пройдет на глубину
0,5—1 мм; 3) подсушивают детали с целью удаления избытка рас-
555
творителя с поверхности; 4) приводят поверхности в контакт;
5) выдерживают соединение под давлением до момента затверде-
вания шва.
Для сварки различных полимеров рекомендуются следующие
растворители для ПММА — дихлорэтан, метиленхлорид, этилаце-
тат, диоксан и др.; для ПС — сложные эфиры, кетоны (ацетон, ме-
тилэтилкетон, бензол и др.), для этролов уксусная кислота, для
ПА и ПУ — муравьиная кислота; для ПК — хлорированные угле-
водороды и др.
25,1.2. Химическая сварка
Сущность химической сварки состоит в образовании химических
связей между макромолекулами соединяемых поверхностей. Хи-
мическая сварка может быть применена для сваривания деталей
из термо- и реактопластов. Она может осуществляться самопро-
извольно, лишь за счет химически активных функциональных
групп полимера, или с помощью посредника — присадочного ма-
териала, введенного в зону образования шва.
Химическая сварка термопластов может быть выполнена с
присадочными материалами и без них. Процесс сварки ускоряет-
ся при воздействии тепла в зоне образования шва. Наиболее рас-
пространены в качестве генераторов тепла ВЧ- и УЗ-установки.
Наиболее целесообразно использование химической сварки для
ориентированных, кристаллических термопластов (пленки, лис-
ты). При этом способе сварки сохраняются степень ориентации
макромолекул и кристалличность материала сварного соедине-
ния. Так, ориентированные ПЭТФ-пленки сваривают следующим
образом. На свариваемую часть поверхности пленки наносят
смесь изомеров ангидридов дикарбоновых кислот в ацетоне или
бензине. Далее пленки складывают, нагревают под давлением (до
180—200 °C) и выдерживают 1—3 с. В это время происходит реак-
ция образования химических связей между свариваемыми поверх-
ностями. Ориентация макромолекул и кристалличность пленки в
зоне шва не изменяются.
Полиэтиленовые детали свариваются после предварительной
обработки в ВЧ-поле напряжением до 10 000 В. На свариваемых
поверхностях образуются функциональные группы, в том числе
двойные химические связи. Далее на поверхности наносится сши-
вающий агент (пероксид бензоила и др.), и операция идет по пре-
дыдущей схеме.
Аналогично, с применением склеивающих агентов сваривают-
ся детали из полиимидов, лестничных полимеров и других, у ко-
556
торых температура плавления выше, чем температура разложения,
и в этой связи для них затруднено применение диффузионной
сварки.
Химическая сварка отвержденных реактопластов определяется
наличием в них функциональных химических групп, оставшихся
после формирования деталей. Если этих групп достаточно, то после
приведения поверхностей деталей в плотный контакт и нагрева вы-
ше температуры отверждения оставшиеся функциональные группы
в поверхностных слоях прореагируют. В результате этого образуется
прочная химическая связь между поверхностями деталей.
Нагрев осуществляется с помощью ВЧ- или УЗ-генераторов.
Температура поверхности должна быть 150—200 °C; время нагре-
ва — от десятков секунд до нескольких минут.
Химическую сварку можно осуществлять и с использованием
присадочного материала.
Качество химической сварки определяется длиной подвижных
участков молекул полимера в пограничных слоях, их степенью под-
вижности, концентрацией химически активных групп и полнотой
их участия в реакции соединения свариваемых частей деталей.
Примером сварки деталей без применения присадочного ма-
териала служит сварка деталей из фенолоформальдегидного свя-
зующего.
В случае недостатка функциональных групп на свариваемых
поверхностях применяют присадочный материал. Так, на поверх-
ности деталей, изготовленных из фенопластов, наносят неотвер-
жденную или с меньшей степенью отверждения смолу такого же
типа. После этого сварка происходит по уже описанной схеме.
Таким способом свариваются детали из отвержденных поли-
эфирных, эпоксидных и других смол.
25.2. НАНЕСЕНИЕ ПЛАСТМАСС НА МЕТАЛЛ
Метод заключается в нанесении порошкообразных или жидких
полимерных композиций на поверхность металла [4] с целью соз-
дания покрытия или для получения тонкостенных изделий после
отделения полимера от формы. Можно напылять как термо-, так
и реактопласты, а также композиционные материалы на их основе.
Процесс напыления складывается из следующих операций:
1) подготовка поверхности детали или формы; 2) равномерное на-
несение (напыление) полимера на поверхность; 3) монолитизация
нанесенной массы полимера; 4) дополнительная термообработка;
5) охлаждение конструкции.
557
Существуют несколько способов напыления пластмасс.
Напыление в электрическом поле состоит в том, что частицам
порошка сообщают, как правило, отрицательный заряд, а форме —
положительный. Распыляемые частицы плотно прилегают к по-
верхности детали, накапливается нужной толщины слой и далее
частицы сплавляются в печи.
Для придания заряда частицам применяются специальные
распылительные головки с электродами, обеспечивающими ко-
ронный разряд, создающий поток ионов (ионный способ). Заряд
частицам может быть сообщен и контактным способом: частица
заряжается в результате контакта с металлическим электродом, со-
единенным с источником высокого напряжения. Источником вы-
сокого напряжения служат генераторы с параметрами: 50—120 кВ,
100—250 мкА, 10—20 кГц. Напыление заряженных частиц поли-
мера обеспечивает толщину покрытия 10 мкм — 1 мм.
Способ нанесения покрытия в электрическом поле получил
наибольшее распространение; он экономичен и может быть мак-
симально автоматизирован.
Основным видом брака изделий, получаемых нанесением пла-
стмассы на металл, является отслоение покрытия от поверхности
изделия. Это весьма нежелательно, так как покрытия из полимеров
предназначаются в основном для защиты поверхности металлов от
коррозии. Главная причина отслоения — плохая адгезия полимера
к поверхности изделия, которая обусловлена некачественной под-
готовкой поверхности детали (не снята оксидная пленка, плохо
проведено обезжиривание и т. п.). Плохая адгезия может быть так-
же из-за неполного сплавления и уплотнения частиц полимера.
Напыление в псевдоожиженном слое порошка. Для этого в ем-
кость, в которой порошок находится в псевдоожиженном состоя-
нии, помещают на несколько секунд деталь, предварительно на-
гретую на 50—150 °C выше температуры плавления термопласта
или температуры отверждения реактопласта. При этом порошок,
соприкасаясь с горячей поверхностью, прилипает к ней, сплавля-
ется. Окончательное сплавление происходит отдельно в печи.
Способ довольно прост, не требует дорогостоящего оборудо-
вания, качество покрытия хорошее. Недостаток способа заключа-
ется в трудности получения покрытий равномерной толщины,
особенно на деталях сложной конфигурации. Для улучшения рав-
номерности толщины слоя применяется комбинированный спо-
соб: псевдоожижение порошка происходит с одновременным со-
общением заряда частицам.
Газопламенный способ напыления состоит в том, что струя по-
рошка, выходящая из специального пистолета, проходит через
558
пламя газовой (ацетиленовой) горелки. При этом частицы порош-
ка, окисляясь, попадают на поверхность детали, где и спекаются.
Окончательное сплавление происходит в печи. Таким способом
получают покрытия толщиной 0,1—0,3 мм.
Порошок нагревается пламенем (1500 °C) не более чем доли
секунды, что позволяет избежать значительной термоокислитель-
ной деструкции. Для улучшения качества покрытия, его адгезии
рекомендуется предварительно прогревать (той же горелкой) по-
верхность детали. Несмотря на это способ малопроизводителен;
покрытие имеет большую разнотолщинность; существенно ко-
робление покрываемых тонкостенных изделий (листов). Способ
применяется при ремонте поврежденных покрытий (заделка тре-
щин, раковин и т. п.).
Струйное напыление заключается в нанесении с помощью
пневматических распылителей порошка на предварительно на-
гретую поверхность. Изменяя режим последующего охлаждения
покрытия, можно влиять на его свойства. Так, медленное охлаж-
дение покрытия ведет к снижению уровня остаточных напряже-
ний в полимере, повышает адгезию к поверхности изделия. Такой
режим можно рекомендовать для аморфных полимеров.
В случае высококристаллических полимеров необходимо как
можно быстрее охлаждать сплавленное покрытие. В этом случае
получается структура полимера с меньшей кристалличностью, что
улучшает свойства покрытия.
При нанесении на изделия полимера в виде лакокрасоч-
ной композиции толщина покрытия может колебаться в
пределах 50—100 мкм (реже — до 300 мкм). В зависимости от со-
става композиции покрытие наносится, как правило, нескольки-
ми слоями. Это связано с тем, что растворитель предыдущего слоя
должен испариться перед нанесением последующего.
Технологическая схема включает в себя те же операции, но
вместо сплавления полимера применяется сушка покрытия. Осо-
бое значение придается методам подготовки поверхности детали:
механическая, химическая очистка, создание различных грунто-
ванных слоев. Методами нанесения покрытия являются пневма-
тическое распыление, распыление в электрическом поле, аэро-
зольное распыление, окунание в ванну, электроосаждение, нане-
сение кистью и валиком, и т. п.
Заключительным этапом (после сушки) является отделка из-
делия (шлифование, полировка). В качестве полимерного мате-
риала применяются лаки на основе полиэфирных, эпоксидных,
карбамидных и других смол.
559
Полые тонкостенные изделия из полимеров можно
получить лишь методами напыления. Необходимая толщина стен-
ки изделия достигается напылением нескольких слоев порошка,
повышением температуры формы, изменением напряженности
электрического поля. Сплавленную заготовку дополнительно тер-
мообрабатывают в термошкафу или в масляной ванне.
25.3. МЕТАЛЛИЗАЦИЯ ПЛАСТМАСС
Металлизация пластмасс [5—8] — это нанесение металлических
покрытий на изделия или полуфабрикаты из пластмасс. В зави-
симости от назначения изделия и задач, которые решаются с по-
мощью металлизации, толщина наносимого слоя может колебать-
ся в широких пределах. Так, покрытия толщиной 0,01—0,1 мкм
относятся к классу тонких. Они являются декоративными, обес-
печивающими значительное светоотражение и металлический
блеск изделия, в пленочных материалах они также снижают про-
ницаемость пленок. Покрытия толщиной до 2 мкм относятся к
числу толстых. Они обеспечивают необходимые декоративные ка-
чества изделия, а также хорошие защитные свойства и высокую
поверхностную электропроводность. Покрытия толщиной до 30—
50 мкм считаются очень толстыми. Они являются также упроч-
няющими, увеличивающими прочность и теплостойкость изде-
лий (особенно тонкостенных) на 20—80 %.
При правильном выборе толщины металлические покрытия
обеспечивают: а) декоративную отделку (панели, игрушки,
скульптуры, барельефы, чеканка и т. п.); б) уменьшение массы
(колпаки колес, решетки радиаторов, крышки); в) увеличение
износостойкости (печатающие головки, шестерни и т. д.); г) увели-
чение прочности (подвески, рукоятки и пр.); д) снижение свето-
проницаемости и диффузии (отражатели, светофильтры, металли-
зированная пленка, изолирующие оболочки для пищевых продук-
тов и технических целей и т. п.); е) увеличение электропроводности
(печатные платы, мембраны микрофонов, волноводы и т. п.).
Методы нанесения металлических покрытий на полимеры
(синтетические и натуральные, природные) отличаются многооб-
разием. Их можно подразделить на три основные группы: 1) ме-
ханические; 2) физические; 3) химические. Рассмотрим сущность
этих методов.
Механические методы характерны тем, что покрытие форми-
руется заранее и только потом крепится к покрываемой поверх-
ности.
560
Наиболее простые способы — это крепление слоя металла к
пластмассе или дереву с помощью: а) заклепок, б) огибания ме-
таллической фольгой погонажных заготовок простого профиля
или в) путем склеивания. Способы "а" и "б" отличаются большой
металлоемкостью и относительно трудоемки, поскольку слой ме-
талла значительной толщины нуждается в дополнительной шли-
фовке и декорировании. Способ "в" широко применяется для по-
лучения фольгированных диэлектриков (фольгированные пласти-
ки). При этом листы металлической, обычно медной фольги тол-
щиной 35—40 мкм наклеивают на листы стеклотекстолита, асбо-
текстолита, гетинакса.
Физический метод нанесения металла состоит в осаждении его
паров на холодной поверхности полимера в высоком вакууме. Час-
то его называют поэтому методом вакуумного напыления. Метод
основан на том, что в высоком вакууме пары металла имеют зна-
чительную длину свободного пробега. Это дает возможность уда-
лить источник высокой температуры (испаритель металла) от по-
верхности полимера во избежание термодеструкции последнего.
В качестве металла применяют обычно алюминий высокой (до
99,99 %) степени очистки. Металл помещают в тигель или испа-
ритель, выполненный в форме спирали из вольфрамовой прово-
локи. Температура испарителя — около 1500 °C. Испаритель и по-
крываемое изделие заключены в сосуд, в котором поддерживается
остаточное давление 0,06—1 Па (10~5 — ИГ3 мм рт. ст.) (рис.
25.6). Толщина слоя около 0,01—0,1 мкм достигается за 10—30 с.
Металлизируемая поверхность должна быть максимально
гладкой и хорошо очищена. Поэтому пыль удаляют обдувом воз-
духом, а затем на поверхность наносят слой изоцианатного лака.
В ряде случаев лаковую поверхность для улучшения адгезии к ме-
таллу обрабатывают холодной плазмой (коронный разряд 0,3 кВ
в вакууме в течение 2—3 мин). После напыления тонкий, непроч-
ный слой металла снова покрывают лаком. Меняя цвет лака, мож-
но менять окраску металлизированной поверхности, в том числе
получая золотистый оттенок.
Для напыления применяют не только алюминий, но также
медь, хром, никель и другие металлы. Чем выше температура ис-
парения металла, тем более термостойким должен быть полимер,
который в случае тугоплавких металлов может нагреваться до
150-200 °C.
Металлизации подвергают изделия из ПС, ПЭ, АБС-пластика,
ПА и других полимеров и пленки из ПЭТФ, ПП, ПС, ПИ и др.
Химическая или химико-гальваническая металлизация — это
осаждение металла за счет реакций восстановления на поверхно-
36 Заказ № К-4269
561
Рис. 25.6. Вакуумная камера для напыления металла на изделия, разме-
щенные на тележке (а), и для нанесения покрытия на пленку (б). Пленка
сматывается с рулона 7 и переходит на рулон 2, покрываясь слоем ме-
талла на барабане 3
сти полимера с последующим электролитическим наращиванием
толщины покрытия.
Очистка поверхности может начинаться с обработки
абразивами, если поверхность сильно неровная, а получаемое ме-
таллическое покрытие — толстое. В других случаях ограничива-
ются лишь обработкой органическими растворителями (спирт,
ацетон) или растворами детергентов для удаления пятен жира. Да-
лее следует травление поверхности окислительными средами типа
перманганата калия, соединений хрома и т. п. Этой же цели слу-
жит практически более удобный способ плазменного травления
поверхности.
Активирование (сенсибилизация) имеет целью соз-
дание каталитически активных центров, прочно связанных с по-
562
верхностью полимера. Для этого поверхность обрабатывают соля-
нокислым раствором SnC12- Ионы Sn+2 способны прочно адсор-
бироваться на протравленной поверхности. Кроме того, часть
SnCl2 гидролизуется на поверхности металла, и слой продуктов
гидролиза толщиной в десятки ангстрем оказывается прочно со-
единенным с полимером. Иногда такую обработку называют сен-
сибилизацией.
Изделие далее обрабатывается активирующим раствором. Ча-
ще всего это слабокислый раствор PdC12 с концентрацией 0,01—
5 г/л. Палладий осаждается на сенсибилизированной поверхно-
сти, образуя каталитический слой.
Нанесение электропроводящего слоя металла
производится на тщательно отмытую поверхность, поскольку да-
же следы активирующего раствора могут вызвать преждевремен-
ное восстановление наносимого металла уже в растворе. Изделие
погружают в раствор солей Си+2 или Ni . Раствор содержит так-
же восстановитель металла, например формальдегид, гипофосфит
натрия или другие добавки. Рецепт раствора подобран так, что
восстановитель практически не восстанавливает ионы Си+2 или
Ni+2 до металла вне контакта с катализатором на поверхности
пластмассы. Реакция на поверхности приводит к восстановлению
металла и возникновению тонкого слоя меди или никеля, обла-
дающего электропроводностью.
Гальваническое нанесение покрытия произво-
дится в принципе так же, как никелирование или хромирование ме-
таллических изделий. Так, сначала дают слабый ток (0,5—1,0 А/дм2),
а затем ток усиливают, доводя толщину покрытия до нужной ве-
личины. На полученный подслой, например меди, наносят слой
никеля, а затем слой хрома или на подслой никеля — слой хрома.
Таким образом часто получают многослойные покрытия медь—
никель—хром или никель—хром и т. п. Нанесение хрома в виде
наружного слоя толщиной не более 0,3 мкм уже существенно уве-
личивает твердость и износостойкость всего покрытия.
Способ позволяет получать покрытия разной толщины, в том
числе толстые упрочняющие (30—50 мкм) на тонкостенных изде-
лиях с толщиной стенок 2—5 мм.
Указанным способом покрывают пластмассы, способные эф-
фективно протравливаться. Это в первую очередь АБС-пластики,
имеющие микронеоднородную структуру с микрочастицами кау-
чука, которые легко вытравливаются плазмой и окислителями,
что увеличивает развитость поверхности и ее сцепление с метал-
лическим покрытием. Металлизируют также ПП, ПСФ и некото-
рые другие пластмассы.
563
25.4. МЕХАНИЧЕСКОЕ СОЕДИНЕНИЕ ПОЛИМЕРА С ПОЛИМЕРАМИ
И ПОЛИМЕРА С МЕТАЛЛАМИ
Крупногабаритные изделия часто бывает удобно получать мето-
дом сборки. По крайней мере 40 % всего ассортимента пластмас-
совых изделий нуждается в сборке. Собранные изделия могут
быть как разъемными, так и неразъемными.
Способы соединения можно разбить на три основные катего-
рии: а) прессовая посадка и натяг; б) механическое крепление и
в) соединение шитьем.
Прессовые и натяжные соединения получают в результате уп-
ругого деформирования одной или обеих деталей. Так осуществ-
ляется, например, прессовая посадка металлических и пластмас-
совых деталей. Важнейший фактор для создания такого прочного
соединения — правильный выбор величины натяга. При соеди-
нении пластмассовых деталей величина натяга больше, чем при
соединении металлических, из-за необходимости компенсировать
их меньший модуль упругости. Практически величина натяга бе-
рется в пределах 3—4 % от диаметра сопряжения.
Остаточный натяг может создаться, например, за счет перво-
начального охлаждения либо нагревания одной из деталей. Этот
способ особенно эффективен при соединении металлических и
пластмассовых деталей, так как у металлов и пластмасс коэффи-
циенты линейного термического пасширения различаются в де-
сятки раз [у металла (1ч-1,5) • 10 , у пластмассы (1ч-2,5) • 10~4].
Крепление деталей с помощью замковых или обжимных соеди-
нений основано на том, что выступ, оформленный на одной дета-
ли, входит в поднутрение на другой (рис. 25.7). Величина натяга за-
висит от геометрии соединения, толщины стенки, температуры
при сборке и других условий. Преимущества замковых соедине-
ний — постоянство усилия соединения в процессе эксплуатации.
Механическое крепление применяется тогда, когда невозмож-
но осуществить сварку, склейку, а также когда требуется обеспе-
чить периодическую разъемность соединения деталей. Соедине-
ния могут быть заклепочными, болтовыми и резьбовыми.
При использовании заклепок получают неразъемные закле-
почные соединения. Стержни-заклепки изготовляются из
мягких сортов дуралюмина, меди, латуни или пластмасс. Метал-
лические заклепки применяются там, где требуется коррозионная
стойкость соединения и большая прочность, пластмассовые — где
важна экономичность сборки, малая масса конструкции и не до-
пускается наличие токопроводящих деталей, необязательна корро-
564
Рис. 25.7. Схема замкового соеди-
нения деталей из пластмасс:
Р — сила сжатия деталей
зионная стойкость; применение
пластмассовых заклепок ис-
ключается в соединениях, тре-
бующих высоких механических
нагрузок.
Соединение металлически-
ми заклепками аналогично тех-
нологии клепки металлических
деталей. Клепка пластмассовыми заклепками может проходить на
холоду и при нагреве. В качестве материала заклепок применяются
ПА, ПФ. Замыкающая соединение часть головки заклепки образу-
ется при приложении к выступающему концу стержня заклепки
сжимающей нагрузки при комнатной или повышенной температу-
ре. Величина нагрузки должна превышать предел текучести поли-
мера. Более устойчивое соединение с помощью пластмассовых за-
клепок осуществляется клепкой при температуре выше температу-
ры текучести пластмассы.
Для получения разъемных соединений, в случае ремонта от-
дельных деталей и их замены применяют болтовые или вин-
товые соединения. Такие детали могут иметь толщину со-
единяемых стенок более 4- 6 мм. Болты могут быть стальными и
пластмассовыми. В качестве материала для болтов применяются
ПА, ПВХ, ПК, ПФ и другие термопласты. С целью предотвраще-
ния срыва резьбы пластмассовых болтов используют специальные
ключи, обеспечивающие ограниченное усилие затяжки. При ме-
ханическом креплении пластмасс наблюдается явление ослабле-
ния шва из-за повышенной ползучести термопластов. Винтовые
соединения применяют при большой толщине стенки хотя бы од-
ной из соединяемых деталей.
Винтовые соединения используют там, где не допускаются
сквозные соединения в конструкции. Недостатком соединения
является постепенный износ резьбы при частых сборках и разбор-
ках деталей.
Шитье (ниточное соединение) применяется, если пластмассы
возможно прокалывать иглой. Соединение шитьем можно приме-
нять для синтетических тканей и полимерных пленок. В процессе
шитья синтетическая нить натягивается и удлиняется. После об-
разования шва при релаксации происходит ее усадка, но уже в
шве, что приводит к морщинистости ткани. Для устранения этого
565
недостатка сшиваемую кромку подвергают нагреву, благодаря ко-
торому она расширяется. В это время она прошивается удлиняе-
мой нитью. После остывания кромка сокращается вместе с ни-
тью, и морщинистости шва не образуется. Ниточным соединени-
ем могут получаться швы любой формы на вполне доступных ти-
пах оборудования. Недостатки такого вида соединения — газо- и
водопроницаемость швов и их меньшая прочность, чем при диф-
фузионной сварке.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Тростянская Е. Б., Комаров Г, В., Шишкин В. А. Сварка пластмасс. М.: Маши-
ностроение, 1967. 252 с.
2. Энциклопедия полимеров. В 3 т. М.: Советская энциклопедия, 1977. Т. 3. С. 371.
3. Словарь-справочник по сварке и склеиванию пластмасс / Под ред. Б. Е. Па-
тона. Киев: Наукова думка, 1978. 160 с.
4. Энциклопедия полимеров. В 3 т. М.: Советская Энциклопедия, 1974. Т. 2. С. 357.
5, Там же. С. 191.
6, Шалкаускас М. И. Металлизация пластмасс. М.: Знание, 1983. 64 с.
7. Липин Ю. В., Рогачев А. В., Харитонов В. В. Вакуумная металлизация полимер-
ных материалов. Л.: Химия, 1987. 149 с.
8. Вакула В. Л., Притыкин Л. М. Физическая химия адгезии полимеров. М.: Хи-
мия, 1984. 222 с.
9. Ефремов Н. Ф, Тара и ее производство. М.: Изд-во МТУП, 2001. 311 с.
ЧАСТЬ IV
ОСНОВЫ МОДЕЛИРОВАНИЯ ПРОЦЕССОВ
ПЕРЕРАБОТКИ ПЛАСТМАСС
ГЛАВА 26
ОБЩИЕ ПОЛОЖЕНИЯ
Переработка полимерных материалов представляет собой сово-
купность физико-химических процессов, идущих во времени в
специально спроектированных технических системах-машинах.
В каждой точке пространства формующих узлов перерабатываю-
щего оборудования (машины) осуществляется перенос массы, ко-
личества движения (импульса), тепловой энергии. Как правило,
эти процессы сопровождаются химическими превращениями и
фазовыми переходами. Технолог управляет ходом происходящих
процессов путем задания температуры, давления, скоростных па-
раметров; конструктор задает геометрические параметры движу-
щихся узлов. Характер и величину управляющих воздействий оп-
ределяют реологические и теплофизические свойства полимер-
ных материалов и кинетические параметры реакций, сопровож-
дающих переработку. Целью всего процесса является получение с
заданной производительностью продукции, обладающей задан-
ным уровнем свойств.
Создание и поддержание функционирования подобных техни-
ческих систем, а также их совершенствование является сложной
задачей, для решения которой требуются значительные затраты
материалов, финансовых ресурсов и длительная работа инженер-
но-конструкторских коллективов квалифицированных специали-
стов. Одним из основных инструментов, дающих принципиально
иную возможность получения заданного результата, является мо-
делирование. Оно заключается в замене реальных объектов и про-
цессов моделями с последующим изучением их свойств.
Модель — упрощенная система, отражающая отдельные, огра-
ниченные во времени и пространстве, характеристики исследуе-
мого процесса (объекта).
Модель, как правило, объединяет опытные наблюдения (фак-
ты) и устанавливает взаимосвязь между параметрами исследуемо-
го процесса. При ее построении используют как теоретические
подходы, так и экспериментально полученные закономерности.
567
Конечной целью моделирования является прогноз конечных
или промежуточных результатов исследуемого процесса (свойств
объекта) и выработка рекомендаций по возможному воздействию
на его ход (управлению). При недостатке информации об иссле-
дуемом процессе (объекте) строят простейшие модели, позволяю-
щие получать лишь оценочные результаты. Накопление инфор-
мации позволяет усложнять модели и выявлять более тонкие де-
тали процесса, если они оказывают заметное влияние на свойства
получаемых изделий.
Различают два вида моделирования — материальное (вещест-
венное, предметное) и абстрактное (идеальное). На практике в об-
ласти технологии переработки пластмасс наиболее часто применя-
ют следующие типы моделирования: физическое (частный случай
вещественного) и математическое (частный случай абстрактного).
26.1. ФИЗИЧЕСКОЕ МОДЕЛИРОВАНИЕ
При физическом моделировании явление (или процесс) изучают
на нем самом, воспроизводя его в уменьшенных масштабах, и
анализируют влияние физических параметров на его ход. Напри-
мер, при исследовании процесса литья под давлением и отработке
рецептуры пластифицированных поливинилхлоридных компози-
ций для изготовления обуви (сапог, кроссовок и т. п.) можно
опытные композиции перерабатывать на том же оборудовании, на
котором предполагается их промышленная переработка, т. е. на
производственных многопозиционных литьевых установках с од-
ним-двумя литьевыми агрегатами. При этом можно тщательно
изучить все технологические особенности переработки разраба-
тываемых композиций и отработать все режимы, получить обос-
нованное заключение о пригодности композиций различной ре-
цептуры, изготовить опытные партии обуви и организовать их
эксплуатацию, разработать подробный технологический регла-
мент изготовления обуви. Изделия, полученные при подобных
исследованиях, всесторонне исследуются в условиях предполагае-
мой эксплуатации. Если физико-механические, эксплуатацион-
ные свойства обуви и ее внешний вид окажутся вполне допусти-
мыми, то новые материалы можно рекомендовать к широкому
внедрению.
Если условия процесса переработки и свойства композиций
хорошо изучены, то для более тщательной отработки их рецепту-
ры можно воспользоваться специальными установками типа пла-
568
сто графа Брабендера, в меньшей степени соответствующими ре-
альному процессу переработки. Эти установки позволяют непо-
средственно измерять усилие, расходуемое на деформирование
материала (крутящий момент), скорость вращения рабочего орга-
на и температуру переработки в условиях, имитирующих работу
валкового смесителя, экструдера, лопастной мешалки. Получен-
ные данные также в какой-то степени позволяют дать заключение
о возможности применения исследуемой композиции для пере-
работки на производственном оборудовании.
Можно подобрать температурный режим литья по зонам лить-
евой машины, выбрать давление литья и скорость вращения шне-
ка и т. п. Обувь из исследуемого материала данный прибор полу-
чать уже не позволяет, хотя можно оценить механические харак-
теристики получаемых композиций на специально изготавливае-
мых образцах.
Наконец, некоторую информацию о пригодности разрабаты-
ваемого материала к переработке можно получить, исследуя теку-
честь его расплава на промышленном или лабораторном реометре
или на приборе типа ИИРТ, параллельно измеряя физико-меха-
нические показатели материала обычными методами. Этот подход
позволяет оценить только вязкость и время термостабильности
данной партии материала. При этом возможность разработки
(или, точнее, корректировки) технологического режима мини-
мальна и зависит от опыта технолога-разработчика.
Таким образом, физическое моделирование характеризуется
различными уровнями приближения к реальности. Как правило,
чем ближе модель к реальному процессу, тем выше стоимость
оборудования и больше временные затраты на моделирование.
Поэтому простые методы физического моделирования обычно
сочетают с дополнительными экспериментами, позволяющими
строить математические модели.
26.2. МЕТОД АНАЛОГИЙ
Обычно подразумевают, что в оригинале и в модели происходят
процессы, одинаковые по своей физической сущности и разли-
чающиеся только значениями параметров и масштабом. Выбор
масштаба модели при условии равенства критериев подобия часто
сопряжен со значительными сложностями [1]. Для их преодоле-
ния разработан метод аналогий, являющийся разновидностью ма-
териального (физического) моделирования. Он основан на двух
37 Заказ № К-4269
569
важных принципах: во-первых, результаты экспериментов, полу-
ченные на модели, должны быть количественно прило-
жимы к оригиналу, т. е. при изучении модели возможна от-
работка показателей, по которым можно установить реальные па-
раметры переработки (иначе моделирование теряет смысл);
во-вторых, изучение модели должно быть более экономич-
ным, чем изучение оригинала (иначе проще изучать
оригинал).
Эти условия не предполагают физической идентичности мо-
дели и оригинала. Наиболее известными примерами подобного
подхода являются модель атома по Резерфорду и модель химиче-
ского строения молекул Бутлерова. Ни в том, ни в другом случае
нет идентичности физической сущности явлений (атомные ядра
не похожи на Солнце, а электроны — на планеты; молекулы не
состоят из шариков и пружинок), что не мешает применять эти
модели весьма успешно.
Давно известно, что ряд физических процессов описывается
уравнениями общего вида
у — —£gradx,
различающимися только коэффициентами. В качестве примеров
можно привести [1]:
уравнение Дарси — Вейсбаха (фильтрация — поток массы)
-AgradP,
где W— скорость фильтрации, Р — давление, К — коэффициент проницаемости;
уравнение Ньютона (вязкое течение — поток импульса)
т = - ggrad V,
где г — касательное напряжение, V — скорость течения, р, — коэффициент вяз-
кости;
уравнение Фурье (теплопроводность — поток тепла)
О = —Xgrad Т
где Q — поток тепла, Т — температура, X — коэффициент теплопроводности;
уравнение Фика (диффузия — поток массы)
М — — DgradC,
где М — поток массы, С — концентрация, D — коэффициент диффузии;
уравнение Ома (электропроводность — поток электронов)
1= -/grad £7,
где I — плотность тока, U — потенциал, / — коэффициент электропроводности.
С математической точки зрения эти уравнения отличаются
друг от друга только коэффициентами, которые, конечно, разли-
чаются во много раз. Поэтому при соответствующем учете коэф-
570
фициентов любое из перечисленных уравнений может являться
моделью для другого (например, электро-гидравлическая модель
или электро-тепловая модель).
Электрические процессы осуществляются со значительно
большей скоростью, чем остальные, и к тому же измерять элек-
трические параметры можно с достаточно высокой точностью.
Поэтому были разработаны аналоговые вычислительные машины
(АВМ), состоящие обычно из большого набора электрических
элементов, выполняющих функции, аналогичные математиче-
ским операциям умножения переменной на коэффициент (уси-
литель постоянного тока), возведению переменной в квадрат, пе-
ремножению двух переменных, нахождению сложной функции
переменной (логарифма и т. п.), а также дифференцированию и
интегрированию. Из электрических элементов можно собрать
схему, закон функционирования которой будет описываться тем
же дифференциальным уравнением, что и интересующий нас
процесс, и, измерив соответствующие показатели, получить яв-
ную функцию, описывающую этот процесс. Подобные схемы в
миниатюрном исполнении применяли в середине XX века для
систем автоматического регулирования. В настоящее время чаще
используют более гибкие и универсальные цифровые системы
управления (микропроцессоры), построенные на принципах ма-
тематического моделирования.
26.3. МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ
Подход, подобный аналоговому моделированию, можно распро-
странить и на совсем другой тип моделирования — математиче-
ское. В роли модели здесь выступает совокупность математиче-
ских объектов. Результат, полученный при исследовании этой мо-
дели, количественно распространяется на ориги-
нал. Математическое моделирование может быть осуществлено
на компьютере, что экономичнее, чем прямой экспе-
римент. Компьютеры во многих случаях являются универсаль-
ными инструментами для исследования математических моделей.
Следует отметить, что методы физического и математического
моделирования нельзя противопоставлять друг другу. Для каждо-
го случая целесообразно применять метод, который наиболее эф-
фективен или является единственно возможным. При этом зна-
чения параметров, подставляемых в математическую модель ка-
кого-либо процесса, все равно получают из параметров матема-
тических моделей, определенных в физических экспериментах.
37*
571
Математическое моделирование состоит из нескольких этапов.
Вначале составляют математическое описание ори-
гинала. Это некоторая система уравнений и функциональных со-
отношений между параметрами модели. В математическое описа-
ние входят: уравнения баланса масс, количества движения и энер-
гии (например, уравнение движения, уравнение энергии), урав-
нения элементарных процессов (например, массо- и теплообмена,
химических реакций и т. п.); теоретические или эмпирические со-
отношения между параметрами (например, зависимость вязкости
или скорости реакции от температуры и т. п.); ограничения на ве-
личину изменения параметров процесса. Все это позволяет постро-
ить так называемую неявную модель изучаемого процесса.
Затем составляется алгоритм моделирования (путь решения
или вычисления) и пишется (или выбирается из существующих)
программа для компьютера.
Полученное решение — явную модель, связывающую ме-
жду собой исследуемые параметры процесса, проверяют на адек-
ватность (т. е., соответствие экспериментальным результатам); при
недостаточной адекватности проводится корректировка модели.
Моделирование рассматривает описываемые явления с помо-
щью системного подхода, учитывая не только свойства отдельных
элементов объекта, но и способ их взаимодействия, т. е. структу-
ру. При этом обязательно оценивается соотношение величин ис-
следуемых параметров и уровня шума, т. е. величины случайных
возмущений.
Описание системы может быть выполнено с использованием
структурного либо эмпирического подхода.
Структурный подход заключается в детальной расшифровке
механизма происходящих явлений. Например, при отверждении
композита на основе термореактивной смолы идут процессы хи-
мических превращений, выделяется тепло, следовательно, идут
процессы теплообмена, теплопередачи. Можно в общем виде на-
писать термохимические уравнения, включающие неизвестные
коэффициенты, и вычислять эти коэффициенты.
Эмпирический подход (или так называемый метод "черного
ящика") отличается тем, что при его использовании направленно
изменяют значения параметров на входе и анализируют измене-
ние параметров на выходе. Результаты экспериментов описывают
эмпирическими или статистическими уравнениями, которые и
служат основой для математической модели. Например, можно
определить кривую течения расплава полимера, описать ее под-
ходящим полиномом с известными коэффициентами и в дальней-
шем работать с этим выражением.
572
В любом реальном процессе моделирования присутствуют
элементы того и другого подходов. Эмпирический подход отли-
чается простотой, он сравнительно легко осуществим и не требует
детального знания механизма происходящих явлений. Недостат-
ком этого метода является малая надежность экстраполяции ус-
тановленных соотношений за пределы их фактического измере-
ния. Он часто применяется для описания элементарных или, на-
оборот, очень сложных явлений. Структурный подход отличается
высокой надежностью, но требует углубленного изучения явле-
ния. Его недостаток — трудность одновременного учета всех фак-
торов, определяющих прохождение сложного процесса.
Важной особенностью математических моделей является то,
что часто для получения вполне удовлетворительного результата
можно воспользоваться более простой моделью. На основе более
простой модели легче сделать количественные выводы, так как
иногда усложнение не оправдывает получаемого уточнения ре-
зультатов.
Различают статические и динамические модели. Статические
модели описывают стационарные процессы и не учитывают изме-
нения параметров процесса во времени. Динамические модели опи-
сывают нестационарные процессы, параметры которых могут ме-
няться во времени.
Модели различают и по типу рассматриваемых параметров:
модели с сосредоточенными параметрами не содержат производных
по координатам, а описывают процессы только с использованием
производных по времени; модели с распределенными параметрами
описывают процессы, изменяющиеся не только во времени, но и
по координатам [1].
В математических моделях могут применяться как конечные
уравнения (алгебраические и трансцендентные), так и дифферен-
циальные уравнения — обыкновенные (линейные и нелинейные) и
уравнения в частных производных, параметры которых являются
функциями двух или трех переменных.
Если задача поставлена так, что в ней есть описание какого-
либо начального состояния процесса, заданы внешние воздейст-
вия на объект и требуется определить его состояние на какой-ли-
бо момент времени, то она называется прямой задачей. Такие за-
дачи, как правило, разрешимы. Если же задача поставлена так,
что по начальному и конечному состояниям объекта необходимо
рассчитать внешние воздействия на него, то она называется об-
ратной задачей; эти задачи отличаются гораздо большей сложно-
стью и обычно в общем виде неразрешимы.
573
ГЛАВА 27
ОСОБЕННОСТИ МАТЕМАТИЧЕСКОГО МОДЕЛИРОВАНИЯ
ПРОЦЕССОВ ПЕРЕРАБОТКИ ПОЛИМЕРОВ
И КОМПОЗИТОВ
Какие же особенности необходимо учитывать, приступая к моде-
лированию процессов переработки полимерных материалов и
композитов? В первую очередь, это процессы, связанные с нагре-
вом и охлаждением полимерных материалов. Практически всегда
переработка полимеров сопровождается изменением их темпера-
туры. Передача тепла от более нагретого к менее нагретому мате-
риалу может осуществляться за счет теплопроводности, т. е. при не-
посредственном контакте тел с различной температурой (напри-
мер, при охлаждении расплава полимера в литьевой форме); за
счет конвекции при омывании твердого тела потоком жидкости или
газа (например, при охлаждении полимера после экструзии в ван-
не с водой или на воздухе) или за счет лучеиспускания без непо-
средственного контакта двух тел (например, при нагреве заготовок
при вакуум-формовании). В реальности переработка полимеров
осложняется процессами выделения или поглощения тепла, свя-
занными с изменением фазового состава полимера {плавлением,
кристаллизацией), с изменением его химического состава {сшива-
нием, отверждением) или с интенсивным переходом механической
энергии деформирования в тепловую {диссипацией энергии). Кроме
того, при переработке возможно изменение теплофизических
свойств полимерного материала (теплопроводности, теплоемко-
сти) при изменении его температуры или степени отверждения.
Переработку реактопластов иногда проводят методами, анало-
гичными методам переработки термопластов, например методом
литья под давлением. Однако даже в этом случае тепловые про-
цессы отличаются своей спецификой — снижается вклад дисси-
пативного разогрева (из-за низкой вязкости реактопластов в рас-
плавленном состоянии) и проявляется заметный экзотермиче-
ский разогрев, обусловленный прохождением процесса сшивания.
Подобные явления всегда сопровождают прессование пресс-по-
рошков и отверждение стеклотекстолитов. При получении мас-
сивных изделий из композитов на основе термореактивных смол
методом литья без давления саморазогрев может быть настолько
велик, что необходимо применять специальные приемы и техно-
логические режимы для предотвращения неконтролируемого
574
подъема температуры в изделиях. Во всех подобных случаях раз-
работка обоснованных режимов переработки пластмасс невоз-
можна без создания математических моделей процесса, опираю-
щихся на хорошо разработанный аппарат теории теплопередачи.
27.1. ТЕПЛОПЕРЕДАЧА (РАЗРАБОТКА РЕЖИМОВ ОХЛАЖДЕНИЯ
ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ)
Одной из составляющих моделирования процессов переработки
пластмасс является решение задач, связанных с тепловыми про-
цессами — теплопередачей. Основной задачей теории тепловых
процессов является установление распределения температуры Т
внутри тела, или установление температурного поля T=J(x, у, z, f),
где х, у, z ~ пространственные координаты данной точки, a t —
время [2]. Если температура тела не зависит от времени, то тем-
пературное поле называется стационарным, а если зависит, — то
нестационарным.
Изменение температурного поля при охлаждении или нагреве
полимерных изделий описывается дифференциальным уравнени-
ем в частных производных (уравнением Фурье) [3]:
(? 7 7 \
£1+£г+О, (27.1)
дх' ду2 dz'
здесь а — коэффициент температуропроводности материала, м2/с, определяемый
соотношением а = V(cp), где X — теплопроводность, Вт/(м К); с — теплоемкость,
Дж/(кг К); р — плотность, кг/м3.
Уравнение (27.1) имеет бесконечное множество решений, по-
этому для получения конкретного решения необходимо уточнить
так называемые условия однозначности, которые включают в себя
геометрические, физические, начальные и граничные условия.
Геометрические условия зависят от размера и формы изделия
и определяют вид решения уравнения (27.1). Если охлаждающееся
тело имеет простую форму, например представляет собой пласти-
ну, толщина которой существенно (в несколько раз) меньше ее
длины и ширины, то изменениями температуры по длине и ши-
рине можно пренебречь, выражение (27.1) упростится и будет
представлять собой одномерное уравнение:
дТ __ д2т
—. — а—- .
dt дх2
(27.1а)
Физические условия в данном случае требуют знания коэф-
фициента температуропроводности материала а.
575
К начальным условиям относится температура тела в началь-
ный момент процесса (при f = 0). Обычно в рассматриваемом слу-
чае задают значение начальной температуры изделия или расплава.
Граничные условия учитывают условия теплообмена на гра-
нице тела с окружающей средой. Они могут быть заданы четырьмя
различными способами (граничные условия I, II, III и IV рода).
При граничных условиях I рода задается распределение темпера-
тур на границе тела (например, температура формы при литье).
При граничных условиях II рода задается плотность теплового по-
тока на поверхности тела (например, теплового потока от нагре-
вателей в процессе лучистого нагрева при вакуум-формовании).
При граничных условиях III рода задается температура окружаю-
щей среды и интенсивность теплообмена на поверхности — так
называемый коэффициент теплоотдачи а [Вт/(м2 К)] или его
приведенное значение, выражающееся в виде критерия Био: Bi =
= а/Д, где I — характеристический размер тела (например, при
охлаждении изделий после экструзии). При граничных условиях
IV рода переход тепла через границу отсутствует (например, при
адиабатических процессах отверждения композитов на основе
термореактивных смол, идущих без теплоотвода).
Рассмотрим варианты решения уравнения теплопроводности
[2].
Стационарная задача. Для плоской стенки толщиной б
и при температурах на поверхностях Т\ и ?2 при отсутствии внут-
ренних источников тепла уравнение (27.1) имеет вид:
^|=0. (27.16)
dx
Его решение при граничных условиях I рода:
Т(х)= ^-(7} - Т2)(х/д), (27.1в)
т. е. температура меняется с изменением расстояния от стенки х
по линейному закону.
Нестационарная задача. Для одномерного темпера-
турного поля при отсутствии внутренних источников тепла про-
цесс описывается уравнением (27.1а). Это более сложный вари-
ант, так как необходимо решать уравнение в частных производ-
ных по двум переменным — х и I. Для неограниченной плоской
стенки толщиной 5 при температуре на поверхности (при х = 0 и
х = 5), равной ГОКр (температура окружающей среды), и начальной
температуре (/ = 0) внутри стенки (0 < х < 5), равной Д, решение
уравнения (27.1а) можно получить в виде произведения двух
576
функций, каждая из которых зависит только от времени — <р(/) —
или только от координаты — у(х). Решение этого уравнения под-
робно описано в литературе [2]:
ln[<?(/)] = -ak2t + In Cl (27.1г)
у(х) = Qcost^x) + Сз8т(Ах). (27. 1д)
Определив значения постоянных интегрирования Cj, С^, Q и
константы к1 и подставив их в уравнение (27.1д), получим рас-
пределение температур при заданных граничных условиях I рода
после преобразований в виде:
Их, г) = Т0Кр + (То - Гокр)£((-1)'| +'(2/ц„)со5(ц,,х/8)ехр(-ц2ро)], (27.1е)
п
где FOKp — температура окружающей среды; - (2п — 1)(тг/2); Fo — критерий Фу-
рье (Fo = Щ/32), имеющий смысл приведенного времени; п — число членов урав-
нения (27.1е), принимаемое при решении (чем их больше, тем точнее решение).
Анализ показывает, что если в начальный момент времени
температура внутри стенки равна То, то в процессе охлаждения ее
распределение по толщине стенки описывается сложной триго-
нометрической функцией, экспоненциально изменяющейся во
времени.
Анализ температурных полей при охлаждении изделий, полу-
ченных методом литья под давлением в форму с постоянной тем-
пературой (т. е. при граничных условиях I рода), и изделий, по-
лученных методом экструзии с охлаждением на воздухе или в воде
(т. е. при граничных условиях Ш рода), можно проводить, ис-
пользуя описанное выше аналитическое решение уравнения Фу-
рье или метод конечных разностей (см. раздел 27.5).
27.2. РЕОЛОГИЯ. ОСОБЕННОСТИ ТЕЧЕНИЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
При нагревании полимерный материал переводят в вязкотекучее
состояние, в котором ему можно придать необходимую форму.
Эту задачу переработки полимеров решают в соответствии с за-
кономерностями их течения. "Течь" по-гречески — "рео" (рео), по-
этому наука о течении получила название реологии. Закономерно-
сти течения расплавов и растворов полимеров отличаются от ана-
логичных закономерностей для обычных жидкостей тем, что при
течении большинства полимеров наблюдается так называемая ано-
малия вязкости, выражающаяся в ее зависимости от условий де-
формирования (скорости сдвига и напряжения сдвига). Зачастую
577
диапазон изменения вязкости при течении полимеров достигает
4—5 десятичных порядков, т. е. вязкость меняется в десятки и сот-
ни тысяч раз. Конечно, это не может не влиять на процесс пере-
работки, который существенно осложняется еще и изменением
температуры полимерного материала при литье, экструзии и т. п.
Поэтому второй основной составляющей моделирования перера-
ботки пластмасс (после теплопередачи) является именно реология.
Реологические свойства полимерных жидкостей — расплавов
или растворов полимеров — принципиально отличаются от
свойств простых жидкостей, например воды. Отличие реологии
полимеров от гидравлики, изучающей течение воды, связано с
тем, что по вязкости полимерные жидкости превосходят воду в
106—109 раз. Для описания их течения неприменимы известные
соотношения гидравлики, поэтому проводить подобное описание
следует с использованием фундаментальных уравнений: уравне-
ния неразрывности, уравнения движения и уравнения энергии,
формулируемых следующим образом [3]:
1) Уравнение неразрывности, или закон постоянства массы:
I = + Ту^ + (27'2)
где р — плотность полимера: Уу, Vz — компоненты вектора скорости течения
по координатам х, у, z.
Изменение массы (или плотности р = m/V) во времени опре-
деляется изменением массы (или плотности) по координатам.
Возникновение массы в замкнутой системе невозможно: что при-
носится по одной координате, то уносится по двум другим.
2) Уравнение движения, или закон сохранения количества
движения в замкнутой системе (с учетом векторного характера
скорости по трем координатам):
а к ₽<-а7 + аг V —- + Л ах аг рл У Эу ЭК, у £ ) = z dz } дР ЭТуу С/ л г / ЛД, I “^+<’эТ + этГ1. —+ Эу ЭТу, ) + Р8х>
аг p(-af + аг х ах аг у Эу эу„ др “5Г+ № + Эу дх Эу Эт.,7 -£) + Ку; (27.3а)
а к р(17 + а к г/ ? + *ах а к у —? + Уду 'а?' дР Эт_у dz { Эх + Эу Эт
где Р — давление; — компоненты тензора напряжения; gy, gz — компоненты
вектора ускорения свободного падения.
Изменение количества движения определяется изменением
давления, внутренним трением и работой в поле сил тяжести —
это система уравнений Коши.
578
Для ньютоновских жидкостей напряжение сдвига можно вы-
разить через скорость деформации в виде зависимости: = pd ру
dx (где ц — вязкость полимера), тогда система (27.3а) превратится
в систему уравнений Навье — Стокса:
зк ₽<-э7 + ЭК И —- + х dx дУх у —- + Гу dy 1/ —£ ) = z dz J dP д2У -^ + И(—+ Эх Эх2 d2yx Sy э2иЛ , 2 >+ p&; dz
dyv Р(У+ ЭК 1/ У + х dx dyv у —у + У dy ЭК, Э/К , “ -х + р(—7 4" Sy Эх2 э/ Э2 V —f) + pgy, (27.36) Эг
эк, р<’э7 + эк У —? + х dx ЭК у + у dy эк dz ; dP dx Э2К dy Э2К 2 ) + PSv dz
3) Уравнение энергии или закон сохранения энергии:
эт
ат . уэт зт Л Ч , а?
af + + [аГ + а? +
ЛР эк, ЭК, эк, эк, эк, эк
dt dx dy dz } {хх dx Хуу Эу dz
эух эк эк эк эк эк
+ -у^) + Тх (-^— + -Г-5) + Tv,(-V^ + -Д^)]
Эу Эх г dz dx dz dy
(27.4а)
где Cv — теплоемкость; qx, qy, qz — компоненты вектора теплового потока.
Изменение внутренней энергии в замкнутой системе опреде-
ляется ее изменением за счет тепловых потоков, за счет сжатия
единицы объема и за счет ее диссипации при течении, обуслов-
ленном проявлением нормальных и касательных напряжений. Ес-
ли учесть, что а = Х/(Срр), для несжимаемой жидкости Эр/Э/ = О
и Cv — Ср, для ньютоновской жидкости т — цу, то получим упро-
щенное уравнение:
ЭК _
+ 2Ц[(^)2 + (
(27.46)
т. е. перенос энергии связан со скоростями движения жидкости и
тепловыми потоками в ней. Для неподвижной жидкости все ком-
поненты вектора Еравны нулю, и уравнение (27.46) превращается
в уравнение Фурье.
579
Прямые расчеты, связанные с уравнениями движения и энер-
гии, очень трудоемки. Поэтому в них вводят допущения, например
об изотермичности течения (что упрощает уравнение энергии) или
о несжимаемости жидкости (что верно только для невысоких дав-
лений, но несправедливо, например, для описания процесса ли-
тья под давлением) или о ньютоновском характере течения. К со-
жалению, для полимерных жидкостей последнее предположение
не работает, так как их течение сопровождается так называемой
аномалией вязкости.
При сдвиговом течении низкомолекулярных жидкостей, как
правило, выполняется закон Ньютона'.
т = Му, (27.5)
где т — напряжение сдвига; ц — вязкость жидкости; у — скорость сдвига.
Вязкость при этом постоянна и ее величина не зависит от ус-
ловий деформирования жидкости.
Для полимерных жидкостей уравнение Ньютона видоизменя-
ется следующим образом:
т = т]У, (27.5а)
где т| — так называемая эффективная вязкость, значение которой меняется в за-
висимости от условий деформирования.
Для описания зависимостей эффективной вязкости от усло-
вий деформирования существует ряд моделей, наиболее простой
из которых является так называемый степенной закон'.
т = Куп, (27.6)
где п — показатель степени, учитывающий изменение вязкости (и < 1).
При таком описании вязкость зависит от скорости сдвига сле-
дующим образом:
г] = Ху”-1, (27.6а)
где К называют коэффициентом консистентности, а п — индексом псевдопластич-
ности жидкости, или индексом течения.
Более сложными являются трехпараметрические уравнения,
среди которых наиболее известны модели Карро и Эллиса [4]. В них
устанавливается более сложная зависимость вязкости от условий
деформирования.
По модели Карро\
n =Tio[l + (^)2]<П“ 1)/2, (27.7)
где т|о — наибольшая ньютоновская вязкость полимера; п — индекс течения (ко-
торый может несколько отличаться от индекса течения из уравнений (27.6),
(27.6а); А. — соотношение скорости релаксации и скорости деформации материала.
580
Рис. 27.1. Зависимость вязкости расплавов полимеров от интенсивности
деформирования для степенной жидкости (а), жидкостей Карро (6) и Эл-
лиса (в)
По модели Эллиса'.
П = По/<1 + (т/Т|/2)“ " ). (27.8)
где а — показатель степени, а Т[/2 — напряжение сдвига, при котором значение
rig полимера падает в 2 раза.
Изменение вязкости при изменении скорости сдвига или на-
пряжения сдвига в логарифмических координатах (рис. 27.1) вы-
ражается прямой линией (для степенного закона) или кривыми
(для моделей Карро и Эллиса).
Какие же виды течения реализуются в промышленных про-
цессах переработки? Для выяснения характера распределения
скоростей течения, градиентов скоростей сдвига и напряжений
сдвига при плоско-параллельном течении (т. е. при течении жидко-
сти между двумя плоскостями, одна из которых движется) проин-
тегрируем уравнения Коши и Навье — Стокса. Введем в них не-
обходимые упрощения: а) течение между двумя параллельными
плоскостями представим как одномерное [в системе (27.3а)
исчезают два уравнения из трех — относительно хи г; б) предпо-
ложим, что течение является установившимся [изменение
количества движения, а следовательно, и левые части уравнений
(27.3а) равны нулю]; в) предположим, что течение происходит
при атмосферном давлении (первый член правой части
уравнений (27.3а) равен нулю); г) предположим, что течение про-
ходит в направлении, перпендикулярном ускорению
свободного падения (последний член правой части урав-
нений 27.3а равен нулю). В результате упрощений система 27.3а
581
Рис. 27.2. Плоскопараллельное течение жидкости:
а ~~ эпюры скоростей течения, б — скоростей сдвига, в — напряжений сдвига
сводится к уравнению dT^/dx = 0. Решением этого уравнения яв-
ляется = const, т. е. напряжение сдвига в зазоре ^ри течении
постоянно. Система (27.36) сводится к уравнению цЭ V /<Ьс = О,
интегрирование которого при граничных условиях прилипания
жидкости к стенкам [Уу(х = 0) = 0, Vy(x = Н) = VH, где VH — ско-
рость движения плоскости] и ненулевом значении вязкости дает
решение в виде dVy/dx = const, т. е. градиент скорости сдвига в за-
зоре при плоскопараллельном течении постоянен. Второе интег-
рирование этого уравнения дает линейную функцию изменения
Vy по зазору (рис. 27.2).
Для выяснения характера распределения скоростей течения,
градиентов скоростей сдвига и напряжений сдвига при пуазейлев-
ском течении (течение в цилиндрическом канале под действием
перепада давлений) также необходимо интегрировать уравнения
Коши и Навье — Стокса. Введем и в них те же упрощения: а) при
расположении оси координат в центре канала радиуса R задача
представляет собой частный случай одномерного течения;
б) при предположении об установившемся характере тече-
ния левую часть уравнений (27.3а) также можно приравнять к ну-
лю; в) если течение осуществлять в направлении, перпенди-
кулярном направлению силы тяжести, то последний
член правой части уравнений (27.3а) также должен быть равен ну-
лю; г) предположим, что перепад давления при тече-
нии постоянен и равен ДР.
В результате упрощений система (27.3а) сводится к уравнению
dTXJ,/dx = const, и его интегрирование дает линейное распределе-
582
a — эпюры скоростей течения, б — скоростей сдвига, в — напряжений сдвига
ние напряжения сдвига по радиусу цилиндрического канала. Сис-
тема (27.36) сводится к уравнению pd2 J^/dx2 = const, и его интег-
рирование приводит (только для ньютоновской жидкости, для
которой вязкость постоянна) к линейному характеру изменения
градиента скорости сдвига по радиусу цилиндрического канала.
Второе интегрирование этого уравнения указывает на то, что из-
менение скорости течения жидкости по радиусу цилиндрического
канала соответствует квадратичной параболе (рис. 27.3).
Для псевдопластичных жидкостей, характер течения которых
описывается степенной моделью, вязкость зависит от скорости сдви-
га; общая формула скорости сдвига имеет вид: dP^/dx — (т/А)1^,
и зависимость скорости сдвига от х становится степенной (с по-
казателем степени, равным 1/и). Ее интегрирование повышает по-
казатель степени функции на единицу. Нелинейные зависимости
скорости течения и скорости сдвига для псевдопластичных жид-
костей показаны на рис. 27.3 пунктиром.
27.3. ЭКСТРУЗИЯ (ДВИЖЕНИЕ РАСПЛАВА ПОЛИМЕРА В ЗАЗОРАХ
ШНЕКОВОГО ЭКСТРУДЕРА И АНАЛИЗ РАБОЧЕЙ ХАРАКТЕРИСТИКИ
ЭКСТРУДЕРА И ГОЛОВКИ)
Особенности реологического поведения расплавов полимеров
проявляются, естественно, и при их течении в каналах перераба-
тывающего оборудования. В качестве примера рассмотрим анализ
движения расплава полимера в канале экструдера. Полимерный
583
материал в шнековом экструдере проходит последовательно через
три зоны. Зона I — зона загрузки, где гранулированный или по-
рошкообразный полимер сплавляется в единый конгломерат
("пробку"). В этой зоне перемещение нерасплавленного материала
определяется коэффициентами трения гранул по шнеку и мате-
риальному цилиндру экструдера. Затем идет зона II — зона плав-
ления, где эта пробка плавится. Закономерности перемещения ма-
териала в этой зоне определяются скоростью плавления пробки за
счет внешнего тепла и диссипации механической энергии, т. е.
перехода ее в тепловую. Наконец, зона III — зона дозирования, или
зона расплава. Течение материала в этой зоне определяется вра-
щением шнека (прямой поток, описываемый законами плоско-
параллельного течения; эпюра скоростей при этом имеет тре-
угольную форму), перепадом давления между началом и концом
зоны III (обратный поток, описываемый законами пуазейлевско-
го течения; эпюра скоростей при этом имеет параболическую
форму) и геометрическими параметрами шнека. Конечная форма
эпюр скоростей при этом зависит от соотношения расхода рас-
плава в прямом (2Прям) и обратном (£?обр) потоках.
Для составления дифференциального уравнения движения
расплава полимера в зоне III рассмотрим баланс сил в этой зоне,
учитывая, что перепад давлений ДР уравновешивается перепадом
касательных напряжений сдвига dx [5]. Течение может происходить
в плоскостях yz и ху (рис. 27.4), поэтому уравнения движения вы-
глядят следующим образом [при граничных условиях прилипания:
V,<У = Н) = К/; Vz(y = 0) = 0 и И/у = Н) = И/; Vx(y = 0) = 0, где
ТУ — высота гребня шнека, V' — скорость движения стенки канала]:
в плоскости ус dp/&Z = dx^/dz,
в плоскости ху: dp/dx = dxXy/dx,
а если учесть, что xyz — цд V/dz, то
dp/d^ = T|d2 K/dx2, (27.9а)
dp/dx = nd2 Ид/dx2. (27.96)
Эпюры распределения скоростей в направлении винтового ка-
нала (ось ^), в перпендикулярном направлении, т. е. между вит-
ками (ось х), и вдоль оси экструдера определяются путем решения
дифференциальных уравнений (27.9а), (27.96). На рис. 27.4 выде-
лен элементарный объем расплава — параллелепипед dxdydz.
Стрелкой показано направление перепада давления ДР, действую-
щего на расплав. Ему противодействуют касательные напряже-
ния, приложенные к верхней грани параллелепипеда, — drr, и
йтх>,. Частота вращения шнека — N.
584
5»5
Для оси х двойное интегрирование уравнения (27.96) дает
ИДу) =
„2 , D ( 2 Л
-У _ Я dP у__^_
Н 2т| dx ^2
(27.10)
Так как расход расплава полимера в направлении х (между
витками шнека) равен нулю, то величину производной dp/dx мож-
но определить из интеграла
и
f Hx(y)dy = 0,
о
тогда dp/dx = 6т| Р^-'/Я2, и уравнение (27.10) превращается в более
простое:
Fl = w(2-3w)- (2710а)
Для оси z двойное интегрирование (27.9а) приводит к уравне-
нию типа уравнения (27.10):
у (v\ = у ' У. _ Д_ dZ У _ У_ (27 11)
Расход в направлении оси z (вдоль винтового канала) уже не
производной dp/dx и запишем производную
равен нулю, тем не менее воспользуемся ранее полученным видом
d/j/dz в виде: dp/dz =
= (6i\Vx'/Hz)Fq, где Fq= 2обр/2прям- Тогда уравнение (27.11) так-
же превращается в более простое:
Д = ^(1 -3Fq+3Fq^). (27.11а)
Решение уравнения (27.9а) для скорости, направленной вдоль
оси экструдера и определяющей расход расплава, также выража-
ется простой формулой и имеет вид:
22 = 3^(1 - £)(1 - Fq) sintp cos<p, (27.12)
где Иц — линейная скорость вращения цилиндра, равная kDN (N — частота вра-
щения шнека, D — диаметр цилиндра); ср — угол подъема винтовой линии шнека.
Так как расход расплава в зоне дозирования зависит от гг, то
его можно определить путем интегрирования уравнения (27.11):
н
Q- В\ K(y)dy,
о
где В — зазор между витками;
586
Рис. 27.5. Рабочие характеристики экструдера (я) и головки (б) для нью-
тоновской (7) и неньютоновской (2) жидкостей
BHF, APBH^Fn
____Q — —_ ____L
2 dz 12т| ’
(27.13)
где первый член описывает вынужденный (прямой) поток, а второй — противоток;
Fg и Fp — коэффициенты.
Коэффициенты Fg и Fp называются коэффициентами формы
канала, учитывают прилипание расплава к его боковым стенкам и
зависят только от отношения Н/В (их величина обычно близка к 1).
В более простом виде уравнение (27.13) можно записать:
Q = AN-B^P/t\, (27.13а)
где коэффициенты А и В зависят только от геометрических пара-
метров шнека:
А = - tFiFh sincp coscp,
(27.136)
1 э
В = ~\2L sin <Р’
(27.13в)
где ср — угол подъема винтовой линии шнека, a L — длина зоны дозирования.
В соответствии с уравнениями (27.136) и (27.1 Зв) можно опре-
делить, как изменение геометрических параметров шнека будет вли-
ять на положение рабочей характеристики экструдера (рис. 27.5, а).
Рабочая характеристика головки (рис. 27.5, б) для материала с
ньютоновской вязкостью рассчитывается по простой формуле:
е=АЛР/п, (27.14)
где К — коэффициент геометрической формы головки; ДР — перепад давления в го-
ловке.
38*
587
Коэффициент геометрической формы головки ЛГзависит от ее
размеров и типа каналов:
\/К = \/Кх + 1/^2 + 1/Кз, (27,15)
где Л), К-> и Kj — коэффициенты геометрической формы формующих каналов го-
ловки, сетки и решетки соответственно.
Для материала с неньютоновскими свойствами необходимо
учитывать изменение вязкости в зависимости от скорости сдвига
(см. рис. 27.5).
27.4. КИНЕТИКА (ИССЛЕДОВАНИЕ КИНЕТИЧЕСКИХ ОСОБЕННОСТЕЙ
ОТВЕРЖДЕНИЯ ТЕРМОРЕАКТИВНЫХ СМОЛ)
Особенностью переработки реактопластов является то, что она
сопровождается различными химическими реакциями (механоде-
струкции, отверждения, сшивания, полимеризации, поликонден-
сации и т. п.). Закономерности изменения химической структуры
смолы при этом описываются специальной областью науки — хи-
мической кинетикой. Известно, что кинетические закономерности
процессов характеризуются такими параметрами, как константа
скорости реакции, порядок реакции, энергия активации процесса
отверждения и др. Сложность процессов полимеризации, напри-
мер, состоит в том, что в этом процессе одновременно изменяется
и молекулярная масса образующихся молекул, и их концентрация
в системе. На скорость химических превращений оказывает влия-
ние концентрация реагирующих веществ и температура процесса,
наличие катализаторов, инициаторов или ингибиторов и даже
вязкость окружающей среды. Поэтому кинетика является третьей
составляющей моделирования переработки пластмасс (после те-
плопередачи и реологии). Кинетические закономерности следует
принимать во внимание, даже если никаких химических процес-
сов в материале не происходит, а происходит изменение его фа-
зовой структуры — плавление или кристаллизация. Эти процессы
также сопровождаются заметным выделением или поглощением
тепла, способным менять условия переработки полимерных ма-
териалов. В ряде случаев ранее известные закономерности меня-
ются в такой степени, что это привело к созданию новых областей
науки. Например, это можно сказать о закономерностях измене-
ния вязкостных свойств, сопровождающих процессы химических
превращений в полимерных материалах, которые заняли такое
важное место в исследовании полимеров, что образовали отдель-
ную область науки — реокинетику.
588
Отверждение термореактивных смол представляет собой
сложный процесс, который может включать в себя несколько од-
новременно протекающих реакций (параллельных или последо-
вательных), каждая из которых характеризуется собственными
порядком реакции, константой скорости и их температурной за-
висимостью. Для изучения подобных сложных систем обычно
применяют современные методы анализа, включающие химиче-
ское титрование и исследование УФ- или ИК-спектров получае-
мых продуктов на разных стадиях отверждения. К сожалению,
полностью или частично сшитые продукты реакций отверждения
термореактивных смол, как правило, нерастворимы. Поэтому
большинство аналитических методов к кинетическому анализу
подобных продуктов неприменимо.
Наиболее общую информацию об особенностях процесса от-
верждения термореактивных материалов можно получить, рассмат-
ривая фазово-релаксационную диаграмму Гиллхема [6], приведен-
ную на рис. 27.6 (она построена в координатах температура Т —
время отверждения /).
Рис. 27.6. Фазово-релаксационная диаграмма Гиллхема. Пояснения в тексте
589
Линией <7—а (штрих-пунктир) на рисунке 27,6 обозначена об-
ласть, выше и правее которой происходит деструкция материала.
Для этой области характерны высокие температуры и большие
промежутки времени. Линией б— б (штрих-пунктир) обозначена
область, выше и правее которой происходит сшивание (гелеобра-
зование) материала. Время гелеобразования для термореактивных
материалов, естественно, уменьшается с ростом температуры.
Изогнутой линией в—в на рисунке ограничена область стеклова-
ния материала (стеклообразное состояние систем — справа от ли-
нии в— в).
Таким образом, на диаграмме можно выделить четыре области:
I — область, в которой несшитый материал находится в жидком
(вязкотекучем) состоянии, II — область, в которой сшитый мате-
риал находится в высокоэластическом состоянии; III — область,
в которой сшитый материал находится в стеклообразном состоя-
нии; IV — область несшитого стекла; V — область деструкции.
Проведение процесса отверждения в соответствии с тонкими
пунктирными линиями 1—4 (т. е. в изотермических условиях) дает
различные результаты: отверждение по линии 1 приводит к дест-
рукции материала; по линии 2 — дает нормально отвержденный
материал; по линии 3 — не дает гарантии отверждения материала,
так как материал раньше перейдет в стеклообразное состояние, в
котором реакции отверждения резко замедлятся; проведение про-
цесса по линии 4 также не дает отвержденного материала, так как
уже с самого начала мы будем иметь дело с застеклованной смо-
лой и можем вообще не достичь линии сшивания. Фазово-релак-
сационная диаграмма Гиллхема хорошо объясняет, почему про-
цесс отверждения, проводимый при постоянной температуре, ог-
раничен весьма узкими рамками, так как нормальное прохожде-
ние процесса сшивания обеспечивается только режимом 2. По
этой диаграмме легко проследить и за ходом процесса, проводи-
мого при переменной температуре (например, по ломаной пунк-
тирной линии 5 на рис. 27.6).
Информацию об изменении свойств отверждающейся систе-
мы на начальных стадиях отверждения можно получить, измеряя
ее вязкость [6]. На более глубоких стадиях отверждения одним из
немногих пригодных методов остается дифференциальный тер-
мический или калориметрический анализ, так как для измерения
теплового эффекта реакции нет необходимости в растворении об-
разующихся продуктов. В этом случае кинетическое уравнение,
описывающее изменение скорости реакции отверждения с пози-
ций закона действующих масс, имеет следующий вид (уравнение
Вант-Гоффа):
590
= *(1 - ay,
(27.16)
где ос - степень конверсии (отверждения) смолы, которую можно рассчитать, на-
пример, соотнося тепло, выделившееся за определенный промежуток времени, <?(/)
и полное тепло реакции Q, т. е. а = q(t)/Q‘, п — порядок реакции; К — константа
скорости реакции.
Константа скорости реакции К зависит от температуры реак-
ции по уравнению Аррениуса:
№ АЬехрМ:), (27.17)
\ л /7
где Kq — предэкспоненциальный множитель; Е — энергия активации процесса от-
верждения.
В случае реакции первого порядка (п = 1) решение дифферен-
циального кинетического уравнения (27.16) представляет собой
следующее выражение:
а = 1 - ехр(~А7), (27.18а)
где t — время.
Для реакции второго порядка (п ~ 2) решение уравнения
(27.16) имеет вид:
a = 1 ~ 1/(Л7). (27.186)
Более сложная картина наблюдается при оценке кинетических
параметров реакции отверждения методами реологии. Известно,
что изменение вязкости отверждающейся системы во времени
описывается уравнением [6]:
Л ^y\QKa + b(^'Sla+b, (27.19)
где rig ~ начальная вязкость системы; К — константа скорости реакции отвержде-
ния; С/ — концентрация инициатора; t — время.
Показатели степени а и b зависят от механизма нарастания
вязкости в системе.
Для системы, отверждающейся путем полимеризации, нарас-
тание наибольшей ньютоновской вязкости определяется одновре-
менным увеличением молекулярной массы полимера и ростом его
концентрации в мономере. Эти зависимости имеют характер,
представленный на рис. 27.7. Изменение наклона прямых в лога-
рифмических координатах происходит при достижении критиче-
ской величины молекулярной массы (при образовании флуктуа-
ционной сетки зацеплений) и при достижении критической кон-
центрации раствора полимера в собственном мономере (при пе-
рекрывании клубков макромолекул). Показатели степени в этих
уравнениях определяют величины коэффициентов а и b (причем
591
Рис. 27.7. Схематические зависимости вязкости полимера от молекуляр-
ной массы (а) и концентрации (б) полимера в отверждающейся системе
П[ и тл примерно равны 1, = а и л/2 = Ь), которые зависят от
типа мономера: например для ПС а = 3,4, b ~ 5,5, а для ПММА
а = 3,4, b = 12,8.
Для системы, отверждающейся за счет прохождения процесса
поликонденсации, существует только зависимость, представлен-
ная на рис. 27.7, а, так как при первом же шаге поликонденсации
исчезает исходный мономер, при втором — димер и т. д. Измене-
ние молекулярной массы отверждающейся смолы приводит к из-
менению энергии активации вязкого течения, что усложняет ана-
лиз неизотермических процессов. Следует отметить, что при сте-
пени конверсии исходной смолы больше 30 % эффективный по-
рядок реакции отверждения, как правило, не превышает 1.
27.5. МАКРОКИНЕТИКА (АНАЛИЗ ТЕМПЕРАТУРНЫХ ПОЛЕЙ,
РАЗВИВАЮЩИХСЯ ПРИ ОТВЕРЖДЕНИИ МАССИВНЫХ ИЗДЕЛИЙ
ИЗ КОМПОЗИТОВ НА ОСНОВЕ ТЕРМОРЕАКТИВНЫХ СМОЛ
НА БАЗЕ ЧИСЛЕННОГО РЕШЕНИЯ ДИФФЕРЕНЦИАЛЬНОГО
УРАВНЕНИЯ ТЕПЛОПРОВОДНОСТИ)
Интенсивное выделение тепла в ходе многих кинетических про-
цессов, оказывающее важнейшее влияние на скорость и ход этих
процессов, особенно в случае больших объемов реагирующих ве-
ществ, обусловило создание особой области науки — макрокине-
тики, изучающей среди прочих процессы, происходящие при от-
верждении термореактивных полимерных материалов, сопровож-
дающемся заметным разогревом. Изменение температурных полей
при нагревании полимерных изделий, которое сопровождается
изменением химического состава материала за счет прохожде-
592
ния реакций сшивания, вулканизации, отверждения (внутренний
источник тепла), обычно описывается дифференциальным урав-
нением в частных производных [сравните с уравнением (27.1)]:
дТ ,Ъ2Т
— = «(— +
Эх2
эД + эДч + i
а/ а?’ с? ’
(27.20)
где q -- интенсивность внутреннего источника тепла, а произведение ср соответ-
ствует теплоемкости единицы объема материала (р — плотность).
Нахождение решения уравнения (27.20) или других уравнений
в частных производных ан ал ити чес к и ми методами для
произвольных начальных, граничных и физических условий пред-
ставляет собой сложную задачу, и зачастую такое решение отсут-
ствует. Для моделирования реальных процессов, которые описы-
ваются уравнениями подобного типа, кроме аналитических мето-
дов, разработаны ч и с л е н н ы е методы решения. Можно вы-
делить следующие основные методы: метод конечных разностей,
различные варианты вариационных методов, метод Монте-Карло
и т. д. Рассмотрим наиболее простой и достаточно наглядный яв-
ный метод конечных разностей.
Первым шагом в численном методе решения является разбие-
ние пространства, занимаемого моделируемой системой, на от-
дельные ячейки. В случае метода конечных разностей в центр ка-
ждой ячейки помещают "узел" и приписывают ему свойства всей
ячейки (теплопроводность, теплоемкость, плотность и т. д.). Про-
изводные в дифференциальном уравнении заменяют аппрокси-
мирующими конечными разностями (или строят на основе зако-
нов сохранения конечно-разностный аналог дифференциального
уравнения). Например, для производной температуры Т по вре-
мени Г.
d 7’ ДТ
-г- = lim —,
d / д/ о A t
(27.21)
где Д7'= Ту, т. е. разность температур, соответствующая шагу по времени А/ =
= /2 - Й-
Для расчета производной температуры по времени можно взять
не левую часть уравнения (27.21), а правую — при некотором ма-
лом, но конечном значении А/. Система дифференциальных урав-
нений, таким образом, преобразуется в систему алгебраических
уравнений, решением которой является численное приближение
искомой функции. В этом случае конечно-разностное уравнение
для внутреннего узла композиционного материала имеет вид [7]:
7^+Л/ - Fo( ! + 7^+1 ) + (1 - 2Fo)7j. (27.22)
593
Для построения модели при наличии в твердом теле внутрен-
них источников тепла, выделяющегося в процессе реакции отвер-
ждения композитов на основе термореактивных смол, при опи-
сании условий однозначности необходимо учесть, что изготавли-
ваемое изделие можно представить в виде плоской пластины (или
комбинации плоских элементов), тогда уравнение (27.20) можно
привести к одномерному.
Начальные условия для исследуемого процесса можно при-
нять следующие; ос = 0 (при t = 0), Т= Tq (при t - 0). Граничные
условия для решения уравнения можно определить как условия I
рода и задать температуру формы 7ф. Если задавать граничные ус-
ловия III рода, что гораздо больше соответствует действительным
условиям процесса отверждения, то для решения задачи необхо-
димо задаться температурой окружающей среды Гокр и коэффи-
циентом теплоотдачи.
Выше было показано, что кинетика процесса отверждения
термореактивных смол (для реакции первого порядка) может быть
описана уравнением (27.18а). Процесс тепловыделения при от-
верждении описывается аналогичным уравнением:
q = ^[1 - ехр(-ЛГ/)], (27.23)
где q — количество выделившегося тепла за время f, — полная теплота реакции
отверждения; К — константа скорости реакции, зависящая от температуры [см.
уравнение (27.17)].
Таким образом, количество выделяющегося тепла есть функ-
ция как степени завершенности реакции, так и температуры. Ко-
личество тепла, поступающее в узел, определяется дифференци-
альным уравнением:
= Л(1 - а), (27.24)
где а — степень завершенности реакции.
В нашем случае величина а может быть определена по величине
q/q^. Конечное количество тепла, поступившее в объем за время Д,
получим, заменяя дифференциалы конечными разностями:
Aqi = к(1 — оф • ЛЛ (27.24а)
Поскольку расчет зачастую проводят для высоконаполненных
композиционных материалов, то значение теплоты реакции для
композита необходимо определять с учетом объемной доли свя-
зующего в нем:
<7Ф = “ ф), (27.25)
где ср — объемная доля наполнителя в композите.
594
а б в
Рис. 27.8. Зависимость температуры на поверхности (7) и в центре (2) из-
делия из композиционного материала на основе термореактивной смолы
при комнатных условиях отверждения — 25 °C («), при 100 °C (б) и в адиа-
батическом режиме (в)
Решение задачи теплопроводности в граничных условиях III ро-
да. Для построения модели нестационарной теплопроводности
при наличии внутренних источников тепла можно воспользовать-
ся вышеприведенными уравнениями. Если использовать величи-
ны теплоты реакции и теплоемкости материала, отнесенные к
единице массы материала, то отношение этих величин позволяет
определить изменение температуры как на единицу массы, так и
на единицу объема реакционной среды.
В этом случае конечно-разностное уравнение для внутреннего
узла композиционного материала имеет вид [7]:
7' “' = Fo( 7' , + 7^, ,) + (1 - 2Fo) (27.26)
Решая уравнение (27.26) совместно с уравнениями (27.24) и
(27.25), получим значения температур на каждом шаге по време-
ни. На рис. 27.8 представлены зависимости температуры, разви-
вающейся в центре и на поверхности пластины из композицион-
ного материала, от времени для изделий, отверждающихся при
комнатных условиях или в печи при температуре 100 °C. Эти за-
висимости показывают, что оба режима отверждения приводят к
возникновению в изделии больших перепадов температур и сте-
пеней конверсии, т. е. к появлению значительных внутренних на-
пряжений в изделиях.
Решение задачи теплопроводности в граничных условиях IV ро-
да. Для построения модели решим задачу тепловыделения в за-
595
данном объеме термореактивной смолы при отсутствии теплопе-
редачи, т. е. в адиабатическом режиме. Одним из вариантов по-
лучения подобного режима является поддержание температуры
среды, окружающей отверждающийся образец композита, в точ-
ности равной температуре в центре образца.
Воспользовавшись приведенными выше уравнениями, соста-
вим схему расчета температуры в случае адиабатического проте-
кания реакции отверждения термореактивной смолы:
/+ЛГ = f + Д^/с. (27.27)
Совместное решение уравнений (27.23), (27.24) и (27.27) по-
зволяет получить зависимости температуры в центре и на поверх-
ности изделия от времени и координаты. Она характеризуется
полным отсутствием перепадов температуры реакции отвержде-
ния в течение всего процесса (см. рис. 27.8, в).
Моделирование базовых процессов, протекающих при пере-
работке пластмасс, представленное в этой главе, направлено пре-
жде всего на формирование ясного представления о характере
этих процессов. Приведенные упрощенные модели теплопереда-
чи, течения вязких полимерных жидкостей, химических процес-
сов отверждения реактопластов позволяют установить основные
характеристики процессов переработки и, что не менее важно,
оценить их производительность.
Для более детального анализа процесса охлаждения перераба-
тываемого расплава пластмассы, например с целью определения
величины и направления усадки, необходимо использование ус-
ложненной модели полимерного вещества, в том числе учитываю-
щей процессы кристаллизации, ориентации в поле механических
напряжений и соответствующие термомеханические характери-
стики. В этом случае может быть оценена неравномерность тем-
пературного поля, возникающего при охлаждении, и возможность
коробления пластмассового изделия.
Для решения подобных задач применяются такие широко из-
вестные программные продукты, как MoldFlow, C-Mold. Их при-
менение требует грамотного использования моделей полимерных
материалов, адекватных методам и целям расчета.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Закгейм А. Ю. Введение в моделирование химико-технологических процессов.
М.: Химия, 1982. 168 с.
2. Чечеткин А. В., Занемонец И. А. Теплотехника. М.: Высшая школа, 1986. 322 с.
596
3. Мак-Келви Д. М. Переработка полимеров. М.: Химия, 1965. 442 с.
4. Тадмор 3., Гогос К. Теоретические основы переработки полимеров. М.: Химия,
1985. 628 с.
5. Басов И. И., Казанков Ю. В., Любартович В. А. Расчет и конструирование обо-
рудования для производства и переработки полимерных материалов. М.: Хи-
мия, 1986. 567 с.
6. Малкин А. Я., Куличихин С. Г. Реология в процессах образования и превращения
полимеров. М.: Химия, 1985. 367 с.
7. Кандырин Л. Б., Суриков П. В. Моделирование процессов переработки пласт-
масс: Учебно-методическое пособие. М.: МИТХТ, 2002. 86 с.
8. Кандырин Л. Б., Симонов-Емельянов И. Д. Сборник аналитических и проблем-
ных задач по курсу "Принципы создания полимерных композиционных мате-
риалов": Учебно-методическое пособие. М.: МИТХТ, 1999. 93 с.
Учебное издание
Власов Станислав Васильевич
Кандырин Леонид Борисович
Кулезнев Валерий Николаевич
Марков Анатолий Викторович
Симонов-Емельянов Игорь Дмитриевич
Суриков Павел Васильевич
Ушакова Ольга Борисовна
ОСНОВЫ
ТЕХНОЛОГИИ
ПЕРЕРАБОТКИ
ПЛАСТМАСС
Заведующая редакцией О. А. Черткова
Ведущий редактор Л. И. Галицкая
Художник О. М. Иванова
Оригинал-макет и диапозитивы подготовлены в ООО Фирма «Аким»
Подписано к печати 20.08.03. Формат 60х 88/16.
Бумага офсетная. Печать офсетная. Усл. печ. л. 37,5. Уч.-изд. л. 36,42.
Изд. № 12/9882. Тираж 2300 экз. Зак. № К-4269.
ФГУП ордена «Знак Почета» издательство «Химия»
Министерства РФ по делам печати, телерадиовещания и
средств массовых коммуникаций.
107076, Москва, Стромынка, 21, корп. 2.
Отпечатано с готовых диапозитивов
в ГУП «ИПК «Чувашия».
428019, г. Чебоксары, пр. И. Яковлева, 13.
Q Московская государственная академия тонкой химической технологии
| митхт | им- М- Ломоносова (МИТХТ) одна из первых в России разработала
У 11 внедрила многоуровневую систему высшего химико-технологического
образования.
Новая система многоуровневого образования базируется на принципах фундаментали-
зации и гуманитаризации высшего образования, единства учебного и научного процессов,
индивидуализации специальной подготовки, многовариантности обучения студентов,
сопрягаемости с зарубежными образовательными системами.
Структура образовательно-профессионального
комплекса МИТХТ им. М. В. Ломоносова
4. АСПИРАНТУРА (послевузовское образование, специальная подготовка) Кандидат наук, 3 года
Конкурсное зачисление в аспирантуру
3. ПОЛНОЕ ВЫСШЕЕ ОБРАЗОВАНИЕ (вторая ступень, специальная подготовка)
Высшая инженерная школа Специалист (инженер), 1,5 года (15 специальностей, 25 специализаций) Магистратура Магистр, 2 года (22 программы)
Конкурс по специальностям и магистерским программам
2. БАЗОВОЕ ВЫСШЕЕ ОБРАЗОВАНИЕ (первая ступень, второй образовательный уровень) Бакалавр по направлению, 2 года (6 направлений)
Конкурс по направлениям бакалавриата
1. ФУНДАМЕНТАЛЬНОЕ ЕСТЕСТВЕННО-НАУЧНОЕ ОБРАЗОВАНИЕ (первая ступень, первый образовательный уровень) Единый учебный план Диплом о неполном высшем образовании, 2 года
Конкурсное зачисление в Академию
0. ПОЛНОЕ СРЕДНЕЕ ОБРАЗОВАНИЕ Аттестат о среднем образовании, 2 года
Профилированная полная средняя школа (X-XI классы) Факультет довузовской подготовки (X-XI классы)
Конкурсный отбор
ОСНОВНАЯ СРЕДНЯЯ ШКОЛА (9 КЛАССОВ)
Структура образовательно-профессионального комплекса МИТХТ позволяет
быстро реагировать на изменение образовательных потребностей учащихся
и конъюнктуры на рынке специалистов, предоставляет возможность получения
второго высшего образования.
В МИТХТможно поступить не только на первый курс, но и в магистратуру
и Высшую инженерную школу.
ЖДЕМ ВАС В МИТХТ!
Адрес Академии: 119571, Москва, пр. Вернадского, 86.
Тел./факс: 434-71-55, 434-73-11/434-87-11