


























































































































































Автор: Мещерин В.Т.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы машиностроение металлургия издательство машиностроение учебное пособие для студентов атлас схем листовая штамповка
Год: 1975




В. Т. МЕЩЕРИН
д-р техн, наук, проф.
атлас схем
Издание третье, исправленное и дополненное
Допущено Министерством высшего и среднего специального
образования СССР в качестве учебного пособия
для студентов машиностроительных и металлургических
специальностей вузов.
,..гл\ателя; \ .
чнии при вырубке,,
ний при гибке;
МОСКВА, «МАШИНОСТРОЕНИЕ», 1975
6П4.2
М56
УДК 621.983 (084.4-2) (075.8)
Рецензент проф. М. Н. ГОРБУНОВ
М56 Мещерин В. Т. Листовая штамповка. Ат-
лас схем. Учебное пособие для вузов. Изд.
3-е, испр. и доп. М., «Машиностроение», 1975-
227 с. с ил.
даны схемы штампов и технол*
ЛИСТО-
В атласе
вой штамповки. /
Наряду со схемами штампов простого / схемы
штампов совмещенного и последовательно/ гальных
н универсальных, пластинчатых и с одно/ рующей
деталью, а также схемы типовых узловп-» 1ств для
подачи заготовок и удаления деталей и отходов из штампов:—
Атлас может быть также полезен технологам и конструкторам
листоштамповочного производства машиностроительной и родственных
ей отраслей промышленности.
31205-78
М 38(01 )-75
78-75
6П4.2
© Издательство «Машиностроение», 1975 г.
ПРЕДИСЛОВИЕ
Опыт работы за годы, прошедшие после первого (1951 г.) и
второго (1958 г.) изданий, убедил автора в полезности атласа, в
котором главное — это принципиальные схемы штампов и техноло-
гических процессов. Представление о конструкции штампов и про-
цессах достигается главным образом не описанием и>х, а нагляд-
ностью изображения, раскрывающего взаимодействие Штампа и
заготовки. Принятый в атласе способ преподнесения принципа
работы штампов позволяет читателю сравнительно быстро озна-
комиться с большим числом штампов.
С 1958 г. технологические процессы и штампы для листовой
штамповки значительно усовершенствованы. Поэтому настоящее
издание полностью переработано и дополнено новыми положения-
ми по проектированию штампов и новыми схемами технологиче-
ских процессов листовой штамповки и штамповой оснастки. В соот-
ветствии с действующим ГОСТ 18970—73 на термины и опре-
деления операций ковки и штамповки упорядочена группировка
схем штампов и технологических процессов, что облегчает поиск
нужных схем и конструктивных решений.
Атлас предназначен для студентов вузов и техникумов, изучаю-
щих листовую штамповку и выполняющих курсовые и дипломные
проекты. Он может быть полезен для конструкторов и технологов
листоштамповочного производства машиностроительной и родст-
венных ей отраслей промышленности.
Материал 3-го издания атласа создан на основе опубликован-
ных данных ведущих отраслей промышленности и на производст-
венном и педагогическом опыте автора.
Автор приносит благодарность Викт. Т. Мещерину, А. А. Боб-
кову и В. А. Тимощенко за помощь в техническом оформлении ат-
ласа.
Автор будет благодарен за отзывы, замечания и пожелания о
третьем издании атласа, которые он просит направлять в адрес
издательства.
АВТОР
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ, ПРИНЯТЫЕ
В АТЛАСЕ
КВП — крайнее верхнее положение ползуна пресса;
КНП — крайнее нижнее положение ползуна пресса;
Нп—ход ползуна, пуансона;
Но — открытая высота пресса;
Н3 — закрытая высота пресса;
s — толщина листового материала, детали, заготовки;
т — ширина перемычки в ленте, полосе;
Вш — ширина ленты, полосы;
/п— шаг подачн материала, заготовки;
D3— диаметр плоской заготовки;
Нв—глубина вытяжки;
Рс —усилие складкодержателя;
Zs — зазор односторонний при вырубке, пробивке;
Zr — зазор односторонний при гибке;
ZB — зазор односторонний при вытяжке;
G —масса;
р — давление.
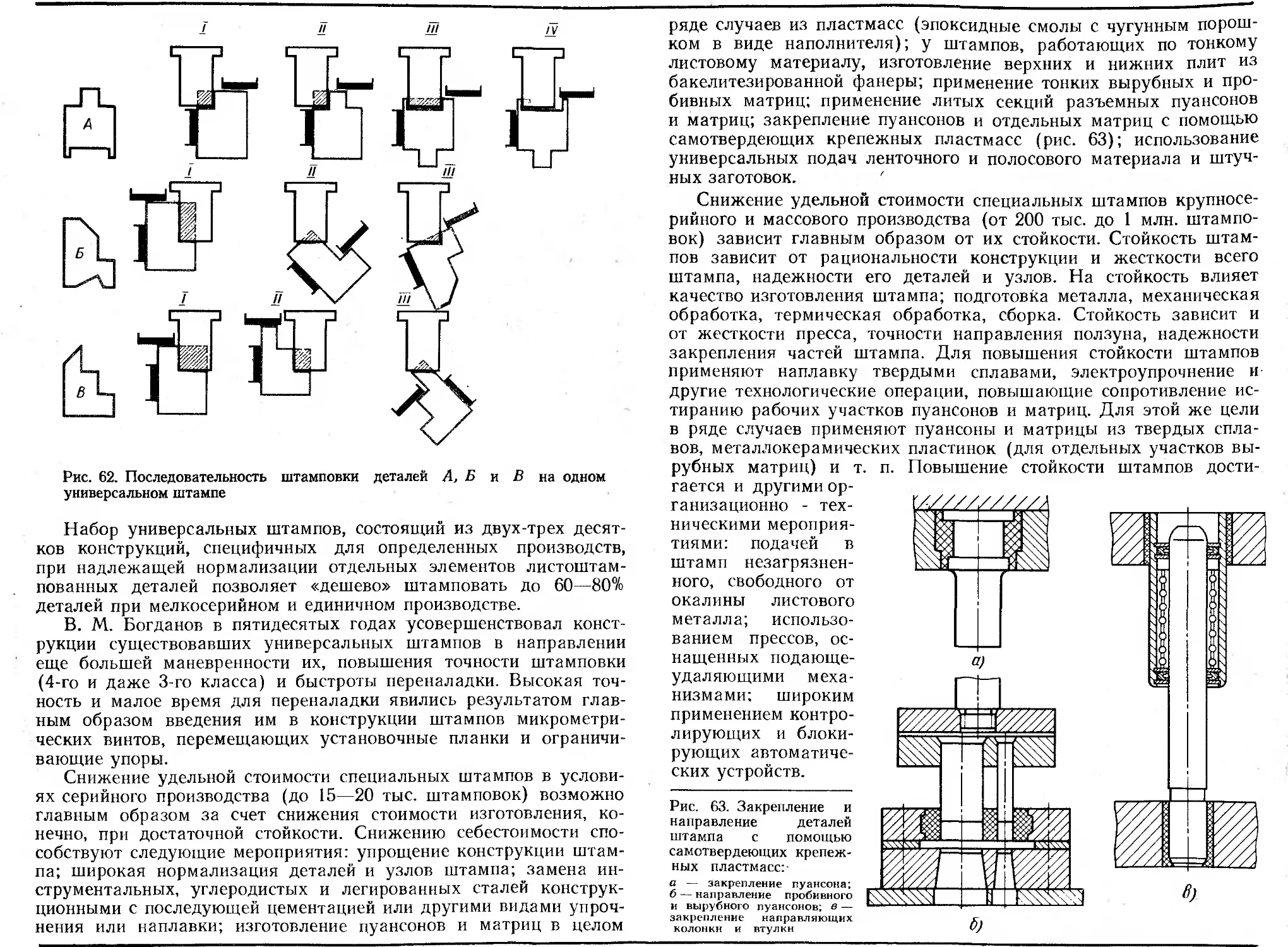
ВВЕДЕНИЕ
массовый. При проектировании штампа необходимо стремиться
к тому, чтобы штамп обеспечивал высокую производительность, а
удельная стоимость его (стоимость на одну штампованную де-
таль) была минимальной.
Разработка технологического процесса штамповки и выбор той
или иной схемы штампа тесно связаны между собой. Установив
последовательность штамповки и выбрав схему штампа, обеспечи-
вающие получение изделия, приступают к конструктивному офор-
млению (проектированию) принятых схем. Конструктивное офор-
мление ведется обычно для конкретного пресса или группы одно-
родных прессов с учетом требований действующих ГОСТов и нор-
малей на блоки и пакеты, на крепежно-установочные детали и
пружины, на упоры, ловители и другие детали, а также на заго-
товки для матриц, съемников, пуансонодержателей и даже пуан-
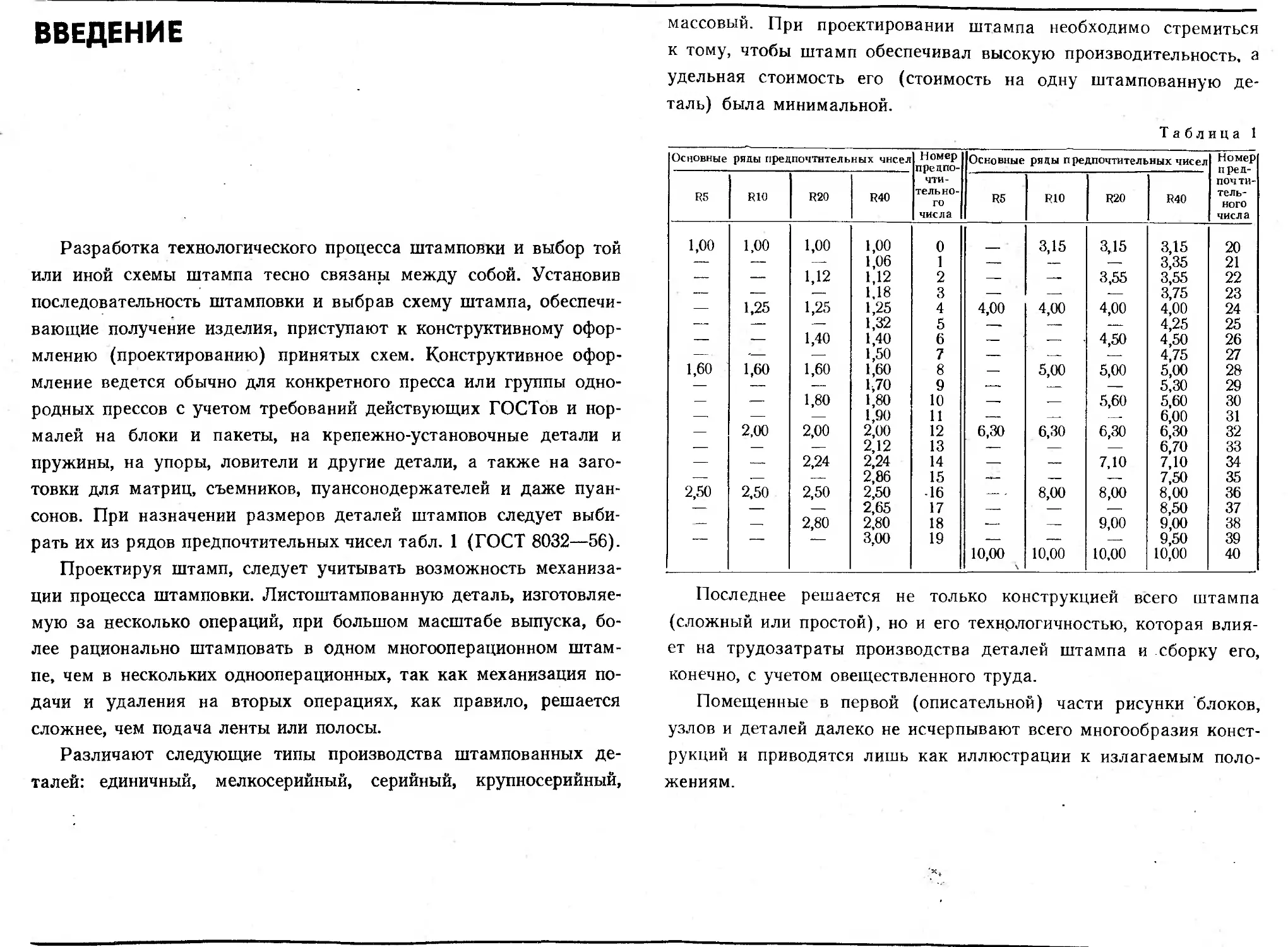
сонов. При назначении размеров деталей штампов следует выби-
рать их из рядов предпочтительных чисел табл. 1 (ГОСТ 8032—56).
Проектируя штамп, следует учитывать возможность механиза-
ции процесса штамповки. Листоштампованную деталь, изготовляе-
мую за несколько операций, при большом масштабе выпуска, бо-
лее рационально штамповать в одном многооперационном штам-
пе, чем в нескольких однооперационных, так как механизация по-
дачи и удаления на вторых операциях, как правило, решается
сложнее, чем подача ленты или полосы.
Различают следующие типы производства штампованных де-
талей: единичный, мелкосерийный, серийный, крупносерийный,
Таблица 1
Основные ряды предпочтительных чисел Номер пре д по- чти- тельно- го числа Основные ряды предпочтительных чисел Номер пред- поч ти- гель- ного числа
R5 R10 R20 R40 R5 R10 R20 R40
1,00 1,00 1,00 1,00 0 3,15 3,15 3,15 20
— — —- 1,06 1 —- — .— 3,35 21
— — 1,12 1,12 2 —- —- 3,55 3,55 22
— .— .—. 1,18 3 —- —. — 3,75 23
— 1,25 1,25 1,25 4 4,00 4,00 4,00 4,00 24
— — — 1,32 5 — —_ — 4,25 25
— •— 1,40 1,40 6 — — 4,50 4,50 26
— '— — 1,50 7 — .—_ — 4,75 27
1,60 1,60 1,60 1,60 8 .—. 5,00 5,00 5,00 28
— — — 1,70 9 — — 5,30 29
-— — 1,80 1,80 10 —. — 5,60 5,60 30
— — — 1,90 11 — — —- 6,00 31
— 2,00 2,00 2,00 12 6,30 6,30 6,30 6,30 32
— — — 2,12 13 — — — 6,70 33
— —_ 2,24 2,24 14 —. — 7,10 7,10 34
— — — 2,86 15 -V— — — 7,50 35
2,50 2,50 2,50 2,50 16 — . 8,00 8,00 8,00 36
— — — 2,65 17 — — — 8,50 37
.— — 2,80 2,80 18 .— — 9,00 9,00 38
— — — 3,00 19 10,00 10,00 10,00 9,50 10,00 39 40
Последнее решается не только конструкцией всего штампа
(сложный или простой), но и его технологичностью, которая влия-
ет на трудозатраты производства деталей штампа и сборку его,
конечно, с учетом овеществленного труда.
Помещенные в первой (описательной) части рисунки блоков,
узлов и деталей далеко не исчерпывают всего многообразия конст-
рукций и приводятся лишь как иллюстрации к излагаемым поло-
жениям.
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ШТАМПОВКИ
(последовательность)
Рассмотрим этапы и последовательность разработки процесса
штамповки листовых деталей.
I. Анализ форм, размеров, материалов и качества поверхности
штампованной детали. Этот этап необходим для того, чтобы убе-
диться в возможности получения штамповкой детали, заданной
чертежом, и не следует ли для улучшения и упрощения технологии
изменить отдельные параметры детали.
Проведя такой анализ, часто удается улучшить конструкцию
детали.
II. Предварительное определение основных параметров техно-
логии штамповки. Без наличия предварительных данных по тех-
нологии нельзя проводить остальную работу, в том числе и подбор
оборудования.
III. Подбор оборудования.
IV. Корректирование параметров технологии штамповки. Это-
го этапа может не быть, если удается подобрать оборудование,
соответствующее требованиям предварительной технологии.
V. Экспериментальные работы или производство опытной пар-
тии. Технологические параметры многих формоизменяющих опе-
раций, подсчитанные теоретически, требуют экспериментальной
проверки (например, размеры плоских заготовок сложных вытя-
жек и др.)- Иногда, не ставя специальных экспериментов по за-
проектированному процессу, штампуют опытную партию.
VI. Окончательное корректирование и оформление процесса.
Если для сложной детали, полученной формоизменяющими опера-
циями, проводились экспериментальные работы или была отштам-
пована опытная партия, то первоначально запроектированный про-
цесс корректируется на основе полученных данных.
При разработке процесса для относительно простых листо-
штампованных деталей (например, вырубка и пробивка шайбы,
вытяжка круглого стакана и т. п.) ограничиваются первыми че-
тырьмя этапами.
I. Анализ форм, размеров, материалов и качества поверхно-
сти штампованной детали. Конструктор детали и технолог должны
заботиться о конструктивности и технологичности штампованных
изделий.
Конструктивность — это такое сочетание форм, размеров, ма-
териалов и качества поверхности, которое наилучшим образом
обеспечивает выполнение деталью ее служебных функций. Техно-
логичность— такое сочетание форм, размеров, материалов и ка-
чества поверхности, которое позволяет штамповать детали в за-
данном количестве с минимальной затратой средств и вре-
мени.
Анализируя параметры детали, необходимо в первую очередь
обращать внимание на следующее:
правильно ли выбран материал по физико-механическим свой-
ствам и толщине (годится ли он для соответствующей операции,
не завышена ли толщина, нельзя ли уменьшить ее за счет введения
элементов жесткости — ребер, отбортовки и др.);
использованы лй возможности профилированного или изогну-
того из ленты (полосы) материала (профили открытые, закрытые,
с наполнителями), так как такие конструкторские материалы об-
ладают прочностью, монтажностью, декоративностью;
рациональны ли формы для вытяжки (очень сложные формы
упрощать, а при невозможности этого — расчленять на простые
элементы с последующим их соединением штамповкой, сваркой
или клепкой);
можно ли деталь, запроектированную из цветного металла, в
целях экономии последнего, расчленить (с последующим их сое-
динением) на такие элементы, часть которых выполнялась бы из
цветного, а другая, при этом большая — из черного металла;
располагаются ли объемы у пустотелых деталей по убывающей
в сторону дна размерности и обозначено ли, какие размеры (внут-
ренние или наружные) необходимо получить, а также учтено ли,
что стенки будут разной толщины;
предусмотрены ли у гнутых деталей в зоне гибки подрезки
(в раскрое) и нельзя ли деталь (или заготовку на две детали)
выполнить симметричной;
предусмотрены ли у сложных деталей технологические базы
в виде отверстий, наружных частей контура, вытянутых или дру-
гих элементов;
достижимы ли штамповкой и экономически целесообразны за-
данные допуски и качество поверхности;
можно ли для уменьшения номенклатуры инструмента второго
порядка и времени освоения сократить число размеров отдельных
элементов деталей (радиусы переходов, уклоны, ребра жесткости,
пробиваемые отверстия и т. д.), а также унифицировать марки и
толщины материалов;
согласована ли конфигурация вырубаемых деталей или заго-
товок с раскроем их в ленте, полосе или листе;
учитывается ли при проектировании вырубаемых и пробивае-
мых контуров технологичность изготовления пуансонов и матриц
соответствующих штампов;
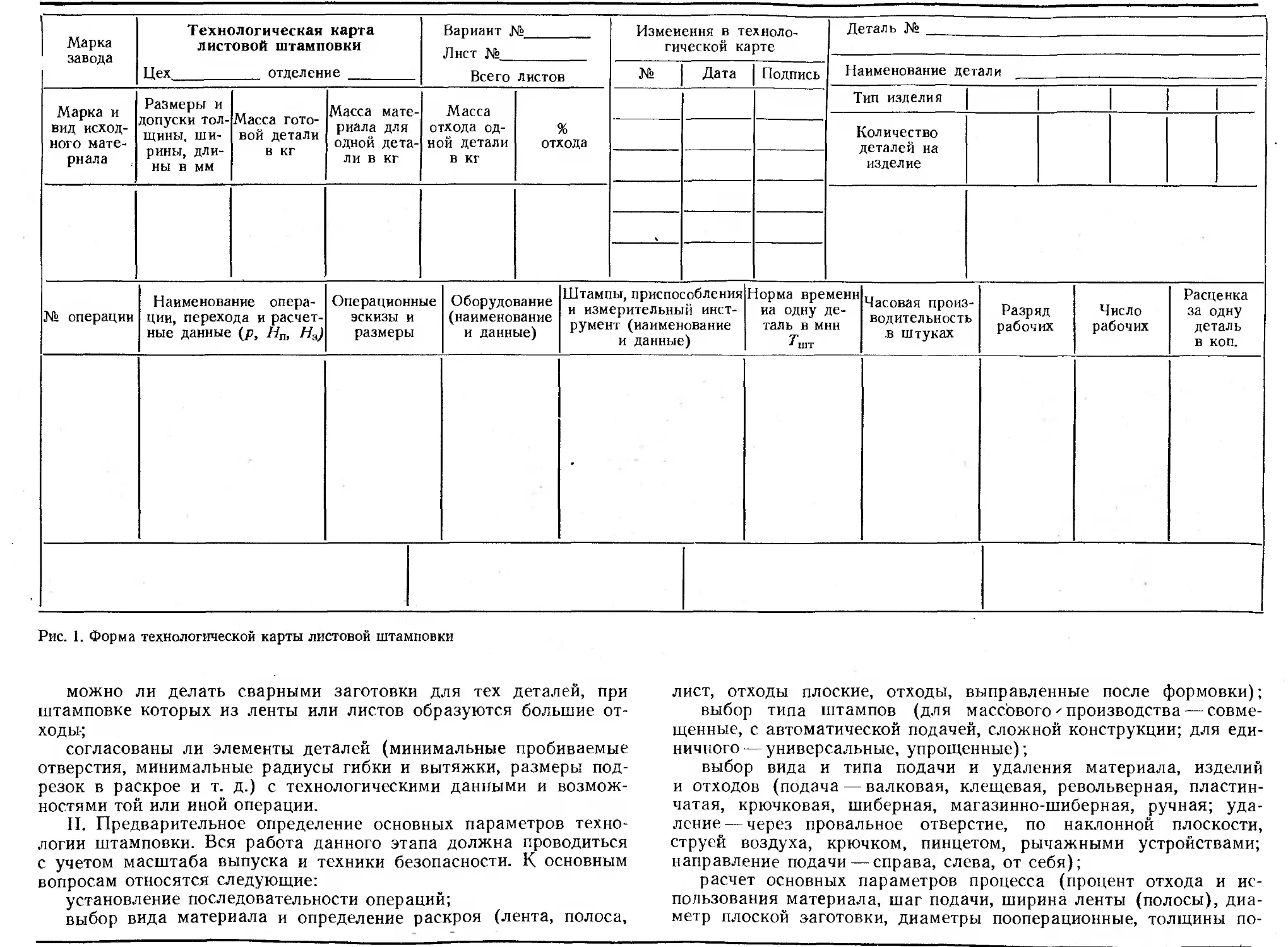
Марка завода Технологическая карта листовой штамповки Цех отделение Вариант № Лист № Всего листов Изменения в техноло- гической карте Деталь №
№ Дата Подпись Наименование детали
Марка и вид исход- ного мате- риала Размеры и допуски тол- щины, ши- рины, дли- ны в мм Масса гото- вой детали в кг Масса мате- риала для одной дета- ли в кг Масса отхода од- ной детали в кг % отхода Тип изделия
Количество деталей на изделие
№ операции Наименование опера- ции, перехода и расчет- ные данные (р, Нп, Н3) Операционные эскизы и размеры Оборудование (наименование и данные) Штампы, приспособления и измерительный инст- румент (наименование и данные) Норма времени иа одну де- таль в мин Т 1 шт Часовая произ- водительность ,в штуках Разряд рабочих Число рабочих Расценка за одну деталь в коп.
Рис. 1. Форма технологической карты листовой штамповки
можно ли делать сварными заготовки для тех деталей, при
штамповке которых из ленты или листов образуются большие от-
ходы;
согласованы ли элементы деталей (минимальные пробиваемые
отверстия, минимальные радиусы гибки и вытяжки, размеры под-
резок в раскрое и т. д.) с технологическими данными и возмож-
ностями той или иной операции.
II. Предварительное определение основных параметров техно-
логии штамповки. Вся работа данного этапа должна проводиться
с учетом масштаба выпуска и техники безопасности. К основным
вопросам относятся следующие:
установление последовательности операций;
выбор вида материала и определение раскроя (лента, полоса,
лист, отходы плоские, отходы, выправленные после формовки);
выбор типа штампов (для массового ' производства — совме-
щенные, с автоматической подачей, сложной конструкции; для еди-
ничного — универсальные, упрощенные);
выбор вида и типа подачи и удаления материала, изделий
и отходов (подача — валковая, клещевая, револьверная, пластин-
чатая, крючковая, шиберная, магазинно-шиберная, ручная; уда-
ление— через провальное отверстие, по наклонной плоскости,
струей воздуха, крючком, пинцетом, рычажными устройствами;
направление подачи — справа, слева, от себя);
расчет основных параметров процесса (процент отхода и ис-
пользования материала, шаг подачи, ширина ленты (полосы), диа-
метр плоской заготовки, диаметры пооперационные, толщины по-
операционные, ход пуансона, закрытая высота штампа, глубина
вытяжки, усилие штамповки, сила складкодержателя, припуски
для обрезки и др.);
оформление пооперационных эскизов.
III. Подбор оборудования. При подборе оборудования нужно
также исходить из типа производства. При использовании сущест-
вующего парка выбирают наиболее подходящие модели, которые
неполностью загружены. Но выбранные прессы не всегда могут
удовлетворить всем требованиям предполагаемой технологии. Но-
вое оборудование должно быть выбрано с характеристиками, наи-
более соответствующими процессу. Подбор производится по сле-
дующим основным параметрам: по соответствию технологической
операции; по усилию и работе; по величине хода; по габаритным
размерам и форме стола и ползуна; по штамповому пространству
(открытая и -закрытая высоты); по размерам провального отвер-
стия; по числу ходов; по наличию подачи, поперечины в ползуне
и буфера; по надежности работы всей конструкции и, особенно, по
жесткости станины и направлению ползуна; по стоимости (отно-
сится главным образом к вновь приобретаемому оборудова-
нию) .
IV. Корректирование параметров технологии штамповки. Так
как не всегда удается подобрать соответствующее оборудование, то
после установления модели пресса большая или меньшая часть
предварительных параметров технологии пересчитывается и пере-
оформляется.
На большинстве машиностроительных заводов, как правило,
применяют один технологический документ — технологическую кар-
ту, одна из форм которой представлена па рис. 1. В специализиро-
ванных производствах (например, изготовление гильз, и т. д.) при-
меняют два документа: технологический маршрут (перечень опе-
раций с краткими сведениями) и операционные карты (на каждую
операцию' своя карта с подробнейшими данными и соответствую-
щими эскизами).
ПРОЕКТИРОВАНИЕ ШТАМПОВ
(основные положения)
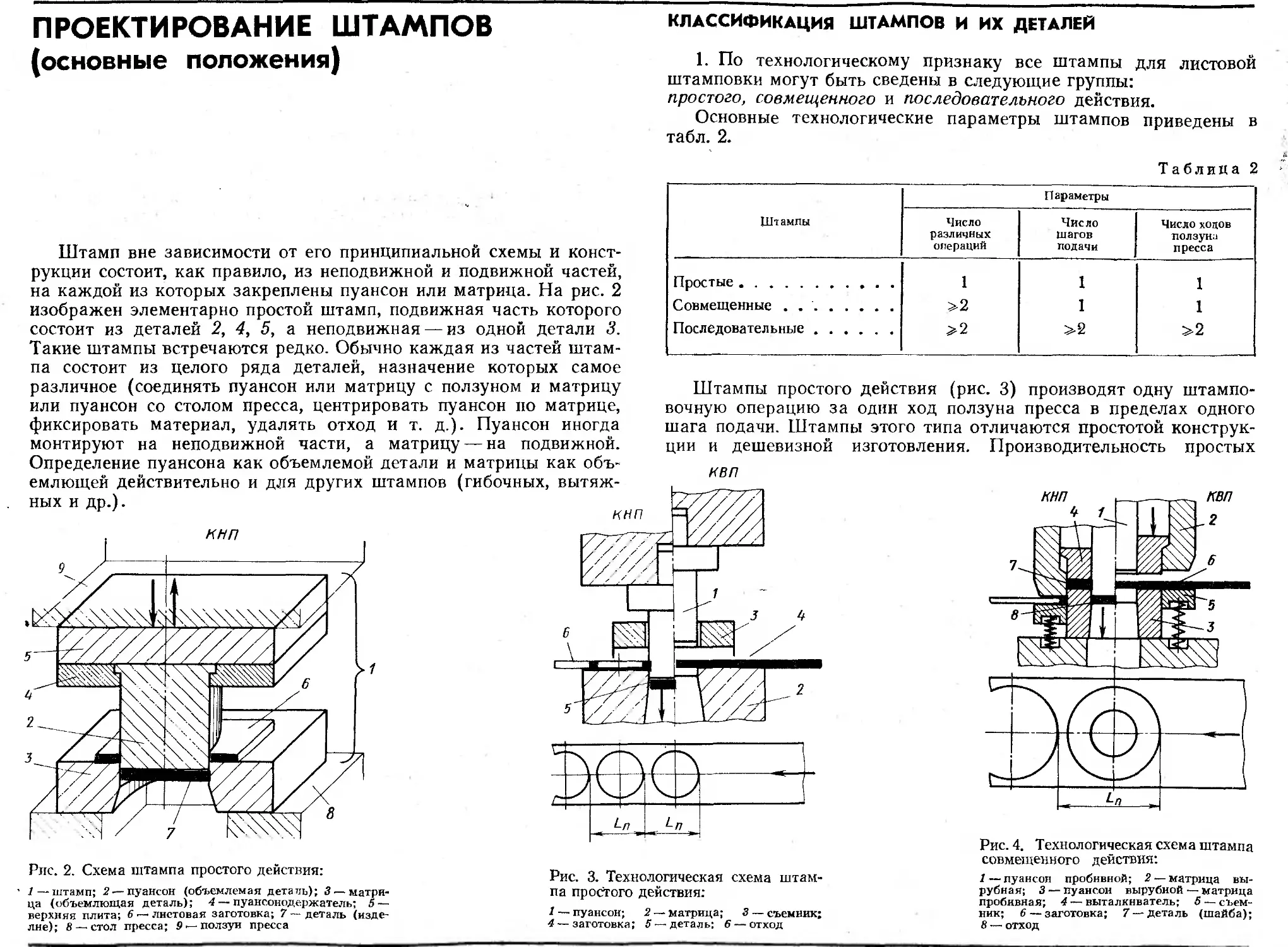
Штамп вне зависимости от его принципиальной схемы и конст-
рукции состоит, как правило, из неподвижной и подвижной частей,
на каждой из которых закреплены пуансон или матрица. На рис. 2
изображен элементарно простой штамп, подвижная часть которого
состоит из деталей 2, 4, 5, а неподвижная — из одной детали 3.
Такие штампы встречаются редко. Обычно каждая из частей штам-
па состоит из целого ряда деталей, назначение которых самое
различное (соединять пуансон или матрицу с ползуном и матрицу
или пуансон со столом пресса, центрировать пуансон по матрице,
фиксировать материал, удалять отход и т. д.). Пуансон иногда
монтируют на неподвижной части, а матрицу — на подвижной.
Определение пуансона как объемлемой детали и матрицы как объ-
емлющей действительно и для других штампов (гибочных, вытяж-
ных и др.).
кнп
Рис. 2. Схема штампа простого действия:
• / —штамп; 2 — пуансон (объемлемая деталь); 3 —матри-
ца (объемлющая деталь); 4— пуансонодержатель; 5 —
верхняя плита; 6 — листовая заготовка; 7 — деталь (изде-
лие); 8 —стол пресса; 9 —ползун пресса
КЛАССИФИКАЦИЯ ШТАМПОВ И ИХ ДЕТАЛЕЙ
1. По технологическому признаку все штампы для листовой
штамповки могут быть сведены в следующие группы:
простого, совмещенного и последовательного действия.
Основные технологические параметры штампов приведены в
табл. 2.
Таблипа 2
Штампы Параметры
Число различных операций Число шагов подачи Число ходов ползуна пресса
Простые 1 1 1
Совмещенные . >2 1 1
Последовательные >2 >2 >2
Штампы простого действия (рис. 3) производят одну штампо-
вочную операцию за один ход ползуна пресса в пределах одного
шага подачи. Штампы этого типа отличаются простотой конструк-
ции и дешевизной изготовления. ~
Kfi/7
кнп
Рис. 3. Технологическая схема штам-
па простого действия:
1 — пуансон; 2 — матрица; 3 — съемник;
4— заготовка; 5 — деталь; 6 — отход
Производительность простых
Рис. 4. Технологическая схема штампа
совмещенного действия:
1 — пуансон пробивной; 2 — матрица вы-
рубная; 3 — пуансон вырубной — матрица
пробивная; 4 — выталкиватель; 5 — съем-
ник; 6 — заготовка; 7 —деталь (шайба);
8 — отход
штампов находится в прямой зависимости от вида подачи м те-
риала пли полуфабриката. На многопозиционных прессах, как фа-
вило, используют простые штампы.
Штампы совмещенного действия (рис. 4) выполняют одновре-
менно несколько различных операций (две, три, реже — четыре).
Вся работа осуществляется за один ход ползуна пресса и в пре-
делах одного шага подачи. Совмещенные штампы сложнее простых
и требуют более высокой квалификации при изготовлении. Слож-
ность штампа полностью оправдывается производительностью,
точностью и плоскостностью штампованных деталей. Эти штампы
обязательно имеют специфичную только для них деталь, выполня-
ющую одновременно функции и матрицы и пуансона (деталь двой-
ного назначения пуансон-матрица). При малом расстоянии меж-
ду деформирующими частями детали двойного назначения проч-
ность ее понижается.
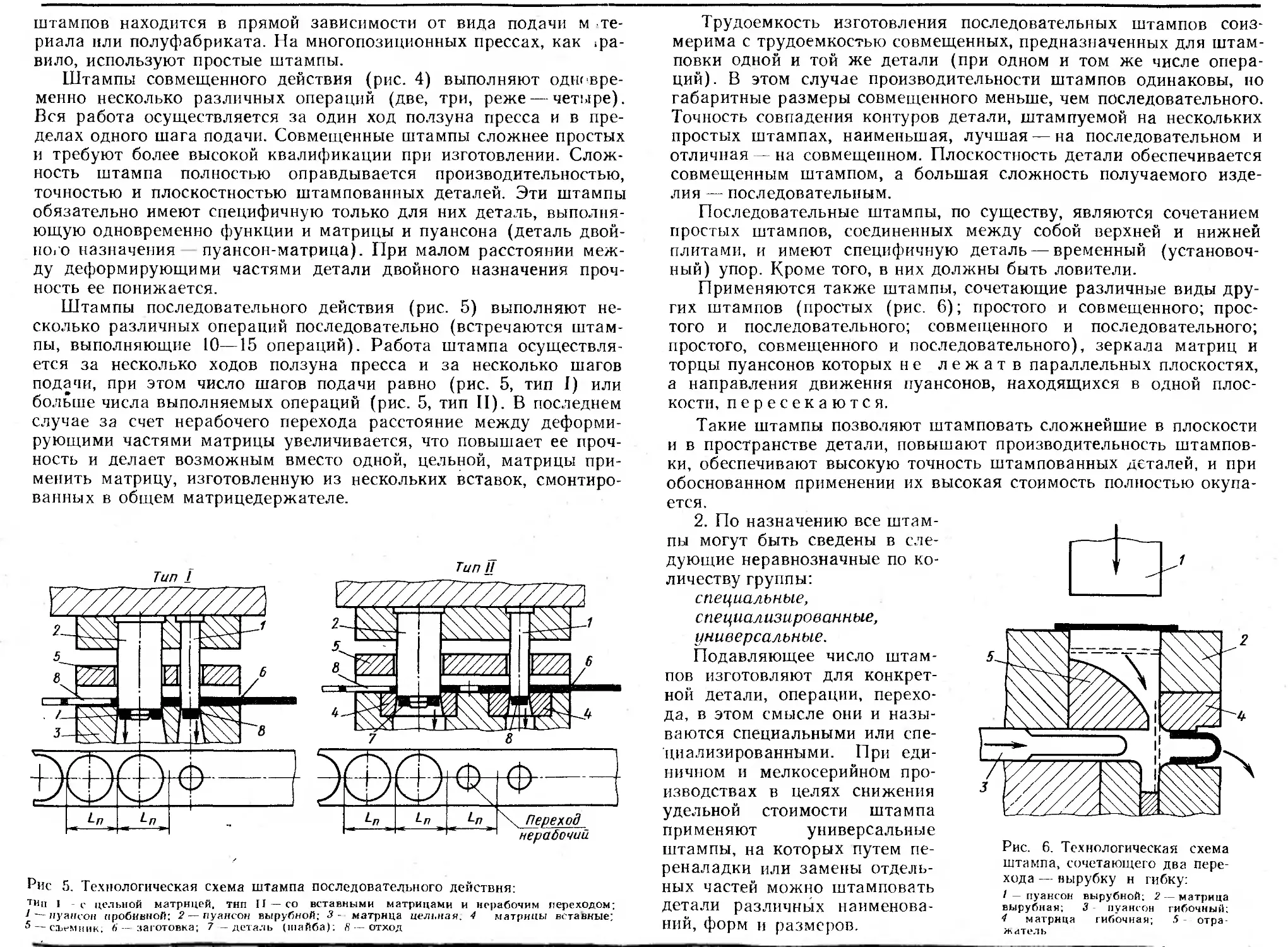
Штампы последовательного действия (рис. 5) выполняют не-
сколько различных операций последовательно (встречаются штам-
пы, выполняющие 10—15 операций). Работа штампа осуществля-
ется за несколько ходов ползуна пресса и за несколько шагов
подачи, при этом число шагов подачи равно (рис. 5, тип I) или
больше числа выполняемых операций (рис. 5, тип II). В последнем
случае за счет нерабочего перехода расстояние между деформи-
рующими частями матрицы увеличивается, что повышает ее проч-
ность и делает возможным вместо одной, цельной, матрицы при-
менить матрицу, изготовленную из нескольких вставок, смонтиро-
ванных в общем матрицедержателе.
Ln
. Переход
нерабочий.
^-п
Рис 5. Технологическая схема штампа последовательного действия:
тНц I -с цельной матрицей, тип 11 —- со вставными матрицами и нерабочим переходом;
/— пуансон пробивной: 2—пуансон вырубной; 3- матрица цельная. 4 матрицы вставные;
5 — съемник. 6‘ -- заготовка; 7 — деталь (шайба). 8 — отход
Трудоемкость изготовления последовательных штампов соиз-
мерима с трудоемкостью совмещенных, предназначенных для штам-
повки одной и той же детали (при одном и том же числе опера-
ций). В этом случае производительности штампов одинаковы, но
габаритные размеры совмещенного меньше, чем последовательного.
Точность совпадения контуров детали, штампуемой на нескольких
простых штампах, наименьшая, лучшая — на последовательном и
отличная — на совмещенном. Плоскостность детали обеспечивается
совмещенным штампом, а большая сложность получаемого изде-
лия — последовательным.
Последовательные штампы, по существу, являются сочетанием
простых штампов, соединенных между собой верхней и нижней
плитами, и имеют специфичную деталь — временный (установоч-
ный) упор. Кроме того, в них должны быть ловители.
Применяются также штампы, сочетающие различные виды дру-
гих штампов (простых (рис. 6); простого и совмещенного; прос-
того и последовательного; совмещенного и последовательного;
простого, совмещенного и последовательного), зеркала матриц и
торцы пуансонов которых не лежатв параллельных плоскостях,
а направления движения пуансонов, находящихся в одной плос-
кости, пересекаются.
Такие штампы позволяют штамповать сложнейшие в плоскости
и в пространстве детали, повышают производительность штампов-
ки, обеспечивают высокую точность штампованных деталей, и при
обоснованном применении их высокая стоимость полностью окупа-
ется.
2. По назначению все штам-
пы могут быть сведены в сле-
дующие неравнозначные по ко-
личеству группы;
специальные,
специализированные,
универсальные.
Подавляющее число штам-
пов изготовляют для конкрет-
ной детали, операции, перехо-
да, в этом смысле они и назы-
ваются специальными или спе-
циализированными. При еди-
ничном и мелкосерийном про-
изводствах в целях снижения
удельной стоимости штампа
применяют универсальные
штампы, на которых путем пе-
реналадки или замены отдель-
ных частей можно штамповать
детали различных наименова-
ний, форм и размеров.
Рис. 6. Технологическая схема
штампа, сочетающего два пере-
хода — вырубку и гибку:
/ — пуансон вырубной; 2 — матрица
вырубная; 3 - пуансон гибочный;
4 матрица гибочная; 5- отра-
жатель
3. По своему действию детали штампа можно объединить в че-
тыре группы (рис. 7).
Все детали штампа нужны для его работы, но характер участия
их в процессе штамповки различен. Детали деформирующей груп-
пы являются определяющими, так как их форма и размеры непо-
средственно передаются штампуемой заготовке; устанавливающие
детали участвуют в формировании изделия косвенно, обеспечивая
заготовке надлежащее положение в штампе, и способствуют улуч-
шению условий труда; удаляющие детали влияют на производи-
тельность и повышают безопасность работы штамповщиков; сбо-
рочные детали обеспечивают фиксацию заданного взаимного рас-
положения в пространстве деталей первых трех групп в процессе
штамповки.
В получении штампованного изделия заданной формы и точ-
ности и обеспечения высокой стойкости штампа наиболее ответст-
венными являются деформирующие и отчасти устанавливающие
детали.
Рис. 7. Группы деталей штампов
КОНСТРУИРОВАНИЕ ШТАМПОВ И ИХ ДЕТАЛЕЙ
(ОСНОВНЫЕ ПОЛОЖЕНИЯ]
При проектировании штампов необходимо пользоваться су-
ществующими Государственными стандартами, руководящими тех-
ническими материалами, отраслевыми нормалями и только в том
случае, если задание не может быть выполнено на их основании,
возможно проектировать специальные детали, узлы и конструкции.
ПУАНСОНЫ И МАТРИЦЫ
Конструируя вырубные, пробивные, вытяжные и другие пуан-
соны и матрицы, нужно стремиться обеспечить следующие основ-
ные требования: простоту конструкции и изготовления; точность и
прочность установки (закрепления); стойкость в эксплуатации;
легкость сборки и разборки.
Пуансоны небольшого размера для мелкосерийного производ-
ства иногда выполняют заодно с хвостовиком (рис. 8). Пуансоны
малых и средних размеров сложного контура для облегчения из-
готовления (возможность строгания, фрезерования, шлифования)
часто делают постоянного сечения по всей длине. Такие пуансоны
крепятся в пуансонодержателе с помощью расклепки опорной
части (рис. 9).
Пуансоны и матрицы, применяемые для очень больших штам-
повок (например, гибочные и вытяжные для деталей кузовов ав-
томобилей и др.), изготовляют из специальных отливок. Эти пуан-
соны и матрицы имеют полки и проушины, за которые крепятся
болтами непосредственно к ползуну или столу пресса (рис. 10).
В конструкциях с тонкими круглыми пуансонами, когда размеры
рабочего сечения пуансона незначительно отличаются от толщины
Рнс. 8. Пуансон, выпол-
ненный заодно с хвосто-
виком
Рис. 9. Пуансон профильного
сечения по всей его длине
пробиваемого материала, применяют цилиндрическую втулку, в
которую вставляют пуансон (рис. 11, тип I). Головка пуансона
расклепывается, и он удерживается во втулке, сама же втулка
имеет буртик, с помощью которого крепится в пуансонодержате-
ле 1. При использовании таких пуансонов необходимо между пли-
той 2 и пуансонодержателем 1 располагать стальную закаленную
прокладку 3, которая и воспринимает усилие пробивки. Пуансоны
указанной конструкции обычно изготовляют из серебрянки. Если
размеры серебрянки не соответствуют сечению пуансона, то ее
шлифуют на бесцентровом станке, затем разрезают на нужные
длины и расклепывают головки. Изложенная технология произ-
водства пуансонов обходится дешево. Рассматриваемая констр к-
ция оправдывает себя при большом количестве штамповок, так как
изготовление втулок (постоянные детали) стоит довольно дорого.
Недостаток конструкции заключается в том, что на наименьшее
расстояние между центрами пуансонов влияют не их диаметры, а
диаметры буртиков втулок.
Пуансоны с конусным посадочным хвостовиком (рис. 11, тип II)
применяют при небольшом количестве штамповок для пробивок
малых толщин и диаметров до 4—5 мм. Их можно менять, не
снимая верхнюю часть штампа с ползуна пресса. При относитель-
ной трудности изготовления такой пуансон все же дешевле, чем
комплект втулка-пуансон. Надежность крепления пуансона в пу-
ансонодержателе зависит от площади трения и угла конусности.
При достаточной длине и угле 2—3° они держатся надежно.
Узлы быстросменных пуансонов изображены на рис. 649—652
(лист 154). Эти пуансоны применяют при массовых пробивных
работах, например в котлостроении, мостостроении, а также в мно-
гопуансонных штампах (кузовных и др.). Конструкция узла сос-
тоит из пуансона, пуансонодержателя, пружины, стопорного ша-
рика и прокладки. Для того чтобы вынуть пуансон, достаточно
Рис. 11. Пуансоны круглые
преодолеть силу пружины, давя на шарик специальной иглой.
Конструкция пуансона с буртиком (рис. 11, тип III) служит
для вырубки или пробивки малых и средних круглых деталей или
отверстий. Здесь центрирующей частью является посадочный ци-
линдр пуансона, находящийся в пуансонодержателе, а потому
гнездо под буртик делается больше его диаметра.
Рабочая часть пуансона имеет расчетный размер. Посадочный
размер следует выбирать из числа нормальных, близких к рас-
четному. У пуансонов, диаметр которых больше 50 мм, в середине
торца следует делать неглубокую выточку. Благодаря выточке
уменьшается площадь шлифовки при заточке пуансонов.
Для вырубки круглых деталей средних размеров применяют
пуансоны в виде колец 1 (рис. И, тип IV), центрируемых на выс-
тупах пуансонодержателей 2, последних столько же, сколько боль-
ших пуансонов. Пуансонодержатель, в свою очередь, запрессовы-
вается в расточку верхней (или нижней) плиты.
Встречаются изделия больших и очень больших габаритных
размеров, пуансоны и матрицы для которых приходится делать
из отдельных секций (рис. 12). Секции пуансона пригоняют друг
к другу и монтируют на плите. Каждую секцию фиксируют на пли-
те двумя штифтами, а закрепляют — болтами, количество кото-
рых зависит от размеров секции.
Применение секционных пуансонов и матриц значительно умень-
шает расход инструментальной стали и снижает тру оемкость
изготовления штампа, и, что главное, обеспечивает возможность
изготовления пуансонов и матриц для штамповки крупных дета-
лей. Во избежание раскрытия стыков каждая секция должна очень
надежно фиксироваться на плите, поэтому применяют фиксирую-
щие штифты больших диаметров и в достаточном количестве, ино-
гда в дополнение к ним используют специальные опорные блоки
и даже монтируют секции в гнездо в плите, выполненное по на-
ружному (опорному) контуру секционной матрицы.
Секционные матрицы применяют и при очень малых размерах
штампуемых изделий, например, при вырубке стрелок для ручных
детали
Рис. 12. Секционные пуансон и матрица
часов. В цельной матрице для такой детали очень трудно изгото-
вить узкую (0,6 мм), но длинную (8 мм) рабочую прорезь. Если
же матрица будет состоять из двух секций, стык которых совпа-
Рнс. 13. Пуансоны для пробивки отверстий, диаметр которых меньше
толщины материала
дает с осью стрелки, то на их открытых боковых гранях легко
изготовить полупрофили стрелки.
Пробивать отверстия малого, относительно толщины заготов-
ки, диаметра (d>0,35 s) в стали можно пуансонами, вставляемы-
ми во втулки. В этом случае исключается продольный изгиб пу-
ансона. На рис. 13 показаны конструкции таких пуансонов. Тип I
(нормальная конструкция) состоит из пуансона 1 и телескопиче-
ской втулки, состоящей из верхней 2 и нижней 3 частей. Для таких
пуансонов следует применять пакет с направлением колонками и
плитой. Нижняя часть втулки закрепляется в направляющей плите
блока.
Тип II (упрощенная конструкция) состоит из пуансона 1, сталь-
ных колец 2 и резиновых колец 3. Как и в предыдущем случае,
применяется пакет с направлением колонками и плитой. Нижнее
стальное кольцо желательно заделывать в направляющую плиту.
В последнее время находят применение двухслойные стальные
матрицы, показанные на рис. 14. Такая конструкция предназначе-
на для вырубных и пробивных штампов. Матрица состоит из плас-
тины-матрицы 1, изготовляемой из инструментальной стали, и
основания-матрицы 2, для которого можно использовать конструк-
ционную сталь. Толщина пластины-матрицы берется на 2—2,5 мм
больше высоты цилиндрического пояска обычной вырубной матри-
цы, поэтому применение такой сборной конструкции обеспечивает
значительную экономию инструментальной стали.
Матрица для точной формовки и калибровки при работе с
большими нагрузками показана на рис. 15. На матрицу 1 после-
довательно, с натягами по прессовой посадке, надевают бандажи
2 и 3. Благодаря автофритажу радиальные упругие деформации
самой матрицы, даже при воздействии на нее значительных дав-
лений, будут незначительны. Такие матрицы давно с успехом при-
Рис. 14. Двухслойная стальная мат-
рица для небольших деталей
Рис. 15. Матрица, усиленная бандажами
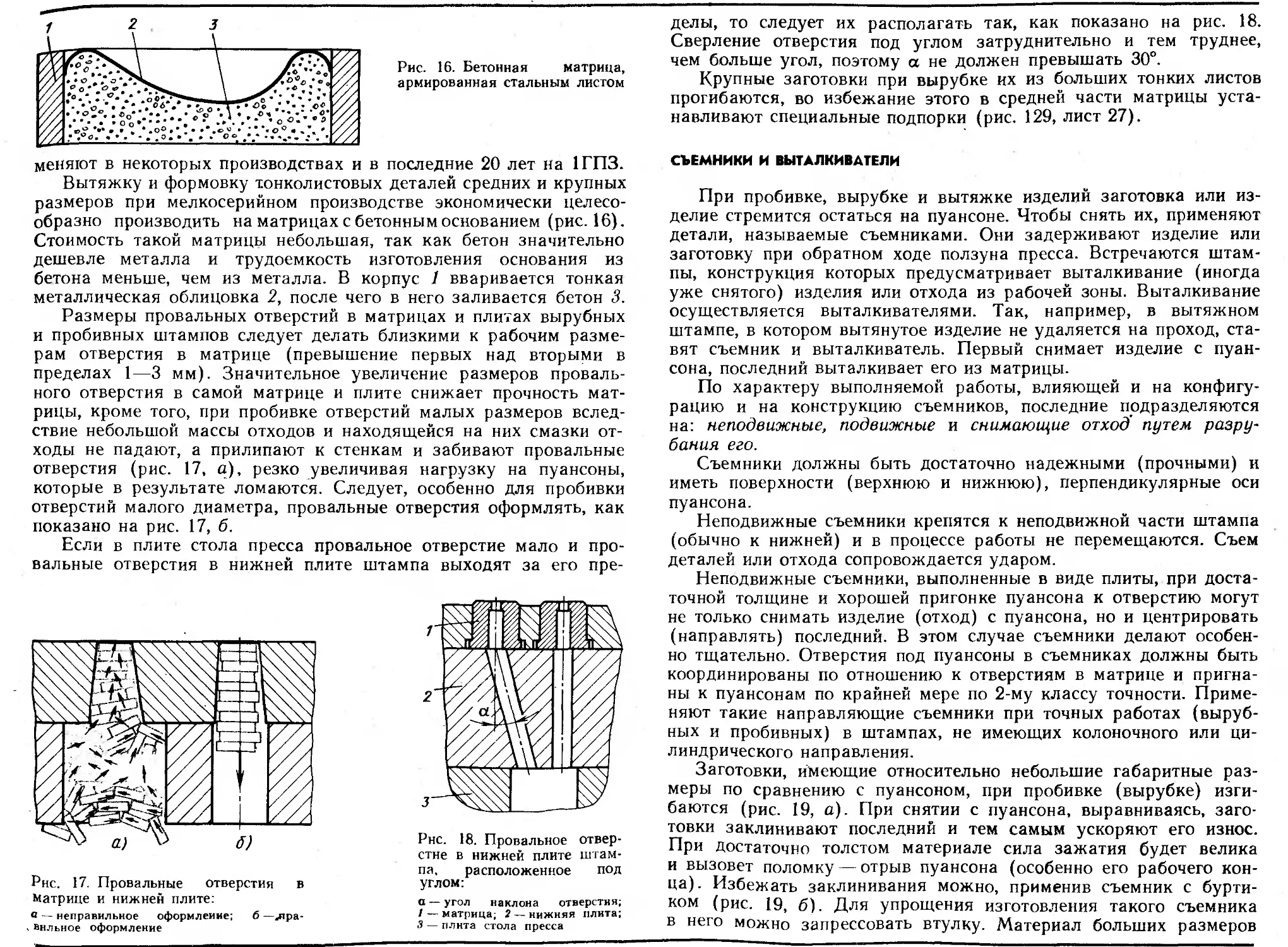
Рис. 16. Бетонная матрица,
армированная стальным листом
меняют в некоторых производствах и в последние 20 лет на 1ГПЗ.
Вытяжку и формовку тонколистовых деталей средних и крупных
размеров при мелкосерийном производстве экономически целесо-
образно производить на матрицах с бетонным основанием (рис. 16).
Стоимость такой матрицы небольшая, так как бетон значительно
дешевле металла и трудоемкость изготовления основания из
бетона меньше, чем из металла. В корпус 1 вваривается тонкая
металлическая облицовка 2, после чего в него заливается бетон 3.
Размеры провальных отверстий в матрицах и плитах вырубных
и пробивных штампов следует делать близкими к рабочим разме-
рам отверстия в матрице (превышение первых над вторыми в
пределах 1—3 мм). Значительное увеличение размеров проваль-
ного отверстия в самой матрице и плите снижает прочность мат-
рицы, кроме того, при пробивке отверстий малых размеров вслед-
ствие небольшой массы отходов и находящейся на них смазки от-
ходы не падают, а прилипают к стенкам и забивают провальные
отверстия (рис. 17, а), резко увеличивая нагрузку на пуансоны,
которые в результате ломаются. Следует, особенно для пробивки
отверстий малого диаметра, провальные отверстия оформлять, как
показано на рис. 17, б.
Если в плите стола пресса провальное отверстие мало и про-
вальные отверстия в нижней плите штампа выходят за его пре-
Рнс. 18. Провальное отвер-
стие в нижней плите штам-
па, расположенное под
углом:
а — угол наклона отверстия;
/ — матрица; 2 — нижняя плита;
3 — илита стола пресса
Рнс. 17. Провальные отверстия в
Матрице и нижней плите:
G — неправильное оформление; 6 —<«ра-
Внльное оформление
делы, то следует их располагать так, как показано на рис. 18.
Сверление отверстия под углом затруднительно и тем труднее,
чем больше угол, поэтому а не должен превышать 30°.
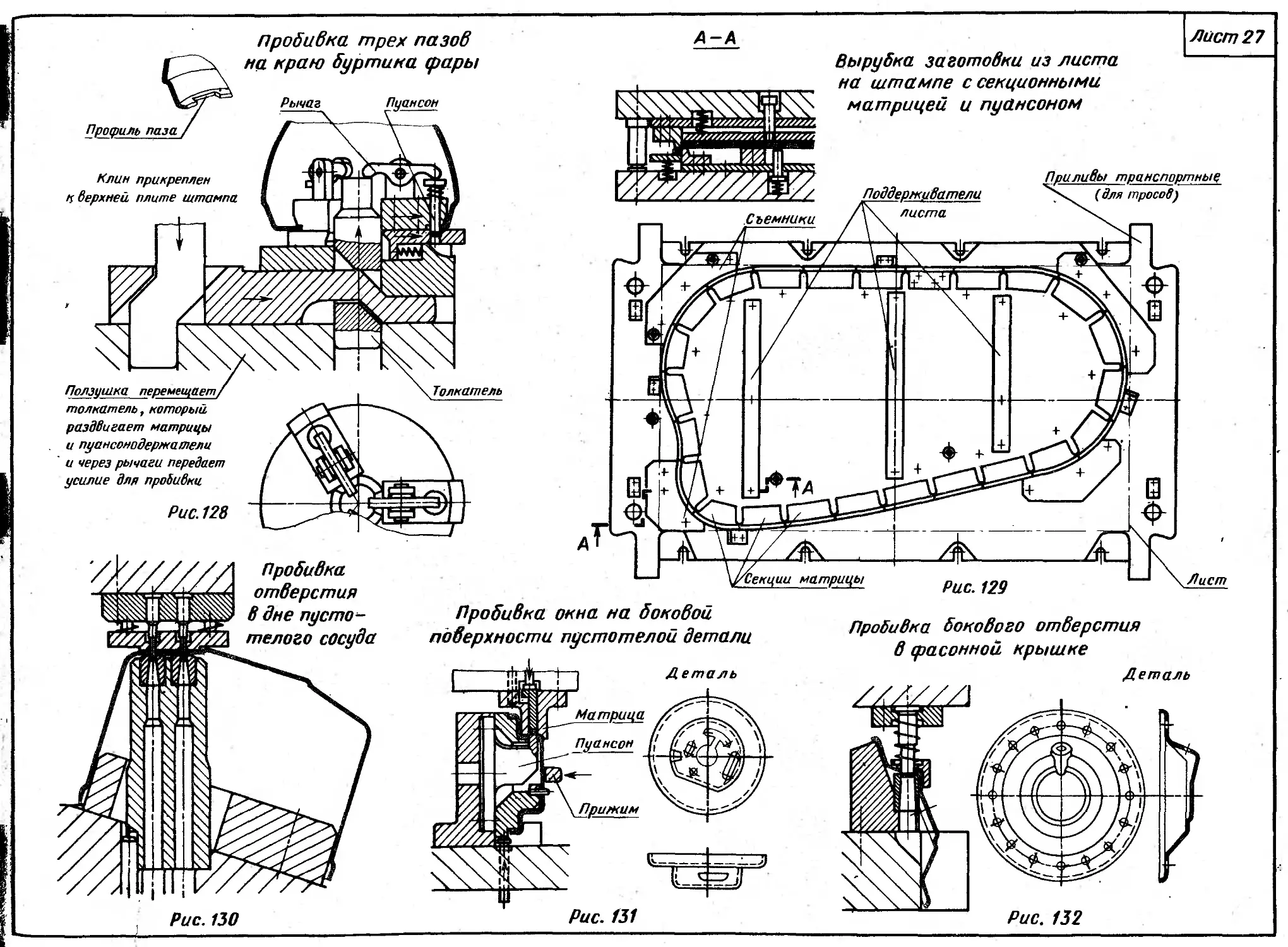
Крупные заготовки при вырубке их из больших тонких листов
прогибаются, во избежание этого в средней части матрицы уста-
навливают специальные подпорки (рис. 129, лист 27).
СЪЕМНИКИ И ВЫТАЛКИВАТЕЛИ
При пробивке, вырубке и вытяжке изделий заготовка или из-
делие стремится остаться на пуансоне. Чтобы снять их, применяют
детали, называемые съемниками. Они задерживают изделие или
заготовку при обратном ходе ползуна пресса. Встречаются штам-
пы, конструкция которых предусматривает выталкивание (иногда
уже снятого) изделия или отхода из рабочей зоны. Выталкивание
осуществляется выталкивателями. Так, например, в вытяжном
штампе, в котором вытянутое изделие не удаляется на проход, ста-
вят съемник и выталкиватель. Первый снимает изделие с пуан-
сона, последний выталкивает его из матрицы.
По характеру выполняемой работы, влияющей и на конфигу-
рацию и на конструкцию съемников, последние подразделяются
на: неподвижные, подвижные и снимающие отход путем разру-
бания его.
Съемники должны быть достаточно надежными (прочными) и
иметь поверхности (верхнюю и нижнюю), перпендикулярные оси
пуансона.
Неподвижные съемники крепятся к неподвижной части штампа
(обычно к нижней) и в процессе работы не перемещаются. Съем
деталей или отхода сопровождается ударом.
Неподвижные съемники, выполненные в виде плиты, при доста-
точной толщине и хорошей пригонке пуансона к отверстию могут
не только снимать изделие (отход) с пуансона, но и центрировать
(направлять) последний. В этом случае съемники делают особен-
но тщательно. Отверстия под пуансоны в съемниках должны быть
координированы по отношению к отверстиям в матрице и пригна-
ны к пуансонам по крайней мере по 2-му классу точности. Приме-
няют такие направляющие съемники при точных работах (выруб-
ных и пробивных) в штампах, не имеющих колоночного или ци-
линдрического направления.
Заготовки, имеющие относительно небольшие габаритные раз-
меры по сравнению с пуансоном, при пробивке (вырубке) изги-
баются (рис. 19, а). При снятии с пуансона, выравниваясь, заго-
товки заклинивают последний и тем самым ускоряют его износ.
При достаточно толстом материале сила зажатия будет велика
и вызовет поломку — отрыв пуансона (особенно его рабочего кон-
ца). Избежать заклинивания можно, применив съемник с бурти-
ком (рис. 19, б). Для упрощения изготовления такого съемника
в него можно запрессовать втулку. Материал больших размеров
при пробивке изгибается (рис. 19, в). Пуансоны при ходе вверх
после пробивки будут изгибаться в стороны выравнивающимся
отходом. При достаточно большой толщине отхода они могут
сломаться. Как и в предыдущем случае, хорошие результаты дают
буртики (показаны тонкой линией). Болты, которые крепят съем-
ник, должны быть проверены на отрыв силой снятия.
Сбрасывание вытянутых деталей имеет большое значение, так
как неправильное конструирование съемника может привести в не-
годность хорошо вытянутую деталь. Наиболее простая конструк-
ция съемника для вытянутых деталей — это расточка кольцевого
уступа на нижней части вытяжной матрицы (рис. 20, а). После
того как пуансон пройдет КПП, край вытянутого изделия слегка
распружинит, и, следовательно, его диаметр станет больше ра-
бочего диаметра матрицы. При ходе пуансона вверх изделие,
задев краем за уступ матрицы, снимается с пуансона. Эта конст-
рукция проста, но применяется для материалов не тоньше 0,5 мм.
Изделие из более тонкого материала, особенно имеющее неров-
ный край, может быть втянуто обратно в матрицу, в результате
чего изделие заклинивается и сминается.
Рис. 20. Съемники для снятия деталей с пуансона при вытяжке их на проход
Изделия небольшой толщины хорошо снимаются при помощ;
съемников-сегментов. Эта конструкция состоит из четырех иль
шести сегментов и спиральной пружины, охватывающей все сег
менты. Гнездо под сегменты по высоте должно быть на 0,2—0,3 мт.
больше толщины самого сегмента. В процессе вытяжки сегменты
раздвигаются вытягиваемым изделием. Как только борт изделия
опустится ниже плоскости сегментов, последние под действием
пружины сомкнутся. При обратном ходе пуансона сегменты не
позволяют подниматься вытянутому изделию и снимают его с
пуансона. Вместо сегментов иногда применяют 3—4 ползушки
(рис. 20, б). В этом случае на каждую ползушку 1 действует своя
пружина сжатия 2, заставляя ползушку перемещаться к центру
матрицы. Диаметр расположения рабочих частей съемника дол-
жен быть чуть меньше диаметра пуансона.
Подвижные съемники в зависимости от конструкции штампа
могут крепиться к верхней или нижней его части. Они также пред-
назначены для снятия изделия или отхода с пуансона. Подвижные
съемники действуют обычно от пружин, реже — резины и обес-
печивают плавное снятие.
В несложных дешевых штампах, предназначенных для не-
больших партий простых изделий толщиной до 1—1,5 мм применя-
ют резиновый съемник (рис. 21). Резиновый съемник сидит на
пуансоне, причем торец последнего должен быть выше нижней
плоскости съемника. Эта разница тем больше, чем больше не-
обходимая сила снятия отхода или изделия с пуансона. От вели-
чины этой силы зависят и габаритные размеры съемника.
На рис. 22 дана конструкция подвижного съемника, действую-
щего от пружин. Съемник применяется для одного пуансона. При-
меняют и групповые съемники. Слева показана верхняя часть
штампа в КВП и справа — в КПП. Конструкция состоит из съем-
ника 1, пружин 2 и винтов 3.
съемник чаще изготовляют в
виде кольца, толщина которого
берется по конструктивным со-
ображениям и должна обеспе-
чивать необходимую жест-
кость. Для небольших штампов
эта толщина составляет 10—
20 мм. Размеры пружин и коли-
чество их подбирают в соответ-
ствии с силой снятия. Необхо-
димо, чтобы при положении
штампа в КВП развиваемое
пружинами усилие съемника
было, по крайней мере, на 10—
15% больше усилия снятия.
Винты создают предвари-
тельное натяжение пружин и
При штамповке тел вращения
квп
Рис. 21. Резиновый съемник:
/—резина; 2— клей
обеспечивают нужное положение съемника. Винты должны быть
с заплечиками. Размер Н от нижней части головки до заплечика
должен быть у всех винтов одного штампа выдержан точно. Глу-
бина гнезда под головку должна быть также одинакова и обеспе-
чивать максимальный ход съемника /ц плюс гарантированный за-
зор 2—6 мм. Так как по мере сточки пуансона ход съемника будет
увеличиваться, то максимальный ход его определяется как сумма
первоначального хода и величины сточки пуансона. При наруше-
нии указанных условий возможен перекос съемника, что увели-
чивает износ деталей и отражается на процессе съема и качестве
изделия.
При применении винтов без заплечиков чрезвычайно трудно
ввернуть их так, чтобы Н был одинаков. Винты с заплечиками,
завернутые до отказа, гарантируют съемник от перекосов. Кроме
того, между заплечиком и съемником возникает трение, которое
препятствует самОотвинчиванию во время работы. Если количество
винтов меньше количества пружин, то между винтами в съемнике
ставят на резьбе штыри, а в верхней плите делают неглубокие
гнезда под пружины. Штырь и гнездо фиксируют пружину на оп-
ределенной оси.
Нижняя плоскость съемника в KJ3FI штампа должна быть ниже
торца пуансона. При опускании верхней части штампа съемник
коснется материала (заготовки) раньше, чем пуансон. Развивая
достаточное усилие, съемник будет прижимать материал к матри-
це. Это явление ценно и для процесса вырубки и съема, и для
качества,самого изделия. При дальнейшем движении вниз пуансон
производит работу, в то время как съемник продолжает все силь-
нее прижимать материал к матрице. При обратном ходе пуансона,
до момента полного выхода его из изделия или отхода 4, съемник
остается на месте. Следовательно, снятое ровное изделие оста-
ется на матрице.
В штампе без направления при его наладке или при заточке
торца пуансона необходимо обнажить пуансон. Для этого в съем-
нике делают два отверстия на проход под винты, а в верхней
плите или пуансонодержателе — два отверстия с резьбой для них.
Для того, чтобы обнажить пуансон, ввинчивают вставленные вин-
ты. По мере ввинчивания съемник приближается к плите, обнажая
торец пуансона.
Удаление отхода путем разрубки. При вырубке из кружка дис-
Ка меньшего диаметра, обрезке неровностей бортика вытяжки или
пРи других аналогичных работах отход в виде кольца остается
На пуансоне. Зачастую условия работы или конструкция штампа,
а также экономические соображения не позволяют применить один
Из рассмотренных съемников. В этом случае отход разрубается
на два, три или четыре отдельных сегмента и легко удаляется.
Для разрубки служат пуансоны-зубила (рис. 463, лист 107 и
Рис. 653, лист 154). Во избежание поломок пуансонов-зубил о мат-
рицу необходимо, чтобы в КНП расстояние от их режущей части
Рис. 22. Подвижный съемник, действующий от пружин
до верхней плоскости матрицы равнялось 2—-6 мм. Тогда разрубка
будет происходить по заполнении этого расстояния отходами.
После заполнения за каждый рабочий ход разрубается один от-
ход. Так как пуансоны-зубила не соприкасаются с закаленной
матрицей, то стойкость их значительна.
Выталкиватели обычно встречаются подвижные, но по харак-
теру действия бывают двух видов: ударного действия; плавного
действия.
Выталкиватели ударного действия работают от поперечины
пресса (рис. 23). На рисунке, слева, показано положение в КВП,
а справа — в момент начала выталкивания. Конструкция состоит
из толкающего стержня 1, толкающего диска 2, толкающих штиф-
тов 3 и кольцевого выталкивателя 4. Толкающий диск 2 передает
толчок трем штифтам 3. Длина всех трех штифтов должна быть
выдержана точно, иначе возможен перекос выталкивателя. Послед-
ний обычно делается с буртиком, предохраняющим его от выпа-
Рис. 23. Штамп с выталкивателем ударного действия,
выталкивателем плавного действия и съемником, действую-
щим от пружин
Дания. Нижняя плоскость выталкивателя у штампа в КВП дол-
жна быть ниже торца пробивного пуансона 5 и вырубной матрицы 6.
В момент вырубки-пробивки изделие, вошедшее в матрицу 6,
приподнимает выталкиватель и все связанные с ним детали. При
обратном ходе поперечина пресса будет остановлена в своем дви-
жении вверх упорными болтами, закрепленными в приливах ста-
нины. Остановкой создается как бы толчок-удар для всей вытал-
кивающей системы. В результате толчка и дальнейшего подъема
матрицы изделие из нее будет вытолкнуто. Проверочному расчету
на продольный изгиб подвергают толкающие штифты 3. Толкаю-
щие стержень и диск конструктивно берутся настолько солидными,
что проверяются лишь в особо сомнительных случаях.
Выталкиватели плавного действия выполняют те же функции,
но сила выталкивания прилагается не мгновенно, в виде толчка,
а постепенно. В конструкции штампа на рис. 23 применен и вы-
талкиватель ударного действия 4, и выталкиватель плавного дей-
ствия 7. Необходимость в последнем возникает в том случае, если
отход в виде диска не мо-
жет быть удален путем
свободного его падения
через провальные отвер-
стия в матрице, нижней
плите и столе пресса.
На рис. 24 показана
конструкция с выталкива-
телем плавного действия.
Выталкиватель 1 все вре-
мя находится под дейст-
вием пружины 2. Буртик
выталкивателя обеспечи-
вает совпадение торца его
с зеркалом матрицы, что
важно для передвижения
материала. Сила пружи-
ны в предварительно на-
тянутом состоянии долж-
на быть на 10—15% больше силы снятия. При достаточно большой
силе снятия бывает конструктивно невозможно разместить пружи-
ну или несколько пружин требуемого размера в гнезде матрицы.
В этом случае пружину выносят под штамп, вниз, создавая
под ним буфер. Применяя подвижный съемник 3 в сочетании с
толкателем 1, можно вставить вырубленное изделие обратно в лен- j
ту. Пуансон, произведя вырубку, поднимается. Вслед за ним под j
действием выталкивателя поднимается ’до плоскости ленты и вы-
рубленное изделие. Так как лента еще некоторое время прижата
съемником 3 к матрице, то вырубленная деталь, несмотря на со-
противление трения, войдет в свое гнездо. J
НАПРАВЛЯЮЩИЕ ДЛЯ ЛЕНТЫ (ПОЛОСЫ) |
При подаче ленты (полосы) необходимо, чтобы она передвига-
лась симметрично продольной оси штампа, в противном случае
ввиду небольшой ширины перемычек будут иметь место односто-
ронняя рассечка их и неполноценность изделия. Для предупреж-
дения боковых перемещений ленты используют направляющие
устройства.
В штампах с неподвижным съемником применяют направля-
ющие планки, которые устанавливают между съемником и матри-
цей. Ширина этих планок зависит от ширины съемника (матрицы)
и расстояния между направляющими. Толщина планок берется
по соответствующим нормалям.
В небольших штампах иногда направляющие планки делают
заодно со съемником путем прострожки в нем продольного паза
для прохода ленты (полосы).
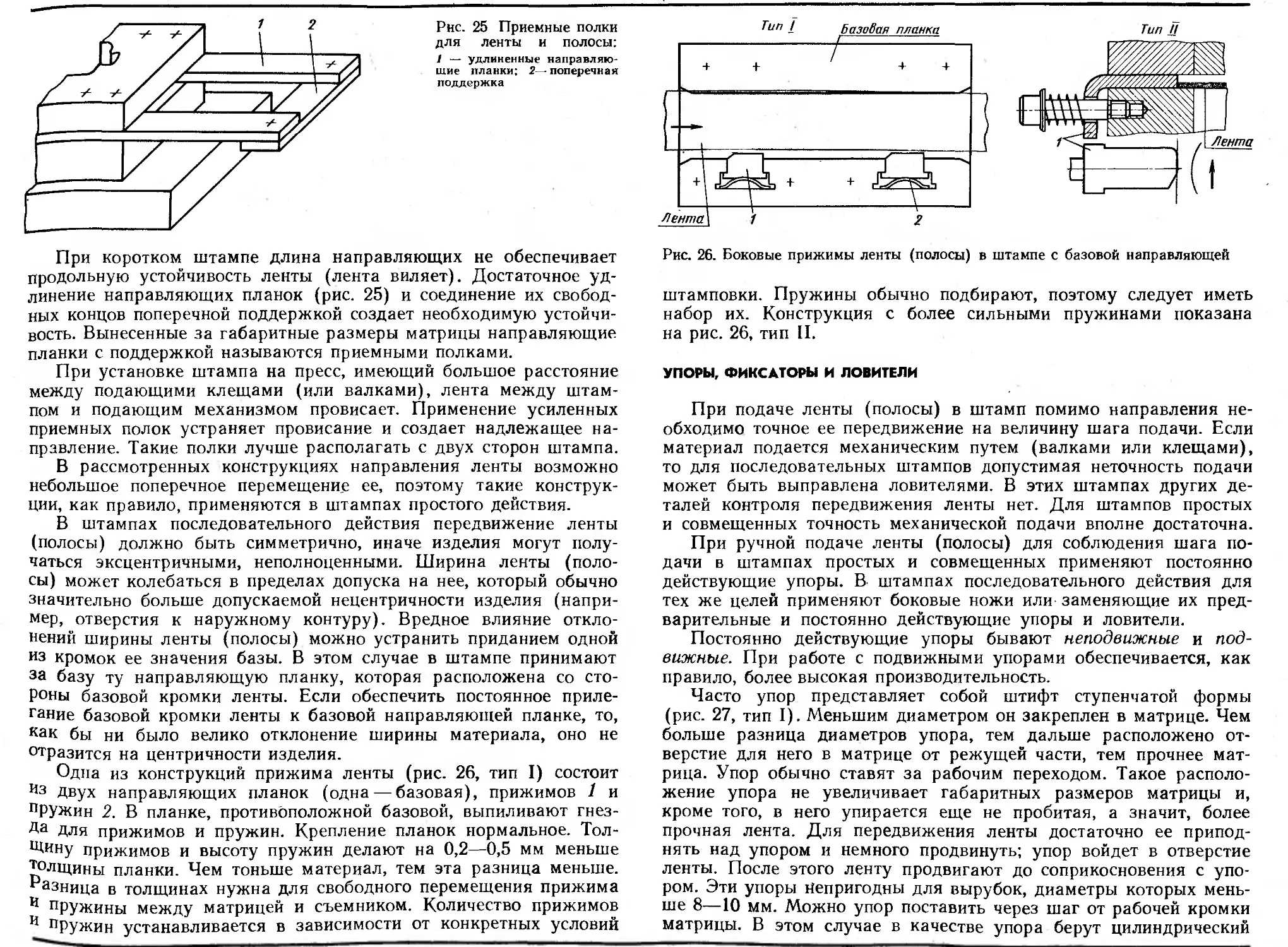
При коротком штампе длина направляющих не обеспечивает
продольную устойчивость ленты (лента виляет). Достаточное уд-
линение направляющих планок (рис. 25) и соединение их свобод-
ных концов поперечной поддержкой создает необходимую устойчи-
вость. Вынесенные за габаритные размеры матрицы направляющие
планки с поддержкой называются приемными полками.
При установке штампа на пресс, имеющий большое расстояние
между подающими клещами (или валками), лента между штам-
пом и подающим механизмом провисает. Применение усиленных
приемных полок устраняет провисание и создает надлежащее на-
правление. Такие полки лучше располагать с двух сторон штампа.
В рассмотренных конструкциях направления ленты возможно
небольшое поперечное перемещение ее, поэтому такие конструк-
ции, как правило, применяются в штампах простого действия.
В штампах последовательного действия передвижение ленты
(полосы) должно быть симметрично, иначе изделия могут полу-
чаться эксцентричными, неполноценными. Ширина ленты (поло-
сы) может колебаться в пределах допуска на нее, который обычно
значительно больше допускаемой нецентричности изделия (напри-
мер, отверстия к наружному контуру). Вредное влияние откло-
нений ширины ленты (полосы) можно устранить приданием одной
из кромок ее значения базы. В этом случае в штампе принимают
за базу ту направляющую планку, которая расположена со сто-
роны базовой кромки ленты. Если обеспечить постоянное приле-
гание базовой кромки ленты к базовой направляющей планке, то,
как бы ни было велико отклонение ширины материала, оно не
отразится на центричности изделия.
Одна из конструкций прижима ленты (рис. 26, тип I) состоит
Из Двух направляющих планок (одна — базовая), прижимов 1 и
пРУЖин 2. В планке, противоположной базовой, выпиливают гнез-
Да для прижимов и пружин. Крепление планок нормальное. Тол-
щину прижимов и высоту пружин делают на 0,2—0,5 мм меньше
толщины планки. Чем тоньше материал, тем эта разница меньше.
Разница в толщинах нужна для свободного перемещения прижима
и пружины между матрицей и съемником. Количество прижимов
« пружин устанавливается в зависимости от конкретных условий
Рнс. 25 Приемные полки
для ленты и полосы:
/ — удлиненные направляю-
щие планки; 2— поперечная
поддержка
Рис. 26. Боковые прижимы ленты (полосы) в штампе с базовой направляющей
штамповки. Пружины обычно подбирают, поэтому следует иметь
набор их. Конструкция с более сильными пружинами показана
на рис. 26, тип II.
УПОРЫ, ФИКСАТОРЫ И ЛОВИТЕЛИ
При подаче ленты (полосы) в штамп помимо направления не-
обходимо точное ее передвижение на величину шага подачи. Если
материал подается механическим путем (валками или клещами),
то для последовательных штампов допустимая неточность подачи
может быть выправлена ловителями. В этих штампах других де-
талей контроля передвижения ленты нет. Для штампов простых
и совмещенных точность механической подачи вполне достаточна.
При ручной подаче ленты (полосы) для соблюдения шага по-
дачи в штампах простых и совмещенных применяют постоянно
действующие упоры. В штампах последовательного действия для
тех же целей применяют боковые ножи или заменяющие их пред-
варительные и постоянно действующие упоры и ловители.
Постоянно действующие упоры бывают неподвижные и под-
вижные. При работе с подвижными упорами обеспечивается, как
правило, более высокая производительность.
Часто упор представляет собой штифт ступенчатой формы
(рис. 27, тип I). Меньшим диаметром он закреплен в матрице. Чем
больше разница диаметров упора, тем дальше расположено от-
верстие для него в матрице от режущей части, тем прочнее мат-
рица. Упор обычно ставят за рабочим переходом. Такое располо-
жение упора не увеличивает габаритных размеров матрицы и,
кроме того, в него упирается еще не пробитая, а значит, более
прочная лента. Для передвижения ленты достаточно ее припод-
нять над упором и немного продвинуть; упор войдет в отверстие
ленты. После этого ленту продвигают до соприкосновения с упо-
ром. Эти упоры Непригодны для вырубок, диаметры которых мень-
ше 8—10 мм. Можно упор поставить через шаг от рабочей кромки
матрицы. В этом случае в качестве упора берут цилиндрический
штифт; прочность матрицы увеличивается, но зато увеличиваются
се габаритные размеры, что нежелательно и не всегда возможно.
Применяют и другую конструкцию упора (рис. 27, тип II), ось
которого отстоит далеко от режущей кромки матрицы, что дости-
гается благодаря крючкообразной его форме. Так как верхняя
часть упора несимметрична, то он фиксируется штифтом, для ко-
торого в матрице делается соответствующая прорезь. Упор этого
типа позволяет вырубать изделия из ленты и без поперечной
перемычки.
Если матрица закреплена в верхней части штампа, а пуансон
с подвижным съемником — в нижней, необходимо применять пря-
чущийся упор (рис. 27, тип III и IV). При передвижении так же,
как и в предыдущих случаях, ленту (полосу) необходимо переки-
дывать через упор. В момент вырубки матрица, нажимая на верх-
ний торец упора, заставляет его частично прятаться в съемник.
При конструировании упоров как неподвижных, так и подвиж-
ных следует учитывать силу инерции при подаче особенно толстых
полос. Слабые упоры, даже при нормальной подаче, могут быть
Рис. 28. Расположение упоров при штамповке широких
изделий
сбиты. Конструктивные размеры упоров должны обеспечивать их
надежность.
Неподвижные упоры при штамповке необходимо видеть, поэто-
му в неподвижных съемниках над упорами делают вырезы. Ка-
чество и прочность съемника от этого не снижаются, но благо-
даря вырезам достигается удобство в работе и увеличивается
производительность.
При вырубке широких изделий, особенно из относительно тон-
кого материала, упор, поставленный в середине, не обеспечивает
правильного перемещения ленты (рис. 28, а). Это объясняется
Рис. 29. Подвижный упор двойного (прямого и обратного) движения
ленты:
тип I — с направляющей планкой; тип II — с направляющим кронштейном
тем, что сила, с которой прессовщик подает ленту, во много раз
больше силы, необходимой для изгиба перемычки, и прессовщик не
почувствует момента начала изгиба. Чтобы устранить это явление,
ставят не один упор в центре, а два — по краям (рис. 28, б).
Подвижные упоры включают упоры двойного и прямого дви-
жения ленты (полосы). При работе с упорами двойного движения
(рис. 29) ленту необходимо каждый раз продвигать вперед больше
чем на шаг, а затем — незначительно назад. Работая с упорами
прямого движения (рис. 30), ленту продвигают только в одном
направлении — вперед.
При работе с упорами двойного движения производительность
будет несколько ниже, чем с упорами прямого движения. При
серийном и массовом производстве упоры прямого движения, не-
смотря на их относительную сложность, следует предпочесть упо-
рам двойного движения.
Предварительные упоры применяют в штампах последователь-
ного действия. Подавая ленту в такой штамп, вначале необходимо
ввести ее только в зону 1-го перехода. После 1-го рабочего хода
ленту нужно продвинуть точно на величину шага подачи в зону
2-го перехода и так столько раз, сколько переходов содержит
штамп. Контроль за первоначальным передвижением ленты посто-
янными упорами осуществлен быть не может. Он осуществляется
предварительными (временными) упорами, которые расположены
в штампе между съемником и матрицей (рис. 31).
Рассмотрим работу упоров в штампе последовательного дейст-
вия (рис. 32). До передвижения ленты в 1-й переход упор этого
перехода нажатием пальца на его наружный торец вдвигают на
2—6 мм в рабочую зону штампа. Торец упора выйдет за пределы
направляющей планки и ограничит продвижение ленты. Палец
отпускают, и упор пружиной возвращается в исходное положение.
Совершается рабочий ход.
После операции на 1-м переходе ленту продвигают до упора
2-го перехода. Рабочий торец упора так же, как и в первом слу-
чае, на время выходит за пределы направляющей планки. Так
поступают столько раз, сколько переходов имеет штамп без одного.
Конец ленты, последовательно пройдя все переходы, вступает в
контакт с постоянным упором. После этого для данного рулона
ленты или полосы предварительные упоры не используют. За каж-
дый ход ползуна пресса получается готовая деталь. Расстояние
между рабочими торцами предварительных упоров должно быть
равно шагу подачи материала.
В штампах последовательного действия вместо нескольких
предварительных упоров можно применить один шаговый нож
(рис. 33). Шаговые ножи, повышая точность шага подачи ленты
(полосы), увеличивают отход материала, так как небольшая ши-
рина кромки ленты обрезается и на эту ширину обрезки увели-
чивают ширину ленты.
Конец ленты, вставляемый в направляющие штампа, торцом
упрется в выступ (упор), находящийся на направляющей планке.
Затем производят ход ползуна, во время которого одновременно
пробивается отверстие (для данного изделия) и обрезается часть
кромки ленты, по длине равная шагу подачи материала. После
Рис. 30. Подвижный упор прямого движения леиты
Рис. 31. Предварительный
(временный) упор:
/ — рабочий торец; 2 — на-
ружный торец
Рис. 32. Упоры в штампе последовательного действия:
I-й переход — пробивка центрального отверстия; 2-й переход — пробивка угловых
отверстий, 3-й переход — пробивга удлиненных отверстий; 4й переход — вырубка
детали; / — предварительные (временные) упоры; 2 — постоянный упор; 3 — боковые
прижимы леиты (полосы); 4— направляющие планки
чего ленту продвигают до
нового контакта уступа
ленты с выступом (упо-
ром) на направляющей
планке, т. е. на шаг пода-
чи. И так—на протяжении
штамповки всего рулона
ленты или всей полосы.
Для большего повыше-
ния точности шага подачи
применяют два шаговых
ножа, которые устанавли-
вают с двух сторон лен-
ты на разных переходах.
Во время отрезки кромки
ленты ножом, у которого
рабочий торец паралле-
лен зеркалу матрицы,
возможен сдвиг ленты в
сторону, обратную подаче,
и, как следствие, пониже-
ние точности шага пода-
чи. Для устранения тако-
го явления рабочий торец
ножа 3 делается со ско-
сом А (рис. 33)-. В этом
случае возникает боковое
усилие и поэтому сечение
шагового ножа и закрепление его необходимо делать надежные и,
кроме того, желательно создать опору — направление в зоне ра-
бочего торца шагового ножа.
При использовании постоянного упора в сочетании с боковым
ножом, независимо от числа переходов, необходим только один
предварительный упор.
В штампах последовательного действия с расположением под-
вижного съемника в верхней части можно применять упрощенный
предварительный упор. В этом случае в матрице сверлят неболь-
шие отверстия с шагом, равным шагу подачи, вставляют в первое
отверстие штифт (предварительный упор) и передвигают до него
ленту. Когда лента установлена, штифт вынимают и производят
рабочий ход. Затем штифт вставляют во второе отверстие, и так
до тех пор, пока не вступит в действие постоянный упор.
В дополнение к сказанному об упорах заметим, что неточность
фиксирования упорами определяется главным образом их зазорами
и допусками, ужесточить которые не всегда удается.
При штамповке вырубленных или отрезанных заготовок, укла-
дываемых на зеркало матрицы вручную, необходимо располагать
их так, чтобы базы предыдущей операции (например, наружный
Рис. 33. Расположение
шагового иожа в
штампе:
М — выступ (упор) на
направляющей планке; Д' —
уступ ленты; Л — вид шаго-
вого ножа со скошенным
рабочим торцом; — шаг
подачи ленты; / — контур
изделия; 2 — направляющие
планкн; 3 — шаговый иож
Рис. 34. Фиксаторы: J
I — для вырубленных заго-
товок небольших н средних
размеров; II — для выруб-
ленных заготовок крупных
размеров; JII — для загото-
вок, отрезанных на ножни-
цах; / —- заготовка; 2 —
фиксаторы
контур, часть его или отверстие) совпадали с базами новой
операции. Для обеспечения этого применяют фиксаторы (рис. 34).
Фиксаторы, как правило, выполняют так, что только часть контура
заготовки имеет с ними контакт (за исключением тел вращения),
а иногда, при круглых фиксаторах, имеет место даже точечный
контакт. При подаче в штамп заготовок, отрезанных на ножницах
или в универсальных отрезных штампах, у которых габаритные раз-
меры и геометрия контура недостаточно точные, следует заготовки
фиксировать по двум пересекающимся базам с поджатием заготов-
ки к ним (рис. 34, III).
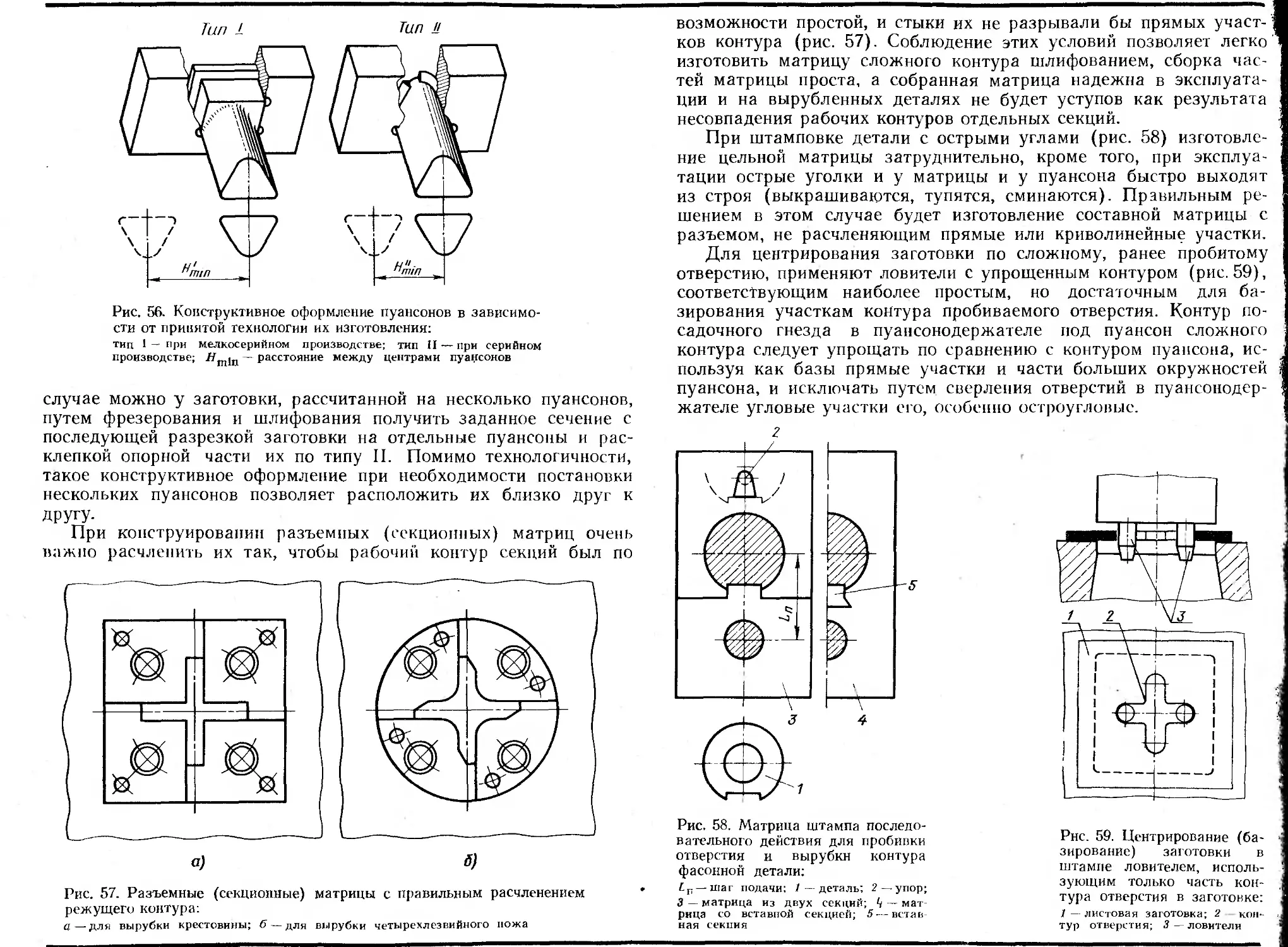
Ловители центрируют ленту (полосу) или полуфабрикат по
ранее пробитым отверстиям, которые могут быть отверстиями са-
мого изделия или пробиваемыми в ленте специально для ловите-
лей. В последнем случае, для облегчения изготовления, отверстия
делают круглыми. Ловители, центрирующие по специально про-
битым отверстиям, как правило, бывают цельнымй и закрепляются
в пуансонодержателе по типу пуансонов — на буртике. При неболь-
шом диаметре и большой длине ловитель для усиления делается
ступенчатым. Ловители, центрирующие по отверстиям изделия,
можно ставить и на последнем вырубном пуансоне. Способов за-
крепления их в пуансоне достаточно много. Материал ловителей
должен хорошо сопротивляться истиранию. Ловители, выполнен-
ные как одно целое с пуансонами, из-за неудобства заточки по-
следних применяются редко. Типы ловителей показаны на рис. 35.
D > 12 мм
Рис. 35. Ловители, за-
крепляемые в пуансонах:
1 — вырубной пуансон; 2 —
ловитель
Рис. 36. Ловитель в
штампах последователь-
ного действия:
/ — пробивной пуансон (1-й
переход); 2 — вырубной пу-
ансон (2-й переход); 3 —-
ловитель
Ловители могут применяться во всех видах штампов, но в штам-
пах последовательного действия они являются непременной де-
талью (рис. 36). В этих штампах ловители устанавливаются как
на последнем переходе, так, иногда, и на всех переходах.
БОЛТЫ и ШТИФТЫ
Номенклатура крепежных деталей в штампах должна быть
ограниченной. В подавляющем большинстве конструкций штампов
можно обойтись тремя типами крепежных деталей: болтом с внут-
ренним шестигранником, болтом с внутренним шестигранником и
заплечиками для съемников, складкодержателей и других узлов,
винтом с прорезью.
Допустимые нагрузки на растяжение болтов и винтов, рабо-
тающих в штампах, приведены в табл. 3.
Таблица 3
Диаметр, мм Допустимая нагрузка, Н (кгс).
Сталь 35, термически обработанная при ов^700 МН/'м3 (70 кгс/мма) Сталь 45, термически не обработанная при ств«500 МН/м3 (50 кгс/мм3)
6 8 10 12 14 16 18 20 22 24 27 30 36 1 200 (120) 2150 (215) 3450 (345) 5000 (500) 6950 (695) 9 600 (960) 11 600 (1160) 15000 (1500) 6 900 (690) 8 300 (830) 10 750 (1075) 13 500 (1350) 15 500 (1550) 20 500 (2050) 24 800 (2480) 36 400 (3640)
Выбор болта не с наружным, а с внутренним шестигранником
объясняется тем, что необходимый диаметр гнезда для головки с
внутренним шестигранником примерно в 2 раза меньше, чем для
головки с наружным шестигранником с учетом ключа для него.
Что касается винтов с прорезью, то их применяют только в
исключительных случаях. Такие винты завинчивают отверткой, в
силу чего их нельзя так надежно затянуть, как болты, имеющие
шестигранник. Прорези быстро разрабатываются, приводя винты
в негодность.
Штампы подвержены относительно частой сборке-разборке, по-
этому и установочные штифты часто выколачивают. Штифты при-
меняют цилиндрические. Такие штифты служат не только для
правильного центрирования деталей при сборке, но и для восприя-
тия боковых нагрузок во время работы штампов (гибочные несим-
метричные матрицы, сборные матрицы и др.). Диаметры штифтов
обычно принимают значительно больших размеров, чем диаметры,
плученные расчетом на срез, и, как правило, не менее 6 мм. Та-
кой выбор обеспечивает надежность работы штампа и удобство
в эксплуатации. Кроме того, штифты малых диаметров при боль-
шой их длине могут быть погнуты.
При соединении двух сырых деталей производится совместное
сверление их с последующей обработкой разверткой. При соеди-
нении сырой детали с закаленной отверстия в последней обрабаты-
вают разверткой до закалки. После закалки отверстия в зависи-
мости от их размеров зачищают или шлифуют.
В матрице обычно делают не менее двух отверстий под штиф-
ты. Расстояние между этими отверстиями в матрице при термо-
обработке может изменяться, в сырой же плите координаты отвер-
стий остаются неизменными. Учитывая, что плита (нижняя или
верхняя) намного долговечнее матрицы, следует применять сое-
динение, характеризуемое тем, что в уже закаленную матрицу
(рис. 37) запрессовывают сырую втулку. Затем, спарив матрицу
с плитой, производят совместную обработку отверстия под штифт
в плите и втулке. Так поступают с первой и с последующими
матрицами.
Этим приемом пользуются и для соединения двух закаленных
деталей. В этом случае сырую втулку запрессовывают в одну
деталь, отверстие другой служит кондуктором. Штифты средних
диаметров должны от умеренных ударов латунного молотка вхо-
дить в гнездо и выходить из него. Торцы штифтов для большей
их стойкости делают плоскими, с фасками для устранения среза
и заедания — по ГОСТу.
Для небольших штампов высокой точности и, особенно, для
составных (сборных) матриц и пуансонов, хорошую фиксацию
деталей можно получить, применяя легкоплавкий сплав. В этом
случае диаметр отверстия в спариваемых деталях делается на
2—4 мм больше диаметра штифта, производится точная установка
спариваемых деталей, штифт вставляется в свое гнездо, и в зазор
между отверстием и штифтом заливается сплав. Демонтаж штиф-
тов осуществляется или путем выплавки сплава (100—120° С),
или путем выколотки их.
Для фиксации резьбовой части болтов или других деталей, по-
верхность которых не должна быть смята, можно применить спо-
соб, показанный на рис. 38. Винтом сжимают мягкую прокладку,
которая, плотно охватывая болт, создает торможение и не портит
резьбу. Мягкой прокладкой может быть баббит, свинец и другие
аналогичные сплавы или металлы.
БУФЕРА
Буфера в штампах используют для складкодержателей при
вытяжке, а также для выталкивателей, съемников, прижимов.
С помощью. буфера складкодержатель предотвращает образова-
ние складок во фланце вытягиваемой заготовки. Если пресс не
оснащен пневматическим, гидропневматическим или каким-либо
другим стационарным универсальным буфером, то вместе со
штампом конструируют и изготовляют резиновый или пружинный
буфер.
Резиновый буфер (рис. 39) состоит из резинового кольца 1,
стальных подвижной 2 и неподвижной <3 шайб, между которыми
находится резина, стержня 4, на котором она Монтируется и ко-
торый соединяет буфер со штампом. Толкатели складкодержателя
опираются на подвижную шайбу буфера. Для изменения усилия
буфера служит гайка 5, сидящая на резьбовом конце стержня.
Размеры резинового кольца определяют исходя из следующих
соображений. Резиновое кольцо при сжатии развивает давление,
Рис. 37. Установочные штифты:
а — обычное соединение; б'—соединение с применением,
втулки; / - - матрица; 2 — плита; 3 — штифт; 4 — втулка
незакалениая
Рис. 38 Фиксация резь-
бовой части болта:
1 —болт; 2— мягкая про-
кладка; 3 — винт
Рис. 39. Резиновый буфер:
L — длина резины в свободном состоянии
L\ — длина предварительно ноджа гой рези-
ны: 1-2 — длина резины по окончании
вытяжки
Рис. 40. График изменения давления
резины при ее сжатии
Рис. 41. Резиновый бу-
фер большой длины:
Нв—глубина вытяжки;
1 — резиновые кольца;
2 — стальные шайбы-про-
кладки
и тем большее, чем больше сжатие. Но резина при значительном
сжатии теряет свою эластичность, поэтому для обычных сортов
резины ее сжатие не должно превышать 30—35%. При предвари-
тельном сжатии резины, которое можно принять равным 20%,
буфер должен развивать усилие складкодержателя. Тогда его ра-
бочее сжатие составит 15% (рис. 40). Диаметр резинового кольца
D и его длину L при заданных усилии складкодержателя Рс, глу-
бине вытяжки Нв и диаметре отверстия в кольце d определяют по
формулам: _______
D= 1/,
V яАо
где р2о — давление резины при предварительном сжатии ее на 20 %;
Соотношение длины и диаметра резинового кольца должно
подчиняться условию
0,5 < — <1,5.
D
Если длина резинового кольца будет велика относительно диа-
метра, то произойдет потеря устойчивости, и, кроме сжатия, коль-
цо будет изгибаться, т. е. рабо-
тать в ненормальных условиях.
Для устранения такого явления
длинное кольцо разрезают на та-
кие части, длина которых не вы-
ходит за вышеуказанные преде-
лы, и при монтаже их на стерж-
не между частями кольца прокла-
дывают стальные шайбы (рис. 41).
Пружинный буфер. У такого
буфера элементом, развивающим
усилие складкодержателя, явля-
ется пружина. На рис. 42 показан
буфер с пружиной сжатия круг-
лого сечения. В пружинном буфе-
ре в принципе те же детали, что
и в резиновом, но помимо регу-
лирующей усилие гайки должна
быть и контргайка, в противном
случае регулирующая гайка бу-
Рис. 42. Пружинный буфер:
L — длина пружины в свободном состоянии;
Li—длина предварительно поджатой пружины,
1.2—длина пружины по окончании вытяжкн;
1—пружина сжатия; 2 -подвижная шайба;
3— неподвижная шайба; 4— стержень; 5 —
j анка; 6 - конiргайка
дет самопроизвольно отвинчиваться вследствие кручения пружи-
ны при сжатии.
При заданном усилии складкодержателя Рс и глубине вытяж-
ки Нв параметры пружины определяют, исходя из условия: мак-
симальное усилие Q пружины при наибольшем ее сжатии должно
быть равно удвоенному усилию складкодержателя:
<Э=2РС.
По максимальному усилию рассчитывают или находят по спра-
вочникам диаметр пружины D, диаметр проволоки d и максималь-
ное сжатие f одного витка. Но при работе пружины не следует
сжимать ее до предела, так как в этом случае напряжение круче-
ния в материале будет превышать допустимое. Обычно принимае-
мое в. пружинах сжатие составляет 0,85 от максимального, тогда
с учетом предварительного сжатия, при котором пружина разви-
вает Рс, рабочее сжатие составит 0,35 от максимального (рис. 43)
и, следовательно, число витков пружины будет равно
+2,
Рис. 43. График изменения усилия пру-
жинного буфера:
— усилие буфера; Рс—усилие складкодер-
жателя; Q — максимальное усилие пружины;
^ — сжатие пружины; L, Lj, Lz—длины пру-
жины: свободной, предварительно поджатой
и по окончании вытяжки
Рис. 44. Универсальный блок с пружин
ним буфером
второй член необходим вследствие того, что два витка, с каждого
торца по одному, прижаты к соседним и заторцованы:
L=(d+f)n-2f.
Встречаются конструкции универсальных пружинных буферов
в сочетании с универсальным блоком (рис. 44). Пружины сжатия
могут навиваться и из проката прямоугольного сечения; применя-
ют также .тарельчатые пружины. Конструкции пружинных буфе-
ров представлены на листе 150.
БЛОКИ ШТАМПОВ
Блоком называется штамп без деформирующих, устанавливаю-
щих и удаляющих деталей. Блоки бывают без направления и с
направлением. Последние, в свою очередь, делятся на блоки с на-
правлением плитой, колонками, плитой и колонками и, наконец,
цилиндром.
У блоков без направления центрирование подвижной части
штампа относительно неподвижной осуществляется только ползу-
ном пресса. При изношенных направляющих ползуна, для точных
работ (особенно для разделительных операций), такие блоки ма-
ло пригодны. На рис. 45 показан блок без направления.
Рис. 45. Блок без направления:
/-—верхняя плита; 2 — нижняя
плита; 3 — хвостовик
Для соединения верхней плиты с ползуном пресса служит
хвостовик. У штампов больших габаритных размеров верхняя
плита крепится к ползуну пресса болтами или прижимами, анало-
гично крепится нижняя плита штампа к столу пресса. В этом слу-
чае хвостовик вовсе не ставят, а если и применяют, то только для
облегчения установки штампа в центре ползуна, использовав для
этого центральное отверстие последнего.
На рис. 46 показаны типы хвостовиков и их соединение с верх-
ней плитой. Хвостовик, зажимаемый в ползуне только вкладышем,
следует делать в верхней части гладким (типы III—V). Если по-
мимо вкладыша применяют и болт (последний при сильном за-
жиме сминает поверхность хвостовика), то делают одностороннюю
лыску Г (тип I). Еще лучше делать кольцевую лыску (тип II).
С точки зрения надежности соединения лучшим является хвосто-
вик, выполненный как одно целое с верхней плитой (тип V). При
литых плитах (стальное и чугунное литье) эту конструкцию сле-
дует предпочесть остальным. Если нет специального литья, то у
стальных плит хвостовик может быть приварным.
Ввертные хвостовики (типы I и II) отличаются только поло-
жением стопорного винта. Если в ввертном хвостовике имеется
сквозное отверстие В (тип II), то, вставив в это отверстие стер-
жень, можно надежно завернуть хвостовик в верхнюю плиту. При
отсутствии отверстия хвостовик зажимают в тисках и навертыва-
Рис. 47. Блок с иаправлеиием
плитой:
1 — хвостовик; 2 — верхняя плита;
3 — нижняя плнта; 4 — направ-
ляющая плита
Рис. 46. Типы хвостовиков
jot на него плиту. Такой способ, однако, не дает надежного креп-
ления и при этом возможно повреждение цилиндрической части
хвостовика. Запрессованный хвостовик (тип III) применяют в бло-
ках без направления или в блоках с направлением, но у которых
в КВП теряется контакт направляющих элементов. В этом слу-
чае следует ставить фиксирующий штифт.
Хвостовик типа VI — центрирующий. Образующие хвостовика
должны быть перпендикулярны верхней плоскости плиты. Диа-
метр и высота хвостовика подбираются по отверстию в ползуне
пресса.
Верхняя плита служит для монтажа всех деталей подвижной
части штампа и соединения с ползуном пресса. Нижняя плита
имеет аналогичное (собирательное) назначение для неподвижной
части штампа, укрепляемой на столе пресса. Конфигурация в пла-
не и размеры плит определяются конструкцией штампа и пресса
и выбираются по соответствующим государственным или ведомст-
венным стандартам.
Блоки без направления дешевы и просты в изготовлении, но
установка их на прессе значительно труднее, чем блоков с на-
правлением.
Износ сменных и постоянных деталей штампа и точность штам-
пованных изделий зависят от ряда условий, в том числе от совпа-
дения осей пуансона и матрицы. При большом отклонении осей
возможны поломки пуансона и матрицы. При отклонении осей на
величину, большую, чем зазор, произойдет срезание режущих час-
тей пуансона о матрицу с первого же
в результате плохого центрирования,
постоянные детали и штампы в це-
лом. Поэтому для центрирования,
особенно на изношенных прессах,
применяют блоки с направлением.
Блок с направлением плитой по-
казан на рис. 47. Направляющая
плита одновременно выполняет ра-
боту неподвижного съемника отхо-
дов или изделий с пуансона. Съем-
ник не подвергается термообработ-
ке, и поэтому пуансоны относитель-
но быстро разрабатывают отверстия
в направляющей плите (съемнике),
вследствие этого направление не-
долговечно.
Если необходимо надежное, дол-
говечное направление подвижной
части относительно неподвижной, w
следует применять для направления
колонки и втулки. Такой блок (рис.
48) быстро устанавливается на прес-
хода. Силы, возникающие
очень быстро разрушают
се и обеспечивает точность центрирования пуансона и матрицы.
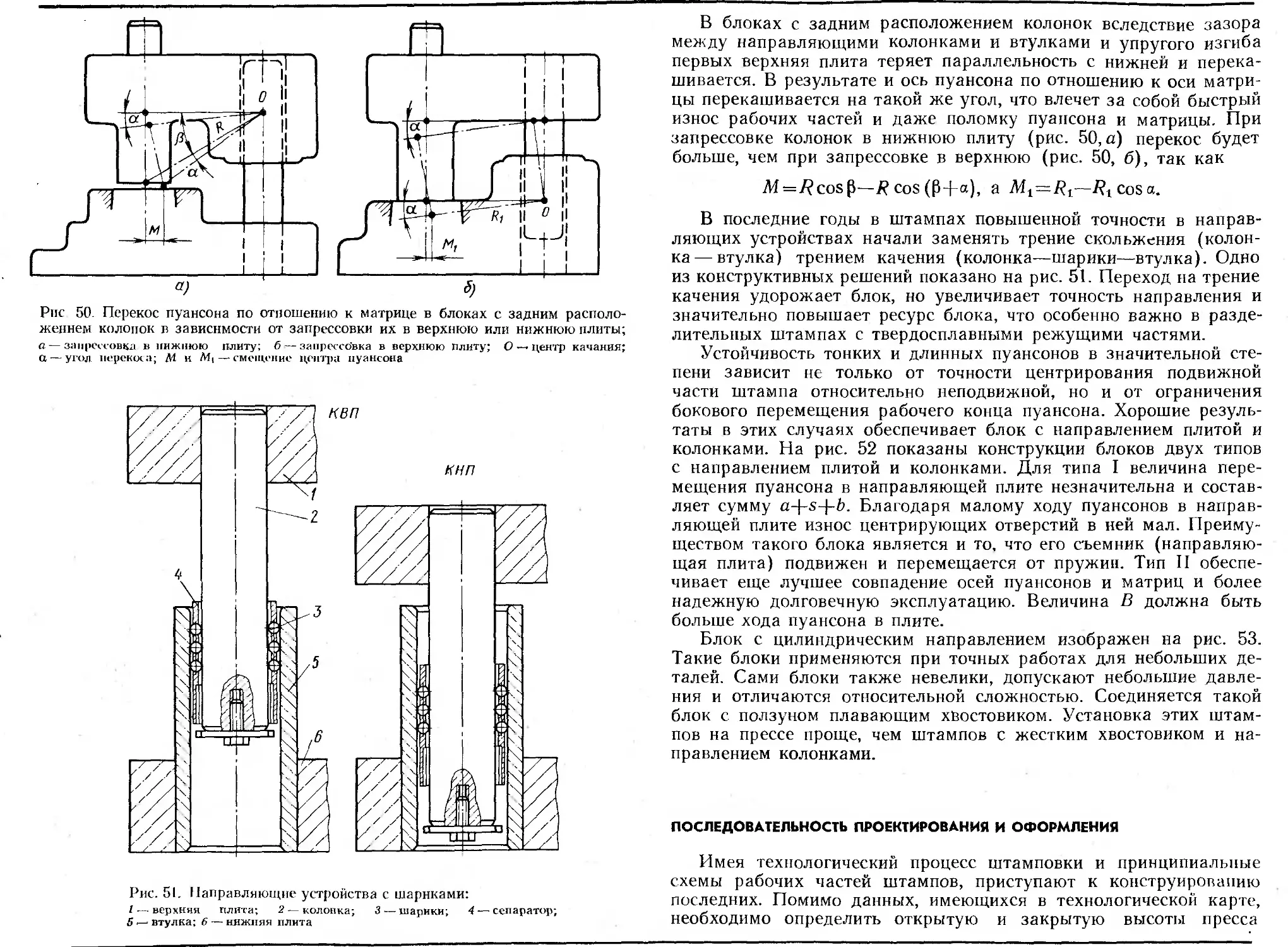
Наиболее распространены блоки с двумя и четырьмя колонка-
ми. Если колонок две, то их располагают или сзади (рис. 49, а),
или по диагонали (рис. 49, б). Если колонок четыре (рис. 49, в),
то их ставят по углам плит. При расположении колонок сзади на
штампе можно производить работу с заготовками больших габа-
ритных размеров. Но при такой планировке возможен некоторый
перекос верхней плиты по отношению к нижней (за счет момен-
та). Диагональное расположение колонок уменьшает перекос (мо-
мент равен пулю), но ограничивает рабочую зону штампа, иначе
говоря, ограничивает габаритные размеры заготовок. Блоки с че-
тырьмя колонками применяют для штампов крупных и средних
размеров. Для малых штампов, требующих большой точности,
применяют иногда круглый блок с тремя колонками, расположен-
ными под углом в 120°.
При выборе колонок и втулок необходимо соблюдать следую-
щее условие: при положении штампа в КВП колонка не должна
терять контакта с втулкой (это условие крайне желательно, но не
обязательно), при положении штампа в КНП колонка должна не
доходить до верхней плоскости верхней плиты не менее чем на 5—
10 мм (это условие обязательно).
В блоках с симметричным расположением колонок и симмет-
ричным расположением рабочих частей пуансонов и матриц, во
избежание неправильного монтажа частей штампа, колонки и со-
пряженные с ними втулки выполняют различного диаметра.
Верхние плиты небольших блоков снимают с направляющих
колонок специальными крючкообразными ломиками. У плит боль-
ших блоков, которые отливаются из стали, делают специальные
приливы для захвата их тросами крана; у верхних — для снятия
их с колонок, у нижних — для транспортировки штампов. Если у
плит нет приливов, то на боковых сторонах сверлят симметрично
по 2—4 отверстия, в них вставляют штыри большого диаметра, за
Рис 50- Перекос пуансона по отношению к матрице в блоках с задним располо-
жением колонок в зависимости от запрессовки их в верхнюю или нижнюю плиты;
а — запрессовка в нижнюю плиту; б запрессовка в верхнюю Плиту; О — центр качания;
а — угол перекос а; М и Mt—смещение центра пуансона
Рис. 51. Направляющие устройства с шариками:
I-—верхняя плита; 2 — колонка; 3 — шарики; 4-—сепаратор;
5 - втулка; 6 — нижняя плита
В блоках с задним расположением колонок вследствие зазора
между направляющими колонками и втулками и упругого изгиба
первых верхняя плита теряет параллельность с нижней и перека-
шивается. В результате и ось пуансона по отношению к оси матри-
цы перекашивается на такой же угол, что влечет за собой быстрый
износ рабочих частей и даже поломку пуансона и матрицы. При
запрессовке колонок в нижнюю плиту (рис. 50, а) перекос будет
больше, чем при запрессовке в верхнюю (рис. 50, б), так как
М=7?cosp—7? cos (Р+а), a cos а.
В последние годы в штампах повышенной точности в направ-
ляющих устройствах начали заменять трение скольжения (колон-
ка— втулка) трением качения (колонка—шарики—втулка). Одно
из конструктивных решений показано на рис. 51. Переход на трение
качения удорожает блок, но увеличивает точность направления и
значительно повышает ресурс блока, что особенно важно в разде-
лительных штампах с твердосплавными режущими частями.
Устойчивость тонких и длинных пуансонов в значительной сте-
пени зависит не только от точности центрирования подвижной
части штампа относительно неподвижной, но и от ограничения
бокового перемещения рабочего конца пуансона. Хорошие резуль-
таты в этих случаях обеспечивает блок с направлением плитой и
колонками. На рис. 52 показаны конструкции блоков двух типов
с направлением плитой и колонками. Для типа I величина пере-
мещения пуансона в направляющей плите незначительна и состав-
ляет сумму Благодаря малому ходу пуансонов в направ-
ляющей плите износ центрирующих отверстий в ней мал. Преиму-
ществом такого блока является и то, что его съемник (направляю-
щая плита) подвижен и перемещается от пружин. Тип II обеспе-
чивает еще лучшее совпадение осей пуансонов и матриц и более
надежную долговечную эксплуатацию. Величина В должна быть
больше хода пуансона в плите.
Блок с цилиндрическим направлением изображен на рис. 53.
Такие блоки применяются при точных работах для небольших де-
талей. Сами блоки также невелики, допускают небольшие давле-
ния и отличаются относительной сложностью. Соединяется такой
блок с ползуном плавающим хвостовиком. Установка этих штам-
пов на прессе проще, чем штампов с жестким хвостовиком и на-
правлением колонками.
ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТИРОВАНИЯ И ОФОРМЛЕНИЯ
Имея технологический процесс штамповки и принципиальные
схемы рабочих частей штампов, приступают к конструированию
последних. Помимо данных, имеющихся в технологической карте,
необходимо определить открытую и закрытую высоты пресса
Тип /
рис. 52. Блоки с направлением колонками
И плитой:
тип I—• двойного направления; тип II — тройного
направления; а — вхождение пуансона в съемник
(направляющую плиту); я — вхождение пуансона
в матрицу; s — толщина материала; Н — длина
направления пуансонов; В — глубина гнезда под
головку болта; / хвостовик; 2 — плита верхняя;
3 — плита нижняя; 4— плита направляющая; 5 —
колонка; 6—втулка направляющей плиты;
7—втулка направляющая
(рис. 54). Открытая Нош и закры-
тая Н31и высоты штампа выбирают-
ся из .условия: НОШ = НО—А и НЗП1—
=Н3—А. Если у конкретного штам-
па это условие не соблюдается, то
можно снять подштамповую плиту
и установить штамп на пресс. Но
это делают только при безусловной
необходимости.
Кроме открытой и закрытой высот, необходимы следующие дан-
ные пресса: размер отверстия в плите и в самом столе; располо-
жение и размеры крепежных пазов в подштамповой плите и ее
толщина (если работа будет производиться без подштамповой
плиты, то необходимы аналогичные размеры стола пресса); от-
верстие под хвостовик или расположение и размеры крепежных
пазов в ползуне; вылет центра хвостовика от станины; расстояние
между стойками станины и расстояние между направляющими
призмами ползуна; размеры площадей подштамповой плиты (или
стола) и торца ползуна. Если в прессе используются подающие
ленту и удаляющие деталь устройства, го нужны их основные ра-
бочие данные: максимальная ширина, максимальный шаг подачи,
начало толкания поперечины и др. При проектировании специаль-
ных прессов помимо вышеперечисленных данных придется поль-
зоваться дополнительными сведениями.
При проектировании штампа поступают следующим образом.
Сначала производят планировку проекций и вычерчивают на лис-
те общего вида ленту с раскроем изделия. Если штамп последо-
вательного действия, го здесь же вычерчивают план всех пере-
ходов (как рабочих, так и нерабочих). На плане располагают на-
правляющие для ленты, упор и другие узлы и детали, присущие
выбранной конструкции штампа. Затем намечают, где будут
Штифты и болты. В результате вырисовываются предварительные
габаритные размеры матриц. Если есть нормали на матрицы, и
размеры по нормалям не совпадают с полученными выше, то по-
следние изменяют, как правило, до одного из больших по норма-
Рис. 53. Блок с цилиндрическим направлением:
4 ~~~ плавающий хвостовик’ 2 — корпус; 3 — нижняя плита; 4 цилиндр; 5- втулка баббито™
8ая (образуется путем заливки после центрирования пуансона по матрице); 6 — гайка
лям. По найденным размерам матрицы подбирают по ГОСТу или
нормалям блок, имеющий площадь для матрицы, соответствую-
щую ее размерам, или ближайшую большую. В этом случае габа-
Рис. 54. Схематичное изображение
штампового пространства:
До — открытая высота пресса; Л3—закры-
тая высота пресса; Hit ход ползуна;
/ — регулировка длины шатуна; Л — тол-
щина плиты; I -ползун пресса; У —стол
пресса; 3 - подштамповая плита
ритные размеры матрицы можно увеличить до размеров рабочей
площади нижней плиты. Базируясь на матрице, вычерчивают ниж-
нюю плиту.
Затем переходят к главной проекции. В месте, отведенном для
этой проекции, проводят нижнюю плоскость нижней плиты штам-
па (совпадает с верхней плоскостью подштамповой плиты пресса) и
на расстоянии Н3—А — верхнюю плоскость верхней плиты штампа.
Верхнюю плиту штампа необходимо располагать чуть ниже
максимально возможного ее положения (0,1—0,3) I, что гаранти-
рует возможность установки на прессе штампа даже при неко-
торых отклонениях в плюс толщин его плит. Большая часть регу-
лировки ползуна остается внизу.
В штампе для разделительной операции по мере износа пуан-
сона его необходимо затачивать. При этом длина пуансона умень-
шается, что приводит к увеличению открытой высоты Штампа.
Чтобы выдержать открытую высоту штампа неизменной, опуска-
ют ползун за счет оставшейся неиспользованной регулировки
(0,9—0,7),/. Вычтя из открытой высоты штампа выбранную вели-
чину рабочего хода (если у пресса ход постоянный, то не выби-
раем, а принимаем ее), получим закрытую высоту штампа. Поль-
зуясь линией нижней плоскости нижней плиты штампа и линией
на расстоянии Н3—А как верхней плоскостью верхней плиты штам-
па, вычерчивают плиты. Затем прочерчивают толщину матрицы
и направляющих планок.
Приступая к вычерчиванию пуансона, нужно нижний его то-
рец поместить на 1—2 мм в матрицу, верхний же должен сопри-
касаться с нижней плоскостью верхней плиты. К последней кре-
пится пуансонодержатель. Если пуансон получился очень длинный
и тонкий, то укоротить его можно применением более толстых
нижней и верхней плит, так как одни и те же габариты их имеют
по несколько толщин. Если эта мера недостаточна или нежела-
тельна (увеличивается масса штампа и пр.), то прибегают к умень-
шению Яз путем постановки на подштамповую плиту дополни-
тельной подкладной плиты.
Может случиться, что Н3 настолько мала, что некуда помес-
тить съемник (особенно, если он работает от пружин). В этом слу-
чае берут плиты меньшей толщины, но все же достаточно прочные.
Если же и в этом случае Н3 оказывается мала, то подштамповую
плиту снимают совсем.
Следующий этап — вычерчивание съемника. Если толщину по-
стоянного съемника сделать не меньше Н„, то пуансон не выйдет
из него даже в положении КВП. Сказанное может иметь место
лишь при небольшой величине хода. Минимальную же толщину
съемника все же следует брать согласно нормалям.
При проектировании сложных штампов последовательность ос-
тается в основном та же, вклиниваются лишь дополнительные ра-
боты, так, например, при двух боковых проекциях — увязка их
между собой и т. д. Могут встретиться конструкции, особенно ги-
бочных штампов, нормальные пакеты для которых неприменимы.
В этом случае пакет проектируется для данного штампа. План па-
кета обычно берется подобным матрице с учетом-места для про-
ушин крепления и для вспомогательных деталей, имеющихся в
этом штампе. Боковой вид пакета определяется расположением и
размерами рабочих и вспомогательных деталей и закрытой высо-
той штампа.
При проектировании общего вида не следует забывать о рас-
положении и размерах крепежных пазов в подштамповой плите
пресса (столе пресса), о расстоянии между направляющими пол-
зуна, о вылете хвостовика, о наличии и положении поперечины в
ползуне, о положении горизонтальной плоскости перемещения лен-
ты (полосы) в валковой или клещевой подаче и др.
Завершается конструирование проверкой-контролем всех чер-
тежей. План проверки чертежей штампов включает следующие
основные этапы: внешний осмотр, соответствие технологическому
процессу, просмотр конструкций, соответствие штампа прессу,
проверку деталировки (если оформление штампа предусматрива-
ет, помимо общего вида, деталировку), согласование размеров и
допусков на изготовление сопряженных между собой деталей.
Оформление чертежа штампа. На листе общего вида в правом
верхнем углу должна быть вычерчена со всеми размерами деталь,
снимаемая с этого штампа, и материал с его раскроем или, если
изделие штампуется из полуфабриката, изображение последнего
со всеми размерами.
На общем виде обычно показывают следующие проекции штам-
па: вид на неподвижную часть сверху, вид на подвижную часть
сверху и боковой разрез. Сложные конструкции требуют дополни-
тельных разрезов. Общий вид штампа, как правило, оформляется
в масштабе 1:1 (штампы небольших размеров требуют увеличен-
ного масштаба).
На общем виде иногда помещают и ряд технологических и кон-
структивных данных: например, максимальную сточку пуансо-
нов; указание, что детали обрабатывать в спаренном виде, и т. д.
Оформление чертежей штампов связано с характером произ-
водства и масштабом выпуска.
Так, если деталь вырубается на быстросменном пластинчатом
штампе, то оказывается вполне достаточным в бланк, который
оформлен заранее, вчертить контур вырубки и указать номер
пластинчатого пакета. В этом случае отпадает сложная работа
по конструированию штампа, его деталировке, копировке и по-
следующей проверке, а также снятию синек с чертежей, а нали-
чие на складе пакетов в металле и заготовок для пластинчатого
штампа позволяет резко сократить и время на изготовление.
Промышленность с установившимся объектом производства
например втулочная, требует иного оформления чертежей. В этом
случае необходимы тщательно отработанные, стабильные чертежи
и на общие виды штампа, и на его детали.
Система оформления чертежей штампов на большинстве ма-
шиностроительных предприятий находится между этими двумя
крайними системами и заключается в следующем:
на очень сложные многодетальные штампы небольших разме-
ров создают чертежи и общего вида, и отдельно чертежи дета-
лей:
на штампы простые и средней сложности вне зависимости от
их размеров и на штампы больших размеров можно создавать
только общие виды с простановкой необходимых размеров на пла-
не, разрезах и сечениях и с оформлением отдельных деталей на
самом общем виде. Для этих штампов принятие системы только
«общие виды» или системы «общие виды плюс полная деталиров-
ка» зависит от серийности производства, квалификации и опыта
работников штампового цеха и от технической оснащенности это-
го цеха.
При оформлении чертежей штампов придерживаются следую-
щих правил (Г. Д. Скворцов):
рабочие чертежи штампов должны быть выполнены в соответ-
ствии с требованиями стандартов Единой системы конструктор-
ской документации (ЕСКД);
штампуемую деталь, вычерчиваемую в правом верхнем углу
общего вида штампа, изображают в том же положении, в каком
происходит ее штамповка в данном штампе;
если штампуется ограниченная часть детали, то допускается
вычерчивать не все ее изображение, а только тот участок, кото-
рый подвержен обработке;
все технические требования, относящиеся к штампуемой дета-
ли (технологическое усилие и др.), записывают в зоне, отведенной
для чертежа штампуемой детали (в правом верхнем углу);
главные и боковые виды (разрезы) штампа изображают в
КНП с показом взаимодействия рабочих частей;
дополнительные виды (сечения) в отдельных случаях допус-
кается вычерчивать в открытом положении штампа;
нащ изображением плана верхней (подвижной) части штампа
на чертеже делают надпись «План верха»;
если на главных изображениях чертежа фронтальная сторона
Штампа повернута к проектировщику на угол 90 или 180°, то со
стороны работы оператора делают надпись «фронт»;
размеры между направляющими колонками и втулками ука-
зывают в одном месте, как правило, на нижней (неподвижной)
Части штампа;
к комплекту чертежей на штамп, который закрепляют на прес-
се без хвостовика, прилагают на отдельном листе монтажный чер-
теж, определяющий положение штампа относительно осей пресса,
состав дополнительных подштамповых и надштамповых плит, де-
тали крепления штампа к прессу и их координаты и, при необхо-
димости, данные о толкателях пневматического (гидравлического)
буфера.
ТЕХНОЛОГИЧНОСТЬ
Назначение штампового цеха или отделения — производст-
во таких штампов, которые при минимальных затратах средств и
времени на их изготовление штамповали бы изделия, отвечающие
техническим условиям, обеспечивали бы заданную произво-
дительность и были бы безопасными в работе и стойкими в эк-
сплуатации.
На выбор технологического процесса штамповки, на конструк-
тивное оформление штамповой оснастки и на количество штампов
каждого наименования, необходимых для выполнения программы,
влияет серийность производства. Количество дублеров, в свою
очередь, определяет технологию изготовления штампов и степень
оснащения этой технологии специальным и универсальным инстру-
ментом второго порядка.
Сформулированное выше назначение цеха не мажет быть до-
стигнуто без принятия наиболее рационального для данных усло-
вий метода изготовления штампа и без наличия органической
связи конструкции штампованной детали и конструкции штампа
с технологией его изготовления. Иначе говоря, и штампованное
изделие, и детали, узлы и штампы в целом должны быть техно-
логичными.
Пример согласования конфигурации штампуемого изделия с
технологией штамповки и с технологичностью штампа последова-
тельного действия представлен на рис. 55.
Другой пример (рис 56) иллюстрирует влияние типа произ-
водства штампованных изделий на технологию изготовления пу-
ансонов и, следовательно, на конструктивное их оформление. Если
для выполнения всей программы достаточно одного-двух пуансо-
нов, то конструкцию их можно оформлять по типу I. Если эти из-
делия необходимо штамповать из года в год большими количест-
вами, то и пуансонов каждый год придется делать много. В этом
12 4 3 4
Рис. 55. Различное оформление конфигурации изделия:
а— контур изделия не учитывает технологию штамповки и штампа;
о —то же, изделие с технологичным контуром; / -контур изделия;
2 — пуансоны пробивные (подготовка впадин); 3 — пуансон вырубной;
4 — уступы на контуре детали как несовпадение двух переходов
Тип L
Тип И
Рис. 56. Конструктивное оформление пуансонов в зависимо-
сти от принятой технологии их изготовления:
тип 1 - при мелкосерийном производстве; тип II — при серийном
производстве; — расстояние между центрами пуансонов
случае можно у заготовки, рассчитанной на несколько пуансонов,
путем фрезерования и шлифования получить заданное сечение с
последующей разрезкой заготовки на отдельные пуансоны и рас-
клепкой опорной части их по типу II. Помимо технологичности,
такое конструктивное оформление при необходимости постановки
нескольких пуансонов позволяет расположить их близко друг к
ДРУГУ-
При конструировании разъемных (секционных) матриц очень
важно расчленить их так, чтобы рабочий контур секций был по
Рис. 57. Разъемные (секционные) матрицы с правильным: расчленением
режущего контура:
а—для вырубки крестовины; б — для вырубки четырехлезвийного ножа
<9
возможности простой, и стыки их не разрывали бы прямых участ-
ков контура (рис. 57). Соблюдение этих условий позволяет легко
изготовить матрицу сложного контура шлифованием, сборка час-
тей матрицы проста, а собранная матрица надежна в эксплуата-
ции и на вырубленных деталях не будет уступов как результата
несовпадения рабочих контуров отдельных секций.
При штамповке детали с острыми углами (рис. 58) изготовле-
ние цельной матрицы затруднительно, кроме того, при эксплуа-
тации острые уголки и у матрицы и у пуансона быстро выходят
из строя (выкрашиваются, тупятся, сминаются). Правильным ре-
шением в этом случае будет изготовление составной матрицы с
разъемом, не расчленяющим прямые или криволинейные участки.
Для центрирования заготовки по сложному, ранее пробитому
отверстию, применяют ловители с упрощенным контуром (рис. 59),
соответствующим наиболее простым, но достаточным для ба-
зирования участкам контура пробиваемого отверстия. Контур по-
садочного гнезда в пуансонодержателе под пуансон сложного
контура следует упрощать по сравнению с контуром пуансона, ис-
пользуя как базы прямые участки и части больших окружностей i
пуансона, и исключать путем сверления отверстий в пуансонодер-
жателе угловые участки его, особенно остроугловые.
Рис. 58. Матрица штампа последо-
вательного действия для пробивки
отверстия и вырубкн контура
фасонной детали:
£п —шаг подачи: / —деталь; 2 —упор;
3 — матрица из двух секций; — мат-
рица со вставной секцией; 5—встав-
ная секция
Рнс. 59. Центрирование (ба-
зирование) заготовки в
штампе ловителем, исполь-
зующим только часть кон-
тура отверстия в заготовке:
1 — листовая заготовка; 2 кон-
тур отверстия; 3 — ловители
Рис. 60. Виды поломок гибочных матрицы и пуансона при недоста-
точных их размерах
В гибочных штампах почти всегда возникают значительные
распирающие матрицу или отдельные участки пуансона усилия
(рис. 60), поэтому при конструировании рабочих частей этих
штампов необходимо предусматривать опоры, воспринимающие
распорные усилия, или увеличивать размеры (сечения) матриц и
пуансонов.
УДЕЛЬНАЯ СТОИМОСТЬ
На удельную стоимость штампа, под которой понимаем стои-
мость штампа, приходящуюся на одну штампованную деталь, наи-
большее значение оказывае- конструкция его. Наличие таких раз-
нообразных штампов, как упрощенные, универсальные, специаль-
ные для мелкосерийного и массового производства, позволяет при
любом производстве создавать оснастку небольшой удельной
стоимости.
Упрощенные специальные конструкции штампов, отличаясь
небольшой стоимостью, непродолжительным циклом изготовления
их и малой производительностью и стойкостью, используются при
мелкосерийном производстве штампуемых деталей. Такие штампы
на прессе не закрепляются и состоят из минимального числа де-
талей (часто только матрица, пуансон и съемник); материалы для
их деталей применяются дешевые и легкообрабатываемые. Из мно-
гочисленных конструктивных разновидностей упрощенных штам-
пов следует отметить появившиеся в последние 8—10 лет и хоро-
шо зарекомендовавшие себя листовые штампы.
Пуансон, матрицу и пуансонодержатель изготовляют, как пра-
вило, из углеродистых или конструкционных сталей, проходящих
термообработку лишь в тех случаях, когда штампуемый мате-
риал — сталь. Толщина листовой стали для изготовления деталей
штампа может быть принята равной толщине штампуемого ма-
териала (но не менее 1 мм). В таком случае при штамповке сталь-
ных изделий представляется возможным для изготовления пуан-
сонов, матриц и пуансонодержателей использовать штампуемый
материал. Штампуют листовыми штампами обычно на прессах
(рис. 61, а), но можно мелкие изделия штамповать и в тисках
(рис. 61, б), а крупные — в двух валках (рис. 61, в).
Штампы, представляющие собой сочетание упрощенных спе-
циальных конструкций рабочих частей (пуансон, матрица, съем-
ник и др.) со сложными, но универсальными блоками, на которых
они закрепляются, отличаются дешевизной и быстротой изготов-
ления. Такие штампы более производительны, чем упрощенные,
точность штамповки и стойкость у них также выше. Представителем
этой группы может служить пластинчатый штамп, у которого уни-
версальный пакет обеспечивает быстрое закрепление рабочих час-
тей, выполненных в виде пластин, несложную регулировку шагово-
го упора и направления для ленты (полосы). Такая конструкция
для мелкосерийного производства деталей малых и средних раз-
меров имеет большую перспективу.
Универсальные штампы, сочетающие в себе и универсальные
рабочие части и универсальный блок (рис. 497—499, лист 116), с
тридцатых годов все больше и больше заменяют упрощенные
штампы. На универсальных штампах форма и размеры детали
чаще всего образуются путем последовательной (поэлементной)
штамповки их (рис. 62).
Рис. 62. Последовательность штамповки деталей А, Б и В на одном
универсальном штампе
Набор универсальных штампов, состоящий из двух-трех десят-
ков конструкций, специфичных для определенных производств,
при надлежащей нормализации отдельных элементов листоштам-
пованных деталей позволяет «дешево» штамповать до 60—80%
деталей при мелкосерийном и единичном производстве.
В. М. Богданов в пятидесятых годах усовершенствовал конст-
рукции существовавших универсальных штампов в направлении
еще большей маневренности их, повышения точности штамповки
(4-го и даже 3-го класса) и быстроты переналадки. Высокая точ-
ность и малое время для переналадки явились результатом глав-
ным образом введения им в конструкции штампов микрометри-
ческих винтов, перемещающих установочные планки и ограничи-
вающие упоры.
Снижение удельной стоимости специальных штампов в услови-
ях серийного производства (до 15—20 тыс. штамповок) возможно
главным образом за счет снижения стоимости изготовления, ко-
нечно, при достаточной стойкости. Снижению себестоимости спо-
собствуют следующие мероприятия: упрощение конструкции штам-
па; широкая нормализация деталей и узлов штампа; замена ин-
струментальных, углеродистых и легированных сталей конструк-
ционными с последующей цементацией или другими видами упроч-
нения или наплавки; изготовление пуансонов и матриц в целом
ряде случаев из пластмасс (эпоксидные смолы с чугунным порош-
ком в виде наполнителя); у штампов, работающих по тонкому
листовому материалу, изготовление верхних и нижних плит из
бакелитезированной фанеры; применение тонких вырубных и про-
бивных матриц; применение литых секций разъемных пуансонов
и матриц; закрепление пуансонов и отдельных матриц с помощью
самотвердеющих крепежных пластмасс (рис. 63); использование
универсальных подач ленточного и полосового материала и штуч-
ных заготовок. '
Снижение удельной стоимости специальных штампов крупносе-
рийного и массового производства (от 200 тыс. до 1 млн. штампо-
вок) зависит главным образом от их стойкости. Стойкость штам-
пов зависит от рациональности конструкции и жесткости всего
штампа, надежности его деталей и узлов. На стойкость влияет
качество изготовления штампа; подготовка металла, механическая
обработка, термическая обработка, сборка. Стойкость зависит и
от жесткости пресса, точности направления ползуна, надежности
закрепления частей штампа. Для повышения стойкости штампов
применяют наплавку твердыми сплавами, электроупрочнение и
другие технологические операции, повышающие сопротивление ис-
тиранию рабочих участков пуансонов и матриц. Для этой же цели
в ряде случаев применяют пуансоны и матрицы из твердых спла-
вов, металлокерамических пластинок (для отдельных участков вы-
рубных матриц) и т. п. Повышение стойкости штампов дости-
гается и другими ор-
ганизационно - тех-
ническими мероприя-
тиями: подачей в
штамп незагрязнен-
ного, свободного от
окалины листового
металла; использо-
ванием прессов, ос-
нащенных подающе-
удаляющими меха-
низмами; широким
применением контро-
лирующих и блоки-
рующих автоматиче-
ских устройств.
Рис. 63. Закрепление и
направление деталей
штампа с помощью
самотвердеющих крепеж-
ных пластмасс:
а — закрепление пуансона;
б — направление пробивного
и вырубного пуансонов; в —
закрепление направляющих
колонки и втулки
й)
Применение твердых сплавов для рабочих частей пуансонов и
матриц увеличивает стойкость штампов в десятки раз, доводя
съем изделий с одного штампа до 10—20 млн, штук, Хотя стой
мость штампа, оснащенного твердосплавными пуансонами и мат-
рицами, выше обычной, однако удельная стоимость штампа в пер-
вом случае .будет значительно меньше, чем при использовании
инстоументальных сталей,
В штампах, предназначенных для массовой продукции (лез-
вия безопасных бритв, пластины статоров и роторов, цоколи элек-
троламп и др ) применять твердый сплав экономически целесо-
образно и для других быстроизнашивающихся деталей, таких, как
ловители, втулки и колонки, направляющие плиты.
Детали штампов, оснащенных твердыми сплавами, необходимо
делать достаточно жесткими. Конструктивное оформление таких
штампов должно обеспечивать надежность соединений, жесткость
стыков и точность направления. Выбирать прессы для штамповки
твердыми сплавами нужно такие, которые не имеют значительных
упругих деформаций и имеют точное и надежное направление
ползуна.
Рабочие части твердосплавных пуансонов и матриц в настояшее
время выполняют с теми же конструктивными элементами (зазоры,
углы резания радиусы, цилиндрические пояски и др.), что и
обычные штампы. Круглые матрицы и пуансоны малых и средних
размеров делаются обычно из цельной заготовки, а фасонные —•
из отдельных элементов. Детали, к которым крепятся пластины или
кольпа из твердого сплава, изготовляют обычно из стали марки
45 или даже У8; в этом случае при достаточных размерах их ис-
ключается не только смятие, но и значительные упругие дефор-
мации, которые вредны для твердых сплавов.
Марки твердых сплавов можно применять различные, напри-
мер, ВК8, ВК.15 и сормайта № 1.
На рис. 64 показаны различные способы крепления твердых
сплавов в вырубных, вытяжных и формовочных штампах. Способ/
предусматривает горячую запрессовку твердосплавной рабочей
вставки / в корпус вытяжной матрицы 2. По способу // конусная
вставка 1 закрепляется в корпусе матрицы 2 зажимной гайкой 3
Способ /// дает представление об одном из методов крепления,
применяемых при изготовлении пуансона. Здесь из твердого спла-
ва выполняется рабочая часть / пуансона, основание 2 пуансона
и прижимной сухарь 3 делаются из стали У8. Способ IV хотя и
Применяется (твердый сплав / крепится к основанию 2 непосред-
ственно болтом), но рекомендовать его вряд ли следует, так как
При таком конструктивном оформлении приходится увеличивать
сечения твердосплавных элементов, что вызывает повышенный рас-
ход дорогостоящего материала. Способы V и VI принципиально
Одинаковы но в первом — твердосплавная матрица 1 центрирует-
ся в корпусе 2 и прижимается к нему кольцом 3, а во втором-•
пуансон / диском 3 прикрепляется к основанию 2, Способ VII при-
Рис. 64. Способы закрепления твердосплавных рабочих частей в штампах
меним для контуров, состоящих из прямых участков," так как тон
кие пластины твердого сплава 1 должны быть вставлены в пазы’
корпуса 2. Закрепить пластины в корпусе можно или с помощью
прессовой посадки, или используя пайку.
В деле создания эффективных автоматических линий большое
значение имеют роторные машины Л. Н. Кошкина. В роторной
машине (рис. 705, лист 168) пуансоны и матрицы, расположенные
на образующей рабочего ротора, совершают вместе с ним непре-
рывное вращательное движение, и в одно и то же время пуансон,
а если нужно и матрица, под воздействием барабанного кулачка
перемещаются по оси, расположенной перпендикулярно плоскости
вращения Благодаря такой кинематике процесс штамповки осу-
ществляется не во время остановки заготовки около пуансона и
матрицы и не во время перемещения ее, как это имеет место в
прессах и станах, а в процессе совместного непрерывного транс-
портирования заготовки и штампа. Ценнейшее преимущество ро-
торных машин состоит в том, что они позволяют получать высо-
кую производительность при относительно небольших скоростях
деформирования, что способствует повышению стойкости штам-
пов. Кроме того, в роторных машинах динамические нагрузки не-
значительны, Все взятое вместе обеспечивает устойчивую работу
всего агрегата. Подача заготовок в рабочий ротор и удаление из-
делий из него осуществляются соответственно’ питающим и уда-
ляющим транспортными роторами, выполненными в виде дисков,
снабженных захватами,
В балансе точности штампованной детали доля точности, за-
висящая от конструкции применяемого штампа, значительна. Из-
вестно, что в листовой штамповке точность деталей, отштампо-
ванных с помощью упрощенных штампов, в 2—3, а с помощью
универсальных в 1,5—2 раза ниже точности деталей, полученных
Затраты на одну деталь
Рис. 65. Соотношение зат-
рат на штампы, металл и
заработную плату, приходя-
щееся на одну листоштам-
пованную деталь, при раз-
личных типах производства:
Ъ 2, Зь — удельные затраты со-
ответственно на штампы упро-
щенный, универсальный и
специальный; 4, 5. 6 — размер
заработной платы производст-
венных рабочих соответственно
на упрощенном, универсальном
н специальном штампах: 7, 8t.
9 — затраты на металл при
использовании тех же штампов.
Рис. 66. Классы чистоты
поверхностен детален штам-
пов
Рабочие поверхности Вытяжной матрицы V 10-12
Остальные поверхности плит блоков
Остальные поверхности съемников, пуансонодержателей, планок \74
Поверхности скольжения клиньев \77
в специальных штампах. Но удельная стоимость специального j
штампа пе позволяет его применять при мелкосерийном произ- ;
водстве. На рис. 65 показано изменение стоимости оснастки, за-
работной платы и металла (сырья) на одну деталь в зависимости
от конструкции штампа и серийности листоштамповочного произ-
водства.
Точность исполнения параметров детали зависит от техноло-
гического процесса штамповки, который определяет вид заготов-
ки, характер операций и последовательность их выполнения, кон-
струкцию рабочих — деформирующих частей, конструкцию штампа,
штамповочное оборудование, условия эксплуатации.
Стойкость штампа и качество штампованного изделия зависят
не только от конструкции штампа, материала его деталей и точ-
ности изготовления их, но и от чистоты поверхностей деталей, ко-
торые работают с контактным трением скольжения. Весьма высо- g
кая чистота поверхностей должна быть у рабочих частей пуансо-
нов и матриц, так как в целом ряде случаев, особенно при вытяж-
ных операциях, штампованные изделия получаются некачествен- i
ными и идут в брак. Нередки случаи, когда вообще невозможно ‘
осуществить заданный технологический процесс при неудовлетво-
рительной чистоте поверхностей рабочих деталей штампа. На
рис. 66 приведены наиболее распространенные классы чистоты
поверхностей деталей штампов.
ТЕХНИЧЕСКИЕ УСЛОВИЯ И ПАСПОРТА
Штамп должен иметь акт, подтверждающий годность входя-
щих в него деталей и узлов.
Основные размеры штампа (закрытая высота, габаритные раз-
меры плит, размер провального отверстия, размеры хвостовика,
положение приемных лотков) должны соответствовать сборочному
чертежу и данным пресса.
Непараллельность верхней плоскости верхней плиты и нижней
плоскости нижней плиты не должна превышать данных соответ-
ствующего ГОСТа. 1
Цилиндрическая часть хвостовика должна быть перпендикуляр-
на верхней плоскости верхней плиты. ।
Штамп должен пройти контрольные испытания в производст- I
венных условиях. j
Отштампованные изделия должны соответствовать техниче-
ским условиям на них.
В результате контрольных испытаний на деталях, узлах и час- ,
тях штампа не должно быть обнаружено дефектов.
Во время испытания штампа детали, подузлы и узлы должны
работать безотказно без всякой посторонней помощи. Направля-
ющие колонки во втулках должны перемещаться плавно без зае-
даний и перекосов.
Завод паспорт (штамп) № _______________________________________________________________________________________________________________________________
Тип штампа_____________________________________________ _______________________________________________________________________________________________
Масса Габаритные размеры. Н3
Изделие деталь .
Операция ,
Ns чертежа штампа Дата конструирования
Фамилия конструктора, наименование бюро____________________________________________________________________________________________________________
Стоимость изготовления ________________________________________________________________________________________________________________________________
Неудобства при изготовлении____________________________________________________
_____________' _________________Дата и подпись ОТК___________________________
Эксплуатация Ремонт
Дата выдачи Дата возврата Количество отштампованных деталей Состояние штампа и подпись ОТК Дата поступлении Дата возврата Сущность произведенного ремонта и подпись ОТК
Рнс. 67 Форма паспорта штампа
Запасные детали штампов должны быть взаимозаменяемы с,
основными.
Не допускается центрирование пуансона относительно матри-
цы (и центрирование колонок и втулок) путем подчеканки пуансо-
нодержателей, матрипедержателей и плит.
Твердость пуансонов должна по мере удаления от рабочего к
опорному торцу уменьшаться.
В провальных отверстиях вырубных и пробивных штампов не
должно скапливаться более трех—шести вырубленных деталей или
отходов.
Режущие кромки вырубных пуансонов и матриц должны быть
острыми и иметь заданную геометрическую форму.
Рабочие части вытяжных матриц должны быть хорошо отпо-
лированными.-
Все отступления от чертежей как детальных, так и сборочных
должны быть согласованы с конструктором и технологом.
В зависимости от специфики производства типовые технические
условия могут быть уточнены и дополнены.
Для организации планово-предупредитеЛьного ремонта и за-
точки штампов, от состояния которых зависит качество выпускае-
мой продукции, необходимо иметь паспорта штампов ’(рис, 67),
Знание состояния штампа в каждый данный момент нужно и для
решения целого ряда организационно-технических задач (подго-
товка или развертывание производства, кооперация, загрузка штам-
пового цеха и т, д.).
Отдельные специализированные производства имеют видоиз-
мененные бланки паспортов. Паспорт заполняется в штамповом
цехе н сдается вместе с готовым штампом в ЦИС. Номер паспорта
является и номером штампа.
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ШТАМПОВ |РТМ 34—65)*
Материалы для пуансонов и матриц
Наименование деталей Рекомендуемые Заменяющие Твердость HRC
Марки Номера станцартов или технических условий Марки Номера стандартов или технических условий матриц пуансонов
Пуансоны, матрицы и пуансон-матрицы для вырубки и пробивки. Режущий контур, простой формы Сталь У10А ГОСТ 1435—54 Сталь У10 ГОСТ 1435—54 56—60 54—58
Сталь X Сталь Х12М ГОСТ 5950—73 ГОСТ 1435—54 Сталь 7X3 Сталь Х12Ф1 Сталь У8 ** ГОСТ 5950—73 ЧМТУ 5634—56 ГОСТ 1435—54
Сталь 6ХВФ Сталь У8А **
Сталь 8ХФ ** ГОСТ 5950—73
То же. при более сложной форме или повышенных требованиях к точности Пуансон-матрицы с тонкими рабочими стенками Сталь 'Х12М ГОСТ 5950—73 Сталь Х12Ф1 ЧМТУ 5634—56 56—60
Сталь 6ХВФ
Пуансоны и матрицы зачистные 1 Сталь Х12М ГОСТ 5950—73 Сталь Х12Ф1 ЧМТУ 5634—56 58—62
Сталь 6ХВФ Сталь У10А ГОСТ 1435—54 '
Пуансоны и матрицы гибочные и формо- вочные простой формы Сталь У8А ГОСТ 1435—54 Сталь У8 ГОСТ 1435-54 54-58 52—56
Сталь 8ХФ ГОСТ 5950—73 Сталь У10
54—58
То же, сложной формы Сталь Х12М ГОСТ 5950—73 Сталь Х12Ф1 ЧМТУ 5634—56 56-60
Сталь 6ХВФ
Пуансоны и матрицы вытяжные и отборто- вочные Сталь У10А ГОСТ 1435—54 Сталь У10 ГОСТ 1435—54 58-62 ^,66-60-'
То же, для вытяжки изделий из коррозион- ностойких сталей Чугун СЧ 32-52 ГОСТ 1412—70 Чугун СЧ 24-44 ГОСТ 1412—70
Чугун СЧ 28-48
Пуансоны и матрицы для листовой чекан- ки простой формы Сталь У8А ГОСТ 1435—54 Сталь У8 ГОСТ 1435—54 54—58
Сталь 8ХФ ГОСТ 5950—73
То же, сложной формы Сталь Х12М Сталь Х12Ф1 ЧМТУ 5634—56
Сталь 6ХВФ
* Расчеты н конструирование штампов для холодной штамповки, оснащенных твердыми
сплавами, приведены в РТМ 112—63.
** Для матриц не применяется.
Материалы для пуансонов и матриц при вытяжке из титановых сплавов
Наименование деталей Вытяжка в холодном состоянии Вытяжка с -нагревой
Марки Номера стандартов или технических условий Марки Номера стандартов или технических условий
Пуансоны н матрицы Графитизированная сталь ЭИ-366 ЦНИИЧМ ТУ 1041 Жаропрочный сплав ХН70ВМТЮ ГОСТ 5632—72
Чугун МН АМТУ 294—58
Сталь 5ХГМ ГОСТ 5950—73
Чугун СЧ 35-56 ГОСТ 1412 70
Сталь ЗХ2В8Ф
Чугун СЧ 32-52
Бронза Гр. АЖН 10-4-4 ГОСТ 18175—72
Твердые металлокерами- ческие сплавы ВК8 или ВК15 ГОСТ 3882-67
Бронза Бр. АЖН 11-6-6 ГОСТ 493-54
Твердые металлокерамиче- ские сплавы ВК8 или ВК15 ГОСТ 3882 -67
Материалы для других деталей штампов
Наименование деталей Рекомендуемые Заменяющие Твердость HRC
Марки Номера стандартов или технических условий Марки Номера стандартов или технических условий
Плиты блоков Чугун СЧ 24-44 ГОСТ 1412-70 Чугун СЧ 21-40 ГОСТ 1412-70 —
Стальное литье 40Л ГОСТ 977—65 Стальное литье ЗОЛ ГОСТ 977-65
Сталь Ст4 ГОСТ 380 -71 Сталь СтЗ ГОСТ 380—71
Втулки и колонки направляющие Сталь 20 ГОСТ 1050—60 Сталь 15 ГОСТ 1050-60 58-62 (цементировать глуби- ной 0,5—0,8 мм)
То же, для шариковых направляю- щих Сталь ШХ15 ГОСТ 801—60 Сталь ШХ9 ГОСТ 801-60 60—64
Съемники направляющие Сталь 45 ГОСТ 1050—60 Сталь 40 ГОСТ 1050-60 —
Съемники Сталь Ст4 ГОСТ 380—71 Сталь СтЗ ГОСТ 380—71 —
Пуансонодержатели и матрице дер- жатели
Обоймы составных матриц
Наименования деталей Рекомендуемые Заменяющие Твердость HRC
Марки Номера стандартов или технических условий Марки Номера станд ртов или технических условий
Щитки ограждения н лоткн Сталь Ст4 ГОСТ 380— 71 Сталь СтЗ ГОСТ 380 -71 —
Планки направляющие
Сталь 45 ГОСТ 1050- -60 Сталь 40 ГОСТ 1050—60 40-45
Выталкиватели к штампам совме- щенного действия 34—38
Плитки подкладные 40—45
Сталь У8 ГОСТ 1435-54 Сталь У7 ГОСТ 1435—54
Хвостовики Сталь 35 ГОСТ 1050—60 Сталь Ст4; Ст5 ГОСТ 380—71 —
Толкатели, ступенчатые и крепеж- ные винты, буферные шпильки, звездочки Сталь 45 Сталь 40 ГОСТ 1050—60 40—45 (резьб не калить)
Штифты Сталь У8 ГОСТ 1435—54 Сталь У7 ГОСТ 1435-М 50-54
Упоры временные, грибковые, уто- пающие Сталь 45 ГОСТ 1050 —60 Сталь Стб ГОСТ 380—71 40—45
Фиксаторы, ловители Ножи шаговые Сталь У8 Сталь У10А ГОСТ 1435- 54 Сталь У7 Сталь У10 ГОСТ 1435-54 50-54 54-58
Выталкиватели, прижимы гибочных штампов Сталь У8 Сталь У1 50-54
Складкодержатели вытяжных штам- пов Сталь У10А ГОСТ 1435-54 Сталь У10 ГОСТ 1435—54 58—62
Прокладки резиновые для съемни- ков, прижимов и буферов Резина средней твер- дости 2959 МРТУ 38-5-1166—64 Резина средней твер- дости 56 и 922 МРТУ 38-5-1166-64 —
Прокладки резиновые для съемников штампов сложной конструкции Резина твердая 2462 Резина тверда I 3465 Н-4
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ НА ШТАМПЫ
ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ
ГОСТ 13110—67— Плиты штампов для холодной штамповки. Конструкция и
—ГОСТ 13116—67 размеры
ГОСТ 17097—71, ГОСТ 17098—71 Блоки с шариковыми направляющими и вкладыши универ-
сально-наладочных штампов струкция и размеры листовой штамповки. Кон-
ГОСТ 17384—72 Устройства удаляющие. Типы, основные параметры и раз-
меры
ГОСТ 13117—67 у ГОСТ 13118—67, Плиты штампов для холодной штамповки. Технические требования Колонки направляющие штампов для холодной штамповки.
ГОСТ 13119—67 Конструкция и размеры
ГОСТ 13120—67— —ГОСТ 13122—67 Втулки направляющие штампов для холодной штамповки. Конструкция и размеры
ГОСТ 13123—67 ГОСТ 13124—67— —ГОСТ 13129—67 Колонки и втулки направляющие штампов для холодной штамповки. Технические требования Блоки штампов для холодной штамповки. Конструкция и размеры
ГОСТ 13130—67 ГОСТ 14672—69— —ГОСТ 14679—69 Блоки штампов для холодной штамповки с- направляющи- ми колонками. Технические требования Блоки штампов для холодной штамповки с шариковыми направляющими. Узлы и детали
ГОСТ 15861—70— —ГОСТ 15864—70 Штампы для холодной штамповки. Плиты пакетов разде- лительных штампов
ГОСТ 16621—71— —ГОСТ 16636—71 Пуансоны круглые, квадратные и удлиненно-продолговатые разделительных штампов. Конструкция и размеры
ГОСТ 16637—71— —ГОСТ 16647—71 ГОСТ 16648—71— —ГОСТ 16665—71 Матрицы с круглым, квадратным н удлиненно-продолгова- тым отверстием разделительных штампов. Конструкция и размеры Державки пуансонов и матриц разделительных штампов. Конструкция и размеры
ГОСТ 16666—71— —ГОСТ 16673—71 Плитки подкладные для матриц и пуансонов разделитель- ных штампов. Конструкция н размеры
ГОСТ 16674—71 ГОСТ 16675—71 ГОСТ 16715—71— —ГОСТ 16722—71 Шпонкн для быстросменных пуансонов и матриц раздели- тельных штампов. Конструкция и размеры Пуансоны, матрицы, державки, плитки подкладные и шпон- ки разделительных штампов. Технические требования Хвостовики для штампов листовой штамповки. Конструкция и размеры
РТМ 34—65
РТМ 26—61
Штампы для холодной штамповки. Расчеты и конструиро-
вание
Штампы для холодной штамповки. Скоростное проектиро-
вание, Бланк-чертежи нормализованных разделительных
штампов
РТМ 45—62 Штампы для холодной штамповки. Применение самотвер- деющих пластмасс в конструкциях штампов
РТМ 70 63— Автоматизирующие устройства для холодной листовой ш гамповки щтучных заготовок
—РТМ 81—63
МН 815—61— —МН 822—61 Штампы для холодной штамповки. Пуансоны и матрицы для пробивки круглых отверстий
МН 1912—61— —МН 1932—61 Штампы для холодной штамповки. Блоки со сменными пакетами разделительных штампов Детали и узлы. Конструкция и исполнительные размеры и технические требования
МН 2534—61— —МН 2548—61 Штампы для холодной штамповки. Блоки прецизионные, узлы и детали. Конструкция и исполнительные размеры
МН 4357—63— —МН 4373—63 Штампы для холодной штамповки. Пакеты гибочных штам- пов и детали
МН 4399—63— —МН 4432—63 Штампы для холодной штамповки. Пакеты вытяжных штампов и детали
МН 4888—63— —МН 4897—63 МН 4954—63— —МН 4965—63 Штампы для холодной штамповки. Блоки универсальные. Пакеты и детали штампов для прессования изделий из цветных металлов Штампы для холодной штамповки. Буферные устройства
МН К313 64 Штампы для холодной штамповки наладочные. Конструкция н размеры
— МН 5332—64
ГОСТ 18732—73— —ГОСТ 18785—73 Штампы листовой штамповки. Детали н сборочные единицы.
ГОСТ 18970—73 Обработка металлов давлением. Операции ковки и штам-
повки. Термины н определения
ГОСТ 2.424—74 Правила выполнения чертежей штампов листовой штам-
повки
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ НА ТОНКОЛИСТОВОЙ МАТЕРИАЛ
ГОСТ 3680—57 Сталь прокатная тонколистовая. Сортамент.
Листы холоднокатаные
Толщина 0,2 — 3,9 мм
Ширина 600—1500 мм
Длина 1200—3500 мм
Листы горячекатаные
Толщина 0,5 — 3,9 мм
Ширина 600 — 2000 мм
Длина 1200 — 5000 мм
ГОСТ 82—70 Сталь прокатная широкополосная универсальная. Сорта- мент Толщина 4—60 мм; ширина 160—1050 мм; длина 5000— 18000 мм
ГОСТ 8596—57 Сталь рулонная холоднокатаная. Сортамент Толщина 0,2—4,0 мм; ширина 200—230 мм. Масса рулона не более 15 т. Внутренний диаметр рулона. при толщине металла -до 0,5 мм не менее 150 мм; прн толщине металла свыше 0,5 мм не менее 300 мм
ГОСТ 8597—57 Сталь рулонная горячекатаная. Сортамент. Толщина 1,2—10 мм; ширина 200—2300 мм. Масса рулона не более 10 т
ГОСТ 6009—74 Лента стальная горячекатаная. Сортамент.
Толщина 1,2—3,8 мм; ширина 20—200 мм
ГОСТ 503—71 Лента стальная холоднокатаная из низкоуглеродистой стали. Толщина 0,05—3,6 мм; ширина 4—325 мм
ГОСТ 2284—69 Лента стальная холоднокатаная из конструкционной стали. Толщина 0,1—3,0 мм; ширина 4—300 мм
ГОСТ 13722—68 Листы алюминиевые общего назначения. Толщина 0,3—10,5 мм; ширина 400—1000 мм; длина
ГОСТ 13726—68 2000 мм Лепты из алюминия и алюминиевых сплавов. Толщина 0,25—2,00 мм; ширина 40—1000 мм.
ГОСТ 931—70 Листы и полосы латунные.
Листы холоднокатаные Полосы
Толщина 0,4 — 12 мм Толщина 0,4—10 мм
Ширина и длина Ширина 40—500 мм
бООХ'500 мм Длина 500—2000 мм
600X2000 мм
800X2000 мм
1000X2000 мм
ГОСТ 2208—70 Ленты латунные общего назначения.
Толщина 0,05—2 мм; ширина 10—600 мм
ОБЩИЕ ВИДЫ ШТАМПОВ
Рис- 68
B-B l~:__4—э Лист 7
РСП 100.000
Штамп для резки сортового проката СШТ-18 Лит. Масса Масштаб
и.3». Лист № Вокум. ПОЙп. Дат
Разраб.
Проб.
Т. контр. Лист | Листов
Нач. КБ Наименование предприятия
И. контр.
9тВ.
2S0 , , 210
Лист ,3
Раскрой полосы
Обозначение чертежа
штамп совмещенного действия для вырубки. и вытяжки крышки Лит. масса Масшт.
изм. лист № докум. Подп. Дата 1=2
разраб.
прав.
Т контр. лист | листов
нач. кб наименование предприятия
н. контр.
Утв.
Формат] Зона 1 Обозначение. Наименование КОЛ. Приме- чание
Сборочные единицы
29 ограждение 1
Детали_
1 Пилимы Сталь У8А пуансон Госг f435~54 1
2 Ппнжим Сталь У 5 прижим Г0СТ f0S0~60 1
5 — матрица СГ^Т"Ь14^ 1
4- державка ^стюео-во 1
5 Съемник гос Тико-ео 1
6 unnn Сталь У7А ^,,иМ госг /435-54 1
7 Пуансон-матрица сГВсгЛмг>'-54 1
в Выталкиватель сг™%£60 1
9 Толкатель ^?тю5о-во 1
10 Крышка Сростюво-во 1
П пружина С™?РЮ^ГЁО 1
12 Отлипатель т 1
15 пружина сг^В5^г60 4
14 кронштейн сг^5^№ 1
15 подставка сг^о$-бо 1
16 Толкатель 4
п Табличка 1
Стандартные изделия
18 Плита нижняя 1004 ~ 1501/ 001 гост 15125-61 1
19 Колонка 1030-1075-45-26 ГОСТ 13118 67 2
20 Втулка 1032 - 1110 - 45 ГОСТ 13121-61 2
21 Гайка М16 гост 5921-ю . 1
22 Шпилька М16 * 100 ГОСТ 11766-66 1
25 Винт М8 ГОСТ 10542-63 4
24 хвостовик гост ten в -п 1
25 Плита верхняя 1004-1301/002 ГОСТ 13125-61 1
26 Винт Мв ГОСТ 18766-73 4
27 Винт Мв гост Ю342-63 3
28 Винт М!2 ГОСТ 10342-63 4
Обозначение чертежа
Изм лист ни докдм. подл. Дата
Разраб. Штамп совмещенного действия дпя вырубки и вытяжки крышки лит. лист листов
НП(. и. 1 2
КК
Наименование предприятия
я. контр.
Утв.
Конструкция и р а 5 от а штампа
На нижней плите штампа установлена матрица, с прогни —
воотжимом. Уголок подается до качающегося упора, смонтиро-
ванного на подпружиненной планке , которая перемещается
по штангам. Упор фиксируется В нужном положении зажим-
ной планкой и болтами.
Заготовка отрезается пуансоном и матрицей. ПротиВоот-
жим способствует устойчивости пуансона, а прижим - чистоте
среза. Зазор между матрицей и пуансоном устанавливается
и регулируется системой болтов.
Операционный чертеж
L
Рис. 70
A-A
20±0,05 20±0,05
Обозначение чертежа
Штамп последователь- ного действия для пробивки и вырубки накладки Лит. Масса Масштаб
Изм Лист № Закуп Подп. Дата
Разраб. V.2
Проб.
Т.контр. Лист | Листов
Нач. к б Наименование
Н. контр.
Утв. преоприятии
350
Материал- лист 61,5x1250X2500 500115523- 70
250 . 205
Рис.72
—
Лист Лидокум. Роди. Дата
Разраб.
Прив.
Г. контр.
Нач.КБ
Н. контр.
Утв.
Обозначение чертежа
Штамп совмещенного
действия для вырубки
и пробивки шайбы
Лит.
Масса Масштаб
1-.2
Лист [ Листов
На именование
продприягпия
Изи. Лист № Ракун Подп. Дата
Разраб
Проб.
Т. контр.
Нач. нВ,
И. контр.
УтВ.
Лит. Масса Macuunai
1:2
Лист | Листов
Наименование предприятия
16U
Рис. 74
Раскрой, полосы
Материал: сталь Э12~1,0x750*1500 Г0СТв02~58
Обозначение чертежа
Штамп последователь- нога действия для пробивки и отрезки пластины Лит. Масса Масштаб
Озм. Лист №докум. Подп. Дате 1:1
Разраб-
Пров.
Т. контр. Лист | Листов
Мао. КБ Н а именование предприятия
Н. контр.
Угпв.
Лист 9
Раскрой полосы
Материал: лист В 2,0x1000 х 2000 ГОСТ 16523-70
Изы. Лист № вок ум. Повп. Дата
Разраб.
Пров.
Т. Контр.
Нач НБ
н. контр.
Утв.
Обозначение чертежа
Штамп для вырубки замковой шайбы Лит. Масса Масштаб
Г.1
Лист | Листов
Наименование предприятия
Л ист 10
300
Рис. 76
Раскрой полосы
Материал: лист В 1,5х1000x2000 ГОСТ16523-70
4
Обозначение чертежа 1
Штамп для вырубки петли панели приборов Лит. Масса МааитаЦ
взм. Лист №докцм. Повп. Даша 1:21
Разраб.
Пров.
Т.хонтр. лист J Листов J
Нач. Кб Наименование Ч предприятия
Н.контр.
Утв
Лист 11
Штамп для пробивки отверстия, отрезки
и гибки прижима
Деталь удаляется
сжатым воздухом
Рис. 78
Лист 12
Штамп для пробивни окон (отверстий) на боковой поверхности
конического сепаратора. Тип 1
Ползун пресса
Тяга к кулачку
Матрица расположена внутри сепаратора , поэтому при малом размере „ а ” стойкость
ее недостаточно высокая.
За каждый ход ползуна пуансон пробивает одно окно, после чего сепаратор автомати-
чески поворачивается на заданный угол.
Пресс включается на самоход и после пробивки всех отверстий автоматически выключается
Колесо
храповое
Рис. 79
Папец, управляющий
тягой выключения
пресса
Тормозной
и выключающий
барабан
хвостовик
Пуансон
Матрица
Шттрты ведущие
Прижим
валик ведущий.
I 'Г
Тяга выключения
пресса
Рукоятка прижима
Стержень прижима
Лист 13
Штамп для пробивки окон (отверстий.) на боковой, поверхности конического сепаратора. Тип 2
Матрица расположена снаружи, а пуансон внутри сепаратора, поэтому окно
'может выть пробито очень близко к дну без потери стойкости матрицы.
За каждый ход ползуна пуансон пробивает одно окно, после чего сепаратор авто-
матически поворачивается
Пресс включается на самоход
выключается
Тяга, к кулачку
Ползун пресса
Пуансон
Матрица
на заданный, угол.
и после пробивки всех отверстий автоматически
Палец, управляющий
тягой выключения
пресса
Колесо храповое
'SSSSSSSSS&
Качающийся рычаг,
несущий пуансон
Рис. 80
Тормозной ивыключаю-
щий барабан
Тяга выключения пресса
Цанга ведущая
Ролик нажимнои
Фиксатор
валик ведущий.
СХЕМЫ ШТАМПОВ ПРОСТОГО ДЕЙСТВИЯ
Ш
Отрезка заготовок от
прутка в штампе с подвижным
рычажным ножом и прижимом
отрезаемой части
Рис. 8 4
Отрезка заготовок от прутка с зажимом
его и осевым поджатием ( вераш ф.)
Рис. в6
Лист 15
Отрезка заготовок от прутка в штампе
с втулочными носками
Отрезка заготовок от прутка в штампе
дшр <рер енцированным заскимом прутка
и отрезаемой части ( я шане в с.ш.)
Передний нож
Задний
штамп и
Ось штампа /
Исходное положение Зажим прутка Отрезка
Рис. 87
Отрезка заготовок, от прутка в штампе
с поддержкой отрезаемой части
Лист16
Рис. 88
Отрезка от прутка одновременно
двух заготовок
Рис. 89
Отрезка заготовок от прутка в штампе
с радиальным зажимом отрезаемой части
Рис. 90
Отрезка заготовок от прутка в штампе
с клино-рычажным механизмом при-
жима прутка и рычажным
механизмом прижима отрезаемой части
Рис. 91
Лист 17
Отрезка заготовок от прутка в
штампе с клиновым приводом нома,
понимающим усилие на ползуне пресса
А-А
Рис. 92
Лист 18
Отрезка уголка
Направляющими профильного пуансона
служат два закаленных сухаря
Рис. 93
Отрезка пружинных шайб от навитой заготовки
Рис. 9й
Отрезка тру5
Одновременная отрезка
трех одинаковых пластин
Отрезка отходов
Лист 19
Форма конца
пуансона
Рис. 96
Различные /рормы резки для труб
D = 8 ~35мм, б = 1 - 3мм, Ь=1мм
Для наименьшего смятия
трубы при начале резки
(положение пуансона I)
матрицами трубе
придается наибольшая
жесткость формы,
где
Рис.9 5
Лист 20
Отрезка, заготовок от прутка в неполном
открытом штампе
Отрезка заготовок от прутка в штампе с клиновым
механизмом поднкима прутка и отрезаемой части
(Мосстанкин штамп СШТ~18)
Рис. 101
Отрезка заготовок от прутка в неполном
открытом штампе с поддержкой
Рис. 100
Отрезка заготовок от листа, полосы,
ленты в штампе с твердосплавными
ножами
Рис. 102
Лист 21
Пробивка отверстий в стакане
Разрезка диска на узкую прямоугольную
ленту на Выкружных ножнииах
Стакан поВорачиВют на заданный угол
вручную. Фиксируется стакан стержнем,
который входит в одно из пробитых отвер-
стий и В отверстие А в корпусе
Лента
Диск-заготовка
Рис. 104
Заготовка
Отверстие Д
Узел, поджимающие
прижим к заготовке
Деталь
Пластинчатый совмещенный
штамп с дополнительной
плитой для удаления отходов
Рис. 105
Пластинчатый простой штамп
с пуансоном, изготовленным
из внутренней части матрицы
Рис. 106
Пробивка отверстий В стакане
Рис. 107
Пробивка отверстий на боковой поверхности
и 6 дне пустотелой детали
Для удаления детали достаточно оттяну ть
один из крючков- сьемников
Рис. 111
Пробивка отверстий на боковой поверхности
вытянутого сосуда
Рис. 112
Лист 23
Одновременная пробивка окон —
на Боковой поверхности конической чашки
Рис. 113
Лист 2k
Чистовая вырубка или пробивка
с предварительным упругим изгибом
Заготовки (Познянский И.М. и Гvailtpep А.Х.)
Точная вырубка в штампе с колоннами ,
запрессованными в верхнюю плиту
Пробивка отверстии
в фасонной детали
Пробивка отверстий
на боковой поверхности фары
Разрезка заготовок петель
Рис. 117
Рис. 116
Рис. 116
Разрубка конца толстой пластины
Лист 25
Одновременная пробивка окон в двух срасонных кольцах
Рис. 120
Пробивка отверстий на боковой
поверхности фары
заготовки вне сьемника
Рис. 121
л
Пробивка трех пазов
на краю буртика фары
А-А
Рычаг
Пуансон
Профиль паза
вырубка заготовки из листа
на штампе с секционными
матрицей и пуансоном
Клин прикреплен
к верхней плите штампа
Поддерхкиватели
листа
Съемники
Толкатель
Лист
Рис. 129
Ползцшка перемещает
толкатель, который,
раздвигает матрицы
и пуансонодержатели
' и через рычаги передает
усилие для пробивки
Рис. 128
Пробивка
отверстия
в дне пусто-
телого сосуда
Рис. 130
Пробивка окна на боковой
поверхности пустотелой детали
лист 27
Приливы транспортные
(для тросов)
Пробивка бокового отверстия
в фасонной крышке
Деталь
Z/ZZ//J
Рис. 132
Лист 28 Обрезка припуска пустотелой
детали
Д еталь
Обрезка припуска пустотелой детали
, Припуск
Деталь
Призматические элементы на направляющих
колонках штампа и отверстия под эти элементы
в плите обеспечивают горизонтальное перемеще-
ние плиты и матрицы.
Этот вариант применяется для деталей, име-
ющих относительно постоянную толщину дна
Рис. 133
Обрезка контура детали по шаблону
Можно обрезать сразу несколько деталей
Рис. 136
Пуансон
Упор
Матрица
От буфера
Рис. 135
Корпус
Планка копирная
При ходе вниз упоры, дойдя до
матрицы, опускают ее вместе
с корпусом. Корпус в плане
квадратный
Против каждой стороны корпуса
расположена копирния планка.
Профиль копирной планки и про-
филь каждой стороны корпуса
выполнены так, чтобы обеспечи-
вать последовательное перемещение
корпуса на величину „ а *' во все
стороны
Обрезка припуска у пустотелых деталей
Обрезка припуска у пустотелых деталей
Лист 29
квп
При рабочем ходе упоры Б, дойдя до матрицы, опускают ее вместе
с корпусом. Корпус А связан с основанием В серьгами, расположен-
ными на разной высоте, что обеспечивает горизонтальное пере-
кнп
матрица
Слева дано КВП пуансонов, справа от оси вверх
промежуточное положение, вниз-КНП
Рис. 137
Пуансон
малый
Клин
Пуансон
большой
Пуансон большой
мещение матрицы
Рис. 136
Пуансон малый
Клин Вначале раздвигает два
малых пуансона, а затем-два
больших.
Малые пуансоны одновременно
с обрезкой припуска разрывают
его в двух местах.
Лист 50
Обрезка полок
углового железа
Обрезка дна вытянутой конической чашки
КВП (продольный разрез)
Заготовка
\Диск револьверный
Рис. 190
[
Заготовка/
Пуансон ножевой
(из ленточной стали)
Выталкиватель
резиновый
Деталь
КНП (поперечный разрез)
Упоры
Рис.158
Кольцо револь
верного диска
Планки
направляющие
(4 - 6 шт)
Корпус матрицы
Матрица
Пробивка неметаллических мате-
риалов в штампе упрощенной
конструкции
Пуансонодергкатепь С ковы - струбцины
Рис. 159
Лист 31
Обрезка припуска у изогнутой заготовки
Проколка фиксирующих отверстий
Рис.141
Обрезка припуска в штампе с прижимом,
армированным пластмассой
(ПытьеВ П.Я-]
Рис. 142
Рис. 143
Лист 32
Зачистка наружного контура заготовки
Зачистка наружного контура заготовки
Зачищаемая заготовка проталкивается
в матрицу вышележащей заготовкой
Рис. /44
Гибка скобы с углом, меньшим 'к/2
Рис. 165
Рис. 166
Лист 33
Вырубка дисков из неметаллических
Рис. 1Р7
Пробивка отверстии в кожухе гидравлическими головками,
закрепленными на монтажном угольнике с помощью магнитов
Совмещенный пластинчатый штамп
с резиновым съемником
Вырубка шайб
из неметаллических материалов
Рис. 1U9
Совмещенный пластинчатый штамп
с пружинным съемником
Лист 3k
Гибка деталей типа Восьмерки
Гибка детали в штампе с самоустанавливающи-
мися пуансоном и матрицей, смонтированными 6
универсальном блоке
Гивка поперечная угольника
Рис. 155
Гибка трубы расплющиванием
До гибки
После гибки
Рис. 155
Гибка боли на Вертикально- гибочном прессе
Рис. 15Б
Гибка игольника
Рис. 157
I
Лист 35
Двусторонняя гибка
Рис. 158
Лист 36
Одновременные гибка и закалка тонкого
листового полукольца
КВП КНП
Гивка с поднутрением
Рис. 159
Выдержка пуансона в КНП (для
полного охлаждения детали)
достигается или тем, что
штамп устанавливается на
гидропрессе, или устройст-
вом Второго выключающего
кулака _ на кривошипном валу
Вода, охлаждающая полуматрицы
Гивка на кромкогибочной машине
Гибка бортика основания для соединения его с чашкой (Зуев р.н)
Рис. 161
Рис. 162
Фасонная гибка одной полки скобы
Рис. 163
Рис. 164
Заготовка
Гибка скобы в штампе с регулируемым
зазором
Гибка слогкной детали
Гибка прямоугольной полосы
на ребро Заготовка
Рис. 168
Лист ЗУ
Гивка одного края детали под углом J- Тс
Рис. 169
Гufya полки под углом 1с в два перехода
Гидка кожуха холодильника на гидочнои, машине
Лист во
Гибка крючка из проволоки
Рис. 172
Гj6ku скобы из проволоки
Рис. 173
Гибки хомутика в штампе со сбрасывателем
Листы
Гибка крупных Z-образных деталей из толстого материала
деталь, Заготовки
Рис. 175
Гибка Z- образной детали
Рис. 176
Гибка Z-образной детали
Гибка лапок у плоской заготовки
Загипыыа:
Лист if 2
Гибка деталей из тонколистовых цветных
сплавов с подогревом
Гибка фасонной детали
из заготовки в виде скобы
Гибка фасонной, скобы
гибка концов
КВП
Гивка средней части
I
Заготовка
"ф—
Рис. 182
Гибка радиусных концов скобы
Гибка детали в три перехода *-
на Вертикально-гибочном прессе
Лист 45
Рис. 185
Рис. 184
Лист
Гибка с растяжением на обычном прессе
Гибка с растяжением на обтяжном
ит oytpepa или ползуна пресса
Окончательная гибка скобы
Рис. 188
Гибка фасонной скобы
Гибка детали с поднутрением
одного конца
( Скворцов Г.Д.)
Гибка крючка на вертикально- гибочном
прессе за два перехода
Рис. 192
Лист 45
гибка кольца из проволоки
Гибка крючка на конце полосы
/1 ист 66
Гибка скобы
квп
кнп
Рис. 196
Окончательная гибка коробки
Рис. 195
Лист 48
Гибка трубы (без образования
на ней складок)
Заготовка Прижим
Гибка трубы
Заеотовка
Два сердечника -
второй калибрующий.
Сердечник
Можно применять два
и даже три сердечника
Заготовка
деталь
Рис. 198
Гибка толстостенной трубы
с нагреВом зоны гибки
Участок трубы нагревается газовой
деталь
Последовательность штампоВки
фасонной скобы
1-я операция—гибка конца под закатку
2-я операция-закатка кольца
Рис. 197
Рис. 201
Лист 50
Гибка скобы с углом
меньшим
КВП
Гибка- и калибровка скобы
Гибка угольника с /Зг,
меньшим
Рис. 206
Гибка фасонной скобы
Деталь
Рис. 206
Лист 51
Гибка втулки
Изделие с пуансона снимается
путем сдвигания
Рис. 210
Гибка втулки из плоской заготовки
Гибка скобы с заплечиками
на горизонтально ~ гибочном прессе
Рис. 211
Рис. 212
Гибка скобы с заплечиками
Лист 53
Гибка и калибровка скобы
1-е положение
2-е положение
3-е положение
Ь-е положение
КВП КНП
Гибка скобы с заплечиками
КВП КНП
Рис.220
Гибка скобообразнои детали
Заготовка
Рис. 221
Гибка скобы с углом, меньшим ~
Лист 54
Последовательность получения труды
из полосовой заготовки
на кромкогибочной машине
Гибка скобы из проволоки с одновременной
калибровкой (уменьшением сечения) полок
Гибка кольцевой детали из проволоки
Последовательность получения
скобообразного профиля из ленты
на профилегибочной машине
Рис. 116
Заготовка
Начало гибки i Промежуточное положение
I Рис. TL7
Лист 55
Гибка скобы пуансоном, обеспечивающим
легкое снятие с него детали
Шбка фасонной детали
в двух плоскостях
Рис. 231
Рис. 230
Лист 58
Закатка конца трубы
С ПодогревОМ (Попов О. В., Мозгов в. А.)
Рис. 242
Завивка зацепов npy/KUH (Завод „Красная Этна”)
А-А
Рис. 243
Лист 59
Закатка края фасонной, крышки
Гибка детали осадкой
Последовательность формовки края
При замене деталей 1и Z в штампе
можно формовать край крышки
Последовательность закатки края
.При коде ползуна вниз зажатый, насечками полуматриц
материал осаживается за счет перемещения полуматриц по
наклонным поверхностям кцентру штампа (размер„а“умень-
шается) или наружу (размерпа“увеличивается).
Необходимая кривизна детали достигается соответствую-
щим числом рабочих ходов ползцна
Рас. 265
Рис. 244
Гибка тонкой (о,змм) фасонной пружины
Рис. 247
Лист ВО
Закатка заготовки для двух петель
Рис. 246
Закатка заготовки для двух петель
Рис. 249
Закатка петли из предварительнд
изогнутой заготовки
Закатка буртика
Закатка края конического сосуда
Рис. 252
Рис. 250
Лист 62
с набором материала 6 зоне гибки
Конструктивная схема со многими звеньями
Конструктивная схема с двумя звеньями
Рис. 259
Лист 63
Глубокая вытяжка стакана (метод обратной вытяжки - вытяжка чулком) --------
Вытяжка без прижима тонкостенных крупногабаритных Раздача поясков у
деталей вытянутой детали
Рис. 261
Рис. 262
Лист 64
Вытяжка глубокой детали на прессе
двойного действия
(Кузин В. Ф. и др)
1 — пуансон первой вытягкки , он же - складкодержитель
второй вытяжки
2 — пуансон второй вытяжки ;
J — складкодержа тель первой вытяжки ;
4 — матрица первой вытяжки
5 — матрица второй вытяжки
Рис. 263
Вытяжка глубокой детали силами трения
за несколько небольших ходов ползуна пресса
(Масляников К. А.)
Рис. 266
Вытяжка обычная или с утонением пирамидальной
детали в раздвижной матрице
Рис. 265
Лист 65
Вытяжка с утонением пирамидальной детали в
раздвижной матрице с раздвижными толкающими пластинами
А-А
Рис 266
Лист 66
Вытяжка 6 горячем состоянии крупногабаритных сферических днищ
(Ждановский за find тяжелого машиностроения)
Вытяжка глубоких цилиндров
из конических заготовок
Вытяжка обтекателя б штампе с неподвижным складкодержателем
U резиновой матрицей (Фаворской BE.)
Рис. 267
Лист 67
Вытяжка несимметричной детали в
штампе с горизонтально перемещаю-
щимся участком складкодержателя
Вытяжка сложной детали с набором
материала на опасном участке
квп
КВП
Рис.270
Заготовка
Рис. 271
Лист SB
Вытяжка крупногабаритной детали в штампе двойного действия
с рабочими частями из пластмасс (лытьеВ п.я.)
Вытяжка крупногабаритной детали в две операции
в горячем состоянии
Вытяжка на прессе двойного действия
в штампе из дерева и металла
Рис. 275
Вытяжка стакана с утонением
верхней части
Заготовка \
Первая вытяжка
Рис. 274
Лист 69
Вытяжка 6 штампе из дерева
Тип 1
Вытяжка отражателя в штампе из дерева (Фаворский в.е)
Рис. 278
Вытяжка на прессе двойного действия в штампе
с пластмассовыми рабочими частями
Тип 2
Рис. 279
Лист 70
Вытяжка детали из плоской
заготовки в штампе с
толкающими пластинами
Вытяжка детали на прессе простого
Рис. 281
Вытяжка детали
из пустотелой заготовки
в штампе с толкающим
кольцом
Вытяжка конусной чашки
из цилиндрической заготовки
Окончательная отбортовка
Рис.285
Лист 72
Вытяжка с утонением из плоской
заготовки
Вытяжка с утонением
из полой заготовки
,лс1***
S,— 0,5-0,7’So для стали,
латуни", 0,6-0,75 $а
для алюминия-,0.^20-30°
Рис. 290
Последовательность
штамповки детали
с большим фланцем
ЗаеотоВка
I
f
Вторая отбортовка
Рис. 292
Отбортовка патрубка тройника
из трубы
Рис. 293
Рис. 290
Отбортовка меньшего диаметра
срасонной чашки
Сборка путем обжима
квп
Рис. 305
Отбортовка в штампе с деревянным
(----\ основанием (Фаворский В.Б.)
Рис.30 it
Раздача конца трубы осадкой
центральной части фланца для
соединения их между собой
Обжим горловины
баллона с местным
нагревом (Ершов в.н.)
Обжим цилиндрической ______________
заготовки в штампе со
скользящим подпором (АверкиевЮ. А.)
Рис. 318
Калибровка большим давлением
Рис. 322
Лист 76
Обжим сосуда
КВП
Рис. 323
Раздача и обжам трубчатой заготовки
Правка скобы в целях получения доста-
точной толщины в месте изгиба (кг—0)
Рис. 327
Обжим алюминиевой трубы с подогревом
зоны деформации
( Горбунов м.н.)
охлаждения трубы
Рис. 325
Правка угольника в целях получения доста-
точной толщины в месте изгиба (Рг~*~0)
Рис. 328
Лист 80
Калибровка окон сепара-
тора на револьверном
прессе
Раздача опорной части
ппобки
Рис. 557
Правка ленты растяжением
Рис.539
Лист 82
Правка проволоки путем протаскивания ее через
изогнутую вращающуюся трубу
(пруток вокруг своей оси не вращается)
Рис. 367
7ехнологичные соотношения отдельных параметров
при ротационной вытяжке крупных днищ
Лист 83
Ротационная обрезка припуска
раструба на Вертикальном
йвихшпиндельном
Рис. 349
Ротационная гибка края заготовки
на специальной роликовой машине
Рис. 350
Вальцовка поясков
Рис. 351
Лист 84
Ротационный обжим горловины баллона
Ротационная вытяжка фары
Ротационная вытяжка с утонением
Рис. 351
Рис. 354
Лист 85
Ротационная вытяжка с
утонением части цилиндра
Ротационная вытяжка деталей
с переменным сечением стенок
Ротационная гибка кольца
Ротационная обрезка припуска
квадратной коробки
Ролик Ролик
Типовые детали, получаемые
методом ротационной вытяжки
PUC. 358
Рис. 362
'Ротационная формовка прямоугольной ленты
в заданный профиль на вертикальном двух-
шпиндельном давильно-обрезном
станке
Рис. 363
Лист 66
Ротационная Вытяжка чашки
Ротационная формовка
горловины бочкообразного сосуда
Ротационная раздача бочкообразного сосуда
из цилиндрической заготовки
Вальцовка пояска и накатка резьбы
Рис. 567
Сборка методом ротационной закатки
2-й переход
Рис. 568
Проколка установочных (технологических) отверстий
во фланце вытягиваемой детали
Ротационная обрезка припуска
пустотелой детали
Ротационная косая обрезка
Вытянутых изделий
' Лист 8 7
накатка резьбы
на пустотелой заготовке
Ротационная разрезка заготовки
на две детали
Ротационная срормовка горловины
на двухитиндельном вертикальном
давильно-обрезном станке
Ротационная обрезка припуска
на вертикальном двухшпиндельном
давильно-обрезном станке
Сборная оправка для ротационных
работ, требующих поднутрения
Вытяжка местная и пробивка
дна для получения отборто-
ванного отверстия
Рис.371
Лист 89
Обжим дна трубчатой заготовки с
внутренним и наружным подпором
(Королев ВИ. , Галахов А. И)
Рис. 362
Правка угольника
Рис. 383
Ротационная отбортовка
Заготовка
Правка длинных деталей растяжением
( Емельянов М. Ф.)
Рис 384
Риг.. 385
Ротационная формовка края пустотелой заготовки на верти-
кальном двухшпиндельном довольно-обрезном станке
Лист 90
Ротационная Вытяжка корпуса чайника и закатка края корпуса
ObtKUM алюминиевой трубы для соединения
ее со штуцером с подогревом
зоны деформации (горбунов м.н.)
Сборка двух деталей ротационной закаткой
Ротационная обрезка профиля на вертикальном двух-
шпиндельном давильно - обрезном станке
Рис. 390
Лист 91
Ротационная обрезка припуска
и закатка края
Ротационная предварительная
(под углом и окончательная (под
углом отбортовка фланца
пустотелой заготовки
Ротационная вальцовка (накатка)
канавок на уплотнительном
кольце
Благодаря большому диаметру
детали и малой, ширине ролики
Ротационная закатка края обечайки и дна
Схрмп 9
3-е положение
Лист 92
Геометрия надрезов и пробиваемых промежутков
при вытяжке деталей в ленте (Ковалев в.г.)
Схема магазина и шиберной
подачи цилиндрических
Колпачков (Емельянов м. Ф.)
Рис. 395
Схема механизации подачи
формованной заготовки
Последовательность штамповки
Последовательность штамповки
детали несимметричной формы
1. Вырубка плоской заеотовки на четыре детали
2. Вытяжка эллипсовидной чашки
3. Разрезка чашки вдоль
4. Разрезка половинок чашки поперек
ручки
Рис. 399
Лист 93
Конструктивное осрормление пробивных пуансонов
для материала толщиной свыше б мм
[односторонний, зазор не менее 0,085)
Конструктивное осрормление рабочих частей
Штампов (МомароВсний В.Ф.)
Геометрия пуансона для получения
изогнутых деталей
Конструктивное осрормление
рабочих частей вырубных
и пробивных штампов:
с цилиндрическим с коническим
пояском пояском
Рис. 402
при 8< 1мм Н=Змм-,)/~-~ п , л_
й st>° Рис.403
при 5 = 1тЗмм Н-- 6 мм 'jf =
npuS> Змм Н=8^1Омм-, у=_£
,в 180
Конструктивное оформление
пуансона для проколки
технологических отверстий
Рис. йОЧ
Лист 99
Конструктивное оформление
рабочих частей Вытяжных
штампов со специальным складко-
Рис. 005
Конструктивное оформление рабочих частей
вытяжных штампов со складкодержателем
Тип 1- для заготовок диаметром свыше 60мм,
тип 2- для малых диаметров
Геометрия отхода
при Вытяжке с пережимными
ребрами
Рис. 006
Конструктивное оформление специальных
видов складкодержателя
Тип 1 и тип 2 при большом фланце, тип 3~ при
тонком материале и большом радиусе матрицы
Разновидности геометрии вытяжных матриц первого
перехода в штампе без складкодержателя{скворцов г.д.)
Заходная часть по эвольвенте или по
трактрисе. Ступенчатая или волнистая
поверхность способствует задержанию
смазки
Рис. 408
Рис. 400
Лист 95
Геометрия матрицы и вкладыша
для первой вытяжки чашки жидкостью
Геометрия гибочных
пуансона и матрицы
Схемы клиновых приводов
( скворцов Г.Д.)
Средняя
Рис. ПО
Геометрия дополнительного складкодержателя,
действующего на радиусном участке матрицы (применяют
при больших радиусах матрицы)
Геометрия рабочих частей штампов
для отрезки различных профилей
Рис 41J
СХЕМЫ ШТАМПОВ СЛОЖНОГО ДЕЙСТВИЯ
Вырубка листов статора и ротора в штампе с двумя
пневматическими выталкивающими устройствами
(Завод Калинина, е. баранча)
КВП
Резиновая диафрагма
’'"'ФХМЯЯОЯМЮЪ
Детали, передающие усилие
от вуфера съемнику
и выталкивателю
Штуцер
нижнего буфера
Штуцер
верхнего вуфера
КПП
Гайка, занимающая
диафрагму
7ZZZZZZZZZZZZZZZZZW6\
Резиновая
диафрагма
Рис. 417
W/'Л
Вырубка, заготовки, пробив-
ка отверстия и отбортовка
косо расположенного фланца
Рис. в 18
Лист 91
Внутренняя и наружная отбортовка специальным пуансоном
Вырубка и Вытяжка сферического дна с фланцем
Обрезка припуска и закатка фланца
Вырцвка
Вытяжка
части сферы
и фланца
Рис. 620
Окончательная
вытяжка сферы
Вырубка и Вытяжка прямым
и обратным методами
Рис 622
Вырубка, Вытяжка, формовка
и пробивка
КВП КНП
Рис 623
Лист 98
Ротационная отрезка
от трубы кольцевых
заготовок без уменьшения
Вырубка и пробивка железа статора в штампе,
оснащенном твердосплавными режущими частями (ереванский н.п)
Отбортовка и пробивка
отверстия
Рис. 426
Лист 99
Внутренняя и наружная отбортовка
сферического полукольца
Вырубка диска, пробивка в нем центрального отверстия
• и милых отверстий
Рис 428
Вырубка заготовки и одновременная гибка ее
Заготовка
Вырубка заготовки и вытяжки читки
на прессе двойного действия
Деталь
Различные положения пуансона
Вытяжка кондеи и пробивка дна
Рае 429
Лист 100
Вытяжка глубокой детали
за один ход ползуна пресса
Вытяжка и пробивка наружной панели автомобиля на прессе двойного действия
Рис. У35
Вырубка и вытяжка в штампе с рабочими деталями из бетона
лист 101
Одновременная Вырубка
и пробив на трех шайб
Одновременная вырубка
заготовки и гибка втулки
Рис. Я36
вырубка заготовки, вытяжка
конической чашки и пробивка дна
КВП |
Вырубка заготовки,вытяжка
конической чашки и пробивка
Вырубка заготовки, вытяжка
и обрезка припуска на прессе
двойного действия
Вырубка двух деталей с предварительной
пробивкой, подеотовительного паза
Рис. 445
Пробивка и отрезка двух деталей.
Лист 103
Рис. 447
Пробивка и вырубка шайбы и вырубка
середины перемычки
Рис. 0-йО
Лист 104
Деталь
Пробивка и отрезка
фасонной пластины
Вырубка плоских деталей с
предварительной формовкой
в зоне вырубки
( Пьян усов А. и.)
Рис. 451
Надрезка и отгибка лапки на
буртике автомобильной фары
Рис. 452
Нерабочий переход
Отрезка и формовка
Пробивка и отрезка заготовок
для трех шестигранных гаек
Деталь
Над резка и формовка жалюзи
Закат кц с одновременной
пробивкой донной части
Пробивной пуансон
ограничивает су-
жение верхнего
7777ЯЛ
Лист 106
Последовательность штамповки змейковых полусепараторов
на многопозиционных прессах
Вырубка диска
Гчбка
заготовки
Формовка
ссрер
Пробивка отверстий
под заклепки
Пробивка центрального
отверстия
<ансоны
Заготовка в диаметре умень -
шается, поэтому Ван только
внутренний ограничитель
Вследствие формовки
материал течет во все сто-
роны, поэтому применены и
наружный, и внутренний огра-
ничители
Лента подается в штамп
в плоскости, перпендику-
лярной чертежу
Рабочая часть съемника вы-
полнена волнистой для устра- (_
нения прилипания к нему
заготовок
Матрица при ходе
вверх работает
как выталкива-
тель детали
из наружного
ограничителя
Матрица
Отражатели
Съемник
Ловитель,
Колонка [Пуансон Матрица
\L'ber-iHu_K
Съемник при ходе вниз более точно
устанавливает заготовку по
отношению к пробивным пуансонам
Схема относительного расположения верхних плоскостей, полуфабриката
Рис. 662
Схема относительных высот пуансонов
Вырубка заготовок для петель со срезкой части
материала на язычке
Рис. 4Б5
Рис. 46Ц
Отрезка проволочной заготовки и
соединение двух пластин клепкой
Рис. в71
Правка и рельефная формовка гнезд у пустотелой
чашки ( Поляков К. Л.)
квп
КИП
Штамповка канцелярской кнопки (вырубка контура,
надрезка и отгибка ножки)
Лист 109
КНП
Рис. 672
Вырубка заготовки и гибка ее
Клин
Пуансон вырубной
Матрица вырубная
Пуансон гибочный
Матрица гибочная
Рис&76
Деталь
Рис. Р75
Деталь
Формовка., пробивка и вырубка детали,
имеющей конический выступ
Рис.477
лапки в плоской детали
КНП
Надрезка и отсидка, (под углом,меньшим
КВП
Лист 111
Вырубка заготовки и
зачистка ее контура
Раскрой полосы
Отбортовка края и раздача средней части трубчатой заготовки
Рис ‘tl9
Деталь
1робивка и отбортовка дна
Вырубка и калибровка детали
Отрезка заготовки и гибка из нее
угольника ( завод „Красный Аксай")
Коне отрезной
матрица гибочная
Кронштейн,
прикрепленный
к подвижной
части штампа
Рычаг
с бра с ы В стеля
Полоса
Сб-расыватель
Упор
Заготовка
Рис. ч89
Матрица
калибровочная
Детали
СХЕМЫ УНИВЕРСАЛЬНЫХ И СПЕЦИАЛЬНЫХ ШТАМПОВ
Лист 115
Универсальный штамп для гибки деталей
типа угольника с различными углами гибки
Универсальный блок для гибочных штампов
Пуансон и матрица
специальные, закрепляемые
за изделием
Рис. У 95
Лист 116
Обрезка углов по радиусу
в универсальном штампе
Универсальный штамп для гибки деталей типа скобы с различным зевом
и расположением вертикальных стенок по отношению друг к другу
Схема универсальной гибочной
матрицы ( пуансоны сменные)
Схема устройства для автоматического сбрасывания деталей
Сбрасыватель взведен
прибитой деталью
КВП
Лист 117
Универсальный штамп для отрезки листового
и широкополосового материала
А—А
Универсальный штамп
для обрезки углов у листовых
заготовок
Рис. 501
А-А
Рис. 502
Рис ВОЗ
Измерение усилий вытяжки и складкодержателя
В экспериментальном штампе
Рис. 500
Лист 119
Измерение усилий выдавливания В экспериментальном штампе
Универсальный штамп для обрезки углов
В угловом железе
Рис. 505
Заплечики А упоров предотвращают перемещение
углового железа на величину, большую заданной
Рис. 506
Лист 120
Универсальные узлы наборных штампов
для пробивки отверстий
Универсальные скобы наборного штампа
для пробивки отверстий
Вид А
Ползун пресса
Расположение пробиваемых в детали отверстий
определяет место установки универсальных узлов
на плитах штампа
Рис. 507
Скобы устанавливаются на вертикально -
гибочных прессах
Рис. 508
Лист 121
Универсальные узлы наборных штампов
для пробивки отверстий.
Универсальные узлы
наборных штампов
для пробивки отверстий
Ползун пресса
Расположение пробиваемых в детали отверстий определяет место установки универсаль-
ных узлов на плитах штампа.
Рис. 509
Конструкция с односторонним креплением
пуансона и матрице держателя
Рис. 510
Лист 122
Универсальные узлы наборных штампов
для пробивки отверстий
Конструкция применяется для больших толщин
материала и диаметров пробивки.
Отход удаляется через горизонтальный. паз„Х
Универсальные скобы наборного штампа
для пробивки отверстий
установочная
Скобы можно устанавливать с различным межосевым
расстоянием (А, в),как на вертикально -гибочных прессах.
так и на специальных плитах, прикрепляемых к столу
обычных прессов
Рис. 511
Рис. 512
Лист 123
Универсальный блок с быстросменными пуансонами и матри-
цами для пробивки отверстий, расположенных на одной оси
и на заданном расстоянии друг от друга (различный шаг)
Универсальный штамп
для вырезки углов в листовых
заготовках и деталях
Матрицедергкатели, съемники и пуансонодернсатели могут переме-
щаться по соответствующим пазам Вдоль штампа
Рис. 513
Штамп по отношению к срронту пресса может
устанавливаться под любым углом a,fl,%,следо-
вательно, и подавать заготовку удобно к
любому углу
Подвижные упоры могут быть установлены
в любом положении по отношению к заданному
для вырезки углу (а. или fl или у)
Рис. 51k
Лист 124
Универсальные узлы наварных
штампов для пробивки отверстий
в тонких материалах
возврата съемника
Съемник
Ползун
пресса
Пуансон
Пружина
съемника
Тип 2
Пружина
Неподвижная
Матрица
А
Д
верхняя плита
корпуса
(пл а ст масса)
Неподвижная
нижняя плита
корпуса
( пластмасса)
Стол пресса или стальная прокладка
Пр
Общий вид наборного штампа с 60 универсальными узлами
Рис. 515
Универсальные скоды наборных штампов для пробивки
отверстий, в стенках вытянутых или формованных
деталей
Общий Вид наборного штампа
Рис.516
СХЕМЫ ШТАМПОВ С ОДНОЙ ЖЕСТКОЙ ДЕФОРМИРУЮЩЕЙ ДЕТАЛЬЮ
Лист 126
Рельефная формовка и пробивка отверстий резиной
Раздача резиной бочкообразного сосуда схема 2
КВП КНП
Раздача выступов на стакане
полиуретановым пуансоном
б стальной матрице
Раздача пояска б трубе
Отбортовка фланца стальным пуансоном
в полиуретановой матрице
КВП КНП
полиуретановым пуансоном в стальной матрице
КВП КНП
Рис. 524
Рис. 525
Лист 177
{установочные
Гибка угольника В штампе
с рабочими деталями из пластмассы
Крепежная
пластмасса
Матрица
Рис. 52 о
Пуансон
Планки
Гибка неравнобокой скобы стальным пуансоном в матрице,
составленной из твердого (1) и мягкого (?) полиуретана
Гибко скобы стальным пуансоном
в полиуретановой матрице (Сусловл.м.)
кнп
квп
Заготовка
Гибка фигурной скобы стальным пуансоном
в полиуретановой матрице
Вытяжка стакана жестким пуансоном
в резиновой матрице
КВП
кнп
Деталь
Рис 530
Рис. 578
Усилие на складкоаержателе
от вуфера по коду .вытяжки
переменное
Складкодержатель
Рис. 529
Лист 128
Штамп с матрицей и вспомогательными деталями
из полиуретана (ж. КШП, №9,1972)
Формовка выступов полиуретановым пуан-
соном в стальной матрице
Вырубка заготовки стальным
пуансоном и формовка ее поли-
уретановым пуансоном в стальной
квп "O'W
Рис 531
Рис. 533
Лист 129
Гибка полиуретановым пуансоном
в стальной матрице
Гибка стальным пуансоном в полиуретановой матрице
Раздача корпуса полиуретановым пуансоном
в стальной матрице
(все буфера полиуретановые)
Рис. 537
Схема 3
Рис. 536
Раздача полиуретановым пуансоном
в стальной матрице
Рис. 53В
Пробивка отверстий в пластине резиной
с помощью валка и стальной матрицы
Рис. 539
Рис 5W
Гибка скобы стальным пуансоном
б матрице, состоящей из твердых (t)
и мягкой (?) полиуретановых плит
Вытяжка резиной на жестком пуансоне
Лист 132
Гибка и вырубка резиной
на стальном пуансоне
с вставным закаленным
кольцом
Обрезка припуска тонких
пустотелых деталей
Рельефная формовка и вырубка
резиной
Рис. 551
Разновидности рабочих частей
пуансонов для вырубки резиной
Благодаря применению опорного Блока
возможно ВыруБать Более толстый
материал, »с при лпим увеличивается
отход
Рис. 556
Вытягкка полиуретановым
пуансоном в стальной матрице
Лист 133
Вытяжка
жестким пуансоном
Вытяжка жестким пуан-
соном с гидравлическим
перетяжным ребром
Вытяжка жидкостью
Рис. 557
Заготовка
Вытяжка обратная
жестким пуансоном
Рис. 559
Вытяжка жидкостью
шарообразных головок
Заготовка 1-й 2-й 3-й
У заготовки донная часть должна быть толще
стенки. После каждого перехода производится отжиг
Рис. 561
Рис 558
Обжим срляги
из цилиндрической
заготовки
Рис. 560
Вытяжка жестким пуансоном
КВП
Рис. 562
Лист 134
1-е положение
2-е положение
Матрица
Вытяжка сложной детали
жидкостью через резину
Резиновая
диафрагма
Заготовка
zx
b-е положение
I е положение
С- / Рис-665
Рис. 566
Отверстие для
Последовательность
штамповки глубокого
конического стакана
Заготовка
Лабиринт
PUC.564
Вытяжка чашки гидромеханическим способом
Защитная
резиновая
пластина
3-е положение
Ч-е положение
Рис. 5b 7
Лист 135
Матрица первого перехода для вытяжки
с набором материала жидкостью в штампе
с грибком, облицованным резиной (ватинов а.м.)
Раздача волн на стакане жидкостью
Вытяжка специального стакана жидкостью
КПП ,Г - ~1
Рис. 5Б9
Через отверстие 6 пробке подается жидкость LI LI
под давлением, достаточным для деформирования стенки заготовки. Действие
жидкости в сочетании с действием толкателя (последний перемещается в осевом
направлении и давит через фланец на дно стакана) растягивает заготовку по
диаметру между щеками, сокращая ее по длине.
Для удаления формованного стакана необходимо Вынуть стержни 1и2 и рас-
крыть все щеки, сидящие на оси 3.
Перед началом работы щеки должны быть установлены на равном расстоянии друг
от друга. Число пар щек должно соответствовать числу волн.
Лист 136
Раз до чи ж и Ни петь ю
КНП
Вытяжка жидкостью
Надрезка и гибка язычка
полиуретановым пуансоном
Рис 576
Местная Вытяжка сферы
жидкостью (ГчряйнпЬ В. я.)
_Kppjiyc__..
Жидкость
Рис. 572
Рис.57ч
Вытяжка жидкостью
Матрица
Матрице-
держатель
Зпгиптдка
Раздачи жидкостью
Уплотнение
лабиринтное ;
Рис. 576
Обжим трубок жидкостью
Рис. 579
Для получения многослойных
гофрированных тру вок обжи-
мают их последовательно
(сначала внутренний слой ,
затем, на него следующий и т.д)
Заготовка
Деталь
Вытяжка сферической детали
жидкостью через резиновую
диафрагму
Лист 157
Вытяжка жестким
пуансоном
Вытяжка и формовка жестким
пуансоном, резиной, и жидкостью
высокого давления
Рис. 582
Рис. 580
Вытяжка в жесткой матрице .
резиной и жидкостью
Рис. 583
Лист 138
Обратная вытяжка сосуда с
двойными стенками
Глубокая вытяжка деталей из алюминиевых сплавов
с подогревом зоны десрормации
Соединение двух труб раздачей
Рис. 585
Рис. 587
КВП
КНП
Вода
подача
воды
Пуансон
вытяжной
Канал
воздушный
Складкодержотель
Матрица
Прокладка тер
моизолирующая
нагреватели
электрические
Рис. 585
Прокладка тер
моизолирующая
Сборка двух деталей раздачей
Рис. 588
Вытяжка полусферы средних и больших размеров
жидкостью без применения штампа и пресса
Лист 139
Рис. 589
Раздача части ступицы жидкостью
Раздача двух поясов в нагретой конической обечайке
взрывом через воду (м.кшп,№2, ту
Рис. 591
Рис. 590
Раздача конической заготовки электроимпульсным
методом в полу универсальном штампе
Лист 140
Блок
питания
Принципиальная схема
злектрогидравлической штамповки
Вытяжка изделий в одном штампе
в два перехода, осуществляемых одновременна
Рис. 593
Вытяжка В полууниверсальной установке
с многоконтурной схемой разряда
Рис. 595
1-е положение- подача
заготовки
4-е положение -
2-я вытяжка верх-
ней заготовки
3-е положение -
наполнение емко-
сти водой
2-е положение - 1-я
вытяжка верхней
заготовки и зажим
нижней
Рис. 594
3-я вытяжка
Рис 596
Формовка местных рельефов
с использованием универ-
сальной разрядной головки
Заготовка
плоская
Заготовка
после пер-
вого хода
Проволока
взрывающаяся
Лист 101
Раздача импульсным магнитным
полем медного кольца
при запрессовке его в трубу
Обжим трубы импульсным
магнитным полем при
соединении ее с заглушкой
Раздача трубы
в разъемной матрице
Принципиальная схема штамповки
импульсным магнитным полем
Вытяжка заготовки из нержавеющей
стали с применением
алюминиевого „ спутника ”
Рис 601
Лист 74Z
Раздача стакана 6 целой
патрице
Вытяжка днища в три операции S одном штампе
с переналадкои(ж. кшп nvio, 1966г)
3-я операция
Рис. 603
Заготовка
Ня операция
Гибка- набор мета пл а
2-я операция
Гибка -ВыВорачиВание
Правка
Одновременная вытяжка нескольких заготовок
(в целях увеличения производительности)
Г°ометрия матрацы и вкладыша
штампа для вытяжки
чашки жидкостью
Вытяжка с применением
Рис. 605
Лист 744
Вытяжка чашки из нагретой моливденовой заготовки
взрывом через песок (*.кшпн,,2,19б9г.)
Вытяжка чашки из нагретой
вольфрамовой заготовки взрывом
через песок (ж.кшп№2,19б2г.)
Вытяжка с использованием энергии
пороховых газов
Штамповка взрывом
Заряд бризантного
взрывчатого вещества
Заготовка
Матрица
Плита — складкодержатель
Кольцо центрирующее
Рис. 619
Узлы центрирования в штампах
Лист 749
Узлы центрирования
толстой ленты
или полосы в штампах
Тип 1
Тип 2
Цилиндрический пружинный прижим толстой ленты,
полосы или сортового проката к базовой, направляющей
планке
Узел регулирования расстояния
между направляющими планками
штампа
Тип 3
Самоустанавливающиеся планки
в зачистном штампе
Узел фиксации заготовки
постоянными магнитами
Лист 150
Тип 1-резиновый
универсальный,
Тип 6-пневматический двухсекционный
Толкатели для внутренней Толкатели для наружной.
части части штампа
Тип й-пружинный
универсальный-
Тип 5- пружинный универсальный
(тарельчатые пружины)
Тип 7- многоступенчатый
Воздух
LETT!
iTItl
Рис. 633
«HIS]
Толкатели
Тарельчатые пружины
Стакан (подернут на -^)
Узел выталкивателя с приводом
от пневмоцилиндра
Типовое соединение выталки-
вателя с толкателями
Схема устройства для облегчения подачи
крупногабаритных листов в штамп
Верхняя часть стола
с листами подвешена
на пружинах, что
обеспечивает постоян-
ное положение листа
на уровне подача
Рис- 638
Лист 151
Узел выталкивателя
нецентрального
действия
Рис. 637
Узел буфера, расположенного сбоку
Усилие складкодержателя можно менять,
изменяя длины плеч рычага
Рис. 639
'Лист 152
Формы перетяжных ребер
Тип 1 Тип 2
Рис. 640
Узел направляющих планок
для крупных Вытяжных штампов
Узел для изменения положения и усилия перетяжных ребер
(ЗУ №34. 1960)
peSpo PUC. 642
Л ист 155
Лист 150
Узел резинового съемника в сочетании
с подвижным металлическим съемником
Узел резинового съемника
для быстросменных пуансона
Узел пуансона и матрицы
с шариковым креплением
Рис. 652
Узел с номом для разрезки припуска
Рис. 653
Узел быстросменных пуансона
и матрицы для материалов
толщиной до 5 мм
Рис. 651
Узлы с упорной шпонкой, фиксирующей
положение секций сворных матрицы
и пуансона
Тип 1 Гап 2
Рис. 650
Пружинный рычажный универсальный буфер
с изменяющимся по ходу вытяжки усилием
Узел для проколки установочных (технологических)
отверстий
Лист 155
Д-Д
проколки
Рис. 657
Рд = Рс
Складкодержотель
Применяется в единичном и мелкосерийном
производстве
Рис. 656
Корпус складкодержателя
Рис. 658
Рс - усилие хскладкодержс теля
первоначальное
Pg, Pg-усилие вуфера соответственно
в начале и в конце вытяжки
У; Q - усилие, развиваемое пружиной
в начале и в конце вытяжки
Узе / упрощенного складкодержателя
Узел плавающего складкодержателя
Ползин ниружный Пуансон вытяжной
Рис. 655
ДЕТАЛЕЙ И ОТХОДОВ И БЕЗОПАСНОЙ РАБОТЫ
Лист 156
Схема устройства для автоматического сбрасывания деталей
Рис. 659
Удаление детали
из штампа проталкиванием
Схема устройства для стапелирования
вырубленных деталей с отверстиями
Схема устройства для автоматического сбрасывания деталей
Схема подачи ленты каретками
При ходе ползуна вниз ролики раздвигаются
и перемещают каретку, при ходе ползуна вверх
каретка под действием пружины возвраща-
ется в исходное
положение
Схема трехзВенного механизма для подачи ленты,
полосы, проволоки или перемещения шибера
Лист 157
Каретка
левая
Кронштейн
может быть при-
креплен к верхней
плите, штампа
Шибер
Рис. 563
Каретка
правая
Ползушка переметает
\тягу шибера
Упор, удерживающий от возврата
левую каретку во время штамповки
(расположен за боковым краем ленты)',
Звенья механизма можно выполнить
регулируемыми по длине
Ползцшка
Перемещает
ленту
UZZZZZ1
Эксцентриковь /е
рычаги зажима
ленты при ходе,
ползуна вверх
Схема подачи толстых полос В штамп
1—полосы
2-основание
3-цилиндр подъемника
4 - ограничитепь
5—толкатель
11
Рис. 665
РИС. 665
Схема клинороликоВой подачи
1/Zj
Лист 158
Рис. 667
Схема крючковой подачи
Рис. 668
Схема шиберной подачи пружинно-клавишного типа
(Емельянов И. Ф.)
Схема крючковой подачи с тягой от ползуна пресса
Начало
подачи
Окончание
подачи
Возврат
подвижной
каретки
Рис. 669
Рис. 670
Лист /60
Схема подачи П- образных заготовок из бункера с
лопастным колесом на линейку
Лопастное колесо должно иметь
Схема лоткового загрузочного устройства
Рис. 677
Рис. 67б
Схема радиальной подачи угольников в штамп
Угольник .с пуансона снимается
благодаря тому, что он поджат
к торцу матрицы рычагом, сбра-
Рис. 678
Схема подачи„ заготовок в желоб,
соединенный со штампом
Рис 679
Схема крючковой подачи с приводом от ползуна
Схема крючковой подачи с приводом от ползуна
(Емельянов И. Ф.)
Рис. 681
Лист 161
Схема крючковой подачи в штампе
Схема устройства для облегчения подачи
крупногабаритных листов б штамп
Рис. 683
Лист 162
Схема устройства с Вибролотком
для удаления отходов В сторону
(Скварцоб Г-Д.)
Рис. 684 \лоток
Схемы устройства для автоматического сбрасывания деталей
Схема устройства для удаления высоких
Схема устройства для сталкивания
деталей со штампа
Лист 163
Схема устройства
для выноса дета-
лей или отходов
из-под штампа
Лента
Устройство применяется при отсутствии провального
отверстия или при недостаточных размерах его, или
при автоматизации удаления деталей и отходов
N»NbXS
Тара
Транспар—
тер
Схема устройства для автоматического удаления
деталей средних и дольших размеров
Рис. 688
Лист 764
Схемы шиберной подачи заготовок
Схема 2
Схема узла, предотвращающего
обратное перемещение ленты
Схема установки кожуха,
предохраняющего'пальцы от попа-
дания их под складкодер/катель
Схемы устройств для
отделения листовых
заготовок
Лист 165
Рис. 699
VcD/lSt
Рис М ’5
1- листовые заготовки; 2- прижимы у
3~ присос
Схема устройства СШТ-13 с гидравлическим
датчиком для определения фактического объема
единицы длины прутка и дозирования длины
заготовки для отрезки
( Мещерин В.Т. , Максин HJ.A.)
К— контакт, замыкающий, цепь коррек-
тировки положения упора
ИД— датчик индукционный.
С— полость нагнетания
1 — цилиндр гидравлический;
2 — диафрагма;
3~ бачок наполнительный;
4 — плунжер;
5 - электромагнит тормоза;
6 — линейка обратной связи;
7 -упор ;
В— полость замкнутая
в - корпус измерительной, головки;
9 - оболочка резиновая ;
10 - втулка ограничительная;
11 привод разьемных головок дозатора
Лист 166
Схема устройства для автоматического
сбрасывания деталей сжатым воздухом
Сжатый воздух
Наконечник
Наконечник заделан в гибочный пуансон,
в котором есть- отверстие для прохода
струи сжатого воздуха под деталь
Рис. 697
Схема автоматической „ руки",
управляемой пневматикой
Схема устройства для выноса из штампа деталей
Схема выталкивающего устройства
многопозиционного пресса,
действующего при ходе ползуна вниз
Схема приспособления
для поворота диска
револьверной подачи
штучных заготовок
в штамп
Рис. 701
Лисп) 167
Схема загрузки заготовками вытяжных матриц в револьверном диске
Схема автоматической передачи деталей
с первого вытяжного штампа на второй
и с второго на третий
Схема устройства для удаления деталей из штампа
на большое расстояние
Заготовки в виде колпачков
получены на отдельном истампе
Лист 168
Схема автоматической, линии Л.н кошкина
Схема устройства для автоматического
выбрасывания вырубленных заготовок
или отходов из-под матрицы
Пластина
Клин, отжимающий
пластину выбрасы-
вателя
Рис. 706
Палец, запирающий
пластину
быбрасывателн
Схема устройства для автоматичес-
кого сбрасывания деталей
сбрасывания деталей сжатым воздухом
Схема устройства для автоматического
кнп
Толкатель
Мундштук
Присос
ЕЖ
Рис. 708
матрице до момен-
та контакта
/ толкателя с пипе-
ре чин ой ползуна
Схемы Вертикальных лотковых питателей
(Емельянов М.Ч’)
Схема устройства для стапелироВания
Вырубленных деталей
Трение тлзушки и прижит и внутренние стенки
кожухи создает силу, достаточную для удержа-
ния пакета вырубленных деталей от падения
вниз.
Рис. 710
в зоне // одно
В зоне 1 четыре вн ипнкных положения заготовки,
Рис 711
Схема устройства для автоматического выключения пресса
или Включения сигнала при несоблюдении шага подачи материала
Схема устройства, для автоматического Выключения пресса
при попадании более толстой заготовки
(Барнаульский завод механических прессов)
Схема устройства, исключающего продольный изгиб
тонкой ленты при односторонней подаче ее в штамп
Схема устройства разматывания ленты а
отрезки отхода или сматывания его
1 —рычаг, включающий электродвигатель при недостаточной
петле и выключающий его при большой петле
2 — пневматический сбрасыватель деталей
3 — ножи отрезки отхода
Рис. 7П
Лист 112
Приавтоматизации штамповочного производства
в качестве датчиков используют радиоизотопные
источники по схеме прямого или обратного действия
Рис. 72Л
Схема устройства с жесткими связями
для контроля толщины подаваемой заготовки
Схема устройства с радиоизотопным датчиком
для счета отштампованных деталей па числу перемычек
( Мосстанкин)
Рис. 72Ь
Схема бесконтактной блокировки многопозиаионного пресса
с помощью радиоизотопного датчика
(меще.пин ВЛ, Артес л.э.)
Рабочая зона с двумя
'' заготовками ~
( р- частицы полностью
поглощены)
Приемник
Усилитель
Пуансоны
магазин
Шибер
-0-
-0-
Матрицы
Рис 727
Лист 173
Схема устройства с радиоизотопным
датчиком (тип СШТ-2) дня управле-
ния бункерами листовых заготовок,
контроля толщины подаваемых заго-
товок и счета их
1- источник-,
2- приемник-,
3- усилитель-,
4-листовые заготовки-,
5-бункера-,
в - пневмоцилиндры-,
7- присосы
Рис. 728
Схема устройства с радиоизотопным
датчиком (тип СШТ-2) для управления
механизмом, подающим заготовки, контро-
ля толщины заготовок и счета их
1-источник;
2-приемник;
3-усилитель;
б - пневмоцилиндр;
5-стапель;
в-присосы
Схема устройства с радиоизотопным
датчиком для контроля положения отштампо-
ванной детали при транспортировке и подачи
команды на ее перевертывание
( Мосстанкин}
Рис. 730
'//////к.
1- источник-,
2- приемник-,
3-усилитель-,
4-клещи;
5-деталь;
6-механизм для переверты-
вания детали
Схема устройства с радиоизотопным датчиком (тип СШТ- 9)
для дозирования длины,
подаваемой под отрезку ленты*
(Мещерин в.Т., Бобков А. А.)
Рис. 729
Схема устройства с радиоизотопным датчиком (тип СШТ-З)
для управления автоматическим механизмом,
разматывающим ленту
Рис. 732
СХЕМЫ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
Лист 17U
Последовательность штамповки фары
Последовательная вытяжка оболочек для срар
8. Пробивка пазов I
и отверстий L
Вид Б
1. Резка листа на полосы
2. Вырубка заготовки
3. Первая вытяжка
4. Вторая вытяжка
5. Обрезка припуска
З-й переход
4-й (последний) переход
Рис. 734
Лист 175
Последовательность штамповки сварных (рар
( Мещерин В. Т.)
Последовательность
штамповки роликового
сепаратора
Рис. 736
Последовательность штамповки
пустотелой детали типа фары
с использованием метода
обратной вытямки ( Леонов К.п.)
Рис. 737
Последовательность штамповки полубаллонов
Из листа
Из трубы
Лист 17 6
Последовательность изготовления
сварных змейковых полусепараторов
(Мещерин В.Т)
1. Навивка ленты
в спираль
Последовательность изготовления
сварных конических сепараторов
( Мещерин В.Т.)
1. Отрезка полосы 2. Гибка кольца
Последовательность
штамповки конических
сепараторов
2. Отрезка витка
от спирали
3. Сварка
3. Сварка
5. Гибка
б. Формовка сфер
7. Пробивка отверстий
4. Снятие сварочного
заусенца
4. Снятие сварных
заусенцев
Рис. 739
5. Раздача и обжим конуса
Рис. 740
6. Отбортовка
Последовательность штамповки гильзы
Калидровк^^^^
Пробивка
дна
Рис. 741
Формы тел вращения (деталей), получаемые
ротационной вытяжкой с утонением
Последовательность штамповки втулки
Последовательность штамповки
двух упоров
Лист 177
Разрезка
Пробивка
отверстий
Вырубка заготовки на две детали
и пробивка отверстии под ловитель
Гибка урав-
Отход
с витыми роли-
отверстии, формовки канавок для масла и т. п.
переход- обрезка ленто/ по ширине;
переход- надрезка;
переход- нерабочий;
переход- гибка краев;
переход- нерабочий;
переход- гибка предвари -
тельная;
переход— отрезка
а гибка оконча-
тельная
повешенная
1~и и 2-й переходы могут быть использованы для пробивки
3-й
Ь-й
5-й
6~й
7-й
8-й
9-й
Рис. 744
Рис. 765
Последовательность штамповки в ленте колпачка
Последовательность
штамповки полотен
ленточных пил
Последовательность штам-
повки сепаратора для под-
шипника
ками
Рис. 796
Последовательность штамповки крючка с втулкой и
отогнутыми лапками
Шаг повачи(_ЬЛ)=шагу
зуба < В
Рис. 798
1-й переход
Пробивка отверстий.
и вырубка контура
( последовательный
штамп)
2-й переход
Правка плоскости
и калибровка
зенковок
А-А
Надрезка
Крючок
Рис.767
Последовательность штамповки заготовки для пятки штампо-
сварной косы. Водном штампе без отхода вырубаются четыре (1,2,3,й)
заготовки
Рабочий
переход
“ Рис. 799
Рабочий
переход
Рабочий Нерабочий
переход 11ерехид
Рис.750
Пробивка и отрезка двух угольников
Рис. 752
Материал
пробивается
для облегчения
вытяжки
А
Рис. 755
Лист 179
Последователь ность
Последователь ность
получения овальной
тру вы из ленты на
профилегибочной машине
(основные переходы)
Последовательность
получения коробчатого
профиля с картонным
вкладышем на
профилегибочной машине
Рис. 151
Лист 180
Последовательность
Последовательность
Последовательность штамповки штамповки
цилиндрического сепаратора фасонной чашки
штамповки кожуха
заднего моста автомобиля
&
Рис. 759
Последовательность гибки кольца
6 четыре перехода
Рис. 761
1-й переход
2-й переход
3-й переход 4-й переход
Последовательность получения кольца
с буртиками без отхода
Рис. 763
Последовательность штамповки точной втулки
с плотным прилеганием кромок
в месте стыка „А"
Гибка втулки
предварительная
Втулка
Гибка втулки
окончательная
Рис.. 764
Лист 181
Последовательность
штамповки
фасонной трубы
Последовательность
вытяжки
квадратных коробок
Последовательность
вытяжки глубокой
квадратной коробки
Рис. 765
Последовательность
штамповки трубки с рукояткой
I / Заготовка.
Последовательность.
штамповки
сепаратора для
радио льно-сферическии
подшипников
Вырубка и пробивка
заготовки из ленты
Вырубка язычков
Гивка язычков
и формовка сферы
Окончи тельная
Формовка
PUC. 771
Последовательность штамповки
конического сосуда
Последовательность
штамповки
сепаратора для
упорных
подшипников
Последователь -
ность вытяжки
стакана с ср ла ни ем
Формовка цилиндра и сфер
Рис. 775
Вырубка, заготовки из ленты
Вытяжка предварительная
Вытяжка окончательная
Заготовка „
-------- Рис. 772
Последовательность штамповки Последовательность Последовательность
детали типа воронки штамповки конического штамповки фасонного
сосуда с неплоским дном, цилиндра с ровным краем
Заготовка
Рис. 768
Рис. 766
Заготовка
а
Пробивка дна.
PUC.774
Последовательность штамповки
открытого конического сосуда
PUC.773
Последовательность
штамповки точных полуколец
из стали
Последовательность
штамповки
специальной скобы
Последовательное положение
рабочих частей кромкогибоч-
ной машины для гибки транс-
форматорных кожухов
Последовательность
гибки сложного
профиля
1-й и 2-й переходы^
Лист 183
1. Вырубка и про-
бивка
2. Отжие
3.1-я отбортовка.
б. 2~я отбортовка
5. Раздача
В. Обрезка борта
7. 1-я подрезка то)
8. Калибровка
1. Резка полос на
заготовки
2. Галтовка
5. Гибка под закатку
k. Закатка
1-го конца
5. Гибка скобы
12. Шлифование
торцов и внеш-
него диаметра
9.2-я подрезка торца
Ю. Снятие фасок
и радиуса
И. Закалка
Рис. 78k
В.. Гибка полукольца
3-й переход
й-й перехо
8. Гибка окончательна!!
Рис. 785
Эта машина может быть использована
и для гибки других деталей, имеющих
несколько изогнутых П- образных участков
Рис. 786
Последовательность штамповки
пустотелого шара из трубы
Рис. 788
Упор
7-й переход
8-й переход
5-й переход • л
6-й перехо
Этим же рабочим ин-
струментом (матрица
и пуансон) можно гнуть
и детали другой кон-
фигурации, для чего
варьируют упором и
положением заготовки
8 матрице
Рис. 787
Последовательность штамповки пустотелого шара
из плоской заготовки
Рис. 789
Лист 18^
Последовательность штамповки
нижнего основания полубака
Последовательность
штамповки кольца
Рис. 790
Рис. 791
Последовательность обжима
горловины фляжки из
цилиндрической заготовки
Последовательность
вытяжки двух,
углублений б пластине
Последовательность штамповки тонко-
стенной полой детали из прутковой
Последовательность получения
стакана с переменной
толщиной стенки из трубы
15-я операция -
отбортовка шариком
Последовательность штамповки фасонного уголка с точным отбортованным
1.1-я вытяжка 2.2-я вытяжка 3. Раздача Отверстием tt_ ppotjuffaa 5. Отбортовка
Рис. 796
Лист 185
Последовательность
штамповки конуса
Последовательность
штамповки кожуха
с фланцем
Последовательность
штамповки розетки
Последовательность
штамповки ступицы
Последовательность
штамповки конического
кожуха
Последовательность
штамповки фигурного
стакана с ровным
краем
Рис. 800
Рис. 801
Последовательность
штамповки сосуда
сложной формы
Гибка узких лепестков
Рис. 80k
Последовательность
штамповки колпачка
Рис. 805
Лист 186
Последовательность
вытяжки конической
детали
Рис. 808
Последовательность штамповки
Последовательность
штамповки конического сосуда
Загыпибка
Последовательность штамповки
конического сосуда
кольца с овальным сечением
Последовательность
штамповки колеса
Последовательность штамповки чайника
Рис. 812
ОГЛАВЛЕНИЕ
Предисловие.................................................... 3
Введение....................................................... 4
Разработка технологического’ процесса штамповки (последователь-
ность) ......................................................... 5
Проектирование штампов (основные положения) . . . . 8
Классификация штампов и их деталей ... ... 8
Конструирование штампов и их деталей (основные положения) 10
Пуансоны и матрицы....................................... 10
Съемники и выталкиватели..................................13
Направляющие для ленты (полосы)...........................16
Упоры, фиксаторы и ловители.............................. 17
Болты и штифты............................................21
. Буфера...................................................22
Блоки штампов.................... .... 24
Последовательность проектирования и оформления ... 26
Технологичность ......................................... 29
Удельная стоимость........................................31
Технические условия и паспорта ....... 34
Материалы для изготовления деталей штампои (РТМ 34—65) 36
Государственные стандарты иа штампы для листовой штам-
повки ....................................................39
Государственные стандарты на тонколистовой материал . 40
Общие виды штампов (листы 1—13) ............................... 41
Схемы штампов простого действия (листы 14—95) .... 54
Для отрезки, разрезки, надрубки, разрубки (рис. 81—102);
для вырубки, пробивки, обрезки, зачистки, надрезки, проколки
(рис. 103—151); для гибки, скручивания, завивки, наиивки, за-
катки (рис. 152—259); Для вытяжки, вытяжки с утонением
(рис. 260—296); для.отбортовки, раздачи, обжима, формов-
ки, чеканки, кериовки, правки, калибровки (рис. 297—347);
приспособления для ротационных вытяжки, вальцовки, об-
резки, закатки, отбортовки, обжима (рис. 348—394); геомет-
рия рабочих частей штампов (рис. 395—414)
Схемы штампов сложного действия (листы 96—114) .... ,^136
Совмещенного действия (рис. 415—440); последовательного
действия и для многопозициониых прессов (рис. 441—465);
последовательно-совмещенного действия (рис. 466—494).
Схемы универсальных и специальных штампов (листы 115—125) . 155
Схемы штампов с одной жесткой деформирующей деталью (листы
125—144) . .................................. 165
С использованием эластичной среды (рис. 518—555); с ис-
пользованием жидкости (рис. 556—590); с использованием им-
пульсных методов (рис. 591—615)
Схемы типовых узлов штампов (листы 145—155)..................... 185
Схемы устройств в штампах для подачи заготовок, удаления дета-
лей и отходов и безопасной работы (листьг 156—173) . . . 196
Схемы технологических переходов (листы 174—186) ... 214
Владимир Тимофеевич Мещерин
ЛИСТОВАЯ ШТАМПОВКА
Атлас схем
Редактор издательства И. А. Цыганкова
Технические редакторы Е. П. Смирнова, Л. А. Макарова
Художник Ф. Ю. Элинбаум
Корректор Ю. Н. Рыбакова
Сдано в набор 22/1 1975 г. Подписано к печати 21/XI 1975 г. Т-18195. Формат 90Х60Ув. Бумага
офсетная № 2. Усл. печ. л. 28,5. Уч.-изд. л. 34,75. Тираж 19.000 экз. Заказ 3689. Цена 3 р. 73 к.
Издательство «Машиностроение», 107885. Москва, Б-78, 1-й Басманный пер., д. 3.
Типография изд-ва «Омская правда», г. Омск, пр. Маркса, 39