

































































































































































































































































































































































































































































































Автор: Рудман Л.И.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение штамповка
ISBN: 5-217-00249-2
Год: 1988




БИБЛИОТЕКА КОНСТРУКТОРА
□с на вана в шва гаду
СПРАВОЧНИК
КОНСТРУКТОРА
ШТАМПОВ
ЛИСТОВАЯ
ШТАМПОВКА
Под общей редакцией
Л.И.РУДМАНА
ББК 34.623
С74
УДК 621.98.073.001.66 (035)
Авторы: В. Л. Марченко, Л. И. Рудман, А. И. Зайчук,
И. Г. Динер, Б. В. Бирин, канд. техн, наук; Е. И. Соловей
Рецензент канд. техн, наук Б. А. Степанов
Справочник конструктора штампов: Листовая
С74 штамповка/Под общ. ред. Л. И. Рудмана. — М.:
Машиностроение, 1988. — 496 с.: ил. — (Б-ка кон-
структора).
ISBN 5-217-00249-2
Приведены сведения о штампуемых материалах и рекомен-
дации по их рациональному раскрою, методики расчета техно-
логических параметров большинства операций листовой штам-
повки, исчерпывающие справочные данные для конструирования
штампов. Рассмотрены особенности конструирования штампов
для чистовой и скоростной штамповки, твердосплавных штампов,
вопросы штамповки неметаллических материалов, ускоренного
и автоматизированного проектирования штампов.
Для инженеров-конструкторов штампов листовой штамповки
и технологов листоштамповочногб производства, может быть
полезен инженерно-техническим работникам, занятым изготов-
лением и эксплуатацией штампов.
л 2704030000—229
С • 038(01)-88 229~88 ББК 3023
ISBN 5-217-00249-2 © Издательство «Машиностроение»
1988
ОГЛАВЛЕНИЕ
Глава 1. Общие положения по конструированию штампов
(В. Л. Марченко, Л. И. Рудман, А. И. Зайчук) 6
Раскрой материала........................................ 6
Общие требования к конструкции и изготовлению штампов 19
Выбор материалов для изготовления деталей штампов. . . 26
Расчеты общего характера, выполняемые при конструирова-
нии штампов.............................................. 35
Глава 2. Штампы для разделительных операций (В. Л. Мар-
ченко, Л. И. Рудман, А. И. Зайчук) .......................... 4$
Характеристика разделительных операций................... 4$
Требования к технологичности штампуемых деталей ... 50
Расчет параметров, необходимых для выполнения раздели-
тельных операций, и выбор пресса........................ 56
Расчет исполнительных размеров рабочих деталей штамп# 61
Конструирование и расчет на прочность рабочих деталей
штампа .................................................. 74
Размещение основных элементов штампа в его рабочей зоне 105
Конструирование направляющих и фиксирующих элементов
штампов............................................ 113
Некоторые особенности конструирования штампов .... 142
Глава 3. Штампы для гибки (В. Л. Марченко, Л. И. Рудман,
А. И. Зайчук)................................... 169
Характеристика операции гибки...................... 169
Требования к технологичности деталей, изготовляемых гиб-
кой .................................................... 170
Расчет размеров заготовки для гибки................ 177
Расчет размеров и конструирование рабочих деталей штампа 187
Учет пружинения при гибке.......................... 202
Расчет усилий, необходимых для гибки, и выбор пресса. . 211
Типовые конструктивные схемы штампов и их элементов. . 213
Глава 4. Штампы для вытяжки (В. Л. Марченко, Л. И. Руд-
ман, А. И. Зайчук)......................................... 228
Характеристика операции вытяжки......................... 228
Требования к технологичности деталей, изготовляемых вы-
тяжкой ................................................. 229
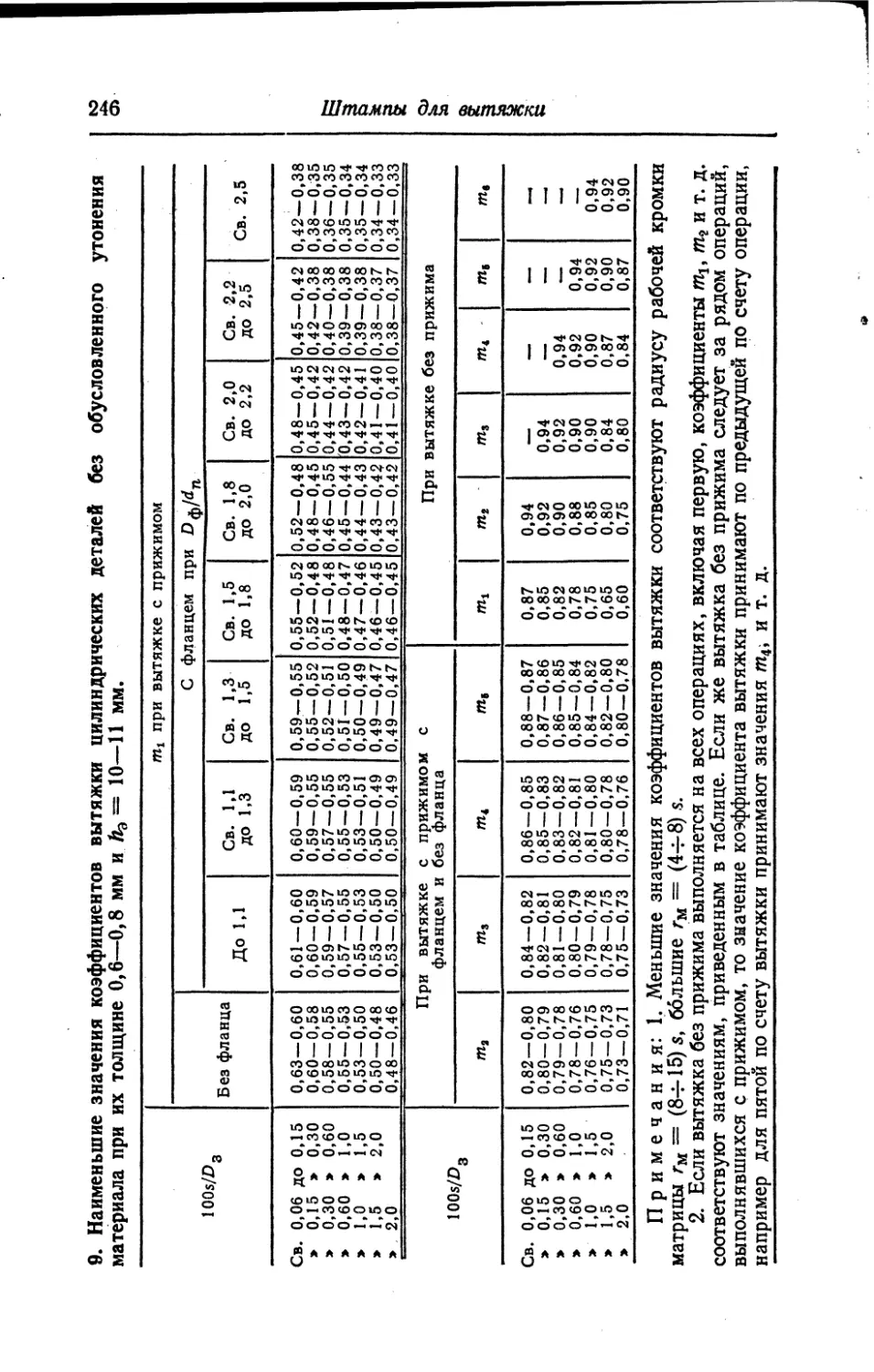
Расчет технологических параметров вытяжки ............. 232
Основные сведения о вытяжке конических деталей .... 282
Вытяжка в ленте........................................ 283
Расчет и конструирование основных деталей штампа ... 286
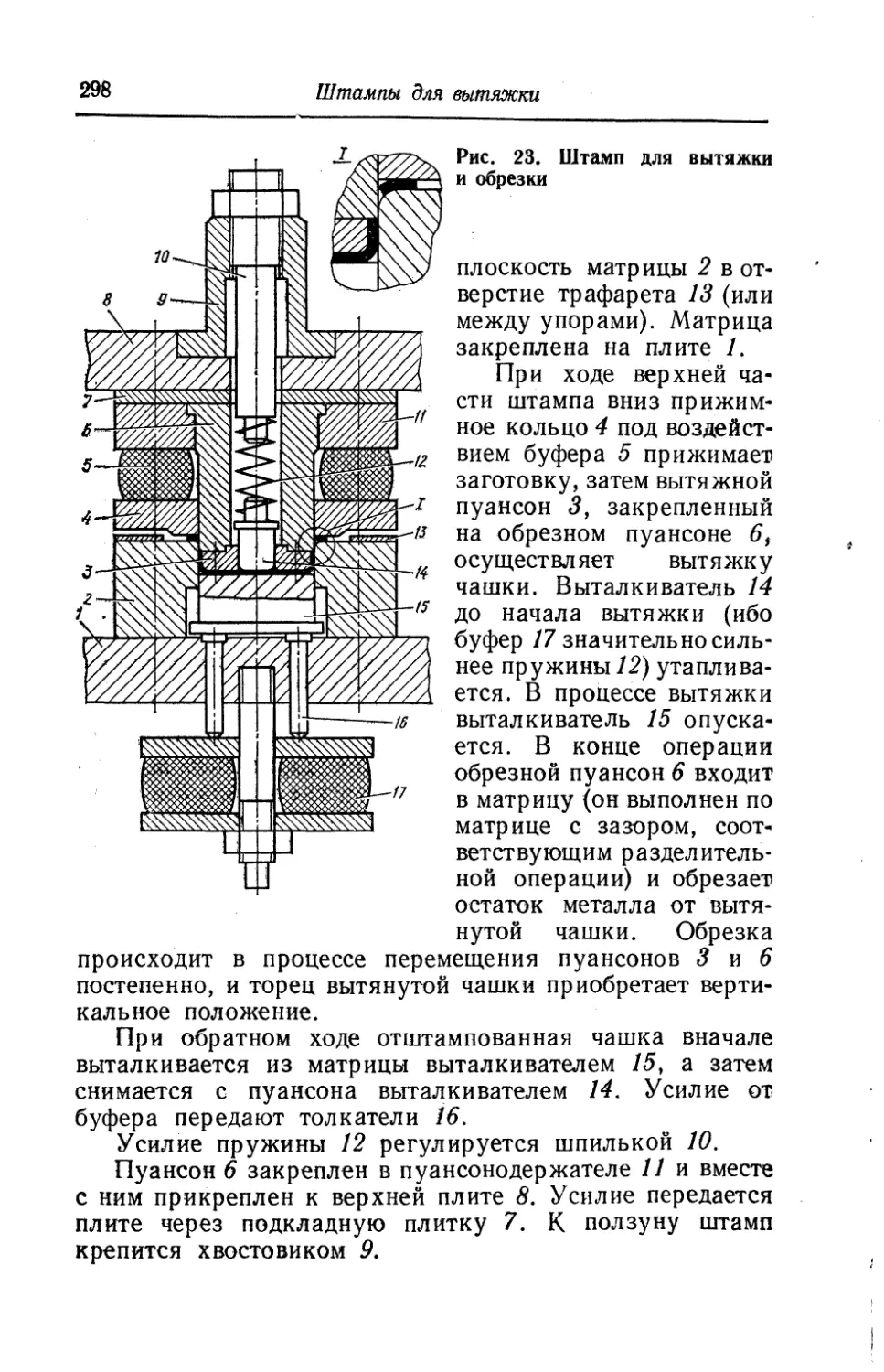
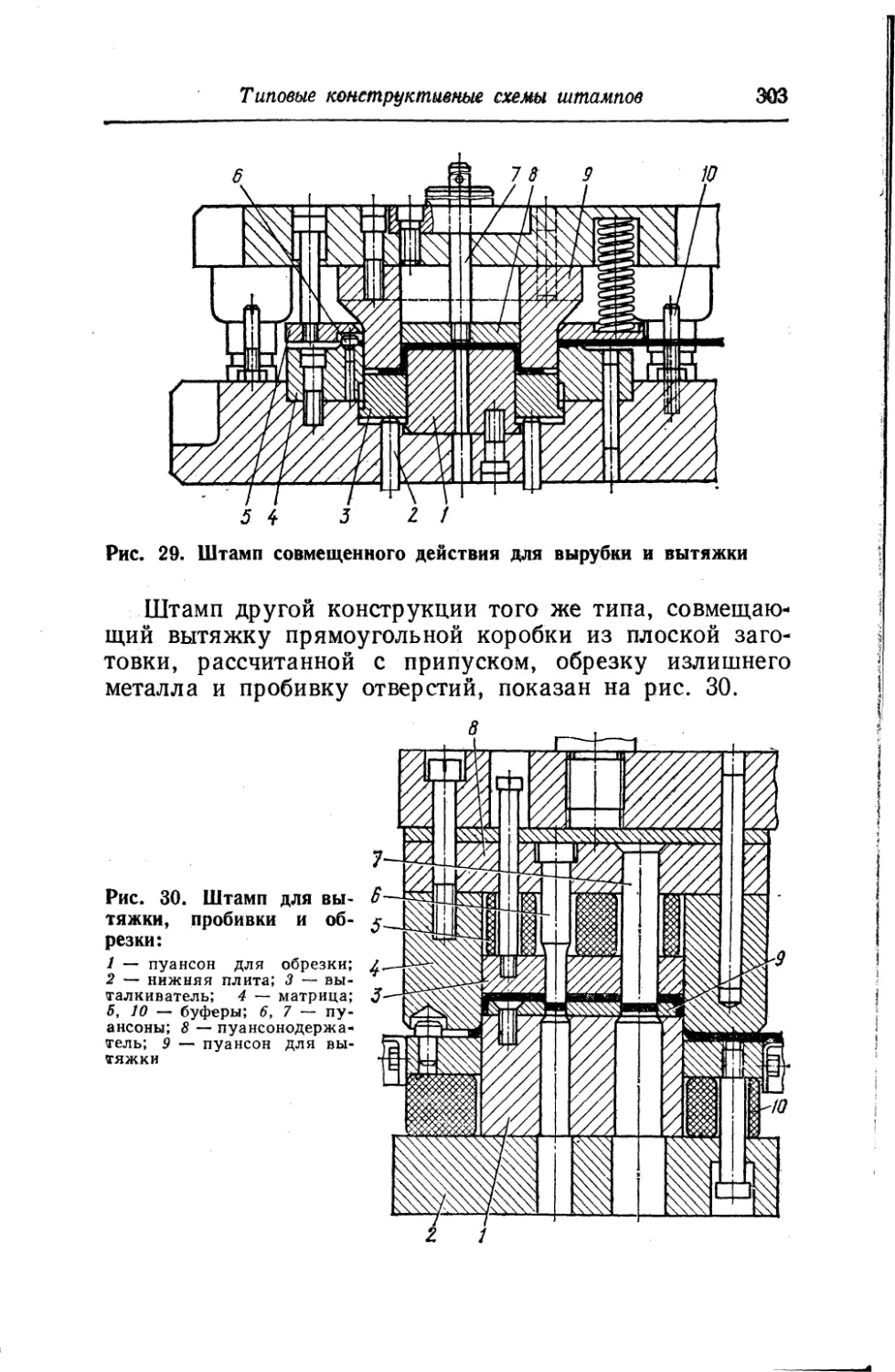
Типовые конструктивные схемы штампов ................... 296
1*
Оглавление
Особенности конструирования штампов для вытяжки дета-
лей из металлических материалов с особыми свойствами и не-
металлов ............................................... 314
Глава 5. Штампы для отбортовки, проколки, рельефной
формовки, раздачи, обжима, завивки, закатки, >
правки, калибровки и чеканки (В. Л. Марченко,
Л. И. Рудман, А. И. Зайчук) .................. 316
Отбортовка и проколка.................................... 316
Рельефная формовка....................................... 337
Закатка.................................................. 339
Раздача и обжим....................................... 340
Правка и калибровка ..................................... 345
Чеканка.................................................. 347
Глава 6. Особенности конструирования штампов с рабочими
элементами из твердых сплавов (Я. Г. Динер) 349
Требования к штампам с элементами из твердых сплавов и
особенности конструкции рабочих деталей.................. 349
Выбор и расчет основных и вспомогательных деталей штам-
пов .................................................... 357
Особовысокостойкие твердосплавные штампы................. 369
Особенности технологии изготовления твердосплавных штам-
пов и ее влияние на их конструирование................... 371
Глава 7. Обеспечение повышенной производительности
штамповки, высокой эксплуатационной надежно-
сти и эффективности производства штампов
(Я. Г. Динер).............................................. 375
Особенности конструирования штампов для скоростной
штамповки................................................ 375
Особенности конструирования штампов с рабочими элемента-
ми, изготовленными методом электротехнологии в автома-
тическом и полуавтоматическом режиме..................... 382
Конструкции устройств, повышающих эксплуатационные
качества и стойкость штампов ............................ 392
Глава 8. Ускоренное и автоматизированное проектирование
штампов (Я. Г. Динер, Б. В. Бирин)......................... 403
Основные системы ускоренного проектирования штам-
пов ..................................................... 403
Сокращенное проектирование с применением нормативных
документов (СПНД) ............................. 403
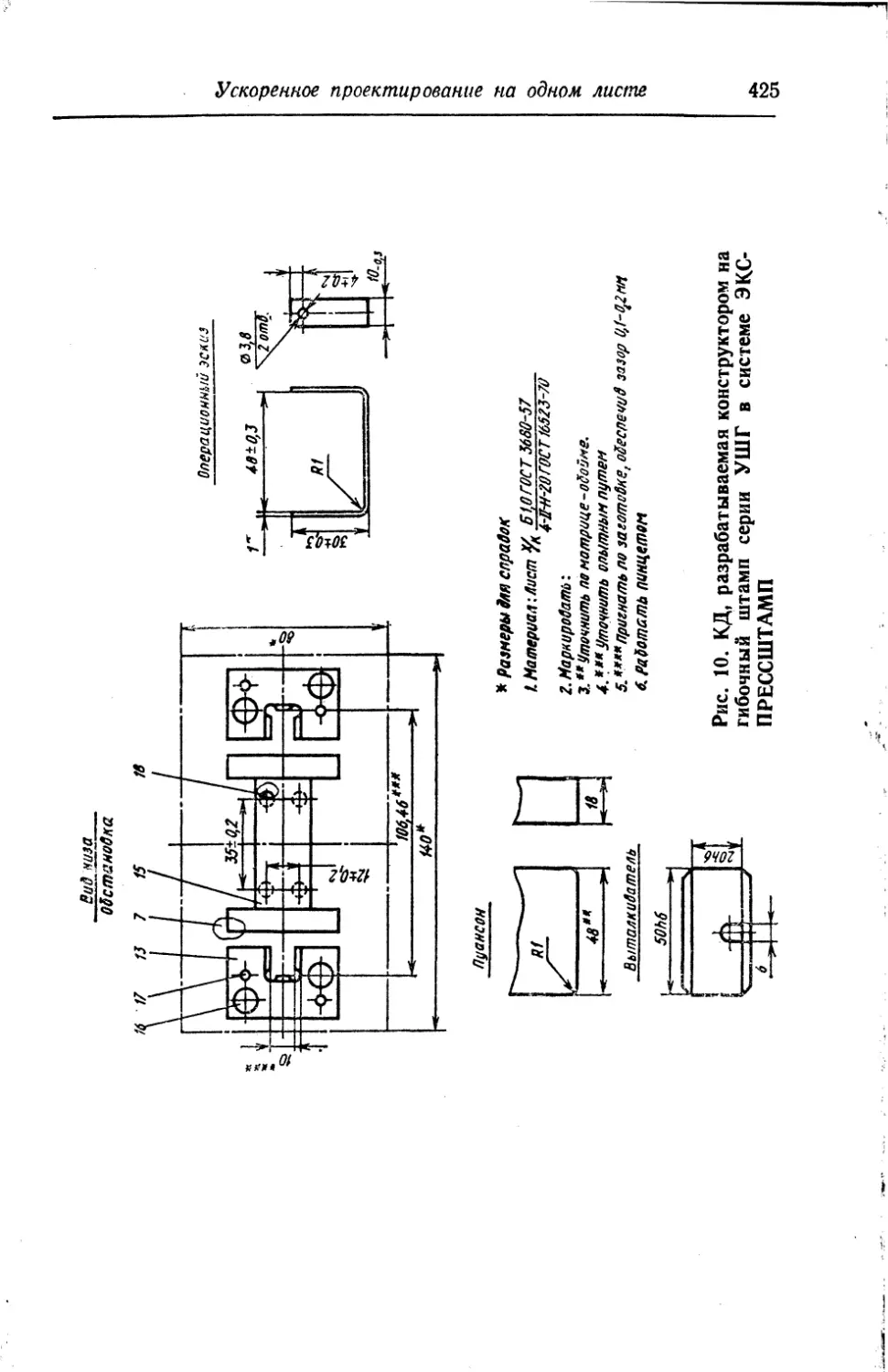
Ускоренное проектирование с выполнением КД на одном ?
листе.................................................... 406
Ускоренное проектирование штампов с использованием
бланк-чертежей .......................................... 426
Система ускоренного проектирования «СУПРШТАМП-2». . 431
Автоматизированное проектирование штампов......... 434
Оглавление 5
______________________________- ............................
Глава 9. Узлы и детали общего назначения (Е, И. Соло*
вей, Л, И. Рудман) ....................................... 441
Блоки и направляющие узлы............................. 441
Прочие узлы и детали общего назначения................. 467
Приложение (Л, И. Рудман) . .............................. 478
Список литературы..................................... . 487
Перечень использованных государственных стандартов .... 490
Предметный указатель .................................... 491
4
Глава 1
ОБЩИЕ ПОЛОЖЕНИЯ
ПО КОНСТРУИРОВАНИЮ ШТАМПОВ
(2)
РАСКРОЙ МАТЕРИАЛА
Для листовой штамповки выбор исходной заготовки
осуществляется путем экономического анализа возмож-
ных вариантов раскроя материала и определения опти-
мального.
В качестве критерия оптимальности принимается коэф-
фициент использования материала
= (1)
£де Мя — масса готового изделия (детали), кг; Н —
норма расхода материала на одно изделие (деталь), кг;
Н = М/па,
где М — масса единицы листа, рулона, куска ленты,
применяемых для штамповки, кг; пд — число изделий
(деталей), получаемых в результате раскроя материала, шт.
Кроме коэффициента использования материала, вы-
числяют коэффициент раскроя
р~ М3
где Пд — число деталей, штампуемых из одной исходной
заготовки; 7И3 — масса исходной заготовки.
Для вычисления /Си по формуле (0 и ^p вместо зна-
чений массы детали и массы исходной заготовки можно
подставлять значения соответствующих площадей их по-
верхности. При штамповке с отходами определяют ве-
личину перемычек (рис. 1; табл. |—4) в зависимости
от габаритных размеров заготовки, вида ее материала
и толщины, а также в зависимости от типа раскроя:
прямого, наклонного, встречного, комбинированного и т. д.
При этом определяют возможность размещения заготовок
йа плоскости полосы, относительное расположение пуан-
сонов, упоров и т. п. Следует обязательно учитывать
Необходимость последующей гибки заготовок и распола-
гать их на полосе (ленте) таким образом, чтобы линии
Раскрой материала
7
1. Наименьшие размеры перемычек и кромок, обрезаемых шаговыми
ножами при штамповке мягкой стали (см. рис* 1)
Размеры j мм
Толщина материала s Обозначение перемычки Наибольший размер А штампуемых заготовок - - • —
о ю .0 Л Св. 50 до 100 О оо Г-.О см «за О о см d О ю О Св. 50 до 100 Св. 100 до 200 Св. 200 до 300 о 9 3
1 Круглые и оваль- ные заготовки Прямоугольные и фигурные заготовки
До 0,2 а 2,0 2,2 2,5 2,8 2,5 3,0 3,5 4,0 5,0
b 1.5 1,7 2,0 2,2 2,0 2,5 3,0 3,5 3,8
Св. 0,2 до 0,5 а 1.5 1.7 1,9 2,2 1,8 2,0 2,5 3,0 4,0
b 1,2 1,4 1.6 1,8 1,5 1,7 2,2 2,7 з.о
0,5 » 1,0 а 1.2 0,8 1,4 1.6 1,8 1,5 1,7 2,2 2,7 3,5
b 1,0 1.2 1,4 1,0 1,2 1,7 2,2 3,0
1,0 » 1,5 а 1,5 1,7 1.9 2,1 1,9 2,1 2,6 3,1 2,6 3,5
b 1.1 1,3 1,5 1,7 1,4 1,6 2,1 3,0
1,5 » 2,0 а 1.9 2,1 2.3 2,5 2,2 2,4 3,о 3,4 4,0
b 1.5 1,7 1,9 2,1 1,7 1.9 2,5 2,9 3,5
» 2,0 » 2,5 а 2,3 2,5 2,7 2,9 2,6 2,8 3,3 3,8 4,0
b 1.8 2,0 2,2 2,4 2,2 2,4 2,9 3,4 3,5
» 2,5 » 3,0 а 2,6 2,8 3,0 3,2 3,о 3,2 3,7 3,2 4,2 4,5
b 2,1 2,3 2,5 2,7 2,5 2,7 3,7 4,0
» 3,0 » 3,5 а 3,0 3,2 3,4 3,6 3,4 3,6 4,1 3,6 4,6 5,0
b 2,5 2,7 2,9 3,1 2,9 3,1 4,1 4,5
> 3,5 » 4,0 а 3,3 3,5 3,7 3,9 3,7 3,9 4,4 3,9 4,9 5,0
b 2,8 3,0 3,2 3,4 3,2 3,4 4,4 4,5
» 4,0 » 4,5 а 3,6 3,8 4,0 4,2 4,0 4,2 4,7 5,2 6,а
b 3,1 3,3 3,5 3,7 3,6 3,8 4,3 4,8 5,0
> 4,5 » 5,0 а 4,0 4,2 4,4 4,6 4,5 4,7 5,2 5,7 6,0
b 3,4 3,6 3,8 4,0 4,0 4,2 4,7 5,2 5,0
> 5,0 » 6,0 а 4,2 4,5 4,8 5,0 4,5 5,5 5,5 6,0 6,5
b 3,5 3,9 4,2 4,5 4,0 4,5 4,5 5,0 5,5
6,0 » 7,0 а 4,5 5,0 5,5 6,0 4,8 6,0 6,0 6,5 7,0
ь 3,6 4,0 4,2 4,5 4,3 5,0 5,0 5,5 6,0
8
Общие положения по конструированию штампов
Продолжение табл. 1
Толщина материала s Обозначение перемычки Наибольший р< азмер А штампуемых заготовок
До 50 Св. 50 до 100 Св. 100 до 200 Св. 200 До 50 Св. 50 до 100 Св. 100 до 200 Св. 200 до 300 Св. 300
Св. 7,0 до 8,0 а КрУ нь 5,0 ълые te за* 5,5 4,5 6,0 U Ов( готое 5,8 2ЛЬ- жи 6,0 Пр. гу 5,3 ямугс 'рные 6,5 мъны заг 7,0 'в и omoei 8,8 фи- 8,5
8,0 » 9,0 b а 4,2 5,5 4,8 6,3 5,0 6,5 4,8 5,8 5,5 7,0 6,0 7,5 6,8 8,0 6,5 8,0
9,0 » 10,0 b а 4,5 6,0 5,0 7,0 5,2 7,5 5,5 8,0 5,3 6,3 6,0 7,0 6,5 7,5 7,0 8,0 7,0 9,0
b 5,0 6,0 6,5 7,0 5,8 6,0 6,5 7,0 8,0
Примечания: 1. Для других штампуемых материалов таб-
личные значения перемычек следует умножить на коэффициент:
сталь средней твердости и твердая...............0,9
бронза и латунь ............................... 1,2
медь, алюминий и его сплавы.................... 1,3
магниевые сплавы................................2,0
титановые сплавы: /
ВТ1 (без подогрева) и ВТ5-1 (с подогревом) П ,3 (
ВТ5-1 (без подогрева)...................... 2,0
2. При штамповке деталей сложной конфигурации с острыми уг-
лами, обращенными в сторону перемычек, табличные значения а и
b следует увеличить на 25—30 % (см. рис. 1,е).
При штамповке с переворотом полосы приведенные значения а
и b следует увеличить на 50 % (см. рис. 1, ж). При наличии бокового
прижима полосы и точной подачи в штампах с боковыми ножами,
а также при автоматической подаче валками и клещами допускается
уменьшение приведенных в таблице значений перемычек на 20 %.
При вырубке на пластинчатых штампах при s < 3 мм значения а и
б следует увеличить в 1,5—2 раза.
2« Размеры перемычек при чистовой вырубке
Размеры, мм
Обозначение перемычки (см. рис. 1) Толщина материала s
До 2,0 Св. 2,0 ДО 4,0 Св. 4,0 ДО 6,0 Св. 6,0 до 8,0 Св. 8,0 до 10,0 Св. 10,0 до 12,0
а 4,0 6,5 9,0 11,5 9,0 14,0 16,5
b 3,0 5,0 7,0 п,о 13,0
Раскрой материала
9
3. Размеры перемычек при штамповке неметаллических материалов,
кроме слоистых пластиков (см. рис. 1)
Размеры , мм
Материал Толщина материала s
До 1,0 Св. 1,0 ДО 1,5 Св. 1,5 до 2,0 Св. 2,0 До 3,0 Св. 3,0 До 4,0
Эбонит, слюда, оргсте- кло при вырубке дета- лей: без острых углов с острыми углами Кожа, картон, бумага Резина *, фетр *, вой- лок * 1,5 2,0 1,5 1,0 2,5 3,0 2,0 1,5 3,0 4,0 2,5 2,0 4,0 5,0 3,5 3,0 Й 4.0
* При штамповке просечками.
сгиба размещались перпендикулярно направлению во-
локон прокатки или, если это возможно, под наименьшим
углом а к нему (см. рис. 1, м).
При штамповке без перемычек а ширина полосы опре-
деляется размером штампуемой заготовки. При штам*
повке с боковыми перемычками (рис. 1, a, д, е, ж, з, к)
ширину полосы рассчитывают с учетом принятой схемы
штампа. Если предусматривается прижим полосы (ленты)
к направляющей планке, то ширина полосы не зависит
от зазора между направляющими планками и полосой:
Ва = (А + 2а + 6Ь, (3)
где б — допуск на ширину полосы, принимаемый для
случая раскроя листов на полосы с применением гильо-
тинных или многодисковых ножниц — по табл. 5 и 6,
для стандартных лент по соответствующим ГОСТам.
Если же в штампе предусматривается свободное переме-
щение полосы (ленты), то ее ширину рассчитывают из
условия, чтобы при наибольшем смещении полосы (ленты)
в одну сторону боковая перемычка не была меньше а
(рис. 2). При этом между направляющими 2 и 5 и поло-
сой 6 должен быть обеспечен некоторый гарантированный
наименьший зазор zH, а допуск на расстояние Впл между
направляющими планками должен составлять д'.
10
Общие положения по конструированию штампов
4 4
Раскрой материала
Рис. 1. Схемы раскроя полосы:
а — вырубка круглых заготовок; б— пробивка и вырубка с перемычками в штампе с двумя шаговыми ножами; я —>
пробивка и отрезка без перемычек в штампе с двумя шаговыми ножами; г — то же, с одним шаговым ножом; д ~
вырубка прямоугольных и фигурных заготовок; е — вырубка фигурных заготовок, повернутых острыми углами к краям
полосы, ж — вырубка с переворотом полосы; в — многорядная иробивка и вырубка; и — двухрядная штамповка; к —*
многорядная штамповка круглых заготовок; 4 —разрезка; ж «= расположение заготовок относительно волоковгтфо-*
катки металла
йя*
М»
4. Размеры перемычек (в долях толщины материала) при штамповке слоистых пластиков (см. рис. I)
Размеры, мм
ьэ
Материал Толщина материала S Пробивка отверстий Вырубка контура
диаметром 0,8—5 диаметром св. 5 плавными очертаниями любых размеров сложной формы с острыми углами любых размеров с плавными очертаниями размерами до 100X10 с острыми углами размерами до 100Х 100 любой фор- мы разме- рами св. 100X100
а ь а Ь а ь а h а ъ а ь
Гетинакс До 1,0 Св. 1 до 2,0 » 2,0 » 3,0 3,2 1,8 1,4 2,8 1.7 1,4 3,4 1,9 1,3 3,0 1,7 1,4 3,5 2,0 1,4 3,4 1,9 1.5 3,0 1,8 1,4 2,8 1,7 1,2 3,2 2,0 1,6 1,8 1,5 3,6 2,2 2,0 3,4 2,0 1,9
Текстолит До 1,5 Св. 1,5 до 3,0 2,4 1,2 2,3 1,2 2,5 1,3 2,4 1,2 2,5 1,3 2,5 1,2 1,8 1,5 1,8 1,1 1,8 1,5 1,8 1,4 1,8 1,6 1,7 1,6
Стекло- текстолит До 1,5 Св. 1,5 до 3,0 1,3 1,2 1,3 1,2 1,4 1,3 1,3 1,3 1,4 1,3 1,4 1,3 1,2 1,1 1,2 1,1 1,5 1,4 1,4 1.3 1,5 1,4 i 1,5 1,4
Стеклово- локнит До 1,5 Св. 1,5 до 3,0 1,8 1,5 1,7 1,4 2,2 2,0 2,0 1,8 2,2 2,0 2.0 1,8 Штамповка не производится
Общие положения по конструированию штампов
Раскрой материала
13
Рис. 2. Схема штампа последовательного действия с разовым и гриб*
новым упорами и фиксатором:
1 — матрица; 2,5 — направляющие планки; 3 — съемник; 4 «* пуансон для
вырубки; 6 — исходная полоса; 7 — грибковый упор; 8 — фиксатор; 9 пу-
ансон для пробивки; 10 — разовый упор
5. Допуски 6 на ширину полос, нарезанных на гильотинных нож-
ницах
Размеры, мм
Толщина материала s
Ширина полосы До 1 Св. 1 до 2 Св. 2 ДО 3 Св. 3 ДО 5 Св. 5 ДР 10
До 50 0,4 0,5 0,7 0,9 1.8
Св. 50 до 100 0,5 0,6 0,8 1.0 2,0
» 100 » 150 0,6 0,7 0,9 1.1 2,5
> 150 » 220 0,7 0,8 1.0 1.2 3,0
> 220 » 300 0,8 0,9 1,1 1.3 4,0
14
Общие положения по конструированию штампов
6. Допуски 6 на разрезку ленты на многодисковых ножницах
Размеры, мм
Толщина материала s Ширина ленты
До 100 Св. 100 до 300 Св. 300 До 100 Св. 100 ДО 300 Св. 300
До 0,1 Св. 0,1 до 0,63 » 0,63 » 1 » 1 » 3,6 Норм 0,10 0,20 0,30 0,40 альная т 0,15 0,30 0,40 0,50 очность 0,25 0,40 0,50 0,60 Повьн 0,05 0,10 0,20 0,30 иенная т 0,08 0,15 0,25 0,35 ,очность 0,15 0,25 0,35 0,45
В наиболее неблагоприятном случае наибольший зазор
zrx-*« + s + s'.
При этом расстояние от правой кромки матрицы 1 до
края полосы 6 должно сохранять значение а. Следова-
тельно, должно соблюдаться равенство
Вп — б = А + а + гн б 4- б' 4-а,
откуда
Ва == [Л 4~ 2 (а 4~ б) 4~ ~н + б'Сб, (4)
где zH и б' принимают по табл. 7.
Рассчитанная по формуле (4) ширина полосы (ленты)
при самых неблагоприятных условиях штамповки гаран-
тирует сохранение наименьшего значения перемычки а.
При штамповке с боковым прижимом зазор не должен
быть меньше гн, однако его фактическая величина опре-
деляется конструктивно.
Если штамповка осуществляется с применением шаго-
вых ножей и расстояние между ножами равно ширине
штампуемой детали (см. рис. 1, в), то ширину полосы
также рассчитывают по формуле (4). Если же после
обрезки полосы шаговыми ножами остается еще боковая
перемычка а, то при штамповке с одним шаговым ножом
ширину полосы рассчитывают по формуле
4~ За 4~ 26 4- zh 4- б I бнж1-е. (5)
а при штамповке с двумя шаговыми ножами (см. рис. 1, б
и и)
Вп = [Л + 2 (2а + 6) + z„ + 6' + (6)
Раскрой материала
15
7. Гарантированный наименьший зазор zH между направляющими
планками и полосой (лентой) и допуск 6' на расстояние между
направляющими планками
Размеры, мм
Ширина полосы Допуск д' Зазор zH при толщине s штампуемого материала
До 1,0 Св. 1,0 до 2,0 Св. 2,0 до 3,0 Св. 3,0 до 5,0 Св. 5,0
До 10 Св. 10 до 50 » 50 » 80 > 80 » 120 > 120 » 180 » 180 » 250 > 250 » 315 0,15 0,25 0,30 0,35 0,40 0,46 0,52 0,50 0,50 0,75 1,00 1,00 1,20 1,20 0,75 0,75 0,80 1,00 1,20 1,40 1,40 1,00 1,00 1,00 1,20 1,40 1,50 1,50 1,00 1,00 1,20 1,40 1,60 2,00 2,00 1,50 1,50 1,50 2,00 2,00 2,50 2,50
Примечание, Значения zB приведены для однорядного
раскроя полосы. В случае применения раскроя с переворотом полосы
(см. рис. 2, ж) приведенные значения гн следует увеличить на 50—70 %.
где ^нж — допуск на расстояние от базовой планки до
шагового ножа или на расстояние между шаговыми но-
жами, который определяют из зависимости 6Н)К = 0,256'
и округляют до 0,1 мм [см. гл. 2, формулу (47)]. Выра-
жение в квадратных скобках — номинальное значение
ширины полосы Вп°м.
По рассчитанной ширине полосы определяют число
полос, получаемых из листа с заданными размерами, а по
длине полосы и шагу t вырубки — число заготовок, полу-
чаемых из полосы. После этого вычисляют общее число
заготовок (деталей) пд, получаемых из листа, норму рас-
хода материала и коэффициент его использования.
Пример. Определить ширину полосы для вырубки детали
(см. рис. 1, а).
Исходные данные: А == 100 мм, s= 1 мм, материал — сталь 20,
По табл. 1 находим значения перемычек а = 1,4 мм и b = 1,0 мм.
По табл. 5 и 7 находим 6 = 0,6 мм; гн = 1,0 мм; 6' = 0,35 мм.
Ширина полосы по формуле (4): Ва = [lOO-j-2 (1,4 + 0,6) + 1 4-
+ 0,35]_0>в = 105,35_0>в мм.
Округляем до 1О5,5_о,в мад.
При этом расстояние между направляющими планками
Впп = [Вп + zH]+fi' = [Ю5,5 4- 1,О]+о>35 = 1O6.5+0’35 мм.
16
Общие положения по конструированию штампов
Рис. 3. Пара деталей маг-
При самых неблагоприятных условиях
наименьшая перемычка
а =в 105,5 — 0,6 —
106,85
2
100
-г_=.
= 1,475 мм.
Оптимальную схему раскроя полосы
для штамповки конкретных деталей в каж-
дом отдельном случае определяют путем
анализа нескольких вариантов с учетом
достоинств и преимуществ каждого из них.
Не всегда оказывается выгодным мало-
нитопровода отходный раскрой без перемычек в по-
лосе. Хотя он исключает потерю металла
на образование перемычек, однако иногда приводит к резкому увеличе-
нию потерь на концевые неиспользуемые остатки полос длиной LOOT,
которые могут быть исключены лишь при штамповке из ленточного
(рулонного) материала. Штампы для осуществления малоотходной
штамповки без перемычек в полосе требуют, как правило, более высо-
кой точности изготовления, наличия шаговых ножей, обеспечения вы-
сокой точности шага подачи полосы и т. д.
Пример. Определить ширину полосы для четырех вариантов рас-
кроя при штамповке двух деталей магнитопровода — Ш-образной и
прямой (рис. 3). Исходные данные: Z = 24 мм, Zx = 50 мм; Z2 = 12,5 мм;
/3 = 75 мм; материал — электротехническая кремнистая сталь; s =
= 0,3 мм.
Вариант 1. На рис. 4, а показана схема малоотходного раскроя
полосы, при котором за каждый ход пресса получают одну пару де-
талей. Достоинством такого раскроя является экономия металла за
счет отсутствия поперечных перемычек, недостатком — наличие неис-
пользованного остатка длиной L0CTf образующегося вследствие не-
возможности продолжения штамповки после того, как остаток полосы
длиной Z0CT станет меньше шага /подачи. При этом значение L0CT опре-
деляется конструкцией штампа, однако как правило L0CT > 2,51.
Кроме того, штамп с данным раскроем полосы должен обеспечить весьма
точный шаг t подачи, чтобы левая кромка прямоугольных отверстий
с размерами 0,5Z3 X Z2 (рис. 4, а) после перемещения полосы на шаг
точно совпадала с правой кромкой матрицы для разрезки полосы (ли-
ния А А). В противном случае либо в прямой детали образуются выемки
(рис. 5, а) с размерами Z2 X /', где /' — погрешность шага подачи
(когда шаг несколько превышает расстояние между соответствующими
режущими кромками матрицы), либо в полосе образуются дополнитель-
ные перемычки (рис. 5, б) шириной, равной погрешности t' шага по-
дачи (когда шаг меньше указанного расстояния между режущими кром-
ками). В последнем случае разделение деталей становится затрудни-
тельным или даже невозможным.
С целью гарантирования разделения штампуемых деталей в дан-
ном случае следует вводить в прямой детали дополнительный кон-
структивный элемент в виде выемок (см. рис. 5, а) с размером /'
Q,3 мм, что не всегда приемлемо. *
Определим коэффициент раскроя полосы для данного варианта.
Ширину полосы определяем по формуле (4). Для этого по табл. 1,5
Раскрой материала
18
Общие положения по конструированию штампов
Рис. 5. Результат погрешно-
сти шага подачи полосы при
штамповке
и 7 находим а = 2,0,9 ® 1,8 мм; 6 =
= 0,5 мм; гн = 0,75 мм; 6' = 0,3 мм.
Следовательно,
Вп = [75 + 2 (1,8 + 0,5) + 0,75 +
4“ 0,3].0,5 « 8О,7.о,5 мм«
При длине полосы Ln = 1000 мм
площадь ее поверхности 80,7 X 1000 «
= 80 700 мм2.
Шаг штамповки / = Zf + Z2 =
= 62,5 мм. Наименьший неиспользован-
ный остаток полосы L0CT = 2,5«62,5 =
= 156,25 мм, следовательно, из полосы
может быть получено не более (1000 —
— 156,25): 62,5= 13 пар деталей, и при
этом фактический остаток полосы со-
ставит 187,5 мм. Поскольку площадь
поверхности одной пары деталей составляет X Z3 = 3750 мм2 (без
учета выемки 6 X 6,5 мм), то коэффициент раскроя
13-3750
80 700
= 0,604.
Вариант 2. На рис. 4, б показана схема малоотходного раскроя
полосы. В данном случае шаг штамповки tr = 2; = 100 мм. За каж-
дый ход пресса получают две пары деталей, следовательно, с точки
зрения производительности, данный вариант выгоднее первого. Из
полосы длиной Ln = 1000 мм получают семь комплектов из двух пар
деталей, т. е. 14 пар. При этом остаток Loct == 300 мм. Соответственно,
коэффициент раскроя •
14-3750
80 700
= 0,651.
Таким образом, данный вариант раскроя выгоднее первого и с точки
зрения эффективности использования металла. Однако ввиду существен-
ного возрастания шага штамповки этот вариант приводит к усложнению
штампа, кроме того, конструктивное оформление штампа может по-
требовать увеличения L0CT > 300 мм. В таком случае число пар,
штампуемых из полосы деталей, может снизиться до 12. Второй вариант
при этом становится менее эффективным, чем первый.
Вариант 3. В данном случае (см. рис. 4, в) штамповка каждой из
деталей осуществляется отдельно из полос одинаковой ширины с по-
перечными перемычками. При этом а= 1,8 мм, Ь = 1,7* 0,9 = 1,6 мм
(см. табл. 1, примечание 1). Шаг штамповки Ш-образной детали /2 ~
= Zj + b = 51,6 мм. Шаг штамповки прямой детали Z3 = Z2 + b =
= 14,6 мм. Ширина полосы в обоих случаях определяется по формуле
(4) : Вп « 8О,7_о,5 мм.
Из полосы, имеющей площадь поверхности 80 700 мм , можно
отштамповать 19 Ш-образных деталей и при этом неиспользуемый ос-
таток полосы Loct = 1000 — 19-51,6= 19,6 мм. Из той же полосы
можно отштамповать 68 прямых деталей и при этом остаток полосы
Loct = 7,2 мм.
Общие требования к конструкции и изготовлению штампов 19
Для обеспечения комплектной штамповки 68 пар деталей требуется
одна полоса для прямой детали и 68 ; 19 = 3,58 полос для Ш-образной
детали. Следовательно, общий для комплекта деталей коэффициент
раскроя
68-3750
Лр (1 + 3,58) 80 700 ’ ’
т. е. превышает /Ср первого и второго вариантов. Таким образом, ка-
жущиеся, на первый взгляд, преимущественными два варианта мало-
отходного раскроя на практике оказываются менее выгодными, чем
раскрой с отходами в виде перемычек. Естественно, что с точки зрения
производительности наиболее выгодным является второй вариант, а
третий — наименее приемлемым.
Вариант 4. За каждый ход пресса получают две пары деталей
(см. рис. 4, г). Однако в отличие от второго варианта этот раскрой осу-
ществляется при наличии перемычек: а= 1,8 мм; Ь~ 1,6 мм;
= 2,6 мм. При этом ширина полосы Вп ~ 80,7_о,5 мм, а /3= =®
= 102,6 мм. Из полосы получают девять комплектов по две пары,:
т. е. 18 пар деталей. Неиспользуемый остаток полосы Loot = 76,6'мм.
Коэффициент раскроя
18-3750
80700 °’836'
Следовательно, с точки зрения раскроя и по производительности
последний вариант является наиболее выгодным, однако требует суще-
ственного удлинения рабочей зоны штампа. Такой вариант приемлем
при штамповке из ленты с автоматической подачей, в автоматизирован-
ных линиях и т. д.
ОБЩИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИИ
И ИЗГОТОВЛЕНИЮ ШТАМПОВ
Изготовленный и принятый в эксплуатацию штамп
должен прежде всего обеспечивать получение деталей
в соответствии с технической документацией, безопасность
работы и возможность ремонта. Штамп должен удовлетво-
рять также ряду специальных требований, оговаривае-
мых техническими условиями.
В конструкциях штампов, имеющих рабочие детали
из твердых сплавов или твердосплавные вставки, должны
быть применены шариковые, роликовые или другие на-
правляющие узлы, обеспечивающие надежность работы
штампа.
В конструкциях штампов с массой более 1000 кг
(для изготовления автомобильных кузовов, кабин и т. п.)
необходимо предусматривать возможность замены рабо-
чих элементов, имеющих повышенный износ, без снятия
штампа с пресса. Пуансоны и матрицы должны опираться
20 Общие положения по конструированию штампов
на закаленные подкладные плитки, если давление, пере-
даваемое опорными поверхностями пуансонов и матриц
на плиты, превышает допускаемое напряжение на их
смятие. Конструкции съемников и прижимов должны
обеспечивать повторную заточку режущих кромок без
снятия штампа с пресса. Возможность неправильной
сборки верхней и нижней частей штампов должна быть
полностью исключена.
Рабочие детали штампов сложной конфигурации до-
пускается делать секционными. Длина секций опреде-
ляется технологическими возможностями изготовителя
(но не более 300 мм). Крепление секций должно исключать
возможность их смещения. Секции крепят штифтами,
врезкой в плиты, собирают в обоймы и т. п. В местах
стыка секций зазор не допускается.
Длина посадочной части отверстий под штифты в де-
талях, имеющих толщину более двух диаметров штифтов,
должна быть не более двух диаметров. Диаметр остальной
части отверстий следует выполнять не менее чем на 1 мм
больше диаметра штифта.
В деталях, фиксируемых с помощью цилиндрических
штифтов (кроме штифтов с внутренней резьбой), где от-
верстия под штифты не являются сквозными, необходимо
предусматривать резьбовые отверстия для их выпрессовки
с помощью винтов.
Неуказанные литейные радиусы в зависимости от га-
баритных размеров заготовок деталей штампов должны
быть в пределах от 2 до 40 мм. Неуказанные формовочные
уклоны назначаются изготовителем. Допускается вместо
литейных радиусов применять фаски.
На необработанных поверхностях заготовок деталей
штампов допускается наличие раковин и других дефектов,
не влияющих на работу штампов. Трещины не допу-
скаются.
Рекомендуемые точность сопрягающихся деталей и
шероховатость их поверхностей приведены в табл. 8 и 9.
Требования к точности блоков приведены в табл. 10.
Шероховатость поверхностей деталей, предназначен-
ных для клеевых соединений, должна быть не менее Ra
12,5 мкм, если не оговорены особые требования к клеям
и склеиваемым поверхностям. Обработанные поверхности
деталей не должны иметь следов коррозии, трещин и др у-
Общие требования к конструкции и изготовлению штампов 21
8. Требования к точности изготовления сопрягающихся деталей
штампов для листовой штамповки
Сопряжение Толщина штампуе- мого ма- териала S, мм Характер сопряжения Рекомен- дуемая посадка
Направляющая колонка в отверстии втулки 0,5 0,5—3,0 Продольное относи- тельное перемеще- ние без вращения /76 /i5 Н7 h6
3 >0—5,0 Н7 h7
5,0 Н9 е8
Гладкая направляющая колонка в отверстии нижней (верхней) плиты, когда направление колон- ки во втулке обеспечи- /76 вается по посадке по До 0,5 Неподвижные со- единения без допол- нительного крепле- ния S7 й5
То же, когда направле- ние колонки во втулке обеспечивается по посад- 777 Н7 Н9 КаМ йб ' h7 ПЛП е8 От 0,5 То же S7 /16
Направляющая втулка в отверстии верхней (ниж- ней, промежуточной) пли- ты До 6,0 » • /77 s6
Ступенчатая направля- ющая колонка в отвер- стии нижней (верхней) плиты То же > То же
22 Общие положения по конструированию штампов
Продолжение табл. 8
Сопряжение Толщина штампуе- мого ма- териала S, мм Характер сопряжения Рекомен- дуемая посадка
Пуансон (матрица, упор, фиксатор) в отверстии термически не обрабо- танной плиты (пуансо- нодер жател я, матр ице- держателя, державки) До 6,0 Неподвижное соеди- нение, в ответствен- ных случаях с до- полнительным кре- плением, исключа- ющим относительное вращение (для круг- лых деталей) и осе- вое перемещение Н7 тб
Твердосплавная матрица в отверстии обоймы Неподвижное соеди- нение без дополни- тельного крепления Н7 *1 «7 5 Н7 •» а
Цилиндрический штифт в отверстии плиты (ма- трицы, матрицедержате- ля, пуансонодержателя) То же Н7 пб
Подвижная деталь в отверстии неподвижной детали: при взаимном точном центрировании (быстро- сменный пуансон в пуансонод ер жател е, центрирующий выступ во впадине и т. д.) при взаимном неточном центрировании при взаимном грубом центрировании <3,0 3,0—5,0 От 5,0 Относительное осе- вое перемещение (вращение) в про- цессе работы. Воз- можно дополнитель- ное крепление, обес- печивающее времен- ную неподвижность деталей соединения То же » Н7 А6 Н7 П Н9 е8
Две термически обрабо- танные детали, непо- движные друг относи- тельно друга, из которых одна охватывает вторую *х До 24 мм и св. 40 i Любая лм. *2 Св Неподвижные соеди- нения без дополни- тельного крепления 24 мм и до 40 мм. Н7 k€>
Общие требования к конструкции и изготовлению штампов 23
9. Рекомендуемая шероховатость поверхности деталей штампов для
листовой штамповки *1
Характеристика поверхностей Примеры поверхностей деталей Ra, мкм
Поверхности деталей, не соп р и касающиеся с поверхностями дру- гих деталей Поверхности торца колонки, втулки, поверхность стержня винта, болта, провального от- верстия матрицы, боковые по- верхности плит, поверхность торца штифта 50,0—12,5
Поверхности, не обес- печивающие точных соединений или на- правления Поверхности опорной части го- ловки винта, болта, поверх- ность хвостовика, соприкаса- ющаяся с поверхностью от- верстия в ползуне, поверхно- сти разовых упоров 12,5—6,3
Торцовые и боковые поверхности, обеспе- чивающие точные со- единения или направ- ления Тыльная поверхность торца матриц и пуансонов, поверх- ности трафаретов, соприкаса- ющиеся с деталью, поверх- ность торца пружин, цилин- дрическая поверхность штиф- тов, посадочная поверхность фиксаторов, упоров и отвер- стий для их установки, поверх- ность направляющих отверстий в съемниках 1,6—0,8
Боковые поверхности, обеспечивающие особо точные соединения или направления; опорные базовые по- верхности Поверхность посадочных ча- стей пуансонов, матриц, на- правляющих колонок и вту- лок; поверхности отверстий для посадки пуансонов, матриц, направляющих колонок и вту- лок; горизонтальные поверх- ности плит, пуансонодержите- лей, матрицедержателей, не- рабочие (тыльные) плоские по- верхности пуансонов и матриц; рабочая поверхность фикса- торов 0,8—0,4
Направляющие по- верхности скольже- ния _____ Взаимно скользящие поверх- ности направляющих колонок и втулок 0,4—0,2
24
Общие положения по конструированию штампов
Продолжение табл. 9
Характеристика поверхностей Примеры поверхностей деталей Ra, мкм
То же, качения То же 0,16—0,08
Рабочие поверхности при штамповке сталь- ных деталей Боковые и торцовые рабочие поверхности пуансонов и мат- риц для разделительных* и формоизменяющих операций 0,8—0,4 *2
То же, при штамповке деталей из цветных ме- таллов и неметалли- ческих материалов То же 0,2—0,1
м>
*1 Шероховатость поверхности деталей, не включенных в таб-
лицу, .определяется исходя из их назначения по аналогии с приве-
денными.
*2 При толщине штампуемого материала св. 3 мм рабочие поверх-
ности матриц и пуансонов допускается выполнять с шероховатостью
Ra — 2,5-7-1,25 мкм.
10. Контролируемые параметры и допускаемые отклонения блоков
штампов для листовой штамповки
Класс точности блока Вид блока Отклонение от плоскостности баз верхней и нижней плит Отклонение от перпенди- кулярности колонок относитель- но баз нижней плиты на длине измерения 100 мм, мкм Отклонение от. параллельности баз верхней и нижней плит
Длина измере- ния, мм Отклонение, мкм Длина измере- ния, мм Отклонение, мкм
1 С шариковыми направляющими 160 160—400 400—1000 10 16 25 25 160 160—400 400—1000 25 40 60
2 С направляющи- ми скольжения, выполняемыми по Я6 посадке —=- по по ГОСТ 25347—82 160 160—400 400—1000 16 25 40 35 160 160—400 400—1000 40 60 100
3 То же, по посад- ят ке Я6 160 160—400 400—1000 25 40 60 50 160 160—400 400—1000 60 100 160
Общие требования к конструкции и изготовлению штампов 25
гих механических повреждений, ухудшающих прочность^
эксплуатационные свойства и внешний вид.
Не указанные в технической документации на детали
штампов предельные отклонения размеров должны соот-
ветствовать для отверстий — //14, для валов — Л14 по
ГОСТ 25347—82, для радиусов закруглений, фасок, углов
и элементов, не относящихся к отверстиям и валам, —•
по ГОСТ 25670—83, класс точности «средний».
Резьба метрическая должна соответствовать
ГОСТ 8724—81. Поле допуска для наружной резьбы 8g,
для внутренней — TH по ГОСТ 16093—81. На поверх-
ностях профиля резьбы не допускаются выкрашивания
и сорванные нитки. Шероховатость поверхности профиля
резьбы не должна превышать Ra 6,3 мкм. Размеры сбегов
и недорезов (недокатов) на резьбе — по ГОСТ 10549—80.
Отклонение от параллельности плоскостей плит, ма-
триц, держателей и подкладных плит в штампах для
разделительных операций или для разделительных и
формоизменяющих операций с зазором на сторону между
пуансоном и матрицей до 0,03 мм должно соответствовать
шестой степени точности; при зазорах свыше 0,030 мм —
седьмой степени точности; в штампах для формоизменя-
ющих операций — седьмой степени точности по
ГОСТ 24643—81.
Отклонение высоты штампа в закрытом состоянии от
размера, указанного на чертеже, не должно превышать:
±3,0 мм для штампов с закрытой высотой до 250 мм;
±5,0 мм — с закрытой высотой свыше 250 до 630 мм;
±10,0 мм— с закрытой высотой свыше 630 мм.
Опорные поверхности пуансонов и матриц должны
быть в одной плоскости с соответствующей поверхностью
держателя. Несовпадение опорных поверхностей не должно
превышать отклонений от плоскостности, соответству-
ющей поверхности держателя. Утопание пуансонов и
матриц не допускается.
Если штамп крепится к прессу с помощью хвостовика,
то хвостовик следует размещать так, чтобы его ось совпада-
ла с центром давления штампа, т. е. сточкой, к которой
Приложена равнодействующая всех сил, действующих
в направлении, параллельном оси хвостовика. Если штамп
крепится без хвостовика, его установка на пресс должна
быть выполнена таким образом, чтобы центр дав-
26
Общие положения по Конструированию штампов
ления штампа совпадал о вертикальной осью пресса
(см. с. 35).
Направляющие узлы рекомендуется размещать сим-
метрично относительно центра давления штампа.
ВЫБОР МАТЕРИАЛОВ ДЛЯ ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ ШТАМПОВ
Основные виды, марки, сортамент и размеры стального
проката, применяемого для изготовления деталей штам-
пов, приведены в табл. 11.
11. Стальной прокат, применяемый для изготовления деталей штампоз
• Сортамент и основные размеры проката Сталь угле- родистая *1 Сталь ин* струменталь* ная *3
обыкновенного ка- чества по ГОСТ 380—71* качественная кон- струкционная по ГОСТ 1050—74 углеродистая по ГОСТ 1435—84 легированная по ГОСТ 5950—73*
Сталь горячекатаг По ГОСТ 19903—74 листовая толщиной 0,5—160 мм, шириной до 3800 мм *1 гая —— —•
По ГОСТ 103—76 полосовая толщиной 4—60 мм, шириной до 200 мм (с притуп- лением углов до 3 мм) —1~-
По ГОСТ 4405—75* полосовая толщи- ной 3—40 мм, шириной 12—300 мм (тол- щина через 1 мм, кроме 11, 13, 17, 19, 21,23, 26, 27, 28, 29, 31, 33 и 34 мм)
По ГОСТ 82—70 широкополосовая тол- щиной от 6 до 60 мм, шириной 200— 1050 мм (толщина: от 6 до 12 мм через 1 мм, от 12 до 22 мм через 2 мм, далее 25, 28, 30, 32, 36 , 40 , 45, 50 , 55 и 60 мм) —1— —
Выбор материалов для изготовления деталей штампов
27
Продолжение табл. 11
Сортамент и основные размеры проката Сталь угле- родистая ** Сталь ин- струменталь- ная ♦* *
обыкновенного ка- чества по ГОСТ 380—71* качественная кон- струкционная по ГОСТ 1050—74** углеродистая по ГОСТ 1435 — 84 легированная по ГОСТ 5950—73*
По ГОСТ 2591—71 квадратная с разме- ром сгороны квадрата 5—200 мм г —
По ГОСТ 4693—77 квадратная с разме- ром стороны квадрата 4—250 мм » —
По ГОСТ 2590—71 круглая диаметром 5—250 мм -4
Сталь калиброванная
По ГОСТ 7417—75 круглая диаметром 3—100 мм *2 1 « — 1 *
По ГОСТ 14955—77 круглая со специ- альной отделкой поверхности («Серебрян- ка») диаметром 0,2—50 мм »
*х Листы стального проката, наиболее широко используемые
в конструкциях штампов, имеют следующую ширину в зависимости
от толщины:
Толщина, мм . . 3—5 6—7 8—12 13—25 26—40 42—160
Ширина, мм, не
более............. 1800 2000 2500 2800 3600 3800
*2 Предельные отклонения диаметра (в зависимости от размера
и класса точности) от 0,025 до 0,46 мм.
28
Общие положения по конструированию штампов
Продолжение табл. 11
*3 Диаметр проката в состоянии поставки: 0,2—3,0 через 0,05;
3,1—10,0 через 0,10; 10,25—18,0 через 0,25; 18,5^—19,5 через 0,5 и
20,0—50,0 через 10 мм. Предельные отклонения диаметра от —0,005
до —0,34 мм. Шероховатость поверхности проката в состоянии поставки
для групп отделки А, Б, В и Г соответственно Ra 0,32; 0,63; 1,25 и
2,5 мкм.
Примечание. Марки сталей:
по ГОСТ 380—71 * — СтЗ—Стб;
по ГОСТ 1050—74** —20; 30; 45;
по ГОСТ 1435—74 — У7, У7А, У8, У8А, У10, У10А;
по ГОСТ 5950—73* — ХВГ, 9ХС, 8ХФ, 9ХВГ, Х12М, Х12Ф1,
Х6ВФ, 5ХГМ, 5ХНМ, 5ХНВ, Х12ВМ, ЗХ2В8Ф, 5ХВ2С, 7ХГ2ВМ.
6Х6ВЗМФС.
Наряду со стальным прокатом, для изготовления рабо-
чих элементов применяют твердые порошковые сплавы
марок ВК15, ВК20, ВК25 по ГОСТ 3882—74*; иногда
используют отливки из серого чугуна с пластинчатым
графитом марок СЧ24, СЧ25, СЧ40 по ГОСТ 1412—85,
отливки из безоловянной бронзы БрАНЖбНб по
ГОСТ 493—79 или поковки из безоловянной бронзы
БрАЖН 10-4-4 по ГОСТ 18175—78, отливки из
жаропрочного сплава ХН70ВМТЮ (ЭИ617) по
ГОСТ 5632—72.
Рекомендации по выбору материалов для изготовления
рабочих элементов в зависимости от условий их эксплуа-
тации приведены в табл. 12.
Допускается замена указанных материалов на другие
с равноценными механическими свойствами, а также
снижение твердости термически обработанных деталей
штампов до 15 % на расстоянии не более 10 мм от рабочих
поверхностей (кромок).
Заготовки деталей штампов из инструментальных и
легированных сталей необходимо подвергать первичной
термической обработке, обеспечивающей возможность их
дальнейшей механической и термической обработок и
стабильность размеров. Заготовки деталей штампов из
серого чугуна должны иметь твердость не более 240 НВ,
стальные отливки не более 215 НВ. Заготовки деталей
штампов из серого и легированного чугунов необхо-
Выбор материалов для изготовления деталей штампов
29
димо подвергать естественному или искусственному ста-
рению.
Для изготовления деталей технологического (кроме
рабочих элементов), конструктивного, кинематического
и вспомогательного назначений используют в основном
углеродистые обыкновенного качества, углеродистые кон-
струкционные, а также легированные конструкционные
стали (например, 40Х, 45Х) по ГОСТ 4543—71*, постав-
ляемые в виде полос по ГОСТ 103—76, квадрата по
ГОСТ 2591—71 и круга по ГОСТ 2590—71 и
ГОСТ 14955—77. В отдельных случаях применяют ша-
рикоподшипниковую сталь марок ШХ15, ШХ4, ШХ15СГ,
ШХ20СГ по ГОСТ 801—78, поставляемую в виде пру-
тков диаметром 5—250 мм; квадратного, сечения со сто-
роной квадрата 5—200 мм; полос толщиной 4—60 мм,
шириной до 200 мм; калибррвящных прутков диаметром
3—100 мм и калиброванных прутков диаметром 0,2—50 мм
со специальной обработкой поверхности.
Для изготовления пружин сжатия, растяжения, кру-
чения применяют проволоку диаметром 0,2—8,0 мм по
ГОСТ 9389—75 из сталей по ГОСТ 1050—74** и
ГОСТ 1435—84, а также проволоку диаметром 3—12 мм
по ГОСТ 14963—78 (см. табл. 13).
Для изготовления тарельчатых пружин применяют
стали марок 60С2А, 60С2, 50ХФА, 65С2ВА, 70СЗА по
ГОСТ 14959—79.
Для изготовления пластинчатых пружин применяют
сталь марки 65Г по ГОСТ 14959—79, поставляемую в виде
ленты по ГОСТ 2283—79 толщиной 0,1—4,0 мм, шири-
ной 4—465 мм и в виде листов толщиной 0,5—4,0 мм,
шириной до 2300 мм.
Наряду со стальным прокатом используют отливки из
конструкционной нелегированной и легированной стали
по ГОСТ 977—75 марок 40Л, 45Л и отливки из серого
чугуна марок СЧ24, СЧ25 по ГОСТ 1412—85.
Применяют также неметаллические материалы — листо-
вую маслобензостойкую резину по ГОСТ 7338—77, по-
лиуретан по ТУ 84-404—73 и ТУ 38-103-133—72, а также
различные пластические массы.
В табл. 13 приведены рекомендации по выбору мате-
риалов для изготовления деталей штампов (кроме рабо-
чих элементов).
12. Материалы и нормы твердости рабочих элементов штампов в зависимости от штампуемых материалов '
Штампуемые материалы Рабочие элементы штампа Марки материалов для изготовления рабочих элементов штампов Н — НРСЭ после термообработки стальных деталей
матриц (пуансон- матриц) пуансо- нов, ножей
Штампы для разделительных операций
Низ коуглер од и стые ста л и, цветные металлы и их спла- вы, неметаллические мате- риалы толщиной до 3 мм Пуансоны, матрицы, пуан- сон-матрицы и их секции простой формы, ножи для резки отходов и шаговые ножи УВД; У10А; 7X3; 9ХС / / г 57—61 55—59
То же, св. 3 мм Х12М; Х12Ф1; 9ХВГ, 5ХВ2С 57—61 55—59
То же, св. 3 до 8 мм Пуансоны, матрицы, пуфн- сон-матрицы и их секции сложной формы Х12М; Х12Ф1; Х12Ф4М; 9ХВГ; 5ХВ2С 57—61 55—59
То же, св. 8 до 12 мм Пуансоны, матрицы, пуаи- сон-матрицы для чистовой вырубки, пробивки _ 7ХГ2ВМ; Х6ВФ; Х12М; Х12Ф1; Р18 59—63 57—61
Труднодеформируемые ма- териалы, в т. ч. сталь 45 толщиной до 3 мм Пуансоны, матрицу и пу« ан сон-матрицы. фор- мы Х12Ф1; 6Х6ВЗМФС; ВК20; ВК25 57—61 55—59
Электротехническая сталь (и другие материалы — в массовом производстве) тол- щиной до 0,5 мм Низкоуглеродистые стали, цветные металлы и сплавы Пуансонцбпростой формы *? Матриц лрбсТой формы Пуансоны сложной формы Матрицы стожиой формы Штампы для формоизме. ПушДОш, матрицы; при- хуцш простой формы с га- вкн *’ BK15 ВК20 ВК25 няющих операций У8А; Х12М; 8ХФ; ВК8— вкзо ** 55—59 53—57
Общие положения по конструированию штампов
co
о
толщиной до 8 мм . А ' яв - баритными размерами, не превышающими имеющийся листовой (полосовой) прокат л-
to же, сложной формы У10А; ШХ15; 9ХС; Х12Ф1; ВКН—ВКЗО *4 55—59 53—57
То же, любой формы с га- баритными размерами, пре- вышающими имеющийся листовой (полосовой) прокат Специальный никелевый чу- гун *5 «вмм
Конструкционная сталь 45 и аналогичные марки тол- щиной до 8 мм То же, любой формы и раз- меров • Х12М; Х12ВМ; Х12Ф1; 7ХГ2ВМ 59—63 57—61
Коррозионно-стойкая сталь толщиной до 6 мм Модифицированный чугун — М
Титановые сплавы Чугун МН; Сч 35; Сч 32; БрАЖН 10-4-4, БрАНЖбНб — .
То же, при вытяжке с на- гревом • 5ХГМ; ЗХ2В8Ф; 4ХС 51,8— 47,5 51,8— 47,5
ХН70ВМТЮ —
* х Марки материалов рекомендованы для обеспечения максимальной работоспособности штампа в условиях
массового и крупносерийного производства. В других случаях могут применяться соответствующие заменители.
* 2 С целью дополнительного повышения стойкости в 1,3—1,4 раза, применяют упрочнение твердых сплавов
термической обработкой.
* 3 В массовом производстве допустимо применять для штамповки любых материалов.
* 4 Матрицы для гибки следует изготовлять из твердого сплава марок ВК20—ВКЗО, пуансоны — из
ВК15—ВК25; для вытяжки соответственно ВК8—ВК11 и BKU—ВК15; для рельефной формовки и чеканки
ВК20—ВК25 и ВК25—ВКЗО. Чем сложнее форма рабочих деталей, тем выше должна быть марка применяемого
сплава.
* 5 Химический состав специального никелевого чугуна: 2,9—3,2 % С; 1,0—1,5% Si; 2,5—4,0 % Ni; 0,6—
1,0 % Сг; 0,5—1,0 % Мп; термообработка: закалка в масле от 850 °C, отпуск от 350 °C; НВ 350, <тв = 250 МПа.
Выбор материалов для изготовления деталей штампов
32
Общие положения по конструированию штампов
13. Материалы и нормы твердости деталей различного назначения
Детали штампов
Рекомендуемые
марки материалов *1
.после
термообра-
ботки
Детали технологического назначения
Упоры: к шаговым ножам У10А 59—63
цилиндрические, грибковые, со 45 42—46,5
скосом, Г-образные, утопающие,
шаговые и др.
проволочные Проволока клас-
• сов I, II или ПА
разовые 45 30—34,5
Стержни упоров 45 34—38
Рычаги упоров 35 ММ
Шпильки упорные 45 38,5—42,5
Прижимы боковые (цельные и со- 45 42—46,5
ставные с роликом;
Ролики к составным боковым при- У8А 55—59
жимам
Прижимы боковые пружинные, в 65Г 46,5—51,5
г. ч. пластинчатые
Ползушки:
пружинных прижимов 40Х 49,5—54
боковых клиновых прижимов 45 42—46,5
Клинья клиновых прижимов У8А 55—59
Прижимы колодочные 45 42—46,5
Трафареты 20 *2; 45 42—46,5
Планки направляющие для на- 45 34—38
правления полосы (ленты)
Вставки к направляющим планкам ВК15; ВК20 и
Перетяжные ребра Х12М; 9ХС 57—61
Отлипатели У8А 43,5—49,5
Фиксаторы всех видов У8А 51,5—55
Сбрасыватели 45 34—38
Съемники неподвижные: -
ненапр авл яющие СтЗ —
направляющйе 45; 45Х 42—46,5
простой формы (в твердосплав- У8А; У10А 42—45,5
ных штампа с)
сложной формы (в твердосплав- 9ХС; 9ХВГ 42—46,5
ных штампах) •
1
Выбор материалов для, изготовления деталей штампов 33
Продолжение табл. 13
Детали штампов Рекомендуемые марки материалов ♦* HRC3 после термообра- ботки
Выталкиватели:
не являющиеся составными эле- ментами матриц (пуансонов) 45 42—46,5
являющиеся составными элемен- тами матриц (пуансонов) У8А; У10А;' 7X3; 9ХС; Х12М; Х12Ф1; 9ХВГ; 5ХВ2С 57—61
Прижимы и опоры штампов для чистовой вырубки — пробивки Х12М 55,5—59
Прижимы и выталкиватели круп- ные с относительно тонкими стен- ками, воспринимающие ударные нагрузки 5ХНМ; 5ХНВ 54—58
Детали конструктивного назначения
Плиты верхние и нижние штампов СтЗ; Ст4 ' •
с направляющими скольжения ЗОЛ; СЧ25 —
То же, штампов с направляющими 45; 40Л; G424 32—36
качения
Плиты промежуточные СЧ25; 45Л; 45 " *
Планки поддерживающие СтЗ
Плитки подкладные 45 42—46,5
Матр ицедержател и СтЗ 1
Пуансонодержатели СтЗ
Державки:
для быстросменных пуансонов и 45 42—46,5
матриц
с шариковым креплением пуан- 20 *’ 59—63
сонов и матриц
Шпонки для фиксации положения 45 41,5—46,5
пуансонов и матриц •
Пуансонодержатели штампов для Х12М 55—59
чистовой вырубки—пробивки Детали направляющих узлов: 59—63*’
колонки направляющих скольже- 20
НИЯ
втулки направляющих скольже- 20 55—59*’
НИЯ
колонки направляющих качения ШХ15 61—65
втулки направляющих качения ШХ15 59—63
сепараторы 45; 20 35,5—39;5
плитки направляющие всех ви- У10А 57—61
J дов
В. Л. Марченко и др.
34
Общие положения по конструированию штампов
Продолжение табл. 13
Детали штампов Рекомендуемые марки материалов HRC3 после термообра- ботки
Детали направляющих узлов: 49,5—53,5
призмы направляющие всех ви- дов 40Х
планки направляющие кареток и ползушек 20 55—59*2
Детали кинематического назначения
Клинья 45 42—46,5
Ползушки 45; 20 *а 42—46,5
Рычаги 45 32—35,5
Оси рычагов 45; Стб 42—46,5
Кронштейны рычагов 45; 35 32—35,5
Тяги 35
Вспомогательные детали
Хвостовики неподвижные 35; Ст4; Ст5 42—46,5
Хвостовики плавающие 45
Фланцы и подпятники плавающих 45 42—46,5
хвостовиков Толкатели всех видов 45 37—41,5
Траверсы всех видов 45 42—46,5
Пробки для установки штифтов 20
в закаленных деталях -
Противоотжимы 45 41,5—46,5
Ограничители хода всех видов 45 36,5—39,5
Втулки направляющие для тол- У8А 51,5—56
кателей
Гайки отлипателей 45 36,5—42
Шайбы буферных устройств 45 42—46,5
Штоки (шпильки) буферных уст- ройств • Пружины: 40Х
• сжатия, растяжения, кручения Проволока клас- 46—52
из проволоки круглого сечения тарельчатые сов I, II или ПА*3 60С2А; 50ХФА; 45,5—51,5
70СЗА
пластинчатые 65Г 44,5—49,5
резиновые Резина маслобен- Твердость
зостойкая под- 50—70
группы 4.8 по Шору А
полиуретановые Полиуретан Твердость
СКУ-7Л 76—86 по Шору А
Расчеты при конструировании штампов
35
Продолжение табл. 13
Детали штампов Рекомендуемые марки материалов ♦ * HRC9 после термообра- ботки
Втулки, штыри и гайки для уста- новки пружин Корпусы держателей буферов Кожухи оградительные, щитки Штыри транспортные: резьбовые накладные для заливки Брусья подкладные 35 СЧ25; 40Х СтЗ 45 30 20 СЧ24 45Л; 45
* 1 В таблице приведены материалы для изготовления деталей
штампов в условиях крупносерийного и массового производства.
В соответствии с конкретными условиями производства можно при-
менять другие — более дешевые и менее стойкие материалы, обеспе-
чивающие работоспособность и стойкость штампов.
* 2 Твердость указана после цементации на глубину 0,8—1,2 мм
и последующей термообработки.
* 3 Пружины из проволоки диаметром св. 3 мм изготовляют из
стали марок 60С2А, 65С2ВА, 70СЗА, 65Г по ГОСТ 14959—79
РАСЧЕТЫ ОБЩЕГО ХАРАКТЕРА, ВЫПОЛНЯЕМЫЕ
ПРИ КОНСТРУИРОВАНИИ ШТАМПОВ
Определение координат центра давления штампа.
В штампах для вырубки (пробивки), содержащих не-
сколько пуансонов (рис. 6, а, б), определение центра
давления является обязательным. В штампах для гибки,
вытяжки и других формоизменяющих операций центр
давления обычно не определяют, так как конструкции
таких штампов содержат как правило только один пуан-
сон, ось которого является линией действия равнодей-
ствующей всех сил.
Определению координат центра давления штампа в це-
лом предшествует определение координат центра давле-
ния отдельных штампуемых элементов.
Центром давления каждого из штампуемых элементов
является точка приложения равнодействующей сил, воз-
2*
36
Общие положения по конструированию штампов
Рис. 6. Последовательность нахождения центра давления штампа:
а — штампуемая деталь; б — расположение штампуемых элементов на матрице
штампа; в—ж — примеры определения центров давления отдельных штампуе-
мых элементов; з — схема построения при определении центра давления
в масштабе 2 : 1 по отношению к схеме б — L4 — периметры штампуемых
элементов; 0t — О4 — центры давления отдельных штампуемых элементов;
Qj, 0'2 — точки приложения равнодействующих пар сил, соответственно при-
ложенных в точках 01 и О2, 01 и О3)
пикающих при его вырубке (пробивке). Иными словами,
центр давления штампуемого элемента есть центр тяже-
сти линии контура штамповки.
Если штампуемый контур замкнут и имеет две явно
выраженные оси симметрии, то его центр тяжести совпа-
дает с центром тяжести охватываемой им плоской фигуры.
В данном случае центр давления может быть легко найден
путем несложного графического построения — проведе-
ния двух осей симметрии фигуры и отыскания точки их
пересечения (рис. 6, в и г).
Если же штампуемый контур представляет собой пло-
скую линию, не имеющую явно выраженных осей симме-
трии, то точное определение центра тяжести плоской ли-
Расчеты при конструировании штампов
нии контура возможно лишь в двух случаях: если линия
контура однородна и известно ее уравнение или если
линия контура может быть расчленена на такие части,
центр тяжести каждой из которых можно легко найти.
В первом случае координаты центра тяжести хц и уп
всей замкнутой линии контура штамповки определяют
по формулам
(7)
Уц £ У У dl*
(8)
где L — длина всей линии; L = I dL (интегрирование
распространено по всей длине линии); х, у — текущие
координаты линии; I — текущее значение ее длины.
Во втором случае после расчленения линии контура
на части, находят центр тяжести каждой из них, а затем
(как показано ниже) определяют центр давления всех
сил, приложенных в каждом из найденных центров тя-
жести частей линии контура.
Можно использовать комбинированный метод, т. е.
расчленять линию контура на части, уравнение одной
(нескольких) из которых известно, а центр тяжести второй
(других) части контура легко можно будет найти, ибо
она (они) имеют явно выраженные оси симметрии.
Пример. Требуется найти координаты центра давления при вы-
рубке контура, показанного на рис. 6, д. Поскольку данный контур
имеет одну явно выраженную ось симметрии AN, его центр тяжести
лежит на этой оси. Следует определить только одну координату цен-
тра тяжести.
Расчленяем контур на три линии: прямые отрезки АВ и АС и дугу
ВС окружности радиуса R. Центр тяжести каждого из отрезков ли-
ний А В и АС находится в точках их середин Ог и 02. Центр тяжести
совокупности этих отрезков находится в точке О{ с координатой
cos а.
Центр тяжести дуги ВС имеет некоторую координату х3, которую
можно вычислить по формуле (7):
38
Общие положения по конструированию штампов
где L — длина дуги; L = 2а R; х — R cosy (у — текущее значение
угла а); I = Ry (I — текущее значение длины дуги, соответствующее
углу у). Откуда
4-а
Х’ = J cos (/?Т) =
—а
R2 (sin а + sin а) =
R sin а
а
Центр тяжести всего заданного контура находится в некоторой
точке Ц, координату которой хц можно определить из условия, что
в точке Ц приложена равнодействующая двух сил: приложенной в точ-
ке Ох и приложенной в точке О3 (все силы действуют в плоскости, пер-
пендикулярной к плоскости, в которой лежит рассматриваемый кон-
тур). Силу, приложенную в точке можно численно представить сум-
мой отрезков АВ -J- АС = 2R, вторую силу — дугой ВС длиной L =
— 2а R.
Из уравнения моментов следует
2R (Хц х^) — 2аR {х3 Хц).
После подстановки значений х^ и х3 имеем
Хц
откуда находим
R sin а X
_ / >
------тг- cos а = а
а
Хц —
9
где а, рад. Например, при а — 30° = л/6 = 0,5233 рад хц = 0,62/?«
На рис. 6, е показан пример штампуемого контура,
состоящего из такого сочетания линий, которое не позво-
ляет столь просто, как в предыдущем примере, определить
координаты центра давления штампа аналитическим пу-
тем. В подобных случаях центр давления находят при-
ближенно, условно считая, что центр тяжести замкнутой
линии совпадает с центром тяжести фигуры, ограниченной
этой линией.
Центр тяжести плоской фигуры можно найти следу-
ющим образом. Фигуру вычерчивают в масштабе и выре-
зают из плотной бумаги. Затем подвешивают ее с помощью
иголки циркуля на чертежной досКе, установленной
вертикально: вначале на одном отверстии (см. рис. 6, е —
точка Л) и проводят вертикаль АС, затем на другом
отверстии (точка В) и проводят вертикаль BD. Точка
пересечения прямых АС и BD и есть центр тяжести рас-
сматриваемой фигуры. Его можно приближенно принять
в качестве центра давления при вырубке этой детали.
Если штампуемый контур не замкнут (рис. 6, ж), то
вначале находят середину каждой из его частей (дли-
Расчеты при конструировании штампов
39
ной Л и В), затем соединяют найденные середины прямой,
измеряют ее длину (L), и из равенства моментов находят
координату центра давления х:
Ах = В (L — х).
После того как центры давления всех штампуемых
элементов будут найдены, их наносят либо на чертеж
рабочей зоны матрицы (рис. 6, б), либо — на вычерченный
отдельно в увеличенном масштабе (рис. 6, з). Затем по-
парно последовательно соединяют центры давления от-
дельных штампуемых элементов, измеряют расстояния
между ними и вычисляют координаты точек приложения
соответствующих равнодействующих по следующим фор-
мулам:
^71 (^1 Ч~ ^2 + ^3 + * * * Ч~ Ln)
+ ^2 + ^3 + • ’ • + + Ljl+1
(9)
где L19 L2 ... Ln — длины элементов линии штампуемого
контура, центры давления которых находятся в точках
соответственно О19 О2 ... On; Alf Л2 ... Ап — расстояния
между центрами давления совокупности элементов соот-
ветственно и L2, Llf L2 и L3, ... Lb L2, ••• Ln и Ln+1.
Точки, координаты которых найдены по формулам (9),
наносят на чертеж.
Последняя найденная таким образом точка О прило-
жения равнодействующей является центром давления
штампа.
Центр давления штампа является точкой, через которую
должна проходить ось хвостовика штампа, а следова-
тельно, и ось ползуна пресса, на который устанавливается
штамп. При размещении штампа на прессе указанное
условие не всегда удается выполнить, однако к этому
следует стремиться. Необходимым является соблюдение
следующего ограничения: центр давления штампа не
должен выходить за пределы окружности радиусом, рав-
40 Общие положения по конструированию штампов
ным 0,3 меньшего размера нижней поверхности ползуна
открытого кривошипного пресса. Для закрытых прессов
это ограничение определяется допускаемым усилием на
ползун, приложенным со смещением от оси пресса.
Выбор и расчет размеров плит штампа и его направ-
ляющих узлов. Размеры, в плане нижней и верхней плит
определяют из конструктивных соображений по размерам
пакета. Габаритные размеры нижней плиты должны обе-
спечивать возможность крепления нижней части штампа:
плита должна выступать за пределы пакета на размер,
достаточный для установки крепежных болтов или при-
хватов. Если штамп крепится с помощью хвостовика, то
верхняя плита по своей конфигурации и размерам, если
это допускается условиями размещения направляющих
узлов, может соответствовать верхней части пакета. Если
же это по конструктивным соображениям не представляется
возможным или штамп крепится без хвостовика и, следо-
вательно верхняя плита должна выступать за пределы
пакета, то размеры в плане верхней плиты не должны
превышать соответствующих размеров нижней плиты.
Толщину верхней и нижней плит следует определять
соответствующим расчетом на прочность и жесткость.
Однако ввиду большого числа факторов, влияющих на
условия нагружения плит, точный расчет выполнить
практически невозможно. Поэтому на практике следует
ограничиваться заданными толщинами плит стандарти-
зованных блоков с их проверкой на прочность только
в случае больших нагрузок. Расчет нижней плиты реко-
мендуется выполнять с учетом следующих допущений:
1) форма и размеры отверстия (если оно имеется)
в нижней плите строго соответствуют форме и размерам
отверстия в матрице или другой детали, непосредственно
примыкающей к плите;
2) указанное отверстие эквидистантно отверстию в под-
штамповой плите пресса; полную нагрузку воспринимает
только нижняя плита (другие детали нижней части пакета
нагрузки не воспринимают). Если при этом сделать до-
полнительное допущение, что характер нагружения ниж-
ней плиты 1 (рис. 7) одинаков во всех ее сечениях, пер-
пендикулярных к ее плоскости, то требуемый момент со-
противления WD сечения плиты в направлении размера Эпл
отверстия в подштамповой плите 2 пресса ориентировочно
Расчеты при конструировании штампов
41
Рис. 7. Схема к расчету
нижней плиты штампа
завышенное значение
можно определить из выражения
- 0,25 ^3-, (10)
где Р — полное расчетное усилие
(полная нагрузка), действующее
на нижнюю плиту; [ои] — допуска-
емое напряжение на изгиб матери-
ала нижней плиты.
Данный метод расчета дает
момента сопротивления по сравнению с требуемым, что
компенсирует отсутствие расчета на жесткость (для вы-
сокоточных штампов жесткость является основным пока-
зателем надежности).
По найденному значению момента сопротивления опре-
деляют требуемую толщину плиты
Ядл = 2,5 ]/-. (11)
Г /1 иотв
Расчет ведут по нескольким наиболее опасным сече-
ниям и принимают наибольшее значение Япл.
Если конструктивные соображения допускают, тол-
щину верхней плиты можно принять не более 0,6—0,8 от
* толщины нижней плиты.
Практика конструирования штампов позволяет уста-
новить некоторую зависимость толщины Япл нижней
плиты от площади ее опорной поверхности. Приве-
денная ниже зависимость установлена исходя из требо-
ваний жесткости для обеспечения высокой надежности
работы штампа (для стальных плит):
Гпл, см2, не более ... 225 320 500 700 1025 1440 2020
Япл, мм, не менее ... 36 40 45 50 56 63 80
Размеры направляющих узлов можно выбирать, осно-
вываясь на габаритных размерах нижней плиты штампа
и действующем на нее усилии Р. При этом, если кон-
структивно определено, что в штампе следует применить
два диагонально расположенных направляющих узла,
то минимальный диаметр направляющей колонки
daa (мм) можно ориентировочно вычислить по следующей
эмпирической формуле:
4п = 0,5 /Рпл + 70 /Р, (12)
где ^пл> см2; Р> кН.
42
Общие положения по конструированию штампов
Рис. 8. Кольцевой буфер
штампа
При заднем расположении двух направляющих узлов
диаметр dHn должен быть увеличен до следующего стан-
дартного значения (см. с. 459); при установке трех (четы-
рех) направляющих узлов соответственно уменьшен до
следующего стандартного значения.
При использовании стандартных блоков выбор блока
определяет диаметр направляющей колонки.
Расчет резиновых и полиуретановых буферных уст-
ройств. Буферные устройства являются необходимым эле-
ментом большинства конструкций штампов. От правиль-
ности выполнения их расчета в значительной мере зави-
сит надежность работы штампа. Резиновые буферные
устройства применяют в штампах для разделительных и
формоизменяющих операций, где они служат с целью
обеспечения необходимого для прижима или выталкивания
усилия.
Расчет резинового буферного устройства выполняют
обычно в следующей последовательности.
По заданным трем основным параметрам: усилиям
в начале Рг и в конце Р2 операции и требуемому рабочему
ходу Лбф буфера определяют величину Дх требуемого пред-
варительного сжатия буфера (рис. 8):
^бф
(13)
Расчеты при конструировании штампов
43
При выполнении разделительных операций значение
Лбф, как правило, невелико; при выполнении формоизме-
няющих операций оно определяется требуемой глубиной
вытяжки, шириной отгибаемой полки и другими усло-
виями и существенно возрастает.
Требуемые усилия Рг и Р2 определяют исходя из
характеристики выполняемой операции. Вначале рассчи-
тывают необходимое номинальное значение этого усилия,
затем его допускаемые предельные значения — наимень-
шее Рг и наибольшее Р2. Следует принимать наибольшее
возможное значение отношения Р2 : Тогда предва-
рительное сжатие Дх буфера будет минимальным.
Наибольшее допускаемое (полное) сжатие резинового
буфера
Д2=ф//бф, (14)
где ф — 0,3 при относительном сжатии буфера на 30 %;
Ябф — высота буфера в свободном состоянии.
При этом сжатии буфер не подвергается интенсивному
изнашиванию и работает стабильно в течение длительного
времени. При этом усилие буфера в каждый данный мо-
мент возрастает пропорционально величине его сжатия.
Таким образом, полное сжатие Д2 можно определить
из следующего выражения:
Д2 — Дх + ^бф = Лбф -р--.
(15)
Требуемую полезную площадь буфера (мм2) опре-
деляют из условия, что развиваемое резиной удельное
усилие при ф = 0,3 составляет (при твердости 62 по Шору
А) примерно 1,7 Н/мм2.
Следовательно,
^ = 4?-’ <16)
где Р3) Н; т| — коэффициент.
Твердость резины по
Шору А .............. 50 52 54 56 58 60
П.................... 1,55 1,44 1,34 1,24 1,15 1,07
Твердость резины по
Шору А .............. 62 64 66 68 70
Ч.................... 1,00 0,93 0,87 0,81 0,76
44
Общие положения по конструированию штампов
В случае, когда буфер сжимается не на 30 % (ф ^=0,3),
возникающее усилие, Н
f.ф - . а?»
“бфч
где Дбф/ЯСф =
Полезная площадь буфера, требуемая для обеспечения
заданного усилия (при условии, что Рбф меньше наи-
большего усилия, возникающего при ф = 0,3), составит
5,7Дбф ~ 5,7ф ’
По найденному значению F6$ определяют его размеры.
Например для кольцевого буфера — из формулы, при-
веденной на рис. 8; для других форм — по соответству-
ющим формулам.
При размещении резинового буфера необходимо учи-
тывать, что при сжатии ф = 0,3 происходит выпучивание
его цилиндрической поверхности, и при этом
Р;ф^1,3£>бф. (19)
При конструировании штампа часто необходимо вы-
полнять обратный расчет — имея заданные размеры бу-
фера, определяемые конструкцией и размерами штампа,
вычислять усилие, которое им может быть обеспечено.
В этом случае по значению Гбф по формуле (17) находят
усилие Рбф, развиваемое буфером при любом сжатии
Абф ^2-
При выборе буфера необходимо соблюдать условие
Ябф<0,ЗОбф. (20)
При необходимости* получения большей высоты буфер
следует составлять из отдельных частей с металлическими
прокладками толщиной 2—3 мм.
Полиуретановые Суферы рассчитывают по методике,
приведенной для резиновых буферов, также исходя из
оптимального значения наибольшего сжатия на 30 %
(ф = 0,3). Однако удельное усилие, обеспечиваемое поли-
уретановым буфером, при этом в среднем достигает 4 Н/мм2
(при твердости 82 по Шору А).
Рис. 9. Схемы основных разделительных операций:
а — отрезка; б — разрезка с отходом; в — разрезка без отхода; г — вырубка; д — надрезка; е — проколка; ж — пробивка;
з — обрезка; и — зачистка; к — высечка; л — просечка (/ — упор; 2 — пуансон; 3 — прижим; 4 — исходная заготовка;
5 — матрица; 6 — заготовка; 7 — отход; <8 — выталкиватель; 9 — подкладная плита; 10 — съемник)
Расчеты при конструировании штампов
Рис. 10. Схемы основных формоизменяющих операций:
а — гибка; б — завивка; в — калибровка; г — правка; д — вытяжка; е — вытяжка с утонением; ж комбинированная
вытяжка; з — отбортовка; и » раздача; к обжим; л » рельефная формовка; м « закатка; н «= чеканка; о скручи-
вание; п кернение
Общие положения по конструированию штампов
1
Расчеты при конструировании штампов 47
Следовательно, для полиуретанового буфера
= (21)
где г)' — коэффициент.
Твердость полиуретана
марки СКУ-7Л по Шо-
ру А ............... 76 77 78 79 80 81
Г)' ................ 1,23 1,19 1,15 1,11 1,07 1,04
Твердость полиуретана
марки СКУ-7Л по Шо-
ру А ............... 82 83 84 85 86
rf ................. 1,00 0,96 0,93 0,89 0,85
Формула (19) преобразуется к виду
__ 13,ЗАбфГбф
^бФ ~ ц'Ябф • <22)
Примеры расчета буферов приведены в следующих
главах книги.
При выборе буфера следует руководствоваться
ГОСТ 22191—83 — ГОСТ 22202—83, в которых приведены
конструкции и размеры буферных устройств с резиновыми
и полиуретановыми пружинами, обеспечивающими усилие
до 85 кН.
Виды штамповочных операций. Штамповочные опера-
ции подразделяют на разделительные и формоизменяющие.
Разделительные операции (рис. 9) основаны на сдвиге
одной части заготовки относительно другой. Исключение
составляют операции проколки, зачистки, высечки и
просечки.
Наиболее часто применяют разделительные операции,
приведенные на рис. 9.
Наряду с разделительными в листовой штамповке
широко применяют формоизменяющие операции, в ре-
зультате которых форма заготовки изменяется путем
пластической деформации. Наиболее распространенными
являются формоизменяющие операции, схемы и наимено-
вания которых приведены на рис. 10.
ч Определения операций приведены в ГОСТ 18970—84.
Глава 2
ШТАМПЫ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ
ОПЕРАЦИЙ
ХАРАКТЕРИСТИКА РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
Все разделительные операции завершаются разруше-
нием металла в очаге деформации (рис. 1). Процесс пла-
стической деформации, происходящий в начальных ста-
диях деформирования, является сопутствующим, обычно
нежелательным, но неизбежным для пластичных мате-
риалов.
Чтобы локализовать нежелательную пластическую де-
формацию вблизи поверхности раздела, кромки металли-
ческих пуансона и матрицы делают острыми, а зазор
между пуансоном и матрицей — значительно меньшим
толщины штампуемого материала. Тем не менее опреде-
ленное пластическое деформирование происходит, в ре-
зультате чего в начальной стадии операции осуществляется
плавное возрастание усилия (рис. 2) от нуля до Ртах,
зависящего от толщины s штампуемого материала, длины
(периметра) £ линии разделения и временного сопротив-
ления ов материала. Фактическое значение усилия может
быть выше или ниже приведенного в зависимости от кон-
кретных условий вырубки—пробивки. В практических
расчетах технологическое усилие определяют на основа-
нии условной величины — сопротивления срезу оср, учи-
тывающего все виды сопротивления разделяемого металла,
его упрочнение, параметры штампуемой детали, зазоры
между матрицей и пуансоном и др. (см. ниже).
В результате того, что в начальный момент разделения
происходит пластическое деформирование материала, а ко-
нец операции сопровождается сколом, поверхность среза
(разделения) получается неровной и неперпендикулярной
к плоскости поверхности разделяемого материала (рис. 3).
При этом глубина вмятины Лвм ~ (0,14-0,3) s, высота
блестящего пояска Дбл « (0,2-4-0,4) s, угол скола для
толщины до 4 мм ф ж 4ч-8°, а для больших толщин
Ф < 124-14°.
Чем больше зазор z между матрицей и пуансоном, тем
ниже фактическое технологическое усилие Р и тем зна-
чительнее дефекты поверхности среза и наоборот.
Характеристика разделительных операций 49
Рис. 2. График изменения уси-
лия деформирования при разде-
лительных операциях
Рис. 1. Схема завершения выруб-
ки:
1 — пуансон; 2 — отход; 3—матри-
ца; 4 — вырубленная заготовка
Зазор z принимают исходя из минимального усилия
при обеспечении хорошего качества поверхности среза
и высокой стойкости пуансона и матрицы (нормальный
зазор) или исходя из необходимости повышенного каче-
ства поверхности среза (уменьшенный зазор). Значения оср,
соответствующие нормальному зазору, приведены в при-
ложении (см. также с. 57).
В связи с наличием упомянутых дефектов на поверх-
ности скола размер отверстия D определяется размером
пуансона dn, а размер вырубле
ляется размером матрицы б!м.
(и других операциях, когда раз-
мер штампуемого элемента явля-
ется охватываемым) определяю-
щей (основной) рабочей деталью
считают пуансон, т. е. охватыва-
емый рабочий элемент штампа,
а при вырубке (и других опера-
циях, когда размер штампу-
емого элемента является охва-
Рис. 3. Схема пробивки-вырубки и по-
грешности деталей после штамповки:
1 — пуансон; 2 — заготовка; 3 — матрица;
4 — заготовка с пробитым отверстием; 5 —
вырубленная деталь (Авм — глубина вмя-
1ины, образующейся в начальный момент
пробивки-вырубки; Д^л — высота блестя-
щего пояска; <р — угол скола)
ной заготовки d опреде-
Поэтому при пробивке
50
Штампы для разделительных операций
тывающим), определяющей (основной) деталью счи-
тают матрицу, т. е. охватывающий рабочий элемент
штампа.
ТРЕБОВАНИЯ К ТЕХНОЛОГИЧНОСТИ ШТАМПУЕМЫХ
ДЕТАЛЕЙ
Обеспечение технологичности конструкции детали (из-
делия) — важнейшая функция технологической подго-
товки производства.
Единой системой технологической подготовки произ-
водства (ЕСТПП) предусматривается выполнение (на уров-
не предприятия) технологического контроля конструктор-
ской документации, в процессе которой осуществляется
оценка уровня технологичности, отработка конструкции
изделия (детали) на технологичность и внесение необхо-
димых изменений в конструкцию, обеспечивающих повы-
шение ее технологичности, т. е. приведение параметров
детали в соответствие с возможностями штамповочных
операций.
В качестве основных показателей технологичности дета-
лей установлены уровни технологичности по трудоемкости
и технологической себестоимости. В процессе отработки
деталей на технологичность необходимо стремиться к ма-
ксимальному снижению указанных показателей путем
такого изменения элементов конструкции деталей, при
котором достигается наименьшее число операций, макси-
мальное упрощение конструкций штампов и т. д.
Практика листовой штамповки дает основания для
установления определенных критериев технологичности,
руководствуясь которыми технолог может осуществить
технологический контроль деталей.
Указанные критерии определяют критические пара-
метры деталей, отклонение от которых приводит к повы-
шению трудоемкости операции штамповки, а также слож-
ности и стоимости штампов.
Критерии технологичности, позволяющие снизить тру-
доемкость и себестоимость штамповки, можно рассма-
тривать в качестве определяющих лишь в том случае,
если они не входят в противоречие с требованиями кон-
струкции. Степень эффективности технологического кон-
троля определяется сочетанием критериев технологич-
ности с требованиями конструкции.
Требования к технологичности штампуемых деталей 51
1. Наименьшие размеры выступов и впадин плоских деталей
(в долях толщины материала)
Штампуемый материал
Твердый (ов > 700 МПа)
Средней твердости (ав == 500-ь
700 МПа)
Мягкий (о в < 500 МПа)
1,5 1,5 1,2
1,2 1,8 1.0
1,0 2,0 0,8
В табл. 1—8 приведены наиболее важные оптимальные
критерии технологичности деталей, изготовляемых с при-
менением разделительных операций листовой штамповки.
Достижимые параметры шероховатости (по
ГОСТ 2789—73) поверхности среза металлических дета-
лей после разделительных операций с применением обыч-
ных штампов следующие:
s, мм........... До 1 Св. 1
до 2
мкм .... 10—20 20—40
Св. 2 Св. 3 Св. 4
до 3 до 4 до 5
40—80 80—160 160—320
При чистовой вырубке — пробивке шероховатость по-
верхности среза Rz = 0,44-1,6 мкм, при зачистке после
вырубки — пробивки Rz = 0,634-1,25 мкм.
Особое значение с точки зрения технологичности имеет
система простановки размеров на чертежах штампуемых
деталей.
В качестве общих в данном случае должны по возмож-
ности учитываться следующие правила:
конструкторская база любого элемента детали должна
быть выбрана таким образом, чтобы ее можно было ис-
пользовать в качестве технологической;
для всех элементов детали, штамповка которых осуще-
ствляется в одном штампе, должна быть выбрана одна
52
Штампы для разделительных операций
2« Наименьшие радиусы сопряжения (в долях толщины материала)
прямолинейных участков плоских деталей .
Штампуемый материал Угол между прямолинейными участками
До 90° Св. 90° До 90° Св. 90°
Металл *: Внутр КОНГ 'енний пур Наружнь ш контур
твердый 1,00 0,60 0,85 0,45
средней твердости 0,65 0,40 0,55 0,30
мягкий 0,45 0,25 0,35 0,20
Гетинакс 1,60 1,20 0,60 0,45
Текстол ит, стекл отекстол ит 1,20 0,80 0,50 0,35
Оргстекло, целлулоид 4,00 3,00 1,50 1,20
Винипласт 3,00 2,50 1,00 0,70
Картон, фибра, эбонит 2,50 2,00 1,00 0,50
* Предел прочности см. Приложение
Примечание. При чистовой штамповке: наружных конту-
ров с углом между прямолинейными участками до 90° радиус сопря-
жения 0,2s, св. 90° 0,1s; внутренних контуров с углом между пря-
молинейными участками до 90° радиус сопряжения 0,1s, св. 90° —
0,08s.
3. Наименьшие размеры отверстий (диаметр, ширина), пробиваемых
в штампах без специальных направляющих устройств для пуансонов
(в долях толщины материала)
Штампуемый материал Отверстие
круглое квадрат- ное прямо- уголь- ное ‘ оваль- ное1
Сталь *х:
твердая 1,50 *2 1,40 1,20 1,10
средней твердости 1,20 *2 1,10 0,90 0,80
мягкая 1,00 *2 0,90 0,70 0,60
Латунь, медь 0,80 0,70 0,60 0,55
Алюминий, цинк 0,70 0,60. 0,50 0,45
Магниевые сплавы:
в холодном состоянии 0,50 — —— —'
при 260—ЗС0°С 0,25 0,45 0,35 0,30
Гетинакс 0,60 0,70 0,50 0,50
Текстолит, стеклотекстолит 0,40 0,50 0,30 0,30
Оргстекло, целлулоид 1,50 0,80 1,00 —-
Винипласт 1,20 1 ,00 1,00 ——
Картон, фибра, эбонит, бумага 0,80 L о,бо 0,60 0,60
** Предел прочности см. табл. 1.
*2 При чистовой штамповке достижимо D == (0,54-0,7) s.
Требования к технологичности штампуемых деталей
53
4. Наименьшие расстояния между пробиваемыми отверстиями и между
краем отверстия и краем детали (в долях толщины материала)
Штампуемый материал «X е3 ^4 е9
Металл: ов 500 МПа 1,2 1,4 1,5 1,2 1,5 1,3 1,6
ов > 500 МПа 1,0 1,2 1.2 1,0 1,2 1,1 1,3
Гетинакс 1,0 1,5 1,5 1,1 1,3 1,2 1,4
Текстолит 0,8 1,2 1,2 0,9 1,1 1,0 1,2
Стеклотекстолит 1,2 1,5 1,5 1,2 1,4 1,3 1,5
Оргстекло 1,8 2,0 2,0 1,7 1,9 1,8 2,0
Винипласт 1,2 1,5 1,5 1,2 1,4 1,3 1,5
Картон, фибра, эбо- нит 1,8 • 2,0 2,0 1,7 1,9 1,8 2,0
54
Штампы для разделительных операций
5. Отклонения размеров контура плоских металлических деталей после
операций вырубки *, отрезки, разрезки и обрезки
Размеры, мм
Толщина материала s Размер детали
До 50 Св. 50 до 120 Св. 120 . до 260 Св. 260 до 500
Св. 0,2 до 0,5 ±0,10 ±0,15 ±0,2 ±0,3
» 0,5 » 1,0 ч-0,15 ±0,20 ±0,3 ±0,4
» 1,0» 2,0 ±0,20 4-0,30 ±0,4 ±0,5
» 2,0 » 3,0 ±0,30 ±0,40 ±0,5 ±0,6
» 3,0 » 4,0 ±0,40 ±0,50 ±0,6 ±0,8 .
» 4,0 » 5,0 ±0,50 ±0,60 ±0,8 ±1,0
* Применением после вырубки операции зачистки можно достичь
следующей точности контура:
s, мм........... До 1 1—3 3—5
Отклонение, мм ±(0,01ч-0,015) ±(0,025ч-0,03) ± (0,035ч-0,04)
6. Отклонения размеров плоских металлических деталей после
операций пробивки * и надрезки
Размеры, мм
Толщина ма- териала S Размер отверстия Межосевое расстояние ♦ Расстояние от базы до центра отверстия
о Св. 10 до 50 Св. 50 до 100 . До 120 Св. 120 до 220 Св. 220 до 360 До 50 Св. 50 до 120 । Св. 120 до 220 Св. 220 до 360
До 2 ±0,06 ±0,08 -4-0,10 ±0,15 ±0,20 ±0,25 ±0,5 ±0,6 ±0,7 ±0,8
Св. 2 ДО 4 ±0,08 4-0,10 + 0,12 ±0,20 ±0,25 ±0,30 ±0,6 ±0,7 ±0,8 ±1,0
Св. 4 -4-0,10 + 0,12 + 0,14 ±0,25 ±0,30 ±0,40 ±0,7 ±0,8 ±1,0 ±1,2
* Применением после пробивки операции зачистки можно достичь точ«
ности размера отверстия ± (0,01 4-0,04).
Требования к технологичности штампуемых деталей
55
7. Достижимая точность чистовой вырубки—пробивки стальных
заготовок
Толщина материала S, мм Допуск по ГОСТ 25347 — 82 Допу- скаемое отклоне- ние межосе- вого расстоя- ния Допуск по ГОСТ 25347 — 82 Допу- скаемое отклоне- ние межосе- вого расстоя- ния
на размер наружного контура на размер отверстия на размер наружного контура на размер отверстия
ов < 500 МПа ов > 500 МПа
До 2,0 ITS IT7 ±0,015 ITS IT7— ITS ±0,015
Св. 2,0 до 4,0 ±0,020 ITS ±0,020
» 4,0 » 5,0 IT7— ITS ±0,030 ±0,030
> 5,0 » 6,0 » 6,0 » 12,0 ITS
8. Достижимая точность (допуск по ГОСТ 25347—82)
вырубки—пробивки деталей из гетинакса и текстолита
Толщина материала s, мм Способ штамповки
без подогрева с подогревом
До 0,5 7П2 —
Св. 0,5 до 1,0 7Т12 /714
1,0 > 2,0 /714 /715
> 2,0 » 3,0 /715 /П6
56 Штампы для разделительных операций
конструкторская база (для установления размеров одного
направления), принимаемая при базировании в штампе
в качестве опорной базы;
выбор конструкторских баз и простановку размеров
следует осуществлять таким образом, чтобы максимальное
число элементов детали можно было штамповать на ста-
дии изготовления заготовки (до гибки, до вытяжки и т. д.).
Детальный анализ возможных вариантов технологиче-
ского процесса штамповки и сопоставление его результатов
с конструктивными требованиями с учетом приведенных
выше общих критериев и правил позволяет устанавливать
уровень технологичности изделия в каждом конкретном
случае.
РАСЧЕТ ПАРАМЕТРОВ, НЕОБХОДИМЫХ
ДЛЯ ВЫПОЛНЕНИЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ,
И ВЫБОР ПРЕССА
Технологическое усилие Р (Н) разделительных опера-
ций в штампах с металлическими рабочими деталями,
у которых соответствующие режущие грани (ребра) пуан-
сона и матрицы параллельны между собой, вычисляют
по формуле
Р ~ LsoСр, (1)
где L — периметр контура вырубки (пробивки, отрезки),
мм; s — толщина штампуемого материала, мм; оср ~
сопротивление срезу, МПа.
Сопротивление срезу — величина, зависящая не только
от свойств штампуемого материала, но и в значительной
мере — от условий выполнения операции: относительной
толщины штампуемой детали (отношения ее толщины $
к размеру штампуемого элемента d), относительного зазора
(отношения величины двустороннего зазора z между ма-
трицей и пуансоном к толщине s) и скорости процесса.
При относительно малых зазорах сопротивление срезу
повышается, но улучшается поверхность среза. При отно-
сительно больших зазорах — наоборот.
Для практических расчетов могут быть приняты зна-
чения оср, приведенные в приложении. Эти значения вы-
числены при оср = (0,7 ^0,86) ов для вырубки неболь-
ших деталей (d/s = 5^-250) при относительном зазоре
Расчет параметров и выбор пресса
57
9. Значение коэффициентов корректировки * оср
* d/s z/s d/s z/s
0,15 0,005 0,15 0,005
Св. 1000 0,80 0,86 2,5—5 1,40 2,20
50—1000 0,90 1,00 1,5—2,5 1,73 3,05
5—50 1,00 1,45 1,0—1,5 2,40 4,80
* В остальных случаях коэффициенты корректировки опреде-
ляют соответствующим интерполированием.
_______________________ V____________________________________
10. Сопротивление срезу некоторых сталей при различных температура?
Л*арка стали оср (МПа) при температуре, °C
600 700 800 900
СтГкп, Ст2кп 200 ПО 60 30
СтЗкп, Ст4кп 240 130 90 60
Ст5пс 330 160 90 70
Стбпс 380 190 90 70
10 200 ПО 60 30
15 200 ПО 60 30
20 240 130 50 60
30 330 160 50 70
50 380 190 90 70
У8А 180 100 100 60
У10А 200 110 по 60
z/s = 0,05-0,09. Указанные зазоры являются нормаль-
ными, их абсолютные значения приведены в табл. 14.
При других условиях табличные значения оср следует
умножить на коэффициент корректировки (табл. 9).
В случаях, когда для снижения требуемого усилия за-
готовку перед вырубкой (пробивкой, отрезкой) нагревают,
значение оср можно принимать по табл. 10.
Для повышения качества вырубки (пробивки, отрезки)
применяют прижимные устройства. Усилие Рпрж, кото-
рое должно обеспечить прижим, Н:
прж ^ЗДпрж»
(2)
58
Штампы для разделительных операций
где 7пРж — удельное усилие, Н/мм2.
s, мм ................................. До 1 1—2 * 2—3
<7прж, Н/мм2........................... 6—10 10—15 15—20
Кроме прижимного устройства штамп может быть осна-
щен выталкивающим устройством, которое характери-
зуется усилием противодавления Рпд- Требуемое значе-
ние Рпд определяется в зависимости от назначения уст-
ройства. Если оно предназначено только для выталкива-
ния детали из матрицы, то для гарантии отсутствия за-
клинивания следует обеспечить Рпд = ОДР (Р — тех-
нологическое усилие штамповки). Если выталкивающее
устройство служит также и для прижима заготовки, то
значение Рпд должно быть равно Рпрж, и его следует
вычислять по формуле (2).
Суммарное усилие штамповки
^общ Р-р Рцрж 4“ (3)
Если эти усилия действуют одновременно, то требуемое
усилие пресса вычисляют по формуле
Рпресса — 1,25 (Р + Рпрж + Рпд). (4)
Пример штампа с одновременным действием указанных
усилий показан на рис. 4, а. Штамп содержит верхний
6
Рис. 4. Штамп с верхним и
нижним прижимом для вы-
рубки заготовки:
а — схема штампа; б — нижний
буфер штампа в свободном состо-
янии; в — нижний буфер штампа
в предварительно сжатом состо-
янии; г — нижний буфер штам-
па в конце рабочего хода штам-
па (/ — матрица; 2 — заготовка;
3 — прижим; 4 — верхний бу-
фер; 5 — пуансонодержатель;
6 — пуансон; 7—выталкиватель;
8 — нижний буфер)
Расчет параметров и выбор пресса
59
прижим 3 и нижний выталкиватель 7, работающие под
действием резиновых буферов 4 и S, обеспечивающих
дифференцированный прижим отхода и вырубаемой де-
тали. В данном случае одновременно с технологическим
усилием Р возникает усилие сжатия буферов 4 и 8 [соот-
ветственно усилие прижима Рпрж и усилие выталкивания
(противодавления) Рпд 1. Значения требуемых усилий
Рпрж = РПд можно определить по формуле (2).
Пример. Определить требуемое усилие пресса и характеристику
резиновых буферов штампа, показанного на рис. 4. Исходные данные:
L = 420 мм, материал — нагартованная лента по ГОСТ 2283—79 из
стали марки 50Г (оср = 800 МПа); s— 1,5 мм.
Усилие, необходимое для вырубки заготовки, вычисляем по фор-
муле (1). При нормальном зазоре
Р = 420-1,5-800 = 504 000 Н.
Усилие, которое требуется для прижима полосы и противодавле-
ния, определяем по формуле (2):
РПд = рпрж = 420-1,5-15 = 9450 Н
(<7прж “ Н/мм2, см. выше).
Определим характеристику буферов. Их рабочий ход должен не-
сколько превышать толщину штампуемого материала и составит Лбф ~
= 2 мм. Требуемое усилие, которое должен обеспечить каждый из
буферов, может колебаться в пределах, которыми задано колебание
<7прж “ 104-15 Н/мм2 (см. выше). В расчет принято наибольшее зна-
чение <7прж» следовательно, вычислено значение усилия буфера в конце
хода, т. е. Р2 (см. гл. 1). Аналогично определим значение Р±:
Pi= 420-1,5-10 = 6300 Н.
Следовательно, по формуле (13) (см. гл. 1) предварительное сжатие
буфера должно составить
д* 2: \ 6300 Ч 4 мм>
Из формулы (15), гл. 1 имеем Д2 “ 4 + 2 = 6 мм, после чего по
формуле (14), гл. 1 определяем Н^ф = 6/0,3 = 20 мм.
По формуле (17), гл. 1 при ф = 0,3 для q = 1 полезная площадь
каждого из буферов должна составить
F6(b = 9452'1 = 5559 мм2 « 56 см2.
v 1,7
Суммарное усилие, требуемое для выполнения операции,
Робщ = 504 000 + 2-9450 = 522 900 Н « 523 кН.
Требуемое усилие пресса РПресса > 1,25-523, т. е. РПресса >
653,6 кН.
Следовательно, штамп необходимо установить на пресс усилием
1 МН.
60
Штампы для разделительных операций
Рис. 5. Способы снижения технологиче-
ского усилия:
а — скос на матрице при вырубке; б —скос
на пуансоне при пробивке
Для уменьшения требуемого
усилия при вырубке делают
скос на матрице, при пробивке
— на пуансоне; угол скоса 6—
8° (рис. 5). При этом требуемое
усилие Ртр снижается: если ка-
тет tc скоса на матрице (пуан-
соне) соизмерим с s, то
если tc > 2s, то
Ртр = 0,6Р,
РТр = 0,4Р.
(5)
(6)
При проектировании штампов для разделительных
операций необходимо рассчитывать значения требуемых
усилий', проталкивания Рпр детали (отхода) сквозь ма-
трицу и снятия Рсп отхода (детали) с пуансона. Эти
усилия определяют по формулам
Рпр = КщЛ; (7)
(8)
где Дпр и Дсн — соответствующие коэффициенты (табл. 11).
В случаях, когда проталкивание детали (отхода) осу-
ществляется одновременно с возникновением основного
технологического усилия Р, при расчете потребного
усилия пресса указанное усилие проталкивания также
необходимо учитывать.
11. Коэффициенты усилия снятия АСсн и проталкивания Кпр детали
(отхода) после штамповки
Штампуемый материал *сн ^пр
Сталь 0,03—0,05 0,02—0,06
Латунь 0,02—0,04 0,02—0,05
Медь 0,015—0,03 0,03—0,07
Алюминий и его сплавы 0,025—0,05 0,03—0,06
Магниевые сплавы 0,02—0,05 0,02—0,06
Расчет исполнительных размеров
61
При выборе пресса для выполнения заданной операции
следует проверять запас энергии, которой он должен рас-
полагать. Для этой цели вычисляется работа деформа-
ции Д, необходимая для выполнения операции, Дж:
А - Pcp?ip, (9)
где Рср — усредненное усилие штамповки, кН; йр —
рабочий ход пуансона, мм.
Усредненное усилие Рср для вырубки (отрезки, про-
бивки) составляет (в процентах от усилия Р) для мягкой
стали, алюминия, меди при толщине материала 1—2 мм
70—60 %, для стали средней твердости — 60—65 %,
для твердой стали — 50—35 %. При увеличении тол-
щины материала значение Рср снижается на 5—10 %
от указанных, при дальнейшем возрастании толщины
материала (свыше 4 мм) еще на 5—10 % соответственно.
Рабочий ход Ztp пуансона при выполнении разделитель-
ных операций в штампах с параллельными режущими
ребрами .пуансона и матрицы равен толщине материала^.
При непараллельных режущих гранях (ребрах) hp =
== s + /с.
РАСЧЕТ ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ
РАБОЧИХ ДЕТАЛЕЙ ШТАМПА
Рабочие детали (элементы) штампов для вырубки и
пробивки — матрицу и пуансон можно изготавливать сов-
местно и раздельно.
При совместном изготовлении одна из рабочих деталей
(сопрягаемая) дорабатывается по другой: при вырубке —
пуансон по матрице (матрица определяет размер штампуе-
мого элемента и является основной), при пробивке—
матрица по пуансону (пуансон определяет размер отвер-
стия, паза и является основным)'. При этом (см. табл. 12)
исполнительные размеры основной детали (LM или £п)
вычисляют по приведенным в табл. 12 формулам (10)
или (13), а сопрягаемой — подгоняются по основной
с зазором z и допуском на зазор Дг. В указанные формулы
подставляют LH — номинальный размер штампуемого эле-
мента, /7И — припуск на износ матрицы и пуансона, 6М
или 6D— предельное отклонение размера матрицы или
пуансона. Значения /7И, бм и бп находят по табл. 13
12. Исполнительные размеры матрицы (£м) и пуансона (£п)
о
ьэ
Опера-
ция
Эскиз
Размер
штампуемого
элемента при
изнашивании
рабочих де-
талей штампа
Формулы для расчета исполнительных размеров матрицы и пуансона
При совместном изготовлении При раздельном изготовлении
Доработка матрицы по пуансону Доработка пуансона по матрице
Выруб-
ка
Увеличи-
вается
— (^н
-77и)+в“ (10)
(Ln обеспечива-
ется доработкой
по матрице с за-
зором 2 И допус-
ком на зазор Дг)
-f-б м
= (Гн - Пи)
(И)
Да (^н
(12)
м
Уменьшается
(^н
+ Ли)_бп (13)
(LM обеспечива-
ется доработкой
по пуансону с за-
зором z и допу-
ском на зазор Дг)
Штампы для разделительных операций
R К Опера- ция Эскиз Размер штампуемого элемента при изнашивании
СО S3 рабочих де-
Л талей штампа
со
CQ -
3
Пробив-
ка, от-
резка
и др.
1
Продолжение табл. 12
Формулы для расчета исполнительных размеров матрицы
и пуансона
При совместном изготовлении
Доработка матрицы по пуансону Доработка пуансона по матрице
При раздельном
изготовлении
Ln=^H±0,5A (16)
(Ln обеспечивается доработкой по
пуансону);
LM = LH ± 0,5Д (18)
(Ln обеспечивается доработкой по
матрице с зазором г и допуском на
зазор Дз)
(19)
Расчет исполнительных размеров
13. Припуски на износ и предельные отклонения размеров матрицы и пуансона
при их совместном изготовлении
Поля допусков номинальных размеров штампуемого элемента
Размер штампуемого Л 9; И9 НЮ; ИГО НИ; НИ
элемента, мм ПИ $м ^П Д "и бм 6, д
Св. 1 до 3 0,025 0,025 0,008 0,005 0,040 0,040 0,011 0,008 0,060 0,060
» 3 » 6 0,030 0,030 0,009 0,006 0,048 0,048 0,014 0,010 0,075 0,075
» 6 » 10 0,036 0,036 0,011 0,008 0,058 0,058 0,017 0,012 0,090 0,090
» 10 » 18 0,043 0,043 0,012 0,009 0,070 0,070 0,021 0,015 0,110 0,100
» 18» 30 0,052 0,052 0,016 0,012 0,084 0,084 0,025 0,019 0,130 0,120
» 30 » 50 0,062 0,062 0,019 0,014 0,100 0,100 0,030 0,022 0,160 0,140
» 50 » 80 0,074 0,074 0,022 0,017 0,120 0,100 0,030 0,022 0,190 0,170
» 80 » 120 0,087 0,087 0,026 0,019 0,140 0,120 0,035 0,030 0,220 0,170
» 120 » 180 0,100 0,100 0,030 0,022 0,160 0,140 0,035 0,035 0,250 0,200
> 180 » 250 0,115 0,100 0,030 0,022 0,185 0,145 0,035 0,035 0,290 0,240
» 250 :> 315 0,130 0,120 0,035 0,030 0,210 0,170 0,035 0,035 0,320 0,250
» 315 » 400 0,140 0,120 0,035 0,030 0,230 0,180 0,035 0,035 0,360 0,300
» 400 » 500 0,155 0,140 0,035 0,030 0,250 0,200 0,045 0* 045 0,400 0,300
Штампы для разделительных операций
Продолжение табл. 13
. Марченко и др.
Размер штампуемого элемента, мм Поля допусков номинальных размеров штампуемого элемента
ЯП; ЛИ Н12; Л12 7714; Л14
^м бп Д Пи ®м 6п д Пп 6 1 .н бп
Св. 1 до 3 0,018 0,013 0,10 0,10 0,030 0,022 0,25 0,21 0,05 0,05
» 3 » 6 0,022 0,016 0,12 0,10 0,030 0,022 0,30 0,25 0,06 0,06
» 6 » 10 0,027 0,020 0,15 0,13 0,035 0,030 0,36 0,30 0,08 0,08
» 10 » 18 0,030 0,022 0,18 0,15 0,035 0,035 0>43 0,35 0,10 0,10
» 18» 30 0,035 0,035 0,21 0,17 0,035 0,035 0^52 0,40 0,12 0,12
» 30 » 50 0,035 0,035 0,25 0,20 0,045 0,045 0,62 0,50 0,14 0,14
» 50 » 80 0,035 0,035 0,30 0,25 0,060 0,060 0,74 0,60 0,17 ' 0,17
» 80 » 120 0,035 0,035 0,35 0,27 0,080 0,080 0,87 0,70 0,20 0,20
» 120 » 180 0,045 0,045 0,40 0,30 0,080 0,080 1,00 0,80 0,20 0,20
» 180 » 250 0,060 0,606 0,46 0,35 0,100 о; wo 1,15 0,90 0,26 0,26
» 250 » 315 0,060 0,060 0,52 0,40 0,120 0,120 1,30 0,95 0,27 0,27
» 315 » 400 0,080 0,080 0,57 0,45 0,150 0,150 1,40 1,12 0,28 0,28
» 400 » 500 0,080 0,080 0,63 0,50 0,160 0,160 1,55 1,25 0,30 . 0,30
I
3
Примечание. Обозначения: А — предельное отклонение номинального размера штампуемого элемен-
та; /7И — припуск на износ пуансона (матрицы); бм и 6П — предельные отклонения исполнительного размера
соответственно матрицы и пуансона.
66
Штампы для разделительных операций
Рис. 6. Схема размеров и полей допусков штампуемой детали и рабочих
деталей штампа при их совместном изготовлении:
а — при вырубке; б — при пробивке; LH — номинальный размер штампуе-
мого элемента; LR м — номинальный размер матрицы; LR п — номинальный
размер пуансона; £ф м — фактический размер матрицы; £ф п — фактиче-
ский размер пуансона; А — допуск размера штампуемого элемента; ПИ
припуск на изнашивание пуансона и матрицы; дп и би - допуски размеров
пуансона и матрицы; г и Az — зазор и поле допуска зазора между матрицей
и пуансоном (двусторонние)
в зависимости от размера штампуемого элемента и тре-
буемой точности его изготовления. Значения г и Аг на-
ходят по табл. 14 (см. также рис. 3). При этом располо-
жение полей допусков штампуемого элемента и рабочих
деталей штампов соответствует показанному на рис. 6.
Приведенные формулы применимы для случаев, когда
при изнашивании рабочих деталей штампа размер Ln
штампуемого элемента увеличивается (см. табл. 12, ва-
риант 1) или уменьшается (вариант 2). Если же изнашива-
Расчет исполнительных размеров
67
14. Двусторонние нормальные зазоры между матрицей и пуансоном
при штамповке металлов и их сплавов в штампах с металлическими
рабочими деталями
Размеры, мм
Толщина материала S аср < 200 МПа 200 < оСр < < 360 МПа 360 < оСр < < 520 МПа аср > > 520 МПа
Z Az Z Az Z Az Z Az
До 0,1 0,004 — 0,005 — 0,006 — 0,007 —
Св. 0,1 до 0,2 0,008 0,010 + 0,010 0,012 + 0,010 0,014 + 0,010
» 0,2 » 0,3 0,012 +0,010 0,015 0,018 0,021
» 0,3 » 0,4 0,016 0,020 0,024 0,028
» 0,4 » 0,5 0,020 0,025 0,030 0,035
» 0,5 » 0,6 0,024 0,030 + 0,020 0,036 + 0,020 0,042 + 0,020
0,6 » 0,7 0,028 0,035 0,042 0,049
» 0,7 » 0,8 0,032 0,040 0,048 0,056
» 0,8 » 0,9 0,036 + 0,020 0,045 0,054 0,063
» 0,9 » 1,0 0,040 0,050 0,060 0,070
» 1,0» 1,2 0,060 0,070 + 0,030 0,080 + 0,030 0,100 + 0,030
» 1,2 » 1,5 0,080 + 0,030 0,090 0,110 0,120
» 1,5 » 1,8 0,090 0,110 + 0,050 0,130 + 0,050 0,140 + 0,050
» 1,8 » 2,0 0,100 0,120 0,140 0,160
» 2,0 » 2,2 0,130 + 0,050 0,160 0,180 0,200
» 2,2 » 2,5 0,150 0,180 0,200 0,230
» 2,5 » 2,8 0,170 0,200 0,220 0,250
» 2,8 » 3,i .180 0,210 0,240 0,270
3*
€3
Штамп* для разделительных операций
Продолжение табл. 14
Толщина материала $ °ср < 200 мт 200 < оср < < 360 МПа 360 < оср < < 520 МПа аср > > 520 МПа
Z Аг 2 Аг 2 Аг Z Аг
Св. 3,0 до 3,5 0,240 +0,050 0,280 + 0,100 0,320 + 0,100 0,350 + 0,100
» 3,5 * 4,и 0,280 + 0,100 0,320 0,360 0,400
» 4,0 » 4,5 0,320 0,360 0,450 0,540
» 4,5 » 5,0 ( ,350 0,400 0,500 0,600
» 5,0 » 6,0 0,420 0,500 + 0,200 0,600 V + 0,200 0,700 + 0,200
» 6,0 » 7,0 0,490 0,700 0,900 1,000
» 7,0 » 8,0 0,700 +0,200 0,800 1,000 1,100
» 8,0 » 9,0 0,900 1,100 1,300 1,400
» 9,0 » 10 1,000 1,200 1,400 1,600
» 10 * 11 1,600 + 0,300 1,600 +0,300 1,800 + 0,300 2,000 + 0,300
» 11 » 12 1,700 1,700 1,900 2,200
» 12 » 13 2,100 2,100 2,300 2,600
> 13 » 14 2,300 2,300 2,500 2,800
» 14 » 15 2,700 + 0,500 2,700 +0,500 3,000 + 0,500 3,300 + 0,500
» 15 » 16 2,900 2,900 3,200 3,500
» 16 > 17 3,400 3,400 3,800 4,100
» 17 » 18 3,600 3,600 4,000 4,300
» 18 » 19 4,200 4,200 4,600 5,000
» 19 » 20 | 4,400 4,400 4,800 5,200
Примечания: 1. Обозначения: z — наименьшее значение началь«
ного оптимального двустороннего зазора; Az предельное отклонение дву-
стороннего зазора.
2. Примеры штампуемых материалов: при оср < 200 МПа — мягкая
медь, алюминий некоторых марок; при 200 < оср < 360 МПа — сталь марок
08Ю, 08кп, 08пс, 12X13, электротехнические стали, латунь, алюминиевые
сплавы; при 360 < оср < 520 МПа — сталь марок 20, 30, СтЗпс, Ст4кп, 12Г2,
12ГС, 20X13, 40X13, никелевые сплавы, бронза; при оср > 520 МПа — сталь
марок 40, Стбпс, 65Г, электротехнические стали, бронза, коррозионно-стой-
кие стали.
Расчет исполнительных размеров
69
ние рабочих деталей не влечет за собой изменение размера
штампуемого элемента (вариант 3), то исполнительные
размеры рабочих деталей определяются по приведенным в
табл. 12 формулам (16) или (18). При этом в качестве основ-
ной детали могут быть приняты либо пуансон, либо матрица.
Если размеры штампуемого элемента для случая вы-
рубки (вариант 1) заданы в виде Ln ± Л, то их следует
преобразовать к виду (LH + Д)_2д и далее, рассматри-
вая Ln + Д как номинальный размер и 2Д — как его
поле допуска, воспользоваться формулой (10) (см.
табл. 12). То же касается случая задания размера отвер-
стия (вариант 2) в виде £н± Д- Его следует преобразовать
к виду (£н — Д)+2Л и воспользоваться формулой (13),
приведенной в табл. 12.
Размеры могут быть заданы также в виде или
(при Д2 > Дг) соответственно для вариантов 1 и 2.
В этом случае следует преобразовать их к виду соответ-
ственно (LH — ДО-^-до и (£н + Д1)+<А»“А1) и затем
пользоваться формулами (10) и (13) (см. табл. 12), счи-
тая LH — Д и LH + Д1 номинальными размерами штам-
пуемого элемента, а Д2—Д1 — полем их допуска.
При раздельном изготовлении пуансона и матрицы,
когда они обрабатываются до окончательных размеров
без взаимного согласования, их исполнительные размеры
рассчитывают по формулам . (11), (12), (14), (15), (17)
и (19), приведенным в табл. 12. При этом припуск /7И на
износ принимают по табл. 13, а поля допусков размеров
пуансона и матрицы подбирают таким образом, чтобы
соблюдалось условие (рис. 7)
(бм + б')<Дг, (20)
где 64 и 64 — абсолютные значения полей допусков.
При этом поля каждого из допусков 64 и 64 могут
устанавливаться произвольно или по ГОСТ 25347—82.
Для последнего случая можно воспользоваться данными
табл. 16, которые подобраны таким образом, что обеспе-
чивается условие
0,84 Дг< (64 + 64)<1,16 Дг.
Подбор полей допусков по ГОСТ 25347—82 для всех
«значений Дг с соблюдением условия 64 + 64 = Д? не
представляется возможным.
70
Штампы для разделительных операций
Рис. 7. Схема размеров и полей допусков штампуемого элемента и ра-
бочих деталей штампа при их раздельном изготовлении:
а — при вырубке; б — при пробивке. Принятые обозначения см. рис. 6
Пример 1. Определить исполнительные размеры матрицы и пуан-
сона для вырубки заготовки для случаев их совместного и раздельного
изготовления. Исходные данные (см. рис. 3, гл. 1): /3 = 75Л12, матери-
ал — электротехническая сталь марки 2011 по ГОСТ 21427.2—75;
s = 0,35 мм.
По табл. 13 для размера 75Л12 находим 77и = 0,25 мм дм = 0,06 мм.
По табл. 14 для толщины 0,35 мм при оср = 430 МПа (см. приложение
табл. 1) находим z = 0,024 мм; Az = 0,010 мм.
Для случая совместного изготовления матрицы и пуансона £м =
= (75 — О,25)^"0*060 = 74,75^“°’060мм. Размер пуансона £п следует
обеспечить его доработкой по матрице с равномерным двусторонним
зазором О,О24“^0,010 мм.
Для случая раздельного изготовления в табл. 15 при толщине
s= 0,35 мм и размере штампуемого элемента 75 мм поля допусков
размеров матрицы и пуансона не предусмотрены, ибо раздельное изго-
15. Рекомендуемые поля допусков и предельные отклонения матрицы (6^) и пуансона (6*)
при их раздельном изготовлении
Размеры, мм
Толщина штампуемого материала s
Св. 0,2 до 0,5 Св. 0,5 до 1,0 Св. 1,0 до 1 ,5 Св. 1,5 до 3,0
Размер Матрица Пуансон Матриц . Пуансон Матрица Пуансон Матрица Пуансон
штампуемого элемента поле допу- ска предельное отклонение поле допу- ска предельное отклонение поле допу- ска 1 предельное отклонение поле допу- ска предельное отклонение 3 поле допу- ска предельное отклонение поле допу- ска предельное отклонение поле допу- ска предельное отклонение поле допу- ска предельное отклонение
Св. 1 ДО 3 //6 + 0,006 Л5 — 0,004 Н8 + 0,014 /гб — 0,006 //9 + 0,025 h7 — 0,010 //10 + 0,040 Л8 — 0,014
» 3 » 6 //5 + 0,005 /14 — 0,004 Н7 + 0,012 /16 — 0,008 Н8 + 0,018 h7 — 0,012 //9 + 0,030 h8 — 0,018
> 6 » 10 //5 + 0,006 h4 — 0,004 Н7 + 0,015 65 — 0,006 Н8 + 0,022 he — 0,009 779 + 0,036 h7 — 0,015
> 10 » 18 //4 + 0,005 h4 — 0,005 7/6 + 0,011 /i5 — 0,008 Н7 + 0,018 h6 — 0,013 //9 + 0,043 h7 — 0,018
18 » 30 //4 + 0,006 h3 — 0,006 //6 + 0,013 /г5 — 0,009 Н7 + 0,021 he — 0,013 Н8 + 0,033 h7 — 0,021
> 30 » 50 //4 + 0,007 h3 — 0,004 Не + 0,016 Л4 — 0,007 HQ + 0,016 he — 0,016 НЗ + 0,039 he — 0,016
> 50 > 80 — — — — НЗ + 0,013 /14 — 0,008 HQ + 0,019 h3 — 0,013 Н7 + 0,030 he —0,019
> 80 » 120 — 11,1 — — Н4 + 0,010 h4 — 0,008 НЗ + 0,015 h5 — 0,015 Н7 + 0,035 he — 0,022
120 » 180 —— — 11,1 — —— Н4 + 0,012 h3 — 0,008 НЗ + 0,018 h4 — 0,012 не + 0,025 he — 0,025
180 » 250 —— —• — — — — "** ИЗ + 0,020 h4 — 0,014 не + 0,029 h3 — 0,020
> 250 » 315 — — — 11,1 "** — — — — "** "** не + 0,032 h3 — 0,023
315 » 400 —— — — — — "** НЗ + 0,025 h3 — 0,025
400 » 500 —• 1 э ~~ — — — — —• — ~~ — —• НЗ + 0,027 h3 — 0,027
Расчет исполнительных размеров
Продолжение табл. 15
Толщина штампуемого материала s
Св. 3,0 до 5,0 Св. 5,С до 10,0 Св. 10,0 до 14,0 Св. 14,0 до 20,0
Матрица Пуансон Матрица Пуансон Матрица Пуансон Матрица Пуансон
Размер штампуемого 1 ф Ф >» м ф ф 1 >> Е ф ф м ф ф Л №4 >» Е ф ф >» Е ф ф Е2 О) 0) >> Е ф ф
элемента с о <4 О is Я я л ф ч 5 О ЕС !ЛЬНС >нен1 о ЕС ;льнс жену о ч 1НЭНС )H.4Ifi о ЕС ‘ЛЬ НС )нен1 о «=с я я д ф t; Я S о о ЕС С/ нм я я Л ф е; я о снэнс )НЧ1К
си «5 со К Ч ф £ ф Ч се предс отклс Ф предс ОТКЛС ф Ч СО предс откл< Ф Ч се предс отклс ф 5 «з ЕС Ч Ф Я схс- с о ф Ч сз редс гклс ф Ч се предс отклс
о я о с о со kS tab* К у ж ~ о КЗ ZZ7 “ С о g S
Св. 1 ДО 3 ЯП 4-0,060 ЛЮ — 0,040 //13 4-0,140 ЯП — 0,060 //14 + 0,250 hU — 0,060 //15 + 0,400 Л12 — 0,100
> 3 > 6 ЯП + 0,075 Л9 — 0,030 7/12 4-0,120 ЛИ — 0,075 //13 + 0,180 ЛИ — 0,075 //14 + 0,300 Л12 — 0,120
» 6 » 10 /ло 4-0,058 Л9 — 0,036 7/12 4-0,150 яю — 0,058 //13 + 0,220 ЛИ — 0,090 //14 + 0,360 Л12 — 0,150
> 10 > 18 яю 4-0,070 Л9 — 0,043 ЯП 4-0,110 ЛЮ — 0,070 //12 + 0,180 ЛИ — 0,110 //14 + 0,430 Л11 -0,110
> 18 > 30 //9 4-0,052 Л9 — 0,052 //11 4-0,130 Л9 -0,052 //12 + 0,210 ЛЮ • — 0,084 //13 + 0,330 ЛИ — 0,130
> 30 » 50 //9 4-0,062 Л8 — 0,039 //11 4-0,160 Л9 -0,062 //12 + 0,250 Л9 — 0,062 //13 + 0,390 ЛЮ — 0,100
> 50 > 80 //9 4-0,074 Л7 — 0,030 //10 4-0,120 Л9 — 0,074 //11 + 0,190 Л9 —0,074 //12 + 0,300 ЛЮ — 0,120
> 80 > 120 Н8 4-0,054 h7 -Q,035 7/10 + 0,140 Л8 -0,054 //11 + 0,220 Л9 — 0,087 //12 + 0,350 ЛЮ — 0,140
» 120 > 180 НЬ 4-0,0153 Л7 -0,040 ЯЮ -4-0,160 h7 — 0,040 //11 + 0,250 Л8 — 0,063 //12 + 0,400 Л9 — 0,100
> 180 » 250 Н8 4-0,072 Л6 -0,029 //10 + 0,185 h7 — 0,046 ЯЮ + 0,185 Л8 — 0,072 //12 + 0,460 Л9 -0,115
> 250 > 315 на 4-0,081 Л6 —0,032 //9 + 0,130 Л7 — 0,052 //10 + 0,210 Л 8 — 0,081 //И + 0,320 Л9 — 0,130
> 315 > 400 Н7 4-0,057 Л6 — 0,036 //9 + 0,140 h7 — 0,057 //10 + 0,230 Л8 — 0,089 //И + 0,360 Л9 — 0,140
» 400 » 500 Н7 4-0,063 Л6 — 0 040 7/9 + 0,155 hQ — 0,063 7/9 + 0,155 Л8 — 0,097 //И + 0,400 Л8 — 0,097
Расчет исполнительных размеров
73
товление потребует установления слишком жестких допусков на матри-
цу и пуансон при соблюдении условия
6' + 6' 0,01 мм.
М 11
Пример 2. Определить исполнительные размеры пуансона и ма-
трицы для пробивки отверстия для случая их раздельного изготовле-
ния. Исходные данные: диаметр пробиваемого отверстия мм;
материал — сталь марки 08кп; s= 0,8 мм.
Преобразуем выражение размера отверстия: 0 134Jg; Ц =
== 0 134,14+0*1 мм. По табл. 13 для поля допуска Д = 0,1 мм находим
/7И = 0,1 мм. По табл. 14 находим при оСр — 250 МПа (см. приложе-
ние, табл. 1) при s = 0,8 мм: z = 0,040 мм, Дг = 4-0,020 мм. По табл. 15
для толщины 0,8 мм и размера 134,14 мм находим поля допусков — для
матрицы Н4 (4-0,012), для пуансона h3 (—0,008). Условие 6м + 6П
0,02 мм соблюдается. По формулам (14) и (15) находим исполнитель-
ные размеры:
dn = (134,14 4" O,l)_o,oo8 = 134,24_o,oog мм;
dM = (134,14 4-0,1 4- 0,040)+0»012 = 134,28+0»012 мм.
Исполнительные размеры матрицы и пуансона при
односторонней отрезке определяются конструктивно
(рис. 8). Зазор г0 между матрицей 5 и пуансоном 2 может
быть принят равным половине двустороннего зазора,
приведенного в табл. 14. Однако при этом для обеспече-
ния хорошего качества поверхности среза, а также отсут-
ствия изгиба отрезаемой 7 и исходной 4 заготовок необ-
Рис. 8. Схема отрезки за-
готовки:
7 — противоотжим; 2 — пу-
ансон; 3 — верхний прижим;
4 — исходная заготовка;
5 — матрица; 6 — нижний
;прижим; 7 — отрезаемая за-
готовка
16. Наибольшие значения коэффициента
Кот уменьшения зазора при
односторонней отрезке в штампе
с параллельными гранями пуансона и
матрицы
м< Толщина атериала s, мм Цветные металлы Сталь
а,. < 500 МПа аь > 500 МПа
До 1,0 0,85 0,80 0,75
Св. 1,0 до 3,0 0,80 0,75 0,70
3,0 » 5,0 0,75 0,70 0,65
5,0 » 8,0 0,70 0,65 0,60
Св. 8,0 0,65 0,60 0,55
74
Штампы для разделительных операций
ходимо обеспечить их надежный прижим усилиями Qi
и Q2, определяемыми из условия равенства моментов по
следующим формулам:
Q1 = 27’42-; (21)
4 1
Q2 = 2P-~. (22)
42
При односторонней отрезке без прижима зазор
*от = кот (г/2), (23)
где Кот — коэффициент, наибольшие значения которого
приведены в табл. 16; г — см. табл. 14.
При значении коэффициента 7<от меньшем, чем при-
веденное в табл. 16, качество отрезки улучшается.
КОНСТРУИРОВАНИЕ И РАСЧЕТ НА ПРОЧНОСТЬ
РАБОЧИХ ДЕТАЛЕЙ ШТАМПА
Матрица и пуансон определяют работоспособность, на-
дежность и долговечность штампа. Их расчет и конструи-
рование — важнейший этап разработки документации
штампа.
Матрица. Форма матрицы определяется формой и раз-
мерами штампуемой деталй. Размеры прямоугольной ма-
трицы определяют (ориентировочно) исходя из размеров
ее рабочей зоны. В табл. 17 приведена зависимость наи-
меньших габаритных размеров прямоугольной матрицы от
размеров прямоугольной рабочей зоны. Размеры матрицы
уточняют с учетом требуемых величин перемычек между
отверстиями, конкретного размещения рабочей зоны и
отверстий и т. д.
Ориентировочный выбор диаметров винтов и штифтов
осуществляют по табл. 18. Число винтов определяют из
условия, что расстояние между двумя ближайшими вин-
тами не должно превышать 90 мм. Однако в отдельных
случаях возникает необходимость некоторого отклонения
от приведенных данных.
Число штифтов определяют из условия, что каждый
самостоятельный элемент штампа, который должен быть
неподвижным относительно матрицы и сама матрица
(или каждая ее отдельная часть) должны фиксироваться
двумя штифтами.
Конструирование рабочих деталей
75
17. Зависимость наименьших габаритных размеров прямоугольной
ArXj?P матрицы от размеров арХ^р ее рабочей зоны
йр х Ьр, не более. Дг X не менее ар х ^Р» не более Лг х вг, не менее
30X20 63X50 100Х 100 160X160
40X20 80X50 110X100 180Х 160
50X20 100X50 130Х 100 200Х 160
40X30 80X63 180Х 100 250X160
50X30 100X63 200X100 280Х 160
70X30 125X63 220Х 100 320Х 160
40X40 80X80 110X110 180Х 180
50X40 100Х 80 130Х по 200X180
70X40 125X80 150X110 220Х 180
80X40 140X80 180Х НО 250Х 180
100X40 160X80 200X110 280Х 180
50X50 100Х 100 220X110 320Х180
70X50 125Х 100 250Х 110 360Х 180
- 80X50 140Х 100 130Х 130 200X 200
100X50 160Х 100 150X130 220X200
110X50 180Х 100 180Х 130 250X200
130Х 50 200Х 100 200X130 280Х 200
70X 60 ,z 125Х 125 220X130 320X200
80X60 Z 140Х125 250X130 360Х 200
100Х 60 160 X 125 280X130 400X 200
110X60 180Х 125 130Х 130 220X 220
130X60 200X125 180Х 130 250X220
150X60 220X125 200X130 280Х 220
180X60 250Х 125 220X130 320Х 220
80X80 140Х 140 250Х 130 360X220
100X80 160Х 140 280X130 400X 220
110X80 180Х 140 320Х 130 450X 220
130X80 200Х 140 180Х 180 250Х 250
150X60 220Х 140 200X180 280Х 250
180X60 250X140 220Х 180 320X250
200Х 60 280X140 250Х 180 360Х 250
76
Штампы для разделительных операций
Продолжение табл. 17
аъ X £р, не более X вг, не менее ар X bpf не более X Вг, не менее
280X180 400X 250 360X220 500X320
320X180 450X250 410X220 560Х 320
360X180 500X250 450X 220 630Х 320
200X200 280X 280 250Х 250 360X 360
220X200 320X 280 280Х 250 400X360
250X200 360X 280 320X250 450X360
280X200 400X280 360Х 250 500X 360
320X 200 450 X 280 410X250 560X360
360X 200 500X 280 450X250 630X360
410X200 560 X 280 280X280 400X 400
220X 220 320Х 320 320Х 280 450 X 400
250 X 220 360X320 360X280 500 X 400
280X220 400X320 410X280 560X400
320X220 450X320 450X 280 630 X 400
Примечание. Принятые в таблице габаритные размеры
ЛГХ соответствуют ГОСТ 15861—81.
Пример размещения рабочей зоны и отверстий для
крепления матрицы штампа последовательного действия
показан на рис. 9, а. Соответствующие зависимости для
определения координат отверстий под элементы крепления
приведены в табл. 19 и 20. Размеры и размещение отверстий
должны уточняться конструктивно исходя из конкретных
форм и размеров рабочей зоны матрицы.
При конструировании матриц других штампов (про-
стого, совмещенного действия и т. д.) можно также поль-
зоваться данными, приведенными в табл. 17—20.
Толщину матрицы Нм определяют из следующей
эмпирической зависимости, мм:
#м == s + «м У ар~\г Ьр 7, (24)
где s — толщина штампуемого материала, мм; ар и fep—
размеры рабочей зоны матрицы, мм; Лм — коэффициент.
ав, МПа . . . До 120 Св. 120 до 200 Св. 200 до 300 Св. 300 до 500 Св. 5"*0 до 1000 Св. 1000
Км 0,5 0,6 0,8 1.0 1,й 1,5—2,0
* Временное сопротивление штампуемого материала
Конструирование рабочих деталей
77
18. Диаметры винтов и штифтов для крепления матрицы
Размеры, мм
Наибольший габаритный размер (наружный диаметр) Диаметры винтов и штифтов при технологическом усилии Р, воспринимаемом матрицей кН
До 500 Св. 500 до 1000 Св 1000
матрицы мм Вин г Штифт Винт Штифт Вин । Штифт
До 100 Мб 6 М8 6 1 II
Св. 100 до 125 М8 8 МЮ 8 —•
125 » 160 мю 8 М12 10 Ml 2 10
160 » 250 мю 10 М12 10 М12 10
250 » 280 мю 10 М12 10 М12 ю
280 » 400 М12 10 Ml 2 10 Ml 2 10
Св. 400 М12 10 Ml 2 12 М16 12
19. Размеры и координаты винтов и штифтов для крепления
матрицы (см. рис. 9)
Размеры, мм
Длина А матрицы Наименьшие значения координат отверстий под винты и штифты в зависимости от диаметра винт, (штифта) Число винтов в одном ря„.у
Мб (6) М8 (6; 8) МЮ (8; 10) М12 (10; 12) М16 (12)
в» «2 «1 «1 е.
До 100 Св. 100 до 125 » 125 » 160 > 160 > 250 > 250 > 280 > 280 » 400 Св. 400 7.5 | | | | | | ~ 10 10 16 16 12,5 12,5 15 15 «мм» 20 20 20 20 15 15 15 15 15 25 25 25 25 25 О 1 1 1 1 1 1 32 2 2 2 3 3 3 3
Примечания: 1. Координаты винтов и штифтов приведены
для случая размещения в матрице отверстий под стержни винтов.
Если в матрице размещаются отверстия под головки винтов (см.
рис. 9,6), их координаты следует определять из следующих зави-
симостей:
= “Ь (Do. в ^О. в)/^>
^10 = ^2 + (Do. В - ^О.
2. Суммарное технологическое усилие, действующее на матрицу,
не превышает 500 кН. Если усилие составляет 500—1000 кН, при-
веденные в таблице значения следует умножить на 1,2, при усилии
св. 1000 кН — на 1,4.
78
Штампы для разделительных операций
а)
Рис. 9. Матрица штампа последовательного действия (JB — диаметр
стержня винта; DB — диаметр головки винта; d0 в — диаметр отверстия
под стержень винта; Do в — диаметр углубления под головку винта;
dLll — диаметр отверстия под штифт)
20. Наименьшие расстояния между элементами стальной матрицы
(см. рис. 9)
Размеры, мм
Материал матрицы е* е7 е8
^о. < 8,5 do. в > > 8,5
У8А, У10А, 7X3, 9ХС, 9ХВГ 9t8dOe в 1,2ЯМ do. в 2.5ЯМ 1 fido, в 1 Л^о. в 2s
Х12М, Х12Ф1 0,6^0. в Нм 9,8tio. в 2ЯМ do. в 1,2d0. в 1 1,5s'
Примечания: 1. Наименьшее расстояние е% для матриц
из сталей У8А, У10А, 7X3, 9ХС, 9ХВГ — 2 мм, для матриц из ста-
лей Х12М, Х12Ф1 — 1,5 мм.
2. В случае размещения в матрице отверстий под головки винтов
(см. рис. 9, б) расстояние etl = е7 + (Do. в — ^о. в)/2.
3. См. п. 2 примечаний к табл. 19.
4 Число винтов в одном ряду определяется из условия, что рас-
стояние между двумя соседними винтами не должно превышать 90 мм.
Конструирование рабочих деталей
79
Дополнительно по эмпирической формуле можно про-
верить достаточность толщины матрицы, мм:
Ни = /100Р, (25)
где Р — требуемое технологическое усилие штампов-
ки, кН. После этого следует принять большее из значе-
ний Ям, полученных по формулам (24) и (25).
Найденное таким образом значение Нм необходимо
округлить до ближайшего большего числа из следующего
ряда чисел: 8, 10, 12, 16, 20, 25, 28, 32, 36, 40, 45, 50,
56, 63, 71, 80. Соотношение габаритных размеров и тол-
щины прямоугольных матриц следует принимать по
ГОСТ 15861—81.
Наружный диаметр матрицы круглой формы при-
нимают в зависимости от диаметра окружности dM, в ко-
торую вписывается ее рабочая зона (табл. 21), и уточняют
в зависимости от размещения отверстий, формы штампуе-
мого элемента и др.
Координаты и размеры отверстий для крепления круг-
лой матрицы определяют по формулам, приведенным на
эскизе к табл. 21 с учетом данных табл. 18 и допускаемых
значений перемычек между отверстиями, приведенными
на рис. 9, в табл. 19 и 20.
Толщину матрицы можно определить по формуле
(24), подставив в нее вместо ар + fep значение l,57dM,
а также по формуле (25). Найденное значение толщины
необходимо округлить до ближайшего большего числа из
приведенного выше ряда. Соотношение размеров круглых
матриц следует принимать по ГОСТ 15862—81.
Тяжелонагруженные матрицы следует проверять на
прочность специальным расчетом, основанным на опре-
делении напряжений, возникающих в опасном сечении.
Опасным является сечение, проходящее через узкие ще-
левые отверстия, острые углы и др. Например, при вы-
рубке квадратного контура опасным является сечение,
проходящее через противоположные углы и диагонали
квадрата. При расчете можно исходить из того, что сила,
распирающая матрицу в опасном сечении, составляет не
менее 40 % технологического усилия. Проверку вы-
полняют по формуле
[ОР] > , (26)
80
Штампы для разделительных операций
21. Наименьший наружный диаметр круглой матрицы, размещение
и размеры отверстий для ее крепления
Я м Ям
До 15 50 Св. 115 до 130 200
Св. 15 до 25 63 » 130 » 150 220
» 25 » 35 80 » 150 » 180 250
» 35 » 50 100 » 180 » 210 280
» 50 » 75 125 » 210 » 250 320
» 75 » 85 140 » 250 » 280 360
» 85 » 105 160 » 280 » 310 400
» 105 » 115 180
Примечани я: 1. Do — диаметр отверстия под головку вин-
та. 2. См. примечание п. 4 к табл. 20.
где [Ор] — допускаемое напряжение на разрыв (для ста-
лей У8А, У10А в закаленном состоянии [ар ] = 250 МПа);
Р — технологическое усилие, Н; F — площадь опасного
сечения, мм2.
Форму рабочих и провальных отверстий в матрицах
для пробивки и вырубки принимают по табл. 22.
Провальное отверстие в матрице с любым рабочим кон-
туром должно, как правило, эквидистантно повторять
этот контур с учетом нависания рабочего контура ма-
трицы над провальным отверстием: не более чем на 1,5 мм—
при наличии фасок или закруглений (см. табл. 22, тип 1),
или не более чем на угол р при наличии уклона по всей
Высоте (см. табл. 22, тип 2). Допускается спрямление от-
дельных участков контура провального отверстия или их
скругление при условии, что нависание на этих участках
не превысит 3 мм. При этом условии для рабочих контуров
22. Форма и соотношение размеров отверстий в матрицах для пробивки и вырубки
Форма отверстия
Назначение
отверстия
Размеры
S, мм ₽° а ЛМ’ мм
2
Для пробивки отвер- стий диаметром до 8 мм и для вырубки простых контуров, в которых отсутствуют консольно расположенные элемен- ты, ослабляющие сече- ние матрицы До 5 мм 2 10' 6
Св. 0,5 до 1,0 15' 6—8
в 1,0 » 2,5 20' 6—8
в 2,5 в 4,0 • 3 30' 8—10
в 4,0 в 5,0 45' 8—10 >
Для матриц вырубки фигурных контуров и матриц, в которых име- ются консольно распо- ложенные элементы в 5,0 в 10,0 1° 15
Св. 10,0 4 1° 18
Конструирование рабочих, деталей
00
Продолжение табл. 22
ьэ
Тип
Форма отверстия Назначение отверстия Размеры
S, мм 3° (X ^М’ мм
Для матриц (пуансон-
матриц) с обратным вы-
талкиванием детали.
Преимущественно в
штампах совмещенно-
го действия
4
Для матриц и пуансон-
матриц со сложным ра-
бочим контуром, впи-
сываемым в окружность
диаметром 10 мм
а — см. тип 1
Штампы для разделительных операций
Конструирование рабочих деталей
83
Продолжение табл. 22 Размеры ^М’ мм и
а
О 0Q.
S, ММ
матрицы сложной кон-
фигурации провальное
отверстие можно выпол-
нять цилиндрическим.
Провальное отверстие
следует * скруглять так-
же, когда рабочий кон-
тур матрицы имеет ост-
рые или прямые углы.
При этом в углах допу-
скается увеличение на-
висания рабочего кон-
тура матрицы над кон-
туром провального от-
верстия на 0,3—0,4 мм
против принятого.
В случае, если рабо-
чий контур матрицы
имеет сложную форму
или матрица содержит
элементы (отверстия,
щели) весьма малых раз-
меров, ее следует изго-
товлять секционной —
составной из отдельных
секций. Секции матрицы
необходимо устанавли-
вать в незакаленную
обойму по посадке
Каждую секцию фикси-
руют двумя штифтами
(круглую — одним).
Примеры некоторых
составных матриц при-
ведены в табл. 23.
Конструкция и раз-
меры прямых секций
матриц штампов пре-
дусмотрены ГОСТ 18732
—80 и ГОСТ 24526—80.
23. Примеры секционных (составных) матриц
Назначение
Размеры
Эскиз
Для вырубки крупных заготовок с уг-
лами, внутренними и наружными за-
круглениями (матрица «с замками»)
200 мм;
160 мм;
(0,24-0,3)^;
м е4 >
е2 == 0,14-0,3 мм;
^з 6,5б?о,
= 1,54-2,5 мм
Штампы для разделительных операций
Продолжение табл. 23
u4~4te3
Эскиз
Назначение
Размеры
Для пробивки узких пазов
bM С 2 мм;
/м Здм
Для пробивки (вырубки) отверстий
(заготовок) весьма сложной конфигу-
рации и при наличии труднодоступ-
ных мест для обработки матрицы
/м С 1,0 мм;
6М 1,5 мм
Конструирование рабочих деталей
00
СИ
Продолжение табл. 23
00
о
Эскиз
Назначение
Размеры
Для вырубки крупных заготовок (ма-
трица без «замков»)
Штампы для разделительных операций
При наличии в матрице нескольких
одинаковых элементов
Конструирование рабочих деталей
87
Рис. 10. Основные виды вставных матриц:
а — с круглым отверстием без фланца (нормальные по ГОСТ 16637 — 80 и
усиленные по ГОСТ 16638—80); б — с круглым отверстием и фланцем (нор-
мальные по ГОСТ 16639—80 и усиленные по ГОСТ 16640—80); в — с круглым
отверстием быстросменные по ГОСТ 16641—80; г — с квадратным отверстием
по ГОСТ 16642 — 80
Для пробивки (вырубки) круглых контуров целесооб-
разно применять стандартизованные вставные матрицы,
, закрепляемые в матрицедержателе штампа.
: Основные виды вставных матриц показаны на рис. 10.
В табл. 24 приведены размеры наиболее распространен-
ных типов матриц с круглым отверстием: без фланца
88 Штампы для разделительных операций
24. Основные размеры матриц с круглым отверстием (см. рис. 10, а, б)
Размеры, мм
м DM
Св. 1,0 до 1,5 » 1,5 » 2,0 2,0; 2,5 6,3 8,0 8,0 12 8/3 12/4 12/4; 16/5; 20/5; 25/6
» 2,0 » 2,5 » 2,5 » 3,0 3,0; 3,5 8,0 10 10 14 8/3 12/4 12/4; 16/5; 20/5; 25/6
» 3,0 » 3,5 » 3,5 » 4,0 4,0 4,5 12 12 16 10/3; 14/4 12/4; 16/5; 20/5; 25/6
» 4,0 » 4,5 » 4,5 » 5,0 5,0 5,5 14 14 18 10/3; 14/4 12/4; 16/5; 20/5; 25/6
» 5,0 » 6,0 6,5 ‘ 16 20 16 18 20 22 20 22 24 26 12/4; 16/5 14/5; 18/6 16/5; 20/5; 25/6 28/7; 32/8 20/6; 25/7; 28/8; 32/9 36/10
» 6,0 » 7,0 7,5 18 22 16 18 22 25 20 22 26 30 12/4; 16/5 16/5; 20/6 16/5; 20/5; 25/6 28/7; 32/8 20/6; 25/7; 28/8; 32/9 36/10
> 7,0 > 8,0 8,5 18 22 18 20 22 25 22 24 26 30 12/4; 16/5 16/5; 20/6 16/5; 20/5; 25/6 28/7; 32/8 20/6; 25/7; 28/8; 32/9 36/10
» 8,0 » 9,0 9,5 20 25 18 20 25 28 22 24 30 32 14/4; 18/5 18/6; 22/7 16/5; 20/5; 25/6 28/7; 32/8 20/6; 25/7; 28/8; 32/9 36/10 •
Конструирование рабочих деталей
89
Продолжение табл. 24
DM ^м/^м
Св. 9,0 до 10 10,5 20 25 20 22 25 30 24 26 28 32 14/4; 18/5 18/6; 22/7 16/5; 20/5; 25/6 28/7; 32/8 20/6; 25/7; 28/8; 32/9 36/10
Св. 10 до 11 11,5 22 28 22 25 28 32 26 30 32 36 16/5; 20/5 20/6; 22/7 16/5; 20/5; 25/6 28/7; 32/8 20/6; 25/7; 28/8; 32/9 36/10
» 11 > 12 12,5
> 12 > 13 » 13 » 14 13,5; 14,5 25 32 25 28 32 36 30 32 36 40 18/5; 22/6 22/7; 25/7 16/5; 20/5; 25/6 28/7; 32/8 20/6; 25/7; 28/8; 32/9 36/10; 40/12
> 14 » 15 » 15 » 16 15,5; 16,5 28 36 28 32 36 40 32 36 40 45 20/5; 22/6 22/7; 25/7 16/5; 20/5; 25/6 28/7; 32/8; 20/6; 25/7; 28/8; 32/9 36/10; 40/12
> 16 » 17 17,5 32 40 28 32 36 40 32 36 40 45 22/6; 25/6; 22/7; 25/7 16/5; 20/5; 25/6 28/7; 32/8 20/5; 25/7; 28/8; 32/9 36/10; .40/12
» 17 » 18 18,5 32 40 32 36 40 45 36 40 45 50 22/6; 25/6 22/7; 25/7 16/5; 20/5; 25/6 28/7; 32/8; 36/8 20/6; 25/7; 28/8; 32/9 36/10; 40/12
90
Штампы для разделительных операций
Продолжение табл. 24
d м *>м о' м ^м/^м
Св. 18 до 19 19,5 36 42 32 36 40 45 36 40 45 50 22/6; 25/6 22/7; 25/7 16/5; 20/5; 25/6 28/7; 32/8; 36/8 20/6; 25/7; 28/8; 32/9 36/10; 40/12
>> 19» 20 20,5 36 42 36 40 40 45 40 45 45 50 22/6; 25/6 22/7; 25/7 16/5; 20/5; 25/6 28/7; 32/8; 36/8 20/6; 25/7; 28/8; 32/9 36/10; 40/12
» 20 » 21 » 21 » 22 21,5; 22,5 40 45 36 40 45 --1 — 40 45 50 22/6; 25/6 22/7; 25/7 16/5; 20/5; 25/6 28/7; 32/8; 32/8; 36/8 20/5; 25/7; 28/8; 32/9; 36/10; 40/12
>> 22 » 24 24,5 42 50 40 45 50 45 50 55 22/6; 25/6 25/7; 28/8 16/5; 20/5; 25/6 28/7; 32/8; 36/8 20/6; 25/7; 28/8; 32/9; 36/10; 40/12
» 24 » 26 26,5 45 50 40 45 50 45 50 55 22/6; 25/6 25/7; 28/8 16/5; 20/5; 25/6 28/7; 32/8; 36/8 20/6; 25/7; 28/8; 32/9; 36/10; 40/12
» 26 » 28 28,5 50 53 45 50 56 50 55 60 25/6; 28/7 25/7; 28/8 16/5; 20/5; 25/6 28/7; 32/8; 36/8 20/6; 25/7; 28/8; 32/9; 36/10; 40/12
Конструирование рабочих деталей
91
Продолжение табл. 24
dM м "m/^m
Св. 28 до 30 30,5 50 56 45 50 56 50 55 60 25/6; 28/7 25/7; 28/8 16,5; 20/5; 25/6 28/7; 32/8; 36/8 20/6; 25/7; 28/8; 32/9; 36/10; 40/12
» 30 » 32 32,5 53 56 50 56 60 55 60 65 25/6; 28/7 28/8; 32/9 16/5; 20/5; 25/6 28/7; 32/8; 36/8 20/6; 25/7; 28/8; 32/9; 36/10; 40/12
» 32 » 34 34,5 56 60 50 56 60 55 60 65 25/6; 28/7 28/8; 32/9 16/5; 20/5; 25/6 28/7; 32/8; 36/8 20/6; 25/7; 28/8; 32/9? 36/10; 40/12
» 34 » 36 36,5 56 63 56 63 60 67 28/7; 32/8 28/8; 32/9 16/5; 20/5; 25/6; 28/7; 32/8; 36/8 20/6; 25/7; 28/8; 32/9; 36/10; 40/12
с 36 » 38 38,5 60 67 60 67 65 71 28/7; 32/8 28/8; 32/9 16/5; 20/5; 25/6; 28/7; 32/8; 36/8 20/6; 25/7; 28/8; 32/9; 36/10; 40/12
> 38 » 40 40,5 63 67 63 71 67 75 28/7; 32/8 32/9; 36/10 16/5; 20/5; 25/6; 28/7; 32/8; 36/8 25/7; 28/8; 32/9; 36/10; 40/12
92
Штампы для разделительных операций
Продолжение табл* 24
Ом ^м/^м
Св. 40 до 42 42,5 67 71 67 71 71 75 28/7; 32/8 32/9; 36/10 16/5; 20/5; 25/6; 28/7; 32/8; 36/8 25/7; 28/8; 32/9; 36/10; 40/12
» 42 » 44 44,5 67 75 67 75 71 80 32/8; 36/8 32/9; 36/10 16/5; 20/5; 25/6; 28/7; 32/8; 36/8 25/7; 28/8; 32/9; 36/10; 40/12
» 44 » 46 46,5 71 75 71 75 75 80 32/8; 36/8 32/9; 36/10 16/5; 20/5; 25/6; 28/7; 32/8; 36/8 25/7; 28/8; 32/9; 36/10; 40/12
> 46- » 48 48,5 75 80 71 80 75 85 • 32/8; 36/8 36/10; 40/12 16/5; 20/5; 25/6; 28/7; 32/8; 36/8 25/7; 28/8; 32/9; 36/10; 40/12
» 48 » 50 » 50 » 52 50,5; 52,5 75 80 75 80 80 85 32/8; 36/8 36/10; 40/12 16/5; 20/5; 25/6; 28/7; 32/8; 36/8 25/7; 28/8; 32/9; 36/10; 40/12 t
Примечание. Значения с принимают в зависимости от
DM: при с 8 мм с = 0,6 мм; при 10 мм С £)м С 20 мм с — 1 мм;
при 20 мм <DM С 60 мм с = 1,6 мм; при DM^>63 мм с= 2,5v’tt.
Конструирование рабочих деталей
(рис. 10, а) — нормальных по ГОСТ 16637—80 и усилен-
ных по ГОСТ 16638—80 и с фланцем (рис. 10, б) —
нормальных по ГОСТ 16639—80 и усиленных по
ГОСТ 16640—80.
Наряду с приведенными в табл. 24 типами вставных
матриц широко применяют и другие.
Быстросменные матрицы с круглым отверстием по
ГОСТ 16641—80 (рис. 10, в) изготовляют для dM = 3^-
30 мм. Их размеры следует принимать по указанному
ГОСТу или при конструировании матрицы учитывать
следующие соотношения:
диаметр DM необходимо принимать, как для усиленных
матриц без фланца;
общая высота Ям для dM = 3-И2 мм должна быть
равна 20 или 25 мм, а при dM 12 мм — 20, 25, 28 или
32 мм;
высоту рабочей части йм следует принимать в зави-
симости от Нм:
Ям, мм .... ............. 20 25 28 32
Лм, мм ................... 6 7 8 9
В зависимости от Нм необходимо принимать йм*.
/7М, мм.................. 20 25 28 32
/Гм, мм................... 3 4 6 7
диаметр винта для крепления матрицы следует вы-
бирать по ГОСТ 1482—84:
//м, мм
dB, мм
20
М8
25
М10
28; 32
М12
Матрицы с квадратным отверстием по ГОСТ 16641—80
(рис. 10, г) изготовляют для Лм = 3-*-28 мм. Их размеры
принимают по указанному ГОСТу или с учетом следующих
соотношений:
диаметр DM следует выполнять на 3—8 мм больше,
чем для соответствующих усиленных матриц с фланцем
(см. табл. 24);
общую высоту матрицы Нм для Лм = 3-ИО мм при-
нимают 16, 20, 25, 28 или 32 мм; для Лм > 10 мм — 16,
20, 25, 28, 32, 36 или 40 мм;
94
Штампы для разделительных операций
Конструирование рабочих деталей
95
Рис. 11. Установка пуансонов с круглой посадочной частью:
а —диаметром 1—24 мм по ГОСТ 16621—80; б — диаметром 24 — 52 мм по
ГОСТ 16625—80; в — с коническим фланцем по ГОСТ 16622—80; г — без
фланца (под расклепку) по ГОСТ 16622 — 80; д — диаметром 3 — 24 мм с винто-
вым креплением по ГОСТ 16629 — 80; е — диаметром 1,5 — 24 мм с шариковым
креплением по ГОСТ 16626—80; ж — для некруглых отверстий с фиксацией
по фланцу; з — для некруглых отверстий с фиксирующей шпонкой
высоту рабочей части следует принимать в зависи-
мости от Нм
Нм, мм............... 16 20 25 28 32 36 40
Лм, мм................ 5 6 7 8 9 10 12
высоту Лм принимают также в зависимости от Нм:
Нм, ММ...................... 16 20—32 36; 40
Л' мм........................ 4 6 8
М 9
Быстросменные матрицы с квадратными отверстиями
изготовляют по ГОСТ 16643—80, матрицы с продолгова-
тым отверстием стационарные — по ГОСТ 16644—80 и
быстросменные—по ГОСТ 16645—80, такие же ма-
трицы с удлиненным продолговатым отверстием — по
ГОСТ Г6646—80 и ГОСТ 16647—80 и др.
Пуансоны для пробивки круглых отверстий, как пра-
вило, изготовляют по ГОСТу. Наиболее распространенные
из них ^показаны на рис. 11.
Размеры пуансонов по ГОСТ 16621—80 и
ГОСТ 16625—80 приведены в табл. 25. Для пробивки
круглых отверстий применяют также пуансоны по
ГОСТ 16623—80 с увеличенным посадочным диаметром.
Форма этих пуансонов аналогична показанной на рис. 11, а,
а диаметры Dn/D'„ . . . . составляют: . . . Св. 3 ДО 5 . . . 8/12 Св. 5 до 6 10/14 Св. 6 до 8 12/16 Св. 8 до 10 14/18 Св. 10 до 12 16/20
Оп/О- . . . . ... Св. 12 до 14 . . . 18/22 Св. 14 до 16 20/24 Св. 16 до 18 22/26 Св. 18 до 21 25/30 Св. 21 до -24 28/32
Общую высоту этих пуансонов принимают из ряда
значений, аналогичного приведенному в табл. 25.
При необходимости применяют пуансоны с удлиненной
рабочей частью по ГОСТ 24023—80, форма которых ана-
логична показанной на рис. 11,6.
25. Основные размеры пуансонов для пробивки круглых отверстий
о
Размеры, мм
^п &п Значения высоты элементов пуансона при его общей высоте Нп
32 36 40 45 50 56 63 67 71
^п йп hn ff hn ^п п hn ff Лп ^п йп йп 1*п hn ff hn /гп йп ff Лп ^п йп йп ^п йп ff hn
Пуансот я по ГОСТ 16621~> -80 (см. рис. И, а)
От 1 до 2 3,2 6 5 4 5 4 8 4 8 4 10 4 10 25 4 12 25 4 12 25 4 —
Св 2 » 3 5,0 8 8 4 8 4 8 4 8 6 10 — 6 10 25 6 12 25 6 12 25 6 ютют •ютют —ют»
» 3 » 4 5,0 8 8 4 8 4 10 4 10 6 12 1 6 12 25 6 12 25 6 12 25 6 14 28 6
4 » 5 6,3 10 8 4 8 4 10 4 10 6 12 — 6 12 25 6 12 25 6 12 25 6 14 28 6
» » 5 » 7 7 “» 8 8,0 10 12 14 10 10 4 10 ID 4 12 4 ~4~ 12 Т2~ 6 6 14 ЛТ crjo 1 14 Л4 25 25 6 иг 14 14 25 ~’251 со ко 1 14 И 25 '25 6 6 16 16 28 28 COjCO ' t II 1 1
» 8 » 11 12 16 10 4 10 4 12 .4 12 6 14 " 6 14 25 6 16 25 6 16 25 6 18 28 6
И » 13 14 18 10 4 10 4 12 4 12 6 14 — — 6 14 25 6 16 25 6 16 25 6 18 28 6
» 13 » 15 16 20 10 4 10 4 12 4 12 6 14 111 6 14 25 6 16 25 6 16 25 6 18 28 6
» 15 » 17 18 22 10 4 12 4 14 4 14 6 16 — — 6 16 25 6 18 25 6 18 25 6 20 28 6
» 17 » 19 20 24 10 4 12 4 14 4 14 6 16 —— 6 16 25 6 18 25 6 18 25 6 20 28 6
» 19 » 21 22 26 10 4 12 4 14 4 14 6 16 •—ют- 6 16 25 6 18 25 6 18 25 6 20 28 6
21 » 24 25 30 10 4 12 4 14 4 14 6 16 —1 » 6 16 25 6 18 25 6 18 25 6 20 28 6
I Туансош w по ГОСТ 16625- -80 (см. рис. 11, б)
От 24 до 26 28 32 •Maia* - - — —ют» 25 6 25 6 ютют 25 6 ютют 28 6 28 6
Св. 26 ’» 30 ’ 32 36 а^—а*» —n «»»— «юта— ютют — 1 — —» — 25 6 —ЮТ — 25 6 — 25 6 — 28 6 -ютют 28 6
» 30 » 34 36 40 а^ааа*. ютют, »wa*. - .... - - — 1 - 25 6 25 6 — 25 6 — 28 6 -ютют 28 6
» 34 » 38 40 45 а^ааа*. ют...... - ... — — -— 25 6 25 6 — 25 6 — 28 6 -ютют 28 6
» 38 » 44 45 50 «мют* «»»<• - — — ———а— 25 6 — 25 6 — 25 6 28 6 ютют. 28 6
$ 44 » 48 50 55 —ЮТМ. 25 6 — 25 6 — 25 6 ютют 28 6 -ютют 28 6
4Я * 59 56 60 - - —. — - —. — «—аав - —— 25 6 ЮТЮТ 25 6 — 25 6 »—ют 28 6 —— 28 6
Штампы для разделительных операций
4*.
со
. Марченко и др.
Продолжение табл. 25
Значения высоты элементов пуансона при его общей высоте Нп
^п 75 — 80 85 ( 90 95 100 110 125
/тп 3 ’ hn ftn 99 Ап Лп a* д * 99 hn An 99 ftn ^n ftn » 3 »si ^n t 3 •S* ^n ftn 99 ha An t к Ji
Пуансоны по ГОСТ 16621—80 (см. рис. 11, а)
От 1 ДО 2
Св. 2 в 3
в 3 в 4 14 28 6 16 28 6 16 32 8 16 32 8
» 4 в 5 14 28 6 16 28 6 16 32 8 16 32 8
в 5 в 7 16 28 6 18 28 6 18 32 8 20 32 8 20 36 8 20 36 8
в 7 в 8 16 28 6 18 28 6 18 32 8 20 32 8 20 36 8 20 36 8 — —~ — 11
» 8 в 11 20 28 6 22 28 6 22 32 8 25 32 8 25 36 11
в 11 в 13 20 28 6 22 28 6 22 32 8 25 32 8 25 36 $ 25 36 8
в 13 в 15 20 28 6 22 28 6 22 32 8 25 32 8 25 25 36 8 . . ——- — —- — —
в 15 в 17 22 28 6 25 28 6 25 32 8 28 32 8 28 36 8 28 36 8
в 17 в 19 22 28 6 25 28 6 25 32 8 28 32 8 28 36 6 28 36 8 11 — 11 — 41^
в 19 в 21 22 28 6 25 28 6 25 32 8 28 32 8 28 36 8 28 36 8
в 21 в 24 22 28 6 25 28 6. 25 32 8 28 32 8 28 36 8 28 36 8 11 11 11 11 ——
Пуансоны по ГОСТ 16625- -80 (см. рис. L t, б, )
От 24 до 26 32 8 — 32 8 32 8 II 36 8 — 36 8 36 8 — 40 10 11 45 10
Св. 26 в 30 - 32 8 32 8 Ilf 32 8 36 8 36 8 36 8 —• 40 10 —• 45 10
в 30 в 34 32 8 32 8 32 8 36 8 36 8 И 36 8 — 40 10 11 45 10
в 34 в 38 1 32 8 — 32 8 32 8 36 8 Мим 36 8 36 8 11 40 10 — 45 10
в 38 в 44 32 8 32 8 оммм 32 8 36 8 36 8 36 8 11 40 10 —• 45 10
в 44 в 48 "" ! - 32 8 - 32 8 32 8 36 8 36 8 36 8 40 10 «ММ» 45 10
в 48 в 52 32 8 — 32 8 32 8 — 36 8 11 36 8 36 8 11 40 10 11 45 10
Конструирование рабочих деталей
98
Штампы для разделительных операций
Пуасоны с коническим фланцем по ГОСТ 16622—80
(см. рис. 11, в) изготовляют со следующими размерами, мм:
dn . . . ........Св. 1,0 Св. 1,5 Св. 2,0 Св. 2,5 Св. 3,5
до 1,5 до 2,0 до 2,5 до 3,5 до 4,5
Dn ........ 2,0 2,5 3,2 4,0 5,0
da.......... . . ” Св. 4,5 Св. 5,5 Св. 7,0 Св. 9,0 Св. 11
до 5,5 до 7,0 до 9,0 до 11,0 до 13
Dn ............. 6,3 8,0 10 12 14
dn . . . . . . . . Св. 13 Св. 15 Св. 17 Св. 19 Св. 21
до 15 до 17 до 19 до 21 до 24
Dn ............. 16 18 20 22 25
При этом Dn определяют в зависимости от dn, мм:
dG ........ . Св. 1 Св. 7 Св. 13 Св. 17 Св. 21
до 7 до 13 до 17 до 21 до 24
D'n .............Dn+1 Dn+1,5 Dn+2 Dn+2,5 Dn+3
Высоту фланца определяют исходя из размеров Dn
и Dn и угла 30°. Общую высоту пуансона принимают из
ряда значений, приведенных в табл. 25.
Пуансоны без фланца (рис. 11, г) изготовляют для по-
следующей расклепки. Их посадочный диаметр Dn при-
нимают аналогично приведенному выше для пуансонов
с коническим фланцем.
Кроме перечисленных пуансонов, закрепляемых в пуан-
сонодержателях стационарно, применяют быстросменные
пуансоны с винтовым креплением, изготовляемым по
ГОСТ 16629—80 (см. рис. 11, д) и с шариковым крепле-
нием — по ГОСТ 16626—80 (см. рис. 11, е).
Рекомендуется принимать следующие диаметры поса-
дочной части этих пуансонов, мм:
с винтовым креплением
dn................ От 3 Св. 6 в. 8 Св. 10 Св. 12
до 6 до 8 до 10 до 12 до 14
Dn ................ Ю 12 14 16 18
dn.................... Св. 14 Св. 16 Св. 18 Св. 21
до 16 до 18 . до 21 до 24
Dn .................... 20 22 25 28
с шариковым креплением
</и. . ......... От 1,5 Св. 2,5 Св. 4 до 5 Св. 5 до 10
до 2,5 до 4,0
Da ...... . 6,3 8,0 Ю 12
Конструщ
Kt iff
ние рабочих деталей
99
dji • •»•••••
Яц........
Св. 10
ДО 13
16
Св. 13 Св. 16 Св. 19
до 16 до 19 до 24
20 22 . 25
Общую высоту пуансонов с винтовым креплением Яп
принимают из ряда значений, приведенных в табл. 25:
при dn =* 3-^-5 мм — от 63 до 100 мм; при dn > 55 мм —
от 63 до 125 мм. Высоту (мм) посадочной части Лп прини-
мают в зависимости от общей высоты, мм:
Яп ...... . 63—71 75; 80 85; 90 95; 100 НО 125
Л' ...... . 30 34 38 42 53 63
U
Высоту рабочей части ha и проточки hK принимают по
ГОСТу, а при необходимости из конструктивных сообра-
жений.
Общую высоту пуансонов с шариковым креплением
также принимают из ряда значений, приведенных
в табл. 25: при dn = 1,5-s-5 мм — от 56 до 67, при da >
> 5 мм — от 56 до 100 мм. Высоту посадочной части h'n
принимают в зависимости от Ня, мм:
На .......................... 56—67 71; 75
ft;.......................... 30 34
80; 85 90—100
38 42
Высоту рабочей части и проточки принимают по
ГОСТу, а при необходимости из конструктивных сообра-
жений.
v Высоту до начала канавки принимают: для й; = 30 мм
hn = 9,8 мм; для h'n = 34-5-42 мм; h„ = 12,3 мм.
Глубину канавки принимают для ha — 30 мм Ь„ =
— 2 мм; для h„ = 34-*-42 мм ЬП = 3 мм.
Диаметры шариков по ГОСТ 3722—84 следующие:
6,35 мм, 8 мм, 9,5 мм и 12,5 мм. Соответственно диаметр
отверстия под шарик и пружину имеет следующие зна-
чения:
Dn........................... 6,3—10 12; 16 20—25
4*н....................... . 6.5 8,2; 12,7 9,8; 12,7
Для этих пуансонов применяют специальные по
ГОСТ 16663—80 пружины из проволоки диаметром 0,7;
0,8 и 1 мм с наружным диаметром соответственно 5,5;
7,0 и для 1 мм — 8,5 мм или 11 мм.
4*
100
Штампы для разделительных операций
Рис. 12. Припуск на
расклепку пуансона
Для выталкивания шарика выпол-
няют паз с размером dn = 7,5 +18,5 мм
в зависимости от размера пуансона.
Пуансоны для некруглых отверстий
при сравнительно небольших размерах
окружности, в которую они вписыва-
ются, следует изготовлять с круглой
посадочной частью и фиксировать их
положение путем посадки фланца с лы-
сками в паз пуансонодержателя (см.
рис. 11, ою) или с помощью шпонки (см.
рис. 11, з). Некоторые из указанных
пуансонов предусмотрены ГОСТ 16631—
80 +ГОСТ 16635—80.
При конструировании некруглых
пуансонов необходимо учитывать ряд
основных требований. В частности,
по мере возможности, форма сечения пуансона по всей
длине должна быть одинаковой. Посадочная часть пуан-
сона в случае его выполнения с одинаковым по всей длине
сечением должна являться основной деталью, по которой
необходимо пригонять отверстие пуансонодержателя. При
этом простановку соответствующих размеров с предель-
ными отклонениями выполняют по системе вала: как
правило-^g-; для больших усилий -^g-. Если же поса-
дочную часть пуансона изготовляют несколько больших
размеров, чем рабочую, то может быть применена посадка
Н7
в системе отверстия----.
Некруглые пуансоны малых размеров (рис. 12) за-
крепляют в пуансонодержателе путем расклепки. При-
пуск на расклепку принимают в зависимости от глубины
фаски и размеров пуансона.
При Ьрк = 1 мм: для Ln 2 мм арк = 1,7 мм; для
La= 2-3 мм арк = 1,2мм; для Ln = 3-4 мм арк = 0,9мм.
При Ьрк = 1,5 мм: для £п = 4+5 мм арк = 1,4 мм;
для Ln = 5+6 мм арк = 1,2 мм.
При fepK = 2 мм: для L„ = 4+5 мм арк = 2,5 мм;
для Ln = 5+6 мм арк = 2 мм.
Чем больше технологическое усилие штамповки, тем
большим должно быть значение &рк.
Конструирование рабочих деталей
101
Рис. 13. Варианты крепления пуансонов:
а — в пуансонодержателе; б — посадкой в плиту; в — с помощью фланца;
е — фиксированием круглой посадочной части фигурного пуансона штифтом;
д — креплением к плите с помощью незакаленных пробок (/ — пуансонодер-
жатель; 2,3 — верхняя плита; 4 — штифт; 5 — пробка)
Более крупные пуансоны расчеканивают, т. е. раскле-
пывают без припуска ярк. Расклепку и расчеканку при-
меняют для штамповки металла толщиной до 4 мм. Не-
которые варианты крепления пуансонов показаны на
рис. 13.
Если конструкция штампа позволяет, для крепления
матриц и пуансонов следует применять стандартизованные
Державки, конструкция и размеры которых определены
ГОСТ 16648—80, ГОСТ 16650—80, ГОСТ 16652—80,
ГОСТ 16654—80—ГОСТ 16658—80, ГОСТ 16663—80-
ГОСТ 16665—80 и подкладные плитки по ГОСТ 16666—80-
ГОСТ 16673—80. ‘
102
Штампы для разделительных операций
Технические условия на стандартизованные пуансоны,
матрицы, державки и подкладные плитки установлены
ГОСТ 16675—80.
Пуансоны больших размеров и сложных форм, как
и матрицы, могут изготовляться сборными из отдельных
секций, посаженных в обойму или прикрепленных к верх-
ней плите штампа. При этом размеры и расположение
отверстий под винты и штифты определяют по данным
таблиц, приведенных выше для матриц.
Пуансоны следует проверять на смятие опорной по-
верхностью головки пуансона поверхности плиты и на
сжатие и продольный изгиб самого пуансона в наимень-
шем сечении. Напряжение смятия оем (МПа) поверх-
ности головки вычисляют по формуле
«см = P/Feon, (27):
где Р — технологическое усилие, воспринимаемое пуан-
соном, Н; Р — площадь поверхности его головки, мм2;
асм = 300-^400 МПа. Если осм > 100 МПа, то пуансон
следует упирать головкой в стальную закаленную под-
кладную плитку.
Проверку на сжатие осуществляют с учетом продоль-
ного изгиба в следующей последовательности.
Вначале определяют коэффициент ср понижения до-
пускаемого напряжения осж, зависящий от условной
гибкости пуансона и учитывающий возможную потерю
устойчивости пуансона (его продольный изгиб). Для
пуансонов круглого сечения этот коэффициент зависит от
параметра:
р = 2,8 (Лп/4), (28)
где йп— длина рабочей части пуансона (см. рис. 11, а);
dn — диаметр (по наименьшему сечению) рабочей части
пуансона;
р................До 4 Св. 4
до 8
<р............... 1,0 0,8
Св. 8 Св. 12
до 12 до 16
0,75 . 0,72
Св. 16
до 23
0,65
Св. 23
до 30
0,6
Для пуансонов некруглого сечения р
следующей формуле: ___
0,7Лп Fраб
Н==------77=^--->
определяют по
(29)
Конструирование рабочих деталей
103
Рис. 14. Схема кон-
такта пуансона со
штампуемым мате-
риалом
где Ррав — площадь сечения рабочей
части пуансона, мм2; I — минимальный
осевой момент инерции поперечного
сечения рабочей части пуансона, мм4.
Далее определяют площадь FK (мм2)
контакта рабочего торца пуансона со
штампуемым материалом. Если диаметр
пробиваемого отверстия соизмерим с
толщиной материала, FK Fpae. Если
же диаметр отверстия больше толщины,
площадь FK следует принимать равной
площади кольцевого пояска шириной
(рис. 14).
Ширина ак кольцевого пояска зависит от отношения
dn/s, величины зазора й наличия нижнего прижима,
обеспечивающего при достаточном удельном усилии кон-
такт по всей поверхности торца пуансона. Значение ак
определяют по табл. 26.
Площадь кольцевого пояска
FK = япк (t/ц — Or). (30)
Напряжение сжатия осж (МПа) вычисляют по сле-
дующей формуле:
где Р — технологическое усилие, воспринимаемое прове-
ряемым пуансоном, Н.
Допускаемое напряжение на сжатие для сталей У10А,
У8А и т. п. после закалки и отпуска принимают 1600 МПа,
для стали Х12М— 1900 МПа.
26. Данные для определения ширины кольцевого пояска контакта
пуансона с отходом при пробивке отверстии без прижима (см. рис. 14)
ак/^п ПРИ относительном зазоре z/s
^n/S I 0,2—0,15 0,15 — 0,05 0,05—0,01 0,01—0,005
Св. 0,8 до 1,2 0,35 0,40 0,45 0,50
» 1,2 > 2,0 0,30 0,35 0,40 0,45
» 2,0 » 5,0 0,25 0,30 0,35 0,40
» 5,0 » 10,0 0,20 0,25 0,30 0,35
» 10,0 » 20,0 0,15 0,20 0,25 0,30
» 20,0 0,10 0,15 0,20 • 0,25
104
Штампы для разделительных операций
Пример. Определить размеры матрицы и пуансона для пробивки от-
верстия. Исходные данные: диаметр пробиваемого отверстия 30+0*13 мм;
материал — сталь марки 12Х18Н9 в нагартованном состоянии; s =
== 3 мм. Штамп сконструирован без прижима. Для обеспечения повы-
шенного качества поверхности среза пуансон и матрицу штампа сле-
дует изготовить с пониженным значением двустороннего зазора г =
== 0,015+0*005 мм (против рекомендуемого в табл. 14 0,27 мм). Поскольку
d : s = 30 : 3 = 10, a z : s = 0,015 : 3 = 0,005, то коэффициент кор-
ректировки сопротивления срезу оср (см. табл. 9) равен 1,45. По табл. 1
(см. приложение) находим оср = 1000 МПа, следовательно, в расчет
необходимо принять оср == 1450 МПа.
Требуемое технологическое усилие штамповки по формуле (1)
Р = ndsOcp = 3,14-30-3-1450 = 409 770 Н 409,8 кН.
Толщину матрицы определяем по формуле (24):
Ям = 3 + 2 /1,57-30 + 7 = 23,7 мм
(при пв 1450 МПа принимаем Км = 2; вместо ар + 6р в формулу (24)
подставляем l,57dM).
По формуле (25)
Ям = УТббР = V 100-409,8 = 34,4 мм.
Округляем найденное значение до 36 мм.
Наружный диаметр матрицы принимаем по табл. 21. Для dM =
= 36 мм следует принять DM = 100 мм.
По данным табл. 18 определяем, что матрицу следует крепить
винтами с резьбой М8 мм и фиксировать штифтами диаметром 8 мм.
Исходя из данных табл. 21, определяем расположение отверстий для
винтов и штифтов. Размеры отверстий, определенные по табл. 18, не
противоречат условиям, приведенным на эскизе табл. 21. Окончательно
принимаем диаметр винтов М10 мм и штифтов — 8 мм (рис. 15, б).
По формуле (26) проверяем матрицу на разрыв в опасном сечении.
Для этого вычисляем F = 36 (100 — 32 — 2-10,5) — 1692 мм2.
0,4-409 770
Ор ~ 1692
= 96,9 МПа < [Стр].
Рис. 15. Пуансон (а) и ма-
трица (б) для пробивки от-
верстия
I
।
4
Размещение основных элементов штампа
105
Проверим пуансон на сжатие. Принимаем его по ГОСТ 16625—80
(рис. 15, а) и считаем, что пуансон работает без дополнительных на-
правляющих устройств.
Находим Ап = 90 —36 = 54 мм. По табл. 13 для ЯП и АП ПЛ~
= 0,12 мм; 6П = 0,035 мм.
По формуле (13) из табл. 12
£п = (£н + /7и).бп = 30, 12_0i035 мм.
Таким образом, dn = 30,12 мм»
Из формулы (28) имеем
54
^ = 2-8 зЬ- = 5’02’
при этом ф = 0,8 (см. выше).
По табл. 26 для dnls = 10 и z/s = 0,015 находим ак == 0,30*30,12 «
« 9,1. Следовательно, по формуле (30) FK =3,14*9,1 (30,12 — 9,1) =
= 600,6 мм2.
По формуле (31):
409 770 ос_ Q ,ЛГГ . ,
°сж “ 0,8-600,6 ~ 852,8 МПа < [асж1>
РАЗМЕЩЕНИЕ ОСНОВНЫХ ЭЛЕМЕНТОВ ШТАМПА
В ЕГО РАБОЧЕЙ ЗОНЕ
При проектировании штампов простого и совмещенного
действия координаты отдельных пуансонов и матриц
(элементы матрицы), а также других деталей, располо-
женных в рабочей зоне (в зоне, непосредственно примы-
кающей к рабочим деталям — пуансонам и матрице)
штампа и обеспечивающих заданное положение исходной
заготовки относительно матрицы, определяют только в за-
висимости от расположения соответствующих элементов
штампуемой детали.
При проектировании штампов последовательного дей-
ствия указанные значения координат определяют с учетом
ряда дополнительных условий в зависимости от сочетания
примененных средств, обеспечивающих шаговую подачу
и фиксацию исходной заготовки.
Во всех случаях простановку на чертеже размеров
указанных координат следует выполнять, сохраняя не-
изменными номинальные значения межосевых расстояний
так, чтобы любые отклонения исполнительных размеров
матриц, пуансонов, других деталей относительно их
номинальных значений не влияли на расстояния между
этими деталями.
106
Штампа для разделительных операций
Рис. 16. Деталь (а) и примеры раскроя полосы (ff, в) при ее штамповке
в штампе последовательного действия
На рис. 16, а показан пример детали, а на рис. 16, б—
в — схемы раскроя полосы при ее штамповке в штампе
последовательного действия. Очевидно, что номинальное
значение шага штамповки t = £д + Ь. Допуск 6t на шаг
штамповки принимается равным половине допуска на
размер I. В других случаях допуск на шаг штамповки
устанавливается аналогично, исходя из конкретных тре-
бований точности относительного расположения элемен-
тов штампуемой детали, зависящей от шага штамповки.
Первая схема штампа, обеспечивающего штамповку
указанной детали, показана на рис. 2, гл. 1. Шаг штам-
повки обеспечивается разовым упором 10, упором 7
и фиксатором 8.
Для первого хода штампа исходная полоса подается
до разового упора 10, который для этого выдвигается на-
жатием пальца по направлению стрелки на такое рас-
стояние, чтобы пуансон 4 при ходе вниз не срезал его.
Для того чтобы при первом ходе этот пуансон не отрезал
кромку полосы, разовый упор 10 размещают так, чтобы
его передняя грань отступала от кромки матрицы на 0,1—
0,2 мм. Для этого расстояние от оси отверстия в матрице
до разового упора должно быть
ау = (Ь- + b - I - 0,2)+О’1, (32)
Размещение основных элементов штампа
107
где LB — номинальное значение размера £д штампуе-
мой детали. При I = 0
«у = (-V-+&-°.2)+0’1.
При первом ходе пуансоном 9 в полосе пробивается
отверстие диаметром D. Разовый упор возвращается
в исходное положение и полоса проталкивается вперед
до грибкового упора 7. Последний должен размещаться
на таком расстоянии Zy от оси отверстия б матрицы, чтобы
при ходе пуансона 4 фиксатор 8 вошел в пробитое в по-
лосе отверстие D и на 0,1—0,2 мм возвратил полосу к ра-
зовому упору. В противном случае может произойти смя-
тие перемычки b или повреждение упора 7. С этой целью
расстояние между осями отверстия в матрице и упора
должно быть:
1у=& + ^2-+Ь-°'2)-0,С <33>
Фиксатор 8 размещают на расстоянии I от оси b пуан-
сона 5 с допуском, равным половине допуска на размер I
штампуемой детали.
В результате указанной корректировки размеров по-
перечная перемычка окажется несколько уже номиналь-
ной. Если же это недопустимо, то следует соответственно
(на 0,1—0,2 мм) увеличить номинальные значения пере-
мычки.
Если упор 7 установлен, как показано на рис. 16, в, то
+ _ О,2)+0’1. (34)
Если фиксатор отсутствует, то в формулах (33) и (34)
следует исключить вычитание величины 0,2 мм.
Диаметр фиксатора
= (dn — 6п) вп . (35)
где dn — номинальное значение исполнительного размера
соответствующего пуансона для пробивки отверстия (см.
формулы табл. 12, в которых этот размер обозначен для
общего случая LH, а также гл. 1, рис. 2); бц— допуск
на размер пуансона (см. табл. 13 и 15).
Размеры Лпл и Лу (см. гл. 1, рис. 2) принимают по
табл. 27. Высоту пояска фиксатора и его конусной
108
Штампы для разделительных операций
27» Высота грибкового упора и толщина направляющих планок
Размеры, мм
Лпл (поле допуска hlO)
Толщина
материала s
При наличии упора
и длине направляющих
планок
При наличии
шаговых
ножей
До 200 мм
Св. 200 мм
До 1 2 4
Св. 1 до 2 3 8
» со 3 10
» 3 » 4 4 12
» 4 » 6 6 16
» 6 » 8 8 20
» 8 » 10 10 20
» 10 » 12 10 26
» 12 » 16 14 30
8
12
14
16
20
24
26
30
34
Примечания: 1. Обозначения: 1 — матрица; 2 — грибко-
вый упор; 3 — направляющая планка; 4 — съемник; 5 — фиксатор;
6 — пуансон; см. также обозначения на рис. 2, гл. 1 и рис. 17.
2. Конструкция и размеры грибкового упора приведены в
ГОСТ 18743—80, Грибковый упор можно заменить упором со скосом
по ГОСТ 18744—80, Г-образным упором по ГОСТ 18745—80 и др.
Конструкция и размеры фиксатора приведены в ГОСТ 18769—80,
ГОСТ 18773—80, ГОСТ 18770—80 и ГОСТ 18771—80.
Размещение основных элементов штампа
169
Рис. 17. Схема отрезки за-
готовки перемычек в штам-
пе с шаговым ножом:
а —• отрезаемая заготовка;
б —» схема штампа и раскроя
полосы (7 — шаговый нож;
2 *• упор шагового ножа;
3 -* пуансон; 4 режущая
кромка матрицы; 5 *** исход-
ная полоса)
части принимают в зависимости от толщины штампуемого
материала и диаметра d$ (см. ниже).
Вторая схема штамповки (раскроя) показана на
рис. 17. В штампе с шаговым ножом от исходной полосы 5
отрезается заготовка с размерами Ад X La. Размер La =
= Ln—Д, где LB — его номинальное значение, Д — допуск.
Вначале полоса подается До упора 2 и упирается
в него своим торцом. При первом ходе штампа шаговый
нож ] производит вырубку в полосе уступа с размерами
/Ха. Этим уступом полоса упирается в упор 2 перед
каждым из последующих ходов и таким образом подается
на шаг t. При данной схеме штамповки шаг t определяет
размер отрезанной заготовки, поэтому, чтобы фактиче-
ский размер заготовки находился в пределах допуска Д,
необходимо соблюдение условия:
/ = (£Н-Л) (36)
“ 4
При этом вначале размер отрезаемой заготовки будет
равен (£в----s-l . , а по мере изнашивания матрицы
4
будет увеличиваться, приближаясь к номинальному зна-
чению La.
Чтобы при втором ходе штампа пуансон не отрезал
кромку исходной полосы, необходимо
/н=»(1н 4-0,2) ±0,1.
(37)
При соблюдении условий (36) и (37) шаг штамповки t
всегда будет меньше расстояния /в:
о,1 0<0,3 4--^-.
по
Штампы для разделительных операций
Рис. 18. Схема вырубки за-
готовки в штампе с шаговым
ножом:
а — штампуемая заготовка; б
схема штампа я раскроя полосы
(1 — шаговый нож; 2 — упор ша-
гового ножа; 3 пуансон (ма-
трица)
Ширину полосы рассчитывают по формулам, приве-
денным в гл. 1.
Третья схема штамповки показана на рис. 18. В штампе
с шаговым ножом производится вырубка заготовки с раз-
мерами Лдх£д. Вначале полоса подается до упора 2
и упирается в него своим торцом. При первом ходе штампа
шаговый нож 1 производит в полосе вырубку уступа с раз-
мерами tXa. Этим уступом полоса упирается в упор 2
перед каждым из последующих ходов и таким образом
подается на шаг t. В данном случае шаг t определяет
только размер перемычки 6, так как размеры штампуемой
заготовки определяются исполнительными размерами ма-
трицы и пуансона.
Шаг штамповки (и длину ножа) определяют по формуле
t — (LH + Ь)_о,об&» (38)
где £н — номинальное значение размера £д.
Чтобы при втором ходе штампа пуансон не отрезал
кромку исходной полосы, должно соблюдаться условие
/Н= (4Z'k+6 + 0’2)±°’L (39)
Ширину полосы Вп рассчитывают по формулам, при-
веденным в гл. 1.
Четвертая схема штамповки показана на рис. 19.
В штампе с шаговым ножом в исходной полосе вначале
пробиваются отверстия диаметром D, после чего осуще-
ствляется вырубка детали по контуру с размерами ЛДХ £д.
Полоса перед первым ходом штампа подается до упора 2
и упирается в него своим торцом. При первом ходе ша-
говый нож 1 производит в полосе вырубку уступа tXa,
и пуансоны 3 пробивают в ней отверстия диаметром D,
расположенные относительно указанного уступа так, чтобы
Размещение основных элементов штамма
111
Рис. 19. Схема штамповки в штампе последовательного действия с ша-
говыми ножами:
а — штампуемая деталь; б — схема раскроя в штампе с одним ножом; в, г —•
схемы раскроя в штампе с двумя ножами (/ — шаговый нож; 2 в- упор шаго-
вого ножа; 3 —• пуансон для пробивки отверстия; 4 — пуансон для вырубки
детали; 5 —* фиксатор; 6 —» матрица; 7 •— съемник)
при очередном перемещении полосы на величину шага
было обеспечено совмещение осей отверстий с осью фик-
саторов 5. При последующих ходах одновременно осуще-
ствляются вырубка очередного уступа, пробивка отвер-
стий диаметром D и вырубка пуансоном 4 контура де-
тали ЛдХ Ад = (ЛН)_Д, Сгд » (Ьн)_д.
В данном случае по сравнению с третьей схемой штам-
повки требования к точности шага подачи полосы суще-
а
112
Штампы для разделительных операций
ственно возрастают, так как шаг подачи определяет точ-
ность совмещения пробитых на первой рабочей позиции
отверстий с осями их расположения в готовой детали, вы-
рубаемой на второй рабочей позиции. Поэтому точность
шага подачи зависит от требуемой точности расположения
отверстий диаметром D относительно контура детали ЛДХ
X £д, т. е. от допуска Дх:
Z = (L„ + fe)±4-- (4о)
Если I — 0, то допуск на величину шага t определяется
значением соответствующего допуска точности располо-
жения отверстий диаметром D на оси детали. Точность
шага подачи определяется, в свою очередь, точностью
длины шагового ножа. Вместе с тем, длина шагового
ножа tH должна быть несколько больше величины шага
подачи с тем, чтобы фиксаторы 5, входя в пробитые от-
верстия О, ни в коем случае не приводили к перемещению
полосы вперед, ибо это может вызвать повреждение фикса-
торов, пробитых в полосе отверстий, и т. п. При входе
фиксаторов в отверстия полоса должна возвращаться
назад на 0,1—0,2 мм.
Чтобы длина ta удовлетворяла обоим условиям, ее
следует вычислять по формуле
/Н = (ЛИ + Ь + О,2)_^. (41)
4
Расстояние от оси пуансона (матрицы) до передней
грани упора 2 должно для данной схемы определяться по
формуле (39).
В случае использования данной схемы штамповки без
применения фиксаторов шаг штамповки вычисляется по
формуле (40), а длина ножа по формуле
^н=(^н+& + 4-)_^- <42>
4
Наряду с приведенными выше могут применяться дру-
гие схемы штамповки с различным размещением рабочих
и вспомогательных элементов. В каждом отдельном слу-
чае координаты этих элементов должны вычисляться
по соответствующим формулам, определяемым конкрет-
ными условиями.
Конструирование направляющих планок, упоров и др. 113
КОНСТРУИРОВАНИЕ НАПРАВЛЯЮЩИХ И ФИКСИРУЮЩИХ
ЭЛЕМЕНТОВ ШТАМПОВ
Конструирование съемников. Неподвижный съемник,
предназначенный только для съема отхода полосы с пуан-
сона (рис. 20) выполняется с отверстием, повторяющим
контур соответствующего пуансона с зазором, определяе-
мым по табл. 28. При превышении зазора сверх значения,
указанного в табл. 28, происходит затягивание материала
в зазор при подъеме пуансона.
В случае применения ступенчатого пуансона, у кото-
рого Dn — dn > zc, отверстие под пуансон в съемнике
следует также выполнять ступенчатым.
При этом высоту Е цилиндрического пояска в отвер-
стии съемника необходимо принимать из условия
Е ^пл 0,5s — Дц, п, (43)
где Дп. п — припуск на перешлифовку рабочего торца
пуансона; Дп.п = 24-4 мм.
28. Наибольший двусторонний зазор zc между съемником и
пуансоном
Размеры, мм
Толщина материала s аСр штампуемого материала, МПа
Да 200 От 200 до 360 Св. 360 до 520 Св. 520
До 0,1 0,04 0,07 0,11 0,14
Св. 0,1 до 0,2 0,08 0,15 0,21 0,28
» 0,2 » 0,3 0,12 0,21 0,30 0,40
0,3 » 0,4 0,16 0,27 0,37 0,48
0,4 » 0,7 0,28 0,45 0,62 0,80
0,7 » 0,9 0,36 0,60 0,85 1,10
» 0,9 » 1,1 0,44 0,76 1,08 1,40
1,1 » 1,4 0,56 0,94 1,32 1,70
» 1,4 » 1,9 0 76 1,21 1,67 2,10
1,9 » 2,4 0,96 1,60 2,25 2,90
2,4 » 2,9 1,16 1,97 2,78 3,60
2,9 » 3,9 1,56 2,47 3,38 4,30
» 3,9 » 6,0 1,8 3,1 4,4 5,8
> 6,0 » 9,0 2,7 4,3 5,9 7,4
» 9,0 » 12,0 3,6 5,4 7,2 9,1
» 12,0 » 15,0 4,5 6,6 8,7 10,9
» 15,0 » 20,0 6,0 8,3 10,5 12,8
114
Штампы для разделительных операций
Рис. 20. Неподвижный съемник
Если же Dn — dn < zc, то отверстие в съемнике можно
выполнять сквозным (см. рис. 19).
В случае использования съемника в качестве направ-
ляющего элемента (в штампах без направляющих коло-
нок, при штамповке тонких металлических и неметалли-
ческих материалов, при большом числе пуансонов малых
диаметров и др.) зазор zc определяется из соотношения
гс < 0,8г, (44)
где z — двусторонний зазор между матрицей и пуансоном.
При этом, если в штампе имеется много пуансонов, то
их можно устанавливать в пуансонодержателе не по не-
подвижной посадке, а с зазором 0,2—0,3 мм (рис. 21).
Неподвижный съемник может быть закрытым (см.
рис. 20), открытым (козырьковым) и скобообразным
Конструирование направляющих планок, упоров и др.
115
Рис. 21. «Плавающий»
пуансон
Рис. 22. Неподвижные съемники:
а — открытый; б — скобообразный
(рис. 22). Подвижный съемник одновременно может вы-
полнять функции прижима (см. рис. 4, поз. 5 и рис. 23,
поз. 15) и выталкивателя (рис. 23, поз. 13). В том и дру-
гом случае методы определения зазоров между съемником
и пуансоном сохраняются такими же, как для неподвиж-
ного съемника (см. табл. 28).
Рис. 23. Штамп совмещенного действия для пробивки и вырубки:
1 — нижняя плита; 2 — матрицедержатель; 3 — пуансон-матрица; 4 — ма-
трица для вырубки контура детали по диаметру D; 5 — пуансон для пробивки
отверстия диаметра d\ 6 — пуансонодержатель; 7 — верхняя плита; 8 — про-
межуточная плита; 9 — кольцо пружины; 10 — пружина; И — толкатель;
12 — промежуточная плита; 13 — выталкиватель; 14 — пуансоны для про-
бавки отверстий диаметром && 15 — съемник; 16 — буфер
116 Штампы для разделительных операций
Рис. 24. Шаговые ножи:
а, б — по ГОСТ 18736—80: «, е — по ГОСТ 24528—80
Конструирование шаговых ножей. Рабочую часть ша-
говых ножей (за исключением случаев, когда требуется
фигурный шаговый нож), как правило, выполняют в двух
исполнениях: с гладкой рабочей поверхностью (рис. 24, а
и в) и с выступом — противоотжимом (рис. 24, б и г). Ножи
с гладкой рабочей поверхностью применяют только для
штамповки тонких материалов (s 0,5 мм) и в тех слу-
чаях, когда выступ на пуансоне заменяется противо-
отжимом, обеспечиваемым конструкцией других деталей
штампа.
Тыльная часть шаговых ножей выполняется двух
типов —гладкая (под расклепку), как показано на
рис. 24, а и б, и с фланцем для крепления (рис. 24, в и г).
Конструирование направляющих планок, упоров и др.
117
29. Размеры шаговых ножей по ГОСТ 18736—80 и ГОСТ 24528—80
(см. рис. 24)
Размеры, мм
Примечания: 1. В таблице приведены значения На для
ножей с фланцем (рис. 24, в, г). Для ножей без фланца (рис. 24, а, б)
высоту На следует принимать больше на 1 мм (для расклепки в пу-
ансонодержателе).
2. Материал шаговых ножей — сталь У8А или У10А, твердость
рабочей части на длине (0,54-0,75) HR 55—59 HRC3t твердость осталь-
ной части 41,5—51 HRC3.
Длину /н шагового ножа вычисляют по формулам (41)
и (42). Если при этом предельное отклонение ока-
зывается больше, чем по Л6, то поле допуска на длину tR
следует принимать по Л6. Если же предельное отклоне-
ние оказывается меньше, чем по Л6, то на длину /н
ставится тот допуск, который получен при вычислении
по формулам (41) и (42).
В зависимости от значения tn по табл. 29 определяют
остальные размеры ножей. Отверстие в матрице под
шаговый нож должно пригоняться по нему таким образом,
чтобы по упорным граням зазор между ножом и матрицей
был равен нулю, а по режущим граням — соответствовал
половине значения, определяемого по табл. 15. Если
съемник штампа выполняет только функцию съема от-
хода, то зазор между отверстием в съемнике и ножом для
случая применения ножей без противоотжима по упорным
граням должен быть равен нулю, а по режущим граням —
соответствовать половине значения, определяемого по
табл. 28. Для случая применения ножей с противоотжимом
зазор по всем граням может соответствовать значениям,
приведенным в табл. 28.
118
Штампы для разделительных операций
ъП/>№
Рис. 25. Призматические
направляющие планки
выполняют с зазором
Если же съемник является на-
правляющим, то ножи без проти-
воотжима применять не следует,
а для ножей с противоотжимом за-
зор между отверстием в съемнике
и ножом по упорным граням дол-
жен быть равен нулю, а по режу-
щим граням составлять 0,4 от зна-
чений, определяемых по табл. 14.
Отверстия в направляющих
планках для прохода ножей
по ножу 0,5 мм (см. рис. 26).
Конструирование направляющих планок, упоров, при-
жимов и фиксаторов. При конструировании штампов
последовательного действия по схеме, показанной на
рис. 2, гл. 1, без разовых упоров, шаговых ножей, боко-
вых прижимов ит. п., направляющие планки выполняют
в виде двух призматических плоских пластин (рис. 25).
Их ширину бпл и длину £пл определяют конструктивно.
Значения толщины Лпл приведены в табл. 27.
Обе планки следует шлифовать одновременно с одной
установки с обеспечением их одинаковой толщины с тем,
чтобы исключить перекос съемника относительно ма-
трицы.
Схема установки направляющих планок в штампе
последовательного действия с одним шаговым ножом для
вырубки детали шириной АД с двумя отверстиями (см.
рис. 19) показана на рис. 26, а. Для случая вырубки
той же детали в штампе с двумя шаговыми ножами схемы
раскроя показаны на рис. 19, в и г. Форма и размеры
пазов в направляющей планке для размещения шагового
ножа с упором показаны на рис. 26, б. Размеры упора
и паза могут быть определены по табл. 30.
Расстояние между направляющими планками при
штамповке с шаговыми ножами и без них определяют
в зависимости от ширины полосы Вп°м, гарантированного
зазора zH между полосой и планками и допуска S' на это
расстояние (см. гл. 1 табл. 7) по формуле
Впл = (BSOM + zB)+e'. . (45)
Расстояние от базовой направляющей планки 8 до
шагового ножа Внж в штампе с одним шаговым ножом
Конструирование направляющих планок, упоров и др»
119
Рис. 26. Направляющие планки в штампе последовательного действия
с одним шаговым поясом:
/, 8 — направляющие планки; 2 «— съемник; 3 упор шагового ножа; 4,
5 штифты; 6 матрица; 7 опорная планка
(см. рис. 26, а) определяют исходя из условия, чтобы
ножом срезалась кромка шириной не менее а (см. гл. 1)
Внж = Ид + 2а)+в™, (46)
где Лд — ширина штампуемой детали (см. рис. 19), 6Нж —
допуск на расстояние между ножами, который следует
120
Штампы для разделительных операций
30. Размеры упора к шаговому ножу по ГОСТ 18738—80 и паза
в направляющей планке для его установки (см. рис. 26)
Размеры, мм
^пл (ЛЮ) Лу. н (Ы2) Лу (Л9) ^пл (Н9) ^пл (Н7) *У (ft6) Ly ‘у / Н7\ \ h6 /
4 4 2 2 6 6 7,5 12 4 3
6 6 3 3 6 6 7,5 12 4 3
6 6 3 3 8 8 10,0 16 4 3
8 8 4 4 8 8 12,0 16 4 3
8 8 4 4 8 8 12,0 20 4 3
6 6 3 3 10 10 12,0 18 6 4
6 6 3 3 10 10 16,0 25 6 4
8 8 4 4 10 10 12,0 18 6 4
8 8 4 4 10 10 16,0 25 6 4
10 10 5 5 10 10 12,0 18 6 4
10 10 5 5 10 10 16,0 25 6 4
12 12 6 6 10 10 16,0 25 6 4
Примечания: I. В скобках даны поля допусков и посадки.
2. Материал упора — сталь У10А, твердость 57—61 HRC3;
допускается применение стали Р6М5 с твердостью 59—63 HRCs.
определять из зависимости 6НЖ « 0,256' и округлять до
0,1 мм (см. формулы гл. 1 на с. 14).
В штампе с двумя шаговыми ножами
Внж = Мд + 2а)+еиж. (47)
Расстояние В„л между направляющими планками на
выходе полосы в штампах с одним шаговым ножом вы-
полняют на 0,2 мм, в штампах с двумя шаговыми но-
жами — на 0,4 мм больше Внж или В^ж соответственно.
Такое увеличение компенсирует некоторое расширение
полосы при штамповке.
Пример. Определить ширину полосы, расстояние между направ-
ляющими планками и между шаговыми ножами в штампе последова-
тельного действия. Исходные данные (см. рис. 19 и 26): Ад = 81 мм;
s= 1,0 мм а == 1,7 мм (см. гл. 1, табл. 1); 6= 0,5 мм (см. табл. 5);
ztt = 1,0 мм, 6' = 0,35 мм (см. гл. 1, табл. 7); 6НЖ =» 0,25-0,35 = 0,1 мм.
По формуле (6) гл. 1 вычисляем ширину полосы:
Ва = [81 -ь 2 (2-1,7 + 0,5) 4-1 + 0,35 + 0,1]_Ол = 90,25_в,8 мм.
Конструирование направляющих планок, упоров и др.
121
Рис. 27. Направляющая планка
с колодочным боковым прижи-
мом полосы:
1 — базовая направляющая план-
ка; 2 — исходная полоса; 3 — штам-
пуемый контур; 4 —» направляю-
щая планка; 5 — прижим по
ГОСТ 18763—80; 6 *-» пружина по
ГОСТ 18764 — 80
По формуле (45) вычисляем расстояние между направляющими
планками:
Впл = (90,25 + 1,0)+0»35 = 91,25+0»35 мм.
По формуле (47) вычисляем расстояние между шаговыми ножами:
ВНЖ = (81 +2‘1,7)+0’1 = 84,4+0’1 мм.
Расстояние между направляющими планками на выходе полосы
В' = В + 0,4 = 84,8 мм.
Анализ полученных размеров показывает, что при их
самых неблагоприятных соотношениях величина пере-
мычки а и кромки, срезаемой ножом, не будет меньше
1,7 мм, и наименьшие зазор между полосой и направля-
ющими планками составит 1 мм.
Размер выступания направляющих планок f = (0,24-
0,4) Lc. Ширина опорной планки f' = (0,54-1,0) Д
а длина заходной фаски направляющих планок и =
= (0,24-0,4) Д
Указанное выше расстояние между направляющими
планками принимается для случая штамповки без боко-
вого прижима полосы. Если штамповка осуществляется
с боковым прижимом, расстояние между планками может
иметь большее значение (в зависимости от конструкции
прижима).
В случае применения бокового прижима по
ГОСТ 18763—80 в направляющей планке для его разме-
щения выполняется паз (рис. 27) двух типоразмеров
(табл. 31). Соотношение толщины планки и прижима при
этом следует принимать по табл. 32.
122
Штампы для разделительных операций
31. Размеры колодочного прижима по ГОСТ 18763—80 и паза
в направляющей планке для его размещения (см. рис. 27)
Размеры, мм
Типо- размер с Ct Ci ^прж Л пл» не менее спл др 6 пл 1 прж 5прж
1 20 25 28 40 32 25,5 6 15,5 14 0,5
2 25 30 34 45 36 30,5 8 20,5 16 1,0
Примечание. Материал прижима — сталь 45, твердость
41,5-7-46,5 HRCs.
Если применяется пружинный (из ленты толщиной 0,5
или 1 мм) боковой прижим по ГОСТ 18765—80, для его
размещения в планке выполняют паз, форма и размеры
которого показаны на рис. 28. Высоту пружинного при-
жима Сдрж в зависимости от Лпл принимают равной 4 (dll)
или б (dl 1) мм; расстояние спрш при толщине $прж = 0,5 мм
принимают 2,7 мм, при толщине £прж = 1 мм £прж =
= 3,2 мм.
В случае, когда в штампе применяют шаговый нож
и боковой прижим, надежность получения нужных пара-
метров штампуемой детали повышается. При этом (рис. 29)
расстояние между направляющими планками на выходе
полосы может быть выполнено
на 2—4 мм больше Внж (а не на
0,2 мм больше, как показано на
рис. 26).
Одно из исполнений боко-
вого прижима (по ГОСТ 18758—
80) для случая применения не-
подвижной) съемника показано
на рис. 30, а. Размеры прижима
и паза в направляющей планке
приведены в табл. 33. Если съем-
ник 1 — подвижный, то прижим
можно повернуть на 180° (рис.
30, 6). В таком исполнении при-
жим целесообразно применять
для штамповки тонкого матери-
ала и при неподвижном съем-
32. Толщина колодочного
прижима и направляющей
планки (см. рис. 27)
Размеры, мм
^пр 1 1 ^пл (ЛЮ)
Л-0.070 *—0.145 4—0.048
6—0,048
6-0.058
1 Л-0.080 0.170 Ю-0.058
10-0.095 *"—0.205 12—0.070
26-0,084
Конструирование направляющих планок, упоров и др.
123
Рис. 28. Направляющая планка с пружинным прижимом полосы:
1 — направляющая планка; 2 — пружинный прижим по ГОСТ 18765—80?
3 *- исходная полоса; 4 штифт 0 4т6 по ГОСТ 3128—70
нике, так как зазор (0,2 мм) в этом случае образуется не
между матрицей и прижимом, а между прижимом и съем-
ником.
Длину прижима /прж принимают по табл. 33 таким
образом, чтобы были обеспечены зазоры, показанные на
рис. 30: /прж = йпп + (12-5-13,5) мм.
Для роликовых прижимов по ГОСТ 18759—80 (рис. 31)
в планке выполняется паз шириной 25 (ЯН) мм. Размеры
сечения паза (см. рис. 30) ЬПрж и &прж аналогичны пазу
для упора по ГОСТ 18758—80.
Рис. 29. Направляющая
планка с шаговым ножом и
боковым прижимом:
/ — упор шагового ножа; 2, 5
направляющие планки; 3 — при*
жим; 4 « исходная полоса
124
Штампы для разделительных операций
Рис. 30. Направляющая планка с боковым прижимом по
ГОСТ 18758—80:
/ — съемник; 2 — винт по ГОСТ 11738—72; 3 — шайба по ГОСТ 11371—78;
4 — пружина по ГОСТ 18793—80; 5 — прижим; 6 — матрица; 7 — полоса
штампуемого материала; 8 — направляющая планка
33. Размеры прижима по ГОСТ 18758—80 и паза в направляющей
планке для его установки (см. рис. 30)
Размеры, мм
^пл (ЛЮ) ^прж / ь прж с / ни \ Лг ь прж ^прж ^В ^0
\ dll J ( d 11 ]
4 3,8 2 16 22 20 30—40 Мб 13
6 5,8 3 16 25 20 30—50 Мб 13
8 7,8 4 18 30 22 40—60 М8 15
10 9,8 5 18 32 22 45—71 М8 15
12 11,8 6 20 36 25 50—75 МЮ 17
16 15,8 8 20 40 25 50—80 МЮ 17
Примечания: 1. В скобках указаны поле допусков и по-
садки.
2. Материал прижима — сталь 45, твердость 41,54-46,5 HRC3.
Конструирование направляющих планок, упоров и др. 125
1 А
Рис. 31. Роликовый прижим:
1 — прижим; 2 — направляющая
планка; 3 — матрица; 4 — ролик по
ГОСТ 18760—80
Пр именение пр ижимов
других конструкций диктует
определенные форму и раз-
меры соответствующих пазов
в направляющих планках.
В пазу направляющей
планки размещается также
разовый упор. Установка од-
ного из исполнений разового
упора по ГОСТ 18741—80 с
пружиной возврата показана
на рис. 32, а. Размеры разо-
вых упоров приведены и табл.
34, 35. Длину Ly следует при-
нимать такой, чтобы свобод-
ный ход упора, равный с, обе-
спечивал его выдвижение из планки на минимальное рас-
стояние, достаточное для фиксации положения полосы.
В каждом отдельном случае следует обращать внимание
на то, чтобы упор не был выдвинут под пуансон и отруб-
лен им при ходе пуансона вниз (см. гл. 1, рис. 2).
Разовые упоры по ГОСТ 18742—80 (рис. 31, б, табл. 35)
также встраиваются в направляющую планку, имеют
в сечении те же размеры, что и упоры по ГОСТ 18741—ВО,
но перемещаются без помощи пружины.
а — по ГОСТ 18741 — с пружиной возврата; б — по ГОСТ 18742 (/ — съем*
ник; 2 — пружина по ГОСТ 18793—80; 3 — разовый упор; 4 «=• матрица;
6 •*> направляющая планка; 6 — штифт по ГОСТ 3128—70)
126
Штампы для разделительных операций
34. Установочные размеры разовых упоров по ГОСТ 18741—80
с пружиной возврата (см. рис. 32, а)
Размеры, мм
^пл (ЛЮ) Лу fty / ЯП \ \ dn / ву Z НИ \ ан / СУ / су Lry 4Г Ly ж су ^прж
4 6 4 6 8 8 10 12 16 00 00 00 00 Ьо оо оо оо Ъо 2 3 2 3 4 4 5 6 8 8 8 10 10 10 12 12 12 16 4 4 4 4 5 5 5 5 5 16 18 18 20 22 25 28 28 32 25—40 25—45 30—50 30—50 35—56 40—60 40—71 45—71 50—85 6 6 6 8 8 10 10 10 12 10 10 10 10 12 12 12 12 14 5 5 6 6 6 8 8 8 8 6 6 7 7 7 9 9 9 9
&пл (ЛЮ) Пружина
^прж ^прж *прж ^прж ртах н прж* “ ^прж
4 6 4 6 8 8 10 12 16 5 5 6 6 6 8 8 8 8 0,5 0,5 0,6 0,6 0,6 0,8 0,8 0,8 0,8 1,96 1,96 2,30 2,30 2,30 3,08 3,08 3,08 3,08 14,5 14,5 14,7 14,7 14,7 22,8 22,8 22,8 22,8 8 8 11,2 11,2 11,2 20,0 20,0 20,0 20,0 8,19 8,19 8,16 8,16 8,16 12,74 12,74 12,74 12,74
Примечания: 1. В скобках даны поля допусков и посадки.
2. Обозначения для пружины: £>прж — наружный диаметр;
^прж—диаметр проволоки; — наибольшее рабочее усилие;
Япрж — высота в свободном состоянии; йПрж — сжатие, при котором
возникает усилие Р™ра*; ^Прж~шаг навивки пружины.
3. Значения су приведены ориентировочно и должны уточ-
няться из конструктивных соображений.
4. Материал упоров — сталь 45, твердость рабочей части на длине
до 10 мм 41,54-46,5
Конструирование направляющих планок, упоров и др. 127
35. Установочные размеры разовых упоров по ГОСТ 18742—80
(см. рис. 32, б)
Размеры, мм
'‘пл (ЛЮ) ( ни \ \ 6/11 / / ни \ \ du / W су ^у / S ь У ( Н7 \ \ /1б )
4 3,8 2 8 5 40—75 4 3,4 3
€ 5,8 3 8 6 45—80 5 3,4 3
6 5,8 - 3 10 6 45—80 6 4,5 4
8 7,8 4 10 6 45—80 6 4,5 4
>10 9,8 5 12 8 50—85 8 4,5 4
12 11,8 6 12 8 60—100 8 4,5 4
16 15.8 8 16 10 71—100 10 4,5 4
Примечание. См. примечание к табл. 34.
Рис. 33. Установка ступенчатых
утопающих упоров:
а — без планки; 6 — с планкой —•
пуанеоно-матрнцедержатель; 2 —>
буфер; 3 — нижний съемник; 4 —
матрица; 5 — выталкиватель; 6 *—
щтампуемая деталь; 7 « пуансон;
9 -* упор; 9 пуансон; 10 — пу-
ансон-матрица; 11 — пружина воз-
врата упора)
9)
128
Штампы для разделительных операций
36. Основные размеры цилиндрических упоров по ГОСТ 18740—80
Размеры, мм
Эскиз
dy (/112) ^0. у / Н7 \ \ п6 / Ну/йу
6,3 4,0 14/6; 16/6
8,0 6,3 18/8; 20/10; 25/14
10 8,0 20/8; 22/10; 28/16; 32/20
12 10 22/8; 25/10; 32/16; 36/20; 40/25
16 12 28/10; 36/16; 40/20; 45/25; 50/32
20 16 56/32
Примечания: 1. Прийу < 10 мм с = 0,6 мм; при > 10 мм
1 мм.
2. Материал сталь 45 41,5-5-46,5 HRCa.
Кроме описанных выше деталей специального назна-
чения, применяющихся исключительно в штампах для
разделительных операций, в этих штампах находит наи-
большее применение и ряд деталей общего назначения.
Ниже приведены конструкции и размеры некоторых
из этих деталей и элементов конструкций штампа, сопря-
гающихся с ними.
В табл. 36—39 приведены основные размеры применя-
ющихся в штампах неутопающих упоров: цилиндрических,
грибковых, со скосом и Г-образных.
На рис. 33 и в табл. 40 и 41 приведены конструкция
и основные размеры утопающих упоров и элементов
штампа, сопрягающихся с ними. Упор с пластиной при-
меняют в случаях, когда его нельзя разместить в непо-
средственной близости от рабочей детали штампа. Длина
пластины £у при необходимости может отличаться от
приведенных в табл. 41 значений.
Конструирование направляющих планок, упоров и др. 129
37. Основные размеры грибковых упоров по ГОСТ 18743—80
Размеры, мм
Эскиз (ЛИ) d о- У / Я7 \ пв 1 "У/\
4 3,2 8/2
6 3,2 8/2; J0/3
8 4,0 10/2; 12/3
10 4,0 12/3
С •о чь X 12 6,3 16/4
16 6,3 16/4
16 8,0 22/6
О 1 § ! $ 1
Вариант исполнения 20 8,0 20/4; 22/6; 25/8; 25/10
25 10 25/6; 25/8; 28/10;30/12
32 10 25/6; 25/8; 28/10; 30/12
40 12 28/6; 28/8; 32/10; 32/12 , 1 •
- 40 16 36/8; 36/10; 40/12; 40/14
1
0,6 мм; при dy =
40 мм с — 1 мм .
2. Материал сталь 45, 41,54-46,5 HRC&
5 В. Л. Марченко и др
130
Штампы для разделительных операций
38. Основные размеры упоров со скосом по ГОСТ 18744—80
Размеры, мм
у л ( ш \ о. У ( лб J ну <*у (НИ) d (—1 О. у ( пв ) НУ "у
12; 14 8 22 8 20; 25; 28 12 28 10
16; 18 10 25 8 32; 36 16 36 10
Примечания: 1. При dy = 124-18 мм с — 0,6 мм; при dy =
= 20ч-36 мм с ~ 1 мм.
2. Материал упора сталь 45, твердость 41,54-46,5 Н#СЭ.
Применяются также другие конструкции утопающих
упоров — с пружиной кручения (рис. 34, табл. 42), с пла-
стинчатой пружиной (рис. 35, табл. 43), проволочный,
конструкция которого показана на рис. 36, а также
выполненные по ГОСТ 18755—80. При штамповке с пере-
воротом полосы применяются специальные поворотные
упоры по ГОСТ 18756—80 или составные — по
ГОСТ 18757—80.
Для штампов разделительных операций применяют
фиксаторы, устанавливаемые в пуансоне для обеспечения
центрирования контура вырубки относительно ранее
пробитого отверстия (рис. 37).
Исполнительный размер рабочей части фиксатора
вычисляют по формуле (35). При установку фиксаторов
в штампах с неподвижным съемником необходимо обеспе-
Конструирование направляющих планок, упоров и др. 131
39, Основные размеры Г-образных упоров по ГОСТ 18745—80
Размеры, мм
еу(Л11) . ( Н7 \ о. У ’ лб 1 \ / ну 5
6 6,3 4,0 12 2,0
8 5,0 г 3,0
10 8,0 18
6,0 20 4,0
12 7,5 5,0
16 6,0 4,0
7,5 25 5,0
20 10,0
12,0 30
25 12,0 8,5 25 6,0
13,5 30
Примечания: 1. При еу = 64-20 мм с = 0,6 мм;
при еу = 25 мм с — 1 мм.
2. Твердость 41,5-4-46,5 HRC3,
5*
со
40. Основные размеры ступенчатых утопающих упоров по ГОСТ 18747—80, пружин для возврата и мест их
установки (см. рис. 33, а)
Размеры, мм
нс «2 |<5> * 43 о Q 5= р к Q а: ^у/Лу £ сх ч С Q 5 & в тз Пружина ртах „ прж’ 5 р в •с
£ р с н прж
4—8 2,0 2,5 4,01 6 2 11 14/8; 16/10 5 0,5 1,96 26,3 8,0 15,^1
4—10 3,2 3,2 5,0 7 3 13 14/8; 16/10; 18/12 6 0,6 2,30 30,8 11,2 17,68
4—12 4,0 3,2 6,3 7 3 13 14/8; 16/10; 18/12; 20/14 6 0,6 2,30 30,8 11,2 17,68
6—16 6,3 5,0 8,0 9 4 18 20/10; 22/12; 24/14; 28/18 8 0,8 3,08 41,2 20,0 23,66
8—20 8,0 7,1 10 11 5 20 25/12; 28/14; 30/16; 32/18; 34/20; 10 1,0 3,73 46,3 30,0 26,28
10—26 10 7,1 12 11 5 20 36/22 30/14; 32/16; 34/18; 36/20; 38/22; 10 1,0 3,73 46,3 30,0 26,28
14—32 12 7,1 14 13 6 25 40/25; 44/28; 45/30 36/18; 38/20; 40/22; 42/25; 46/28; 11 1,2 3,61 52,3 42,5 27.02
22—36 16 11 20 17 8 40 48/30: 50/32; 56/36 , 48/25; 50/28; 53/30; 56/32; 60/36; 15 1,8 4,54 79,9 100 37,23
26—40 20 н 25 17 8 40 63/40 ; 53/30; 56/32; 60/36; 63/40; 71/45 15 1,8 4,54 79,9 100 37,2с
Примечания: !. Принятые обозначения для пружины: £>„рж — наружный диаметр; с?прж —диаметр
проволоки; /прж— шаг; Япрж —высота в свободном состоянии; Р™рж— наибольшее рабочее усилие; Лпрж —
наибольшее сжатие, при котором возникает Р™раж.
2. Пружины приняты по ГОСТ 18793— 80. Для каждого номера пружины размер с установлен с учетом зна-
чения Р™рж. Исходя из конкретных условий значения Япрж и /73 могут быть изменены с учетом достижения уси-
лия, меньшего Р^рж*
3. Размер До следует принимать равным s + (1->3) мм.
4. Высоту буфера в сжатом состоянии следует вычислять из зависимости Н'^ = /73 — с + h'y + До
5. Материал упора — сталь 45 (для д?у > 5 мм) и 40Х (для rfy<c5 мм), 41,54-46,5 НRC9.
Штампы для разделительных операций
Конструирование направляющих планок, упоров и др.
133
41. Основные размеры ступенчатых утопающих упоров с пластиной по
ГОСТ 18748—80, пружин для возврата и мест их установки (см. рис. 33, б)
Размеры, мм
«с ; (нз\ а 1 1 У d9 J rfo. у Dy ^прж с "з Ну/Лу
10—12 6,3 5,0 8 9 4 18 22/14
12—14 8,0 7,1 10 11 5 20 28/16
14—16 8,0 7,1 10 11 5 20 32/18
16—18 8,0 7,1 10 11 5 20 36/20
16-18 10,0 7,1 12 11 5 20 36/20
21—23 10,0 7,1 12 11 5 20 40/25
21—23 12,0 7,1 14 13 6 25 45/25
Пружина Пластина
а ч С Q й а и 4з й а а g а и £ £ s* Вд А. й. а н 43 к» (ei^Z) *7 CD а: 4 <3> а d (И1\ ШТ | пб 1
10—12 8 0,8 3,08 41,2 20,0 23,66 11,0 8 2,0 2
12—14 10 1,0 3,73 46,3 30,0 26,88 13,0 10 2,0 2
14—16 10 1,0 3,73 46,3 30,0 26,88 12,5 9 2,0 3
16—18 10 1,0 3,73 46,3 30,0 26,88 14,5 11 2,0 3
16—18 10 1,0 3,73 46,3 30,0 26,88 14,5 10 3,2 3
21—23 10 1,0 3,73 46,3 30,0 26,88 16,5 12 3,2 3
21—23 11 1,2 3,61 52,3 42,5 27,02 19,0 14 3,2 3
Прим е ч а н н е. См. примечание к табл. 40.
134
Штампы для разделительных операций
Рис. 34. Установка утопаю-
щего упора по
ГОСТ 18750—80 с пружиной
кручения:
1 — пуансонодержатель; 2 —
пружина по ГОСТ 1 «751—80;
3 — винт по ГОСТ 1491—72; 4
съемник; 5 упор; 6 матри-
ца; 7 — выталкиватель; 8 пу-
ансон
чивать выступание цилиндрической части из пуансона
в зависимости от толщины штампуемого материала:
при s 1 мм = s + 2 мм;
при 1 мм < s < 3 мм еф == s + 1 мм-
при 2 мм < 8 < 5 мм ^ф = s;
при s > 5 мм еф = 0,7s.
В штампах с верхним прижимом для всех толщин s
размер еф может быть принят равным 2—-3 мм, однако
Рис. 35. Установка упора со скосом по ГОСТ 18752—80 с пластинчатой
пружиной;
1 — полоса штампуемого материала; 2 матрица; —> съемник; г.4 — пла-
стинчатая пружина по ГОСТ 18753 — 80; 5 = винт М5Х10 по ГОСТ 1491-—’72;
6 "*• упор; 7 — пуансон
Конструирование направляющих планок, упоров и др.
135
42. Основные размеры утопающих упоров по ГОСТ 18750—80 с
пружиной кручения по ГОСТ 18751—80 и мест их установки (см. рис. 34)
Размеры, мм
л 1 н* \ У ) Wy/% ^прж
Св. 8 до 10 2,5 0,8 1 16/13; 18/15 0,6 М4 8
» 9 » 12 3,2 0,8 1 16/13; 20/17 0,6 М4 8
» 10 » 13 4,0 1,6 2 18/14; 22/18 1,0 М5 10
» 11 > 15 6,3 1.6 2 20/16; 24/20 1,0 М5 10
» 12 » 18 8,0 2,5 4 22/17; 25/20 2,0 Мб 12
» 18 » 22 10 2,5 4 28/23; 32/27 2,0 Мб ; 12
» 22 » 30 12 2,5 4 36/31; 40/35 2,0 Мб 12
» 30 » 36 16 2,5 6 45/37; 50/42 2,0 Мб 12
Примечания: 1. При dy<3,2 мм с =0,2 ^м; при dy
>4 мм с = 0,6 мм.
2. Материал упора сталь 45, 41,5-~46,5 Я/?СЭ, пружины — про-
волока класса II по ГОСТ 9389—75.
43. Основные размеры утопающих упоров по ГОСТ 18752—80 с
пластинчатой пружиной по ГОСТ 18753—80 и мест их установки
(см. рис. 35)
Размеры, мм
«с оо|сл еу £ о, д -4 Й Р, д * сх ч С от EJ прж
прж
Св. 10 до 13 10 6,3 1,6 20/14; 22/16 36 б 20 5 5
» 13 » 15 12 8,0 1,6 22/16; 24/18; 26/20 42 10 25 5 5
» 15 » 18 14 10 2,0 26/20; 28/22; 30/24 42 10 25 5 8
» 18 » 24 16 12 2,0 32/26; 34/28; 40/32 56 10 30 8 10
Пр имела н и я: 1. При 2 < 12 мм V еу = 5 мм; при s >
£> 12 мм ву = 7 мм.
2. Высота 7/прж указана в свободном состоянии.
3. При d'y — 8 мм by — 5,3 мм; при dy = 10 мм Ьу = 8,5 мм;
при dy = 12 мм Ьу = 10,5 мм.
4^ Материал упора сталь 45, 41,5-2-46,5 HRC9.
136
Штампы для разделительных операций
Рис. 36. Установка проволоч-
ного упора:
1 — пуансон; 2 — пуансонодер-
жатель; 3 — буфер; 4 — съем-
ник; 5 — винт М5Х10 по ГОСТ
1491—72; 6 — матрица; 7 — вы-
талкиватель; 8 — штампуемая
деталь; 9 — упор (£у = 28; 32;
36 и 40 мм)
окончательно он устанавливается в соответствии
с ГОСТ 18770—80 для данного диаметра d^.
Размеры стержневых фиксаторов (рис. 37, а) опреде-
ляют в зависимости от диаметра рабочей части d$ по
табл. 44. Длину штифта 4 принимают из конструктивных
соображений. Плоскости А шлифуют в сборе.
Диаметры d^ и d^ стержневых удлиненных фиксаторов
(см. рис. 37, б) могут быть также определены по табл. 44.
Для соответствующих диаметров d$ их высотные размеры
Лф, Нф и Иф приведены в табл. 45.
Размеры фиксаторов с резьбовым и ступенчатым отвер-
стиями приведены в табл. 46.
Фиксаторы других типов, предназначенные для креп-
ления в деталях нижней части штампа (матрице, выталки-
вателе и т. п.), предусмотрены ГОСТ 18775—80 (для отвер-
стий диаметром 2—21 мм) и ГОСТ 18776—80 (для Диа-
метров 3—50 мм).
Конструирование выталкивающих устройств. Для вы-
талкивания из полостей матрицы (или других деталей
штампа) вырубленных заготовок (отходов) предусматри-
вают специальные устройства. Простейшее из них пока-
зано на рис. 38. Диаметр толкателя 5 и его резьбового
конца принимают конструктивно. Верхний конец толка-
Конструирование направляющих планок, упоров и др.
137
Рис. 37. Установка фиксаторов:
а — стержневых по ГОСТ 18769 — 80 для отверстий диаметром 1,0—12 мм;
б— стержневых удлиненных по ГОСТ 18773—80 для отверстий диаметром
1,5—10 мм; в — с резьбовым отверстием по ГОСТ 18770—80 для отверстий
диаметром 10—18 мм; г — со ступенчатым отверстием по ГОСТ 18771—80
для отверстий диаметром 18 — 50 мм (1 — съемник; 2 — фиксатор; 3 — пуан-
сон; 4 — штифт по ГОСТ 3128—70; 5 — плитка подкладная; 6 — пуансоно-
держатель; 7 — штампуемый материал; 8 — матрица; 9 — грибковый упор;
10 — винт по ГОСТ 11738 — 79)
теля должен выступать над торцом хвостовика 4 на такое
расстояние, чтобы было обеспечено соприкасание торца
толкателя с коромыслом 7 (или другим элементом) вы-
талкивающего устройства, размещенного в ползуне 6
пресса. Штифт 8 располагают таким образом, чтобы
138
Штампы для разделительных операций
44. Основные размеры стержневых фиксаторов по ГОСТ 18769—80
и мест их установки (см. рис. 37, а)
Размеры, мм
*ф ft ч г d, Ф *ф "ф ft, Ф **шт г
От 1,0 до 1,5 3,2 5.0 3 16 12 6
Св. 1,5 до 2,0 18 13
» 2,0 » 2,8 20 14
» 2,8 » 3,8 4,0 6,0 4 25 18 1 8
» 3,8 » 4,8 5,0 7,1 6 28
» 4,8 » 6,0 6,3 8,0 10 1
» 6,0 '» 7,8 — , . 4.о 10,0 32 20 12
» 7,8 » 9,8 10,0 12,0 8 40 26 14
» 9.8 , 11,8 12,0 14,0 16
Пр имечание. Материал фиксатора сталь У8А, твердость
51,5—55,2HRC9.
45. Размеры стержневых удлиненных фиксаторов по ГОСТ 18773—80
(см. рис. 37, б)
Размеры, мм
"ф "ф "фАф
Св. 1,5 до 2,3 6 35/33,5; 39/37,5;. 43/41,5; 48/46,5; 53/51,5; 59/57,5; 66/64,5
> 2,3 » 3,0 6 36/33,5; 40/37,5; 44/41,5; 49/46,5; 54/51,5; 60/57,5; 67/64,5
» 3,0 » 3,8 6 37/34,5; 41/38,5; 45/42,5; 50/47,5; 55/52,5; 61/58,5; 68/65,5
> 3,8 » 4,8 8 38/34,5; 42/38,5; 46/42,5; 51/47,5; 56/52,5; 62/58,5; 69/65,5; 73/69,5
> 4,8 » 6,0 8 38/34,5; 42/38,5; 46/42,5; 51/47,5; 56/52,5; 62/58,5; 69/65,5; 73/69,5; 77/73,5
» 6,0 » 9,8 10 40/34,5; 44/38,5; 48/42,5; 53/47,5; 58/52,5; 54/58,5; 71/65,5; 75/69,5; 79/73,5; 83/77,5; 88/82,5
Пр имечание. Материал сталь У8А, 51,54-55,2 HRC9
Конструирование направляющих планоку упоров и др.
139
46. Основные размеры фиксаторов с резьбовым по ГОСТ 18770—80
(см. рис. 37, в) и ступенчатым по ГОСТ 18771—80 (см. рис. 37, г)
отверстиями для крепления и мест их установки
Размеры, мм
аф Л "ф 6Ф Высота фиксатора Нф
16 18 20
еф еф йв еф
От 10 до 12 Св. 12 » 15 » 15 > 18 > 18 > 24 » 24 » 32 » 32 » 40 > 40 » 50 8 10 12 14 18 22 25 8 8 10 8 10 10 12 1; 2 1; 2 1 II III 1 ** н-* СдЗ 1 1 1 N3 Ю 4Х £* 6 3; 4 3; 4 - 1 III =° 1 I 1
"ф Высота фиксатора Нф ^в /У Лф °в
22 25 28
еф Лв ф В е ю
От 10 до 12 ' 1 — ' 1 — — ' 1 М4 8 "
Св. 12 » 15 —> ' 1 ' 1 — — — М5 10 ' 1
» 15 » 18 —> — —— — ' 1 Мб 10
> 18 » 24 6 10 ' 1 - ' 1 Мб 11
г 24 » 32 1; 2; 3 8 4; 6 10 ' 1 — М8 14
» 32 » 40 1; 2; 3 10 4; 6 12 ' 1 — М10 17
» 40 » 50 ' 1 — 1; 2; 3 10 4; 6; 8 12 М10 ' 1 17
Примечания: 1. ГОСТ предусматривает только фиксаторы|
для которых указаны значения е$.
2, Материал фиксаторов сталь У8А, твердость 51,5-т-55,2 HRC3.
140
Штампы для разделительных операций
Рис. 38. Схема верхнего выталкиваю-
щего устройства штампа и его взаимо-
действия с выталкивающим устрой-
ством пресса (/пз — глубина отверстия
в ползуне пресса; /т — длина толкателя
штампа)
выталкивающая шайба 1 могла
выступать из матрицы 2 на 0,5—
1,0 мм. В отверстии верхней
плиты 3 толкатель 5 должен
проходить свободно.
Как правило, в штампах сов-
мещенного действия усилие вы-
талкивающей шайбе (выталки-
вателю) передается через про-
межуточную траверсу и толка
тел и (рис. 39, а).
Размеры круглых траверс по ГОСТ 18777—80 следу
ющие.
Рис. 39. Применение промежуточных траверс:
а — схема верхнего выталкивающего устройства с промежуточными траверсами
и толкателями (/ — пуансон-матрица; 2 — буфер; 3 — съемник; 4 — матрица;
5 — выталкиватель; 6 — промежуточный толкатель; 7 — траверса; 8 — тол-
катель; 9 — пуансон; 10 — штампуемый материал); б —- круглая траверса
с формой усеченного конуса; в — трехопорная траверса; г — трехопорная тра-
верса с выступами; д — четырехопорная траверса
Конструирование направляющих планок, упоров и др.
141
Круглые траверсы могут иметь также форму усечен-
ного конуса (рис. 39, б) с размерами £>трв и7/трв, при-
веденными выше. При необходимости, когда для усиления
верхней плиты в ней вместо круглого углубления диа-
метром £>угл выполняют фигурное, применяют трехопор-
ные или четырехопорные траверсы (рис. 39, в, г и д) по
ГОСТ 18778—80 и 18779—80 с диаметром £>трв <Г160 мм и
толщиной //трв 25 мм из стали 45 с твердостью 41,54-46,5
HRC9.
Толкатель 8 может быть принят по ГОСТ 18780—80
с размерами dT = 4-4-58 мм, DT = 6,34-67 мм, с длиной
/т = ЗО-т-800 мм. В качестве промежуточных толкателей 6
применяют специальные - гладкие стержни или штифты
диаметром d? (поле допуска т/9). В штампах совмещенного
действия для материала s 0,6 мм рекомендуется при-
менять отлипатели (рис. 40). В табл. 47 приведены раз-
меры отлипателей по ГОСТ 24532—80. ; > ^7
Отлипатели выполняют с д пружинами по
ГОСТ 18793—80: при d0Tn = 2 мм — 1086—0758; при
^отл= 4мм — 1086—0767. Материал отлипателя сталь
У8А, твердость 43,54-49,5 HRC9, гайки — сталь 40,
твердость 374-42 HRC*. 'г,
47. Основные размеры отлипателей д
Размеры, мм
^отл ^отл ^ОТЛ а. - . . » -< :• лотл . отл
2 М6Х0.75 16 9,5 8
< = .4 * М8Х1.0 _— 18 11,5 10 ; . « •
142
Штампы для разделительных операций
НЕКОТОРЫЕ ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ
ШТАМПОВ
Особенности конструирования штампов для чистовой
вырубки. Сущность чистовой вырубки (пробивки) состоит
в том, что разделение штампуемого материала осуще-
ствляется при его напряженно-деформированном состо-
янии объемного сжатия в зоне разделения. Указанное
состояние достигается за счет двух факторов: 1) зажима
всех элементов разделяемого металла (исходной заготовки,
отхода и штампуемой детали) высокими удельными уси-
лиями и 2) внедрения в заготовку (отход) по линии, экви-
дистантной линии разделения (контуру вырубки или
пробивки) на незначительном расстоянии от нее, клино-
видного ребра. Первое обеспечивается при применении
специализированных прессов тройного действия (или соот-
ветствующим образом модернизированных прессов общего
назначения), второе — конструкцией штампа.
Возможности чистовой вырубки (пробивки). Чистовая
вырубка (пробивка) применяется для штамповки деталей
из конструкционных и легированных сталей, латуни
с содержанием меди не менее 63 %, бронзы с содержанием
меди не менее 92 %, а также из алюминия и алюминиевых
сплавов с пределом прочности при растяжений не более
300 МПа.
При штамповке заготовок из листа толщиной более
2 мм из сталей 40, 45, 50, У8 в состоянии поставки (на-
гартованных) резко снижается стойкость штампов и на
поверхности среза образуются сколы. Поэтому перед
штамповкой следует исходные заготовки подвергать спе-
циальным видам термообработки [18], которая обеспе-
чивает снижение изнашивания штампа и исключение
сколов. Достигаемая точность приведена в табл. 7.
Шероховатость поверхности среза обеспечивается =
== 0,44-1,6 мкм по ГОСТ 2789—73, отклонение поверх-
ности среза от перпендикулярности к плоскости штампу-
емого материала — в пределах 0,001—0,004 мм на 1 мм
толщины, отклонение от плоскостности детали 0,01—
0,02 мм на 100 мм длины. В деталях могут штамповаться
элементы с размерами, приведенными в табл. 48. При
этом на острых кромках отштампованной детали обра-
зуются завалы, величиной до 25 % толщины материала.
Особенности конструирования штампов
143
48. Размеры штампуемых элементов при чистовой вырубке и пробивке
Размеры в долях толщины материала
ов штампуе- мого мате- риала, МПа о ад *1 ^2 е3 *4 D
Не менее
До 500 До 90 Св. 90 0,1 0,2 0,08 0,1 0,5 0,5 1,0 0,4 0,5
Св. 500 До 90 Св. 90 0,1 0,2 0,08 0,1 0,6 0,6 1,0 0,4 0,6
Схемы штамповки и выбор оборудования. Наиболее
общая схема чистовой вырубки — пробивки показана
на рис. 41. При этой схеме обеспечивается штамповка
шайбы 6 из исходной заготовки 2: одновременная вы-
рубка контура диаметром D и пробивка отверстия диа-
метром d.
До начала разделения металла исходная заготовка 2
(см. рис. 41, а) зажимается усилием Рпрж между при-
144
Штампы для разделительных операций
а) 10 * S 7
Рис. 41. Общая схема чистовой
вырубки:
а — начало штамповки; б — окон-
чание штамповки
В результате того, что
жимом 1 и Матрицей 3. В
нее внедряются клиновидные
ребра, расположенные на
прижиме и матрице. Отход 10
зажимается тем же усилием
Рпрж между нижним вытал-
кивателем 9 и'пуансоном 5.
В отход также внедряется
клиновидное ребро, располо-
женное на выталкивателе.
Штампуемая деталь 6 зажи-
мается усилием Рпд между
пуансон-матрицей 7 и верх-
ним выталкивателем 4 (Рпд <
р>р^ (см. рис. 41, б), вы-
талкиватель 4 утапливается, и штампуемая деталь 6
отделяется от исходной заготовки. После возвращения
частей штампа в исходное положение деталь 6 выталки-
вается из кольцевой полости между матрицей 3 и пуансо-
ном 5 верхним выталкивателем 4, а отход 10 отделяется
от пуансона отлипатеЛем 8.
Требуемые усилия. Технологическое усилие Рв.п может
определяться как для обычной вырубки (пробивки) i по
формуле (1). Усилие Рцд противодавления должно со-
ставлять 25 % от Рв, п, а усилие Рпря< прижима — 50 %
от Рв.п. Таким образом, суммарное усилие Рч, требуемое
для чистовой вырубки (пробивки), составляет ' '
1,75РВ.П
(48)
Прессы тройного действия характеризуются тремя
силовыми параметрами: усилием главного ползуна (уси-
лием для вырубки и пробивки) РВ. п, усилием противо-
давления Род и усилием прижима Рпрж. Указанные
силовые параметры пресса находятся примерно в тех
соотношениях, которые указаны выше. Поэтому выбор
пресса Может осуществляться только по главному техно-
логическому усилию Р, исходя из условия 1,25Р Рип-
Штампы для чистовой вырубки и пробивки подраз-
деляются на два основных вида: с подвижной пуансон-
матрицей (пуансоном) и неподвижнымприжимом и с не-
Особенности конструирования штампов
145
пресса
Рис. 42, Схема штампа с подвижной пуансон-матрицей и неподвижным
прижимом
подвижной пуансон-матрицей (пуансоном) и подвижным
прижимом1.
На рис. 42 показан пример схемы штампа первого
вида. В штампе осуществляются чистовая вырубка детали
по контуру и пробивка отверстий. Вырубаемый контур —
1 «Подвижность» и «неподвижность» в обоих случаях являются
условными; Речь идет о подвижности или неподвижности относительно
исходной заготовки в направлении, перпендикулярном к ее поверхно*
сти, в ^процессе собственно вырубки или пробивки.
146
Штампы для разделительных операций
окружность или другая фигура, вписывающаяся в окруж-
ность диаметра d (dLl и dM — соответственно размеры
пуансона и матрицы).
Штамп смонтирован на блоке, состоящем из утол-
щенных (для повышения жесткости) плит 9 и 13, соеди-
ненных шариковыми направляющими узлами 19 с утол-
щенными колонками.
Нижняя плита 9 устанавливается и крепится на
прижимном столе пресса. Хвостовик 3 крепится резьбовым
концом к главному ползуну пресса. Верхняя плита 13
монтируется к верхнему столу пресса, а подпятник 17
упираётся в поршень гидроцилиндра противодавления
пресса.
В начале штамповки при ходе прижимного стола глав-
ного ползуна пресса вверх исходная заготовка зажимается
между прижимом 7 и матрицей 12, затем штампуемая
деталь зажимается в зоне, прилегающей к зоне штамповки
пуансон-матрицей 5 и выталкивателем (контрпуансоном)
10, а места образования отходов зажимаются между пуан-
сонами 11 и выталкивателями 1 и 6.
В процессе штамповки пуансон-матрица 5 переме-
щается вверх под действием усилия Р главного ползуна
пресса, передаваемого ей через хвостовик 3. Прижим 7
остается неподвижным, обеспечивая постоянное зажатие
исходной заготовки усилием Рпрж, передаваемым через
нижнюю плиту 9 прижимному столу пресса. Одновре-
менно поддерживается постоянное зажатие этим же уси-
лием мест образования отходов, поскольку выталкива-
тели 1 и 6 через траверсу 4 и толкатели 2 опираются на
тот же прижимной стол пресса.
При ходе пуансон-матрицы 5 вверх выталкиватель 10
утапливается относительно матрицы 12 и пуансонов 11,
закрепленных в пуансонодержателе 18, которые через
опору 15 упираются в верхний стол пресса и остаются
неподвижными. При этом усилие Рпд от выталкивателя 10
через толкатели 16 и подпятник 17 передается гидро-
системе пресса. Затем осуществляются вырубка детали
по контуру и пробивка отверстий. При обратном ходе
пуансон-матрица 5 опускается, затем опускаются при-
жим 7 и выталкиватели 1 и 6, а выталкиватель 10 под
действием усилия гидросистемы пресса выталкивает от-
штампованную деталь из полости матрицы 12.
Особенности конструирования штампов
147
Рис. 43. Схема штампа с неподвижной пуансон-матрицей и подвижным
прижимом
Пуансон-матрица 5 может крепиться к главному пол-
зуну непосредственно — без промежуточного хвостовика 3.
В этом случае траверса 4 выполняется фигурной и входит
в соответствующее фигурное гнездо пуансон-матрицы.
Описанный штамп с неподвижным прижимом и по-
движной пуансон-матрицей 1 применяют для штамповки
деталей сравнительно небольших размеров, содержащих
несколько отверстий.
Детали больших размеров со значительным числом
отверстий штампуются в штампах второго вида — с не-
подвижной пуансон-матрицей и подвижным прижимом.
Эти штампы (рис. 43) конструктивно оформляют анало-
1 В штампах простого действия вместо пуансон-матрицы приме-
няется пуансон, который в первом случае является подвижным, а во
втором — неподвижным.
148
Штампы для разделительных операций
Рис. 44. Передача усилия Рпрж с помощью
промежуточной траверсы:
1 — плунжер гидроопоры пресса; 2 —- ползун
пресса; 3 — траверса; 4 — нижняя плита штам-
па; 5 — толкатели штампа
гично штампам совмещенного действия для обычной
вырубки и пробивки. Верхняя часть штампа идентична
описанной выше конструкции: в верхней плите 13 не-
подвижно закреплена обойма 14 с матрицей /2, в которой
перемещается выталкиватель 10, передающий усилие верх-
ней гидроопоре пресса (плунжеру противодавления) через
толкатели 16 к подпятник 17. Там же закреплен пуансоно-
держатель 18 с пуансонами //, опирающимися на опору 15
и через неена стол пресса.
Выталкиватель поддерживается винтами 20. На ниж-
ней плите 9 на прокладке 4 установлена и закреплена
пуансон-матрица б, в которой перемещаются выталкива-
тели 6, опирающиеся на нижнюю гидроподушку (прижим-
ной плунжер пресса) через толкатели 1 и обеспечивающие
зажатие мест образования отхода при пробивке отверстий.
По пуансон-матрице перемещается прижим 7, закреплен-
ный в промежуточной плите 8, перемещающейся по на-
правляющим колонкам 19. Плита удерживается винтом 3
и через толкатели 2 передает усилие той же нижней гидро-
подушке пресса, обеспечивая зажатие исходной заготовки.
Приведенные две основные схемы не ограничивают
все варианты конструктивного исполнения штампов для
чистовой вырубки. Возможны и другие конструкции,
однако все они должны обеспечивать вписывание хвосто-
виков, толкателей, подпятников, передающих усилия Рпд
и ^прж на гидроопоры пресса, в соответствующие окруж-
ности, диаметры которых £>пз к dCT указаны в паспорте
пресса. В штампах для чистовой вырубки могут при-
меняться переходные траверсы соответствующих размеров,
размещаемые в углублении нижней (верхней) плит штампа
или ползуна пресса (рис. 44).
Конструирование элементов штампов должно осуще-
ствляться с учетом ряда особенностей.
Исполнительные размеры матрицы и пуансона (пуан-
сон-матрицы) определяют аналогично штампам для
Особенности конструирования штампов
149
обычной вырубки и пробивки по формулам, приведенным
в табл. 12. При этом двусторонний зазор z между матри-
цей и пуансоном определяют из зависимости
z = 0,01$+Д2> (49)
где s — толщина штампуемого материала; Az — предель
ное отклонение зазора;
s, мм........................ До 2,0 Св. 2,0 Св# 6,0 Св. 10
до 6,0 до 10,0 до 12
Дг, мм.............................. 0,005 0,010 0,020 0,030
Шаг штамповки рассчитывают с учетом размеров пере-
мычек, приведенных в гл. 1, табл. 2.
Пуансон для пробивки отверстий (см. рис. 42 и 43,
поз. 11) на рабочих кромках скругляют радиусом 0,1—
0,2 мм (рис. 45, а). Размеры пуансона (dn и др.) можно
принимать по таблицам, приведенным для обычных пуан-
сонов (см. выше). Выталкиватель направляется по пуан-
сону с зазором не более 0,003 мм на сторону. По наруж-
ному контуру выталкивателя и в отверстии под пуансон
в выталкивателе выполняется фаска с размером с:
s, мм .............. До 2 Св. 2 Св. 4 Св. 6 Св. 10
до 4 до 6 до 10 до 12
с, мм . . .......... 0,1—0,2 0,2—0,3 0,3—0,4 0,4—0,5 0,5—0,6
Отверстие в пуансонодержателе (рис. 45, б) выпол-
няют по диаметру пуансона da с зазором на сторону
0,05 мм.
Матрицу (см. рис. 42 и 43, поз. 12) выполняют без
уклона (в рабочем отверстии). Режущие кромки скруг-
ляют по радиусу гм (см. рис. 45, в) или оформляют с фаской
rM X 45°. Радиус гм принимают равным размеру фаски с
(см. выше).
Цельные матрицы крепят непосредственно к плите
(рис. 45, в), обеспечивая посадку с гарантированным
натягом за счет конусного отверстия. До затяжки винтов
по плоскости Л должен быть обеспечен зазор между
торцом окна в плите и торцом матрицы. Зазор определяют
в зависимости от размера £>м: при DM 120 мм принимают
г — 1,75 Мм, при 120 мм < DM < 160 мм z - 2,5 мм и при
DM^ £60 мм г ==* 2,75 мм. После затяжки винтов зазор
должен быть полностью выбран.
150
Штампы для разделительных операций
Рис. 45. Элементы штампа для чистовой выр убки-пробивки (№№ по-
зиций — см. рис. 43 и 44):
а _ рабочая часть пуансона, выталкиватель и матрица; б — пуансон и пу-
ансонодержатель; в — крепление матрицы к плите; а, д •=> прижим, выталки-
ватель и пуансон-маТрица s
г I i
Особенности конструирования штампов
151
49. Основные размеры круглых матриц и обойм для чистовой вырубки
(см. рис. 42)
Размеры, мм
н м °об ^об
До 25 75 20 120 28
Св. 25 до 32 85 130
» 32 » 40 95 25 150 36 f
40 » 50 НО 170
» 50 » 63 130 32 190 45
» 63 » 80 150 210
» 80 » 100 170 40 240 56
» 100 » 120 210 270
Размеры круглых матриц следует принимать по
табл. 49. Для некруглых профилей, вписывающихся
в диаметр dM, размеры £>м и Ям также можно принимать
по этой таблице. При > 120 мм размер DM следует
определять ориентировочно, исходя из условия, что ши-
рина стенки матрицы должна составлять примерно 0,4
от ее рабочего размера.
Составную матрицу врезают в обойму (см. рис. 42
и 43, поз. 14). Матрицу в обойме крепят так же, как в плите
(см. рис. 45, в). Обойму в плите крепят как показано
на рис. 42 и 43. При этом, как и для крепления матрицы,
посадку обеспечивают за счет зазора по плоскостям А
между торцом обоймы и торцом плиты. Независимо от
размеров обоймы зазор принимают равным 0,4 мм. За-
тяжкой винтов зазор должен быть полностью выбран.
Размеры круглой обоймы принимают по табл. 49.
Прижимы (см. рис. 42 и 43, поз. 7) изготовляют с раз-
мерами, равными размерам матриц (см. табл. 49) и крепят
непосредственно к плитам в обойме (см. рис. 42, поз. 8)
аналогично матрицам. Рабочую поверхность прижима
обрабатывают как показано на рис. 45, г. Вблизи кромки
152
Штампы для разделительных операций
50. Размеры сечения клиновидного ребра (см. рис. 45, г)
Размеры, мм
S е2 S *2
До 2 1,2 0,5 Св. 6 до 8 3,8 1,2
Св. 2 до 4 2,2 0,7 » 8 » 10 4,6 1,6
» 4 » 6 3,0 0,9 >10 » 12 5,4 2,0
прижима выполняют клиновидное ребро, располагая его
эквидистантно контуру вырубки-пробивки. Участки кон-
тура сложной формы (острые углы, пазы и т. п.) клино-
видное ребро должно плавно огибать.
Клиновидное ребро располагают на прижиме при
штамповке материалов всех толщин. При штамповке
материалов толщиной более 4 мм ребро располагают
также и на матрице. Если позволяет размер выталкива-
теля, противостоящего пуансону для пробивки отверстия,
клиновидное ребро располагают и на выталкивателе
(см. рис. 41).
Размеры клиновидного ребра принимают в зависимости
от толщины штампуемого материала по табл. 50 и по
данным рис. 45, г.
Выталкиватели (см. рис. 41, поз. 1 и 6 и рис. 42,
поз. 6) выполняют как показано на рис. 45, д. Торец
круглого выталкивателя выполняют сферическим, прямо-
угольного и фасонного — по дуге высотой 0,2—0,5 мм.
Особенности конструирования штампов для зачистки.
Выполнением операции зачистки обеспечивают повышение
качества поверхности и точности заготовок, полученных
с использованием обычных штампов для вырубки и про-
бивки. При этом можно достичь шероховатости поверх-
ности с Ra = 1,25~0,32 мкм и точности по 8—7-му ква-
литетам.
Сущность зачистки состоит в том, что после вырубки
(пробивки), выполненной в обычном штампе, по контуру
детали (отверстия) срезается дополнительно слой металла,
гарантирующий получение качественной детали. Чем
меньше толщина срезаемого слоя, тем выше качество
зачистки.
Особенности конструирования штампов
153
а) й) 8)
Рис. 46. Основные схемы зачистки:
1 — матрица; 2 — штампуемая деталь; 3 — пуансон
Применяют две схемы зачистки срезанием припуска 1:
для зачистки наружных контуров и отверстий — пуансо-
ном, меньшим матрицы (рис. 46, а и б) и для зачистки
наружных контуров — Пуансоном, большим матрицы
(рис. 46, в). В первом случае заготовка (отход) проталки-
вается пуансоном в матрицу на всю свою толщину. Пуан-
сон в нижнем положении не доходит до плоскости матрицы
на 0,05—0,1 мм. При этом до окончания зачистки часть
стружки на верхнем краю заготовки отламывается, что
ухудшает качество детали. Во втором случае пуансон
не доходит до плоскости матрицы на 0,2—0,4 мм, часть
срезанного припуска расплющивается в тонкую пленку,
и в зоне резания создается напряженное состояние объем-
ного сжатия. Расплющенная пленка отделяется от деталей
следующей заготовкой. При этом качество деталей полу-
чается более высоким по сравнению с ее качеством при
применении первого способа.
В случае применения прижима заготовки схема за-
чистки пуансоном, большим матрицы, не применима.
Размеры наружного контура детали после зачистки
(рис. 46, а и в) определяются матрицей, а размеры отвер-
стия (рис. 46, б) — пуансоном.
Зачистка выполняется за одну или несколько опера-
ций (табл. 51). В первом случае (рис. 46, а, б) за один ход
пуансона срезается слой металла толщиной
t'3 = z/2 + /73, (50)
1 К зачистке иногда относят улучшение качества поверхности и
точности заготовки методом обжатия. Эта операция не относится к раз-
делительным, являясь в сущности калибровкой или редуцированием.
154
Штампы для разделительных операций
51. Значения припуска П3 на первую (или однократную) зачистку
и число операций зачистки
Сталь марок 10,
20, медь, латунь,
алюминий
Сталь марок 25,
35 и 45,
алюминиевые
сплавы, бронза
Сталь марок 50*
65Г, У8
Толщина
материала $,
мм
Число опе-
раций за-
чистки
О
Число опе-
раций за-
чистки
О
Число опе-
раций за-
чистки Af
о
О Д «
к о*
л
о л
А зс
° о"
я S*
£ *«
О о.
До 1,5 0,075 1 2 0,100 2 3 0,125 3 4
Св. 1,5 - ДО 3,0 0,100 1 2 0,125 2 3 0,150 3 4
» 3 » 4 0,125 2 3 0,150 3 4 0,175 4 5
» 4 » 6 0,150 2 3 0,175 3 4 0,200 4 5
Ф1 При многократной зачистке плавных контуров припуск на
каждую зачистку, начиная со второй, принимается равным 0,7/73.
При многократной зачистке сложных контуров: во впадинах и при
острых углах; (менее 60°) припуск следует принимать для всех операций
в два раза меньше значения, приведенного в таблице и расчетного;
на выступающих элементах и при углах более 60° табличные значения
припуска следует увеличивать в 1,5—2 раза.
*2 Радиусы закругления между сопрягающимися участками
R>5$.
Контур с острыми углами (радиусы закругления R С 5s).
где z/2 — величина скола, равная одностороннему зазору
между матрицей и пуансоном штампа для вырубки (про-
бивки), П3 — односторонний припуск на однократную
зачистку (см. табл. 51).
Во втором случае, когда зачистка выполняется за
несколько операций (многократная зачистка), за первую
операцию снимается слой t'3t а за каждую последующую
4=0,7/73. (51)
Таким образом, общая толщина снимаемого слоя при
выполнении N3 зачисток
Т3 = /78(0,7^з + 0,3) + -|-. (52)
Особенности конструирования штампов
155
Рис. 47. Схемы штампов для зачистки
Усилие Р9 (кН), требуемое для первой зачистки, вы-
числяют по формуле
Р3 = L (t'3 + 0, lsn3) аср, (53)
где L — периметр среза, мм; п3 — число заготовок, одно-
временно находящихся в матрице.
Усилие для последующих зачисток определяется по
той же формуле, но вместо t'3 в нее подставляют значение /3,
определяемое по формуле (51).
Зачистку выполняют на обычных прессах. Штампы
для зачистки по конструктивному оформлению прин-
ципиально не отличаются от обычных штампов для вы-
рубки и пробивки. Особенностями штампов для зачистки
являются, в частности, наличие сильного прижима отхода и
детали и точное фиксирование заготовки в трафарете или
по отверстиям, обеспечивающие высокое качество за-
чистки; хвостовик желательно применять плавающий;
следует также применять шариковые направляющие узлы.
Трафареты и другие фиксирующие элементы штампа необ-
ходимо подвергать термообработке — закаливать.
При зачистке только наружного контура рекомен-
дуется применять схему штампа, приведенную на рис. 47, а
с верхним расположением матрицы 6. Пуансон 1 за-
крепляют в пуансонодержателе 9. Съемник 3 устанавли-
вают на буфере 2. Заготовку фиксируют в трафарете 5,
толщина которого должна быть такой, чтобы надежно
фиксировать заготовку. В съемнике устанавливают ди-
156 Штампы для разделительных операций
станционные упоры 7, обеспечивающие зазор между
трафаретом и матрицей для выхода стружки. Заготовка
прижимается выталкивателем 4 под действием буфера 5.
Наружный и внутренний контуры зачищают в штампах
совмещенного действия (рис. 47, б). Заготовку 2 уклады-
вают на пуансон-матрицу /, надевая пробитыми отвер-
стиями, не подлежащими зачистке (или предварительно
зачищенными) на фиксаторы 8. Зачистка осуществляется
матрицей 3 и пуансонами 4, 7. Предварительно заготовка
прижимается выталкивателем 9 под действием буфера 6.
Пуансоны крепят в пуансонодержателе 5.
Для вырубки сложных контуров применяют состав-
ные (секционные) матрицы.
При необходимости установления заданного опуска-
ния пуансонов (матриц) применяют ограничители.
Исполнительные размеры матрицы для зачистки на-
ружного контура вычисляют по формулам табл. 12, а пу-
ансон пригоняют по ней с зазором 0,5z3 = 0,0025-4-0,005 мм
на сторону. Исполнительные размеры пуансона для за-
чистки отверстия вычисляют по формулам табл. 12, а ма-
трицу пригоняют по нему с зазором 0,5z3 — 0,015ч-
0,025 мм на сторону. При необходимости получения
после зачистки отверстия с размерами по 7—8-му квали-
тетам следует также учитывать упругую деформацию
детали после выхода зачистного пуансона из отверстия.
С этой целью исполнительные размеры пуансона и ма-
трицы для зачистки отверстия дополнительно увеличи-
вают: при штамповке цветных металлов и сплавов — на
0,005—0,01 мм, мягкой стали — на 0,008—0,015 мм.
Вырубку контура и пробивку отверстия, предназна-
ченных для последующей зачистки, следует выполнять
с соответствующим припуском, для чего исполнительные
размеры матрицы и пуансона, рассчитанные по формулам
табл. 12, при вырубке должны быть увеличены на Т3,
а при пробивке уменьшены на эту же величину.
Особенности конструирования штампов для магниевых
и титановых сплавов и неметаллических материалов.
Заготовки из магниевых сплавов при толщине листа до
2 мм штампуют в холодном состоянии с припуском на
последующую обработку. При толщине листа болёе 2 мм
штамповку производят при нагретом до температуры
150—400 °C материале.
Особенности конструирования штампов
157
Рис. 48. Штамп с заостренной кромкой
матрицы
Рис. 49. Утопающая опора
Для штамповки этих материалов, как правило, при-
меняют . штампы совмещенного действия, отличающиеся
тем, что режущие кромки матрицы 4 при холодной штам-
повке выполняют заостренными под углом 45° (рис. 48).
Чтобы при отсутствии материала не произошел удар
острой кромки матрицы о съемник 2, устанавливают
дистанционные упоры 3, размещая их таким образом,
чтобы они не мешали продвижению полосы штампуемого
материала. Пуансон-матрица 1, выталкиватель 5, пуан-
соны 6 и другие детали конструктивных особенностей
не имеют. •>
При штамповке с подогревом материала следует учи-
тывать линейную усадку заготовки после ее остывания.
Поэтому исполнительные размеры рабочих деталей штампа
увеличивают на £ар, где L — расчетный исполнительный
размер, вычисленный по формулам табл. 12; ар — тем-
пературный коэффициент линейного расширения, при-
нимаемый для магниевых сплавов в зависимости от тем-
пературы нагрева:
Т, °C ...... 150 200 250 300 350 400
aD ....... 0,004 0,005 0,0065 0,008 0,0096 0,011
г
Для снижения теплоотдачи нагретой заготовки 3
(рис. 49) в съемнике 1 устанавливают утопающие опоры 2.
Зазоры между матрицей и пуансоном при штамповке
магниевых сплавов приведены в табл. 52.
.... Заготовки из титановых сплавов.штампуют в холодном
и нагретом состоянии в зависимости от марки сплава
158
Штампы для разделительных операций
52. Двусторонние зазоры между матрицей и пуансоном при вырубке
(пробивке) заготовок из магниевых сплавов (с подогревом и без
подогрева)
Размеры, мм
Толщина материала S Зазор г Предельное отклонение 4- Дг Толщина материала S Зазор z Предельное отклонение 4~Дг
0,5 0,017 2,0 0,070 0,025
0,6 0,020 0,010 2,2 0,077 0,025
0,7 0,025 0,010 2,5 0,090 0,025
0,8 0,030 0,010 : 2,8 0,098 0,025
0,9 0,034 0,010 3,0 0,105 0,025
1,0 0,035 0,010 3,5 0,122 С,025
1.2 0,042 0,015 : 4,о 0,140 0,025
: 1.5 0,052 0,015 4,5 0,157 0,050
118 6 г ; ' 0,062 0,025 5,0 0,175 0,050
и толщины материала: с относительным удлинением 6 >
> 10 % и 6 < 10 % толщиной до 2 мм — в холодном
состоянии; толщиной св. 2 мм — с нагревом до 550—
700 °C.
Особенностью конструирования штампов для вы-
рубки и пробивки с подогревом материала является учет
усадки штампуемой детали после ее остывания и необхо-
димость в связи с этим увеличивать исполнительные
размеры матрицы и пуансона на величину Lap (см. выше).
Значения зазоров между матрицей и пуансоном при-
ведены в табл. 53.
Заготовки из гетинакса, текстолита и подобных им
слоистых пластиков штампуют в холодном и нагретом
состоянии (табл. 54).
Гетинакс толщиной более 2 мм можно штамповать без
подогрева, но при этом между пуансоном и матрицей
следует увеличивать зазоры по сравнению с номинальными
(см. ГОСТ 24649—84).
Для штамповки этих материалов применяют главным
образом штампы совмещенного действия с прижимом
исходного материала и отхода. Усилие вырубки и про-
Особенности конструирования штампов
159
53. Двусторонние зазоры между матрицей и пуансоном при вырубке
(пробивке) заготовок из титановых сплавов
Размеры, мм
1 СО U5 СО д (S S Ч S’2 Ч о Сплавы с б > 10 % без подогре- ва и с б < 10 % при s > 2 мм с подогревом Сплавы с б < 10 % при s < 2 мм без подогрева а СО 2 СИ Я си я ч Сплавы с б > 10 % без подогре- ва и с б <10 % при s > 2 мм е подогревом Сплавы с б < 10 % при s < 2 мм без подогрева
н н Z Az 2 Az о ь £ Z Az 2 Az
0,5 0,030 0,075 — 1,8 0,125 0,050 0,288 0,020
0,6 0,036 0,020 0,090 0,008 2,0 0,140 0,050 0,320 0,020
0,7 0,042 0,020 0,105 0,008 2,2 0,176 0,050 0,374 0,020
0,8 0,048 0,020 0,120 0,008 2,5 0,200 0,г50 0,425 0,020
0,9 0,054 0,020 0,135 0,008 2,8 0,224 0,050 0,475 0,020
1,0 0,060 0,020 0,150 0,008 з,° 0,240 0,050 0,510 0,020
1,2 0,084 0,030 0,192 0,012 3,5 0,315 0,050 0,595 0,020
1,5 0,105 0,030 0,240 0,012 i 4,0 0,400 0,050 0,680 0,020
54. Технологические параметры штамповки слоистых пластиков
Штам- пуемый материал Темпе- ратура Т °C Наибольшая толщина штам- пуемого мате- риала, мм Квалитет в зависимости от толщины S, мм
Вырубка Пробивка отверстий ДО 1 Св. 1 До 2 Св. 2 до 3 Св. 3 до 6,5
простого контура сложного контура
Гети- 20° 1,5 1,0 1,5 11—12 12—14
накс 90—120 3,0 2,5 3,о 12—14 14—16 - «мм
Тексто- 20° 2,0 1,5 2,0 11—12 12—14 ——
лит 80—90 6,5 5,0 6,5 12—14 14—15 14—15 15—16
160
Штампы для разделительных операций
Рис. 50. Элементы кон-
струкции штампа для сло-
истых пластиков:
1 — пуансон-матрица; 2 —
съемник; 3 — матрица; 4 —
прижим; 5 — пуансон
Рис. 51. Схема штампа для пробивки от-
верстий:
1 — матрица; 2 — прижим; 3 — пуансон; 4 —•
пуансонодержатель; 5 — промежуточная пли-
та; 6 — буфер» 7s подвижная йлита; 8 — тол-
катель; 9 -4 упорный винт
бивки определяют по формуле (1). Требуемое усилие
прижима, Н
•^прж (^4)
где L — периметр среза, мм; s — толщина штампуемого
материала, мм; q — удельное усилие;
s, мм ....... До I Св. 1 до 2 Св. 2 до 3 Св. 3
до 6,5
q, Н/мм2 ...... 6—10 10—15 15—20 20—25
Конструкцией соответствующих элементов штампа
следует обеспечить концентрацию усилия прижима на
минимальной площади, возможно ближе к линии среза,
а также осуществление прижима заготовки до начала
вырубки — пробивки (рис. 50).
Для снижения шероховатости поверхности среза при-
меняют также заостренные матрицы (см. рис. 48).
Ряд конструктивных особенностей следует учитывать
при проектировании штампов для пробивки в заготовках
типа плат большого числа отверстий в тех случаях, когда
из-за малых расстояний между пуансонами отсутствует
Особенности конструирования штампов
161
Рис. 52. Схема штампа для вырубки*
пробивки отверстий:
1 — съемник; 2 пуансон-матрица;
3 — матрица; 4 — прижим; 5 — пуан-
сонодержатель; 6 — направляющая ко*
лонка; 7 — промежуточная плита; 8 —<
подвижная плита; 9 — буфер; 10 .
толкатель; 11 — упорный винт; 12
пуансон
место для размещения верх-
него буфера в полости между
прижимом и пуансонодержа-
телем. В этих случаях буфер
следует размещать над пуан-
сонодержателем, вводя в
штамп дополнительно проме-
жуточную плиту для образо-
вания соответствующей поло-
сти (рис. 51). Прижим перемещается по направляющим
колонкам штампа, усилие передается ему от буфера через
толкатели.
Аналогично буфер может располагаться и в штампе
совмещенного действия для вырубки и пробивки. Однако
в этом случае, поскольку из-за наличия матрицы пере-
мещать прижим по направляющим колонкам штампа не
представляется возможным, его направляют по специаль-
ным колонкам, размещаемым внутри матрицы (рис. 52).
После штамповки без подогрева в результате упругой
деформации пробитые отверстия уменьшаются, а вы-
рубленные заготовки увеличиваются. При этом величина
упругой деформации для гетинакса составляет в среднем
4 %, а для текстолита — 5 % от толщины s материала.
При штамповке гетинакса без подогрева размер пуан-
сона для пробивки отверстия
размер матрицы
по
^м0 — ^п0 +
(55)
(56)
где £н — номинальный размер пробиваемого отверстия;
А — допуск на указанный номинальный размер; s —
толщина штампуемого материала; бп — допуск на размер
пуансона, определяемый по табл. 14 или 16; z — дву-
6 в. л. Марченко и др.
162
Штампы для разделительных операций
55. Двусторонние зазоры между матрицей и пуансоном при вырубке
(пробивке) заготовок из неметаллических материалов
Размеры, мм
Толщина ма- териала S Гетинакс и текстолит (с подогревом и без подо- грева) Картон, бу- мага, кожа, асбест резина Толщина ма- териала S Гетинакс и текстолит (с подогревом и без подо- грева) Картон, бу- мага, кожа, асбест, резина
Z Az Z Az Z Az Z Az
0,1 0,004 0,002 - 1,5 0,030 0,015 0,022 0,012
0,2 0,005 0,005 0,003 0,003 1,8 0,036 0,025 0,027 0,020
0,3 0,006 0,005 0,004 0,003 2,0 0,040 0,025 0,030 0,020
0,4 0,008 0,005 0,005 0,003 2,2 0,044 0,025 0,040 0,020
0,5 0,010 0,005 0,006 0,003 2,5 0,050 0,025 0,045 0,020
0,6 0,012 0,010 0,008 0,008 2,8 0,056 0,025 0,048 0,020
0,7 0,014 0,010 0,009 0,008 3,0 0,060 0,025 0,053 0,020
0,8 0,016 0,010 0,010 0,008 3,5 0,070 0,025 0,060 0,020
0,9 0,018 0,010 0,012 0,008 4,0 0,080 0,025 0,060 0,020
1,0 0,020 0,010 0,015 0,008 4,5 0,090 0,050 0,060 0,020
1,2 0,024 0,015 0,018 0,012 5,0 0,10 0,050 0,060 0,020
сторонний зазор между матрицей и пуансоном, определя-
емый по табл. 55.
Формулы для расчета размеров пуансона и матрицы
при штамповке без подогрева текстолита аналогичны
приведенным, только коэффициент 0,04 в формуле (55)
заменяется на 0,05.
При вырубке наружного контура заготовки из гети-
накса размер матрицы
LMB = (lb - 4 - 0,045)+вм; (57)
размер пуансона
П 2-/М % 9
ик мк
где SM — находят по табл. 13 или 15.
Для текстолита — аналогично, но в формуле (57) коэф-
фициент 0,04 соответственно меняется на 0,05.
Если штамповка осуществляется с подогревом, то
кроме упругой деформации действует температурная
усадка материала: отверстие и вырубленный контур
уменьшаются. Следовательно, упругая деформация
отверстия складывается с усадкой, в связи с чем отверстие
Особенности конструирования штампов
163
всегда будет меньше пуансона, а упругая деформация
наружного контура направлена против усадки, в связи
с чем вырубленная заготовка может быть либо меньше,
либо больше матрицы в зависимости от соотношения
абсолютных значений упругой деформации и усадки.
Для упрощения расчетов исполнительных размеров
пуансона и матрицы в случае штамповки с подогревом
в табл. 56—59 приведены значения комплексного при-
пуска, который следует прибавлять к номинальному
размеру пробиваемого отверстия или вырубаемого кон-
тура, чтобы получить номинальный исполнительный раз-
мер пуансона или матрицы. Значение комплексного при-
пуска учитывает часть допуска на номинальный размер
штампуемой детали, ее упругую деформацию и темпера-
турную усадку и поэтому для вырубки контура может
иметь как положительное, так и отрицательное значение,
а для пробивки отверстия — только положительное.
Исполнительные размеры рабочих деталей при этом
вычисляются по следующим формулам:
при пробивке отверстия размер пуансона
Ьп0 = (Ьн0 + /7ко)-бп, (59)
размер матрицы
Lto = Ln0 + z; (60)
при вырубке наружного контура размер матрицы
1мк = (Ч +/7кк)+б“; (61)
размер пуансона
== Lmk (62)
где Ln0, £м0 — исполнительные размеры соответственно
пуансона и матрицы для пробивки отверстия с учетом
упругой деформации и температурной усадки материала;
£н0— номинальный размер пробиваемого отверстия; /7Ко —
комплексный припуск при пробивке отверстия, определя-
емый по табл. 56 и 57; 6П — припуск на размер пуансона
по табл. 13, 15; Lmk, £пк—исполнительные размеры
соответственно матрицы и пуансона для вырубки
наружного контура с учетом его упругой деформации
6*
56. Комплексный припуск Пк на размер пуансона для пробивки отверстий в заготовках из гетинакса
с подогревом
Размеры, мм
Номинальный раз- мер пробиваемого Точность пробиваемого отверстия
//11 /712 /714
Толщина штампуемого материала s
отверстия 9 1,0 Св. 1,0 до 1,5 Св. 1,5 ДО 2,0 Св. 2,0 ДО 2,5 Св. 2,5 ДО 3,0 1,0 Св. 1,0 до 1,5 Св. 1,5 ДО 2,0 Св. 2,0 ДО 2,5 Св. 2,5 до 3,0 От 1,0 ДО 2,0 Св. 2,0 ДО 2,5 Св. 2,5 ДО 3,0
До 3 0,07 0,08 0,09 0,10 0,11 0,12 0,12 0,12 0,13 0,14 0,25 0,25 0,25
Св. 3 ДО 6 0,08 0,10 0,11 0,12 0,14 0,16 0,16 0,16 0,16 0,18 0,30 0,30 0,30
в 6 в 10 0,10 0,12 0,13 0,15 0,17 0,20 0,20 0,20 0,20 0,22 0,36 0,36 0,36
» 10 в 18 0,14 0,15 0,17 0,19 0,22 0,24 0,24 0,24 0,25 0,28 0,43 0,43 0,43
в 18 в 25 0,16 0,18 0,21 0,23 0,26 0,28 0,28 0,28 0,30 0,33 0,52 0,52 0,52
в 25 в 30 0,17 0,20 0,22 0,25 0,29 0,28 0,28 0,30 0,32 0,36 0,52 0,52 0,52
в 30 в 40 0,21 0,24 0,27 0,32 0,35 0,34 0,34 0,36 0,41 0,44 0,62 0,62 0,62
в 40 в 50 0,24 0,27 0,30 0,34 0,40 0,34 0,36 0,39 0,43 0,49 0,62 0,62 0,62
в 50 в 60 0,28 0,32 0,36 0,40 0,47 0,40 0,42 0,46 0,50 0,57 0,74 0,74 0,74
в 60 в 70 0,30 0,35 0,39 0,44 0,52 0,40 0,45 0,50 0,54 0,62 0,74 0,74 0,79
70 в 80 0,33 0,38 0,43 0,48 0,57 0,43 0,48 0,53 0,58 0,67 0,74 0,74 0,74
в 80 в 90 0,36 0,42 0,47 0,53 0,63 0,48 0,54 0,59 0,65 0,75 0,87 0,87 0,95
в 90 в 100 0,39 0,45 0,51 0,57 0,68 0,51 0,57 0,63 0,69 0,80 0,87 0,95 1,00
Штампы для разделительных операций
Особенности конструирования штампов
165
57. Комплексный припуск Пк на размер пуансона для пробивки
ко
отверстий в заготовках из текстолита с подогревом
Размеры, мм
Номинальный Точность пробиваемого отверстия
НИ Н12 Н14
размер проби- Толщина штампуемого материала s
ваемого отвер-
стия Св. Св. Св. Св. От Св.
2,0 2,0 2,5 2,0 2,0 2,5 2,0 2,5
до 2,5 до 3,0 до 2,5 до 3,0 до 2,5 до 3,0
До 3 0,12 0,14 0,16 0,15 0,17 0,19 0,25 0,25
Св. 3 до 6 0,14 0,16 0,18 0,18 0,20 0,22 0,30 0,30
» 6 » 10 0,16 0,18 0,21 0,21 0,23 0,26 0,36 0,36
» 10 » 18 0,19 0,21 0,24 0,25 0,27 0,30 0,43 0,43
» 18 » 25 0,21 0,24 0,28 0,28 0,31 0,35 0,52 0,52
» 25 » 30 0,23 0,26 0,30 0,30 0,33 0,37 0,52 0,52
» 30 » 40 0,26 0,30 0,34 0,35 0,39 0,43 0,62 0,62
» 40 » 50 0,29 0,33 0,38 0,38 0,42 0,47 0,62 0,62
» 50 » 60 0,34 0,38 0,44 0,44 0,48 0,54 0,74 0,74
» 60 » 70 0,36 0,41 0,47 0,46 0,51 0,57 0,74 0,74
» 70 » 80 0,39 0,44 0,51 0,49 0,54 0,61 0,74 0,78
» 80 » 90 0,42 0,48 0,55 0,54 0,60 0,67 0,87 0,87
» 90 » 100 0,45 0,51 0,59 0,57 0,63 0,71 0,87 0,91
и температурной усадки; £Нк — номинальный размер
штампуемого наружного контура; 77Кк — комплексный
припуск при вырубке наружного контура, определяемый
по табл. 58 и 59; бм — допуск на размер матрицы, опре-
деляемый по табл. 13 или 15.
При штамповке без подогрева деталей из гетинакса
и текстолита исполнительные размеры рабочих деталей,
не изменяющиеся при изнашивании штампа (например,
межосевые расстояния, размеры уступов), определяются
по формулам, приведенным в табл. 12. При штамповке
с подогревом исполнительные размеры матрицы и пуан-
сона, не изменяющиеся при изнашивании штампа, опре-
деляются по формуле
Ьм,п = Ьн(1+Л)±0,5Д, (63)
где £М|П — исполнительный размер пуансона и матрицы,
соответствующий номинальному размеру штампуемой
детали LH; yt — коэффициент температурной усадки мате-
58. Комплексный припуск ПKr на размер матрицы для вырубки с подогревом деталей из гетинакса
---------------------------------.----_-----------------------------------------Размеры, мм
05
Точность штампуемого контура
/г 12
Номинальный размер штампуе- мого контура До 1,0 Толщина штампуемого материала s Св. 2,5 до 3,0
Св. 1,0 до 1,5 Св. 1,5 до 2,0 Св. 2,0 ДО 2,5 Св. 2,5 ДО 3,0 До 1,0 Св. 1,0 ДО 1,5 Св. 1,5 До 2,0 Св. 2,0 до 2,5
До 3 -0,08 -0,09 —0,10 —0,11 -0,12 —0,14 —0,15 —0,16 —0,17 о 18
>в. 3 до 6 -0,10 -0,11 —0,12 —0,12 -0,13 —0,18 —0,20 —0,21 —0,21 V j х U 0 22
» 6 » 18 -0,11 -0,12 —0,13 —0,13 -0,14 —0,20 —0,21 —0,22 —0,22 \J уА*** 0 23
» 18 » 30 -0,11 -0,12 —0,12 —0,12 -0,12 —0,23 —0,24 —0,24 —0,24 0 24
» 30 » 50 -0,11 -0,13 —0,10 —0,10 -0,05 —0,24 —0,27 —0,24 —0,24 0 19
» 50 » 70 -0,09 -0,09 —0,08 —0,07 -0,06 —0,26 —0,26 —0,25 —0,24 KJ у X V/ 0 24
» 70 ;> 80 -0,07 -0,07 —0,05 —0,04 -0,03 —0,24 —0,24 —0^22 —0,21 —0,20
» 80 » 100 -0,06 -0,05 —0,03 -0,02 1 0,00 —0,26 —0,25 —0,23 —0,22 —0,20
» 100 » ПО -0,04 -0,06 -0,01 +0,01 +0,03 —0,24 —0,23 —0,21 —0,19 —0,17
» ПО » 120 -0,02 -0,01 +0,02 +0,03 +0,06 —0,22 —0,21 —0,18 —0,17 0 14
» 120 » 130 -0,03 -0,01 4-0,01 +0,03 +0,06 —0,27 —0,25 —0,23 —0,21 Vj 1 * —0,18
» 130 » 140 -0,01 1 +о 01 +0,04 +0,06 +0,09 —0,25 —0,23 —0,20 —0,18 0 15
» 140 » 150 -0,01 НО,03 +0,06 +0,08 НО,12 —0,23 —0,21 —0,18 —0 16 0 19
» 150 » 170 -0,05 но,07 +0,11 —0,14 НО,18 —0,19 —0,17 >* —0,13 —0 10 0 06
» 170 » 180 КО,07 Но,ю +0,14 —0,16 НО,21 —0,17 —0,14 —0,10 —0 08 V j w 0 03
» 180 » 190 -0,05 НО,08 +0,12 -0,15 НО,20 —0,22 —0,19 —0,15 —0 12 v,vU 0 07
» 190 » 210 НО,09 но,12 +0,17 —0,21 НО,26 —0,18 —0,15 —0,10 —0 06 0 01
» 210 » 220 h0,ll но,14 +0,20 +0,24 но,29 —0,16 —0,13 —0,07 —0,03 ”""V X —0,02
» 220 » 230 +0,13 +0,16 +0,22 +0,26 +0,31 —0,14 —0,11 —0,05 —0,01 j +0,04
» 230 » 240 .. ОЛЛ .. ОСЛ +0,15 [ Л 1 7 +0,19 1 f\ Г»1 +0,25 +0,29 +0,35 —0,12 —0,08 —0,02 | +0,02 +0,08
+0,17 Н-0,21 +0,27 +0,31 +0,38 —0,10 —0,06 | 0,00 +0,04 +0,11
Штампы для разделительных операций
Особенности конструирования штампов
167
59. Комплексный припуск Лк« на размер матрицы для вырубки с
подогревом деталей из текстолита
Размеры, мм
Номинальный размер штам- пуемого кон- тура Точность штампуемого контура
/112 /г 14
Толщина штампуемого материала s
2,0 Св. 2,0 ДО 2,5 Св. 2,5 ДО 3,0 2,0 Св. 2,0 ДО 2,5 Св. 2,5 до 3,0
До 3 Св, 3 до 6 » 6 » 18 » 18 » 30 » 30 $ 50 » 50 » 70 » 70 » 80 » 80 » 100 » 100 » 110 » НО » 120 » 120 » 130 » 130 » 140 » 140 » 150 » 150 » 170 » 170 » 180 » 180 » 190 » 190 » 210 » 210 s 220 » 220 » 230 » 230 » 240 » 240 » 250 —0,13 —0,15 —0,16 —0,16 —0,15 —0,14 —0,12 —0,11 —0,09 —0,08 —0,07 —0,06 -0,04 —0,15 —0,17 —0,18 —0,17 —0,15 —0,13 —0,11 —0,09 —0,07 —0,05 —0,04 -0,02 —0,17 —0,18 —0,19 -0,18 —0,15 —0,12 —0,10 —0,07 —0,04 —0,02 —0,01 —0,19 -0,24 -0,25 -0,28 —0,29 —0,29 —0,29 —0,29 —0,29 —0,29 -0,32 —0,30 —0,28 -0,28 —0,28 —0,27 —0,23 -0,21 —0,19 —0,17 —0,15 —0,21 —0,26 —0,27 —0,29 —0,29 —0,30 —0,30 —0,30 —0,30 —0,30 —0,29 -0,26 —0,24 —0,19 —0,19 -0,19 -0,17 —0,14 —0,12 —0,09 —0,07 —0,23 —0,27 —0,28 —0,30 -0,29 —0,29 —0,27 —0,27 —0,26 —0,26 —0,26 —0,23 —0,20 —0,16 —0,16 —0,16 —0,10 —0,07 —0,04 —0,02
+0,01 +0,04 +0,09 +0,11 +0,12 +0,17 +0,20 +0,23 +0,25 +0,28
| 0,00 +0,05 +0,06 +0,07 +0,10 +0,13 +0,15 +0,18 +0,20
0,00 0,00 +0,02 +0,04 +0,06 +0,08 +0,10 +0,12
+0,01
60. Коэффициент yt температурной усадки
Толщина штампуемого материала, мм Гетинакс Текстолит
1 0,0010 0,0007
2 0,0015 0,0010
3 0,0020 0,0015
168
Штампы для разделительных операций
риала, определяемый по табл. 60; А — допуск на размер
штампуемой детали.
Детали из фибры, стеклотекстолита, органического
стекла и других неметаллических материалов штампуются
в штампах, конструкция которых аналогична применя-
емым для штамповки гетинакса и текстолита. Детали из
бумаги, картона также могут штамповаться такими штам-
пами, однако часто для их штамповки применяют про-
сечки. Преимущественно просечками штампуют детали
из резины, кожи и т. п. В этом случае разделительная
операция называется высечкой или просечкой (см. гл. 1,
рис. 9).
Г л а в a 3
ШТАМПЫ ДЛЯ ГИБКИ
ХАРАКТЕРИСТИКА ОПЕРАЦИИ ГИБКИ
Пластические деформации при гибке протекают раз-
лично с каждой стороны изгибаемой заготовки: слои
металла со стороны пуансона (внутри угла изгиба) в про-
дольном направлении сжимаются, а со стороны матрицы —
растягиваются. Одновременно слои металла со стороны
пуансона в поперечном направлении растягиваются, а со
стороны матрицы — сжимаются. В результате после
изгиба (рис. 1) форма заготовки в поперечном сечении
искажается, что особенно ощутимо при гибке сравни-
тельно узких заготовок прямоугольного сечения.
Процесс пластической деформации при гибке всегда
сопровождается упругой деформацией, величина которой
зависит от условий гибки и соотношения размеров изгиба-
емой заготовки и обязательно учитывается при проекти-
ровании штампов.
Рис. 1. Расчетный радиус кривизны
нейтральной линии и искажение пря-
моугольного поперечного сечения заго-
товки при гибке
Дгр
Средняя линия
£
длина Lo
Фактическая
Условная нейтральная линия,
В”
В*
170
Штампы для гибки
ТРЕБОВАНИЯ К ТЕХНОЛОГИЧНОСТИ ДЕТАЛЕЙ,
ИЗГОТОВЛЯЕМЫХ ГИБКОЙ
Одно из основных требований — соответствие радиуса
гибки значениям, при которых обеспечивается изгиб
заготовки без ее разрушения. Следует избегать слишком
малых радиусов гибки. Применение их наименьших зна-
чений допустимо лишь в случае крайней конструктивной
необходимости.
Значение наименьшего радиуса г в зависимости от
свойств материала определяют по следующей приближен-
ной формуле (для гибки поперек волокон материала):
Гпип = —2V а-S’ (0
zTmax
где Фтах — наибольшее допустимое относительное суже-
ние поперечного сечения материала при растяжении;
s — толщина материала.
Однако, поскольку размер указанного радиуса зависит
не только от свойств материала в заданном состоянии
(отожженный, умягченный, наклепанный и т. д.), но и от
направления изгиба, состояния кромок заготовки, нали-
чия смазочного материала и качества смазывания, каче-
ства поверхности рабочих элементов штампа, скорости
деформирования и других факторов, наименьшие его
значения следует принимать по результатам соответству-
ющих экспериментов. Для некоторых материалов значе-
ния rmln приведены в табл. 1.
При конструировании деталей, изготовляемых гибкой
в штампах, необходимо также учитывать, что в результате
изгиба заготовки, имеющей прямоугольное сечение, пос-
леднее искажается (см. рис. I). При этом искажение
тем больше, чем меньше отношение s/B. При гибке широ-
ких полос с В > 2s можно считать, что ВСр/В = 1 (как
показано на рис. 1), и при этом значения В' и Ва мало
отличаются от В. Происходит лишь утонение заготовки
до толщины s'.
Коэффициент утонения заготовки s'/s в зависимости
от относительного радиуса изгиба составляет (сталь 10#
20 при av = 90°):
r/s......... 0,1 0,25 0,5 1,0 2,0 3,0 4,0 5,0
s'/s ....... 0,82 0,87 0,92 0,96 0,985 0,992 0,995 1,0
Требования к технологичности деталей, изготовляемых гибкой 171
Если по условиям эксплуатации штампуемая деталь
не должна иметь искажения сечения, после операции
штамповки следует вводить соответствующую механиче-
скую обработку, а деталь штамповать из полосы, взятой
с припуском.
На рис. 2 и 3 показаны некоторые варианты гибки
элементов деталей. Применительно к ним установлены
следующие требования технологичности.
Отклонения основных размеров, указанные в чертеже
детали, не должны быть менее значений, приведенных
в табл. 2. При необходимости получения размеров с мень-
шими отклонениями, должны быть применены специаль-
ные дополнительные операции и штампы, улучшенная
фиксация заготовок перед штамповкой, ее сохранение
в процессе штамповки и т. д.
Расстояние от наружной поверхности согнутой детали
до отверстия в полке (см. рис. 2, а, б, г) должно быть
• таким, чтобы исключалось искажение отверстия, т. е.
ex>s + 1,1г. В противном случае отверстие следует
пробивать после гибки.
При гибке полок, ширина которых меньше ширины
недеформируемой части заготовки, возможны два вари-
анта: либо полка должна отстоять от кромки недеформи-
руемой части на расстоянии е2 г + s (см. рис. 2, д
и рис. 3, б) либо, если е2 < г + s, следует вводить спе-
циальные пазы (см. рис. 2, е и рис. 3, а) с размерами
е3 > s, е4 = r + 1,5s. В последнем случае при отсутствии
пазов могут образоваться трещины (см. рис. 2, б).
При надрезке и отгибке полок (см. рис. 2, и) в металле
также могут образоваться трещины. В этом случае необ-
ходимо вводить пазы (см. рис. 2, з).
При гибке низких или ступенчатых полок с низкой
частью (см. рис. 2, ж) высота наименьшей части может
быть любой, однако наиболее приемлемым является /9
Г + S.
Отверстия могут располагаться на сгибе детали (см.
рис. 3, а). При этом, если после пробивки отверстия
предусматривается гибка, то необходимо соблюдение сле-
дующего условия: е5 > 1,5s; е6 > г + 1,5s. Если же
после гибки предусматривается пробивка, то ориентацию
отверстия следует показывать на чертеже детали, как
указано на рис. 3, д.
1. Рекомендуемые наименьшие значения относительного радиуса гибки rmin/s
Состояние штампуемого материала
Отожженный или нормализованный Наклепанный ♦1
Заусенцы на заготовке обращены:
Штампуемый материал К пуансону К матрице К пуансону К матрице
Расположение линии сгиба по отношению к направлению волокон
проката под углог I или параллельно
До jt о 90° 45° § ® 90° 45° « 5 43 3 43 3 С ч С с? е; 2 г»2 90° 45° £3 90° 45° 43 43 о С с? С ч
Алюминий *?
А7, А6, А5, АО, АДО, АД1 0,3 0,6 0,8 0,4 0,7 0,9 •——> Ч1» — ! ’ "
А7М, А6М, А5М, АОМ, АДОМ, АД1М 1 111 0,1 0,2 0,3 0,2 0,3 0,4 | Ч 1 " !»
А7-Д Н, А6 — Н, А5-Д Н, АО Д- Н, ’ — -II — "1 — 0,3 0,6 0,8 0,4 0,7 0,9
А0-1-Н, АДО-1- н, АД1 ±Н
А7Н, А6Н, А5Н, АОН, АДОН, АД1Н "" —— " — —* ——— 0,5 0,7 0,9 0,6 0,8 1,0
Алюминиевые сплавы *?;
АМЦ 0,2 0,3 0,5 0,3 0,4 0,6 1,0 1,2 1,5 1,2 1,5 1,8
Д12 0,3 0,6 0,8 0,4 0,7 0,9 1,0 1,2 1,5 1,1 1,3 1,6
АМГ2 0,8 1,0 1,2 1,0 1,2 1,4 1,5 1,8 2,0 1,8 2,0 2,2
АМГ5 1,3 1,5 1,8 1,5 1,8 2,0 2,0 2,5 3,0 2,2 2,8 3,2
АВ 0,3 0,6 0,8 0,4 0,7 0,9 1,0 1,2 1,5 1,1 1,3 1,6
Д1А 0,3 0,6 0,8 0,4 0,7 0,9 0,3 0,6 0,8 0,4 0,7 0,9
Д16Б, Д16А 1,0 1,2 1,5 1,1 1,3 1,6 1,5 1,8 2,0 1,6 1,9 2,4
Штампы для гибки
Медь всех марок 0,1 0,1
Латунь Л 68 0,1 0,1
Л80, Л85, Л90, Л63 0,2 0,2
ЛС59-1, ЛМц58-2 0,3 0,3
Бронза БрКМц-3-1, БрОЦС-4-4-2,5, БрОФб, 5-0,25, БрОЦ4-3 БрАМц-9-2, БрБ2 0,2 0,2
0,4 0,4
БрА7 0,5 0,6
БрБНТ1,7
БрБНТ1,9 0,2 0,2
Никель и никелевые сплавы 0,3 0,4
Медно-никелевые сплавы мельхиор, нейзильбер 0,3 0,4
монель 0,4 0,5
Молибден марки М4 *4 11 —
Магниевые сплавы *4 МА8 — —
МА2-1 *4
Титановые сплавы *4 ВТ 1-00, ОТ4-0 „
ВТ5-1, ВТ20 — —
Стали 08кп 0,1 0,2
08пс, 08, Ст1кп, Юкп, Ст2кп, Ст1пс, 0,1 0,2
Ст1сп
0,2 0,2 0,2 1,0 1,5 2,0 1,1 1,6 2,2
0,2 0,2 0,3 0,4 0,6 0,8 0,5 0,7 0,9
0,3 0,3 0,4 0,5 0,7 1,0 0,6 0,8 1,1
0,4 0,4 0,5 0,6 0,8 1,2 0,7 0,9 1,3
0,3 0,3 0,4 1,5 1,8 2,0 1,6 1,9 2,1
0,5 0,5 0,8 1,5 1,8 2,0 1,6 1,9 2,1
0,6 0,8 1,0 1,8 2,0 2,2 2,0 2,2 2,5
* —-- — 1,5 1,8 2,0 1,6 1,9 2,1
0,3 0,3 0,4 1,5 1,8 2,0 1,6 1,9 2,1
0,4 0,5 0,6 1,5 1,8 2,0 1,6 1,9 2,1
0,4 0,5 0,6 1,5 1,8 2,0 1,6 1,9 2,3
0,6 0,7 0,8 1,0 1,5 2,0 1,1 1,6 2,1
— — 4,0 4,5 5,0 4,5 5,0 6,0
. - Z 5,0 6,0 8,0 5,5 6,5 8,5
— — 7,0 8,0 9.0 7,5 8,5 9,5
1.1 — 3,0 3,5 4,0 3,5 4,0 4,5
* ' —— — 4,0 4,5 5,0 4,5 5,0 5,5
0,2 • 0,3 0,4 0,2 0,3 0,5 0,3 0,4 6,6
0,2 0,3 0,5 0,4 0,6 0,8 0,5 0,8 1,0
Требования к технологичности деталей, изготовляемых гибкой 173
Штампуемый материал
Продолжение табл. 1
Состояние штампуемого материала
Отожженный или нормализованный *3 Наклепанный **
Заусенцы на заготовке обращены:
К пуансону К матрице К пуансону К матрице
Расположение лиггии сгиба по отношению к направлению волокон проката под углом или параллельно
90° 45° Парал- лельно 90° 45° Парал- лельно 90° 45° Парал- лельно 90° 45° Парал- лельно
15кп, 15пс, 15, Ст2пс, Ст2сп, 20кп,
20пс, 20, СтЗкп, СтЗпс, СтЗсп
25пс, 25, 30, Ст4пс, Ст4сп
35, 40, Ст5пс, Стбсп
45, 50, Стбпс, Стбсп
55, 60, У7А. У8А, 60Г, 65Г
ЗОХГСА
08Х18Н10Т, 10Х23Н18
0,1 0,3 0,5 0,2 0,4 0,6
0,2 0,4 0,6 0,3 0,5 0,7
0,3 0,5 0,8 0,4 0,6 0,9
0,5 0,6 1,0 0,6 0,7 1,1
0,7 0,8 1,3 0,8 0,9 1,4
1,0 1,1 1,2 1,1 1,2 1,3
1,0 1,5 2,0 1,1 1,6 2,1
0,5 0,7 1,0 0,6 0,8 1,1
0,6 0,9 1,2 0,7 1,0 1,3
0,8 1,2 1,5 1
1,0 1,4 1,7 1,1 •1,5 1,8
1,3 1,5 2,0 1,4 1,6 2,1
1,5 3,0 4,0 1,8 3,2 4,5
3,0 3,5 4,0 3,2 3,7 4,2
Штампы для гибки
Для цветных металлов: отожженный и нормализованный — мягкий, наклепанный твердый.
2* Указано обозначение марки и состояния материала.
3* Указано только обозначение марки материала. По состоянию материал отнесен: «М» — к группе отожжен-
ных или нормализованных; «Н» и без термической обработки — к группе нагартованных
4* При нагреве до 300—400 °C гибка может осуществляться с радиусом, уменьшенным по сравнению с приве-
денным в 1,5—2 раза.
Требования к технологичности деталей, изготовляемых гибкой 175
Рис. 2. Варианты гибки:
а — V-образная; б — Z-образн а я; в, д—ж П-образная; г четырехугло-
вая; з, и надрезка с гибкой
При гибке полок деталей типа прямоугольных (или
других) коробок угловой стык можно выполнять, как по-
казано на рис. 3, е с удалением полок от угла на рассто-
яние е2 г + s. При этом в заготовке предусматривается
вырубка прямого угла (рис. 3, ж).
176
Штампы для гибки
Рис. 3. Варианты гибки:
а, б, г, д — V-обр^зная; в — П-образная; е, ж — гибка бортов коробки с за-
зором в углах; &, и — то же, без зазора в углах
В случае необходимости обеспечения стыка, показан-
ного на рис. 3, з, в заготовке должен быть предусмотрен (
угол с пазом (см. рис. 3, и), имеющим размеры е3^> s
и з4 — г'+ 1,5s.
Нежелательным является наличие в деталях выступов
типа) показанного на рис. 3, з, так как гибка деталей
с подобными элементами затруднительна.
Расчет размеров заготовки для гибки
177
2. Ориентировочные значения допускаемых отклонений размеров
деталей после гибки (см. рис. 2 и 3)
Толщина штампуемого материала s ^3
До ю Св. 10 до 80 Св. 80 до 180 Св. 180 До 25 Св. 25 до 1 00 Св. 100 до 200 Св. 200
До 1,0 Св. 1,0 до 2,0 » 2,0 » 3,0 » 3,0 » 4,0 » 4,0 » 6,0 » 6,0 ±0,5 ±0,7 ±1,0 ±0,7 ±1,0 ±1,2 ±1,5 ±2,0 ±2,5 । о см Ю О tO 00 «ч «ч »ч «ч м »ч 9"^ ^^4 ^^3 ^^3 — - - - - ±1,2 ±1,5 ±2,0 ±2,5 ±2,8 ±3,0 H-I+H-H-I+H- — о о о о о М М ** W о оо о ф» со ю ±0,3 ±0,4 ±0,6 ±0,8 ±1,0 -4-1,2 ±0,4 ±0,6 ±0,8 ±1,0 ±1,2 ±1,5 ±0,6 ±0,8 ±1,0 ±1,2 ±1,5 ±2,0
Толщина штампуемого материала s ^4» ^б» ^9 ^6
До 25 Св. 25 до 100 Св. 100 до 200 Св. 200 До 100 Св. 100
До 1,0 Св, 1,0 до 2,0 » 2,0 » 3,0 » 3,0 » 4,0 » 4,0 » 6,0 » 6,0 ±0,3 ±0,5 ±0,7 ±1 ,о ±1,2 ±1,5 ±0,5 ±0,7 ±1,0 ±1,2 ±1,5 ±2,0 ±0,7 ±1,0 ±1 >2 ±1,5 ±2,0 ±2,5 ±1,0 ±1,2 ±1,5 ±2,0 ±2,5 ±3,0 ±0,5 ±0,6 ±0,8 ±1,0 ±1,2 ±1,5 о 00 о см ю о оз -H-H-H-H+I-H H-I+H-I+H-H- о о о о о о •Ч О СП Ф» СО №
РАСЧЕТ РАЗМЕРОВ ЗАГОТОВКИ ДЛЯ ГИБКИ
Определение длины заготовки (развертки детали), под-
лежащей гибке, основано на равенстве длины развертки
согнутой детали длине ее нейтральной линии. Нейтраль-
ная линия — условная линия, совпадающая с нейтраль-
ной поверхностью деформаций, т. е. с поверхностью
материального слоя металла заготовки, в котором абсо-
лютные деформации сжатия и растяжения за предыдущие
этапы деформирования равны. Данная поверхность на
участках закругления не совпадает с нейтральной поверх-
ностью напряжений, являющейся границей между зонами,
в которых действуют напряжения сжатия и растяжения.
Радиус нейтральной поверхности напряжений всегда
меньше радиуса нейтральной поверхности деформаций.
Поэтому точное определение длины заготовок может быть
обеспечено только при условии, что гибка не сопрово-
ждается растяжением заготовки. Вместе с тем на практике
178
Штампы для гибки
Рис. 4. Схема к определению длины заготовки для гибки
изгибу заготовки всегда сопутствует некоторое ее растя-
жение, величина которого зависит от многих трудно
учитываемых факторов, в связи с чем расчетная длина
заготовки должна уточняться опытным путем. Однако,
даже будучи уточненной, длина заготовки может в опре-
деленных условиях оказаться неверной. Например, если
в штампе для П-образной гибки штампуют заготовку
из материала, толщина которого больше толщины, при
которой осуществлялось уточнение и по которой выполнен
зазор между пуансоном и матрицей, то гибка будет со-
провождаться повышенным растяжением заготовки
и полки детали окажутся длиннее, чем требуется. По-
вышенным и трудно учитываемым является также растя-
жение при правке (калибровке) детали после гибки.
На прямых участках (рис. 4) длина нейтральной линии
равна длине самих участков (l19 12, /3). На этих участках
нейтральная линия расположена на расстоянии 0,5s от
поверхности заготовки.
На криволинейных участках, как уже отмечалось
(см. рис. 1), происходит уменьшение первоначальной
толщины материала s до некоторого значения s' и смещение
нейтрального слоя (нейтральной линии) в сторону сжатых
волокон (к центру закругления) на Др. Нейтральная
линия (условная) занимает положение DCE и удалена
от внутренней поверхности заготовки на расстояние
аГ == XpS, (2)
где Хг — коэффициент смещения, определяемый по
табл. 3. Радиус нейтральной линии (условной)
р = г + От; (3)
длина
I __ ЯРаГ (Л\
‘° 180° ’ ' '
3. Значения коэффициента Xv при гибке плоских заготовок в зависимости от rts
г S 0,08 0,10 0,11 0,12 0,13 0,14 0,15 0,16 0,17 0,18 0,19 0,20 0,21 0,22 0,23
ХГ 0,321 0,323 0,325 0,326 0,328 0,330 0,332 0,333 0,335 0,337 0,338 0,340 0,342 0,343 0,345
г V 0,24 0,25 0,26 0,27 0,28 0,29 0,30 0,31 0,32 0,33 0,34 0,35 0,36 0,37 0,38
0,346 0,348 0,350 0,351 0,353 0,354 0,356 0,357 0,358 0,359 0,360 0,361 0,363 0,364 0,365
г S 0,39 0,40 0,41 0,42 0,43 0,44 0,45 0,46 0,47 0,48 0,49 0,50 0,51 0,52 0,53
0,366 0,367 0,368 0,369 0,370 0,372 0,372 0,374 0,375 0,377 0,378 0,379 0,380 0,381 0,382
г S 0.54 0,55 0,56 0,57 0,58 0,59 0,60 0,61 0,62 0,63 0,64 0,65 0,66 0,67 0 68
Кр 0,383 0,384 0,385 0,386 0,387 0,388 0,389 0,390 0,391 0,392 0,393 0,395 0,396 0,397 0,398
г S 0,69 0,70 0,71 0,72 0,73 0,74 0,75 0,76 0,77 0,78 0,79 0,80
хг 0,399 0,400 0,402 0,404 0,405 0,407 0,409 0,411 0,413 0,414 0,416 0,417
Расчет размеров заготовки для гибки
оо
Продолжение табл. 3
г S Св. 0,8 0,83 0,89 0,96 1,01 1,05 1,09 1,13 1,17 1,20 1,22 1,24 1,26 1,30 1,37
до 0,83 0,89 0,96 1,01 1,05 1,09 1,13 1,17 1,20 1,22 1,24 1,26 1,28 1,30 1,32
Хг 0,418 0,419 0,420 0,421 0,422 0,423 0,424 0,425 0,426 0,427 0,428 0,429 0,430 0,431 0,432
г Св. 1,32 1,34 1,36 1,38 1,40 1,42 ' 1,44 1,46 1,48 1,51 1,55 1,58 1,62 1,65 1,69
S до 1,34 1,36 1,38 1,40 1,42 1,44 1,46 1,48 1,51 1,55 1,58 1,62 1,65 1,69 1,73
хг 0,433 0,434 0,435 0,436 0,437 0,438 0,439 0,440 0,441 0,442 0,443 0,444 0,445 0,446 0,447
г Св. 1,73 1,76 1,80 1,83 1,87 1,90 1,94 1,97 2,05 2,18 2,30 2,43 2,56 2,68 2,81
S до 1,76 1,80 1,83 1,87 1,90 1,94 1,97 2,05 2,18 2,30 2,43 2,56 2,68 2,81 2,93
*г 0,448 0,449 0,450 0,451 0,452 0,453 0,454 0,455 0,456 0,457 0,458 0,459 0,460 0,461 0,462
г Св. 2,93 3,07 3,24 3,40 3,57 3,74 3,90 4,00 4,10 4,430 4,40 4,50 4,60 4,80 4,90
S ДО 3,07 3,24 3,40 3,57 3,74 3,90 4,00 4,10 4,30 4,40 4,50 4,60 4,80 4,90 5,10
0,463 0,464 0,465 0,466 0,467 0,468 0,469 0,470 0,471 0,472 0,473 0,474 0,475 0,476 0,477
Л Св. 5,10 5,40 5,80 6,00 6,20 6,40 6,60 6,80 7,00 7,20 7,40 7,60 7,80 8,00 8,20
S до 5,40 5,80 6,00 6,20 6,40 6,60 6,80 7,00 7,20 7,40 7,60 7,80 8,00 8,20 8,40
Хг 0,478 0,479 0,480 0,481 0,482 0,483 0,484 0,485 0,486 0,487 0,488 0,489 0,490 0,491 0,492
г Св. —t 8,40 8,60 8,80 9,00 9,20 9,40 9,60 9,95
S ДО 8,60 8,80 9,00 9,20 9,40 9,60 9,95
Хг 0,493 0,494 0,495 0,497 0,498 0,499 0,5
Штампы для гибки
Расчет размеров заготовки для гибки
181
где аг — угол закругления между двумя радиусами ОА
и ОВ, проведенными в точки начала и конца закругления
(перпендикулярно к прямым участкам детали).
Длину развертки £г определяют, как сумму длин пря-
мых и закругленных (по условной нейтральной линии)
участков:
<5>
Для облегчения расчета длины развертки можно поль-
зоваться табличными значениями длины условной ней-
тральной линии на участках закругления в зависимости
от г и s. В табл. 4 приведены указанные значения при
аг = 90°. Для других значений аг длина закругления
нейтральной линии Zo определяется по формуле
/90° Л «
где /о = -у р — длина нейтральной линии на участке
закругления с углом аг = 90° (определяемая по табл. 4);
аг — фактический угол закругления согнутого участка.
Для значений г и s, отсутствующих в таблице, соответству-
ющие величины /0 можно определять путем линейной
интерполяции.
Пример. Определить длину развертки для гибки детали (см.
рис. 2, б). Исходные данные: Zj = 40 мм; Z2 = 30 мм; Z3= 50 мм; =
= 3 мм; г2 ~ 4 мм; s= 2 мм.
Длины прямых участков:
— ZL — s —1\ =40 — 2 — 3 = 35 мм;
Z' = Z2 — s — г2 = 30 — 2 — 4 = 24 мм;
Г3 = Z3 — 2s — r1 — r2 “ 50 — 4 — 3 — 4 = 39 мм.
Длины участков Zq и Zq закругления по нейтральной линии опре-
деляем по табл. 4:
при = 3 мм и s = 2 мм Го = 6,10 мм;
при г.2 = 4 мм и s = 2 мм ZJ = 7,71 мм.
Длина развертки Lv == 35 + 24 + 39 + 6,1 + 7,71 = 111,81 мм.
Приведенная методика расчета, предусматривая опре-
деление длины закругленных участков по условной ней-
тральной линии, применима для небольших толщин мате-
4. Расчетная длина условной нейтральной линии Iq°° на участке закругления по дуге окружности с углом
аг == 90°.
Размеры, мм
8
Толщи- на мате- риала S 90° Длина условной нейтральной линии Zq в зависимости от радиуса гибки г
0,1 0,2 0,3 0,4 0,5 0,6 0,8 1,0 1,2 1,3 1,5 1,6 1,8 2,0 2,5 3,0
0,1 0,22 0,39 0,54 0,70 0,86 1,02 1,33 1,65 1,96 2,12 2,43 2,59 2,90 3,22 4,00 4,79
0,2 0,28 | 0,45 0,61 0,77 0,93 1,09 1,40 1,72 2,03 2,19 2,51 2,67 2,98 3,30 4,08 4,87
0,3 0,33 0,50; 0,67 | 0,83 1,00 1,16 1,47 1,79 2,10 2,26 2,58 2,74 3,05 3,37 . 4,16 4,95
0,4 0,38 0,55 0,73 I 0,89 I 1,05 1,22 1,54 1,86 2,17 2,33 2,65 2,80 3,12 3,44 4,23 5,02
0,5 0,42 0,60 0,77 0,96 1,12 | 1,28 1,60 1,93 2,24 2,40 2,72 2,88 3,19 3,51 4,30 5,09
0,6 0,47 0,65 0,83 1,00 1,18 | 1,34 | 1,66 1,99 2,31 2,47 2,79 2,95 3,26 3,58 4,37 5,16
0,8 0,57 0,75 0,93 1,10 1,28 1,45 1,78| 2,11 2,44 2,60 2,92 3,08 3,40 3,72 4,51 5,30
1,0 0,66 0,85 1,03 1,20 1,38 1,55 1,91 | 2,23 | 2,55 2,72 3,05 3,20 3,53 3,85 4,64 5,44
1,2 0,94 1,13 1,30 1,48 1,66 2,00 2,36 | 2,68 | 2,84 3,16 3,33 3,66 3,98 4,78 5,57
1,3 0,99 1,17 1,36 1,53 1,71 2,05 2,41 2,74 1 2,901 3,22 3,38 3,71 4,04 4,85 5,64
1,5 1,09 1,27 1,46 1,63 1,80 2,16 2,50 2,87 3,03 1 3,35 1 3,51 3,83 4,16 4,97 5,78
1,6 1,13 1,32 1,50 1,68 1,86 2,21 2,56 2,91 3,09 3,41 | 3,57 3,89 4,22 5,04 5,88
1,8 12,3 1,42 1,60 1,78 1,96 2,31 2,66 3,00 3,18 3,54 3,70 4,02; 4,34 5,16 5,97
2,0 1,33 1,51 1,70 1,88 2,06 2,41 2,76 3,10 3,30 3,64 3,82 4,14 | 4,46 5,27 6,10
2,5 1,75 1,94 2,12 2,30 2,66 3,01 3,36 3,54 3,88 4,06 4,41 4,78 5,58 | 6,38
3,0 1,99 2,17 2,36 2,54 2,91 3,26 3,61 3,79 4,14 4,31 4,66 5,00 5,90 | 6,63 |
3,5 2,41 2,60 2,78 3,15 3,52 3,86 4,04 4,39 4,57 4,91 5,26 6,13 7,01
Штампы для гибки
4,0 ‘*1 1 1 2,66 2,85 3,02 3,39 н 3,76 4,12 4,30 и 4,65 4,82 5,17 5,52 6,39 7,28
4,5 3,08 3,26 3,63 3,99 4,37 4,54 4,89 5,07 5,44, 5,77 6,65 7,51
5,0 3,32 3,50 3,87 4,24 4,60 4,79 5,15 5,32 5,67 6,02 6,90 7,76
5,5 3,75 4,12 4,48 4,85 5,03 5,39 5,57 5,93 6,27 7,15 8,03
6,0 3,98 4,35 4,72 5,09 5,27 5,63 5,82 6,18 6,52 7,40 8,28
8,0 5,31 5,7 6,05 6,23 6,60 6,78 7,16 7,51 8,41 9,29
10,0 6,64 7,01 7,19 7,56 7,74 8,11 8,48 9,39 10,3
Толщи- на мате- риала S 90° Длина условной нейтральной линии Iq в зависимости от радиуса гибки г
3,5 4,0 4,5 5,0 5,5 6,0 8,0 10,0 11,0 12,0 13,0 14,0 15,0 16,0 18,0 20,0
0,1 5,57 6,36 7,14 7,93 8,71 9,50 12,6 15,8 17,4 18,9 20,5 22,1 23,6 25,2 28,3 31,5
0,2 5,65 6,44 7,22 8,01 8,79 9,58 12,7 15,9 17,4 19,0 20,6 22,1 23,7 25,3 28,4 31,6
0,3 5,73 6,52 7,30 8,09 8,87 9,66 12,8 15,9 17,5 19Д 20,7 22,2 23,8 25,4 28,5 31,6
0,4 5,80 6,59 7,38 8,16 8,95 9,73 12,9 16,0 17,6 19,2 20,7 22,3 23,9 25,4 28,6 31,7
0,5 5,88 6,66 7,451 8,24 9,03 9,81 13,0 16,1 17,7 19,2 20,8 22,4 23,9 25,5 28,7 31,8
0,6 5,95 6,74 7,52 8,31 9,10 9,89 13,0 16,2 17,7 19,3 20,9 22,5 24,0 25,6 28,7 31,9
0,8 6,09 6,88 7,67 8,45 9,24 ю,о 1 13,2 16,3 17,9 19,5 21,0 22,6 24,2 25,8 28,9 32,0
1,0 6,23 7,02 7,81 8,60 9,39 10,2 13,3 1 16,5 18,1 19,6 21,2 22,8 24,3 25,9 29,1 32,2
1,2 6,36 7,16 7,94 8,74 9,53 10,3 13,5 16,6 18,2 19,8 21,4 22,9 24,5 26,1 29,2 32,3
1,3 6,43 7,22 8,02 8,80 9,60 10,4 13,5 16,7 18,3 19,9 21,4 23,0 24,6 26,1 29,3 32,4
1,5 6,57 7,36 8,16 8,95 9,73 10,5 13,7 16,8 18,4 20,0 21,6 23,2 24,7 26,3 29,4 32,6
1,6 6,64 7,43 8,22 9,01 9,80 10,6 13,8 16,9 18,5 20,1 21,6 23,2 24,8 1 26,4 29,5 32,7
Расчет размеров заготовки для гибки
Продолжение табл. 4
90°
Длина условной нейтральной линии Zq в зависимости от радиуса гибки г
Толщ? мате- риала 3,5 4,0 4,5 5,0 5,5 6,0 8,0 10,0 11,0 12,0 13,0 14,0 15,0 16,0 18,0 20,0
1,8 6,78 7,57 8,36 9,15 9,94 10,7 13,9 17,1 18,6 20,2 21,8 23,4 24,9 26,5 29,7 32,8
2,0 6,90 7,71 8,50 9,29 10,1 10,9 14,0 17,2 18,8 20,3 21,9 23,5 25,1 26,7 29,8 33,0
2,5 7,21 8,02 8,83 9,64 10,4 11,2 14,4 17,5 19,1 20,7 22,3 23,9 .25,4 27,0 30,2 33,3
3,0 7,50 8,32 9,14 9,95 10,8 11,6 14,7 17,9 19,5 21,1 22,6 24,2 25,8 27,4 30,5 33,7
3,5 7,81 8,61 9,43 10,3 11,1 11,9 15,1 18,2 19,8 21,4 23,0 24,6 27,7 27,9. 30,9 34,0
4,0 8,13 8,92 1 9,73 10,5 11,4 12,2 15,4 18,6 20,2 21,8 23,3 24,9 26,5 28,1 31,2 34,4
4,5 8,42 9,24 1 10,0 | Ю,8 11,7 12,5 15,7 18,9 20,5 22,1 23,7 25,3 26,8 28,4 31,6 34,7
5,0 8,64 9,56 10,4 1 Н.2 I 12,0 12,8 16,0 19,3 20,9 22,4 24,0 25т6 27,2 28,8 31,9 35,1
5,5 8,89 9,78 10,7 11,5 12,3 1 13,1 16,4 19,6 21,2 22,8 24,4 26,0 27,5 29,1 32,3 35,4
6,0 9,14 10,0 10,9 11,8 12,6 13,4 1 16,6 19,9 21,5 23,1 24,7 26,3 27,9 29,5 32,6 35,8
8,0 10,2 н,о 11,9 12,8 13,7 14,6 , ! 17,9 1 21,1 22,7 24,4 26,0 27,6 29,2 30,8 34,0 37,2
10,0 11,2 12,0 12,9 13,8 14,7 15,5 19,1 22,3 23,9 25,5 28,8 30,5 30,5 30,5 35,3 38,5
Примечание. При r/s<0,l — зона недопустимых соотношений; при 0,1 < r/s <. 1,0 и s < 3,0 —
зона нежелательных соотношений; при 0,1 < r/s < 1,0 и 3,0 — зона нежелательных соотношений, для кото-
рых при определении длины заготовки требуется корректировка расчетной длины условной нейтральной линии.,
приведенной в таблице; 1,0^ r/s < 10 — зона предпочтительных соотношений; r/s^ 10 — зона соотношений,
для которых р = г — s/2.
Штампы для гибки
Расчет размеров заготовки для гибки
185
риала при отношениях rls<Z 1, где допущенная погреш-
ность расчета компенсируется некоторым растяжением
материала. Фактически утонение материала в разных
сечениях различно. Наибольшего значения оно достигает
в осевом сучении. Следовательно, фактической нейтраль-
ной линией на участке закругления является некоторая
кривая, совпадающая со средней линией в точках
начала А и конца В криволинейного участка и отстоящая
от нее в осевом сечении (точка С) на некотором рассто-
янии Др. Установлено, что эта кривая — парабола, однако
приближенно ее длину можно вычислить как длину дуги
радиуса рФ с центром в точке О'. При больших толщинах
и r/s<Z 1 погрешность между длиной фактической и
условной нейтральной линиями становится ощутимой,
и ее необходимо учитывать. Для этого следует определить
длину дуги АСВ (фактическая нейтральная линия), кото-
рую можно вычислить по формуле
яРоТф
180° ’
(7)
где рФ — радиус фактической нейтральной линии; уф —
угол закругления, охватывающий дугу /Ф.
Радиус рФ определяют в следующей последователь-
ности. Вначале вычисляют два вспомогательных пара-
метра:
?> = )/р2+ (r+-|-)2 — 2р (г+у)cos-у-; (8)
(г + s/2) sin
(9)
Затем вычисляют
Ф ___ гг
2 cos рг •
(10)
Угол Уф при этом вычисляют по формуле
Уф = 4 (90° - ₽г).
(Н)
Чтобы избежать столь громоздких вычислений, при
аг = 90° можно пользоваться данными табл. 5, в которой
при r/s < 1 и s > 3 мм приведены значения поправочных
186
Штампы для гибки
5. Поправочный коэффициент для определения длины фактической
1на Ma- ia s, мм Поправочный коэффициент
«се
S £ о ST о.з 0,4 0,5 0,6 0,8 1»о 1,2 1,3 1,5 1,6
3,0 1,276 1*235 1,199 1*177 1,131 1,107 1,094 1,088 1,075 1,068
3,5 1,295 1,223 1,209 1,182 1,156 1,136 1,126 1,106 1,096
4.0 1,305 1,233 1,217 1,192 1,166 1,146 1,135 1,114 1,104
4,5 1 >243 1,225 1,202 1,176 1,156 1,144 1,122 1,112
5,0 1,253 1,233 1,212 1,187 1,166 1,153 1,134 1,120
5,5 1,241 1,222 1,197 1,176 1,163 1,143 1,129
6,0 1,249 1,233 1,207 1,186 1,172 1,152 1,138
8,0 1,273 1,247 1,227 1,208 1,188 1,170
10,0 1,288 1,260 1,245 1,217 1,208
коэффициентов для расчета длины нейтральной линии.
Для определения ее фактического размера следует значе-
ние, принятое по табл. 4, умножить на соответствующий
поправочный коэффициент из табл. 5.
При определении длины развертки согнутой детали,
как правило, приходится выполнять вспомогательные
расчеты для вычисления параметров ее отдельных эле-
ментов, длин отрезков, координат центров закругления,
углов и т. п. В случае гибки с углом закругления 90°
такие расчеты не представляют сложности, ибо при этом
угол гибки фг равен углу закругления аг. В других слу-
чаях методика расчета зависит от сложности детали и
способа задания размеров ее элементов. Для некоторых
вариантов элементов деталей в табл. 6 приведены фор-
мулы для расчета необходимых параметров.
В случае, если в результате гибки на конце заготовки
образуется закругление (операция «завивка») вследствие
больших сил внешнего трения, нейтральная линия либо
совпадает со средней, либо удаляется дальше нее от
Расчет размеров и конструирование рабочих деталей штампа 187
нейтральной линии для s > 3 мм при 0,1 < г!8 < 1 при ар = 90Q
при радиусе гибки г, мм
1,8 2.0 2,5 3,0 3,5 4,0 4.5 5,0 5/5 6,0 8,0
1,055 1,042 1,024
1,076 1.055 1,048 1,041
1,085 1,064 1,055 1,047 1,041
1,094 1,073 1,062 1,053 1,046 1,036 -
1,103 1,022 1,069 1,059 1,051 1,040 1,034
1,112 1,091 1,077 1,064 1,056 1,043 1,037 1,031
1,120 1,101 1,084 1,070 1,061 1,047 1,041 1,035 1,029
1,155 1,137 1,113 1,094 1,081 1,062 1,056 1,050 1,044 1,038
1,191 1,173 1,142 1,117 1,102 1,086 1,079 1,072 1,064 1,057 1,027
центра изгиба, и параметр Хг принимает следующие
значения:
r/s................Св. 1,0 Св. 1,2 Св. 1,4 Св. 1,6 Св. 1,8
до 1,2 до 1,4 до 1,6 до 1,8
Хг .................. 0,55 0,53 0,52 0,51 0,50
При этом длина развертки может быть определена по
формулам (2)—(4) с учетом подстановки приведенного
выше значения Хг и значения аг, определяемого по чер-
тежу детали (см. табл. 6).
РАСЧЕТ РАЗМЕРОВ И КОНСТРУИРОВАНИЕ
РАБОЧИХ ДЕТАЛЕЙ ШТАМПА
Основными разновидностями гибки являются V-образ-
ная (рис. 5) и П-образная (рис. 6). Остальные виды так
или иначе повторяют две приведенные выше, и соответ-
ственно методика расчета размеров деталей для всех
случаев гибки основана на методике определения разме-
ров деталей в штампах для V- и П-образной гибки.
6. Формулы для расчета размеров элементов детали при определении длины ее развертки для гибри
оо
оо
Эскиз
Заданные условия
Производные зависимости
z1 = лг —(r + s);
Штампы для гибки
Эскиз
Заданные условия
Продолжение табл. 6
Производные зависимости
/15= Ар — (г + S) tg 2Г ’
= Вр — {г + s) tg 2 ’
t лроСр
‘°= 180°
zi=^V~stg<Pr~
Расчет размеров и конструирование рабочих деталей штампа 189
Продолжение табл. 6
Производные зависимости
р
sin От
ЗТрОСр
W"
г
р
Штампы для гибки
аг
зтраг
180°"
- • М*'
Эскиз Заданные условия
Продолжение табл. 6
Производные зависимости
cosan = -т;—> &гб = ri + r2 + 2s —
Gp
— = Ср + s — Ар = Ср — А
Сг = ri + гг + s;
Вг = Сг sin аг = Ьгб tg аг>
в? = (2СГ - Я;) А;;
пр1аг ф __ яРг°^г
‘о— 180° ’ <0~ 180°
Расчет размеров и конструирование рабочих деталей штампа 191
Продолжение табл. 6
Им*
со
ю
Производные зависимости
/ В? + 4Л;тг — Вг
sin =-----------2^----------5
л; . Л'
tg аг = > sin аг = -д^
Zi = Сг tg (90° — ср— аг) —
= /И;)2 + (в;)2 - л; tg -%-;
вг = у I'i - л; (Л; - 2СГ) =
Штампы для гибки
\ / В2 - (Л;)2; тг = л;-сг;
СР = Гх + Г2 + s; л; = Лр — s;
лр^о^г ,
180° ’
V' _ ЛРзаГ
““ 180°
Расчет размеров и конструирование рабочих деталей штампа 193
7 В. Л. Марченко и др.
194
Штампы для гибки
а)
При V-образной гибке основным определяющим разме
ром пуансона и матрицы является их рабочий угол
фп = фм = Фг ± Дф>
(12)
где фг — требуемый угол гибки детали; Дф — угол пру-
жинения (см. ниже).
Предельное отклонение углов фп и фм принимают
равным 0,3—0,5 от соответствующего предельного откло-
нения угла гибки штампуемой детали, указанного на ее
чертеже.
Радиус закругления пуансона гп принимают равным
требуемому радиусу закругления г штампуемой детали;
радиус закругления матрицы
Гм = (0,6-b0,8)(rn + s).
(13)
Расчет размеров и конструирование рабочих деталей штампа 195
Радиус закругления на ребре матрицы принимают
ориентировочно из зависимости
ri = (l-*-2)s; (14)
ss мм..........До Св. 0,5 Св. 1 Св. 2 Св. 4 Св. 6
0,5 до 1 до 2 до 4 до 6 до 10
г',, мм, не менее 1 2 3 4 5 6
При длине I С 50 мм полки детали глубину рабочей
части матрицы и ее толщину определяют по данным
табл. 7, после чего построением или аналитически находят
ширину ам.
Если деталь имеет полку длиной I > 50 мм, то размеры
матрицы можно ориентировочно принимать на основании
зависимости
ам= (15-20)s, (15)
после чего построением рабочего профиля матрицы, исходя
из значений См, определяемых по табл. 8, найденные
значения уточняются.
7. Размеры рабочих деталей штампов для V-образной гибки при
длине I 50 мм (см. рис. 5)
Размеры, мм
S «М S "м
До 0,5 2 12 Св. 3 до 4 15 35—40
Св. 0,5 до 1 4 19 » 4 » 5 18 43—48
» 1 >2 7 22—27 » 5 » 6 22 47—52
» 2 » 3 12 32—37 » 6 » 7 25 55—56
» 7 » 10 30—36 60—76
3. Длина наклонной части рабочего профиля матрицы для V-образной
гибки при длине полки I > 50 мм (см. рис. 5)
Размеры, мм
Толщина материала Длина полки 1
Св. 50 до 75 Св. 75 до 100 Св. 100 до 150 Св. 150 до 200
До 1 18—25 25—30 30—35 35—40
Св. 1 до 2 20—25 25—30 30—35 35—45
» 2 > 4 25—30 30—35 35—40 40—50
» 4 » 6 30—35 35—40 40—45 45—50
» 6 10 35—40 40—45 45—50 50—60
7*
196
Штампы для гибки
Расчет размеров и конструирование рабочих деталей штампа 197
Рис. 6. Штампы для П-образной гибки:
/ — толкатель; 2 — выталкиватель; 3 — трафарет; 4 — пуансон; 5 —» пуан*
сонодержатель; 6 — матрица; 7 промежуточная плита; 8 «• съемник
198
Штампы для гибки
Длину наклонной поверхности пуансона, непосред-
ственно прилегающей к штампуемой детали, принимают
такой, чтобы вертикаль MN, проведенная через крайнюю
точку касания штампуемой детали с поверхностью ма-
трицы, проходила через крайнюю точку касания штампу-
емой детали с поверхностью пуансона. Во всех случаях
ширина касания пуансона с деталью должна быть не
более ширины касания матрицы с деталью. Ширину АП
принимают на 5—10 мм больше ширины касания пуан-
сона со штампуемой деталью. Толщину пуансонодержателя
/7ПП принимают равной (0,3-*-0,5) Лп. Длину пуансона
(мм) вычисляют по формуле
Яп = йм + Япн + (20 25). (16)
Для крепления в пуансонодержателе пуансон раскле-
пывают (см. гл. 2, рис. 12), изготовляют с фаской с X 45я
(см. рис. 5), где с =3-^-5 мм, или крепят аналогично
вариантам, приведенным в гл. 2 на рис. 11 и 13.
Матрицу изготовляют цельной (рис. 5, а) или сбор-
ной (рис. 5, б). В последнем случае ее врезают в матрице-
держатель или плиту. При необходимости сборную ма-
трицу можно изготовлять аналогично вариантам, при-
веденным в гл. 2, табл. 24.
Расположение и число винтов и штифтов для крепле-
ния матрицы можно принимать по аналогии с приведен-
ными данными для матриц разделительных штампов
(см. гл. 2, рис. 9).
При П-образной гибке методика определения исполни-
тельных размеров матрицы и пуансона зависит от вари-
анта простановки размеров на чертеже детали.
Если на чертеже детали задан наружный
размер Лд_д (см. рис. 2, в—ою, размер /6), то испол-
нительный размер матрицы (см. рис. 6, а)
Дм = (Дд - ЯдД)+б“, (17)
где Дд — номинальный размер детали после гибки; Кд —•
коэффициент, определяющий долю допуска; КЛ = 0,4ч-
0,5; А — предельное отклонение размера детали;
6м — предельное отклонение на размер Дм> определяемое
из зависимости
б; = 0,«ЛдА.
(18)
Расчет размеров и конструирование рабочих деталей штампа 199
9. Значения коэффициента /Q
Размеры, мм
Толщина заготовки
1 До 1 Св. 1 до 2 Св. 2 ДО 3 Св. 3 до 4 Св. 4 до 5 Св. 5 ДО 6 Св. 6 до 7 Св. 7 ДО 8 Св. 8 до 10
До 25 0,10 0,08 0,08 0,07 0,07 0,06 0,06 0,05 0,05
Св, 25 до 50 0,15 0,10 0,10 0,08 0,08 0,07 0,07 0,06 0,06
» 50 » 100 0,18 0,15 0,15 0,10 0,10 0,09 0,09 0,08 0,07
>> 100 0,20 0,18 0,18 0,12 0,12 0,11 0,10 0,10 0,08
Если значение 6м окажется в пределах одиннадцатого
квалитета, то посадку выталкивателя в полости матрицы
выполняют по . При необходимости применяют
более высокий квалитет.
Пуансон при этом изготовляют с размером
= С^м (19)
где zr6 — односторонний зазор;
Zr6 = Smax 4“ (20)
где sraax — наибольшая возможная (допускаемая соответ-
ствующим стандартом) толщина листа, из которой штам-
пуется деталь; Kz — коэффициент, определяемый по
табл. 9.
Предельное отклонение на размер пуансона прини-
мают равным
6'п = 0,8б;. (21)
Если на чертеже детали задан внутренний
размер Ад л (см. рис. 2, в, размер /ю), то исполнитель-
ный размер пуансона
ап = 4~ -КдА) д'"» (22)
п
где значения и А приведены выше;
6„ = 0,8КдД. (23)
Размер матрицы
= (аП -Ь (24)
где 6Z = 0,86; (25)
200
Штампы для гибки
10. Размеры матрицы штампа для П-образной гибки (см, рис. 6, а)
Толщина
/ До 0,5 Св. 0,5 до 2 Св. 2 до 4 Св. 4 до 5
гм гм Л м гм гм
До 10 2 6 3 10 4 10 - - -
Св. 10 до 20 2 8 4 12 5 15 5 20
» 20 » 35 2 12 4 15 5 20 5 25
» 35 » 50 3 15 4 20 6 25 5 30
» 50 » 75 3 20 5 25 6 30 5 35
» 75 > 100 5 30 8 35 5 40
» 100 » 150 —— 5 35 8 40 5 50
» 150» 200 — 5 45 8 55 5 65
Если размеры на чертеже детали даны с двусторон-
ними предельными отклонениями типа Лд ± А или яд±
± А, то их следует преобразовать соответственно к виду
(Лд + А)_2д и (ад — А)+2Д, после чего вести расчет испол-
нительных размеров пуансона и матрицы, как указано
выше.
Радиус закругления и глубина матрицы для П-образ-
ной гибки для случая, показанного на рис. 6, а, прини-
мают по табл. 10, на рис. 6, в, — по табл. 11. В первом
случае общая толщина матрицы Нм = r'M + h'M + где
размер йм определяют конструктивно в зависимости от
значения Лм, причем должно быть h'^ 0,1Лм.
11. Размеры матрицы штампа для П-образной гибки с полным
опусканием полки детали в полость матрицы (см. рис. 6, б)
Размеры, мм
S гм S 'и лм
До 1 3 /н И 6 Св. 4 до 5 10 л И 18
Св. 1 до 2 5 /н И 9 » 5 » 7 12 1- - 25
» 2 » 3 7 л h 12 » 7 » 8 13 1- - 33
» 3 » 4 9 л И 15 с л оо А 15 /н h 40
Расчет размеров и конструирование рабочих деталей штампа 201
€ неполным опусканием полок детали в матрицу
Размеры, мм
штампуемого материала s
Св. 5 до 6 Св. 6 до 7 Св. 7 до 8 Св. 8 до 10.
гм гм 'м
6 6 6 6 35 40 50 65 7 7 7 40 50 65 1 | | | ] QO 00 QO 40 50 65 10 10 60 80
Во втором случае Нм = r'M + hi
Ход нижнего выталкивателя
hn. в г— hM -j- гм 0,2s.
(26)
Длину (мм) пуансона для всех случаев принимают из
соотношения
Яп > I + я пн + (20 ~ 25),
(27)
где Япн = (0,3 4-0,5) Лп.
Крепление пуансона в пуансонодержателе осущест-
вляют с помощью полок толщиной с = 3-4-6 мм или дру-
гими способами, приведенными для пуансонов штампов
для разделительных операций.
Крепление матрицы осуществляют винтами и штиф-
тами, которые располагают так же, как для матриц раз-
делительных штампов. Крепление трафаретов должно
позволять их некоторое перемещение до установки штиф-
тов.
Матрицу можно изготовлять цельной (см. рис. 6, а).
В этом случае ширина рабочего окна должна быть больше
размера заготовки на 2r'i 4- 1,5 мм, где r'i— радиус
закругления окна. Крупные матрицы изготовляют сбор-
ными (см. соответствующие схемы матриц штампов для
разделительных операций и схемы, приведенные ниже).
202
Штампы для гибки
УЧЕТ ПРУЖИНЕНИЯ ПРИ ГИБКЕ
Поскольку процесс пластической деформации при
гибке сопровождается упругой деформацией, то по окон-
чании гибки происходит изменение размеров изделия по
сравнению с размерами, определяемыми пуансоном и
матрицей. Указанное изменение размеров, называемое
пружинением, должно учитываться при расчете исполни-
тельных размеров штампа.
Угол пружинения зависит от столь многих факторов,
что рассчитать его точно не представляется возможным.
Поэтому во всех случаях требуется уточнение угла пру-
жинения опытным путем.
Следует также иметь в виду, что даже установленный
опытным путем угол пружинения при штамповке одной
и той же заготовки в одном и том же штампе может изме-
няться в зависимости от незначительных изменений
свойств штампуемого материала в состоянии поставки.
Если же гибка осуществляется с калибровкой или правкой
детали, то пружинение кроме того зависит от настройки
хода пресса и может дополнительно корректироваться
опытным путем при установке-наладке штампа.
Основными учитываемыми факторами при определении
угла пружинения (Acpv при V-образной гибке, Дсрп —
на одну сторону при П-образной гибке) являются геоме-
трические параметры штампа, параметры гибки и пара-
метры свойств штампуемого материала.
Для аналитического определения угла пружинения
В. П. Романовским предложены упрощенные формулы,
на основе которых ниже приведены следующие удобные
для практических расчетов зависимости:
при свободной У-образноц, гибке
tgДфу—10~4/Cv (1-X)s: (28)
при свободной П-образной гибке
, л 1Л_4г- '•/М+Гп+1-255 /9Q1
tgA<pn = 1047<n—(1 _ Лг) s. (^9)
где Kv и /Сп — коэффициенты, характеризующие свой-
ства штампуемого материала;
7<v = 0,375-^- 104; (30)
Kn=-2Kv, (31)
Учет пружинения при гибке
203
ам— ширина рабочей полости V-образной матрицы (см.
рис. 5, а); Хг—коэффициент, определяемый по табл. 3;
Гм И гп — радиусы закругления матрицы и пуансона;
s — толщина штампуемого материала; от и Е — соответ-
ственно предел текучести и модуль упругости штампу-
емого материала, МПа.
Формула (30) косвенно учитывает зависимость угла
пружинения Дфг от угла гибки <рг, поскольку от значения
последнего зависит ам. Значения Ку и Кп для разных
материалов приведены в табл. 12, значения (1 — ХГ) s
для некоторых отношений r/s—в табл. 13.
Пример. Определить угол пружинения при V-образной гибке
детали на угол 90°. Исходные данные: г — 3 мм; s = 3 мм; длина полки
I = 40 мм; материал — сталь 65Г.
Учитывая, что гп — г — 3 мм, по формуле (13) находим гм =
= (0,64-0,8)‘(3 + 3) « 4 мм.
По формуле (14) находим гм = (14-2) 3= 34-6 мм. Принимаем
г'м = 4 мм. По табл. 7 hM = 12 мм.
По полученным данным строим профиль рабочей полости матрицы
(рис. 7) и определяем графически ам = 31 мм.
Для г == s == 3 мм по табл. 13 находим значение (1 — Хг) s =
== 1,74 мм.
Для стали 65Г по табл. 12 находим Ку = 14,3.
tg A<pv = 10"4-14,3 = 0,0254,
откуда Афу = 1° 27'.
Для некоторых значений углов гибки и некоторых
штампуемых материалов в табл. 14—20 приведены опыт-
ные данные для ориентировочного определения углов
пружинения при свободной V-образной гибке. Если же
V-образная гибка осуществляется с калибровкой, то
значения, полученные по формуле (28), и значения, при-
веденные в табл. 14—20, сле-
дует умножать на коэффициент
0,75—0,8.
При свободной П-образной
гибке приведенные формулы и
таблицы. могут использоваться
для определения пружинения
каждого угла. При этом значе-
ния, принятые по табл. 14—20,
следует умножать на коэффици-
Рис. 7. Построение профиля
матрицы
204
Штампы для гибки
12. Коэффициенты АСу и рассчитанные для некоторых марок
материалов
Штампуемый материал СГ'р ЯХ10-3 Ку Кп
МП а
Сталь 196 207 3,6 7,2
10 206 190 4,1 8,2
15 225 202 4,2 8,4
20 245 202 4,6 9,2
25 274 202 5,1 10,2
30 294 204 5,4 ’ 10,8
35 314 210 5,6 11,2
40 321 214 5,6 11,2
45 353 204 6,5 13,0
50 373 220 6,4 12,8
60 402 208 7,3 14,6
СтЗкп 240 210 4,3 8,6
ЗОХГСА 850—1500 198 16,1—28,4 32,2—56,8
60Г 800 211 14,2 28,4
65Г 800 210 14,3 28,6
08X13 410 220 7,5 15,0
08Х18Н9 240 200 4,5 9,0
Латунь Л68 (мягкая) 91 * ПО 3,1 6,2
Л68 (твердая) 520 * 115 17,0 34,0
ЛМц58-2 (мяг- 156 100 5,9 11,8
. ЛС59-1 (мягкая) 140 105 5,0 10,0
Бронза БрАМц-9-2 (мяг- 300 105 10,7 21,4
кая) БрКМцЗ-1 100—200 104 3,6—7,2 7,2—14,4
Алюминиевые сплавы АМЦМ 50 71 2,6 5,2
АМг2М 80 71 4,2 8,4
АМгбМ 150 71 7,9 15,8
Д16АТ 275 71. 14,5 29,0
Молибден 760 330 8,6 17,2
Магниевый сплав 155 41 14,2 28,4
МА2-1 Титановые сплавы ВТ 1-00 470 112 15,7 31,4
ОТ4 600 115 19,6 39,2
ВТ14 850—1100 115 27,7—36,0 55,4—72,0
* Условный, О0,1-
Учет пружинения при гибке 205
13. Значения (1 — Л» S для некоторых отношений r/s
Размеры, мм
Толщина материала Радиус гибки г, мм
0,5 1,0 1,в 2,0 2,5 3,0 3,5
У 0,5 0,29 0,27 0,27 0,27 0,26 0,26 0,26
1,0 0,62 0,58 0,56 0,54 0,54 0,53 0,53
1,5 0,96 0,91 0,87 0,85 0,83 0,82 0,81
2,0 1,30 1,24 1,18 1,16 1,14 1,12 1,10
2,5 1,65 1,58 1,53 1,46 1,45 1,44 1,41
3,0 2,00 1,92 1,86 1,81 1,75 1,74 1,72
3,5 2,35 2,26 2,20 2,15 2,09 2,03 2,03
4,0 2,69 . 2,61 2,54 2,48 2,43 2,36 2,32
4,5 3,04 2,96 2,88 2,83 2,77 2,71 2,64
5,0 3,39 3,30 3,22 3,17 3,11 3,06 3,00
5,5 —- 3,65 3,57 3,51 3,45 3,39 3,34
6,0 — 3,99 3,91 3,84 3,78 3,73 3,68
8,0 — 5,38 5,29 5,22 5,14 5,08 5,03
Толщина материала s Радиус гибки г, мм
4,0 4,5 5,0 5,5 6,0 8,0
0,5 0,26 0,25 0,25 0,25 0,25 0,25
1,0 0,53 0,53 0,52 0,52 0,52 0,51
1.5 0,81 0,81 0,80 0,80 0,80 0,78
2,0 1,09 1,09 1,08 1,08 1,07 1,06
2,5 1,39 1,38 1,36 1,36 1,35 1,34
3,0 1,70 1,68 1,66 1,65 1,64 1,62
3,5 2,01 1,99 1,97 1,95 1,94 1,90
4,0 2,32 2,30 2,29 2,26 2,24 2,18
4,5 2,61 2,61 2,59 2,58 2,55 2,49
5,0 2,91 2,90 2,90 2,88 2,87 2,78
5,5 3,27 3,20 3,19 3,18 3,17 3,09
6,0 3,62 3,55 3,49 3,48 3,47 3,41
8,0 4,98 4,92 4,86 4,81 4,73 4,65
14. Формулы для приближенного определения угла пружинения при свободной V-образной гибке заготовок из
некоторых марок сталей в зависимости от угла гибки <рп
Сталь О -Значения Дфу при фг
30 69 90 120
Ст1кп; 08; 10 0,75-j- — 0,39 0,58-j 0,80 0,43 4е — 0,61 0,36-J-— 1,26
Ст2кп; СтЗкп; 15; 20 0,69-7- — 0,23 0,64-j 0,23 0,4344“ ~ 0,36 0,37— — 0,58 s
Ст4кп; 25; 30 1.59-J-- 1,03 0,95-j 0,94 0,78-т- “ 0,79 0,46—7 1,36 s
Ст5сп; 35 1,51-у- - 1,48 0,84-4- — 0,76 0 0,79-7-- 1,62 0,51 — 1,71 s
Штампы для гибки
Учет пружинения при гибке
207
15. Ориентировочные значения угла пружинения A<pv при свободной
V-образной гибке заготовок из стали У9
Угол гибки о Фг Значения Д(рг при r/s
0,25 0,5 0,75 1,0 1,5 2,0 2,5
90 120 —1° 45' —2° —1° —3° —45' —2° 30' —15' —2 е 0°30х 1° 30' 1° 30' -45' 2° 30х 0° 15х
Угол гибки о Фг Значения Д(рг при r/s
3,0 4,0 5,0 6,0 7,0 8,0
90 120 4° 1°30' 6° 3°30х 8° 30х 5° 45х 10° 30х 7° 30х 13° 9° 30х 15° 11° 30х
16. Ориентировочные значения угла пружинения A<pv при свободной
V-образной гибке заготовок из стали ЗОХГСА в отожженном состоянии
Угол гибки о Фг Значения Дфг при r/s
1 3 5 8 10
60 2° 30х 4° 5° 30х 8° 9° 30х
90 2° 3° 4° 30х 6° 30х 8°
120 1° 2° 3° 5° 6°
17. Ориентировочные значения угла пружинения
Дфу при свободной V-образной гибке заготовок из
сталей 12X18Н9 и 10Х23Н18 после умягчающей
термической обработки
о Угол гибки фг Значения Д<рг при r/s
1 3
60 2° 3°30х
90 1° 30х 3°
120 1° 2^*
208
Штампы для гибки
18. Ориентировочные значения угла пружинения A<pv при свободной
V-образной гибке заготовок из некоторых материалов
Штампуемый материал r/s Дфу При S, мм
До 0,8 Св. 0,8 ДО 2,0 Св. 2,0
Алюминий, латунь мяг- До 1 4 2 0
кая, цинк Св. 1 до 5 5 3 1
Св. 5 6 4 2
Латунь твердая (ов > До 1 5 2 0
> 350 МПа) Св. 1 до 5 6 3 1
Бронза твердая Св. 5 8 5 3
19. Ориентировочные значения угла пружинения Афу при свободной
V-образной гибке некоторых алюминиевых сплавов в зависимости
от угла гибки фг
Сплав r/s Значение Деру при о Фг
60 90 120
Д16АМ 2 3° 2° 30' 1° 30'
5 5° 4° 2° 30'
8 6° 30' 5° 30' 4° 30'
10 8° 6° 30' 5°
Д16АТ 2 6° 4° 30' 3° 30'
5 10° 8° 30' 6° 30'
8 14° 12° 10°
ю 16° 14° 12°
В95-2АМ 3 3°30' 3° 2° 30'
5 5° 4° 3° 30'
8 7° 6° 5°
10 8° 7° 5° 30'
В95-2АТ 3 9° 8° 30' 7°
5 13° 30' 11° 30' 8° 30'
8 19° 16° 30' 13° 30'
10 22° 19° 16°
Учет пружинения при гибке
209
20. Ориентировочные значения угла пружинения A<pv при свободной
V-образной гибке заготовок из титановых сплавов
Сплав r/s Значения Деру при температуре гибки, °C
20 300 400 600—750
ВТ1-00 2 8—12° 2—5°
4 10—14° оо 1 ю 1—3° 1'
6 12—16° 7—10° 1 00 Мамам»
8 16—20° 10—12° сл 1 оо о
10 20—25° 12—15° 8—12° —1
12 25—32° 15—20° 12—15° ——
ВТ5-1 2 10—15° внм* 1° зо'—5° 30'—1°
4 12—17° 4—6° 30'—1°
6 14—20° 6—10° 30'—1°
8 20—24° 10—14° 1—2°
10 24—30° ММ» 14—18° 1° 30'—3°
12 30—38° > — 18—20° 2° 30'—3°
21. Ориентировочные значения одностороннего угла пружинения Дфп
• при П-образной гибке с калибровкой заготовок из некоторых материалов
Материал (состояние) Значения Дф^ при r/s
1 2 3 4 5 6 8
Сталь 20 (отожжен- ная) ЗОХГСА (отожженная) 12Х18Н9 и 10Х23Н18 (после умяг- чающей тер- мообработки) Алюминиевые сплавы Д16АМ Д16АТ В95-2АМ В95-2АТ —1° —О9 30' 1° —0°30' -1° —0°30' 0° 0° —2° -sj •— о о о о О О О О о о ^о Со ОО оо ООО . 0° 30' 1° 1° 1° 3° 1° 8° ООО со со со ООО О о О о xj* ’•—< О) О О СИ*— ND ND ND О О О о ООО СО СО О О 13° 30'
210
Штампы для гибки
Рис. 8. Штамп к листогибоч-
ному прессу для гибки детали
по большому радиусу:
а — положение детали при гиб-
ке; б — деталь после гибки в ре-
зультате ее пружинения (1— ма-
трица; 2 — пуансон; 3 => пуан-
сонодержатель)
ент 0,8—0,85. Если же П-образная гибка осущест»
вляется с калибровкой, то для отдельных марок
материалов углы пружинения могут быть приняты по
табл. 21.
В табл. 15, 21 наряду с положительными значениями
углов пружинения приведены отрицательные. В послед-
нем случае после окончания гибки угол на детали не
увеличивается, а уменьшается. Это происходит главным
образом при гибке с калибровкой при сравнительно
малых отношениях r/s и является результатом сложения
двух упругих деформаций (закругленной части и боковых
полок), имеющих противоположные направления. Как
правило, пружинение, близкое к нулю, происходит при
r/s = 1 +1,5.
Особого подхода требует расчет пружинения, если
гибка осуществляется при r/s^ 10. Прежде всего следует
учесть, что при этом угол пружинения весьма велик, и,
кроме того, расчету подлежит также радиус закругления
пуансона, значение которого должно существенно отли-
чаться от требуемого радиуса закругления изогнутой
детали (рис. 8).
Расчет усилий и выбор пресса
211
Сначала вычисляют требуемый радиус закругления
пуансона:
= -, (32)
где s — толщина штампуемого материала; г — требуемый
радиус гибки; 7<v — коэффициент, принимаемый по
табл. 12 или вычисляемый по формуле (30).
По найденному значению гп и требуемому значению
угла фр находят требуемое значение соответствующего
угла фп на пуансоне:
При этом угол пружинения
A<pv = <Pi> —<Рп = (180° —<рг) М-1). (34)
Из формулы (34) видно, что при г/гп = 2 Дфу =
== 180° — фг, откуда Дфу + фг = 180Q. Таким образом,
очевидно, что отношение г/гп — 2 является предельным,
при котором происходит полное выпрямление изогнутой
заготовки.
РАСЧЕТ УСИЛИЙ, НЕОБХОДИМЫХ ДЛЯ ГИБКИ,
И ВЫБОР ПРЕССА
При свободной гибке требуемое усилие Ргб (Н) опре-
деляют по формуле
Р гб = PpS/СрОв» (35)
где Вг — сумма длин линий сгиба (см. рис. 2, а — Вг ==
= В; рис. 2, д — Вг = 2В; рис. 3, е — Вр = Вх + В2 +
+ В3), которые обеспечиваются за одну операцию, мм;
s — толщина материала, мм;
Кг — коэффициент, опре-
деляемый по табл. 22; ов — предел прочности штампу-
емого материала, МПа.
Если гибка осуществляется с прижимом (см. рис. 6),
то усилие прижима
РПрж = (0,25-^ 0,30) Ргб,
и соответственно общее усилие
Робщ " ^гб “Ь прж»
(36)
212 Штампы для гибки
22. Коэффициент
r/s кг r/s кг
Св. 0,1 до 0,2 0,70 Св. 1л5 до 2,0 0,31
» 0,2 » 0,25 0,66 » 2s0 » 3,0 0,25
» 0,25» 0,3 0,60 » 3,0 » 4,0 0,20
» 0,3 » 0,4 0,56 » 4,0 » 5,0 0,15
» 0,4 » 0,5 0,54 » 5,0 » 6,0 0,13
» 0,5 » 0,6 0,50 » 6,6 » 7,0 0,11
» 0,6 » 0,7 0,48 » 7,0 » 8,0 0,10
» 0,7 » 1,0 0,43 » 8,0 » 9,0 0,09
» 1,0 » 1,2 0,38 » 9,0 » 10,0 0,08
» 1,2 » 1,5 0,34 » 10,0 0,08
Если гибка осуществляется с правкой и калибровкой 1
(рис. 5), то усилие Ркал (Н) определяют по формуле
? кал = (37)
где q — удельное усилие правки и калибровки (табл. 23),
Н/мм2; г — площадь проекции поверхности детали, со-
прикасающейся с пуансоном, на плоскость, перпенди-
кулярную к направлению действия усилия, мм2.
Если выполняется свободная гибка, усилие ‘ пресса
можно принимать на 10—15 % выше требуемого усилия
гибки. Если же гибка выполняется с правкой и калибров-
кой, то фактическая нагрузка на пресс может значительно
23. Удельное усилие правки и
калибровки
Штампуемый материал q, Н/мм2
Сталь
10; 20 80—120
25; 35 100—150
Алюминий 30—60
Латунь Титановый сплав 60—100
ВТ1-00 150—210
ВТ5-1 160—250
превысить расчетное усилие.
Поэтому, если штамп уста-
1 Под калибровкой понимают
операцию, в результате которой по-
вышается точность штампованной
заготовки и уменьшается шерохо-
ватость ее поверхности. Под прав-
кой— операцию, в результате кото-
рой устраняется искажение формы
заготовки. В данном случае осуще-
ствляется как повышение точности
в результате изменения радиуса
гибки, так и устранение кривизны
полок. Поэтому наиболее правильно
определять указанную выше сово-
купность операций как гибку с пра-
вкой и калибровкой.
Типовые конструктивные схемы штампов
213
нацливают на кривошипный пресс, номинальное усилие
пресса должно быть принято не менее чем на 50 % выше
расчетного.
ТИПОВЫЕ КОНСТРУКТИВНЫЕ СХЕМЫ ШТАМПОВ
Й ИХ ЭЛЕМЕНТОВ
Простейшие типовые схемы штампов для V- и П-образ-
ной гибки и гибки по большому радиусу приведены выше
на рис. 5, 6, а и 8. Примененные в них конструктивные
решения и принятые зависимости являются основой для
проектирования других более сложных штампов. В ча-
стности, особенность штампа для П-образной гибки,
показанного на рис. 6, б, состоит в том, что благодаря
примененному в его конструкции съемнику 5, штамп
является безопасным в работе. Заготовка г укладывается
пинцетом под съемник, который одновременно является
трафаретом. В процессе гибки деталь занимает положе-
ние д. После ее выталкивания и выхода пуансона из окна
съемника деталь падает на поверхность выталкивателя
и оттуда сталкивается за зону штампа (положение е)
или сдувается сжатым воздухом.
При конструировании штампов следует учитывать ряд
особенностей, вытекающих из необходимости учета пру-
жинения деталей после гибки.
Определенной компенсации пружинения детали можно
достичь за счет введения на пуансоне двух скосов под
углом Дфп и применения при этом заниженных зазоров
между матрицей и пуансоном (р,ис. 9, а). Пружинение
можно также компенсировать путем образования в гори-
зонтальной полке штампуемой детали выпуклости с углом
ее касательной к горизонтали Дсрп. После гибки пружи-
нение этой полки компенсирует пружинение в углах
детали (рис. 9, б).
Для того чтобы при этом исключить жесткий удар
при ходе пресса, выпуклость на выталкивателе и выемку
на пуансоне следует выполнить, как показано на рис. 9, в.
При этом принимают угол ДфА == (1,5 ч-1,8) Дфп и уточ-
няют его значение геометрическим построением профиля.
Компенсацию пружинения можно обеспечить также за счет
поворотных (рис. 9, г) полуматриц и соответствующих
скосов на пуансоне. В штампе подобной конструкции
214
Штампы для гибки
Рис. 9. Конструкции элементов штампа, обеспечивающие компенсацию
пружинения детали:
1 — пуансон; 2 — матрица; 3 — выталкиватель; 4 —> основание матрицы; 5
поворотная полуматрица; 6 — клин; 7 — подвижная полуматрица
могут быть получены также детали с полками, составля-
ющими с горизонтальным основанием угол 02 < 909
(рис. 9, ё). Аналогично компенсация пружинения или
гибка детали с полками, образующими с основанием
угол, меньший 90°, могут быть обеспечены в штампе
с полуматрицами, перемещающимися клиньями
(рис. 9, ою — исходное положение, рис. 9, з — рабочее
положение). Исключить пружинение без применения до-
полнительных устройств можно путем гибки с утонением
стенок за счет занижения зазора между пуансоном и
матрицей до 75—70 % номинальной толщины металла,
Типовые конструктивные схемы штампов
215
Рис. 10. Конструктивное исполнение рабочих деталей с подвижными
элементами:
1 ₽-* выталкиватель; 2 —- основание матрицы; 3 фиксаторы; 4 >— пуансон;
5 —> поворотные полуматрицы; 6 — подвижные полуматрицы; 7 — упор-тол-
катель; 8 — толкатель; 9 — подвижный вкладыш пуансона; 10 « основание
пуансона; 11 — матрица; 12 — прижим; 13 — вкладыш матрицы
подвергаемого гибке, — для мягкой стали, до 80—75 % —
для латуни и до 73—65 % — для алюминия. При этом
требуется увеличенное усилие гибки. Для обеспечения
чистого изгиба без растяжения полок при П-образной
гибке применяют конструкцию штампа с поворотными
полуматрицами, шарнирно соединенными е выталкива-
телем (рис. 10, а). При этом компенсируется пружинение
детали. Гибка в правкой и калибровкой горизонтального
основания и полок детали обеспечивается применением
216
Штампы для гибки
Рис. 11. Схемы штампов для гибки сложных деталей:
а, б — гибка полки под углом, меньшим 90° без применения подвижных эле-
ментов в матрице; в, г — гибка Z-образной детали; о гибка кольца (1,4 —
пуансоны; 2 — выталкиватель; 3, 7 — матрицы; 5 — прижим; 6 — выталки-
ватель-пуансон; 8 — скоба-пуансонодержатель; 9 — хвостовик; 10 — опора;
11, 1.5 — поворотные полуматрицы; 12 — штырь-пуансон; 13 — толкатель;
14 — серьга)
подвижных полуматриц (рис. 10, б) или подвижных вкла-
дышей пуансона (рис. 10, в). Последний случай характери-
зуется облегченным съемом детали с пуансона. Анало-
гичные правка и калибровка обеспечиваются также при-
менением подвижных полуматриц, перемещающихся под
воздействием выступа пуансона (рис. 10, г). Для гибки
детали сложной формы могут быть применены схемы
штампов, приведенные на рис. 10, д и е, а также — на
рис. 11 и 12.
Четырехугловую гибку деталей можно выполнять
в штампе (рис. 13$ а), обеспечивающем изгиб четырех
углов одновременно. Однако при этом, ввиду повышен-
ного растяжения металла из-за его защемления между
пуансоном и матрицей, деталь получается со значитель-
Типовые конструктивные схемы штампов
217
Рис. 12. Штамп для гибки хо-
мутика:
а — исходное положение; б —*
рабочее положение {1 — буфер;
2 — выталкиватель; 3 — пуан-
сон; 4 — ось; 5 —> поворотные
полуматрицы)
ними искривлениями полок (рис. 13, б). Для исключения
таких искривлений гибку следует выполнять за два пере-
хода в одном штампе или в двух штампах (рис. 13, в и г);
можно также применять штамп, показанный на рис. 13, д.
Весьма распространены штампы для гибки, уста-
навливаемые на листогибочный пресс (см. рис. 8 и 14).
Существенное повышение производительности дости-
гается совмещением операций отрезки заготовки и ее
гибки в одном штампе (рис. 15).
Конструкция штампа, в котором совмещена последова-
тельная пробивка отверстия, отрезка заготовки, ее гибка
и автоматическое выбрасывание из зоны штамповки, по-
Рис. 13. Схемы штампов для четырехугловой гибки детали:
/ пуансон; 2 == матрица; 3 •=> выталкиватель; 4 матрица-выталкиватель
218
Штампы для гибки
Рис. 14. Штамп к листогибочному прессу:
1 ползун пресса; 2 — пуансон; 3 регули-
ровочные винты; 4 — основание; 5 ** универ-
сальная матрица; 6 стол пресса
казана на рис. 16. Полоса (лента)',
ширина которой равна ширине
штампуемой детали, подается на
съемник 11 между направляющей
планкой 22 и боковым прижимом 21
(последний для прохода полосы
отводится с помощью штыря 9).
Для первого хода пуансона полоса
устанавливается (визуально) так,
чтобы ее конец выступал влево от
рабочей кромки матрицы 13 на 2—
5 мм. При первом ходе пуансон 5
пробивает в полосе отверстие, а пу-
ансон-матрица 16 отрезает от по-
лосы припуск, который провали-
Рис. 15. Схемы совмеще-
ния разделительных опе-
раций и гибки:
а —• V-образной; б — Z-об-
разной; в П-образной;
г —-> сложной (/ — пуан-
сон-матрица; 2 —• прижим;
3 матрица для отрезки;
4 —> пуансон для гибки; 6
выталкиватель; 7 — пово-
ротная матрица; 8 « упор)
Типовые конструктивные схемы штампов
219
Рис. 16. Конструкция полуавтоматического штампа для пробивки, от-
резки и гибки
вается в окно нижней плиты 15. Для второго и по-
следующих ходов пуансона полоса подается влево до
упора 17. При втором и каждом последующем ходах
осуществляются пробивка очередного отверстия в полосе,
отрезка заготовки и ее гибка на пуансоне 20 пуансон-
матрицей 16. До начала гибки заготовка прижимается
к пуансону штырем 3 под действием пружины 4, уси-
лие которой может регулироваться пробкой, ввернутой
в верхнюю плиту 1.
220
Штампы для гибки
Рис. 17. Схемы штампов для завивки и предварительных операций
гибки:
1,4 — полуматрицы; 2, 8 — пуансоны для завивки; 3 — пуансон для вырубки
и гибки заготовки; 5 — пуансон для гибки; 6 — матрица- для гибки; 7 —
клин; 9 — прижим-матрица; 10 — основание
При ходе верхней части штампа вниз клин 10 отводит
каретку 19, перемещающуюся в направляющих 18, в край-
нее заднее положение. При этом преодолевается усилие
пружин 14. При ходе вверх клин 10 освобождает каретку
19, которая под действием пружин 14 резко перемещается
вперед и своими выступами сталкивает согнутую деталь
с пуансона 20.
Пуансон, пуансон-матрица и клин закреплены с по-
мощью пуансонодержателей 6 и 8 и упираются в под-
кладные плитки 2 и 7. Каретка 19 скользит по смазыва-
емой закаленной пластине 12.
На рис. 17, а показана схема вертикального штампа
для завивки петли. Пуансон 2 своими вильчатыми выс-
тупами входит в соответствующие гнезда полуматрицы 1.
Таким образом обеспечиваются возможность устойчивой
установки заготовки и последующее ее дополнитель-
ное прижатие к правой полуматрице.
В качестве исходной для данной операции принимают
заготовку, полученную вырубкой с одновременной гибкой
конца (рис. 17, б) по дуге радиуса г = (0,8 -*-(\9)
Исходная заготовка также может быть получена пред-
варительной гибкой в отдельном штампе (рис. 17, в),
а завивку можно выполнять в штампе с горизонтально
Типовые конструктивные схемы штампов
221
Рис. 18. Схемы штампов для правки—калибровки деталей после гибки:
а — правка—калибровка полок и закругления V-образной детали; б — то
же, П-образной детали; в — то же, детали после четырехугловой гибки; г —
то же, Z-образной детали
перемещающейся матрицей, приводимой в действие
клином (рис. 17, а).
На рис. 18 показаны схемы штампов для правки —
калибровки деталей после гибки.
При проектировании штампов для гибки деталей из
материала непрямоугольных профилей необходимо учи-
тывать некоторые особенности.
При гибке заготовок круглого сечения диаметра dG
по радиусу г нейтральная линия совпадает с осью сечения
при г l,5dc. При этом сечение заготовки в местах изгиба*
искажается незначительно. При г < l,5dc сечение за-
готовки существенно искажается и нейтральная линия
смещается от осевой линии. Величина этого смещения
зависит от многих факторов, определяющих условия
гибки, что трудно учитывать при расчете. Поэтому длину
развертки следует определять исходя из того, что ней-
тральная линия совпадает с осевой. После этого необхо-
димо уточнить длину развертки опытной гибкой в штампе.
Одна из типовых конструкций штампа для гибки де-
тали из проволоки круглого сечения диаметром 2 мм
показана на рис. 19. Штамп — двухручьевой: первый
переход выполняется в заднем (от штамповщика) ручье,
второй — в переднем. В пуансоне, матрице и выталки-
вателе предусмотрены канавки для предотвращения за-
222
Штампы для гибки
Рис. 19. Конструкция штампа для гибки детали из проволоки круглого
сечения:
1 — нижняя плита; 2 — промежуточная плита; 3 — выталкиватель; 4 •— ма^
трица; 5 — пуансонодержатель; 6 — подкладная плита; 7 — верхняя плита;
8, 9 —> пуансоны; 101 11 — трафареты; 12 — буфер; 13 толкатель
диров на изгибаемой заготовке. Съем с пуансона в таком
штампе может быть облегчен, если его выполнить с вкла-
дышами (см. рис. 10, в).
Для облегчения гибки и полного исключения задиров
на заготовке применяют ролики, заменяющие гибочные
ребра матрицы (рис. 20, а).
Матрицы рекомендуется выполнять секционными
(рис. 20, б), что существенно облегчает их обработку,
особенно для случая, когда необходимо обрабатывать
Типовые конструктивные схемы штампов
223
Рис. 20. Схемы матрицы:
и — с роликами; б — секционной для гибки заготовки из проволоки (/ — кор-
пус матрицы; 2 — ролик; 3 — пуансон; 4 — ось; 5 — выталкиватель; 6 —
плита; 7, J J — трафареты; 8, 10 полуматрицы; 0, 12 «— щеки; 13 — шпонка)
канавки, как в штампе, показанном на рис. 19. Сек-
ционная матрица скрепляется винтами (болтами) и штиф-
тами и крепится к нижней плите снизу (или сверху)
винтами и штифтами.
Для гибки кольцевых деталей из проволоки круглого
сечения применяют геликоидные штампы (рис. 21). Их
описание и расчеты приведены в [37, 38].
Определенную сложность представляет гибка деталей
из тонкостенных труб. Она состоит в том, что сечение
трубы в месте изгиба сильно искажается. Для предотвра-
щения этого при изгибе стальной трубы с наружным
диаметром dTp и толщиной стенки sTp радиус изгиба г
должен иметь следующие значения:
5тр .................
г, не менее . . . .
До
0,02dTp
4dTp
От 0,02dTp От 0,05dTp От 0,1 dTp
до 0,05dTp до 0,1 dTp до 0,15dTp
При соблюдении указанного условия трубу можно
изгибать без ее наполнения сыпучим материалом в ги-
бочных штампах обычной конструкции с соответству-
ющими выемками в пуансоне и матрице (рис. 22, а).
Короткие трубные заготовки можно изгибать методом
проталкивания (рис. 22, б).
224
Штампы для гибки
Заготовка
Деталь
Рис. 21. Схема гибки в геликоидное
штампе: '
а — начало гибки; б — промежуточное по-
ложение; в —« окончание гибки
Если приведенное выше ус-
ловие нарушено или значение г
является критическим, то пре-
дотвращение искажения сечения
трубы может быть обеспечено
применением конструкций штам-
пов, в которых осуществляется
постепенный изгиб заготовки
обкатыванием ее относительно
пуансона. Одна из таких конструкций штампа показана
на рис. 23. Описание ряда аналогичных штампов для
гибки труб приведено в работе [5].
Весьма распространенными деталями, применяемыми
при электромонтажных работах, являются хомутики для
зажима провода. Их штамповку обычно осуществляют
с использованием нескольких штампов. Существенного
повышения производительности труда можно достичь при-
менением полуавтоматического штампа последовательно-
совмещенного действия (рис. 24), в котором совмещены все
операции по изготовлению хомутика.
Лента подается до частичного перекрытия зоны окна
матрицы под пуансоном 12, и при первом ходе штампа
этим пуансоном кромка ленты обрезается по радиусу,
после чего при этом же ходе пуансон 7 на выталкива-
Заготовка
Рис, 22. Схемы гибки деталей из трубы
оо
со
. Марченко и др.
Сперщишый xkus
Рис. 23. Конструкция штампа для гибки обкатыванием:
1 — упор; 2 — ось; 3 — ролик; 4 — поворотная матрица; 5 -*• выталкиватель^ 6 направляющая; 7 » толкатель; 3 **
опора; 9 — пуансон; 10 — упор; 1 щеки; 12 *=- стойка
Типовые конструктивные схемы штампов 225
226
Штампы для гибки
Рис. 24. Штамп последовательно-совмещенного действия для гибки хо-
мутика
теле 14 выполняет первую гибку (поз. /). В результате
образуется вертикальная полка б. Лента подается на
шаг /, изогнутая часть заготовки совмещается с соответ-
ствующей выемкой в матрице (поз. II). При очередном
ходе штампа автоматически выполняются следующие дей-
ствия и операции: 1) клином 6 каретка 9 перемещается
вперед, и штырь 15, закрепленный в ней болтом 16
(штырь — сменный), занимает рабочее положение; 2) кли-
ном 1 каретка-пуансон 5 перемещается вправо и своей
рабочей частью выполняет вторую (окончательную) гибку
полки заготовки вокруг штыря 15 — образуется петля в;
3) пуансон 13 пробивает отверстие а в сдвоенной заго-
товке; 4) пуансон 12 разрезает полосу — образуется от-
ход г, проваливающийся в отверстие плиты 2; 5) пуансон 7
Типовые конструктивные схемы штампов 227
на выталкивателе 14 выполняет гибку, образуя верти-
кальную полку б для следующей заготовки. При обратном
ходе заготовка снимается с пуансона 13 вилкой каретки-
пуансона 5. Каретка 9 со штырем 15 под действием клина 6
и каретка-пуансон 5 под действием клина 1 возвращаются
в исходные положения, после чего пуансон 7 поднимается,
и планка прижима 10, действующая от буфера 8, осво-
бождает ленту, в результате последняя получает возмож-
ность переместиться на следующий шаг. При каждом
следующем ходе все перечисленные действия и операции
повторяются.
Матрица И штампа врезана в матрицедержатель 3.
Боковое усилие передается противоотжиму 4. При гибке
пуансоном 7 лента прижимается к матрице пластиной 10
под действием буфера 8.
При наличии валковой или другой подачи ленты опи-
санный штамп может работать в автоматическом режиму.
8*
Глава 4
ШТАМПЫ для вытяжки
ХАРАКТЕРИСТИКА ОПЕРАЦИИ ВЫТЯЖКИ
Под вытяжкой понимают образование полой заготовки
(изделия) из плоской (первая вытяжка) или полой (вто-
рая или последующие вытяжки) исходной листовой заго-
товки. Указанное превращение происходит в основном за
счет пластической деформации части заготовки — фланца
(рис. 1, а), находящегося в соприкосновении с плоским
торцом матрицы 1 и на ее скругленной кромке с радиусом
гм. Остальная часть заготовки в основном деформируется
упруго или получает небольшие пластические деформа-
ции. Под действием пуансона 3 средняя часть заготовки
вдавливается в отверстие матрицы. Постепенно из плоской
заготовки диаметром D3 образуется стакан со средним
диаметром Во фланце появляются растягивающие
напряжения ор, действующие в радиальных направле-
ниях, и сжимающие — oq, действующие в тангенциальных
направлениях (см. рис. 1,6). Наибольшее напряжение
Цртах» котоРое может воспринять штампуемый материал
без разрушения, определяет предельную возможность
вытяжки.
Рис. 1. Схема вытяжки цилиндрической детали из плоской заготовки
Требования к технологичности штампуемых деталей 229
Фланец заготовки под действием сжимающих напря-
жений Ое может потерять устойчивость. Поэтому при опре-
деленных соотношениях Da и применяют прижим заго-
товки кольцом 2 усилием РПрж. которое исключает воз-
можность потери устойчивости фланца, но одновременно,
вследствие дополнительного трения, возникающего во
фланце, увеличивает фактическое значение ор.
Оптимальные значения отношений DJdu при которых
требуется наличие прижима заготовки и при которых во-
обще возможно осуществление вытяжки, приведены ниже.
ТРЕБОВАНИЯ К ТЕХНОЛОГИЧНОСТИ ДЕТАЛЕЙ,
ИЗГОТОВЛЯЕМЫХ ВЫТЯЖКОЙ
Основным требованием к деталям, изготовляемым
вытяжкой, является наличие плавных сопряжений между
стенками, а также между стенками и дном детали (табл, 1).
Допускаемые отклонения размеров детали после вы-
тяжки должны соответствовать приведенным в табл. 2—4.
Если во фланце детали расположены отверстия, то кромка
отверстия должна находиться за пределами криволиней-
ной поверхности фланца. То же относится к отверстиям,
расположенным в дне детали (рис. 2, а). Чтобы торец
детали был плоским после операции «обрезка» и не имел
заостренных кромок, по контуру детали следует предус-
матривать буртик 0,2—0,5 мм (рис. 2, б). Выполнить
обрезку заподлицо с поверхностью детали сложнее, однако
при крайней необходимости — возможно за счет специаль-
1. Наименьшие значения радиусов сопряжения в долях от $ элементов
металлических деталей, изготовляемых вытяжкой без дополнительной
калибровки
Форма детали гп (см. рис. 1 и 9) ГУ (см. рис. 9) гм (см. рис. Г и 9)
S < 6 мм S > 6 мм
Круговая цилиндри- ческая 2—3 1,5—2 — 2,0
Коробчатая (прямо- угольная или фигур- ная) 2,5—3,5 3,0 3,0
230
Штампы для вытяжки
2. Ориентировочные значения допускаемых отклонений. диаметра
круговых цилиндрических деталей или ширины и длины прямоугольных
коробчатых деталей после вытяжки
Размеры, мм
м Толщина атериала s Диаметр, шири- на или длина Толщина материала s Диаметр, шири- на или длина
До 50 Св. 50 до 100 Св. 100 до 300 До 50 Св. 50 до 100 Св. 100 до 300
До 0,5 0,12 Св. 1,5 до 2,0 0,40 0,50 0,7
Св. 0,5 до 0,6 0,15 0»20 » 2,0 » 2,5 0,45 0,60 0,8
» 0,6 » 0,8 0,20 0,25 0,3 » 2,5 » 3,0 0,50 0,70 0,9
0,8 » 1,0 0,25 0,30 0,4 » 3,0 » 4,0 0,60 0,80 1.0
1,0 > 1,2 0,30 0,35 0,5 » 4,0 » 5,0 0,70 0,90 1,1
1,2 > 1,5 0,35 0,40 0,6 » 5,0 » 6,0 0,80 1.0 1.2
3. Ориентировочные значения допускаемых отклонений высоты
круглых и фигурных деталей после вытяжки без фланца
Размеры, мм
Толщина материала s Высота детали
До 18 Св. 18 до 30 Св. 30 дэ 50 Св. 50 до 80 Св. 80 но 120 Св. 120 до 180 Св. 180 до 260
До 1 0,5 0,6 0,8 1,0 1,2 1,5 1,8
Св. 1 до 2 0,6 0,8 1,0 1,2 1,5 1,8 2,0
л СЧ л 0,8 1,0 1,2 1,5 1,8 2,0 2,5
» 4 » 6 1,0 1,2 1,5 1,8 2,0 2,5 3,0
4. Ориентировочные значения допускаемых отклонений высоты круглых
и фигурных деталей после вытяжки с фланцем
Размеры, мм
Высота детали
Толщина материала s До 18 Св 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 260
До 1 0,3 0,4 0,5 0,6 0,8 1,0 1,2
Св. 1 до 2 0,4 0,5 0,6 0,7 0,9 1,2 1,4
» 2 » 4 0,5 0,6 0,7 0,8 1,0 1,4 1,6
» 4 » 6 0,6 0,7 0,8 0,9 1,1 1.6 1,8-
Требования к технологичности штампуемых деталей 231
Рис. 2. Элементы деталей, получа-
емых вытяжкой
Рис. 3. Разновидности вытяжки:
1 *— матрица; 2 ~ пуансон; 3 —* при*
жим ное кольцо; 4 ** направляющее
кольцо; 5 — выталкиватель
«)
232
Штампы для вытяжки
ной пригонки матрицы штампа для обрезки по штампуе-
мой детали.
Основные разновидности операций вытяжки. Вытяжку
из плоской заготовки (первая вытяжка) можно осущест-
влять с прижимом (см. рис. 1, а) и без прижима (рис. 3, а).
Вторую вытяжку (третью» четвертую и т. д.) выполняют
из полой заготовки, предварительно полученной в ре-
зультате выполнения предыдущей операции. Эту вытяжку
также можно осуществлять с прижимом (рис. 3, б) и
без прижима (рис. 3, в).
В приведенных выше вариантах вытяжки зазор между
матрицей и пуансоном (односторонний) принят больше
толщины штампуемого материала:
#вт = (^м ^п)/2 ^-> S.
Если же вытяжку осуществляют с обусловленным
утонением стенки, то zBT < s.
Вторую и последующие вытяжки с обусловленным
уменьшением толщины стенки можно осуществлять без
одновременного изменения внутреннего диаметра исход-
ной полой заготовки или с его одновременным изменением.
В последнем случае вытяжку называют комбинированной.
Кроме перечисленных видов и разновидностей применяют
реверсивную вытяжку (рис. 3, г).
Все разновидности вытяжки выполняют напровал
(см. рис. 3, а, б, г) или с применением выталкивателя
(см. рис. 3, в).
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВЫТЯЖКИ
Вытяжка цилиндрических деталей без обусловленного
утонения материала. Размеры исходной заготовки. Ис-
ходной заготовкой для вытяжки детали типа полого ци-
линдра является круг. Его диаметр D3 определяют исходя
из требуемых формы и размеров штампуемой детали.
Вследствие неоднородности структуры штампуемого
металла верхние кромки деталей, а также края фланцев
у деталей с фланцем после вытяжки получаются неров-
ными. Поэтому при расчете диаметра исходной заготовки
необходимо учитывать припуск ДЯ на обрезку детали
по высоте или ДО — на обрезку неровных кромок фланца
детали.
Расчет технологических параметров
233
Значения припусков приведены в табл. 5 и 6.
Расчет диаметра исходной заготовки D3 выполняют
исходя из условия равенства площади боковой поверх-
5. Припуск ДЯд на обрезку по высоте круговых цилиндрических
деталей
Размеры, мм
Эскиз
До 10 1,5 1,8 2,3 3
Св. 10 до 20 2,2 3,0 3,7 4,5
» 20 » 50 3,5 4,5 6,0 7,0
» 50 » 100 5,0 6,5 8,5 10,0
» 10fe> 150 6,5 8,0 10,5 12,0
» 150 » 200 7,5 9,0 12,0 15,0
» 200 » 250 9,0 11,0 13,5 16,0
» 250 » 300 10,0 13,0 15,0 18,0
6. Припуск ДРд на обрезку фланца круговых цилиндрических деталей
Размеры, мм
Эскиз °д Припуск D?Jdu при
lO lO _ LO Ю
со - со
- СЧ , со
О, Св. до Св. ДО б
До 25 2,5 2,2 2,0 1,5
. 25 до 50 4,0 3,0 2,5 2,5
50 » 100 5,0 4,5 3,7 3,0
100 » 150 6,0 5,0 4,0 3,5
150 » 200 7,0 6,0 5,0 4,0
200 » 250 8,0 7.0 5,5 4,2
250 > 300 9,0 7,5 6,0 4,5
234 Штампы для вытяжки
пости (расчет ведут по срединной линии сечения) детали
после вытяжки — площади поверхности исходной заго-
товки. Расчет площади боковой поверхности детали
можно выполнять, суммируя площади поверхности ее
отдельных элементов. Формулы для расчета диаметра
заготовок и высоты наиболее распространенных видов
деталей типа тел вращения приведены в табл. 7.
Условие применения прижима при. вытяжке. Необхо-
димость прижима при вытяжке и возможность выполне-
ния вытяжки без прижима определяется условиями,
приведенными в табл. 8.
Число операций вытяжки и размеры полуфабрикатов
определяют исходя из допускаемых коэффициентов вы-
тяжки (тъ т%, ... , тп_ъ тп), устанавливающих пре-
дельно возможное уменьшение диаметра исходной или
промежуточной заготовки за одну операцию вытяжки.
После первой вытяжки (рис. 4)
di = (1)
После второй, третьей и т. д. вытяжки
d% = tTL%di\
...... (2)
Значение коэффициента вытяжки зависит от свойств
и состояния штампуемого материала, его абсолютной и
относительной толщины (для первой операции вытяжки
относительной толщиной является 100s/D3, для после-
дующих операций вытяжки — 100s/dn-1) и условий вы-
полнения операции — состояния рабочих поверхностей
штампа, наличия смазочного материала, скорости вы-
тяжки и т. п. При вытяжке деталей с фланцем коэффициент
первой вытяжки зависит также от относительного диа-
метра фланца (рис. 5): D$ldn (dn — диаметр вытянутого
стакана).
В табл. 9 приведены наименьшие коэффициенты вы-
тяжки цилиндрических деталей для материалов толщиной
0,6—0,8 мм, которые при испытании по Эриксену ха-
рактеризуются глубиной сферической лунки h9 = 10-4-
11 мм. При других толщинах и значениях йд следует
принимать приведенные коэффициенты вытяжки (табл. 9)
с поправочными коэффициентами (множителями) /<т,
Расчет технологических параметров
235
7. Формулы для расчета диаметра исходной заготовки и высоты детали
при вытяжке деталей типа полых тел вращения
Эскиз
Формулы для расчета
При г «: 0,5s
Da = Vd^+4dh;
Dl — (P
4a
При rr Ф r
D3 — У + 2nrd} + 8л + 4d2h + ****
+ 271/^2-F 4,56rf;
при rl= r
D3 = /df+4d2h+2w (d.+dj+'tnr2;
h = -Д- (D2 — dj - 2wd.—8r2 —
4a2 31 1
— 2nrd, — 4,56r2)
236 Штампы для вытяжки
Продолжение табл. 7
Эскиз
Формулы для расчета
При j
= |Z**4“ 2л/с4 4H 8r^ ~F 4^2^“F
+ 2Jir1d2+ 4,56r| + ^^Ji;.
при rr = r
D3 == ^dl + 4d2h + 2^(dl+d^)+
4-4w24-d| —
Л Ji
4u2
(DI — dj — 2nrdt — 8r2 —
2ard2 — 4,56r2 — d% + d%)
При rt
r
ZJ3 == p^df -j- 2jirdi -j~ 8г2-^8лгi^2“h
’+4,56/’i + dl-(d24-2rl)2;
при Г1 = r
”r,+4Jtr2+dl-(d2+2r)2;
при rj «< 0,5s
D3 s=s d{ 4- 2nrd1 + Sr2 + dlt — df
При r < 0,5s
D3 =+4 (dA + dA)
Расчет технологических параметров
237
Продолжение табл. 7
Эскиз
Формулы для расчета
При г < 0,5s
Da = Vd^ + 4(dlhl + dt^
При г 0,5$
D3 ~ + 2/ (dx + d^\
D\-d\-<2.l(dx+d$
При r >> 0,5s
Z?3 == "\f dl -j~ %Ttfdi 4~ Sr^ 4"
-f* 4d%h -p 2/ (d% 4“ ^з)>
h = -ri— \Dl — d? — 2nrd{ — 8r2 —
4^2 * L 3 1
— 2/ (^2 4" ^3)]
При r C 0,5s
D3 = Krff+4 (42+^з)
I •
238 Штампы для вытяжки
Продолжение табл. 7
Формулы для расчета
D3 = ViP + 2r (nd + 4r)
А?з ==J/”d( -f* 2nrdi rj- 2/ (d2 ~(~d3)
При r C 0,5s
D3 = Kdf+ 2Z (d, +d2)
При r c 0,5s
Da = Vdl+ 21 (d, + d2) + dl-dl
D3 = /d? + 21 (d, + d2) + 4d2ft;
D23 - d2 - 21 (dj + d2)
h= Adt
i
Расчет технологических параметров 239
Продолжение табл. 7
Эскиз
Формулы для расчета
При г < 0,5s
D3 = V2M
При т С 0,5s
d3 = Ка/(/ + 2Л);
DI — 2dl
»=—и—
При г < 0,5s
D3 = d\T2
£>3 = / 8Rh = VS2 + 4ft2;
DI Г D2- S2
h~ 8R ~~ у 4
Штампы для вытяжки
Продолжение табл. 7
240
и—.
Эскиз
Формулы для расчета
При г С 0,5s
При г < 0,5s
D3= + 4Л2
D3 = 2VdH-,
Dl — 2d2 DI
4d ’ ff = -4d
При r C 0,5s
D3 = Kd? 4- di 4- 4dth
D3 = /d2 4- 4 (hl 4- dft2)
Расчет технологических, параметров
241
Продолжение табл. 7
242
Штампы для вытяжки
Продолжение табл. 7
Формулы для расчета
При Г 0,5s
Da = Krf?+4(dA+^2)
D3 = V 8re + 21 (d + dt) =
= /df + 4e2 + 2/ (d + d^
D3 = /8 Re + w (d — 0,14r) =
= Kd2 + 4e2 + av (d — 0,14r)
Расчет технологически^ параметров 243
Продолжение табл. 7
Формулы для расчета
D3 = Krf? + 4^ + 4d4ft4 + ”*
+2rj (nd1-|-4r1)-f-2Z> №+^5)+
+ 2rs (nd5—4г2) + 2rs (nd3 + 4r3)
Примечание. Радиусы закруглений (r, г41 R и т. д.) на
всех рисунках показаны до срединной линии сечения.
ориентировочные значения которых можно определить
по графику на рис. 6.
При применении матриц, имеющих коническую рабо-
чую часть, процесс вытяжки без прижима может быть
существенно интенсифицирован. Вытяжку можно осу-
ществлять с меньшими по сравнению с приведенными
в табл. 9 коэффициентами.
Коэффициенты вытяжки для некоторых материалов
приведены в табл. 10.
Многообразие факторов, влияющих на значение коэф-
фициентов вытяжки, приводит к необходимости их уточне-
ния опытным путем почти в каждом случае освоения
штамповки новой детали.
Глубину вытяжки после каждой операции определяют
исходя из неизменности площади поверхности исходной
8. Условия выполнения вытяжки
Операция вытяжки С прижимом С прижимам или без прижима Без прижима
Первая D3 — d< >> 22s D3 — df == 22s О X D3 —? di «< 22s
После- дующие 100s d < Ь25 “П-1 100s -3—- = 1,25-т-1,5 «п-1 ^>1,5
244
Штампы для вытяжки
Рис. 4. Последовательность вытяжки цилиндрической детали:
а операции штамповки; б построение радиусов; в — готовая деталь
заготовки в процессе вытяжки (некоторым ее незначитель-
ным увеличением, связанным с утонением материала,
пренебрегают). Следует учитывать, что после первой
вытяжки детали с фланцем диаметр фланца должен соот-
ветствовать окончательному диаметру £>ф и в процессе
последующих вытяжек изменяться не должен (см. рис. 5).
Усилие вытяжки и работа деформации. Усилие РВТ(Н),
требуемое для вытяжки круговой цилиндрической детали
Расчет технологических > параметров
245
Рис. 5. Последовательность вытяжки стакана с фланцем
Рис. 6. Определение множителя
Кт Для расчета коэффициента
вытяжки
9. Наименьшие значения коэффициентов вытяжки цилиндрических деталей без обусловленного утонения
материала при их толщине 0,6—0,8 мм и = 10—11 мм.
N3
тг при вытяжке с прижимом
С фланцем при D^!dn
100s/D О Без фланца До 1,1 Св. 1,1 до 1,3 Св. 1,3 ДО 1,5 Св. 1,5 ДО 1,8 Св. 1,8 до 2,0 Св. 2,0 до 2,2 Св. 2,2 ДО 2,5 Св. 2,5
Св. 0,06 до 0,15 > 0,15 > 0,30 > 0,30 > 0,60 > 0,60 > 1,0 > 1,0 > 1,5 > 1,5 > 2,0 > 2,0 0,63—0,60 0,60—0,58 0,58—0,55 0,55—0,53 0,53 — 0,50 0,50 — 0,48 0,48—0,46 0,61 — 0,60 0,60 — 0,59 0,59 — 0,57 0,57 — 0,55 0,55—0,53 0,53—0,50 0,53 — 0,50 0,60—0,59 0,59—0,55 0,57—0,55 0,55 — 0,53 0,53 — 0,51 0,50—0,49 0,50—0,49 0,59 — 0,55 0,55—0,52 0,52—0,51 0,51 — 0,50 0,50—0,49 0,49 — 0,47 0,49 — 0,47 0,55 — 0,52 0,52—0,48 0,51—0,48 0,48—0,47 0,47—0,46 0,46-0,45 0,46—0,45 0,52—0,48 0,48—0,45 0,46—0,55 0,45 — 0,44 0,44—0,43 0,43-0,4? 0,43 — 0,42 0,48—0,45 0,45 — 0,42 0,44 — 0,42 0,43—0,42 0,42—0,41 0,41 — 0,40 0,41 — 0,40 0,45 — 0,42 0,42—0,38 0,40—0,38 0,39—0,38 0,39—0,38 0,38—0,37 0,38—0,37 0,42—0,38 0,38 — 0,35 0,36 — 0,35 0,35 — 0,34 0,35 — 0,34 0,34 — 0,33 0,34 — 0,33
100s/D О При вытяжке с прижимом с фланцем и без фланца При вытяжке без прижима
т2 т2 т4 т6 т2 т3 т4 me
Св. 0,06 до 0,15 > 0,15 > 0,30 > 0,30 > 0,60 > 0,60 > 1,0 > 1,0 > 1,5 > 1,5 > 2,0 > 2,0 0,82—0,80 0,80—0,79 0,79 — 0,78 0,78 — 0,76 0,76 — 0,75 0,75 — 0,73 0,73 — 0,71 0,84 — 0,82 0,82 — 0,81 0,81 — 0,80 0,80—0,79 0,79—0,78 0,78 — 0,75 0,75—0,73 0,86 — 0,85 0,85—0,83 0,83 — 0,82 0,82 — 0,81 0,81—0,80 0,80 — 0,78 0,78—0,76 0,88—0,87 0,87 — 0,86 0,86 — 0,85 0,85 — 0,84 0,84 — 0,82 0,82 — 0,80 0,80—0,78 0,87 0,85 0,82 0,78 0,75 0,65 0,60 0,94 0,92 0,90 0,88 0,85 0,80 0,75 0,94 0,92 0,90 0,90 0,84 0,80 0,94 0,92 0,90 0,87 0,84 •м 0,94 0,92 0,90 0,87 «а —* 0,94 0,92 0,90
Примечания: 1. Меньшие значения коэффициентов вытяжки соответствуют радиусу рабочей кромки
матрицы rM = (8-Г-15) s, большие гм = (44-8) $.
2. Если вытяжка без прижима выполняется на всех операциях, включая первую, коэффициенты тъ тг и т. д.
соответствуют значениям, приведенным в таблице. Если же вытяжка без прижима следует за рядом операций,
выполнявшихся с прижимом, то значение коэффициента вытяжки принимают по предыдущей по счету операции,
например для пятой по счету вытяжки принимают значения /тг4, и т. д.
<»
Расчет технологических параметров
247
10. Коэффициенты вытяжки i»i, ш2, mn для некоторых материалов
Материал Первая операция ' Последую- щие операции
Сталь: 12X13 по ГОСТ 5632—72, мягкая 12Х18Н9 по ГОСТ 5632—72, мягкая то же, полунагартованная 08Х18Н10Т, 20Х23Н18 по ГОСТ 5632—72, мягкая ЗОХГСА по ГОСТ 11268—76 Цинк Титановый сплав: ВТ1-00 по ГОСТ 22178—76 (без по- догрева) то же, с подогревом ВТ5-1 (без подогрева) Молибден МЧ по ГОСТ 25442—82 (толщина 0,8 мм) Ковар Никель Тантал, ниобий 0,56—0,58 0,50—0,52 0,52—0,55 0,52—0,55 0,62—0,70 0,65—0,70 0,57—0,61 0,40—0,44 0,63—0,65 0,60—0,62 0,65—0,67 0,48—0,53 0,65—0,67 0,75—0,78 0,70—0,75 0,78—0,81 0,77—0,81 0,80—0,84 0,85—0,90 0,80—0,85 >0,70—0,72 0,80—0,85 0,73—0,88 0,85—0,90 0,70—0,75 0,84—0,87
без утонения стенок, приближенно вычисляют по формуле
РВТ ~~ Л ^S^CbT^B» (3)
где d — диаметр детали, вытягиваемой после данной
операции (по срединной линии), мм; s — толщина мате-
риала, мм; — коэффициент, зависящий от коэффи-
циента вытяжки (табл. 11); ав — предел прочности штам-
пуемого материала при растяжении, МПа.
Усилие Рп₽ж прижима фланца (Н)
Р прж = ЯиржР прж> (4)
где <?прж — удельное усилие прижима, определяемое по
табл. 12, Н/мм2; Гпрж — площадь части заготовки, зажа-
той между матрицей и прижимным кольцом, мм2.
Работа деформации Лвт (Дж), необходимая для вы-
тяжки,
Лвт = (0,6-^0,8)РвтЯв, (5)
где Яв — глубина вытяжки, или рабочий ход пуансона,
на протяжении которого действует РВт. мм.
Усилия Рвт и РПрж> а также работу Лвт при вытяжке
некруглых деталей (без утонения материала) вычисляют
248
Штампы для вытяжки
11. Значения коэффициента
Квт
12. Удельное усилие
прижима при вытяжке
т Квт
До 0,55 1,00
Св. 0,55 до 0,58 0,93
в 0,58 в 0,60 0,86
в 0,60 в 0,63 0,79
в 0,63 в 0,65 0,72
в• 0,65 в 0,68 0,66
в 0,68 в 0,70 0,60
в 0,70 в 0,73 0,55
в 0,73 в 0,75 0,50
в 0,75 в 0,78 0,45
в 0,78 в 0,80 0,40
в 0,80 0,37
Штампуемый материал
Мягкая сталь:
s С 0,5 мм
s 0,5 мм
Коррозионно-стой кие,
высоколегированные и вы-
сокомарганцовистые стали
Медь
Латунь
Алюминий и его сплавы
Бронза
Белая жесть
Молибден МЧ *
* При 220—260 0 С.
^ПрЖ’
Н/мм*
2,5—3,0
2,0—2,5
3,0—4,5
1,0-1,5
1,5—2,0
0,8—1,8
2,0—2,5
2,5-3,0
4,5—6,0
по тем же формулам. При этом в формулу (3) вместо зна-
чения nd подставляют расчетный периметр L сечения
полуфабриката после данной операции, определяемый
в каждом случае по соответствующим формулам.
Пример 1. Определить размеры исходной заготовки для вытяжки
детали и размеры промежуточных полуфабрикатов. Исходные данные
(см. рис. 4): s= 0,8 мм; НД = 70 мм; dn = 20 мм; Гцп=* 1,5 мм; ма-
териал — сталь 08 кп категории ВОСВ.
1. Припуск по табл. 5 при НД = 70 мм и НД!(1п = 70 : 20 = 3,5
составит ДЯд == 10 мм. Следовательно, НВп = 80 мм.
2. Диаметр заготовки (см. формулы табл, 7, обозначения по рис. 4)5
= V 16,2г+4-20.77,74-2-3(14 (1,5 + 0,4) 4-8 (1,5 4- 0,4)2 ж 81 мм.
3. Поскольку D3 — dn = 81 — 20 — 61 > 22s, то первую опера-
цию следует выполнять с прижимом (см. табл. 8).
4. Относительная толщина заготовки 100s/D3 = 100-0,8:81 =
= 0,99.
По табл. 9 mf== 0,554-0,53 (Материал с глубиной лунки Лэ ==
= 10,7 мм — см. Приложение); df == 0,53-81 = 43 мм (см. рис. 4).
По табл. 9 находим /и2 = 0,784-0,76; т3 = 0,804-0,79; /л4
fx 0,824-0,81.
Вычисляем диаметры полуфабрикатов:
dg =* 0,76*43 33 мм;
^= 0,79-33 ^26,1 мм;
^4== 0,81*26 s 21,1 мм.
Расчет технологических параметров
249
Очевидно, нужна пятая вытяжка с коэффициентом
/и» = 20 : 21,1 = 0,95.
„ . 100s 100-0,8 „
Поскольку для этой операции =—О1- = 3,79 > 1,5
#4 21,1
(см. табл. 8), то пятую вытяжку можно выполнять без прижима.
По табл. 9 для данного случая можно принять т* = ^>0,92.
Таким образом, при фактическом значении /п5 « 0,95 вытяжка без
прижима может быть выполнена.
5. Радиусы у дна детали следует принимать такие, чтобы вся по-
верхность сопряжения у дна при очередной вытяжке переходила на
боковую поверхность полуфабриката (см. рис. 4, б). Следовательно;
ГП1 = (dj — d2)/2 = (43 — 33)/2 = 5 мм;
гп2 = (d2 — 4з)/2 = <33 ~ 26> О/2 = 3,5 мм;
гПз = — d4)/2 = (26,1 — 21,1 )/2 = 2,5 мм.
На четвертой и пятой операциях принимаем гП4 ® гП8 = 1,5 мм.
6. Высоту полуфабрикатов после каждой вытяжки определяем
также по формулам табл. 7 (обозначения по рис. 4):
ЙВ1 = l/4di [©2 _ (dl - s - 2гП1)2 - 2л (гП1 + 2.) (dj - S - 2гП1) -
/ е \2Т 1
-8(гп +4-) +s = t4-[812-(43-0,8-2-5)2
\ П1 2 / J П1 4«4о
— 2-3,14 (5 + 0,4) (43 — 0,8 — 2-5) —8 (5 0,4)2] + 5 + 0,8 = 30 mmj
Яв == -Дт [812 — (33 — 0,8 — 2-3.5)2 — 2-3,14 (3,5 + 0,4) (33 —
4*33
— 0,8 —2-3,5)—8 (3,5 + 0,4)2] +3,5+ 0,8 = 44 мм и т. д.
Пример 2 (см. рис. 5). Определить размеры исходной заготовки
для вытяжки детали и размеры промежуточных полуфабрикатов. Ис-
ходные данные: s = 2 мм; Яд == 100 мм; dn = 80 мм; Рд == 100 мм;
гПп = гм =5 мм; материал — сталь 08Ю категории ВОСВ по
ГОСТ 9045—80.
1. Припуск по табл. 5 при D% > 100 мм и D^!dn = 100 : 80 =
== 1,25 составит Д2?д 6 мм. Следовательно, Da = 100 + 2ДРд =
112 мм.
250 Штампы для вытяжки
2. Диаметр заготовки по формуле табл. 7 (обозначения по рис. 5
при Гпп = Ч):
= rfo + 4 riffla "Ь (гпп ~Ь (^о “Ь ^п) 4"
_L 4Л (r I s \2 I п2 п2
+ ^гпп+ 2 J ^^Ф U4 ~
= /б8а+ 4-80-86+ 2-3,14 (5 + 1) (68 4-80)+ ’' *
*’’’ + 4-3,14 (5 + I)» + 112а - 92а = 205,6 мм.
3. Относительная толщина заготовки 100s/Dg = 100-2:205,6 =
*= 0,97.
Относительный диаметр фланца D$/dn~ 112:80 = 1,4.
При этих параметрах по табл. 9 находим
mi= 0,514-0,50; /712=0,784-0,76.
Диаметр полуфабриката после первой вытяжки d± = 0,51*205,6 =
= 105 мм; после второй вытяжки d2 = 0,76*105= 80 мм.
Для вытяжки детали достаточно двух операций.
4. Радиусы у дна принимаем по аналогии с предыдущим примером,
гП1 (dj —d2)/2; (105 — 80)/2 = 12,5 мм.
Принимаем гп< = 10 мм, что для s = 2 мм [гп > (14-2) $] вполне
приемлемо.
Для второй операции принимаем гП* = 5 мм.
Радиус у фланца г = (44-6) s = 10 мм; гм* = 5 мм.
5. Высота полуфабриката после первой вытяжки (при условии,
что после первой вытяжки будет обеспечен диаметр фланца Оф = 112 мм):
#С1 ==~4^‘ 2гП1)2 — 2л (гП1 +“2") (dt —s ““2rni) ~
- 8 (г„, + ®)2 ~ 2л (гп, + s) dt - 4,56 (гП1 + s)2 - Р2ф +
+ (di + s + 2гМ1)*] + rMi + гП1 + s = [205,62 _ (Ю5 _ 2 _
— 2-10)2 — 2-3,14 (10 + 1) (105 — 2 — 2-10) — 8 (10 + 2)2 —
-2-3,14(10 + 2) 105 —4,56(10 + 2)2 —112а +(105 +
+ 2 + 2-10)а] + 10 + 10 + 2 = 78 мм.
Вытяжка цилиндрических деталей с обусловленным уто-
нением материала. Размеры исходной заготовки. Исход-
ной заготовкой является круг, диаметр которого опре-
деляют из условия неизменности объема штампуемого
Расчет технологических параметров
251
материала. Для обеспечения наличия припуска на об-
резку и на случай выполнения промежуточного отжига
объем исходной заготовки должен быть увеличен на 5—6 %
по сравнению с заданным объемом готовой детали. Если
вытяжку производят более чем за четыре-пять операций,
то следует предусматривать промежуточную обрезку по-
луфабриката по высоте.
Диаметр исходной заготовки для вытяжки детали
с утонением боковых стенок за пять — шесть операций
определяют по формуле
D3 =1»2/V>, (6)
где Уд — объем материала готовой детали; s — толщина
исходной заготовки.
Коэффициент 1,2 учитывает необходимость увеличе-
ния объема металла на 5—6 % и постоянный множитель
1,13.
Объем материала детали определяют по элементам,
используя данные, приведенные в Приложении, табл. 7, 8.
Число операций вытяжки и размеры полуфабрикатов.
Коэффициент вытяжки с утонением
m^f — sn/sn_i,
(7)
где sn_i — толщина стенки детали до операции; sn — тол-
щина стенки детали после операции. Значения коэффи-
циентов тут принимают по табл. 13.
Наружный диаметр стакана после первой вытяжки из
плоской заготовки принимают (рис. 7)
dH1 = 0,75D3. (8)
При этом толщина стенки
$1 = my^s. (9)
13. Наименьшие коэффициенты вытяжки с утонением
Материал Первая операция i оследующие операции
Латунь 0,70 0,55
Алюминий 0,75 0,60
Сталь:
для глубокой вытяжки 0,75 0,65
средней твердости 0,85 0,75
252
Штампы для вытяжки
Припуск
Hf
rf«n
hi.
d#.
dt
*2
п
и
Рис. 7. Последовательность вытяжки
стакана с утонением стенки:
а — готовая деталь; б — последователь-
ность штамповки (вырубка заготовкй, пер*
вая и вторая вытяжка); в построение
переходов
s2
tl
я,
следует уменьшать
da
h.
Кг
При каждой следующей вытяжке
внутренний диаметр стакана на 0,15—0,30 мм, т. е.
^ = ^-(0,15-^0,30),
(Ю)
соответственно после каждой вытяжки толщина стенки
должна уменьшаться:
Sn = ^2утп^п-1* (И)
В итоге высота стакана после первой операции (из
условия сохранения объема) без учета радиусов закругле-
ний
(12)
Расчет технологических параметров 253
для каждой следующей операции
D2 — d2
<13>
п НП 1 Bn I
Усилие вытяжки Рвт (Н) определяют для n-й операции
по формуле
Рвт = ftdn ($n-i sn) СГв/Су, (14)
где dn — диаметр стакана, вытянутого после n-й опера-
ции; sn_i и sn — толщина стенки до и после n-й операции;
ов — предел прочности, МПа; Ку — коэффициент, учи-
тывающий характер деформации; для стали К? = 1,8 4-
2,25, для латуни /Су = 1,6 4- 1,8.
Пример 3. (см. рис. 7). Определить размеры исходной заготовки
для вытяжки детали (стакана) и размеры промежуточных полуфабри-
катов. Исходные данные: толщина донышка s = 4 мм и толщина стенки
sn = 0,5 мм; Яд = 79 мм; dHn = 25 мм; Я « 0; г « 0; материал —*
сгаль 08 кп.
1. Объем готовой детали определяем, как сумму объемов пустоте-
лого цилиндра и круглого донышка:
= -^~ [<25а — 24*) (7Э — 4) + 25^.4] = 4847,4 мм3.
*
Диаметр заготовки по формуле (6)
п . о 1 / 4847,4 ЛЛ _
1?з — 1,2 у —41,7 мм.
2. Принимаем коэффициенты вытяжки:
=== 0,75,
“ ^утд = • • • = /иуТп = 0,7.
Толщина стенки после каждой операции:
$! = myTis = 0,75-4 = 3 мм;
s2 = 0,70-3,0= 2,1 мм;
$з = 0,70-2,1 = 1,47 мм;
s4 ~ 0,70* 1,47 = 1,03 мм?
«5 = 0,70* 1,03 = 0,72 мм;
$в = 0,70-0,72 = 0,5 мм.
Следовательно, потребуется шесть операций вытяжки.
254
Штампы для вытяжки
Диаметры стакана после первой вытяжки:
= 0,75-41,7 = 31,28 мм;
dBi = 31,28 — 6 = 25,28 мм.
Чтобы за оставшиеся пять операций достичь = 24 мм, необхо-
димо при каждой операции уменьшать внутренний диаметр на (25,28 —
— 24) : 5 = 0,256 мм, что допустимо [см. формулу (10)].
Следовательно, после второй — пятой вытяжки получим
(L = 25,28 — 0,256 = 25,024 мм,
в2
d. = 25,024 — 0,256 = 24,768 мм,
d„ = 24,768 — 0,256 = 24,512 мм,
°4
dBe = 24,512 — 0,256 = 24,256 мм,
dn = 24,256 — 0,256 .= 24 мм,
dH =25,024 + 4,2 = 29,224 мм;
d„ = 24,768 4- 2,94 = 27,708 мм;
dn* = 24,512 + 2,06 = 26,572 мм;
d„ = 24,256 + 1,44 = 25,696 мм;
du = 24 + 1 = 25 мм.
нв 1
Полученные значения диаметров следует округлить до 0,01 мм,
что приведет к незначительным отклонениям от расчетных параметров
и на результаты штамповки не повлияет.
Высоты стаканов после каждой операции:
4 41,72-31,282
1 2-3 ' 31,28 4-25,28 - м*
4 41,72_ 29,224* _ _
"г~ 2-2,1 ‘29,224 4- 25,024 ~ ММ:
„ 4 41,7*-27,708* о
2-1,47 ' 27,708 4-24,768 25,2 ’
я4 = 4 41,7* — 26,5722 = 39,3 мм;
2-1,03 х26,572 4 - 24,512
я6 = 4 41,7* — 25,6962 — 59,5 мм;
2-0,72 ' 25,696 4 - 24,656
„ 4 41,7* — 25* ппо
Я" 2-О,5‘ 25 4-24 ~90>9мм-
Следовательно, Нв = 90,9 4* 4 = 94,9 мм; припуск ДЯ = Нв —
— На — 94,9 — 79 лг 16 мм.
В приведенных выше расчетах высот стаканов условно
принято, что на всех операциях радиусы закругления
Расчет технологических параметров
255
; (наружный и внутренний) у дна полуфабриката близки
? к нулю. Фактически радиус у дна после первой операции
(гх) должен быть принят, как для вытяжки без утонения,
а 7?! « i\ + s. При последующих вытяжках значение гх
постепенно уменьшают за каждую операцию на (гх —
— — 1)» т. е.
г8 = И — 2
(15)
Гп = П-(п-1)-^
Если гп = 0, то соответственно
Наружный радиус получают графическим построе-
нием, сопрягая нижнюю образующую дна с наружной
образующей цилиндра для каждого dH, сохраняя неизмен-
ным диаметр df, (см. рис. 7, в), образующийся после первой
вытяжки.
Наличие радиусов закруглений незначительно изме-
нит рассчитанные выше размеры.
Реверсивная вытяжка (см. рис. 3, г) позволяет интенси-
фицировать процесс получения детали и уменьшить число
необходимых операций. Она может выполняться при
условии 100s/Da > 0,25 и обеспечивает получение наи-
меньшего диаметра dn 30s. При
этом следует принимать /?р. B>6s.
Коэффициент реверсивной вы-
тяжки пц = «4/df, tn3 == d3/d2\ ...;
тп = dnldn^ принимают по табл. 9
с поправочным коэффициентом 0,9.
Усилие, требуемое для вытяжки,
рассчитывают по формуле (3) с по-
правочным коэффициентом 0,85.
Вытяжку ступенчатой детали
(рис. 8) за п операций можно осу-
Рис. 8. Схема вытяжки
ступенчатой детали
256
Штампы для вытяжки
Рис. 9. Основные размеры прямоугольных коробок:
а « без фланца; б с фланцем
ществлять, обеспечивая за каждую операцию требуемую
глубину соответствующей ступени с коэффициентами вы-
тяжки, принимаемыми по табл. 9.
Пропорционально-суммарный коэффициент ступенча-
той вытяжки
Если Л1СТ находится в пределах значений коэффициен-
тов вытяжки, приведенных в табл. 9 для первой вытяжки
деталей без фланца с прижимом, то данную ступенчатую
деталь можно получить за одну операцию.
Вытяжка прямоугольных коробок. Прямоугольные ко-
робки (рис. 9) исходя из технологических возможностей
их вытяжки, подразделяют на три вида! весьма низкие,
низкие и высокие. В свою очередь высокие коробки под-
разделяют на коробки с угловым радиусом больше кри-
тического)
Яр>0,1/ад (19)
и с угловым радиусом меньше критического:
Яр <0,1/ад;. (20)
Расчет технологических параметров 257
Перечисленные признаки определяют методику расчета
технологических параметров вытяжки.
Методика расчета технологических параметров вы-
тяжки приведена в табл. 14. Данные для выбора вспомо-
гательных параметров, необходимых для расчета, приве-
дены в табл. 15—18. На рис. 10—13 показаны схемы по-
строения контура заготовок для вытяжки прямоугольных
коробок.
В табл. 14 приведена методика расчета вытяжки глу-
боких коробок для случая, когда выполняется условие
(19). Для случая, когда выполняется условие (20), мето-
дика расчета изменяется (см. с. 273).
Пример 1. Рассчитать технологические параметры вытяжки прямо-
угольной коробки (см. рис. 9, а). Исходные данные: А = 152 мм;*
В = 102 мм; s == 2 мм; //д = 12,5 мм; гп= 4 мм; гу = 9 мм; материал-
сталь 08кп.
1. Определяем припуск по табл. 17: ДЯд == 2,5 мм.
2. С учетом припуска расчетные размеры коробки следующие:
Др = 150 мм; Вр = 100 мм; Яр = НД + ДЯд — s/2 = 12,5 + 2,5 —
— 1=14 мм; Гр = 5 мм; 7?р = 10 мм.
3. Определяющее условие
Яр/Вр = 14 : 100 =0,14 <0,3.
Таким образом, коробка по виду относится к весьма низким. Ее
исходной заготовкой является прямоугольник со срезанными углами
(см. рис. 10).
Рис. 10. Схема построения
профиля угла заготовки для
вытяжки весьма низкой пря-
моугольной коробки
9 В. Л. Марченко и др.
258
Штампы для вытяжки
14. Методика расчета технологических параметров вытяжки прямоуго
Наименование ус- ловий и параметров Весьма низкие Низкие
Определяющее ус- ловие Л <0,3 (21) °р Но 0,3 <-£<0,7 (22) ЙР
Дополнительное условие —— — *
Форма исходной заготовки Прямоугольник со срезанными углами (см. рис. 10) | (см. рис. 11)
Размеры исходной Заготовки । А3 = Лр + 2Яр - — 0,86гр; (24) В3= Вр+2Яр- — 0,86гр; (25) Ry — -Лrp+2Rp <ЯР~ |/ - 0,43гр) (26) Теоретические — по фор- мулам (24)—(26) Действительные — путем корректировки теоретиче- ских размеров: Ri = RyRR, (Я) где Ki? = 0,074 (^-)2 + + 0,982; (28) Ry &hA = A^2RpKA; (29) ллв = Кв’ (30) где КА = Кв = = 0,785(К^ - 1) (31)
Число операций вытяжки коробки без фланца (см. рис. 9, а) Вытяжку, как правило, выполняют за одну или две операции. Возможность применения одной опе- рации определяется двумя критериями: парамет- ром 0 = Hp/Rp и наибольшей глубиной вытяжки за одну операцию ятах = д-1Вр> (39) Для весьма пластичных материалов (сталь глубо- кой вытяжки и т. п.) 10 < 0 С 12, для пла- стичных (латунь и т. п.) 0 = 8ч-10, для малопла- стичных 0 = 4,5—8,0. Коэффициент К* для под- становки в (39) принимают по табл. 16. Если Яр//?р > 0 или Яр> Я™ах, то вытяжку произ- водят за две операции. При /?р < 0,07 Вр или, Rp <4$ следует вводить дополнительно (вторую или третью) операцию калибровки
ч
I
।
1
i
Расчет технологических параметров
259
льных коробок в зависимости от их вида
Высокие
;* — Квадратная Прямоугольная
ftp н£>°.7 (23)
1 " Яр >0,1
Овал (см. рис. 13, б)
Круг диаметра D3 (см.
рис. 13, а)
D3= 1,13/Fy =1,13х
X 1 /Вр-0,86₽р +4 (Вр -
У —0,43/?р)(Яр—0,43гр)’
(32)
где F& — суммарная площадь
поверхности коробки (с при-
пуском)
Вз = / 1,27ГД- 0,5Л/;
0,70 + В3
(33)
(34)
(35)
Ra3~ В3-2/?Вз
где 7д — суммарная площадь по-
верхности коробки:
(36)
7д = ЛрВр — 0,867?р + 2 (Лр +
+ Яр - 0,867?р) (Яр - 0,43гр); (37)
Af — фокусное расстояние эллипса с
осями, равными осям овала;
Af = Vr (Лр-Вр)(Лр+Вр-0,76Яр)
(38)
Если соблюдаются критерии, приведенные для низких и весьма низких
коробок (Яр/₽р С0 и Яр <Я™х), то вытяжку можно осуществить
за одну операцию. Если эти критерии не соблюдаются или Яр >> 0,4Лр
и Лр < 5Вр, число операций определяют (предварительно) по дан-
ным рис. 14 на основании соотношений следующих параметров: расчет-
ного периметра сечения детали
L == 2Лр + 2Вр- 1,72/?р; (40)
площади Fjn поверхности детали, определяемой в каждом отдельном
случае по формулам, приведенным в табл. 7, и толщины s штампуемого
материала. В процессе дальнейшего расчета число операций уточняется,
исходя из возможных коэффициентов вытяжки на каждой операции
(см. ниже).
При /?р < 0,07Вр или 7?р < 4s следует вводить дополнительную опе-
рацию (по сравнению с расчетным числом) калибровки
9*
Штампы для вытяжки
Наименование ус- ловий и параметров Весьма низкие Низкие
Число операций вытяжки коробки с фланцем (см. рис. 9, б) Как правило, должна выполняться за одну опера "р.аф = *2Вр- Коэффициент ^ принимают по табл. 17. Последую либровки радиусов закруглений за счет растяжен
Необходимость прижима заготов- ки при вытяжке Вытяжка без прижима возможна, если соблюдаются при первой вытяжке из плоской заготовки Hp/s 14; Нр/Вр при последующих вытяжках 5Рп-1 ~ где ^Рп-1 и 5Рп — расчетная ширина полуфаб хотя бы одно из приведенных условий не соблю
Форма предпослед- него полуфабрика- та Для случая, когда вытяжка осуществляется за две операции, — прямоугольник с выпуклыми сто- ронами (см. рис. 12)
Размеры предпо- следнего полуфаб- риката / Рр \ <44> где Рр — вспомогательный расчетный угол (на рис. 12 не показан); 0,5Вр — /?р = s’n fc, + <45’ где Rt0= (46) Bn-i = (Sp ~ 2Kp) (1 + tg -^) + 2,2/?p; (47) Лп-I — (Лр — Bp) 4“ (48) Hn_! = 0,9Bp (49)
Возможность вы- тяжки за две опе- рации Дополнительно не проверяется
Расчет технологических параметров
261
Квадратная
Высокие
Продолжение табл. 14
Прямоугольная
цию. Наибольшая высота коробки при этом
(41)
щие операции выполняют не с целью увеличения глубины, а для ка-
ия материала или некоторого уменьшения размеров детали
следующие условия:
0,7; Яр/$> 1; (42) (12-4-14)5, (43) риката соответственно после предыдущей и последующей вытяжек. Если дается, вытяжку следует выполнять с прижимом.
Круговой цилиндр диаметра ^n-i (см* Рис- 13, а) Коробка с основанием в виде овала (см. рис. 13, б)
- йпЛ= 1,41 (Вр-0,38Яр); (50) Яп_! определяют из условия неизменности площади поверх- ности штампуемой детали (см. табл. 7) An-i ~ Лр Вр “Ь (51) Вп.1 =/Ап-l ~ (52) ^лп-1 0,25 (Лц—1-1-Вп.—1)—Ап—1Рвп * &П-1 (53) где RBn.i = 0,707Вр — 0,26/?р; (54) Яп_1 = 0,86Лр; (55) Af— по формуле (38)
Проверяется возможность вы- тяжки предпоследнего полуфаб- риката за одну операцию (из плоской заготовки). Критерия- ми являются условия вытяжки цилиндрических деталей (см. выше) Проверяется возможность вытяжки предпоследнего полуфабриката за одну операцию (из плоской заготовки). Критерием является соотношение 1-— п —. ть (56) где ^вп_! ~ по формуле (54); /?Вз — по формуле (35); пц — по табл. 18.
262
Штампы для вытяжки
Наименование ус- ловий и параметров Весьма низкие Низкие
Уточненное число операций вытяжки и размеры полу- фабрикатов на всех операциях Не определяется Определяется в случае не- достаточности двух вытя- жек. Расчеты выполняют как для вытяжки цилин- дрической детали
* В противном случае для высоких коробок следует пользоваться
Примечание. Особенности построения контура исходной за
для вытяжки весьма низких коробок: из центра О проводят дугу
и из точек с проводят касательные к дуге радиуса Касательные
гами радиуса Ry\
для вытяжки низких коробок. 1) общий случай: дуга радиуса R}
(см. рис. 11, а). 2) частные случаи: касательные, соединяющие дуги,
дугой радиуса /?скр « 0,2/^ (рис. 11, в); центры дуг с радиусами RA
О (рис. 11, г). Дуга радиуса Ri превращается в точку касания дуг с радиу
4. Вычисляем размеры исходной заготовки по формулам (24) —
(26):
Л3= 150 + 2-14—0,86-5= 173,7 мм;
В8 = 100+ 2-14 —0,86-5 = 123,7 мм;
7?У = КЮ2 +2-10 (14 —0,43-5) = 18,4 мм.
По этим размерам строим углы исходной заготовки, как показано
на рис. 10.
5. Определяем число операций вытяжки. Поскольку 0 = Яр//?р =
= 14 : 10 = 1,4 < 4,5 (см. табл. 14), коробку можно получить за одну
операцию. Данное заключение требует дополнительной проверки.
Расчет технологических параметров
263
Продолжение табл. 14
Высокие
Квадратная
Прямоугольная
Определяется, если неравенство (56) не выполняется. Для каждой
операции находят коэффициент вытяжки (см. табл. 18) и рассчитывают
размеры полуфабриката по формулам
0,25(Д^_2 Д- Вд_2) — Ап_2#в
&п-2
(57)
(58)
(59)
^^п-2
(60)
_1,27ГД
П-2 — !
(61)
и т. д., до тех пор пока не будет выполнено условие (56)
другой методикой расчета (см. ниже).
готовки:
радиуса Ry и находят точки а. Затем отрезки ab цъляч точками с пополам
с прямыми, образующими контур А3 X Ва заготовки, сопрягают ду-
соединяется с дугами радиусов Ra и RB двумя касательными линиями
совпадают (рис. 11, б); касательные соединяются вспомогательной
и RB расположены на прямой MN, проходящей через центр закругления
сами Ra и Rb. Радиусы Ra и Rb получают построением.
По табл. 16 для 100s/Bp= 200 : 100= 2 и Лр/Вр = 1,5 находим
Ki = 0,75. По формуле (39)
ятах = 0>75. юо = 75 мм > Яр>
что подтверждает возможность получения данной коробки за одну
операцию.
6. Поскольку по формулам (42)
Яр/s = 14 : 2 = 7 <14; Яр/Вр = 0,14 < 0,7; Rp/s = 10 : 2 = 5 > 1,
вытяжку коробки можно осуществить без прижима.
Пример 2. Рассчитать технологические параметры вытяжки прямо-
угольной коробки (см. рис. 9, а). Исходные данные: А = 152 мм; В =
264
Штампы для вытяжки
15. Припуски на обрезку прямоугольных коробок (см. рис. 9)
"д ДНД; ДВД; ДЛД "д ДН ; ДВ_; ДЛ А Д Д
До 10 1,5 Св. 40 до 50 4,5
Св. 10 до 20 2,5 » 50 » 70 5,5
» 20 » 30 3,0 » 70 » 100 6,5
» 30 » 40 4,0 » 100 » 125 7,5
» 125 » 150 8,5
Пр имечание. При Яд> 150 мм АЯД = АВД = АЛд =
= 0,75/ТТ;.
16. Значения коэффициента при которых возможна вытяжка
прямоугольных коробок за одну операцию (при условии Яр/Яр < 12)
лр/^р 100s/Bo г
До 0,6 Св. 0,6 до 1,0 Св. 1,0
До 1,2 0,56 0,63 0,70
Св. 1,2 до 1,5 0,60 0,67 0,75
» 1,5 > 2,0 0,64 0,71 0,80
» 2,0 » 2,5 0,72 0,81 0,90
» 2,5 » 3,0 0,76 0,85 0,95
» 3,0 0,80 0,90 1,0
8= 102 мм; Яд = 52,5 мм; гп ~ мм; лу = 9 мм; s = 2 мм; материал —
сталь для весьма глубокой вытяжки.
1. Определяем припуск по табл. 15: АЯД = 5,5 мм.
2. С учетом припуска расчетные размеры коробки следующие:
Лр = 150 мм; Вр = 100 мм; Яр = 52,5 4- 5,5 — 1 = 57 мм; гр = 5 мм;
Яр = 10 мм.
3. Определяющее условие Н^1ВЪ = 57 : 100 = 0,57, следователь-
но, 0,7 > Яр/Вр > 0,3.
Таким образом, по виду коробка относится к низким. Ее исходной
заготовкой является прямоугольник со срезанными углами (см.
рис. 11, а).
4. Находим размеры исходной заготовки по формулам (24) — (31):
Л3 = 150 4-2-57 — 0,86-5 = 259,7 мм;
В3= 1004-2*57 — 0,86-5 = 209,7 мм;
Ry = /10’ + 2-10 (57 — 0,43-5) = 34,6 мм;
Расчет технологических параметров
265
Контур исходной заготовки
Рис. 11. Варианты построе-
ния профиля угла заготовки
для вытяжки низких пря*
моугольных коробок
1)
Кц = 0,074 + 0,982 = 1,2;
КА = КВ = о,785 (1,2а - 1) = 0,35;
= 34,6-1,2 = 41,5 мм;
44 А2
“л-Тбо^кГ0'35’3'2™
44 А2
100-2.10 °.33-3-3"»-
По этим размерам строим углы исходной заготовки, как показано
на рис. 11, а.
266
Штампы для вытяжки
Рис. 12. Операции вытяж-
ки низкой прямоугольной
коробки, штампуемой за
две операции
17. Значения коэффициента АС2» ПРИ которых возможна вытяжка
прямоугольных коробок с широким фланцем
за одну операцию
Штампуемый материал 100s/B3 *
До 0,5 Св. 0,5 ДО 1,0 Св. 1,0 ДО .1,5 Св. 1,5
Алюминий Св. 0,50 Св. 0,55 Св. 0,60 Св. 0,65
до 0,55 до 0,60 до 0,65 до 0,70
Стали 10, 15 Св. 0,45 Св. 0,50 Св. 0,55 Св. 0,60
до 0,50 до 0,55 до 0,60 до 0,65
* В3 — меньший размер исходной заготовки.
. 1 "" ' .... ) .... "Е
Расчет технологических параметров
267
18. Наименьшие значения коэффициента вытяжки глубоких
прямоугольных коробок из стали 08, 10
Коэффициент вытяжки 1005/(1,13//^)
Св. 0,15 до 0,30 Св. 0,30 до 0,6 Св. 0,6 до 1,0 Св. 1,0 ДО 1,5 Св. 1,5 ДО 2,0
т1 0,60 0,58 0,55 0,53 0,50
пъ> 0,80 0,79 0,78 0,76 0,75
пц 0,82 0,81 0,80 0,79 0,78
т4 0,85 0,84 0,83 0,82 0,80
0,89 0,88 0,87 0,86 0,84
а} Ю
Рис. 13. Операции вытяжки глубоких коробок;
в- ** квадратной; б ==* прямоугольной
268
Штампы для вытяжки
Рис. 14. Номограмма для ориентировочного определения числа опера-
ции вытяжки глубоких прямоугольных коробок
Дополнительные размеры для построения определяем по форму-
лам, приведенным на рис. 11, а,
150 — 20
----5-----= 43,3 мм;
100 — 20
----х----= 26,7 мм;
о
Лр — 2/?р
150 — 20 опе
-----г--=32,5 мм;
4
Р
Р
100 — 20
----;----= 20 мм.
Из построения ясно, что в данном примере получен общий случай
формы угла заготовки.
5. Определяем число операций вытяжки. Поскольку Яр//?р =
= 57 : 10 = 5,7 < 12, вытяжку можно осуществить за одну операцию.
По табл. 16 для 100s/Bp = 200 : 100 = 2 и Лр/Вр = 150: 100 = 1,5
находим /(j = 0,75. Следовательно, Я™ах = 0,75В = 0,75-100 =
= 75 мм > Z/р, т. е. коробку можно получить за одну вытяжку из
плоской заготовки.
6. Поскольку по формулам (42) H^!s= 57:2= 28,5 > 14 (ос-
тальные условия можно не проверять), вытяжку следует выполнять
с прижимом заготовки. ?
Расчет, технологических параметров
269
. Пример 3. Рассчитать технологические параметры вытяжки прямо-
угольной коробки (рис. 9, а). Исходные данные: А = 300,5 мм; В =
= 90,5 мм; s = 0,5 мм; Нд ~ 56,75 мм; гп = 4,25 мм; гу = 4,25 мм;
материал — латунь.
1. Определяем припуск по табл. 15: АЯД = 5,5 мм.
2. С учетом припуска расчетные размеры коробки следующие:
Лр = 300 мм; Вр = 90 мм; Яр = 56,75 4- 5,5 — 0,25 = 62 мм; гр ==
= 4,5 мм; Яр = 4,5 мм.
3. Определяющее условие HJB^ = 62 : 90 = 0,69, следовательно,
0,3 < Яр/Вр < 0,7
Таким образом, по виду коробка относится к низким. Ее исходной
заготовкой является прямоугольник со срезанными углами.
Находим размеры исходной заготовки по формулам (24) — (31):
Л3 = 300 +2-62 — 0,86-4,5 = 420,13 мм;
В3 = 90 + 2-62 —0,86-4,5 = 210,13 мм;
Лу = /4,52 +2-4,5 (62 - 0,43-4,5) = 23,68 мм;
Кв = 0,074 + 0,982 = 1,49;
КА = Кв = 0,785 (1,492 — 1) = 0,96;
Ri = 23,68-1,49 = 35,3 мм;
ДАа = 300 - 2-4,5 0,96 = 1,9 ММ’
ПО £02
ДЛв = 90 - 2 4.5 О’96 = 6’5 ММ-
По этим размерам строим углы исходной заготовки, как показано
на рис. 11,0.
Дополнительные размеры для построения определяем по форму-
лам, приведенным на рис. 11, в,
D 150-2-4,5 Л7
Яд =-------5-----= 47 мм;
Rb =
3
90-2-4,5 о_
----5—— = 27 мм;
Лр 2ЯР
150-2-4,5
= 35,3 мм;
4
Вр 2Яр
90—2-4,5 ОЛО
----т------ 20,3 мм.
Из построения ясно, что в данном примере получен частный слу*
чай формы угла заготовки (см. рис. 11, в). Для скругления угла между
касательными подбираем радиус Яскр « 0,2Я$.
5. Определяем число операций вытяжки: Яр/Яр =» 62 : 4,5 =
=? 13,78 >10. Следовательно, коробку следует штамповать за две
операции.
270
Штампы для вытяжки
6. Поскольку H^!s= 62:0,5 = 124 > 14, при первой вытяжке
необходим прижим заготовки. Необходимость прижима при второй
вытяжке будет определена ниже.
7. Вычисляем размеры предпоследнего полуфабриката — после
первой вытяжки (см. рис. 12) по формулам (44) — (49), приведенным
в табл. 14:
tg = 0,0444, откуда рр = 5° 16';
sin 0р = 0,0918; ЯГ(> = 1,1Яр = 4,95 мм;
0,5-90 — 4,5 . .
RBn-i — 0,0918 4,95 — 446 ММ’
Вп_! = (90 — 2-4,5) (1 + 0,0444) 4- 2,2-4,5 = 94,5мм;
Ап_! = (300 — 90) 4- 94,5 = 304,5 мм;
Hn~t = 0,9Яр = 55,8 мм.
По полученным размерам строим (см. рис. 12) контур предпослед-
него полуфабриката. Расположение центра закругления радиуса Ивп г
находим, как показано на рис. 12.
8. Проверяем необходимость прижима при второй вытяжке пред-
последнего полуфабриката. По формуле (43) Вп_х — Вр = 94,5 — 90 =
= 4,5 мм.
Поскольку (12-?- 14) s = 6-4-7 мм и Bn_j— Вр < (12-4-14) $, вто-
рую вытяжку можно выполнять без прижима.
Пример 4. Рассчитать технологические параметры вытяжки квад-
ратной коробки (см. рис. 13, а). Исходные данные: А = В = 103 мм;
Яд = 80 мм; s = 3 мм; гп = 6,5 мм; гу = 9,5 мм; материал — латунь.
1. По табл. 15 припуск АЯД = 6,5 мм.
2. С учетом припуска расчетные размеры коробки следующие:
Др = 100 мм; Вр = 100 мм; Яр = 80 + 6,5 — 1,5 = 84 мм; гр =
= 8 мм; Яр = 11 мм.
3. Определяющее условие по формуле (23): HJB^ = 84 : 100 =
= 0,84 > 0,7.
Дополнительное условие по формуле (19): Я™ах =0,1 |/ ЯрВр ==
= 0,1 К84-100 = 9,2 > Яр.
Следовательно, по виду коробка относится к высоким. Ее исход-
ной заготовкой является круг (см. рис. 13, а). Методику расчета можно
принять по табл. 14.
4. Диаметр исходной заготовки определяем по формуле (32):
£>з = 1,13 К1002 — 0,86-1Р 4- 4 (100 — 0,43-11) (84 — 0,43-8) =
= 227,7 мм.
5. Определяем число операций вытяжки. Для этого вычисляем:
по формуле (40) расчетный периметр сечения
L = 2-100 4- 2-100 — 1,72-11 = 381 мм;
площадь поверхности детали
Яд = —-г— = 40 595 мм2;
Расчет технологических параметров
271
£/(3,55 1/>д) = 0,53;
100s/(l,13/7^) = 1,32.
По найденным данным по рис. 14 определяем, что для получения
детали требуются две вытяжки.
6. Прижим заготовки на первой операции необходим, поскольку
Hp/s = 84 : 3 = 28 > 14. Необходимость прижима при второй вы-
тяжке будет определена ниже.
7. Предпоследний полуфабрикат (после первой операции) — кру-
говой цилиндр. Его диаметр [по формуле (50)]:
dn^ = 1,41 (100 — 0,38-11) = 135 мм.
Высоту цилиндра определяем по формуле, приведенной в табл. 7
для кругового цилиндра. Предварительно для первой операции оп-
ределяем г = 1,1гр = 1,1-8= 8,8 мм (см. рис. 13, а). Поскольку
гр > 0,5з, высота полуфабриката
гт (^л—! %rPi) (^л—1 ^pi)
=--------------------“43^------------------------=
227,72 _ (135 „ 17,6)2 — 2-3,14-8,8 (135 — 17,6) — 8-8,82
~ 4-135 “
= 57,3 мм.
8. Проверяем необходимость прижима для второй операции из
предпоследнего полуфабриката. По формуле (43) dn_x — Вр = 135 —
— 100 = 35 мм. Поскольку (12-?-14) s = 364-42 мм и dn — Вр < (124-
14) $, прижим при второй вытяжке не нужен.
9. Проверяем возможность вытяжки предпоследнего полуфабри-
ката за одну операцию из плоской заготовки диаметром D3 = 227,7 мм.
Находим 100s/D3 = 300 : 227,7 == 1,32.
По табл. 9 наименьший коэффициент первой вытяжки при этом
для латуни 0,53 — 0,50. Фактический коэффициент вытяжки т1 =
= = 135 : 227,7 = 0,59 > 0,53. Следовательно, вытяжка пред-
последнего полуфабриката из плоской заготовки за одну операцию воз-
можна. Вытяжку (см. п. 6) следует осуществлять с прижимом.
Пример 5. Рассчитать технологические параметры вытяжки прямо-
угольной коробки (см. рис. 9, а). Исходные данные: А = 282,5 мм;
В = 202,5 мм; Яд = 171,25 мм; s = 2,5 мм; гп = 18,75 мм; гу =
= 18,75 мм; материал — сталь 08кп. _____
1. Припуск по высоте (табл. 15) Л//д = 0,75 ]/*171,25 = 10 мм.
2. С учетом припуска расчетные размеры коробки следующие:
Лр = 280 мм; Вр = 200 мм; Яр = 171,25 -|- 10 — 1,25 = 180 мм;
гр = 20 мм; /?р = 20 мм.
3. Определяющее условие: Н^/В^ = 180 : 200 = 0,9 > 0,7.
Дополнительное условие по формуле (23): /?pin = 0? 1180-200 =
= 18,9 < /?р.
Следовательно, по виду коробка относится к высоким. Ее исходной
заготовкой является овал (см: рис. 13, б).
272
Штампы для вытяжки
4. Находим размеры исходной заготовки по формулам (33) — (38)!
Гд = 280-200 — 0,86-202 + 2 (280 4- 200 — 0,86-20) X
X (180 — 0,43-20) = 214303,8 мм2;
Af = J/"(280 — 200) (280 + 200 — 0,76-20) = 192,84 мм;
Aj = 37184 мм2;
А3 = /1,27-214303,8 + 0,5-37184 = 539,2 мм;
В3 = /1,27-214303,8 — 0,5-37184 = 503,6 мм;
0,707-503,6
1/ / 539,2 \2
Г к 503,6 /
= 243,0 мм;
_ 0,25 (539,22 + 503,62) — 539,2-243,0
“ 503,6-2-243
= 287,6 мм.
5. Определяем число операций вытяжки. Для этого вычисляем:
расчетный периметр сечения по формуле (40):
L = 2-280 + 2-200 — 1,72-20 = 925,6 мм;
£/3,55 /7д = 925,6 : 3,55 /214303,8 = 0,56;
...=--------------10°:2’5 _ = 0,48.
1,13/£д 1,13-/214303,8
По найденным параметрам по графику рис. 14 определяем, что
для получения детали требуются две вытяжки.
6. Прижим заготовки на первой операции необходим, так как
H^/s — 180 : 2,5= 72 > 14.
7. Форма предпоследнего полуфабриката — овал (см. рис. 13, б).
Его размеры определяем по формулам (51) — (55) при неизменном зна-
чении Ац = 192,84 мм:
1 =0,707-200 — 0,26-20 = 136,2 мм;
Дп_! = 280 — 200 + 2-136,2 = 352,4 мм;
Вп_! = V352,42 — 192.842 = 295 мм;
0,25 (352,42Ч-2952) —352,4-136,2 П1О с
R^n-i =-----------295—-2-136,2-----------= 212’6 ММ}
Яп-1 = 0,86-180 = 155 мм.
8. Проверяем необходимость прижима при вытяжке готовой де-
тали из предпоследнего полуфабриката:
— Вр = 295 200 = 95 мм.
Поскольку (12-7-14) $= 304-35 мм, т. е. Вп-1— Вр > (12-4-14) s,
прижим при второй вытяжке необходим.
9. Проверяем возможность вытяжки предпоследнего полуфабри-
ката за одну операцию из плоской заготовки. Вычисляем требуемый
для этой операции коэффициент вытяжки по формуле (56):
тЛ = 136,2/243 = 0,56.
Расчет технологических параметров
ZT3
• - В то же время для соотношения 100s/(l,13 VF^) = 0,48 по табл. 18
находим, что наименьшее значение тг для данной операции составляет
0,58. Следовательно, приведенный расчет показал, что вытянуть пред-
последний полуфабрикат за одну операцию из плоской заготовки не
представляется возможным. Таким образом, деталь следует штамповать
ва три операции (на рис. 13, б, операция п — 2 не показана).
10. По табл. 18 определяем коэффициент вытяжки для второй
операции т2 ' = 0,79 и размеры полуфабриката после первой вытяжки
по формулам (57) — (61):
1___0 79
Лп.2 = 352,4 + 295. = 430,8 мм;
1 _А 79
Вп«2 = 295 + 352,4.±-^.
388,7 мм;
0,707»388,7
V \ 388,7 J
= 184,4 мм;
_ 0,25 (430,82 4- 388,72) — 430,8-184,4
«Лп_2 388,7-2-184,4
= 237,6 мм;
„ 1,27-214303,8— 0,25 (430,8 + 388,7)2 , _ „о „
=-----------2 (430,8 + 388,7)-------- + 5 = 68’6 ММ‘
Повторно проверяем возможность вытяжки рассчитанного полу*
фабриката из плоской заготовки по формуле (56):
тг = *вп_2/Яв3 = 184>4 : 243 = 0,76 > 0,58.
Вытяжку осуществить возможно.
Дополнительно проверим необходимость прижима при второй вы-
тяжке, поскольку проверка, выполненная в п. 8 после изменения числа
операций, относится только к третьей вытяжке.
При второй вытяжке
Вп_2 — Вп^ = 388,7 — 295 = 93,7 > (12 ~ 14) s.
Следовательно, прижим на второй операции необходим.
Таким образом, вытяжку заданной прямоугольной коробки сле-
дует выполнять за три операции. Прижим необходим на всех операциях.
Вытяжка глубоких коробок в малыми угловыми радид*
сами. Как уже отмечалось, к таким коробкам относят
прямоугольные глубокие коробки (/7р/Вр > 0,7), у ко-
торых выполняется условие (20).
Одной из основных особенностей вытяжки таких коро-
бок является то, что для квадратной коробки предпослед-
ний полуфабрикат представляет собой не цилиндр, а квад-
ратную коробку с выпуклыми сторонами, а для прямо-
угольной — не коробку с основанием в виде овала, а ко-
робку о основанием в виде прямоугольника с выпуклыми
274
Штампы для вытяжки
Средние
линии
сечений,
Диаметр
исходной за-
готовки для
круглой
коробки
а)
Рис. 15. Схемы к расчету параметров вытяжки высоких коробок при
сторонами. После операции, предшествующей предпослед-
ней, для квадратной коробки получают цилиндр, а для
прямоугольной — коробку с основанием в виде овала
(см. рис. 15). Следовательно, число операций по сравне-
нию с определенным по рис. 14 возрастает на одну.
Расчет размеров предпоследнего полуфабриката для
квадратной коробки (Лр = Вр) выполняют следующим
образом.
1. Вычисляют приемлемый для данного случая коэф-
фициент вытяжки на последней операции:
тп = 1 —
1,3/?р
КЯрВр *
(62)
Расчет технологических параметров
275
Рис. 16. (Продолжение)
2. С учетом найденного значения тп вычисляют раз-
меры дна коробки после предпоследней вытяжки (рис. 15,я):
Дл—1 = Вп—\ = 7,7 (1 — тп) (dn—i — Вр) + Вр, (63)
гД^4-1 — диаметр кругового цилиндра после предпослед-
ней вытяжки для случаев, приведенных в табл. 14, вы-
276
Штампы для вытяжки
числяемый по формуле (50):
где
тп
/2 -L Д2
R'a 1 = R'Bn 1 = Ь 2Л Ь
71—1 71—1
Высота коробки
1ь — 0,5 (Вп—1 — Вр);
1"ь = Rn-i - Яр.
Hn—i ~ tnnlip.
(64)
(65)
(66)
(67)
(68)
(69)
(70)
3. Вычисляют диаметр цилиндра после операции п — 2:
dn-2 = 0,87
(71)
где тп — коэффициент вытяжки, вычисляемый по фор-
муле (62), а mn_x — определяемый для операции п — 1 по
табл. 18. В остальном методика расчета может быть при-
нята по табл. 14.
Расчет размеров предпоследнего полуфабриката для
прямоугольной коробки выполняют следующим образом.
1. Коэффициент вытяжки тп определяют по формуле
(62), считая Вр меньшим из размеров стороны основания
коробки.
2. Вычисляют размеры условного овала /!„_!, Вп-ь
Ram, Rb^ по формулам (51)—(54).
3. Определяют поправочный коэффициент
Кп = 7,7 (1 - тп) (72)
и с учетом этого коэффициента вычисляют размеры осно-
вания предпоследнего полуфабриката (рис. 15, б):
Ап—1 = Кп (Ап—1 — ^4р) И" Ар', (73)
В'п-1 = Кп (В»-1 - Вр) + Вр, (74)
/2 + д2
= + <75>
/? + А?
<76>
Расчет технологических параметров
2Т7
где R'n—1 вычисляют по формуле (64);
1а = 0,5Лр —
1Ь вычисляют по формуле (66):
Да = lb - lb',
Дй === la lai
la = lb = Rn-i - Rp;
la — 0,5 (An—1 ^p)i
(77)
(78)
(79)
(80)
(81)
вычисляют по формуле (68).
Высоту коробки H’n-\ вычисляют по формуле (70).
4. Вычисляют размеры полуфабриката после операции
п — 2:
Ап-2 = А'п-1 + В'п_х (—-------1); (82)
Вп-2 = Вп-х + Ап-! (—---------1), (83)
\ тптп-1 /
где тп — коэффициент вытяжки для последней операции,
вычисленный по формуле (62), а — принятый для
операции п — 1 по табл. 18.
Радиусы RA и RBji2 вычисляют по формулам (59)
и (60), высоту Нп_* — по формуле (61).
В остальном методику расчета принимают по табл. 14.
Для улучшения условий деформирования металла
контур дна полуфабрикатов следует выполнять, как по-
казано на рис. 15, в. Данное указание касается также
многооперационной вытяжки цилиндрических деталей.
Радиусы сопряжения боковых стенок с конусной ча-
стью и конусной части с дном следует принимать равными
(3 -ь 5) s.
Пример. Рассчитать технологические параметры вытяжки детали
(см, рис. 15, б). Исходные данные:
Лр « 45 мм; Вр = 25 мм; /?р = 2,5 мм; гр = 2 мм, s = 1,0 мм; Яр =
== 42 мм; материал —сплав АМЦМ.
1. Определяющее условие Яр/Вр = 42 : 25 = 1,68 > 0,7. _
Дополнительное условие /?р — 2,5 мм; 0,1 УЯрВр = 0,1 V42-25=
= 3,24 мм, т. е. /?р<0,1 УНрВр.
Таким образом, коробка относится к виду высоких, и расчет тех-
нологических параметров ее вытяжки следует выполнять по табл. 16,
но с учетом особенностей для случая (20).
278
Штампы для вытяжки
2. Форма исходной заготовки — овал с размерами, определяемыми
по формулам (33) — (38):
Т’д = 45• 25 — 0,86• 2,52 + 2 (45 + 25 — 0,86• 2,5) (42 — 0,43.2) =
= 6703 мм2;
Af = V(45 — 25) (45 + 25 — 0,76-2,5) = /1362 = 36,9 мм;
Л3 = /1,27-6703+ 0,5-1362 = 95,9 мм;
В3 = /1,27-6703 —0,5-1362 = 88,5 мм;
Яв3 =
0,707-88,5
= 42,4 мм;
0,25 (95,92 + 88,52) — 95,9-42,4
88,5-2-42,4
= 51,7 мм.
3. Определяем число операций вытяжки. Для этого вычисляем:
по формуле (40) расчетный периметр сечения L = 2-45 + 2-25— 1,72Х
Х2,5 = 135,7 мм;
£/(3,55 /?д) = 135,7/(3,55 /6703) = 0,47;
100s 100-1 , по
------т=— --------1______= 1,08.
1,13/£д 1,13 /6703
По найденным данным по рис. 14 определяем, что точка Пересе*
чения прямых с координатами соответственно 0,47 и 1,08 находится
на границе между зонами двух- и трехоперационной вытяжки.
Поскольку деталь имеет уменьшенный угловой радиус и /?р <2
< 0,1 V ЯрВр, принимаем три операции.
4. Так как Яр/$ = 42 : 1 = 42 > 14, прижим при выполнении
первой вытяжки необходим.
5. Форма предпоследнего полуфабриката — прямоугольник с вы-
пуклыми сторонами.
Вычисляем коэффициент вытяжки для последней операции по
формуле (62):
6. Находим размеры дна предпоследнего полуфабриката. Для
этого по формулам (51) — (54) вычисляем размеры условного овала;
7?вп.х = 0,707-25 — 0,26-2,5 = 17,0 мм;
= 45 — 25 + 2-17,0 = 54,0 мм;
Вп-1 = /54,02—36,92 = 3,4 мм. '
Затем по формуле (72) вычисляем поправочный коэффициент
Кп = 7,7 (1 - 0,9) = 0,77,
Расчет технологических параметров
По формулам (64), (66), (68) и (73) — (81) находим размеры дна
предпоследнего полуфабриката:
— 2,5 : 0,90 = 2,8 мм;
= 0,77 (54,0 — 45) + 45 = 52,0 мм;
= 0,77 (39,4 — 25) + 25 = 36,1 мм;
1а =0,5«45 — 2,5 = 20 мм;
lb = 0,5-25 — 2,5 = 10 мм;
1'а = 0,5 (52,0 — 45) = 3,5 мм;
=0,5 (36,1 — 25) = 5,6 мм;
/" = /" = 2,8 —2,5 = 0,3 мм;
Да = 5,6 — 0,3 = 5,3 мм; Д& = 3,5 — 0,3 = 3,2 мм;
Ялп_1 — 2-5,3 4-2,8 — 43,2 мм,
1 П2 -4- Я 92
Р'в = Л 9 — + 2,8 = 20,0 мм.
П-1 Z’O,Z
Высота предпоследнего полуфабриката
#++= 0,90-42 = 37,8 мм.
7. Поскольку определено, что вытяжку следует осуществлять за
три операции, то операция п— Г будет второй по счету. По табл. 18
для значения 100s/(l,13 Крд) == 1,08 (см. выше) находим
^n-i = т2 = °,76.
Подставляем в формулы (82) и (83) значения тп и тп_^ и находим
размеры полуфабриката после операции п — 2 (которая должна быть
первой вытяжкой):
Лп_, = 52,0 + 36,1 ( о|9^.’oj6 - 1) = 61,8 мм;
(О 87 \
п-оп’пЧй - 1 ) = 50>2 ММ-
xZ ) V* хх ^z / ^Z j
Радиусы /?л„_2 и
^вП-2 ’
Рв_-2 вычисляем по формулам (59) и (60):
0,707-50,2
= 22,4 мм;
0,25 (61,82 4-50,22) — 61,8-22,4 „„ .
п-2 =---------50,2 -2-22,4--------= 3610 ММ-
Высоту полуфабриката после первой операции определим по фор-
муле (61):
^П-2 =
1,27.6703 — 0,25 (61,8 + 50,2)2
+ 2 = 26 мм.
2(61,8 + 50,2)
8. Проверяем возможность первой вытяжки из плоской заготовки
коробки с овальным дном и делаем окончательные выводы.
280
Штампы для вытяжки
О')
Предварительная калибровка
Окончательная
калибровка
последовательная
вытяжка
цилиндрической
заготовки
Последовательная
вытяжка
ступенчатой
заготовки
Рис. 16. Последовательность вы-
тяжки конических деталей
Фактический коэффициент первой вытяжки
т, = Нвп . : Ив, = 22,4 : 42,4 = 0,53.
По данным табл. 18 при 100s/(l,13 Кд) = 1,08 коэффициент вы-
тяжки 0,53 допустим.
Таким образом, установлены следующие технологические параме-
тры вытяжки данной коробки: форма заготовки — овал; число опера-
ций — 3; размеры заготовки: А3 = 95,9 мм; В3 = 88,5 мм; /?Вэ =
= 42,4 мм; /?л3= 51,7 мм.
Форма полуфабриката после первой вытяжки — коробка с оваль-
ным дном.
Размеры полуфабриката после первой вытяжки:
Дд__2 = 61,8 мм; = 50,2 мм; Rbh^ ~ 22,4 мм;
Ял» 1 = 36 мм; Нп_2 = 26,0 мм.
Форма полуфабриката после второй вытяжки — коробка с дном
в виде прямоугольника с выпуклыми сторонами. Его размеры:
А' 1 = 52,0 мм; В' . = 36,1 мм; = 20,0 мм;
п~ 1 n i пп-1
RA t = 43,2 мм; R'n_t = 2,8 мм; Н’п_х = 37,8 мм.
После третьей вытяжки получают готовую коробку (см. рис.
15, б и в).
Расчет технологических параметров
281
282
Штампы для вытяжки
ОСНОВНЫЕ СВЕДЕНИЯ О ВЫТЯЖКЕ
КОНИЧЕСКИХ ДЕТАЛЕЙ
Конические детали подразделяют на низкие при
tfp/dCp "С 0,65 и высокие при > 0,65.
Низкие детали без фланца (рис. 16, а) из стали 08кп
вытягивают за одну операцию без прижима заготовки,
если коэффициент вытяжки
/«1 = dcv/Da (84)
имеет значение не менее приведенных ниже.
100s/D3 .................. 1,2 1,35 1,5—1,7 1,85 2,0
mt............................ 0,7 0,62 0,6 0,55 0,5
При этом толщина заготовки по мере приближения
к торцу детали возрастает. У самого торца толщина за-
готовки
s' = s V Da/dcv . (85)
Поэтому углы на пуансоне а и матрице |3 должны от-
личаться друг от друга на величину
Д = arctg - cos р) . (86)
В случае необходимости дополнительно учитывается
угол пружинения, равный для низкоуглеродистых сталей
7—10'.
Вытяжка низких конических деталей с фланцем при
0,8 < 100s/D3< 1,2 (87)
также выполняется за одну операцию (при тех же значе-
ниях mJ, но с прижимом.
Если 100s/D3 < 0,8, вытяжку следует выполнять за
две операции. При этом после первой вытяжки полуфаб-
рикату следует придать плавную выпуклую форму
(рис. 16, б).
Высокие конические детали без фланца вытягивают
за несколько операций двумя основными способами:
предварительной вытяжкой ступенчатой заготовки и по-
следующей ее калибровкой (рис. 16, в), или постепенным
вытягиванием конической заготовки из цилиндрической
(рис. 16, г).
Высокие детали с фланцем вытягивают из предвари-
тельно вытянутой цилиндрической заготовки (рис. 16, д).
Вытяжка в ленте
283
ВЫТЯЖКА В ЛЕНТЕ
Вытяжку в ленте следует выполнять при использова-
нии в основном заготовок из латуни, из стали для глубо-
кой вытяжки, пластичных алюминиевых сплавов и из
других подобных им по пластическим свойствам материа-
лов.
Вытяжка в ленте может осуществляться при условии
(рис. 17, а)
hbld'BH. < 1 > (88)
Оф/4н<1,2. (89)
Число переходов и их размеры определяют в зависи-
мости от коэффициента вытяжки (табл. 19). Диаметр
(условный) заготовки £>3 вычисляют, как для обычной
вытяжки круговой цилиндрической детали, а ширину
полосы определяют по формуле (см. рис. 17, 6)
Вп= 1,1Р3+2а, (90)
Рис. 17. Последовательность многопереходной вытяжки в ленте
284
Штампы для вытяжки
19. Коэффициенты вытяжки в ленте
Штампуемый материал тх т2 т3 т4 тъ т4
Латунь Сталь марок 08 и 10, алю- миний 0,68 0,72 0,80 0,85 0,82 0,87 0,85 0,90 0,87 0,92 0,90 0,95
где а — боковая перемычка, принимается в зависимости
от Da:
D9, мм........... До 10 10—30 Св. 30
а, мм.................... 1—1,5 1,5—2,0 2—2,5
Шаг штамповки в ленте (без надрезов) принимают t —
- (0,8 4- 1,0) D3.
После определения числа переходов и соответствую-
щих коэффициентов вытяжки определяют общий коэффи-
циент вытяжки:
тобщ = . .-тп = d/D3. (91)
При /побщ > /пПред в ленте предварительно выполняют
технологические надрезы. Предельный коэффициент вы-
тяжки АПпред для s = 1,2 мм для стали марок 08кп и Юкп
равен 0,4; для алюминиевого сплава АМЦМ /пПред = 0,38,
для латуни Л63, Л68 /ппред = 0,35. При толщине мате-
риала 1,2 4- 2 мм /ппред для указанных материалов соот-
ветственноравен 0,32, 0,30 и 0,29. Форму технологических
надрезов выбирают в зависимости от формы штампуемой
детали (ем. рис. 17 и 18). Так, для вытяжки круглых де-
талей большого диаметра из материала толщиной до 1 мм
делают надрезы, показанные на рис. 18, а и б. Недостатком
таких надрезов является то, что поперечные перемычки
в ленте изгибаются и затрудняют подачу. Надрез, пока-
занный на рис. 18, в иг, также применяющийся для штам-
повки круглых деталей, приводит к сужению ленты
(см. рис. 17, в) в процессе штамповки, что затрудняет ее
фиксацию.
При необходимости установки фиксаторов применяют
надрезы, показанные на рис. 18, д. Такие надрезы
приводят к изменению ширины и длины полосы. При этом
принимают Ьх = 0,75 4- 1,25 мм; е = 2 4- 5 мм. >
Вытяжка в ленте
285
Рис. 18. Основные виды применяемых технологических надрезов в ленте
для последовательной вытяжки (стрелкой показано направление подачи
ленты)
Надрезы, показанные на рис. 18, е, применяют при
штамповке прямоугольных коробок. В отдельных случаях,
совмещая надрезы с вырубкой уступов для обеспечения
шаговой подачи, применяют надрезы, показанные на
рис. 18,ж.
286
Штампы для вытяжки
Условный диаметр заготовки D3 при вытяжке с надре-
зом увеличивают в 1,05 4-1,1 раза, ширину надреза
(см. рис. 17, в) определяют по формуле
&н = (1,04 4- 1,1) Р3» (92)
где коэффициент 1,04 — для s = 2 мм, 1,1 — для s =
= 0,2 4- 0,8 мм.
Ширина ленты при вытяжке с надрезом (см. рис. 17, в)
= 4* (93)
где Кл — коэффициент, принимаемый в зависимости от s;
s, мм . . . 0,2—0,3 0,4—0,5 0,6—0,8 0,9—1,1 1,3—1,5 1,6—2
Кл .... 15 10 7 5 4 3
Шаг подачи при вытяжке с надрезом
t = D3 + b. (94)
Ширину b перемычки надреза принимают равной
2—3 мм.
Ширина мостика между надрезами (рис. 17, в)
bM = (0,l 4-0,2)D3. (95)
Коэффициенты вытяжки в ленте с надрезами следует
уменьшать по сравнению с приведенными в табл. 21 на
5—7 %.
РАСЧЕТ И КОНСТРУИРОВАНИЕ
ОСНОВНЫХ ДЕТАЛЕЙ ШТАМПА
Исполнительные диаметральные размеры пуансона и
матрицы. Допуски на изделия при многооперационной
вытяжке учитываются только на конечных операциях.
Исполнительные размеры рабочих деталей на промежу-
точных операциях устанавливают в соответствии с расчет-
ными размерами, а на конечных операциях их устанавли-
вают с учетом допусков на изделия. Если допуск на детали
задан по наружному размеру (рис. 19, а), то принимают^
размер матрицы
Z,M = (А - Д)+6м; (96)
размер пуансона а
Ln = (L -Д + 2zBT)_en, s s (97)
Расчет и конструирование деталей штампа
287
где L — номинальный размер изделия; Д — допуск на
размер изделия; zBT — односторонний зазор при вытяжке:
Ln и LM — номинальные размеры пуансона и матрицы;
6П и 6М — допуски на размеры пуансона и матрицы.
Если допуск на размер изделия задан по его внутрен-
нему размеру I (рис. 19, б), то
£п = (/ + 0,5Д)_еп; (98)
LM = (/ + 0,5Д + 2гвт)+Ч (99)
Указанные формулы применяют для несложных сече-
ний штампуемой детали. В случае, если сечение детали
является сложным, исполнительный размер с допуском
проставляют на одной из рабочих деталей, а вторую при-
гоняют к ней с равномерным зазором zBT.
Зазор zBT (мм) при вытяжке круглых деталей без уто-
нения материала можно определять по следующим фор-
мулам: ____
для стали zBT = s 4“ 0,07 )/ 10s;
для алюминия zBT = s + 0,02 j/ 10s;
для других цветных металлов и сплавов
zBT = s + 0,04 )/10s,
где s — номинальная толщина штампуемого материала.
Однако ввиду отклонений от номинального значения
толщины, которые могут быть направлены как в сторону
уменьшения, так и в сторону ее увеличения, решение
данного вопроса часто ставят в зависимость от конкрет-
ных поставок материала, характеризующегося определен-
ными допусками.
На основании экспериментальных данных установлено,
что среднее значение зазора должно составлять: при вы-
тяжке из мягкой стали для первой операции (1,35 4-
1,50) s; для последующих операций (1,20 4- 1,30) s;
при вытяжке из алюминия и латуни соответственно
(1,30 4- 1,40) s для первой операции и (1,29 4- 1,25) s—
для последующих операций. Калибровочная (последняя)
операция осуществляется при зазоре (1,0 4- 1,1) s. Иногда
для получения гладкой поверхности изделия принято на
последующих операциях увеличивать зазор, принимая
его для первой операции (1,20 4- 1,30) s, а для последую-
268
Штампы для вытяжки
ж)
Расчет и конструирование деталей штампа
289
Рис. 19. Исполнительные размеры и конструктивное исполнение рабо-
чих элементов штампа:
а — исполнительные размеры пуансона и матрицы при задании | наружного
размера штампуемой детали; б — то же, при задании внутреннего размера;
в — закругления пуансона и матрицы в сечении, перпендикуляром к оси пу-
ансона; г — оформление рабочих элементов при вытяжке без прижима из
плоской заготовки в матрице с закругленной рабочей кромкой; д — то же,
в матрице с конической рабочей частью; е — коническая часть матрицы; ж —•
оформление рабочих элементов для последующих вытяжек без прижима;
а — матрица для первой вытяжки без прижима с эвольвентной поверхностью
рабочей части; и — то же, с криволинейной поверхностью, на которую нане-
сены кольцевые риски с закругленными кромками; к — схема штампа с до-
полнительным прижимным кольцом, обеспечивающего' вытяжку с радиусом
гм До 30s; л —• рабочие элементы при первой вытяжке с прижимом пуансоном
с закругленной кромкой; м — то же, при последующих вытяжках; н — то
же, при первой вытяжке пуансоном с конической частью; о — то же, при по-
следующих вытяжках; п — конструкция прижимного кольца, обеспечивающая
снижение усилия прижима
10 В. Л. Марченко и др.
Штампы для вытяжки
щих — (1,25 4- 1,35) s. При глубокой вытяжке из тонко-
листового материала на прессах двойного действия с по-
мощью штампов, рабочие детали которых изготовлены
из чугуна, наибольшая стойкость штампов получается
на первой операции — при зазорах zBT = (1,40 4- 1,50) $,
на второй и последующих операциях — при zBT == (1,55 4-
1,65) s.
При вытяжке прямоугольных деталей на прямых уча-
стках следует устанавливать
zBT = (0,95 4- 1,0) s,
а на закругленных — в зависимости от коэффициента
вытяжки:
т .... Св. 0,35
до 0,40
гвт, мм . . (1,0-7-1,1) 5
Св. 0,40
до 0,45
(1,04-1,08)5
Св. 0,45 Св. 0,50
до 0,50
(1,0-4-1,06)5 (1,04-1,05)5
Квалитет при изготовлении пуансона и матрицы опре-
деляют в зависимости от квалитета на штампуемую деталь:
На изделие ..................... 11—12 13—14
На пуансон и матрицу ............... 6 8
Конструктивное оформление рабочих элементов штампа.
Наиболее ответственными частями рабочих элемен-
тов штампа являются их поверхности, непосредственно
соприкасающиеся во время вытяжки со штампуемым
материалом: закругления, переходные фаски, перетяж-
ные пороги и др. От их правильного оформления во мно-
гом зависит качество операции вытяжки.
Конструктивное оформление ряда рабочих элементов
показано на рис. 19.
Радиус закругления рабочего ребра матрицы для дан-
ной операции гМп (мм) на вытяжном ребре в общем случае
можно вычислять по формуле
г№п = 0,05 [50 + (dn-i — dn)] s , (Ю0)
где dn-1 и dn — диаметры полуфабрикатов до и после
данной операции. В случае первой вытяжки вместо сла-
гаемого (dn_j — dn) необходимо подставлять (О3 — dj,
а в случае вытяжки прямоугольных коробок (Bn-i — Вп)-
При этом следует иметь в виду, что увеличенный ра-
диус гм может привести к складкообразованию, а умень-
шенный радиус гм — к разрыву штампуемого материала.
Расчет и конструирование деталей штампа
291
Кроме того, различные по пластическим свойствам мате-
риалы также требуют различного подхода к назначению
гм. Поэтому наряду с использованием формулы (100)
следует учитывать конкретные условия вытяжки.
Так, при вытяжке деталей из материала толщиной до
3 мм из низкоуглеродистой стали гм = (6 4- 10) s, из
* алюминия, его сплавов и латуни — гм = (5 4- 8) $. При
3—6 мм указанные значения соответственно уменьшаются
до (4 4- 6) s и (3 4- 5) s, а при s > 6,0 мм — до (2 4- 4) s
и (1,5 4- 3) s.
При вытяжке деталей из титановых сплавов для пер-
вой операции принимают без нагрева: гм = (6 4- 8) s,
с нагревом гм = (8 4- 10) s; для последующих операций
радиус гм уменьшают по сравнению с радиусом, принятым
для первой операции, на 20—40 % (на каждой операции).
В случае вытяжки деталей с широким фланцем, когда
нет угрозы складкообразования при выходе фланца из-под
прижима, радиус гм можно увеличивать по сравнению
с расчетным в 1,5—2 раза и довести его значение до (10 4-
23) s. Однако для выполнения последней операции гм,
естественно, должен быть принят равным соответствую-
щему радиусу на детали или следует ввести операцию
калибровки.
Существенного увеличения гм можно добиться, при-
меняя дополнительное прижимное кольцо (см. рис. 19, к),
воздействующее на заготовку либо под действием соб-
ственной тяжести, либо с помощью отдельного механизма
(буфера, системы рычагов, ползуна пресса тройного дей-
ствия и др.).
Радиус закругления торца пуансона гп на последней
операции, если позволяют условия вытяжки, принимают
равным гд (см. рис. 19, а). В противном случае, если гд
2s при s<6mm и Гд 1,5s при s > 6 мм, вводят
операцию калибровки. Если выгяжку осуществляют за
две-три операции, следует назначать гп = (0,8 4- 1,0) гм
на соответствующей операции, постепенно уменьшая его
до гд. При многооперационной вытяжке значение гп на
каждой операции следует назначать, исходя из диаметров
полуфабриката после данной операции dn^ и после сле-
дующей за ней операции dn (см. рис. 19).
При вытяжке с утонением при s = 0,5 4- 2 мм при-
нимают гм = (1,3 4- 1,5) s, га = (1,2 4- 1,8) s. При s =
10*
292
Штампы для вытяжки
Радиусы закруглений пуансона гп и матрицы гт
1фи последовательной вытяжке в ленте (гп = гм)
Операция 100s/Dg
Св. 0,5 до 1,0 Св. 1,0 до 2,0 Св. 2,0
Первая После- дующие (54-6) s (0,74-0,8) r (4-5-5) s (0,65-5-0,7) (3-5-4) s (0,64-0,7) Гп-1
«= 2 4- 6 мм соответственно гм = (1,25 4- 1,5) s, гп =
== (0,5 4-0,l)s.
При вытяжке в ленте радиусы закругления на матрице
и пуансоне принимают одинаковыми. При этом на каждой
последующей вытяжке их значение постепенно уменьшают
(табл. 20).
При конструировании рабочих элементов матрицы и
пуансона, кроме правил установления радиусов необхо-
димо учитывать также ряд особенностей, изложенных
ниже.
При вытяжке без прижима с коэффициентом т > 0,8
следует применять матрицы с закруглениями (рис. 19, г
и ж), а при т 0,8 — матрицы с конической формой
рабочей части (рис. 19, 5). В последнем случае для первой
вытяжки при 100s/dx > 3 принимают а = 60 4- 70°, а при
lOOs/di <3 а = 40 4- 45°. Для последующих вытяжек
принимают а = 60 4- 70°. При этом следует иметь в виду,
что угол наклона в 45° упрощает процесс изготовления
штампа и обеспечивает его хорошую стойкость. С умень-
шением угла наклона в случае применения прижима соот-
ветствующего профиля появляется возможность закли-
нивания полой заготовки в конусе матрицы под прижи-
мом. Это приводит к образованию разрывов или сдиранию
металла с поверхности участка заготовки, зажатого между
матрицей и прижимом, и к уменьшению стойкости штам-
пов. Угол наклона в 55° обеспечивает надежное центри-
рование полой заготовки при установке ее на матрицу,
исключает образование косых деталей при вытяжке и
предотвращает заклинивание стенок заготовки в конусе
матрицы, приводит к повышению стойкости штампов.
Разность между углами наклона захода матрицы и
конуса прижима должна быть наименьшей (не более 30')-
Расчет и конструирование деталей штампа
293
21, Наименьшие значения коэффициентов первой вытяжки
без прижима в матрице с конической рабочей частью
(рис. 19, д)
Jl/°u 100s/Dq о
3,0 2,5 2,0 1.5 1.0
0,6 0,50 0,52 0,54 0,56 0,58
0,7 0,58 0,60 0,62 0,64 0,66
0,8 0,66 0,68 0,70 0,72 0,75
Первая вытяжка без прижима в матрице с конической
рабочей частью может осуществляться с коэффициентами,
значительно меньшими, чем приведенные в табл. 19.
Указанные коэффициенты зависят от длины образующей
конусной части матрицы и относительной толщины мате-
риала (табл. 21).
Рабочая часть матрицы для первой вытяжки без при-
жима может так же выполняться, как показано на
рис. 19, з, и: профиль рабочей части выполняется по
эвольвенте, а канавки наносят для удержания смазки.
При вытяжке напровал не следует делать рабочей всю
цилиндрическую часть матрицы: необходимо предусмат-
ривать лишь рабочий поясок высотой а == (5 10) s и
выточку глубиной b = (2 4- 8) s.
При вытяжке без прижима ширина плоской кольце-
вой части верхней плоскости матрицы должна составлять
с = (0,02 4- 0,2) D3, но не менее 1,5—2 мм и соответ-
ственно диаметр (см. рис. 19, г и д) расположения центра
закругления кромки матрицы £>ц = D3 — 2с.
При вытяжке с прижимом съем с пуансона обеспечи-
вает прижимное кольцо, без прижима — кромка буртика
с размерами а X Ь. Могут применяться дополнительные
способы съема. Однако во всех случаях следует предус-
матривать в пуансоне канал для прохода воздуха. Если
высота изделия более, чем в 2 раза превышает его диаметр,
пуансон изготовляют конусным с углом конусности 5—15^
в пределах допуска на внутренний диаметр изделия, что
обеспечивает съем с него изделия после вытяжки й пред-
отвращает заклинивание.
При вытяжке с утонением материала рабочей части
пуансона придают конусность в пределах: на первой one-
294
Штампы для вытяжки
Прижимное
о)
Рис. 20. Перетяжные пороги и ребра
рации — 0,02—0,04 мм на высоту изделия, на последую-
щих операциях — 0,06 мм.
Прижимное кольцо выполняют так, чтобы по внутрен-
нему диаметру оно скользило по пуансону с зазором, зна-
чение которого определяется схемой штампа. Если съем
полуфабриката с пуансона осуществляется прижимным
кольцом при его воздействии на торец вытянутого полу-
Расчет и конструирование деталей штампа 295.
фабриката, то принимают zc = (0,1 4- 0,05) s. Если же
съем полуфабриката производится путем воздействия на
его фланец, то зазор ?с может быть принят из конструк-
тивных соображений. Наружный диаметр прижимного
кольца для последующих операций выполняют, обеспе-
чивая свободное вхождение его в полуфабрикат, устанав-
ливаемый для вытяжки в данный штамп.
При вытяжке деталей с широким фланцем во избежа-
ние чрезмерного возрастания усилия прижима необхо-
димо уменьшить контактную площадь прижима, что
достигается выполнением буртика (рис. 19, /г, слева),
на матрице или выемки на прижиме (справа). Высота
буртика или выемки е = (0,2 4- 0,5) s.
В тех случаях, когда необходимо искусственно уве-
личить сопротивление перемещению материала между
матрицей и прижимом, применяют перетяжные пороги
(выступающие части или отдельные элементы матрицы
штампа) или перетяжные ребра (отдельные детали штампа).
Пример сечения перетяжного порога показан на
рис. 20, а. При этом принимают rM = 0,05d s. При
некруглых деталях вместо d подставляют В.
При вытяжке крупных деталей применяют перетяж-
ные ребра, врезая их в прижимное кольцо (плиту),а
в матрице — обрабатывая под них соответствующие ка-
навки. На рис. 20, б показан один из вариантов распо-
ложения перетяжных ребер. Размеры приведены в табл. 22.
Угол а наклона поверхности кольца к плоскости,
перпендикулярной оси пуансона, принимают < 30°. Ребра
лучше всего крепить винтами со стороны, противополож-
ной рабочей поверхности (рис. 20, в). Другие варианты
конструктивного исполнения и размещения перетяжных
ребер показаны на рис. 20, г, д и е.
22. Размеры и расположение перетяжных ребер
(см. рис. 20, б)
Размеры, мм
Штампы 1 it в h R н d
Мелкие и средние 25—32 25—30 14 6 7 125 5 Мб
Средние и крупные 28—35 28—32 16 7 8 150 6 М8
Очень крупные 32—38 32—38 20 8 10 150 7 мю
296
Штампы для вытяжки
ТИПОВЫЕ КОНСТРУКТИВНЫЕ СХЕМЫ ШТАМПОВ
Вытяжку осуществляют на прессах простого и двой-
ного действия. Соответственно различают штампы про-
стого и двойного действия. Вместе с тем в штампах могут
предусматриваться дополнительные элементы, обеспечи-
вающие двойное действие при установке на прессы про-
стого действия и соответственно тройное действие при
установке на прессы двойного действия. Возможны также
конструкции штампов, обеспечивающие многократное дей-
ствие.
Необходимость двойного, тройного и многократного
действия вызывается требованием соответствующего при-
жима исходной заготовки или полуфабрикатов в процессе
вытяжки для исключения складкообразования.
Штампы для вытяжки классифицируют, в основном,
по следующим признакам: наличию прижима, принадлеж-
ности к прессу (простого или двойного действия), поряд-
ковому номеру операции (первая или последующие вы-
тяжки) и направлению вытяжки (вниз или вверх дном).
В табл. 23 указаны соответствующие типы наиболее часто
применяющихся штампов. Могут быть сконструированы
и штампы, которые соответствуют отмеченным в табл. 24
знаком *. Однако в их применении нет необходимости и
конструкции их нерациональны.
Схемы штампов типа I показаны на рис. 19, гид.
Схемы штампов типа II показаны на рис. 19, ж. Конструк-
ция штампа этого типа показана на рис. 21. На нижней
23. Типы штампов, наиболее часто применяющихся для вытяжки
Направ- ление вытяжки Штампы без при- жима, , устанавли- ваемые на пресс простого действия Штампы с прижимом устанавливаемые
на пресс простого действия на пресс двой- ного действия
для первой вытяжки Для после- дующих вытяжек Для первой вытяжки для после- дующих вытяжек для первой вытяжки для после- дующих вытяжек
Дном ВНИЗ I II III ♦ IV V
Дном вверх ♦ ♦ VI VII VIII IX
Типовые конструктивные схемы штампов
297
Рис. 21. Штамп для последую-
щей вытяжки без прижима
7
Рис. 22. Штамп для вытяжки с
утонением
плите 1 закреплена матрица 2, на которой в свою очередь
закреплен трафарет (кольцо) 3. Предварительно вытяну-
тый стакан устанавливается в отверстие кольца 3 и пуан-
соном 4, закрепленным в хвостовике 5, протягивается
сквозь матрицу. При обратном ходе вытянутая заготовка
снимается с пуансона двумя (тремя) съемниками 5, при-
жимающимися к пуансону под воздействием пружин 7.
Схема штампа того же типа, но предназначенного для
вытяжки с утонением материала, показана на рис. 22.
Предварительно вытянутый стакан устанавливают в прием-
ный конус первой матрицы 3. При ходе вниз пуансон 4
протягивает его сквозь первую матрицу 3 и вторую 2.
Съемниками 1 протянутый стакан снимается с пуансона
при ходе вверх. Пуансон крепится в пуансонодержателе
с помощью разрезной втулки 5.
Штамп типа III совмещенного действия показан на
рис. 23. Он выполняет вытяжку чашки и одновременную
обрезку фланца, обеспечивая заданную высоту, борта
штампуемой детали. Круглая исходная заготовка, рас-
считанная с припуском на обрезку, укладывается на
298
Штампы для вытяжки
Рис. 23. Штамп для вытяжки
и обрезки
плоскость матрицы 2 в от-
верстие трафарета 13 (или
между упорами). Матрица
закреплена на плите /.
При ходе верхней ча-
сти штампа вниз прижим-
ное кольцо 4 под воздейст-
вием буфера 5 прижимает
заготовку, затем вытяжной
пуансон 3, закрепленный
на обрезном пуансоне 6,
о су щест вл яет выт я жк у
чашки. Выталкиватель 14
до начала вытяжки (ибо
буфер /7 значительно силь-
нее пружины 12) утаплива-
ется. В процессе вытяжки
выталкиватель 15 опуска-
ется. В конце операции
обрезной пуансон 6 входит
в матрицу (он выполнен по
матрице с зазором, соот-
ветствующим разделитель-
ной операции) и обрезает
остаток металла от вытя-
нутой чашки. Обрезка
происходит в процессе перемещения пуансонов 3 и 6
постепенно, и торец вытянутой чашки приобретает верти-
кальное положение.
При обратном ходе отштампованная чашка вначале
выталкивается из матрицы выталкивателем /5, а затем
снимается с пуансона выталкивателем 14. Усилие от
буфера передают толкатели 16.
Усилие пружины 12 регулируется шпилькой 10.
Пуансон 6 закреплен в пуансонодержателе 11 и вместе
с ним прикреплен к верхней плите 8. Усилие передается
плите через подкладную плитку 7. К ползуну штамп
крепится хвостовиком 9.
Типовые конструктивные схемы штампов
299
Рис. 24. Штамп для вытяж-
ки, устанавливаемый на пресс
двойного действия:
1 — пуансон; 2 — прижимное
кольцо; 3 — верхняя плита; 4 —
упор; 5 —> матрица; 6 — нижняя
плита; 7 *— выталкиватель
Штампы типа IV показаны на рис. 24—26. Первый
предназначен для вытяжки стакана из плоской заготовки,
устанавливаемой на зеркало матрицы по упорам 4. Вто-
рой — для вырубки заготовки и вытяжки стакана. По-
лосу подают между направляющими съемника 2 до упора
11. Вырубка исходной заготовки производится пуансо-
ном 5 на матрице 1. Пуансон 5 одновременно является
прижимным кольцом, осуществляющим прижим заго-
товки, которую он проталкивает сквозь матрицу 1 до
плоскости матрицы для вытяжки 7. Третий штамп (рис. 26)
предназначен для вытяжки фигурной ванночки из пло-
ской заготовки. Плоскую заготовку 6 укладывают на
матрицу 4 по упорам 8. При ходе вниз наружного пол-
зуна прижимная плита 2 прижимает заготовку к матрице.
При ходе внутреннего ползуна осуществляется вытяжка.
В конце хода выполняется рельефная формовка дна на
выталкивателе. Поскольку внутренний ползун пресса
поднимается раньше наружного, деталь остается в матрице.
Затем выталкиватель 7 выталкивает деталь из матрицы.
На рис. 27, а показан аналогичный штамп типа IV
для первой вытяжки промежуточной заготовки стакана,
а на рис. 27, б — штамп типа V для второй вытяжки этой
заготовки.
800
Штампы для вытяжки
I
Типовые конструктивные схемы штампов
301
Рис. 25. Штамп совмещенного действия для вырубки заготовки и вы-
тяжки стакана:
1 — матрица для вырубки; 2 — съемник; 3 — пуансонодержатель; 4 “ верх-
няя плита; 5 — пуансон для вырубки — прижимное кольцо; 6 — пуансон;
7 — матрица для вытяжки; 8 — выталкиватель; 9 — нижняя плита; 10 —
толкатель; 11 — упор
Штамп типа V показан также на рис. 28. Предвари-
тельно вытянутая полая заготовка устанавливается в вы-
емку выталкивателя 1 и опирается на кромку матрицы 3.
Прижим осуществляется стаканом 4, вытяжка — пуансо-
ном 2. При опускании и подъеме прижим направляется
Рис. 26. Штамп для вытяжки и формовки:
1 — пуансон; 2 — прижимная плита; 3 — верхняя плита; 4 — матрица; 5 «»
Нижняя плита; 6 исходная заготовка; 7 *- выталкиватель; 8 упоры
302
Штампы для вытяжки
Рис. 27. Штампы для вытяжки на прес-
се двойного действия:
а — для первой операции; б *=* для второй
операции
Рис. 28. Штамп для последующей вы-
тяжки полой фигурной коробки
двумя колонками. Верхняя плита относительно нижней
также направляется колонками.
Штамп типа VI показан на рис. 29. Он выполняет
вырубку заготовки и вытяжку стакана с фланцем. Полоса
исходного материала подается между боковыми упорами 10
до упора 6. При ходе ползуна вниз прижимной плитой 5
полоса вначале прижимается к плоскости матрицы, затем
пуансон-матрица 9 на матрице 4 осуществляет вырубку
заготовки и при дальнейшем ходе своей внутренней по-
лостью выполняет вытяжку на пуансоне 1. Прижимное
кольцо 3 при этом опускается и предотвращает складко-
образование. При обратном ходе буферное устройство
пресса через толкатели 2 поднимает прижимное кольцо 3
и снимает вытянутый стакан с пуансона 1. Стакан остается
в полости пуансон-матрицы 9 и в конце хода вверх вытал-
кивается из нее шайбой 5, усилие которой от коромысла
пресса передается через толкатель 7.
Типовые конструктивные схемы штампов
303
Рис. 29. Штамп совмещенного действия для вырубки и вытяжки
Штамп другой конструкции того же типа, совмещаю-
щий вытяжку прямоугольной коробки из плоской заго-
товки, рассчитанной с припуском, обрезку излишнего
металла и пробивку отверстий, показан на рис. 30.
Рис. 30. Штамп для вы-
тяжки, пробивки и об-
резки:
1 — пуансон для обрезки;
2 — нижняя плита; 3 — вы-
талкиватель; 4 — матрица;
б, 10 — буферы; 6,7 — пу-
ансоны; 8 — пуансонодержа-
тель; 9 — пуансон для вы-
тяжки
304
Штампы для вытяжки
Рис. 31. Штамп для вытяжки с калибровкой:
1 — пуансон; 2 — прижимное кольцо; 3 — матрица для вытяжки; 4 ка-
либровочная матрица; 5 — выталкиватель; 6 буферное устройство
Штамп, показанный на рис. 31, относится к тому же
типу, однако в его конструкции содержится особенность,
позволяющая совмещать вытяжку при большом радиусе
гм с калибровкой. Указанное достигается тем, что матрица
3 подпружинена мощным буфером 6, благодаря чему по
окончании вытяжки останавливается, а продолжающая
двигаться вниз калибровочная матрица осуществляет
калибровку закругления у фланца вытянутой детали.
Штамп типа VII показан на рис. 32 Предварительно
вытянутая заготовка надевается на прижимное кольцо 1.
Вытяжку осуществляет матрица 2 на пуансоне 3. При-
жимное кольцо опирается на толкатели, упирающиеся
в буферное устройство пресса. Готовая деталь снимается
Типовые конструктивные схемы штампов
305
Рис. 32. Штамп для второй вытяжки:
1 — прижимное кольцо; 2 — матрица; 3 *- пуансон; 4 — выталкиватель; 5 ~
верхняя плита; 6 — матрицедержатель; 7 *— нижняя плита; 8 — пуансоно-
держатель
с пуансона прижимным кольцом и затем выталкивается
из матрицы выталкивателем 4 под воздействием коромысла
пресса.
Штампы типов VIII и IX конструируются значительно
реже описанных выше; чаще всего они проектируются
для установки на прессы двойного действия, оснащенные
пневмо- и гидроподушками для создания эффекта трой-
ного действия.
На рис. 33 показан пример схемы вытяжки в одном
из таких штампов. Первая вытяжка стакана из плоской
заготовки осуществляется дном вверх, вторая — дном
вниз. Усилие для прижима заготовки при первой опера-
ции обеспечивает гидроподушка пресса; первую вытяжку
Рис. 33. Схема штамповки путем
совмещения вырубки и двух вытя-
жек на прессе двойного действия с
гидроподушкой:
а — начало вырубки и первой вытяж-
ки; б — окончание первой вытяжки и
начало второй; в — выполнение вто-
рой вытяжки (1 — прижимное коль-
цо; 2 — матрица для вырубки; 3, 5 —
пуансон-матрицы; 4 пуансон; 6
прцжимное кольцо)
306
Штампы для вытяжки
и удержание (прижим) стакана во время второй вытяжки
выполняет наружный ползун, вторую вытяжку произво-
дит внутренний ползун пресса.
Штамп для выполнения первой вытяжки дном вниз и
второй — дном вверх может устанавливаться на пресс
двойного действия без гидроподушки. В этом случае
буферное устройство должно быть предусмотрено в штампе.
Один из таких штампов (конструкции В. С. Ременика)
показан на рис. 34. Штамп обеспечивает за один ход пресса
двойного действия штамповку стакана с двойными стен-
ками и дном, не перпендикулярным оси, и пробивку от-
верстий в дне.
Благодаря наличию в штампе буферного устройства
на прессе двойного действия удается получить эффект
тройного действия и в то же время использовать жесткий
выталкиватель пресса.
При верхнем положении ползунов нижнее прижимное
кольцо 6, поддерживаемое толкателем 5 через шайбу 16
и стойки 4, находится на уровне верхней плоскости мат-
рицы 8. На том же уровне находится и шайба 12 выталки-
вателя. Плоскую заготовку укладывают на матрицу, и
при опускании наружного ползуна она прижимается
кольцом 11. При опускании наружного ползуна прижим-
ное кольцо 6 и шайба 12 опускаются в свое промежуточное
положение (показанное на рис. 34) до упора шайбы 16
в дно стакана 3, поддерживаемого шайбой 2 буферного
устройства 1.
Во время опускания внутреннего ползуна вначале
пуансон 7 на матрице 8 производит вытяжку наружной
поверхности стакана. При дальнейшем ходе пуансон 7,
соприкасаясь через дно вытянутого стакана с верхней
наклонной плоскостью прижимного кольца 6, опускает
его вниз, преодолевая сопротивление буферного устрой-
ства 1 через стойки 4, шайбу 16, стакан 3 и шайбу 2. При
этом нижний пуансон 14 своей наружной поверхностью
вытягивает внутреннюю поверхность стакана. Матрицей
для вытяжки служит внутренняя цилиндрическая полость
пуансона 7, а прижимом — неподвижное кольцо 13 и
подвижное кольцо 6, Вблизи крайнего нижнего положе-
ния пуансон — вкладыш 9 на режущей кромке внутрен-
ней полости нижнего пуансона 14 пробивает отверстие
в дне вытянутой детали. При дальнейшем ходе это отвер-
Типовые конструктивные схемы штампов
307
Операционный эскиз
Рис. 34. Штамп для вытяжки стакана с двойными стенками
стие несколько растягивается, благодаря чему увеличе-
ние высоты внутренних стенок вытянутого стакана про-
исходит за счет частичной отбортовки заранее пробитого
отверстия. В конце хода керн 15 делает отметку в дне
детали для последующего сверления отверстия.
308
Штампы для вытяжки
Во время хода вверх пуансон 7 выходит из полости
вытянутой детали, которая снимается с него прижимным
кольцом 11. При этом подвижное кольцо 6 под действием
усилия буферного устройства 1, передаваемого через
шайбу 2, стакан 5, шайбу 16 и стойки 4, поднимается
вверх до своего промежуточного положения, снимает
деталь с пуансона 14 и выталкивает ее из кольца 13. При
дальнейшем ходе наружного ползуна вверх прижимное
кольцом 6 под действием усилия выталкивателя пресса,
передаваемого через толкатель 17, шайбу 16 и стойки 4,
поднимаясь вверх до уровня верхней плоскости матрицы,
выталкивает из нее готовую деталь. Одновременно шайба
12 под действием выталкивателя 5, поднимаясь до уровня
матрицы, выталкивает отход от пробивки отверстия в дне
детали.
Таким образом, данная конструкция штампа обеспе-
чивает получение эффекта тройного действия: прижим
плоской заготовки осуществляется ходом наружного пол-
зуна, вытяжка — ходом внутреннего ползуна, а прижим
дна и стенок детали при обратной вытяжке — буферным
устройством штампа. Из-за косого дна пуансон от про-
ворачивания застопорен шпонкой 10.
Особую группу составляют штампы последовательного
действия для вытяжки в ленте. Как правило, они по-
строены по принципу штампов типа III или VI. Штамп,
работающий по типу III, показан на рис. 35. Процесс
вытяжки в ленте производится с фасонной вырезкой про
межутков между заготовками. Деталь получается за пять
переходов: три перехода вытяжки, пробивка дна и вы-
рубка детали по наружному контуру.
Особенностью конструкции штампа является наличие
в нем съемника-складкодержателя 2, действующего от
пружин, смонтированных на винтах 10 в верхней части
штампа. Все матрицы выполнены в виде отдельных вста-
вок, установленных в обойму 3 и удерживаемых в послед-
ней посредством заплечиков.
Лента вначале подается до перекрытия фасонного окна
матрицы 4, и за первый удар производится обрезка конца
ленты по профилю вырубного пуансона 1. Затем лента
подается до двух временных упоров 11, и происходит
первая вытяжка заготовки, после чего ленту продвигают
вперед на шаг и осуществляют следующий ход пресса, ит.д*
Типовые конструктивные схемы штампов
309
Б-Б мйернуш
310
Штампы для вытяжки
Рис. 36. Штамп (тип IV) для последовательной вытяжки в ленте
При переходе на автоматический режим штамповки
(лента подается в штамп клино-роликовой подачей, смон-
тированной на прессе) упоры 11 утапливают. Для этого
поворачивают планку 7 вокруг оси 6 против часовой
стрелки на угол 180° и освобождают от фиксации смонти-
рованный в пазу нижней плиты рычаг 12, давая возмож-
ность траверсе 8, а следовательно, и соединенным с ней
упорам 11 переместиться вниз под действием пружин Р.
Провальные отверстия для удаления деталей и отхо-
дов, получаемых при пробивке отверстий, разделены
козырьком 5, прикрепленным снизу к нижней плите
штампа.
Штамп, работающий по типу IV, показан на рис. 36.
Он отличается от предыдущего тем, что пуансоны уста-
новлены в нижнем пуансонодержателе. Прижимная плита
1 под действием буфера 3 снимает полосу с вытянутыми
полуфабрикатами с пуансонов при каждом ходе. Полоса
перемещается по ней влево на шаг, затем производится
следующий ход. После вырубки пуансоном 2 готовая
деталь поднимается вверх, следующая деталь поднимает
ее выше и т. д. Стопка деталей выпадает постепенно
сквозь отверстие а.
Типовые конструктивные схемы штампов
311
Важное место при производстве деталей методом вы’
тяжки занимают так называемые доделочные операции?
в частности обрезка после вытяжки. Определенную слож-
ность представляет обрезка после вытяжки прямоугольных
коробок. Обрезка может быть осуществлена в штампах,
показанных на рис. 23 и 30. Аналогично можно осуще-
ствить обрезку в отдельном штампе. Однако для получе-
ния качественного среза по торцу бортов следует обрезку
выполнять в направлении, перпендикулярном бортам.
Штамп для такой операции, показанный на рис. 37,
успешно эксплуатируется на Новосибирском инструмен-
тальном заводе.
В прикрепленном в верхней плите 10 держателе 19
установлен пуансон 12 с фиксатором 13, В держателе
смонтированы упоры 15, В нижней плите 1 установлены
четыре клина: 8 и 21, В окне нижней плиты штампа на
буферной плите 5 помещается кулачковая обойма 7, на
каждой из четырех сторон которой имеются кулачки 6,
16, 20 и 22, Профили этих кулачков выбраны так, что
под воздействием клиньев при опускании ползуна подвиж-
ная система передвигается в четырех горизонтальных
направлениях в определенной последовательности. Сверху
к обойме прикреплена матрица 9, внутри которой поме-
щается выталкиватель 14, В буферной плите установлены
стаканы 2, в которых имеются пружины 4, воздействую-
щие на толкатели И, поддерживающие выталкиватель.
Усилие регулируется пробками 3,
Деталь (коробку) устанавливают в окне матрицы 9
на выталкиватель 14, Режущие контуры матрицы и пуан-
сона выполнены по форме обрезаемого контура коробки
с зазором 0,2—0,3 мм на сторону. Обрезка всех стенок
детали производится за один рабочий ход пресса при
перемещении кулачкой обоймы с матрицей в четырех
различных направлениях в горизонтальной плоскости.
При каждом перемещении срезается один из бортов
коробки.
При опускании верхней части штампа фиксатор 13
утапливает коробку до требуемой высоты обрезки, причем
нижняя плоскость пуансона с этого момента до конца
процесса обрезки находится на уровне плоскости матрицы.
Такое взаимное положение пуансона и матрицы обеспе-
чивается совмещением рабочих плоскостей упоров с ре*
co
ьэ
Штампы для вытяжки
Типовые конструктивные схемы штампов
313
жущей плоскостью пуансона, которое достигается их
одновременным шлифованием.
При опускании коробки в матрицу сжимаются пружины
4, и выталкиватель 14 опускается относительно кулачко-
вой обоймы 7.
Затем начинает опускаться толкатель 23, воздействую-
щий на буферное устройство пресса, пуансон и вся ниж-
няя подвижная система опускаются вместе (свободный ход)
до соприкосновения скоса заднего кулачка с задним кли-
ном. При дальнейшем опускании происходит сдвиг впе-
ред всей нижней подвижной системы под действием зад-
него клина. При этом обрезается задняя стенка коробки.
Затем подвижная система, опускаясь, сдвигается вправо
из-за скольжения скоса левого кулачка по скосу левого
клина — обрезается левая стенка коробки. Опускаясь
далее, подвижная система сдвигается назад, обрезая
переднюю стенку коробки (взаимодействуют скос перед-
него кулачка и скос переднего клина). Увеличение сдвига
в этом случае вызывается наличием холостого хода, обес-
печивающего возврат подвижной системы в исходное
положение, и рабочего хода, необходимого для среза
передней стенки. Срез правой стенки осуществляется при
дальнейшем опускании подвижной системы и сдвиге ее
влево (взаимодействуют скос правого кулачка и скос
правого клина). Величина сдвига здесь также определяется
наличием холостого и рабочего ходов. Ход вниз ограничи-
вается упорами 17. При ходе ползуна пресса вверх подвиж-
ная система будет совершать движения в обратной после-
довательности. Верхняя часть штампа поднимается (под
действием толкателя 23— вся система и под действием
пружин 4 — выталкиватель 14) на величину, позволяю-
щую убрать отход, извлечь обрезанную коробку из мат-
рицы и заложить в матрицу следующую заготовку. Мини-
мальный ход пресса в данном случае складывается из
удвоенной высоты необрезанной коробки и потребного
для процесса обрезки хода ползуна.
При эксплуатации штампа необходимо следить не
только за состоянием режущих кромок пуансона и мат-
рицы, но и за работой буферных пружин, от усилия
которых также зависит качество обрезки. Усилие буфера
рассчитывается по формуле
Рбуф = (0,05 4- 0,08) Рср,
314
Штампы для вытяжки
где Рср — наибольшее усилие, необходимое для среза
одной стороны коробки.
Положение клиньев 8 и 21 регулируется болтами 18.
ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ШТАМПОВ
ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ МЕТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ С ОСОБЫМИ СВОЙСТВАМИ И НЕМЕТАЛЛОВ
В штампах для вытяжки деталей из титана и его
сплавов в случае вытяжки с нагревом материала следует
предусматривать обогрев матрицы и прижимного кольца.
Марка сплава . . ВТ1-00 ОТ4-0; ВТ14 ВТ5-1;
ОТ4; ВТ6
ОТ4-1
Температура на-
грева, °C .... 350—400 500—600 550—700 600—750
Вследствие интенсивного налипания частиц штампуемо-
го материала на рабочие элементы штампа, следует приме-*
нять для их изготовления материалы с особыми свойст-»
вами.* для холодной вытяжки — графитизированные стали,
хромоникелевый и магниево-никелевый чугун, алюминие-
вожелезистоникелевые бронзы и металлокерамические
сплавы; для горячей вытяжки — жаропрочные сплавы,
стали 5ХГМ и ЗХ2В8Ф, а также порошковые сплавы.
При вытяжке титановых сплавов следует применять
пониженные скорости деформирования.
Детали из молибдена рекомендуется вытягивать с на-
гревом материала до 220—260 °C. Нагревательный эле-
мент желательно встраивать в штамп. При этом буферные
устройства следует выносить из зоны нагрева, а направ-
ляющие колонки — охлаждать, нижнюю плиту — изо-
лировать от подштамповой плиты пресса асбестовой
прокладкой.
Вытяжку деталей из тантала и ниобия производят
без нагрева. Вследствие их особо интенсивного налипа-
ния на рабочие элементы штампа поверхности последних
защищают лаковым покрытием. В отдельных случаях
создают увеличенные зазоры между матрицей и пуансо-
ном и через них принудительно вытесняют жидкий смазоч-
ный материал.
Штампы для материалов с особыми свойствами
315
Вытяжку деталей из циркония также выполняют в хо-
лодном состоянии. Для предотвращения его налипания
применяют смазочные материалы с наполнителем.
В штампах осуществляют также вытяжку неметалличе-
ских материалов.
В частности, вытяжку фибры выполняют в увлажнен-
ном состоянии (после вымачивания в воде в течение вре-
мени, определяемом из расчета 1,5 ч на 1 мм толщины)
обычными штампами с прижимом. В качестве смазочного
материала применяют графит или тальк. После вытяжки
готовую деталь подвергают сушке при 65—70 °C в тече-
ние 12 ч на дублере-пуансоне.
Неглубокую вытяжку в обычных штампах с прижимом
можно производить из текстолита (при температуре
150—170 °C), из картона (с нагревом рабочих элементов
штампа до 120 °C) и из кожи (с предварительным нагревом
заготовки до 200 °C в масле). Коэффициент вытяжки при-
меняют в пределах 0,4.
Глава 5
ШТАМПЫ ДЛЯ ОТБОРТОВКИ, ПРОКОЛКИ,
РЕЛЬЕФНОЙ ФОРМОВКИ, РАЗДАЧИ,
ОБЖИМА, ЗАВИВКИ, ЗАКАТКИ, ПРАВКИ,
КАЛИБРОВКИ И ЧЕКАНКИ
ОТБОРТОВКА И ПРОКОЛКА
Основные методы и схемы отбортовки и проколки круг-
лых отверстий. Под отбортовкой понимают операцию, в
результате которой по внутреннему (внутренняя отбор-
товка) или наружному (наружная отбортовка) контуру
заготовки образуется борт. В основном выполняют вну-
Рис. 1. Варианты и схемы отбортовки и проколки круглых отверстий?
а — отбортовка круглых отверстий диаметром свыше 10 мм в плоской за-
тельно вытянутого стакана; в — отбортовка отверстий в плоской заготовке
нологического отверстия; д — проколка; е — отбортовка с утонением стенок;
патрубка тройника из трубы шариком (/ « матрица; 2 ~ пуансон; 3 при-
Отбортовка и проколка
317
треннюю отбортовку круглых отверстий. При этом в заго-
товке предварительно (рис. 1, а—в) или одновременно с от-
бортовкой (рис. 1, г) пробивают технологическое отверстие
диаметром d0, и пуансон производит отбортовку, в резуль-
тате которой кольцевая поверхность заготовки, ограничен-
ная диаметрами и d0, превращается в цилиндрическую.
При этом, если коэффициент отбортовки /С0Тб достигает
значений ниже предельных, образуются трещины. При
пробивке технологического отверстия в отдельном штампе
направление движения пуансона в штампе для отбортовки
следует принимать противоположным направлению про-
бивки. Это снижает вероятность появления трещин.
Отбортовку при предварительно пробитом технологи-
ческом отверстии выполняют сферическим (см. рис. 1, а)
готовке сферическим пуансоном; б — отбортовка отверстия в дне предвари-
цилиндрическим пуансоном; г — отбортовка с одновременной прибивкой тех-
яс — отбортовка мелких отверстий под нарезание резьбы; з отбортовка
жим; 4 буфер; 5 клин; 6 — шарик)
318
Штампы для отбортовки, формовки, раздачи и др.
или цилиндрическим (см. рис, 1, в) пуансоном. В послед*
нем случае рабочий конец пуансона выполняют в виде
фиксатора (ловителя), обеспечивающего центрирование
заготовки по технологическому отверстию, с коническим
переходом к рабочей части диаметра dn.
Отбортовку выполняют., как правило, в плоской заго*
товке (рис. 1, а, в) или в дне предварительно вытянутого
стакана (рис. 1, б). В последнем случае возможная высота
/Уд получаемого борта существенно больше, чем в случае,
показанном на рис. 1, а.
Правка заготовки в зоне отбортовки отверстия (по-
верхность заготовки в этом месте «выпучивается») осущест*
вляется в конце хода пуансона его буртом (рис. 1, а).
Более эффективным является применение отдельного при
жимного кольца, работающего под воздействием буфера
(рис. 1, б—г, е).
При совмещении пробивки с отбортовкой (рис. 1, г)
наличие прижимного кольца обеспечивает, кроме того,
более качественную пробивку технологического отверстия,
осуществляемую только пуансоном (без матрицы).
Если требуется пробить технологическое отверстие
весьма малого диаметра, применяют проколку — опера-
цию, выполняемую пуансоном с заостренным концом.
При этом пуансон сначала прокалывает заготовку, а затем
уже выполняет отбортовку. Отход в этом случае не обра-
зуется (рис. 1,5).
При необходимости выполняют отбортовку с утонением
материала (рис. 1, е). При этом соответствующие кольце-
вые выступы пуансона, постепенно увеличивающиеся по
диаметру, производят пластическое деформирование (уто-
нение) стенок отбортованной цилиндрической части. Вы-
сота Яд в данном случае может быть значительно больше,
чем при отбортовке без утонения.
Отбортованную поверхность можно использовать для
последующего нарезания внутренней резьбы.
Расчет технологических параметров для круглых отвер-
стий. Исходными параметрами для расчета отбортовки
являются диаметр /)вн отбортованного отверстия и высота
борта детали //д. По указанным параметрам рассчитывают
требуемый диаметр d0 технологического отверстия.
Для относительно высокого борта расчет диаметра d0
выполняют из условия равенства объемов металла до и
Отбортовка и проколка
319
после отбортовки [371:
” - 4 (Ох - 2rM - s) (Яд - гм),
(1)
где Dj_ = DBH + 2 (rM 4- s).
Для низкого борта расчет можно выполнять из условия
обычной гибки в радиальном сечении:
d0 = Do + 0,86rM — 2/7 д — 0,57s, (2)
где Do = Z)BH + s; rM — радиус закругления рабочего
ребра матрицы; гм (0,2 4- 0,5) s.
Затем проверяют возможность отбортовки за оДин
переход при данном соотношении d0 и Do по коэффициенту
отбортовки
/^ОТб -- 4/Аг
(3)
Допустимый (предельный) для данного материала коэф-
фициент отбортовки ограничивается способностью мате-
риала к растяжению, поэтому может быть аналитически
определен по формуле
у^пред
Аотб
1
1 + 6/100 г,отб’
(4)
где 6 — относительное удлинение материала; т]0Тб —коэф-
фициент, определяемый условиями отбортовки.
В табл. 1 приведены значения т]Отб в зависимости от
условий операции. Следует учесть, что значение /СотбА
также зависит и от ряда других условий, в том числе —
от качества обработки поверхности пуансона, наличия и
качества смазочного материала и т. д. На практике можно
пользоваться также данными, приведенными в табл. 2 и 3.
Значения, полученные по формуле (4), не всегда совпа-
дают со значениями, найденными по табл. 2 и 3, Во всех
случаях, если отбортовку осуществляют при значениях
Лоте, близких к предельным, для качественного выпол-
нения операций требуется экспериментальная проверка.
Если в качестве исходного параметра задается не //д, а
d0, то из равенства (1) или (2) может быть вычислена
наибольшая высота Яд, которую можно получить для
данного случая. Если отбортовку производят в дне пред-
320 Штампы для отбортовки, формовки, раздачи и др.
1. Значения т)ОТб для различных условий отбортовки
Способ получения технологического отверстия
do/s Чистовая пробивка или сверле- ние с за- чисткой Пробивка в штампе Чистовая пробивка или свер- ление с за- чисткой Пробивка в штампе
Сферический пуансон Цилиндрический пуансон
(см. ри С. 1, а) (см. рис . 1,в, г)
Св. 1 до 3 0,30 0,68 0,40 0,75
» 3 » 5 0,42 0,70 0,50 0,78
» 5 » 6 0,50 0,70 0,58 0,80
» 6 » 8 0,52 0,72 0,62 0,81
» 8 » 10 0,53 0,73 0,67 0,84
» 10 » 15 0,60 0,75 0,71 0,92
» 15 » 20 0,67 0,80 0,75 0,92
» 20 » 35 0,75 0,87 0,83 1,00
» 35 » 50 0,83 0,95 1,0 1,08
» 50 1.0 1,08 1,16 1,20
варительно вытянутого стакана (см. рис. 1, 6), то общую
высоту борта НЛ можно определить по формуле
Н'Л = —°-~ *° - 0.72s - 0,43гп + Нв, (5)
где Нв — глубина предварительной вытяжки.
В связи со значительным растяжением материала на
кромке технологического отверстия (в результате увели-
чения диаметра d0 до диаметра Do) происходит существен-
ное утонение кромки: ____
s' = s //<отб, (6)
где s' —толщина кромки после утонения.
Отбортовку мелких отверстий под резьбу (см. рис. 1, ж)
выполняют с небольшим утонением стенок, что приводит
к увеличению высоты борта. При этом принимают d0 =
= 0,45£>вн, s' = 0,65s и соответственно dM = DBn + 1,3s
и получают высоту борта детали //д=(1-г 1,5) s.
Внутренний диаметр отбортованного отверстия при-
нимают равным внутреннему диаметру резьбы. Высота
профиля резьбы не должна превышать 0,35s, таким обра-
зом должно соблюдаться условие dM dp + 0,6s, где
dp — наружный диаметр резьбы.
Отбортовка и проколка 321
2. Наименьшие значения коэффициента отбортовки круглых
отверстий для некоторых материалов *
Материал S, мм „пред лотб
Латунь мягкая Св. 0,6 до 0,7 » 0,7 » 0,8 » 0,8 0,52 0,43 0,40
Алюминий мягкий До 0,3 Св. 0,3 0,71 0,51
Жесть белая Любая 0,65
Титановый сплав: ВТ1-0 в холодном состоянии то же, при 300—400 °C < ВТ5-1 в холодном состоянии то же, при 500—600 °C До 1,0 Св. 1,0 До 1,0 Св. 1,0 До 1,0 Св. 1,0 До 1,0 Св. 1,0 0,64 0,55 0,60 0,55 0,85 0,75 0,65 0,55
Сталь мягкая До 2,0 Св. 2,0 0,70 0,75
* Значения приведены для наиболее неблагоприятных усло-
вий выполнения операций и могут быть уменьшены в конкретных
случаях (см. табл. 1 и 3).
Для отверстий больших диаметров отбортовку с уто-
нением стенок производят ступенчатым пуансоном (см.
рис. 1,е). Диаметры его ступеней принимают: последней
(верхней) dnn = £>вн, предпоследней (dn^) на 2—3 %
меньше, следующей — на 3—4 % меньше, чем предыду-
щей, и т. д. Обычно применяют пуансоны, имеющие не
более трех-четырех ступеней. Шаг ступеней hn принимают
из следующих ориентировочных соотношений:
hi 1,2dnx; Л2 = Л4 = (0,8 н- 0,9) Ль h3 = Л5 0,6Л2.
«
За одну операцию одновременно с отбортовкой можно
произвести утонение стенки до$( = 0,5s. При применении
11 в. Л. Марченко и др.
322
Штампы для отбортовки, формовки, раздачи и др.
3. Наименьшие значения коэффициента отбортовки круглых
отверстий в низкоуглеродистой стали в зависимости
от условий выполнения операции
Способ получения технологического отверстия
)/s Сверление с последу- ющей за- чисткой Пробивка в штампе Сверление с последу- ющей за- чисткой Пробивка в штампе
Св. 1 ДО 3 Сферически (см. ри 0,2—0,25 й пуансон с. 1, а) Цилиндр пуан (см. рис. 0,25—0,30 ический сон 1,в, г)
3 » 5 0,25—0,30 0,42 0,30—0,35 0,47—0,48
5 » 6,5 0,30—0,31 0,42—0,43 0,35—0,37 0,48—0,50
я 6,5 » 8 0,31—0,33 0,43—0,44 0,37—0,40 0,50
» 8 10 0,33—0,36 0,44—0,45 0,40—0,42 0,50—0,52
2> 10 15 0,30—0,40 0,45—0,48 0,42—0,45 0,52—0,55
» 15 » 20 0,40—0,45 0,48—0,52 0,45—0,50 0,55—0,60
2> 20 35 0,45—0,52 0,52—0,57 0,50—0,60 0,60—0,65
35 » 50 0,52—0,60 0,57—0,65 0,60—0,70 ; 0,65-0,75
» 50 » 100 0,60—0,70 0,65—0,75 0,70—0,80 0,75—0,85
промежуточного отжига можно выполнить несколько
последующих операций дальнейшего утонения стенки.
Высоту Яд борта, которую можно получить при утонении
стенок, следует вычислять в каждом конкретном случае,
исходя из неизменности объема деформируемой части
материала.
При проколке отверстия наибольший возможный диа-
метр Овн для каждого вида и толщины материала, как
правило, устанавливается опытным путем. Кромка торца
вертикальных стенок при этом всегда получается рваной,
поэтому проколка применима только для неответствен-
ных деталей.
Технологическое усилие Ротб (//), требуемое для от-
бортовки круглых отверстий, определяют по формуле
Ротб — 1,13Т5(УВ (Z^o ^о)» СО
где ов — предел прочности штампуемого материала, МПа.
Усилие прижима при отбортовке может быть принято
равным 0,6 от усилия прижима при вытяжке для анало-
Отбортовка и проколка
323
4. Односторонний зазор яото при отбортовке
Размеры, мм
юлщина материала заготовки s
Вид отбортовка 0,3 0,5 0,7 0,8 1,0 : 1,2 1,5 2,0
В плоской заготовке В дне предваритель- но вытянутого стакана 0,25 0,25 0,45 0,45 0,60 0,55 0,70 0,6 0,85 ; 0,75 1,00 0,90 1,30 1,10 1,70 1,50
гичных условий (толщина и вид материала, диаметры
кольцевой площадки под прижимом и др.).
Размеры рабочих деталей штампов для отбортовки
круглых отверстий. Диаметр пуансона da вычисляют в за-
висимости от диаметра отбортовки Dt& с учетом некото-
рого пружинения штампуемого материала и припуска
на изнашивание пуансона:
d'U — 1 >01 (^вн 4- Л)—0,2Д> (8)
где Овн — номинальное значение диаметра отбортован-
ного отверстия; А — заданный допуск на диаметр отбор-
тованного отверстия.
Матрицу изготовляют по пуансону с зазором готб,
значения которого приведены в табл. 4, При этом всегда
необходимо учитывать некоторое утонение стенок, проис-
ходящее в результате растяжения материала. При отбор-
товке с преднамеренным утонением зазор zot6 определяют
исходя из требуемого изменения толщины стенок.
Исполнительный диаметр матрицы с учетом зазора z0T6
dM = [1,01 (DBH + A) + 1,9zot6]+0’1z°t®- (9)
Для пуансона, показанного на рис. 1, а, принимают
На = Яд 2s; га. 0 = 0,3do; (10)
Ra — Da — DBa -j- 10/"M.
Для пуансона и прижимного кольца, показанных на
рис. 1, в, г, принимают
^прж = 10rM; (11)
% = (!-? 1,5) s.
11*
324
Штампы для отбортовки, формовки, раздачи и др.
Радиус закругления на рабочем ребре матрицы при-
нимают равным заданному чертежом детали при условии
0,3s.
Пример 1. Определить размеры технологического отверстия для
отбортовки и число требуемых операций (см. рис. 1, а). Исходные дан-
ные; Яд = 15 мм; DBH = 50 мм; s = 2 мм; гм = 8 мм. Материал за-
готовки — Л 63.^
Диаметр требуемого технологического отверстия вычисляем по
формулам (2):
d0 = 52 + 0,86-8 —2-15-0,57-2 «28 мм.
Намечено технологическое отверстие получить чистовой пробивкой
в штампе.
Фактический коэффициент отбортовки по формуле (3)
„ _ 28 а кя
ЛГотб — §2 — 0,54.
По табл. 1 для случая d0/s — 28/2 = 14 (при отбортовке сфериче-
ским пуансоном и чистовой пробивке технологического отверстия
в штампе) по табл. 1 находим т]Отб = 0,60.
Для латуни Л63 6 = 38 %. Следовательно, по формуле (4)
/<отрбед =-----°>60 = 0.43.
II Оо
1 + ~Тоо“
Таким образом, поскольку K0Tg > ^отбД» отбортовку можно вы-
полнить за одну операцию.
Пример 2. Определить глубину предварительной вытяжки для
отбортовки круглого отверстия (см. рис. 1,6). Исходные данные:
= 50 мм; s — 2 мм; Н' = 20 мм; = 5 мм; материал заготовки—
сталь 10.
По табл. 2 принимаем для стали 10 Лотб~ 0,72,
Диаметр технологического отверстия
dQ = 52 X 0,72 = 37,4 мм.
Из формулы (5) находим высоту борта, которую можно получить
при d0 = 37,4 мм:
"отб = = ^7^ - 0,72s - °.43гп =
КО__Q7 4.
= -- °!’* — 0,72-2 — 0,43-5 = 3,7 мм.
Следовательно, глубина предварительной вытяжки
Нв = ^д-^отб = 20 -3,7 = 16,3 мм.
Пример 3. Требуется рассчитать технологические параметры всех
операций и сконструировать штамп для получения детали, показанной
на рис. 2, а. Материал — лента Л63 (материал — мягкий), s == 2 мм.
Размеры на рис. 2, а даны с учетом припуска на обрезку.
с)
Рис. 2. Варианты последовательности
штамповки детали:
а — готовая деталь; б — вариант вытяжки
с отрезкой дна; в — схема к расчету диа-
метра фланца; г вариант вытяжки с от-
бортовкой
Отбортовка и проколка
СП
Штампы для отбортовки, формовки, раздачи и др.
Для данного материала глубина сферической лунки при испита-
нии на вытяжку Лэ = 11 мм; ов = 3004-420 МПа; oCD = 2604-365 МПа;
6=38%.
1. Первым вариантом штамповки является вытяжка заготовки,
показанной на рис. 2, б, с последующей отрезкой донышка. При этом,
очевидно, следует сначала из заготовки диаметром D3 вытянуть стакан
на некоторую глубину Рв (учитывающую г3 = 6 мм и дополнительный
припуск, в данном случае — 3 мм, для обеспечения цилиндричности
стакана после отрезки дна) с фланцем диаметром Рф, достаточным для
последующей вытяжки борта высотой Нф
Воспользовавшись соответствующей формулой из габл 7 гл. 4,
рассчитаем величину Рф, исходя из необходимости вытяжки некоторой
условной детали (рис. 3, в):
Рф = + 4dtA + 1 d4 + 8rf =
= v90* 2 + 4-100-8 4- 2л.5.90 + 8-52 == /14 327 « 120 мм.
Диаметр заготовки Р3 рассчитываем по одной из формул табл. 7,
гл. 4, как для вытяжки стакана (см. рис. 2, б) с фланцем диаметром Рф=
= 120 мм:
Р3= -Ь 2rw3d2 + 8^ + 40^ +2ж2Р0 + 4,56г2ч-£^ — djj =
= J<482 + 2Л-6-48 + 8-62 + 4-60-39,5 -|- ' "*
*" ' ’ + 2Л-6-60 + 4.56-63 + 120а — 723 «160 мм.
По табл. 9, гл. 4, для 100s : Р3 = 200 : 160 = 1,25 и Рф : Ро =з
= 120 : 60 = 2 находим: т± = 0,444-0,43, /и2 = 0,764-0,75. Следова-
тельно, в результате первой вытяжки можно получить стакан диаме-
тром
D' = Р./п* = 160-0,44 = 70,4 мм,
w о *
в результате второй вытяжки — стакан диаметром
Р; = D'Qm2 = 70,4-0,76 = 53,5 мм.
Таким образом, для получения заданной детали (см. рис. 2,6)
потребуется выполнение трех операций вытяжкой: вначале из заго-
товки диаметром Р3 = 160 мм вытянуть стакан диаметром 70,4 мм с
фланцем диаметром Рф = 120 мм, затем, не изменяя диаметр фланца,
вытянуть стакан диаметром Ро = 60 мм, после чего из фланца вытя-
нуть стакан диаметром dj = 100 мм и высотой Нф = 14 мм.
2. Проверим, как изменятся условия штамповки, если применить
комбинацию вытяжки с отбортовкой (см. рис. 2, г), При этом потребуется
вначале вытянуть стакан на некоторую глубину Н'в, затем пробить
в дне стакана технологическое отверстие диаметром d0 и отбортовать
его, обеспечив требуемую высоту Яд = 43,5 мм. При этом борт высотой
Нф = 14 мм может быть получен так же, как и при первом варианте, —
из фланца диаметром Рф = 120 мм.
Расчет в данном случае удобно начинать с определения наибольшей
возможной высоты отбортовки. Для этого задаемся оптимальным зна-
чением /Сотб Для данного материала, безотносительно к соотношению
Отбортовка и проколка
327
диаметров dQ : Do. Для стали глубокой вытяжки можно принять
Лотб “ 0,65. Тогда d0 = D0K0^ = 60-0,65 = 39 мм.
В таком случае, пользуясь формулой (5), можно найти наибольшую
высоту отбортовки:
"отб = Ня - н'в = —f - - 0,72s - 0,43^ =
60-39 й.
=------------0,72-2 — 0,43-6 = 6,5 мм.
Следовательно, до отбортовки стакан необходимо вытянуть на
глубину
Я'= 43,5— 6,5 = 37 мм.
Для вытяжки такого стакана с фланцем диаметром = 120 мм
потребуется заготовка диаметром
D3 = j/"4- 2nz4d2 + + 4£>ОЛ2 +
+ 2лл2Оо +4,56^ + 02-4 =
= /482 4- 2л-6-48 + 8-63 + 4.60-23 + "
+2л-6-60 + 4,56-62 + 1202 — 723 = 147 мм.
По табл. 9, гл. 4, для 100s : D3 = 100-2 : 147 = 1,37 и Рф : Do =
= 120 : 50 = 2,4, находим значение коэффициента первой вытяжки
mt — 0,39-гО,38. Следовательно, за одну операцию можно вытянуть
стакан диаметром
Ро= 147-0,39 = 57,3 мм.
Таким образом, стакан (см. рис. 2, г) может быть получен за одну
операцию. При данном варианте диаметр заготовки и, следовательно,
расход материала для получения заданной детали будет значительно
меньше, чем при вытяжке с отрезкой дна.
Все операции: вытяжку стакана диаметром 60 мм на
глубину 37 мм, пробивку технологического отверстия
диаметром 39 мм, отбортовку его на высоту 6,5 мм и
вытяжку стакана диаметром 100 мм высотой 14 мм (см.
рис. 2, г), можно совместить в одном штампе, конструк-
ция которого показана на рис. 3.
Исходную заготовку диаметром 147 мм укладывают
(рис. 3, а) на плоскость матрицы 9 между упорами 10.
При опускании верхней части штампа на первом этапе
(рис. 3, в) под воздействием буфера 14 матрица 9 опу-
скается (усилие, развиваемое буфером 14, значительно
превышает усилие пружин 5), сжимая пружины 5, до
упора в основание матрицедержателя 6. Одновременно
328 Штампы для отбортовки, формовки, раздачи и др.
Рис. 3. Штамп совмещенного действия для двух вытяжек, пробивки
и отбортовки:
а '— начало операции; б — крайнее нижнее положение; в = промежуточное
положение; г ~ схемы к расчету пружин
Отбортовка и прокалка
329
Пружина - аналог Пружина принятая
(число рабочих битков п) порасчвту
(число рабочих Оиткоб п <
Рис. 3. (Продолжение)
под воздействием пуансон-матрицы 16 прижимное кольцо
11 опускается, ежимая через толкатели 7 нижний буфер 1.
Происходит вытяжка стакана диаметром 60 мм на глубину
35 мм с фланцем диаметром 120 мм.
В конце первого этапа пуансон 15 на пуансон-матрице 8
пробивает в дне стакана технологическое отверстие диа-
метром 39 мм и проталкивает отход в матрицу.
При дальнейшем опускании верхней части штампа
(рис. 3, б), поскольку матрица 9 больше не может пере-
мещаться вниз, буфер 14 начинает сжиматься, винт 26
поднимается и кольцо 12 прижимает фланец штампуемой
заготовки к плоскости матрицы 9. Пуансон-матрица 8
отбортовывает отверстие, и на штампуемой детали обра-
зуется вертикальный борт высотой 43,5 мм. Одновременно
пуансон-матрица 16 на матрице 9 выполняет вытяжку
стакана диаметром 100 мм высотой 14 мм. Центральный
отход пуансоном 15 проталкивается дальше в отверстие
пуансон-матрицы 8 и проваливается сквозь отверстие
в нижней плите 4 и трубчатый стержень 2 нижнего буфера.
При этом прижимное кольцо 11 опускается в крайнее
нижнее положение, сжимая буфер 1.
При ходе вниз выталкивающее кольцо 13 поднимается
и через толкатели 17 и траверсу 25 сжимает пружину 22.
Центральный толкатель 24 перемещается вверх^ скользя
330 Штампы для отбортовки, формовки, раздачи и др.
в отверстии гайки 23. ввинченной в хвостовик 21. По-
скольку ход выталкивающего устройства в прессе, на
который устанавливается штамп (см. ниже), не может
превышать 35 мм, длина толкателя 24 принята такой,
чтобы часть его хода (44 —35 = 9 мм) осуществлялась
в полости хвостоцика. Таким образом, при ходе вверх
на толкатель 24 воздействует коромысло пресса, и готовая
деталь выталкивается из полости пуансон-матрицы 16
под действием усилий выталкивающего устройства пресса
и пружины 22 на высоту 35 мм, после чего под действием
только усилия пружины 22 еще на 9 мм. Выталкивающее
кольцо не доходит до уровня нижней плоскости пуансон-
матрицы 16 на 5 мм.
Для предотвращения перекосов толкателя 24 до его
входа в отверстие гайки 23 в нижнем положении он своим
направляющим выступом входит в центральное отверстие
упорной плиты 19, закрепленной между верхней плитой
20 и пуансонодержателем 18.
Для предотвращения изгиба пружины 5 предусмотрен
стержень 3.
Ниже приведены примеры типовых расчетов отдельных
элементов штампа, показанного на рис. 3, параметры ко-
торых определяются технологическими характеристиками
выполняемой операции. Эти расчеты следует выполнять
при конструировании любого штампа.
Прежде всего необходимо определить силовые пара-
метры операции.
1. Усилие вытяжки стакана диаметром 60 мм вычисляем по фор-
муле (3), гл. 4, в которую подставляем: d = 60 мм (см. рис. 2, г); s =>
« 2 мм; ов = 420 МПа. Коэффициент Квт определяем по табл. И,
гл. 4: для т = 0,39 Квт = 1, тогда
Р'т = 3,14.60-2.1-420 = 158 256 Н 158,3 кН.
2. Усилие отбортовки вычисляем по формуле (7), в которую под-
ставляем Do = 60 мм; d0 = 39 мм (см. рис. 2, г); s = 2 мм; ов =
= 420 МПа.
Ротб = 1,1-3,14.2.420(60 — 39) = 60 928 Н 61 кН.
3. Усилие пробивки технологического отверстия диаметром 39 мм
определяем по формуле (1), гл. 3, в которую подставляем L = stdo =
= 3,14-39^122,5 мм; s=2 мм; оср = 365 МПа — принято для
нормального зазора между пуансоном и матрицей (см. выше).
Р = 122,5-2.365 = 89 425 Н « 89,4 кН.
4. Усилие, требующееся для прижима фланца заготовки при вы-
тяжкег определяем по формуле (4)f гл, 4, в которую подставляем удель-
Отбортовка и проколка
331
ное усилие прижима для латуни </=1,5 Н/мм2 (см. табл* 12, гл. 4)
и Лтрж = -J- (1472 - 60*) = 14 137 мм2,
Рпрж = 1,5-14 137 = 21 205,5 Н« 21,2 кН
(при определении Гпрж радиусами закруглений штампуемой детали
пренебрегаем)
5. Усилие вытяжки стакана диаметром 100 мм определяем по фор-
муле (3), гл. 4, в которую подставляем: d = 100 мм; s = 2 мм; ов =
= 420 МПа. Коэффициент Квт определяем по табл. 11, гл. 4: для т =
= d/D^ = 100 : 120 = 0,83; /Свт = 0,37. Отсюда
₽;т = 3,14 -100-2.0,37.420 = 97 591 Н « 97,6кН.
Далее определяем нагрузки, действующие на пружины и резиновые
буферы, и находим их размеры.
6. Рассчитаем нижний резиновый буфер /. Он должен обеспечить
часть общего усилия прижима кольцевой поверхности фланца заготовки!
имеющей площадь
F'npx = -г (Ю22 - 722) = 4098 мм2.
По табл. 12, гл. 4 удельное усилие прижима для латуни должно
составлять # = 1,5—2 Н/мм2. Однако в данном случае, учитывая, что
по мере вытяжки на первой стадии роль прижимного кольца 11 (см.
рис. 3, в) снижается, а после опускания на 35 мм кольцо 11 выполняет
функцию только выталкивателя, в конце хода можно допустить любое
возрастание q > 2 Н/мм2. Такое возрастание диктуется необходимостью
уменьшения высоты буфера [см. пояснения к формуле (13) гл. 1 ].
Примем <7шах с превышением на 35 % при рабочем ходе буфера =
= 49 мм. Следовательно, усилие буфера возрастете — 1,5*4098 =
== 6147 Н до Р^ф = 2,0-1,35-4098 = 11 065 Н. При этом по формуле
(13), гл. 1 предварительное сжатие буфера должно составить
а его полное сжатие
Д2 = 61 + 49 = 110 мм.
Пользуясь формулой (14), гл. 1 определяем минимальную высоту
буфера в свободном состоянии:
По формуле (16), гл. 1 определяем требуемую полезную площадь
буфера при /?бф = 367,5 мм, Абф’ #бф = и твердости резины 50 ед,
(П = 1г55):
г 11 065-1,55 1ЛЛОО 2
^бф =-------г-7-2— ~ Ю О38 мм2.
* 1 •
332 Штампы для отбортовки, формовки, раздачи и др
Из конструктивных соображений принимаем размеры буфера (см,
рис. 8, гл. 1) с?бф = 60 мм, £>бф = 130 мм. Тогда его полезная площадь
Лбф = Л (1302 — 602) = 10 440 мм2,
т. е. практически будет соответствовать требуемому значению.
При рассчитанных параметрах высота буфера в сжатом состоянии
в начале операции = 367,5 — 61 = 306,5 мм; в конце операции
Я2 = 306,5 — 49 = 257?5 мм.
Если бы принятый из конструктивных соображений буфер имел зна-
чительно большую фактическую полезную площадь, чем требуемая,
то из формулы (17, а), гл. 1 следовало бы вычислить новое значение
высоты буфера в сжатом состоянии Нбф, исходя из заданного усилия
Рбф = его фактической полезной площади и требуемого сжатия.
В этом случае относительное сжатие ф < 0,3.
7. Рассчитаем усилие пружин 5 (см. рис. 3, г). В начале операции
они должны обеспечить часть общего усилия прижима фланца
^рж = рпрж - Рсф = 21,2 - 8,016 = 13,2 кН.
Выбор пружин для обеспечения указанного усилия выполняем
в следующем порядке. Вначале по ГОСТ 18793—80 подбираем пружину-
аналог, обеспечивающую часть требуемых параметров (например, на-
ружный диаметр, определенный из конструктивных соображений, уси-
лие, ход и т. д.). В данном случае исходим из возможности разместить
пружину с наружным диаметром 25 мм, обеспечивающую максималь-
ное усилие. В качестве такого аналога принимаем пружину № 1086—
0991 по ГОСТ 18793—80. Ее параметры: наружный диаметр РПрж =
= 25 мм, диаметр проволоки dnpm = 5 мм; шаг в свободном состоянии
пружины /прж=7,3 мм; высота в свободном состоянии Япрж— 124,3 мм;
число рабочих витков лПрж =16; полное число витков = 18, пред-
варительное сжатие Д3 == 30,72 мм; полное сжатие Д2 — 36,86 мм;
усилие, возникающее при предварительном сжатии, Р2 = 1500 Н, при
полном сжатии Р3 == 1800 Н. Жесткость пружины характеризуется
коэффициентом Кпрж == ^з • ^з = ^2 • = 48,8 Н/мм. Наименьший
шаг пружины при полном сжатии /min = (Япрж — Аз)/Лпрж== 5,465 мм.
Параметры пружины, принимаемой для штампа, определяем по ме-
тодике (обозначения параметров с индексом '), приведенной ниже.
Требуемый рабочий ход пружины, исходя из чертежа штампа,
Лпрж ~ 35 мм. Ее высоту при полном сжатии (она определена высотой
буфюра 1) также устанавливаем конструктивно (см. рис. 3) : Н'3 =
= 380 мм. Остальные параметры рассчитываем по следующим форму-
лам (расчетную схему см. рис. 3, г):
_______ Из ____ 380
прж <min ~ 5,465
= 70 витков,
тогда п{ = 70 4* 2 == 72 витка;
#прж = Лпрж^прж ^Чтрж = 70*7,3 + 1,5*5 = 518,5 мм;
М = #' — = 518,5 — 380 = 138,5 мм;
о ирль о
Дг = дз ~ Апрж = 138>5 - 35 = 103-5 М“1
Отбортовка и проколка
333
Р' = Д'Кирж = 138,5-48,8 = 6758,8 Н « 6,8 кН;
Pi = Д;КППЖ = 103,5-48,8 = 5050,8 Н 5,1 кН.
Поскольку Р'прж = 13,2 кН, то число требуемых пружин составит
13,2 : 5,1 = 2,6. Принимаем три пружины, которые обеспечат 3-5,1 =
= 15,3 кН.
В конце хода усилие возрастет до Р"рж = 3-6,8 Н = 20,4 кН.
8. Рассчитаем буфер 14. Он должен обеспечить усилие, превыша-
ющее усилие пружин 5 не менее чем на 30 %, т. е. в начале своего сжа-
тия (когда пружины будут находиться в сжатом состоянии) требуемое
усилие буфера
Р£ф = 20,4-1,3 = 26,5 кН.
После опускания матрицы 9 на 35 мм (когда начинается вытяжка
стакана диаметром 100 мм) буфер 14 осуществляет прижим фланца
площадью
F" = -т- (12°2 — 1002) = 3456 мм2.
Л ' *
Следовательно, требуемое для прижима усилие буфера
Р"ф = 1,5-3456 = 5184 Н.
Поскольку в начале рабочего сжатия буфер должен обеспечить
усилие 26,5 кН, то, естественно, по его окончании усилие возрастает
и превысит требуемое. Для предотвращения чрезмерного нагружения
фланца вытягиваемой детали в матрице 9 выполнен кольцевой выступ
на толщину материала, и таким образом указанное превышение уси-
лия над требуемым не приведет к разрыву материала.
Исходя из размеров верхней части штампа, высота буфера в начале
вытяжки будет не более 90 мм. Соответственно, по окончании его рабо-
чего сжатия — 72 мм. Полезная площадь буфера также определена из
конструктивных соображений:
Гбф = А (2102 — 1002) = 26 800 мм2.
Преобразовав формулу (18), гл. 1 находим, что для обеспечения
начального усилия Р^ф ~ 26 500 Н при высоте предварительно сжа-
того буфера Н^ф —- Дбф ~ 90 мм требуемая высота буфера в свободном
состоянии составит (для резины твердостью 70 ед.)
Яб* ~ Рбф1) 26500-0,76 ~ ЮЗ,5 мм
5,7Гбф 1 5,7-26 800
и, следовательно, он будет сжат до начала операции на Д$ = 103,5 —1
— 90= 13,5 мм и в конце операции на Д2 = 13,5+ 18= 31,5 мм
т, е. относительное сжатие ф = 31,5 : 103,5 = 0,3.
После сжатия на 31,5 мм буфер обеспечит усилие
Q1 Гч
Ркон = 26,5 -4+= 61,8 кН.
9. Требуемое усилие пресса определяем, условно считая, что наи-
большие значения технологических усилий всех выполняемых штампом
334
Штампы для отбортовки, формовки, раздачи и др.
операций возникают в конце хода и совпадают с наибольшими значе-
ниями усилий, развиваемых буферами 1 и 14 и пружинами 5:
'’сум = рвт + Ротб + Р + РВТ + />бф + ^рж + Ркон =
= 158,3 4-61,0 + 89,4 + 97,6 + 11,065 + 20,4 + 61,8 = 500 кН.
Найденное условное значение принимаем для выбора пресса.
10. Исходя из габаритных размеров штампа: его закрытой высоты,
хода ползуна и хода выталкивателя, штамп подлежит установке на
пресс КА1432А усилием 1600 кН, которое значительно превышает
требуемое.
Отбортовка некруглых отверстий. Отбортовка прямо-
угольных и фигурных отверстий по принципиальным схе-
мам не отличается от отбортовки круглых отверстий. Для
определения размеров и формы технологического отвер-
стия деталь следует разделить на простые геометрические
фигуры и рассчитать их: выпуклые — как для вытяжки
цилиндра, вогнутые — как для отбортовки круглого от-
верстия, прямые — как для обычной гибки. При этом на
вогнутых участках коэффициент отбортовки опре-
деляют как отношение радиуса закругления технологиче-
ского отверстия г0 к радиусу закругления отверстия после
отбортовки /?у:
Л;тб = Го/Яу. (12)
Поскольку прямые участки, подвергающиеся только
гибке, в некоторой степени разгружают угловые участки,
подвергающиеся отбортовке, /<отб можно принимать не-
сколько меньшим, чем для круглых отверстий:
К'отб = (0,85 4- 0,9) Котб. (13)
Полученную расчетную форму технологического от-
верстия следует откорректировать путем создания плав-
ных переходов между участками.
Для получения стабильной (равномерной) высоты
борта при отбортовке некруглых отверстий и исключения
возможности образования трещин на его кромке приме-
няют метод отбортовки с последующей пробивкой отвер-
стия в дне детали (рис. 4). Для получения борта высотой
Яд выполняют отбортовку на глубину Яотб, затем в от-
дельном штампе пуансоном с размером В осуществляют
пробивку отверстия.
Сначала в исходной заготовке пробивают технологи-
ческое отверстие шириной 2г0 + е (длина определяется
исходя из того, что в сечениях А— Л, В—В и т. д. дефор-
Отбортовка и проколка
335
Рис. 4. Штамповка прямо-
угольной отбортованной
детали:
а — схема отбортовки; б —»
схема последующей пробив-
ки отверстия в дне детали
(1 — выталкиватель; 2 —
матрица для отбортовки; 3 —’
прижим; 4 — буфер; 5 —•
пуансон для отбортовки; 6 —
контур технологического от-
верстия после отбортовки;
7 — то же, до отбортовки;
8 — пуансон для пробивки;
9 — матрица для пробивки)
мирование происходит однотипно деформированию в се-
чении Б—Б и контур 6 технологического отверстия после
отбортовки эквидистантен контуру 7 технологического
отверстия до отбортовки). Затем осуществляют отбортовку
на глубину /70Тб. При этом предельная глубина отбор-
товки определяется максимально возможным перемеще-
нием кромки технологического отверстия, ограниченным
некоторым значением /т1п. При его уменьшении в кромке
технологического отверстия образуются трещины.
Расчет параметров технологического процесса отбор-
товки выполняют следующим образом.
По данным чертежа находят отношение /?y/s; причем
должно быть 7?y/s <; 4. Затем вычисляют отношение B/R7.
Если В/> 14, то деталь относят к первому типу, если
В/Ry С 14, то ко второму.
Для первого типа деталей (см. рис. 4) вычисляют коор-
динату х центра закругления технологического отверстия
и его радиус г0 по формулам
х = 7R (е > 0);
= (14)
336
Штампы для отбортовки, формовки, раздачи и др.
Для второго типа деталей (см. рис. 4)
х = В/2 (е = 0);
Наибольшую глубину отбортовки в обоих случаях
вычисляют по формуле
^отбтах ~ 1»Зг0/С0Тб + 0,5 (гп + гм + $)« (16)
При выводе этой формулы принято, что fmln = 0,6х.
Оптимальность этого соотношения подтверждена экспе-
риментально.
Значение /Сотб для данного метода отбортовки можно
принимать, уменьшая соответствующие значения ^тбА»
приведенные в табл. 2, в 2,5—3,5 раза. Однако, поскольку
при этом Котб в значительной мере зависит также и от
геометрических параметров штампуемой детали, его окон-
чательное значение следует уточнять опытным путем.
В процессе расчета должно быть проверено соблюде-
ние двух условий:
В>2х; 4-100 >2, (17)
выполнение которых является необходимым для данного
метода отбортовки.
Радиусы закруглений на кромках рабочих деталей
принимают:
гм == (1 4- 2) s;
гп = (0,8-г- 1,2) s.
При последующей пробивке отверстия в дне детали
высота /7Д зависит от размера Вп пуансона, который
выполняют с некоторым зазором znp по отношению к раз-
меру отбортовки В. Высота борта детали НА получается
меньше высоты отбортовки Н0Тб на размер у, который
(см. рис. 2, б) может быть вычислен по формуле
У == (^п "Ь $) ($ + znp) (2гп S ^пр)* (18)
Пример. Требуется произвести отбортовку прямоугольного отвер-
стия АХ В, как показано на рис. 4, а, затем пробить в дне отверстие
шириной Вп.
Исходные данные: В = 160 мм; Яд = 12 мм; = 20 мм; гм =
в 2 мм; s = 1,5 мм; материал — сталь для глубокой вытяжки. Прини-
Рельефная формовка
837
маем гп “ 1,5 мм; гпр = 0,2 мм. Для требуемой высоты Яд == 20 мм
необходимо осуществить отбортовку на глубину [см. формулу (18)]
^отб ~ У ~ 19 -J- (1,5 4- 1,5) —
— /(1,5 4-0,2) (2-1,5 4- 1,5 — 0,2) = 19,3 мм.
Проверяем соблюдение условия Ру > 4s. Фактически 20 мм,
s = 1,5 мм, следовательно, условие соблюдается.
Поскольку В/Ру = 160/20 = 8 < 14, деталь относится ко вто-
рому типу. Для стали глубокой вытяжки при данном методе отбортовки
с учетом того, что образование незначительных трещин на кромке тех-
нологического отверстия допустимо, можно принять /Сотб = 0,25,
Следовательно, по формулам (15)
х = В/2 = 80 мм (е = 0);
0,4 о __ 0,4
° 1+ЛГотб 14-0,25
160 «52 мм.
Наибольшая глубина отбортовки по формуле (16) #отбтах = 1,ЗХ
X 52-0,25 4- 0,5 (1,5 4- 2 4- 1,5) « 19,5 мм, что обеспечивает получе-
ние детали согласно чертежу.
Координата центра закругления технологического отверстия нахо-
дится на оси детали (е = 0). Технологическое отверстие должно иметь
закругления радиусом 52 мм, ширина его составит 104 мм.
РЕЛЬЕФНАЯ ФОРМОВКА
Путем рельефной формовки штампуют ребра жестко-
сти, рисунки и т. п. Наибольшая глубина ребра жестко-
сти (рис. 5, а), которую можно получить в результате
рельефной формовки деталей из алюминия, мягкой стали,
латуни, может ориентировочно быть определена по эмпи-
рической формуле
= <19>
где Вр — ширина ребра, мм; s — толщина штампуемого
материала, мм.
Однако, как правило, для предотвращения разруше-
ния материала, особенно при s < 1 мм, глубину ребра
следует ограничивать значением Яр < 2s. При этом при-
нимают R = (3 4- 4) s и rM s.
Если рельефной формовкой образуют на листовой де-
тали местные углубления сферической формы (рис. 5, б),
то принимают /7у 2s, а 7? и гм определяют из приведен-
ных выше соотношений.
338
Штампы для отбортовки, формовки, раздачи и др.
Рис. 5. Виды элементов,,
штампуемых с применением
рельефной формовки
Конические местные углубления (рис. 5, в) обычно
выполняют также глубиной до 2s при D 3//к и гм =
= (14- l,5)s.
Наряду с использованием приведенных выше эмпи-
рических зависимостей для определения возможных раз-
меров местных углублений и выпуклостей, получаемых
рельефной формовкой, указанные размеры можно также
определять, исходя из данных об относительном удлине-
нии 6 (%) штампуемого материала.
На основании условия
L~Lv 100 < 0,756,
^0
где L — длина срединной линии сечения рельефа после
штамповки; Lo — длина соответствующего участка заго-
товки до штамповки.
Усилие Рф (//), требуемое для рельефной формовки,
вычисляют по формуле
Л& = ?Л
где q — удельное усилие рельефной формовки, принимае-
мое для алюминия 100—200 Я/мм2; для латуни 200—
250 Я/мм2; для мягкой стали 300—400 Я/мм2; F — пло-
щадь проекции штампуемого рельефа на плоскость, пер-
пендикулярную направлению действия усилия мм2.
Штампы для рельефной формовки обычно содержат
матрицу и пуансон, повторяющие конфигурацию штам-
пуемого рельефа с учетом определенных зазоров в местах
закруглений (см. рис. 5, а).
ЗАКАТКА
При закатке (рис. 6) происходит растяжение материала
от ndQ до Допускаемое растяжение определяется от-
носительным удлинением 6, %. Поэтому условием закатки
является
100 < 0,756. (20)
«о
Рис. 6. Схема закатки
Рис. 7. Схемы штампов для закатки:
а — конической детали; б — цилиндриче-
ской детали (/ — подкладная плитка; 2 —
обойма; 3 —- матрица; 4 — пружина; 5 —
подвижная матрица; 6, 11 — буфер; 7 —
прижим; 8 — кольцо; 9 — пуапсонодержа-
тель; 10 — пуансон; 12 — упорный винт)
I
Операционный
а)
340 Штампы для отбортовки, формовки, раздачи и др.
Следовательно:
0,756
100 “ Дзак*
где
(21)
(22)
Вторым условием закатки является неравенство
г s. (23)
Размер высоты h исходной заготовки рассчитывают
так же, как для гибки или завивки.
Примеры схем штампов для закатки борта на кониче-
ской и цилиндрической детали показаны на рис. 7.
РАЗДАЧА И ОБЖИМ
Раздача. Если диаметр исходного полого цилиндра d0,
то наибольший диаметр dlt до которого можно осуществить
раздачу (рис. 8):
^1 ^разд^0> (24)
где — коэффициент раздачи, зависящий от отно-
сительной толщины заготовки.
Для мягкой стали значения /(ра3д приведены ниже.
s/do................. 0,04 0,05 0,06 0,07 0,08 0,09
Кра3д................ 1,46 1,5 1,52 1,53 1,55 1,56
sid0 ................ 0,10 0,11 0,12 0,13 0,14
Дразд . . . ........ 1,58 1,59 1,60 1,63 1,68
Толщина материала при раздаче уменьшается. Наи-
меньшую толщину в месте наибольшего растяжения
определяют по формуле
S1 = sl/-^—. (25)
г А разд
Раздачу можно осуществлять на краях полой заго-
товки или на ее средней части в штампах с разъемными
матрицами, эластичными средами и другими способами.
Размеры заготовки для раздачи определяют исходя из
равенства объемов заготовки и детали без учета измене-
ния толщины металла. Например, для детали, показанной
на рис. 8, б, объем материала готовой детали вычисляют
по заданным размерам dlt dQ и h и размерам кольцевого
Раздача и обжим
341
Рис. 8. Схемы раздачи:
а — эластичным пуансоном;
б — в разъемных матрицах^
в — за два перехода
ребра. Затем по величине этого объема (считая толщину s
штампуемого материала неизменной) находят высоту за-
готовки Н.
Предельное наибольшее значение усилия Рразд (Н)
для второго перехода раздачи (рис. 8, в) без учета ка-
либровки можно оценить по формуле
Рразд (б/х ^о)» (26)
где ов — предел прочности штампуемого материала, МПа;
остальные параметры, мм.
Возможность обжима цилиндрических заготовок за
одну операцию определяется коэффициентом обжима
(рис. 9)
d = КобяА (27)
В табл. 5 приведены значения /<обж в зависимости от
конструктивных особенностей штампа. В то же время /<обш
342 Штампы для отбортовки, формовки, раздачи и др.
Рис. 9. Основные варианты обжима:
а цилиндрический; б — конический; в —* сферический
зависит и от относительной толщины материала. Так для
мягкой стали эта зависимость является следующей (при
а = 20°, см. рис. 9):
s/D .
^обж
s/D .
^обж
0,02
0,8
0,08
0,69
0,03 0,04 0,05 0,06 0,07
0,77 0,75 0,73 0,71 0,70
0,09 0,10 0,11 0,12
0,69 0,68 0,66 0,65
С уменьшением угла а значение /<обж уменьшается.
Толщина стенки в месте обжима ввиду сжатия металла
увеличивается. Наибольшей величины толщины стенка
достигает в месте наибольшего сжатия:
S1 = s 1/ .
' Кобж
(28)
5. Коэффициент обжима
Тип штампа
Штампуемый материал без противо- давления с наружным противодав- лением с внутренним и наружным противодавле- нием
Мягкая сталь Латунь Алюминий 0,7-0,75 0,65—0,70 0,68—0,72 0,55—0,60 0,50—0,55 0,53—0,57 0,30—0,35 0,27—0,32 0,27—0,32
Раздача и обжим
343
При избыточном сжатии на поверхности металла обра-
зуются складки. Поэтому, если фактическое отношение d/D
меньше допустимого значения Ко$ж> приведенного выше,
то обжим следует выполнять за несколько операций.
При этом число требуемых операций побж рассчитывают
по формуле
_ 1g d/D
где Кос)Ж — коэффициент обжима, принимаемый для од-
ной операции.
Высоту Н3 заготовки, предназначенной для обжима,
ориентировочно определяют из условия неизменности
объема
для
материала в зоне обжима:
цилиндрического обжима (см. рис. 9, а)
/ L , D2 — d3 \
I Zud *4” . 1
г г . 1 1 , 4 sin а I
(30)
для конического обжима (см. рис. 9, б)
D2 — d3 \ .
4 У Dd sin а / ’
(31)
для сферического обжима (рис. 9, в)
Н, = hi - h2 + 0,25 (1 + У -?-) . (32)
Вычисленные значения Н3 уточняют опытным путем.
Усилие Робж> требуемое для обжима заготовки, по-
казанной на рис. 9, а, ориентировочно определяют по
следующей формуле:
-Робж = £ав л (D — d) (1 + И ctg а)
1
cos а
1,825s
Лобж
— cos а
(33)
где ав — предел прочности штампуемого материала, МПа;
D и d — диаметры (см. рис. 9), мм; а — угол конуса
обжима; р — коэффициент трения на поверхности кон-
такта заготовки и матрицы; КоСж — фактический коэффи-
циент обжима; гм — радиус закругления кромки матрицы.
Оптимальным является угол а — 15-4-20°. При прочих
равных условиях это значение а обеспечивает наименьшее
844 Штампы для отбортовки, формовки, раздачи и др.
Рис. 10. Схемы штампов для обжима:
а — с жесткой обоймой и нижним выталкивателем; б — с разъемной матрицей
и клином; в —о с разъемной матрицей и клиновой обоймой; г — для сферического
обжима; д — &ля обжима на конус; е — для одновременного обжима и раздачи
(/ — выталкиватель нижний; 2 — матрица; 3 — выталкиватель верхний;
4 — пуансон; 5 — ограничительный штырь; 6 — клин; 7 — подвижная полу-
матрица; 8 —» клиновая обойма; 9 — ограничительное кольцо)
усилие Робж. При этом для случая р = 0,15 формула
(33) преобразуется к виду
Г 1
Робж = 5Ов [4,7 +
(34)
Данной формулой с достаточной точностью можно
пользоваться при а = 104-30° и р = 0,14-0,2.
При штамповке со скоростями движения ползуна
более 300 мм/с значения усилий, определяемых по форму-
лам (33) и (34), следует увеличивать на 10—15 %.
Правка и калибровка
345
При выполнении обжима, схема которого показана
на рис. 9, б,
Л>бж = nsoB (D - d) (1 + р, ctg а) —. (35)
vUo члг
Для случая а = 154-20° и р = 0,15 формула преоб-
разуется к виду
Робж = 4,7 soB (D d). (36)
Конструктивные схемы некоторых штампов для об-
жима показаны на рис. 10.
ПРАВКА И КАЛИБРОВКА
Чистую правку обычно применяют для плоских заго-
товок. При этом поверхности пуансона и матрицы для
правки относительно тонких металлов (до 1 мм) выполняют
гладкими (рис. 11, а). Для правки материалов большей
толщины, когда на штампуемой детали допускаются от-
печатки, рабочие поверхности пуансона и матрицы вы-
полняют точечными (рис. И, б), если же отпечатки не
допускаются — вафельными (рис. 11, в).
В последнем случае площадка может иметь форму
квадрата или ромба. Площадь f поверхности этой пло-
щадки принимают в пределах 6—15 мм2. Чем мягче штам-
пуемый материал, тем больше должна быть эта площадь
и, соответственно, тем меньше следует выполнить таких
площадок — выступов на поверхности пуансона и ма-
трицы.
Расположение выступов вафельных поверхностей при
правке материалов толщиной более 3—4 мм следует вы-
полнять так, чтобы выступы пуансона совпадали с впа-
диной на поверхности матрицы.
Усилие Рпрв (Н), требуемое для правки плоских
деталей, определяют по формуле
-^прв ~ 9прв^прв> (37)
где ^прв — удельное усилие правки, Н/мм2; РПрв — пло-
щадь поверхности правки, мм2.
В случае правки плоских деталей из мягкой стали зна-
чение (?прв принимают 80—100 Н/мм2 — для пуансона и
матрицы с гладкими и вафельными рабочими поверх-
346
Штампы для отбортовки, формовки, раздачи и др.
Рис. 11. Схемы правки плоских заготовок
костями; 80—120 Н/мм2 —для пуансона и матрицы с то-
чечными рабочими поверхностями. Для правки других
материалов значения дпра можно принимать по табл. 23
(см. гл. 3).
При правке пуансоном и матрицей с вафельными рабо-
чими поверхностями с возрастанием площадок f следует
принимать увеличенные значения дпрв.
Рабочие поверхности пуансона и матрицы после от-
пуска должны иметь твердость не более 66 HRC9.
Калибровку в большинстве случаев выполняют после
гибки, вытяжки и других формоизменяющих операций
для уменьшения радиусов закруглений (см. гл. 3 и 4),
повышения точности диаметральных размеров вытянутых
стаканов, коробок и т. д. Как правило, форма рабочих
деталей штампов для калибровки повторяет форму отштам
Чеканка
347
Рис. 12. Штамп для калибровки де-
тали после вытяжки:
/ —• пуакеонодержатель; 2 — пуансон;
3 — матрица; 4 >— выталкиватель; 5 —
толкатель; 6 съемник; 7 « буфер;
8 толкатель
пованной заготовки, а их размеры принимают таким обра-
зом, чтобы за счет уменьшенных зазоров между матрицей
и пуансоном достигалось повышение точности размеров
отштампованной заготовки (рис. 12).
Усилие калибровки, если она выполняется без правки,
невелико, и его обычно не рассчитывают.
ЧЕКАНКА
В большинстве случаев чеканку выполняют в закры-
том штампе без вытеснения металла из его рабочей по-
лости. В открытом штампе чеканку применяют только
для крупных изделий.
Требуемый рисунок наносится способом гравирования
(или выдавливания мастер-пуансоном) на рабочие по-
верхности матрицы или пуансона (либо того и другого —
если чеканится двусторонний рисунок) в зеркальном изоб-
ражении и при чеканке переносится на поверхность за-
готовки. При этом требуемое усилие чеканки, Н:
Р чек = ^чек^чек» (38)
348
Штампы для отбортовки, формовки, раздачи и др
где ?чек — удельное усилие чеканки, Н/мм2; FqeK —
площадь проекции детали, подвергаемой чеканке, на
плоскость, перпендикулярную к направлению действия
усилия чеканки, мм2:
<7чек» Н/мма
Столовые приборы из коррозионно-стойкой стали. . . 2000—2500
Монеты:
никелевые ........................................ 1600—1800
серебряные........................................ 1500—1800
золотые . ....................... 1200—1500
Рисунки:
простые крупные на латуни......................... 800—900
то же, на стали................................... 500—800
сложные мелкие на стали......................... 2000—2500
двусторонние мелкие на стали...................... 2500—3500
Тонкие латунные циферблаты ......................... 2000—2500
Глава 6
ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ШТАМПОВ
С РАБОЧИМИ ЭЛЕМЕНТАМИ
ИЗ ТВЕРДЫХ СПЛАВОВ
ТРЕБОВАНИЯ К ШТАМПАМ С ЭЛЕМЕНТАМИ
ИЗ ТВЕРДЫХ СПЛАВОВ И ОСОБЕННОСТИ КОНСТРУКЦИИ
РАБОЧИХ ДЕТАЛЕЙ
Требования к штампам. Твердые сплавы обладают
повышенной склонностью к разрушению, поэтому только
при соблюдении специальных конструкторско-техноло-
гических требований возможна надежная работа штампов
с рабочими элементами из твердых сплавов, так называе-
мых твердосплавных штампов, и повышение их стойкости
в десятки и сотни раз по сравнению со штампами со сталь-
ными рабочими элементами.
Современные конструкции твердосплавных штампов
должны обеспечивать по сравнению со стальными повы-
шенную жесткость, более точное и надежное направление
верхней части штампа по отношению к нижней, макси-
мальное приближение оси хвостовика к центру давления
штампа, долговечность и надежность узлов съема и упру-
гих элементов, повышенную износостойкость направляю-
щих полосы, возможно большее число переточек и отсутст-
вие концентрации напряжения по твердому сплаву.
Повышенная жесткость и прочность плит достигается
увеличением их толщины. Так, для матриц с размером
в плане 350x200 мм рекомендуется толщина нижней
плиты 100—120 мм. Для облегчения штампов можно
применять плиты толщиной 60—80 мм, при этом под
штампом следует устанавливать специальную подштам-
повую плиту толщиной 80—100 мм, диаметр рабочих
отверстий для выхода отходов и деталей в которой должен
быть на 2—3 мм больше диаметра отверстий в нижней
плите штампа. Нижнюю и верхнюю плиты и плиту пакета
изготовляют из стали 45. Эти плиты подвергают термооб-
работке до твердости 29—33 Отклонение от плоско-
стности основания матрицы и прилегающей к нему по-
верхности нижней плиты штампа, а также тыльной части
пуансонов с пуансонодержателем и прилегающей к ней
поверхности верхней плиты (или промежуточной под-
кладной плиты) не должно превышать 0,005 мм. Несоб-
350
Конструирование твердосплавных штампов
людение этого требования может снизить стойкость штампа
в несколько раз.
Винты для твердосплавных штампов изготовляют из
стали 45, после чего их подвергают термообработке.
Следует учитывать, что даже незначительное растяжение
винтов приводит к понижению стойкости твердосплавных
штампов.
Более точное и надежное направление верхней части
твердосплавного штампа по отношению к нижней по
сравнению со стальным достигается применением направ-
ляющих качения (не менее четырех). Рекомендуемый натяг
в шариковых направляющих качения 0,01—0,015 мм.
В некоторых случаях применяют натяг 0,02—0,03 мм.
Повышение натяга приводит к уменьшению стойкости
направляющих. Однако натяг целесообразно повышать
при вырубке тонкого материала толщиной до 0,5 мм или
при работе на изношенном прессовом оборудовании.
Стойкость направляющих качения составляет 10—16 млн.
рабочих циклов в зависимости от величины натяга.
Колонки и втулки изготовляют из стали ШХ15. После
термообработки их твердость 59—63 Н#СЪ. Направля-
ющие качения применяют при вырубке материала тол-
щиной до 1,5 мм.
Максимальное приближение оси хвостовика к центру
давления штампа обеспечивается конструктивно на осно-
вании расчетов. Компенсации неперпендикулярности хода
ползуна относительно поверхности стола пресса дости-
гают применением плавающих хвостовиков и переме-
щающихся узлов крепления штампов к прессу.
Устранение концентрации напряжений в твердом
сплаве достигается скруглением углов в окнах матриц
радиусом 0,2—0,3 мм (за исключением рабочего угла
в окне шагового ножа штампа последовательного действия)
и определением толщины матрицы, минимальной ширины
ее стенки и расстояния между рабочими окнами на основе
соответствующих расчетов.
Обеспечение долговечности и надежности элементов
съема и направления полосы достигают за счет армирова-
ния съемников закаленными стальными пластинами и
твердосплавными элементами, применения твердосплав-
ных направляющих стержней и отлипателей для направ-
ления и подъема полосы, использования новых конструк-
Требования к штампам
351
Рис. 1. Отлипатели для полосы:
1 — полоса; 2 — отлипатель; 3 — матрица; 4 — пружина; 5 пробка; 6 —
нижняя плита; 7 — направляющая планка
ций съемников. Наиболее распространены два типа отли-
пателей: обеспечивающие направление полосы при дви-
жении ее над матрицей (рис. 1, а) и не обеспечивающие
его (рис. 1, б). Применение последних требует наличия
в штампе отдельных элементов для направления полосы.
Подвижные съемники в большинстве случаев выпол-
няют на направляющих качения. Наибольшей жесткостью
обладают направляющие, если колонки жестко закреплены
на съемнике (рис. 2). Чтобы избежать перекосов, возни-
кающих из-за наличия на ленте заусенцев, съемник не
прижимают к ленте; зазор между ним и лентой состав-
ляет 0,5—0,8 мм (рис. 3).
При вырубке деталей из материала толщиной свыше
0,5 мм применяют, как правило, штампы с неподвижным
Рис. 2. Направляющие эле*
менты съемника:
, X < .
I *- верхняя плита; 2 — втулка»
3 сепаратор; 4 —* колонка»
5 — съемник; 6 плита нижняя
Рис. 3. Штамп с подвижным съемником
1 — блок штампа с направляющими каче-
ния; 2 — узел буфера; 3 — пуансонодержа-
тель с пуансонами; 4 ~ подвижный съем-
ник с подкладной плитой; 5 — направляю-*
щая плавка; 6— матрица; 7 —лента
352
Конструирование твердосплавных штампов
съемником. Детали, вырубленные в этих штампах, по
плоскостности незначительно уступают полученным в штам-
пах с подвижным съемником, так как вырубка происходит
при острых рабочих кромках пуансонов и матриц. Повы-
шение жесткости пуансонов достигается уменьшением
их длины до минимально допустимой и применением сту-
пенчатых пуансонов. Необходимо, чтобы пуансон был
надежно закреплен в пуансонодержателе. Как правило,
толщина пуансонодержателя должна быть не менее х/з
высоты пуансона.
Увеличение числа перешлифовок достигается либо
при малом угле уклона в рабочих окнах матрицы (4—8'),
что позволяет производить большое число перешлифовок,
не выходя за пределы допустимого зазора между пуансо-
ном и матрицей, либо при использовании штампов с пуан-
сонами, имеющими на рабочих поверхностях уклоны,
обратные уклонам в рабочих окнах матрицы. Уклоны
на пуансонах выполняют 4—8', уклоны в окнах матрицы
8—12'. Обратный уклон на пуансонах получают автома-
тически при обратной электроэрозионной прошивке пуан-
сонов, в частности при изготовлении пуансонов методом
комплексного сопряжения режущих элементов.
Конструкции рабочих деталей штампов. Конструкции
твердосплавных штампов во многом зависят от методов
изготовления основных формообразующих деталей, в част-
ности матриц. Наиболее распространены два метода об-
работки матриц: алмазное шлифование и электроэрозион-
ная вырезка непрофилированным электродом. В соответ-
ствии с этим конструкции матриц подразделяют на сек-
ционные и цельные.
Алмазное шлифование позволяет получить высокую
точность и низкую шероховатость поверхности матриц,
но требует высокой квалификации рабочих, так как ма-
трицы изготавливают из секций, которые необходимо под-
гонять и стыковать между собой.
Современное электроэрозионное оборудование дает воз-
можность изготовлять цельные твердосплавные матрицы
с рабочими окнами сложной формы и высокой точности.
Цельные матрицы по сравнению с секционными имеют зна-
чительные преимущества: большую жесткость и надеж-
ность (в процессе эксплуатации не образуются зазоры в
местах стыка секций); значительно проще в изготовлении;
Требования к штампам
353
позволяют полностью автоматизировать процесс обра-
ботки рабочих окон (на электроэрозионном оборудова-
нии с ЧПУ).
Преимущества электроэрозионной обработки особенно
ощутимы при изготовлении штампов малых габаритов и
штампов для деталей сложной конфигурации.
Твердый сплав по сравнению со сталью оказывает
значительно меньшее сопротивление растягивающим на-
пряжениям. Поэтому цельные матрицы так же, как и
секционные, должны быть закреплены в обоймах с опре-
деленным натягом. Натяг компенсирует возникающие
при нагружении матрицы распирающие напряжения.
Оптимальным является равномерный по контуру натяг,
который возможен лишь при запрессовке цилиндрических
матриц. При запрессовке прямоугольных или более слож-
ной формы матриц натяг получается неравномерным.
Нужно учесть, что в прямоугольных и близких к ним по
конфигурации твердосплавных матрицах (вставках) наи-
большее усилие обжатия возникает в углах. При запрес-
совке должна обеспечиваться достаточная жесткость
обоймы. Если трудно достичь требуемой жесткости обоймы,
ее врезают в нижнюю плиту штампа или вводят клинья,
дополнительно усиливающие обойму.
Вследствие высокой стоимости твердого сплава и огра-
ниченных возможностей оборудования для спекания твер-
досплавных заготовок, матрицы изготовляют из несколь-
ких твердосплавных заготовок. Например, матрицу для
последовательной вырубки листов ротора и статора элек-
тродвигателя при максимальном размере детали 86 мм
изготовляют из шести заготовок (рис. 4). Наилучшие
результаты получаются при запрессовке каждого твердо-
сплавного элемента в отдельное окно обоймы. При за-
прессовке нескольких твердосплавных заготовок в одно
окно обоймы необходимо учитывать следующие требова-
ния: параметр шероховатости стыкуемых поверхностей
Ra 0,16 мкм, отклонение от плоскостности этих по-
верхностей — 0,005 мм, отклонение от перпендикуляр-
ности поверхности стыка к плоскости основания —
0,005 мм на высоте матрицы. При различных размерах
вставок желательно предусмотреть замки для более же-
сткого их крепления. В некоторых случаях целесообразно
стыковать твердосплавные вставки по цилиндрической
12 В. Л. Марченко и др.
354
Конструирование твердосплавных штампов
А~А
Рис. 4. Матрица с шестью твердосплавными элементами, установлен-
ными в отдельные окна обоймы
поверхности (рис. 5). В ряде случаев матрицы изготовляют
комбинированными; часть матрицы выполняют цельной,
часть — секционной. Это целесообразно при наличии в ма-
трице окон большого размера (рис. 6).
Опыт эксплуатации твердосплавных разделительных
штампов, пуансоны и матрицы (или только матрицы)
которых изготовлены электроэрозионными методами, поз-
воляет пересмотреть сложившиеся требования, предъяв-
Рис. 5. Матрица штампа для вырубки статорной и роторной пластин
электродвигателя с твердосплавными элементами, состыкованными по
цилиндрической поверхности
1 — круглая вставка; 2 — вставка с наружной цилиндрической поверхностью!
3 вставка с внутренней цилиндрической поверхностью; 4 •— обойма
Требования к штампам
355
Рис. 6. Комбинированная матри-
ца:
1 — цельная вставка; 2 —• секцион-
ные части матрицы; 3 — обойма
Рис. 7. Фиксация элементов сбор-
ных пуансонов:
а — с помощью штифтов; б «=* запрес-
совкой
ляемые к шероховатости поверхностей рабочих окон
матриц и рабочей части пуансонов. При вырубке различ-
ных материалов толщиной свыше 0,3 мм шероховатость
рабочих поверхностей матриц и пуансонов должна быть
Ra = 1,25 мкм. Стойкость матриц, выполненных электро-
эрозионной обработкой без последующей слесарной до-
работки, не уступает доведенным матрицам (доводка обе-
спечивает Ra = 0,32 мкм).
Пуансоны выполняют или целиком из твердого сплава,
или сборными со стальной державкой. Цельные пуан-
соны обладают достаточной жесткостью и сравнительно
просты в изготовлении, но требуют большого расхода
твердого сплава. Сборные пуансоны применяют различных
типов, они отличаются способом крепления твердосплав-
ной части к державке.
Наиболее надежным является механическое крепление,
при котором в твердом сплаве не возникают внутренние
напряжения. Крепление винтами и штифтами является
надежным и технологичным (рис. 7, а), однако отверстия
для фиксации штифтами и сами штифты должны быть
выполнены очень точно. Натяг более 3—4 мкм при запрес-
совке штифтов в твердосплавную заготовку недопустим.
Необходимо предотвратить выпадение штифтов в процессе
работы штампа. Для этого на них выполняют бурты
.(головки).
12*
356
Конструирование твердосплавных штампов
Рис. 8. Крепление элементов пу-
ансона с помощью шпонки и
резьбы, выполненной непосред-
ственно в твердом сплаве:
1 — твердосплавный элемент с резь-
бой; 2 — стальная державка; 3 —*
винт для крепления твердосплавно-
го элемента; 4 — шпонка; 5 — винт
крепления шпонки
В последнее время получило распространение крепле-
ние сборных пуансонов с помощью резьбы, выполненной
непосредственно в твердом сплаве (рис. 8). Резьбу наре-
зают либо в пластифицированных заготовках, либо с по-
мощью специального приспособления на прошивочном
электроэрозионном станке. При этом для крепления твер-
дого сплава к стали применяют термообработанные винты,
а для предотвращения отвинчивания их, как правило,
фиксируют эпоксидным компаундом. Фиксацию твердо-
сплавных элементов в сборных пуансонах осуществляют
также с помощью выступа и шпонки (см. рис. 8).
На многих предприятиях внедрена диффузионная
сварка твердосплавных элементов пуансонов со сталь-
ными. Диффузионное соединение обладает достаточно
высокой прочностью. Возникающие в процессе сварки
термические напряжения могут быть в значительной мере
устранены путем оптимального термического цикла и
применения промежуточных компенсационных прокладок.
Опыт показал, что такие материалы, как никель 50НП и
пермаллой 50НХС наиболее полно удовлетворяют тре-
бованиям, предъявляемым к промежуточным компенса-
ционным прокладкам. При сварке твердых сплавов с угле-
родистыми сталями без промежуточных прокладок в свар-
ном соединении образуется хрупкая переходная зона.
Обычная пайка элементов пуансона встык твердыми
припоями не гарантирует его надежной работы. При
длительных ударных нагрузках в месте спая появляется
наклеп, после чего место соединения разрушается. Для
крепления сборных элементов пуансонов применяют спе-
циальные методы пайки.
Выбор и расчет деталей штампов
357
Рис. 9. Напаенный твердосплавный пуансон (а), элементы бурта цель,
нотвердосплавного пуансона (б) и уклон по рабочей части пуансона
для пробивки толстых материалов (в)
Примером специального метода пайки может служить
конструкция круглого пуансона для пробивки (рис. 9, а),
где опорная поверхность твердосплавной вставки выпол-
нена по конусу. Стойкость такого пуансона не уступает
стойкости цельно-твердосплавного пуансона. Двусторон-
ний зазор под пайку принимают 0,02—0,04 мм. Державку
пуансона изготовляют из стали Х12М (55—59
Стойкость современных твердосплавных штампов в де-
сятки раз выше стойкости штампов со стальными рабо-
чими элементами. Такое повышение может быть достиг-
нуто при тщательном выборе геометрических размеров
основных и вспомогательных деталей твердосплавных
штампов.
ВЫБОР И РАСЧЕТ ОСНОВНЫХ
И ВСПОМОГАТЕЛЬНЫХ ДЕТАЛЕЙ ШТАМПОВ
Матрицы штампов для разделительных операций. Гео-
метрические размеры матрицы существенно влияют на
работоспособность штампа. Например, малые перемычки
между окнами матрицы приводят к преждевременной
поломке штампа, а необоснованное увеличение расстоя-
358
Конструирование, твердосплавных штампов
Рис. 10. Параметры твердосплавных матриц разделительных штампов
для вырубки:
а — контактной пластины; б — роторной пластины; в — параметры круглой
вставки (/ «— твердосплавная вставка; 2 — обойма; 3 — круглая вставка)
ния между окнами приводит к повышению расхода твер-
дого сплава и ухудшению качества штампуемых деталей.
Толщину цельной твердосплавной матрицы раздели-
тельного штампа рассчитывают по формуле
f/M — 2s + Км 5, (1)
где s — толщина обрабатываемого материала, мм; Лм —
коэффициент, зависящий от прочности штампуемого ма-
териала; а0, Ьо — размеры наибольшего окна в матрице,
мм (рис. 10, а).
Значения коэффициента Км для различных материалов
приведены ниже:
Сталь 65Г ............’........................ . 1,5
Бронза, стали 45 и 1Х18Н9 . . .................... 1,2
Сталь 20, алюминиевые сплавы, латунь ............. 1,0
Алюминий, медь .................................. 0,8
Значение расчетной толщины матрицы округляют до
ближайшего значения в ряду 10; 12; 16; 20; 25 мм. В ма-
трицах, которые имеют несколько длинных (более 50 мм)
Выбор и расчет деталей штампов
359
1. Ширина перемычек между окнами в матрице (см. рис, 10)
Размеры, мм
Толщина материала s Минимальная ши- рина перемычки Толщина материала s Минимальная ши- рина перемычки
^2 ^3 ^2
0,2 1,1 1,2 1,3 4,9 1,2 1,5 2,4 2,6 6,9
0,3 1,2 5,1 3,2 3,4 7,7
0,4 1,3 1,4 5,3 1,8 3,6 3,8 8,1
0,5 1,5 1,6 5,5 2,0 3,8 4,0 8,5
0.6 1,6 1,7 1,8 5,7 2,5 4,7 5,0 9,5
0,8 1,7 2,0 6,1 3,0 5,7 6,0 10,5
1.0 2,2 6,5
окон с перемычками шириной менее 8 мм между ними,
рекомендуется применять не ближайшее, а следующее
за ним значение толщины матрицы в приведенном ряду.
В малогабаритных матрицах (80X100 мм и менее) приме-
няют меньшее в ряду значение толщины матрицы. Как
правило, толщина малогабаритной матрицы равна 10 мм.
В этом случае под матрицу устанавливают термообрабо-
танную плиту с окнами на 0,5 мм эквидистантно большими
окон в матрице.
Размеры перемычек между двумя круглыми отверстия-
ми, между круглым отверстием и фигурным окном, между
вершинами углов прямоугольных окон (рис. 10, а) при
вырубке стали и бронзы принимают по табл.1. При вы-
рубке латуни, меди и алюминия размер перемычки при-
нимают на 10 % меньше, чем при вырубке стали.
Если рабочее отверстие в матрице выполнено с про-
вальным окном, минимальную ширину перемычки увели-
чивают на величину ступени провального окна.
При определении минимального расстояния /5 от ра-
бочего окна до края прямоугольной твердосплавной ма-
трицы (толщины стенки матрицы) при наибольшей длине
рабочего окна а0 (см. рис. 10, а) следует руководствоваться
данными, приведенными в табл. 2.
Минимальную ширину стенки круглой матрицы или
вставки с круглым окном (рис. 10, в) определяют по
табл. 3. Размеры /5 и /4 установлены для матриц или
вставок, изготовленных из сплава ВК20.
360
Конструирование твердосплавных штампов
2. Расстояние от рабочего
окна до края матрицы tb при
наибольшей длине рабочего
окна (см. рис. 10)
Размеры, мм
Толщина материала s «О ^5
До 1 До 30 8
30—60 10
60—90 12
90—120 16
1—3 До 30 10
30—60 12
60—90 14
90—120 16
3. Минимальная ширина
стенки круглой матрицы или
вставки (см. рис. 10)
Размеры, мм
Диаметр d отвер- стия матрицы Толщина материала s
До 1 1—3
До 1,6 Св. 1,6 до 3 » 3 » 8 » 8 » 20 » 20 » 30 » 30 » 50 < 50 » 70 » 70 в 90 » 90 » 120 2,2 2,5 4 6 7,5 10 12 14 16 3,5 3,5 6 10 10 12 14 15 16
Распирающее усилие, приходящееся на миллиметр
длины окна матрицы (кроме острых углов) при равномер-
ном зазоре и прямолинейном расположении режущих
кромок пуансона и матрицы, рассчитывают по формуле
. . Рр = 0,4P/L, (2)
где Р — усилие вырубки (пробивки), Н; L — периметр
рабочего окна матрицы, мм. При 600 Н/мм мини-
мальную ширину стенок и /4 увеличивают в 1,5 раза.
Твердосплавные матрицы и вставки крепят в обойме
с определенным натягом. В цельных матрицах, как и
в сборных, различают три вида натягов: нормальные //н,
уменьшенные //ум и увеличенные /7ув.
В большинстве конструкций штампов принимают, как
правило, нормальный натяг. Его осуществляют горячей
запрессовкой при нагреве обоймы до 370 ± 10 °C. Нор-
мальный натяг (мм) рассчитывают по формуле
На - ЛГ1/1000 + 0,02, (3)
где £п — размер посадочной части вставки (матрицы), мм.
Уменьшенный натяг применяют при запрессовке твер-
досплавных матриц (вставок) в закаленную обойму при
ее твердости 48—54 HRC^,
//ум = 0,52/7ц. (4)
Выбор и расчет деталей штампов
361
Увеличенный натяг применяют для запрессовки ма-
триц вырубных штампов при больших распирающих
усилиях (для вырубки материалов толщиной более 2,5 мм),
для матриц, работающих в особо тяжелых условиях,
а также для матриц вытяжных штампов. Его рассчиты-
вают по формуле
/75В = 1,8/7н. (5)
В матрицах с большими распирающими односторон-
ними усилиями при запрессовке рекомендуется применять
увеличенный натяг и односторонние бурты.
Во избежание прогиба стенки при запрессовке твердо-
сплавных матриц с прямоугольными окнами длиной более
50 мм, если ширина стенки (см. рис. 10, а) между окном
и обоймой /5 12 мм, по краям матрицы рекомендуется
выполнять нормальный натяг, а в середине, над стен-
кой, — уменьшенный.
Матрицы с нормальным и увеличенным натягом запрес-
совывают в горячем состоянии, матрицы с уменьшенным
натягом — как правило, в холодном.
Увеличение размера любой стороны окна обоймы в ре-
зультате термического расширения при нагреве до 370 °C
для запрессовки рассчитывают по формуле
h = Z20 (1 + (6)
где lt — длина любой стороны окна обоймы при нагреве
ее до температуры 370 °C, мм; /20 — длина этой стороны
при исходной температуре 20 °C, мм; at — температур-
ный коэффициент линейного расширения при нагреве
обоймы до 370 °C.
Значения коэффициента at для различных сталей
приведены ниже:
Х12М .......................0,004
20, 45, У8 .................0,005
ЗОХГСА, ШХ15................0,006
12Х18Н9Т 0,007
Минимальную ширину стенок обоймы без отверстий lt
и с отверстиями /2 (см. рис. 10) цельной твердосплавной
матрицы, запрессованной с нормальным натягом, при
твердости обоймы 29—33 HRC3, выполненной из стали 45,
принимают по табл. 4.
362
Конструирование твердосплавных штампов
4. Ширина стенок обойм (см. рис. 10)
Наибольшая
длина твердо-
сплавной
вставки
Наибольшая
длина твердо-
сплавной
вставки
До 50
Св. 50 до 80
Размеры, мм
2,2ЯМ
2,5ЯМ
Примечание. /Ум — высота матрицы.
Учитывая возможность выкрашивания твердого сплава
и высокую износостойкость деталей, зазор между пуансо-
ном и матрицей в твердосплавных штампах при вырубке
материала толщиной до 2 мм обычно увеличивают по
сравнению с зазором, принятым в штампах со стальными
рабочими элементами. Рекомендуемые двусторонние за-
зоры при вырубке металлов и неметаллических материа-
лов приведены в табл. 5 и 6. Указанные зазоры применяют
при частоте ходов пресса до 240 в минуту. При более
высоких скоростях штамповки зазор между матрицей
и пуансоном увеличивают (см. гл. 8).
Пуансоны штампов для разделительных операций.
Максимально допустимое удельное усилие на опорную
поверхность пуансона зависит от марки стали и терми-
ческой обработки опорной плиты:
Максимально
допустимое
удельное
усилие, Н/мм2
20; СтЗ ................................................. 100
45; У8 (29—33 HRC3).................................... 250.
45; У8; Х12 (49—52//7?СЭ)................................ 500
Цельные твердосплавные пуансоны крепят в пуансоно-
держателе с помощью буртов. Диаметр бурта с целью
экономии твердого сплава выполняют меньшим, чем
в стальных пуансонах. Рекомендуемые размеры буртов
в цельнотвердосплавных фигурных, прямоугольных и
круглых пуансонах (см. рис. 9, б) приведены в табл. 7,
размеры напайных круглых пуансонов диаметром до
6,5 мм для пробивки отверстий (см. рис. 9, а) — в табл. 8.
Выбор и расчет деталей штампов
363
5. Двусторонние зазоры при вырубке металла в штампах
с твердосплавными рабочими деталями
Размеры, мм
Толщина мате- риала S Низкоуглероди- стая сталь марок 10 и 20, медь, ла- _ тунь, алюминий t Среднеуглероди- стая сталь 45, дуралюмин, бронза Высокоуглеро- дистая и электро- технические стали
Наимень- ший зазор Допу- скаемое отклоне- ние (+) Наимень- ший зазор Допу- скаемое отклоне- ние (4~) Наимень- ший зазор Допу- скаемое откло- нение (+)
0,1 0,2 0,010 0,015 0,005 0,010 0,015 0,005 0,010 0,020 0,005
0,3 0,5 0,6 0,7 0,020 0,030 0,040 0,045 0,010 0,030 0,040 0,045 0,055 0,010 0,035 0,045 0,050 0,060 0,010
0,8 0,9 1.0 1,2 0,050 0,060 0,065 0,080 0,020 0,060 0,070 0,080 0,100 0,020 0,070 0,075 0,090 0,120 0,020
1,5 1,8 2,0 0,100 0,120 0,140 0,030 0,120 0,150 0,180 0,040 0,140 0,180 0,190 0,030
При вырубке и пробивке материалов толщиной 2—
4 мм для предотвращения разрыва рабочей части пуансо-
нов, сколов и выкрашиваний, а также для уменьшения
усилия снятия отхода или отштампованной детали пуан-
соны следует выполнять с уклоном по рабочей части
(см. рис. 9, в). Для круглых пуансонов принимают аук =
= z/З, для прямоугольных и фигурных ОуК = z/4, где
z — двусторонний зазор между режущими кромками пуан-
сона и матрицы.
Поверхность по рабочему контуру желательно поли-
ровать, обеспечив шероховатость Ra = 0,16 мкм. Тор-
цовая поверхность, напротив, должна быть грубой (Ra =
== 2,5 мкм). При односторонней вырубке (обрезке, от-
резке) и угле резания менее 90° параметр шероховатости
364
Конструирование твердосплавных штампов
6. Двусторонние зазоры при вырубке неметаллических материалов
в штампах с твердосплавными рабочими деталями
Размеры, мм
Толщина ма- териала S 1 етинакс, текстолит, фибра Слюда
Наимень- ший зазор Допускае- мое откло- нение (4-) Наимень- ший зазор Допускае- мое откло- нение (+)
0,05 — 0,010 0,005
0,1 0,010 0,005 0,010 0,010
0,2 0,010 0,005 0,020 0,010
0,3 0,010 0,010 0,020 0,010
0,4 0,010 0,010 0,030 0,015
0,5 0,015 0,010 0,030 0,015
0,6 0,015 0,010 ——
0,8 0,020 0,010 ——
1,0 0,025 0,015 МММ
1,2 0,035 0,020 *
1,5 0,050 0,020 *мв* ——
1,8 0,060 0,020 —— ——
2,0 0,060 0,030 мм*
7. Размеры буртов в твердосплавных пуансонах (см. рис. 9)
Размеры, мм
Толщина материала s <п (±0.1 йп Толщина материала s п (±0,1) ^п
До 0,5 0,5—1,5 0,5 0,8 3 3 1,5—2,5 2,5—4,0 1,0 1,5 3,5 4
8. Рекомендуемые размеры напайных круглых пуансонов
диаметром до 6,5 мм для пробивки отверстий (см. рис. 9)
Размеры, мм
* с 43 °п Dn /гп
1—2 2,5 4 5 15 4 1
1,8—3 3,5 5 6 15 4 1
2,5—4 4,5 6 7 20 5 1,5
3,5—5 5,5 8 9 20 5 1,5
5-6,5 7 10 11 25 7 1,5
Выбор и расчет деталей штампов
365
Рис. 11. Элементы матри-
цы гибочного штампа
поверхности пуансона по рабочему контуру и по торцу
Ra 1,25 мкм.
Штампы для гибки. Радиус закругления матрицы Гм,
глубину рабочей полости h'M и высоту вставки Нм (рис. 11)
для одно- и двухугловой гибки следует принимать по
табл. 9; размеры elf е2, е3 и е4 (см. рис. И) — по табл. 10.
9. Конструктивные элементы
матриц гибочного штампа
(см. рис. 11)
10. Размеры твердосплавных
вставок гибочного штампа
(см. рис. 11)
Размеры, мм
Размеры, мм
1 гм -е «и
S < 1
До 50 3 15 20
Св. 50 3 20 25
до 100 $ = 1-~2
До 50 5 15 25
Св. 50 до 100 5 20 30
• s = 2-7-4
До 50 8 25 35
Св. 50 до 100 8 38 50
Вы е2
S < 1
До 20 6 8
Св. 20 до 40 12 12
и 40 » 80 15 15
» 80 » 120 20 18
1 < $ < 4
До 20 8 12
Св. 20 до 40 15 15
» 40 » 80 18 18
» 80 » 120 22 20
Примечание. При
s 1 мм е3 = 1,0, е4 = 3,0; при
s = 14-4 мм е3 = 2,0 мм, е4 ««
— 3,5 мм.
366
Конструирование твердосплавных штампов
Рис. 12. Элементы матрицы вытяжного штампа:
а •— с одинарным бандажированием; б с двойным бандажированием
Штампы для вытяжки. Исполнительные размеры твер-
досплавных матриц определяют так же, как и стальных.
Кроме того, необходимо рассчитывать наружный диаметр
обоймы £>об, высоту вставки Ям и радиус закругления
матрицы гм, а при двойном бандажировании — наружный
диаметр первого и второго бандажей Dr и Элементы
матрицы штампа с одинарным и двойным бандажирова-
нием показаны на рис. 12.
Наружный диаметр обоймы
Ооб ~ 2Dh, (7)
где £>н — наружный диаметр вставки.
Для штамповки деталей из низкоуглеродистой стали
радиус закругления принимают гм = (64-8) s, из латуни
и алюминия гм = (5ч-6) s.
При двойном бандажировании наружный диаметр пер-
вого и второго бандажей определяют по формулам:
Di = 1Ж<; (8)
D2 = 2,6DH. (9)
Двойное бандажирование рекомендуется выполнять при
вытяжке с утонением деталей из латуни и стали при тол-
щине свыше 0,8 мм. Рекомендуемая высота твердосплав-
ной вставки Нм зависит от внутреннего диаметра или
диагонали вставки dM:
м> мм
м> ММ
От 4
до 30
16
до 60
20
От 60
до 100
25
Упругие и вспомогательные элементы штампов. В раз-
личных конструкциях твердосплавных штампов и, в пер-
Выбор и расчет деталей штампов
367
вую очередь, в конструкциях штампов для разделитель-
ных операций с подвижным съемником большое значение
имеет надежность применяемых упругих элементов. Упру-
гие элементы должны выдерживать без значительного
изменения жесткости не менее 1 млн. циклов. Поэтому
резину в твердосплавных штампах применять не рекомен-
дуется. При использовании витых или тарельчатых пру-
жин, перед установкой на штамп их следует подвергать
дополнительной проверке на надежность.
В случае ограниченности пространства для установки
необходимого числа тарельчатых пружин рекомендуется
применять их сдвоенными и строенными.
Следует учитывать, что общий центр давления упру-
гих элементов штампа должен совпадать с центром давле-
ния штампа. Несовпадение центров резко уменьшает
стойкость разделительных твердосплавных штампов.
Как показала практика, в твердосплавных штампах
с успехом можно применять упругие элементы (буферы)
из полиуретана. Полиуретан марок СКУ-ПФЛ и СКУ-7Л
в отличие от резины не разлагается под воздействием
масел,- позволяет увеличить удельную нагрузку с 2 до
32 Н/мм2, а число циклов повысить с 50 тыс. до 1 млн.
(при сжатии буфера до 15 %).
Усилие деформирования буфера из полиуретана за-
висит от его модуля упругости, жесткости применяемого
материала и коэффициента формы подушки Кбф:
^бф ~ ^осн/^бок»
где Госн — площадь основания, мм2; F6oK — площадь
боковой поверхности, мм2.
Допускаемые удельные усилия в зависимости от ма-
териала и коэффициента формы следует выбирать по
табл. 11.
Штампы с технологическим усилием >250 кН рекомен-
дуется устанавливать только на подштамповые плиты.
Размеры провальных окон в подштамповой плите не
должны превышать соответствующие провальные окна
в плите штампа более чем на 20 %.
Рекомендуемая толщина подштамповой плиты в за-
висимости от размера зеркала матрицы и технологического
усилия вырубки приведена в табл. 12.
368
Конструирование твердосплавных штампов
11. Допускаемые удельные усилия (кПа)
для полиуретановых элементов
Л'бф Относительная дефор- мация, % ‘^бф О носитель на я дефор- мация, %
10 20 30 10 20 30
ску-пфл 0,6 0,5 5500 5000 11 000 10 500 16 000 15 000
1.0 11 000 22 000 32 000
0,9 9 000 18 000 27 000 СКУ-7Л
0,8 0,7 7 000 6 500 14 000 13 000 21 000 19 000 1.0 0,5 1800 1500 3 500 3 000 5 500 4 500
Примечание. Для увеличения /<бф между полиуретановыми
элементами устанавливаются металлические прокладки.
12. Толщина подштамповой плиты
Размеры, мм
Зеркало матрицы Толщина подштамповой плиты при технологическом усилии вырубки, кН
Ширина Длина До 100 Св. 100 до 400 Св. 400 до 630 Св. 630 до 1000
80 100 25 30 40
100 120 35 40 45 50
120 160 40 45 50 60
160 200 50 <55 60 70
200 320 60 65 75 85
230 350 75 85 90
250 400 85 90 100
Диаметры упорных колонок выбирают в зависимости
от усилия вырубки. Допускаемое усилие на все упорные
колонки должно в 1,5 раза превосходить технологическое
усилие вырубки.
Допускаемое усилие (Н) на одну упорную колонку
определяют по формуле
Ру к = 0,785^. к 1осж], Ю)
где £>у. к диаметр колонки, мм; |осж 1 — допускаемое
напряжение на сжатие; для стали 45 при твердости 29—
33 HRC,d принимают осж == 200 МПа.
Особовысокостойкие твердосплавные штампы
3G9
В штампах с большим усилием вырубки применяют
упорные втулки или упорные планки, термообработанные
до твердости 44—49 HRC9. Площадь опорной поверхности
упорной втулки или упорной планки определяют из рас-
чета допускаемых удельных усилий до 200 Н/мм2.
ОСОБОВЫСОКОСТОЙКИЕ ТВЕРДОСПЛАВНЫЕ ШТАМПЫ
Эти штампы отличаются высокой жесткостью, спе-
циальной конструкцией подвижного съемника и пуансо-
нодержателя, наличием рабочего износостойкого слоя
(полученного в результате электроэрозионной обработки),
обратным уклоном на пуансонах, обеспечивающим по-
стоянство зазоров после перешлифовки.
Эта конструкция штампов применяется, главным обра-
зом для последовательной вырубки листов статора и ро-
тора малогабаритного электродвигателя (размер штампуе-
мой детали не более 100 мм). Полная стойкость этих
штампов 80—100 млн. комплектов деталей.
Каждый элемент твердосплавной матрицы (рис. 13)
выполняют цельным. Элементы крепят в обойме горячей
запрессовкой. Окна в матрице выполняют с уклоном
8—12' по контуру, шероховатость Ra = 2,5— 1,25 мкм,
высота рабочей части 10—12 мм.
Фигурные и сложноконтурные пуансоны выполняют
из заготовок простой конфигурации (прямоугольник,
круг), запрессованных в пуансонодержатель 1. Длину
рабочей части пуансонов принимают 6—12 мм. Все пуан-
соны для пробивки, кроме круглых, изготовляют в сборе
на блоке штампа обратной электроэрозионной прошивкой.
На пуансонах выполнен обратный уклон, составляющий
0,7 уклона матрицы. Пуансон для вырубки всех пазов
ротора выполняют из одной заготовки, внутри него кре-
пят круглый пуансон для пробивки центрального отвер-
стия листа ротора.
Съемник 4 в этих штампах подвижно-навесной, в нем
сочетаются преимущества подвижного съемника и на-
дежность неподвижного. В период вырубки съемник при-
ближен к ленте, а во время съема ленты он упирается
в жесткие Г-образные захваты 8 — ограничители хода
съемника, связанные с нижней плитой штампа 7, и рабо-
тает как жесткий. При необходимости Г-образные за-
370
Конструирование твердосплавных штампов
3
Рис. 13. Особоеысокостойкий твердосплавный штамп
хваты 8 раздвигают, после чего съемник поднимают.
Съемник 4 имеет свои шариковые направляющие. Узел
прижима 3 съемника представляет собой специальный
стакан со спиральной пружиной небольшого усилия и
толкателем. Подъем съемника осуществляют твердосплав-
ные ступенчатые отлипатели Р, которые служат и для
направления ленты. Со стороны матрицы 6 к съемнику
крепят термообработанную пластину 5.
В съемнике 4 со стороны пуансонодержателя выполнен
«карман», куда входит пуансонодержатель /. Создание
пуансонодержателя, входящего в «карман» съемника,
позволило повысить жесткость пуансонов настолько, что
отпала необходимость в направлении по съемнику. Общая
высота пуансонов при этом минимальная. В штампе при-
менены четыре подпружиненных выносных ловителя.
Особенности изготовления твердосплавных штампов 371
Все пуансоны имеют равномерный зазор по всему кон-
туру. Их изготовление и автоматическое выставление
по матрице осуществляют с помощью одной операции —
обратной электроэрозионной прошивки непосредственно
в блоке штампа методом комплексного сопряжения.
Верхняя плита 2 и нижняя плита 7 выполнены из
стали 45 и термообработаны. Для рабочих элементов
(матрицы и пуансонов) применяют твердый сплав ВК15
и ВК20 по ГОСТ 3882—74.
В процессе эксплуатации заточку штампов проводят
принудительно, через 1 млн. штампоударов. При заточке
с матрицы и пуансонов снимают слой 0,05 мм.
ОСОБЕННОСТИ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ
ТВЕРДОСПЛАВНЫХ ШТАМПОВ И ЕЕ ВЛИЯНИЕ
НА ИХ КОНСТРУИРОВАНИЕ
Изготовление матриц. Матрицы твердосплавных штам-
пов изготовляют профильным и координатным шлифова-
нием, а также электроэрозионным методом на вырезных
станках с помощью непрофилированного электрода-про-
волоки. Изготовление матриц таким электроэрозионным
методом имеет ряд преимуществ перед шлифованием: не
требует высокой квалификации исполнителей, обеспечивает
более высокую производительность, кроме того, обра-
ботка производится, как правило, в автоматическом ре-
жиме на станках с ЧПУ.
При обработке рабочих окон матриц для разделитель-
ных операций одновременно с вырезкой целесообразно
обеспечить образование уклонов. При этом матрицы для
вырубки-пробивки деталей из материала толщиной свыше
0,4 мм можно изготовлять без последующей слесарной
обработки.
Уклон по контуру окна матрицы получают с помощью
специального приспособления, где наклон в каждой точке
осуществляют по специальной программе, либо с помощью
метода эквидистантных программ.
Изготовление пуансонов. Изготовление сложнопро-
фильных твердосплавных пуансонов с равномерным зазо-
ром по матрице связано с определенными трудностями.
Поэтому многие предприятия выпускают штампы для
разделительных операций с твердосплавными матрицами
и стальными пуансонами.
372
Конструирование твердосплавных штампов
Рис. 14. Схема изготовления пу-
ансона методом электроискрово-
го отпечатка:
1 пуансон с «отпечатанным» на
торце контуром окна матрицы; 2 —
матрица
Рис. 15. Схема обратного копи-
рования рабочего контура пуан-
сона по пластинчатому электро-
ду-инструменту:
1 — пуансон; 2 — пластинчатый
электрод-инструмент
В настоящее время используют несколько надежных
и несложных методов изготовления твердосплавных пуан-
сонов, обеспечивающих сопряжение по матрице.
Широкое распространение получил метод электро-
искрового отпечатка (рис. 14).
Метод обратного электроэрозионного прошивания
с применением промежуточных копиров известен под
названием обратного копирования. Суть его в том, что
на электроэрозионном копировально-прошивочном станке
по пластинчатому электроду-копиру с предварительно
обработанным с высокой точностью окном прошивается
(копируется) рабочий контур пуансона (рис. 15). Таким
методом можно получить пуансон с равномерным зазором
относительно матрицы. Метод очень эффективен, так как
с его помощью из цельной заготовки простой формы
(прямоугольник, цилиндр) можно получить в автомати-
ческом режиме пуансоны с рабочими контурами самых
сложных форм и даже несколько пуансонов, имеющих
общее основание. Указанным методом пуансоны изготов-
ляют с минимальными радиусами перехода от рабочей
части к основанию.
При проектировании пуансонов нужно учитывать, что
основание пуансона должно быть больше рабочей части
не менее чем на 0,5 мм на сторону.
Развитием этого метода является метод комплексного
сопряжения всех пуансонов штампа. Суть метода заклю-
Особенности изготовления твердосплавных штампов
373
Рис. 16. Схема комплексного
сопряжения элементов штам-
па
1 — плита электроэрозионного
прошивочного станка; 2 — блок
штампа с направляющими; 3 —
матрица; 4 — изолирующая про-
кладка; 5 — пластинчатый элек-
трод-инструмент; 6 — пуансоно-
держатель с запрессованными
заготовками пуансонов; 7 — под-
кладная плитка; 8 — шпиндель
станка
чается в одновременной обратной прошивке всех фасонных
пуансонов штампа пластинчатым электродом, располо-
женным над матрицей, причем электрод изолирован от
матрицы, а прошивка выполняется на направляющих
штампа. Этот метод позволяет равномерно распределить
зазоры, упростить и автоматизировать процесс сборки.
Принципиальная схема комплексного сопряжения эле-
ментов штампа показана на рис. 16. К окончательно изго-
товленной матрице через изоляционные прокладки кре-
пится заготовка пластинчатого электрода. По матрице на
электроэрозионном копировальном станке вырезают пла-
стинчатый электрод, имеющий столько фасонных окон,
сколько фасонных пуансонов нужно изготовить по ма-
трице. Так как все окна вырезаются с одной установки
электрода относительно матрицы, взаимное расположение
окон в электроде соответствует взаимному расположению
окон матрицы, а форма окон повторяет форму окон ма-
трицы. Не снимая электрод с матрицы, ее устанавливают
на нижнюю плиту блока штампа в рабочее положение,
фиксируют пакет с помощью штифтов и закрепляют вин-
тами. После этого на колонки штампа надевают верхнюю
плиту. К ней штифтами и винтами прикреплен пуансоно-
держатель, в котором запрессованы заготовки фасонных
пуансонов, имеющих большие припуски под электроэро-
зионную обратную прошивку. Пуансонодержатель за-
крепляют тем же крепежом, которым он будет крепиться
при работе штампа.
В таком виде штамп ставят на стол электроэрозионного
прошивочного станка, нижнюю плиту крепят к столу,
374
Конструирование твердосплавных штампов
верхнюю — к шпинделю, подводят питание к пластин-
чатому электроду и пуансонодержателю и производят
обратную прошивку всех пуансонов штампа.
Так как пластинчатый электрод вырезается по ма-
трице, после обратной прошивки автоматически полу-
чается равномерный зазор вырубки по всем сопрягаемым
контурам. Поскольку прошивка проводится в том поло-
жении, в котором штамп будет работать на прессе (на
колонках блока или пакета), зазор сохраняется при ра-
боте штампа.
Описанная технология обладает всеми преимуществами
электротехнологических методов сопряжения пуансонов
с матрицей: простотой, отсутствием операций, требующих
высокой квалификации исполнителей, возможностью при-
менения пуансонов повышенной жесткости (монолитных
и с укороченной рабочей частью). Кроме того, она исклю-
чает сложную и плохо контролируемую операцию уста-
новки пуансонов по матрице с равномерным зазором.
Такая технология позволяет также резко снизить требо-
вания к точности взаимного расположения окон в пуан-
сонодержателе (расширить допуск), так как припуск на
обратную прошивку пуансонов достаточно велик (0,5—
1,0 мм на сторону).
Описанный метод может быть положен в основу техно-
логии сопряжения при изготовлении многопозиционных
твердосплавных штампов последовательного действия и
других разделительных штампов.
Глава 7
ОБЕСПЕЧЕНИЕ ПОВЫШЕННОЙ
ПРОИЗВОДИТЕЛЬНОСТИ ШТАМПОВКИ,
ВЫСОКОЙ ЭКСПЛУАТАЦИОННОЙ НАДЕЖНОСТИ
И ЭФФЕКТИВНОСТИ ПРОИЗВОДСТВА ШТАМПОВ
ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ШТАМПОВ
ДЛЯ СКОРОСТНОЙ ШТАМПОВКИ
Эффективность применения скоростной штамповки.
Под скоростной понимают штамповку, выполняемую на
быстроходных прессах с частотой ходов 400 и более
в минуту. Эту штамповку применяют главным образом
для разделительных операций. Повышение быстроход-
ности прессового оборудования является одним из резер-
вов повышения производительности: позволяет в 3—
4 раза сократить число занятых прессов, а соответственно
и число исполнителей, а также производственные площади.
Стойкость штампов при этом повышается в 1,5—2 раза.
Применение быстроходных прессов эффективно при
штамповке деталей партиями свыше 1,5 тыс. шт.
Штампы для быстроходных штамповочных автоматов
имеют свои особенности. Отсутствие штампов, отвеча-
ющих требованиям скоростной штамповки, является одной
из причин недостаточно широкого внедрения быстроход-
ных прессов, неэффективного их использования.
Современные листоштамповочные автоматы, как пра-
вило, работают на скоростных режимах.
Скоростную штамповку можно осуществлять на уни-
версальных листоштамповочных автоматах с регулируе-
мым числом ходов усилием 400—1000 кН (отечественные
типа АБ6224, АВ6228, А6328А, АА6330 и т. п. и зарубеж-
ные типа PASZ 63.3 и т. п.) с максимальной быстроход-
ностью до 1000 ходов в минуту. На эти прессы-автоматы
устанавливают блочные многопозиционные штампы.
Значительный эффект достигается при использовании
специализированных прессов-автоматов с нижним при-
водом мод. СН138, ПА-10, ША-03, 4ГЖ и др. усилием
100—250 кН, которые оснащены прецизионными валко-
выми подачами, обеспечивающими погрешность шага не
более ±0,02 мм, что исключает необходимость примене-
ния в штампе шаговых ножей и дает возможность снизить
расход металла на 8—10 %. На эти прессы-автоматы
376 Обеспечение повышенной производительности штамповки
устанавливают безблочные штампы, которые отличаются
от традиционных резко сниженной металлоемкостью и
трудоемкостью изготовления. Их габаритные размеры
100x80 мм и 140X 100 мм.
Пресс ПА-10 имеет, кроме того, повышенную же-
сткость и оснащен устройством автоматизации ввода по-
лосы в рабочую зону штампа. Это расширяет эксплуата-
ционные возможности пресса, обеспечивает штамповку
материала толщиной до 2 мм из полосы шириной до 60 мм
и безопасность при работе из полосы.
Типовые конструкции безблочных штампов, устанавли*
ваемых на прессы типа ПА-10, показаны на рис. 1 и 2.
Штамп, показанный на рис. 2, позволяет, благодаря вы-
несенным колонкам, использовать более широкую по-
лосу. В штампе применяют направляющие качения. На-
А-А
Рис. 1. Безблочный штамп:
/ — направляющая втулка; 2 — под-
кладная плита; 3 — матрица; 4 —
направляющий съемник; 5 — съем-
ник; 6 — пуансон; 7 — пуансоно-
держатель; 8 — накладная плита;
9 — колонка; 10 — сепаратор
Рис. г. Безблочный штамп с вы-
несенными колонками (позиции
см. рис. 1)
Конструирование штампов для скоростной штамповки 377
Рис. 3. Специальные прихва-
ты к прессу-автомату мод.
ПА-10 для закрепления ниж-
него пакета:
1 — шаровая опора; 2 — корпус
прихвата; 3 — шпилька; 4 —
упорный винт; 5 — сферическая
гайка; 6 — нижний пакет без-
блочного штампа; 7 — опорная
шайба; 8 — верхний пакет; 9 —
подвижная траверса; 10 — стол
пресс-автомата
правляющие, изготовленные по ГОСТ 14676—83, в этом
случае неприемлемы. Следует изготовлять специальные
направляющие устройства с шариками диаметром 2 мм.
Точность шариков в пределах одного сепаратора должна
быть 0,002 мм. Натяг между шариками, втулкой и ко-
лонкой 0,01—0,02 мм. Втулки к плите крепят эпоксидным
компаундом либо запрессовкой с натягом до 0,005 мм.
Ускоренное крепление безблочного штампа обеспечи-
вают применением специальных прихватов (рис. 3), ко-
торыми оснащены некоторые из прессов приведенных
выше моделей.
В многопозиционных блочных- штампах, устанавливае-
мых на быстроходные прессы-автоматы усилием 400—
1000 кН, применяют плиты увеличенной толщины, а также
съемники из закаленной стали, обработанные электро-
эрозионными методами с точной подгонкой по матрице.
Наряду с шариковыми применяют роликовые направ-
ляющие или направляющие со специальными элементами
качения, обеспечивающими контакт по линии (рис. 4).
Использование эпоксидных компаундов для образова-
ния направляющей поверхности неприемлемо вследствие
высокого температурного коэффициента линейного рас-
ширения и плохой теплопроводности этих материалов.
Для этой цели целесообразно использовать чугун, порош-
ковые материалы или бронзовые вставки. Последние под-
1. Требования к штампам для скоростной штамповки и конструктивные особенности,
которыми обеспечиваются эти требования
Конструктивные особенности
Требования к штампам
многопозиционных блочных
штампов, устанавливаемых на
прессах типа АБ6224, PASZ
63,3 и т. п., усилием 400—
1000 кН
безблочных штампов, устанав-
ливаемых на прессах типа
ПА-10, СН-138 и т. п., уси-
лием 100—250 кН
Повышенная жесткость
Высокая стабильность и точ-
ность перемещения верхней
части штампа по отношению
к нижней
Минимальное трение пуансо-
нов о съемник
Повышенная износостой-
кость рабочих элементов
Увеличение толщины и твердости плит.
Больший (по сравнению с традиционными
штампами) диаметр колонок блока
Применение шариковых направляющих
качения с числом шариков в 1,5—2 раза
большим по сравнению с направляющими
по ГОСТ 14678—80; применение ролико-
вых и специальных направляющих
Подвижный съемник должен иметь свои
направляющие качения (не менее четырех)
Армирование направляющих в окнах
съемника чугунными или бронзовыми
вставками; применение съемника из зака-
ленной стали; увеличение зазора между
пуансоном и съемником до 0,1 мм на сто-
рону
Рабочие элементы изготовляют из леги-
рованной инструментальной стали или из
твердого сплава
Уменьшение длины пуансонов
(до 32 мм) с учетом защемления
их в пуансонодержателе на 40—
50 % длины
Применение направляющих
качения с шариками диаметром
2 мм (как правило, четыре)
Съемник не является направ-
лением для пуансонов. На вы-
соте 2—3 мм зазор между пуан-
соном и съемником 0,05—0,1 мм;
на остальной части зазор уве-
личен
Рабочие элементы изготов-
ляют из твердого сплава или
легированной инструменталь-
ной стали, при небольшой се-
рийности штампуемых дета-
лей из стали У8
Обеспечение повышенной производительности штамповки
Точность подачи материала
на шаг
Надежное направление лен-
ты в штампе, уменьшение тре-
ния ленты о зеркало матрицы
Уменьшение перемещаю-
щихся масс и поперечных
вибраций
Исключение возможности
подъема отходов за пуансоном
Обеспечение возможности
постоянного смазывания пуан-
сонов, направляющих и штам-
пуемого материала
Обеспечение равномерных
зазоров между матрицей и
пуансонами
Выносные ловители (не менее двух)
должны быть подпружиненными; желатель-
но обеспечить их связь с блокирующим
устройством, отключающим пресс
Применение направляющих стержней
(как правило, твердосплавных) или на-
правляющих роликов отлипателей, при-
поднимающих ленту над матрицей, вы-
полненных в виде стержней или вра-
щающихся шариков
Облегчение верхней плиты и подвижно-
го съемника. Применение перемещающего-
ся узла крепления штампа к прессу либо
специального устройства, гасящего инер-
цию
Каналы в пуансонах для прохода сжа-
того воздуха, либо углубления на рабочем
торце пуансона, либо подпружиненные от-
липатели в пуансонах
Углубление в съемнике, заполняемое
маслом
Должны быть предусмотрены: подвод
масла к направляющим штампа; устрой-
ство очистки и смазывания ленты; устрой-
ство блокировки, предупреждающее попа-
дание стыка ленты в штамп
Более жесткие допуски на изготовление
(в пределах 0,002 мм) либо изготовление
автоматизированными методами электро-
технологии
Обеспечивается за счет точной
валковой подачи пресса
Применение направляющей
в виде сквозного паза в закален-
ной пластине (направляющем
съемнике), шероховатость Ra =
= 0,62 мкм
Применение перемещающе-
гося узла крепления штампа
к прессу
Высокая шероховатость (Ra ~
= 2,5—1,25 мкм) по контуру ра-
бочих окон матрицы
Подвод масла в определенные
точки штампа и к штампуемому
материалу обеспечивается мас-
лопроводами пресса
Изготовление автоматизиро-
ванными методами электротех-,
нологии
Конструирование штампов для скоростной штамповки
380 Обеспечение повышенной производительности штамповки
Рис. 4. Роликовые направля-
ющие со специальными тела-
ми качения:
/ — колонка; 2 — специальное
тело качения; 3 — втулка
Рис. 5. Схема фиксации направля-
ющих вставок в съемнике
гоняют к направляющей плите и фиксируют с помощью
специального клея (рис. 5).
В качестве упругих элементов в этих штампах следует
применять тарельчатые и спиральные цилиндрические
пружины. Применение полиуретана для изготовления
упругих элементов нецелесообразно. Для равномерного
и точного закрепления этих штампов применяют специаль-
ные устройства (рис. 6).
Рис. 6. Устройство для бы-
строго и равномерного за-
крепления штампа на быстро-
ходном прессе-автомате:
1 — штамп; 2 — направляющая;
3 — рамка; 4 — пружина; 5 —
двусторонний клин; 6 — шток;
7 — гидроцилиндр; 8 — ось; 9 —
прихват; 10 — плита
Конструирование штампов для скоростной штамповки 381
Основные требования к штампам для скоростной штам-
повки и конструктивные особенности, обеспечивающие
эти требования, приведены в табл. 1.
Зазоры между матрицей и пуансоном в штампах для
скоростной штамповки принимают в пределах 12—20 %
от толщины штампуемого материала. Значения двусторон-
них зазоров для штамповки при скоростях 400—800 хо-
дов в минуту приведены в табл. 2.
2. Двусторонние зазоры при вырубке металлических материалов
при скоростной штамповке (400—800 ходов в минуту)
Размеры, мм
Толщина мате- риала S Низкоуглероди- стая сталь марок 10 и 20, медь, ла- тунь, алюминий Среднеуглероди- стая сталь 45, дуралюмин, бронза Высокоуглеро- дистая и электро- техническая сталь
Наимень- ший зазор Допу- скаемое отклоне- ние ( + ) Наимень- ший зазор Допу- скаемое отклоне- ние ( + ) Наимень- ший зазор Допу- скаемое отклоне- ние (+)
0,1 0,2 0,015 0,025 0,005 0,015 0,030 0,005 0,015 0,030 0,005
0,3 0,5 0,6 0,7 0,030 0,050 0,065 0,070 0,010 0,045 0,060 0,070 0,080 0,010 0,050 0,065 0,075 0,090 0,010
0,8 0,9 1,0 1,2 0,080 0,095 0,100 0,125 0,020 0,090 0,100 0,110 0,140 0,020 0,110 0,120 0,140 0,180 0,020
1,5 1,8 2,0 2,2 0,160 0,180 0,200 0,230 0,030 0,180 0,210 0,230 0,270 0,030 0,220 0,270 0,290 0,300 0,030
2,5 2,8 3,0 0,270 0,300 0,330 0,050 0,300 0,330 0,380 0,050 0,360 0,410 0,450 0,050
382 Обеспечение повышенной производительности штамповки
ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ШТАМПОВ
С РАБОЧИМИ ЭЛЕМЕНТАМИ,
ИЗГОТОВЛЕННЫМИ МЕТОДАМИ ЭЛЕКТРОТЕХНОЛОГИИ
В АВТОМАТИЧЕСКОМ И ПОЛУАВТОМАТИЧЕСКОМ РЕЖИМЕ
Виды штампов. Конструкции этих штампов должны
предусматривать возможность применения технологии,
обеспечивающей исключение или снижение до минимума
доли ручного труда при изготовлении матрицы и пуан-
сонов, их сопряжение с равномерным зазором, а также
исключение подгонки пуансонодержателя и съемника.
Эти штампы должны обеспечивать высокую стойкость,
в 2—8 раз выше чем штампы, изготовленные традицион-
ными методами (где пуансоны выполнены профильным
шлифованием, а матрица, съемник и пуансонодержатель —
слесарной припиловкой).
Методами электротехнологии в автоматическом и полу-
автоматическом режиме изготовляют преимущественно раз-
делительные штампы следующих видов:
1) штампы последовательного действия со всеми фи-
гурными пуансонами, выполненными из монолитной плиты
(монолитные штампы);
2) однооперационные штампы и штампы совмещенного
действия с монолитным пуансоном, изготовленные методом
обратной прошивки;
3) штампы последовательного действия с рабочими
деталями, изготовленными на станках с непрофилирован-
ным электродом-проволокой;
4) то же, совмещенного действия.
Монолитные штампы. Отличительной особенностью
конструкции монолитных штампов последовательного дей-
ствия является то, что все пуансоны и шаговые ножи,
кроме пуансонов для пробивки отверстий диаметром до
8 мм, выполняют из монолитной плиты заодно с плитой
пуансонодержателя. Такая конструкция значительно уве-
личивает жесткость штампа. Матрица 1 монолитного
штампа (рис. 7) выполнена из легированной инструмен-
тальной стали с твердостью 57—61 HRC9. В окнах ма-
трицы по контуру рабочей части предусматривают уклон
6—15', высоту рабочей части в зависимости от толщины
обрабатываемого материала принимают 8—12 мм. Про-
вальную часть окна матрицы выполняют больше рабочего
Штампы, изготовленные методами электротехнологии 383
окна на 0,3—0,6 мм по кон-
туру. При наличии тонких
перемычек и близко располо-
женных отверстий рабочую
часть обрабатывают на всю
высоту матрицы с уклоном
6—10'. Параметр шерохова-
тости матрицы монолитного
штампа Ra= 1,25 мкм. Мат-
рицу. изготовляют без сле-
сарно-лекальной доработки.
Пуансоны, шаговые ножи
и пуансонодержатель выпол-
нены из плиты 4 как одно
Рис. 7. Монолитный штамп
целое. Пуансоны, как и ма-
трицу, изготовляют из легированной стали, как правило,
Х12М. Толщина плиты пуансонов для штампов с габарит-
ными размерами в плане до 220X160 — 32 мм. Высота
пуансонов 16 мм, высота их рабочей части 8 мм. Размеры
на сторону утолщенной части пуансона на 0,3—0,5 мм
больше размеров рабочей части. Утолщенная часть поз-
воляет восстанавливать рабочую часть пуансона после
поломки или изнашивания и увеличивает его жесткость.
Рабочую часть пуансона выполняют с обратным укло-
ном (размер уменьшается к режущей части). Как пра-
вило, уклон на пуансоне принимают 0,5—0,7 уклона
матрицы. Это позволяет при заточке штампа практически
не увеличивать зазор между матрицей и пуансоном до
полного изнашивания последнего.
Для придания жесткости пуансонам и шаговым ножам
переход от пуансонов к плите пуансонодержателя выпол-
няют по радиусу.
Пуансоны 5 для пробивки отверстий диаметром до
8 мм для удобства и простоты замены изготовляют встав-
ными, как в обычных штампах. Их устанавливают в плите
пуансонов по посадке —или причем овальные
no kb Г
или другие фигурные пуансоны с круглой посадочной
частью фиксируют от проворота.
При наличии вставных круглых пуансонов термооб-
работку рабочей части плиты пуансонов выполняют до
59—61 HRC3i а верхней части плиты до 33—38 HRCgt
384 Обеспечение повышенной производительности штамповки
что позволяет отверстия под вставные круглые пуансоны
обрабатывать твердосплавным инструментом, не прибе-
гая к координатному шлифованию этих отверстий. Если
нет вставных пуансонов, плиту пуансонов вместе с пуан-
сонами доводят до 59—61 HRC^.
В большинстве исполнений монолитный пуансонодер-
жатель 4 (см. рис. 7) имеет значительно меньшие размеры
в плане, чем съемник 3 и матрица 1. В съемнике выпол-
няют выборку — карман, куда входит пуансонодержатель.
Это позволяет уменьшить длину пуансонов, повысив их
жесткость, а также сократить расход материала на моно-
литный пуансон. При такой конструкции съемник может
иметь высоту большую, чем высота пуансона. Съемник
может быть выполнен подвижным и неподвижным.
В связи с большой жесткостью пуансонов нет необхо-
димости направлять их по окнам съемника. Съемник
служит, как правило, только для съема полосы с пуансо-
нов. Зазор между окнами съемника и пуансонами 0,3—
0,5 мм. Твердость съемника 29—33 HRC3. Поверхность
съемника, соприкасающаяся со штампуемой лентой, мо-
жет упрочняться твердым сплавом Т15К6 путем электро-
эрозионного легирования на установках типа ЭФИ46А
и др.; толщина нанесенного твердосплавного слоя 0,05—
0,1 мм.
При вырубке материалов толщиной менее 0,35 мм
к съемнику крепят накладку 2 толщиной 3—5 мм с твер-
достью 53—57 HRC^. Ее располагают в нижней части
съемника между направляющими планками. Рабочие
окна в накладке выполняют по пуансонахМ с зазором
0,03—0,05 мм на сторону. При вырубке тонких материалов
(толщиной менее 0,35 мм) и невозможности применения
накладки, например, из-за отсутствия места для ее креп-
ления, малой жесткости и др., твердость съемника уве-
личивают и уменьшают зазор между окнами съемника
и пуансонами до 0,05 МхМ на сторону. Окна съемника
в этом случае выполняют, как правило, непрофилирован-
ным электродом по той же программе, по которой изготов-
ляли матрицу, но с введением коррекции.
Монолитные штампы применяются как с направля-
ющими качения, так и с направляющими скольжения.
При использовании направляющих скольжения диаметр
колонок принимают несколько большим, чем в обычных
Штампы, изготовленные методами электротехнологии 385
штампах данного габарита. Как правило, блок имеет
четыре колонки.
Для улучшения условий центрирования пуансонов по
матрице во время работы в ряде случаев устанавливают
дополнительные фиксирующие элементы в виде специаль-
ных пилонов, запрессованных в плиту пуансонов. Зазор
между этими пилонами и дополнительными отверстиями
в матрице должен быть меньше зазора между пуансонами
и матрицей. Остальные детали монолитного штампа кон-
структивно не отличаются от аналогичных деталей штам-
пов обычных конструкций.
Стойкость монолитных штампов в 4—8 раз вышё стой-
кости разделительных штампов традиционных конструк-
ций. Применение этих штампов эффективно при вырубке
цветных металлов и конструкционных сталей. В отдель-
ных случаях стойкость монолитных штампов приближается
к стойкости твердосплавных штампов.
Повышение стойкости монолитных штампов по сравне-
нию со штампами традиционных конструкций обеспечи-
вается за счет следующих факторов: значительного повы-
шения жесткости пуансонов; гарантированного равно-
мерного зазора между пуансонами и матрицей (получае-
мого автоматически); наличия износостойкого слоя, полу-
ченного на рабочих поверхностях пуансонов и матрицы
путем электроэрозионной обработки, а также возмож-
ности закалки на большую твердость без опасения пово-
док; наличия обратного уклона на пуансонах.
Однооперационные штампы и штампы совмещенного
действия с монолитным пуансоном. Однооперационные
штампы с монолитным пуансоном предназначены для
вырубки на одной позиции деталей с большим числом
тонких пазов и отверстий, включая детали с фигурными
тонкими выступами и усами шириной 0,1—0,5 мм, а также
для вырубки деталей с перемычками шириной меньше
толщины штампуемого материала (до толщины материала,
в 2 раза превосходящей толщину перемычки).
Отличительной особенностью штампов (рис. 8) яв-
ляется то, что перемычки и усы в матрице (вырезанной
^профилированным электродом-проволокой насквозь) за-
литы легкоплавким сплавом, который скрепляет их и
образует дно глухой полости, а пуансон выполнен из
Монолитной плиты 6. Глубина полученной полости ма-
13 в. Л. Марченко и др.
386 Обеспечение повышенной производительности штамповки
А-А
2 3 4- 7 6 5
Рис. 8. Схема штампа для вы-
рубки деталей с тонкими пе-
ремычками и пазами
трицы равна толщине
штампуемой детали.
При перезаточках мат-
рицы легкоплавкий
сплав может осажи-
ваться пуансонами до
первоначального уров-
ня. Рабочую часть мат-
рицы выполняют, как
правило, с обратным ук-
лоном (прежде всего при
вырубке материалов
толщиной свыше 0,8 мм).
Штамп (см. рис. 8) состо-
ит из матрицы 2, полость
которой залита легко-
плавким сплавом 3 та-
ким образом, что дно по-
лости не доходит до ра-
бочей кромки матрицы
на размер, равный или
несколько больший тол-
щины обрабатываемого материала. В легкоплавком сплаве3
установлены выталкиватели 4, обеспечивающие удаление
отходов из матрицы 2. Выталкиватели 4 проходят сквозь
отверстие в опорной плите 8 и крепятся в держателе 1.
В верхней части штампа установлены монолитный пуан-
сон 6 и съемник 5, который снимает деталь с пуансонов
и прижимает ее к зеркалу матрицы в момент пробивки.
Тонкие перемычки 7 матрицы 2 жестко усилены легко-
плавким сплавом, что придает им устойчивость.
При рабочем ходе штампа пуансонами 6 производится
вырубка, после чего выталкиватели 4 утапливаются,
а отход заполняет пространство между режущими кром-
ками матрицы и легкоплавким сплавом 3. При ходе
пуансонов 6 вверх выталкивателями 4 под действием
пружин (не показаны) отход выталкивается, а съемник 5
Штампы, изготовленные методами электротехнологии
387
снимает деталь с пуансонов 6. После вырубки определен-
ного числа деталей матрицу перезатачивают.
Если толщина штампуемого материала меньше 0,5 мм,
в качестве буфера используют пружины, а при толщине
материала свыше 0,5 мм применяют полиуретан. Отходы
с зеркала матрицы удаляются с помощью сжатого воз-
духа. Для ограничения захода пуансонов в матрицу
в штампах устанавливают упорные колонки.
Эти штампы позволяют штамповать сложноконтурные
детали с близко расположенными отверстиями за одну
операцию, позволяют расширить возможности штам-
повки; позволяют штамповать детали, которые раньше
можно было изготовить только вручную или электроэро-
зионной вырезкой (детали с толщиной материала больше
ширины перемычки).
Отличительной особенностью штампов совмещенного
действия является утолщение по наружному контуру
пуансон-матрицы после рабочей части и наличие пере-
ходного радиуса от рабочей части к утолщению. Это повы-
шает жесткость пуансон-матрицы, что особенно важно
при малой толщине стенки между наружным контуром
и окном. Аналогичное утолщение выполнено на пуан-
сонах для пробивки. Соответствующие выборки под эти
утолщения выполнены в выталкивателе и прижиме. Не-
сколько близко расположенных друг от друга пробивных
пуансонов (или все пробивные пуансоны) изготовляют из
одной цельной заготовки совместно с пуансонодержателем
или из заготовки, посадочная часть которой имеет про-
стую форму (круг, прямоугольник).
В основу технологии изготовления монолитных штам-
пов положено широкое применение электроэрозионных
методов обработки, позволяющих в значительной мере
автоматизировать производство этих штампов.
Обратную прошивку монолитных пуансонов выполняют
либо непосредственно в блоке штампа (комплексная про-
шивка) [12], либо отдельно обрабатывают плиту пуансо-
нов, закрепив ее на шпиндель прошивочного станка.
При прошивке в блоке должно быть обеспечено легкое
(от руки) перемещение верхней части блока по отноше-
нию к нижней. Это достигается применением шариковых
направляющих или использованием направляющих сколь-
жения. Для улучшения центрирования по колонкам
13*
388 Обеспечение повышенной производительности штамповки
втулки направляющих скольжения крепят эпоксидным
компаундом.
Штампы последовательного действия с рабочими дета-
лями, выполненными нспрофилированным электродом-
проволокой. Отличительной особенностью этих штампов
является то, что все профильные пуансоны и шаговые
ножи имеют постоянное сечение по всей длине, т. е. без
буртов и ступеней. Крепление пуансонов в пуансонодер-
жателе осуществляют расклепыванием по контуру его
тыльной части (1 X 45°). Для этого верхнюю часть пуансона
отпускают до 28—35 HRC^ или крепят эти пуансоны
заливкой легкоплавким сплавом или технологической
пластмассой (АСТ-Т, бутокрил, эпоксидные компаунды),
для чего по контуру пуансонов на расстоянии 3—6 мм от
верхнего торца выполняют канавки шириной 2—4 мм
и глубиной 0,3—1,0 мм. Крепление пуансонов осущест-
вляют также с помощью металлических, вставок, входя-
щих в эти канавки и выполняющих роль буртов.
При большом сечении пуансона (более 20x20 мм)
к верхнему торцу пуансона с помощью винтов крепят
пластину толщиной 3,5—5 мм, которая выполняет роль
буртов, либо пуансон крепят непосредственно к пуансоно-
держателю, при этом пуансон вырезают непрофилирован-
ным электродом-проволокой из предварительно термо-
обработанной заготовки (57—61 HRCd) соответственно
меньшей высоты. В зависимости от штампуемого материала
материал заготовки Х12М, Х12Ф1, У8А и др. При на-
личии в пуансоне отверстия под ловитель его предвари-
тельно обрабатывают с припуском 0,2—1 мм на сторону
и окончательно — непрофилированным электродом (ше-
роховатость по контуру отверстия Ra = 2,5 мкм).
При наличии тонких пуансонов (шириной менее 4 мм)
общую высоту пуансонов для повышения их жесткости
выполняют минимальной, как правило, 40—45 мм (при
высоте съемника и пуансонодержателя по 16 мм, толщине
направляющих планок 3—5 мм).
Пуансоны для вырубки материала толщиной до 0,5 мм
выполняют с припуском под доводку 0,01—0,03 мм на
сторону, причем для обеспечения равномерного зазора
доводку производят по окну матрицы. Шероховатость
по контуру Ra 1,25 мкм. В отдельных случаях при
обеспечении на электроэрозионных вырезных станках
Штампы, изготовленные методами электротехнологии 389
более высокой точности обработки (в пределах 0,005 мм)
за счет установки датчиков контроля и применения
коррекций либо за счет применения электроэрозионного
станка типа Agiecut DExM 250, выпускаемого фирмой Agie,
с программным устройством Agiemeric, можно изготовлять
пуансоны для вырубки материала толщиной 0,3—0,5 мм
без доводки.
Направляющие планки в большинстве случаев вы-
полняют без вставных упоров. Их изготовляют из стан-
дартизованных термообработанных прямоугольных заго-
товок, в которых предварительно выполнены крепежные
отверстия; твердость заготовок 45—49 HRCQ.
Матрицу, съемник и пуансонодержатель (комплект
плит пакета) штампов последовательного действия изго-
товляют непрофилированным электродом-проволокой по
одному из вариантов, приведенных в табл. 3.
Штампы совмещенного действия с рабочими деталями,
выполненными непрофилированным электродом-прово-
локой. Отличительной особенностью этих штампов яв-
ляется постоянное сечение (без буртов и утолщений)
пуансон-матрицы и пуансонов, шероховатость по их
рабочему контуру Ra = 2,5-Н,25 мкм (рис. 9). Стенки
рабочего окна матрицы 5 перпендикулярны основанию.
Рис. 9. Штамп совмещенного действия с рабочими деталями, выпол-
ненными непрофилированным электродом-проволокой
390 Обеспечение повышенной производительности штамповки
3. Варианты изготовления пакетов штампов последовательного
действия непрофилированным электродом
Эскиз обработки
s = 0,5<0,8 мм
Основные особенности изготовления
Весь комплект плит выполняют раз-
дельно по одной программе. Точное
изготовление комплекта этих деталей
обеспечивает программа станка, кото-
рый позволяет корректировать про-
грамму для каждой детали комплекта.
Матрицу выполняют с уклоном 12—
30* в зависимости от толщины штам-
пуемого материала (наклон проволо-
ки — по программе); Ra = 2,5 мкм.
Совмещение координат вырезаемых
контуров обеспечивается точностью
станка
Все три плиты комплекта изготов-
ляют в пакете одновременно. Причем
матрицу устанавливают в нижней ча-
сти пакета, а пуансонодержатель в
верхней. За счет разгара электрода-
проволоки во время перемотки окна
в съемнике получаются несколько
большими, чем в пуансонодержателе,
а в матрице большими, чем в съемни-
ке. Обработку ведут начисто. Пара-
метр шероховатости поверхностей окон
всех плит Ra = 2,5 мкм
Уклон в матрице несколько умень-
шенный (3—6'). Совмещение коорди-
нат вырезаемых контуров обеспечи-
вается автоматически. Рабочий уклон
получают за счет разгара электрода-
проволоки
Все три плиты комплекта изготов-
ляют в пакете одновременно, но между
матрицей и съемником устанавливают
на изолирующих прокладках техноло-
гическую плиту толщиной 1—3 мм,
которую затем используют в качестве
тормозящего копира (все плиты элек-
трически соединены). Матрицу отде-
ляют от технологической плиты, после
чего выполняют в ней уклон по эквиди-
стантно большей программе. Необхо-
димый зазор получают за счет высоты
изолирующих прокладок. Параметр
шероховатости поверхностей окон всех
плит Ra — 2,5 мкм. Уклон в окнах
матрицы 15—30'
Штампы, изготовленные методами электротехнологии 391
Материал матрицы — сталь Х12М или У8А. Матрица
может крепиться непосредственно к верхней плите штампа,
либо для уменьшения ее высоты между ней и верхней
плитой устанавливают промежуточную прокладку 3. Твер-
дость матрицы 57—61 HRC3, Малые пробивные пуан-
соны 8 (в плане менее 20x20 мм) крепят в пуансонодер-
жателе, как правило, расклепыванием верхней торцовой
части, крупные пуансоны 9 крепят с помощью винтов
к пуансонодержателю (по высоте их выполняют мень-
шими на высоту пуансонодержателя) и фиксируют от
смещения штифтами либо сваркой (прихватывают в от-
дельных точках специальными электродами малого се-
чения). Для возможности уменьшения длины пуансонов,
с целью повышения их жесткости и уменьшения трудоем-
кости электроэрозионной вырезки, пуансонодержатель 2
выполняют в плане меньше рабочего окна матрицы 5.
Пуансонодержатель частично размещается в окне ма-
трицы. Выталкиватель 4 крепят с помощью винта и
специальной втулки 1 к верхней плите штампа или к пуан-
сонодержателю. Втулка 1 выполняет роль направляющей
для выталкивателя.
Пуансон-матрицу для уменьшения ее высоты и удоб-
ства крепления выполняют из двух частей: собственно
пуансон-матрицы 6 и основания 7 пуансон-матрицы.
Крепление их между собой осуществляют с помощью
винтов и фиксируют с помощью штифтов либо сваркой
(прихватывают в отдельных точках). Материал пуансон-
матрицы 6 в зависимости от штампуемого материала —
стали Х12М или У8А; твердость 57—59 HRCb. Материал
основания 7 пуансон-матрицы — сталь 45; твердость 45—
49 HRCb. Отверстия в пуансон-матрице выполняют с укло-
ном, как правило, на всю высоту. Отверстия в основании
пуансон-матрицы выполняют на 0,2—0,5 мм по контуру
большими, чем в пуансон-матрице, а в нижней плите —
на 0,3—0,5 мм большими, чем в основании. Съемник изго-
товляют подпружиненным, как и в штампах традицион-
ных конструкций, но здесь он должен иметь выборку
для захода основания пуансон-матрицы. Все остальные
детали конструктивно не отличаются от штампов тради-
ционных конструкций.
По сравнению с монолитными штампами, изготовлен-
ными методом комплексного сопряжения, где все про-
392 Обеспечение повышенной производительности штамповки
фильные пуансоны обрабатываются после установки на
блок, штампы с рабочими элементами, изготовленными
непрофилированным электродом, отличаются несколько
меньшими жесткостью и стойкостью, большей трудоем-
костью электроэрозионной обработки и требуют при
сборке более высокой квалификации специалистов.
Однако технология их изготовления не требует спе-
циальных навыков станочников.
Штампы с рабочими элементами, изготовленными ме-
тодами электротехнологии (монолитные штампы и штампы
с рабочими деталями, выполненными непрофилированным
электродом) позволяют в значительной мере исключить
ручной труд, открывают возможности изготовления их
с широким использованием станков с ЧПУ, в том числе
на автоматизированных участках и гибких автоматизи-
рованных производствах.
КОНСТРУКЦИИ. УСТРОЙСТВ, ПОВЫШАЮЩИХ
ЭКСПЛУАТАЦИОННЫЕ КАЧЕСТВА И СТОЙКОСТЬ ШТАМПОВ
Стойкость штампов, его эксплуатационные свойства
во многом зависят от качества прессового оборудования
и в первую очередь от отклонения от перпендикулярности
направляющих ползуна (от его отверстия) к плоскости
стола пресса.
Для устранения этих погрешностей пресса, а также
погрешностей изготовления и установки штампа, повы-
шения его эксплуатационных качеств и стойкости приме-
няют различные устройства.
Устройства, компенсирующие отклонение от перпен-
дикулярности реи отверстия ползуна к столу пресса. К ус-
тройствам этого типа относится
плавающий хвостовик по ГОСТ
| 16719—71 (рис. 10). Он может само-
устанавливаться в отверстии под
хвостовик ползуна пресса, не пере-
давая перекосы от отверстия на
штамп. Во время рабочего хода
ползуна пресса плавающий хво-
стовик частично компенсирует го-
Рис. 10. Плавающий хво- ризонтальные перемещения верх-
стовик него пакета штампа относительно
Устройства, повышающие стойкость штампов
393
матрицы на величину горизонтального зазора между по-
верхностью А хвостовика 1 и поверхностью Б фланца 2.
Однако при скольжении подпятника 3 силы трения
столь велики (коэффициент трения скольжения в данном
случае при отсутствии смазочного материала достигает
0,15), что могут привести к изгибу и интенсивному изна-
шиванию направляющих колонок и втулок штампа.
Еще один серьезный недостаток плавающих хвостови-
ков — они не обеспечивают компенсации перекосов штампа
при съеме полосы с пуансонов во время движения пол-
зуна вверх.
В штампах последовательного действия, работающих
на полосовом материале, при вырубке начала и конца
полосы (когда в работе участвует только часть пуансонов)
центр давления штампа может быть удален (и значительно)
от оси хвостовика. Это может вызвать аварийного харак-
тера перекосы верхнего пакета штампа. В этом случае
плавающий хвостовик применяют как полуплавающий,
для чего на фланец 2 накладывают специальную втулку 4.
При установке и закреплении штампа на прессе ползун
опирается непосредственно на втулку 4 и перекосы, воз-
никающие из-за несовпадения центра давления штампа
и оси хвостовика, воспринимаются и гасятся ползуном,
а перекосы отверстия в ползуне под хвостовик компен-
сируются подвижностью хвостовика, который самоуста-
навливается в отверстии.
Данный вариант установки плавающего хвостовика
целесообразен в штампах последовательного действия
при работе на полосовом материале толщиной 0,5 мм
и более.
С целью компенсации перекоса оси отверстия ползуна
пресса применяют устройство для центрирования штампа
относительно ползуна (рис. 11). В отверстии ползуна
пресса выполнена шаровая полость, в которой установ-
лены две сферические полувтулки — 1 и 3, имеющие
центрирующую поверхность под хвостовик 2 штампа 4.
Для дополнительного крепления хвостовика предусмотрен
стопорный винт 5. При закреплении штампа 4 необходимо
с помощью гайки 7, перемещающей прижим 6 вдоль оси
окна в ползуне, зажать хвостовик между полувтулками.
При этом полувтулки самоустанавливаются по оси хво-
стовика штампа.
394 Обеспечение повышенной производительности штамповки
Рис. 11. Устройство для центрирования штампа относительно ползуна
пресса
Главный недостаток описанных устройств — невоз-
можность гарантированно компенсировать боковые на-
грузки, возникающие в направляющих штампа в резуль-
тате отклонения от перпендикулярности направляющих
ползуна к поверхности стола. В процессе работы эти
нагрузки вызывают боковые сдвиги пуансонов относи-
тельно рабочих отверстий в матрице.
Промежуточный штамповый блок для компенсации
погрешностей пресса. Промежуточный блок (рис. 12)
встраивается в пресс и служит для компенсации всех
его погрешностей, при этом ползун в направляющих
перемещается свободно с большими боковыми зазорами.
Промышленная эксплуатация этих блоков подтвердила
целесообразность данной модернизации: благодаря вы-
сокой жесткости и точности стационарного штампового
блока на модернизированных прессах успешно работают
А-А
Рис. 12. Промежуточный
блок:
1 — плита основания; 2 —
направляющая втулка; 3 —
направляющая колонка; 4 —
шаровая опора пресса; 5 —
верхняя плита; б, 7 — гайка
и подвижная щека зажима
хвостовика штампа
Устройства, повышающие стойкость штампов
395
Рис. 13. Универсальный перемещающийся узел:
1 — хвостовик; 2 — гайка; 3 — подпятник; 4 — упорный ограничитель; 5 —*
верхняя плита; 6 — нижняя плита; 7 — зажимной винт; 8 — сепаратор
съема; 9 — сепаратор; 10 — распорная втулка; 11 — зажимная гайка; 12 —>
подвижной вкладыш закрепления хвостовика; 13 — опорная шайба
твердосплавные и стальные штампы упрощенных кон-
струкций (без направляющих элементов). Стойкость упро-
щенных твердосплавных штампов на данных прессах
повысилась в 1,9, стальных — в 2,6 раза по сравнению
со стойкостью аналогичных штампов обычных конструк-
ций при эксплуатации на стационарном прессовом обору-
довании [45].
Перемещающиеся узлы крепления штампа предназна-
чены для повышения стойкости штамповой оснастки за счет
компенсации погрешности штамповочного оборудования.
Они имеют преимущества перед другими узлами крепле-
ния, так как значительно уменьшают боковые усилия,
передаваемые на направляющие штампа; рекомендуются
для применения на кривошипных прессах и прессах-автома-
тах усилием до 630 кН преимущественно при штамповке
тонколистовых материалов. Эти узлы разработаны в уни-
версальном и индивидуальном исполнении [12].
Универсальный перемещающийся узел стационарно
крепится к ползуну пресса (рис. 13). Его нижняя часть
повторяет узел ползуна кривошипного пресса для закреп-
ления жесткого хвостовика штампа. При этом не требуется
доработки штампа, однако существенно уменьшается
закрытая высота пресса. Поэтому данный узел применяют
лишь на кривошипных прессах усилием 400 кН и выше,
396 Обеспечения повышенной производительности штамповки
А-А
Рис. 14. Индивидуальный
перемещающийся узел:
1 — хвостовик; 2 — опорная
шайба; 3 — подпятник; 4
верхняя плита; 5 — плита
съема; 6 — сепаратор съема;
7 — подкладная плита; 8 —•
центратор; 9 — ограничи-
тельная шайба; 10 — опор-
ное кольцо; 11 — распорная
втулка; 12 — винт; 13 —-
нижняя плита; 14 — плос-
кий сепаратор; 15 специ-
альная гайка
а с некоторой доработкой и на прессах-автоматах усилием
400 и 630 кН. Применение перемещающегося узла поз-
воляет повысить скорость штамповки (в 1,5 раза) без
изменения конструкции штампа.
Индивидуальный перемещающийся узел (рис. 14) кре-
пят непосредственно к верхней плите штампа; по габарит-
ным размерам он близок к плавающим хвостовикам
(по ГОСТ 16719—71).
В настоящее время разработано несколько типов таких
перемещающихся хвостовиков, в том числе с закрепле-
нием к верхней плите штампа с помощью винтов и посред-
ством специального резьбового хвостовика. На рис. 14
приведена конструкция перемещающегося узла к прессу
усилием 160 кН. Хвостовик 1 с двумя сферами и подпят-
ником 3 закреплен с помощью специальной гайки 15
в верхней плите 4. Опорное кольцо 10 обеспечивает пере-
Устройства, повышающие стойкость штампов
397
мещение хвостовика 1 после зажима его специальной
гайкой 15 относительно подпятника 3 с зазором 0,03 мм.
Под верхней плитой 4 расположен плоский сепаратор
с шариками 14, защемленными между верхней плитой 4
и нижней плитой 13. В кольцевой выборке верхней плиты 4
расположена плита съема 5 с сепаратором съема 6. Пере-
мещающийся узел крепится к штампу с помощью вин-
тов 12. Для предотвращения передачи нагрузок на ша-
рики при зажиме винтов установлены распорные
втулки 11.
Перемещающийся узел работает следующим образом.
При рабочем ходе ползуна вертикальное усилие пресса
через хвостовик 1, подпятник 3 и верхнюю плиту 4 пол-
ностью передается шариками сепаратора 14 через ниж-
нюю плиту 13 непосредственно на верхний пакет штампа.
Боковые усилия, возникающие вследствие зазоров между
ползуном и направляющими станины или из-за неперпен-
дикулярности хода ползуна к плоскости стола, пере-
даются на штамп шариками. Так как коэффициент тре-
ния качения в данном случае равен 0,001, передаваемые
на штамп боковые усилия составляют 0,1 % от боковых
усилий, возникающих на ползуне.
Номинальное число шариков подобрано таким обра-
зом, чтобы передать полное усилие пресса без остаточных
деформаций верхней и нижней плит и шариков. Однако
с учетом того, что возможны аварийные ситуации, при
которых усилие пресса может достичь больших значений
(например, при заклинивании пресса вблизи крайнего
нижнего положения ползуна), в перемещающемся узле
установлены ограничители передаваемой на шарики на-
грузки. В сепараторе предусмотрены отверстия, где раз-
мещены шлифованные термообработанные ограничитель-
ные шайбы 9. Высота шайб несколько меньше диаметра
шариков, причем эта разность рассчитана таким образом,
чтобы при нормальной работе узла между поверхностью
шайбы 9 и верхней плитой 4 оставался зазор (шайба
в работе не участвует). При возрастании усилия вырубки
до опасных значений зазор между верхней и нижней
плитами уменьшается, так как с возрастанием усилий
увеличивается суммарная деформация плит и шариков.
Шайбы 9 предохраняют шарики и плиты от остаточных
деформаций.
398 Обеспечение повышенной производительности штамповки
При расчете высоты шайб обычно принимают, что до-
пускается погружение шариков в плиты на 0,5—0,7 их
суммарной упругой деформации. При ходе ползуна вверх
вертикальное усилие съема передается через шарики се-
паратора съема 6 полностью, причем строго по оси хво-
стовика 1.
При прочих равных условиях боковые нагрузки, пере-
даваемые на штамп плавающим хвостовиком при коэф-
фициенте трения скольжения 0,15, могут в 150 раз пре-
восходить такие нагрузки, передаваемые перемещаю-
щимся узлом при коэффициенте трения качения 0,001.
В перемещающемся узле величина боковых переме-
щений ползуна не оказывает практического влияния на
условия его работы. Практика показывает, что односторон-
нее перемещение оси узла в горизонтальной плоскости
в пределах 1 мм является достаточным для устранения
всех погрешностей пресса усилием до 250 кН.
При проектировании перемещающихся узлов необ-
ходимо рассчитывать потребное число шариков для сепа-
ратора рабочего хода и сепаратора съема, а также пло-
щадь упорных предохраняющих дисков (ограничителей
передаваемой на шарики нагрузки) и их высоту. При
этом максимально допустимое усилие на один шарик
определяют по формуле
Отах = 0,388 РЕ* (1)
где Р — усилие вырубки или съема полосы; Е — модуль
упругости, равный 2,Ы05 МПа; R — радиус шарика.
Допустимое сближение двух соприкасающихся тел
(шарика и плиты) рассчитывают по формуле
Л = 1,231 jZ(-f-)2-!-. (2)
Необходимое минимальное число и диаметр шариков
в сепараторе рабочего хода (в нижнем сепараторе) в за-
висимости от усилия на хвостовик принимают по табл. 4.
Число и диаметр шариков в сепараторе съема (в верхнем
сепараторе) в зависимости от усилия съема (принятом
20 % от усилия рабочего хода) — по табл. 5.
Допустимое сближение двух соприкасающихся с ша-
риками плит в зависимости от диаметра шарика прини-
мают по табл. 6.
Устройства, повышающие стойкость штампов
399
4. Необходимое число шариков в сепараторе рабочего хода
Усилие на хвостовик (усилие прес- са), кН Диаметр шарика, мм
2 3,175 4 5 6
63 1203 534 301 194 134 76
100 1909 848 478 306 212 120
160 3054 1356 764 489 340 191
250 — 2119 1193 764 530 300
400 —- мм 1909 1222 848 477
630 — — 1924 1336 725
1000 — — ——‘ 2125 1188
5. Необходимое число шариков в сепараторе съема
Усилие на хвостовик (усилие прес- са), кН Диаметр шарика, мм
2 3,175 4 5 6 8
63 240 106 МММ «м» 7 —
100 382 170 95 —М
160 610 270 153 мм
250 952 424 239 152 —Ч
400 — 678 382 244 170 —
630 — 600 384 266 » »
1000 — — 606 415 238
6. Допустимое сближение двух соприкасающихся
с шариками плит
Диа- метр шари- ка, мм Допу- стимое усилие Р на один шарик, Н Допустимое сближение Д двух соприка- сающихся с шариками плит, мм Разрушающая нагрузка* на шарик по ГОСТ 3722 — 81, Н, не менее
2 52,5 0,010 ,,
3,175 118 0,015 5 500
4 210 0,020 8 600
5 330 0,025 12 500
6 472 0,030 18 500
8 840 0,040 33 500
400 Обеспечение повышенной производительности штамповки
Суммарную площадь опорных элементов сепаратора
рабочего хода и сепаратора съема рассчитывают по фор<
муле
Р = /"/Йем, (3)
где F — суммарная площадь опорных элементов сепара-
торов; Р — действующее усилие при рабочем ходе или
съеме.
Для стали 45 с 35—49 HRCQ принимают осм = 310 МПа,
для стали 45 и У8 с 45—51 HRC% осм = 420 МПа.
Рекомендуемый диапазон применения перемещаю-
щихся узлов на кривошипных прессах достаточно широк:
их можно использовать на штампах для вырубки различ-
ных материалов толщиной 0,05—3 мм, на штампах для
обратного выдавливания, на вытяжных штампах, на
штампах для ряда других операций. Стойкостные харак-
теристики штампов при этом повышаются в 1,5—3 раза.
Перемещающиеся узлы крепления штампа к прессам-
автоматам применяют в основном двух типов: в виде пере-
мещающейся промежуточной плиты и в виде перемеща-
ющегося плавающего узла, компенсирующего перекосы
плит.
Перемещающуюся промежуточную плиту применяют на
прессах-автоматах повышенной точности для компенса-
ции вибраций в горизонтальной плоскости. По конструк-
ции плита близка к перемещающемуся узлу (см. рис. 14),
но без хвостовика и подпятника. Верхнюю плиту узла
с помощью центрального резьбового отверстия или Т-об-
разных пазов крепят к верхней плите пресса-автомата;
а к нижней плите узла, на которой выполнены Т-образные
пазы или расположены перемещающиеся прихваты, кре-
пят штамп.
На прессах-автоматах, где возможны перекосы плит,
применяют перемещающийся плавающий узел, который
в определенной мере компенсирует перекосы установлен- *
ного штампа по отношению к верхней плите пресса и
к оси движения ползуна (в некоторых случаях для этой
цели применяют перемещающийся универсальный узел
с доработкой места крепления).
Перемещающийся плавающий узел (узел крепления
штампа) к малогабаритному прессу-автомату с нижним
приводом типа ПА-10 (СН-138) показан на рис. 15.
Устройства, повышающие стойкость штампов
401
А-А
Рис. 15. Перемещающийся плавающий узел к прессу-автомату типа
ПА-10
После установки штампа в гнездо пресса и закрепле-
ния его нижней части узел надевают на колонки пресса,
закрепляют гайками 3 и прижимают к штампу. Плита 18
самоустанавливается по верхней плите штампа, винтами 1
крепят штамп к узлу.
При рабочем ходе усилие через несущую плиту 12
передается через шарики сепаратора 14 на нижнюю пли-
ту 15 и через подкладную плиту 16 и опорную плиту 18 —
на штамп. При появлении боковых усилий и вибраций
в горизонтальной плоскости несущая плита 12 переме-
щается по отношению к нижней плите 15, практически
402 Обеспечение повышенной производительности штамповки
не передавая боковых нагрузок на штамп. При возник-
новении усилий, превышающих расчетные, несущая
плита 12 упирается в ограничители 20 и 5, предохраняя
поверхности плит и шариков от повреждения. При появ-
лении перекосов в процессе работы (что особенно ощу-
тимо при вырубке тонких материалов толщиной 0,05—
0,2 мм) опорная плита 18 перемещается по сфере под-
кладной плиты 16 и компенсирует эти перекосы.
При ходе вверх несущая плита 12 через шарики се-
паратора 11 передает усилие на верхнюю плиту 10 и
через промежуточную плиту 8, гайку 9, сферический
винт 21 на опорную плиту 18 и на штамп. При появлении
боковых нагрузок и вибраций несущая плита 12 переме-
щается на шариках сепаратора 11, практически не пере-
давая эти нагрузки на верхнюю плиту 10 и на штамп.
Эластичные втулки 19 и штифты 17 центрируют узел.
При появлении перекосов сферическая часть опорной
плиты 18, взаимодействуя со сферическим винтом 21,
компенсирует перекос (2, 7 и 13 — дистанционные втулки;
4 — заклепки; 6 — винты). При ходе вниз цикл повто-
ряется.
Практика применения перемещающихся узлов креп-
ления штампов к прессам-автоматам свидетельствует о том,
что при правильном использовании эти узлы обеспе-
чивают повышение стойкости штампов в 1,5—2 раза.
Эти узлы позволяют расширить возможность примене-
ния твердосплавных штампов: ранее для использования
таких штампов необходимо было наличие прессового
оборудования высокой точности. Применение этих узлов
позволяет увеличить частоту ходов при эксплуатации
штампов на прессах-автоматах, снижает число поломок
рабочих элементов штампов.
Глава 8
УСКОРЕННОЕ И АВТОМАТИЗИРОВАННОЕ
ПРОЕКТИРОВАНИЕ ШТАМПОВ
ОСНОВНЫЕ СИСТЕМЫ УСКОРЕННОГО ПРОЕКТИРОВАНИЯ
ШТАМПОВ
Сокращение сроков разработки конструкторской доку-
ментации (КД) при проектировании штампов достигается
применением различных систем ускоренного проектиро-
вания (СУПР).
Все системы ускоренного проектирования основы-
ваются на высокой унификации конструкций штамповой
оснастки, ее узлов и деталей. Поэтому применению уско-
ренного проектирования предшествуют работы по уни-
фикации.
Основные системы ускоренного проектирования штам-
пов, их характерные особенности и рекомендации по
применению приведены в табл. 1.
Системы ускоренного проектирования штампов могут
использоваться самостоятельно, а также являться осно-
вой для автоматизированного проектирования (САПР)
штампов.
СОКРАЩЕННОЕ ПРОЕКТИРОВАНИЕ С ПРИМЕНЕНИЕМ
НОРМАТИВНЫХ ДОКУМЕНТОВ (СПИД)
Система СПИД основана на разработанных и приня-
тых для данного предприятия стандартизованных кон-
струкциях штампов, стандартных блоков, пакетов и де-
талей штампов, в том числе деталей общего назначения.
На предприятии создается ряд нормативных документов!
стандарты предприятия, инструкции, рекомендации и др.,
оговаривающие конструктивные особенности и особен-
ности доработок отдельных стандартизованных деталей
(заготовок) штампа.
При разработке КД конструктор выполняет только
часть чертежей. Так, например, для штампов последова-
тельного действия конструктор чертит, как правило,
только сборочный чертеж, включающий операционный
чертеж и раскрой полосы, а также матрицу, пуансоны;
при наличии шаговых ножей — направляющие планки.
1. Основные системы ускоренного проектирования штампов
Система ускоренного проектирования Характерные особенности Рекомендации по применению Ориентиро- вочный рост про- изводитель- ности по сравнению с традицион- ным проек- тированием
Сокращенное проектирова- ние с применением норматив- ных документов (СПНД) Конструктор разрабатывает общий вид и КД только на часть деталей; остальные дета- ли выполняют по норматив- ным документам При мелкосерийном произ- водстве, большом числе изго- товляемых штампов при усло- вии изготовления оснастки только на своем предприятии В 1,5 раза
Ускоренное проектирование с выполнением КД на одном листе (кроме спецификации). Например, система ЭКСПРЕССИИ АМП КД выполняют на одном листе. В дополнение может использоваться постоянная часть документации — стан- дарт— чертежи, которую вы- полняют на каждый типораз- мер штампа При создании комплексных бригад по изготовлению штам- пов; при создании специали- зированных производств по изготовлению большого числа однотипных штампов В 3—5 раз
Ускоренное проектирование штампов с применением бланк- чертежей Конструктор дорабатывает выполненные в виде светоко- пий незаконченные чертежи (бланк-чертежи) общего вида и рабочих деталей Для мелкосерийного и круп- носерийного выпуска штампов при высокой организации тех- нологической подготовки их производства В 2 раза
Ускоренное проектирование с выдачей исполнителю пол- ного комплекта КД; состоя- щего из постоянной и пере- менной частей, например си- стема «СУПРШТАМП-2» Постоянную часть КД на данный типоразмер штампа выполняют заблаговременно. Конструктор выполняет толь- ко переменную часть КД Для изготовления простых и сложных штампов при не- большом числе их типов и ти- поразмеров В 2 раза
Ускоренное и автоматизированное проектирование
Сокращенное проектирование с применением нормативов 405
В технических требованиях указывают особенности
изготовления деталей, которые требуют доработки. На-
пример: «Рабочие окна в съемнике согласовать с матри-
цей и выполнить по нормативному документу № ...»;
«В пуансонодержателе рабочие окна согласовать с ма-
трицей, отверстия под штифты выполнить в сборе, осталь-
ное— по документу № ...»; «Разделка провальных окон
в нижней плите типа А/8 по документу № ...» и т. п.
В нормативных документах [стандартах предприя-
тия (СТП), инструкциях, рекомендациях I должны быть
предусмотрены: диаметры отверстий в пуансонодержателе
и съемнике для направления и посадки круглых пуансо-
нов; конструктивные особенности пуансонодержателя при
креплении к нему пуансонов с помощью крепежа; изго-
товление выборки под бурты близко расположенных пуан-
сонов; особенности при креплении пуансонов быстро-
твердеющими пластмассами и др. Кроме этого для съем-
ника должны быть учтены особенности изготовления
ступенчатых окон, окон со вставками, изготовление вы-
борок для облегчения прохода полосы и др. Для изготов-
ления провальных окон в нижней плите предусматривают
различные варианты исполнения в зависимости от тол-
щины штампуемого материала, ширины перемычки и
наличия консольного элемента в окне матрицы.
Порядок проектирования штампов в общем случае
включает следующие основные этапы работы:
определяют принципиальную конструкцию штампа и
на ее основе выбирают типовую конструкцию;
назначают необходимый типоразмер штампа, учиты-
вая габариты детали, количество позиций (шагов) и обо-
рудование;
выбирают блок и пакет штампа;
подбирают детали штампа общего назначения;
вычерчивают операционный чертеж изделия и схему
раскроя полосы [131;
разрабатывают сборочный чертеж штампа согласно
выбранной типовой конструкции. Сборочный чертеж
должен содержать технические требования и необходимую
информацию для изготовления и эксплуатации штампа;
заполняют бланки спецификации;
разрабатывают чертежи матрицы, пуансонов и дру-
гих деталей с указанием технических требований, включая
406
Ускоренное и автоматизированное проектирование
технические требования на сопрягаемые с ними детали,
на которые не выполняют чертежи, с указанием норма-
тивных документов, по которым выполняют эти детали.
К преимуществам системы СПНД можно отнести
сравнительно небольшой объем подготовительных работ
и простоту внедрения. Недостатки — некоторое услож-
нение механической обработки деталей штампа, так как
рабочему приходится пользоваться целым рядом доку-
ментов, определять по этим документам особенности,
касающиеся данного штампа с учетом типа, типоразмера
изготовляемой детали и других данных.
По системе СПНД может быть выполнена КД прак-
тически на все виды штампов. Не рекомендуется проек-
тировать по системе СПНД особосложные штампы: на-
пример, многооперационные вытяжные штампы, штампы,
совмещающие разделительные и формоизменяющие опера-
ции; особовысокоточные штампы, в том числе с запрес-
совкой штампуемого изделия в полосу, так как увязка
большого числа исполнительных размеров по норматив-
ным документам затруднена.
УСКОРЕННОЕ ПРОЕКТИРОВАНИЕ С ВЫПОЛНЕНИЕМ КД
НА ОДНОМ ЛИСТЕ
Этот вид ускоренного проектирования является самым
производительным. Он имеет два различных исполнения.
Первое исполнение не требует создания дополнитель-
ной базовой документации и основано на высокой квали-
фикации исполнителей. На одном листе вычерчивают опе-
рационный чертеж штампуемой детали, схему раскроя
полосы, матрицу, пуансоны и ряд других деталей с ука-
занием технических требований. Однако в этом исполне-
нии изготовление ряда деталей и сама сборка во многом
перекладываются на рабочего исполнителя, а в ряде слу-
чаев от исполнителя требуется выполнение дополнитель-
ных эскизов для проведения межоперационных работ.
При этом не всегда надежно обеспечивается качество
штампов. Эго исполнение не получило широкого приме-
нения на отечественных машиностроительных предприя-
тиях.
Второе исполнение основано на использовании допол-
няющей базовой документации, обеспечивающей четкое
и однозначное выполнение всех деталей и сборку штампа.
Ускоренное проектирование на одном листе
407
Оно требует высокой унификации и стандартизации кон-
струкций узлов, деталей и заготовок штампа, а в боль-
шинстве случаев и унификации технологических процес-
сов их изготовления. Примером второго исполнения мо-
жет служить комплексная система ЭКСПРЕССШТАМП,
которая комплексно решает вопросы сокращения цикла
и трудоемкости всех процессов от проектирования до
изготовления (включая разработку технологических про-
цессов изготовления), а в ряде случаев и вопросы повы-
шения производительности и улучшения условий экс-
плуатации штампов. Но при этом выбор типов и кон-
струкций штампов строго ограничен. На основе системы
в настоящее время внедрено проектирование следующих
типов штампов: унифицированные штампы для разделитель-
ных операций с прошитой матрицей и жестким съемни-
ком (УШПМ); такие же штампы, изготовляемые автомати-
зированными методами электротехнологии (монолитные
штампы); гамма конструкций унифицированных безблоч-
ных штампов к быстроходным прессам-автоматам, вклю-
чающая твердосплавные штампы, унифицированные
штампы для гибки (УШГ).
Для серии УШПМ предусмотрены стандарты предприя-
тия на блоки и пакеты 16 типоразмеров. Блоки дифферен-
цированы* в зависимости от закрепления направляющих
элементов (с использованием пластмасс и запрессовкой).
Толщины плит и детали крепежа в пакетах унифициро-
ваны. Заготовки всех деталей штампов стандартизованы
таким образом, что после незначительной доработки де-
таль можно использовать в штампе. Максимально сокра-
щено число типов, например высота пуансонов и шаговых
ножей составляет 45 мм независимо от типоразмера
матрицы. Заготовки шаговых ножей изготовляют шири-
ной 8 мм с дискретностью по длине 1—2 мм в диапазоне
от 6 до 42 мм (заготовки шаговых ножей используются
в штампе без дополнительной доработки) по ширине.
Допуск на длину шагового ножа 0,02 мм. При необ-
ходимости применения для данного штампа шагового
ножа длиной 15,2 мм стандартную заготовку длиной 16 мм
дошлифовывают по одной плоскости до нужного размера.
Причем шифр заготовки шагового ножа конструктор
указывает в спецификации при разработке конструктор-
ской документации.
408
Ускоренное и автоматизированное проектирование
Ускоренное проектирование на одном листе
409
Рис. 1. Типовая конструкция раздели тельного штампа с прошитой ма-
трицей (серии УШПМ):
1 — направляющая планка; 2 — ограничитель; 3 — контурный пуансон; 4 —
нижняя плита; 5 — матрица; 6 — направляющая планка; 7 — съемник; 8 —
ограждение; 9 — пуансонодержатель; 10 — накладная плита; И — верхняя
плита; 12 — хвостовик; 13 — дистанционная шайба; 14 — втулка пуансона;
15 — пуансон; 16 — шаговый нож; 17 — ловитель; 18—21 — направляющие
элементы; 22 — противоотжим; 23 — заклепка: 24 — мостик
Круглые пуансоны стандартизованы и поставляются
окончательно обработанными, но обязательно с центро-
выми отверстиями или наружными центрами. Поэтому при
необходимости дорабатывается на нужный размер только
рабочая поверхность пуансона. Шифр заготовки пуансона
для доработки также указан в спецификации.
Подобным образом унифицированы и стандартизованы
остальные детали серии УШПМ, пакеты и детали штампов
к быстроходным прессам-автоматам, детали, пакеты и
блоки серии УШГ, детали и пакеты монолитных штампов.
На рис. 1 представлена типовая конструкция штампа
последовательного действия с неподвижным съемником
серии УШПМ. Штамп изготовляют из стандартных заго-
товок по единым «базовым» технологическим процессам.
Матрицу 5 изготовляют из стали Х12М высотой 16 мм
независимо от типоразмера, ее твердость после термооб-
работки 57—61 HRC3, Для изготовления матрицы можно
использовать сталь У8А, но при этом стойкость штампа
снижается до 50 %. Высота рабочего пояска в отверстиях
матрицы равна 6—8 мм, рабочий уклон постоянен, неза-
висимо от толщины вырубаемого материала равен 12—
15'. Использование унифицированных параметров значи-
тельно ускоряет разработку технической документации
и позволяет упростить изготовление, причем без замет-
ного влияния на стойкостные параметры.
Для штампов серии УШПМ пуансоны предусмотрено
изготовлять из стандартных заготовок профильным шли-
фованием либо их вырезают на всю высоту на электро-
эрозионных станках с ЧПУ.
В фигурных пуансонах 3 выполнены канавки глуби-
ной 1,5 мм и шириной 2,5 мм для самотвердеющей пласт-
массы. При соблюдении требований технологии заливки
штампы надежно работают при вырубке материалов тол-
щиной до 2 мм, хотя штамповать материалы толщиной
свыше 1,5 мм подобными штампами не рекомендуется.
410
Ускоренное и автоматизированное проектирование
На практике при эксплуатации штампов для раздели-
тельных операций часто возникает необходимость замены
пуансонов для пробивки мелких отверстий. Для этой
цели в серии УШПМ пуансоны 15 для пробивки выпол-
нены с цилиндрической посадочной частью и буртами.
При сборке штампа на посадочную часть пуансона ус-
танавливают термообработанную втулку 14 высотой 10 мм
(зазор между пуансоном и втулкой не более 0,005 мм).
На наружном диаметре втулки выполнены канавки под
заливку. Таким образом обеспечивается возможность бы-
строй замены пуансона. Такая же втулка помещена в съем-
нике для повышения общей жесткости пуансонов. Пре-
дусмотрен вариант штампа с заливкой фигурных и уста-
новкой круглых пуансонов в расточенные в плите от-
верстия. Но опыт показывает, что надежность штампов
с пуансонами, установленными в термообработанных втул-
ках, несколько выше.
Пуансонодержатель высотой 16 мм изготовляют из
сталей 20 и 45.
Заготовки пуансонодержателя, съемника и матрицы
по размерам одинаковы. Чтобы избежать соприкоснове-
ния с ограждением, в штампах для разделительных опе-
раций наружный контур пуансонодержателя в плане
эквидистантно выполняют, как правило, на 4—6 мм
меньше съемника. Поэтому необходима дополнительная
обработка стандартных заготовок при его изготовлении.
В данных штампах ограждение 8 прикреплено к съем-
нику с использованием дистанционных шайб 13. Отвер-
стия под пуансоны 3, втулки 14 и ножи 16 выполнены в
пуансонодержателе с зазором 2 мм на сторону на глубине
13,5 мм от верхней плоскости и с зазором 0,3—0,8 мм
на сторону на остальной части. Отверстия в съемнике
под пуансоны и шаговые ножи аналогичны соответствую-
щим отверстиям пуансонодержателя, но зазоры у нижней
кромки уменьшены до 0,2—0,4 мм на сторону (зазоры
уменьшены после анализа величины износа нижней по-
верхности съемников). Обнаружено, что при съеме по-
лосы с пуансонов постоянно происходит изнашивание и
выкрашивание пластмассы по рабочему контуру на рас-
стоянии от 0,3 до 0,6 мм в зависимости от толщины
штампуемого материала. Это резко снижает стойкость
штампов.
I
Ускоренное проектирование на одном листе 411
Для предотвращения выпадания пластмассы при дви-
жении пуансонов вверх в отверстиях съемника преду-
смотрены боковые канавки (размеры их не регламенти-
рованы).
В направляющих планках 1 и 6 в местах установки
шаговых ножей размещены упоры 22, которые пригоняют
по шаговым ножам без зазора. Мостик 24 прикреплен
к планкам с помощью заклепок 23. Над пуансонодержате-
лем установлена термообработанная накладная плита 10.
Предусмотрено несколько типов стандартных ловите-
лей /7, устанавливаемых в пуансонах или в пуансонодер-
жателе (в этом случае фиксация осуществляется по спе-
циальным технологическим отверстиям).
Пакет штампа закреплен в стандартном блоке, в верх-
ней плите 11 которого располагается жесткий хвостовик 12\
либо предусматривается возможность установки перемеща-
ющегося узла.
Направляющие скольжения 18—21 расположены по
оси блока. Направляющие колонки запрессованы в ниж-
нюю плиту 4 блока.
Одним из основных технологических процессов вы-
полнения рабочих отверстий в матрице является про-
шивка матриц окончательно изготовленным и термообра-
ботанным пуансоном. Осуществляют это на гидравлическом
прессе в специальном приспособлении.
Унифицированные конструкции «монолитных» штам-
пов, изготовленных автоматизированными методами элект-
ротехнологии в системе ЭКСПРЕССШТАМП, рассчитаны
на крупносерийное производство, их стойкость значите-
льно превосходит стойкость штампов традиционных кон-
струкций.
Гамма унифицированных конструкций безблочных
штампов к быстроходным прессам-автоматам в системе
ЭКСПРЕССШТАМП включает: твердосплавные штампы
и штампы со стальными рабочими элементами, штампы
с креплением пуансонов запрессовкой и с помощью само-
твердеющих пластмасс; с направляющими элементами
внутри штампа и с вынесенными направляющими. Эти
штампы рассчитаны на мелкосерийное, серийное и круп-
носерийное производство.
В унифицированных «монолитных» штампах и уни-
фицированных штампах к быстроходным автоматам, как
412
Ускоренное и автоматизированное проектирование
Рис. 2. Типовая конструкция гибочного штампа (серии УШ Г):
1 — стандартный трафарет; 2 — трафарет; 3 — блок; 4 — фиксатор; 5 — про-
межуточная плита; 6 — накладная плита; 7 — пуансонодержатель; 8 — пуан-
сон; 9 — съемник; 10 — дистанционный упор; 11 — матрица-обойма; 12 —>
вставка; 13 — выталкиватель; 14 — штырь-толкатель; 15 — буфер
и в штампах серии УШПМ, максимально унифицированы
все узлы, детали и заготовки, причем таким образом,
чтобы ряд операций на заготовках и деталях можно было
выполнить заблаговременно. (Конструкции и особенности
изготовления унифицированных «монолитных» штампов
и унифицированных штампов к быстроходным автоматам
подробно освещены в гл. 7.)
Унифицированный гибочный штамп (рис. 2) состоит
из блока 3, буфера 15, накладной плиты 6, пуансонодержа-
теля 7 с пуансоном 8, Съемник 9 выполнен в виде буквы Г
и крепится к матрице-обойме И сзади. Это позволяет уни-
Ускоренное проектирование на одном листе 413
фицировать заготовки съемника и мест крепления неза-
висимо от размеров пуансона. В матрице-обойме 11
установлены вставки 12 и выталкиватель 13. Под ней рас-
положена промежуточная плита 5. В нижней плите блока
расположены штыри-толкатели 14.
Штампуемая деталь устанавливается в стандартные тра-
фареты 1 и 2, закрепленные на матрице-обойме. При на-
личии отверстий деталь фиксируется на специальных фик-
саторах 4. Гибка детали осуществляется по рабочей части
пуансона и по стандартным вставкам, установленным
в матрице-обойме. Вставки выполняют из стали Х12М
и подвергают термообработке до твердости 61—63 HRC3.
Вставки могут быть также изготовлены из твердого сплава
ВК15 (ГОСТ 3882—74).
Применение стандартных вставок позволяет макси-
мально ускорить процесс изготовления штампа, а ис-
пользование твердосплавных вставок — резко повысить
надежность штампов при штамповке специальных сталей.
При работе с коррозионно-стойкими сталями приме-
нение твердосплавных вставок предпочтительно: твердый
сплав обладает меньшим коэффициентом трения, поэтому
практически не происходит налипания штампуемого ма-
териала на рабочие поверхности вставок.
Для Г-образной гибки материала в штампах преду-
сматривается вставка-противоотжим. По высоте она на
5 мм больше матрицы-обоймы и обычных вставок. Ка-
саясь поверхности пуансона, вставка-противоотжим ком-
пенсирует боковые усилия, воспринимаемые пуансоном
в процессе гибки. Матрицу-обойму изготовляют из стан-
дартной заготовки высотой 20 мм, материал — сталь 45
или 20. В ней выполнено рабочее отверстие для выталки-
вателя и вставок. Окна под вставки изготовляют с обе-
спечением натяга 0,01—0,015 мм, отверстие под вытал-
киватель— по выталкивателю (зазор 0,02—0,03 мм). В ма-
трице-обойме обрабатывают паз для пинцета и отверстия
для крепления съемника.
Основными или базовыми деталями для сборки штам-
пов УШГ являются пуансон и выталкиватель. Материал
пуансона — сталь У8А, твердость после термообработки
55—59 HRCq. Пуансоны изготавливают из стандартных
заготовок высотой 60 и 50 мм в зависимости от длины полок
штампуемых деталей.
414
Ускоренное и автоматизированное проектирование
Пуансон в пуансонодержателе устанавливают с натя-
гом 0,01—0,02 мм. Высота пуансонодержателя 20 мм.
Эта высота позволяет унифицировать заготовки трех ос-
новных плит штампа и повысить жесткость установки пу-
ансона. Под матрицей-обоймой расположена промежуточ-
ная плита, служащая для размещения выталкивателя при
рабочем ходе. Таким образом, при полной унификации
заготовок возможности штампа расширяются.
Съемник изготовляют из стандартной угловой стали.
При этом используют стандартный крепеж, одинаковый
для всех типоразмеров съемника. На рабочей плоскости
съемника обрабатывают паз под пуансон с зазорами
0,03 мм на сторону по ширине. Для П-образной гибки
деталей с неодинаковыми по длине полками в съемнике
устанавливают дистанционный упор 10 (снизу, со стороны
полки меньшей высоты).
Для фиксации двух поверхностей применяют стандарт-
ные трафареты. При больших габаритных размерах дета-
лей используют по два трафарета. При небольших разме-
рах штампуемых деталей применяют трафарет, фиксирую-
щий три поверхности, при этом необходима его доработка
из стандартной заготовки.
Трафареты изготовляют из стали У8А, твердость после
термообработки 51—56HRCd.
При наличии в штампуемой детали отверстий приме-
няют стандартизованные фиксаторы. Изготовляют их
из стандартизованных заготовок с доработкой рабочей
поверхности; материал фиксаторов — сталь У8А, твер-
дость после термообработки 51—56 HRC9.
Упомянутые гибочные штампы обладают высокой на-
дежностью. Их применение позволяет получить более вы-
сокое качество штампуемых деталей, чем при обработке
штампами обычного типа. Это связано с изготовлением
вставок из отдельных термообработанных или твердо-
сплавных заготовок, рабочие поверхности которых можно
довести шлифованием. К недостаткам УШГ можно отнести
сравнительно невысокую жесткость съемника и ограни-
ченность их технологических возможностей.
Ускоренное проектирование штамповой оснастки в си-
стеме ЭКСПРЕССШТАМП основано на высокой унифи-
кации деталей и узлов и применении базовых конструкций
каждой серии.
Ускоренное проектирование на одном листе
415
Конструкторская документация условно разделяется
на постоянную и переменную части.
Постоянная часть КД имеет универсальный характер
и разрабатывается только при создании новых стандарт-
ных конструкций штамповой оснастки. В ней приводятся
сведения и формулируются требования, не зависящие от
размеров и конфигурации штампуемых деталей. По-
стоянную часть КД разрабатывают на каждый типораз-
мер штампов каждой серии. Она носит название стандарт-
чертежи и включает сборочный чертеж штампа, на кото-
ром изображены рабочие детали, не требующие доработок
(при изготовлении различных штампов). Туда включены
чертежи всех деталей, которые требуют доработки раз-
личных элементов (съемник, пуансонодержатель, матрица).
Кроме того, в целях повышения удобства пользования
документацией в комплект стандарт-чертежей вводят чер-
тежи стандартных деталей, спецификацию на детали, обя-
зательно имеющиеся в каждом штампе данного типа.
Переменная часть КД на штампы представляет собой
дополнение (второй лист) сборочного чертежа, который
находится в постоянной части КД — в стандарт-чертежах.
Эта часть КД включает: план низа штампа с координатами
и формой отверстий, имеющихся в матрице; операцион-
ный эскиз детали и схему раскроя материала; рабочие
элементы базовой детали (пуансона или матрицы для
выполнения данного вида штампа) со всеми исполни-
тельными размерами и технические требования.
Для ускоренного проектирования штампов серии
УШПМ предприятие разрабатывает свои стандарты (СТП)
на все типоразмеры упомянутых штампов. Заготовки всех
деталей штампов унифицированы, причем если в пуансо-
нах для вырубки регламентируются только отдельные
размеры и материал заготовки, то для большинства ос-
тальных заготовок в чертежах указывают почти все раз-
меры изготовленных деталей, их термообработку и другие
требования.
Полный комплект сборочных чертежей, например
штампа для вырубки пластины, состоит из сборочного
чертежа (лист 1) стандарт-чертежей (рис. 3) и перемен-
ной части КД (сборочный чертеж) (лист 2) (рис. 4).
На первом и третьем листах спецификации, разме.
щенных в комплекте стандарт-чертежей, приводятся сведе.
УШПМ Сборочный чертеж Дит. масса Масштаб
НЗМ. Лист ч^Ьокум. Пойл. Дата 1:1
Разраб.
Проб.
т. контр. Лист1\ Диетой 2
за 0. сект.
иа’контр.
Ьт8.
Ускоренное проектирование на одном листе
417
Рис. 3. Первый лист сборочного чертежа, штампа серии УШПМ, нахо-
дящийся в постоянной части КД — в стандарт**чертежах (с обозначе-
нием всех позиций и габаритных размеров штампа)
ния о постоянных стандартных деталях, т. е. деталях,
число и общие характеристики которых для данного типа
штампов неизменны. К постоянным деталям, указанным
на первом и третьем листах спецификации, относятся
матрица, съемник, пуансонодержатель и другие детали
(позиции показаны на рис. 3).
Второй лист спецификации конструктор заполняет
при разработке переменной части КД (при проектирова-
нии конкретного штампа).
Позиции деталей в спецификации неизменны, поэтому,
еслд деталь данного наименования отсутствует, ее пози-
ция не должна указываться на чертеже переменной части
КД. Это связано с единообразием позиций деталей в стан-
дарт-чертежах и переменной части КД.
В соответствии со стандарт-чертежами направляющая
планка может быть гладкой и с противоотжимом и окном
под шаговый нож. Для полной характеристики планки,
например штампа, изображенного на рис. 4, в графе
спецификации «Наименование» следует указать — Планка
правая, исполнение 2, В = 25; I = 12; t = 1,5; Н = 4,
где В — ширина планки на выходе полосы; I — расстоя-
ние от оси штампа до ножа; t — размер ступеньки для
захода полосы; Н — высота планки. Все остальные тре-
бования к планке и расшифровка буквенных обозначений
приводятся в стандарт-чертежах.
Шаговый нож длиной L = 8,4 мм (см. рис. 4) дораба-
тывают из стандартной заготовки. В графе спецификации
«Примечание» указывают шифр стандартной заготовки
для данного ножа.
Пуансон является базовой деталью. Его рабочий кон-
тур со всеми размерами обязательно указывают на листе
переменной части КД. В стандарт-чертежах приводятся
все остальные параметры пуансона, в том числе размеры и
расположение канавок под заливку.
При необходимости на листе переменной части КД
указывают особенности данного пуансона, не отмеченные
в-стандарт-чертежах, например, специальное расположе-
ние канавок под заливку (см. рис. 4).
14 В. Л. Марченко и др.
00
Схема раскроя
Обстановка
Рис.
ции
Пуансон контурный
Исполнение J
М2!
If Ш
+0J
Пуансон просечной
М*
★Для справок
1. Материал - лента ДПРНТ 0,5*300Бр.КМцЗ-1
Маркировать:
Технологические зазоры Ну сторонние z* 0,01+0.03 мм.
Использовать с комплектом стоив орт- чертежей...
4. Второй лист сборочного чертежа штампа серии УШПМ, представляющий переменную часть документа-
лен графическая часть КД, кроме углового штампа)
Ускоренное и автоматизированное проектирование
Ускоренное проектирование на одном листе 419
Рабочая часть пуансона для пробивки может быть
круглой, овальной и фигурной. Круглую получают путем
доработки из стандартной заготовки. При необходимости
применить специальный пуансон для пробивки его изоб-
ражают на переменной части КД в двух проекциях.
Если пуансон с фигурной рабочей частью можно изгото-
вить из стандартной круглой заготовки, достаточно пока-
зать его вид снизу (см. рис. 4). В спецификации на круг-
лый пуансон для пробивки указывают «Пуансон d =
= 1,58», где d — диаметр рабочего контура пуансона.
В Примечании приводится шифр заготовки пуансона.
Стандарт-чертежами предусматриваются несколько ти-
пов фиксаторов, в том числе для установки в пуансоно-
держателе. В случае применения такого фиксатора его
координаты указывают на раскрое полосы. Фиксаторы,
как правило, устанавливают в отверстия пуансона снизу.
Расположение и конфигурацию отверстий в матрице
приводят на листе переменной части КД, причем все коор-
динаты указывают от осей штампа.
Остальные данные общего характера, например: рабо-
чие уклоны, координаты и размеры крепежных отверстий,
приводят на стандарт-чертежах (рис. 5).
Поскольку рабочие отверстия в матрице, кроме круг-
лых, получают прошивкой термообработанным пуансо-
ном, допускается их размеры на листе переменной части
КД не указывать. Обязательно следует проставлять раз-
меры только тех отверстий, которые необходимо обраба-
тывать без доводки, например на координатно-расточных
или электроэрозионных станках, т. е. только отверстий,
которые не прошиваются пуансоном.
Таким образом, каждая изменяющая свои параметры
деталь штампа со всеми требованиями по ее изготовлению
и сборке представлена на двух документах — на стандарт-
чертежах и на листе переменной части КД на штамп.
Переменная часть КД должна поступать в производ-
ство в двух-трех экземплярах для обеспечения бесперебой-
ной работы различных участков.
Особенность описанных принципов ускоренного про-
ектирования в том, что конструктор должен предопреде-
лять технологию изготовления основных деталей.
Например, получение технологического зазора после
прошивки возможно как за счет увеличения окна матрицы,
14*
420
Ускоренное и автоматизированное проектирование
по контуру
Обстановка komO. & 8Н7
Рис. 5. Пример изображения ма-
трицы штампа серии УШПМ в
стандарт-чертежах
Рис. 6. Первый лист сборочного чертежа унифицированного безблочного
штампа (находящийся в стандарт-чертежах)
так и за счет уменьшения наружного контура пуансона.
Таким образом, задавая размеры пуансона в штампах
серии УШПМ, конструктор предопределяет варианты
технологических процессов.
Для облегчения выбора варианта изготовления основ-
ных деталей разрабатывают базовые технологические про-
цессы и проводится их классификация. Каждый такой
процесс имеет шифр, а в классификаторе перечисляются
требования к пуансону или матрице для выполнения их
с помощью данного процесса.
Шифры технологических процессов для исполнения
основных деталей данного штампа проставляются кон-
структором в правом верхнем углу листа сборочного чер-
тежа переменной части КД, например: «Пуансон ТП-1А»
(шифр технологического процесса изготовления пуан-
сона); «Матрица ТМ-1АП» (шифр процесса изготовления
матрицы).
Ускоренное проектирование на одном листе 421
При поступлении сборочного чертежа в технологиче-
ское бюро инструментального цеха технолог подклеивает
к нему детально расписанные технологические процессы
согласно указанным шифрам и, при необходимости, до-
рабатывает их. (Опыт изготовления штампов серии
УШПМ свидетельствует о том, что до 90 % штампов не
требуют доработок технологических процессов.) Это поз-
воляет сократить цикл и трудоемкость разработки тех-
нологических процессов в несколько раз.
При необходимости выпуска комбинированного вари-
анта штампа данной серии, например с пуансонами для
пробивки, установленными в расточенных отверстиях
пуансонодержателя, специальные требования должны
быть указаны на листе переменной части КД.
В безблочных штампах к быстроходным прессам-ав-
томатам, где матрицу изготовляют по пуансону, базовой
деталью, как и в штампах серии УШПМ, является пуан-
сон. В этом случае лист 1 сборочного чертежа в стан-
дарт-чертежах и переменная часть КД аналогичны чер-
тежам серии УШПМ (рис. 6) и (рис. 7).
В штампах, где матрицу изготовляют традиционными
методами и методами электротехнологии, базовой деталью
является матрица. Поэтому на листе переменной части
КД показывают действительную конфигурацию рабочих
отверстий в матрице каждого элемента (рис. 8). Здесь же
приводятся координаты и размеры отверстий в пуансоно-
держателе.
Если единственным методом изготовления пуансонов
считают обратную электроэрозионную прошивку, то в тех-
нических требованиях необходимо описать метод обработки
и указать технологический зазор.
При проектировании твердосплавных безблочных штам-
пов к быстроходным прессам-автоматам на листе пере-
менной части КД приводится полная характеристика
матрицы (рис. 9).
Ускоренное проектирование штампов для П и Г-об-
разной гибки серии УШГ (см. рис. 2) имеет некоторые
особенности.
На листе переменной части КД (рис. 10) выполняют
план низа штампа с обозначением габаритов и наносят
контуры выталкивателя с указанием координат штырей-
толкателей и фиксаторов с размерами фиксирующих эле-
422
Ускоренное и автоматизированное проектирование
•н
Операционный эскиз
Схема раскроя
(Остановка
44*
*
^-0,28
Z orn в.
10+0,11
<-----»
Г7,в±а,1
I
Ось штампа
10±0,03
Пуансон
MZ-1
/2
02,9*
50,5-0,5
13
10+0,03
# Размеры для справок.
Рис. 7. Второй лист сборочного чертежа унифицированного безблочного
штампа, представляющий переменную часть КД на данный штамп
ментов. Там же показывают в плане прямоугольный вы-
талкиватель со всеми размерами. Именно в данных штам-
пах выталкиватель служит базовой деталью, так как
является основой для изготовления матрицы. На пуансоне
показывают только его рабочий профиль.
При многообразии деталей, выполняющих одинаковые
функции, например при наличии в одном штампе четырех
различных фиксаторов или трафаретов в стандарт-чертежах,
может быть от одной детали вынесено несколько позиций.
В этом случае на листе переменной части КД позиция
этой детали должна находиться в пределах диапазона
позиций стандарт-чертежей.
Буферы в штампах серии УШГ стандартизованы. При
оформлении переменной части КД в правом верхнем
углу чертежа указывают шифр необходимого буфера.
Все технические требования указывают там же.
Главные достоинства системы ЭКСПРЕССШТАМП сле-
дующие:
Пуансоновержишль
18,2
Зогпв.
Влв справок
1:МаШВ!Ша8^Ш^^^ЗООМДШГОСТР31^
'ЪНармррвать миг Sjfm
^Технодоричеше зазоры двуртврпшв Z*O№V,tMH
Уринсоны изготовить метовонхвтсксюго жхтр^
эрозионного сопряжения
¥ ссоренное проектирование на одном листе
Рис. 8. Второй лист сборочного чертежа (переменная
часть КД) штампа, в котором матрицу изготавли-
вают традиционными методами
Матрица
ЛД7
Схема раса рея
Обстановка.
Операционный эскиз
MZM
-0.0f
* _ - л
* размеры для справок
1 Материал:Лента 10кп-М-НТЗ-д-1ГОСТ50.3-71
2. Гчдодая программа выпуска
3. Маркировать: шаг 16,7мм
4. Пуансоны изготовить методом злектроэрозионного
комплексного сопряжения Зазоры двусторонние z 0,08... 0,1мft
7. Использовать с комплектом стандарт- чертежей» •
Рис. 9. Второй лист сборочного чертежа штампа, в
котором базовой деталью является матрица, а
пуансон изготовляют обратной электроэрозионной
прошивкой
424 Ускоренное и автоматизированное проектирование
Вид низа
ОвстаноОка.
txifit
Опера ц ионный эскиз
Пуансон
* Размеры для справок
К Материал-.Лист
у Б 1,0 ГОСТ5660-57
4-II-H-Z0 ГОСТ 16523-70
2. Маркировать:
X ** Уточнить по матрице-оВойме.
4. ***Уточнить опытным путем
5. **** Пригнать по заготовкее обеспечив зазор Of1-ot2мн
6. работать пинцетом
Ускоренное проектирование на одном листе
Выталкиватель
Рис. 10. КД, разрабатываемая конструктором на
гибочный штамп серии УШ Г в системе Э КС-
Il РЕССШТАМП
to
СП
426
Ускоренное и автоматизированное проектирование
большее по сравнению с другими СУПР повышение
производительности при проектировании;
сокращение сроков разработки технологических про-
цессов изготовления, а также сроков непосредственного
изготовления штампа (за счет более высокой унификации,
изготовления большей части деталей и заготовок штампа
заблаговременно и унификации технологических про-
цессов) ;
система может служить базой для автоматизированного
проектирования (САПР).
Недостатки системы: недостаточная универсальность и
невозможность передачи КД на другие предприятия без
внедрения там этой системы.
УСКОРЕННОЕ ПРОЕКТИРОВАНИЕ ШТАМПОВ
С ИСПОЛЬЗОВАНИЕМ БЛАНК-ЧЕРТЕЖЕЙ
Проектирование основано на типовых конструкциях
штампов, стандартных блоков, пакетов и деталей общего
назначения. На каждый тип и типоразмер штампа забла-
говременно разрабатывают комплект бланк-чертежей.
Оригиналы бланк-чертежей выполняются на кальке в
масштабе 1 : 1 и хранятся у разработчика.
Каждый комплект бланк-чертежей включает: бланк-
чертежи на сборочный чертеж с бланк-спецификацией;
бланк-чертежи на детали пакета (включая направляющие
планки); бланк-чертежи на верхнюю и нижнюю плиты.
Бланк-чертежи на штампы для разделительных опера-
ций с неподвижным съемником выполняют в следующих
вариантах: с подачей штампуемого материала вдоль длин-
ной и короткой сторон пакета; с диагональным и осевым
расположением направляющих колонок и втулок; с ис-
полнением верхних и нижних плит из отливок и из сорто-
вого проката.
Все комплекты бланк-чертежей сведены в специальные
таблицы. Бланк-чертежам и бланк-спецификациям в целях
удобства пользования присвоены условные обозначения.
Бланк-чертежи и бланк-спецификации, заимствован-
ные из другого комплекта, имеют условное обозначение
этого комплекта.
Для условного обозначения сборочных бланк-чертежей
рекомендуется следующая буквенно-цифровая структура.
Ускоренное проектирование на бланк-чертежах 427
X X X X
Условное обозначение типоразмера штампа
Условное обозначение исполнения плит блока
Условное обозначение типа блока
Условное обозначение типа штампа
Условные обозначения сборочных бланк-чертежей в за-
висимости от типов, типоразмеров штампов и типов и ис-
полнений блоков приведены в табл. 2.
Пример условного обозначения сборочного бланк-
чертежа штампа с неподвижным съемником, с подачей
штампуемого материала вдоль длинной стороны пакета,
с диагональным расположением направляющих колонок
и втулок, с плитами штампа в литом исполнении, типораз-
мерами пакета 80x60 мм: Бланк-чертеж АхДЛ-1.
При подаче штампуемого материала вдоль короткой
стороны пакета с типоразмером 100x80 мм: Бланк-
чертежи А2ДЛ-2;
2. Условные обозначения сборочных бланк-чертежей
Типы, типораз- меры и исполнения ; X арактеристика Условные обозначения
Тип штампа С неподвижным съемником А
С подачей материала вдоль длин- ной стороны Ai
То же, вдоль короткой стороны А3
С верхним прижимом Б
Совмещенного действия В
Тип блока С диагональным расположением ко- лонок и втулок д
С осевым расположением колонок и втулок О
Исполнения плит В литом исполнении л
блока Из сортового проката с
Типоразмеры (мм) 80X60 1
пакетов 100X80 2
125Х 100 3
160Х 125 4
200Х 160 5
250X200 6
320X250 7
1
1
i
i
,i
428
Ускоренное и автоматизированное проектирование
Для штампов совмещенного действия с осевым рас-
положением направляющих колонок и плитами из сорто-
вого проката: Бланк-чертежи ВОС-2.
Бланк-спецификация на сборочные чертежи штампов
типов А и Б состоит из трех листов, а штампов типов В —
из четырех (см. табл. 2).
Первые листы бланк-спецификаций условно обозна-
чены буквой соответствующего типа штампа. Для услов-
ного обозначения вторых листов бланк-спецификаций
реколмендуется следующая буквенно-цифровая структура.
X X
Условное обозначение типоразмера пакета
Условное обозначение типа штампа
Пример условного обозначения второго листа бланк-
спецификации к сборочному чертежу штампа с неподвиж-
ным съемником с типоразмером пакета 125X 100 мм:
Бланк-спецификация А-3.
Третьи листы бланк-спецификаций имеют условное
обозначение соответствующих им сборочных бланк-чер-
тежей. Условное обозначение четвертых листов бланк-
спецификаций такое же, как у соответствующих им вто-
рых листов с добавлением индекса «а».
Для условного обозначения бланк-чертежей верхних
и нижних плит к условному обозначению сборочного
бланк-чертежа добавляют позицию плиты по специфика-
ции.
Для условного обозначения бланк-чертежей на детали
пакета штампа рекомендуется следующая буквенно-циф-
ровая структура.
XXX
Позиция детали по спецификации
Условное обозначение типоразмера пакета
Условное обозначение типа штампа
Ускоренное проектирование на бланк-чертежах 429
Пример условного обозначения бланк-чертежа пуансо-
нодержателя пакета размером 125 х 100 мм штампа с непод-
вижным съемником, с подачей материала вдоль длинной
стороны; номер позиции пуансонодержателя по специфи-
кации — 12: Бланк-чертеж Ат-3-12.
Условное обозначение на бланк-чертежах указывают
на поле для подшивки.
В соответствии с чертежом штампуемой детали и ТЗ
на сборочном бланк-чертеже или на бланке для операци-
онного эскиза вычерчивают операционный эскиз детали,
а при необходимости и схему раскроя полосы.
В зависимости от технологических требований, схемы
раскроя, размеров штампуемых деталей выбирают стандар-
тизованную конструкцию и типоразмер штампа.
После определения конструкции и типоразмера штампа
приступают к доработке сборочного бланк-чертежа, ко-
торый представлен в тонких линиях (рис. 11). Указаны
только постоянные позиции. Доработку осуществляют
в такой последовательности.
1. На бланк-чертеж наносят все конструктивные эле-
менты, необходимые для сборочного чертежа, который
должен быть вычерчен в линиях основной толщины. До-
полняют сборочный чертеж позициями введенных дета-
лей. Производят расчет закрытой высоты штампа. При
необходимости производят расчет центра давления штампа.
Сборочный чертеж должен содержать технические тре-
бования, установленные ГОСТ 2.424—74, и необходимую
информацию для изготовления и эксплуатации штампа.
2. После оформления сборочного чертежа дорабаты-
вают бланки-спецификации.
3. Выбирают необходимый комплект бланк-чертежей
на детали штампа общего назначения.
4. Доработку деталей пакета и плит штампа указы-
вают на соответствующих бланк-чертежах. На бланк-чер-
теже матрицы (рис. 12) вычерчивают все рабочие окна в
плане с размерами и допусками, показывают эти окна в раз-
• резе, где указывают размеры рабочей части, уклоны и
облегчения, при необходимости, крепежные отверстия,
указывают необходимые технические требования. Ана-
логично дорабатывают бланк-чертежи съемника и пуан-
сонодержателя. Дорабатывают бланк-чертежи направля-
ющих планок.
430
Ускоренное и автоматизированное проектирование
Рис. 11. Сборочный бланк-чертеж раздели-
тельного штампа с жестким съемником (с
подачей материала вдоль длинной сторо-
ны, с диагональным расположением коло-
нок и втулок; в литом исполнении блока,
с размерами пакета 80X60 мм)
/. * Размеры для справок
2. Неуказанные предельные отклонения
размеров
Рис. 12. Бланк-чертеж матрицы
5. Дорабатывают бланк-чертежи нижней плиты, где
вычерчивают провальные окна и указывают недостающие
технические требования; на бланк-чертеже верхней плиты
показывают место крепления верхней плиты штампа к
прессу.
6. Дорабатывают бланк-чертежи стандартизованных
деталей: пробивного пуансона, шагового ножа, ловителей
и др., проставляя на них недостающие размеры с допу-
сками и указывают дополнительные технические требо-
вания.
7. Разрабатывают рабочие чертежи на оригинальные
детали, учитывая технологию их изготовления и условия
эксплуатации.
Преимущества системы ускоренного проектирования
штампов с использованием бланк-чертежей:
простота ее освоения при мелкосерийном и серийном
характере производства;
возможности предоставления исполнителю всего комп-
Система ускоренного проектирования
431
лекта чертежей (что создает удобство в работе), передачи
КД на другие предприятия, использования для создания
САПР.
Недостатки: некоторое усложнение работы конструк-
тора, так как он должен работать не на чертежной бу-
маге, а на копиях (нельзя несколько раз стирать, так как
при этом ухудшается качество документации); сложность
точного совмещения оси бланк-чертежа с машинной гра-
фикой при автоматизированном проектировании, что при-
водит к накладкам и браку документации.
СИСТЕМА УСКОРЕННОГО ПРОЕКТИРОВАНИЯ
«СУПРШТАМП-2»
Ускоренное проектирование в системе
«СУПРШТАМП-2» основывается на принципе выносных
элементов и разделении КД по аналогии с системой
«ЭКСПРЕССШТАМП» — на постоянную и переменную
части.
Выносной элемент — дополнительное изображение ча-
сти предмета или фигуры, требующих графического и
других пояснений в отношении формы, размеров и иных
данных, которые выносятся в необходимом масштабе
в отдельное изображение. Он может содержать подроб-
ности, не указанные на соответствующем изображении,
например изображение может быть видом, а выносной
элемент — разрезом.
Уточняемое место в виде выносного элемента отмечают
замкнутой сплошной тонкой линией в виде овала или дру-
гой формы с обозначением римской цифрой порядкового
номера выносного элемента. Уточняемое место выносят
с основного изображения, находящегося в постоянной
части КД, на лист переменной части КД.
Постоянную часть КД выполняют в виде комплекта
чертежей, который назван стандарт-чертежами. Сбороч-
ный чертеж и ряд рабочих деталей, входящих в стандарт-
чертежи, представляют первые листы, на которых дано
основное изображение, а уточняющие эти детали выносные
элементы вынесены на вторые листы, дополняющие сбо-
рочный чертеж и чертежи рабочих деталей. Вторые листы
входят в переменную часть КД.
Стандарт-чертежи выполняются на каждый типораз-
мер штампа и включают:
432 Ускоренное и автоматизированное проектирование
Рис. 13. Сборочный чертеж штампа, первый лист, в системе «СУПР-
ШТАМП-2» , входящий в постоянную .часть КД, с обозначенным на
нем выносным элементом (указаны позиции только постоянных и стан-
дартных деталей)
сборочный чертеж штампа, первый лист (рис. 13),
где дан вид спереди и план низа; на плане низа рабочая
зона штампа обведена овалом в виде выносного элемента.
Указаны все габаритные размеры штампа, включая закры-
тую высоту. Позиции проставлены только на постоянных
и стандартных деталях;
чертежи постоянных деталей: колонки, втулки, сепа-
ратора с шариками и др.;
первые листы чертежей деталей с уточняемыми места-
ми (выносными элементами, которые вынесены на вторые
листы);
чертежи деталей с буквенными обозначениями, рас-
шифрованными в спецификации;
Система ускоренного проектирования
433
Рис. 14. Сборочный чертеж (второй
лист), входящий в переменную часть
КД, где дан план уточняемого места
(выносного элемента) первого листа
сборочного чертежа и разрез уточ-
няемого места с вынесением пози-
ций переменных или изменяемых
для данного штампа деталей
спецификации — первый
и четвертый листы.
Переменная часть КД:
операционный чертеж
штампуемой детали и схему
раскроя;
сборочный чертеж — вто-
рой лист, где дан план уточ-
няемого места первого листа
сборочного чертежа с привяз-
кой к осям штампа, разрез
уточняемого места с вынесе-
нием позиций всех деталей,
кроме постоянных и стандарт-
ных, указанных на первом
листе (рис. 14);
чертежи деталей (второй
лист) с вынесенными на них
уточняющими местами: мат-
рицу, съемник, пуансонодержатель, нижнюю плиту;
чертежи оригинальных деталей;
спецификации — второй и третий листы.
Система «СУПРШТАМП-2» обеспечивает выдачу испол-
нителю полного комплекта чертежей без необходимости
пользования другими источниками, конструктору дает
возможность широкого маневрирования в пределах дан-
ного типа штампов, создает удобство формализации черте-
жей при переходе на автоматизированное проектирование.
Недостатки системы «СУПРШТАМП-2»: обязательное
обучение конструкторов и изготовителей при внедрении
системы; система не дает комплексного решения вопро-
сов ускорения проектирования, разработки технологиче-
ских процессов и изготовления (охватывает только про-
ектирование штампов).
15 В. Л. Марченко и др.
434
Ускоренное и автоматизированное проектирование
АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ ШТАМПОВ
Виды и характеристики САПР штампов. Автоматизи-
рованное проектирование штампов заключается в перера-
ботке с помощью ЭВМ сведений о штампуемом изделии и
технологических данных о его изготовлении в сведения
о конструкции и размерах узлов и деталей штампа, необ-
ходимые для автоматического или ручного вычерчивания
их чертежей. В некоторых САПР штампов предусмотрено
получение управляющих программ для полного или час-
тичного изготовления деталей штампов на станках с ЧПУ.
3. Основные САПР штампов для разделительных операций
Модификатор САПР Тип проектируемых штампов Функциональные подсистемы
АВТОШТАМП-3 АВТОШТАМП-ЕС АВТОШТАМП-С ШТАМП-2 САПРШТАМП-С САПРШТАМП-11 ОСНАСТКА-1 Последовательного, простого и совме- щенного действия (17 модификаций кон- струкций, 608 типо- размеров) Последовательного и простого действия, штампы для пресс- автоматов (7 моди- фикаций конструк- ций) Совмещенного дей- ствия для вырубки с верхним и нижним прижимом заготовки Последовательного и простого действия (20 модификаций конструкций) Совмещенного дей- ствия, последователь- ного действия с же- стким съемником Последовательного действия с жестким и подвижным съемни- ком ВВОД, ТЕХНО- ЛОГ-1, конструк- тор, ЧЕРТЕЖ, ТЕХ- НОЛОГ-2, ИЗГОТОВ- ЛЕНИЕ ВВОД, КОНСТРУК- ТОР, ЧЕРТЕЖ, ИЗГОТОВЛЕНИЕ ВВОД, КОНСТРУК- ТОР, ЧЕРТЕЖ ВВОД, КОНСТРУК- ТОР, ЧЕРТЕЖ ВВОД, КОНСТРУК- ТОР, ЧЕРТЕЖ Чертежи деталей, спе- цификации
Автоматизированное проектирование
435
Проектирование штампов ведется на основе максималь-
ной стандартизации, унификации и типизации конструк-
ций штампов, их узлов и деталей, элементов деталей, ти-
повых проектных решений.
Разработанные к настоящему времени САПР приме-
няют в основном при проектировании штампов для раз-
делительных операций холодной листовой штамповки —
простого, последовательного и совмещенного действия.
В табл. 3 приведены данные о некоторых САПР штам-
пов для разделительных операций.
Результаты проектирования ЭВМ Полное время решения задачи, ч Базовый чертежный автомат
Технологический процесс штам- повки, карта раскроя, специфика- ции, чертежи деталей (используют- ся бланк-чертежи), технологиче- ские процессы изготовления дета- лей штампов, программы для обра- ботки деталей штампов на фрезер- ных, сверлильных и электроэро- зионных станках с ЧПУ ЕС ЭВМ 512 Кбайт ОС и ДОС 5-6 EG7054
Чертежи деталей штампов, спе- цификация, программы для элек- троэрозионной обработки, данные для координатной разметки ЕС ЭВМ 4—5 ИТЕКАН-4
Чертежи деталей штампов, спе- цификация Сборочный чертеж, чертежи де- талей, спецификация, табуляграм- мы с данными о деталях ЕС-1033 ЕС-1022 256 Кбайт ОС и ДОС ЕС-7051 ЕС-7054 ИТЕКАН-2
Чертежи деталей, специфика- ция, табуляграммы с данными о деталях ЕС-1022 512 Кбайт ИТЕКАН-2
Чертежи деталей, спецификация ЕС-1045 АРМ-М 1 Мбайт 5 АП7251
15*
136 Ускоренное и автоматизированное проектирование
Система «АВТОШТАМП-3» является наиболее полной
из всех САПР и охватывает все стадии проектирования:
от разработки технологического процесса штамповки до
разработки числовых управляющих программ для стан-
ков, на которых обрабатываются детали штампов.
На рис. 15 представлена схема системы «АВТО-
ШТАМП-3». Исходной информацией для системы явля-
ются чертеж штампуемой детали и сведения о производ-
ственной программе штамповки данной детали. Подсистема
ВВОД обеспечивает ввод, контроль и переработку ис-
ходной информации для ее передачи последующим систе-
мам. Исходная информация вводится с помощью перфо-
карт или алфавитно-цифрового дисплея, В подсистеме
предусмотрена возможность вывода исходных чертежей
для контроля на графопостроителе.
Откорректированная и выверенная информация по-
ступает в подсистему ТЕХНОЛОГ-1, где проектируется
технологический процесс штамповки деталей, для которых
затем в системе будут проектироваться штампы. Про-
граммы системы выбирают тип штампа, последовательность
технологических переходов, определяют рациональный
раскрой материала. Выходная документация подсистемы
содержит карты операционных технологических процес-
сов штамповки, операционный эскиз и карты раскроя.
В подсистеме проектируются соответствующие кон-
струкции штампов. Анализируются размеры внутренних
контуров штампуемой детали, размеры отверстий в детали,
минимальные размеры перемычки между отверстиями,
марки и толщины штампуемого материала. По получен-
ным результатам выбирается вид применяемого штампа:
совмещенного, последовательного или простого действия
(для пробивки). Для деталей, которые не могут быть из-
готовлены в штампе совмещенного действия, определя-
ется минимальное число шагов в штампе последователь-
ного действия или минимальное число переходов в штампе
простого действия для пробивки отверстий. Программно
решаются разные задачи конструирования: расчет габа-
ритов и выбор типоразмеров пакета; выбор мест установки
шаговых ножей, фиксаторов и упоров; компоновка си-
стемы выталкивания; определение центра тяжести системы
точечных масс и усилия вырубки; расчет деталей на проч-
ность; определение размеров матрицы и пуансона и допу-
Автоматизированное проектирование
437
t.i ~ .
t Распечатки ис-
ходных данных,
2.Указания па кор-
ректировке ис-
ходных данных»
X Контрольный чер-
теж, _____________
Норматив-
но-справоч-
ная ваза
данных
Подсистема
КОНСТРИКТОР
Г1------ —
I Сборочный чертеж.
2, Чертежи дета-
лей штампа.
Подсистема
ЧЕРТЕЖ
Карты маршрут-
ных технологиче-
ских процессов из-
готовления дета-
лей штампа.
Подсистема
ТЕХНОЛОГ-2
Подсистема
ИЗГОТОВЛЕНИЕ
. г,—-".Е-
L Карты операци-
онных техноло- I
гических процессов
2. Указания налад-
чикам станков
сЧПУ_---------------
Управляющие
программы
для станков
С ЧПУ
Рис» 15» Схема системы «АВТОШТАМП-3»
438 Ускоренное и автоматизированное проектирование
скаемых отклонений на них с учетом величины износа
штампа; выбор пресса и др.
В памяти ЭВМ формируется цифровая модель штампа
и его деталей в виде информационных массивов. Выход-
ными документами подсистемы являются спецификация
деталей штампов и ведомость покупных изделий.
Подсистема ЧЕРТЕЖ обеспечивает вычерчивание на
графопостроителе сборочного чертежа и чертежей деталей
штампа, а также схемы раскроя. Для ускорения вычер-
чивания применяются бланк-чертежи типовых конструк-
ций деталей штампа. На бланк-чертеже изображены про-
екции заготовок, таблица размеров заготовки, текст
технических требований, рамка и угловой штамп. В про-
цессе доработки бланк-чертежа проводится; заполнение
таблицы размеров заготовки; перечерчивание на бланк-
чертеже изображений, отсутствующих в данном варианте
конструкции детали; вычерчивание проекции рабочего
контура; сравнение его с контуром штампуемой детали;
вычерчивание схем расположения унифицированных от-
верстий и таблиц параметров этих отверстий. Вычерчи-
вание осуществляется на графопостроителе ЕС-7054 как
непосредственно под управлением ЭВМ, так и с управле-
нием от перфоленты или магнитной ленты.
Подсистема ТЕХНОЛОГ-2 обеспечивает проектиро-
вание технологических процессов изготовления деталей
спроектированных штампов с учетом конкретного вида
оборудования на каждом предприятии, занесенного в нор-
мативно-справочную базу подсистемы. Для технологиче-
ских операций назначаются определенные оборудование и
инструмент, производится нормирование операций. Вы-
деляются операции, выполняемые на станках с ЧПУ, и
по ним формируется дополнительная информация, необ-
ходимая для подготовки управляющих программ. Выход-
ной документацией являются карты маршрутных техно-
логических процессов изготовления деталей штампов.
Заключительная подсистема ИЗГОТОВЛЕНИЕ про-
ектирует операционную технологию, формирует и выдает
управляющие программы для тех операций, выполнение
которых в маршрутно-технологическом процессе преду-
смотрено на станках с ЧПУ. В подсистеме рассчитыва-
ется траектория движения, выбирается режущий инстру-
мент, назначаются режимы резания и др. В системе за-
Автоматизированное проектирование
439
действованы электроэрозионные, фрезерные, сверлиль-
ные станки с ЧПУ и обрабатывающий центр. Выходные
программы формируются на промежуточном языке
CL DATA.
Выходная документация подсистемы содержит: карты
операционных технологических процессов, указания об
установке заготовки и наладке станка, список используе-
мых инструментов и перфоленты с управляющими про-
граммами.
В системе имеется комплекс программ для формирова-
ния и введения базы данных. Все подсистемы работают
в автоматическом режиме, не требуя ввода дополнитель-
ной информации и участия человека.
Программное обеспечение системы строится на модуль-
ном принципе и организуется в виде библиотек: библио-
теки основных функциональных модулей, решающих от-
дельные законченные задачи конструирования (расчет и
выбор габаритных размеров пакета, выбор места установки
шаговых ножей или упоров, компоновка системы выталки-
вания, конструирование отдельных деталей, разовых
упоров, боковых прижимов и др.), и библиотеки модулей
общего применения.
Модули общего применения являются инвариантной
частью математического обеспечения и насчитывают около
30 задач преимущественно геометрического характера,
таких, как расчет параметров окружности, описанной вок-
руг контура или группы контуров, анализ пересечения
контуров произвольной формы и др.
Нормативно-справочная информация, характеризую-
щая конкретные условия производства, выделена в са-
мостоятельный блок и не связана непосредственно с библио-
текой основных функциональных модулей. Связь между
ними осуществляется через управляющую программу
конструирования конкретного вида штампа формирова-
нием необходимых данных из нормативно-справочной
информации непосредственно перед обращением к модулю.
Система АВТОШТАМП-3 охватывает почти весь цикл
технологической подготовки производства деталей, полу-
чаемых холодной листовой штамповкой в штампах для
разделительных операций. Она позволяет в едином авто-
матизированном цикле получать чертежи штампов, тех-
нологию их изготовления и управляющие программы для
440
Ускоренное и автоматизированное проектирование
обработки деталей штампа на станках с ЧПУ. Трудоем-
кость всех охватываемых процессов снижается по сравне-
нию с существующей в среднем в 9,6 раз. Общий цикл
подготовки производства деталей, получаемых холодной
листовой штамповкой, сокращается в 2 раза. Возможности
системы позволяют на одной ЭВМ проектировать 1,5—
2 тыс. штампов в год, что составляет потребность 7—10
средних приборостроительных предприятий.
При использовании системы АВТОШТАМП-3 необ-
ходимо учитывать следующие ограничения ее применения»
штампуемые детали должны быть плоскими с замкнутым
контуром произвольной формы, составленным из отрез-
ков прямых и дуг окружностей; при однорядной штам-
повке деталь должна вписываться в прямоугольник 300х
X 160 мм; число основных элементов, образующих контур
150; число отверстий <34; отношение диаметра пробива-
емого отверстия или ширины паза к толщине материала
;>2; число размеров на чертеже <400; толщина штампуе-
мого материала 0,1—5,0 мм; вид исходной заготовки!
полоса, лента; тип раскроя: однорядный, допускается
поворот полосы в плоскости штамповки.
Выдавая задание системе АВТОШТАМП-3 конструк-
тор должен вычертить чертеж штампуемой детали в том
масштабе, который следует получить на чертежах буду-
щего штампа.
После вычерчивания чертеж детали передается коди-
ровщику, а после машинного проектирования конструктор
проверяет чертежи и текстовую документацию.
Затраты времени распределяются по этапам следующим
образом: подготовка исходных данных — 1—2 ч; перфо-
рация — 0,5 ч; расчет на ЭВМ — 0,2 ч; вычерчивание
на чертежном автомате (в зависимости от типа его и сте-
пени использования бланк-чертежей) — 1—3 ч; запол-
нение бланк-чертежей — 1 ч; проверка результатов про-
ектирования — 0,5 ч.
Глава 9
УЗЛЫ И ДЕТАЛИ ОБЩЕГО НАЗНАЧЕНИЯ
БЛОКИ И НАПРАВЛЯЮЩИЕ УЗЛЫ
Государственными стандартами предусмотрены блоки
с направляющими узлами скольжения (табл. 1) и шарико-
выми направляющими узлами (табл. 2). Основные виды
блоков и направляющих узлов показаны на рис. 1 и 2.
1. Виды стандартизованных блоков с литыми плитами
и направляющими узлами скольжения
Исполнение 1 Толщина плит 1 С направляющими втулками С приливами вме- сто направляю- щих втулок Крепление направляю- щих колонок Мате- риал плит— отливка Число и распо- ложение направ- ляющих узлов
нормальная уменьшен- ная в нижней плите встречное два, диаго- нальное два, заднее _ — два, осевое четыре, по углам
1 — - мм ММ Сталь —1 —
Чугун —I—
2 * 1 - — * 1 - ММ Сталь —|—
Чугун --|—
3 — мм - мм Сталь мм ММ — ——
Чугун — м|-в
4 «МВ + Сталь - —1— «в|—
Чугун - мм -
5 — - Сталь ~I— ММ
Чугун мм
Примечание. Знаком + отмечены блоки> предусмотренные
стандартами, указанными в табл. 3.
1
Узлы и детали общего назначения
2. Виды стандартизованных блоков с плитами
из стального литья и шариковыми направляющими узлами
Испол- нение Крепление направ- ляющих колонок Число и расположение направ- ляющих узлов
в нижней плите встреч- ное , два„ диаго- нальное два, осевое четыре, по углам
1 —— —
2 — —1 НН " 1 - — 1
Примечания: 1. Знаком + отмечены виды блоков* пре-
дусмотренные стандартами, указанными в табл. 3.
2. Плиты должны быть подвергнуты термической или другой обра-
ботке для обеспечения стабильности заданных точностных параметров.
3. Номера государственных стандартов на блоки
и литые заготовки (отливки) их плит
Вид блока ГОСТ на блок ГОСТ на заготов- ки нижней и верх- ней плит блока
с направляю- щими узлами скольжения с шариковыми направляю- щими узлами
С двумя направля- ющими узлами:
с диаго- нальным располо- жением с задним располо- жением ГОСТ 13124—83 ГОСТ 13125—83 ГОСТ 14672—83 гост гост гост 13110—83 ♦!; 13111—83 * *2 13112—83
с осевым располо- жением ГОСТ 13126—83 гост 14673—83 гост 13113—83
С четырьмя направ- ляющими узлами ГОСТ 21173—83 гост 14674—83 гост 14677—83
Заготовка нижней плиты.
*2 Заготовка верхней плиты.
Блоки и направляющие узлы
443
Для изготовления блоков с направляющими узлами
скольжения применяют заготовки плит из чугунных или
стальных отливок (табл. 3). Плиты блоков с шариковыми
направляющими узлами преимущественно изготовляют
из стальных отливок или стального проката.
Основные размеры стандартизованных блоков при-
ведены в табл. 4 и 5, размеры втулок направляющих
узлов скольжения—в табл. 6 и 7, размеры колонок
направляющих узлов скольжения — в табл. 8, размеры
шариковых направляющих узлов — в табл. 9 и 10.
Блоки с шариковыми направляющими применяют
в штампах для разделительных операций при двусторон-
нем зазоре между стальными пуансоном и матрицей до
0,026 мм и между твердосплавными — до 0,1 мм.
Стандартизованные блоки изготовляют в соответствии
с нормами точности по ГОСТ 13139—74: с шариковыми
направляющими узлами — по 1-му классу точности; с на-
правляющими узлами скольжения при их диагональном
и осевом расположении и с четырьмя направляющими
узлами — по 2-му и 3-му классам точности, с направляю-
щими скольжения при их заднем расположении — по 3-му
классу точности. Поля допусков диаметров направляю-
щих поверхностей колонок и втулок для блоков с направ-
ляющими узлами скольжения для 2-го класса точности
выполняют по Л5 и /76, для 3-го класса точности —
по А6 и /77.
Шариковые направляющие узлы собирают, обеспе-
чивая натяг между втулкой, колонкой и шариками от
0,006 до 0,015 мм. Втулки шариковых направляющих,
как правило, закрепляют в плитах клеем, состав
которого приведен в табл. 11. Прочность соединения
проверяют приложением в течение 5 мин к каждой
втулке усилия 10 кН, направленного вдоль оси.
Двусторонний зазор между поверхностью отверстия и
втулкой при применении эпоксидного клея, состав ко-
торого указан в табл. 11, должен быть 0,5 мм, при этом
на поверхности отверстия должны быть винтовые канавки
(с правым и левым направлением витков) глубиной 0,3—
0,4 мм с шагом 2,5—3,5 мм. При применении клея другого
типа зазор и требования к поверхности отверстия опре-
деляют в зависимости от технологии сборки направляю-
щих узлов.
444
Узлы ff детали общего назначения
Рис. 1. Стандартизованные направляющие узлы и блоки:
а <— направляющий узел скольжения с гладкой колонкой и втулкой; б направляющий узел скольжения со ступенчатыми
колонкой и втулкой; в — шариковый направляющий узел исполнения 1 (без промежуточной плиты); вид на нижнюю плиту
стандартизованных блоков (план низа) с расположением направляющих узлов; г — диагональным; д — задним; е — осевым;
ж — с четырьмя направляющими узлами (/ — нижняя плита; 2 — гладкая направляющая колонка; 3 — гладкая направ-
ляющая втулка; 4 — верхняя плита; 5 — ступенчатая направляющая колонка исполнения 2, закрепляемая в нижней плите
путем запрессовки; 6 — ступенчатая направляющая колонка исполнения 1 с дополнительным креплением кольцом; 7 —
стопорное пружинное кольцо; 8 — стопорное кольцо; 9 — ступенчатая втулка; 10 — ступенчатая втулка шарикового на-
правляющего узла; 11 — сепаратор; 12 ступенчатая колонка шарикового направляющего узла)
to
4. Основные размеры блоков и направляющих узлов (см. рис. 1)
Размеры, мм
Поряд- ковый номер Лр. п £р. п ^НП ^нп &2 /вт е2 ь2 Is г
Исполнения блоков
1 и 3 21 1 и 3 2
01 63 50 16 14 32 25 « —— «м* 20 16 102,1 80 120 • 22 »
02 80 20 18 40 32 20 126,9 85 150 28 *2
124,9 «Мм»
03 100 32 36 25 Ф1
20 138,6 100' 150
04 80 63
05 100 25 22 45 36 28 *1 32 25 137,5 170 36 *а
143,1 200
06 125
07 160 151,0
20 2 150,0 120 150
08 80 80
09 100 161,6 156,1 170 200
10 125
11 160 32 28 50 40 45 32 40 178,9 166,1 125 250 300 45*®
12 200
Узлы и детали общего назначения
Продолжение табл. 4
t
П гряд- ковый номер ^р. п (Lt) tn • я ^нп d* нп /ig *вт ei «2 L4 Le r
Исполнения блоков
1 и 3 2 1 и 3 2
13 80 100 25 22 45 36 36 28 *х 3 25 —• 172,3 — •Re»» 36
14 100 32 28 50 40 45 32 40 25 196,0 145 200 45
15 125 181,0 220
16 160 32 192 Д 250
17 200 196,0 300
18 250 199,8 340
19 320 ММ* - - 204,9
20 80 125 25 22 45 36 36 28 *1 32 25 205;0 W4F» 36
21 100 32 28 50 40 45 32 * 40 218,2 45
22 125 45 36 32 25 216,5 170 220
23 160 229,8 250
24 200 56 50 50 40 45 223,6 300
Блоки и направляющие узлы
Продолжение табл. .4
Поряд- ковый номер ^р. п (W &р. п ^НЛ ^нп Л1 Лг ^БТ 61 е2 L4 V
Исполнения блоков
1 и 3 2 1 и 3 2
25 250 125 32 28 56 50 50 40 45 32 25 230,4 170 340 — 45
26 320 240,0 420
27 80 160 50 40 45 32 40 25 —- 247,4 ——
28 100 45 36 32 261,5
29 125 250,5
30 160 56 50 50 40 45 40 25 253,8 205 250 250
31 200 249,8 300
32 250 40 36 63 56 56 45 50 286,2 215 360 280 56
33 320 272,0 440
34 400 530
36 125 200 32 28 56 50 50 40 32 — 294,6 —* 45
36 160 300,0
Продолжение табл. 4
Поряд- ковый номер Др. п (Li) 5р. и 4нп ^нп bi /Вт «2 Д2 ^4 Г
Исполнения блоков
1 и 3 2 1 и 3 2
37 200 200 40 36 63 56 56 45 50 40 25 323,1 255 320 320 56
38 250 312,3 360
39 320 63 50 32 330,5 440
40 400 50 45 71 50 347,7 260 530 65
41 500 —— мм — мм. 500
42 125 250 32 28 56 50 50 40 32 358,8 мм —— 45
43 160 40 36 63 56 56 45 40 366,6 56
44 200 369,3
45 /^0 50 45 71 63 50 50 50 32 386,1 310 380 380 65
46 320 384,2 440
47 400 80 71 63 56 56 40 391,9 530
48 500 383,3 630
Блоки и направляющие узлы
Продолжение табл. 4
Поряд- ковый номер ^р. п (Li) вр. п ^нп ^нп Л1 ZBT *1 ег ^2 Ь8 £«4 г
Исполнения блоков
1 и 3 2 1 и 3 2
49 630 250 50 45 80 63 — 50 40 — ——• 750 —— 65
50 160 / 320 40 36 63 56 56 45 40 431,3 — 56
51 200 63 50 458,3
52 250 50 45 71 50 467,3 65
5 320 80 71 63 56 56 40 459,6 380 440 440
54 400 63 50 90 80 486,7 390 560 460 85
55 500 80 63 475 5 650
56 630 — — 493 г0 800
57 200 400 50 45 71 63 56 50 — 565,7 —— 65.
58 250 80 71 63 56 545,5
59 320 63 56 90 80 ММ» 565,8 85
60 400 80 63 562,2 475 560
Узлы и детали общего назначения
Продолжение табл. 4
Поряд- ковый номер ^р. п (Lt) со 43 • я ^нп ^нп Л1 л2 1вт е. е2 5з L6 F
Исполнения блоков
1 и 3 2 1 и 3 2
61 500 400 63 56 90 80 80 63 •— 50 < 559,0 475 — 560 85
62 630 — — 570,6 —
63 500 500 687,4 650
64 630 80 71 100 90 63 67С 100
65 800 695,4
66 630 630 814^ 800
67 800 но 100 826,1
68 1000 —1 1
*х Плиты выполняют без полок.
*2 Для блоков с осевым расположением направляющих узлоа при £р. п = 50 вместо г = 28 мм прини-
мают г= 25 мм: при Вр. п = 63 мм вместо г = 36 мм принимают г = 31.5 мм; при Вр. п =* 80 мм зместо
г = 45 мм принимают г = 40 мм.
Блоки и направляющие узлы
452
Узлы и детали общего назначения
5. Высота пакетов, устанавливаемых в блоки, и соответствующая
длина направляющих колонок и втулок блоков (см. рис. 1)
Высота пакета
Пор яд- Испол- и / W н
новый нение 11 ш 11 ш “кол “ВТ
номер ♦ блока
найм. наиб. найм. наиб.
50 60 — —— 100 50
01 ] 60 70 — . НО
70 80 — — 120
55 65 — 120
02 1 65 75 130
75 85 140
60 75 1, «ни» 120
1 75 90 —— — 140
90 105 — 150
f VJ
ио
60 75 III" НО 63
2 75 90 120
90 105 — — 130
60 75 120
1 75 90 —— — 140
90 105 — — 150
И Л
60 75 — НО
2 75 90 —— 120
90 105 • — 130
70 85 70 120 140
1 и 3 85 100 85 130 150
100 115 100 150 170
05—07
70 85 II- —— 120
2 85 100 - — 130
100 115 . — 150
80
70 85 70 120 140 W
1 и 3 85 100 85 130 150
08; 09 100 115 100 150 170
70 85 «ммв 11—1 120
2 85 100 1 — 130
100 115 —— 150
* Соответствует порядковому номеру по табл. 4.
Блоки и направляющие узлы
453
Продолжение табл. 5
Поряд- ковый номер ♦ Испол- нение блока Высота пакета ^кол ^вт
Нц1
найм наиб. найм. наиб.
80 95 85 130 150
1 И 3 95 НО 95 140 160
110 125 НО 160 180 80
10 80 95 130
2 95 ПО —— —— 140
110 125 1 — 160
80 95 80 145 160
1 и 3 95 НО 100 165 180 100
11; 12 НО 125 НО 175 190
80 95 — —— 140
2 95 НО —— —— 150
110 125 — — 170 •
70 85 70 120 140
1 и 3 85 100 85 130 150 80
13 100 115 100 150 170
70 85 —— . 120
2 85 100 —— 130
100 115 150
80 95 80 145 160
1 и 3 95 НО 100 165 180 100
14; 15 НО 125 НО 175 190
80 95 — 140
2 95 НО 150 80
НО 125 170
90 НО 90 155 170
1 и 3 НО 130 НО 175 190
16—19 130 150 130 195 210 100
90 НО —м жк» 160
2 НО 130 180
130 150 —— 200
80 95 85 130 150
20 1 и 3 95 НО 95 140 160 80
А НО 125 НО 160 180
454
Узлы и детали общего назначения
Продолжение табл. 5
Поряд- ковый Высота пакета
испол- нение н ш Н ш ^кол ^ВТ
номер * блока найм. наиб. найм. наиб.
20 2 80 95 ПО 95 ПО 125 1 1 1 ! 1 1 1 130 140 160 80
21 1 и 3 80 95 ПО 95 НО 125 80 100 ПО 145 165 175 160 • 180 190 100
2 80 95 ПО 95 ПО 125 —— . 1 1 1 140 150 170 80
22; 23 1 и 3 90 ПО 130 НО 130 150 90 ПО 130 155 175 195 170 190 210 100
2 90 НО 130 ПО 130 150 160 180 200
24—26 1 и 3 95 115 135 115 135 155 95 115 135 165 185 195 190 210 220
2 95 115 135 115 135 155 — 170 190 210 100
27 1 и 3 80 95 ПО 95 ПО 125 80 100 ПО 145 165 175 160 180 190
2 80 95 ПО 95 ПО 125 —— —— 140 150 170 80
28* 29 1 и 3 90 ПО 130 ПО 130 150 90 ПО 130 155 175 195 170 190 210 100
2 90 ПО 130 ПО 130 150 — 160 180 200
Блоки и направляющие узлы
455
Продолжение табл. 5
Поряд- ковый Испол- нение Высота пакета
н ш Н г ш #кол ^вт
номер ♦ блока найм. наиб. найм. наиб.
95 115 95 165 190
1 и 3 115 135 115 185 210
30; 31 135 155 135 195 220 гоо
95 115 мм ММ 170
2 115 135 мм мм 190
135 155 мм мм 210
100 125 100 _ 170
1 и 3 125 150 125 190 220
32—34 150 175 140 210 240 110
100 125 1 •м 190
2 125 150 мм мм 210
150 175 мм мм 240
95 115 мм 1 190
1 115 135 мм мм 210
35; 36 135 155 мм МММ 220 100
95 115 мм мм 170
2 115 135 мм мм 190
135 155 мм мм 210
100 125 100 170 200
1 и 3 125 150 125 190 220
37; 38 150 175 140 210 240 110
100 125 МИМ мм 190
2 125 150 мм мм 210
150 175 мм мм 240
ПО 135 по 195 210
1 и 3 135 160 140 225 240
160 185 160 245 260
39 ПО 135 мм* мм 200
2 135 160 мм мм 220 125
160 185 мм мм 240
ПО 135 но 195 220
40; 41 I и 3 135 160 135 215 240
160 185 160 235 260
456
Узлы и детали общего назначения
Продолжение табл. 5
Поряд- ковый Высота пакета
испол- нение н ш И ш Н кол Л7Вт
номер * блока найм наиб. найм. наиб
40 2 ПО 135 160 135 160 185 - — —— 210 220 260 125
42 1 95 115 135 115 135 155 — 190 210 220 100
2 95 115 135 115 135 155 170 190 210
43; 44 1 100 125 150 125 150 175 1 200 220 240 ПО
2 100 125 150 125 150 175 — 190 210 240
45; 46 1 и 3 НО 135 160 135 160 185 по 135 160 195 215 235 220 240 260 125
2 110 135 160 135 160 185 — 210 220 260
47; 48 1 и 3 120 150 180 150 180 210 120 160 180 205 245 265 240 280 300
47 2 120 150 180 150 180 210 —— 220 260 280 140
49 1 120 150 180 150 180 210 «м* 240 280 300
50 1 100 125 150 125 150 175 200 220 240 ПО
Блоки и направляющие узлы
467
Продолжение табл. 5
Поряд- ковый номер ♦ Испол- нение блока Высота пакета ^кол Явт
найм. наиб. найм. наиб.
50 2 100 125 150 125 150 175 —— 190 210 240 по
51 1 НО 135 160 135 160 185 1 1 1 —— 210 240 260 125
2 НО 135 160 135 160 185 —— мм 200 220 240
52 1 НО 135 160 135 160 185 — —— 220 240 260
2 ПО 135 160 135 160 185 —— 210 220 260
53 1 и 3 120 150 180 150 180 210 120 160 180 205 245 265 240 280 300 140
2 120 150 180 150 180 210 — 220 260 280
54 1 120 150 180 150 180 210 ——> 260 300 320
2 120 150 180 150 180 210 —— — 220 260 280
55; 56 1 130 160 190 160 190 220 — 280 300 340
55 2 130 160 190 160 190 220 260 280 300
458
Узлб/ и детали общего назначения
Продолжение табл. 5
Поряд- ковый номер ♦ Испол- нение блока Высота пакета ^кол ^вт
найм. наиб. найм. наиб.
57 1 НО 135 160 135 160 185 Ч«— 220 240 260 • 125
2 НО 135 160 135 160 185 — " — 210 220 260
58 1 120 150 180 150 180 210 " 11 _ —— 240 280 300
2 120 150 180 150 180 210 . *— —• 220 260 280
59 1 120 150 180 150 180 210 •— " — 260 300 320 140
60—62 1 130 160 190 160 190 220 — 280 300 340
60; 61 2 130 , 160 190 160 190 220 —-- 260 280 300
63 1 130 160 190 160 190 220 ——• 280 300 340
64 1 130 160 190 160 190 220 ——• 300 320 360
65 1 140 170 200 170 200 230 — — 300 340 360 160
66 1 140 170 200 170 200 230 — — 300 340 360
67; 68 1 140 170 200 170 200 230 — — 320 360 380 180
Блоки и направляющие узлы
459
6. Диаметры гладких (по ГОСТ 13120—83) и ступенчатых
(по ГОСТ 13121—83) втулок направляющих узлов скольжения
(см. рис. 1)
^нп DBt DBT ^нп D ВТ ЛВт ^нп ЛВт ^нп ЛВт _ * £>вт
12 20 24 22 34 38 40 56 60 71 95 100
14 22 25 25 38 42 45 60 65 80 105 по
16 26 30 28 42 45 50 67 71 90 Т20 125
18 28 32 32 45 50 56 75 80 100 130 135
20 30 34 36 50 56 63 85 90 125 160 170
Примечания: 1. Втулки по ГОСТ 13120—83 применяют при
< 80 мм.
2. Для втулок, закрепляемых при помощи клея, DBT выполнять
с полем допуска по all.
3. Материал — сталь 20, цементация на глубину 0,8—1,0 мм,
твердость 55—59 HRCQ.
7. Основные размеры гладких (по ГОСТ 13120—83)
и ступенчатых (по ГОСТ 13121—83) втулок
направляющих узлов скольжения (см. рис. 1)
Размеры, мм
/7Вт ^вт/^р ПРИ ^нп
12 14; 16 18; 20 22; 25 28; 32 36; 40 45; 50
25 12/4 12/4 12/4 12/4 ' 12/4 —
16/4 16/4
16/4 18/4 16/4 16/4
22/4 18/4
32 12/8 16/8 16/8 18/8 16/8
16/8 18/8 18/8 22/8 18/8
40 12/8 18/8 22/8 22/8 28/8 20/8 20/8
22/8 25/8 25/8
16/8 32/8 25/8 25/8
25/8 28/8 28/8
460
Узлы и детали общего назначения
Продолжение табл. 7
Нвт <вт/;р при dHn
12 14; 1b 1 20 .22; 25 28; 32 36; 40 45; 50
50 — 18/20 22/24 25/27 20/22 20/10 20/10
25/27 28/10 28/16
22/24 32/16
28/10 32/10 25/10 25/10
25/27 36/16
32/10 36/10
40/16
63 18/20 22/24 25/27 28/16 40/16
25/27 28/10 32/16
22/24 45/16
28/10 32/10 36/16
25/27
40/16
50/16
32/10 36/10
45/16
80 25/27 25/27 28/30 40/42 45/20
32/34
28/30 45/20 50/20
28/30 36/38
40/42
32/34 50/20 56/20
32/34 45/20
36/38 56/20 63/20
50/20
явт ^вт/^р ПРИ ^нп
22; 25 28; 32 36: 40 45; 50 56; 63 71; 80 .90; 100 125
100 32/34 32/34 40/42 45/47 50/20 — —
36/38
36/38 45/47 50/52 56/20
40/42
50/52 56/20 63/20
45/47
40/42
50/52 56/20 63/20 71/20
Блоки и направляющие узлы
461
Продолжение табл. 7
^вт ^вт/^р ПРИ ^нп
22; 23 28; 32 ЗС; 4Q 45; 50 56; 63 71; 80 90; 100 125
по — 36/38 40/42 50/52 50/52 —- ' «
40/42 45/47 56/20 56/20
45/47 50/52 63/20 63/20
50/52 56/20 71/20 71/20
125 — 40/42 45/47 50/52 80/25
50/52 56/58
45/47 90/25
56/58 63/25
50/52
63/25 71/25
100/25
56/58 71/25 80/25
140 — 50/52 50/52 50/52 80/25 95/30
56/58
56/58
63/65 90/25
56/58 63/65 71/73 120/30
80/25 100/25
71/73
90/25
160 56/58 71/73 80/82 95/30 95/30
63/65 80/82 90/30
120/30 120/30
71/73 90/92 100/30 «
180 80/82 80/82 95/30 95/30
90/92
90/92 120/30 120/30
100/30
200 95/97 95/40
120/40 120/40
Блоки и направляющие узлы 463
9. Основные размеры шариковых направляющих узлов
по ГОСТ 14676—83 для блоков без промежуточной плиты
(см. рис. 1)
Размеры, мм
^нп dBT DBT г ^ВТ ^кол ^кол ^вт ^вт ^сеп
14; 16 20; 22 27,5; 29,5 32; 34 НО; 120; 130 32 63 25 56
18; 20 24; 26 31,5; 35,5 38; 42 130; 140; 150; 160; 170 40 63 28; 32 56
80 32 71
22; 25 28; 31 37,5; 41,5 42; 45 140; 150; 160 40 63 32; 36 56
80 36 71
45 32
170; 180 45 63 32; 40 56
80 71
100 40 90
28; 32 34; 38 44,5; 49,5 50; 56 170; 180; 190; 200; 210; 220; 240 45 80 36; 40 71
100 36 90
190; 200; 210; 220; 240 45 100 40 90
50 80 40; 45 71
100 90
160; 170; 180 50 100 40 90
180; 190; 200; 210; 22Q; 240; 260 56 80 45; 50 71
100 90
464
Узлы и детали общего назначения
Продолжение габл. 9
^нп ^вт ^Ьт ^КОЛ ^кол Wbt ^сеи
36; 40 44; 48 59,5; 62,5 67; 71 190; 200; 210; 220; 240; 260; 280 63 80 so 71
100 50; 56. 90
ПО 100
125 ПО
45; 50 63; 58 70,5; 74,5 75; 80 210; 220; 240; 260; 280; 300 71 80 50; 56 71
100 50; 56 63 90
ПО 100
125 ПО
220; 240; 260; 280; 300; 320 80 ПО 56; 63 100
125 56; 63 71 ПО
140 120
56; 63 66; 73 79,5; 94,5 85; 100 260; 280; 300; 320; 340; 360; 380; 400; 420 90 125 71; 80 НО
140 120
280; 300; 320; 340; 360; 380; 400; 420; 450 100 140 80; 90 120
160 140
Блоки и направляющие узлы
465
10. Основные размеры шариковых направляющих узлов
по ГОСТ 14676—83 для блоков с промежуточной плитой
(см. рис. 2)
Размеры, мм
и к 4з ь CQ 43 « < ю Q ч о £ ас ч о « ас й <и « « ас и ф ч О Наиболь- ший ход
14; 16 20; 22 27,5; 29,5 32; 34 ПО; 120; 130 32 63 25 56 25 12 26 12
18; 20 24; 26 31,5; 35,5 38; 42 130; 140; 150; 160; 170 40 63 28; 32 56 25 12; 18 26 12
80 32 71
22; 25 28; 31 37,5; 41,5 42; 45 150; 160 40 63 32; 36 56 25 12; 18 26 12
80 36 71
45 32
170; 180 45 63 80 32; 40 56 71 25 12; 18 26 12
100 40 90
28; 32 34; 38 44,5; 49,5 50; 56 190; 200; 210; 220; 240 50 80 40; 45 71 25 12; 16 26 12
32 32 25
180; 190; 200; 210; 220; 240; 260 56 80 100 45; 50 71 90 32 16 32 25
80 100 71 90 40 20 40 36
16 В. Л. Марченко и др
466
Узлы и детали общего назначения
Продолжение табл. 10
в к 43 н п 43 в п Q * в Q ч о ч о н п £ А к а> ч П £ н ч^я К <D ч О Наиболь- . ший ход
36; 40 44; 48 59,5; 62,5 67; 71 220; 240; 260; 280 63 80 50 71 40 20; 32 40 32
100 НО 50; 56 90 100
125 56 НО
45; 50 53; 58 70,5; 74,5 75; 80 240; 260; 280; 300 71 80 50; 56 71 40 20; 32 40 32
100 по 125 50; 56; 63 90 100 но
80 50; 56 71 50 50 40
100 ПО 125 50; 56; 63 90 100 ПО 50
280; 300; 320 80 НО 56; 63 100 40 25; 32 40 32
125 140 56; 63; 71 НО 120
125 140 63; 71 ПО 120 50 32; 40 50 50
56; 63 66; 73 79,5; 94,5 85; 100 300; 320; 340; 360; 380; 400; 420 90 125 140 71; 80 ИО 120 63 40; 50 63 67
320; 340; 360; 380; 400; 420; 450 100 140 160 80; 90 120 140 63 40; 50 63 67
Примечание* Материал направляющей втулки и колонки —
рталъ ШХ15, твердбсть 61—65 НЯСЪ. _______________
Детали и узлы общего назначения
467
11. Состав клея для крепления втулок
Наименование компонентов Содержание компонен- тов в клее (массовые доли), % на основе смолы Наименование компонентов Содержание компонен- тов в идее (массовые доли), % на основе СМОЛЫ
ЭД-16 ЭД-20 ЭД-16 ЭД-20
Смола эпоксид- 42 44 Полиэтилен-по- 6 7
но-диановая неот- вержденная по ГОСТ 10587—84 Дибутилфталат 10 5 лиамин Цемент глинозем- ный марки 400 по ГОСТ 969—77 42 44
Примечание. Могут применяться другие типы клея с проч-
ностными свойствами не ниже указанных.
в контакте с втулкой и колонкой должно находиться не
менее трех рядов шариков. Для предотвращения сползания
сепаратора его подпирают пружиной.
При проектировании нестандартизованных блоков
слитыми плитами или плитами из сортового проката сле-
дует в части размеров направляющих узлов и их разме-
щения руководствоваться данными и рекомендациями,
приведенными выше для стандартизованных блоков.
ПРОЧИЕ УЗЛЫ И ДЕТАЛИ ОБЩЕГО НАЗНАЧЕНИЯ
Из деталей и узлов общего назначения, наряду с бло-
ками и направляющими наиболее распространенными
являются хвостовики штампов. Государственными стан-
дартами предусмотрено пять основных видов хвостовиков:
с буртиком (рис. 3, а), с резьбой (рис. 3, б), с резьбой
и буртиком (рис. 3, в), с фланцем (рис. 3, г) и плавающий
(рис. 3, д).
Хвостовики с буртиком, с резьбой, с резьбой и бурти-
ком и фланцем изготовляют двух исполнений: без централь-
ного отверстия и с центральным отверстием диаметров do
для размещения толкателя. Плавающие хвостовики из-
готовляют трех исполнений: без центрального отверстия,
с центральным отверстием диаметром dQ и с центральным
16*
468
Узлы и детали общего назначения
Рис. 8. Хвостовики штампов (см. табл. 12)»
1 — хвостовик; 2, 5, 8 *— штифт; 3, 4t 6t 7 =» винт; 9 * подпятник; 10 » верх
ня я плитд блока; 11 фланец.
Узлы и детали общего назначения
469
отверстием, заканчивающимся в верхней части цековкой
под головку толкателя.
Торец А хвостовика (рис. 3) должен быть в одной пло-
скости с поверхностью Б верхней плиты. Поверхность В
буртика хвостовика не должна выступать относительно
поверхности Г верхней плиты штампа.
Размеры перечисленных видов и исполнений хвостови-
ков приведены в табл. 12.
Плавающие хвостовики рекомендуется применять для
разделительных штампов с несмещенным относительно
оси штампа центром давления, при двустороннем зазоре
между пуансоном и матрицей до 0,1 мм.
12. Основные размеры стандартизованных хвостовиков штампов
Размеры, мм
^хв * Хвостовики с резьбой и бур- т.л^?°?1???ки„с.бУрТИК0М п,° X тиком по ГОСТ 16717-71» ГОСТ 16715—71 (см. рис. 3, о) (см. рис. 3, в) Хвостовики с резьбой по ГОСТ 16716—71* (см. рис. 3, б)
^хв ^хв Dr Dt ^хв ^хв DP ^хв
ZXB ^хв ^хв
20 8,5 50 . 56 . 63 20 ’ 25 ’ 32 5 22 28 50 . 56 20 ’ 25 4 М20Х1,5 Ml 6X1,5 59 . 56 20 ’ 25
25 10,5 60 • 67 > 75 20 ’ 25 ’ 32 28 36 60 67 20 ’ 25 М20Х 1,5 60 . 67 . 75 20 ’ 25 ’ 32
32 13 71 . 75 . 85 • 20 ’ 25 ’ 32 ’ 90 40 34 42 71 . 85 20 ’ 32 М20Х1,5 71 . 75 . 85 20 ’ 25 ’ 32
40 80 . 90 , 95 . 25 ’ 32 ’ 40 ’ 105 50 6 42 50 80 . 90 25 ’ 32 5 М30Х2 80 . 90 . 95 25 ’ 32 ’ 40
50 17 100 . 105 . 53 63 100 . 115 32 ’ 50 М42ХЗ 100 105 • •
32 ’ 40 ’ 115 . 125 32 ’ 40 ’ 115
50 ’ 60 50
Продолжение табл. 12
^хв Хвостовики с буртиком по ГОСТ 16715 — 71* (см. рис. 3, а) Хвостовики с резьбой и бур- тиком по ГОСТ 16717—71* (см. рис. 3, в) Хвостовики с резьбой по ГОСТ 16716 — 71* (см. рис. 3, б)
^хв ^хв D1 d2 ^хв ^хв Dp ^хв
^хв ^хв ^хв
60 21 110 120 • • 8 63 71 ПО . 130 40 ’ 60 6 М42ХЗ НО . 120
40 ’ 50 ’ 130 140 • 40 ’ 50 ’ 130
60 ’ 70 60
75 130 140 • • 10 80 90 130 . 160 50 ’ 180 М42ХЗ 130 140 • •
50 ’ 60 ’ 160 . 180 50 ’ 60 ’ 160
80 ’ 100 80
4хв 4© Хвостовики с фланцем по ГОСТ 167Г8 — 71* (см. рис. 3, г) Хвостовики плавающие по ГОСТ 16719—71 *! (см. рис. 3, д)
0 X •е 0 X Винт ♦1 по ГОСТ 11738—72 Щтифт (2 шт.) по ГОСТ 3128—70 ’G* «гфо // ю X *4 оэ X •е о * X 1 Винт ♦1 по ГОСТ 11738—72 Штифт (2 шт.) по ГОСТ 3128—70
20 8,5 1 50 34 10 40 Мб—QgX 14.88 - бтбХ 18 80 63 46,5 12 14,5 Мб—6^Х 16.88 6тбх 25
Узлы и детали общего назначения
Продолжение табл. 12
^хв ^0 Хвостовики с фланцем по ГОСТ 16718—71* (см. рис. 3, г) Хвостовики плавающие по ГОСТ 16719 — 71 #1 (см. рис. 3, д)
ч Q ч Q 0 к •е 0 X Винт ♦! ПО ГОСТ 11738—72 Штифт (2 шт.) по ГОСТ 3128—70 ч ’О* ч ’О’ 0 X -4 0 X 0 ч X Винт ♦* по ГОСТ 11738-72 Штифт (2 шт.) по ГОСТ 3128—70
25 10,5 56 40 10 50 Мб—6g х 14.88 6/и6х 18 100 80 62 16 19 М8—6gX 20.88 6/п6Х 25
32 13 80 56 16 67 М10—6gX20.88 8тбХ 25 но 90 69
40 90 65 20 75 M12—6gX 25.88 ЮтбХЗО 125 102 77 20 23 М10—6^X20.88 8тбХ 32
50 17 100 75 85 М12—6gX30.88 140 115 87 M10—6gX 25.88
60 21 110 85 90 160 135 98 25 М10—6gX30.88 8тбХ 40
75 125 100 100 180 155 108
При dXB 40 мм — 4 шт., при </хв > 40 мм — 6 шт.
Узлы и детали общего назначения
473
13. Основные размеры ступенчатых винтов по
ГОСТ 18786—80 и ГОСТ 18787—80
Размеры, мм
Допускаемая нагрузка, Н 3Ст /1 1 г — ^гол ч о (и Q
с шести- гранным углублением/ под ключ со шлицом с шести- гранным углублением под ключ со -шлицом с шести- гранным углублением под ключ со шлицом
600 М4 7,1 6 ' 20—60 —1 4 11
1500 Мб 9 8; 12 8 20—60 20—80 6 5 13
2500 М8 12 Ю; 14 10 20—100 20—100 8 6 18
4000 М10 14 14; 18 14 20—120 20—125 10 8 20
6500 М12 16 16; 20 - |< 30—130 10 —— 22
8500 М14 20 18; 24 - |< 40—140 — 12 ' 28
1200 М16 22 20; 28 40—150 — 14 ' 30
1900 М20 26 25; 34 45—200 «ММ 18 — 36
2700 М24 32 30; 40 — 50—220 1 — 20 —— 42
Примечания: 1. Винты с шестигранным углублением под
ключ, предусмотрены от Мб до М24, со шлицом от М4 до М10.
2. Материал винтов — сталь 45, твердость стержня 34—3/
головки 42—47 HRC3.
474
Узлы и детали общего назначения
Примечания: 1. Для исполнения 2 принимаются во вни-
мание только размеры dT и LT".
2. Материал толкателя — сталь 45, 42—47 HRC3.
Узлы и детали общего назначения
475
15. Размеры грибковых толкателей по ГОСТ 18784—80
£-----------------------------------------------------
Эскиз
6 8 4,0 12—40 2 0,6
10 12 5,0 16—71 3 0,6
16 18 6,3 18—90 3 1,0
20 22 25 8,0 20—110 4 1,6
28 10,0 25—125 5 1,6
Примечание. Материал — сталь 45, 37—42 Я7?СЭ.
16. Размеры ножей для разрезки отхода по ГОСТ 18734—80
Размеры, мм
Эскиз
«и Лн вн
14 8 22 10 13
16 10 22; 12; 15
25 14
20 12 28; 14; 18
32 18
36 18
40 22
25 16 45 25; 22
28
50 32
56 36
63 40
56 32
63 36
32 20 71 40 30
75 45
Примечание. Материал ножа — сталь У8А или У10А,
55—59 HRCq.
476
Узлы и детали общего назначения
17. Размеры прямоугольных ножей для разрезки отхода
но ГОСТ 18735—80
Размеры, мм
В 4 . ) hn при Нн
32 36 40 45 50
32 60 16 16 16 «ММ
36 71 —— 18 18 18 18
Примечания: 1. Для Вн = 32 мм /н = 40 мм; для Вн «
== 36 мм /н = 45 мм.
2. Для Вн = 32 мм е = 13 мм; для Вн = 36 мм е = 16 мм.
3. Нож крепят к плите: при Вн = 32 мм — винтом М10 и штиф-
тами диаметром 6 мм; при Вн = 36 мм — винтом М12 и штифтами диа-
метром 8 мм.
4. Материал упора — сталь У8А или У10А, 55—59 HRC$.
При эксплуатации штампа с креплением его верхней
части только хвостовиком выход направляющих колонок
из втулок не допускается. Плавающие хвостовики ре-
комендуется осматривать через каждые 100 тыс. ударов
пресса, проверять их работоспособность, очищать от грязи
и смазывать смазочным материалом УС-2 по
ГОСТ 1033—79.
Кроме перечисленных выше, предусмотрены хвосто*
вики с отверстием под пуансон (по ГОСТ 16720—80) и
вильчатые (по ГОСТ 16721—80).
Узлы и детали общего назначения
477
Наряду со стандартизованными хвостовиками в обос-
нованных случаях для крепления штампов на прессах
применяют перемещающиеся узлы крепления (см. гл. 7)
и хвостовики специальных конструкций.
Из других деталей общего назначения в табл. 13 при-
ведены ступенчатые винты, толкатели и ножи для раз-
резки отходов.
Детали и узлы общего назначения, наиболее широко
применяемые в штампах для разделительных операций,
приведены в гл. 2.
ПРИЛОЖЕНИЕ
1. МЕХАНИЧЕСКИЕ СВОЙСТВА ЛИСТОВОЙ
И РУЛОННОЙ СТАЛИ*1
Марка ав аср
МПа
^10> %
Сталь по ГОСТ 9045—80
08Ю 323 258 46
08кп 363 Сталь по ГОСТ. 280 ’ 4041—71* 34
08кп 380 250 30
Юки 420 270 28
15 450 320 26
20 450 320 26
25 500 360 24
30 600 430 21
35 650 460 18
40 670 Сталь по ГОСТ 490 16523—70* 17
40 568 490 17
45 598 520 15
50 627 540 13
55 647 557 «мт
58 60 598 520
676 582
СтО 270 1 1
Ст2кп 420 360 26
СтЗкп 470 400 21
Ст4кп 520 450 19
Qr5nc 640 550 15
Стбпс Св. 600 Сталь по ГОСТ и ГОСТ 1Г Св. 520 1 11268—76 269—76 и
25ХГСА 700 600 17
ЗОХГСА 750 640 16
12Х2НМФА 750 640 11
23Х2НВФА 800 720 15
Приложение
479
Продолжение табл. 1
Марка
аср
МПа
б10, %
Сталь по ГОСТ 1542—71 в отожженном состоянии
60Г 800 680 14
65Г 850 720 12
70Г 900 760 10
25ХГСА 700 600 15
ЗОХГСА 750 640 16
Сталь по ГОСТ 5582—75 после умягчающей
термообработки
20X13 500 430 20 *3
40X13 560 480 15 *?
08X13 400 340 21 *«
12X18Н9 550 470 35 ♦?
08Х18Н10 520 440 45 *ъ.
08Х18Н10Т 520 440 40 *2
Сталь по ГОСТ 5582—75 в нагартованном состоянии
12Х18Н9 1250 1000 13 *2
08Х18Н10 950 810 10 *3
12Х18Н10Т 750 635 25 *3
Сталь электротехническая с химическим
составом по ГОСТ 21427.0—75
3411 (9310)
2011 (90100)
1211 (ЭН)
3421 (9340)
400 340 16 *3
600 430 30 *3
400 340 16 *з
400 340 16 *з
Лента по ГОСТ 21996—76 из сталей марок 50,
60, У7А—У12А, 70, 657, 60С2А и др.
Группа прочности: Ш 1600 1200 3,0
2П 1900 1500 2,5
ЗП Св. 1900 Св. 1500 2,0
Лента по ГОСТ 2283—79 в отожженном состоянии
50Г 750 650 10 *3
У7А 750 650 10 *3
У12А
У13А 900 770
60Г 750 680 10 *3
65Г 750 720 10 *3
85 750 650 Ю *з
60С2А 900 780 8*з
480
Приложение
Продолжение табл. 1
Марка % °СР ^10» %
м Па
Х6ВФ 900 780 1
Р9 900 780 —
*х В таблице приведены наибольшие значения ав и аср и наимень-
шие значения 610. Значения оср приведены для вырубки (пробивки)
в штампах с нормальным зазором между пуансоном и матрицей.
Приведены значения 65. *3 Приведены значения
2. МЕХАНИЧЕСКИЕ СВОЙСТВА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Марка °в аср 6, %
МПа
Листы, полосы и ленты из меди
Ml—М3 в твердом состоянии 294 260 3
То же, в мягком состоянии 196 180 30
Листы, полосы и ленты из мягкой латуни
Л 90 340 296 35
Л85 350 302 38
Л 80 370 322 40
Л 68 370 322 42
Л63 400 350 38
ЛС59-1 470 410 25
ЛМц58—2 470 410 30
Листы, полосы и ленты из твердой латуни
Л90 350 300
Л 85 390 340
Л 80 390 340 3
Л 68 540 470 10
ЛбЗ 630 550 4
ЛС69-1 610 530 5
Полосы и ленты из твердой бронзы
БрКМцЗ-1 БрОЦОЦГб 770 539 600 440 5
> сх сх 930 800 550 650 3
БрОФб,6-0,15 760 610 3
Приложение
481
Продолжение табл. 2
Марка
ав аср
МПа
6, %
Полосы и ленты из мягкой бронзы
БрКМцЗ-1 360 300 28
БрОЦС4-2,5 294 240 35
БрБ2 590 500 30
БрА7 600 480 5
БрОФ6,5-0,15 300 240 35
Полосы из молибдена
М4 | 784 | 630 2
Полосы и ленты из твердых медноникелевых сплавов
Мельхиор МНЮ Нейзильбер МНЦ15-20 Монель НМЖМц28-2,5-1,5 400 700 580 340 610 510 3 2 6,5
Никель и никелевые сплавы
НП1—НП4 и др. 540 460 | 2
Листы и ленты из алюминия и алюминиевых сплавов
в отожженном состоянии
А7М—А5М 59 .47 20
АМЦМ 88 70 18
АМЦСМ 90 72 20
Д12М 160 128 14
АМг2М 167 133 16
АМг5М 275 220 15
АВМ 147 118 15
Д1АМ 235 200 12
Д16АМ 235 200 10
В95-2БМ 245 196 10
Листы и ленты из алюминия и алюминиевых сплавов
в нагартованном состоянии
А7Н—А5Н 147 118 3
АМЦН 186 149 1
АМЦСМ 190 152 2
АМг2Н 264 211 3
АМгбН 372 298 6
Листы из магниевых сплавов
МА2-1 260 208 8
МА8 230 185 6
МА 15 260 210 4
482 Приложение t В-
Продолжение табл. 2
ст ж
Марка в ср о, % -i
МПа
Листы из титана и титановых сплавов
ВТ 1-00 300 240 20 £
ВТ1-0 380 305 20
ОТ4-0 480 385 20
ОТ4 700 600 10 1. '
ВТ6 900 770 8
ВТ14 1200 950 4
ВТ20 950 800 8
Прочие цветные металлы и сплавы
Цинк 230 200 36
Свинец 40 30 50
Ковар 600 520 35
Пермалой 700 600 30 r i
Нихром 800 700 35
Ферроникель 750 640 30
Константан 650 600 —-
3. СОПРОТИВЛЕНИЕ СРЕЗУ НЕМЕТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ ПРИ ШТАМПОВКЕ СДВИГОМ
Материал аСр’ МПа Материал аср МГк
Кожа мягкая 7 Полиэтилен 40
Фанера 20 Кожа дубленая 50
Эбонит 30 Целлулоид 60
Клингерит 40 Картон коробочный 60
Бумага 40 Бакелит 70
Резина 80 Картон асбестовый 120
Винипласт 80 Стеклотекстолит 150
Электропрессшпан 80 Фибра 170
Оргстекло 90 Текстолит 180
Миканит 100 Тетинакс 200
Слюда 100
4. ГЛУБИНА СФЕРИЧЕСКОЙ ЛУНКИ ПРИ ИСПЫТАНИИ ЛИСТОВОЙ СТАЛИ ПО ЭРИКСЕНУ
Размеры, мм
Глубина h$ лунки при толщине материала
Сталь 0,5 0,7 0,8 * 0,9 1,0 1,2 1,5 1,8 1,9 2*0
По ГОСТ 9045—80 категорий вытяжки: ВОСВ 9,7 10,4 10,7 11,о 11,2 Н,6 12,0 12,3 12,4 12,5
ОСВ 9,4 10,2 10,6 10,9 11,1 11,5 11,9 12,2 12,3 12,4
СВ 9,2 10,0 10,4 10,6 10,8 11,2 11,6 12,0 12,1 12,2
вг 9,0 9,7 10,0 10,3 10,5 11,0 11,5 Н,9 12,0 12,1
Глубокой вытяжки по ГОСТ 16523—70*: категории 5 марок 08кп и Юкп 8,4 9,2 9,5 9,9 10,1 10,6 11,2 11,7 11,8 11,9
то же, других марок 8,0 8,6 8,8 9,0 9,2 9,9 *- *— —- «—-
категории 1 всех марок 8,0 8,9 9,3 9,6 10,2 11,0 11,4 11,6 11,8
Нормальной вытяжки по ГОСТ 16523—70*: 11,8
категории 5 марок 08кп; 08пс и Юкп 8,0 8,9 9,3 9,6 9,9 10,4 11,0 11,5 11,7
то же, марок 08; Юпс; 10; Юкп; 15пс; 7,6 8,0 .8,4 8,6 •И I"1! «ЧММ** 8,2
15; 20кп; 20пс; 20
то же, марок Ст1кп; Ст1пс; Orlen 6,9 7,5 8,2 8,4 8,8 9,2 9,6 9,7 9,9 7,8
категории 1 всех марок 6,9 7,5 8,2 8,4 8,8 9,2 9,6 9,7 9,9 7,8
08кп по ГОСТ 24244—80 9,5 10,0 10,3 10,5 н,о 11,5 11,9 12,0 12,1 10,2
25ХГСА; 12Х2НВФА; 12Х2НМФА 7,0 7,6 8,0 8,2 — — 7,8
Продолжение табл. 4
00
Глубина Лэ лунки при толщине материала
Сталь 0,5 0,7 0,8 0,9 1,0 1,2 1,5 1,8 1,9 2,0
10Г2; 12Г2 6,8 7,5 8,3 8,5 — - - - - — 8,0
16Г2; 25ХГСА 6,6 7,2 7,7 8,0 — — 7,5
ЗОХГСА 6,5 7,0 7,5 7,7 «амк —— 7,2
03Х18Н12-ВИ 9,6 10,0 — - " ——
5. ГЛУБИНА СФЕРИЧЕСКОЙ ЛУНКИ ПРИ ИСПЫТАНИИ ПО ЭРИКСЕНУ ЛЕНТЫ ПО ГОСТ 503—81
ИЗ СТАЛЕЙ 08кп, 08пс, Юкп, Юпс и 10
Размеры, мм
Приложение
Ширина ленты Состояние материала Глубина Лэ лунки при толщине материала
0,2 —0,3 0,3 —0,4 0,5 —0,7 0,8—1,0 1,2 —1,5 1,6 —2,0
90 ОМ 7,7-8,1 8,3—8,9 9,0—9,4 9,6—10,1 10,5—11,0 11,2—11,7
м 7,0-7,4 7,6—8,0 8,1—8,6 8,9—9,3 9,7—10,3 10,5—11,0
90—55 ом 5,3—5,6 5,7-6,1 6,3—6,8 7,0—7,4 7,8—8,5
м 4,4—4,7 4,9—5,3 5,4—5,8 6,0—6,5 6,8—7,5
Примечание.
По мере уменьшения ширины размеры пуансона и
матрицы для испытания уменьшаются.
Приложение
485
6. ГЛУБИНА СФЕРИЧЕСКОЙ ЛУНКИ ПРИ ИСПЫТАНИИ
ПО ЭРИКСЕНУ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
(СОСТОЯНИЕ МАТЕРИАЛА—МЯГКИЙ)
Размеры, мм
Глубина hg лупки при толщине материала
Матерна 0,14 — 0,16 0,1 0,28 0,30-* 0,55 0,60— 1,1 1,2—» 1,6 1,7»^* 2,0
Медная лента Латунная лента марок: 7,5 8,0 8,5 9,5 10,0 ««
Л 90 7,0 7—9,5 7—9,5 «и»
Л80 8,0 — — —» «мм» —
Л68 8,0 9,0 10,0- 11,0 11,5 12,0 12,5
Л63 Бронзовая лента марок: 7,5 8,0 9,5 10,0 10,5 п,о
БрБ2; БрБНТ1,9 8,0 8,0 — » —•
Никель 8,5 8,5 8,5 8,5 8,5 8,5
Молибден 3,0 3,0 4,0 4,0
7. ФОРМУЛЫ ДЛЯ РАСЧЕТА ОБЪЕМА V
И БОКОВОЙ ПЛОЩАДИ Гб ПОВЕРХНОСТИ
ЦИЛИНДРИЧЕСКИХ И КОНИЧЕСКИХ ТЕЛ ВРАЩЕНИЯ
Тела
вращения
Эскиз
Цилиндр
Полый
цилиндр
486
Приложение
Продолжение табл. 7
СПИСОК ЛИТЕРАТУРЫ
1. Автоматизация проектно-конструкторских работ и технологи*
ческой подготовки производства в машиностроении/Под ред. О. И. Се-
менкова. В 2-х т. Том 2. Минск. Вышейшая школа. 1977. 334 с.
2. Акастелова Н. А., Вдовин С. И., Щуп ля к Г. И. Расчет на ЭВМ
раскроя листового материала при вырубке деталей из полосы//Кузнеч-
но-штамповочное производство. 1983. № 4. С. 18—19.
3. Арефин Ю. И., Швайнштейн И. С. Прогрессивная штамповоч-
ная оснастка. Л., Лениздат, 1982. 111 с.
4. Белякова Л. Б., Рябина Н. О. Проектирование на ЭВМ опти*
мального раскроя заготовок при листовой штамповке сложных форм.//
Кузнечно-штамповочное производство. 1977. № 11. С. 25—29.
5. Боярский М. Д., Марченко В. Л., Поволоцкий Г. Ю. Изготов-
ление деталей из стальных тонкостенных труб//Кузнечно-штамповоч-
ное производство. 1979. № 3. С. 15—18.
6. Беренфельд В. В. Изготовление штампов. М., Машиностроение*
1984. 101 с.
7. Вишневский Н. С., Неугомонов Ю. Н., Мазитов В. В. Опыт
внедрения чистовой вырубки прецизионных деталей оптических при-
боров//Кузнечно-штамповочное производство. 1984. № 1. С. 37—40.
8. Геллер Ю. А. Инструментальные стали. М., Металлургия*
1975. 584 с.
9. Горбенко И. И., Юдович С. 3., Тимошенко В. А. Оптимизация
процесса вырубки асимметричных деталей рифлеными пуансонами//
Кузнечно-штамповочное производство. 1985. № 7. С. 14—15.
10. Гривачевский А. Г. Автоматизация проектирования процесссв
технологической подготовки холодноштамповочного производства//Куз-
нечно-штамповочное производство. 1985. № 8. С. 28—29.
11. Гук 3. В. Прогрессивные конструкции штампов. Киев, Тех-
ника. 1985. 53 с.
12. Динер И. Г., Брун В. Я. Высокоэффективная оснастка для ли*
стовой штамповки. Киев, Техника. 1984. 136 с.
13. Динер И. Г., Бабашов А. И., Брун В. Я. Система ускоренного
проектирования и изготовления штамповой оснастки «Экспрессштамп»//
Прогрессивные методы изготовления технологической оснастки. Рига(,
ЛатНИИНТИ, 1979. С. 5—6.
14. Динер И. Г., Брун В» Я. Новое в проектировании и изготовле-
нии твердосплавных штампов для электротехнического производства,
M.j Информ электро, 1980. 43 с.
15. Динер И. Г., Брун В. Я., Бирин Б. В, Конструкции твердо-
главных разделительных штампов. Рига, ЛатНИИНТИ, 1982, 24 с.
16. Динер И. Г., Брун В. Я., Стеблюк В. И. Проектирование и из*
готовление твердосплавных штампов//Кузнечно-штамповочное произ-
водство, М., Машиностроение, 1979, № 8, С, 28—30,
/
488
Список литературы
17. Дурандин М. М., Рымзин А. П., Шихов Н. А. Штампы для
холодной штамповки мелких деталей. Альбом конструкций и схем.
М.» Машиностроение. 1978. 108 с.
18. Елистратов В. И., Савченко В. И. Поляризационно-оптический
метод в листовой штамповке. Киев, Наукова думка. 1983. 134 с.
19. Жарков В. А., Тетерин Г. П. Автоматизированное проектиро-
вание технологии вытяжки листовых материалов//Кузнечно-штампо-
вочное производство. М., Машиностроение. 1985. № 6. С. 9—10.
20. Жарков В. А., Тетерин Г. П. Алгоритмы автоматизированного
проектирования вытяжки коробчатых деталей//Кузнечно-штамповоч*
ное производство. М., Машиностроение. 1979. № 7. С. 30—33.
21. Журавлев В. Н., Николаева О. И. Машиностроительные стали.
Справочник. 3-е изд., перераб. и доп. М., Машиностроение. 1981.
391 с.
22. Зубцов М. Е. Листовая штамповка. Л., Машиностроение.
Ленинград, отд-ние. 1980. 431 с.
23. Кислый М. И., Нестеров А. А. Автоматизация технологиче-
ского проектирования. М., ЦНИИТЭИ приборостроения, 1983. 74 с.
24. Коваленко А. Н. Повышение надежности листовой штамповки//
Кузнечно-штамповочное производство. 1985. № 1. С. 25—26.
25. Мендельсон В. С., Рудман Л. И. Технология изготовления
штампов и пресс-форм. Учебник для машиностроительных техникумов.
2-е изд., перераб. и доп. М., Машиностроение, 1982. 207 с.
26. Мещерин В. Т. Листовая штамповка. Атлас схем. Учебное по-
собие для вузов. 3-е изд., перераб. и доп. М., Машиностроение, 1975.
227 с.
27. Мирошников П. С., Денисов В. Т. Повышение эффективности
холодноштамповочного производства. М., Машиностроение, 1981. 152 с.
28. Михайленко Ф. П. Стойкость разделительных штампов. М.,
Машиностроение, 1976. 207 с.
29. Олейник Н. Н. Повышение стойкости вырубных штампов из
твердых сплавов//Кузнечно-штамповочное производство. 1984. № 3.
С.20—21.
30. Палей М. М. Технология производства приспособлений, пресс-
форм и штампов. М., Машиностроение. 1979. 193 с.
31. Памфилов Е. А., Рыжеванов В. С., Лившиц Т. А. Исследова-
ние работоспособности твердых сплавов при отрезке и пробивке гети-
накса и стеклотекстолита твердосплавными штампами на быстроходных
прессах//Кузнечно-штамповочное производство. 1985. Ns 1. С. 22—23.
32. Петренко А. И., Семенков О. И. Основы систем автоматизиро-
ванного проектирования. Киев, Вшца школа. 1985. 293 с.
33. Петров А. И.,Яхнис М. А., Девятериков А. Г. Разработка и
эксплуатация САПР кузнечно-штамповочного производства//Кузнечно-
штамповочное производство. 1985. № 6. С. 15—17.
34. Пособие штамповщику/Л. И. Рудман, В. Л. Марченко,
М. Т. Марцинковский и др. Киев, Техника, 1982. 264 с.
35. Размерная электрическая обработка металлов/Б. А. Артамо-
нов, А. Л. Вишницкий, Ю. С. Волков и др. М., Высшая школа. 1978.
25 с.
36. Романовский В. П. Справочник по холодной штамповке. 6-е
изд. перераб. и доп. Л. .Машиностроение. 1979. 520 с.
37. Рудман Л. И. Гибка в штампах с винтовыми рабочими поверх-
Список литературы
489
ностями и особенности изготовления матриц//Технологи я производ-
ства, научная организация труда и управления. М., НИИМАШ. 1973.
№ 7.
38. Рудман Л. И. Расчет технологических параметров гибки в штам-
пах со спироидальной поверхностью//Технология производства, науч-
ная организация труда и управления. М., НИИМАШ. 1976. С. 12.
39. Рудман Л. И. Наладка прессов для листовой штамповки. М.»
Машиностроение. 1980. 219 с.
40. Силаев Ел Ф., Малков В. И., Копысов К. И. Система автома-
тического проектирования технологических процессов холодной листо-
вой штамповки//Кузнечно-штамповочное производство. М., Машино-
строение. 1984. № 2. С. 17—19.
41. Системы автоматизированного проектирования: Типовые эле-
менты, методы и процессы/Д. А. Аветисян, И. А. Башмаков, В. И. Ге-
минтерн и др. М., Изд-во стандартов. 1985. 180 с.
42. Справочник по изготовлению и ремонту штампов и пресс-форм/
В. С. Мендельсон, Л. И. Рудман, М. Г. Аскинази и др. Киев, Техника.
1979. 176 с.
43. Стеблюк В. И., Марченко В. Л., Белов В. В. Технология листо-
вой штамповки. Курсовое проектирование. Киев, Вища школа, 1983.
280 с.
44. Сторожев М. В., Попов Е. А. Теория обработки металлов дав-
лением. Учебник для вузов. 4-е изд., перераб. и доп. М., Машино-
строение, 1977. 423 с.
45. Титаренко Н. И. Точность системы пресс-штамповый блок*
Киев, Наукова думка, 1980. 199 с.
46. Трубчанин В. А. Изготовление крупногабаритных листовых
деталей методом поэлементного надреза//Кузнечно-штамповочное про-
изводство. 1985. № 7. С. 18—19.
47. Эксплуатация и обслуживание оборудования и технологиче-
ской оснастки для листовой штамповки. Справочник/A. М. Гришков,
Л. И. Рудман, Н. В. Ровенский, В. Л. Марченко. М., Машиностроение,
1984. 304 с.
48. Шульц П. И. Система автоматизированного проектирования
штампов листовой штамповки. «Штамп-2»//Кузнечно-штамповочное про-
изводство, 1985. № 2. С. 22.
ПЕРЕЧЕНЬ
ИСПОЛЬЗОВАННЫХ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ
ГОСТ стр. ГОСТ стр. ГОСТ стр.
82—70 26—28 13118—83 462 18746—80 128 ""
103—76 26—29 13119—81 462 18741—80 125, 126
380—71 26—28 13120—83 459 18742—80 125, 127
493—79 28 13121—83 459 18743—80 108, 129
503—81 484 13124—834- 442 18744—80 108, 130
801—78 29 4-13126—83 18745—80 108, 131
969—77 467 13139—74 443 18747—80 132, 133
977—75 29 14672—83 442 18748—80 133
1033—79 476 14673—83 442 18750—80-г- 122, 130
1050—74 26—29 14674—83 442 -*-18759—80 134, 135
1412—85 28, 29 14676—83 377, 463, 18760—80 125
1435—74 26, 29 465 18763—80 121 # 122
1482—84 93 14677—83 83, 442 18764—80 121
1491—72 134 14955—77 27, 29 18765—80 122, 123
1542—71 479 14959—79 29, 35 18769—80 108, 137,
2.424—74 429 14963—78 29 138
2283—79 29, 59, 15861—81 76, 79 18770—80 108, 136,
479 15862—81 79 139
2590—71 27, 29 16093—81 25 18771—80 108, 137,
2591—71 27, 29 16523—70 478, 483 139
2789—73 51, 142 16621—80 95—97 18773—80 108, 137,
3128—70 123, 125, 16622—80 95, 98 138
137, 471, 16623—80 95 18775—80-т- 136, 140,
472 16625—80 95—97, 4-18780—80 141, 474
3722—81 99, 399 105 18784—80 475
3882—74 28, 371, 16626—80 95, 98 18786—80 473
413 16629—80 95, 98 18787—80 473
4041—71 478 16631—80 100 18793—80 124, 132,
4405—75 26—28 16634—80 100 141, 332
4543—71 29 16635—80 100 18970—84 47
4693—77 27 16637—80-*- 87, 93, 19903—74 26, 27*
5582—75 479 -т-16648—80 95, 101 28
5632—72 28, 247 16650—80 101 21173—83 442
5950—73 26, 27, 16652—80 101 214270—75 479
28 16654—80 101 21427.2—75 70
7338—77 29 16658—80 101 21996—76 479
7417—75 27 16663—80-*- 99, 101 22178—76 247
8724—81 25 4-16673—80 22191—834- 47
9045—80 249, 478, 16675—80 102 4-22202—83
483 16715—71-т- 392, 396, 24023—80 95
9389—75 29, 135 -т-16719—71 470, 471, 24244—80 483
10549—80 25 472 24526—80 83
10587—84 467 16720—71 476 24528—80 116, 117
11268—76 247, 478 16721—71 476 24532—80 141
11269—76 478 18175—78 28 24643—81 25
11371—78 124 18732—80 83 24649—84 158
11738—82 124, 137, 18734—80 475 25347—82 24, 25,
471,472 18735—80 476 55, 69
13110-834- 442 13736—80 116, 117 25442—82 247
4-13113—83 18738—80 120 25670—83 25
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Б
Блоки стандартизованные без промежуточной плиты — Основные размеры
шариковых направляющих узлов 463, 464
> •— для компенсации погрешностей пресса 394
с литыми плитами и направляющими узлами скольжения ** Виды 441 «
Высота пакетов 452 — 458 — Основные размеры 446—451
> — с плитами из стальных отливок и шариковыми направляющими узлами
*— Виды 442 — Высота пакетов 452 — 458 — Основные размеры 446—451
* — с промежуточной плитой — Основные размеры шариковых направляющих
узлов 465, 466
Буферные устройства — Виды и расчет 42—44, 47
из полиуретана — Применение в твердосплавном штампе 367
В
Винты ступенчатые — Основные размеры 473
Втулки направляющие — Длина 452 — 458
* — гладкие и ступенчатые — Диаметры 459
Вырубка чистовая — Особенности конструирования рабочих элементов 144—
152
* — Размеры штампуемых элементов 143
Схемы штамповки и выбор оборудования 143, 144
Требуемые усилия 144
Выталкивающие устройства 58, 59, 136 — Схема 140
Вытяжка — Виды 231, 232
— Схема 228
* — Требования к технологичности изготовляемых деталей 229, 230
Вытяжка в ленте — Виды технологических надрезов 285 — Значения коэффи-
циентов вытяжки 284 — Последовательность 283 — Расчет основных пара-
метров 283, 286
»— конических деталей 282 — Последовательность 280, 281
реверсивная 255 — Схема 231
Вытяжка прямоугольных коробок — Методика расчета технологических пара-
метров 257—263 — Припуски на обрезку 264
— глубоких — Значения коэффициентов вытяжки 267 — Номограмма для
определения числа операций 268 — Последовательность 267 Примеры 257—
273
1— глубоких с малыми угловыми радиусами 273—276 — Примеры расчета
277—281 — Схема к расчету параметров 274
— низких — Варианты построения профиля угла заготовки 265, 266
> — с широким фланцем за одну операцию 266
Вытяжка цилиндрических деталей — Последовательность 244
> — без обусловленного утонения стенок — Коэффициент вытяжки 246, 247 —
Примеры расчета 248—250 — Размеры исходной заготовки 232 — Расчет числа
операций и размеров полуфабриката 234 — Условие применения прижима 234,
246 — Условия выполнения 243
s— стакана с утонением стенки — Последовательность 252
стакана с фланцем — Последовательность 245
to ступенчатой детали — Коэффициент вытяжки 256 — Схема 255
to с обусловленным утонением стенок 250 — Коэффициент вытяжки 251 —
Последовательность 252 — Примеры расчета 253, 254 — Размеры исходной
заготовки 250, 253 — Расчет радиусов закруглений 255 — Усилие вытяжки 253
типа полых тел вращения — Формулы для расчета исходной заготовки
и высоты детали 235—243
Г
Гибка — Варианты 175, 176
Допускаемые отклонения размеров деталей 177
6— Рекомендуемые наименьшие значения относительного радиуса гибка 172
Расчет размеров заготовки 177 —187
г- Расчет усилий 211
Требования к технологичности деталей 170
Учет пружинения 202—211
Формулы для расчета размеров элементов детали 188—193
*в» Характеристика операции 169
Д
Детали штампов Выбор материалов 26—35
*г- Рекомендуемые параметры шероховатости 23» 24
492
Предметный указатель
з
Закатка — Схемы 339
К
Калибровка 346 — Размеры сечения 152
Расчет усилия 212
— Схема штампа 347
Клиновидное ребро — Размеры сечения 152
Колонки направляющие — Длина 452 — 458
— гладкие и ступенчатые — Основные размеры 462
Материалы неметаллические — Сопротивление срезу 482
Матрицы для вырубки (пробивки) — Особенности конструирования 149 — 151
— вставные — Основные виды 87, 93, 95 — Размеры 88 — 92
— круглые — Выбор наружного диаметра 79, 80 — Форма рабочих про-
вальных отверстий 80 — 83
— круглые для чистовой вырубки — Основные размеры 151
— прямоугольные — Выбор диаметров винтов и штифтов для крепления 74,
77 — Зависимость наименьших габаритных размеров от размеров ее рабочей
зоны 75, 76 — Расчет толщины матрицы 76, 79
— секционные 83 — Особенности крепления 84 — 86 — Особенности конструи-
рования 151
Матрицы твердосплавных штампов — Виды 352 Обработка поверхности
352, 353 — Особенности изготовления 371
для вырубки статорной и роторной пластин электродвигателя Схема 354
»— для вытяжки — Конструкционные элементы 366
— для гибки — Конструкционные элементы 365
•— для разделительных операций 387 — Минимальная ширина стенки круглой
матрицы 360 — Параметры 358 — Технологические параметры 360—362
Ширина перемычек между окнами 359 — Ширина стенок обоймы 362
— комбинированные 355
,— с шестью твердосплавными элементами, установленными в отдельные окна
обоймы — Схема 354
особовысокостойкие 369
Н
Направляющие узлы — Выбор и расчет размеров 41, 42 — Основные размеры
446—451
скольжения — Основные размеры гладких и ступенчатых втулок 459—461
।— стандартизованные — Схемы 444
,— шариковые — Состав клея для крепления втулок 467— Схемы 445
Ножи для разрезки отходов — Размеры 476
— шаговые — Конструирование 116—118 — Наименьшие размеры перемычек
и кромок 7, 8 — Размеры 117 — Схемы 24
Ножницы гильотинные — Допуски на ширину полос 13
многодисковые — Допуски на разрезку ленты 14
О
Обжим — Варианты 342
Коэффициент 341, 342
Схемы штампов 344
— Технологические параметры 342 — 345
Операции разделительные — Виды 47
< — Критерии технологичности изготовляемых деталей 51 — 55
1— Схемы 45, 46
— Характеристика 48—50
Отбортовка круглых отверстий — Варианты и схемы 316, 317 — Вариант после-
довательной штамповки 325 — Значения коэффициентов отбортовки 320—322 —
Значения одностороннего зазора 323 — Примеры расчета 324, 326, 327 — Рас-
чет технологических параметров 318—322 — Технологическое усилие 322
— прямоугольных и фигурных отверстий — Примеры расчета 336, 337 —
Расчет коэффициентов отбортовки 334 Расчет технологических параметров
335, 336 — Схема штамповки прямоугольной отбортованной детали 335
Отлипатели — Основные размеры 141 — Схема установки 141
* = для полосы твердосплавных штампов = Схема 351
П
Перемычки см. Раскрой
Перетяжные пороги Схемы 294
Предметный указатель
493
— ребра 294 — Размеры и расположение 295
Планки направляющие — Конструирование 118—121
— Схемы 118, 119, 121, 123, 124
Плиты — Выбор и расчет размеров 40, 41
— Применение в твердосплавных штампах 368
Правка — Расчет усилия 212, 345
— Схемы 346
— Характеристика 345
Пресс — Пример расчета 59
— Требуемое усилие для разделительных штампов 56, 58
Прижим 57, 58 — Основные размеры 122, 124, 151
— колодочный 122
— пружинный 123
— роликовый 125
Пробивка см. Операции разделительные
Проектирование штампов — Основные системы 404
— с выполнением конструкторской документации на одном листе 406 — 426
— с использованием бланк—чертежей 426—431
— с применением нормативных документов (СПИД) 403—406
Проколка — Варианты и схемы 316, 317
— Недостатки 322
— Характеристика 318
Пуансон для пробивки — Особенности конструирования 149
— без прижима — Данные для определения ширины кольцевого пояска кон-
такта пуансона с отходом 103
— круглых отверстий 95 — Виды 94 — 95 — Проверка на смятие и сжатие
102 — Размеры 96, 97
— некруглых отверстий 100 — Варианты крепления 101 Припуск на рас-
клепку 100 — Проверка на смятие и сжатие 102, 103
Пуансон твердосплавного штампа — Виды 355 — Методы изготовления 371 —
374
— для разделительных операций — Значения двусторонних зазоров 3634
364 — Размеры буртов 364
— напаянный 357
— напаянный круглый — Рекомендуемые размеры 364
— особовысокостойкий 369
— сборный — Способы крепления 355, 356
— цельнотвердосплавной — Элементы бурта 357
Р
Раздача — Значение коэффициентов раздачи 340
— Схемы 341
— Усилие 341
Раскрой — Выбор исходной заготовки 6—9, 14
— Наименьшие размеры перемычек и кромок 7— 9, 12
— Примеры 15, 16, 18, 19
— Схемы раскроя полосы 10, 11, 17
Рельефная формовка — Виды штампуемых элементов 338
— Глубина ребра жесткости 337
и» Требуемое усилие 338
С
Система автоматизированного проектирования Виды и характеристики 434.
435
— АВТОШТАМП 437—440
Сопротивление срезу сталей при различных температурах 56, 57
Сталь — Глубина сферической лунки при испытаниях по Эриксену 483, 484
— Марки и механические свойства 478—480
Съемник — Виды 113—115
— . Наибольший двусторонний зазор между съемником и пуансоном 113
Т
Толкатели — Размеры 474, 475
Траверса промежуточная 140, 141
У
Угол пружинения «— Ориентировочные значения 206—209
— Расчет 202, 203, 206
494
Предметный указатель
Упоры — Виды 128 — Схемы установки 125
— Г-образные по ГОСТ 18745—80 — Основные размеры 131
— грибковые — Схемы и основные размеры 108, 129
— по ГОСТ 18742 — 80 — Установочные размеры 127
— проволочные — Схема установки 136
— со скосом — Основные размеры 130 — Схема 134
— ступенчатые утопающие — Основные размеры 132, 133 — Схема установки
127
— с пружиной возврата — Установочные размеры 126
— утопающие с пластинчатой пружиной — Размеры 135 — Схема 134
— утопающие с пружиной кручения — Размеры 135 — Схема 134
— цилиндрические — Основные размеры 128
Ф
Фиксаторы 130, 135 -- Основные размеры 138, 139
X
Хвостовик — Основные размеры 470—472 — Схемы 468, 469
=— плавающий 392
Ц
Цветные металлы и сплавы — Глубина сферической лунки при испытаниях
по Эриксену 485
— Марки и механические свойства 480 — 482
Центрирование — Схема устройства 394
Ч
Чеканка — Усилие 347, 348
я- Характеристика 347
Ш
Шаг штамповки 149
Штамп для вытяжки — Исполнительные диаметральные размеры пуансона
и матрицы 286—290 — Конструктивное исполнение рабочих элементов 288—
295 — Особенности конструирования 314, 315 — Схемы 297 — 310 — Типы 296
— для второй вытяжки — Схема 305
— для вытяжки и обрезки — Схема 298
— для вытяжки и формовки — Схема 301
- - для вытяжки с калибровкой — Схема 304
_ для вытяжки стакана с двойным дном — Схема 307
— для вытяжки с утонением — Схема 297
1— для вырубки и вытяжки — Схема 304
для последующей вытяжки без прижима — Схема 297
для последующей вытяжки в ленте — Схема 309, 310
— для последующей вытяжки полой фигурной коробки — Схема 302
— совмещенного действия для вырубки и вытяжки стакана 300, 301
— совмещенного действия для двух вытяжек, пробивки и отбортовки — Схе-
ма 328
— для вытяжки, устанавливаемый на пресс двойного действия —Схема 209,'
302, 305
Штамп для гибки Конструктивное исполнение рабочих деталей с подвиж-*
ными элементами 215 — Конструкции элементов, обеспечивающих компен-
сацию пружинения 214 — Типовые схемы 194, 196, 197, 210
— геликоидный — Схема 224
— детали из проволоки круглого сечения — Конструкция секционной мат-
рицы 223 — Схема 222
— детали из трубы — Схема 224
— - детали по большому радиусу к листогибочному прессу « Схема 210
— к листогибочному прессу — Схема 218
— обкатыванием — Схема 225
— П-образной — Значения угла пружинения 209 — Размеры матрицы 200 —*
Расчет исполнительных размеров рабочих деталей 198—200 — Схемы 196, 197
— унифицированный серии УШГ — Схемы 412—414
— хомутика — Схемы 217, 226
— четырехугловой — Схемы 217 \
— V-образной — Значения угла пружинения 206 — 209 — Исполнительные
размеры рабочих деталей 194, 195, 198 — Схема 194 Формулы для расчета
размеров штампуемой детали 188, 189
Предметный указатель
495
Штамп для завивки и предварительной гибки — Схема 220
— для зачистки — Исполнительные размеры матрицы 156 « Особенности
конструирования 152—156 — Схемы 155
— для обрезки бортов прямоугольных коробок — Схема 312
— для отбортовки круглых деталей ~ Расчет размеров рабочих деталей 323,
324
— для правки —калибровки деталей после гибки — Схема 221
Штамповка металлических материалов — Размеры перемычек 9, 12
— скоростная — Перемещающиеся узлы крепления штампа 395—402 Типо-
вые конструкции штампов 376, 377, 380 — Эффективность применения 375
Штамп разделительный — Выбор пресса 59—61 — Размещение основных эле-
ментов в рабочей зоне 105—112
— для вырубки и пробивки — Двусторонние нормальные зазоры между матри-
цей и пуансоном 67, 68 — Исполнительные размеры матрицы и пуансона 62,
63 — Раздельное изготовление матрицы и пуансона 69 — 73 ~ Совместное
изготовление матрицы и пуансона 61, 64—66
— для вырубки и пробивки магниевых, титановых сплавов и неметаллических
материалов — Особенности конструирования 156 —168
— для вырубки с верхним и нижним прижимами — Схема 58
— последовательного действия с разовым и грибковым упорами и фиксато-
ром 13
— полуавтоматический для пробивки, отрезки и гибки— Конструкция 219 —
Схемы совмещения операций 218
— последовательного действия с шаговыми ножами — Схема отрезки заго-
товки перемычек 109 — Схема штамповки 111
— с неподвижной пуансон-матрицей и подвижным прижимом Особенности
конструирования рабочих элементов 149, 150 — Схема 147
• — совмещенного действия для пробивки и вырубки — Схема 115
с подвижной пуансон-матрицей и неподвижным прижимом — Особенности
конструирования рабочих элементов 149, 150 — Схема 145
— с прошитой матрицей серии УШПМ — Ускоренное проектирование в системе
ЭКСПРЕССШТАМП 414
Штамп — Контролируемые параметры и допускаемые отклонения блоков
24
— Общие требования к конструкции и изготовлению 19, 20, 25, 26
«— Определение координат центра давления 35—40
• — Точность изготовления сопрягающихся деталей 21, 22
Шероховатость деталей 23, 24
Штампы разделительные повышенной производительности « Основные тре-
бования 381 — Устройство для крепления 395—402
безблочный — Конструктивные особенности 378, 379 —» Схемы 376 Тре-
бования 378, 379 — Устройство для крепления 377, 380
* — монолитные 382 — 385 — Схема 383
1— однооперационные и совмещенного действия с монолитным пуансоном 385—*
388
— последовательного действия с рабочими деталями, выполненными электрод-
проволокой — Варианты изготовления 390
»— совмещенного действия с рабочими деталями, выполненными непрофилиро-
ванным электрод-проволокой 389, 391, 392 — Схема 389
Штампы с рабочими элементами из твердых сплавов 349—Конструкции рабочих
деталей 352 — Особенности изготовления 371—374 — Схема комплексного
сопряжения элементов 373 — Требования 349—352 Упругие и вспомога-
тельные элементы 366 — 369
• — для вытяжки — Исполнительные размеры 366
< — для гибки «=» Конструктивные элементы 365 *=* Размеры твердосплавных
Вставок 365
для разделительных операций — Матрицы 357=-362 Пуансон 362 — 365
< — особовысокостойкие 369 — 371 — Схема 370
»— с подвижным съемником == Направляющие элементы съемника 351 «
Схема 351
СПРАВОЧНОЕ ИЗДАНИЕ
Марченко Валерий Леонидович,
Рудман Леонид Израилевич,
Зайчук Алексей Иванович и др.
СПРАВОЧНИК КОНСТРУКТОРА ШТАМПОВ.
ЛИСТОВАЯ ШТАМПОВКА
Редактор Т. Н. Леденева
Художественный редактор А. И. Ро
Технический редактор И. В. Малыгина
Корректоры И. М. Баргйша, О. Ю. Садыкова
ИВ № 5942
Сдано в набор 02.12.87. Подписано в печать 10.05.88. Т-06998.
Формат 84Х1081/аа. Бумага типографская № 1
Гарнитура литературная. Печать высокая. Усл. печ. л. 26,04.
Усл. кр.-отт. 26,04. Уч.-изд. л. 26,90. Тираж 31200 экз.Заказ 320.
Цена 1 р. 90 к.
Ордена Трудового Красного Знамени издательство «Машиностроение*,
107076, Москва, Стромынский пер., 4
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.