/































































































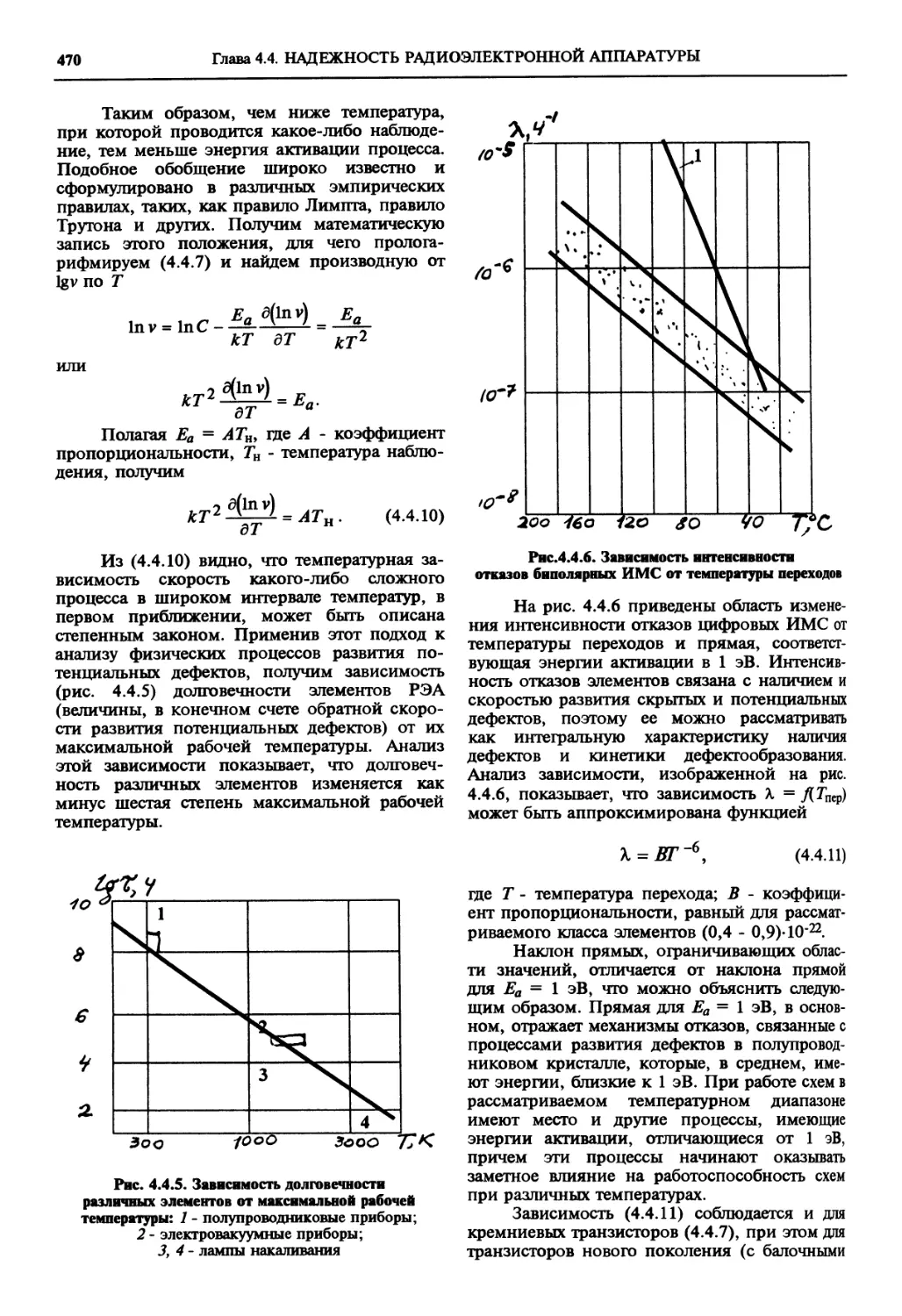
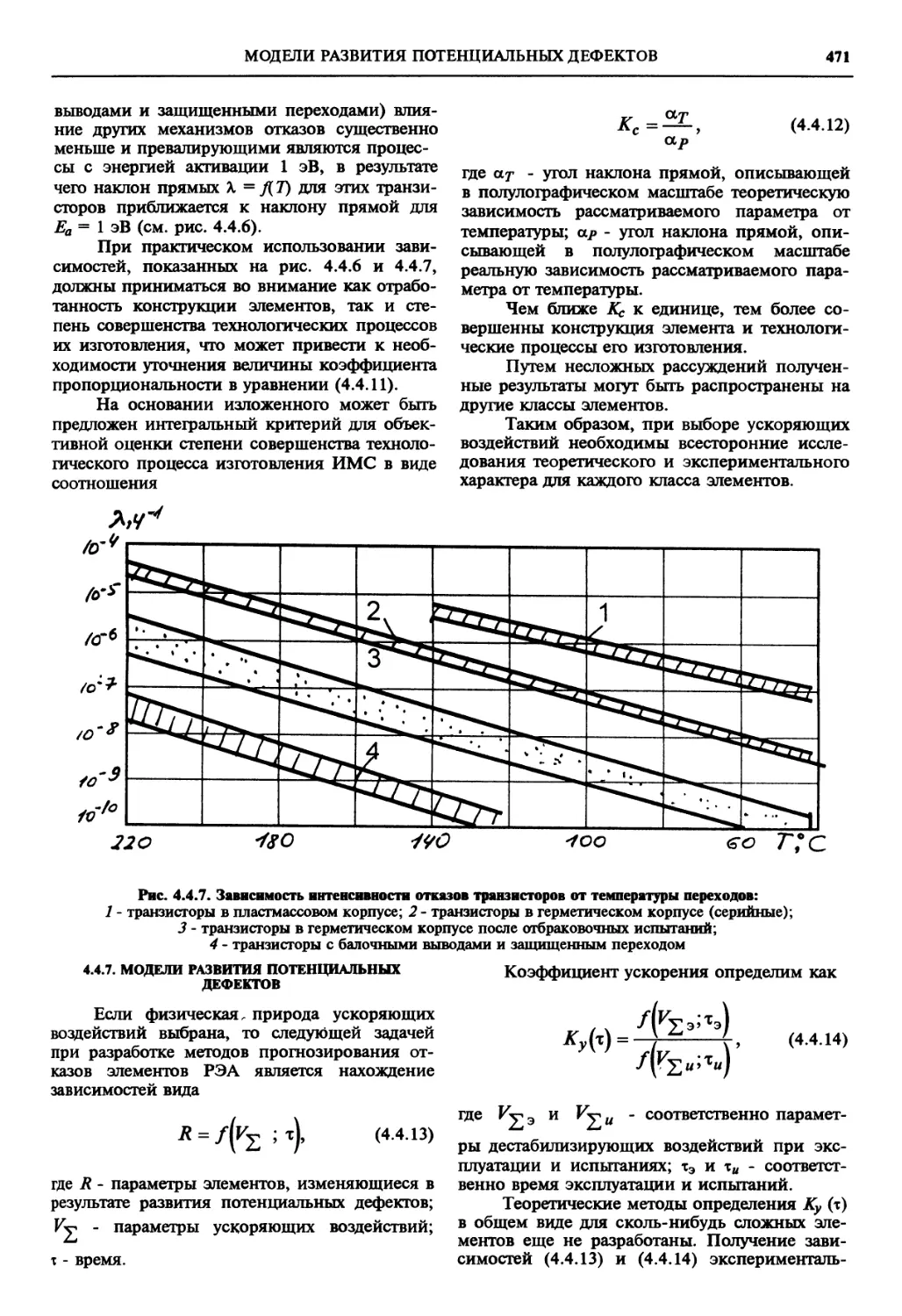
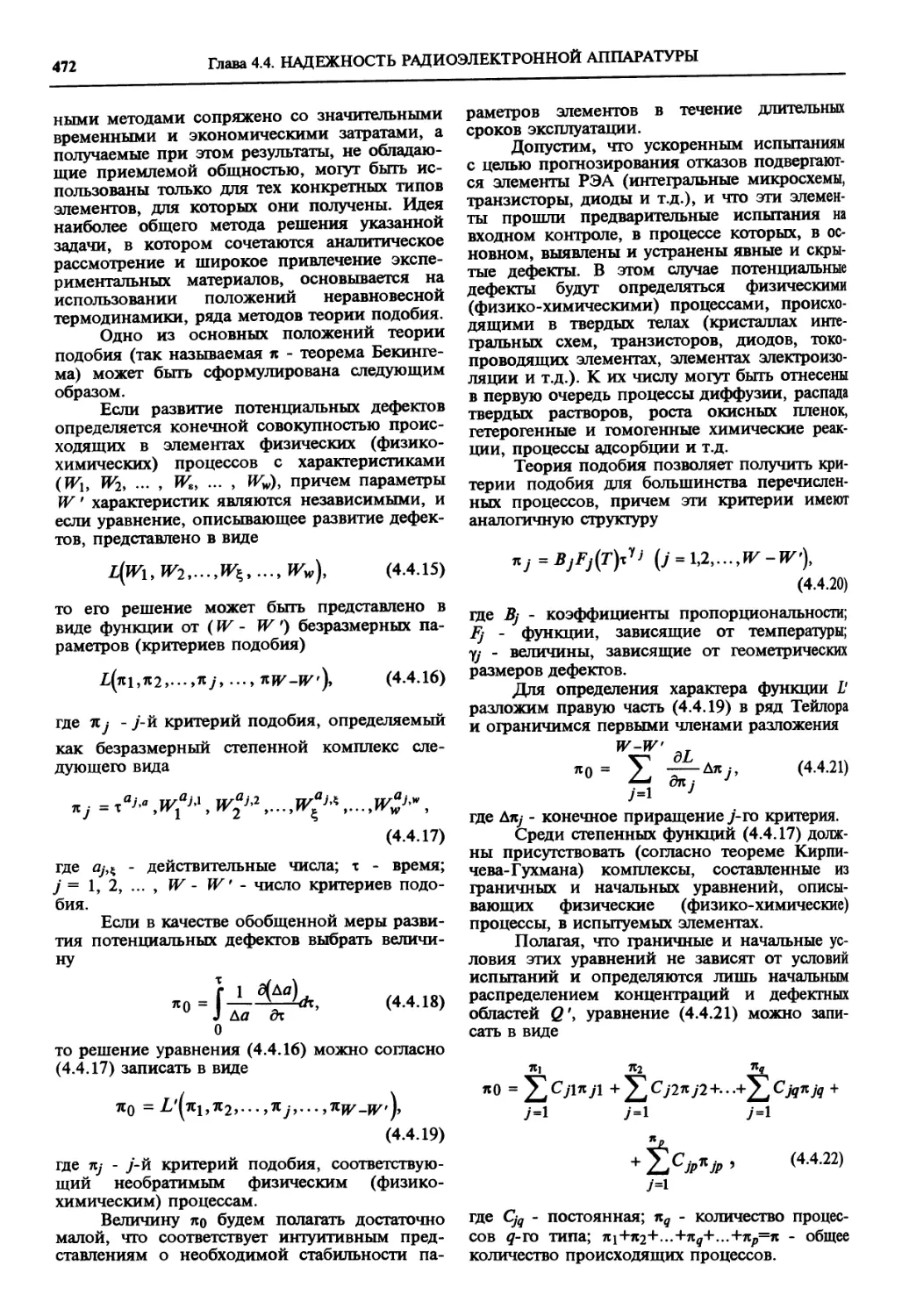




















Автор: Клюев В.В.
Теги: общее машиностроение технология машиностроения машиноведение машиностроение энциклопедия
ISBN: 5-217-01949-2
Год: 2003
Похожие



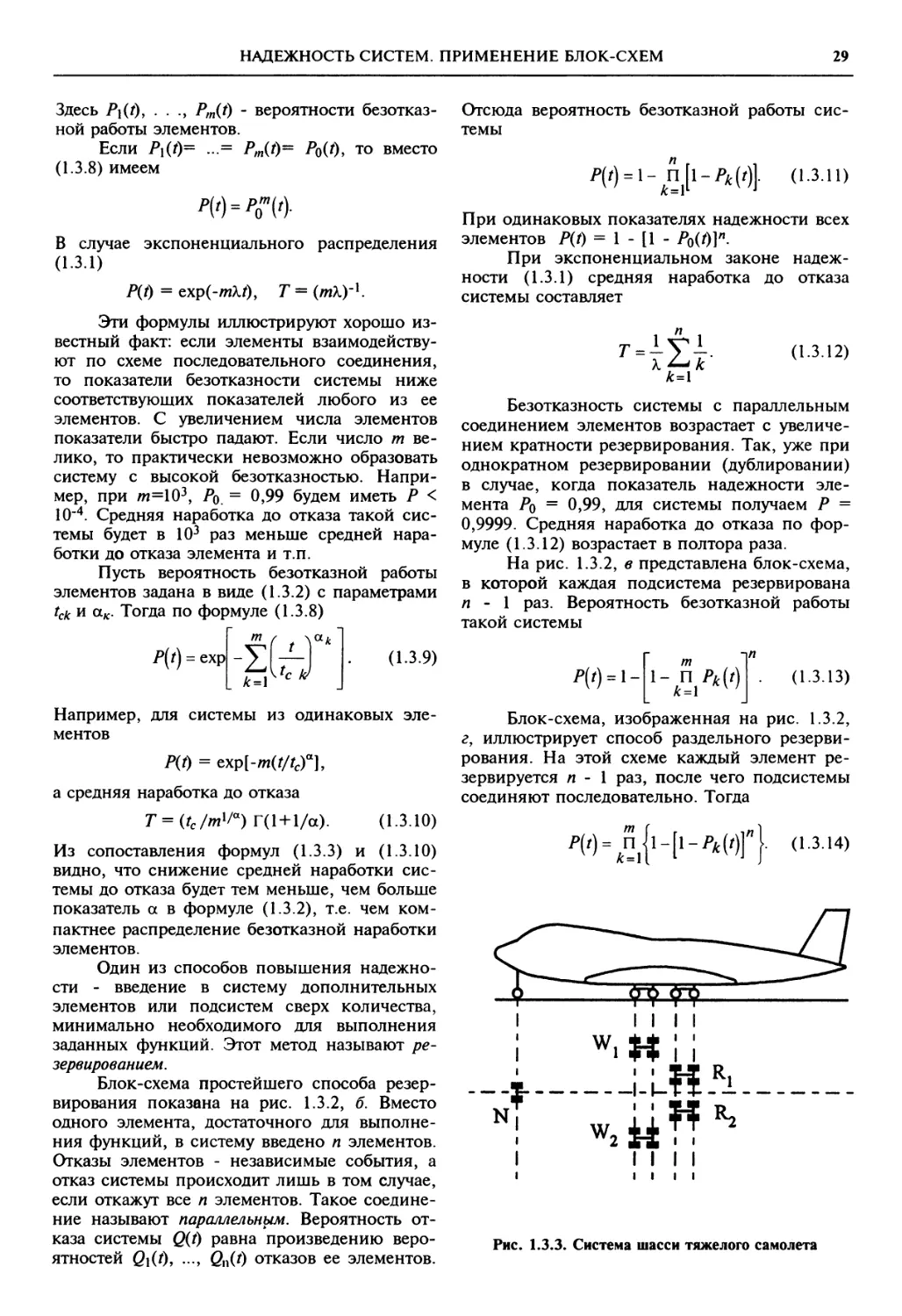
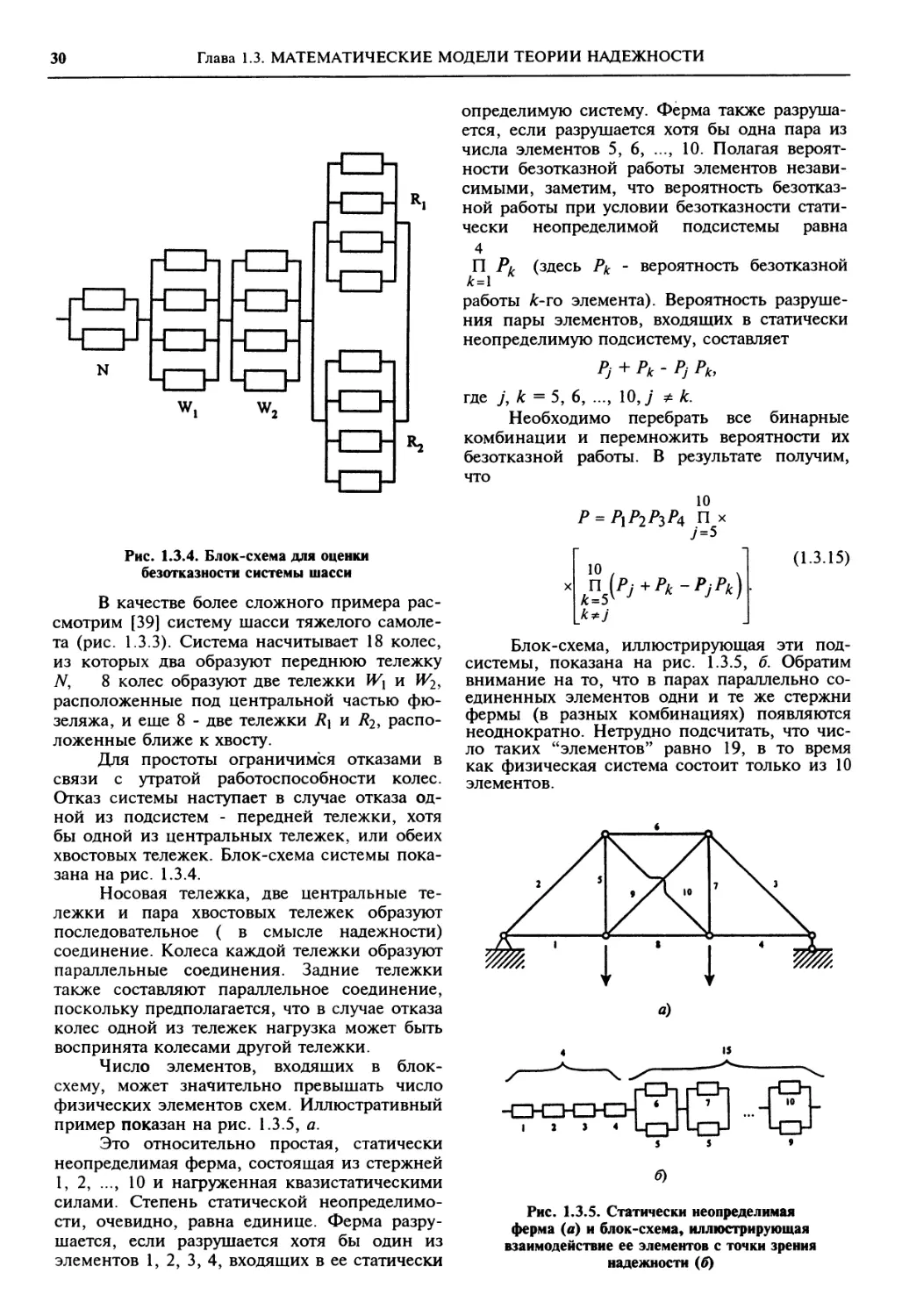
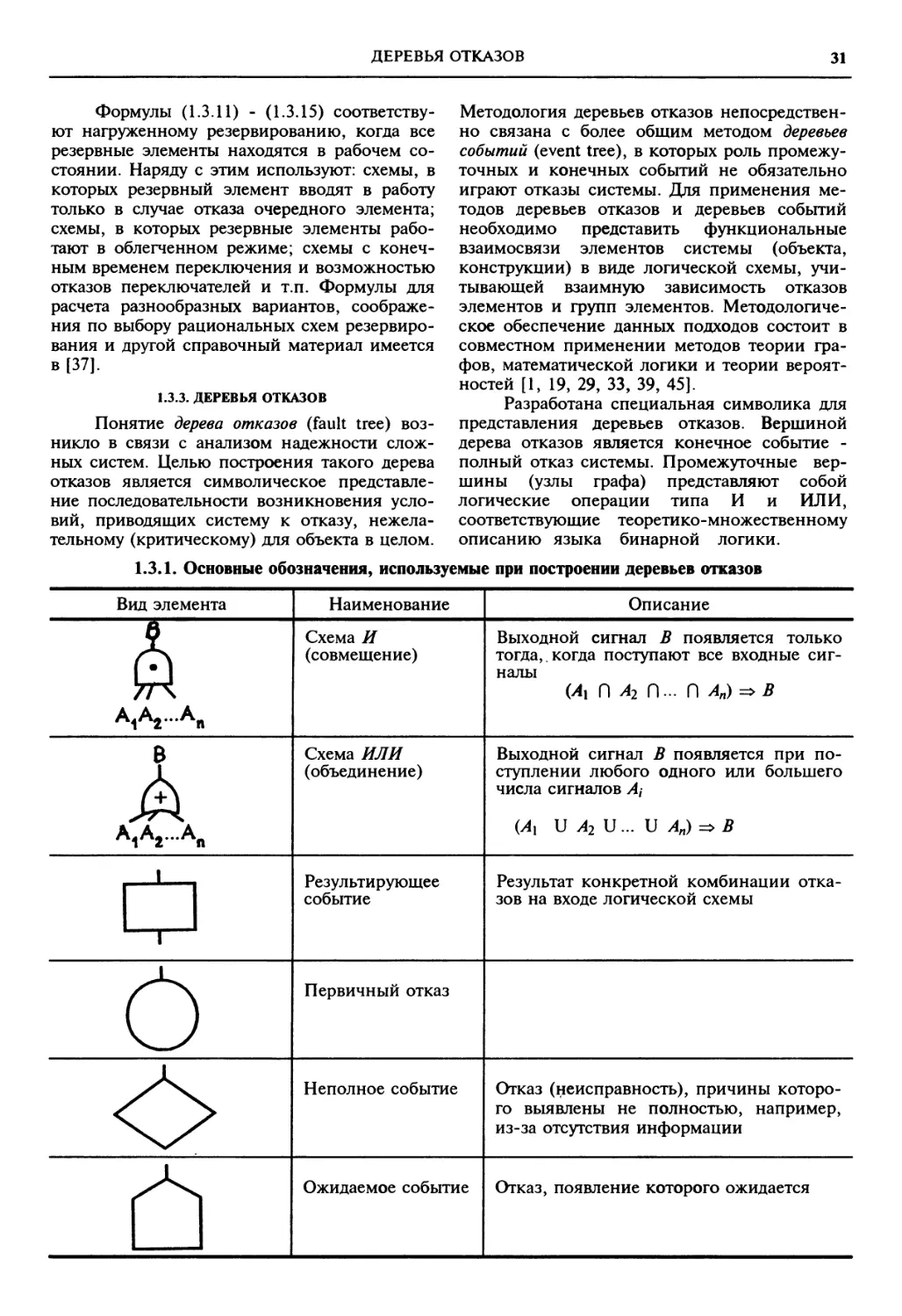
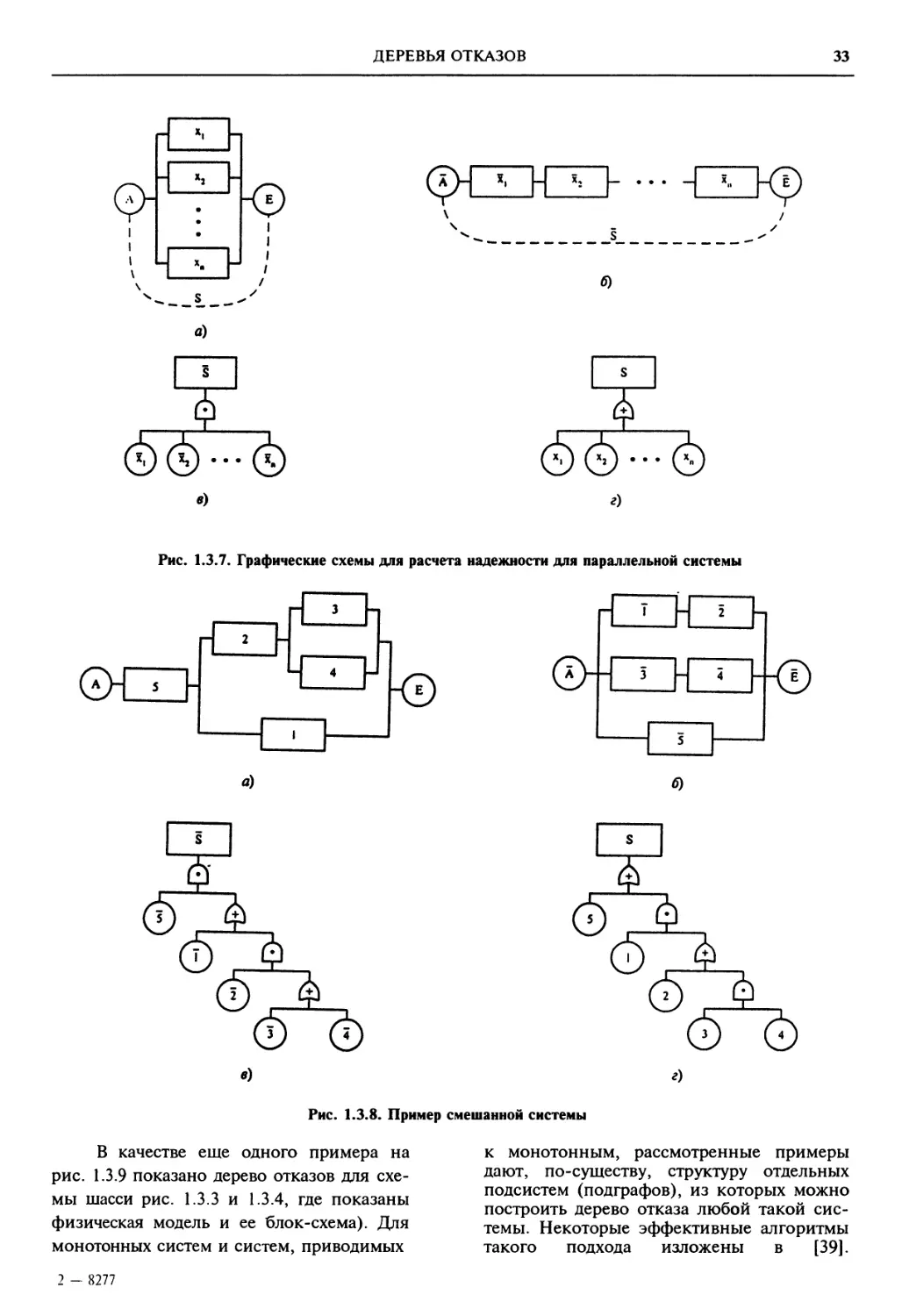
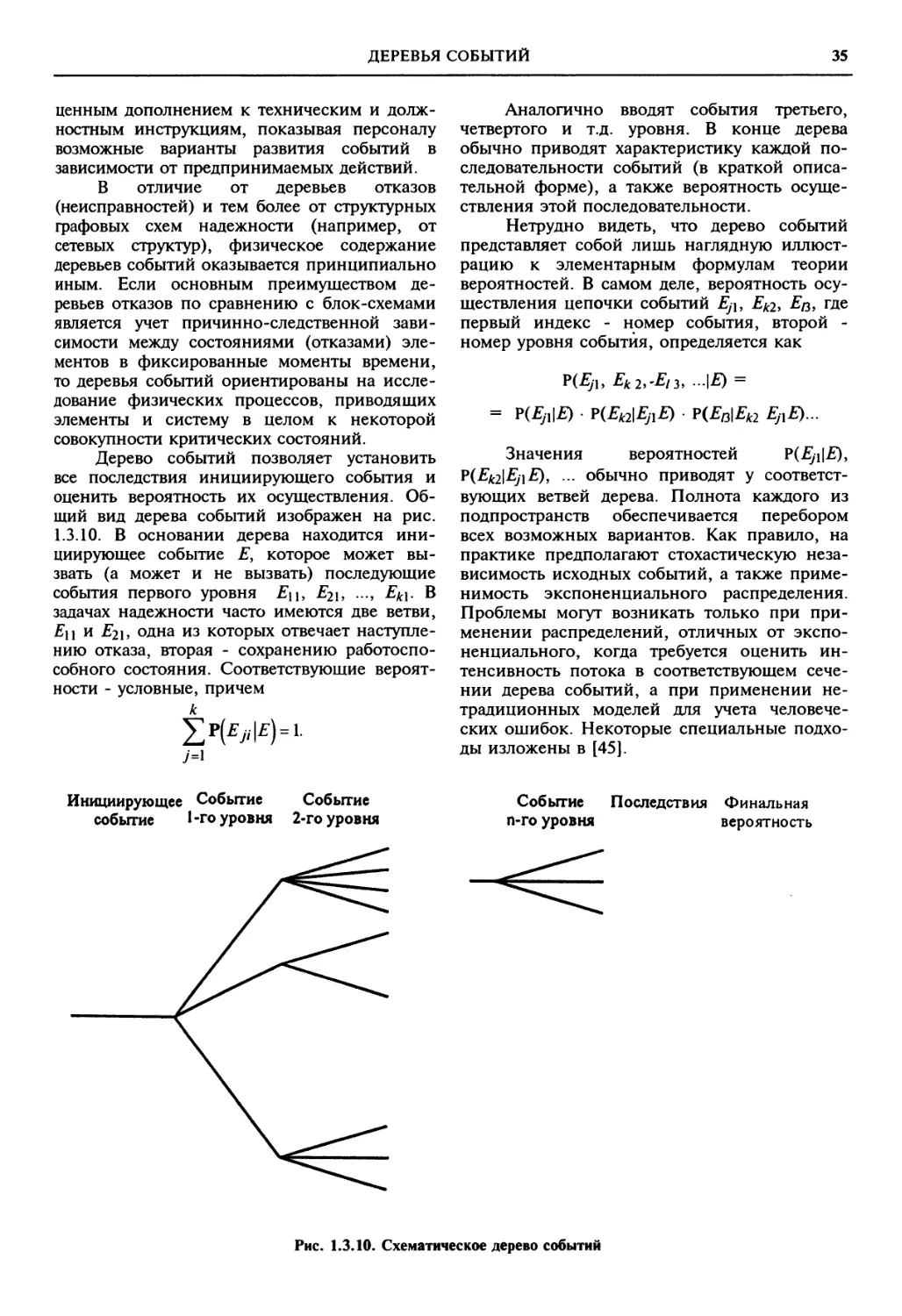
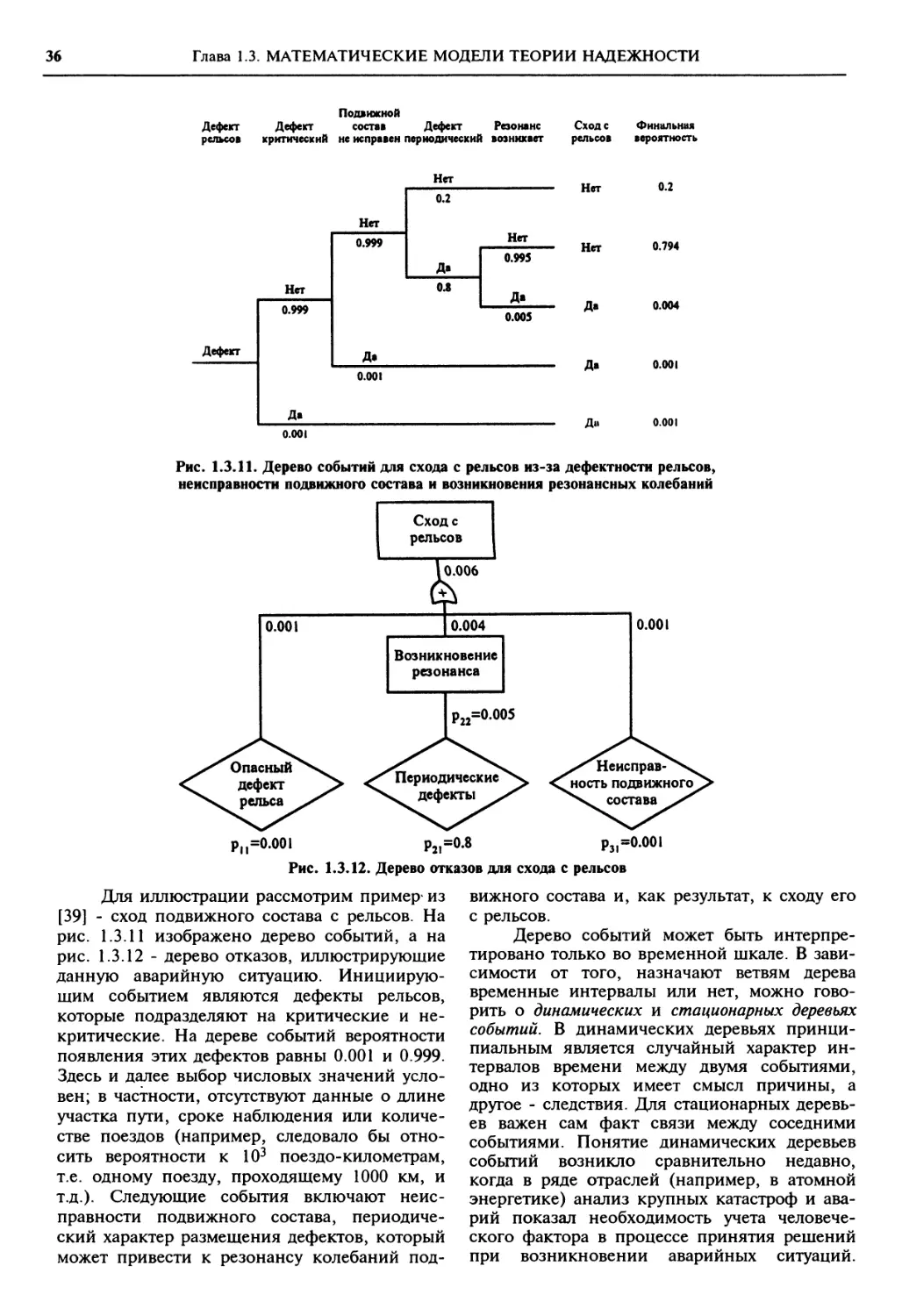
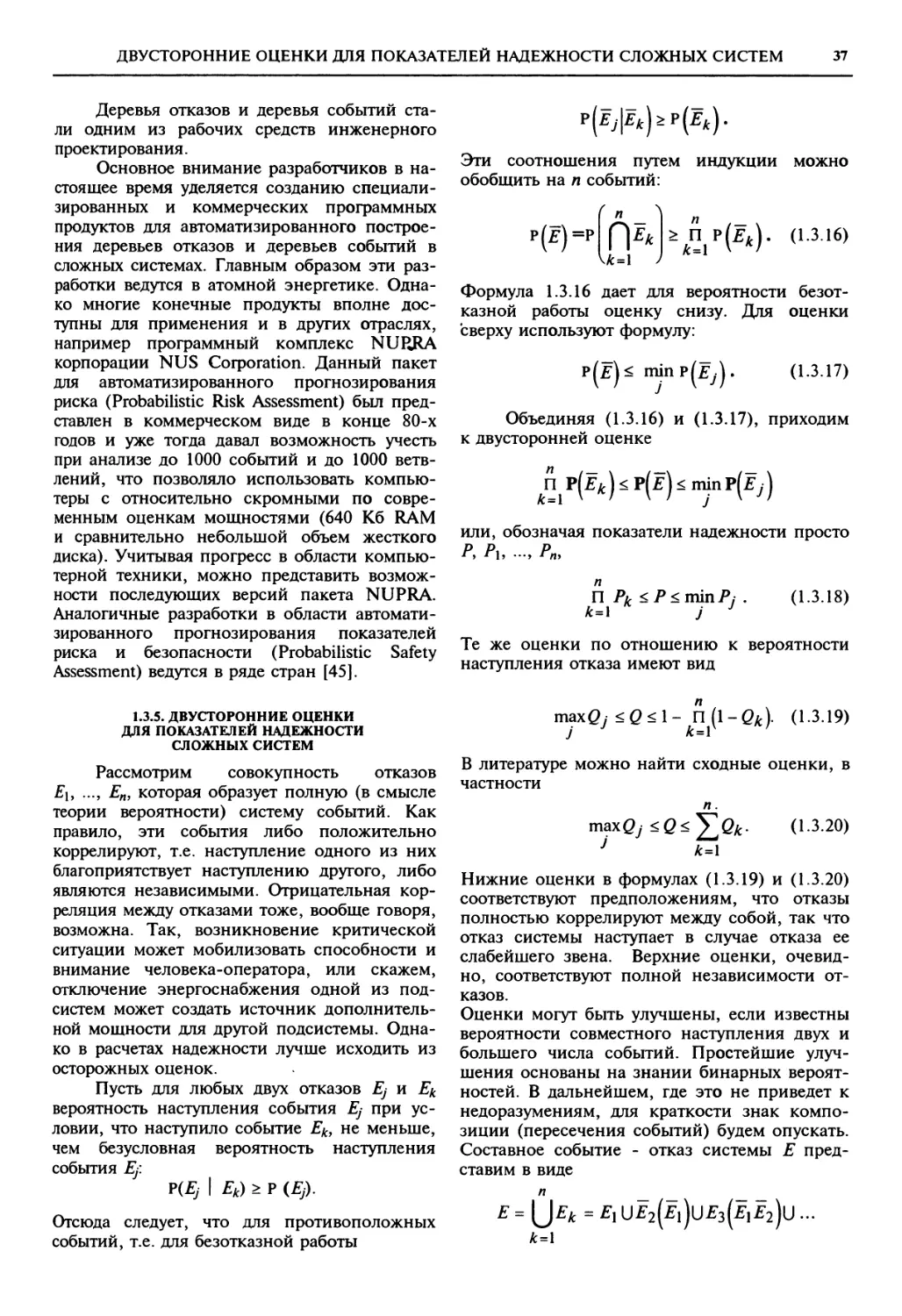
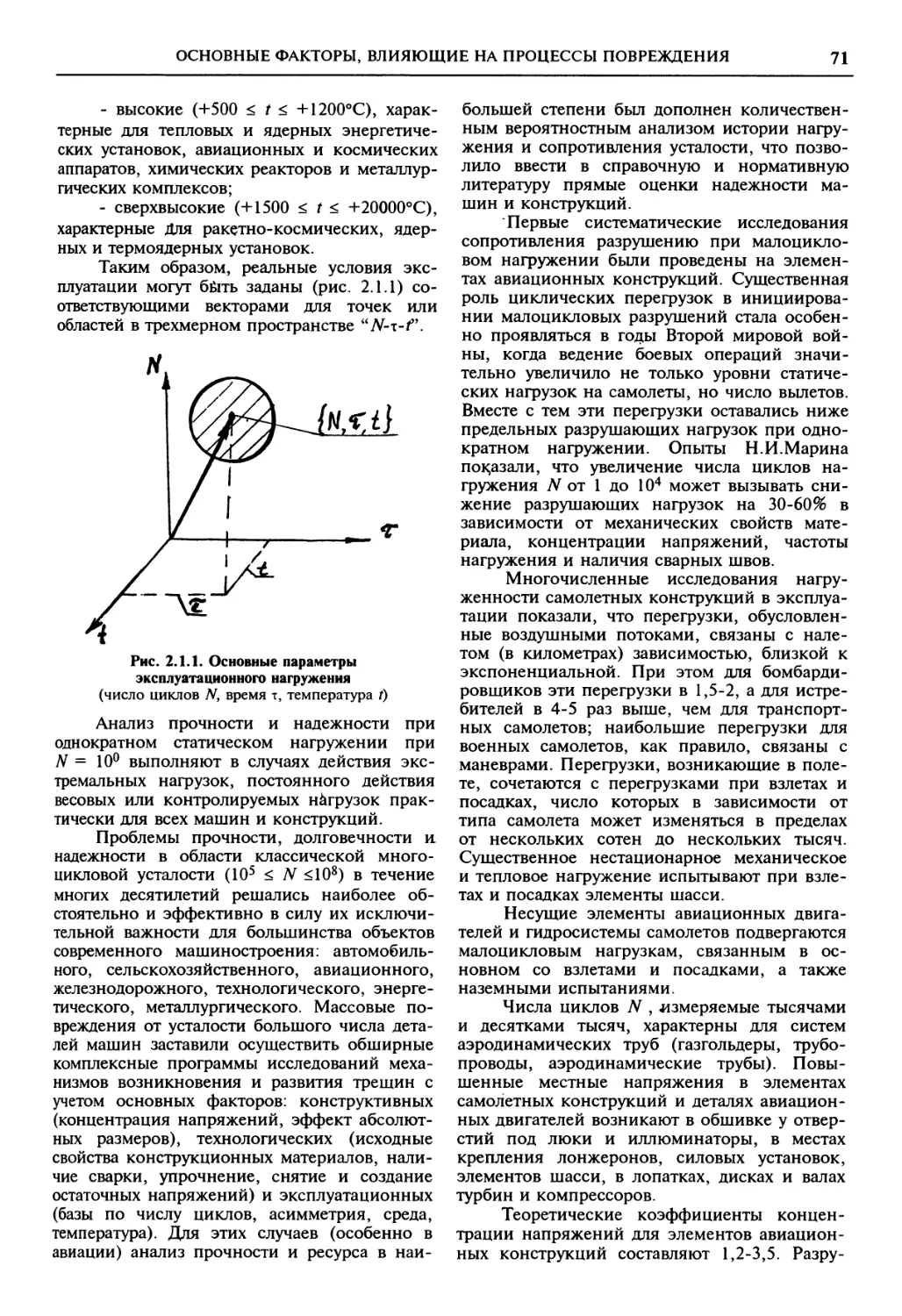
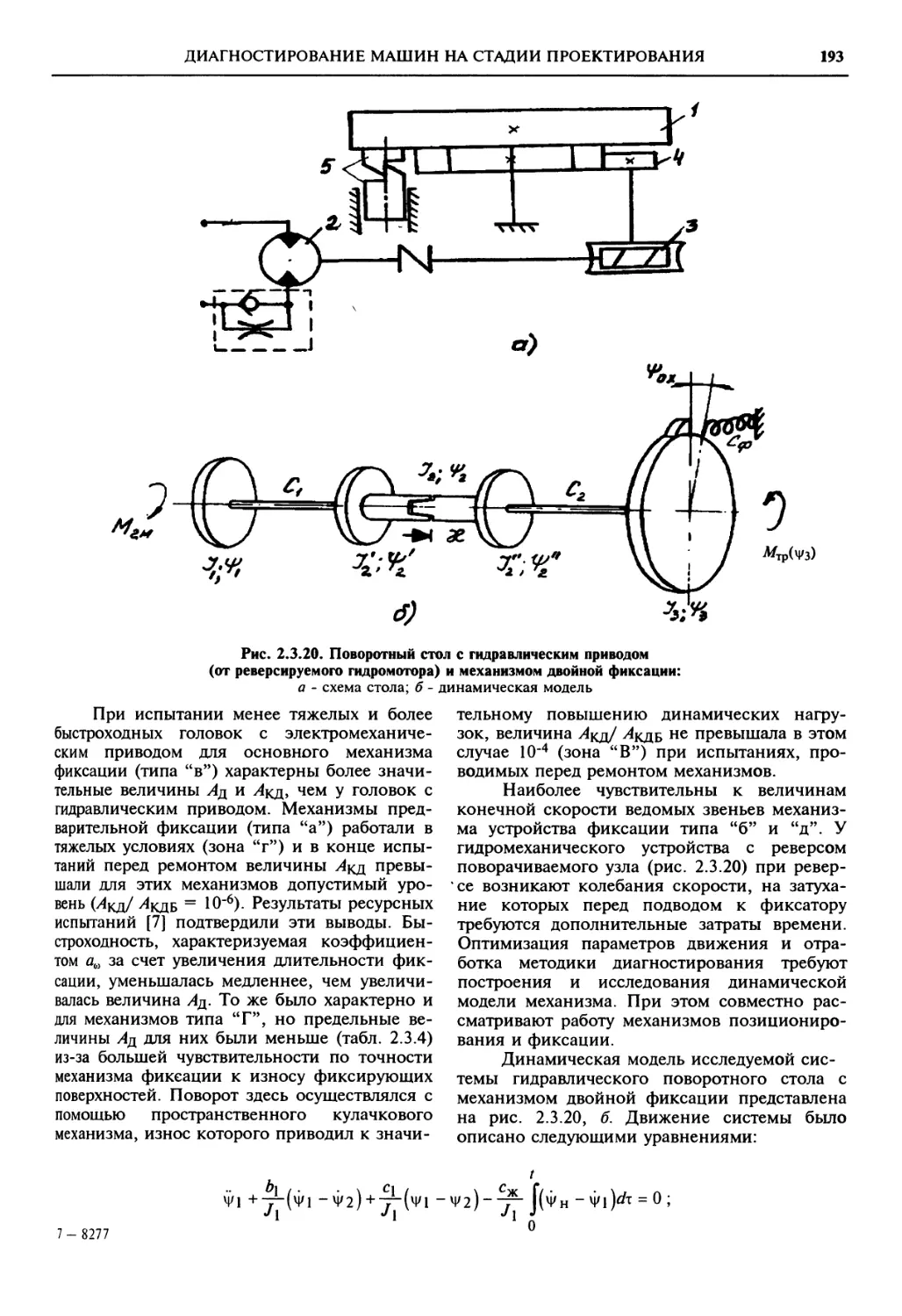
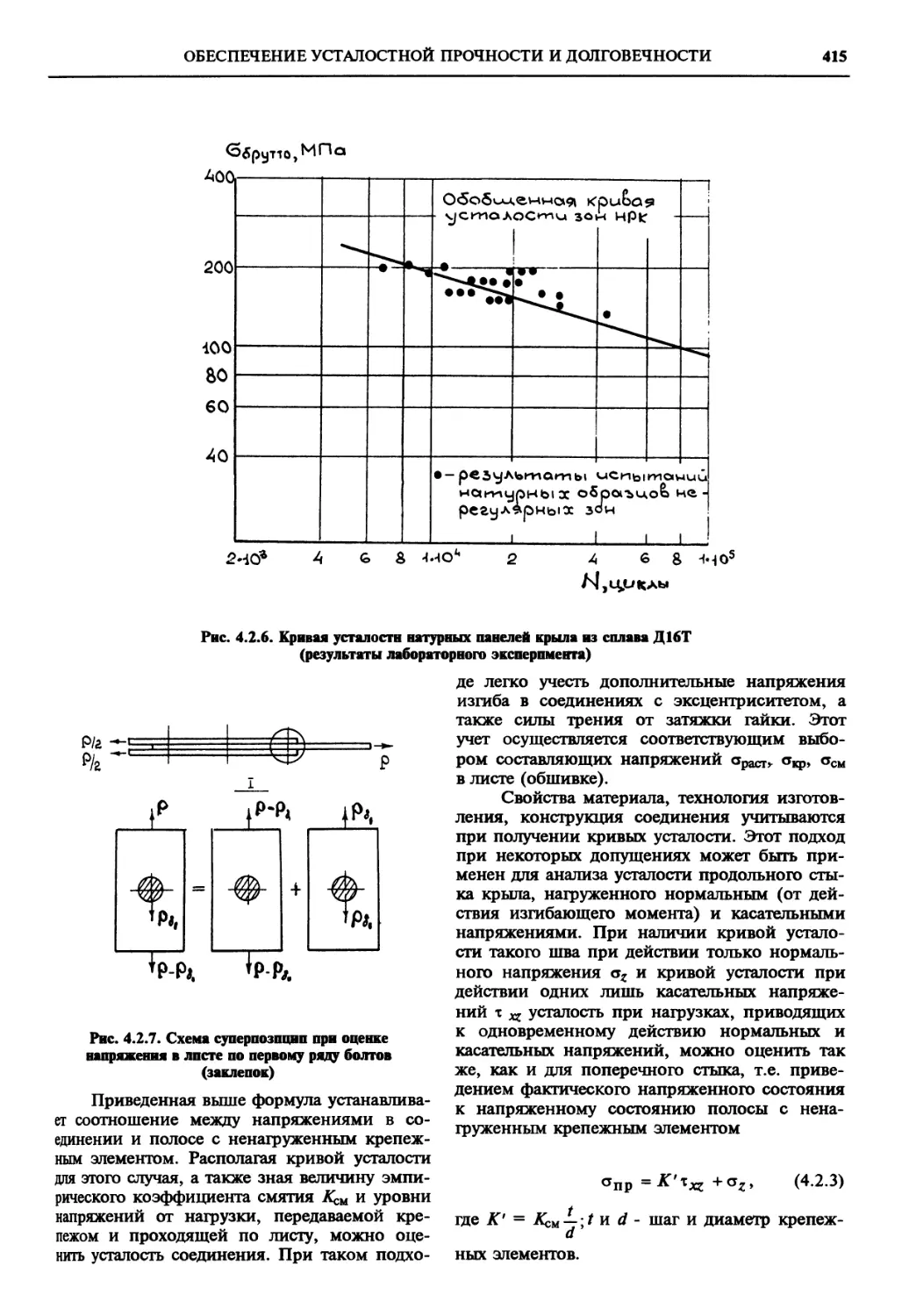
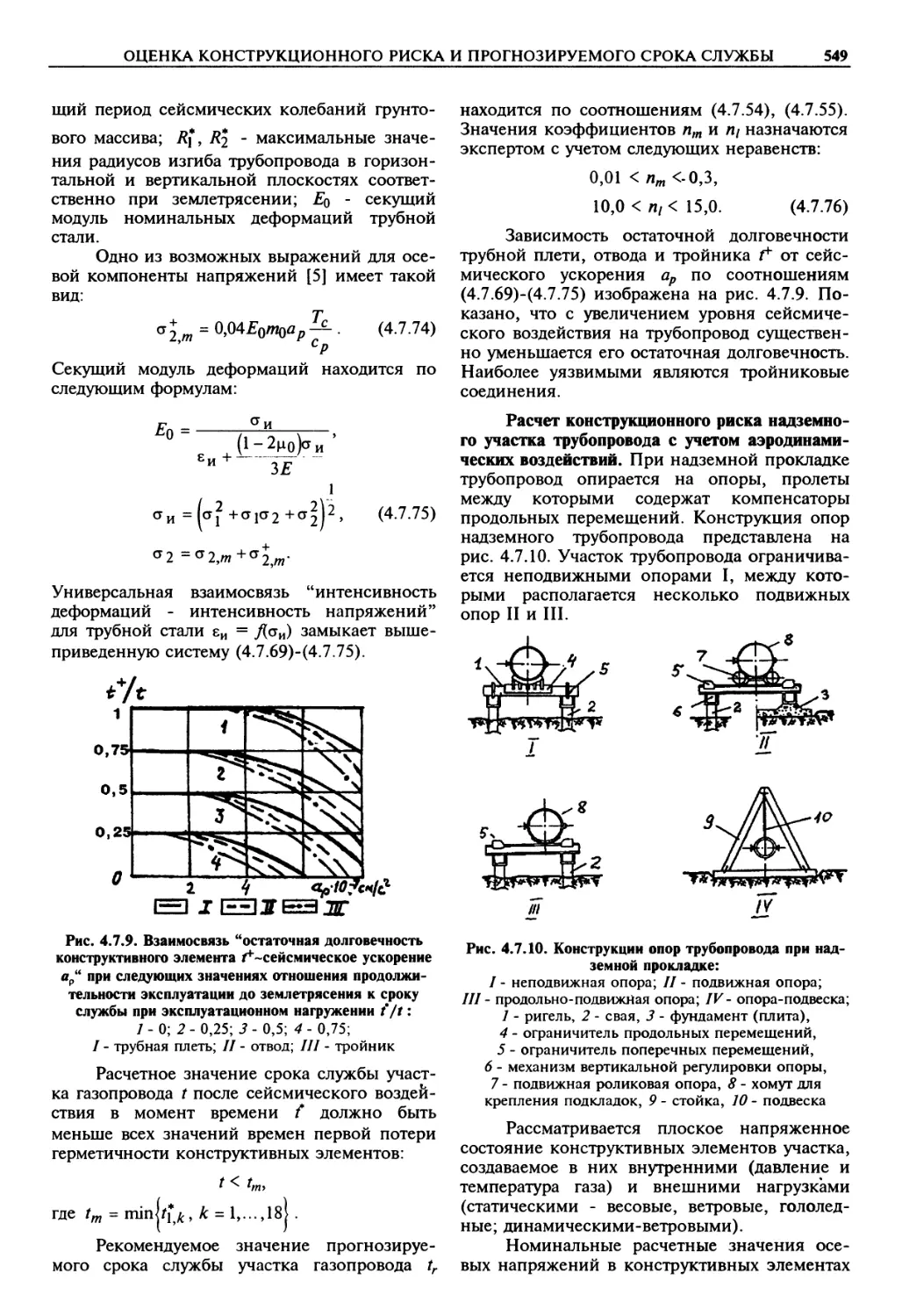
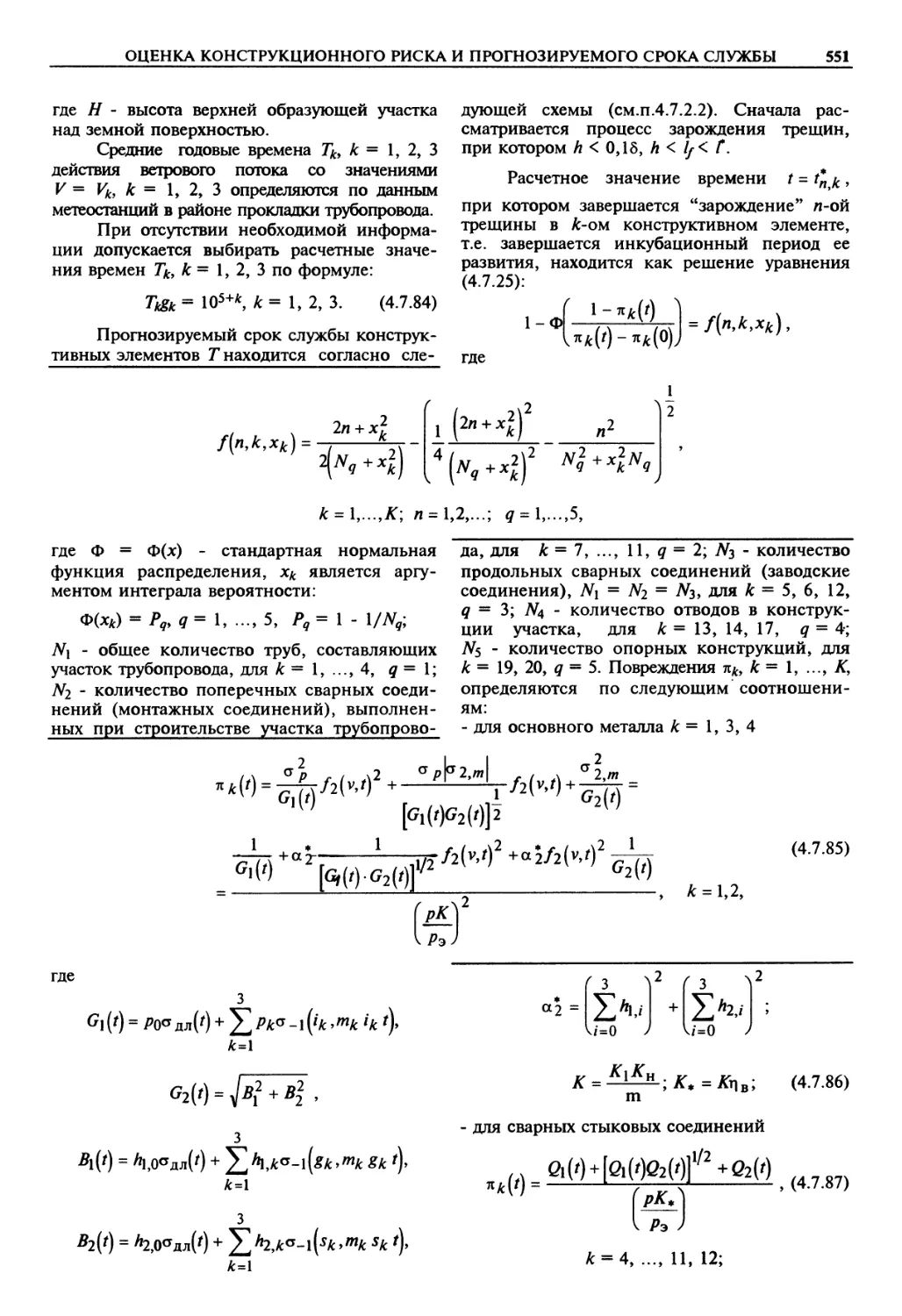
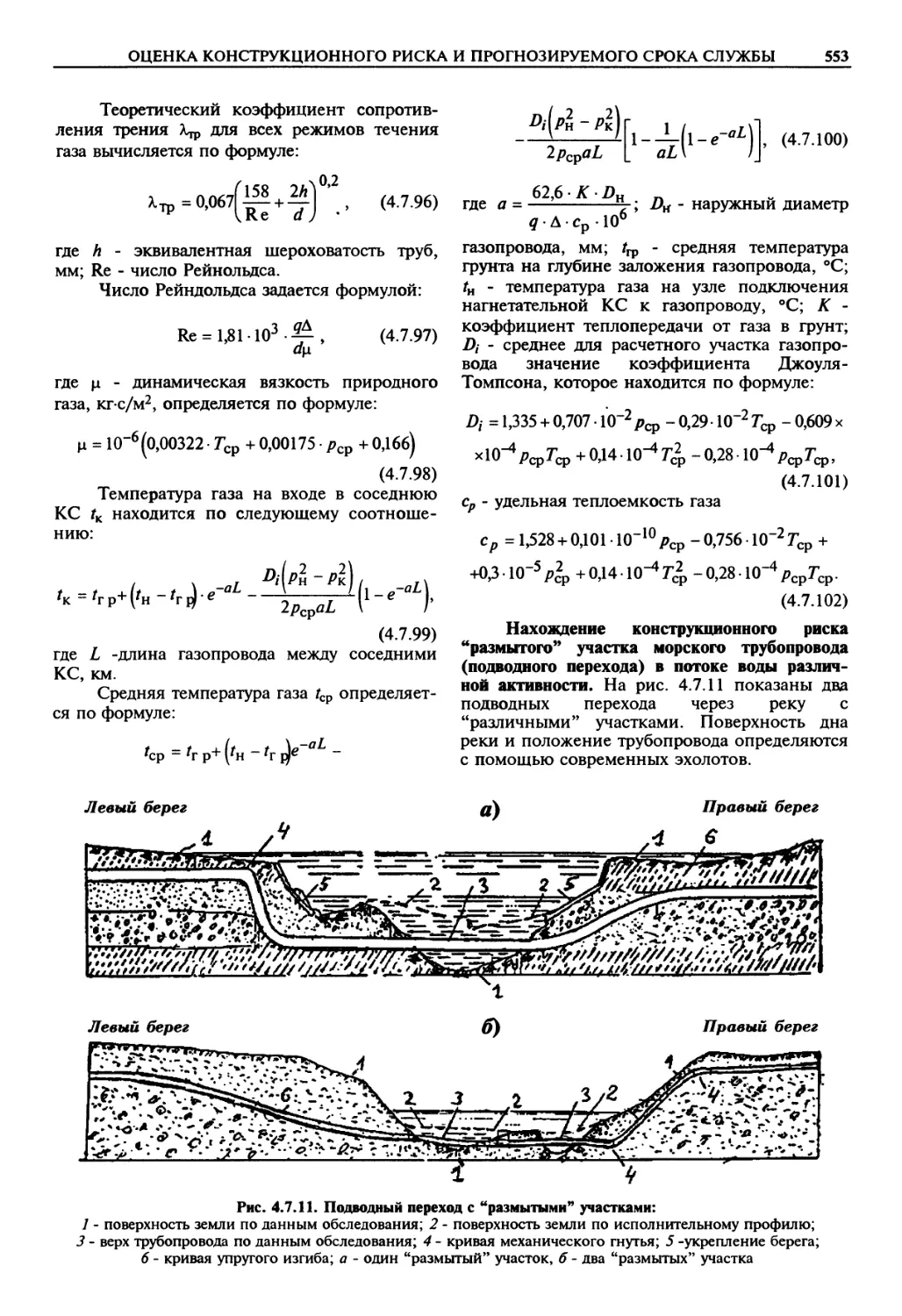
Текст
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЯ
В СОРОКА ТОМАХ
РЕДАКЦИОННЫЙ СОВЕТ
ФРОЛОВ К.В.
Председатель редакционного совета
Члены совета:
Белянин П.Н. (зам. Председателя редсовета и главного
редактора), Колесников К.С. (зам. Председателя редсовета
и главного редактора), Адамов Е.О., АнфйМОВ Н.А.,
Асташов В.К., Бессонов А.П., Бюшгенс Г.С.,
Васильев В.В., Васильев Ю.С., Воронин Г.П.,
Глебов И.А., Долбенко Е.Т., Жесткова И.Н.,
Кирпичников М.П., Клюев В.В., Коптев Ю.Н.,
Ксеневич И.П., Мартынов И.А., Митенков Ф.М.,
Новожилов Г.В., Носов В.Б., Образцов И.Ф.,
Панин В.Е., Паничев Н. А., Патон Б.Е., Пашин В.М.,
Платонов В.Ф., Пугин Н.А., Румянцева О.Н.,
Силаев И.С., Туполев А.А., Федосов Е.А.,
Фортов В.Е., Черный Г.Г., Шемякин Е.И.
МОСКВА “МАШИНОСТРОЕНИЕ” 2003
Раздел IV
РАСЧЕТ
И КОНСТРУИРОВАНИЕ МАШИН
Том IV-3
НАДЕЖНОСТЬ
МАШИН
Редакторы-составители:
чл.-корр. РАН В.В. Клюев,
чл.-корр. РАН А.П. Гусенков
Ответственный редактор - академик РАН
К.С. Колесников
МОСКВА “МАШИНОСТРОЕНИЕ” 2003
УДК 621.01/03
ББК 34.44
М38
Авторы: В.В. Клюев, В.В. Болотин, Ф.Р. Соснин, В.Н. Филинов, О.А. Горленко,
Г.Ф. Городов, Н.С. Данилин, Б.И. Завойчинский, С.В. Калинин,
Ю.Г. Коротких, Н.Д. Кузнецов, Н.А. Махутов, Ф.М. Митенков,
Е.Г. Нахапетян, Г.И. Нестеренко, С.Н. Пичков, А.С. Проников,
В.Л. Райхер, Ю.А. Соколов, А.Г. Суслов, В.М. Труханов, В.Г. Фирстов,
Н.Н. Яценко
Рецензент чл.-корр. РАН Э.И. ГРИГОЛЮК
Машиностроение. Энциклопедия. Ред. совет: К.В. Фролов (пред.) и др. - М.:
М38 Машиностроение.
Надежность машин. Т. IV-З/ В.В. Клюев, В.В. Болотин, Ф.Р. Соснин и др.; Под
общ. ред. В.В. Клюева. 2003. - 592 с., ил.
ISBN 5-217-01949-2
ISBN 5-217-02884-Х (Т. IV-3)
Даны основы теории надежности, ее математические модели, методы прогнозирования надежности
машин и перспективы развития теории надежности, а также факторы, определяющие надежность.
Рассмотрены проблемы: исследования надежности изделий на этапе экспериментальной отработки;
обеспечения эксплуатационных свойств деталей, определяющих надежность машин; оптимизации
конструкций машин по показателям надежности.
Освещен опыт исследования и обеспечения надежности различных сложных технических систем -
атомных энергетических установок, ракетно-космической техники, самолетов, радиоэлектронной
аппаратуры, автомобильного транспорта, трубопроводов для транспортировки нефти и газа.
ББК 34.44
ISBN 5-217-01949-02
ISBN 5-217-02884-Х (Т. IV-3)
© Издательство "Машиностроение", 1998
© Издательство "Машиностроение", 2003
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ............ 10
Раздел 1. ТЕОРИЯ НАДЕЖНО-
СТИ МАШИН
(В. В. Болотин).............. 11
Глава 1.1. ОСНОВНЫЕ ПОНЯ-
ТИЯ (В. В, Болотин).......... 11
1.1.1. Проблема надежно-
сти в машиностроении... 11
1.1.2. Роль стандартов в
проблемах надежности... 13
1.1.3. Надежность и ее
составляющие............ 16
1.1.4. Состояния техниче-
ского объекта........... 17
1.1.5. Временные понятия 20
Глава 1.2. ПОКАЗАТЕЛИ НА-
ДЕЖНОСТИ .................... 22
1.2.1. Предварительные за-
мечания ................ 22
1.2.2. Показатели безот-
казности ............... 22
1.2.3. Показатели долго-
вечности и сохраняемости 25
1.2.4. Показатели ремон-
топригодности .......... 25
1.2.5. Комплексные пока-
затели надежности...... 26
Глава 1.3. МАТЕМАТИЧЕСКИЕ
МОДЕЛИ ТЕОРИИ НА-
ДЕЖНОСТИ .................... 26
1.3.1. Модели надежности
элементов............... 26
1.3.2. Надежность систем.
Применение блок-схем... 28
1.3.3. Деревья отказов. 31
1.3.4. Деревья событий. 34
1.3.5. Двусторонние оцен-
ки для показателей надеж-
ности сложных систем... 37
Глава 1.4. МЕТОДЫ ПРОГНОЗИ-
РОВАНИЯ НАДЕЖНОСТИ И
РЕСУРСА МАШИН................ 38
1.4.1. Машины и конст-
рукции как механические
системы................. 38
1.4.2. Вероятностные мо-
дели в расчетах машин
и конструкций........... 40
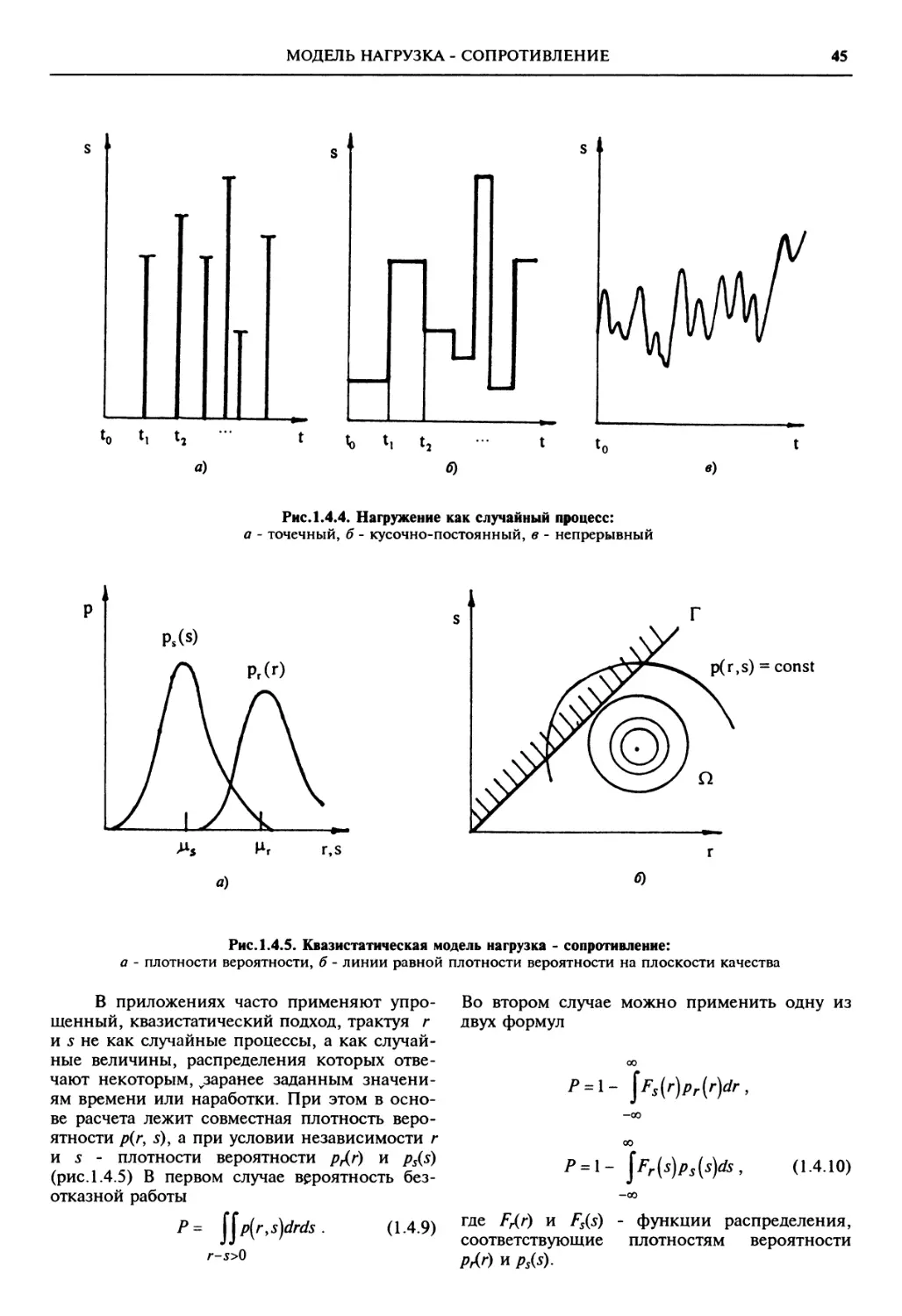
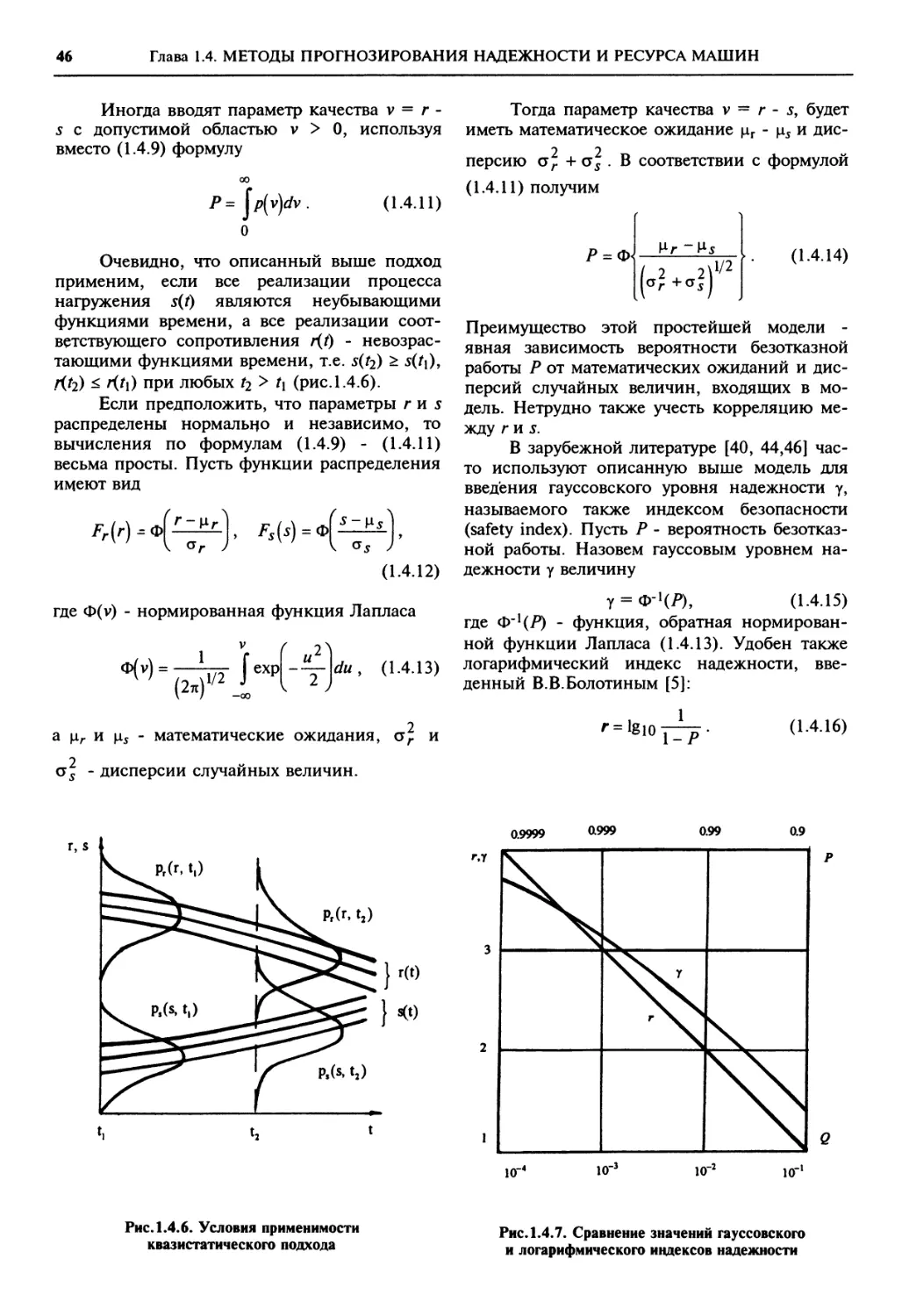
1.4.3. Модель нагрузка -
сопротивлений........... 44
1.4.4. Квазистатические
модели................. 47
1.4.5. Модели кумулятив-
ного типа.............. 49
1.4.6. Модели марковского
типа 50
1.4.7. Модели пуассонов-
ского типа............. 52
1.4.8. Применение теории
выбросов случайных про-
цессов ................ 53
1.4.9. Надежность при
наличии усталостных тре-
щин 55
Глава 1.5. ПЕРСПЕКТИВЫ РАЗ-
ВИТИЯ ТЕОРИИ НА-
ДЕЖНОСТИ МАШИН .... 56
1.5.1. Проблема внедрения
методов теории надежно-
сти в нормативно-техни-
ческие документы............... 56
1.5.2. Теория надежности и
оптимальное проектирова-
ние 58
1.5.3. Оптимизация пока-
зателей надежности со-
ставных систем......... 62
1.5.4. Соотношение между
вероятностно-статистичес-
кими и детерминистиче-
скими методами......... 63
СПИСОК ЛИТЕРАТУРЫ............ 64
Раздел 2. факторы, опреде-
ляющие НАДЕЖНОСТЬ.... 67
Глава 2.1. ПРОЦЕССЫ ЭКСПЛУА-
ТАЦИОННОГО НАГРУЖЕ-
НИЯ И ПОВРЕЖДЕНИЯ
(Н.А. Махутов)................. 67
2.1.1. Процессы нагруже-
ния и разрушения в усло-
виях эксплуатации....... 67
2.1.2. Основные факторы,
влияющие на процессы
повреждения и разруше-
ния деталей............ 70
6
ОГЛАВЛЕНИЕ
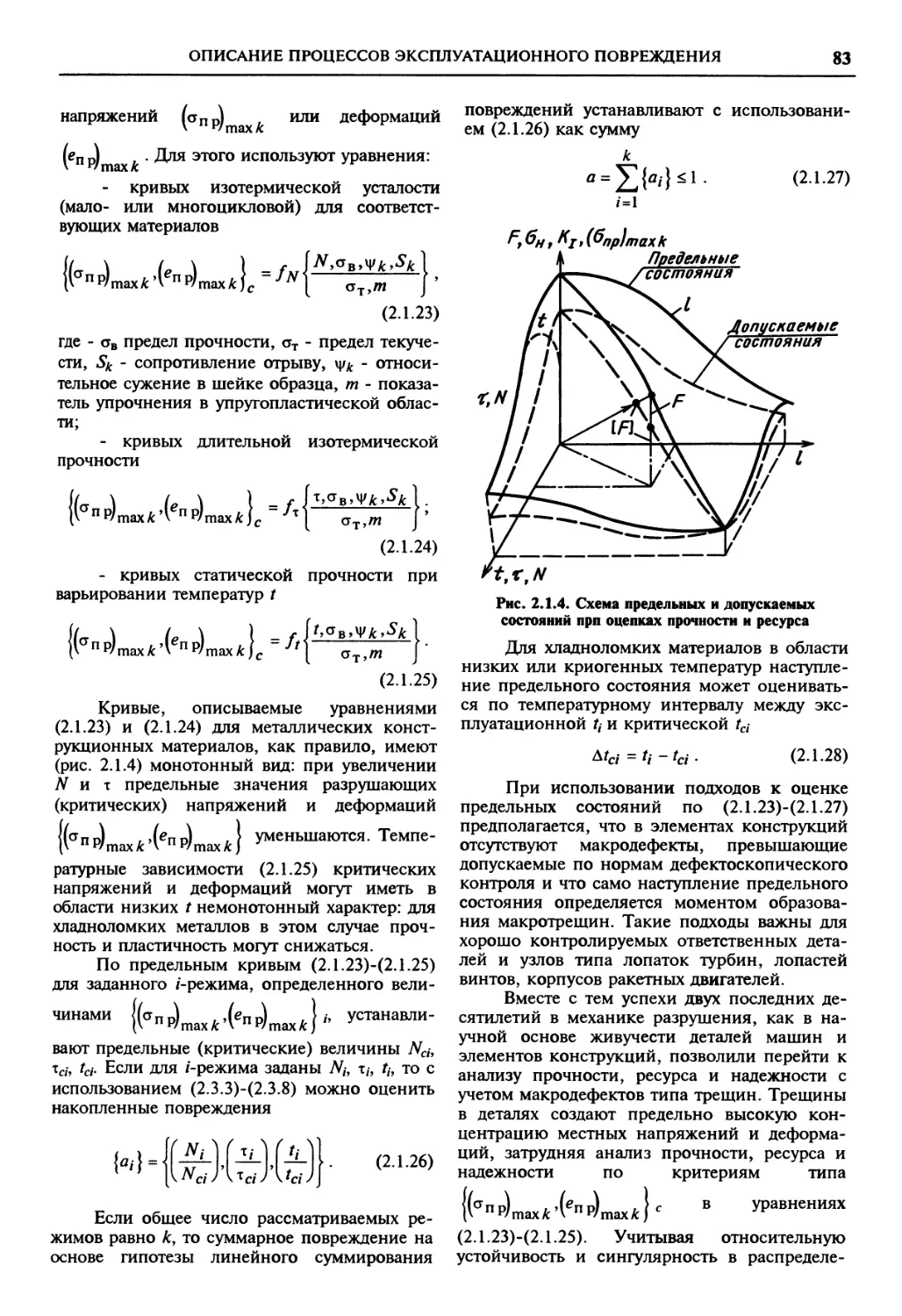
2.1.3. Описание процессов
эксплуатационного натру- 78
жения и повреждения..
СПИСОК ЛИТЕРАТУРЫ........... 84
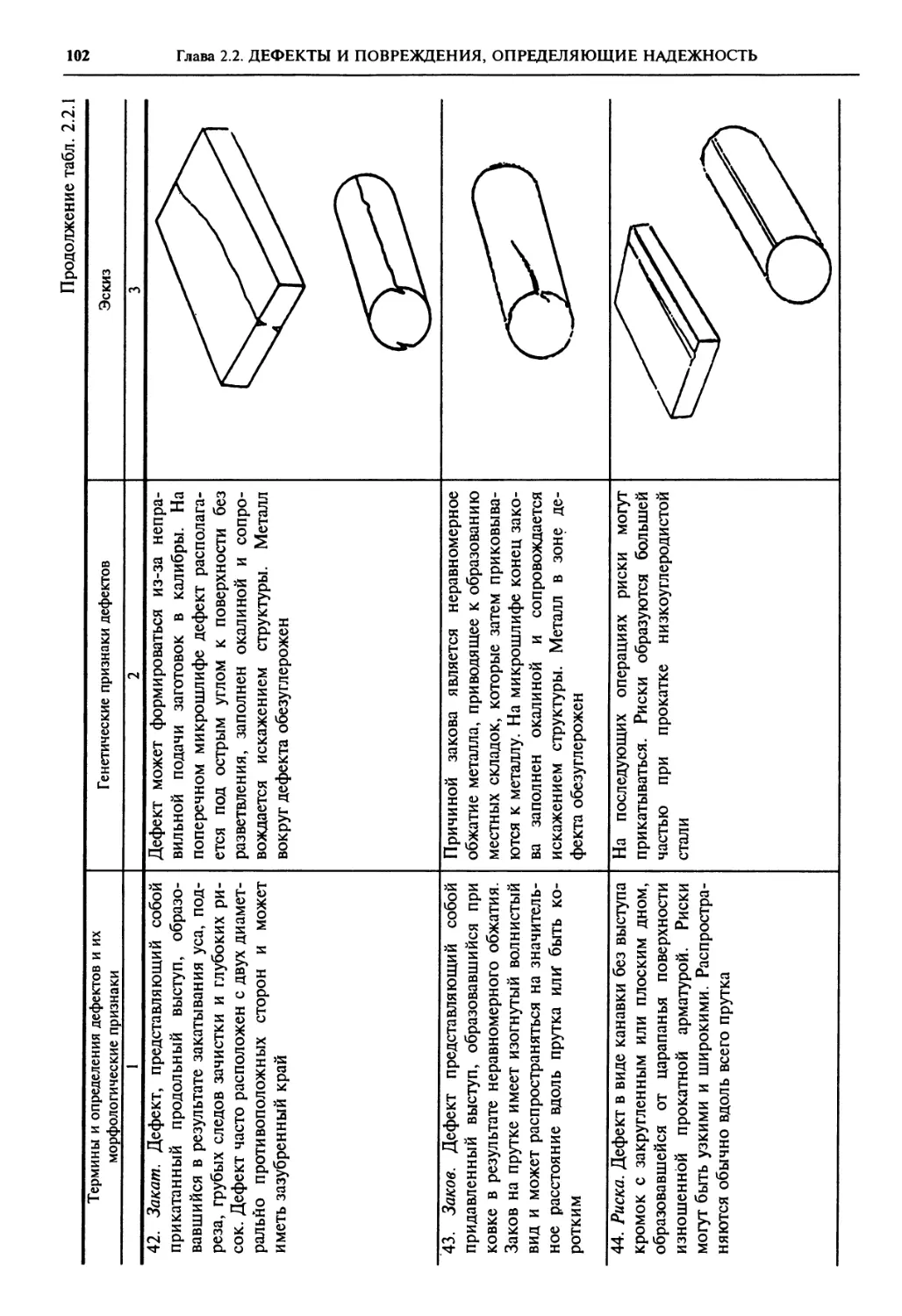
Глава 2.2. ДЕФЕКТЫ И ПО-
ВРЕЖДЕНИЯ, ОПРЕДЕ-
ЛЯЮЩИЕ НАДЕЖ-
НОСТЬ (Ф.Р. Соснин, В.В.
Клюев)................. 85
2.2.1. Общие сведения о
дефектах............... 85
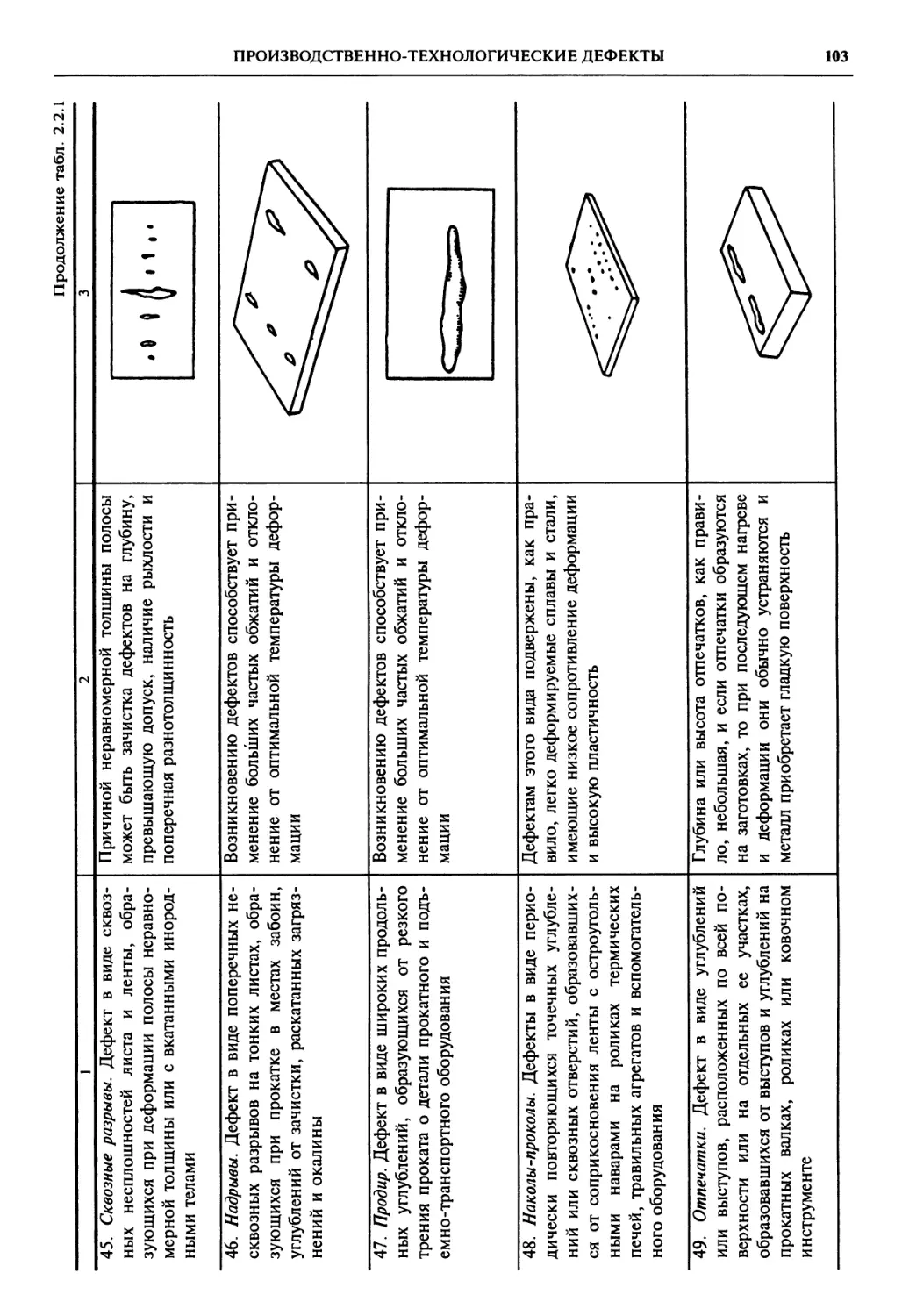
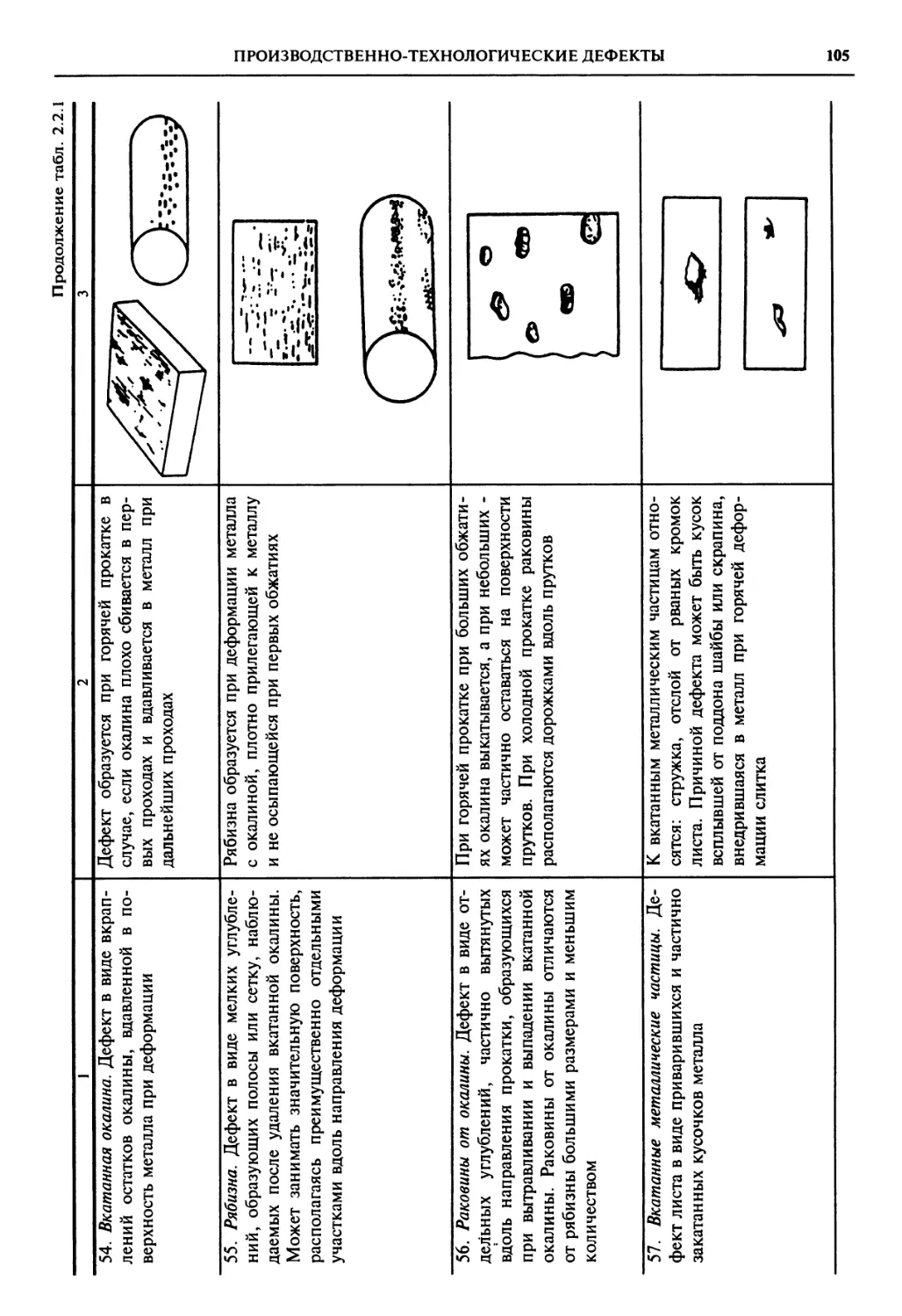
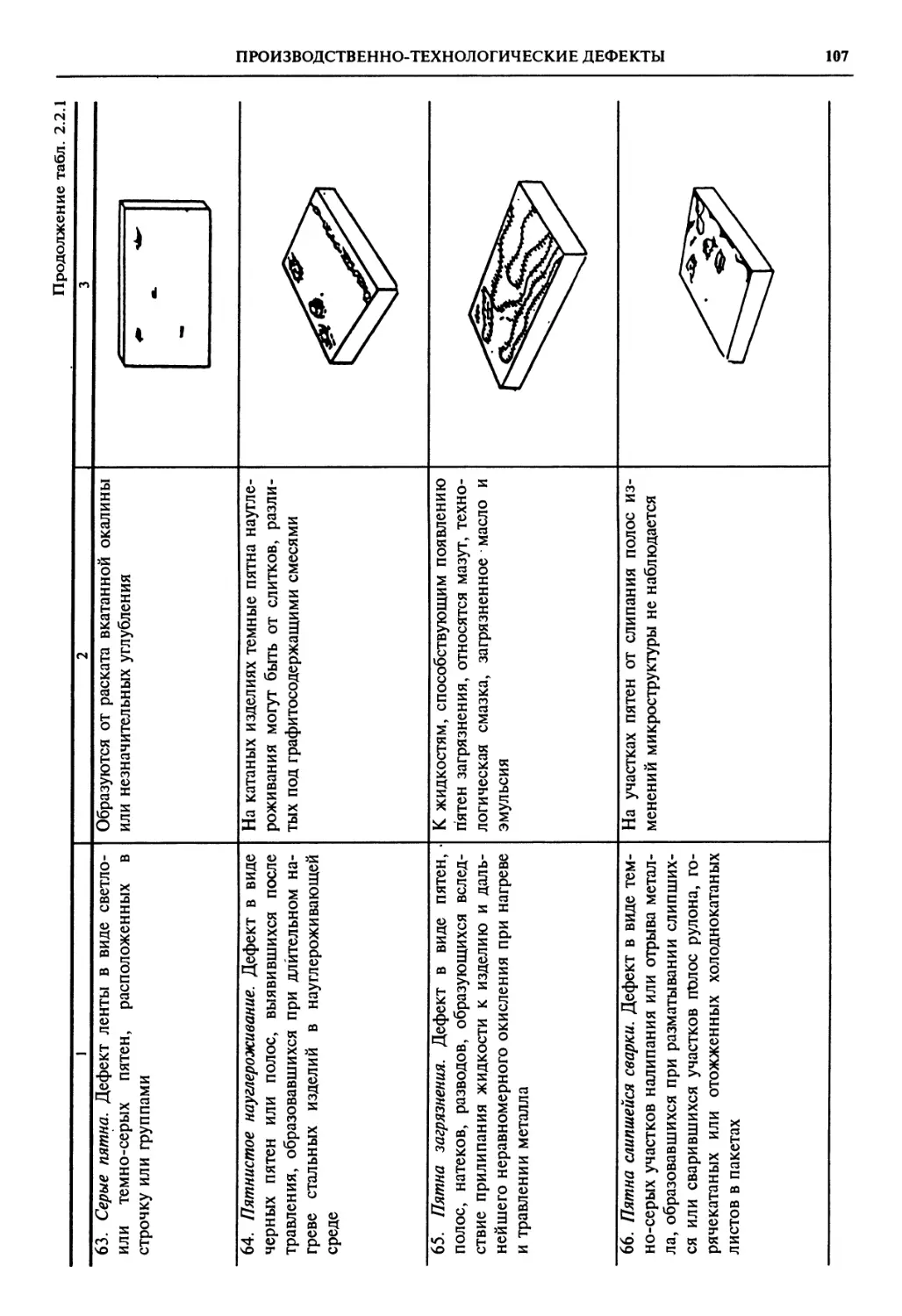
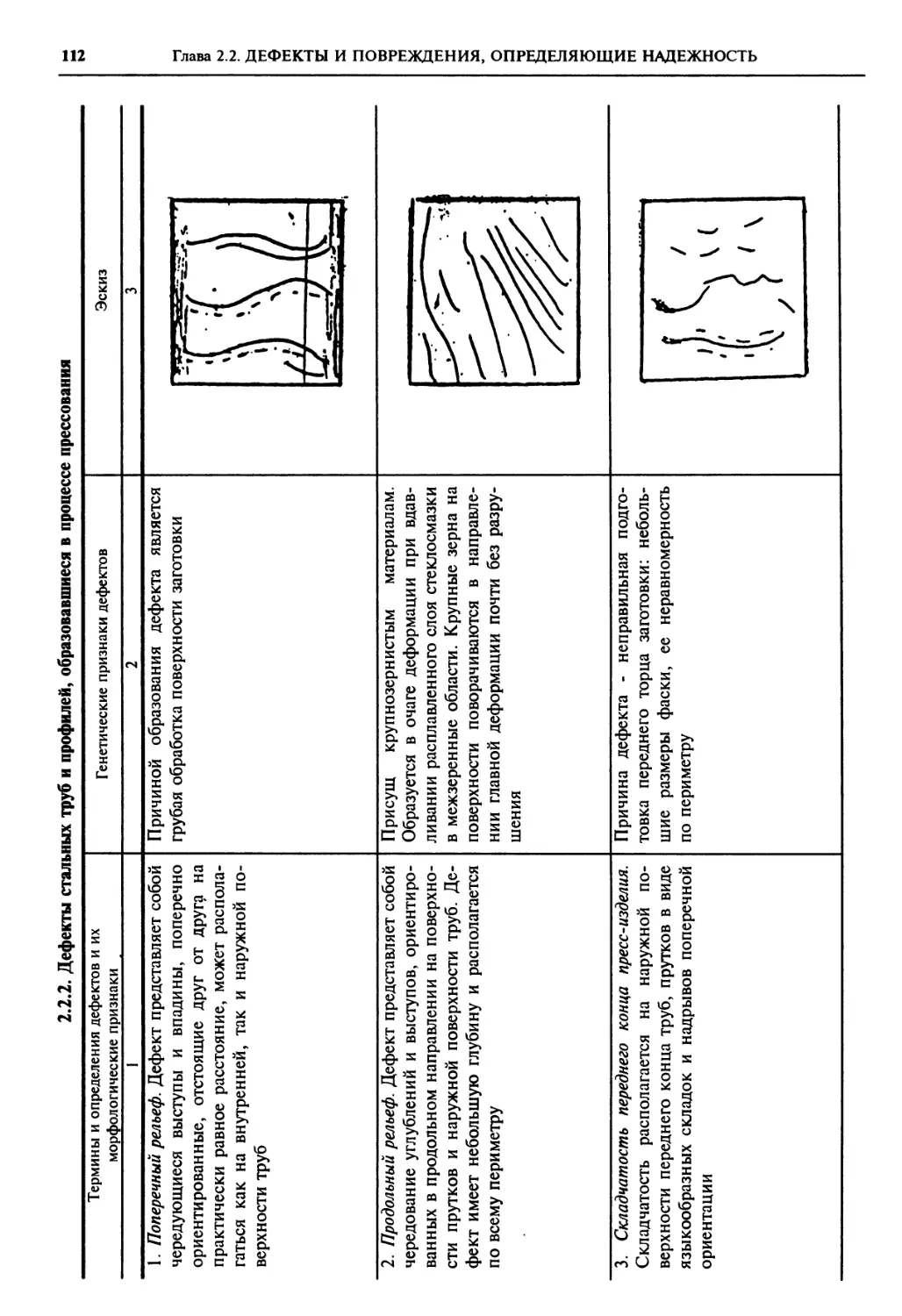
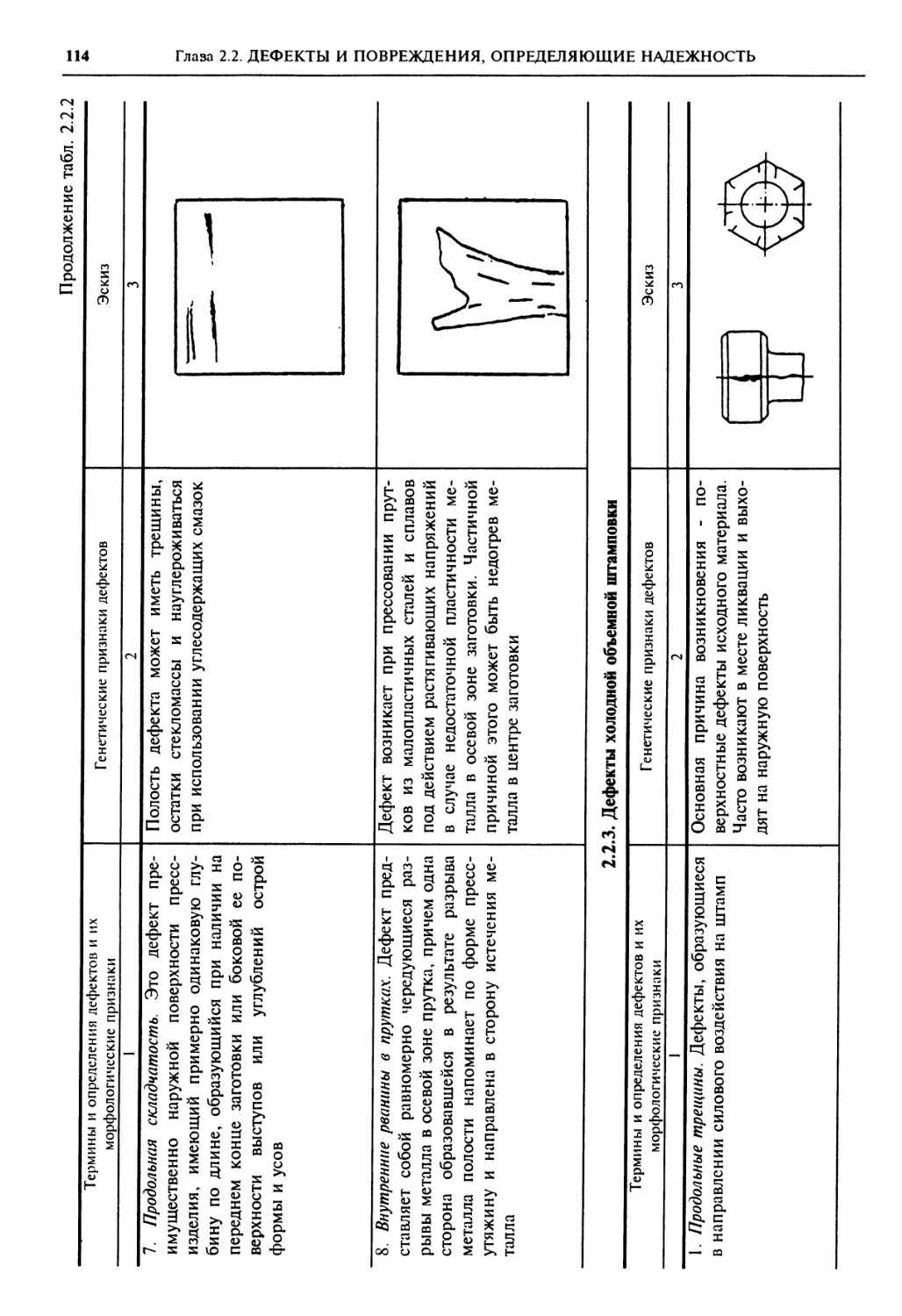
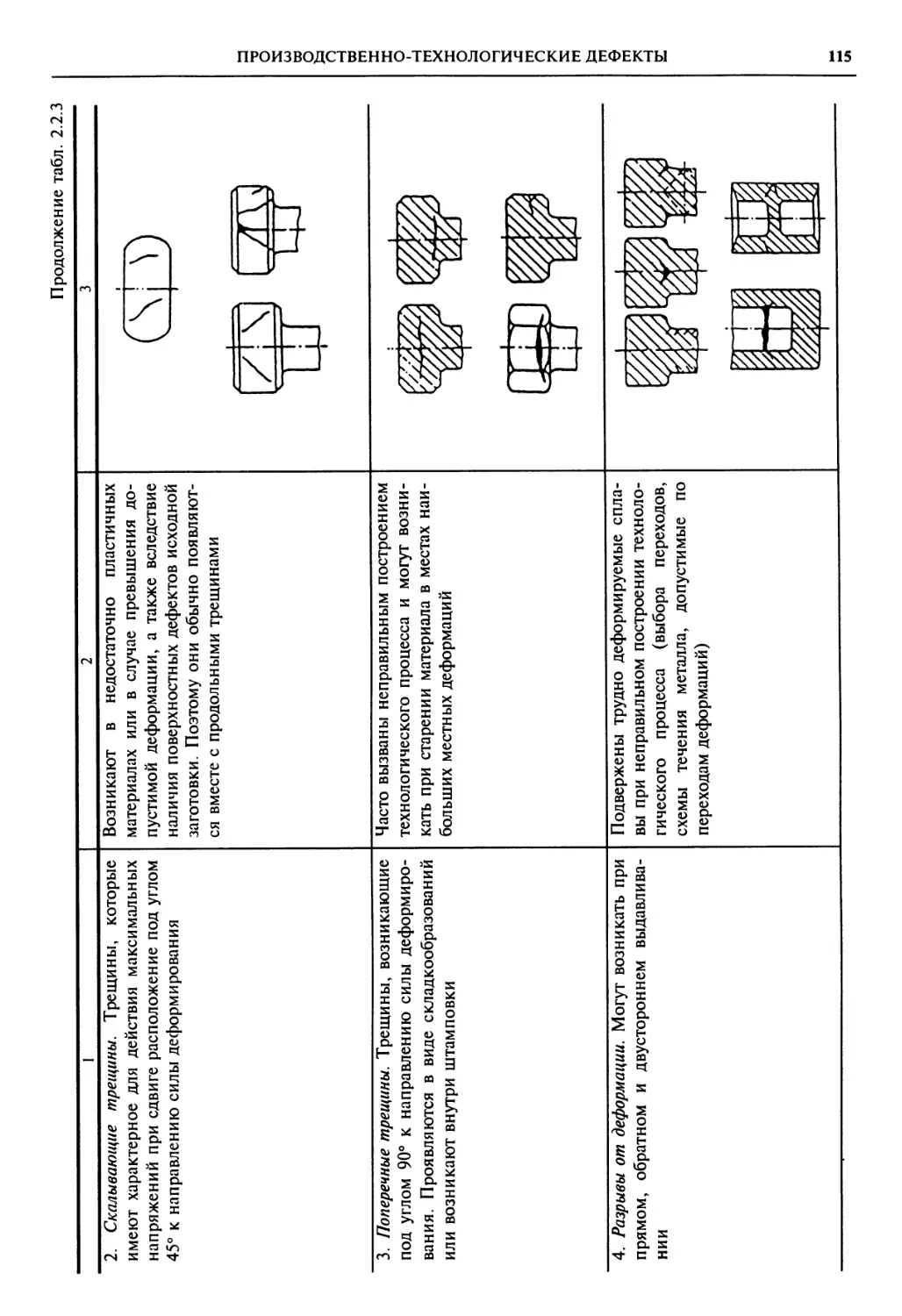
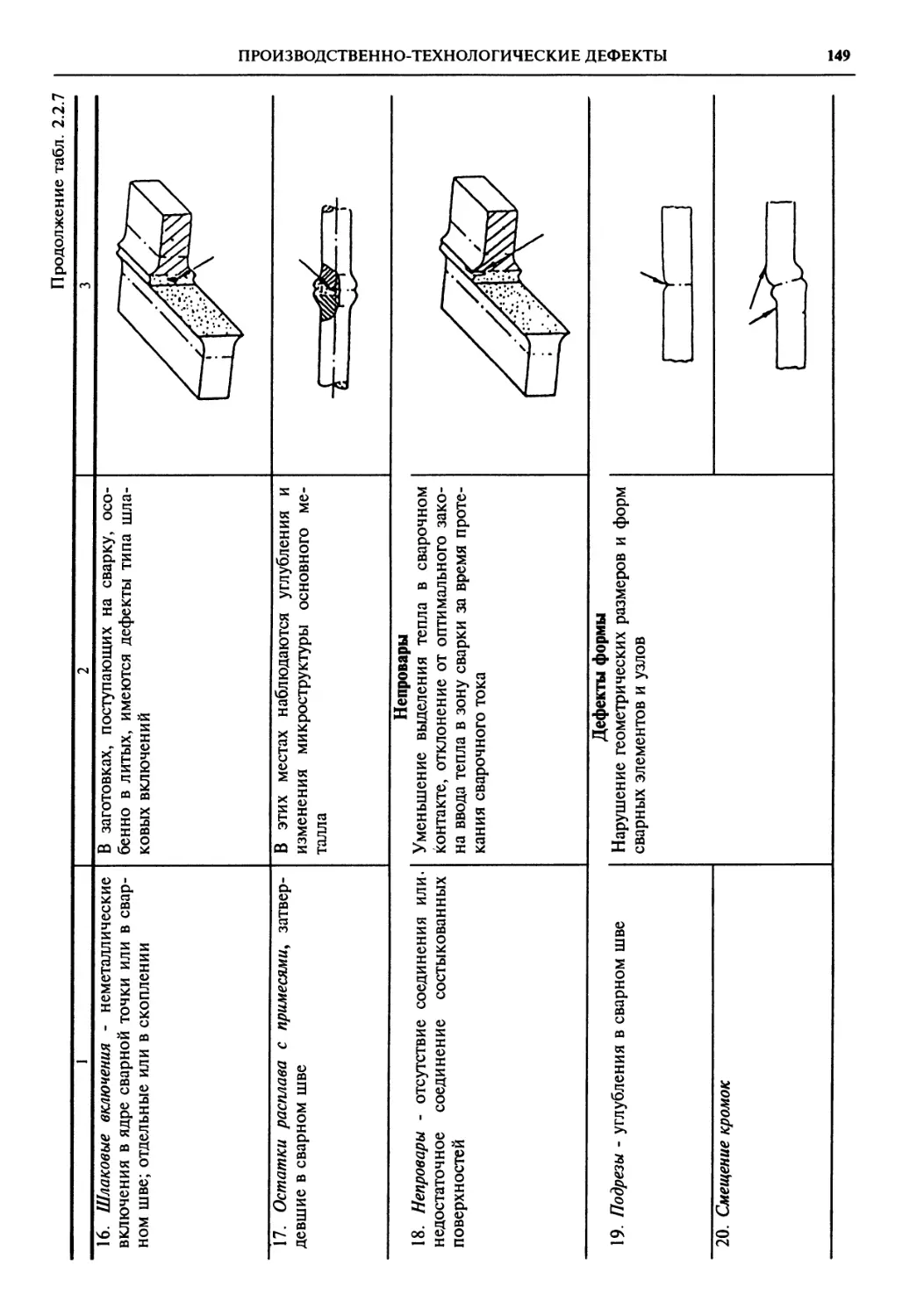
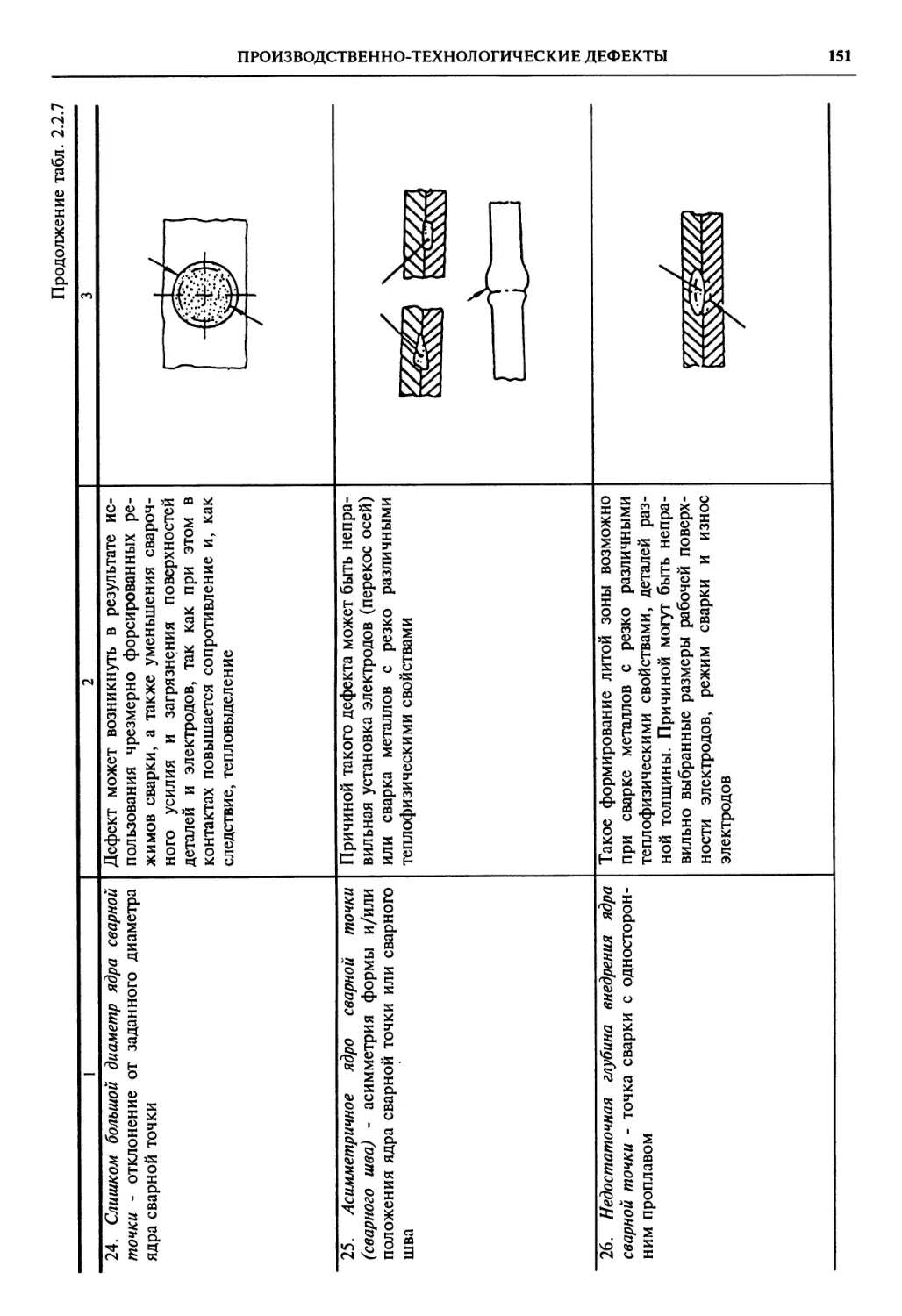
2.2.2. Производственно-
технологические дефекты.. 88
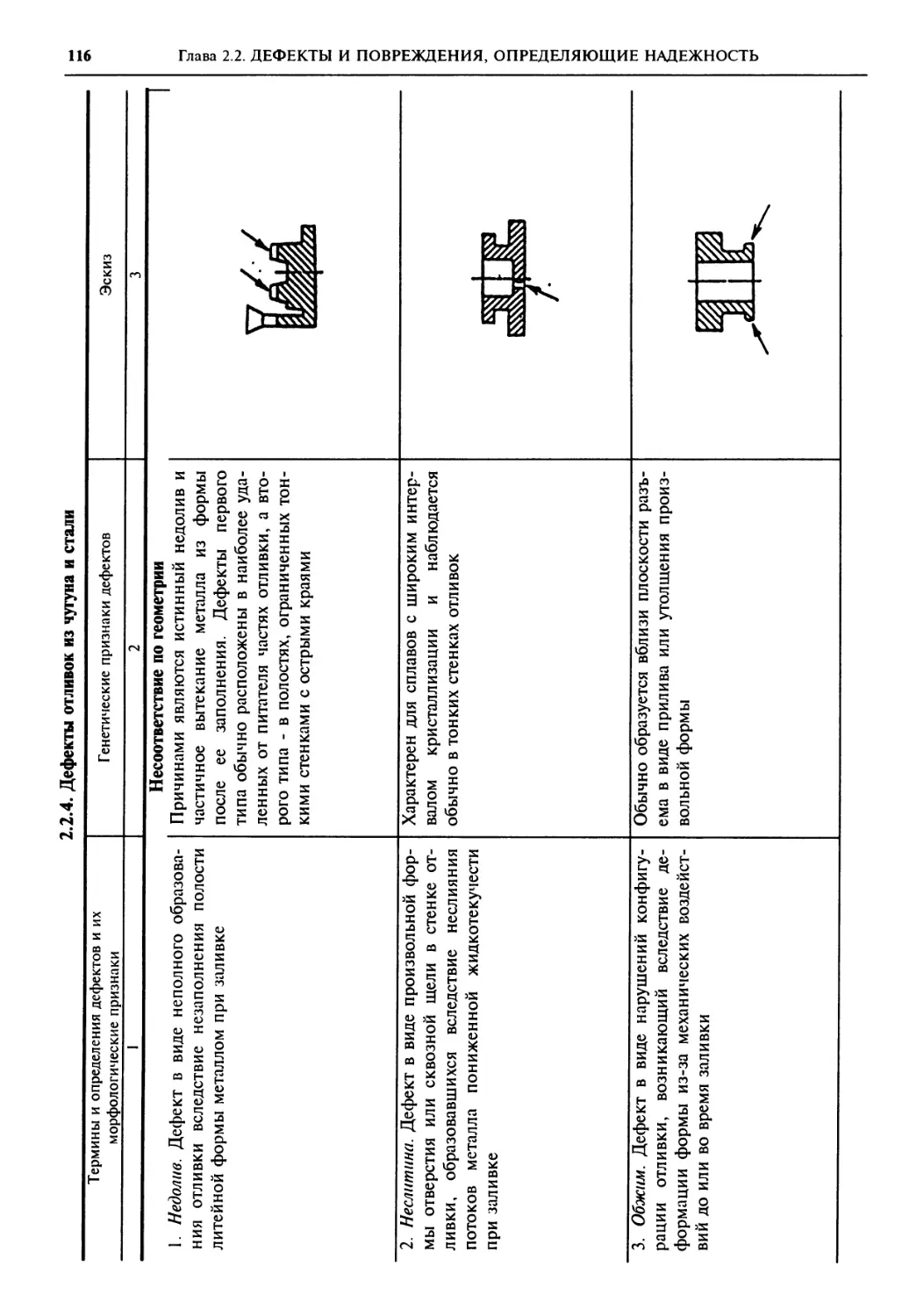
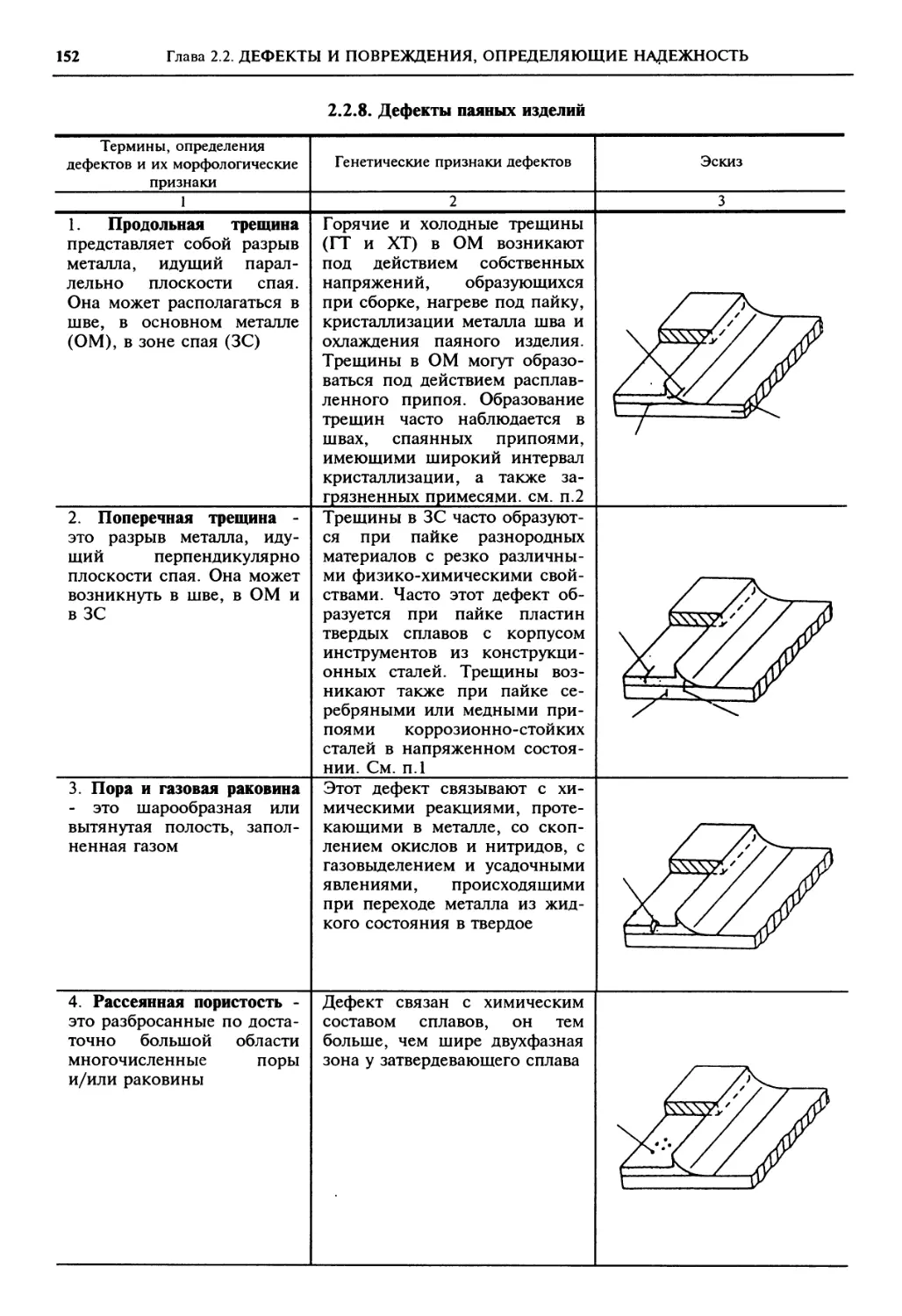
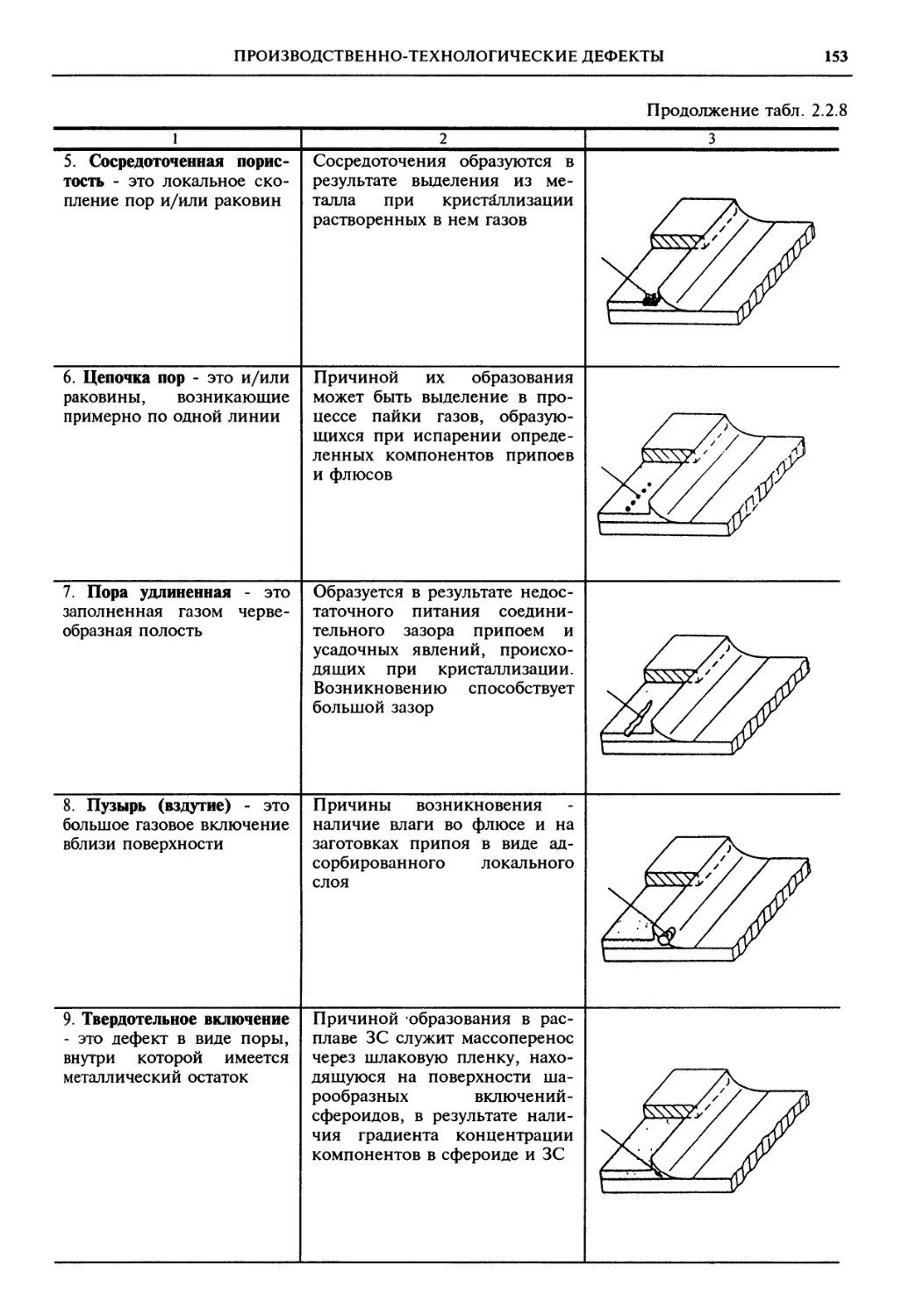
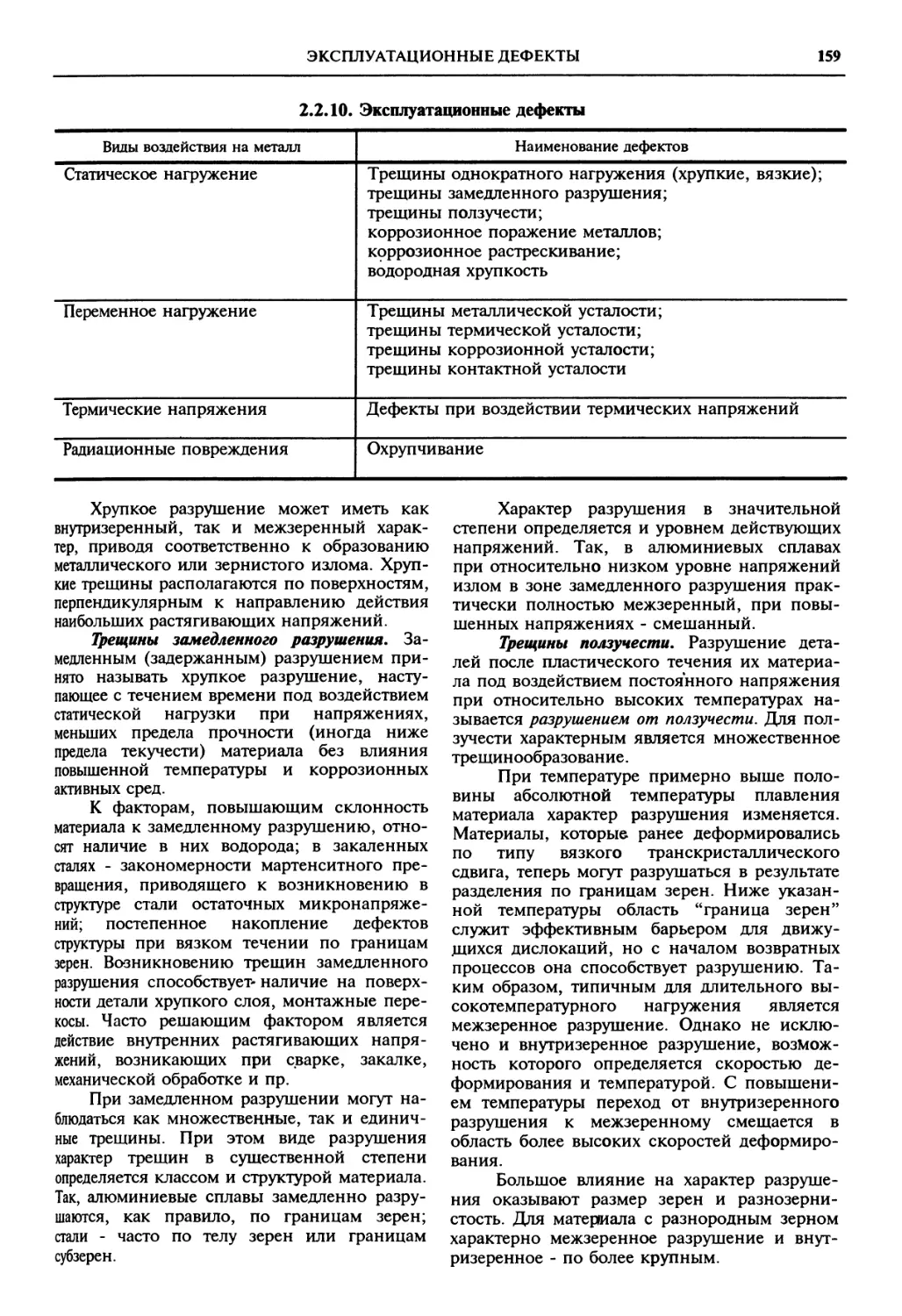
2.2.3. Эксплуатационные
дефекты............... 158
Глава 2.3. ДИАГНОСТИКА НА-
ДЕЖНОСТИ МАШИН
(В.В. Клюев, Е.Г. Нахапе-
тян, В.Н. Филинов).......... 165
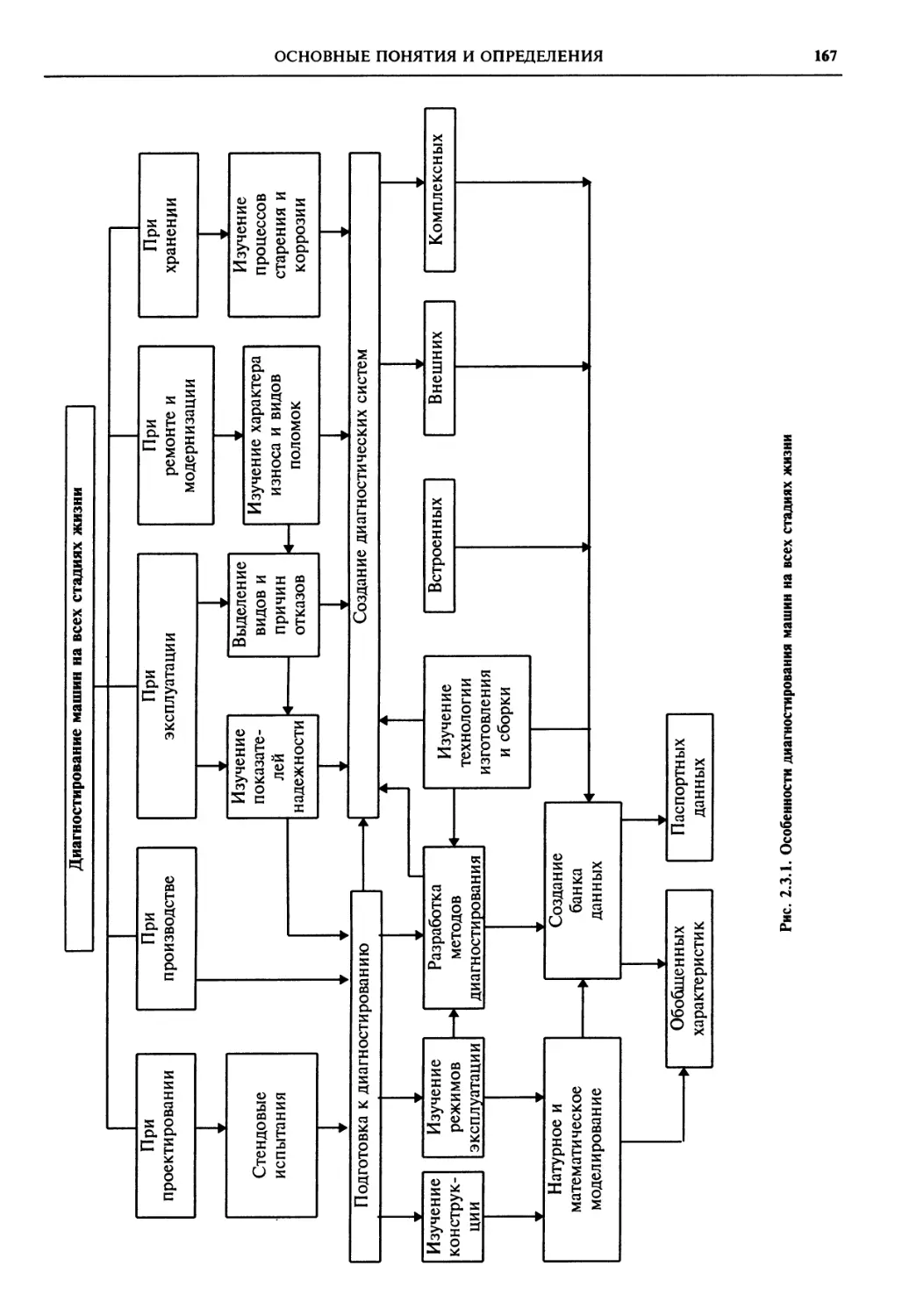
2.3.1. Основные понятия и
определения........... 165
2.3.2. Связь диагностики с
надежностью и прогнози-
рованием ............. 169
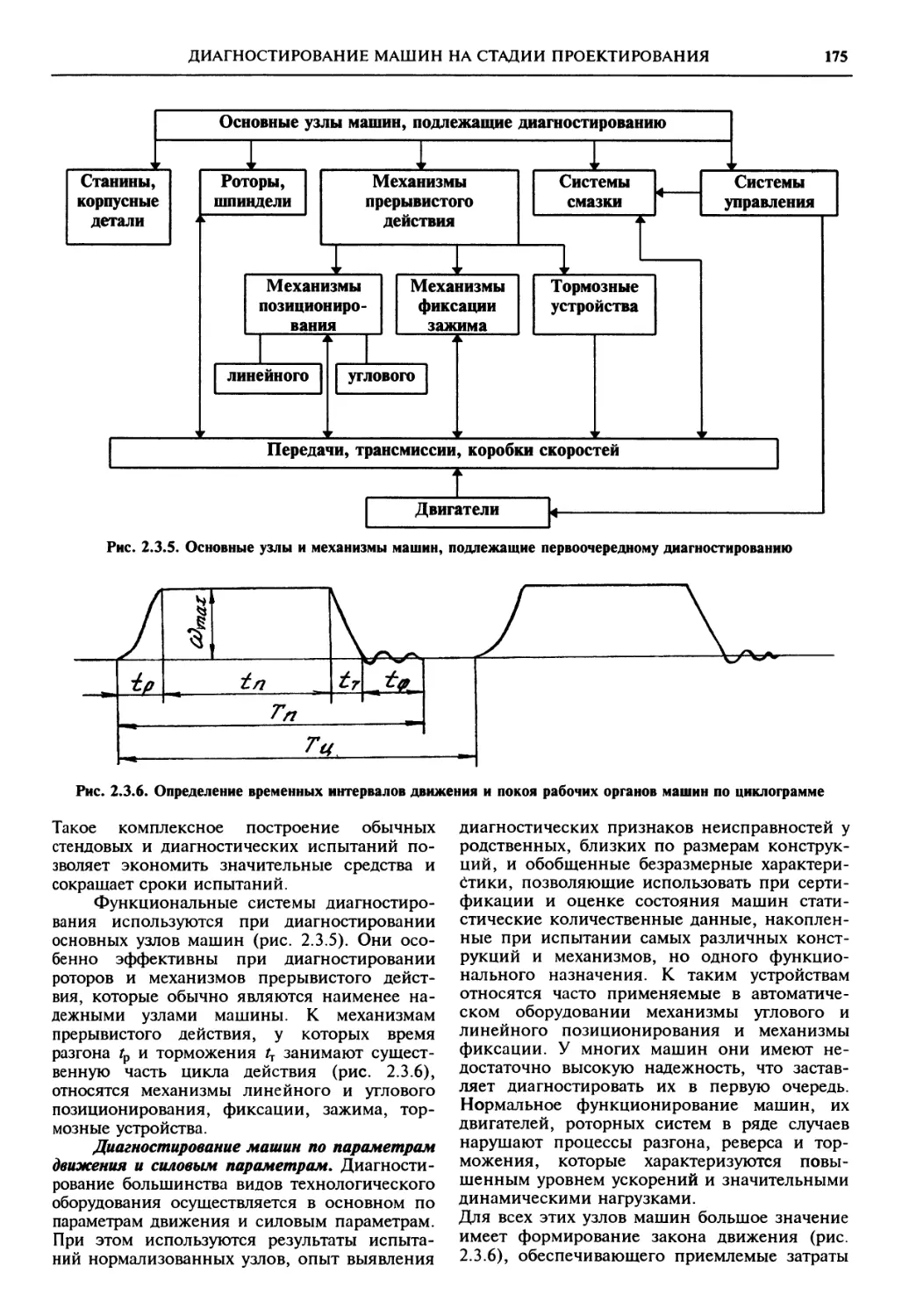
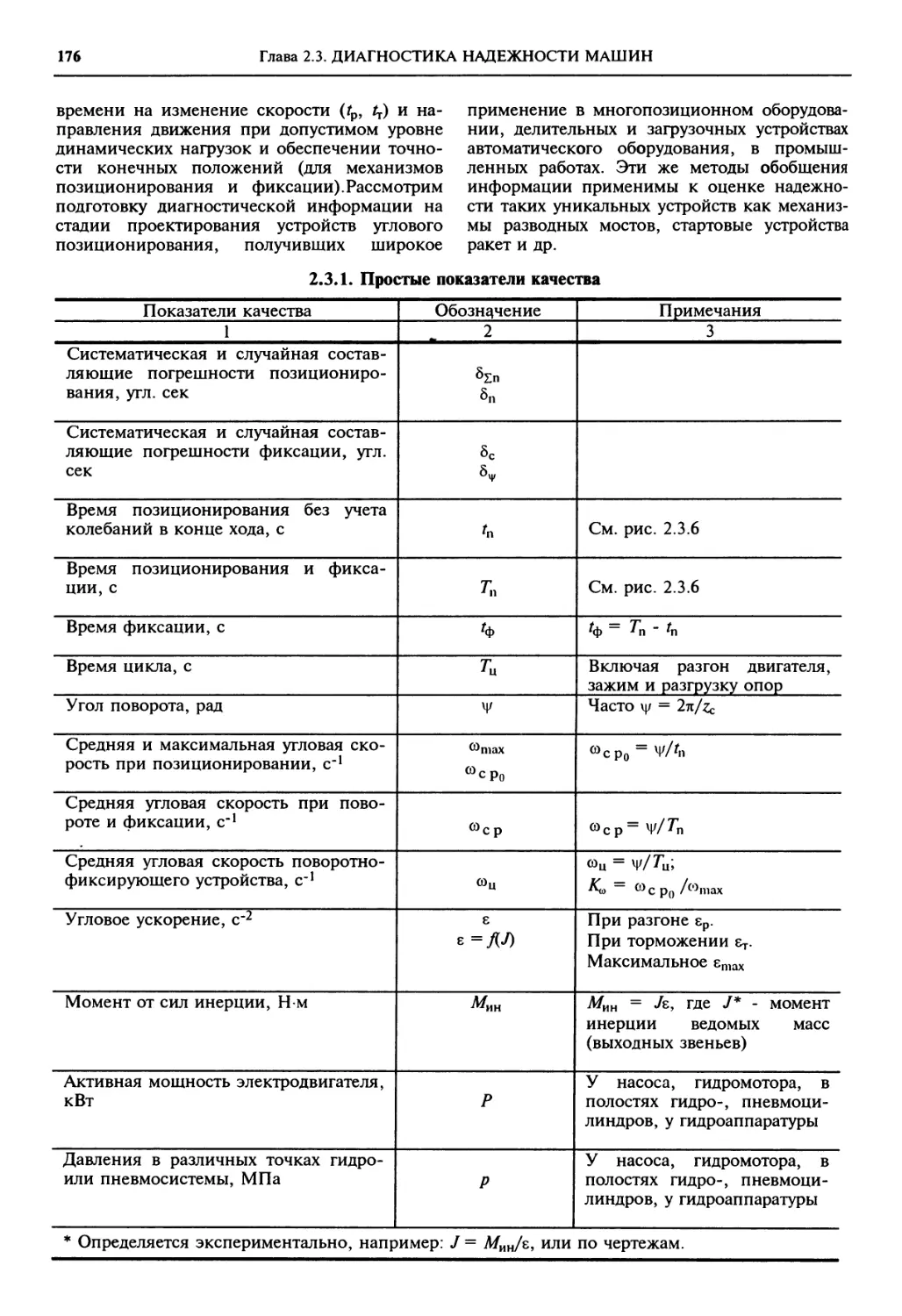
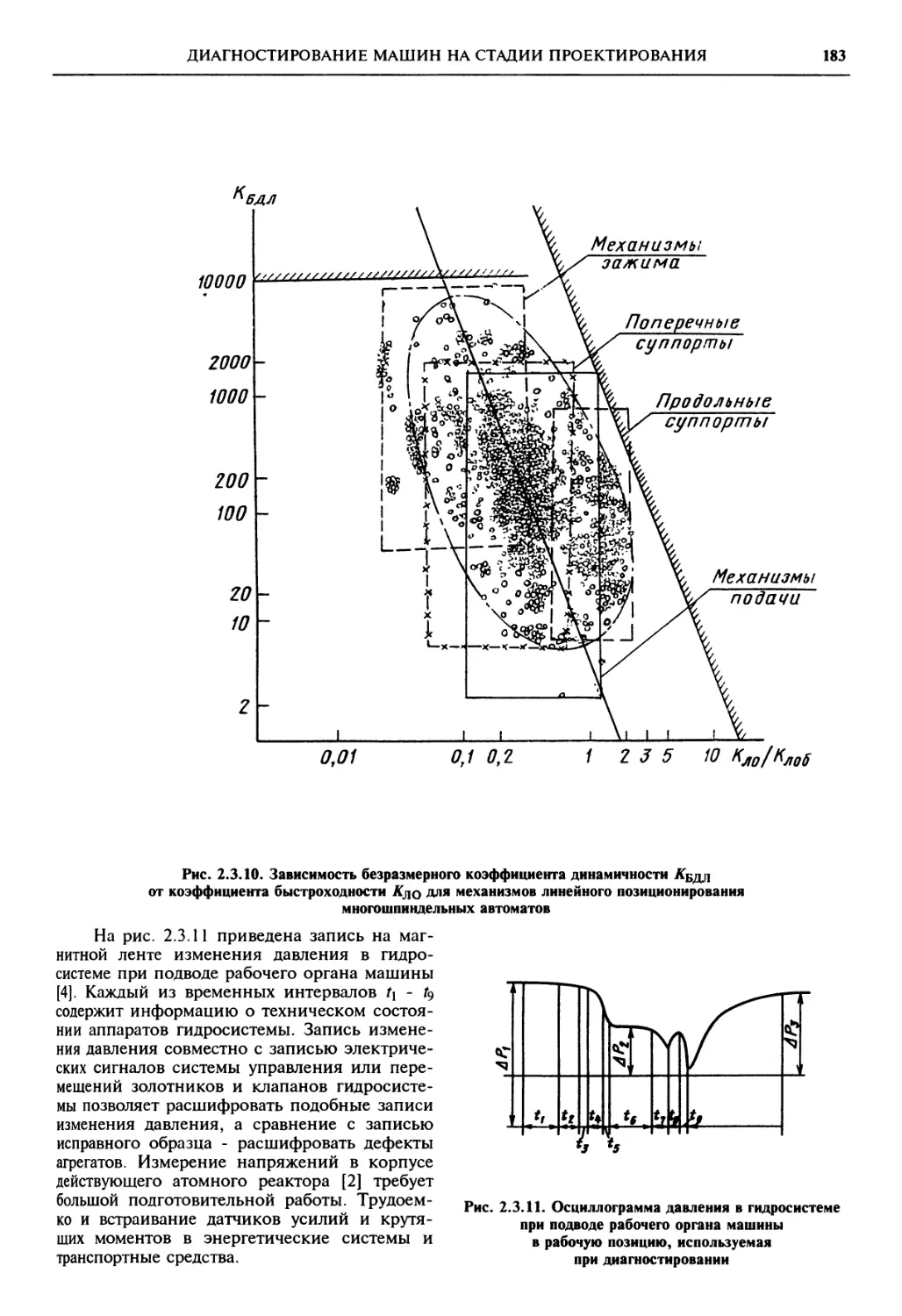
2.3.3. Диагностирование
машин на стадии проек-
тирования ............ 173
2.3.4. Диагностирование
машин на стадии их про-
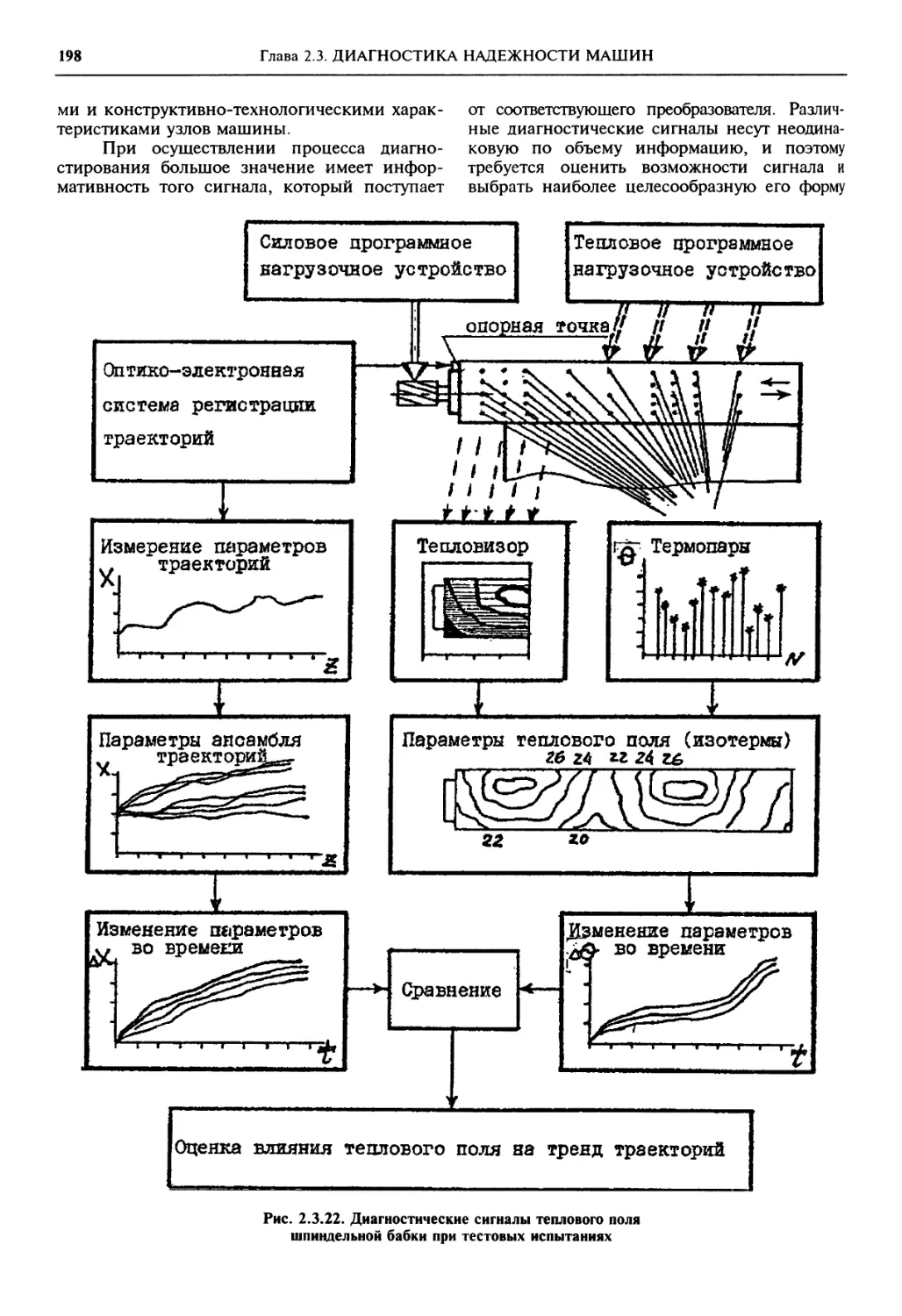
изводства ............ 197
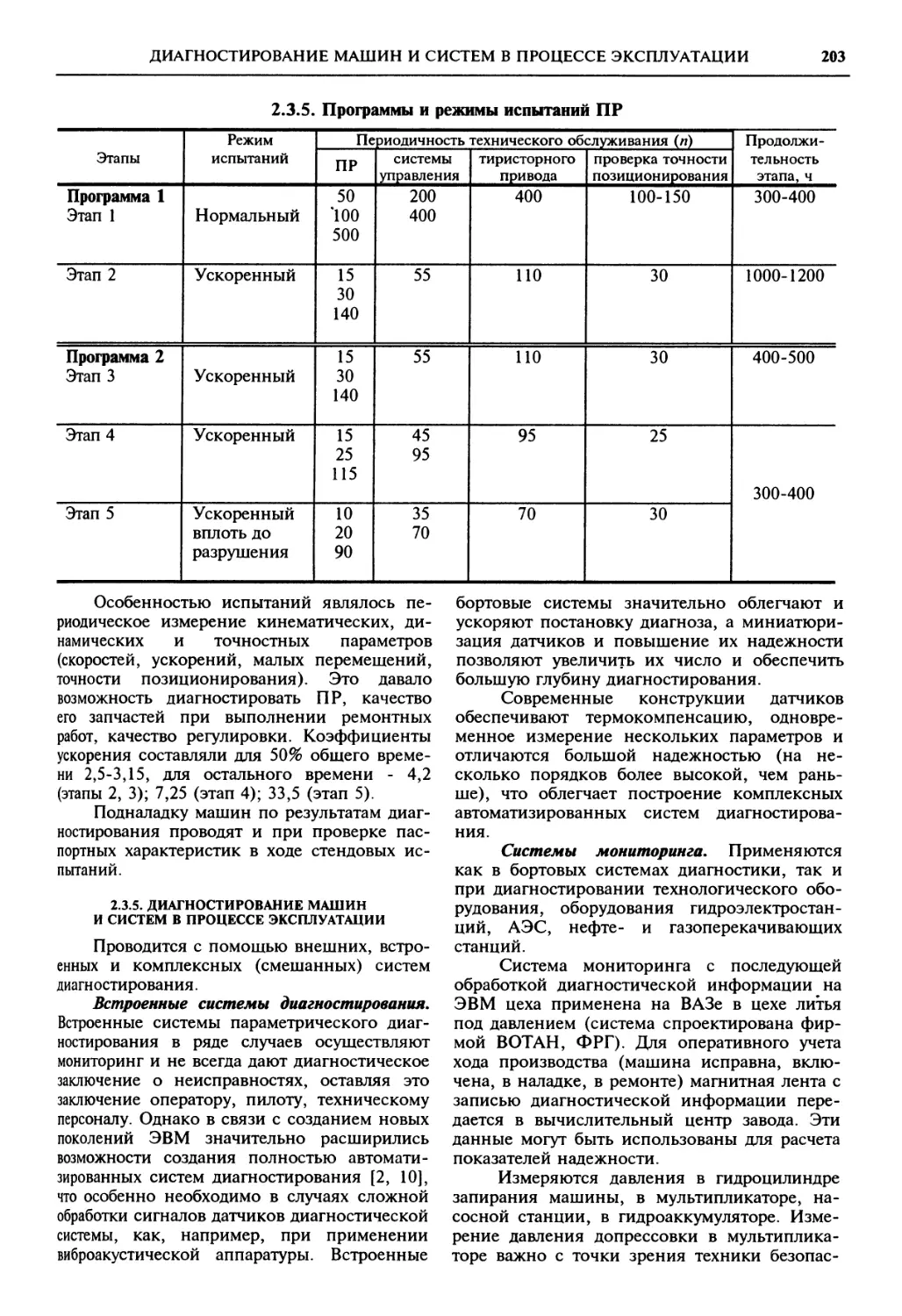
2.3.5. Диагностирование
машин и систем в процессе
эксплуатации.......... 203
2.3.6. Диагностирование
машин в процессе их ре-
монта и хранения..... 207
СПИСОК ЛИТЕРАТУРЫ........... 210
Глава 2.4. СЕРТИФИКАЦИЯ И
НАДЕЖНОСТЬ ТЕХНОЛО-
ГИЧЕСКИХ СИСТЕМ
(В.Г. Фирстов)............... 211
2.4.1. Системы стандарти-
зации и сертификации на-
дежности машин....... 211
2.4.2. Схемы сертифика-
ции и методы оценки на-
дежности технологических
систем по параметрам ка-
чества изготовляемой про-
дукции ................. 212
2.4.3. Технические требо-
вания к методам оценки
надежности ТС по пара-
метрам точности........ 214
2.4.4. Технические требо-
вания к методам оценки
выполнения заданий по
параметрам качества изго-
товляемой продукции.... 215
2.4.5. Технические требо-
вания к методам оценки
комплексных показателей
надежности ТС....... 216
СПИСОК ЛИТЕРАТУРЫ......... 217
РАЗДЕЛ 3. НАДЕЖНОСТЬ НА
СТАДИИ ПРОЕКТИРО-
ВАНИЯ И ЭКСПЛУАТА-
ЦИИ ТЕХНИЧЕСКИХ
СИСТЕМ............. 218
Глава 3.1. ИССЛЕДОВАНИЕ
НАДЕЖНОСТИ НА СТА-
ДИИ ПРОЕКТИРОВА-
НИЯ ТЕХНИЧЕСКИХ
СИСТЕМ (В.М Труханов) 218
3.1.1. Задачи исследования
надежности......... 218
3.1.2. Задание требований,
выбор номенклатуры пока-
зателей надежности, рас-
пределение норм надежно-
сти ...................... 218
3.1.3. Методы распределе-
ния 219
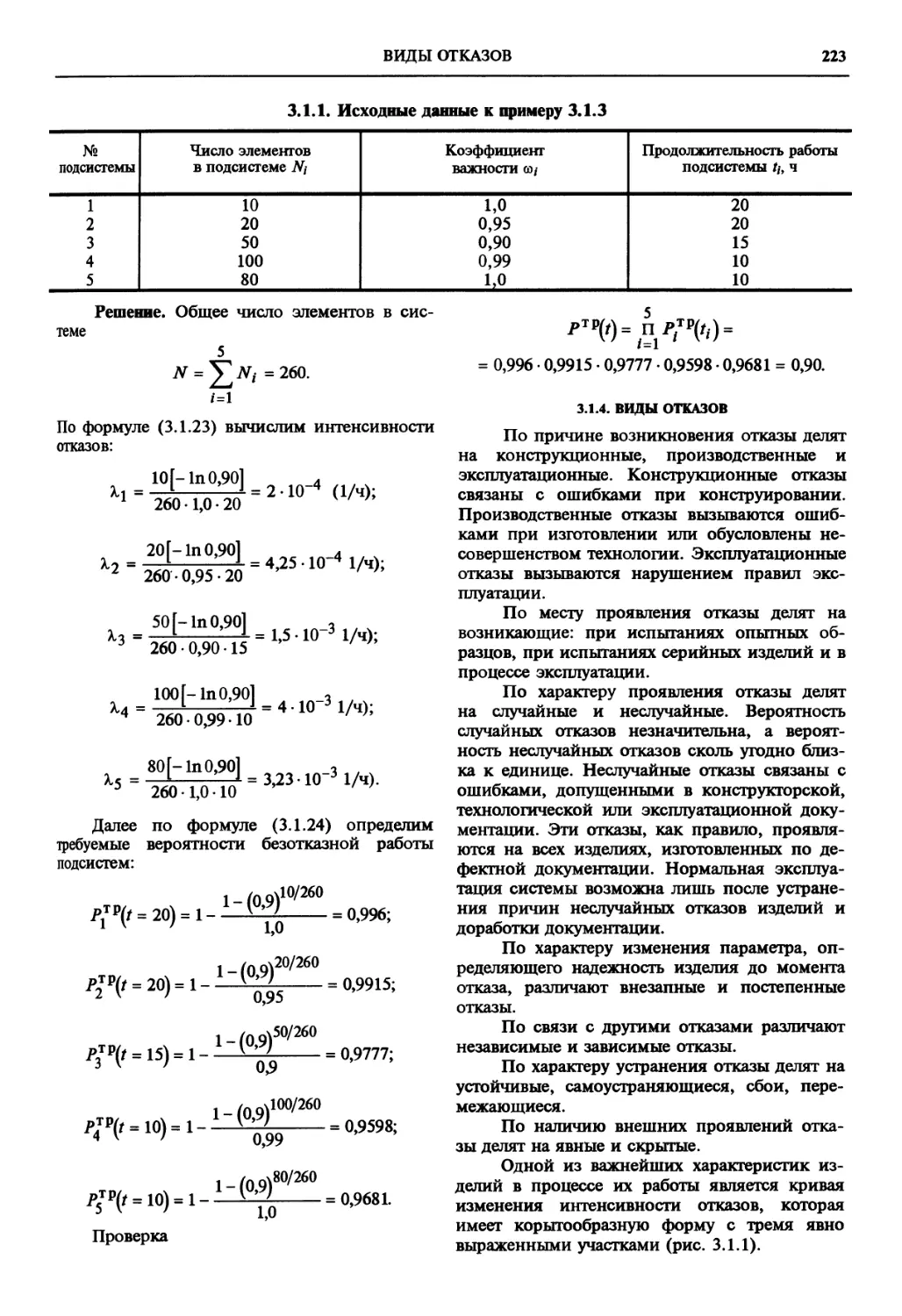
3.1.4. Виды отказов.... 223
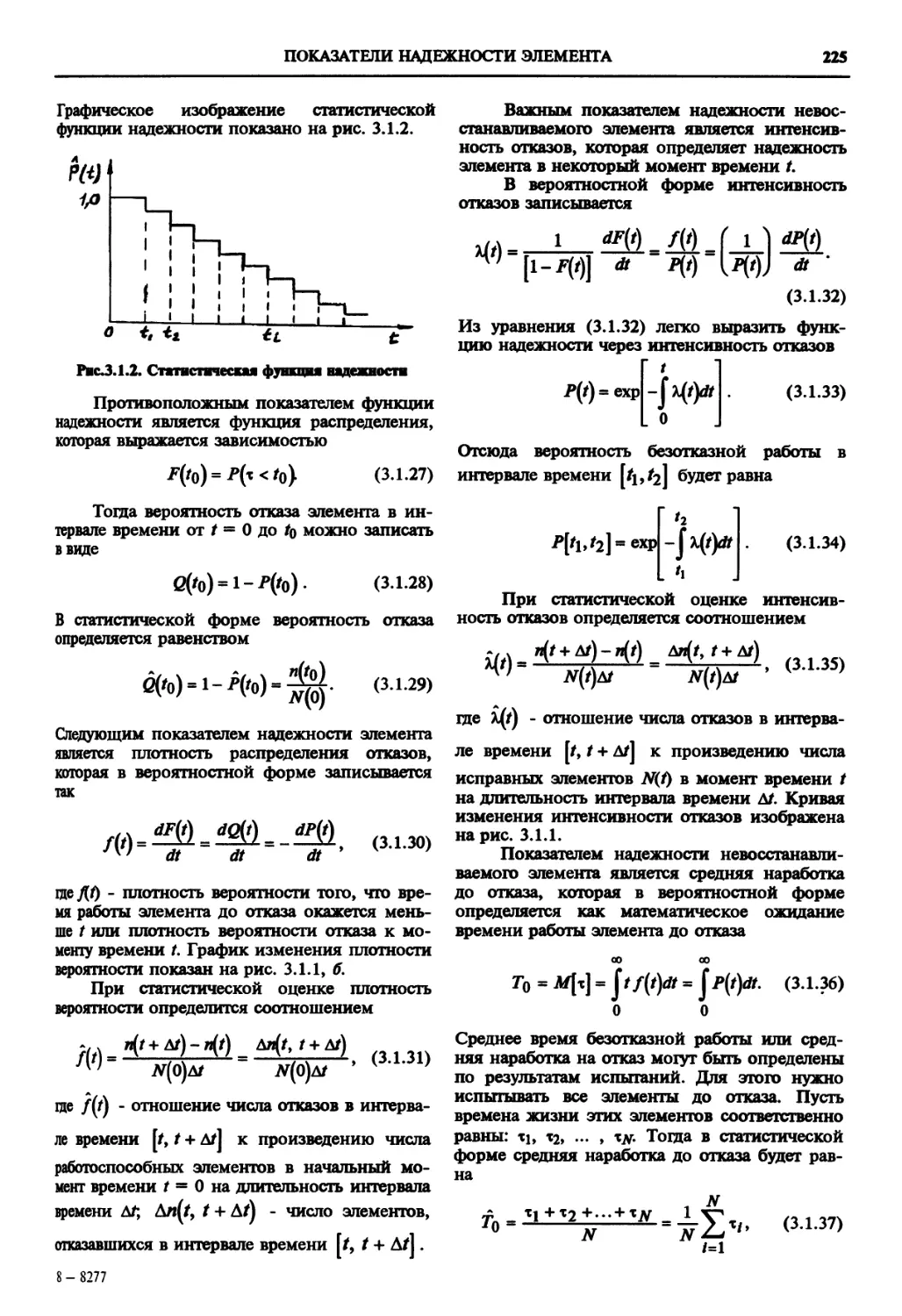
3.1.5. Показатели надежно-
сти элемента.............. 224
3.1.6. Расчет проектной
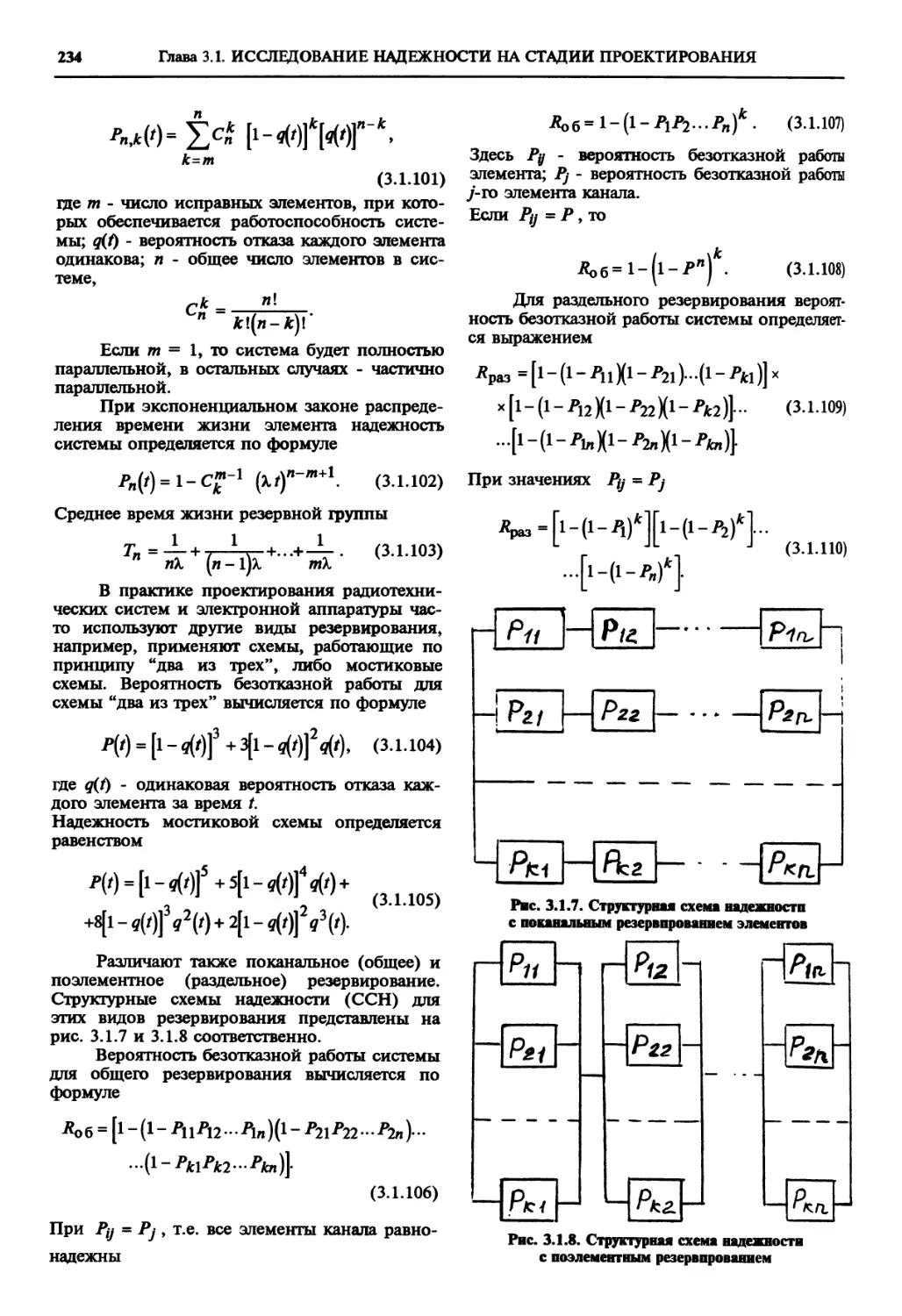
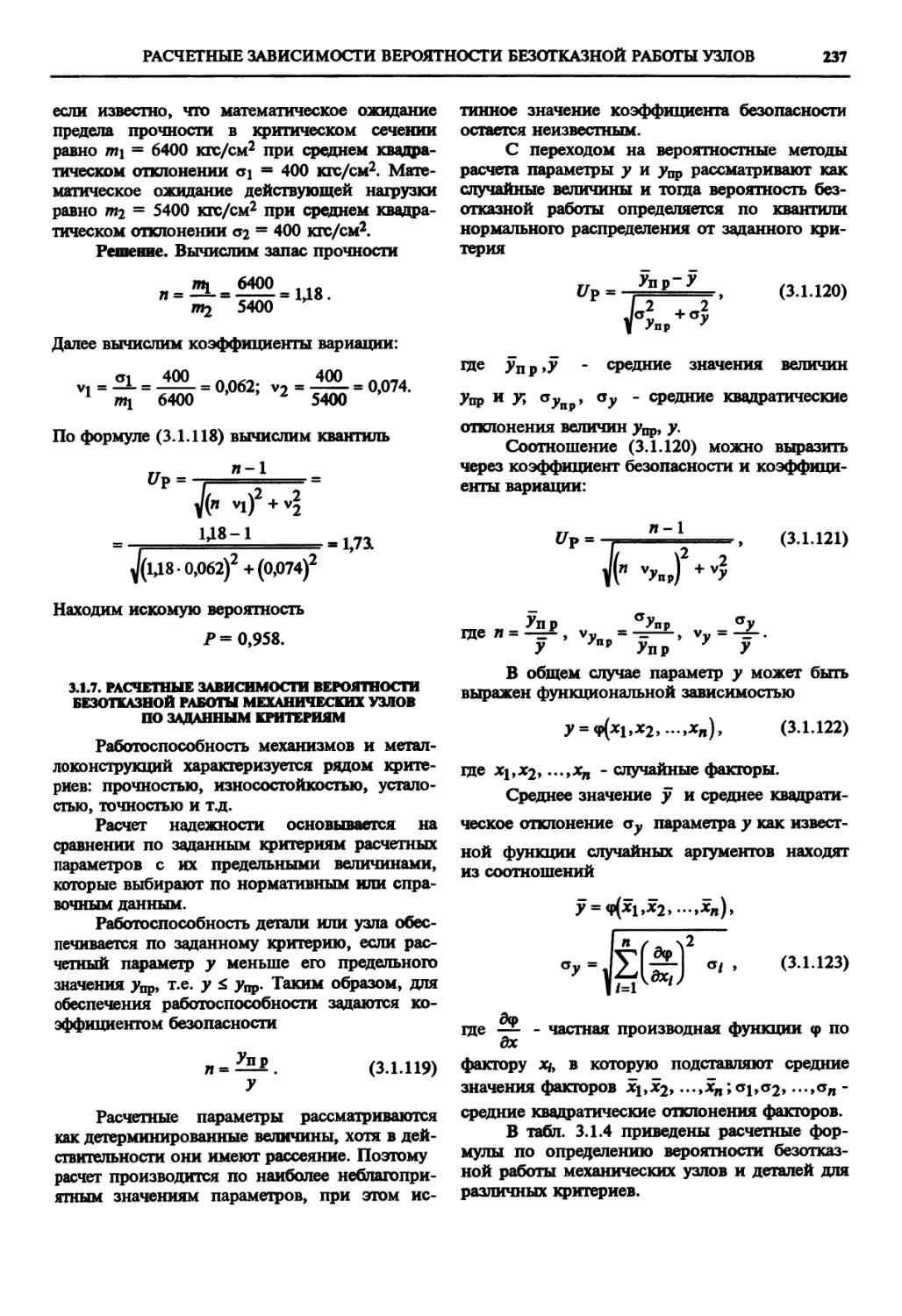
надежности систем....... 229
3.1.7. Расчетные зависимо-
сти вероятности безотказ-
ной работы механических
узлов по заданным крите-
риям ................... 237
3.1.8. Применение методов
подобия при проектирова-
нии .................... 242
3.1.9. Исследование на-
дежности изделий на этапе
разработки конструктор-
ской документации при
выборе запасных частей и
инструментов............ 244
3.1.10. Расчет количест-
венного состава запасных
частей 245
3.1.11. Принципы конст-
руирования, обеспечиваю-
щие создание надежных
систем 246
3.1.12. Конструирование
систем электроавтоматики 247
3.1.13. Конструирование
силовых узлов и компо-
новка изделия........... 248
3.1.14. Конструирование
гидравлических систем и
механизмов.............. 249
3.1.15. Методика расчета
количественных показате-
лей надежности изделий
на этапе проектирования .. 251
ОГЛАВЛЕНИЕ
7
СПИСОК ЛИТЕРАТУРЫ 254
Глава 3.2. ИССЛВДОВАНИЕ
НАДЕЖНОСТИ ИЗДЕ-
ЛИЙ НА ЭТАПЕ ЭКСПЕ-
РИМЕНТАЛЬНОЙ ОТ-
РАБОТКИ (В.м, Труха-
нов)................... 255
3.2.1. Цель и виды испы-
таний ................. 255
3.2.2. Организация и по-
следовательность создания
сложных систем......... 256
3.2.3. Программа экспери-
ментальной отработки... 257
3.2.4. Контроль уровня
оценки выполнения про-
граммы эксперименталь-
ной отработки.......... 258
3.2.5. Исследовательские
испытания опытных об-
разцов ................ 259
3.2.6. Планирование ис-
следовательских и кон-
трольных испытаний мето-
дом фиксированного объ-
ема ................... 262
3.2.7. Планирование испы-
таний 263
3.2.8. Сравнительный ана-
лиз объемов испытаний»
полученных методом Ней-
мана-Пирсона и методом
последовательного анализа
для различных законов
распределения......... 280
3.2.9. Исследование на-
дежности в утяжеленных
режимах испытаний..... 282
3.2.10. Планирование объ-
емов испытаний с учетом
проводимых доработок и
ресурсно-временного запа-
са 285
СПИСОК ЛИТЕРАТУРЫ............ 288
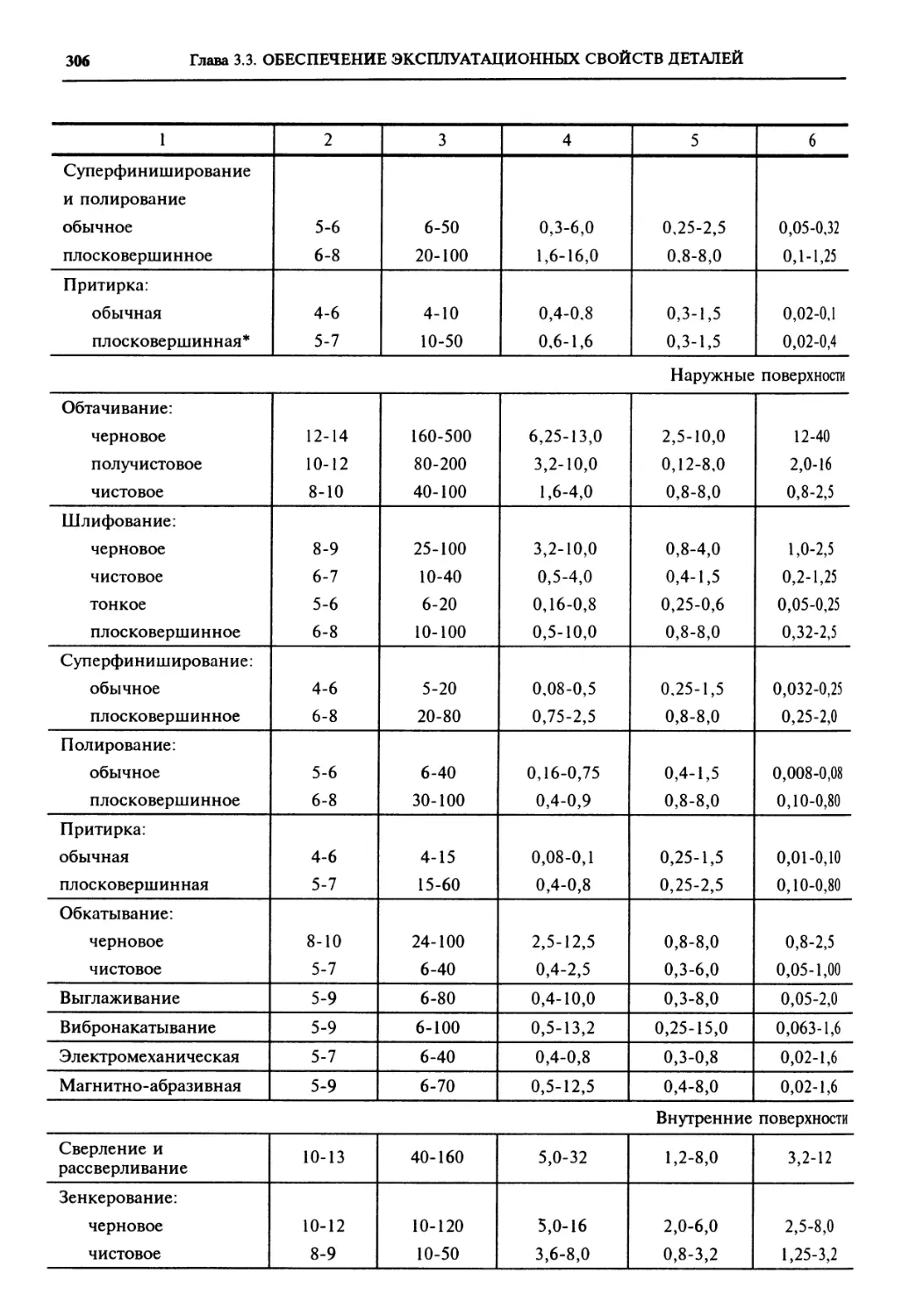
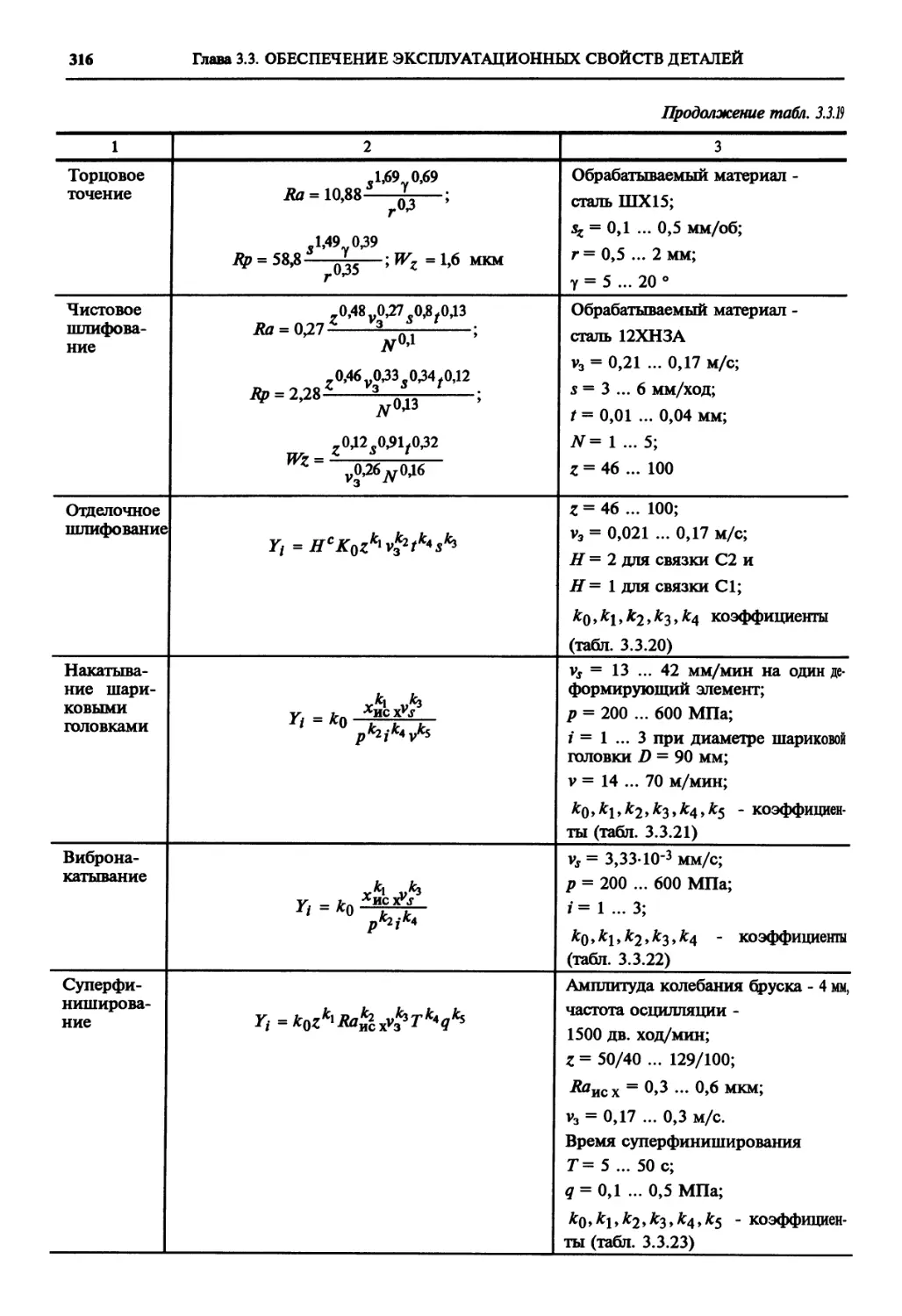
Глава 3.3. ОБЕСПЕЧЕНИЕ
ЭКСПЛУАТАЦИОННЫХ
СВОЙСТВ ДЕТАЛЕЙ,
ОПРЕДЕЛЯЮЩИХ НА-
ДЕЖНОСТЬ МАШИН............ 289
3.3.1. Расчет эксплуатаци-
онных свойств контакти-
рующих деталей машин и
их соединений (А.Г. Су-
слов) .............. 289
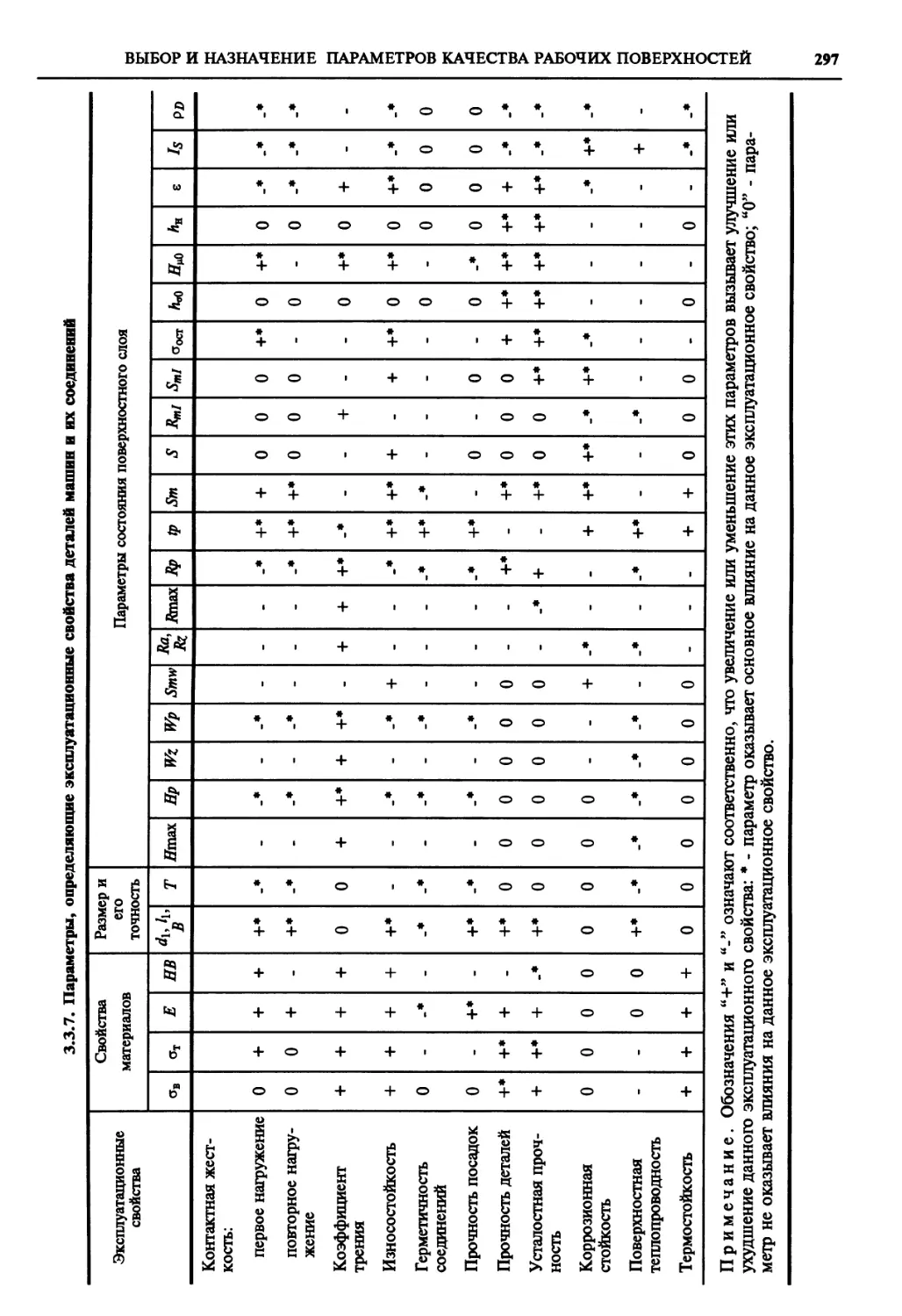
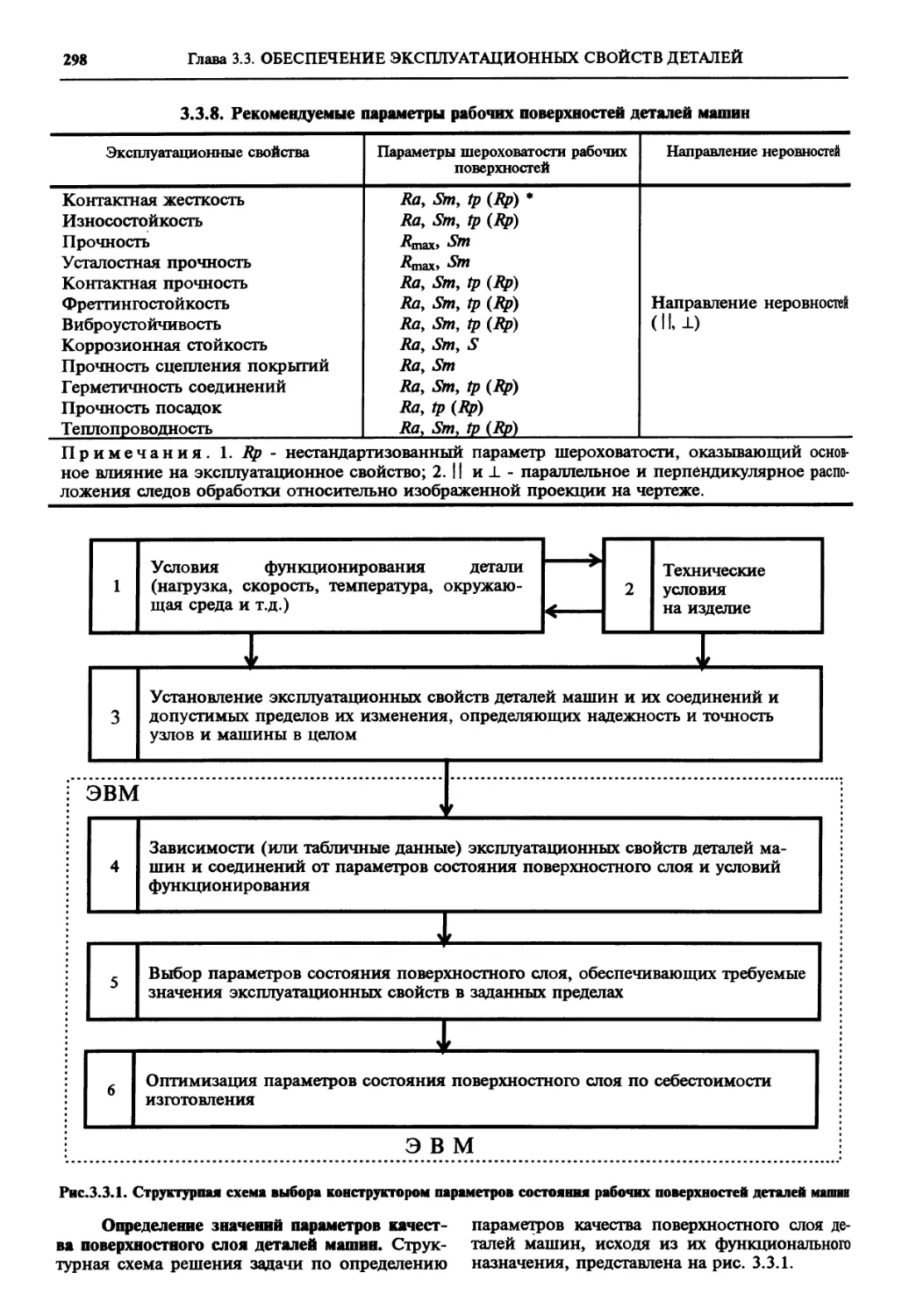
3.3.2. Выбор и назначение
параметров качества рабо-
чих поверхностей деталей
машин исходя из их функ-
ционального назначения
(А.Г. Суслов)....... 296
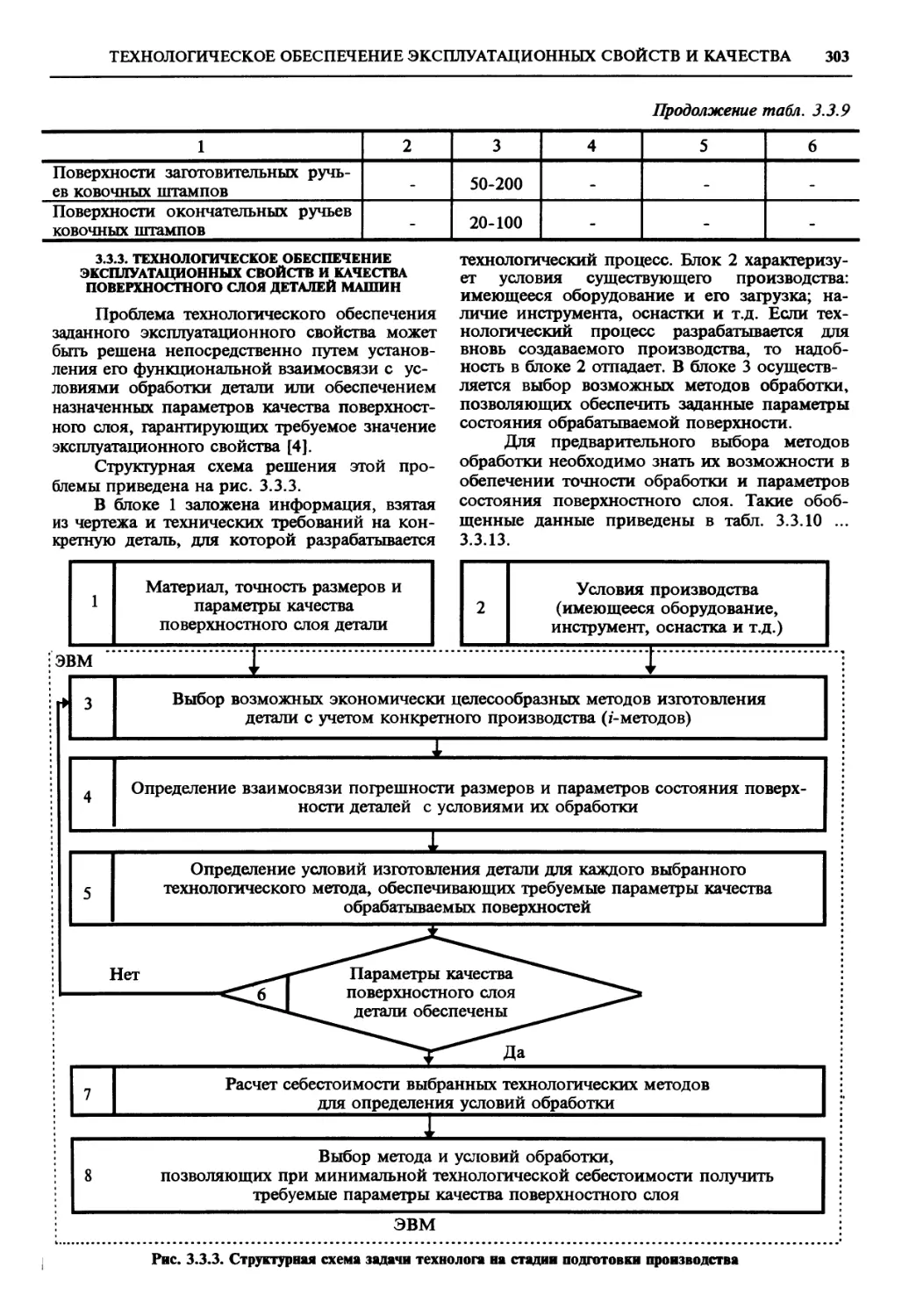
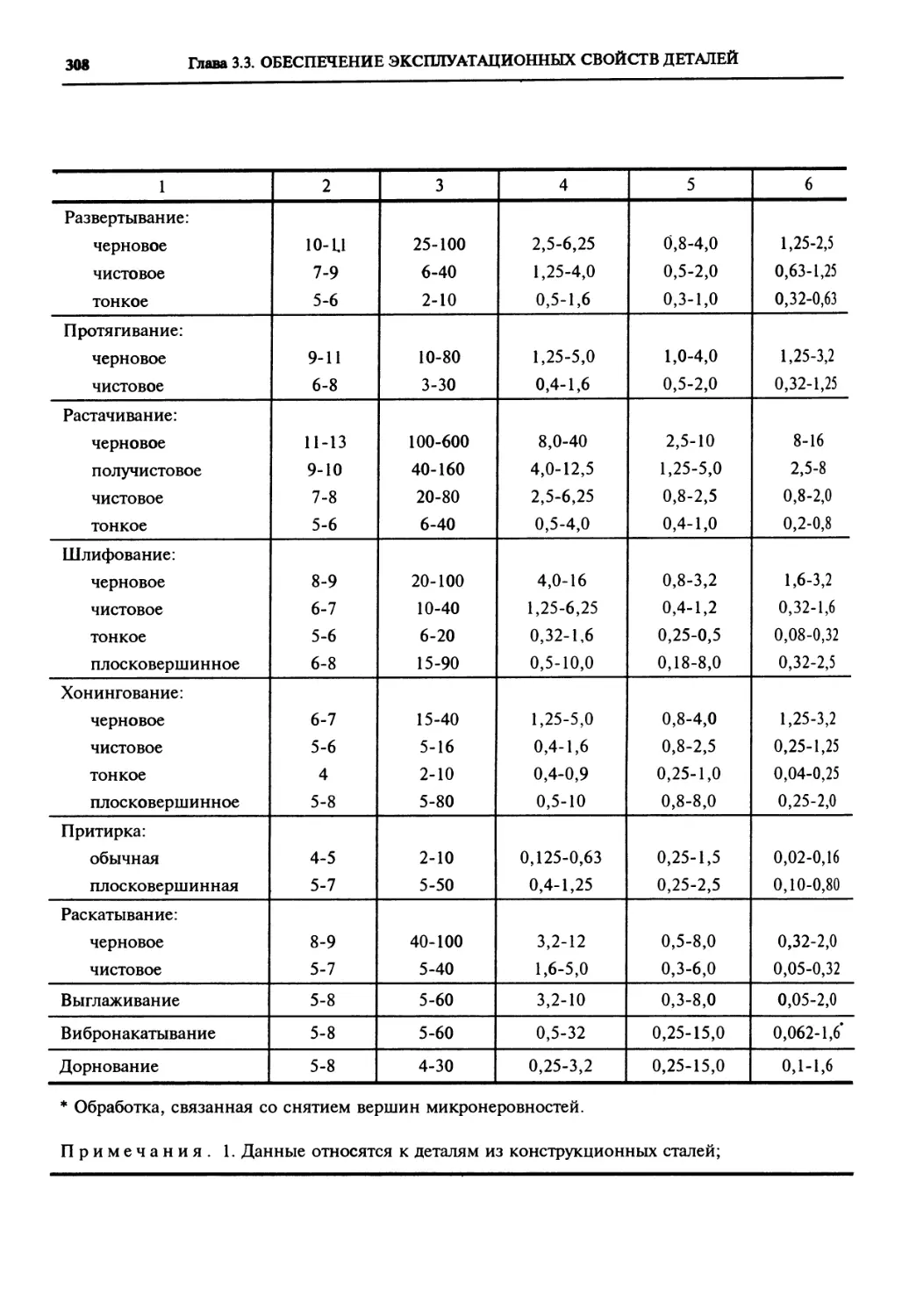
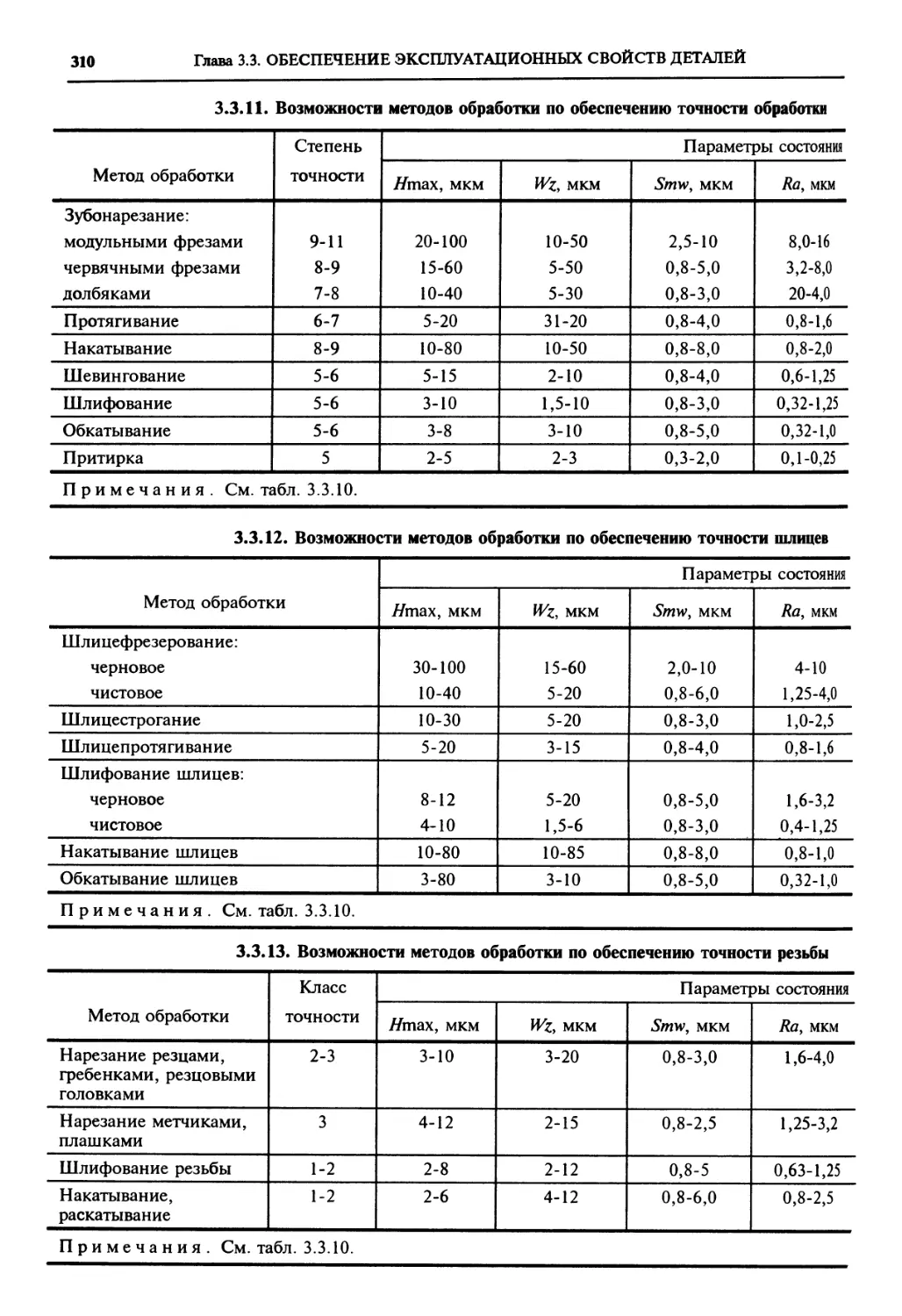
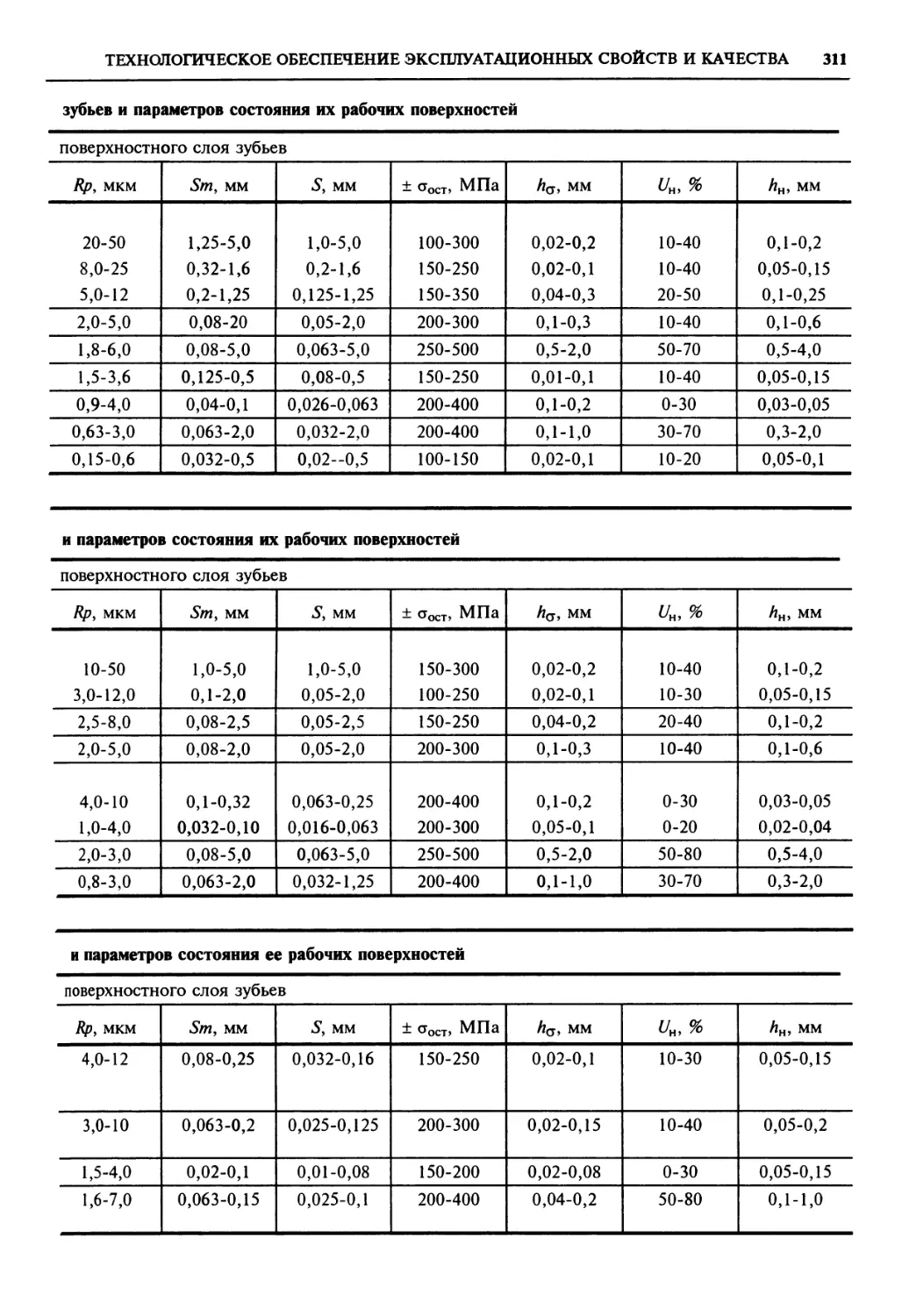
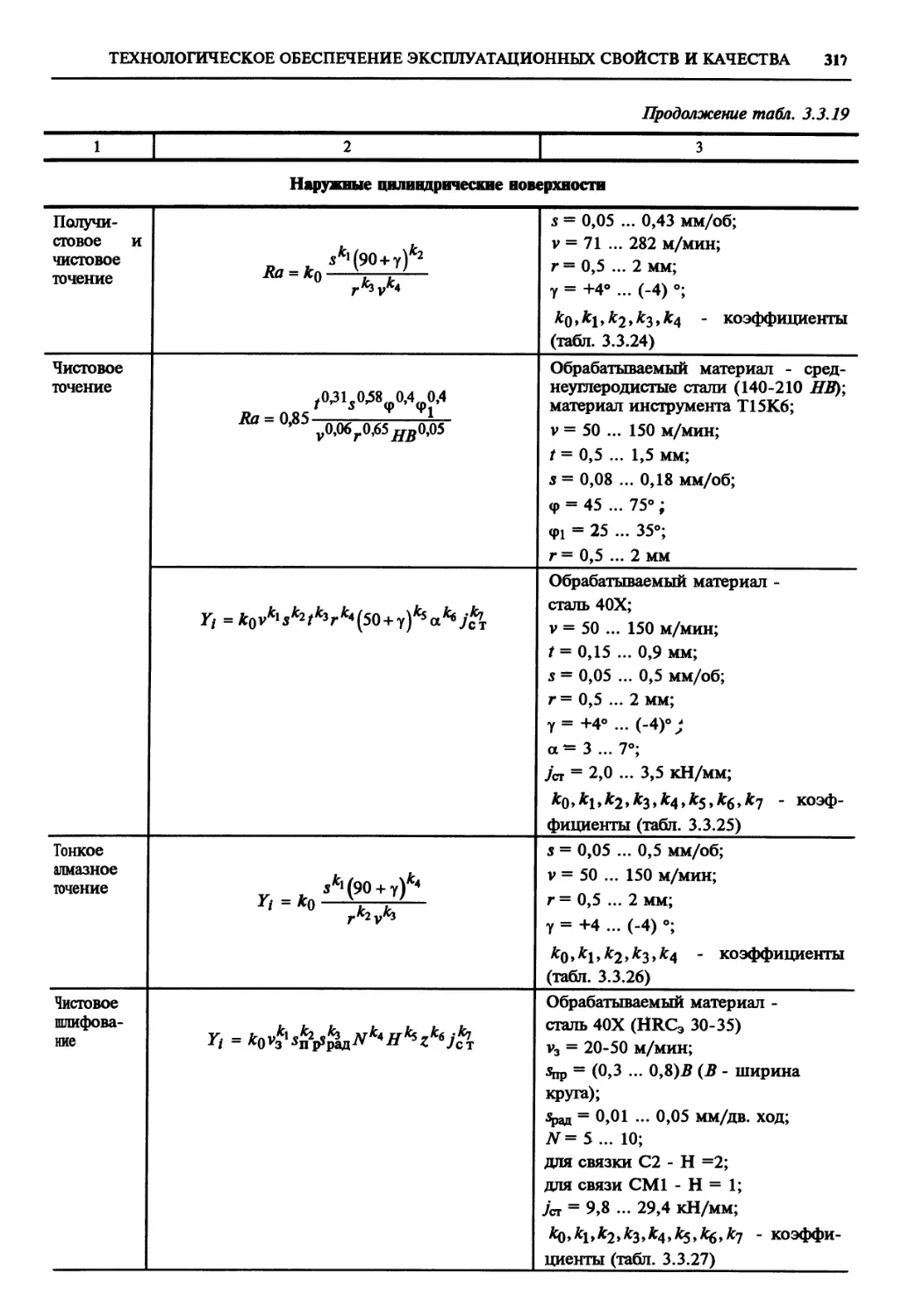
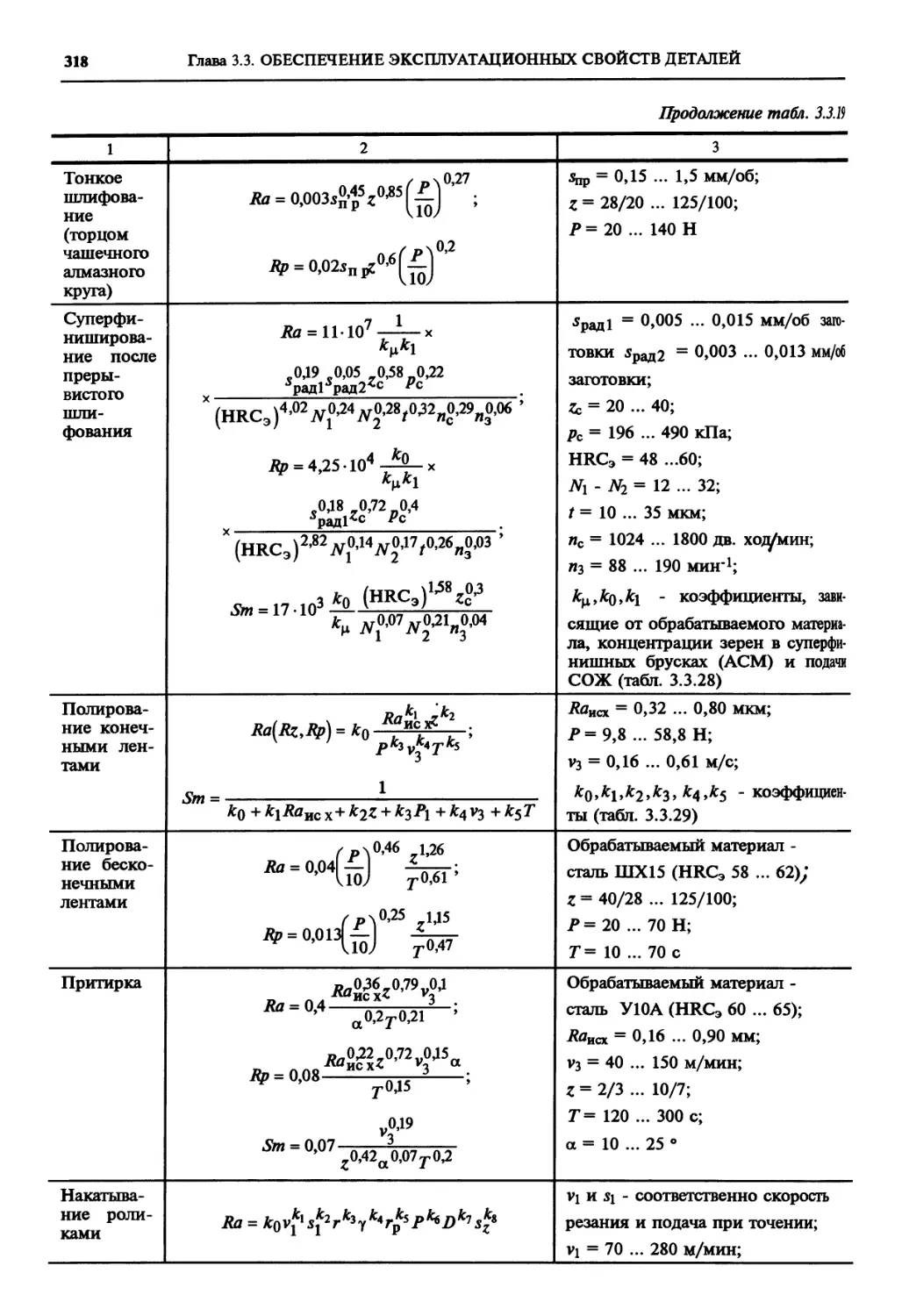
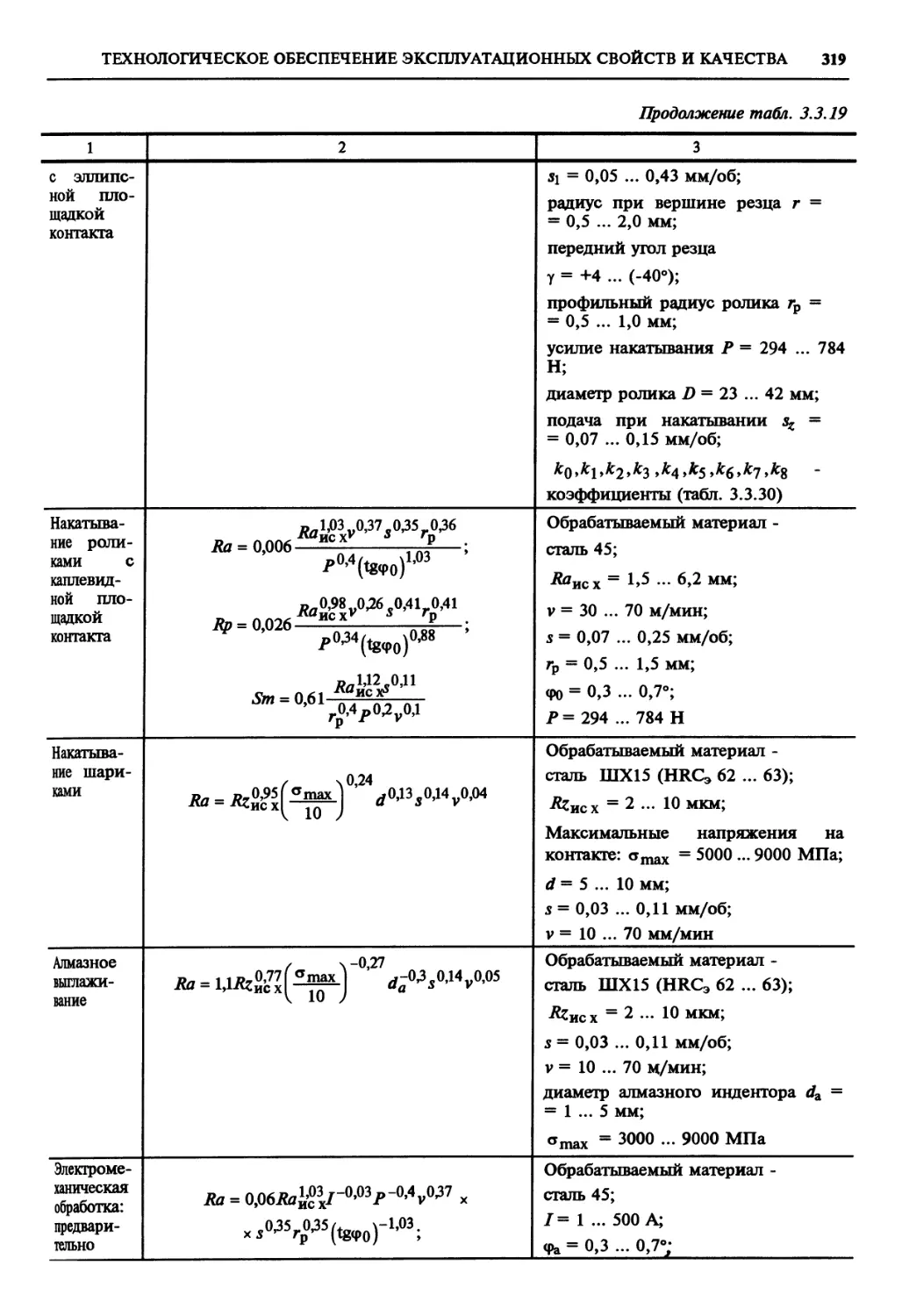
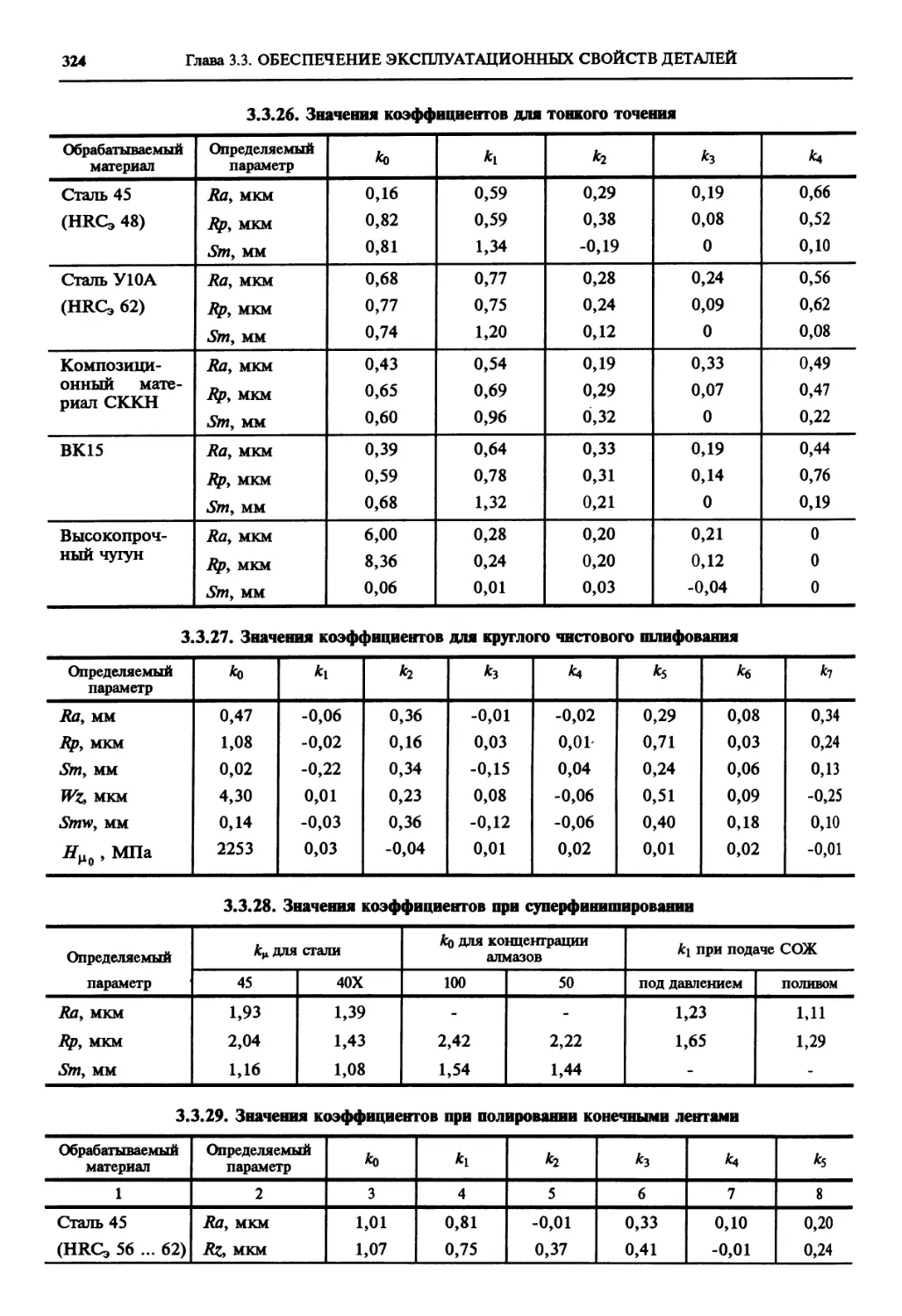
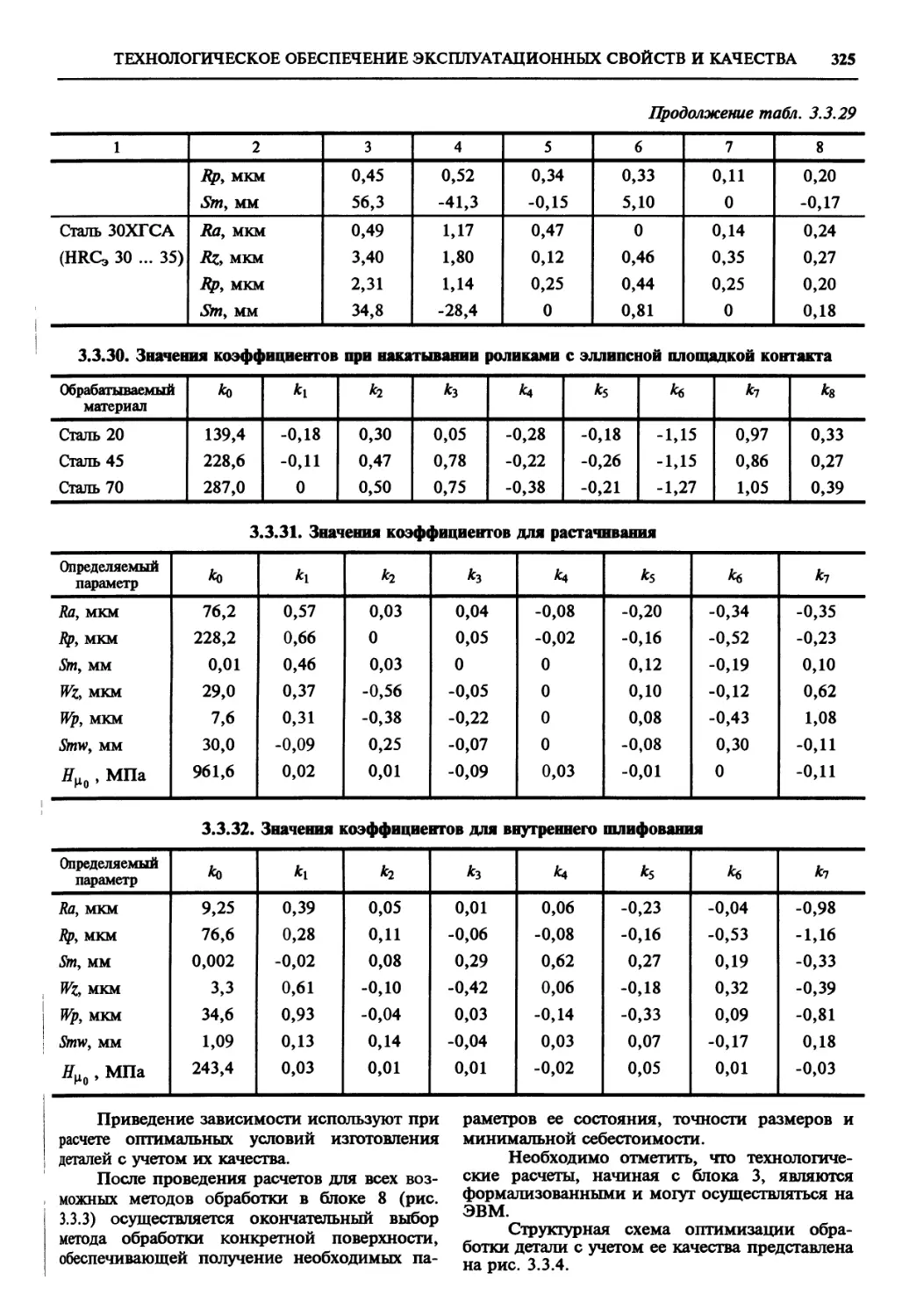
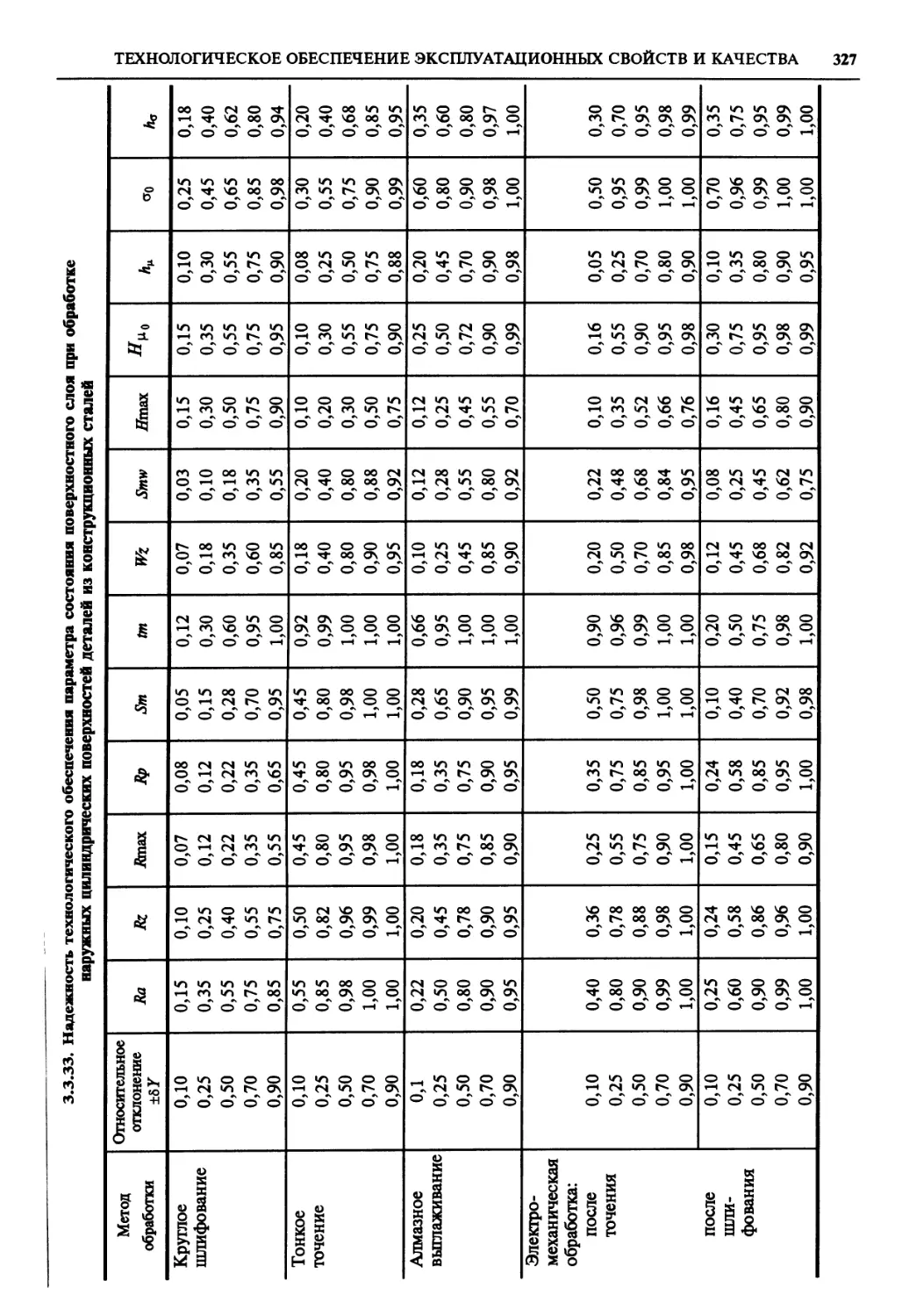
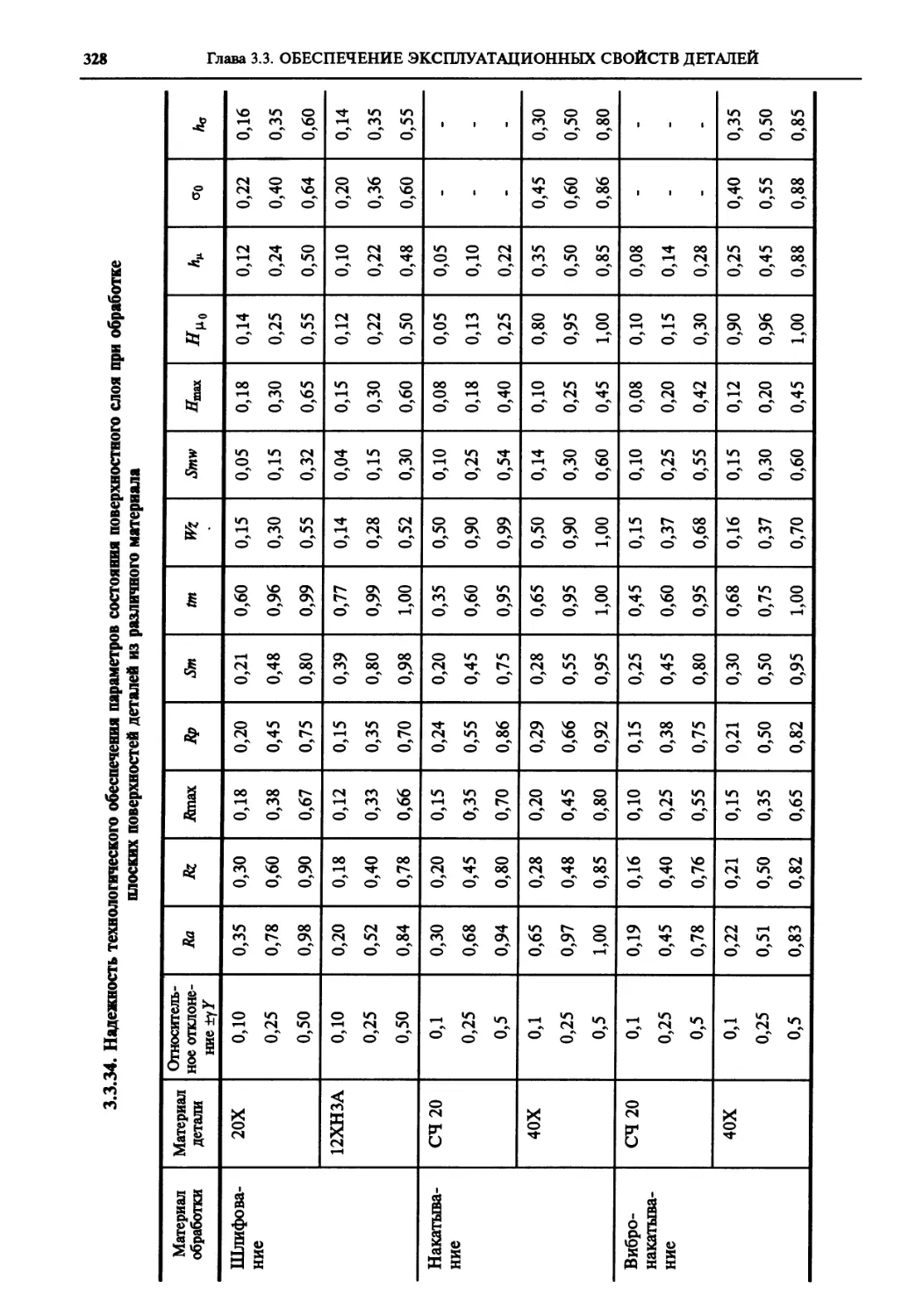
3.3.3. Технологическое
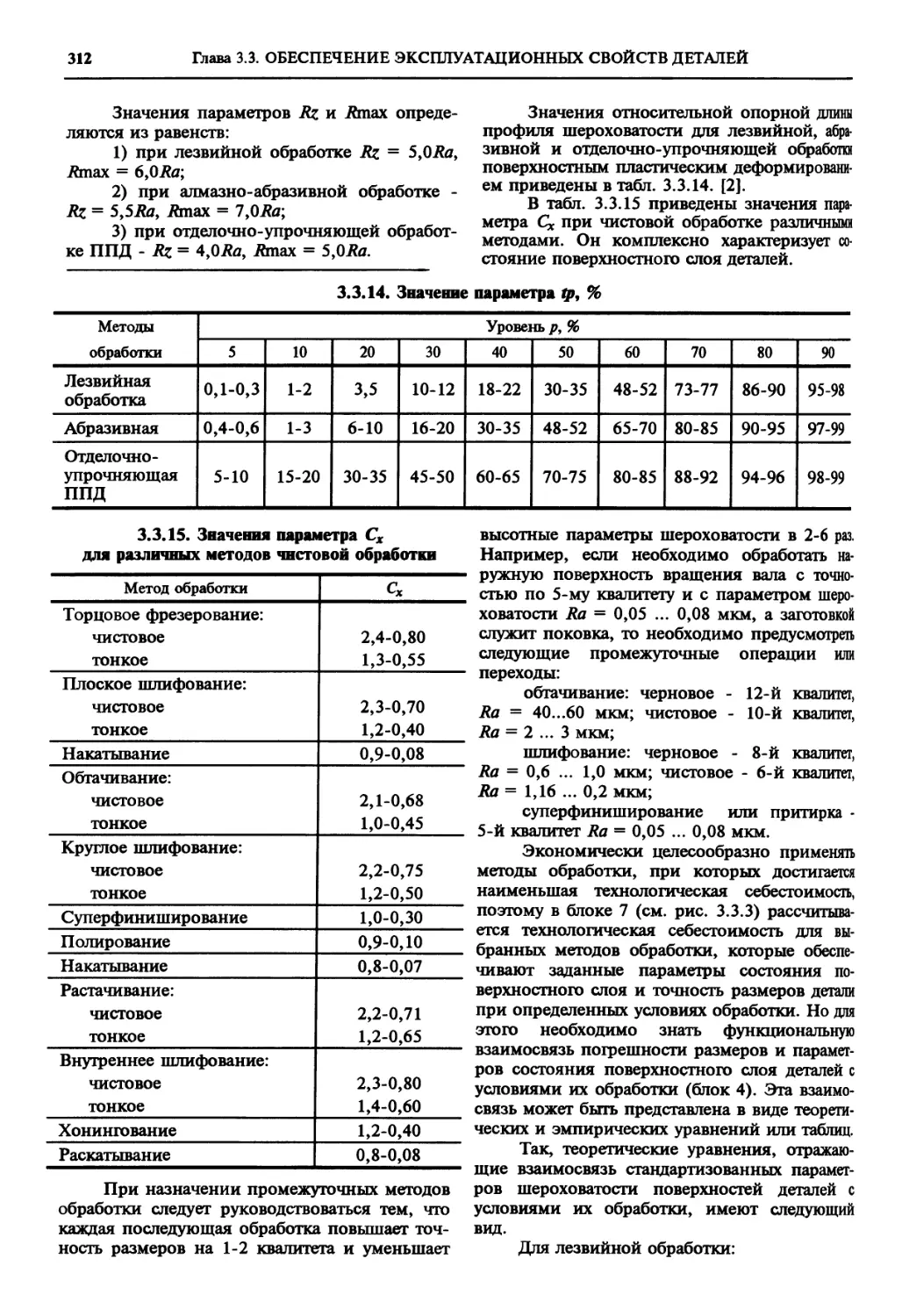
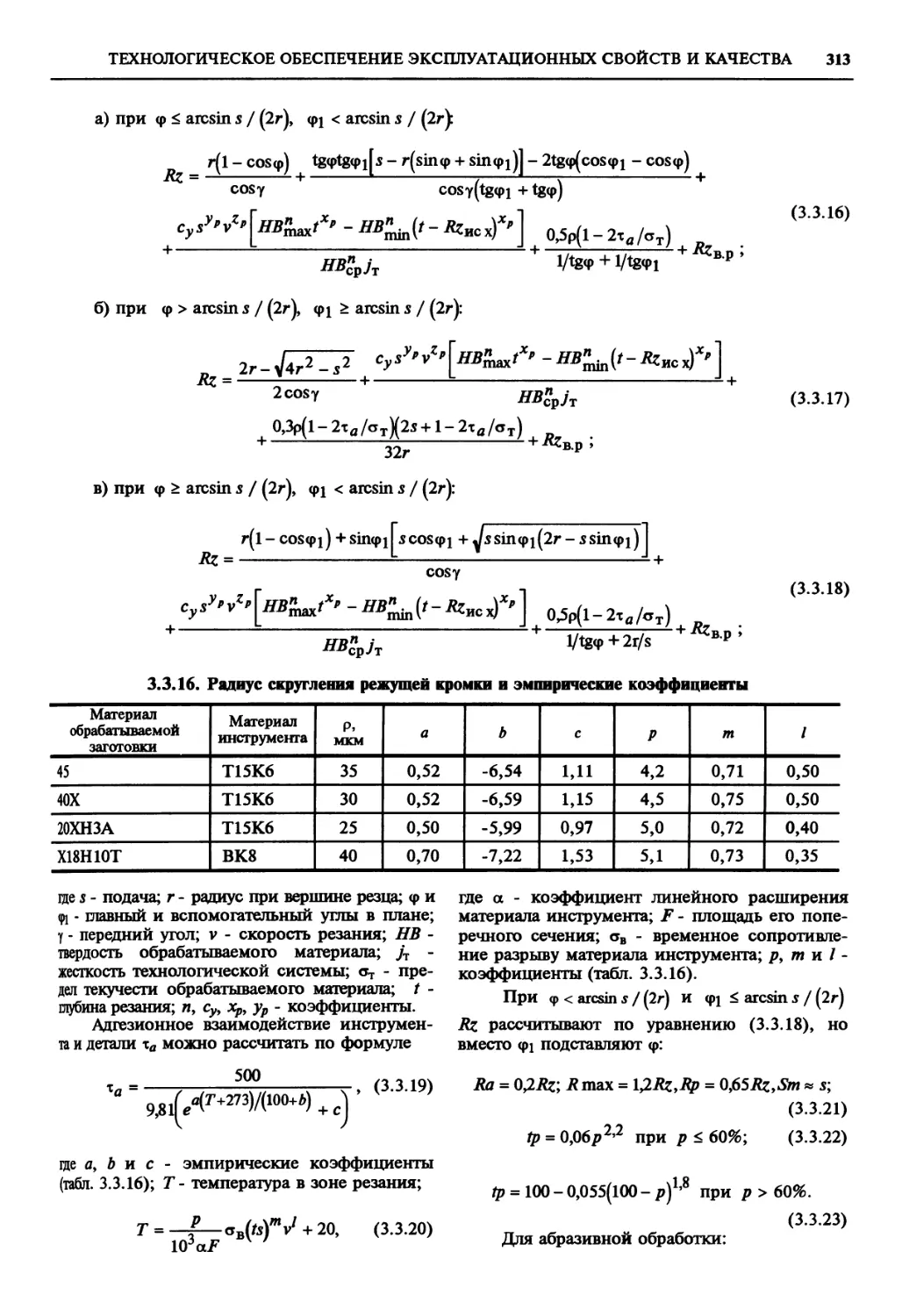
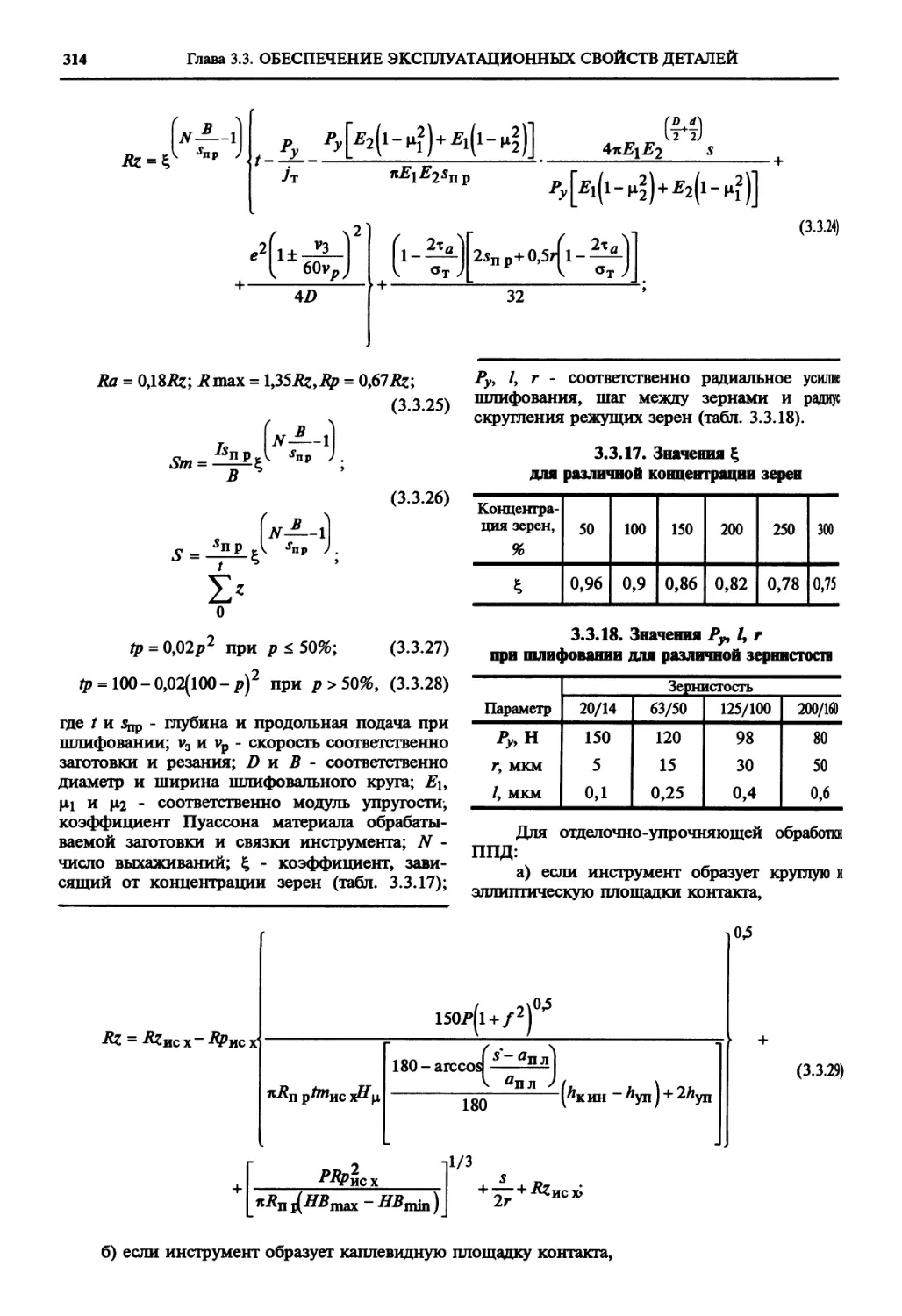
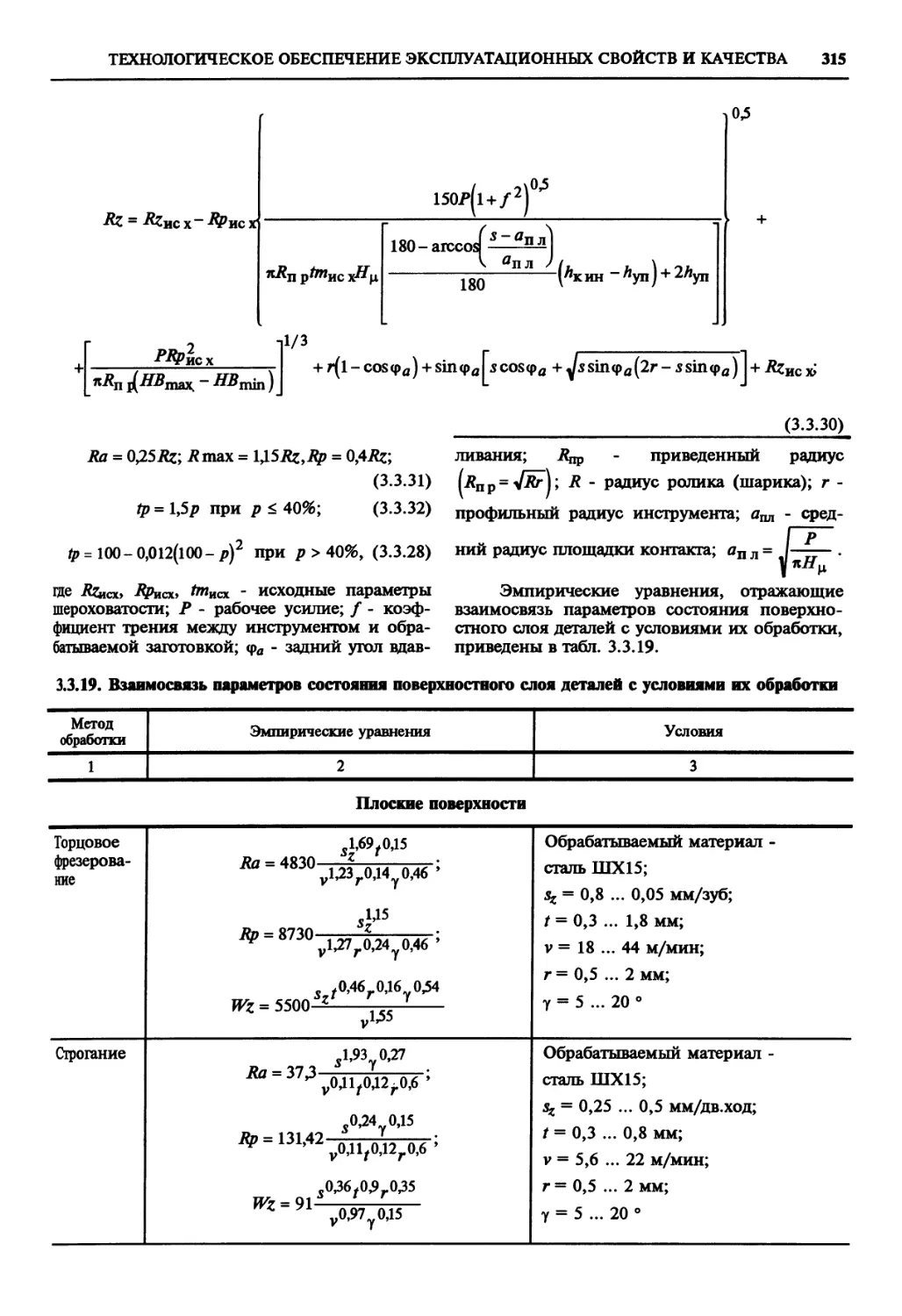
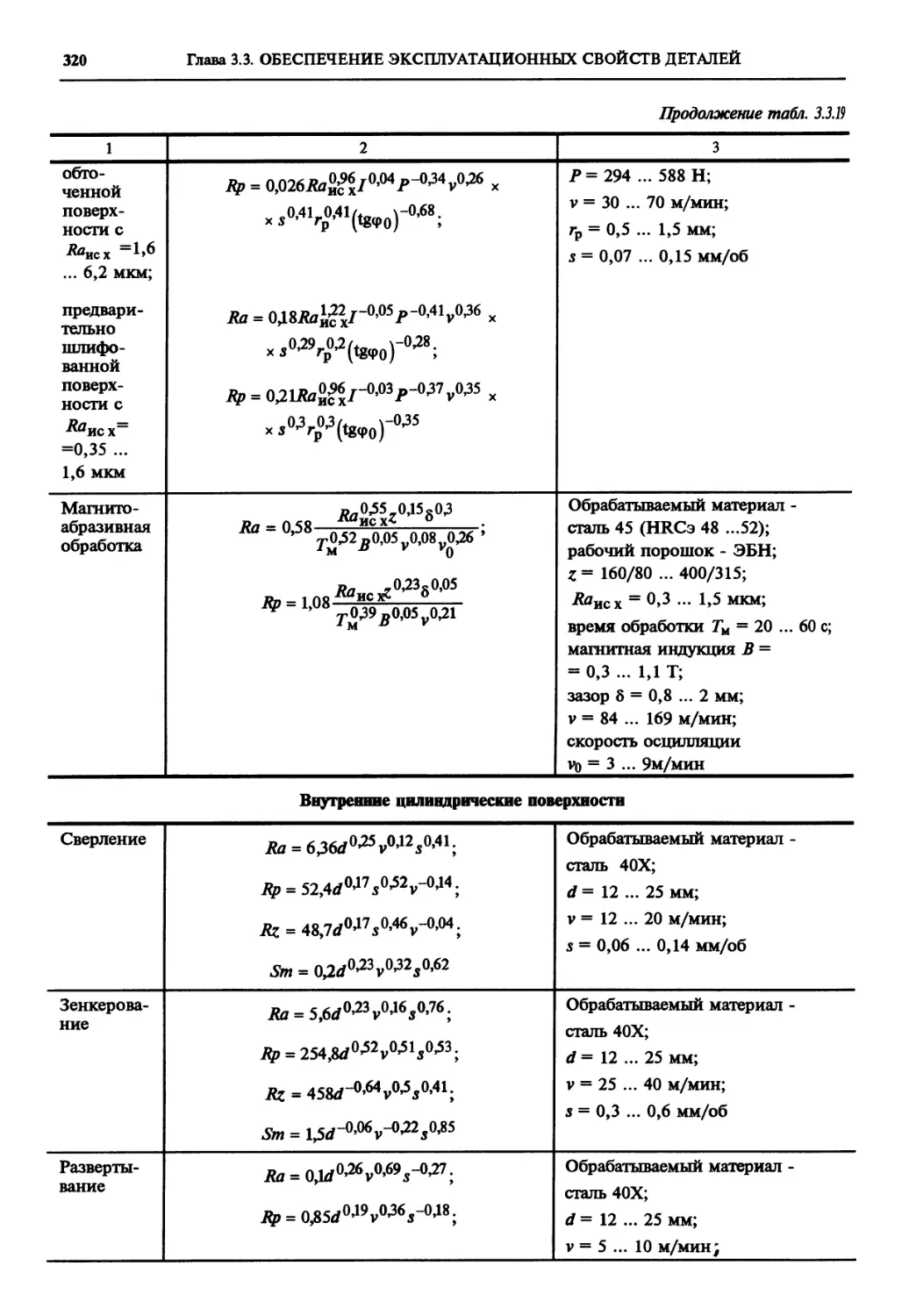
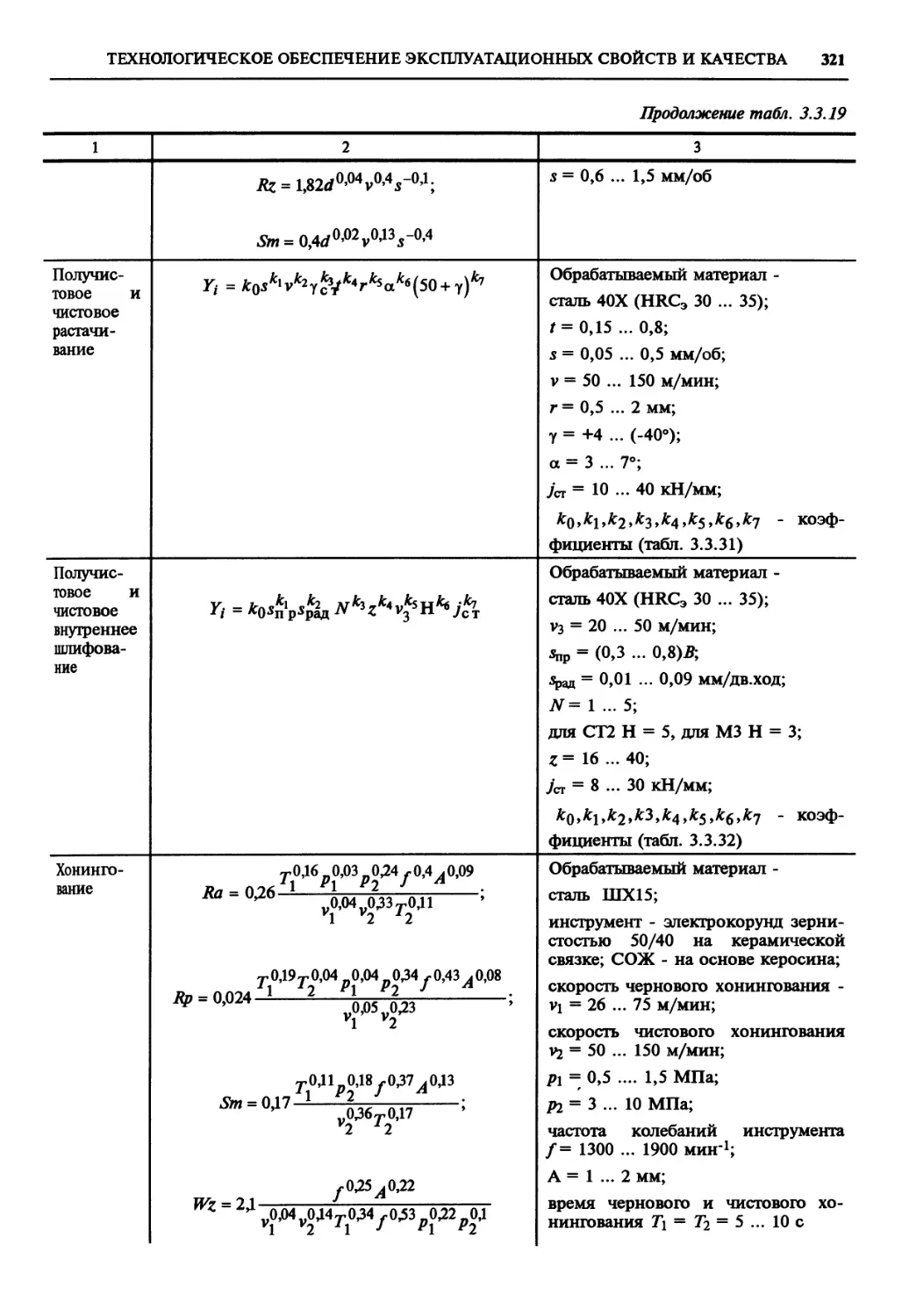
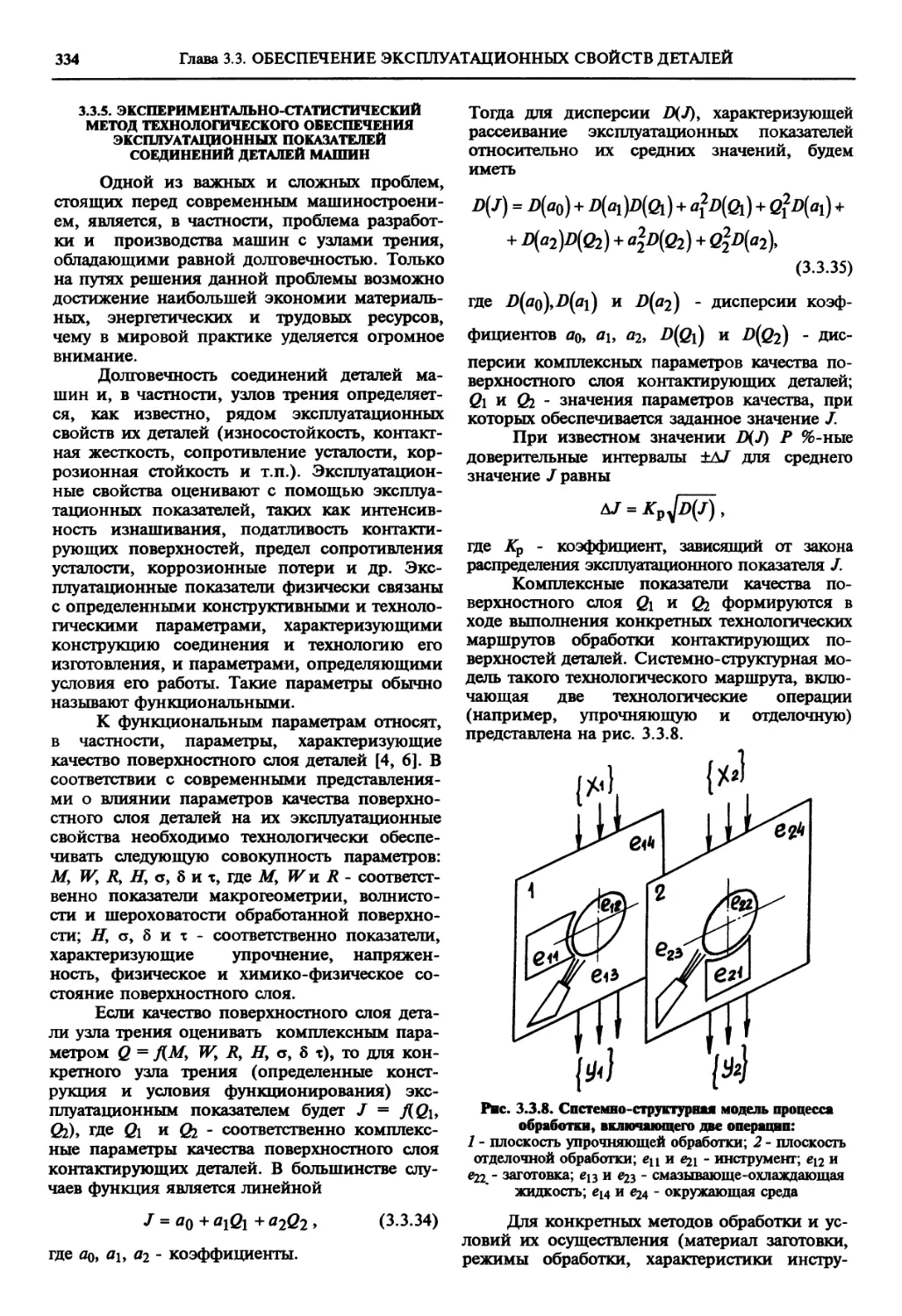
обеспечение эксплуатаци- онных свойств и качества поверхностного слоя дета- лей машин (А.Г Суслов) .... 303
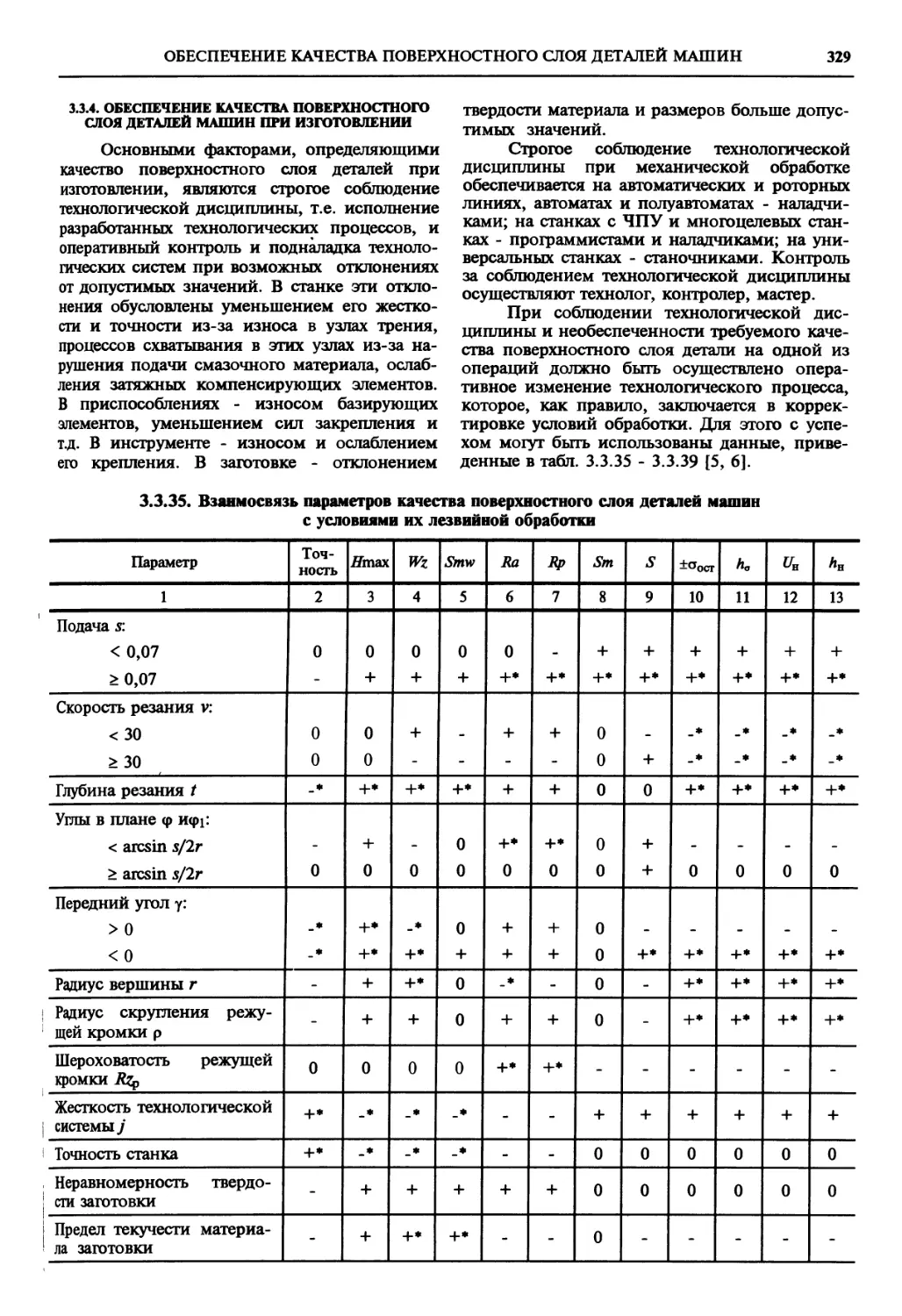
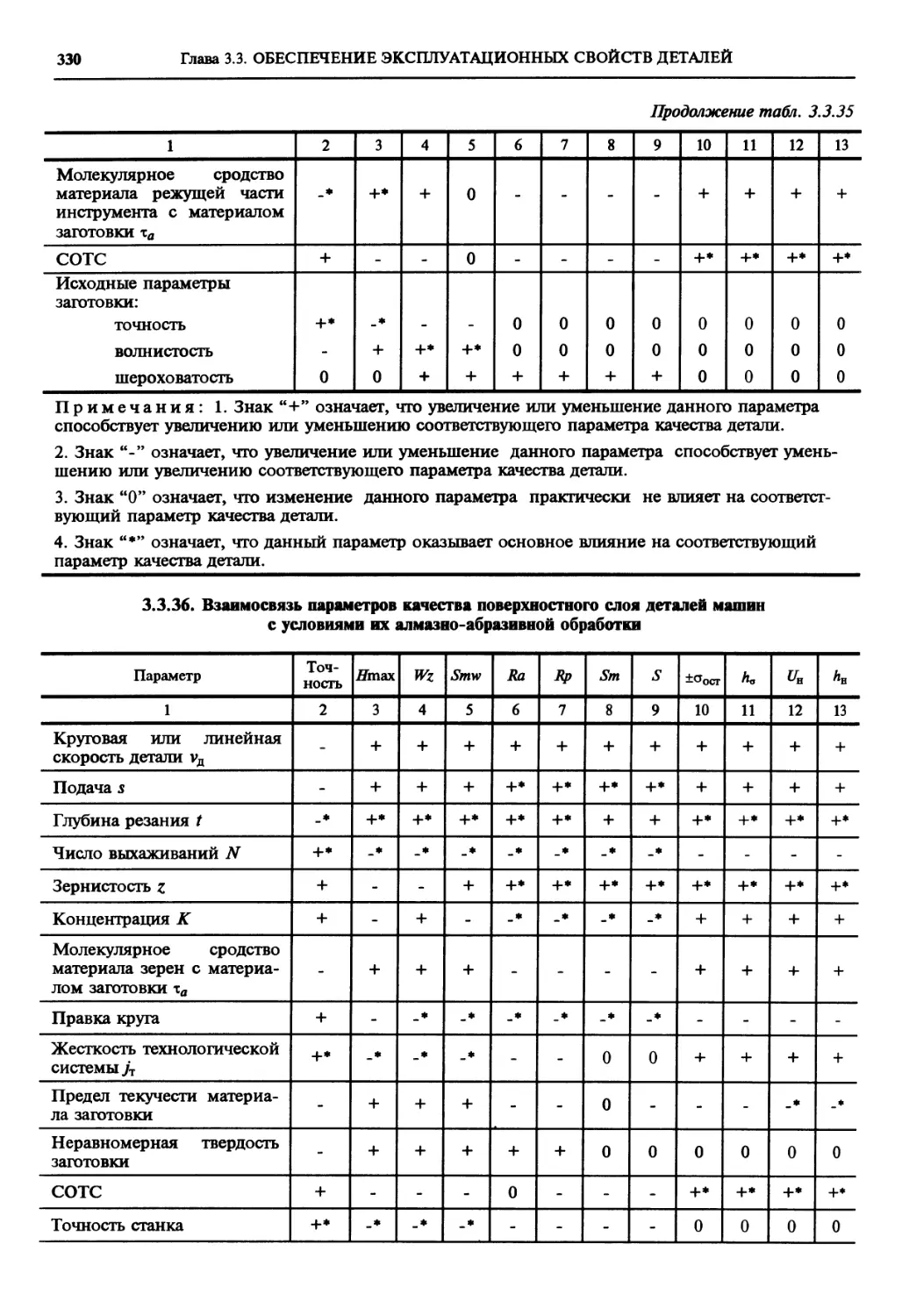
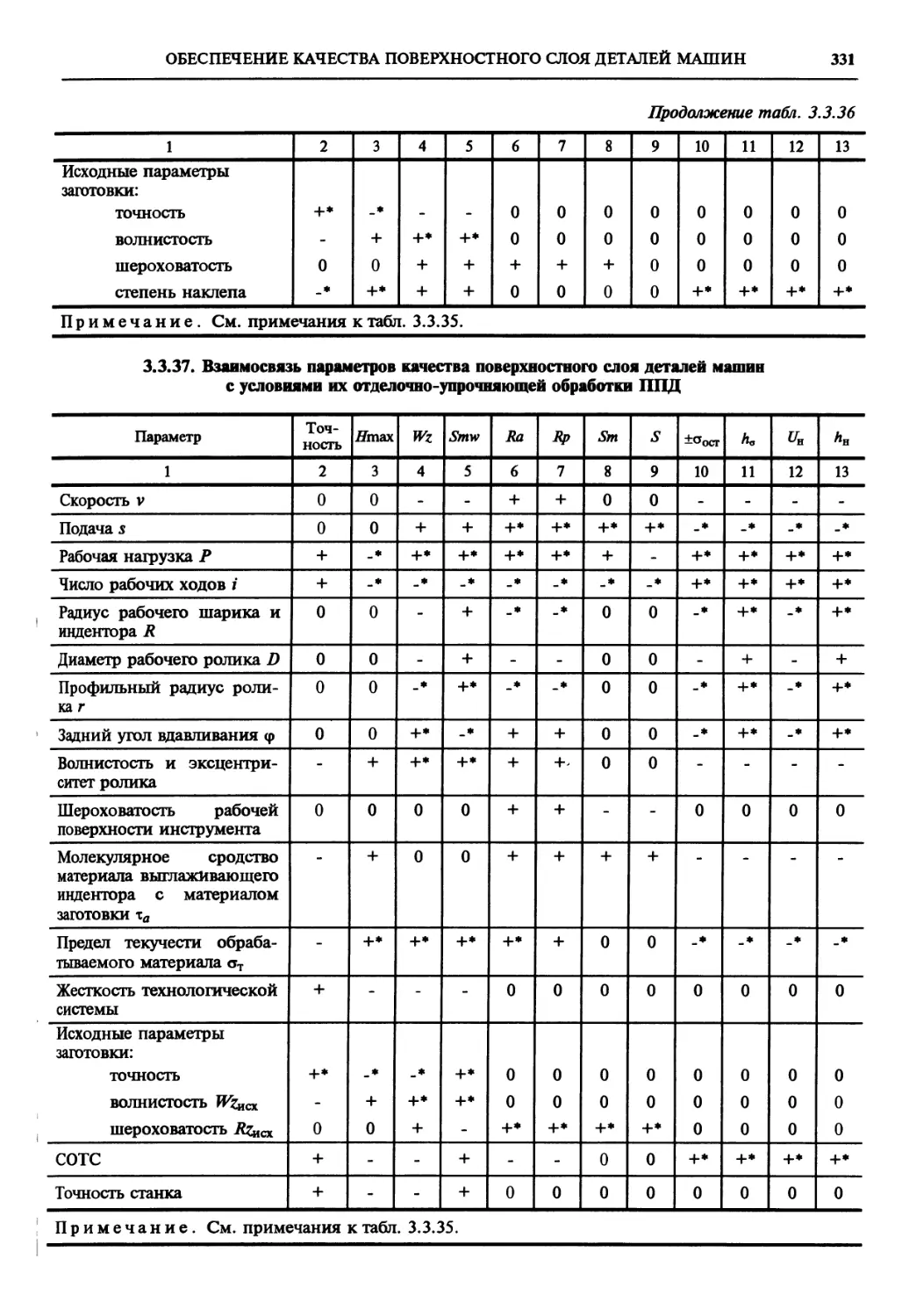
3.3.4. Обеспечение качест- ва поверхностного слоя деталей машин при изго- товлении (А.Г. Суслов) 329
3.3.5. Экспериментально- статистический метод тех- нологического обеспечения эксплуатационных показа- телей соединений деталей машин (О.А. Горленко) 334
СПИСОК ЛИТЕРАТУРЫ 337
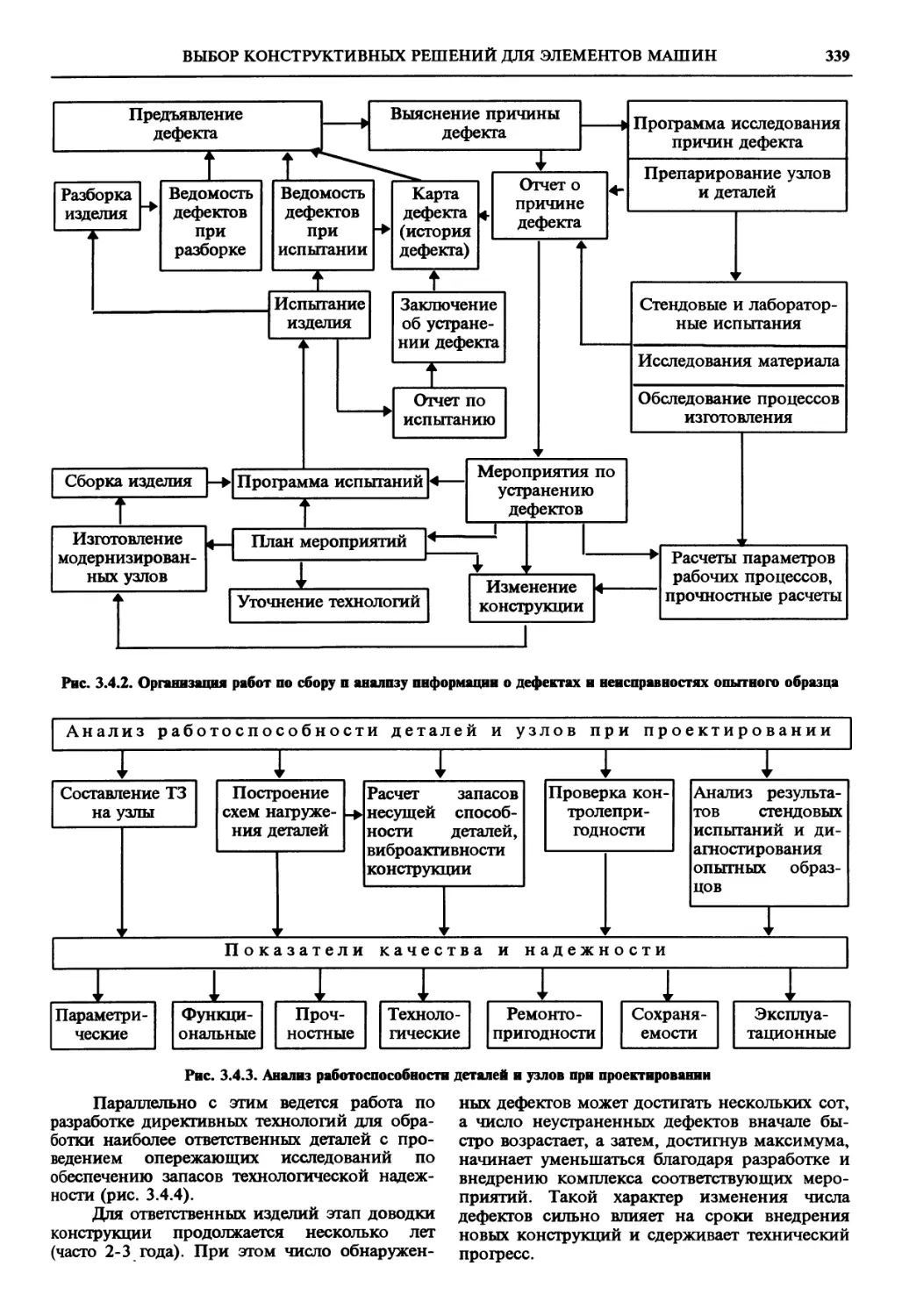
Глава 3.4. ОПТИМИЗАЦИЯ МА- ШИН И КОНСТРУКЦИЙ ПО ПОКАЗАТЕЛЯМ НА- ДЕЖНОСТИ И ДОЛГОВЕЧ- НОСТИ (Н.Д. Кузнецов) 337
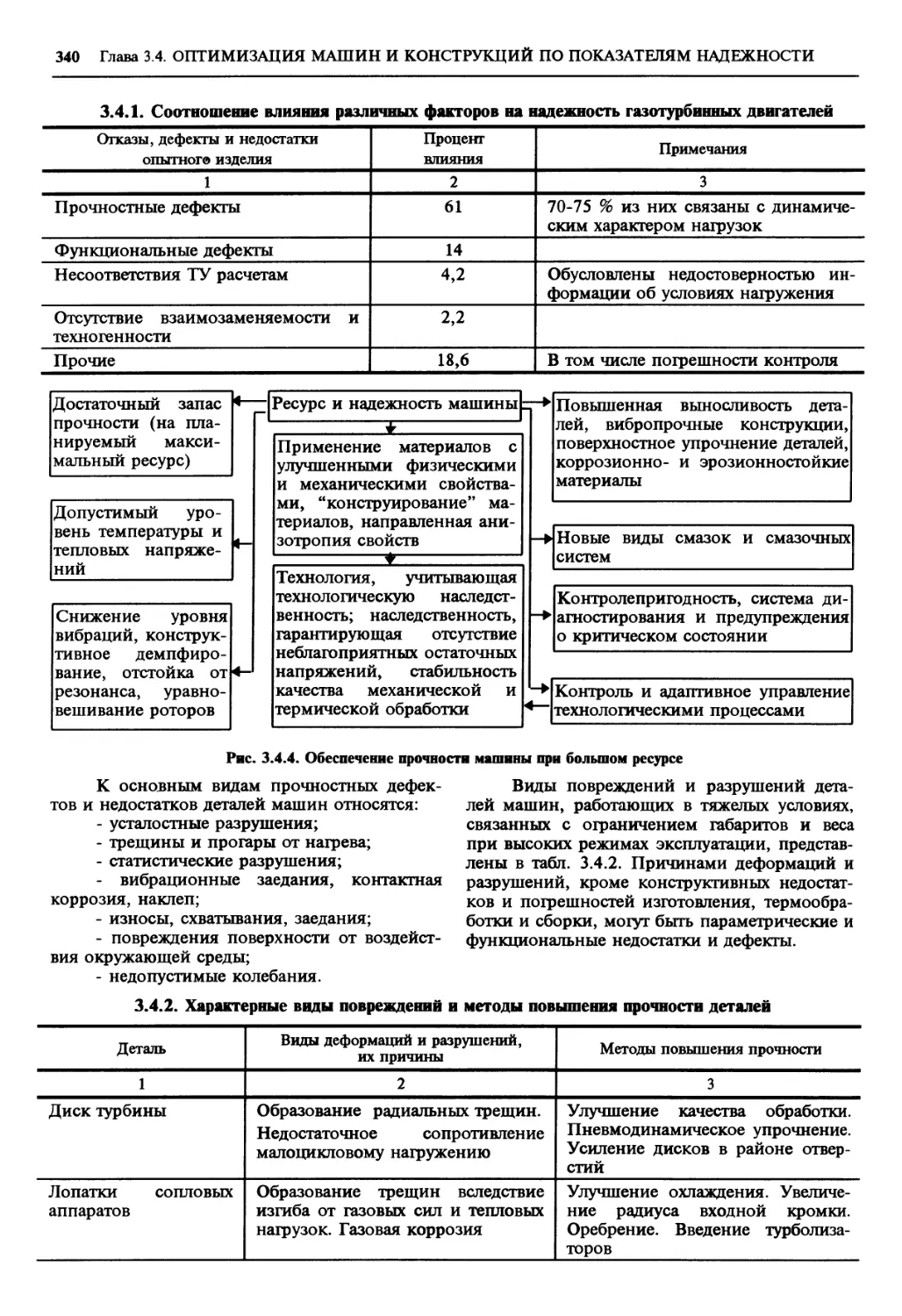
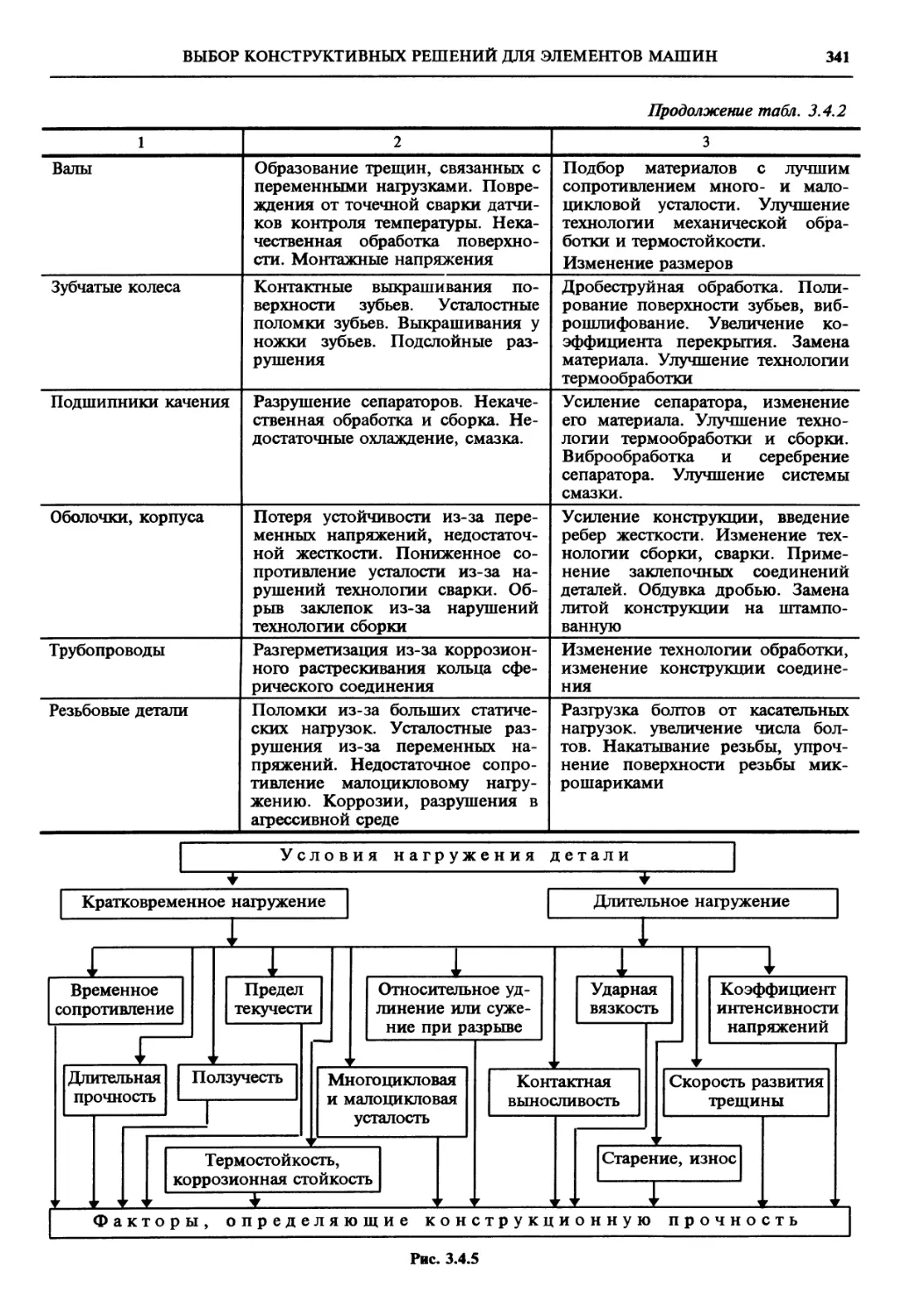
3.4.1. Выбор конструктив- ных решений для элемен- тов машин по характери- стикам напряженно-де- формированных состояний прочности 337
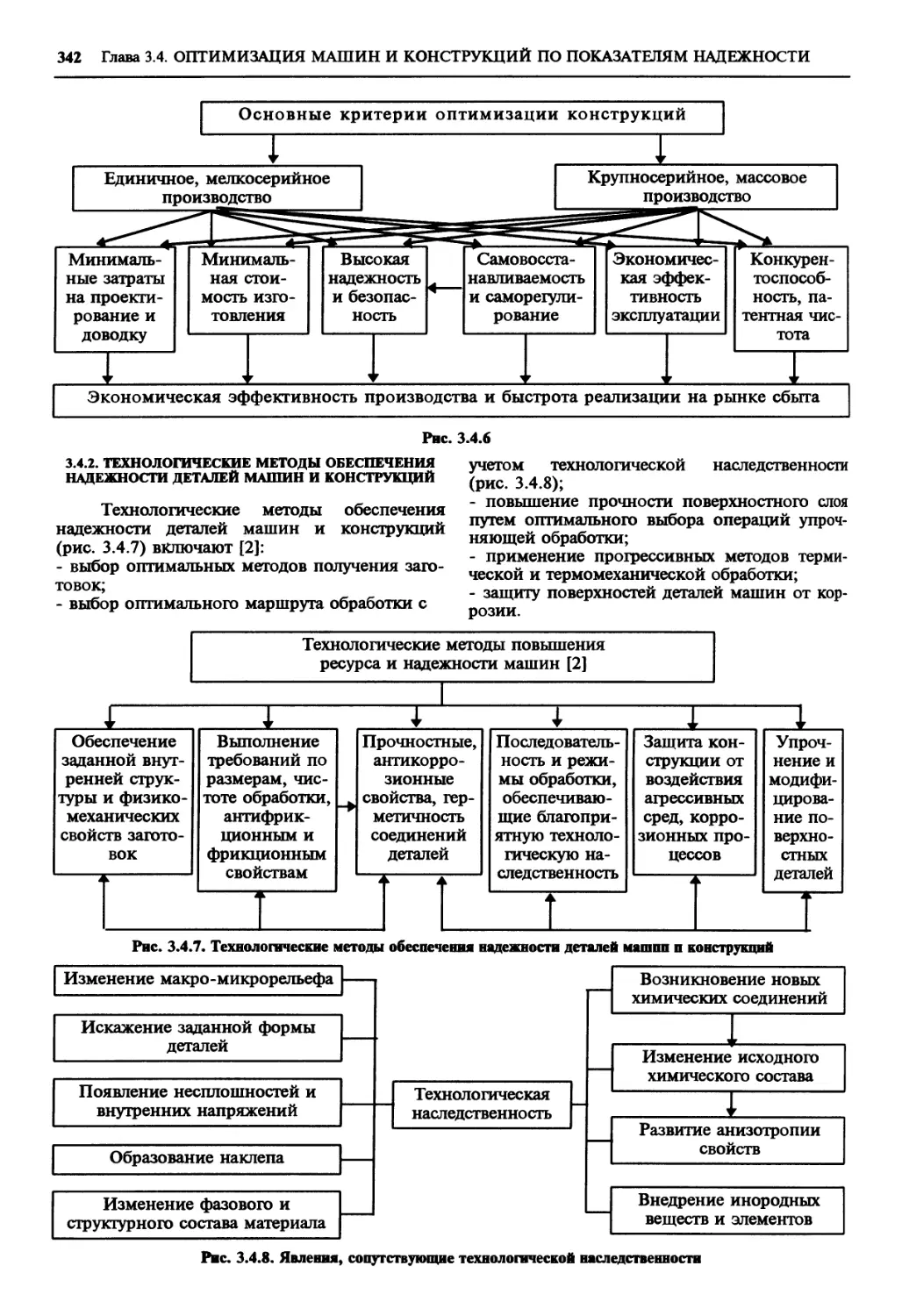
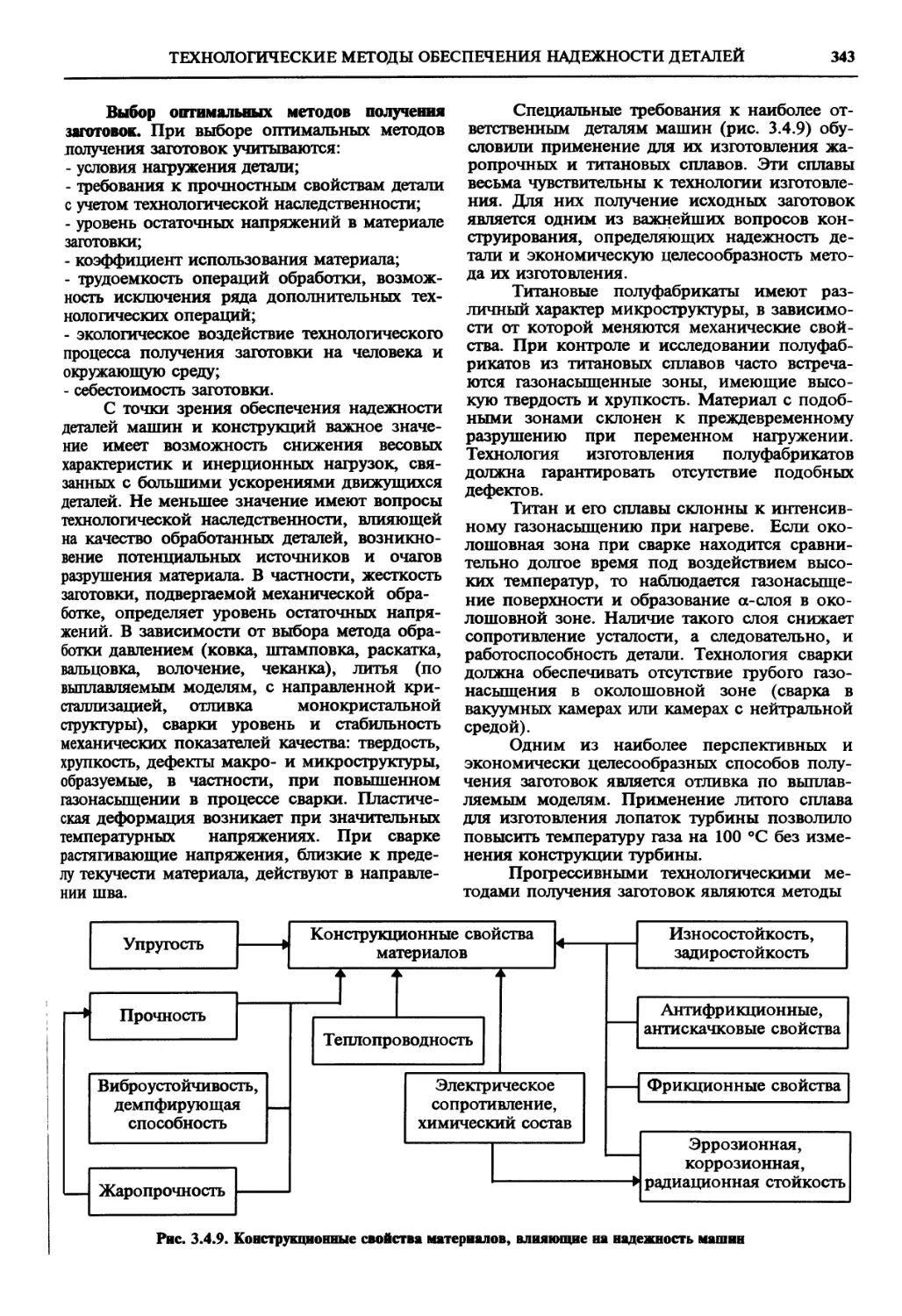
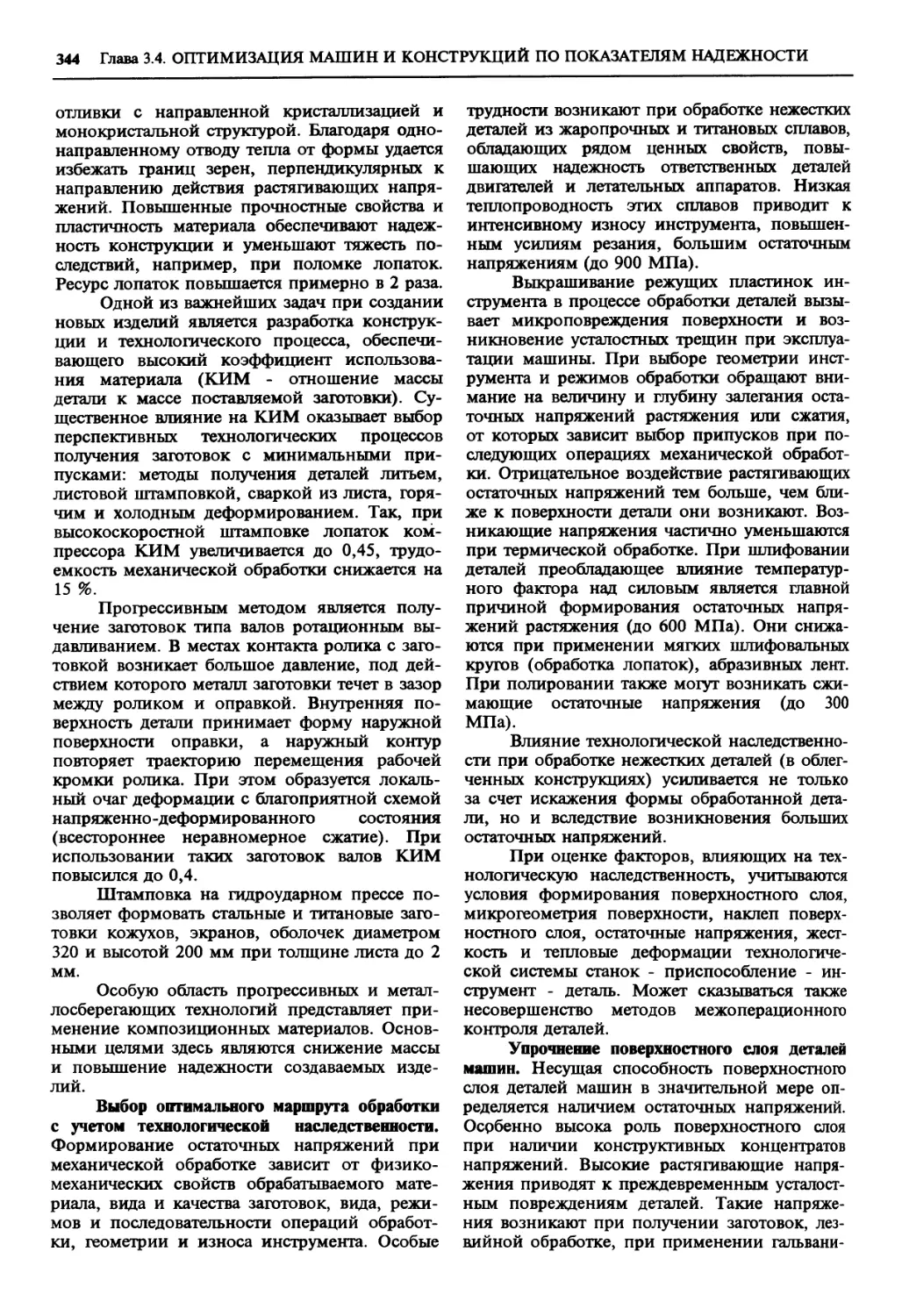
3.4.2. Технологические ме- тоды обеспечения надеж- ности деталей машин и конструкций (Ф.Р. Соснин) 342
СПИСОК ЛИТЕРАТУРЫ 352
Глава 3.5. СТЕНДОВЫЕ ИС- ПЫТАНИЯ НА НАДЕЖ- НОСТЬ (А. С. Проникав) .. 352
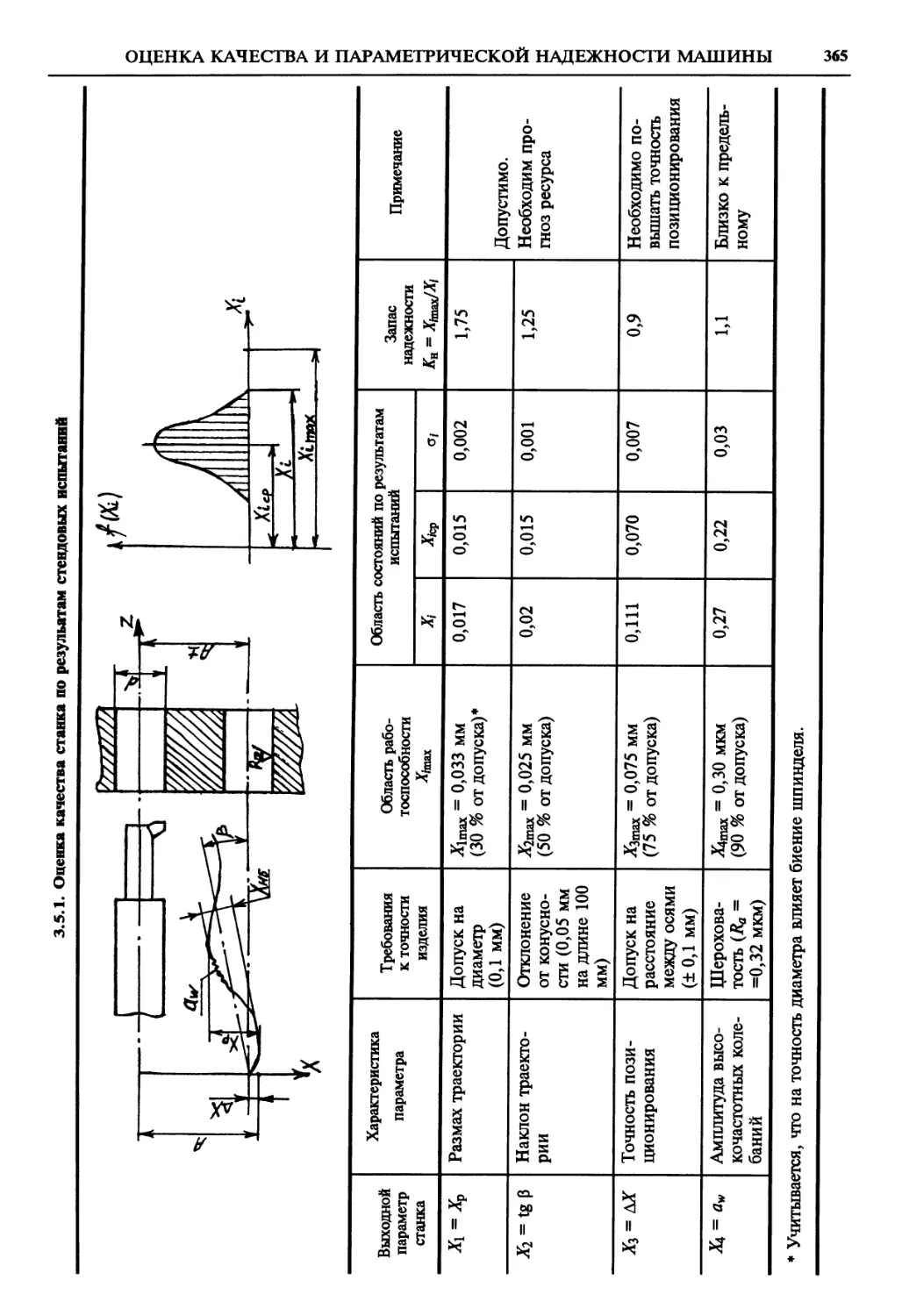
3.5.1. Общие положения по организации испытаний машин 352
3.5.2. Параметры, изме- ряемые при стендовых испытаниях 354
3.5.3. Виды испытаний машин на надежность 354
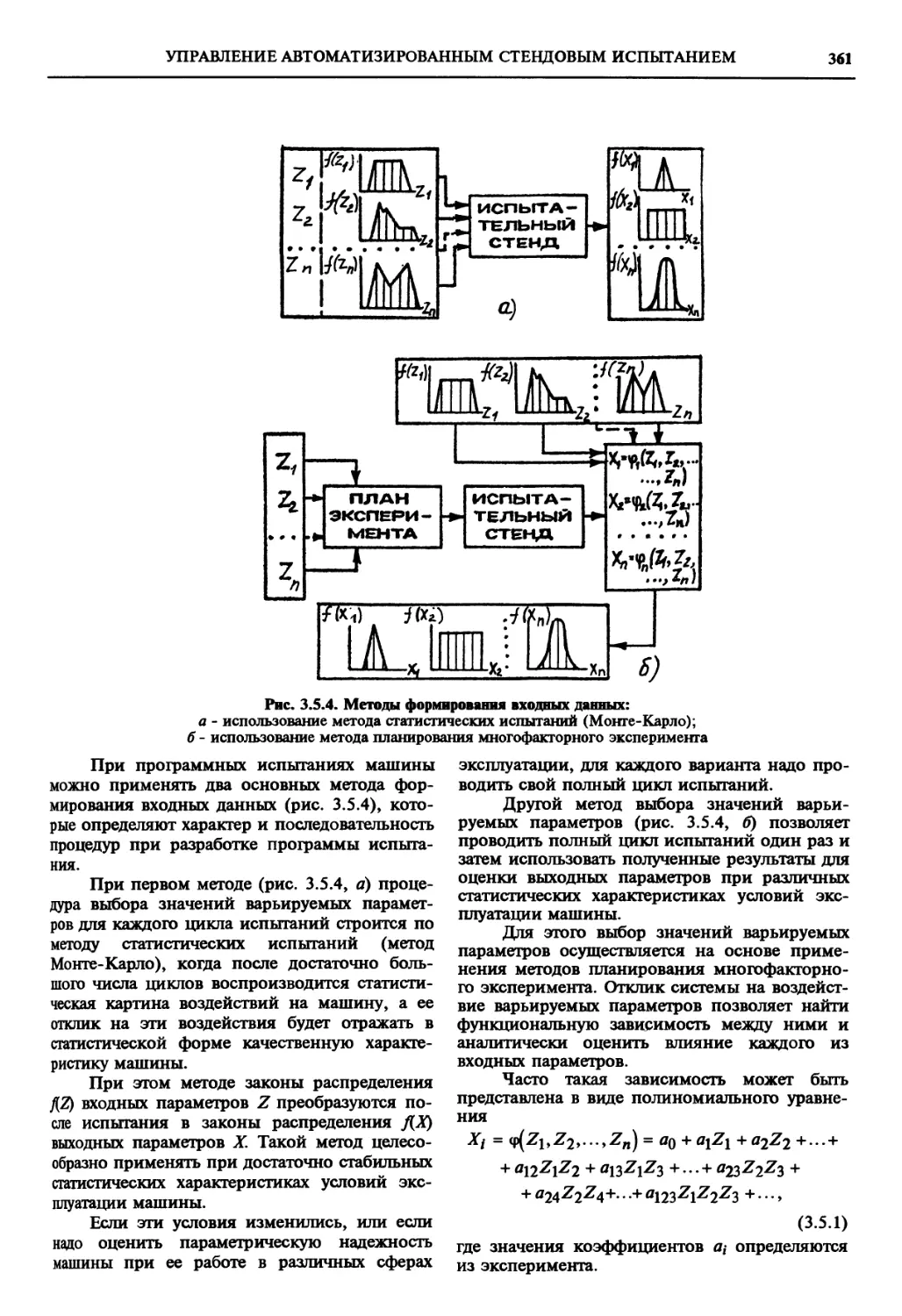
3.5.4. Программный метод испытания машин 355
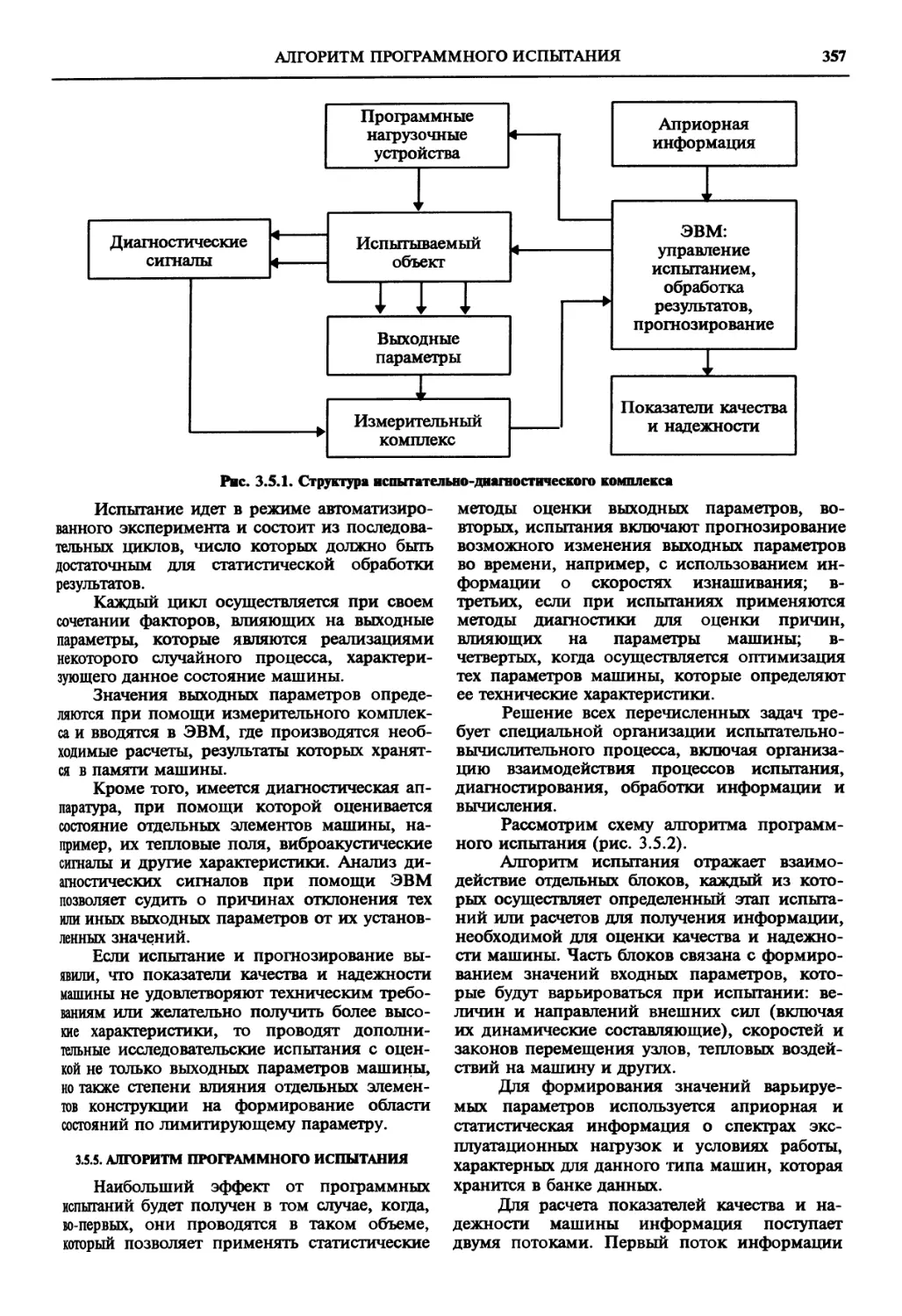
3.5.5. Алгоритм программ- ного испытания 357
3.5.6. Управление автома- тизированным стендовым испытанием 359
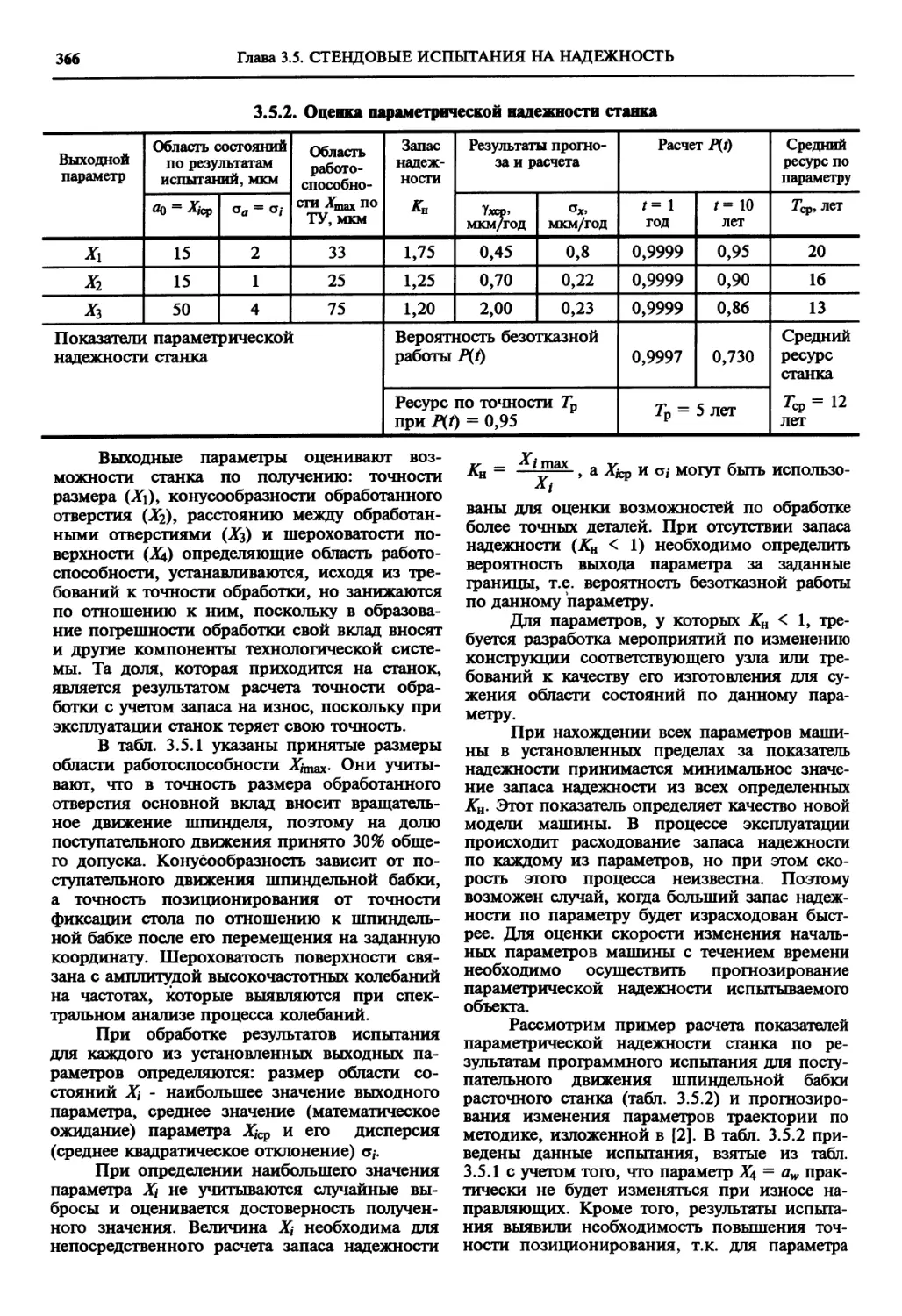
3.5.7. Прогнозирование параметрической надежно- сти машин 362
3.5.8. Оценка качества и параметрической надежно- сти машины по результа- там стендовых автоматизи- рованных испытаний и прогнозирования 364
8
ОГЛАВЛЕНИЕ
СПИСОК ЛИТЕРАТУРЫ...... 367
Раздел 4. НАДЕЖНОСТЬ ТЕХ-
НИЧЕСКИХ СИСТЕМ .... 368
Глава 4.1. ОПРЕДЕЛЕНИЕ ОС-
ТАТОЧНОГО РЕСУРСА
ОТВЕТСТВЕННЫХ МА-
ШИНОСТРОИТЕЛЬНЫХ
КОНСТРУКЦИЙ ПРИ
ДОЛГОВРЕМЕННОЙ
ЭКСПЛУАТАЦИИ
(ГФ, Городов, Ю,Г Корот-
ких, Ф,М. Митенков, С.Н.
Пинков).............. 368
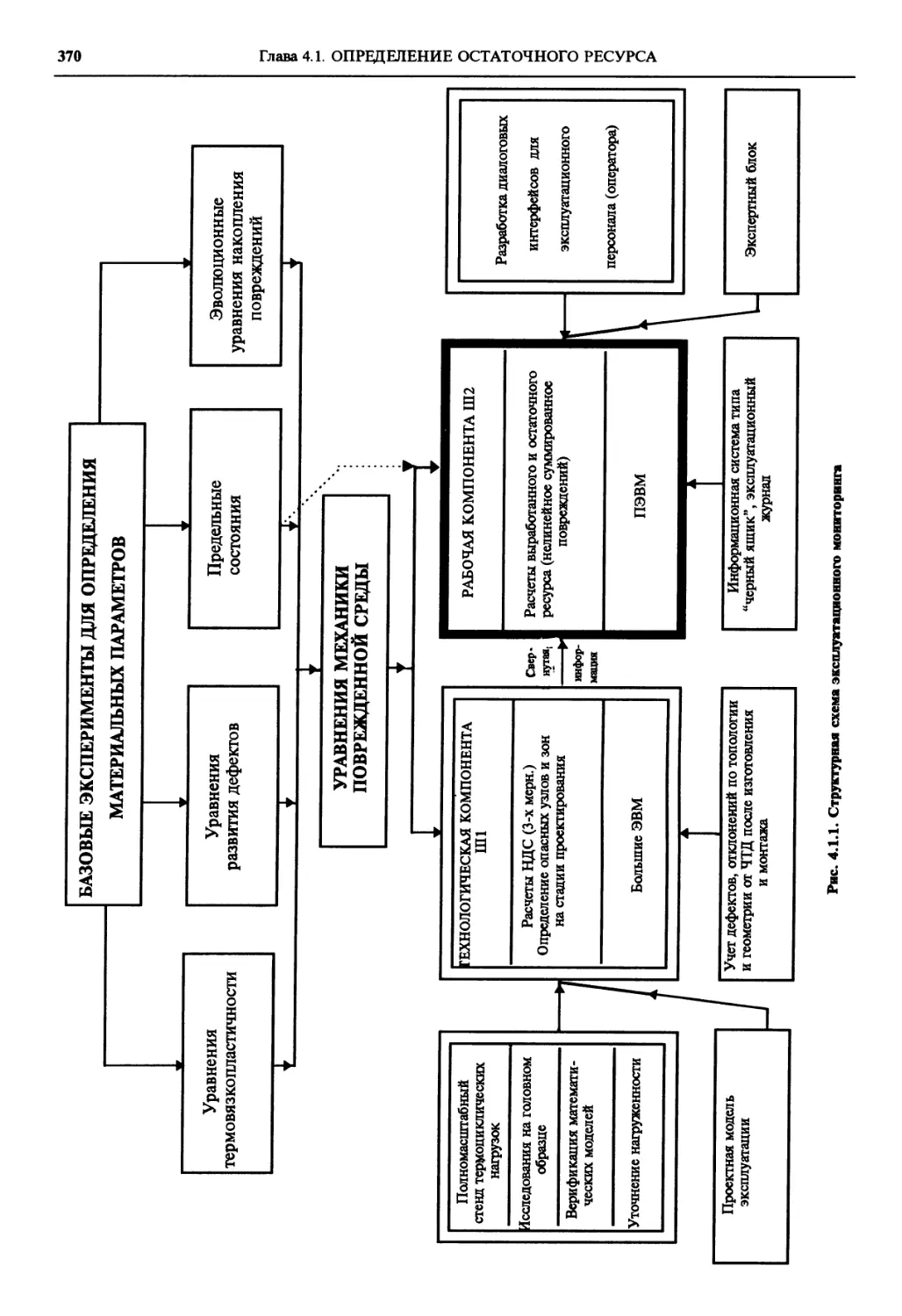
4.1.1. Постановка пробле-
мы 368
4.1.2. Уравнения механики
поврежденной среды... 371
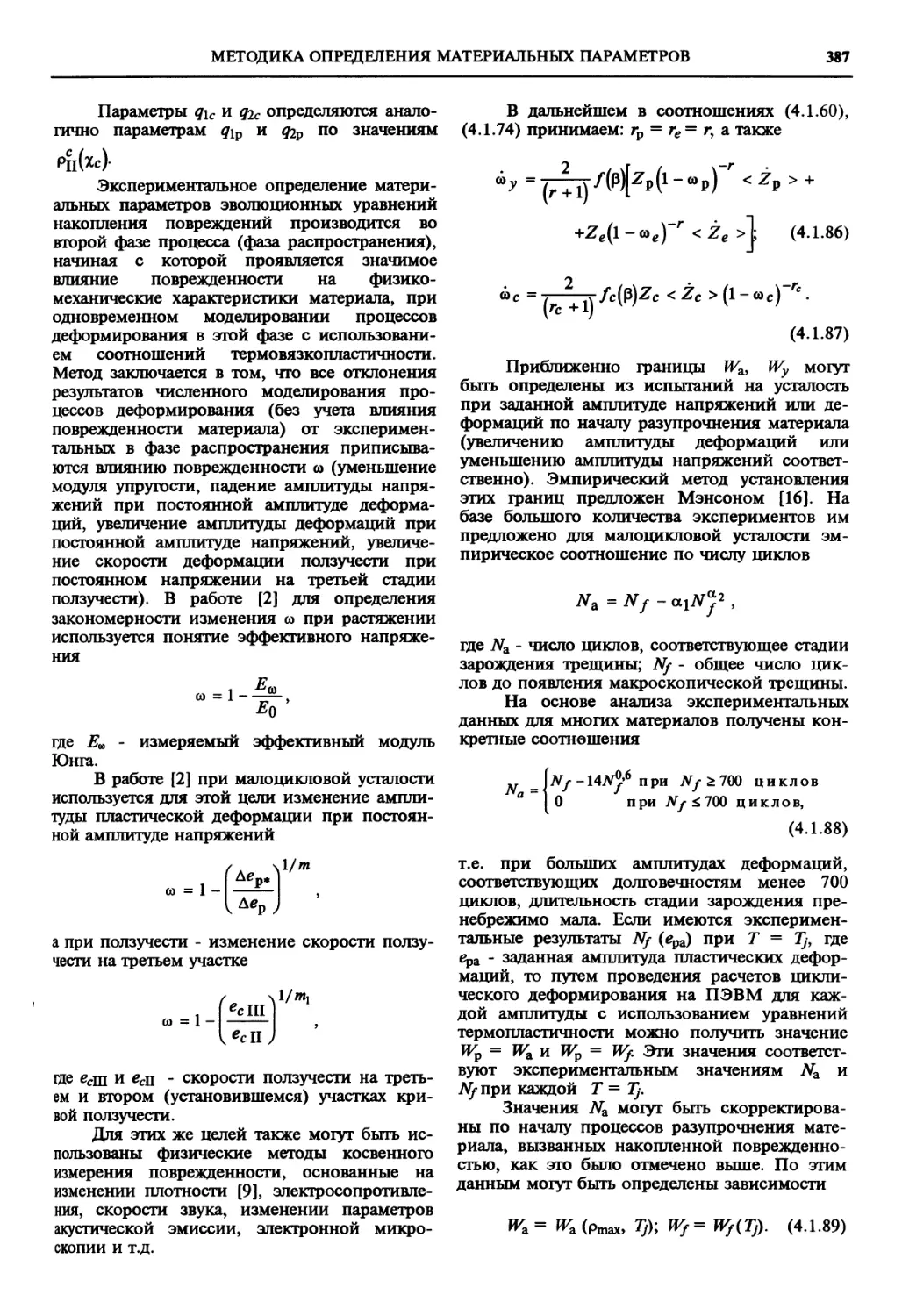
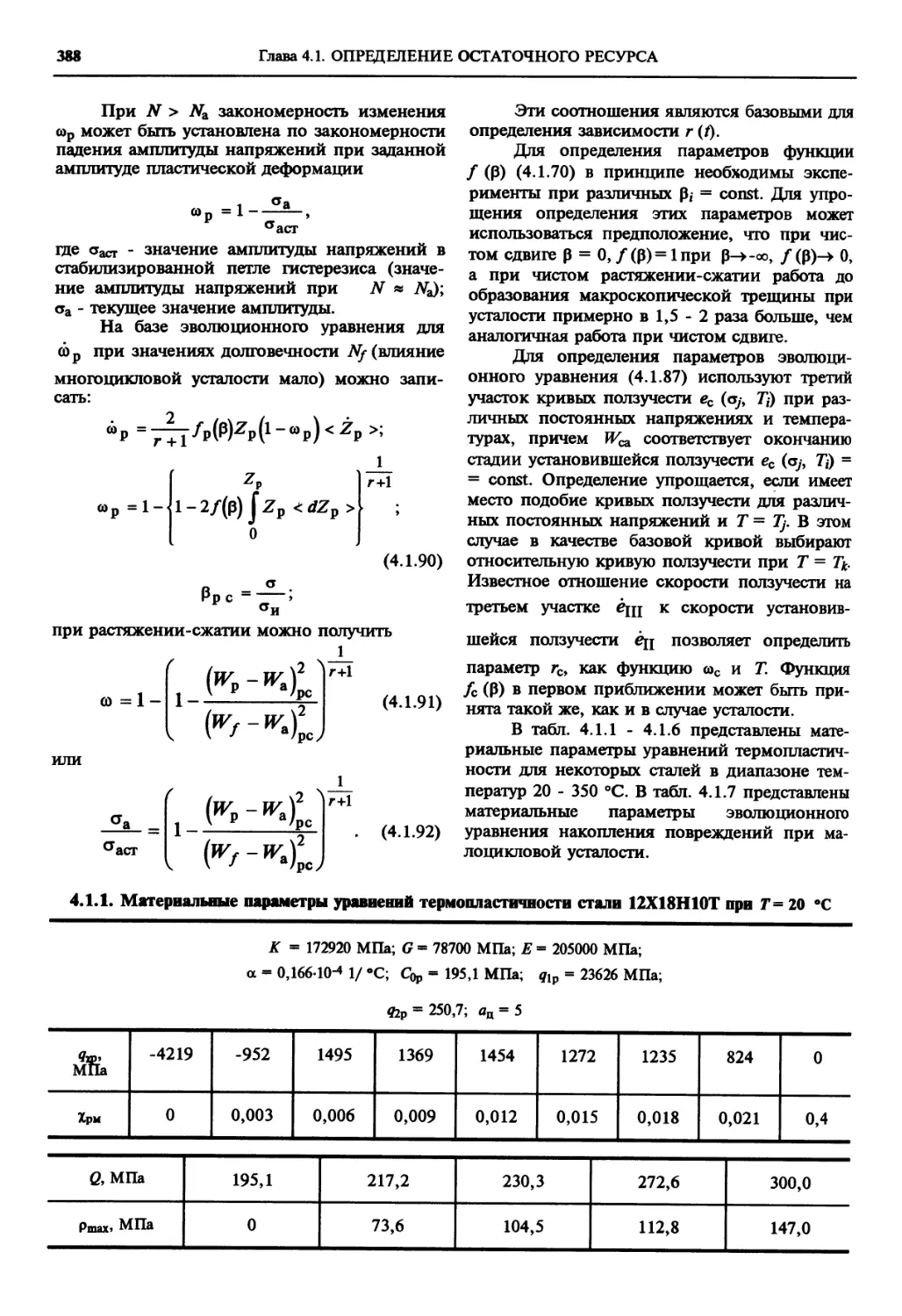
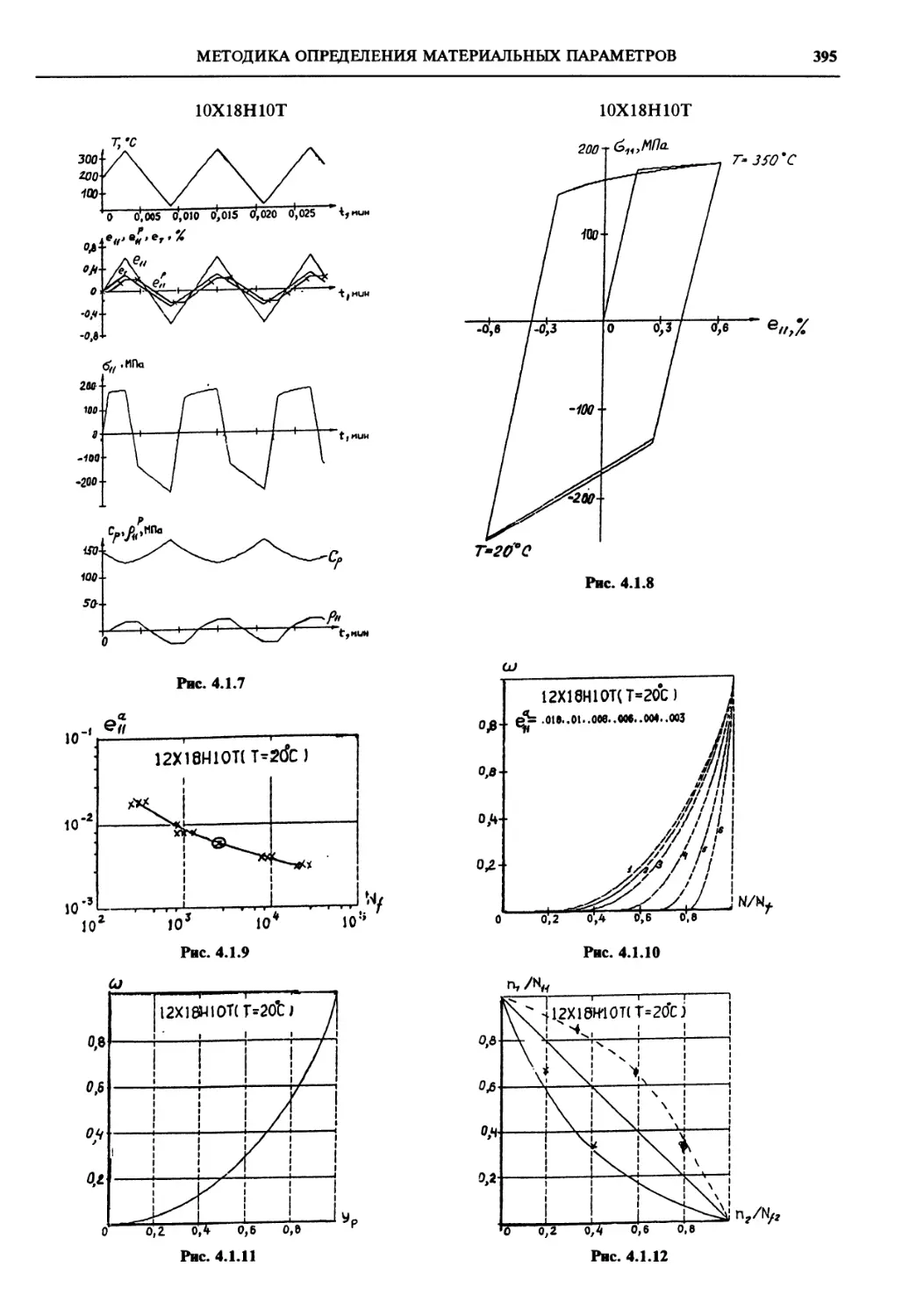
4.1.3. Методика определе-
ния материальных пара-
метров основных соотно-
шений ............... 384
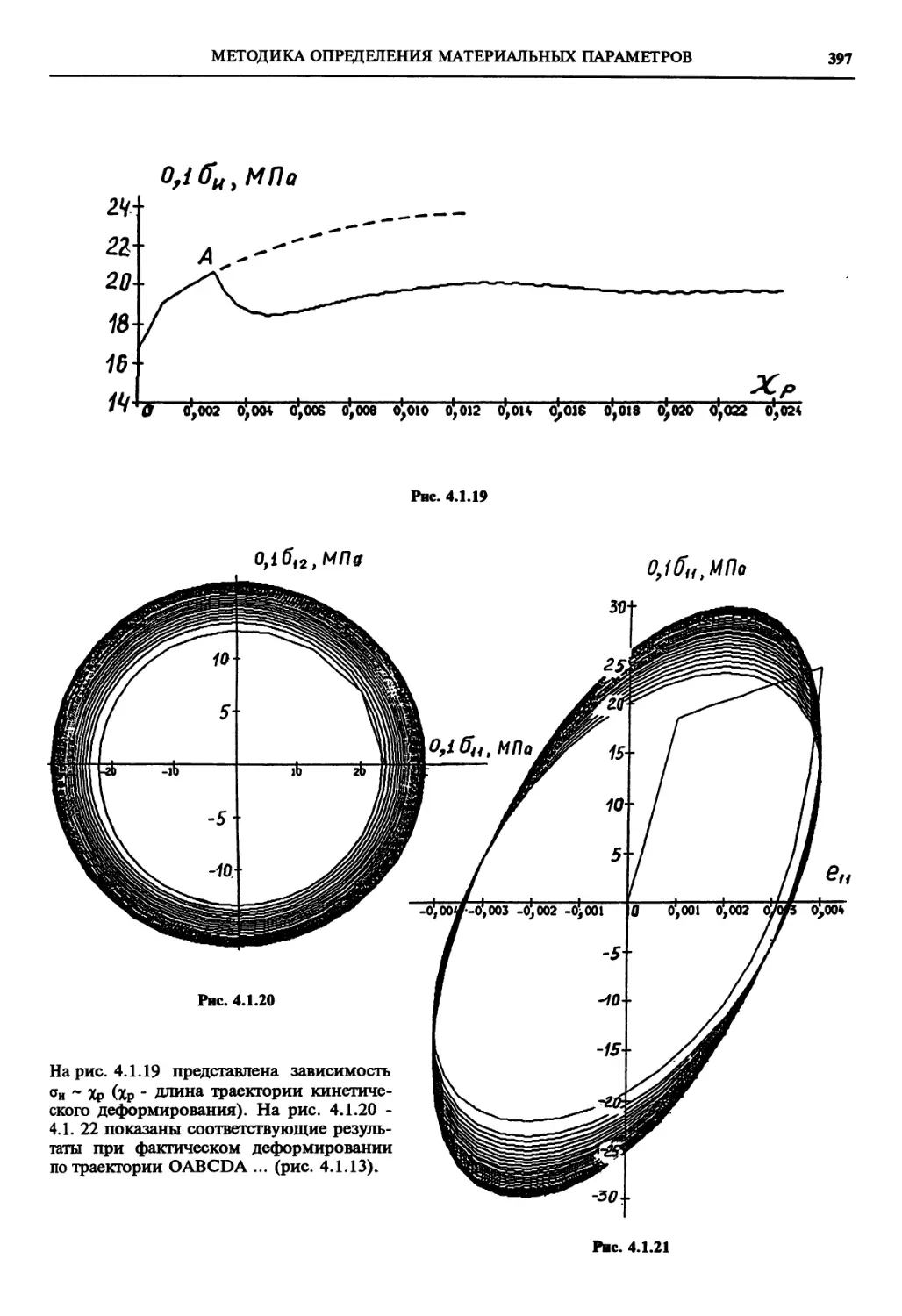
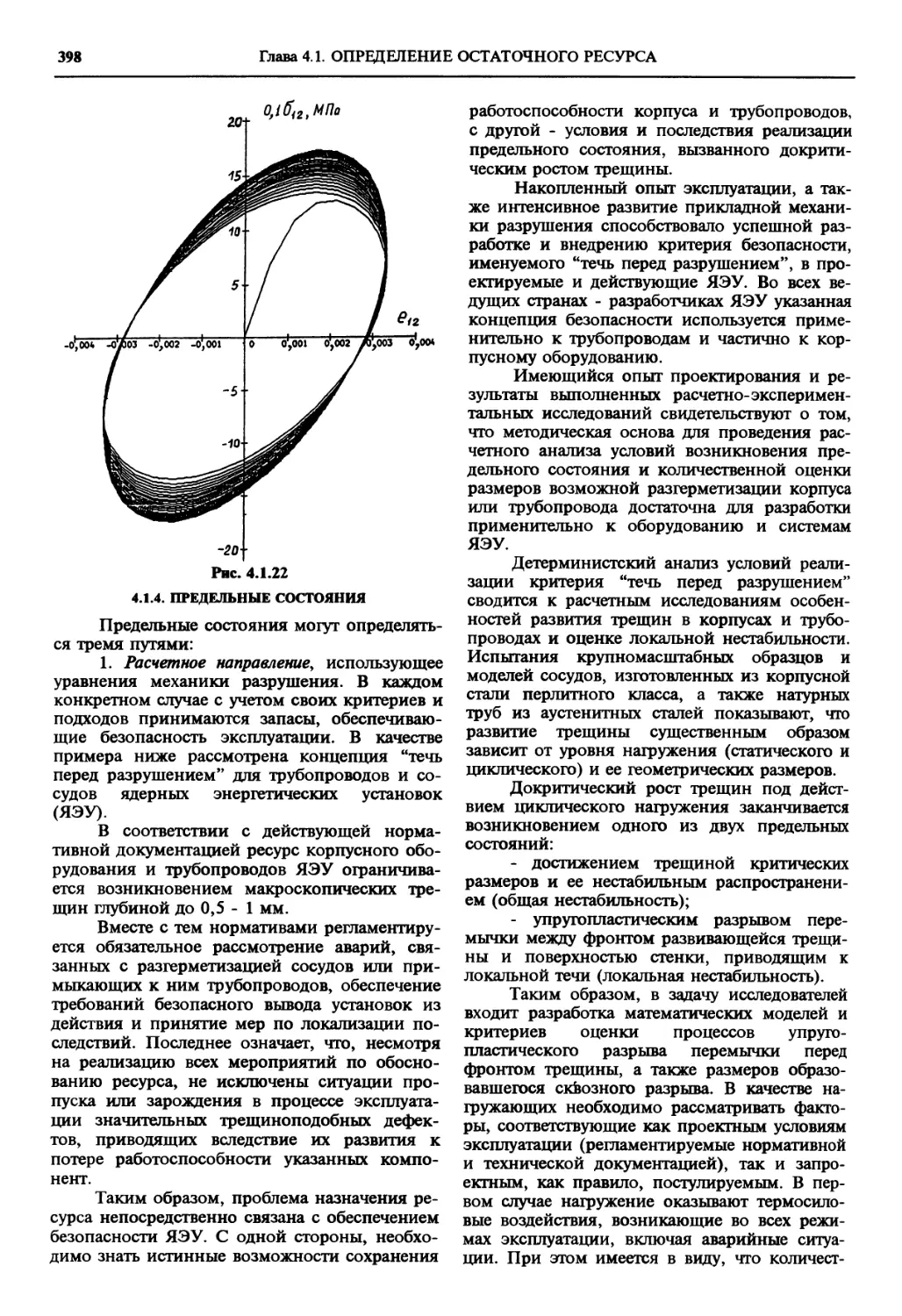
4.1.4. Предельные состоя-
ния 398
4.1.5. Верификация рас-
четных результатов... 399
4.1.6. Методы эксперимен-
тальных исследований, на-
правленные на оптимиза-
цию конструктивных, тех-
нологических и схемных
решений, на повышение
ресурсных параметров... 399
4.1.7. Методическое обес-
печение и аппаратные
средства акустических ме-
тодов................... 401
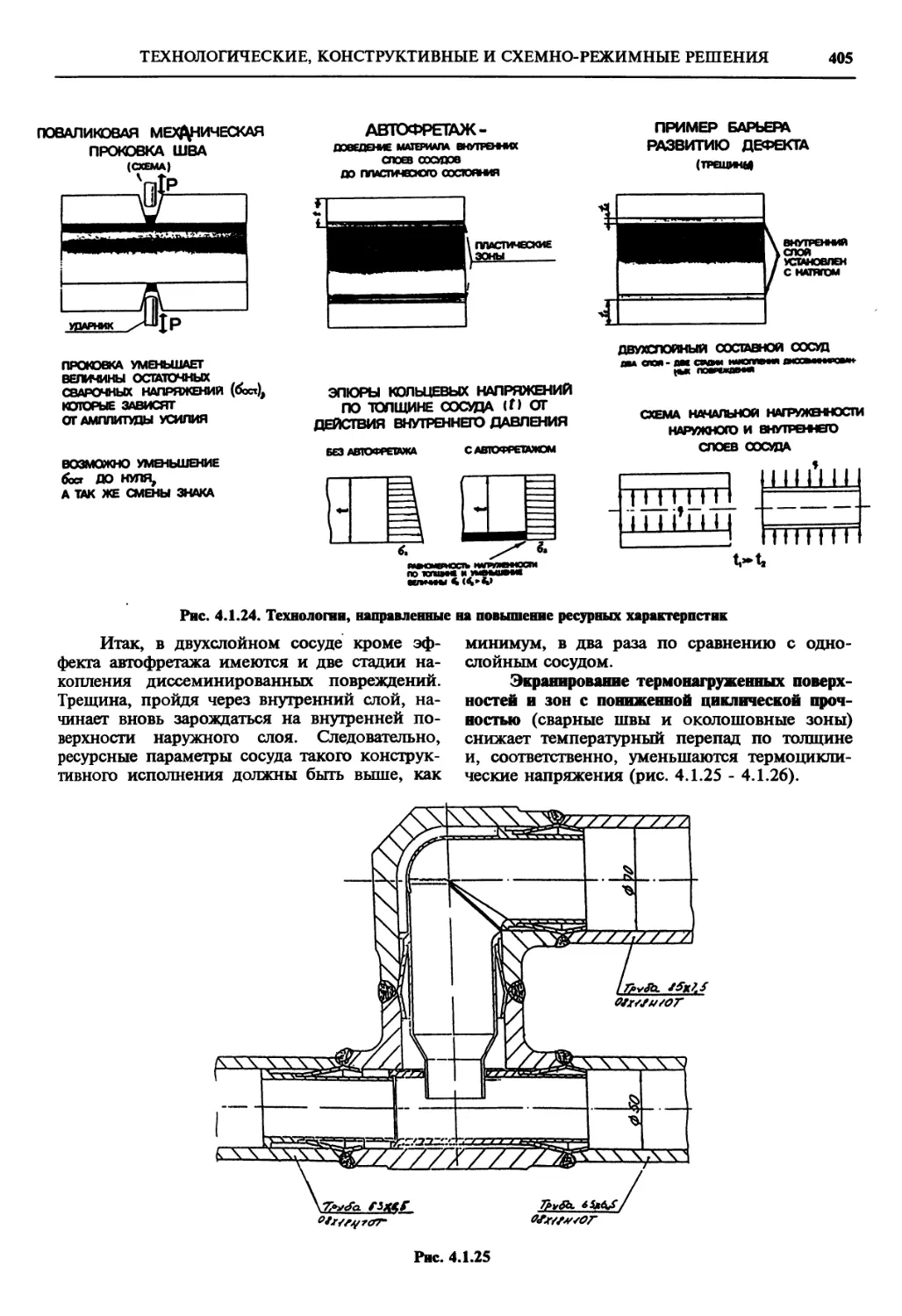
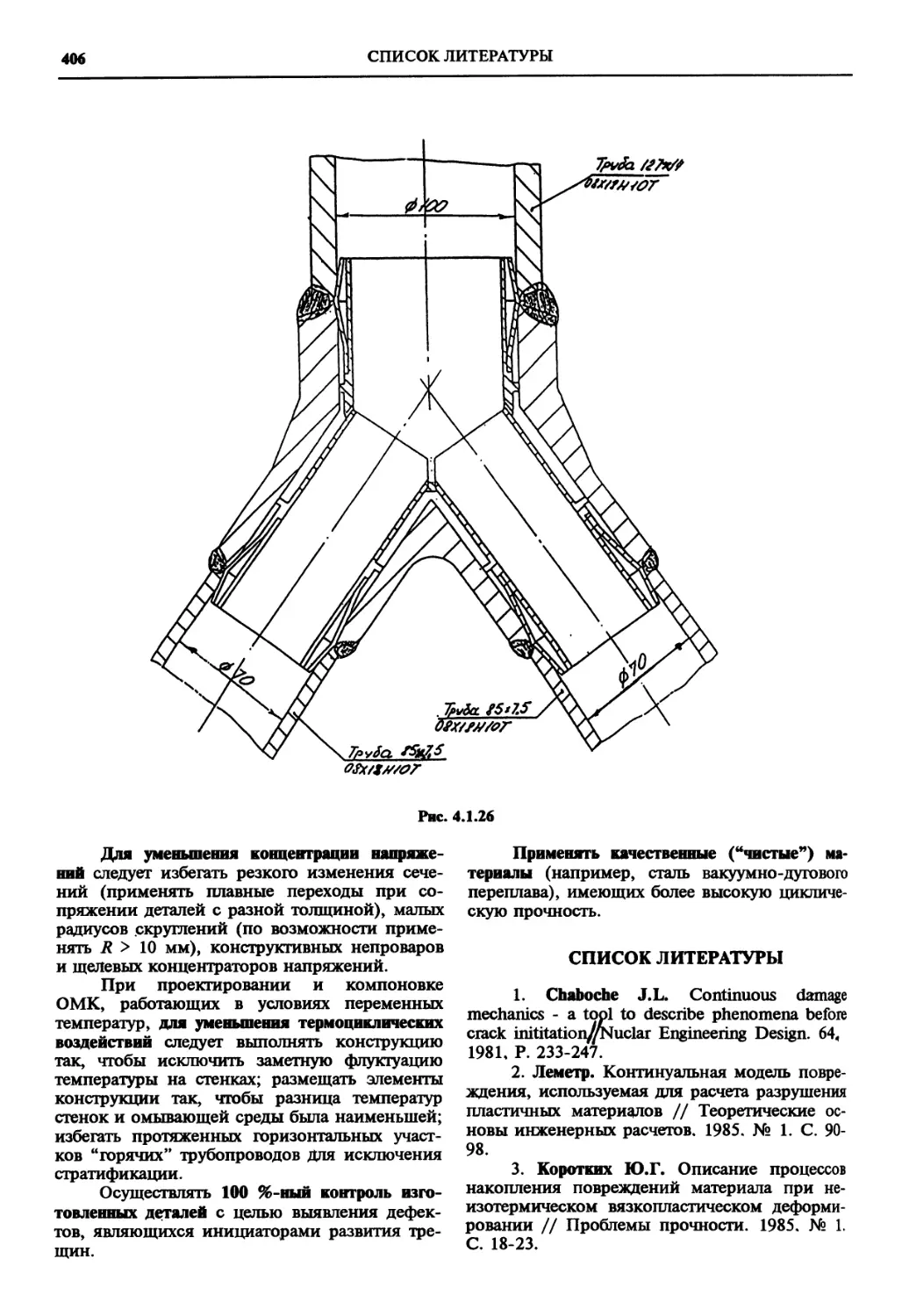
4.1.8. Технологические,
конструктивные и схемно-
режимные решения, по-
вышающие ресурсные па-
раметры ............. 404
СПИСОК ЛИТЕРАТУРЫ........... 406
Глава 4.2. ОСНОВЫ РЕСУРС-
НОГО ПРОЕКТИРОВА-
НИЯ МАШИН (Г.Я. Не-
стеренко) .................. 408
4.2.1. Принципы ресурсно-
го проектирования.... 409
4.2.2. Обеспечение устало-
стной прочности и долго-
вечности элементов конст-
рукции .............. 412
4.2.3. Обеспечение живуче-
сти 417
4.2.4. Сертификационные
испытания на живучесть
натурных конструкций са-
молетов ............. 437
СПИСОК ЛИТЕРАТУРЫ............ 439
Глава 4.3. ИСЧЕРПАНИЕ РЕ-
СУРСА В ПРОЦЕССЕ
ЭКСПЛУАТАЦИИ. ОС-
ТАТОЧНЫЙ РЕСУРС
ОБЪЕКТОВ ПОВЫШЕН-
НОЙ ОТВЕТСТВЕННО-
СТИ (В.Л. Райхер)........... 440
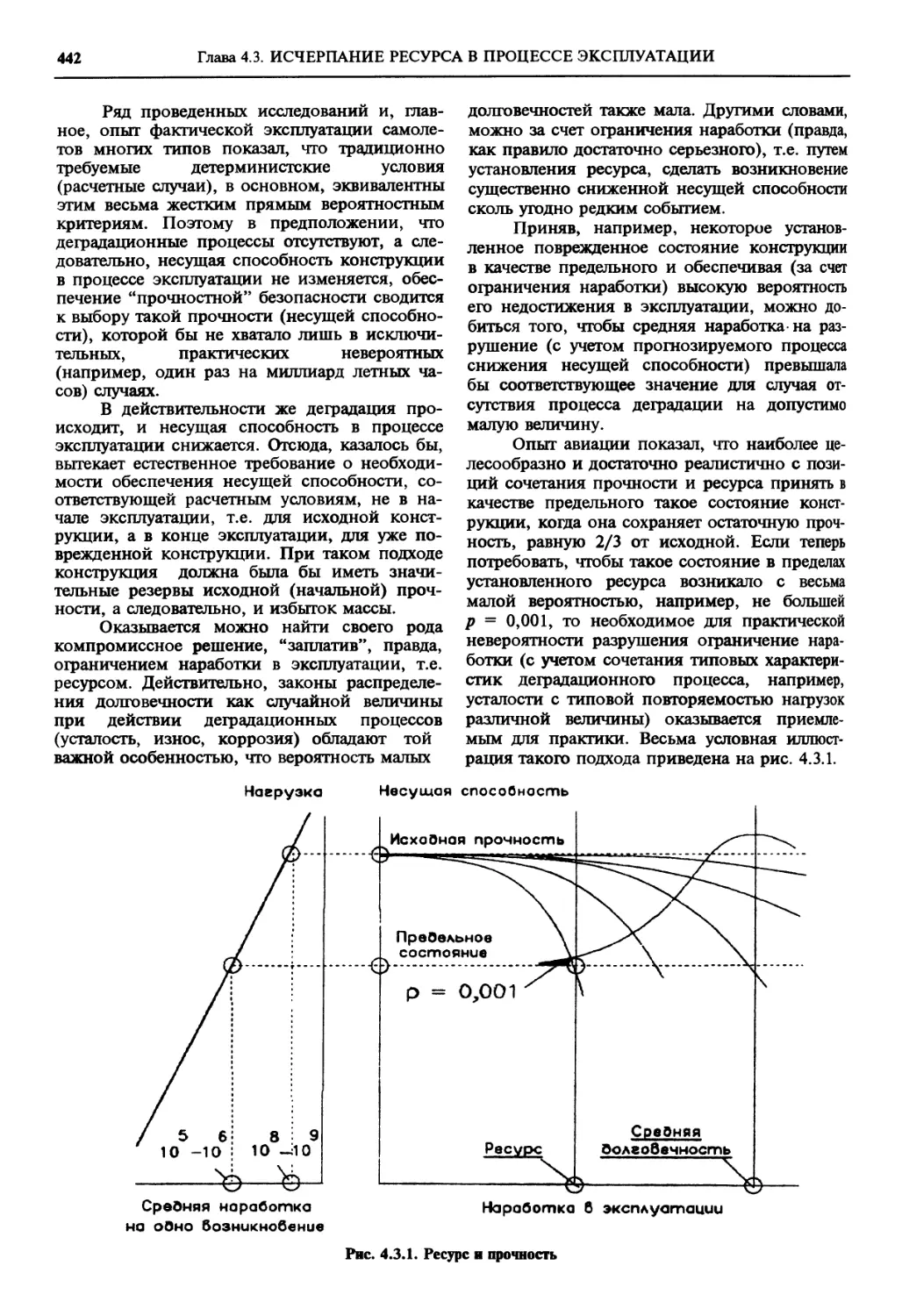
4.3.1. Ресурс и прочность 440
4.3.2. Ресурс и долговеч-
ность ...................... 443
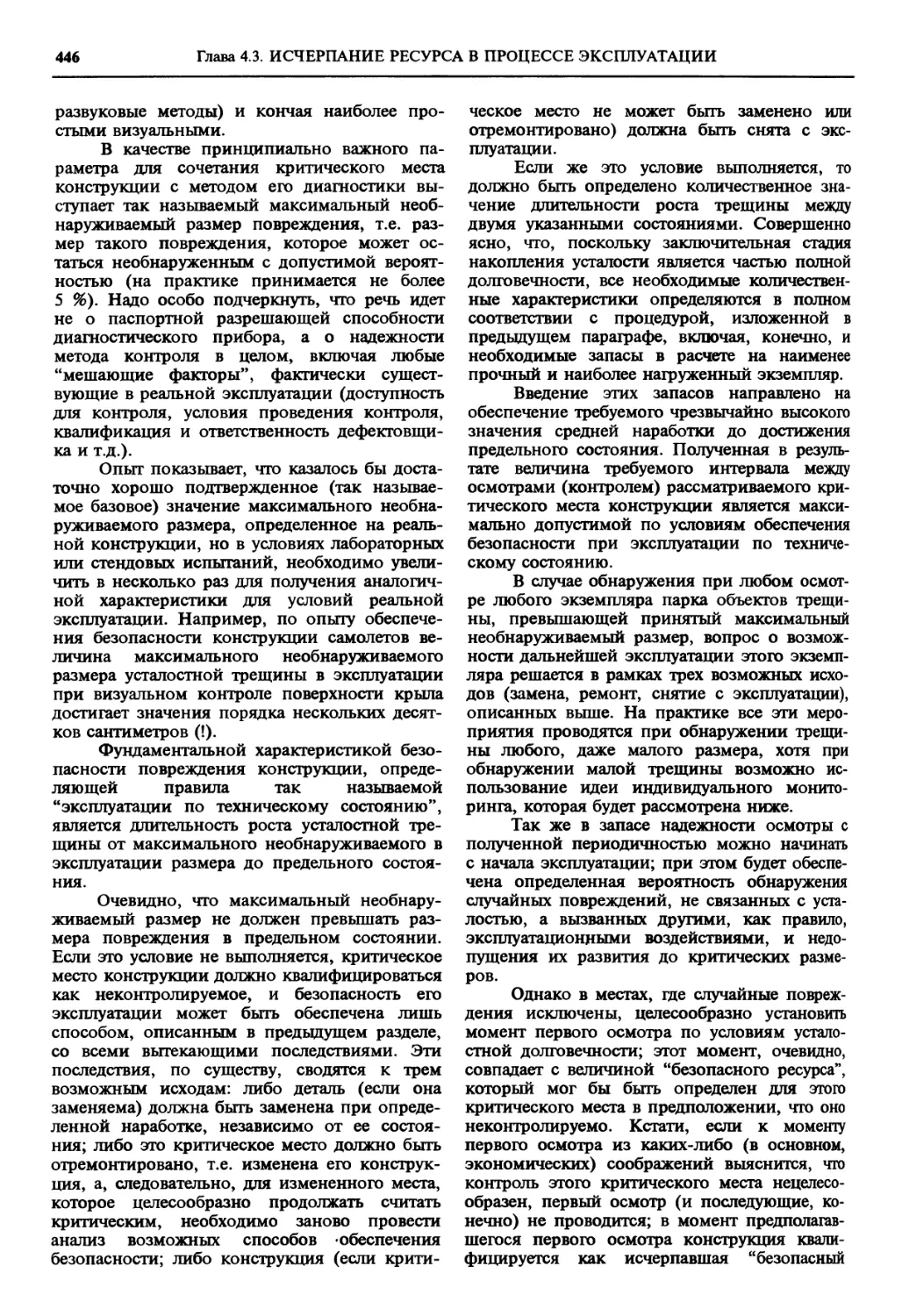
4.3.3. Ресурс и безопас-
ность ...................... 445
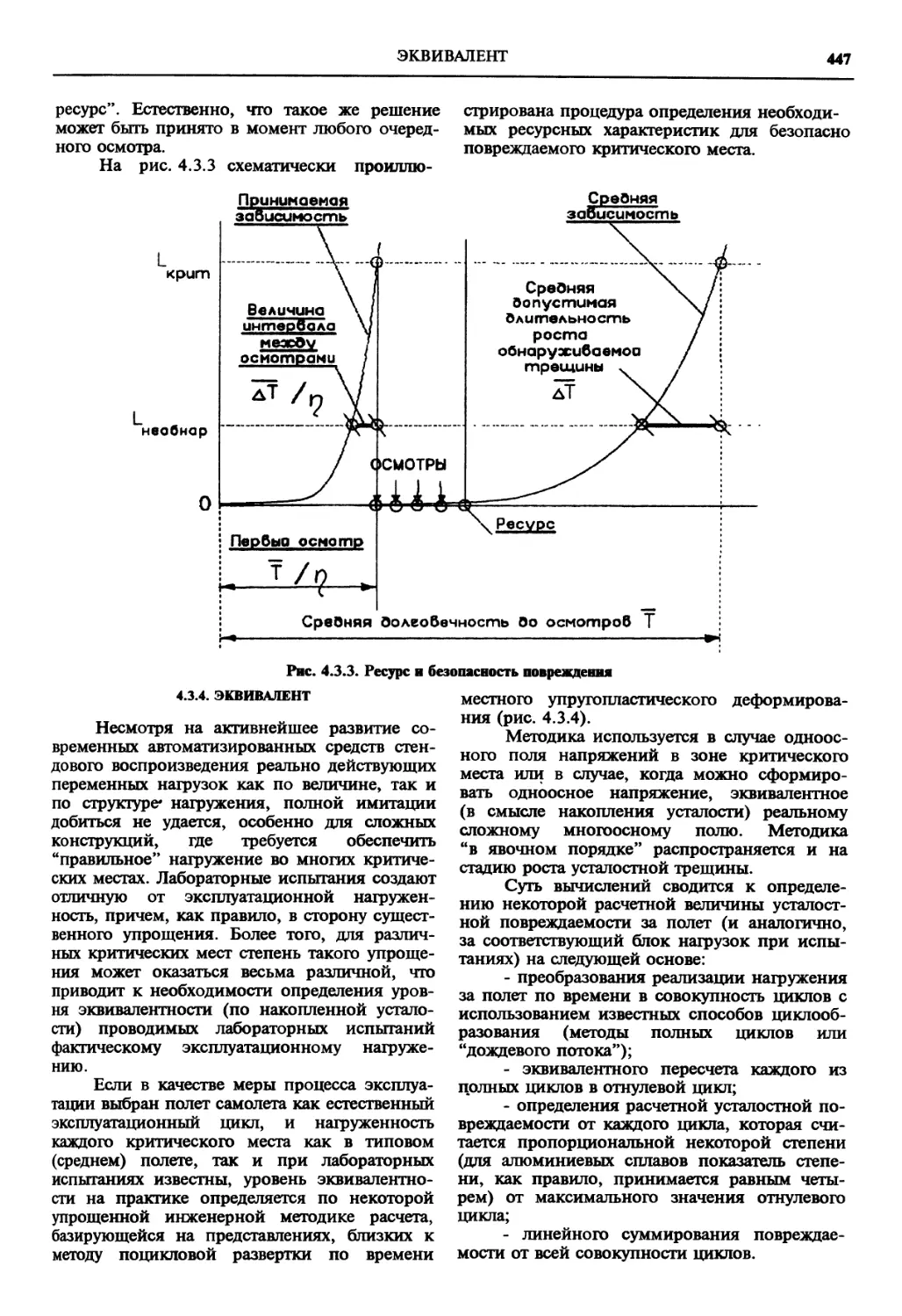
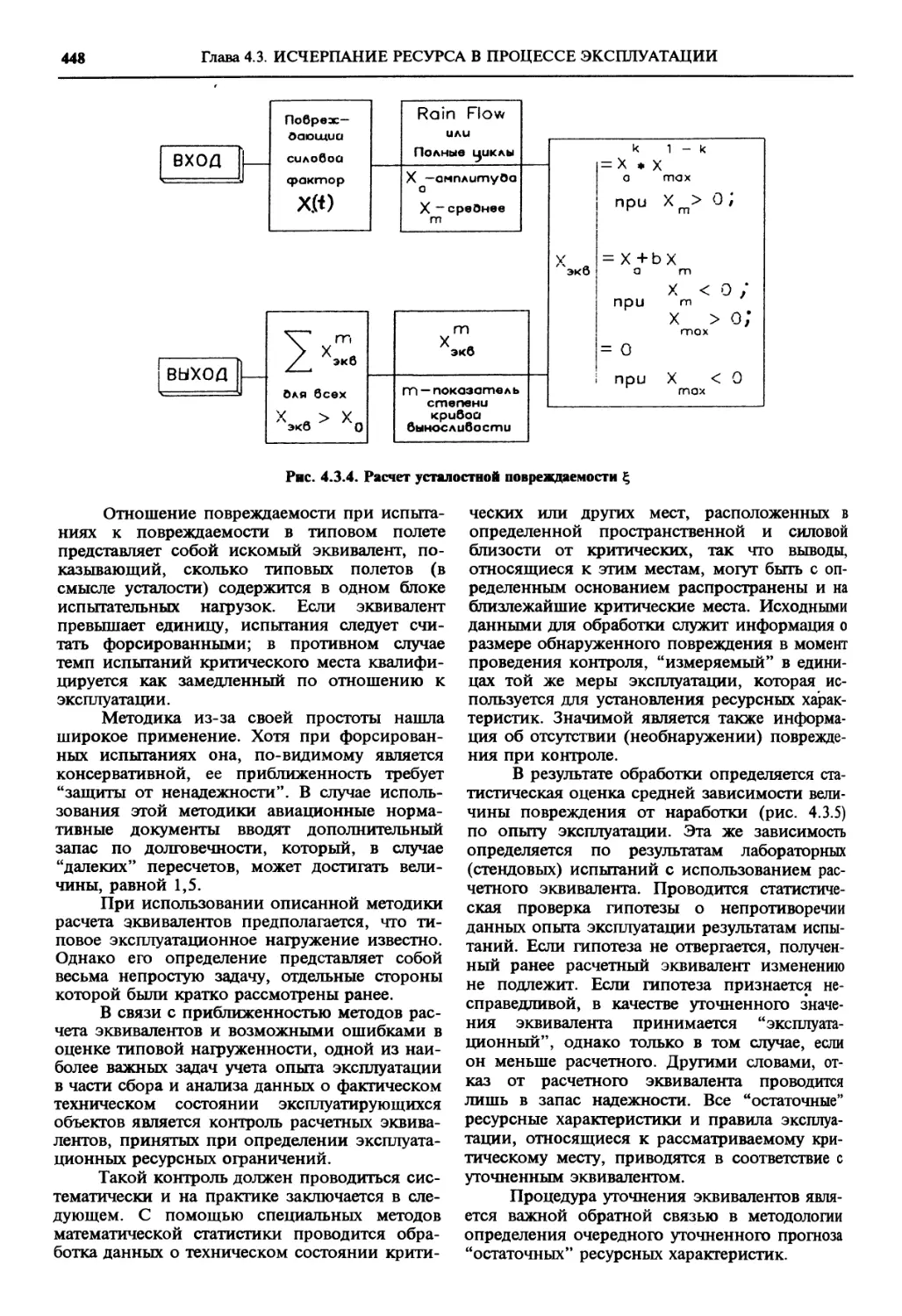
4.3.4. Эквивалент..... 447
4.3.5. Остаточный ресурс .. 449
4.3.6. Нормирование в
проблеме ресурса....... 452
СПИКОК ЛИТЕРАТУРЫ............ 453
Глава 4.4. НАДЕЖНОСТЬ РА-
ДИОЭЛЕКТРОННОЙ
АППАРАТУРЫ (Н.С. Да-
нилин)...................... 454
4.4.1. Общие сведения. 454
4.4.2. Прогнозирование
показателей надежности
РЭА 454
4.4.3. Организация прове-
дения отбраковочных ис-
пытаний и неразрушающе-
го контроля электрорадио-
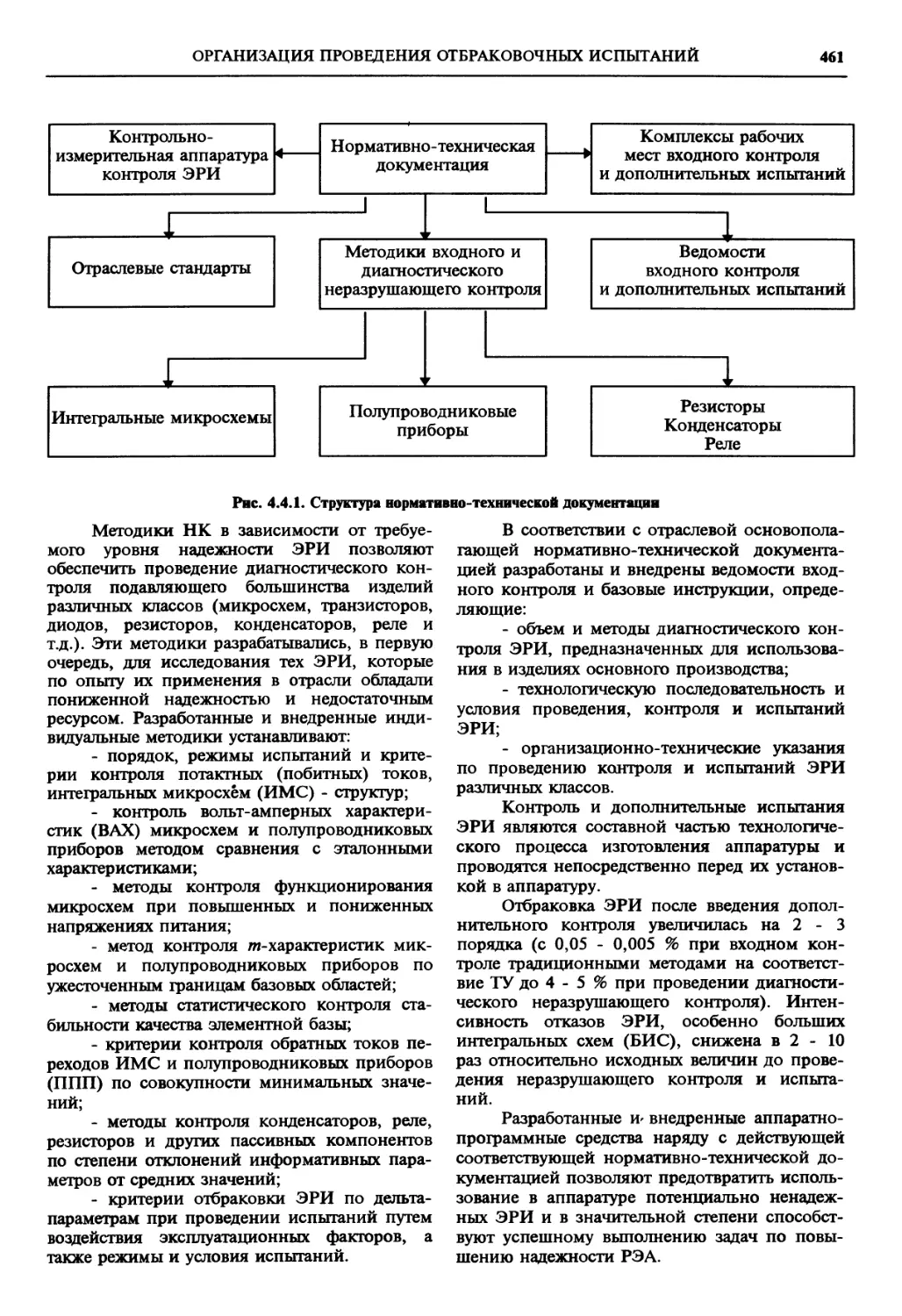
изделий (ЭРИ)............... 458
4.4.4. Методы и средства
исследований отказавших
элементов................... 462
4.4.5. Электротермотрени-
ровка (ЭТТ) и ускоренные
испытания изделий элек-
тронной техники........ 464
4.4.6. Физические основы
методов ускорения процес-
сов развития потенциаль-
ных дефектов РЭА....... 466
4.4.7. Модели развития
потенциальных дефектов
(С.В, Калинин).............. 471
4.4.8. Практические мето-
ды ускорения развития
потенциальных дефектов 474
Глава 4.5. ОСОБЕННОСТИ
ИССЛЕДОВАНИЯ НА-
ДЕЖНОСТИ ИЗДЕЛИЙ
РКТ (Ю.А. Соколов)........... 475
4.5.1. Содержательный
анализ исследования на-
дежности РКТ на стадиях
жизненного цикла....... 475
4.5.2. Методика обоснова-
ния решений, связанных с
обеспечением надежности 482
ОГЛАВЛЕНИЕ
9
4.5.3. Методы оценивания
надежности изделий.. 491
СПИСОК ЛИТЕРАТУРЫ........ 509
Глава 4.6. ОБЕСПЕЧЕНИЕ НА-
ДЕЖНОСТИ АВТОМО-
БИЛЬНОГО ТРАНСПОР-
ТА (Н.Н. Яценко)..... 509
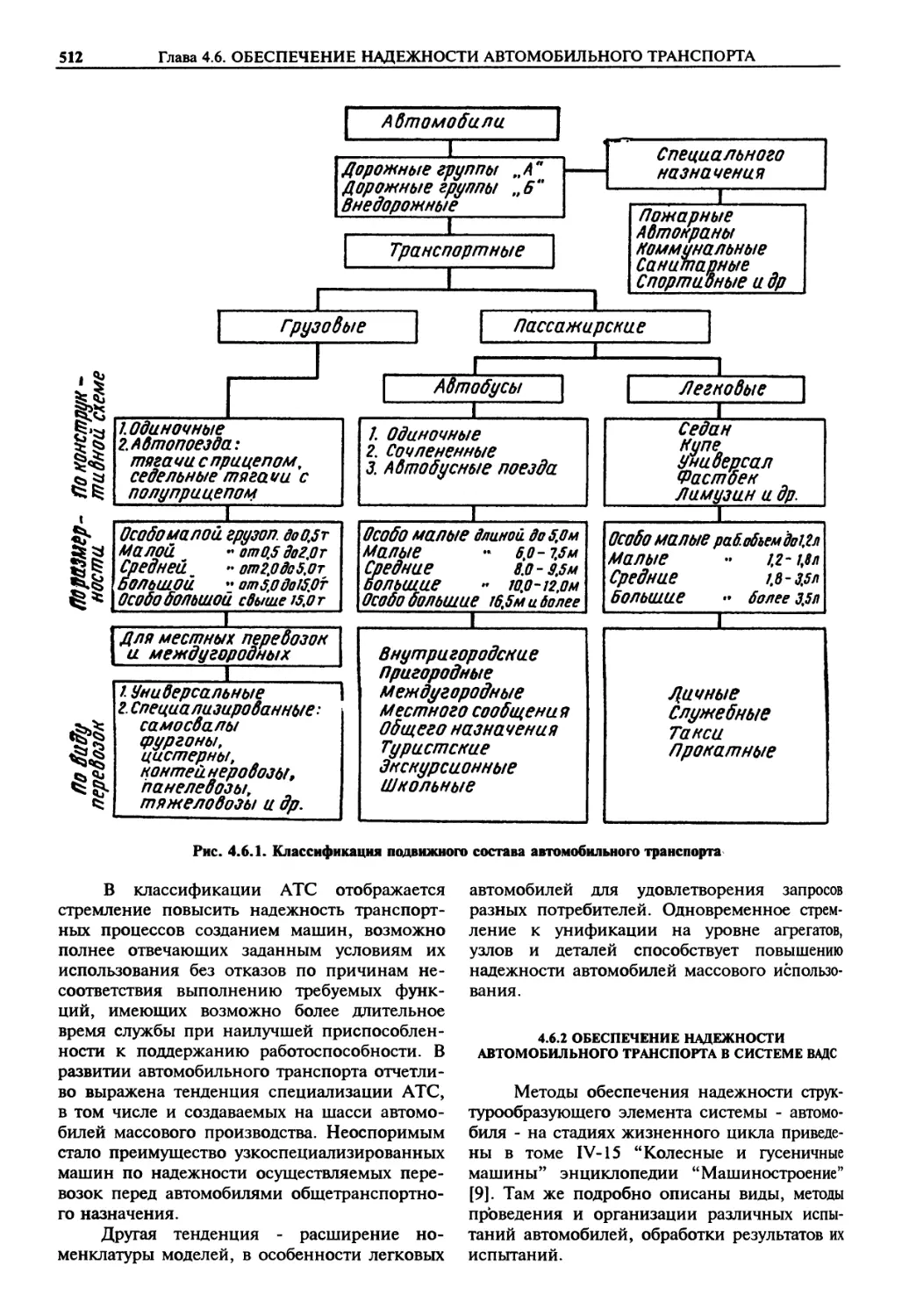
4.6.1. Особенности функ-
ционирования и системы
обеспечения надежности ... 509
4.6.2. Обеспечение надеж-
ности автомобильного
транспорта в системе
ВАДС................. 512
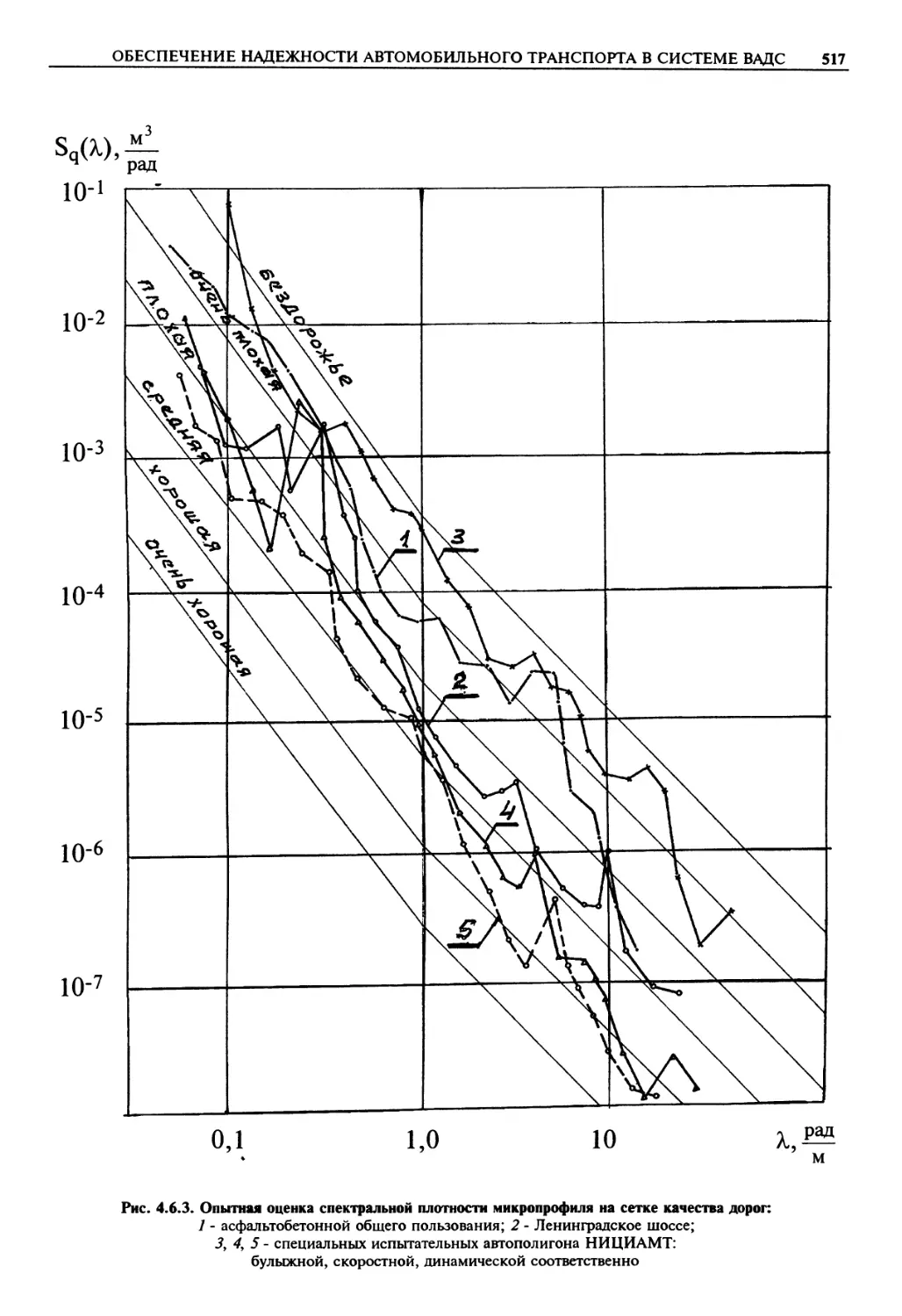
4.6.3. Обеспечение надеж-
ности в системе автотранс-
портного предприятия. 520
СПИСОК ЛИТЕРАТУРЫ......... 525
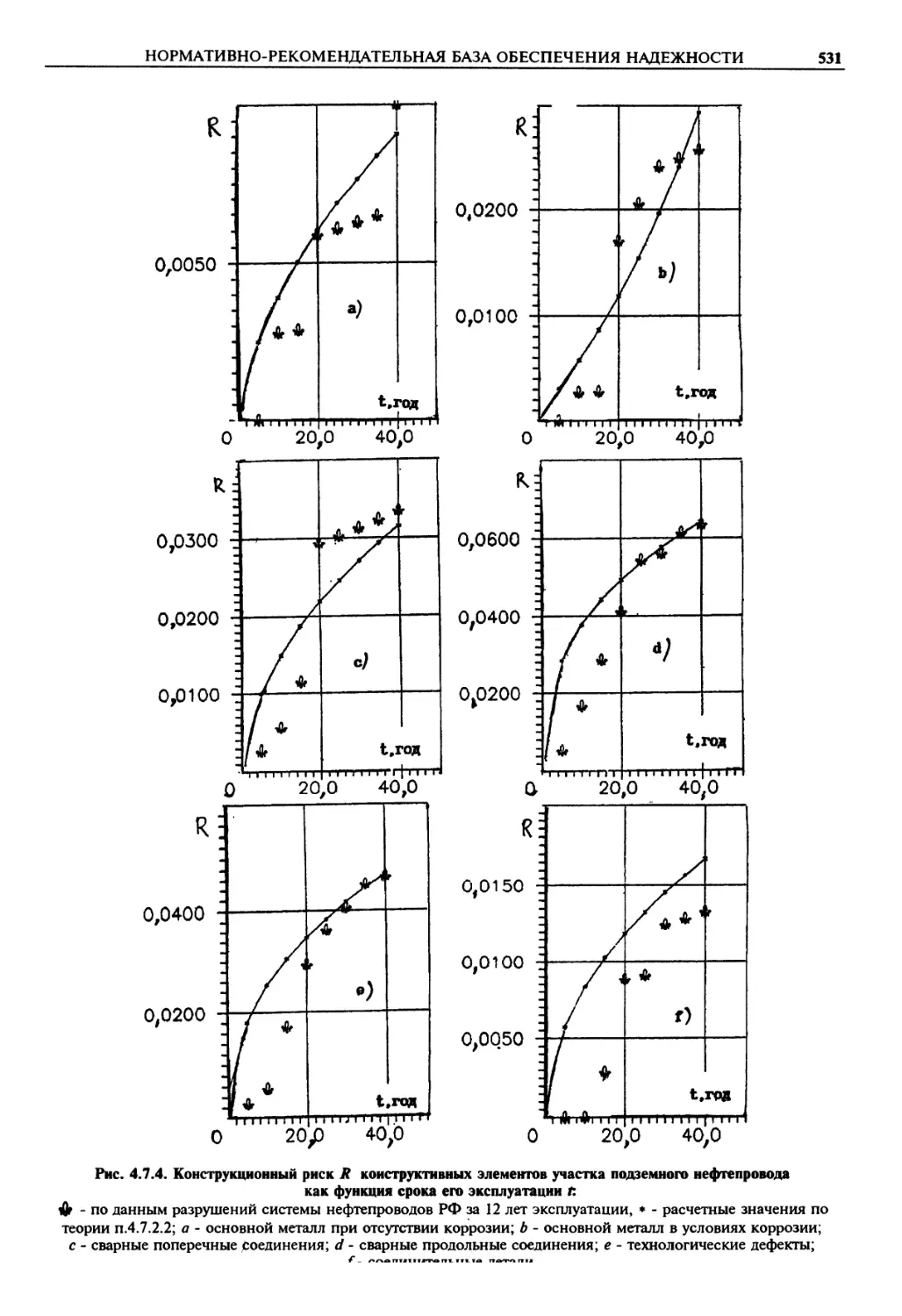
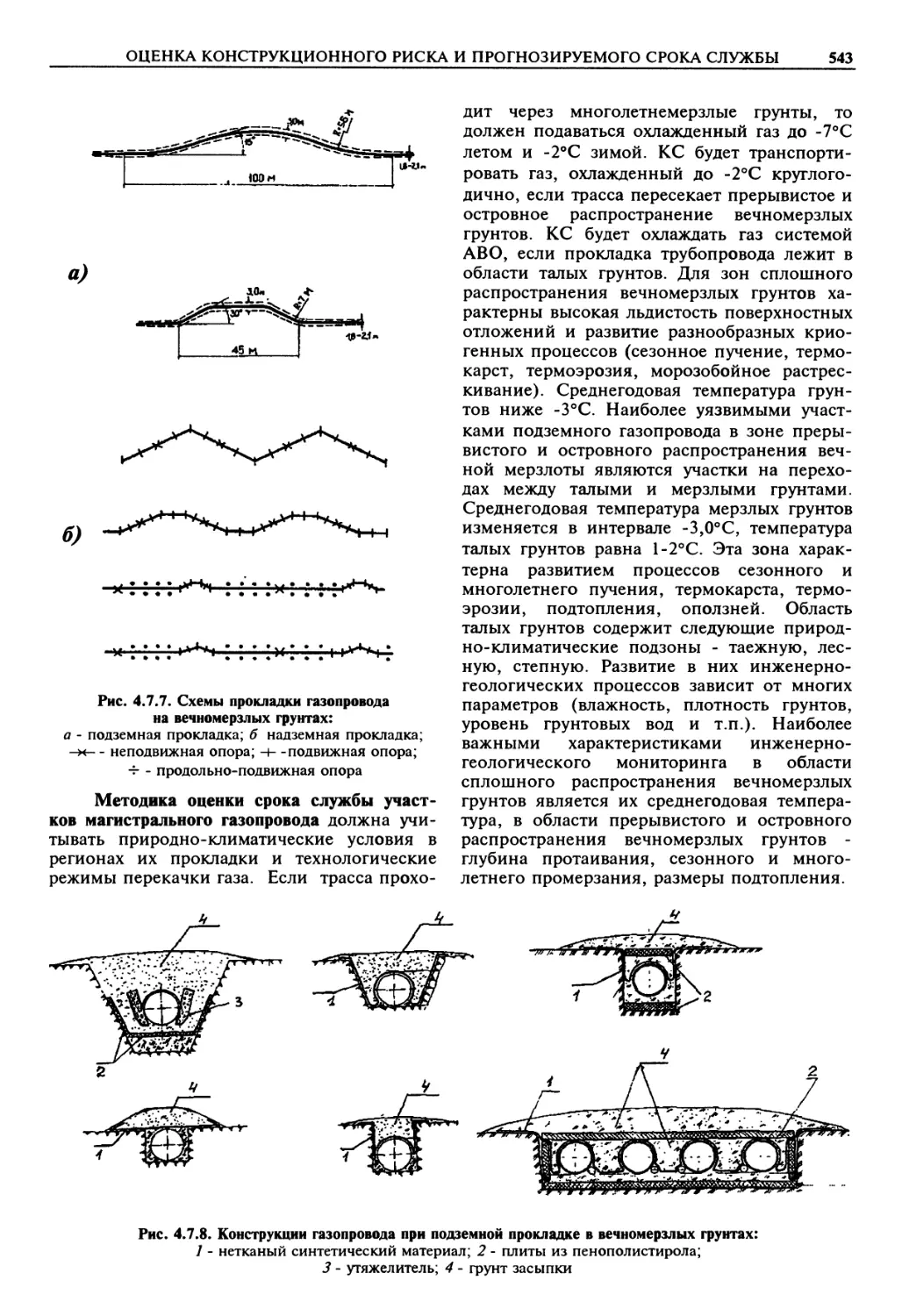
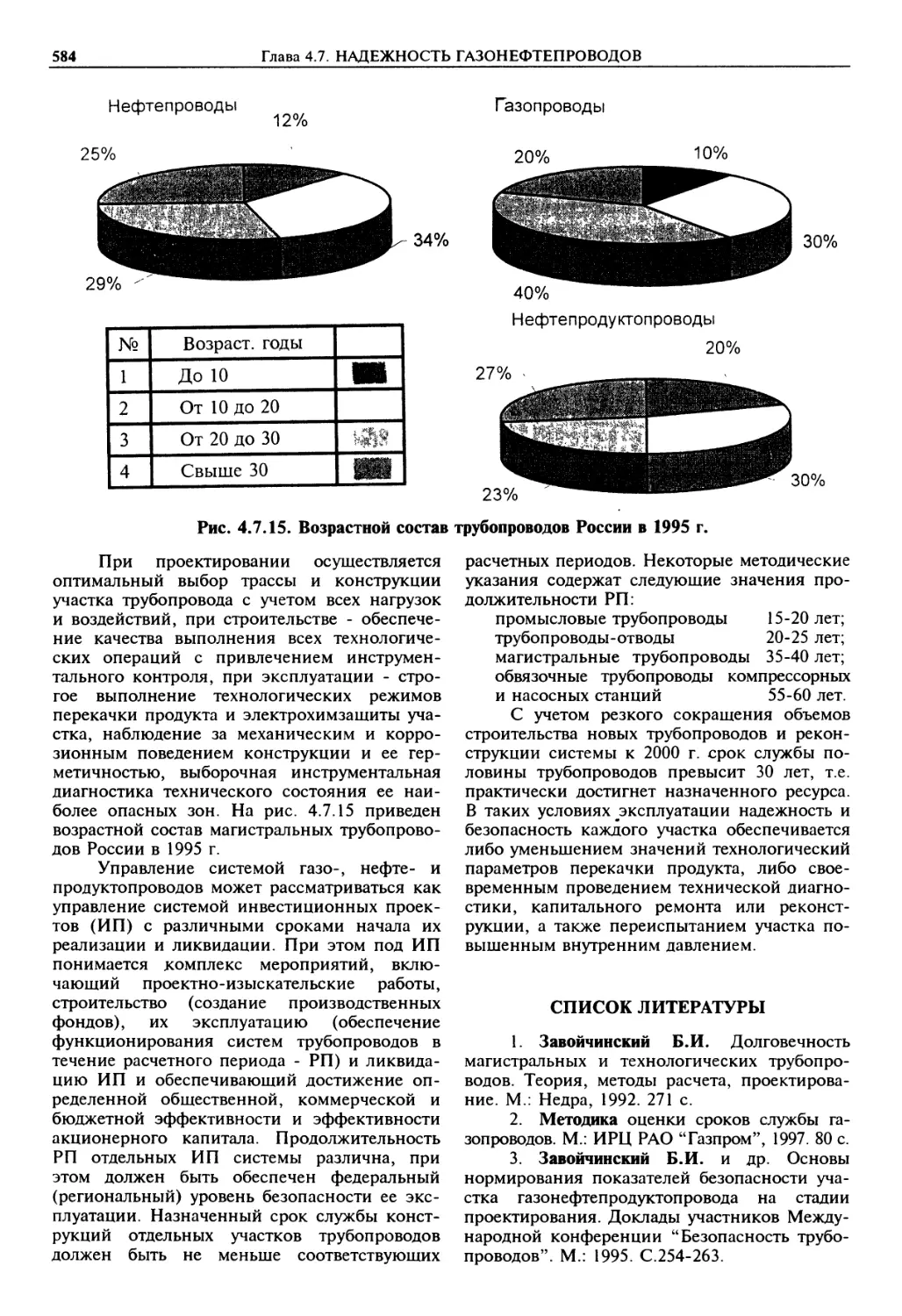
Глава 4.7. НАДЕЖНОСТЬ ГА-
ЗОНЕФТЕПРОВОДОВ
(Б.И. Завойчинскии). 525
4.7.1. Экспериментальная,
законодательная и норма-
тивно - рекомендательная
база обеспечения надеж-
ности и безопасности тру-
бопроводов .......... 527
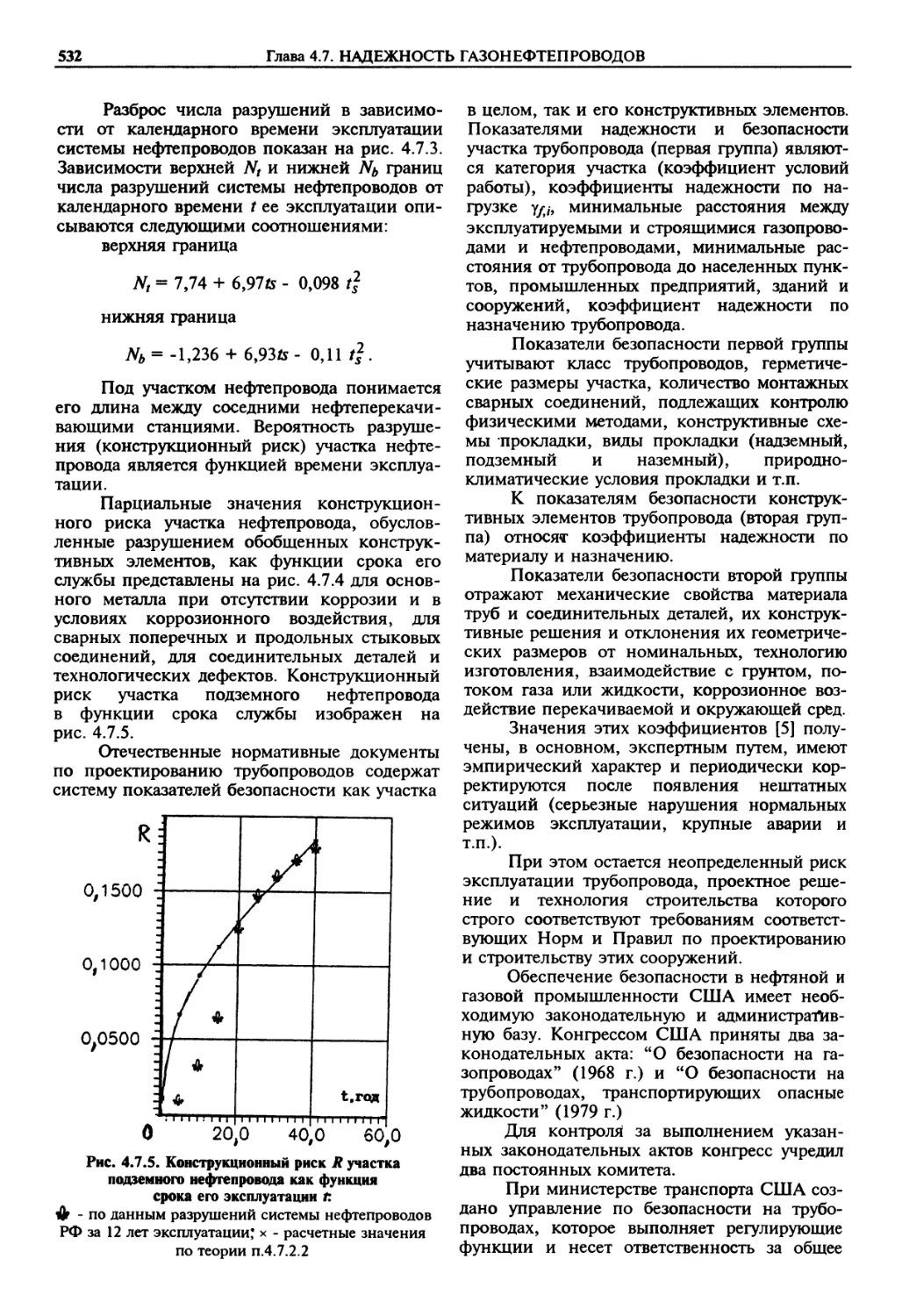
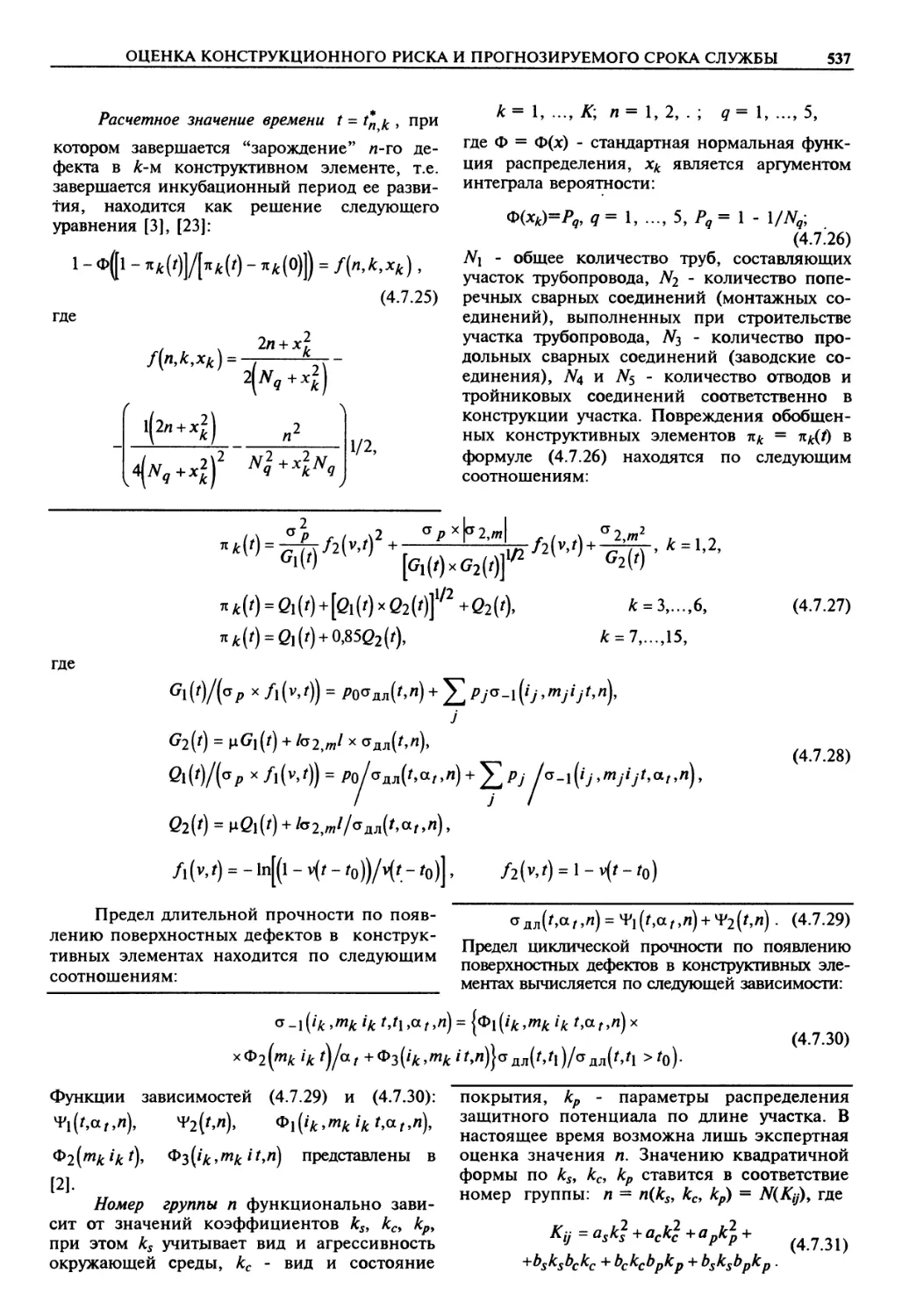
4.7.2. Оценка конструкци-
онного риска и прогнози-
руемого срока службы
участка трубопровода на
стадии проектирования... 533
4.7.3. Основы оптимиза-
ции трассы магистрального
трубопровода с учетом по-
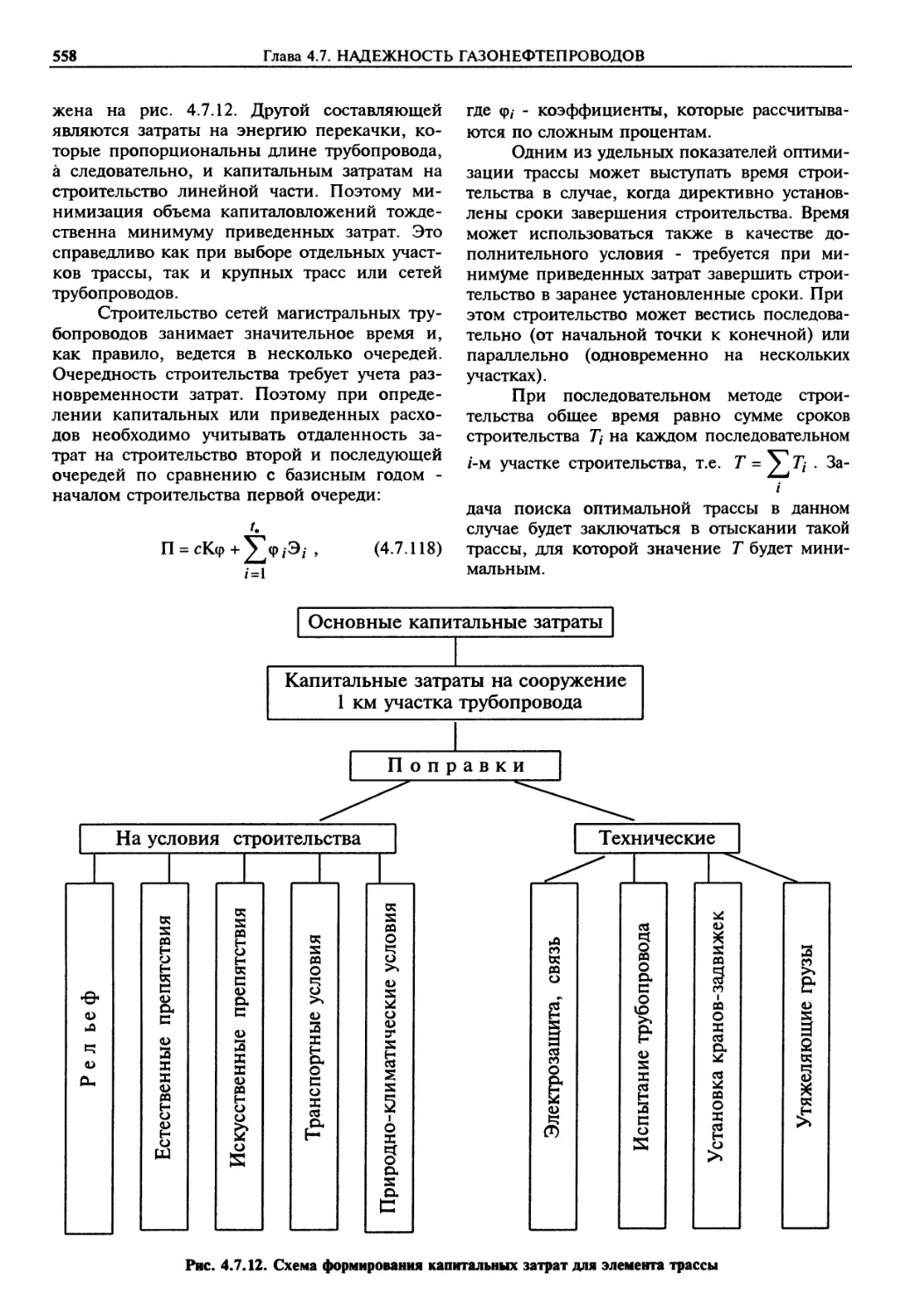
казателей надежности.... 556
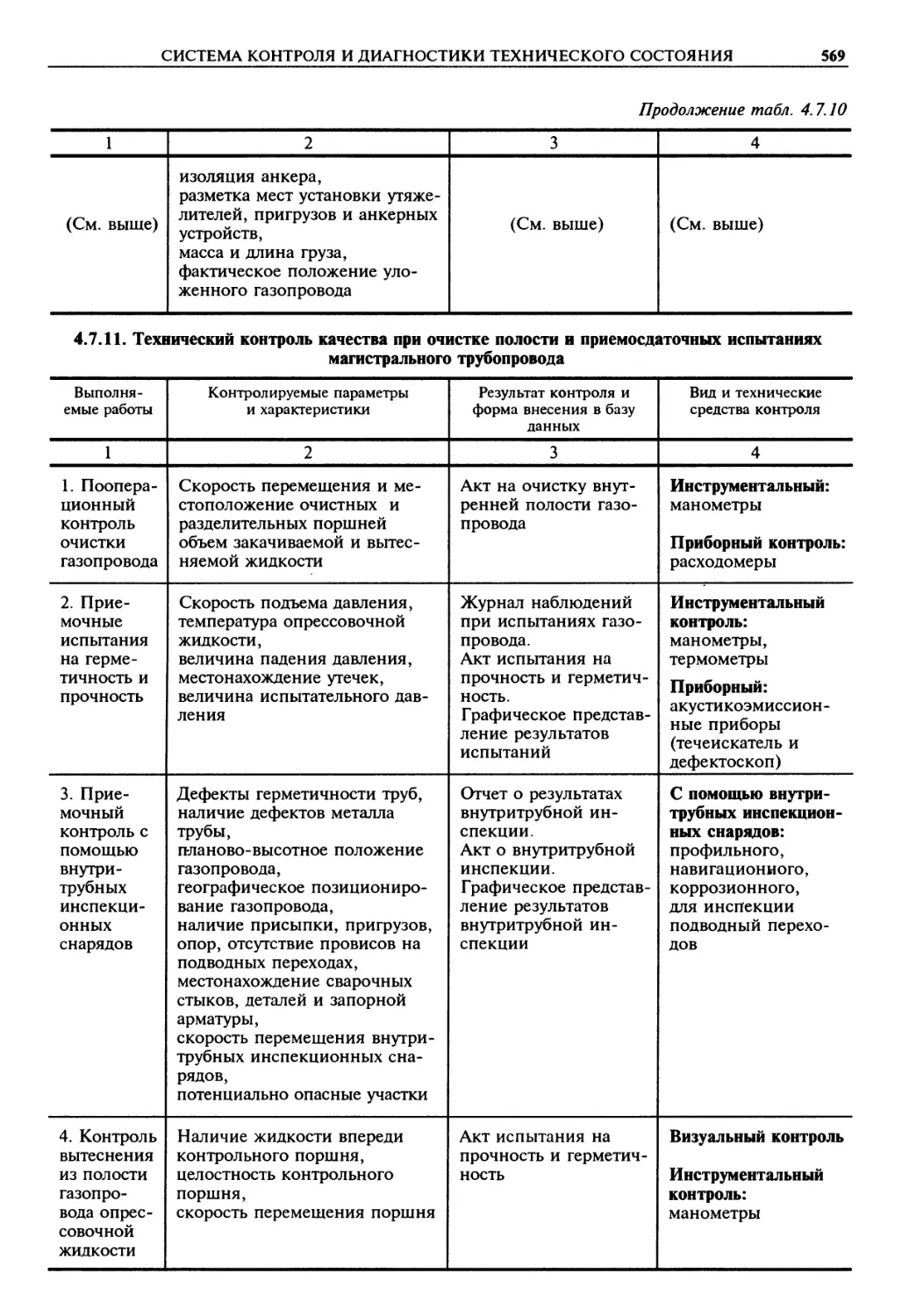
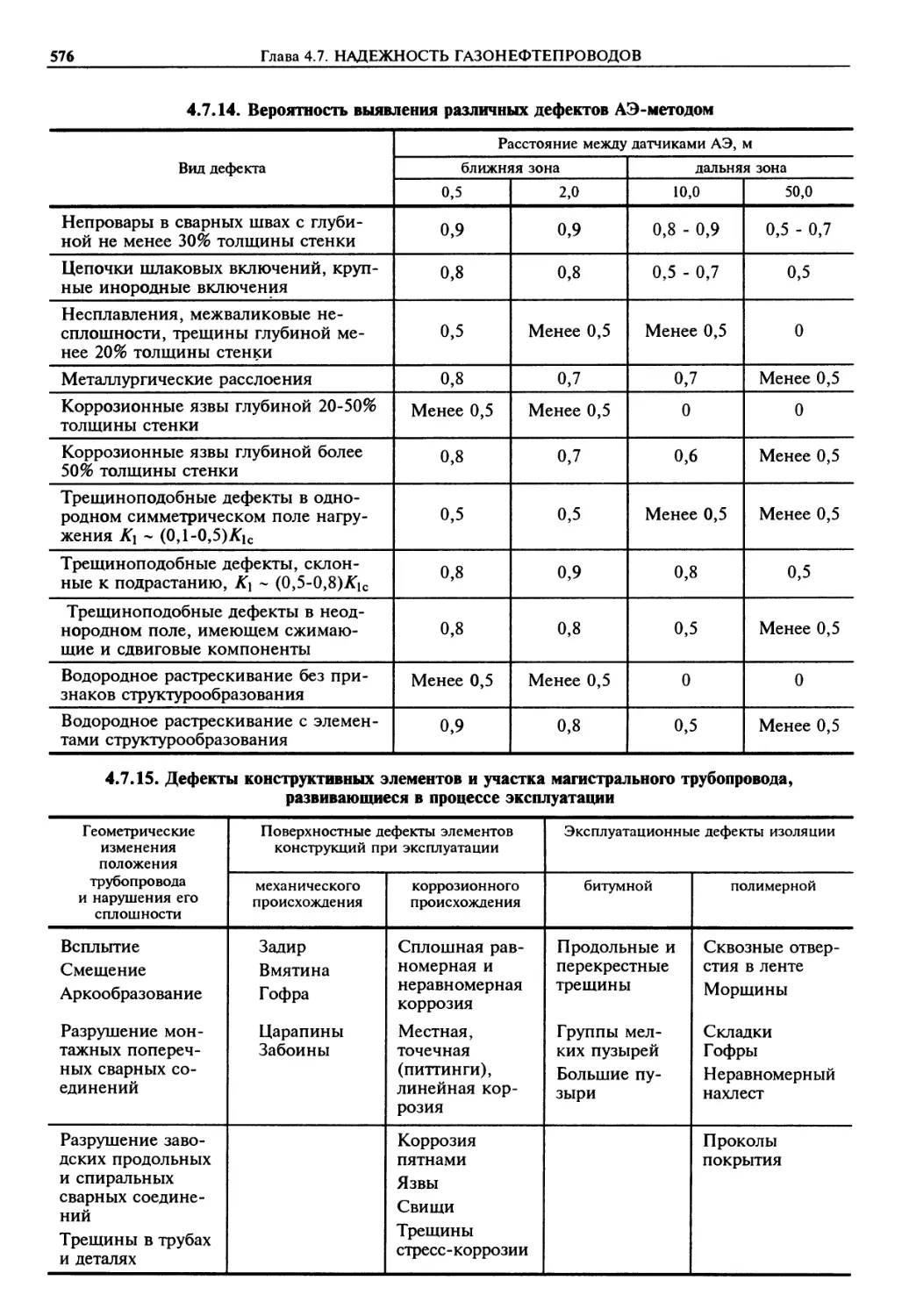
4.7.4. Система контроля и
диагностики технического
состояния участка магист-
рального трубопровода при
строительстве и эксплуата-
ции как основа обеспече-
ния его конструктивной
надежности и безопасно-
сти ................ 562
4.7.5. Основы оптимиза-
ции объемов реконструк-
ции системы газопроводов
с учетом показателей на-
дежности ........... 577
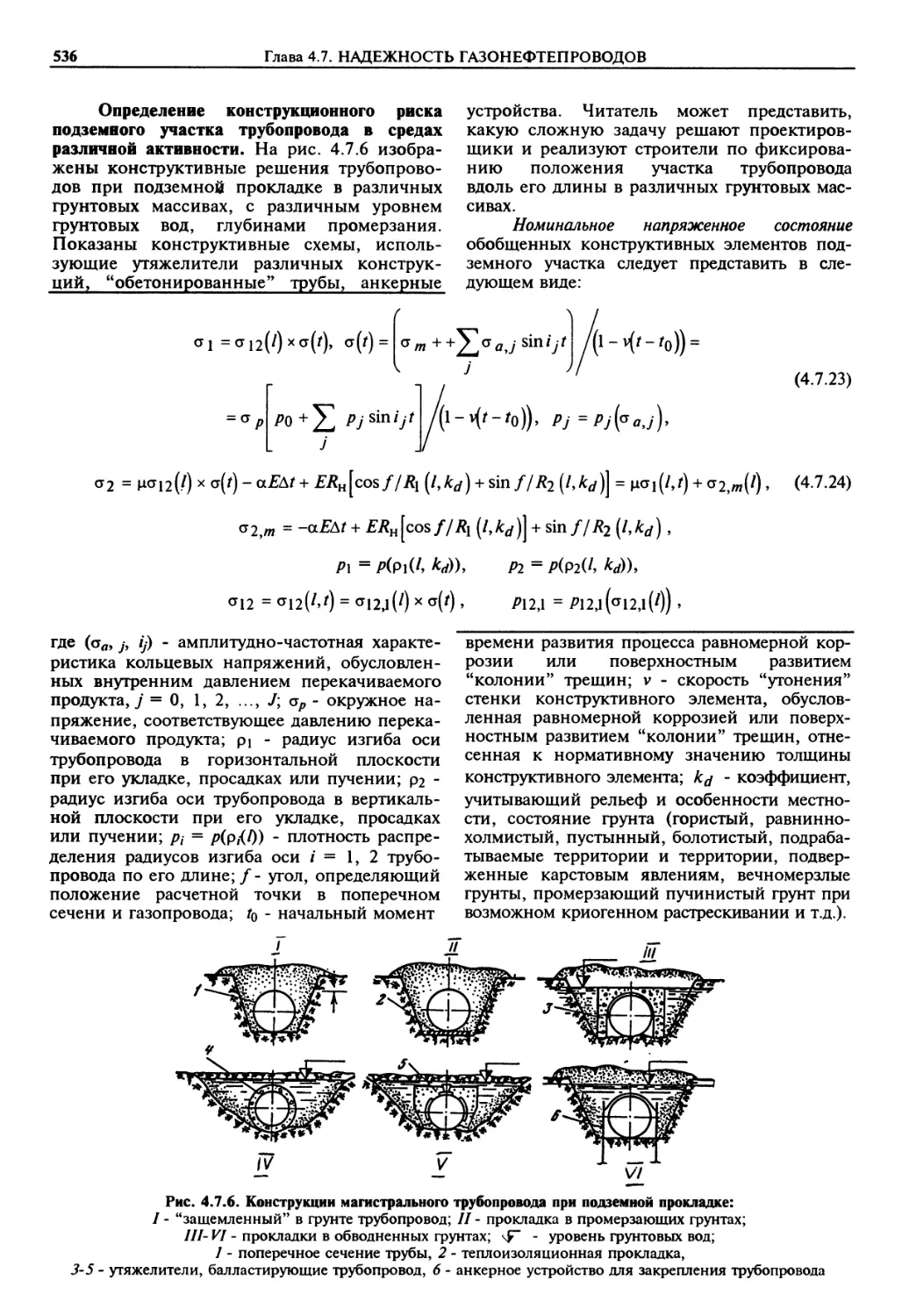
4.7.6. Основы анализа рис-
ка участка трубопровода ... 580
СПИСОК ЛИТЕРАТУРЫ......... 584
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ...... 586
ПРЕДИСЛОВИЕ
Настоящий том энциклопедии “Машино-
строение” посвящен рассмотрению основопола-
гающих вопросов современной теории и практики
обеспечения надежности.
Непрерывное увеличение в двадцатом веке
быстроходности, грузоподъемности, производи-
тельности, точности и энергоемкости машин, соз-
дание мощных атомных, тепловых и гидроэлек-
тростанций, протяженных нефте- газовых трубо-
проводов, освоение воздушного, космического
пространства, дна океанов и прибрежного шель-
фа, концентрация большого числа технологиче-
ских машин, транспортных средств на небольших
территориях и трассах движения усложнили экс-
плуатацию машин, повысили опасность техноген-
ных экологических катастроф и массовой гибели
людей. Объемы потерь от техногенных разруше-
ний стали соизмеримы с создаваемым внутренним
валовым продуктом России. Это потребовало уде-
лять все большее внимание повышению надежно-
сти машин и способствовало быстрому развитию
теории надежности, созданной за последние деся-
тилетия. Надежность машин приобретет еще
большее значение в будущем тысячелетии, как в
связи с необходимостью высокой производитель-
ности и техногенной безопасности (повышение
безотказности, готовности, живучести), так и в
связи с необходимостью экономии природных
ресурсов и сохранения окружающей среды на
земле, в воздушном и космическом пространстве,
в океанах и морях.
Основными направлениями развития теории
и практики обеспечения надежности являются:
• создание математических и физических
моделей надежности и технологий их использова-
ния при проектировании, изготовлении, эксплуа-
тации и хранении информационной базы аварий-
ных ситуаций;
• создание дефектов, отказов, неисправно-
стей и методов аварийных ситуаций, их диагно-
стирования на всех стадиях жизни машин;
• нормирование показателей надежности;
• прогнозирование надежности и ресурса
машин;
• развитие методов и средств технической
диагностики;
• оптимизация и внедрение сертификаций
основных элементов машин.
Эти направления обеспечения надежности
нашли отражение в разделах настоящего тома
энциклопедии следующим образом.
В разделе 1 приведены определения, согла-
сованные с отечественными и международными
стандартами по надежности. Рассмотрены основы
теории надежности, математические модели тео-
Член-корреспондент РАН,
пр оф., доктор технических наук
рии надежности, методы прогнозирования надеж-
ности машин, перспективы развития теории на-
дежности машин и ее приложений.
В разделе 2 приведены факторы, опреде-
ляющие надежность. К ним относятся процессы
эксплуатационного нагружения и повреждения,
влияющие на разрушение деталей; производствен-
но-технологические и эксплуатационные дефекты.
Представлены методы определения и улучшения
показателей надежности при сертификации и ди-
агностике. Прогнозируется применение диагно-
стических методов при подготовке и проведении
сертификации на стадиях создания, эксплуатации
и хранения машин. Показаны примеры эффек-
тивного применения комплексных диагностиче-
ских методов для улучшения качественных пока-
зателей машин.
Раздел 3 посвящен одним из наиболее слож-
ных вопросов - исследованию надежности на ста-
диях проектирования и эксплуатации технических
систем. В нем рассмотрены проблемы: исследова-
ния надежности изделий на этапе эксперимен-
тальной отработки; обеспечения эксплуатацион-
ных свойств деталей, определяющих надежность
машин; оптимизации конструкций машин по
показателям надежности. Описаны стендовые
испытания опытных образцов машин с целью
обеспечения и прогнозирования надежности.
В разделе 4 рассмотрен опыт исследования и
обеспечения надежности различных сложных
технических систем; атомных энергетических ус-
тановок, ракетно-космической техники (РКТ),
летательных аппаратов, радиоэлектронной аппара-
туры. Этот опыт представляет особый интерес, так
как основан на проведении длительных и дорого-
стоящих комплексных испытаний на надежность с
применением методов определения ресурса, не-
доступных для многих других отраслей машино-
строения.
В главе 4.6 обсуждаются вопросы обеспече-
ния надежности автомобильного транспорта, оп-
ределяющего во многом безопасность движения
на магистралях и улицах городов.
В главе 4.7 рассмотрены вопросы обеспече-
ния надежности трубопроводов для транспорти-
ровки нефти и газа, имеющих особое значение
для России с ее огромными запасами этих энерго-
ресурсов, экспортируемых в страны мира.
Данный том энциклопедии будет полезен
специалистам, ответственным за обеспечение на-
дежности и безопасности машин; специалистам в
области проектирования, производства, испыта-
ний, контроля, диагностики и сертификации ма-
шин; студентам и преподавателям втузов.
В.В. КЛЮЕВ
РАЗДЕЛ 1
ТЕОРИЯ НАДЕЖНОСТИ МАШИН
Глава 1.1
ОСНОВНЫЕ ПОНЯТИЯ
1.1.1. ПРОБЛЕМА НАДЕЖНОСТИ
В МАШИНОСТРОЕНИИ
Надежность - одна из составных частей
качества любой технической системы. Про-
блема прогнозирования, нормирования и
обеспечения надежности возникает в маши-
ностроении, энергетике, строительстве, на
транспорте и т.п. Общая методология состав-
ляет предмет теории надежности как обще-
технической дисциплины; в применении к
машиностроению можно говорить о теории
надежности машин.
Под надежностью технического объекта
понимают его свойство сохранять во времени
способность к выполнению требуемых функ-
ций при условии, что соблюдены правила
эксплуатации, предусмотренные нормативно-
технической и эксплуатационной документа-
цией. При этом понятие эксплуатации вклю-
чает в себя не только применение по назна-
чению, но и техническое обслуживание, ре-
монт, хранение и транспортирование.
Теоретический анализ явлений, техноло-
гических процессов и функционирования
машин и конструкций основан на выборе
определенных моделей или расчетных схем.
При этом выделяют существенные факторы и
отбрасывают несущественные, второстепен-
ные. Возможны два подхода к анализу: детер-
министический и стохастический (вероят-
ностный, статистический). При детермини-
стическом подходе все факторы, влияющие на
поведение модели, т.е. параметры модели и
параметры окружающей среды, начальные
условия и т.п. считают вполне определенны-
ми, детерминированными. Решение коррект-
но поставленной детерминистической задачи
единственно и, следовательно, предсказывает
поведение реальной системы однозначным
образом. Однако выводы, основанные на де-
терминистических моделях, могут расходиться
с результатами опытных наблюдений. Одна из
причин состоит в том, что на поведение ре-
альных систем влияет большое количество
разнообразных, слабо контролируемых и
сложным образом взаимодействующих факто-
ров. Поэтому поведение реальных систем в
том или иной мере носит неоднозначный,
случайный характер. В отличие от детермини-
стического подхода, стохастический подход к
анализу явлений учитывает случайные факто-
ры и дает предсказания, содержащие вероят-
ностные оценки.
Методы описания стохастических моде-
лей и построения на их основе вероятностных
выводов дает математическая дисциплина -
теория вероятностей. В основе теории веро-
ятностей лежит понятие случайного события.
Будем называть событием качественный или
количественный результат опыта, осуществ-
ляемого при вполне определенных условиях.
Событие называют достоверным, если оно
неизбежно происходит при данном комплексе
условий, и невозможным, если оно при этих
условиях заведомо произойти не может. Со-
бытие, которое при данном комплексе усло-
вий может произойти, а может и не произой-
ти, называют случайным. Изменчивость исхо-
да события означает, что за пределами данно-
го комплекса условий есть факторы, которые
мы либо сознательно игнорируем, либо о
которых не имеем достаточной информации.
Примером такого события может служить
отказ технической системы или одного из ее
элементов на заданном отрезке времени. По-
скольку обычно нет полных сведений ни об
условиях эксплуатации системы, ни о свойст-
вах ее элементов, то отказ обычно трактуют
как случайное событие.
Применение вероятностных методов для
решения проблем надежности встречает суще-
ственные технические и психологические
трудности, особенно по отношению к надеж-
ности уникальных систем и малосерийных
объектов. Теория вероятностей в значитель-
ной степени базируется на статистическом
истолковании вероятности, применимом
только к массовым событиям и массовым
объектам, эти трудности проявляются даже
применительно к надежности массовых объ-
ектов, для которых можно получить достаточ-
но достоверные статистические данные о
входных параметрах, проверить расчетные
модели на стадиях отработки и испытаний. К
тому же приемлемые (нормативные) значения
вероятности безотказной работы обычно
близки к единице. Перечисленные трудности
усугубляются применительно к объектам по-
вышенной опасности. Приемлемые значения
риска для этих объектов весьма малы, что
требует экстраполяции результатов в область
12
Глава 1.1. ОСНОВНЫЕ ПОНЯТИЯ
редких значений, которая недостаточно на-
дежна. К тому же среди инженеров и тем
более широкой общественности имеется оп-
ределенное предубеждение против вероятно-
стно-статистических подходов к вопросам
безопасности. Это предубеждение, в частно-
сти, основано на следующих факторах:
- недостаточное знакомство инженеров с
теорией вероятностей и математической ста-
тистикой;
- чисто психологическое неприятие мно-
гими специалистами, принимающими ответ-
ственные решения, факторов неопределенно-
сти, даже если они представлены в вероятно-
стной форме;
- настороженность общественного мне-
ния (и тех, кто его формирует) к использова-
нию вероятностных категорий там, где речь
идет о безопасности людей, о сохранности
окружающей среды.
Тем не менее необходимость учета фак-
торов случайности и неопределенности при
рассмотрении вопросов надежности уже ши-
роко признана. Вероятностные подходы ис-
пользуют даже в гражданской авиации и
атомной энергетике, где требования к надеж-
ности весьма высоки, а рассматриваемые объ-
екты и события нельзя признать массовыми.
С другой стороны, нельзя преувеличивать
адекватность вероятностных моделей и досто-
верность используемых в них численных па-
раметров, а также абсолютизировать числен-
ные оценки, особенно если они относятся к
редким событиям. Вероятностные методы,
будучи применены даже к малосерийным
объектам, могут оказаться все-таки полезны-
ми. Они позволяют обнаруживать слабые (с
точки зрения надежности) места, вводить в
рассмотрение большое число факторов, в том
числе не учитываемых в обычных детермини-
стических расчетах, проводить сравнение ва-
риантов технических решений и т.п. Обе
крайности - недооценка вероятностных мето-
дов и их переоценка одинаково вредны.
В настоящее время инженеры, работаю-
щие в разных отраслях (в том числе в маши-
ностроении), находят сбалансированную точ-
ку зрения на теорию надежности как на дис-
циплину, основанную на вероятностных мо-
делях. Этому в немалой степени способство-
вал прогресс в области вычислительной тех-
ники. Если вероятностная модель достаточно
сложна, то единственным путем для получе-
ния численных результатов служит статисти-
ческое моделирование, называемое методом
Монте-Карло. Метод основан на многократ-
ном численном моделировании поведения
объекта при исходных данных, которые явля-
ются выборочными значениями некоторых
случайных величин и случайных функций.
Статистическая обработка достаточно пред-
ставительной выборки дает оценку для пока-
зателей надежности. Вместе с тем, инженер
получает набор вариантов поведения проек-
тируемого объекта, каждый из которых можно
трактовать как результат решения детермини-
стической задачи. Таким путем получается
более полный прогноз о поведении проекти-
руемого объекта в условиях эксплуатации.
В теории надежности сосуществуют два
направления, родственные по идеологии и
общей системе понятий, но отличающихся по
подходу. Установившихся названий для этих
направлений нет. Первое направление - сис-
темная, статистическая или математическая
теория надежности, второе направление мож-
но условно назвать физической теорией на-
дежности. Объектом системной (статисти-
ческой, математической) теории надежности
служат системы из элементов, взаимодейст-
вующих между собой в смысле сохранения
работоспособности по логическим схемам:
графам, деревьям отказов и т.п. Исходную
информацию в системной теории надежности,
как правило, образуют показатели надежности
элементов, определяемые путем статистиче-
ской обработки результатов испытаний и
(или) эксплуатационных данных. Задачи сис-
темной теории надежности решают в рамках
теории вероятностей и математической стати-
стики, т.е. без привлечения физических моде-
лей отказов и тех физических явлений, кото-
рые вызывают и сопровождают возникнове-
ние отказов.
Истоки физической теории можно най-
ти в ранних работах по статистическому ис-
толкованию коэффициентов запаса при рас-
чете инженерных конструкций [4]. Отличи-
тельная черта физической теории надежности
состоит в том, что поддержание работоспо-
собности системы и возможности возникно-
вения отказов рассматривают в ней как ре-
зультат взаимодействия между системой и
внешними воздействиями (эксплуатацион-
ными нагрузками, условиями среды и т.п.), а
также механическими, физическими и хими-
ческими процессами, которые происходят в
компонентах системы в процессе ее эксплуа-
тации. Наряду со средствами теории вероят-
ностей и математической статистики в физи-
ческой теории надежности широко использу-
ют модели и методы естественных и техниче-
ских наук.
Основная область применения систем-
ной теории надежности - автоматика, элек-
тротехника, вычислительная техника, инфор-
матика. Физическая теория надежности полу-
чила наиболее широкое применение в строи-
тельстве, несколько меньшее - в авиации и
судостроении. В последние годы модели и
методы физической теории надежности нахо-
РОЛЬ СТАНДАРТОВ В ПРОБЛЕМАХ НАДЕЖНОСТИ
13
дят все более широкое применение в маши-
ностроении. Вообще, нельзя противопостав-
лять эти два подхода. Основные понятия сис-
темной теории реализуются в физической
теории в терминах соответствующих физиче-
ских моделей. Более того, физическую теорию
надежности можно трактовать как расшире-
ние системной теории за счет привлечения
физических моделей. По мере накопления
знаний о физике отказов в немеханических
системах область применения физической
теории все шире будет распространяться на
объекты автоматики, вычислительной техники
и т.п.
Современные машины и системы машин
содержат большое число немеханических
(электрических, электронных, информацион-
ных и т.п.) элементов и соединений. Это тре-
бует применения физических и системных
моделей в комплексе. Показатели надежности
механических элементов и механических сис-
тем оценивают на основе физических моде-
лей, в то время как для оценки показателей
надежности машин в целом или систем ма-
шин чаще используют модели системной тео-
рии надежности.
1.1.2. РОЛЬ СТАНДАРТОВ
В ПРОБЛЕМАХ НАДЕЖНОСТИ
Методы и процедуры, связанные с обес-
печением надежности на всех этапах жизнен-
ного цикла продукции, начиная с выработки
технического задания, подлежат стандартиза-
ции. Основы нормирования и обеспечения
надежности регламентируются национальны-
ми стандартами, а также международными
документами рекомендательного характера.
Стандарты по надежности служат норма-
тивной базой для создания продукции, обла-
дающей необходимым уровнем надежности,
регулируют взаимоотношения заинтересован-
ных сторон (заказчиков, разработчиков, изго-
товителей, поставщиков и потребителей) при
решении проблемы обеспечения надежности
продукции на всех стадиях жизненного цикла.
Особенно велика роль стандартов примени-
тельно к объектам общегосударственного зна-
чения (энергетика, связь и другие линии жиз-
необеспечения, оборонная техника и т.п.), а
также применительно к объектам, отказы
которых могут угрожать населению и (или)
окружающей среде или могут привести к
большому экономическому ущербу. Система
стандартов по надежности включает меры
организационного, технического, эксплуата-
ционного, экономического характера, направ-
ленные на обеспечение и поддержание техни-
ко-экономически целесообразного уровня
надежности изделий, на сокращение связан-
ных с обеспечением надежности затрат вре-
мени, трудовых и материальных ресурсов.
Методологическое значение стандартов
по надежности состоит в том, что они позво-
ляют регламентировать методы решения ти-
повых задач анализа, прогнозирования, оце-
нивания и обеспечения надежности, отве-
чающие современному научно-техническому
уровню. Тем самым стандарты по надежности
вносят существенный вклад в общее дело
повышения культуры проектирования, изго-
товления и эксплуатации технических объек-
тов, повышения эффективности производства
и качества продукции. Для изделий, которые
являются объектами общегосударственного
значения, стандарты устанавливают количест-
венные требования к показателям надежно-
сти, а также к способам контроля надежности
на всех этапах жизни изделия.
Нормативно-техническая документация
по надежности представляет собой комплекс
взаимосвязанных нормативных документов.
Образцом таких документов могут служить
разработки Международной организации по
стандартизации (И СО) и Международной
электротехнической комиссии (МЭК), а так-
же ряда других международных, региональных
и национальных организаций общетехниче-
ского, межотраслевого и отраслевого характе-
ра. Некоторые сведения об этих разработках
можно найти в последующих разделах, а бо-
лее подробные - в публикации [22].
Принципы и структура отечественных
стандартов по надежности в технике разраба-
тывалась Экспертным советом по стандарти-
зации при МНТК “Надежность машин” в
1986 - 1988 гг. [9, 22, 24]. Результаты этой
работы отражены, в частности, в основопола-
гающем стандарте [18]. Эта работа была про-
должена в рамках Технического комитета по
стандартизации в области надежности (ТК-
119) Госстандарта Российской Федерации
[27]. Структура стандартов по надежности в
технике, предложенная ТК-119, представлена
в табл. 1.1.1. Предложено ввести три уровня
стандартов: первый - общетехнический, по-
ложения которого распространяются на тех-
нику в целом; второй уровень образуют стан-
дарты на укрупненные группы однородной
продукции; стандарты третьего уровня рас-
пространяются на группы однородной про-
дукции или изделия конкретного вида.
Государственные стандарты первого
уровня образуют систему стандартов
“Надежность в технике”. Эти стандарты
должны быть согласованы с международными
стандартами. При этом планируется осущест-
вить максимально возможное соответствие
структуре международных стандартов. В част-
ности, предусмотрена возможность введения в
действие стандартов МЭК в качестве государ-
ственных стандартов.
14
Глава 1.1. ОСНОВНЫЕ ПОНЯТИЯ
1.1.1. Структура общетехнических стандартов
по надежности (предложения ТК-119)
Направления надежности Предполагаемые аспекты стандартизации
1 2
1. Общие вопросы 1.1. Системообразующий стандарт (концепция стандар- тизации в области надежности) 1.2. Основные понятия. Термины и определения 1.3. Общие правила классификации отказов и предель- ных состояний 1.4. Состав и общие правила задания требований по надежности 1.5. Экономические аспекты надежности (оценка стои- мости жизненного цикла)
2. Организационные вопросы обеспечения надежности 2.1. Основные положения по организационному обес- печению надежности (системы и службы надежно- сти, задачи, организация работ) 2.2. Программы обеспечения надежности (в том числе комплексной экспериментальной отработки, обес- печения ремонтопригодности и др.) 2.3. Сбор, обработка и реализация информации о на- дежности
3. Физические, технические, технологические аспекты обеспечения надежности 3.1. Методы контроля надежности изделий по парамет- рам технологического процесса их изготовления 3.2. Приработка изделий, технологическая тренировка, отбраковка потенциально ненадежных экземпляров 3.3. Модели отработки изделий на надежность 3.4. Прогнозирование и оценка остаточного ресурса изделий 3.5. Контроль правильности применения комплектую- щих изделий 3.6. Физические основы форсированных испытаний на надежность. Общие положения
4. Расчеты 4.1. Расчеты надежности. Общие требования 4.2. Расчеты безотказности и долговечности невосста- навливаемых изделий 4.3. Расчет безотказности восстанавливаемых изделий 4.4. Расчет ремонтопригодности изделий 4.5. Расчет долговечности восстанавливаемых изделий (включая обоснование назначенных показателей долговечности) 4.6. Расчет надежности сложных систем изделий 4.7. Расчет комплектов ЗИП 4.8. Расчет параметров технического обслуживания и ремонта 4.9. Расчет надежности программного обеспечения 4.10. Анализ возможных причин и последствий отказов при проектировании
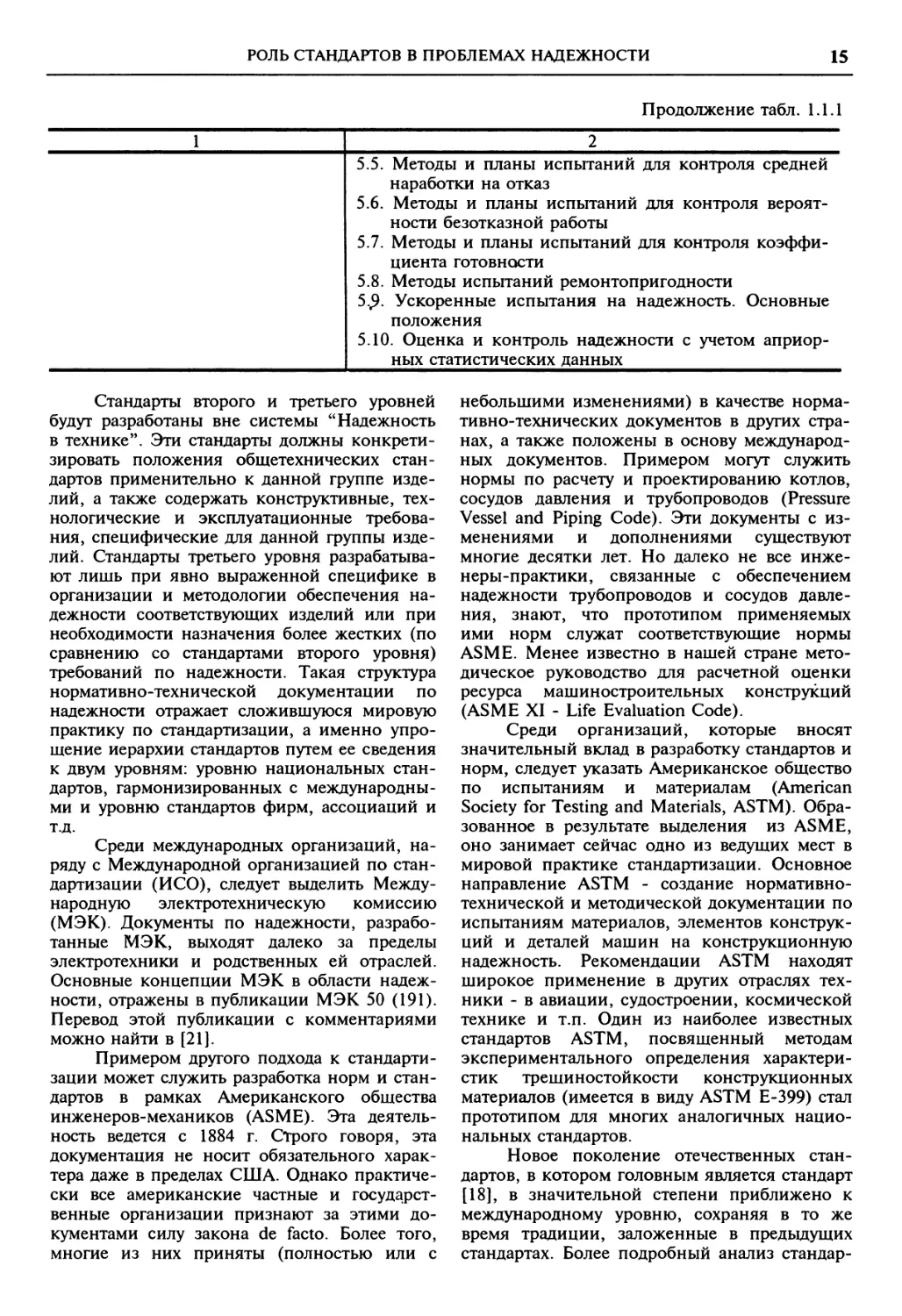
5. Испытания, оценка, контроль 5.1. Испытания на надежность. Основные положения 5.2. Предварительная обработка статистических данных, характеризующих надежность изделий 5.3. Оценка параметров распределения случайных вели- чин, характеризующих надежность изделий 5.4. Оценка показателей надежности по эксперимен- тальным данным
РОЛЬ СТАНДАРТОВ В ПРОБЛЕМАХ НАДЕЖНОСТИ
15
Продолжение табл. 1.1.1
1 2
5.5. Методы и планы испытаний для контроля средней наработки на отказ 5.6. Методы и планы испытаний для контроля вероят- ности безотказной работы 5.7. Методы и планы испытаний для контроля коэффи- циента готовности 5.8. Методы испытаний ремонтопригодности 5.<) . Ускоренные испытания на надежность. Основные положения 5.10. Оценка и контроль надежности с учетом априор- ных статистических данных
Стандарты второго и третьего уровней
будут разработаны вне системы “Надежность
в технике”. Эти стандарты должны конкрети-
зировать положения общетехнических стан-
дартов применительно к данной группе изде-
лий, а также содержать конструктивные, тех-
нологические и эксплуатационные требова-
ния, специфические для данной группы изде-
лий. Стандарты третьего уровня разрабатыва-
ют лишь при явно выраженной специфике в
организации и методологии обеспечения на-
дежности соответствующих изделий или при
необходимости назначения более жестких (по
сравнению со стандартами второго уровня)
требований по надежности. Такая структура
нормативно-технической документации по
надежности отражает сложившуюся мировую
практику по стандартизации, а именно упро-
щение иерархии стандартов путем ее сведения
к двум уровням: уровню национальных стан-
дартов, гармонизированных с международны-
ми и уровню стандартов фирм, ассоциаций и
т.д.
Среди международных организаций, на-
ряду с Международной организацией по стан-
дартизации (ИСО), следует выделить Между-
народную электротехническую комиссию
(МЭК). Документы по надежности, разрабо-
танные МЭК, выходят далеко за пределы
электротехники и родственных ей отраслей.
Основные концепции МЭК в области надеж-
ности, отражены в публикации МЭК 50 (191).
Перевод этой публикации с комментариями
можно найти в [21].
Примером другого подхода к стандарти-
зации может служить разработка норм и стан-
дартов в рамках Американского общества
инженеров-механиков (ASME). Эта деятель-
ность ведется с 1884 г. Строго говоря, эта
документация не носит обязательного харак-
тера даже в пределах США. Однако практиче-
ски все американские частные и государст-
венные организации признают за этими до-
кументами силу закона de facto. Более того,
многие из них приняты (полностью или с
небольшими изменениями) в качестве норма-
тивно-технических документов в других стра-
нах, а также положены в основу международ-
ных документов. Примером могут служить
нормы по расчету и проектированию котлов,
сосудов давления и трубопроводов (Pressure
Vessel and Piping Code). Эти документы с из-
менениями и дополнениями существуют
многие десятки лет. Но далеко не все инже-
неры-практики, связанные с обеспечением
надежности трубопроводов и сосудов давле-
ния, знают, что прототипом применяемых
ими норм служат соответствующие нормы
ASME. Менее известно в нашей стране мето-
дическое руководство для расчетной оценки
ресурса машиностроительных конструкций
(ASME XI - Life Evaluation Code).
Среди организаций, которые вносят
значительный вклад в разработку стандартов и
норм, следует указать Американское общество
по испытаниям и материалам (American
Society for Testing and Materials, ASTM). Обра-
зованное в результате выделения из ASME,
оно занимает сейчас одно из ведущих мест в
мировой практике стандартизации. Основное
направление ASTM - создание нормативно-
технической и методической документации по
испытаниям материалов, элементов конструк-
ций и деталей машин на конструкционную
надежность. Рекомендации ASTM находят
широкое применение в других отраслях тех-
ники - в авиации, судостроении, космической
технике и т.п. Один из наиболее известных
стандартов ASTM, посвященный методам
экспериментального определения характери-
стик трещи ностой кости конструкционных
материалов (имеется в виду ASTM Е-399) стал
прототипом для многих аналогичных нацио-
нальных стандартов.
Новое поколение отечественных стан-
дартов, в котором головным является стандарт
[18], в значительной степени приближено к
международному уровню, сохраняя в то же
время традиции, заложенные в предыдущих
стандартах. Более подробный анализ стандар-
16
Глава 1.1. ОСНОВНЫЕ ПОНЯТИЯ
тов и других нормативных документов по
надежности приведен в [22].
1.1.3. НАДЕЖНОСТЬ и ее составляющие
Понятие надежности, а также методы
прогнозирования, оценки, нормирования и
обеспечения надежности применяют к любым
техническим объектам - машинам, изделиям,
сооружениям и системам, а также их подсис-
темам - деталям, сборочным единицам и т.п.
При необходимости в понятие объект может
быть включена информация или ее носитель,
а также человеческий фактор (например, при
рассмотрении системы машина-оператор).
В отечественной практике часто исполь-
зуют параметрическое определение надежно-
сти. При этом способность технического объ-
екта выполнять требуемые функции описы-
вают при помощи некоторой совокупности
непосредственно измеряемых параметров.
Тогда надежность определяют как свойство
объекта сохранять во времени в установлен-
ных пределах значения этих параметров. К
таким параметрам относят кинематические и
динамические параметры машин, показатели
конструкционной прочности деталей машин и
их соединений, точности технологической
обработки, производительности и т.п. С тече-
нием времени значения этих параметров из-
меняются, достигая некоторых предельно
допустимых значений.
Параметрическое описание функциони-
рования технических объектов не всегда целе-
сообразно. Примером служат простейшие
технические объекты, работоспособность ко-
торых может быть охарактеризована по типу
“да-нет”. Не все свойства объекта характери-
зуются количественно (как для системы ма-
шина-оператор). В этих случаях параметриче-
ский подход к оценке надежности оказывает-
ся затруднительным.
В общем случае надежностью техниче-
ского объекта называют комплексное свойство
технического объекта, состоящее из его без-
отказности, долговечности, ремонтопригодно-
сти и сохраняемости.
Безотказностью называют свойство объ-
екта непрерывно сохранять работоспособное
состояние в течение некоторого времени или
наработки. Безотказность обычно вводят при-
менительно к использованию объекта по на-
значению; однако во многих случаях необхо-
дима также оценка безотказности при хране-
нии и транспортировании объекта.
Под долговечностью понимают способ-
ность объекта не достигать в течение доста-
точно длительного времени предельного со-
стояния, т.е. такого состояния, при котором
дальнейшее использование объекта по назна-
чению становится невозможным или нецеле-
сообразным, несмотря на наличие установ-
ленной системы технического обслуживания
и ремонта. Объект может перейти в предель-
ное состояние, оставаясь работоспособным,
если его дальнейшее применение перестает
быть допустимым по требованиям безопасно-
сти, экономичности или эффективности.
Ремонтопригодность - свойство объекта,
заключающееся в приспособленности к под-
держанию и восстановлению работоспособно-
го состояния путем технического обслужива-
ния ремонта. В сущности термин “ремон-
топригодность” эквивалентен международно-
му термину “приспособленность к поддержа-
нию работоспособного состояния” или, коро-
че, поддерживаемость (maintainability). Поми-
мо ремонтопригодности в узком смысле это
понятие включает в себя “обслу-живаемость”,
т.е. приспособленность объекта к техническо-
му обслуживанию, “контроле-пригодность” и
“диагностируемость” - приспособленность к
предупреждению и обнаружению отказов и
повреждений, а также причин, их вызываю-
щих.
Более общее понятие “эксплуатацион-
ная технологичность” (maintenance support,
supportability) включает в себя ряд технико-
экономических и организационных факторов,
например качество подготовки обслуживаемо-
го персонала. Но термин “ремонто-
пригодность” прочно вошел в отечественную
нормативно-техническую, справочную и
учебную литературу. В отраслевой документа-
ции наряду с термином “ремонто-
пригодность” в узком смысле применяют
термины “обслуживаемость”, “контролируе-
мость”, “диагностируемость” и “эксплуа-
тационная технологичность”.
При хранении и транспортировании
технические объекты подвергаются неблаго-
приятным воздействиям, например колебани-
ям температуры, действию влажного воздуха,
вибрациям и т.п. В результате после хранения
и (или) транспортирования объект может
оказаться неработоспособным и даже достичь
предельного состояния.
Сохраняемость объекта определяют как
его свойство сохранять в заданных пределах
значения параметров, характеризующих спо-
собности объекта выполнять требуемые функ-
ции, в течение и после хранения и (или)
транспортирования. В идеальных условиях
объект полностью сохраняет работоспособное
состояние, а также значения ресурса, которым
объект обладал к моменту начала хранения и
(или) транспортирования. В реальных услови-
ях происходит ухудшение параметров, харак-
теризующих работоспособность объекта, а
также снижается его остаточный ресурс.
СОСТОЯНИЯ ТЕХНИЧЕСКОГО ОБЪЕКТА
17
В зависимости от условий и режимов
применения объекта требования к сохраняе-
мости ставят по-разному. Так, в одних случа-
ях достаточно потребовать, чтобы после хра-
нения и (или) транспортирования объект ос-
тавался в работоспособном состоянии. В
большинстве других случаев требуют, чтобы
объект сохранял достаточный запас работо-
способности, т.е. обладал достаточной безот-
казностью после хранения и (или) транспор-
тирования. В тех случаях, когда предусмотре-
на специальная подготовка объекта к приме-
нению по назначению после хранения и (или)
транспортирования, требование о сохранении
работоспособности не ставят. Его заменяют
требованием, позволяющим сохранять в за-
данных пределах технические параметры объ-
екта, определяющие его безотказность и дол-
говечность.
В зависимости от назначения и особен-
ностей применения объекта составляющие
свойства надежности приобретают больший
или меньший вес. Например, для перемонти-
руемых объектов основным свойством являет-
ся безотказность. Для ремонтируемых объек-
тов одним из важнейших свойств, составляю-
щих понятие надежности, может быть ремон-
топригодность.
Для технических объектов, которые яв-
ляются потенциальными источниками опас-
ности, важным является понятие безопасно-
сти.
Безопасность - свойство объекта при
изготовлении и эксплуатации и в случае на-
рушения работоспособного состояния не соз-
давать угрозу для населения и (или) для ок-
ружающей среды. Безопасность обычно не
включают в понятие надежности. Однако при
определенных условиях безопасность тесно
связана с этим понятием, например, если
отказы могут привести к условиям, вредным
для людей и (или) окружающей среды сверх
установленных норм.
Термин “живучесть” занимает погра-
ничное место между понятиями “надежность”
и “безопасность”. Под живучестью понимают
свойство объекта, состоящее в его способно-
сти противостоять развитию критических и
существенных отказов из дефектов, повреж-
дений и несущественных отказов при уста-
новленной системе технического обслужива-
ния и ремонта. В отраслях живучесть тракту-
ют по-разному, например, как свойство объ-
екта сохранять ограниченную работоспособ-
ность при воздействиях, не предусмотренных
условиями эксплуатации, или как свойство
объекта сохранять ограниченную работоспо-
собность при наличии дефектов или повреж-
дений определенного вида, а также при отказе
некоторых компонентов. Примером служит
сохранение несущей способности деталей
машин при возникновении в них усталостных
трещин, размеры которых не превышают за-
данных значений.
В некоторых отраслях вместо живучести
говорят об “отказоустойчивости”, т.е. о спо-
собности системы противостоять лавинооб-
разному развитию отказов из несущественных
отказов и повреждений. Термин “живучесть”
приблизительно соответствует международно-
му термину fail-safe performance. Для характе-
ристики отказоустойчивости по отношению к
человеческим ошибкам в последнее время
начали употреблять Термин fool-proof
performance. В международных документах
сочетание безотказности и ремонтопригодно-
сти с учетом системы технического обслужи-
вания и ремонта называют готовностью объ-
екта (availability).
1.1.4. СОСТОЯНИЯ ТЕХНИЧЕСКОГО ОБЪЕКТА
Каждое состояние объекта характеризу-
ют некоторой совокупностью значений пара-
метров, а также качественных признаков.
Перечень этих параметров, а также пределы
их допустимых изменений устанавливают в
нормативно-технической или проектно-
конструкторской документации (далее кратко
- в документации).
Состояние объекта, при котором он со-
ответствует всем требованиям документации,
называют исправным. Если объект не соответ-
ствует хотя бы одному из требований доку-
ментации, то его состояние называют неис-
правным. Состояние объекта, при котором
значения всех параметров, характеризующих
способность выполнять заданные функции,
соответствуют требованиям документации,
называют работоспособным.
Если значение хотя бы одного парамет-
ра, характеризующего способность объекта
выполнять заданные функции, не соответст-
вует указанным требованиям, то состояние
называют неработоспособным. Работоспособ-
ный объект в отличие от исправного должен
удовлетворять лишь тем требованиям доку-
ментации, выполнение которых обеспечивает
нормальное применение объекта по назначе-
нию. Работоспособный объект может быть
неисправным, например, если он не удовле-
творяет эстетическим требованиям, причем
ухудшение внешнего вида объекта не препят-
ствует его применению по назначению. Для
простейших объектов различают работоспо-
собное и неработоспособное состояния.
В общем случае вводится промежуточное
понятие частичного неработоспособного
(частично работоспособного) состояния.
Примером частично неработоспособного со-
стояния служит такое состояние машины, при
18
Глава 1.1. ОСНОВНЫЕ ПОНЯТИЯ
котором она способна выполнять требуемые
функции с пониженными показателями, в
частности с пониженной производительно-
стью. Для объектов многофункционального
назначения под частично неработоспособным
состоянием понимают такое, при котором
объект способен выполнять лишь часть тре-
буемых функций. Для некоторых объектов
признаками неработоспособного состояния
могут быть отклонения показателей качества
изготовляемой продукции. Например, приме-
нительно к технологическим машинам и ли-
ниям к неработоспособному состоянию может
быть отнесено такое, при котором значение
хотя бы одного параметра изготавливаемой
продукции не соответствует установленным
требованиям.
В [21] введена более детальная класси-
фикация состояний. Так, в работоспособном
состоянии (up state) различают рабочее со-
стояние (busy state) и плановый простой (idle
state), при котором объект не применяют по
назначению. Состояние неготовности (disabled
state) подразделяют на “внутренне” неработо-
способное состояние (internal disabled state),
вызванное отказом (fault) или незавершенно-
стью планового технического обслуживания,
и состояние неготовности, обусловленное
организационными причинами (external
disabled state). Таким образом, состояние не-
готовности оказывается шире, чем неработо-
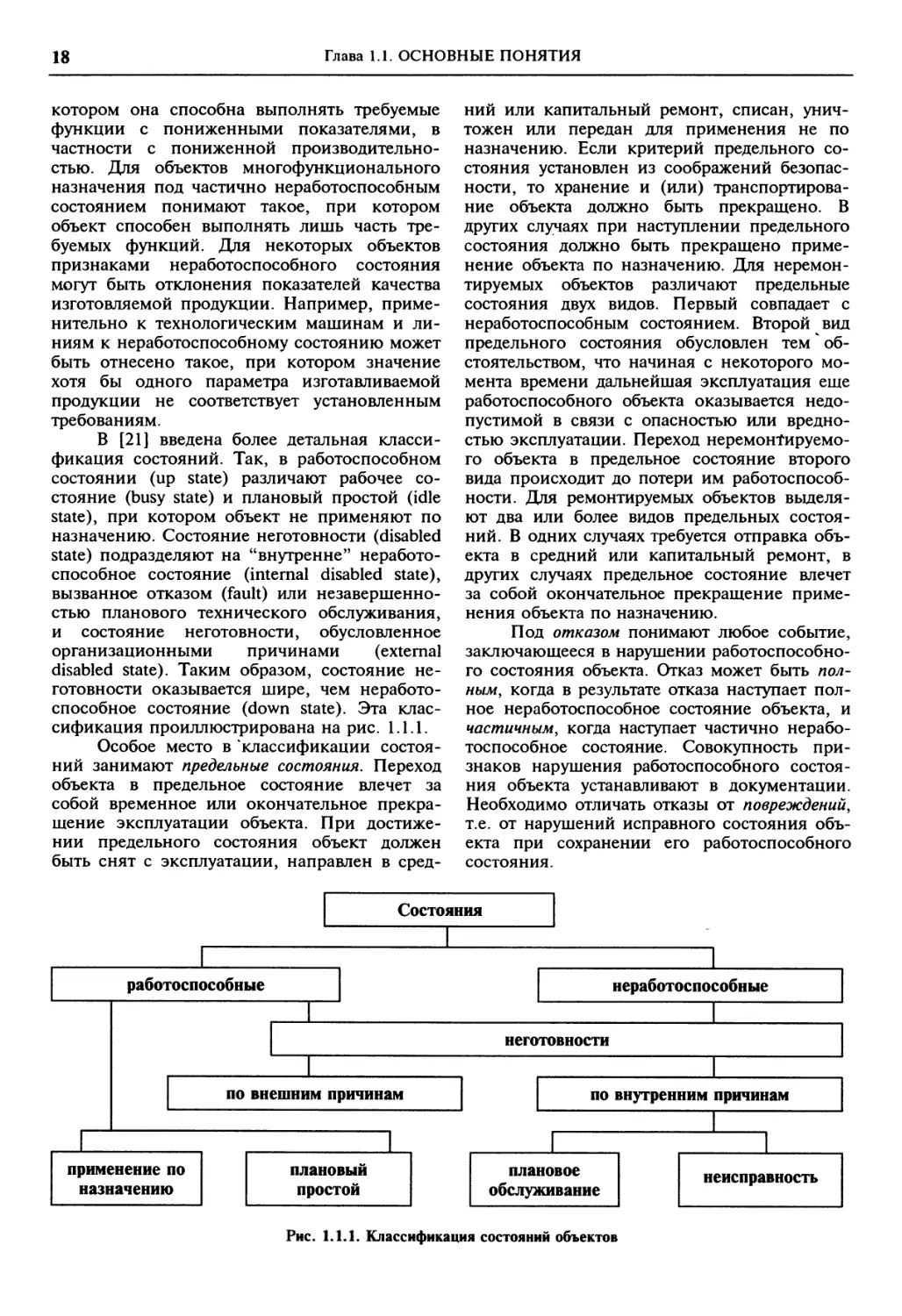
способное состояние (down state). Эта клас-
сификация проиллюстрирована на рис. 1.1.1.
Особое место в классификации состоя-
ний занимают предельные состояния. Переход
объекта в предельное состояние влечет за
собой временное или окончательное прекра-
щение эксплуатации объекта. При достиже-
нии предельного состояния объект должен
быть снят с эксплуатации, направлен в сред-
ний или капитальный ремонт, списан, унич-
тожен или передан для применения не по
назначению. Если критерий предельного со-
стояния установлен из соображений безопас-
ности, то хранение и (или) транспортирова-
ние объекта должно быть прекращено. В
других случаях при наступлении предельного
состояния должно быть прекращено приме-
нение объекта по назначению. Для перемон-
тируемых объектов различают предельные
состояния двух видов. Первый совпадает с
неработоспособным состоянием. Второй вид
предельного состояния обусловлен тем об-
стоятельством, что начиная с некоторого мо-
мента времени дальнейшая эксплуатация еще
работоспособного объекта оказывается недо-
пустимой в связи с опасностью или вредно-
стью эксплуатации. Переход перемонтируемо-
го объекта в предельное состояние второго
вида происходит до потери им работоспособ-
ности. Для ремонтируемых объектов выделя-
ют два или более видов предельных состоя-
ний. В одних случаях требуется отправка объ-
екта в средний или капитальный ремонт, в
других случаях предельное состояние влечет
за собой окончательное прекращение приме-
нения объекта по назначению.
Под отказом понимают любое событие,
заключающееся в нарушении работоспособно-
го состояния объекта. Отказ может быть пол-
ным, когда в результате отказа наступает пол-
ное неработоспособное состояние объекта, и
частичным, когда наступает частично нерабо-
тоспособное состояние. Совокупность при-
знаков нарушения работоспособного состоя-
ния объекта устанавливают в документации.
Необходимо отличать отказы от повреждений,
т.е. от нарушений исправного состояния объ-
екта при сохранении его работоспособного
состояния.
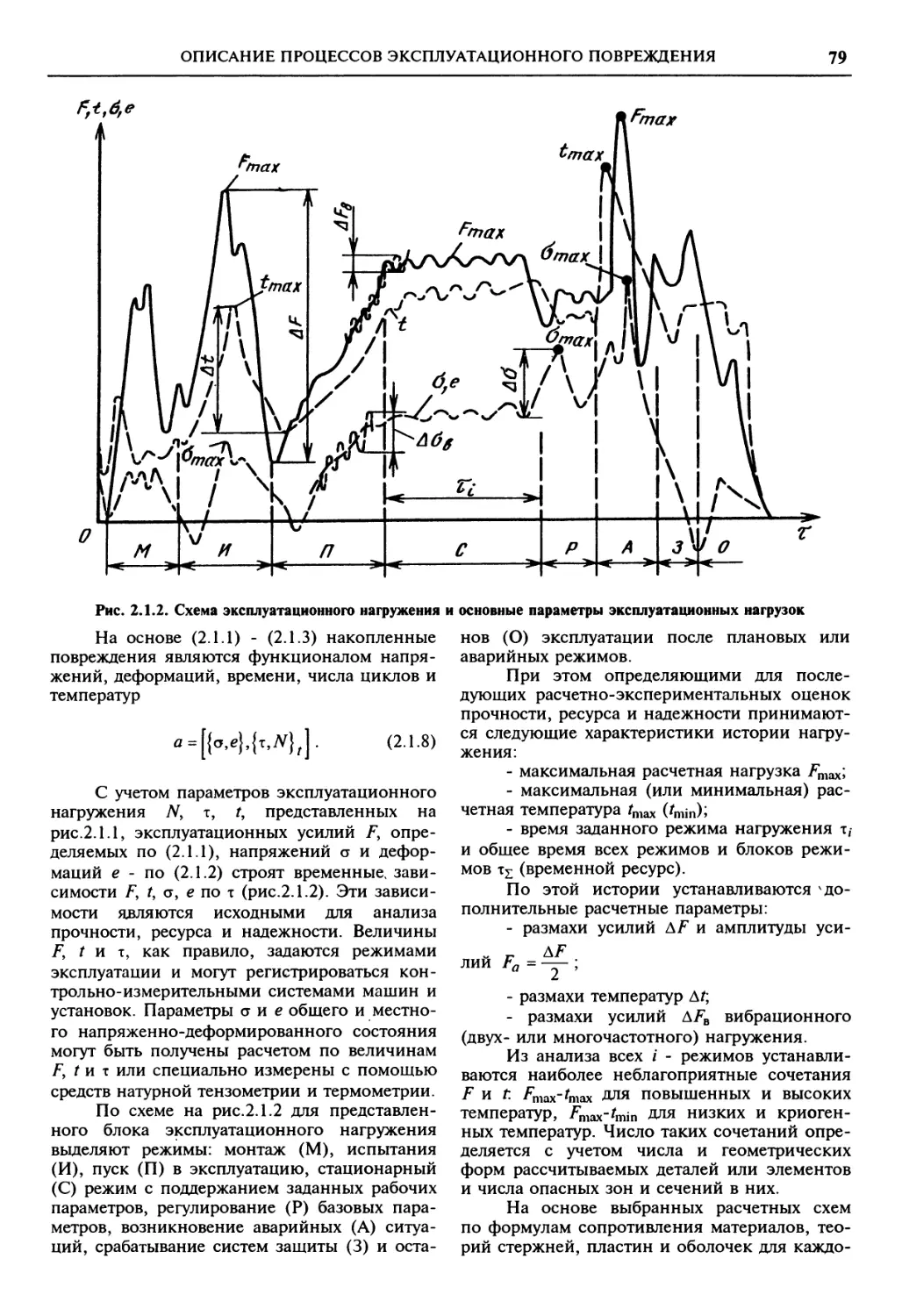
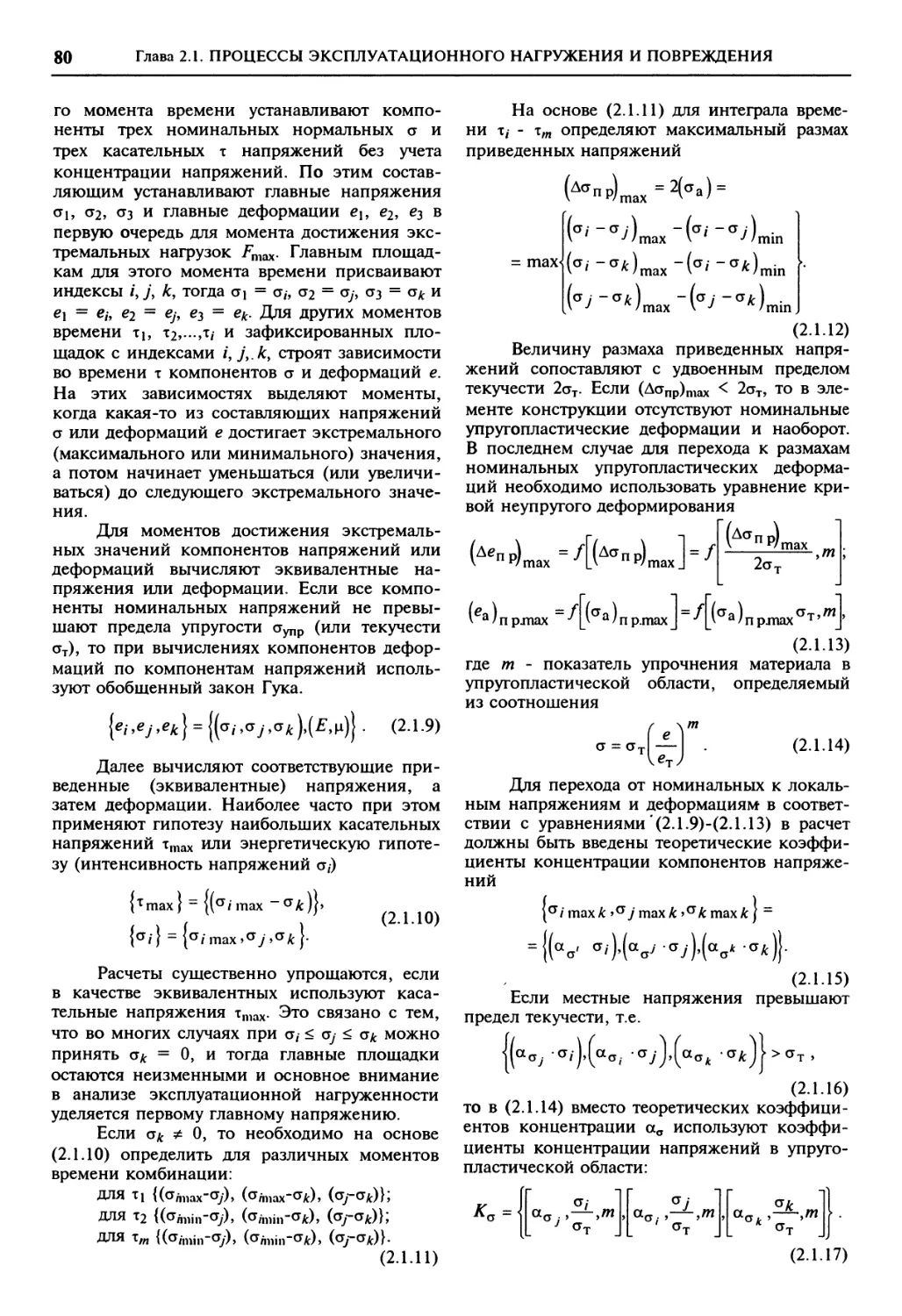
Рис. 1.1.1. Классификация состояний объектов
СОСТОЯНИЯ ТЕХНИЧЕСКОГО ОБЪЕКТА
19
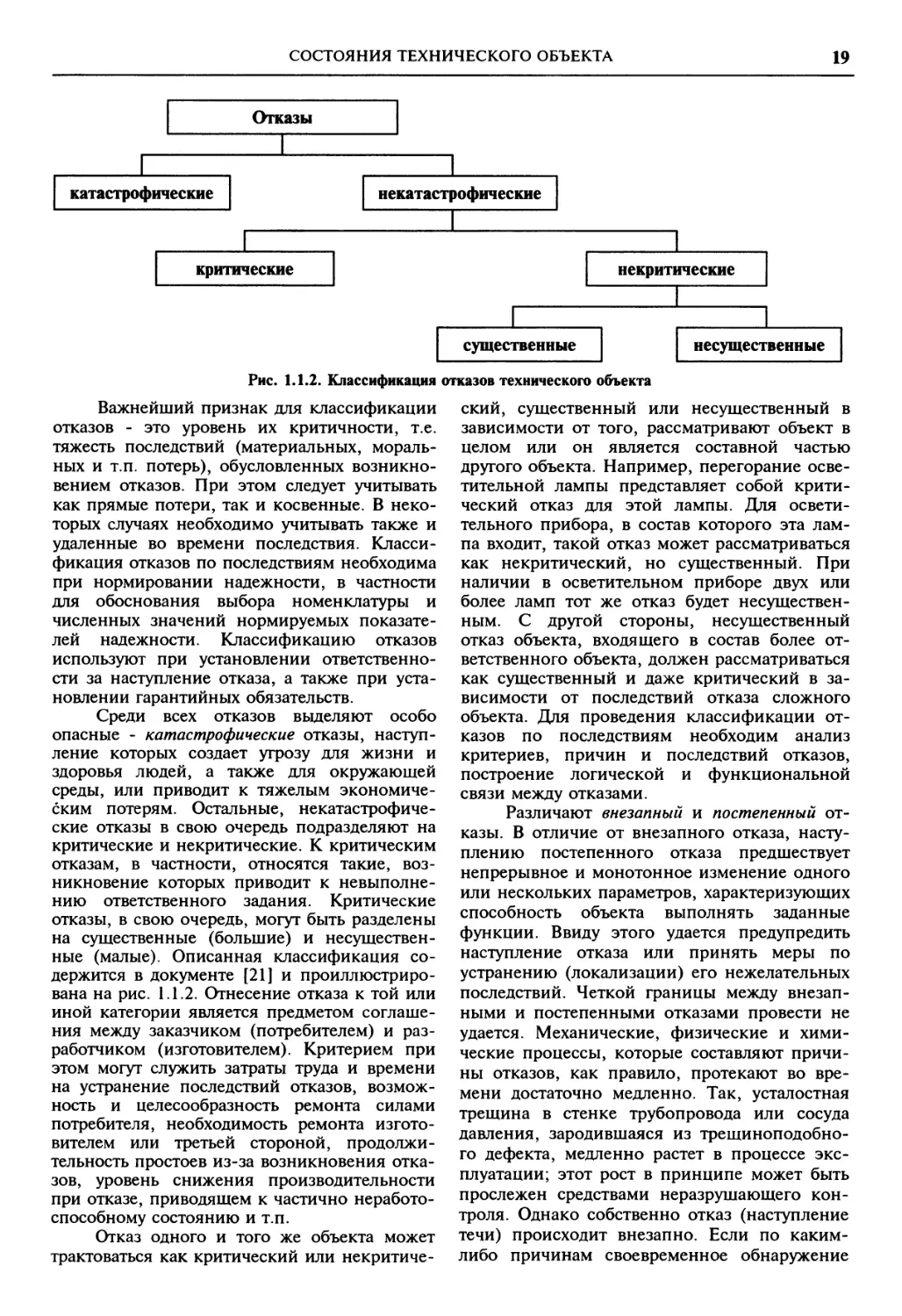
Рис. 1.1.2. Классификация отказов технического объекта
Важнейший признак для классификации
отказов - это уровень их критичности, т.е.
тяжесть последствий (материальных, мораль-
ных и т.п. потерь), обусловленных возникно-
вением отказов. При этом следует учитывать
как прямые потери, так и косвенные. В неко-
торых случаях необходимо учитывать также и
удаленные во времени последствия. Класси-
фикация отказов по последствиям необходима
при нормировании надежности, в частности
для обоснования выбора номенклатуры и
численных значений нормируемых показате-
лей надежности. Классификацию отказов
используют при установлении ответственно-
сти за наступление отказа, а также при уста-
новлении гарантийных обязательств.
Среди всех отказов выделяют особо
опасные - катастрофические отказы, наступ-
ление которых создает угрозу для жизни и
здоровья людей, а также для окружающей
среды, или приводит к тяжелым экономиче-
ским потерям. Остальные, некатастрофиче-
ские отказы в свою очередь подразделяют на
критические и некритические. К критическим
отказам, в частности, относятся такие, воз-
никновение которых приводит к невыполне-
нию ответственного задания. Критические
отказы, в свою очередь, могут быть разделены
на существенные (большие) и несуществен-
ные (малые). Описанная классификация со-
держится в документе [21] и проиллюстриро-
вана на рис. 1.1.2. Отнесение отказа к той или
иной категории является предметом соглаше-
ния между заказчиком (потребителем) и раз-
работчиком (изготовителем). Критерием при
этом могут служить затраты труда и времени
на устранение последствий отказов, возмож-
ность и целесообразность ремонта силами
потребителя, необходимость ремонта изгото-
вителем или третьей стороной, продолжи-
тельность простоев из-за возникновения отка-
зов, уровень снижения производительности
при отказе, приводящем к частично неработо-
способному состоянию и т.п.
Отказ одного и того же объекта может
трактоваться как критический или некритиче-
ский, существенный или несущественный в
зависимости от того, рассматривают объект в
целом или он является составной частью
другого объекта. Например, перегорание осве-
тительной лампы представляет собой крити-
ческий отказ для этой лампы. Для освети-
тельного прибора, в состав которого эта лам-
па входит, такой отказ может рассматриваться
как некритический, но существенный. При
наличии в осветительном приборе двух или
более ламп тот же отказ будет несуществен-
ным. С другой стороны, несущественный
отказ объекта, входящего в состав более от-
ветственного объекта, должен рассматриваться
как существенный и даже критический в за-
висимости от последствий отказа сложного
объекта. Для проведения классификации от-
казов по последствиям необходим анализ
критериев, причин и последствий отказов,
построение логической и функциональной
связи между отказами.
Различают внезапный и постепенный от-
казы. В отличие от внезапного отказа, насту-
плению постепенного отказа предшествует
непрерывное и монотонное изменение одного
или нескольких параметров, характеризующих
способность объекта выполнять заданные
функции. Ввиду этого удается предупредить
наступление отказа или принять меры по
устранению (локализации) его нежелательных
последствий. Четкой границы между внезап-
ными и постепенными отказами провести не
удается. Механические, физические и хими-
ческие процессы, которые составляют причи-
ны отказов, как правило, протекают во вре-
мени достаточно медленно. Так, усталостная
трещина в стенке трубопровода или сосуда
давления, зародившаяся из трещиноподобно-
го дефекта, медленно растет в процессе экс-
плуатации; этот рост в принципе может быть
прослежен средствами неразрушающего кон-
троля. Однако собственно отказ (наступление
течи) происходит внезапно. Если по каким-
либо причинам своевременное обнаружение
20
Глава 1.1. ОСНОВНЫЕ ПОНЯТИЯ
несквозной трещины оказалось невозмож-
ным, то отказ придется признать внезапным.
По мере совершенствования расчетных мето-
дов и средств контрольно-измерительной тех-
ники, позволяющих своевременно обнару-
жить источник возможных отказов и прогно-
зировать их развитие во времени, все большее
число отказов будет относиться к категории
постепенных.
Среди внезапных отказов выделим кате-
горию сбоев - самоустраняющихся отказов
или однократных отказов, устраняемых вме-
шательством оператора. Отличительным при-
знаком сбоя является то, что восстановление
работоспособного состояния объекта может
быть обеспечено без ремонта, например путем
воздействия оператора на органы управления,
устранением обрыва нити, магнитной ленты и
т.п. Разновидностью сбоя является переме-
жающийся отказ - многократно возникающий
самоустраняющийся отказ одного и того же
характера. В ряде отраслей сбои не квалифи-
цируются как отказы. К отказам “сбойного”
характера относят отказы, обусловленные
последствиями сбоя (группы сбоев). Харак-
терным примером такого отказа служит оста-
новка ЭВМ из-за сбоя, устраняемого повтор-
ным пуском программы с момента останова
или ее перезапуском с начала.
По причинам возникновения различают
конструктивные, производственные и экс-
плуатационные отказы. Эта классификация
введена с целью установления, на какой ста-
дии создания или существования объекта
следует провести мероприятия для устранения
причин отказов. Отказ, возникший по причи-
не, связанной с несовершенством или нару-
шением установленных правил и (или) норм
проектирования и конструирования, называ-
ют конструктивным. Если отказ возник по
причине, связанной с несовершенством или
нарушением установленного процесса изго-
товления или ремонта, выполняемого на ре-
монтном предприятии, его называют произ-
водственным. Наконец отказы, связанные с
нарушением установленных правил и (или)
условий эксплуатации, называют эксплуата-
ционными.
Если ремонт производится потребите-
лем, то отказ, возникший из-за нарушения
процесса ремонта, относят к эксплуатацион-
ным отказам. Если ремонт производится изго-
товителем или специализированным предпри-
ятием, то такой отказ рассматривают как про-
изводственный отказ. Принято выделять отка-
зы комплектующих изделий, изготовляемых
не на том предприятии, где производится
объект в целом. Отказы комплектующих эле-
ментов также могут быть конструктивными,
производственными и эксплуатационными.
Классификация не является исчерпывающей,
поскольку возможно возникновение отказов,
вызванных двумя или тремя причинами.
По времени появления отказов в про-
цессе применения объектов различают прира-
боточные и де градационные отказы. Прирабо-
точные отказы возникают на ранней стадии
эксплуатации, когда проявляется влияние
дефектов, не обнаруженных и не устраненных
в процессе изготовления, испытания, выход-
ного и (или) приемочного контроля. В прин-
ципе можно практически исключить отказы
этой категории, если до передачи объекта в
эксплуатацию провести приработку, обкатку,
технологический контроль и т.п. Из технико-
экономических соображений может оказаться
более целесообразным перенести приработоч-
ный период на стадию эксплуатации. При
этом соответственно может изменяться цена
объекта. Устранение скрытых дефектов и по-
следствий приработочных отказов произво-
дится, как правило, в рамках гарантийного
обслуживания.
Отказы, которые вызваны процессами
старения, изнашивания, коррозии и усталости
при условии соблюдения всех установленных
правил и (или) норм проектирования, изго-
товления и эксплуатации относят к категории
деградационных. Эти отказы происходят на
поздней стадии эксплуатации объекта, когда
вследствие естественных процессов объект
или его составные части приближается к пре-
дельному состоянию по условиям физическо-
го износа. Вероятность возникновения дегра-
дационных отказов в пределах планируемого
полного (или межремонтного) срока службы
должна быть достаточно мала. Это обеспечи-
вается расчетом на долговечность с учетом
физической природы деградационных отка-
зов, а также надлежащей системой техниче-
ского обслуживания.
1.1.5. ВРЕМЕННЫЕ ПОНЯТИЯ
Эксплуатация машин и систем машин
происходит во времени. Выделяя из суммар-
ного времени эксплуатации чистое время, в
течение которого машину применяют по на-
значению, приходим к понятию наработки,
т.е. продолжительности работы машины. На-
работка может быть измерена как в единицах
времени (годах, сутках, часах), так и в едини-
цах целочисленных величин (число рабочих
циклов, переключений и т.п.). Если объект
работает с перерывами, то различают непре-
рывную и суммарную наработку. В этом слу-
чае наработку также можно измерять в еди-
ницах времени. Однако для многих объектов
физическое изнашивание связано не только с
календарной продолжительностью эксплуата-
ции, но и с объемом работы объекта и поэто-
ВРЕМЕННЫЕ ПОНЯТИЯ
21
му зависит от интенсивности применения
объекта по назначению. Для таких объектов
наработку обычно выражают через объем
произведенной работы или число рабочих
циклов.
Если трактовать понятие “время” в
обобщенном смысле - как параметр, служа-
щий для описания последовательности собы-
тий и смены состояний, то принципиальной
разницы между наработкой и временем нет
даже в том случае, когда наработка является
целочисленной величиной. Например, кален-
дарное время часто отсчитывают в целых
днях, месяцах и т.п. Поэтому наработка и
родственные ей величины (ресурс, остаточ-
ный ресурс) отнесены к категории временных
понятий.
Различают наработку до отказа и нара-
ботку между отказами. Первое понятие ха-
рактеризует продолжительность эксплуатации
объекта от ее начала до возникновения отка-
за. Наработку между отказами отсчитывают
от окончания восстановления его работоспо-
собного состояния после отказа до возникно-
вения следующего отказа.
Долговечность объекта характеризуют
его ресурсом или сроком службы. Техниче-
ским ресурсом (или просто - ресурсом) назы-
вают суммарную наработку объекта от начала
его эксплуатации или ее возобновления после
ремонта до перехода объекта в предельное
состояние. Срок службы определяют как ка-
лендарную продолжительность эксплуатации
объекта от ее начала или возобновления по-
сле ремонта до перехода объекта в предельное
состояние.
Приведенные выше временные понятия
относятся к конкретно взятому, индивиду-
альному объекту. Имеется важное различие
между величинами, определяемыми этими
понятиями, и большинством величин, харак-
теризующих механические, физические и
другие свойства индивидуального объекта.
Так, геометрические размеры, масса, темпе-
ратура, скорость и т.п. могут быть измерены
непосредственно (в принципе - в любой мо-
мент времени существования объекта). Нара-
ботка индивидуального объекта до первого
отказа, его наработка между отказами, ресурс
и т.п. могут быть определены лишь после
того, как наступил отказ или было достигнуто
предельное состояние. Пока эти события не
наступили, можно говорить лишь о прогно-
зировании этих величин с большей или
меньшей достоверностью.
Безотказная наработка, ресурс, срок
службы и срок сохраняемости зависят от
большого числа факторов. Часть этих пара-
метров не может быть проконтролирована, а
остальные заданы с той или иной степенью
неопределенности. Безотказная работа кон-
кретно взятого объекта зависит от качества
сырья, материалов, заготовок и полуфабрика-
тов, от достигнутого уровня технологии и
степени стабильности технологического про-
цесса, от уровня технологической дисципли-
ны, от выполнения всех требований по хра-
нению, транспортированию и применению
объекта по назначению. Многие объекты
включают в себя комплектующие изделия,
детали и элементы, поставленные другими
изготовителями. Перечисленные выше фак-
торы, влияя на работоспособность составных
частей объекта, определяют его работоспо-
собность в целом.
Опыт эксплуатации объектов массового
производства показывает, что наработка до
отказа, как и наработка между отказами об-
наруживает значительный статистический
разброс. Аналогичный разброс (хотя обычно
несколько меньший) имеет также ресурс,
срок службы и срок сохраняемости. Этот
разброс может служить характеристикой тех-
нологической культуры и дисциплины, а
также достигнутого уровня технологии. Раз-
брос наработки до первого отказа, ресурса и
срока службы можно уменьшить, а их значе-
ния можно увеличить путем надлежащей и
экспериментальной обработки каждого инди-
видуального объекта до передачи в эксплуа-
тацию. Этот подход осуществляют для особо
ответственных объектов. Целесообразность
такого подхода для массовых объектов долж-
на каждый раз подтверждаться технико-
экономическим анализом.
Наработка до отказа вводится как для
перемонтируемых (невосстанавливаемых), так
и для ремонтируемых (восстанавливаемых)
объектов. Наработка между отказами опреде-
ляется объемом работы объекта от А:-го до
А+1-го отказа, где k = 1, 2... Эта наработка
относится только к восстанавливаемым объ-
ектам.
Технический ресурс представляет запас
возможной наработки объекта. Для перемон-
тируемых объектов он совпадает с продолжи-
тельностью пребывания в работоспособном
состоянии в режиме применения по назначе-
нию, если переход в предельное состояние
обусловлен только возникновением отказа.
Поскольку средний и капитальный ремонт
позволяет частично или полностью восста-
навливать ресурс, то отсчет наработки при
исчислении ресурса возобновляют по окон-
чании такого ремонта, различая в связи с
этим доремонтный, межремонтный и полный
ресурс (до списания).
К временным понятиям относится так-
же срок сохраняемости, остаточный ресурс и
остаточный срок службы, назначенный ре-
22
Глава 1.2. ПОКАЗАТЕЛИ НАДЕЖНОСТИ
сурс, назначенный срок хранения. Определе-
ния этих понятий и необходимые коммента-
рии даны в документе [18].
Глава 1.2
ПОКАЗАТЕЛИ НАДЕЖНОСТИ
1.2.1. ПРЕДВАРИТЕЛЬНЫЕ ЗАМЕЧАНИЯ
Показателями надежности называют ко-
личественные характеристики одного или
нескольких свойств, составляющих надеж-
ность объекта. В первом случае показатели
называют единичными, во втором - ком-
плексными. Показатели надежности относят-
ся к числу важнейших понятий теории на-
дежности.
Как уже указывалось ранее, область
применения теории надежности к уникаль-
ным и малосерийным объектам ограничена.
Например, эта теория применима для еди-
ничных восстанавливаемых (ремонтируемых)
объектов, если для них в соответствии с нор-
мативно-технической документацией допус-
тимы многократные отказы, последователь-
ность которых может быть представлена в
виде потока случайных событий. Теория
применима также к уникальным и малосе-
рийным объектам, которые в свою очередь
состоят из объектов массового производства.
В этом случае расчет показателей надежности
объекта в целом проводят на основе вероят-
ностных моделей по известным показателям
надежности компонентов. С другой стороны,
методы теории надежности позволяют уста-
новить требования к надежности компонен-
тов и элементов на основании требований к
надежности объекта в целом.
Более общий подход к расчетной оценке
надежности технических объектов основан на
трактовке отказа как результата взаимодейст-
вия объекта как физической системы с дру-
гими объектами и окружающей средой [4-7,
20, 40, 44]. Однако большинство показателей
надежности сохраняют смысл и при этом
подходе. Вместе с тем нельзя смешивать по-
казатели надежности с количественными
характеристиками, не имеющими четкого
вероятностно-статистического смысла, на-
пример с коэффициентами запаса прочности.
На стадии проектирования и конструирова-
ния показатели надежности трактуют как
характеристики вероятностных или полуверо-
ятностных математических моделей создавае-
мых объектов. Соответствующие значения
показателей называют расчетными. На стади-
ях экспериментальной обработки испытаний
роль показателей надежности выполняют
статистические (точечные или интервальные)
оценки вероятностных характеристик. Соот-
ветствующие значения показателей называют
экспериментальными.
Аналогичные оценки по данным экс-
плуатации называют эксплуатационными. На-
конец, если точечная или интервальная
оценка показателя надежности определена на
основании результатов расчетов, испытаний и
(или) эксплуатационных данных путем экст-
раполирования на другую продолжительность
эксплуатации (и другие условия эксплуата-
ции), то говорят об экстраполированных зна-
чениях показателей надежности. Подобная
классификация принята в настоящее время в
основных международных документах по
надежности технических объектов. Введение
такой классификации преследует цель преду-
предить путаницу, которая часто имеет место
на практике при обсуждении численных дан-
ных, полученных разными способами и на
разных стадиях жизненного цикла объекта.
В нашей стране номенклатуру показате-
лей надежности регламентирует стандарт[18].
Хотя с учетом специфики отрасли допускает-
ся использование показателей, не включен-
ных в этот стандарт, эти показатели не долж-
ны противоречить понятиям, лежащим в ос-
нове стандарта. Нарушение этого правила
может привести к грубым ошибкам и нару-
шению целостной системы обеспечения тре-
буемой надежности. В целях единообразия
все показатели надежности, перечисленные с
стандарте [18], определены как вероятност-
ные характеристики. Их точечные или интер-
вальные оценки получают, обрабатывая экс-
периментальные данные при помощи мето-
дов математической статистики [12-14, 34].
1.2.2. ПОКАЗАТЕЛИ БЕЗОТКАЗНОСТИ
Основной показатель безотказности -
вероятность безотказной работы, т.е. вероят-
ность того, что в пределах заданной наработ-
ки не возникнет ни одного отказа. Этот пока-
затель определяют в предположении, что в
начальный момент времени (момент начала
исчисления наработки) объект находится в
работоспособном состоянии.
Обозначим через t время или суммар-
ную наработку объекта. В Дальнейшем для
краткости называем t просто наработкой.
Возникновение первого отказа - случайное
событие, а наработка т от начального момен-
та до возникновения этого события - случай-
ная величина. Вероятность безотказной рабо-
ты на отрезке [0, Z] определяют как
Р(/) = Р{т>/}. (1.2.1)
Здесь - вероятность события, заклю-
ченного в скобках. Вероятность безотказной
работы P(f) является функцией наработки I.
ПОКАЗАТЕЛИ БЕЗОТКАЗНОСТИ
23
Обычно эту функцию предполагают непре-
рывной и дифференцируемой. Если способ-
ность объекта выполнять заданные функции
характеризуется параметром v, то вместо
(1.2.1) имеем формулу
P(t) = Р{у*(т) < т е [О,Г]} ,
(1-2.2)
где V» и - предельные по условиям рабо-
тоспособности значения параметров (эти зна-
чения, вообще, могут изменяться во време-
ни). Аналогично вводят вероятность безот-
казной работы в более общем случае, когда
состояние объекта характеризуется набором
параметров с допустимой по условиям рабо-
тоспособности областью значений этих пара-
метров [7].
Определение вероятности безотказной
работы согласно формулам (1.2.1) и (1.2.2)
относится к объектам, которые должны
функционировать в течение некоторого ко-
нечного отрезка времени. Для объектов одно-
разового (дискретного) применения вероят-
ность безотказной работы определяют как
вероятность того, что при срабатывании объ-
екта отказа не возникает. Аналогично вводят
вероятность безотказного включения
(например, включения в рабочий режим из
режима ожидания).
Вероятность безотказной работы P(f)
связана с функцией распределения F(t) и
плотностью распределения Дг) наработки до
отказа:
(1.2.3)
Наряду с понятием “вероятность безот-
казной работы” часто используют понятие
“вероятность отказа”, которое определяют
следующим образом: это вероятность того,
что объект откажет хотя бы один раз в тече-
ние заданной наработки, будучи работоспо-
собным в начальный момент времени. Веро-
ятность наступления хотя бы одного отказа
на отрезке [О, Г] определяют по формуле
= . (1.2.4)
Для высоконадежных объектов вероят-
ность безотказной работы по отношению к
критическим (тем более - катастрофическим)
отказам должна быть весьма близка к едини-
це. Вероятность наступления хотя бы одного
критического отказа на заданном отрезке
времени обычно называют показателем риска
или просто риском. Например, нормы летной
годности нормируют значения риска на один
час полета или на один стандартный полет,
нормы безопасности атомных электростан-
ций - на один реактор-год и т.д. Типичные
значения риска составляют Q = 10‘6 и мень-
ше, что отвечает вероятности безотказной
работы Р = 0,999999. Очевидно, что в таких
случаях удобнее работать с показателями типа
(1.2.4), чем с вероятностью безотказной рабо-
ты.
К показателям безотказной работы от-
носят также квантили безотказной наработки,
т.е. значения наработки, отвечающие задан-
ной вероятности безотказной работы. Гамма-
процентную наработку до отказа определя-
ют из уравнения
<115»
где P(t) - вероятность безотказной работы.
Другим показателем служит средняя на-
работка до отказа Т\. Она равна математиче-
скому ожиданию соответствующей случайной
величины наработки объекта до отказа. С
учетом (1.2.3) имеем формулу
00 00
71 = p(/)rfr= J[l-F(r)]rfZ.
О о
Величина Т\ может быть выражена также
через вероятность безотказной работы:
00
Г! = |р(г)Л. (1.2.6)
О
Еще один широко используемый пока-
затель - интенсивность отказов. Это плот-
ность вероятности возникновения отказа,
определяемая при условии, что до рассматри-
ваемого момента времени отказ не возник.
Интенсивность отказов Х(Г) выражают через
функции P(r), F(t) и Дг) следующим образом:
1-7(0 Л '
(12.7)
Для высоконадежных систем P(t) - 1, так что
интенсивность отказов приближенно равна
плотности распределения ДГ) наработки до
отказа. Связь между показателями безотказ-
ности представлена в табл. 1.2.1.
Перечисленные показатели введены
применительно к невосстанавливаемым объ-
ектам, а также к таким отказам восстанавли-
ваемых объектов, возникновение которых по
возможности должно быть исключено. При-
менительно к восстанавливаемым объектам,
при эксплуатации которых допускаются
многократно повторяющиеся отказы, вместо
средней наработки до отказа используют
24
Глава 1.2. ПОКАЗАТЕЛИ НАДЕЖНОСТИ
другой показатель - среднюю наработку на
отказ. Очевидно, что это должны быть несу-
щественные отказы, не приводящие к серьез-
1.2.1. Связь между показателями безотказности
ным последствиям и не требующие значи-
тельных затрат на восстановление работоспо-
собного состояния.
Показатели Pit) Qit) fit) x(/)
Pit) - i-e(r) 1- 0 exp t 0
Qit) 1 - Pit) - 0 1 - exp 0
fit) -P'(O e'(') - exj 0
W) rw />(/) Q'(0 1-G(/) /(') 1 - J/(T)rfT 0
Эксплуатация восстанавливаемых объек-
тов может быть описана следующим образом:
в начальный момент времени объект начина-
ет работать и продолжает работать до первого
отказа; после отказа происходит восстановле-
ние работоспособности, й объект вновь рабо-
тает до отказа и т.д. На оси времени t момен-
ты отказов образуют поток отказов, а момен-
ты восстановлений - поток восстановлений.
На оси суммарной наработки (когда продол-
жительность восстановления не учитывают)
моменты отказов образуют поток отказов.
Полное и строгое математическое описание
эксплуатации объекта по этой схеме построе-
но на основе теории восстановления [1, 16,
17, 26].
Средняя наработка на отказ определяет-
ся по формуле
Т =—Л-г . (1.2.8)
Здесь t - суммарная наработка, r(t) - число
отказов, наступивших в течение этой нара-
ботки, М{} - математическое ожидание слу-
чайной величины, стоящей в скобках. В об-
щем случае средняя наработка на отказ -
функция t. Для стационарных потоков отка-
зов средняя наработка на отказ от t не зави-
сит.
Для восстанавливаемых объектов ис-
пользуют еще один показатель - параметр
потоков отказов, равный отношению матема-
тического ожидания числа отказов за доста-
точно малую наработку объекта к значению
этой наработки:
М(г г + А/)-г Г |
ц(г) = lim —.
v 7 дг->0 bt
(12.9)
Здесь А/ - малый отрезок времени, r(t) - число
отказов, наступивших от начального момента
до достижения наработки t. Разность
r(t + А/) - r(t) равна числу отказов на отрезке
[Г, t + А/]. Наряду с параметром потока отка-
зов в расчетах и обработке эксперименталь-
ных данных часто используют усредненный
параметр потока отказов
н(') =
м{ф2)-ф|)}
Г2 - /1
(1.2.10)
По сравнению с формулой (1.2.9) здесь рас-
сматривают число отказов за конечный отре-
зок [Гь /2], причем t\ < t < t2. Если поток отка-
зов стационарный, то параметры, определяе-
ПОКАЗАТЕЛИ ДОЛГОВЕЧНОСТИ И СОХРАНЯЕМОСТИ
25
мые по формулам (1.2.9) и (1.2.10), от t не
_ 1
зависят, так что ц = ц = — .
В международной практике понятию
“параметр потока отказов” отвечает термин
failure intensity, в то время как понятию
“интенсивность отказов” отвечает термин
failure rate. Это необходимо учитывать при
использовании англоязычных источников, а
также переводной литературы.
1.2.3. ПОКАЗАТЕЛИ ДОЛГОВЕЧНОСТИ
И СОХРАНЯЕМОСТИ
Большинство показателей долговечно-
сти аналогично показателям безотказности
невосстанавливаемых объектов, если в опре-
делениях момент наступления первого отказа
заменить на момент достижения предельного
состояния. Например, гамма-процентный
ресурс определяют как суммарную наработку,
в течение которой в заданных режимах и
условиях применения объект не достигает
предельного состояния с вероятностью у,
выраженной в процентах. Аналогично вводят
гамма-процентный срок службы - календарную
продолжительность эксплуатации, в течение
которой объект не достигает предельного
состояния с выраженной в процентах вероят-
ностью у. Применительно к крупносерийным
объектам и массовым комплектующим изде-
лиям обычно используют понятия среднего
ресурса и среднего срока службы. В терминах
вероятностных моделей эти показатели равны
математическим ожиданиям суммарной нара-
ботки и календарной продолжительности до
достижения предельного состояния. При
применении показателей долговечности ука-
зывают начало отсчета и вид действий после
наступления предельного состояния
(например, гамма-процентный ресурс от вто-
рого капитального ремонта до списания).
Показатели долговечности, отсчитываемые от
ввода объекта в эксплуатацию до окончатель-
ного снятия с эксплуатации, называют гамма-
процентным полным ресурсом, средним пол-
ным ресурсом и т.п.
Аналогично вводят показатели сохра-
няемости. Так, гамма-процентный срок со-
храняемости определяют как срок хранения,
в течение которого параметры объекта, харак-
теризующие способность объекта выполнять
требуемые функции, будут оставаться в пре-
делах, задаваемых из условий сохраняемости,
с выраженной в процентах вероятностью у.
Необходимо различать показатели дол-
говечности и сохраняемости от внешне сход-
ных с ним “назначенных” сроков службы,
хранения и т.п. Цель установления “назна-
ченного” срока службы и “назначенного”
ресурса - обеспечить принудительное и забла-
говременное прекращение применения объ-
екта из требований безопасности или техни-
ко-экономических соображений. Для объек-
тов, подлежащих длительному хранению,
вводят назначенный срок хранения, по исте-
чении которого дальнейшее хранение недо-
пустимо, например, из требований безопас-
ности. При достижении объектом назначен-
ного ресурса (назначенного срока службы,
назначенного срока хранения) в зависимости
от назначения объекта, особенности его экс-
плуатации, технического состояния и других
факторов может быть списан, направлен в
средний или капитальный ремонт, передан
для применения не по назначению, перекон-
сервирован (при хранении). При определен-
ных условиях после обследования может быть
принято решение о продолжении эксплуата-
ции.
Назначенный срок службы, назначен-
ный ресурс и назначенный срок хранения
являются технико-эксплуатационными харак-
теристиками. Однако при установлении их
численных значений следует принимать во
внимание прогнозируемый или достигнутый
уровень надежности. В частности, если по-
ставлено требование безопасности, то назна-
ченный срок службы (ресурс) должен отве-
чать значениям вероятности безотказной ра-
боты по отношению к критическим отказам,
весьма близким к единице. Из соображений
безопасности может быть также введен коэф-
фициент запаса по времени.
1.2.4. ПОКАЗАТЕЛИ РЕМОНТОПРИГОДНОСТИ
Различают две группы показателей ре-
монтопригодности. Первая группа аналогична
показателям безотказности, типа вводимых
формулами (1.2.1) - (1.2.10). К ним относятся
вероятность восстановления, т.е. вероятность
того, что продолжительность восстановления
работоспособного состояния объекта не пре-
высит заданное значение. Квантиль этой ве-
роятности - продолжительность времени, в
течение которого восстановление работоспо-
собности будет осуществлено с вероятностью
у, выраженной в процентах, - называют гам-
ма-процентным временем восстановления.
Аналогично вводят среднее время восстанов-
ления, интенсивность восстановления и па-
раметр потока восстановления. Другая группа
показателей ремонтопригодности характери-
зует затраты по поддержанию работоспособ-
ного состояния объекта. К ним относят сред-
нюю трудоемкость восстановления, которую
обычно измеряют в человеко-часах. Боль-
шинство показателей этого типа - численные
характеристики трудоемкости технического
обслуживания, ремонта, диагностирования и
т.п., строго говоря, не относятся к показате-
лям надежности.
26
Глава 1.3. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ТЕОРИИ НАДЕЖНОСТИ
1.2.5. КОМПЛЕКСНЫЕ ПОКАЗАТЕЛИ НАДЕЖНОСТИ
Комплексные показатели надежности
характеризуют два или большее число
свойств, входящих в определение надежно-
сти, например безотказность и ремонтопри-
годность. К ним относятся те, которые явля-
ются количественной характеристикой готов-
ности объекта к выполнению требуемых
функций. Коэффициент готовности - уто ве-
роятность того, что объект окажется в рабо-
тоспособном состоянии в произвольный мо-
мент времени, кроме планируемых периодов,
в течение которых применение объекта по
назначению не предусматривается. Родствен-
ное понятие - коэффициент оперативной го-
товности характеризует готовность объекта
выполнять требуемые функции в течение
заданного отрезка времени. Этот коэффици-
ент равен вероятности того, что объект ока-
жется в работоспособном состоянии в произ-
вольный момент времени (кроме планируе-
мых периодов, в пределах которых примене-
ние объекта по назначению не предусматри-
вается), при условии, что начиная с этого
момента будет работать безотказно в течение
заданного отрезка времени. Очевидно, что
коэффициент готовности по математической
структуре аналогичен вероятности безотказ-
ной работы (1.2.1). Различают стационарный
и нестационарный коэффициенты готовно-
сти, а также средний коэффициент готовно-
сти. Подробные сведения можно найти в
справочнике [26].
Вторая группа комплексных показателей
надежности включает величины типа матема-
тического ожидания. К этой группе принад-
лежит, например, коэффициент технического
использования. Он равен отношению матема-
тического ожидания суммарного времени
пребывания объекта в работоспособном со-
стоянии за некоторый период к математиче-
скому ожиданию суммарного времени пребы-
вания объекта в работоспособном состоянии
и продолжительности простоев, обусловлен-
ных техническим обслуживанием и ремонтом
за тот же период. В стационарных условиях
коэффициент технического использования к
также может быть выражен через отношение
математических ожиданий:
(r + Trf)
Здесь Т - средняя наработка на отказ, -
среднее время восстановления.
Коэффициент технического использова-
ния характеризует долю времени нахождения
объекта в работоспособном состоянии отно-
сительно общей продолжительности эксплуа-
тации. Коэффициент сохранения эффектив-
ности характеризует степень влияния отказов
объекта на эффективность его применения по
назначению.
Некоторые комплексные показатели на-
дежности относятся к пограничной области,
объединяющей факторы надежности, техно-
логической и экономической эффективности.
Так, коэффициент сохранения эффективно-
сти равен отношению значения показателя
эффективности использования объекта по
назначению за определенную продолжитель-
ность эксплуатации к номинальному значе-
нию этого показателя, вычисленному при
условии, что отказы объекта в течение того
же периода не возникают.
В последнее время начинают использо-
вать комплексные показатели, включающие
чисто экономические факторы. Например, в
некоторых программах повышения надежно-
сти наряду со стандартными показателями
надежности введен показатель - “суммарная
стоимость жизненного цикла”. Этот технико-
экономический показатель включает в себя
расходы на обеспечение и поддержание на-
дежности объекта на всех этапах жизненного
цикла, начиная с проектирования и кончая
демонтажом или ликвидацией.
Глава 1.3
МАТЕМАТИЧЕСКИЕ МОДЕЛИ
ТЕОРИИ НАДЕЖНОСТИ
1.3.1. МОДЕЛИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ
Математические модели теории надеж-
ности могут быть разбиты на две большие
группы. Первая группа - это структурные
модели. Они основаны на логических схемах
взаимодействия элементов, входящих в сис-
тему, с точки зрения сохранения работоспо-
собности системы в целом. При этом исполь-
зуют статистическую информацию о надеж-
ности элементов без привлечения сведений о
физических свойствах материала, деталей и
соединений, о внешних нагрузках и воздейст-
виях, о механизмах взаимодействия между
элементами. Структурные модели представ-
ляют в виде блок-схем и графов (например,
деревьев событий), а исходную информацию
задают в виде известных значений вероятно-
сти безотказной работы элементов, интен-
сивности отказов и т.п.
Другая группа математических моделей
теории надежности учитывает механические,
физические и другие реальные процессы,
которые ведут к изменению свойств объекта
МОДЕЛИ НАДЕЖНОСТИ ЭЛЕМЕНТОВ
27
и его составляющих. Таковы модели строи-
тельной механики, широко применяемые в
расчетах машин и конструкций. Силовое и
кинематическое взаимодействие элементов
машин и конструкций носит сложный харак-
тер. Поведение этих объектов существенным
образом зависит от их взаимодействия с ок-
ружающей средой, от характера и интенсив-
ности процессов эксплуатации. Для предска-
зания поведения деталей машин и элементов
нужно рассматривать процессы деформирова-
ния, изнашивания, накопления повреждений
и разрушения при переменных нагрузках,
температурных и других внешних воздействи-
ях. Основной путь для оценки показателей
надежности механических систем - расчетно-
теоретический, основанный на физических
моделях и статистических данных относи-
тельно свойств материалов, нагрузок и воз-
действий.
Системная теория надежности получила
широкое применение. Многие технические
объекты (особенно в области радиоэлектро-
ники, автоматики и вычислительной техники)
состоят из элементов массового производства
и работают в сравнительно однородных усло-
виях. Испытания элементов на надежность
относительно просты, а условия экплуатации
допускают их воспроизведение в лаборатор-
ных условиях. Статистическая обработка ре-
зультатов испытаний позволяет выбрать под-
ходящие аналитические зависимости и оце-
нить численные значения параметров, харак-
теризующих надежность. Для невосстанавли-
ваемых элементов обычно ищут подходящие
аналитические аппроксимации либо для веро-
ятности безотказной работы, либо для интен-
сивности отказов.
Широкое распространение получила
экспоненциальная модель
P(t) = exp (-Х t) (1.3.1)
с постоянной интенсивностью отказов X и
средней наработкой до отказа Т = 1/Х. Часто
применяют также модель, в основе которой
лежит распределение Вейбулла. Вероятность
безотказной работы определяют как
Р (/) = ехр [-()“], (1.3.2)
где tc и а - положительные параметры.
Функция (1.3.2) позволяет описать до-
вольно широкий класс распределений, вклю-
чая при а = 1 экспоненциальный закон на-
дежности (1.3.1). При а > 1 эта формула опи-
сывает поведение “стареющих” объектов, у
которых интенсивность отказов со временем
возрастает. Для средней наработки до отказа
Т и коэффициента вариации наработки до
отказа wT имеем формулы
Г=ГСГ(1 + 1/а),
(1.3.3)
и>2 = |г(1 + 2 / а)/Г2(1 +1 / a)j- 1,
где Г( ) - гамма-функция. Для коэффициента
вариации имеет место асимптотическое пред-
ставление = л/(а>/б)+ О(1/а2) из которого
видно, что с ростом показателя а распределе-
ние наработки становится более компактным.
Таким образом, показатель а характеризует
уровень стабильности свойств элементов,
который в свою очередь зависит от стабиль-
ности сырья, технологических процессов и
т.п.
Обобщением формул (1.3.1) и (1.3.2)
служит формула
Р(г) = Р(0)ехр
t
О
(1.3.4)
в которой интенсивность отказов принята
переменной по времени и учтено, что вероят-
ность наступления отказа в момент t = 0 мо-
жет быть отлична от нуля.
В большинстве практических случаев
интенсивность отказов изменяется во времени
немонотонно (рис. 1.3.1). После периода при-
работки 0 < t < Гпр наступает относительно
длительный этап, когда интенсивность отка-
зов сохраняет приблизительно постоянное
значение (кривая 1). Начиная с момента t =
Гст, вследствие износа, старения, накопления
повреждений и т.п. интенсивность отказов
возрастает. Встречаются случаи, когда на на-
чальнорй стадии приработки интенсивность
отказов возрастает (кривая 2). Такие зависи-
мости могут быть описаны при помощи
функции
/>(,) = £/,*/>*(,), J>=1. (1.3.5)
к к
Эта модель описывает смесь элементов с ве-
роятностями безотказной работы (t) и от-
носительными долями Рк. Группа дефектных
элементов имеет малую среднюю наработку
до отказа и быстрое “старение”. Вкладу этой
группы отвечает начальный участок кривой 2
на рис. 1.3.1.
В расчетах на надежность нередко ис-
пользуют гамма-распределение с плотностью
распределения наработки до отказа
/(/) = —--ехр!—(1.3.6)
U Г«Г(а) I tc\
Для “стареющих” элементов a > 1. Характер-
ное время, как и в формуле (1.3.2), обозначе-
но через tc. Вероятность безотказной работы
Р(1) с учетом (1.2.3) равно интегралу от f (/) на
отрезке [/, оо).
28
Глава 1.3. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ТЕОРИИ НАДЕЖНОСТИ
Рис. 1.3.1. Интенсивность отказов
как функция наработки:
1- типичный случай; 2 - при наличии группы
быстро “стареющих” .элементов
Надежность восстанавливаемых элемен-
тов (в общем случае - восстанавливаемых
объектов) обычно описывают, используя мо-
дели случайных процессов. Рассмотрим, на-
пример, модель однородного пуассоновского
потока с параметром ц, равным среднему
числу отказов в единицу времени. Вероят-
ность наступления на отрезке [О, Г] ровно к
отказов следует закону Пуассона
0(0 = ^-ехР(-м')
(* = 0,1,...).
(1.3.7)
Модель (1.3.7) отвечает, в частности,
следующей схеме. Объект эксплуатируют или
испытывают до наступления отказа опреде-
ленного элемента, затем заменяют отказав-
ший элемент новым из той же генеральной
совокупности, доводят элемент до отказа,
заменяют третьим и т.д. Пусть продолжитель-
ность времени на замену отказавшего элемен-
та другим пренебрежимо мала по сравнению с
продолжительностью работы между соседни-
ми отказами. Тогда процесс описывается при
помощи последовательности ?2> момен-
тов наступления отказов. Наработка между
отказами - случайная величина, так что по-
следовательность отказов представляет собой
поток случайных событий. При вероятности
безотказной работы элемента, заданной в
виде (1.3.1), приходим к модели однородного
пуассоновского потока (1.3.7).
Модели случайных потоков находят ши-
рокое применение в теории надежности. На-
ряду с потоками отказов вводят потоки, вос-
становлений, операций технического обслу-
живания и т.д. Поскольку в структурных мо-
делях теории надежности число возможных
состояний конечно, то модели случайных
процессов с конечным множеством значений
служат удобным аппаратом для описания объ-
ектов в условиях технического обслуживания
и восстановления. Подробности можно найти
в [1, 2, 16, 19, 25, 26].
1.3.2. надежность систем.
ПРИМЕНЕНИЕ БЛОК-СХЕМ
Для наглядного представления взаимо-
действия между элементами, образующими
систему, используют блок-схемы. Примеры
простейших блок-схем приведены на рис.
1.3.2. Во всех дальнейших примерах принято,
что отказы элементов происходят независимо.
в) г)
Рис. 1.3.2. Блок-схемы последовательной, параллельной, последовательно-параллельной
и параллельно-последовательной систем
Если элементы взаимодействуют так, что
отказ любого из них приводит к отказу систе-
мы, то соединение элементов называют после-
довательным (рис. 1.3.2, а). Безотказная рабо-
та системы есть случайное событие, равное
пересечению независимых событий - безот-
казной работы каждого из элементов. Вероят-
ность безотказной работы системы
т
Plt)-nP^ (1.3.8)
НАДЕЖНОСТЬ СИСТЕМ. ПРИМЕНЕНИЕ БЛОК-СХЕМ
29
Здесь Л(0, • • • > Ля(0 - вероятности безотказ-
ной работы элементов.
Если Pi(/)= ...= то вместо
(1.3.8) имеем
Л')=те
В случае экспоненциального распределения
(1.3.1)
P(t) = exp(-/nX/), Т = (тиХ)’1.
Эти формулы иллюстрируют хорошо из-
вестный факт: если элементы взаимодейству-
ют по схеме последовательного соединения,
то показатели безотказности системы ниже
соответствующих показателей любого из ее
элементов. С увеличением числа элементов
показатели быстро падают. Если число m ве-
лико, то практически невозможно образовать
систему с высокой безотказностью. Напри-
мер, при /п=103, Ро. = 0,99 будем иметь Р <
10"4. Средняя наработка до отказа такой сис-
темы будет в 103 раз меньше средней нара-
ботки до отказа элемента и т.п.
Пусть вероятность безотказной работы
элементов задана в виде (1.3.2) с параметрами
tck и ак. Тогда по формуле (1.3.8)
P(t) = exp
(13.9)
Например, для системы из одинаковых эле-
ментов
P(t) = exp[-m(//O“],
а средняя наработка до отказа
T = (tc/m'/a) Г(1 + 1/а). (1.3.10)
Из сопоставления формул (1.3.3) и (1.3.10)
видно, что снижение средней наработки сис-
темы до отказа будет тем меньше, чем больше
показатель а в формуле (1.3.2), т.е. чем ком-
пактнее распределение безотказной наработки
элементов.
Один из способов повышения надежно-
сти - введение в систему дополнительных
элементов или подсистем сверх количества,
минимально необходимого для выполнения
заданных функций. Этот метод называют ре-
зервированием.
Блок-схема простейшего способа резер-
вирования показана на рис. 1.3.2, б. Вместо
одного элемента, достаточного для выполне-
ния функций, в систему введено п элементов.
Отказы элементов - независимые события, а
отказ системы происходит лишь в том случае,
если откажут все п элементов. Такое соедине-
ние называют параллельным. Вероятность от-
каза системы Q(f) равна произведению веро-
ятностей Qi(0, ..., Qn(t) отказов ее элементов.
Отсюда вероятность безотказной работы сис-
темы
П г -I
При одинаковых показателях надежности всех
элементов P(t) = 1 - [1 - />о(О]л-
При экспоненциальном законе надеж-
ности (1.3.1) средняя наработка до отказа
системы составляет
(1.3.12)
Безотказность системы с параллельным
соединением элементов возрастает с увеличе-
нием кратности резервирования. Так, уже при
однократном резервировании (дублировании)
в случае, когда показатель надежности эле-
мента Pq = 0,99, для системы получаем Р =
0,9999. Средняя наработка до отказа по фор-
муле (1.3.12) возрастает в полтора раза.
На рис. 1.3.2, в представлена блок-схема,
в которой каждая подсистема резервирована
п - 1 раз. Вероятность безотказной работы
такой системы
m
-1/7
(1.3.13)
Блок-схема, изображенная на рис. 1.3.2,
г, иллюстрирует способ раздельного резерви-
рования. На этой схеме каждый элемент ре-
зервируется п - 1 раз, после чего подсистемы
соединяют последовательно. Тогда
m г . -.л!
P(r) = An|l-[l-PA(/)] (1.3.14)
Рис. 1.3.3. Система шасси тяжелого самолета
30
Глава 1.3. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ТЕОРИИ НАДЕЖНОСТИ
Рис. 1.3.4. Блок-схема для оценки
безотказности системы шасси
В качестве более сложного примера рас-
смотрим [39] систему шасси тяжелого самоле-
та (рис. 1.3.3). Система насчитывает 18 колес,
из которых два образуют переднюю тележку
N, 8 колес образуют две тележки W\ и JK2,
расположенные под центральной частью фю-
зеляжа, и еще 8 - две тележки R\ и Я2, распо-
ложенные ближе к хвосту.
Для простоты ограничимся отказами в
связи с утратой работоспособности колес.
Отказ системы наступает в случае отказа од-
ной из подсистем - передней тележки, хотя
бы одной из центральных тележек, или обеих
хвостовых тележек. Блок-схема системы пока-
зана на рис. 1.3.4.
Носовая тележка, две центральные те-
лежки и пара хвостовых тележек образуют
последовательное ( в смысле надежности)
соединение. Колеса каждой тележки образуют
параллельные соединения. Задние тележки
также составляют параллельное соединение,
поскольку предполагается, что в случае отказа
колес одной из тележек нагрузка может быть
воспринята колесами другой тележки.
Число элементов, входящих в блок-
схему, может значительно превышать число
физических элементов схем. Иллюстративный
пример показан на рис. 1.3.5, а.
Это относительно простая, статически
неопределимая ферма, состоящая из стержней
1, 2, ..., 10 и нагруженная квазистатическими
силами. Степень статической неопределимо-
сти, очевидно, равна единице. Ферма разру-
шается, если разрушается хотя бы один из
элементов 1, 2, 3, 4, входящих в ее статически
определимую систему. Ферма также разруша-
ется, если разрушается хотя бы одна пара из
числа элементов 5, 6, ..., 10. Полагая вероят-
ности безотказной работы элементов незави-
симыми, заметим, что вероятность безотказ-
ной работы при условии безотказности стати-
чески неопределимой подсистемы равна
4
П Рк (здесь Рк - вероятность безотказной
работы к-го элемента). Вероятность разруше-
ния пары элементов, входящих в статически
неопределимую подсистему, составляет
Pj + Рк Pj Рк,
где у, к = 5, 6, ..., 10, j * к.
Необходимо перебрать все бинарные
комбинации и перемножить вероятности их
безотказной работы. В результате получим,
что
10
Р = Р1Р2Р3Р4 п X
У=5
10 I \
* +Рк ~PjPk)
k^j
(1.3.15)
Блок-схема, иллюстрирующая эти под-
системы, показана на рис. 1.3.5, б. Обратим
внимание на то, что в парах параллельно со-
единенных элементов одни и те же стержни
фермы (в разных комбинациях) появляются
неоднократно. Нетрудно подсчитать, что чис-
ло таких “элементов” равно 19, в то время
как физическая система состоит только из 10
элементов.
Рис. 1.3.5. Статически неопределимая
ферма (а) и блок-схема, иллюстрирующая
взаимодействие ее элементов с точки зрения
надежности (б)
ДЕРЕВЬЯ ОТКАЗОВ
31
Формулы (1.3.11) - (1.3.15) соответству-
ют нагруженному резервированию, когда все
резервные элементы находятся в рабочем со-
стоянии. Наряду с этим используют: схемы, в
которых резервный элемент вводят в работу
только в случае отказа очередного элемента;
схемы, в которых резервные элементы рабо-
тают в облегченном режиме; схемы с конеч-
ным временем переключения и возможностью
отказов переключателей и т.п. Формулы для
расчета разнообразных вариантов, соображе-
ния по выбору рациональных схем резервиро-
вания и другой справочный материал имеется
в [37].
1.3.3. ДЕРЕВЬЯ ОТКАЗОВ
Понятие дерева отказов (fault tree) воз-
никло в связи с анализом надежности слож-
ных систем. Целью построения такого дерева
отказов является символическое представле-
ние последовательности возникновения усло-
вий, приводящих систему к отказу, нежела-
тельному (критическому) для объекта в целом.
Методология деревьев отказов непосредствен-
но связана с более общим методом деревьев
событий (event tree), в которых роль промежу-
точных и конечных событий не обязательно
играют отказы системы. Для применения ме-
тодов деревьев отказов и деревьев событий
необходимо представить функциональные
взаимосвязи элементов системы (объекта,
конструкции) в виде логической схемы, учи-
тывающей взаимную зависимость отказов
элементов и групп элементов. Методологиче-
ское обеспечение данных подходов состоит в
совместном применении методов теории гра-
фов, математической логики и теории вероят-
ностей [1, 19, 29, 33, 39, 45].
Разработана специальная символика для
представления деревьев отказов. Вершиной
дерева отказов является конечное событие -
полный отказ системы. Промежуточные вер-
шины (узлы графа) представляют собой
логические операции типа И и ИЛИ,
соответствующие теоретико-множественному
описанию языка бинарной логики.
1.3.1. Основные обозначения, используемые при построении деревьев отказов
Вид элемента Наименование Описание
& А1А2...А|1 Схема И (совмещение) Выходной сигнал В появляется только тогда,, когда поступают все входные сиг- налы (А\ П А2 П... П Ап) => В
в A1Al...Afl Схема ИЛИ (объединение) Выходной сигнал В появляется при по- ступлении любого одного или большего числа сигналов Л/ (At U А2 U... U Ап) => В
I Результирующее событие Результат конкретной комбинации отка- зов на входе логической схемы
1
Первичный отказ
Неполное событие Отказ (неисправность), причины которо- го выявлены не полностью, например, из-за отсутствия информации
d Ожидаемое событие Отказ, появление которого ожидается
32
Глава 1 3 МАТЕМАТИЧЕСКИЕ МОДЕЛИ ТЕОРИИ НАДЕЖНОСТИ
S
S
г)
Рис. 1.3.6. Графические схемы для расчета надежности для последовательной системы
Промежуточные вершины, а также ис-
ходные события (отказы элементов) образуют
иерархическую структуру с понижением уров-
ней в направлении исходных отказов элемен-
тов.В табл. 1.3.1 представлена традиционная
символика, используемая при построении
деревьев отказов. Более полное описание
приведено в [19].
Построение дерева отказов для сложной
системы предполагает четкое представление о
всех функциональных взаимосвязях элемен-
тов, причинах их отказов, а также о последст-
виях этих отказов. Первое из перечисленного
получают путем построения структурно-
функциональных схем системы (конструкции,
объекта). Более подробный структурирован-
ный подход учитывает вторичные отказы,
инициированные отказы и т.п. После того,
как дерево отказов системы построено, про-
изводят его качественный и количественный
анализ и вычисляют вероятность результи-
рующего полного отказа системы с учетом
известной информации о надежности элемен-
тов, т.е. о вероятностях и интенсивностях их
отказов, коэффициентах готовности и т.д.
Приведем примеры, которые показыва-
ют, каким образом обычные блок-схемы пре-
образуются в схемы типа деревьев отказов.
Для последовательной системы (рис.
1.3.2, а) можно предложить четыре графиче-
ские схемы расчета надежности (рис. 1.3.6),
две из которых являются блок-схемами, а две
- типичными деревьями.
Черта сверху над логической перемен-
ной обозначает ее отрицание, т е. противопо-
ложное событие, символы Л и £ в кружках
(вход и выход) - исходная и конечная верши-
ны графа (начальное состояние системы и ее
отказ). Если через X, обозначить логическую
переменную, соответствующую работоспособ-
ному состоянию / - го элемента, а через S -
состояние работоспособности системы, то
изображенное на рис. 1.3.6, в дерево соответ-
ствует дереву отказов системы, а на рис. 1.3.6,
г - дереву работоспособности. Аналогичные
схемы для параллельной системы представле-
ны на рис. 1.3.7.
На рис. 1.3.8, а показана структурно-
функциональная схема для системы со сме-
шанной структурой [39]. Эту систему можно
интерпретировать как систему водоснабжения
из колодца для жилого дома, если придать
номерам элементов следующий смысл:
1 - ручной насос; 2 - электроснабжение,
3 - первая пара "мотор - насос”, 4 - вторая
пара “мотор - насос”, 5 - уровень воды в ко-
лодце. Эта же схема может служить блок-
схемой рассматриваемой системы. Из влияния
отдельных элементов на надежность системы
в целом видно, что критическим (суще-
ственным) событием будет пятое: уровень
воды в колодце недостаточно высок. На рис.
1.3.8, б - г изображены другие эквивалентные
схемы для расчета надежности. Схема б соот-
ветствует расчету надежности по критерию
отказа, схема в представляет собой дерево
отказов, схема г - дерево работоспособности.
ДЕРЕВЬЯ ОТКАЗОВ
33
г)
Рис. 1.3.7. Графические схемы для расчета надежности для параллельной системы
Рис. 1.3.8. Пример смешанной системы
В качестве еще одного примера на
рис. 1.3.9 показано дерево отказов для схе-
мы шасси рис. 1.3.3 и 1.3.4, где показаны
физическая модель и ее блок-схема). Для
монотонных систем и систем, приводимых
к монотонным, рассмотренные примеры
дают, по-существу, структуру отдельных
подсистем (подграфов), из которых можно
построить дерево отказа любой такой сис-
темы. Некоторые эффективные алгоритмы
такого подхода изложены в [39].
2 - 8277
34
Глава 1.3. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ТЕОРИИ НАДЕЖНОСТИ
Рис. 1.3.9. Дерево отказов для системы шасси тяжелого самолета
1.3.4. ДЕРЕВЬЯ СОБЫТИЙ
Помимо собственно отказов, надежность -
и безопасность систем определяются рядом
других событий, которые не являются отказа-
ми в прямом значении этого понятия. Так,
отключение внешнего энергоснабжения -
отказ в энергетической системе. Но по отно-
шению, скажем, к работе холодильной систе-
мы, это не отказ, а внешнее событие. Таких
примеров можно привести немало. К внеш-
ним событиям, инициирующим отказы, отно-
сятся многие природные явления, которые
являются потенциальными источниками
опасности: землетрясения, наводнения, ура-
ганы и т.п. Своеобразное место занимают
события, связанные с действиями человека-
оператора. Действия, ошибочные в одной
ситуации, оказываются правильными в другой
ситуации. Возникает вопрос, какие действия
оператора считать отказом. Дополнительные
осложнения вносит то обстоятельство, что
далеко не все неблагоприятные события могут
быть (согласно действующим стандартам)
аттестованы как отказы.
В современной системной теории на-
дежности все чаще используют понятие собы-
тия, которое намного шире понятия отказа
как частного случая события. По тем же при-
чинам в последнее время инженеры все шире
применяют логические схемы типа дерева
событий взамен более ранней схемы дерева
отказов.
С точки зрения надежности как деревья
событий, так и деревья отказов (не говоря о
более ранних представлениях типа блок-схем
или графов) являются лишь иллюстрацией к
вероятностным моделям, не выходящим за
рамки элементарных представлений. Но они
представляют значительный интерес для ин-
женеров, особенно тех, кто связан с эксплуа-
тацией, техническим обслуживанием и надзо-
ром. Имея такую схему, специалист, не
имеющий подготовки по теории вероятно-
стей, может найти наиболее неблагоприят-
ный, критический вариант развития событий.
Он может даже оценить ожидаемый риск,
если дерево событий оснащено соответствую-
щей числовой информацией. Деревья собы-
тий полезны еще и потому, что они служат
ДЕРЕВЬЯ СОБЫТИЙ
35
ценным дополнением к техническим и долж-
ностным инструкциям, показывая персоналу
возможные варианты развития событий в
зависимости от предпринимаемых действий.
В отличие от деревьев отказов
(неисправностей) и тем более от структурных
графовых схем надежности (например, от
сетевых структур), физическое содержание
деревьев событий оказывается принципиально
иным. Если основным преимуществом де-
ревьев отказов по сравнению с блок-схемами
является учет причинно-следственной зави-
симости между состояниями (отказами) эле-
ментов в фиксированные моменты времени,
то деревья событий ориентированы на иссле-
дование физических процессов, приводящих
элементы и систему в целом к некоторой
совокупности критических состояний.
Дерево событий позволяет установить
все последствия инициирующего события и
оценить вероятность их осуществления. Об-
щий вид дерева событий изображен на рис.
1.3.10. В основании дерева находится ини-
циирующее событие Еу которое может вы-
звать (а может и не вызвать) последующие
события первого уровня £ц, £21, Ек\- В
задачах надежности часто имеются две ветви,
£ц и £21, одна из которых отвечает наступле-
нию отказа, вторая - сохранению работоспо-
собного состояния. Соответствующие вероят-
ности - условные, причем
к
Zp(£y-l£)=1-
7=1
Аналогично вводят события третьего,
четвертого и т.д. уровня. В конце дерева
обычно приводят характеристику каждой по-
следовательности событий (в краткой описа-
тельной форме), а также вероятность осуще-
ствления этой последовательности.
Нетрудно видеть, что дерево событий
представляет собой лишь наглядную иллюст-
рацию к элементарным формулам теории
вероятностей. В самом деле, вероятность осу-
ществления цепочки событий Ej\y Ею, Ед, где
первый индекс - номер события, второй -
номер уровня события, определяется как
Р(^1, ^2,^/3, ••• |£) =
= Р(£/1|£) • Р(£а:2|^/1£) Р(£д|£а:2 Ej\E)...
Значения вероятностей Р(£^|£)>
P(£fc2|£/i£), •• обычно приводят у соответст-
вующих ветвей дерева. Полнота каждого из
подпространств обеспечивается перебором
всех возможных вариантов. Как правило, на
практике предполагают стохастическую неза-
висимость исходных событий, а также приме-
нимость экспоненциального распределения.
Проблемы могут возникать только при при-
менении распределений, отличных от экспо-
ненциального, когда требуется оценить ин-
тенсивность потока в соответствующем сече-
нии дерева событий, а при применении не-
традиционных моделей для учета человече-
ских ошибок. Некоторые специальные подхо-
ды изложены в [45].
Событие Последствия Финальная
n-го уровня вероятность
Инициирующее Событие Событие
событие 1-го уровня 2-го уровня
Рис. 1.3.10. Схематическое дерево событий
36
Глава 1.3. МАТЕМАТИЧЕСКИЕ МОДЕЛИ ТЕОРИИ НАДЕЖНОСТИ
Подвижной
Дефект Дефект состав Дефект Резонанс Сход с Финальная
рельсов критический не исправен периодический возникает рельсов вероятность
Рис. 1.3.11. Дерево событий для схода с рельсов из-за дефектности рельсов,
неисправности подвижного состава и возникновения резонансных колебаний
р,=0.001 р21=0.8 р3|=0.001
Рис. 1.3.12. Дерево отказов для схода с рельсов
Для иллюстрации рассмотрим пример из
[39] - сход подвижного состава с рельсов. На
рис. 1.3.11 изображено дерево событий, а на
рис. 1.3.12 - дерево отказов, иллюстрирующие
данную аварийную ситуацию. Инициирую-
щим событием являются дефекты рельсов,
которые подразделяют на критические и не-
критические. На дереве событий вероятности
появления этих дефектов равны 0.001 и 0.999.
Здесь и далее выбор числовых значений усло-
вен; в частности, отсутствуют данные о длине
участка пути, сроке наблюдения или количе-
стве поездов (например, следовало бы отно-
сить вероятности к 103 поездо-километрам,
т.е. одному поезду, проходящему 1000 км, и
т.д.). Следующие события включают неис-
правности подвижного состава, периодиче-
ский характер размещения дефектов, который
может привести к резонансу колебаний под-
вижного состава и, как результат, к сходу его
с рельсов.
Дерево событий может быть интерпре-
тировано только во временной шкале. В зави-
симости от того, назначают ветвям дерева
временные интервалы или нет, можно гово-
рить о динамических и стационарных деревьях
событий. В динамических деревьях принци-
пиальным является случайный характер ин-
тервалов времени между двумя событиями,
одно из которых имеет смысл причины, а
другое - следствия. Для стационарных деревь-
ев важен сам факт связи между соседними
событиями. Понятие динамических деревьев
событий возникло сравнительно недавно,
когда в ряде отраслей (например, в атомной
энергетике) анализ крупных катастроф и ава-
рий показал необходимость учета человече-
ского фактора в процессе принятия решений
при возникновении аварийных ситуаций.
ДВУСТОРОННИЕ ОЦЕНКИ ДЛЯ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ СЛОЖНЫХ СИСТЕМ
37
Деревья отказов и деревья событий ста-
ли одним из рабочих средств инженерного
проектирования.
Основное внимание разработчиков в на-
стоящее время уделяется созданию специали-
зированных и коммерческих программных
продуктов для автоматизированного построе-
ния деревьев отказов и деревьев событий в
сложных системах. Главным образом эти раз-
работки ведутся в атомной энергетике. Одна-
ко многие конечные продукты вполне дос-
тупны для применения и в других отраслях,
например программный комплекс NURRA
корпорации NUS Corporation. Данный пакет
для автоматизированного прогнозирования
риска (Probabilistic Risk Assessment) был пред-
ставлен в коммерческом виде в конце 80-х
годов и уже тогда давал возможность учесть
при анализе до 1000 событий и до 1000 ветв-
лений, что позволяло использовать компью-
теры с относительно скромными по совре-
менным оценкам мощностями (640 Кб RAM
и сравнительно небольшой объем жесткого
диска). Учитывая прогресс в области компью-
терной техники, можно представить возмож-
ности последующих версий пакета NUPRA.
Аналогичные разработки в области автомати-
зированного прогнозирования показателей
риска и безопасности (Probabilistic Safety
Assessment) ведутся в ряде стран [45].
1.3.5. ДВУСТОРОННИЕ ОЦЕНКИ
ДЛЯ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ
СЛОЖНЫХ СИСТЕМ
Рассмотрим совокупность отказов
£ь ..., £„, которая образует полную (в смысле
теории вероятности) систему событий. Как
правило, эти события либо положительно
коррелируют, т.е. наступление одного из них
благоприятствует наступлению другого, либо
являются независимыми. Отрицательная кор-
реляция между отказами тоже, вообще говоря,
возможна. Так, возникновение критической
ситуации может мобилизовать способности и
внимание человека-оператора, или скажем,
отключение энергоснабжения одной из под-
систем может создать источник дополнитель-
ной мощности для другой подсистемы. Одна-
ко в расчетах надежности лучше исходить из
осторожных оценок.
Пусть для любых двух отказов £) и
вероятность наступления события Ej при ус-
ловии, что наступило событие Ек, не меньше,
чем безусловная вероятность наступления
события Е/.
P(Ej | Ек)>Р (Ej).
Отсюда следует, что для противоположных
событий, т.е. для безотказной работы
Р(£У|£Л)>Р(£*).
Эти соотношения путем индукции можно
обобщить на п событий:
(1.3.16)
Формула 1.3.16 дает для вероятности безот-
казной работы оценку снизу. Для оценки
сверху используют формулу:
min P(£yj- (1.3.17)
Объединяя (1.3.16) и (1.3.17), приходим
к двусторонней оценке
И Р^Ек) < Р(£) < minP(£y)
или, обозначая показатели надежности просто
Л Л, Л,
п
П^Рк < Р < minPj . (1.3.18)
Те же оценки по отношению к вероятности
наступления отказа имеют вид
п
mwQj <Q<\- n^\-Qk\ (1.3.19)
В литературе можно найти сходные оценки, в
частности
п.
maxQj<Q<^Qk. (1.3.20)
7 Л=1
Нижние оценки в формулах (1.3.19) и (1.3.20)
соответствуют предположениям, что отказы
полностью коррелируют между собой, так что
отказ системы наступает в случае отказа ее
слабейшего звена. Верхние оценки, очевид-
но, соответствуют полной независимости от-
казов.
Оценки могут быть улучшены, если известны
вероятности совместного наступления двух и
большего числа событий. Простейшие улуч-
шения основаны на знании бинарных вероят-
ностей. В дальнейшем, где это не приведет к
недоразумениям, для краткости знак компо-
зиции (пересечения событий) будем опускать.
Составное событие - отказ системы Е пред-
ставим в виде
п
Е = j£* = £, U£2(£1)U£3(^2)U...
к=\
38
Глава 1.4. МЕТОДЫ ПРОГНОЗИРОВАНИЯ НАДЕЖНОСТИ И РЕСУРСА МАШИН
...UE„(EiE2...E„-i). (1.3.21)
Замечая, что
Р[£*(Г1£2...£Л_1)]=Р(£Л)-
4»(E*E1UE*E2U...UE*£*_i),
P(EAElUEAE2U...UEAEjt_1)2
< р(ад) +Р(£Л£2) +•••+ Р(^^-1) >
получим
р[ел(е,е2...ел_1)]<
<р(еа)-£р(е*е7).
У=1
Отсюда, возвращаясь к соотношению (1.3.21),
получаем для вероятности отказа оценку сни-
зу
Р(£) > Р(£,) +
к-\
+ max
п
X Р(Е*)-£р(£*Е,);0..
к = 2 j=\
Чтобы получить оценку сверху, вновь
используем соотношение (1.3.21). С учетом
бинарных вероятностей получим
Р(Е) < У maxP(£^ £у).
к=\ k=2J<k
Объединяя эти результаты, приходим к дву-
сторонним оценкам для вероятности наступ-
ления отказа [39]
Q + max
О
(1.3.22)
п п
<Q<YJQk-'£ima*Qjk
k=l k=2J<k
Здесь, как и ранее, Qk = Р(Ек); кроме того,
введены краткие обозначения для бинарных
вероятностей Qjk = P(Ej Ек). Если все Qjk = О,
то соотношение (1.3.22), вообще, не улучшает
двусторонних оценок (1.3.20). Так, нижняя из
оценок (1.3.20) получается лишь при условии,
что произвольно выбранное Е\ - маловероят-
ное.
Вычисление вероятностей Qjk представ-
ляет трудную задачу. Эти вероятности могут
быть оценены, например, расчетом по методу
Монте-Карл, когда можно определить бинар-
ные вероятности из вычислительного экспе-
римента. Для высоконадежных систем все
Qj « 1, а бинарные вероятности, как прави-
ло, по крайней мере на порядок меньше. В
самом деле, если Qjk * Qk, то это означает
сильную связанность отказов и необходимость
объединения событий £ и Ек в одно событие
даже из физических соображений.
В инженерной практике надежность
системы часто оценивают по надежности сла-
бейшей подсистемы или слабейшего элемен-
та. Однако такой подход, очевидно, не может
дать осторожных оценок, поскольку исключа-
ет из рассмотрения другие формы отказов и
тем более их взаимодействие. Лучшие оценки
дает метод, основанный на формулах типа
(1.3.18) и (1.3.19). Идея состоит в выборе
“представительных” отказов Ег - опасных
отказов, которые настолько слабо коррелиру-
ют, что их можно считать независимыми.
Тогда, используя осторожную верхнюю оцен-
ку, принимают
е«£р(Ег), (1.3.23)
г
где суммирование проводят по всем
“представительным” отказам. В случае, если
Р(£г) - 0,1 и менее, то даже при Р(£)| Е^ ~ 0,5
формула (1.3.23) дает приемлемую оценку для
вероятности Q.
Глава 1.4
МЕТОДЫ ПРОГНОЗИРОВАНИЯ
НАДЕЖНОСТИ И РЕСУРСА МАШИН
1.4.1. МАШИНЫ И КОНСТРУКЦИИ
КАК МЕХАНИЧЕСКИЕ СИСТЕМЫ
Машины и конструкции целиком или в
основной части представляют собой механи-
ческие системы. Вопросы надежности впер-
вые были поставлены именно при расчетах
механических систем, точнее, в связи со ста-
тистическим истолкованием коэффициентов
запаса и допускаемых напряжений. Поведе-
ние механических систем существенно зави-
сит от их взаимодействия с окружающей сре-
дой, а также характера и интенсивности про-
цессов эксплуатации. Для предсказания пове-
дения деталей машин и элементов конструк-
ций необходимо рассматривать процессы де-
формирования, изнашивания, накопления
повреждений и разрушения при переменных
нагрузках, температурах и других внешних
воздействиях. Чтобы судить о показателях
МАШИНЫ И КОНСТРУКЦИИ КАК МЕХАНИЧЕСКИЕ СИСТЕМЫ
39
безотказности и долговечности объекта в це-
лом, недостаточно знать только показатели
отдельных элементов. К тому же многие ма-
шины и системы машин уникальны и малосе-
рийны, их блоки и агрегаты слишком гро-
моздки или дороги, поэтому трудно рассчи-
тывать на накопление достоверной статисти-
ческой информации на основе их стендовых
или натурных испытаний. В связи с этим для
оценки показателей безотказности и долго-
вечности механических систем применяют в
основном расчетно-теоретический метод, ос-
нованный на статистических данных относи-
тельно свойств материалов, нагрузок и воз-
действий. В этом наиболее существенное от-
личие теории надежности машин и конструк-
ций как от системной теории надежности, так
и от параметрической теории.
Современное состояние механики мате-
риалов и конструкций (теории упругости и
пластичности, строительной механики, меха-
ники разрушения и др.), а также прикладных
методов расчета машин и конструкций позво-
ляет с большой степенью достоверности
прогнозировать поведение механических сис-
тем, если известны свойства материалов и
заданы внешние воздействия. В теории на-
дежности механических систем принято, что
свойства материала и воздействий являются
случайными; поэтому поведение объекта так-
же носит случайный характер. Нормативные
требования и технические условия эксплуата-
ции накладывают определенные ограничения
на эти параметры, которые могут быть сфор-
мулированы в виде условия нахождения неко-
торого случайного вектора, зависящего от
времени и характеризующего качество объек-
та, в заданной области. Отказам и предель-
ным состояниям соответствуют выходы этого
случайного вектора из области допустимых
состояний. Таким образом, основная задача
теории надежности-оценка вероятности без-
отказной работы на заданном отрезке време-
ни - сведена к задаче о выбросах случайных
процессов. Соединение методов механики
материалов и конструкций с теорией случай-
ных процессов составляет основу современ-
ной теории надежности механических систем
[5, 7].
Если исключить из рассмотрения выхо-
ды из строя машин и конструкций вследствие
резких нерасчетных перегрузок, природных
воздействий, не поддающихся контролю, гру-
бых ошибок при проектировании или экс-
плуатации или неблагоприятного стечения
перечисленных факторов, то остальные слу-
чаи наступления предельных состояний мож-
но отнести к одной из двух больших групп.
Первую группу образуют предельные со-
стояния, наступившие в результате постепен-
ного накопления в материале рассеянных
повреждений, приводящих к зарождению и
развитию макроскопических трещин. Часто
зародыши и очаги таких трещин, вызванные
несовершенством технологических процессов,
содержатся в объекте до начала его функцио-
нирования. Причиной выхода объекта из
строя является развитие трещин до опасных
или нежелательных размеров, что может при-
вести к аварийной ситуации. Вторая группа
состоит из предельных состояний, связанных
с чрезмерным износом трущихся деталей и
поверхностей, находящихся в контакте с ра-
бочей или окружающей средой. Предельные
состояния первой группы типичны для несу-
щих элементов, работающих при высоких
уровнях общей нагруженности. Случаи, когда
несущие элементы испытывают интенсивное
изнашивание, сравнительно редки.
Классический пример напряженных
объектов - сосуды давления. Эта объекты
встречаются почти во всех областях техники,
в частности в энергетике, на транспорте, в
химической и нефтегазовой промышленности.
Сосуды давления обычно рассчитывают на
большие сроки службы. Стенки сосудов рабо-
тают в условиях растягивающих напряжений,
часто при повышенных температурах, нередко
в контакте с активными и агрессивными сре-
дами. Для безопасности работы необходимо
назначать достаточно большие запасы проч-
ности. Однако толщина сосудов должна быть
ограниченной из-за технологических, эконо-
мических и других соображений. Иногда мас-
са сосудов давления ограничена условиями
технической осуществимости проекта в це-
лом. Разрушение или повреждение как ре-
зультат развития трещин - типичная форма
предельного состояния сосудов давления и
трубопроводов.
Особенно велика роль усталостных по-
вреждений и развития трещин для деталей и
узлов, испытывающих вибрационные нагруз-
ки. Примером служат авиационные двигатели,
работающие в условиях высоких температур,
под действием скоростных потоков, перемен-
ных и вибрационных нагрузок. Хотя в авиа-
ционных двигателях кроме механических
процессов важную роль играют процессы
преобразования энергии и управления, около
60% отказов в двигателях имеют механическое
происхождение. Среди последних около 80%
отказов связано с накоплением усталостных
повреждений, развитием усталостных трещин
и родственными явлениями. Аналогичную
картину наблюдаем в конструкциях внутри-
40
Глава 1.4. МЕТОДЫ ПРОГНОЗИРОВАНИЯ НАДЕЖНОСТИ И РЕСУРСА МАШИН
корпусных устройств атомных реакторов и
теплообменников. Основные причины отка-
зов трубных пучков (помимо абразивного
изнашивания и фреттинг-коррозии) - устало-
стное разрушение из-за вибраций и перемен-
ных тепловых нагрузок в потоке газа или теп-
лоносителя.
Теоретический основой для прогнозиро-
вания показателей надежности в условиях
накопления повреждений и развития трещин
служит механика разрушения, главное на-
правление которой - механика тел, содержа-
щих трещины. Хотя первые классические
работы по механике трещин были выполнены
в 20-е годы, интерес к проблеме возник лишь
в последние десятилетия, что вызвано по
крайней мере двумя причинами. Во-первых, в
течение длительного времени эксперимента-
торам не удавалось систематизировать и на-
учно обобщить результаты испытаний мате-
риалов и конструкций при различных сило-
вых, тепловых и прочих воздействиях. Появи-
лась необходимость иметь более прочную
теоретическую основу для описания механиз-
мов разрушения, чем инженерные критерии
прочности. Во-вторых, повысился техниче-
ский уровень наблюдений над объектами в
процессе эксплуатации, а также над объекта-
ми, пришедшими в аварийное состояние.
Обнаружено, что во многих случаях узлы и
конструкции продолжают успешно функцио-
нировать, несмотря на наличие в них устало-
стных трещин и других трещиноподобных
дефектов. Трещины могут быть устойчивыми,
их рост можно контролировать и прогнозиро-
вать. Чтобы обоснованно судить о возможно-
сти эксплуатации технических объектов с
механическими повреждениями, надо было
развивать механику разрушения.
Общепринятая модель трещины в меха-
нике разрушения - математический разрез в
теле из неподвижного материала. Трещину
считают заданной, а ее размер достаточно
большим по сравнению с максимальным
размером структуры материала - размером
зерна, кристаллита, волокна и т.п. Такие тре-
щины называют макроскопическими в отли-
чие от микроскопических трещин, размер
которых того же порядка, что и характерный
размер структуры материала или менее. Зада-
ча состоит в том, чтобы найти закономерно-
сти роста трещин при различных свойствах
материала и различных процессах нагруже-
ния, а также установить условия, при которых
этот рост устойчив, т.е. малые приращения
нагрузок или малые изменения размеров тре-
щины не приводят к ее интенсивному росту.
В действительности физический процесс
разрушения состоит из двух стадий. Первая
стадия - накопление рассеянных повреждений
- может составлять значительную часть обще-
го ресурса (по различным данным, от 50 до
90%). Если в детали или в элементе не было
начальных технологических трещин, то заро-
ждение первой макроскопической трещины
есть результат накопления рассеянных повре-
ждений. Процесс накопления повреждений
продолжается и после того, как начался рост
трещины, причем эти процессы взаимодейст-
вуют между собой. Механика тел с трещина-
ми располагает большим числом достоверных
фундаментальных результатов, механика же
рассеянного повреждения долго оставалась
полуэмпирической. До последнего времени не
было стыковки между описанием процесса
накопления повреждений и процессом роста
макроскопических трещин. В последнее вре-
мя эта стыковка достигнута [7], так что при-
менение механики разрушения в решении
задач прогнозирования надежности и ресурса
уже не встречает принципиальных затрудне-
ний.
1.4.2. ВЕРОЯТНОСТНЫЕ МОДЕЛИ В
РАСЧЕТАХ МАШИН И КОНСТРУКЦИЙ
Расчеты машин и конструкций на проч-
ность - одна из старейших прикладных наук.
Еще в прошлом веке были созданы уникальные
инженерные сооружения, например мосты
больших пролетов, которые продемонстрировали
не только высокий уровень инженерных реше-
ний, но и хорошую точность расчетов. Послед-
няя была обеспечена благодаря успешному раз-
витию сопротивления материалов, строительной
механики и теории упругости.
Элементы теории надежности можно най-
ти в расчетах по коэффициентам запаса: отно-
шение п расчетной прочности г к расчетной
нагрузке 5 в определенной степени характеризует
уровень надежности. Понимание статистической
природы коэффициентов запаса пришло позд-
нее - в первой трети нашего века. В работах
М.Майера (1926 г.), Н.Ф.Хоциалова (1929 г.)
и Е.С.Стрелецкого (1935 г.) введена характе-
ристика надежности, измеряемая как вероят-
ность непревышения параметром нагрузки
параметра прочности. В послевоенный период
этот подход получил дальнейшее развитие. Он
повлиял на структуру норм расчета конструк-
ций, в которых была сделана попытка расчле-
нить коэффициент запаса на составляющие,
придав каждой из них некоторый статистиче-
ский смысл. Таким образом инженеры при-
шли к методике расчета по предельным со-
стояниям, которая до сих пор служит основой
для нормирования расчетов в строительстве.
ВЕРОЯТНОСТНЫЕ МОДЕЛИ В РАСЧЕТАХ МАШИН И КОНСТРУКЦИЙ
41
Рис. 1.4.1. Пространства теории надежности:
а - пространство состояний, б - пространство параметров качества с допустимой областью
Следующий шаг был сделан в конце 50-х
годов, когда в теорию надежности конструк-
ций был в явном виде введен фактор време-
ни. Постепенно приобрела признание точка
зрения, что отказы и предельные состояния
конструкции следует трактовать как выбросы
некоторых случайных процессов v(Z) из допус-
тимых областей Q. При этом вероятность без-
отказной работы P(t) становится функциона-
лом некоторого случайного процесса v(r),
который характеризует изменения параметров
системы во времени.
В соответствии с [5, 7] сформулируем
постановку основных задач теории надежно-
сти машин и конструкций, опираясь на ос-
новные понятия системной теории надежно-
сти и учитывая современное состояние меха-
ники материалов и конструкций.
Рассмотрим поведение объекта в усло-
виях его функционирования и взаимодейст-
вия с окружающей средой. Состояние объекта
в каждый момент t описываем с помощью
вектора и - элемента пространства состояний
U (рис. 1.4.1). Под t подразумеваем не только
физическое время, но и любой монотонно
возрастающий параметр, который является
переменной при описании функционирова-
ния объекта (например, это может быть нара-
ботка). В дальнейшем называем t временем,
считая, что оно принимает непрерывные зна-
чения на отрезке [/о, °°)- Часто полагают = 0.
Каждой реализации процесса u(Z) соответству-
ет некоторая траектория в пространстве со-
стояний U. Понятие состояния здесь имеет
более широкий и в общем случае иной смысл,
чем понятие технического состояния. Размер-
ность и свойства пространства U зависят от
выбранной расчетной схемы.
Внешние воздействия на объект харак-
теризуют векторным процессом s(/), где s(0 -
вектор воздействий из соответствующего про-
странства воздействий Q. Уравнение состоя-
ния объекта запишем в общем виде:
u = Z/[s], (1.4.1 )
где Н - некоторый оператор, реализующий
выбранную расчетную схему и метод расчета.
При известном процессе нагружения s(/)
этот оператор дает значения процесса u(Z)
изменения состояний объекта. Начальные
условия входят в оператор Н.
Технические условия эксплуатации, тре-
бования эффективности, экономичности и
безопасности накладывают ограничения как
на параметры состояния объекта, так и на
некоторые другие параметры, не входящие в
число компонент вектора и, но выражаемые
через него. Совокупность этих параметров
образует вектор качества v в пространстве
качества V. Каждой траектории и(/) в про-
странстве U соответствует траектория v(r) в
пространстве И Иногда эти пространства сов-
падают, иногда V есть подпространство по
отношению к U.
Часто параметры, служащие для описа-
ния поведения объекта, и параметры, харак-
теризующие его функциональные и эксплуа-
тационные качества, существенно различны.
Например, если расчетная схема объекта -
колебательная система с п степенями свобо-
42
Глава 1.4. МЕТОДЫ ПРОГНОЗИРОВАНИЯ НАДЕЖНОСТИ И РЕСУРСА МАШИН
ды, то параметрами состояния являются фа-
зовые переменные - обобщенные координаты
и обобщенные скорости. Размерность про-
странства U равна 2п. При технических огра-
ничениях на вибрационные перегрузки эле-
ментами пространства качества V являются
максимальные ускорения в определенных
точках, при ограничениях на уровень устало-
стных повреждений в наиболее напряженных
и ответственных узлах и т.п. В общем случае
связь между вектором состояний и вектором
качества имеет вид
v = Af[u], (1.4.2)
где оператор Л/, как и оператор Н в уравне-
нии (1.4.1), считают заданным.
Множество значений вектора v, допус-
тимых по техническим условиям эксплуата-
ции, образует в пространстве качества V до-
пустимую область Q. Считаем, что это множе-
ство - открытое, т.е. его граница не принад-
лежит допустимой области. Границе соответ-
ствует поверхность Г в пространстве качества V.
Назовем ее предельной поверхность. Пусть по
условию при t = Го вектор v находится в до-
пустимой области. Тогда первое пересечение
процессом v(r) предельной поверхности Г во
внешнюю область соответствует наступлению
отказа.
На стадии проектирования располагают
лишь априорной статистической информаци-
ей о нагрузках и свойствах проектируемого
объекта (например, о механических свойствах
материалов), поэтому процессы s(r) и и(Г) -
случайные. Траектория V(Z) в пространстве
качества V также случайная, а первое пересе-
чение поверхности Г - случайное событие.
Функция надежности Р(Г), т.е. вероятность
безотказной работы объекта на отрезке [Го, И,
равна вероятности пребывания вектора v в
допустимой области на этом отрезке:
Р(/) = Р{у(г)еП; repo,/]}, d-4-З)
При прогнозировании показателей на
стадии проектирования можно принять Го = 0.
В качестве примера [6] рассмотрим при-
борный блок, помещенный в контейнер, со-
вершающий случайные колебания. Пусть и(х, г)
- поле перемещений блока относительно кон-
тейнера, а(х, Г) - поле абсолютных ускорений.
Если по условиям эксплуатации вибропе-
регрузки ограничены по модулю величиной д*,
а относительные перемещения - величиной «*,
то допустимую область задают условиями
|а(х,/)||<а., ||и(х,/)||<И..
Здесь х принимает все значения для объема,
занятого приборным блоком. Если блок рас-
сматривается как абсолютно твердое тело, а
его поверхность как многогранник, то вместо
предыдущего условия имеем
|а(ху,/)||<а., ||и(Ъ,/|< и, 0 = 1,2,...),
где Xj - координаты вершин многогранника.
Вероятность безотказной работы вводится как
sup||a(xy, т)|| < а*, sup||u(xy, т)|| < w*;
j = 1,2,...; т е[0,/].
Для другого примера возьмем приборы,
установленные на упругой пластине. Пусть
пластина совершает случайные колебания в
направлении, ортогональном ее плоскости.
Вибрационное поле характеризуется функци-
ей прогиба пластины w(x, t) и абсолютными
перемещениями приборов uj(t) (у = 1,2,...).
Аналогично условиям в предыдущем примере
наложим ограничения на виброперегрузки
каждого прибора и на перемещения приборов
относительно пластины. Допустимая область
Q задается системой неравенств
0 = 1,2,..).
Если два прибора соединены связью, ко-
торая может быть повреждена или нарушена
из-за взаимных смещений, то к указанным
выше добавляются условия типа
Аналогичные условия ставятся, если
амортизируемые элементы смонтированы с
зазором, причем требуется, чтобы при вибра-
циях зазор не перекрывался.
К условиям вибронадежности часто до-
бавляются ограничения, накладываемые на
усилия и деформации в амортизирующих
элементах (амортизаторах). Условия нормаль-
ной работы амортизаторов записываются в
виде
!<,(«,,о=1,2,...),
где Uj - относительные перемещения опорных
плоскостей амортизаторов вдоль основной
оси; Fj - усилия, действующие на амортизато-
ры; - их предельно допустимые значения.
Некоторые подробности можно найти в спра-
вочнике [15].
Выходы реализаций случайных процес-
сов за пределы некоторых областей (в осо-
бенности когда такие выходы - редкие собы-
тия) называют выбросами. Формула (1.4.3)
показывает, что для вычисления показателей
ВЕРОЯТНОСТНЫЕ МОДЕЛИ В РАСЧЕТАХ МАШИН И КОНСТРУКЦИЙ
43
надежности необходимо решать задачи теории
выбросов случайных процессов. Полная по-
становка задач теории надежности включает
выбор расчетных схем, математических моде-
лей для описания случайных свойств нагру-
зок, воздействий, материалов, узлов, а также
выбор пространства качества и допустимой
области в этом пространстве. При таком рас-
ширенном толковании соотношения (1.4.1) и
(1.4.2) также входят в постановку задачи.
Аналогично поставим задачу об опреде-
лении вероятности безотказной работы инди-
видуального объекта с учетом информации об
этом объекте и действующих на него нагруз-
ках [7]. Пусть tk - последний момент наблю-
дения, причем ¥(/*) е Q(^)- Тогда для вероят-
ности безотказной работы объекта на отрезке
(tki Г] имеем выражение
Р(/|ГА) = р{у(г|Гл)еО(^);геРо>4
(1.4.4)
где Тк - объем диагностической информации
о данном объекте, накопленной на отрезке [/о,
Й; вертикальная черта - знак условной зави-
симости.
Введенные понятия применимы как к
отдельным компонентам, блокам и агрегатам,
так и к объектам в целом. Отказы сложных
объектов разнообразны по физической при-
роде и степени значимости: одни лишь за-
трудняют эксплуатацию объекта или вызыва-
ют ее временное прекращение, другие требу-
ют замены отказавших элементов, третьи со-
ответствуют достижению предельных состоя-
ний, при которых объект подлежит капиталь-
ному ремонту или списанию. Наконец, отка-
зы четвертого типа связаны с угрозой для
людей и окружающей среды, с серьезным
материальным и моральным ущербом. Эти
обстоятельства, однако, нетрудно учесть в
рамках излагаемой концепции. Пространство
качества объекта можно представить как пря-
мое произведение аналогичных пространств
для каждого типа отказа в отдельности. На-
пример, если объект допускает разбиение на
подсистемы, взаимодействующие по логиче-
ским схемам, достаточно ввести пространства
качества для каждой подсистемы, а показате-
ли надежности вычислить, используя методы
системной теории надежности.
Устранение неисправностей и ремонт
также допускают описание в рамках данной
теории. Эти операции можно интерпретиро-
вать как принудительное возвращение вектора
качества в допустимую область О, которую
часто задают в виде [44, 46]
Q={v:g(v)>0| (1.4.5)
с некоторой функцией g(vi,...,vn) от пара-
метров качества. На границе Г имеет место
равенство
'g(v) = 0. (1.4.6)
Пусть граница Г состоит из нескольких
предельных поверхностей с уравнениями
#Ду) = 0, А: = Если отказ системы
является результатом отказа хотя бы одного
элемента (т.е. соединения элементов в смысле
системной теории надежности - последова-
тельное), то область Q задается условиями
g^(v)>0, к = 1,...,/и (рис.1.4.2, а). При па-
раллельном соединении область недопусти-
мых состояний АДО определяется из условий
g^(v) < 0, к = (рис.1.4.2, б). В обоих
случаях результирующее уравнение предельной
поверхности может быть представлено в виде
(1.4.6), допустимая область - в виде (1.4.5), а
вероятность безотказной работы введена по
формуле (1.4.3).
а - при последовательном соединении элементов, б - при параллельном соединении элементов
44
Глава 1.4. МЕТОДЫ ПРОГНОЗИРОВАНИЯ НАДЕЖНОСТИ И РЕСУРСА МАШИН
Вычисление функции надежности - веро-
ятности безотказной работы объекта на заданном
отрезке времени - составляет основную задачу
теории надежности. Большинство других показа-
телей связано с функцией надежности простыми
соотношениями типа (1.2.3) и (1.2.4). Если зада-
ны нормативные значения этих показателей,
например значения вероятности безотказной
работы, интенсивности отказов, то далее
можно проверить надежность с точки зрения
соответствия объекта назначенным показате-
лям. Если допустимая область Q в формулах
(1.4.4) и (1.4.5) Такова, что ее граница отвеча-
ет предельным состояниям, то эти формулы
позволяют найти функцию распределения
ресурса, а по ней - математическое ожидание
ресурса, значение гамма-процентного ресурса
и другие показатели долговечности.
Решение основной задачи дает зависи-
мость надежности и ресурса от конструктив-
ных, технологических и эксплуатационных
факторов и открывает путь для решения дру-
гих задач, в частности для выбора оптималь-
ных параметров объекта, оптимальных режи-
мов эксплуатации и технического обслужива-
ния и т.п.
1.4.3. МОДЕЛЬ НАГРУЗКА - СОПРОТИВЛЕНИЕ
Условия безотказности работы механи-
ческих систем обычно представляют в виде
соотношения между нагрузками (воздействи-
ями) и сопротивлениями. При этом под нагруз-
ками и соответствующими сопротивлениями
понимают не только силы, момент, давление
и т.п., но и более широкий класс параметров,
которые не являются нагрузками и сопротив-
лениями в обычном смысле. Например, если
условие безотказности для сосуда давления
поставлено в терминах размера несквозной
трещины, то за параметр нагрузки может быть
принято как давление в сосуде, так и текущий
размер трещины. В первом случае роль со-
противления выполняет некоторое предельное
(или критическое) значение давления, во вто-
ром случае - предельное (или критическое)
значение размера трещины. Модель нагрузка -
сопротивление может быть обобщена и на
более широкий класс отказов, в том числе и
на отказы немеханического, например, элек-
трического происхождения.
Обозначим параметры нагрузок 5Ь ..., sn,
а параметры сопротивления гь ..., гт. В тех
случаях, когда каждому параметру sk соответ-
ствует параметр г*, причем т = п, соотноше-
ние (1.4.5) принимает вид
Q = {r,s: > $£; £ = 1,...,л}. (1.4.7)
Вводя параметры качества как vk = rk - sk,
представим соотношение (1.4.7) в виде
q = |v: vk > 0; k = 1,.(1.4.8)
Рассмотрим простую (одномерную) мо-
дель нагрузка - сопротивление. Допустимая
область для этой модели задана неравенством
г > s или v = г - s > Q. В общем случае оба
параметра - случайные функции времени r(t)
и s(f). Если начальное состояние при t = Iq -
работоспособное, то r(/o) > s(Iq). Отказ насту-
пает при первом пересечении процессов r(t) и
s(t) (рис. 1.4.3, а) или при первом выходе про-
цесса v(0 из области v = г - 5 > 0 (рис. 1.4.3, б).
Способ вычисления вероятности безотказной
работы существенно зависит от свойств про-
цессов r(t) и s(f). Обычно параметр сопротив-
ления считают постоянной или непрерывной
неубывающей функцией I. Процесс нагруже-
ния $(/) может быть точечным (рис. 1.4.4, а),
кусочно-постоянным (рис. 1.4.4, б), непрерыв-
ным (рис. 1.4.4, в), а также сочетать различные
свойства. В общем случае вычисление вероят-
ности безотказной работы требует примене-
ния теории случайных процессов или числен-
ного моделирования больших реализаций
случайных процессов со статистической обра-
боткой результатов.
а)
Рис. 1.4.3. Параметры нагрузки и сопротивления: а
б)
- как функции времени, б - на плоскости качества
МОДЕЛЬ НАГРУЗКА - СОПРОТИВЛЕНИЕ
45
S
Рис. 1.4.5. Квазистатическая модель нагрузка - сопротивление:
а - плотности вероятности, б - линии равной плотности вероятности на плоскости качества
Рис. 1.4.4. Нагружение как случайный процесс:
а - точечный, б - кусочно-постоянный, в - непрерывный
В приложениях часто применяют упро-
щенный, квазистатический подход, трактуя г
и 5 не как случайные процессы, а как случай-
ные величины, распределения которых отве-
чают некоторым, ^заранее заданным значени-
ям времени или наработки. При этом в осно-
ве расчета лежит совместная плотность веро-
ятности р(г, 5), а при условии независимости г
и 5 - плотности вероятности рМ и ps(s)
(рис. 1.4.5) В первом случае вероятность без-
отказной работы
Р= J|p(r,5)Jrds. (1.4.9)
r-s>0
Во втором случае можно применить одну из
двух формул
00
р=1- fF4r)pr(r)rfr >
—00
00
P = l- p>(s)ps(.s)ds,
-00
(1.4.10)
где />(г) и Fs(s) - функции распределения,
соответствующие плотностям вероятности
РМ и ps(s).
46
Глава 1.4. МЕТОДЫ ПРОГНОЗИРОВАНИЯ НАДЕЖНОСТИ И РЕСУРСА МАШИН
Иногда вводят параметр качества v = г -
5 с допустимой областью v > 0, используя
вместо (1.4.9) формулу
00
P=j/>(v)dv. (1.4.11)
О
Очевидно, что описанный выше подход
применим, если все реализации процесса
нагружения s(t) являются неубывающими
функциями времени, а все реализации соот-
ветствующего сопротивления г(/) - невозрас-
тающими функциями времени, т.е. $(г2) Хб),
r{t2) < r(t\) при любых t2 > Л (рис. 1.4.6).
Если предположить, что параметры г и 5
распределены нормально и независимо, то
вычисления по формулам (1.4.9) - (1.4.11)
весьма просты. Пусть функции распределения
имеют вид
Fг (г) - ф[-——1, Fs (5) = ф[-——1,
' ’ I J I J’
(1.4.12)
где Ф(у) - нормированная функция Лапласа
а и - математические ожидания, и
о2 - дисперсии случайных величин.
Тогда параметр качества v = г - 5, будет
иметь математическое ожидание цг - и дис-
2 2
Персию оr + . В соответствии с формулой
(1.4.11) получим
Р = Ф<
Hr “Ms
(1.4.14)
Преимущество этой простейшей модели -
явная зависимость вероятности безотказной
работы Р от математических ожиданий и дис-
персий случайных величин, входящих в мо-
дель. Нетрудно также учесть корреляцию ме-
жду г и 5.
В зарубежной литературе [40, 44,46] час-
то используют описанную выше модель для
введения гауссовского уровня надежности у,
называемого также индексом безопасности
(safety index). Пусть Р - вероятность безотказ-
ной работы. Назовем гауссовым уровнем на-
дежности у величину
у = Ф’1(Р), (1.4.15)
где ФИ(Р) - функция, обратная нормирован-
ной функции Лапласа (1.4.13). Удобен также
логарифмический индекс надежности, вве-
денный В.В.Болотиным [5]:
r = lgl0T^7- (L416)
Рис. 1.4.6. Условия применимости
квазистатического подхода
Рис. 1.4.7. Сравнение значений гауссовского
и логарифмического индексов надежности
КВАЗИСТАТИЧЕСКИЕ МОДЕЛИ
47
Очевидно, что индекс г равен “числу девяток”
в значении вероятности безотказной работы
(г = 2 при Р = 0,99, г = 3 при Р = 0,999 и
т.д.). В диапазоне показателей надежности,
представляющих практический интерес, зна-
чения у и г имеют одинаковый порядок
(рис. 1.4.7).
Формулы (1.4.14) и (1.4.15) позволяют
связать индекс надежности у с коэффициен-
том запаса п = вычисленным по отно-
шению к математическим ожиданиям и ц5:
п-1
^п2 + w2j/2
где wr = сгг / цг и ws = ст5 / - коэффициенты
вариации параметров сопротивления и на-
грузки соответственно.
1.4.4. КВАЗИСТАТИЧЕСКИЕ МОДЕЛИ
Модель нагрузка - сопротивление, опи-
санная формулами (1.4.9) - (1.4.11) являются
частным случаем более общих моделей теории
надежности, которые не содержат явного
времени. Следуя терминологии, предложен-
ной В.В.Болотиным, будем называть эти мо-
дели квазистатическими. Пусть нагружение
дискретное и однократное, а связь между век-
торами u, v и s выражена конечными функ-
циональными соотношениями. Тогда v - слу-
чайный вектор, распределение которого зави-
сит от распределений векторов г и s. Формула
(1.4.3) для вероятности безотказной работы
принимает вид
Р= jp(v)dv, (1.4.17)
Q
где р(у) - плотность вероятности вектора v; Q -
допустимая область, с которой совпадает об-
ласть интегрирования.
По условию вектор v связан с векторами г
и s функциональной зависимостью; поэтому
нетрудно выразить вероятность Р непосредст-
венно через плотность вероятности р(г, s) ком-
понентов этих векторов:
Р = JJр(г, sjdrds , (1.4.18)
Q
Го, Л, •••> а значения вектора v после А:-го
нагружения случайным образом связаны с
его значениями после (к - 1)-го нагружения,
имеем
^(Ш-i) = fp(v* >'* lv*-i >'*-i)x
Q
*p(4-l>tk-l)d4dvk-l>
(1.4.19)
где p(v£_],Z£_|) - плотность вероятности значе-
ний вектора v при t = 4; р{ч к Sk |v^-l >*к-1) "
переходные плотности вероятности.
Если считать, что результат предыдущего
нагружения не влияет на состояние и качест-
во в момент, предшествующий следующему
нагружению, то вместо (1.4.19) получим
Лг*) = Рк^к)Рк-\(1к-1) -Ро(*о)
В правой части введены обозначения для по-
казателей типа (1.4.17)
pk(tk)= [р^к^к^к (* = 0,1...),
я
каждый из которых равен вероятности безот-
казной работы при одном из независимых
нагружений.
В качестве примера рассмотрим совме-
стное нагружение вала кругового поперечного
сечения изгибающим Мь и крутящим М{ мо-
ментами. Наложим на моменты ограничения,
соответствующие критерию прочности вала по
максимальным касательным напряжениям
(при условии работы материала в пределах
упругости). Пространство V - двухмерное, а
допустимая область в нем - открытый круг
Q=^Mb,Mt: М2 +М2 <мЦ,
где М - предельное значение эквивалентного
момента.
Если М - случайная величина, то следу-
ет включить М. в число параметров качества.
Пространство станет трехмерным с допусти-
мой областью
Cl = \Mb,Mt,Mt:M2 +М2 > о!.
Область интегрирования в (1.4.18) задана
Согласно формуле (1.4.17)
соотношением
Q = {г, s: v(r, s) е Q}.
В более общем случае, когда нагружение
происходит в дискретные моменты времени
= j dM, .
м1+м)<м1
0
48
Глава 1.4. МЕТОДЫ ПРОГНОЗИРОВАНИЯ НАДЕЖНОСТИ И РЕСУРСА МАШИН
Выполним вычисления в правой части
этой формулы в предположении, что моменты
Мь, Mt и М независимы, причем значения
моментов Мь и Mt распределены нормально с
математическими ожиданиями, равными нулю,
2 2
и дисперсиями и <3t . Их совместная
плотность вероятности
р(Мь, Mt) = —!-------exp
v ' 2n<5b<5t
2[°2b °?)
Введем полярные координаты
Мь = Мr cosG; Мь = Mr sin0 и произве-
дем интегрирование по полярному углу 0. В
результате правая часть формулы принимает
вид
х/0
00 М„
1
о о [
4a2boj
p(M*)MrdMrdM*,
где /0(а) - функция Бесселя мнимого аргу-
мента.
Дальнейшие вычисления в общем слу-
чае требуют численного интегрирования.
С увеличением размерности пространства V
трудности вычислений существенно возрас-
тают, тем более если онй относятся к веро-
ятностям, весьма близким к единице, на-
пример, когда Q = 1 - Р = 10 4 и менее. Для
преодоления этих трудностей были предло-
жены численные методы [44], обычно назы-
ваемые FORM (First Order Reliability Method)
and SORM (Second Order Reliability Method).
В основе обоих методов лежат две идеи: 7)
замена исходного пространства качества V с
произвольным распределением F(v) вектора
качества v новым пространством W, в кото-
ром вектор качества следует нормальному
распределению; 2) аппроксимация предель-
ной поверхности Г в пространстве W гипер-
плоскостью (в методе FORM) или поверхно-
стью второго порядка (в методе SORM) в
окрестности наиболее вероятной точки отка-
за. Эти идеи иллюстрированы на рис. 1.4.8.
Обычно нет необходимости в том, чтобы
при использовании FORM/SORM функция
отказов g(v) была “структурной”, т.е. точно
отражала одну из схем на рис. 1.3.2. В этом
случае каждая компонента g-функции должна
быть достаточно регулярной, как правило,
дифференцируемой, чтобы алгоритм нахож-
дения точек аппроксимации был эффектив-
ным. Вероятностный расчет с помощью мето-
дов FORM/SORM состоит из трех этапов:
1) преобразование v в нормальный век-
тор w;
2) аппроксимация предельной поверх-
ности в пространстве W;
3) расчет вероятности отказа по отно-
шению соответствующей аппроксимирован-
ной поверхности.
Совокупность п основных случайных
параметров уь ..., vn преобразуется в совокуп-
ность п независимых, стандартных (с нулевым
математическим ожиданием и единичной
дисперсией) нормально распределенных па-
раметров ..., vv„. Такое преобразование
всегда возможно для непрерывных случайных
параметров.
Рис. 1.4.8. Иллюстрация методов FORM и SORM:
а - исходное пространство качества; б и в - преобразованные пространства
МОДЕЛИ КУМУЛЯТИВНОГО ТИПА
49
Простое преобразование имеет место в слу-
чае, когда используемые основные параметры
vb vn взаимно независимы и имеют функ-
ции распределения Fk(vk). Каждая переменная
может быть преобразована отдельно, причем
wk
где Ф() - стандартная функция нормального
распределения (1.4.13).
Для зависимых случайных переменных
применяют схему последовательных прибли-
жений, основанную на системе уравнений:
Ofw]) = Fi(vi),
ф(и’2) = ^2|1(''2|',1), (1.4.20)
ФЫ = Л>|л-1, •••> п).
Здесь ^2|1’ ^л|л-1 1 ‘ условные функции
распределения исходных параметров.
Дальнейшее применение методов FORM
и SORM требует рассмотрения элементов
поверхности отказов g(w) = 0 в w - простран-
стве, имеющих одну наиболее вероятную точ-
ку отказа (рис. 1.4.8). При использовании ме-
тода FORM поверхность аппроксимируется
касательной гиперплоскостью в этой точке,
т.е. представляется первым членом разложе-
ния функции g(w) в ряд Тейлора в точке w*.
Расстояние у от начала координат до каса-
тельной гиперплоскости называют индексом
надежности первого порядка. Таким образом,
вероятность наступления отказа
О^Ф(-у), (1.4.21)
что соответствует формуле (1.4.15). Формула
для метода SORM имеет вид
л-1 -1 2
, (1.4.22)
у = 1
где kj - главные кривизны в точке w*. Согла-
шение о знаках следующее: кривизны явля-
ются отрицательными, когда поверхностные
кривые выпуклы в сторону начала координат.
Входящие в уравнения (1.4.20) услов-
ные функции распределения нетрудно вы-
числить, если задана совместная плотность
p(v) = р(У|,..., vn) . Действительно, из со-
отношения
Х»! »'и) = ...v«-l )/>(п. • • •, vn-i)
следует, что
При п = 1 преобразование (1.4.20) носит
элементарный характер. Например, если слу-
чайная величина v следует распределению
Вейбулла
Fv(v) = 1 - exp
v> v0 ,
то результат преобразования
w = Ф
будет распределен нормально с нулевым ма-
тематическим ожиданием и единичной дис-
персией. При п > 1 относительно просто об-
разуются величины, распределенные лога-
рифмически нормально.
1.4.5. МОДЕЛИ КУМУЛЯТИВНОГО ТИПА
Исчерпание ресурса машин и конструк-
ций связано с постепенным накоплением
повреждений: пластических деформаций, ус-
талостных повреждений, износа и т.п. Мате-
матическим описанием этого факта служат
кумулятивные модели отказов, описывают
квазимонотонное ухудшение параметров ка-
чества объекта, происходящее в процессе его
эксплуатации и взаимодействия с окружаю-
щей средой [7].
Пусть значение вектора качества v в мо-
мент времени t есть функционал Н[ ] от про-
цесса нагружения s(/) на предшествующем
отрезке [Го, /]:
v(r) = Z/[s(x)].
т=Г0
(1.4.23)
Примером реализации функционала может
служить решение векторного дифференциаль-
ного уравнения
^ = /(v,s), (1.4.24)
at
с заданным начальным условием v(/o) = vq. В
правой части стоит вектор-функция от про-
цесса v и процесса нагружения s(r)
(зависимость вектора качества от вектора
прочности пока не рассматриваем).
50
Глава 1.4. МЕТОДЫ ПРОГНОЗИРОВАНИЯ НАДЕЖНОСТИ И РЕСУРСА МАШИН
Чтобы уравнения (1.4.23) и (1.4.24) опи-
сывали накопление повреждений, их правые
части должны удовлетворять определенным
условиям. Пусть по определению значения
процесса v(r) заданы в первом ортанте про-
странства V, так что допустимая область Q
является частью этого ортанта. Пусть внеш-
няя нормаль п к предельной поверхности Г
положительна, точнее, ее проекции на все
координатные оси неотрицательны. Если
компоненты процесса v(t) удовлетворяют ус-
ловию
('2 =
(1.4.25)
то для вероятности безотказной работы на
отрезке [/q, 7] вместо (1.4.3) имеем простую
формулу
P(f) = P{v(/)eQ} . (1.4.26)
Отметим существенную разницу между
формулами (1.4.3) и (1.4.26). В отличие от
общего случая, когда вычисление функции
надежности P(t) по (1.4.3) требует рассмотре-
ния выбросов случайных процессов, в соот-
ветствии с (1.4.26) достаточно вычислить ве-
роятность нахождения вектора в заданной
области в рассматриваемый момент времени.
Однако при этом процесс v(r) и область Q
должны удовлетворять определенным услови-
ям, при выполнении которых вектор v, одна-
жды покинув область Q, далее в эту область
возвратиться не может. Именно это является
отличительным признаком кумулятивных
моделей.
Назовем рассмотренную кумулятивность
процесса v(/) покомпонентной. Чтобы условие
(1.4.25) для процесса v(r), описываемого урав-
нением (1.4.24), было выполнено, необходима
неотрицательность всех компонент вектора
fly, s) в правой части уравнения. Другой под-
ход к построению кумулятивных моделей
основан на введении нормы ||v|| вектора v в
пространстве V. Для «-мерного пространства
естественно взять евклидову норму
||v|| = (+ • • + ) Возможно применение
других норм, например ||v|| = max||vi|,...,|vw||.
Потребуем, чтобы граница Г области Q
не зависела от времени, а область Q была
выпуклой. Последнее условие означает, что
прямая, соединяющая любые две точки в об-
ласти Q, должна целиком лежать в этой об-
ласти Q. Проведем из рассматриваемой точки
v пространства V. Луч пересекающий границу
Г в точке vr. Отношение ||v|| = |v|/|vr| обладает
всеми свойствами нормы. На границе Г эта
норма равна единице. Таким образом,
П .= (v: |v|| < 1} , (1.4.27)
т.е. о принадлежности вектора v допустимой
области можно судить по величине его нор-
мы. Для выпуклых областей простой конфи-
гурации удобнее использовать норму, согла-
сованную с уравнением границы Г.
Пусть сформулированные ограничения
на допустимую область Q выполнены. Про-
цесс v(0 будет кумулятивным по норме ||v|| на
рассматриваемом отрезке времени, если всюду
на этом отрезке выполнено условие
Hz2)h|v('l)|| ('2>'1)- (1-4.28)
Очевидно, отсюда вытекает ограничения
на уравнения (1.4.23) и (1.4.24). Поскольку по
условию необратимости (1.4.28) норма ||v|| -
неубывающая функция t, то вектор v, достиг-
нув границы Г, уже не возвратится в допус-
тимую область. Следовательно, вероятность
безотказной работы на отрезке [f0, Г] есть ве-
роятность события ||v|| < 1 :
р = р{М<1).
(1.4.29)
При этом принято, что v(/o) е Q, т.е. по усло-
вию в начальный момент Го вектор v находит-
ся в допустимой области.
1.4.6. МОДЕЛИ МАРКОВСКОГО ТИПА
Пусть эволюция вектора качества v(r)
представляет собой диффузионный марков-
ский процесс в пространстве V. Тогда пере-
ходная плотность вероятности p(v,r|vo,Zo)
значений этого процесса удовлетворяет
уравнению Колмогорова
- п а 1 п п а2
-=-Г—М
dt J > 2^->^5vi5vk'' ' '
J = l J j = \k = \ J K
(1.4.30)
с начальным условием p = 5(v - vq) при t =
Го- Здесь aey и xjk - интенсивности процесса
(aey - коэффициенты сноса, Xjk - коэффици-
енты диффузии.
Найдя решение уравнения (1.4.30), вы-
числим показатели надежности системы, в
частности, вероятность безотказной работы
на заданном отрезке времени и математиче-
ское ожидание времени достижения поверх-
ности при заданном распределении началь-
ных значений вектора качества.
МОДЕЛИ МАРКОВСКОГО ТИПА
51
Допустим, что вектор качества удовле-
творяет дифференциальному уравнению
(1.4.24). Установим условия, при которых
решение этого уравнения является диффузи-
онным марковским процессом. Очевидно,
что для этого нужно наложить ограничения
на правую часть уравнения (1.4.24), в част-
ности, принять, что вектор нагружения s(t)
представляет собой дельта-коррелирован-
ный во времени процесс.
Запишем уравнение (1.4.24) в виде
^ = f(v>r) + G(v>r)4(z)> (1.4.31)
где f(v, t) - вектор-функция от вектора v и
явного времени, G(v, t) - матрица-функция,
£(/) - векторный процесс, компоненты кото-
рого - независимые белые шумы единичной
интенсивности.
Если размерность вектора v равна л, то
такую же размерность имеет вектор f(v, t).
при m-мерном векторе £(/) матрица G(v, t)
имеет размерность п х т. Предположим, что
f(v, t) и G(v, f) - непрерывные функции всех
аргументов, а элементы матрицы G(v, f) -
дифференцируемые функции компонент
вектора v.
Уравнение (1.4.31) представляет собой
формальную запись векторного дифферен-
циального уравнения Ито, которое эквива-
лентно некоторому стохастическому инте-
гральному уравнению. Интегралы в уравне-
нии берем в симметризированной форме
Стратоновича. Тогда для интенсивностей
процесса получаем выражения
2 lc=\l=l
m
&jk = & jlS kl >
/=1
где fj - элементы вектора /(v,/) в уравнении
(1.4.31); ф/ - элементы матрицы G(v, t).
Многие задачи надежности для колеба-
тельных систем приводят к уравнениям типа
(1.4.31). Например, если колебательная систе-
ма с л степенями свободы находится под воз-
действием белых шумов, то изменение ее
фазовых переменных (обобщенных координат
и обобщенных скоростей) представляет собой
диффузионный марковский процесс. Если
внешнее воздействие есть результат прохож-
дения белых шумов через некоторый линей-
ный фильтр, то для получения диффузионно-
го марковского процесса необходимо расши-
рить фазовое пространство, добавив компо-
ненты, которые описывают процессы, проис-
ходящие в фильтре.
Рассмотрим дифференциальное уравне-
ние относительно переходной плотности ве-
роятности />(v,/|vq,/o) - Как функция пере-
менных v, t это уравнение имеет вид (1.4.30)
Для вычисления показателей надежности це-
лесообразно в качестве независимых пере-
менных выбрать компоненты вектора vq. То-
гда относительно переходной плотности веро-
ятности получим сопряженное (обратное)
уравнение Колмогорова
. п п 2
(1.4.33)
Если интенсивности процесса не зависят
от Г, то переходная плотность вероятности
p(v,/|vo,^o) зависит от разности t - Го, а не от
t и Iq отдельно. Тогда вместо (1.4.33) получим
уравнение
(1.4.34)
которое положим в основу дальнейших вычис-
лений. Это уравнение описывает распределение
значений процесса v(r) в зависимости от его
начальных значений Vo- Если начальное значе-
ние - детерминистическое, то решение уравне-
ния (1.4.34) должно удовлетворять условию
р = 5(v - v0) при v0 е Q, t = Zb-
Вычислим условную функцию надежно-
сти /Vivo), равную вероятности события,
которое состоит в том, что система, которая
при t = Zb находилась в точке Vo е Q, ни разу не
покинет область Q на отрезке (Го, /)•’
p(/|vo) = p|v(t) еП;т e(/o,')|vo(ro) = v0
(1.4.35)
Обозначим через (v, /|vq , ?о) переход-
ную плотность вероятности для реализаций
процесса v(r), поглощаемых предельной по-
52
Глава 1.4. МЕТОДЫ ПРОГНОЗИРОВАНИЯ НАДЕЖНОСТИ И РЕСУРСА МАШИН
верхностью Г. Эта плотность вероятности удов-
летворяет уравнению (1.4.34) с начальным ус-
ловием
рг =б(у-¥0)при v0 е Q, t = Iq
и граничным условием
Рг = 0 при vo е Г, t > Го •
Условная функция надежности (1.4.35) связана
с плотностью вероятности Pr(v^|vO^o) соот-
ношением
p(/lvo)= fPr(v^|vo7oH- (1-4.36)
Q
Условная функция надежности также удовле-
творяет обратному уравнению Колмогорова
(1.4.34). При t = Го Должно быть v0 е Q, что
дает начальное условие P(r|v0) = 1 . Когда
процесс v(r) достигает границы Г, функция
надежности (1.4.32) должна обращаться в нуль.
Это дает граничное условие = О ПРИ v0
е Q; t > Го.
Плотность вероятности времени до дос-
тижения границы Г связана с условной функ-
цией надежности (1.4.35) следующим образом:
pr(r|v) = -a/»r(r|v0)/ar.
Моменты случайной величины Т
оо
ОаЫ= рг(Г|У0)Г“^Г
А)
удовлетворяют дифференциальным уравнениям
Понтрягина
П 1 п п
Е«7 (v0)тт + 2 Ё Ё®а(v°) х
У=1 2у=н=]
>
(1.4.37)
Некоторые методы решений уравнений типа
(1.4.34) и (1.4.37) изложены в работе [5].
До сих пор мы считали, что начальное
значение вектора v0 задано детерминисти-
чески. Если при t = Го задано распределение
P(vo, *о) его значений, то для вычисления без-
условных показателей надежности следует
применить формулу полной вероятности.
Например, для безусловной вероятности без-
отказной работы
Л')= Р’(Ф'о)ро(уо.'о)‘Лго
Q
1.4.7. МОДЕЛИ ПУАССОНОВСКОГО ТИПА
Наиболее подходящей моделью для опи-
сания отказов высоконадежных систем явля-
ется модель пуассоновского потока отказов.
Если этот поток однородный, для вероятно-
сти наступления отказов на отрезке времени
[О, Г] имеем формулу (1.3.7). Вероятность без-
отказной работы на том же отрезке определим
по формуле (1.3.1). Если поток неоднород-
ный, то для вероятности безотказной работы
имеем формулу (1.З.4.), которая соответствует
случаю Р(0) < 1.
Если интерпретировать безотказную ра-
боту как пребывание вектора качества в до-
пустимой области Q, то следует связать ин-
тенсивность отказов с поведением векторного
процесса v(r) по отношению к предельной
поверхности Г. Пусть Р(0) = 1, т.е. с вероят-
ностью, равной единице, вектор v в началь-
ный момент времени t = 0 находится в допус-
тимой области, а выбросы из этой области на
рассматриваемом отрезке [О, Г] - весьма ред-
кие события. Число выбросов на отрезке [О, Г]
есть случайная величина N(f), зависящая от
времени t как от параметра. Имеем соотно-
шение
t
М[ЛГ(*)] = л(г) = , (1.4.38)
О
связывающее математическое ожидание Л(Г)
числа выбросов N(f) из допустимой области
с интенсивностью отказов Х(Г). Отсюда полу-
чаем приближенную формулу для вероятности
безотказной работы
Р(г) = ехр[-л(г)] . (1.4.39)
Если в начальный момент t = tQ вероят-
ность безотказной работы отлична от нуля, то
вместо (1.4.39) имеем
с интенсивностью отказов
(1.4.41)
Точность результатов, полученных по
формуле (1.4.39), тем выше, чем ближе к еди-
нице значения P(t). Для высоконадежных
систем несколько упростим формулу (1.4.39),
ПРИМЕНЕНИЕ ТЕОРИИ ВЫБРОСОВ СЛУЧАЙНЫХ ПРОЦЕССОВ
53
разложив экспоненту в степенной ряд и со-
хранив два члена ряда [4]
P(z) « 1 - л(г). (1.4.42)
Формула (1.4.42) дает для вероятности
безотказной работы строгую оценку снизу при
условии, что Р(0) = 1. Наряду с этим, нетруд-
но получить оценку сверху, установив таким
образом диапазон искомых значений вероят-
ности безотказной работы [5]
1 - М[ЛГ(г)1 < Р(г) <
ч г , 1 г , п (1-4.43)
<l-|MpV(z)] + ±MpV1 2(z)].
где М[Л^(0] - средний квадрат числа выбро-
сов процесса из области Q на отрезке [0, /].
Поскольку для строго пуассоновского
потока М[А^(Г)] = Л(/) - Л2(Г), то выражение,
стоящее в правой части неравенства (1.4.43),
совпадает с первыми тремя членами разложе-
ния экспоненты в степенной ряд.
Общий способ получения указанных
двусторонних оценок основан на следующих
соображениях. Пусть £?i(0, 0з(О, ••• - вероят-
ности однократного, двухкратного и т.д. вы-
бросов процесса v(r) из области Q на отрезке
[0, /]. Тогда вероятность события, состоящего
в том, что на этом отрезке произойдет хотя
бы один выброс (функция риска), составляет
к=\
Наряду с вероятностью Q(f) рассмотрим
моменты от числа выбросов N(t):
мк“(г)]=£*аад (а = 1,2,...).
Л = 1
Задача состоит в том, чтобы получить
наилучшее приближение для Q(f) в виде ли-
нейной функции первых п моментов от числа
выбросов и определить знак остаточного чле-
на. Поскольку для редких отказов элементы
последовательности 02(0, • •• быстро
убывают, то естественно потребовать, чтобы
остаточный член не содержал моментов, по-
рядок которых ниже п + 1.
Итак, приближенное значение для
функции риска ищем в виде
где Za - искомые коэффициенты.
Приняв п = 3 и п = 4, получим уточ-
ненные двусторонние оценки
1 - у м[ AZ(z)] + Mpv 2 (z)j -1 3 (z)j < P(t) < 1 -
-gM[^z)] + gM[7V2(z)]-AM[№(z)] + ±M^4(z)].
Прикладная ценность уточненных оце-
нок невелика из-за того, что вычисления мо-
ментов M[A^(/)], начиная с а = 2, слишком
громоздкие [6].
1.4.8. ПРИМЕНЕНИЕ ТЕОРИИ ВЫБРОСОВ
СЛУЧАЙНЫХ ПРОЦЕССОВ
В моделях пуассоновского типа основ-
ным показателем надежности является мате-
матическое ожидание Л(/) = M[7V(0] числа
выбросов дифференцируемого процесса v(r)
из допустимой области Q на заданном отрезке
[0, t]. Выведем формулу для вычисления этого
показателя в предположении, что Q - одно-
связная область в п-мерном пространстве,
ограниченная неподвижной гладкой поверх-
ностью Г. Пусть процесс v(r) - ординарный в
том смысле, что вероятность двухкратных,
трехкратных и т.п. выбросов на достаточно
малом отрезке времени достаточно мала. При
t = 0 вектор v находится в области Q. Для
решения задачи необходимо иметь совмест-
ную плотность вероятности p(v,v;/) процес-
са v(r) и его первой производной v(/) в сов-
падающие моменты времени на всем отрезке
[0, /]. Для математического ожидания числа
выбросов процесса v(/) в единицу времени
используем обозначение Х(г), т.е. такое же,
как и для интенсивности отказов. В прибли-
женных расчетах не делаем различия между
этими понятиями.
Рассмотрим достаточно малый отрезок
времени А/. Обозначим как 0i(AZ) вероятность
того, что за отрезок А/ произойдет один вы-
брос из области О; 02(А/) - вероятность того,
что произойдет два выброса, и т.д. По усло-
вию 01 (А/) = О(А/), но 0а:(А/) = О(АГ) при
к = 2, 3, ... . Поэтому для математического
ожидания числа выбросов в единицу времени
имеем соотношение
= lim . (1.4.44)
' ' AZ->0 AZ
54
Глава 1.4. МЕТОДЫ ПРОГНОЗИРОВАНИЯ НАДЕЖНОСТИ И РЕСУРСА МАШИН
Рис. 1.4.9. Выброс векторного случайного процесса из
допустимой области в пространстве качества
Вероятность, входящая в эту формулу,
относится к следующему сложному событию:
на отрезке времени АГ вектор v находится в
некотором тонком слое AQ, окружающем по-
верхность Г, а вектор производной V имеет
положительную проекцию vn > 0 на направ-
ление внешней нормали п к поверхности Г
(рис. 1.4.9). Отсюда
01(ДГ)= J dv Jp(v,v;/)dv + o(Ar).
vn >0 AQ
Заменим в этой формуле интегрирование
по слою AQ интегрированием по поверхности
Г. Для этого представим слой AQ в виде сово-
купности элементарных цилиндров с основа-
нием dr и высотой vn&t. Тогда получим
= Д/р/Г Jp(vr)v;Z)v„<ft + o(Ar) ,
Г v„ >0
где vr - значение вектора v на поверхности Г.
Подставив результат в формулу (1.4.44),
приходим к формуле [35].
X(f)=pT p(vr . (1.4.45)
Г v„ >0
Пусть v(t) - одномерный случайный
процесс, а область задана посредством огра-
ничения v < Формула (1.4.45) принимает
вид
0
(1.4.46)
Если процесс v(r) - стационарный, то
р(г,v;/) = Pi(v)P2(v) • Тогда вместо (1.4.46)
получаем
00
x(z) = pi(v.) (1.4'.47)
0
В частном случае, когда процесс стацио-
нарный и нормальный, имеем
1
(2n)I,2av
exp
еХР
(2л) сгу
где а - математическое ожидание процесса
7 7
у(Г); о у - его дисперсия; - дисперсия его
первой производной.
2 2
Дисперсии Оу и связаны со спек-
тральной плотностью 5v(co) процесса v(t) со-
отношениями
00 00
<jy = j*5y(o)cfco , ст? - ^у(сй)а)2^ю .
—00 Учитывая это, —00 приведем формулу
(1.4.47) при v+ > - а к виду
X = СТ у —ехр 2лст у Г / \2 ~ (Ук - а) . (1.4.48)
2а?
Если ввести обозначение для эффективной
частоты процесса
которая в случае узкополосного процесса
практически совпадает с несущей частотой, то
формула (1.4.48) примет вид
л 03 е
X = —-ехр
2л
(v«~a)2
2а?
(1.4.49)
НАДЕЖНОСТЬ ПРИ НАЛИЧИИ УСТАЛОСТНЫХ ТРЕЩИН
55
Формула P(f) = ехр(-ХГ) в применении к
стационарному процессу v(t) содержит внут-
реннее противоречие. Очевидно, вероятность
выполнения неравенства v < v* в начальный
момент t = О
P(0) = l-Fv(v+)<l,
где Fv(v) - функция распределения значений
процесса v(Z).
Тогда формула для P(f) должна содержать
предэкспоненциальный множитель 1 - Fv(v*).
С другой стороны, если при t = 0 отказ не
наступил, то при t > 0 следует рассматривать
нестационарный случайный процесс, началь-
ные значения которого удовлетворяют усло-
вию v < Для высоконадежных систем по-
грешности, связанные с тем, что мы полагаем
Р(0) ~ 1 или принимаем, что процесс при t > О
мало отличается от стационарного, невелики.
Примеры вычислений по формулам типа
(1.4.45) и (1.4.46) приведены в работах [5, 15,
26, 38], где рассмотрены области различной
конфигурации, области с переменной (в том
числе случайной) границей и т.п. Полезные
приближенные оценки можно получить, если
наряду с заданной областью Q рассматривать
описанные и вписанные в нее области, а так-
же использовать формулы полосового при-
ближения.
1.4.9. НАДЕЖНОСТЬ ПРИ НАЛИЧИИ
УСТАЛОСТНЫХ ТРЕЩИН
Повреждения и разрушения как резуль-
тат развития усталостных трещин относятся к
основным формам отказов в машинострои-
тельных конструкциях. В некоторых случаях
сам факт зарождения макроскопической
(например, наблюдаемой визуально) трещины
уже рассматривают как отказ. Математические
модели этих типов отказов обычно строят на
основе феноменологических теорий накопле-
ния повреждений. Это может быть, например,
гипотеза линейного суммирования поврежде-
ний или одна из моделей микромеханики
разрушения.
Пусть уровень микроповреждений в ка-
ждой точке материала описывается скалярной
функцией - мерой микроповреждений со(Г),
принимающей значения из отрезка [0, 1]. При
этом значение со = 0 соответствует неповреж-
денному материалу, о = 1 - полностью по-
врежденному материалу. Процесс со(/), зави-
сящий от изменения напряженно-
деформированного состояния в данной точке,
описывают при помощи уравнений микроме-
ханики разрушения. Примем, что математиче-
ское ожидание ц(/) числа трещин, которые
зародились к моменту t в объеме материала
Л/о> связано со значением меры о. Тогда
н(0 = /[®(4] >
где ДО) = 0,Д1) = 1,/'(<о) > 0.
Пусть далее вновь зарождающиеся тре-
щины образуют в теле объемом Mq пуассо-
новский ансамбль, т.е. вероятность появления
в Mq ровно к трещин составляет
Qk = ^-ехр(-ц), Л = 0,1,2,... (1.4.50)
Тогда вероятность того, что в теле объемом М
не возникает ни одной макроскопической
трещины, определяется по формуле [7]:
Р(/) = ехр
. м /
Здесь принято, что со(х, t), вообще, может
изменяться не только во времени но и в
пределах объема М. В частном случае
/= со“, w = cZp, а > 0, р > 0, с > 0
формула (1.4.51) приводит к распределению
Вейбулла для вероятности безотказной работы
по критерию незарождения макроскопических
усталостных трещин.
За исключением высокохрупких мате-
риалов типа керамик, конструкционные мате-
риалы обладают значительной трещиностой-
костью. Поэтому критерий незарождения
усталостных трещин имеет ограниченное
применение. Более реалистический критерий
накладывает ограничения на размеры этих
трещин. Применительно к одной трещине
критерий имеет вид
Р(Г) = р{а(г) < ас) , (1.4.52)
где а(Г) - текущий размер трещины, ас - пре-
дельное (критическое) значение этого разме-
ра.
Усталостные трещины в обычных усло-
виях необратимы, так что а(Г) - типичный
кумулятивный процесс. Если значение ас
фиксировано, например, из условий герме-
тичности, то задача целиком решается в рам-
ках кумулятивных моделей теории надежно-
сти. Если ограничения на ас наложены из
условий устойчивости трещины, то ас зависит
от текущего уровня нагружения. Тогда вместо
(1.4.52) имеем соотношение типа (1.4.3)
Р(1) = Р(а(т)<ас(т);те[/0,г]),
(1.4.53)
что приводит к задаче о выбросах случайного
процесса а(Г) за случайный уровень ас(Г). Раз-
личие между формулами (1.4.52) и (1.4.53)
проиллюстрировано на рис. 1.4.10, а и б.
56
Глава 1.5. ПЕРСПЕКТИВЫ РАЗВИТИЯ ТЕОРИИ НАДЕЖНОСТИ МАШИН
Рис. 1.4.10. Постановка задачи о надежности при наличии усталостной трещины:
а - по критерию герметичности, б и в - по условиям устойчивости трещины.
Там же показана постановка задачи в
терминах коэффициентов интенсивности на-
пряжений K(t) и Kc(f)
(1.4.54)
Обычно в конструкции и машине имеет-
ся значительное число трещин. Часть из них -
врожденные (технологические), другие заро-
дились в процессе эксплуатации. Необходимо
различать нераспространяющиеся (безопасные)
и растущие трещины. Пусть известна вероят-
ность того, что наугад взятая трещина к мо-
менту t достигнет опасного размера. Полагая,
что трещины образуют в объеме Л/о пуассо-
новский ансамбль, т.е. их распределение сле-
дует формуле (1.4.50), приходим к формуле
типа (1.4.51)
С \
/>(/) = ехр - р(х)Л(х,/)^- ,
где ц(х) - математическое ожидание числа
трещин в объеме М$, Л(х, г) - функция риска,
отнесенная к одной трещине.
Приведенные выше формулы иллюстри-
руют идею подхода к проблеме обеспечения
надежности и ресурса с учетом усталостных
трещин. Техническая сторона обычно ослож-
нена рядом обстоятельств: случайным харак-
тером нагружения, разбросом механических
свойств материала, ненадежностью систем
неразрушающего контроля. Учет этих факто-
ров вполне осуществим в рамках теории на-
дежности [7, 8].
Глава 1.5
ПЕРСПЕКТИВЫ РАЗВИТИЯ ТЕОРИИ
НАДЕЖНОСТИ МАШИН
1.5.1. ПРОБЛЕМА ВНЕДРЕНИЯ МЕТОДОВ ТЕОРИИ
НАДЕЖНОСТИ В НОРМАТИВНО-ТЕХНИЧЕСКИЕ
ДОКУМЕНТЫ
Теория надежности останется как в
ближайшей, так и в отдаленной перспективе
основной для прикладных методов расчета и
для разработки норм проектирования, расчета
и эксплуатации механических систем. Эта
теория находится на стыке механики и ряда
разделов прикладной математики и информа-
тики: математической статистики, теории
принятия решений, технической диагностики.
Перечисленные дисциплины относятся к чис-
лу фундаментальных научных направлений.
Методологические вопросы теории надежно-
сти машин и конструкций также могут быть
отнесены к фундаментальным вопросам нау-
ки.
Наряду с традиционными направления-
ми теории надежности машин и конструкций
(статистический анализ нагрузок, воздействий
и механических свойств материалов, обосно-
вание выбора расчетных нагрузок и их соче-
таний, методология назначения коэффициен-
та запаса) в ближайшем будущем получат
развитие новые направления. Среди них: ме-
тодология оценки надежности и остаточного
(безопасного) срока службы технического
объекта с целью принятия решений о его
дальнейшей эксплуатации. К другим новым
направлениям относятся: методы прогнозиро-
вания надежности по расчетным схемам, мак-
ПРОБЛЕМА ВНЕДРЕНИЯ МЕТОДОВ ТЕОРИИ НАДЕЖНОСТИ
57
симально приближенным к реальным объек-
там, в частности, с широким использованием
статистического вычислительного экспери-
мента; методы расчетной оценки безопасно-
сти объектов по отношению к редким при-
родным и техногенным воздействиям; учет
человеческого фактора в расчетах сооружений
на надежность; методология проектирования
технических объектов, устойчивых по отно-
шению к человеческим ошибкам.
Перечисленные новые направления ос-
танутся наиболее перспективными р научном
отношении, а их значение для практики
строительства будет возрастать. Полученные
результаты найдут применение при создании
норм расчета и проектирования нового поко-
ления. Успешное развитие новых направле-
ний потребует более широкого применения
методов теории случайных процессов и полей,
методов статистического анализа временных
рядов, а также достижений современной ин-
форматики и вычислительной математики.
Одним из основных направлений разви-
тия теории надежности на перспективу будет
более глубокое взаимное проникновение кон-
цепций надежности в механику (включая тео-
рию упругости, теорию пластичности и т.п.).
Вместе с тем современные методы механики
найдут более широкое применение при реше-
нии проблем надежности.
Среди новых разделов механики одно из
ведущих мест принадлежит механике разру-
шения. Трещины и трещиноподобные дефек-
ты практически неизбежны в любой крупно-
габаритной конструкции. Требование отсутст-
вия таких трещин чрезмерно обременительно
и зачастую просто невыполнимо. Назначение
механики разрушения - указать пути для вы-
бора материалов и конструктивных форм,
отвечающих разумному компромиссу между
требованиями экономичности и требованиями
высокой безопасности и надежности. Круп-
ные успехи механики разрушения позволили
разработать методы оценки трещиностойкости
конструкционных материалов, наметить пути
создания конструкций, обладающих повы-
шенной живучестью при наличии трещин.
Важная для нашей страны проблема повыше-
ния надежности машин в северном исполне-
нии также в значительной степени решается с
использованием достижений механики раз-
рушения.
В настоящее время одной их основных
проблем механики является создание теории
зарождения и роста усталостных трещин. Ин-
женерные методы оценки усталостной проч-
ности, основанные на стандартных испытани-
ях и простейших (феноменологических) мо-
делях накопления усталостных повреждений
уже не удовлетворяют потребности передо-
вых отраслей техники. Ключ к решению про-
блемы состоит в синтезе механики накопле-
ния рассеянных микроповреждений
(микропор, микротрещин, локализованных
разрывов волокон и т.п.) и механики разру-
шения, которая рассматривает в целом систе-
му “тело с трещинами - нагрузка или нагру-
жающее устройство”. Зарождение и рост мак-
роскопических трещин в значительной степе-
ни управляется накоплением микроповрежде-
ний. Грубо говоря, в процессе медленного
роста макроскопические усталостные трещи-
ны остаются близкими к равновесным и ус-
тойчивым. Однако удельная работа разруше-
ния, которая существенным образом входит в
условия равновесности и устойчивости, зави-
сит от уровня микроповреждений, накоплен-
ных у фронтов движущихся трещин. Более
детальный анализ показывает, что этот подход
применим как к классическим трещинам
многоцикловой усталости, так и к трещинам
малоцикловой усталости. Подход удается рас-
пространить на трещины коррозионной уста-
лости и коррозионного растрескивания, при-
чем в модель может быть введен учет водо-
родного и радиационного охрупчивания и
других осложняющих факторов [7].
Дальнейшее развитие теории позволит
решить ряд практических задач по обеспече-
нию и повышению надежности строительных
конструкций. При наличии адекватных моде-
лей роста трещин можно шире использовать
эксплуатацию конструкций и сооружений по
техническому состоянию, назначая каждый
раз допустимый срок (наработку) до следую-
щей инспекции. Используя теоретические
результаты, мы можем более уверенно приме-
нять методы неразрушающего контроля и
технической диагностики, а при определен-
ных условиях ограничиваться выборочным
контролем по планам, которые обеспечивают
требуемый уровень надежности при мини-
мальных трудозатратах. Только наличие раз-
витой механики разрушения, включающей
теорию роста трещин при комбинированных,
нестационарных и неоднородных воздействи-
ях, можно дать обоснованную идеологию для
построения норм допустимой дефектности.
Прогнозирование надежности требует
максимального приближения расчетных схем
к реальным объектам и условиям их эксплуа-
тации. Современная вычислительная техника
позволяет проводить статические и динамиче-
ские расчеты машин и систем машин по схе-
мам весьма высокой размерности. С другой
стороны, метод численного моделирования
дает возможность изучать поведение объекта
при разнообразных воздействиях, заданных
при помощи вероятностных моделей. Уже
сейчас разработаны эффективные методы для
58
Глава 1.5. ПЕРСПЕКТИВЫ РАЗВИТИЯ ТЕОРИИ НАДЕЖНОСТИ МАШИН
расчета оборудования атомных электростан-
ций на сейсмические воздействия по ком-
плексной схеме “основание - фундамент -
верхнее строение - оборудование”. При этом
движение грунта задается как реализация
нестационарного случайного процесса или
случайного пакета волн, приближающихся к
площадке, на которой расположено сооруже-
ние. Уже сейчас созданы программные ком-
плексы, реализующие статистическое модели-
рование по схемам весьма высокой размерно-
сти. Однако в связи с этим возникает пробле-
ма экстраполяции результатов моделирования
в область редких событий, что особенно важ-
но для ответственных объектов и потенциаль-
ных источников повышенной опасности. От-
части эта проблема решается с использовани-
ем асимптотических для экстремальных зна-
чений случайных величин и вероятностей
редких выбросов случайных процессов [6].
Другой путь - численно-аналитический, при
котором вероятность критического отказа
конструкции расщепляется на составляющие
в соответствии с деревом событий, так что
статистическое моделирование производится
только в области не очень малых вероятно-
стей.
Один из источников существенного по-
вышения надежности - широкое применение
средств технической диагностики, позволяю-
щих отслеживать техническое состояние кон-
струкции, предупреждать приближающиеся
отказы, выбирать оптимальные планы техни-
ческого обслуживания и ремонта и вовремя
переходить на щадящий режим эксплуатации.
В связи с этим возникает ряд новых задач
механики по установлению связей между со-
стоянием объекта и диагностической инфор-
мацией. Типичный пример - задача об аку-
стическом излучении, сопровождающем про-
цесс накопления микроповреждений, зарож-
дения и развития усталостных трещин.
В последние годы получают все большее
распространение различного рода счетчики и
индикаторы нагруженности, поврежденности
и ресурса. Эти устройства уже используют в
авиационной техники. Одни из них основаны
на аналоговом принципе, другие содержат
вычислительные устройства, в частности,
микропроцессорного типа. Некоторые из них
фиксируют перегрузки на конструкцию, ста-
тистически перерабатывают информацию и
дают прогноз остаточного ресурса на основе
некоторой модели накопления повреждений.
Датчики повреждений аналогового типа под-
вергаются действию тех же нагрузок, что и
рассматриваемый элемент конструкции. В
результате они дают прогноз об остаточном
ресурсе в зависимости от уровня поврежде-
ний, накопленных в чувствительном элементе
датчика. Более широкое использование этого
способа повышения надежности требует раз-
вития приборной базы, математического
обеспечения, а также совершенствования мо-
делей накопления микроповреждений.
1.5.2. ТЕОРИЯ НАДЕЖНОСТИ
И ОПТИМАЛЬНОЕ ПРОЕКТИРОВАНИЕ
Одно из направлений перспективных
фундаментальных исследований, тесно свя-
занных с теорией надежности и методологией
нормирования, - теория оптимизации. Цель
проектирования и расчета - создание опти-
мальных в определенном смысле систем. Ес-
тественно, что уже на ранних этапах развития
теории надежности наметились ее связи с
теорией оптимального проектирования.
Простейшая оптимизационная поста-
новка в теории надежности может рассматри-
ваться как вероятностная модификация
обычного критерия наименьшего веса
(наименьшей стоимости). Допустим, что при
проектировании мы имеем возможность рас-
поряжаться некоторым набором конструктив-
ных параметров, характеризующих форму и
размеры элементов, тип и структуру соедине-
ний и т.п. Вектор конструктивных параметров
обозначим через а, а область его допустимых
значений - через А. В качестве целевой функ-
ции С(а) возьмем массу или объем конструк-
ции или ее стоимость. Функцию С(а) в даль-
нейшем будем называть просто стоимостью.
Критерий для нахождения вектора конструк-
тивных параметров а имеет вид
С(а) -> min; Р(а) > Р*; а е А, (1.5.1)
а
где - минимально допускаемое норматив-
ное значение показателя надежности.
Существенное преимущество критерия
оптимизации, основанного на соображениях
надежности, состоит в том, что многочислен-
ные и разнородные ограничения типа условий
прочности, жесткости или устойчивости заме-
няются здесь единым ограничением на пока-
затель надежности Р.
Наряду с критерием минимальной стои-
мости используется также двойственный ему
критерий максимальной надежности
Р(а)->тах; С(а)<С+; аеА, (1.5.2)
а
где С* - максимально допустимое значение
стоимости. Заметим, что задачи (1.5.1) и
(1.5.2) нелинейны и, вообще говоря, много-
экстремальны.
Вместо начальной стоимости С(а) часто
предлагают минимизировать математическое
ТЕОРИЯ НАДЕЖНОСТИ И ОПТИМАЛЬНОЕ ПРОЕКТИРОВАНИЕ
59
ожидание от суммы начальной стоимости
(величины капитальных вложений) и расхо-
дов, связанных с эксплуатацией объекта,
включая возмещение ущерба от отказов. В
простейшем случае приходим к оптимизаци-
онной задаче типа [23]
С0(а) + [1-Р(а)]С1(а) -> min;
Р(а) > Л; а е А,
(1.5.3)
где Cj(a) - сумма потерь, связанных с отказа-
ми; £(а) = [1- P(a)]Cj(a) - математическое
ожидание этих потерь (рис. 1.5.1).
Эта модель допускает далеко идущие
обобщения, учитывающие расходы, связанные
с предварительными испытаниями, профи-
лактикой отказов, повторными отказами,
ремонтом и восстановлением, учетом отда-
ленности капитальных затрат и т.п. Отметим,
что при учете фактора времени надежность и
ее нормативное значение становятся функ-
циями времени, а целевая функция - функ-
ционалом от вероятности безотказной работы
Р(/). Тогда вместо (1.5.3) получаем
Л
Со(а)- |с1(а,т)Р'(а,т)б/т-> min;
J а
О
Р(а,т)>Л(т); аеЛ; те[0,ТФ], (1.5.4)
где Г* - нормативный ресурс или срок служ-
бы; Ci(a,/) - интенсивность функции потерь.
Рис. 1.5.1. Оптимизация надежности системы
по экономическому критерию
Если необходимо различать отказы по
степени приносимого ущерба, то вместо
(1.5.4) используем выражение
О) (а) + ^Са(М£а(а) ;
а
/>(а,т)> Р.(т); аеЛ; т ё[0,Г.], (1.5.5)
где Qa- вероятность наступления отказа; La -
стоимость соответствующего ущерба.
К сожалению, до сих пор не проанали-
зированы абсолютные величины этих “опти-
мальных” значений показателей надежности,
их отношение к значениям показателей на-
дежности, обеспечивающим безопасность, а
также чувствительность к выбору математиче-
ских моделей и к изменению численных па-
раметров этих моделей. Вообще, несмотря на
большую привлекательность оптимизацион-
ных подходов к задачам надежности, их ос-
воение происходит весьма медленно. Причи-
ной служит недостаточная разработанность
экономических моделей, условный характер
численных значений стоимостных показате-
лей, принципиальные трудности учета отка-
зов, сопряженных с “неэкономическим”
ущербом, и многое другое.
Наилучшие результаты оптимизацион-
ные подходы указанного выше типа дают в
тех задачах, где предельно допустимый риск
отказа достаточно высок и где можно гово-
рить о применимости закона больших чисел.
Примером служат расчеты эффективности
антисейсмических мероприятий. Значения
безусловной функции надежности сооруже-
ний в сейсмических районах должны быть
достаточно высоки и сопоставимы с таковыми
для несейсмических районов. Однако значе-
ния условной функции надежности, соответ-
ствующей крайне редко встречающимся силь-
ным землетрясениям, не обязательно очень
высоки.
Не встречают особых затруднений также
те оптимизационные подходы, в которых не
используются понятия экономического харак-
тера. Например, если высокая надежность
объекта может быть обеспечена чисто техни-
ческими мероприятиями, не приводящими к
высоким затратам, то критерий максимальной
надежности (1.5.2) освобождается от ограни-
чения на стоимость. В результате приходим к
принципу максимальной надежности [23]
Р(а) -> max; а е А.
(1.5.6)
60
Глава 1.5. ПЕРСПЕКТИВЫ РАЗВИТИЯ ТЕОРИИ НАДЕЖНОСТИ МАШИН
Рис. 1.5.2. Оптимизация виброзащиты по отношению к случайным колебаниям основания:
а - область допустимых состояний; б - интенсивность отказов как функция собственной частоты
Проиллюстрируем применение критерия
максимальной надежности на простейшем
примере [6]. Рассмотрим линейную систему с
одной степенью свободы. Пусть основание
совершает колебания с ускорением Ло(0,
которое является стационарным нормальным
процессом. Уравнение колебаний массы т
приводится к виду
2
^-у- + 2уйо^- + с>о«1 = -л0(г), (1.5.7)
dt
где u\(t) - относительное перемещение массы,
wo - собственная частота колебаний, у - без-
размерный коэффициент демпфирования.
Пусть условия нормальной эксплуатации
системы заданы в виде неравенств типа
где a(t) - абсолютное ускорение массы т. Та-
ким образом пространство качества V являет-
ся двухмерным, а допускаемая область Q име-
ет форму прямоугольника (рис. 1.5.2, а) Кри-
терий максимума надежности (1.5.6) приводит
к соотношению
^(®0,у)
при этом минимизацию математического
ожидания числа выбросов проводят по пара-
метрам Gig И у.
Допустим, что ускорение до(О является
нормальным экспоненциально-коррелирован-
ным процессом с математическим ожиданием,
равным нулю. Математическое ожидание чис-
ла выбросов в единицу времени определяется
по формуле (1.4.45). Сплошная линия на рис.
1.5.2, б показывает зависимость отношения
Х/а от безразмерной собственной частоты
со0/со* . При этом а - параметр корреляции
входного процесса, w* -. Осталь-
ные параметры имеют следующие значения:
у = 0,5 , я* = 2сто , = 1О-4сто •
Как видно из рис. 1.5.2, бу абсолютный
минимум математического ожидания числа
выбросов соответствует собственной частоте
со о, стремящейся к нулю. Однако из-за огра-
ничений, вытекающих из условий физической
осуществимости, этот минимум не представ-
ляет практического интереса. Относительный
минимум наблюдается вблизи частоты о*.
Штриховые линии на рис. 1.5.2, б соответ-
ствуют выбросам из полос pj (/)| < w* и
|л(г)| < я* . Абсцисса точки пересечения этих
линий близка к абсциссе относительного ми-
нимума. Этот факт становится понятным,
если рассмотреть узкополосные колебания
массы ту для которых можно принять
2
д = д0+«1
Если ©о=о*, то фазовая точка на
плоскости {«1, а} будет двигаться по траекто-
риям, близким к диагонали прямоугольника
на рис. 1.5.2, а. Минимум математического
ожидания числа выбросов из этого прямо-
угольника достигается, таким образом, при
условиях, обеспечивающих приблизительную
равноопасность выбросов из полос |«1(^)| < и*
и |«1(г)| <Л. •
Зависимость математического ожидания
числа выбросов в единицу времени от обоих
варьируемых параметров (собственной часто-
ТЕОРИЯ НАДЕЖНОСТИ И ОПТИМАЛЬНОЕ ПРОЕКТИРОВАНИЕ
61
ты с>о и параметра демпфирования у) - пред-
ставлена на рис. 1.5.3. Кривые на этом графи-
ке соответствуют равным значениям X. В рас-
сматриваемой области изменения параметров
изолированные минимумы отсутствуют. Из-
менение демпфирования в широких пределах
относительно мало влияет на число выбросов.
Зависимость этого числа от собственной час-
тоты более существенна. Оптимизация числа
выбросов производится в области изменения
параметров wo и у, определяемой из условий
реализуемости амортизаторов.
В качестве другого примера рассмотрим
систему, изображенную на рис. 1.5.4. Пусть
удары масс т\ и друг о друга являются
достаточно редкими событиями. При отсутст-
вии этих ударов уравнение относительного
движения этой системы могут быть взяты в
виде
d ul _ dub о i \
+2y*“* A +“*“* =-flo(r)
ut
(* = 1,2),
где использованы обозначения, аналогичные
(1.5.7) <йк =(ск/тк)'/2,fk = Ьк/(2а>ктк).
Рис. 1.5.3. Интенсивность отказов (в горизонталях)
как функция собственной частоты
и коэффициента демпфирования
Пространство качества V будет трехмер-
ным, причем Vi = до + «1, v2 = а0 + “2 ,
V3 = и\ - w2 • Допустимая область Q представ-
ляет собой полубесконечный параллелепипед
|V1|<"1*, |v2|<"2«, v3 <и* (1.5.8)
Пусть входное воздействие до(О является
стационарным экспоненциально-коррелиро-
ванным нормальным процессом. Математиче-
ское ожидание числа выбросов в единицу
времени из области (1.5.8) можно найти по
формуле (1.4.49), обобщенной на случай
трехмерного пространства качества. Некото-
рые результаты вычислений для узкополосно-
го возбуждения с доминантной частотой 0
представлены на рис. 1.5.5. При этом было
принято, что (до) = О> со) =25 с-1. Осталь-
ные параметры имеют следующие значения:
У1 = у2 = 0,25, а = 1 с"1, сто = 125мс"2,
«1* = д2*= 250 м-c2, = Ю-2 м.
Принцип максимума надежности оди-
наково применим как к линейным, так и не-
линейным системам. Для приближенного
решения нелинейных задач можно использо-
вать, например, метод статистической ли-
неаризации. При этом используется гипотеза
о том, что выходной процесс близок по
своим свойствам к нормальному процессу.
Нелинейные стохастические уравнения
приближенно заменяются некоторыми ли-
нейными уравнениями с коэффициентами,
зависящими от математических ожиданий и
моментов второго порядка от исследуемых
процессов. После того как стохастическая
задача решена и взаимно однозначное соот-
ветствие между параметрами нелинейной и
эквивалентной линейной задачи установлено,
минимизация числа выбросов может быть
произведена по параметрам любой из этих
задач.
Некоторые результаты вычислений для
случая амортизаторов сухого трения можно
найти в [6].
ц(0
“г (О
*2
с2
Рис. 1.5.4. Система двух масс с возможностью их соударений
62
Глава 1.5. ПЕРСПЕКТИВЫ РАЗВИТИЯ ТЕОРИИ НАДЕЖНОСТИ МАШИН
Рис. 1.5.5. Интенсивность отказов как функция собственной частоты
1.5.3. ОПТИМИЗАЦИЯ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ
СОСТАВНЫХ СИСТЕМ
Зачастую система допускает разбиение
на последовательно соединенные системы. В
этом случае оптимизацию можно проводить в
пределах каждой из подсистем. В связи с этим
возникает задача о некотором квазиоптималь-
ном распределении нормативного показателя
надежности для системы в целом между ее
подсистемами.
Пусть C(r] ,r2,A:,...,rw; 0*) - функция
стоимости, равная, например, математиче-
скому ожиданию суммы начальной стоимости
объекта и ущерба, связанного с отказом его
элементов. Здесь Гк - характерное норматив-
ное сопротивление А:-го элемента, связанное с
его нормативным показателем надежности
Рк = 1 - Qk Примем
т
(1-5.9)
к = \
что соответствует заложенному в рассматри-
ваемой вероятностной модели предположе-
нию о последовательном соединении подсис-
тем.
Нормативные значения Qk находятся из
решения оптимизационной задачи
C[ri(e1),...,rOT(em);G| rnin
>• •Adtn
при дополнительном условии (1.5.9). Напри-
мер, если стоимость всех элементов, а также
потери, связанные с их отказами, равны меж-
ду собой, то из соображений симметрии вы-
текает, что все Qk=Q*!m- Чем выше стои-
мость элементов и соответствующая функция
потерь, тем выше нормативный показатель
надежности для данного элемента.
Чтобы привести данный подход в соот-
ветствие с нормами, достаточно разбить эле-
менты по степени их ответственности и по
порядку их стоимости на классы и приписать
элементам каждого класса равные норматив-
ные показатели надежности. Тогда вместо
(1.5.9) получим
mi0i +/п202 +
где mj - число подсистем, принадлежащих к
данному классу.
Нетрудно также выписать аналогичные
соотношения для систем с резервированием.
Если из эмпирических или интуитивных со-
ображений задать соотношения 02 /01,
03 / Q\, •• • > то нормативные показатели на-
дежности подсистем можно вычислить для
каждого класса в зависимости • от норматив-
ного показателя надежности сооружения в
целом и от числа подсистем. После этого за-
дача об определении расчетных нагрузок и
расчетных сопротивлений может быть решена
однозначно.
Описанный подход объединяет в себе
два направления по упрощению вероятност-
но-оптимизационных постановок с целью
приведения их в соответствие с уровнем нор-
мативных расчетов. Первое направление -
расчленение системы на подсистемы с раз-
дельной оптимизацией по стоимости или по
надежности каждой из подсистем. Второе
направление состоит в том, чтобы заменить
строгий критерий оптимальности некоторыми
СООТНОШЕНИЕ МЕЖДУ МЕТОДАМИ
63
квазиоптимальными критериями. Именно
таким критерием является принцип равной
надежности для подсистем равной ответст-
венности и стоимости одинакового порядка.
Очевидно, что принцип равной надежности
представляет собой стохастический аналог
принципа равнопрочности (равнонапряжен -
ности).
Одно из направлений теории надежно-
сти на более отдаленную перспективу - про-
гнозирование индивидуальных показателей
надежности технических объектов [7, 23].
Пусть объект непрерывно эксплуатируется во
времени Г, и пусть в некотором масштабе
прибыль, принесенная в единицу времени,
составляет л(/). Пусть, далее, возможно появ-
ление нескольких несовместимых типов отка-
зов, каждый из которых требует остановки
объекта. Стоимость ущерба, приносимого
каждым из типов отказов, обозначим, как и
ранее, через La. Математическое ожидание
выигрыша в случае, если объект, диагности-
рованный в последний раз в момент времени
4, будет находиться в эксплуатации до мо-
мента времени I, равно
t
С(/|Г*)= р(г|Г*)я(т)А-^ea(r|T*)La ,
tk а
(1.5.10)
где Са(*|7л) ‘ вероятность наступления отка-
зов каждого типа на отрезке ,/) :
ea(d^)=P{“WTra; tk <Т2/|ТА}.
(1.5.11)
Через и(т)?Га обозначено событие, состоя-
щее в пересечении вектором и(т) куска Га
поверхности Г в направлении из области Qq.
С ростом t первое слагаемое C+(t|в
правой части (1.5.8) растет, второе слагаемое
взятое по модулю, возрастает, так
что математическое ожидание выигрыша яв-
ляется немонотонной функцией времени. В
качестве критерия для выбора момента 4
прекращения эксплуатации целесообразно
принять условие максимума функции выиг-
рыша
С(г —> max .
Следует учитывать, что прогнозируемый
оптимальный срок эксплуатации или ресурс
, вообще говоря, изменяется от одного на-
блюдения к другому. При достаточно ста-
бильных условиях эксплуатации прогноз мо-
мента остановки уточняют по мере накопле-
ния результатов измерений. Если же произой-
дет непредвиденное изменение условий на-
гружения, ухудшение состояния объекта и
т.п., то включенная в общий алгоритм иден-
тификация состояния и параметров объекта
позволит учесть эти явления при выдаче ре-
комендаций на будущее. Аналогичные рассу-
ждения приводят к моделям для определения
оптимального полного или межремонтного
ресурса Т* на стадии проектирования. Соот-
ветствующая целевая функция получается,
например, если прибавить к целевой функции
из (1.5.5) взятое с обратным знаком матема-
тическое ожидание прибыли за срок непре-
рывной эксплуатации Т*. Минимизация мо-
жет проводиться как по параметру Т* , так и
по совокупностям параметров а и Г» .
1.5.4. СООТНОШЕНИЕ МЕЖДУ ВЕРОЯТНОСТНО-
СТАТИСТИЧЕСКИМИ И ДЕТЕРМИНИСТИЧЕСКИМИ
МЕТОДАМИ
На основе проведенного анализа можно
сделать заключение, что методы теории на-
дежности не только позволяют истолковать
нормативные нагрузки и коэффициенты запа-
са, но и открывают перспективы для создания
более современных норм. Дальнейшее разви-
тие этих методов позволит, несомненно, де-
лать качественные и количественные выводы
о закономерностях, лежащих в основе норма-
тивных расчетов. Наконец, методы теории
надежности дадут теоретическую основу для
правильной постановки сбора и обработки
статистических сведений, относящихся к на-
грузкам, характеристикам материала и другим
расчетным параметрам.
Вместе с тем, было бы неправильно
придавать этим методам абсолютное значение
и противопоставлять вероятностно-статисти-
ческие методы обычным нормативным мето-
дам. По своему назначению крупные техниче-
ские объекты - машины и системы машин,
энергетические станции, магистральные тру-
бопроводы и т.п. должны обладать высокой
степенью надежности. Наступление предель-
ного состояния для конструкций, работающих
в нормальных условиях, не может рассматри-
ваться как массовое событие. При этом ока-
зываются неприменимыми закон больших
чисел и статистическое истолкование вероят-
ности. Кроме того, мы почти нигде не распо-
лагаем настолько обширными статистически-
ми материалами, чтобы с уверенностью су-
дить о столь малых вероятностях. Поэтому
при использовании вероятностно-статисти-
ческих методов приходится прибегать к не-
64
Глава 1.5. ПЕРСПЕКТИВЫ РАЗВИТИЯ ТЕОРИИ НАДЕЖНОСТИ МАШИН
достаточно обоснованной экстраполяции эм-
пирических распределений в области малых
вероятностей. Ввиду этого условный характер
вычисляемых вероятностей усугубляется.
Наконец, имеется еще одно соображе-
ние. Вероятностное описание условий работы
конструкций под нагрузкой является более
полным, чем чисто детерминистическое опи-
сание, но все же остается теоретической схе-
мой. Ряд технических и эксплуатационных
факторов приходится исключать из рассмот-
рения. К ним относятся: неопределенность и
условный характер расчетных схем, неопреде-
ленность исходной числовой информации,
человеческие ошибки и человеческий фактор
в целом, который вносит серьезный вклад в
надежность технических объектов. Время от
времени происходят крупные аварии и ката-
строфы из-за разрушения несущих строитель-
ных конструкций. Анализ, проведенный в
ряде развитых стран, показал, что в 80-90%
случаев причиной аварий * послужили челове-
ческие ошибки [7].
В настоящее время начаты исследова-
ния, цель которых - научиться учитывать не-
определенности и человеческие ошибки при
расчете и проектировании. До сих пор эти
факторы неявно учитывались лишь при выбо-
ре расчетных коэффициентов, основанном на
многолетней практике проектирования, воз-
ведения и эксплуатации. Там же, где нормы
явно имели вероятностный характер, эти фак-
торы вводились путем завышения норматив-
ных показателей безопасности. Так, известно,
что примерно 90% крупных происшествий в
авиации происходят по вине летчиков или
персонала и что только 10% можно отнести
на счет недостаточной надежности конструк-
ции планера и (или) двигателей. Поэтому при
общих требованиях к безопасности полетов,
измеряемых показателем риска 10‘6 на один
стандартный полет, назначают показатель
риска для конструкции, равный Ю-7, т.е. по-
вышают надежность на порядок выше. Анало-
гичная практика принята в сущности в ядер-
ной энергетике.
Методы теории вероятностей и теории
надежности, несомненно, останутся в пер-
спективе мощным и весьма полезным средст-
вом теоретического истолкования, исследова-
ния и совершенствования нормативных мето-
дов расчета. Подчеркивая их значение для
исследования и уточненного расчета, следует
в то же время высказать мнение, что норма-
тивные методы расчета машин и конструкций
по своей форме должны все же оставаться
детерминистическими, а соответствующие
расчетные величины и нормативные коэффи-
циенты должны назначаться и корректиро-
ваться в первую очередь на основе опыта про-
ектирования, монтажа и эксплуатации.
Применение методов теории надежности
для расчета и проектирования сложных тех-
нических объектов требует резкого увеличе-
ния объема информации о внешних силах (и
вообще об окружающей среде) и материалах.
Увеличение объема необходимой информации -
естественная плата за более точное прогнозирова-
ние поведения конструкции и достоверные выво-
ды о ее надежности и долговечности.
Одна из важнейших задач на ближай-
шую перспективу, которая, кстати, позволит
преодолеть многие трудности по внедрению
элементов теории надежности машин и кон-
струкций в практику, - создание математиче-
ского обеспечения для комплексного решения
задач надежности. Эта работа уже ведется за
рубежом, правда, на основе элементарных
моделей и приближенных численных методов
типа FORM и SORM.
Другое перспективное направление, час-
тично связанное с первым, - разработка мето-
дов статистического численного моделирова-
ния применительно к объектам, рассчитывае-
мым по схемам, которые максимально при-
ближены к реальности. Размерности таких
расчетных схем весьма велики, до тысячи и
более степеней свободы, а необходимость
учета процессов, протекающих во времени,
многократно увеличивает как сложность алго-
ритмов, так и требования к техническим ха-
рактеристикам ЭВМ. Для того чтобы сокра-
тить затраты машинного времени с мини-
мальными потерями по достоверности резуль-
татов, применяют специальные приемы мате-
матической статистики, в частности, генери-
рование наиболее значительных выборок и
обработку результатов методами взвешенного
оценивания. Эти приемы уже сейчас приме-
няют за рубежом, в частности, при численной
реализации методов типа FORM и SORM.
Однако для более сложных моделей теории
надежности, учитывающих фактор времени,
эти методы непригодны. Попытки их обоб-
щения путем формирования “направленных”
выборок применимы лишь для некоторых
моделей кумулятивного типа. Предстоит еще
большая работа, требующая соединения уси-
лий специалистов в области теории надежно-
сти, строительной механики, математической
статистики и вычислительной математики.
СПИСОК ЛИТЕРАТУРЫ
1. Байхельт Ф., Франкен П. Надежность
и техническое обслуживание. М.: Радио и
связь, 1988. 392 с.
2. Барлоу Р., Прошан Ф. Статистиче-
ская теория надежности и испытания на без-
отказность. М.: Наука, 1984. 327 с.
СПИСОК ЛИТЕРАТУРЫ
65
3. Бендат Дж., Пирсол А. Прикладной
анализ случайных данных: Пер. с англ. М.:
Мир, 1989. 540 с.
4. Болотин В.В. Статистические методы
в строительной механике. М.: Стройиздат.
1961. 160 с. (1-е изд.); 1965. 279 с. (2-е изд.,
перераб. и доп.)
5. Болотин В.В. Методы теории вероят-
ностей и теории надежности в расчетах со-
оружений. М.: Стройиздат, 1982. 351 с. (2-е
изд., перераб. и доп.)
6. Болотин В.В. Случайные колебания
упругих систем. М.: Наука, 1979. 336 с.
7. Болотин В.В. Ресурс машин и конст-
рукций. М.: Машиностроение, 1984. 312 с.
(1-е изд.); 1990. 448 с. (2-е изд., перераб. и
доп.)
8. Болотин В.В. Надежность обнаруже-
ния трещин и трещиноподобных дефектов
// Машиноведение. 1984. №2. С.65-70.
9. Болотин В.В. Новый стандарт по на-
дежности в технике // Стандарты и качество.
1990. № 5. С.42-43.
10. Болотин В.В. Безопасность техниче-
ских объектов и конструкционный риск
// Нелинейные задачи динамики машин/ Под
ред. М.К.Ускова. М.: Машиностроение, 1992.
С. 117-132.
11. Болотин В.В. Введение в теорию и
практику надежности // Конструирование
машин. Справочно-методическое пособие /
Под общей ред. К.В. Фролова. Т.2. Под ред.
А.П. Гусенкова, А.Ф. Крайнева. М.: Машино-
строение, 1992. С.521-545.
12. Боровков А.А. Теория вероятностей.
М.: Наука, 1986. 432 с.
13. Вентцель Е.С., Овчаров Л.А. Теория
вероятностей и ее инженерные приложения.
М.: Наука, 1988. 480 с.
14. Вентцель Е.С., Овчаров Л.А. Теория
случайных процессов и ее инженерные при-
ложения. М.: Наука, 1991. 384 с.
15. Вибрации в технике. Справочник в
6 томах. Т.1. Колебания линейных систем /
Под ред. В.В.Болотина. М.: Машиностроение,
1978. 352 с.
16. Гнеденко Б.В., Беляев Ю.К., Соловь-
ев А.Д. Математические методы в теории на-
дежности. М.: Наука, 1965. 524 с.
17. Гнеденко Б.В., Коваленко И.Н. Вве-
дение в теорию массового обслуживания. М.:
Наука, 1987. 336 с.
18. ГОСТ 27.002-89 “Надежность в тех-
нике.” Основные понятия. Термины и опре-
деления”. М.: Изд. стандартов, 1990. 37 с.
19. Диллан Б., Сингх Ч. Инженерные
методы обеспечения надежности систем:
Пер.с англ. М.: Мир, 1984. 318 с.
3 - 8277
20. Капур К., Ламберсон Л. Надежность
и проектирование систем. Пер.с англ: М.:
Мир, 1980. 604 с.
21. Международный электротехнический
словарь. Надежность и качество услуг. Публи-
кация 50(191) МЭК: Пер. с англ: М.: МНТК
“Надежность машин”. 1990. 66 с.
22. Надежность в технике. Принципы
стандартизации. Основные понятия. Между-
народный опыт // В.В. Болотин, С.В. Нефе-
дов, А.И. Тананов и др. // Методическое по-
собие. Научно-техническая публикация НТП-
1-92/ Под ред. В.В.Болотина. М.: МНТК
“Надежность машин”. 1992. 135 с.
23. Надежность в технике. Нормирова-
ние показателей надежности. Гарантии на-
дежности / В.В.Болотин, С.В.Нефедов,
А.И. Тананов и др. // Методическое пособие.
Научно-техническая публикация НТП-2-92 /
Под ред. В.В. Болотина. М.: МНТК
“Надежность машин”. 1992. 128 с.
24. Надежность в технике. Методология
расчетного прогнозирования показателей на-
дежности. Методы теории вероятностей //
В.В.Болотин, С.В.Нефедов, В.П.Чирков и др.
// Методическое пособие. Научно-техничес-
кая публикация НТП-3-93 / Под ред.
В.В. Болотина. М.: МНТК “Надежность ма-
шин”. 1993. 172 с.
25. Надежность и эффективность в тех-
нике. Справочник в 10 томах. / Ред. совет:
В.С. Авдуевский (пред.) и др. Т.2. Математи-
ческие методы в теории надежности и эффек-
тивности. М.: Машиностроение, 1987. 280 с.
26. Надежность технических систем.
Справочник / Под ред. И.А. Ушакова. М.:
Радио и связь, 1985. 608 с.
27. Подлеца С.А. Технический комитет
по стандартизации “Надежность в технике” //
Надежность и контроль качества. 1991. № 1.
С.5-7.
28. Прохоров Ю.В., Розанов Ю.А. Тео-
рия вероятностей. М.: Наука, 1987. 400 с.
29. Райншке К., Ушаков И.А. Оценка
надежности систем с использованием графов.
М.: Радио и связь, 1988. 208 с.
30. Пугачев В.С. Теория вероятностей и
математическая статистика. М.: Наука, 1979.
496 с.
31. Светлицкий В.А. Случайные колеба-
ния механических систем. М.: Машинострое-
ние, 1991. 316 с.
32. Селихов А.Ф., Чижов В.М. Вероят-
ностные методы в расчетах прочности самоле-
та. М.: Машиностроение, 1987. 237 с.
33. Справочник по надежности. В 3 то-
мах: Пер. с англ. М.: Мир, Т.1. 1969. 340 с.
66
СПИСОК ЛИТЕРАТУРЫ
34. Справочник по прикладной статисти-
ке. В 2 томах: Пер. с англ. / Под ред.
Э. Ллойда, У. Ледермана, Ю.Н. Тюрина. М.:
Финансы и статистика, Т.1, 1989. 510 с., Т.2,
1990. 526 с.
35. Тихонов В.И. Выбросы случайных
процессов. М.: Наука, 1970. 392 с.
36. Фролов К.В. Проблемы надежности
и ресурса изделий машиностроения / Про-
блемы надежности и ресурса в машинострое-
нии. М.: Наука, 1986. С. 5-35.
37. Хазов Б.Ф., Дидусев Б.А. Справоч-
ник по расчету надежности машин на стадии
проектирования. М.: Машиностроение, 1986.
224 с.
38. Чирков В.П. Вопросы надежности
механических систем. М.: Знание, 1981. 55 с.
39. Ang H.S., Tang W.H. Probability
concepts in engineering planning and design.
New York: John Wiley and Sons, V. 2. 1984.
40. Augusti G., Baratta A., Casciati F.
Probabilistic methods in structural engineering.
London: Chapman and Hall, 1984. 556 p.
41. Crandall S.H., Mark W.D. Random
vibrations in mechanical systems. New York:
Academic Press, 1963.
42. Elishakoff I. Probabilistic methods of
the theory of structures. New York: John Wiley
and Sons, 1983. 489 p.
43. Lin Y.K. Probabilistic theory of
structural dynamics. New York’, McGraw-HilL
1976.
44. Madsen H.O., Krenk S., Zing N.C.
Methods of structural safety. Englewood Cliffs,
Prentice-Hall. 1986. 403 p.
45. Probabilistic Safety Assessment. New
York: American Nuclear Society. 1993. Vol.l.
744 p.
46. Thoft-Christensen P., Mirotsu Y.
Application of structural systems reliability theory.
Berlin: Springer-Verlag. 1986.
РАЗДЕЛ 2
ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Глава 2.1
ПРОЦЕССЫ ЭКСПЛУАТАЦИОННОГО
НАГРУЖЕНИЯ И ПОВРЕЖДЕНИЯ
2.1.1. ПРОЦЕССЫ НАГРУЖЕНИЯ И РАЗРУШЕНИЯ
В УСЛОВИЯХ ЭКСПЛУАТАЦИИ
Общее повышение рабочих параметров
(единичной мощности, скоростей, грузоподъ-
емности и т.д.) машин и установок, приводя-
щее к увеличению тепловых Fh электромаг-
нитных Fem и механических Fm нагрузок на
основные несущие элементы, делает необхо-
димым надлежащее комплексное обоснование
их прочности, ресурса и надежности. Такое
обоснование предполагает, с одной стороны,
всестороннее исследование условий эксплуа-
тационной нагруженности - и, с другой изу-
чение поведения соответствующих конструк-
ционных материалов в этих условиях.
К числу основных характеристик мате-
риалов, определяющих возможность их при-
менения в конструкциях, относятся сопро-
тивление деформациям и разрушению. Учи-
тывая постоянную тенденцию к понижению
запасов прочности и повышению эксплуата-
ционной надежности, наряду с обеспечением
сопротивления элементов конструкций упру-
гим деформациям важное значение приобре-
тают анализ и обоснование сопротивления
неупругим (упругопластическим и реологиче-
ским) деформациям. Допустимость возможно-
сти возникновения неупругих деформаций в
конструкциях и необходимость их надлежа-
щего учета в расчетах прочности и надежно-
сти вытекают из требований минимальной
массы конструкций (атомных, авиационных,
космических, подводных) и технологических
возможностей при изготовлении крупногаба-
ритных конструкций (химические и атомные
реакторы, тепловые энергоблоки больших
мощностей, супертанкеры, домны-гиганты,
нефте-газохранилища и перекачивающие ус-
тановки). Так как при эксплуатации указан-
ных конструкций обычно имеет место цикли-
ческое нестационарное тепловое и механиче-
ское нагружение, то для наиболее нагружен-
ных зон этих конструкций становятся харак-
терными процессы циклических упругих и
упругопластических деформаций. При таких
условиях деформирования образование пре-
дельных состояний по моменту возникнове-
ния трещин или по окончательному разруше-
нию оказывается возможным при числах цик-
лов нагружения N, измеряемых сотнями и
тысячами. В этом случае расчеты несущей
способности конструкций основываются на
критериях сопротивления многоцикловому и
малоцикловому разрушению.
Увеличение размеров конструкций
(толщин стенок S до 500 мм у атомных и хи-
мических реакторов, до 70 мм у надводных
судов, до 150 мм у корпусов турбин, до 100
мм у глубоководных аппаратов), широкое
применение сварки, использование (особенно
в ракетной и авиационной технике) высоко-
прочных материалов пониженной пластично-
сти, интенсивное развитие криогенной техни-
ки, промышленное строительство в районах
Сибири и Крайнего Севера с низкими клима-
тическими температурами выдвинули задачу
расчетов прочности и надежности конструк-
ций в связи с возникновением хрупких со-
стояний. Решение этой задачи потребовало
разработки методов определения предельных
нагрузок и критических температур с учетом
основных конструктивных, технологических и
эксплуатационных факторов. Существенное
значение при этом имеет создание основ и
широкое экспериментальное исследование в
области линейной и нелинейной механики
разрушения, а также распространение законов
механики однократного разрушения на анализ
процессов циклического разрушения.
Необходимость совместного рассмотре-
ния вопросов надежности при малоцикловом
нагружении и в хрупких состояниях основана
на тех наблюдениях за разрушениями конст-
рукций в эксплуатации, когда трещины от
предварительного циклического повреждения
на определенной стадии развития переходили
в хрупкие, вызывая наиболее тяжелые аварии
на объектах.
Ниже дается характеристика условий ра-
боты ряда конструкций и причин их разру-
шения, показывающая важность не только
раздельного обоснования сопротивления цик-
лическому и хрупкому разрушению, но и уче-
та влияния накопления циклических повреж-
дений на возникновение хрупких состояний.
В предыдущих томах энциклопедии
“Машиностроение” нашли отражение резуль-
68
Глава 2.1. ПРОЦЕССЫ ЭКСПЛУАТАЦИОННОГО НАГРУЖЕНИЯ И ПОВРЕЖДЕНИЯ
таты экспериментального и теоретического
исследования закономерностей циклического
упругого и упруго-пластического деформиро-
вания и критериев разрушения, а также рас-
четной и опытной проверки прочности эле-
ментов конструкций в широком диапазоне
числа циклов нагружения. Развитие работ в
этом направлении позволило сформулировать
нормативные требования к расчетам прочно-
сти сосудов, применяемым в атомной и авиа-
ционной технике, а также в энергетическом и
химическом машиностроении. Эти нормы
предусматривают расчетное определение
долговечности (ресурса) несущих элементов
энергетических установок по моменту воз-
никновения трещин / от циклических меха-
нических Fm и тепловых Ft нагрузок в наибо-
лее напряженных зонах.
Для большого числа машин и конструк-
ций теплового и атомного энергетического
машиностроения, авиационной и ракетно-
космической техники, транспортного и ме-
таллургического машиностроения характерно
действие механических и тепловых эксплуата-
ционных нагрузок в широком интервале по-
вышенных и высоких температур (от 150 до
1500°С и выше). Эти температуры и нагрузки
в процессе эксплуатации при длительных их
воздействиях вызывают образование дефор-
маций ползучести и накопление длительных
статических повреждений.
В авиационном и энергетическом ма-
шиностроении выполнен значительный объем
экспериментальных и расчетных работ по
установлению закономерностей длительного
статического деформирования и разрушения,
а также по исследованию реальной эксплуа-
тационной нагруженности. Включение в эти
исследования статистической информации
позволило перейти от классических расчетов
на ползучесть и длительную прочность к рас-
четам надежности.
Дальнейшие исследования прочности
при длительном статическом и циклическом
нагружении осуществляются в двух основных
направлениях: сопротивление длительному
циклическому нагружению с учетом цикличе-
ских упругопластических деформаций и де-
формаций ползучести и релаксации и кине-
тика трещин статического и циклического
нагружения при повышенных температурах.
Вместе с тем при длительных статиче-
ских и циклических эксплуатационных на-
грузках в условиях повышенных и высоких
температур также возможно зарождение и
развитие хрупких трещин. Это определяется
низкой исходной пластичностью высокопроч-
ных термо- и жаростойких сталей и сплавов,
интенсивными процессами старения и сни-
жения пластичности, а также накоплением
значительных микроповреждений, ухудшаю-
щих характеристики макропластичности кон-
струкционных материалов.
Изучение процессов повреждения и раз-
рушения оказалось наиболее эффективным с
позиций механики разрушения. В ряде случа-
ев полученные закономерности возникнове-
ния и роста трещин использовали для оценки
надежности и прочности сосудов давления,
трубопроводов, дисков, лопаток турбин,
имеющих начальные дефекты.
Полученные результаты исследований
по механике разрушения отражены в ряде
нормативных материалов по проектированию
сосудов давления для атомной энергетики,
строительных металлических конструкций и
дорожных машин “северного исполнения”, а
также по стандартизации испытаний материа-
лов на прочность в хрупких состояниях.
Дальнейшие работы в области прочно-
сти и надежности по критериям сопротивле-
ния вязкому и хрупкому разрушению направ-
лены на создание инженерных методов коли-
чественной оценки вероятностей разрушения
для конструкций, имеющих исходную де-
фектность, сварные соединения и изготавли-
ваемых из сталей повышенной пластичности.
Некоторые из достигнутых результатов этого
направления использованы в энергетическом
и химическом машиностроении при расчет-
ном определении несущей способности сосу-
дов, нагружаемых в эксплуатации внутренним
давлением.
Вместе с тем обоснование прочности и
надежности деталей машин и элементов кон-
струкций при кратковременном, длительном
и циклическом эксплуатационном нагруже-
нии остается трудно решаемой в теоретиче-
ском и экспериментальном плане задачей.
Это в значительной степени связано со слож-
ностью детерминированного и стохастическо-
го анализа напряженного состояния в элемен-
тах конструкций при возникновении упругих
и упругопластических деформаций и ограни-
ченностью критериев разрушения в указан-
ных условиях при использовании конструк-
ционных материалов с различными механиче-
скими свойствами. Трудности, возникающие
при исследовании напряжений и деформаций
в наиболее нагруженных зонах в упругой и
неупругой области объясняются отсутствием
аналитического решения соответствующих
задач в теориях упругости, пластичности, пол-
зучести и, тем более, в теории длительной
циклической пластичности. К числу решен-
ных таким способом задач могут быть отнесе-
ны те, в которых определяются номинальные
напряжения и деформации при: растяжении-
сжатии, изгибе и кручении стержней симмет-
ричного профиля, нагружении осевыми уси-
ПРОЦЕССЫ НАГРУЖЕНИЯ И РАЗРУШЕНИЯ
69
лиями и внутренним давлением труб, нагру-
жении центробежными силами дисков. Точ-
ные аналитические решения для зон концен-
трации напряжений получены пока при осе-
симметричном нагружении пластин или дис-
ков с отверстием.
Для других случаев концентрации на-
пряжений используются в основном прибли-
женные способы, основанные на применении
соответствующих кинематических гипотез или
численных методов (метод упругих решений,
конечно-элементный метод, метод интеграль-
ных уравнений и др.). Однако указанные спо-
собы применяют в основном в исследователь-
ских, а не инженерных целях, поскольку ре-
шение многих задач для различных режимов
эксплуатации в случае статического, и осо-
бенно циклического нагружения конструкций
требует значительного машинного времени и
большого объема исходной информации. По-
лучаемые при этом результаты применимы
для конкретных конструкций, материала и
уровня нагрузок. Практика инженерных рас-
четов базируется в основном на применении
задач теорий упругости пластин, оболочек и
стержней или на использовании результатов
прямого экспериментального изучения мест-
ных напряжений и деформаций. Последнее,
как известно, применяется для весьма ответ-
ственных машин и конструкций в силу слож-
ности и трудоемкости экспериментов по ана-
лизу процессов эксплуатационного нагруже-
ния.
Повышение эксплуатационных нагрузок
и снижение запасов прочности приводят к
тому, что расчеты прочности и надежности по
критериям сопротивления длительному и
циклическому разрушению должны осуществ-
ляться не только в напряжениях, как это тра-
диционно имело место, а в деформациях. Это
связано с тем, что в неупругой области не-
большим изменениям номинальных напряже-
ний соответствуют еще меньшие изменения
максимальных напряжений в перенапрягае-
мых зонах и существенные изменения мест-
ных деформаций. Поэтому для случаев одно-
кратного и малоциклового нагружения в уп-
ругопластической области необходима разра-
ботка методов кинетики местных деформаций
и деформационных критериев разрушения.
Кинетические деформационные подходы
к оценке долговечности и надежности конст-
рукций развивались в основном в научных
институтах и конструкторских бюро. Для от-
ветственных машин и конструкций, подвер-
гаемых в процессе изготовления и эксплуата-
ции дефектоскопическому контролю, расчеты
прочности и надежности имеют целью ис-
ключить возможность образования и развития
макротрещин, приводящих к крупным авари-
ям и катастрофам. Вместе с тем в ряде случа-
ев при обосновании надежности возникает
необходимость расчета живучести конструк-
ций на стадии развития трещин. Учитывая,
что начальные трещины статического и цик-
лического эксплуатационного нагружения
возникают в зонах повышенных местных уп-
ругопластических деформаций, такой расчет
должен основываться на предварительном
исследовании закономерностей развития тре-
щин как заведомо нелинейного процесса. В
настоящее время практически отсутствуют
решения задач нелинейной механики цикли-
ческого нагружения для тех случаев, когда
размеры зон циклических пластических де-
формаций превышают размеры трещин и
действуют экстремальные эксплуатационные
нагрузки.
Оценка сопротивления машин и конст-
рукций хрупкому разрушению, базирующаяся
на силовых и энергетических критериях ли-
нейной механики разрушения, оказалась воз-
можной для несущих элементов, изготавли-
ваемых из материалов повышенной прочно-
сти и низкой пластичности
(низколегированные высокопрочные закален-
ные и низкоотпущенные стали для авиацион-
ных и ракетных конструкций, упрочненные
алюминиевые и титановые сплавы для авиа-
ционных, судовых и энергетических конст-
рукций). В этом случае номинальные разру-
шающие напряжения в ослабленных сечениях
не превышают предела текучести конструкци-
онного материала, который обычно составля-
ет 0,90-0,95 предела прочности.
Разрушение большого числа конструк-
ционных пластичных сталей (малоугле-
родистые и низколегированные), широко
применяемых в машиностроении, сопровож-
дается образованием местных или общих уп-
ругопластических деформаций по всему раз-
рушаемому сечению. Расчетное определение
величин разрушающих нагрузок при этом на
основе соответствующих уравнений линейной
механики разрушения оказывается невозмож-
ным, даже с учетом поправок на размеры зон
пластических деформаций. Более удовлетво-
рительные результаты получают при исполь-
зовании деформационных критериев разру-
шения, в частности критического раскрытия
трещин. Однако такой подход к определению
предельных эксплуатационных нагрузок ока-
зывается недостаточным. Экспериментально
определяемое на лабораторных образцах кри-
тическое раскрытие трещин существенно за-
висит от абсолютных размеров сечений, тем-
ператур, скоростей и способов нагружения и
т.д. Поэтому в связи с этим расчет прочности
в хрупких состояниях должен проводиться с
привлечением дополнительных критериев, к
70
Глава 2.1. ПРОЦЕССЫ ЭКСПЛУАТАЦИОННОГО НАГРУЖЕНИЯ И ПОВРЕЖДЕНИЯ
числу которых, в первую очередь, следует
отнести критические температуры хрупкости,
характеризующие переход от одного вида раз-
рушения к другому (от вязкого с образовани-
ем макро-пластических деформаций к квазих-
рупкому и хрупкому, сопровождающемуся
местными пластическими деформациями в
вершине трещин).
В соответствии с изложенным, при ре-
шении проблем надежности машин необхо-
димы:
- всестороннее расчетное и эксперимен-
тальное определение эксплуатационных на-
грузок, исследование закономерностей упру-
гого и упругопластического деформирования,
силовых, энергетических и деформационных
критериев разрушения при однократном и
циклическом нагружении в условиях одно-
родного и неоднородного напряженного со-
стояния;
- разработка способов расчетной оценки
кинетики напряжений и деформаций в зонах
конструктивной концентрации и трещин в
упругопластической области;
- анализ условий распространения тре-
щин статического, циклического и длительно-
го разрушения в пластически деформирован-
ных зонах;
- исследование зависимости разрушаю-
щих нагрузок в хрупких состояниях от уровня
пластических деформаций в зоне разрушения
и условий эксплуатационного нагружения.
Результаты исследования эксплуатаци-
онного нагружения, закономерностей дефор-
мирования и критериев разрушения рассмат-
риваются как основа инженерных методов
определения прочности, ресурса и надежно-
сти тех машин, предельные состояния кото-
рых зависят от условий эксплуатации.
2.1.2. ОСНОВНЫЕ ФАКТОРЫ, ВЛИЯЮЩИЕ
НА ПРОЦЕССЫ ПОВРЕЖДЕНИЯ
И РАЗРУШЕНИЯ ДЕТАЛЕЙ
Оценка сопротивления разрушению
элементов конструкций и деталей машин, как
отмечалось выше, предполагает в первую оче-
редь, анализ условий их нагружения и разру-
шения при эксплуатации - уровни общей и
местной напряженности, температуры стенок,
числа и форма циклов нагружения, наличие
ударных перегрузок, характер распределения
и величины остаточных напряжений, накоп-
ление коррозионных и др. повреждений, ис-
точники и характер разрушения. Получаемые
из этого анализа данные являются основой
для выбора конструкционных материалов,
методов определения их механических
свойств, а также методов и критериев анализа
прочности, ресурса и надежности.
Практически все созданные и создавае-
мые машины и конструкции в процессе экс-
плуатации подвергаются действию цикличе-
ских нагрузок F. Число циклов N эксплуата-
ционного нагружения за сроки эксплуатации
т до 3105 ч с учетом единичных экстремаль-
ных перегрузок и вибрационных воздействий
с частотами f до 103 Гц изменяется в пределах
от 108 до 1012. Этот широкий диапазон N де-
лится на три основные области:
- малоцикловое нагружение экстремаль-
ными нагрузками при 10° < JV<104;
- многоцикловое нагружение основными
нагрузками при 105 < 7V<108;
- циклическое нагружение на сверхвы-
соких базах при вибрационном нагружении
при 109 < JV<1012.
Как отмечалось выше, ресурс машин во
временном исчислении т характеризуется
очень широким диапазоном - от 10‘3 с до
5105 ч. В зависимости от типов машин и кон-
струкций эти времена можно также условно
разделить на четыре диапазона:
- импульсные 10‘3 < т <10° с, характер-
ные для динамически нагруженных машин и
механизмов гражданского и военного назна-
чения;
- секундные 10° < т <103 с, характерные
для деталей ракетно-космических систем од-
норазового использования;
- длительные 104 < т <106 с, характерные
для авиационной и ракетной техники, иссле-
довательских энергетических и Химических
установок;
- сверхдлительные 107 < т < 2109 с, ха-
рактерные для серийных и уникальных дли-
тельно эксплуатируемых машин энергетиче-
ского, химического, транспортного и тяжело-
го машиностроения.
Уровни эксплуатационных температур t
для большинства машин и конструкций также
изменяются в широких пределах - от ОК
(около • 270°С) до 5104К (около 20000°С).
Этот диапазон температур можно разделить
на шесть основных интервалов:
- криогенные (-270 < t < -150°С), харак-
терные для машин и конструкций криогенной
техники и ракетно-космических аппаратов в
открытом космосе;
- низкие (-120 < t < -60°С), характерные
для холодильных машин и аппаратов;
- климатические (-60 < t < +50°С), ха-
рактерные для большинства машин и конст-
рукций;
- повышенные (+100 < t < 450°С), харак-
терные для большого числа энергетических,
химических, транспортных, технологических
машин;
ОСНОВНЫЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОЦЕССЫ ПОВРЕЖДЕНИЯ
71
- высокие (+500 < t < +1200°С), харак-
терные для тепловых и ядерных энергетиче-
ских установок, авиационных и космических
аппаратов, химических реакторов и металлур-
гических комплексов;
- сверхвысокие (+1500 < t < +20000°С),
характерные Для ракетно-космических, ядер-
ных и термоядерных установок.
Таким образом, реальные условия экс-
плуатации могут б&ть заданы (рис. 2.1.1) со-
ответствующими векторами для точек или
областей в трехмерном пространстве
н
Рис. 2.1.1. Основные параметры
эксплуатационного нагружения
(число циклов N, время т, температура t)
Анализ прочности и надежности при
однократном статическом нагружении при
N = 10° выполняют в случаях действия экс-
тремальных нагрузок, постоянного действия
весовых или контролируемых нагрузок прак-
тически для всех машин и конструкций.
Проблемы прочности, долговечности и
надежности в области классической много-
цикловой усталости (105 < N <108) в течение
многих десятилетий решались наиболее об-
стоятельно и эффективно в силу их исключи-
тельной важности для большинства объектов
современного машиностроения: автомобиль-
ного, сельскохозяйственного, авиационного,
железнодорожного, технологического, энерге-
тического, металлургического. Массовые по-
вреждения от усталости большого числа дета-
лей машин заставили осуществить обширные
комплексные программы исследований меха-
низмов возникновения и развития трещин с
учетом основных факторов: конструктивных
(концентрация напряжений, эффект абсолют-
ных размеров), технологических (исходные
свойства конструкционных материалов, нали-
чие сварки, упрочнение, снятие и создание
остаточных напряжений) и эксплуатационных
(базы по числу циклов, асимметрия, среда,
температура). Для этих случаев (особенно в
авиации) анализ прочности и ресурса в наи-
большей степени был дополнен количествен-
ным вероятностным анализом истории нагру-
жения и сопротивления усталости, что позво-
лило ввести в справочную и нормативную
литературу прямые оценки надежности ма-
шин и конструкций.
Первые систематические исследования
сопротивления разрушению при малоцикло-
вом нагружении были проведены на элемен-
тах авиационных конструкций. Существенная
роль циклических перегрузок в инициирова-
нии малоцикловых разрушений стала особен-
но проявляться в годы Второй мировой вой-
ны, когда ведение боевых операций значи-
тельно увеличило не только уровни статиче-
ских нагрузок на самолеты, но число вылетов.
Вместе с тем эти перегрузки оставались ниже
предельных разрушающих нагрузок при одно-
кратном нагружении. Опыты Н. И.Марина
показали, что увеличение числа циклов на-
гружения N от 1 до 104 может вызывать сни-
жение разрушающих нагрузок на 30-60% в
зависимости от механических свойств мате-
риала, концентрации напряжений, частоты
нагружения и наличия сварных швов.
Многочисленные исследования нагру-
женности самолетных конструкций в эксплуа-
тации показали, что перегрузки, обусловлен-
ные воздушными потоками, связаны с нале-
том (в километрах) зависимостью, близкой к
экспоненциальной. При этом для бомбарди-
ровщиков эти перегрузки в 1,5-2, а для истре-
бителей в 4-5 раз выше, чем для транспорт-
ных самолетов; наибольшие перегрузки для
военных самолетов, как правило, связаны с
маневрами. Перегрузки, возникающие в поле-
те, сочетаются с перегрузками при взлетах и
посадках, число которых в зависимости от
типа самолета может изменяться в пределах
от нескольких сотен до нескольких тысяч.
Существенное нестационарное механическое
и тепловое нагружение испытывают при взле-
тах и посадках элементы шасси.
Несущие элементы авиационных двига-
телей и гидросистемы самолетов подвергаются
малоцикловым нагрузкам, связанным в ос-
новном со взлетами и посадками, а также
наземными испытаниями.
Числа циклов N , измеряемые тысячами
и десятками тысяч, характерны для систем
аэродинамических труб (газгольдеры, трубо-
проводы, аэродинамические трубы). Повы-
шенные местные напряжения в элементах
самолетных конструкций и деталях авиацион-
ных двигателей возникают в обшивке у отвер-
стий под люки и иллюминаторы, в местах
крепления лонжеронов, силовых установок,
элементов шасси, в лопатках, дисках и валах
турбин и компрессоров.
Теоретические коэффициенты концен-
трации напряжений для элементов авиацион-
ных конструкций составляют 1,2-3,5. Разру-
72
Глава 2.1. ПРОЦЕССЫ ЭКСПЛУАТАЦИОННОГО НАГРУЖЕНИЯ И ПОВРЕЖДЕНИЯ
шения в эксплуатации, как правило, начина-
ются от зон концентрации. Число трещин в
обшивке у концов стрингеров, у люков, в
полках и стенках лонжеронов связано экспо-
ненциальной зависимостью с эквивалентным
временем полета, что указывает на значитель-
ную роль накопления циклических поврежде-
ний. Возникающие от циклических нагрузок
трещины при достижении ими критических
размеров, вызывают аварии и катастрофы
(бомбардировщики “Велингтон”, транспорт-
ные реактивные самолеты “Комета”). В дета-
лях авиационных конструкций (сосуды гидро-
системы, проушины, болты, шпильки, цилин-
дры шасси), изготовленных из высокопроч-
ных сталей с пределом текучести более 1200
МПа, наряду с ростом трещин от цикличе-
ских нагрузок наблюдается также их замед-
ленное развитие под действием статических
нагрузок, заканчивающееся хрупким разру-
шением.
Малоцикловое нагружение характерно
также и для судовых конструкций. Системати-
зация и обобщение амплитудных и фазово-
частотных характеристик различных волновых
нагрузок показали, что при нормальных ква-
зистационарных процессах волнения макси-
мальные нагрузки на корпус судна возникают
при усредненной интенсивности волнения;
при более интенсивном волнении за счет
снижения скорости движения нагрузки
уменьшаются. При максимальных нагрузках
от волн в зонах концентрации напряжений
(узлы пересечения продольных и поперечных
связей, места примыкания элементов боковой
обшивки к днищу, отверстия под люки и т.д.)
возникают циклические упругопластические
деформации, вызывающие образование тре-
щин при числах циклов N в пределах 104-105.
Для крупных рефрижераторов эти нагрузки
накладываются на медленно протекающие
тепловые процессы, вызывая существенное
изменение асимметрии цикла напряжений.
Образованию начальных трещин в судо-
вых конструкциях способствует широкие
применение сварки, большие толщины свари-
ваемых листов, использование сталей повы-
шенной прочности, склонных к трещиновато-
сти при сварке. Эти трещины, так же как и
трещины циклического происхождения, в
целом ряде случаев были причиной крупных
аварий, особенно в годы Второй мировой
войны, когда в судостроения широко внедря-
лась сварка. В общей сложности было зареги-
стрировано более тысячи случаев образования
в корпусах судов трещин длиной от 200 мм до
нескольких десятков метров. При этом в ряде
случаев при снижении температуры t воздуха
от +5 до -35°С происходили полные разруше-
ния корпусов (суда типа “Либерти”, рефри-
жераторы). Особенностью таких разрушений
было то, что они происходили при слабом
волнении, во время стоянок у причалов или
под действием температурных напряжений от
нагрева одного из бортов солнечными лучами.
Для анализа малоцикловых и хрупких
разрушений судовых конструкций была осу-
ществлена обширная программа исследований
на лабораторных образцах и на натурных от-
секах. В частности, было показано, что нако-
пление малоцикловых повреждений вызывает
снижение сопротивления последующему
хрупкому разрушению при пониженных тем-
пературах. Теоретические коэффициенты
концентрации напряжений в корпусах судов
достигают высоких значений (ао = 2,5-4,5),
особенно в местах приварки различных эле-
ментов к обшивке и в угловых точках отвер-
стий под люки.
В течение последних двух десятилетий
наблюдались случаи разрушения строитель-
ных машин и конструкций. Одними из ос-
новных причин таких разрушений являются
предварительное циклическое повреждение (в
том числе и малоцикловое) и последующее
развитие хрупких трещин от возникших при
изготовлении или в эксплуатации дефектов.
Возможность окончательного хрупкого раз-
рушения циклически нагружаемых несущих
элементов увеличивается по мере снижения
температур эксплуатации, увеличения абсо-
лютных размеров сечений и усложнения кон-
структивных форм. Кроме того, применение в
таких конструкциях малоуглеродистых и низ-
колегированных недорогих конструкционных
сталей, обладающих выраженной склонно-
стью к хрупким разрушениям в зонах сварки,
требует тщательного анализа прочности в
связи с возможностью возникновения хруп-
ких состояний. Это подтверждается наблюде-
ниями за разрушениями опорных балок
транспортных галерей и эстакад, козловых,
мостовых и башенных кранов, подкрановых
балок. Время эксплуатации указанных конст-
рукций изменялось в пределах от нескольких
месяцев до 10 лет, а число циклов предвари-
тельного нагружения от нескольких сотен до
десятков тысяч. Температуры t при разруше-
ниях находились в диапазоне от +15 до -35°С,
а нагрузки - от 0,6 до 1,1 от расчетных.
Значительное число хрупких разруше-
ний стальных строительных машин и конст-
рукций произошло при наличии в них исход-
ных трещин, обусловленных сваркой, гибкой,
резкой. Сочетание этих дефектов с повышен-
ной хладноломкостью сталей, низкими темпе-
ратурами эксплуатации, ударными нагрузками
и высокими остаточными напряжениями от
сварки явилось причиной хрупких разруше-
ний перекрытий промышленных зданий ме-
ОСНОВНЫЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОЦЕССЫ ПОВРЕЖДЕНИЯ
73
таллургических, цементных, химических ком-
бинатов, ангаров и автопарков. Температуры
хрупких разрушений таких конструкций были
в пределах от +5 до -55°С. В ряде случаев
разрушения произошли при весьма низких
уровнях напряжений от внешних нагрузок,
составляющих 0,1-0,5 от расчетных, в началь-
ный период эксплуатации. Это связано с
большими размерами исходных дефектов,
длина которых достигала 300 мм. Обобщение
условий хрупкого разрушения строительных
машин и конструкций показало, что пример-
но в 60% от общего числа разрушений хруп-
кие трещины начинались от дефектов в зонах
сварки, в 10% - от начальных трещин цикли-
ческого происхождения, в 25% - от зон высо-
кой концентрации напряжений (ао = 2-5),
обусловленной выбором нерациональных
конструктивных форм.
Существенное внимание вопросам цик-
лического и хрупкого разрушения элементов
конструкций и деталей машин, как указыва-
лось выше, стало уделяться в связи с освоени-
ем районов Сибири и Крайнего Севера. К
настоящему времени накоплен достаточно
полный материал, в том числе и статистиче-
ского характера, показывающий отчетливую
связь между вероятностью хрупкого разруше-
ния деталей строительных и дорожных ма-
шин, с одной стороны, и температурой и сро-
ком эксплуатации - с другой. Увеличение
степени накопленного циклического повреж-
дения, связанное с образованием новых и
развитием имевшихся ‘ после изготовления
трещин, вызывает резкое снижение сопротив-
ления хрупкому разрушению при температу-
рах от -20 до -50°С. Трещины от циклическо-
го нагружения и хрупкие возникали преиму-
щественно в зонах концентрации (ао = 1,7-
3,5) и сварных швов.
Образование хрупких трещин после
предварительного циклического нагружения
наблюдалось в сварных конструкциях под-
вижного состава, причем возникавшие при
эксплуатации динамические нагрузки способ-
ствовали более раннему переходу трещин
циклического нагружения в хрупкие. Анало-
гичными оказываются причины хрупкого
разрушения элементов металлургического
оборудования (станины прессов, свариваемые
электрошлаковым способом, с толщиной S
стенок до 160 мм, валки мощных прокатных
станов диаметром 200-500 мм и более, цилин-
дры мощных ковочных молотов с толщинами
5 стенок 200-350 мм). В результате влияния
абсолютных размеров при хрупком разруше-
нии температуры t стенок при разрушениях
были +10 4- +40°С и выше. Номинальные
напряжения от внешних нагрузок при этом
составляли (0,1ч-0,3)стт, а теоретические коэф-
фициенты концентрации - 1,3-2. Очень серь-
езные последствия имели разрушения возду-
хонагревателей диаметром 9000 мм и высотой
около 50000 мм доменных печей металлурги-
ческих заводов. Эти разрушения происходили
после 10-20 тыс. циклов нагружения внутрен-
ним давлением, создающим номинальные
напряжения в стенках порядка 0,4от.
Малоцикловые и хрупкие разрушения
сосудов, нагруженных внутренним давлением,
имели место в химической, нефтегазовой,
резиновой и других отраслях промышленно-
сти. Как правило, такие разрушения связаны
с начальными трещинами, возникшими после
изготовления сосудов с применением сварки.
Двукратное (от 1000 до 2000 м3) увеличение
объема сосуда давления приводит к повыше-
нию температуры хрупкого разрушения на
30°С. В 40% случаев хрупкое разрушение со-
судов произошло в начальной стадии эксплуа-
тации (при гидроиспытаниях или первом за-
полнении); при этом около 20% сосудов
практически не испытывали внешних экс-
плуатационных нагрузок (за исключением
собственного веса), а в половине случаев но-
минальные напряжения в стенках сосудов не
превышали 0,5-0,6 расчетных. Во всех случаях
разрушения сосудов начинались из зон кон-
центрации (ао = 1,5-4) напряжений (места
сопряжения корпуса с днищем, крепления
опор, установки лазов и люков, крепления
ребер жесткости и др.). Трещины (около 70%)
возникали и распространялись по металлу
сварного шва или околошовным зонам.
Аналогичными (с сосудами давления)
условиями характеризуются и разрушения
трубопроводов, в том числе магистральных
для транспортировки жидкостей и газов. Воз-
можность хрупкого разрушения трубопрово-
дов на участках от 0,5-1 м до нескольких де-
сятков километров обусловлена большими
запасами упругой энергии, накопленной в
стенках трубопроводов и рабочих телах, не-
прерывностью сварных швов, циклическим
характером нагружения (103 < N < 5 104), низ-
кими температурами t эксплуатации
(до -60°С) и местным аэродинамическим ох-
лаждением за счет истечения газов в момент
инициирования хрупких трещин. Учитывая
сравнительно невысокую концентрацию на-
пряжений (ао = 1,1-1,6) на прямых участках
трубопроводов, одними из основных причин
хрупких разрушений трубопроводов следует
считать повышенную чувствительность при-
меняемых сталей к хладноломкости и наличие
исходных дефектов сварки и технологических
повреждений. В зонах компрессорных стан-
ций увеличивается число повреждений от
вибраций.
В соответствии с изложенным большое
число разрушений от циклического нагруже-
74
Глава 2.1. ПРОЦЕССЫ ЭКСПЛУАТАЦИОННОГО НАГРУЖЕНИЯ И ПОВРЕЖДЕНИЯ
ния и хрупких строительных и дорожных
машин, сосудов давления и трубопроводов,
мостов начиналось в зонах сварных соедине-
ний от дефектов сварных швов. Это обстоя-
тельство нашло отражение в рекомендациях
Международного института сварки по клас-
сификации и анализу разрушений сварных
конструкций. К основным факторам, опреде-
ляющим склонность конструкций к разруше-
ниям в эксплуатации, отнесены: трещины /,
непровары, поры, остаточные напряжения от
сварки, циклическое и коррозионное повреж-
дение, деформационное старение, тепловые Ft
и механические Ftn нагрузки, температура t
эксплуатации, механические свойства, хими-
ческий состав и структура используемых ма-
териалов.
Существенное повышение требований
по обеспечению несущей способности машин
и конструкций, как отмечалось выше, связано
с интенсивным развитием в последние деся-
тилетия криогенной техники. При этом од-
ним из основных путей повышения несущей
способности явилось применение специаль-
ных конструктивных форм и соответствующих
материалов, увеличивающих сопротивление
хрупкому разрушению.
Наиболее нагруженными элементами
криогенной техники являются сосуды давле-
ния, работающие при температурах t от ком-
натных до низких (-200 °C) и сверхнизких
(-270 °C). Сосуды для производства, хранения
и транспортировки сжиженных газов объемом
от сотен литров (жидкий гелий, водород) до
нескольких тысяч куб.м (жидкий азот, кисло-
род), изготавливаются из высоколегированных
пластичных сталей с содержанием никеля
8-10% и более, никелевых сплавов или чисто-
го никеля, меди, медных и алюминиевых
сплавов. Применение цветных сплавов при
этом связано с необходимостью снижения
температурных напряжений за счет высокой
теплопроводности и отражающей способно-
сти. Снижение концентрации напряжений до
величин ао = 1,2-2 в этих сосудах достигается
применением отбортованных патрубков, сфе-
рических и эллиптических днищ, стыковых
швов, а снижение дефектности сварных швов -
разработкой специальной технологии сварки
и соответствующим дефектоскопическим кон-
тролем (в том числе вакуумированием).
Аналогичные требования по сопротив-
лению разрушению предъявляются к корпу-
сам центробежных и плунжерных насосов,
трубопроводам. Вопросы сопротивления цик-
лическому нагружению несущих элементов
криогенной техники (сосуды, корпуса, трубо-
проводы), для которых характерны числа
циклов нагружения порядка 102 - 104, пока не
анализировались.
В связи с нестационарностью условий
малоциклового нагружения (на базах
103<7V<5-103) во многих случаях наблюдалось
образование трещин в барабанах мощных
паровых котлов диаметром до 3000 м, длиной
до 15000 мм, толщиной стенок 80-120 мм - в
зонах концентрации напряжений (у отверстий
для труб и люков, присоединения днищ и в
стыковых сварных соединениях). Количество
и размеры обнаруженных трещин для одно-
тонных барабанов котлов, как правило, уве-
личивались с увеличением срока эксплуата-
ции т до 200 тыс.час и числа циклов N нагру-
жения до 5103. Ориентация возникших тре-
щин указывает на существенную роль макси-
мальных нормальных напряжений. Интен-
сивность возникновения трещин в барабанах
котлов увеличилась с переходом на более
прочные котельные стали и с повышением
номинальных напряжений в стенках.
Основными причинами повреждения
барабанов котлов являются: высокие номи-
нальные и местные (05 = 2-3,5) циклические
напряжения от запусков и остановов котлов;
накопление циклических повреждений от
термических напряжений, связанных с пуль-
сациями тепловых потоков и регулированием
мощности; повышенные остаточные напря-
жения в зонах приварки труб; наличие исход-
ных дефектов как в основном металле, так и в
сварных соединениях; накопление поврежде-
ний от коррозии и деформационного старе-
ния. Хрупкое разрушение барабанов паровых
котлов может происходить в процессе гидро-
испытаний при напряжениях Ниже предела
текучести после заварки обнаруженных тре-
щин. Для анализа прочности барабанов кот-
лов в эксплуатации были осуществлены об-
ширные исследования напряжений, деформа-
ций и температур в программных и аварий-
ных режимах, которые выявили условия обра-
зования местных упругопластических дефор-
маций, превышающих предельные упругие в
1,5-2 раза. При испытаниях лабораторных
образцов, вырезанных из серединных слоев
поврежденных барабанов котлов было обна-
ружено незначительное (до 10%) уменьшение
характеристик механических свойств: предела
текучести, предела прочности и относитель-
ного сужения. Было установлено, что наличие
окисных пленок существенно (до 40%) сни-
жает сопротивление циклическому разруше-
нию.
Наряду с повреждениями барабанов кот-
лов на электростанциях наблюдались случаи
образования в стенках (толщина более 200
ОСНОВНЫЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОЦЕССЫ ПОВРЕЖДЕНИЯ
75
мм) корпусов мощных паровых турбин тре-
щин малоциклового нагружения в связи с
остановами и пусками при числе циклов до
103. Эти трещины возникают в зонах концен-
трации напряжений (ао = 1,4-1,6) и действия
повышенных температурных напряжений
циклического характера. Образование трещин
малоциклового нагружения, переходящих в
ряде случаев в хрупкие, наблюдалось также в
дисках турбин, в валах и удерживающих
кольцах турбогенераторов. Хрупкие разруше-
ния указанных деталей турбогенераторов свя-
заны с применением сталей повышенной
прочности (с пределом прочности до 1300
МПа) и пониженной пластичности (с относи-
тельным сужением до 10%).
Теоретические коэффициенты концен-
трации напряжений в этих деталях достигают
значений 2-3,5; трещины циклического и
хрупкого разрушения начинались как из зон
конструктивной концентрации напряжений,
так и от дефектов (поры, расслоения, трещи-
ны в металле). Трещины длительного цикли-
ческого и коррозионного происхождения об-
наруживались в трубопроводах тепловых
энергетических установок. Уменьшение со-
противления циклическому разрушению тру-
бопроводов связывается с наличием сварных
швов и потерей пластичности материала при
длительных выдержках.
Наибольшее внимание в вопросах со-
противления малоцикловому и хрупкому раз-
рушению уделяется определению несущей
способности основных элементов атомных
энергетических установок - корпусов реакто-
ров, каналов, парогенераторов, теплообмен-
ников, трубопроводов, внутрикорпусных уст-
ройств. В первую очередь это относится к
водо-водяным энергетическим реакторам
мощностью от 70 до 1000 МВт с температура-
ми теплоносителя от 270 до 325°С, изготавли-
ваемым из малоуглеродистых низколегиро-
ванных сталей больших толщин. Такие стали
склонны к хрупкому разрушению вследствие
проявления масштабного фактора, радиаци-
онного и циклического повреждения, а также
деформационного старения. Толщины стенок
корпусов ВВЭР, работающих при давлении от
10 до 16 МПа находятся в пределах от 120 до
260 мм, а в некоторых зонах до 500 мм, диа-
метры от 1000 до 4000 мм, и высота от 6000
до 24000 мм.
В газоохлаждаемых реакторах корпусно-
го типа цилиндрической или сферической
формы, работающих при температурах от
120 до 390 °C и давлениях от 0,7 до 6 МПа,
толщина стенки составляет 50-150 мм (в от-
дельных зонах до 300 мм), диаметр 5000 -
22000 мм, высота 10000 - 22000 мм. Для реак-
торов мощностью 350-600 МВт на быстрых
нейронах с жидкометаллическим теплоноси-
телем определение несущей способности про-
изводится по критериям циклической и дли-
тельной циклической прочности в силу более
высоких эксплуатационных температур t (400-
600 °C). Толщины S стенок корпуса реактора
при этом составляют от 20 до 60 мм при диа-
метрах от 3100 до 8000 мм и высоте от 4200 до
12000 мм, что связано с относительно невы-
соким давлением теплоносителя
(0,1-1,2 МПа). Обоснование прочности ки-
пящих реакторов канального типа РБМК с
числом каналов от 200 до 1700 мощностью от
50 до 1500 МВт, работающих при температу-
рах t от 200 до 500°С и давлениях от 6 до
12 МПа, осуществляется по характеристикам
сопротивления циклическому и длительному
статическому (для циркониевых сплавов) раз-
рушению.
Известны многочисленные случаи раз-
рушений, аварий и неполадок при изготовле-
нии эксплуатации реакторов. При изготовле-
нии корпуса реактора EDF-1 (Франция) с
толщиной стенки 100 мм было отмечено воз-
никновение хрупкой трещины длиной около
10 м в зоне высоких остаточных напряжений
от сварки. Наблюдалось возникновение тре-
щин при вварке патрубков. Авария американ-
ского реактора SL-1 при эксплуатации про-
изошла в связи с быстрым выделением боль-
шой мощности при пуске реактора, вызвав-
шим кипение воды и повышение давления до
140 МПа. Это привело к срезу отводящих и
подводящих патрубков, пластической дефор-
мации корпуса, характеризуемой увеличением
диаметра на 30-100 мм, и нажимного фланца.
Циклическое нагружение элементов
корпусов реакторов механическими, тепло-
выми и гидродинамическими воздействиями
вызывает образование трещин в антикоррози-
онной наплавке и узлах крепления внутри-
корпусных устройств. Обобщение данных о
повреждениях несущих элементов атомных
энергетических установок показывает, что
около 40% обнаруженных трещин связано с
циклическим повреждением, около 30% - с
коррозионно-усталостным, около 17% - с
начальной технологической дефектностью.
Спектр циклических нагрузок в реакто-
рах стационарных энергетических установок
определяется: программными и аварийными
пусками и остановами - 100 < N <500, изме-
нением мощности от 50 до 100%
2000 < N < 15000, увеличением мощности на
10% от номинальной - 0 < N < 2000, измене-
нием мощности на 5% - N < 20000, останова-
76
Глава 2.1. ПРОЦЕССЫ ЭКСПЛУАТАЦИОННОГО НАГРУЖЕНИЯ И ПОВРЕЖДЕНИЯ
ми в связи с выключением турбин - 0<А < 40,
гидроиспытаниями повышенным давлением -
5 < N < 40. Кроме того, циклические нагрузки
с накопленным числом циклов 105 - 107 и
более возникают от колебаний, обусловлен-
ных гидродинамикой потоков, а также мест-
ными температурными пульсациями за счет
неперемешанного струйного потока теплоно-
сителя.
Выполненный к настоящему времени
большой цикл работ по исследованию напря-
женного состояния несущих элементов реак-
торных конструкций при стационарных и
нестационарных режимах показал, что при
соответствующем конструировании теоретиче-
ские коэффициенты концентрации напряже-
ний в зонах патрубков могут быть снижены
до 1,6-2,0. Максимальные местные напряже-
ния возникают при нестационарных аварий-
ных режимах и наибольшие значения теоре-
тических коэффициентов концентрации
(ао = Зч-4,5) получаются для наклонных не-
усиленных патрубков в крышках и днище, а
также в основании витков резьбы шпилек для
крепления крышек.
Сопротивление корпусов ВВЭР хрупко-
му разрушению в связи с накоплением радиа-
ционных повреждений является одним из
основных вопросов обеспечения их несущей
способности. При величинах интегрального
потока до 1024 нейтр/м2 наблюдаемое в опы-
тах увеличение критических температур хруп-
кости достигает 200°С, смещая критические
температуры для корпусов в область эксплуа-
тационных. Снижение пластичности корпус-
ных сталей под действием облучения сказыва-
ется и на уменьшении сопротивления мало-
цикловому разрушению при долговечностях
до 5103. Влияние коррозионных повреждений
при соответствующей очистке воды и жидко-
металлических теплоносителей на механиче-
ские свойства корпусных сталей не велико;
это влияние может сказаться на долговечно-
сти на стадии развития трещин циклического
нагружения.
Указанные выше обстоятельства делают
необходимым тщательный дефектоскопиче-
ский контроль элементов атомных реакторов
для обнаружения как начальных трещин по-
сле изготовления, так и возникающих в про-
цессе эксплуатации. Этот контроль осуществ-
ляют с использованием визуальных, ультра-
звуковых методов, токов высокой частоты, а
также методов, основанных на акустической
эмиссии. Учитывая сложность конструктив-
ных форм и условий нагружения энергетиче-
ских реакторов, для обоснования их несущей
способности наряду с систематическими ис-
пытаниями моделей проводят натурные испы-
тания на прочность при малоцикловом на-
гружении и в хрупких состояниях. Эти иссле-
дования позволили осуществить нормирова-
ние прочности и ресурса, а также надежности
несущих элементов атомных энергетических
реакторов.
Несмотря на весьма высокий уровень
работ по определению, обоснованию и повы-
шению прочности, ресурса и надежности объ-
ектов атомной энергетики за прошедшие де-
сятилетия не удалось избежать наиболее тя-
желых аварий и повреждением и расплавле-
нием активной зоны. Сюда следует отнести
аварии на реакторах А1 (ЧССР), ТМА (США)
и ЧАЭС (СССР); последняя из них имела
наиболее катастрофические последствия. На
момент возникновения катастрофы на Черно-
быльской АЭС были оценены основные пока-
затели надежности АЭС. При числе тяжелых
аварий г(/р) = 3 и общем числе реакторов
N(fl) = 397, среднем сроке эксплуатации
тСр=9,3 года и приемлемом коэффициенте
использования X™ = 0,65-0,9 у наиболее ус-
тойчивых АЭС (ВВЭР-440, АЭС Ловииза)
этот коэффициент достигал величин
^ти=0>93-0,95. Вместе с тем для АЭС А1 этот
коэффициент был равен 0. Вероятность воз-
никновения тяжелой аварии за весь срок
службы составила
РЬ) = Г^К=31%7 = °’755%-
Тогда вероятность тяжелой аварии, при-
ходящейся на один реактор в год, составляет
р( , ?Ы.ода_1о2 10_4
' р) tcp 9,3
По ранее принятым и современным тех-
ническим требованиям величина Р(1ср) долж-
на была быть не выше 10‘6 реактор/год, что
оказалось к моменту аварии на ЧАЭС на 2-3
порядка меньше реальной величины.
Вероятность повреждений Р(гт) с ло-
кальной течью радиоактивного теплоносите-
ля, с учетом проведенных восстановительных
работ на момент аварии на ЧАЭС и при числе
реакторов NB = 80, на которых были проведе-
ны такие работы, составила
dZ \ zt 80 100
rjV(0) + 7V(B) 397 + 80 ’°’
Тогда средняя вероятность отказа с ло-
кальной течью составляет (реактор/год)
^(zc р) -
Лгт) = 16,7 10~2
1с р 9,3
= 1,8110"2
ОСНОВНЫЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПРОЦЕССЫ ПОВРЕЖДЕНИЯ
77
По техническим требованиям эта вели-
чина должна быть не выше 10‘5 реактор/год.
Если принять, что безопасность атомных
реакторов характеризует их способность про-
тивостоять проектным и запроектным авари-
ям с опасными последствиями, то по указан-
ным двум типам аварий вероятность безава-
рийной работы составит
ЛВ) = 1 - Л/р) = 1 - 0,00775 = 0,99225;
ЛВ) = 1 - P(rr) = 1 - 0,167 = 0,933.
Эти данные указывают на то, что в
атомном машиностроении предстоит сложный
этап работ концептуального и инженерно-
технического характера по повышению на-
дежности.
При этом следует учитывать, что общее
число отказов на АЭС распределяется при-
мерно следующим образом: около 20% связа-
но с нарушениями условий прочности
(механические повреждения), около 70% - с
нарушениями в работе операторов и систем
регулирования и управления (повреждения в
электротехнической, электронной, гидравли-
ческой части) и около 5% - с неустановлен-
ными нарушениями.
Расчетные оценки надежности таких от-
ветственных объектов, как атомные реакторы,
пока не позволяют получить абсолютные зна-
чения вероятности проектных и запроектных
аварий. Такие оценки в первую очередь носят
сравнительный характер, позволяя вести со-
поставление различных конструктивно-
технологических и эксплуатационных меро-
приятий по повышению надежности.
Расчетная вероятность разрушения кор-
пусов водо-водяных энергетических реакторов
(ВВЭР) при расчетном дефекте в стенке глу-
биной / = 0,255 (5 - толщина стенки корпуса)
достигает Рр = Ю-8 реактор/год, а при допус-
каемых по техническим условиям размерам
дефектов Рр < 10‘16. Если поддержание на
стационарных режимах эксплуатационного
давления осуществлять с погрешностью +5%,
то вероятность разрушения увеличивается на
2 порядка (от 10‘10 до 10‘8), а при погрешно-
сти + 10% на 3 порядка (от 10"10 до 10‘7). Пе-
реход от 95% вероятностных характеристик
вязкости разрушения Kjc к 99% повышает
вероятность разрушения примерно на 2 по-
рядка (от 310-9 до 310‘7). Увеличение вероят-
ности существования дефекта глубиной
/ = 0,255 с 10‘4 до 10‘3 приводит к росту веро-
ятности разрушения при эксплуатационных
нагрузках от 210‘12 до 310‘7. На основе по-
добных оценок принимаются необходимые
решения.
Более сложной и менее исследованной
остается задача анализа прочности, ресурса и
надежности термоядерных установок - им-
пульсных и с магнитным удержанием плазмы
(ТОКАМАК). В этих установках достигаются
предельно низкие температуры для сверхпро-
водящих криогенных систем (-270°С), а также
сверхвысокие для внутренней стенки камеры
при касании с ней плазменного шнура (до
20000°С). Стационарные и управляющие ус-
тойчивостью плазмы магнитные поля напря-
женностью до 20 Т создают высокие электро-
магнитные нагрузки Fem на несущие элемен-
ты. Эти нагрузки сочетаются с тепловыми Ft
от предварительного захолаживания сверхпро-
водящих систем и с механическими Ftn (от
монтажа, массы, давления).
Существенное снижение запасов проч-
ности и повышение механических свойств -
пределов текучести до 1200-1500 МПа низко-
легированных высокопрочных сталей, дик-
туемые жесткими весовыми требованиями,
привели к необходимости анализа и повыше-
ния прочности и надежности корпусов двига-
телей и ракет на жидком и твердом топливе.
При испытаниях корпусов ракет “Поларис”
диаметром до 4000 мм внутренним давлением
при размерах дефектов до 30 мм2 происходи-
ли разрушения при номинальных напряжени-
ях, не превышающих (0,5-0,6)стт. Аналогичное
разрушение, начавшееся в зоне сварного шва,
было отмечено в баке ракеты, изготовленном
из стали с пределом текучести порядка
1350 МПа. Оценка прочности несущих эле-
ментов ракет, в том числе корпусов ракетных
систем и двигателей “Сатурн”, “Шатл”,
“Энергия-Буран”, с учетом возможностей
технологической дефектности осуществляется
на основе линейной механики разрушения.
Из приведенных выше данных об усло-
виях эксплуатационного нагружения и разру-
шения конструкций следует, что большое
число несущих элементов конструкций и де-
талей машин в процессе эксплуатации под-
вергается действию циклических нагрузок
(механических, электромагнитных и тепло-
вых) с числом циклов от 1 до 108 при темпе-
ратурах от -250°С до +600°С. При этом время
одного цикла нагружения может измеряться
от секунд до тысяч часов. Применяемые кон-
струкционные металлические материалы име-
ют пределы текучести от 150 до 1500 МПа,
пределы прочности от 400 до 2000 МПа, от-
носительное сужение от 5 до 70%.
Теоретические коэффициенты концен-
трации напряжений, обусловленные конст-
руктивными формами, составляют 1,2-4,5. В
зонах технологических дефектов (трещины,
расслоения, непровары и др.) возникает еще
большая концентрация напряжений и дефор-
маций. При используемых в настоящее время
запасах статической прочности ( по пределу
текучести порядка 1,1-2) и указанных выше
78
Глава 2.1. ПРОЦЕССЫ ЭКСПЛУАТАЦИОННОГО НАГРУЖЕНИЯ И ПОВРЕЖДЕНИЯ
теоретических коэффициентах концентрации,
местные деформации от механических нагру-
зок могут в 2-4 раза превосходить предельные
упругие для используемого в конструкции
материала. С учетом общих и местных терми-
ческих напряжений, а также остаточных сва-
рочных напряжений это превышение оказы-
вается еще больше.
Возникающие в местах концентрации
напряжений трещины, как правило, распро-
страняются под действием циклических экс-
плуатационных нагрузок в пластически де-
формированных зонах. В зависимости от кон-
структивных форм и абсолютных размеров
сечений, температуры, скорости и характера
нагружения, механических свойств, уровня
начальной дефектности и остаточной напря-
женности в конструкциях могут возникать
хрупкие состояния, характеризуемые весьма
низкими (до 0,1 стт) разрушающими напряже-
ниями. Условия образования и развития
хрупких трещин при этом оказываются свя-
занными со стадией развития трещин цикли-
ческого нагружения. В вершине трещин дли-
тельного статического, циклического и хруп-
кого разрушения в зависимости от номиналь-
ной напряженности и размеров трещин воз-
никают местные упругопластические дефор-
мации соответствующего уровня. Таким обра-
зом, оценка несущей способности и обосно-
вание надежности элементов машин и конст-
рукций должны осуществляться на основе
анализа кинетики местных упругих и упруго-
пластических деформаций, статистики экс-
плуатационной нагруженности, энергетиче-
ских и силовых деформационных критериев
разрушения.
Обобщение информации о надежности
наиболее ответственных машин и конструк-
ций для случаев запроектных аварий показы-
вает пока существенное различие требуемого
уровня надежности и реально обеспечиваемо-
го. Вероятность тяжелых аварий на один объ-
ект в год по результатам их и по норматив-
ным материалам приведена в табл. 2.1.1.
2.1.1. Вероятности крупных аварий
Типы объектов Вероятности 1/год
требуемые реальные
Реакторы, активная зона 10-7 2 10-3
Реакторы, первый контур ю-6 5-IO’3
Ракетно-космические системы ю-3 5-10-2
Турбогенераторы ю-4 ЗЮ3
Летательные аппараты ю-4 5 10-3
Трубопроводы (на 1000 км) 2 1О-3 IO'2
Из приведенных данных следует необхо-
димость существенного внимания к обеспече-
нию и повышению надежности на всех этапах
создания и эксплуатации ответственной тех-
ники.
2.1.3. ОПИСАНИЕ ПРОЦЕССОВ
ЭКСПЛУАТАЦИОННОГО НАГРУЖЕНИЯ
И ПОВРЕЖДЕНИЯ
В общем случае при эксплуатации на
элементы машин и конструкций действуют
три основных типа нагрузок:
механические Ftn (от давления, массы,
сил инерции и т.д.);
тепловые Ft (от-неравномерного распре-
деления температур и (или) неоднородности
теплофизических свойств материалов);
электромагнитные Fem (от воздействия
электромагнитных полей).
Суммарные эксплуатационные нагрузки
F = {Fm, Fem, F,} (2.1.1)
создают соответствующие напряжения ст и
деформации е:
{ст>е} = {(стли>е/и)>(сте/и>ее/и)>(стГ,ег)} =
(2.1.2)
Величина {ст, е} в конечном счете и оп-
ределяет накопление эксплуатационных по-
вреждений а по времени т и числу циклов N
для соответствующих температур:
а = • (2.1.3)
Для рассмотренных выше более простых
условий эксплуатационного нагружения воз-
можны и более простые функциональные
соотношения при определении повреждений:
- для случаев кратковременного одно-
кратного нагружения механическими усилия-
ми при комнатной температуре на основе
(2.1.1) и (2.1.3):
fl = [{Fm}]; (2.1.4)
- для случаев классической изотермиче-
ской усталости
а=[{М>{Ч]; <215)
- для длительного статического высоко-
температурного нагружения
а = [{£„,/у},{г},]; (2.1.6)
- для длительного циклического неизо-
термического нагружения
a = [{Fm,
(2.1.7)
ОПИСАНИЕ ПРОЦЕССОВ ЭКСПЛУАТАЦИОННОГО ПОВРЕЖДЕНИЯ
79
Рис. 2.1.2. Схема эксплуатационного нагружения и основные параметры эксплуатационных нагрузок
На основе (2.1.1) - (2.1.3) накопленные
повреждения являются функционалом напря-
жений, деформаций, времени, числа циклов и
температур
а = [{о,е},{тЛ},] • (2.1.8)
С учетом параметров эксплуатационного
нагружения А, т, Г, представленных на
рис.2.1.1, эксплуатационных усилий Fy опре-
деляемых по (2.1.1), напряжений ст и дефор-
маций е - по (2.1.2) строят временные, зави-
симости F, t, ст, е по т (рис.2.1.2). Эти зависи-
мости являются исходными для анализа
прочности, ресурса и надежности. Величины
Fy tn т, как правило, задаются режимами
эксплуатации и могут регистрироваться кон-
трольно-измерительными системами машин и
установок. Параметры ст и е общего и местно-
го напряженно-деформированного состояния
могут быть получены расчетом по величинам
F, t и т или специально измерены с помощью
средств натурной тензометрии и термометрии.
По схеме на рис.2.1.2 для представлен-
ного блока эксплуатационного нагружения
выделяют режимы: монтаж (М), испытания
(И), пуск (П) в эксплуатацию, стационарный
(С) режим с поддержанием заданных рабочих
параметров, регулирование (Р) базовых пара-
метров, возникновение аварийных (А) ситуа-
ций, срабатывание систем защиты (3) и оста-
нов (О) эксплуатации после плановых или
аварийных режимов.
При этом определяющими для после-
дующих расчетно-экспериментальных оценок
прочности, ресурса и надежности принимают-
ся следующие характеристики истории нагру-
жения:
- максимальная расчетная нагрузка FmaK\
- максимальная (или минимальная) рас-
четная температура /П1ах (/min);
- время заданного режима нагружения т,
и общее время всех режимов и блоков режи-
мов (временной ресурс).
По этой истории устанавливаются ' до-
полнительные расчетные параметры:
- размахи усилий AF и амплитуды уси-
. г bF
лии Fa = — ;
- размахи температур А/;
- размахи усилий ДТ^ вибрационного
(двух- или многочастотного) нагружения.
Из анализа всех i - режимов устанавли-
ваются наиболее неблагоприятные сочетания
F и t. FmaK-tmax для повышенных и высоких
температур, Fniax“*inin ДЛЯ НИЗКИХ и криоген-
ных температур. Число таких сочетаний опре-
деляется с учетом числа и геометрических
форм рассчитываемых деталей или элементов
и числа опасных зон и сечений в них.
На основе выбранных расчетных схем
по формулам сопротивления материалов, тео-
рий стержней, пластин и оболочек для каждо-
80
Глава 2.1. ПРОЦЕССЫ ЭКСПЛУАТАЦИОННОГО НАГРУЖЕНИЯ И ПОВРЕЖДЕНИЯ
го момента времени устанавливают компо-
ненты трех номинальных нормальных ст и
трех касательных т напряжений без учета
концентрации напряжений. По этим состав-
ляющим устанавливают главные напряжения
сть ст2> стз и главные деформации еь е3 в
первую очередь для момента достижения экс-
тремальных нагрузок /’max- Главным площад-
кам для этого момента времени присваивают
индексы /, у, к, тогда ctj = ст/, Ст2 = оу, ст3 = ст^ и
е1 = еь е2 = ej, ез = ек- Для других моментов
времени ть Т2,—Л/ и зафиксированных пло-
щадок с индексами i, jy.ky строят зависимости
во времени т компонентов ст и деформаций е.
На этих зависимостях выделяют моменты,
когда какая-то из составляющих напряжений
ст или деформаций е достигает экстремального
(максимального или минимального) значения,
а потом начинает уменьшаться (или увеличи-
ваться) до следующего экстремального значе-
ния.
Для моментов достижения экстремаль-
ных значений компонентов напряжений или
деформаций вычисляют эквивалентные на-
пряжения или деформации. Если все компо-
ненты номинальных напряжений не превы-
шают предела упругости Ступр (или текучести
стт), то при вычислениях компонентов дефор-
маций по компонентам напряжений исполь-
зуют обобщенный закон Гука.
{ebej<ek\ = • (2-1-9)
Далее вычисляют соответствующие при-
веденные (эквивалентные) напряжения, а
затем деформации. Наиболее часто при этом
применяют гипотезу наибольших касательных
напряжений ттах или энергетическую гипоте-
зу (интенсивность напряжений ст,)
{ттах} ~ {(а/тах %)}’
(2.1.10)
ст/ J ~ |ст/ max j
Расчеты существенно упрощаются, если
в качестве эквивалентных используют каса-
тельные напряжения тП1ах. Это связано с тем,
что во многих случаях при ст, < СТ/ < СТ£ можно
принять ст^ = 0, и тогда главные площадки
остаются неизменными и основное внимание
в анализе эксплуатационной нагруженности
уделяется первому главному напряжению.
Если ст* 0, то необходимо на основе
(2.1.10) определить для различных моментов
времени комбинации:
ДЛЯ Т! {((УлПах-СТу), (cFmiJa-CTjt), (o/-CTfc)}j
ДЛЯ Т2 {(<Улпт-СТу), (o,/min"cr^)» (сГу-СТ^)};
ДЛЯ т/и {(O/min_CTy), (CFnnin-CTjt), (®j~®k)}-
(2.1.11)
На основе (2.1.11) для интеграла време-
ни т/ - тт определяют максимальный размах
приведенных напряжений
(ДСТпр)тах “2(СТа)-
= max-
(ст/ —ст,) -(ст/-ст,) .
\ у/тах \ •'/тт
(ст/ ст^)тах (СТ/ СТ^)тт
Ъ-^)тах-(СТ7-^)тт
(2.1.12)
Величину размаха приведенных напря-
жений сопоставляют с удвоенным пределом
текучести 2стт. Если (Дстпр)тах < 2стт, то в эле-
менте конструкции отсутствуют номинальные
упругопластические деформации и наоборот.
В последнем случае для перехода к размахам
номинальных упругопластических деформа-
ций необходимо использовать уравнение кри-
вой неупругого деформирования
(еа)прлпах )n p.max J ^[(СТа)пр.тахСТт,,П]’
(2.1.13)
где т - показатель упрочнения материала в
упругопластической области, определяемый
из соотношения
/ \ т
СТ = ОТ — . (2.1.14)
Для перехода от номинальных к локаль-
ным напряжениям и деформациям в соответ-
ствии с уравнениями (2.1.9)-(2.1.13) в расчет
должны быть введены теоретические коэффи-
циенты концентрации компонентов напряже-
ний
{ст/ max к »ст j max к к max к} =
= ((%' а,).(аоу ау),(ао* а*)|.
(2.1.15)
Если местные напряжения превышают
предел текучести, т.е.
{(а°/ CT')’(ao'
(2.1.16)
то в (2.1.14) вместо теоретических коэффици-
ентов концентрации ао используют коэффи-
циенты концентрации напряжений в упруго-
пластической области:
(2.1.17)
ОПИСАНИЕ ПРОЦЕССОВ ЭКСПЛУАТАЦИОННОГО НАГРУЖЕНИЯ И ПОВРЕЖДЕНИЯ
81
для характерных режимов эксплуатации
Для расчета местных деформаций ис-
пользуют коэффициенты концентрации де-
формаций Ке.
На основе (2.1.12)-(2.1.17) размахи мест-
ных приведенных напряжений и деформаций
в зонах концентрации напряжений:
(Д<7пр)тах£ “ пр)щах’ 1 18)
(Лепр)тахЛ =*е(Аепр)тах-
Если в эксплуатации возникают повтор-
ные нагрузки, вызывающие циклические уп-
ругопластические деформации, то расчеты
размахов локальных напряжений и деформа-
ций по (2.1.18) ведутся с использованием
диаграмм циклического упруго-пластического
деформирования
/ ч т(к)
5(fc) = 5T^-| (2.1.19)
При этом вместо предела текучести стт
по принципу Мазинга используется удвоен-
ный предел текучести 5г = 2стт и &г = SJE (Е -
модуль продольной упругости), а вместо ко-
эффициента упрочнения т для кривой стати-
ческого деформирования используется пока-
затель упрочнения т(к) для кривой цикличе-
ского деформирования в полуцикле
k(k = 2N).
Таким образом, по данным об эксплуа-
тационных нагрузках F и температурах t (рис.
2.1.2) расчетом устанавливают номинальные
напряжения ст и деформации е, а затем по
(2.1.9)-(2.1.10) с учетом коэффициентов кон-
центрации напряжений ао определяют разма-
хи локальных приведенных напряжений и
строят схемы циклов изменения приведенных
напряжений (<тпр)тах* или деформаций
(enp)maxfc •
Для упрощения последующих расчетов в
области упругих и упругопластических мест-
ных деформаций можно использовать услов-
ные местные упругие напряжения
(<тПр)* t=(enp) b Е. (2.1.20)
V 11 р/maxk \ Iip/max£
В области упругих деформаций
(ст п о) , = (ст п о) , • Тогда по схеме цик-
\ p/max к \ р/тах к
лов приведенных напряжений для блока экс-
плуатационного нагружения (рис. 2.1.3) мож-
но осуществить анализ прочности и ресурса
на основе выделения характерных точек и
величин напряжений. В таком анализе ис-
пользуют ряд методов: максимумов, экстре-
мумов, размахов, полных циклов. Для узкопо-
лосных спектров эксплуатационного нагруже-
ния эти методы дают сопоставимые результа-
ты при оценках повреждаемости.
Наиболее приемлемым с точки зрения
точности и трудоемкости считают метод
“дождя”, в соответствии с которым рассмат-
ривают стекание капель “дождя” при верти-
кальном расположении оси т, или заполнение
каплями “дождя” впадин при горизонтальном
расположении оси т. Тогда для наиболее уда-
ленных от оси т точек I-Г устанавливают мак-
82
Глава 2.1. ПРОЦЕССЫ ЭКСПЛУАТАЦИОННОГО НАГРУЖЕНИЯ И ПОВРЕЖДЕНИЯ
симальное и минимальное значение напряже-
ний цикла (опр) и (стпр) , а также
’ /max к ’ /max к
амплитуду и коэффициент асимметрии цикла
(g"P)max*
(стпр)
V / max к
(2.1.21)
Аналогично поступают для точек II-IF,
III-III' и т.д. Для стационарного режима с
характерными наложениями вибрационных
процессов или для режимов с регулированием
мощности выделяют амплитуды вибронапря-
жений с характерными частотами.
Схема циклов нагружения (рис. 2.1.3)
может быть построена и на основе численно-
го решения линейных и нелинейных краевых
задач - методами конечных элементов, конеч-
ных разностей, интегральных уравнений. В
этом случае по результатам численного анали-
за для заданного режима эксплуатационного
нагружения получают непосредственно рас-
пределения и величины местных упругих или
упругопластических напряжений (ст п р)тах к
или деформаций (епр)тах^ • По этим распре-
делениям могут быть определены номиналь-
ные напряжения или деформации, которые в
дальнейшем используют при оценках прочно-
сти. Вместе с тем следует признать, что для
многих режимов и вариантов геометрических
форм элементов конструкций такие расчеты
чрезвычайно трудоемки, а их точность опре-
деляется заданием исходных краевых условий
по усилиям, температурам, физико-
механическим свойствам материалов.
Kqk показывает многолетняя практика
проектирования и отработки наиболее слож-
ных и ответственных машин и конструкций
атомной и ракетно-космической техники,
повышенная точность при анализе прочности,
ресурса и надежности достигается в тех случа-
ях, когда используются комбинированные
методы анализа истории эксплуатационного
нагружения, номинальных и местных напря-
жений и деформаций:
- расчеты по теориям стержней, пластин
и оболочек;
- моделирование в лабораторных усло-
виях несущих узлов и деталей (модели из
низкомодульных или штатных материалов с
частичным воспроизведением нагрузок, теп-
ловых и электромагнитных полей);
- моделирование в стендовых условиях с
применением малоразмерных или полномас-
штабных моделей и воспроизведением усло-
вий нагружения, близких к натурным;
- натурные исследования головных об-
разцов или серийных объектов со штатным
или близким к нему набором эксплуатацион-
ных нагрузок.
В таких исследованиях широко исполь-
зуют, как отмечалось выше, следующие сис-
темы и методы:
- измерения в реальном масштабе вре-
мени базовых параметров рабочих процессов
(давлений, температур, скоростей, магнитных
полей) встроенными системами контроля;
- измерения в реальном масштабе вре-
мени усилий, местных деформаций и напря-
жений методами электротензометрии, голо-
графии, магнитометрии, акустической голо-
графии с использованием полупроводниковых
сенсоров, тензочувствительных покрытий;
- измерения в реальном масштабе вре-
мени распределения и местных величин теп-
ловых полей методами термометрии, термо-
видения, голографии, пирометрии с исполь-
зованием покрытий;
- измерения в реальном масштабе вре-
мени вибраций, пульсаций давления и темпе-
ратур методами акселерометрии, тензо-
термометрии, голографии.
Включение в перечисленные системы
измерений универсальных и специальных
компьютеров и соответствующих программ
позволяет не только восстанавливать историю
реального эксплуатационного нагружения
Дт,), ст(т/) и е(т/), но и оценить степень нако-
пления повреждений д/, исчерпывания ресур-
са и показатели надежности.
Наличие указанной выше расчетно-
экспериментальной информации об усилиях
F, температурах Г, напряжениях ст и деформа-
циях е, а также критериальных величин со-
противления деформациям и разрушению
соответствующих конструкционных материа-
лов является основой для построения пре-
дельных кривых
Fc ={(стпр’еп^тахА>ЛтЛ|, (2.1.22)
где Fc - критическое (предельное) сочетание
механических Fm, тепловых Ft и электромаг-
нитных Fem усилий для различных режимов
нагружения по времени т, числу циклов N и
температуре I.
Величины Fc, как правило, устанавлива-
ют по критериальным величинам местных
ОПИСАНИЕ ПРОЦЕССОВ ЭКСПЛУАТАЦИОННОГО ПОВРЕЖДЕНИЯ
83
напряжений (onp)maxjfe н™ деформаций
(впр)тахЛ ’ '^ЛЯ ЭТОГО используют уравнения:
- кривых изотермической усталости
(мало- или многоцикловой) для соответст-
вующих материалов
(WmaxrWmax J ’
(2.1.23)
где - сгв предел прочности, сгт - предел текуче-
сти, Sk - сопротивление отрыву, цк - относи-
тельное сужение в шейке образца, т - показа-
тель упрочнения в упругопластической облас-
ти;
- кривых длительной изотермической
прочности
п р) max к ’(еп р) max к
1с
у j
<jT,m
(2.1.24)
- кривых статической прочности при
варьировании температур t
г \ I* \ I - f ^’^’Ук^к
CT П pL„Y k ’ p/mqY k ( ~ Jt 1 ~
' > max /c ' ' max k, )q i
(2.1.25)
Кривые, описываемые уравнениями
(2.1.23) и (2.1.24) для металлических конст-
рукционных материалов, как правило, имеют
(рис. 2.1.4) монотонный вид: при увеличении
N и т предельные значения разрушающих
(критических) напряжений и деформаций
, ,(епо) ,1 уменьшаются. Темпе-
(V нр/тахЛ V 11 max к)
ратурные зависимости (2.1.25) критических
напряжений и деформаций могут иметь в
области низких t немонотонный характер: для
хладноломких металлов в этом случае проч-
ность и пластичность могут снижаться.
По предельным кривым (2.1.23)-(2.1.25)
для заданного z-режима, определенного вели-
чинами <(стПр) Jenp) J/, устанавли-
max к \ 11 max к]
вают предельные (критические) величины Nc-h
xCh tci. Если для /-режима заданы Nj, т/, />, то с
использованием (2.3.3)-(2.3.8) можно оценить
накопленные повреждения
(2.1.26)
Если общее число рассматриваемых ре-
жимов равно к, то суммарное повреждение на
основе гипотезы линейного суммирования
повреждений устанавливают с использовани-
ем (2.1.26) как сумму
(2.1.27)
/=1
Рис. 2.1.4. Схема предельных и допускаемых
состояний прп оценках прочности и ресурса
Для хладноломких материалов в области
низких или криогенных температур наступле-
ние предельного состояния может оценивать-
ся по температурному интервалу между экс-
плуатационной tj и критической tci
Д/с/ - // /с/ •
(2.1.28)
При использовании подходов к оценке
предельных состояний по (2.1.23)-(2.1.27)
предполагается, что в элементах конструкций
отсутствуют макродефекты, превышающие
допускаемые по нормам дефектоскопического
контроля и что само наступление предельного
состояния определяется моментом образова-
ния макротрещин. Такие подходы важны для
хорошо контролируемых ответственных дета-
лей и узлов типа лопаток турбин, лопастей
винтов, корпусов ракетных двигателей.
Вместе с тем успехи двух последних де-
сятилетий в механике разрушения, как в на-
учной основе живучести деталей машин и
элементов конструкций, позволили перейти к
анализу прочности, ресурса и надежности с
учетом макродефектов типа трещин. Трещины
в деталях создают предельно высокую кон-
центрацию местных напряжений и деформа-
ций, затрудняя анализ прочности, ресурса и
надежности по критериям типа
1(стпр) /»(епр) /}с в уравнениях
(V р/тахЛ V "p/max£j
(2.1.23)-(2.1.25). Учитывая относительную
устойчивость и сингулярность в распределе-
84
Глава 2.1. ПРОЦЕССЫ ЭКСПЛУАТАЦИОННОГО НАГРУЖЕНИЯ И ПОВРЕЖДЕНИЯ
нии местных напряжений и деформаций у
вершины трещины в линейной механике раз-
рушения в качестве определяющей величины
был использован коэффициент интенсивно-
сти напряжений, определяющий величины и
характер распределения напряжений
ных напряжений, коэффициентов интенсив-
ности, местных напряжений и деформаций:
Ki = он ° г = >
(2.1.29)
где стн - номинальные напряжения без учета
трещины; е - размер (глубина или длина)
трещины; В - характерный размер (ширина,
толщина) сечения с трещиной; flJ/B) - без-
размерная поправочная функция; г, 0 - по-
лярные координаты точки, в которой опреде-
ляются местные напряжения стг.
Учитывая, что в нелинейной механике
разрушения для области упругопластических
деформаций распределения напряжений и
деформаций ег существенно различаются, по
аналогии с (2.1.18) можно использовать ко-
эффициенты интенсивности напряжений (Х/)о
и деформаций (Kj)e. Тогда вместо уравнений
(2.1.21)-(2.1.23) для деталей машин и элемен-
тов конструкций с исходными трещинами /о
можно записать обобщенное уравнение
((^)о(^)е)с=ЛглЛ4»Лл,/,ав>4*к>$к>®т>^| •
(2.1.30)
Аналогично можно вычислить накоп-
ленные повреждения по (2.1.26)-(2.1.28).
Увеличение /0 приводит к увеличению К/
по (2.1.30) и из условия постоянства критиче-
ских величин {(Xj)o, (Kj)e} номинальные раз-
рушающие напряжения падают:
где тк - характеристика материала, зависящая
от показателя упрочнения т и относительного
уровня действующих номинальных напряже-
ний он/от.
В общем случае на основе уравнений
(2.3.23)-(2.3.25) и (2.1.30)-(2.1.31) может быть
построена поверхность предельных состояний
(рис. 2.1.4).
Если ввести соответствующие п запасы
по величинам F, N, т, Г, стн, {(А»ст, (Aj)e},
{(CT"lLxJenp)maxJ Т° °Т ПовеРхнос™
предельных состояний можно перейти к по-
верхности допустимых состояний и соответст-
вующим допускаемым величинам нагрузок,
чисел циклов, времен, температур, номиналь-
(2.1.32)
Однако уравнения (2.1.30)-(2.1.32) в яв-
ном виде не учитывают процесс развития
трещин I по числу циклов N и времени т. В
соответствии с уравнениями линейной и не-
линейной механики разрушения скорость
роста трещин описывается степенными урав-
нениями
f dl dl\ =
[dN'dx]
= ^Kj)a,(Kj)elme • /(«„ /<тт,/0 /
(2.1.33)
где me - характеристика, зависящая от коэф-
фициента упрочнения т и соотношения на-
пряжений СТн/СТт-
Интегрирование уравнения (2.1.32) в
пределах от начального дефекта /0 до допус-
каемого [/) позволяет определить ресурс по
числу циклов N или по времени т.
При проведении комплексных расчетов
на прочность и ресурс в детерминированной
постановке используют всю исходную инфор-
мацию об осредненных характеристиках экс-
плуатационной нагруженности, о средних или
гарантированных критериальных характери-
стиках сопротивления разрушению конструк-
ционных материалов, об осредненных харак-
теристиках исходной дефектности, опреде-
ляемой по нормам дефектоскопического кон-
троля.
Если на стадии проектирования или
эксплуатации в расчеты вводят статические
характеристики (функции распределения и их
параметры) нагруженности, механических
свойств материалов и дефектности деталей, то
представляется возможным определить веро-
ятностные характеристики надежности машин
и конструкций.
СПИСОК ЛИТЕРАТУРЫ
1. Биргер И.А., Шорр Б.Ф.,
Иосилевич Г.Б. Расчеты на прочность деталей
машин. Справочник: М.: Машиностроение,
1993. 639 с.
2. Болотин В.В. Прогнозирование ресур-
са машин и конструкций. М.: Машинострое-
ние, 1984. 312 с.
СПИСОК ЛИТЕРАТУРЫ
85
3. Когаев В.П., Махутов Н.А.,
Гусенков А.П. Расчеты деталей машин и кон-
струкций на прочность и долговечность. М.:
Машиностроение, 1985. 224 с.
4. Конструирование машин: Справочно-
методическое пособие. М.: Машиностроение,
1994. Т. 2. С. 408-487.
5. Махутов Н.А. Деформационные кри-
терии разрушения и расчет элементов конст-
рукций на прочность. М.: Машиностроение,
1971. 272 с.
6. Машиностроение. Энциклопедия.
T.IV-1. Детали машин. Конструкционная
прочность. Трение, износ, смазка. М.: Маши-
ностроение, 1995. С. 13-138.
7. Машиностроение.Энциклопедия/?. 1-3.
Динамика и прочность машин. Теория меха-
низмов и машин. М.: Машиностроение, 1994.
С. 135-173.
8. Нормы расчета на прочность оборудо-
вания и трубопроводов атомных энергетиче-
ских установок. М.: Энергоатомиздат, 1989.
524 с.
Глава 2.2
ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ,
ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
2.2.1. ОБЩИЕ СВЕДЕНИЯ О ДЕФЕКТАХ
Дефекты ухудшают физико-механичес-
кие свойства металлов, например прочность,
пластичность, плотность, электропроводность,
магнитную проницаемость и т.д. Их часто
разделяют на явные и скрытые. Первые обна-
руживают при визуальном способе контроля
или при помощи инструментальных средств и
методов, которые приведены в нормативной
документации. Если дефекты с большой веро-
ятностью выявляются с помощью соответст-
вующих инструментальных методов неразру-
шающего контроля, но не обнаруживаются
визуальной, то их тоже относят к явным.
Скрытый дефект нельзя обнаружить преду-
смотренным методом и аппаратурой.
Дефекты подразделяются на три вида:
критические, наличие которых делает исполь-
зование продукции по назначению невозмож-
ным или опасным; значительные - сущест-
венно влияющие на работоспособность про-
дукции или ее долговечность; малозначитель-
ные, не оказывающие такого влияния, а так-
же на неустранимые и устранимые.
Вид дефекта, в отличие от типа, харак-
теризует степень его влияния на эффектив-
ность и безопасность использования продук-
ции с учетом ее назначения, т.е. потенциаль-
ную опасность рассматриваемого дефекта.
По происхождению дефекты разделяют
на производственно-технологические и экс-
плуатационные. К первым относят металлур-
гические дефекты, которые возникают при
отливке и прокатке; технологические, возни-
кающие при изготовлении изделий и их ре-
монте, а к эксплуатационным - дефекты, воз-
никающие после некоторой наработки изде-
лий вследствие усталости металла, их элемен-
тов, коррозии, изнашивания, а также непра-
вильного обслуживания и эксплуатации.
По количеству и характеру распределе-
ния в изделиях дефекты также могут быть
одиночными, местными (трещины, раковины
и т.п.), распределенными в органических зо-
нах, например зонах коррозионного пораже-
ния или по всему изделию, например, неод-
нородность химсостава; наружными (повер-
хностными и подповерхностными) и внутрен-
ними (глубинными).
По характеру геометрических парамет-
ров дефекты могут быть точечными, линей-
ными, плоскостными и объемными.
В зависимости от размера дефекты ме-
таллов подразделяются на субмикродефекты,
микродефекты и макродефекты. К субмикро-
дефектам относят дефекты кристаллической
решетки металлов, которые в зависимости от
геометрических признаков подразделяют на
точечные, линейные, поверхностные и объ-
емные. Субмикродефекты обнаруживают с
использованием электронно- микроскопичес-
кого, рентгеноструктурного анализа.
К точечным дефектам относятся: при-
месные (чужеродные) атомы, замещающие
основные атомы или ионы, образующие кри-
сталл, или внедренные между ними; межу-
зельные атомы, образующиеся в результате
перехода атома из узла решетки в межузлие;
вакансии, т.е. узлы решетки, в которых атомы
отсутствуют.
Линейные дефекты решетки имеют ма-
лые размеры в двух измерениях и большую
протяженность в третьем измерении. Они
могут быть сформированы рядом вакансий
или межузельными атомами. К таким дефек-
там относят также краевые и винтовые дисло-
кации. Первые представляют собой края
оборванных (лишних) атомных плоскостей, а
вторые связаны с закручиванием атомных
плоскостей в виде винтовой лестницы.
Поверхностные дефекты кристалличе-
ской решетки представляют собой поверхно-
сти раздела между отдельными зернами или
субзернами в поликристаллическом металле
или дефекты упаковки. На границах зерен
обычно концентрируются примесные атомы,
инородные включения и выделения различно-
го характера.
86
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Микродефекты - это, например, микро -
трещины, микропоры и т.п., различимые при
увеличении более шести раз, критичный
(очень крупные и мелкие) размер зерен и их
ориентация, градиент химического состава и
т.п.
Микродефекты, вызванные изменением
свойств материала, гораздо труднее выявлять
и интерпретировать, чем макродефекты; для
этого необходима более тонкая методика из-
мерений. Однако во время выполнения эле-
ментом конструкции заданных функций такие
местные микронеоднородности могут играть
более важную роль, чем крупные дефекты.
Например, как было указано ранее, для дос-
тижения требуемых механических свойств
часто прибегают к термической обработке.
Если при этом не будет получен определен-
ный размер зерна, то даже удовлетворительно
сконструированный элемент конструкции не
сможет выполнять свое назначение.
Макродефекты обычно подразделяют на
четыре типа: несплошности, структурные не-
однородности, отклонения размеров и физи-
ко-механических свойств материала от значе-
ний, нормированных в НТД. Преобладающий
тип макродефектов - несплошности. В прак-
тике НК и ТД под дефектом в металлоконст-
рукции обычно понимают несплошность,
если тип дефекта не уточнен дополнительно.
Макродефекты могут быть мелкими и
крупными. Мелкими называют дефекты, на-
пример поры, трещины, включения, различи-
мые только с использованием лупы
(увеличение до 6х). Крупными порами, вклю-
чениями и т.п. называют такие, которые при
нормальном зрении различимы на стандарт-
ном расстоянии 25 см.
Обычно для классификации и иденти-
фикации дефектов используют их морфологи-
ческие и генетические признаки.
Морфологические признаки:
- ориентация по отношению к оси изде-
лия;
- расположение и распределение по
длине или периметру изделия;
- изменение поперечных размеров изде-
лия в районе дефекта;
- единичное или групповое расположе-
ние дефекта;
- периодичность его повторения;
- характер геометрических параметров
дефекта и т.п.
Генетические признаки:
- механические, термические, коррози-
онные и т.п.;
- наличие неметаллических оксидных
включений, окалины и смазки в полости де-
фекта или в районе его расположения;
- изменение микроструктуры в районе
залегания дефекта;
- наличие структурной и ликвационной
неоднородности;
- характер расположения зерен в районе
дефекта и т.п.
Во многих случаях причина образования
дефектов и методы их устранения одинаковы
и не зависят от типа изделия.
В технике бездефектность материалов и
изделий была важнейшим фактором. Даже
при использовании наилучших материалов,
наиболее совершенных конструкций и техно-
логических процессов в получаемых изделиях
могут существовать дефекты.
Следует отметить, что установление
взаимосвязи различного рода дефектов с их
влиянием на надежность детали или компо-
нента конструкции еще не исследовано в той
мере, как того заслуживает данная проблема,
хотя некоторая работа в этом направлении
уже проделана. Для того, чтобы провести
грань между допустимыми дефектами в изде-
лии и такими дефектами, которые нежела-
тельны в тех или иных условиях, следует пре-
жде всего обращаться к существующим нор-
мативным документам.
Успешное применение методов дефекто-
скопии и интроскопии возможно только для
контролепригодных конструкций, для кото-
рых можно строго соблюдать технологию кон-
троля.
Основные требования к контролепригод-
ности объектов. Под контролепригодностью
(дефектоскопической технологичностью) из-
делия понимают совокупность свойств конст-
рукции и ее деталей на различных этапах
проектирования, изготовления и доводки
опытных образцов, необходимых для обеспе-
чения возможности обоснованного дефекто-
скопического контроля деталей, узлов и агре-
гатов ответственного назначения при произ-
водстве, испытании, эксплуатации и ремонте.
Эти свойства должны включать: а) возмож-
ность контроля проверяемых деталей, узлов и
агрегатов (по свойствам материалов, конст-
рукций) одним методом или комплексом ме-
тодов в процессе производства, ремонта и при
эксплуатации; б) инструментальную доступ-
ность к контролируемым зонам объекта при
его изготовлении и при минимуме демонтаж-
ных работ и затрат времени для проведения
эффективного контроля в условиях эксплуа-
тации машин.
ОБЩИЕ СВЕДЕНИЯ О ДЕФЕКТАХ
87
Когда эти требования не соблюдаются,
чувствительность к дефектам ухудшается и в
некоторых случаях для обеспечения контро-
лепригодности необходимы конструктивные
изменения объекта. Поэтому при проектиро-
вании следует предусмотреть создание люков,
легкосъемных панелей, технологических от-
верстий, обеспечивающих инструментальную
доступность объекта. Размеры и форма лазов
должны обеспечивать беспрепятственный
подход к контролируемым элементам или
участкам объекта с учетом размеров аппарату-
ры или принадлежностей, которые должны
через них проходить, размеров кисти руки с
кассетой или тела дефектоскописта и возмож-
ность проведения всех операций контроля в
полном объеме.
При необходимости контроля в условиях
эксплуатации и ремонта объекта необходимо
создать возможность доступа средств радиа-
ционного контроля к контролируемым эле-
ментам.
На основе анализа расчетных напряже-
ний, результатов статических и. динамических
испытаний, а также статистики отказов при
эксплуатации аналогичных по конструкции
образцов техники конструктор должен опре-
делить, какие высоконагруженные детали и
узлы подлежат НК в процессе эксплуатации,
где места возможного возникновения на них
усталостных трещин и зоны контроля.
Конструктор должен указать методы и
средства НК, в том числе и устройства встро-
енного дефектоскопического контроля объек-
тов, возможность контроля которых должна
быть обеспечена в запланированном объеме.
Если невозможно использовать известные
методы и средства контроля, необходимо раз-
работать и рекомендовать новые. Работы по
обеспечению технологичности изделий и соз-
данию технической документации по дефек-
тоскопическому контролю выполняются кон-
структором совместно со специалистами по
дефектоскопии, производству и эксплуатации
машин - объектов контроля.
Специалистам по надежности и НК
приходится сталкиваться со многими аспек-
тами проблемы поиска дефектов для повыше-
ния надежности объектов. Чтобы достичь
конечной цели, им необходимо:
1 ) иметь информацию о материалах, их
свойствах и характеристиках, а также о влия-
нии условий изготовления, термообработки и
эксплуатации на эти свойства;
2 ) знать причины образования дефектов,
их классификацию, их влияние на надежность
конструкции, пути предотвращения дефектов
и способы устранения на каждом технологи-
ческом цикле получения материала и изготов-
ления из него продукции;
3 ) знать механизмы разрушения и их
типы, понимать, как и почему происходит
разрушение.
Основные сведения о разрушении метал-
лов. Под разрушением понимают процесс
зарождения и развития в металле трещин,
приводящий к разделению его на части.
Разрушение принято классифицировать
с учетом величины пластической деформации,
предшествовавшей разрушению, а также с
учетом характера распространения трещины в
металле.
Если разрушению предшествовала зна-
чительная пластическая деформация, разру-
шение называют вязким, если же пластическая
деформация составляла менее 1-2%, разруше-
ние считают хрупким.
С точки зрения микроструктуры сущест-
вуют два вида разрушения - транскристал-
литное и интеркристаллитное. При транскри-
сталлитном разрушении трещина распростра-
няется по телу зерна, а при интеркристаллит-
ном она проходит по границам зерен.
У большинства материалов, в частности
у металлов, разрушение не является ни впол-
не хрупким, ни вполне вязким, и действи-
тельный характер разрушения определяется
рядом факторов, в том числе типом кристал-
лической структуры материала, его чистотой,
термической и деформационной траекторией,
условиями эксплуатации и характеристиками
окружающей среды.
Под упругохрупким поведением мате-
риала понимается идеализированный случай,
когда материал ведет себя упруго, вплоть до
потери сплошности.
Поведение идеально хрупкого материала
регулируется правилом последовательного
соединения (гипотезой “слабого” звена): раз-
рушение любого элемента приводит к разру-
шению всей детали. В качестве элемента мо-
жет быть принят также бесконечно малый
объем.
При хрупком разрушении величина пла-
стической зоны в устье трещины мала. Ско-
рость распространения хрупкой трещины
весьма велика. Для стали скорость роста тре-
щины достигает 2500 м/с. Поэтому нередко
хрупкое разрушение называют “внезапным”
или “катастрофическим” разрушением. Хруп-
кое разрушение чаще всего происходит по
определенным кристаллографическим плос-
костям внутри зерна, т.е. имеет место транс-
Кристаллитное разрушение. Однако при опре-
88
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
деленных условиях (низкие температуры,
большое количество дисперсных фаз по гра-
ницам зерен или обогащение этих границ
примесями, ослабляющими связи) металлы и
сплавы могут хрупко разрушаться по грани-
цам зерен (транскристаллитное разрушение).
Транскристаллитное разрушение может
реализовываться сколом и срезом (сдвигом),
как правило, различающихся видом поверх-
ностей разрушения. При срезе - поверхность
разрушения, как правило, серая и волокни-
стая, при сколе - светлая кристаллическая.
Если растягивающие силы, сконцентри-
рованные у вершины трещины, превосходят
напряжение когезии, разрыв межатомных
связей происходит перпендикулярно плоско-
сти разрушения, то происходит разрушение
сколом.
Если же разрыв тех же межатомных свя-
зей происходит под действием силы, прило-
женной параллельно плоскости разрушения,
то это - разрушение срезом.
В кристаллических материалах по опре-
деленным кристаллографическим плоскостям
имеет место разрушение как сколом, так и
срезом (сдвигом, скольжением), и характер
протекания обоих этих процессов зависит
главным образом от кристаллической структу-
ры материала.
Все концентраторы напряжений способ-
ствуют хрупкому разрушению. Хрупкие раз-
рушения обычно связывают с наличием де-
фектов. Они могут быть внутренними, по-
верхностными и служат источниками концен-
трации напряжений. Дефекты могут быть в
виде пор, шлаковых включений, горячих и
холодных трещин, микротрещин, непроваров
и т.п. Необходимо их контролировать и при-
нимать соответствующие меры. С увеличени-
ем остроты и размеров дефектов склонность к
хрупкому разрушению возрастает. Чем выше
скорость деформации, тем больше склонность
металла к хрупкому разрушению. Чем больше
размеры изделия, тем больше вероятность
хрупкого разрушения (масштабный фактор).
Хрупкое разрушение материала происходит
при высоких и низких (ниже предела текуче-
сти материала) напряжениях, а в ряде случаев
- без приложений нагрузки. Последние имеют
место при наличии высоких остаточных на-
пряжений в зоне острых дефектов. Пониже-
ние температуры способствует переходу от
вязкого разрушения к Хрупкому. Это явление
получило название хладоломкости.
При вязком разрушении величина пла-
стической зоны, идущей впереди распростра-
няющейся трещины, велика, а сама трещина
защемляется у своей вершины. Вязкому раз-
рушению соответствуют обычно высокие зна-
чения поглощенной энергии, т.е. большая
работа распространения трещины. Вязкое
разрушение может развиваться различными
способами, каждому из которых соответству-
ют характерные картины всей поверхности
разрушения или некоторой ее части.
2.2.2. ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ
ДЕФЕКТЫ
Металлургические дефекты. Особенно-
сти процессов выплавки и разливки металла
влияют на качество металлургической про-
дукции, так как дефекты возникающие, на-
пример, при разливке стали в изложницы, в
том или ином виде обычно присутствуют в
конечной продукции.
В отличие от чугуна сталь содержит
меньше углерода и вредных примесей. Пото-
му процесс получения стали состоит в удале-
нии этих элементов. Основные способы полу-
чения стали: кислородно-конверторный, мар-
теновский и в электропечах. Не уступая по
качеству мартеновскому способу получения
стали, конверторный способ значительно пре-
восходит его по производительности. В кон-
верторах выплавляют сталь для производства
автомобильного листа, инструментальную и
др. По характеру раскисления мартеновскую
сталь подразделяют на кипящую, спокойную
и полуспокойную. Кипящая сталь менее
плотная и имеет газовые включения. Ее при-
меняют для изготовления неответственных
деталей. В спокойной стали газовых включе-
ний нет, она плотнее, ее используют для про-
изводства коленчатых валов, рессор и т.п.
Полуспокойная сталь содержит небольшое
количество газов, из нее изготавливают про-
волоку, мостовые конструкции. Плавка в
электропечах является важнейшим способом
получения стали высокого качества для про-
изводства ответственных деталей машин и
инструментов.
Разливка стали - важнейшая операция, в
большей степени определяющая качество
готового изделия. Существуют два способа
разливки: в изложницы и на установках не-
прерывной разливки стали (УНPC).
Разливка в изложницы может происхо-
дить сверху или снизу. При разливке сверху
поверхность слитка из-за брызг металла не
всегда качественная. При разливке снизу по-
верхность слитка чистая, но в слиток попада-
ют неметаллические включения.
Слитки непрерывной разливки стали по
качеству значительно превосходят слитки,
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
89
полученные в изложницах. Они плотны, мел-
козернисты, усадочная раковина может быть
только в конце разливки, качество поверхно-
сти хорошее, слитки не нужно обжимать.
Дальнейшая переработка стали связана с
обработкой ее давлением. В этом процессе
используется пластичность металла, т.е. спо-
собность деформироваться под действием
внешних сил без разрушения и сохранять
полученную форму и размеры после прекра-
щения этого воздействия. При этом металл
деформируется и испытывает напряжения
двух видов: нормальные (растягивающие или
сжимающие) и касательные (сдвиговые).
Различают деформацию упругую
(обратимую) и пластическую (необратимую,
остаточную). Пластическая деформация при
обработке металлов давлением способствует
образованию формы изделия, а упругая де-
формация затрудняет ее образование.
Процесс внутризеренной деформации
является основным, но не единственным при
обработке металла давлением. В определен-
ных условиях появляется смещение зерен
относительно друг друга, т.е. будет наблюдать-
ся межзеренная деформация.
Температура, при которой металл из на-
пряженного состояния переходит в равновес-
ное, называется температурой рекристаллиза-
ции.
В зависимости от температуры металла
пластическая деформация может быть холод-
ной или горячей.
Если обработка металлов давлением вы-
полняется при температуре ниже температуры
рекристаллизации, то такая обработка называ-
ется холодной.
Если обработка металлов давлением
происходит при нагреве металлического тела
выше температуры рекристаллизации, то она
называется горячей.
Для получения заготовок металлы и
сплавы обрабатывают давлением следующими
способами: прокаткой, волочением, прессова-
нием, ковкой и штамповкой.
Продольной прокаткой, волочением и
прессованием получают заготовки постоянно-
го поперечного сечения по длине, а попереч-
ной и поперечно-винтовой прокаткой, ковкой
и штамповкой получают заготовки, имеющие
форму и размеры, близкие к готовым деталям.
Обработка давлением осуществляется путем
воздействия инструментом на металл заготов-
ки. Инструментами могут быть: при прокатке
- валки, при волочении - матрица (волока),
при прессовании - матрица, при объемной
штамповке - верхняя и нижняя половинки
штампа, при холодной штамповке - пуансон
и матрица, при свободной ковке - верхний и
нижний бойки.
В таблицах 2.2.1; 2.2.2; 2.2.3 представле-
ны внутренние и поверхностные дефекты
стали, характерные для металла, разлитого в
изложницы, а также образовавшиеся в про-
цессе обработки металла давлением. Для
классификации дефектов и их последующей
идентификации были проанализированы их
морфологические и генетические признаки.
Следует пояснить, что все вышеперечис-
ленные металлоизделия не свободны в пол-
ной мере от некоторых распространенных
дефектов и не характеризуются абсолютной
однородностью даже при наилучших условиях
изготовления. Степень чистоты и отсутствие
поверхностных и внутренних дефектов явля-
ются понятиями сугубо относительными
вследствие того, что процессы первичного
производства базового и сырьевого материала
и последующая его обработка несовершенны.
Дефекты отливок. Полный комплекс-
ный контроль всего процесса получения от-
ливки, начиная с ее проектирования и кончая
финишными операциями, тщательный анализ
возникающих дефектов и причин, их порож-
дающих - главное условие резкого снижения
брака отливок и повышения их качества.
Характерные дефекты отливок из чугуна
и стали представлены в табл. 2.2.4, а цветных
сплавов в табл. 2.2.5. Основными причинами
дефектов отливок являются нетехн ологич-
ность конструкции деталей, несовершенство
технологического процесса, нарушение техно-
логии и недоброкачественность технологиче-
ских материалов.
Число и размеры допускаемых в отлив-
ках дефектов определяются техническими
условиями на данный вид отливок. Для
уменьшения потерь от брака технологический
процесс изготовления отливок предусматрива-
ет исправление дефектов с последующим по-
вторным контролем участков отливки, на
которых они были обнаружены.
о
2.2.1. Дефекты слитков, проката и поковок из стали
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
1. Усадочная раковина. Дефект в виде откры- той или закрытой полости, образовавшейся вследствие усадки при затвердевании метал- ла. При разливке стали в расширяющиеся кверху изложницы полость образуется в цен- тре верхней части слитка, а при разливке в изложницы, расширяющиеся книзу - в ниж- ней части слитка Внутренние дефекты слитков Внутренняя поверхность усадочной ракови- ны неровная. Часто в усадочной раковине обнаруживаются дендритные кристаллы. В открытой усадочной раковине полость по- крыта пленкой оксидов. В усадочной рако- вине скапливаются неметаллические вклю- чения. Зона металла, прилегающего к полос- ти, обогащена ^углеродом и ликвирующими примесями (серой) фосфором м /Г,
2. Подусадочная ликвация. Дефект в виде уча- стка металла, обогащенного углеродом и ликвирующими примесями, расположенный под усадочной раковиной Дефект проявляется тем резче, чем больше масса слитка, шире интервал температур затвердевания и меньше теплопроводность слитка / X»/ \ ( ж )
3. Рослый слиток. Дефект в виде вспучивания в верхней части слитка с образованием крупных пузырей (свищей), вызванного бур- ным выделением газов при кристаллизации слитка Причина образования рослого слитка - вы- сокое содержание газов (кислорода, азота) в стали. В пузырях встречаются неметалличе- ские фазы, они заполняют определенные участки пузыря или отлагаются на его стен- ках. Горячая деформация слитка приводит к завариванию пузырей в том случае, если их стыки не содержат стойких оксидов или си- ликатов A А /1 i 1 * . ‘А /•' ч'Л \ ’ ( 7
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.1
1 2 3
4. Пузырь. Дефект в виде полости (округлой, овальной или продолговатой), образующийся в результате выделения газов при кристалли- зации. Могут быть единичными, сдвоенными или строенными, располагаются произвольно по объему прутка или у его поверхности В пузырях встречаются неметаллические фазы, они заполняют определенные участки пузыря или отлагаются на его стенках. Горя- чая деформация слитка приводит к завари- ванию пузырей в том случае, если их стенки не содержат стойких оксидов или силикатов е •
5. Корочка. Дефект в виде участка/металла, загрязненного неметаллическими включе- ниями; располагается в объеме слитка или у поверхности. Корочки могут быть темными или светлыми Темная корочка - дефект микроструктуры в виде участка металла с повышенным содер- жанием примесей (серы, фосфора и др.). Светлая корочка - дефект нижней части слитка, имеющего повышенную пористость (u-•’ )
6. Осевая пористость. Дефект в виде группы мелких пор в осевой части слитка. Распола- гается преимущественно в средней по высоте части слитка Осевая пористость сопровождается межкри- сталлитными трещинами и неметаллически- ми включениями. Возникает при затвердева- нии последних порций жидкого металла в условиях недостаточного питания жидким металлом
7. U-образная ликвация. Дефект в виде участ- ков (полос), обогащенных (обедненных) се- рой, фосфором, углеродом и другими приме- сями. Может быть прямой или обратной: 1 - отрицательная ликвация; 2 - прямая U- образная ликвация; 3 - обратная £/-образная ликвация; 4 - положительная ликвация; 5 - усадочная полость U-образная ликвация может сопровождаться порами. Грубые ликвационные полосы при определенных условиях могут приводить к расслоению листов, труб и др.изделий ж 1. —5 ^-4 - J - 2 1
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.1
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
8. Межкристаллитные трещины. Дефект в виде тонких нарушений сплошности, обра- зующихся по границам кристаллов при низ- кой прочности этих границ вследствие уса- дочных, термических и структурных напря- жений. Располагаются преимущественно в осевой зоне слитков Пониженная прочность границ кристаллов часто связана с присутствием в них прослоек неметаллической фазы и ликватов J- 1 \ 1 \
9. Угловая ликвация. Дефект в виде обога- щенного ликватами узкого участка в углах слитка Возникает на стыке двух направленных от стенок изложницы фронтов кристаллизации и может переходить в трещину
10. Угловая трещина. Дефект в виде разрыва, который может быть внутри слитка или вы- ходит на поверхность по углам слитка Возникает от растягивающих напряжений по участкам угловой ликвации в слитках боль- шой массы
11. Ликвация. Дефект в виде местной неод- нородности слитка по составу, образующейся при его затвердевании. Ликвацией называет- ся также процесс создания такой неоднород- ности. Различают дендритную и зональную ликвацию. Дендритная ликвация - неодно- родность по составу осей и межосных участ- ков в объеме дендрита. Зональная ликвация - неоднородность по составу различных зон слитка Причина дендритной ликвации - затвердева- ние слитка В некотором интервале темпера- тур. В начале затвердевания образуются оси дендритов первого порядка, обогащенные компонентами, имеющими более высокую температуру затвердевания, затем перпенди- кулярно к первичным осям образуются оси второго порядка и даже ответвляются оси более высоких порядков. При таком процес- се в участках, расположенных между осями дендритов, находится жидкость, обогащенная легкоплавкими примесями, которая затвер- девает последней. При деформации дендрит- ное строение стали изменяется, однако пол- ного выравнивания ее состава не достигается
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.1
1 2 3
12. Ликвационный квадрат (круг). Дефект деформированного металла в виде местной структурной неоднородности, контуры кото- рой повторяют форму слитка. Располагается за зоной столбчатых кристаллов. Может иметь значительную ширину. Ликвационный квадрат сочетает дендритную ликвацию с зональной Примеси (фосфор, сера и др.), а также угле- род оттесняющий к концу зоны столбчатых кристаллов, обогащая слой жидкого металла, расположенного за этой зоной 1 ’ 1 \ 4 -ч - •» J
13. Точечная (точечно-пятнистая) неоднород- ность. Дефект в виде локальных участков слитка, обогащенных ликвирующими приме- сями (С, S, N, О, Р и др.) Точечная неодно- родность располагается в средней части се- чения заготовок, преимущественно в конце зоны столбчатых кристаллитов и в начале зоны равноосных кристаллов. В продольных разрезах слитков точечная неоднородность имеет вид ликвационных полосок, называе- мых внеосевой неоднородностью Механизм образования шнуров внеосевой неоднородности состоит в том, что в слоях металла, обогащенных примесями вследствие зональной ликвации, развивается процесс дендритной ликвации, приводящий к ло- кальным скоплениям примесей в межосных участках или на стыке кристаллитов
14. Пятнистая ликвация. Дефект в виде ло- кальных скоплений ликватов, расположен- ных в полостях газовых пузырей. Отличается от точечной неоднородности более крупны- ми размерами пятен и более резко очерчен- ными контурами, Ограничивающими участ- ки, обогащенные ликватами Пятнистая ликвация возникает из-за высоко- го содержания в металле газов, приводящих к появлению пузырей. При кристаллизации стали газы могут выходить из пузырей и в их полость может проникать металл, обогащен- ный ликватами
15. Загрязнения и волосовины. Дефект пред- ставляет собой скопление неметаллических включений, попадающих из внешних источ- ников или образующихся в металле. Загряз- нения бывают макроскопические, микроско- пические и субмикроскопические, видимые соответственно невооруженным глазом, с помощью световых или электронных микро- скопов. Они располагаются в слитках произ- вольно по высоте и сечению в виде скопле- ний По происхождению различают экзогенные, эндогенные и экзоэндогенные загрязнения. Эндогенные дефекты вызваны выделениями из жидкого металла при его охлаждении. Экзогенные дефекты вызваны выделениями из футеровки плавильных агрегатов, ковшей и т.п. В деформированном металле загрязне- ния вытягиваются вдоль направления де- формации и образуют нитевидные дефекты, называемые волосовинами
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.1
Термины и определения дефектов и их
______________________морфологические признаки_
___________________________________________1
16. Внутренние разрывы. Дефекты, представ-
ляющие собой разрывы металла при его го-
рячей деформации вследствие его перегрева
в осевой зоне прутка. Разрывы обычно мел-
кие групповые, однако при сильном перегре-
ве наблюдаются грубые разрывы
17. Инородные металлические включения. Де-
фект представляет собой включения с метал-
лическим блеском и со структурой основного
металла
18. Внутренние трещины и разрывы от дефор-
мации. Дефект, располагающийся преимуще-
ственно в центральной зоне прутков, образо-
вавшийся при деформации вследствие высо-
ких напряжений и малой пластичности ме-
талла. Внутренние разрывы от деформации
могут различаться по внешнему виду в зави-
симости от условий деформации. Они могут
быть в виде ковочного креста, разветвленных
разрывов, расходящихся от центра, округлых
отверстий и т.п._________________________
19. Флокены. Дефекты представляют собой
тонкие разрывы металла округлой или
овальной формы, образующиеся вследствие
структурных напряжений в стали, насыщен-
ной водородом
Генетические признаки дефектов
2
Образование разрывов от осевого перегрева
связано с зональной дендритной ликвацией.
При температуре нагрев? слитков, превы-
шающей оптимальную, ликвационные участ-
ки, расположенные преимущественно в меж-
дуосных участках дендритов, в осевой зоне
равноосных кристаллов и в зоне точечной и
точечно-пятнистой ликвации, подплавляют-
ся, размягчаются
Эскиз
3
Металлические включения попадают в ме-
талл из внешних источников, которые могут
быть весьма разнообразными: куски прутков,
маркировочных дужек, электродов, железо,
образовавшееся в результате реакции его
восстановления из окалины и т.п.
Дефектам этого вида подвержены, как пра-
вило, трудно деформируемые сплавы и ста-
ли, имеющие высокое сопротивление де-
формации и низкую пластичность. Дефект-
ности способствуют применение частых об-
жатий и отклонения от оптимальной темпе-
ратуры деформации. Дефекты образуются
при прокатке, но особенно часто при ковке
Флокены образуются преимущественно в
процессе охлаждения стали после горячей
деформации (чаще) или, реже, после терми-
ческой обработки, а также при последующем
хранении металла. Возникают флокены в
процессе охлаждения при температуре ниже
260°С. В локальных участках появляются
микротрещины, которые постепенно увели-
чиваются в размерах
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.1
1 2 3
20. Скворечник. Дефект представляет собой рас- крывшуюся при деформации поперечную термиче- скую трещину в слитках или заготовках При нагреве наружные слои металла на- греваются довольно быстро, благодаря поглощению теплоты лучеиспускания от стенок разогретой печи, а внутренние - только за счет теплопроводности, причем этот процесс идет медленно. Увеличение объема внешних слоев металла создает растягивающие напряжения во внутрен- них холодных частях слитка, к тому же обладающих хрупкостью. Эти напряже- ния приводят к разрыву металла
Дефекты поверхносл 21. Раскатанное (раскованное) загрязнение. Дефект, представляющий собой вытянутое в направлении деформации раскатанное (раскованное) поверхност- ное загрязнение слитка или литой заготовки шла- ком, огнеупором, теплоизоляционной смесью Прокат черных металлов. и, обусловленные качеством слитка и литой з$ В большинстве случаев загрязнения име- ют экзогенное или экзоэндогенное про- исхождение. Загрязнения скапливаются на поверхности слитков в результате за- хвата затвердевающим металлом включе- ний, всплывающих на поверхность жид- кого металла, при заполнении изложни- цы 1ГОТОВКИ
22. Раскатанная (раскованная) корочка. Дефект, представляющий собой частичное отслоение или разрыв металла, образовавшийся в результате рас- катки (расковки) завернувшихся корочек, имевших- ся на поверхности слитка или литой заготовки и представляющих собой окисленный металл, сопро- вождающийся скоплениями неметаллических вклю- чений сложного состава. Может располагаться в любом месте по высоте слитка, но чаще встречается в его нижней части. Дефект может быть как еди- ничный, так и поражать значительную часть слитка. При горячей деформации дефекты вытягиваются вдоль ее направления Корки окисленного и загрязненного не- металлическими включениями металла образуются на поверхности жидкого ме- талла при заполнении изложниц. В слу- чае холодного металла корки могут при- вариваться к стенке изложницы и оста- ваться там после затвердевания данного участка металла. Периодические попе- речные завороты, опоясывающие слитки по всему периметру, связаны с периоди- ческим остыванием слоев металла у сте- нок изложницы и последующей заливкой этих слоев жидким металлом
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
vn
Продолжение табл. 2.2.1
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
23. Волосовина. Дефект в виде нитевидных несплошностей в металле, образовавшихся при деформации имеющихся в нем неметал- лических включений. Протяженность воло- совин может быть различной при незначи- тельной глубине и ширине В наибольшей степени волосовинами пора- жаются стали, легированные титаном, высо- кохром истые и высокомарганцовистые,' а также стали, легированные алюминием. Длина волосовин зависит от размера загряз- нения и степени вытяжки и возрастает с увеличением этих параметров л А v' '\ ’! 1
24. Раскатанный (раскованный) пузырь. Де- фект в виде прямолинейной продольной, различной протяженности и глубины, тонкой трещины, образовавшейся при раскатке (расковке) наружного или подповерхностно- го газового пузыря слитка или литой заго- товки. Дефект часто располагается группами. Иногда встречаются единичные’дефекты. На микрошлифе полость дефекта имеет форму мешка, обычно заполнена окалиной и рас- полагается перпендикулярно или под раз- личными углами к поверхности заготовки Раскатанные газовые пузыри отличаются от волосовин значительно большей протяжен- ностью и раскрытием, а также часто большей глубиной. Протяженность дефекта возрастает с увеличением вытяжки металла при дефор- мации. К дефекту прилегает обезуглерожен- ная зона с четкими границами, насыщенная мелкими частицами оксидов
25. Пузырь-вздутие. Дефект в виде локализо- ванного вспучивания металла, образующего- ся на поверхности листа и ленты из-за по- вышенного местного загрязнения металла газами или металлическими включениями Выделение газов из жидкого металла с обра- зованием пузырей может происходить из-за высокой концентрации в металле кислорода и азота и вследствие поступления газов из внешних источников. Так, образованию пу- зыря-вздутия способствует травление металла с насыщением его водородом или нагрев (\0 \ \w \ V/
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.1
1 2 3
26. Расслоение. Дефект в виде трещин на кромках и торцах листов и других видов проката, образовавшихся при наличии в ме- талле усадочных дефектов, внутренних раз- рывов, повышенной загрязненности неме- таллическими включениями и при пережоге Расслоение может сопровождаться вздутием поверхности листа. Расслоение может быть обнаружено при резке металла
27. Слиточная рванина. Дефект в виде разры- ва, образовавшегося в начале прокатки (ковки) по участкам слитка, пораженного дефектами, или при горячей деформации металла из-за пониженной пластичности Дефект обусловлен нарушением технологии выплавки и разливки металла. При резко пониженной пластичности металла возможно образование грубых рванин после первого обжатия в валках или первых ударов молота при ковке
28. Слиточная плена. Дефект в виде отслое- ния языкообразной формы, частично соеди- ненного с основным металлом и образовав- шегося от раската окисленных брызг, запле- сков и грубых неровностей поверхности слитка, которые обусловлены дефектами внутренней поверхности изложницы Деформация заготовок с рванинами также приводит к образованию таких дефектов. На микрошлифе нижняя поверхность слиточной плены и находящийся под ней металл за- грязнены оксидами, нитридами или части- цами утеплительной смеси и обычно обезуг- лерожены QjO
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
5
Продолжение табл. 2.2.1
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
29. Раскатанный пригар. Дефект в виде тем- ного пятна неправильной формы, образо- вавшегося от раската куска металла, прива- рившегося к слитку из-за нарушения техно- логии разливки или из-за неисправности изложницы При выгорании или выпадении раскатанного пригара на поверхности листа остаются уг- лубления с разрывами по краям
30. Раскатанная (раскованная) трещина. Де- фект, представляющий собой разрыв метал- ла, образовавшийся при раскатке (расковке) продольной или поперечной трещины слитка или литой заготовки На микрошлифе трещина располагается под прямым или острым углом к поверхности, у поверхности более широкая с постепенным сужением вглубь, извилистая, имеет разветв- ленный конец. Стенки дефекта покрыты окалиной, прилегающие к ним участки обезуглерожены и насыщены диффузионны- ми оксидами
31. Гармошка. Дефект листа в виде чередую- щихся вздутий, идущих поперек прокатки от торца по плоскости листа, образовавшихся при наличии полостей и рыхлости в осевой зоне слитка Между волнами гармошки могут возникать разрывы металла. На микрошлифе в осевой зоне под гармошкой обнаруживается нару- шение сплошности металла, частицы вклю- чений и зоны ликвации
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.1
1 2 ! 1 3
Дефекты поверхности, образованные в процессе деформации 1
32. Деформационная рванина. Дефект в виде раскрытого разрыва, расположенного попе- рек или под углом к направлению наиболь- шей вытяжки металла при прокатке или ков- ке, образовавшийся вследствие пониженной пластичности металла. Рванины на прокате обычно расположены полосами вдоль на- правления деформации, часто периодически повторяясь Причина пониженной пластичности обу- словлена технологией выплавки металла, нарушением режимов нагрева или деформа- цией. На микрошлифе в зоне дефекта на- блюдаются разветвленные разрывы металла
33. Рванина на кромках. Дефект листа и лен- ты в виде разрыва металла по кромкам листа и тенты, образовавшегося из-за нарушения технологии прокатки, а также при прокатке металла с пониженной пластичностью, обу- словленной технологией выплавки В зоне рванин микроструктура обычно круп- нозернистая и по границам зерен наблюда- ются разрывы, заполненные оксидами
34. Затянутая кромка. Дефект в виде раска- танной складки на кромке листа, напоми- нающей по форме зигзагообразную трещину, образующуюся при прокатке без кантовки или путем закатки наплывов, появляющихся при деформации слитков с непрогретой сердцевиной На поперечном микрошлифе около затяну- той кромки наблюдается обезуглероживание металла и закат окалины
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.1
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
35. Прокатная плена. Дефект, представляю- щий собой отслоение металла языкообразной формы, соединенное с основным металлом одной стороной, образовавшееся вследствие раскатки или расковки рванин, подрезов, следов глубокой зачистки дефектов или сильной выработки валков, а также грубых механических повреждений На микрошлифе в зоне дефекта может на- блюдаться окалина, металл обезуглерожен. Если рванины возникают до передела (горячей деформации), то обезуглероживание и окисление в зоне дефекта могут отсутство- вать или быть незначительными
36. Трещина напряжения. Дефект, представ- ляющий собой разрыв металла, идущий вглубь под прямым углом к поверхности, образовавшийся вследствие напряжений, которые связаны со структурными превра- щениями или неравномерным нагревом и охлаждением На микрошлифе трещина напряжения имеет разветвленный конец и проходит по грани- цам зерен. Окисление и обезуглероживание в зоне дефекта происходит только при после- дующем нагреве. Возникающая на поверхно- сти трещина может углубляться. Часто тре- щины образуются при вылеживании стали
37. Скворечник. Дефект в виде выходящей на поверхность полости со сглаженными и окисленными стенками, образовавшейся при ковке или прокатке в результате раскрытия внутренней трещины, которая возникла под действием растягивающих напряжений при нагреве холодного металла См. стр. 95, п. 20
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.1
1 2 3
38. Ус. Дефект поверхности, представляющий собой продольный выступ с одной или двух диаметрально противоположных сторон прутка, образовавшийся вследствие непра- вильной подачи металла в калибр, перепол- нения калибров или неправильной настрой- ки валков и привалковой арматуры Переход уса к поверхности прутка обычно плавный. Микроструктура стали в зоне де- фекта не изменяется. При последующей прокатке в процессе кантовки усы прикаты- ваются к поверхности, образуя закаты
39. Подрез. Дефект в виде продольного уг- лубления, расположенного по всей длине или на отдельных участках поверхности про- ката и образовавшегося вследствие непра- вильной настройки привалковой арматуры или одностороннего перекрытия калибра. Прикатанный подрез имеет волнистый или зазубренный край Микроструктура металла в зоне прикатанно- го подреза характеризуется обезуглерожива- нием и наличием вкатанной окалины. На профиле круглого сечения подрез образуется чаще всего в процессе прокатки по схеме “квадрат-овал”, когда углы квадрата подре- заются при задаче в овал
40. Порез. Дефект тонкого листа в виде час- тично закатанной складки, расположенной вдоль или под углом к направлению прокат- ки, образовавшейся из-за деформации раз- личной степени по ширине листа и иногда сопровождается сквозным разрывом металла Возникновению дефектов способствует при- менение больших частых обжатий и откло- нение от оптимальной температуры дефор- мации
41. Морщины. Дефекты в виде группы чере- дующихся продольных углублений и высту- пов, располагающихся, в основном, по всей длине раската, преимущественно в зоне, соответствующей разъему валков, и образо- вавшихся при повышенных обжатиях боко- вых граней. На листах дефект располагается, в основном, на кромках из-за неравномер- ной деформации по высоте заготовки. Де- фект может иметь вид прикатанных складок Морщины могут возникать также и при про- катке сплюснутого овала на круг или вытя- нутого ромба на квадрат. На микрошлифе дефект имеет вид полости с закругленными концами, частично заполненной окалиной. В зоне дефекта иногда наблюдается местное увеличение обезуглероженного слоя
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.1
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
42. Закат. Дефект, представляющий собой прикатанный продольный выступ, образо- вавшийся в результате закатывания уса, под- реза, грубых следов зачистки и глубоких ри- сок. Дефект часто расположен с двух диамет- рально противоположных сторон и может иметь зазубренный край Дефект может формироваться из-за непра- вильной подачи заготовок в калибры. На поперечном микрошлифе дефект располага- ется под острым углом к поверхности без разветвления, заполнен окалиной и сопро- вождается искажением структуры. Металл вокруг дефекта обезуглерожен
43. Заков. Дефект представляющий собой придавленный выступ, образовавшийся при ковке в результате неравномерного обжатия. Заков на прутке имеет изогнутый волнистый вид и может распространяться на значитель- ное расстояние вдоль прутка или быть ко- ротким Причиной закова является неравномерное обжатие металла, приводящее к образованию местных складок, которые затем приковыва- ются к металлу. На микрошлифе конец зако- ва заполнен окалиной и сопровождается искажением структуры. Металл в зоне де- фекта обезуглерожен
44. Риска. Дефект в виде канавки без выступа кромок с закругленным или плоским дном, образовавшейся от царапанья поверхности изношенной прокатной арматурой. Риски могут быть узкими и широкими. Распростра- няются обычно вдоль всего прутка На последующих операциях риски могут прикатываться. Риски образуются большей частью при прокатке низкоуглеродистой стали
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.1
1 2 3
45. Сквозные разрывы. Дефект в виде сквоз- ных несплошностей листа и ленты, обра- зующихся при деформации полосы неравно- мерной толщины или с вкатанными инород- ными телами Причиной неравномерной толщины полосы может быть зачистка дефектов на глубину, превышающую допуск, наличие рыхлости и поперечная разнотолщинность
46. Надрывы. Дефект в виде поперечных не- сквозных разрывов на тонких листах, обра- зующихся при прокатке в местах забоин, углублений от зачистки, раскатанных загряз- нений и окалины Возникновению дефектов способствует при- менение больших частых обжатий и откло- нение от оптимальной температуры дефор- мации Ух уу
47. Продир. Дефект в виде широких продоль- ных углублений, образующихся от резкого трения проката о детали прокатного и подъ- емно-транспортного оборудования Возникновению дефектов способствует при- менение больших частых обжатий и откло- нение от оптимальной температуры дефор- мации
48. Наколы-про колы. Дефекты в виде перио- дически повторяющихся точечных углубле- ний или сквозных отверстий, образовавших- ся от соприкосновения ленты с остроуголь- ными наварами на роликах термических печей, травильных агрегатов и вспомогатель- ного оборудования Дефектам этого вида подвержены, как пра- вило, легко деформируемые сплавы и стали, имеющие низкое сопротивление деформации и высокую пластичность
49. Отпечатки. Дефект в виде углублений или выступов, расположенных по всей по- верхности или на отдельных ее участках, образовавшихся от выступов и углублений на прокатных валках, роликах или ковочном инструменте Глубина или высота отпечатков, как прави- ло, небольшая, и если отпечатки образуются на заготовках, то при последующем нагреве и Деформации они обычно устраняются и металл приобретает гладкую поверхность
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.1
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
50. Раскатанные отпечатки. Дефект поверх- ности в виде светлых пятен или матовых полосок, образующихся при холодной про- катке подката, имеющего отпечатки, а также раковины-вдавы, забоины, продиры или следы глубокой зачистки На микрошлифе наблюдается местное, в виде пленочек, отслоение металла
51. Сетка отпечатков. Дефект поверхности в виде периодически повторяющихся, имею- щих форму сетки выступов, образующихся от вдавливания прокатываемого листа или лен- ты в трещины изношенных валков Сетка отпечатков обычно встречается на одной стороне листа < 1
52. Чешуйчатость. Дефект поверхности, представляющий собой отслоения и разрывы в виде сетки, образовавшиеся вследствие перегрева или пониженной пластичности металла периферийной зоны. Дефект подо- бен прокатным пленам, но отличается от них малой глубиной и большей степенью напря- жения поверхности Снижение пластичности может быть вызвано выделением по границам зерен легкоплавких составляющих или насыщением поверхности металла серой при нагреве его в среде серни- стых газов. На микрошлифе разрывы совпа- дают с границами зерен и сопровождаются оксидами и эвтектическими фазами. Чешуй- чатость встречается у низко- или среднеугле- родистых конструкционных сталей, в том числе легированных, и у сталей, содержащих более 0,25% меди
53. Перегрев поверхности. Дефект в виде ше- роховатости поверхности с крупным зерном, рыхлой окалиной и сеткой трещин по гра- ницам крупных кристаллов, образующейся при превышении температуры и времени нагрева На поверхности создаются условия для обра- зования крупных зерен путем слияния групп мелких зерен с малыми разориентировками в одно крупное зерно
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.1
1 2 3
54. Вкатанная окалина. Дефект в виде вкрап- лений остатков окалины, вдавленной в по- верхность металла при деформации Дефект образуется при горячей прокатке в случае, если окалина плохо сбивается в пер- вых проходах и вдавливается в металл при дальнейших проходах
55. Рябизна. Дефект в виде мелких углубле- ний, образующих полосы или сетку, наблю- даемых после удаления вкатанной окалины. Может занимать значительную поверхность, располагаясь преимущественно отдельными участками вдоль направления деформации Рябизна образуется при деформации металла с окалиной, плотно прилегающей к металлу и не осыпающейся при первых обжатиях с I ! 4 • 1 1*1 • р X
56. Раковины от окалины. Дефект в виде от- дельных углублений, частично вытянутых вдоль направления прокатки, образующихся при вытравливании и выпадении вкатанной окалины. Раковины от окалины отличаются от рябизны большими размерами и меньшим количеством При горячей прокатке при больших обжати- ях окалина выкатывается, а при небольших - может частично оставаться на поверхности прутков. При холодной прокатке раковины располагаются дорожками вдоль прутков 1 ® е>
57. Вкатанные металлические частицы. Де- фект листа в виде приварившихся и частично закатанных кусочков металла К вкатанным металлическим частицам отно- сятся: стружка, отслой от рваных кромок листа. Причиной дефекта может быть кусок всплывшей от поддона шайбы или скрапина, внедрившаяся в металл при горячей дефор- мации слитка
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
vn
Продолжение табл. 2.2.1
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
58. Раковина-вдав. Дефект листа и ленты в виде одиночного углубления, образовавшегося при выпадении или вытравливании вкатанной ино- родной частицы Дефект повторяет форму вкатанного пред- мета
59. Отстающая окалина. Дефект в виде отдель- ных участков с отслоившейся или рыхлой ока- линой, образующихся при нарушении техноло- гии нагрева перед прокаткой или при дальней- шей термической обработке Отстающая окалина является дефектом листа, на котором тонкий слой окалины является защитным покрытием
60. Вкатанные инородные частицы. Остатки под- моточной бумаги, кусочки дерева или гуммиров- ки роликов на поверхности холоднокатаного листа или ленты Дефект образуется, например, при дефор- мации металла с бумагой, плотно приле- гающей к металлу
61. Заплески. Дефект в виде полосок от натеков оплавленного металла, образующихся при нару- шении технологии огневой зачистки дефектов В местах заплесков наблюдаются углубле- ния и изменение микроструктуры основно- го металла
62. Следы абразивной зачистки. Дефект ленты в виде участков с повышенной шероховатостью Образуются после зачистки полосы абра- зивным инструментом с грубым зерном
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
1 2
63. Серые пятна. Дефект ленты в виде светло- или темно-серых пятен, расположенных в Образуются от раската вкатанной окалины или незначительных углубления
строчку или группами
64. Пятнистое науглероживание. Дефект в виде черных пятен или полос, выявившихся после травления, образовавшихся при длйтельном на- греве стальных изделий в науглероживающей На катаных изделиях темные пятна наугле- роживания могут быть от слитков, разли- тых под графитосодержащими смесями
среде
65. Пятна загрязнения. Дефект в виде пятен,
полос, натеков, разводов, образующихся вслед-
ствие прилипания жидкости к изделию и даль-
нейшего неравномерного окисления при нагреве
и травлении металла
66. Пятна слипшейся сварки. Дефект в виде тем-
но-серых участков налипания или отрыва метал-
ла, образовавшихся при разматывании слипших-
ся или сварившихся участков полос рулона, го-
рячекатаных или отожженных холоднокатаных
листов в пакетах
Продолжение табл. 2.2.1
3
а.
К жидкостям, способствующим появлению
пятен загрязнения, относятся мазут, техно-
логическая смазка, загрязненное масло и
эмульсия
На участках пятен от слипания полос из-
менений микроструктуры не наблюдается
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.1
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
67. Заусенец. Дефект, представляющий собой острый, в виде гребня, выступ, образовавшийся при резке металла Заусенец может образовываться при резке металла в горячем и холодном состоянии, а также при рубке горячего металла. Изме- нений в макро- и микроструктуре не про- исходит. Причина образования заусенцев - неудовлетворительное состояние режущего инструмента
68. Зазубрины. Дефект в виде выступов и углуб- лений на кромках листа и ленты, образовавших- ся при нарушении технологии резки или неис- правности оборудования Рваные неровные изломы получаются при рубке прутков из стали с низким содержа- нием углерода в том случае, если на рубку поступает металл, не полностью охлажден- ный до комнатной температуры
69. Торцовая трещина. Дефект в виде разрывов на торцах и (или) боковых кромках листа и других видов проката, образовавшихся при резке металла тупым или плохо настроенным инстру- ментом, а также в интервале температур сине- ломкости Образованию трещин способствует также то, что металл поступает на резку в неото- жженном состоянии с высокой твердостью <а_Г'
70. Полосы-линии скольжения. Дефекты в виде темных полосок и разветвленных линий на по- верхности холоднокатаного листа или ленты, образовавшихся вследствие местных напряже- ний, превышающих предел текучести металла, вызванных нарушением технологии Линии скольжения обычно расположены под углом 45° к направлению прокатки и дрессировки
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.1
1_____________________
71. Полосы нагартовки. Дефект в виде парал-
лельных светлых полос, расположенных поперек
направления прокатки
72. Перегибы. Дефект листов и лент в виде шеро-
ховатых светлых поперечных полос, образовав-
шихся в результате резких перегибов при сматы-
вании или разматывании рулонов или при изме-
нении формы прогиба пакета листов при подъ-
емно-транспортных операциях
2____________________
Образуются при повышенной неравномер-
ной деформации, обусловленной автоколе-
баниями валков
Дефект образуется при неправильной на-
стройке S-образных натяжных устройств,
петлевания полос при травлении, из-за
наличия серповидности, коробоватости, а
также от внутренних напряжений, возни-
кающих в металле при структурных пре-
шш
вращениях
73. Цвета побежалости. Дефект в виде пятни- стой, от желтого до синевато-серого цвета окис- ной пленки Образуется при нарушениях технологии охлаждения после прокатки или при тер- мической обработке, а также при травле- нии и зачистке дефектов абразивным инст- рументом
Дефекты noi 74. Травильные трещины. Дефект, представляю- щий собой разрывы, образовавшиеся при трав- лении металла, имевшего напряжения от струк- турных превращений или деформации. Могут быть глубокими или мелкими, иногда образуют поверхностную сетку, подобную сетке шлифо- вочных трещин, но значительно более грубую верхности, образовавшиеся при отдельных опера Напряженные закаленные изделия при травлении иногда раскалываются на куски. Причина образования травильных трещин - насыщение напряженного металла водо- родом, выделяющимся при травлении щиях |
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.1
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
75. Недотрав. Дефект в виде пятен или полос Образуются при неполном или неравно- мерном травлении окалины
76. Перетрав. Дефект в виде язв, образовавшихся вследствие длительного травления на отдельных участках или всей поверхности металла При удалении плотной окалины приходит- ся увеличивать время пребывания металла в ванне, что часто приводит к перетраву на участках поверхности, с которых окалина сошла раньше // 0 ч / / / / / °® / Шу
77. Налет шлама. Дефект в виде осадка, образо- вавшегося на поверхности при нарушении тех- нологии травления, очистки и промывки изде- лия Шлам состоит из солей оксидов металлов, спеченного талька, а также полимеризиро- ванного масла и т.д.
78. Остатки окалины. Дефект, представляющий собой отдельные участки поверхности, покрытые окалиной, остающиеся после механической об- работки Обычно дефект встречается в случаях, если травлению подвергается металл с толстым слоем плотной окалины после отжига. Ос- татки окалины могут наблюдаться также, если при правке плотная окалина после отжига осыпается лишь частично Г \ /<s> &
79. Пятна ржавчины. Дефект в виде пятен или полос с рыхлой структурой окисной пленки Образуются в результате попадания влаги и недостаточной промывки металла от тра- вильных растворов
80. Оттенки травления. Дефект в виде чередую- щихся темных и светлых, матовых и блестящих участков на поверхности Образуются из-за неравномерного травле- ния высоколегированного или неравно- мерно наклепанного металла. На поверх- ности металла окисление и растрав отсут- ствуют
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.1
1 2 3
81. Шлифовочные трещины. Дефект в виде сетки паутинообразных или отдельных произвольно направленных поверхностных разрывов, образо- вавшихся при шлифовании и абразивной зачи- стке металла, обладающего высокой твердостью, хрупкостью и малой теплопроводностью. Мик- роанализ показывает, что шлифовочные трещи- ны очень тонкие, извилистые и распространяют- ся в глубь металла зигзагами или ступеньками с ответвлениями На микрошлифе в зоне дефекта трещины обычно располагаются по границам зерен. Металл в местах интенсивной шлифовки вследствие разогрева часто бывает покрыт пленкой оксидов, имеющей вид цветов побежалости
82. Вмятины. Дефект в виде произвольно распо- ложенных углублений различной формы, обра- зовавшихся вследствие повреждений и ударов поверхности при транспортировке, правке, скла- дировании и других операциях Дефект может представлять собой раска- танные на блюмах или слябах углубления, образовавшиеся от вдавливания острых кернов клещей крана в горячие слитки при их транспортировке
83. Царапина. Дефект, представляющий собой углубление неправильной формы и произволь- ного направления, образующийся в результате механических повреждений, в том числе при складировании и транспортировании металла В поперечных микрошлифах дефект имеет тонкое дно, не содержит оксидов, не обез- углерожен и не имеет других изменений микроструктуры
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
2.2.2. Дефекты стальных труб и профилей, образовавшиеся в процессе прессования
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
1. Поперечный рельеф. Дефект представляет собой чередующиеся выступы и впадины, поперечно ориентированные, отстоящие друг от друга на практически равное расстояние, может распола- гаться как на внутренней, так и наружной по- верхности труб Причиной образования дефекта является грубая обработка поверхности заготовки ж I
2. Продольный рельеф. Дефект представляет собой чередование углублений и выступов, ориентиро- ванных в продольном направлении на поверхно- сти прутков и наружной поверхности труб. Де- фект имеет небольшую глубину и располагается по всему периметру Присущ крупнозернистым материалам. Образуется в очаге деформации при вдав- ливании расплавленного слоя стеклосмазки в межзеренные области. Крупные зерна на поверхности поворачиваются в направле- нии главной деформации почти без разру- шения
3. Складчатость переднего конца пресс-изделия. Складчатость располагается на наружной по- верхности переднего конца труб, прутков в виде языкообразных складок и надрывов поперечной ориентации Причина дефекта - неправильная подго- товка переднего торца заготовки: неболь- шие размеры фаски, ее неравномерность по периметру
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.2
______________________I_____________________
4. Раковины-вдавы на заднем конце пресс-изделия.
Дефект, как правило, группового расположения,
представляющий собой углубление поперечной
ориентации, распространяющийся только на
одной стороне изделия по всему периметру,
вдоль образующей
5. Риски со вдавом. Это дефект, представляющий
собой либо прямолинейно расположенные рис-
ки, заканчивающиеся вдавом, либо только вда-
ви, располагающиеся на наружной стороне, или
внутренней поверхности пресс-изделий. Могут
носить групповой или единичный характер
6. Впрессованные металлические частицы. Дефект
поверхности пресс-изделий в виде вырывов и
внедрении кусочков металла, как правило,
имеющих рваную кромку. Иногда дефект вытя-
нут и сопровождается рисками
_____________________2____________________
Причиной образования дефекта является
избыток стеклосмазки на наружной по-
верхности заготовки, которая по мере
прессования выдавливается и скапливается
на заднем конце заготовки. В последний
момент прессования смазка проходит через
очко матрицы и вдавливается в поверх-
ность трубы или прутка
Чаще всего образуется вследствие вдавли-
вания в поверхность заготовки или изделия
крупных кусков стеклошайбы, частиц туго-
плавких примесей, окалины, присутствую-
щих в смазке
Основная причина образования дефекта -
скопление металла в “мертвой” зоне очага
деформации с последующим втягиванием в
матрицу и вдавливанием в пресс-изделие
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.2
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
7. Продольная складчатость. Это дефект пре- имущественно наружной поверхности пресс- изделия, имеющий примерно одинаковую глу- бину по длине, образующийся при наличии на переднем конце заготовки или боковой ее по- верхности выступов или углублений острой формы и усов Полость дефекта может иметь трещины, остатки стекломассы и науглероживаться при использовании углесодержащих смазок —— - - '
8. Внутренние рванины в прутках. Дефект пред- ставляет собой равномерно чередующиеся раз- рывы металла в осевой зоне прутка, причем одна сторона образовавшейся в результате разрыва металла полости напоминает по форме пресс- утяжину и направлена в сторону истечения ме- талла Дефект возникает при прессовании прут- ков из малопластичных сталей и сплавов под действием растягивающих напряжений в случае недостаточной пластичности ме- талла в осевой зоне заготовки. Частичной причиной этого может быть недогрев ме- талла в центре заготовки 1» ч .
2.2.3. Дефекты холодной объемной штамповки
Эскиз
Термины и определения дефектов и их
_____________морфологические признаки_____________
_____________I____________________________________
1. Продольные трещины. Дефекты, образующиеся
в направлении силового воздействия на штамп
Генетические признаки дефектов
2
Основная причина возникновения - по-
верхностные дефекты исходного материала.
Часто возникают в месте ликвации и выхо-
дят на наружную поверхность
3
Глаза 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.3
______________________1_____________________
2. Скалывающие трещины. Трещины, которые
имеют характерное для действия максимальных
напряжений при сдвиге расположение под углом
45° к направлению силы деформирования
____________________2___________________
Возникают в недостаточно пластичных
материалах или в случае превышения до-
пустимой деформации, а также вследствие
наличия поверхностных дефектов исходной
заготовки. Поэтому они обычно появляют-
ся вместе с продольными трещинами
3. Поперечные трещины. Трещины, возникающие
под углом 90° к направлению силы деформиро-
вания. Проявляются в виде складкообразований
или возникают внутри штамповки
Часто вызваны неправильным построением
технологического процесса и могут возни-
кать при старении материала в местах наи-
больших местных деформаций
4. Разрывы от деформации. Могут возникать при
прямом, обратном и двустороннем выдавлива-
нии
Подвержены трудно деформируемые спла-
вы при неправильном построении техноло-
гического процесса (выбора переходов,
схемы течения металла, допустимые по
переходам деформаций)
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
2.2.4. Дефекты отливок из чугуна и стали
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
1. Недолив. Дефект в виде неполного образова- ния отливки вследствие незаполнения полости литейной формы металлом при заливке Несоответствие по геометрии Причинами являются истинный недолив и частичное вытекание металла из формы после ее заполнения. Дефекты первого типа обычно расположены в наиболее уда- ленных от питателя частях отливки, а вто- рого типа - в полостях, ограниченных тон- кими стенками с острыми краями
2. Неслитина. Дефект в виде произвольной фор-
мы отверстия или сквозной щели в стенке от-
ливки, образовавшихся вследствие неслияния
потоков металла пониженной жидкотекучести
при заливке
3. Обжим. Дефект в виде нарушений конфигу-
рации отливки, возникающий вследствие де-
формации формы из-за механических воздейст-
вий до или во время заливки
Характерен для сплавов с широким интер-
валом кристаллизации и наблюдается
обычно в тонких стенках отливок
Обычно образуется вблизи плоскости разъ-
ема в виде прилива или утолщения произ-
вольной формы
116 Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.4
1 2 3
4. Подутость. Дефект в виде местного утолще- ния отливки вследствие распирания неравно- мерно или недостаточно уплотненной песчаной формы заливаемым металлом Может возникнуть из-за большого метал- лостатического давления и при заливке металла в сырые формы с недостаточной степенью уплотнения
УУУУ/ Я
5. Перекос. Дефект в виде смещения одной части отливки относительно осей или поверхностей другой части по разъему формы, модели или опок вследствие их неточной установки и фик- сации при формовке и сборке Наиболее частыми причинами перекоса является неисправность модельной или опочной оснастки, небрежность изготовле- ния и сборки литейной формы. Решающее значение имеет состояние фиксирующих втулок и штырей в опоках
6. Стержневой перекос. Дефект в виде смещения отверстия, полостей или части отливки, выпол- няемых с помощью стержня, вследствие его пе- рекоса В этом случае возникает также разнотол- щинность - увеличение или уменьшение толщины стенок отливки ЧА- 1
7. Разностенность. Дефект в виде увеличения или уменьшения толщины стенок отливки вследствие смещения, деформации или всплы- вания стержня Причины: смещение, деформация или всплывание стержня
8. Стержневой залив. Дефект в виде залитых металлом отверстия или полости в отливке из-за непроставленного в литейной форме стержня или его обрушения Часто причиной заливов является неряш- ливое соединение разъемных стержней -
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.4
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
9. Коробление. Дефект в виде искажения конфи- гурации отливки под влиянием напряжений, возникающих при охлаждении, а также в резуль- тате неправильной модели Коробление может проявляться в различ- ных формах, наиболее характерным явля- ется появление вогнутости или выпуклости на плоских поверхностях отливок
10. Незалмв. Дефект в виде несоответствия кон- фигурации отливки чертежу вследствие износа модели или недостаточной отделки формы Размеры моделей или стержневых ящиков изменяются в процессе эксплуатации и хранения. Наибольший износ у моделей, поверхности которых расположены под углом 40-60° к горизонтальной плоскости
11. Вылом. Дефект в виде нарушения конфигу- рации и размера отливки при выбивке, обрубке, отливке литников и прибылей, очистке и транс- портировании Особенно опасны большие сечения питате- лей и прибылей. Прибыль желательно рас- полагать на тех частях отливки, которые впоследствии обрабатываются на металло- обрабатывающих станках
12. Прорыв металла. Дефект в виде неполного образования или неправильной формы отливки Возникает при заливке вследствие недоста- точной прочности формы
13. Уход металла. Дефект в виде пустоты в теле отливки, ограниченной тонкой коркой затвер- девшего металла Образуется вследствие вытекания металла из формы при слабом ее креплении или недостаточной массы груза, устанавливае- мого на форме
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.4
' 1 2 • 1 г 3
14. Пригар. Дефект в виде трудно отделяемого специфического слоя на поверхности отливки, образовавшегося вследствие физического и хи- мического взаимодействия формовочного мате- риала с металлом и его окислами. Образуется преимущественно на отливках из сплавов с вы- сокой температурой плавления при заливке в песчаные формы Дефекты поверхности В зависимости от характера соединения зерен формовочной и стержневой смеси пригар делят на механический, химический и термический. Механический пригар - это слой вышеуказанной смеси, скрепленный проникшим между зернами металлом. Хи- мический пригар - продукты реакций, про- текавших между металлом и материалом формы. Термический пригар - это зерна песка, соединенные в монолитную массу легкоплавкими соединениями компонентов формовочной смеси 1
15. Спай. Дефект в виде углубления с закруглен- ными краями на поверхности отливки, образо- ванного не полностью слившимися потоками металла с недостаточной температурой или пре- рванного при заливке Классифицируются на: а) возникающие вследствие частичного несваривания встречных потоков металла, обычно в тон- ких стенках отливки; б) образовавшиеся на частично затонувших твердых кристалли- тах, появившихся у поверхности отливки; в) сформировавшиеся внутри отливки вследствие прерывистого заполнения ее металлом
16. Ужимина. Дефект в виде углубления с поло- гими краями, заполненного формовочным мате- риалом и прикрытого слоем металла, образовав- шегося вследствие отслоения формовочной сме- си при заливке В поверхностных слоях верхней полуфор- мы в результате расширения смеси возни- кают тангенциальные силы. Когда эти си- лы превышают прочность смеси, появля- ются трещины и высушенный слой формы отделяется от увлажненного слоя. В обра- зовавшиеся трещины затекает металл №
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.4
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
17. Нарост. Дефект в виде выступа произволь- ной формы, образовавшегося из загрязненного формовочными материалами металла вследствие местного разрушения литейной формы Если в поверхностном слое верхней полу- формы возникают большие трещины,- то часть формы обваливается и на поверхно- сти отливки появляется большой нарост металла
18. Залив. Дефект в виде металлического прили- ва или выступа, возникающего вследствие про- никновения жидкого металла в зазоры по разъе- мам формы, стержней или по стержневым зна- кам Большие заливы получаются при сильной деформации формы в процессе ее изготов- ления и при неряшливом соединении разъ- емных частей
19. Засор. Дефект в виде формовочного материа- ла, захваченного потоками жидкого металла и внедрившегося в поверхностные слои отливки Главная причина возникновения дефекта - размыв литейной формы. Размыв литейной формы уменьшается с уплотнением фор- мы, в особенности ее поверхностного слоя
20. Плена. Дефект в виде самостоятельного ме- таллического или окисного слоя на поверхности отливки, образовавшегося при недостаточно спокойной заливке Дефект характерен для сплавов, имеющих компоненты, склонные к повышенному окислению (алюминий, титан, хром и др.)
21. Просечка. Дефект в виде невысоких прожи- лок на поверхности отливки, возникших вслед- ствие затекания металла в трещины на поверх- ности формы или стрежня Образование таких дефектов на нижней поверхности формы - явление редкое
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.4
1 2 3
22. Окисление. Дефект в виде окисленного слоя металла на поверхности отливки, получившийся после отжига отливок из белого чугуна на ков- кий чугун При отжиге отливок в воздушной атмосфе- ре, т.е. в присутствии кислорода, происхо- дит окисление поверхности отливки. В результате такого процесса на отливке об- разуется кайма толщиной от нескольких десятков микрометров до 1 мм и более
23. Поверхностное повреждение. Дефект в виде искажения поверхности, возникшего при вы- бивке отливки из формы, очистке, транспорти- ровании и отделении прибыли Эти дефекты имеют вид поломов, вмятин, трещин и т.п.
24. Складчатость. Дефект в виде незначитель- ных гладких возвышений и углублений на по- верхности отливки, возникающих вследствие пониженной жидкотекучести металла Жидкотекучесть определяет способность расплавленного металла заполнять и точно воспроизводить полость литейной формы. Она не является чисто физическим свойст- вом и в большей мере зависит от физико- химических свойств металла и формы 1
25. Грубая поверхность. Дефект в виде шерохова- тости поверхности с параметрами, превышаю- щими допустимые значения Шероховатостью называют совокупность неровностей поверхности с относительно малыми шагами на базовой длине
26. Газовая шероховатость. Дефект в виде сфе- рообразных углублений на поверхности отливки, возникающих вследствие роста газовых раковин на поверхности раздела маталл-форма Этот вид дефектов вызван главным обра- зом наличием водорода и окиси углерода в металле. Если шероховатость превышает допустимые нормы, то такой дефект назы- вают грубой поверхностью
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.4
Термины и определения дефектов и их
_____морфологические признаки_____
__________________________________ 1
27. Горячая трещина. Дефект в виде разрыва или
надрыва тела отливки усадочного происхожде-
ния, возникшего в интервале температур затвер-
девания. Горячая трещина располагается по гра-
ницам кристаллов, имеет неровную окисленную
поверхность, на которой иногда видны дендриты
28. Холодная трещина. Дефект в виде разрыва
тела затвердевшей отливки вследствие внутрен-
них напряжений или механического воздейст-
вия. Холодные трещины могут возникать при
транспортировке, хранении и механической
обработке отливок
29. Межкристаллическая трещина. Дефект в виде
разрыва тела отливки при охлаждении ее в фор-
ме на границах первичных зерен аустенита в
температурном интервале распада
30. Газовая раковина. Дефект в виде полости,
образованной выделившимися из металла или
внедрившимися в металл газами
Генетические признаки дефектов
2
Несплошности в теле отливки
Поверхность трещин сильно окислена. Эти
трещины обычно возникают в толстых
местах отливки или в зонах перехода от
толстых к тонким сечениям, так как имен-
но в этих местах металл продолжительное
время находится при высоких температу-
рах, т.е. имеет малую прочность
Холодная трещина обычно имеет чистую
светлую или с цветами побежалости зерни-
стую поверхность. Влияние на образование
холодных трещин оказывает эвтектоидное
превращение, при котором могут возни-
кать напряжения, совпадающие по знаку с
термическими напряжениями
Межкристаллическая трещина в изломе
термически обработанной пробы (отливки)
имеет вид сглаженных поверхностей с зер-
кальным блеском на общем сером фоне
волокнистой составляющей излома и обра-
зуется под воздействием водорода, раство-
ренного в стали
Газовая раковина в отличие от усадочной
имеет обычно сферическую форму и глад-
кую чистую поверхность
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.4
1 2 3
31. Графитовая пористость. Дефект отливок из серого чугуна в виде сосредоточенных или пау- кообразных выделений графита, вызывающих неплотности металла при испытании гидравли- ческим или газовым давлением Связь графита с составляющими компо- нентами металла - очень слабая. Неравно- мерное изменение размеров отдельных фаз при нагреве и охлаждении уменьшают плотность графитовых включений. В эвтек- тических чугунах графитовые включения перекрещиваются, что сказывается на гер- метичности отливок
32. Усадочная пористость. Дефект в виде мелких пор, образовавшихся вследствие усадки металла во время его затвердевания при недостаточном питании отливки На начальном этапе кристаллизации кри- сталлы аустенита разрастаются и создают отдельные замкнутые объемы, заполненные жидким металлом. Этот металл, остывая и не имея подпитки, образует усадочную пористость, распределенную по всему объ- ему металла
33. Газовая пористость. Дефект в виде мелких пор, образовавшихся в отливке в результате вы- деления газов из металла при его затвердевании Образуется главным образом под воздейст- вием водорода (окиси углерода), прони- кающего в металл из влаги литейной фор- мы
34. Рыхлота. Дефект в виде скопления мелких усадочных раковин Объемная усадка приводит к образованию в отливках как концентрированных, рассе- янных и внешних, так и к скоплению внутренних мелких усадочных раковин
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.4
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
35. Непровар жеребеек (холодильников). Дефект в виде несплошности соединения металла отливки с поверхностью жеребеек (холодильников) вследствие их загрязнения, несоответствия масс, пониженно# температуры заливаемого металла Включения образуются и тогда, когда уста- новлено большое количество излишне мас- сивных жеребеек
36. Вскип. Дефект в виде скопления раковин и наростов, образовавшихся вследствие парообра- зования в местах переувлажнения литейной формы или проникновения газов из стержней в полость литейной формы Подобные дефекты могут не только распо- лагаться в теле отливок, но и выходить на поверхность
37. Утяжина. Дефект в виде углубления с за- кругленными краями на поверхности отливки, образовавшегося вследствие усадки металла при затвердевании Образуются обычно в массивных частях отливки
38. Металлическое включение. Дефект в виде инородного металлического включения, имею- щего поверхность раздела с отливкой Образуются в результате нерастворения ферросплавов, особенно с высокой темпе- ратурой плавления таких, как феррохром, ферромолибден и др. Это имеет место в случае введения ферросплавов в ковш не- посредственно перед заливкой в
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.4
1 2 3
39. Неметаллическое включение. Дефект в виде неметаллической частицы, попавшей в металл механическим путем или образовавшейся вслед- ствие химического взаимодействия компонентов при расплавлении и заливке металла По международной классификации такие включения разделяют на три типа: к пер- вому относят дефекты сферической или округлой формы разных размеров с беспо- рядочным расположением; ко второму - вытянутой формы в виде цепочек, распо- ложенных по границам аустенитного зерна; к третьему - игольчатые различных разме- ров с беспорядочным расположением А
40. Королек. Дефект в виде шарика металла, от- дельно застывшего и несплавившегося с отлив- кой, образованного брызгами при неправильной заливке Шарики, возникающие при разбрызгива- нии струи металла, попадают в отдельную часть формы, остывают, окисляются и не растворяются в металле, например, по причине высокой температуры плавления
41. Отбел. Дефект в виде твердых, трудно под- дающихся механической обработке мест в раз- личных частях отливки из серого чугуна, вы- званных скоплением структурно свободного цемента Несоответствие по структуре Микропримеси Ге, Bi, Sb и быстрое охлаж- дение тонких сечений отливок или поверх- ностных слоев способствуют отбелу 1
42. Половинчатость. Дефект в виде проявления структуры серого чугуна в отливках из белого чугуна Причиной возникновения такой структуры является высокое содержание углерода и кремния. Дефект снижает механические свойства белого чугуна
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.4
Термины и определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
43. Ликвация. Дефект в виде местных скоплений химических элементов или соединений в теле отливки, возникших в результате избирательной кристаллизации при затвердевании Различают внутрикристаллическую (дендритную) ликвацию, проявляющуюся в обогащении границ зерен ликвирующими элементами и образовании неравновесных структурных составляющих; зональную ликвацию - неоднородность химического состава в макрообъемах отливки; ликвацию по плотности, связанную с различием плотности жидких фаз или твердой и жид- кой фаз сплава ГГ < (। [2 J
44. Флокен. Дефект в виде разрыва тела отливки под влиянием растворенного в стали водорода и внутренних напряжений, проходящего полно- стью или частично через объемы первичных зерен аустенита Флокен в изломе термически обработанной пробы (отливки) имеет вид сглаженных поверхностей без металлического блеска (матового цвета) на общем сером фоне волокнистой составляющей
2.2.5. Дефекты цветного литья
Дефект Причины возникновения Меры предупреждения и устранения
1 2 3
Дефекты, возникающие вследствие химического и механического воздействия с газами и влагой 1
1. Шлаковые включения - неметаллические ок- сидные включения округлой формы, располо- женные в теле отливки или на ее поверхности. Обнаруживаются внешним осмотром и рентге- нопросвечиванием Насыщенность сплава шлаками вследствие: применения не очищенных от масла и коррозии шихтовых материалов; недоста- точного рафинирования расплава; малого времени выстаивания расплава после ра- финирования Дробеструйная очистка шихтовых мате- риалов: .тщательное рафинирование ме- талла и соблюдение времени его выстаи- вания перед заливкой
2. Оксидные плены - включения оксидов в виде плен, рассеянных по поверхности или по всему телу отливки. Обнаруживаются внешним осмот- ром, особенно после обдувки дробью и оксиди- рования (у отливок из магниевых сплавов) То же, что и при образовании шлаковых включений, а при литье магниевых сплавов дополнительно: повышенная влажность формы; тугая набивка То же, что и при образовании шлаковых включений, а при литье магниевых спла- вов дополнительно: соблюдение заданной влажности формы; равномерная набивка формы
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.5
1 2 3
3. Заплеск металла - оксидная плена, идущая вглубь отливки Небрежная заливка - переливание металла через край литниковой чаши Аккуратная заливка; закрыть открытые части формы (прибыли) специальными щитками
4. Подтек металла - внешний вид сходен с за- плеском Поступление металла в рабочую полость формы помимо литниковой системы Устранение износа модельного инвента- ря; прокладка шнурового асбеста или подрезка формы ланцетом вокруг стояков и в местах возможного прорыва металла в форму помимо литниковой системы
5. Вскип, байтовая раковина - оксидные складки или раковины, образовавшиеся при кипении сплава. Различают вскипы со стороны формы, стержня и от холодильника Большое давление газов и паров в форме вследствие высокой газотворной способно- сти материала формы и стрежней, низкой газопроницаемости формы Применение крепителей и защитных добавок с меньшей газотворностью; по- вышение газопроницаемости формовоч- ной смеси; устройство газоотводящих каналов в форме и стержнях
6. Поверхностное окисление (загар, горение) - встречается у отливок из магниевых сплавов в виде: сплошной окисной плены черного или серого цвета; отдельных или групповых раковин, заполненных порошком черного или серого цве- та; наростов (грибков) черного цвета Недостаточное количество защитных при- садок в формовочной смеси и стержнях; повышенная влажность стержней; перегрев каналов литниковой системы Введение в смесь добавок и влаги в коли- чествах, предусмотренных технологией; опрыскивание стержней противозагар- ным составом, например раствором бо- рофтористого калия; надлежащая сушка и подсушка стержней; припыливание лит- ии ково-питающей системы смесью серы и борной кислоты
7. Оксидный спай - нарушение сплошности от- ливки в виде неслившихся потоков металла, разделенных пленкой. Наиболее часто проявля- ется в тонких сечениях отливки Малая скорость заполнения формы спла- вом; низкая температура заливки или не- достаточный нагрев кокиля Увеличение сечения элементов литнико- вой системы, изменение ее конструкции, рассредоточение мест подвода металла в форму; повышение температуры заливки сплава и нагрева кокиля
8. Газовые раковины - в теле отливки полости округлой формы диаметром 1-3 мм и более с гладкой блестящей поверхностью. Располагаются или отдельными включениями, или гнездами. При литье магниевых сплавов наружные рако- вины имеют окисленную поверхность серого или черного цвета, при взаимодействии металла с серой раковины имеют желтую окраску. При литье тяжелых цветных сплавов раковины часто располагаются под коркой металла (подкорковые раковины) и обнаруживаются при обработке резанием Низкая газопроницаемость формы и стержней; повышенное содержание газо- творных веществ или посторонних вклю- чений (например, частичек угля) в формо- вочной и стержневой смеси и кокильной краске; высокая влажность формы и стержней; захват воздуха при заливке, большая скорость потока сплава в форме Повышение газопроницаемости формы и стержней; тщательный контроль состава и свойств формовочной и стержневой смесей; минимально возможное содержа- ние влаги в формовочной смеси; тща- тельная просушка стержней; применение литниковой системы, обеспечивающей спокойное заполнение формы и последо- вательное , вытеснение воздуха; наклон кокиля при заливке
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.5
Дефект Причины возникновения Меры предупреждения и устранения
i 2 3
Дефекты усадочного происхождения Дефекты, образующиеся при кристаллизации отливок
9. Внутренняя усадочная раковина - закрытая по- лость в теле отливки с шероховатой поверхно- стью. Обнаруживается рентгенопросвечивани.ем Отклонение от оптимального состава спла- ва Составление шихты с оптимальным хи- мическим составом
10. Наружная усадочная раковина (утяжина) - углубление в теле отливки с гладкой поверхно- стью Недостаточное питание отливки жидким сплавом вследствие несовершенства литни- ковой системы, приводящей к местным перегревам Применение л итниково-прибыльной системы, обеспечивающей последова- тельную кристаллизацию
11. Рыхлота (макрорыхлота) - неплотная струк- тура металла внутри отливки или на поверхности в виде червоточин. Размеры отдельных пустот видны визуально Те же, что и при образовании усадочной раковины
12. Микрорыхлота - неплотная структура метал- ла. Размеры отдельных пустот неразличимы не- вооруженным глазом. Обнаруживается рентгено- просвечиванием Те же, что и при образовании усадочных раковин и рыхлот
Усилению микрорыхлоты, особенно у от- ливок из магниевых сплавов, способствует поглощение расплавленным металлом во- дорода Применение сухих шихтовых материалов, очищенных от масла и продуктов корро- зии; соблюдение оптимальных режимов плавки, тщательная дегазация сплава, применение просушенных флюсов
13. Газоусадочная пористость Повышенная газонасыщенность сплава; недостаточное питание отливки Те же, что и при микрорыхлотах
14. Газовая пористость Повышенная газонасыщенность сплава Соблюдение рациональных режимов плавки
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл 2.2.5
1 2 1 1 3
Дефекты, об 15. Горячие и холодные трещины - прямолиней- ные и извилистые разрывы (сквозные трещины) или надрывы (несквозные трещины в теле от- ливки). Излом горячей трещины имеет окислен- ную поверхность (матового, темно-серого или черного цвета); излом холодной - не окислен- ную или слабо окисленную поверхность разующиеся в твердом или твердо-жидком сост< Нетехнологичная конструкция отливок (наличие острых углов, резких переходов сечений, малых радиусов закруглений); неправильный выбор сплава; высокое со- держание в сплаве примесей или добавок, повышающих его склонность к трещино- образован и ю )ЯНИИ Доработка конструкции отливки: устра- нение острых углов, увеличение радиусов в галтелях, создание плавных переходов от толстых сечений к тонким. Выбор сплава с учетом конструкции отливки и корректировка его химического состава
16. Коробление - искажение геометрии и конфи- гурации отливки. Обнаруживается после остыва- ния отливки в форме, выбивки и заварки Неравномерное охлаждение (и усадка) от- дельных частей отливки, вызывающее по- явление внутренних напряжений, которые превосходят предел текучести металла Применение мер, описанных выше, для предупреждения трещин
Дефекты - неметаллические вк 17. Флюсовые крупные включения - раковины в теле отливки каплеобразной формы, заполнен- ные флюсом, часто сопровождающиеся включе- йиями шлака лючения в отливке, не вызываемые взаимодейс Применение флюса, не соответствующего принятому методу плавки, или применение некачественного флюса гвием с газами и влагой Применение качественного флюса, соот- ветствующего принятому методу плавки
18. Флюсовые мелкие включения, проявляющиеся при вылеживании отливок в виде темных точек и пятен Нарушение режимов рафинирования и отстаивания металла в тигле Соблюдение правил обработки расплава в печи и раздаточном тигле
19. Песчаный засор - открытая или закрытая ра- ковина в теле отливки неправильной формы, полностью или частично заполненная формо- вочным материалом Несоблюдение общих правил изготовления и сборки литейных форм Употребление формовочных и стержне- вых смесей с достаточной прочностью в сыром состоянии; равномерная набивка и аккуратная сборка форм; уменьшение продолжительности выстаивания собран- ной формы перед заливкой
20. Ужимины - длинные узкие вмятины в теле отливки. Наслоения металла, отделенные про- слойкой формовочной смеси (при литье в пес- чаные формы) или прослойкой краски (при ли- тье в кокиль) Нарушение технологии приготовления формовочной смеси; неравномерное уп- лотнение формы, вызывающее неравно- мерное расширение слоев формы при за- полнении ее металлом Тщательное перемешивание формовоч- ной смеси; равномерная набивка песча- ной формы
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.5
Дефект Причины возникновения Меры предупреждения и устранения
1 2 3
21. Пригар - неравномерные утолщения из фор- мовочной или стержневой смеси, пропитанные металлом, располагающиеся в местах ее сопри- косновения с наиболее горячими участками формы Крупнозернистый песок и слабая набивка формы; низкая огнеупорность (для медных сплавов) формовочной и стержневой сме- сей; повышенный напор сплава при залив- ке Равномерная набивка формы; примене- ние мелкозернистых формовочных пес- ков с огнеупорными и противоугарными добавками; уменьшение гидравлического напора сплава при заливке
22. Королек - металлическое включение того же состава, что и отливка. В большинстве случаев включение полностью окружено металлом Неправильный режим заливки формы (перерыв струи, выбросы и разбрызгивание металла и т.д.) Соблюдение общих правил заливки форм, исключающих перерыв струи, раз- брызгивание металла, попадание металла из ковша в прибыли и выпоры
23. Брак по химическому составу Неправильная шихтовка или неточное оп- ределение химического состава сплава Улучшение методики шихтовки опти- мального химического сплава; проведе- ние экспресс-анализа и подшихтовка сплава
24. Ликвация - неоднородность химического состава сплава в разных точках отливки Плохое перемешивание жидкого сплава, склонного к ликвации; длительное выстаи- вание сплава перед заливкой Тщательное перемешивание сплава перед заливкой и сокращение времени выдерж- ки
25. Отклонение физико-механических свойств отдельно отлитых или вырезанных из отливки образцов от требований стандарта Нарушение технологии приготовления сплава, приводящее к наличию оксидных включений и плохому модифицированию сплава Соблюдение технологии плавки, рафини- рования, модифицирования и заливки
26. Отклонение микроструктуры по виду, количе- ству и величине структурных составляющих от требований стандарта Нарушение технологии термической обра- ботки: заниженная температура нагрева, приводящая к неполной закалке Уточнение и строгое соблюдение режи- мов термической обработки; проверка исправности работы оборудования для термической обработки
27. Несоответствие размеров и конфигурации отливки чертежу. Обнаруживается внешним осмотром и разметкой отливок Неправильно учтена величина усадки спла- ва при изготовлении модельного комплекта (кокиля); несоответствие размеров знаков на модели и в стержневом ящике; отсутст- вие фиксаторов Уточнение величины усадки сплава и материала металлической формы; про- верка точности изготовления модельного комплекта
28. Несоответствие герметичности отливки тех- ническим требованиям чертежа. Отливки не вы- держивают испытания на герметичность Повышенная пористость и усадочная рых- лота; неправильно подобран тип сплава Устранение пористости и усадочной рых- лоты; замена сплава на более герметич- ный
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
131
Дефекты сварки. Сварной шов характери-
зуется литой макроструктурой металла. Ему
присуща первичная микроструктура кристал-
лизации, тип которой зависит от состава шва
и условий фазового перехода из жидкого со-
стояния в твердое.
Зона термического влияния (ЗТВ) - уча-
сток основного металла, примыкающий к
сварному шву, в пределах которого вследствие
теплового воздействия сварочного источника
нагрева протекают фазовые и структурные
превращения в твердом металле. В результате
этого ЗТВ имеет отличные от основного ме-
талла величину зерна и вторичную микро-
структуру. Часто выделяют околошовный уча-
сток ЗТВ или околошовную зону (ОШЗ).
Зона сплавления (ЗС) - это зона сварного
соединения, где происходит сплавление на-
плавленного и основного металла. В нее вхо-
дит узкий участок шва, расположенный у
линии сплавления, а также оплавленный уча-
сток ОШЗ.
Четвертой зоной сварного соединения,
которой при исследовании хрупких трещин
часто пренебрегают, является зона теплового
влияния (ЗТВ), для нее характерны заметные
изменения микроструктуры.
Основной металл располагается за преде-
лами ЗТВ и не претерпевает изменений при
сварке.
Свариваемость и ее показатели. Свари-
ваемость - это свойство металлов образовы-
вать при установленной технологии сварки
соединение, отвечающее требованиям, обу-
словленным конструкцией или эксплуатацией
изделия. В практике исследований сваривае-
мости, как правило, придерживаются сле-
дующих понятий и терминов.
Склонность к образованию трещин как
показатель свариваемости материала, который
устанавливается по факту образования тре-
щин в сварном соединении и оценивается
качественно или количественно критической
величиной из факторов, обусловливающих
трещинообразование.
Стойкость против образования трещин
как показатель свариваемости материала, ко-
торый устанавливается по факту отсутствия
трещин и оценивается качественно или коли-
чественно подкритической величиной одного
из факторов трещинообразования.
Сопротивляемость образованию трещин
означает свойство материала в структурном и
напряженно-деформированном состоянии
шва или зоны термического влияния сопро-
тивляться разрушению, соответствующему по
характеру разрушению при образовании тре-
щин.
По условиям возникновения трещины
классифицируют на две большие группы - на
горячйе (ГТ) и холодные (XT).
Природа и причины образования горячих
стрещин (П), Необходимым условием и пер-
вой причиной образования ГТ является нали-
чие температурно-временных интервалов
хрупкости (ТИХ) неравновесно кристалли-
зующихся сплавов.
Вторая причина возникновения ГТ - вы-
сокотемпературные деформации, развиваю-
щиеся вследствие затрудненной усадки метал-
ла шва и формоизменения свариваемых заго-
товок, а также при релаксации сварочных
напряжений в неравновесных условиях свар-
ки и при послесварочной термообработке,
усиленные тепловой, структурной и механи-
ческой концентрацией деформаций.
Для превращения ГТ или улучшения
свариваемости необходимо выполнить усло-
вия
1. Подавить столбчатый характер кри-
сталлизации и измельчение кристаллической
структуры путем легирования элементами-
модификаторами, а также элементами, спо-
собствующими образованию высокотемпера-
турных вторых фаз при кристаллизации.
2. Повысить чистоту сплавов по вред-
ным примесям, способствующим образова-
нию при кристаллизации легкоплавких фаз в
той области составов, в которой увеличение
количества этих фаз снижает технологическую
прочность, и, наоборот, увеличить количество
легирующих элементов, образующих эвтекти-
ки, в области составов сплавов, близких к
эвтектическим. Оба эти пути ведут к сужению
температурного интервала хрупкости и повы-
шению запаса пластичности.
Технологические меры борьбы с трещи-
нами обычно направлены-на изыскание спо-
собов и режимов сварки плавлением и конст-
рукционных форм сварных соединений, сни-
жающих темп нарастания внутренних дефор-
маций в процессе затвердевания.
Природа и причины образования холодных
трещин (XT), XT объединяют категорию тре-
щин в сварных соединениях, формальными
признаками которых являются появление
визуально наблюдаемых трещин практически
после охлаждения соединения; блестящий
кристаллический излом трещин без следов
высокотемпературного окисления. XT - ло-
132
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
кальные хрупкие разрушения материала свар-
ного соединения, возникающие под действи-
ем собственных сварочных напряжений. Раз-
меры XT соизмеримы с размерами зон свар-
ного соединения. Локальность разрушения
объясняется частичным снятием напряжений
при образовании трещин, а также ограничен-
ностью зон сварного соединения, в которых
возможно развитие трещин без дополнитель-
ного притока энергии от внешних нагрузок.
Существующие классификации XT в ос-
новном связаны с их расположением в свар-
ном соединении. Образование XT возможно
во всех зонах сварного соединения: в ЗТВ,
шве и зоне сплавления. Трещины ориентиро-
ваны приблизительно параллельно или пер-
пендикулярно оси шва, видимо, это связано с
направлением главных компонент сварочных
напряжений. Конфигурация трещин в основ-
ном определяется очертанием линии сплавле-
ния, а иногда также макроструктурами основ-
ного металла и шва.
К основным способам предотвращения
XT в сталях при сварке относят:
- выбор рациональной системы легиро-
вания свариваемого металла;
- регулирование структуры тепловыми
воздействиями;
- выбор состава металла шва;
- выбор исходной структуры стали перед
сваркой;
- снижение содержания водорода в ме-
талле шва.
Классификация дефектов сварных швов и
соединений. В процессе образования сварного
соединения в металле шва, ЗТВ и ОМ могут
возникать дефекты, приводящие к снижению
прочности, эксплуатационной надежности,
точности, а также ухудшающие внешний вид
изделия. Дефекты оказывают большое влия-
ние на прочность сварных соединений и мо-
гут явиться причиной преждевременного раз-
рушения сварных конструкций. Особенно
опасны трещиноподобные дефекты (трещины,
непровары), резко снижающие прочность,
особенно при циклических перегрузках.
Дефекты сварных соединений по месту
их расположения делятся на внутренние и
наружные.
К дефектам, связанным с металлургиче-
скими и тепловыми явлениями, происходя-
щими в процессе формирования и кристалли-
зации сварочной ванны и остывания металла,
относятся: горячие и холодные трещины в
металле шва и околошовной зоне, шлаковые
включения.
К дефектам, связанным с нарушением
режимов сварки, неправильной подготовкой и
сборкой элементов конструкции под сварку,
неисправностью оборудования, небрежностью
и низкой квалификацией сварщика, относят:
несоответствие швов расчетным размерам,
непровары, подрезы, прожоги, наплывы, не-
сваренные кратеры и др.
В табл.2.2.6 в соответствии с ИСО 6520
приведена классификация дефектов швов при
сварке металлов плавлением.
Контактная сварка в настоящее время
является наиболее распространенным видом
сварки пластическим деформированием
(давлением). Процесс образования соедине-
ния элементов детали осуществляется путем
нагрева их проходящим током и пластиче-
ским деформированием металла в месте кон-
такта.
Стыковая сварка - это разновидность
контактной сварки, при которой соединение
осуществляется по всей поверхности сопри-
косновения свариваемых элементов изделия.
Стыковую сварку с разогревом кромок дета-
лей до пластического состояния называют
сваркой сопротивлением, а при разогреве
кромок деталей до оплавления - сваркой оп-
лавлением.
При точечной сварке детали сварных со-
единений устанавливают внахлестку и сжи-
мают с некоторым усилием между двумя мед-
ными электродами.
Для получения соединения высокого ка-
чества необходимо, чтобы перед сваркой кон-
тактные поверхности деталей были хорошо
очищены и строго соблюдались параметры
технологического режима (давление, ток и
время протекания тока).
При шовной сварке так же, как и при то-
чечной сварке, детали сварного соединения
собирают внахлестку и зажимают между мед-
ными роликами (электродами). Если роликам
сообщить вращательное движение с одновре-
менным пропусканием тока по сварочной
цепи, то точка будет превращаться в сплош-
ной герметичный шов. В сварочной практике
находят применение два цикла шовной свар-
ки: с непрерывным и с прерывистым проте-
канием тока.
Основные группы дефектов сварных со-
единений из металлических материалов, вы-
полненных с использованием пластического
деформирования, приведены в табл. 2.2.7.
2.2.6. Классификация дефектов швов при сварке металлов плавлением
Термины, определения, их морфологические признаки и обозначения МИС Генетические признаки дефектов Эскиз
1 2 3
1. Продольная трещина - это трещина, прохо- дящая вдоль сварного шва. Они могут воз- никать в шве, в ЗС, ЗТВ, ОМ (МИС-Ео) Трещины (МИС-Е) Конфигурация трещин в основном определя- ется линией сплавления ОМ и шва. Они могут возникнуть как из-за наличия высоко- температурной хрупкости сплавов (горячие трещины), так и при замедленном разруше- нии металла (холодная трещина) ЗТВ
2. Поперечная трещина - это трещина, прохо- дящая поперек сварного шва. Они могут возникать в шве, в ЗС, ЗТВ, ОМ (МИС-Ед) Ориентация трещин связана с направлением продольных компонент сварочных напряже- ний. Причина их возникновения та же, что и у продольных трещин
3. Радиальные трещины - это трещины, исхо- дящие из одной точки. Небольшие трещины этого типа известны как звездообразные. Они могут располагаться в шве, ЗС, ЗТВ и ОМ (МИС-Е) Конфигурация трещин определяется макро- структурой зон сварных соединений, а также характером внутренних напряжений. Причи- на их возникновения та же, что и у продоль- ных трещин
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.6
Термины, определения, их морфологические признаки и обозначения МИС Генетические признаки дефектов Эскиз
1 2 3
4. Кратерная трещина - это трещина в углуб- лении на поверхности шва в месте отрыва дуги. Они могут быть продольными, попе- речными и звездообразными (МИС-Ес) Конфигурация трещин определяется микро- структурой зон сварных соединений, а также, характером термических, фазовых и механи- ческих напряжений
5. Скопление разъединенных трещин - это группа не связанных друг с другом трещин. Они могут возникать в шве, ЗТВ, ОМ (МИС-Е) Конфигурация трещин определяется микро- структурой зон сварных соединений, а также характером термических, фазовых, ликваци- онных и механических напряжений. Причи- на их возникновения та же, что и у продоль- ных трещин
6. Разветвленные трещины - это группа со- единенных трещин, возникающих от образо- вания одной общей трещины. Они могут располагаться в шве, ЗТВ, ОМ (МИС-Е)
7. Пора - это сферическая полость в металле шва, содержащая задержанный металлом газ (МИС-Ло) Полости (раковины) Поры образуются в результате перенасыще- ния жидкого металла газами, которые не успевают выйти на поверхность во время его быстрой кристаллизации
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ
Продолжение табл. 2.2.6
1 2 3
8. Равномерно распределенная пористость - это ряд газовых пор, распределенных при- мерно равномерно в металле шва Сплошную пористость вызывает большое количество ржавчины и масла на кромках заготовок, а также влажный или крупный флюс
9. Скопление пор - это группа газовых пор, распределенных локально в металле шва Вызывается локальным скоплением ржавчи- ны или масла на кромках заготовок
10. Цепочка пор. Цепочку пор составляет ряд газовых пор, расположенных параллельно оси сварного шва Вызывается главным образом подсосом воз- духа в зазор между кромками шва
11. Канальная раковина - это вытянутое в направлении шва газовое включение Обычно возникает в зоне слабины, т.е. в ослабленном стыке зон столбчатых кристал- литов, растущих навстречу друг другу от ли- нии сплавления
12. Канальные поры - это удлиненные поры с различным расположением, отдельные, или в скоплении, например, в виде птичьей лапы (МИС-Л/>) Возникновение этого дефекта, его форма и положение определяются режимом затверде- вания шва и характеристиками источников газа
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ 135
Продолжение табл. 2.2.6
Термины, определения, их морфологические признаки и обозначения МИС Генетические признаки дефектов Эскиз
1 2 3
13. Поверхностная пора - это небольшая газо- вая пора, разрывающая поверхность сварного шва Появление пор связано с рядом металлурги- ческих и технологических факторов
14. Пузырь. Представляет собой округлую, овальную или продолговатую полость, обра- зовавшуюся в результате выделения газов при кристаллизации сварного соединения Мелкодисперсные включения на поверхно- сти границ раздела фаз служат центрами зарождения пузырьков газа
15. Усадочная раковина (междендритная усад- ка) - это полость, заполненная газом, возни- кающая в шве при его усадке. Наибольший размер обычно перпендикулярен к поверхно- сти сварного шва (МИС-к) Усадкой называют самопроизвольное умень- шение объема сварного шва, связанное с его нагревом до жидкого состояния и охлажде- нием
16. Свищ - это трубчатая полость в металле шва, вызванная выделением газа (МИС-Л/>) Форма и положение свища определяются режимом затвердевания шва и выделением газа из металла
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.6
1 2 1 3
17. Шлаковое включение - это шлак, попав- ший в металл сварного шва (МИС-Zta). Ме- талл шва может также иметь флюсовое (МИС-G), окисное (МИС-/) или металличе- ское (вольфрам, медь и др. металлы) вклю- чения (МИС-//)- В соответствии с реальны- ми условиями такие включения могут быть одиночными, групповыми или носить стро- чечный характер Твердые включения Различают эндогенные включения, т.е. такие, которые образуются в результате протекаю- щих в металле процессов, например, химиче- ских реакций, и экзогенные включения, об- разующиеся в результате попадания инород- ных частиц извне
18. Несплавление (непровар) - это дефект, заключающийся в местном отсутствии сплав- ления между металлом шва и ОМ (например, по разделке), или же между слоями металла шва. Различают непровар по кромке, непро- вар между валиками по сечению, непровар в корне Несплавления и непровары Образование непроваров могут вызвать сле- дующие причины: загрязнение кромок или их неправильная подготовка, (например, уменьшенный угол скоса), низкая сила тока из-за повышенной скорости сварки, смеще- ние внутреннего или наружного швов, блуж- дание дуги. Непровар между слоями шва получается в результате плохой очистки пре- дыдущих слоев или при натекании металла под дугу
19. Непровар (неполный провар) - это отсутст- вие сплавления между ОМ одной сваривае- мой детали и ОМ другой детали вследствие неспособности наплавленного металла про- никнуть в корень соединения. Он может присутствовать в корне шва, по его сечению (МИС-D) Дефект вызван нарушением режимов сварки, небольшим углом разделки кромок, отсутст- вием зазора, большим притуплением и низ- кой квалификацией сварщика
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.6
Термины, определения, их морфологические признаки и обозначения МИС Генетические признаки дефектов Эскиз
1 2 3
20. Подрез. Представляет собой углубление (канавку) в ОМ, идущее вдоль границы шва. Может иметь большую протяженность или иметь прерывистый характер (МИС-/^ Дефекты формы швов Образование этого дефекта вызывают сле- дующие нарушения технологии: неоправдан- но большой диаметр электрода, большая скорость сварки, повышенные силы тока и напряжение дуги, слишком длинная дуга, создающая избыточное давление на границе твердый металл-жидкая ванна
21. Усадочное углубление в корне шва (неглу- бокий подрез) - это мелкая канавка в корне сварного шва Вызвано усадкой металла сварного шва с каждой стороны проплава. Усадка возрастает при завышении угла скоса кромок, т.к. уве- личивается объем наплавленного металла
22. Продольная чешуйчатость, бугристость и наличие седловин на поверхности сварного шва Дефект вызван повышенной силой тока, слишком высоким или слишком низким напряжением дуги. Дефекты могут возникать вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки, неправильного угла наклона электрода
23. Поперечная чешуйчатость, бугристость и наличие седловин на поверхности сварного шва Дефекты могут вызывать: неравномерный скос кромок, изменение скорости сварки, низкая квалификация сварщика. Дефекты могут возникать вследствие колебания на- пряжения в сети, проскальзывания проволо- ки в подающих роликах, неравномерной скорости сварки, неправильного угла накло- на электрода
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.6
1 2 3
24. Неполномерный (просадка шва) стыковой шов Причиной может быть большой зазор, не- брежная работа сварщика. Дефект может образоваться в результате протекания сва- рочной ванны на обратную сторону шва
25 Неполномерный (просадка шва) угловой шов Дефект могут вызывать: плохая формовка заготовки, нарушение режима сварки. Де- фект может образоваться в результате проте- кания сварочной ванны на обратную сторону шва
26. Подрез горизонтального шва - это дефект в виде слишком крутого края шва или углуб- ления по краю шва Дефект возникает от провисания расплава L х» <•*
27. Кратер - это углубление на поверхности шва в месте обрыва дуги Дефект возникает вследствие технических неполадок сварочных головок, резкого уменьшения напряжения и силы тока дуги, резкого отрыва дуги
28. Превышение выпуклости шва - это дефект, связанный с избыточным наплавлением ме- талла на лицевой стороне углового шва Рабочее сечение углового шва представляет собой прямоугольный треугольник; оно ха- рактеризуется двумя размерами - катетом К и его высотой h. При h = К - шов выпуклый. Дефект возникает из-за недостаточной силы тока и малой скорости сварки норма
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.6
Термины, определения, их морфологические признаки и обозначения МИС Генетические признаки дефектов Эскиз
1 2 3
29. Превышение проплава корня шва (превы- шение проплава) - это дефект, связанный с избытком наплавленного металла, прони- кающего в корень шва Плохая формовка заготовки, небрежная ра- бота сварщика. Дефект может иметь локаль- ный характер или возникать на всем протя- жении корня шва
30. Резкий переход от шва к ОМ. Неправиль- ный профиль сварного шва в виде резкого перехода от шва к ОМ Нарушение режима сварки, небрежная рабо- та сварщика
31. Наплывы на поверхности и у корня шва. Между наплывом и поверхностью сварного соединения нет монолитности. Они могут быть местными, в виде отдельных застывших капель, или иметь значительную протяжен- ность вдоль шва Чрезмерные силы тока и напряжения при длинной дуге и большая скорость сварки, неправильное положение электрода, боль- шой угол наклона изделия при сварке на подъем и спуск. В кольцевых швах наплывы образуются при недостаточном или излиш- нем смещении электрода с зенита
32. Линейное смещение кромок шва, при кото- ром поверхности двух свариваемых частей параллельны, но размещены не на требуемом уровне Плохая формовка заготовок
33. Угловое смещение кромок, при котором плоские поверхности двух свариваемых час- тей непараллельны (или не направлены под требуемым углом) Нарушение технологического процесса сбор- ки заготовок
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.6
1 2 3
34. Провисший шов - это протек при горизон- тальном положении сварки Металл сварного шва оседает вследствие действия силы тяжести ..
35. Запавший шов - это протек в нижнем или потолочном положении сварки Металл сварного шва оседает вследствие действия силы тяжести, например, из-за чрезмерной силы тока и напряжения при длинной дуге
36. Плоский угловой шов - это протек в угло- вом сварном шве с формированием недопус- тимо малого катета углового шва Оседание металла, например, из-за большой скорости сварки .1
37. Протек (сильное расплавление) кромки - это протек с большим отклонением размера катета углового шва от номинального значе- ния Дефект может возникать из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плав- ление и стекание ее металла на горизонталь- ную полку
38. Прожог - это сквозное проплавление дугой свариваемых кромок с выходом жидко- го металла сварочной ванны на другую сто- рону шва Недостаточное притупление кромок, чрез- мерный зазор между ними, повышенные режимы сварки
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.6
Термины, определения, их морфологические признаки и обозначения МИС Генетические признаки дефектов Эскиз
1 2 3
39. Утяжина на поверхности сварного шва - это канавка в шве, образовавшаяся вследст- вие усадки металла шва Образуется при отклонении параметров сва- рочного процесса от номинальных значений
40. Асимметрия углового шва, связанная с тем, что размер одного из катетов шва очень большой Низкая квалификация сварщика
41. Вогнутость корня сварного шва в виде усадочного продольного углубления Образуется при отклонении параметров сва- рочного процесса от номинальных значений
42. Дефекты поверхности в начале шва Отклонение параметров начала сварки от номинальных значений •
43. Недостаточная ширина сварного шва Дефекты могут возникнуть вследствие коле- бания напряжения в сети, проскальзывания проволоки в подающих роликах, неравно- мерной скорости сварки, неправильного угла наклона электрода
Глава 2.2 ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.6
1 2 3
44. Чрезмерная ширина сварного шва Дефекты могут возникнуть вследствие коле7 бания напряжения в сети, проскальзывания проволоки в подающих роликах, неравно- мерной скорости сварки, неправильного угла наклона электрода
45. Асимметричный шов. Асимметрия формы шва или его размещения относительно наме- ченной линии Отступления в технологии при автоматиче- ской сварке и низкой квалификации или культуры сварщика при ручной сварке
46. Чрезмерный зазор. Дефект в виде недопус- тимо большого расстояния между сваривае- мыми элементами Отклонение величины зазора от нормальной происходит вследствие неточной сборки, смещения и коробления деталей под дейст- вием термических и усадочных напряжений наплавленного металла и неточной разделки кромок
47. Смещение по шву. Дефект в виде непра- вильного положения свариваемых элементов относительно шва Отклонение сборки деталей под сварку от оптимального технологического процесса, порядок сборки, способ крепления деталей, методы контроля сборки и т.п.
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.6
Термины, определения, их морфологические признаки и обозначения МИС Генетические признаки дефектов Эскиз
1 2 3
48. Грубая поверхность. Дефект в виде наплы- вов, чешуйчатости и бугристости на поверх- ности углового шва Дефекты возникают вследствие колебания напряжения в сети, проскальзывания прово- локи в подающих роликах, неравномерной скорости сварки, неправильного угла накло- на электрода
Прочие дефекты
49. Несимметричное расположение наружного и внутреннего слоев сварного шва. Дефект, при котором значительно смещены оси наружно- го или внутреннего швов от условной оси стыка Возникает вследствие увода наружного или внутреннего шва от условной оси стыка
50. Превышение усиления сварного шва - избы- ток наплавленного металла на лицевой сто- роне (сторонах) стыкового шва Дефект возникает из-за нарушения режимов сварки (малый ток и т.п.) Нормально
144 Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
2.2.7. Дефекты сварных соединений из металлических материалов, выполненных с использованием пластического деформирования
Термины, определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
1. Продольная трещина - трещина, проходя- щая вдоль сварного шва. Она может возник- нуть в шве, в ЗТВ, в основном металла (ОМ) Трещины После затвердевания охлаждение и усадка металла литой зоны продолжаются и сопро- вождаются возникновением внутренних рас- тягивающих напряжений. В тех местах, где эти напряжения превысили вязко- пластическую деформацию, возникают горя- чие трещины, а в местах, где превысили уп- ругопластическую деформацию холодные трещины. Трещины могут быть ориентиро- ваны приблизительно параллельно оси шва ЗТВ
2. Поперечная трещина - трещина, проходя- щая поперек сварного шва. Она может воз- никать в ОМ, в ЗТВ Трещины также могут быть ориентированы перпендикулярно оси шва. Это связано с напряжением главных компонент сварочных напряжений
3. Трещина в центре ядра сварной точки. Ча- ще бывает в форме звезды При сварке высокопрочных алюминиевых сплавов в центре литой зоны наблюдается тонкая равноосная структура с микропорис- тостью и внутренними напряжениями, что и приводит к возникновению внутренних тре- щин 7
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.7
Термины, определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
4. Трещина на краю ядра сварной точки. Чаще бывает в форме запятой Трещина на краю литой зоны более опасна, чем в ее центре. Причиной дефекта может быть то, что загрязнения и окислы менее электропроводные, чем основной металл, электродинамическими силами при сварке смещаются на периферию литой зоны
5. Трещина в ядре сварной точки, параллельная контакту. Обычно располагается ближе к краю ядра сварной точки Конфигурация трещин в основном определя- ется очертанием линии сплавления
6. Трещина в ЗТВ В этой зоне в основном возникают холодные трещины, а их конфигурация определяется макроструктурой ЗТВ
7. Трещина в ОМ Холодные трещины в соединениях легиро- ванных сталей могут образовываться в ос- новном металле в результате сварочных рас- тягивающих напряжений Ж Рр
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.7
1 2 3
8. Поверхностные трещины в зоне располо- жения электродов Такие дефекты возникают при затвердевании металла литой зоны при сварке высокопроч- ных алюминиевых сплавов. Для устранения наружных трещин необходимо повысить сварочное усилие и “смягчить” режим свар- ки
9. Трещины в грате Дефекты могут возникнуть в результате сег- регации примесей и фазовых выделений на границе зерен и высоких сварочных напря- жений i с ~Т~
10. Газовые раковины и поры, заполненные газом пустоты в ядре сварной точки Раковины Кристаллизация расплавленного металла ядра происходит в закрытой форме. Если деформация стенок этой формы под дейст- вием усилий сжатия электродов недостаточна для компенсации объемных изменений, воз- никающих при затвердевании, то после кри- сталлизации металла ядра образуются уса- дочные пустоты в виде пор и раковин />-\ -77^
11. Пористость - многочисленные рассеян- ные поры Склонность к образованию пор и раковин увеличивается с возрастанием толщины сва- риваемых деталей \Y> .л
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.7
Термины, определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
12. Скопление пор В литой зоне большинства высокопрочных сталей и жаропрочных сплавов даже при использовании мягких режимов сварки труд- но избежать локальных скоплений мелких пор
13. Канальные поры - удлиненные поры с различным расположением, отдельные или в скоплении Загрязнение по контакту может быть одной из причин возникновения таких дефектов
Твеолые включения
14. Твердые включения - включения в ядре сварной точки или в сварном шве Дефект может возникнуть на поверхности детали механическим путем и не выдавли- ваться из литой зоны при термодинамиче- ском цикле сварки
у/Т--/
15. Окисные пленки - тонкий окисный слой в ядре сварной точки или в сварном шве Окисные пленки, образовавшиеся в процессе прокатки или термической обработки метал- ла до сварки, могут присутствовать даже в центральной части литой зоны. Если с мо- мента пассивации стальных деталей до свар- ки проходит значительный срок, то образо- вавшаяся пленка остается частично нерас- плавленной на границе литой зоны. В литой зоне также может находиться нерасплавлен- ный плакирующий, слой 1
148 Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.7
1 2 3
16. Шлаковые включения - неметаллические включения в ядре сварной точки или в свар- ном шве; отдельные или в скоплении В заготовках, поступающих на сварку, осо- бенно в литых, имеются дефекты типа шла- ковых включений
17. Остатки расплава с примесямщ затвер- девшие в сварном шве В этих местах наблюдаются углубления и изменения микроструктуры основного ме- талла
18. Непровары - отсутствие соединения или- недостаточное соединение состыкованных поверхностей Непровары Уменьшение выделения тепла в сварочном контакте, отклонение от оптимального зако- на ввода тепла в зону сварки за время проте- кания сварочного тока
19. Подрезы - углубления в сварном шве Дефекты формы Нарушение геометрических размеров и форм сварных элементов и узлов to
20. Смещение кромок
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
Продолжение табл. 2.2.7
Термины, определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
21. Недостаточная толщина ядра. Ядро свар- ной точки очень плоское или недостаточная толщина сварного шва Уменьшение выделения тепла в сварочном контакте может происходить из-за отклоне- ния параметров режима сварки от заданных значений: уменьшение сварочного тока, уве- личение сварочного усилия и т.п. _L ]
22. Слишком большая толщина ядра сварной точки или слишком большая толщина сварного шва - ядро сварной точки слишком толстое или слишком широкий сварной шов Одной из причин дефекта может быть ин- тенсивное тепловыделение в контакте, воз- никающее при плохой подготовке поверхно- сти (высокое сопротивление контакта)
23. Слишком маленький диаметр ядра сварной точки - отклонение от заданного диаметра ядра сварной точки Причиной дефекта может быть нарушение соотношения между вводимым в зону сварки количеством тепла, необходимого для фор- мирования сварного соединения нормальных размеров, а также из-за малого шага сварных точек, вследствие шунтирования тока в со- седние точки
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.7
______________________1_____________________
24. Слишком большой диаметр ядра сварной
точки - отклонение от заданного диаметра
ядра сварной точки
_____________________2____________________
Дефект может возникнуть в результате ис-
пользования чрезмерно форсированных ре-
жимов сварки, а также уменьшения свароч-
ного усилия и загрязнения поверхностей
деталей и электродов, так как при этом в
контактах повышается сопротивление и, как
следствие, тепловыделение
25. Асимметричное ядро сварной точки
(сварного шва) - асимметрия формы и/или
положения ядра сварной точки или сварного
шва
Причиной такого дефекта может быть непра-
вильная установка электродов (перекос осей)
или сварка металлов с резко различными
теплофизическими свойствами
26. Недостаточная глубина внедрения ядра
сварной точки - точка сварки с односторон-
ним проплавом
Такое формирование литой зоны возможно
при сварке металлов с резко различными
теплофизическими свойствами, деталей раз-
ной толщины. Причиной могут быть непра-
вильно выбранные размеры рабочей поверх-
ности электродов, режим сварки и износ
электродов
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
152
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
2.2.8. Дефекты паяных изделий
Термины, определения
дефектов и их морфологические
__________признаки___________
__________1__________________
1. Продольная трещина
представляет собой разрыв
металла, идущий парал-
лельно плоскости спая.
Она может располагаться в
шве, в основном металле
(ОМ), в зоне спая (ЗС)
Генетические признаки дефектов
Эскиз
2. Поперечная трещина -
это разрыв металла, иду-
щий перпендикулярно
плоскости спая. Она может
возникнуть в шве, в ОМ и
в ЗС
3. Пора и газовая раковина
- это шарообразная или
вытянутая полость, запол-
ненная газом
4. Рассеянная пористость -
это разбросанные по доста-
точно большой области
многочисленные поры
и/или раковины
Горячие и холодные трещины
(ГТ и XT) в ОМ возникают
под действием собственных
напряжений, образующихся
при сборке, нагреве под пайку,
кристаллизации металла шва и
охлаждения паяного изделия.
Трещины в ОМ могут образо-
ваться под действием расплав-
ленного припоя. Образование
трещин часто наблюдается в
швах, спаянных припоями,
имеющими широкий интервал
кристаллизации, а также за-
грязненных примесями, см. п.2
Трещины в ЗС часто образуют-
ся при пайке разнородных
материалов с резко различны-
ми физико-химическими свой-
ствами. Часто этот дефект об-
разуется при пайке пластин
твердых сплавов с корпусом
инструментов из конструкци-
онных сталей. Трещины воз-
никают также при пайке се-
ребряными или медными при-
поями коррозионно-стойких
сталей в напряженном состоя-
нии. См. п.1________________
Этот дефект связывают с хи-
мическими реакциями, проте-
кающими в металле, со скоп-
лением окислов и нитридов, с
газовыделением и усадочными
явлениями, происходящими
при переходе металла из жид-
кого состояния в твердое
Дефект связан с химическим
составом сплавов, он тем
больше, чем шире двухфазная
зона у затвердевающего сплава
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
153
Продолжение табл. 2.2.8
1 2 3
5. Сосредоточенная порис- тость - это локальное ско- пление пор и/или раковин Сосредоточения образуются в результате выделения из ме- талла при кристаллизации растворенных в нем газов
6. Цепочка пор - это и/или раковины, возникающие примерно по одной линии Причиной их образования может быть выделение в про- цессе пайки газов, образую- щихся при испарении опреде- ленных компонентов припоев и флюсов /
7. Пора удлиненная - это заполненная газом черве- образная полость Образуется в результате недос- таточного питания соедини- тельного зазора припоем и усадочных явлений, происхо- дящих при кристаллизации. Возникновению способствует большой зазор
8. Пузырь (вздутие) - это большое газовое включение вблизи поверхности Причины возникновения наличие влаги во флюсе и на заготовках припоя в виде ад- сорбированного локального слоя у
9. Твердотельное включение - это дефект в виде поры, внутри которой имеется металлический остаток Причиной образования в рас- плаве ЗС служит массоперенос через шлаковую пленку, нахо- дящуюся на поверхности ша- рообразных включений- сфероидов, в результате нали- чия градиента концентрации компонентов в сфероиде и ЗС
154
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.8
Термины, определения
дефектов и их морфологические
признаки
______________1______________
10. Оксидное включение -
это полость, заполненная
оксидами, т.е. соединения-
ми элементов с кислоро-
дом
Генетические признаки дефектов
Эскиз
11. Включение чужеродного
металла - это полости,
заполненные чужеродным
металлом
______________2_____________
Причины их возникновения
связывают с химическими
реакциями, протекающими в
металле, со скоплениями оки-
слов и влиянием окисной
пленки. При комнатной тем-
пературе большинство оксидов
- твердые вещества
В эту группу входят дефекты в
виде инородных металличе-
ских частиц, попавших в ЗС
механическим путем
12. Флюсовое и шлаковое
включение - это полости,
заполненные флюсом или
шлаком
13. Непропай - это не-
сплошное заполнение зазо-
ра припоем.
Неспай - это отсутствие в
определенных местах спая
между ОМ и припоем
14. Подрез - это дефект
поверхности в ЗС в виде
углубления, расположенно-
го по всей длине или на
отдельных участках ЗС
Шлаковые включения образу-
ются вследствие небрежной
подготовки поверхности со-
единяемых элементов изделия
перед пайкой, а также при
слишком длительном нагреве
под пайку, когда флюс, реаги-
руя с ОМ, образует твердые
остатки, которые плохо вытес-
няются припоем. При пайке
газовой горелкой шлаковые
включения могут образоваться
в результате применения пла-
мени с избытком кислорода
Непропай возникают из-за
неправильного температурного
режима, недостаточного зате-
кания припоя в зазор, в ре-
зультате неправильной укладки
перед пайкой или недостаточ-
ного его количества, включе-
ний флюса, плохой очистки
поверхности ОМ, несоблюде-
ния требуемого зазора. При-
чиной неспая может быть ло-
кальное несмачивание ОМ
Дефект возникает из-за непра-
вильной настройки аппарату-
ры и несоблюдения техноло-
гии пайки
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
155
Продолжение табл. 2.2.8
1 2 3
15. Наплыв пайки - это дефект в виде наплывшего на ОМ припоя, неспаянно- го с ОМ Причиной дефекта может быть небрежная пайка
16. Смещение кромок - это дефект в виде параллельно- го смещения кромок с от- клонением от заданного техническими условиями (ТУ) Причина - смещение элемен- тов в процессе закрепления, а также отсутствие приспособле- ний, обеспечивающих надеж- ную фиксацию элементов из- делия
17. Проплавление - это дефект в виде сквозной несплошности в ОМ Причина - дефекты ОМ и слишком большая выдержка при температуре пайки Г'
18. Угловое смещение кро- мок - дефект в виде сме- щения элементов, при ко- тором элементы паяного изделия соединены под углом с отклонением от заданного ТУ Причина - смещение элемен- тов в процессе закрепления, а также отсутствие приспособле- ний, обеспечивающих надеж- ную фиксацию элементов из- делия
19. Неполноценный шов - это неполное заполнение соединения припоем Возможной причиной образо- вания дефекта может быть недостаточный нагрев при пайке или недостаточное ко- личество припоя
20. Недостаточное заполне- ние бокового шва припоем. Часто имеет локальный характер Причина - неравномерный нагрев или недостаточное ко- личество припоя 1/
156
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение таблицы 2.2.8
Термины, определения дефектов и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
21. Выход флюса на по- верхностную пору При слишком длительном нагреве под пайку флюс, реа- гируя с ОМ, образует твердые остатки, которые плохо вытес- няются припоем Г
22. Дефект угла наклона шва пайки, при котором угол наклона углового шва к поверхности ОМ слиш- ком велик (мал) Причина - отклонение техно- логии пайки от оптимальной
23. Брызги - это прилип- шие к поверхности паяного соединения капли припоя Причина - небрежная пайка
Дефекты металлических защитных по-
крытий. Изделиям, которым была придана
соответствующая форма и обеспечены тре-
буемые размеры, часто требуется чистовая
обработка поверхности для удовлетворитель-
ного выполнения ими своих функций. Для
этого используют множество видов поверхно-
стной обработки, например разнообразные
методы очистки, применение органических и
металлических покрытий. Некоторые из них
влекут за собой химические изменения по-
верхности, влияющие на ее свойства. Ниже в
сжатой форме рассмотрены только несколько
способов нанесения металлических покрытий
и их дефекты.
Металлизация распылением металла в
атмосфере. При этом способе металлический
провод или порошок подается в ацетиленовое
пламя и затем, после расплавления, выносит-
ся потоком воздуха, подаваемого с большой
скоростью, до соударения с поверхностью
детали. Небольшие капельки прилипают к
поверхности и соединяются вместе, образуя
покрытие. Если между металлами существует
достаточное сродство, то соединение металлов
может быть выполнено по типу сварного со-
единения, т.е. с образованием атомных свя-
зей. Цинк, алюминий, кадмий, которые по
отношению к стали являются анодными ма-
териалами, обеспечивают последней коррози-
онную защиту и обычно напыляются тонкими
слоями со средней толщиной покрытия
0,25 мм.
Покрытия из олова, свинца и никеля
(катодные материалы по отношению к стали)
имеют толщину покрытия, в два и более раз,
превышающую вышеуказанную толщину.
Катодные металлы защищают сталь только от
воздействия на нее окружающей среды.
Вакуумная металлизация. При исполь-
зовании этого способа металл испаряется в
камере с высоким вакуумом, в котором раз-
мещены детали, подлежащие покрытию. Ис-
паряемый металл конденсируется на поверх-
ностях деталей в виде тонкого покрытия.
Наиболее час.то при этом способе в качестве
испаряемого металла используется алюминий.
Покрытие погружением. Некоторые ме-
таллы, главным образом цинк, олово и сви-
нец, наносятся на сталь для коррозионной
защиты методом горячего покрытия погруже-
нием.
Способ диффузионного нанесения цинка
состоит в том, что сталь нагревается в контак-
те с цинковой пылью.
Гальванические покрытия обеспечивают
в тех или иных условиях защиту от коррозии,
улучшение внешнего вида изделия, усиление
износостойкости и являются промежуточным
при нанесении многослойного покрытия.
ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИЕ ДЕФЕКТЫ
157
Наиболее часто используются такие по-
крывные материалы, как медь, никель, хром,
кадмий, цинк, олово, серебро и золото. Тол-
щина такого покрытия обычно выбирается в
диапазоне от 2,5 до 25 мкм.
Статистика видов брака по защитным
покрытиям показывает, что примерно до 70%
всего брака связано с плохим качеством под-
готовки поверхности к покрытию.
Подготовка поверхности к покрытию
разделяется на два этапа. Первый заключается
в точном соблюдении того класса чистоты
поверхности, который предусмотрен чертеж-
но-технологической документацией для каж-
дой детали. Обычно гальваническое покрытие
только повторяет, копирует микрогеометрию
покрываемой поверхности и даже несколько
ухудшает ее, увеличивая мельчайшие неров-
ности и шероховатости. Поэтому всякие де-
фекты механической подготовки, например
заусенцы, шлаковые волосовины, участки с
неудаленной окалиной и т.д., остаются и по-
сле покрытия, но становятся более заметными
на светлом фоне покрытия, а главное
являются причиной дефектов.
Второй этап подготовки поверхности за-
ключается в точном соблюдении таких требо-
ваний, как: 7) удаление с поверхности неме-
таллических включений и прочих поверхно-
стных дефектов (вмятин, забоин и т.п.); 2)
обезжиривание и протравливание поверхно-
сти металла; 3) установку покрываемых по-
верхностей параллельно анодам; 4) соблюде-
ние температурно-временного режима техно-
логического процесса нанесения покрытия.
Важное значение для качества покрытия
имеет также строгая приемка гальванического
оборудования, химикатов и анодов.
Приемку гальванических покрытий про-
изводят по таким показателям, как: 7) состоя-
ние поверхности (внешний вид); 2) сплош-
ность и степень пористости; 3) толщина слоя
(слоев) покрытия; 4) прочность сцепления
покрытия с основным металлом или подсло-
ем.
Некоторые дефекты металлических за-
щитных покрытий даны в табл. 2.2.9.
2.2.9. Дефекты металлических защитных покрытии
Термины, определения и их
морфологические признаки
_____________1_____________
1. Поры - это дефекты в
виде несплошности, пре-
имущественно объемного
характера, не заполненные
твердыми или жидкими
веществами. Например,
водородная пористость
покровного слоя меди
(питтинг)
Генетические признаки дефектов
2
При никелировании, медне-
нии, загрязнении электролита
органическими веществами
(столярный клей, декстрин,
полировочная паста)
Эскиз
6
2. Включения - это дефекты
в виде несплошности, пре-
имущественно объемного
характера, заполненные
твердыми или жидкими
веществами. Поры и вклю-
чения могут примыкать
друг к другу или перехо-
дить одно в другое
Включения белого цвета из-за
недоброкачественной промыв-
ки после цинкования. Воз-
можно образование зеленых
гидратов окиси никеля при
никелировании из-за высокого
значения pH и чрезмерно вы-
сокой катодной плотности
тока
5
158
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Продолжение табл. 2.2.9
Термины, определения и их морфологические признаки Генетические признаки дефектов Эскиз
1 2 3
3. Пузыри - это дефекты в виде пор или включений, связанные с выпучиванием поверхности покрытия При цинковании и свинцева- нии возможны следующие причины их образования: не- доброкачественная подготовка к покрытию, большой наклеп при механической обработке, насыщение водородом покры- ваемого металла 6 5
4. Трещины - это дефекты типа разрывов преимуще- ственно двухмерного ха- рактера. Ограничивающие поверхности трещин часто располагаются перпенди- кулярно к поверхности покрытия При железнении, из-за низкой температуры электролита, за- вышенной плотности тока на катоде, плохой подготовки к покрытию 6
Примечания: 1. Обозначения на эскизах: 1 - сквозные поры и трещины, простираю-
щиеся от поверхности до основного металла, наличие которых может
привести к проникновению агрессивных веществ непосредственно к
основному металлу; 2 - открытые поры (ямки) и трещины
(поверхностные трещины); 3-4 - закрытые (скрытые) поры и трещины.
Они или со всех сторон ограничены металлическим покрытием (3) или
граничат также с основным металлом; 5 - основной металл; 6 - метал-
лическое покрытие.
2. По практическим соображениям, различают крупные, мелкие и мик-
роскопические поры, включения и трещины. Крупными называют та-
кие, которые при нормальном зрении различимы на стандартном рас-
стоянии 250 мм. Мелкие - различимы только с применением лупы
(увеличение до 6х). Микроскопические - различимы при увеличении
выше 6х
2.2.3. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Воздействие эксплуатационных нагру-
зок, окружающей среды (температура, влаж-
ность, пары кислот, щелочей, агрессивных
компонентов топлива и т.д.), фазовые и
структурные превращения, протекающие во
времени в условиях воздействия эксплуатаци-
онных факторов, при неблагоприятных соче-
таниях могут вызвать зарождение и развитие
эксплуатационных повреждений (коррози-
онные язвы, питтинги, фреттинг-коррозия,
трещины).
В табл. 2.2.10 приведены основные де-
фекты деталей, возникающие при статических
и циклических нагрузках в нормальных усло-
виях и при воздействии агрессивных сред.
Возникновение эксплуатационных дефек-
тов в условиях воздействия статических на-
грузок. Трещины однократного нагружения,
как правило, образуются в материале деталей
при воздействии на них нагрузок, превы-
шающих прочность деталей. Трещина называ-
ется трещиной вязкого разрушения, если пред-
шествующая образованию трещины деформа-
ция происходила в объеме, соизмеримом с
объемом детали. Если в зоне образования
трещины отсутствуют видимые следы макро-
пластической деформации, трещина называ-
ется хрупкой.
Вязкие трещины имеют, как правило,
внутризеренный характер распространения.
Вязкая трещина ориентирована либо нор-
мально к направлению действия растягиваю-
щих напряжений, либо совпадает с направле-
нием действия касательных напряжений.
ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
159
2.2.10. Эксплуатационные дефекты
Виды воздействия на металл Наименование дефектов
Статическое нагружение Трещины однократного нагружения (хрупкие, вязкие); трещины замедленного разрушения; трещины ползучести; коррозионное поражение металлов; коррозионное растрескивание; водородная хрупкость
Переменное нагружение Трещины металлической усталости; трещины термической усталости; трещины коррозионной усталости; трещины контактной усталости
Термические напряжения Дефекты при воздействии термических напряжений
Радиационные повреждения Охрупчивание
Хрупкое разрушение может иметь как
внутризеренный, так и межзеренный харак-
тер, приводя соответственно к образованию
металлического или зернистого излома. Хруп-
кие трещины располагаются по поверхностям,
перпендикулярным к направлению действия
наибольших растягивающих напряжений.
Трещины замедленного разрушения. За-
медленным (задержанным) разрушением при-
нято называть хрупкое разрушение, насту-
пающее с течением времени под воздействием
статической нагрузки при напряжениях,
меньших предела прочности (иногда ниже
предела текучести) материала без влияния
повышенной температуры и коррозионных
активных сред.
К факторам, повышающим склонность
материала к замедленному разрушению, отно-
сят наличие в них водорода; в закаленных
сталях - закономерности мартенситного пре-
вращения, приводящего к возникновению в
структуре стали остаточных микронапряже-
ний; постепенное накопление дефектов
структуры при вязком течении по границам
зерен. Возникновению трещин замедленного
разрушения способствует- наличие на поверх-
ности детали хрупкого слоя, монтажные пере-
косы. Часто решающим фактором является
действие внутренних растягивающих напря-
жений, возникающих при сварке, закалке,
механической обработке и пр.
При замедленном разрушении могут на-
блюдаться как множественные, так и единич-
ные трещины. При этом виде разрушения
характер трещин в существенной степени
определяется классом и структурой материала.
Так, алюминиевые сплавы замедленно разру-
шаются, как правило, по границам зерен;
стали - часто по телу зерен или границам
субзерен.
Характер разрушения в значительной
степени определяется и уровнем действующих
напряжений. Так, в алюминиевых сплавах
при относительно низком уровне напряжений
излом в зоне замедленного разрушения прак-
тически полностью межзеренный, при повы-
шенных напряжениях - смешанный.
Трещины ползучести. Разрушение дета-
лей после пластического течения их материа-
ла под воздействием постоянного напряжения
при относительно высоких температурах на-
зывается разрушением от ползучести. Для пол-
зучести характерным является множественное
трещинообразование.
При температуре примерно выше поло-
вины абсолютной температуры плавления
материала характер разрушения изменяется.
Материалы, которые ранее деформировались
по типу вязкого транскристаллического
сдвига, теперь могут разрушаться в результате
разделения по границам зерен. Ниже указан-
ной температуры область “граница зерен”
служит эффективным барьером для движу-
щихся дислокаций, но с началом возвратных
процессов она способствует разрушению. Та-
ким образом, типичным для длительного вы-
сокотемпературного нагружения является
межзеренное разрушение. Однако не исклю-
чено и внутризеренное разрушение, возмож-
ность которого определяется скоростью де-
формирования и температурой. С повышени-
ем температуры переход от внутризеренного
разрушения к межзеренному смещается в
область более высоких скоростей деформиро-
вания.
Большое влияние на характер разруше-
ния оказывают размер зерен и разнозерни-
стость. Для материала с разнородным зерном
характерно межзеренное разрушение и внут-
ризеренное - по более крупным.
160
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
Как при статическом, так и при пере-
менном нагружении металла особую опас-
ность вызывает такой дефект, как коррозион-
ное поражение.
Коррозия металлов - это физико-
химическое взаимодействие металлического
материала и среды, приводящее к ухудшению
эксплуатационных свойств материала, среды
или технической системы.
Коррозионные процессы классифици-
руют: 1) по механизму реакции взаимодейст-
вия металла со средой; 2) по типу коррозион-
ной среды; 5) по виду коррозионных разру-
шений на поверхности или в объеме металла;
4) по характеру дополнительных воздействий,
которым подвергается металл одновременно с
действием коррозионной среды.
Механизм коррозии металла определяет-
ся типом агрессивной среды. В сухих окисли-
тельных газах при повышенных температурах
на поверхности большинства конструкцион-
ных металлов образуется слой твердых про-
дуктов коррозии (окалина). Скорость такой
коррозии лимитируется диффузией ионов
металла через слой окалины к границе “слой-
газ” или окислителя (например кислорода -
О2) к границе “слой-металл”.
Иной механизм имеет очень распро-
страненная коррозия металлов в электролити-
ческих средах. В этом случае атом металла и
частица окислителя непосредственно не кон-
тактируют и процесс включает две реакции:
анодное растворение металла и катодное вос-
становление окислителя. По типу коррозион-
ной среды выделяют коррозию в природных
средах: атмосферную, морскую, подземную,
биокоррозию.
Еще более многообразны виды коррозии
металлов в технических средах. Различают
коррозию в контактах (соприкосновение в
электролите двух разнородных металлов, об-
разующих замкнутый гальванический эле-
мент), щелевую (в узких зазорах между дета-
лями, куда может проникать электролит),
щелочах, органических средах, расплавах со-
лей и т.п.
Коррозия, захватившая всю поверхность
металла, называется сплошной. Ее делят на
равномерную и неравномерную в зависимости от
того, одинакова ли глубина коррозионного
разрушения на разных участках. При местной
коррозии поражения локальны и оставляют
практически незатронутой значительную
(иногда подавляющую) часть поверхности. В
реальных условиях опасность локальных кор-
розионных разрушений чаще всего выше
опасности равномерной коррозии.
Причины локальной коррозии металлов
разнообразны: различия в составе зерна ме-
талла в объеме и на границе, концентрация
механических напряжений, микровключения,
разная природа контактирующих металлов,
диффузионная неравнодоступность участков
поверхности и т.п. Участки поверхности ме-
талла, на которых наблюдается повышение
значения анодного тока коррозии, могут быть
макро- или микроскопическими. На первых
возникает обычно контактная коррозия в
месте соединения разнородных металлов,
щелевая коррозия (внутрищелевая поверх-
ность - анод, открытая - катод), на поздних
стадиях - питтинговая коррозия; на вторых -
межкристаллитная коррозия и на ранних /ста-
диях - питтинговая коррозия. Рост коррози-
онных трещин в ряде случаев объясняется
анодным процессом, локализованным в вер-
шине трещины.
В зависимости от степени локализации
различают коррозионные пятна, язвы
(питтинг) и точки. Точечные поражения мо-
гут дать начало подповерхностной коррозии,
распространяющейся в стороны под очень
тонким, например, наклепанным слоем ме-
талла, который затем вздувается пузырями
или шелушится. Наиболее опасные виды ме-
стной коррозии - межкристаллитная
(интеркристаллитная), которая, не разрушая
зерен металла, продвигается вглубь по их ме-
нее стойким границам, и транскристаллитная,
рассекающая металл трещиной прямо через
зерна. Почти не оставляя видимых следов на
поверхности, эти поражения могут приводить
к полной потере прочности и разрушению
детали или конструкции. Близка к ним по
характеру ножевая коррозия, словно ножом
разрезающая металл вдоль сварного шва при
эксплуатации некоторых сплавов в особо аг-
рессивных растворах. Иногда специально вы-
деляют поверхностную нитевидную коррозию,
развивающуюся, например, под неметалличе-
скими покрытиями, и послойную коррозию,
идущую преимущественно в направлении
пластической деформации. Специфична изби-
рательная коррозия, при которой в сплаве
могут избирательно растворяться отдельные
компоненты твердых растворов (например,
обесцинкование латуней).
Особую группу образуют коррозионно-
механические разрушения, в которую входят:
коррозионное растрескивание, коррозионная
усталость, фреттинг-коррозия, водородное
охрупчивание, эрозионная коррозия, кавита-
ционная коррозия.
Скорость коррозии характеризуется ка-
чественными и количественными показателя-
ми. К первым относят: изменение внешнего
вида поверхности металла; изменение его
микроструктуры и др. Количественными по-
казателями служат: время до появления пер-
вого коррозионного очага, число коррозион-
ных очагов за определенный промежуток
времени; уменьшение толщины металла, от-
несенное к единице времени и т.п.
Коррозионному воздействию особенно
подвержены холоднодеформированные облас-
ти изделий, поэтому необходимо вернуть хо-
ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
161
лоднодеформированный материал в исходное
состояние с помощью термообработки, на-
пример отпуска для снятия напряжений, не
упуская из виду возможности протекания
рекристаллизации.
Питтинги возникают главным образом в
защитном слое (нанесенном или образовав-
шимся естественным образом) по местам раз-
личных дефектов (трещин от внутренних на-
пряжений, пор, микровключений, выхода на
поверхность границ зерен, дислокаций и т.п.).
В зависимости от продолжительности питтин-
говой коррозии и других факторов глубина и
поперечник питтинга могут изменяться от
мкм до см. Питтинги могут нарушать функ-
ционирование самых различных изделий - от
тонких мембран и проводников микросхем до
толстостенных аппаратов, емкостей, труб.
Среди причин коррозионных повреждений
химического и энергетического оборудования
доля питтинговой коррозии составляет от 15
до 50%. От питтингов часто развиваются кор-
розионные трещины.
Стандарты некоторых стран (например,
канадский стандарт G47V3-Z183-A/86 на сис-
темы нефтепроводов) допускают местную
питтинговую коррозию даже до глубины 80%
номинальной толщины стенки трубы при
условии, что продольная длина корродиро-
ванного участка не превышает значения, по-
лученного с помощью уравнения
L = ,
где L - максимально допустимая продольная
длина коррозионного участка, мм;
I с/1
В = -----------1 ; D - номинальный на-
V 1,1с, Г-0,15
ружный диаметр трубы, мм; t - номинальная
толщина стенки трубы, мм; с - максимальная
глубина коррозионного участка, мм.
Межкристаллитная коррозия - это пре-
имущественное разрушение металла вдоль
границ зерен. При незначительных общих
коррозионных потерях разрушение проникает
на большую глубину и сопровождается сни-
жением прочности и пластичности материала,
что в конечном счете приводит к выходу из
строя всей конструкции. Межкристаллитной
коррозии подвержены многие сплавы на ос-
нове Fe (в т.ч. ферритные, аустенитные, ау-
стенитно-ферритные и др. стали), Ni, Al и
другие материалы, имеющие, как правило,
неоднородную структуру. Межкристаллитная
коррозия - электрохимический процесс, обу-
словленный тем, что твердый раствор может
расслаиваться с образованием по границам
зерен фаз, обогащенных каким-либо компо-
нентом материала (так называемые избыточ-
ные фазы), а участки, непосредственно при-
легающие к границам зерен, оказываются
обедненными этим компонентом (обедненные
зоны). Под действием той или иной агрессив-
ной среды происходит избирательное анодное
растворение либо самих избыточных фаз,
либо соседних с ними обедненных зон.
Анализ случаев выхода из строя нефте-
химического оборудования по причине меж-
кристаллитной коррозии показал, что разру-
шение обычно происходит в сварных швах и
по зоне термовлияния; иногда корродирует
основной металл. Чаще всего межкристаллит-
ные трещины начинают развиваться от не-
проваров и других дефектов сварки.
Стойкость материала против межкри-
сталлитной коррозии повышают выбором
режима термообработки, снижением содержа-
ния примесей, легированием элементами,
предотвращающими образование нежелатель-
ных фаз по границам зерен.
Коррозионное растрескивание происходит
при одновременном воздействии статических
растягивающих напряжений (внешних и
внутренних) и коррозионной среды. Подобно
хрупкому разрушению, происходит практиче-
ски без пластической деформации макрообъ-
емов металла. Непременным условием такой
коррозии является локализация процесса на
наиболее напряженных местах поверхности: в
трещинах, в защитных покрытиях, на грани-
цах зерен, выходах дислокации. В зависимо-
сти от особенностей структуры металла и со-
става коррозионной среды коррозионное раз-
ветвление может быть меж- или транскри-
сталлитным. В общем процессе развития кор-
розионной трещины (сильно разветвленной)
различают инкубационный период (до появ-
ления зародышевой трещины), периоды раз-
вития трещины и хрупкого разрушения.
Следует различать коррозионное рас-
трескивание под напряжением, требующее
растягивающего напряжения, и межкристал-
литную коррозию, которая происходит и в
отсутствии напряжения. Коррозионное рас-
трескивание следует также отличать от разру-
шения в результате коррозионной усталости.
Последний термин применим к растрескива-
нию металла, подвергающегося циклам по-
вторного или знакопеременного напряжения
в коррозионной среде.
Фреттинг-коррозия возникает в местах
контакта плотно сжатых или катящихся одна
по другой деталей, если в результате вибраций
между их поверхностями возникают микро-
скопические смещения сдвига.
Разрушение под влиянием водорода
(водородная хрупкость). Под влиянием рас-
творенного водорода металлы могут настолько
охрупчиваться, что уже при приложении ма-
лого растягивающего напряжения образуются
трещины. Источниками поступления водоро-
да могут являться термическая диссоциация
воды при металлургических процессах (литье,
сварка), диссоциация газов, коррозия, гальва-
нические процессы и т.п.
162
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
При диффузии водорода извне границы
зерен оказываются наиболее благоприятными
путями диффузии; тем самым они вносят
преимущественный вклад в охрупчивание.
Другими благоприятными путями проникно-
вения водорода являются также поры и неме-
таллические включения. Водород может дис-
социировать в результате хемосорбции на же-
лезе и служить источником его хрупкости.
Разрушение, вызванное воздействием
водорода, происходит интенсивнее под дейст-
вием внешней медленно, возрастающей или
постоянной статической нагрузки (медленное
разрушение); при наличии остаточных на-
пряжений (усадочные напряжения и напря-
жения, связанные с превращениями); холод-
ной деформации; увеличении прочности в
результате закалки; низких температурах (но
выше -70°С).
По отношению к исходному аустенит-
ному зерну вызванное воздействием водорода
разрушение стали может быть как межзерен-
ным, так и внутризеренным.
Возникновение эксплуатационных дефек-
тов в условиях переменных нагрузок. Боль-
шинство разрушений происходит от усталости
и сравнительно меньше от статических нагру-
зок.
Микроструктурные теории усталостного
разрушения основываются на представлении
о сдвигах, происходящих в полосах скольже-
ния и приводящих к образованию интрузий и
экструзий.
Скольжение - это перемещение части
плоскостей внутри кристаллической решетки.
Двойникование - это такая форма сколь-
жения, при которой параллельные плоскости
кристалла движутся одна относительно другой
так, что решетка по одну сторону от плоско-
сти двойникования представляет собой зер-
кальное отображение того, что имеется на
другой стороне.
В полосах скольжения на поверхности
деталей, подвергнутых знакопеременной на-
грузке, с помощью электронных микроскопов
можно наблюдать выдавливание тонких лепе-
стков металла, названных экструзиями. Вдав-
ливание или углубление этих полос принято
называть интрузией. С этими понятиями
многие исследователи связывают механизм
усталости металлов.
Локальная пластическая деформация
(полосы скольжения и двойникование) могут
быть источниками усталостных трещин. При
высоких амплитудах напряжения, как и при
повышенных температурах, микротрещины
могут развиваться и на границах зерен. Ис-
точники трещин, как правило, концентриру-
ются на поверхности или в подповерхностных
слоях.
Наиболее характерной чертой усталост-
ного разрушения является отсутствие дефор-
маций в районе разрушения даже в таких
материалах, как мягкие стали, которые высо-
копластичны при статическом разрушении. И
это опасно, так как отсутствует информация о
признаках, предшествующих разрушению.
Усталостные трещины обычно мелкие, и их
трудно обнаружить, пока они не достигнут
макроскопического размера, после чего они
быстро распространяются и вызывают полное
разрушение за короткий промежуток времени.
Обычно усталостные трещины зарождаются в
зоне изменения формы, нарушений поверх-
ности деталей и в районе дефектов.
Поверхности усталостного излома имеют
характерный вид. Обычно они содержат две
или три визуально различимые зоны. Около
области зарождения усталостной трещины,
где она распространялась медленно, поверх-
ность часто напоминает полированную. Во
второй, менее гладкой зоне трещина распро-
страняется быстрее, и поверхность разруше-
ния имеет нерегулярный характер. Третья
зона представляет собой поверхность, по ко-
торой происходит окончательное разрушение.
Эта зона может иметь либо кристаллическую
(хрупкое разрушение), либо волокнистую
(вязкое разрушение) поверхности.
Всегда есть опасность усталостного раз-
рушения деталей при действии циклических
напряжений; поэтому, чтобы избежать разру-
шений, необходимо выявлять мелкие устало-
стные трещины. К наиболее эффективным
методам неразрушающего контроля для их
обнаружения относят: капиллярный, магнит-
ный и ультразвуковой.
Трещины термической усталости. Разру-
шение деталей после многократного воздейст-
вия периодически изменяющегося во времени
уровня термических напряжений представляет
собой явление термической усталости. Разру-
шение при термической усталости наступает
при значительных знакопеременных пласти-
ческих деформациях при общем числе тепло-
смен (циклов), характерном для повторно-
статических нагружений. Термическая уста-
лость является особенно серьезной пробле-
мой, например, в газовом хозяйстве, где тем-
пература деталей изменяется с большой ско-
ростью, в самолетных конструкциях, подвер-
гающихся кинетическому нагреву; при экс-
плуатации электростанций (когда термические
напряжения возникают при пуске и останове
агрегатов) и металлургического оборудования
(изложниц, прокатных валков, штампов), где
поверхность металла повторно нагревается и
охлаждается.
На термоусталость деталей влияют кон-
структивные и технологические факторы;
ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
163
образование трещин бывает связано с наличи-
ем конструктивных концентраторов напряже-
ний - в местах изменения сечений, у отвер-
стий, в галтелях, в зонах сварных швов. Име-
ется тенденция к возникновению трещин
термоусталости в местах с наиболее окислен-
ными поверхностными слоями. Внутренние
металлургические дефекты могут не оказать
существенного влияния на термоусталость,
если место их расположения не совпадает с
местами наибольших температурных перепа-
дов и концентрации деформаций.
Для разрушения при термической уста-
лости характерно множественное возникнове-
ние трещин, что объясняется локальностью
действия термических напряжений и относи-
тельно быстрой их релаксацией.
Характерными для термоусталости яв-
ляются трещины с широкими полостями и
тупыми окончаниями - трещины “разгара”.
Стенки большинства трещин интенсивно
окислены. Степень окисления даже соседних
трещин может быть различной, что свидетель-
ствует о неодновременном возникновении
трещин и об относительно медленном их раз-
витии.
Трещины термоусталости могут иметь
местные уширения, когда они пересекают
границы зерен, неблагоприятно ориентиро-
ванные для развития по ним трещин. Указан-
ное явление объясняется более интенсивным
окислением границ зерен в связи с большой
концентрацией в них легко окисляющихся
элементов (молибден, вольфрам), которые
входят в состав карбидов, располагающихся
обычно по границам зерен, а также более
свободным доступом кислорода по границам
зерен. При наличии на пути трещин границы
зерна, ориентированной под острым углом к
их траектории, трещины могут ветвиться.
Такие трещины называются “паукообразными”.
Анализируя работы по термической ус-
талости, можно сделать следующие выводы.
1. Главным фактором в процессе терми-
ческой усталости является максимальная тем-
пература цикла.
2. Циклы нагрева оказываются более
опасными, чем циклы охлаждения, поскольку
значение максимальной деформации при рас-
тяжении определяется максимальной темпе-
ратурой.
3. ’Значение остаточной деформации рас-
тяжения поверхности определяется временем
пребывания изделия при максимальной тем-
пературе цикла,
4. Трещины (преимущественно межзе-
ренные) образуются на поверхности изделия.
5. Предотвращение окисления поверхно-
сти изделий способствует повышению стойко-
сти металла.
6. Хрупкие материалы с ограниченной
областью пластичности наиболее склонны к
разрушению вследствие термоусталости.
Несмотря на сходство явлений термиче-
ской и химической усталости, необходимо
учитывать, что действие повторных нагревов
сопровождается сложным комплексом явле-
ний, проходящих в материалах при высоких
температурах, - окислением, старением, рек-
ристаллизацией, ползучестью.
Трещины коррозионной усталости. Кор-
розионная усталость проявляется при одно-
временном воздействии на металл цикличе-
ских напряжений и коррозионных сред. Ха-
рактеризуется понижением предела выносли-
вости металла. Кривая усталости металла в
коррозионной среде по мере увеличения чис-
ла циклов непрерывно понижается, в отличие
от кривой усталости на воздухе, которая име-
ет горизонтальный участок, соответствующий
пределу выносливости. С увеличением на-
пряжения увеличивается роль механического
фактора, с уменьшением напряжения и уве-
личением агрессивности среды - коррозион-
ного.
Одновременное действие коррозионной
среды и переменного напряжения оказывают
более сильное влияние, чем их суммарное, но
раздельное действие. Разрушение при корро-
зионной усталости может начаться при на-
пряжениях значительно ниже предела вынос-
ливости.
Увеличение частоты переменного на-
пряжения интенсифицирует влияние среды,
причем для изделий с порами, трещинами и
другими концентраторами напряжений боль-
ше, чем для гладких, а для закаленных боль-
ше, чем для отожженых.
Причина коррозионной усталости - ло-
кализация электрохимических анодных про-
цессов (при коррозии в растворах электроли-
тов) и химических процессов (при газовой
коррозии) на участках концентрации механи-
ческих напряжений (поры, трещины, скопле-
ния вакансий, дислокаций и т.п). Поврежде-
нию подвержены в большей или меньшей
степени все конструкционные сплавы на ос-
нове железа, алюминия, никеля, меди и др.
металлов.
Одна из особенностей коррозионной ус-
талости углеродистых и низкоуглеродистых
сталей - повышение условного предела вы-
носливости по мере увеличения размера дета-
лей (при испытании на воздухе наблюдается
обратная закономерность). Эта инверсия ука-
занной закономерности наиболее заметна при
увеличении размеров деталей до 50-60 мм.
Коррозионно-усталостное разрушение
начинается, как правило, после существенно-
го повреждения поверхности, образования на
164
Глава 2.2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ
ней язв, каверн и межкристаллитной корро-
зии. От этих очагов может практически одно-
временно начаться развитие многих трещин.
Коррозионно-усталостные трещины - это в
большинстве случаев многочисленные трещи-
ны, разветвляющиеся по мере роста и закан-
чивающиеся пучками, напоминающими кор-
невую систему растений. Они менее ориенти-
рованы, чем при усталостном разрушении без
коррозионного влияния среды. При коррози-
онно-усталостном нагружении разрушение
может проходить как по границам, так и по
телу зерен.
Трещины контактной усталости. Осо-
бый вид разрушения представляют собой кон-
тактные усталостные выкрашивания, обра-
зующиеся на поверхности металлических де-
талей при многократном приложении кон-
тактных нагрузок и относительном возвратно-
поступательном движении деталей. Поверхно-
стные контактные разрушения - фреттинг-
коррозия или контактная усталость - являют-
ся не полным разрушением, а сочетаниями
многочисленных, часто очень мелких сколов.
Контактное усталостное выкрашивание
(образование питтингов) с последующим раз-
витием усталостного разрушения по сечению
деталей наблюдается в таких деталях, как
подшипники качения и скольжения, на зубь-
ях шестерен, замковых соединений и пр. В
условиях переменного контакта на поверхно-
стях деталей образуются развальцованные
языки, более твердые по сравнению с основ-
ным материалом из-за деформационного уп-
рочнения. Сильная развальцовка языков мо-
жет привести к образованию следов сдвига,
которые могут быть местами зарождения ус-
талостных трещин. Увеличенные за счет де-
формации при развитии усталости языки (или
чешуйки) могут быть вырваны в результате
действия тангенциальных растягивающих сил.
Причиной образования питтинга служат
местные перегрузки или недостаточная смаз-
ка. Только большие силы трения могут при-
вести к образованию длинных деформацион-
ных языков, которые вызывают питтинговое
разрушение боковых сторон зубьев шестерен.
Питтинги могут быть обнаружены при
приработке боковых сторон зубьев еще до
эксплуатации. Они связаны с наличием ло-
кальных выступов на поверхности, которые
развальцовываются до небольших языков,
отрываются без образования усталостных
трещин и оставляют на боковой стороне зуба
плоский отпечаток с гладкой поверхностью.
Кавитационное растрескивание. Кавита-
ция означает образование полости на поверх-
ности твердого тела при разрушении газооб-
разных пузырьков. Лопающиеся пузырьки
производят разрушения в слое металла на
границе с жидкостью. Усталостная кавитация
наблюдается, когда колеблющаяся стенка
граничит с жидкостью (например, в цикличе-
ски нагружаемых подшипниках скольжения).
Растрескивание под действием термиче-
ских напряжений. Термические напряжения
возникают в связи с изменением теплового
состояния металла изделия при его нагреве,
охлаждении, а также длительном пребывании
при повышенной или пониженной темпера-
туре. Разрушения под действием термических
напряжений происходят только вследствие
теплового градиента, без приложения внеш-
ней механической нагрузки. Причиной воз-
никновения трещин при этом является обра-
зование локальных полей напряжений.
Перепад температур по сечению изделий
вызывает даже в не имеющих превращений
металлах и сплавах существенные тепловые
напряжения. Если к тому же температура
превышает температуру превращения, то об-
разуются новые фазы и модификации, имею-
щие различные удельные объемы. Это сопро-
вождается возникновением дополнительных
структурных напряжений, связанных с пре-
вращениями. Резкое одноразовое высокоско-
ростное (десятки, сотни градусов в 1 с) и не-
однородное изменение температуры металла
приводит к возникновению так называемых
термоударных трещин. Предпосылкой для
образования термоударных трещин является
возникновение таких суммарных тепловых и
структурных напряжений, которые приводят к
появлению термических напряжений, превы-
шающих временное сопротивление.
В участках изделия, примыкающих к по-
верхности, при охлаждении возникают растя-
гивающие напряжения, в глубине изделия -
сжимающие. В начальной стадии напряжение
в резко охлажденном тонком внешнем слое
очень велико, поскольку зоны материала,
расположенные в глубине, допускают дефор-
мацию только в ограниченной степени. Дей-
ствие таких термических напряжений, напри-
мер растрескивание при закалке, может про-
являться не в момент изменения теплового
состояния (охлаждения), а спустя некоторое
время (иногда спустя несколько суток) в ре-
зультате постепенного накопления напряже-
ний, возникающих при изменении удельных
объемов структурных составляющих металла.
Общий уровень остаточных термических
напряжений зависит от предела текучести
материала, его модуля упругости £, коэффи-
циента теплопроводности, формы изделия,
температурного градиента и продолжительно-
сти (резкости) охлаждения. Действие термиче-
ских напряжений усиливается при наличии
резких изменений сечений изделия (выточки
отверстия и пр.) и дефектов металла, концен-
трирующих тепловые напряжения.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
165
Радиационные повреждения. При воздей-
ствиях ионизирующих излучений (рентге-
новское, а, р, у, протонное, нейтронное) на
конструкционные материалы последние полу-
чают определенные повреждения, определяе-
мые количеством энергии, поглощенной ма-
териалом. К числу таких радиационных по-
вреждений относятся: вакансии, внедренные
атомы, примесные атомы, термические пики,
ионизационные эффекты.
Вакансия представляет собой узел ре-
шетки, в котором в результате взаимодействия
с излучением отсутствует атом. Образуется в
твердых телах при столкновении быстрых
нейтронов, осколков деления ядер и других
быстрых частиц с атомами решетки.
Внедрившиеся в междоузлия атомы - ато-
мы, сместившиеся из своих устойчивых по-
ложений в решетке.
Примесные атомы образуются в результа-
те ядерных реакций, протекающих при захва-
те нейтронов ядром атома (радиационное
легирование). Внедряясь в решетку облучае-
мого вещества, они могут значительно изме-
нять его свойства.
Термические пики обусловлены колеба-
ниями узлов решетки вдоль пути движения
быстрых либо заряженных частиц, выбитых из
своего места атомов решетки. В локальных
объемах (~ 10-17 см3) возникают большие пе-
регревы (до 103 К).
Ионизационные эффекты наблюдаются,
когда ионизирующие излучения, проходя
через вещество, вызывают в нем ионизацию,
следствием чего является разрыв химических
связей, образование радикалов и т.д. Облуче-
ние металлов увеличивает подвижность ато-
мов и ускоряет фазовые и структурные пре-
вращения, ограничивает число активных по-
лос скольжения, увеличивает число дислока-
ций, движущихся через полосы скольжения,
что в конечном итоге приводит к упрочнению
и охрупчиванию металлов.
Нейтроны, помимо образования дефек-
тов кристаллической решетки в результате
смещения атомов, могут захватываться атом-
ными ядрами с последующим превращением
этих ядер в новые (примесные) элементы.
Непрерывное образование новых, химически
нежелательных атомов в сложных сплавах при
облучении может оказать значительное влия-
ние как на механические свойства, так и на
металлургическую стабильность сплавов. Од-
нако для большинства конструкционных ма-
териалов количество примеси, внесенной
таким образом, меньше уже присутствующей.
Ядерные превращения становятся ме-
таллургически важными, когда в результате
образуются такйе продукты, как гелий и дру-
гие благородные газы, не растворяющиеся в
решетке. Если произойдет пресыщение кри-
сталлической решетки атомами этих газов в
результате продолжительного облучения, они
могут либо начать взаимодействовать с сосед-
ними мигрирующими вакансиями с образова-
нием простых агрегатов, либо гомогенно на-
капливаться с образованием газовых пузырей
на границах зерен. Образующийся при облу-
чении водород способствует охрупчиванию
металлов. Слияние вакансий способствует
формированию пустот (радиационная порис-
тость) и вызывает заметное распухание и ко-
робление металла.
Физические и химические неоднородно-
сти (различного типа дефекты, примесные
атомы), возникающие при облучении метал-
лов, существенным образом изменяют их
свойства (возрастает удельное электросопро-
тивление; повышается склонность к коррози-
онному растрескиванию; металлы охрупчива-
ются: предел текучести, предел прочности,
твердость возрастают, пластичность снижает-
ся; падает значение длительной прочности).
Радиационная стойкость материала - это
способность материала сохранять исходный
химический состав, структуру и свойства в
процессе облучения и/или после воздействия
ионизирующих излучений. Количественно
она характеризуется максимальным значени-
ем поглощенной дозы, при которой материал
становится непригодным для конкретных
условий применения. Радиационная стой-
кость конструкционной стали имеет значение
около 5107 Гр. Предварительная радиацион-
но-термическая обработка - облучение и от-
жиг - позволяет увеличить радиационную
стойкость в 10-15 раз.
При исследовании металлов на радиаци-
онную стойкость наиболее чувствительным
является метод измерения электросопротив-
ления, т.к. их электрическое сопротивление
возрастает за счет образования радиационных
дефектов.
Глава 2.3
ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
2.3.1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Техническая диагностика представляет
теорию, методы и средства обнаружения и
поиска дефектов и неисправностей объектов
технической природы. Применительно к ма-
шинам диагностика оказалась достаточно
эффективной, позволяя не только выяснить
причины неисправностей и плохих качест-
венных показателей, но и оказать существен-
ную помощь при обеспечении надежности на
стадиях проектирования и производства ма-
166
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
шин (рис. 2.3.1) При эксплуатации и ремонте
машин диагностирование необходимо для
улучшения технического обслуживания, про-
гнозирования ресурса, контроля качества вы-
полнения ремонтных работ и модернизации
конструкции. При хранении резервного обо-
рудования с помощью диагностирования про-
веряется работоспособность, изучаются про-
цессы старения и коррозии деталей.
Связь диагностики с повышением на-
дежности заключается в улучшении таких
показателей, как коэффициент готовности,
время восстановления работоспособного со-
стояния, остаточный ресурс, наработка на
отказ. Правильная организация диагностиро-
вания на этапах изготовления вплоть до вы-
ходного контроля снижает производственный
брак. Далее роль диагностики рассматривается
на всех этапах жизненного цикла машин при
проектировании, изготовлении и эксплуата-
ции.
Применительно к задачам, решаемым
технической диагностикой, на стадии изго-
товления можно выделить периоды приемки
комплектующих изделий и материалов, про-
цесса производства, наладки и сдачи машины.
Для стадии эксплуатации типичными являют-
ся этапы применения машины по назначе-
нию, профилактики (плановой, перед и после
применения по назначению), ремонта, транс--
портирования и хранения.
Требования, которым должна удовлетво-
рять изготовленная или эксплуатируемая ма-
шина, определяются нормативно-технической
документацией. Машина, удовлетворяющая
всем требованиям нормативно-технической
документации, является исправной.
Для условий эксплуатации практически
важным является понятие работоспособного
технического состояния машины. Машина
работоспособна, если она может выполнять
все заданные функции с сохранением значе-
ний заданных параметров в требуемых преде-
лах. Убеждаться в работоспособности машины
необходимо при профилактике, после транс-
портирования к хранения. Для этапа приме-
нения по назначению существенным является
понятие технического состояния, правильного
функционирования машины. Правильно
функционирующей является машина, значе-
ния параметров (признаков) которой в теку-
щий момент применения находятся в требуе-
мых пределах.
Неисправное й неработоспособное тех-
ническое состояние, а также техническое со-
стояние неправильного функционирования
вызываются дефектами, нарушающими ис-
правность, работоспособность или правиль-
ность функционирования. Обнаружение и
поиск дефектов являются процессами опреде-
ления технического состояния объекта и объ-
единяются общим термином “диагности-
рование”.
Таким образом, задачами диагностиро-
вания являются: проверки исправности, рабо-
тоспособности и правильности функциониро-
вания машины, а также задачи поиска дефек-
тов, нарушающих исправность, работоспособ-
ность или правильность функционирования.
Строгая постановка этих задач предполагает,
во-первых, прямое или косвенное задание
класса возможных (рассматриваемых, задан-
ных, наиболее вероятных) дефектов и, во-
вторых, наличие формализованных методов
построения алгоритмов диагностирования,
реализация которых обеспечивает обнаружение дефек-
тов из заданного класса с требуемой полнотой.
Средства и объект диагностирования со-
ставляют систему диагностирования. Разли-
чают системы тестового и функционального
диагностирования. В системах диагностирова-
ния на машину подаются специально органи-
зуемые тестовые воздействия. В системах
функционального диагностирования, которые
работают в процессе применения машины по
назначению, подача тестовых воздействий
исключается; на объект поступают только
рабочие воздействия, предусмотренные его
алгоритмом функционирования. В системах
обоих видов средства диагностирования вос-
принимают и анализируют ответы объекта на
входные (тестовые или рабочие) воздействия
и выдают результат диагностирования - объ-
ект исправен или неисправен, работоспособен
или неработоспособен, функционирует пра-
вильно или неправильно, имеет такой-то де-
фект и т.п. Системы тестового диагностиро-
вания необходимы для проверки исправности
и работоспособности, а также поиска дефек-
тов, нарушающих исправность или работо-
способность объекта. Системы функциональ-
ного диагностирования необходимы для про-
верки правильности функционирования и для
поиска дефектов, нарушающих правильное
функционирование объекта.
Система диагностирования в процессе
определения технического состояния машины
реализует некоторый алгоритм тестового или
функционального диагностирования, который
состоит из определенной совокупности эле-
ментарных проверок объекта, а также правил,
устанавливающих последовательность реали-
зации элементарных проверок, и правил ана-
лиза результатов последних. Результатом эле-
ментарной проверки являются конкретные
значения ответных сигналов машины в кон-
трольных точках. Диагноз (окончательное
заключение о техническом состоянии) ставит-
ся по совокупности полученных результатов
элементарных проверок.
Рис. 2.3.1. Особенности диагностирования машин на всех стадиях жизни
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
168
Глава 2.3 ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
При разработке систем диагностирова-
ния должны решаться следующие задачи:
изучение объекта, его возможных дефектов и
признаков проявления последних, построение
математического описания (модели) поведе-
ния исправного объекта и его неисправных
модификаций, анализ математической модели
с целью получения реализуемого системой
алгоритма диагностирования, выбор или раз-
работка средств диагностирования, рассмот-
рение и расчет характеристик системы диаг-
ностирования в целом. Для разработки систе-
мы диагностирования сложных объектов мо-
гут потребоваться итерации, сопровождаю-
щиеся возвратами с данного этапа разработки
на предшествующие с соответствующим из-
менением принятых ранее решений. Сущест-
венную роль при этом могут играть вопросы
обеспечения контролепригодности объекта.
Уточним понятия “управление”,
“контроль” и “диагностирование”. Под
управлением понимают процесс выработки и
осуществления целенаправленных воздейст-
вий на объект.
Контроль есть процесс сбора и обработ-
ки информации с целью определения собы-
тия. Если событием является факт достиже-
ния некоторым параметром машины опреде-
ленного заданного значения, то говорят о
контроле параметров. Если фиксируемым
событием является установление факта пре-
бывания машины в работоспособном или
неработоспособном состоянии, то можно го-
ворить о контроле технического состояния
машины. Более того, понятие контроля тех-
нического состояния можно распространить
также на задачи поиска дефектов, если собы-
тие определить как факт указания местополо-
жения в машине того или иного дефекта.
Должен быть определен (например, явно
в виде списка или неявно через указание
свойств классов) перечень дефектов, подле-
жащих обнаружению и поиску в условиях
производства и эксплуатации машины, а так-
же определены признаки проявления дефек-
тов, включаемых в перечень. При формиро-
вании перечня следует учитывать опыт произ-
водства и эксплуатации аналогичных или
таких же машин, статистические данные по
дефектам и т.п.
Формализованной моделью машины яв-
ляется ее описание в аналитической, графи-
ческой, табличной или другой форме. Модели
машин бывают функциональные и структур-
ные. Первые отражают только выполняемые
машиной функции, определенные относи-
тельно рабочих входов и рабочих выходов, а
вторые, кроме того, содержат информацию о
внутренней организации машины. Функцио-
нальные модели позволяют решать задачи
проверки работоспособности и правильности
функционирования.
Наконец, модели объектов диагностиро-
вания могут быть детерминированными и
вероятностными. К вероятностному представ-
лению прибегают чаще всего при невозмож-
ности описать детерминированно поведение
машины.
Модели объектов диагностирования
нужны для построения алгоритмов диагно-
стирования формализованными методами.
Другим важным назначением моделей объек-
тов диагностирования является их примене-
ние для формализованного анализа заданных
алгоритмов диагностирования на полноту
обнаружения, на глубину поиска дефектов.
Построение алгоритмов диагностирова-
ния заключается в выборе такой совокупно-
сти элементарных проверок, по результатам
которых в задачах обнаружения дефектов
можно отличить исправное, или работоспо-
собное состояние, или состояние правильного
функционирования от неисправных состоя-
ний.
В задачах тестового диагностирования
составы контрольных точек часто определены
предварительно и они одинаковы для всех
элементарных проверок. В таких случаях вы-
бирают только входные воздействия элемен-
тарных проверок - это задачи построения
тестов. В задачах функционального диагно-
стирования, наоборот, входные воздействия
элементарных проверок определены заранее
рабочим алгоритмом функционирования ма-
шины и выбору подлежат только составы
контрольных точек.
Построение алгоритмов функционально-
го диагностирования состоит в определении
условий работы средств, реализующих эти
алгоритмы. Средства функционального диаг-
ностирования во многих случаях являются
встроенными. Обычно стремятся к тому, что-
бы при нормальном функционировании ма-
шины в условиях применения ее по назначе-
нию средства встроенного контроля на своих
выходах выдавали известные постоянные зна-
чения сигналов и меняли эти значения при
нарушении правильности функционирования
машины.
Эффективность процессов диагностиро-
вания, оцениваемая, например, временем
диагностирования или затратами аппаратуры
на хранение и реализацию алгоритмов диаг-
ностирования, в некоторых случаях сущест-
венно зависит от качества последних.
Необходимость увеличения производи-
тельности труда на операциях диагностирова-
ния, сокращения времени обнаружения, по-
иска и устранения неисправностей, уменьше-
ния и сложности средств диагностирования
СВЯЗЬ ДИАГНОСТИКИ С НАДЕЖНОСТЬЮ И ПРОГНОЗИРОВАНИЕМ
169
вызывает интерес к разработке методов по-
строения оптимальных алгоритмов, требую-
щих минимальных затрат на их реализацию.
Построение оптимальных алгоритмов во
многих случаях сопряжено с большим объе-
мом вычислений, и поэтому зачастую удовле-
творяется оптимизированными алгоритмами
диагностирования, затраты на реализацию
которых хотя и уменьшены, но не обязатель-
но минимальны.
Эффективность процессов диагностиро-
вания определяется не только качеством алго-
ритмов диагностирования, но и в не меньшей
степени качеством средств диагностирования.
Последние могут быть аппаратурными или
программными, внешними или встроенными,
ручными, автоматизированными или автома-
тическими, специализированными или уни-
версальными.
Средства функционального диагности-
рования являются, как правило, встроенными
и поэтому разрабатываются и создаются одно-
временно с машиной.
Уровень контролепригодности машин
определяет степень эффективности тестового
диагностирования их технического состояния,
влияет на производительность и качество
выпускаемых изделий, а при эксплуатации
уровень контролепригодности определяет
коэффициент готовности и затраты, связан-
ные с ремонтом. Требование обеспечения
высокой контролепригодности усложняет
проектирование машин, может привести к
большим дополнительным затратам, связан-
ным только с диагностированием.
Контролепригодность обеспечивается в
результате преобразования структуры прове-
ряемой машины к виду, удобному для диаг-
ностирования. Для этого в машину еще на
этапе проектирования вводят дополнительную
аппаратуру - встроенные средства тестового
диагностирования.
2.3.2. СВЯЗЬ ДИАГНОСТИКИ
С НАДЕЖНОСТЬЮ и прогнозированием
Качество продукции есть совокупность
ее свойств, обусловливающих пригодность
продукции удовлетворять определенные по-
требности в соответствии с ее назначением.
Среди показателей качества продукции важ-
ное место занимают показатели ее надежно-
сти (безотказности, долговечности, сохраняе-
мости, ремонтопригодности). Наличие или
появление дефектов, что возможно на любой
стадии жизни продукции (объектов), отрица-
тельно сказывается на ее качестве и надежно-
сти.
Необходимо своевременно осуществлять
поиск, обнаруживать и устранять дефекты в
машинах, для которых существенна правиль-
ная их работа с заданными или требуемыми
показателями надежности. Для перемонти-
руемых как безызбыточных, так и резервиро-
ванных машин достаточно обеспечить обна-
ружение их так называемых существенных
дефектов, т.е. дефектов, нарушающих пра-
вильную работу. Для ремонтируемых машин
также необходимо осуществлять поиск дефек-
тов, т.е. точное или хотя бы приближенное
указание поврежденной области машины и,
возможно, характера дефекта. Для ремонти-
руемых резервированных машин необходимы
поиск и обнаружение как существенных, так
и несущественных дефектов, с тем чтобы ис-
ключить процесс накопления дефектов и по-
тери защитных функций резерва.
Совокупность принципов, методов и
средств поиска и обнаружения дефектов или,
иными словами, организации диагностическо-
го обеспечения машин при их изготовлении и
эксплуатации составляет основу диагностиче-
ского аспекта надежности. В рамках диагно-
стического аспекта должны решаться задачи
определения технического состояния объек-
тов, т.е. организации проверки исправности,
работоспособности, правильности функцио-
нирования и поиска дефектов объектов в
процессе их производства и эксплуатации.
Диагностическое обеспечение, как и все
другие мероприятия по повышению надежно-
сти, должно закладываться на стадии проек-
тирования объекта, обеспечиваться на стадии
производства и поддерживаться на стадии
эксплуатации.
Идеальные полнота обнаружения и глу-
бина поиска дефектов сложных машин не
всегда достижимы (либо принципиально из-за
невозможности получения необходимой ин-
формации, либо по технико-экономическим
соображениям). Однако особенно нежела-
тельна бесконтрольная неполнота обнаруже-
ния дефектов, когда неизвестно, какие воз-
можные (или хотя бы вероятные) дефекты не
обнаруживаются. Поэтому, когда отсутствуют
или не применяются формализованные мето-
ды построения алгоритмов диагностирования,
необходимо максимально стремиться к фор-
мальной проверке степени полноты обнару-
жения и глубины поиска, обеспечиваемой
предложенными неформальными решениями
задач диагностирования. Радикальным и эф-
фективным средством такой формальной про-
верки является моделирование поведения
объекта как в исправном состоянии, так и
при наличии в нем рассматриваемых дефек-
тов (такое моделирование называют диагно-
стическим).
Неполнота обнаружения дефектов при
проверке исправности (после изготовления
или ремонта) или при проверке работоспо-
170
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
собности (при профилактике) эквивалентна
фактическому снижению показателей безот-
казности (в частности, вероятности безотказ-
ной работы), долговечности (ресурса) и со-
храняемости машины. Если указанная непол-
нота учитывается при расчетах показателей
надежности, то полученные значения послед-
них будут реальными (в пределах достоверно-
сти исходных данных и точности используе-
мых методов расчета). Принципиальная
ошибка допускается тогда, когда незнанием
степени полноты обнаружения дефектов пре-
небрегают, считая ее идеальной. В последнем
случае ошибка будет состоять в завышении
показателей надежности.
Кроме того, следствием неполноты об-
наружения дефектов (при любой проверке -
исправности, работоспособности или пра-
вильности функционирования) может быть
своевременно не обнаруженная неправильная
работа машины в процессе ее применения по
назначению, что, в свою очередь, может при-
вести к серьезным последствиям.
Для реализации диагностического обес-
печения в общем случае требуется ввести ап-
паратную и информационную избыточность.
Поэтому разработчик, желающий иметь хо-
рошее диагностическое обеспечение для про-
ектируемой машины, должен сознавать, что
для этого потребуются затраты, которые нач-
нут окупаться немедленно - в процессе изго-
товления машины и при ее наладке. В первую
очередь разработчику надлежит рассмотреть
все стадии и этапы жизни машины, для каж-
дого такого этапа решить вопрос о необходи-
мости решения той или иной задачи диагно-
стирования, выбрать или назначить требуе-
мую полноту обнаружения и глубину поиска
дефектов. За этим должна следовать разработ-
ка и создание соответствующих систем диаг-
ностирования.
Главными показателями качества систем
диагностирования являются гарантируемые
им полнота обнаружения и глубина поиска
дефектов. К числу “вторичных” показателей
качества систем диагностирования можно
отнести затраты на аппаратуру, время, энер-
гию, а также показатели надежности средств
диагностирования, в том числе достоверность
диагностирования.
Общепризнанным является наличие
принципиальной связи и взаимного влияния
показателей надежности машин, с одной сто-
роны, и характеристик их систем диагности-
рования - с другой. Однако требуется разра-
ботка конкретных инженерных методов коли-
чественных расчетов, позволяющих получать
исходные данные для проектирования систем
диагностирования, исходя из заданных требо-
ваний по надежности, допустимых затрат на
диагностирование, а также условий примене-
ния и технического обслуживания машин.
Внедрение в практику проектирования ука-
занных методов в определенной мере дело
будущего. В настоящее время целесообразно
согласовывать показатели надежности машин
и характеристики их систем диагностирования
путем итеративного рассмотрения ряда вари-
антов.
Для правильной организации проекти-
рования систем диагностирования такие ос-
новные исходные данные, как состав обнару-
живаемых дефектов и глубина их поиска,
должны быть заданы в виде конкретных пе-
речней дефектов.
Одна из главных задач, решаемых на ос-
нове диагностирования - предсказание со-
стояния машины в некоторый будущий мо-
мент времени (прогнозирование). Важнейшие
аспекты прогнозирования - определение сро-
ка службы машины или периодичности про-
филактических проверок и ремонтов. Реше-
ние задач прогнозирования весьма важно, в
частности, для организации технического
обслуживания машины по состоянию (вместо
обслуживания по ресурсу).
Хорошо организованное диагностиче-
ское обеспечение машины с хранением всех
предшествующих результатов диагностирова-
ния может дать объективную информацию,
представляющую собой предысторию разви-
тия процесса изменения характеристик ма-
шины, что может быть использовано для кор-
рекции прогноза и повышения его достовер-
ности.
Пусть г0 - настоящий момент или пери-
од жизни машины, Т\ - прошлый период,
?2 - будущий период. Обозначим символами
- отдельные экземпляры машин, 50 - один
конкретный исследуемый экземпляр машины,
5j - группу из к экземпляров, подвергающих-
ся исследованию для получения априорной
информации о их техническом состоянии,
52 - группу из т экземпляров, техническое
состояние которых (настоящее или будущее)
определяется по полученной априорной ин-
формации о техническом состоянии экземп-
ляра 5о или группы 5j экземпляров.
Априорная информация, требуемая для
постановки прогноза, представляет собой
данные о техническом состоянии одного 5о
или группы 51 экземпляров объекта. Эти дан-
ные получаются либо в результате однократ-
ного в момент времени /о > либо, многократно-
го в течение периода времени Т\ диагности-
рования конкретных экземпляров машины.
Обозначив данные о техническом состоянии
символом е, выделим четыре группы получае-
мой априорной информации:
е(5ь Т\) - группа 51 экземпляров объек-
та диагностировалась многократно в течение
периода времени Т\,
СВЯЗЬ ДИАГНОСТИКИ С НАДЕЖНОСТЬЮ И ПРОГНОЗИРОВАНИЕМ
171
е(50, 7\) - экземпляр 5о объекта диагно-
стировался многократно в течение периода
Гь
е(5ь 4)) " группа экземпляров объекта
диагностировалась однократно в момент вре-
мени г0;
е(5о, fo) - экземпляр 5о объекта диагно-
стировался однократно в момент времени Го-
Первая ситуация соответствует получе-
нию наибольшего, а четвертая - наименьшего
объема априорной информации. Вторая и
третья ситуации занимают промежуточное
положение по объему информации.
Прогноз связан с обработкой априорной
информации с целью определения:
e(S2, Т2) - технического состояния груп-
пы 52 экземпляров в будущий период време-
ни 7^;
е(5о, Т2) - технического состояния одно-
го экземпляра 5о в будущий период времени
Л-
В период эксплуатации весьма важным
является индивидуальное прогнозирование
технического состояния каждого конкретного
экземпляра машины, которое позволяет об-
служивать их по состоянию. При индивиду-
альном прогнозировании априорная инфор-
мация должна быть индивидуальной для каж-
дого экземпляра машины. Если эту информа-
цию получать в процессе эксплуатации, то
она будет учитывать не только конкретные
условия применения данного экземпляра ма-
шины по назначению, условия ее обслужива-
ния, хранения и транспортирования, но и
специфические особенности экземпляра, за-
висящие, в частности, от конкретных условий
изготовления машины и ее составных частей.
Теоретически задача прогнозирования (в
том числе индивидуального) ставится сле-
дующим образом. На техническое состояние
машины влияют факторы: вектор X на
рис. 2.3.2, определяющий необратимые про-
Рис. 2.3.2. Однолинейная схема системы
прогнозирования, содержащая
экземпляр Sj объекта,
средства измерения СИ
и средства прогнозирования СП
цессы деградации физико-химических свойств
машины (старение, износ и др.), вектор Y ,
определяющий случайные внешние и внут-
ренние помехи. Для измерения выбрана сово-
купность {£/,/ = 1,2,...,л} параметров машины
(£), относительно которых предполагается,
что они существенно зависят от X и позво-
ляют (при наличии средств, реализующих
алгоритм прогнозирования) предсказать бу-
дущее техническое состояние е объекта. Эти
параметры называют прогнозирующими. На
значения прогнозирующих параметров в об-
щем случае накладываются помехи Y . При
измерении параметров возможны погрешно-
сти измерения (вектор Z ), вследствие чего
вместо вектора £ истинных значений получа-
ется вектор £* * £ . На результаты прогнози-
рования, возможно, влияют погрешности
прогнозирования (вектор W ). Таким обра-
зом, будущее техническое состояние е объекта
зависит от нескольких случайных векторных
аргументов:
/ = /(х,У,1Г). (2.3.1)
Зависимость (2.3.1) является вероятно-
стной моделью процесса прогнозирования,
поскольку аргументы X,Y,Z и W являются
существенно случайными функциями. Полу-
чить зависимость (2.3.1) в явной аналитиче-
ской форме практически невозможно. В связи
с этим используют различные приемы упро-
щения как самой модели, так и процедур ее
обработки. К этим приемам относится рас-
членение общей задачи прогнозирования на
две самостоятельные задачи: задачу измерения
прогнозирующих параметров, когда работают
с моделью вида
/ = 1,2,...,л
(2.3.2)
и задачу получения прогноза (результата
прогнозирования) по модели вида
e = vp,ir). (2.3.3)
Однако и при таком расчленении труд-
ности разработки практически эффективных
методов прогнозирования для сложных ма-
шин остаются значительными. Наиболее про-
стой была бы явная аналитическая модель
вида
е = А(ЛГ),
(2.3.4)
172
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
в которой отсутствует зависимость будущего
технического состояния от случайных помех и
погрешностей. Стремясь к “идеальной” моде-
ли (2.3.4), применяют различные способы
математической обработки моделей вида
(2.3.2) и (2.3.3) с целью уменьшения зависи-
мости окончательных результатов измерения
прогнозирующих параметров и прогноза от
случайных функций Y, Z и И7 . Эти способы
заключаются главным образом в сглаживании
случайных процессов применением операто-
ров сглаживания. Для применения операторов
сглаживания необходимо знать характеристи-
ки сглаживаемых случайных процессов, на-
пример вероятности появления величин
K,Z и W интервалов сглаживания и др., что
сопряжено с необходимостью получения и
обработки больших объемов априорной ин-
формации, что практически далеко не всегда
возможно.
Аналитическое представление модели
(2.3.3) затруднено даже в том случае, когда
известны значения прогнозирующих парамет-
ров в прошлые периоды времени Г/ е 7} ,
заданы диапазоны их допустимых значений и
можно пренебречь погрешностями W. Задача
выбора описания процесса изменения во вре-
мени рабочей точки (конца вектора £* ) в
области допустимых значений прогнозирую-
щих параметров, т.е. выбора модели процесса
эволюции технического состояния машины,
остается всегда. Относительно просто прогноз
может быть получен градиентным или опера-
торным методами, когда процесс эволюции
может быть описан линейной или так назы-
ваемой центральной детерминированной мо-
делью, что, однако, не всегда допустимо в
реальных ситуациях.
Задача достоверного и устойчивого из-
мерения значений прогнозирующих парамет-
ров, т.е. выбора и обработки модели (2.3.2)
является типичной для теории и практики
измерения. Специфическими для техническо-
го прогнозирования являются задачи по-
строения и обработки модели (2.3.3) с целью
получения прогноза, а также задачи выбора
прогнозирующих параметров. Для решения
задачи выбора совокупностей прогнозирую-
щих параметров не существует формализо-
ванных методов. Даже для простых объектов
прогнозирующие параметры выбираются ин-
туитивно на основе знания функциональных,
структурных, физико-химических и других
свойств конкретных машин с учетом условий
эксплуатации и т.п.
Выбор и измерение прогнозирующих
параметров не являются необходимыми, так
как при прогнозировании в конечном итоге
интересует только зависимость (2.3.4), где X
представляет факторы, определяющие необра-
тимые изменения в машине. Однако устано-
вить функциональную связь в явном виде
между техническим состоянием е и фактора-
ми X в общем случае не представляется воз-
можным. Более того, измерение значений
вектора X весьма затруднено, если вообще
возможно. Поэтому связь (2.3.4) устанавлива-
ют опосредованно через зависимость (2.3.2)
путем изренения прогнозирующих парамет-
ров, относительно которых предполагается,
что их значения изменяются во времени из-за
воздействия факторов X , и затем через зави-
симость (2.3.3), экстраполируя значения
прогнозирующих параметров на будущие пе-
риоды времени.
Таким образом, практическая реализа-
ция теоретически строгих постановок задач
прогнозирования технического состояния
машин встречается с трудностями и ограни-
чениями. Этим, по-видимому, объясняется
медленное внедрение методов и средств про-
гнозирования в практику.
Априорные данные о технических харак-
теристиках объекта можно получать от
средств функционального и тестового диагно-
стирования. Тогда при условии организации
накопления и обработки выдаваемой ими
информации имеется возможность в любой
период времени жизненного цикла конкрет-
ного экземпляра машины иметь не только
абсолютные фактические значения интенсив-
ностей отказов и прогнозирующих парамет-
ров, но также динамику их изменения, на-
пример, в виде кривых.
При наличии таких кривых можно эм-
пирически выбрать критерий годности и на-
значить его предельное значение, по дости-
жении которого дальнейшее использование
данного экземпляра машины либо невозмож-
но (опасно), либо не оправдано по технико-
экономическим соображениям. Удачный вы-
бор критерия годности позволяет использо-
вать его значения также для управления пе-
риодичностью тестового диагностирования
(т.е. профилактики и ремонта) машины. Это и
будет реализацией индивидуального прогно-
зирования технического состояния машины и
тем самым обслуживания ее по состоянию.
Простейшими критериями годности
могут быть, например, абсолютные значения
или скорости изменения абсолютных значе-
ний интенсивностей отказов или некоторых
прогнозирующих параметров.
Наиболее трудным является выбор пре-
дельного значения критерия годности, а так-
же выбор прогнозирующих параметров. Тео-
ретически обоснованные ответы на эти во-
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ПРОЕКТИРОВАНИЯ
173
просы удается получить только для очень
простых машин. В большинстве случаев, од-
нако, могут оказаться приемлемыми методы
экспертных оценок.
2.3.3. ДИАГНОСТИРОВАНИЕ МАШИН
НА СТАДИИ ПРОЕКТИРОВАНИЯ
На стадии* проектирования новых конст-
рукций машин выбор системы диагностиро-
вания (см. рис. 2.3.1 и 2.3.3) предъявляет наи-
большие трудности, так как отсутствуют
предшествующий опыт и данные, характер-
ные для исправных и работоспособных со-
стояний машин. Поэтому приходится прибе-
гать к параметрическим методам диагностики
и. использованию обобщенных характеристик,
основанных на данных испытаний родствен-
ных конструкций машин, узлов и механиз-
мов, а также на результатах натурного и ма-
тематического моделирования динамических
процессов, определяющих надежность маши-
ны. На этом этапе много времени занимает
подготовка к диагностированию и созданию
базы данных (см. рис. 2.3.1).
Диагностирование динамических процес-
сов при создании принципиально новых машин и
агрегатов. Наибольшие трудности обеспече-
ния надежности возникают при проектирова-
нии машин и агрегатов, физические основы
построения которых недостаточно изучены. К
таким техническим системам относятся
энергетические установки для термоядерного
синтеза [1]. Работы в этом направлении ве-
дутся в России и США. По программе Мини-
стерства энергетики США они планируются
до 2200 года. Первые три этапа (рис. 2.3.4)
посвящены экспериментальным исследовани-
ям, обеспечивающим надежность удержания
плазмы и стабильность протекания процессов
термоядерного синтеза. При этом методами
физического и математического моделирова-
ния изучаются термодинамические процессы,
физика термоядерного горения, методами
технической диагностики обеспечиваются
условия техники безопасности. На это отво-
дится несколько десятков лет. Только в нача-
ле будущего тысячелетия планируется созда-
ние опытно-промышленных реакторов, обла-
дающих достаточной надежностью. Однако
работы над повышением надежности и безо-
пасности планируется продолжить и в даль-
нейшем - при создании промышленных реак-
торов. Этот пример показывает, как вопросы
надежности и диагностики энергетической
установки решаются совместно по одной
программе, начиная с изучения физики про-
исходящих термоядерных процессов, и какие
средства приходится вкладывать в создание
принципиально новых машин, обеспечивая
их надежную и безопасную работу.
Системы функционального диагностиро-
вания. На этапе проектирования, наряду с
системами неразрушающего контроля (рис.
2.3.3) наибольшее применение получили сис-
темы функционального диагностирования, не
требующие подачи на объект целенаправлен-
ных воздействий [2]. При стендовых испыта-
ниях новых конструкций машин наиболее
часто применяют параметрические методы
диагностирования: по параметрам движения,
силовым, виброакустическим и термодинами-
ческим параметрам. Результаты диагностиче-
ских испытаний нужны не только для оценки
надежности машины, но и для получения
основных паспортных данных и оценки тех-
нического уровня конструкции при сертифи-
кации машин.
Рис. 2.3.3. Основные типы систем диагностирования
Сверхпроводжяе магниты
Устройства по вводу топлива я эго награжу
•М]
8.SS.
Параметры
о
Разработка
концепции
Оорма
плазм!
Критерий выдачи лицензий
Разработка требований к херакяврнотяхам
блакхета я занятного ехраиа
Разработка конструкции блаыхета
я зенитного экрана
ромшм
Контроль чхотота топлива
безопасность
Обременяв с трвтхем
Характернотяка
узлов оборудования
Физика плазмы я взаМдвЖствхя мему
пучком я топливо* таблеткой
sag
i^g
Лазеры, генераторы електронкых
£
'Работа о трятяем
Нагрев
Возбужденже
Нагрев шаз»ш
Аязххэ
термоядерного
горения
Ввод тоояом
oS
Q
S5g
Техника безапзс-
воста
Надвпооть
Готовность
i’i
£g8
Выбор материалов
2000 г.
2100 г.
22С9 г<
Разработка енотом Разработка промлывкного реактора
Рис. 2.3.4. Схема последовательности работ в области управления термоядерным синтезом
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ПРОЕКТИРОВАНИЯ
175
Рис. 2.3.5. Основные узлы и механизмы машин, подлежащие первоочередному диагностированию
Такое комплексное построение обычных
стендовых и диагностических испытаний по-
зволяет экономить значительные средства и
сокращает сроки испытаний.
Функциональные системы диагностиро-
вания используются при диагностировании
основных узлов машин (рис. 2.3.5). Они осо-
бенно эффективны при диагностировании
роторов и механизмов прерывистого дейст-
вия, которые обычно являются наименее на-
дежными узлами машины. К механизмам
прерывистого действия, у которых время
разгона гр и торможения гт занимают сущест-
венную часть цикла действия (рис. 2.3.6),
относятся механизмы линейного и углового
позиционирования, фиксации, зажима, тор-
мозные устройства.
Диагностирование машин по параметрам
движения и силовым параметрам. Диагности-
рование большинства видов технологического
оборудования осуществляется в основном по
параметрам движения и силовым параметрам.
При этом используются результаты испыта-
ний нормализованных узлов, опыт выявления
диагностических признаков неисправностей у
родственных, близких по размерам конструк-
ций, и обобщенные безразмерные характери-
стики, позволяющие использовать при серти-
фикации и оценке состояния машин стати-
стические количественные данные, накоплен-
ные при испытании самых различных конст-
рукций и механизмов, но одного функцио-
нального назначения. К таким устройствам
относятся часто применяемые в автоматиче-
ском оборудовании механизмы углового и
линейного позиционирования и механизмы
фиксации. У многих машин они имеют не-
достаточно высокую надежность, что застав-
ляет диагностировать их в первую очередь.
Нормальное функционирование машин, их
двигателей, роторных систем в ряде случаев
нарушают процессы разгона, реверса и тор-
можения, которые характеризуются повы-
шенным уровнем ускорений и значительными
динамическими нагрузками.
Для всех этих узлов машин большое значение
имеет формирование закона движения (рис.
2.3.6), обеспечивающего приемлемые затраты
176
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
времени на изменение скорости (/р, и на-
правления движения при допустимом уровне
динамических нагрузок и обеспечении точно-
сти конечных положений (для механизмов
позиционирования и фиксации).Рассмотрим
подготовку диагностической информации на
стадии проектирования устройств углового
позиционирования, получивших широкое
применение в многопозиционном оборудова-
нии, делительных и загрузочных устройствах
автоматического оборудования, в промыш-
ленных работах. Эти же методы обобщения
информации применимы к оценке надежно-
сти таких уникальных устройств как механиз-
мы разводных мостов, стартовые устройства
ракет и др.
2.3.1. Простые показатели качества
Показатели качества Обозначение Примечания
1 2 3
Систематическая и случайная состав- ляющие погрешности позициониро- вания, угл. сек 5„
Систематическая и случайная состав- ляющие погрешности фиксации, угл. сек Зс 3V
Время позиционирования без учета колебаний в конце хода, с 4» См. рис. 2.3.6
Время позиционирования и фикса- ции, с тп См. рис. 2.3.6
Время фиксации, с гф — Тп - /п
Время цикла, с Гц Включая разгон двигателя, зажим и разгрузку опор
Угол поворота, рад ф Часто = 2n/zc
Средняя и максимальная угловая ско- рость при позиционировании, с-1 X О Л Q. J ° 3 3 ® с р0 — Ф/Ч)
Средняя угловая скорость при пово- роте и фиксации, с-1 йср ® с р “ ф/ Гп
Средняя угловая скорость поворотно- фиксирующего устройства, с"1 Оц II II 8 < Х5 С1 1
Угловое ускорение, с"2 е =AJ) При разгоне 8р. При торможении 8т. Максимальное smax
Момент от сил инерции, Н м М1Н Mih = где J* - момент инерции ведомых масс (выходных звеньев)
Активная мощность электродвигателя, кВт р У насоса, гидромотора, в полостях гидро-, пневмоци- линдров, у гидроаппаратуры
Давления в различных точках гидро- ил и пневмосистемы, МПа р У насоса, гидромотора, в полостях гидро-, пневмоци- линдров, у гидроаппаратуры
* Определяется экспериментально, например: J = Л/ин/е, или по чертежам.
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ПРОЕКТИРОВАНИЯ
177
Быстродействие механизмов позициони-
рования определяется затратами времени на
разгон Гр, торможение фиксацию (или зату-
хание уровня колебаний при позиционирова-
нии) /ср, максимальной сотах и средней соср
скоростью позиционирования. Закон характе-
ризуется коэффициентом заполнения тахо-
граммы
„ _ мср
-**С0 ~ >
03 max
определить который можно по данным
табл. 2.3.1.
В большинстве конструкций Х^=0,5ч-0,9.
Величины Гр, tn и удары при зацеплении оп-
ределяют уровни угловых ускорений ер и &г,
определяющие в свою очередь уровень мо-
ментов от сил инерции, которые ограничены
прочностью деталей механизма. В устройствах
с электромеханическим, гидравлическим и
пневматическим приводами к простым пока-
зателям относятся также мощность электро-
двигателя и давления в различных точках
гидро- или пневмосистемы. Таким образом в
табл. 2.3.1 в основном содержатся паспортные
данные диагностируемого механизма. Разра-
ботка обобщенных характеристик требует
изучения не только результатов стендовых, в
том числе ресурсных, испытаний и моделиро-
вания (см. рис. 2.3.1), но и изучения опыта
эксплуатации и результатов осмотра деталей
при разработке ремонтируемых узлов и меха-
низмов.
Приведенные ниже обобщенные показатели
качества механизмов углового позициониро-
вания (табл. 2.3.2), отклонение от рекомен-
дуемого уровня которых является диагности-
ческим признаком, зависимости этих показа-
телей друг от друга (рис. 2.3.7), характер кото-
рых изучен на основе экспериментальных
исследований и расчетов, позволяют оцени-
вать технический уровень и техническое со-
стояние любых других механизмов углового
позиционирования. Приведенные в табл. 2.3.1
и 2.3.2 показатели для наиболее распростра-
ненных в автоматическом оборудовании ме-
ханизмов углового позиционирования (в том
числе с реверсом, с предварительной и точ-
ной фиксацией) могут быть определены при
использовании таких параметров, как время
движения /п, Гп, время цикла Тц (см.рис.
2.3.6), угловые скорости со (средние соср и мак-
симальные соП1ах), ускорение е, малые переме-
щения 6ц, ведомого звена*.
При определении качества механизмов
используются квалиметрические табл. 2.3.2 и
графики (рис. 2.3.7, а-е), отражающие зави-
симость выбранных простых и комплексных
показателей друг от друга. На графиках выде-
ляются зоны наиболее распространенных
значений и показаны ограничения по требо-
ваниям обеспечения надежности, наклады-
ваемые на выбираемые параметры быстроход-
ности (К/Къ, аа/ааЪ), где Къ и дюБ - базовые
значения параметров и производные парамет-
ры: динамичности Хд, комплексные парамет-
ры >4кд/^кдб и 4д/4яб> характеризующие без-
отказность и долговечность механизма. В
табл. 2.3.2 для механизмов позиционирования
приведены только наиболее важные показате-
ли, разбитые на четыре уровня. Показатели
каждого последующего уровня рассчитывают-
ся с помощью показателей предыдущего уров-
ня. При оценке качества все показатели с
помощью базовых значений коэффициентов
приводятся к безразмерному виду (табл. 2.3.1
и 2.3.2). (♦> Они используются также при оп-
ределении вибрационных показателей.)
2.3.2. Основные показатели качества механизмов углового позиционирования
Показатели У ровни
качества 1 2 3 4
Временные интервалы, быстродействие (рис. 2.3.6) гр гт — - /п Пф “ ^ф/^11 -
Быстроходность 03 шах ис р0 = vAn ®ср= V/^n ^СОср,,'" к °а ° Ур8*
Динамические нагрузки, долговечность етах ^ин max ~ *^|8 max | v _ |Б max | лд “ 7 со СРо 4а =
178
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
Зама наидо/ree часто
встречаемых значений
Y//7A Зона часто бстречаемых
и мочений
Рис. 2.3.7. Зависимости простых и комплексных показателей качества механизмов углового позиционирования
При угловом позиционировании
Для расчета оср по о с Ро на этапе проектиро-
о = — =
Р ^ре в
(2.3.5)
вания необходимо учесть потери на фикса-
цию и успокоение колебаний до заданного
где сэср - средняя скорость углового позицио-
нирования, с"1; \у - угол поворота, рад; /рев -
время реверса. Наибольшая величина средней
угловой скорости определяется по расчетным
данным
уровня.
Суммарные потери на фиксацию оцени-
ваются с помощью коэффициента
°ср0
*п
(2.3.6)
n L1ФХ ?ф£
* ТП ГП+/ф£
гДе ^Рев *Ф*
(2.3.7)
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ПРОЕКТИРОВАНИЯ
179
Отдельные составляющие могут отсутст-
вовать. Их величина существенно зависит от
типа механизма фиксации. Коэффициент
зависит также от требуемого угла поворота,
определяющего время /п. С увеличением \\i
коэффициент т|ф быстро уменьшается (рис.
2.3.7, б).
Величины т|ф для наиболее распростра-
ненных типов механизмов фиксации приве-
дены на графике (рис. 2.3.7) в зависимости от
угла ц/.
В случаях, когда возможна фиксация уз-
ла сразу после окончания позиционирования
и когда колебания, возникающие в конце
позиционирования или фиксации, несущест-
венны для выполнения рабочих операций,
быстроходность оценивается с помощью ко-
эффициентов быстроходности Ко.
Средняя быстроходность характеризует-
ся коэффициентами К/К^ = l-e-2. Если неиз-
вестны точно потери времени, возникающие
при фиксации, то при расчете К их оценива-
ют с помощью коэффициентов г|ф.
Согласно данным табл. 2.3.2
“ср = ®ср„(1 - Пф); (2.3.8)
к = АГ0(1 - Пф) ; (2.3.9)
Г'
^=-VT- (21,0)
В тех случаях, когда известна точность
позиционирования, достижимая быстроход-
ность механизмов позиционирования оцени-
вается по величинам коэффициентов аа. На
величину аа оказывает влияние ряд не учтен-
ных в структуре формулы (2.3.10) факторов,
поэтому нормы на них целесообразно назна-
чать дифференцированно.
На основании анализа эксперименталь-
ных данных для отработанных конструкций
поворотных столов было принято аы/аыЬ= 0,5,
где яоб = ^10 . При этом допущении средняя
скорость может быть рассчитана по формуле
(2.3.11)
Усредненная величина коэффициента быст-
роходности
Асо г- I—
-^=0,5^4^;.
ЛБ v
(2.3.12)
Эти величины заранее рассчитываются и
сравниваются с теми коэффициентами К,
которые определены по экспериментальным
значениям ыср.
Превышение расчетной величины К над
Аср является диагностическим признаком и
требует проверки других комплексных крите-
риев.
Дополнительными показателями качест-
ва, определяющими надежность и рассчиты-
ваемыми по кинематическим параметрам,
являются динамические нагрузки и коэффи-
циенты динамичности. Они используются,
когда затруднено непосредственное измерение
усилий и моментов.
Для сравнения с экспериментальными
данными обычно используют результаты ки-
нематического и кинетостатического расчетов
усилий и моментов, действующих на детали
механизмов. Для прочностных расчетов эти
данные уточняют с помощью коэффициентов
динамичности. Наиболее часто применяется
коэффициент динамичности Kz, предложен-
ный Миттчелом:
еэксп — Къ ерасч>
где 8Эксп - экспериментально определенная
величина углового ускорения, определяющая
уровень динамических нагрузок; ерасч - рас-
четная величина ускорения.
Коэффициенты К определяют по экспе-
риментальным данным. А>1 и во многих слу-
чаях для поворотных устройств Kz = 24-3.
С помощью коэффициента Kz может
быть рассчитан коэффициент динамичности
Ад, предложенный И.И.Артоболевским и ис-
пользуемый при диагностировании как один
из критериев, определяющих надежность:
еэксп=^ерас (2 3 и)
^2 2
СОср0 °ср0
Коэффициент Ад достаточно универса-
лен и пригоден для сравнения нагрузок на
механизмы поворота различных типов. При
пред&ложении Kz — 1 получаются занижен-
ные значения Ад, используемые при предва-
рительных расчетах. Экспериментально было
установлено, что величина этого коэффици-
ента зависит от коэффициента Ао и от требо-
ваний к точности позиционирования. Кроме
типа и конструкции применяемого механизма
на него существенное влияние оказывают
условия демпфирования, в частности тип
опор выходных звеньев. На основании обра-
ботки большого числа данных, полученных
при исследовании устройств различных типов,
была получена эмпирическая зависимость
Ал
(2.3.15)
Ао
180
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
где Ад, Y и Z - эмпирические величины. Ве-
личина Ад может быть принята в качестве
комплексного показателя качества механизма,
используемого при диагностировании:
Аа = . (2.3.16)
Графики для определения Кд приведены на
рис. 2.3.7 и 2.3.8.
0,4 0,6 Ofi &
3 4 бв/О Ко/
-* КулачкаЬо-цепочные /к£
—» Рычажно-храповые
—4 Пневматические
—• ёидраблические
4?/ 0,2.
Мальтийские
Зубчатые и
зубчато-рычажные
Рис. 2.3.8. Зависимость коэффициента динамичности Кд от коэффициента быстроходности Кц для устройств
с различными механизмами поворота
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ПРОЕКТИРОВАНИЯ
181
Для приближенного определения ожи-
даемого уровня Ад могут быть приняты
Лд = 2103, Y= 1,1 и Z= 1/3.
На рис. 2.3.8 приведены характерные
зоны значений А’д и Ао для различных меха-
низмов позиционирования, которые могут
быть использованы при диагностировании,
сертификации и оценке качества изготовле-
ния.
На рис. 2.3.8 справа заштрихована на-
клонная линия Ад = Л Ар), которая ограничи-
вает область недопустимых значений парамет-
ров. Если при диагностировании эксперимен-
тально полученные комплексные параметры
попадают в эту зону, то эксперимент должен
быть немедленно прекращен, если они попа-
дают в эллипсовидную зону часто встречаю-
щихся значений, то требуется лишь дополни-
тельная проверка по другим параметрам. При
этом учитывается паспортное значение точно-
сти позиционирования 6^, и тип применяемо-
го механизма.
Так, для гидравлических устройств ха-
рактерны большие Ад при малых 5^, для
пневматических устройств наоборот - низкие
А’д при больших и средних 8^, устройства с
электромеханическим приводом занимают
промежуточное положение. Поэтому нормы
на допустимые величины Ад и Ао должны
назначаться дифференцированно с учетом
типа механизма и требуемой точности пози-
ционирования [3].
Другая важная для диагностирования за-
висимость комплексных параметров аа = /(Ад)
(см.табл. 2.3.2) приведена на рис. 2.3.9. Здесь
также ограничена зона недопустимых значе-
ний. Предельное значение Лкд = Ю-6 ограни-
чивает эту область.
Наибольшее число экспериментальных
точек получено вблизи аы = 0,5; Ад = 2103.
Эта зона характерна для поворотных столов с
опорами скольжения. По мере износа пара-
метры смещаются в зоны 4-5.
/00 300 /000 2000 5000 20000
Рис. 2.3.9. Зависимость комплексного коэффициента быстроходности ат от Ад
для поворотных столов и шпиндельных блоков
182
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
2.3.3. Комплексные критерии качества механизмов линейного позиционирования,
используемые при диагностировании
______________________ Уровни показателей качества___________________________
1 2 3 4 5
т Тп L vmax flmax А/ vcp0 ~ ^/fn vcp = £/гп ~ - /п ^ин.шах — *Лв = *СР(Л К л = „ |fl maxi *дл = , v< СРо &Л = *Л0 (1-Пф) vcp — Vcpo 0 -г1ф) Абдл ~ ^дл а - *Л V ЛДЛ = КДЛ^1^Кл0 Ъ=Кдл/Кл0 ДДЛ=^БДЛД/^Л^
Оценки качества
% _ vmax VCPo ДпоМб «л/Кб ЛКДЛ/^КДЛБ ^КДЛБ = 1
Быстроходные револьверные головки
попадают в зону 6 недостаточно надежных
конструкций. Зоны 1 и 2 характерны для вы-
соконадежных быстроходных устройств с ма-
лыми моментами инерции J, зона 3 - для
вспомогательных устройств с невысокими
требованиями к быстроходности.
Совместное рассмотрение результатов
сравнения с экспериментальными данными
паспортных данных 5^, /п, Гп, соср(), соср, 8,
Л/Ин и комплексных параметров Ад, АЬ, К, аа,
Ад и Якд, содержащихся в банке данных, по-
зволяет выявить ненадежные конструкции, а
совместно с рассмотрением динамики изме-
нения кинематических, динамических и точ-
ностных параметров и определить основные
причины возникновения неисправностей.
Допустимые величины Ад и Лкд Для конкрет-
ных конструкций уточняются при ресурсных
испытаниях. Остальные 5 могут определяться
при кратковременных экспериментах с набо-
ром необходимых статистических данных.
Необходимо отметить, что использова-
ние комплексных критериев и выявление
запретных зон для них, определяемых на ос-
нове экспериментального исследования самых
различных механизмов, позволяет уточнить
допустимую область диагностических пара-
метров и для новых механизмов и предотвра-
тить этим поломки механизмов при их серти-
фикационных и диагностических испытаниях.
Аналогично составляется таблица ком-
плексных критериев качества для механизмов
линейного позиционирования (табл. 2.3.3).
Здесь v и а - скорость и ускорение линейного
позиционирования; т - масса ведомых звень-
ев; L - путь; Де - точность позиционирования;
Kv - коэффициент заполнения тахограммы. В
обозначениях параметров - индекс 1 вместо у.
В качестве примера, показывающего
принципиальную близость результатов обра-
ботки комплексных параметров для устройств
углового и линейного позиционирования, на
рис. 2.3.10 приведена зависимость безразмер-
ного коэффициента Абдл = Адд L от Адо, где
Адд - коэффициент динамичности, L - путь,
Адо - коэффициент быстроходности.
Зависимость построена на основе испы-
таний нескольких сот экземпляров много-
шпиндельных автоматов отечественных и
зарубежных фирм. Испытывались механизмы
зажима, подачи пруткового материала, меха-
низмы поперечных и продольных суппортов.
Данные для механизмов линейного позицио-
нирования перед ремонтом близки к границе
предельных значений (она заштрихована). Это
определяется сравнительно большой массой т
продольных суппортов и их более высокой
быстроходностью Адо = 0,4-ь2, при этом было
принято базовое значение Адоб = 1- Наи-
меньшей быстроходностью и более высокими
коэффициентами динамичности отличаются
зажимные устройства. Таким образом, на
примере этих отработанных конструкций ме-
ханизмов подтверждаются выводы о необхо-
димости индивидуального назначения допус-
тимых значений комплексных параметров для
группы однотипных механизмов.
Диагностирование по силовым парамет-
рам. При диагностировании по силовым па-
раметрам измеряются напряжения, усилия,
крутящие моменты, давления в гидравличе-
ских и пневматических системах. Кроме ме-
тода эталонных (нормированных) модулей
здесь, так же как и при диагностировании по
параметрам движения, применяется метод
временных интервалов [2]. При этом не толь-
ко проверяется параметрическая надежность
механизмов, но и уточняются места или при-
чины возникновения неисправностей. В част-
ности, по зависимостям силовых параметров
от времени обнаруживают зазоры в механиз-
мах, связанные с износом.
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ПРОЕКТИРОВАНИЯ
183
0.01 0.1 0.2 1 2 3 5 10 Кл0/КЛ0б
Рис. 2.3.10. Зависимость безразмерного коэффициента динамичности Аддл
от коэффициента быстроходности Адо Для механизмов линейного позиционирования
многошпиндельных автоматов
На рис. 2.3.11 приведена запись на маг-
нитной ленте изменения давления в гидро-
системе при подводе рабочего органа машины
[4]. Каждый из временных интервалов t\ - /9
содержит информацию о техническом состоя-
нии аппаратов гидросистемы. Запись измене-
ния давления совместно с записью электриче-
ских сигналов системы управления или пере-
мещений золотников и клапанов гидросисте-
мы позволяет расшифровать подобные записи
изменения давления, а сравнение с записью
исправного образца - расшифровать дефекты
агрегатов. Измерение напряжений в корпусе
действующего атомного реактора [2] требует
большой подготовительной работы. Трудоем-
ко и встраивание датчиков усилий и крутя-
щих моментов в энергетические системы и
транспортные средства.
Рис. 2.3.11. Осциллограмма давления в гидросистеме
при подводе рабочего органа машины
в рабочую позицию, используемая
при диагностировании
184
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
Задачи диагностики во многих случаях
определяют целесообразность применения
встроенных силоизмерительных и тензомет-
рических средств, выполняемых на базе дета-
лей производственных машин (рис. 2.3.12 -
2.3.15). Они делятся на активные и пассив-
ные, отличаются количеством компонентов,
принципами действия, наличием или отсутст-
вием обратной связи, видом выходного сигна-
ла и др. [5].
Рис. 2.3.12. Датчики силы, выполненные на базе типовых деталей машин
(ТР - тензорезистор)
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ПРОЕКТИРОВАНИЯ
185
Выделяют три основные группы требо-
ваний к встроенным датчикам: метрологиче-
ские (наиболее важные), конструктивные и
эксплуатационные.
К метрологическим требованиям отно-
сятся: диапазон изменения сил в статическом
и динамическом режимах, чувствительность к
измеряемому параметру, вид характеристики,
достаточно высокий коэффициент преобразо-
вания, однозначную • зависимость выходной
величины от входной, направленность изме-
рительных характеристик, их минимальное
изменение под влиянием побочных факторов,
высокую стабильность во времени, устойчи-
вость против механических, электрических,
тепловых перегрузок, малое влияние на объ-
ект измерения. Должны также выполняться
такие заданные характеристики как, постоян-
ная времени и собственная частота колеба-
ний. К конструктивным и эксплуатационным
требованиям относятся: надежность, защита
от перегрузок, удобство замены изношенных
или сломанных элементов, проведение регу-
лировок, периодической проверки и аттеста-
ции.
Чаще других в качестве силоизмеритель-
ных средств используют следующие штатные
детали и узлы машин (рис. 2.3.12): крепежные
детали (а, б), опоры многоклиновых гидроди-
намических подшипников (в), плунжеры (г),
шайбы (д, е, ж), дистанционные втулки (з),
детали преобразовательных передач (винт-
гайка) (и), детали зажимных приспособлений
(к, л), детали поворотно-фиксирующих узлов
(л/), опоры быстровращающихся (шпиндель-
ных, роторных) узлов (и) и др.
Рис. 2.3.13. Датчики силы, выполненные на базе крепежных деталей: винтов, болтов, гаек
186
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
Большие преимущества имеют крепеж-
ные детали: уровень напряжений в них доста-
точно высок, располагаются они в доступных
местах, просты по форме и отличаются не-
большими габаритами, легко заменяются на
специальные детали - датчики.
Винты - датчики строятся на базе кор-
пуса или с применением дополнительного
упругого элемента. Тензорезисторы наклеи-
ваются на поверхность просверленного отвер-
стия (рис. 2.3.13, а) или снаружи на прото-
ченную шейку (рис. 2.3.13, б) или на две лыс-
ки (рис. 2.3.13, е, ж).
При применении датчиков - болтов
(рис. 2.3.13, з) они могут работать не только
на растяжение, но и на сжатие, и на изгиб,
что повышает их чувствительность.
Датчики с упругим элементом различной
формы (рис. 2.3.13) делятся на оптические и
тензорезисторные. В оптическом датчике (в)
упругий элемент является шторкой, перекры-
вающей световой поток от светодиода - излу-
чателя к светодиоду - приемнику.
Конструкции тензорезисторных датчи-
ков (в и д) отличаются большой сложностью.
В датчике (д) могут быть устранены дополни-
тельные стыки (вариант слева).
Другим распространенным вариантом
является применение силоизмерительных
элементов на базе упругих шайб (рис. 2.3.14):
торовых (а, б) с открытым в поперечном се-
чении профилем, лепестковых (в), подклад-
ных, близких к плоским (г), шайб, заменен-
ных втулками (д). Варианты этих решений
представлены на рис. 2.3.14, е, ж, з, и.
Рис. 2.3.14. Датчики силы, выполненные на базе упругих шайб
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ПРОЕКТИРОВАНИЯ
187
Рис. 2.3.15. Примеры модернизации деталей, превращаемых в датчики силы
188
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
При модернизации деталей применяют
различные приемы (рис. 2.3.15). Коническая
шайба (а) превращается в многолепестковую
(б), каждый лепесток которой работает как
балка. Плоская пластина (в) превращается в
упругую раму (г). В полом цилиндре (д) дела-
ются прорези. В ряде случаев выполняют
круговые отверстия (е) в зоне сопряжения
элементов. На перемычки между двумя близ-
кими отверстиями (ж) наклеиваются тензоре-
зисторы. Простым приемом является измене-
ние конструкции детали за счет ее предвари-
тельной деформации. Так, балка (з) в вариан-
те (и) работает на продольный изгиб. Более
сложным является полная замена детали с
сохранением ее габаритов. В варианте (к)
прямоугольный параллелепипед заменен
ажурной конструкцией на шести стержнях,
которые работают практически только на рас-
тяжение-сжатие, что воспринимается накле-
енными на них тензорезисторами. По такой
схеме строятся варианты шестикомпонентных
датчиков (три составляющих силы, три со-
ставляющих момента).
Диагностирование машин по виброаку-
стическим и термодинамическим парамет-
рам. Диагностирование состояния быстроход-
ных машин и оценка степени опасности по-
вреждений на основе данных контроля виб-
раций - один из наиболее распространенных
и эффективных методов повышения надежно-
сти машин. В справочнике [2] рассмотрены
объекты диагностирования, диагностические
параметры, методы вибродиагностики и аппа-
ратура, применяемая для этих целей в раз-
личных условиях. Еще недостаточно разрабо-
таны вопросы совместного применения виб-
роакустических методов с диагностированием
машин по параметрам движения и силовым
параметрам.
Термогазодинамические параметры ши-
роко применяются при диагностировании
авиационных газотурбинных двигателей и
моделировании сложных физических процес-
сов, возникающих при их работе [2]. Термо-
динамические методы, основанные на законе
Сохранения и превращения энергии, приме-
няются при определении КПД гидравличе-
ских систем, который является одним из ди-
агностических параметров, характеризующих
состояние гидроаппаратуры самолетов, судов,
станочного оборудования и других технологи-
ческих машин [6]. С помощью термодинами-
ческих методов можно определить полный
КПД гидромашин при отсутствии и наличии
дренажной магистрали. Основой термодина-
мических методов являются высокопрочные
температурные изменения. Недостатком явля-
ется невозможность определить объемный
КПД.
Определение диагностических парамет-
ров при моделировании. При проектировании
новых машин и при уточнении параметров
модернизируемых машин и систем с целью
обеспечения высокой надежности широкое
применение получило математическое моде-
лирование. Однако на этой стадии не потеря-
ли своего значения физические методы моде-
лирования и идентификации механических
систем.
Так, при проектировании фрикционных
механических систем путевых машин желез-
нодорожного транспорта, в которых приме-
няются колесные пары, осевые редукторы,
трансмиссии, разнообразные узлы трения
качения и скольжения, применяют специаль-
ные стенды, позволяющие определить три-
боспектральные и триботехнические характе-
ристики. Основные эксперименты проводятся
на физической модели, амплитудно-
фазочастотная характеристика (АФЧХ) кото-
рой соответствует АФЧХ реальной системы.
Обеспечивается равенство логарифмических
декрементов колебаний в натурной установке
и в модели. На последнем этапе выполняют
диагностирование механической системы,
устанавливают вид и интенсивность изнаши-
вания в узлах трения, определяющих надеж-
ность системы, а также прогнозируют поведе-
ние реальной системы в будущем [7]. Приме-
нение таких систем моделирования позволяет
значительно приблизить полученные резуль-
таты оценки ресурса систем к данным, полу-
ченным при их эксплуатации.
Методы математического моделирования
получили применение при проектировании
высоконагруженных механизмов позициони-
рования и их механизмов фиксаций. Матема-
тическое моделирование особенно широко
применяется для определения диагностиче-
ских параметров и ограничений по надежно-
сти для тех механизмов, методы расчета кото-
рых трудоемки и недостаточно разработаны.
К таким устройствам относятся поворотно-
фиксирующие устройства с пневматическим
приводом. В теоретических работах по пнев-
моприводу [6] предложены безразмерные па-
раметры, характеризующие быстроходность и
нагрузочную способность, которая для пнев-
мопривода ограничена величиной давления в
заводской сети. Нагрузочная способность
имеет особое значение при оценке надежно-
сти работы пневматических устройств, так как
часто возникают отказы при понижении дав-
ления в заводской сети.
При моделировании учитывается взаи-
модействие механизма поворота и механизма
фиксации, определяющего надежность сраба-
тывания и точность позиционирования. Та-
ким образом, связываются три основные ха-
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ПРОЕКТИРОВАНИЯ
189
рактеристики, определяющие рабочее качест-
во и надежность механизмов позиционирова-
ния и фиксации.
На рис. 2.3.16 приведена зависимость
безразмерного параметра %, характеризующего
нагрузочную способность, от т, характери-
зующего время позиционирования.
По безразмерному времени т определя-
ется время позиционирования планшайбы
т^пр^ш
11 - У~Р
V ^тах
(2.3.17)
где тпр - приведенная масса выходных звеньев;
5Ш - ход штока пневмоцилиндра; РП1ах - мак-
симальная величина силы сопротивления,
действующей на зубчатое колесо планшайбы.
На графике
Р
_ гтах .
(2.3.18)
11 -
тп р
(2.3.19)
>тах л/Лпах^ш
где Рм - давление в магистрали; F - площадь
поршня со стороны рабочей полости; f3 - эф-
фективная площадь подводящей линии.
Для данной конструкции ^=1,21-10"5м2,
коэффициент К = 7,6102.
Рис. 2.3.16. Зависимость безразмерного параметра %, характеризующего нагрузочную способность, от т,
определяющего время позиционирования
Графики рис. 2.3.16 позволяют устано-
вить, что по критерию быстродействия пнев-
матические поворотные устройства с мальтий-
ским механизмом (/ * const) имеют преиму-
щество по надежности перед пневмо-
механическими устройствами с передаточным
механизмом, имеющим постоянное переда-
точное отношение / = const. Эти преимущест-
ва проявляются в большой степени с ростом
нагрузок, действующих на механизм (с ростом
коэффициента х)- Быстродействие здесь рас-
сматривается совместно с нагрузочной спо-
собностью, которая ограничена величиной
коэффициента х < 1.
Для одного из сравниваемых механизмов
при х = 1 (практически применяются более
строгие ограничения) величина момента
инерции планшайбы не может превышать
190
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
96 кгм2, в то время как, например, для агре-
гатных станков с поворотными столами тако-
го типа величина J может достигать несколь-
ких сотен кгм2. Для этих условий не обеспе-
чивается достаточная надежность или требует-
ся применение пневмоцилиндра с диаметром
d = 300 мм, что неприемлемо для столов с
диаметром планшайбы D = 1 м по габарит-
ным соображениям. С помощью данных, по-
лученных при моделировании, могут быть с
достаточной точностью рассчитаны ограниче-
ния, накладываемые критериями нагрузочной
способности и геометрическими критериями,
которые определяют при сертификации гра-
ницы преимущественного применения пнев-
матического и гидравлического привода.
С целью выбора более надежной конст-
рукции на модели проведены дополнительные
экспериментальные исследования механизмов
с приводом от пневмоцилиндра и с промежу-
точными механизмами как с постоянным, так
и с переменным передаточным отношением
(рычажно-храповые и мальтийские).
Учитывая специфику работы пневмо-
привода, определяют время срабатывания гсраб
(от момента подачи команды до начала дви-
жения поршня), время возврата поршня в
исходное положение, отклонения от расчет-
* • • о
ного передаточного отношения Л/ = i — , где
v
v - скорость поршня пневмоцилиндра; коэф-
фициент нагрузки привода
= ^экс п = ^1 ~ ^2
Ррас Рм
где рм; р\\ pi - давления в магистрали, в на-
порной и выхлопной полостях пневмоцилин-
дра соответственно.
В качестве основных диагностических
параметров приняты скорость, ускорение и
малые перемещения в конце поворота выход-
ного звена механизма (оз, 8, 5), в качестве
дополнительных - крутящий момент на вы-
ходном валу Л/кр и давления в обеих полостях
пневмоцилиндра и в магистрали (pj; и Рм)-
Регистрация этих основных параметров по-
зволяет рассчитывать показатели качества и
ограничения, принятые для оценки пневмо-
механических устройств. С их помощью опре-
деляют целесообразную область применения и
выявляют область ненадежной работы меха-
низмов пневмомеханических поворотных сто-
лов.
Вначале по средним величинам коэф-
фициентов быстроходности К и величинам
коэффициентов г|ф для выбранных механиз-
мов фиксации столов с различным числом
позиций zo и моментами инерции J планшай-
бы определяют время поворота
2л(1 - цф^7
tn = ...• (23.20)
По результатам моделирования для этих
условий определяют размеры пневмоцилинд-
ра (диаметр Du и ход поршня 5) и проверяют
возможность применения автоторможения с
целью повышения надежности устройства.
При заданных размерах R зубчатого ко-
леса или кривошипа были обнаружены огра-
ничения, возникающие из-за недостаточной
мощности привода, что может вызвать отказы
при эксплуатации при повороте столов с
большой массой G и моментом инерции J
планшайбы и при малом числе позиций Zo< 6.
Расчет комплексных показателей качест-
ва и их оценка позволяет сделать следующие
выводы:
- пневмомеханические устройства тем
надежнее в эксплуатации, чем меньше в них
промежуточных передач;
- применение механизмов с переменным
передаточным отношением (мальтийских и
рычажно-храповых) хотя и увеличивает нагру-
зочную способность устройств, но приводит к
ухудшению быстроходности, не улучшая точ-
ности фиксации. Наилучшим по большинству
оценок является реверсивный механизм, ра-
ботающий по упорам;
- применение коэффициентов быстро-
ходности К и аа и использование данных об
их связи с заданной точностью фиксации
столов и каруселей позволяют уже на этапе
проектирования проводить сравнение пово-
ротных делительных устройств с различными
промежуточными механизмами и подбирать
поворотно-фиксирующий механизм, обеспе-
чивающий выполнение заданных требований
по точности и высокую надежность.
Диагностирование и моделирование меха-
низмов фиксации. Надежность механизмов
фиксации часто оказывает наиболее сущест-
венное влияние на надежность машины. При-
веденные выше комплексные показатели и
методы математического моделирования могут
быть использованы и для оценки качества
механизмов фиксации.
Наибольшее распространение в машинах
получили механизмы одинарной фиксации, у
которых фиксация осуществляется одним
фиксатором (рис. 2.3.17, а), вводимым в гнез-
до фиксируемого узла, механизмы двойной
фиксации (рис. 2.3.17, б)у у которых контакт
фиксирующих поверхностей осуществляется
при реверсе фиксируемого узла, и наиболее
точные механизмы, осуществляющие фикса-
цию по большому числу фиксирующих по-
верхностей (рис. 2.3.17, в). В ряде автоматов
применяют менее точные, но достаточно на-
дежные механизмы (рис. 2.3.17, г), у которых
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ПРОЕКТИРОВАНИЯ
191
контакт фиксирующих поверхностей осущест-
вляется при их относительном движении и не
нарушается на всех участках работы механиз-
ма. В механизмах с поступательным переме-
щением применяют упоры (рис. 2.3.17, д) -
подвижные или чаще неподвижные.
Рис. 2.3.17. Основные типы механизмов фиксации быстроходных устройств позиционирования
Рис. 2.3.18. Зависимость комплексных критериев качества аю от Ад для револьверных головок
с предварительной фиксацией при износе механизмов фиксации
192
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
Рис. 2.3.19. Механизмы поворота, предварительной
и точной фиксации револьверной головки,
проходившие ресурсные испытания
с одновременным диагностированием
Надежность, быстродействие, долговеч-
ность механизмов одинарной фиксации опре-
деляется формой фиксирующих и направ-
ляющих поверхностей фиксатора, скоростью
подвода поверхностей фиксируемого узла к
фиксатору, прочностью и износостойкостью
фиксатора. Механизмы одинарной фиксации
применяются и в механизмах типа “в” для
предварительной фиксации поворачиваемого
узла. Несрабатывание этого механизма при
высоких скоростях поворота приводит к ава-
рии из-за несовпадения основных фикси-
рующих поверхностей при поступательном
движении узла. Влияние механизмов предва-
рительной фиксации на коэффициенты Ад и
Лкд, характеризующие надежность механиз-
мов типа “в”, применяемых в быстроходных
револьверных головках, показано на
рис.2.3.18, где представлены результаты ре-
сурсных испытаний револьверных головок с
механизмами фиксации типа “в” (зоны “Б”,
“Г”).
Более крупные головки с гидравличе-
ским приводом поворота (рис. 2.3.19) подвер-
гались ускоренным испытаниям на различных
режимах. При средних скоростях поворота
®ср=(0,5-ь0,7) с'1 экспериментальные точки
располагались в благоприятной зоне “А”, при
работе основного фиксирующего механизма
(зубчатой муфты 7). Предварительная фикса-
ция планшайбы 6 здесь осуществлялась двумя
роликами 4 поводка мальтийского механизма,
которые входили в пазы креста 5 и определя-
ли его конечное положение. Окончательная
фиксация осуществлялась с помощью гидро-
цилиндра 8. Наличие зазоров в мальтийском
механизме (4-5) и удар в конце поворота при-
водили к большим динамическим нагрузкам и
ухудшению показателей качества Ад и Лкд. В
конце испытаний экспериментальные точки
для механизма предварительной фиксации
располагались в зоне “Б”.
2.3.4. Комплексные показатели качества поворотных устройств
с различными механизмами фиксации
Тип механизма фиксации (рис.2.3.17) Механизм поворота ZQ ^БД К/Къ 4д/4ДБ Л кд 5^
а Кулисный 6 42 1,50 1,06 190 0,54 10'4 4
Кулачково- рычажный 12 14 1,60 0,40 12700 0,60-10'4 360
Г идравлический 6 550 0,37 0,15 12300 0,43 10-4 30
б Мальтийский 6,5 0,65 0,36 130 0,52 10-4 20
270 0,85 0,50 1450 0,55 IO 3 6
в Г идравлический 12 13 0,61 0,63 85 1,010-2*> 3,4
г Кулачково- цевочный 8 6 2,10 2200 0,39-10-3 180
*> Без учета механизма предварительной фиксации.
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ПРОЕКТИРОВАНИЯ
193
Рис. 2.3.20. Поворотный стол с гидравлическим приводом
(от реверсируемого гидромотора) и механизмом двойной фиксации:
а - схема стола; б - динамическая модель
При испытании менее тяжелых и более
быстроходных головок с электромеханиче-
ским приводом для основного механизма
фиксации (типа “в”) характерны более значи-
тельные величины >4д и Л кд, чем у головок с
гидравлическим приводом. Механизмы пред-
варительной фиксации (типа “а”) работали в
тяжелых условиях (зона “г”) и в конце испы-
таний перед ремонтом величины Лкд превы-
шали для этих механизмов допустимый уро-
вень (А кд/ Л кд Б = Ю‘6). Результаты ресурсных
испытаний [7] подтвердили эти выводы. Бы-
строходность, характеризуемая коэффициен-
том аы за счет увеличения длительности фик-
сации, уменьшалась медленнее, чем увеличи-
валась величина Ад. То же было характерно и
для механизмов типа “Г”, но предельные ве-
личины Ад для них были меньше (табл. 2.3.4)
из-за большей чувствительности по точности
механизма фиксации к износу фиксирующих
поверхностей. Поворот здесь осуществлялся с
помощью пространственного кулачкового
механизма, износ которого приводил к значи-
тельному повышению динамических нагру-
зок, величина Лкд/ ^кдб не превышала в этом
случае 10-4 (зона “В”) при испытаниях, про-
водимых перед ремонтом механизмов.
Наиболее чувствительны к величинам
конечной скорости ведомых звеньев механиз-
ма устройства фиксации типа “б” и “д”. У
гидромеханического устройства с реверсом
поворачиваемого узла (рис. 2.3.20) при ревер-
се возникают колебания скорости, на затуха-
ние которых перед подводом к фиксатору
требуются дополнительные затраты времени.
Оптимизация параметров движения и отра-
ботка методики диагностирования требуют
построения и исследования динамической
модели механизма. При этом совместно рас-
сматривают работу механизмов позициониро-
вания и фиксации.
Динамическая модель исследуемой сис-
темы гидравлического поворотного стола с
механизмом двойной фиксации представлена
на рис. 2.3.20, б. Движение системы было
описано следующими уравнениями:
чч + y-('i'i -чД + tL(vi -ч»2)-у^- [(vh -V1H = 0;
•ч Jl J
7 - 8277 0
194
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
V2 +— г(Фг -4'1) + —7“^ -Vl) + —•г(Фз -V2) + —7^—-(V3 -Ч'2) = 0;
J2 -xJ2 J2 -xJ2 J2 -seJ2 J2 -&J2
4'3+^-(v3 - Ч'2) + ^-(ч'3-Ч'2) + ^-(^3 -Ч'рев) + ^- = °.
(2.3.21)
где J\ - приведенный к ведомому валу сум-
марный момент инерции ротора гидромотора
и рабочего объема жидкости; \р] - угол пово-
рота ротора гидромотора; и - соответ-
ственно приведенные к ведомому валу момен-
ты инерции червяка и червячного колеса; \pj
и i|/2 - соответственно углы поворота червяка
и колеса; у2 " угол поворота колеса без учета
зазора; \рз и - соответственно угол поворота
и момент инерции выходного звена; с\ - при-
веденная к ведомому валу жесткость муфты,
соединяющей ротор гидромотора и червяк;
С2 - жесткость промежуточных элементов ме-
жду червячным колесом и фиксируемым уз-
лом; = Д\|/ э) - момент сил трения в на-
правляющих фиксируемого узла; сф - жест-
кость фиксатора и фиксирующих упоров;
\рн - установившееся значение скорости ро-
тора гидромотора; сж - жесткость столба рабо-
чей жидкости; ае - динамическое передаточное
отношение самотормозящейся передачи,
ае = М\/М\\, где Мj и М\\ - внутренние момен-
ты, действующие на звенья самотормозящей-
ся передачи. При > О
ае =
-tga-1 tg(a + р) п ри А < 0; \рз > 0
tga-1 tg(p-a) приЛ>0
tga-1 • tg(p -а) при Л<0;фз >0
для тягового режима;
для режима растормаживания или
заклинивания;
при у j < 0
ае =
-tga’1 tg(a + р)
tga’1 tg(p-a)
tga’1 tg(p-a)
при A > 0; \pз < 0
п ри A < 0
при A > 0; vpз > 0
(2.3.22)
для тягового режима;
для режима растормаживания или
заклинивания,
где А = “Чп) + “V1) + ^1^2 (ч'з ~ V2) + ^1с2(ч'3 “ 4х 2) > «ир- соответственно
углы подъема винтовой линии и трения в червячном зацеплении. Характер изменения момен-
тов сил трения описывается системой уравнений.
М = /(Фз) при Фз > Фз;
М * п ри ф з = vp з;
М
тр-
м = /(Фз) при0<ч/3 < ч'з;
Л/0 п ри фз = 0, если М дв > Mq;
Мав при фз = 0, если - Mq < Мдв < Mq;
-Mq прифз=0, если Л/дв<-Мо;
(2.3.23)
м = -/(ч'з) приО >ч'з > -ч^;
-М * п ри фз = — vp з;
М = -/(ч'з) ПРИ Ч'з < Ч'З
где Мдв сж(\рн - к|/|).
При решении задачи на ЭВМ в качестве
основных критериев качества были приняты
быстроходность и точность позиционирова-
ния, которые оценивались с помощью коэф-
фициента быстроходности К и погрешности
позиционирования 8Г Динамические нагруз-
ки на детали механизма рассматривались в
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ПРОЕКТИРОВАНИЯ
195
качестве ограничений. Для определения К
необходимо было определить среднюю ско-
рость на участке поворота и фиксации, а за-
тем рассчитать коэффициент по времени
поворота и фиксации, определяемых по ос-
циллограммам. Угол поворота
V3= — + 2ч/рев- (2-3.24)
ZQ
Средняя угловая скорость поворота и
фиксации
ре в
<2Л25)
£п £ре в *ф
где ц/рев - угол поворота планшайбы при ре-
версе, равный углу перебега при повороте
планшайбы. При этом К = соСрх/7Г = 1,72 оср.
Наибольшие трудности при моделировании
представляло определение погрешности пози-
ционирования бу. Она была определена с
учетом другого (дополнительного) критерия
качества, оценивающего точность воспроизве-
дения заданного закона движения на участке
реверса с помощью коэффициента неравно-
мерности движения 6fcJ, изменявшегося в ши-
роких пределах (до 200%). Было установлено,
что приемлемы для исследовавшейся конст-
рукции были значения бы < 30%
(v = 0,7н-2,5 м/мин), что в дальнейшем было
принято как функциональное ограничение.
Скорость планшайбы в момент встречи с
фиксатором в конце реверса может быть рас-
считана по формулам:
/. \ . ScoVpeBcp _ .
V Ре Vmax - vре вср + 2 - 'Ире вср
(2.3.26)
( \ _ • 5(оЧ'ревср _ . f, 8и1
V Ре в) min -Ре Вср 2 ~VPeB<4 2J,
где 8М = 0 +2.
С помощью этих величин рассчитывалось усилие фиксации по следующим формулам:
(2.3.27)
Отсюда А <7 - C’niin и
5^ (2.3.28)
СФ
где Лф - радиус фиксации.
По допустимой величине удельных дав-
лений на фиксирующие поверхности было
принято функциональное ограничение
Стах <4100 кг. Нижний предел (7тах > 200 кг
определяется условиями обеспечения надеж-
ности фиксации. Для исследованных конст-
рукций коэффициент быстроходности К < 1,8
при широком диапазоне изменений погреш-
ности позиционирования бу = 2-И76" (пас-
портное значение бу = 20")-
Определение нагрузочной способности
стола проводилось в другой серии экспери-
ментов, когда в число изменяемых параметров
был введен момент инерции J3 планшайбы
стола.
Данные табл. 2.3.3, полученные в экс-
плуатационных условиях, показывают, что
высокая точность фиксации может быть дос-
тигнута при применении механизмов типа
“я”, “б”, “в”. В первом случае она достига-
лась за счет большого диаметра, на котором
были расположены фиксирующие поверхно-
сти. Низкая точность механизма 2 упаковоч-
ного автомата была вызвана неправильной
конструкцией механизма и завышенной быст-
роходностью, обнаруженными при диагности-
ровании. Фиксирующие поверхности были
расположены не на фиксируемом узле, а на
диске небольшого диаметра, соединенного с
планшайбой упругим валом, что снижало
точность и надежность фиксации.
Низкая точность механизма 7 определя-
лась типом механизма фиксации. Для повы-
шения точности в отдельных конструкциях
применяют дополнительный фиксатор типа
“я”, располагаемый на наибольшем радиусе
выходного звена (планшайбы или карусели).
Механизмы типа “в” получают наи-
большее применение при высоких требовани-
ях к точности фиксации.
196
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
Совместное рассмотрение данных кине-
матических и динамических исследований,
данных эксплуатационных испытаний и мо-
делирования позволяет определить диагности-
ческие параметры, выбрать наиболее надеж-
ные варианты конструкции и выявить дефек-
ты испытываемых механизмов.
Комплексные методы диагностирования.
Применяются при стендовых исследованиях
новых конструкций и при их сертификации.
Состав комплексных методов испытаний за-
висит от вида машины и условий ее примене-
ния. Наиболее сложным и дорогим методам
диагностических испытаний подвергаются
конструкции ракет, самолетов, вертолетов,
подводных лодок, автомобилей, энергетиче-
ских установок, в особенности АЭС, где важ-
но обеспечить не только высокую надеж-
ность, но и безопасность эксплуатации ма-
шин и систем [2].
При диагностировании на стадии проек-
тирования станочных систем большое внима-
ние уделяется точностной надежности, кото-
рая во многих случаях ограничивает ресурс
машины. При этом исследуются не только
динамические нагрузки, но и тепловые де-
формации, а также процессы резания и
стружкообразования [3]. Для этого применя-
ются системы не только функционального, но
и тестового диагностирования [2], в том числе
по виброакустическим показателям. При соз-
дании технологического оборудования с не-
большим удельным весом времени выполне-
ния технологических операций: точечной
сварки, штамповки, упаковки и др. - большое
внимание уделяется отработке механизмов
холостых ходов, которые определяют надеж-
ность оборудования [7]. Здесь наиболее ши-
роко используются методы расчета механиз-
мов, разработанные в механике машин, и
одновременно регистрируются при стендовых
испытаниях большое число кинематических,
динамических и точностных параметров.
Так, например, комплексное диагности-
рование гидромеханического поворотного
стола включает анализ 12 параметров
(рис. 2.3.21):
- давлений на входе и выходе гидромо-
тора рвх, рвых, давления при реверсе планшай-
бы Ррев, давление в гидроцилиндре зажима
планшайбы рзаж;
- скорости ш и ускорения 8 планшайбы;
- перемещений путевого дросселя
планшайбы при реверсе 5рев фиксатора;
- электрических сигналов управления
электромагнитами Эр, Э3,Э4.
Были выявлены следующие недостатки
конструкции: излишняя многозвенность ме-
ханизма управления тормозным золотником и
фиксатором, приводящая из-за наличия зазо-
ров к разбросу конечных положений план-
шайбы; большая неравномерность движения
планшайбы на малых скоростях при реверсе,
обусловленная применением направляющих
скольжения и недостаточной их разгрузкой. В
момент фиксации скорость планшайбы со0 не
равна нулю, что приводит к ударам
(осциллограмма е) и смещениям недостаточно
надежно закрепленных фиксирующих втулок.
Эти недостатки были устранены при модер-
низации конструкции столов. Ограничения по
быстроходности, связанные с динамическими
нагрузками и требованиями к точности фик-
сации, были установлены также при модели-
Рис. 2.3.21. Осциллограммы кинематических,
динамических и электрических параметров,
записанные при комплексном диагностировании
поворотного стола (рис. 2.3.20)
с гидравлическим приводом:
рвх - давление при повороте; - давление при
реверсе; рвых - давление в основной полости
при реверсе; рзаж - давление в цилиндре зажима;
со и е - соответственно скорость и ускорение
планшайбы; 5 - перемещение дросселя;
Эр, Ээ, Э4 - включение электромагнитов;
*5рев ‘ перемещение планшайбы при реверсе;
5ф - перемещение фиксатора
Совместное применение комплексных
методов испытаний (функциональных с ими-
тацией внешних нагрузок) и моделирования
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ИХ ПРОИЗВОДСТВА
197
позволило не только уточнить методику диаг-
ностирования, но и дать рекомендации по
улучшению конструкции стола [3].
2.3.4. ДИАГНОСТИРОВАНИЕ МАШИН
НА СТАДИИ ИХ ПРОИЗВОДСТВА
Особенность^ этой стадии жизни ма-
шин является необходимость диагностирова-
ния не только самой машины и ее узлов, но и
технологического оборудования, от которого
зависит качество изготовления деталей и
сборки машины. Диагностированию подлежит
также само контрольно-диагностическое обо-
рудование, выявляющее дефекты изготовле-
ния и сборки.
Диагностирование машин осуществляет-
ся:
- на сборочных участках;
- на стендах при обкатке узлов и соб-
ранной машины, проверке точностных и
других паспортных характеристик, изучении
динамики изменения параметров при имита-
ции рабочих нагрузок, при ресурсных испы-
таниях;
- на полигонах, в условиях приближен-
ных к эксплуатационным;
- при пробной эксплуатации: испыта-
тельных полетах, пробегах автомобилей,
пробных выездах на трассы локомотивов,
метропоездов, трамваев и др.
Во всех этих условиях проведения диаг-
ностических испытаний получается информа-
ция об отказах, диагностических параметрах и
характеристиках. Эти данные накапливаются
в банке данных и сравниваются с результата-
ми испытаний на стадии проектирования и с
предъявляемыми рекламациями.
На этом этапе уточняется периодичность
и последовательность диагностирования, ре-
комендуемые для условий эксплуатации.
Уточняются также сроки обкатки узлов и
собранной машины (с использованием диаг-
ностической информации). Для диагностиро-
вания используются как встроенные, так и
внешние средства, входящие в оборудование
стендов или периодически доставляемые к
сборочным участкам.
Результаты и средства диагностирования
активно используются для более точного вы-
полнения технологических операций регули-
ровки и приработки узлов и системы управ-
ления машины, сокращения сроков поиска
неисправностей, прогнозирования надежно-
сти и выявления скрытых дефектов. Такое
использование методов диагностирования
компенсирует затраты на приобретение диаг-
ностического оборудования и оснащение
стендов, а также оплату труда персонала, про-
водящего диагностирование.
При производстве менее сложного обо-
рудования шире применяются органолептиче-
ские методы контроля с использованием про-
стейших средств контроля параметров: термо-
метров и терморезисторов, стетоскопов, тес-
теров.
В качестве внешних средств диагности-
рования используются: виброакустическая
аппаратура, тепловизоры, стробоскопы, пере-
движные стенды с тензометрической аппара-
турой, средствами обработки, регистрации и
визуального представления диагностической
информации. Многие из этих средств исполь-
зуются также и для диагностирования техно-
логического оборудования.
При диагностировании технологического
оборудования наиболее часто применяют сле-
дующие методы [2]:
- временных интервалов;
- эталонных (нормированных модулей);
- эталонных зависимостей и полей (ос-
циллограмм, АЧХ, АФЧХ);
- сопоставления и наложения осцилло-
грамм;
- корреляционные;
- спектральные и спектрально-корреля-
ционные;
- тестовые;
- органолептические;
- комплексные (комбинированные) ме-
тоды, обеспечивающие большую глубину и
достоверность диагностирования.
Кроме времени в качестве диагностиче-
ских параметров используют геометрические,
кинематические, силомоментные, тепловые,
электрические и магнитные, виброакустиче-
ские параметры, а также мощность, расход
жидкостей и газов, количество и состав про-
дуктов износа, число, частоту циклов, собы-
тий.
Особое значение для технологического
оборудования имеют точностные параметры,
оцениваемые как путем диагностирования
узлов станков, так и по результатам измере-
ния обработанных деталей (программный
метод испытаний) [2].
При диагностировании механизмов ши-
роко используют методы математического
моделирования, основанные на расчетных
методах механики машин. Результаты моде-
лирования и расчета используют в комбини-
рованных системах диагностирования и при
разработке методов диагностирования (выборе
диагностических параметров, контрольных
точек).
Большое внимание уделяется диагности-
рованию технологических процессов: резания,
штамповки, отливки, пайки, сварки, покры-
тий. Особо трудоемко диагностирование про-
цессов резания.
Диагностические процедуры при стендо-
вых испытаниях. Призваны выявить причины
и источники тех или иных отклонений от
заданных параметров машины, т.е. найти
взаимосвязи между ее выходными параметра-
198
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
ми и конструктивно-технологическими харак-
теристиками узлов машины.
При осуществлении процесса диагно-
стирования большое значение имеет инфор-
мативность того сигнала, который поступает
от соответствующего преобразователя. Различ-
ные диагностические сигналы несут неодина-
ковую по объему информацию, и поэтому
требуется оценить возможности сигнала и
выбрать наиболее целесообразную его форму
Рис. 2.3.22. Диагностические сигналы теплового поля
шпиндельной бабки при тестовых испытаниях
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ИХ ПРОИЗВОДСТВА
199
Значительно большую информацию, чем
показания первичного преобразователя, даю-
щего численное значение данного параметра,
несет сигнал в виде функциональной зависи-
мости. Такими сигналами будут, например,
законы изменения тепловых полей объекта,
изменения сил или крутящих моментов за
цикл работы механизма, вибраций, возни-
кающих в системе и их амплитудно-частотные
характеристики, виброакустические сигналы и
т.п. Анализ этих функций, спектральный ана-
лиз процессов вибраций или акустических
сигналов и другие методы оценки функций
позволяют из одного сигнала выделить ряд
составляющих, характеризующих состояние
различных элементов или узлов машины.
На рис. 2.3.22 на примере шпиндельного
узла многоцелевого станка показана схема
процесса диагностирования с использованием
информации, которую несут тепловые поля
станка. Ползун со шпинделем перемещается
по направляющим скольжения, и выходными
параметрами системы являются характеристи-
ки траектории опорной точки, расположен-
ной на переднем торце ползуна. Основными
источниками тепловыделения являются опо-
ры шпинделя, особенно передняя, где выше
нагрузки и влияние тепла от процесса реза-
ния, а также направляющие скольжения и
приводные механизмы. Расположение термо-
пар должно учитывать это. Информация, по-
лученная от опроса термопар и анализ дина-
мики изменения во времени температур от-
дельных точек позволяет определить парамет-
ры теплового поля, в первую очередь, полу-
чить его изотермы.
Изменение во времени t параметров те-
плового поля, например разности А0 темпера-
тур fynax и Ginin> между наиболее и наименее
напряженными точками корпуса
Д0 = Отах - Omin позволит дать представление
и о соответствующих тепловых деформациях,
а при необходимости измерять их. Одновре-
менно с этим определяются параметры траек-
тории ползуна, например, при помощи опти-
ко-электронного (лазерного) прибора.
Измеряя параметры каждой реализации
траектории, получим характеристику всего
ансамбля и, в первую очередь, тренда траек-
тории ДХ, который, как правило, связан с
тепловыми полями.
Сравнение выходных параметров с соответ-
ствующими диагностическими сигналами позво-
ляет оценивать влияние тепловых полей и уста-
навливать зависимость (детерминированную
или стохастическую) между ними. Задачи
диагностирования машины переплетаются с
задачами, возникающими при ее испытании,
однако, применение методов диагностирова-
ния позволяет сделать испытания машины
более информативными и эффективными.
При этом наибольший эффект будет
достигнут в том случае, если диагностирова-
ние осуществляется не по отдельным показа-
телям машины и не для отдельных ее, пусть
весьма важных элементов и узлов, а для
оценки работоспособности машины в целом.
Диагностические испытания отдельных
узлов и агрегатов. Эти испытания, включая
ресурсные испытания, обычно выполняются
на заводах, выпускающих эти узлы, и только
для наиболее ответственных машин повторя-
ются на заводе, выпускающем эту машину.
К таким узлам относятся редукторы,
гидронасосы, гидромоторы, гидро- и пневмо-
цилиндры, гидростанции, шкафы системы
управления, электродвигатели, различные
датчики, ременные и цепные передачи и др.
В состав агрегатных станков и автомати-
ческих линий входят силовые головки, сило-
вые столы, поворотные столы, загрузочные и
делительные устройства, шпиндельные бабки.
Для диагностирования этих узлов создаются
специальные стенды. Чем выше серийность
изготовления этих узлов, тем более надежны
результаты диагностирования, так как накап-
ливается статистическая информация о вели-
чинах их диагностических параметров и при-
знаках неисправностей.
Приработка контролируется по силовым
параметрам и продуктам износа.
Рекламации позволяют судить об эффек-
тивности мер по повышению надежности и
уточнять методику диагностирования
(рис. 2.3.23).
Диагностирование машин на сборочных
участках в процессе приработки. Диагности-
рование машин в процессе приработки позво-
ляет регламентировать приработку не по вре-
мени, а по результатам - снижению сил тре-
ния или повышению к.п.д. По достижению
заданного уровня приработки поверхностей
более надежно выявляются дефекты и прово-
дится регулировка механизмов и элементов
системы управления [7].
На рис. 2.3.24 приведена последователь-
ность экспериментально-расчетных работ при
диагностировании поворотного стола с гид-
равлическим приводом, результаты моделиро-
вания динамики которого были приведены
выше. Дополнительные испытания могут
включать измерение новых параметров и рас-
чет корреляционных характеристик.
Погрешность фиксации определяют с
помощью автоколлиматора. Справочные дан-
ные, включающие контрольные осциллограм-
мы и дефектные карты, контролируют по
мере испытания столов данной конструкции
и обобщают в виде комплексных безразмер-
ных характеристик, пригодных для оценки
качества других конструкций столов.
200
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
Рис. 2.3.23. Типовая схема комбинированной системы диагностирования
ДИАГНОСТИРОВАНИЕ МАШИН НА СТАДИИ ИХ ПРОИЗВОДСТВА
201
Рис. 2.3.24. Реализация типовой схемы (рис. 2.3.23) при диагностировании поворотных столов (рис. 2.3.20):
\G - изменение нагрузки на стол, имитирующее массу приспособлений; ЛЛ/тр - соответствующее изменение
момента трения в опорах; ум - неравномерность скорости планшайбы, характеризующая качество приработки.
Другие обозначения приведены в 2.3.21
202
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
При разработке методики диагностиро-
вания использовалась комбинированная сис-
тема. В схеме (рис. 2.3.24) уточняются лишь
параметры диагностирования для данного
объекта.
Диагностирование на стендах с имита-
цией условий эксплуатации. Такие испытания
характерны для машин средних и небольших
размеров: автомобилей, тракторов, танков,
комбайнов, станков, работающих в сильно
изменяющихся условиях внешней среды:
внешних нагрузок, дорожных или полевых
условий движения, скоростей, климатических
и погодных условий и т.д. Параметры, харак-
теризующие эти условия, изучаются при экс-
плуатации и записываются на носители сис-
темы управления стенда при планировании
эксперимента.
Таким образом, испытания позволяют
определить показания надежности, близкие к
эксплуатационным, а диагностирование -
выявить виды и места возникающих неис-
правностей, что дает возможность своевре-
менно устранять их, не допуская разрушения
машины.
Такой стенд испытаний хлопкоубороч-
ных комбайнов создан на заводе “Ташсель-
маш”. Наработка на отказ этих комбайнов
изменяется в широких пределах 7-16 часов.
Комбайн подвергается ремонту после первого
года эксплуатации.
Стенд состоит из двух платформ, первая
из которых выполнена на базе трансмиссии
гусеничного трактора. Подвижность платфор-
мы обеспечивается парой гидроцилиндров
двустороннего действия. Две беговые дорожки
в виде гусеничного трака с возможностью
изменения колеи (с выбором различных по
форме, частоте и амплитуде неровностей до-
роги) имеют привод от трехфазного электро-
двигателя и коробки перемены передач
трансмиссии трактора.
Установка беговых дорожек на подвиж;
ной платформе позволяет испытывать машину
на поперечную устойчивость. Возможность
качания передней платформы с помощью
двух симметрично установленных силовых
цилиндров имитирует продольный наклон
рельефа поля
На передней платформе установлены
беговые дорожки для нагружения переднего
колеса комбайна, устройство с имитаторами
кустов хлопчатника для нагружения рабочих
органов-шпинделей. Форма и материал ими-
татора выбраны на основе изучения эпюр
нагружения шпинделей в лабораторно-
полевых условиях. На стенде проводят дли-
тельные испытания на надежность конструк-
ции хлопкоуборочной машины с одновремен-
ным тензометрированием элементов конст-
рукции, определением давлений и ускорений
в выбранных точках, что позволяет диагно-
стировать конструкцию и прогнозировать
ресурс.
Ресурсные испытания машин с подналад-
кой по результатам диагностирования. На
стадии производства машин проводятся дли-
тельные ресурсные испытания с целью выяв-
ления не учтенных ранее дефектов проекти-
рования узлов, уточнения сроков приработки,
определения и прогнозирования ресурса и
других показателей надежности (безот-
казности, ремонтопригодности, контролепри-
годности).
Ресурсные испытания относятся к раз-
ряду самых дорогих испытаний, требующих
затрат на обслуживание, на выполнение про-
межуточных ремонтных работ и на запасные
части. В ряде случаев после ресурсных испы-
таний машина не может быть использована
по прямому назначению. Ввиду длительности
ресурсных испытаний прибегают к сокращен-
ным и ускоренным испытаниям. При сокра-
щенных испытаниях уплотняется циклограм-
ма работы машины за счет снижения непро-
изводительных затрат времени. При ускорен-
ных испытаниях изменяются режимы работы
машины и внешние нагрузки, что не всегда
позволяет получить результаты, адекватные
нормальной эксплуатации.
Для промышленных роботов (ПР) при
ускоренных испытаниях изменяют скорости
движения ручки v, полезную нагрузку - массу
груза в схвате руки манипулятора т, число
изменений режимов в единицу времени пр,
величины линейных и угловых перемещений
/, \р, учитываются температура окружающей
среды Гн, напряжение питающей электросети
Uc и внутренних источников питания t/BH.
Минимальный объем выборки составлял три
ПР. Всего испытаниям подвергалось пять ПР
“Универсал 5.02” с электромеханическим
приводом приводом и аналогопозиционной
системой программного управления.
Испытания проводились по двум про-
граммам (табл. 2.3.5):
- контрольно-определительные испыта-
ния (программа 1) с целью выявления конст-
рукторских и схемо-технических решений и
элементов с низкой надежностью (1,5-2 меся-
ца); проводилось также уточнение коэффици-
ентов ускорения испытаний;
- испытания слабых элементов, как в со-
ставе ПР, так и автономно (программа 2).
Ресурсные испытания проводились в 2-3
смены с обязательным перерывом после 16 ч
испытаний не менее чем на 1 ч. В месяц вре-
мя испытаний составило 450 ч.
ДИАГНОСТИРОВАНИЕ МАШИН И СИСТЕМ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
203
2.3.5. Программы и режимы испытаний ПР
Этапы Режим испытаний Периодичность технического обслуживания (л) Продолжи- тел ьн ость этапа, ч
ПР системы управления тиристорного привода проверка точности позиционирования
Программа 1 Этап 1 Нормальный 50 ’100 500 200 400 400 100-150 300-400
Этап 2 Ускоренный 15 30 140 55 НО 30 1000-1200
Программа 2 Этап 3 Ускоренный 15 30 140 55 НО 30 400-500
Этап 4 Ускоренный 15 25 115 45 95 95 25 300-400
Этап 5 Ускоренный вплоть до разрушения 10 20 90 35 70 70 30
Особенностью испытаний являлось пе-
риодическое измерение кинематических, ди-
намических и точностных параметров
(скоростей, ускорений, малых перемещений,
точности позиционирования). Это давало
возможность диагностировать ПР, качество
его запчастей при выполнении ремонтных
работ, качество регулировки. Коэффициенты
ускорения составляли для 50% общего време-
ни 2,5-3,15, для остального времени - 4,2
(этапы 2, 3); 7,25 (этап 4); 33,5 (этап 5).
Подналадку машин по результатам диаг-
ностирования проводят и при проверке пас-
портных характеристик в ходе стендовых ис-
пытаний.
2.3.5. ДИАГНОСТИРОВАНИЕ МАШИН
И СИСТЕМ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
Проводится с помощью внешних, встро-
енных и комплексных (смешанных) систем
диагностирования.
Встроенные системы диагностирования.
Встроенные системы параметрического диаг-
ностирования в ряде случаев осуществляют
мониторинг и не всегда дают диагностическое
заключение о неисправностях, оставляя это
заключение оператору, пилоту, техническому
персоналу. Однако в связи с созданием новых
поколений ЭВМ значительно расширились
возможности создания полностью автомати-
зированных систем диагностирования [2, 10],
что особенно необходимо в случаях сложной
обработки сигналов датчиков диагностической
системы, как, например, при применении
виброакустической аппаратуры. Встроенные
бортовые системы значительно облегчают и
ускоряют постановку диагноза, а миниатюри-
зация датчиков и повышение их надежности
позволяют увеличить их число и обеспечить
большую глубину диагностирования.
Современные конструкции датчиков
обеспечивают термокомпенсацию, одновре-
менное измерение нескольких параметров и
отличаются большой надежностью (на не-
сколько порядков более высокой, чем рань-
ше), что облегчает построение комплексных
автоматизированных систем диагностирова-
ния.
Системы мониторинга. Применяются
как в бортовых системах диагностики, так и
при диагностировании технологического обо-
рудования, оборудования гидроэлектростан-
ций, АЭС, нефте- и газоперекачивающих
станций.
Система мониторинга с последующей
обработкой диагностической информации на
ЭВМ цеха применена на ВАЗе в цехе литья
под давлением (система спроектирована фир-
мой ВОТАН, ФРГ). Для оперативного учета
хода производства (машина исправна, вклю-
чена, в наладке, в ремонте) магнитная лента с
записью диагностической информации пере-
дается в вычислительный центр завода. Эти
данные могут быть использованы для расчета
показателей надежности.
Измеряются давления в гидроцилиндре
запирания машины, в мультипликаторе, на-
сосной станции, в гидроаккумуляторе. Изме-
рение давления допрессовки в мультиплика-
торе важно с точки зрения техники безопас-
204
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
ности - так как несвоевременное закрытие
прессформы может привести к утечке рас-
плавленного металла и травмам персонала.
Отклонение давления от заданных пределов
сигнализируется лампочками в шкафу микро-
процессора. Установлены два распределитель-
ных шкафа системы контроля на 8 машин для
литья под давлением и одна цеховая ЭВМ.
Контролируется время нарастания давления
подпрессовки ( диаграмма прессования на
дисплее), средняя скорость прессования на
контрольном участке 15 мм (во второй фазе
прессования), температура жидкого металла и
прес-сформы. Усилие запирания пресс-
формы контролируется тензометрическими
датчиками в защитном исполнении, встроен-
ными в машину, что требует ее разборки.
Измерение усилий в четырех колоннах маши-
ны позволяет выявить перекосы пресс-
формы. Средняя скорость движения пресс-
поршня определяется с помощью управляю-
щего флажка, соединенного с пресс-поршнем,
и двух устройств, вырабатывающих электри-
ческий сигнал в начале и в конце контроль-
ного участка.
Эксплуатация такой системы монито-
ринга показала недостаточную комплексность
методики диагностирования. Дополнительно
необходимо проводить более полное диагно-
стирование насосов, особенностью работы
которых является применение негорючих
жидкостей вместо масла, что снижает надеж-
ность и требует проверки КПД, давления и
расхода. Необходим контроль состояния ма-
нипуляторов для смазывания пресс-форм и
заливки металла.
Дополнительное диагностирование ме-
ханизмов машины с помощью съемных дат-
чиков показало, что недостаточен контроль
только средней скорости пресс-штока. На
рис. 2.3.25 приведены осцилограммы скорости
замыкания пресс-форм Vi и пресс-штока V2-
По vi наблюдается быстрый разгон и плавное
уменьшение скорости, а по vi - резкое нарас-
тание скорости в момент допрессовки метал-
ла. Поэтому средняя величина vi не характе-
ризует полностью условия заполнения пресс-
формы.
Рис. 2.3.25. Осциллограммы кинематических
параметров механизма замыкания прессформы,
записанные при диагностировании машины
для литья под давлением
При наличии в цехе 100 роботизирован-
ных ячеек необходимо контролировать более
5000 сигналов от встроенных датчиков и ап-
паратуры управления. Поэтому в таком цехе
требуется построение многоуровневой систе-
мы диагностики, а часть параметров целесо-
образно контролировать периодически с по-
мощью перевозимой диагностической стан-
ции.
Системы мониторинга получили приме-
нение при диагностировании и балансировке
роторных систем газовых и паровых турбин,
насосов атомных электростанций, двигателей,
генераторов, компрессоров, их валов и под-
шипников. Системы диагностирования фир-
мы Бентли включают измерение скоростей,
крутящих моментов, перемещений валов,
наружных колец и корпусов подшипников,
вибраций в различных точках, температуры
подшипников, золотников, ускорений корпу-
са, угловых положений, числа оборотов валов.
Агрегатный метод построения электронной
части системы позволяет компоновать боль-
шое число вариантов, а при модернизации
заменять отдельные блоки на более совер-
шенные, не меняя встроенных в конструкцию
машины датчиков, так как это требует трудо-
емкой доработки деталей машины. Диагно-
стируются дисбалансы, усталостные повреж-
дения валов и подшипников. Надежность
повышается за счет своевременного обнару-
жения дефектов, обеспечивается безопасность
работы энергетических систем большой мощ-
ности и их ремонт по фактической потребно-
сти.
О масштабах применения диагностиче-
ских систем в энергетическом оборудовании
можно судить по данным продаж только од-
ной фирмы: 7200 систем мониторинга с
250000 каналов информации от встроенных
датчиков. Система может наращиваться и
включать автоматическую микропроцессор-
ную систему постановки диагноза с библиоте-
кой программ, знаний и специальным экс-
пертным программным обеспечением.
Многие из разработанных предложений
по построению структуры диагностической
системы могут быть использованы при авто-
матизации процессов диагностирования тех-
нологического оборудования в машинострои-
тельной, пищевой, текстильной и других от-
раслях промышленности с серийным и массо-
вым выпуском продукции. Вопросы автомати-
зации диагностирования гибких производст-
венных систем рассмотрены в [2].
Предпринимались попытки анализиро-
вать диагностическую информацию и переда-
чу диагноза проводить по телефону с помо-
щью экспертов фирмы-производителя. При
этом фирма использует как ноу-хау банк ди-
агностической информации и знания экспер-
та. Дороговизна дистанционной передачи
информации и потери времени являются не-
достатками такой системы диагностирования.
ДИАГНОСТИРОВАНИЕ МАШИН И СИСТЕМ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
205
Поворот карусели
Поворот радиатора
ирад
t
—-Стряхивание припоя
б)
Рис. 2.3.26. Установление причин брака при пайке радиаторов на многопозиционной машине:
а - общий вид машины; б - осциллограммы кинематических параметров:
v - скорости подъема карусели, со - угловой скорости поворота,
<орад - угловой скорости поворота радиатора, t - момент встряхивания припоя из-за удара
в механизме поворота радиатора
206
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
Внешние системы диагностирования.
Широко применяют на стадиях технического
обслуживания автомобилей, тракторов, под-
вижного состава железных дорог и для диаг-
ностирования в цехах технологического обо-
рудования. Для диагностирования самолетов,
вертолетов, экскаваторов, военной техники
применяют переносные или подвозимые сис-
темы внешнего диагностирования, которые
позволяют повысить глубину и достоверность
диагностирования, дополняя информацию,
полученную от встроенных систем.
Внешние системы диагностирования
включают аппаратуру для неразрушающего
контроля: ультразвуковых, токовихревых,
акустико-эмиссионных методов определения
усталостных трещин [2].
В условиях крупного автозавода, имею-
щего собственное станкостроительное произ-
водство, диагностические подразделения (ДП)
отдела главного механика с помощью внеш-
них средств решают многочисленные задачи
выходного и входного контроля, улучшения
эксплуатационных показателей, включая го-
товность оборудования, улучшения качества и
сроков ремонта, оценки качества приобретае-
мого оборудования, предъявления реклама-
ций, точной настройки и регулировки обору-
дования (совместно с подразделениями глав-
ного технолога).
Здесь большое значение имеет обеспе-
чение бесперебойной работы транспортных
систем, включая напольные и подвесные кон-
вейеры, обеспечивающие подачу комплек-
тующих и передвижение по позициям сборки
собираемых автомашин.
В механо-сборочном и заготовительном
производствах кроме надежности механизмов
привода и систем управления большое вни-
мание уделяется состоянию технологической
системы, включая процессы резания, шлифо-
вания, отделочной обработки и покрытия
поверхностей деталей. В ряде случаев при
диагностировании приходится решать кон-
фликтные ситуации, возникающие между
ремонтными и технологическими службами,
когда неизвестно, по какой причине происхо-
дят нарушения хода технологического процес-
са.
На рис. 2.3.26 показана многопозицион-
ная машина для пайки радиаторов. Карусель
машины, кроме поворота, осуществляет подъ-
ем и опускание радиаторов, которые вместе с
зажимными приспособлениями периодически
поворачиваются в промежутке между опуска-
ниями в различные ванны.
Диагностирование машины не потребо-
вало сложных подготовительных работ и за-
няло несколько часов. Всего было записано
три скорости: поворота карусели и радиатора
и вертикального перемещения карусели. Ско-
рость карусели, поворачиваемой мальтийским
механизмом, отличалась от теоретической из-
за наличия повышенных зазоров между цев-
кой и пазами креста. В момент поворота ра-
диатора наблюдался провал скорости, что
свидетельствует об ударе, который вызывал
стряхивание еще не остывшего припоя. Раз-
борка подтвердила износ механизма поворота
радиатора, который приводил к ударам и бра-
ку изделий.
Запись одной угловой скорости план-
шайбы оказалась достаточной, чтобы выявить
неправильную регулировку дросселя гидро-
системы поворотного стола агрегатного стан-
ка. Удары при торможении были устранены
регулировкой дросселя при мониторинге ки-
нематики стола. Динамические нагрузки были
уменьшены в 6 раз.
Эти и другие примеры диагностирова-
ния оборудования по кинематическим и си-
ловым параметрам показывают, что многие
дефекты могут быть обнаружены и устранены
при применении простейших кинематических
органолептических методов без применения
сложной аппаратуры и стендовых испытаний.
Для диагностирования узлов машин, не
снабженных встроенными диагностическими
системами, применяют передвижные диагно-
стические стенды с набором необходимых
датчиков: скоростей, ускорений, давлений,
малых перемещений и аппаратурой для реги-
страции и наблюдения за диагностическими
параметрами. Применяется также метод отбо-
ра проб с их контролем в специальных лабо-
раториях.
Испытывалась конструкция поворотно-
фиксирующего устройства формовочной ма-
шины с диаметром карусели 0,9 м. Этот узел
отличался низкой надежностью (частые отка-
зы, быстрый износ деталей механизмов) и
большой трудоемкостью выполнения ремонт-
ных работ.
Одновременно с помощью внешних уст-
ройств- записывалось 7 параметров: скорости
поводка кулисного механизма и карусели,
ускорение карусели; давлений в напорной
полости гидроцилиндра перед поворотом и в
процессе поворота, давлений в сливной по-
лости перед поворотом, в середине и в конце
поворота, давлений у насоса при вводе ролика
поводка в паз кулисы в начале поворота, при
переключении золотника управления и ревер-
се, давления при выводе и вводе фиксатора.
Длительность цикла автомата составляла
8,6 - 9 с.
На динамические нагрузки большое
влияние оказывали зазоры в промежуточной
зубчатой передаче и в кулисном механизме.
Колебания карусели в конце поворота не га-
ДИАГНОСТИРОВАНИЕ МАШИН В ПРОЦЕССЕ ИХ РЕМОНТА И ХРАНЕНИЯ
207
рантировали точной остановки и приводили к
отказам механизма фиксации. При наладке
без применения результатов измерения давле-
ния неправильно выбиралась величина про-
тиводавления в гидроцилиндре, неточно на-
страивались предохранительные клапаны,
золотники и тормозные устройства. Эти не-
достатки легко устраняются при применении
передвижных диагностических средств.
2.3.6. ДИАГНОСТИРОВАНИЕ МАШИН
В ПРОЦЕССЕ ИХ РЕМОНТА И ХРАНЕНИЯ
Диагностирование машин перед их ре-
монтом проводится с целью уточнения соста-
ва узлов, подлежащих ремонту, проверки пра-
вильности постановки диагноза при разборке
дефектных узлов, уточнения норм на диагно-
стические параметры.
При этом проверяется также точность
принятых методов прогнозирования ресурса с
привлечением результатов визуального и ин-
струментального изучения видов износа и
поломок деталей, определением силовых и
точностных параметров. Диагностированию
подвергаются отдельные блоки и агрегаты
машины или вся машина, доставленная в
ремонтное подразделение или ремонтируемая
на месте ее установки.
Диагностирование демонтированных бло-
ков и агрегатов. Наиболее часто демонтиру-
ются отдельные узлы гидравлических и пнев-
матических систем, двигатели, шкафы систе-
мы управления, узлы агрегатированных ма-
шин (силовые, поворотные столы, агрегатные
головки и столы, зажимные устройства,
шпиндели и др.). Демонтированные блоки и
агрегаты диагностируются на специальных
стендах перед их разборкой и заменой изно-
шенных деталей, а также повторно после их
ремонта. Эти же стенды используются для
точной регулировки устройств. Результаты
диагностирования используют не только для
повышения качества ремонта, но и для нако-
пления диагностической информации, необ-
ходимой при проектировании новых узлов и
уточнении технологии изготовления и сборки
машин.
Стенды для испытания гидронасосов,
гидромоторов распределительных устройств
включают устройства для комплексного изме-
рения объемного и полного КПД, измерения
подачи, утечек, давлений в различных точках
гидросистемы, частоты вращения виброаку-
стических параметров.
Комплексное диагностирование в ряде
случаев позволяет отказаться от разборки аг-
регата или ограничиться регулировкой или
заменой отдельной детали. Диагностирование
машин и их узлов перед ремонтом позволяет
выявить для данных конструкций предельные
допустимые величины комплексных критери-
ев качества.
В табл. 2.3.6 приведены комплексные
показатели для поворотно-фиксирующих уст-
ройств автоматов различных конструкций. Из
этих данных видно, что для отработанных
конструкций поворотных столов и шпиндель-
ных блоков величины комплексных показате-
лей Лд значительно меньше, а А^д больше,
чем для механизмов предварительной фикса-
ции револьверных головок, приведенных вы-
ше: Ад < 3400; >4кд > 210-4. Это подтверждает
вывод о необходимости дифференцированно-
го назначения норм на диагностические па-
раметры, особенно при оценке ресурса.
Быстроходный автомат печати надписей
на тюбиках ремонтируется из-за понижения
точности фиксации. При ремонте заменяются
изношенные цевки кулачково-цевочного ме-
ханизма на цевки с большим наружным диа-
метром. Раз в 5 лет замене подлежит про-
странственный кулак механизма.
Благодаря разрезному фиксатору в меха-
низме шпиндельного блока выбираются зазо-
ры в направляющих, связанные с износом
направляющих поверхностей, что при боль-
ших габаритных размерах обеспечивает высо-
кую точность фиксации и низкие величины
Ад перед ремонтом. Худшие показатели име-
ют механизм двойной фиксации агрегатного
станка, о недостатках которого говорилось
выше, и быстроходный упаковочный автомат
с недостаточно отработанной конструкцией
стола. Эти примеры показывают, что накоп-
ление диагностической информации по ком-
плексным параметрам позволяет более точно
регламентировать сроки эксплуатации.
Диагностирование машин на стендах.
Диагностирование машин перед ремонтом на
стендах производится на крупных предпри-
ятиях и ремонтных базах и станциях техниче-
ского обслуживания. Обычно при этом стен-
ды создаются для диагностических испытаний
однотипных машин: автомобилей, тракторов,
технологических машин, например, ткацких и
трикотажных станков [7].
Парк станков составил 300 шт. Прово-
дилась вибродиагностика и настройка батан-
ных механизмов ткацких станков. В одной
машине применяется несколько рычажно-
кулачковых механизмов, получающих движе-
ние от общего вала и передающих движение
общему рабочему органу длиной 2-3 м. Диаг-
ностирование осуществлялось с помощью
виброизмерительной аппаратуры, датчиков
скорости и ускорений со специальным диаг-
ностическим программным обеспечением.
Частота вынужденных колебаний механизмов
составила 4-20 Гц, сопровождающих колеба-
ний - 60-200 Гц, что учитывалось при разра-
ботке методики диагностирования и про-
граммного обеспечения.
2.3.6. Комплексные показатели поворотно-фиксирующих устройств,
определенные в процессе диагностирования перед ремонтом
Автомат Поворачиваемый узел, механизм поворота Механизм фиксации Гц, с ®ср» С 1 Я<о/я(1>Б Лд/ЛДБ ^Кд/ЛкДБ
Вертикальный многошпиндельный полуавтомат Шпиндельный блок, кулисный механизм Одинарный с разрезным фиксатором 3,12 0,33 1,35 350 3.9-10-3
Шпиндельный блок, гидроцилиндр, зубчатая передача 5,12 0,20 0,55 2560 2 104
Горизонтальный многошпиндельный автомат Шпиндельный блок, мальтийский механизм Двойной фиксации 1,10 0,69 0,49 510 1,510‘3
Агрегатный станок Поворотный стол, гидромотор, зубчатая передача 5,20 0,24 0,24 1260 510’4
Автомат печати надписей на тюбиках Поворотный стол, кулачково-цевочный механизм Вращающийся фиксатор 0,22 4,40 0,48 3400 2,3 IO 2
Упаковочный полуавтомат Поворотный стол, рычажно-храповой механизм Одинарной фиксации 0,24 2,20 0,67 2250 3,7 IO 4
208 Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
ДИАГНОСТИРОВАНИЕ МАШИН В ПРОЦЕССЕ ИХ РЕМОНТА И ХРАНЕНИЯ
209
Диагностирование большого количества одно-
типных ткацких станков позволило накопить
статистические данные по параметрам коле-
баний и выявить корреляционные связи меж-
ду диагностическими параметрами (скоро-
стями, ускорениями, спектром нагрузок) и
сроком службы наиболее интенсивного изна-
шивающихся деталей. К ним относятся роли-
ки, кулаки, оси, втулки, подшипники, муфто-
вые соединения.
В случаях, когда диагностические пара-
метры не соответствуют нормам, выдается
табулированная информация о поузловой
потребности в ремонте, по ней даются указа-
ния ремонтникам о разборке соответствую-
щих узлов. После ремонта повторяют диагно-
стирование с целью проверки качества вы-
полнения ремонтных работ и вновь установ-
ленных запасных частей и уточняется методи-
ка прогнозирования срока службы деталей.
На тех же стендах осуществляют прием-
ку нового оборудования (отечественного и
импортного производства). Информацию ис-
пользуют при последующих эксплуатации,
ремонте и настройке механизмов.
Диагностирование уникального оборудова-
ния на месте установки. Крупногабаритные,
тяжелые машины нецелесообразно транспор-
тировать на стенды и на ремонтные предпри-
ятия, так как это трудоемко и может привести
к ухудшению точностных параметров. Это
приходится делать лишь в крайних случаях.
Наиболее эффективно проводить такие рабо-
ты на месте установки с помощью передвиж-
ных (перевозимых) диагностических устано-
вок, принадлежащих данному предприятию
или специализированной фирме.
В судостроении, где на судоремонтных
заводах используется крупногабаритное то-
карное и зуборезное оборудование, целесооб-
разно диагностировать его на месте установки
с одновременным выполнением балансировки
деталей, контроля точности кинематических
цепей и настройки механизмов. Такие работы
выполнялись специализированным подразде-
лением отрасли и проводились с помощью
виброизмерительной и специальной аппара-
туры для точных измерений угловых переме-
щений, вибраций и кинематических погреш-
ностей. Аппаратуру, смонтированную в кузове
автомобиля, подвозят к диагностируемым
станкам. Подобные решения применяются и в
других странах.
Низкой надежностью отличается линия
гальванопокрытий бампера легковой машины,
траверс которой весит более 1 т. На ней уста-
навливают манипуляторы, переносящие под-
лежащие покрытию детали из одной ванны в
другую; в состав механизма подъема траверсы
входят гидроцилиндры и цепные передачи.
Обрывы цепей после нескольких лет эксплуа-
тации приводили к падению траверсы с под-
весками, поломке ванн и разбрызгиванию
ядовитых жидкостей.
Контроль циклограммы скоростей, ус-
корений траверсы и давлений в полостях гид-
роцилиндров показал, что из-за недостатков
гидросхемы динамические нагрузки достигают
десятков кН (табл. 2.3.7). Нагрузки на цепи
рамы после модернизации конструкции с
улучшением закона движения траверсы были
снижены в 2 раза, что обеспечило безаварий-
ную работу автомата.
2.3.7. Динамические параметры механизмов перемещения
траверс линий гальванопокрытий
£, м г»,С Vcp, М/С Рин, т Адл ЛлДлБ ^ЛО/^ЛБ av/ avB
Движение вниз
2,3 2,1 о,п 6,5 500 2,4 2,4 1,6
18,0 0,13 3,8 225 2,7 2,8 1,8
1,17 8,3 0,15 5,8 520 2,4 2,5 2,2
6,3 0,20 6,8 330 3,2 3,4 2,9
Движение вверх
2,3 18,0 0,13 6,0 330 2,8 2,9 1,8
2,9 160
1,17 9,0 0,14 2,8 300 2,2 2,3 2,0
10,0 0,12 5,4 700 2,0 2,1 1,9
210
Глава 2.3. ДИАГНОСТИКА НАДЕЖНОСТИ МАШИН
Рис. 2.3.27. Результаты контроля эффективности модернизации привода конвейера
автоматической линии для стыковой сварки колес:
а - осциллограммы кинематических параметров; б - диаграмма распределения нагрузки на привод;
1 - скорости каретки до модернизации; 2 - скорости каретки после модернизации; 3 - скорости каретки при
правильном выборе размеров пневмоцилиндра
При модернизации было уменьшено
время опускания траверс, что позволило ис-
пользовать это время для выполнения техно-
логических операций, повысив их качество.
Диагностирование целесообразно при-
менять и при модернизации уникальных ав-
томатических линий. На рис. 2.3.27 показаны
результаты замены многозвенного кулачково-
рычажного механизма, установленного фир-
мой-производителем, на пневматический ме-
ханизм перемещения конвейера автомата ли-
нии для стыковой сварки колес.
Из-за зазоров в механизме (кривая 7)
скорость изменяется ступенчато, но конечная
скорость равна нулю. После модернизации с
установкой пневмоцилиндра из-за большой
конечной скорости (кривая 2) имел место
удар, а нагрузка на привод увеличилась в два
раза. При правильном выборе диаметра пнев-
моцилиндра, как показало моделирование,
модернизация была бы успешной (кривая 3) и
нагрузки на привод значительно уменьши-
лись.
Хранение резервного оборудования не-
обходимо в ряде отраслей промышленности.
Оборудование подвергают консервации и для
периодической проверки исправности с при-
менением диагностирования его приходится
расконсервировать. Методика диагностирова-
ния на этом этапе не отличается от методики,
применяемой при ремонте. Дополнительно
проверяется коррозионная устойчивость и
старение деталей машины и элементов систе-
мы управления, определяющие сохраняемость
машин.
СПИСОК ЛИТЕРАТУРЫ
1. Надежность в технике. Научно-
технические, экономические и правовые ас-
пекты надежности: Методическое пособие/
Под.ред. В.В.Болотина./ МНТК “Надежность
машин” ИМАШ РАН. 1993. 253 с.
2. Машиностроение: Энциклопедия. Т.
III-7. Измерение, контроль, испытание и ди-
агностика./Под ред. В.В.Клюева, Ф.Р. Сосни-
на, В.Н.Филинова. М.: Машиностроение,
1996. 460 с.
3. Нахапетян Е.Г. Контроль и диагно-
стика автоматического оборудования. М.:
Наука, 1990. 272 с.
4. Травкин Ю.С. Контроль работоспо-
собности гидросистем автоматических линий
в эксплуатации. Гидравлическое и пневмати-
ческое оборудование. Сер. С-5. М.: НИИмаш.
1984. 54 с.
СИСТЕМЫ СТАНДАРТИЗАЦИИ И СЕРТИФИКАЦИИ НАДЕЖНОСТИ МАШИН
211
5. Кадыров Ж.Н. Диагностика и адапта-
ция станочного оборудования гибких произ-
водственных систем. Л.: Политехника, 1991.
144 с.
6. Техническая диагностика гидравличе-
ских приводов // Под общей ред. Т.М.Башты.
М.: Машиностроение, 1989. 263 с.
7. Гусенков А.П., Нахапетян Е.Г. Мето-
ды и средства обеспечения надежности
машин. М.: Наука, 1993. 238 с.
8. Герц Е.В., Крейнин Г.В. Динамика
пневматических приводов машин-автоматов.
М.: Машиностроение, 1964. с.
9. Проектирование и разработка про-
мышленных роботов. М.: Машиностроение,
1989. 270 с.
10. Технические средства диагностирова-
ния: Справочник.// Под общей ред. В.В.
Клюева. М.: Машиностроение, 1989. 672 с.
Глава 2.4
СЕРТИФИКАЦИЯ И НАДЕЖНОСТЬ
ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
2.4.1. СИСТЕМЫ СТАНДАРТИЗАЦИИ
И СЕРТИФИКАЦИИ НАДЕЖНОСТИ МАШИН
Сертификация соответствия - действие
третьей стороны, показывающее, что обеспе-
чивается необходимая уверенность в том, что
должным образом идентифицированная про-
дукция, процесс или услуга соответствует
конкретному стандарту или другому норма-
тивному документу.
Система сертификации - система, распо-
лагающая собственными правилами процеду-
ры и управления для проведения сертифика-
ции соответствия.
Сертификация надежности машин про-
водится на соответствие требований системы
стандартов в области надежности техники,
представленной структурой и фондом обще-
технических стандартов, в которых установле-
ны для всеобщего и многократного использо-
вания правила, общие принципы и характе-
ристики различных видом деятельности и их
результатов, направленных на достижение
оптимальной степени надежности машин.
На международном уровне проблема
стандартизации надежности выделена в от-
дельный технический комитет МЭК ТК-56
“Надежность”, а фонд международных стан-
дартов по надежности насчитывает 50 наиме-
нований. Все чаще появляющиеся ссылки на
международные стандарты по надежности в
контрактах и договорах расцениваются как
свидетельство международного признания
требований к высокому качеству и надежно-
сти поставляемых машин. Отношение стран к
разработке международных стандартов по
надежности является весьма ответственным и
определяется перспективой непосредственно-
го применения международных стандартов в
области надежности в качестве национальных
стандартов.
В 1990 году в ходе развития в России
работ по стандартизации в связи с новыми
экономическими условиями создан техниче-
ский по стандартизации ТК-119 “Надежность
в технике”. Проведенные исследования целей
и задач стандартизации данного направления
и сравнительный анализ национального и
международного фонда стандартов по надеж-
ности определили следующие основные цели
создания национальной системы стандартиза-
ции “Надежность в технике” (ССНТ).
1. Нормативное регулирование взаимо-
отношения и взаимодействия сторон, участ-
вующих в создании и эксплуатации техники,
при решении проблемы обеспечения ее на-
дежности, имея в виду, в первую очередь,
выполнение требований по безопасности,
охране среды обитания, ресурсосбережению;
2. Создание предпосылок по внедрению
в практику достижений научно-технического
прогресса путем регламентации в стандартах
современных методов решения задач надеж-
ности как основы для разработки соответст-
вующих правил, методик процедур, приме-
няемых при создании и применении кон-
кретных изделий;
3. Установление необходимого уровня
надежности изделий, качество которых явля-
ется объектом государственного управления,
ввиду непосредственной связи с обеспечением
требований по безопасности и охране среды
обитания.
Основными задачами в области стандар-
тизации надежности машин, необходимыми
для достижения поставленных целей, являют-
ся: установление положений и требований по
обеспечению надежности изделий на всех
стадиях их жизненного цикла, целесообраз-
ных правил, методов решения типовых задач
надежности, обоснование ограничений на
уровень надежности и требований к способам
контроля надежности отдельных видов изде-
лий, обеспечение максимально высокого
уровня взаимоувязанное™ стандартов по на-
дежности различных уровней, в частности,
гармонизацию национальных общетехниче-
ских стандартов ССНТ с международными
стандартами МЭК ТК-56 “Надежность”.
Национальный фонд стандартов по на-
дежности условно подразделяется по следую-
щим иерархическим уровням: 1) общетехни-
ческие стандарты по надежности, образующие
систему стандартов “Надежность в технике”,
разрабатываемые ТК-119 и распространяю-
щиеся на технику в целом или на большинст-
во ее видов; 2) стандарты по надежности ук-
рупнённых групп продукции и видов техники,
212
Глава 2.4. СЕРТИФИКАЦИЯ И НАДЕЖНОСТЬ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
развивающие и конкретизирующие необходи-
мым образом положения общетехнических
стандартов для данного вида техники; 3) раз-
делы по надежности стандартов на продукцию
вида “Общие технические требования” (ОТТ)
и “Общие технические условия” (ОТУ) или
стандарты по надежности конкретного вида
изделий.
В структуре стандартов ССНТ на первом
уровне с учетом проблемной ориентации об-
щетехнических стандартов, состояния нацио-
нальной и международной стандартизации в
области надежности, тенденций и перспектив
развития выделены пять основных направле-
ний стандартизации: общие вопросы; органи-
зация работ по обеспечению надежности;
способы обеспечения надежности на стадиях
жизненного цикла; анализ и расчет надежно-
сти; испытания, контроль, оценка надежно-
сти. Исходя из реально решаемых задач, в
практике обеспечения надежности на стадиях
жизненного цикла в стандартах ССНТ выяв-
лен наиболее рациональный состав объектов
стандартизации по каждой группе.
В группу “Общие вопросы” входят объ-
екты стандартизации, не связанные непосред-
ственно со стадиями жизненного цикла, тех-
никой обеспечения надежности, видами работ
и т.п. Сюда относятся: основные принципы
стандартизации в области надежности; поня-
тия надежности, термины и определения,
положения и модели; общие правила выра-
ботки требований по надежности, которые
следует предъявлять к изделиям; виды клас-
сификаций, принятые в надежности, в том
числе основной вид - классификация отказов
и предельных состояний.
В группу “Организация работ по обеспе-
чению надежности” входят: общий порядок
обеспечения надежности на стадиях жизнен-
ного цикла, организационные структуры;
планирование работ и программы обеспече-
ния надежности; управление применением
комплектующих изделий (надежностные ас-
пекты); информационное обеспечение надеж-
ности; экспертиза проектов.
В третью группу входят: физические,
технические, технологические и эксплуатаци-
онные аспекты; общие требования и реко-
мендации по конструктивным и технологиче-
ским способам обеспечения надежности; экс-
периментальная отработка на надежность и
моделирование роста надежности; надежност-
но-ориентированные способы контроля и
отбраковки потенциально ненадежных экзем-
пляров; назначение и продление срока служ-
бы и ресурса; обеспечение (поддержание)
надежности в эксплуатации.
Четвертая группа “Анализ и расчет на-
дежности” включает в качестве объектов
стандартизации: порядок и общие требования
к методам анализа и расчета; методы расчета
показателей надежности; учет надежности
программного обеспечения; эргономические
аспекты надежности; анализ возможных видов
последствий и критичности отказов.
В пятой группе “Испытания, контроль и
оценка надежности” выделены следующие
объекты стандартизации: порядок оценки и
контроля надежности; правила проведения и
общие требования к методам испытаний; вы-
бор условий и режимов испытаний; предвари-
тельная обработка статистических данных о
надежности, выявление неоднородностей, и
т.п.; оценка показателей надежности по экс-
периментальным данным; планы контроль-
ных испытаний на надежность; оценка на-
дежности объектов по данным о надежности
составных частей; методы сокращения объе-
мов испытаний, включая контроль надежно-
сти изделий по состоянию технологического
процесса их изготовления.
2.4.2. СХЕМЫ СЕРТИФИКАЦИИ И МЕТОДЫ
ОЦЕНКИ НАДЕЖНОСТИ ТЕХНОЛОГИЧЕСКИХ
СИСТЕМ ПО ПАРАМЕТРАМ КАЧЕСТВА
ИЗГОТОВЛЯЕМОЙ ПРОДУКЦИИ
В соответствии с идеологией Междуна-
родной организации по стандартизации
(ИСО) общепризнанными являются восемь
основных схем сертификации, которые нашли
свое отражение в комплекте основополагаю-
щих документов системы сертификации
ГОСТ Р.
Необходимо отметить, что выбор схемы
сертификации зависит от достаточно большо-
го числа факторов. Основными из них явля-
ются: 1) трудоемкость (стоимость) производи-
мой продукции; 2) объем выпуска продукции;
3) трудоемкость и сложность испытаний гото-
вой продукции; 4) характер испытаний; 5)
степень опасности продукции при ее эксплуа-
тации или использовании; 6) структура себе-
стоимости продукции; 7) сложность техноло-
гической системы и производственного про-
цесса изготовления изделия.
В общем случае сложность может быть
охарактеризована числом операций и процес-
сов, осуществляемых при производстве изде-
лия. Чем выше сложность процесса, тем
больше вероятность появления отклонений и
нарушений в производственном процессе,
приводящих в конечном итоге к явному или,
того хуже, скрытому снижению качества из-
делия. В этих условиях становятся более
предпочтительными схемы с сертификацией
производства или системы качества.
Важнейшим нормативным и законода-
тельно-правовым документом при сертифика-
ции является закон РФ “О сертификации
продукции и услуг”.
СХЕМЫ СЕРТИФИКАЦИИ И МЕТОДЫ ОЦЕНКИ НАДЕЖНОСТИ
213
Разработанная отечественная норматив-
ная документация устанавливает ряд техниче-
ских требований к методам оценки надежно-
сти технологических систем по параметрам
качества изготовляемой продукции в отраслях
машиностроения и приборостроения при тех-
нической подготовке производства, а также
при разработке и внедрении мероприятий по
совершенствованию действующих технологи-
ческих процессов и операций.
Такая оценка содержит: выбор номенк-
латуры показателей надежности; определение
фактических значений показателей; сравнение
фактических значений с требуемыми или ба-
зовыми значениями.
Оценку надежности ТС по параметрам
качества изготовляемой продукции обычно
производят при проведении следующих работ:
1) разработке технологических процессов на
этапе технологической подготовки производ-
ства; 2) управлении технологическими про-
цессами; 5) определении периодичности под-
наладок технологического оборудования;
4) выборе методов и планов статистического
регулирования технологических процессов
(операций); 5) уточнении требований к каче-
ству материалов и заготовок; 6) выборе и кор-
ректировке планов испытаний и технологиче-
ского контроля готовой продукции; 7) замене,
модернизации или ремонте средств техноло-
гического оснащения; 8) совершенствовании
ТС в части повышения их надежности и каче-
ства изготовляемой продукции.
В зависимости от цели и задач оценки
надежности ТС по параметрам качества изго-
товляемой продукции в основном используют
следующие исходные данные: требуемые или
базовые значения показателей надежности
ТС; структуру и состав ТС; вид продукции,
продолжительность процесса ее изготовления;
объем производства; характеристики техниче-
ского уровня и надежности технологического
оборудования и оснастки; параметры точно-
сти заготовок; данные о нарушениях техноло-
гической дисциплины; предельные значения
параметров изготовляемой продукции; точно-
стные характеристики используемых методов
и средств контроля; результаты предшест-
вующих оценок; статистические данные, по-
лученные в процессе внедрения и эксплуата-
ции ТС; данные отдела технического контро-
ля и других служб предприятия о качестве
продукции.
При выборе методов оценки надежности
ТС по параметрам качества изготовляемой
продукции различают четыре вида (уровня
рассмотрения) ТС: 1) технологической опера-
ции; 2) технологического процесса; 3) дейст-
вующие в пределах отдельного производст-
венного подразделения (цех, участок и др.);
4) предприятия.
В зависимости от вида ТС все показате-
ли надежности подразделяют на четыре груп-
пы: по точности (технологического процесса
и средств технологического оснащения); по
технологической дисциплине; по выполнению
заданий по качеству (по параметрам качества
продукции); комплексные показатели.
Применение групп показателей надеж-
ности ТС указано в табл. 2.4.1.
Продолжительность и периодичность
оценки показателей надежности ТС устанав-
ливается соответствующей нормативной до-
кументацией.
Для оценки показателей надежности по
параметрам качества изготовляемой продук-
ции в зависимости от вида ТС и целей оцен-
ки обычно используют расчетные, опытно-
статистические, регистрационные или экс-
пертные методы. Для предварительной оцен-
ки надежности ТС по параметрам точности,
как правило, применяют метод также квали-
тетов.
2.4.1. Применение групп показателей надежности ТС
Вид технологической системы Группы показателей надежности ТС
по точности по технологической дисциплине по выполнению заданий по качеству комплексные показатели
ТС технологической операции + — + —
ТС технологического процесса + + + +
ТС производственного подразделения — + + +
ТС предприятия — + + +
Примечание. Знак “+” означает возможность применения группы показателей для
ТС данного вида.
214
Глава 2.4. СЕРТИФИКАЦИЯ И НАДЕЖНОСТЬ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
Расчетные методы могут быть основаны:
- на использовании математических мо-
делей изменения параметров качества изго-
товляемой продукции или параметров техно-
логического процесса, с учетом физики отка-
зов (качественной природы процессов износа,
старения, температурных деформаций и т.п.)
и имеющихся априорных данных о свойствах
технологических систем данного класса;
- на использовании данных о законо-
мерностях изменения во времени факторов
(износ инструмента, температурные и упругие
деформации и т.п.), влияющих на один или
одновременно несколько параметров качества
изготовляемой продукции.
Опытно-статистические (измерительные)
методы основаны на использовании данных
измерений параметров качества изготовляе-
мой продукции, полученных в результате спе-
циального выборочного обследования ТС и
(или) специальных испытаний ТС и ее эле-
ментов.
Регистрационные методы не требуют
проведения специального выборочного обсле-
дования и основаны на анализе информации,
регистрируемой в процессе управления пред-
приятием (результаты контроля точности тех-
нологических процессов, число принятых
партий, дефектов и т.п.). Эта информация
удовлетворяет требованиям достоверности и
однородности и может быть достаточной для
оценки значения искомого показателя.
Экспертные методы используют резуль-
таты опроса экспертной группы, располагаю-
щей информацией о надежности данной тех-
нологической системы и факторах, влияющих
на качество изготовляемой продукции. Экс-
пертные методы обычно применяются при
невозможности или нецелесообразности ис-
пользования расчетных, опытно-
статистических или регистрационных методов
(недостаточное количество информации, не-
обходимость разработки специальных техни-
ческих средств и т.п.)
Метод квалитетов основан на сравнении
требуемых значений параметров ТС с их пре-
дельными возможными значениями, установ-
ленными в справочной и нормативно-
технической документации (НТД) в зависи-
мости от квалитетов (классов) точности при-
меняемых средств технологического оснаще-
ния и предметов производства.
2.4.3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К МЕТОДАМ
ОЦЕНКИ НАДЕЖНОСТИ ТС ПО
ПАРАМЕТРАМ ТОЧНОСТИ
Целями оценки надежности ТС по па-
раметрам точности является: 1) определение
возможности применения рассматриваемого
технологического процесса для изготовления
продукции с определенными параметрами
качества; 2) оценка изменений точностных
характеристик ТС во времени и определение
их соответствия требованиям, установленным
в НТД; 3) получение информации для регу-
лирования технологического процесса
(операции).
Оценку надежности по параметрам точ-
ности производят по результатам контроля
точности ТС технологических процессов
(операций).
Вид контроля, номенклатуру контроли-
руемых параметров и номенклатуру показате-
лей точности ТС определяют в процессе ана-
лиза точности и стабильности технологиче-
ских процессов (операций) и устанавливают в
НТД предприятия с учетом условий, вида и
объема производства.
В процессе анализа точности и стабиль-
ности технологических процессов (операций)
определяют или уточняют: модели формиро-
вания погрешностей обработки; модели изме-
нения точности ТС во времени; оценки пара-
метров точности ТС; зависимости между па-
раметрами изготавливаемой продукции и па-
раметрами ТС; зависимости между погрешно-
стями обработки на различных операциях
рассматриваемого технологического процесса;
основные факторы, изменяющие точностные
характеристики ТС; пути и средства повыше-
ния точности ТС в процессе эксплуатации;
оптимальные стратегии технического обслу-
живания и ремонта средств технологического
оснащения.
При проведении анализа точности и
стабильности технологических процессов
(операций), как правило, используют методы
прикладной статистики, теории планирования
эксперимента корреляционного и регресси-
онного анализа.
Контроль точности ТС производят по
альтернативному или количественному при-
знаку. При контроле по альтернативному
признаку проверяют соответствие параметров
технологического процесса и средств техноло-
гического оснащения требованиям, установ-
ленным в НТД. Контроль точности ТС по
альтернативному признаку производят при
разработке технологических процессов и
управлении ими.
При контроле по количественному при-
знаку обычно используют следующие показа-
тели точности ТС.
Коэффициент точности (по контроли-
руемому параметру):
К7 = со/Т, (2.4.1)
где о - поле рассеяния или разность макси-
мального и минимального значений контро-
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К МЕТОДАМ ОЦЕНКИ ЗАДАНИЙ
215
лируемого параметра за установленную нара-
ботку ТС, определяемые с доверительной
вероятностью у выражением:
о =
/(у) - коэффициент, зависящий от закона рас-
пределения контролируемого параметра и
величины у - доверительной вероятности,
равной, например, 0,973; S - среднее квадра-
тическое отклонение контролируемого пара-
метра.
Коэффициент мгновенного рассеяния
(по контролируемому параметру):
КР^ = ^> (2.4.2)
где (£>(/) - поле рассеяния контролируемого
параметра в момент времени Г, Т - допуск на
контролируемый параметр.
Коэффициент смещения (контролируе-
мого параметра)
где д(г) - среднее значение отклонения кон-
тролируемого параметра относительно сере-
дины поля допуска в момент времени Г.
д(г) = |х(/)-х0|,
где х(г) - среднее значение контролируемого
параметра; xq " значение параметра, соответ-
ствующее середине поля допуска.
При симметричном поле допуска значе-
ние хо совпадает с номинальным значением
параметра хном.
Коэффициент запаса точности (по кон-
тролируемому параметру)
K3(t) = 0,5 - Kc(t) - 0,5Kp(t). (2.4.3)
При контроле точности ТС по альтерна-
тивному признаку значения контролируемых
параметров должны соответствовать требова-
ниям, установленным в НТД.
При контроле точности ТС по количест-
венному признаку с использованием коэффи-
циента точности (2.4.1) должно выполняться
условие
К. = Хто < 1,
где Хто - нормативное (предельное, техниче-
ски обоснованное) значение Кт.
При контроле точности по количествен-
ному признаку с использованием коэффици-
ентов (2.4.2 и 2.4.3) должно выполняться ус-
ловие
K3(t) > 0.
При контроле точности ТС по количест-
венному признаку на этапе подготовки про-
изводства используют, главным образом, рас-
четные методы, а при контроле точности ТС
на этапе изготовления продукции - опытно-
статистические методы.
В число объектов контроля технологиче-
ской дисциплины следует включать: техноло-
гические процессы, с выполнением которых
связано появление брака, дефектов или воз-
вратов продукции; технологические процессы
изготовления особо ответственной продукции.
Основными показателями надежности
ТС по параметрам технологической дисцип-
лины являются средние значения соответст-
вующих показателей технологической дисци-
плины за установленную наработку.
При выборе объектов контроля, получе-
нии предварительных оценок и базовых зна-
чений нормативные документы допускают
использование экспертных методов.
2.4.4. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К МЕТОДАМ
ОЦЕНКИ ВЫПОЛНЕНИЯ ЗАДАНИЙ ПО ПАРАМЕТРАМ
КАЧЕСТВА ИЗГОТОВЛЯЕМОЙ ПРОДУКЦИИ
Оценку выполнения заданий по пара-
метрам качества изготовляемой продукции
производят с целью определения вероятности
того, что ТС обеспечит изготовление продук-
ции в соответствии с требованиями НТД. Эта
оценка производится в основном для техноло-
гических процессов (операций), оказывающих
решающее влияние на качество готовой про-
дукции. В качестве показателей надежности
используют:
- вероятность выполнения задания по
одному (/-му) параметру изготовляемой про-
дукции - вероятность выполнения требований
НТД по этому параметру для единицы про-
дукции, изготовленной в момент времени г,
Л(') = P{xHi xi(t) $ xBi} > (2-4-4)
где х//), хв/, хн/ - соответственно фактическое,
нижнее и верхнее значения /-го контролируе-
мого параметра;
- вероятность выполнения заданий ТС
по п параметрам изготовляемой продукции -
вероятность выполнения требований НТД
одновременно по п параметрам для единицы
продукции, изготовленной в момент времени t
Л...л(0 = 1 - xi(f) - *01 >• -хнл - хви) ,(2
.4.5)
- коэффициент выполнения заданий по
параметрам изготовляемой продукции
1 п
= (2А6*
/=1
216
Глава 2.4. СЕРТИФИКАЦИЯ И НАДЕЖНОСТЬ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
где п - количество контролируемых парамет-
ров.
Наряду с показателями (2.3.4 - 2.3.6)
нормативная документация допускает исполь-
зование их средних значений за установлен-
ную наработку ТС.
Значения показателей выполнения зада-
ний для разрабатываемых ТС определяют,
главным образом, расчетными методами.
Значения показателей выполнения зада-
ний для действующих ТС в общем случае
определяют расчетными или опытно-
статистическими методами.
2.4.5. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
К МЕТОДАМ ОЦЕНКИ КОМПЛЕКСНЫХ
ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ ТС
Комплексные показатели надежности
ТС по параметрам изготовляемой продукции
характеризуют надежность ТС и качество
продукции, изготовленной за установленную
наработку или определенный промежуток
времени. Оценку надежности по комплекс-
ным показателям производят для всех ТС
технологических процессов, производствен-
ных подразделений и предприятия в целом.
Для оценки используют следующие ком-
плексные показатели.
Надежность ТС по критериям дефектно-
сти определяют:
- коэффициент дефектности для ТС тех-
нологического процесса (производственного
подразделения или предприятия) - среднее
значение коэффициента (индекса) дефектно-
сти продукции, изготовленной за установлен-
ную наработку (рассматриваемый календар-
ный промежуток времени).
Здесь под коэффициентом дефектности
понимается среднее взвешенное количество
дефектов, приходящихся на единицу продук-
ции, а под индексом дефектности продукции
- комплексный показатель качества разнород-
ной продукции, вычисленный за рассматри-
ваемый интервал, равный среднему взвешен-
ному коэффициенту дефектности этой про-
дукции.
- вероятность соблюдения норматива по
дефектности - это вероятность того, что зна-
чение показателя по коэффициенту и ин-
дексу дефектности продукции не превысит
нормативно (технико-экономически обосно-
ванного) значения.
Показателями надежности ТС по крите-
риям возвратов продукции служат:
- коэффициент возвратов для ТС техно-
логического процесса (производственного
подразделения) - отношение объема продук-
ции, имеющей устранимые дефекты и воз-
вращенной на доработку с последующих тех-
нологических процессов (из смежных произ-
водственных подразделений), по отношению
к объему всей продукции, изготовленной за
установленную наработку (за рассматривае-
мый календарный промежуток времени).
Устранимый дефект - это дефект, устранение
которого технически возможно и экономиче-
ски целесообразно;
- процент сдачи продукции с первого
предъявления для ТС технологического про-
цесса (производственного подразделения или
предприятия) - среднее значение процента
сдачи с первого предъявления продукции,
изготовленной за установленную наработку
(за рассматриваемый календарный промежу-
ток времени);
- вероятность соблюдения норматива по
возвратам продукции - вероятность того, что
вышеназванный показатель не превысит нор-
мативного (технико-экономически обосно-
ванного) значения;
- вероятность соблюдения норматива по
сдаче продукции с первого предъявления -
вероятность того, что значение коэффициента
возврата будет не менее нормативного
(технико-экономически обоснованного) зна-
чения.
2.4.2. Методы определения значений
комплексных показателей надежности ТС
Наименование показателей Методы определения
расчетный регистрационный экспертный
Показатели надежности ТС по критериям дефектности + + —
Показатели надежности ТС по критериям возврата продукции + + +
Показатели надежности ТС по критериям брака + + +
СПИСОК ЛИТЕРАТУРЫ
217
К показателям надежности ТС по крите-
риям брака относятся:
- коэффициент брака для ТС технологи-
ческого процесса (производственного подраз-
деления или предприятия) - отношение объе-
ма продукции, имеющей неустранимые кри-
тические дефекты, к объему всей продукции,
изготовленной за установленную Наработку
(за рассматриваемый календарный промежу-
ток времени). Критический дефект - это не-
допустимый дефект, при наличии которого
использование продукции по назначению
практически невозможно;
- вероятность соблюдения норматива по
браку - вероятность того, что значение соот-
ветствующего показателя по браку не превы-
сит нормативного (технико-экономически
обоснованного) значения.
Возможные методы определения значе-
ний комплексных показателей указаны в
табл.2.4.2. знаком (+).
При выборе методов определения значе-
ний показателей, как правило, отдают пред-
почтение регистрационным методам. Расчет-
ные методы применяют преимущественно на
этапе технологической подготовки производ-
ства. Экспертные методы - для предваритель-
ной оценки искомых величин.
Применение рассмотренных выше мето-
дов оценки качества технологической доку-
ментации и надежности технологических сис-
тем по параметрам качества изготавливаемой
продукции позволяет повысить достоверность
оценок качества технологической документа-
ции и технологических систем на этапах про-
ектирования и применения на предприятиях,
снизить производственные потери от брака,
сократить сроки и затраты на подготовку
предприятий к сертификации.
СПИСОК ЛИТЕРАТУРЫ
1. Надежность и эффективность в техни-
ке. Справочник в 10 томах. Техническая ди-
агностика ./Под ред. В.В.Клюева. М.: Маши-
ностроение, 1987. 352 с.
2. ГОСТ 27002-89. Надежность в техни-
ке. Основные понятия. Термины и определе-
ния.
3. Кубарев А.И. Надежность в машино-
строении. М.: Машиностроение, 1989.
4. Рудзит Я.А., Плуталов В.Н. Основы
метрологии, точности и надежности в прибо-
ростроении. М.: Машиностроение, 1991.
304 с.
5. Система сертификации ГОСТ-Р.
Сборник основополагающих документов. Гос-
стандарт России. М.: 1992.
6. Европейские стандарты, регламенти-
рующие деятельность испытательных лабора-
торий, органов по сертификации и изготови-
теля при заявлении о соответствии продук-
ции: EN 45001, EN 45002, EN 45003,
EN 45011, EN 45012, TN 45013, EN 45014; М.:
ИНСАР Лтд., 1993.
7. Международные стандарты в области
управления качеством продукции. И СО 9000 -
ИСО 9004, ИСО 8402. М.: Изд-во Стандартов,
1993.
РАЗДЕЛ 3
НАДЕЖНОСТЬ НА СТАДИИ
ПРОЕКТИРОВАНИЯ И ЭКСПЛУАТАЦИИ
ТЕХНИЧЕСКИХ СИСТЕМ
Глава 3.1
ИССЛЕДОВАНИЕ НАДЕЖНОСТИ
НА СТАДИИ ПРОЕКТИРОВАНИЯ
ТЕХНИЧЕСКИХ СИСТЕМ
3.1.1. ЗАДАЧИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ
Для ряда изделий и сооружений пробле-
ма обеспечения надежности решается без не-
посредственного использования методов тео-
рии надежности. Промышленные и жилые
здания, мосты, плотины и другие сооружения
проектируют с учетом эксплуатационных на-
грузок и изменений во времени свойств кон-
струкционных материалов. Установленные для
различных видов сооружений нормы прочно-
сти и другие строительные и проектные нормы
обеспечивают практическое отсутствие отказов
в течение всего срока службы [1]. Детермини-
рованные методы подхода к проектированию
сложной техники оказываются недостаточны-
ми, поэтому в качестве дополнительных
средств используются методы теории надежно-
сти.
В основу исследования надежности при
проектировании технической системы ставятся
следующие задачи:
1) задача обоснования требований по на-
дежности к системе и ее составным частям;
выбор путей их достижения с учетом ограни-
чений, связанных с научно-техническими раз-
работками и средствами, выделяемыми на
создание системы;
2) задача синтеза требуемой надежности
системы в рамках принятых концепций по-
строения системы с учетом упомянутых выше
ограничений;
3) задача анализа надежности системы и
ее элементов с помощью расчетных оценок
показателей надежности для различных вари-
антов технических решений.
На ранних стадиях проектирования зада-
чи синтеза и анализа решают с целью выбора
наилучших технических решений по обеспече-
нию надежности системы.
4) задачи распределения выделенных
средств на обеспечение надежности, реализуе-
мых при создании, серийном производстве
и эксплуатации систем. К их числу относя
задачи обоснования программ обеспечения
надежности, программ испытаний, выбора
эффективных средств контроля качества про-
дукции, поддержания надежности системы в
процессе эксплуатации и др.
3.1.2. ЗАДАНИЕ ТРЕБОВАНИЙ,
ВЫБОР НОМЕНКЛАТУРЫ ПОКАЗАТЕЛЕЙ
НАДЕЖНОСТИ, РАСПРЕДЕЛЕНИЕ
НОРМ НАДЕЖНОСТИ
Конкретные формы задания требований
и выбор номенклатуры показателей надежно-
сти устанавливаются стандартами по видам
техники.
В практике создания современных тех-
нических систем задание требований по на-
дежности осуществляется на основе экспертно-
го анализа. При этом обоснованность прини-
маемых решений зависит от квалификации,
научной и инженерной интуиции экспертов.
Очень часто требования по надежности
на создаваемую систему задаются на основе
достигнутого уровня надежности на системах-
аналогах или модернизированных системах. В
этом случае в дополнение к экспертным оцен-
кам используются статистические данные о
достигнутых характеристиках надежности эле-
ментов систем.
Если требуется задать оптимальный уро-
вень надежности, то необходимо получить
максимум целевой функции [1]:
<?,(Л) = 1Г/(Л)-С/(4 (3.1.1)
где R - показатель надежности системы, зави-
сящей от выбранного г-го варианта системы
(i = 1, пj ; W] - выходной экономический
эффект от применения г-го варианта системы
при уровне надежности R, Cj - затраты на
обеспечение уровня надежности, равного Д
для Z-го варианта системы.
Для каждого z-го варианта системы оп-
тимальное решение находят из условия:
МЕТОДЫ РАСПРЕДЕЛЕНИЯ
219
W(*) 8Ct(R)
dR dR '
Изложенная схема выбора оптимального
уровня надежности применима, если известны
структура, облик и характеристики системы, а
также характеристики надежности ее элемен-
тов. Выходной характеристикой системы мо-
жет быть, например, производительность, точ-
ность, быстродействие, грузоподъемность и
т.д. При задании оптимального уровня надеж-
ности необходимо провести сравнительный
анализ изменения выходной характеристики в
зависимости от уровня надежности.
Номенклатуру показателей надежности
выбирают в зависимости от класса изделий,
режимов эксплуатации, характера отказов и их
последствий.
Все изделия подразделяются на следую-
щие классы:
перемонтируемые и невосстанавливаемые
изделия общего назначения; составные части
изделий, невосстанавливаемые на месте экс-
плуатации и не подлежащие ремонту, напри-
мер, подшипники, шланги, штуцеры, крепеж-
ные детали, радиодетали и др., а также невос-
станавливаемые изделия самостоятельного
функционального назначения, например,
электрические лампы, контрольные приборы и
др.;
восстанавливаемые изделия, подвергаю-
щиеся плановому техническому обслужива-
нию, текущему и среднему ремонту. К этому
классу относят также изделия, подвергающие-
ся капитальному ремонту;
изделия, предназначенные для выполне-
ния кратковременных разовых или периоди-
ческих заданий. К этой группе относят изде-
лия, выполнение задания которыми обеспечи-
вается готовностью изделия в момент начала
использования.
Система может эксплуатироваться в сле-
дующих режимах:
непрерывном, когда изделие работает
непрерывно в течение определенного времени;
циклическом, когда изделие работает с
заданной периодичностью в течение опреде-
ленного времени;
оперативном, когда неопределенный пе-
риод простоя сменяется периодом работы за-
данной продолжительности.
В зависимости от последствий отказа из-
делие может быть отнесено к одной из трех
групп надежности. К первой группе надежно-
сти относят изделия, отказ которых влечет за
собой угрозу безопасности людей или значи-
тельный материальный ущерб государству. Ко
второй группе относят изделия, для которых
материальный ущерб от невыполнения зада-
ния или от простоя незначителен, либо не
превышает стоимости самого изделия. К
третьей труппе относят изделия, для которых в
случае отказа материальный ущерб определя-
ется утратой самого изделия или затратами на
его восстановление.
Номенклатуру показателей надежности
изделия устанавливают на стадии технического
задания. Для конкретного изделия следует
выбирать минимально необходимое число
показателей, достаточно полно определяющих
его надежность. При этом показатели надеж-
ности должны обеспечивать возможность их
количественной оценки на этапе разработки и
ее подтверждение по результатам испытаний и
эксплуатации. При выборе номенклатуры по-
казателей надежности следует руководствовать-
ся государственными стандартами и отрасле-
выми нормативно-техническими документами.
Объектом нормирования могут быть са-
ми нормативные значения показателей надеж-
ности; контрольные уровни показателей на-
дежности; нормативные значения доверитель-
ной вероятности, с которой должны подтвер-
ждаться контрольные уровни показателей на-
дежности.
Распределение требований по надежно-
сти между элементами системы основано на
допущении, что элементы системы выходят из
строя независимо друг от друга, и отказ любо-
го элемента приводит к отказу системы, т.е.
система состоит из последовательно соединен-
ных элементов и интенсивность отказов по-
стоянна [2]. При таком допущении должно
выполняться неравенство
Р^уР2(^...Рп^>Р^^ (3.1.3)
где - требуемая надежность системы.
Пусть X, - интенсивность отказов г-го
элемента, а X - интенсивность отказов всей
системы. Тогда неравенство (3.1.3) принимает
вид
е~Х'* + в-М+..,+е-М > е-М (3.1.4)
и, соответственно,
Xj +Х2+...+ХЛ < X. (3.1.5)
На практике распределение нормируе-
мых показателей надежности производится
различными методами. Рассмотрим наиболее
часто применяемые из них.
3.1.3. МЕТОДЫ РАСПРЕДЕЛЕНИЯ
Метод рационального распределения норм
надежности. Пусть Р\,Р2, - обозначают
надежности элементов. Предположим, что
отказ любого элемента приводит к отказу сис-
темы. Тогда на основании теоремы умножения
вероятностей надежность системы определяет-
ся равенством
220
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
Р = Р\Р2 ...PiPn. (3.1.6)
Значение Ртр требуемой надежности
системы должно удовлетворять условию
Ртр>Р. (3.1.7)
Задача состоит в том, чтобы определить, на
сколько повысить хотя бы одно из значений
Р/, чтобы по формуле (3.1.6) достигнуть значе-
ния Ртр. Для повышения надежности необ-
ходимо произвести дополнительные затраты,
связанные с введением в систему более надеж-
ных элементов.
Методика повышения надежности Р до
требуемого значения Ртр сводится к следую-
щему.
Надежности Р\>Р2у...уРп располагают в
неубывающей последовательности
Рх<Р2<...<Рп. (3.1.8)
между элементами системы с целью удовле-
творения заданному требованию.
Решение. По формуле (3.1.6) определим
надежность системы
Р = Pi Р2 Р3 = 0,7 0,8 0,9 = 0,504 .
Предположим, что мы не стали выбирать
к по формуле (3.1.9), а произвольно назначим
к = 1. Тогда, подставляя исходные данные в
формулу (3.1.10), получим
тр=Г----0j65---'I 7 =0903
0 10,8-0,9-1,0 J
После чего имеем
Каждую из надежностей Р\,Р2>Jk увели-
чивают до одного и того же значения Р^р, а
надежности, начиная с Рк+Ъ->?п > не изме-
няют. Номер К выбирают по максимальному
значению /, для которого
/ ч1/7
Р= 0,903 • 0,8 • 0,9 = 0,65.
Полученное значение надежности соот-
ветствует требуемому. Однако на основании
полученного значения Pjp можно заключить,
что средства, необходимые для повышения
надежности, распределены нерационально.
Другими словами, затрачено больше средств
для достижения заданного показателя, чем
требовалось. Определим теперь к посредством
формулы (3.1.9). С этой целью вычислим три
величины:
ртр
л+1
- 9. <31.9)
[ У71
П "[/>2 ^3-1.0 J
0,65 "j
0,8-0,9-1,07
= 0,903;
где Рл+1=1 принимается по определению.
n = f рТР У/2 = ( °>65 У72 =085-
(j»3l,oJ 10,9-1,0 J ’ ’
Значение Pjp определяется из соотношения
ртр _ ртр 1/к (3.1.10)
л+1 П Pi {j=k+l )
О= Jo" = (°,65)1/3 = 0,860.
Так как < ^,р2 < Г2,Р$ > >3 > то прини-
Очевидно, что надежность системы после
нахождения Р^р будет удовлетворять задан-
ному требованию, поскольку новая надеж-
ность равна
= />т₽- (3.1.U)
маем к = 2. В этом случае наибольшее значе-
ние индекса j со свойством Р < г равно двум.
Далее, учитывая выражение (3.1.10), на-
ходим
Ртр f 0,65 У72
0 10,9-1,07
= 0,85.
Пример 3.1.1. Пусть система состоит из
трех последовательно соединенных элементов,
надежность каждого из которых соответствен-
но равна: Pi = 0,7; Р2 = 0,8; Р3 = 0,9. Извест-
но, что отказ любого элемента приводит к
отказу системы. Требуемое значение надежно-
сти системы равно Ртр =0,65. Произвести
рациональное распределение норм надежности
Это означает, что средства необходимо распре-
делить следующим образом. Надежность эле-
мента № 1 нужно увеличить с 0,7 до 0,85, а
надежность элемента № 2 с 0,8 до 0,85, на-
дежность элемента № 3 нужно оставить на
прежнем уровне. В результате надежность всей
системы будет равна
Р = 0,85 • 0,85 • 0,90 = 0,65.
МЕТОДЫ РАСПРЕДЕЛЕНИЯ
221
Метод равномерного распределения.
Предположим, что система состоит из п по-
следовательно соединенных элементов, имею-
щих одинаковую надежность. Пусть Ртр-
требуемая вероятность безотказной работы
системы, a Pi вероятность безотказной работы
l-го элемента системы. Тогда можно записать
Ртр = ПР/, (3.1.12)
откуда
Р/=^Ртр|1/П, 1 = 1,2,...,». (3.1.13)
Таким образом могут быть распределены
такие показатели надежности, как вероятность
безотказной работы, средняя наработка до
отказа, средняя наработка на отказ, коэффи-
циент готовности. В этом случае средняя нара-
ботка до отказа или на отказ элемента будет
равна
Т,=»Ттр, 1 = 1,2,...,», (3.1.14)
ще Гтр - заданная средняя наработка системы.
Недостатком этого метода является то,
что уровень надежности элементов системы
устанавливается без учета их важности, по-
следствий их отказов и трудности достижения
надежности.
Метод пропорционального распределения.
Этот метод используется в том случае, когда
система представлена в виде последовательно-
го соединения подсистем, причем каждая под-
система содержит Ki элементов. В этом случае
надежность j-й подсистемы определяется соот-
ношением
п
/=1
(3.1.15)
да
(3.1.16)
Здесь Ki - число “приведенных” элементов, п -
число подсистем, входящих в систему.
Если известны интенсивности отказов
элементов, то коэффициент пропорциональ-
ности находится так
п ( т
/=1\У=1
т
7=1
(3.1.17)
Метод распределения требований по на-
дежности с учетом уязвимости элементов. Этот
метод также основан на допущении о том, что
элементы системы соединены последователь-
но, имеют постоянную интенсивность отказов,
причем отказ любого элемента приводит к
отказу системы и, кроме того, заданная нара-
ботка элементов равна заданной наработке
системы [1].
Суть метода состоит в том, чтобы вы-
брать такие значения Xjp, которые бы удовле-
творяли неравенству
^^р<Хтр, (3.1.18)
1=1
где Х*₽- требуемая интенсивность отказов z-ro
элемента; Хтр - требуемая интенсивность отка-
зов системы.
Выбор элементов с Х*р производится в
два этапа. На первом этапе определяют интен-
сивность отказов X/ на основе результатов
опыта. Затем задают весовые множители со/
для каждого элемента системы в соответствии
с интенсивностями отказов, полученными на
первом этапе
со/=-^—, г = 1,2,...,л, (3.1.19)
Ул*
/=1
где п - число элементов, входящих в систему.
Весовой множитель со/ показывает отно-
сительную уязвимость z-го элемента.
При этом
п
£<0/=1- (3.1.20)
Z=1
Далее вычисляют требуемые интенсивно-
сти отказов элементов с помощью соотноше-
ния
А]р =<s>i Хтр, 1 = 1,2,...,». (3.1.21)
Тогда формулу (3.1.18) можно рассмат-
ривать как равенство
п
^<ozXTp =Хтр. (3.1.22)
1=1
Пример 3.1.2. Система состоит из четы-
рех последовательно соединенных элементов,
для которых по результатам испытаний полу-
чены оценки интенсивностей отказов:
Х1 = 0,005, Х2 = 0,003, Х3 = 0,001, Х4 = 0,001.
222
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
Требуемая вероятность безотказной работы за
t = 20 ч составляет P(t) = 0,95. Определить
требуемые значения вероятности безотказной
работы элементов.
Решение. По формуле (3.1.19) вычислим
коэффициенты уязвимости:
= Xi =____________0,005_________
051 1=4 0,005 + 0,003 + 0,001 + 0,001
Ул»
»=1
Х2 0,003 ...
“2 = ^4— = W ”
7=1
Х3 0,001 л1
юз=^г-= мГ=0Д;
Ул*
i=i
Х4 0,001 А,
Ю4=^^ = -0Я=0Л
Ул*
/=1
Принимая экспоненциальный закон распреде-
ления, найдем требуемую интенсивность отка-
зов системы
= exp^-XTp/j = 0,95,
Далее по формуле (3.1.21) определим требуе-
мые интенсивности отказов элементов:
Xjp = <01 • Хтр = 0,5 • 0,00256 ч;
= <о 2 • Хтр = 03 • 0,00256 ч;
Цр = <о з • Хтр = 0,1 • 0,00256 ч;
Х^р = <о 4 • Хтр = 0,1 • 0,00256 ч.
Соответственно требуемые значения ве-
роятности безотказной работы элементов рав-
ны:
7»1(/ = 20) = ехр(-0,00128 • 20) = 0,9744;
P2(t = 20) = ехр(-0,000768 • 20) = 0,9846;
Р3(/ = 20) = ехр(-0,000256 • 20) = 0,9948;
Р4(1 = 20) = ехр(-0,000256 • 20) = 0,9948.
Метод распределения требований по ш-
дежности с учетом важности подсистем. Этот
метод так же, как и вышерассмотренные мето-
ды, основан на допущении о последователь-
ном соединении взаимно независимых под-
систем, имеющих экспоненциальное распреде-
ление времени работы. Показатель важности
подсистемы определяется через вероятность
отказа системы, если эта подсистема выйдет из
строя. Показатель важности, равный единице,
означает, что для безотказной работы системы
эта подсистема должна работать безотказно, а
показатель важности, равный нулю, означает,
что отказ подсистемы не влияет на работу
системы.
Каждая подсистема представляет собой
совокупность элементов, имеющих соответст-
вующие соединения. При распределении тре-
бований по надежности предполагают, что
каждый элемент вносит одинаковый вклад в
безотказную работу системы [2]. Тогда требуе-
мая надежность для каждой 7-й подсистемы
определится из соотношения
АГ/[1пРтр(/)]
Х/=—L——-I, 1 = 1,2........п, (3.1.23)
7V со/ tj
где Ni - число элементов в 7-й подсистеме;
№(/)- требуемая вероятность безотказной
работы системы за время Г, N - общее число
элементов в системе; со/ - показатель важности
(уязвимости) для 7-й подсистемы (вероятность
отказа системы при выходе из строя 7-й под-
системы); ti - требуемая продолжительность
работы 7-й подсистемы за время работы систе-
мы (0 < и < t).
Требуемая вероятность безотказной рабо-
ты 7-й подсистемы за заданное время ti опре-
деляется по соотношению
1-Р тр(/)1
P?9(fi) = 1--1——J---------. (3.1.24)
Формула (3.1.24) дает хорошее приближение,
если для каждой подсистемы значение коэф-
фициента важности со/ близко к единице.
Пример 3.1.3. Для системы, состоящей из
пяти подсистем, требуется обеспечить вероят-
ность безотказной работы Ртр(/) = 0,90 в те-
чение времени t = 20 ч. Определить вероятно-
сти безотказной работы каждой из пяти под-
систем, входящих в состав системы.
Исходные данные для подсистем сведены
в табл.3.1.
ВИДЫ ОТКАЗОВ
223
3.1.1. Исходные данные к примеру 3.1.3
№ подсистемы Число элементов в подсистеме Nj Коэффициент важности со/ Продолжительность работы подсистемы Г/, ч
1 10 1,0 20
2 20 0,95 20
3 50 0,90 15
4 100 0,99 10
5 80 L2 10
Решение. Общее число элементов в сис-
теме
5
= =260.
/=1
По формуле (3.1.23) вычислим интенсивности
отказов:
10 [-In 0,901 4
Xi = —1-------—1 = 2 • 10’4 (1/ч);
1 260-1,0-20 7
20 [- In 0,901 4
12 = zl = 4>25'10-4 Vh);
2 260-0,95-20
50 Г-In 0,901 a t ч
Х3 = —*-------1 = 1,5 • 10“3 1/ч);
3 260-0,90-15 1 ’
100 [- In 0,901 а ,
Х4 =-----1=---= 4 • 10"3 1/ч);
4 260 -0,99-10 ' 7’
Далее по формуле (3.1.24) определим
требуемые вероятности безотказной работы
подсистем:
Р1тр(/ = 20) = 1 1 _ (о,9)1О/260 1,0 = 0,996;
Р2тр(/ = 20) = 1 - i - (о,9)20/260 0,95 = 0,9915;
P3тp(/= 15) = 1- 1 _ (0,9)50/260 0,9 = 0,9777;
Р4тр(/ = 10)= 1- 1_(0)9)1°0/26° 0,99 = 0,9598;
1 - (о 9)80/260
Р5ТР(/ = Ю) = 1 - ------= 0,9681.
Проверка
= 0,996 • 0,9915 • 0,9777 • 0,9598 • 0,9681 = 0,90.
3.1.4. ВИДЫ ОТКАЗОВ
По причине возникновения отказы делят
на конструкционные, производственные и
эксплуатационные. Конструкционные отказы
связаны с ошибками при конструировании.
Производственные отказы вызываются ошиб-
ками при изготовлении или обусловлены не-
совершенством технологии. Эксплуатационные
отказы вызываются нарушением правил экс-
плуатации.
По месту проявления отказы делят на
возникающие: при испытаниях опытных об-
разцов, при испытаниях серийных изделий и в
процессе эксплуатации.
По характеру проявления отказы делят
на случайные и неслучайные. Вероятность
случайных отказов незначительна, а вероят-
ность неслучайных отказов сколь угодно близ-
ка к единице. Неслучайные отказы связаны с
ошибками, допущенными в конструкторской,
технологической или эксплуатационной доку-
ментации. Эти отказы, как правило, проявля-
ются на всех изделиях, изготовленных по де-
фектной документации. Нормальная эксплуа-
тация системы возможна лишь после устране-
ния причин неслучайных отказов изделий и
доработки документации.
По характеру изменения параметра, оп-
ределяющего надежность изделия до момента
отказа, различают внезапные и постепенные
отказы.
По связи с другими отказами различают
независимые и зависимые отказы.
По характеру устранения отказы делят на
устойчивые, самоустраняющиеся, сбои, пере-
межающиеся.
По наличию внешних проявлений отка-
зы делят на явные и скрытые.
Одной из важнейших характеристик из-
делий в процессе их работы является кривая
изменения интенсивности отказов, которая
имеет корытообразную форму с тремя явно
выраженными участками (рис. 3.1.1).
224
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
Рис. 3.1.1. Графики изменения:
а - функции надежности P(Z); б - плотности
вероятности //); в - интенсивности отказов 1(1)
На первом участке времени от /о до t\
проявляются ранние отказы из-за конструк-
торских или производственных дефектов. Этот
период называется периодом приработки или
периодом выжигания. С целью уменьшения
отказов на участке приработки производится
тщательный контроль качества материалов и
комплектующих элементов, а также специаль-
ные приемосдаточные испытания. Обычно в
расчетах надежности изделий этот участок
кривой не учитывается.
Второй участок кривой изменения на-
дежности от t\ до t2 характеризуется практиче-
ски постоянством или незначительным
уменьшением интенсивности отказов. На этом
отрезке времени в основном проявляются от-
казы случайного характера, вызванные небла-
гоприятным сочетанием допусков или увели-
чением непредусмотренных нагрузок. Этот
период работы элементов и систем называется
нормальным и характеризуется постоянством
интенсивности отказов. В расчетах надежности
обычно используется этот участок кривой.
Последний третий участок (t > tj) назы-
вается периодом старения или износа. На этом
участке происходят необратимые физико-хи-
мические изменения, когда интенсивность от-
казов монотонно возрастает и надежность со-
ответственно снижается.
3.1.5. ПОКАЗАТЕЛИ НАДЕЖНОСТИ ЭЛЕМЕНТА
Показатели надежности невосстанавлв-
ваемого элемента. Невосстанавливаемым назы-
вается элемент, если он работает до первого
отказа, после чего заменяется на такой же
элемент, так как его восстановление в услови-
ях эксплуатации невозможно. Примерами
невосстанавливаемых элементов являются:
радиоэлементы, микросхемы, уплотнительные
кольца, манжеты, снаряды, пиропатроны, ра-
кеты и т.д.
Для невосстанавливаемых элементов, ра-
ботающих до первого отказа, на этапе проек-
тирования обычно используются показатели
безотказности и прежде всего вероятность
безотказной работы. Ниже приведены показа-
тели надежности в двух формах - вероятност-
ной и статистической.
Вероятностную форму используют на
стадии разработки технической документации
(эскизный проект, технический проект). Ста-
тистическая форма используется для оценки
показателей надежности по результатам испы-
таний и эксплуатации. При увеличении числа
испытаний статистические показатели надеж-
ности приближаются по вероятности к соот-
ветствующим вероятностным показателям.
Пусть время работы невосстанавливаемо-
го элемента представляет собой случайную
величину т. Причем в момент t = 0 элемент
начинает работать, а в момент t = т происхо-
дит отказ, следовательно, т - это время жизни
элемента. Таким образом, время жизни эле-
мента носит случайный характер и в качестве
основного показателя надежности можно на-
звать вероятность безотказной работы в интер-
вале от 0 до /Ь- В вероятностной форме этот
показатель запишется так:
P(to)=P(x>toy (3.1.25)
где P(to) - вероятность того, что элемент, на-
чав работать в момент времени t = 0, не отка-
жет в течение заданного времени работы /Ь; х -
случайная наработка элемента до первого от-
каза.
Как видно из трафика (рис. 3.1.1), функ-
ция надежности монотонно убывает во време-
ни. При t = 0 P(t = 0) = 1, а при t ->оо P(t =
= оо) = 0.
При статистической оценке вероятность
безотказной работы определяется равенством
где N(to) - число элементов, оставшихся рабо-
тоспособными к моменту времени to; АГ(О) -
общее число элементов, поставленных на ис-
пытание; л(/о) - число отказавших элементов к
моменту времени to.
ПОКАЗАТЕЛИ НАДЕЖНОСТИ ЭЛЕМЕНТА
225
Графическое изображение статистической
функции надежности показано на рис. 3.1.2.
Важным показателем надежности невос-
станавливаемого элемента является интенсив-
ность отказов, которая определяет надежность
элемента в некоторый момент времени /.
В вероятностной форме интенсивность
отказов записывается
1 dF(t) 1 ) dP(t)
[1-л(/)] л p(t) [/(/)) dt •
(3.1.32)
Из уравнения (3.1.32) легко выразить функ-
цию надежности через интенсивность отказов
Рис.3.1.2. Статистический функция надежности
Противоположным показателем функции
надежности является функция распределения,
которая выражается зависимостью
r(z0)=P(t</0> (3.1.27)
Р(/) = ехр
. о
(3.1.33)
Отсюда вероятность безотказной работы в
интервале времени будет равна
Тогда вероятность отказа элемента в ин-
тервале времени от / = 0 до /о можно записать
в ваде
^Р1.^2] = ехр
(3.1.34)
^o) = l-^o). (3.1.28)
В статистической форме вероятность отказа
определяется равенством
При статистической оценке интенсив-
ность отказов определяется соотношением
(3.1.29)
’ (3135)
Следующим показателем надежности элемента
является плотность распределения отказов,
которая в вероятностной форме записывается
так
ще Д/) - плотность вероятности того, что вре-
мя работы элемента до отказа окажется мень-
ше t или плотность вероятности отказа к мо-
менту времени t. График изменения плотности
вероятности показан на рис. 3.1.1, б.
При статистической оценке плотность
вероятности определится соотношением
N(0)&t N(0)At ’ ( '
где f(t) - отношение числа отказов в интерва-
ле времени [/, t + А/] к произведению числа
работоспособных элементов в начальный мо-
мент времени / = 0 на длительность интервала
времени Af, / + Д/) - число элементов,
отказавшихся в интервале времени 17, t + А Л .
где Ц/) - отношение числа отказов в интерва-
ле времени [/, t + А/] к произведению числа
исправных элементов N(f) в момент времени t
на длительность интервала времени А/. Кривая
изменения интенсивности отказов изображена
на рис. 3.1.1.
Показателем надежности невосстанавли-
ваемого элемента является средняя наработка
до отказа, которая в вероятностной форме
определяется как математическое ожидание
времени работы элемента до отказа
То = АТ[т] = J tf(t)dt = J Р(/)Л. (3.1.36)
О о
Среднее время безотказной работы или сред-
няя наработка на отказ могут быть определены
по результатам испытаний. Для этого нужно
испытывать все элементы до отказа. Пусть
времена жизни этих элементов соответственно
равны: ti, Т2, ... , ту. Тогда в статистической
форме средняя наработка до отказа будет рав-
на
(3.1.37>
/=1
8 - 8277
226
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
где N - число элементов, поставленных на
испытания; т/ - случайная наработка до отказа
z-го элемента.
Так как практически невозможно осуществить
испытания всех элементов до отказа, то в пер-
вом приближении при большом числе N сред-
нюю наработку до отказа можно определить
зависимостью
где АГ - число элементов, поставленных на
испытания; т - число отказавших элементов.
Формула (3.1.37) справедлива при т, близких
kN.
Другим показателем надежности невос-
станавливаемого элемента является дисперсия
времени жизни, которая в вероятностной
форме имеет вид
£»[т] = АГ[х - Т0] = °2 = / - Т2 =
О
оо
= з|гр(/)л-то2. (3X39)
О
Величина о = называется средним
квадратическим отклонением времени работы
элемента до отказа от своего среднего значе-
ния То.
Статистическая дисперсия определяется
по выражению
(3.1.40)
Таким образом, в качестве основных по-
казателей надежности для невосстанавливаемо-
го элемента являются следующие шесть пока-
зателей:
1) Д/о) - вероятность безотказной работы
за заданное время /о;
2) Q(to) - вероятность отказа элемента за
заданное время /о;
3) ДО - плотность распределения отказов;
4) Х(0 - интенсивность отказов элемента
в момент времени Г,
5) То - средняя наработка элемента до
отказа;
6) D(x) - дисперсия времени безотказной
работы элемента.
Показатели надежности восстанавливае-
мого элемента. Все показатели надежности,
приведенные для невосстанавливаемых эле-
ментов, могут использоваться и для восстанав-
ливаемых элементов при исследовании надеж-
ности последних до первого отказа.
К показателям надежности, присущим
только восстанавливаемым элементам, отно-
сятся: средняя наработка между отказами,
параметр потока отказов, средняя наработка на
отказ, среднее время восстановления, интен-
сивность восстановления, коэффициент готов-
ности, коэффициент технического использо-
вания, вероятность восстановления.
Средняя наработка между отказами в ве-
роятностной форме определяется равенством
1 К
т = lim M[Tk\ = ton Tj, (3.1.41)
А->оо A J—J
где Т - математическое ожидание предельного
значения наработки между отказами, 7* -
средняя наработка элемента от момента окон-
чания (Х-1)-го восстановления до А-го отказа;
К - количество восстановлений; 7/ - время
работы элементов от (/-1)-го до у-го восстанов-
ления;
00 00
Тк - ММ = р fk(№ = JPk(t)dt, (3.1.42)
О о
где Л(/) - плотность распределения наработки
между отказами; 7%/) - функция надежности
наработки между отказами.
Статистическая оценка средней наработки
между отказами равна
1
= (3L43)
где N(Q) - общее число элементов, начавших
работать после (АГ-1)-го восстановления; -
реализация времени работы после (A'-l)-ro
восстановления до К-го отказа f-го элемента.
Параметр потока отказов при вероятност-
ной оценке для стационарного ординарного
потока отказов определяется выражением
* = (3.1.44)
где X - математическое ожидание числа отка-
зов восстанавливаемого элемента в единицу
времени для установившегося процесса экс-
плуатации.
При статистической оценке
X = 4г, (3.1.45)
Т
ПОКАЗАТЕЛИ НАДЕЖНОСТИ ЭЛЕМЕНТА
227
где X - среднее число отказов восстанавли-
ваемого элемента в единицу времени.
Средняя наработка на отказ в вероятност-
ной форме находится из соотношения
Ц'о) = А1> (3.1.46)
где /о - суммарная наработка элемента за за-
данное время 7} Лфи(/о)] - математическое
ожидание числа отказов за это время.
Статистическая оценка средней наработки
на отказ находится по формуле
ще /о ~ суммарная наработка элемента за время
наблюдений; m(to) - число отказов за это вре-
мя наблюдений.
Среднее время восстановления элемента
при вероятностной оценке равно
= = (3-1.48)
О о
где /в(0 - плотность распределения времени
восстановления; Рв(/) - вероятность восстанов-
ления за заданное время.
Статистическая оценка среднего времени
восстановления определяется по формуле
М»)
'31«>
где N(Q) - общее число элементов, подверг-
шихся восстановлению; 4 " среднее время
восстановления z-го элемента.
Интенсивность восстановления элемента в
момент времени г, отсчитываемого с момента
начала восстановления при вероятностной
оценке, равна
(3.1.50)
При статистической оценке интенсив-
ность восстановления элемента определяется
выражением
<з1”>
ще лв(/) - число элементов, восстановление
которых длилось меньше Г, - число эле-
ментов, восстановление которых длилось
больше I; Хв - отношение числа восстановле-
ний в интервале времени [/, /+Д/] к произве-
дению числа элементов, еще не восстановлен-
ных к моменту t на длительность интервала
времени А/.
Коэффициент готовности характеризует
готовность элемента к применению по назна-
чению в произвольный момент времени, кро-
ме планируемых периодов обслуживания, ко-
гда применение элемента по назначению ис-
ключено.
Этот показатель является комплексным,
так как он количественно характеризует одно-
временно два показателя: безотказность и ре-
монтопригодность.
Коэффициент готовности определяется
по формуле
где Д/о) - средняя наработка на отказ; Тъ -
среднее время восстановления отказа.
Статистическая оценка коэффициента го-
товности равна
Коэффициент технического использования
характеризует долю времени нахождения эле-
мента в работоспособном состоянии относи-
тельно рассматриваемой продолжительности
эксплуатации. Коэффициент технического
использования учитывает затраты времени на
плановые и неплановые ремонты и определя-
ется по формуле
^ти = 1 “ ^рем _ -Йфегл, (3.1.54)
где
Арем= Ь1_, (3.1.55)
Ъксп
4/ - время восстановления У-го отказа элемен-
та; m - количество отказов У-го элемента; Тэксп -
время эксплуатации элемента.
^реГЛ=^> (3.1.56)
1 эксп
Трегл - суммарное время, затраченное на про-
ведение всех видов обслуживания, за время
эксплуатации, предусмотренных эксплуатаци-
онной документацией.
Коэффициент оперативной готовности ха-
рактеризует надежность системы, необходи-
мость применения которой возникает в произ-
вольный момент времени, кроме периодов
планового простоя, когда применение системы
по назначению не предусматривается, и начи-
228
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
нал с этого произвольного момента будет ра-
ботать безотказно в течение заданного времени
Ь-
Численное значение коэффициента опе-
ративной готовности определяется выражени-
ем
*ог = Кт P(t0) = <3.1.57)
К одному из основных показателей на-
дежности восстанавливаемого элемента отно-
сится вероятность восстановления, которая
представляет собой значение функции распре-
деления. времени восстановления за заданное
время to.
Вероятность восстановления определяется
по формуле Пуассона, так как процесс восста-
новления представляет собой пуассоновский
поток с соответствующим параметром Хв
i tm
Л>(') = -^"вхР(-хв'в), m = 1,2,...,л ,
(3.1.58)
где m - количество восстановлений; Хв - ин-
тенсивность восстановления.
Таким образом, для восстанавливаемого
элемента используются следующие основные
показатели надежности:
1) Д/о) - средняя наработка на отказ;
2) Т* - средняя наработка между отказа-
ми;
3) X - параметр потока отказов;
4) Тъ - среднее время восстановления;
5) Хв - интенсивность восстановления;
6) Кт - коэффициент готовности;
7) Хги - коэффициент технического ис-
пользования;
8) Д(0 - вероятность восстановления;
9) все шесть показателей надежности для
невосстанавливаемого элемента при условии
восстановления элемента до первого отказа.
Пример 3.1.4. На испытания поставлено
N — 10 невосстанавливаемых элементов. Ис-
пытания проводились в течение t = 100 ч. В
процессе проведения испытаний отказало
m = 8 элементов, при этом отказы зафиксиро-
ваны в следующие моменты времени:
ti = 20 ч; Х2 = 30 ч; тз = 50 ч; 14 = 30 ч;
Т5 = 40 ч; = 60 ч; т? = 70 ч; те = 60 ч, ос-
тавшиеся два элемента не отказали. Опреде-
лить среднюю наработку до отказа.
Решение. Вычислим наработку до отказа
для невосстанавливаемого элемента по форму-
ле (3.1.38)
t1+T2+T3+T4+T5+T6+t7+T8+(^-»«)*
= 20 + 30 + 50 + 30 + 40 + 60 + 70 + 60 + (10-8)-100 V L — 70 ч
8
Пример 3.1.5. Найти интенсивность отка- зов и построить график изменения кривой ^)=7П0=°-2810’2;
интенсивности отказов по данным, представ- ленным в табл. 3.1.2. На испытания поставле-
но А^=100 элементов, испытания проводились в течение t = 100 ч. «До “44,0‘2;
Для построения кривой интенсивности
отказов воспользуемся формулой (3.1.35) 66.10 = 0’3310 ;
2Ю-й510-М2"г2;
ММ-я‘10-«»г2; ^)-421010 = 2’410'2’
^)= 73210 = 0’27 10'2; Полученная кривая интенсивности отка- зов показана на рис. 3.1.3.
РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ
229
3.1.2. Исходные данные результатов испытаний
Интервалы времени, ч Д// e ti - ti-i Количество отказов в интервале Дл/ Количество элементов, неотказавших к моменту th Д* Дл/ Wi)
0 - 10 10 90 50 - 60 3 68
10 - 20 9 81 60 - 70 2 66
20 - 30 6 75 70 - 80 5 61
30 - 40 2 73 80 - 90 9 52
40 - 50 2 71 90 - 100 10 42
Рис. 3.1.3. Кривая иигенспности отказов
Пример 3.1.6. Определить коэффициент
готовности системы при следующих исходных
данных:
Гв = 2 ч - среднее время восстановления от-
каза; Г(/о) = 100 ч - средняя наработка на
отказ.
Решение. Используя формулу (3.1.53),
вычислим величину коэффициента готовности
Пример 3.1.8. Найти вероятность восста-
новления системы при следующих исходных
данных:
Хв = 0,2 (1/ч), /в = 4 ч, т = 1, 2, 3, 4.
Построить функцию восстановления.
Решение. Для определения вероятности
восстановления воспользуемся формулой
(3.1.58)
0J4,
«>('•) - - «ЛОТ,
100
100 + 2
= 0,984.
Полученная функция восстановления по-
казана на рис. 3.1.4.
Пример 3.1.7. Определить коэффициент
технического использования, если известно,
что система эксплуатируется в течение 2-х лет.
Годовой фонд работы системы - 8760 ч. По
документации ежегодно предусматривается
техническое обслуживание в течение
Гобс = ЮО ч. По опытным данным известно,
что время неплановых работ за два года со-
ставляет величину Трем = 200 ч.
Решение. Коэффициент технического ис-
пользования вычислим по формуле (3.1.54)
^ти = 1 - -^рем " -^регл>
Рис. 3.1.4. Функция восстановления
^рсм =
Трем
Т’эксп
200
2-8760
200
17520
^рег л“
Л)б с
Т’эсп л
2-100
17520
= 0,0114;
Кщ = 1 - (0,0114 + 0,0114) = 0,977.
3.1.6. РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ
Расчет проектной надежности систем с
последовательным соединением элементов.
Большинство механических, электро-, гидро-,
оптико-механических, радиоэлектрических и
других средств представляют собой системы с
последовательным соединением элементов.
Высокий уровень надежности таких систем
достигается за счет использования надежных
= 0,0114;
230
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
элементов, правильного назначения перио-
дичности технического обслуживания, обеспе-
чения быстрого восстановления или замены
отказавших элементов в процессе эксплуата-
ции. К последовательно соединенным элемен-
там относятся также те резервные элементы,
отказ каждого из которых приводит к отказу
системы. На практике это происходит, напри-
мер, в электронной аппаратуре при коротком
замыкании, в гидравлической и пневматиче-
ской системах при разрыве трубопроводов и
выходе из строя клапанов и т.п.
Последовательные системы могут состо-
ять из невосстанавливаемых и восстанавливае-
мых элементов.
Для системы, состоящей из п последова-
тельно соединенных невосстанавливаемых эле-
ментов, случайная наработка до отказа систе-
мы равна минимальному значению случайных
наработок ее элементов. Бели элементы явля-
ются независимыми и известны вероятности
безотказной работы каждого элемента за за-
данное время /о> то вероятность безотказной
работы системы за заданное время /о будет
равна
п
ЛМ = П^)- (3.1.59)
/=1
Структурная схема надежности для сис-
темы, состоящей из последовательно соеди-
ненных элементов, представлена на рис. 3.1.5.
Рис. 3.1.5. Структурная схема надежности системы,
состоящей из последовательно соединенных элементов
При значениях надежности системы,
близких к единице, можно использовать при-
ближенные формулы:
п п
Пр'('о)=1 - Eh - р/('о)]; <3 L60)
i=i i=i
/>п(/о)=1-»[1-р(/о)]; (3.161)
(3.1.62)
При известной вероятности безотказной
работы точное значение наработки до отказа
системы можно определить по формуле
Т = J P(t)dt. (3.1.63)
О
Бели известно, что наработка до отказа эле-
ментов распределена по экспоненциальному
закону, то
Р/(/) = ехр(-Х//). (3.1.64)
Тогда вероятность безотказной работы системы
будет равна
п
Р('о) = Пехр(_Х/'о)°
i=l
= exp(-Wo),
(3.1.65)
где X, и X - соответственно интенсивность от-
казов элементов и системы.
Наработка до отказа системы в этом слу-
чае равна
1
X
(3.1.66)
Для X • tQ « 1 приближенное значение
вероятности безотказной работы определится
по соотношению
Р(10)«1-Х/0. (3.1.67)
Отсюда вероятность отказа системы соответст-
венно равна
й('о) = 1 - ехр(-Х ф X- <0- (3.1.68)
Все характеристики надежности систем
можно определить, если известны интенсивно-
сти отказов X/ всех ее элементов. Часто в ре-
альных конструкциях систем используют од-
нотипные элементы, тогда
Р(/0)=ехр L
\ /=1 /
7 = 1 = ——,
ы
(3.1.69)
(3.1.70)
где ntj и X/ - соответственно число и интенсив-
ность отказов элементов z-го типа; г - число
типов элементов.
Как правило, не все элементы работают
непрерывно от момента начала работы систе-
мы и до окончания. Поэтому, принимая до-
пущение о независимости отказов элементов, с
учетом разного времени работы ее элементов,
надежность системы можно вычислить по
формуле
РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ
231
п
Л'о)= А('1)"-М'2>--^('И)’ ПР'(?')’
/=1
(3.1.71)
где Pity) - вероятность безотказной работы
z-ro элемента за время tf < /ц .
Используя экспоненциальный закон на-
дежности, можно записать
Р/(//) = ехр(-М/). (3.1.72)
Тоща надежность системы определится равен-
ством
п
Р(/0)=ехр
I 1=1
1-£М- (3.1.73)
ы
Формулами (3.1.69) и (3.1.70) можно
пользоваться в том случае, когда однотипные
элементы работают одновременно.
Расчет надежности восстанавливаемых
систем с последовательным соединением эле-
ментов основывается надопущении о том,
что все распределения наработки до отказа и
времени восстановления отдельных элементов
являются экспоненциальными, т.е. процесс
функционирования системы является стацио-
нарным без последействия и ординарным.
Стационарность означает постоянство па-
раметра X потока отказов в течение заданного
промежутка времени /о, т.е. X = const.
Отсутствие последействия означает неза-
висимость появления отказов, т.е. отказы эле-
ментов системы взаимно независимы и не
влияют друг на друга.
Ординарность означает практическую не-
возможность появления двух или более отка-
зов в одно и то же время, точнее за малый
промежуток времени Л/->0. Принятое допуще-
ние справедливо, если средняя наработка до
отказа элементов системы значительно больше
времени их восстановления. На практике это
условие обычно выполняется.
Ниже в таблице 3.1.3 приводятся расчет-
ные формулы показателей надежности восста-
навливаемых систем с последовательным со-
единением элементов.
3.1.3. Расчетные формулы показателей надежности восстанавливаемой системы
с последовательным соединением элементов
Показатель надежности системы Точное значение Приближенное значение
Средняя наработка между отказами Вероятность безотказной ра- боты Вероятность отказа Среднее время восстановле- ния Коэффициент готовности Т = — = —1— i=i Р(/о) = ехр(-Х/0) С(1о) = 1 - ехр(-Wo) т - 1 V - 1 /=1 Т 1 = = г Т + Тв ’ я , 1+У^- Ь1ц/ 1-Х/о w0 я 1 1_у31
Коэффициент технического использования Коэффициент оперативной готовности п +^регл« jr _ 1 _ izl Ати ~ 1 т 7 ЭК СП ЛГог = ^гР(10) = ?Т_Р(Го) *ог= 1 (1-М0)
Примечание, ц, - интенсивность восстановления У-го элемента.
232
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
Расчет проектной надежности систем без
учета восстановления резервных элементов.
Одним из способов повышения надежности
систем является резервирование элементов,
которое широко используется на стадии про-
ектирования. Система с параллельным соеди-
нением элементов построена таким образом,
что отказ ее происходит лишь в случае отказа
всех элементов, т.е. система исправна, если
исправен хотя бы один элемент. При разра-
ботке технических систем в зависимости от
выполняемой задачи применяют нагруженное
(горячее) и ненагруженное (холодное) резер-
вирование.
Горячее резервирование применяют то-
ща, когда не допускается перерыва времени на
переключение отказавшего элемента на ре-
зервный с целью выполнения задачи в уста-
новленное время. Чаще всего горячему резер-
вированию подвергаются отдельные элементы
или отдельные каналы. Холодное резервирова-
ние применяют тоща, коща требуется увели-
чение ресурса работы элемента и допускается
время на переключение отказавшего элемента
на резервный.
Существуют технические системы с час-
тично параллельным резервированием. Это
такие системы, которые оказываются работо-
способными в случае отказа нескольких эле-
ментов.
Если система представляет собой ряд
нагруженных параллельно соединенных п эле-
ментов, изображенных на рис. 3.1.6, то веро-
ятность отказа системы равна
ев(0 = й(0- 92(4-«„(4 (3.1.74)
При условии одинаковой ненадежности
элементов выражение (3.1.74) принимает вид
ft.0-«*(4 (3.1.75)
ще п - число параллельно соединенных эле-
ментов.
Тоща вероятность безотказной работы системы
Pn(t) = 1 - Qn(t) = 1 - «1(0 • ®(4 • • «»('> (3.1.76)
Рис. 3.1.6. Структурная схема надежности
с параллельным соединением элементов
При = $(/)
д(0=1-Л0 <31-77)
Формула (3.1.75) проста и удобна. Если,
например, известна вероятность отказа эле-
мента q(f) и требуется определить такое число
резервных элементов, при котором вероят-
ность отказа бл(0 не будет превосходить за-
данной величины Q(0, т.е.
(31-78>
Тоща из неравенства (3.1.78) получим
п Z
lng(t)
МО
(3.1.79)
Если же, наоборот, задавшись числом резерв-
ных элементов, определять, какой должна
быть надежность каждого из них, то получим
$(0=^ё(0-
(3.1.80)
Для случая экспоненциального закона распре-
деления, если надежности элементов близки к
единице, то
Д(/) = е-х*'«1-ХА t, (3.1.81)
следовательно,
^(/)=1-в-х*' «Хк t. (3.1.82)
Тоща
а,(0 = (Х1Х2...Х„)/", (3.1.83)
а для равнонадежных элементов
е„(/)»(Х /)". (3.1.84)
Среднее время безотказной работы ре-
зервной группы из п элементов при экспонен-
циальном законе распределения определяется
по формуле
п 1 5-! 1
к=\к k<S%k+%s
е-1
+ У 1 i..j( if 1
k<S<e^k + + ^е Xi +Х2+--+^л ’
(3.1.85)
ще S - элемент.
Для случая равнонадежных элементов имеем
г„=1(1+1+1+...+4
" XI 2 3 п)
(3.1.86)
РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ
233
Если обозначить среднее время безотказной
работы одного элемента через 7j = , то
(3.1.87)
Для случая закона распределения Вей-
булла при условии равнонадежных элементов
среднее время безотказной работы резервной
группы из п элементов (включая основной)
вычисляется по формуле
г(1+1)
Тп = £с*(-1)*-1 ]а - (3.1.88)
*=1
где а - параметр формы кривой распределения
Вейбулла; X - параметр масштаба.
По результатам испытаний среднее время
безотказной работы резервной труппы из п
элементов равно
r» = Z—
fc=l
(3.1.89)
ще х^ - случайное время работы fc-го элемен-
та; N - число одинаковых элементов, постав-
ленных на испытания и доведенных до отказа
последнего из них; 0 < < Т2 <..< ху - слу-
чайные времена работы элементов, располо-
женные в порядке их возрастания.
В случае ненагруженного (холодного) ре-
зерва среднее время жизни резервной труппы
равно
= Е'!?. (3.1.90)
fc=l
где - среднее время жизни fc-го элемента.
В частности, если все элементы равнонадеж-
ны, то
Т$ = п 'ср> (3.1.91)
При экспоненциальном законе распреде-
ления времени жизни элементов ненадежность
системы определяется по формуле
а,(4=• (з. 1.92)
Эта формула справедлива при условии, когда
малы. Если все элементы резервной груп-
пы имеют одинаковую надежность, то при-
ближенно ненадежность системы равна
(3193)
При X t « 1 формула (3.1.93) упрощается
Си(0=^-- (3.1.94)
л!
Тогда надежность системы при холодном ре-
зервировании определится соответственно по
формуле
/»„(/) = 1-^-- (3.1.95)
Анализ различных способов резервиро-
вания показывает, что ненагруженный резерв в
любом случае выгоднее нагруженного, если
время переключения не влияет на работоспо-
собность системы.
Проведем количественное сравнение этих
двух типов резервирования. Пусть для случая
нагруженного резерва
Л) = (Х /)", (3.1.96)
а для ненагруженного резерва
(3.1.97)
Отсюда
СГ0
(3.1.98)
т.е. при переходе к ненагруженному резерву
ненадежность уменьшается в л! раз.
Аналогично это наблюдается при сравне-
нии среднего времени жизни. Так, для нагру-
женного резерва
Г$ = *ср(1 + {+...+|), (3.1.99)
а для ненагруженного = п Гср.
Отсюда
^1) 1 + 1 + 1+...+1
-gr « —2—3--------а.. (3.1.100)
Чем больше кратность резервирования,
тем больше выигрыш в среднем времени жиз-
ни системы. Например, при п = 4
Для случая частично параллельного ре-
зервирования вероятность безотказной работы
системы определяют по формуле
234
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
л
Ее.‘ [-*)]*[< •
к=т
(3.1.101)
где т - число исправных элементов, при кото-
рых обеспечивается работоспособность систе-
мы; q(f) - вероятность отказа каждого элемента
одинакова; п - общее число элементов в сис-
теме,
„к . »!
Бели т = 1, то система будет полностью
параллельной, в остальных случаях - частично
параллельной.
При экспоненциальном законе распреде-
ления времени жизни элемента надежность
системы определяется по формуле
/>„(/) = (l/)"~m+1. (3.1.102)
Среднее время жизни резервной группы
Т„ = —+ I 1 \ +••+— • (3.1.103)
и! (n - 1)1 ml
В практике проектирования радиотехни-
ческих систем и электронной аппаратуры час-
то используют другие виды резервирования,
например, применяют схемы, работающие по
принципу “два из трех”, либо мостиковые
схемы. Вероятность безотказной работы для
схемы “два из трех” вычисляется по формуле
Р(г) = [1 - 9(f)]3 + 3[1 - (3.1.104)
где q(t) - одинаковая вероятность отказа каж-
дого элемента за время t.
Надежность мостиковой схемы определяется
равенством
ЛО = [1 - 4')]5 + ф - «W]4«(')+ (3 л 105)
+Ф - ?(')] V(0+ф - Ф)] V(')-
Различают также поканальное (общее) и
поэлементное (раздельное) резервирование.
Структурные схемы надежности (ССН) для
этих видов резервирования представлены на
рис. 3.1.7 и 3.1.8 соответственно.
Вероятность безотказной работы системы
для общего резервирования вычисляется по
формуле
Лоб = [1 -(1-А1А2-М1" Р2\Рп-Р2п)-
(3.1.106)
При Ру = Pj , т.е. все элементы канала равно-
надежны
Лоб=1-(1-Р1Р2-.Д)Л. (3.1.107)
Здесь Ру - вероятность безотказной работа
элемента; Pj - вероятность безотказной работа
у’-го элемента канала.
Бели Ру = Р, то
«об=1-(1-Рл)А. (3.1.108)
Для раздельного резервирования вероят-
ность безотказной работы системы определяет-
ся выражением
Яраз А1Х1-М -(I-Мх
(31109)
При значениях Ру = Pj
Рве. 3.1.7. Структурная схема надежности
с поканальным резервированием элементов
Рис. 3.1.8. Структурная схема надежности
с поэлементным резервированием
РАСЧЕТ ПРОЕКТНОЙ НАДЕЖНОСТИ СИСТЕМ
235
Если Ру = Р , то
Кти = 1 “ ехр(-л ц /) х
Лраз=[1-(1-Р)Л]"- (3.1.111)
Анализ последних двух схем показывает,
что структурная схема надежности с раздель-
ным резервированием имеет более высокую
надежность, чем схема с общим резервирова-
нием при одном и том же количестве элемен-
тов.
Рассмотренные выше расчетные формулы
надежности справедливы для невосстановлен-
ных систем.
Расчет проектной надежности систем с
учетом восстановления резервных элементов.
Для восстанавливаемых систем при выводе
уравнения коэффициента готовности с общим
резервированием использовалось предположе-
ние о том, что все резервные элементы рабо-
тают в начале выполнения задания, и если
произойдет отказ, то немедленно производит-
ся их обслуживание.
Принимая экспоненциальный закон вос-
становления отказов и установившийся про-
цесс, коэффициент готовности определяется
по формуле
(3.1.114)
где Т tp 4" t tp 4" /рем + 4о + 4 > 4 ” сум-
марная наработка изделия за рассматриваемый
промежуток времени Г, t = /реМ 4- /то 4- /в; /рем,
/то, 4 ~ соответственно суммарное время, за-
траченное на ремонт, техническое обслужива-
ние и восстановление за тот же период време-
ни Т.
Среднее время безотказной работы ре-
зервной группы из п элементов (включая ос-
новной) в стационарном режиме определяется
уравнением
(3.1.115)
где Тъ - среднее время восстановления элемен-
1
та; ц = — - интенсивность восстановления
Тв
Кт = ехр
-п Кп Т
(3.1.112)
элемента; Т\ - среднее время жизни элемента.
Формула (3.1.115) справедлива для натружен-
ного резерва в предположении, что закон рас-
пределения времени жизни и восстановления
где п - число резервных элементов (включая
основной); ц - интенсивность восстановления
элемента; X - интенсивность отказов элемента;
Т - время, за которое определяется коэффици-
ент готовности.
Когда же допускается некоторое пре-
дельное время обслуживания /, то уравнение
коэффициента готовности принимает вид
элементов произвольны.
Вероятность безотказной работы резерв-
ной труппы в течение времени t определяется
по формуле
Л') = *
(3.1.116)
-п kn Т е~п^
(3.1.113)
Из уравнения следует, что система будет рабо-
тоспособна, если один из элементов может
быть восстановлен до нормального режима
работы в течение времени t.
Общее уравнение для коэффициента тех-
нического использования имеет следующий
вид:
Более подробно с вопросами резервиро-
вания можно ознакомиться в работе [10].
Пример 3.1.9. Определить вероятность
безотказной работы системы электроавтомати-
ки, состоящей из пяти параллельно соединен-
ных подсистем, если известны вероятности
безотказной работы этих подсистем: Pi = 0,99;
Р2 = 0,995; Р3 = 0,994; Р4 = 0,996; Р5 = 0,997.
Система электроавтоматики является дублиро-
ванной, т.е. имеет общее резервирование, и
невосстанавливаемой.
Решение. Для определения вероятности
безотказной работы воспользуемся формулой
(3.1.75)
= 1-(1-АХ1-P2X1-р5) =
= 1-0,01 0,005 0,006 0,004 0,003«1.
236
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
Пример 3.1.10. Система энергоснабжения
объекта сконструирована таким образом, что
она имеет 3-кратное резервирование (включая
основную систему). Известно, что для одной
системы среднее время восстановления состав-
ляет Тв = 5 ч, среднее время безотказной рабо-
ты равно Т\ = 200 ч. Определить среднее вре-
мя безотказной работы всей резервной группы
Тп, коэффициент готовности Кг и вероятность
безотказной работы за время t = 1000 ч.
Решение. По формуле (3.1.115) вычислим
среднее время безотказной работы системы
т =
п п
-1 =114865 4.
Коэффициент готовности определим по фор-
муле (3.1.112)
при которой запас прочности обеспечивает
работоспособность узла.
Предположим, что распределение проч-
ности описывается нормальным законом с
плотностью вероятности /1(х), математическим
ожиданием тп\ и средним квадратическим от-
клонением ст]. Распределение нагрузки подчи-
няется нормальному закону с плотностью ве-
роятности/^(х), математическим ожиданием
и средним квадратическим отклонением 02-
Графически это показано на рис. 3.1.9.
вероятности прочности Д(х) ннгрузиА(х)
-л Хл t
Вероятность безотказной работы механи-
ческого узла определяется зависимостью [3]
Кт = ехр
(3.1.117)
Вероятность безотказной работы нахо-
дится по формуле (3.1.116)
/ л ц
Р(Л = ехр - 7-=—г =
[ (“<->)]
-1000-3-
= ехр—i------
1+{(200)3-1
= 0,914.
Расчет проектной надежности механизмов
и металлоконструкций. Статистический анализ
результатов испытаний и эксплуатации меха-
нических узлов и металлоконструкций свиде-
тельствует о том, что распределения прочности
и нагрузки описываются нормальным законом
с соответствующими плотностями вероятно-
сти. Целью проектного расчета надежности
является определение критической нагрузки,
где Ф({7р) - нормированная нормальная
функция распределения.
Практически функция надежности в про-
ектных расчетах определяется по величине
запаса прочности для самых критических се-
чений. Если величина запаса прочности
п £ 1,4, то надежность в этом сечении близка к
единице.
Вероятность безотказной работы меха-
низмов и металлоконструкций при известных
значениях нагрузки с математическим ожида-
нием т и коэффициентом вариации v находят
по квантили нормального распределения Up
[4]
Up = -j==---------- (3.1.118)
Л” + v2
(Ti
где n = —-- - запас прочности; vi = — - ко-
«1
эффициент вариации несущей способности
(прочности); V2 = - коэффициент вариа-
ции усилия (действующей нагрузки).
Пример 3.1.11. Определить вероятность
безотказной работы узла металлоконструкции,
РАСЧЕТНЫЕ ЗАВИСИМОСТИ ВЕРОЯТНОСТИ БЕЗОТКАЗНОЙ РАБОТЫ УЗЛОВ
237
если известно, что математическое ожидание
предела прочности в критическом сечении
равно т\ = 6400 кгс/см2 при среднем квадра-
тическом отклонении oi = 400 кгс/см2. Мате-
матическое ожидание действующей нагрузки
равно m2 = 5400 кгс/см2 при среднем квадра-
тическом отклонении Ст2 = 400 кгс/см2.
Решение. Вычислим запас прочности
m2 5400
Далее вычислим коэффициенты вариации:
400 400
vi = —— =------= 0,062; V7 =------= 0,074.
1 mi 6400 2 5400
По формуле (3.1.118) вычислим квантиль
_________1Д8-1_________
^(1Д8 0,062)2+(0,074)2
Находим искомую вероятность
Р= 0,958.
3.1.7. РАСЧЕТНЫЕ ЗАВИСИМОСТИ ВЕРОЯТНОСТИ
БЕЗОТКАЗНОЙ РАБОТЫ МЕХАНИЧЕСКИХ УЗЛОВ
ПО ЗАДАННЫМ КРИТЕРИЯМ
Работоспособность механизмов и метал-
локонструкций характеризуется рядом крите-
риев: прочностью, износостойкостью, устало-
стью, ТОЧНОСТЬЮ И Т.Д.
Расчет надежности основывается на
сравнении по заданным критериям расчетных
параметров с их предельными величинами,
которые выбирают по нормативным или спра-
вочным данным.
Работоспособность детали или узла обес-
печивается по заданному критерию, если рас-
четный параметр у меньше его предельного
значения Упр, т-е- У £ Упр- Таким образом, для
обеспечения работоспособности задаются ко-
эффициентом безопасности
И = ^. (3.1.119)
У
Расчетные параметры рассматриваются
как детерминированные величины, хотя в дей-
ствительности они имеют рассеяние. Поэтому
расчет производится по наиболее неблагопри-
ятным значениям параметров, при этом ис-
тинное значение коэффициента безопасности
остается неизвестным.
С переходом на вероятностные методы
расчета параметры у и Упр рассматривают как
случайные величины и тогда вероятность без-
отказной работы определяется по квантили
нормального распределения от заданного кри-
терия
tfP =
Упр‘У
(3.1.120)
тде Упр>У - средние значения величин
Упр и У, ступр, °У " средние квадратические
отклонения величин Упр, У-
Соотношение (3.1.120) можно выразить
через коэффициент безопасности и коэффици-
енты вариации:
(3.1.121)
__„ Упр оУпр ау
где п = , vv = ———, vv = -±-.
У Упг Упр У У
В общем случае параметр у может быть
выражен функциональной зависимостью
У = ф1,*2,-,х„), (3.1.122)
где xi,X£> ->хп - случайные факторы.
Среднее значение у и среднее квадрати-
ческое отклонение ву параметра у как извест-
ной функции случайных аргументов находят
из соотношений
y = <p(xi,X2.....хп)>
(3.1.123)
где — - частная производная функции ср по
дх
фактору хь в которую подставляют средние
значения факторов Xj,X2> - >CTb°2> "
средние квадратические отклонения факторов.
В табл. 3.1.4 приведены расчетные фор-
мулы по определению вероятности безотказ-
ной работы механических узлов и деталей для
различных критериев.
238
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
3.1.4. Расчетные зависимости для вычисления квантилей по отдельным критериям
Наименование критерия Расчетные формулы для квантилей нормального распределения по заданному критерию Обозначение сомножителей, входящих в формулы
1 2 3
Изнашивание тру- щихся поверхностей деталей д = 0 шени> д = 0 чении tfp=-7— vj + v} УД A ’ ^нач " Лпред) " при yi i размера, ^пред _ Лнач) " При у] размера. А п = J v t <ень- вели- vA - коэффициент вариации размера детали, оа - среднее квадратическое отклоне- ние начального размера, Лпред - предельно допустимое значение размера при износе, Анач - начальное значение размера, п - коэффициент запаса по износу, J - среднее значение интенсивности изнашивания, v - скорость относительного переме- щения трущихся поверхностей, t - время работы трущихся поверхно- стей; v/ - коэффициент вариации ин- тенсивности изнашивания
Теплостойкость детали, узла 7| > » к| + Ь|'к‘ " .Л 11 я и > £ R Атр - предельно допустимая температу- ра, /о - температура окружающей среды; t - среднее значение избыточной тем- пературы данной конструкции, v - коэффициент вариации температу- ры, о - среднее квадратическое отклонение избыточной температуры
Прочность соеди- нения с натягом Цр= . п 1 ^2vnp+v2 » = ^ т п - коэффициент запаса прочности, Тпр - среднее значение предельного момента, Т - среднее значение момента, Vnp - коэффициент вариации предель- ного момента, v - коэффициент вариации среднего момента
Прочность детали тт л — 1 с/р = . ^v2 + V2 п = -%- аэкв п - коэффициент запаса прочности по средним значениям предела текучести, о/ и эквивалентного напряжения оЭкв, V/ - коэффициент вариации предела текучести, vp - коэффициент вариации давления
Сопротивление усталости сварного шва £ II а и а*| Q 1? а а» | Д JLм । п - коэффициент запаса прочности по средним напряжениям, v.i - коэффициент вариации предела выносливости сварной детали, va - коэффициент вариации нагрузки, 0.1 - среднее значение предела вынос- ливости, ста - среднее значение действующих напряжений
РАСЧЕТНЫЕ ЗАВИСИМОСТИ ВЕРОЯТНОСТИ БЕЗОТКАЗНОЙ РАБОТЫ УЗЛОВ
239
Продолжение табл. 3.1.4
3
Надежность болто-
вого соединения по
критериям:
нераскрытая стыка;
несдвигаемоста
стыка;
прочности болта;
выносливости болта
_ ^зат
Рс Л1-»)
^зат- азат
4
п\ - коэффициент запаса нераскрытая
стыка по средним нагрузкам,
F^ - сила затяжки,
F - центральная отрывающая сила,
рс - коэффициент, учитывающий воз-
можное ослабление затяжки,
(1 - х) - множитель, характеризующий
долю внешней нагрузки на стык,
Узет, v/r - коэффициенты вариации слу-
чайных сил Fm и F соответственно,
dp - расчетный диаметр резьбы болта,
Озэт - среднее значение напряжения
затяжки
f - среднее значение коэффициента
трения,
П2 - коэффициент запаса несдвигаемо-
ста по средним нагрузкам
п2
f ^зат
Pc F
Црз= I ”3 1—
/_2„2 . „2
Vп3 V + vpac
О/
«3 =——
арас
арас = уС^зат+Х^)
из - коэффициент запаса прочности,
" среднее значение и коэффи-
циент вариации предела текучести ма-
териала болта,
dp - расчетный диаметр резьбы болта,
К - коэффициент, учитывающий кру-
чение болта (если кручение при затяж-
ке исключено, то К = 1,0, в остальных
случаях К = 1,3),
врас - расчетное значение напряжений,
Vpac - коэффициент вариации расчетно-
го напряжения
----Ч-[О^ХГ +
п dp
+ ^-(^зат+0Л%^)]
Л4 - коэффициент запаса выносливо-
сти,
0.1 - среднее значение предела вынос-
ливости болта,
оа - среднее значение действующих
напряжений,
v.i, va - коэффициенты вариации пре-
дела выносливости и действующих
напряжений,
ц/ - коэффициент чувствительности
материала к асимметрии цикла,
Ас - среднее значение коэффициента
концентрации напряжений в зависимо-
сти от предела прочности материала ов
240
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
Продолжение табл. 3.1.4
1 2 3
Вероятность безот- казной работы бол- тового соединения по всем критериям Р = Ф(ир^ир2)Ф(иК)ф(ир4) ф(С^Р1),ф(^Р2),ф(^Рз)>ф(^Р4) - соот- ветственно вероятность безотказной работы по критериям: нераскрытая стыка, несдвигаемости, прочности, выносливости, Upi - квантили функции нормального распределения
Неразрушение вала II II V] » |н1 1 + '- < п - коэффициент запаса прочности, 0.1 - среднее значение предела вынос- ливости вала, ста - среднее значение действующей нагрузки вала, v-i, va - коэффициенты вариации пре- дела выносливости и действующей нагрузки вала
Неразрушение подшипника каче- ния ТГ ”-1 (7р = /„2 2.2 J/! vc +Vj С PJy/S > 1 п - коэффициент запаса по средним нагрузкам, С - среднее значение динамической грузоподъемности берется из справоч- ника-каталога, Р - среднее значение динамической эквивалентной нагрузки, vc, vp - коэффициенты вариации дина- мической грузоподъемности и динами- ческой эквивалентной нагрузки, vc = 0,25 - для роликоподшипников, vc = 0,27 - для шарикоподшипников, L - заданный ресурс, млн. об., 5=3- для шарикоподшипников, S = 3,3 - для роликоподшипников, С = 1,46-С - для роликоподшипников, С = 1,52- С - для шарикоподшипников
Неразрушение пре- дохранительной муфты с разрушаю- щимися элементами по критериям: зави- сит от безотказности передачи муфтой внешнего расчетного момента; безотказ- ности срабатывания (разрушения) пре- дохранительного устройства при не- допустимых нагруз- ках <Ч«в > R > r t Л ° Ьч Ьч R « II H £ п - коэффициент запаса по средним значениям, для безотказной передачи, Тр, Та - средние значения разрушаю- щего и действующего моментов, vp, va - коэффициенты вариации раз- рушающего и действующих моментов, d - диаметр опасного сечения штифта, R - радиус расположения штифта, т - напряжение среза, С = 0,95 - для штифтов с выточкой. С = 0,75 - для штифтов без выточки, ств - предел прочности материала
Разрушение предо- хранительного эле- мента Ур2 - "пик-1 VP и _ ^пик “ПИК” г 7Р vp = (0,06 ч- 0,08), Тпик - пиковая нагрузка, лпик - коэффициент запаса по средним значениям для разрушения
РАСЧЕТНЫЕ ЗАВИСИМОСТИ ВЕРОЯТНОСТИ БЕЗОТКАЗНОЙ РАБОТЫ УЗЛОВ
241
Продолжение табл. 3.1.4
1 2 3
Вероятность безот- казной работы пре- дохранительной муфты Р = Ф(С7р1)ф(ар2)
Пример 3.1.12. Две стальные детали стя-
нуты болтом М12 с усилием от 0 до F. Сред-
нее значение силы F = 104 Н, коэффициент
вариации силы равен vp = 0,2. Определить
вероятность безотказной работы болтового
соединения по основным критериям: нерас-
крытая стыка, статической прочности и уста-
лости болта. Контроль затяжки болта осущест-
вляется динамометрическим ключом.
Исходные данные для расчета: % = 0,2;
в/ = 380 МПа; o.i = 40 МПа; vO/ = 0,05; 0^ =
= 200 МПа; рс = 1,2; К* = 3,0; ц/ = 0,1; =
= 0,08; vj= 0,2; dp = 10,2 мм; v.j = 0,15; va =
= 0,1.
Решение. Вычислим среднее значение
силы затяжки
F -а Л-
гзат~ стзат п
(10,2)2 4
= 200-ЗД4к ’ =1Л7104 Н.
4
Коэффициент запаса по нераскрытию
стыка равен
^зат 1Л7 Ю4
Pc-f’(l-x) 1,2 104(1-0,2)
ГР1 = "1 ----- , -------2,52.
vf- 71.®2 0,082 + 0,22
По таблице нормального распределения
находим вероятность безотказной работы по
критерию нераскрытая стыка
л = ф(2,52)= 0,994.
Определим среднее значение расчетного
напряжения
арас = ^зат+Х Р) =
я dp
=------—Ul,3 1Д7 • 104 + ОД • 104) = 285 МПа.
ЗД4 10Д2' '
Коэффициент запаса прочности по сред-
ним напряжениям
Полагая, что Vpac = v^, определим кван-
тиль
Урз = ”3 - 1-.=
^n3va, +узат
= -----= ЗД
V1,332 O,O52 + O,O82
Вероятность безотказной работы по кри-
терию статической прочности равна
Р} = Ф(3,2) = 0,9994.
Вычислим среднее значение действующе-
го напряжения
03-0Д104+^х
ЗД4 10Д21 3
-4- =
«dp L
4
- - - -)2
х(137104 +0Д 0Д104Н = 8,07 МПа.
Коэффициент запаса прочности по сред-
ним напряжениям
л4 =
_ 40
8Д7
Квантиль равна
т/»4 v21+v2 ^52 0Д52+0Д2
Вероятность безотказной работы по кри-
терию усталости равна
Р4 = Ф(5,29) » 1,0.
Таким образом, вероятность безотказной
работы болтового соединения по трем крите-
риям равна
Р = Р1 Р$ Р4 = 0,994 0,9994 1,0 = 0,993.
Пример 3.1.13. Определить вероятность
безотказной работы роликоподшипника 2207,
натруженного случайной радиальной силой
при следующих исходных данных:
Р = 400 Н - среднее значение эквива-
лентной нагрузки; п = 400 мин-1 - частота
242
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
вращения внутреннего кольца подшипника;
L = 3000 ч - заданный ресурс; vj = 0,1 - ко-
эффициент вариации радиальной силы;
vc = 0,25 - коэффициент вариации грузоподъ-
емности.
Решение. По справочнику-каталогу [5]
определим 90%-ную динамическую грузоподъ-
емность С = 25600 Н.
Вычислим заданный ресурс в миллионах
оборотов
£ = 60 п L 1 (Г6 = 60-400-3000-10-6 = 72.
Далее вычислим среднее значение дина-
мической грузоподъемности
С = 1,46 С = 1,46 • 25600 = 37400 Н.
Коэффициент запаса по средним нагруз-
кам равен
Р l)/S 400 •721/3’3 ’
Коэффициент вариации эквивалентной
динамической нагрузки принимаем равным
коэффициенту вариации внешней нагрузки
VP = VF ~ ОД*
Тогда квантиль нормального распределе-
ния будет равна
ТТ я-1 2,59-1 _
1/р = .......= ----- = 2,46.
^n2v2 + v2 V2-592 °’252 + °Д2
По таблице нормального распределения
находим вероятность безотказной работы
Р = Ф(2,46) = 0,993.
3.1.8. ПРИМЕНЕНИЕ МЕТОДОВ ПОДОБИЯ
ПРИ ПРОЕКТИРОВАНИИ В * * * * * * * * * * * * * * * * * * * *
В практике создания сложных техниче-
ских систем используются методы теории по-
добия, которые позволяют оценивать подобие
физических процессов, происходящих в моде-
ли и исследуемом объекте, и на этой основе
проводить отработку изделия в условиях, при-
ближенных к эксплуатационным. Существует
тенденция к проектированию систем с макси-
мальным использованием типовых проектных
решений для конкретных изделий. Основными
направлениями применения методов подобия
для обеспечения надежности создаваемых сис-
тем являются:
выбор аналогов;
выявление слабых мест в аналогах;
обоснование параметров объектов испы-
таний;
планирование экспериментальной отра-
ботки с использованием данных об аналогах;
разработка методов математического и
физического моделирования;
анализ результатов модельных и экспе-
риментальных исследований и испытаний;
оценка и контроль уровня надежности с
использованием априорных данных предыду-
щих разработок.
Привлечение априорной информации об
аналогах позволяет расширить совокупность
данных о создаваемой сложной технической
системе (изделии). За счет обоснованного за-
имствования ранее отработанных технических
решений, переноса результатов испытаний и
эксплуатации на создаваемое изделие можно
сократить объемы теоретических и экспери-
ментальных работ при обеспечении заданных
уровней технических характеристик и показа-
телей надежности [6]. На базе имеющейся
априорной информации проводится построе-
ние моделей и критериев, используемых для
обеспечения и контроля надежности.
Анализ подобия при выборе аналогов на-
чинается с элементов, узлов, механизмов и т.д.
и проводится с помощью детерминированных
и стохастических критериев подобия, полу-
ченных для создаваемого изделия
•••>"/>„) и аналога >--яял) •
Детерминированные критерии отражают
физическое подобие изделий по: функцио-
нальному описанию процесса; конструктив-
ным параметрам; применяемым материалам;
технологии изготовления; процессам возник-
новения отказов. Детерминированные крите-
рии носят закономерный характер и описыва-
ются соответствующими законами.
Стохастические критерии подобия отра-
жают работоспособность изделия: при воздей-
ствии случайных факторов; разбросе парамет-
ров; изменении свойств материала, приводя-
щих к отказам и т.п. Стохастические критерии
носят вероятностный характер.
Во многих задачах обеспечения надежно-
сти целесообразно рассматривать приближен-
ное подобие, так как достижение полного
подобия создаваемой системы и известных
прототипов может вызвать затруднение или не
иметь смысла. Задача приближенного подобия
решается для систем, имеющих один и тот же
физический принцип функционирования, но
отличающихся конструктивными решениями,
а следовательно, математическим описанием.
Рассмотрим разрабатываемую систему с
технической характеристикой у и базовую
т?
систему с характеристикой у . Эти системы
принадлежат по целевому назначению и физи-
ческому принципу работы к одному классу, но
отличаются конструктивным исполнением.
Основная техническая характеристика
вновь создаваемой системы определяется па-
раметрами Xi, Х2, ...хл, которые могут изме-
няться при проектировании и эксперимен-
тальной отработке с целью обеспечения задан-
ПРИМЕНЕНИЕ МЕТОДОВ ПОДОБИЯ
243
них требований к характеристике у. Для обеих
рассматриваемых систем существуют матема-
тические модели, описывающие зависимость у
и у6 от параметров х, и хБ, i = 1,л
У = /(Х1,Х2..*«)• (3.1.124)
Система может описываться уравнением в
неявном виде или иметь несколько выходных
характеристик и описываться системой урав-
нений.
Для системы, принятой за базовую, зави-
симость характеристики у6 от параметров
хр,хБимеет вид
(3.1.125)
В качестве выходной характеристики у может
рассматриваться: точность, мощность, разре-
шающая способность, надежность и т.п. Зави-
симость выходной характеристики у от пара-
метров Х1,Х2,...,хл может быть получена в
критериальном выражении, описывающим
явление или процесс для сравниваемых изде-
лий и имеющим вид [6]
®1 =ф(“2>»3,«n,-l)> (3.1.126)
где яу - физический критерий подобия, опре-
деленный как детерминированная величина
j = 1,^ ; пк - число критериев я.
Результирующая мера отклонения сово-
купности критериев подобия записывается
следующим образом:
Дя1 = <р(дя2,Ляз,...,Ляля-1)> (3.1.127)
А
где Дяу = яу - Яу •
Относительная мера неподобия опреде-
ляется выражением
Дя i
Sn; = —J-. (3.1.128)
"J
Тогда приближенное подобие изделий по
физическим критериям будет иметь место при
выполнении условия
5яу е^5яу,5яу^, (3.1.129)
Где - нижняя и верхняя границы
допуска для изменения значений у-го критерия
подобия; е - знак принадлежности.
Важным моментом в задачах надежности
является прогнозирование по данным об ана-
логах с учетом заданных требований для уста-,
новленного уровня отработанности. Результаты
прогнозов можно представить в виде совокуп-
ности базовых критериев я?,я?,...,яБ , опи-
1 z пк
сывающих вариант планируемого процесса
экспериментальной отработки.
Заключительным этапом применения ме-
тодов подобия является использование резуль-
татов экспериментальной отработки и натур-
ных испытаний в виде критериев
Я1, Я2,..., яПк . С помощью этих критериев
проводится проверка адекватности моделей
планирования, оценки и анализа результатов
испытаний и, соответственно, оценка и кон-
троль фактически достигнутого уровня техни-
ческих характеристик и показателей надежно-
сти создаваемых изделий.
Проводится также анализ уровня отрабо-
танности с помощью критериев подобия базо-
вого и реального изделий путем сравнения
т? г? т?
значений л. ,и оценок критериев
1 Z Пп
подобия Я1,Я2,...,ЯЛя .
Результаты эксплуатации используются
для уточнения критериев подобия и моделей
исследования.
Пусть работоспособность системы опре-
деляется выходной характеристикой в виде
двусторонних границ
I'min - У - Утах , (3.1.130)
гДе У min, Утах - минимальное и максимальное
значение величины у, при которой система
работоспособна.
Тогда в стохастическом смысле выраже-
ние (3.1.130) как вероятность пребывания тех-
нической характеристики в заданном допуске
записывается в виде
^(Упйп - У - Утах) = V > (3.1.131)
где у - заданная вероятность.
В этом случае условие стохастического
подобия примет вид [7]
- У ~ Утах ) = idem . (3.1.132)
Для того чтобы значение основной ха-
рактеристики было не хуже базовой, необхо-
димо выполнить условие
фпип ^У -Утах) = Р(уБmin ^УБ ОБтах) •
(3.1.133)
Для исследования подобия систем необ-
ходимо преобразовать параметры в уравнениях
(3.1.124) и (3.1.125).
Более подробные сведения о применении
методов подобия приведены в работе [7].
244
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
3.1.9. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ
ИЗДЕЛИЙ НА ЭТАПЕ РАЗРАБОТКИ
КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ ПРИ ВЫБОРЕ
ЗАПАСНЫХ ЧАСТЕЙ И ИНСТРУМЕНТОВ
Исследование конструкторской докумен-
тации по использованию запасных частей в
процессе эксплуатации сводится к решению
двух задач:
1) оптимальному выбору номенклатуры
запасных частей;
2) расчету количественного состава за-
пасных частей (ЗИП).
Выбор номенклатуры запасных частей
может проводиться методом инженерного
анализа или расчетным путем. Метод инже-
нерного анализа применяется в том случае,
когда имеется достаточно сведений об отказах
элементов и узлов, полученных в процессе
испытаний или эксплуатации изделий-
аналогов. Данные сведения позволяют конст-
руктору без расчетов принять решение о
включении элемента или узла в номенклатуру
ЗИП. Расчетный метод применяется в том
случае, когда определение номенклатуры ме-
тодом инженерного анализа затруднительно.
Следует отметить, что при разработке
вновь создаваемых изделий в соответствующих
отраслях, как правило, совершенствуют старые
конструкции и соответственно используют
стандартизованные элементы, узлы, инстру-
мент. Поэтому метод инженерного анализа
выбора номенклатуры ЗИП в настоящее время
является наиболее распространенным. Суть
инженерного метода заключается в выборе
номенклатуры ЗИП путем оценки классифи-
кационных признаков составных частей, пред-
ставленных в табл. 3.1.5.
Анализ начинается с составных частей
высшего уровня, т.е. крупных блоков, узлов и
доходит до отдельных элементов. По результа-
там анализа составных частей в соответствии с
табл. 3.1.5 каждую часть кодируют числом из
4-х разрядов. Бели кодовое число состоит из
одних единиц, то запасная часть включается в
номенклатуру ЗИП.
Расчетный метод выбора номенклатуры
ЗИП сводится к следующему:
1. Определяют математическое ожидание
количества замен (отказов) составных частей за
время эксплуатации по формуле
a = # п X Т, (3.1.134)
где N - число изделий, на которые рассчиты-
вается ЗИП; п - количество составных частей
данного типа на одном изделии; X - интенсив-
ность отказов (замен) составной части данного
типа; Т - время эксплуатации, на которое рас-
считывается ЗИП.
2. Вычисляют затраты, связанные с заме-
ной составных частей
с = &£? аСэ , (3.1.135)
N
где Соб - стоимость оборудования (приспособ-
лений), необходимая для устранения отказов
путем замены составных частей; С, - стои-
мость одного элемента (запасной части).
3. Находят математическое ожидание
времени восстановления одного изделия в
часах за время эксплуатации путем замены
составных частей
(31136)
где /в - время восстановления изделия путем
замены составной части.
3.1.5. Данные для оценки классификационных признаков ЗИП
Номер разряда Классификационный признак Оценка разряда
Разряд Характеристика разряда
1 Возможность контроля составных частей Контролируемая 1
Неконтролируемая 0
2 Оценка возможности отказа составной части за время эксплуатации Отказы возможны 1
Отказы практически невозможны 0
3 Влияние отказов составной части на работоспособность изделия Отказ составной части приводит к отказу изделия 1
Отказ составной части ухудшает выполнение основных функций 0
4 Целесообразность устранения отказа составной части Отказ целесообразно устранить немедленно 1
Отказ целесообразно устранить при техническом обслуживании 0
РАСЧЕТ КОЛИЧЕСТВЕННОГО СОСТАВА ЗАПАСНЫХ ЧАСТЕЙ
245
Полученные расчетные значения величин
С и Тв определяют необходимость включения
или невключения запасной части в номенкла-
туру ЗИП. Если затраты и время восстановле-
ния не превышают заданных, то запасная
часть включается в номенклатуру ЗИП, в про-
тивном случае не включается.
3.1.10. РАСЧЕТ КОЛИЧЕСТВЕННОГО СОСТАВА
ЗАПАСНЫХ ЧАСТЕЙ
Количество запасных частей предназна-
чено для обеспечения работоспособности из-
делия и поэтому их следует определять на
научной основе. Малое количество запасных
частей отрицательно влияет на выполнение
изделием поставленных задач. Большое коли-
чество запасных частей приводит к излишним
затратам.
Наиболее простой способ определения
потребности в запасных частях состоит в деле-
нии установленного срока службы элемента на
величину наработки на отказ
т = (3.1.137)
где Тед - установленный срок службы элемен-
та; То - наработка на отказ.
Уравнение (3.1.137) позволяет опреде-
лить требуемое среднее количество запасных
частей. Однако это количество не всегда ока-
зывается правильным, поскольку существует
определенная вероятность того, что в течение
какого-то конкретного периода времени может
потребоваться большее, чем среднее количест-
во запасных частей. Поэтому для более точно-
го метода расчета запасных частей вводится
доверительный интервал. В этом случае расчет
запасных частей производится по формуле
ш = Х T + UyjKT , (3.1.138)
ще X - интенсивность отказов; Т - время, на
которое рассчитывается ЗИП; Ц ~ квантиль
функции нормального распределения для за-
данной вероятности у.
По своему назначению комплект запас-
ных частей делится на одиночный ЗИПО или
возимый, которым комплектуется каждое из-
делие; групповой ЗИПГ, который предназна-
чен для восстановления группы изделий и
находится на стационарной базе или складе;
ремонтный ЗИПр, предназначенный для вос-
становления совокупности изделий, находя-
щихся на ремонте. Обычно ремонтный ЗИПр
располагается на ремонтной базе. Схема ис-
пользования перечисленных ЗИП сводится к
следующему. При использовании элемента из
одиночного ЗИПО последний пополняется
таким же элементом из группового ЗИПГ, а
групповой ЗИПГ пополняется из ремонтного
ЗИПр. Ремонтный ЗИПР пополняется заво-
дом-поставщиком ЗИП по заявке эксплуати-
рующей организации.
Математическое ожидание числа замен
запасных частей для одиночного, группового и
ремонтного ЗИП определяют по формулам
m = n N X Г, если XT £0,2; (3.1.139)
т = п Л^1-е~х7’), если XT >02. (3.1.140)
Выражение (3.1.139) для соответствующих
ЗИП записывают в виде
/Ио = л No ХТО, (3.1.141)
шг=л NT ХТГ, (3.1.142)
Щр=л АГр ХТр, (3.1.143)
где п - количество элементов данного типа на
одном изделии, NO9 Nr9 Np - количество изде-
лий, на которые рассчитывается одиночный,
групповой и ремонтный ЗИП. Обычно No = 1,
ТО9 ТГ9 Тр - время, на которое рассчитывается
одиночный, групповой и ремонтный ЗИП.
При расчете математического ожидания
количества ЗИП в формулах (3.1.139) -
(3.1.143) необходимо сделать следующие пре-
образования:
тп — п АГ(хр/р+ХТр/тр + Ххр/хрj, (3.1.144)
где Т = /р + Гтр + /хр - период жизни элемента;
/р - время работы элемента за период Т9 -
время транспортирования элемента за период
Т9 ^хр - время хранения элемента за период Т9
Хр - интенсивность отказов элемента при рабо-
те; Хф - интенсивность отказов элеемнта при
транспортировании; Хф - интенсивность отка-
зов элемента при хранении.
При расчете принимают Хф = 1,5 Хр,
Ххр = 10%.
В случае, если запасные части влияют на
готовность изделия в процессе эксплуатации,
то количество запасных частей для группового
и ремонтного ЗИП устанавливаются равными
сумме нормы запаса текущего довольствия
и нормы неснижаемого запаса шнз.
Шу = Штд.г + ^нз.г > (3.1.145)
Щр = Штд.р + *Инз.р , (3.1.146)
Значение Шгд определяется по математи-
ческому ожиданию расхода запасных частей m
за время, на которое рассчитывается их запас,
а норма неснижаемого запаса шнз - по матема-
тическому ожиданию расхода m за время удов-
летворения срочного заказа на пополнение
ЗИП /сз- В этом случае математическое ожида-
ние неснижаемого запаса для группового и
ремонтного ЗИП определяется по формулам
246
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
тИнз.г ~ и X Nr /сз.г , (3.1.147)
^нз.р = w X Np , (3.1.148)
где /Сз.г, /сз.р - время, в течение которого удов-
летворяется срочная заявка на пополнение
ремонтного или группового ЗИП.
С учетом достоверности поставленной задачи
математическое ожидание количества запасных
частей для текущего довольствия определяется
по формуле
тгд = m + UyJm , (3.1.149)
где Uy - квантиль нормального распределения;
т - математическое ожидание количества за-
пасных частей соответствующих ЗИП.
Пример 3.1.14. Определить количество
запасных блоков температурного режима для
группового и ремонтного ЗИП при следующих
исходных данных: Nr = 50; Np = 100; п = 10;
Хр = 2-Ю"6 (1/ч); /р = 40 ч в неделю;
^зипр ~ 2 года; Т3ипг =3 года; /сз = 2 мес.;
у = 0,9; Uy = 1,282; /нед = 168 ч; t%p = /нед - /р =
= 128 ч в неделю.
Решение. Вычислим величину X Т
X Гзипр = 2 • 10"6 • 8760 чх2 = 0,035 < 0,2;
X ^зипг = 2 • Ю"6 • 8760 чхЗ = 0,052 < 0,2.
Следовательно, для вычисления математиче-
ского ожидания будем пользоваться формула-
ми (3.1.142) и (3.1.143)
mT = п NT X Тт ,
где Тг = Гр + 4р = 40 • 52 • 3 + 128 • 52 • 3 =
=6240 + 19968, /р = 6240 ч, /Хр = 19968 ч при
S = 52 - число недель в году, /хр = 128 - число
часов хранения в неделю;
мг= 10 • 50(2 • 10-« 6240 + 2 • 10’’ • 19968) - 6,3.
С учетом заданной доверительной вероятно-
стью имеем
=mT+Uy = 63 +1,282-^63 « 10.
Аналогично вычислим математическое ожида-
ние для ремонтного ЗИПР
/Ир = тг АГр ХТр =10 • 100 X Тр =
1000(Хр /р + Ххр Гхр)>
где Тр = 40-52-2 + 128 • 52 • 2 = 4160 + 13312;
tp = 4160 ч, txp = 13312 ч;
/Ир = 1000(2- IO"6 • 4160+ 2 • IO"9 • 13312) « 8,3.
С учетом заданной доверительной веро-
ятности получим
тпу Д р = /Ир + Uy = 8,3 +1382-^83 ~ 12.
По формулам (3.1.147) и (3.1.148) опре-
делим неснижаемый запас
тнз.г=л 1 NT 1сз.г=Ю-210-б-50-2-720 = 1,44;
^нз.р - и X Ар /сз.р
= 10-2КГ6 • 100-2-720 = 2,88.
Тогда суммарное число запасных частей
определим по формулам (3.1.145) и (3.1.146)
/и' = 'И'гд-г + ^нз.г = Ю 4- 1,44 « 12;
/Ир = /Итд.р + ^нз.р =12 4- 2,88 « 15.
3.1.11. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ,
ОБЕСПЕЧИВАЮЩИЕ СОЗДАНИЕ НАДЕЖНЫХ СИСТЕМ
При разработке конструкторской доку-
ментации с целью обеспечения надежности
создаваемой сложной технической системы
целесообразно выделить следующие основные
принципы конструирования.
1. Выбор оптимальных конструктивных
решений узлов, механизмов, сборочных еди-
ниц, пультов и т.д., обеспечивающих нор-
мальные режимы работы изделия. Такой вы-
бор основывается на использовании облегчен-
ного режима работы, увеличении допустимых
отклонений параметров, при которых сохра-
няется работоспособность узла, механизма и
т.д., введении элементов защиты, предохра-
няющих изделие от перегрузок и разрушений.
В качестве защитных элементов могут исполь-
зоваться: плавкие предохранители в системах
электроавтоматики, обгонные муфты, центра-
лизованные смазочные системы с терморегу-
лирующими устройствами, обеспечивающими
работоспособность машин при низких темпе-
ратурах. Система должна проектироваться
таким образом, чтобы работоспособность ее
обеспечивалась при достаточно больших от-
клонениях выходных параметров отдельных
элементов и узлов. Например, применение
упругих муфт вместо жестких обеспечивает
работоспособность соединяемых валов при
большем отклонении от соосности.
2. Использование высоконадежных эле-
ментов и узлов для создаваемой конструкции.
В качестве таковых целесообразно применять
унифицированные и стандартизованные детали
и узлы, обладающие повышенной надежно-
стью и меньшей стоимостью.
3. Применение материалов со стабильны-
ми характеристиками. Использование таких
материалов позволяет уменьшить размеры и
вес как отдельных деталей, так и изделия в
целом. Важное значение для повышения
прочности имеет использование материалов с
пониженной чувствительностью к концентра-
ции напряжений. Для деталей, работающих на
трение, применяют материалы с высокой твер-
достью и, следовательно, с высокой износо-
стойкостью. Для антифрикционных материа-
лов очень важным является прирабатывае-
мость, смачиваемость смазочным материалом,
возможность самосмазывания. Следовательно,
стабильные характеристики применяемых ма-
КОНСТРУИРОВАНИЕ СИСТЕМ ЭЛЕКТРОАВТОМАТИКИ
247
териалов являются важным условием обеспе-
чения надежности изделия.
Для получения таких характеристик ма-
териала применяют различные технологиче-
ские методы. Так, напрмер, для повышения
износостойкости, коррозионной стойкости,
жаропрочности и т.п. нашли широкое приме-
нение различные способы упрочнения поверх-
ностного слоя деталей.
С целью повышения усталостной проч-
ности и износостойкости используется: пла-
стическое деформирование в виде дробеструй-
ной обработки; обкатка шариками и ролика-
ми; гидрополирование, алмазное выглажива-
ние; калибрование шариком; химико-
термическая обработка в виде цементации,
азотирования; поверхностная закалка; элек-
троискровое и электродуговое упрочнение.
Для защиты от коррозии применяется:
химико-термическая обработка в виде азоти-
рования, силицирования, сульфидирования;
защитное гальваническое покрытие (цинковое,
никелевое, кадмиевое); лакокрасочные покры-
тия; пластмассовые покрытия; диффузионная
металлизация. Для обеспечения надежности
следует создавать и использовать металлокон-
струкции с оптимальной жесткостью. Необхо-
димо защищать элементы и узлы изделия от
воздействия вибраций, ударных нагрузок, за-
пыленности, влажности, низких и высоких
температур, биологических вредителей и т.д.
4. Обеспечение максимальной взаимозаме-
няемости деталей, узлов, механизмов. По мере
возможности следует максимально сократить
регулировочные работы, предусмотреть в кон-
струкции фиксирующие элементы, обеспечи-
вающие правильную установку деталей и узлов
при сборке.
5. Оптимальная компоновка узлов, меха-
низмов, сборочных единиц на изделии должна
обеспечивать доступ и удобство осмотра узлов
и механизмов, нуждающихся в периодических
проверках и регулировках. Рациональная ком-
поновка улучшает ремонтопригодность и уп-
рощает обслуживание.
6. Упрощение эксплуатационной докумен-
тации. В инструкцию по эксплуатации с целью
недопущения ошибочных действий обслужи-
вающего персонала необходимо вводить пре-
дупреждающие знаки “внимания”, по воз-
можности упрощать техническое обслужива-
ние, увеличивать периодичность их проведе-
ния.
7. Резервирование является одним из пу-
тей повышения надежности. При этом резерви-
рование осуществляют введением дополни-
тельных элементов, которые обеспечивают
работоспособность системы при отказе одного
или нескольких элементов. Второй путь резер-
вирования осуществляют за счет облегчения
режимов работы, снижения действующих на-
грузок и напряжений.
3.1.12. КОНСТРУИРОВАНИЕ СИСТЕМ
ЭЛЕКТРОАВТОМАТИКИ
Система электроавтоматики представляет
собой сложное техническое устройство, со-
стоящее из совокупности соединенных опре-
деленным образом элементов радиоэлектрон-
ной аппаратуры, кабелей, электромеханизмов.
При проектировании системы электроавтома-
тики конструкторские подразделения специа-
лизируются по следующим направлениям: по
разработке функциональных и принципиаль-
ных схем, по пультовой аппаратуре, по ка-
бельной сети, по применению комплектующих
элементов. В функцию специалистов, зани-
мающихся комплектующими элементами, вхо-
дит контроль, связанный с разрешением к
применению элементов и использованием их в
нештатных условиях и режимах эксплуатации.
Это объясняется тем, что часто из-за ограни-
чения веса и габаритов конструкция должна
допускать кратковременные перегрузки эле-
ментов, которые бы не приводили к отказу.
С целью обеспечения достаточной на-
дежности системы электроавтоматики в функ-
циональной схеме предусматривается нагрузка
ее элементов, не превышающая коэффициента
нагрузки Кн < (0,5-0,6). Одновременно прово-
дят расчеты тепловых режимов в замкнутом
объеме пультовой аппаратуры. В случае пре-
вышения номинального значения температуры
предусматривается принудительная вентиляция
или теплоотделение с помощью специальных
устройств.
Для предовращения окисления контакт-
ной группы элементов в системе электроавто-
матики при конструировании пультовой аппа-
ратуры (пульты, разводные коробки, блоки)
предусматривается использование уплотни-
тельных материалов в виде резиновых прокла-
док, не содержащих сернистых соединений,
так как выделения от сернистых соединений
вызывают сильное окисление поверхности
контактной группы, что приводит к отказу.
Для предовращения подобного типа отказов
необходимо предусматривать покрытие кон-
тактов серебром, золотом или платиной. Такой
метод существенно предотвращает отказ кон-
тактной группы от окисления, но значительно
увеличивает стоимость изделия и используется
лишь в тех случаях, когда отказ приводит к
аварийной ситуации или невыполнению по-
ставленной задачи.
Важную роль при конструировании сис-
темы электроавтоматики играет защита эле-
ментов от прямого попадания на них воды, а
также наличия конденсата внутри замкнутого
объема. Для защиты элементов от прямого
попадания воды на них при мойке изделия
предусматривается герметизация с помощью
кожухов, козырьков, чехлов, а также исполь-
зуются резиновые и другие материалы для
уплотнения крышек пультов, блоков, коробок.
С целью герметизации разъемных соединений
248
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
используются специальные герметизированные
разъемы. Удаление влаги с внутренних по-
верхностей пультов, блоков осуществляется с
помощью влагопоглощающих материалов,
например силикагеля, который чаще всего
изготавливается в виде порошка и размещается
внутри замкнутого объема в мешочках.
Для обеспечения надежности кабельных
соединений применяют штепсельные разъемы,
различные как по количеству штырьков, так и
по форме исполнения, а также по возможно-
сти выбирают такие длины кабелей, которые
бы стыковались только с нужным разъемом.
Важное место при разработке функцио-
нальной схемы электроавтоматики занимает
способ повышения надежности за счет резер-
вирования как отдельных элементов, так и
каналов. Различные способы резервирования
по-разному влияют на количественные показа-
тели надежности (см. с. 232-236).
При разработке системы электроавтома-
тики ее надежность целесообразно оценивать
критериями, основанными на оценке физиче-
ских свойств технических характеристик [8].
Эти критерии делятся на четыре группы:
1. Группа критериев, которая оценивает
правильность формулировки технического
задания и устанавливает необходимость до-
полнительной его проработки и корректиров-
ки. Эта группа критериев анализирует струк-
турную, функциональную и принципиальную
схемы системы электроавтоматики, а также
дает характеристику обеспечения надежности
функционирования и получения параметров,
заданных в техническом задании на разработ-
ку.
2. Группа критериев, оцениваемых каче-
ство и надежность элементов, которые пред-
полагается применять в системе электроавто-
матики. Эта группа критериев определяет ре-
жимы использования элементов и влияние
выбранных режимов на надежность системы
электроавтоматики.
3. Группа критериев, которая оценивает
эффективность и достаточность принятых мер
при разработке конструкции системы электро-
автоматики, ее блоков, пультов и т.п. для
обеспечения надежной работы изделия в ре-
альных условиях эксплуатации.
4. Группа критериев, оценивающих экс-
плуатационные характеристики системы элек-
троавтоматики и влияние этих характеристик
на ее надежность.
Перечисленные критерии основываются
на тщательном изучении исходных данных для
разработки системы электроавтоматики, ана-
лизе схем, режимов работы, конструкций, т.е.
на изучении физических процессов, которыми
сопровождается работа системы электроавто-
матики. Оценка критериев тесно связана с
проектированием, отработкой, серийным про-
изводством и эксплуатацией изделий. Анализ
критериев выполняется в процессе разработки
и служит для того, чтобы помочь разработчику
найти правильные решения при конструиро-
вании системы электроавтоматики. Хотя рас-
смотренные критерии не являются исчерпы-
вающим руководством для разработки системы
электроавтоматики, однако они могут служил»
в качестве определенного ориентира.
Оценка выполнения критериев может
производиться методом расчетного анализа
схем и конструкций, изучением результатов
испытаний. По своей сути критерии надежно-
сти предназначены для оценки безотказности,
долговечности, ремонтопригодности, сохра-
няемости изделия на этапе разработки и вы-
даются в виде указаний по устранению недос-
татков и совершенствованию методов проек-
тирования.
Наряду с использованием характеристи-
ческих критериев часто появляется необходи-
мость применения вероятностных методов
оценки надежности изделий на этапе разра-
ботки. Обе группы критериев не исключают
друг друга, а лишь дополняют наши сведения
о надежности изделия. Вероятностные крите-
рии позволяют дать количественную оценку
надежности изделия как на этапе разработки,
так и по результатам испытаний и эксплуата-
ции.
3.1.13. КОНСТРУИРОВАНИЕ СИЛОВЫХ УЗЛОВ
И КОМПОНОВКА ИЗДЕЛИЯ
С целью обеспечения надежности изде-
лий машиностроения при проектировании по
аналогии с разработкой систем электроавтома-
тики можно предложить ряд критериев, осно-
вывающихся на физических принципах работы
изделия [9].
Так, к первой группе критериев следует
отнести оценку правильности технического
задания и выдать предложения по дополни-
тельной его проработке с уточнением кон-
кретных параметров. В оценку данной группы
критериев входят: анализ проектируемого из-
делия, возможности транспортирования на
дальние расстояния, весовые характеристики,
безаварийность, надежность функционирова-
ния при выполнении поставленной задачи,
срок службы, периодичность технического
обслуживания и другие технические характе-
ристики, которые являются основой для опре-
деления облика изделия и рационального раз-
мещения силовых узлов, механизмов и систем
на нем.
Вторая труппа критериев характеризует
материал, из которого конструируют силовые
узлы металлоконструкций. При выборе мате-
риала исходят из назначения изделия по усло-
виям эксплуатации. Для изделий, работающих
в стационарных условиях, чаще всего исполь-
зуют обычные углеродистые стали. Для изде-
лий, работающих в условиях переменных на-
грузок, применяют высоколегированные стали.
При работе изделий в условиях низких темпе-
КОНСТРУИРОВАНИЕ ГИДРАВЛИЧЕСКИХ СИСТЕМ И МЕХАНИЗМОВ
249
ратур используют спокойные стали. В зависи-
мости от режимов работы изделия, окружаю-
щей температуры и влажности подбирают со-
ответствующий материал, обеспечивающий
надежную работу изделия в условиях эксплуа-
тации.
Третьей группой критериев, обеспечи-
вающих надежность силовых конструкций,
является рациональное размещение узлов,
механизмов и систем в изделии. Например,
для подвижного транспортного средства с
большой грузоподъемностью необходимо пре-
дусматривать равномерное распределение на-
грузки по осям, например, не превышающей
12-15 тонн. Узлы и механизмы, работающие от
привода силового двигателя, должны конст-
руктивно размещаться вблизи выходного вала
двигателя. Такое размещение обеспечивает
существенное сокращение промежуточных
устройств. Важное место при оценке данной
группы критериев занимает удобство обслужи-
вания отдельных узлов, механизмов и систем.
В процессе конструирования изделия компо-
новка узлов, механизмов и систем должна
быть таковой, чтобы доступ к ним для обслу-
живания или замены занимал минимальное
время. Такая компоновка обеспечивает повы-
шение коэффициента готовности изделия к
выполнению поставленной задачи. Вместе с
тем при компоновке изделия необходимо пре-
дусмотреть возможность защиты отдельных
узлов, механизмов и систем от прямого попа-
дания на них грязи, пыли, воды. Наиболее
оптимальным является вариант бункерного
исполнения, когда в отдельном герметизиро-
ванном бункере размещается узел, механизм
или система, предназначенные для выполне-
ния соответствующих функций.
При трассировке кабельных линий необ-
ходимо предусмотреть их защиту от внешних
воздействий: ударов, пробоев, порывов. Чаще
всего это достигается путем закрытия трассы
металлическим кожухом или размещением
кабельной линии в углублении, не доступном
внешним воздействиям. Кроме того, на под-
вижных транспортных средствах отдельные
кабели не должны подвергаться трению между
собой или с рядом расположенными устройст-
вами. В этом случае должно быть предусмот-
рено крепление кабелей в один жгут или за-
крепление отдельных кабелей скобами к не-
I подвижным поверхностям.
1 Особое внимание при конструировании
уделяется компоновке трубопроводов гидро-
системы. Размещение трубопроводов по изде-
лию должно быть таким, чтобы трубопроводы
не подвергались трению о близко расположен-
ные устройства, а радиус изгиба должен быть
таким, чтобы многоциклические нагрузки не
приводили трубопроводы к разрушению. Тру-
бопроводы с высоким давлением должны по
возможности размещаться в местах, удаленных
от непосредственного воздействия, в случае
аварии, на обслуживающий персонал. Вра-
щающиеся или перемещающиеся в процессе
функционирования узлы и механизмы должны
быть закрыты кожухами от возможного попа-
дания на них посторонних предметов, а также
для обеспечения безопасности работы обслу-
живающего персонала.
К четвертой труппе критериев, обеспечи-
вающих надежную работу силовых металло-
конструкций, относятся способы конструиро-
вания, позволяющие выдерживать возможные
нештатные перегрузки. В частности, элементы
силовых металлоконструкций выполняют в
виде сотовых конструкций или коробчатых
перегородок, что существенно позволяет со-
кратить вес и одновременно повысить проч-
ность. В закрытых полостях металлоконструк-
ций необходимо предусматривать сливные
отверстия во избежание попадания влаги, а
также применять соответствующие покрытия
внутренних поверхностей от окисления и воз-
действия ржавчины. С целью обеспечения
надежности металлоконструкций сварку эле-
ментов требуется производить двухсторонним
швом, т.е. с внутренней стороны и наружной
поверхности.
Для подгвержлдения правильности кон-
структорских решений и расчетов на проч-
ность конструкторы в знчительной мере пола-
гаются на испытания с доведением опытных
образцов до разрушения. Одним из способов
повышения надежности, когда это допустимо
с точки зрения ограничений в весе, габаритах
и стоимости, является увеличение запасов
прочности конструкции. Важное место в по-
вышении надежности металлоконструкций
занимает способ контроля микротрещин, не-
проваров, раковин с помощью рентгена или
других методов, которые должны быть преду-
смотрены в сборочных чертежах.
3.1.14. КОНСТРУИРОВАНИЕ
ГИДРАВЛИЧЕСКИХ СИСТЕМ И МЕХАНИЗМОВ
При конструировании гидравлических
систем решается ряд проблем, связанных с
высокими давлениями, герметичностью и за-
грязнениями. В процессе разработки докумен-
тации на гидравлические системы и механиз-
мы необходимо использовать следующие ос-
новные критерии положения.
К первой группе критериев, обеспечи-
вающих надежность разрабатываемых систем и
механизмов, относится согласование техниче-
ского задания. Разработчиками гидравлических
систем и механизмов предварительно прово-
дится анализ образцов-аналогов и на основа-
нии проведенного анализа обосновываются
габаритные размеры,, для которых должно быть
выделено место в составе изделия. Далее ве-
дется согласование основных технических па-
раметров, связанных с использованием необ-
ходимых мощностей, нагрузок, моментов,
давлений и т.п. Этот этап является ответствен-
ным моментом и в нем участвуют ведущие
250
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
специалисты-разработчики гидравлических
систем и механизмов.
Вторая группа критериев, обеспечиваю-
щих надежность гидравлических систем и ме-
ханизмов, представляет собой выбор направ-
ления конструирования. Этот этап для разра-
ботчика является самым ответственным перио-
дом, когда решается судьба выбранной конст-
рукции. Для выбора оптимального направле-
ния рассматриваются различные варианты
систем и механизмов. Так, например, при
разработке домкрата для заданных габаритов и
нагрузок можно из существующего ряда дом-
кратов (механические с электрическим приво-
дом, механические с гидравлическим приво-
дом, гидравлические), полагаясь на интуицию
конструктора, выбрать именно оптимальный
вариант. При выборе направления имеется
определенная доля риска конструктора, но это
и является основой основ проектирования. В
боязни рисковать заложена большая доля не-
успеха конструктора. Важным моментом на
данном этапе является умение делать первые
приближенные расчеты возможных габаритов,
весовых характеристик, динамических нагру-
зок, прочности и других параметров. Следова-
тельно, при выборе будущей конструкции
должны принимать участие высококвалифи-
циорованные специалисты, владеющие в со-
вершенстве вопросами анализа и сравнения,
конструирования и расчета. Важнейшим
стержнем в выборе направления и разработке
конструкции все-таки является конструктор с
его индивидуальным мышлением.
К третьей группе критериев, обеспечи-
вающих надежность гидравлических систем и
механизмов, следует отнести этап рабочего
проектирования. На данном этапе проводится
тщательный анализ выбранного направления
конструирования с уточнением всех необхо-
димых расчетов по прочности, динамике, ана-
лизу размерных цепей и т.д. Важное место в
этой группе критериев занимает вопрос выбо-
ра материалов для изготовления деталей и
согласования технологии изготовления. Из-
вестно, что каждому предприятию присуща
своя оснащенность оборудованием, оснасткой,
технологическими линиями. Конкретные про-
изводственные условия, в том числе наличие
оборудования на каждом предприятии прихо-
дится учитывать конструктору при разработке
рабочих чертежей. В процессе создания рабо-
чей документации разработчику конструкции,
с одной стороны, необходимо сохранить на-
правление выбранного варианта проекта, а с
другой стороны, использовать имеющиеся
возможности предприятия, на котором пред-
полагается изготавливать изделие. Таким обра-
зом, вопрос согласования рабочих чертежей
является довольно кропотливым и ответствен-
ным, так как от него во многом зависит на-
дежность будущей конструкции.
Проверка правильности выбранного на-
правления при конструировании гидравличе-
ских систем и механизмов составляет четвер-
тую труппу критериев, обеспечивающих их
надежность. Значительное место в обеспече-
нии надежности занимает изготовление дета-
лей и сборка узлов, а также испытание опыт-
ных образов. Для обеспечения правильности
изготовления и собираемости разработчик
конструкции должен непосредственно участво-
вать в этом процессе. Такое активное участие
позволяет своевременно выявить допущенные
ошибки и принимать правильные решения по
их устранению.
Процесс испытаний и отработки конст-
рукции является завершающим этапом, на
основании которого принимается решение о
внедрении. К данному этапу привлекаются
специалисты по планированию испытаний,
составлению программы обеспечения и оценке
надежности по результатам испытаний с уче-
том проводимых доработок.
Для конструктора, стремящегося обеспе-
чить высокую надежность, весьма полезными
оказываются два подхода - упрощение и стан-
дартизация. Чем проще констркция, тем выше
ее надежность. Уменьшение количества дета-
лей или числа различных типов используемых
деталей представляет собой очевидный метод
повышения надежности. Конструктор должен
проявлять интерес к факторам инженерной
психологии. Следует заботиться о том, чтобы
невозможно было произвести неправильную
сборку.
Очень важной характеристикой высоко-
надежной конструкции является также воз-
можность проконтролировать ее основные
параметры, для чего необходимо ввести их в
технологические паспорта для обязательного
контроля при изготовлении и испытаниях. С
целью обеспечения надежности конструкции в
процессе эксплуатации необходимо преду-
смотреть в документации оптимальные сроки
проведения технических обслуживаний, свя-
занных с периодичностью смазки и регули-
ровки механизмов.
В конструкциях гидравлических систем и
механизмов с целью обеспечения надежности
необходимо по возможности вводить ручное
резервирование для механизмов, когда требу-
ется выполнить работы в заданное время, или
параллельно вводить трубопроводы с клапа-
ном, включающим дублирующий трубопровод
в случае отказа одного из них.
Таким образом, существует несколько
методов, с помощью которых можно повысить
конструктивную надежность. В каждом случае
эти методы необходимо всесторонне оценить,
выяснить ограничения, влияющие на данную
конструкцию. Конструктивные методы повы-
шения надежности предусматривают: создание
запасов прочности конструкции, облегчение
МЕТОДИКА РАСЧЕТА КОЛИЧЕСТВЕННЫХ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ ИЗДЕЛИЙ
251
режимов работы элементов, упрощение конст-
рукции, использование стандартизованных
деталей и узлов, учет факторов инженерной
психологии, обеспечение ремонтопригодности,
обоснование использования материалов и спо-
собов резервирования.
3.1.15. МЕТОДИКА РАСЧЕТА
КОЛИЧЕСТВЕННЫХ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ
ИЗДЕЛИЙ НА ЭТАПЕ ПРОЕКТИРОВАНИЯ
Проектный расчет надежности изделия
проводится по материалам эскизного проекта
либо по материалам технического проекта.
Целью расчета является теоретическое опреде-
ление количественных показателей надежно-
сти, указанных в техническом задании. Таки-
ми показателями могут быть: вероятность без-
отказной работы ДО, средняя наработка на
отказ То, среднее время восстановления Тв,
коэффициент готовности и другие показатели.
В качестве исходных данных при расчете на-
дежности используются справочные материалы
по интенсивностям отказов отдельных элемен-
тов либо статистические данные в виде нара-
ботки на отказ и среднего времени восстанов-
ления для узлов и механизмов, полученных
при испытаниях или в процессе эксплуатации
аналогичных изделий.
Расчет надежности проводится в сле-
дующей последовательности. На основе анали-
за работы изделия составляется структурная
схема надежности в виде последовательно со-
единенных прямоугольников. Каждый пря-
моугольник представляет собой функциональ-
но законченный узел, механизм, сборочную
единицу, выполняющие определенйую опера-
цию. Как правило, функционально закончен-
ные узлы, механизмы, сборочные единицы
представляют собой структурную схему надеж-
ности из последовательно соединенных пря-
моугольников. В свою очередь каждый узел,
механизм, сборочная единица представляет
собой совокупность элементов, имеющих раз-
личные виды соединений: последовательное,
параллельное, смешанное и другие. Особенно
это касается электронной аппаратуры, насчи-
тывающей несколько тысяч элементов.
Проектный расчет надежности основыва-
ется на использовании ^-характеристик и
принятом допущении о постоянстве их в тече-
ние гарантийного срока эксплуатации. Такое
допущение позволяет применять при расчете
экспоненциальный закон распределения, ве-
роятность безотказной работы в соответствии с
которым определяется по формуле
р(0=
-ЕМ
е '-I
(3.1.150)
п
= ехр W >
1де X/ - интенсивность отказов f-го элемента;
п - число элементов, последовательно соеди-
ненных в структурной схеме надежности; t -
время работы изделия.
Принимая во внимание, что каждое
предприятие имеет свои индивидуальные осо-
бенности в технологии изготовления, культуре
производства, квалификации кадров, методах
контроля, в расчетах надежности рекомендует-
ся использовать ^-характеристики только по
элементам - аналогам данного предприятия.
Это обосновывается тем, что каждое предпри-
ятие имеет значительную преемственность в
использовании стендового оборудования,
имеющейся специальной оснастки для изго-
товления и испытаний аналогичных деталей,
узлов, механизмов.
Проектный расчет надежности создавае-
мого изделия целесообразно проводить в двух
вариантах. Первый вариант проводят по ре-
зультатам статистических данных интенсивно-
стей отказов или наработок на отказ, получен-
ных в процессе всех видов испытаний образ-
цов-аналогов. Второй вариант расчета прово-
дят по результатам статистических данных
интенсивностей отказов или наработок на
отказ, полученных в процессе эксплуатации
образцов-аналогов. Такой подход позволяет
объективно контролировать и сравнивать по-
казатели надежности, полученные расчетным
путем и в процессе отработки изделия, а также
при его эксплуатации.
Следует помнить, что проектный расчет
надежности изделий необходимо рассматри-
вать как дополнительный материал для прове-
дения сравнительного анализа конструктором-
разработчиком и выработки им совместно с
подразделением надежности рекомендаций по
повышению уровня надежности.
Более подробно рассмотрим методику
проектного расчета надежности для следующих
количественных показателей надежности: ве-
роятности безотказной работы P(t)\ среднего
квадратического отклонения среднего
значения наработки на отказ То; среднего вре-
мени восстановления Тъ и коэффициента го-
товности Аг.
При отсутствии статистических данных
образцов-аналогов расчет проектной надежно-
сти осуществляется по справочным данным
интенсивностей отказов, т.е. по X-
характеристикам. Расчетная формула для веро-
ятности безотказной работы узла, механизма,
сборочной единицы выглядит так
-2(Ч7ф+хйф^йф+^р^р)
Ру(/) = е/=1 , (3.1.151)
тде X^jX/xpjX/rp - интенсивность отказов /-го
элемента при работе, при хранении, при
транспортировании соответственно; - вре-
мя работы /-го элемента (/ф < , /^р-
время хранения и транспортирования /-го
элемента в течение времени t.
252
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
В справочной литературе приведены ин-
тенсивности отказов как в нормальных, так и
в утяжеленных режимах работы, что при рас-
чете интенсивности отказов учитывается вве-
дением коэффициента Ki
Хф=Х, Kif (3.1.152)
где X/ - интенсивность отказов в нормальных
условиях эксплуатации: температура окру-
жающей среды 20-25 °C, влажность 60%, нор-
мальная нагрузка при X/ = 1,0; Ki - коэффици-
ент, учитывающий нагрузку элемента, его тем-
пературный режим и влажность. Этот коэф-
фициент выбирается по справочным данным
расчетным путем или по графикам.
При отсутствии данных о надежности
элементов в фактических условиях хранения и
транспортирования принимают следующие
соотношения пересчета интенсивностей отка-
зов:
Ххр = 10 ^Хр, XXpjTp = 1,5 ЛХр> Хр. Тр = 1,5Хр.
(3.1.153)
Формула (3.1.151) используется для оп-
ределения вероятности безотказной работы
функционально законченного узла, механизма,
сборочной единицы, входящих в структурную
схему надежности изделия. Тогда вероятность
безотказной работы изделия, состоящего из
последовательно соединенных функционально
законченных узлов, механизмов, сборочных
единиц, будет определяться по формуле
N
р(4= Пр/') , (3.1.154)
/=1
где Pj(t) - вероятность безотказной работы /-го
узла, входящего в структурную схему надежно-
сти за время /, N - количество узлов структур-
ной схемы надежности, участвующих в выпол-
нении работы.
При наличии статистических данных по
результатам испытаний или эксплуатации ана-
логичных элементов, узлов, механизмов, сбо-
рочных единиц вероятность безотказной рабо-
ты определяется по формуле
2L, (3.1.155)
и/
где т/ - количество отказов z-ro элемента за
время /, л/ - число циклов испытаний z-го эле-
мента за время L
При пц = 0 имеем
<31156>
Если в процессе испытаний или эксплуа-
тации в качестве статистической оценки полу-
чена средняя наработка на отказ - 7} , то веро-
ятность безотказной работы элемента за время
t будет равна
_ t
Pt(t)=eTl. (3.1.157)
При рсчете вероятности безотказной ра-
боты по Х-характеристикам среднее квадрати-
ческое отклонение вероятности безотказной
работы элемента приближенно равно интен-
сивности отказов
CTPz(r) * • (3.1.158)
Тогда для узла, механизма, сборочной
единицы соответственно равно
(3.1.159)
Для изделия соответственно равно
°по=^Е°рдо • <311б0)
При расчете вероятности безотказной ра-
боты по статистическим данным и /и, # О
среднее квадратическое отклонение определя-
ется по формуле
|рДф-рДА
°*('Н Vi • (31161)
В случае отсутствия отказов, т.е. mi = О,
среднее квадратическое отклонение равно
1 /5л/+7
°р'(') 2(и/+2)^л/ + 3
(3.1.162)
Расчетная формула средней наработки на
отказ /-го элемента при известной интенсив-
ности отказов X/ равна
Tt = —
1
(3.1.163)
Отсюда соответственно средняя наработ-
ка на отказ /-го узла, механизма, сборочной
единицы определяется по формуле
1
п
/=1
(3.1.164)
Тогда средняя наработка на отказ изде-
лия соответственно равна
(3.1.165)
МЕТОДИКА РАСЧЕТА КОЛИЧЕСТВЕННЫХ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ ИЗДЕЛИЙ
253
где Ху - интенсивность отказов у-го узла, ме-
ханизма или сборочной единицы.
При наличии статистических данных
средняя наработка на отказ элемента опреде-
ляется по формуле
7}=-^-, (3.1.166)
ще U - время работы z-го элемента; mi - коли-
чество отказов 7-го элемента за время его рабо-
ты //.
Аналогично определяются средние нара-
ботки на отказ узла, механизма, сборочной
единицы и изделия
1 _ 1
п * п
У 1
£1"
* 1
гь = ^--
У4-
>1Г>
(3.1.167)
(3.1.168)
На этапе технического проекта среднее
время восстановления Тъ можно рассчитать по
технологическим картам замены узлов, меха-
низмов, сборочных единиц и отдельных эле-
емнтов.
При наличии статистических данных
среднее время восстановления узла, механиз-
ма, сборочной единицы определяется по фор-
муле
п
S'B,
ТВ;=-^-----, (3.1.169)
/=1
п
ще У"* - суммарное время восстановления
/=1
j-x элементов за период испытаний или экс-
п
плуатации; т/ - суммарное количество
/=1
отказов 7-х элементов за период испытаний
или эксплуатации.
Тогда среднее время восстановления из-
делия соответственно равно
N
ТЪ=^--------, (3.1.170)
7=1
где mj - количество отказов у-го узла, механиз-
ма, сборочной единицы.
Коэффициент готовности изделия при
отсутствии статистических данных вычисляется
по формуле
(3.1.171)
Аналогично при наличии статистических
данных коэффициент готовности равен
Кт = -.Т°. . (3.1.172)
То +
Пример 3.1.15. Оценить надежность изде-
лия на этапе технического проекта. В техниче-
ском задании на изделие приведены следующие
количественные показатели надежности:
ДО = 0,9; о= 0,03 ; t = 40 ч; Кт = 0,99.
По результатам анализа конструкторской
документации установлено, что структурная
схема надежности ССН изделия представляет
собой последовательное соединение функцио-
нально законченных четырех устройств, анало-
гичных представленным на рис. 3.1.5.
Расчет надежности производится по ста-
тистическим данным испытаний изделий-
аналогов, представленным в табл. 3.1.6.
Принимая допущение об экспоненци-
альном законе распределения наработки на
отказ, определим вероятность безотказной
работы для каждого устройства ССН.
Вероятность безотказной работы силово-
го привода равна
A(/l) = e ri «1-^- = 1--^= 0,96.
n v Т1 1000
3.1.6. Статистические данные испытаний изделий-аналогов
Номер устройства по ССН Наименование и обозначение по чертежу Время работы $>Ч Наработка на отказ 7/, ч Среднее время восстановления отказа/в , ч
1 Устройство силового привода СБ 01 40 1000 5
2 Устройство управления СБ 02 40 800 10
3 Устройство сигнализации СБ 03 10 1200 5
4 Устройство связи СБ 04 20 2000 2
254
Глава 3.1. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ НА СТАДИИ ПРОЕКТИРОВАНИЯ
Вероятность безотказной работы устрой-
ства управления
h
Pl(t2\ = e T1 «1-^-=1--^- = 0,95.
L> Т2 800
Вероятность безотказной работы устрой-
ства сигнализации с учетом времени хранения
Гхр з = 40 - 10 = 30 ч равна
2000 2000
Тогда вероятность безотказной работы
изделия равна
р(/) = л(>1) ^('зрз^з) Л(М) =
= 0,96 • 0,95 • 0,9992 • 0,99 « 0,9.
Для нахождения среднего квадратическо-
отклонения воспользуемся соотношенями
/>з(^з) =
К Т3 )
« 1-
?3__zxp3 10-3 =
?3 Т3
10 ЗО1О~3
1200 ” 1200
= 0,9992.
Вероятность безотказной работы устрой-
ства связи с учетом времени хранения /хр4 =
= 40 - 20 = 20 ч равна
/»4(/4) = е1г* Г< '-1-4—^-10-3 =
Г4 Г4
го
(3.1.158) и (3.1.159)
М = ^ = Т^ = °>001 (1/ч),
1 1\ 1000
Х2 = 7-=^ = °>00125 (У*1)’
12 8UU
Х3 = 4- = —= 0,0008 (1/ч),
3 Т3 1200
Х4 = 2- = -i- = 0,0005 (1/ч).
Тц 2000
Откуда среднее квадратическое отклоне-
ние равно
ор(<)=1о’3)2+f1*25 1о~3 )2+(°>8 1о’3)
= 10~3 V1 + 1,56 + 0,64 + 0,25 « 1,86 • 10~3.
>-3
Для определения коэффициента готовно-
сти найдем среднее значение наработки на
отказ и среднее время восстановления отказа
- 7)+Т;+7*3+Т4
7° 4
1000 + 800 +1200 + 2000 .
=--------------------= 1250 ч;
4
Г = *в! + ^в2 + ^вЗ + *в4 _ 5+10 + 5 + 2 _
Далее по формуле (3.1.172) определим
коэффициент готовности
1250
1250 + 5,5
= 0,995.
Полученные расчетные значения показа-
телей надежности удовлетворяют требованиям
технического задания.
СПИСОК ЛИТЕРАТУРЫ
1. Надежность и эффективность в техни-
ке. Справочник в 10 томах. Том 5. Проектный
анализ надежности / Под ред. В.И. Патрушева
и А.И. Рембезы. М.: Машиностроение, 1988.
316 с.
2. Надежность технических систем. Спра-
вочник / Под ред. И.А. Ушакова. М.: Радио и
связь, 1983. 606 с.
3. Ллойд Д., Липов М. Надежность. М.:
Советское радио, 1964. 687 с.
4. Решетов Д.Н., Иванов А.С., Фадеев
В.З. Надежность машин. М.: Высшая школа,
1988. 238 с.
5. Подшипники качения. Справочник-
каталог / Под ред. В.А.Нарышкина и Р.В.
Коросташевского. М.: Машиностроение, 1984.
6. Надежность и эффективность в техни-
ке! Справочник в 10 томах. Том. 4. Методы
подобия в надежности / Под общей ред. В.А.
Мельникова и Н.А. Северцева. М.: Машино-
строение, 1987. 280 с.
7. Северцев Н.А. Надежность сложных
систем в эксплуатации и отработке. М.: Выс-
шая школа, 1989. 432 с.
8. Бердичевский Б.Е. Оценка надежности
аппаратуры автоматики. М.: Машиностроение,
1966. 266 с.
9. Труханов В.М. Методы обеспечения
надежности изделий машиностроения. М.:
Машиностроение, 1995. 304 с.
10. Гнеденко Б.В., Беляев Ю.К., Соловьев
А.Д. Математические методы в теории надеж-
ности. М.: Наука, 1965. 524 с.
ЦЕЛЬ И ВИДЫ ИСПЫТАНИЙ
255
Глава 3.2
ИССЛЕДОВАНИЕ НАДЕЖНОСТИ
ИЗДЕЛИЙ НА ЭТАПЕ
ЭКСПЕРИМЕНТАЛЬНОЙ ОТРАБОТКИ
3.2.1. ЦЕЛЬ И ВИДЫ ИСПЫТАНИЙ
Целью экспериментальной отработки
сложных технических систем является провер-
ка правильности принятых конструктивных
решений и подтверждение работоспособности
как отдельных узлов, механизмов, сборочных
единиц, так и изделия в целом. По результа-
там испытаний заказчик принимает решение о
завершености опытно-конструкторских работ,
приемке и постановке на серийное производ-
ство созданной системы (изделия). Всесторон-
няя экспериментальная отработка является
основой достижения и подтверждения требуе-
мого уровня качества и надежности изделий.
По своему целевому назначению испыта-
ния изделия могут быть направлены на под-
тверждение:
качественных параметров (например,
проверка точности, устойчивости, мощности,
быстродействия);
конструктивных параметров (например,
проверка на прочность, герметичность);
эксплуатационных параметров (например,
проверка на грузоподъемность, скорость дви-
жения, расход топлива) и других параметров.
В отличие от простых (недорогостоящих)
изделий крупносерийного и массового произ-
водства, для которых могут быть предусмотре-
ны специальные испытания на надежность,
для сложных дорогостоящих изделий, как пра-
вило, такие испытания не проводятся. В этом
случае для определения и подтверждения за-
данного уровня надежности используется вся
информация, полученная в процессе экспери-
ментальной отработки опытных образцов как
отдельных узлов, механизмов, сборочных еди-
ниц, так и изделий. Такой подход к определе-
нию показателей надежности называют рас-
четно-экспериментальным.
Особое место среди испытаний занимают
испытания на долговечность, ремонтопригод-
ность и сохраняемость. Целью этих испытаний
является установление гарантийного и техни-
ческого ресурса, подтверждение ремонтопри-
годности в условиях эксплуатации и установ-
ление срока хранения изделия.
С целью подтверждения работоспособно-
сти и надежности изделий в условиях, отлич-
ных от нормальных, часто предусматриваются
утяжеленные или форсированные испытания.
В общем случае испытания по своему
целевому назначению можно разделить на два
вида: исследовательские и контрольные. К ис-
следовательским испытаниям относятся все
отработочные испытания, проводимые в соот-
ветствии с конструкторской документацией в
процессе экспериментальной отработки опыт-
ных образцов. В свою очередь исследователь-
ские испытания делятся на автономные и ком-
плексные.
Автономные испытания предусматривают
проверку на функционирование отдельных
узлов, механизмов, сборочных единиц и изде-
лий, входящих в состав комплекса, а также
отработку конструкторской документации на
эти объекты. Программой автономных испы-
таний предусматривается также выявление и
устранение неисправностей, определение до-
пустимых границ запасов работоспособности и
оценка соответствия полученных характери-
стик требованиям технического задания (ТЗ).
Комплексные испытания предусматри-
вают экспериментальную отработку взаимного
функционирования нескольких опытных об-
разцов, входящих в состав комплекса, различ-
ного или одного назначения на соответствие
требованиям ТЗ.
Основными целями комплексных испы-
таний являются: совместная отработка опыт-
ных изделий и проверка их взаимного функ-
ционирования в условиях, близких к реаль-
ным; проверка и корректировка конструктор-
ской документации; проверка работоспособно-
сти изделий при имитации аварийных ситуа-
ций; оценка соответствия основных характери-
стик опытных изделий требованиям ТЗ. Ком-
плексным испытаниям подвергаются изделия,
прошедшие автономные испытания.
Контрольным испытаниям подвергаются
как опытные, так и серийные изделия. Кон-
трольные испытания опытных изделий делятся
на два вида: предварительные и приемочные.
Предварительные или приемосдаточные
испытания проводятся на каждом опытном
изделии. Объем приемосдаточных испытаний
определен конструкторской документацией.
Приемочные испытания в свою очередь делят-
ся на межведомственные и государственные.
На приемочных испытаниях опытных изделий
проверяют соответствие характеристик и пара-
метров этих изделий требованиям тактике -
технического задания (ТТЗ) в условиях, мак-
симально приближенных к условиям приме-
нения по назначению. По результатам прие-
мочных испытаний принимается решение о
возможности их серийного производства.
Контрольные испытания серийных изде-
лий предусматривают проверку соответствия
характеристик и параметров требованиям тех-
нических условий (ТУ). К этим испытаниям
относятся: приемосдаточные испытания; перио-
дические испытания; ресурсные испытания; ти-
повые испытания; испытания установочной
партии.
Испытания установочной партии изде-
лий проводятся с целью подтверждения отра-
ботанности серийной технологии и оценки
готовности предприятия-изготовителя к се-
рийному производству.
256
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
3.2.2. ОРГАНИЗАЦИЯ И ПОСЛЕДОВАТЕЛЬНОСТЬ
СОЗДАНИЯ СЛОЖНЫХ СИСТЕМ
В условиях развития научно-техническо-
го прогресса происходит быстрое моральное
старение созданного изделия по сравнению с
его физическим износом, что приводит к не-
обходимости разработки таких изделий, кото-
рые бы позволяли предусмотреть две-три мо-
дернизации. Создание принципиально новой
конструкции изделия связано с большими
изменениями технологического процесса про-
изводства, а также заменой оборудования и
значительными затратами материальных
средств и времени. Поэтому при разработке
сложных изделий необходимо по возможности
предусмотреть сохранение конструкций ос-
новных силовых узлов, механизмов и сбороч-
ных единиц без существенных изменений.
Такой подход позволяет обеспечить в короткие
сроки при сравнительно малых затратах созда-
ние новых изделий.
Организация создания сложных изделий
предусматривает выполнение следующих эта-
пов: а) разработку технического предложения;
б) эскизное проектирование; г) техническое про-
ектирование; д) изготовление опытных образцов;
е) экспериментальную отработку.
Сложившаяся практика создания слож-
ных изделий свидетельствует о том, что в их
разработке участвует достаточно большое ко-
личество организаций, иногда насчитывающее
несколько десятков.
Совместные исследования заказывающих
управлений и проектных организаций позво-
ляют определить основные задачи и способы
их решения. Анализ условий применения раз-
рабатываемого изделия позволяет выработать
основные его технические характеристики.
В зависимости от стоимости и назначе-
ния создаваемого изделия принимается совме-
стное решение о количестве изготовления
опытных образцов, позволяющих произвести
всестороннюю проверку их работоспособности
и надежности. Так, например, в практике про-
ектирования судов, как правило, изготавлива-
ется одно опытное судно, а при создании са-
молетов изготавливается не менее пятидесяти
опытных образцов и т.д.
При создании нового изделия головная
проектная организация совместно со смежны-
ми организациями разрабатывает технические
предложения и представляет их заказчику,
после чего техническое задание утверждается
заказчиком и согласовывается с головной ор-
ганизацией. Далее производится эскизное и
техническое проектирование. Эскизный и
технический проекты в свою очередь пред-
ставляются на рассмотрение заказчику, по
замечаниям которого проводятся соответст-
вующие конструктивные проработки.
Всякую сложную техническую систему
можно представить в виде трех иерархических
уровней. К первому уровню относятся основ-
ные системы, агрегаты и сборочные единицы
силовых узлов и металлоконструкций. Ко вто-
рому уровню относятся механические, гидрав-
лические, пневматические узлы, а также элек-
тронные приборы и пульты управления. К
третьему уровню относятся комплектующие
изделия в виде радиоэлектронных, гидравли-
ческих, механических и пневматических эле-
ментов, резинотехнических изделий.
Объекты, относящиеся к первому иерар-
хическому уровню, как правило, проектируют
и отрабатывают специализированные предпри-
ятия. Вначале отработка их ведется на стендо-
вом оборудовании, а затем в составе изделия
на головном предприятии.
На этапе эскизного проектирования го-
ловная проектная организация разрабатывает
для смежных предприятий технические зада-
ния на объекты, относящиеся ко второму
иерархическому уровню.
В соответствии с техническим заданием
на разрабатываемое изделие головная органи-
зация совместно со смежными предприятиями
проводит анализ и выбор конструктивных
схем, а также выполняет необходимые проект-
ные расчеты. Принятые конструктивные ре-
шения обосновываются методами математиче-
ского моделирования, а также путем физиче-
ского моделирования отдельных узлов, меха-
низмов и изделия в целом. Одновременно
производится изготовление макетов отдельных
агрегатов и систем в натуральных габаритах и
соответствующих весовых характеристиках. На
этом заканчивается проектирование, т.е. вы-
полнение конструкторских проработок и рас-
четно-исследовательских работ. После защиты
эскизного проекта у генерального заказчика
приступают к этапу технического проектиро-
вания. По завершении этапа технического
проектирования начинается изготовление и
испытание опытных образцов.
Программу экспериментальной отработ-
ки строят на последовательных испытаниях
объектов все более высоких иерархических
уровней. Так, после успешной отработки сис-
тем и сборочных единиц переходят к испыта-
ниям изделий, а затем комплекса. Изготовле-
ние опытных образцов производится по доку-
ментации главного конструктора. Испытания
проводятся на стендовом оборудовании в ус-
ловиях предприятия-изготовителя опытных
образцов. На основании информации, полу-
ченной в ходе испытаний, конструкцию изде-
лия совершенствуют, что находит отражение в
технической документации. После завершения
стендовых испытаний сборочных единиц, уз-
лов, механизмов и систем производится их
монтаж на изделие. Укомплектованное изде-
лие по штатной документации подвергается
предварительным (заводским) испытаниям на
функционирование. В ходе этих испытаний
ПРОГРАММА ЭКСПЕРИМЕНТАЛЬНОЙ ОТРАБОТКИ
257
выявляются замечания, на основании которых
проводится корректировка конструкторской и
эксплуатационной документации.
Следующим этапом контрольных испы-
таний являются межведомственные испытания
изделий. В процессе этих испытаний произво-
дится всесторонняя проверка систем, сбороч-
ных единиц, узлов и механизмов в совместном
их взаимодействии при выполнении опреде-
ленных функций. Аналогично, как и на этапе
заводских испытаний, выявляются замечания,
на основании которых проводится корректи-
ровка конструкторской и эксплуатационной
документации.
Завершающим этапом контрольных
(приемочных) испытаний являются государст-
венные испытания, по окончании которых
вместе с данными, полученными в ходе заво-
дских и межведомственных испытаний, при-
нимается решение о пригодности создаваемого
изделия или комплекса для использования по
назначению. Недостатки, вскрытие на преды-
дущих этапах испытаний, устраняют путем
корректировки конструкторской и эксплуата-
ционной документации и подготовки ее к
серийному производству.
Серийное производство сложных изде-
лий организуют на предприятиях, имеющих
достаточные мощности. С целью отладки тех-
нологического процесса на предприятии-
изготовителе выпускают установочную партию
изделий, по которой проводится тщательный
контроль серийной документации и качества
выпускаемых изделий. После чего окончатель-
но отрабатывают технологию производства и
методы контроля серийной продукции.
Рассмотренные выше этапы создания
сложных технических систем, с точки зрения
затрат средств и времени, неодинаковы. Так,
если все расходы, связанные с выполнением
программы по созданию изделия принять за
100 %, то на разработку документации прихо-
дится от 15 до 20 %, на изготовление и опыт-
ную отработку от 80 до 85% всех затрат соот-
ветственно, длительность изготовления и
опытная отработка изделия существенно пре-
вышают продолжительность проектирования.
Так, например, при создании подвижных ус-
тановок ракетного комплекса СС-20 на разра-
ботку документации потребовалось около 1,5
года, а на изготовление и отработку примерно
5 лет. Практика показывает, что с увеличением
сложности создаваемой технической системы
растет доля расходов средств и времени на
опытную отработку. Это в свою очередь за-
ставляет разработчика более подробно анали-
зировать процесс опытной отработки и искать
возможности управления им за счет обеспече-
ния направленных доработок и оптимизации
объемов испытаний для сокращения затрат на
создание сложных систем.
3.2.3. ПРОГРАММА
ЭКСПЕРИМЕНТАЛЬНОЙ ОТРАБОТКИ
Обобщающим программным докумен-
том, организующим испытания и определяю-
щим полноту и достаточность отработки из-
делия, является программа эксперименталь-
ной отработки. Эта программа разрабатывается
на этапе технического проектирования и явля-
ется неотъемлемой частью конструкторской
документации, которая согласовывается и ут-
верждается нормативно-техническим докумен-
том.
Предприятия-разработчики составных
частей изделия разрабатывают программы экс-
периментальной отработки на эти составные
части и направляют их на согласование в го-
ловную организацию, выдавшую ТЗ.
Программа экспериментальной отработ-
ки должна содержать:
перечень и состав изделий, подвергаемых
автономным, комплексным, межведомствен-
ным испытаниям;
цели и задачи испытаний, порядок и по-
следовательность их выполнения;
порядок и объем отработки комплектов
конструкторской документации на опытных
образцах;
виды автономных и комплексных испы-
таний, число изделий и объем испытаний;
порядок и объем отработки взаимного
функционирования агрегатов и систем при
имитации различных воздействующих факто-
ров;
порядок отработки средств и методов
обеспечения безопасности работы и эксплуа-
тации изделия;
перечень программ, методик проведения
и оценки результатов испытаний и другой
технической документации на испытания;
перечень средств испытаний, измерений
(стендов, оборудования, систем измерений);
отчетность по проведенным испытаниям.
По каждому виду испытаний, предусмот-
ренным программой экспериментальной отра-
ботки, предприятия-разработчики создают
более подробные свои программы испытаний.
Иерархическая структура сложного изде-
лия определяет соответствующую структуру
построения программы экспериментальной
отработки.
Экспериментальная отработка изделий
планируется на основе следующих принципов.
1. До начала изготовления штатного из-
делия значительный объем экспериментальной
отработки составных частей проводится на
стендовом оборудовании.
2. Экспериментальная отработка изделий
проводится в реальных условиях эксплуатации
с использованием допустимых предельных
режимов и различных воздействующих факто-
ров.
258
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
3. Экспериментальная отработка изделия
в составе комплекса проводится с учетом по-
следовательности и увязки взаимодействия
при функционировании с замерами точности
определяемых параметров.
В результате экспериментальной отра-
ботки проводится исследование выявленных
отказов, анализ влияния их на работу изделия,
предварительная оценка надежности.
В качестве исходных данных для опреде-
ления объемов экспериментальной отработки
используются:
данные технического задания, включаю-
щие требования к техническим характеристи-
кам и количественным показателям надежно-
сти;
материалы эскизного и технического
проекта;
структурные и функциональные схемы,
схема компоновки и взаимного расположения
систем в изделии;
циклограмма функционирования изде-
лия, включая хранение, транспортирование,
подготовку к применению, применение изде-
лия;
перечень внешних воздействующих фак-
торов, допустимые нагрузки;
данные о заимствовании на вновь созда-
ваемом изделии отработанных технических
решений, узлов, систем, агрегатов с изделий-
аналогов.
При выборе аналога создаваемого изде-
лия проводится всесторонний анализ изделий
данного класса, сравнительный анализ техни-
ческих характеристик, физических принципов
работы, применяемых материалов, конструк-
тивных решений, количественных показателей
надежности.
Программа экспериментальной отработ-
ки является обязательным к выполнению ор-
ганизационно-методическим документом, оп-
ределяющим объект и цель испытаний, виды и
перечень проводимых проверок и их последо-
вательность, условия проведения испытаний и
форму отчетности.
3.2.4. КОНТРОЛЬ УРОВНЯ ОЦЕНКИ ВЫПОЛНЕНИЯ
ПРОГРАММЫ ЭКСПЕРИМЕНТАЛЬНОЙ ОТРАБОТКИ
Ограниченное количество опытных об-
разцов, выделяемых на испытания, и сжатые
сроки экспериментальной отработки сложных
технических систем не позволяют получить в
достаточном объеме статистические данные
для достоверной оценки показателей надежно-
сти. В связи с этим для контроля выполнения
программы экспериментальной отработки
используются методы, основанные на совмест-
ном применении детерминированных и стати-
стических показателей качества процесса отра-
ботки, а также качественных и количественных
критериев оценки завершенности отдельных
этапов отработки.
Показатели уровня отработанности опре-
деляются путем сравнения фактически достиг-
нутых в процессе отработки значений техниче-
ских характеристик и показателей надежности
с их требуемыми значениями. Уровень отрабо-
танности служит для оценки завершенности
программы экспериментальной отработки.
В работе [1] рассматриваются три метода
оценки уровня отработанности: дифференци-
альный, комплексный и смешанный.
Суть дифференциального метода оценки
уровня отработанности заключается в опреде-
лении отдельных относительных показателей
Vi, причем 0 < К/ < 1. Смысл относительного
показателя состоит в сравнении полученного
количественного значения контролируемого
параметра с его значением, заданным в ТЗ.
Относительный показатель определяется из
соотношения
где - значение контролируемого пара-
метра, полученное при отработке; у/Д/) -
требуемое значение контролируемого парамет-
ра по ТЗ; 0 < t < Т - время работы изделия, в
процессе или после которого производился
замер контролируемого параметра.
Следует отметить, что относительный
показатель используется только для отдельных
параметров и поэтому может быть лишь при-
ближенной оценкой уровня отработанности
изделия в целом.
Комплексный метод оценки уровня отра-
ботанности изделия основан на расчете обоб-
щенного показателя, который вычисляется по
формуле
где а/ - весовые коэффициенты; т - количе-
ство контролируемых параметров;
т
^а/=1, а/ > 0.
/=1
В связи с тем, что практически весовые
коэффициенты оценить затруднительно,
обобщенный показатель отработанности изде-
лия можно рассчитать по формуле
т
К = (3.2.3)
/=1
Смешанный метод основан на совместном
использовании комплексного и дифференци-
ИССЛЕДОВАТЕЛЬСКИЕ ИСПЫТАНИЯ ОПЫТНЫХ ОБРАЗЦОВ
259
ального методов. Суть этого метода состоит в
том, что комплексный показатель рассчитыва-
ется для определенной группы менее значи-
мых параметров, а для более значимых пара-
метров определяются относительные показате-
ли. На основе полученной совокупности ком-
плексного и единичных показателей оценива-
ется уровень отработанности дифференциаль-
ным методом. В этом случае программа экспе-
риментальной отработки оценивается с помо-
щью комплексного показателя [1]
(3-2-4)
/=1
где t/i - показатель полноты эксперименталь-
ной отработки технических характеристик;
Ui - показатель полноты экспериментальной
отработки на внешние воздействующие факто-
ры; U3 - показатель полноты эксперименталь-
ной отработки ресурсных параметров.
Показатели полноты экспериментальной
отработки определяются из соотношений
(3.2.5)
где Ni - число технических характеристик из-
делия, подтверждение которых запланировано
в процессе выполнения программы экспери-
ментальной отработки; N - общее число тех-
нических характеристик, подтверждение кото-
рых предусмотрено техническим заданием;
(3.2.6)
где Му - число внешних факторов и режимов
работы, воздействие которых предусмотрено
программой экспериментальной отработки;
М - общее число внешних факторов и режи-
мов работы, оговоренных в техническом зада-
нии.
t^3 = —»
тр
(3.2.7)
где - суммарная наработка при ресурсных
испытаниях, предусмотренных в программе
экспериментальной отработки; Т£р - требуе-
мая ресурсная наработка в техническом зада-
нии.
С учетом полноты экспериментальной
отработки обобщенный показатель отработан-
ности изделия определяется по формуле [1]
K = U К, (3.2.8)
где V определяют по формуле (3.2.2) или
(3.2.3); U определяют по формуле (3.2.4).
Поскольку показатели U и V изменяются
в интервале от нуля до единицы, то программа
отработки будет выполнена полностью при
условии К = 1.
Оценка завершенности эксперименталь-
ной отработки приводится как по качествен-
ным, так и по количественным критериям.
К качественным критериям завершенно-
сти экспериментальной отработки следует
отнести:
выполнение полного объема программы
экспериментальной отработки;
наличие соответствующей отчетной до-
кументации о проведенных испытаниях,
оформленной и утвержденной в установлен-
ном порядке;
перечень мероприятий по устранению
выявленных замечаний и неисправностей,
утвержденный в установленном порядке;
присвоение конструкторской документа-
ции соответствующей литеры для серийного
производства.
К количественным критериям завершен-
ности экспериментальной отработки следует
отнести:
меру соответствия полученных по резуль-
татам испытаний технических характеристик и
показателей надежности их требуемым значе-
ниям в техническом задании;
количественную оценку завершенности
экспериментальной отработки с использовани-
ем относительных показателей Vj и
обобщенного показателя К > Х'тр.
Требуемые значения 1<тр, Ктр и А'тр
назначаются с учетом опыта отработки изде-
лия-аналога.
3.2.5. ИССЛЕДОВАТЕЛЬСКИЕ ИСПЫТАНИЯ
ОПЫТНЫХ ОБРАЗЦОВ
В процессе контроля и оценки надежно-
сти важное место занимают исследовательские
испытания опытных образцов, так как они
являются наиболее обширными и всесторон-
ними по сравнению с другими видами испы-
таний.
Исследовательские испытания являются
неотъемлемой частью процесса создания изде-
лия и включают в себя: лабораторные, отрабо-
точные и конструкторско-доводочные. Эти
испытания необходимы для проверки физиче-
ских процессов и принципов функционирова-
ния, правильности принятых конструкторских
решений, подтверждения соответствия пара-
метров и технических характеристик опытных
образцов заданным требованиям. Исследова-
тельские испытания определяются, в первую
очередь, целевым назначением изделия, его
сложностью и степенью преемственности кон-
структорских решений, а также наличием экс-
периментальной базы.
260
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
Сравнительно простые и недорогие изде-
лия чаще всего выгоднее отрабатывать сразу,
изготовив опытную партию. В этом случае
отработка составных частей изделия проводит-
ся одновременно с отработкой всего изделия.
Сложные дорогостоящие изделия, со-
стоящие из крупных составных частей, выпол-
няющих определенные функциональные на-
значения, отрабатываются последовательно.
Сначала отработка ведется автономно отдель-
ных составных частей на соответствие требова-
ниям ТЗ, а затем отработка ведется в составе
изделия. С усложнением объекта испытаний и
в соответствии с иерархической структурой
изделия усложняются испытательные средства
и средства имитации реальных условий функ-
ционирования.
Исследовательские испытания изделия
считаются полными, если экспериментально
проверена циклограмма его функционирова-
ния, и серия испытаний на функционирова-
ние прошла успешно. Этими испытаниями
должны быть подтверждены также гарантий-
ные сроки службы, технический ресурс и до-
пустимые режимы эксплуатации комплектую-
щих элементов и материалов. Испытания про-
водятся на стендовом оборудовании, а также в
составе изделия. Виды стендовых испытаний
узлов, механизмов, сборочных единиц, пред-
назначенные для подтверждения их работоспо-
собности, представлены в табл. 3.2.1.
Ускоренные и ресурсные испытания ре-
комендуется проводить на опытных образцах,
прошедших испытания на функционирование,
а также специальные и климатические испы-
тания. Рассмотрим назначение каждого вида
испытаний, представленных в табл. 3.2.1.
Испытания на функционирование пред-
назначены для проверки работоспособное^
сборочной единицы, узла, механизма в нор-
мальных условиях окружающей среды и про-
верки соответствия выходных параметров тре-
бованиям чертежа, паспортным данным или
техническим условиям.
Специальные испытания проводятся с
целью проверки работоспособности опытного
образца после воздействия на него критиче-
ских возмущений в виде вибрации, пыли,
влаги и т.п.
Климатические испытания предназначе-
ны для проверки работоспособности сбороч-
ной единицы, узла, механизма в условиях воз-
действия атмосферного давления, температу-
ры, влажности, атмосферных осадков, тумана,
солнечного излучения, ветра, песка и т.п.
Ускоренные испытания предназначены
для проверки работоспособности сборочной
единицы, узла, механизма при воздействии на
них факторов, ускоряющих процесс возникно-
вения отказов.
Ресурсные испытания предназначены для
проверки работоспособности сборочной еди-
ницы, узла, механизма в условиях окружаю-
щей среды и проверки соответствия выходных
параметров заданным требованиям чертежа,
паспортным данным или техническим услови-
ям.
При проведении стендовых испытаний в
случае появления отказа конструктивного ха-
рактера испытания необходимо остановить,
произвести доработку, а затем продолжить
испытания по намеченной программе.
После завершения стендовых испытаний,
а в некоторых случаях одновременно с их про-
ведением, ведутся исследовательские испыта-
ния опытных образцов изделия. К ним отно-
3.2.1. Виды стендовых испытаний узлов, механизмов, сборочных единиц,
предназначенные для подтверждения их работоспособности
Виды стендовых испытаний Число опытных образцов Продолжительность испытаний
1. Испытания на функционирование 3 ... 5 30 ... 40 % от заданного гарантий- ного ресурса
2. Специальные испытания на вибро- прочность, пылевлагозащищенность, сопротивление изоляции и т.п. 3 ... 5 3-кратная проверка на функциони- рование после испытаний
3. Климатические испытания в камерах тепла и холода 3 ... 5 3-кратная проверка на функциони- рование после достижения крити- ческой температуры -50 °C, +50 °C
4. Ускоренные испытания с увеличен- ной нагрузкой, не менее 1,25 от номи- нальной 1 До полного износа или разрушения
5. Ресурсные испытания 1 ... 3 1 На гарантийный ресурс На двойной гарантийный ресурс
ИССЛЕДОВАТЕЛЬСКИЕ ИСПЫТАНИЯ ОПЫТНЫХ ОБРАЗЦОВ
261
сятся: предварительные или заводские испыта-
ния, межведомственные и государственные
испытания.
Предварительные или заводские испыта-
ния изделия проводятся с целью проверки его
технических и эксплуатационных характери-
стик на соответствие требованиям техническо-
го задания в объеме, определяемом програм-
мой предварительных испытаний. Испытания
проводятся в условиях цеха и заводского поли-
гона. В программу предварительных испыта-
ний входит оценка прочности металлоконст-
рукций и механизмов, проверка работоспо-
собности сборочных единиц, узлов, механиз-
мов и аппаратуры, а также проверка удобства
обслуживания и безопасности работы.
Межведомственные испытания являются
более обширными и проводятся с целью все-
сторонней проверки технических и эксплуата-
ционных характеристик изделия на соответст-
вие технического задания в условиях, макси-
мально приближенным к действительным ус-
ловиям эксплуатации.
Государственные испытания являются за-
вершающими, на основании которых прини-
мается решение о необходимости серийного
производства. Эти испытания, как и межве-
домственные, проводятся на государственном
полигоне в реальных условиях эксплуатации и
предусматривают всестороннюю проверку экс-
плуатационно-технических характеристик из-
делия. По завершении государственных испы-
таний составляется отчет с результатами оцен-
ки эксплуатационно-технических характери-
стик. На основании отчета государственных
испытаний составляется “План мероприятий
по устранению замечаний” с реализацией их
конкретными исполнителями в установленные
сроки до начала запуска изделия в серийное
производство.
Количество опытных образцов и про-
должительность испытаний изделий представ-
лено в табл. 3.2.2.
Все перечисленные в табл. 3.2.2 виды ис-
пытаний допускается проводить на одних и
тех же опытных образцах.
В процессе проведения заводских, меж-
ведомственных и государственных испытаний
выявляются отказы конструкционного харак-
тера. Если отказ влияет на выполнение рабо-
ты, то проводится доработка отказавшего узла,
механизма, сборочной единицы, после чего
проводятся испытания доработанного узла,
механизма, сборочной единицы в объеме, рав-
ном объему до доработки [7]. Испытания до-
пускается проводить в составе стенда или, в
случае его отсутствия, в составе изделия, после
чего испытания продолжаются по намеченной
программе.
В случае появления отказа конструкци-
онного характера, не влияющего на выполне-
ние основной работы, также производится
доработка отказавшего узла, механизма, сбо-
рочной единицы. После доработки проводятся
испытания в объеме 30 % от произведенного
объема испытаний до доработки. Испытания
допускается проводить в составе стенда или, в
случае его отсутствия, в составе изделия, после
чего испытания продолжают по принятой
программе.
3.2.2. Виды испытаний, количество опытных образцов и продолжительность испытаний изделий
Виды испытаний Число опытных образцов Продолжительность испытаний
1. Заводские испытания в условиях завода- изготовителя Каждый опыт- ный образец 20 ... 30 % заданного гарантий- ного ресурса
2. Межведомственные испытания 6 ... 12 40 ... 60 % заданного гарантий- ного ресурса
3. Государственные испытания 6 ... 10 10 ... 30 % заданного гарантий- ного ресурса
4. Ускоренные испытания с увеличен- ной нагрузкой 1 Допускается использовать опытный образец, представленный на заво- дские, межведомственные и госу- дарственные испытания, и совмес- тить с этими испытаниями
5. Климатические испытания в камерах тепла и холода или в реальных условиях холодной и жаркой зон 1 ... 2 3-кратная проверка на функциони- рование после достижения крити- ческой температуры -40 °C, +50 °C
6. Ресурсные испытания 1 ... 2 На двойной гарантийный ресурс по функционированию. Допускается использовать образцы, прошедшие государственные испытания
262
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
При появлении дефекта конструкцион-
ного характера, связанного с улучшением экс-
плуатационно-технических характеристик из-
делия (удобства обслуживания, комфортности
и т.п.), производится доработка отказавшего
узла, механизма, сборочной единицы. После
доработки испытания продолжают по наме-
ченной программе. Эффективность доработки
подтверждается повторением объема испыта-
ний для отказов, влияющих на выполнение
основной работы. В случае появления отказа
на доработанном узле, механизме, сборочной
единице последние заменяются на конструк-
тивно новые, и процедура испытаний повто-
ряется.
3.2.6. ПЛАНИРОВАНИЕ ИССЛЕДОВАТЕЛЬСКИХ И
КОНТРОЛЬНЫХ ИСПЫТАНИЙ МЕТОДОМ
ФИКСИРОВАННОГО ОБЪЕМА
Основной задачей при разработке мето-
дов планирования испытаний и контроля
уровня надежности является получение пол-
ной и достоверной информации о надежности
выпускаемой партии изделий объема N по
результатам испытаний некоторой выборки
объема п. Получаемые выборочные характери-
стики должны являться состоятельными оцен-
ками проверяемой партии. Отличительной
особенностью испытаний сложных техниче-
ских систем является ограниченность испыта-
ний по времени и по объему, так как на ис-
пытания не может быть поставлено большое
количество образцов и испытания не могут
продолжаться слишком долго. Поэтому исход-
ными предпосылками при разработке методов
испытаний будут являться статистические
оценки, получаемые по малым выборкам.
Под партией понимается некоторая со-
вокупность N изделий одного типа, изготов-
ленная по единой технологии и без сущест-
венных схемо-конструктивных изменений.
Под выборкой понимается некоторая со-
вокупность конечного числа наблюдений над
случайной величиной, а под объемом выборки
п будем понимать как количество образцов
изделий, так и количество наблюдений или
испытаний. При таком подходе объем выбор-
ки п при испытаниях может определяться ве-
личиной
п = К т, (3.2.9)
где К - количество периодов испытаний каж-
дого образца длительностью Г, т - количество
испытываемых образцов.
По результатам испытаний выборки объ-
ема п получают статистические оценки пара-
метров распределения, например, математиче-
ское ожидание, среднее квадратическое откло-
нение и другие параметры. Однако при оценке
надежности изделий требуется определять не
только статистические значения параметров
распределения, но и оценивать их точность с
заданной достоверностью. С этой целью вво-
дится понятие доверительного интервала и
доверительной вероятности. Если в качестве
оцениваемого параметра примем некоторую
величину 0, то отклонение статистической
оценки 0* от фактического значения парамет-
ра 0 не превзойдет некоторой величины s с
заданной вероятностью у.
Математически это можно записать так
г = р(|е* - е| < е). (3.2.Ю)
При такой записи у есть вероятность того, что
фактическое значение параметра заключено в
пределах
0*-е<0<0* + е. (3.2.11)
Вероятность у называют доверительной, а
интервал 0* ± е - доверительным интервалом.
Из этих соотношений следует, что доверитель-
ный интервал характеризует точность оценки,
а доверительная вероятность - ее надежность.
При выборочных оценках кроме довери-
тельных интервалов и доверительной вероят-
ности вводится понятие “критическая об-
ласть”. Это понятие определяет, каким должен
быть доверительный интервал для того, чтобы
с заданной вероятностью у можно было ут-
верждать, что фактическое значение параметра
0 не выйдет за пределы этого интервала.
Сформулированная задача по существу сводит-
ся к проверке статистических гипотез о приня-
тии или отклонении проверяемой гипотезы по
результатам выборочных испытаний.
Процедура проверки статистических ги-
потез сводится к следующему: все возможные
выборочные значения делятся на два непере-
секающихся подмножества. Проверяемая ги-
потеза Hq отклоняется, если выборочное зна-
чение параметра попадает, например, в первое
подмножество, и принимается, если оно попа-
дает во второе подмножество. Первое под-
множество по отношению к проверяемой ги-
потезе Hq называется критической областью.
От выбора критической области зависит реше-
ние о принятии или отклонении проверяемой
гипотезы.
Принципы выбора критической области
были сформулированы Нейманом и Пирсо-
ном. Критерий Неймана-Пирсона называют
критерием отношения правдоподобия. Этот
критерий предполагает, что вид распределения
вероятностей известен, неизвестно лишь зна-
чение параметра 0. На основе выборки xj,
Х2, ... , хп из п независимых наблюдений необ-
ходимо проверить гипотезу о том, что неиз-
вестный параметр 0 = 0q относительно проти-
воположной гипотезы, предполагающей, что
0 = 01.
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ
263
Проверяемую гипотезу обычно назы-
вают нулевой, а противоположную ей гипотезу
Я1 называют конкурирующей. Гипотезы Но и
Hi называют простыми, когда соответствую-
щие им подмножества содержат только по
одной точке Оо, Ор
Нейманом и Пирсоном показано, что
принимая или отклоняя гипотезу Но, можно
совершить ошибки двух родов: отклонить ги-
потезу Но, когда она верна, т.е. О = Оо или
принять гипотезу Но, когда на самом деле
верна противоположная гипотеза Н\, т.е.
0 = 01. Вероятность отклонить по выборочным
испытаниям гипотезу Но, когда она верна,
называют ошибкой первого рода или риском
поставщика и обозначают через а. Вероятность
принять по выборочным испытаниям гипотезу
Но, когда на самом деле верна гипотеза Н\,
называют ошибкой второго рода или риском
заказчика и обозначают через р.
Нейман и Пирсон показали, что при за-
данной величине а из всего множества воз-
можных областей нужно выбрать такую крити-
ческую область, для которой вероятность р
будет минимальной. При таком подходе а
называется уровнем критической области, а
1 - р называется мощностью критической об-
ласти.
Из сказанного следует, что при фиксиро-
ванном объеме выборки п можно брать произ-
вольной только одну из величин а или р.
Критерий отношения правдоподобия ма-
тематически записывается в виде
П/Mi)
-^1------->иа, (3.2.12)
П/Мо)
1=1
где Ua определяется из соотношения
ф(г/а) = а ,
где Ф(17а) - функция, обратная функции
нормального распределения; J7a - квантиль
функции нормального распределения, берется
из табл.1 Приложения [7]; /(х,0) - функция
плотности распределения случайной величины
Xпри любой величине параметра 0.
Для определения фиксированного объема
испытаний с целью подтверждения заданного
показателя надежности рассмотрим выбор
критической области для различных законов
распределения.
3.2.7. ПЛАНИРОВАНИЕ ИСПЫТАНИЙ
Планирование испытаний при экспоненци-
альном законе распределения наработки для
фиксированного объема. Бели оцениваемым
параметром распределения является средняя
наработка до отказа То или же средняя нара-
ботка на отказ Tq>, то процедура для определе-
ния объема выборки не меняется. При оценке
средней наработки до отказа на испытания
ставятся п изделий, каждое из которых испы-
тывается до первого отказа.
При оценке средней наработки на отказ
на испытания ставится одно или несколько
изделий, которое испытывается в течение не-
которого времени
= Т1 + т2 +• • +• • ,
где 7} - время наработки между +1) -м и
f-м отказами; п - число отказов.
Обозначим через 71 - минимально до-
пустимую величину наработки на отказ, при
которой партия изделий должна приниматься
заказчиком с риском, не превышающим р, а
через То - величину наработки на отказ, при
которой партия изделий должна приниматься
с вероятностью 1-а.
Принимая во внимание, что случайная
величина —подчиняется распределению
X2, найдем вероятность принятия решения о
соответствии параметров То, Tip требуемым
значениям из соотношения
(3.2.13)
где С = х?_а(2п).
Бели левая часть этого равенства меньше
заданной величины а, то проверяемая гипоте-
за Т = То отклоняется.
Условие для отклонения проверяемой
партии изделий запишется в виде
< %1-а(2") ’ <3'214)
откуда, разделив обе части неравенства на 2л,
получим условие для принятия партии изде-
лий по результатам испытания выборки
,-Л<>*1-а(2и)
In
(3.2.15)
где t - фактически полученное значение нара-
ботки до отказа по результатам испытаний; п -
число степеней свободы в распределении х2>
которое означает либо количество изделий,
поставленных на испытания и работающих до
первого отказа, либо допустимое количество
отказов за суммарное время испытаний
Sn=tn . Квантили Х1_а(2л) берутся из табл. 4
Приложения [7].
264
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
Если по техническому заданию требуется
подтверждение средней наработки на отказ, то
формула (3.2.15) запишется в виде
t ГсрХ1-(х(2”)
2п
(3.2.16)
Для обеспечения второго условия, свя-
занного с риском заказчика р, вероятность
отклонить проверяемую гипотезу Т = То, когда
она не верна, запишется в виде
Рр^->с| = р,
I 71 )
(3.2.17)
где С = хр(2л).
В этом случае условие для принятия ре-
шения о соответствии надежности изделий
заданным требованиям по результатам испы-
таний определяется неравенством
7i%g(2”)
2п
(3.2.18)
Из соотношений (3.2.15) и (3.2.18) мож-
но определить объем выборки л, которую
необходимо испытать для оценки соответствия
параметров партии изделий требованиям ТЗ
при заданных рисках поставщика а, заказчика
р и величине отношения Tq/Tj .
Так как левые части неравенств равны, то
можно записать
7Ь%?«(2”) г1Хр(2”)
2п 2п
откуда
Тр Хр(2и)
' Х?_а(2") '
(3.2.19)
Далее по найденному в табл. 4 Приложе-
ния [7] х2 числу степеней свободы и и по фак-
тически полученному значению наработки до
отказа по формулам (3.2.15) или (3.2.18) опре-
деляется необходимое суммарное время испы-
таний по формуле
Sn = п t. (3.2.20)
В частном случае при проведении безот-
казных испытаний суммарное время испыта-
ний для подтверждения соответствующей на-
работки То или Ti определяется по формулам
и0=^-|1п(1"“)|: (3-221)
Л1 = ^-|1пр|, (3.2.22)
откуда
5^ =Л0 /, (3.2.23)
Snx =4 t, (3.2.24)
где t - заданное время работы изделия на вы-
полнение задания с вероятностью отказа
qq = t/Тц или = Z/Tj , ио, Hi - количество
изделий поставленных на испытания, каждое
из которых должно работать без отказов в
течение времени t.
Формула (3.2.23) определяет суммарный
объем испытаний для подтверждения наработ-
ки То, а формула (3.2.24) - для подтверждения
наработки Тр
Следует отметить, что на испытания мо-
жет быть поставлено одно изделие, которое
должно проработать без отказов в течение
времени или 5Л1 с целью подтверждения
соответствующих наработок То или Тр
Пусть требования по надежности к изде-
лию заданы в виде вероятности безотказной
работы Рф за заданное время /о и допустимого
значения риска заказчика р. Предполагается
также, что при испытаниях изделий изменяет-
ся наработка их до отказа, причем функция
распределения наработки описывается экспо-
ненциальным законом, т.е. вероятность безот-
казной работы изделия за заданное время /о
имеет вид
Р(/о) = exp(-Uo) или Р(?о) = , (3-2.25)
где X- интенсивность отказов; Т = 1/Х - сред-
няя наработка до отказа.
Если требования по надежности заданы в
виде нормированного значения Тф, то, зная
время работы t из равенства (3.2.25), можно
найти соответствующее нормативное значение
вероятности безотказной работы. Норматив-
ный уровень к вероятности безотказной рабо-
ты Рф пересчитывается в нормативный уро-
вень показателя X по формуле
XTP = 7-ln'F—• (3-2-26)
^0 ?гр
Принятые предложения при контроле
вероятности безотказной работы позволяют
измерять объем испытаний в виде суммарной
наработки изделий, выделенных на испыта-
ния, которая в зависимости от принятого пла-
на испытаний может определяться как
•?£ =
№.
]МГ
при плане
при плане
[ЛМИ];
[АГАЛГг].
где N - количество образцов; /и - заданное
время испытаний; tr - время испытаний до г-го
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ
265
отказа; М - план испытаний с восстановлени-
ем.
Если в процессе испытаний осуществля-
ется восстановление отказавших изделий, то
можно ограничиться рассмотрением только
планов испытаний типа М.
Планирование испытаний производится
исходя из условий приемки, которые можно
представить в виде:
Xi_p j-ln-j—, (3.2.27)
*0 <гр
где - верхняя доверительная граница
показателя X для уровня 1 -р=у.
Условия приемки можно также записать
в виде
^=5Тр> (3.2.28)
где Spp - требуемый минимально необходимый
уровень для зависящий от величины Лр, р,
а также от допустимого числа отказов т при
испытаниях. Значения 5^, в зависимости от
плана испытаний приведены в табл. 3.2.3.
3.2.3. Минимально необходимый уровень суммарной наработки
План испытаний и суммарная наработка Требуемое значение 5^ суммарной наработки Примечание
при наличии отказов т > 0 При безотказных испытаниях т = 0
рти] = Nt„ _/0Х2(2и+2) Т₽- 21п(1/Ртр) /О1п(1/Р) Т’’1п(1/Лр) х1-р(*) определяется по табл. 6 Приложения [7]
Sz = Ntr При г >1 _ /0Х2(2г) Т₽ " 21п(1 / Ртр) При г = 1 /р 111(1/р) ТР ’ 21п(1 / Ртр)
Пример 3.2.1. Определить количество из-
делий, которое необходимо поставить на ис-
пытания или получить количество отказов в
процессе испытаний, чтобы подтвердить оцен-
ки параметров, соответствующие требованиям
ТЗ.
Исходными данными для планирования
испытаний являются:
а = 0,2; р = 0,1; То = 200 ч; = 1,9 .
Л
Решение. По величине — = 1,9 из табл.
%2 распределения Приложения [7] для задан-
ных величин а = 0,2 и р = 0,1 находим
8 = 16,31; Xqд = 30,8; 2п = 22 . Следова-
тельно, объем выборки п = 11. Если в резуль-
тате испытаний изделий до появления 11-го
отказа полученное опытное значение наработ-
ки на отказ t удовлетворяет условию
%1-а(22) = 200-1631 = 148
22 22
то надежность проверяемой партии изделий
соответствует требованиям ТЗ.
Отсюда суммарное время испытаний
должно быть
Sn = t л = 148 -11 = 1628 ч.
Пример 3.2.2. Определить количество на-
сосных агрегатов по гидроразрыву пласта и
суммарный объем испытаний, принимая во
внимание, что отказов в процессе испытаний
за время t не допускается.
Исходными данными для планирования
испытаний являются:
t =3 ч; То = 600 ч; а = 0,1.
Решение. По формуле (3.2.21) вычисляем
объем испытаний (выборки)
л.511^Ч_«о|1п(ад)|_46а
Отсюда суммарное время испытаний без
отказов должно быть
Sn=n / = 460-3=1380 ч.
Полученное суммарное время без отказов мо-
жет быть отработано одним или несколькими
-агрегатами.
Пример 3.2.3. Определить количество
отказов насосных агрегатов по гидроразрыву
пласта в процессе испытаний и суммарный
объем испытаний, чтобы получить оценки
параметров, соответствующие требованиям ТЗ.
Исходными данными для планирования
испытаний являются:
266
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
а = р = ОД ; То = 800 ч; Ti = 600 ч.
Решение. По величине отношения
— = 1,33 из табл, х2 распределения Приложе-
Т1
ния [7] для заданных величин а = 0,1 и р =
=0,1 находим квантили Ход = 172,42;
Xq9 = 128,16; 2п = 150. Следовательно, объем
выборки (число отказов) п = 75. По формуле
(3.2.18) определяем опытное значение нара-
ботки на отказ
?i%p2(^)= 600-172,42 =
2п 150
Отсюда суммарное время испытаний для
подтверждения минимальной наработки на
отказ Ti = 600 ч при числе отказов п = 75
должно быть равным
Sn = nt = 75 • 689,68 = 51725 ч.
Планирование испытаний при нормальном
и логарифмически нормальном законах распре-
деления наработки на отказ для фиксированного
объема. Оценками для среднего значения на-
работки на отказ и среднего квадратичного
отклонения будут величины
(3.2.30)
(3.2.29)
где 7} - наработка до г го отказа; п - число
отказов, выявленных в процессе испытаний.
В этом случае двусторонним доверитель-
ным интервалом для среднего значения нара-
ботки на отказ с доверительной вероятностью
1-а будет неравенство
т* - Ui-a/2 -^<Т<Т* + (3-23D
При одностороннем доверительном ин-
тервале односторонние доверительные пределы
запишутся в виде:
для оценки сверху
-ОО <Г <Т* + U1_a-^=,
Jn
(3.2.32)
для оценки снизу
00 < Т <Т* -
(3.2.33)
где С^1-а - квантиль функции нормального
распределения; о - известное значение средне-
го квадратичного отклонения.
Вероятности получения этих неравенств
соответственно равны:
= а >
(3.2.34)
Т < Т* - I = р. (3.235)
inJ
На основании приведенных соотноше-
ний по результатам испытаний определяются
условия для принятия или отклонения прове-
ряемой гипотезы Т = То при альтернативной
гипотезе Т = Гр
Уравнение (3.2.35) определяет критиче-
скую область для выборочной средней 7* при
справедливости гипотезы Т = 7q.
t/a>
т*-т0 г
------4п.
о
(3.2.36)
Неравенство (3.2.36) означает, что если
при испытаниях изделий до наступления п
отказов полученное выборочное среднее удов-
летворяет неравенству
уп
(3.2.37)
то надежность изделия соответствует требова-
ниям ТЗ.
Условием принятия гипотезы Т = 7! при
альтернативной гипотезе Т = То является вы-
полнение неравенства
Т* >Т +UVa-^=.
(3.2.38)
Для нахождения объема выборки л, ко-
торый необходимо испытать для оценки соот-
ветствия требованиям ТЗ, приравняем правые
части неравенств (3.2.37) и (3.2.38) и получим
—2 2
» = ------+ • (3-239)
(?0-71)21 J
В этом случае суммарное время испыта-
ний определяется по формуле
Sn = n Т*, (3.2.40)
где п - количество поставленных на испытания
изделий или количество зафиксированных
отказов в процессе испытаний.
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ
267
Уравнение (3.2.31) справедливо, если из-
вестна величина о. Бели о неизвестна, то она
определяется по результатам испытаний по
формуле (3.2.30), а неравенства (3.2.37),
(3.2.38) и (3.2.39) будут справедливы, если в
них заменить квантили ^i-р нормаль-
ного распределения на /а,л-1 распределения
Стьюдента, которые определяются по табл. 8
Приложения [7].
В случае логарифмически нормального
распределения наработки на отказ неравенства
(3.2.37), (3.2.38) и (3.2.39) преобразуются к
виду
т* = -----г In Го - V\_a -Z=; (3.2.41)
» V»
Е1пГ'
Г* = -----> In Г] - ITi-p ; (3.2.42)
п
„2 Г л2
» = ----------kl-a + tfl-p • (3-2.43)
(inTo-lnTi)21 J
Суммарное время испытаний определяется
также по формуле
Sn=n Т*, (3.2.44)
где п принимает другое значение.
Если величина о неизвестна, то она определя-
ется по результатам испытаний из соотноше-
ния
Плотность распределения этого отноше-
ния имеет %2 распределение
z \ / \Л-1
/25j_ 1 (25Й
I т0 ) 2"(и -1)! I 7b J
(3.2.46)
где е - основание натурального логарифма.
В этом случае объем испытаний, необхо-
димый для принятия решения о выборе между
гипотезами Hq и Hi определяется из соотно-
шения (3.2.19), как для экспоненциального
закона распределения
Гр Хр(2”)
Т1 %1-а(2и)
(3.2.47)
Далее объем выборки и суммарное время
испытаний вычисляется соответственно по
формулам (3.2.15), (3.2.18), (3.2.20), (3.2.21),
(3.2.22).
Планирование испытаний методом фикси-
рованного объема при показателе оценки веро-
ятности безотказной работы или вероятности
отказа, распределенной но биномиальному зако-
ну или по закону Пуассона. Бели вероятность
появления отказов в выборке объема п посто-
янна и равна q9 то вероятность соответствия
уровня надежности по результатам п испыта-
ний определяется по биномиальному закону.
Данный закон справедлив при соблюдении
условия п > 0, \N и если п > 20, где N - воз-
можный объем испытаний (генеральная сово-
купность наблюдений или партия изделий).
Тогда вероятность соответствия уровня надеж-
ности определяется из соотношения
Р(х < с) = - ?0)Л’Л‘ = 1 - а. (3.2.48)
т=0
а для определения объема выборки п вместо
величин t7j_a, t/j-p в формулу (3.2.43) под-
ставляются квантили распределения Стьюдента
/а>л-1, из табл. 8 приложения [7].
При планировании испытаний методом
фиксированного объема для других законов
распределения наработки на отказ (например,
закона Вейбулла, гамма-распределения, двой-
ного показательного распределения и т.п.) в
первом приближении можно использовать
метод, основанный на использовании отноше-
ния суммарного времени испытаний к нара-
л „ п
ботке на отказ , где Sn = у t;, - нара-
ботка между (М)-м и z-м отказами.
т=с
р(х И = " «Г т=1"₽> (3-2-49)
т=0
где до - приемлемая вероятность отказа изде-
лия; gi - допустимая вероятность отказа изде-
лия; с - допустимое число отказов в выборке
объемом п
м И I
________r* •__
п
Бели вероятность появления отказов по-
стоянна и мала, так что величина произведе-
ния nq = (0,1 ... 2,0), то вероятность соответ-
ствия уровня надежности по результатам п
испытаний определяется по закону Пуассона
из соотношений [3]
268
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
ф и= £—Li-=1 а; (3-2-50)
т=0
т=с _ \тп
Р(х<с)=У----------------р. (3.2.51)
~ т'-
т-0
Задаваясь величинами #о> а и р из со-
отношений (3.2.48) - (3.2.51) для различных
значений допустимого числа отказов с опреде-
ляется объем испытаний п. Под с можно по-
нимать число отказов в п циклах испытаний
или число дефектных изделий в выборке из и
изделий.
При оценке надежности изделий по од-
ному заданному уровню q\ по уравнению
(3.2.49) были проведены вычисления объемов
испытаний, которые сведены в табл. 3.2.4.
3.2.4. Объем испытаний л при допустимом числе отказов с и заданной величине q\
Р = 0,1 Р = 0,2 Р = 0,3
с = 0 с= 1 с = 2 с= 3 с = 0 с = 1 с=2 с = 3 с = 0 с = 1 с = 2 с = 3
0,01 229 387 530 666 159 299 427 725 120 243 361 457
0,02 114 193 264 332 79 149 213 551 60 122 180 237
0,03 76 128 176 221 53 99 142 183 40 81 120 158
0,04 56 96 131 165 39 74 106 138 26 60 90 118
0,05 45 76 105 132 31 59 84 109 23 40 60 94
0,06 37 63 87 104 26 49 70 91 19 28 42 78
0,07 32 54 74 94 22 42 60 78 17 34 51 67
0,08 28 47 65 82 19 36 52 68 14 30 44 59
0,09 24 42 57 72 17 32 46 60 13 26 39 52
0,10 22 37 52 65 15 29 42 56 11 24 35 47
0,15 14 24 34 43 10 19 27 54 8 16 23 31
0,20 10 18 25 32 7 14 20 26 6 12 17 23
Порядок пользования табл. 3.2.4 рас-
смотрим на следующем примере.
Пример 3.2.4. Определить необходимый
объем испытаний при допустимом числе отка-
зов с = 2, риске заказчика р = 0,1 и допусти-
мой величине вероятности отказа за один цикл
q\ = 0,04.
Решение. По табл. 3.2.4 при заданных ве-
личинах р, ^i, с находим л = 131.
В качестве расчетных зависимостей при
определении объема испытаний для одного
заданного уровня надежности и числе отказов
с = 0 используются следующие соотношения:
для подтверждения допустимого уровня
отказа q\
Inp
(3.2.52)
для подтверждения приемлемого уровня
отказа q$
п =
(3.2.53)
При планировании испытаний с учетом
допустимого и приемлемого уровней вероят-
ности отказа q\ и q$ за некоторое время t объ-
ем выборки и допустимое число дефектных
изделий (допустимое число отказов за п цик-
лов работы изделия) определяется из соотно-
шения, аналогичного экспоненциальному за-
кону
п =
%в(2т + 2) Х?„(2т + 2
. (3.2.54)
2«1 2?0
Откуда допустимое число дефектных из-
делий т (число отказов) в выборке при задан-
ных q\ и qo определится из равенства
qi _ хр(2у” + 2)
?0 *1-а(2т+2)’
(3.2.55)
где f = 2m+2 - число степеней свободы, т
определяется из таблиц %-квадрат путем под-
бора квантилей.
Аналогично экспоненциальному закону
определение объема выборки п и числа отка-
зов т проиллюстрируем на примере.
Пример 3.2.5. В техническом задании на
изделие требования по надежности представ-
лены в виде вероятностей безотказной работы
за один цикл длительностью /, равным Po(f) =
= 0,98, Pi(f) = 0,94 при известных рисках по-
ставщика и заказчика а = р = 0,1.
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ
269
Определить объем испытаний, необхо-
димый для подтверждения заданных уровней
надежности.
Решение. По заданным величинам
а = 0,1; р = 0,1 и отношению
д\ 0,06 3
<70 l--Po(') 0,02
по табл. 4 приложения [7] находим такие зна-
чения Xq 9(2w + 2) и г(2т + 2), чтобы удов-
летворялось условие — = 3 .
40
Это условие удовлетворяется для значе-
ний
Х^9(2и + 2) =6,3;
Xgj(2m + 2) = 18,55 при числе степеней
свободы f = 2т + 2 = 12, т = 5 - допустимое
число отказов в выборке объема л, который
определим по формуле (3.2.54)
4i(2w+2)
2«1
п =
18.55
—-— = 155 циклов.
2 • 0,06
Таким образом, при проведении испыта-
ний в объеме п = 155 циклов допускается не
более т < 5 отказов и при этом подтверждают-
ся требования по надежности Pq(0 = 0,98;
Л(0 = 0,94.
Планирование исследовательских и кон-
трольных испытаний методом последовательно-
го анализа. Основное отличие метода последо-
вательного анализа, разработанного американ-
ским статистиком А.Вальдом [4], от метода
фиксированного объема состоит в том, что
количество испытаний, необходимое для вы-
несения решения о принятии или отклонении
гипотезы Hq не определяется заранее, а явля-
ется случайной величиной, зависящей от ис-
хода самих испытаний.
Выбор критической области при после-
довательном анализе производится на основе
анализа отношения правдоподобия, который
производится после каждого испытания в от-
личие от метода фиксированного объема.
Пусть при п последовательных испыта-
ниях получены значения mi, m2, ..., тп слу-
чайной величины т (число отказов), плот-
ность распределения которой Дт, 0) зависит
от одного параметра 0. Пусть проверяемая
гипотеза Hq состоит в том, что 0 = 0о, а проти-
воположная гипотеза Hi в том, что 0 = 0ь
Решение о правильности выбора гипоте-
зы Яо или Hi может быть принято по величи-
не отношения правдоподобия
Это отношение является случайной вели-
чиной, зависящей от числа проведенных ис-
пытаний.
По величине отношения , получен-
ий
ного после f-го испытания, можно сделать
выбор между гипотезами Hq и Hi. Если вели-
Pi
чина отношения мала, то принимается
гипотеза Hq. Если отношение большое, то
принимается гипотеза Hi, а гипотеза Hq от-
клоняется. На основании изложенного уста-
новлены следующие правила принятия или
отклонения соответствующей гипотезы.
Если после г-го испытания выполняется
неравенство
7“ -Л’ (3.2.57)
то принимается гипотеза Hi, т.е. 0 = 0j.
Если после г-го испытания выполняется
неравенство
-р- <В, (3.2.58)
то принимается гипотеза Hq, т.е. 0 = ©о •
Условие продолжения испытаний, т.е.
когда нельзя отдать предпочтение ни одной из
гипотез, соответствует выполнению неравенст-
ва
В < -й- < А. (3.2.59)
В [4] получены зависимости между вели-
чинами А и В и ошибками первого и второго
рода аир, которые выражаются соотноше-
ниями
= В = —£—. (3.2.60)
а 1 - а
Для простоты вычисления отношений
правдоподобия в формулах (3.2.56) - (3.2.60)
удобнее воспользоваться логарифмом отноше-
ний и тогда можно записать:
условие принятия гипотезы Hi
In --Ч >1пЛ;
(3.2.61)
условие принятия гипотезы Hq
<1пБ;
(3.2.62)
270
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
условие продолжения испытаний
1пР < Inf—I < In Л.
(3.2.63)
В [4] получены также соотношения для
определения среднего объема испытаний при
подтверждении соответстующей гипотезы.
Средний объем испытаний при условии
справедливости гипотезы Но выражается соот-
ношением
<?Г(1-91Гт
(3.2.69)
л/[Яо] =
а 1пЛ+(1-а)1пР
М In
(3.2.64)
Соответственно при справедливости гипотезы
Hi средний объем испытаний равен
р 1пЛ + (1-р)1пЛ (3.2.65)
1J - М ~1 /К, 01)' Рп/(тьео)]
Бели после п испытаний выполняется
неравенство (3.2.68), то гипотеза Hq о том, что
приемлемая вероятность отказа равна 0о, от-
клоняется (эд < #1) • Если выполняется нера-
венство (3.2.69), то гипотеза Hq принимается,
то вероятность отказа соответствует величине
4о-
Так как в процессе испытаний фиксиру-
ется число отказов т, то условия принятия и
отклонения гипотез Hq и Hi можно предста-
вить в виде неравенств:
условие принятия гипотезы Но
где
математическое ожида-
ние логарифма отношения правдоподобия.
Рассмотрим планирование испытаний
методом последовательного анализа для раз-
личных законов распределения случайной
величины.
условие отклонения гипотезы Но, а при-
нятия гипотезы Hi
Планирование испытаний методом после-
довательного анализа при двух заданных уров-
нях показателя надежности для биномиального
закона распределения. В случае биномиального
закона распределения объем испытаний или
количество отказов определяется из решения
уравнения правдоподобия при заданных вели-
чинах риска поставщика и заказчика а и р и
qi
заданном отношении —.
40
inf Л) = In
<?”(!
(3.2.66)
Из формул (3.2.70) и (3.2.71) для задан-
ной в ТЗ вероятности безотказной работы
Ро = 1- и минимально допустимой величи-
ны этой вероятности Pi = 1 - 01, а также для
заданных величин аир выводятся уравнения
соответствия и несоответствия изделия этим
требованиям.
Средний объем испытаний, необходи-
мый для подтверждения вероятности отказа
q = 0о определяется по формуле
На основании соотношений (3.2.61),
(3.2.62) и (3.2.63) испытания продолжаются до
тех пор, пока выполняется неравенство
а 1п|---— +11- а)1п———
«о------Vv-------------v <3-2-72)
«о lnUr +(1-9о)1п Г_7“
Средний объем испытаний, необходи-
мый для подтверждения допустимой вероятно-
сти отказа q = 0i, вычисляется из соотношения
(3.2.67)
11
Испытания прекращаются, как только
выоплняется одно из следующих неравенств:
(3.2.73)
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ
271
Пример 3.2.6. В техническом задании на
изделие задана вероятность безотказной рабо-
ты Д)(/) = 0,9 при допустимой величине
= 0,8 . Заданные требования по надежно-
сти должны подтвержаться с уровнями по-
ставщика и заказчика равными а = р = 0,1.
Определить уравнения линий приемки и бра-
ковки. Построить график. Найти средний объ-
ем испытаний.
Решение. Для нахождения линии прием-
ки и браковки воспользуемся соотношениями
(3.2.70) и (3.2.71) соответственно:
Задаваясь значениями л, определим ве-
личины Мпр и Мбр.
Рис. 3.2.1. График линий приемки и браковки
Для нахождения среднего объема испы-
таний воспользуемся формулами (3.2.72) и
(3.2.73)
Планирование испытаний методом после-
довательного анализа для экспоненциального
закона распределения. При экспоненциальном
законе распределения времени безотказной
работы формула (3.2.56) будет иметь вид
l/7j •
1/Т0 ’ e~,llTa
(3.2.74)
где ti = t.
После логарифмирования правой части
этого равенства имеем
1П(Й = " 1п(й " "(г тА- (3-2-75)
На основании неравенств (3.2.61) и
(3.2.62) для принятия или отклонения гипоте-
зы Hq в зависимости от полученного количест-
ва отказов т получим следующие условия:
условие принятия гипотезы Hq
условие отклонения гипотезы Н&
± Т^б р “-1] > (3.2.77)
То ТЬ"7! [ Р а 7
где S = nt - общая продолжительность испы-
таний до наступления m-го отказа.
Среднее ожидаемое количество отказов т
и среднее ожидаемое время испытаний S в
зависимости от величин 7b/7i, а и р опреде-
ляются по формулам:
для подтверждения Т = Tq
То ДТо-TiJ ItJ ITo-tJ 11-а?
(3.2.79)
откуда
(3.2.80)
для подтверждения Т = Т\
(3.2.81)
272
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
* миJU-i-A-)
71 Vo-TiJ \Tj ITo-TiJ \ a J
(3.2.82)
откуда
" е-41
Ж в’9’
(3.2.84)
После логарифмирования правой часта
этого равенства получим
п
Пример 3.2.7. В техническом задании на
изделие задана величина наработки на отказ
То, а также риски поставщика и заказчика
а = р = 0,1 и известно отношение TqI7\ = 1,2 .
Требуется построить линию приемки и линию
браковки изделия по результатам испытаний.
Решение. Для постоения линии приемки
воспользуемся уравнением (3.2.76), а линии
браковки уравнением (3.2.77)
/=1
где = Xi •/, = М Я\ > 00-
Тогда условием прекращения испытаний
является выполнение неравенств:
= 17=л (w« р1п1,2 ’1П ад)=°’9'"п р+11,46;
7- = rr-rl^ 1^п1’2- 1пкг) = °’9,”б Р-10>9&
7 0 1,Z — 1 \ мД у
(3.2.86)
= 1 'пр
Задаваясь значениями —, определяем
То
величины т„р и /»бр для уровней соответствия
и несоответствия изделия этим требованиям.
График линий приемки и браковки показан
на рис. 3.2.2.
Рис. 3.2.2. Линии приемки и браковки,
соответствующие заданным значениям
To/Ti = 1,2; а = р = 0,1
Планирование испытаний методом после-
довательного анализа для закона распределения
Пуассона. В этом случае логарифм отношения
правдоподобия запишется в виде
(3.2.87)
Если после п испытаний выполняется
неравенство (3.2.86), то гипотеза Hq отклоня-
ется, т.е. интенсивность отказов больше допус-
тимого значения Хо- Если после п испытаний
выполняется неравенство (3.2.87), то гипотеза
Hq принимается, т.е. интенсивность отказов
меньше или равно допустимому значению Xq.
Преобразуем уравнения (3.2.86) и
(3.2.87), предварительно обозначив
Гл 1 (п
£»»< =»«бр, ПГт,- =мпр,
'б р = 1 'пр
(3.2.88)
(3.2.89)
Для определения среднего объема испы-
таний в первом приближении можно принять
вместо закона распределения Пуассона бино-
миальное распределение с параметром q = X/.
Тогда среднее количество периодов работы
изделия для подтверждения интенсивности
отказов Хо определяется по формуле
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ
273
(3.2.90)
Каждый период работы изделия соответ-
ствует длительности /, а суммарное время ис-
пытаний будет равно
1У0 = wo (3.2.91)
Аналогично среднее количество периодов
работы изделия для подтверждения интенсив-
ности отказов Xi находится из соотношения
Л1 =
11 P.J ^(1
11
(3.2.92)
а суммарное время испытаний соответственно
составляет
51= Л! t, (3.2.93)
= 12,05+».-1,09;
Пример 3.2.8. Построить линии приемки
и браковки, принимая во внимание, что веро-
ятность отказа подчиняется закону Пуассона
при следующих исходных данных: длитель-
ность работы устройства за один цикл равна
t = 100 ч; а = р = 0,1; Xj = 12-10 3 l/ч; Хо =
= 1010-3 1/ч.
Определить среднюю продолжительность
испытаний для подтверждения интенсивности
отказов Хо.
Решение. Для построения линии браков-
ки и линии приемки воспользуемся формула-
ми (3.2.88) и (3.2.89), тде q\ = Xj t9 q$ = Xq t:
Рис. 3.2.3. График линий приемки п браковки
при а = Р = 0,1; Xi « 1210"3 l/ч; Хо - 1010"3 1/ч;
/ = 100 ч
Среднее количество периодов работы оп-
ределим по формуле (3.2.90)
ln(Xj)+n(?l-0o)
(10 • 10~3 •102)• 1п(1,2) + (1 -10 • 10~3 • 102 • 1п^~ 12'10 J ’10^
= 10Д1.
Суммарное время испытаний вычислим Графическое изображение линий браков-
по формуле (3.2.91) 50 = »q / = 1011 ч. ки и приемки показано на рис. 3.2.3.
274
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
Планирование испытаний методом после-
довательного анализа при двух заданных уров-
нях показателя надежности для нормального
закона распределения наработки на отказ. Для
подтверждения заданной наработки на отказ
То в интервале (7\ < Т < То) средний объем
испытаний по методу последовательного ана-
лиза с двусторонней доверительной границей
определяется выражением вида
(3.2.99)
Логарифмируя выражение (3.2.99), полу-
чим
(3.2.94)
Соответственно для подтверждения наработки
на отказ Т\ средний объем испытаний нахо-
дится по формуле
Принимая допущение о том, что каждый
период испытаний по времени одинаков, т.е.
ti = t, выражение (3.2.100) можно записать так
s Чгр±(| -«“М
(3.2.95)
где М
1-f /(^>гО»«оЛ
математическое
ожидание случайной величины из последова-
тельности наблюдений, принимает значение То
или Тр
Найдем математическое ожидание лога-
рифма отношения значений функций плотно-
сти распределения Д/, Т, и) наработки на отказ
при Т = Ti и Т = То.
Обозначим
(3.2.101)
Далее подставляя выражение (3.2.100) в
(3.2.97) и интегрируя, найдем
—j=e 2а2 at =
T0~Tl(Tl 7b-TH (7Ь-Г1)
o2 1/1- 2 )— 2o2
или
M[z] = Mn
(3.2.96)
(3.2.102)
Тогда в целях определения среднего объ-
ема испытаний для подтверждения средней
наработки на отказ То подставим выражение
(3.2.102) в (3.2.94) и получим
(3.2.97)
где
/fa>7b>°o) =---Ц=ехР------Ц-fa -Го)2
(3.2.98)
Принимая Qi = по — находим отноше-
ние правдоподобия
(3.2.103)
где ло означает число периодов работы дли-
тельностью То каждый или число отказов за
время испытаний S. Отсюда время испытаний
соответственно равно
5 = л0 То. (3.2.104)
На основании выражения (3.2.101) за-
пишем условия принятия и отклонения гипо-
тезы Но, состоящей в том, что Т = То.
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ
275
Условие отклонения гипотезы Hq опреде-
ляется неравенством
^2 [Г12 - Г0 + И7*) - 71)] * 1п(^.
(3.2.105)
Условие принятия гипотезы Hq выража-
ется соотношением
-^-[т2 - Г2 + 2л/(Г0 - 71)] < .
(3.2.106)
Так как в процессе испытаний фиксиру-
ется число отказов т, то условия принятия и
отклонения гипотезы Hq можно представить в
виде неравенств:
ст2 inf
= = + (3.2.107)
Tj 2l7i ) To(Tb-^l)
w. _1(ч ,4 °2 "та
7j '”пр 2^71 J+ r0(T0-7i) ‘
(3.2.108)
Пример 3.2.9. Построить линию приемки
и линию браковки для нормального закона
распределения наработки на отказ при сле-
дующих исходных данных: 7Ь= 100 ч; о = 10 ч;
а = р = 0,1.
Решение. Для построения линий прием-
ки и браковки воспользуемся формулами
(3.2.107 и (3.2.108) при некоторых значениях
Го/Л •
щих изделий известно, что в процессе иссле-
довательских и контрольных испытаний изде-
лия не бракуются, а дорабатывают и продол-
жают испытывать до получения требуемых
показателей. При таких условиях риск по-
ставщика (изготовителя) принимают равным
нулю а = 0, так как изделие в обязательном
порядке поставляется заказчику.
Исходя из принятого условия, математи-
ческие выражения для линии приемки и сред-
него объема испытаний при соответствующих
законах распределения преобразуются к сле-
дующим видам.
Биномиальный закон распределения
Условие принятия гипотезы Hq
(3.2.109)
Средний объем испытаний для подтвер-
ждения показателя qq
ИО-------Z X 1пр-------т.----?. (3.2.110)
«о 1п[~']+(1-^о)1п(1П7"]
Ч1-?0/
Экспоненциальное распределение
Условие принятия гипотезы Hq
S 7j
7b "7b-71
wnp
(3.2.111)
Среднее ожидаемое количество отказов
то и среднее ожидаемое время испытаний 5Ь
для подтверждения наработки на отказ То оп-
ределяем из соотношений:
1пр
2о1_7о+1
71)
(3.2.112)
^0 = Tq пщ
Ti
То
1пр
(3.2.113)
Закон распределения Пуассона
Условие принятия гипотезы Hq
m lnp„(a-g0)l (32114)
ln|®|
Рис. 3.2.4. График линий приемки и браковки при
заданных значениях а = р = 0,1, То ~ 100 ч, а = 10 ч
Планирование испытаний дорогостоящих
небракуемых изделий методом последовательно-
го анализа для различных законов распределе-
ния при двух заданных уровнях показателя на-
дежности. Из практики отработки дорогостоя-
где qx = Xi /, qQ = Xo
Среднее количество периодов работы из-
делия для подтверждения интенсивности отка-
зов Хо определяется по формуле
276
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
_1пр
\ М / \1 Mr /
(3.2.115)
Тогда суммарное время испытаний соот-
ветственно равно
50 = «оЛ (3.2.116)
где t - длительность каждого периода испыта-
ний.
Нормальный закон распределения
Условие принятия гипотезы Hq
тпР-2^ + 1] + Го(Го_Г1)‘ <3-2117>
Среднее число периодов испытаний для
подтверждения заданной наработки на отказ
То определяют по формуле
2а21пр .......
л0 = - ------5-. (3.2.118)
(7Ь-Д)
Суммарное время испытаний равно
5 = л0Т0. (3.2.119)
Планирование испытаний дорогостоящих
небракуемых изделий методом последовательно-
го анализа для биномиального закона распреде-
ления при одном заданном уровне показателя
надежности. При разработке и изготовлении
дорогостоящих небракуемых изделий можно
задаваться только линией приемки, полагая,
что в процессе опытно-конструкторской отра-
ботки и серийного изготовления изделие дос-
тигнет заданного уровня работоспособности и
надежности и будет принято в эксплуатацию.
В процессе испытаний можно наблюдать, как
меняется от изделия к изделию (от партии к
партии, от цикла к циклу) надежность и как
влияют на нее различные доработки.
В настоящем разделе излагается методика
контроля уровня надежности дорогостоящих
ремонтируемых изделий по методу последова-
тельного анализа с односторонней границей
для одного заданного уровня надежности.
Идея метода последовательного анализа с од-
носторонней границей для одного уровня
впервые была предложена в работе [5].
Метод последовательного анализа с од-
носторонней границей может применяться для
контроля различных показателей надежности:
вероятности безотказной работы, интенсивно-
сти отказов, наработки на отказ, наработки
между отказами и др. При этом контролируе-
мые изделия могут быть как ремонтируемыми,
так и перемонтируемыми, наработка изделий
может быть дискретной (например, число
циклов работы) или непрерывной (например,
время работы в часах, пробег в км и т.п.), а ее
распределение биномиальным, нормальным,
экспоненциальным и т.д. Ниже рассматрива-
ются методики контроля верояности безотказ-
ной работы R выполнения одного рабочего
цикла сложным ремонтируемым изделием.
Выбор показателя надежности R связан с тем,
что в техническом задании на изделие в каче-
стве показателя надежности чаще других зада-
ется вероятность безотказной работы в течение
одного цикла.
Рассмотрим методику последовательного
анализа с односторонней границей для бино-
миального выборочного плана, так как для
большинства изделий, работающих в цикличе-
ском режиме, приемлем биномиальный закон
распределения случайной величины (напри-
мер, появление отказов). Предполагается, что
величина R может изменяться под влиянием
каких-то причин, в частности, под влиянием
изменений, вносимых в конструкцию изделия.
Содержание методики состоит в следующем. В
координатах Nom (т - число отказов, N - чис-
ло циклов работы изделия) строится прямая -
линия приемки, изображенная на рис. 3.2.5.
Параметры -Ли -Л/5 определяют поло-
жение линии приемки.
Поскольку наша задача состоит в том,
чтобы достигнуть требуемого уравнения на-
дежности, составляется план испытаний без
критической границы, т.е. с одной лишь ли-
нией приемки, как показано на рис. 3.2.5.
В соответствии с [5] при Р < S функция
ЦР) становится равной единице, а при Р > S
она связана с Р следующим соотношением:
Рис. 3.2.5. График последовательного анализа
с односторонней границей
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ
277
5
/ Ч А
Z(P) -1
(3.2.120)
где Р - вероятность отказа; h - координата
пересечения линии приемки и оси отказов;
ДР) - оперативная характеристика.
Итак, вероятность принятия решения
(только приемки) равна единице при Р < S.
Однако при Р > S существует определенная
вероятность неприятия решения вообще. Ве-
роятность принятия решения в данном случае
определяется оперативной характеристикой
Д/). Так как в процессе испытаний риск по-
ставщика полагается равным нулю, то опера-
тивная характеристика будет равна риску за-
казчика, т.е.
Z(p) = p. (3.2.121)
Для подтверждения заданной надежности
R = 1-Р с доверительной вероятностью
у = 1 - р из выражения (3.2.120) можно полу-
чить соотношение для определения парамет-
ров 5 и h
5
"а
Р = .71 . (3.2.122)
р * -1
Чтобы однозначно определить параметры
S и h9 необходимо найти еще одну зависи-
мость между ними, используя один из спосо-
бов, предложенный в [5]. Его суть заключается
в том, чтобы установить, что при заданном Р
заказчик должен пойти на определенный риск
др, состоящий в том, что изделие рассматри-
вается как удовлетворяющее требованиям на-
дежности после проведения серии последова-
тельных успешных испытаний
_А
др = (1-Р)5, (3.2.123)
где -h/S - число отказов к первому моменту
принятия решения о приемке.
Таким образом, для определения грани-
цы приемки составляется система из двух
уравнений (3.2.122), (3.2.123) и решается отно-
сительно неизвестных S и h
(3.2.124)
тде Р - вероятность отказа при выполнении
одного рабочего цикла; р - риск заказчика, т.е.
вероятность того, что будет принято изделие,
надежность которого не удовлетворяет задан-
ным требованиям; др - начальный риск заказ-
чика, т.е. вероятность ошибиться в том, что
изделие удовлетворяет заданным требованиям
надежности после проведения серии последо-
вательных успешных циклов от начала испы-
таний.
Задаваясь значениями величин Р, р и др
из выражений (3.2.122) и (3.2.123), определяем
положение линии приемки в плоскости ДГо/и
(см. рис. 3.2.5). На подготовленной таким
образом координатной сетке отмечаем резуль-
таты испытаний: если цикл прошел успешно,
то откладываем горизонтальный отрезок еди-
ничной длины; если в цикле был отказ, то
откладываем вертикальный отрезок единичной
длины. Полученную ломаную линию, отра-
жающую результаты испытаний, называют
траекторией процесса испытаний. Если траек-
тория пересекает линию приемки, построен-
ную при заданных величинах Р, р и др, то это
означает, что заданная вероятность безотказ-
ной работы одного цикла подтверждается с
доверительной вероятностью у = 1 - р. Чем
выше надежность изделия, тем меньше отказов
наблюдается в процессе испытаний и тем бо-
лее полого проходит траектория процесса.
При опытно-конструкторской отработке,
да и в процессе серийного изготовления на
изделиях проводятся доработки или замена
отказавших узлов на новые для повышения
надежности. Траектория процесса испытаний
одного изделия, на котором проводились до-
работки, или нескольких последовательно
испытывавшихся изделий, конструктивно от-
личающихся друг от друга, может иметь такой
вид, как показано на рис. 3.2.6.
Из этого рисунка видно, что произошли
изменения (увеличение) надежности в точках
Л, Д С.
Однако не всегда очевидно, имеются ли
достаточные основания считать такие измене-
278
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
ния статистически значимыми, т.е. каковы
гарантии того, что достигнуто действительное
увеличение надежности. Для проверки значи-
мости изменения надежности используются
специальные статистические критерии значи-
мости, которые широко известны в литературе
и приведены в работах [2, 6, 7].
В принципе, с целью контроля надежно-
сти изделий в процессе отработки можно заго-
товить на прозрачном материале (целлулоиде,
кальке и т.п.) координатную сетку с линиями
приемки для нескольких промежуточных зна-
чений R = 1 - Р (например, R = 0,8; 0,9;
0,95 ...). Этот шаблон (планшет) накладывается
на график последовательного анализа таким
образом, чтобы начало координат планшета
совпадало с точкой последнего существенного
(значимого) изменения траектории процесса
испытаний (подобной точке С на рис. 3.2.6), а
оси координат планшета параллельны основ-
ным координатным осям. Точка пересечения
траектории с линией приемки показывает, что
достигнут уровень надежности, отвечающий
этой линии (рис. 3.2.7).
На рис. 3.2.7 прямые линии изображают
линии планшета. Таким образом, если нало-
жить планшет на график последовательного
анализа так, чтобы начало координат планшета
совмещалось с точкой 0, то будет видно, что
траектория пересекает линию приемки Ry
Точка А является точкой значимого изменения
надежности (здесь была проведена эффектив-
ная доработка).
Бели перенести начало координат план-
шета в точку Л, то видно, что траектория пере-
секает линию приемки Т?4, т.е. достигнут более
высокий уровень надежности.
Графическое представление метода по-
следовательного анализа с односторонней гра-
ницей в виде семейства линий приемки может
быть использовано при заданных низких пока-
зателях надежности. Составив подобные гра-
фики, можно непосредственно в ходе испыта-
ний вести контроль уровня надежности.
По мере заполнения графика траекторий
текущего контроля в зависимости от того, на
каком уровне в заданный момент находимся,
можно остановить испытания и провести со-
ответствующие доработки с целью повышения
надежности отрабатываемого изделия. Такой
наглядный контроль в процессе испытаний и
является как раз тем существенным отличием
от классического метода, по которому о пока-
зателях надежности можно судить только лишь
после проведения полного назначенного объе-
ма испытаний. Для опытных изделий, кото-
рые, как правило, требуют большого количест-
ва испытаний и вместе с этим многих конст-
рукторских доработок, а также для изделий с
высокими показателями надежности, графиче-
ское представление семейства линий приемки
является не совсем удобным вследствие их
громоздкости.
При контроле высоких показателей на-
дежности храфическим способом потребуется
создать множество графиков, что повлечет за
собой дополнительные трудности в пользова-
нии ими. В связи с этим вместо графического
представления линий приемки предлагается
использовать координаты граничных точек,
принадлежащих линиям приемки. Такое ре-
шение является более удобным, так как оно
исключает построение большого количества
трафиков и постоянного заполнения их в про-
цессе испытаний, а также практически неогра-
ниченно расширяет объем числа опытов и
отказов, сохраняя при этом высокую точность
[2].
Рассмотрим вывод уравнения линии
приемки. Для чего решим систему уравнений
(3.2.122) и (3.2.123). Логарифмируя уравнение
(3.2.123), получим
In др = - 41п(1 - Р), (3.2.124)
О
откуда
Рис. 3.2.7. График траектории испытаний
для последовательного анализа
с семейством линий приемки
Из уравнения (3.2.122) имеем
s
-1 R'*_i
Р * -1= Р р (3-2.126)
или
S
__1_ “ h
р * =1+Р . (3.2.127)
Логарифмируя выражение (3.2.127), по-
ПЛАНИРОВАНИЕ ИСПЫТАНИЙ
279
откуда
In 1 +
5
-1
р
In др
lnpln(l- Р)
(3.2.134)
In др
(3.2.129)
Далее подставляя значение -S/h из вы-
Из уравнения (3.2.125) найдем значение
s- h^-p)
In др
(3.2.130)
ражения (3.2.125), окончательно получим
функциональную зависимость числа испыта-
ний от числа отказов при заданных значениях
величин р, др и Р.
Из уравнения (3.2.129) находим значение
(3.2.131)
In др
ЛГ =-----
1пр-1п(1-р)
(3.2.135)
Так как в техническом задании на изде-
Решив систему урвнений (3.2.122) и (3.2.123)
относительно неизвестных h и 5, получим
уравнение линии приемки в виде [2]
m = S N + h, (3.2.132)
где /и - ось ординат (число отказов); N - ось
абсцисс (число циклов испытаний).
Из уравнения (3.2.132) находим
_ тп-h /и + In ДР _
“ 5 "5 5 = _Л1п(1-Р) + ln(l - Р) "
In Др
_ In Др______/и In Др
" 1п(1 - Р) Й1п(1-р)’
(3.2.133)
Подставляя в выражение (3.2.133) значе-
ние h из (3.2.131), получим
лие чаще задается показатель надежности в
виде вероятности безотказной работы, то в
формуле (3.2.135) вместо Р подставим значе-
ние R = 1 - Р и получим выражение вида [2]
In др
ЛГ =------
InplnP
+ 1пр
(3.2.136)
Уравнение (3.2.136) является аналитиче-
ским выражением последовательного биноми-
ального выборочного плана. Задаваясь значе-
нием числа отказов т, вероятностью безотказ-
ной работы одного цикла Р, риском заказчика
р и начальным риском заказчика др, опреде-
ляют объем испытаний N. Для некоторых зна-
чений т, R, р и др = р/4 вычислены объемы
испытаний N (в циклах) для последовательно-
го анализа с односторонней границей и пред-
ставлены в табл. 3.2.5, заимствованной из [2].
3.2.5. Расчетные значения объемов испытаний ТУдля некоторых заданных величин
R, т, у и др = р/4
Вероятность безотказной работы в тече- ние одного цикла R Число отказов Доверительная вероятность у = 1 - р
0,5 0,6 0,7 0,8 0,9 0,95 0,99
1, 2 3 4 5 6 7 8 9
0,5 1 5 6 6 7 8 9 12
5 15 15 16 17 19 21 25
10 26 27 29 30 33 36 41
20 49 51 53 57 61 66 74
50 118 123 128 135 145 155 173
100 223 242 252 267 285 303 337
0,9 1 32 34 38 43 50 58 75
5 80 85 91 99 112 124 160
280
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
Продолжение табл. 3.2.5
1 2 3 4 5 6 7 8 9
0,9 10 140 148 157 170 189 206 243
20 261 274 290 311 343 371 428
50 622 652 688 734 804 866 986
100 1225 1283 1352 1440 1574 1690 1915
0,992 1 411 446 490 552 655 756 984
5 1019 1083 1162 1268 1438 1596 1934
10 1778 1879 2002 2164 2416 2646 3122
20 3298 3472 3681 3954 4373 4747 5498
50 7256 8249 8720 9326 10245 11050 12625
100 15453 16211 17117 18280 20030 21555 24600
0,999 1 32951 35770 39345 44290 52558 60643 78943
5 81614 86787 93160 101675 115301 128012 155103
10 142442 150558 160429 173407 193729 212223 250437
20 264098 278101 294967 316869 350686 380644 440984
50 629068 660728 698580 747256 821156 885909 1012628
100 1273350 1298440 1371208 1464567 1605438 1728018 1965367
Пример пользования таблицей. Требуется
определить объем испытаний (число циклов),
который необходим для подтверждения веро-
ятности безотказной работы в течение одного
цикла R = 0,9 при доверительной вероятности
у = 1 - р= 0,9, если в процессе испытаний
зафиксировано пять отказов. По табл. 3.2.5
находим N= 112.
По этой таблице можно также контроли-
ровать уровень надежности в процессе прове-
дения испытаний. Так, например, в процессе
испытаний было проведено N = 756 циклов и
при этом зафиксирован 1 отказ. Спрашивает-
ся, какую вероятность безотказной работы
подтвердили этими испытаниями и с какой
доверительной вероятностью. По табл. 3.2.5
находим, что R = 0,992 и у = 0,95.
По выражению (3.2.136) с помощью
ЭВМ можно составить таблицы планирования
испытаний и контроля уровня надежности
методом последовательного анализа с односто-
ронней границей для биномиального закона
распределения. Полученными по формуле
(3.2.136) таблицам удобно пользоваться при
планировании испытаний и контроле уровня
надежности, когда в ТЗ задан один уровень
показателя надежности.
Для наиболее распространенных показа-
телей надежности численные значения объе-
мов испытаний и количество отказов приведе-
ны в табл. 3.2.5, заимствованной из [2].
Использование метода последовательного
анализа с односторонней границей при бино-
миальном законе распределения объясняется
тем, что изделие между доработками не под-
вергается конструктивным, технологическим и
другим изменениям, т.е. вероятность появле-
ния отказа в каждом промежутке между дора-
ботками считается величиной постоянной.
Исходя из этого предположения, биномиаль-
ный выборочный план сохраняется также и
при введении доработок. Достижение заданно-
го уровня надежности после последней прове-
денной доработки осуществляется с некоторой
постоянной величиной Р- вероятностью появ-
ления отказа в одном цикле. В общей же схе-
ме испытаний надежность изделия растет от
одной доработки к другой, т.е. принимает
последовательно значения R\> R2, ... , ит.д.
до требуемого уровня Яф, после чего испыта-
ния прекращаются и изделие принимается к
эксплуатации.
3.2.8. СРАВНИТЕЛЬНЫЙ АНАЛИЗ ОБЪЕМОВ
ИСПЫТАНИЙ, ПОЛУЧЕННЫХ МЕТОДОМ
НЕЙМАНА-ПИРСОНА И МЕТОДОМ
ПОСЛЕДОВАТЕЛЬНОГО АНАЛИЗА
ДЛЯ РАЗЛИЧНЫХ ЗАКОНОВ РАСПРЕДЕЛЕНИЯ
Проведенный анализ испытаний мето-
дом фиксированного объема и методом после-
довательного анализа показал, что метод по-
следовательного анализа в среднем дает выиг-
рыш в объеме испытаний по сравнению с ме-
тодом фиксированного объема. Аналитические
зависимости среднего выигрыша в объеме
испытаний для различных законов распреде-
ления приведены в табл. 3.2.6.
СРАВНИТЕЛЬНЫЙ АНАЛИЗ ОБЪЕМОВ ИСПЫТАНИЙ
281
3.2.6. Сравнительная таблица объемов испытаний для некоторых законов распределения
Закон распределения Средний объем испытаний, полученный методом Неймана- Пирсона Средний объем испытаний, полученный методом последовательного анализа Средний выигрыш в объеме ц . п испытаний А = — "О
Экспонен- циальный "к" CN сч со. I сч^н X II д = — »0
Примечание, т - число отказов или число дефектных изделий; t - длительность одного цикла.
Пример 3.2.10. Определить средний объ- пределения наработки на отказ при заданных
ем испытаний, полученный методом фикси- значениях: Т$/Т\ = 1,5; а = 0,1; р = 0,1. Найти
рованного объема и последовательного анали- средний выигрыш в объеме испытаний,
за, принимая экспоненциальный закон рас-
282
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
Решение. По табл. 4 Приложения [7] для
заданных значений а = р = 0,1 и Tq/Ti = 1,5
находим средний объем испытаний методом
Неймана-Пирсона по числу степеней свободы
/ = 2п = 80, откуда п = 40.
Средний объем испытаний методом по-
следовательного анализа определим по форму-
ле
Далее находим средний выигрыш по от-
ношению
40
19,5
« 2.
А =
Пример 3.2.11. Вычислить средний объем
испытаний методом Неймана-Пирсона и ме-
тодом последовательного анализа, принимая
нормальный закон распределения, при сле-
дующих исходных данных: а = р = 0,1;
То = 100 ч; Т\ = 90 ч; о = 10 ч. Найти средний
выигрыш в объеме испытаний.
Решение. Средний объем испытаний по
методу Неймана-Пирсона определим по фор-
муле
_ +^-₽)2 _
(Tb-ri)
_ 102(1,282 +1,282)2
(100 - 90)2
= 6,25.
Средний объем испытаний по методу по-
следовательного анализа равен
Средний выигрыш составляет величину
п _ 6,25
3,68 ~ ‘
Рассмотренные выше примеры показы-
вают, что метод последовательного анализа
при планировании испытаний имеет преиму-
щество в затратах по сравнению с методом
фиксированного объема, так как объем испы-
таний уменьшается в среднем в 1,7 ... 2,0 раза.
3.2.9. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ
В УТЯЖЕЛЕННЫХ РЕЖИМАХ ИСПЫТАНИЙ
С целью сокращения затрат на испыта-
ния вводятся утяжеленные режимы. В данном
разделе описываются утяжеленные испытания,
проводимые по биномиальному плану, при-
нимая во внимание, что утяжеленные испыта-
ния по схеме “прочность-нагрузка” подчине-
ны нормальному закону распределения. Под-
робно исследование этого вопроса изложено в
работе [6].
Различают нормальный и утяжеленный
биномиальные планы испытаний. Под нор-
мальным биномиальным планом понимают
такой план, при котором каждое испытание
проводится в номинальном режиме со на за-
данном интервале времени [0, /о].
Утяжеленным биномиальным планом на-
зывают такой план, при котором каждое ис-
пытание проводится в утяжеленном режиме с*
с коэффициентом повышения нагрузки h на
заданном интервале времени [0, /о].
При планировании объема утяжеленных
испытаний воспользуемся формулой пересчета
на номинальный режим [6]
_1
h
, (3.2.137)
где Р - нижняя доверительная граница веро-
ятности безотказной работы в одном испыта-
нии на интервале [0, /о] в номинальном режи-
ме ео; у - доверительная вероятность; N - чис-
ло испытаний в утяжеленном режме s*; m -
количество отказов в утяжеленном режиме е*;
h - коэффициент повышения нагрузки.
Задаваясь значениями величин
можно определить необходимый объем испы-
таний N.
Для случая безотказных испытаний, про-
водимых по утяжеленному биномиальному
плану, формула (3.2.137) принимает вид
1
/ V №
P = (3.2.138)
Испытания в утяжеленном режиме могут
проводиться на интервале [0, /J, не совпадающем
с интервалом [0, /о]. Рассмотрим два случая испы-
таний, представленных на рис. 3.2.8.
ИССЛЕДОВАНИЕ НАДЕЖНОСТИ В УТЯЖЕЛЕННЫХ РЕЖИМАХ ИСПЫТАНИЙ
283
а)
интервал испытаний
интервал *
работы
б)
интервал работы
интервал *
испытаний
11
Рис. 3.2.8. Случаи испытаний:
а - на большом интервале;
б - на меньшем интервале
Для определения нижней доверительной
границы вероятности безотказной работы в
одном испытании на интервале [0, /о! в номи-
нальном режиме со формулы (3.2.137) и
(3.2.138) преобразуются к виду
(3.2.139)
(3.2.140)
где к = -*-.
>0
В ряде случаев для металлоконструкций
и механических узлов испытания опытных
образцов проводятся при повышенной нагруз-
ке по сравнению с эксплуатационной, т.е. в
утяжеленных режимах. Предполагается, что
нагрузкой при испытаниях можно управлять и
измерять ее величину.
Работоспособность металлоконструкции
или механического узла обеспечивается, если
выполняется неравенство
Xi > Хъ (3.2.141)
где Xi - случайная величина прочности
(несущей способности) в нормальном режиме.
Несущая способность представляет собой ка-
чественную характеристику, которая выражает-
ся информацией: отказал опытный образец
при данной нагрузке или не отказал; Х2 - слу-
чайная величина нагрузки в нормальном ре-
жиме.
Для утяжеленного режима условие рабо-
тоспособности запишется в виде неравенства
Х{>Х2, (3.2.142)
где Х{ - случайная величина прочности
(несущей способности) в утяжеленном режи-
ме; Х2 - случайная величина нагрузки в утя-
желенном режиме.
Введем обозначения:
щ - среднее значение прочности в нормаль-
ном режиме;
Р2 - среднее значение нагрузки в нормальном
режиме;
ц'1 - среднее значение прочности в утяжелен-
ном режиме;
ц'2 - среднее значение нагрузки в утяжеленном
режиме;
vi - коэффициент вариации прочности в нор-
мальном режиме;
V2 - коэффициент вариации нагрузки в нор-
мальном режиме;
v'i - коэффициент вариации прочности в утя-
желенном режиме;
v'2 - коэффициент вариации нагрузки в утяже-
ленном режиме;
п = -£-L - условный запас прочности в нор-
Н2
мальном режиме;
п - - условный запас прочности в утяже-
Н2
ленном режиме.
В общем случае утяжеленный режим ис-
пытаний характеризуется коэффициентом утя-
желения [1]
г) = 4=—(3.2.143)
л М2 H2
Однако на практике утяжеление чаще
всего происходит только за счет увеличения
нагрузки от Х2 до Х2 , поэтому коэффициент
утяжеления определяется равенством
п = —. (3.2.144)
М2
В случае, если вероятность безотказной
работы металлоконструкции или механическо-
го узла имеет нормальное распределение, то
математические выражения для подсчета веро-
ятностей имеют вид [1, 6, 8]:
в нормальном режиме
ф ..г..•... >
/и2 2 . 2
U" V1 +V2J
(3.2.145)
в утяжеленном режиме
284
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
(3.2.146)
где Ф( ) - функция надежности нормального
распределения (см. табл. 1 Приложения [7]).
Математические выражения объемов ис-
пытаний в случае биномиального плана для
модели “нагрузка-прочность” при нормальном
законе распределения и заданных значениях:
коэффициента утяжеления ц, верояности без-
отказной работы Рт запаса прочности щ и
риске заказчика р в зависимости от числа от-
казов тп принимают вид [1, 6]:
при числе отказов тп * О
Пример 3.2.12. Испытания гидромехани-
ческого домкрата проводились на интервале
времени, в два раза превышающем по дли-
тельности интервал времени функционирова-
ния системы /j = 2/о, т.е. к = 2. Испытания
проводились с коэффициентом нагрузки h = 2
в количестве N = 10 циклов, и при этом было
зафиксировано 2 отказа. Требуется найти зна-
чение у-нижней границы Р для вероятности Р
безотказной работы домкрата на интервале
[0, /о] в номинальном режиме со при заданном
у = 0,90.
Решение. Для нахождения нижней гра-
ницы вероятности безотказной работы исполь-
зуем формулу (3.2.139)
1 - Zt»2
Г - Р 1 И2 _ _ М .
Zt ~ ® (2т)> Л — ~ ,
V Н2 Н2
Г = 1-Р,
при безотказных испытаниях тп = О
N =-----=--------------------=-. (3.2.148)
Требуемое значение коэффициента утя-
желения т] при заданном объеме испытаний N
в зависимости от числа отказов тп определяет-
ся из соотношения
(3.2.149)
Пример 3.2.13. Испытания силового узла
металлоконструкции, который представляет
собой кронштейн крепления сложной конфи-
гурации, проводят с коэффициентом утяжеле-
ния т] = 1,5. Целью испытаний является под-
тверждение заданных требований по надежно-
сти в виде Рт = 0,995, р = 0,1. Дополнительно
известно, что прочность и нагрузка имеют
нормальное распределение, а коэффициенты
вариации равны: vj = vj = vj = = ОД • Тре-
буется назначить объем испытаний при допус-
тимом числе отказов тп = 1 и при безотказных
испытаниях тп = 0.
Решение. При тп = 0 для определения
объема испытаний воспользуемся формулой
(3.2.148)
аг -________________________
1 + ZTi/vl + v2 “ *tv?v?
где Лт =-------*-----------------
1— Zt v2
1пФ
2 2 2 2 2
1-Z?v^
при тп * О
где лт =
при тп = О
1 + 2,5Vo,!2 -I- 0,12 - 2,5 • 0,12 • 0,12
1-2520,12
ZT - Ф 1(A)-
Zt = Ф-1(РТ) = Ф"*(0^95) = 2,5,
ПЛАНИРОВАНИЕ ОБЪЕМОВ ИСПЫТАНИЙ С УЧЕТОМ ПРОВОДИМЫХ ДОРАБОТОК
285
1,43 -13
^1,432 • ОД2 +1,52 • ОД2
= Ф(-0,4) =
n =
2,02(1-z2-0,04)
l-Z-0,26
« 2,14.
= 1 - Ф(О,4) = 0Д45,
In ОД -2,302
In 0345 -1,064
При числе отказов т = 1 для определе-
ния объема испытаний воспользуемся форму-
лой (3.2.147)
1
/ \ ( Тп\/ \ АГ-ж
где /2(#,л1,1-р) = 11- —1(1-у) - табу-
лированная функция определяется по табл. 7
Приложения [1, 6]. Для заданных значений
/2(TV,m,l - р) = 0,345. При т] = 1, 5 и и = 1
/2(^т,1-р) = Р.
Из табл. 7 Приложения [1] для нижней
доверительной границы Р = 0,345 и уровне
доверительной вероятности (1 - р) = 0,9 объем
испытаний равен N = 3.
Пример 3.2.14. Найти требуемое значение
коэффициента утяжеления ц при заданном
объеме испытаний N — 10, числе отказов
т = 2, доверительном уровне у = 1 - р= 0,9,
заданном уровне надежности Рт = 0,99 и ко-
эффициентах вариации: V1 = v2 = vf = = 0,2 .
Решение. Коэффициент утяжеления оп-
ределим по формуле (3.2.149)
3.2.10. ПЛАНИРОВАНИЕ ОБЪЕМОВ ИСПЫТАНИЙ
С УЧЕТОМ ПРОВОДИМЫХ ДОРАБОТОК
И РЕСУРСНО-ВРЕМЕННОГО ЗАПАСА
Планирование объемов испытаний в
данном случае основывается на построении
гарантированной кривой доработок с учетом
специфики отработки сложного восстанавли-
ваемого изделия [7]. Специфика состоит в том,
что математическая модель отработки основы-
вается на типах доработок, число которых
существенно меньше числа отказов.
Метод планирования испытаний при
проведении доработок заключается в следую-
щем. Испытания доработанного узла прово-
дятся на стенде или в составе изделия в объе-
ме, равном тому же, который он прошел до
доработки, при этом общее число испытаний
узла становится равным л' + л' = 2л', так как в
узле дорабатывалась только отдельная деталь,
а сам узел принципиально конструктивно не
изменялся. Бели в процессе проведения л'
испытаний после доработки отказов не проис-
ходит, то доработка считается эффективной.
Так как объем испытаний после доработ-
ки полагаем равным объему испытаний до
доработки Л1 = л2 = л', а число отказов после
доработки равным m2 = 0, то, принимая такие
допущения, оценка эффективности доработки
с доверительной вероятностью у определяется
по формуле
02
Q1
(3.2.150)
Z = Ф 1
= Ф-1
где $2 " верхняя граница для вероятности
отказа после доработки; q\ - вероятность отка-
за до доработки.
Нижняя доверительная граница для ве-
роятности безотказной работы Rfa) при числе
отказов m2 = 0 определяется из соотношения
1
Л,(г) = 1-^2=(1-т)2"* > (3.2.151)
которое удовлетворяет неравенству
zT = ф-^Рт) = ф-1(о,99) = 23;
лт =
ZT^vi + v2 “*tvi v2
1-Zt*2
+ 0,22 - 2,32 0,22 0,22
---——z— -----------— = 2,02;
l-2,32 0,22
(3.2.152)
где л' - случайная величина, равная числу ис-
пытаний до проведения доработки по данному
виду отказа; h - коэффициент запаса прочно-
сти, устойчивости, времени жизни и т.д.; у -
доверительная вероятность; т - длительность
286
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
одного цикла испытаний; t = п'х - время про-
ведения испытаний.
Доработка считается эффективной, если
г < 1. Если после проведения дополнительных
п’ испытаний, следующих за проведением до-
работки, отказ по данному виду доработки
возникает повторно, то принимается решение
о том, чтобы отказавший узел или изделие
заменить конструктивно новыми. Для конст-
руктивно нового узла изложенная выше про-
цедура повторяется. Многолетняя практика
отработки сложных восстанавливаемых изде-
лий показывает, что повторный отказ по дан-
ному виду доработки является чрезвычайно
редким событием. Следовательно, формула
(3.2.151) позволяет построить гарантирован-
ную кривую роста надежности (кривую отра-
ботки) с учетом предложенной методологии
планирования испытания.
В настоящем разделе рассматривается
обобщенный план испытаний, для которого
почти все известные планы являются частны-
ми случаями. Этот план называется планом л'
испытаний, согласно которому предлагается:
1) число проводимых испытаний являет-
ся случайным (или в частном случае неслучай-
ным). Случайным объем испытаний оказыва-
ется тогда, когда возникает отказ и, соответст-
венно, необходима доработка. В этом случае
объем испытаний обозначается п'. Неслучай-
ный объем испытаний оказывается в такой
ситуации, при которой он заранее назначается
и планируется. Здесь используется обозначе-
ние п для объема испытаний;
2) каждое испытание проводится при
нагрузке, равной или превышающей рабочую,
с фиксацией величины и, нагрузки, при кото-
рой проведено г-е испытание.
Если обозначить E,t - наработку до отказа
рассматриваемого изделия в момент времени t
отработки и учесть, что
ЯД/) = Р(^>т) = 1-^(г), (3.2.153)
где J/т) - функция величины £/, то схему ис-
п^ытаний можно представить графически, как
показано на рис. 3.2.9.
На рис. 3.2.9. обозначены: - нагрузка,
при которой проводятся испытания (нагрузка
может выражаться в виде запаса прочности,
запаса устойчивости, временем жизни и т.д.);
отрезками обозначены нагрузки (например,
Рис. 3.2.9. План л" испытаний
продолжительности), при которых проводятся
испытания. Если испытание проводится до
отказа, то на правом конце указанного отрезка
изображается звездочка.
Понятие запаса определяется как отно-
шение минимальной наработки, превышающее
время испытаний т
(3.2.154)
где т] - меньшая из величин, превышающих т.
Если по результатам дополнительных ис-
пытаний после доработки требуется корректи-
ровка запаса h в сторону увеличения или
уменьшения, то величина нового коэффици-
ента запаса определяется расчетным путем.
Если доработка не связана с изменением
запаса прочности, то величина А/, как и следу-
ет из ее определения, находится по формуле
Щ , (3.2.155)
т
где л/ - меньшая из величин ц в 2л/ испыта-
ниях, превышающих т; N - число элементов
или доработок, i = 1,N.
Таким образом, можно построить кри-
вую отработки в зависимости не только от
номера г-й доработки, но и от времени t - tj,
согласованного с номерами доработок, изо-
браженную на рис. 3.2.10.
В таком случае выражение для нижней
границы вероятности безотказной работы за-
пишется в виде
1
2A*pJ
Я,(т) = (1-У) , (3.2.156)
где h * (/) = - ресурсно-временной
запас, под которым понимается обобщенный
показатель, с одной стороны, характеризую-
щий меру конструкционного запаса А(/) изде-
лия на момент времени t проведения г-й дора-
ботки, а с другой - количественную меру вре-
менного запаса n'[t), выражающегося нара-
боткой до отказа в момент t отработки [7].
г
з
Рис. 3.2.10. Динамика изменения кривой отработка
ПЛАНИРОВАНИЕ ОБЪЕМОВ ИСПЫТАНИЙ С УЧЕТОМ ПРОВОДИМЫХ ДОРАБОТОК
287
Задаваясь требованием по надежности и
учитывая опыт отработки образца-аналога,
найдем необходимый объем испытаний на
этапе их планирования.
При рассмотрении изделия в целом ве-
личина ресурсно-временного запаса опреде-
лится выражением
й^р=1п(1 у) (3.2.157)
21пРтр
ще Ртр- требуемое значение вероятности
безотказной работы на изделие; у - довери-
тельная вероятсноть, заданная на изделие.
Задаваясь величиной конструкционного
запаса И, найдем объем испытаний, необходи-
мый для подтверждения заданной вероятности
безотказной работы
1п(1 - г)
2Л1пРтр
(3.2.158)
Откуда
А 1п(1-т)
2и'1пРтр
(3.2.159)
Задача планирования объемов испытаний
для элементов, входящих в состав изделия,
усложняется и рассматривается ниже.
Планирование испытаний сводится к оп-
ределению оптимального запаса прочности,
минимизирующего суммарный вес, при огра-
ничении на время испытаний. Метод нахож-
дения оптимального запаса прочности основан
на следующих допущениях:
1) изделие состоит из N элементов, отра-
батываемых в отдельности, при этом массу /-го
элемента обозначим через со/, а период его
отработки - через т/. Считаем, что масса эле-
мента определяется через запас прочности А/
по формуле
со/ = Cihj, (3.2.160)
ще q - коэффициент пропорциональности,
полученный по статистическим данным или
расчетным путем; А/ = — - запас, определяе-
мый по опытным данным или расчетным пу-
тем; ц/ - время жизни /-го отрабатываемого
элемента.
Суммарная масса изделия определяется
выражением
N N
<3-2161>
/=1 /=1
2) каждый цикл испытаний проводится
до возникновения отказа в объеме п' раз толь-
ко одного из элементов, или (другой вариант)
число циклов испытаний совпадает с числом
отрабатываемых элементов.
Второе допущение основывается на
предложенной стратегии принятия решения,
которая состоит в том, что по каждому типу
отказа проводится не более одной доработки.
В таком случае суммарное время испытаний
будет
N
т = , (3.2.162)
/=1
где т/ - длительность испытаний /-го элемента
за один цикл, л/ - число циклов испытаний
до возникновения отказа z-го элемента.
Рассмотрим стратегию отработки, при
которой на заключительном этапе каждый из
элементов должен пройти серию из п[ циклов
безотказных испытаний. Бели запас А/ извес-
тен, то необходимое число циклов таких ис-
пытаний определяется по формуле
а 111(1-?)
hl Л/1пРтр’
(3.2.163)
тде у - доверительная вероятность, заданная на
изделие в целом; - требуемое значение
вероятности безотказной работы на изделие в
целом; а - объем испытаний, выраженный в
циклах, при числе отказов равном нулю.
Поставим теперь следующую задачу: най-
ти оптимальные запасы, минимизирующие
суммарную массу изделия, при ограничении
на время отработки, т.е. задачу по отыска-
N N
нию ттУ^А/С/ при ограничении =
/=1 /=1
= а 7 — = Т , где Т - заданное значение сум-
hhi
маркого срока испытаний.
Для решения поставленной задачи соста-
вим функцию Лагранжа
N ( N А
Z = ^c/ty+X^^--T , (3.2.164)
/=1 l/=i А/ )
где а/ =ат/, 1= —-
288
Глава 3.2. ИССЛЕДОВАНИЕ НАДЕЖНОСТИ ИЗДЕЛИЙ
Далее составим уравнения Лагранжа,
обеспечивающие необходимые и достаточные
условия решения функции (3.2.161) путем
использования первой и второй производной
этой функции по параметру Л/. В результате
решения функции при подстановке заданных
величин у, Ртр, т/ определяется оптимальный
запас прочности по выражению [7]
N
hTP=Hll_^ , (3.2.165)
' 1пРтр Vc< т
где i = 1, 2, ... , N.
Полученное выражение необходимого
оптимального запаса прочности свидетельству-
ет о том, что с увеличением периода испыта-
ний Т уменьшается запас, а с уменьшением
периода испытаний он увеличивается, что
соответствует физическому представлению о
величине запаса.
Пример 3.2.15. Изделие, состоящее из че-
тырех сборочных узлов, подвергается испыта-
ниям. Вероятность безотказной работы изде-
лия за один цикл испытаний должна соответ-
ствовать величине Ртр = 0,9 при доверитель-
ной вероятности у = 0,9. Длительность испы-
таний т/ и соответствующие коэффициенты
пропорциональности с, для каждого из узлов
получены опытным и расчетным путем и соот-
ветственно равны: с\ = 200; С2 = 300; сз = 250;
С4 = 250; ti = 10 ч; Т2 = 20 ч; тз = Т4 = 35 ч.
Суммарное время испытаний изделия
(принимая во внимание последовательность
испытаний каждого из узлов) не должно пре-
вышать величины Т = 100 ч. Суммарная масса
изделия не должна превышать величины
G > 2000 кг. Определить оптимальный ресурс-
но-временной запас прочности каждого узла.
Решение. Подставляя в формулу (3.2.165)
исходные данные, найдем запас для каждого
узла.
Ц! _ 09) rfif (V10-200 + V20 -300 + V35 • 250 + V35-250
In 0,9 V 200 100
= 67427S=15’01;
А2₽ = 67,127Ж= 17’33;
^=*^=67427^=25,11
Полученные значения величин fyTp =
позволяют путем варьирования находить соот-
ветствующий объем испытаний л/, задаваясь
величиной запаса Л/ и наоборот. Полученные
при этом величины л/ и Л/ должны удовлетво-
рять наложенным ограничениям на массу G и
период испытаний Т.
СПИСОК ЛИТЕРАТУРЫ
1. Надежность и эффективность в тех-
нике. Справочник в 10 томах. Т. 6. Экспери-
ментальная отработка и испытания. / Под
редакцией Р.С.Судакова, О.И. Тескина. М.:
Машиностроение, 1989. 376 с.
2. Труханов В.М. Сложные технические
системы типа подвижных установок. Разработ-
ка и организация производства. М.: Машино-
строение, 1993. 336 с.
3. Груничев А.С., Кузнецов В.А., Шипов
Е.Б. Испытания радиоэлектронной аппарату-
ры на надежность. М.: Советское радио, 1969.
288 с.
4. Вальд А. Последовательный анализ.
М.: Физматтиз, 1960. 256 с.
5. Ллойд Д., Липов М. Надженость. М.:
Советское радио, 1964. 687 с.
6. Судаков Р.С. Испытания систем: вы-
бор объемов и продолжительности. М.: Ма-
шиностроение, 1988. 445 с.
7. Труханов В.М. Методы обеспечения
надежности изделий машиностроения. М.:
Машиностроение, 1995. 304 с.
8. Решетов Д.Н., Иванов А.С., Фадеев
В.З. Надежность машин. М.: Высшая школа,
1988. 238 с.
РАСЧЕТ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ КОНТАКТИРУЮЩИХ ДЕТАЛЕЙ МАШИН
289
Глава 3.3
ОБЕСПЕЧЕНИЕ
ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ
ДЕТАЛЕЙ, ОПРЕДЕЛЯЮЩИХ
НАДЕЖНОСТЬ МАШИН
Надежность и ресурс машин, как один из
основных показателей их качества, определя-
ются эксплуатационными свойствами деталей
и их соединений: усталостной прочностью,
коррозионной стойкостью, контактной проч-
ностью, фретгинг-стойкостью, герметично-
стью, контактной жесткостью, износостойко-
стью, прочностью посадок. Так действие цик-
лических нагрузок на машину может привести
к усталостным разрушениям отдельных ее
деталей. При работе машин в агрессивных
коррозионных средах ресурс их работы в зна-
чительной мере определяется коррозионной
стойкостью основных деталей. Действие боль-
ших нагрузок на контактирующие детали ма-
шин, особенно в динамике, может привести к
потере их надежности из-за контактных раз-
рушений или фретгинга. Надежность машин,
определяемая точностью позиционирования
отдельных деталей, в значительной мере зави-
сит от нормальной и касательной контактной
жесткости их соединений. Герметичность
пневмо-, гидро- и топливоаппаратуры в зна-
чительной мере определяет как надежность,
так и ресурс большинства машин, особенно
различных летательных аппаратов. В настоя-
щее время установлено, что 70% выхода из
строя машин определяется износом их дета-
лей, поэтому износостойкость играет особую
роль в обеспечении надежности и ресурса раз-
личных изделий.
Все эти эксплуатационные свойства дета-
лей машин в значительной мере определяются
качеством их рабочих поверхностей, форми-
руемым при изготовлении. Поэтому задача
технологического обеспечения качества по-
верхностного слоя деталей является одной из
важнейших при решении проблемы повыше-
ния надежности и ресурса машин.
3.3.1. РАСЧЕТ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ
КОНТАКТИРУЮЩИХ ДЕТАЛЕЙ МАШИН
И ЦХ СОЕДИНЕНИЙ
Надежность и долговечность изделий в
значительной мере определяется эксплуатаци-
онными свойствами контактирующих деталей
и их соединений: контактной жесткостью,
герметичностью, прочностью посадок и изно-
состойкостью [1, 2].
Расчет контактной жесткости. Контакт-
ная жесткость определяет способность поверх-
ностных слоев деталей, находящихся в контак-
те, сопротивляться действию сил, стремящихся
их деформировать:
^р/Ук* (3.3.1)
где р - давление на площадь контакта, опреде-
ляемое размерами деталей; ук - контактные
перемещения.
Контактные перемещения составляют
значительную часть в балансе упругих пере-
мещений машин и узлов. Например, в суп-
портах токарных станков контактные дефор-
мации составляют 80-90% общих перемеще-
ний, в одностоечных координатно-расточных
и вертикально-фрезерных станках - до 70%, в
двухстоечных карусельных станках - до 40% и
т.д.
Контактная жесткость сказывается на
точности работы приборов, на точности обра-
ботки и сборки, т.е. на качестве машинострои-
тельных изделий. Для расчета контактных пе-
ремещений в инженерной практике мотуг
быть использованы как теоретические, так и
эмпирические уравнения [3]. Так, значение
нормальных контактных сближений двух дета-
лей при первом приложении нагрузки может
быть рассчитано по формуле
Ук - (Уп л1 + Уп л2) + (Ууп 1+ Ууп з) > (3.3.2)
где Упл1 и Упл2 - пластические контактные де-
формации соответственно первой и второй
контактирующих деталей при первом прило-
жении нагрузки; yyni и Ууп2 - упругие контакт-
ные деформации соответственно первой и
второй контактирующих деталей.
В общем случае при действии силы Р эти
составляющие контактных деформаций можно
рассчитать по формулам
/ \1/3
2nPRaWzHmax I
I J
(3.3.3)
2
yyn=2«^-^05>»^l. (3.3.4)
где Ra - среднее арифметическое отклонение
профиля шероховатости; Wz - средняя высота
волн; Яшах - максимальное макроотклонение;
А - геометрическая площадь контакта; -
поверхностная микротвердость; ц - коэффици-
ент Пуассона; Е - модуль упругости материала;
Sm - средний шаг неровностей профиля шеро-
ховатости.
Контактные перемещения достаточно хо-
рошо описываются эмпирической зависимо-
стью
где т и С - коэффициенты, характеризующие
значения и форму макроотклонений и метод
обработки поверхностей (табл. 3.3.1).
10 - 8277
290
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
3.3.1. Значения коэффициента С
для плоских стыков с малыми отклонениями от плоскостности (т = 0,5)
Материалы сопрягаемых деталей Вид обработки Параметры качества поверхности С
Сталь 20Х - сталь 45 Шлифование Ra = 0,63 ... 1,25 мкм 0,48
Ra = 0,32 ... 0,63 мкм 0,35
Ra = 0,08 ... 0,16 мкм 0,15
Притирка Ra = 0,04 ... 0,06 мкм 0,07
Сталь 20Х- чугун СЧ18 Шлифование Ra = 0,63 ... 1,25 мкм 0,35
Ra = 0,12 ... 0,16 мкм 0,15
Притирка Ra = 0,10 ... 0,12 мкм 0,13
Чугун СЧ21 - чугун СЧ18 Шлифование - шабрение Ra = 0,32 ... 0,63 мкм; Rz = 6 ... 8 мкм; z = 10 ... 12 0,90
Чугун СЧ21 - чугун СЧ21 Шабрение Rz = 6 ... 8 мкм; Z = 10 ... 12 1,8-2
Rz = 6 ... 8 мкм; z = 10 ... 12 1,3 - 1,5
Rz = 6 ... 8 мкм; z = 15 ... 18 0,8 - 1,0
Rz = 6 ... 8 мкм; z = 20 ... 25 0,5
Rz = 3 ... 5 мкм; z = 20 ... 25 0,4
Шлифование торцом круга Ra = 0,32 ... 0,63 мкм 0,5
То же периферией Ra = 0,32 ... 0,63 мкм 0,4
Финишное строгание 0,6
Грубое шабрение Z = 5 ... 10 1,6
Обычное шабрение z = 12 ... 18 0,8
Тонкое шабрение Z = 24 ... 36 0,5
Обратное шабрение 0,6
Чугун СЧ21 - чугун СЧ21 Шабрение Rz = 8 ... 12 мкм; Z = 18 ... 25 0,63
Сталь 45 - сталь 40Х Торцовое точение Ra = 0,63 ... 1,25 мкм 0,35
Шлифование Ra = 0,63 ... 1,25 мкм 0,8
Ra = 0,32 ... 0,63 мкм 0,28
Шабрение Z = 6 ... 10 0,6 - 0,7
Z = 12 ... 15; Z = 25 ... 30 0,45 - 0,5 0,35 - 0,4
Чугун СЧ18 - чугун СЧ18 Шлифование Ra = 0,63 ... 1,25 мкм 0,75
Шабрение Z = 6 ... 10 0,85
Z = 12 ... 15 0,6
Z = 25 ... 30 0,5
Чугун СЧ21 - чугун СЧ21 Шлифование Ra = 0,16 ... 0,32 мкм 0,15
Строгание Rz = 6,4 мкм 0,5
Шабрение Ra = 0,12 мкм 0,19
Шлифование Ra = 0,63 ... 1,25 мкм 0,5
Сталь 45 - сталь 45 Точение Ra = 1,25 ... 2,5 мкм 0,3
Ra = 0,63 ... 1,25 мкм 0,2
Примечание, z- число пятен контакта на площади 25x25 мм2.
РАСЧЕТ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ КОНТАКТИРУЮЩИХ ДЕТАЛЕЙ МАШИН
291
Контактные сближения деталей при
скольжении можно рассчитать по формуле
Уск =2^V1 + /2 -1)ук>
(3.3.5)
где f - коэффициент трения скольжения.
Касательные контактные деформации
рассчитывают по формуле
' ( р а2/31
nSm ХК “ 7 1- [уск-yil (з.з.б)
16/?2 1 /р) F >
где Рк - касательные нагрузки; fp - коэффици-
ент трения покоя.
Расчет герметичности соединений. Герме-
тичность соединений определяет их способ-
ность удерживать утечку газа или жидкости. С
учетом геометрии и контактных деформаций
сопрягаемых поверхностей величина утечки в
общем случае может быть определена по фор-
муле [2]:
Q 0 0066 таХ 2 + тах 2 + + + ^2) ~ У к ]
(3.3.7)
где d и I - размеры соединения; &р - перепад
давления; и = 0,2 ... 0,22 - константа Кармана;
ц' - динамический коэффициент вязкости
уплотняемой среды; - высот-
ные параметры макроотклонения, волнистости
и шероховатости контактирующих поверхно-
стей.
Значение контактной деформации ук в
общем случае может быть рассчитано по фор-
мулам, приведенным в “Расчете контактной
жесткости”.
Для ответственных механических соеди-
нений с С-образным уплотнением ук рассчи-
тывают по формулам, приведенным в табл.
3.3.2.
3.3.2. Расчет контактных деформаций С-образных уплотнений
Варианты
конструкций
1
Формулы для расчета
2
( Р А0,25
у* = 1ДЫ
(лниы)0,5
1- Ц?
----3-Я..01.ЯИ1
EiRal ии1
я,ю)°-и 1 '
0,222 (jtami)0’444
1 + 2я
1-Ц2
(/ta2fFz2)0,444 (
л222 Г
E^Ra'l
Ук = U
10,2
АИа+сМ.1 [ (яи01)'
(л»т1)од( i-м.2 1
1---к 11+2"^я^1 к
(Pa2Wz2)0,4 (
(М0,25
1-ц|
1 + 2я « ~ э Иц02
292
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
Продолжение табл. 33.1
Ук
ii Р- яДкПСп*пОтл (csca + esc у)
Z)K(ctga + ctgy)
FtaUFzl)0’4f l-ц? 1 (/ta2JFz2)0,4 ( 1-ц%
H 02] V J Яц02 I E2Sa2 J
Примечание. - коэффициенты, характеризующие покрытие; от л - предел текуче-
сти материала покрытия.
Расчет прочности посадок с натягом. Под
прочностью посадок с натягом понимают их
способность передавать крутящий момент и
осевые нагрузки без взаимного проскальзыва-
ния деталей. С учетом состояния сопрягаемых
поверхностей формула для расчета прочности
посадок с натягом имеют следующий вид:
М =
Vk р [д - О,5(я гоах 1 + Я max 2 + И%1 + И^2 + j??1+Я?2)]
—- - _ ,
( D2+d2\ \D-d2) 1-Н2 Е1 2 103
(3.3.8)
ла 7/ос[ А - 0,5(Я max 1 + Я max 2 + Wzl + Wz2 + Rzl + Rz2)j
f Я2+</2'| ll)2-rf2j + W l-Hj Е1 + 2 103
(3.3.9)
где d и I - диаметр и длина сопряжения; D - осевом перемещении соответственно,
наружный диаметр сопрягаемой втулки; /ocJ Значения коэффициентов трения fa и fK
/кр - коэффициенты трения при кручении и приведены в табл. 3.3.3.
3.3.3. Коэффициенты трения в соединении
Диаметр соединений, мм Материал, метод обработки Коэффициенты трения
втулки вала
1 2 3 4
Сборка с нагревом
18 Сгаль35, 40 (220 НВ), развертывание Сталь 35, 40 (190 НВ), шли- фование /ос = 0,37
30 Сталь 38 ХС, улучше- ние (340 НВ), шлифо- вание Сталь 18Х2Н4МА, цемента- ция и закалка (58-59 HRC3), шлифование Сталь 18Х2Н4МА (220 НВ), шлифование /ос = 0,30 /ос = 0,45
РАСЧЕТ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ КОНТАКТИРУЮЩИХ ДЕТАЛЕЙ МАШИН
293
Продолжение табл. 3.3.3
1 2 3 4
48 Сталь 45, расточка Сталь 45, накатка с после- дующим шлифованием При/=50 °C,/ос = 0,31 При/=20 °C,/ос = 0,34
80 Сталь 40 (190 НВ), шлифование Чугун СЧ 28 (210 НВ), шли- фование /ос = 0,28
100 Сталь 30 (175 НВ), шлифование Сталь 30 (175 НВ), шлифова- ние /ос = 0,23
140 Сталь 30 (175 НВ), шлифование Сталь 30 (175 НВ), шлифова- ние /ос = 0,35
150 Сталь 40, чистовое рас- тачивание Сталь 40, шлифование /ч> = 0,25
Сборка с охлаждением
18 Сталь 35, 40 (220 НВ), развертывание Сталь 35, 40 (140 НВ), шли- фование /ос = 0,26
40 Сталь 40 (190 НВ), шлифование Бронза БрАЖ9-4 (140 НВ), шлифование /ос = 0,28 /ос “ 0,35
50 Сталь 50, нормализа- ция, развертывание Сталь 50, чистовое точение
Сталь 50, нормализа- ция, шлифование Бронза БрАЖ9-4 (140 НВ), шлифование /кр = 0,24
60 Сталь 40 (Ra = 5 мкм) Сталь 40 (Ra = 5 мкм) /ос = 0,41 /ос = 0,31
Сталь 40 (Ra = 1,25 мкм) Сталь 40 (Ra = 2,5 мкм)
80 Сталь 40 (190 НВ), шлифование Чугун 28 (210 НВ), шлифова- ние /ос = 0,21
90 Сталь 40, чистовое рас- тачивание Сталь 40, чистовое точение /ос = 0,42
100 Сталь 30, шлифование Сталь 30, шлифование /ос = 0,29 /ос = 0,37
140
Расчет на износ. При работе пар трения
происходит изнашивание (разрушение) по-
верхностных слоев, которое приводит к
уменьшению размеров контактирующих дета-
лей, т.е. их износу. Размерное изнашивание
поверхности трения характеризуется его ин-
тенсивностью Ihy которую рассчитывают по
следующим формулам:
в период приработки
\^Ra2/3 ( Р У/6 „
I h
Г Л/зГ 2«Яи0(1-М2)'
х |15п(2лИлгЯтах)1/ 1 +------А-----L ;
; (3.3.10)
| в период нормального изнашивания
12яр7/6 130^1-ц2)(2л.КаИ'У7тах)1/3
Ih = лАЛ»3/2Я2/3 1 ’
(3.3.11)
где п - число циклов воздействия, которое
приводит к разрушению материала; X - коэф-
фициент, учитывающий влияние поверхност-
ных остаточных напряжений на износ; tm -
относительная длина опорной линии профиля
шероховатости на уровне средней;
= [(«в - «о)/«а],)’ , (3-3-12)
где <за - действующее значение амплитудного
напряжения в поверхностном слое; ty - пара-
метр фрикционной усталости (табл. 3.3.4)
Значения 1У для различных деталей по
данным И.М. Михина приведены в табл. 3.3.5.
294
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
3.3.4. Значение параметра фрикционной усталости
при трении без смазки на воздухе по образцу из стали
Материал р, МПа
Сталь 700 7,9
Чугун СЧ 30 660 4,1
Графит:
АГ-1500 20 2,0
АО-1500 25 2,6
АМС 80 2,4
Элекгрографит 275 6,7
Резина с модулем упругости, ПА:
2,2 211 3,0
2,8 146 3,4
3,25 850 3,6
Резина на основе бутадиенстирольного каучука:
протекторная* 160 3,4
уплотнительная 22 4,8
при 100 °C
Полиформальдегид 147 1,3
Поликарбонат 840 2,9
Эпоксидная смола без наполнителя 180 4,6
Фторопласт-4 63 5,0
Ретинакс ФК-240 1184 12,6
Капролон 630 2,6
* По бетонному покрытию.
3.3.5. Характерные значения безразмерной интенсивности изнашивания
различных деталей машин
Изнашивание детали I Примечание
1 2 3
Гильзы цилиндров: двигателя ЯМЗ-236 автомобилей 1,8 • 10-12 2,5 • 10-12 (1,1 - 5,6) • 10-И Поршневые кольца: луженые хромированные чугунные
Поршневые кольца: луженые двигателя ЯМЗ-236 хромированные двигателя ЯМЗ-236 двигателя Д-48 автомобилей 2,5 • 10-П 2,5 • 10-12 - 4 • 10-и (0,6 - 1,2) • ЮН Гильзы цилиндров чугун- ные
Коленчатые валы двигателей автомоби- лей: шатунные шейки коренные шейки 4 • 10-п - 5 • IO42 1,6 • 10-П - 1,8 • 10-12 Вал из стали, подшипни- ки - из подшипникового сплава
Поворотные цапфы ходовой части автомобиля ЗИЛ-130 (шейки) 1,8 • 10'9 1,6 • io-9 Смазка 1-13 Металлоплакирующая смазка
РАСЧЕТ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ КОНТАКТИРУЮЩИХ ДЕТАЛЕЙ МАШИН
295
Продолжение табл. 3.3.5
1 2 3
Детали экскаваторов Э-302, Э-505, Материалы сопряженных
Э-651 и др.: деталей:
опорно-поворотные круги 8,6 • Ю» сталь 50Г - сталь ШХ15
шлицевой вал поворота зубчатые колеса реверсивного меха- 5,3 • IO'10 сталь 40Х - сталь 35ГЛ
низма:
цилиндрические 1,5 • 10» сталь 40Х - сталь 45
конические 6,3 • IO’» сталь 40 - сталь 40Х
звездочка цепной передачи ревер- 7,3 • 10"12 сталь 45 - сталь 45
сивного механизма
кулачки полумуфты ходового ме- 6,3 • IO40 сталь 45 - сталь 45
ханизма
зуб ковша ю-4- ю-’ сталь 45 - сталь 45
Направляющие станков 2 • IO*9 - 4 • 10-1° Детали из чугуна
Инструментальные салазки поперечно- строгального станка 2 • 10» То же
Режущий инструмент: Обрабатываемый материал:
из сплава Т15К6, без применения (2,5 - 6) • IO'8 сталь 40Х при v = 150 ...
СОЖ 230 м/мин
износ по задней грани из сплава Т5К10 с СОЖ:
на задней грани 1,1 • IO'8 сталь 40Х,
на передней грани 2,2 • IO'8 v = 180 м/мин
то же в вакууме:
на задней грани 5,8 • IO 8
на передней грани из стали Р9К5: 4,1 • IO8
на задней грани 5,5 • 10-7 сталь ХН35ВТЮ
на передней грани 6 • ю-7 v = 4 м/мин
то же в вакууме:
на задней грани 8,5 • 10-7
на передней грани 1,1 • ю-6
Калибры из твердого сплава Ю-Ю -
Калибры из сплава ЦМ-332 и стали У10А (1,3 ... 2,9) IO'9 -
Фрикционные элементы тормозов:
дискового 8 • 10'7 - 4 • 10-1® -
камерного (2 - 8) • IO'7 -
колодочного (2,6 - 6) • IO'7 -
Опоры скольжения буровых долот IO’5 - 10-7 -
Соединения, муфты, малоподвижные подшипники, подвергаемые воздейст- вию вибраций 8 • IO 6 - IO 8 Износ обусловлен фретгинг- коррозией
Лопатки роторов грунто-смесительных машин при работе по грунту:
песок (2,1 - 3,1)- IO*8 -
тяжелый суглинок (4 - 10) • IO'8 -
296
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
Продолжение табл. 3.15
1 2 3
Протектор шин 2 • IO'8- 10-’ Трение по асфальто- бетонному покрытию
Уплотнение из резины (без смазочного материала) 5 • IO'7 - 5 • IO 8 Трение по стали
Тела качения подшипников, работаю- щих в воде (0,7 - 2) • 10-Ю (1,3 - 4,3) • IO*9 2000 МПа 2000 МПа
Бронзовые буксы амортизаторов 2 • IO’11 -
Шарниры шасси самолета со смазкой ЦИАТИМ-201 1,3 • Ю10 5,2 • Ю'10 Трение по стали 30ХГСА Трение по бронзе БрАЖМц
Втулки подшипников скольжения из самосмазывающихся материалов: АМАН-4 П68ДМ-1,5 1 • ю-9 2 • IO 9 Трение по стали
3.3.6. Классификация деталей машин по износостойкости
1g/ Классы износостойкости
0 I II III IV V VI VII VIII IX
18 Anin -13 -12 -11 -10 -9 -8 -7 -6 -5 -4
18 Азах -12 -11 -10 -9 -8 -7 -6 -5 -4 -3
Как видно из табл. 3.3.5, интенсивность
изнашивания может изменяться от 10“3 до
10“12. Учитывая это, проф. И.В. Крагельский
предложил десять классов износостойкости
деталей машин (табл. 3.3.6).
3.3.2. ВЫБОР И НАЗНАЧЕНИЕ ПАРАМЕТРОВ
КАЧЕСТВА РАБОЧИХ ПОВЕРХНОСТЕЙ
ДЕТАЛЕЙ МАШИН ИСХОДЯ ИЗ ИХ
ФУНКЦИОНАЛЬНОГО НАЗНАЧЕНИЯ
Выбор параметров качества поверхностей
деталей машин - одна из основных проектных
оптимизационных задач конструктора, опреде-
ляющая надежность и долговечность изделий.
Определение численных значений параметров
может быть осуществлено расчетно-анали-
тическим, экспериментальным и опытно-
статистическим (табличным) методами исходя
из их функционального назначения.
Выбор параметров качества поверхностей
деталей машин. Анализ расчетов эксплуатаци-
онных свойств деталей машин и их соедине-
ний показывает, что они зависят от систем
параметров качества их рабочих поверхностей:
макроотклонений - И max, Ир ; волнистости-
Wz,Wp,Smw ; шероховатости - Ra,Rz,Rmax,
Rp,Sm,S,tp\ субшероховатости -
фИЗИКО-ХИМИЧеСКИХ СВОЙСТВ - Оост> Ла0>
^|i()(wh)> е>^н»А»РЛ (табл. 3.3.7).
Учитывая, что из характеристик качества
поверхностного слоя стандартизирована только
шероховатость (ГОСТ 2789-73), в табл. 3.3.8
приведены параметры, рекомендуемые для
простановки на рабочих чертежах деталей ма-
шин [2].
3.3.7. Параметры, определяющие эксплуатационные свойства деталей машин и их соединений
Эксплуатационные свойства Свойства материалов Размер и его точность Параметры состояния поверхностного слоя
ат Е НВ di, h, В т Яшах Яр WZ Smw Bz Лпах Др tp Sm S Bfnl Sm, стост Лоо Яцо е 4 Р2)
Контактная жест- кость:
первое нагружение 0 + + 4- 4-ф _♦ ♦ ♦ _♦ 4-* + 0 0 0 +♦ 0 +♦ 0 _♦
повторное нагру- жение 0 0 + - 4-* ♦ ♦ 4-* 4-ф 0 0 0 - 0 - 0
Коэффициент трения + + 4- + 0 0 + 4-* + 4-ф - + + +♦ _♦ - - 4- - - 0 +♦ 0 + - -
Износостойкость 4- + 4- 4- +♦ - - _♦ - _♦ 4- - - 4-* +♦ + - 4- 4-ф 0 +♦ 0 +♦ _♦
Герметичность соединений 0 - ♦ ♦ ♦ ♦ - ♦ 4-* ♦ 0 - 0 0 0 0
Прочность посадок 0 - +♦ - +♦ _♦ - _♦ - _♦ - - - 4-ф - 0 - 0 - 0 0 0 0 0
Прочность деталей +♦ +♦ + - 4-ф 0 0 0 0 0 0 - - +♦ - 4-ф 0 0 0 + 4-ф +♦ +♦ +
Усталостная проч- ность + +♦ 4- _♦ 4-* 0 0 0 0 0 0 - + - 4-ф 0 0 +♦ 4-ф +♦ +♦ +♦ +♦
Коррозионная стойкость 0 0 0 0 0 0 0 0 - - 4- - - + +♦ +♦ _♦ 4-ф - - - +♦
Поверхностная теплопроводность - - 0 0 4-ф _♦ ♦ ♦ ♦ ♦ ♦ ♦ +♦ ♦ + -
Термостойкость + + + 4- 0 0 0 0 0 0 0 - - - + 4- 0 0 0 - 0 - 0 -
Примечание. Обозначения “+” и означают соответственно, что увеличение или уменьшение этих параметров вызывает улучшение или
ухудшение данного эксплуатационного свойства: * - параметр оказывает основное влияние на данное эксплуатационное свойство; “0” - пара-
метр не оказывает влияния на данное эксплуатационное свойство.
ВЫБОР И НАЗНАЧЕНИЕ ПАРАМЕТРОВ КАЧЕСТВА РАБОЧИХ ПОВЕРХНОСТЕЙ
3
298
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
3.3.8. Рекомендуемые параметры рабочих поверхностей деталей машин
Эксплуатационные свойства Параметры шероховатости рабочих поверхностей Направление неровностей
Контактная жесткость Износостойкость Прочность Усталостная прочность Контактная прочность Фреттинго стойкость Виброустойчивость Коррозионная стойкость Прочность сцепления покрытий Герметичность соединений Прочность посадок Теплопроводность Ra, Sm, tp (Rp) * Ra, Sm, tp (Rp) Дпах, S™ -Лщах, Ra, Sm, tp (Rp) Ra, Sm, tp (Rp) Ra, Sm, tp (Rp) Ra, Sm, S Ra, Sm Ra, Sm, tp (Rp) Ra, tp (Rp) Ra, Sm, tp (Rp) Направление неровностей (II,-L)
Примечания. 1. Rp - нестандартизованный параметр шероховатости, оказывающий основ-
ное влияние на эксплуатационное свойство; 2. 11 и ± - параллельное и перпендикулярное распо-
ложения следов обработки относительно изображенной проекции на чертеже.
Рис.3.3.1. Структурная схема выбора конструктором параметров состояния рабочих поверхностей деталей машин
Определение значений параметров качест-
ва поверхностного слоя деталей машин. Струк-
турная схема решения задачи по определению
параметров качества поверхностного слоя де-
талей машин, исходя из их функционального
назначения, представлена на рис. 3.3.1.
ВЫБОР И НАЗНАЧЕНИЕ ПАРАМЕТРОВ КАЧЕСТВА РАБОЧИХ ПОВЕРХНОСТЕЙ
299
На основе совместного анализа условий
функционирования (блок 1) и технических
условий на изделие (блок 2) определяют экс-
плуатационные свойства деталей машин и их
соединений, лимитирующие надежность и
точность узлов и машин в целом (блок 3).
Например, если суммарное сближение сопря-
гаемых поверхностей под нагрузкой при тре-
нии скольжении не должно превышать 20
мкм, а контактное сближение поверхностных
слоев составляет 5-6 мкм, то это значит, что
износ сопрягаемых деталей не должен превы-
шать 15-14 мкм. Зная срок службы машины,
обусловленный ее моральным старением, или
экономически целесообразный период замены
узла, определяют фактическое время его рабо-
ты или общий путь трения L за этот период и
рассчитывают интенсивность изнашивания
I = 14 ... 15/Z. Аналогичные расчеты выпол-
няют для остальных деталей и соединений.
Следует отметить, что переход от блока 1 и 2 к
блоку 3 является неформализованным, т.е. не
поддается алгоритмизации. Это означает, что
на данном этапе проектирования весьма важ-
ными факторами являются имеющиеся стати-
стические данные по эксплуатации прототипов
проектируемых узлов или машин, а также
опыт конструкторов.
После того как определены требуемые
значения эксплуатационных свойств проекти-
руемых соединений, осуществляют поиск со-
ответствующих зависимостей или табличных
данных, которые характеризуют количествен-
ную взаимосвязь между данными эксплуата-
ционными свойствами и параметрами состоя-
ния рабочих поверхностей (блок 4).
В блоке 5 осуществляется выбор пара-
метров состояния рабочих поверхностей дета-
лей, обеспечивающих требуемые значения
эксплуатационных свойств в допустимых пре-
делах их изменения. В этом блоке можно ре-
шать разные задачи: 1) при известных разме-
рах детали, обусловленных конструктивными
соображениями, выбирают материал, точность
размеров и параметры состояния поверхност-
ного слоя; 2) при заданном материале детали
определяют размеры, их точность и параметры
состояния поверхностного слоя; 3) при из-
вестных размерах и материале детали опреде-
ляют их точность и параметры состояния по-
верхностного слоя; 4) при известных материа-
ле, размерах и точности детали определяют
параметры состояния поверхностного слоя.
При решении этих задач сталкиваются с
рядом ограничений. Так, физико-механи-
ческие свойства материалов определяются на-
личием соответствующих марок, точность раз-
меров и параметры состояния поверхностного
слоя - технологическими возможностями, т.е.
накладываются технические ограничения:
стттт - стт - аттах >
Лпт - Т < Ттах ; (3.3.13)
- &а - ^°тах •
Некоторые из этих ограничений взаимо-
связаны. Так, физико-химическое состояние
поверхностного слоя деталей в значительной
мере определяется физико-механическими
свойствами материала, точность размеров -
состоянием поверхностного слоя.
Решение всех этих задач многовариант-
но, поэтому в блоке 6 осуществляют поиск
оптимального варианта, как правило, по себе-
стоимости изготовления детали. При этом на
основе анализа задач блока 5 определяют век-
торы постоянных параметров и независимых
оптимизирующих параметров:
ЛГ=(ст>£,ат,</...); (3.3.14)
Х = (М«Р,^,Яцо). (3.3.15)
Итак, решение задачи конструктора, на-
чиная с блока 4, является в достаточной степе-
ни формализованным, т.е. может быть алго-
ритмизировано и реализовано на ЭВМ. При
этом система уравнений характеристик экс-
плуатационных свойств, технических ограни-
чений, постоянных и оптимизируемых пара-
метров является исходной для разработки ал-
горитма в блоках 5 и 6. При реализации этого
алгоритма может быть использован метод
“ЛП-поиска”, отличающийся большей просто-
той, чем другие.
Структурная схема оптимизационного
алгоритма по расчету параметров состояния
поверхностного слоя деталей машин по одно-
му из эксплуатационных свойств приведена на
рис. 3.3.2. В данном алгоритме генерацию
случайных значений независимых переменных
осуществляют с учетом ограничений. Далее
выполняют расчет характеристики эксплуата-
ционного свойства, а результат расчета срав-
нивают с предыдущим значением; запоминают
значение характеристики эксплуатационного
свойства, наиболее близкое к требуемому, а
также значения параметров состояния поверх-
ностного слоя деталей, при которых они полу-
чены. При этом одно и то же значение харак-
теристики эксплуатационного свойства может
быть получено при различных многовариант-
ных сочетаниях параметров качества поверхно-
стного слоя деталей. Поэтому появляется не-
обходимость ввести оптимизационный алго-
ритм. Следует отметить, что задача конструк-
тора значительно облегчается при использова-
нии комплексных параметров для оценки со-
стояния поверхностного слоя деталей машин,
в частности, П и После выбора метода
вычислений составляют программу расчета по
структурной схеме на одном из алгоритмиче-
ских языков.
300
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
Рис. 3.2.2. Структурная схема оптимизационного алгоритма
по определению параметров качества рабочих поверхностей деталей
При экспериментальном методе проводят
исследования того или иного эксплуатацион-
ного свойства при различных параметрах каче-
ства поверхностного слоя образцов. Парамет-
ры, обеспечивающие требуемое значение экс-
плуатационного свойства, являются оптималь-
ными. При табличном методе численные зна-
чения параметров качества поверхностного
слоя деталей машин, как правило, определен-
ные статистическим методом, берутся из таб-
лиц. Так, в табл. 3.3.9 приведены оптимальные
значения стандартизованных параметров ше-
роховатости поверхностей различных деталей
машин, рекомендуемые для простановки на
рабочих чертежах.
3.3.9. Оптимальные значения параметров шероховатости поверхностей деталей машин
Поверхности деталей Ra | 1 * 1 | Rmax *50, %
мкм
1 2 3 4 5 6
Опорные шейки валов:
под подшипники скольжения 0,2-0,5 - - 0,032-0,05 45-70
под вкладыши из бронзы 0,32-0,63 - - 0,032-0,06 45-70
ВЫБОР И НАЗНАЧЕНИЕ ПАРАМЕТРОВ КАЧЕСТВА РАБОЧИХ ПОВЕРХНОСТЕЙ
301
Продолжение табл. 3.3.9
1 2 3 4 5 6
под баббитовые вкладыши 0,20-0,32 - - 0,020-0,032 45-70
под вкладыши из чугуна 0,32-0,5 - - 0,032-0,05 65-70
под вкладыши из графитопласта 0,32-0,4 - - 0,025-0,04 50-70
под подшипники качения 0,63-2,0 - - 0,040-0,06 45-70
Рабочие поверхности шариковых и роликовых подшипников 0,08-1,0 - - 0,020-0,032 45-50
Поверхности, обеспечивающие из- бирательный перенос 0,25-0,50 - - 0,025-0,04 45-50
Поверхности валов, работающих под нагрузкой - - 0,63-1,25 0,060-0,10 -
Напыленные поверхности трения скольжения 0,08-0,10 - - 0,020-0,04 45-50
Поверхности:
под напыление - 50-1,25 - 0,200-0,50 -
под электрохимические покрытия - 1,0-4,0 - 0,025-0,080 -
Свободные несопрягаемые торцы валов, фланцев, крышек - 15-100 - - -
Опорные поверхности корпусов, кронштейнов, шкивов и других деталей, не являющихся посадоч- - 12-30 - - -
ними
Поверхности посадочных отверстий зубчатых колес 0,50-2,0 - - - -
Шейки и кулачки распределитель- ных валов 0,25-0,40 - - 0,05-0,08 50-60
Поверхности плунжерных пар 0,08-0,12 - - 0,02-0,032 45-50
Поверхности отверстий рычагов, вилок, сопрягаемых с валами или 0,63-1,25
осями
Корродирующие поверхности 0,063-0,1 - - 0,032-0,05. -
Поверхности под склеивание - 15-20 - - -
Поверхности, соединяемые с натя- гом 0,5-2,5 - - 0,032-0,15 45-50
Посадочные конические поверхно- сти гидропередач 0,8-1,2 - - 0,04-0,10 45-50
Боковые поверхности:
зубьев колес 0,40-1,25 - - - -
ниток червяков 0,25-0,4 - - 0,032-0,06 45-60
Поверхности основания отвер- стий корпусов:
стальных 0,63-1,6 - - - -
чугунных 1,0-2,0 - - - -
из алюминиевого сплава 0,5-1,2 - - - -
Сопрягаемые поверхности корпусов и крышек - 10-60 - - -
Поверхности зеркала цилиндра 0,2-0,63 - - 0,04-0,08 45-50
Образующая поверхность поршнево- го кольца 0,63-1,25 - - 0,03-0,06 45-50
Торцовая поверхность кольца 0,25-0,63 - - 0,03-0,06 45-50
Юбка поршня 0,63-1,25 - - - -
Канавка в поршне 0,2-0,63 - - 0,03-0,08 45-50
302
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
Продолжение табл. 3.33
1 2 3 4 5 6
Поверхность отверстия в поршне под палец 0,3-0,5 - - 0,03-0,05 45-50
Наружная поверхность поршневого кольца 0,1-0,3 - - 0,02-0,04 45-50
Отверстия в головках шатуна:
малое 0,5-1,25 - - - 45-50
большое 0,6-1,0 - - - 45-50
Втулка шатуна 0,25-0,6 - - 0,03-0,06 45-50
Рабочая поверхность тормозного ба- рабана автомобиля - 20-30 - 0,20-0,40 45-50
Рабочая поверхность проушины колодки переднего тормоза автомо- биля 1,2-1,6 - - - -
Рабочая поверхность фланцев под уплотнения 0,4-0,8 - - 0,08-0,15 70-80
Поверхность канавки каретки вклю- чения передач 1,23-2,5 - - - -
Рабочая поверхность пальцев кре- стовины дифференциала заднего моста автомобиля 0,5-0,8 - - 0,03-0,06 45-50
Поверхности под уплотнение полу- оси заднего моста автомобиля 0,5-0,8 - - 0,08-0,15 70-80
Рабочая поверхность гнезда турбины под лопатку 0,5±20% - - 0,02-0,05 -
Поверхности лопаток турбины и компрессора:
замка 1,0-1,25 - - 0,08-0,10 45-50
пера лопатки 0,63-1,25 - - 0,04-0,10 45-50
Рабочие поверхности деталей тележ- ки рефрижераторной секции:
оси 0,63-1,25 - - - 65-70
подпятника 1,25-2,5 - - - -
втулки 1,8-2,0 - - - -
валика - 15±70% - - -
Поверхность трения подвески ваго- на - 15±70% - - -
Поверхность трения балки вагона 1,0-2,5 - - 0,03-0,08 60±5%
Рабочая поверхность рамы вагона 0,32-0,63 - - - -
Рабочая поверхность оси колесной пары 0,63-1,25 - - ’ 45-50
Посадочная поверхность отверстия колеса 0,63-1,25 - - - 45-50
Поверхности направляющих трения
скольжения станков:
универсальных 0,5-0,8 - - 0,04-0,06 45-50
прецизионных 0,1-0,15 - - 0,02-0,03 45-50
тяжелых 1,25-2,0 - - - -
Поверхности направляющих каче- ния 0,12-0,16 - - 0,02-0,03 45-50
Рабочие поверхности матриц и пу- ансонов вырубных штампов 0,32-2,0 - - 0,12-0,32 45-50
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ И КАЧЕСТВА 303
Продолжение табл. 3.3.9
1 2 3 4 5 6
Поверхности заготовительных ручь- ев ковочных штампов - 50-200 - - -
Поверхности окончательных ручьев ковочных штампов - 20-100 - - -
3.3.3. ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ И КАЧЕСТВА
ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
Проблема технологического обеспечения
заданного эксплуатационного свойства может
быть решена непосредственно путем установ-
ления его функциональной взаимосвязи с ус-
ловиями обработки детали или обеспечением
назначенных параметров качества поверхност-
ного слоя, гарантирующих требуемое значение
эксплуатационного свойства [4].
Структурная схема решения этой про-
блемы приведена на рис. 3.3.3.
В блоке 1 заложена информация, взятая
из чертежа и технических требований на кон-
кретную деталь, для которой разрабатывается
технологический процесс. Блок 2 характеризу-
ет условия существующего производства:
имеющееся оборудование и его загрузка; на-
личие инструмента, оснастки и т.д. Бели тех-
нологический процесс разрабатывается для
вновь создаваемого производства, то надоб-
ность в блоке 2 отпадает. В блоке 3 осуществ-
ляется выбор возможных методов обработки,
позволяющих обеспечить заданные параметры
состояния обрабатываемой поверхности.
Для предварительного выбора методов
обработки необходимо знать их возможности в
обепечении точности обработки и параметров
состояния поверхностного слоя. Такие обоб-
щенные данные приведены в табл. 3.3.10 ...
3.3.13.
I
Рис. 3.3.3. Структурная схема задачи технолога на стадии подготовки производства
304
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
3.3.10. Возможности методов обработки в обеспечении точности
Метод обработки Квалитет Параметры состояния
//max, на 1000 мм, мкм Wz, мкм 5/nw, мм Ra, мкм
1 2 3 4 5 6
Плоские
Торцовое фрезерование:
черновое 12-14 100-250 8-25 2,5-10,0 4,0-16,0
чистовое 9-11 50-140 1,6-10,0 0,8-4,0 1,0-4,0
тонкое 6-8 20-60 0,40-5,0 0,8-2,5 0,32-1,25
Цилиндрическое фрезерование:
черновое 12-14 120-300 12,5-60,0 2,5-12,0 3,2-10,0
чистовое 9-11 60-150 3,0-16,0 0,8-8,0 0,8-3,2
тонкое 6-8 25-70 0,80-8,0 0,25-2,0 0,20-1,6
Строгание:
черновое 12-14 100-200 12,5-40,0 2,5-15,0 6,4-40,0
чистовое 9-11 40-120 3,0-16,0 0,8-8,0 1,0-6,3
тонкое 6-8 15-50 0,32-10,0 0,4-2,5 0,32-1,6
Торцовое точение:
черновое 12-13 110-200 8,0-24,0 5,0-12,0 6,4-32
чистовое 9-11 50-120 2,5-10,0 1,0-5,0 1,6-6,4
тонкое 6-8 15-50 0,8-3,0 0,8-2,5 0,32-1,6
Шлифование:
черновое 8-9 25-120 5,0-12,5 1,0-3,5 1,6-4,0
чистовое 6-7 16-40 1,6-5,0 0,8-2,5 0,32-1,6
тонкое 5-6 6-25 0,63-2,0 0,3-1,5 0,08-0,32
плосковершинное 6-8 20-100 2,0-16,0 0,8-10,0 0,32-2,5
Протягивание:
черновое 7-8 20-60 1,25-4,0 1,0-3,2 1,0-3,2
чистовое 5-6 5-30 0,40-2,5 0,8-1,5 0,32-1,25
Шабрение:
черновое 7-8 20-50 12,5-20,0 6,0-10,0 2,5-8,0
чистовое 5-6 10-30 3,0-16,0 4,0-8,0 0,63-2,5
тонкое 4-5 5-20 1,6-5,0 3,0-6,0 0,10-0,8
Накатывание роликами и шариковыми головками:
черновое 8-10 40-120 5,0-20 1,5-8,0 0,63-2,5
чистовое 5-7 15-60 1,25-6,0 0,8-2,0 0,1-0,83
Вибронакатывание 5-10 20-120 1,25-4,0 0,25-15,0 0,16-2,5
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ И КАЧЕСТВА 305
размеров и параметров состояния поверхностей деталей машин
поверхностного слоя детали
Rp, мкм Sm, мм S, мм - °ОСТ’ МПа Лст, мм и», % Лн, мм
7 8 9 10 11 12 13
поверхности
10,0-50,0 3,20-16,0 0,80-4,0 0,16-0,50 0,08-0,20 0,025-0,10 0,16-0,50 0,063-0,20 0,016-0,08 250-300 200-250 100-200 0,1-0,2 0,1-0,2 0,05-0,10 20-30 10-40 0-20 0,2-0,5 0,08-0,15 0,05-0,10
10,0-30,0 1,25-5,0 1,25-5,0 300-350 0,015-0,25 10-30 0,15-0,25
2,5-12,5 0,50-2,0 0,32-2,0 200-300 0,10-0,20 0-40 0,1-0,15
0,63-3,2 0,16-0,63 0,10-0,63 100-200 0,06-0,15 10-20 0,08-0,12
16,0-125 0,20-1,6 0,20-1,6 250-350 0,15-0,22 20-40 0,25-0,6
3,2-20 0,08-0,25 0,063-0,25 200-250 0,10-0,15 10-30 0,15-0,30
1,0-5,0 0,025-0,125 0,0125-0,10 150-200 0,06-0,11 10-20 0,05-0,15
16,0-100 0,2-1,25 0,2-1,25 200-300 0,10-0,18 10-40 0,2-0,45
4,0-20 0,08-0,25 0,063-0,25 150-200 0,06-0,12 10-30 0,05-0,20
1,0-5,0 0,025-0,125 0,0125-0,10 100-150 0,04-0,1 0,20 0,02-0,05
5,0-12,0 0,10-0,32 0,063-0,25 200-400 0,15-0,20 10-40 0,03-0,05
1,0-5,0 0,025-0,125 0,0125-0,08 300-400 0,1-0,18 10-30 0,015-0,03
0,25-1,0 0,01-0,032 0,005-0,025 200-500 0,06-0,12 0-20 0,01-0,02
0,5-6,3 0,25-5,0 0,008-0,20 100-200 0,05-0,10 0-10 0,01-0,015
2,5-10,0 0,16-2,0 0,125-2,0 300-350 0,2-0,3 10-30 0,2-0,6
0,8-4,0 0,05-0,50 0,032-0,50 200-300 0,1-0,2 10-20 0,1-0,3
6,3-32 0,25-1,0 0,125-1,0 100-200 0,05-0,12 0-20 0,05-0,1
2,0-8,0 0,063-0,25 0,032-0,20 60-150 0,05-0,10 0-10 0,05-0,1
0,25-2,5 0,02-0,10 0,008-0,05 60-120 0,04-0,08 0-10 0,04-0,1
1,5-10,0 0,2-5,0 0,2-5,0 200-450 0,4-1,5 30-70 0,5-4,0
0,2-2,0 0,025-0,25 0,02-0,25 100-300 0,2-0,5 20-60 0,2-0,6
0,25-10,0 0,025-12,5 0,02-5,0 100-400 0,2-1,5 10-60 0,04-2,0
306
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
1 2 3 4 5 6
Суперфиниширование и полирование обычное 5-6 6-50 0,3-6,0 0,25-2,5 0,05-0,32
плосковершинное 6-8 20-100 1,6-16,0 0,8-8,0 0,1-1,25
Притирка:
обычная 4-6 4-10 0,4-0.8 0,3-1,5 0,02-0,1
плосковершинная* 5-7 10-50 0,6-1,6 0,3-1,5 0,02-0,4
Наружные поверхности
Обтачивание:
черновое 12-14 160-500 6,25-13,0 2,5-10,0 12-40
получистовое 10-12 80-200 3,2-10,0 0,12-8,0 2,0-16
чистовое 8-10 40-100 1,6-4,0 0,8-8,0 0,8-2,5
Шлифование:
черновое 8-9 25-100 3,2-10,0 0,8-4,0 1,0-2,5
чистовое 6-7 10-40 0,5-4,0 0,4-1,5 0,2-1,25
тонкое 5-6 6-20 0,16-0,8 0,25-0,6 0,05-0,25
плосковершинное 6-8 10-100 0,5-10,0 0,8-8,0 0,32-2,5
Суперфиниширование:
обычное 4-6 5-20 0,08-0,5 0,25-1,5 0,032-0,25
плосковершинное 6-8 20-80 0,75-2,5 0,8-8,0 0,25-2,0
Полирование:
обычное 5-6 6-40 0,16-0,75 0,4-1,5 0,008-0,08
плосковершинное 6-8 30-100 0,4-0,9 0,8-8,0 0,10-0,80
Притирка:
обычная 4-6 4-15 0,08-0,1 0,25-1,5 0,01-0,10
плосковершинная 5-7 15-60 0,4-0,8 0,25-2,5 0,10-0,80
Обкатывание:
черновое 8-10 24-100 2,5-12,5 0,8-8,0 0,8-2,5
чистовое 5-7 6-40 0,4-2,5 0,3-6,0 0,05-1,00
Выглаживание 5-9 6-80 0,4-10,0 0,3-8,0 0,05-2,0
Вибронакатывание 5-9 6-100 0,5-13,2 0,25-15,0 0,063-1,6
Электромеханическая 5-7 6-40 0,4-0,8 0,3-0,8 0,02-1,6
Магнитно-абразивная 5-9 6-70 0,5-12,5 0,4-8,0 0,02-1,6
Внутренние поверхности
Сверление и рассверливание 10-13 40-160 5,0-32 1,2-8,0 3,2-12
Зенкерование:
черновое 10-12 10-120 5,0-16 2,0-6,0 2,5-8,0
чистовое 8-9 10-50 3,6-8,0 0,8-3,2 1,25-3,2
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ И КАЧЕСТВА 307
Продолжение табл. 3.3.10
7 8 9 10 11 12 13
0,125-1,25 0,01-0,032 0,04-0,025 100-200 0,06-0,08 0-20 0,005-0,01
0,16-3,2 0,025-1,6 0,006-0,040 100-110 0,04-0,06 0-10 0,005-0,01
0,04-0,32 0,008-0,04 0,004-0,032 100-250 0,06-0,08 0-20 0,005-0,01
0,032-1,0 0,02-0,25 0,008-0,25 100-150 0,04-0,06 0-10 0,005-0,008
вращения
32-120 0,32-1,25 0,32-1,25 200-300 0,10-0,20 10-50 0,2-0,5
5,0-50 0,16-0,40 0,12-0,40 150-250 0,08-0,15 10-40 0,15-0,30
2,0-8,0 0,08-0,16 0,05-0,16 150-200 0,06-0,12 20-40 0,05-0,20
2,5-10,0 0,063-0,2 0,032-0,16 200-400 0,15-0,25 10-40 0,05-0,08
0,5-4,0 0,025-0,1 0,01-0,08 300-400 0,10-0,20 10-30 0,02-0,05
0,125-0,8 0,008-0,025 0,003-0,016 200-500 0,08-0,15 0-20 0,01-0,02
0,5-3,2 0,063-1,25 0,008-0,16 100-200 0,06-0,12 0-10 0,01-0,015
0,08-0,8 0,006-0,02 0,003-0,016 150-200 0,06-0,12 0-20 0,02-0,06
0,32-2,5 0,05-1,25 0,006-0,16 100-150 0,05-0,10 0-10 0,01-0,02
0,016-0,16 0,008-0,025 0,002-0,008 100-400 0,03-0,10 0-20 0,01-0,02
0,125-1,00 0,032-0,20 0,016-0,20 100-200 0,02-0,05 0-10 0,005-0,01
0,02-0,25 0,006-0,04 0,002-0,032 150-250 0,05-0,10 0-20 0,005-0,01
0,10-1,25 0,032-0,2 0,032-0,2 100-200 0,02-0,05 0-10 0,005-0,008
1,5-6,3 0,2-1,25 0,2-1,25 200-500 0,5-2,0 30-80 0,8-5,0
0,063-2,0 0,025-0,2 0,025-0,2 100-400 0,2-0,8 20-70 0,3-2,0
0,063-6,0 0,025-1,25 0,025-1,25 100-400 0,2-1,5 20-70 0,3-3,0
0,08-5,0 0,01-10,5 0,008-0,8 100-450 0,15-1,5 10-70 0,1-3,0
0,02-3,2 0,025-1,25 0,025-1,25 200-400 0,1-1,5 40-80 0,05-1,5
0,04-5,0 0,008-1,25 0,003-1,0 200-600 0,005-0,010 0-10 0,01-0,03
вращения
8,0-40 0,16-0,8 0,08-0,63 200-300 0,2-0,3 10-30 0,2-0,5
6,3-25 0,16-0,8 0,063-0,4 100-200 0,2-0,25 20-40 0,15-0,4
3,2-10 0,08-0,25 0,05-0,16 100-200 0,08-0,15 10-40 0,1-0,2
308
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
1 2 3 4 5 6
Развертывание: черновое 10-Ц 25-100 2,5-6,25 0,8-4,0 1,25-2,5
чистовое 7-9 6-40 1,25-4,0 0,5-2,0 0,63-1,25
тонкое 5-6 2-10 0,5-1,6 0,3-1,0 0,32-0,63
Протягивание: черновое 9-11 10-80 1,25-5,0 1,0-4,0 1,25-3,2
чистовое 6-8 3-30 0,4-1,6 0,5-2,0 0,32-1,25
Растачивание: черновое 11-13 100-600 8,0-40 2,5-10 8-16
получистовое 9-10 40-160 4,0-12,5 1,25-5,0 2,5-8
чистовое 7-8 20-80 2,5-6,25 0,8-2,5 0,8-2,0
тонкое 5-6 6-40 0,5-4,0 0,4-1,0 0,2-0,8
Шлифование: черновое 8-9 20-100 4,0-16 0,8-3,2 1,6-3,2
чистовое 6-7 10-40 1,25-6,25 0,4-1,2 0,32-1,6
тонкое 5-6 6-20 0,32-1,6 0,25-0,5 0,08-0,32
плосковершинное 6-8 15-90 0,5-10,0 0,18-8,0 0,32-2,5
Хонингование: черновое 6-7 15-40 1,25-5,0 0,8-4,0 1,25-3,2
чистовое 5-6 5-16 0,4-1,6 0,8-2,5 0,25-1,25
тонкое 4 2-10 0,4-0,9 0,25-1,0 0,04-0,25
плосковершинное 5-8 5-80 0,5-10 0,8-8,0 0,25-2,0
Притирка: обычная 4-5 2-10 0,125-0,63 0,25-1,5 0,02-0,16
плосковершинная 5-7 5-50 0,4-1,25 0,25-2,5 0,10-0,80
Раскатывание: черновое 8-9 40-100 3,2-12 0,5-8,0 0,32-2,0
чистовое 5-7 5-40 1,6-5,0 0,3-6,0 0,05-0,32
Выглаживание 5-8 5-60 3,2-10 0,3-8,0 0,05-2,0
Вибронакатывание 5-8 5-60 0,5-32 0,25-15,0 0,062-1,6’
Дорнование 5-8 4-30 0,25-3,2 0,25-15,0 о,1-1,6
* Обработка, связанная со снятием вершин микронеровностей.
Примечания. 1. Данные относятся к деталям из конструкционных сталей;
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ И КАЧЕСТВА 309
Продолжение табл. 3.3.10
7 8 9 10 11 12 13
3,2-8,0 0,08-0,2 0,04-0,16 100-300 0,08-0,15 10-40 0,2-0,4
1,6-4,0 0,032-0,1 0,0125-0,063 100-400 0,06-0,12 20-40 0,15-0,3
0,8-2,0 0,0125-0,04 0,008-0,02 100-450 0,03-0,1 10-30 0,05-0,2
0,2-1,0 0,08-0,25 0,04-0,2 200-300 0,10-0,40 20-40 0,2-0,8
0,8-4,0 0,02-0,10 0,008-0,08 200-300 0,05-0,15 10-50 0,1-0,5
20-50 0,25-1,0 0,25-1,0 200-300 0,1-0,2 10-50 0,2-0,5
6,3-25 0,125-0,32 0,08-0,32 150-250 0,08-0,15 10-40 0,15-0,3
о,2-6,3 0,08-0,16 0,032-0,16 150-200 0,06-0,12 20-40 0,05-0,2
0,5-3,2 0,02-0,10 0,01-0,08 .100-150 0,04-0,1 0-30 0,02-0,08
4,0-10,0 0,063-0,2 0,032-0,16 200-300 0,1-0,2 10-40 0,04-0,06
0,8-4,0 0,025-0,1 0,01-0,08 300-400 0,08-0,15 10-30 0,02-0,05
0,2-1,0 0,008-0,025 0,003-0,016 200-300 0,08-0,15 0-20 0,01-0,02
0,32-5,0 0,063-1,0 0,006-0,16 100-150 0,06-0,10 0-10 0,01-0,015
3,2-8,0 0,063-0,35 0,025-0,16 300-400 0,05-0,30 10-30 0,05-0,10
0,63-3,2 0,02-0,2 0,008-0,08 300-350 0,10-0,20 10-40 0,03-0,06
0,1-0,8 0,006-0,2 0,003-0,16 300-400 0,08-0,15 10-30 0,01-0,03
0,25-4,0 0,04-1,0 0,008-0,20 100-200 0,06-0,12 0-20 0,01-0,015
0,04-0,40 0,005-0,04 0,002-0,02 150-250 0,05-0,1 0-20 0,005-0,01
0,125-1,6 0,032-0,2 0,003-0,20 100-200 0,02-0,05 0-10 0,005-0,008
0,63-5,0 0,1-1,0 0,1-1,0 200-500 0,3-2,0 30-70 0,5-3,0
0,05-0,8 0,025-0,2 0,025-0,2 150-400 0,15-1,0 20-60 0,2-1,0
0,05-5,0 0,025-1,0 0,025-1,0 100-400 0,15-2,0 20-70 0,3-2,0
0,1-4,0 0,01-12,5 0,008-0,5 100-450 0,1-1,5 10-70 0,1-1,5
0,1-3,2 0,025-1,0 0,016-1,0 100-500 0,15-2,0 50-80 0,2-3,0
2. Для деталей из чугуна параметры шероховатости Ra, Rz можно принимать в 1,5 раза
большими табличных; 3. Характеристики физико-механических свойств для деталей из
чугуна следует принимать в 1,5 раза меньшими табличных.
310
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
3.3.11. Возможности методов обработки по обеспечению точности обработки
Метод обработки Степень точности Параметры состояния
Ятах, мкм Wz, мкм мкм Ra, мкм
Зубонарезание:
модульными фрезами 9-11 20-100 10-50 2,5-10 8,0-16
червячными фрезами 8-9 15-60 5-50 0,8-5,0 3,2-8,0
долбяками 7-8 10-40 5-30 0,8-3,0 20-4,0
Протягивание 6-7 5-20 31-20 0,8-4,0 0,8-1,6
Накатывание 8-9 10-80 10-50 0,8-8,0 0,8-2,0
Шевингование 5-6 5-15 2-10 0,8-4,0 0,6-1,25
Шлифование 5-6 3-10 1,5-10 0,8-3,0 0,32-1,25
Обкатывание 5-6 3-8 3-10 0,8-5,0 0,32-1,0
Притирка 5 2-5 2-3 0,3-2,0 0,1-0,25
Примечания. См. табл. 3.3.10.
3.3.12. Возможности методов обработки по обеспечению точности шлицев
Метод обработки Параметры состояния
Ятах, мкм Wz, мкм 5/nw, мкм Ra, мкм
Шлицефрезерование: черновое чистовое 30-100 10-40 15-60 5-20 2,0-10 0,8-6,0 4-10 1,25-4,0
Шлицестрогание 10-30 5-20 0,8-3,0 1,0-2,5
Шлицепротягивание 5-20 3-15 0,8-4,0 0,8-1,6
Шлифование шлицев: черновое чистовое 8-12 4-10 5-20 1,5-6 0,8-5,0 0,8-3,0 1,6-3,2 0,4-1,25
Накатывание шлицев 10-80 10-85 0,8-8,0 0,8-1,0
Обкатывание шлицев 3-80 3-10 0,8-5,0 0,32-1,0
Примечания. См. табл. 3.3.10.
3.3.13. Возможности методов обработки по обеспечению точности резьбы
Метод обработки Класс точности Параметры состояния
Яшах, мкм Wz> мкм Smw, мкм Ra, мкм
Нарезание резцами, гребенками, резцовыми головками 2-3 3-10 3-20 0,8-3,0 1,6-4,0
Нарезание метчиками, плашками 3 4-12 2-15 0,8-2,5 1,25-3,2
Шлифование резьбы 1-2 2-8 2-12 0,8-5 0,63-1,25
Накатывание, раскатывание 1-2 2-6 4-12 0,8-6,0 0,8-2,5
Примечания. См. табл. 3.3.10.
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ И КАЧЕСТВА 311
зубьев и параметров состояния их рабочих поверхностей
поверхностного слоя зубьев
Rp, мкм Sm, мм S, мм ± Стост, МПа Лст, мм ин, % Лн, мм
20-50 1,25-5,0 1,0-5,0 100-300 0,02-0,2 10-40 0,1-0,2
8,0-25 0,32-1,6 0,2-1,6 150-250 0,02-0,1 10-40 0,05-0,15
5,0-12 0,2-1,25 0,125-1,25 150-350 0,04-0,3 20-50 0,1-0,25
2,0-5,0 0,08-20 0,05-2,0 200-300 0,1-0,3 10-40 0,1-0,6
1,8-6,0 0,08-5,0 0,063-5,0 250-500 0,5-2,0 50-70 0,5-4,0
1,5-3,6 0,125-0,5 0,08-0,5 150-250 0,01-0,1 10-40 0,05-0,15
0,9-4,0 0,04-0,1 0,026-0,063 200-400 0,1-0,2 0-30 0,03-0,05
0,63-3,0 0,063-2,0 0,032-2,0 200-400 0,1-1,0 30-70 0,3-2,0
0,15-0,6 0,032-0,5 0,02-0,5 100-150 0,02-0,1 10-20 0,05-0,1
и параметров состояния их рабочих поверхностей
поверхностного слоя зубьев
Rp, мкм Sm, мм S, мм — ^ост» МПа Лст, мм U„, % hH, мм
10-50 1,0-5,0 1,0-5,0 150-300 0,02-0,2 10-40 0,1-0,2
3,0-12,0 0,1-2,0 0,05-2,0 100-250 0,02-0,1 10-30 0,05-0,15
2,5-8,0 0,08-2,5 0,05-2,5 150-250 0,04-0,2 20-40 0,1-0,2
2,0-5,0 0,08-2,0 0,05-2,0 200-300 0,1-0,3 10-40 0,1-0,6
4,0-10 0,1-0,32 0,063-0,25 200-400 0,1-0,2 0-30 0,03-0,05
1,0-4,0 0,032-0,10 0,016-0,063 200-300 0,05-0,1 0-20 0,02-0,04
2,0-3,0 0,08-5,0 0,063-5,0 250-500 0,5-2,0 50-80 0,5-4,0
0,8-3,0 0,063-2,0 0,032-1,25 200-400 0,1-1,0 30-70 0,3-2,0
и параметров состояния ее рабочих поверхностей
поверхностного слоя зубьев
Rp, мкм Sm, мм S, мм — ^ост> МПа Лст, мм ин,% hH, мм
4,0-12 0,08-0,25 0,032-0,16 150-250 0,02-0,1 10-30 0,05-0,15
3,0-10 0,063-0,2 0,025-0,125 200-300 0,02-0,15 10-40 0,05-0,2
1,5-4,0 0,02-0,1 0,01-0,08 150-200 0,02-0,08 0-30 0,05-0,15
1,6-7,0 0,063-0,15 0,025-0,1 200-400 0,04-0,2 50-80 0,1-1,0
312
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
Значения параметров Rz и Атах опреде-
ляются из равенств:
1) при лезвийной обработке Rz — SfiRa,
Rmax = 6fiRa;
2) при алмазно-абразивной обработке -
Rz = 5,5Ra, Атах = 7,0Ад;
3) при отделочно-упрочняющей обработ-
ке ППД - Rz = 4,0Ад, Атах = 5,0Ад.
Значения относительной опорной длины
профиля шероховатости для лезвийной, абра-
зивной и отделочно-упрочняющей обработки
поверхностным пластическим деформировани-
ем приведены в табл. 3.3.14. [2].
В табл. 3.3.15 приведены значения пара-
метра Сх при чистовой обработке различными
методами. Он комплексно характеризует со-
стояние поверхностного слоя деталей.
3.3.14. Значение параметра tp, %
Методы обработки Уровень р, %
5 10 20 30 40 50 60 70 80 90
Лезвийная обработка 0,1-0,3 1-2 3,5 10-12 18-22 30-35 48-52 73-77 86-90 95-98
Абразивная 0,4-0,6 1-3 6-10 16-20 30-35 48-52 65-70 80-85 90-95 97-99
Отделочно- упрочняющая ППД 5-10 15-20 30-35 45-50 60-65 70-75 80-85 88-92 94-96 98-99
3.3.15. Значения параметра Сх
для различных методов чистовой обработки
Метод обработки Сх
Торцовое фрезерование: чистовое тонкое 2,4-0,80 1,3-0,55
Плоское шлифование: чистовое тонкое 2,3-0,70 1,2-0,40
Накатывание 0,9-0,08
Обтачивание: чистовое тонкое 2,1-0,68 1,0-0,45
Круглое шлифование: чистовое тонкое 2,2-0,75 1,2-0,50
Суперфиниширование 1,0-0,30
Полирование 0,9-0,10
Накатывание 0,8-0,07
Растачивание: чистовое тонкое 2,2-0,71 1,2-0,65
Внутреннее шлифование: чистовое тонкое 2,3-0,80 1,4-0,60
Хонингование 1,2-0,40
Раскатывание 0,8-0,08
При назначении промежуточных методов
обработки следует руководствоваться тем, что
каждая последующая обработка повышает точ-
ность размеров на 1-2 квалитета и уменьшает
высотные параметры шероховатости в 2-6 раз.
Например, если необходимо обработать на-
ружную поверхность вращения вала с точно-
стью по 5-му квалитету и с параметром шеро-
ховатости Ад = 0,05 ... 0,08 мкм, а заготовкой
служит поковка, то необходимо предусмотреть
следующие промежуточные операции или
переходы:
обтачивание: черновое - 12-й квалитет,
Ад = 40...60 мкм; чистовое - 10-й квалитет,
Ад = 2 ... 3 мкм;
шлифование: черновое - 8-й квалитет,
Ад = 0,6 ... 1,0 мкм; чистовое - 6-й квалитет,
Ад = 1,16 ... 0,2 мкм;
суперфиниширование или притирка -
5-й квалитет Ад = 0,05 ... 0,08 мкм.
Экономически целесообразно применять
методы обработки, при которых достигается
наименьшая технологическая себестоимость,
поэтому в блоке 7 (см. рис. 3.3.3) рассчитыва-
ется технологическая себестоимость для вы-
бранных методов обработки, которые обеспе-
чивают заданные параметры состояния по-
верхностного слоя и точность размеров детали
при определенных условиях обработки. Но для
этого необходимо знать функциональную
взаимосвязь погрешности размеров и парамет-
ров состояния поверхностного слоя деталей с
условиями их обработки (блок 4). Эта взаимо-
связь может быть представлена в виде теорети-
ческих и эмпирических уравнений или таблиц.
Так, теоретические уравнения, отражаю-
щие взаимосвязь стандартизованных парамет-
ров шероховатости поверхностей деталей с
условиями их обработки, имеют следующий
вид.
Для лезвийной обработки:
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ И КАЧЕСТВА 313
а) при <р < arcsin s / (2r), <pj < arcsin s I (2r^
r(l - coscp) tgcptgcpip - r(sin<p + sin<pi)j - 2tg<p(cos(pi - coscp)
cosy cosy(tg<pi + tgcp)
। ^исх)^] , 0^-2^/^) ।
+ l/tg<P + l/tg<Pl +RZ]
(3.3.16)
б) при q> > arcsin s / (2г), Ф1 > arcsin s / (2r):
2r-^^ cysy’vz’\HB^tx’ -Я^('-^иСХ)Х'1
л? = y——+-------------------!=-----------------------------=1+
2c0SY HB^j-r (3.3.17)
0,3p(l - 2xa /cT)(2s +1 - lxa /«T)
+ 327 +Ягв.р;
в) при <p > arcsin s / (2r), <pi < arcsin s / (2r):
r(l- coscpi) +sin<pJ scoscpi + Jssin<pi(2r-ssincpi)
=-------------------ь---------’-------------------J +
cosy
-HBn^t-] 0>5p(1_2to/oT)
HB^pJT + l/tg<p+2r/s +SZ}
3.3.16. Радиус скругления режущей кромки и эмпирические коэффициенты
Материал обрабатываемой заготовки Материал инструмента Р, мкм а b с Р m /
45 Т15К6 35 0,52 -6,54 1,11 4,2 0,71 0,50
40Х Т15К6 30 0,52 -6,59 1,15 4,5 0,75 0,50
20ХНЗА Т15К6 25 0,50 -5,99 0,97 5,0 0,72 0,40
Х18Н10Т ВК8 40 0,70 -7,22 1,53 5,1 0,73 0,35
ще s - подача; г - радиус при вершине резца; <р и
Ф1 - главный и вспомогательный углы в плане;
у - передний угол; v - скорость резания; НВ -
твердость обрабатываемого материала; -
жесткость технологической системы; от - пре-
дел текучести обрабатываемого материала; t -
глубина резания; л, су, хр, ур - коэффициенты.
Адгезионное взаимодействие инструмен-
та и детали ха можно рассчитать по формуле
где а - коэффициент линейного расширения
материала инструмента; F - площадь его попе-
речного сечения; ов - временное сопротивле-
ние разрыву материала инструмента; р9 т и I -
коэффициенты (табл. 3.3.16).
При <р < arcsin 5 / (2г) и фу < arcsin s / (2r)
Rz рассчитывают по уравнению (3.3.18), но
вместо ф1 подставляют ф:
ще а, b и с - эмпирические коэффициенты
(табл. 3.3.16); Т - температура в зоне резания;
Т = dJtsfv1 + 20, (3.3.20)
103af v '
Ra = fylRz', Rtr2lx = \2Rz,Rp = tyb5Rz,Sm * s;
(3.3.21)
ф = 0,06р2’2 при p < 60%; (3.3.22)
tp = 100-0,055(100- p)1,8 при p > 60%.
(3.3.23)
Для абразивной обработки:
314
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
Ra = 0,18/??; R max = 1,35/??,Rp = 0,67Л?;
(3.3.25)
, [jv—-1]
= 'пр J
В
Ру, I, г - соответственно радиальное усилие
шлифования, шаг между зернами и радиус
скругления режущих зерен (табл. 3.3.18).
3.3.17. Значения £
для различной концентрации зерен
(3.3.26)
Концентра- ция зерен, % 50 100 150 200 250 300
£ 0,96 0,9 0,86 0,82 0,78 0,75
tp = QJO2p2 при р < 50%; (3.3.27)
tp = 100 - 0,02(100 -р)2 при р > 50%, (3.3.28)
3.3.18. Значения /, г
при шлифовании для различной зернистости
где t и $пр - глубина и продольная подача при
шлифовании; v3 и vp - скорость соответственно
заготовки и резания; D и В - соответственно
диаметр и ширина шлифовального круга;
Ш и Ц2 - соответственно модуль упругости,
коэффициент Пуассона материала обрабаты-
ваемой заготовки и связки инструмента; N -
число выхаживаний; £ - коэффициент, зави-
сящий от концентрации зерен (табл. 3.3.17);
Параметр Зернистость
20/14 63/50 125/100 200/160
150 120 98 80
г, мкм 5 15 30 50
Z, мкм 0,1 0,25 0,4 0,6
Для отделочно-упрочняющей обработки
ПОД:
а) если инструмент образует круглую и
эллиптическую площадки контакта,
0,5
№ - Ргис х- Rpnc х
15ОР(1 + /2)0,5
яРп р^ис
(3.3.29)
9 11/3
_____^^Рисх____ 5 п
**т^НВ^-НВ^)\ +2г+/*ис*
б) если инструмент образует каплевидную площадку контакта,
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ И КАЧЕСТВА 315
0,5
№ - ^ис х“ ДРис X
/ 7\0’5
150PI1 + /2)
Г 7 I1/3
_______^исх__________
^^^тах. ~ ^®min)
^исх
r(l-cos<pfl) + sin<pfl 5cos<pa +^ssin<pfl(2r-ssin<pfl
р^ис хРц
(3.3.30)
Ra = 0,25 Rz, A max = lX5Rz,Rp = 0,42?z;
(3.3.31)
/р = 1,5р при p < 40%; (3.3.32)
tp = 100- 0,012(100- p)2 при p > 40%, (3.3.28)
ще RZhcl, ^Рисх, tmKCx. - исходные параметры
шероховатости; P - рабочее усилие; f - коэф-
фициент трения между инструментом и обра-
батываемой заготовкой; <pfl - задний угол вдав-
ливания; Япр - приведенный радиус
р?пр = R - радиус ролика (шарика); г -
профильный радиус инструмента; Дпл - сред-
. f Р
ний радиус площадки контакта; дп л = /--•
Эмпирические уравнения, отражающие
взаимосвязь параметров состояния поверхно-
стного слоя деталей с условиями их обработки,
приведены в табл. 3.3.19.
3.3.19. Взаимосвязь параметров состояния поверхностного слоя деталей с условиями их обработки
Метод обработки Эмпирические уравнения Условия
1 2 3
Плоские поверхности
Торцовое фрезерова- ние р,69,0,15 Ra = 4830 А-. А >; у1,23г 0,14^0,46 ’ рД5 “ 8730 v1^7r0,24y0,46 ’ ,0,46 0,16 0,54 Wz = 5500Szt ' 7 ylpj Обрабатываемый материал - сталь ШХ15; = 0,8 ... 0,05 мм/зуб; t = 0,3 ... 1,8 мм; v = 18 ... 44 м/мин; г = 0,5 ... 2 мм; у = 5 ... 20 °
Строгание .1.93 0,27 ” 373 у0Д1,0Д2^0,6 ’ .0,24 0,15 & ~ 131,42 v0,11,0,12r0,6 ’ 5036,0^r035 ^“91 v0,97y0,15 Обрабатываемый материал - сталь ШХ15; sz — 0,25 ... 0,5 мм/дв.ход; t = 0,3 ... 0,8 мм; v = 5,6 ... 22 м/мин; г = 0,5 ... 2 мм; у = 5 ... 20 °
316
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
Продолжение табл. 1119
1 2 3
Торцовое точение „1,69 0,69 Ra = 10,88-—; Л,497039 Rp - 58,8 ; Wz = 1,6 мкм Обрабатываемый материал - сталь ШХ15; Sz = 0,1 ... 0,5 мм/об; г = 0,5 ... 2 мм; у = 5 ... 20 °
Чистовое шлифова- ние -0,48 „0,27 .0,8,043 Ra = 0^7Z V* / ; tf0’1 .0,46 „033.0,34,0,12 J» = 2,28Z ; AT0*13 _0Д2 „0,91^0,32 Wz = - „О^ОДб Обрабатываемый материал - сталь 12ХНЗА v3 = 0,21 ... 0,17 м/с; s = 3 ... 6 мм/ход; t = 0,01 ... 0,04 мм; 7У= 1 ... 5; Z = 46 ... 100
Отделочное шлифование Yt = Kcjr0z*>V32As*3 Z = 46 ... 100; у3 = 0,021 ... 0,17 м/с; Н = 2 для связки С2 и Н= 1 для связки С1; £о,£1,#2,£з,£4 коэффициенты (табл. 3.3.20)
Накатыва- ние шари- ковыми головками yr _ *ИС XVJ ' ° Уу = 13 ... 42 мм/мин на один де- формирующий элемент; р = 200 ... 600 МПа; z=l ... 3 при диаметре шариковой головки D = 90 мм; у = 14 ... 70 м/мин; ^0 Д1Д2 Дз, ^4 > ^5 ‘ коэффициен- ты (табл. 3.3.21)
Виброна- катывание yr _ £ *ИС Yi - *0 к к pk2jk* Уу = 3,33-10-3 мм/с; р = 200 ... 600 МПа; i = 1 ... 3; &0, , ^2 > *3 > *4 " коэффициента (табл. 3.3.22)
Суперфи- ниширова- ние Амплитуда колебания бруска - 4 мм, частота осцилляции - 1500 дв. ход/мин; Z = 50/40 ... 129/100; Яаисх = ... 0,6 мкм; у3 = 0,17 ... 0,3 м/с. Время суперфиниширования Т= 5 ... 50 с; q = 0,1 ... 0,5 МПа; ^0>^1>^2»^3>^4>^5 " коэффициен- ты (табл. 3.3.23)
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ И КАЧЕСТВА ЗГ>
Продолжение табл. 3.3.19
1 1 2 1 3.
Наружные цилиндрические поверхности
Получи- стовое и чистовое точение Ка ж. Ъ. Г^ЗуЧ s = 0,05 ... 0,43 мм/об; v = 71 ... 282 м/мин; r = 0,5 ... 2 mm; у = +4° ... (-4) °; ^0>^l>^2>^3>^4 " коэффициенты (табл. 3.3.24)
Чистовое точение >0,31^0,4 0,4 0,85 v0,06r0fi5HB0,05 Обрабатываемый материал - сред- неуглеродистые стали (140-210 ЯВ); материал инструмента Т15К6; v = 50 ... 150 м/мин; t = 0,5 ... 1,5 мм; з - 0,08 ... 0,18 мм/об; Ф = 45 ... 75° ; Ф1 = 25 ... 35°; г = 0,5 ... 2 мм
Yj = + & Обрабатываемый материал - сталь 40Х; v = 50 ... 150 м/мин; t = 0,15 ... 0,9 мм; з = 0,05 ... 0,5 мм/об; г= 0,5 ... 2 мм; у= +4°... (-4)°; а — 3 ... 7°; /ст = 2,0 ... 3,5 кН/мм; ^0>^1>^2>^3>^4>^5»^6>^7 - коэф- фициенты (табл. 3.3.25)
Тонкое алмазное точение s*'(90 + r)*4 Y‘ = k<> к к. гК2уЧ з = 0,05 ... 0,5 мм/об; v = 50 ... 150 м/мин; г = 0,5 ... 2 мм; у = +4 ... (-4) °; *0» *2 > *3 > *4 " коэффициенты (табл. 3.3.26)
Чистовое шлифова- ние Yt = Обрабатываемый материал - сталь 40Х (HRC3 30-35) v3 = 20-50 м/мин; $пр = (0,3 ... 0,8)В (В - ширина круга); 5рад = 0,01 ... 0,05 мм/дв. ход; N= 5 ... 10; для связки С2 - Н =2; для связи СМ1 - Н = 1; /ст = 9,8 ... 29,4 кН/мм; ЛбЛ1>^2>^3,^4,^,^6,^7 " коэффи- циенты (табл. 3.3.27)
318
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
Продолжение табл. 3.3.19
1 2 3
Тонкое шлифова- ние (торцом чашечного алмазного круга) / о \ 0,27 Ra = 0,003sS’p5 г0,85 ; /р\0,2 Др = 0,025п^0’6^ s^, = 0,15 ... 1,5 мм/об; z = 28/20 ... 125/100; P = 20 ... 140 H
Суперфи- ниширова- ние после преры- вистого шли- фования 7 1 /to = П-107—т-х ^рЛ1 0Д9 „0,05 0,58 0,22 5рад1 рад2^с Х (HRC3)4’02^’^W^0^0’06 ’ Др = 4,25 • 104 —^7—х ^рЛ1 0,18 0,72 0,4 рад1^с Х (HRC,)232^4^7/0^0’03 ’ з jt0 (hrc3)1,58zJ?3 Л"-17 10 ;у0,07;у0,21 0,04 Ц JVj 2V2 Л3 5рад1 = 0,005 ... 0,015 мм/об заго- товки 5рад2 = 0,003 ... 0,013 мм/об заготовки; Zc = 20 ... 40; рс = 196 ... 490 кПа; HRC3 = 48 ...60; М - ЛГ2 = 12 ... 32; t = 10 ... 35 мкм; пс = 1024 ... 1800 дв. ход^мин; лз = 88 ... 190 мин-1; £рДоД1 " коэффициенты, зави- сящие от обрабатываемого материа- ла, концентрации зерен в суперфи- нишных брусках (АСМ) и подачи СОЖ (табл. 3.3.28)
Полирова- ние конеч- ными лен- тами Рл f ^2 Ra(Rz,Rp)=k0 ’ pkty^rks Sm = 1 Icq + £1Яаис X+*2Z + *3 A + £4 v3 + *5^ Адисх = 0,32 ... 0,80 мкм; Р = 9,8 ... 58,8 Н; Уз = 0,16 ... 0,61 м/с; ^0 Д1Д2 Дз > *4 Лб ‘ коэффициен- ты (табл. 3.3.29)
Полирова- ние беско- нечными лентами •§> & II II о 2 Д * J о I—* £ s - & Обрабатываемый материал - сталь ШХ15 (HRC3 58 ... 62); z = 40/28 ... 125/100; Р= 20 ... 70 Н; Т= 10 ... 70 с
Притирка « 0,36 0,79 v0,l ™ис x.Z Ra = 0,4 ——— —: a0,2r0,21 ’ ^022 0,72 0,15 -****mc x< •'a a Др = 0,08 3 ; J’vJj v0,19 *S” " °’07 г0,42а0,07г0,2 Обрабатываемый материал - сталь У10А (HRC3 60 ... 65); Rovfcx. = 0,16 ... 0,90 мм; Уз = 40 ... 150 м/мин; Z = 2/3 ... 10/7; Т= 120 ... 300 с; a = 10 ... 25 °
Накатыва- ние роли- ками Ra = k^s^r^i^r^P^D^s^ vi и 5i - соответственно скорость резания и подача при точении; У1 = 70 ... 280 м/мин;
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ И КАЧЕСТВА 319
Продолжение табл. 3.3.19
1 2 3
с эллипс- ной пло- щадкой контакта si = 0,05 ... 0,43 мм/об; радиус при вершине резца г = = 0,5 ... 2,0 мм; передний угол резца у = +4 ... (-40°); профильный радиус ролика гр = = 0,5 ... 1,0 мм; усилие накатывания Р = 294 ... 784 Н; диаметр ролика D = 23 ... 42 мм; подача при накатывании sz = = 0,07 ... 0,15 мм/об; &0»*1,*2,*3 »^4>^5»^6»^7»^8 коэффициенты (табл. 3.3.30)
Накатыва- ние роли- ками с каплевид- ной пло- щадкой контакта ^3 0,37,035 036 Ra = 0,006—2^ ; Р0’4^)1’03 ^’«v0-26?’41^41 Rp = 0,026 —— ; P°34(lgq)o)O38 Ra 1,12 0,11 5>» = 0,61 r0,4p02v0,l Обрабатываемый материал - сталь 45; RaHCX = 1,5 ••• 6,2 мм; v = 30 ... 70 м/мин; s = 0,07 ... 0,25 мм/об; гр = 0,5 ... 1,5 мм; ФО = 0,3 ... 0,7°; Р = 294 ... 784 Н
Накатыва- ние шари- ками z \0,24 = d0,13,0,14v0,04 Обрабатываемый материал - сталь ШХ15 (НЯСЭ 62 ... 63); RZhcx ~ % Ю мкм; Максимальные напряжения на контакте: отах = 5000 ... 9000 МПа; d = 5 ... 10 мм; s = 0,03 ... 0,11 мм/об; v = 10 ... 70 мм/мин
Алмазное выглажи- вание Z 4-0,27 Ra = IJPZhcx^0^ j rfj03,0,14y0,05 Обрабатываемый материал - сталь ШХ15 (HRC3 62 ... 63); RZhcx ~ 2 ••• Ю мкм; s = 0,03 ... 0,11 мм/об; v = 10 ... 70 м/мин; диаметр алмазного индентора *7а = = 1 ... 5 мм; Отах = 3000 ••• 9000 МПа
Электроме- ханическая обработка: предвари- тельно P.a = к Обрабатываемый материал - сталь 45; Z= 1 ... 500 А; Фа = 0,3 ... 0,7°;
320
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
Продолжение табл. 3.3.19
1 2 3
обто- ченной поверх- ности с ^исх =1>6 ... 6,2 мкм; предвари- тельно шлифо- ванной поверх- ности с ^анс х= =0,35 ... 1,6 мкм Др = 0,026Ял2^70’04Р4)’34г0>26 х х.°’4Ч°’4Ч^ф0)-0’68; Ra = 0Д8Аа^7’0’05Р_0’41г0’36 х Др = 0^и?а2сх/_0’03р~0’37''0’35 х x,03r03(tgq>())-035 P=294 ... 588 H; v = 30 ... 70 м/мин; rp = 0,5 ... 1,5 мм; s = 0,07 ... 0,15 мм/об
Магнито- абразивная обработка в 0,58 у 0Д2в0,05 0,08 026 ’ 1 м D v vo Rn = . оо/Дисх?0,2^0’05 1,08 T 0,39 д 0,05 _Д21 7 м v Обрабатываемый материал - сталь 45 (НЯСэ 48 ...52); рабочий порошок - ЭБН; z = 160/80 ... 400/315; ЯаИсх = ^,3 ... 1,5 мкм; время обработки Тм = 20 ... 60 с; магнитная индукция В = = 0,3 ... 1,1 Т; зазор 5 = 0,8 ... 2 мм; v = 84 ... 169 м/мин; скорость осцилляции vo = 3 ... 9м/мин
Внутренние цилиндрические поверхности
Сверление Jta = 63W°’25v0'12?’41; Др = 52,4<7°’17.s0’52v_0’14; Rz = 48,7</0Д750’46у”0’04; Sm = 0(2d°’23v0’32s0’62 Обрабатываемый материал - сталь 40X; d = 12 ... 25 мм; v = 12 ... 20 м/мин; s = 0,06 ... 0,14 мм/об
Зейгерова- ние Ra = 5,6</0,23 v°’165°’76; Др = 254,8rf0’52v0’51i0’53; Rz = 45W-0’64v°’5s0’41; Sm = l^</-0’06v_0>22s0’85 Обрабатываемый материал - сталь 40Х; d = 12 ... 25 мм; v = 25 ... 40 м/мин; s = 0,3 ... 0,6 мм/об
Разверты- вание A, = 04rf0'26v0'®S-°’27; Др = 0,85d°’19v°’365'4)’18; Обрабатываемый материал - сталь 40Х; d = 12 ... 25 мм; v = 5 ... 10 м/мин;
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ И КАЧЕСТВА 321
Продолжение табл. 3.3.19
1 2 3
Rz = l(82d0-04v°-4s~0’1; An = 0,4rf0’02v°-13s-0’4 s = 0,6 ... 1,5 мм/об
Получис- товое и чистовое растачи- вание Yt = к&к'vk* у (50+ y)k7 Обрабатываемый материал - сталь 40Х (HRC3 30 ... 35); t = 0,15 ... 0,8; s = 0,05 ... 0,5 мм/об; v = 50 ... 150 м/мин; г = 0,5 ... 2 мм; У = +4 ... (_40°); а = 3 ... 7°; /ст = 10 ... 40 кН/мм; ^0>^l>^2»^3,^4>^5>^6>^7 ‘ коэф- фициенты (табл. 3.3.31)
Получис- товое и чистовое внутреннее шлифова- ние Yi = *о4‘Р4ад Обрабатываемый материал - сталь 40Х (HRC3 30 ... 35); Уз = 20 ... 50 м/мин; SnP = (0,3 ... 0,8)Б; Зрад = 0,01 ... 0,09 мм/дв.ход; ДГ = 1 ... 5; для СТ2 Н = 5, для М3 Н = 3; Z = 16 ... 40; уст = 8 ... 30 кН/мм; ,^5 ,^6>^7 коэф- фициенты (табл. 3.3.32)
Хонинго- вание г0Д6 0,03 0,24^0,09 л, = 0’26 Х»ЗМД1 ; Ч z 7 2 Т0,19у 0,04 0,04 034у 0,43 А 0,08 ^ = °>024 1 2 г0Д1 0,18 у 037^ ОД 3 ” 0,17 v°’36T20’17 у.035^0^2 WZ ' 2Д v1°>04v0'14T10'34 fWpWtf Обрабатываемый материал - сталь ШХ15; инструмент - электрокорунд зерни- стостью 50/40 на керамической связке; СОЖ - на основе керосина; скорость чернового хонингования - V1 = 26 ... 75 м/мин; скорость чистового хонингования У2 = 50 ... 150 м/мин; Р1 = 0,5 .... 1,5 МПа; Р2 = 3 ... 10 МПа; частота колебаний инструмента f = 1300 ... 1900 мин-1; А = 1 ... 2 мм; время чернового и чистового хо- нингования Ji = Т2 = 5 ... 10 с
322
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
3.3.20. Значения коэффициентов с, ко, к\ кг, кз, к^ для шлифования плоских поверхностей
Обрабаты- ваемый материал Определя- емый пара- метр с *0 *1 кг кз *4
20Х (НКСэ 54 ... 60) Ла, мкм -0,42 0 0,01 0,07 0,46 1,08 ОД 0,21 0,54 0,4 -0,07 -0Д5
Лр, мкм 0,06 0 0,06 0,008 032 1Д6 ОД 0,42 0,62 0,36 -0Д1 0,06
Sm, мм 0,87 0 7 1Q-6 4 10~6 0,26 0,73 0,01 0,01 0,22 0,27 -0Д2 -0,01
20ХНЗА (HRC3 60 ... 64) Ла, мкм -0,16 0 0Д7 0,5 0,08 0,01 0,27 0,01 0Д7 0,01 0,06 -0,01
Лр, мкм -0,25 0 и 1,58 -0,02 0,01 0,22 0,01 0Д4 0,01 0,05 -0,01
Sm, мм 0,03 0 0,028 0,040 0,22 0,02 0Д6 -0,01 0,04 -0,01 0Д8 -0,01
Примечание. В числителе - при шлифовании абразивным кругом, в знаменателе - алмаз-
ным кругом.
3.3.21. Значения коэффициентов для накатывания шариковыми головками плоских поверхностей
Обрабаты- ваемый материал Определя- емый пара- метр ко kt кг кз *4 кз
СЧ 21 Ла, мкм 3,4 0,99 0,90 0,20 0,02 -0,01
Лр, мкм 3,1 0,93 0,97 0,26 0,03 -0,02
Wz, мкм 0,35 0,11 0,43 0,06 -0,08 -0,07
яио . МПа 1023 -0,04 -0,31 -0,01 -0,01 0,02
40Х (HRC, Ла, мкм -8,0 0,77 0,65 0,1 0,21 0,09
30 ... 32) Лр, мкм 17,4 0,64 0,81 0,1 0,21 0,09
Wz, мкм 258 1,04 1,12 0,09 0,13 0,06
, МПа Но ’ 1206 -0,05 -0,27 -0,01 -0,03 -0,01
40Х (HRC3 Ла, мкм 13,1 0,80 0,75 0,03 0,03 0,02
40 ... 42) Лр, мкм 17,8 0,77 0,89 0,06 0,07 0,03
Wz, мкм 32 0,91 0,54 0,01 0,02 0
, МПа 2360 -0,01 -0,18 -0,04 -0,01 0,01
3.3.22. Значения коэффициентов для вибронакатывания плоских поверхностей
Обрабаты- ваемый материал Определя- емый пара- метр ко к\ кг кз *4
1 2 3 4 5 6 7
СЧ21 Ла, мкм 8,7 1,01 0,72 -0,29 0,19
мкм 0,6 0,90 0,90 0,41 0,16
Wz, мкм 1,5 0,68 0,73 -0,01 0,03
, МПа но ’ 18,2 0,07 -0,45 -0,17 -0,13
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ И КАЧЕСТВА 323
Продолжение табл. 3.3.22
1 2 3 4 5 6 7
40Х (HRC, Ra, мкм 6,6 0,87 0,99 0,23 0,09
30 ... 32) Rp, мкм 1,8 0,82 0,90 0,41 0,14
Wz, мкм 1,7 0,69 -0,75 0,14 -0,13
ЯИо , МПа 155,3 -0,03 -0,26 -0,04 -0,01
40Х (HRC3 Ra, мкм 7,0 0,90 0,82 0,17 0,09
40 ... 42) Rp, мкм 8,5 0,92 1,03 0,24 0,10
Wz> мкм 265 0,79 0,98 0,07 0,05
, МПа но ’ 288,3 0 -0,20 -0,02 -0,01
3.3.23. Значения коэффициентов для суперфиниширования плоских поверхностей
Обрабаты- ваемый материал Определя- емый пара- метр *0 А кг кз *4 к$
СЧ 21 Ra, мкм 0,18 0,48 0,43 -0,20 -0,29 -0,26
Лпах, мкм 1,23 0,39 0,41 -0,10 -0,28 -0,24
Rp, мкм 0,39 0,46 0,36 -0,14 -0,26 -0,21
Sm, мм од -0,06 0,2 -0,73 -0,09 -0,22
Молибден Ra, мкм 0,05 0,51 0 0,29 -0,37 -0,25
Rmax, мкм 0,57 0,40 0 1,00 -0,40 -0,21
Rp, мкм 0,21 0,50 0 0,10 -0,38 -0,16
Sm, мм 0,04 0,01 0 0,17 -0,15 -0,27
3.3.24. Значения коэффициентов для получистового и чистового обтачивания
Сталь ко *1 кг кз *4
3 0,01 0,65 0,60 0,50 1,90
20 41,8 0,75 0,55 1,38 0,25
45 7,0 0,85 0,65 0,36 0,15
70 5,8 1,10 0,68 0,15 0,16
3.3.25. Значения коэффициентов для чистового точения стали 40Х
। Определяемый параметр ко ki кг кз *4 ks ко kj
1 Ra, мм 83,6 -0,45 0,36 -0,10 0,12 0,01 -0,10 -0,22
1 Rp, мкм 1158,6 -0,32 0,10 -0,07 -0,04 0,04 -0,15 -0,36
Sm, мм 1,79 0,18 0,58 -0,25 0,15 0,21 0 -0,31
Wz, мкм 1,55 -0,50 0,24 -0,25 0,21 0,07 0,26 0,33
Smw, мм 1,59 0,47 0,27 0,04 0,05 -0,08 -0,44 0,10
Я^.МПа 1636 0,08 0,01 0,09 0,08 -0,06 0,07 0,11
324
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
3.3.26. Значения коэффициентов для тонкого точения
Обрабатываемый материал Определяемый параметр *0 *1 *2 кз *4
Сталь 45 Ra, мкм 0,16 0,59 0,29 0,19 0,66
(HRC3 48) Rp, мкм 0,82 0,59 0,38 0,08 0,52
Sm, мм 0,81 1,34 -0,19 0 0,10
Сталь У10А Ra, мкм 0,68 0,77 0,28 0,24 0,56
(HRCg 62) Rp, мкм 0,77 0,75 0,24 0,09 0,62
Sm, мм 0,74 1,20 0,12 0 0,08
Композици- Ra, мкм 0,43 0,54 0,19 0,33 0,49
онный мате- риал СККН Rp, мкм 0,65 0,69 0,29 0,07 0,47
Sm, мм 0,60 0,96 0,32 0 0,22
ВК15 Ra, мкм 0,39 0,64 0,33 0,19 0,44
Rp, мкм 0,59 0,78 0,31 0,14 0,76
Sm, мм 0,68 1,32 0,21 0 0,19
Высокопроч- Ra, мкм 6,00 0,28 0,20 0,21 0
ный чугун Rp, мкм 8,36 0,24 0,20 0,12 0
Sm, мм 0,06 0,01 0,03 -0,04 0
3.3.27. Значения коэффициентов для круглого чистового шлифования
Определяемый параметр ко ki кг кз *4 кз ко *7
Ra, мм 0,47 -0,06 0,36 -0,01 -0,02 0,29 0,08 0,34
Rp, мкм 1,08 -0,02 0,16 0,03 0,01 0,71 0,03 0,24
Sm, мм 0,02 -0,22 0,34 -0,15 0,04 0,24 0,06 0,13
Wz, мкм 4,30 0,01 0,23 0,08 -0,06 0,51 0,09 -0,25
Smw, мм 0,14 -0,03 0,36 -0,12 -0,06 0,40 0,18 0,10
ЯИо , МПа 2253 0,03 -0,04 0,01 0,02 0,01 0,02 -0,01
3.3.28. Значения коэффициентов при суперфинишировании
Определяемый параметр кц, для стали к$ для концентрации алмазов к\ при подаче СОЖ
45 40Х 100 50 под давлением поливом
Ra, мкм 1,93 1,39 - - 1,23 1,11
Rp, мкм 2,04 1,43 2,42 2,22 1,65 1,29
Sm, мм 1,16 1,08 1,54 1,44 - -
3.3.29. Значения коэффициентов при полировании конечными лентами
Обрабатываемый материал Определяемый параметр ко ki *2 кз к* кз
1 2 3 4 5 6 7 8
Сталь 45 Ra, мкм 1,01 0,81 -0,01 0,33 0,10 0,20
(HRC, 56 ... 62) Rz, мкм 1,07 0,75 0,37 0,41 -0,01 0,24
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ И КАЧЕСТВА 325
Продолжение табл. 3.3.29
1 2 3 4 5 6 7 8
Rp, мкм 0,45 0,52 0,34 0,33 0,11 0,20
Sm, мм 56,3 -41,3 -0,15 5,10 0 -0,17
Сталь ЗОХГСА Ra, мкм 0,49 1,17 0,47 0 0,14 0,24
(HRC, 30 ... 35) Rz, мкм 3,40 1,80 0,12 0,46 0,35 0,27
Rp, мкм 2,31 1,14 0,25 0,44 0,25 0,20
Sm, мм 34,8 -28,4 0 0,81 0 0,18
3.3.30. Значения коэффициентов при накатывании роликами с эллипсной площадкой контакта
Обрабатываемый материал *0 ki кг кз £4 кз кб ^7 ^8
Сталь 20 Сталь 45 Сталь 70 139,4 228,6 287,0 -0,18 -0,11 0 0,30 0,47 0,50 0,05 0,78 0,75 -0,28 -0,22 -0,38 -0,18 -0,26 -0,21 -1Д5 -1,15 -1,27 0,97 0,86 1,05 0,33 0,27 0,39
3.3.31. Значения коэффициентов для растачивания
Определяемый параметр *0 *1 кг *4 кз кб ^7
Ra, мкм Rp, мкм Sm, мм Wz, мкм Wp, мкм Smw, мм ЯИо , МПа 76,2 228,2 0,01 29,0 7,6 30,0 961,6 0,57 0,66 0,46 0,37 0,31 -0,09 0,02 0,03 0 0,03 -0,56 -0,38 0,25 0,01 0,04 0,05 0 -0,05 -0,22 -0,07 -0,09 -0,08 -0,02 0 0 0 0 0,03 -0,20 -0,16 0,12 0,10 0,08 -0,08 -0,01 -0,34 -0,52 -0,19 -0,12 -0,43 0,30 0 -0,35 -0,23 0,10 0,62 1,08 -0,11 -0,11
3.3.32. Значения коэффициентов для внутреннего шлифования
Определяемый параметр *0 *1 кг ^3 £4 кз кз к]
Ra, мкм Rp, мкм Sm, мм Wz, мкм Wp, мкм Smw, мм ЯИо, МПа 9,25 76,6 0,002 з,з 34,6 1,09 243,4 0,39 0,28 -0,02 0,61 0,93 0,13 0,03 0,05 0,11 0,08 -0,10 -0,04 0,14 0,01 0,01 -0,06 0,29 -0,42 0,03 -0,04 0,01 0,06 -0,08 0,62 0,06 -0,14 0,03 -0,02 -0,23 -0,16 0,27 -0,18 -0,33 0,07 0,05 -0,04 -0,53 0,19 0,32 0,09 -0,17 0,01 -0,98 -1,16 -0,33 -0,39 -0,81 0,18 -0,03
Приведение зависимости используют при раметров ее состояния, точности размеров и расчете оптимальных условий изготовления минимальной себестоимости. деталей с учетом их качества. Необходимо отметить, что технологиче- После проведения расчетов для всех воз- ские расчеты, начиная с блока 3, являются , можных методов обработки в блоке 8 (рис. формализованными и могут осуществляться на 3.3.3) осуществляется окончательный выбор ЭВМ. метода обработки конкретной поверхности, _ Структурная схема оптимизации обра- - д р р р ботки детали с учетом ее качества представлена обеспечивающей получение необходимых па- на рис 334
326
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
Рис. 3.3.4. Структурная схема оптимизации изготовления детали с учетом качества ее поверхностного слоя
При разработке программ целесообразно
применять технологически ориентированные
языки программирования, которые позволяют
параллельно с выводом результатов расчета на
печать изготовлять программоносители для
станков с ЧПУ. Примером разработки техно-
логически ориентированных языков програм-
мирования могут служить системы подготовки
управляющих программ, например, “ЕХАРТ\
На стадии технологической подготовки
производства эту комплексную задачу, как
правило, разделяют на ряд конкретных задач.
Наряду с расчетным методом определе-
ния оптимальных режимов, обработки на прак-
тике успешно применяют табличный метод. В
отдельных случаях выбор методов окончатель-
ной обработки заготовок определяется их на-
дежностью по обеспечению параметров каче-
ства поверхностного слоя деталей машин.
Значения показателей надежности неко-
торых чистовых методов обработки цилиндри-
ческих и плоских поверхностей деталей машин
по данным В.П. Федорова приведены в табл.
3.3.33 и 3.3.34.
3.3.33. Надежность технологического обеспечения параметра состояния поверхностного слоя при обработке
наружных цилиндрических поверхностей деталей из конструкционных сталей
Метод обработки Относительное отклонение ±5У Ra Rz Лпах Др Sm tm Wz Smw Ятах
Круглое 0,10 0,15 0,10 0,07 0,08 0,05 0,12 0,07 0,03 0,15 0,15 0,10 0,25 0,18
шлифование 0,25 0,35 0,25 0,12 0,12 0,15 0,30 0,18 0,10 0,30 0,35 0,30 0,45 0,40
0,50 0,55 0,40 0,22 0,22 0,28 0,60 0,35 0,18 0,50 0,55 0,55 0,65 0,62
0,70 0,75 0,55 0,35 0,35 0,70 0,95 0,60 0,35 0,75 0,75 0,75 0,85 0,80
0,90 0,85 0,75 0,55 0,65 0,95 1,00 0,85 0,55 0,90 0,95 0,90 0,98 0,94
Тонкое 0,10 0,55 0,50 0,45 0,45 0,45 0,92 0,18 0,20 0,10 0,10 0,08 0,30 0,20
точение 0,25 0,85 0,82 0,80 0,80 0,80 0,99 0,40 0,40 0,20 0,30 0,25 0,55 0,40
0,50 0,98 0,96 0,95 0,95 0,98 1,00 0,80 0,80 0,30 0,55 0,50 0,75 0,68
0,70 1,00 0,99 0,98 0,98 1,00 1,00 0,90 0,88 0,50 0,75 0,75 0,90 0,85
0,90 1,00 1,00 1,00 1,00 1,00 1,00 0,95 0,92 0,75 0,90 0,88 0,99 0,95
Алмазное 0,1 0,22 0,20 0,18 0,18 0,28 0,66 0,10 0,12 0,12 0,25 0,20 0,60 0,35
выглаживание 0,25 0,50 0,45 0,35 0,35 0,65 0,95 0,25 0,28 0,25 0,50 0,45 0,80 0,60
0,50 0,80 0,78 0,75 0,75 0,90 1,00 0,45 0,55 0,45 0,72 0,70 0,90 0,80
0,70 0,90 0,90 0,85 0,90 0,95 1,00 0,85 0,80 0,55 0,90 0,90 0,98 0,97
0,90 0,95 0,95 0,90 0,95 0,99 1,00 0,90 0,92 0,70 0,99 0,98 1,00 1,00
Электро- механическая обработка: после 0,10 0,40 0,36 0,25 0,35 0,50 0,90 0,20 0,22 0,10 0,16 0,05 0,50 0,30
точения 0,25 0,80 0,78 0,55 0,75 0,75 0,96 0,50 0,48 0,35 0,55 0,25 0,95 0,70
0,50 0,90 0,88 0,75 0,85 0,98 0,99 0,70 0,68 0,52 0,90 0,70 0,99 0,95
0,70 0,99 0,98 0,90 0,95 1,00 1,00 0,85 0,84 0,66 0,95 0,80 1,00 0,98
0,90 1,00 1,00 1,00 1,00 1,00 1,00 0,98 0,95 0,76 0,98 0,90 1,00 0,99
после 0,10 0,25 0,24 0,15 0,24 0,10 0,20 0,12 0,08 0,16 0,30 0,10 0,70 0,35
шли- фования 0,25 0,60 0,58 0,45 0,58 0,40 0,50 0,45 0,25 0,45 0,75 0,35 0,96 0,75
0,50 0,90 0,86 0,65 0,85 0,70 0,75 0,68 0,45 0,65 0,95 0,80 0,99 0,95
0,70 0,99 0,96 0,80 0,95 0,92 0,98 0,82 0,62 0,80 0,98 0,90 1,00 0,99
0,90 1,00 1,00 0,90 1,00 0,98 1,00 0,92 0,75 0,90 0,99 0,95 1,00 1,00
ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ И КАЧЕСТВА 327
3.3.34. Надежность технологического обеспечения параметров состояния поверхностного слоя при обработке
плоских поверхностей деталей из различного материала
Материал обработки Материал детали Относитель- ное отклоне- ние ±уУ Ra Rz Лпах Лр Sm tm Wz Smw fimax Я»*
Шлифова- 20Х 0,10 0,35 0,30 0,18 0,20 0,21 0,60 0,15 0,05 0,18 0,14 0,12 0,22 0,16
ние
0,25 0,78 0,60 0,38 0,45 0,48 0,96 0,30 0,15 0,30 0,25 0,24 0,40 0,35
0,50 0,98 0,90 0,67 0,75 0,80 0,99 0,55 0,32 0,65 0,55 0,50 0,64 0,60
12ХНЗА 0,10 0,20 0,18 0,12 0,15 0,39 0,77 0,14 0,04 0,15 0,12 0,10 0,20 0,14
0,25 0,52 0,40 0,33 0,35 0,80 0,99 0,28 0,15 0,30 0,22 0,22 0,36 0,35
0,50 0,84 0,78 0,66 0,70 0,98 1,00 0,52 0,30 0,60 0,50 0,48 0,60 0,55
Накатыва- СЧ20 0,1 0,30 0,20 0,15 0,24 0,20 0,35 0,50 0,10 0,08 0,05 0,05
ние
0,25 0,68 0,45 0,35 0,55 0,45 0,60 0,90 0,25 0,18 0,13 0,10 - -
0,5 0,94 0,80 0,70 0,86 0,75 0,95 0,99 0,54 0,40 0,25 0,22 - -
40Х 0,1 0,65 0,28 0,20 0,29 0,28 0,65 0,50 0,14 0,10 0,80 0,35 0,45 0,30
0,25 0,97 0,48 0,45 0,66 0,55 0,95 0,90 0,30 0,25 0,95 0,50 0,60 0,50
0,5 1,00 0,85 0,80 0,92 0,95 1,00 1,00 0,60 0,45 1,00 0,85 0,86 0,80
Вибро- СЧ20 0,1 0,19 0,16 0,10 0,15 0,25 0,45 0,15 0,10 0,08 0,10 0,08
накатыва-
ние 0,25 0,45 0,40 0,25 0,38 0,45 0,60 0,37 0,25 0,20 0,15 0,14 - -
0,5 0,78 0,76 0,55 0,75 0,80 0,95 0,68 0,55 0,42 0,30 0,28 - -
40Х 0,1 0,22 0,21 0,15 0,21 0,30 0,68 0,16 0,15 0,12 0,90 0,25 0,40 0,35
0,25 0,51 0,50 0,35 0,50 0,50 0,75 0,37 0,30 0,20 0,96 0,45 0,55 0,50
0,5 0,83 0,82 0,65 0,82 0,95 1,00 0,70 0,60 0,45 1,00 0,88 0,88 0,85
328 Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
329
3.3.4. ОБЕСПЕЧЕНИЕ КАЧЕСТВА ПОВЕРХНОСТНОГО
СЛОЯ ДЕТАЛЕЙ МАШИН ПРИ ИЗГОТОВЛЕНИИ
Основными факторами, определяющими
качество поверхностного слоя деталей при
изготовлении, являются строгое соблюдение
технологической дисциплины, т.е. исполнение
разработанных технологических процессов, и
оперативный контроль и подналадка техноло-
гических систем при возможных отклонениях
от допустимых значений. В станке эти откло-
нения обусловлены уменьшением его жестко-
сти и точности из-за износа в узлах трения,
процессов схватывания в этих узлах из-за на-
рушения подачи смазочного материала, ослаб-
ления затяжных компенсирующих элементов.
В приспособлениях - износом базирующих
элементов, уменьшением сил закрепления и
т.д. В инструменте - износом и ослаблением
его крепления. В заготовке - отклонением
твердости материала и размеров больше допус-
тимых значений.
Строгое соблюдение технологической
дисциплины при механической обработке
обеспечивается на автоматических и роторных
линиях, автоматах и полуавтоматах - наладчи-
ками; на станках с ЧПУ и многоцелевых стан-
ках - программистами и наладчиками; на уни-
версальных станках - станочниками. Контроль
за соблюдением технологической дисциплины
осуществляют технолог, контролер, мастер.
При соблюдении технологической дис-
циплины и необеспеченности требуемого каче-
ства поверхностного слоя детали на одной из
операций должно быть осуществлено опера-
тивное изменение технологического процесса,
которое, как правило, заключается в коррек-
тировке условий обработки. Для этого с успе-
хом могут быть использованы данные, приве-
денные в табл. 3.3.35 - 3.3.39 [5, 6].
3.3.35. Взаимосвязь параметров качества поверхностного слоя деталей машин
с условиями их лезвийной обработки
Параметр Точ- ность Яшах Wz Smw Ra Sm s -aOCT Ao Ah
1 2 3 4 5 6 7 8 9 10 11 12 13
Подача s: < 0,07 >0,07 0 0 4- 0 4- 0 4- 0 4-* 4- 4-* 4- 4- 4- 4- 4-* 4-
Скорость резания v: <30 >30 0 0 0 0 4- 4- 4- 0 0 4- _♦ _• _♦ _♦ _♦
Глубина резания t _• 4-* 4-* 4-* 4- 4- 0 0 4-* 4-* 4-* 4-*
Углы в плане <р идц: < arcsin sflr > arcsin s/2r 0 4- 0 0 0 0 0 4-* 0 0 0 4- 4- 0 0 0 0
Передний угол у: > 0 < 0 _• _• 4-* _♦ 0 4- 4- 4- 4- 4- 0 0 4-* 4-* 4-* 4-* 4-*
Радиус вершины г - 4- 4-* 0 _♦ - 0 - 4-* 4-* 4-* 4-*
\ Радиус скругления режу- щей кромки р - 4- 4- 0 4- 4- 0 - 4-* 4-* 4-* 4-*
Шероховатость режущей кромки 0 0 0 0 4-* 4-* - - - - - -
Жесткость технологической | системы j 4-* _• _♦ - - 4- 4- 4- 4- 4- 4-
1 Точность станка 4-* _♦ _• _♦ - - 0 0 0 0 0 0
Неравномерность твердо- сти заготовки - 4- 4- 4- 4- 4- 0 0 0 0 0 0
Предел текучести материа- ла заготовки - 4- 4-* 4-* - - 0 - - - - -
330
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
Продолжение табл. 3.3.35
1 2 3 4 5 6 7 8 9 10 11 12 13
Молекулярное сродство материала режущей части инструмента с материалом заготовки Та _♦ 4-* 4- 0 - - - - 4- 4- 4- 4-
СОТС 4- - - 0 - - - - 4-* 4-* 4-* 4-*
Исходные параметры заготовки: точность 4-* * 0 0 0 0 0 0 0 0
волнистость - 4- 4-* 4-* 0 0 0 0 0 0 0 0
шероховатость 0 0 4- 4- 4- 4- 4- 4- 0 0 0 0
Примечания: 1. Знак “4-” означает, что увеличение или уменьшение данного параметра
способствует увеличению или уменьшению соответствующего параметра качества детали.
2. Знак означает, что увеличение или уменьшение данного параметра способствует умень-
шению или увеличению соответствующего параметра качества детали.
3. Знак “0” означает, что изменение данного параметра практически не влияет на соответст-
вующий параметр качества детали.
4. Знак означает, что данный параметр оказывает основное влияние на соответствующий
параметр качества детали.
3.3.36. Взаимосвязь параметров качества поверхностного слоя деталей машин
с условиями их алмазно-абразивной обработки
Параметр Точ- ность Яшах Wz Smw Ra Яр Sm 5 ±CTOCT Ao Ah
1 2 3 4 5 6 7 8 9 10 11 12 13
Круговая или линейная скорость детали уд - 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 4-
Подача s - 4- 4- 4- 4-* 4-* 4-* 4-* 4- 4- 4- 4-
Глубина резания t _♦ 4-* 4-* 4-* 4-* 4-* 4- 4- 4-* 4-* 4-* 4-*
Число выхаживаний N 4-* _• * ♦ * ♦ ♦ _•
Зернистость z 4- - - 4- 4-* 4-* 4-* 4-* 4-* 4-* 4-* 4-*
Концентрация К 4- - 4- - _* _• _♦ 4- 4- 4- 4-
Молекулярное сродство материала зерен с материа- лом заготовки Та - 4- 4- 4- - - - - 4- 4- 4- 4-
Правка круга 4- * ♦ * ♦ ♦ ♦
Жесткость технологической системы /г 4-* _• _• _♦ - - 0 0 4- 4- 4- 4-
Предел текучести материа- ла заготовки - 4- 4- 4- - - 0 - - - _* _♦
Неравномерная твердость заготовки - 4- 4- 4- 4- 4- 0 0 0 0 0 0
СОТС 4- - - - 0 - - - 4-* 4-* 4-* 4-*
Точность станка 4-* _♦ _♦ - - - - 0 0 0 0
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
331
Продолжение табл. 3.3.36
1 2 3 4 5 6 7 8 9 10 и 12 13
Исходные параметры заготовки: точность 4-* « 0 0 0 0 0 0 0 0
волнистость - + 4-* 4-* 0 0 0 0 0 0 0 0
шероховатость 0 0 4- 4- 4- 4- 4- 0 0 0 0 0
степень наклепа _• 4-* 4- 4- 0 0 0 0 4-* 4-* 4-* 4-*
Примечание. См. примечания к табл. 3.3.35.
3.3.37. Взаимосвязь параметров качества поверхностного слоя деталей машин
с условиями их отделочно-упрочняющей обработки ППД
Параметр Точ- ность Ятах Wz Smw Ra Rp Sm s -Стост Ав Un Ан
1 2 3 4 5 6 7 8 9 10 и 12 13
Скорость V 0 0 - - 4- 4- 0 0 - - - -
Подача s 0 0 4- 4- 4-* 4-* 4-* 4-* _♦ _♦ _• _♦
Рабочая нагрузка Р 4- _♦ 4-* 4-* 4-* 4-* 4- - 4-* 4-* 4-* 4-*
Число рабочих ходов i 4- _* _♦ _♦ _• _♦ _♦ _♦ 4-* 4-* 4-* 4-*
Радиус рабочего шарика и индентора R 0 0 - 4- _♦ _♦ 0 0 _♦ 4-* _♦ 4-*
Диаметр рабочего ролика D 0 0 - 4- - - 0 0 - 4- - 4-
Профильный радиус роли- ка г 0 0 _• 4-* _♦ _♦ 0 0 _♦ 4-* _♦ 4-*
Задний угол вдавливания <р 0 0 4-* 4- 4- 0 0 _♦ 4-* _* 4-*
Волнистость и эксцентри- ситет ролика - 4- 4-* 4-* 4- 4-> 0 0 - - - -
Шероховатость рабочей поверхности инструмента 0 0 0 0 4- 4- - - 0 0 0 0
Молекулярное сродство материала выглаживающего индентора с материалом заготовки Та - 4- 0 0 4- 4- 4- 4- - - - -
Предел текучести обраба- тываемого материала от - 4-* 4-ф 4-* 4-* 4- 0 0 _♦ _♦ _♦ _•
Жесткость технологической системы 4- - - - 0 0 0 0 0 0 0 0
Исходные параметры заготовки: точность 4-* * _♦ 4-* 0 0 0 0 0 0 0 0
ВОЛНИСТОСТЬ И^исх - 4- 4-* 4-* 0 0 0 0 0 0 0 0
шероховатость Я^исх 0 0 4- - 4-* 4-* 4-* 4-* 0 0 0 0
СОТС 4- - - 4- - - 0 0 4-* 4-* 4-* 4-*
Точность станка 4- - - 4- 0 0 0 0 0 0 0 0
Примечание. См. примечания к табл. 3.3.35.
332
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
3.3.38. Зависимость параметров шероховатости обработанной поверхности гильз
из чугуна СЧ21 от марки хонинговального инструмента
Марка хонинговального инструмента Ra, мкм Rz, мкм Tfrnax, мкм Rp, мкм Sm, мм
К312 2,10 8,40 12,60 5,45 0,08
АС15. 400/315 5,25 21,00 31,60 13,70 0,50
К38 1,05 4,20 6,30 2,75 0,05
АС15. 250/200 3,20 12,80 13,20 8,30 0,10
К36 0,75 3,75 4,50 1,95 0,04
АС6. 125/100 1,15 5,75 9,10 3,00 0,05
КЗМ20 0,22 1,10 1,32 0,57 0,02
АС2. 80/63 0,20 0,95 1,14 0,49 0,08
3.3.39. Зависимость параметров шероховатости обработанной поверхности деталей
из стали ШХ15 (HRC3 58 ... 62) от марки шлифовальной ленты
Марка ленты Ra, мкм Rz, мкм Umax, мкм Rp, мкм Sm, мм
АСО 80/63-Р14 0,30 2,00 2,50 1Д2 0,036
АСО 80/63-Р9 0,28 1,60 2,00 0,90 0,036
АСО 80/63-Р1 0,14 0,75 1,00 0,40 0,028
АСО 63/50-Р9 0,14 0,80 1,00 0,42 0,030
ACM 40/28-Р9 0,10 0,40 0,55 0,20 0,025
КО 80/63-Р14 0,52 2,50 3,00 1,40 0,040
КО 80/63-Р9 0,46 2,40 3,10 1,25 0,032
КО 80/63-Р1 0,30 2,10 2,80 1,40 0,030
Э9 (водостойкая) 0,45 2,20 2,60 1,20 0,050
АСО 80/63-Р9 0,28 1,50 1,85 0,90 0,036
ACM 40/28-Р9 0,03 0,14 0,18 0,07 0,022
ACM 10/7-Р9 0,01 0,05 0,06 0,03 0,010
Как видно из таблиц, точностью в наи-
лучшей степени можно управлять при обра-
ботке резанием, волнистостью - при алмазно-
абразивной и отделочно-упрочняющей обра-
ботках, параметрами шероховатости - при всех
методах обработки и физико-механическими
свойствами поверхностного слоя - при отде-
лочно-упрочняющей обработке ППД. Причем
при лезвийной обработке основное влияние на
точность размеров и формы деталей оказывают
точность станка, жесткость технологической
системы и материал режущего инструмента; на
волнистость - жесткость системы и точность
станка; на параметры шероховатости - подача
(при s > 0,1 мм/об); на физико-механические
свойства - СОТС, геометрия режущей части
инструмента и режимы.*
При алмазно-абразивной обработке на
точность размеров и формы деталей влияют
точность станка, жесткость технологической
системы, глубина резания и число выхажива-
ний; на волнистость - жесткость технологиче-
ской системы, точность станка, число выхажи-
ваний; на параметры шероховатости - зерни-
стость круга, подача и число выхаживаний; на
физико-механические свойства - СОТС, твер-
дость круга и глубина резания.
* Последовательность перечисления условий обработ-
ки определяется уменьшением степени их влияния.
При отделочно-упрочняющей обработке
ППД на точность детали влияют исходная
точность ее размеров и формы и рабочая на-
грузка; на волнистость - рабочая нагрузка,
геометрия рабочей части инструмента и ис-
ходная волнистость; на параметры шерохова-
тости - рабочая нагрузка, исходные параметры
шероховатости и подача; на физико-
механические свойства - рабочая нагрузка и
геометрия инструмента. Это говорит о том, что
основное влияние на качество детали при от-
делочно-упрочняющей обработке ППД оказы-
вает рабочее давление.
Примеры общих закономерностей изме-
нения показателей качества поверхностного
слоя деталей при изменении условий их обра-
ботки приведены на рис. 3.3.5 и 3.3.6.
Приведенные данные убедительно пока-
зывают, что важнейшим фактором, опреде-
ляющим качество поверхностного слоя детали,
является соблюдение технологической дисцип-
лины. Так, изменение марки алмазно-абра-
зивного инструмента или режимов механиче-
ской обработки может привести к десятикрат-
ному изменению параметров состояния обра-
ботанной поверхности. Причем наряду с рез-
ким изменением нормированных и контроли-
руемых параметров качества деталей наруше-
ние технологической дисциплины приводит и
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
333
мкм
Рис. 3.3.5. Изменение геометрических параметров качества поверхности детали в зависимости
от изменения условий обработки:
а - подачи при точении; б - продольной подачи при шлифовании; в - рабочего давления при ОУ О ППД
мм
4КМ Мм мкм
6 -0,15-1,5-
4 -Q.10- W-
2 -QK-Of-
oL 0L ------1---I__I__I---
о 200'400 600f>, МП a
6)
ж S
1000" °-4
-аз
- 02
-д/
МПц'
800
400
200
О
Ш
-4000-
-30Л-
-2000-
-1000-
0 -
МПа MM*
800-Q4
600-0.3
400-02
2Do\- 0,1
0 0,1 ф^О^мм/^
ЙГ
-Ш-
(-МДО-
-2000-
-1000-
oL oL i__________u—л—j
0 1000 20003000 Snp,
m*/muh
9
HjiQ'
Goer
&ОСТ,гЬц,
МПа мм
1600 -Q8
1200
800
-Ofi
-0,4
ЙГ
-4ОЙ0-
-3000-
-2000-
400 -0,24000-
- o L —। । i___i—.
О 200 400 600 puna
В)
0
Рис. 3.3.6. Изменение физических свойств поверхностного слоя детали в зависимости
от изменения условий обработки:
а - подачи при точении; б - продольной подачи при шлифовании; в - рабочего давления при ОУО ППД
к скрытому ухудшению их надежности и дол-
говечности (остаточные напряжения, скрытые
прижоги и микротрещины). Эти скрытые
ухудшения зачастую приводят к недопонима-
нию со стороны станочников необходимости
соблюдения технологической дисциплины.
Все это говорит о том, что одной из ос-
новных задач в обеспечении качества поверх-
ностного слоя деталей при механической об-
работке является строжайший контроль за
соблюдением технологической дисциплины.
Для устранения влияния случайных отклоне-
ний условий механической обработки на каче-
ство изготовляемых деталей с успехом исполь-
зуют различные системы адаптивного управле-
ния технологическими процессами. Эти сис-
темы базируются на получении информации,
характеризующей истинное состояние процес-
са (контроль сил резания, температуры, силы
тока и мощности двигателей, давления в гид-
роцилиндрах, точности обрабатываемого раз-
мера и параметров шероховатости и др.), и
соответствующих оперативных, как правило,
автоматических изменениях режимов резания.
Развитие измерительной и вычислитель-
ной техники позволяет перейти к непосредст-
венному измерению параметров качества дета-
ли при обработке, что раскрывает новые воз-
можности для систем адаптивного управления
(САУ) процессами резания. Так, на рис. 3.3.7
приведена САУ качеством обрабатываемой
детали при шлифовании, позволяющая опти-
мизировать процесс обработки и обеспечить
требуемую точность размера и параметры ше-
роховатости поверхности.
Рис. 3.3.7. Система адаптивного управления качеством
обрабатываемой детали прп шлифовании:
7 - деталь; 2 - шлифовальный круг
Диаметр Д параметр шероховатости Ra
заготовки и радиальная составляющая Ру силы
резания в виде электрических сигналов посту-
пают в электронные преобразующие устройст-
ва ЭПУ, откуда их значения поступают на
аналоговый вход вычислительной машины.
Сигнал А работы шлифования зависит от ско-
рости изменения измеряемого диаметра заго-
товки. Вычислительная машина в зависимости
от измеренных и вычислительных параметров
(Ra, Ру, D и Л) оптимизирует значение попе-
речной подачи 5поп> передаваемое в управ-
ляющее устройство УУ, где оно кодируется и
поступает в виде электрического сигнала на
дискретный электродвигатель ДЭ. Сигнал Ру
радиальной составляющей силы шлифования
также поступает на управляющее устройство
для своевременного переключения быстрого
подвода круга на рабочую подачу соприкосно-
вения круга с заготовкой и ее остановки, если
радиальная сила шлифования превысит допус-
тимую.
334
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
3.3.5. ЭКСПЕРИМЕНТАЛЬНО-СТАТИСТИЧЕСКИЙ
МЕТОД ТЕХНОЛОГИЧЕСКОГО ОБЕСПЕЧЕНИЯ
ЭКСПЛУАТАЦИОННЫХ ПОКАЗАТЕЛЕЙ
СОЕДИНЕНИЙ ДЕТАЛЕЙ МАШИН
Одной из важных и сложных проблем,
стоящих перед современным машиностроени-
ем, является, в частности, проблема разработ-
ки и производства машин с узлами трения,
обладающими равной долговечностью. Только
на путях решения данной проблемы возможно
достижение наибольшей экономии материаль-
ных, энергетических и трудовых ресурсов,
чему в мировой практике уделяется огромное
внимание.
Долговечность соединений деталей ма-
шин и, в частности, узлов трения определяет-
ся, как известно, рядом эксплуатационных
свойств их деталей (износостойкость, контакт-
ная жесткость, сопротивление усталости, кор-
розионная стойкость и т.п.). Эксплуатацион-
ные свойства оценивают с помощью эксплуа-
тационных показателей, таких как интенсив-
ность изнашивания, податливость контакти-
рующих поверхностей, предел сопротивления
усталости, коррозионные потери и др. Экс-
плуатационные показатели физически связаны
с определенными конструктивными и техноло-
гическими параметрами, характеризующими
конструкцию соединения и технологию его
изготовления, и параметрами, определяющими
условия его работы. Такие параметры обычно
называют функциональными.
К функциональным параметрам относят,
в частности, параметры, характеризующие
качество поверхностного слоя деталей [4, 6]. В
соответствии с современными представления-
ми о влиянии параметров качества поверхно-
стного слоя деталей на их эксплуатационные
свойства необходимо технологически обеспе-
чивать следующую совокупность параметров:
Му Ж, Л, Я, а, б и т, где Му W и R - соответст-
венно показатели макрогеометрии, волнисто-
сти и шероховатости обработанной поверхно-
сти; И, о, 3 и т - соответственно показатели,
характеризующие упрочнение, напряжен-
ность, физическое и химико-физическое со-
стояние поверхностного слоя.
Бели качество поверхностного слоя дета-
ли узла трения оценивать комплексным пара-
метром Q = fl(My Wy Ry Ну о, 3 т), то для кон-
кретного узла трения (определенные конст-
рукция и условия функционирования) экс-
плуатационным показателем будет J = Дбь
бг), где 61 и Qi - соответственно комплекс-
ные параметры качества поверхностного слоя
контактирующих деталей. В большинстве слу-
чаев функция является линейной
J = + a\Q\ + alQl, (3.3.34)
где а§у а\у Q2- коэффициенты.
Тогда для дисперсии D(J)y характеризующей
рассеивание эксплуатационных показателей
относительно их средних значений, будем
иметь
D(J) = D(a0) + P(ai)D(ft) + 4о(й) + й2Аа1)+
+ 1>(а2)Л(е2) + «2^(02) + cjz>(a2),
(3.3.35)
где Z)(ao),Z)(ai) и дисперсии коэф-
фициентов OQy aiy О2у &(01) и />(62) " Дис-
Персии комплексных параметров качества по-
верхностного слоя контактирующих деталей;
61 и Q2 - значения параметров качества, при
которых обеспечивается заданное значение J.
При известном значении D(J) Р %-ные
доверительные интервалы ±Д/ для среднего
значение / равны
А/ = у
где Кр - коэффициент, зависящий от закона
распределения эксплуатационного показателя J.
Комплексные показатели качества по-
верхностного слоя 61 и 62 формируются в
ходе выполнения конкретных технологических
маршрутов обработки контактирующих по-
верхностей деталей. Системно-структурная мо-
дель такого технологического маршрута, вклю-
чающая две технологические операции
(например, упрочняющую и отделочную)
представлена на рис. 3.3.8.
Рис. 3.3.8. Системно-структурная модель процесса
обработки, включающего две операции:
1 - плоскость упрочняющей обработки; 2 - плоскость
отделочной обработки; «ц и - инструмент; и
«22. - заготовка; «в и «23 - смазывающе-охлаждающая
жидкость; «14 и ^24 окружающая среда
Для конкретных методов обработки и ус-
ловий их осуществления (материал заготовки,
режимы обработки, характеристики инстру-
ЭКСПЕРИМЕНТАЛЬНО-СТАТИСТИЧЕСКИЙ МЕТОД
335
мента, смазывающе-охлаждающая жидкость и
окружающая среда) выходные параметры тех-
нологических операций {>>1} и {у2} , характе-
ризующие свойства обработанных поверхно-
стей заготовок:
{л} =/1[{х1),Лви)’ ЛМ’
(3.3.36)
{У2} = /г[{х2}, Лв21)> Ле22)],
где {х^ и {х2} - входные параметры техно-
логических систем; и Р(в21) " свойства
инструментов; /*(212) и Р(е22) " свойства за-
готовок.
Очевидно, что комплексный параметр
качества Q (Qi или ft) формируется с учетом
влияния технологической наследственности.
Исходные и промежуточные свойства заготов-
ки ^(е12) и Р(е21) могут, как известно, на-
следоваться или подавляться.
Как показывает опыт, связи между пара-
метрами качества поверхностного слоя и тех-
нологическими факторами чаще всего оказы-
ваются линейными, т.е.
21 = *10 + *11*11 + *12*12+- -+*1/*1/+-- +*1л*1л>
02 = *20 + *21*21 + *22*22+ -+*2у*2у+--+*2/и*2/и,
(3.3.37)
где ху и X2j - технологические факторы, к
которым относятся входные параметры {х} и
параметры, характеризующие свойства инст-
румента и заготовки; пит соответствуют чис-
лу технологических факторов, под влиянием
которых формируются параметры качества ft
и ft.
Для выявления зависимостей для /, Q\ и
Ql с успехом может быть применен экспери-
ментально-статистический метод, базирую-
щийся на множественном регрессионном ана-
лизе экспериментальных данных [7]. При этом
для выявления зависимостей для 01 и й мо-
жет быть использован более простой метод
планирования экспериментальных исследова-
ний, когда технологические факторы х рас-
сматриваются на двух уровнях, верхнем
(х = +1) и нижнем (х = -1). В этом случае
5*2
(3.3.38)
j»2
; u
2
V&Q S£ - дисперсия воспроизводимости пара-
метра ftp- расстояние от центра плана экс-
перимента до точки области варьирования
факторов, в которой обеспечивается заданное
( п т
значение Q, pj = и р| =
11 1
число параллельных опытов в плановых экс-
периментах; N - число опытов планового экс-
перимента, например, полного факторного,
когда N^=2P и #2 = ^ , где р и q - соответ-
ственно число принятых в эксперименте фак-
торов. В общем случае п < р и т < q .
На основе изложенного выше можно ре-
комендовать следующий подход к технологи-
ческому обеспечению эксплуатационных пока-
зателей соединений деталей машин.
1. Выбор технологических маршрутов об-
работки рабочих поверхностей контактирую-
щих деталей соединений на основе имеющего-
ся опыта, при этом принимаются во внимание
технологические возможности по обеспечению
эксплуатационного показателя соединений в
пределах, покрывающих его заданное значе-
ние.
2. Проведение для каждого принятого
технологического маршрута эксперименталь-
ных исследований по изготовлению опытных
заготовок на основе, например, ортогональных
планов 2к или 2к~г ( здесь к - число факторов,
характеризующих принятый маршрут обработ-
ки, г - число факторов, влияние которых на
выходной параметр маршрута заранее смеши-
вается с влиянием других взаимодействующих
факторов) с одинаковым числом повторений и
в опытах плана. Число факторов к и уровни их
варьирования выбираются на основе имеюще-
гося опыта. При этом, очевидно, число опытов
N = 2к
или N = 2к~г и число повторений
опытов и не должно быть слишком большим.
Можно рекомендовать N = 8 и и = 2, т.е.
uN = 16.
3. Оценка параметров качества поверхно-
стного слоя обработанных поверхностей заго-
товок: Му Ж, R, Я, о, б и т. Если выражения
для этих показателей качества заранее неиз-
вестны, можно на данном этапе производить
оценку элементарных параметров качества:
Л/max - наибольшая величина макроотделе-
ний; FHnax и Ws - соответственно наиболь-
шая величина и шаг волнистости; Ra (Rp или
Яшах) - высотные параметры шероховатости:
среднее арифметическое отклонение (высота
наибольшего выступа и максимальная высота
неровностей); Sm и Sr - шаг неровностей по
средней линии и радиус скругления их вер-
шин; tm и v - относительная опорная длина
профиля на уровне средней линии и параметр,
336
Глава 3.3. ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
характеризующий кривизну начального участ-
ка опорной кривой профиля ( v = -1,
здесь tm в %); HV и h - соответственно микро-
твердость приповерхностного слоя и глубина
упрочнения, по и Ло - соответственно напря-
жения, действующие в приповерхностном слое
и глубина залегания остаточных напряжений.
Для показателей бит еще не разработаны в
достаточной мере производственные методы и
средства контроля. Таким образом, на данном
этапе надлежит контролировать, по крайней
мере, 12 элементарных показателей качества.
Необходимость контроля такого большого
числа параметров обусловлена тем, что, как
правило, заранее неизвестна та совокупность
параметров качества, которая в наибольшей
мере будет обуславливать эксплуатационный
показатель рассматриваемой пары трения.
4. Формирование из числа опытных де-
талей партии опытных соединений.
5. Проведение для каждого опытного со-
единения эксплуатационных испытаний в ус-
ловиях, максимально приближенных к реаль-
ным, и оценка для каждого соединения экс-
плуатационного показателя J.
6. Выявление на основе методов множе-
ственного регрессионного анализа совокупно-
сти элементарных параметров качества по-
верхностного слоя, в наибольшей мере
влияющих на эксплуатационный показатель J.
J = “0 + «11^11 + «12^12+ +“1/^11+-+“1лЛ1п +
+ «21^21 + «22^22++a2jR2j + «2m^2m,
(3.3.39)
где Ry и R2j - элементарные показатели каче-
ства поверхностного слоя деталей опытных
соединений.
Формирование комплексных показателей
качества й и й*
61 = ац^п + а12^12+ -+аИ^П+- +а1л^1л;
62 = «21^21 + a22R22+---^2jR2j+---^2mR2m>
(3.3.40)
проведение повторного регрессионного анали-
за с целью выявления зависимости для /, оп-
ределение коэффициентов сц, ^2, значений
дисперсий /)(до),1)(д1)и/)(д2), а также значе-
ний показателей качества Qi и й> соответст-
вующих заданному значению эксплуатацион-
ного показателя J. На данном этапе следует
проверить, находится ли заданное значение J
среди значений эксплуатационных показате-
лей, соответствующих опытным узлам трения.
В противном случае предыдущие этапы следу-
ет повторить с внесением необходимых изме-
нений по принятым методам обработки, рас-
сматриваемым технологическим факторам и
уровням их варьирования.
7. Выявление известными статистиче-
скими методами зависимостей между й, й и
технологическими факторами хи и ху. Опреде-
ление коэффициентов - и ^20»
^21>- ‘>^2т > уровней факторов хц, х^, ... , х\п
и X2i, Х22, ... , Х2Ш, обеспечивающих требуемые
значения параметров качества й и Q} и экс-
плуатационного показателя /, а также опреде-
ления значений дисперсий D(Qi) и />(&)•
Следует принимать такие уровни технологиче-
ских факторов, которым бы соответствовали
минимальные дисперсии ZXG1) и />(&)•
8. Оценка возможности технологического
обеспечения допускаемых отклонений [AJ]
эксплуатационных показателей J\ для чего
следует вычислить значение дисперсии D(J) и
Р %-ные, например 95%-ные доверительные
интервалы AJ. Бели [AJ] > А/, задача техноло-
гического обеспечения эксплуатационных
свойств рассматриваемого соединения решена.
Если [AJ] < &J, следует возвратится к этапу 7
и изыскать пути уменьшения дисперсий Дй)
и АСг), а затем, если это не приведет к реше-
нию поставленной задачи, то к этапам 2 и 1.
Заданное отклонение [А/] индивидуаль-
ного сопряжения технологически обеспечива-
ются, если
М 1 -A'DA
l/(l-a/2);«A-2 J
D^^l(l-Q'CQ + C^) 9
‘S’OJ
(3.3.41)
где ^ia/2);wjV2 “ квантиль Стьюдента, соот-
ветствующий принятому уровню значимости а
и числу степеней свободы uN-2 (обычно при-
нимают а = 0,05),
A'DA = [аь 02]
д(й)1 Г«1‘
_d(Q2) [а2J’
Q'CQ = [1,Q1,Q2]
c00
<40
c20
0)1
C11
C21
c02
C12
C22
1
Qi
Ql2
здесь Cbo - C22 - весовые коэффициенты Гаус-
са,
C0Z) =
Cil 0 1 Г2>(й)‘
. 0 C22J |/>(e2)J ’
q - критерий функциональной значимости
зависимости между J и й, й; S^j и Sqj -
соответственно остаточная и общая сумма
квадратов, определяемые по результатам дис-
персионного анализа уравнения связи между J
и a, Qi г].
ВЫБОР КОНСТРУКТИВНЫХ РЕШЕНИЙ ДЛЯ ЭЛЕМЕНТОВ МАШИН
337
9. Изготовление основной партии дета-
лей с контролем параметров их качества Qi и
Й2, формирование основной партии соедине-
ний, проведение выборочных испытаний со-
единений с контролем их эксплуатационного
показателя J. Корректирование по результатам
выборочных испытаний значений Ci и & и
внесение при необходимости изменений в
конструкторскую и технологическую докумен-
тацию.
Рассматриваемый экспериментально-ста-
тистический метод технологического обеспе-
чения эксплуатационных показателей соеди-
нений деталей машин является довольно тру-
доемким, требует широкого применения элек-
тронно-вычислительной техники и экономи-
чески оправдан, очевидно, для ответственных
соединений, определяющих работоспособность
машины в целом. Усложняется при этом и
технологический процесс изготовления дета-
лей: необходимо контролировать в ходе техно-
логического процесса обеспечение не только
числовых значений комплексных параметров
качества й и й, но и их дисперсий 2)(С1) и
Д(&), что требует применения автоматизиро-
ванных систем контроля. Необходима и спе-
циальная подготовка инженерно-технического
персонала, связанного с разработкой техноло-
гических процессов изготовления и непосред-
ственно с изготовлением узлов трения машин.
Натурные испытания, проводимые на
этапах 5 и 2 могут быть заменены статистиче-
скими испытаниями на имитационных моде-
лях процессов контактного взаимодействия
деталей и механической обработки их рабочих
поверхностей.
СПИСОК ЛИТЕРАТУРЫ
1. Рыжов Э.В., Суслов А.Г., Федоров
В.П. Технологическое обеспечение эксплуата-
ционных свойств деталей машин . М.: Маши-
ностроение, 1979. 175 с.
2. Суслов АГ., Брауп Э.Д., Виткевич
Н.А Качество машин 'Справочник в 2 Т. Т.1.
М.: Машиностроение, 1995. 256 с.
3. Рыжов Э.В., Колесников Ю.В., Су-
слов АГ. Контактное взаимодействие деталей
машин при статических и динамических на-
грузках. Киев: Наукова думка, 1983. 178 с.
4. Суслов А.Г. Технологическое обеспе-
чение параметров состояния поверхностного
слоя деталей. М.: Машиностроение, 1987. 208 с.
5. Суслов АГ., Гуляев Ю.В., Дальский
AM. Качество машин : Справочник в 2 т. Т.
2. М.: Машиностроение, 1995. 430 с.
6. Рыжов Э.В. Технологические методы
повышения износостойкости деталей машин.
Киев: Наукова думка, 1984. 272 с.
7. Рыжов Э.В., Горленко О.А. Матема-
тические методы в технологических исследо-
ваниях. Киев: Наукова думка, 1990. 184 с.
Глава 3.4
ОПТИМИЗАЦИЯ МАШИН
И КОНСТРУКЦИЙ ПО ПОКАЗАТЕЛЯМ
НАДЕЖНОСТИ И ДОЛГОВЕЧНОСТИ
Многокритериальная оптимизация ма-
шин по показателям надежности становится
все более актуальной в связи с повышением
рабочих нагрузок и снижением металлоемко-
сти машин и конструкций. Оптимизация
включает выбор конструктивных решений для
машины в целом и ее элементов, разработку
технологических методов обеспечения надеж-
ности, выбор конструкционных материалов.
3.4.1. ВЫБОР КОНСТРУКТИВНЫХ РЕШЕНИЙ
ДЛЯ ЭЛЕМЕНТОВ МАШИН ПО ХАРАКТЕРИСТИКАМ
НАПРЯЖЕННО-ДЕФОРМИРОВАННЫХ СОСТОЯНИЙ
ПРОЧНОСТИ
При выборе конструктивных решений
для ответственных элементов машин исполь-
зуются:
- теоретические расчеты ожидаемых нагрузок
и напряженных состояний;
- результаты сравнительных стендовых испы-
таний различных вариантов конструкции в
широком диапазоне изменения режимов рабо-
ты;
- результаты изучения опыта эксплуатации:
сбор информации о дефектах и неисправно-
стях, изучение характера износа и поломок
при разборке узлов, изучение диагностической
информации об изменении параметров в раз-
личных эксплуатационных условиях.
Методология оптимального конструиро-
вания включает:
- оптимизацию исходных данных, включая
граничные условия, и рекомендации по пара-
метрам среды, в которых должна эксплуатиро-
ваться машина;
- оптимизацию физических процессов и рабо-
чих нагрузок;
- машинное конструирование, включающее
обработку форм и размеров элементов конст-
рукции, прочности, требований к материалам,
технологии изготовления и др.;
- сравнительный анализ всех видов показате-
лей качества проектируемой машины и пока-
зателей наиболее совершенных машин конку-
рирующих фирм;
- сертификационные и диагностические испы-
тания.
Наибольшую сложность на этапе проек-
тирования составляет оптимизация физиче-
ских процессов, происходящих в машинах
новых конструкций, когда многие исходные
данные недостаточно изучены, а ресурс време-
ни на проектирование ограничен. Здесь широ-
ко применяются методы математического мо-
делирования. На основе этих исследований
уточняются также и граничные условия.
338 Глава 3.4. ОПТИМИЗАЦИЯ МАШИН И КОНСТРУКЦИЙ ПО ПОКАЗАТЕЛЯМ НАДЕЖНОСТИ
Рис. 3.4.1. Оптимизация конструкции на основе системного подхода к оценке
ее надежности и эффективности проектирования п эксплуатации
Для выбранных вариантов конструкции
просчитывается стоимость их изготовления,
т.к. оптимальной можно считать такую конст-
рукцию, которая наиболее полно выполняет
заданные функции, обладает минимальной
себестоимостью изготовления при данном
масштабе производства и обеспечивает при
высокой надежности в течение установленного
ресурса максимальную экономическую эффек-
тивность использования. Согласно этому оп-
ределению оптимальность конструкции можно
определить лишь при системном подходе к
оценке надежности и эффективности проекти-
руемой машины и при обеспечении высокого
уровня ее эксплуатации (рис. 3.4.1).
При проектировании машины и доводке
конструкции важное место занимает сбор и
анализ информации о дефектах и неисправно-
стях опытного образца или прототипа. Орга-
низация этих работ должна быть тщательно
проработана (рис. 3.4.2) и увязана с мероприя-
тиями по устранению дефектов. Центральное
место здесь занимает составление карты де-
фекта, отражающей как историю обнаружения
и локализации дефекта, так и историю устра-
нения его причин. Документальное отражение
всех этапов этой работы не только способству-
ет накоплению опыта, но и повышает чувство
ответственности за выполнение всех элементов
этого сложного комплекса исследований, про-
изводственных работ по изготовлению модер-
низированных узлов или деталей, уточнению
технологических процессов изготовления,
сборки и контроля изделий.
При анализе работоспособности деталей
и узлов на этапе проектирования уточняется
техническое задание (ТЗ) на узлы (рис. 3.4.3).
Здесь наибольшее внимание уделяется показа-
телям качества и надежности. При их назначе-
нии используются теоретические знания и
опыт конструктора, современные методы рас-
чета на прочность, износостойкость, вибро-
устойчивость, результаты стендовых испыта-
ний и диагностирование. При определении
объема работ по этим различным направлени-
ям следует учитывать опыт, накопленный при
проектировании изделий-аналогов. Характер-
ное соотношение влияния различных факто-
ров на надежность газотурбинных двигателей
представлено в табл. 3.4.1.
Большинство дефектов вызвано произ-
водственными причинами, несовершенством
технологических процессов или недостаточно
тщательным контролем качества изделий. По-
этому особое внимание следует обратить на
обеспечение соответствия всех изготовленных
деталей и узлов опытного образца технической
документации и технологической дисциплине.
В противном случае могут быть допущены
значительные ошибки при анализе работоспо-
собности вновь спроектированного изделия и
при прогнозировании степени влияния раз-
личных факторов на причины возникновения
неисправностей.
ВЫБОР КОНСТРУКТИВНЫХ РЕШЕНИЙ ДЛЯ ЭЛЕМЕНТОВ МАШИН
339
Рис. 3.4.2. Организация работ по сбору п анализу информации о дефектах и неисправностях опытного образца
Рис. 3.4.3. Анализ работоспособности деталей и узлов при проектировании
Параллельно с этим ведется работа по
разработке директивных технологий для обра-
ботки наиболее ответственных деталей с про-
ведением опережающих исследований по
обеспечению запасов технологической надеж-
ности (рис. 3.4.4).
Для ответственных изделий этап доводки
конструкции продолжается несколько лет
(часто 2-3 года). При этом число обнаружен-
ных дефектов может достигать нескольких сот,
а число неустраненных дефектов вначале бы-
стро возрастает, а затем, достигнув максимума,
начинает уменьшаться благодаря разработке и
внедрению комплекса соответствующих меро-
приятий. Такой характер изменения числа
дефектов сильно влияет на сроки внедрения
новых конструкций и сдерживает технический
прогресс.
340 Глава 3.4. ОПТИМИЗАЦИЯ МАШИН И КОНСТРУКЦИЙ ПО ПОКАЗАТЕЛЯМ НАДЕЖНОСТИ
3.4.1. Соотношение влияния различных факторов на надежность газотурбинных двигателей
Отказы, дефекты и недостатки опытного изделия Процент влияния Примечания
1 2 3
Прочностные дефекты 61 70-75 % из них связаны с динамиче- ским характером нагрузок
Функциональные дефекты 14
Несоответствия ТУ расчетам 4,2 Обусловлены недостоверностью ин- формации об условиях нагружения
Отсутствие взаимозаменяемости и техногенности 2,2
Прочие 18,6 В том числе погрешности контроля
Достаточный запас прочности (на пла- нируемый макси- мальный ресурс) 1— Ресурс и надежность машины: ± Применение материалов с улучшенными физическими и механическими свойства- ми, “конструирование” ма- териалов, направленная ани- зотропия свойств ± Повышенная выносливость дета- лей, вибропрочные конструкции, поверхностное упрочнение деталей, коррозионно- и эрозионностойкие материалы
Допустимый уро- вень температуры и тепловых напряже- ний Снижение уровня вибраций, конструк- тивное демпфиро- вание, отстойка от резонанса, уравно- вешивание роторов
Новые виды смазок и смазочных систем
Технология, учитывающая технологическую наследст- венность; наследственность, гарантирующая отсутствие неблагоприятных остаточных напряжений, стабильность качества механической и термической обработки
-► Контролепригодность, система ди- агностирования и предупреждения о критическом состоянии
Контроль и адаптивное управление технологическими процессами
Рис. 3.4.4. Обеспечение прочности машины при большом ресурсе
К основным видам прочностных дефек-
тов и недостатков деталей машин относятся:
- усталостные разрушения;
- трещины и прогары от нагрева;
- статистические разрушения;
- вибрационные заедания, контактная
коррозия, наклеп;
- износы, схватывания, заедания;
- повреждения поверхности от воздейст-
вия окружающей среды;
- недопустимые колебания.
Виды повреждений и разрушений дета-
лей машин, работающих в тяжелых условиях,
связанных с ограничением габаритов и веса
при высоких режимах эксплуатации, представ-
лены в табл. 3.4.2. Причинами деформаций и
разрушений, кроме конструктивных недостат-
ков и погрешностей изготовления, термообра-
ботки и сборки, могут быть параметрические и
функциональные недостатки и дефекты.
3.4.2. Характерные виды повреждений и методы повышения прочности деталей
Деталь Виды деформаций и разрушений, их причины Методы повышения прочности
1 2 3
Диск турбины Образование радиальных трещин. Недостаточное сопротивление малоцикловому нагружению Улучшение качества обработки. Пневмодинамическое упрочнение. Усиление дисков в районе отвер- стий
Лопатки сопловых аппаратов Образование трещин вследствие изгиба от газовых сил и тепловых нагрузок. Газовая коррозия Улучшение охлаждения. Увеличе- ние радиуса входной кромки. Оребрение. Введение турболиза- торов
ВЫБОР КОНСТРУКТИВНЫХ РЕШЕНИЙ ДЛЯ ЭЛЕМЕНТОВ МАШИН
341
Продолжение табл. 3.4.2
1 2 3
Валы Образование трещин, связанных с переменными нагрузками. Повре- ждения от точечной сварки датчи- ков контроля температуры. Нека- чественная обработка поверхно- сти. Монтажные напряжения Подбор материалов с лучшим сопротивлением много- и мало- цикловой усталости. Улучшение технологии механической обра- ботки и термостойкости. Изменение размеров
Зубчатые колеса Контактные выкраши вания по- верхности зубьев. Усталостные поломки зубьев. Выкрашивания у ножки зубьев. Подслойные раз- рушения Дробеструйная обработка. Поли- рование поверхности зубьев, виб- рошлифование. Увеличение ко- эффициента перекрытия. Замена материала. Улучшение технологии термообработки
Подшипники качения Разрушение сепараторов. Некаче- ственная обработка и сборка. Не- достаточные охлаждение, смазка. Усиление сепаратора, изменение его материала. Улучшение техно- логии термообработки и сборки. Виброобработка и серебрение сепаратора. Улучшение системы смазки.
Оболочки, корпуса Потеря устойчивости из-за пере- менных напряжений, недостаточ- ной жесткости. Пониженное со- противление усталости из-за на- рушений технологии сварки. Об- рыв заклепок из-за нарушений технологии сборки Усиление конструкции, введение ребер жесткости. Изменение тех- нологии сборки, сварки. Приме- нение заклепочных соединений деталей. Обдувка дробью. Замена литой конструкции на штампо- ванную
Трубопроводы Разгерметизация из-за коррозион- ного растрескивания кольца сфе- рического соединения Изменение технологии обработки, изменение конструкции соедине- ния
Резьбовые детали Поломки из-за больших статиче- ских нагрузок. Усталостные раз- рушения из-за переменных на- пряжений. Недостаточное сопро- тивление малоцикловому нагру- жению. Коррозии, разрушения в агрессивной среде Разгрузка болтов от касательных нагрузок, увеличение числа бол- тов. Накатывание резьбы, упроч- нение поверхности резьбы мик- рошариками
Рис. 3.4.5
342 Глава 3.4. ОПТИМИЗАЦИЯ МАШИН И КОНСТРУКЦИЙ ПО ПОКАЗАТЕЛЯМ НАДЕЖНОСТИ
Рис. 3.4.6
3.4.2. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ОБЕСПЕЧЕНИЯ
НАДЕЖНОСТИ ДЕТАЛЕЙ МАШИН И КОНСТРУКЦИЙ
Технологические методы обеспечения
надежности деталей машин и конструкций
(рис. 3.4.7) включают [2]:
- выбор оптимальных методов получения заго-
товок;
- выбор оптимального маршрута обработки с
учетом технологической наследственности
(рис. 3.4.8);
- повышение прочности поверхностного слоя
путем оптимального выбора операций упроч-
няющей обработки;
- применение прогрессивных методов терми-
ческой и термомеханической обработки;
- защиту поверхностей деталей машин от кор-
розии.
Рис. 3.4.7. Технологические методы обеспечения надежности деталей машпп п конструкций
Рис. 3.4.8. Явления, сопутствующие технологической наследственности
ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ ДЕТАЛЕЙ
343
Выбор оптимальных методов получения
заготовок. При выборе оптимальных методов
получения заготовок учитываются:
- условия нагружения детали;
- требования к прочностным свойствам детали
с учетом технологической наследственности;
- уровень остаточных напряжений в материале
заготовки;
- коэффициент использования материала;
- трудоемкость операций обработки, возмож-
ность исключения ряда дополнительных тех-
нологических операций;
- экологическое воздействие технологического
процесса получения заготовки на человека и
окружающую среду;
- себестоимость заготовки.
С точки зрения обеспечения надежности
деталей машин и конструкций важное значе-
ние имеет возможность снижения весовых
характеристик и инерционных нагрузок, свя-
занных с большими ускорениями движущихся
деталей. Не меньшее значение имеют вопросы
технологической наследственности, влияющей
на качество обработанных деталей, возникно-
вение потенциальных источников и очагов
разрушения материала. В частности, жесткость
заготовки, подвергаемой механической обра-
ботке, определяет уровень остаточных напря-
жений. В зависимости от выбора метода обра-
ботки давлением (ковка, штамповка, раскатка,
вальцовка, волочение, чеканка), литья (по
выплавляемым моделям, с направленной кри-
сталлизацией, отливка монокристальной
структуры), сварки уровень и стабильность
механических показателей качества: твердость,
хрупкость, дефекты макро- и микроструктуры,
образуемые, в частности, при повышенном
газонасыщении в процессе сварки. Пластиче-
ская деформация возникает при значительных
температурных напряжениях. При сварке
растягивающие напряжения, близкие к преде-
лу текучести материала, действуют в направле-
нии шва.
Специальные требования к наиболее от-
ветственным деталям машин (рис. 3.4.9) обу-
словили применение для их изготовления жа-
ропрочных и титановых сплавов. Эти сплавы
весьма чувствительны к технологии изготовле-
ния. Для них получение исходных заготовок
является одним из важнейших вопросов кон-
струирования, определяющих надежность де-
тали и экономическую целесообразность мето-
да их изготовления.
Титановые полуфабрикаты имеют раз-
личный характер микроструктуры, в зависимо-
сти от которой меняются механические свой-
ства. При контроле и исследовании полуфаб-
рикатов из титановых сплавов часто встреча-
ются газонасыщенные зоны, имеющие высо-
кую твердость и хрупкость. Материал с подоб-
ными зонами склонен к преждевременному
разрушению при переменном нагружении.
Технология изготовления полуфабрикатов
должна гарантировать отсутствие подобных
дефектов.
Титан и его сплавы склонны к интенсив-
ному газонасыщению при нагреве. Если око-
лошовная зона при сварке находится сравни-
тельно долгое время под воздействием высо-
ких температур, то наблюдается газонасыще-
ние поверхности и образование а-слоя в око-
лошовной зоне. Наличие такого слоя снижает
сопротивление усталости, а следовательно, и
работоспособность детали. Технология сварки
должна обеспечивать отсутствие грубого газо-
насыщения в околошовной зоне (сварка в
вакуумных камерах или камерах с нейтральной
средой).
Одним из наиболее перспективных и
экономически целесообразных способов полу-
чения заготовок является отливка по выплав-
ляемым моделям. Применение литого сплава
для изготовления лопаток турбины позволило
повысить температуру газа на 100 °C без изме-
нения конструкции турбины.
Прогрессивными технологическими ме-
тодами получения заготовок являются методы
Рис. 3.4.9. Конструкционные свойства материалов, влияющие на надежность машин
344 Глава 3.4. ОПТИМИЗАЦИЯ МАШИН И КОНСТРУКЦИЙ ПО ПОКАЗАТЕЛЯМ НАДЕЖНОСТИ
отливки с направленной кристаллизацией и
монокристальной структурой. Благодаря одно-
направленному отводу тепла от формы удается
избежать границ зерен, перпендикулярных к
направлению действия растягивающих напря-
жений. Повышенные прочностные свойства и
пластичность материала обеспечивают надеж-
ность конструкции и уменьшают тяжесть по-
следствий, например, при поломке лопаток.
Ресурс лопаток повышается примерно в 2 раза.
Одной из важнейших задач при создании
новых изделий является разработка конструк-
ции и технологического процесса, обеспечи-
вающего высокий коэффициент использова-
ния материала (КИМ - отношение массы
детали к массе поставляемой заготовки). Су-
щественное влияние на КИМ оказывает выбор
перспективных технологических процессов
получения заготовок с минимальными при-
пусками: методы получения деталей литьем,
листовой штамповкой, сваркой из листа, горя-
чим и холодным деформированием. Так, при
высокоскоростной штамповке лопаток ком-
прессора КИМ увеличивается до 0,45, трудо-
емкость механической обработки снижается на
15 %.
Прогрессивным методом является полу-
чение заготовок типа валов ротационным вы-
давливанием. В местах контакта ролика с заго-
товкой возникает большое давление, под дей-
ствием которого металл заготовки течет в зазор
между роликом и оправкой. Внутренняя по-
верхность детали принимает форму наружной
поверхности оправки, а наружный контур
повторяет траекторию перемещения рабочей
кромки ролика. При этом образуется локаль-
ный очаг деформации с благоприятной схемой
напряженно-деформированного состояния
(всестороннее неравномерное сжатие). При
использовании таких заготовок валов КИМ
повысился до 0,4.
Штамповка на гидроударном прессе по-
зволяет формовать стальные и титановые заго-
товки кожухов, экранов, оболочек диаметром
320 и высотой 200 мм при толщине листа до 2
мм.
Особую область прогрессивных и метал-
лосберегающих технологий представляет при-
менение композиционных материалов. Основ-
ными целями здесь являются снижение массы
и повышение надежности создаваемых изде-
лий.
Выбор оптимального маршрута обработки
с учетом технологической наследственности.
Формирование остаточных напряжений при
механической обработке зависит от физико-
механических свойств обрабатываемого мате-
риала, вида и качества заготовок, вида, режи-
мов и последовательности операций обработ-
ки, геометрии и износа инструмента. Особые
трудности возникают при обработке нежестких
деталей из жаропрочных и титановых сплавов,
обладающих рядом ценных свойств, повы-
шающих надежность ответственных деталей
двигателей и летательных аппаратов. Низкая
теплопроводность этих сплавов приводит к
интенсивному износу инструмента, повышен-
ным усилиям резания, большим остаточным
напряжениям (до 900 МПа).
Выкрашивание режущих пластинок ин-
струмента в процессе обработки деталей вызы-
вает микроповреждения поверхности и воз-
никновение усталостных трещин при эксплуа-
тации машины. При выборе геометрии инст-
румента и режимов обработки обращают вни-
мание на величину и глубину залегания оста-
точных напряжений растяжения или сжатия,
от которых зависит выбор припусков при по-
следующих операциях механической обработ-
ки. Отрицательное воздействие растягивающих
остаточных напряжений тем больше, чем бли-
же к поверхности детали они возникают. Воз-
никающие напряжения частично уменьшаются
при термической обработке. При шлифовании
деталей преобладающее влияние температур-
ного фактора над силовым является главной
причиной формирования остаточных напря-
жений растяжения (до 600 МПа). Они снижа-
ются при применении мягких шлифовальных
кругов (обработка лопаток), абразивных лент.
При полировании также могут возникать сжи-
мающие остаточные напряжения (до 300
МПа).
Влияние технологической наследственно-
сти при обработке нежестких деталей (в облег-
ченных конструкциях) усиливается не только
за счет искажения формы обработанной дета-
ли, но и вследствие возникновения больших
остаточных напряжений.
При оценке факторов, влияющих на тех-
нологическую наследственность, учитываются
условия формирования поверхностного слоя,
микрогеометрия поверхности, наклеп поверх-
ностного слоя, остаточные напряжения, жест-
кость и тепловые деформации технологиче-
ской системы станок - приспособление - ин-
струмент - деталь. Может сказываться также
несовершенство методов межоперационного
контроля деталей.
Упрочнение поверхностного слоя деталей
машин. Несущая способность поверхностного
слоя деталей машин в значительной мере оп-
ределяется наличием остаточных напряжений.
Особенно высока роль поверхностного слоя
при наличии конструктивных концентратов
напряжений. Высокие растягивающие напря-
жения приводят к преждевременным усталост-
ным повреждениям деталей. Такие напряже-
ния возникают при получении заготовок, лез-
вийной обработке, при применении гальвани-
ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ ДЕТАЛЕЙ
345
ческих, плазменных, детонационных, элек-
тронно-лучевых покрытий. Режимы термиче-
ской обраотки не обеспечивают полного сня-
тия остаточных напряжений.
Концентраторами напряжений являются
галтели, отверстия, впадины и выступы шли-
цев, риски от механической обработки. Их
влияние оценивается коэффициентом со, [2].
Для оценки влияния концентрации напряже-
ний на предел выносливости используют эф-
фективный коэффициент концентрации на-
пряжений Кз'.
где - предел выносливости гладкого
образца;
предел выносливости того
же образца с концентратором напряжений.
Эффективный коэффициент концентра-
ции Кз связан с коэффициентом концентрации
ск соотношением [2]:
Ка = 1 + ?(аст - 1) ,
где q - коэффициент чувствительности мате-
риала к концентрации напряжений. Для пла-
стичных материалов он близок к нулю, для
хрупких материалов к единице. Для случая
растяжения и изгиба:
“° = 1+2^V*
где у - коэффициент, зависящий от отношения
шага неровностей к их высоте; Rz - высота
микронеровностей; р - радиус скругления на
дне впадины. Наименьшие радиусы скругле-
ния впадин образуются после шлифования.
Для оценки неоднородности микропро-
филя используется зависимость:
Ray
где Ra^ - среднеарифметическое отклонение
профиля; Ra - высота микронеровностей.
При точении и фрезеровании у = 0,2 т 0,9,
при шлифовании у = 0,7 ч- 0,9, при доводке и
полировании у = 0,8 ч- 0,95. Микрорельеф
поверхности после обработки методами по-
верхностного пластического деформирования
обеспечивает снижение чувствительности к
концентрации напряжений. Механическая
обработка не обеспечивает стабильности и
однородности степени и глубины наклепанно-
го слоя по поверхности детали. Значительно
улучшают механические свойства поверхности
методы поверхностного пластического дефор-
мирования: путем динамического воздействия
потоком дроби, статического воздействия ин-
дентором. При этом несущественно изменяют-
ся геометрические параметры деталей.
Оптимальная глубина наклепанного слоя
5 определяется из зависимости [3]:
25 , (°-1)с
где d - толщина (диаметр) детали, мм; (<^1)с -
предел выносливости сердцевины, МПа;
(о~1)л - предел выносливости упрочненного
слоя, МПа.
Глубина наклепанного слоя определяется
при динамическом многократном вдавливании
по формуле
где d - диаметр отпечатка, мм; НМ, НВ - соот-
ветственно число твердости по Мейеру и Бри-
неллю;
а = з4ой,
где D - диаметр пуансона, мм; h - глубина
лунки, мм.
Для каждого материала существует опти-
мальная степень и глубина наклепа, обеспечи-
вающие максимальное повышение сопротив-
ления усталости. Для жаропрочных сталей и
сплавов оптимальным является поверхностный
слой с незначительным деформационным уп-
рочнением (б = 1 ч- 4%) . Повышение темпера-
туры уменьшает время и величину наклепа, до
которых он оказывает положительное влияние
на жаропрочных.
Для сложных профилей деталей (напри-
мер, профиль пера лопатки, трактовых колец,
компрессора) высокое качество поверхностной
обработки обеспечивает виброимпульсная
электрохимическая обработка (o.i = 400 - 500
МПа).
К методам поверхностно-пластического
деформирования относятся: пневмодробест-
руйное и гидродробеструйное, пневмодинами-
ческое упрочнение, виброупрочнение и виб-
рошлифование, алмазное выглаживание, уп-
рочнение микрошариками, в том числе дробе-
метное упрочнение, пневмо-гидро-
дробеструйное упрочнение (рис. 3.4.10). Рас-
смотрим применение этих методов для по-
вышения надежности наиболее ответственных
деталей сложных машин.
346 Глава 3.4. ОПТИМИЗАЦИЯ МАШИН И КОНСТРУКЦИЙ ПО ПОКАЗАТЕЛЯМ НАДЕЖНОСТИ
Методы поверхностного упрочнения и защиты от
коррозионного разрушения
Химико-
термические
Пластическое
деформирование
(наклеп)
Поверхностная
закалка
Наплавка и
плазменное
напыление
Лакокрасочные,
полимерные
покрытия
Ионная
имплантация
п
Струйные, контактные газопламенные методы нанесения | Облицовка | | Ионное азотирование | Ионно-вакуумная цементация
Рис. 3.4.10. Методы поверхностного упрочнения и защиты от коррозионного разрушения
Наибольшее распространение получило
пневмо-дробеструйное упрочнение. Стальная
дробь применяется для деталей со сварными
швами, для упрочнения зубьев закаленных и
цементированных зубчатых колес, стеклянные
шарики - для деталей из цветных сплавов.
Глубина наклепанного слоя рассчитыва-
ется по формуле
_ „ Dvsina
о = А —. ,
7Я^ДИН
где D - диаметр дроби; v - скорость ее полета;
a - угол атаки потока дроби; #цдин - динами-
ческая твердость поверхности; К - коэффици-
ент пропорциональности.
Средняя величина остаточных напряже-
ний
аосТ=«»ЯЦдин> ЯЦдни=-^>
где т - коэффициент пропорциональности;
Р - сила удара дробинки; do - диаметр единич-
ного отпечатка (при этом предполагается дос-
таточно полная проработка поверхности).
Глубина наклепанного слоя и величина
остаточных напряжений имеют предел, опре-
деляемый физическими и механическими
свойствами материала деталей. Эффективная
продолжительность упрочнения зависит от
скорости v. Качество наклепа определяется
стабильностью давления сжатого воздуха, па-
раметрами рабочего сопла, размером и посто-
янством расхода дроби. Диаметр дроби
d < (1,2 ... 1,6) Лщш, где Amin - минимальный
радиус перехода или впадины деталей.
Для повышения производительности и
качества обработки применяют большое коли-
чество сопел, устанавливаемых под углами
(90 ± 15)° к поверхности или (45 ± 15)° для
поверхностей с радиусами переходов. Так, для
упрочнения диска турбомашины используется
16 сопел. Пневмодробеструйное упрочнение
применяется для упрочнения деталей, подвер-
гающихся в процессе эксплуатации знакопе-
ременному и контактному нагружению.
Гидродробеструйное упрочнение произ-
водится потоком стальных шариков со смазы-
вающе-охлаждающей жидкостью. Обобщен-
ным критерием режима упрочнения является
удельная работа дроби:
М = 2Р^Д ,
где Р - сила деформирования; уд - скорость
полета дроби.
Удельная кинематическая энергия, при-
ходящаяся на единицу поверхности в единицу
времени
F _ бдуд
УД‘2^
где бд - расход дроби; 5П - площадь упроч-
няемой поверхности.
ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ ДЕТАЛЕЙ
347
Расход стальных шариков в гидродробе-
струйных установках
^с.шж 6,3...17рж >
где рж - давление (0,3 ... 0,9 МПа), подводи-
мое к соплу-эжектору.
Скорость полета стальных шариков:
_ 21,2Ашж
Dv2 \ Yin* /
где Rmx - коэффициент, учитывающий про-
скальзывание стальных шариков относительно
потока жидкости (Ашж « 1,0); уш - плотность
материала шариков; гж - объемный расход
жидкости; v - скорость истечения жидкости.
Продолжительность упрочнения цилинд-
рических поверхностей деталей
Knd2
где t - время упрочнения участка поверхно-
сти, входящего в эффективное ядро распыла
одного сопла; I - длина детали; h - ширина
детали; п - количество одновременно упроч-
няющих сопел, установленных вдоль детали;
К - количество одновременно установленных
сопел, расположенных по ширине детали; -
диаметр эффективного ядра распыла.
Продолжительность упрочнения зубчато-
го колеса при его вращении
итп% v
т =
d*
где t - время насыщения наклепа на участке
детали, входящем в эффективное ядро распы-
ла; тп - модуль зацепления зубчатого колеса;
Z - число зубьев зубчатого колеса; К\ - коэф-
фициент, учитывающий изменение угла атаки
потока стальных шариков при вращении зуб-
чатого колеса (^q « 1,3).
Качество упрочнения оценивается по
следующим параметрам: высоте микронеров-
ностей Rz> величине остаточных сжимающих
напряжений Пост, глубине наклепанного слоя 5
и степени пластической деформации.
Для жаропрочных сталей, титановых
сплавов 5 = 1,6...6,3 мкм (в зависимости от
интенсивности наклепа).
Характерной особенностью формирова-
ния остаточных напряжений является наличие
подслойного максимума величины сжимаю-
щих напряжений.
Изменение давления жидкости вызывает
изменение степени пластической деформации,
степени наклепа. Процесс гидродробеструйно-
го упрочнения обеспечивает повышение со-
противления усталости более чем на 50%. Чем
выше степень повреждения поверхностного
слоя механической обработкой, тем выше эф-
фект восстановления потерянного сопротивле-
ния усталости о-ь
Пневмодинамическое упрочнение позво-
ляет производить упрочнение отдельных по-
верхностей (шлицев, поверхностей замков
лопаток) деталей, находящихся вне камеры
упрочнения. Продолжительность обработки
поверхности стальными шариками определяют
экспериментально. Расстояние LQvrT между
соплом и обрабатываемой деталью, на котором
шарик будет разгоняться до наибольшей ско-
рости, составляет
т _ ^0 1^’хМ’рРвО^ш
опт" 2/Hg
где do - диаметр сопла, Цр - коэффициент рас-
хода сопла; а - угол рассеяния воздушного
потока; vBo - скорость истечения воздуха из
сопла; тп - масса шарика; Сх - коэффициент
лобового сопротивления, рв - плотность возду-
ха; - площадь диаметрального сечения ша-
рика. Преимущества этого метода: малые габа-
риты и малая металлоемкость камер, неболь-
шое количество используемых стальных шари-
ков.
Виброупрочнение производится в вибри-
рующем контейнере в среде твердых тел
(преимущественно шаровидной формы) или в
абразивной среде (виброшлифование). При
этом пластически деформируется поверхность
обрабатываемой детали и механически или
химике-механически выполняется съем мик-
ронеровностей.
Вибрационное шлифование выполняется
при свободном размещении деталей в контей-
нере. Интенсивность виброшлифования опре-
деляется маркой абразивного материала, твер-
достью гранул, их формой, размерами и мас-
сой, соотношением их количества с объемом
контейнера. Для грубого шлифования приме-
няются гранулы большой массы, для тонкого
шлифования и полирования - гранулы малых
размеров и масс. Подбор гранул по размеру,
марке абразивного зерна, твердости осуществ-
ляется экспериментально. Смачивание гранул
осуществляется технической водой или хими-
чески активными растворами кислот (Н3РО4,
H2SO4, HNO3). Применяются стальные шари-
ки, литая дробь, тела из алюминиевых и цвет-
ных металлов в форме шара, цилиндра, кону-
са, при виброшлифовании малогабаритных
деталей - абразивные гранулы, галька, кварце-
вый дробленый гранит, мрамор, бой абразив-
ных кругов, щебень.
В водные растворы добавляют вещества
для интенсификации процесса: кислоту стеа-
риновую или олеиновую, триэтаполамин,
кальцинированную соду, мыльный раствор,
мылосодовый раствор, калиевый хромпик.
Они способствуют образованию оксидных
пленок, повышают скорость растворения ме-
348 Глава 3.4. ОПТИМИЗАЦИЯ МАШИН И КОНСТРУКЦИЙ ПО ПОКАЗАТЕЛЯМ НАДЕЖНОСТИ
таяла, придают блеск обрабатываемым поверх-
ностям, скругляют кромки, удаляют заусенцы.
В вибрационных установках широко приме-
няют торовые и спиральные контейнеры.
Широко применяют также вибрацион-
ную обработку с закреплением деталей, так
как сила ударного взаимодействия абразивных
гранул и стальных шариков с поверхностью
детали здесь значительно выше.
Алмазное выглаживание осуществляется
выглаживанием с алмазным кристаллом, при-
жимаемым к поверхности вращающейся дета-
ли. Выглаживателю сообщается поступательное
перемещение. В поверхностном слое детали
формируются сжимающие остаточные напря-
жения, повышается твердость, уменьшается
величина микронеровностей Rz, поверхность
приобретает зеркальный блеск. Алмазные ин-
денторы обрабатываются по сфере радиусом
R = 0,75 ... 4 мм, полируются до высоты мик-
ронеровностей Rz — 0,4 ... 0,8 мкм. Применя-
ется жесткое и упругое (с помощью тариро-
ванной пружины) крепление алмазного инден-
тора. Жесткое крепление менее распростране-
но и применяется для отделки особо точных
деталей. После прохода инструмента наблюда-
ется частичное упругое восстановление по-
верхности на величину Аупр- Высота микроне-
ровностей Rz после алмазного выхаживания
зависит от усилия поджатия инструмента, ра-
диуса сферы индентора, скорости обработки.
Раскатывание применяется для упрочне-
ния отверстий. В машиностроении широко
применяются дорнование, развальцовка, рас-
катка шариковыми и роликовыми раскатками.
Увеличение максимальных сжимающих оста-
точных напряжений и снижение высоты мик-
ронеровностей после раскатки позволяют по-
высить сопротивление усталости и контактную
выносливость.
Термопластическое упрочнение особенно
часто применяют для деталей, работающих
при повышенных температурах. Деталь нагре-
вают до относительно невысоких температур с
последующим охлаждением водой или другим
хладоагентом. На поверхности формируются
благоприятные сжимающие напряжения при
относительно малых степенях пластической
деформации, подавляется технологическая
наследственность. На формирование остаточ-
ных напряжений влияют температура нагрева,
интенсивность охлаждения, геометрия детали,
масштабный фактор.
Упрочнение макрошариками (металли-
ческими или стеклянными) применяют для
повышения сопротивления усталости материа-
ла. Упрочняются детали с острыми кромками
радиусом R < 0,1 мм, канавками, проточками,
лабиринтными уплотнениями. При этом обес-
печиваются: сохранение геометрии деталей,
благоприятная структура, тонкий наклеп уп-
рочненного слоя, что является преимуществом
данного процесса по сравнению с дробеструй-
ным наклепом.
При обработке вращающихся деталей
продолжительность наклепа определяется по
формуле
DRzNji 9
где F\ - площадь детали, входящая в ядро рас-
пыла дроби; D - диаметр используемых дро-
бинок; - секундный расход микрошариков
через сопло, с1; Rz - высота микронеровно-
стей.
После обработки микрошариками фор-
мируется специфическая микрогеометрия,
отсутствуют направленные риски, образуются
сферические лунки. Радиус впадин равен ра-
диусу наклепывающих микрошариков.
Высота микронеровностей наклепанной
поверхности
1,54-^
1000,
2 I----
DvJ-l-
]6gHB
sina ,
где НВ - твердость по Бринеллю; D - диаметр
микрошарика; v - скорость полета микроша-
рика; у - удельный вес материала микрошари-
ка; g - ускорение свободного падения; a - угол
падения дробинок на поверхности детали.
Степень пластической деформации по-
верхности также зависит от скорости полета
микрошариков и твердости материала детали.
Глубина наклепанного слоя может быть опре-
делена по формуле
а = l^DRz = 3JXZ)2v —
I ]6gHB
—L- .
6gHB)
Таким образом, процесс упрочнения
микрошариками управляем с точки зрения
обеспечения заданных степеней наклепа и
пластической деформации.
При деформировании микрошариками
максимальные остаточные напряжения возни-
кают непосредственно на поверхности, а не на
некоторой глубине, где наблюдается подслой-
ный максимум напряжений, как это имеет
место при деформировании стальными шари-
ками или дробью с D = 0,5 ... 3 мм. Диаметр
используемых при наклепе микрошариков
определяет, главным образом, глубину распро-
странения сжимающих остаточных напряже-
ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ ДЕТАЛЕЙ
349
ний и незначительно влияет на их величину на
поверхности.
Глубина проникновения пластической
деформации при упрочнении микрошариками
где vo - минимальная скорость деформирова-
ния, то касательные напряжения при мини-
мальной скорости, получим
I Jlmv
Znjl = Z .т
«6т0Г—1 t
Таким образом, можно управлять глуби-
ной распространения остаточных напряжений
за счет изменения скорости полета микроша-
риков v, что не обеспечивают другие методы
упрочнения.
С увеличением скорости при деформи-
ровании микрошариками возрастают напря-
жения Пост- Условие наступления пластической
деформации при приложении силы Р нор-
мально к поверхности в точке на расстоянии
^пл от поверхности:
где стт - предел текучести материала детали.
Выражая Znn через импульс силы, полу-
чим:
где т - масса шарика, v - скорость его полета,
t - время деформирования.
В процессе упрочнения микрошариками
глубина расположения максимальных каса-
тельных напряжений от поверхности убывает
пропорционально радиусу отпечатка, и мак-
симальные пластические деформации и сжи-
мающие остаточные напряжения приближают-
ся к поверхности
где R и п - константы, зависящие от физико-
механических свойств материалов.
С увеличением скорости пластической
деформации глубина ее распространения с
одной стороны растет, с другой - величина
предела текучести уменьшается, что приводит
к снижению деформированного объема и при-
ближает подслойный максимум сжимающих
напряжений к поверхности.
Если принять, что касательные напряже-
ния равны
т
где m - показатель, зависящий от пластических
свойств материала, изменяется в пределах
О ... 1. Таким образом, глубина проникнове-
ния пластической деформации и сжимающих
остаточных напряжений прямо пропорцио-
нальна корню квадратному скорости полета
микрошариков.
Под воздействием повышенных темпера-
тур может произойти разупрочнение поверх-
ностного слоя, упрочненного микрошариками,
зависящее от времени воздействия этих темпе-
ратур на деталь. При этом следует учитывать
долю времени всего ресурса, в течение которо-
го деталь при эксплуатации подвергается воз-
действию повышенных температур. Для авиа-
ционных двигателей оно составляет 3 %.
Экспериментально подтверждено, что до
определенного порога температурное воздей-
ствие оказывает положительное влияние на
поверхностный слой, деформированный мик-
рошариками. В табл. 3.4.3 приведены остаточ-
ные напряжения оосг после воздействия на
детали высоких температур. Допустимые ре-
сурсы работы для изделий из этих сталей и
сплавов значительно отличаются друг от друга.
Развитие усталостных процессов при
циклическом нагружении деталей замедляется,
если детали были упрочнены микрошариками.
Наклеп поверхностного слоя затормаживает
процесс интенсивного роста дислокаций при
первых циклах нагружения. Плотность дисло-
каций вначале увеличивается, а затем падает,
замедляется образование первых полос сколь-
жения. В области малоцикловой усталости
3.4.3. Релаксация остаточных напряжений
у деталей, подверженных пластической
деформации микрошариками
Марка сплава или стали Темпе- ратура t° Длительность воздействия, ч стост, МПа
ВТ 9 250 50 450
500 50 300
500 100 250
ЖС6У ВИ 675 50 500
675 500 400
ХН45МВТЮБР вд 650 200 100 ... 150
350 Глава 3.4. ОПТИМИЗАЦИЯ МАШИН И КОНСТРУКЦИЙ ПО ПОКАЗАТЕЛЯМ НАДЕЖНОСТИ
обработка микрошариками также задерживает
развитие усталостных трещин. Критическая
длина трещины у наклепанных образов выше.
Наиболее эффективно дробеметное уп-
рочнение деталей микрошариками. Техноло-
гический процесс отличается высокой надеж-
ностью и стабильностью. Дробемет направляет
поток микрошариков, находящихся под воз-
действием центробежных сил, на поверхности
упрочняемых деталей.
Скорость микрошариков приближенно
определяется выражением
vmax = V2v0Kpmax,
где vOKpmax - окружная скорость ротора дробе-
метной установки. С учетом трения микроша-
риков при движении по поверхности лопасти
дробемета
/ 2
vmax - voKp+ у. ,
где/- коэффициент трения (f « 0,169).
Скорость полета микрошариков регули-
руется изменением числа оборотов дробемета
и его диаметра. Технические характеристики
ряда дробеметных установок приведены в табл.
3.4.4. Обработка микрошариками является
наиболее простым и эффективным средством
повышения сопротивления усталости деталей с
резьбами и канавками. Обработка ведется
3 мин стальными микрошариками из ШХ15
или Р6М5, диаметром 160 ... 200 и 100 ... 315
мм. Обеспечивается повышение сопротивле-
ния усталости на 20 ... 70%.
Пневмо-, гидродробеструйное упрочне-
ние применяется реже, преимущественно для
деталей простой формы, в связи с отсутствием
возможности ориентации потока микрошари-
ков под углом 90 ° ко всем поверхностям. При
упрочнении колец подшипников сопло эжек-
тирует рабочую среду - микрошарики диамет-
ром 100 ... 160 мкм с жидкостью - из рабочей
емкости и сообщает среде кинетическую
энергию. Микрошарики, соударяясь с поверх-
ностью вращающейся детали, пластически
деформируют ее, отражаются и вновь попада-
ют в рабочую емкость. Удар шарика о поверх-
ность производится через жидкостную пленку,
что улучшает качество поверхности и снижает
высоту микронеровностей.
Для упрочнения деталей более сложной
формы используются как стальные, так и стек-
лянные микрошарики, последние используют-
ся для получения более чистой поверхности
детали. Сопло перемещается и поворачивается
по командам, подаваемым на шаговые двига-
тели. Программное управление не только
автоматизирует операцию упрочнения, но и
3.4.4. Параметры дробеметных установок
Параметр Установка
УДМ-3 УДМ-4П УДМ-ЗДсПУ УДМ-2
Диаметр микро- шариков, мкм 160 ... 200 100 ... 315 63 ... 100 100 ... 160 160 ... 200 160 ... 200 100 ... 315 63 ... 315
Масса микроша- риков, кг 50 50 150 ± 50 50
Частота враще- ния дробемета, МИН'1 деталей, мин'1 4000 8 0 ... 3600 19 1000 ... 3600 8 2800 ... 3600 18
Количество од- новременно об- рабатываемых деталей, шт. 1 9 ... 15 1 9 ... 15
Время обработ- ки, мин 24 ... 48 1 ... 3 3 ... 10 3 ... 12
Мощность элек- тродвигателя дробемета, кВт 4,6 4 3,2 5,7
Габаритные раз- меры: упрочняе- мой детали, мм установки, мм 800 х 400 2700 х 1150 х 1150 0 80 х 250 2600 х 3100 х 2800 0 1000 X 1000 4800 х 3500 х 3600 350 х 75 х 75 2000 х 1150 х 850
ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ ДЕТАЛЕЙ
351
обеспечивает высокое качество обработки.
Установка может иметь несколько сопел, что
повышает ее производительность. Такие уста-
новки применяются для упрочнения беговых
дорожек подшипников качения, колец слож-
ной формы, тонкостенных валов, крупногаба-
ритных лопаток компрессора и других деталей.
Пневмо-, гидродробеструйная обработка явля-
ется эффективным средством повышения со-
противления усталости, уменьшения структур-
ной неоднородности, выравнивания физико-
механических свойств после финишной абра-
зивной обработки.
Достаточно широко применяется элек-
тротермический способ изготовления металли-
ческих микрошариков. При этом разряд им-
пульсов электрического тока пропускается
между двумя электродами, один из которых
выполнен из металла, предназначенного для
изготовления гранул, а другой - из графита,
меди или того же металла. Происходит нагрев,
расплавление и выброс жидкого металла в
виде капелек, их сферитизация под действием
сил поверхностного натяжения и охлаждение в
окружающей жидкости. Размеры капелек регу-
лируют изменением мощности разряда. Для
промышленного производства микрошариков
используется сталь ШХ15.
Стеклянные шарики диаметром 0,8 ... 1,2
мм применяются главным образом для по-
верхностного пластического деформирования
деталей из алюминиевых и магниевых сплавов.
В двигателестроении применяется плазменный
способ изготовления высокопрочных стеклян-
ных микрошариков из кварцевого песка. Вы-
сокочастотная плазма безэлекгродного разряда
обладает преимуществом перед низкотемпера-
турной плазмой дуговых источников [1].
Для упрочнения быстрорежущего метал-
лорежущего инструмента используется карбо-
низация, ионное азотирование, цианирование,
лазерная закалка, электроискровое легирова-
ние, обработка паром и др. Во многих случаях
повышается стойкость инструмента и ее ста-
бильность. Результаты упрочнения зависят от
условий применения инструмента. Области
применения различных методов упрочнения
приведены в табл. 3.4.5.
3.4.5. Области применения различных технологий упрочнения
Вид упрочнения Области применения Высота микроне- ровностей Ra, мкм аост> МПа Глубина 5, мм Примечания
1 2 3 4 5 6
Пневмодро- беструйное упрочнение Детали из жаро- прочных сплавов, титановых сплавов со сварными шва- ми, зубчатые коле- са 0,63 ... 2,5 600 ... 800 0,08 Умеренные и нормаль- ные рабочие температу- ры, допустимая высота неровностей после уп- рочнения поверхности детали
Гидродробе- струйное упрочнение Лопатки газовых турбин, зубчатые колеса, длинно- мерные валы, тру- бопроводы, диски, пружины 0,16 ... 0,63 460 ... 540 0,05 Температурный порог упрочнения (250 - 450 °C) требует уточнения
Пневмоди- намическое упрочнение Упрочнение от- дельных поверхно- стей деталей, на- ходящихся вне камеры: сварные швы трубопрово- дов, ласточкины хвосты лопаток газовых турбин, шлицы валов 900 0,4 Для замков, лопаток газовых турбин из стали ХН45МВТЮБР
Вибро- упрочнение Диски, лопатки, трактовые кольца, корпуса, сепарато- ры, требующие объемной обра- ботки 0,8 ... 3,2 100 ... 900 0,05 ... 0,40
352
Глава 3.5. СТЕНДОВЫЕ ИСПЫТАНИЯ НА НАДЕЖНОСТЬ
Продолжение табл. 3.4.5
1 2 3 4 5 6
Вибро- шлифование Зубчатые колеса, рабочие лопатки, валы компрессо- ров 10 50 . .. 250 0,02 ... 0,08 -
Алмазное выглажи- вание Тела вращения - нежесткие валы, оболочки, кольца, втулки, посадоч- ные места под подшипники 0,3 ... 1,0 Обеспечивает формиро- вание остаточных на- пряжений в поверхност- ном слое и повышает сопротивление усталости
Раскатывание Детали с отвер- стиями 3,2 ... 6,3 600 ... 690 0,15 Умеренные и повышен- ные температуры
Упрочнение микрошари- ками: Канавки, проточ- ки, лабиринтные уплотнения, резь- ба, тонкостенные детали 450 ... 980 0,03... 0,85 t = 250 ... 675 °C
а) дробемет- ное упрочне- ние Резьбы, кольцевые детали, канавки, диски турбины 0,2 ... 0,4 650 ... 900 0,02 ... 0,03 t < 650 °C (титановые сплавы, хромоникелевые сплавы)
б) пневмо-, гидро- дробеструйное упрочнение Беговые дорожки шарикоподшип- ников, лопатки газовых турбин, кольцевые детали, тонкостенные ва- лы 200 ... 700 0,025... 0,125 Лопатки газовых турбин из сплава ХН35ВТЮВД
СПИСОК ЛИТЕРАТУРЫ
1. Кузнецов Н.Д., Цейтлин В.И., Волков
В.И. Технологические методы повышения
надежности деталей машин. Справочник. М.:
Машиностроение, 1993. 304 с.
2. Когаев В.П., Махутов Н.А., Гусенков
А.П. Расчеты деталей машин и конструкций
на прочность и долговечность. М.: Машино-
строение, 1985. 228 с.
3. Серенс^н С.В., Когаев В.П., Шнейде-
рович Р.М. Несущая способность и расчеты
деталей машин на прочность. М.: Машино-
строение, 1975. 304 с.
4. Проблемы надежности и ресурса в
машиностроении. М.: Наука, 1994, 227 с.
5. Суслов А.Г. Технологическое обеспе-
чение параметров состояния поверхностного
слоя деталей. М.: Машиностроение, 1987.
208 с.
6. Рагриков В.Ч., Древаль А.Е. Влияние
химико-технических обработок и поверхност-
ных покрытий на физические показатели про-
цессов резания // Изв. вузов. Машинострое-
ние, 1989. № 3. С. 37-40.
Глава 3.5
СТЕНДОВЫЕ ИСПЫТАНИЯ
НА НАДЕЖНОСТЬ
3.5.1. ОБЩИЕ ПОЛОЖЕНИЯ
ПО ОРГАНИЗАЦИИ ИСПЫТАНИЙ МАШИН
Стендовые испытания опытного образца
машины, ее натурной модели или серийных
образцов являются завершающим этапом про-
ектирования и изготовления машин. Под
стендовыми испытаниями понимаются испы-
тания объекта, проводимые стационарно с
применением испытуемого оборудования. В
результате испытаний должны быть оценены
фактические характеристики качества и на-
дежности машины и установлено их соответст-
вие техническим условиям.
Информация, полученная в результате
испытаний, является основным источником
для принятия решений о совершенствовании
конструкции, технологии и методов эксплуа-
тации машины.
При планировании и проведении испы-
таний машин необходимо опираться на общие
положения, рекомендации и стандарты, разра-
ботанные для машиностроительной продук-
ции.
ОБЩИЕ ПОЛОЖЕНИЯ ПО ОРГАНИЗАЦИИ ИСПЫТАНИЙ МАШИН
353
Характеристики и показатели качества и
надежности продукции, определяемые при
испытаниях, должны быть заданы таким обра-
зом, чтобы их можно было объективно прове-
рить или измерить (определить) с известной
точностью и воспроизводимостью. Это требует
установления и нормирования допусков на
значения показателей и характеристик, что, в
свою очередь, связано с требованиями к точ-
ности средств и методов испытаний.
Применяемый при испытании метод
(установленные технические правила проведе-
ния испытаний) включает:
объект испытаний и требования к нему;
определяемые характеристики и их раз-
мерность;
условия испытаний;
количество испытываемых объектов и
правила их отбора;
последовательность и содержание экспе-
риментов для определения искомой характе-
ристики;
требования к средствам испытаний;
процедуру обработки результатов испы-
таний и оценку точности измерений;
требования к обеспечению безопасности
персонала и охраны окружающей среды.
Требования к методу испытаний или его
основное содержание могут быть стандартизо-
ваны, что создает условия для повышения
точности, воспроизводимости и сопоставимо-
сти результатов.
Методика испытаний - документ, в кото-
ром данный метод, в том числе и стандарт-
ный, подробно излагается применительно к
конкретному объекту, конкретным средствам и
условиям испытаний, т.е. по существу является
описанием технологического процесса испы-
тания. По определению ИСО методика испы-
таний - это организационно-методический
документ, включающий метод испытаний,
средства и условия испытаний, отбор проб,
алгоритмы выполнения операций по опреде-
лению одной или нескольких взаимосвязан-
ных характеристик объекта, формы представ-
ления данных и оценивания точности, досто-
верности результатов, технику безопасности и
охрану окружающей среды.
Различают типовые методики (для како-
го-либо вида продукции) и рабочие (для кон-
кретного представителя этого вида, выпускае-
мого и испытываемого на конкретном пред-
приятии).
В зависимости от условий испытаний и
(или) определяемых характеристик различают
виды испытаний: на функционирование, на
стойкость к внешним воздействиям (механи-
ческие, климатические и т.п.), на надежность
и т.п.
В зависимости от целей, которые ставят-
ся перед испытаниями, и от решений, которые
принимаются по их результатам на разных
стадиях жизненного цикла продукции, разли-
чают следующие категории испытаний: на
стадии разработки - исследовательские, дово-
дочные, предварительные, приемочные; на
стадии изготовления - квалификационные,
приемо-сдаточные, периодические; при изго-
товлении и эксплуатации - сертификацион-
ные, аттестационные, инспекционные.
Испытания различных категорий про-
дукции направлены на достижение следующих
целей:
выбрать оптимальные проектные, конст-
руктивные и технологические решения при
разработке и доведении продукции до необхо-
димого (заданного) уровня качества и надеж-
ности (исследовательские, доводочные, пред-
варительные, приемочные);
обеспечить стабильность достигнутого
уровня качества в процессе изготовления
(квалификационные, приемо-сдаточные, пе-
риодические, инспекционные);
установить возможность продолжения
эксплуатации или использования продукции,
оценить качество ее ремонта и восстановления
(периодические, послеремонтные);
оценить технический уровень продукции
(аттестационные);
защитить рынок и потребителей от про-
дукции, не соответствующей требованиям
стандартов, в том числе при международном
товарообмене (сертификационные).
В итоге принимаются решения о воз-
можности постановки продукции на произ-
водстве, серийного выпуска продукции, сдачи
продукции заказчику, присвоения знака каче-
ства или выдачи сертификата.
Работы, связанные с испытаниями, де-
лятся на несколько основных этапов: подго-
товка, проведение, использование результатов,
а также надзор за испытаниями.
Важнейшая операция подготовки - раз-
работка программы испытаний. По определе-
нию ИСО программа испытаний - это
“организационно-методический документ,
устанавливающий цель испытаний, виды, по-
следовательность и объем проводимых экспе-
риментов, порядок, условия, место и сроки
проведения испытаний”.
Исходной операцией при разработке
программы является выбор определяемых по-
казателей (характеристик) продукции, состав
которых обуславливает, с одной стороны, пол-
ноту и объективность оценки качества, с дру-
гой - объем, техническое содержание, сроки и
стоимость испытаний. Состав определяемых
показателей зависит от категории испытаний и
устанавливается, как правило, исходя из стан-
дартов и других нормативно-технических до-
кументов на продукцию.
354
Глава 3.5. СТЕНДОВЫЕ ИСПЫТАНИЯ НА НАДЕЖНОСТЬ
3.5.2. ПАРАМЕТРЫ, ИЗМЕРЯЕМЫЕ
ПРИ СТЕНДОВЫХ ИСПЫТАНИЯХ
Параметры и характеристики, измеряе-
мые в процессе стендовых испытаний, отра-
жают специфику машины и уровень требова-
ний к ее качеству. Особенно важно установить
и оценить выходные параметры, которые опре-
деляют работоспособность машины и связаны
с ее функциональным назначением.
Наиболее характерны измерение и оцен-
ка следующих показателей:
а) параметров траекторий рабочих органов
машины - линейных, круговых, точности пози-
ционирования, точности взаимного располо-
жения и т.д. Измерение может осуществляться
с применением универсальных измерительных
средств. Однако, для автоматизированных
методов испытания, как правило, необходимо
осуществлять бесконтактные измерения с на-
хождением прибора вне рабочей зоны объекта
испытания. Поэтому наиболее целесообразно
применение приборов, использующих оптиче-
ские принципы измерения - автоколлиматоры,
лазерные интерферометры, голографические
приборы;
б) кинематических параметров - частот
вращения, величин перемещения узлов, ли-
нейных скоростей, ускорений, передаточных
отношений. Измерение производится при
установлении режимов работы машины. Как
правило, многие из этих параметров устанав-
ливаются и регистрируются самой системой
управления машиной, особенно для оборудо-
вания с ЧПУ;
в) сил - рабочих нагрузок, сил и крутя-
щих моментов в приводе, давлений в гидро-
системах, напряжений в корпусных деталях,
давлений в направляющих и др. Измерение
может осуществляться как с применением
универсальных средств, так и специальными
устройствами. Например, при испытании
станков широкое применение получили дина-
мометрические столы и устройства для изме-
рения сил резания, различного рода первич-
ные преобразователи - тензорезисторные, пье-
зоэлектрические и др.;
г) деформаций или жесткости элементов
машины служит для выявления причин откло-
нений выходных параметров и той роли, кото-
рую играют деформации в суммарной погреш-
ности работы машины. Поэтому в данном
случае измерение деформаций должно осуще-
ствляться в процессе испытания и служить
диагностическим сигналом.
д) вибраций - амплитуды, частоты, фазы
колеблющихся элементов машины. На основе
измерений оцениваются их спектры, опреде-
ляются амплитудно-фазово-частотные и другие
характеристики. Измерение вибраций, во
многом определяющих работоспособность
объекта, позволяет выявить резонансные зоны
с повышенными амплитудами колебаний;
е) тепловых полей - температур в различ-
ных точках машин, тепловых деформаций,
изменения температуры смазки, колебания
температуры окружающей среды. Измерение
позволяет оценить причины тренда выходных
параметров машины в период тепловой стаби-
лизации системы. Для измерения температур в
различных точках машины в качестве первич-
ных преобразователей используют различные
термопары и терморезисторы. Для анализа
всего теплового поля и динамики его измене-
ния обширную информацию могут дать тепло-
визоры. Их высокая чувствительность к ин-
фракрасному излучению позволяет применять
приборы, расположенные на расстоянии не-
скольких метров от объекта;
ж) специфических для данного объекта ха-
рактеристик, связанных с его функциональ-
ным назначением - амплитудно-фазовых час-
тотных характеристик АФЧХ (для металлоре-
жущих станков), индикаторных диаграмм (для
двигателей) и др. Измерение позволяет дать
более полную оценку работоспособности ис-
пытываемого объекта.
При испытаниях, связанных с оценкой
надежности, всегда осуществляется измерение
числа циклов или длительности работы маши-
ны, а также измерение характеристик процес-
сов (например износа), приводящих к измене-
нию параметров машины во времени.
3.5.3. ВИДЫ ИСПЫТАНИЙ МАШИН НА НАДЕЖНОСТЬ
При стендовых испытаниях машины
важно не только оценить начальный
(достигнутый) уровень качества объекта, но и
определить длительность сохранения этого
качества в предполагаемых условиях эксплуа-
тации, т.е. оценить надежность машины, агре-
гата или отдельного испытываемого узла до
начала эксплуатации опытного образца маши-
ны. Только в этом случае можно будет избе-
жать исправлений недостатков, выявившихся в
процессе эксплуатации, и гарантировать эф-
фективное использование машины по назна-
чению.
В настоящее время нет установившихся
методов испытания машин на надежность, а
идет поиск и апробирование различных вари-
антов проведения таких испытаний, изыскание
новых методов оценки надежности.
Наибольшее распространение в настоя-
щее время получили следующие виды испыта-
ний на надежность:
а) Кратковременные испытания, когда
оценивается безотказность работы машины за
смену, сутки, неделю или другой сравнительно
непродолжительный промежуток времени. Эти
испытания выявляют малостойкие и некачест-
венно выполненные элементы, но не могут
характеризовать надежность машины за дли-
тельный период эксплуатации. Для отказавших
ПРОГРАММНЫЙ МЕТОД ИСПЫТАНИЯ МАШИН
355
деталей определяют наработку на отказ или
параметр потока отказов.
б) Ресурсные испытания ставят своей це-
лью оценить ресурс машины по ее основным
(выходным) параметрам. Бели испытания про-
водить без форсирования условий работы ма-
шины, то их длительность будет весьма вели-
ка, а полученные результаты отражают лишь
свойства данного объекта при принятых усло-
виях испытания. Поэтому при проведении
ресурсных испытаний требуется быстрейшее
получение информации за счет применения
ускоренных или специальных методов испы-
тания.
в) Ускоренные испытания на надежность
дают возможность решить задачу по получе-
нию показателей надежности за сравнительно
короткий промежуток времени, что имеет
первостепенное значение с точки зрения эко-
номии средств, идущих на испытания и, глав-
ное, для сокращения времени освоения новых
изделий. Находят применение различные ме-
тодики по ускоренным испытаниям на надеж-
ность отдельных элементов и узлов, которые,
однако, не получили широкого распростране-
ния для сложных агрегатов и машин. Различа-
ют форсированные испытания, основанные на
интенсификации процессов, вызывающих от-
казы или повреждения, и сокращенные, уп-
лотненные по времени, испытания без интен-
сификации этих процессов.
Уплотнение испытаний по времени, как
правило, не искажает процесса потери маши-
ной работоспособности, но дает заметный
эффект лишь для тех изделий, которые мало
загружены в процессе нормальной эксплуата-
ции. Современные машины работают в интен-
сивных условиях эксплуатации с высоким
коэффициентом использования, когда приме-
нение данного метода ускорения испытания не
дает заметного эффекта.
Форсирование режимов испытания за счет
применения при испытании более высоких
нагрузок, скоростей, температур, по сравне-
нию с эксплуатационными, интенсифицирует
процессы повреждения и ускоряет наступле-
ние отказа. Однако такой метод ускоренных
испытаний следует применять весьма осто-
рожно, т.к. работа механизмов при форсиро-
ванных режимах может вызывать новые явле-
ния при протекании процессов старения и
разрушения, не характерные для нормальных
условий эксплуатации, и качественно изменять
картину отказов. В этом случае пересчет пока-
зателей надежности на нормальные условия
работы изделия будет иметь формальный ха-
рактер и может привести к грубым ошибкам.
Существуют многочисленные примеры
успешного проведения форсированных испы-
таний на надежность сравнительно простых
изделий, механизмов сопряжений, образцов с
одним ведущим процессом разрушения, на-
пример, износом или усталостью. Но попытки
проведения таких испытаний для всей маши-
ны, как правило, успеха не имеют, особенно,
когда это связано с показателями точности ее
работы.
г) Специальные методы испытаний на на-
дежность служат для получения достоверных
характеристик надежности сложных изделий.
Такие испытания, например, программные,
сочетаются с прогнозированием надежности, с
применением диагностических процедур, с
моделированием процессов старения, со спе-
циальными приемами по выбору режимов
работы машины и т.п.
Получение вероятностных характеристик
объекта при его испытании необходимо для
расчета показателей надежности. Эта задача
является весьма сложной, особенно при крат-
ковременных испытаниях. Классические мето-
ды математической статистики по обработке
опытных данных [5] достаточно эффективно
применяются лишь при сравнительно простых
стендовых испытаниях узлов и механизмов,
которые могут быть выполнены в нескольких
образцах и испытываться продолжительное
время. При стендовых испытаниях сложных
объектов - машин, агрегатов, отдельных узлов
и систем практически невозможно накопить
статистическую информацию об отказах. Не-
обходимо искать такие методы испытания,
которые обеспечивали бы получение наиболее
полной информации о состоянии машины по
параметрам качества и надежности. Этим тре-
бованиям удовлетворяет так называемый про-
граммный метод испытания.
3.5.4. ПРОГРАММНЫЙ МЕТОД ИСПЫТАНИЯ МАШИН
Программный метод испытания и диаг-
ностирования машин является наиболее разви-
тым по сравнению с отдельными видами и
методами испытательно-диагностических про-
цедур, которые можно рассматривать как част-
ные случаи этого комплексного подхода.
Программным методом испытания машин
называется метод, при котором в режиме ав-
томатизированного испытания с применением
диагностических процедур оценивается качест-
во и надежность машины по ее выходным
параметрам во всем диапазоне режимов и ус-
ловий работы машины с учетом вероятностной
природы внешних воздействий [2].
Основная цель программного испытания -
оценить сопротивляемость машины спектру
внешних воздействий, отражающих эксплуата-
ционные нагрузки, выявить области состояний
для регламентированных выходных парамет-
ров; и на основании этой информации, и с
использованием методов прогнозирования
оценить параметрическую надежность маши-
ны.
Область состояний - это область, в кото-
рой с заданной вероятностью находятся регла-
ментированные выходные параметры машины.
356
Глава 3.5. СТЕНДОВЫЕ ИСПЫТАНИЯ НА НАДЕЖНОСТЬ
В общем случае это многомерное про-
странство, поскольку для каждой машины
устанавливается ряд показателей, которые
должны находиться в пределах, установленных
нормативно-технической документацией. Для
независимых выходных параметров эта область
может быть представлена в виде набора от-
дельных областей состояний для каждого па-
раметра. Область состояний является ком-
плексной характеристикой качества машины.
Чем меньше область состояний, тем выше
начальное качество машины, а чем медленнее
она изменяется во времени, тем выше ее на-
дежность.
При испытании машины области состоя-
ний сравниваются с соответствующими облас-
тями работоспособности (области допустимых
значений выходных параметров). В результате
определяются показатели качества и парамет-
рической надежности по каждому из парамет-
ров, а также вероятностные характеристики
областей состояний.
Области работоспособности устанавлива-
ются исходя из требований заказчика, норма-
тивно-технической документации и стандартов
на выходные параметры машины, которые
указываются в технических условиях для дан-
ной машины. Выходные параметры машины
зависят от целевого назначения машины и
уровня требований к ее качеству и надежно-
сти.
Для многих машин, например, металло-
режущих станков и других технологических
машин, выходными параметрами могут слу-
жить характеристики траекторий целевых уз-
лов машины, определяющих качество осуще-
ствляемого машиной процесса.
Характеристики точности траекторий
включают такие показатели, как точность по-
ложения траектории в выбранной системе
координат, величину отклонения от номинала
в плоскости или пространстве, точность фик-
сации конца траектории (точность позициони-
рования узла), кривизну траектории, точность
осуществления движения во времени, микро-
отклонения (гармоники высших порядков) и
другие.
Бели в качестве выходных параметров
машины принимаются иные показатели, на-
пример, КПД, мощность, динамические на-
грузки, скорость перемещения, грузоподъем-
ность (транспортные машины) и другие, то
они также могут быть представлены в виде
некоторых функций времени (длительности
цикла), характеристики которых будут являть-
ся выходными параметрами машины.
Параметрами траекторий, как и другие
показатели качества, проявляются как случай-
ные величины или функции. Стохастическая
природа выходных параметров связана с рас-
сеиванием начальных характеристик машин в
силу неоднородности их изготовления, с рабо-
той системы при различных режимах, с неод-
нородностью заготовок (для технологических
машин), со случайными воздействиями окру-
жающей среды. Поэтому выходные параметры
должны характеризоваться законами распреде-
ления или их числовыми характеристиками
(математическим ожиданием, дисперсией).
При программных испытаниях условия
эксплуатации и их стохастическая природа
учитываются тем, что испытания проводятся
при одновременном действии силовых и теп-
ловых факторов с программным нагружением
работающей машины специальными устройст-
вами. Условия испытаний должны отражать
спектр эксплуатационных воздействий. При
этом выходные параметры могут определяться
как в вероятностной трактовке (полная харак-
теристика области состояний), так и при экс-
тремальных условиях (оценка границ области
состояний).
Испытания состоят из большого числа
циклов, каждый из которых отражает комби-
нации возможных воздействий на машину, и
сочетаются с прогнозированием надежности.
При этом исходные данные для оценки на-
дежности, во-первых, являются результатом
проводимых испытаний и, во-вторых, исполь-
зуется априорная информация о процессах,
приводящих к изменению начальных характе-
ристик машины.
Испытания проводятся в специально
оборудованных испытательно-диагностических
центрах (комплексах), где обеспечиваются
программное нагружение машины, имитация
внешних воздействий, измерение необходи-
мых параметров в процессе работы машины и
обработка информации на ЭВМ.
В процессе испытания ЭВМ выполняет
следующие функции:
а) обрабатывает и хранит результаты ис-
пытаний;
б) обрабатывает априорную информацию
об эксплуатационных нагрузках и условиях
эксплуатации, об износостойкости материалов,
применяемых для базовых элементов, о требо-
ваниях к показателям качества и надежности
машины, характерных для данной модели ма-
шины;
в) осуществляет программное управление
режимами работы машины и специальными
нагрузочными устройствами, включая имита-
цию внешних воздействий - изменение вели-
чины и направления сил, наложение спектра
вибраций, управление тепловыми потоками и
ДР»;
г) осуществляет расчеты показателей ка-
чества и прогнозирует показатели надежности
машины.
На рис. 3.5.1 показана структура испыта-
тельно-диагностического комплекса и взаимо-
действие его составных частей.
АЛГОРИТМ ПРОГРАММНОГО ИСПЫТАНИЯ
357
Рис. 3.5.1. Структура испытательно-диагностического комплекса
Испытание идет в режиме автоматизиро-
ванного эксперимента и состоит из последова-
тельных циклов, число которых должно быть
достаточным для статистической обработки
результатов.
Каждый цикл осуществляется при своем
сочетании факторов, влияющих на выходные
параметры, которые являются реализациями
некоторого случайного процесса, характери-
зующего данное состояние машины.
Значения выходных параметров опреде-
ляются при помощи измерительного комплек-
са и вводятся в ЭВМ, где производятся необ-
ходимые расчеты, результаты которых хранят-
ся в памяти машины.
Кроме того, имеется диагностическая ап-
паратура, при помощи которой оценивается
состояние отдельных элементов машины, на-
пример, их тепловые поля, виброакустические
сигналы и другие характеристики. Анализ ди-
агностических сигналов при помощи ЭВМ
позволяет судить о причинах отклонения тех
или иных выходных параметров от их установ-
ленных значений.
Если испытание и прогнозирование вы-
явили, что показатели качества и надежности
машины не удовлетворяют техническим требо-
ваниям или желательно получить более высо-
кие характеристики, то проводят дополни-
тельные исследовательские испытания с оцен-
кой не только выходных параметров машины,
но также степени влияния отдельных элемен-
тов конструкции на формирование области
состояний по лимитирующему параметру.
15.5. АЛГОРИТМ ПРОГРАММНОГО ИСПЫТАНИЯ
Наибольший эффект от программных
испытаний будет получен в том случае, когда,
во-первых, они проводятся в таком объеме,
который позволяет применять статистические
методы оценки выходных параметров, во-
вторых, испытания включают прогнозирование
возможного изменения выходных параметров
во времени, например, с использованием ин-
формации о скоростях изнашивания; в-
третьих, если при испытаниях применяются
методы диагностики для оценки причин,
влияющих на параметры машины; в-
четвертых, когда осуществляется оптимизация
тех параметров машины, которые определяют
ее технические характеристики.
Решение всех перечисленных задач тре-
бует специальной организации испытательно-
вычислительного процесса, включая организа-
цию взаимодействия процессов испытания,
диагностирования, обработки информации и
вычисления.
Рассмотрим схему алгоритма программ-
ного испытания (рис. 3.5.2).
Алгоритм испытания отражает взаимо-
действие отдельных блоков, каждый из кото-
рых осуществляет определенный этап испыта-
ний или расчетов для получения информации,
необходимой для оценки качества и надежно-
сти машины. Часть блоков связана с формиро-
ванием значений входных параметров, кото-
рые будут варьироваться при испытании: ве-
личин и направлений внешних сил (включая
их динамические составляющие), скоростей и
законов перемещения узлов, тепловых воздей-
ствий на машину и других.
Для формирования значений варьируе-
мых параметров используется априорная и
статистическая информация о спектрах экс-
плуатационных нагрузок и условиях работы,
характерных для данного гипа машин, которая
хранится в банке данных.
Для расчета показателей качества и на-
дежности машины информация поступает
двумя потоками. Первый поток информации
358
Глава 3.5. СТЕНДОВЫЕ ИСПЫТАНИЯ НА НАДЕЖНОСТЬ
получают от испытательно-диагностического
стенда как результат испытания данной моде-
ли машины. Второй поток информации явля-
ется результатом прогнозирования возможного
изменения выходных параметров машины при
износе ее базовых элементов.
Для осуществления прогнозирования
помимо специальных методов расчета необхо-
димо иметь сведения о скоростях изнашива-
ния отдельных сопряжений. Эти значения
получаются как на основе обработки результа-
тов эксплуатационных наблюдений за износом
сопряжений у аналогичных моделей (прототи-
пов разрабатываемой конструкции), так и с
использованием специальных методов физико-
статистического моделирования износа.
Одним из основных процессов при про-
ведении испытания является формирование
сигналов управления на основе полученных
законов распределения входных параметров.
Поскольку испытание состоит из N циклов
(где N определяется из условия достоверности
статистической информации и обычно нахо-
дится в пределах 100-150), то необходимо
формировать набор значений входных данных
для каждого цикла.
Выбор значений варьируемых парамет-
ров может осуществляться различными мето-
дами, например, основанными на применении
принципов статистического испытания (Мон-
те-Карло), когда для каждого цикла испыта-
ний выбираются (разыгрываются) фиксиро-
ванные значения входных параметров с учетом
их законов распределения. Полученные тем
или иным способом последовательные комби-
нации входных (варьируемых) параметров
преобразуются в сигналы управления режима-
ми работы машины и различными нагрузоч-
ными устройствами, создающими имитацию
рабочего процесса нагружения машины.
Измерение значений выходных парамет-
ров машины позволяет оценить отклик систе-
мы на данное воздействие и после проведения
всех N циклов получить законы распределения
выходных параметров. Эти законы распреде-
ления являются полной характеристикой об-
ластей состояний и учитывают все разнообра-
зие возможных условий эксплуатации маши-
ны, поскольку учтена стохастическая природа
входных воздействий.
При испытании в память машины вво-
дятся как результаты измерения выходных
параметров, так и значения диагностических
сигналов, которыми могут быть значения де-
формаций отдельных узлов и элементов, теп-
ловые поля, виброакустические сигналы и др.
Рис. 3.5.2. Схема алгоритма программного испытания
УПРАВЛЕНИЕ АВТОМАТИЗИРОВАННЫМ СТЕНДОВЫМ ИСПЫТАНИЕМ
359
Обработка и анализ диагностических сигналов
дают информацию о влиянии основных фак-
торов на параметры машины и служат основой
при оптимизации этих факторов.
В результате испытания и прогнозирова-
ния должны быть получены следующие харак-
теристики качества и параметрической надеж-
ности машины:
- численные характеристики областей со-
стояний, в которых с заданной вероятностью
находятся регламентируемые выходные пара-
метры машины;
- запасы надежности для каждого из вы-
ходных параметров (отношение допустимых
значений параметра, определяющих область
работоспособности, к фактическим значениям,
определяющим область состояний);
- ресурс по параметру при заданной ве-
роятности безотказной работы машины или
вероятность безотказной работы в течение
заданного периода при регламентированной
продолжительности сохранения машиной ра-
ботоспособности (например, ресурс до средне-
го или капитального ремонта).
В результате оценки качества и надежно-
сти должен быть получен документ или серти-
фикат (свидетельство) о состоянии машины, в
котором указывается, при каких условиях экс-
плуатации достигаются заданные параметры
машины и в течение какого времени эксплуа-
тации, с какой вероятностью эти показатели
будут сохраняться.
Если необходимо улучшить характери-
стики машины, то выполняются расчеты по
оптимизации ее параметров. При этом целе-
вой функцией является требуемый уровень
качества и надежности, а варьируемыми пара-
метрами назначаются те характеристики, кото-
рые выявлены при диагностировании, и те,
которые входят в расчетные зависимости,
применяемые при проектировании машины.
По результатам расчетов изменения могут
быть внесены в размеры «элементов машины,
характеристики геометрической точности и
жесткости элементов, в условия смазки и ох-
лаждения и др.
В первую очередь должны быть апроби-
рованы те изменения, которые можно реали-
зовать на испытываемом образце машины,
например, когда улучшен теплоотвод из зоны
подшипников, повышена геометрическая точ-
ность и улучшено качество поверхности на-
правляющих и т.п.
Полный комплекс автоматизированных
испытаний требует достаточно большого объе-
ма вычислений. Именно благодаря этому
можно получить объективную характеристику
качества и надежности машины, дать гарантию
сохранения показателей качества при ее экс-
плуатации, осуществить проведение целена-
правленных мероприятий по улучшению тех-
нических характеристик машины.
3.5.6. УПРАВЛЕНИЕ АВТОМАТИЗИРОВАННЫМ
СТЕНДОВЫМ ИСПЫТАНИЕМ
Управление автоматизированным стендо-
вым испытанием является достаточно слож-
ным процессом, включающим процедуры об-
работки информации, получаемой при испы-
тании, расчета показателей качества машины,
прогнозирования ее параметрической надеж-
ности, моделирования процессов и оптимиза-
ции конструктивных параметров.
Большие потоки информации (см. рис.
3.5.2) связаны с тем, что при испытании осу-
ществляется измерение большого числа пара-
метров как выходных для машины в целом,
так и диагностических параметров, произво-
дится управление режимом работы машины, а
в ряде случаев и программными нагрузочными
устройствами.
В общем виде система управления стен-
довым испытанием с использованием ЭВМ
(рис. 3.5.3) включает машину (например, ста-
нок) как объект исследования, комплект изме-
рительных преобразователей (датчиков), (Дь
Д2, — , Дл), аналого-цифровые преобразовате-
ли (АЦП), которые связываются через проме-
жуточные устройства с процессором ЭВМ. Для
опроса первичных преобразователей
(датчиков) в определенной последовательности
и через заданные интервалы времени широко
используются коммутаторы.
При управлении экспериментом от ЭВМ
управляющие сигналы проходят через цифро-
аналоговые преобразователи (ЦАП) и посту-
пают на устройства управления режимами
работы машины и задания нагрузок и управ-
ляющих воздействий, которые имитируют
внешние и внутренние процессы, происходя-
щие в машине (Н\, Hz, ... , Я^).
Ввод данных, регистрация и наблюдение
за ходом и результатами испытаний произво-
дятся с помощью алфавитно-цифрового печа-
тающего устройства (АЦПУ), устройства ввода
и вывода на перфоленту (УВВ), алфавитно-
цифрового или графического дисплея (Д) и
графопостроителя (Г).
Управление испытанием осуществляется
в трех режимах: ручном, полуавтоматическом
и автоматическом. При ручном управлении на
ЭВМ рассчитывается программа испытаний
(режимы, длительность и количество испыта-
ний и т.д.) и затем через АЦПУ вводятся дан-
ные, которые ЭВМ после испытания обраба-
тывает и выдает в виде таблиц или графиков.
В случае полуавтоматического управления
испытанием ЭВМ связана одним каналом
(ввода или вывода) с испытательной установ-
кой и осуществляет либо управление ходом
испытаний, либо обработку данных экспери-
мента. Автоматическое управление испытани-
ем предполагает двухканальную связь испыты-
360
Глава 3.5. СТЕНДОВЫЕ ИСПЫТАНИЯ НА НАДЕЖНОСТЬ
ваемого объекта с ЭВМ, когда осуществляется
обработка данных и управление эксперимен-
том без непосредственного участия человека
или с его участием при работе в режиме диа-
лога.
В течение всего процесса испытания из-
меряется время, а обработка информации на
ЭВМ осуществляется как в реальном масштабе
времени, так и с последующей обработкой
накопленных данных, в соответствии с основ-
ной блок-схемой и программой испытания.
Прикладные программы полного цикла
испытаний разрабатываются для осуществле-
ния следующих процедур (см. рис. 3.5.2).
1. Формирование входных данных - расче-
ты рабочих нагрузок, скоростей, других пара-
метров и законов их распределения, формиро-
вание комбинаций входных и управляющих
сигналов.
2. Обработка результатов испытания и
диагностирования - расчет значений выходных
параметров, статистическая обработка резуль-
татов испытаний, процедуры по расшифровке
диагностических сигналов.
3. Прогнозирование потери качества из-за
износа - обработка результатов физико-
статистического моделирования износа, расчет
износа сопряжений, определяющих работо-
способность машины, расчет влияния износа
на параметры машины, статистическая обра-
ботка результатов прогнозирования.
4. Расчет показателей качества и парамет-
рической надежности - расчет характеристик
областей состояний и областей работоспособ-
ности, расчет запаса надежности, оценка веро-
ятности безотказной работы и других показа-
телей надежности.
Рис. 3.5.3. Общая схема управления автоматизированным стендовым испытанием
УПРАВЛЕНИЕ АВТОМАТИЗИРОВАННЫМ СТЕНДОВЫМ ИСПЫТАНИЕМ
361
Рис. 3.5.4. Методы формирования входных данных:
а - использование метода статистических испытаний (Монте-Карло);
б - использование метода планирования многофакторного эксперимента
При программных испытаниях машины
можно применять два основных метода фор-
мирования входных данных (рис. 3.5.4), кото-
рые определяют характер и последовательность
процедур при разработке программы испыта-
ния.
При первом методе (рис. 3.5.4, а) проце-
дура выбора значений варьируемых парамет-
ров для каждого цикла испытаний строится по
методу статистических испытаний (метод
Монте-Карло), когда после достаточно боль-
шого числа циклов воспроизводится статисти-
ческая картина воздействий на машину, а ее
отклик на эти воздействия будет отражать в
статистической форме качественную характе-
ристику машины.
При этом методе законы распределения
Д2) входных параметров Z преобразуются по-
сле испытания в законы распределения ДА)
выходных параметров X. Такой метод целесо-
образно применять при достаточно стабильных
статистических характеристиках условий экс-
плуатации машины.
Если эти условия изменились, или если
надо оценить параметрическую надежность
машины при ее работе в различных сферах
эксплуатации, для каждого варианта надо про-
водить свой полный цикл испытаний.
Другой метод выбора значений варьи-
руемых параметров (рис. 3.5.4, б) позволяет
проводить полный цикл испытаний один раз и
затем использовать полученные результаты для
оценки выходных параметров при различных
статистических характеристиках условий экс-
плуатации машины.
Для этого выбор значений варьируемых
параметров осуществляется на основе приме-
нения методов планирования многофакторно-
го эксперимента. Отклик системы на воздейст-
вие варьируемых параметров позволяет найти
функциональную зависимость между ними и
аналитически оценить влияние каждого из
входных параметров.
Часто такая зависимость может быть
представлена в виде полиномиального уравне-
ния
Xi = ф(^Ь^2>--->Zn} = fl0 + fllZl + a2Z2 + ••• +
+ 012^1^2 + + • • • + ^23^2^3 +
+ fl24^2^4+--+a\23Z\Z2Z3 + •••>
(3.5.1)
где значения коэффициентов (ц определяются
из эксперимента.
362
Глава 3.5. СТЕНДОВЫЕ ИСПЫТАНИЯ НА НАДЕЖНОСТЬ
Рассматривая аргументы этого уравнения
как случайные величины со своими законами
распределения, можно получить закон распре-
деления выходного параметра также применяя
метод Монте-Карло, но расчетным путем на
ЭВМ, и при изменении законов распределе-
ния входных параметров дополнительных ис-
пытаний не потребуется.
Второй метод формирования входных
данных имеет несомненное преимущество для
сокращения времени испытаний для случая,
когда надо оценить работоспособность маши-
ны в различных условиях эксплуатации. Этот
же метод может быть использован и для опре-
деления области наиболее рациональной экс-
плуатации данной модели машины.
Однако он обладает меньшей точностью,
поскольку оценивается не непосредственно
отклик машины на весь спектр воздействий
(как при первом способе), а через зависимость
(3.5.1), которая лишь с известной степенью
приближения отражает реальные взаимосвязи.
Особенность управления программным
испытанием заключается в том, что при всем
разнообразии проводимых испытаний в их
основе лежит единый алгоритм с определен-
ными логическими связями и типовыми про-
цедурами. Это обстоятельство позволяет более
широко применять модульный принцип на
основе микропроцессорной техники, когда
каждый модуль (кассета микропроцессора) по
данной программе управляет осуществлением
отдельных функций общего алгоритма управ-
ления.
3.5.7. ПРОГНОЗИРОВАНИЕ
ПАРАМЕТРИЧЕСКОЙ НАДЕЖНОСТИ МАШИН
Изменение начальных параметров маши-
ны с течением времени связано с медленно
протекающими процессами и, в первую оче-
редь, с износом базовых элементов машины.
В основу расчета показателей качества и
надежности должна быть положена модель
параметрического отказа, отражающая процесс
изменения выходного параметра машины при
действии на нее различных факторов.
Одна из распространенных моделей па-
раметрического отказа основана на линейном
изменении выходного параметра во времени t
со средней скоростью Ухср в предположении
нормального распределения скорости процесса
и начальных параметров машины.
В этом случае вероятность безотказной
работы Д|) за период 0-/ может быть подсчи-
тана по формуле
p(t) = ф
^max ~ g0 ~ Т хер*
+(°х*)2
(3.5.2)
где 0,5 < Ф < 1 - функция Лапласа; Хтах - пре-
дельно допустимое значение параметра (гра-
ница области работоспособности); ао - матема-
тическое ожидание значения выходного пара-
метра для нового изделия; <за и ох - средние
квадратические отклонения соответственно для
значения параметра а и для скорости его из-
менения ух.
Недопущение выхода параметров маши-
ны за установленные пределы в течение задан-
ного периода эксплуатации требует разработки
методов оценки и прогнозирования ее пара-
метрической надежности.
На рис. 3.5.5 приведены основные этапы
прогнозирования параметрической надежности
машины в условиях ее программного испыта-
ния в соответствии с общим алгоритмом ис-
пытания (рис. 3.5.2).
Рассмотрим методический подход к этой
проблеме на примере направляющих скольже-
ния, как наиболее типичного базового элемен-
та машины, изменяющего свои параметры в
процессе эксплуатации из-за износа трущихся
поверхностей.
Решение задач по расчету и прогнозиро-
ванию потери машиной работоспособности в
результате ее износа должно опираться на
физику процесса, т.е. на закономерности из-
нашивания материалов.
Для большинства сопряжений законо-
мерность для линейного износа U, мкм, мате-
риалов можно представить в виде:
U = К рт V t или
(3.5.3)
где у - скорость изнашивания; К - коэффици-
ент износа; р - давление на поверхности тре-
ния; V - скорость относительного скольжения;
t - время работы сопряжения; т - коэффици-
ент, т = 1 для абразивного и усталостного
видов изнашивания.
В этой зависимости выделены силовые и
кинематические факторы (р, Р), которые свя-
заны с конструкцией машины, а коэффициент
износа К зависит от материалов и условий
трения сопряженных поверхностей. Он, как
правило, изменяется в широких пределах и
проявляется как случайная величина.
Теория изнашивания материалов позво-
ляет в настоящее время лишь ориентировочно
и то не для всех случаев, определить скорость
изнашивания. Поэтому, при решении задач
прогнозирования протекания износа примени-
тельно к сопряжениям машин можно исполь-
зовать следующие источники информации:
ПРОГНОЗИРОВАНИЕ ПАРАМЕТРИЧЕСКОЙ НАДЕЖНОСТИ МАШИН
363
Рис. 3.5.5. Этапы прогнозирования параметрической надежности машины
при изнашивании ее базовых поверхностей
а) иметь банк данных по скоростям из-
нашивания аналогичных сопряжений эксплуа-
тируемых машин. Для этого необходимо про-
водить регулярные наблюдения и измерения в
процессе эксплуатации и ремонта машин и
обрабатывать полученную информацию по
специальной программе;
б) задаваться определенной износостой-
костью (выбирать класс износостойкости) ис-
ходя из требуемого ресурса машины. Выбран-
ная износостойкость должна быть гарантиро-
вана конструктивно-технологическими мето-
дами с тем, чтобы коэффициент износа не
превосходил заданного;
в) применять специальные методы испы-
тания на износ, которые позволили бы вы-
явить зависимость скорости изнашивания от
основных факторов с тем, чтобы получить
вероятностную характеристику коэффициента
износа. Эти методы базируются на принципах
физико-статистического моделирования [2].
Знание физической закономерности про-
цесса изнашивания, которой подчиняются
материалы сопряженной пары, является необ-
ходимым, но недостаточным условием для
прогнозирования изменений параметров ма-
шины в процессе эксплуатации. Необходимо
иметь методы для расчета износа сопряженных
364
Глава 3.5. СТЕНДОВЫЕ ИСПЫТАНИЯ НА НАДЕЖНОСТЬ
поверхностей механизмов различных конст-
руктивных форм и для оценки влияния этого
износа на выходные параметры машины.
Такие методы разработаны в теории на-
дежности машин [6] и включают следующие
основные этапы прогнозирования надежности
при программном методе .испытания (рис.
3.5.5):
1. Варьируемые параметры, конкретные
значения которых устанавливаются для каждо-
го цикла испытаний, вводятся в принятый
закон изнашивания. К ним относятся давле-
ние на поверхности трения и скорость относи-
тельного скольжения.
Коэффициент износа берется из резуль-
татов испытания (физико-статистического
моделирования) либо как детерминированная
величина (средняя, наибольшая), либо как
случайная величина (разыгрывается в соответ-
ствии с ее законом распределения).
Дальнейшие расчеты производятся для
этих установленных входных параметров в
каждом цикле испытаний.
2. На основании расчета определяется
форма изношенных поверхностей трения U(X)
и износ всего сопряжения. Например, для
направляющих скольжения это прежде всего
форма изношенных поверхностей направляю-
щих станины, по которым перемещается, на-
пример, стол или суппорт станка. Форма этой
изношенной поверхности U(X) определяет
характер траектории движения стола, которая
изменяется во времени в зависимости от ско-
рости изнашивания сопряжения у.
3. Знание формы изношенных поверхно-
стей дает возможность рассчитать величину
выходного параметра, например наибольшее
отклонение X = А и скорость ух, которая ха-
рактеризует скорость изменения ординат тра-
екторий опорных точек данного узла.
4. Бели известно изменение формы тра-
ектории опорной точки, то можно определить
величину или скорости изменения ъа любых
установленных выходных параметров по-
скольку они зависят от положения или формы
траектории. В результате для каждого выход-
ного параметра Xi получим при данном п-м
цикле испытаний одно расчетное значение
скорости изменения параметра у*/, которое
соответствует принятой комбинации входных
параметров.
Повторяя эти расчеты для всех п = N
циклов, получим гистограмму распределения
величины Ух/, которую можно аппроксимиро-
вать тем или иным законом распределения,
т.е. получим характеристику у*/ как случайной
величины.
5. После проведения всех процедур будут
получены необходимые данные для расчета
параметрической надежности машины: а) об-
ласть состояний и ее вероятностные характе-
ристики для новой машины, полученные в
результате испытания; б) вероятностные харак-
теристики изменения выходных параметров,
полученные в результате расчета (прогнози-
рования), например с использованием форму-
лы (3.5.2).
3.5.8. ОЦЕНКА КАЧЕСТВА И ПАРАМЕТРИЧЕСКОЙ
НАДЕЖНОСТИ МАШИНЫ ПО РЕЗУЛЬТАТАМ
СТЕНДОВЫХ АВТОМАТИЗИРОВАННЫХ ИСПЫТАНИЙ
И ПРОГНОЗИРОВАНИЯ
Обработка результатов всех N циклов ис-
пытания машины по ее выходным параметрам
и расчет показателей качества производятся в
соответствии с алгоритмом программного ис-
пытания и основными этапами процесса ис-
пытания.
Наиболее характерна такая последова-
тельность измерений и расчетов.
а) При каждом цикле испытаний (всего
N циклов) записываются показания К измери-
тельных преобразователей (датчиков), каждый
из которых регистрирует протекание некото-
рого процесса функционирования машины
при данных условиях работы. От каждого дат-
чика записывается в память машины массив
значений процесса а\, ... , ап, в результате
получаем многомерный массив (К х п) членов.
б) По этим данным рассчитываются чи-
словые значения для т установленных выход-
ных параметров Xi, ..., Хт, которые характери-
зуют работу машины при данном цикле испы-
таний.
в) При проведении всех N циклов накап-
ливается массив значений для всех т выход-
ных параметров, который подвергается стати-
стической обработке, и определяются характе-
ристики областей состояний для каждого вы-
ходного параметра.
г) Рассчитываются показатели качества
машины - из сравнения размеров областей
состояния с допустимыми границами задан-
ных областей работоспособности. Определяет-
ся, прежде всего, запас надежности по пара-
метру или вероятность нахождения области
состояний внутри области работоспособности.
д) Осуществляется прогноз о длительно-
сти нахождения области состояний внутри
области работоспособности, что является спе-
циальной задачей по оценке параметрической
надежности.
В табл. 3.5.1 приведен пример расчета
показателей качества станка по результатам
программного испытания для поступательного
движения шпиндельной бабки при расточке
отверстий.
3.5.1. Оценка качества станка по резульатам стендовых испытаний
Выходной параметр станка Характеристика параметра Требования к точности изделия Область рабо- тоспособности У/тах Область состояний по результатам испытаний Запас надежности Ан = Уйпах/У/ Примечание
Xi У/ср
Х1 = Хр Размах траектории Допуск на диаметр (0,1 мм) У1тах 0,033 ММ (30 % от допуска)* 0,017 0,015 0,002 1,75 Допустимо. Необходим про- гноз ресурса
*2 = tg р Наклон траекто- рии Отклонение от конусно- сти (0,05 мм на длине 100 мм) У1тах 0,025 ММ (50 % от допуска) 0,02 0,015 0,001 1,25
Уз = ДУ Точность пози- ционирования Допуск на расстояние между осями (± 0,1 мм) Узшах ~~ 0,075 мм (75 % от допуска) 0,111 0,070 0,007 0,9 Необходимо по- вышать точность позиционирования
Ад = Амплитуда высо- кочастотных коле- баний Шерохова- тость (Ra = =0,32 мкм) Адщах — 0,30 МКМ (90 % от допуска) 0,27 0,22 0,03 1,1 Близко к предель- ному
* Учитывается, что на точность диаметра влияет биение шпинделя.
ОЦЕНКА КАЧЕСТВА И ПАРАМЕТРИЧЕСКОЙ НАДЕЖНОСТИ МАШИНЫ
£
О»
366
Глава 3.5. СТЕНДОВЫЕ ИСПЫТАНИЯ НА НАДЕЖНОСТЬ
3.5.2. Оценка параметрической надежности станка
Выходной параметр Область состояний по результатам испытаний, мкм Область работо- способно- С1И Атпяу по ТУ, мкм Запас надеж- ности Результаты прогно- за и расчета Расчет ДО Средний ресурс по параметру
flo Xjcp СТа = СТ/ Ухср, мкм/год мкм/год / = 1 год /= 10 лет Тер, лет
л 15 2 33 1,75 0,45 0,8 0,9999 0,95 20
*2 15 1 25 1,25 0,70 0,22 0,9999 0,90 16
Хз 50 4 75 1,20 2,00 0,23 0,9999 0,86 13
Показатели параметрической надежности станка Вероятность безотказной работы P(f) 0,9997 0,730 Средний ресурс станка Гер = 12 лет
Ресурс по точности Тр при ДО = 0,95 Тр = 5 лет
Выходные параметры оценивают воз-
можности станка по получению: точности
размера (Ai), конусообразное™ обработанного
отверстия (Х2), расстоянию между обработан-
ными отверстиями (2з) и шероховатости по-
верхности (Ад) определяющие область работо-
способности, устанавливаются, исходя из тре-
бований к точности обработки, но занижаются
по отношению к ним, поскольку в образова-
ние погрешности обработки свой вклад вносят
и другие компоненты технологической систе-
мы. Та доля, которая приходится на станок,
является результатом расчета точности обра-
ботки с учетом запаса на износ, поскольку при
эксплуатации станок теряет свою точность.
В табл. 3.5.1 указаны принятые размеры
области работоспособности А/щах. Они учиты-
вают, что в точность размера обработанного
отверстия основной вклад вносит вращатель-
ное движение шпинделя, поэтому на долю
поступательного движения принято 30% обще-
го допуска. Конусообразность зависит от по-
ступательного движения шпиндельной бабки,
а точность позиционирования от точности
фиксации стола по отношению к шпиндель-
ной бабке после его перемещения на заданную
координату. Шероховатость поверхности свя-
зана с амплитудой высокочастотных колебаний
на частотах, которые выявляются при спек-
тральном анализе процесса колебаний.
При обработке результатов испытания
для каждого из установленных выходных па-
раметров определяются: размер области со-
стояний Xi - наибольшее значение выходного
параметра, среднее значение (математическое
ожидание) параметра А/ср и его дисперсия
(среднее квадратическое отклонение) о/.
При определении наибольшего значения
параметра Xj не учитываются случайные вы-
бросы и оценивается достоверность получен-
ного значения. Величина AJ- необходима для
непосредственного расчета запаса надежности
Х'ц = —/max , a Xjcp и о/ могут быть использо-
xi
ваны для оценки возможностей по обработке
более точных деталей. При отсутствии запаса
надежности (Ки < 1) необходимо определить
вероятность выхода параметра за заданные
границы, т.е. вероятность безотказной работы
по данному параметру.
Для параметров, у которых Кн < 1, тре-
буется разработка мероприятий по изменению
конструкции соответствующего узла или тре-
бований к качеству его изготовления для су-
жения области состояний по данному пара-
метру.
При нахождении всех параметров маши-
ны в установленных пределах за показатель
надежности принимается минимальное значе-
ние запаса надежности из всех определенных
Ки. Этот показатель определяет качество новой
модели машины. В процессе эксплуатации
происходит расходование запаса надежности
по каждому из параметров, но при этом ско-
рость этого процесса неизвестна. Поэтому
возможен случай, когда больший запас надеж-
ности по параметру будет израсходован быст-
рее. Для оценки скорости изменения началь-
ных параметров машины с течением времени
необходимо осуществить прогнозирование
параметрической надежности испытываемого
объекта.
Рассмотрим пример расчета показателей
параметрической надежности станка по ре-
зультатам программного испытания для посту-
пательного движения шпиндельной бабки
расточного станка (табл. 3.5.2) и прогнозиро-
вания изменения параметров траектории по
методике, изложенной в [2]. В табл. 3.5.2 при-
ведены данные испытания, взятые из табл.
3.5.1 с учетом того, что параметр Х4 = aw прак-
тически не будет изменяться при износе на-
правляющих. Кроме того, результаты испыта-
ния выявили необходимость повышения точ-
ности позиционирования, т.к. для параметра
СПИСОК ЛИТЕРАТУРЫ
367
Аз получили запас надежности Кп < 1 (табл.
3.5.1). Для улучшенного варианта механизма
позиционирования (более точная шариковая
винтовая пара в системе привода) получили
меньшие размеры области состояний и соот-
ветственно Кн = 1,2.
В табл. 3.5.2 указаны значения и
для каждого из параметров, полученные на
основании испытаний на износ.
Расчет вероятности безотказной работы
станка P(f) по каждому из параметров при
длительности работы станка t = 1 и 10 лет (с
учетом двухсменной работы станка и коэффи-
циента загрузки 0,8) проведен по формуле
(3.5.2). Эта зависимость является полной ха-
рактеристикой параметрической надежности
системы и позволяет численно оценить пока-
затели надежности, в том числе, и ресурс по
точности с учетом изменения всех независи-
мых выходных параметров. Например, если
задана вероятность безотказной работы по
точности станка P(t) = 0,95, то соответствую-
щий ресурс Тр « 5 лет.
Проведенные расчеты по прогнозирова-
нию показателей надежности и анализ резуль-
татов программного испытания позволяют
указать наиболее эффективные методы повы-
шения надежности и выявить слабые места
конструкции. В результате испытания может
быть получен аттестат или сертификат, яв-
ляющийся официальной характеристикой и
документом, удостоверяющим качество и ра-
ботоспособность машины в первую очередь по
ее выходным параметрам.
Таблицы 3.5.1 и 3.5.2 иллюстрируют со-
держание основных граф аттестата (или серти-
фиката) на примере металлорежущего станка.
В сертификате указываются также дан-
ные об испытываемом объекте (модель; назна-
чение, основные технические характеристики),
условиях испытания (диапазоны режимов ра-
боты, внешние воздействия и др.) и характе-
ристики, установленные соответствующими
стандартами (безопасность работы, уровень
шума и др.)
Поскольку полные стендовые испытания
опытного образца позволяют оценить влияние
основных факторов на показатели качества и
выявить узкие места, их результат должен слу-
жить основанием, во-первых, для разработки
методики упрощенной оценки качества каждо-
го серийного образца машины в процессе из-
готовления, во-вторых, для создания средств
эксплуатационной диагностики для машин
данной модели и, в-третьих, для оптимизации
конструктивных параметров применяемых
материалов и методов изготовления и сборки
машины.
СПИСОК ЛИТЕРАТУРЫ
1. Проблемы надежности и ресурса в
машиностроении / Под ред. К.В.Фролова и
А.П. Гусенкова. М.: Наука, 1986. 248 с.
2. Проников А.С. Программный метод
испытания металлорежущих станков. М.: Ма-
шиностроение, 1985. 288 с.
3. Техническая диагностика: Справочник
//Надежность и эффективность в технике . Т.9
/ Под ред. В.В.Клюева и П.П. Пархоменко.
М.: Машиностроение, 1987. 352 с.
4. Технические средства диагностирова-
ния.* Справочник / В.В. Клюев, П.П.Пархо-
менко, В.Б. Абрамчук и др.^Под ред. В.В.
Клюева. М.: Машиностроение, 1989. 672 с.
5. Экспериментальная обработка и испы-
тания: Справочник//Надежность и эффектив-
ность в технике . Т.6 / Под ред. Р.С. Судакова
и О.И. Тескина. М.: Машиностроение, 1989.
376 с.
6. Проников А.С. Надежность машин.
М.: Машиностроение, 1978. 592 с.
РАЗДЕЛ 4
НАДЕЖНОСТЬ технических систем
Глава 4.1
ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО
РЕСУРСА ОТВЕТСТВЕННЫХ
МАШИНОСТРОИТЕЛЬНЫХ
КОНСТРУКЦИЙ ПРИ ДОЛГОВРЕМЕННОЙ
ЭКСПЛУАТАЦИИ
4.1.1. ПОСТАНОВКА ПРОБЛЕМЫ
Обеспечение надежности и безопасности
эксплуатации ответственных машинострои-
тельных конструкций (ОМК) диктует необхо-
димость оценки выработанного ресурса в
опасных зонах конструктивных узлов и анали-
за скорости накопления повреждений в этих
зонах в процессе эксплуатации.
Проблема определения остаточного ре-
сурса ОМК приобрела особое значение, по-
скольку преждевременный выход из строя их
узлов, которые определяют безопасность и
надежность ОМК в целом, может привести к
значительным материальным и моральным
потерям, снятие же с эксплуатации ОМК,
формально выработавших свой назначенный
ресурс, но не исчерпавших свою фактическую
долговечность, приводит к неоправданным
дополнительным затратам.
Проблема продления назначенных срока
службы и ресурса оборудования ОМК стано-
вится все более актуальной.
С целью решения этой проблемы в пол-
ной мере, начиная с ранних стадий проекти-
рования и кончая пусконаладочными работа-
ми, должны выполняться программы научно-
исследовательских, инженерно-технических и
технологических работ с проверкой и оптими-
зацией проектных решений на стендах, а так-
же с анализом опыта эксплуатации объектов-
аналогов, выработавших проектный ресурс.
Как правило, эксплуатационные условия
работы узлов ОМК характеризуются многопа-
раметрическими нестационарными термосило-
выми воздействиями, взаимодействием с
внешней средой, воздействиями внешних по-
лей различной природы, приводящими к раз-
витию различных механизмов деградации на-
чальных прочностных свойств конструкцион-
ных элементов и, в конечном итоге, исчерпа-
нию ресурса конструктивных узлов объекта.
Процессы исчерпания ресурса являются мно-
гостадийными, сильно нелинейными, взаимо-
связанными и в значительной степени завися-
щими от конкретных условий изготовления и
эксплуатации индивидуального объекта. Все
изготовленные конструкции содержат те или
иные начальные дефекты.
Существует большое количество меха-
низмов, которые мотут определять процессы
исчерпания ресурса конкретного инженерного
объекта в зависимости от условий его эксплуа-
тации.
Для инженерных объектов, работающих в
условиях нестационарных термосиловых на-
гружений (атомные реакторы, турбины, котлы,
авиационные двигатели, объекты химического
машиностроения и т.д.), доминирующими
механизмами, определяющими ресурс конст-
руктивных узлов, являются:
- много цикловая усталость (МнЦУ);
- малоцикловая усталость (МЦУ);
- нестационарная ползучесть;
- взаимодействие усталости и ползучести;
- коррозионная усталость.
В зависимости от эксплуатационных ус-
ловий, качества технологии изготовления кон-
струкций, максимально допускаемых размеров
исходных дефектов при данной методике де-
фектоскопии долговечность конструкции будет
определяться либо длительностью только ста-
дии накопления распределенных дефектов,
либо длительностью стадии распространения
опасной макроскопической трещины, либо
совместно длительностью обеих стадий.
Основные проблемы при математическом
моделировании развития процессов поврежден-
ности в конструктивных узлах объекта на базе
механики поврежденной среды заключаются в
следующем.
При моделировании развития процессов
накопления микродефектов с позиции меха-
ники поврежденной среды необходимо введе-
ние дополнительных макропеременных, инте-
грально отражающих существенные параметры
эволюции структуры материала на мезоуровне.
Следующей проблемой является пробле-
ма введения адекватного “внутреннего време-
ни” для каждого процесса исчерпания ресурса,
позволяющего объективно оценивать текущие
параметры этого явления и сравнивать эти
параметры для различных условий протекания
процесса. С этой проблемой тесно связаны
проблема адекватного моделирования зависи-
мости скоростей процессов накопления по-
вреждения по различным механизмам в опас-
ных зонах конструктивных узлов от условий
эксплуатации обт^кта, проблема установления
эквивалентности процессов между собой и их
эквивалентности экспериментальным данным
лабораторных испытаний, проблема суммиро-
ПОСТАНОВКА ПРОБЛЕМЫ
369
вания повреждений при изменении эксплуата-
ционных условий и от различных механизмов
исчерпания ресурса при их взаимодействии.
В силу сильной нелинейной зависимости
скоростей протекания данных процессов от
эксплуатационных условий большое значение
имеет проблема выявления основных факто-
ров, влияющих на скорости процессов накоп-
ления повреждений, и установления конкрет-
ных характеристик этого влияния.
К основным общим факторам можно от-
нести факторы:
- связанные с внешними воздействиями,
определяемыми условиями эксплуатации объ-
екта;
- технологические, определяющие на-
чальную поврежденность материала конструк-
тивных узлов;
- геометрические, определяющие про-
странственно-временное распределение физи-
ческих полей;
- взаимодействие конструктивных мате-
риалов с внешними средами и физическими
полями различной природы;
- масштабные, играющие роль при ис-
пользовании данных лабораторных испытаний
в определении параметров процессов для на-
турных конструкций;
- статистического разброса параметров
физических и технологических процессов,
свойств конструктивных материалов;
- неучтенные при моделировании физи-
ческих процессов.
Наиболее подготовленными к реализации
по определению ресурсных параметров ОМК
являются подходы, основанные на математиче-
ском моделировании на базе современных
методов механики разрушения, механики по-
врежденной среды развития процессов повре-
жденности с учетом индивидуальных свойств
объекта.
Структурную схему системы по регистра-
ции истории нагружения и остаточного ресурса
в любой момент эксплуатации (эксплу-
атационного мониторинга) можно представить
следующим образом (см. рис. 4.1.1):
а) перед началом проектирования произ-
водится разработка проектной модели экс-
плуатации (перечень режимов - воздействий
различного характера на элементы конструк-
ции, их характеристики, количество, последо-
вательность прохождения воздействий и т.д.).
Проектная модель эксплуатации разрабатыва-
ется на основании технического задания на
ОМК;
б) используя математические модели:
- по определению пластических дефор-
маций;
- оперативной оценки ресурса в нели-
нейной постановке, основанной на кинетиче-
ском уравнении накопления повреждений;
- механики поврежденной среды;
- определения предельного состояния
производятся упруго пластические (при необ-
ходимости) расчеты напряженно-деформи-
рованных состояний, расчеты по обеспечению
проектных ресурсных параметров для всех
режимов с определением опасных зон, а также
расчеты по определению предельных состоя-
ний. Модели оснащаются результатами экспе-
риментальных исследований материалов
(скалярные функции, параметры трещино-
стойкости и т.д.);
в) на стадии проектирования произво-
дится оптимизация конструктивных, техноло-
гических и схемных решений по снижению
нагруженности по результатам расчетов, а так-
же экспериментальных исследований на мо-
дельных и натурных узлах;
г) на стадии проектирования произво-
дится разработка автоматизированной системы
по регистрации истории нагружения - факти-
ческой модели эксплуатации (перечень имев-
ших место с начала эксплуатации на момент
контроля режимов нагружения, их количество,
последовательность прохождения) - типа
“черный ящик”;
д) в процессе изготовления и монтажа
узлов ОМК производится контроль и выявле-
ние дефектов, фиксируются отклонения от
чертежно-технической документации (ЧТД).
Составляются исходные портреты узлов с от-
клонениями от ЧТД и дефектностью, а также
сертификационными данными материалов.
Геометрия и топология глубинных и поверх-
ностных дефектов в трехмерном измерении
определяются, например, в соответствии с
методологией и инструментальными средства-
ми типа Авгур 4.2 (используемая физическая
модель - акустическая голография);
е) с учетом выявленных дефектов и от-
ступлений при изготовлении и монтаже от
ЧТД производятся дополнительные упруго-
пластические расчеты напряженно-деформи-
рованных состояний, расчеты по обеспечению
проектных ресурсных параметров, а также
расчеты по определению предельных состоя-
ний;
ж) на узлы, от которых зависит безопас-
ность эксплуатации в процессе монтажа, пре-
дусматривается установка датчиков акустиче-
ской эмиссии или волноводов в соответствии с
разработанной ЧТД;
з) в процессе пусконаладочных испыта-
ний и на начальной стадии эксплуатации на
головном образце производится измерение
нагруженности, например, термотензометри-
рование отдельно взятых наиболее характер-
ных районов для всех имеющих место в моде-
ли эксплуатации режимов с целью верифика-
ции заложенных в расчеты нагрузок;
Рис. 4.1.1. Структурная схема эксплуатационного мониторинга
370 Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
УРАВНЕНИЯ МЕХАНИКИ ПОВРЕЖДЕННОЙ СРЕДЫ
371
и) в случае необходимости по результа-
там экспериментальных исследований нагру-
женное™ корректируются упруго-пласти-
ческие расчеты напряженно-деформирован-
ного состояния (НДС), расчеты по подтвер-
ждению проектных ресурсных характеристик,
а также расчеты предельных состояний. Расче-
ты производятся проектирующей организаци-
ей, а результаты расчетов заносятся в бортовой
компьютер, входящий в состав ОМК или же
находящейся в организации, обеспечивающей
эксплуатацию ОМК;
к) в процессе эксплуатации, используя
данные по истории нагружения - фактической
модели эксплуатации, информацию о резуль-
татах упругопластических расчетов и расчетов
предельных состояний - бортовым компьюте-
ром определяется величина израсходованного
на данный момент контроля ресурса и вели-
чина остаточного ресурса любого узла, входя-
щего в состав системы эксплуатационного
мониторинга. Эту операцию производит об-
служивающий персонал ОМК - оператор;
л) по результатам эксплуатационного
мониторинга возможна, при необходимости,
конструктивная или технологическая доработ-
ка наиболее нагруженных узлов при заводских
ремонтах, направленная на повышение ре-
сурсных параметров, а также изменение моде-
ли эксплуатации;
м) на стадии зарождения дефектов в
процессе эксплуатации производится взаимная
верификация расчетных данных по повреж-
денности (с бортового компьютера) и данных,
замеренных акустическими методами;
н) на стадии развития дефектов (на
поздних стадиях эксплуатации) производится
взаимная верификация расчетных данных,
получаемых с бортового компьютера и дан-
ных, замеренных с использованием акустиче-
ской эмиссии.
Ниже приводятся необходимые сведения
по математическим моделям, характеристикам
отдельных материалов по оснащению матема-
тических моделей, необходимым инструмен-
тальным средствам определения нагруженно-
сти, средствам диагностирования и т.д., позво-
ляющим реализовать систему эксплуатацион-
ного мониторинга для ОМК.
4.1.2. УРАВНЕНИЯ МЕХАНИКИ ПОВРЕЖДЕННОЙ
СРЕДЫ
Общие положения. История вязкопласти-
ческого деформирования (вид траектории де-
формирования, характер циклического нагру-
жения, характер изменения температуры, вид
напряженного состояния, история его измене-
ния и т.д.) существенно влияют на скорости
протекания процессов накопления поврежде-
ний. Это подчеркивает важность рассмотрения
деталей кинетики НДС в опасных зонах кон-
структивных элементов и его теоретического
описания соответствующими уравнениями
состояния при любом подходе к оценке по-
врежденности. Развитие уравнений состояния
и, в частности, уравнений термовязкопластич-
ности, должно определяться потребностями
механики разрушения и должно быть направ-
лено на описание основных процессов, суще-
ственно влияющих на скорости накопления
повреждений.
К ним относятся следующие процессы:
- сложного нагружения для траекторий
деформирования большой кривизны или ло-
маных траекторий;
- сложного деформирования материала
(пропорциональные, непропорциональные
процессы);
- неизотермического циклического де-
формирования материала при различных за-
конах изменения механической нагрузки и
температуры;
- взаимодействия пластического дефор-
мирования материала и ползучести при неста-
ционарных термосиловых нагружениях;
- эволюции структуры материала при вы-
соких температурах ( Т> 0,7 7^);
- динамического деформирования при
высоких скоростях нагружения.
Повреждение и разрушение материалов
для рассматриваемых, в основном, обусловле-
но зарождением микродефектов, их ростом и
слиянием в макроскопические трещины. Мик-
роструктурные изменения при этом описыва-
ются эволюцией специально введенных пара-
метров, характеризующих интегрально микро-
скопические физико-механические свойства
конструкционных материалов.
Ю.Н. Работновым и Л.М. Качановым
введен макроскопический параметр 0 < сой < 1,
характеризующий на макроуровне степень
поврежденности материала: сой - скорректаро-
ванная площадь микродефектов, приходящая-
ся на единицу поверхноста сечения элемен-
тарного объема плоскостью с нормалью п .
В большинстве практаческих приложе-
ний принимают гипотезу изотропии, согласно
которой микродефекты распределяются рав-
номерно по всем направлениям. В этом случае
сои не зависит от п и внутренняя переменная
повреждения материала является скалярной
величиной.
Так как накопление общей поврежденно-
ста со в элементарном объеме материала может
происходить в результате развития различных
механизмов исчерпывания ресурса, необходи-
мо учитывать, что суммарная поврежденность
со является комбинацией функций состояния
поврежденностей со^, отвечающих каждому
fc-тому механизму и отражающих различные, с
точки зрения микроструктуры, классы дефек-
тов для каждого £-го механизма. Необходимо
372
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
иметь адекватное правило суммирования по-
вреждений «б от различных механизмов ис-
черпания ресурса в единую повреждаемость со
с учетом их взаимодействия при одновремен-
ном или последовательном их развитии.
Для описания процессов деформирова-
ния и накопления повреждений необходимо
определить характерные переменные и устано-
вить зависимости, которые их связывают. Вы-
бор переменных должен определяться числом
явлений, которые необходимо учитывать для
адекватного описания процессов, совместимо-
стью с принципами термодинамики и инфор-
мацией по микроскопическим физическим
механизмам, определяющим данные процессы.
Для поликристалла элементарный мик-
роскопический объем содержит структурные
составляющие различных размеров, формы и
ориентации, что приводит к неоднородности в
пределах этого объема, существованию оста-
точных неоднородных напряжений в случае
однородного макроскопического напряженно-
го состояния и к необходимости введения
дополнительных (“скрытых”) переменных.
Скрытые переменные можно ввести абстракт-
но с соответствующими уравнениями их эво-
люции при развитии процесса. Проявление на
макроскопическом уровне микроскопических
физических механизмов заключается в этом
случае в соответствующем изменении макро-
скопических величин: размеров, формы и
перемещения поверхности текучести (эффекта
Баушингера), изменения поверхности равных
потенциалов в вязкопластичности и т.д. Воз-
можность измерения в опытах количествен-
ных характеристик эффектов исследуемых
явлений позволяет определять различные ас-
социированные правила развития этих пере-
менных на основании простых опытов.
В теории вязкопластичности эволюция
поверхностей, ограничивающих область упру-
гости в пространстве напряжений, может быть
представлена сочетанием расширения
(сужения), вращения, переноса и дисторсии
поверхности текучести и поверхностей равных
потенциалов - правилом кинематического и
изотропного упрочнения. Введение тензора
внутренних напряжений (тензора микрона-
пряжений) pzj как реального центра поверхно-
сти течения связано с наличием остаточных
напряжений на уровне микроструктуры и
микронапряжений, связанных с разнообраз-
ными неоднородностями в структурных со-
ставляющих на мезоуровне. Дальнейшие уп-
рощения заключаются в ведении дополнитель-
ных гипотез:
- независимости параметров упругого
поведения материала от процессов вязкопла-
стического деформирования. Эта гипотеза
хорошо подтверждается экспериментально за
исключением области больших деформаций;
- независимости параметров процесса
вязкопластического деформирования от пара-
метров процесса поврежденности на началь-
ных стадиях развития рассеянных по объему
материала повреждений. Эта гипотеза также
хорошо подтверждается экспериментально;
- формулировки термодинамического по-
тенциала (удельной свободной энергии) в виде
[1, 2]:
Ф = Фе(ё«.7’,со) + ф/,(ё«,7’), (4.1.1)
где ёу - тензор упругих деформаций;
Т - температура; со - скалярный параметр по-
врежденности; ёу - тензор необратимых де-
формаций, ёу = еР + ву - сумма пластических
деформаций и деформаций ползучести
(деформации считаются малыми),
фе =у£ : ее : ее(1-и), (4.1.2)
где Е - тензор модулей упругости.
Следуя [1, 2], можно ввести переменную
У, связанную с со через мощность диссинации
(-К):
у = ёе: ёе. (4.1.3)
d со 2
Приращение удельной энергии упругой
деформации We.
dWe = ст: Оёе,
(4.1.4)
а=1*£ = £'; ее(1-и). (4.1.5)
de ' 7
Дифференциал упругой энергии при а = const,
Т = const с учетом повреждения со имеет вид:
1 dWe
2 d со
или
<1 - со)
(4.1.6)
(4.1.7)
Удельная упругая энергия является сум-
мой энергии деформации сдвига и энергии
объемной деформации:
ст., е'.?
(4.1.8)
где ст, е, с'у , - шаровые девиаторные со-
ставляющие тензора напряжений и упругих
деформаций соответственно:
УРАВНЕНИЯ МЕХАНИКИ ПОВРЕЖДЕННОЙ СРЕДЫ
373
eii
e = ~Y’ еу=°- <41-9>
Тогда выражение для -У имеет вид:
-У = WD jG + v) + 3(1 - 2v)p2 (1 - co) 2,
(4.1.10)
TJ& 0 =-----; ои = (о;, ;<*;>•) - интенсив-
аи
ность напряжений.
Параметр р играет очень важную роль
при оценке развития поврежденности [2, 4].
В рамках гипотезы о независимости ме-
жду внутренней механической и тепловой
диссипациями из второго закона термодина-
мики следует положительность мощностей
диссипации механической энергии [1, 2]:
(4.1.11)
где Afj ; ; а? ; а?. - соответствующие
термодинамические действия и внутренние
экстенсивные параметры, связанные с процес-
сом вязкопластического деформирования.
Если процессы вязкопластического де-
формирования и накопления повреждений
независимы, то
(4112)
ИЛИ
-У.6>0. (4.1.13)
Величина -У. ю представляет собой
мощность диссипации энергии в процессе
повреждения при • разрушении связей в мате-
риале.
При формулировке определяющих соот-
ношений для ю можно ввести потенциал
диссипации [1, 2]:
Дальнейшее упрощение заключается в
предположении, что необратимые деформации
являются суммой независимых от времени
пластических деформаций е? и деформаций
ползучести е£:
(4115)
ё,"=ё?+^.. (4.1.16)
Процессы пластического деформирова-
ния определяют процессы поврежденности,
характеризующиеся относительный мерой юр.
Процессы ползучести определяют процессы
поврежденности, характеризующиеся относи-
тельной мерой поврежденности юс.
В пространстве напряжений предполага-
ется существование области упругого поведе-
ния материала для каждой температуры Т и
каждого момента времени. Правила течения
материала описываются введением пластиче-
ских и вязкопластических потенциалов.
Для средних скоростей деформаций по-
рядка 10"1 - 10’3 с1 и невысоких температур
поведение материала не зависит от времени
нагружения. Для высоких скоростей деформа-
ций порядка 101 - 104 с-1 проявляется зависи-
мость процесса пластического деформирова-
ния от времени нагружения, которая, в свою
очередь, определяется зависимостью от скоро-
сти деформаций мгновенной границы поверх-
ности текучести материала. Для низких скоро-
стей деформаций и высоких температур наря-
ду с упруго пластическими не зависящим от
времени деформированием материала имеют
место процессы ползучести, которые описы-
ваются соответствующими вязкопластическими
потенциалами.
Экспериментальные исследования пока-
зывают, что наряду с перемещением и изме-
нением размеров поверхности текучести в
процессе пластического деформирования про-
исходит изменение ее формы - образование
закругленного угла в направлении нагружения
и плоского участка с противоположной сторо-
ны. Однако учет этого изменения формы при
практических расчетах и определении пара-
метров уравнений пластического течения вно-
сит очень большие усложнения. В то же время
можно получить достаточно точные модели на
базе учета только изотропного и кинематиче-
ского (перемещения центра поверхности теку-
чести) упрочнения, включив в него влияние
кривизны траектории деформирования
(зависимость упрочнения от направления на-
гружения) [5].
Определяющие соотношения термовязко-
пластичности. Сформулированные ниже урав-
нения термовязкопластичности служат для
описания основных, существенных для разви-
тия процессов поврежденности в конструктив-
ных элементах при термосиловых нестацио-
нарных нагружениях, эффектов:
- монотонного и циклического упрочне-
ния при пропорциональном и непропорцио-
нальном нагружении, включая переходные
циклические процессы и стабилизированное
циклическое поведение материала;
- локальной анизотропии пластического
деформирования при изломе траектории де-
формаций;
374
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
- ползучести материала при циклическом
деформировании с выдержками различной
длительности с учетом взаимного влияния
процессов ползучести и пластичности;
- динамического деформирования мате-
риала при высоких скоростях (102 - 103 см1);
- неизотермического вязкопластического
деформирования материала при различных
законах изменения температуры и механиче-
ской деформации;
- прогрессирующего изменения прочно-
стных и жесткостных характеристик материала
в процессе накопления повреждений на стади-
ях развития рассеянных по объему поврежде-
ний до образования макротрещины.
Основные положения рассматриваемого
варианта уравнений термовязкопластичности
заключаются в следующем:
- тензоры деформаций и скоростей де-
формаций представляют сумму “мгновенной”
и “временной” составляющих. “Мгновенная”
составляющая состоит из упругой и пластиче-
ских компонент. Зависимость скорости пла-
стических деформаций от скорости изменения
температуры и внешней нагрузки при им-
пульсных нагружениях описывается зависимо-
стью мгновенного радиуса поверхности теку-
чести от скорости деформаций [6]. Скорость
деформации ползучести (“временной” состав-
ляющей) описывает временную зависимость
процессов деформирования при низких скоро-
стях нагружения;
- эволюция поверхности текучести опи-
сывается изменением ее радиуса Ср и переме-
щением ее центра р? ;
- эволюция эквипотенциальных поверх-
ностей ползучести описывается изменением их
радиуса и перемещением общего центра - р£ ;
- рассматриваются процессы деформиро-
вания, характеризующиеся малыми деформа-
циями, большими перемещениями и углами
поворота;
- объем элемента тела изменяется упруго:
- накопленная поврежденность влияет на
физико-механические характеристики мате-
риала лишь на заключительных стадиях про-
цесса накопления повреждений;
- рассматриваются начально-изотропные
среды. Учитывается только анизотропия, вы-
званная процессами вязкопластического де-
формирования. Анизотропия упругих свойств,
вызванная процессами поврежденное™ мате-
риала, не учитывается.
Связь между напряжениями су и упру-
гими составляющими тензора деформаций ёу
записывается в виде:
о У = c}j +5j7o; еу = e'j ±Ьуе\
Ху=еу-еу-’ <4117)
Ао$/ = 2GAef.e +
У У G J
До = 3^[де - д(а7’)]
а = ЗГ[е-а(7’-7’о)].
(4.1.18)
Объемный модуль К, модуль сдвига G и
коэффициент линейного расширения а явля-
ются функциями температуры Г, а также, на
заключительных стадиях процесса накопления
рассеянных повреждений - функциями накоп-
ленной поврежденное™ со.
При описании процессов импульсного
деформирования, вызванного ударными вол-
нами сжатая высокой интенсивное™, соотно-
шения (4.1.18) заменяются уравнениями Ми-
Грюнайзена, а модуль G в этом случае являет-
ся также функцией гидростатаческой состав-
ляющей тензора напряжений о.
Необратамые составляющие тензора
приращения деформаций е” определяются
ассоциированным законом течения:
лн=х ^!_+х
v esfj
Fp=S$S*-C%=0
- поверхность текучеста,
(4.1.19)
(4.1.20)
sv =
(4.1.21)
Sy=°y-Pij- <41-22)
фс - эквивалентная поверхность ползучести,
соответствующая текущему напряженному
состоянию.
Также в пространстве девиаторов напря-
жений и девиаторов деформаций вводится
поверхность памята для описания переходных
циклических пропорциональных и непропор-
циональных режимов нагружения и цикличе-
ской памята материала:
^Р ~ Р#Р# “ Ртах ~ (4.1.23)
Ртах = (рдРд) (4.1.24)
v J 7 7 max
УРАВНЕНИЯ МЕХАНИКИ ПОВРЕЖДЕННОЙ СРЕДЫ
375
Экспериментальные и теоретические ис-
следования показывают, что:
- упрочнение при монотонном деформи-
ровании носит как, кинематический, так и
изотропный характер;
- модуль упрочнения зависит от направ-
ления вектора догрузки в точке нагружения на
поверхности текучести (локальная анизотро-
пия);
- закономерности циклического упроч-
нения в значительной степени отличаются от
закономерностей монотонного упрочнения;
- при непропорциональном циклическом
нагружении возникает значительное дополни-
тельное циклическое упрочнение по сравне-
нию с пропорциональным циклическим на-
гружением той же интенсивности амплитуды
деформаций;
- переходные нестационарные цикличе-
ские процессы в основном зависят от изо-
тропной части упрочнения. Изотропное уп-
рочнение (эволюция радиуса поверхности те-
кучести Су состоит из трех типов: монотон-
ное, циклическое пропорциональное, цикли-
ческое непропорциональное;
- параметры стабилизированной петли в
основном не зависят от места стабилизации
петли гистерезиса, предыдущей истории цик-
лического деформирования и определяются
интенсивностью амплитуды деформаций и
параметрами непропорционального цикличе-
ского нагружения;
- закономерности циклического дефор-
мирования в стабилизированной петле в ос-
новном определяются анизотропной частью
упрочнения (эволюцией рР ). Закономерности
анизотропного упрочнения для монотонных и
циклических процессов могут быть различны;
- при жестком циклическом нагружении
с начальной анизотропией по амплитуде на-
пряжений в полуциклах растяжения и сжатия
наблюдается релаксация средних напряжений
цикла до нуля за конечное число циклов
(релаксация средних значений рР за цикл).
Данные закономерности циклического
деформирования в рамках рассматриваемого
варианта теории пластичности описываются
при помощи следующих эволюционных урав-
нений для Ср и рР. :
Ср = Срт + Срц + Срт + Сро (4.1.25)
t
Ср = Сро(Г) + |СРЛ; (4.1.26)
О
Р” =01р<?~ ~^2рР”Хр +0ТР-/ + 0отрР;
(4.1.27)
t Ш
рР = рР° 4- ГpP.dtl %п =(— вРвр!
Ч/ J Ч/ ’ Ар 1^3 у у)
о
(4.1.28)
Первый член в (4.1.25) описывает эволю-
цию Ср при монотонных процессах, второй -
при циклических, третий - при изменении
температуры Т, четвертый - в результате высо-
котемпературного отжига.
В (4.1.27) первый и второй члены опи-
сывают анизотропную часть деформационного
упрочнения, третий - эволюцию рР в резуль-
тате изменения температуры, четвертый - эф-
фекты низкотемпературного отжига.
Соотношения (4.1.27) описывают извест-
ный пространственный эффект Баушингера и
анизотропию векторных свойств при измене-
нии направления деформирования (изломе
траектории деформирования). Введение пер-
вых двух членов в это соотношение основано
на гипотезе Ильюшина о том, что упрочнение
зависит от историй деформирования лишь на
некоторой ближайшей части траектории
(запаздывание векторных свойств) и модели-
рует исчезающую память внутренней перемен-
ной рР; скорость изменения рР является
разностью между двумя составляющими У1реР
и £2рР#Хр • Первый член пропорционален
скорости пластических деформаций еР, пред-
ставляет анизотропную часть упрочнения, а
второй пропорционален полной величине рР
и представляет потерю памяти.
Для средних скоростей деформаций до
10'1 с-1 предлагается следующая конкретизация
соотношений (4.1.25 - 4.1.28).
Эволюция радиуса поверхностей текуче-
сти описывается уравнением
Ср = 0хХр^(Л>) + дц(йг ” Ср) х
х ХрГ(/>) + qi.T + Сроъ
(4.1.29)
Т1Л+(1-Л) ’
QcAW2+(1-A)Q
S ц/2Л+(1-Л)
(4.1.30)
г(Гр) = 1-Я(/р);
376
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
( >1/2
1 при - Pmax>
1/2
о при (рРр?) < Ртах;
(4.1.31)
t
Х“= Jxp^(rp)rfr; (4.1.32)
О
А = (1 - cos2 ер); cosQp = ПуПу;
и! =.
У
Уравнение (4.1.30) описывает локальную
анизотропию пластического упрочнения в
зависимости от параметра А (отклонения век-
тора догрузки в точке нагружения от нормали
к поверхности текучести), qx - модуль изо-
тропного упрочнения при пропорциональном
(лучевом) нагружении: qx = qx(xp
qc - модуль анизотропного упрочнения при
0р=л/2, qc = qc(T)\ Ср - текущее значение ра-
диуса поверхности текучести; Q = C(pmax, Т)
при пропорциональных циклических процес-
сах; Qc - модуль циклического упрочнения
при 0р=л/2, Qc = QC(T)- длина траектории
пластического деформирования на участках
монотонного (не циклического) нагружения
при H(FP) = 1. Операторы H(FP) и Г(ГР) позво-
ляют автоматически провести разделение про-
цессов деформирования на монотонные
(Н = 1, Гр = 0) и циклические (Н = 0, Гр = 0);
<7Х, Q> Qr ~ экспериментально определяемые
функции при пропорциональном (лучевом)
нагружении.
Конкретизация уравнений (4.1.27) для
эволюции внутренней переменной р? , опи-
сывающей анизотропию процесса пластиче-
ского деформирования, принята в виде
= /(xp)[<Zlp^ - 92рр,;%р] -
~^ртрР <т> +рот;
1 (dfflp ?1р д?2р\
?1р I дТ Я2р дТ /
/(хр) = 1 + ф-е (4.1.34)
где <71Р и 02р - экспериментально определяемые
функции температуры. При f (%р) = 1 эволю-
ция р? при циклическом нагружении соот-
ветствует стационарной петле гистерезиса и
переходные циклические процессы описыва-
ются исключительно вторым членом эволюци-
онного уравнения (4.1.29).
Введение функции f (%р) в виде подобной
(4.1.34) позволяет дополнительно корректиро-
вать эволюцию переходных циклических про-
цессов. В этом случае стабилизация петли гис-
терезиса будет иметь место при f (%р) -» 1 и
(Ос - Ц>) -> 0- Функция </рт > 0 описывает
коррекцию р£ при повышении температуры
п ри
п ри
Г > 0;
Т <0.
(4.1.35)
Для описания эволюции поверхности
памяти (4.1.23) необходимо сформулировать
эволюционное уравнение для Ртах
Ртах “ (р#Р(0 ~ ^РтРтах <
<Т >- pwr^Fp j + ртах от-
(4.1.36)
При ртах = const, Т = const и А = const
функция Qs во втором члене соотношения
(4.2.29) также константа и будет наблюдаться
стабилизация петли гистерезиса за конечное
число циклов нагружения, причем параметры
стабильной петли зависят от ртах и не зависят
от места ее стабилизации в пространстве де-
формаций.
Для описания “циклической памяти” ма-
териала, заключающейся в том, что параметры
стабильной петли не зависят (или слабо зави-
сят) от предшествующей истории деформиро-
вания, а зависят только от параметров термо-
силового нагружения, в (4.1.36) введен третий
член, описывающий эффекты “забывания”
( Р pV/2
при текущих значениях меныпих
Ртах-
Для случая больших скоростей деформа-
ций, больших 102 с1 и наблюдающихся в
ударных волнах при импульсном нагружении,
эффектами циклического упрочнения можно
пренебречь, но необходимо учесть зависимость
процесса пластического деформирования от
скорости нагружения, являющейся следствием
сравнимости времени нагружения с характер-
ными временами развития физических про-
цессов пластического деформирования (раз-
множением и движением дислокаций) [6, 7].
УРАВНЕНИЯ МЕХАНИКИ ПОВРЕЖДЕННОЙ СРЕДЫ
377
Так как эффект Баушингера (анизо-
тропная часть упрочнения) от скорости де-
формаций практически не зависит, конкрети-
зация соотношений (4.1.25) - (4.1.28) для ди-
намических процессов упругопластического
деформирования имеет вид [6]:
£рд = ^цСрст > (4.1.37)
Ц,д - динамический (мгновенный) радиус по-
верхности текучести; &д - коэффициент дина-
мичности, зависящий от скорости полных
деформаций; С^ст - статический радиус по-
верхности текучести;
(4.1.43)
где Хс - соответствует текущей поверхности
Фс/, определяемой текущим напряженным
состоянием <з'у :
при
при
ц/ < 0
vp > 0
(4.1.44)
0
Срсг Т; (4.1.38)
р<5 =9Pi^j -?р2р|хр -?рТр?- <т>;
(4.1.39)
кд=Кд(Т). (4.1.40)
Для эволюции ру формулируется урав-
нение, аналогичное (4.1.39):
Ру = 91сёу ~ 92cPyic - 9стРу <Т >,
(4.1.45)
где q\c и q2c - функции температуры,
Для случая малых скоростей деформаций
и высоких температур наряду с пластической
независимой от времени деформацией сущест-
венное значение могут играть деформации
ползучести (второй член в соотношении
(4.1.19). Для описания деформаций ползучести
вводят в пространстве напряжений эквипотен-
циальные поверхности Фс/, имеющие общий
центр и различные радиусы Сс , определяемые
текущим напряженным состоянием с у :
Фс/ = [(°;; - Р/у)(а'7 ~ р#)] - Сс = 0;
У~Хсд$с' « ,J P,j'
(4.1.41)
Модуль скорости деформации ползучести
тем больше, чем больше радиус ФС1*.
Среди этих эквипотенциальных поверх-
ностей можно выделить поверхность с радиу-
сом Ссо, соответствующую нулевой скорости
ползучести:
Фео - $у$у ~ ^со _ о*,
Sy (4-L42>
где Sy, <з'у - совокупность напряженных со-
стояний, отвечающих нулевой скорости ползу-
чести (с определенным допуском).
Принимаем, что является функцией
%си Т:
Ох> = Оо(Хс>
(2 W2 Г
1 р?1с 91с
91с V ST Q2c дТ J’
(4.1.46)
Ссо, А.с, Q\c и qic - экспериментально опреде-
ляемые материальные параметры.
Уравнения (4.1.41) - (4.1.46) описывают
как установившиеся, так и неустановившиеся
участки кривой ползучести при различных
уровнях напряжений и температуры (за ис-
ключением третьего участка, предшествующего
разрушению) и основные эффекты ползучести
знакопеременного непропорционального на-
гружения.
Взаимное влияние процессов ползучести
и процессов пластического деформирования
материала осуществляется в процессе совмест-
ного интегрирования определяющих соотно-
шений через общий девиатор напряжений
<з'у по соответствующему алгоритму определе-
ния ё£ и ёу , который устанавливает зависи-
мость между “временными” и “мгновен-
ными” скалярными и тензорными величинами
и учитывает зависимость параметров процесса
вязкопластического деформирования от вре-
мени его реализации [8]. Определение пара-
метра Хр в (4.1.29) на этапе нагружения
St = Zjt+i - tk (этапе интегрирования общих
определяющих соотношений) возможно из
условия прохождения текущей поверхности
через конец вектора девиатора напряжений:
, r(JT+l) _ -Ур - б/* X (ns . п)
₽ ₽ ~ "тт
+/(xn)^1n +2G-
[2 \ Рр • ns
~^2р/(хр)^г
(4.1.47)
378
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
5р = (1 -(1 - <?рт < ДУ >) х
х рр* + 2G(&e - Аёс);
" (СР “
Х₽ C(M2G
*^р “1*^р*^р) > ^рЛ^р*
С** = С*-9тДТ; (4.1.48)
_ 5₽* _ Дёр
»<• = —j-; п =------
5₽ H-₽)1/2
^=?хя(^р) + Мс'-ср)г(гр)’
(йу. п) и (рр • йу) - скалярные произведения
соответствующих векторов. При пропорцио-
нальном нагружении (йу. й) = ± 1 в зависимо-
сти от взаимного направления векторов рр и
ns . В этом случае:
1 О
ЛРСР
кУр — (с£ -^ТА7'|
(4.1.49)
При динамических процессах деформи-
рования и использования соотношений (4.1.38
- 4.1.40):
Дк+1) 5р - кд х
Р ₽ " [2- [2
+ ^Р1 + х
х siqn^ppWj^pppp)
(4.1.50)
В общем случае, для определения Хр из
(4.1.47), (4.1.49) и (4.1.50) на шаге нагружения
А/ = (tjc+i ~ tк) необходим итерационный
процесс. В случае qx = const (линейное кине-
матическое и изотропное упрочнение) Хр из
указанных соотношений определяется сразу
же. При Ср, являющемся только функцией
температуры, когда Aq = 0, gpi = qP2 = 0, полу-
чаем частный случай уравнения Прандтля-
Рейса (идеально пластический материал):
<4*+1) = С* -?тДТ; s; = )1/2;
<=(1+^Нл)+2<?(д^-дей-
(4.1.51)
При совместных процессах пластичности
и ползучести интегрирование соотношений
(4.1.41) - (4.1.46) на шаге нагружения
Д/ = -1%) должно производиться с ис-
пользованием соответствующих численных
методов, например четырехточечного метода
Рунге-Кутта. Первый шаг соответствует началу
этапа нагружения, для которого известно со-
стояние материала в рассматриваемом элемен-
тарном объеме.
При вычислении скоростей деформаций
в середине и в конце этапа нагружения произ-
водится коррекция тензора напряжений со-
гласно приведенных выше соотношений тер-
мопластичности. При этом Ае? = ёуЫ, где
скорость деформаций ползучести на
предыдущем шаге метода Рунге-Кутта. Пере-
менные, характеризующие текущее пластиче-
ское состояние материала, не изменяются.
Затем определяется средняя скорость дефор-
маций ползучести на данном этапе нагруже-
ния:
ИГ14НС+2^с+2<+<0
(4.1.52)
После определения средней скорости де-
формации ползучести на данном этапе нагру-
жения окончательно вычисляются приращения
пластических деформаций и компоненты тен-
зора напряжений, соответствующие этой сред-
ней скорости ползучести.
На заключительной стадии процесса на-
копления рассеянных по объему повреждений
наблюдается влияние поврежденности на вяз-
копластическое поведение материала. В пер-
вом приближении, как это было отмечено
выше, это влияние может быть учтено на базе
концепции деградирующего континуума
(введения эффективных напряжений) [1, 2]:
(4.1.53)
УРАВНЕНИЯ МЕХАНИКИ ПОВРЕЖДЕННОЙ СРЕДЫ
379
или эффективных модулей упругости:
£ = £(1-©); G =G(l-ca);
~ 7 V (4.1.54)
= ^(1-<4
при этом игнорируется анизотропия упругих
свойств поврежденного материала.
Аналогичным образом определяется эф-
фективная внутренняя переменная р,у:
<4,я>
Физическое подтверждение этой гипоте-
зы связано с характером этой внутренней пе-
ременной: наличие повреждений вызывает
рост микронапряжений [1].
Соответствующим образом должна быть
скорректирована упругая область допустимых
состояний материала, определяемая поверхно-
стями текучести и ползучести нулевого уровня.
Зависимость этих поверхностей от накоплен-
ной поврежденности определяет развитие про-
цессов пластичности и ползучести поврежден-
ного материала.
Предполагается, что влияние поврежден-
ности начинается после определенного инку-
бационного периода, соответствующего неко-
торой величине поврежденности материала.
При малоцикловой усталости это влияние
начинается с началом изменения параметров
стабильной петли гистерезиса при симметрич-
ном пропорциональном циклическом нагру-
жении. При ползучести под действием посто-
янного напряжения влияние поврежденности
начинается с началом третьего нестационарно-
го участка ползучести.
С момента начала влияния поврежденно-
сти модули упругости зависят от накопленной
поврежденности
К = Г(1 - со); G = <?(1 - со). (4.1.56)
При вычислении параметров вязкопла-
стического течения используются эффектив-
ные напряжения Су, Sy, при этом радиусы
поверхностей пластичности и ползучести зави-
сят от накопленной поврежденности согласно
выражений
~ I w I
Ср = Ср 1-------р- >0;
ССо = Ссо| 1 — | > 0,
I <*cf )
(4.1.57)
ще <йр/, ©£/•« 0,8.
Эволюционные уравнения накопления по-
вреждений, образование макроскопической
трещины элемента объема является результа-
том действия определенного числа очень
сложных с физической и металлургической
точки зрения процессов, которые укрупненно
можно объединить в две фазы.
Первая фаза соответствует преобразова-
нию структуры в результате вязкопластической
деформации, что приводит к возникновению
эффектов упрочнения или разупрочнения ма-
териала (например, зарождение и движение
дислокаций). На макроуровне эти эффекты
описываются соотношениями термовязкопла-
стичности, изложенными в предыдущем раз-
деле. В этой фазе происходит зарождение рас-
сеянных по объему материала повреждений в
виде микропор и микротрещин. Взаимодейст-
вие различных процессов накопления повреж-
дений отсутствует. Влияние накопленной по-
врежденности на физико-механические харак-
теристики материала незначительно.
Вторая фаза характеризуется коллектив-
ным взаимодействием развивающихся микро-
пор и микротрещин. С макроскопической
точки зрения начало этой фазы соответствует
окончанию периода стабильного циклического
деформирования при усталостных испытаниях
для циклических стабилизирующихся материа-
лов и началу третьего нестационарного участка
кривой ползучести (окончанию стадии устано-
вившейся ползучести) при испытаниях на пол-
зучесть под действием постоянного напряже-
ния. На этой стадии наблюдается взаимное
влияние процессов накопления повреждений
по различным механизмам.
Окончание второй фазы соответствует
образованию макротрещины с определенными
геометрическими параметрами, которые мож-
но определить и измерить. Напряженно-
деформированное состояние в зоне кончика
образовавшейся трещины может быть описано
методами механики разрушения (с помощью
коэффициента интенсивности напряжений, J-
интеграла и т.д.). В пределах этой фазы на-
блюдается сильное прогрессирующее влияние
накопленной поврежденности на макроскопи-
ческие физико-механические характеристики
материала (модули упругости, скорость звука,
плотность, удельное электросопротивление и
т.д.). В настоящее время считается, что окон-
чание этой стадии соответствует образованию
макроскопической трещины длиной * 1 мм.
Введение данных фаз при моделирова-
нии процессов накопления повреждений по-
зволяет сблизить границы применимости ме-
ханики поврежденной среды и механики раз-
вития макроскопических трещин (механики
разрушения), а также объяснить взаимодейст-
вие процессов накопления повреждений при
усталости и ползучести [1, 9].
380
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
С феноменологической точки зрения ка-
ждая из фаз должна описываться своей пере-
менной состояния CDJ и соц 0 < C0I < coyi,
0 < соц < со/п- Однако формулировка эволюци-
онных уравнений процессов накопления по-
вреждений для ©1 требует прямых количест-
венных измерений параметров процессов на
микро- и мезоуровнях при испытаниях лабо-
раторных образцов на усталость и ползучесть
(измерения количества пор, их распределения
и размеров, кинетики их роста и т.д), так как
макроскопические параметры на этой стадии
практически не зависят от указанных процес-
сов.
Для формулировки эволюционных урав-
нений для скоростей развития поврежденности
во второй фазе также необходимо связать эти
скорости с некоторыми механическими пара-
метрами, критическое значение которых опре-
деляет момент полного разрушения элемен-
тарного объема ю = ю/. Наиболее общим меха-
ническим параметром является энергия, затра-
чиваемая непосредственно на образование
дефектов в материале (часть энергии диссипа-
ции, затрачиваемой на повреждение материа-
ла). Основной трудностью данного подхода
является выделение этой энергии из общей
энергии диссипации [10]. В настоящее время
имеются экспериментальные и теоретические
результаты [10], позволяющие утверждать, что
энергия разрушения при малоцикловой уста-
лости и ползучести (энергия, затрачиваемая на
образование рассеянных в материале дефектов)
в первом приближении на макроскопическом
уровне связана с работой тензора микрона-
пряжений ру при соответствующих необрати-
мых деформациях Ир и И^:
t t
Wp = Jpffidt; Wc = Jpffidt. (4.1.58)
0 0
При многоцикловой усталости эту работу
можно связать с энергией деформации сдвига
WDC-
t
^Dc=f^fdt. (4.1.59)
о
В качестве меры поврежденности в
принципе должен быть введен тензор повреж-
денности юу, учитывающий анизотропию раз-
вития повреждений. Возможны различные
пути введения этого тензора [1, 11, 12].
Наиболее простой и наглядный способ
заключается в следующем [15]. Рассматривает-
ся бесконечно малый тетраэдр с гранями
А5у, параллельными координатным плоско-
стям, и единичным вектором нормали п к
четвертой грани А5.
Компоненты напряжений на этой грани
Pi =°ijnj-
При накоплении повреждений компо-
ненты вектора ориентированной площадки
&Sj переходят в компоненты вектора истин-
ной ориентировочной площадки А5,:
А5, = (бу -юу)А5у,
где юу - тензор поврежденности.
Неизменное полное усилие, действующее
♦ ♦
на истинную площадку, составляет с у AS j , где
оу - тензор истинных напряжений. Так как
Gy&Sj <bj&Sj-aik(pkj~<akj} SSj,
то компоненты несимметричного тензора ис-
тинных напряжений определяются выражени-
ем
=aik[^kj ~®kj) •
Симметричный тензор истинных напря-
жений оу имеет вид
aij = ~^(aik®kj + ®ikakj\
где Фу =(§у - ©у) - тензор эффективных
повреждений. Случай юу = 5у ю соответствует
изотропной относительной мере поврежденно-
сти.
Так как формулировка эволюционных
уравнений для тензора <ру требует надежных
экспериментальных данных по кинетике ани-
зотропии поврежденности материала для раз-
личных режимов нагружения, получение кото-
рых в настоящее время является очень слож-
ной нерешенной задачей, в дальнейшем ис-
пользуется скалярная мера поврежденности.
Для процесса много- и малоцикловой ус-
талости (МнЦУ, МЦУ) эволюционное уравне-
ние накопления повреждений формулируется
в виде
6=-»₽Г < >+
' р ' 1
<Ze >;
'е + 1
to
0
при
при
(4.1.60)
Zp> 0 или Ze > О,
Zp < 0 и Ze < 0,
УРАВНЕНИЯ МЕХАНИКИ ПОВРЕЖДЕННОЙ СРЕДЫ
381
где ар, ае, /р, ге - материальные параметры,
зависящие от температуры Т; Др) - функция
параметра р, учитывающая влияние вида на-
пряженного состояния на скорость процесса
накопления повреждений Zp , Ze ;
HZ _ HZ HZn _ и/
7 - P ™ a • 7 — _be___y_,
p“(»7P-^a)’ e~ wfe ’
(4.1.61)
(4.1.67)
<^P > . a < Wpe > .
e Wfe ’
(4.1.62)
FTp=p₽eP; (4.1.63)
где Wa - значение FPp в конце фазы зарожде-
ния при МЦУ; Wy - значение Wd в конце
фазы зарождения при МнЦУ.
В первом приближении Wa является
функцией ртах и > а Wy ~ функцией сти и Т,
т.е.
Wa = wa (Pmax, 7);
(4.1.64)
Wy= Wyic!», 7).
Интегрируя (4.1.60) для некоторого за-
данного процесса нагружения и изменения
температуры Т, получим при ге = гр = г
0) = 1 -
1-(<Хр+l)J/p(p)Zp <rfZp> +
0
+ (ае +1) J/e(₽)Z“' <dZe>
О
(4.1.65)
или
1
1 L Г an+l a,+l"l| r+l
<B=l-M-hpp + yee И ,
(4.1.66)
где
Ур — ^pZp >
Согласно приведенных уравнений, каж-
дому процессу, характеризующему своими
индивидуальными историями деформирования
и изменения температуры Г, на плоскостях
переменных сор ~ И^р> (сор ~ 2^), сое ~
(сое ~ Ze) соответствует своя кривая развития
поврежденности, и при изменении режима
нагружения происходит переход с одной кри-
вой на другую (принцип нелинейного сумми-
рования повреждений) [3, 13, 14, 17]. Только в
случае, когда кривая развития поврежденности
не зависит от истории нагружения, выполня-
ется правило аддитивности Майнера (принцип
линейного суммирования повреждений).
На фазовых плоскостях поврежденности
обобщенный энергетический параметр сор * ур,
сое ~ уе - процессам малоцикловой (МЦУ) и
многоцикловой (МнЦУ) усталости соответст-
вуют свои обобщенные кривые развития по-
врежденности, однако скорость движения по
этим кривым зависит от текущих параметров
процесса деформирования и изменения Т.
Обобщенные кривые могут быть построены
для каждого конструкционного материала пу-
тем испытания лабораторных образцов на
МЦУ и МнЦУ при растяжении-сжатии (или
знакопеременном кручении).
Если доминирующим механизмом явля-
ется процесс малоцикловой усталости, то на-
копление повреждений характеризуется обоб-
щенной кривой на плоскости со ~ ур[17]
(Уе « ур), если доминирующий механизм
МнЦУ - обобщенной кривой на плоскости со ~
уе[17] (УР « Уе)- При совместном действии
обоих механизмов (переходная область долго-
вечностей от МЦУ к МнЦУ) процесс накопле-
ния повреждений характеризуется пространст-
венной кривой со (ур, уе).
382
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
Введенные обобщенные энергетические
переменные уе и ур позволяют установить эк-
вивалентность различных процессов повреж-
денности между собой (для различных видов
напряженных состояний и различных историй
деформирования) и их соответствии экспери-
ментальным данным. На базе этих представле-
ний возможна разработка различных прибли-
женных алгоритмов оперативной оценки вы-
работанного ресурса машиностроительных
объектов в процессе эксплуатации [14].
При конкретизации Др) в (4.1.60) воз-
можны различные подходы [2, 3, 4], учиты-
вающие влияние вида напряженного состоя-
ния на скорость накопления повреждений.
Наглядный физический смысл имеет параметр
равный отношению полной упругой энер-
гии к упругой энергии сдвига [2, 4]:
- f, , 3(1~2v)b2>|
₽ WDe f (1 + v) ₽ )’ (4.1.69)
p = ст/ ои.
Соотношение f (p) = Ajj успешно исполь-
зовались для описания влияния вида напря-
женного состояния при монотонных процессах
р = const > 0 и показало хорошее соответствие
экспериментальным данным.
В дальнейшем в качестве f (р) использу-
ются соотношения:
/р(₽) = (^Г₽;
-flip при Р < 0; flip > 0
fl2P при Р > 0; ^2р >
/е(р) (4.1.70)
-а1е при
ае - I
(fl2e при
р < 0; аХе > 0
р > 0; а2е > 0.
При р = 0 (ЧИСТЫЙ СДВИГ) /(р) = 1, / (Р) -> 4-00,
при р —> -оо, f (р) -> 0, что соответствует фи-
зическим представлениям о влиянии вида
напряженного состояния на скорость процесса
накопления повреждений [4] без учета воз-
можности залечивания поврежденности при
больших отрицательных значениях о.
Для процессов р = const соотношения
(4.1.65 - 4.1.66) принимают вид:
со
4р+1=/р(р); ^“е+1=л(р)-
(4.1.71)
В качестве критериев окончания фазы
развития рассеянных микроповреждений
(образования макротрещины) принимается
критерий потери устойчивости процессов на-
копления повреждений. При этом производ-
ные дю у / дуе или дсор / дур ьосттшмя своих
и критических значений:
5сор Г 5сор ] дсо^ f 5соу ]
дУр I &Ур) &Уе I tye J
(4.1.72)
После выполнения условий (4.1.72)
дальнейшее развитие процессов поврежденно-
сти зависит от любых случайных факторов и
контролировать эти процессы невозможно.
Численные исследования показали, что усло-
вия (4.1.72) соответствуют значению
со = соу ® 0,8.
При механизмах исчерпания ресурса, со-
четающих усталость и ползучесть материала
(например, циклическое нагружение с вы-
держками), суммирование повреждений опре-
деляется выражением
(4.1.79)
Н =
при
при
Металлографический анализ показывает,
что накопление повреждений при ползучести
материала связано с образованием и ростом
дефектов по границам зерен [18]. Измерения-
ми установлено, что дефекты начинают расти с
началом установившейся стадии ползучести.
Окончание этой стадии и начало третьего не-
установившегося участка кривой ползучести в
испытаниях на растяжение с постоянным на-
пряжением связано с началом влияния накоп-
ленной поврежденности на деформационные
характеристики материала.
Таким образом, три участка кривой пол-
зучести при постоянном напряжении являются
проявлением на макроуровне последователь-
ных изменений преобладающего механизма,
по которому происходят микроструктурные
изменения в материале. Экспериментальные
исследования показывают линейную связь
между приростом объемной доли пор и увели-
чением скорости деформаций ползучести на
третьем участке. В связи с этим начало
третьего участка кривой ползучести характери-
зует границу между стадиями зарождения и
развития микроповреждений.
Эволюционное уравнение повреждений
при ползучести формулируется в виде
УРАВНЕНИЯ МЕХАНИКИ ПОВРЕЖДЕННОЙ СРЕДЫ
383
< Zc > (1 -а») г‘ при
7*С +1
<йс =
> ^са»
О при
где etc, гс - материальные параметры, являю-
щиеся функцией температуры; - значение
энергии повреждения соответствующее
окончанию стадии зарождения дефектов при
ползучести; является функцией Ртах и
температуры Т.
Интеграл (4.1.74) по заданной истории
нагружения и изменения температуры имеет
вид
1
< dZc >
(4.1.75)
Zc
yc=(ac+l)J7c(p)Z“‘ <dZc >,
О
(4.1.76)
где уравнение (4.1.76) описывает обобщенную
кривую накопления повреждений при ползу-
чести.
По аналогии с усталостью считается, что
образование макротрещины в результате нако-
плений повреждений при ползучести происхо-
дит при достижении производной дюс / дус
своего критического значения:
д(Ьс
дУс
(4.1.77)
Интегрируя эволюционные уравнения
для функции поврежденности совместно с
определяющими соотношениями теории тече-
ния при известной истории нагружения в дан-
ном элементарном объеме материала, можно
получить критерий разрушения (условие обра-
зования макротрещины в элементарном объе-
ме материала), который зависит от временной
и деформационной истории. При этом в мо-
мент разрушения материал в элементарном
объеме настолько поврежден (плотность мик-
ропор и микротрещин достигла критического
значения), что фактически он не может нести
никакой нагрузки, и любое дальнейшее нагру-
жение ведет к катастрофическому разрушению
элементарного объема на макроскопическом
уровне.
В экспериментах на одноосное растяже-
ние образца такого состояния в его рабочей
части можно достичь только специальным
образом, контролируя нагрузку (снижая дейст-
вующее напряжение до нуля) на заключитель-
ной стадии деформирования. При других спо-
собах нагружения, а также при работе мате-
риала в реальных конструкциях, разрушение
происходит при ненулевых напряжениях, и
критическое значение поврежденности со/ за-
висит от действующих напряжений, физико-
механических характеристик материала и ряда
других факторов. Экспериментальные исследо-
вания свидетельствуют, что в зависимости от
свойств материала и режимов нагружения со/
может принимать значения 0,2 < со/ < 0,8.
Кроме того, материал может быть разрушен в
упругой области после некоторой истории
деформирования в пластической области, в
результате которой была накоплена повреж-
денность со < со/.
Для учета этого обстоятельства необхо-
димо сформулировать критерий разрушения в
виде [3]
Ф(о,у, со, 7)=0. (4.1.78)
При со = 0 (4.1.78) представляет началь-
ную предельную поверхность неповрежденно-
го материала, а при со = 1 предельную поверх-
ность полностью разрушенного материала.
Промежуточным значением со соответствуют
промежуточные предельные поверхности, от-
вечающие частично поврежденному материалу.
В настоящее время можно считать уста-
новленным, что основную роль в формирова-
нии предельных по напряжениям состояний
материала играют главное растягивающее на-
пряжение hi и интенсивность напряжений ои.
Если упруго пластическая деформация, вызы-
ваемая девиаторными компонентами тензора
напряжений, разрыхляет материал и готовит
его к разрыву, то нарушение сплошности про-
исходит под действием нормальных напряже-
ний. Вероятно достижение касательными на-
пряжениями критического значения является
необходимым, но не достаточным условием.
Второе условие связано с величиной и ориен-
тацией максимального нормального напряже-
ния. С учетом этих обстоятельств, критерий
прочности поврежденного материала имеет
вид
Х«и +(1 - х)«1 А;
384
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
Хо(7) < х < хо = ХО (Т, со=0);
Х/-= хЛг> ю=СйЛ (4.1.79)
Л0(7) < А < Л/(7); Л0(7) = Ло (Т, (о=0);
Л/(7) = Af(T, (o=(oj).
4.1.3. МЕТОДИКА ОПРЕДЕЛЕНИЯ МАТЕРИАЛЬНЫХ
ПАРАМЕТРОВ ОСНОВНЫХ СООТНОШЕНИЙ
Типовая схема определения доминирую-
щих механизмов деформирования и исключе-
ния повреждений конструктивных элементов в
эксплуатационных условиях и определение
материальных параметров уравнений, модели-
рующих эти механизмы, представлены на схе-
ме (с. 385).
Большую роль при формировании моде-
лей поведения материалов играют эксперимен-
тально определяемые материальные парамет-
ры, входящие в указанные модели. Для опре-
деления каждого параметра должна использо-
ваться своя совокупность экспериментов, на-
зываемая “базовыми экспериментами”. Экспе-
риментальные данные для определения мате-
риальных параметров уравнений механики
поврежденной среды получают из испытаний
лабораторных образцов. Это обстоятельство
накладывает определенные требования на гео-
метрию образцов, распределение полей на-
пряжений, деформаций и температур в рабо-
чей части образцов для обеспечения условий
их деформирования, адекватных поведению
материала в объеме конструкций.
При формулировке адекватного экспе-
римента для каждого класса исследуемых про-
цессов необходимо выбрать и обосновать:
- форму и геометрические размеры лабо-
раторных образцов;
- средства и режимы нагружения и на-
грева;
- управляющие экспериментом, а также
определяемые из эксперимента параметры и
диапазон их изменения;
- способы и средства измерения опреде-
ляемых и управляющих параметров, средства
контроля за отклонением управляющих пара-
метров от заданных значений;
- методики преобразования эксперимен-
тальной информации для получения искомых
закономерностей исследуемых процессов и
материальных параметров применяемых моде-
лей поведения материалов.
Определение материальных параметров
уравнений термовязкопластичности проводит-
ся на базе испытаний цилиндрических образ-
цов с диаметром рабочей части 10 4- 20 мм по
специальным циклическим программам испы-
таний на растяжение - сжатие. Образцы имеют
форму, обеспечивающую в рабочей части од-
нородное распределение полей деформаций,
напряжений и температур. Определение пара-
метров уравнений термовязкопластичности
проводится в пределах стадии зарождения
рассеянных по объему повреждений, когда
отсутствует влияние поврежденности на физи-
ко-механические характеристики материала.
Без учета эффектов низкотемпературного
и высокотемпературного отжига требуется
определить следующие параметры:
- модули упругости G и К (Е и v) как
функция температуры Г,
- коэффициент линейного расширения
а(7);
- модули монотонного изотропного уп-
рочнения ft (%р, Т) и ft (%р, Т);
- модуль монотонного изотропного уп-
рочнения дс(Т) при изломе траектории дефор-
мации на л/2;
- модули анизотропного упрочнения
?1Р(7) и ftp(7);
- функцию Сс0(Хс, Т) поверхности пол-
зучести нулевого уровня;
- функцию (ц/, 7), определяющую мо-
дуль скорости деформации ползучести для
текущей поверхности текучести;
- модули анизотропного упрочнения при
ползучести q^T) и q^T).
Базовые эксперименты должны назна-
чаться так, чтобы при определении группы
материальных параметров, отвечающих данно-
му физическому эффекту, влияние остальных
параметров было минимальное. При такой
постановке задачи количество определяемых
материальных параметров не влияет на точ-
ность их определения.
В качестве основных базовых экспери-
ментов принимаются эксперименты на одно-
осное растяжение - сжатие цилиндрических
лабораторных образцов. Основные типы базо-
вых экспериментов - изотермические при по-
стоянных базовых температурах Tt (/ = 1, 2,...).
Весь диапазон скоростей деформаций делится
на 3 зоны
зону скоростей деформаций
вц < 10"3 с'1 для определения параметров соот-
ношений термоползучести;
зону скоростей деформаций
еи ~ 10"2 с1 для определения параметров соот-
ношений термопластичности;
зону скоростей деформаций
ец > Ю'2 с'1 для определения параметров со-
отношений термопластичности при импульс-
ном нагружении.
Определение параметров термопластич-
ности проводится следующим образом. Реали-
зуется специальная циклическая программа:
активный участок нагружения (растяжения) до
некоторого значения %pi, разгрузка и нагруже-
ние обратного знака (сжатие) до наступления
текучести, разгрузка, активный участок нагру-
жения (растяжение) до некоторого значения
Ill этап
Схема определения доминирующих механизмов деформирования и исключения повреждений
МЕТОДИКА ОПРЕДЕЛЕНИЯ МАТЕРИАЛЬНЫХ ПАРАМЕТРОВ
386
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
Xp(z 4- 1) и т.д. Из этого эксперимента при
Т = Tj определяется диаграмма деформирова-
ния и геометрическое место обратных преде-
лов текучести оц 3 , где оц 5 = 5 oi - эффект
Баушингера. Из соотношений (4.1.17) можно
получить
°П =°т + 3/2pfp
2ст =(8 + 1)сц; (4.1.80)
T=Tj; (4.1.81)
Хр Xpi-
(4.1.82)
Для вычисления производных в (4.1.81)
и (4.1.82) используются сплайн-аппрокси-
мации экспериментальных данных (4.1.79).
Из соотношения (4.1.35) в случае актив-
ного одноосного растяжения при Tj = const,
Лхр) = Рот = 0 получаем выражение для
определения р^:
р₽ = flP_fl_e-«2peIPI
1 02р К
(4.1.83)
где <71р - тангенс угла наклона касательной к
кривой рц ~ е ц в начале координат;
Ртах = 41/42 - предельное асимптотическое
значение рц при данной Т и активном растя-
жении.
Отсюда определяются модули #ip и #2р
анизотропного упрочнения.
Для определения Q (ртах, Т = Tj) прово-
дятся испытания на блочное циклическое
симметричное нагружение с заданной ампли-
тудой деформаций в каждом блоке до стабили-
зации петли гистерезиса на каждом уровне
амплитуд деформаций. Для стабилизирован-
ной петли в каждом блоке определяются Ср^ и
Ртах (Q = Ц)ст)-
Параметр ац в (4.1.29) определяется из
условия наилучшей аппроксимации экспери-
ментальных закономерностей стремления Ср к
установившемуся состоянию. При этом ис-
пользуется соотношение
ДСц — Яц^Сст ^р)^Хр, (4.1.84)
где ДСц - изменение Ср от начального состоя-
ния до стационарного значения, Д%р - длина
траектории пластического деформирования до
стационарного состояния.
Функция / (хр) в (4.1.34) может быть вве-
дена для более точного описания переходных
циклических процессов.
Для определения qc в (4.1.29) необходим
эксперимент на сложное нагружение: растяже-
ние для некоторого значения вц и последую-
щее кручение с построением траектории на-
пряжений в пространстве ofj ~
Для определения Qc в (4.1.30) необходим
эксперимент на двухблочное циклическое де-
формирование с одинаковой заданной интен-
сивностью амплитуды деформаций в каждом
блоке: 1-й блок - симметричное циклическое
нагружение (растяжение-сжатие) до стабилиза-
ции петли гистерезиса, 2-й - последующее
циклическое симметричное нагружение образ-
ца кручением до стабилизации петли гистере-
зиса.
Для определения членов, описывающих
низкотемпературный (4.1.34) р£т и высоко-
температурный (4.1.35) Срт отжиг, необходи-
мо выдержать образец при некоторой Т = Tj
после некоторой истории пластического де-
формирования с последующим определением
Ср И pft [19].
Для определения материальных парамет-
ров соотношений термоползучести (4.1.41 -
4.1.46) устанавливаются базовые температуры
7}, при которых наблюдаются процессы ползу-
чести для данного материала. Затем для каж-
дой базовой температуры проводят испытания
на знакопеременное нагружение [20] образца с
промежуточными выдержками, во время кото-
рых замеряют параметры кривой ползучести
ец при стц = const. Знакопеременное нагру-
жение после соответствующего участка кривой
ползучести позволяет определить текущие
значения рц и Ccq. Затем определяются мате-
риальные параметры соотношений (4.1.41 -
4.1.46):
(4.1.85)
(аП “ 3 / 2рjjj - Ссо
*= с;0 '
МЕТОДИКА ОПРЕДЕЛЕНИЯ МАТЕРИАЛЬНЫХ ПАРАМЕТРОВ
387
Параметры q\c и qic определяются анало-
гично параметрам #ip и #2р по значениям
Рп(%с)-
Экспериментальное определение матери-
альных параметров эволюционных уравнений
накопления повреждений производится во
второй фазе процесса (фаза распространения),
начиная с которой проявляется значимое
влияние поврежденности на физико-
механические характеристики материала, при
одновременном моделировании процессов
деформирования в этой фазе с использовани-
ем соотношений термовязкопластичности.
Метод заключается в том, что все отклонения
результатов численного моделирования про-
цессов деформирования (без учета влияния
поврежденности материала) от эксперимен-
тальных в фазе распространения приписыва-
ются влиянию поврежденности о (уменьшение
модуля упругости, падение амплитуды напря-
жений при постоянной амплитуде деформа-
ций, увеличение амплитуды деформаций при
постоянной амплитуде напряжений, увеличе-
ние скорости деформации ползучести при
постоянном напряжении на третьей стадии
ползучести). В работе [2] для определения
закономерности изменения со при растяжении
используется понятие эффективного напряже-
ния
где Ею - измеряемый эффективный модуль
Юнга.
В работе [2] при малоцикловой усталости
используется для этой цели изменение ампли-
туды пластической деформации при постоян-
ной амплитуде напряжений
со = 1 -
а при ползучести - изменение скорости ползу-
чести на третьем участке
где и есц - скорости ползучести на треть-
ем и втором (установившемся) участках кри-
вой ползучести.
Для этих же целей также могут быть ис-
пользованы физические методы косвенного
измерения поврежденности, основанные на
изменении плотности [9], электросопротивле-
ния, скорости звука, изменении параметров
акустической эмиссии, электронной микро-
скопии и т.д.
В дальнейшем в соотношениях (4.1.60),
(4.1.74) принимаем: гр = ге= г, а также
“у - (7+1) ” “₽) < > +
+Ze(l-<ae)~r <Ze >1 (4.1.86)
©с
2
(гс +1)
/c(P)Zc < Zc >(1-сос) Гс
(4.1.87)
Приближенно границы Wy могут
быть определены из испытаний на усталость
при заданной амплитуде напряжений или де-
формаций по началу разупрочнения материала
(увеличению амплитуды деформаций или
уменьшению амплитуды напряжений соответ-
ственно). Эмпирический метод установления
этих границ предложен Мэнсоном [16]. На
базе большого количества экспериментов им
предложено для малоцикловой усталости эм-
пирическое соотношение по числу циклов
Na = Nf-aiN“2,
где Nz - число циклов, соответствующее стадии
зарождения трещины; Nf - общее число цик-
лов до появления макроскопической трещины.
На основе анализа экспериментальных
данных для многих материалов получены кон-
кретные соотношения
N _ jjVy--MAT®’6 при Nf'Z.IW циклов
а [О при Nf <,700 циклов,
(4.1.88)
т.е. при больших амплитудах деформаций,
соответствующих долговечностям менее 700
циклов, длительность стадии зарождения пре-
небрежимо мала. Если имеются эксперимен-
тальные результаты Nf (бра) при Т = 7), где
бра - заданная амплитуда пластических дефор-
маций, то путем проведения расчетов цикли-
ческого деформирования на ПЭВМ для каж-
дой амплитуды с использованием уравнений
термопластичности можно получить значение
Wp = и Bp = Wf. Эти значения соответст-
вуют экспериментальным значениям 7Va и
Nf при каждой Т = Tj.
Значения N& могут быть скорректирова-
ны по началу процессов разупрочнения мате-
риала, вызванных накопленной поврежденно-
стью, как это было отмечено выше. По этим
данным могут быть определены зависимости
W* = (Ртах, 1)У> (4.1.89)
388
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
При N > N& закономерность изменения
Wp может быть установлена по закономерности
падения амплитуды напряжений при заданной
амплитуде пластической деформации
°аст
где Саст - значение амплитуды напряжений в
стабилизированной петле гистерезиса (значе-
ние амплитуды напряжений при N «
<та - текущее значение амплитуды.
На базе эволюционного уравнения для
(др при значениях долговечности ^(влияние
многоцикловой усталости мало) можно запи-
сать:
“р _77y^p(P)^p(1-“p
юр = 1-
Zp
l-2/(p)fzp <dZp
о
1
(4.1.90)
₽рс ;
сти
при растяжении-сжатии можно получить
1
со = 1 -
1-
грс
)2
'рс7
или
ста
°аст
(4.1.91)
(4.1.92)
Эти соотношения являются базовыми для
определения зависимости г (/).
Для определения параметров функции
f (р) (4.1.70) в принципе необходимы экспе-
рименты при различных pz = const. Для упро-
щения определения этих параметров может
использоваться предположение, что при чис-
том сдвиге р = 0, f (р)= 1при р->-оо, / (р)-> 0,
а при чистом растяжении-сжатии работа до
образования макроскопической трещины при
усталости примерно в 1,5 - 2 раза больше, чем
аналогичная работа при чистом сдвиге.
Для определения параметров эволюци-
онного уравнения (4.1.87) используют третий
участок кривых ползучести ес (сту, 7}) при раз-
личных постоянных напряжениях и темпера-
турах, причем соответствует окончанию
стадии установившейся ползучести ес (cry, 7}) =
= const. Определение упрощается, если имеет
место подобие кривых ползучести для различ-
ных постоянных напряжений и Т = 7/. В этом
случае в качестве базовой кривой выбирают
относительную кривую ползучести при Т = 7*.
Известное отношение скорости ползучести на
третьем участке ёщ к скорости установив-
шейся ползучести ёц позволяет определить
параметр гс, как функцию сос и Т. Функция
fc (р) в первом приближении может быть при-
нята такой же, как и в случае усталости.
В табл. 4.1.1 - 4.1.6 представлены мате-
риальные параметры уравнений термопластич-
ности для некоторых сталей в диапазоне тем-
ператур 20 - 350 °C. В табл. 4.1.7 представлены
материальные параметры эволюционного
уравнения накопления повреждений при ма-
лоцикловой усталости.
4.1.1. Материальные параметры уравнений термопластичности стали 12Х18Н10Т при Т= 20 °C
К - 172920 МПа; G = 78700 МПа; Е = 205000 МПа;
а = 0,16610-4 !/ «с; Сор = 195,1 МПа; ?1р = 23626 МПа;
ftp = 250,7; йц = 5
мЙа -4219 -952 1495 1369 1454 1272 1235 824 0
Хрм 0 0,003 0,006 0,009 0,012 0,015 0,018 0,021 0,4
£?, МПа 195,1 217,2 230,3 272,6 300,0
Рта», МПа 0 73,6 104,5 112,8 147,0
МЕТОДИКА ОПРЕДЕЛЕНИЯ МАТЕРИАЛЬНЫХ ПАРАМЕТРОВ
389
Продолжение табл. 4.1.1
Базовый эксперимент Расчет
«Пр <тц, МПа Ц,, МПа РПр, МПа «Пр <уц, МПа q>, МПа Рпр, МПа
0 239,0- 195,1 0 0 239,2 195,0 0
0,0030 302,5 186,0 49,8 0,0032 307,1 187,2 51,7
0,0060 341,9 188,7 73,8 0,0060 340,7 188,2 73,3
0,0091 362,2 192,2 84,5 0,0091 363,3 192,7 84,7
0,0122 374,9 197,1 89,0 0,0121 375,8 196,8 89,7
0,0152 384,3 201,0 92,1 0,0150 384,4 200,8 92,1
0,0181 391,0 205,1 93,2 0,0180 390,7 204,6 93,2
0,0212 397,8 207,4 95,9 0,0212 395,5 207,8 93,8
4.1.2. Материальные параметры уравнений термопластичности
стали 12Х18Н10Т при Т= 150 °C
К = 248000 МПа; G = 72000 МПа; Е = 196941 МПа;
а = 0,17110-4 1/ аС i Ор = 168,2 МПа; qip = 14770 МПа;
ftp = 172; Од = 5
мЙа 2500 2150 1450 1150 1050 950 300 0
Хрм 0 0,003 0,006 0,009 0,012 0,015 0,023 0,3
Q, МПа 168,2 195,0 204,3 226,5 230,0
Ртах» МПа 0 50,0 81,4 96,1 150,0
Базовый эксперимент Расчет
«Пр <уц, МПа Ср, МПа РПр, МПа «Пр <уц, МПа Ср, МПа РПр, МПа
0 206 168,2 0 0 206 168,2 0
0,003 264 173,1 34,7 0,003 266 175,0 34,5
0,006 298 173,6 59,9 0,006 304 180,6 55,3
0,009 316 173,9 68,7 0,009 328 184,6 68,0
0,012 328 178,2 73,6 0,012 343 187,8 75,1
0,015 336 181,2 75,9 0,015 353 190,8 79,4
0,018 342 183,0 78,9 0,018 360 193,2 82,0
0,023 354 187,0 83,3 0,021 365 195,1 84,0
390
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
4.1.3. Материальные параметры уравнений термопластичности
стали 12Х18Н10Т Т= 350 °C
К = 266800 МПа; G = 67000 МПа; Е = 185474 МПа;
а = 0,175-Ю*4 \/*С ; Сор = 152 МПа; qip = 9312 МПа;
ftp = 150; ад = 5
мЙа 4400 4000 3200 2500 2100 1500 1000 0
Хрм 0 0,003 0,004 0,006 0,007 0,008 0,010 0,3
0, МПа 152 210 221 248 250
Ртах, МПа 0 32,1 54,5 66,4 100,0
Базовый эксперимент Расчет
еПр оц, МПа Ср, МПа РПр, МПа ецр стц, МПа Ср, МПа РПр, МПа
0 186 152 0 0 186 152 0
0,002 220 159 17 0,003 235 164 22
0,004 237 162 34 0,006 268 174 37
0,006 270 170 39 0,009 289 180 46
0,008 290 175 43 0,012 301 183 52
0,01 300 178 48 0,015 310 185 56
0,018 317 188 58
0,021 323 191 59
4.1.4. Материальные параметры уравнений термопластичности
стали 10Х18Н10Т
Т, °C 20 200 350
К, МПа 172920 248000 266800
G, МПа 78700 72000 67000
Е, МПа 205000 196941 185474
а, 1/ 0,166 • 10“ 0,171 • 10“ 0,175 • 10“
Ц)0, МПа 181,3 144,7 135
ftp, МПа 13074 10798 9785
ftp, МПа 192 214,2 212
МЕТОДИКА ОПРЕДЕЛЕНИЯ МАТЕРИАЛЬНЫХ ПАРАМЕТРОВ
391
Продолжение табл. 4.1.4
т,вс Хрм 0 0,003 0,006 0,009 0,012 0,015 0,018 0,021 0,4
20 200 350 Я-ХРЪА МПа - 3824 - 2133 - 24 407 459 514 661 734 0
- 3280 - 1551 301 788 638 817 1279 975 0
- 3568 - 1537 626 928 929 999 1102 995 0
20 200 350 ft, МПа °C - 0,239 - 0,227 - 0,217 - 0,213 - 0,204 - 0,206 - 0,191 - 0,182 -
- 0,132 - 0,129 - 0,123 - 0,118 - 0,115 - 0,110 - 0,109 - 0,108 -
- 0,0278 - 0,0377 -0,0321 - 0,0289 0,0222 - 0,0144 - 0,0114 - 0,0101 -
4.1.5. Материальные параметры уравнений термопластичности
стали 08Х18Н10Т
Т, °C Сор, МПа Яр1, МПа «р2
20 184,5 23236 359 36,0
150 170,6 24800 468 5,4
350 144,5 20870 434 4,8
Т, °C Хрм 0 0,003 0,006 0,009 0,012 0,015 0,018 0,021 0,4
20 200 350 м’Йа - 17000 - 4000 1300 1300 1185 1159 1117 1107 0
- 21000 - 3500 1500 1450 1400 1350 1300 1270 0
- 12000 - 3000 1572 1216 911 1263 1386 949 0
20 200 350 ft, МПа ’с - 0,102 - 0,103 - 0,085 - 0,118 - 0,093 - 0,103 - 0,102 - 0,098 - 0,100
- 0,116 - 0,142 - 0,135 - 0,122 - 0,117 - 0,112 - 0,110 - 0,107 - 0,107
- 0,138 - 0,005 - 0,009 - 0,010 - 0,001 -0,007 -0,004 - 0,006 - 0,006
Т, °C Ртах, МПа 0 20 30 .40 50 60 80 100
20 184 173 171 169 174 183 217 270
200 0, МПа 171 162 158 155 168 200 - -
350 144 121 109 114 138 156 - -
392
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
4.1.6. Материальные параметры уравнений термопластичности
стали 15Х2НМФА(ВК-2)
Т,вС CJjo, МПа ^р1, МПа qp2, МПа fln
20 538 53224 418 16
150 509 60360 471 15
350 449 34874 357 10
Г, °C Хрм 0 0,003 0,006 0,009 0,012 0,015 0,018 0,023 0,4
20 - 4400 - 23000 - 437 616 1195 1770 2348 3358 0
150 МЙа - 50000 - 21200 1300 1840 1900 2000 2500 3000 0
350 - 27000 - 15000 - 850 1500 1550 1560 2300 4500 0
20 - 0,208 - 0,290 - 0,237 - 0,228 - 0,219 - 0,208 - 0,323 - 0,155 -0,155
150 ft, - 0,253 - 0,253 - 0,203 - 0,195 - 0,187 - 0,179 - 0,163 - 0,139 -0Д39
350 МПа/<4? - 0,300 - 0,001 - 0,004 -0,0003 -0,0002 - 0,0005 -0,0008 -0,0006 -0,0006
Г, °C Рта*,МПа 0 20 40 60 80 90 100 120 130
20 538 500 453 416 387 354 344 330 305
150 G, МПа 509 450 402 364 333 320 300 290 270
350 449 392 354 335 318 303 295 290 290
4.1.7. Материальные параметры эволюционного уравнения
накоплений повреждений при малоцикловой усталости
различных материалов
Параметр Марка материала
12Х18Н10Т Т=20вС 08Х18Н10Т Г = 20 °C 12Х18Н9 Т = 650 °C
см 2018,8 1470,0 470,4
МЕТОДИКА ОПРЕДЕЛЕНИЯ МАТЕРИАЛЬНЫХ ПАРАМЕТРОВ
393
Продолжение табл. 4.1.7
Параметр Марка материала 12Х18Н10Т, Г = 20 °C
Wa, см* 1626,8 1626,8 1029 411,6
Ртах, МПа 0 42 90 116
Wa, СИ Марка материала 08Х18Н10Т, Т = 20 °C
0 176,4 499,8 588
Ртах, МПа 77 70,8 48,7 39,05
На рис. 4.1.2 - 4.1.4 представлены для корро-
зионно-стойкой стали 10Х18Н10Т диаграммы
деформирования оц ~ и графики Ср ~ ,
рц~ еП при пРостом растяжении и темпе
ратурах испытания: 20, 200 и 350° С
Рис. 4.1.4
394
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
На рис. 4.1.5-4.1.8 для стали 10Х18Н10Т пред-
ставлен типовой расчет неизотермического
деформирования рабочей части лабораторного
образца, когда заданными являются цикличе-
ское изменение температуры Д/) и полной
деформации ец(/) (рис. 4.1.6). Для уравнений
состояния использовались данные табл. 4.1.4.
Результаты расчета для стали 10Х18Н10Т,
приведенные на рис. 4.1.5 - 4.1.6, соответст-
вуют противофазному изменению заданных
деформаций и температуры, представленному
на рис. 4.1.7 - 4.1.8.
На рис. 4.1.10 показаны вычисленные кривые
функции J N. для соответствующих ампли-
\Nf)
туд деформаций. На рис. 4.1.11 дана зависи-
мость w (ур), соответствующая уравнению
(4.1.66) для этой стали, а на рис. 4.1.12 пока-
заны результаты суммирования повреждений
при переходе с большей амплитуды деформа-
ций на меньшую амплитуду деформаций и
наоборот.
10Х18Н10Т
10Х18Н10Т
Рис. 4.1.5
На рис. 4.1.9 показана эксперименталь-
ная расчетная кривая малоцикловой усталости
для стали 12Х18Н10Т при температуре 20° С.
При расчетах использовались данные
табл. 4.1.7.
На рис. 4.1.13 - 4.1.18 представлены ре-
зультаты расчета процесса деформирования по
круговой траектории OABCDA деформаций:
(кручение - одноосное растяжение - сжатие)
рис. 4.1.13 - траектория, рис. 4.1.14 - траекто-
рия напряжений; рис. 4.1.15 - 4.1.16 - траек-
тории оц ~ еп и on ~ ^12 соответственно; рис.
4.1.17 - траектория центра поверхности теку-
чести; рис. 4.1.18 - траектория пластических
деформаций.
МЕТОДИКА ОПРЕДЕЛЕНИЯ МАТЕРИАЛЬНЫХ ПАРАМЕТРОВ
395
10Х18Н10Т
2ДО-
100-
-iOQ
•200-
tjMUH
CJ
396
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
Рис. 4.1.17
Рис. 4.1.18
МЕТОДИКА ОПРЕДЕЛЕНИЯ МАТЕРИАЛЬНЫХ ПАРАМЕТРОВ
397
0,1би>МПа
Рис. 4.1.19
Рис. 4.1.21
398
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
Предельные состояния могут определять-
ся тремя путями:
1. Расчетное направление, использующее
уравнения механики разрушения. В каждом
конкретном случае с учетом своих критериев и
подходов принимаются запасы, обеспечиваю-
щие безопасность эксплуатации. В качестве
примера ниже рассмотрена концепция “течь
перед разрушением” для трубопроводов и со-
судов ядерных энергетических установок
(ЯЭУ).
В соответствии с действующей норма-
тивной документацией ресурс корпусного обо-
рудования и трубопроводов ЯЭУ ограничива-
ется возникновением макроскопических тре-
щин глубиной до 0,5 - 1 мм.
Вместе с тем нормативами регламентиру-
ется обязательное рассмотрение аварий, свя-
занных с разгерметизацией сосудов или при-
мыкающих к ним трубопроводов, обеспечение
требований безопасного вывода установок из
действия и принятие мер по локализации по-
следствий. Последнее означает, что, несмотря
на реализацию всех мероприятий по обосно-
ванию ресурса, не исключены ситуации про-
пуска или зарождения в процессе эксплуата-
ции значительных трещиноподобных дефек-
тов, приводящих вследствие их развития к
потере работоспособности указанных компо-
нент.
Таким образом, проблема назначения ре-
сурса непосредственно связана с обеспечением
безопасности ЯЭУ. С одной стороны, необхо-
димо знать истинные возможности сохранения
работоспособности корпуса и трубопроводов,
с другой - условия и последствия реализации
предельного состояния, вызванного докрити-
ческим ростом трещины.
Накопленный опыт эксплуатации, а так-
же интенсивное развитие прикладной механи-
ки разрушения способствовало успешной раз-
работке и внедрению критерия безопасности,
именуемого “течь перед разрушением”, в про-
ектируемые и действующие ЯЭУ. Во всех ве-
дущих странах - разработчиках ЯЭУ указанная
концепция безопасности используется приме-
нительно к трубопроводам и частично к кор-
пусному оборудованию.
Имеющийся опыт проектирования и ре-
зультаты выполненных расчетно-эксперимен-
тальных исследований свидетельствуют о том,
что методическая основа для проведения рас-
четного анализа условий возникновения пре-
дельного состояния и количественной оценки
размеров возможной разгерметизации корпуса
или трубопровода достаточна для разработки
применительно к оборудованию и системам
ЯЭУ.
Детерминистский анализ условий реали-
зации критерия “течь перед разрушением”
сводится к расчетным исследованиям особен-
ностей развития трещин в корпусах и трубо-
проводах и оценке локальной нестабильности.
Испытания крупномасштабных образцов и
моделей сосудов, изготовленных из корпусной
стали перлитного класса, а также натурных
труб из аустенитных сталей показывают, что
развитие трещины существенным образом
зависит от уровня нагружения (статического и
циклического) и ее геометрических размеров.
Докритический рост трещин под дейст-
вием циклического нагружения заканчивается
возникновением одного из двух предельных
состояний:
- достижением трещиной критических
размеров и ее нестабильным распространени-
ем (общая нестабильность);
- упругопластическим разрывом пере-
мычки между фронтом развивающейся трещи-
ны и поверхностью стенки, приводящим к
локальной течи (локальная нестабильность).
Таким образом, в задачу исследователей
входит разработка математических моделей и
критериев оценки процессов упруго-
пластического разрыва перемычки перед
фронтом трещины, а также размеров образо-
вавшегося сквозного разрыва. В качестве на-
гружающих необходимо рассматривать факто-
ры, соответствующие как проектным условиям
эксплуатации (регламентируемые нормативной
и технической документацией), так и запро-
ектным, как правило, постулируемым. В пер-
вом случае нагружение оказывают термосило-
вые воздействия, возникающие во всех режи-
мах эксплуатации, включая аварийные ситуа-
ции. При этом имеется в виду, что количест-
МЕТОДЫ ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ
399
венные значения параметров не превышают
предусмотренных проектом, а соответствую-
щие им напряжения и деформации - дейст-
вующими нормативами.
Важное значение в предполагаемых ис-
следованиях имеют вопросы создания расчет-
ных моделей потери работоспособности сосуда
или трубопровода (течь или разрушение) при
значительном превышении проектных нагру-
зок.
2. Экспериментальное направление, свя-
занное с исследованиями реальных узлов в
натурных условиях эксплуатации. В результате
исследования рекомендуются запасы, обеспе-
чивающие безопасность эксплуатации по усло-
виям прочности.
3. Направление, связанное с изучением и
анализом узлов-аналогов, отработавших проект-
ный ресурс.
4.1.5. ВЕРИФИКАЦИЯ РАСЧЕТНЫХ РЕЗУЛЬТАТОВ
Поскольку решение о повышении ресур-
са узлов ОМК (особенно свыше проектного)
является весьма ответственным и связано с
обеспечением безопасности эксплуатации для
людей и окружающей среды, то информация,
на основании которой принимается такое ре-
шение, должна быть достоверной и гарантиро-
ванно надежной. Это требование распростра-
няется и на результаты расчета напряженно-
деформированного состояния.
Верификация результатов расчета прово-
дится комплексно и включает в себя:
- верификацию математических моделей,
используемых при проведении расчетов;
- верификацию граничных условий, оп-
ределяющих весь комплекс эксплуатационных
нагрузок (механических, температурных, ра-
диационных и др.);
- верификацию расчетных схем узлов
конструкций и их конечно-элементной идеа-
лизации;
- верификацию свойств конструкцион-
ных материалов, принимаемых при проведе-
нии расчетов;
- верификацию методов расчета с оцен-
кой погрешности счета.
Верификация математических моделей
проводится с помощью испытаний на образ-
цах для параметров и условий нагружения
конструкционных материалов (основных и
сварочных) рассматриваемого узла ОМК.
Верификация граничных условий прово-
дится с использованием информации, полу-
ченной на основании обобщенного анализа
полной технической документации, а также
результатов термометрирования, проведенного
на начальной стадии эксплуатации или специ-
ально на завершающей стадии проектного
ресурса эксплуатации.
Верификация принимаемых расчетных
схем элементов конструкций, их конечно-
элементной идеализации, а также методов и
программ расчета осуществляется с использо-
ванием классических аналитических задач,
имеющих точное решение, и результатов тен-
зометр ирования элементов конструкций, про-
веденных ранее или специально для верифи-
кации.
Верификация свойств конструкционных
материалов (основных и сварочных) проводит-
ся на основании данных обобщенного анализа
полной технической документации и с ис-
пользованием неразрушающих методов опре-
деления фактических физико-механических
характеристик материала.
4.1.6. МЕТОДЫ ЭКСПЕРИМЕНТАЛЬНЫХ
ИССЛЕДОВАНИЙ, НАПРАВЛЕННЫЕ НА
ОПТИМИЗАЦИЮ КОНСТРУКТИВНЫХ,
ТЕХНОЛОГИЧЕСКИХ И СХЕМНЫХ РЕШЕНИЙ,
НА ПОВЫШЕНИЕ РЕСУРСНЫХ ПАРАМЕТРОВ
В процессе создания конструкций ОМК
одной из важных задач является обеспечение
прочности и ресурса эксплуатации как отдель-
ных элементов, так и всей конструкции в це-
лом. Как известно, оборудование таких конст-
рукций имеет сложную геометрию, разнообра-
зие рабочих нагрузок и параметров, поэтому
при проектировании, изготовлении, доводке и
эксплуатации должен быть использован разно-
образный спектр экспериментальных методов
их исследования.
Важным направлением эксперименталь-
ных работ являются испытания моделей узлов,
отдельных натурных конструкций при дейст-
вии статических, вибрационных, ударных,
циклических, термоциклических нагрузках, а
также их ресурсные испытания до предельного
состояния. При подобных исследованиях,
с одной стороны, подтверждается несущая
способность, с другой - верифицируются рас-
четные коды, а также происходит возможная
доводка проектируемого оборудования.
Различные условия (нагрузки, температу-
ра и др.), которые необходимо создавать при
испытании моделей, натурных узлов обуслов-
ливают наличие экспериментальной базы,
включающей боксы высокого давления, испы-
тательные разрывные машины, одно- и двух-
компонентные вибростенды, динамические и
специальные стенды по испытанию конструк-
тивных узлов.
На ранних стадиях проектирования на-
пряженно-деформированное состояние узлов
конструкций исследуется с применением пло-
ских или объемных прозрачных моделей, про-
свечиваемых поляризованным светом, и тен-
зометрических моделей из низкомодульного
материала (органическое стекло). Модели по
форме и нагрузке подобны исследуемому узлу
400
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
конструкции. Нагрузка к моделям прилагается
статически или динамически.
Модели, просвечиваемые поляризован-
ным светом, позволяют получать поля упругих
напряжений по сечениям и внутри объема
модели, измерять деформации в зонах концен-
трации на малых базах [18].
Метод тензометрических моделей из ма-
териалов с низким модулем упругости приме-
няется для решения следующих задач:
- определения напряжений, усилий и пе-
ремещений в узлах при заданных нагрузках;
- экспериментального выяснения и про-
верки расчетных схем и расчетных кодов
прочности;
- сопоставления вариантов конструкций
при проектировании по условиям прочности и
жесткости, улучшения формы (оптимизации)
узлов;
- выбора типа нагружения и расположе-
ния точек измерений при исследовании на-
турных конструкций в условиях стендовых
испытаний.
В качестве первичных датчиков исполь-
зуются фольговые тензорезисторы с различной
базой. Для определения районов их располо-
жения весьма эффективным методом является
метод хрупких тензочувствительных покрытий.
Этот метод позволяет наблюдать трещины,
образующие при нагружении модели в тонком
слое хрупкого покрытия, предварительно на-
несенного на исследуемую поверхность моде-
ли. Наличие трещин и их направление позво-
ляют определить наиболее нагруженные рай-
оны в узле конструкции и направления глав-
ных деформаций, а значит информативно ус-
танавливать тензорезисторы [19]. Методиче-
ские вопросы использования метода тензомет-
рических моделей достаточно подробно изло-
жены в [20, 21].
Испытания масштабных металлических
моделей узлов ОМК являются следующим
этапом экспериментальных исследований,
предназначенных для изучения:
- воздействий динамического характера
на ударных стендах (копры свободного паде-
ния либо маятникового типа) с заданной фор-
мой ударного импульса (амплитуда, длитель-
ность);
- вибропрочности и виброустойчивости
на двух- и однокомпонентных вибростендах, а
также проведения измерений и определения
причин повышенной вибрации, отстройку
сложных механических систем от резонансных
явлений, форм механических колебаний;
- воздействий циклических нагрузок как
механического, так и температурного проис-
хождения. Повреждаемость (накопленная сте-
пень деформации, степень разрыхления и
т.д.), получаемая экспериментально в процессе
данных испытаний на стадии диссеминиро-
ванных повреждений спектрально-акусти-
ческим методом [22-27], сравнивается с рас-
четными значениями, а на стадии образования
и развития макротрещины контролируется
методом акустической эмиссии [28, 29].
Наличие большого количества сварных
соединений в узлах ОМК обусловливает необ-
ходимость определения остаточных сварочных
напряжений. Известно, что наличие этих на-
пряжений и их суммирование с напряжения-
ми, возникающими во время эксплуатации,
могут привести к возникновению трещины в
результате воздействия нагрузок циклического
характера. Весьма эффективным методом оп-
ределения остаточных напряжений является
метод голографической интерферометрии [30].
Опытные натурные узлы конструкций
подвергаются испытаниям на вибропрочность
и ударопрочность для проверки их работоспо-
собности и ресурсных параметров.
Важным этапом по реализации гаранти-
рованного обеспечения заданных ресурсных
параметров в процессе проектирования конст-
рукции является проведение исследований
нагруженности и внесение конструктивных,
технологических и схемных решений по ее
снижению и оптимизации на полномасштаб-
ных универсальных (в том числе и обеспечи-
вающих термоциклические воздействия) стен-
дах, которые позволяют проводить испытания
натурных узлов и элементов оборудования
ОМК в условиях, приближенных к штатным.
К примеру, на стенде термоциклических
испытаний должна обеспечиваться возмож-
ность проведения экспериментальных и теоре-
тических исследований по следующим вопро-
сам термопрочности:
- влияние продолжительности нагрузок,
частота и вида нагружения;
- влияние концентрации напряжений
различного рода (трещин, пор, раковин, кон-
структивных зазоров и др.);
- влияние знака и амплитуды напряже-
ний в цикле нагружения;
- влияние масштабного фактора;
- определение повреждаемости и скоро-
сти роста трещин при сложных историях на-
гружения;
- разработка модели нелинейного сумми-
рования повреждений в инкубационный пери-
од;
- разработка критериев и правил уско-
ренных термоциклических испытаний.
Результаты опытно-экспериментальных
работ на стенде должны позволять проведение
проверки и уточнения теоретических решений
и методов расчета температурных полей и
прочности оборудования при одновременном
воздействии давления и термоциклических
нагрузок со стороны рабочих сред.
Ответственным этапом эксперименталь-
ных исследований на заключительной стадии
создания ОМК являются пусконаладочные
МЕТОДИЧЕСКОЕ ОБЕСПЕЧЕНИЕ И АППАРАТНЫЕ СРЕДСТВА АКУСТИЧЕСКИХ МЕТОДОВ 401
работы и первый этап эксплуатации. На дан-
ном этапе исследований эффективным экспе-
риментальным методом определения реальной
нагруженности элементов ОМК является метод
натурной тензотермометрии [31, 32]. В качест-
ве примера, иллюстрирующего эффективность
использования тензометрии для понимания
реальной нагруженности, можно использовать
результаты исследований крутильных колеба-
ний валов насосов реакторного блока БН-600.
В начальный период эксплуатации глав-
ных циркуляционных насосов наблюдались
поломки соединительных муфт (зубьев шесте-
рен), образовывались трещины в шпоночных
пазах под ступицами полумуфт в валах насо-
сов. Разрушения носили явно усталостный
характер, а направления развития трещин на
валах (под углом 45° к образующей вала) по-
зволили предполагать, что разрушающими
напряжениями являлись динамические напря-
жения кручения, возникающие в результате
действия переменного крутящего момента.
Проведенные тензометрические измере-
ния вращающего вала насоса специально раз-
работанной для этих целей аппаратурой
(радиосигнал с тензорезистора, расположенно-
го на валу, поступал на вторичную аппаратуру)
дали возможность зарегистрировать все виды
напряжений, возникающих на валу. Выпол-
ненные уникальные исследования позволяют
понять физику протекания процессов и при-
нять технические решения, обеспечивающие
безаварийную эксплуатацию главных циркуля-
ционных насосов.
При проведении исследований напря-
женного состояния оборудования необходимо
учитывать особенности его работы, наклады-
вающие определенные условия на первичные
преобразователи (тензорезисторы), защитные
устройства, коммуникации. Так, для внутрен-
них и наружных поверхностей корпусных уз-
лов различных конструкций воздействием для
первичных преобразователей являются высо-
кие температуры (до 400 °C) в режиме стацио-
нарного и нестационарного нагрева, поток
различного теплоносителя, наличие влаги и
др. При этом система натурной тензотермо-
метрии должна обеспечивать: сохранность в
рабочем состоянии всех измерительных
средств в процессе монтажа оборудования,
проведение измерений в период пуско-
наладочных работ и начального периода экс-
плуатации.
4.1.7. МЕТОДИЧЕСКОЕ ОБЕСПЕЧЕНИЕ И
АППАРАТНЫЕ СРЕДСТВА АКУСТИЧЕСКИХ МЕТОДОВ
Акустическая эмиссия. Использование
традиционных методов технической диагно-
стики возможных разрушений основано на
возбуждении в исследуемом объекте опреде-
ленных физических полей с последующим
измерением их параметров, которые изменя-
ются при повреждении материала в результате
деформирования или развития дефектов. Рас-
пространенные методы неразрушающего кон-
троля (МНК), довольно широко применяю-
щиеся в промышленности, имеют достаточно
развитые аппаратурное и методическое обес-
печение. Однако дальнейшее развитие этих
методов ограничивается причинами, лежащи-
ми в их физических основах и обуславливаю-
щими главные недостатки: во-первых, регист-
рируя дефекты, эти методы не дают информа-
ции о возможности их развития в процессе
эксплуатации конструкции; во-вторых, резуль-
таты контроля существенно зависят от ориен-
тации дефекта, глубины его залегания; в-
третьих, сканирование датчика по контроли-
руемой поверхности вносит серьезные ограни-
чения на применение этих МНК в ходе экс-
плуатации.
Исходя из этого, дальнейшее развитие
средств неразрушающего контроля и диагно-
стики должно основываться на принципиаль-
но иных физических методах. Один из них,
получивший наибольшее распространение в
последние годы, - акустико-эмиссионный
(АЭ) метод.
При создании систем технической диаг-
ностики разрушений металла, оборудования,
основанных на анализе сигналов АЭ, перво-
очередная задача - выявление зон (районов)
контроля в конкретной ОМК. Она решается
на основе расчетных исследований прочности,
долговечности, повреждаемости материала
конструкций при различных эксплуатацион-
ных режимах, определяемых моделью эксплуа-
тации контролируемого объекта. Здесь же
должны быть учтены опыт изготовления, ре-
зультаты экспериментальных проверок напря-
женно-деформированного состояния, физико-
механических свойств, параметров механики
разрушения и т.д.
После выявления зон контроля должен
решаться вопрос о том, в каком режиме рабо-
ты оборудования и с какой периодичностью
следует проводить съем АЭ информации.
В самом деле, анализ модели эксплуатации
оборудования позволяет выбрать те режимы
работы, которые вносят наибольшую повреж-
денность в материал, а следовательно, наибо-
лее эффективны для использования АЭ мето-
да. Последовательность и частота данных ре-
жимов и определяют периодичность контроля.
Следует иметь в виду, что в отношении проч-
ности опасно не само наличие дефекта того
или иного размера, а возможность его разви-
тия под воздействием приложенных эксплуа-
тационных термомеханических нагрузок.
При создании систем АЭ диагностики
необходимо выполнить три основные задачи:
1) разработать измерительный комплекс и
математическое обеспечение для регистрации
402
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
их источников; 2) решить технологические
вопросы, связанные с установкой первичных
элементов системы (первичных преобразовате-
лей и предварительных усилителей) на кон-
тролируемую поверхность, и с трассировкой
кабельных линий до основной аппаратуры;
3) интерпретировать получаемую информацию.
Существует ряд методик, позволяющих
по характеру потока информации о параметрах
АЭ, сопоставления его с текущими параметра-
ми объекта контроля (например, временем,
числом циклов нагружения и т.д.) оценить
степень опасности зарегистрированных дефек-
тов для последующей эксплуатации данной
конструкции [29, 33].
Для успешного диагностирования объек-
та, находящегося в эксплуатации, необходимы:
- предварительная статистическая обра-
ботка сигналов АЭ, принятых от объекта;
- определение текущей степени повреж-
денности контролируемой конструкции по
шкале поврежденности данного материала,
созданной в обучающем эксперименте;
- установление времени, оставшегося до
разрушения объекта контроля, либо прогнози-
рование предельных нагружающих воздейст-
вий с использованием стохастических матема-
тических моделей взаимосвязи последних с
кинетикой АЭ параметров.
Принципиальная схема организации АЭ
диагностики конструкций приведена на
рис. 4.1.23.
Рис. 4.1.23. Принципиальная схема организации акустпко-эмнсспонной
диагностики оборудования
МЕТОДИЧЕСКОЕ ОБЕСПЕЧЕНИЕ И АППАРАТНЫЕ СРЕДСТВА АКУСТИЧЕСКИХ МЕТОДОВ 403
Средства определения топологии и геометрии
трехмерных дефектов
Ультразвуковой неразрушающий кон-
троль узлов конструкций представляет собой
важную задачу как при их изготовлении, так и
при эксплуатации и состоит в решении двух
задач: обнаружения и классификации дефек-
тов, причем задача обнаружения существенно
проще и в настоящее время решается более
или менее успешно. Перспективный путь ре-
шения задачи классификации заключается в
разработке новых методов и средств неразру-
шающего контроля, использующих когерент-
ные способы обработки данных и позволяю-
щих измерять истинные, а не эквивалентные
размеры дефекта, определять область его зале-
гания и тип. Наличие этой информации об-
легчает экспертную оценку опасности дефекта
для данной конструкции.
Компьютерная система ультразвукового
контроля с когерентной обработкой данных
может быть использована для получения вы-
сококачественных изображений дефектов в
твердых телах по многочастотным цифровым
акустическим голограммам. С ее помощью
возможно осуществление растрового сканиро-
вания поверхности исследуемого образца и
регистрации эхосигналов, рассеянных неодно-
родностями. Последующая когерентная обра-
ботка этих данных обеспечивает получение
изображения дефектов с высоким разрешени-
ем и исключительной помехоустойчивостью.
Восстановленные изображения позволяют
определять реальные размеры дефектов, их
наклон, координаты и делать обоснованные
суждения о типе дефекта (плоский, объемный)
[34, 39].
Принципиальное отличие дефектоскопи-
ческих систем с когерентной обработкой дан-
ных от обычного дефектоскопа состоит в ис-
пользовании когерентной обработки эхосигна-
лов, измеренных на заданной пространствен-
ной аппаратуре, что позволяет получать высо-
кокачественное изображение дефектов, по
которому можно определять их размеры и
ориентацию.
Средства определения поврежденности
Как уже отмечалось, оценка повреждае-
мости материала узлов конструкций в процес-
се эксплуатации в настоящее время произво-
дится расчетными методами с использованием
исходной экспериментальной информации..
При этом используются разработки в области
механики, в том числе и поврежденной среды,
вычислительная техника.
Ключевым вопросом в проблеме индиви-
дуального прогнозирования долговечности
является вопрос выбора физического метода
определения состояния материала, поврежден-
ного системой микродефектов, развивающихся
в процессе исчерпания ресурса. Очевидно, что
в рамках поставленной задачи интерес могут
представлять лишь те методы, параметры ко-
торых чувствительны к состоянию материала
на той стадии, когда исчерпание ресурса мате-
риала идет по механизму накопления диссе-
минированных (рассеянных) повреждений
(параметр поврежденности < 1).
В этой связи представляется малопер-
спективным использование для данных задач
методов классической дефектоскопии, предна-
значенных для оценки параметров макроде-
фектов. Гораздо перспективнее использование
физических методов контроля состояния мате-
риала, непосредственно основанных на связи
их информативных параметров с параметрами,
интегрально характеризующими поврежден-
ность материала.
Проведенный анализ показывает, что
среди неразрушающих физических методов
контроля к числу наиболее информативных
следует отнести комплекс спектрально-
акустических методов, в основу которых по-
ложены экспериментально установленные
связи между акустическими параметрами и
поврежденностью материала.
Экспериментально установлено как оте-
чественными, так и зарубежными исследовате-
лями для широкого класса материалов
(алюминиевые, титановые сплавы и малоугле-
родистые стали), что микротрещины, повреж-
дающие материал при малоцикловом нагруже-
нии, начинают заметно изменять интеграль-
ные акустические параметры (скорость рас-
пространения, коэффициент затухания, цен-
тральную спектральную частоту и др.) уже
после количества циклов нагружения, не пре-
вышающего 1 - 3 % общей долговечности.
Анализ накопленных к настоящему вре-
мени экспериментальных данных и уровень
современных аппаратно-программных средств
акустического контроля позволяет считать, что
в целом созданы предпосылки для использо-
вания результатов акустического контроля для
оценки степени рассеянной поврежденности
материала и прогнозирования его индивиду-
ального остаточного ресурса.
Представляется, что для успешного ис-
пользования современных акустических мето-
дов в обозначенных задачах необходимо:
- выбрать структурную модель, в рамках
которой может быть описан процесс накопле-
ния повреждений и разработан акустический
способ определения характеристик повреж-
денности;
- провести экспериментальные исследо-
вания, позволяющие установить наиболее ин-
формативные акустические параметры, харак-
теризующие поврежденность материала при
определенных видах внешних воздействий;
- провести обучающий эксперимент, по-
зволяющий установить вид тарировочных аку-
стико-механических кривых;
404
Глава 4.1. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА
- разработать алгоритм обработки резуль-
татов акустических измерений с целью их ис-
пользования для прогнозирования долговечно-
сти материала.
Выбор характеристик поврежденности
В большинстве способов прогнозирова-
ния долговечности, основанных на концепции
поврежденности, используют два основных
класса моделей:
- модели, в которых функция повреж-
денности не имеет конкретного физического
смысла, а лишь используется в качестве фор-
мального параметра (обычно с диапазоном
изменения от 0 до 1), позволяющего перейти
от базового эксперимента к условиям эксплуа-
тации;
- класс моделей, в которых функции по-
врежденности придается конкретный физиче-
ский смысл: накопленная степень деформа-
ции, степень разрыхления и т.д.
Очевидно, что именно модели второго
класса, дополненные физическими методами
измерений поврежденности, могут послужить
основой современных методов прогнозирова-
ния индивидуальной долговечности и остаточ-
ного ресурса [24].
Сложность физических процессов накоп-
ления повреждений приводит к отказу от ска-
лярной трактовки функции поврежденности и
необходимости рассмотрения ее как вектора,
различные компоненты которого описывают
различные аспекты накопления повреждений.
Анализ на физическом уровне процессов
накопления повреждений в материале, нахо-
дящемся под влиянием внешних воздействий,
показывает, что в значительном числе случаев
наиболее общим физическим механизмом
исчерпания ресурса материала является про-
цесс зарождения и роста макротрещин, управ-
ляемый микронеоднородным полем локальных
напряжений.
В связи с этим состояние повреждаемого
материала целесообразно описывать двухком-
понентной функцией поврежденности, у кото-
рой одна из компонент (ее можно назвать
геометрической) описывает характеристики
трещиноватости, а вторая (силовая или энерге-
тическая) связана с параметрами поля внут-
ренних напряжений.
Геометрическая компонента связана с
концентрацией и размерами микротрещин и
вполне соответствует параметру поврежденно-
сти Ю.Н. Работнова, если этот параметр трак-
товать как степень трещиноватости. Представ-
ления статистической теории прочности и
теории упругости микронеоднородных сред
позволяют вторую компоненту поврежденно-
сти связать с плотностью энергии упругих
искажений.
Среди развитых к настоящему времени
неразрушающих методов контроля прочност-
ных характеристик материалов к чирлу наибо-
лее информативных относится акустический
метод.
Среди функциональных методов следует
выделить метод акустической эмиссии, а среди
тестовых - спектрально-импульсный метод.
Оптимальное их сочетание должно обеспечить
повышенную достоверность оценки текущего
прочностного состояния материала.
Приемы спектрально-импульсной струк-
турометрии могут быть положены в основу
построения неразрушающего метода определе-
ния компонент функции поврежденности [24].
При построении этого метода проблема спек-
трально-импульсной структурометрии распа-
дается на две основные задачи. Первая заклю-
чается в том, чтобы записать выражение для
передаточной функции материала в виде вы-
ражения, содержащего интересующие компо-
ненты. Вторая задача сводится к разработке
метода восстановления вида передаточной
функции на основе параметров зондирующих
импульсов. Обе эти задачи могут быть решены
в рамках динамической теории упругости
микронеоднородных сред.
4.1.8. ТЕХНОЛОГИЧЕСКИЕ, КОНСТРУКТИВНЫЕ И
СХЕМНО-РЕЖИМНЫЕ РЕШЕНИЯ,
ПОВЫШАЮЩИЕ РЕСУРСНЫЕ ПАРАМЕТРЫ
Для существенного улучшения ресурсных
параметров как на стадии проектирования, так
и при заводских ремонтах узлов ОМК, необ-
ходимо разрабатывать новые технологии и
конструктивные решения на базе специально
создаваемых для этих целей математических
моделей и экспериментальных методов. Ниже
приведены некоторые из них.
Механическая проковка (рис. 4.1.24)
снижает остаточные сварочные напряжения и
повышает ресурсные параметры сварных со-
единений. Предлагаются различные способы и
технологии механической проковки для дос-
тижения указанных целей.
Автофретаж и двухслойность стенок сосу-
дов (рис. 4.1.24) обеспечивает создание на
внутренних поверхностях трубопроводов и
сосудов зон отрицательных пластических де-
формаций. Тем самым создаются условия зна-
чительного повышения ресурсных параметров,
ибо наиболее нагруженными слоями при тер-
моциклических воздействиях являются внут-
ренние со стороны теплоносители. Кроме
того, на внутренних поверхностях в районах
корня швов имеются высокие концентрации
напряжений.
Внутренний слой двухслойного сосуда,
посаженный с натягом (рис. 4.1.24), нагружа-
ется напряжениями сжатия, что обеспечивает
аналогичный эффект в части повышения ре-
сурсных параметров. Как известно, разруше-
ние сосуда (трубопровода) характеризуется
двумя стадиями: стадией накопления диссеми-
нированных повреждений и стадией прораста-
ния трещины до сквозной. Причем первая по
времени и количеству циклов значительно
больше стадии прорастания трещины.
ТЕХНОЛОГИЧЕСКИЕ, КОНСТРУКТИВНЫЕ И СХЕМНО-РЕЖИМНЫЕ РЕШЕНИЯ
405
ПОВАЛИКОВАЯ МЕХАНИЧЕСКАЯ
ПРОКОВКА ШВА
ПРОКОВКА УМЕНЬШАЕТ
ВЕЛИЧИНЫ ОСТАТОЧНЫХ к
СВАРОЧНЫХ НАПРЯЖЕНИЙ {боп),
ХВОРЫЕ ЗАВИСЯТ
ОТ АМПЛИТУДЫ УСИЛИЯ
АВТОФРЕТАЖ-
ДОВЕДЕНИЕ МАТЕРИАЛА ВНУТРЕННИХ
СЛОЕВ СОСУДОВ
де ПЛАСТИЧЕСКОГО СОСТОЯНИЯ
ПРИМЕР БАРЬЕРА
РАЗВИТИЮ ДЕФЕКТА
(трещины
ДВУХСЛОЙНЫЙ СОСТАВНОЙ СОСУД
0BA слоя - лм саами ммоллвмя aeflllPMHI
(Ы( лсяяжои*
ВОЗМОЖНО УМЕНЬШЕНИЕ
&сг ДО НУЛЯ,
А ТАК ЖЕ СМЕНЫ ЗНАКА
ЭПЮРЫ КОЛЬЦЕВЫХ НАПРЯЖЕНИЙ
ПО ТОЛЩИНЕ СОСУДА (П ОТ
ДЕЙСТВИЯ ВНУТРЕННЕГО ДАВЛЕНИЯ
БЕЗ АВТОФРЕ1АЖА С АЕПОФРЕ1АЖОМ
Рис. 4.1.24. Технологии, направленные на повышение ресурных характеристик
СХЕМА КАНАЛЬНОЙ НАГРУЖВвЮСТМ
НАРУЖНОГО И ВКУ ГРО INTO
СЛОЕВ СОСУДА
Итак, в двухслойном сосуде кроме эф-
фекта автофретажа имеются и две стадии на-
копления диссеминированных повреждений.
Трещина, пройдя через внутренний слой, на-
чинает вновь зарождаться на внутренней по-
верхности наружного слоя. Следовательно,
ресурсные параметры сосуда такого конструк-
тивного исполнения должны быть выше, как
минимум, в два раза по сравнению с одно-
слойным сосудом.
Экранирование термонагруженных поверх-
ностей и зон с пониженной циклической проч-
ностью (сварные швы и околошовные зоны)
снижает температурный перепад по толщине
и, соответственно, уменьшаются термоцикли-
ческие напряжения (рис. 4.1.25 - 4.1.26).
Рис. 4.1.25
406
СПИСОК ЛИТЕРАТУРЫ
Рис. 4.1.26
Для уменьшения концентрации напряже-
ний следует избегать резкого изменения сече-
ний (применять плавные переходы при со-
пряжении деталей с разной толщиной), малых
радиусов скруглений (по возможности приме-
нять R > 10 мм), конструктивных непроваров
и щелевых концентраторов напряжений.
При проектировании и компоновке
ОМК, работающих в условиях переменных
температур, для уменьшения термоциклических
воздействий следует выполнять конструкцию
так, чтобы исключить заметную флуктуацию
температуры на стенках; размещать элементы
конструкции так, чтобы разница температур
стенок и омывающей среды была наименьшей;
избегать протяженных горизонтальных участ-
ков “горячих” трубопроводов Для исключения
стратификации.
Осуществлять 100 %-ный контроль изго-
товленных деталей с целью выявления дефек-
тов, являющихся инициаторами развития тре-
щин.
Применять качественные ("чистые”) ма-
териалы (например, сталь вакуумно-дугового
переплава), имеющих более высокую цикличе-
скую прочность.
СПИСОК ЛИТЕРАТУРЫ
1. Chaboche J.L. Continuous damage
mechanics - a topi to describe phenomena before
crack inititationyJHMuclar Engineering Design. 64«
1981. P. 233-247.
2. Леметр. Континуальная модель повре-
ждения, используемая для расчета разрушения
пластичных материалов // Теоретические ос-
новы инженерных расчетов. 1985. № 1. С. 90-
98.
3. Коротких Ю.Г. Описание процессов
накопления повреждений материала при не-
изотермическом вязкопластическом деформи-
ровании И Проблемы прочности. 1985. № 1.
С. 18-23.
СПИСОК ЛИТЕРАТУРЫ
407
4. Боднер, Линдхолм. Критерий прира-
щения повреждений для зависящего от време-
ни разрушения материалов / Теоретические
основы инженерных расчетов. 1976. № 2.
С. 51 -53.
5. Беналал, Марки. Определяющие урав-
нения упруговязкопластичности для непро-
порционального циклического нагружения /
Теоретические основы инженерных расчетов.
1988. № 3. С. 68 - 84.
6. Коротких Ю.Г. Численный метод ис-
следования поведения упругопластических тел
при импульсных воздействиях // Труды V
Всесоюзного Симпозиума по распространению
упругих и упругопластических волн. Алма-Ата:
Наука. Каз. ССР. 1973. С. 209 - 216.
7. Коротких Ю.Г., Белевич С.М., Рома-
нычева Л.К. Анализ распространения упруго-
пластических волн в стержнях и пластинах //
Труды Всесоюзного Симпозиума по нелиней-
ным и тепловым эффектам при переходных
волновых процессах. Горький - Таллин. Изд.
1973. С. 88 - 105.
8. Коротких Ю.Г., Бех О.И. Моделиро-
вание циклической вязкопластической дефор-
мации при лучевых путях нагружения. При-
кладные проблемы прочности и пластичности.
Автоматизация научных исследований по
прочности И Всесоюз. межвуз. сборник, Горь-
кий: Изд. Горьковского университета. 1986.
С. 48 - 53.
9. Savalle S., Cailtand G. Microanurcage,
micropropagation et endommagemeht. Le
Resheishe Aerospatiale. 1982. № 6. P. 385 - 411.
10. Романов A.H. Разрушение при мало-
цикловом нагружении. М.: Наука, 1988. 278 с.
11. Бойл Дж., Спенс Дж. Анализ напря-
жений в конструкциях при ползучести. М.:
Мир, 1986. 360 с.
12. Мураками. Сущность механики по-
врежденной среды и ее приложения к теории
анизотропных повреждений при ползучести //
Теоретические основы инженерных расчетов.
1983, № 2. С. 29 - 36.
13. Коротких Ю.Г. Методология опера-
тивной оценки выработанного ресурса при
неизотермической малоцикловой усталости.
Прикладные проблемы прочности и пластич-
ности. Численное моделирование физико-
механических процессов. Н. Новгород, 1991.
С. 126 - 132.
14. Митенков Ф.М., Коротких Ю.Г., Го-
родов Г.Ф., Сайков Е.И., Левин А.А., Карпенко
С.Н., Пичков С.Н., Казаков Д.А Определение
и обоснование остаточного ресурса машино-
строительных конструкций при долговремен-
ной эксплуатации // Проблемы машинострое-
ния и надежности машин. РАН. 1995.
№ 1. С. 5 - 13.
15. Казаков Д.А Экспериментальная ме-
тодика определения параметров процесса рек-
ристаллизации для модели с комбинирован-
ным упрочнением // Прикладные проблемы
прочности и пластичности. Алгоритмизация и
автоматизация решения задач упругости и
пластичности. Горький. 1982. С. 127 - 134.
16. Коллинз Дж. Повреждение материа-
лов в конструкциях. Анализ. Предсказание.
Предотвращение. М.: Мир, 1984. 624 с.
17. Митенков Ф.М., Коротких Ю.Г., Го-
родов Г.Ф., Карпенко С.Н. Методология опе-
ративной оценки выработанного ресурса ма-
шиностроительных объектов: Моделирование
процессов накоплений повреждений с приме-
нением новых информационных технологий.
Доклады Академии Наук. Кибернетика и тео-
рия регулирования. 1992, Т. 324, № 4. С. 765 -
768.
18. Пригоровский Н.И. Методы и средст-
ва определения полей деформаций и напряже-
ний: Справочник. М.: Машиностроение, 1983.
248 с.
19. Пригоровский Н.И., Панский В.К.
Метод хрупких тензочувствительных покры-
тий. М.: Наука, 1978. 184 с.
20. Рекомендации Р-50-54-46-88. Расчет и
испытания на прочность. Метод тензометриче-
ских моделей из низкомодульных материалов.
М.: Стандарты, 1988. 68 с.
21. Никитин С.В., Пригоровский Н.И.,
Хуршудов Г.Х. Тензометрические модели из
полимерных материалов для исследования
напряжений и перемещений в корпусах энер-
гетического оборудования. Эксперименталь-
ные исследования деформаций и напряжений
в конструкциях, М.: Наука, 1975. С. 58-75.
22. Углов АЛ., Попцов В.М., Углова
О.В. Современные акустические методы кон-
троля качества материалов элементов машин и
конструкций. М.: ВНИИКИ, 1989, вып. 3. 36 с.
23. Углов АЛ. Об одной модели накоп-
ления рассеянных повреждений // Прикладная
механика. 1991. № 1. С. 77 - 84.
24. Углов А.Л., Попцов В.М. Новая ав-
томатизированная система неразрушающего
контроля прочности и надежности элементов
машин и конструкций // Машиностроитель.
1993. № 11. С. 2 - 4.
25. Углов АЛ., Попцов В.М., Иванищев
Г.И., Горбунов Н.М., Калохтин АЕ. Об опре-
делении степени пластической деформации
стали спектрально-акустическим методом //
Дефектоскопия. 1990. № 3. С. 67 - 71.
26. Конюхов Б.А, Мишакин В.В., Пе-
рельман Б.С., Розенталь А.Е., Углов А.Л. К
вопросу исследования накопления усталостных
повреждений в конструкционных материалах
акустическими методами // Дефектоскопия.
1984. № 10. С. 57 - 60.
408
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
27. Углов А.Л., Мишакин В.В., Попов
Б.Б. Обнаружение усталостных повреждений
акустическим методом // Дефектоскопия.
1989. № 11. С. 60 - 64.
28. Акустическая эмиссия и ее примене-
ние для неразрушающего контроля в ядерной
энергетике / Под ред. К.Б. Вакара. М.: Атом-
издат. 1980. 216 с.
29. Прочность и акустическая эмиссия
материалов и элементов конструкций / Под
ред. Г.С. Писаренко. Киев: Паукова думка,
1991. 232 с.
30. Островский Ю.И., Щепинов В.П.,
Яковлев В.В. Голографические интерференци-
онные методы измерения деформаций. М.:
Наука, 1988. 229 с.
31. Даичик М.Л., Пригоровский Н.И.,
Хуршудов Г.Х. Методы и средства натурной
тензометрии. М.: Машиностроение, 1989.
240 с.
32. Махутов Н.А., Дайчик М.Л. и др.
Методы и результаты исследований напряжен-
ного состояния реакторной установки ВВЭР-
1000 при эксплуатации // Международный
центр научной и технической информации,
Институт машиноведения РАН. 1992, вып. 36.
114 с.
33. РД 03-131-97. Правила организации
и проведения АЭ контроля сосудов, аппаратов
котлов и технологических трубопроводов,
1997.
34. Бадалян В.Г. Цифровое восстановле-
ние изображения рассеивателей методом про-
екции в спектральном пространстве // Акусти-
ческий журнал. 1988, Т. 34 № 2. С. 222 - 231.
35. Качанов Е.И., Пигулевский Е.Д.,
Яричин Е.М. Методы и средства гидроакусти-
ческой голографии. Л.: Судостроение, 1989.
256 с.
36. Горюнов А.А., Сасковец А.В. Обрат-
ные задачи рассеяния в акустике. М.: Изд.
МГУ, 1982. 152 с.
37. Бадалян В.Г., Вопилкин А.Х. Компь-
ютерные системы для ультразвукового нераз-
рушающего контроля // Дефектоскопия. 1993.
№ 4.
38. Бадалян В.Г., Вопилкин А.Х. Компь-
ютерная система ультразвукового контроля с
когерентной обработкой данных “Авгур 3.2.”
Руководство по применению. М.: 1993. 120 с.
39. Ультразвуковой компьютерный де-
фектоскоп “Авгур 3.1” // Дефектоскопия.
1993. № 1. С. 3 - 10.
40. Машиностроение. Энциклопедия.
В 40-томах. Ред. совет: К.В. Фролов (пред.) и
др. Динамика и прочность машин. Теория меха-
низмов и машин. Т. 1-3. В 2-х кн./ Под общ.
ред. К.С. Колесникова. Кн. 1, 1995. 648 с..
Кн. 2, 1995. 624 с.
Глава 4.2
ОСНОВЫ РЕСУРСНОГО
ПРОЕКТИРОВАНИЯ МАШИН
При создании современных машин обес-
печение их ресурсов является весьма сложной
и многогранной проблемой. Значительные
успехи в решении этой проблемы достигнуты
за последние 50 лет в области самолетострое-
ния.
Требования обеспечения ресурса планера
начали учитываться при проектировании в
50-е годы после известных катастроф англий-
ских самолетов “Комета-1”. В связи с необхо-
димостью существенного увеличения ресурса
самолетов, уменьшения затрат на их эксплуа-
тацию и повышения безопасности полетов,
авиационные фирмы и конструкторские бюро
осуществили важные программы обеспечения
ресурса самолетов при их проектировании.
Были созданы методы эксперименталь-
ного исследования сопротивления усталости
элементов и натурных конструкций, разрабо-
тана система обеспечения безопасности конст-
рукций по условиям усталости (включая и
нормативные требования), создана и внедрена
методика, включающая расчет усталостной
долговечности и проектирования конструкций
на заданный ресурс.
Появление усталостных трещин в сило-
вых элементах при длительной эксплуатации
самолетов из-за усталостных, коррозионных и
случайных'повреждений, а также возможность
существования начальных дефектов потребова-
ли дополнения задач проектирования требова-
нием создания конструкций, обладающих
свойствами живучести. Для решения этих за-
дач потребовалось изучение новых характери-
стик материалов, позволяющих на основе под-
ходов линейной механики разрушения опре-
делять кинетику развития усталостных трещин
и сопротивление материала с трещиной стати-
ческому разрушению. Эти характеристики в
ряде случаев вступают в противоречие с тради-
ционными механическими характеристиками.
Так, например, высокопрочные материалы,
которые выгодны по условиям статической
прочности и минимума веса, как правило,
оказывались более чувствительности к образо-
ванию и развитию трещин, чем материалы
средней и малой прочности.
Для обеспечения эксплуатации по усло-
виям живучести должны быть удовлетворены
требования к длительности роста усталостной
трещины и к остаточной прочности повреж-
денной конструкции. Решение проблемы жи-
вучести включает также разработку средств для
обнаружения дефектов (трещин) в процессе
эксплуатации, введение обоснованного регла-
мента осмотров, обеспечивающего своевре-
менное обнаружение дефектов и необходимую
ПРИНЦИПЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ
409
степень безопасности конструкции по услови-
ям прочности.
В данной главе излагаются выполнены в
ЦАГИ решения отмеченных задач ресурсного
проектирования конструкций самолетов на
основе работ [1-3,5].
Изложенный опыт обеспечения ресурса
самолетных конструкций может быть распро-
странен и на другие отрасли машиностроения.
4.2.1. ПРИНЦИПЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ
Ресурс конструкции - продолжительность
функционирования конструкции, выраженная
в летных часах или в числе полетов до наступ-
ления предельного состояния, при котором
дальнейшая эксплуатация самолета прекраща-
ется по требованиям безопасности или эффек-
тивности эксплуатации в связи с возможным
недопустимым снижением прочности.
Следует различать ресурс по условиям
усталостной прочности и срок службы конст-
рукции. Срок службы конструкции выражен-
ный в годах - календарная продолжительность
до наступления предельного состояния (с уче-
том продолжительности хранения, нахождения
на стоянках и в ангарах) конструкции. При
установлении срока службы учитываются такие
факторы как старение, коррозия и т.п. Срок
службы влияет на ресурс по условиям устало-
стной прочности.
Ресурс конструкции самолета на этапах
проектирования и эксплуатации назначается
следующим образом: определяются нагрузки,
действующие на конструкцию; определяются
характеристики сопротивления усталости
(долговечность до образования трещин) и
трещиностойкости (скорость роста трещин и
остаточная прочность) конструкции при на-
гружении ее нерегулярными нагрузками; на-
значаются коэффициенты надежности, опреде-
ляются начало и периодичность осмотров кон-
струкции в эксплуатации; назначается ресурс
конструкции.
Определение совокупности переменных
нагрузок, действующих на конструкцию, про-
водится применительно к нагрузкам функцио-
нирования, обусловленных массой самолета,
топлива, полезного груза, скоростью и высо-
той полета, и к дополнительным нагрузкам,
вызываемых маневрированием, атмосферной
турбулентностью, неровностями поверхности
аэродромов и др. При проектировании пере-
менные нагрузки определяются расчетом с
использованием статистических данных. На
этапе эксплуатации проводят прямые измере-
ния переменных нагрузок.
Характеристики сопротивления усталости
и трещиностойкости определяют расчетом и
экспериментально. Для этого на этапе проек-
тирования испытывают образцы материалов и
соединений, опытные панели и узлы. В ре-
зультате испытаний выбирают материалы, по-
луфабрикаты, конструктивные формы и техно-
логические процессы, обеспечивающие высо-
кий уровень характеристик сопротивления
усталости и терщиностойкости. До начала
эксплуатации и назначения ресурса самолета
проводят прямые испытания натурной конст-
рукции планера самолета на р'есурс.
Ресурс самолета в целом определяется по
ресурсу отдельных элементов, разрушение
которых или появление повреждений в них
может непосредственно привести к катастро-
фе. Если необходимо, ресурс увеличивается
после ремонта или замены элементов.
Безопасность конструкций самолета по
условиям сопротивления усталости подтвер-
ждается при эксплуатации на основе накопле-
ния и обобщения данных об условиях нагру-
жения и технического состояния конструкции.
В России это реализуется путем поэтапного
установления значений назначенных ресурсов.
Под назначенным ресурсом понимается часть
полного (заявленного) ресурса, которую офи-
циально допускается отработать с учетом всех
обосновывающих материалов, имеющихся в
данное время. Увеличение назначенного ре-
сурса проводится на основе:
- уточнения характера и условий экс-
плуатации парка самолетов;
- уточнения нагруженности конструкции,
в частности, по результатам летных испыта-
ний;
- анализа результатов дополнительных
лабораторных испытаний на выносливость и
живучесть, в том числе конструкций с нара-
боткой в эксплуатации;
- анализа технического состояния конст-
рукции в процессе эксплуатации и ремонтов.
Величина ресурса самолета Тр определя-
ется делением значения средней долговечности
Тер на суммарный коэффициент надежности ц:
Т’ср
Коэффициент надежности ц учитывает
рассеяние долговечности и уровня нагрузок, а
также возможности различного рода неточно-
стей и незнания при оценке долговечности.
Величина этого коэффициента существенно
зависит от способа обеспечения безопасности
по условиям усталостной прочности - безопас-
ный ресурс или эксплуатационная живучесть.
Безопасный ресурс применяется тогда,
когда появление трещины можно обнаружить
только после окончательного разрушения кон-
струкции. В этом случае невозможно надежно
обнаружить наступление предкритического
состояния, поэтому эксплуатация прекращает-
ся, как только наработка достигает величины
безопасного ресурса, назначенного независимо
от состояния конструкции. Величина коэффи-
циента ц выбирается таким образом, чтобы в
пределах безопасного ресурса разрушение кон-
струкции было бы практически невероятным.
При применении эксплуатационной жи-
вучести конструкция должна обладать доста-
точной прочностью, обеспечивающей безопас-
410
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
ность при появлении повреждений (трещин),
которые могут быть обнаружены при специ-
альных осмотрах. При этом весь парк самоле-
тов может эксплуатироваться до наработки,
при которой появляются трещины на конст-
рукциях с наименьшей усталостной долговеч-
ностью. Принцип эксплуатационной живуче-
сти обеспечивает повышение надежности лета-
тельных аппаратов за счет осмотров конструк-
ции и дает возможность увеличить их ресурс
по сравнению с принципом безопасного ре-
сурса.
Проектирование самолетных конструк-
ций осуществляется поэтапно [1]. На этапе
технического задания и технического предло-
жения разработчиком производится выбор
типа конструкции и конструкционных мате-
риалов для обеспечения прочности при при-
нятой по статистическим данным весе конст-
рукций.
На этапе аванпроекта разработчик опре-
деляет расчетные условия прочности и предва-
рительно оценивает нагрузки в соответствии с
требованиями Норм летной годности самоле-
тов. На этом же этапе продолжается выбор
основных конструкционных материалов и
вариантов силовой компоновки конструкции с
предварительной расчетной оценкой допусти-
мых напряжений исходя из требований стати-
ческой прочности, усталостной прочности и
живучести. Производится предварительная
оценка веса конструкции.
На стадии эскизного проекта разработ-
чик производит проектные расчеты нагрузок,
окончательный выбор конструкционных мате-
риалов и силовой схемы конструкции, а также
уточняет оценку ее веса.
На этапе рабочего проекта разработчик
производит уточнение внешних нагрузок на-
пряженно-деформированного состояния кон-
струкции. На этом этапе используются резуль-
таты испытаний конструктивных элементов и
агрегатов конструкции с подробной тензомет-
рией. На стадии рабочего проектирования
должна быть в основном закончена отработка
силовых элементов конструкции по условиям
статической прочности, усталостной прочно-
сти и живучести, а также по условиям обеспе-
чения безопасности с учетом явления аэроуп-
ругости. В конце этого этапа выделяется пер-
вый экземпляр опытного самолета для прове-
дения статических испытаний, кроме того, до
начала серийного производства проводятся
летные испытания опытного образца самолета
с целью определения напряженно-деформи-
рованного состояния и критических скоростей
непосредственно по результатам прямых изме-
рений.
На этапе начала серийного производства
•выполняется незначительная доработка сило-
вой конструкции для устранения отдельных
недостатков, выявленных в результате летных
и окончательных проверочных расчетов.
Разработчик и завод-изготовитель совме-
стно с научно-исследовательскими института-
ми проводят следующие работы: статические
испытания головного серийного самолета,
копровые испытания серийных стоек шасси,
частотные испытания головного серийного
самолета, лабораторные испытания серийного
самолета на усталость в объеме сертификаци-
онного минимума, сбор статистических дан-
ных по повторяемости перегрузок и нагрузок в
летных условиях.
Расчетный ресурс самолетов составляет
порядка 60 000 летных часов при числе поса-
док, соответствующем средней продолжитель-
ности полета самолета данного типа. Кален-
дарная продолжительность эксплуатации равна
порядка 30 лет. При этом, как правило, до-
пускается появление усталостных трещин в
элементах силовой конструкции примерно с
половины этого ресурса, а полная долговеч-
ность обеспечивается экономически целесооб-
разными ремонтами.
В настоящее время для основной сило-
вой конструкции самолета принято считать
достаточным критерием надежности по усло-
виям усталостной прочности значение
10'9 - 10“10 для так называемой нормы разру-
шения, т.е. средней вероятности разрушения
одного экземпляра конструкции за 1 ч полета
или вероятности разрушения каждого экземп-
ляра конструкции (в течение установленного
срока службы) порядка 10“5.
Поскольку обеспечение усталостной
прочности конструкций современных самоле-
тов при возросших ресурсах невозможно без
определенного обязательного технического
обслуживания в эксплуатации (в виде осмот-
ров и ремонтов), то эти требования имеют
прямое отношение к рассматриваемой про-
блеме.
Трудоемкость технического обслужива-
ния оказывает заметное влияние на экономи-
ческие характеристики самолета. Для совре-
менных самолетов трудоемкость технического
обслуживания составляет порядка 8-10 челове-
ке - часов на 1 ч. полета.
Ряд катастроф пассажирских и транс-
портных самолетов вследствие усталости кон-
струкции, а также большое число трещин,
выявленных в процессе эксплуатации и по-
влекших за собой необходимость дорогостоя-
щих ремонтов и существенных доработок,
выдвинули проблему обеспечения ресурса в
ряд задач, решаемых не при доводке уже соз-
данной конструкции, а в самом начале ее про-
ектирования.
Для современных конструкций из алю-
миниевых сплавов с применяемыми способа-
ми соединения деталей (заклепочные и болто-
вые) существует некоторый предел напряже-
ний, зависящий от долговечности, выше кото-
рого нельзя обеспечить требуемую усталостную
прочность при существующей технологии.
Этот предел в первом приближении можно
охарактеризовать допускаемыми напряжения-
ПРИНЦИПЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ
411
ми стдоп при расчете на статическую прочность.
Зависимость одоп от требуемого ресурса, по-
строенная для нижней обшивки крыла из ма-
териала типа Д16Т при коэффициенте надеж-
ности, равном т]=3 (отношение средней долго-
вечности к требуемому ресурсу), приведена на
рис. 4.2.1 [1].
Ресурс в полетах
Рис. 4.2.1. Зависимость допускаемых расчетных
напряжений от величины требуемого ресурса
для нижних панелей крыла современных
пассажирских самолетов
Основными этапами программы обеспе-
чения ресурса при проектировании являются:
- определение расчетных условий обес-
печения ресурса;
- расчет повторяемости переменных на-
грузок;
- определение характеристик усталостной
прочности и трещиностойкости материалов;
- расчет допускаемых по условиям уста-
лостной прочности и живучести напряжений;
- конструирование и расчет основных
нерегулярностей конструкции для обеспечения
долговечности не ниже, чем для регулярной
конструкции;
- конструирование и расчет регулярных
зон для обеспечения критериев живучести;
- экспериментальная отработка долговеч-
ности и живучести на узлах и панелях;
- обоснование ресурса перед началом
производства;
- уточнение нагрузок, действующих на
самолет на всех режимах с помощью летных
испытаний;
- сертификационная проверка усталости
и живучести планера и доводка ресурса при
ресурсных испытаниях натурной конструкции
планера.
Перечень условий эксплуатации, при ко-
торых должен обеспечиваться ресурс, включает
совокупность параметров полета, определяю-
щих действующие на самолет нагрузки
(взлетная масса, полезная нагрузка, высота и
скорость полета на основных режимах и т.п.).
Применительно к этим условиям определяют-
ся нагрузки, действующие в течение всего
срока службы (ресурса).
Физической причиной, вызывающей ус-
талость конструкции самолета, являются пере-
менные нагрузки, действующие в процессе
эксплуатации [2]. Источники возникновения
этих нагрузок различны, как различна и их
физическая природа, в связи с чем характер
переменных нагрузок тоже различен как по
своей структуре, так и по величине и частот-
ному составу. Вместе с тем можно выделить
нагрузки, определяющие долговечность основ-
ной силовой конструкции, например, крыла и
фюзеляжа, весовое совершенство и прочность
которых в первую очередь, характеризуют ка-
чество конструкции самолета в целом. Если
речь идет о нагруженности и оценке долговеч-
ности продольных элементов крыла
(лонжеронов, стрингеров, обшивки), то суще-
ственными являются лишь переменные на-
грузки, характеризующиеся довольно низкой
частотой, не превышающей в крайнем случае
десятков Герц. К низкочастотным нагрузкам
на крыло следует в первую очередь отнести
переменную нагрузку, цикл изменения кото-
рой соответствует одному полету. Эта нагрузка
вызвана переходом самолета из стояночного
положения, когда на самолет действуют лишь
силы веса, в полетное положение, когда на
самолете возникают аэродинамические нагруз-
ки и обратно.
Эта переменная нагрузка, действующая с
частотой порядка 10“3 Гц, называется нагруз-
кой функционирования, так как она неизбеж-
но сопутствует функционированию самолета и
предопределяет его назначение как летательно-
го аппарата. К переменным нагрузкам отно-
сятся также дополнительные, в определенном
смысле паразитные нагрузки, реально возни-
кающие из-за воздействия атмосферной турбу-
лентности и неровностей аэродромов. Частота
этих нагрузок находится в диапазоне от деся-
тых долей до единиц герц. Наконец, промежу-
точное положение между нагрузками функ-
ционирования и дополнительными нагрузками
занимают маневренные нагрузки. Некоторые
из них являются неизбежными при выполне-
нии полета, другая же часть связана с управле-
нием самолетом в процессе воздействия атмо-
сферной турбулентности. На практике для
пассажирских самолетов маневренные нагруз-
ки на крыло и нагрузки от воздействия турбу-
лентности рассматриваются совместно.
Характерный, но достаточно условный
вид переменного по времени нагружения кры-
ла самолета за один полет приведен на
рис. 4.2.2 [2].
412
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
Рис. 4.2.2. Типовое нагружение крыла
пассажирского самолета (цикл “земля-воздух-земля”):
I- руление; II- взлет; III- набор высоты;
IV- полет; V - снижение; VI - посадка;
VII - руление
Как видно из рис. 2, так называемый
дикл нагружения крыла “земля-воздух-земля”
представляет собой сумму размаха нагрузки
функционирования и добавок, связанных с
воздействием атмосферной турбулентности и
неровностей аэродромов.
Эти добавки являются случайными, из-
меняющимися от полета к полету и охаракте-
ризовать их можно лишь в статистическом
смысле, например, в виде некоторого усред-
ненного числа пиков определенной величины.
Рис. 4.2.3. Повторяемость перегрузок в центре
тяжести самолета (в полете)
Примером такой характеристики являет-
ся приведенная на рис. 4.2.3 [2] интегральная
повторяемость перегрузок в центре тяжести
пассажирского самолета. Каждая точка этого
графика соответствует числу пиков прираще-
ния перегрузок (по оси ординат отложено эго
число в логарифмических координатах), пре-
вышающих по величине соответствующее зна-
чение приращения перегрузки, отложенное по
оси абсцисс. График повторяемости нагрузок
этого типа содержит сведения о характеристи-
ках случайных нагрузок соответствующего
режима полета, позволяющие оценить повре-
ждающее действие нагрузок подобного режи-
ма. Для этого осуществляются расчеты пере-
менных напряжений в силовых элементах на
основе характеристик переменных нагрузок.
Следует отметить, что характеристики
спектров нагрузок в виде интегральной повто-
ряемости перегрузок (рис. 4.2.3) не содержат
информации о последовательности нагруже-
ния. При этом появляется проблема определе-
ния циклов нагружения. Решается эта задача с
учетом применяемых законов суммирования
повреждений при оценках усталости и дли-
тельности роста трещин. При оценках долго-
вечности до образования трещин применяется,
как правило, закон линейного суммирования
повреждений. Оценки длительности роста
трещин осуществляются во многих случаях с
использованием нелинейных моделей, учиты-
вающих эффекты взаимодействия нагрузок
различной амплитуды.
4.2.2. ОБЕСПЕЧЕНИЕ УСТАЛОСТНОЙ ПРОЧНОСТИ
И ДОЛГОВЕЧНОСТИ ЭЛЕМЕНТОВ КОНСТРУКЦИИ
Основными работами по обеспечению
усталостной прочности являются [3]:
- выбор конструкционных материалов;
- расчет долговечности регулярных зон
конструкции, т.е. участков, включающих типо-
вые, регулярно повторяющиеся элементы,
определение расчетных напряжений по усло-
виям усталостной прочности и уточнение вы-
бора материалов;
- экспериментальное определение долго-
вечности типовых элементов конструкции,
крепежных деталей, соединений и уточнение
расчетных напряжений;
- экспериментальная оценка новых тех-
нологических процессов;
- экспериментальное исследование эле-
ментов конструкций для выбора конструктив-
но-технологических решений нерегулярных
зон, т.е. участков конструкции, включающих
единичные или редко встречающиеся элемен-
ты.
Выбор конструкционных материалов. Ос-
новной характеристикой сопротивления уста-
лости являются кривые усталости, представ-
ляющие собой зависимость циклического на-
пряжения от долговечности (числа циклов)
(рис. 4.2.4) [3].
ОБЕСПЕЧЕНИЕ УСТАЛОСТНОЙ ПРОЧНОСТИ И ДОЛГОВЕЧНОСТИ
413
Рис. 4.2.4. Кривые усталости для полосы
с отверстием из плакированного листа сплава Д16Т
(коэффициент концентрации напряжений ао = 2,6)
Кривые усталости строятся по результатам
испытаний образцов, вырезанных из листов,
плит, прессованных панелей. Основным типом
образца является полоса с отверстием, что
является простейшей моделью конструктивно-
го элемента. Теоретический коэффициент
концентрации напряжений (по сечению нетто)
для такого образца равен 2,6, однако в ряде
мест конструкции такой низкий уровень кон-
центрации получить не удается. Поэтому для
оценки сопротивления усталости дополни-
тельно определяются кривые в координатах
о - N для элементов с высокой концентрацией
напряжений (обычно это небольшие образцы с
проушиной).
Оценка усталости сплава производится
отдельно для каждого типа полуфабрикатов:
плакированных листов, плит, прессованных
панелей, тонкостенных прессованных профи-
лей и т.д., поскольку не только химический
состав, но и технология металлургического
производства и термической обработки могут
существенно отразиться на выносливости
сплава. Получение расчетной кривой усталости
для силовой конструкции самолета базируется
на данных о средних значениях долговечности
для достаточно представительной выборки
полуфабрикатов и рассеяния этих значений.
На поздних стадиях проектирования,
когда конструктор располагает результатами
экспериментальных исследований усталости
типовых элементов создаваемой конструкции,
расчетные кривые усталости могут быть скор-
ректированы, т.е. могут быть построены от-
дельные кривые усталости, отражающие усло-
вия работы сплава в элементе конструкции.
Определение долговечности элементов
конструкции. Задача расчета усталостной дол-
говечности при проектировании сводится к
определению таких размеров элементов конст-
рукций и напряженных состояний в них, при
которых действие внешнего переменного на-
гружения приведет к появлению усталостных
трещин в эксплуатации не ранее заданной
наработки. При этом в подавляющем боль-
шинстве случаев под напряженным состояни-
ем понимается состояние, которое может счи-
таться номинальным (без учета локальной
концентрации напряжений) по отношению к
точкам, откуда начинают развиваться устало-
стные трещины, и определяется методами
строительной механики. Соответственно дол-
говечность участка конструкции определяется
в следующем порядке:
- определяется совокупность переменных
нагрузок (напряжений) за единицу наработки
(полет, летный час, цикл и т.д.), циклы нагру-
жения, характеризующие типовой полет само-
лета, в том числе цикл “земля-воздух-земля”
(ЗВЗ);
- совокупность циклических нагрузок
каждого из режимов полета пересчитывается в
совокупность отнулевых циклов растяжения
&Q-, например, по формуле Одинга
ст0/ = amax i J
где oai - амплитуда напряжений i - го цикла;
отах/ - максимальные напряжения i - го цикла;
- определяется так называемый эквива-
лентный отнулевой цикл, повреждающая спо-
собность которого равна повреждающей спо-
собности всей совокупности нагрузок типового
полета. Величина максимального напряжения
эквивалентного отнулевого цикла определяется
в виде
стэкв ~ , 0-2.1)
где т - показатель степени в выражении для
кривой усталости aft N = const.
Суммирование введется по всем частным
эквивалентным отнулевым циклам, характери-
зующим типовой полет:
- определяется (рассчитывается) кривая
усталости расчетного участка (места) при про-
стом нагружении, как правило, отнулевом;
- определяется средняя долговечность в
единицах наработки по принятой кривой уста-
лости и эквивалентному напряжению;
- производится оценка ресурса по усло-
виям усталости путем деления средней долго-
вечности на коэффициент надежности ц.
Наличие достаточно надежного метода
определения усталости регулярных зон конст-
рукции является особенно важным, поскольку
уровень напряжений в этих зонах определяет в
основном вес агрегатов, а ошибки в выборе
материала и уровня напряжений в регулярных
зонах являются практически непоправимыми
и приводят к необходимости преждевременно-
го списания конструкции или ее части. Что
414
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
касается характеристик усталости, то накоп-
ленный на крыльях большого удлинения опыт
показывает, что в натурных конструкциях уда-
ется достичь усталостных характеристик, весь-
ма близких к кривой усталости для плоского
образца с ненагруженным отверстием (при
ас = 2,6).
На рис. 4.2.5 [3] приведены эксперимен-
тальные данные по усталостным разрушениям
при лабораторных испытаниях регулярных зон
(соединений лонжерон-обшивка и стрингер-
обшивка) натурных крыльев, изготовленных из
сплава Д16Т.
Каждая точка получена пересчетом про-
граммного цикла на эквивалентный (по уста-
лостному повреждению) уровень отнулевого
нагружения. Пересчет проведен с использова-
нием изложенной выше методики для кривой
усталости с показателем степени т = 4. По
оси ординат отложены эквивалентные номи-
нальные напряжения “брутто” в сечении кры-
ла, по оси абсцисс - число программных Цик-
лов до появления усталостной трещины в зоне
продольного стыка. На том же рисунке при-
ведены зависимости о = / (N) для отнулевого
растяжения образца из сплава Д16Т. Видно,
что эта зависимость является приемлемой в
качестве расчетной для определения усталост-
ной долговечности натурного крыла большого
удлинения.
Можно констатировать, что существую-
щая методика позволяет избегать грубых оши-
бок, неоправданного технического риска и
утяжеления конструкции, проектируемой на
заданный ресурс.
Подход к оценке долговечности нерегу-
лярных зон конструкции по существу отлича-
ется от описанного выше для регулярных зон
тем, что вместо расчетной кривой усталости
используется экспериментальная кривая уста-
лости для конкретного стыка, выреза и т.п.
Очевидно, что основной трудностью та-
кого подхода является большой объем испыта-
ний натурных элементов (стыков и много-
стрингерных панелей) обшивки на мощных
испытательных машинах.
Тем не менее такие испытания оправда-
ны, поскольку лишь стоимость ремонтов, свя-
занных с ошибками в определении ресурса
нерегулярных зон конструкции, намного
больше стоимости натурных элементов и их
испытаний.
На рис. 4.2.6 [3] приведена обобщенная
кривая усталости нерегулярных зон (НРК),
полученная по результатам испытаний на от-
нулевое растяжение нескольких сот много-
стрингерных панелей, содержащих ту или
иную нерегулярность конструкции. По оси
ординат отложено номинальное напряжение
“брутто” панели, определяемое в сечении, где
начинается зона нерегулярности, по оси абс-
цисс - число циклов до появления трещины.
Зависимость построена для панелей, изготов-
ленных из сплава Д16Т.
Выносливость конкретного соединения
может быть рассчитана при известном распре-
делении нагрузки по рядам крепежных эле-
ментов методом суперпозиции. При этом
сложное нагружение вблизи отверстия пред-
ставляется в виде суммы простейших случаев
(рис. 4.2.7) [3], для которых известны значе-
ния теоретических коэффициентов концентра-
ции. В соответствии с этим может быть найде-
но приведенное напряжение стпр в сечении
соединения
д
апр ~ араст + *см асм ~ араст + ^см сткр>
(4.2.2)
где ораст - номинальное напряжение от нагруз-
ки, проходящей по обшивке; стсм - напряже-
ние смятия от нагрузки, воспринимаемой кре-
пежным элементом; В - ширина детали
(образца), которая равна 4-6 диаметром ( d)
крепежных элементов.
Рис. 4.2.5. Усталостные разрушения регулярных зон крыльев большого удлинения
ОБЕСПЕЧЕНИЕ УСТАЛОСТНОЙ ПРОЧНОСТИ И ДОЛГОВЕЧНОСТИ
415
Рис. 4.2.6. Кривая усталости натурных панелей крыла из сплава Д16Т
(результаты лабораторного эксперпметга)
Рис. 4.2.7. Схема суперпозиции при оценке
напряжения в листе по первому ряду болтов
(заклепок)
Приведенная выше формула устанавлива-
ет соотношение между напряжениями в со-
единении и полосе с ненагруженным крепеж-
ным элементом. Располагая кривой усталости
для этого случая, а также зная величину эмпи-
рического коэффициента смятия KqM и уровни
напряжений от нагрузки, передаваемой кре-
пежом и проходящей по листу, можно оце-
нить усталость соединения. При таком подхо-
де легко учесть дополнительные напряжения
изгиба в соединениях с эксцентриситетом, а
также силы трения от затяжки гайки. Этот
учет осуществляется соответствующим выбо-
ром составляющих напряжений <зраст, Сткр, стсм
в листе (обшивке).
Свойства материала, технология изготов-
ления, конструкция соединения учитываются
при получении кривых усталости. Этот подход
при некоторых допущениях может быть при-
менен для анализа усталости продольного сты-
ка крыла, нагруженного нормальным (от дей-
ствия изгибающего момента) и касательными
напряжениями. При наличии кривой устало-
сти такого шва при действии только нормаль-
ного напряжения и кривой усталости при
действии одних лишь касательных напряже-
ний т xz усталость при нагрузках, приводящих
к одновременному действию нормальных и
касательных напряжений, можно оценить так
же, как и для поперечного стыка, т.е. приве-
дением фактического напряженного состояния
к напряженному состоянию полосы с нена-
груженньгм крепежным элементом
стпр ~K'xxz +CTz> (4.2.3)
где К' = КсМ — J и d - шаг и диаметр крепеж-
d
ных элементов.
416
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
Использование выражения (4.2.3) для
случая, когда число рядов крепежных элемен-
тов больше одного, делает необходимым вве-
дение поправочного коэффициента, учиты-
вающего различия в нагруженности отверстий
по рядам.
Учет требований по обеспечению сопро-
тивления усталости элементов конструкций.
Долговечность элементов конструкций опреде-
ляется сопротивлением усталости конструкци-
ях сплава (полуфабриката), уровнем расчетных
напряжений, спектром нагрузок, а также кон-
структивно-технологическими решениями от-
дельных деталей [2 - 4]. Усталостные трещины
в авиационных конструкционных практически
всегда образуются в местах концентрации на-
пряжений. Избежать концентрации напряже-
ний невозможно, поскольку в каждом агрегате
силовой конструкции самолета множество
концентраторов напряжений: отверстия под
болты и заклепки, сварные точки и швы, вы-
резы и люки, перепады толщин и т.д. Поэтому
при проектировании на большой ресурс важ-
нейшей задачей является рациональное конст-
руирование элементов и деталей, обеспечи-
вающее максимальное возможное снижение
уровня концентрации напряжений, особенно в
наиболее циклически нагруженных участках
конструкции. Для решения этой задачи конст-
руктор должен стремиться выполнить следую-
щие требования:
- избегать резких изменений сечения ма-
лых радиусов перехода в углах вырезов, тол-
щины грубой механической обработки интен-
сивно нагруженных агрегатов, острых кромок;
- исключить или ограничить местный
изгиб в деталях, монтажные напряжения рас-
тяжения. Общепринятым и правильным пред-
ставлением является “ответственность” повто-
ряющихся напряжений растяжения за устало-
стные разрушения. Однако следует иметь в
виду, что напряжения растяжения действуют и
в элементах, работающих на сдвиг и сжатие;
- не допускать наложения концентрато-
ров напряжений, например, совмещения в
одном сечении перехода к изменению формы
в плане и по толщине; расположения крепеж-
ных отверстий в этих сечениях, расположения
таких отверстий вблизи кромки, в зоне кон-
центрации напряжений у выреза и т.п.
Тщательная конструктивная отработка
деталей элементов, подвергающихся интенсив-
ному циклическому нагружению - важное и
эффективное увеличение срока службы и ре-
сурса авиаконструкций.
В процессе проектирования силовой
конструкции наряду с расчетными оценками
долговечности элементов целесообразно ис-
пользовать приближенные оценки усталостно-
го качества. Общепринятой характеристикой
усталостного качества является коэффициент
усталостной прочности Ку, определяемый от-
ношением значений усталостной прочности
при некотором базовом числе циклов
(например, 105) для полосы с отверстием и для
оцениваемого элемента конструкции. Кроме
того, для удобства использования этого коэф-
фициента при оценках долговечности в виде
(или взамен) коэффициента концентрации
напряжений указанное отношение умножается
на 3, поскольку теоретический коэффициент
концентрации напряжений для полосы с от-
В .
верстием при — = 6 примерно равен 3 при
d
оценке по сечению “брутто” (т.е. без учета
ослабления полосы отверстием).
Следовательно, коэффициент усталост-
ной прочности Ку элемента определяется по
формуле
Ку = 3^2-Ол, (4.2.4)
аэл
где стдол и оЭл - напряжения для полосы и для
элемента по сечению “брутто”.
Для полной определенности значения Ку
следует указывать асимметрию цикла R и базу
(по числу циклов) оценки, например Ход; ю5
при Я = 0,1, 7V= 105 циклов.
Коэффициент усталостной прочности
используется при решении многих задач на
начальной стадии проектирования. Предвари-
тельные оценки долговечности должны бази-
роваться на принятых кривых усталости эле-
ментов; если есть оценка величин Ку> такие
кривые можно получить пересчетом с кривых
усталости для полосы с отверстием. Величина
Ку является характеристикой качества конст-
руирования элемента по условиям усталости и
может служить критерием в решении вопроса
о целесообразности конструктивной доработки
элемента или использования технологических
средств для увеличения долговечности. Коэф-
фициент усталостной прочности является не-
которой суммарной оценкой “усталостного
качества” элемента, получаемой эксперимен-
тально и учитывающий действие не поддаю-
щихся пока расчету факторов (состояние по-
верхности, действие коррозионных процессов,
наличие или отсутствие защитных покрытий,
зазоров, натягов, их изменения в процессе
циклического нагружения и т.п.).
В настоящее время условно принято сле-
дующее представление о качестве элементов
силовой конструкции по условиям усталости:
Ку < 3 - хорошая конструкция; Ку = 3 ч- 4 -
удовлетворительная конструкция; Ку > 4 -
неудовлетворительная конструкция, как пра-
вило, требующая увеличения веса.
Хороший конструкцией элемента являет-
ся такая конструкция, в которой для обеспече-
ния заданной долговечности не нужно увели-
чивать размеры деталей сверх требующихся по
условиям статической прочности.
Конструктивные средства обеспечения
долговечности элементов. При проектировании
ОБЕСПЕЧЕНИЕ ЖИВУЧЕСТИ
417
стыков одной из важнейших задач является
минимизация местных изгибов. При проекти-
ровании срезных стыков вопрос об уменьше-
нии изгибных напряжений часто решается
выбором двухсрезной схемы стыка (рис. 4.2.8).
Экспериментальные. исследования различных
вариантов срезных стыков свидетельствуют,
что для двухсрезных стыков коэффициент
усталостной прочности на 25 - 30 % ниже, чем
для односрезных [3].
Рис. 4.2.8. Двухсрезный двухрядный стык
Требования к прочности при статическом
нагружении стыков предусматривают введение
дополнительного коэффициента запаса, равно-
го 1,25. По условиям же обеспечения устало-
сти стыков этого, как правило, по ряду при-
чин недостаточно. Силовые срезные стыки
обычно труднодоступны и не обеспечивают
надежной дефектоскопии, в то же время воз-
можные производственные дефекты могут
снизить долговечность стыка. Поэтому целесо-
образно для силовых стыков нижней поверх-
ности крыла увеличить коэффициент запаса до
1,5 - 1,6. Долговечность стыков в ряде случаев
может быть улучшена технологическими сред-
ствами, однако при этом следует учитывать
надежность эффекта технологического упроч-
нения, а также целесообразность того или
иного технологического метода. Например,
упрочнение отверстий раскаткой, дорнновани-
ем, обжатие кромок отверстий может в 1,5-2
раза увеличить среднюю долговечность стыков.
Вырезы и люки не только ослабляют се-
чение, но и создают значительную концентра-
цию напряжений. В связи с этим должны быть
усилены наиболее напряженные зоны, тогда
коэффициент усталостной прочности может
быть доведен до 2,5 - 3 (рис. 4.2.9) [3].
Следует отметить, что просто усиленная
окантовка люка без компенсации изъятого
вырезом сечения дает Ку = 5 - 7. Плавность
обтекания выреза силовым потоком и стопро-
центную компенсацию выреза обеспечивают
Ку =3, а некоторая перекомпенсация (около
20%) позволяет добиться Ку = 2,5.
Очень часто в наиболее напряженной зо-
не окантовки люков располагаются отверстия
для крепления их крышек. Если эти отверстия
располагаются слишком близко к кромке, то
сначала разрушается перемычка между отвер-
стием и кромкой, а затем трещина образуется
по другую сторону крепежного отверстия и
быстро входит в окантовку, поэтому указанная
перемычка должна быть по возможности более
широкой. Однако лучше вообще не размещать
крепежные отверстия в напряженной зоне,
используя для этого слабонагруженные участки
перед и за вырезом.
Рис. 4.2.9. Зависимость усталостной
прочности зоны люка от усиления окантовки
(FOK/ Fn - отношение площади сечения окантовки к
площади “потерянной” в люке)
В ряде случаев эффективно специальное
упрочнение крепежных отверстий.
Испытания, проводимые с целью выбора
материала расчетными напряжениями, иссле-
дования возможных конструктивных вариан-
тов производятся на модельных образцах и
натурных панелях. Испытания на усталость
элементов конструкции дополняются тензо-
метрированием, данными о развитии трещин в
элементе, фрактографическими исследования-
ми изломов, определением механических
свойств и усталостной долговечности полуфаб-
рикатов, из которых изготовлен элемент.
Сертификация характеристик материалов
и расчеты усталости конструкции выполняют-
ся с учетом закономерностей сопротивления
усталости получаемых при испытаниях эле-
ментов конструкций по программам квазислу-
чайного нагружения [11].
4.2.3. ОБЕСПЕЧЕНИЕ ЖИВУЧЕСТИ
Требования существенного повышения
уровня безопасности конструкции по услови-
ям прочности наряду с увеличением ресурса
418
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
привели к необходимости обеспечения живу-
чести конструкции на стадии проектирования.
Для этого необходимо принимать специальные
конструктивно-технологические меры по соз-
данию живучих конструкций минимального
веса. Для того чтобы конструкции самолетов
обладали свойствами живучести, требуется
целый комплекс мероприятий, наиболее важ-
ными из которых являются:
- разработка критериев проектирования
на живучесть и требований Норм летной год-
ности по обеспечению безопасности с учетом
живучести;
- улучшение характеристик трещино-
стойкости конструкционных материалов;
- разработка методов расчета скорости
роста трещин и остаточной прочности авиа-
конструкций на основе линейной механики
разрушения;
- проведение большого объема испыта-
ний на образцах, крупногабаритных панелях,
отсеках фюзеляжей, кессонах крыла и натур-
ных конструкциях самолетов для проверки
живучести конструкций;
- разработка и внедрение специальных
конструктивных мероприятий по повышению
живучести: установка на фюзеляжах кольцевых
лент - стопперов для торможения продольных
трещин, определение поперечных сечений
стрингеров и способов их крепления к обшив-
ке крыла и фюзеляжа с учетом торможения
поперечных трещин в обшивке, обеспечение
прочности крепежных элементов в продоль-
ных стыках на случай разрушения соседней
панели крыла;
- разработка способов и определение пе-
риодичности дефектоскопии конструкции в
процессе эксплуатации, которые обеспечивали
бы своевременное обнаружение трещин и
безопасность конструкции.
Критерии живучести. Конструкция, удов-
летворяющая требованиям эксплуатационной
живучести, должна обладать, с одной стороны,
повышенным уровнем безопасности, а с дру-
гой - достаточным запасом долговечности для
того, чтобы ее можно было бы эксплуатиро-
вать с высокой экономической эффективно-
стью.
Для обеспечения живучести конструкция
должна удовлетворять следующим основным
требованиям:
- должны быть известны зоны конструк-
ции, в которых могут происходить разрушения
силовых элементов в эксплуатации;
- все зоны возможных повреждений
должны быть доступны для осмотров с требуе-
мой периодичностью, т.е. должны быть кон-
тролепригодны;
- остаточная прочность конструкции с
трещинами, размеры которых обнаруживаются
при осмотрах, должна быть не ниже мини-
мально допустимой и обеспечивать, целост-
ность конструкции в эксплуатации до выявле-
ния этих трещин;
- скорость роста усталостных трещин не
должна превышать заданных ограничений,
которые обеспечивают надежное обнаружение
допустимых трещин при экономически эф-
фективных периодических осмотрах и ремон-
тах.
Живучесть конструкции зависит в значи-
тельной мере от последовательности усталост-
ного разрушения ее силовых элементов. Та
конструкция, в которой усталостные трещины
возникают на многих силовых элементах в
интервале одного межосмотрового периода,
может и не обладать свойствами живучести.
Последовательный характер разрушения кон-
струкции, обусловленный рассеянием устало-
сти силовых элементов и различием их напря-
женного состояния, способствует обеспечению
живучести. Вероятность одновременного появ-
ления трещин в нескольких элементах
(многоочаговость повреждений) увеличивается
с уменьшением рассеяния усталости или при
увеличении длительности эксплуатации этих
элементов.
Основные характеристики живучести -
остаточная прочность Дст, длительность роста
трещин Т и периодичность осмотров ТосМ -
характеризуются соответствующими величина-
ми, числовые значения которых взаимосвяза-
ны. Характер этой связи представлен на рис.
4.2.10. После возникновения трещины ее раз-
мер 21 увеличивается с увеличением наработки
самолета Т (нижняя кривая на рис. 4.2.10).
Увеличение размера трещины приводит к
снижению остаточной прочности конструкции
Рост (верхняя кривая на рис. 4.2.10). С помо-
щью средств дефектоскопии надежно обнару-
живается трещина длиной, равной минималь-
но обнаруживаемому размеру 21^. При ос-
мотре конструкции не должны пропускаться
трещины с размером больше 2/обн-
Рис. 4.2.10. Зависимость требуемого интервала
между осмотрами от длительности роста трещин
и остаточной прочности
ОБЕСПЕЧЕНИЕ ЖИВУЧЕСТИ
419
В процессе эксплуатации остаточная
прочность конструкции не должна быть ниже
допустимого (задаваемого нормативными до-
кументами) значения Рдоп, в соответствии с
которым устанавливается допустимая длина
трещины 2/доп. В процессе эксплуатации ос-
мотры конструкции должны быть организова-
ны таким образом, чтобы не допускать воз-
можность образования в ней трещины длиной
более 27доП. Для этого назначаемая периодич-
ность осмотров конструкции Гоем, должна
быть меньше в % раз по сравнению со сред-
ней длительностью роста трещины АТ от 2/обн
до 2/доп под действием эксплуатационного
спектра нагружения. Коэффициент надежно-
сти ц учитывает рассеяние скоростей роста
трещин, обусловленное рассеянием характери-
стик роста трещин в материале, влиянием
коррозионной среды на рост трещины и т.п.
Конкретными критериями живучести,
характеризуемыми числовыми значениями,
являются: регламентированные повреждения,
требуемые длительности роста усталостных
трещин от начальных до регламентированных
размеров, начальные размеры производствен-
ных дефектов, начальные размеры надежно
обнаруживаемых трещин при различных видах
контроля, остаточная прочность. Эти критерии
применительно к конструкциям летательных
аппаратов разработаны на основе обобщения и
анализа повреждений конструкций различных
типов самолетов за многолетний период экс-
плуатации. Такой подход к установлению кри-
териев живучести представляется наиболее
эффективным, так как разрушение силовых
элементов конструкций в эксплуатации проис-
ходит не только из-за усталостных поврежде-
ний, которые определяются путем расчетов и
лабораторных иейытаний конструкций, но и
вследствие производственных, случайных,
коррозионных повреждений, которые не под-
даются расчетам и не воспроизводятся при
лабораторных испытаниях конструкций. Кро-
ме того, вследствие недостаточной имитации
эксплуатационной нагруженности конструк-
ций при лабораторных испытаниях, в эксплуа-
тации образуется значительное количество
усталостных трещин, не проявляющихся при
лабораторных испытаниях.
Все трещины, обнаруживаемые в конст-
рукциях самолетов, разделены на следующие
основные классы: комбинации трещин в под-
крепляющих элементах (стрингерах, лонжеро-
нах, шпангоутах) и в обшивке регулярных зон
планера, комбинации трещин в окантовках и в
обшивке у вырезов планера; полное разруше-
ние силовых элементов (стенок, балок, нер-
вюр, панелей и т.д.), трещины в узлах стыка и
в профилях разъемов агрегатов планера; мно-
гоочаговые трещины.
Получены интегральные повторяемости
размеров трещин в конструкциях эксплуати-
руемых самолетов.
В качестве регламентированных повреж-
дений (трещин) приняты повреждения, инте-
гральная повторяемость размеров которых
равна не менее 0,99 (рис. 4.2.11 - 4.2.12). Эти
регламентированные повреждения включают
практически все повреждения, обнаруживае-
мые в конструкциях эксплуатируемых самоле-
тов. Например, для бак-кессонов, заполнен-
ных топливом, в качестве одного из основных
регламентированных повреждений принимает-
ся трещина размером 100 мм в обшивке под
разрушенным подкрепляющим элементом.
Такое повреждение надежно обнаруживается
по течи топлива.
Регламентированные повреждения долж-
ны обнаруживаться при наружных осмотрах
планера при оперативных формах техническо-
го обслуживания. Конструкция с* * регламенти-
рованными повреждениями должна выдержи-
вать нагрузки, задаваемые нормами прочности
и равные не менее 67 % от расчетных. На-
грузка величиной 67 % от расчетной нагрузки
встречается пассажирским самолетом пример-
но 1 раз за срок его службы
(j-1 lL iL '-[р-1
- одновременное обрс^о&аное no odwoO
трещине б нескольких панелях-.
- алана трещины под разрушенным
стрингером равна дбум межстрингерным
расстояниям. » Г г
Рис. 4.2.11. Регламентированные повреждения крыла
©
- разрушена стенка лонжерона
г - разрушен пояс лонжерона!
* - ° стенке лонжерона раьна 4-
, высоты стенки; г ' 3
мке равна межстринеерному
—разрушена одна панель
ментах
“25мм
углобь/е и
поверхностные
трещины 6
14*
420
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
© - поперечная трещина длиной 2-м,
межсгрингерным расстояниям в
обшивке и стрингер разрушен
© - продольная трещина длиной, равной
2-м межстрингерным расстояниям в
«500-/000 общивке и шпангоут разрушен
(g) - трещина длиной 150 мм у выреза с
одновременным повреждением
обшивки и окантовки
© - трещина в обшивке
герметизирующей стенки (днища)
@ - разрушение одного из элементов
стыка: фюзеляжа с крылом,
фюзеляжа с оперением и др.
Рис. 4.2.12. Регламентированное повреждение фюзеляжа
L.mm
Требования к длительности роста трещин
сформулированы на основе анализа регламен-
тов технического обслуживания планера со-
временных самолетов. Начальные производст-
венные дефекты определены по данным экст-
раполяции кривых длительности роста трещин
до первого полета (цикла нагружения) в раз-
личных типах конструкций. Для установления
надежно обнаруживаемых размеров трещин
применены результаты исследований по на-
дежности контроля трещин различными мето-
дами дефектоскопического контроля, а также
метод экспертных оценок, которые базируются
на практическом опыте.
Приведенные выше требования к дли-
Ресьрс, Трее
Ряс. 4.2.13. Требования к длительности роста
тельности роста усталостных трещин рекомен-
т.лалелюбд, дуется обеспечивать на этапе проектирования
конструкций. На этапе эксплуатации перио-
дичность контроля усталостных трещин в кри-
тических зонах устанавливается в соответствии
усталостных трещин в проектируемых конструкциях планера.
с фактическими характеристиками живучести
Для уменьшения вероятности разруше-
ния конструкции, в которой обеспечена тре-
буемая остаточная прочность при наличии
регламентированных повреждений, предъяв-
ляются требования к длительности роста уста-
лостных трещин от начального до регламенти-
рованного размера (рис. 4.2.13).
Здесь размеры трещин величиной 0,5 мм
соответствуют размерам начальных производ-
ственных дефектов; 5 мм - надежно обнаружи-
ваемым размерам трещин с помощью нераз-
На основе приближенной оценки верх-
ней границы вероятности разрушения конст-
рукций определяются значения вероятности, с
которой должны определяться коэффициенты
надежности, учитывающие рассеяние обнару-
живаемых размеров трещин, длительность
роста трещин и остаточную прочность. Веро-
ятностная норма разрушения на час полета Ф,
вероятность разрушения F, ресурс Тр и налет
самолета на одну катастрофу из-за усталостно-
го разрушения Тк связаны соотношением
рушающих методов контроля на ремонтных
заводах; 25 - 75 мм - надежно обнаруживае-
мым размерам трещин при целенаправленном
F 1
Ф = —= — ’ (4.2.5)
^р 1 к
визуальном контроле в эксплуатации.
ОБЕСПЕЧЕНИЕ ЖИВУЧЕСТИ
421
Верхняя граница Ф определяется из при-
ближенного соотношения
Ф = /’1(Х0)^(А))Л£Доп)х
х Ф(Р > Рдоп) • ^Рразр < -Рдоп)’
(4.2.6)
где 7*i (Zo) - вероятность образования трещины
размером Lq в данном силовом элементе за
срок службы самолета; 7*2 (£о) - вероятность
пропуска при осмотрах трещины размером Lq;
Д£дОП) - вероятность развития трещины от Lq
до фиксированного допустимого размера £доп
за период между осмотрами; F (Р > Доп) -
вероятность встречи самолета за час полета с
внешней нагрузкой Р, превышающей допус-
тимую по условиям остаточной прочности
нагрузку Рдоп; Ф (Ррззр < Доп) - вероятность
того, что при длине трещины £доп разрушаю-
щая нагрузка будет меньше Рдоп-
Для пассажирских самолетов установле-
но, что вероятностная норма разрушения,
обусловленная усталостными повреждениями
планера, равна примерно Ф = 10'9. Если при-
нять в качестве Рдоп редко встречаемую экс-
плуатационную нагрузку Рэ = 0,67Рразр, то для
пассажирских и транспортных самолетов
Ф(Р> /доп) = Ю5- Для учета повреждений не-
скольких элементов данного планера за время
отработки ресурса принимаем F\ (Lq) = 1,0.
Тогда при равных значениях остальных веро-
ятностей в 4.2.6. получаем
7*2 (Lq) = ДДоп) = L(Pэазр < Доп) = 0,5.
(4.2.7)
На основе этих значений вероятностей
0,05 определяются обнаруживаемые размеры
трещин Lq и коэффициенты надежности ц на
рассеяние длительности роста трещин и оста-
точной прочности.
Определение основных силовых
элементов планера
Для обеспечения безопасной эксплуата-
ции конструкций должны быть определены
зоны и виды возможных повреждений сило-
вых элементов планера в эксплуатации. Опре-
деление зон производится на основе накоп-
ленного опыта и с учетом требований, предъ-
являемых при сертификации самолета [6]. При
определении зон возможных повреждений
учитывают следующие основополагающие
принципы:
- безопасность эксплуатации планера
обеспечивается по принципу живучести (за
исключением тех силовых элементов, в кото-
рых практически нецелесообразно обеспечить
живучесть), для чего должна быть обеспечена
контролепригодность всей конструкции пла-
нера;
- живучесть планера обеспечивается при
усталостных, коррозионных и случайных по-
вреждениях.
С целью выполнения поставленной зада-
чи вся силовая конструкция планера делится
на основные силовые элементы - те силовые
элементы, которые несут значительную часть
полетных и наземных нагрузок и нагрузок
наддува и разрушение которых может привес-
ти к катастрофическому разрушению самолета.
Основным силовым элементом может быть
один силовой элемент, несколько смежных
элементов, узел.
Типы основных силовых элементов оп-
ределены на основе обобщенных данных по
разрушению различных самолетных конструк-
ций при испытаниях на усталость и в- эксплуа-
тации. К основным силовым элементам отно-
сятся:
Крыло и оперение:
- стрингер с присоединенной обшивкой;
- клепаная или монолитная панель;
- окантовка выреза с присоединенной
обшивкой;
- пояс лонжерона;
- стенка лонжерона;
- пояс лонжерона с присоединенными
стенкой и обшивкой;
- профиль поперечного стыка;
- фитинг перестыковки поясов лонжеро-
нов;
- кронштейн крепления механизмов и
органов управления;
- проушина;
- болт, передающий большую сосредото-
ченную нагрузку;
- узлы крепления шасси, силовой уста-
новки и др.
Фюзеляж:
- стрингер с присоединенной обшивкой;
- шпангоут с присоединенной обшивкой;
- окантовки выреза с присоединенной
обшивкой;
- герметизирующая стенка;
- фитинг стыка фюзеляжа с крылом или
оперением;
- узлы крепления силовых элементов, в
том числе шасси.
Перечень основных силовых элементов
может дополняться для конкретного самолета.
На рис. 4.2.11 - 4.2.12 представлены регламен-
тирующие повреждения основных силовых
элементов. Обеспечение остаточной прочности
конструкций с регламентированными повреж-
дениями направлено на обеспечение живуче-
сти конструкций при усталостных, коррозион-
ных и случайных повреждениях.
Среди основных силовых элементов сле-
дует выделять:
- силовые элементы с ограниченной ус-
талостной долговечностью;
- коррозионно-повреждаемые силовые
элементы;
- силовые элементы, эксплуатируемые по
принципу безопасного ресурса, когда безопас-
ность обеспечивается коэффициентом запаса
422
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
по усталости ц = 3 ч- 6, который практически
исключает появление усталостных трещин в
эксплуатации;
- силовые элементы, в которых возмож-
ны случайные повреждения.
К категории случайных повреждений от-
носятся технологические дефекты, вносимые
при производстве и сборке конструкции, по-
вреждения, вносимые при ремонте и при тех-
ническом обслуживании планера персоналом.
Среди перечисленных элементов следует
выделять особо ответственные элементы, еди-
ничный отказ (разрушение) которых приводит
к аварийной ситуации или катастрофе. При-
мером особо ответственных элементов являет-
ся пояс лонжерона однолонжеронного крыла.
Для обеспечения безопасности эксплуатации
особо ответственных элементов рекомендуется
вводить дополнительный коэффициент надеж-
ности ц = 1,5 ч- 2,0.
Силовой элемент с ограниченной устало-
стной долговечностью - элемент, для которого
в пределах ресурса до списания не обеспечена
эксплуатация по принципу безопасного ресур-
са. Эксплуатация таких элементов осуществля-
ется по принципу живучести.
Коррозионно-повреждаемые силовые
элементы - те элементы, которые повреждают-
ся в эксплуатации всеми видами коррозии.
Эксплуатация силовых элементов по
принципу безопасного ресурса осуществляется
в пределах назначенного ресурса как без за-
мен, так и с заменами, доработками и осмот-
рами этих элементов.
Для каждого основного силового элемен-
та конструкции должен быть разработан рег-
ламент осмотров. С этой целью вся конструк-
ция разбивается на зоны. В каждой зоне дол-
жен быть один основной силовой элемент.
Количество зон основных силовых элементов
зависит от типа самолета и определяется пол-
нотой их перечня, обеспечивающей требуемую
безопасность. Как показывает опыт, количест-
во зон для конкретного типа самолета состав-
ляет 50 - 150.
Выбор зон расположения основных си-
ловых элементов планера производится на
основе всестороннего комплексного анализа
расчетов, экспертных оценок квалифициро-
ванных инженеров, результатов усталостных
испытаний панелей, агрегатов, натурного пла-
нера, опыта эксплуатации.
На этапе проектирования, когда отсутст-
вуют результаты усталостных испытаний пла-
нера данного типа самолета, выбор зон распо-
ложения основных силовых элементов произ-
водится на основе анализа:
- спектров нагруженности силовых эле-
ментов;
- напряженно-деформированного состо-
яния силовых элементов;
- результатов статических испытаний
планера;
- расчетов усталости;
- расчетов живучести.
При этом должно быть обращено особое
внимание на силовые элементы, где применя-
ются новые материалы или материалы с по-
ниженными характеристиками усталости и
трещиностойкости.
В результате такого анализа определяют-
ся зоны, в которых основные силовые элемен-
ты подвержены тяжелым спектрам переменных
напряжений и имеют: высокую концентрацию
напряжений, остаточные деформации при
статических испытаниях, минимальные запасы
по статической прочности, усталостной долго-
вечности и живучести, ограниченную контро-
лепригодность. В этих зонах также возможно
проявление многоочаговых усталостных по-
вреждений.
В дальнейшем по мере накопления экс-
периментальных данных, полученных при
испытаниях планера на усталость и в эксплуа-
тации, уточняется перечень зон расположения
основных силовых элементов.
По результатам усталостных испытаний
силовых элементов и натурной конструкции
определяются места расположения очагов об-
разования усталостных трещин и траектории
их развития. При отсутствии результатов уста-
лостных испытаний натурной конструкции
очаги образования трещин определяются рас-
четом или на основе экспертных оценок, ис-
ходя из условий получения максимально не-
благоприятного (по условиям прочности и
контролепригодности) вида разрушения этого
элемента.
Для каждого основного силового элемен-
та конструкции по апробированным и серти-
фицированным методикам определяются:
- усталостная долговечность до образова-
ния начальных трещин (Lq = 0,5 мм);
- критические размеры трещин Дфиг;
- максимально необнаруживаемые (на-
дежно обнаруживаемые) размеры трещин
- длительность роста усталостных трещин
от начальных до допустимых размеров
Ддоп - ДфИТ>
- длительность роста усталостных трещин
от надежно обнаруживаемых до допустимых
размеров;
- начало осмотров;
- периодичность осмотров.
Эти данные заносятся в специальные
карты.
В основе методики определения зон воз-
можных коррозионных повреждений должны
быть положены экспертные оценки конструк-
торов и опыт эксплуатации.
Задача обеспечения безопасности экс-
плуатации конструкции на случай коррозион-
ного повреждения решается аналогично задаче
обеспечения живучести конструкции с устало-
стной трещиной.
ОБЕСПЕЧЕНИЕ ЖИВУЧЕСТИ
423
Размеры коррозионных повреждений
определяются неразрушающими методами
контроля (визуальный, ультразвуковой, вихре-
токовый, рентгеновский и др.). Остаточная
прочность силовых элементов с коррозионны-
ми повреждениями должна быть определена,
как правило, на основе экспериментальных
исследований. Приближенная оценка может
быть сделана по величине коэффициента ин-
тенсивности напряжений (Xj = К\с\ К = К% ).
При этом, зона коррозионного повреждения
представляется в виде усталостной трещины
соответствующего размера.
Для оценки длительности роста коррози-
онных повреждений (периодичности осмотров
коррозионных повреждений) следует приме-
нять статистический метод оценки скорости их
роста по данным осмотров конструкций в
эксплуатации. Полученные зависимости дли-
тельности роста коррозионных повреждений в
элементе могут пересчитываться на элементы
других конструкций.
Безопасность эксплуатации конструкции
при случайных повреждениях достигается пу-
тем обеспечения живучести при регламентиро-
ванных повреждениях рис. 4.2.11 - 4.2.12. Эти
регламентированные повреждения легко обна-
руживаются при предполетных осмотрах, при
периодических формах технического обслужи-
вания планера в эксплуатации.
Остаточная прочность
Расчет остаточной прочности планера
производится с использованием универсально-
го параметра линейной механики разрушения
- коэффициента интенсивности напряжений
[7]. Коэффициенты интенсивности напряже-
ний (КИН) определяются для многих простых
случаев по справочникам, содержащим кон-
кретные решения в виде формул, таблиц, гра-
фиков. Когда КИН не может быть определен
по известным решениям, для его оценки при-
меняются аналитические или численные мето-
ды расчета, метод расчета с помощью конеч-
ных элементов, метод определения КИН по
полям перемещений и по раскрытию трещи-
ны, метод расчета с помощью тензодатчиков
по данным измерения деформаций в вершине
трещины. Влияние пластичности у концов
трещины, податливости крепежных элементов,
двухосности напряжений, местных изгибных
напряжений, выпучивания тонкой обшивки
учитывается соответствующими корректирую-
щими коэффициентами, полученными на ос-
нове обобщения экспериментов и введенными
в формулы для вычисления КИН.
За критерий разрушения обшивки и фю-
зеляжа с трещинами принимается вязкость
разрушения материала при плоском напря-
женном состоянии К% . Критерием разруше-
ния толстых элементов является вязкость раз-
рушения материала при плоской деформации
Xie, численные значения которой определяют-
ся по стандартной методике. Для материалов
обшивки строятся экспериментальные зависи-
мости вязкости разрушения К% от ширины
образца, равный 200-2000 мм.
Применяются разработанные на основе
экспериментальных данных методики прогно-
за вязкости разрушения широких образцов по
результатам испытаний на остаточную проч-
ность узких образцов и методики учета влия-
ния прогиба образца в зоне трещины на стати-
ческую трещиностойкость [8].
Обычно вязкость разрушения обшивки
определяется экспериментально на неподкреп-
ленных пластинах шириной порядка 1200 мм
без устранения потери устойчивости (прогиба,
выпучивания) пластины в зоне трещины. В тех
случаях, когда линейная механика разрушения
неприменима, в качестве критерия остаточной
прочности используется предел текучести ма-
териала со, 2-
Основные формулы для расчета остаточ-
ной прочности получены несколькими спосо-
бами. Ряд формул включает безразмерные
коэффициенты, значения которых определя-
ются по данным экспериментов. В других
формулах используются известные выражения
коэффициентов интенсивности напряжений,
полученные при решении задач в линеаризи-
рованной постановке и скорректированные на
основе экспериментов. При таком подходе
точность расчетов остаточной прочности дос-
тигает порядка 10 %.
Ниже изложены методы расчета остаточ-
ной прочности самолетных конструкций с
регламентированными повреждениями рис.
4.2.11 - 4.2.12 и сформулированы рекоменда-
ции по обеспечению остаточной прочности
планера на этапе проектирования.
Остаточная прочность конструкций крыла
большого удлинения с разрушенным элементом
(панелью, поясом лонжерона)
Остаточная прочность крыла с разру-
шенным элементом может быть определена из
уравнения
( F \
, 1 разр /л . оч
стразр.брутто — ст0,2а * р (4.4. о)
к Л) /
где Оразр.брутго - разрушающее растягивающее
напряжение брутто; Fpa3p - площадь сечения
разрушенной панели; Л) - суммарная площадь
сечения элементов крыла, передающих растя-
гивающие нагрузки; а - коэффициент концен-
трации напряжений.
Значения а зависят от типа крепежа, ме-
стоположения разрушенной панели и находят-
424
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
ся в пределах 0,64 - 1,0. Уравнение (4.2.8)
позволяет на этапе проектирования выбрать
такое количество панелей в крыле, при кото-
ром обеспечивается требуемая остаточная
прочность крыла с одной разрушенной пане-
лью.
Нагрузки и прочность болтов и заклепок
в продольных стыках силовых элементов при
полном и частичном разрушении подкреплен-
ной панели можно определить из уравнения
А=«1^-Л (4-2.9)
где Pi - нагрузка, передаваемая наиболее на-
груженным крепежным элементом; Р - нагруз-
ка, приходящаяся на один крепежный шов;
= 700 мм - базовая ширина панели;
21 - размер разрушения.
Значение сц зависит от числа рядов кре-
пежных элементов в одном шве, вида разру-
шения и определяется экспериментально.
Расчеты на основе (4.29) показывают,
что для обеспечения остаточной прочности
конструкций крыла из алюминиевых сплавов
требуется применять:
- стальные или титановые болты в про-
дольных стыках панелей;
- заклепки из алюминиевых сплавов
диаметром не менее толщины обшивки в слу-
чае крепления типовых стрингеров к обшивке
однорядным заклепочным швом.
Остаточная прочность составных
конструкций с одиночными и многоочаговыми
повреждениями
Принцип расчета остаточной прочности
составных конструкций с одиночными и
многоочаговыми трещинами проиллюстриро-
ван на рис. 4.2.14.
Под составной конструкцией понимается
такая конструкция, в которой передача растя-
гивающей силы осуществляется несколькими
силовыми элементами, параллельно включен-
ными в силовую схему и соединенными между
собой в продольном направлении заклепками,
болтами или клеем. Последовательность раз-
рушения элементов составной конструкции
определяется размерами трещин в силовых
элементах и распределением напряжений в
них. Так как продольные стыковочные швы не
обеспечивают сплошность среды между со-
ставными элементами (за исключением непре-
рывных сварных швов), то элементы с трещи-
нами разрушаются в соответствии с критерия-
ми механики разрушения (Х^, Ajc), а элементы
без трещин разрушаются при напряжениях,
равных аосо*
1-разрушен 1-й элемент Гра.ър 22
Fq
09
08
07
06
05
0Л
03
02
Of
1В
Зависимость остесточной
прочности конструкции
X^arnacrnpocpunec^OL я
2-рс.зруииен 2-й
элемент
3- ра.ьруииен
3-й элемент
|беэоласна
| зона.
Upuoafl ста\
\ти веского до'
элемент
ушвн
элемент
0 0,f 02 03 0Л 05 06 07 08 Рраър
Рис. 4.2.14. Остаточная прочность составной
конструкции
С увеличением статической нагрузки
элементы составной конструкции разрушаются
последовательно при достижении в них кри-
тических напряжений. В большинстве случаев
нагрузка, передаваемая элементом до образо-
вания трещины, перераспределяется на сосед-
ние элементы практически только после пол-
ного разрушения элемента.
При многоочаговом повреждении все
элементы конструкции разделяются на две
группы. К первой группе относятся те повре-
жденные элементы, разрушение которых не
оказывает влияния на остаточную прочность
конструкции. Элементы второй группы опре-
деляют остаточную прочность конструкции,
разрушение любого из них при статическом
нагружении вызывает слом конструкции. Тот
из элементов второй группы, который разру-
шается первым в процессе статического нагру-
жения, является критическим. Нижние участ-
ки кривых, обозначенных на рис. 4.2.14 пунк-
тиром, определяют нагрузку на конструкцию,
при которой происходит слом элемента без
потери несущей способности конструкции.
Из приведенной на рис. 4.2.14 диаграм-
мы разрушения составной конструкции следу-
ет, что с увеличением членения конструкции
на отдельные элементы ступенчатая зависи-
мость остаточной прочности этой конструкции
приближается к линейной.
ОБЕСПЕЧЕНИЕ ЖИВУЧЕСТИ
425
Остаточная прочность подкрепленных
конструкций крыла с трещиной в обшивке
Полная диаграмма остаточной прочности
подкрепленной конструкции строится так же,
как и диаграмма остаточной прочности со-
ставной конструкции. Но существуют особен-
ности построения начального участка [9].
Принцип построения начального участка
диаграммы остаточной прочности подкреп-
ленной панели проиллюстрирован на
рис. 4.2.15.
Разрушение обшивки происходит при
напряжении
= (4.2.10)
cjnl
где у - безразмерный коэффициент, зависящий
от материала.
Стрингеры разрушаются при напряжени-
ях
_ а0ств стр
астр- Д
(4.2.11)
где коэффициенты рис соответственно харак-
теризуют изменение нагрузки на стрингер и
интенсивности напряжений в обшивке в зави-
симости от длины трещины 21.
Рис. 4.2.15. Начальные участки диаграмм остаточной прочности клепаных панелей:
1 - кривая страгивания трещины в обшивке; 2 - кривая разрушения обшивки; 3 - кривая разрушения
боковых стрингеров; 4 - остаточная прочность панели; 5 - кинетика статического разрушения панели
при данном размере начальной трещины 21$
Если кривая остаточной прочности об-
шивки пересекается с кривой прочности
стрингера (рис. 4.2.15, а), то остаточная проч-
ность панели определяется прочностью
стрингера. В тех случаях, когда указанные
кривые не пересекаются, прочность панели
определяется остаточной прочностью обшивки
(рис. 4.2.15, б).
Для расчета живучести подкрепленных
панелей получены удобные для практического
применения номограммы [7], позволяющие
определять коэффициент интенсивности на-
пряжений в обшивке с и коэффициент пере-
грузки стрингеров р. На рис. 4.2.16 представ-
лена одна из таких номограмм, позволяющая
определять коэффициенты рис. для случая
трещины в обшивке под разрушенным стрин-
гером.
Для определения на этапе проектирова-
ния условий обеспечения живучести конструк-
ций, имеющих высокую весовую эффектив-
ность, проведен анализ влияния основных
параметров - относительной площади и проч-
ности материала стрингеров, вязкости разру-
шения обшивки (рис. 4.2.17 - 4.2.19).
Анализ этих зависимостей показывает,
что для обеспечения остаточной прочности
крыла при расчетных напряжениях ор = 36 -
37 кг/мм2 (360-370 МПа), принимаемых из
условий достижения минимальных затрат веса,
требуется применять стрингеры из высоко-
прочных сплавов с пределом прочности
ов > 56 - 57 кг/мм2 (560 - 570 МПа) и обшивку
из пластичных сплавов с вязкостью разруше-
ния примерно К% > 155 МПа*7кГ .
426
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
Рис. 4.2.16. Влияние относительной площади стрингеров Fcrp/Frfa, длины трещины 21
в обшивке на коэффициент увеличения нагрузки в стрингере 0 и на коэффициент изменения напряжений
в обшивке С; трещина в обшивке под разрушенным стрингером; обшивка из упруго-ластичного материала
Рис. 4.2.17. Влияние относительной
площади стрингеров Fcrf/Frfaiм остаточную
прочность клепаных панелей с трещиной в обшивке
под разрушенным стрингером; материал Д16Т;
обшивка из упругопластичного материала;
Ле- 99 МПа-Тм ; К, - 1,2 К% ; прочность стрингера
®0®>.стр я 400 ЛШа; 2/q/6 2
Рис. 4.2.18. Влияние относительной площади
стрингеров /стр/Лбщ и прочности материала
стрингеров аав на остаточную прочность клепаных
панелей с трещиной в обшивке под разрушенным
стрингером; конечные длины трещип 1Ц/Ь а 2,5;
прочность стрингеров из Д16чТ аооь=МОО МПа;
прочность стрингеров из В95ПчТ2; ао<гва500 МПа
ОБЕСПЕЧЕНИЕ ЖИВУЧЕСТИ
427
Рис. 4.2.19. Влияние вязкости разрушения
обшивки К% на остаточную прочность клепаных
панелей с трещиной в обшивке под разрушенным
стрингером; материал Д16Т, обшивка из
упругопластичного п пластичного материала;
Кс = 1,2 К% ; /стр/Говщ = 1; прочность стрингеров
ао°в.стр = 400 МПа, 21^/Ь 2
Остаточная прочность герметических
фюзеляжей
Остаточная прочность герметических
фюзеляжей с поперечными трещинами в об-
шивке, направленными по окружности цилин-
дра фюзеляжа, определяется, в основном, на-
пряжениями растяжения от действия изги-
бающего момента. Обеспечение остаточной
прочности таких фюзеляжей с двухпролетны-
ми регламентированными поперечными тре-
щинами в обшивке под разрушенным стрин-
гером осуществляется так же, как и в крыле.
Основные проблемы обеспечения оста-
точной прочности герметических фюзеляжей
связаны, как правило, с продольными трещи-
нами в обшивке, направленными по образую-
щей цилиндра фюзеляжа. Разрушение фюзе-
ляжей с такими трещинами происходит, в
основном, от избыточного давления, которое
создает кольцевые напряжения в обшивке и
действует на обшивку в радиальном направле-
нии. Под действием избыточного давления
обшивка выпучивается в зоне трещины.
Расчет коэффициента интенсивности на-
пряжений для трещин в неподкрепленных
герметических цилиндрах имеет большие
трудности, вызванные двухосностью напряже-
ний, влиянием кривизны цилиндра и выпучи-
вания обшивки. Наличие стрингеров и шпан-
гоутов в подкрепленных герметических цилин-
драх намного усложняет решение этой задачи.
Поэтому задача обеспечения остаточной проч-
ности герметических фюзеляжей решается
расчетно-экспериментальным методом.
Диаграмма разрушения обшивки с про-
дольной трещиной под разрушенным цен-
тральным шпангоутом при нагружении фюзе-
ляжа избыточным давлением определяется
следующим соотношением:
ДРпазпЯ
= ----2^-2---------(4.2.12)
t Сцгп V л/ ,
где ДРразр - разрушающее избыточное давле-
ние; R - радиус фюзеляжа; t - толщина обшив-
ки; сшп - корректирующий множитель, учиты-
вающий влияние кривизны фюзеляжа, выпу-
чивания обшивки, двухосности напряжения,
наличие стрингеров, стопперов, шпангоутов.
Значения сшп находятся экспериментально.
гео.мм Прочность шпангоута определяется из соот-
ношения
Д-^разр ствшп
1 в
Ршп J Т?
V ^иш
(4.2.13)
где овшп - предел прочности материала шпан-
гоута; Гшп - площадь шпангоута; р - корректи-
рующий множитель. Значения р в зависимости
от способа крепления шпангоута к обшивке.
Прочность стопперов, устанавливаемых
под шпангоутами, определяется из соотноше-
ния
_ А-^разр
СТСТОП — “
ствс топ
Т О Пл /2//
—Рс т о Пу
^ал V гс т о п
(4.2.14)
где ов стоп - предел прочности материала стоп-
пера из алюминиевого сплава; ^стоп, ^ал - мо-
дуль упругости материала стоппера и алюми-
ниевого сплава соответственно; Лтоп - пло-
щадь стоппера; рСТоП - корректирующий мно-
житель.
Из полученных соотношений следует,
что применение стопперов обеспечивает уве-
личение остаточной прочности обшивки на
40-50 %.
За счет соответствующего конструирова-
ния герметической оболочки можно обеспе-
чить требуемый уровень остаточной прочности
фюзеляжа (рис. 4.2.20).
Величины кольцевых разрушающих на-
пряжений в конструкциях фюзеляжей с об-
шивкой из сплава Д16АТВ, имеющего вяз-
кость разрушения К% = 100 -110 МПа*7м ,
равны 6,3-9 кг/мм2 (63 - 90 МПа) при двух-
428
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
пролетной трещине в обшивке под разрушен-
ным шпангоутом. Верхние значения остаточ-
ной прочности соответствуют фюзеляжам, в
которых применяются шпангоуты с компенса-
торами, нижние значения - фюзеляжи со
шпангоутами без компенсаторов. За счет при-
менения стопперов может быть достигнуто
увеличение остаточной прочности герметиче-
ских фюзеляжей до 13 - 14 кг/мм2 (130-140
МПа) при значениях вязкости разрушения
материала обшивки К? = 100 - 110
Рис. 4.2.20. Влияние конструкции герметической
оболочки ня остаточную прочность ее обшивки:
1 - неподкрепленный цилиндр; 2 - фюзеляж
без стопперов, шпангоуты составные; 3 - фюзеляж
со стопперами, приклеенными под шпангоутами;
вязкость разрушения материала обшивки
Кс= 100 МПа-Тм
Остаточная прочность конструкций с по-
верхностными и угловыми трещинами. Расчет
остаточной прочности толстых элементов с
поверхностными и угловыми трещинами вы-
полняется с использованием вязкости разру-
шения при плоской деформации Ajc в качестве
критерия разрушения. Оценки остаточной
прочности с использованием значений Xjc
является, как правило, консервативными.
Так как деформации многих элементов
конструкций не являются плоскими из-за их
недостаточной толщины, то действительная
вязкость разрушения этих элементов будет
больше, чем Ajc. Кроме того, в массивных
элементах наблюдается значительное различие
(анизотропия) трещиностойкости материалов в
трех направлениях. Характеристики по толщи-
не элемента часто оказываются намного ниже
этих показателей по ширине элемента.
В связи с тем, что значения коэффици-
ента интенсивности напряжений меняются
вдоль фронта несквозных трещин, то остаточ-
ная прочность элементов с несквозными тре-
щинами в значительной степени зависит от
формы трещины. Вычисление коэффициентов
интенсивности напряжений для поверхност-
ных и угловых трещин выполняется по спра-
вочникам и сертифицированным методикам.
Анализ показывает, что на этапе проек-
тирования требуемые значения вязкости раз-
рушения конструкционных материалов K\z
следует задавать из условий обеспечения жи-
вучести элементов поперечного стыка крыла,
так как эти элементы являются одними из
наиболее критических силовых массивных
элементов планера.
2
о Ж гб 35 S5 45 г,мм
Рис. 4.2.21. Расчетная зависимость относительного коэффициента интенсивности
напряжений Л/<т от длины угловой трещины / в элементах поперечного стыка крыла
ОБЕСПЕЧЕНИЕ ЖИВУЧЕСТИ
429
На рис. 4.2.21 представлена типовая за-
висимость изменения относительного коэф-
фициента интенсивности напряжений от раз-
меров угловых трещин у отверстий в попереч-
ных стыках крыла. Здесь учтено влияние со-
средоточенных нагрузок, передаваемых кре-
пежными болтами. В современных конструк-
циях из алюминиевых сплавов значения рас-
четных растягивающих напряжений в нижней
регулярной поверхности крыла составляют
примерно ор = 370 МПа. При этом в элемен-
тах поперечного стыка крыла по условиям
усталостной прочности принимаются напря-
жения примерно в 1,6 раза меньше по срав-
нению с напряжениями в регулярных зонах
панелей крыла [3]. Следовательно, в элементах
поперечного стыка крыла эксплуатационные
напряжения равны оэ = 160 МПа.
Регламентированные размеры угловых
трещин в одну сторону от отверстия в таких
элементах равны I = 25 мм (рис. 4.2.11). При
этих значениях оэ, / на основе зависимости
(рис. 4.2.21) получаем для профилей из алю-
миниевых сплавов требуемые значения вязко-
сти разрушения К\с = 45 МПа*7кГ .
Допускаемые величины расчетных на-
пряжений в нижней растянутой поверхности
крыла равны примерно пределу текучести ма-
териала обшивки. В соответствии с этим по-
ложением уровни расчетных напряжений ор в
крыльях из сплавов алюминия, титана и стали
будут составлять примерно 370, 950, 1300 МПа
соответственно. Требуемые величины вязкости
разрушения для рассмотренных материалов
равны: Aj ^=113 МПа*7м; Aj стит = 113
МПа*Тм;А1сст =157 МПа*7м .
Скорость роста усталостных трещин
б
а)
б
б)
Рис. 4.2.22. Переменные нагрузки:
а - регулярные; б - нерегулярные
Результаты экспериментов при регуляр-
ных нагрузках представляются в виде трафика
зависимости скорости роста трещины v от
размаха коэффициента интенсивности напря-
жений ЛК. Такой трафик строится в двойных
логарифмических координатах и называется
кинетической диаграммой усталостного раз-
рушения (рис. 4.2.23).
Уравнения скорости роста усталостных
трещин. Расчеты скорости роста усталостных
трещин базируются на закономерностях, полу-
ченных, главным образом, экспериментально
ЦО].
Многочисленные исследования показали,
что наиболее подходящей характеристикой
нагруженности для оценки роста трещин явля-
ется коэффициент интенсивности напряжений
К.
Предложенные разными авторами моде-
ли роста трещин можно разделить на два типа
- модели роста трещин при регулярных
(синусоидальных) и при нерегулярных нагруз-
ках (рис. 4.2.22).
Полная диаграмма усталостного разру-
шения при заданном коэффициенте асиммет-
К •
рии цикла R = представляет собой
^тах
S - образную кривую, заключенную между
пороговым значением коэффициента интен-
сивности напряжений Kth и вязкостью разру-
шения Кс..
Рис. 4.2.23. Типичный вид кинетической
диаграммы усталостного разрушения:
I, И, III - основные участки
430
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
На сегодня предложено несколько десят-
ков аналитических зависимостей для описания
кинетической диаграммы или отдельных ее
участков. Ниже рассмотрены основные зави-
симости, применяемые в самолетостроении.
Формула Пэриса. В настоящее время од-
ной из наиболее распространенных формул
для расчета скорости роста усталостных тре-
щин является формула Пэриса
v = c ЛКп, (4.2.15)
где сип- константы материала. Значения п
для различных полуфабрикатов алюминиевых
сплавов изменяются от 2 до 9; типичное зна-
чение п = 4 для материалов из алюминиевых
сплавов.
Зависимость (4.2.15) характеризует лишь
средний, хотя и важнейший для расчетов, уча-
сток кинетической диатрам усталостного раз-
рушения (участок II). В области малых и
больших значений Ку приближающихся соот-
ветственно к Kth и Кс.у формула Пэриса не
описывает данные экспериментов.
Многие экспериментальные данные по-
казывают кусочно-линейную зависимость ско-
рости роста усталостной трещины от коэффи-
циента интенсивности напряжений в лога-
рифмических координатах. Для большого диа-
пазона скоростей, используемого в практиче-
ских расчетах, эта зависимость представляет
две прямые. Точка пересечения этих прямых
для алюминиевых сплавов соответствует при-
мерно 2v = 10'2 мм/цикл или AX' = 50 МПа/м.
Каждая из этих двух прямых может быть пред-
ставлена уравнением Пэриса с соответствую-
щими константами сип.
Для расчета скорости роста медленно
развивающихся трещин при К ~^Kt^ предло-
жены модификации формулы Пэриса
v = c(aX" -AK"j; (4.2.16)
v = с^АХ - &Kth J ; [2] (4.2.17)
V = c(*max - A* J“(a*)". [3] (4.2.18)
Формулы Уолкера-Эрдогана. Формула
Пэриса не учитывает влияние коэффициента
асимметрии нагружения R. С целью учета
влияния R Уолкер ввел понятие эффективных
напряжений
(1 - (4.2.19)
В результате получено уравнение Уолке-
ра-Эрдогана
АХ
(1-Я)“
(4.2.20)
Здесь ------- - размах коэффициента интен-
(1-Я)“
сивности напряжений, приведенный к отнуле-
вому циклу.
Формула Формана. Для описания кине-
тической диаграммы усталостного разрушения
в пределах участков II и III Форманом пред-
ложено уравнение, учитывающее и асиммет-
рию цикла, и увеличение скорости роста тре-
щины при К -> Кth
ЛКп
(4221)
Коэффициенты сип подобны соответствую-
щим коэффициентам в уравнении Пэриса, но
не равны им численно.
Формула С.Я. Яремы - С.М. Микитишн-
на. Предложено не менее 16 формул, претен-
дующих на описание всех трех участков кине-
тической диаграммы разрушения и содержа-
щих от трех до шести констант (параметров).
Из них формула С.Я. Яремы и С.И. Микити-
шина
Я
V = VQ
^max ~ К th
К fc ^max
(4.2.22)
удобна для инженерных расчетов скорости
роста усталостных трещин в полном диапазоне
изменения АХ при R = const и подтверждена
при испытании сталей и алюминиевых спла-
вов.
Для описания всех участков кинетиче-
ской диаграммы усталостного разрушения
Коллиприст предложил уравнение гиперболи-
ческого арктангенса, содержащее четыре пара-
метра. Уравнение Коллиприста было уточнено
Яске, который включил в него показатель сте-
пени для величины (1 - R).
Уравнение Коллиприста-Яске приняло
вид:
lg v = ci + Qtg 1
где т - эмпирическая постоянная, зависящая
от материала.
(4.2.23)
ОБЕСПЕЧЕНИЕ ЖИВУЧЕСТИ
431
Это уравнение содержит пять констант:
Q, С2, Kth, Кс, т.
Группа специалистов по механике раз-
рушения исследовала возможность примене-
ния этого уравнения для описания экспери-
ментальных данных по скорости роста трещин.
Статистической обработке было подвергнуто
большое количество данных по скорости роста
трещин в сплаве 7075-Т6. Оказалось, что урав-
нение дает хорошую корреляцию при R = О,
однако оказывается неточным при больших
положительных и низких отрицательных зна-
чениях R. Для улучшения сходимости расчета
с экспериментом уравнение было уточнено за
счет увеличения количества параметров. Для
получения корреляции при асимметрии цикла
от -1 до +1 пришлось прибегнуть к уравнению
арктангенса с 10 параметрами.
Формула В.Г. Кудряшова - В.И. Смолен-
цева. На основе анализа экспериментальных
данных авторы предложили уравнение для
расчета скорости роста усталостной трещины
при положительных значениях коэффициента
асимметрии цикла в виде
3»-м” в>0
^чпах
(4.2.24)
При отрицательном коэффициенте асим-
метрии цикла уравнение записывается сле-
дующим образом:
г - с С1 ~ /г)1/”1 1 (^max - Kth)m
Кс - К max
R < 0, (4.2.25)
т.е. показатель степени при (Z - R) меняется на
обратную величину.
Формула Чэнга. Для учета влияния сжи-
мающих нагрузок на скорость роста усталост-
ных трещин Чэнг предложил использовать
уравнение, подобное уравнению (4.2.20)
(4.2.26)
где показатель q(R) определяется эксперимен-
тально для определенного отрицательного
значения коэффициента асимметрии цикла R.
Для упрощения вычислений используется
среднее значение q(R) в некотором диапазоне
отрицательных коэффициентов асимметрии.
Модели взаимодействия нагрузок. Спектр
нагружения конструкции самолета содержит
переменные нагрузки, т.е. относится к типу
нерегулярного нагружения. Эксперименталь-
ные исследования влияния взаимодействия
нагрузок переменной амплитуды на рост тре-
щин показали, что тип и состав спектра на-
гружения, а также порядок чередования цик-
лических нагрузок оказывают значительное
влияние на скорость роста усталостных тре-
щин. Это влияние проявляется главным обра-
зом в торможении роста трещин после дейст-
вия высокой растягивающей нагрузки, которое
вызывается остаточными напряжениями сжа-
тия в зоне пластичности у конца трещины.
При достаточно высокой нагрузке по отноше-
нию к последующей возможна остановка роста
трещины.
Другой эффект, который также нельзя не
учитывать - это влияние действия сжимающих
нагрузок после больших растягивающих нагру-
зок. Сжатие может сильно уменьшить эффект
торможения, что приводит к существенному
ускорению роста трещин. Нагрузки меньшей
амплитуды вызывают ускорение роста трещи-
ны после перехода к нагружению нагрузками
более высокой амплитуды.
Для учета эффектов взаимодействия на-
грузок предложен ряд моделей. Остановимся
на широко применяемых моделях. В начале
1970-х годов были разработаны три важные
модели, вызываемые обычно моделями Уиле-
ра, Уилленборга и Элбера. Они стимулировали
проведение расчетов длительности роста уста-
лостных трещин в самолетных конструкциях
при нерегулярном нагружении. Эти модели
модифицировались различными исследовате-
лями.
Модель Уилера. Модель Уилера, учиты-
вающая эффект торможения с помощью пере-
менного коэффициента торможения Ст, запи-
сывается в следующем виде
dl
v = c”b7F’ <4-227)
\aJN J
( dl\
гДе —77 " скорость роста трещины при
\dN )
постоянной амплитуде нагружения; v - ско-
рость роста трещины при переменной ампли-
туде нагружения; тп - показатель, зависящий
от материала и параметров программы нагру-
жения. Значения т подбирают по результа-
там специальных экспериментов при нерегу-
лярном нагружении. При этом добиваются
совпадения расчетных и экспериментальных
данных.
Коэффициент торможения меняется в
каждом цикле нагружения и определяется
следующим образом (рис. 4.2.24):
0 4- ТрП - Ц
Здесь грп - размер зоны пластичности у конца
трещины при перегрузке; гр/ - размер текущей
зоны пластичности в г - ом цикле; /о - размер
трещины при перегрузке; 7/ - размер трещины
в 7 - ом цикле; X = 7о 4- грп - 7/ - расстояние от
конца трещины до границы зоны пластично-
сти, сформированной перегрузкой.
432
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
Рис. 4.2.24. Модель Уилера
Коэффициент торможения Ст £ 1 и вы-
числяется для случаев 7/ + rpi < /о + грп. Это
означает, что замедление приостанавливается
тогда, когда текущая зона пластичности дости-
гает границы зоны пластичности, созданной
при перегрузке.
Размер зоны пластичности вычисляется
по формуле
z \2
, (4.2.29)
к°0,2;
где со,2 - предел текучести материала; коэффи-
1
циент а = — для плоского напряженного
2п
1 Ч-
состояния и а = — для плоской деформации.
6п
В модели Уилера за размер зоны пла-
стичности rpi принимается ее радиус.
Модель Уилера позволяет за счет подбо-
ра соответствующего значения коэффициента
т в (4.2.27) учесть уменьшение торможения
роста трещин за счет действия сжимающих
нагрузок.
Модель Уиллеиборга и ее модификации.
Для модели Уиллеиборга необходимы данные
только по пределу текучести материала под.
Модель базируется на использовании уравне-
ния Формана (4.2.21) с заменой Л и ДХ на
эффективные значения* ДХ^ и АД#; которые
определяются на основе оценки остаточных
напряжений сжатия, образовавшихся при воз-
действии высокой нагрузки. Значения и
ДД^определяются следующим образом
(рис. 4.2.25).
Вычисляют размер зоны пластичности,
образовавшейся при перегрузке
z Л
>=« — • (4.2.30)
1°о,27
Рис. 4.2.25. Модель Уиллеиборга
Далее определяется коэффициент
^чпах арр, необходимый для образования такой
зоны пластичности гр арр при вершине текущей
трещины 7/, которая достигла бы границы зоны
пластичности, образовавшейся при перегрузке.
Величина арР определяется из условия
(к V
л max арр
а --------- =1в+грп-Ц =
I ст0,2 )
ГР арр-
(4.2.31)
В модели Уиллеиборга предполагается,
что максимальное значение Kmaxi в тот момент,
когда размер трещины равен //, уменьшается
на величину Xi^, заданную соотношением
К red -
К red
К тах арр
^чпах/
(4.2.32)
Эффективное напряжение определя-
ется разностью между действующим о/ и оста-
точным напряжением Поэтому значения
эффективных максимальных и минимальных
напряжений можно вычислить из соотноше-
ний:
°max eff °тах - (4.2.33)
amin eff~ °min - ^red\ (4.2.34)
где остаточное напряжение равно
Kred _ &тах арр К maxi
(4.2.35)
Значения эффективных коэффициентов
интенсивности напряжений равны
^чпах efff = ^max i ~ & red > (4.2.36)
^min effi - ^min i ~ К red- (4.2.37)
ОБЕСПЕЧЕНИЕ ЖИВУЧЕСТИ
433
Эффективные значения коэффициента
интенсивности цикла R^p вычисляются с ис-
пользованием уравнений (4.2.33) и (4.2.35).
В дальнейшем значения эффективных R^p и
hJCeff используются для вычисления скорости
роста трещины по уравнению Формана
(4.2.21).
Модель Вромана в некоторой степени
подобна модели Уилленборга, но эти две мо-
дели разработаны независимо в 1970-1971 гг.
Модель Чэнга. Чэнг и другие модифици-
ровали модель Вромана при изучении влияния
спектра нагружения бомбардировщика на рост
трещины. Для учета влияния сжимающих на-
грузок на скорость роста трещины Чэнг пред-
ложил уравнение (4.2.26).
В дальнейшем на основе модели Уиллен-
борга Чэнгом была разработана модель, на-
званная моделью Уилленборга-Чэнга. В этой
модели учитываются:
- замедление роста трещины по модели
Уилленборга;
- ускорение роста трещины, вызываемое
влиянием отрицательного коэффициента
асимметрии цикла, с помощью уравнения,
предложенного Чэнгом;
- уменьшение замедления роста трещи-
ны, вызываемое сжимающей нагрузкой, сле-
дующей непосредственно за растягивающей
перегрузкой, на основе концепции эффектив-
ной длины зоны взаимодействия нагрузок,
предложенной Чэнгом.
Скорость роста трещины определяется по
формуле:
(4.2.38)
Если эффективный коэффициент асим-
метрии цикла отрицательный, то применяется
схема ускорения (4.2.26).
Эффективные коэффициенты интенсив-
ности напряжений определяются по форму-
лам:
Kmazeff ~ ^шах
( V/2
-ФАП 1-- - ^тах
V rpnJ
Kpmneff ~~ nmin
=^-ф4---^
\ грп)
1
„ Knuneff
Reff = n—Г
лтах eff
(4.2.39)
где Атах - коэффициент интенсивности на-
пряжений, соответствующий максимальному
напряжению текущего цикла нагружения;
Кп - коэффициент интенсивности напряже-
ний, соответствующий максимальному напря-
жению цикла перегрузки; А/ - приращение
трещины с момента приложения нагрузки;
ГрП - размер (радиус) зоны пластичности, обра-
зовавшейся при перегрузке (4.2.30).
Множитель Ф определяется из уравнения
t LKth
^-R)Kn
(Rso-i)
(4.2.40)
где R& - предельный коэффициент перегрузки,
зависящий от материала, от коэффициента
асимметрии цикла, от величины сжимающей
нагрузки. В расчетах величина этого коэффи-
циента была принята равной Rjo = 3 на основе
данных, полученных Чэнгом.
Уменьшение замедления роста трещины
за счет сжимающей нагрузки, следующей не-
посредственно за растягивающей перегрузкой,
учитывается с помощью эффективного размера
зоны замедления, который определяется из
выражения
(Г^л)е# = G + < °’
(4.2.41)
Модель Джонсона представляет модифи-
кацию модели Уилленборга. В ней применяет-
ся уравнение скорости роста трещины
v =-------, (4.2.42)
-ЛК
где т = 1 при R^p > 0; /и = 2 при R^p < 0.
Данное уравнение соответствует уравне-
нию Формана, кроме показателя т. Для отри-
цательных коэффициентов асимметрии цикла
т = 2.
В уравнении (4.2.42) используется пол-
ный размах коэффициента интенсивности
напряжений и соответствующие значения R^p,
т.е. размах включает напряжения сжатия.
Если ДА < ДА^ - (1 _ > то
v = 0. Замедление роста трещины для опреде-
ленного нагружения зависит от величины при-
кладываемой нагрузки, а также от степени
подрастания трещины в зоне пластичности,
созданной перегрузкой.
В модели Джонсона за размер зоны пла-
стичности принимается ее диаметр, поэтому
значения а в (4.2.29) равны а = — для плос-
п
1
кого напряженного состояния и а = — для
Зп
плоской деформации.
Взаимодействие нагрузок учитывается
введением R^p для каждого цикла, который
может отличаться от действительного коэффи-
434
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
циента асимметрии цикла. Суть модели Джон-
сона заключается в способе нахождения вели-
чины Reff для учета замедления, ускорения
роста трещины и влияния минимальных на-
грузок.
Максимальные значения R^ ограничи-
ваются величиной 0,6 в условиях плоской де-
формации и величиной 0,8 в условиях плоско-
го напряженного состояния. Замедление и
ускорение роста трещины учитывается соот-
ветственно уменьшением или увеличением
эффективного коэффициента асимметрии
цикла в (4.2.42). Коэффициент асимметрии
цикла Reff является функцией остаточного ко-
эффициента интенсивности напряжений Kr и
текущего коэффициента интенсивности на-
пряжений К
R^ = imin~KJ- <4-2-43)
Amax “ AR
Остаточный коэффициент интенсивности
напряжений Kr в модели Джонсона вычисля-
ется через остаточный коэффициент интен-
сивности напряжений К^ в модели Уиллен-
борга (4.2.35)
KR = Ф/J KKd, (4.2.44)
! Kfh
(4Х45)
где
R^ - 0-П1Ш- _ отношение значений минималь-
ных напряжений к напряжениям перегрузки.
Коэффициент Ф& учитывает типы мате-
риалов и спектры нагружений. Этот коэффи-
циент выражается через параметры А и В,
зависящие только от материала и определяе-
мые по результатам испытаний с периодиче-
ски прикладываемой перегрузкой. Типичные
значения А и В изменяются от 1 до 1,5 и от
1,8 до 2,5 соответственно для различных мате-
риалов.
В модели Джонсона учитывается влияние
количества перегрузок, действующих подряд,
на замедление скорости роста трещины за счет
деления параметра В на количество действую-
щих подряд перегрузок ип- Это означает, что
чем больше циклов перегрузок, действующих
подряд, тем больше замедление роста трещи-
ны. Установлено, что подрастание трещины во
время цикла перегрузки превышает подраста-
ние трещины при регулярном нагружении.
Это явление названо ускорением роста трещи-
ны, для которого остаточный коэффициент
интенсивности напряжений определяется как
Kr = ФА К^- (4.2.46)
Фа определяется отношением напряже-
ний текущей минимальной нагрузки к напря-
жениям перегрузки.
Часто при случайном нагружении, харак-
терном для элементов конструкции самолета,
встречаются сжимающие или растягивающие
нагрузки, величины которых меньше, чем
большинство основных нагрузок. Установлено,
что нагрузки, величина которых составляет
менее 15 % от растягивающей нагрузки, зна-
чительно уменьшают замедление роста тре-
щин. Исключение этих малых сжимающих
нагрузок может привести к 50 %-ному увели-
чению длительности роста трещин.
В модели Джонсона влияние минималь-
ных нагрузок на скорость роста трещины учи-
тывается путем уменьшения эффективного
коэффициента интенсивности напряжений
при перегрузке. Учет производится с помощью
коэффициента р, который вычисляется каж-
дый раз, когда встречается минимальная на-
грузка. Для определения р требуется вычис-
лить два параметра у и z для данного материа-
ла так же, как и параметры А и В. Таким об-
разом, в модели Джонсона учитываются явле-
ния замедления, ускорения роста трещин и
влияние минимальных нагрузок.
В моделях Уилера, Уилленборга и их мо-
дификациях проводится поцикловой расчет
роста трещины, что позволяет учесть посте-
пенное снижение влияния перегрузки по мере
прорастания трещины в созданную перегруз-
кой зону пластичности.
Модель А.З. Воробьева. В этой модели
введен коэффициент торможения Ст, который
не требует расчета размеров зон пластичности.
Этот коэффициент получается непосредствен-
но из эксперимента, аналогичного определе-
нию коэффициента т в модели Уилера. Мо-
дель А.З. Воробьева разработана на основе
анализа результатов специально проведенного
эксперимента.
В результате исследований А.З. Воробье-
вым получены формулы для определения ко-
эффициента торможения Ср
_а| стп ~gmax |
ст = е Опмх '; (4.2.47)
С1=е Кта (4.2.48)
где стп - напряжение нагрузки; атах - макси-
мальные напряжения цикла; An, сттах - соот-
ветствующие значения коэффициентов интен-
сивности напряжений; а - эмпирический ко-
эффициент, зависящий от программы нагру-
жения и в меньшей степени от материала.
Модель Элбера. Модель Элбера пред-
ставляет собой концепцию закрытия трещины.
Анализируя результаты экспериментов, Элбер
впервые отметил факт закрытия берегов тре-
ОБЕСПЕЧЕНИЕ ЖИВУЧЕСТИ
435
щины под действием циклических растяги-
вающих нагрузок. Он постулировал, что за-
крытие трещины происходит под действием
остаточных пластических деформаций, обра-
зующихся у конца трещины. В процессе раз-
рушения трещина может закрыться и оставать-
ся закрытой при нагрузке растяжения регуляр-
ного и нерегулярного характера. Следователь-
но, в расчете скорости роста трещины величи-
на напряжения раскрытия трещины может
быть использована как уровень отсчета эффек-
тивного размаха напряжений и определяется
Элбером по формуле
^eff = CTmax " <?0р, (4.2.49)
где сто р - напряжения раскрытия трещины.
Отношение напряжений определяется
формулой
U = °тах ~а0р = (4 2 50)
сттах “ CTmin
При этом модель Элбера записывается в
виде
v = c(UAK)n = c(AKeff)n, (4.2.51)
где ДА - размах коэффициента интенсивности
напряжений.
С целью разработки метода расчета ско-
рости роста трещины для общего случая на-
гружения в ряде работ разрабатывалась мате-
матическая модель закрытия трещины и про-
изводились ее проверки при регулярном и
нерегулярном нагружении. Напряжения рас-
крытия трещины, полученные по этой модели,
использовались для расчета скорости роста
трещин при нерегулярном нагружении. Следу-
ет отметить, что измерение напряжений рас-
крытия трещины является очень сложной за-
дачей.
Закрытие трещин анализировалось с по-
мощью метода конечных элементов для двух-
мерного напряженного состояния. Было пока-
зано, что метод конечных элементов является
достаточно точным, однако очень сложным и
требует больших ресурсов ЭВМ.
Разрабатывались аналитические модели
закрытия трещины в двухмерной постановке,
основанные на модели Дагдейла, модифици-
рованной для учета пластически деформиро-
ванного у конца трещины материала.
Предложена аналитическая модель за-
крытия трещины, которая воспроизводит ус-
ловия и плоского напряженного состояния, и
плоской деформации.
Зависимость U (4.2.50) от переменных
ДА, /, R может быть установлена также по дан-
ньгм испытаний образцов нагрузкой с посто-
янной амплитудой.
По результатам испытаний листов из
сплава 2024-ТЗ Элбер заключил, что наиболее
существенное влияние на U оказывает коэф-
фициент асимметрии цикла R и предложил
следующую зависимость:
U = 0,5 + 0,4Я; -0,1 < R < 0,7. (4.2.52)
Для сплава 2024-ТЗ уравнение (4.2.51)
примет вид
v = с[(0Л + о,4/г)дх]". (4.2.53)
Элбер распространил (4.2.53) на случай
действия нагрузки с переменной амплитудой.
Он показал, что закрытие трещины может
оказывать существенное влияние на скорость
роста трещины.
С помощью изложенных выше аналити-
ческих зависимостей и практического инже-
нерного подхода можно выполнять с прием-
лемой точностью расчет скорости роста уста-
лостной трещины.
Расчетные и экспериментальные значе-
ния длительности роста трещин, в основном,
различаются не более, чем в два раза.
Следует отметить, что не существует уни-
версальной формулы и модели, позволяющих
рассчитывать скорость роста трещины в раз-
личных материалах и при различных спектрах
нерегулярного нагружения.
Изложенные выше методы расчета ско-
рости роста трещин позволяют на этапе проек-
тирования задаться уровнем напряжений, вы-
брать конструкционный материал с требуемы-
ми характеристиками циклической трещино-
стойкости материалов, разработать конструк-
тивные мероприятия с целью обеспечения
требований к длительности роста усталостных
трещин (рис. 4.2.13).
Такие исследования применительно к
планеру самолета позволили получить сле-
дующие результаты:
1) длительность роста трещины в обшив-
ке под разрушенным стрингером уменьшается
в 2,5 - 3 раза при увеличении относительной
ПЛОЩаДИ Стрингеров -^стрингера/ -^обшивки от 0,25
до 1,0 (рис. 4.2.26);
2) во многих случаях длительность роста
трещин в клепаных подкрепленных панелях
больше, чем в монолитных подкрепленных
панелях из-за членения клепанных панелей;
3) длительность роста трещин в обшивке
герметических фюзеляжей под приклеенными
стопперами в виде полос примерно на поря-
док больше длительности роста трещин в об-
шивке фюзеляжей без стопперов;
4) длительность роста трещин в обшивке
под приклеенными стопперами в 2-3 раза
больше по сравнению с длительностью роста
трещин в обшивке под приклепанными стоп-
перами.
436
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
Рис. 4.2.26. Влияние относительной площади стрингеров на длительность роста трещин
в обшивке под разрушенным стрингером: расчетные кривые; стэкв = 145 МПа
Разработаны и обоснованы требования к
скорости роста трещин в материалах для пер-
спективных самолетных конструкций. Резуль-
таты проведенных расчетов (4.2.27 - 4.2.28)
показали, что для обеспечения критериев ро-
ста трещин в перспективных самолетных кон-
струкциях требуются алюминиевые сплавы
^2/ , п
со скоростями роста трещин --= 14-2
dN
при размахе коэффициента интенсивности
напряжений ААГ= 31 МПа>/м (рис. 4.2.29).
В сталях и сплавах титана для обшивки сверх-
звуковых самолетов ^2L = 0,2 мм/к цикл и
= 0,4 мм/к цикл при ЛК =31 МПа\/м
соответственно.
СЕРТИФИКАЦИОННЫЕ ИСПЫТАНИЯ
437
Рис. 4.2.28. Расчетная длительность роста поперечных трещин в обшивке
под разрушенным стрингером в герметическом фюзеляже перспективного пассажирского самолета
Рис. 4.2.29. Требуемые скорости роста трещин
в материалах обшивки планера перспективного
пассажирского самолета
4.2.4. СЕРТИФИКАЦИОННЫЕ ИСПЫТАНИЯ
НА ЖИВУЧЕСТЬ НАТУРНЫХ КОНСТРУКЦИЙ
САМОЛЕТОВ
Сертификационные (зачетные) испыта-
ния на живучесть проводятся с целью:
- определения возможных зон усталост-
ного разрушения планера в эксплуатации;
- проверки методов дефектоскопического
контроля планера;
- выявления вероятных многоочаговых
усталостных трещин;
- проверки требуемой нормируемой ос-
таточной прочности планера;
- подтверждения методов расчета скоро-
сти роста усталостных трещин и остаточной
прочности планера.
Зачетные испытания на живучесть про-
водятся в два этапа. На первом этапе испыта-
ний, совмещаемом с испытаниями на уста-
лость, определяются критические зоны конст-
рукции по условиям усталости, исследуется
скорость роста естественных усталостных тре-
щин, отрабатывается методика дефектоскопии.
На втором этапе испытаний исследуется ско-
рость роста трещин от искусственных надре-
зов, проверяется остаточная прочность конст-
рукции с регламентированными повреждения-
ми. После окончания испытаний на остаточ-
ную прочность производится разборка и де-
фектация конструкции для выявления и ана-
лиза скрытых усталостных трещин.
Величина наработки на первом этапе ис-
пытаний должна быть достаточной для реше-
ния вопроса о вероятности образования кри-
438
Глава 4.2. ОСНОВЫ РЕСУРСНОГО ПРОЕКТИРОВАНИЯ МАШИН
тических необнаруживаемых многоочаговых
трещин в планере за время отработки в экс-
плуатации назначенного ресурса. Для под-
тверждения практической невозможности об-
разования многоочаговых трещин за время
отработки назначенного ресурса в эксплуата-
ции объем наработки планера при испытаниях
на усталость должен превышать назначенный
ресурс как минимум в 3 раза.
При испытаниях на остаточную проч-
ность производится защита конструкции от
катастрофического разрушения, которое может
привести к невыполнению программы серти-
фикационных испытаний на живучесть, к вы-
ходу из строя дорогостоящего оборудования.
Для предотвращения подобных разрушений
тонкостенных конструкций самолетов исполь-
зуется методика, основанная на контроле ус-
тойчивого докритического подрастания тре-
щин (рис. 4.2.30 - 4.2.31).
Рис. 4.2.30. Устойчивое подрастание трещины в обшивке нижней поверхности
крыла самолета при испытаниях на остаточную прочность
Рис. 4.2.31. Устойчивое подрастание трещины в обшивке нижней хвостовой
части фюзеляжа самолета прп испытаниях на остаточную прочность
Контроль производится с помощью
фольговых датчиков трещин, которые наклеи-
ваются на поверхность конструкции по пред-
полагаемой траектории продвижения трещины
и включаются в электрическую схему управле-
ния нагружением планера. При устойчивом
подрастании трещины датчики включают све-
товую сигнализацию, а также обеспечивают
аварийное отключение нагружения при дос-
тижении заданной величины подрастания
трещины. Подрастание трещины определяется
исходя из закономерностей ее докритического
роста трещины.
На рис. 4.2.32 приведен пример регла-
ментированных повреждений, при которых
производились сертификационные испытания
на живучесть герметического фюзеляжа пасса-
жирского самолета.
СПИСОК ЛИТЕРАТУРЫ
439
Рис. 4.2.32. Испытания на остаточную прочность
фюзеляжа самолета с регламентированными повреждениями и напряженным состоянием
СПИСОК ЛИТЕРАТУРЫ
1. Селихов А.Ф. Основные задачи и ха-
рактерные особенности обеспечения прочно-
сти широкофюзеляжных пассажирских самоле-
тов. В кн.: Прочность самолетных конструк-
ций. М.: Машиностроение, 1982. С. 7 - 45.
2. Райхер В.Л., Чижов В.М. Особенности
нагружения широкофюзеляжных самолетов.
В кн.: Прочность самолетных конструкций.
М.: Машиностроение, 1982. С. 45-62.
3. Воробьев А.З., Лейбов В.Г., Олькин
Б.И., Стебенев В.Н. Обеспечение повышенно-
го ресурса широкофюзеляжных самолетов. В
кн.: Прочность самолетных конструкций. М.:
Машиностроение, 1982. С. 122-151.
4. Воробьев А.З., Олькин Б.И., Стебенев
В.Н., Родченко Т.С. Сопротивление усталости
элементов конструкций. М.: Машиностроение,
1990. 238 с.
5. Нестеренко Г.И., Селихов А.Ф. При-
менение принципов эксплуатационной живу-
чести при создании широкофюзеляжных само-
летов. В кн.: Прочность самолетных конструк-
ций. М.: Машиностроение, 1982. С. 151-189.
6. Нестеренко Г.И. Определение основ-
ных силовых элементов планера. М.: Цен-
тральный институт повышения квалификации
кадров авиационной промышленности, 1992.
12 с.
7. Нестеренко Г.И. Расчет характеристик
эксплуатационной живучести конструкций на
основе механики разрушения. ФХММ, 1983,
№ 1. С. 12-23.
8. Доценко А.М. О влиянии выпучивания
на статическую трещиностойкость. Проблемы
прочности, 1984, № 6. С. 111-116.
9. Нестеренко Г.И. Анализ остаточной
прочности подкрепленных панелей. Труды
ЦАГИ, вып. 1879, 1977. С. 77-90.
10. Нестеренко Г.И. Расчет скорости рос-
та усталостных трещин. М.: Центральный
институт повышения квалификации кадров
авиационной промышленности, 1992. 30 с.
11. Свирский Ю.А., Басов В.Н. Учет
суммирования повреждений авиаконструкций
при нерегулярном нагружении. Тезисы конфе-
ренции “Фундаментальные исследования в
аэрокосмической науке”, т.З. М.: Изд. ЦАГИ,
1994. С. 93-96.
440
Глава 4.3. ИСЧЕРПАНИЕ РЕСУРСА В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
Глава 4.3
ИСЧЕРПАНИЕ РЕСУРСА В ПРОЦЕССЕ
ЭКСПЛУАТАЦИИ. ОСТАТОЧНЫЙ РЕСУРС
ОБЪЕКТОВ ПОВЫШЕННОЙ
ОТВЕТСТВЕННОСТИ
4.3.1. РЕСУРС И ПРОЧНОСТЬ
Протекание процесса эксплуатации лю-
бого изделия характеризуется некоторой мерой
длительности этого процесса, которая так или
иначе связана со временем. Этой мерой может
быть календарная продолжительность эксплуа-
тации, наработка, т.е. продолжительность осу-
ществления изделием своих функциональных
задач (например, километровый пробег авто-
мобиля), число циклов функционирования
или эксплуатационных циклов (например, для
самолета - число полетов) и т.д. Очевидно, что
“расстояние” между двумя любыми моментами
эксплуатации может измеряться разными ме-
рами.
Возникает естественный вопрос: почему
и зачем нужно иметь такое разнообразие, и
какая из мер является более предпочтитель-
ной? Ответ на этот вопрос базируется на по-
нимании того, что измерять протекание про-
цесса эксплуатации нужно для решения двух
главных задач: во-первых, заложить требуемые
характеристики изделия при его проектирова-
нии и изготовлении и, во-вторых, принимать
своевременные и правильные решения в про-
цессе эксплуатации (прекращение эксплуата-
ции, профилактический ремонт, контроль
состояния, изменение условий эксплуатации и
т.д.). Решение этих задач, а следовательно, и
измерение процесса эксплуатации теснейшим
образом связано с понятием предельного со-
стояния. По существу само измерение и нуж-
но лишь для того, чтобы предупредить момент
достижения предельного состояния. Предель-
ное состояние также является достаточно ши-
роким понятием, так как “предельность” мо-
жет определяться различными факторами.
Однако основными из них являются факторы
безопасности и надежности, характеризующие
допустимость эксплуатации, и факторы эко-
номические, характеризующие целесообраз-
ность эксплуатации изделия.
Наиболее удачной является ситуация,
когда и характеристики предельного состоя-
ния, и характеристики процесса эксплуатации
измеряются единой мерой. В этом случае
“движение эксплуатации” к предельному со-
стоянию определяется наиболее простым и
естественным способом. Действительно, если,
например, в качестве предельного состояния
принят некий допустимый уровень затрат на
эксплуатацию, а в качестве измерителя про-
цесса эксплуатации используется результат
суммирования затрат на нее, то именно затра-
ты естественно принять в качестве меры экс-
плуатации.
Более трудной является ситуация, когда
предельное состояние характеризуется мерой,
отличной от той, которую возможно
“отследить” в процессе эксплуатации. В этом
случае темп приближения к предельному со-
стоянию можно выявить лишь за счет возмож-
ных связей, существующих между этими двумя
мерами. В принципе, может быть предложен
целый спектр различных мер процесса экс-
плуатации, среди которых есть более или ме-
нее предпочтительные. Например, затраты
топлива на функционирование автомобиля
или самолета нецелесообразно связывать с
календарной продолжительностью эксплуата-
ции, поскольку такая связь хотя и существует,
но является достаточно слабой. Более пред-
почтительной мерой (кроме, естественно,
прямого измерения расхода топлива) является
наработка в километрах пробега, числе летных
часов или полетов, хотя и эта связь является
далеко не однозначной.
Таким образом, смысл измерения про-
цесса эксплуатации, т.е. введение таких поня-
тий, как ресурс, срок службы, интервал между
осмотрами и ремонтами и т.д., как правило,
заключается в том, чтобы, связав с этой мерой
другую значимую (в смысле предельного со-
стояния) характеристику объекта, прямое из-
мерение которой затруднено или даже невоз-
можно, делать выводы о поведении именно
этой значимой характеристики и на этой ос-
нове принимать необходимые решения о пра-
вилах и порядке эксплуатации.
В связи с этим ресурс оказывается поня-
тием, достаточно сложным и неоднозначным,
измерители ресурса могут быть весьма разны-
ми, и в каком-то смысле ресурс даже трудно
назвать характеристикой только самого объек-
та.
Одной из важнейших характеристик кон-
струкции является ее прочность, непосредст-
венно связанная с безопасностью эксплуата-
ции весьма дорогих и высокоответственных
объектов (АЭС, авиация, химические реакторы
и др.).
Известно, что исходная прочность
(несущая способность под действием экстре-
мальных расчетных нагрузок), заложенная в
конструкцию изделия, в процессе эксплуата-
ции снижается за счет влияния большого чис-
ла эксплуатационных факторов. Происходит
развитие деградационных процессов различной
физической природы (изменение свойств ма-
териала, усталость, износ, коррозия и т.д.).
Часть из этих процессов вызывает видимые
(или обнаруживаемые) повреждения. К сожа-
лению, значительная часть этих процессов
проходит скрытно, и поврежденное состояние
конструкции не может быть выявлено в экс-
плуатации имеющимися средствами и метода-
ми. Примером такого инкубационного перио-
да деградации является первая фаза усталост-
ного повреждения до возникновения обнару-
живаемой трещины.
РЕСУРС И ПРОЧНОСТЬ
441
Однако, несмотря на всю несхожесть фи-
зических причин деградации, они обладают
тем общим свойством, что окончательный
отказ (разрушение) конструкции произойдет
из-за нехватки остаточной прочности
(несущей способности), сохранившейся к это-
му моменту. Другими словами, предельное по
условиям прочности состояние конструкции,
различное по своим физическим проявлениям
(усталостная трещина, износ поверхности,
наличие коррозионного повреждения), должно
характеризоваться, по существу, единым при-
знаком - величиной остаточной прочности.
Момент снижения прочности до допустимого
уровня и следует считать моментом исчерпа-
ния ресурса по тем или иным деградационным
причинам.
Величина допустимого снижения исход-
ной прочности конструкции за счет воздейст-
вия различных эксплуатационных факторов
относится к характеристикам, формальное
назначение которых вызывает значительные
трудности. Этот вопрос должен решаться на
основе ясного понимания того, что в реальной
жизни, как правило, происходит эксплуатация
большого числа, целых парков номинально
одинаковых, а в действительности сильно раз-
нящихся по своим свойствам объектов
(автомобилей, самолетов и др.) в условиях,
которые также носят случайный характер.
Поскольку прочность и безопасность
должны обеспечиваться для всех объектов пар-
ка, постольку следует особое внимание уделять
экземплярам, обладающим наихудшими свой-
ствами ( в диапазоне возможного разброса) и
эксплуатирующимся в наиболее неблагоприят-
ных рабочих условиях. Даже в случае, когда
существуют лишь единичные экземпляры уни-
кальных объектов (сооружений, машин, реак-
торов и т.д.), их чаще всего также целесооб-
разно рассматривать в качестве худших из
мыслимой генеральной совокупности многих
номинально аналогичных экземпляров. Такой
консерватиный подход вполне оправдан имен-
но для уникальных ответственных объектов.
Естественным и единственным путем решения
необходимых задач в такой постановке являет-
ся применение вероятностной методологии,
которая позволяет получать достаточно обос-
нованные и практически эффективные резуль-
таты.
Опыт создания и эксплуатации объектов
повышенной ответственности показал, что под
обеспечением безопасности следует понимать
реализацию некоторого чрезвычайно высокого
и поэтому приемлемого ее уровня. Количест-
венное определение этого уровня является,
пожалуй, наиболее сложным вопросом, в пер-
вую очередь, психологически во всей идеоло-
гии обеспечения безопасности. Это связано с
тем, что типовые подходы, основанные на
допустимости или недопустимости той или
иной степени ущерба здесь, плохо пригодны
из-за отсутствия количественного соответствия
между гибелью человека и величиной нане-
сенного этим ущерба.
Второй, трудностью является большая
сложность количественного подтверждения
того, что требуемый уровень безопасности
достигнут. Фактическая потеря безопасности
является экстраординарным (т.е. весьма ред-
ким) событием, а надежный априорный про-
гноз вероятности столь редких событий оказы-
вается очень трудной задачей.
В связи с этим на раннем этапе разра-
ботки требований к прочности конструкций
широко использовалась методология форму-
лировки (назначения) так называемых расчет-
ных условий, выступающих в форме детерми-
нистских правил, описывающих совокупность
определенного числа сочетаний величин экс-
плуатационных факторов, при которых проч-
ность должна быть обеспечена. В качестве
расчетных условий, естественно, используются
некоторые экстремальные условия, находя-
щиеся на границах допустимых областей нор-
мальной эксплуатации. Предполагается, что,
если прочность обеспечена в расчетных усло-
виях, она будет обеспечиваться и при всех
остальных условиях эксплуатации.
Для экстремальных нагрузок, которые
могут возникнуть в условиях нормальной экс-
плуатации (так называемых максимальных
эксплуатационных нагрузок), вводится еще
довольно значительный дополнительный запас
(в авиации, как правило, 1,5-кратный), учиты-
вающий случайные межэкземплярные разли-
чия характеристик прочности и индивидуаль-
ной нагруженности, а также возможные по-
грешности, ошибки, неопределенности и т.д.
С учетом этого запаса и формируются детер-
министские расчетные условия, которые опи-
раются на некоторые, как правило, неформа-
лизованные, инженерные, по сути своей веро-
ятностно-статистические представления и мак-
симально учитывают накопленный опыт обес-
печения безопасности эксплуатации.
В последнее время для ряда ответствен-
ных объектов (АЭС, летательные аппараты)
сформулированы и даже отражены в офици-
альных государственных нормативах требова-
ния по уровню безопасности из условий проч-
ности основной силовой конструкции, выра-
женные в прямой вероятностной форме.
В частности, для конструкции самолетов ката-
строфическая ситуация, при возникновении
которой предотвращение гибели летательного
аппарата и людей невозможно, должна быть
практически невероятной, т.е. характеризо-
ваться средней вероятностью на один летный
час менее 10'9, что, очевидно, эквивалентно
средней наработке на возникновение такой
ситуации более миллиарда (!) летных часов.
442
Глава 4.3. ИСЧЕРПАНИЕ РЕСУРСА В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
Ряд проведенных исследований и, глав-
ное, опыт фактической эксплуатации самоле-
тов многих типов показал, что традиционно
требуемые детерминистские условия
(расчетные случаи), в основном, эквивалентны
этим весьма жестким прямым вероятностным
критериям. Поэтому в предположении, что
деградационные процессы отсутствуют, а сле-
довательно, несущая способность конструкции
в процессе эксплуатации не изменяется, обес-
печение “прочностной” безопасности сводится
к выбору такой прочности (несущей способно-
сти), которой бы не хватало лишь в исключи-
тельных, практических невероятных
(например, один раз на миллиард летных ча-
сов) случаях.
В действительности же деградация про-
исходит, и несущая способность в процессе
эксплуатации снижается. Отсюда, казалось бы,
вытекает естественное требование о необходи-
мости обеспечения несущей способности, со-
ответствующей расчетным условиям, не в на-
чале эксплуатации, т.е. для исходной конст-
рукции, а в конце эксплуатации, для уже по-
врежденной конструкции. При таком подходе
конструкция должна была бы иметь значи-
тельные резервы исходной (начальной) проч-
ности, а следовательно, и избыток массы.
Оказывается можно найти своего рода
компромиссное решение, “заплатив”, правда,
ограничением наработки в эксплуатации, т.е.
ресурсом. Действительно, законы распределе-
ния долговечности как случайной величины
при действии деградационных процессов
(усталость, износ, коррозия) обладают той
важной особенностью, что вероятность малых
долговечностей также мала. Другими словами,
можно за счет ограничения наработки (правда,
как правило достаточно серьезного), т.е. путем
установления ресурса, сделать возникновение
существенно сниженной несущей способности
сколь угодно редким событием.
Приняв, например, некоторое установ-
ленное поврежденное состояние конструкции
в качестве предельного и обеспечивая (за счет
ограничения наработки) высокую вероятность
его недостижения в эксплуатации, можно до-
биться того, чтобы средняя наработка на раз-
рушение (с учетом прогнозируемого процесса
снижения несущей способности) превышала
бы соответствующее значение для случая от-
сутствия процесса деградации на допустимо
малую величину.
Опыт авиации показал, что наиболее це-
лесообразно и достаточно реалистично с пози-
ций сочетания прочности и ресурса принять в
качестве предельного такое состояние конст-
рукции, когда она сохраняет остаточную проч-
ность, равную 2/3 от исходной. Если теперь
потребовать, чтобы такое состояние в пределах
установленного ресурса возникало с весьма
малой вероятностью, например, не большей
р = 0,001, то необходимое для практической
невероятности разрушения ограничение нара-
ботки (с учетом сочетания типовых характери-
стик деградационного процесса, например,
усталости с типовой повторяемостью нагрузок
различной величины) оказывается приемле-
мым для практики. Весьма условная иллюст-
рация такого подхода приведена на рис. 4.3.1.
Рис. 4.3.1. Ресурс и прочность
РЕСУРС И ДОЛГОВЕЧНОСТЬ
443
Во-вторых, при таком существенном
снижении прочности последствия деградаци-
онных процессов (усталостные макротрещины,
существенные коррозионные повреждения и
т.д.) практически могут быть обнаружены, что
позволяет предотвращать достижение предель-
ного состояния на основе более эффективного
по сравнению с ограничением наработки под-
хода, требующего, правда, проведения систе-
матического (по жестко установленным прави-
лам и срокам) контроля состояния конструк-
ции в эксплуатации.
Подтверждение требуемой остаточной
прочности поврежденной конструкции на
относительно ранних стадиях проектирования
проводится расчетными или расчетно-
экспериментальными методами. В качестве
поверочной (сертификационной) процедуры
используются результаты специальных лабора-
торных (стендовых) испытаний элементов,
узлов, агрегатов и даже конструкции в целом.
В заключение этого раздела остановимся
на особом виде предельного состояния, полу-
чившем название многоочагового поврежде-
ния. Речь идет о том, что в ряде достаточно
протяженных и относительно равнопрочных
критических зон конструкции (продольные
стыки герметических фюзеляжей самолетов,
подвергающихся на большой высоте крейсер-
ского полета избыточному, по отношению к
внешнему, давлению порядка 0,5 атмосферы;
продольные стыковые швы трубопроводов и
т.п.) может возникнуть большое число относи-
тельно близко расположенных очагов устало-
сти. Даже малые усталостные трещины, но
создающие своего рода “пунктирную строчку”,
могут существенно снизить несущую способ-
ность, так как страгивание любой трещины
может привести к лавинообразному процессу
их объединения.
В этой ситуации возможно проведение
расчетов, учитывающих несинхронность мо-
ментов возникновения и характера роста тре-
щин у каждого из очагов, являющуюся следст-
вием рассеяния характеристик прочности и
долговечности. Однако уверенность в надеж-
ности таких расчетов, как правило, невелика, а
последствия мгновенного “раскрытия” конст-
рукции на большой протяженности весьма
катастрофичны. В связи с этим на практике
часто используется “огибающее” допущение о
том, что трещины у всех очагов возникают
одновременно и развиваются синхронно, что
приводит к заведомо надежному (огибающему)
описанию повреждения в предельном состоя-
нии конструкции.
4.3.2. РЕСУРС И ДОЛГОВЕЧНОСТЬ
Необходимость ограничения эксплуата-
ции по наработке особенно тесно связывает
понятие ресурса с долговечностью до предель-
ного состояния. Наиболее четко эту связь
можно проследить на примере усталости мате-
риала, которая во многих областях машино-
строения является одним из основных и по-
этому хорошо изученных деградационных
процессов.
Физически процесс уставания материала
связан с воздействием на конструкцию пере-
менных во времени нагрузок (напряжений).
Особенностью усталости является то, что прак-
тически обнаруживаемые признаки деградации
(усталостные макротрещины) образуются лишь
на заключительной стадии исчерпания долго-
вечности (при приближении к предельному
состоянию). В начальной стадии эксплуатации
накапливающаяся усталость не может быть
обнаружена никакими средствами и методами.
Важной особенностью усталости является ее
весьма локальный, почти “точечный” характер
на первой стадии. Стадия роста усталостной
макротрещины расширяет пространство,
“занятое” усталостью, но оно все-таки и в
этом случае локализуется в окрестности траек-
тории развития трещины.
В связи с этим понятие “усталость кон-
струкции”, по существу, означает уставание ее
дискретных критических мест, представляю-
щих собой зоны концентрации напряжений
(отверстия, галтели, проушины, стыки, соеди-
нения, сварные швы и т.д.). Поэтому с точки
зрения усталости конструкцию следует рас-
сматривать как совокупность ее критических
мест, темп уставания и ресурсные характери-
стики которых реально оказываются очень
различными в соответствии со свойствами
материала, конструктивными особенностями и
характеристиками переменной нагруженности
каждого из этих критических мест. По этой
причине такие обобщенные понятия как
“обеспечение ресурса объекта”, “продление
ресурса”, “остаточный ресурс” и т.д. на прак-
тике трансформируются в аналогичные поня-
тия и действия, но относящиеся к каждому
конкретному критическому месту индивиду-
ально. Исключение может составить лишь
случай возникновения многоочагового устало-
стного повреждения, о котором шла речь ра-
нее.
Рассмотрим сначала одно из возможных
критических мест конструкции, которое явля-
ется неосматриваемым, т.е. его фактическое
состояние в процессе эксплуатации прокон-
тролировать невозможно даже при развитии
усталостной трещины вплоть до размеров,
соответствующих предельному состоянию для
этой зоны конструкции.
С учетом всех особенностей усталости
как физического явления, “правила игры” при
обеспечении прочности (безопасности) в этом
случае состоят в следующем:
1. Необходимо принять решение о том, в
каких единицах будет измеряться процесс экс-
плуатации, т.е. по какой “мере” будет введено
444
Глава 4.3. ИСЧЕРПАНИЕ РЕСУРСА В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
ограничение по ресурсу. Здесь может сущест-
вовать широкий выбор, зависящий от тради-
ций, возможностей, способа получения необ-
ходимой информации, требуемой точности и
т.д. Пусть в качестве такой меры, например,
применительно к конструкции самолета, вы-
бран полет, т.е. естественно повторяющийся
цикл функционирования летательного аппара-
та, начало которого соответствует запуску
двигателей, а конец - их остановке. Подсчет
числа выполненных полетов является очень
простой и практически исключающей возмож-
ность ошибиться процедурой. В пользу выбора
полета в качестве меры эксплуатации говорит
также и то, что некоторые экономические
характеристики эксплуатации также могут
быть связаны с этой единицей измерения.
Вообще говоря, с точки зрения экономики
еще более предпочтительной в авиации явля-
ется такая мера как летный час, однако, как
показал опыт, она еще слабее коррелирована с
фактическим темпом накопления усталости;
2. Необходимо определить (спрогно-
зировать) нагруженность (реализацию напря-
женно-деформированного состояния) крити-
ческого места конструкции в типовых
(осредненных) условиях эксплуатации. Наибо-
лее надежно и удобно выполнить эту задачу
последовательно, а именно: определить харак-
теристики типовых условий эксплуатации
(параметры типового полета); определить свя-
зи между характеристиками условий эксплуа-
тации и нагруженностью в рассматриваемом
критическом месте; наконец, осуществить
“сборку” типовой нагруженности.
На этапе проектирования вся эта работа
основывается на расчетных методах с возмож-
ным использованием данных по прототипам,
аналогам и т.п. На этапе эксплуатации при
проведении ресурсного мониторинга, о кото-
ром будет идти речь далее, эти данные должны
уточняться на основе статистики параметров
полета и результатов специального летно-
прочностного эксперимента. Целью этих работ
является инструментальное определение фак-
тических условий эксплуатации и реальной
нагруженности;
3. Необходимо на основе эксперимен-
тального или надежного расчетного метода
определить усталостную долговечность рас-
сматриваемого критического места конструк-
ции (от начала эксплуатации до достижения
предельного состояния), выраженную в коли-
честве типовых полетов. В результате этого
определения будет получено среднее (или
близкое к нему) значение долговечности, рас-
сматриваемой как случайная величина. Рас-
четные или расчетно-экспериментальные ме-
тоды, как правило, используются на относи-
тельно ранних этапах проектирования. При
этом возникает необходимость использования
различных методов на разных стадиях накоп-
ления усталости из-за различия физических
механизмов протекания процессов. Например,
на “инкубационной” стадии широко использу-
ется наиболее современный метод расчета на
базе поциклового “развертывания” по времени
местного упругопластического деформирова-
ния в критической точке, а на стадии роста
макротрещины - один из возможных методов,
основанных на подходах механики разруше-
ния. Часто используются и более простые, но
достаточно эффективные инженерные методы,
некоторые приложения которых будут рас-
смотрены далее. В качестве поверочной
(сертификационной) процедуры перед введе-
нием в эксплуатацию, а также в качестве до-
полнительной процедуры подтверждения или
уточнения полученного ранее прогноза ис-
пользуются результаты лабораторных
(стендовых) испытаний элементов, узлов, агре-
гатов и даже конструкции в целом;
4. Для обеспечения весьма высоких тре-
бований к величине средней наработки до
достижения предельного состояния (порядка
109 полетов) необходимо ввести жесткое огра-
ничение на допустимую наработку в эксплуа-
тации, т.е. установить ресурс. Учитывая, что
наработка сверх этого ресурса не допускается
вне зависимости от состояния конструкции,
целесообразно использовать термин
“назначенный ресурс”. Однако такой назна-
ченный ресурс следует трактовать как текущую
величину, которая может и будет уточняться в
ходе выполнения “жизненного цикла” конст-
рукции по мере получения дополнительной
информации, в особенности данных об опыте
фактической эксплуатации.
Величина назначенного ресурса значи-
тельно меньше средней долговечности и опре-
деляется ее делением на необходимые запасы,
обеспечивающие эксплуатационную прочность
(безопасность, летную годность) наименее
прочного и одновременно наиболее нагружен-
ного экземпляра. Такое допущение о совпаде-
нии двух случайных неблагоприятных событий
заведомо консервативно, так как долговеч-
ность и нагруженность, очевидно, независимы.
Однако оно используется очень широко, в
частности, из-за того, что знания о степени
межэкземплярных различий в нагруженности
часто являются весьма ненадежными.
Запас на рассеяние усталостной долго-
вечности, принимаемый по отношению к
среднему результату испытаний, зависит от
характеристик этого рассеяния, т.е. от мате-
риала, конструктивного исполнения, техноло-
гии изготовления и ее стабильности и других
подобных факторов, специфических для каж-
дого класса и типа конструкций. Опыты авиа-
ции свидетельствует о том, что для конструк-
ций, изготовленных из алюминиевых сплавов,
даже в условиях производства, характерных
для изготовления изделий передовых отраслей
машиностроения, величина необходимого
запаса ц, зависящего от числа п испытанных
идентичных конструкций (рис. 4.3.2), является
3-5-кратной.
РЕСУРС И БЕЗОПАСНОСТЬ
445
Исходные данные: S (IgT) = 0,15; у = 0,001; Р = 0,1
число экземпляров п 1 2 3 4 5 >6
ц 5,0 4,0 3,5 3,2 3,1 3,0
Рис. 4.3.2. Определение запаса по долговечности
Для стальных сварных деталей авиатехники
этот запас дополнительно увеличивается в 1,5
раза и более. Рисунок иллюстрирует общепри-
нятый вероятностный подход к определению
требуемого запаса.
Запас на рассеяние нагруженности связан
с тем, что выбранная мера ресурса (полет)
характеризует темп накопления усталости
лишь приближенно. Разные фактически вы-
полненные полеты, номинально снижающие
ресурс на одну и ту же величину, в действи-
тельности по своей нагруженности и накоп-
ленной усталости могут различаться в не-
сколько раз. Осредняющее влияние суммиро-
вания нагрузок разных полетов на одном и
том же экземпляре заметно смягчает картину,
однако межэкземплярное отличие нагружен-
ности при принятой мере ресурса (полет) и
относительной стабильности характеристик
полетов, выполняемых рейсовыми пассажир-
скими самолетами, может достигать на наибо-
лее нагруженном экземпляре 1,5 и более крат
от среднего. Эту цифру никоим образом не
следует рассматривать как консервативную, так
как во многих случаях, особенно при возмож-
ной менее удачно выбранной мере наработки,
а также для других конструкций и машин раз-
личия в индивидуальном исчерпании ресурса
могут оказаться намного более значительными.
Таким образом в случае, если критиче-
ское место неконтролируемо, для обеспечения
прочности в условиях развивающихся по мере
эксплуатации деградационных процессов уста-
лости требуется введение серьезных ограниче-
ний по наработке, приводящих к тому, что
допустимый ресурс составляет лишь 15 - 20 %
от средней долговечности. Тем самым для
обеспечения безопасности всех экземпляров
конструкции рассматриваемого типа, включая
и наименее прочные, и наиболее нагружен-
ные, приходится сознательно идти на большие
экономические потери, связанные с невыра-
боткой фактической индивидуальной долго-
вечности подавляющего большинства более
“долговечных” экземпляров.
Этот вынужденный весьма невыгодный
способ эксплуатации, получивший общепри-
нятое обозначение как “эксплуатация по
принципу безопасного ресурса”, вызван не
только невозможностью априорного (до нача-
ла эксплуатации) различения экземпляров
одной и той же конструкции по их индивиду-
альным свойствам, но и отсутствием такой
возможности даже на стадии эксплуатации из-
за неконтролируемости индивидуального для
каждого экземпляра фактического состояния
критической зоны. Ситуация принципиально
меняется, если возможность и эффективность
такого контроля существует. Речь идет о так
называемых безопасно повреждающихся кон-
струкциях.
4.3.3. РЕСУРС И БЕЗОПАСНОСТЬ
Рассмотрим теперь такое критическое
место конструкции, в котором заключительная
стадия роста усталостной трещины (до дости-
жения предельного состояния) контролируема
в эксплуатации каким-либо из возможных
средств и методов диагностики, начиная от
наиболее совершенных и обладающих высокой
разрешающей способностью (например, ульт-
446
Глава 4.3. ИСЧЕРПАНИЕ РЕСУРСА В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
развуковые методы) и кончая наиболее про-
стыми визуальными.
В качестве принципиально важного па-
раметра для сочетания критического места
конструкции с методом его диагностики вы-
ступает так называемый максимальный необ-
наруживаемый размер повреждения, т.е. раз-
мер такого повреждения, которое может ос-
таться необнаруженным с допустимой вероят-
ностью (на практике принимается не более
5 %). Надо особо подчеркнуть, что речь идет
не о паспортной разрешающей способности
диагностического прибора, а о надежности
метода контроля в целом, включая любые
“мешающие факторы”, фактически сущест-
вующие в реальной эксплуатации (доступность
для контроля, условия проведения контроля,
квалификация и ответственность дефекговщи-
ка и т.д.).
Опыт показывает, что казалось бы доста-
точно хорошо подтвержденное (так называе-
мое базовое) значение максимального необна-
руживаемого размера, определенное на реаль-
ной конструкции, но в условиях лабораторных
или стендовых испытаний, необходимо увели-
чить в несколько раз для получения аналогич-
ной характеристики для условий реальной
эксплуатации. Например, по опыту обеспече-
ния безопасности конструкции самолетов ве-
личина максимального необнаруживаемого
размера усталостной трещины в эксплуатации
при визуальном контроле поверхности крыла
достигает значения порядка нескольких десят-
ков сантиметров (!).
Фундаментальной характеристикой безо-
пасности повреждения конструкции, опреде-
ляющей правила так называемой
“эксплуатации по техническому состоянию”,
является длительность роста усталостной тре-
щины от максимального необнаруживаемого в
эксплуатации размера до предельного состоя-
ния.
Очевидно, что максимальный необнару-
живаемый размер не должен превышать раз-
мера повреждения в предельном состоянии.
Если это условие не выполняется, критическое
место конструкции должно квалифицироваться
как неконтролируемое, и безопасность его
эксплуатации может быть обеспечена лишь
способом, описанным в предыдущем разделе,
со всеми вытекающими последствиями. Эти
последствия, по существу, сводятся к трем
возможным исходам: либо деталь (если она
заменяема) должна быть заменена при опреде-
ленной наработке, независимо от ее состоя-
ния; либо это критическое место должно быть
отремонтировано, т.е. изменена его конструк-
ция, а, следовательно, для измененного места,
которое целесообразно продолжать считать
критическим, необходимо заново провести
анализ возможных способов обеспечения
безопасности; либо конструкция (если крити-
ческое место не может быть заменено или
отремонтировано) должна быть снята с экс-
плуатации.
Если же это условие выполняется, то
должно быть определено количественное зна-
чение длительности роста трещины между
двумя указанными состояниями. Совершенно
ясно, что, поскольку заключительная стадия
накопления усталости является частью полной
долговечности, все необходимые количествен-
ные характеристики определяются в полном
соответствии с процедурой, изложенной в
предыдущем параграфе, включая, конечно, и
необходимые запасы в расчете на наименее
прочный и наиболее нагруженный экземпляр.
Введение этих запасов направлено на
обеспечение требуемого чрезвычайно высокого
значения средней наработки до достижения
предельного состояния. Полученная в резуль-
тате величина требуемого интервала между
осмотрами (контролем) рассматриваемого кри-
тического места конструкции является макси-
мально допустимой по условиям обеспечения
безопасности при эксплуатации по техниче-
скому состоянию.
В случае обнаружения при любом осмот-
ре любого экземпляра парка объектов трещи-
ны, превышающей принятый максимальный
необнаруживаемый размер, вопрос о возмож-
ности дальнейшей эксплуатации этого экземп-
ляра решается в рамках трех возможных исхо-
дов (замена, ремонт, снятие с эксплуатации),
описанных выше. На практике все эти меро-
приятия проводятся при обнаружении трещи-
ны любого, даже малого размера, хотя при
обнаружении малой трещины возможно ис-
пользование идеи индивидуального монито-
ринга, которая будет рассмотрена ниже.
Так же в запасе надежности осмотры с
полученной периодичностью можно начинать
с начала эксплуатации; при этом будет обеспе-
чена определенная вероятность обнаружения
случайных повреждений, не связанных с уста-
лостью, а вызванных другими, как правило,
эксплуатационными воздействиями, и недо-
пущения их развития до критических разме-
ров.
Однако в местах, где случайные повреж-
дения исключены, целесообразно установить
момент первого осмотра по условиям устало-
стной долговечности; этот момент, очевидно,
совпадает с величиной “безопасного ресурса”,
который мог бы быть определен для этого
критического места в предположении, что оно
неконтролируемо. Кстати, если к моменту
первого осмотра из каких-либо (в основном,
экономических) соображений выяснится, что
контроль этого критического места нецелесо-
образен, первый осмотр (и последующие, ко-
нечно) не проводится; в момент предполагав-
шегося первого осмотра конструкция квали-
фицируется как исчерпавшая “безопасный
ЭКВИВАЛЕНТ
447
ресурс”. Естественно, что такое же решение
может быть принято в момент любого очеред-
ного осмотра.
На рис. 4.3.3 схематически проиллю-
стрирована процедура определения необходи-
мых ресурсных характеристик для безопасно
повреждаемого критического места.
L
Крит
необнар
О
•2
Величина
интервала
между
осмотрами
Принимаемая
зависимость
(СМОТРЫ
Пербыо осмотр
Средняя
зависимость
Ресурс
Средняя
допустимая
длительность
роста
обнаруживаемое
трещины
ZT
Средняя долговечность до осмотров Т
Рис. 4.3.3. Ресурс и безопасность повреждения
4.3.4. ЭКВИВАЛЕНТ
Несмотря на активнейшее развитие со-
временных автоматизированных средств стен-
дового воспроизведения реально действующих
переменных нагрузок как по величине, так и
по структуре* нагружения, полной имитации
добиться не удается, особенно для сложных
конструкций, где требуется обеспечить
“правильное” нагружение во многих критиче-
ских местах. Лабораторные испытания создают
отличную от эксплуатационной нагружен-
ность, причем, как правило, в сторону сущест-
венного упрощения. Более того, для различ-
ных критических мест степень такого упроще-
ния может оказаться весьма различной, что
приводит к необходимости определения уров-
ня эквивалентности (по накопленной устало-
сти) проводимых лабораторных испытаний
фактическому эксплуатационному нагруже-
нию.
Если в качестве меры процесса эксплуа-
тации выбран полет самолета как естественный
эксплуатационный цикл, и нагруженность
каждого критического места как в типовом
(среднем) полете, так и при лабораторных
испытаниях известны, уровень эквивалентно-
сти на практике определяется по некоторой
упрощенной инженерной методике расчета,
базирующейся на представлениях, близких к
методу поцикловой развертки по времени
местного упругопластического деформирова-
ния (рис. 4.3.4).
Методика используется в случае одноос-
ного поля напряжений в зоне критического
места или в случае, когда можно сформиро-
вать одноосное напряжение, эквивалентное
(в смысле накопления усталости) реальному
сложному многоосному полю. Методика
“в явочном порядке” распространяется и на
стадию роста усталостной трещины.
Суть вычислений сводится к определе-
нию некоторой расчетной величины усталост-
ной повреждаемости за полет (и аналогично,
за соответствующий блок нагрузок при испы-
таниях) на следующей основе:
- преобразования реализации нагружения
за полет по времени в совокупность циклов с
использованием известных способов циклооб-
разования (методы полных циклов или
“дождевого потока”);
- эквивалентного пересчета каждого из
полных циклов в отнулевой цикл;
- определения расчетной усталостной по-
вреждаемости от каждого цикла, которая счи-
тается пропорциональной некоторой степени
(для алюминиевых сплавов показатель степе-
ни, как правило, принимается равным четы-
рем) от максимального значения отнулевого
цикла;
- линейного суммирования повреждае-
мости от всей совокупности циклов.
448
Глава 4.3. ИСЧЕРПАНИЕ РЕСУРСА В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
Рис. 4.3.4. Расчет усталостной повреждаемости %
Отношение повреждаемости при испыта-
ниях к повреждаемости в типовом полете
представляет собой искомый эквивалент, по-
казывающий, сколько типовых полетов (в
смысле усталости) содержится в одном блоке
испытательных нагрузок. Если эквивалент
превышает единицу, испытания следует счи-
тать форсированными; в противном случае
темп испытаний критического места квалифи-
цируется как замедленный по отношению к
эксплуатации.
Методика из-за своей простоты нашла
широкое применение. Хотя при форсирован-
ных испытаниях она, по-видимому является
консервативной, ее приближенность требует
“защиты от ненадежности”. В случае исполь-
зования этой методики авиационные норма-
тивные документы вводят дополнительный
запас по долговечности, который, в случае
“далеких” пересчетов, может достигать вели-
чины, равной 1,5.
При использовании описанной методики
расчета эквивалентов предполагается, что ти-
повое эксплуатационное нагружение известно.
Однако его определение представляет собой
весьма непростую задачу, отдельные стороны
которой были кратко рассмотрены ранее.
В связи с приближенностью методов рас-
чета эквивалентов и возможными ошибками в
оценке типовой нагруженности, одной из наи-
более важных задач учета опыта эксплуатации
в части сбора и анализа данных о фактическом
техническом состоянии эксплуатирующихся
объектов является контроль расчетных эквива-
лентов, принятых при определении эксплуата-
ционных ресурсных ограничений.
Такой контроль должен проводиться сис-
тематически и на практике заключается в сле-
дующем. С помощью специальных методов
математической статистики проводится обра-
ботка данных о техническом состоянии крити-
ческих или других мест, расположенных в
определенной пространственной и силовой
близости от критических, так что выводы,
относящиеся к этим местам, могут быть с оп-
ределенным основанием распространены и на
близлежайшие критические места. Исходными
данными для обработки служит информация о
размере обнаруженного повреждения в момент
проведения контроля, “измеряемый” в едини-
цах той же меры эксплуатации, которая ис-
пользуется для установления ресурсных харак-
теристик. Значимой является также информа-
ция об отсутствии (необнаружении) поврежде-
ния при контроле.
В результате обработки определяется ста-
тистическая оценка средней зависимости вели-
чины повреждения от наработки (рис. 4.3.5)
по опыту эксплуатации. Эта же зависимость
определяется по результатам лабораторных
(стендовых) испытаний с использованием рас-
четного эквивалента. Проводится статистиче-
ская проверка гипотезы о непротиворечии
данных опыта эксплуатации результатам испы-
таний. Если гипотеза не отвергается, получен-
ный ранее расчетный эквивалент изменению
не подлежит. Если гипотеза признается не-
справедливой, в качестве уточненного значе-
ния эквивалента принимается “эксплуата-
ционный”, однако только в том случае, если
он меньше расчетного. Другими словами, от-
каз от расчетного эквивалента проводится
лишь в запас надежности. Все “остаточные”
ресурсные характеристики и правила эксплуа-
тации, относящиеся к рассматриваемому кри-
тическому месту, приводятся в соответствие с
уточненным эквивалентом.
Процедура уточнения эквивалентов явля-
ется важной обратной связью в методологии
определения очередного уточненного прогноза
“остаточных” ресурсных характеристик.
ОСТАТОЧНЫЙ РЕСУРС
449
О — данные из эксплуатации ; i __ повреждения
Т не обнаружены
@ — результаты испытаний
Рис. 4.3.5. Исходные данные для статистического анализа и контроля эквивалентов
4.3.5. ОСТАТОЧНЫЙ РЕСУРС
Таким образом, основными ключевыми
позициями проблемы ресурса по условиям
усталостной прочности являются:
- формирование перечня критических
мест конструкции;
- определение предельного состояния для
каждого из критических мест;
- определение максимального необнару-
живаемого размера повреждения;
- выбор меры процесса эксплуатации;
- определение средней долговечности от
начала эксплуатации до предельного состоя-
ния;
- определение средней долговечности
между состоянием, характеризующимся нали-
чием повреждения максимального необнару-
живаемого размера, и предельным состоянием;
- использование необходимых запасов по
долговечности (с учетом выбранной меры
процесса эксплуатации) для установления экс-
плуатационных ограничений по наработке на
момент первого осмотра (или ресурсного ог-
раничения) и на интервалы между осмотрами.
Необходимым условием обоснованного
обеспечения прочности (безопасности) объекта
повышенной ответственности является выпол-
нение всех без исключения перечисленных
действий. При этом, правда, в зависимости от
стадии “жизненного цикла” объекта уровень
доверия к результатам этих действий различ-
ный.
Эти различия должны быть учтены
“внутренними запасами”, обеспечивающими
огибающую (в смысле надежности) процедуру
получения ответов на поставленные вопросы.
Например, перечень критических мест на эта-
пе проектирования целесообразно иметь не-
сколько избыточным, по мере накопления
информации особенно по опыту фактической
эксплуатации он может быть уточнен. В рас-
четных моделях определения нагруженности
долговечности целесообразно иметь некоторые
запасы, они будут впоследствии изъяты с по-
мощью соответствующих испытаний и т.д.
Целесообразно вообще придерживаться сле-
дующего простого принципа: всякая новая
информация, уточняющая ситуацию и тре-
бующая значительных затрат на ее получение,
должна приводить к ослаблению (расши-
рению) имеющихся ограничений, поскольку, в
противном случае, стимула для получения
этой информации не будет.
Исключение составляют объекты повы-
шенной ответственности, для которых безо-
пасность является приоритетным критерием, и
если новые данные указывают на необходи-
мость ужесточения ограничений, это условие
должно быть выполнено любой материальной
ценой. Однако такая ситуация весьма нежела-
тельна, и ее можно избежать, обеспечивая
определенную избыточность “на старте”.
Однако как бы в действительности ни
проходил реальный процесс обеспечения
безопасности по условиям прочности и долго-
вечности, главным его свойством является то,
что он именно процесс, “живая” динамиче-
ская система, потребляющая информацию и
реагирующая на нее, учитывающая реальное
соответствие (или несоответствие) прогнозов
фактической жизни. В этом понимании оста-
точный ресурс является текущим ресурсным
состоянием, которое реализуется на объектах с
учетом проводимого систематического пере-
15-8277
450
Глава 4.3. ИСЧЕРПАНИЕ РЕСУРСА В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
оценивания очередных прогнозов, “отсле-
живания” реальной ситуации, использования
обратных связей и т.д., т.е. всей такого рода
деятельности, которую принято обозначать
обобщающим термином “мониторинг”.
Конечно, мониторинг должен быть на-
сыщен конкретными способами и методами
его выполнения, направленными, в первую
очередь, на уточнение составных элементов и
результатов описанной системы мероприятий,
которая должна быть задействована, начиная с
этапа проектирования. С этих позиций поня-
тие “остаточные ресурсные характеристики”
следует понимать, как те характеристики, ко-
торые становятся справедливыми с момента
использования некоторой новой информации
(в особенности из опыта эксплуатации) и ос-
таются ими до получения и использования
очередных более уточненных данных.
Одним из важных направлений уточне-
ния ресурсных характеристик является выбор
подходящей меры процесса эксплуатации,
максимально адекватной процессу накопления
усталости. На этой основе строится процедура,
которую можно назвать нагрузочным монито-
рингом.
Выше был изложен определенный инже-
нерный подход (см. рис. 4.3.4), который
обычно используется для установления экви-
валентности между уровнями усталостной по-
вреждаемости в типовой эксплуатации и при
лабораторных испытаниях. Описанная методи-
ка может с успехом использоваться и для рас-
чета индивидуальной повреждаемости каждого
отдельного экземпляра конструкции. Опреде-
ленная таким образом повреждаемость может
выступать в качестве меры процесса эксплуа-
тации, существенно более адекватной фактиче-
ски накапливающейся усталости, чем, напри-
мер, число полетов. После нормирования, т.е.
отнесения к величине повреждаемости в типо-
вом полете, эта мера в каждом фактически
выполненном полете будет выражаться числом
типовых полетов, “содержащихся” в фактиче-
ском полете. Бели реальная нагруженность за
полет превышает типовую, количественное
выражение меры эксплуатации будет превы-
шать единицу, если нагруженность более сла-
бая, значит при выполнении фактического
полета по накоплению усталости израсходова-
на только часть типового полета.
Использование такой методики сущест-
венно уменьшит “нестыковку” между мерой
процесса эксплуатации и накоплением устало-
сти. Различие в нагруженности будет учиты-
ваться самой мерой и поэтому, если в едини-
цах этой же меры будет оцениваться и резуль-
таты лабораторных (стендовых) испытаний, а
на этой основе в единицах этой же меры будут
устанавливаться ресурсные характеристики
критических мест и условия их эксплуатации
(ресурсы, моменты проведения замен, ремон-
тов и осмотров), надобность в нормативном
запасе по проведению характеристик к наибо-
лее нагруженному экземпляру отпадает. Этот
запас либо существенно уменьшится (в зави-
симости от уровня доверия к методике вычис-
ления усталостной повреждаемости), либо в
идеальном случае, окажется вообще ненуж-
ным. Соответственно снижению величины
запаса улучшатся и все ресурсные характери-
стики, что даст, естественно, большой эконо-
мический эффект.
При этом повысится и сам уровень безо-
пасности, так как такая процедура предполага-
ет тщательное отслеживание нагруженности в
эксплуатации, а величина необходимого
“остаточного запаса” окажется заметно более
обоснованной, чем величина нормативного
запаса.
Техническая реализация нагрузочного
мониторинга может быть выполнена по сле-
дующим двум основным направлениям:
- определение нагруженности в критиче-
ских местах конструкции на основе измерений
совокупности параметров эксплуатации и ис-
пользования функциональных или корреляци-
онных связей этих параметров е нагрузками и
их повторяемостью. Установление связей про-
водится на основе расчетных методов с после-
дующим экспериментальным подтверждением
в процессе летных испытаний. Определение
нагрузок может проводиться либо в наземных
центрах обработки по завершению одного или
нескольких полетов (причем, в этом случае
обработка может быть доведена вплоть до вы-
числения усталостной повреждаемости), либо
осуществляться в процессе эксплуатации с
помощью бортовой вычислительной системы;
- определение с помощью бортовой вы-
числительной системы величины условной
расчетной усталостной повреждаемости по
реализации многоосной номинальной относи-
тельной деформации в окрестности критиче-
ского места за эксплуатационный цикл
(например, за полет) и установление корреля-
ционной связи между этой величиной и эта-
лонной повреждаемостью критического места
при проведении фактических полетов. Под
эталонной повреждаемостью понимается наи-
лучшая из возможных оценка фактически на-
копленной усталости, которую получают са-
мым совершенным расчетно-эксперимен-
тальным методом с использованием для оцен-
ки нагруженности и долговечности критиче-
ского места результатов специальных натурных
(лабораторных и летных) испытаний. С учетом
выявленных корреляционных связей показа-
ния такой бортовой системы (так называемого
“бортового счетчика ресурса” или системы
БСР) могут рассматриваться в качестве меры
процесса эксплуатации, т.е. индивидуального
накопления усталости в критических местах,
контролируемых системой. В принципе, оди-
ОСТАТОЧНЫЙ РЕСУРС
451
ночный (например, трехкомпонентный) дат-
чик деформаций может контролировать не-
сколько критических мест, а число датчиков в
системе (в зависимости от мощности БСР)
может достигать нескольких десятков.
Каждое из этих направлений имеет свои
плюсы и минусы. Нагрузочная система, по-
строенная с “опорой” на использование запи-
сей параметров эксплуатации, обладает широ-
ким “полем зрения”, использует штатные из-
мерительные системы, однако требует установ-
ления длинных “переходов” к нагрузкам в
критических местах, на пути к которым точ-
ность оценок снижается. Система БСР своими
датчиками деформаций существенно прибли-
жена к критическим местам и потери точности
при установлении “переходов” здесь будут
меньше, однако сами датчики и пути физиче-
ской передачи сигналов на больших конструк-
циях также могут снизить ожидаемую точ-
ность. Поэтому, в каждом конкретном случае
следует выбирать свой оптимальный вариант.
Следует отметить наличие еще одного
направления оценки накопления усталости на
базе всякого рода “физических свидетелей
нагруженности”, установленных и деформи-
руемых совместно с конструкцией в процессе
эксплуатации, такие “свидетели” реагируют на
условия переменного деформирования либо
изменением омического сопротивления
(достаточно общеизвестные типы датчиков),
либо изменением отражательных свойств по-
верхности, либо возникновением усталостной
трещины или даже полным разрушением
“образца - свидетеля”. Огромным достоинст-
вом такого рода средств является их относи-
тельная простота и дешевизна, однако эти
положительные качества, к сожалению, почти
целиком нейтрализуются столь же огромными
трудностями “подстройки” проходящих в та-
ких датчиках физических процессов к процес-
су исчерпания усталостных характеристик раз-
нообразных критических мест конструкций.
В целом надо отметить, что нагрузочный
мониторинг является одним из наиболее ре-
альных путей использования резервов ресурс-
ных характеристик изделий повышенной от-
ветственности.
Еще более эффективным средством, ко-
торое может помочь в полной отработке инди-
видуальных ресурсов, является индивидуаль-
ный мониторинг. При этом происходит не
частичный (как в условиях нагрузочного мо-
ниторинга) учет индивидуальных возможно-
стей каждого экземпляра конструкции, а пол-
ное использование этих возможностей, в том
числе за счет исчерпания индивидуальных
характеристик долговечности. Индивидуаль-
ный мониторинг оказывается особенно эффек-
тивным при эксплуатации уникальных объек-
тов единичного исполнения, так как позволяет
отказаться от излишне консервативного, но
вынужденного допущения об уникальности
этого объекта в смысле его наихудших качеств
в мыслимой совокупности подобных объектов.
При применении индивидуального мо-
ниторинга для каждого критического места
конструкции должен быть найден некоторый
физический параметр, который может рас-
сматриваться как индикатор состояния конст-
рукции. Наилучшим вариантом является та-
кой, когда индикатор выражен тем же физиче-
ским фактором, что и предельное состояние,
например, величиной износа или длиной уста-
лостной трещины.
Вторым условием является контролируе-
мость состояния индикатора в процессе экс-
плуатации. Для выполнения этого условия в
качестве индикаторов могут использоваться
некоторые другие, даже косвенные диагности-
ческие параметры, которые максимально тесно
коррелированы с факторами состояния. Если
корреляция слаба, эффективность индивиду-
ального мониторинга будет снижаться, так как
придется использовать дополнительные запа-
сы, компенсирующие “нежесткую” связь ин-
дикатора с состоянием. В каком-то смысле
индивидуальная нагруженность может тракто-
ваться как косвенный индикатор (эту характе-
ристику скорее следовало бы назвать
“фактором-свидетелем”. Однако этот косвен-
ный индикатор хотя и коррелирует с фактиче-
ским состоянием, но делает это на фоне ог-
ромного рассеяния усталостной долговечности,
предопределяющего необходимость сохране-
ния больших “остаточных” запасов.
Если индивидуальный мониторинг не
является непрерывным, а характеризуется ко-
нечными (причем из экономических сообра-
жений, как правило, весьма немалыми) интер-
валами между моментами контроля, должны
быть приняты меры для предотвращения дос-
тижения предельного состояния в промежут-
ках между осмотрами. Это достигается либо за
счет тщательной статистической экстраполя-
ции индивидуальной эмпирической зависимо-
сти “состояние - долговечность”, полученной
по результатам систематических осмотров од-
ного и того же экземпляра конструкции, либо,
если такая экстраполяция представляется не-
надежной, путем “возврата на исходные пози-
ции” и использования для прогноза на пред-
стоящий интервал идеологии “наихудшего
экземпляра”.
В целом следует подчеркнуть, что при
эксплуатации в условиях индивидуального
мониторинга (аналог эксплуатации по техни-
ческому состоянию для парка объектов) клю-
чевым моментом обеспечения прочности явля-
ется правильное установление интервалов ме-
жду осмотрами.
452
Глава 4.3. ИСЧЕРПАНИЕ РЕСУРСА В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
4.3.6. НОРМИРОВАНИЕ В ПРОБЛЕМЕ РЕСУРСА
Определение и установление ресурсных
характеристик для обеспечения безопасности
эксплуатации объектов повышенной ответст-
венности является очень сложной комплекс-
ной задачей, далеко выходящей за рамки на-
ивных представлений о наличии некоторых
простых формул, применение которых решает
проблему. Перечень разного рода ресурсных
характеристик достаточно солиден. Это и ре-
сурс, как жесткое ограничение по наработке,
это и интервалы между различными меро-
приятиями (заменами, ремонтами, осмотра-
ми), поддерживающими безопасность эксплуа-
тации конструкции. Это и понятие предельно-
го состояния, и такая важная (бесспорно, тоже
ресурсная) характеристика как максимальный
необнаруживаемый размер повреждения.
Ресурс может измеряться разными еди-
ницами и в зависимости от этого он будет
разным, хотя, конечно, сами свойства конст-
рукции остаются неизменными. Процедура
определения ресурса является весьма дорогой
и включает в себя не только многочисленные
расчеты различного уровня, но и серьезные
лабораторные, стендовые и летные испытания.
Другими словами, обеспечение и надежное
определение фактических ресурсных характе-
ристик возможно только при современном
системном подходе.
Важным элементом такого подхода явля-
ется нормирование, т.е. установление сово-
купности нормативных показателей и правил,
выполнение которых направлено на обеспече-
ние фактического достижения требуемых ха-
рактеристик прочности и надежности конст-
рукции. Нормирование как система должна
удовлетворять двум принципиальным услови-
ям:
- нормативные требования и рекоменда-
ции должны быть реализуемы с учетом воз-
можностей и сроков их выполнения, т.е. они
должны представлять собой набор вариантов
(в зависимости от последствий отказов) при
имеющихся ограничениях по возможностям и
срокам выполнения требуемых работ;
- нормативные требования и рекоменда-
ции должны быть эффективными, т.е. дейст-
вительно приводить к достижению требуемых
характеристик. В связи с этим особую важ-
ность приобретает организация контроля фак-
тического состояния прочности и надежности
в эксплуатации, т.е. создание обратных связей,
обеспечивающих нормальное функционирова-
ние нормирования как системы.
Для удовлетворения этих условий при
нормировании должны быть сформулированы
требования по следующим основным аспектам
обеспечения прочности и надежности:
- требования к качеству (прочности и на-
дежности) конструкции, предъявляемые в виде
нормативных показателей (вероятностных,
детерминистских, силовых, деформационных,
временных, стоимостных и т.д.);
- требования по содержанию, объему и
порядку работ на всех этапах жизненного цик-
ла конструкции в виде совокупности органи-
зационно-технических мероприятий (расчеты,
испытания и проверки), выполнение которых
приведет к достижению требуемых качеств:
- набор способов (расчетных и экспери-
ментальных), с помощью которых содержание
и объем выполненных работ могут быть связа-
ны с достижением требуемого качества конст-
рукции;
- контрольные процедуры, в том числе
организация и методики учета и использова-
ния опыта фактической эксплуатации.
Сформулируем теперь некоторые основ-
ные направления, которые представляются
наиболее важными с позиций нормирования.
1. Принцип рациональности путей обес-
печения прочности и надежности, в соответст-
вии с которым нормированию должна подле-
жать процедура обеспечения, поддержания и
контроля уровня прочности и надежности, т.е.
содержание, порядок и объем необходимых
работ с указанием предпочтительных, а для
ответственных конструкций обязательных ме-
тодов (расчет, эксперимент, анализ опыта экс-
плуатации), используемых на каждом этапе.
2. Требования к качеству конструкции
(показатели прочности и надежности). В соот-
ветствии с этими требованиями нормирова-
нию должны подлежать либо требуемые уров-
ни надежности, выраженные в форме вероят-
ностных характеристик, либо некоторые де-
терминированные показатели, обеспечиваю-
щие эквивалентный уровень качества (запасы
по прочности и долговечности).
3. Принцип полноты рассмотрения фак-
торов, приводящих к отказам, в соответствии с
которым нормированию подлежат:
- перечни факторов или взаимосвязан-
ных групп факторов, оказывающих существен-
ное воздействие на качество;
- обязательные или рекомендуемые спо-
собы количественного определения степени
этого влияния в зависимости от последствий
отказов и от интенсивности и длительности
воздействий и их сочетаний (расчет, лабора-
торные и стендовые испытания, анализ опыта
эксплуатации) с учетом различий в уровне
ответственности конструкции.
4. Условия функционирования конструк-
ции, в соответствии с которыми нормирова-
нию должны подлежать:
- порядок и объем задания условий
функционирования в технических требованиях
к конструкции;
- модели внешних воздействий, которые
могут быть использованы при расчетных оцен-
ках, в первую очередь, на этапе проектирова-
ния;
СПИСОК ЛИТЕРАТУРЫ
453
- порядок, объем и методы контроля
фактических условий; эти результаты по суще-
ству дадут необходимые знания о реальных
условиях “жизни” конструкции.
5. Принцип обратной связи, в соответст-
вии с которым нормированию подлежат:
- организация обратной связи на этапах
проектирования, изготовления и особенно
эксплуатации, в том числе порядок установ-
ленных методов, средств и сроков контроля с
целью упреждения достижения предельных
состояний конструкций;
- процедура получения, обработки и ис-
пользования информации о фактической
прочности и надежности;
- процедура и методы поддержания (и
повышения) требуемого уровня прочности и
надежности.
В заключение в связи с принципом об-
ратной связи следует особо остановиться на
важном вопросе - организационной процедуре
установления условий и правил эксплуатации,
поддерживающих безопасность конструкции.
Здесь надо различать два возможных органи-
зационных подхода, которые можно было бы
назвать, пользуясь бытовой терминологией,
“принципом вскакивания в идущий трамвай”
и “принципом шлагбаума”.
В соответствии с первым принципом все
решения (и комплекс обосновывающих эти
решения работ) внедряются в идущую незави-
симо эксплуатацию вдогонку, при этом экс-
плуатация, естественно, не беспокоится о
безопасности по условиям прочности, по-
скольку вообще не считает ее своей проблемой
и часто наивно полагает, что безопасность
абсолютна и реализуется “автоматически”.
Если при этом система обеспечения
прочности (безопасности) функционирует, как
говорится, “по науке”, когда по мере следова-
ния эксплуатации изымаются имеющиеся ре-
зервы, т.е. когда решения, идущие вдогонку
эксплуатации, являются для нее
“положительными” (остаточные ресурсные
характеристики после каждого нового решения
оказываются более благоприятными, чем уста-
новленные ранее), - такой принцип деятель-
ности представляется весьма приемлемым, так
как в этом случае промедление во внедрении
принимаемых решений в эксплуатацию безо-
пасности не угрожает.
Если же система может давать сбои, и
решения, направленные на поддержание безо-
пасности, вынужденно ухудшают принятые
ранее представления об остаточных ресурсных
характеристиках или даже требуют выполне-
ния дорогостоящих и длительных мероприя-
тий, то весьма принципиальным становится
вопрос о своевременном “вскакивании в трам-
вай”, что требует высокой ответственности и
оперативности создателей техники и государ-
ственных контрольных организаций.
В соответствии со вторым принципом
эксплуатация рассматривается как партнер по
обеспечению “прочностной” безопасности, в
связи с этим в процессе эксплуатации при
обязательном участии эксплуатанта “расстав-
ляются шлагбаумы”, т.е. некоторые ресурсные
реперы, выражаемые в тех же единицах, что и
“настоящие” ограничения ресурсных характе-
ристик (время, расстояние, число эксплуата-
ционных циклов, наработка в условиях функ-
ционирования и т.д.). При подходе к реперам
переоценка остаточных ресурсных характери-
стик является обязательной, а если она не
проведена и не получено “добро” на
“открытие шлагбаума” (на следующий участок
пути до очередного шлагбаума), репер стано-
вится настоящим ограничением и эксплуата-
ция “за него” запрещена. Второй принцип
является более жестким, более “запрети-
тельным”, однако весьма дисциплинирующим
и более надежным. В качестве “шлагбаумов”
может быть использована (и широко исполь-
зуется в авиации) система установления теку-
щих значений назначенных ресурсов для кон-
струкции в целом, когда в отличие от назна-
ченного ресурса как ограничения наработки
для неосматриваемого критического места, эта
ресурсная характеристика сохраняет только
смысл момента для проведения “переоценки
ценностей”.
Использование того или иного принципа
связано с конкретными условиями и характе-
ром объектов. Очевидно, что возможны и не--
которые промежуточные процедуры. Следует
отметить, что опыт многолетнего применения
второго принципа в авиации в форме так на-
зываемого “поэтапного продления назначен-
ных ресурсов в пределах заданного ресурса до
списания” (1, 9,10) доказал свою высокую
надежность, а “прочностная” безопасность
отечественных летательных аппаратов находит-
ся на весьма достойном уровне, соответствую-
щем мировым стандартам.
СПИСОК ЛИТЕРАТУРЫ
1. Нормы летной годности гражданских
транспортных самолетов. Гл. 4, разд. 4.9. Мл
1984.
2. А.Ф. Селихов, В.М. Чижов. Вероятно-
стные методы в расчетах прочности самолета.
М.: Машиностроение, 1987.
3. Development of Fatique loading Spectra,
Potter, Watanade editors // ASTM STP 1006,
Philadelphia, 1989.
4. В.Л. Райхер. Определение безопасного
по условиям выносливости срока службы со-
временных самолетов // Труды ЦАГИ. М.’
1967.
5. М. Schmucker, V. Ladda. Flight Test
Validation of the Operation Loads Monitoring
System (OLMS) // 17-th ICAS Conference.V.2.
1990.
6. P.V. Miodushevsky, B.P. Podboronov.
FALC - On Board Fatique Life Counter (Fatique
Meter) I I Int. Conf on Aircraft Damage
Essessment and Repair, Melbourne, Australia,
1991.
454
Глава 4.4. НАДЕЖНОСТЬ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
7. Salim К. - F., Natter М. Domier-
Fatique Measuring System //France Dornier
Post. N 3. 1978.
8. Инструкция по использованию и экс-
плуатации автоматического счетчика нагру-
женности АСН. Рига: Рижский институт ин-
женеров гражданской авиации, 1977.
9. A.F. Selikhov, V.L. Raikher, V.G. Leibov,
G.I. Nesterenko. Experience in Specifying
Prolonging the Airframe Time Limits ^Int. Conf,
on Structial Integrity of Aging Airplanes, edited by
S.N. Atlury, Atlanta, USA, 1990.
10. A.F. Selikhov, V.L. Raikher,
G.I. Nesterenko, V.G. Leibov. The Methodology
of and the Experience in Providing the Structural
Integrity of Aging Aircraft // Int. Conf on Aircraft
Damage Essessment and Repair, Melbourne,
Australia, 1991.
11. А.Ф. Селихов, В.Л. Райхер,
Ю.А. Стучалкин. Принципы построения норм
прочности и надежности в машиностроении.
М.: Машиноведение. 1989.
12. Надежность в технике. Основные по-
нятия. Термины и определения. ГОСТ 27.002-
89.
Глава 4.4
НАДЕЖНОСТЬ РАДИОЭЛЕКТРОННОЙ
АППАРАТУРЫ
4.4.1. ОБЩИЕ СВЕДЕНИЯ
Быстрый рост технической сложности
создаваемой радиоэлектронной аппаратуры
(РЭА), обусловленный постоянным повыше-
нием требований к долговечности и безотказ-
ности аппаратуры, требуют дальнейшего со-
вершенствования уровня работ как в плане
надежностного проектирования, отработки и
изготовления РЭА, так и в части существенно-
го повышения качества и надежности ком-
плектующих ее электрорадиоизделий (ЭРИ).
Надежность элементной базы является
исходным моментом при создании перспек-
тивной РЭА с требуемыми предельно высоки-
ми показателями надежности.
Учитывая медленный рост качества и на-
дежности комплектующих ЭРИ, значительное
количество отказов аппаратуры на предпри-
ятиях - изготовителях РЭА в настоящее время
широко внедряются при входном контроле
(ВК) методы и средства неразрушающего кон-
троля (НК) и дополнительных испытаний
ЭРИ как инструмент повышения надежности
РЭА за счет выявления и отбраковки потенци-
ально ненадежных ЭРИ до установки их в
аппаратуру.
Естественно, такое расширение функций
ВК является мерой вынужденной, обусловлен-
ной недостаточной надежностью ЭРИ, однако
этот путь оправдан и является необходимым
при создании особо ответственных и уникаль-
ных систем с гарантированными требованиями
по надежности.
Результаты работ по НК комплектующих
элементов, полученные в нашей стране и за
рубежом, свидетельствуют о том, что принуди-
тельный отбор ЭРИ научнообоснованными
методами НК и отбраковочных испытаний
может уменьшить интенсивность отказов ото-
бранных партий компонентов в среднем на
один-полтора порядка.
Промышленное внедрение методов и
средств НК позволяет предотвратить случаи
установки в РЭА элементов со скрытыми де-
фектами, которые невозможно выявить при
конечном контроле на предприятиях - изгото-
вителях элементов и традиционными методами
входного контроля на предприятиях - потре-
бителях ЭРИ, направленными только на про-
верку соответствия параметров контролируе-
мого ЭРИ техническим условиям.
На предприятиях страны ведется интен-
сивное внедрение методов и средств НК в
практику входного контроля элементов раз-
личных типов, входящих в комплект наиболее
ответственной аппаратуры. К этим методам
следует отнести технологию проведения стати-
ческой и динамической электротренировки
(ЭТТ), инструментального анализа отказов
(АО), изучение физики и построения моделей
развития дефектов ЭРИ. Указанные процедуры
составляют основы отбраковочных испытаний
(ОИ) ЭРИ, а по интегральному эффекту - это
реализация элементной избыточности - мощ-
ный рычаг и главный компонент гарантии
надежности РЭА.
4.4.2. ПРОГНОЗИРОВАНИЕ ПОКАЗАТЕЛЕЙ
НАДЕЖНОСТИ РЭА
Наиболее эффективным методом предот-
вращения отказов РЭА является прогнозиро-
вание, при котором неисправные элементы
РЭА выявляются до возникновения отказа,
после чего они заменяются новыми или вос-
станавливаются.
В зависимости от того, можем ли мы
следить за необратимыми изменениями физи-
ко-химических свойств элементов РЭА или
нет, прогнозирование отказов может вестись
инструментальными или статистическими ме-
тодами.
Элементы РЭА, у которых необратимые
изменения физико-химических свойств можно
проконтролировать, т.е. можно указать про-
гнозирующий или косвенно связанный с ними
выходной или обобщенный параметр, подвер-
гаются инструментальному прогнозированию.
При этом прогнозирующим параметром назы-
вается такой параметр, который в любой мо-
мент времени характеризует необратимые из-
менил физико-химической структуры элемента
ПРОГНОЗИРОВАНИЕ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ РЭА
455
и позволяет контролировать запас его надеж-
ности.
При отсутствии прогнозирующего пара-
метра потенциально неисправные элементы
РЭА выявляются статистическими методами
прогнозирования.
Инструментальные методы * прогнозиро-
вания позволяют выявлять предотвращаемые
отказы с вероятностью, определяемой качест-
вом прогнозирующей аппаратуры (точностью
измерения прогнозирующего параметра) и
достоверностью прогнозирующего параметра
(степенью соответствия между измеряемым
параметром и интенсивностью деградации
структуры элемента во времени).
Накопление знаний о характере измене-
ния физико-химической структуры материалов
и элементов РЭА под воздействием широкого
класса дестабилизирующих факторов может
привести к инструментальному прогнозирова-
нию и тех отказов, которые в настоящее время
не имеют прогнозирующих параметров.
Инструментальное прогнозирование мо-
жет осуществляться по изменению прогнози-
рующих а; , выходных xj и обобщенных пара-
метров РЭА. При этом прогнозирование
отказов может осуществляться при нормаль-
ных и специальных режимах работы РЭА.
Прогнозирование отказов РЭА позволяет
определить:
1) протекание того или другого деграда-
ционного процесса на протяжении будущего
отрезка времени в конкретной физической
размерности;
2) ожидаемую вероятность того, что ис-
следуемый процесс или параметр не выйдет за
установленные допустимые границы;
3) к какому классу следует отнести РЭА,
подвергаемую прогнозированию.
Рассмотрим эти направления прогнози-
рования отказов подробнее.
1. Исследуемый процесс, характеризую-
щий состояние РЭА, можно представить в
виде многомерной функции 6(<*1, «2, ... , ай),
которая наблюдается в период времени от 0 до
tn. Значения функции 6(4), 6(^1), ... , 6(4) в
соответствующие моменты времени /о, ...,
tn е Ti известны. Необходимо определить зна-
чения функции 6(4+1), 6(4+2), ••• , 6(4+т) в
моменты времени 4+1, •••, 4+m е Т2, где от-
резку времени Т2 предшествует Т\. Подобную
задачу можно решить как в явном виде, опре-
деляя непосредственно функцию 6(ос, 0, так
и косвенным путем, определив сначала аргу-
менты ау, а затем функцию 6( t) различны-
ми аналитическими методами, отличающими-
ся друг от друга применяемым математиче-
ским аппаратом.
2. Пусть известны значения параметров
ау, полученные в моменты 4, ... , 4. Кроме
того, в каждый момент времени функция
состояния РЭА полностью характеризуется
функцией распределения Fj(Q). Необходимо
по известным значениям ^/(6), «у (4), 6(«у ,/у),
е [0, ... , 4], вычислить
Fn+k(s) = ^(|с(а>4+/: ” Он ом(а))|) < 8>
где е — бдоп (ау) _ бном (ау), бном (ау) " номи-
нальное; бдоп (ау) - допустимое значение фун-
кции Q(a, t) в областях 4+1, ..., 4+ш;
к = 1, 2, ... , тп.
Методы, основанные на таком подходе к
решению задачи прогнозов отказов РЭА, на-
зываются методами вероятностного прогнозиро-
вания.
3. Задача прогнозирования формулирует-
ся следующим образом: пусть в момент време-
ни Д> или в ограниченный начальный период
времени получены значения параметров РЭА
«ь а2, ••• , «л, характеризующие функцию
состояния 6 (ос) • Необходимо по совокупно-
сти параметров ау координат многомерной
функции Q (а) принять решение о принад-
лежности РЭА к тому или другому классу Лх,
где Лх могут быть параметрическими, времен-
ными и другими классами, множество и раз-
мер которых определяются специфическими
техническими особенностями прогнозируемой
РЭА.
Методы, основанные на отнесении про-
гнозируемой РЭА к одному из классов, назы-
ваются методами статистической классифика-
ции. В них используется аппарат кибернетиче-
ской теории распознавания образов.
Рассмотренные методы прогнозирования
определяют способы прогнозирования: прямое
и обратное прогнозирование, прогнозирование
вперед, в настоящем и назад, индивидуальное
и групповое прогнозирование.
Современные методы прогнозирования
базируются на функциональном анализе, тео-
рии рядов, теории экстраполяции и интерпо-
ляции, теории вероятностей и математической
статистики, теории случайных функций и слу-
чайных процессов, корреляционном и спек-
тральном анализе и теории распознавания
образов.
Сущность инструментального прогнозиро-
вания отказов РЭА по изменению прогнозирую-
щего параметра в нормальном режиме заключа-
ется в том, что периодически в z-e временные
сечения области Т\ измеряются прогнозирую-
щие параметры ау (//) совокупностей однотип-
ных элементов РЭА, взятых на испытания. По
результатам испытаний находятся функции
распределения прогнозирующих параметров
456
Глава 4.4. НАДЕЖНОСТЬ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
(ау) в моменты // е Т\9 затем прогнозируются
их изменения во временной области 1\.
При этом решаются следующие задачи:
- определяются вероятности того, что до
заданного момента времени 6 Ti прогно-
зируемый параметр ау (/) не выйдет за пределы
установленного допуска ayj^;
- находится промежуток времени /Пр, в
течение которого РЭА с заданной вероятно-
стью /зад(^пр) не откажет (прогнозируемый
параметр ау(0 не выйдет за пределы допуска
ajkpY
Недостатком рассмотренного метода -
являются необходимость изъятия элементов из
РЭА при прогнозировании и измерения про-
гнозирующих параметров с помощью авто-
номных контрольно-измерительных приборов,
что ведет к значительным простоям РЭА. Если
же оборудовать РЭА встроенными приборами,
то это значительно усложнит РЭА и, следова-
тельно, снизит ее надежность.
Достоинство этого метода сравнительно
высокая вероятность отбраковки потенциально
ненадежных элементов, а также прогнозирова-
ние показателей надежности элементов РЭА в
процессе их производства.
Сущность прогнозирования отказов эле-
ментов РЭА в специальном режиме заключает-
ся в увеличении чувствительности прогнози-
рующей аппаратуры и сокращении времени,
затрачиваемого на прогнозирование, путем
использования форсированных режимов. Од-
нако такой метод оправдан только в том слу-
чае, если существует автомодельность физико-
химических процессов, приводящих к отказам
элементов РЭА в форсированном и нормаль-
ном режимах. Кроме того, в этом случае неиз-
бежен преждевременный износ элементов РЭА
за счет их длительной работы в перегруженном
режиме.
Зависимость изменения выходного пара-
метра блока, узла или устройства РЭА во вре-
мени % ~ ф(0 можно получить на основе ре-
зультатов испытаний аппаратуры. Однако ус-
тановление закономерностей изменения вы-
ходного параметра аппаратуры во времени
приводит к значительному расходу ее техниче-
ского ресурса, ухудшению качества элементов,
т.е. требует в большинстве случаев проведения
длительных и дорогостоящих испытаний.
При использовании современной эле-
ментной базы РЭА, обладающей высокими
показателями надежности, подобный подход к
проблеме прогнозирования вообще неприем-
лем, так как он дает результаты только по
истечении промежутка времени, приводящего
к моральному старению не только полученных
данных, но и аппаратуры в целом. Поэтому
используются различные методики определе-
ния % = ф(0 по известным зависимостям
а = <р(0-
Выходной параметр х характеризует ка-
чественное состояние группы элементов РЭА и
поэтому является функцией от их прогнози-
рующих параметров х = ф(ау). При определе-
нии изменения выходного параметра х = ф(0>
вызванного постепенным ухудшением качества
элементов, входящих в прогнозируемую груп-
пу, по имеющейся зависимости ау = <ру(О необ-
ходимо дополнительно установить корреляци-
онную связь между изменением выходных
параметров х и прогнозирующих ау.
Зависимость ау = <ру(/) определяется так
же, как и в случае прогнозирования отказов
РЭА по изменению прогнозирующего пара-
метра. Корреляционные связи между х и ау
определяются в результате кратковременных
испытаний РЭА.
Достоинствами данного метода являются:
- возможность сокращения простоев РЭА
на техническом обслуживании, так как кон-
тролю может подвергаться вся аппаратура сра-
зу;
- возможность применения встроенной
аппаратуры прогноза, так как число контроль-
ных точек сокращается до числа блоков;
- отсутствие необходимости демонтажа и
монтажа элементов блоков при использовании
автономной аппаратуры прогноза.
К недостаткам прогнозирования отказов
РЭА по изменению выходного параметра в
нормальном и специальном режиме следует
отнести:
- относительно большой объем вычисли-
тельных работ по определению зависимости
X = ф(0, который необходимо выполнить при
конструировании новых образцов РЭА;
- невозможность использования сокра-
щенной методики испытаний для РЭА, эле-
менты которой не имеют прогнозирующих
параметров.
Идея использования обобщенного пара-
метра при прогнозировании состояния РЭА
заключается в том, что прогнозируемый про-
цесс, характеризуемый многими прогнози-
рующими ау(/) и выходными параметрами
ХДО = <р(аХ0)> описывается одномерной функ-
цией, численные значения которой зависят от
контролируемых компонентов процесса.
Следовательно, обобщенным параметром
называется такой параметр, который в любой
момент времени эксплуатации РЭА может
характеризовать ее техническое состояние. Он
обобщает все данные о техническом состоянии
РЭА по каждому из выходных параметров в
единый показатель работоспособности
(0 = <р(х(4) = <р(Ф(а(/))),
где (/) - обобщенный параметр РЭА.
При определении (/) как обобщен-
ного параметра многокомпонентного процесса
может оказаться, что он не имеет конкретного
ПРОГНОЗИРОВАНИЕ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ РЭА
457
физического смысла, так как определяющие
его параметры %(/) и а(г) имеют различную
размерность. Поэтому в таких случаях он
представляет собой математическое обобще-
ние, полученое искусственным путем из кон-
тролируемых параметров прогнозируемого
процесса.
Исходя из этих замечаний, методика оп-
ределения 0^ (/) включает:
- определение относительных значений
контролируемых параметров, т.е. выходных
параметров узлов РЭА;
- оценку весомости этих параметров для
определения состояния аппаратуры;
- построение математического выраже-
ния для обобщенного параметра (/) .
Выражения обобщенного параметра по-
зволяют определить запас работоспособности
многопараметрической РЭА и проследить ха-
рактер изменения ее работоспособности во
времени, анализируя значения одномерной
временной функции (/)во временных
сечениях fi = ?о, ••• , >л-
Изменение состояния прогнозируемой
РЭА можно характеризовать изменением не-
которой совокупности контролируемых пара-
метров (%1, ... , хл)« Тогда состояние РЭА в
любой момент времени ц (/ = 0, 1, ... , т);
будет описываться вектором состояния
хб) = ||(х1б)>-!Хлб))|| в и-мерном про-
странстве, координатами которого служат па-
раметры аппаратуры.
Положение вектора %(0 в п~ мерном
пространстве состояний будет определять сте-
пень работоспособности РЭА. В период ее
эксплуатации степень работоспособности ме-
няется под воздействием различных факторов,
вследствие чего конец вектора дрейфует
по случайной траектории в пространстве со-
стояний аппаратуры. Для прогнозирования
состояния РЭА необходимо выделить в
и-мерном пространстве области, соответст-
вующие определенным степеням работоспо-
собности РЭА, и определить границу допусти-
мого уровня работоспособности.
Граница допустимого уровня работоспо-
собности РЭА будет представлять собой неко-
торую гиперповерхность допустимых значений
степени работоспособности, определяемых
совокупностью критических значений контро-
лируемых параметров (х1к.п, ••• , Хлк.п) или
вектором Хклр
Сущность прогнозирования состояния
РЭА по изменению многомерного процесса за-
ключается в предварительном периодическом
контроле х(0 в моменты времени tt е оп-
ределении в моменты контроля функции со-
стояния Q (%(/)) и расчета значений функции
б(х(0) во временной области Т2 > Т\.
При этом, чем дальше расположен конец
вектора состояния х(^1)от гиперповерхности
допустимых значений степени работоспособ-
ности е(хк п) > чем больше разность
|х(^)~ХЛр|, чем меньше вектор скорости из-
менения х(^) и чем больше отличается его
направление от перпендикуляра к гиперпо-
верхности е(хк п) > тем выше степень работо-
способности прогнозируемой аппаратуры.
В противном случае степень работоспособно-
сти РЭА будет понижаться.
Следовательно, в этом случае мы сталки-
ваемся с задачей прогнозирования детермини-
рованного процесса путем экстраполяции
функции работоспособности б(х(0) в Гради-
ентном направлении, т.е. в направлении век-
тора градиента функции, который определяет
направление наибольшего изменения функции
б(х(0) • Градиентный метод является наиболее
оптимальным в том смысле, что он оценивает
работоспособность РЭА в направлении наи-
большего (опасного) изменения б(х0) •
Для прогнозирования состояния РЭА
вначале определяют составляющие градиенты,
т.е. частные производные функции б(х(0) по
л-координатам пространства состояний (кон-
тролируемым параметрам)
se(x(t,)) . ,
—v , 1 =1,...,л; z=0,...m.
ЪА‘>)
Далее осуществляется прогнозирование в
градиентном направлении, т.е. определяется
изменение функции состояния во временной
области Т2УТ1
С?(х(бп+1)) = б(х('т)) + Ym+lAfi(xOffi))>
где ym+i - параметр, характеризующий длину
шага прогнозирования; ДС(х(бл)) - вектор
градиента функции состояния, равный
де(;(,..П-8е№*))я, , ае№’))г-.
458
Глава 4.4. НАДЕЖНОСТЬ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
где и, • • , гп - единичные орты и-мерной сис-
темы координат:
Аналогично можно получить изменение
контролируемого параметра в моменты време-
ни tm+i е Та виде
Х/(би+1) = Х/(бл) + Ут+1
i = 1,..., /и
Эта система уравнений позволяет найти
функцию состояния РЭА б(х(0) в прогнози-
руемые моменты времени tm+i е Т2 по измере-
нию совокупности параметров, контроль кото-
рых с достаточной полнотой представляет
процесс изменения состояния диагностируе-
мой аппаратуры.
Градиентный метод дает наибольшую
эффективность, когда известная функция со-
стояния РЭА изменяется по линейному или
близкому к нему закону. Анализ изменения
функции состояния реальных радиоэлектрон-
ных систем показывает, что в большинстве
случаев е(х(0) изменяется не быстрее, чем
гиперповерхность второго порядка.
Для прогнозирования работоспособности
РЭА в этих случаях используется операторный
метод, который предполагает включение в
математическое выражение б(х(0) вт°рых
частных производных функций состояния
С(х(бл+1)) - С(х(бл)) Тт+1де(х(бл))
-У2де(х(*т))>
деИ'.))-14
d2Q
^1,
оператор
Лапласа, учитывающий нелинейность второго
порядка контролируемого процесса.
Этот метод обладает всеми достоинства-
ми градиентного метода и позволяет, кроме
того, учитывать квадратичный характер изме-
нения координат х/ функции состояния
е(%(4).
Решение задачи прогнозирования рабо-
тоспособности РЭА в значительной мере об-
легчается, если изменение функции состояния
в области tj е Т2 удается описать с приемлемой
для практических целей точностью сравни-
тельно простыми математическими моделями:
линейной
ет2(х(*)) = Ст, (х(0)+(х(') - х(о)дс(х(б))),
центральной
2
2^(x;-xj^) >
7=1
где <р (•) - заданная, монотонно уменьшающая-
ся функция от расстояния до границы до пус-
ка X к.п>
эллиптической
I п
Сг2 (х(0) = .£(х; - xjkp) ,
U=i
где а; > 0 - пропорциональны составляющим
градиента функции состояния.
Линейную модель целесообразно исполь-
зовать с допустимыми на практике погрешно-
стями только на один-два периода контроля
аппаратуры.
Центральная модель применяется для
прогнозирования работоспособности РЭА в
районе допустимых границ функции состоя-
ния. Она хорошо согласуется с линейной мо-
делью при достаточно больших расстояниях до
допустимых значений.
Эллиптическая модель используется в
области допустимых значений ПРИ она
трансформируется в центральную.
Все перечисленные модели обладают ог-
раниченной неопределенностью, преодолев
которую, можно использовать их на всем пе-
риоде прогнозирования.
Если в реальной РЭА из-за влияния по-
мех изменение состояния описывается не
прямолинейными градиентными линиями, то
для прогнозирования работоспособности ис-
пользуют стохастические модели, которые
учитывают случайный стохастический характер
градиентных линий. Эффективность перечис-
ленных методов значительно возрастает с вне-
дрением в практику прогнозирования работо-
способности РЭА электронных систем.
4.4.3. ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ
ОТБРАКОВОЧНЫХ ИСПЫТАНИЙ И
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
ЭЛЕКТРОРАДИОИЗДЕЛИЙ (ЭРИ)
Показатели надежности радиоэлектрон-
ной аппаратуры являются функциями пара-
метров ЭРИ и скорости их изменения при
воздействии внешних и внутренних факторов.
Нарушение функционирования элемента в
процессе его эксплуатации объясняется изме-
нением его структуры и в конечном итоге
приводит к отказу элемента.
Структура элемента формируется при его
проектировании и реализуется технологией его
изготовления. Однако в процессе создания
ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ ОТБРАКОВОЧНЫХ ИСПЫТАНИЙ
459
элемента невозможно избежать тех или иных
отклонений от оптимальной структуры, по-
скольку всегда существуют дефекты исходных
материалов, а также неконтролируемые и не-
управляемые отклонения, колебания техноло-
гического процесса производства. Любая пар-
тия элементов, изготовленная из одних и тех
же материалов, на одном и том же оборудова-
нии и по единой технологии, состоит из не-
идентичных образцов. Даже если различия
элементов несущественны с точки зрения их
функционирования в аппаратуре, они могут
привести к значительному различию показате-
лей индивидуальной надежности элементов.
Задачей неразрушающего контроля ЭРИ
является, по существу, рассортировка их по
признакам образца, эталона. При этом эле-
менты иногда достаточно разделить на две
группы по показателям надежности.
Рассортировка осуществляется при по-
мощи измерения информативных параметров,
выбор которых представляет собой достаточно
трудоемкую, весьма ответственную научно-
техническую задачу. Информативными пара-
метрами часто могут быть параметры ЭРИ,
указанные в ТУ, но измеренные в специаль-
ных режимах (не превышающих режимов,
установленных в ТУ).
Часто поведение обычного параметра
ЭРИ до и после внешних (неразрушающих)
воздействий на него является весьма информа-
тивным с точки зрения прогнозирования на-
дежности ЭРИ.
Для оперативного прогнозирования на-
дежности элементов электронной техники,
своевременной корректировки технологиче-
ского процесса с целью повышения его ста-
бильности устанавливают зависимости показа-
телей надежности от физических свойств и
параметров элементов, от интенсивности экс-
плуатационных воздействий с учетом случай-
ного характера величин и процессов, т.е. соче-
тают вероятностные методы статистической
обработки результатов испытаний с физиче-
скими методами прогнозирования индивиду-
альной и партийной надежности ЭРИ. Наибо-
лее перспективно выявление механизмов отка-
зов элементов на основе комплексного изуче-
ния изменений свойств и параметров образцов
в различных эксплуатационных условиях, а
также влияния технологических факторов на
стабильность элементов при использовании
основных закономерностей старения материа-
лов применительно к конкретным видам ЭРИ.
Методы НК можно условно разделить на
две большие группы: электрические и неэлек-
трические.
Неэлекгрические методы неразрушающих
испытаний (рентгеновское и у-излучение, ней-
тронная радиография, метод вихревых токов,
радиоголотрафия, ИК-спектрография и др.)
более пригодны для контроля материалов или
устройств в процессе их изготовления.
На практике легче реализуются электри-
ческие методы НК, из которых наиболее рас-
пространены исследования электрической
прочности, проводимости, поляризации, ди-
электрических потерь, утечек различной при-
роды, частичных разрядов, зон работоспособ-
ности ЭРИ и т.д.
В большинстве случаев по абсолютной
величине измеренных параметров, даже если
они отнесены к категориям информативных,
можно делать выводы о качестве изделий
только при наличии резко выраженных анома-
лий. Значительно большую информацию мож-
но получить при измерении параметров и
характеристик элементов после неразрушаю-
щих дестабилизирующих воздействий.
Так как в партиях ЭРИ, поступающих на
предприятие - изготовитель РЭА, всегда со-
держатся потенциально ненадежные элементы,
на стадии входного контроля желательно ис-
ключить возможность их проникновения в
ответственную аппаратуру, поскольку стои-
мость выявления дефектного ЭРИ на после-
дующих стадиях процесса изготовления РЭА, а
особенно на стадии эксплуатации, возрастает,
по крайней мере, на порядок от стадии к ста-
дии.
Используя при входном контроле эффек-
тивные методы и средства НК и отбраковоч-
ных испытаний и тем самым строго ограничив
применение в РЭА элементов со скрытыми
дефектами, можно существенно снизить ин-
тенсивность отказов ЭРИ, а следовательно, и
аппаратуры, выполненной на их основе. Ме-
тоды и средства НК ЭРИ становятся неотъем-
лемой частью системы входного контроля
приборостроительных предприятий, изготав-
ливающих перемонтируемую аппаратуру с
длительными сроками активного существова-
ния.
Поскольку эффективность методов НК
существенно зависит от точности и производи-
тельности средств контроля, следует стремить-
ся к оснащению служб входного контроля
приборостроительных предприятий автомати-
зированными тестерными системами, управ-
ляемым от мини- или микро ЭВМ. Эти сис-
темы реализуют функциональный и парамет-
рический контроль ЭРИ как по нормам ТУ,
так и по информативным параметрам и харак-
теристикам, по областям работоспособности,
по дрейфу параметров и другим признакам,
базирующимся на методах НК и исключаю-
щим проникновение в РЭА потенциально
ненадежных ЭРИ.
В существующей практике разработки и
изготовления радиоэлектронной аппаратуры
большое внимание уделяется входному кон-
тролю элементной базы как одному из спосо-
бов обеспечения заданного качества, надежно-
сти и технического уровня.
Входной контроль осуществляется на ос-
новании нормативных документов, которые
включают: “Положение о входном контроле
электрорадиоэлементов...” (редакция 3 - 73 с
460
Глава 4.4. НАДЕЖНОСТЬ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
дополнениями и изменениями); отраслевые
стандарты и стандарты предприятий; инструк-
ции главного конструктора о входном контро-
ле; ведомости входного контроля и т.д.
Задача повышения качества и надежно-
сти РЭА путем исключения попадания в экс-
плуатацию потенциально ненадежных и де-
фектных ЭРИ в настоящее время решается
ужесточением входного контроля ЭРИ, вне-
дрением в его состав НК и отбраковочных
испытаний, а также проведением технологиче-
ской тренировки ЭРИ в составе приборов и
систем в процессе их производства.
В соответствии с “Положением” цель
входного контроля ЭРИ - дополнительная
проверка соответствия ТУ параметров элемен-
тов ЭРИ, определяющих их работоспособность
в аппаратуре, которая производится в разных
режимах.
Технологические тренировки РЭА про-
водятся в режимах, допустимых ТУ на прибо-
ры, по интенсивности воздействий значитель-
но меньших, чем допустимые воздействия на
ЭРИ.
Анализ отказов РЭА показывает, что ос-
новными факторами, приводящими к интен-
сификации отказов потенциально ненадежных
ЭРИ при производстве и эксплуатации аппа-
ратуры, являются воздействия на них динами-
ки электрического режима, временных факто-
ров и факторов окружающей среды. Таким
образом, при входном контроле электрических
параметров ЭРИ на соответствие требованиям
ТУ не могут быть обнаружены отказы ЭРИ,
проявляющиеся по истечении времени.
При тренировках ЭРИ в составе аппара-
туры невозможен параметрический контроль.
Немаловажное значение в данном случае име-
ют и экономические данные. Бели стоимость
(трудозатраты) отказа ЭРИ до ее установки в
аппаратуру при входном контроле принять за
1, то стоимость отказа в процессе производст-
ва и эксплуатации изделий, в зависимости от
этапа, увеличивается в десятки, сотни, тысячи
и более раз. Опыт работы предприятий отрас-
ли и смежных отраслей показывает, что для
обнаружения всех потенциально ненадежных
ЭРИ, т.е. для обеспечения постоянной прием-
лемой интенсивности отказов аппаратуры не-
обходимо довести длительность тренировоч-
ных испытаний большинства классов РЭА до
1500 - 2000 ч, что с экономической точки зре-
ния и затрат временных ресурсов в настоящее
время является проблематичным.
Следовательно, задача отбора потенци-
ально ненадежных ЭРИ должна решаться до
начала сборочно-монтажных работ путем спе-
циальных испытаний ЭРИ в разных условиях
и режимах эксплуатации и при использовании
различных методов НК. В этом случае перво-
степенное значение приобретает выбор объема,
последовательности, режимов испытаний и
методов неразрушающего контроля на основе
объективных данных технической диагностики
и анализа отказов ЭРИ.
Сравнение возможностей, преимуществ и
недостатков различных методов испытаний и
контроля показывает, что ни один отдельно
взятый метод не может гарантировать полно-
ценный отбор потенциально ненадежных ЭРИ.
Решение этой задачи может быть обеспечено
путем совместного использования различных
методов. При этом методы, имитирующие
условия эксплуатации, должны играть
“провоцирующую” роль, т.е. приводить по-
тенциально ненадежные изделия к такой сте-
пени деградации, чтобы используемые методы
неразрушающего контроля могли ее фиксиро-
вать.
В идеальном случае порядок отбора по-
тенциально ненадежных изделий может быть
представлен следующим образом.
Перед началом испытаний проводится
контроль и запоминаются информационные
параметры испытуемых изделий, которые за-
тем подвергаются комплексным воздействиям
эксплуатационных факторов, в том числе элек-
тротермотренировке (ЭТТ), в течение времени,
необходимого для такого развития дефектов,
чтобы используемые затем методы НК могли
их зафиксировать. Контроль информативных
параметров во время испытаний должен быть
непрерывным или, в крайнем случае, дискрет-
ным с минимальными интервалами. Такой
контроль позволит по поведению параметров
во время испытаний или по заданным крите-
риям отбраковки получить параметрические
оценки вероятности отказа изделий при за-
данных времени и режиме эксплуатации и
выделить на этой основе группы изделий по-
вышенной надежности.
После окончания испытаний проводятся
неразрушающий контроль и отбор потенци-
ально ненадежных изделий по назначенным
критериям годности, в том числе по степени
изменения информативных параметров за
время испытаний.
Объем, методы и последовательность
контроля и дополнительных испытаний опре-
деляются комплексом нормативно-техничес-
кой документации (рис. 4.4.1), который в чис-
ле прочего устанавливает:
- общий порядок проведения входного
контроля на предприятиях отрасли;
- типовые технологические процессы
входного контроля ЭРИ;
- единые правила обращения с ЭРИ, в
том числе меры по защите от статического
электричества;
- контролируемые параметры ЭРИ раз-
личных классов;
- объем, последовательность контроля и
испытаний ЭРИ, а также методы НК и испы-
таний.
ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ ОТБРАКОВОЧНЫХ ИСПЫТАНИЙ
461
Рис. 4.4.1. Структура нормативно-технической документации
Методики НК в зависимости от требуе-
мого уровня надежности ЭРИ позволяют
обеспечить проведение диагностического кон-
троля подавляющего большинства изделий
различных классов (микросхем, транзисторов,
диодов, резисторов, конденсаторов, реле и
т.д.). Эти методики разрабатывались, в первую
очередь, для исследования тех ЭРИ, которые
по опыту их применения в отрасли обладали
пониженной надежностью и недостаточным
ресурсом. Разработанные и внедренные инди-
видуальные методики устанавливают:
- порядок, режимы испытаний и крите-
рии контроля потакгных (побитных) токов,
интегральных микросхем (ИМС) - структур;
- контроль вольт-амперных характери-
стик (ВАХ) микросхем и полупроводниковых
приборов методом сравнения с эталонными
характеристиками;
- методы контроля функционирования
микросхем при повышенных и пониженных
напряжениях питания;
- метод контроля /^-характеристик мик-
росхем и полупроводниковых приборов по
ужесточенным границам базовых областей;
- методы статистического контроля ста-
бильности качества элементной базы;
- критерии контроля обратных токов пе-
реходов ИМС и полупроводниковых приборов
(ППП) по совокупности минимальных значе-
ний;
- методы контроля конденсаторов, реле,
резисторов и других пассивных компонентов
по степени отклонений информативных пара-
метров от средних значений;
- критерии отбраковки ЭРИ по дельта-
параметрам при проведении испытаний путем
воздействия эксплуатационных факторов, а
также режимы и условия испытаний.
В соответствии с отраслевой основопола-
гающей нормативно-технической документа-
цией разработаны и внедрены ведомости вход-
ного контроля и базовые инструкции, опреде-
ляющие:
- объем и методы диагностического кон-
троля ЭРИ, предназначенных для использова-
ния в изделиях основного производства;
- технологическую последовательность и
условия проведения, контроля и испытаний
ЭРИ;
- организационно-технические указания
по проведению контроля и испытаний ЭРИ
различных классов.
Контроль и дополнительные испытания
ЭРИ являются составной частью технологиче-
ского процесса изготовления аппаратуры и
проводятся непосредственно перед их установ-
кой в аппаратуру.
Отбраковка ЭРИ после введения допол-
нительного контроля увеличилась на 2 - 3
порядка (с 0,05 - 0,005 % при входном кон-
троле традиционными методами на соответст-
вие ТУ до 4 - 5 % при проведении диагности-
ческого неразрушающего контроля). Интен-
сивность отказов ЭРИ, особенно больших
интегральных схем (БИС), снижена в 2 - 10
раз относительно исходных величин до прове-
дения неразрушающего контроля и испыта-
ний.
Разработанные И' внедренные аппаратно-
программные средства наряду с действующей
соответствующей нормативно-технической до-
кументацией позволяют предотвратить исполь-
зование в аппаратуре потенциально ненадеж-
ных ЭРИ и в значительной степени способст-
вуют успешному выполнению задач по повы-
шению надежности РЭА.
462
Глава 4.4. НАДЕЖНОСТЬ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
4.4.4. МЕТОДЫ И СРЕДСТВА ИССЛЕДОВАНИЙ
ОТКАЗАВШИХ ЭЛЕМЕНТОВ
Анализ отказавших элементов РЭА, вы-
явление механизмов и причин возникновения
отказов являются составной частью комплекса
работ по обеспечению надежности аппаратуры.
Целесообразность проведения подобных
работ и эффективность использования их ре-
зультатов существенно возрастают по мере
внедрения в разрабатываемую аппаратуру дос-
тижений интегральной микроэлектроники,
обладающей рядом специфических особенно-
стей. Суть указанных особенностей сводится к
следующему:
- сокращение количества элементов, вхо-
дящих в комплект оборудования (при сопоста-
вимой функциональной сложности) по срав-
нению с оборудованием на дискретных эле-
ментах, как результат увеличения степени ин-
теграции микросхем;
- уменьшение числа физических процес-
сов и явлений, лежащих в основе функциони-
рования используемых элементных средств, а
следовательно, и оборудования;
- уменьшение числа используемых при
изготовлении технологических процессов и
операций и их большая физическая и физико-
химическая однородность;
идентификация характеристик и
свойств элементных средств, как следствие
групповых методов изготовления, механизации
и автоматизации технологических процессов;
- схемотехническая и конструктивно-
технологическая однородность элементов и
возможность использования на ее основе еди-
нообразных методов и средств для исследова-
ния и анализа процессов, проходящих в эле-
ментах различных типов и классов.
Перечисленные особенности аппаратуры
в микроэлектронном исполнении создают
объективные предпосылки для выявления ти-
повых механизмов отказов и косвенных при-
знаков, характеризующих процессы и явления,
приводящие к отказам. Это позволяет разрабо-
тать обобщенные рекомендации по выявлению
и устранению причин, приводящих к отказам,
справедливые для широкого класса элементов.
Процесс анализа отказавших элементов в
общем случае включает в себя следующие эта-
пы:
- исследования отказавших элементов с
целью выявления электрических, физических
и химических дефектов, аномалий и других
несоответствий, которые могут быть причина-
ми отказов;
- установление корреляции между обна-
руженными дефектами (аномалиями, несоот-
ветствиями) и типами (видами) отказов;
- определение механизмов отказов и ус-
тановление причин (процессов, явлений, об-
стоятельств), приводящих к дефектам и отка-
зам;
- разработка и реализация мероприятий
по устранению причин дефектов и отказов.
При анализе конкретных элементов по-
следовательность и объем работ на каждом
этапе могут изменяться, однако общая схема
справедлива для подавляющего большинства
случаев. Так как исследование отказавших
элементов часто связано с проведением разру-
шающих испытаний, то целесообразно устано-
вить определенную последовательность работ с
тем, чтобы исключить возможность потери
информации из-за нерационального распреде-
ления операций по различным стадиям.
В этом смысле определенный интерес
представляет методика анализа отказавших
ИМС, изложенная в стандарте США MIL
STD-333. Хотя в указанной методике описыва-
ется анализ отказавших микросхем, тем не
менее многие положения этой методики ока-
зываются справедливыми и при анализе дру-
гих типов элементов, и в первую очередь по-
лупроводниковых приборов (ППП).
В зависимости от требуемой глубины ис-
следований, в стандарте предусматриваются
несколько условий испытаний: А, В и С и ряд
дополнительных методов.
Условие испытаний А. Исследования по
данной методике предполагают минимальные
диагностику и количество диагностирующих
средств. Исследования проводятся в следую-
щей последовательности:
1 ) внешний осмотр, состоящий из опти-
ческих исследований, при которых проверяют
состояние выводов, покрытий областей пайки
(сварки), состояние материалов корпуса, со-
стояние маркировки и других элементов по-
верхности микросхемы. Контроль осуществ-
ляют с помощью оптических средств, обеспе-
чивающих увеличение минимум в 30 раз. Все
отклонения от нормальных характеристик
должны быть сфотографированы при соответ-
ствующем увеличении;
2 ) измерение электрических параметров
по методикам, изложенным в условиях на
поставку. Дополнительные измерения элек-
трических параметров проводят специально
для выявления обрывов и коротких замыка-
ний. В их состав включают:
- пороговые испытания, при которых
измеряют прямые и обратные “диодные харак-
теристики” для каждой пары выводов микро-
схемы и сравнивают полученные результаты с
аналогичными характеристиками годных схем;
- контроль сопротивления изоляции ме-
жду корпусом (крышкой корпуса) и каждым
электрически разобщенным выводом;
- контроль отсутствия коротких замыка-
ний (или отклонений от требуемых характери-
стик) между каждой парой выводов и (или)
каждым выводом и корпусом (крышкой кор-
пуса);
3 ) внутренний осмотр, выполненный по-
сле вскрытия корпуса ИМС с помощью опти-
ческих средств, обеспечивающих увеличение
МЕТОДЫ И СРЕДСТВА ИССЛЕДОВАНИЙ
463
не менее, чем в 30 раз. Внутреннюю часть
микросхемы фотографируют (по стандарту на
цветную пленку) при соответствующем увели-
чении с тем, чтобы с достаточной четкостью
можно было различить дефектные участки и
аномалии, которые могут быть причиной отка-
зов.
Измерение электрических характеристик
проводят как с помощью специализированной
контрольно-измерительной и контрольно-
испытательной аппаратуры, используемой при
выходном и входном контроле, так и стан-
дартных измерительных средств. Лучшие об-
разцы измерительных приборов позволяют
измерять токи менее 10 А, напряжения до 10
В, электрические емкости до 10 Ф, электриче-
ские сопротивления до 10 Ом, удельные со-
противления до 10 Ом/см, индуктивности до
10 Гн.
Для оптических исследований использу-
ют бинокулярные микроскопы с увеличением
от 3 до 120 раз. (Лучшие образцы оптических
микроскопов обеспечивают увеличение от 3 до
2000 раз). С помощью бинокулярных микро-
скопов могут быть выявлены неоднородности
(окисление, загрязнения, появление интерме-
таллических фаз, следы от прикосновения
посторонними предметами и т.д.); обрывы
соединения; треснувший кристалл (подложка);
трещины вблизи выводов в металлостеклянном
спае; ямки или пирамиды на кристалле; де-
фекты совмещения или маскирования; цара-
пины на кристалле или соединениях; микро-
плазма в работающей ИМС; дефекты в окисле
и (или) диэлектрических пленках (поры, цара-
пины, разрывы и т.д.).
Более мелкие дефекты на внутренней по-
верхности ИМС могут быть обнаружены с
помощью специальных оптических средств,
например, микроскопов с фазовым контра-
стом, современные образцы которых позволя-
ют различать при определенных условиях де-
тали до 1 - 0,5 мкм, и микроскопы для наблю-
дения в темном поле при освещении под та-
кими углами, когда свет не может проникнуть
в объектив микроскопа.
Некоторые дефекты, например точечные
отверстия в изолирующих пленках, не удается
выявить с помощью только оптических
средств. В этих случаях применяют различные
химические методы в сочетании с последую-
щим оптическим контролем. Так, для обнару-
жения точечных дефектов в двуокиси кремния
может быть применен электролиз в ванне из
метилового спирта с использованием в качест-
ве анода (или катода) различных участков (или
токопроводящих поверхностей) кристалла
дефектной микросхемы.
Разработаны методы выявления трещин
и точечных отверстий с помощью газообразно-
го хлора или путем травления в аминокатехи-
новьгх ваннах. Обнаженные кремниевые участ-
ки на поверхности ИМС могут быть определе-
ны по отпечаткам на фильтрах, насыщенных
хлористым бензидиновым хлоргидратом. Тре-
щины и поры в кристалле ИМС могут быть
обнаружены с помощью специальных красите-
лей. Электрохимические методы, так называе-
мое окрашивание с помощью хроматов, по-
зволяют окрасить в различные оттенки корич-
невого цвета области, имеющие различные
электрические потенциалы
Условие испытаний В. Испытания по
данной методике дополняют испытания по
условию А рентгенографическими исследова-
ниями, проверками герметичности корпуса
ИМС, вакуумным отжигом, многоточечным
зондированием и рядом других проверок и
операций.
Рентгенографический контроль с получе-
нием рентгенограмм ИМС в различных про-
екциях обязателен в тех случаях, когда наличие
внутри корпуса микросхемы постороннего
материала установлено на основании преды-
дущих испытаний, а также при наличии ин-
формации о перегревах и отказавших ИМС.
Проверку герметичности (точное и гру-
бое определение утечки) осуществляют с по-
мощью определения утечки (порядка
10 атм см/гелия при дифференциальном дав-
лении в одну атмосферу) или с помощью ра-
диоактивного газа (например, криптона 85).
При больших утечках (10 атм см/с гелия и
более) проверка может быть выполнена мето-
дом погружения в жидкость.
Внешнюю очистку проводят в тех случа-
ях, когда имеются признаки загрязнений на
внешней поверхности корпуса ИМС. Очистку
осуществляют погружением ИМС в стандарт-
ные обезжиривающие средства, после чего
микросхемы погружают в кипящую деионизо-
ванную воду, а затем сушат чистым азотом. По
окончании очистки измеряют критические
электрические параметры, указанные в усло-
виях на поставку.
Внутренний осмотр вскрытых микросхем
проводят по методике, приведенной в условии
А. Если при внутреннем осмотре обнаружены
признаки постороннего материала, то его уда-
ляют с помощью струи сжатого газа или соот-
ветствующих растворителей. Влияние посто-
роннего материала на отказ микросхемы фик-
сируют и, по возможности, определяют его
природу. После осмотра и удаления посторон-
него материала производят измерение элек-
трических параметров ИМС.
Вакуумный отжиг проводят при давле-
нии 10 мм рт.ст. и температуре 150 - 200 °C в
течение двух часов, при этом фиксируют элек-
трические параметры ИМС. После отжига
464
Глава 4.4. НАДЕЖНОСТЬ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
измеряют критические электрические пара-
метры, указанные в условиях на поставку.
Многоточечное зондирование использу-
ют для проверки активных элементов ИМС и
локализации дефектов. При измерении сопро-
тивлений, локализованных коротких замыка-
ний и обрывов, пробивных напряжений и
других характеристик рекомендуется использо-
вать измерительные приборы с автоматической
регистрацией результатов измерений. В ряде
случаев для обеспечения доступа к слоям ме-
таллизации удаляют часть окисла и (или)
других диэлектрических покрытий.
В результате проведенных исследований
может быть получена дополнительная инфор-
мация о различных дефектах. Так, например,
исследование герметичности позволяет вы-
явить дефекты корпуса (трещины, пустоты,
пузырьки в металлостеклянном спае и т.д.).
Вакуумный отжиг позволяет проследить
влияние на параметры ИМС абсорбированных
на поверхности летучих материалов, так как
они могут быть десорбированы в процессе
отжига. Кроме того, воздействие высоких тем-
ператур ускоряет те взаимодействия между
материалами, которые могут привести к отка-
зам (например, возникновение пробоя в изо-
лирующих пленках, обрывы термокомпресси-
онных соединений и т.д.).
Рентгенографические исследования дают
возможность выявлять пустоты в местах пайки
(сварки), миграцию металлов, трещины на
кристалле (подложке), в соединениях, дефекты
совмещения металлических частей.
Использование при многоточечном зон-
дировании характериографов позволяет выяв-
лять короткие замыкания, постоянные и (или)
кратковременные обрывы, “мягкие переходы”
с постепенным возрастанием тока при увели-
чении напряжения на переходе, отклонения
значений сопротивлений от требуемых, увели-
чение значения токов утечки, инверсии, т.е.
изменение типа проводимости полупроводни-
ка.
Ряд дефектов (миграция поверхностных
зарядов, загрязнения, утечки на поверхности и
т.д.) могут быть выявлены путем исследования
незначительных изменений вторичных элек-
трических характеристик ИМС (токи утечки,
емкости, сопротивления и т.д.).
Условие испытаний С. Данной методикой
предусматривается проведение дополнитель-
ных металлографических исследований после
полного цикла испытаний по условиям В.
Полное исследование поперечного сече-
ния ИМС проводят при наличии признаков
дефектов в корпусе, кристалле (подложке),
соединениях, спаях или структурных элемен-
тах. Для этого необходимо провести оптиче-
ский контроль окрашенного среза ИМС при
соответствующем увеличении, используя поля-
ризованный свет, микрофотографию, светлое
и темное поле, а затем сфотографировать де-
фектные области или особенности структуры.
4.4.5. ЭЛЕКТРОТЕРМОТРЕНИРОВКА (ЭТТ)
И УСКОРЕННЫЕ ИСПЫТАНИЯ ИЗДЕЛИИ
ЭЛЕКТРОННОЙ ТЕХНИКИ
Метод ЭТТ основан на том, что изделия
электронной техники, в том числе микросхе-
мы, имеют тенденцию к отказам в ранней
стадии работы из-за наличия в поставляемой
партии элементов, обладающих скрытыми
дефектами, что и обусловливает реализацию
механизмов отказов с низкой энергией акти-
вации. Электротермотренировка позволяет
выявить внутренние и поверхностные дефекты
компонентов, дефекты металлизации.
Многие механизмы интегральных схем
зависят от температуры, которая является ус-
коряющим фактором, позволяющим форсиро-
вать деградационные процессы в интерметал-
лических термокомпрессионных соединениях.
С ее повышением долговечность соединений
убывает, как правило, в соответствии с зако-
ном Аррениуса
где R - газовая постоянная; Е - энергия акти-
вация; Го - температура в нормальных услови-
ях.
Эффективность ЭТТ примерно удваива-
ется с каждым повышением температуры на
10 °C.
В зависимости от технологии изготовле-
ния и типа компонентов используют три ме-
тода ЭТТ:
- статическая при температуре +125 °C в
течение 168 ч в условиях воздействия на ком-
поненты прямого и обратного напряжений
смещения;
- динамическая с выдержкой компонен-
тов, находящихся в динамическом режиме,
при температуре +125 °C в течение 168 ч;
- комбинированная статическая и дина-
мическая при оговоренных режимах внешних
воздействий.
Для выявления дефектов поверхности
больше подходит первый метод, дефектов ме-
таллизации - второй; сложные микросхемы
лучше подвергать комбинированной ЭТТ.
Испытания проводят как с целью отбра-
ковки дефектных микросхем в составе техно-
логических испытаний на предприятиях - из-
готовителях изделий электронной техники, так
и при проведении дополнительных испытаний
на входном контроле.
Продолжительность ЭТТ равна суммар-
ной продолжительности ЭТТ на предыдущих
этапах до этапа, на котором процент заброко-
вания изделий электронной техники (ИЭТ) не
превышает допустимого значения
ЭЛЕКТРОТЕРМОТРЕНИРОВКА (ЭТТ)
465
т-1
*ЭТТ = z0 +
/=1
где m - номер этапа, на котором процент за-
бракования микросхем не превысил допусти-
мого значения; /о - начальный обязательный
этап (продолжительностью 96 ч или 1684 ч в
зависимости от вида приемки); А/, - продол-
жительность проверочных этапов.
Для проведения испытаний используют-
ся: установки УНТИС-2, 12ТИС-013, генера-
тор типа ДК 621, тестер ДК 524.
Испытания проводятся на нескольких
рабочих местах, например ДКР1054 - ЭТТ
интегральных микросхем в корпусах и бескор-
пусном исполнении; ДКР1054 - ЭТТ инте-
гральных микросхем серии 556; ДКР2118 -
ЭТТ электроизделий.
Допускается применение других типов
испытательной аппаратуры и оборудования,
обладающих аналогичными характеристиками.
ЭТТ интегральных схем КМОП-структур про-
водится при температуре 4- 120 ± 5 °C.
Продолжительность ЭТТ микросхем се-
рий 164, 764, 564, 765 (кроме 039) - 96 ч; се-
рий 564РУ2А, Б, 765РУ2А-1, 765РУ2Б-240 ч;
серий 537РУ1, 537РУ2А, Б, 537РУ6А, Б,
737РУ1-1, 737РУ2А-1, 737РУ6А-1, 737РУ6Б-1-
96 ч; серии 590 (590КНЗ, 590КН4) - 168 ч.
Прогнозирующими параметрами для оп-
ределения КМОП интегральных схем (ИС)
являются потакгный (побитный) ток потреб-
ления в статическом режиме и выходные на-
пряжения логического “О” и логической “Г’
( ^вых, вых )•
ЭТТ остальных ИС в корпусном испол-
нении проводится в статическом и (или) ди-
намическом режимах. Продолжительность
ЭТТ всех ИС в корпусном исполнении состав-
ляет 96 ч.
ЭТТ ИС серии 556 проводится в течение
168 ч при температуре 120 ± 5 °C после опера-
ции “запись информации” в программируе-
мые БИС (“прожиг”) в динамическом режиме,
который предусматривает считывание инфор-
мации с частотой 50 Гц - 1 МГц последова-
тельно по всем адресам исследуемых постоян-
ных запоминающих устройств (ПЗУ).
По окончании ЭТТ ИС выдерживают в
нормальных температурных условиях не менее
двух часов, измеряют электрические парамет-
ры ИС, отбраковывают те микросхемы, кото-
рые не удовлетворяют требованиям норматив-
но-технической документации.
При создании методов и средств для
проведения ЭТТ следует принимать во внима-
ние коэффициенты ускорения деградационных
явлений для различных энергий активации
(табл. 4.4.1).
Проведение дополнительных испытаний
с целью выявления ИМС со скрытыми дефек-
тами является важным звеном в цепи техноло-
гического цикла, который проходят изделия
микроэлектроники на предприятии-
потребителе до их установки в радиоэлектрон-
ную аппаратуру.
В предыдущих разделах указывалось, что
не существует универсального метода опреде-
ления изделий микроэлектроники со скрыты-
ми дефектами. В то же время элекгротермо-
тренировка (ЭТТ) этих изделий позволяет
ускорить время развития скрытых дефектов и
выявить потенциально ненадежные изделия
путем определения изменения величин стан-
дартных параметров до и после ЭТТ.
Это особенно важно в процессе испыта-
ний цифровых интегральных микросхем
(ЦИС) широко применяемых при разработке
радиоэлектронной аппаратуры, причем режим
ЭТТ микросхем, выполненных по различной
технологии, заметно влияет на скорость разви-
тия скрытых дефектов. Поэтому аппаратные
средства, обеспечивающие проведение элек-
тротермотренировки, должны обладать воз-
можностью оперативного изменения этого
режима.
4.4.1. Коэффициенты ускорения деградационных явлений
для различных энергий активации (относительно Т = 25 °)
Условная температура, °C Энергия активации, эВ
0,3 0,5 0,8 1,0 1,2
50 2,47 4,51 11,1 20,3 37,1
75 5,35 16,4 87,7 268 8,22
100 10,5 50,1 524 2507 1,2 • 10
125 18,8 133,0 2500 1,77 • 10 1,25 • 10
150 31,5 315,0 9920 9,9 • 10 9,88 • 10
466
Глава 4.4. НАДЕЖНОСТЬ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
Так, при статической элекгротермини-
ровке цифровых интегральных микросхем на
основе КМОП-структур развитие скрытых
дефектов резко ускоряется. Нужно только
учитывать тот факт, что включение питания
испытуемой микросхемы при отсутствии сти-
мулирующих воздействий на ее входах может
привести к возникновению так называемого
тиристорного эффекта на части этих микро-
схем. При этом резко возрастает ток потребле-
ния тренируемой микросхемы (в сотни тысяч
раз), что может привести к выходу ее из строя.
Для устранения тиристорного эффекта
при проведении электротермотренировки
микросхем следует предусмотреть сначала ди-
намический режим работы, а затем статиче-
ский. Первый устраняет тиристорный эффект,
а второй способствует развитию скрытых де-
фектов.
Наиболее целесообразным является про-
ведение динамической элекгротермотрениров-
ки цифровых интегральных схем на основе
ТТЛ - структур. Этот процесс является весьма
трудоемким и, как правило, сопровождается
большими аппаратурными затратами, так как
каждый типономинал тренируемой микросхе-
мы требует своей схемы подключения нагрузок
и стимулирующих сигналов.
Для минимизации аппаратурных затрат
при максимальном количестве тренируемых
микросхем используется метод ЭТТ, базирую-
щийся на использовании многоканального
генератора псевдослучайного кода. При этом
каждый выход генератора подключается ко
всем выводам тренируемой микросхемы, за
исключением выводов питания и корпуса,
через резисторы, величина которых определя-
ется исходя из требуемого для тренировки
тока нагрузки.
Из-за применения такого способа под-
ключения генератора псевдослучайного кода
безразлично, какую функцию выполняет вы-
вод тренируемой микросхемы. Например,
подключение резистора ко входу микросхемы
на основе КМОП-структур не оказывает ника-
кого влияния на ее работу, так как падение
напряжения на резисторе практически равно
нулю вследствие малой величины входного
тока, а подключение к выходу тренируемой
микросхемы при соответствующих комбина-
циях выходных сигналов обеспечивает дости-
жение входящих и выходящих нагрузочных
токов требуемой величины. Кроме того, рези-
сторы являются ограничителями тока при вы-
ходе из строя тренируемой микросхемы.
Таким образом, применение генератора
псевдослучайного кода позволяет использовать
всего три типа нагрузочных устройств во всех
микросхемах на основе КМОП-структур, что
при одновременной электротренировке боль-
шого количества микросхем позволяет более
чем на порядок сократить аппаратурные затра-
ты при проведении ЭТТ.
Поскольку многоканальные генераторы
псевдослучайного кода серийно не выпускают-
ся, был разработан генератор типа ДК 621,
имеющий следующие технические характери-
стики:
Количество разрядов ........ 14
Выходное напряжение ........ 0-13 В
Максимальный
входящий и выходящий ток....0,5 А
Тактовая частота ........... 300 Гц
Генератор псевдослучайного кода пред-
ставляет собой сдвиговый регистр с линейной
обратной связью. Он формирует по каждому
из 14 выходов псевдослучайную последова-
тельность.
Сигналы с каждого выхода поступают на
входы усилителей мощности, собранные на
основе ИС операционных усилителей с мощ-
ными выходами. С них формируемая псевдо-
случайная последовательность поступает на
выводы тренируемой микросхемы. Генератор
содержит отдельный источник питания для
подачи питающего напряжения на тренируе-
мые микросхемы.
Генератором типа ДК 621 оснащены боль-
шинство предприятий отрасли, что позволило
получить значительную экономию аппаратур-
ных средств.
В улучшенном варианте генератора псевдо-
случайного кода типа ДК 692 количество раз-
рядов увеличено до 22, тактовая частота - до
10 кГц. При построении выходных усилителей
применена современная элементная база, что
позволило повысить надежность работы при-
бора.
4.4.6. ФИЗИЧЕСКИЕ ОСНОВЫ МЕТОДОВ
УСКОРЕНИЯ ПРОЦЕССОВ РАЗВИТИЯ
ПОТЕНЦИАЛЬНЫХ ДЕФЕКТОВ РЭА
Основная идея ускорения процессов раз-
вития потенциальных дефектов базируется на
том факте, что скорость развития дефектов
оказывается существенно различной при раз-
личных по своей физической природе интен-
сивности и продолжительности дестабилизи-
рующих воздействий. Выбор физической при-
роды ускоряющих воздействий может быть
сделан на основании результатов анализа
взаимосвязей между возможными физически-
ми и физико-химическими процессами и яв-
лениями, внешними условиями их развития с
учетом специфики конкретных типов и клас-
сов элементов РЭА. Исследованиями доказано,
что термо- и электромагнитные факторы ока-
зывают влияние на кинетические закономер-
ности развития, практически, всех возможных
процессов и явлений и поэтому могут рас-
сматриваться как наиболее приемлемые уско-
ряющие воздействия. Однако из этого не еле-
ФИЗИЧЕСКИЕ ОСНОВЫ МЕТОДОВ УСКОРЕНИЯ ПРОЦЕССОВ
467
дует делать вывод о том, что указанные спосо-
бы интенсификации физических (физико-
химических) процессов - единственные, так
как в ряде случаев, например, механические
или радиационные факторы оказываются не
менее эффективными с точки зрения ускоре-
ния развития потенциальных дефектов.
Наиболее доступными и поэтому полу-
чившими наибольшее распространение явля-
ются термо- и электромагнитные факторы,
обладающие универсальным характером.
К числу физических (физико-
химических) процессов, кинетика которых
изменяется при изменениях температуры (так
называемые термоактивационные процессы),
могут быть отнесены:
- диффузионные процессы в объеме и на
поверхности твердых тел;
- диффузионные процессы в гетероген-
ных системах;
- химические реакции;
- сорбционные процессы;
- электролитические процессы;
- сублимационные процессы;
- перемещение и скопление точечных
дефектов и дислокаций в кристаллических
твердых телах;
- разрывы межатомных связей;
- разрывы связей макромолекул в поли-
мерных материалах;
- процессы ионизации и смещения ато-
мов в кристаллических решетках в результате
воздействия потоков ускоренных частиц и т.д.
Каждому физическому (физико-
химическому) процессу соответствует некото-
рое минимальное значение энергии, при воз-
действиях которой процесс не происходит,
или, в терминах неравновесной термодинами-
ки, термодинамическая система не отклоняет-
ся от состояния стационарного равновесия.
Иными словами, в физико-химических
процессах могут участвовать только те микро-
частицы (молекулы, атомы, электроны, ионы и
т.д.), энергии которых не меньше энергии
активации данного процесса.
Распределение молекул и атомов по
энергиям и координатам описывается извест-
ным уравнением Максвелла -Больцмана
1 dn . л ( т 1
= const 4я -— х
п dw----------------\2п кТ)
f/ww2 Еп
2кТ+-кТ
(4.4.1)
w2,
где dn - число молекул (атомов) из общего
числа п в единичном объеме, имеющих скоро-
сти, заключенные в интервале [w/(w + </w)]
при равномерном распределении • молекул
(атомов) по объему; Ер - потенциальная
энергия молекул (атомов) при наличии внеш-
него силового поля, определяемая положением
(координатами) молекул (атомов); m - масса
молекул (атомов).
Распределение по энергиям электронов,
протонов, нейтронов (и других фермионов)
описывается уравнением Ферми-Дирака, а
распределение фотонов (и других бозонов) -
уравнением Бозе - Эйнштейна. Математически
оба распределения могут быть записаны в виде
ei‘ • ц | е
л/ = ехр----— + 5,
(4.4.2)
где л, - среднее относительное число частиц в
данном квантовом состоянии с энергией;
ц - химический потенциал, отнесенный к од-
ной частице; 5=1- для распределения Фер-
ми-Дирака; 5 = -1 - для распределения Бозе-
Эйнштейна; i - порядковый номер квантового
состояния.
Плотность вероятности распределения
Максвелла - Больцмана обычно представляется
в виде произведения двух независимых собы-
тий: вероятности данного значения скорости
частиц (распределения Максвелла) и вероятно-
сти данного положения частицы
(распределение Больцмана). Распределение
Максвелла получается исключением из (4.4.1)
слагаемого Ер/кТ в показателе экспоненты и с
переходом к молярным значениям величин
может быть записано в виде
_/ ч 1 dN Л ( М A f Aftv2) 2
=--------= 4я ----- ехр-----w ,
v 7 п dw \2nRT ) \ 2RTJ
(4.4.3)
где N - общее число молекул в грамм-
молекуле (или атомов в грамм-атоме);
dN - число молекул (атомов), имеющих скоро-
сти в интервале [w/(w 4- rfw)]; P(w) - плотность
вероятности распределения молекул (атомов)
по скоростям; М - молекулярный вес вещест-
ва; R - универсальная газовая постоянная
(R = KN).
Распределение Больцмана для любого
момента времени описывается уравнением
(4.4.4)
где Nj/N - доля частиц с энергией Е\
А(Т) - функция температуры и других пара-
метров физической системы, характеризующая
ее состояние.
На основании (4.4.1) может быть опреде-
лена плотность вероятности распределения
частиц по величинам кинетической энергии Ei
р^=^кту3/2^-^\ Е¥2-
(4.4.5)
468
Глава 4.4. НАДЕЖНОСТЬ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
На основании (4.4.1)...(4.4.5) относи-
тельная доля частиц, кинетическая энергия
которых больше энергии активации Е рас-
сматриваемого процесса, т.е. вероятность того,
что энергия частицы превышает величину Еа,
может быть оценена с помощью следующего
приближенного соотношения
Г F “|V2 / г \
^)“2Ы м46’
Доля частиц с энергией Е > Еа показана
на кривой распределения кинетической энер-
гии частиц (рис. 4.4.2 заштрихованная пло-
щадь).
Чем больше величина энергии Еа, тем
меньше относительное число частиц, прини-
мающих участие в рассматриваемом процессе.
Из уравнений (4.4.1)-(4.4.6) следует, что
с повышением температуры относительная
доля частиц с энергией Е > Еа резко возраста-
ет. Так, например, для химической реакции,
энергия активации которой Еа = 2,4 • 104
кал/моль при повышении температуры от 27
до 127 °C количество активных молекул уве-
личивается примерно в 2 • 104 раз.
Влияние температуры Т на кинетику
термоактивационных процессов проявляется
не только за счет увеличения относительной
доли частиц, энергия которых Е > Еа, но и за
счет изменений величины энергетического
барьера процесса, т.е. за счет зависимости
эффективного значения Еа от температуры.
Указанную зависимость можно проследить на
рис. 4.4.3, на котором заштрихованные пло-
щади под кривымй / и И характеризуют отно-
сительное число частиц, обладающих энергия-
ми Е > Еа, а изменения энергетических барье-
ров процессов характеризуются величинами
Ее\ и Ее2у причем ?2 > Тр
В общем случае, для термоакгивацион-
ных процессов характерна экспоненциальная
зависимость доли частиц, обладающих энерги-
ей, не меньшей некоторой заданной величи-
ны, от этого значения энергии и температуры.
А так как скорость большинства термоакгива-
ционных процессов прямо прямопропорцио-
нальная относительной доле частиц
п(Е Еа\
—-------- , то универсальный характер имеет
»0
уравнение
v = const
п(Е > Ед)
по
(4.4.7)
Рис. 4.4.3. Механизм интенсификации
процесса при повышении температуры
При практическом использовании урав-
нения (4.4.7) необходимо иметь в виду огра-
ничения области его корректного применения.
В общем виде эти ограничения могут быть
сформулированы следующим образом. Урав-
нение (4.4.7) оказывается справедливым толь-
ко в тех случаях, когда в рассматриваемой
физической системе процессы происходят в
так называемом “чистом виде”, т.е. когда на
закономерности их развития не оказывают
влияния эффекты наложения от других одно-
временно происходящих процессов.
Например, для химических реакций,
скорость которых определяется только скоро-
стью химических Превращений (простые реак-
ции), зависимость константы скорости реак-
ции от Еа и Т подчиняется широко известному
соотношению Аррениуса-Эйринга, аналогич-
ному уравнению (4.4.7)
где v - скорость процесса; С - константа и
Еа - энергия активации, определяемые меха-
низмом рассматриваемого процесса.
(4.4.8)
ФИЗИЧЕСКИЕ ОСНОВЫ МЕТОДОВ УСКОРЕНИЯ ПРОЦЕССОВ
469
где К - константа скорости химической реак-
ции, характеризующая число столкновений
молекул в единице объема в единицу времени,
завершающихся химическими превращениями;
В - коэффициент, характеризующий общее
число столкновений молекул в единицу вре-
мени.
В общем случае константа скорости хи-
мических реакций зависит также от доли
столкновения молекул, ориентированных на
рассматриваемую реакцию, что количественно
характеризуется так называемой энтропией
активации (2^), а вероятность надлежащей
ориентации молекул определяется величиной
exp----— , где R - универсальная газовая по-
R
стоянная.
В результате этого для сложных химиче-
ских реакций, при которых происходит обра-
зование промежуточных молекул, или реак-
ций, сопровождающихся другими процессами,
например диффузией, уравнения (4.4.7) и
(4.4.8) не выполняются и зависимость
К = У(Еа> Т) отличается от экспоненциальной.
Для ряда сложных реакций эта зависимость
может быть описана уравнением
К = В ехр — ехр-------— .
I кТ) I R )
(4.4.9)
На рис. 4.4.4 показаны характерные за-
висимости для:
- простых реакций (а);
- реакций в гетерогенных системах (0,
когда скорость реакции зависит от скорости
диффузии между фазами веществ;
- взрывных процессов (в), когда наблю-
дается резкий скачок скорости при тем-
пературе, равной температуре воспламенения;
- каталитических реакций (г), скорость
которых определяется скоростью адсорбции
(количество адсорбированного вещества
уменьшается с ростом температуры);
- реакций, осложненных побочными
процессами (д), скорость которых резко уве-
личивается при определенных температурах
(например, окисление углерода);
- реакций, при которых более полному
равновесному превращению способствуют
более низкие температуры (е), скорость кото-
рых зависит от степени приближения к равно-
весию.
Отметим еще одно обстоятельство, кото-
рое необходимо учитывать при оценках влия-
ния термоакгивационных процессов на ско-
рость развития потенциальных дефектов.
При использовании уравнений (4.4.7) и
(4.4.8) в ряде случаев наблюдаются существен-
ные расхождения между теоретическими оцен-
ками и экспериментальными результатами.
Согласно указанным соотношениям, по мере
понижения температуры скорость развития
потенциальных дефектов должна очень быстро
падать, при этом расчетная степень увеличе-
ния ресурса настолько велика, что полученные
результаты представляются нереальными.
Очевидно, более правомерным является сле-
дующий подход к этому вопросу: с понижени-
ем температуры известные термоакгивацион-
ные процессы будут оказывать все меньшее
влияние на работоспособность элементов, на
нее начнут влиять новые процессы, которые
были ранее незаметны (или неизвестны) на
фоне известных, т.е. вместо “исчезнувших”
процессов появляются другие, характеризую-
щиеся меньшей энергией активации.
Рис. 4.4.4. Зависимости влияния температуры на скорость химических реакций
470
Глава 4.4. НАДЕЖНОСТЬ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
Таким образом, чем ниже температура,
при которой проводится какое-либо наблюде-
ние, тем меньше энергия активации процесса.
Подобное обобщение широко известно и
сформулировано в различных эмпирических
правилах, таких, как правило Лимита, правило
Трутона и других. Получим математическую
запись этого положения, для чего пролога-
рифмируем (4.4.7) и найдем производную от
Igv по Т
lnv = InC-
Eg g(M Ea
kT дТ
или
2й(1Пу)
дТ a'
Полагая Ea = АТп, где А - коэффициент
пропорциональности, Тн - температура наблю-
дения, получим
лг2^Д = ЛГн. (4.4.10)
Из (4.4.10) видно, что температурная за-
висимость скорость какого-либо сложного
процесса в широком интервале температур, в
первом приближении, может быть описана
степенным законом. Применив этот подход к
анализу физических процессов развития по-
тенциальных дефектов, получим зависимость
(рис. 4.4.5) долговечности элементов РЭА
(величины, в конечном счете обратной скоро-
сти развития потенциальных дефектов) от их
максимальной рабочей температуры. Анализ
этой зависимости показывает, что долговеч-
ность различных элементов изменяется как
минус шестая степень максимальной рабочей
температуры.
Рис. 4.4.5. Зависимость долговечности
различных элементов от максимальной рабочей
температуры: 1 - полупроводниковые приборы;
2 - электровакуумные приборы;
3, 4- лампы накаливания
Рис.4.4.б. Зависимость интенсивности
отказов биполярных ИМС от температуры переходов
На рис. 4.4.6 приведены область измене-
ния интенсивности отказов цифровых ИМС от
температуры переходов и прямая, соответст-
вующая энергии активации в 1 эВ. Интенсив-
ность отказов элементов связана с наличием и
скоростью развития скрытых и потенциальных
дефектов, поэтому ее можно рассматривать
как интегральную характеристику наличия
дефектов и кинетики дефекгообразования.
Анализ зависимости, изображенной на рис.
4.4.6, показывает, что зависимость % =Л71Пер)
может быть аппроксимирована функцией
Х = ВГ~6, (4.4.11)
где Т - температура перехода; В - коэффици-
ент пропорциональности, равный для рассмат-
риваемого класса элементов (0,4 - 0,9)-10'22.
Наклон прямых, ограничивающих облас-
ти значений, отличается от наклона прямой
для Еа = 1 эВ, что можно объяснить следую-
щим образом. Прямая для Еа = 1 эВ, в основ-
ном, отражает механизмы отказов, связанные с
процессами развития дефектов в полупровод-
никовом кристалле, которые, в среднем, име-
ют энергии, близкие к 1 эВ. При работе схем в
рассматриваемом температурном диапазоне
имеют место и другие процессы, имеющие
энергии активации, отличающиеся от 1 эВ,
причем эти процессы начинают оказывать
заметное влияние на работоспособность схем
при различных температурах.
Зависимость (4.4.11) соблюдается и для
кремниевых транзисторов (4.4.7), при этом для
транзисторов нового поколения (с балочными
МОДЕЛИ РАЗВИТИЯ ПОТЕНЦИАЛЬНЫХ ДЕФЕКТОВ
471
выводами и защищенными переходами) влия-
ние других механизмов отказов существенно
меньше и превалирующими являются процес-
сы с энергией активации 1 эВ, в результате
чего наклон прямых X = Д 7) для этих транзи-
сторов приближается к наклону прямой для
Еа = 1 эВ (см. рис. 4.4.6).
При практическом использовании зави-
симостей, показанных на рис. 4.4.6 и 4.4.7,
должны приниматься во внимание как отрабо-
танность конструкции элементов, так и сте-
пень совершенства технологических процессов
их изготовления, что может привести к необ-
ходимости уточнения величины коэффициента
пропорциональности в уравнении (4.4.11).
На основании изложенного может быть
предложен интегральный критерий для объек-
тивной оценки степени совершенства техноло-
гического процесса изготовления ИМС в виде
соотношения
Кс=^, (4.4.12)
ар
где ар - угол наклона прямой, описывающей
в полулографическом масштабе теоретическую
зависимость рассматриваемого параметра от
температуры; ар - угол наклона прямой, опи-
сывающей в полулографическом масштабе
реальную зависимость рассматриваемого пара-
метра от температуры.
Чем ближе Кс к единице, тем более со-
вершенны конструкция элемента и технологи-
ческие процессы его изготовления.
Путем несложных рассуждений получен-
ные результаты могут быть распространены на
другие классы элементов.
Таким образом, при выборе ускоряющих
воздействий необходимы всесторонние иссле-
дования теоретического и экспериментального
характера для каждого класса элементов.
Рис. 4.4.7. Зависимость интенсивности отказов транзисторов от температуры переходов:
1 - транзисторы в пластмассовом корпусе; 2 - транзисторы в герметическом корпусе (серийные);
3 - транзисторы в герметическом корпусе после отбраковочных испытаний;
4 - транзисторы с балочными выводами и защищенным переходом
4.4.7. МОДЕЛИ РАЗВИТИЯ ПОТЕНЦИАЛЬНЫХ
ДЕФЕКТОВ
Если физическая, природа ускоряющих
воздействий выбрана, то следующей задачей
при разработке методов прогнозирования от-
казов элементов РЭА является нахождение
зависимостей вида
Коэффициент ускорения определим как
(4.4.14)
(4.4.13)
где R - параметры элементов, изменяющиеся в
результате развития потенциальных дефектов;
- параметры ускоряющих воздействий;
т - время.
где и ^22и " соответственно парамет-
ры дестабилизирующих воздействий при экс-
плуатации и испытаниях; тэ и хи - соответст-
венно время эксплуатации и испытаний.
Теоретические методы определения Ку (т)
в общем виде для сколь-нибудь сложных эле-
ментов еще не разработаны. Получение зави-
симостей (4.4.13) и (4.4.14) эксперименталь-
472
Глава 4.4. НАДЕЖНОСТЬ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
ними методами сопряжено со значительными
временными и экономическими затратами, а
получаемые при этом результаты, не обладаю-
щие приемлемой общностью, могут быть ис-
пользованы только для тех конкретных типов
элементов, для которых они получены. Идея
наиболее общего метода решения указанной
задачи, в котором сочетаются аналитическое
рассмотрение и широкое привлечение экспе-
риментальных материалов, основывается на
использовании положений неравновесной
термодинамики, ряда методов теории подобия.
Одно из основных положений теории
подобия (так называемая п - теорема Бекинге-
ма) может быть сформулирована следующим
образом.
Если развитие потенциальных дефектов
определяется конечной совокупностью проис-
ходящих в элементах физических (физико-
химических) процессов с характеристиками
(Ж1, ••• , ... > причем параметры
FT' характеристик являются независимыми, и
если уравнение, описывающее развитие дефек-
тов, представлено в виде
(4.4.15)
то его решение может быть представлено в
виде функции от (РГ - ') безразмерных па-
раметров (критериев подобия)
£(л1,л2,...,лу,..., (4.4.16)
где Ду - у-й критерий подобия, определяемый
как безразмерный степенной комплекс сле-
дующего вида
Kj =xai’°
(4.4.17)
где ду,§ - действительные числа; т - время;
j = 1, 2, ... , W - W - число критериев подо-
бия.
Если в качестве обобщенной меры разви-
тия потенциальных дефектов выбрать величи-
ну
г 1 а(Ад)
я0 = (4.4.18)
J Да дт
0
то решение уравнения (4.4.16) можно согласно
(4.4.17) записать в виде
л0 = £'(л1,Л2> •• • Л;,--• ЛИ'-И"),
(4.4.19)
где nj - у-й критерий подобия, соответствую-
щий необратимым физическим (физико-
химическим) процессам.
Величину тсо будем полагать достаточно
малой, что соответствует интуитивным пред-
ставлениям о необходимой стабильности па-
раметров элементов в течение длительных
сроков эксплуатации.
Допустим, что ускоренным испытаниям
с целью прогнозирования отказов подвергают-
ся элементы РЭА (интегральные микросхемы,
транзисторы, диоды и т.д.), и что эти элемен-
ты прошли предварительные испытания на
входном контроле, в процессе которых, в ос-
новном, выявлены и устранены явные и скры-
тые дефекты. В этом случае потенциальные
дефекты будут определяться физическими
(физико-химическими) процессами, происхо-
дящими в твердых телах (кристаллах инте-
гральных схем, транзисторов, диодов, токо-
проводящих элементах, элементах элекгроизо-
ляции и т.д.). К их числу могут быть отнесены
в первую очередь процессы диффузии, распада
твердых растворов, роста окисных пленок,
гетерогенные и гомогенные химические реак-
ции, процессы адсорбции и т.д.
Теория подобия позволяет получить кри-
терии подобия для большинства перечислен-
ных процессов, причем эти критерии имеют
аналогичную структуру
It; = BjFj(T)x,i (j = 1,2,...,W-W'),
(4.4.20)
где Bj - коэффициенты пропорциональности;
Fj - функции, зависящие от температуры;
yj - величины, зависящие от геометрических
размеров дефектов.
Для определения характера функции L'
разложим правую часть (4.4.19) в ряд Тейлора
и ограничимся первыми членами разложения
"О = £ аГАяГ (4-421)
где Дяу - конечное приращение у-го критерия.
Среди степенных функций (4.4.17) долж-
ны присутствовать (согласно теореме Кирпи-
чева-Гухмана) комплексы, составленные из
граничных и начальных уравнений, описы-
вающих физические (физико-химические)
процессы, в испытуемых элементах.
Полагая, что граничные и начальные ус-
ловия этих уравнений не зависят от условий
испытаний и определяются лишь начальным
распределением концентраций и дефектных
областей Q', уравнение (4.4.21) можно запи-
сать в виде
Л1 712
“о=+Хс'2я'2+-+Хслял+
7=1 7=1 7-1
+ (4А22)
У=1
где Cjq - постоянная; пд - количество процес-
сов ^-го типа; Л1+я2+...+яд+...+лр=я - общее
количество происходящих процессов.
МОДЕЛИ РАЗВИТИЯ ПОТЕНЦИАЛЬНЫХ ДЕФЕКТОВ
473
Подставляя в уравнение (4.4.22) уравне-
ние (4.4.20), получим
7С| 712 ^9
+ ^Cj2Bj2Fj2(T)J» + +
7=1 ;=1 м
+ £С**Л(*У*-
7=1
(4.4.23)
Уравнения (4.4.22), (4.4.23) получены в
предположении, что все происходящие про-
цессы могут быть подразделены на q групп по
принципу схожести энергий активации и ана-
логичной структуры функции Fj(T) и . Это
допущение принято называть многогрупповым
приближением.
Если допустить, что происходящие про-
цессы являются термоакгивными и для них
справедливо соотношение (4.4.7), то уравнение
(4.4.23) может быть преобразовано к виду
711 ( Е„ 'г 'гХ
W = YRjxCfl exp +
J=1 v '
£2, f £а
+ЁЛ>2С>2ехр
;=i х
Гр-г]
Го TJ
Гр - г]
Гр Г) •
+У'я-С- cxpf £а> Г°~Г>|
+2-лЛехр[ к т0 т)’
(4.4.24)
где R(TX) - интенсивность изменения парамет-
ров элементов; То, Т - соответственно эксплуа-
тационная и испытательная температура;
Kjq - интенсивность изменения параметров
при T=Tq, обусловленная процессами q-й
группы.
В тех случаях, когда число процессов,
оказывающих определяющее влияние на раз-
витие потенциальных дефектов ограничено, и
эти процессы происходят одновременно, урав-
нение (4.4.24) упрощается
R(T ) - V R 1 exnf Еа>' Г° “ +
ехр1 ~Г ~WT)
7=1
*2
Тр-тХ 1тъ
То тдт
714 ( Е„ ’Т тЛ
чМ<4л:!5)
Если далее допустить, что множителем То ♦ Т
можно пренебречь, а при Т, близких к То,
величину R(I9 т) можно считать примерно
постоянной, то (4.4.25) преобразуется к виду
Р
R(z) a^RJ ехр(£7 • z) + <P;(z,t), (4.4.26)
J=1
где P - число групп энергий активации;
Fj=Eaj/k- Z=T°~T;
J 1 T To
Rf - суммарная интенсивность развития потен-
циальных дефектов в результате развития про-
цессов у-й группы; ср; (z, т) - группа слагаемых,
зависящих от температуры и времени.
В полученных соотношениях реальное
распределение процессов и степень их влия-
ния на развитие потенциальных дефектов учи-
тываются множителями фа (z, т).
Влияние электромагнитных факторов
учитывается как указанными множителями,
так и эффективными значениями энергий
активации Еа, что согласуется с понятиями о
воздействиях электромагнитных факторов с
помощью двух механизмов:
- дополнительного повышения темпера-
туры за счет Джоулева тепла и термомагнит-
ных, термоэлектрических перекрестных эф-
фектов;
изменения эффективных значений
энергий активации за счет эффектов наложе-
ния электрических полей на потенциальные
рельефы кристаллических решеток.
Структура уравнений (4.4.24) - (4.4.26)
сохраняется при ускоренных испытаниях с
переменными электрическими нагрузками.
Использование положений теории подо-
бия и введение безразмерных критериев на
основании п-теоремы позволяют как распро-
странять результаты, полученные при экспе-
риментальных и (или) теоретических исследо-
ваниях для конкретных типов элементов на
целый ряд подобных устройств (элементов),
так и обобщать результаты, полученные для
наиболее простых элементов, на более слож-
ные элементы структур. При этом, методами
современной теории подобия можно решать
указанные задачи как для линейных, так и
нелинейных физических систем, что сущест-
венно расширяет возможности практического
использования методов выявления потенци-
альных дефектов и снижает затраты на разра-
ботку программ таких испытаний.
474 Глава 4.4. НАДЕЖНОСТЬ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
Несмотря на принципиальную возмож-
ность экспериментально-теоретического опре-
деления Ау(7), можно получить достаточно
точные количественные оценки коэффициен-
тов ускорения развития потенциальных дефек-
тов только применительно к наипростейшим
элементам. Это объясняется, в первую очередь,
недостаточным знанием закономерностей де-
фектообразования в реальных элементах, а
также сложностью и высокой стоимостью экс-
периментального получения таких оценок.
4.4.8. ПРАКТИЧЕСКИЕ МЕТОДЫ УСКОРЕНИЯ
РАЗВИТИЯ ПОТЕНЦИАЛЬНЫХ ДЕФЕКТОВ
В отечественной и зарубежной практике
находит применение целый ряд методов ин-
тенсификации развития потенциальных дефек-
тов. К числу наиболее распространенных от-
носятся: хранение при высокой температуре;
испытания на принудительный отказ элемента
при высокой температуре; постоянное ускоре-
ние; удар; термоциклирование; вибрация с
переменной частотой и т.д.
Выдержка при температуре 200 °C в те-
чение 96 ч проводится для элементов с прово-
лочными межсоединениями диаметром более
25 мкм. Для элементов с межсоединениями
менее 25 мкм выдержка заменяется испытани-
ем при циклической подаче мощности.
Элемент циклируется по крайней мере
при 100%-ной мощности рассеяния в течение
не менее 200 тыс. циклов, где один цикл пред-
ставляет собой подачу мощности в течение
минуты, а затем отсутствие ее также в течение
минуты. Это испытание направлено на уско-
рение отказов проволочных межсоединений.
Для выявления механизмов отказа из-за
загрязнения в объеме и на поверхности ис-
пользуется выдержка при высокой температуре
с обратным смещением. Величина напряжения
должна составлять 80 % от пробивного при
минимальной температуре 175 °C. Минималь-
ное время выдержки 96 ч. Испытания на при-
нудительный отказ при высокой температуре
моделируют реальную эксплуатацию элементов
и ускоряют многие механизмы отказов, возни-
кающих при нормальном режиме работы.
Продолжительность испытаний должна быть
не менее 300 ч. Динамические испытания яв-
ляются более жесткими, чем статические, так
как они имеют тенденцию поляризовать за-
грязнения поверхности.
При ускорении развития потенциальных
дефектов в элементах РЭА методом постоян-
ного ускорения его максимальная величина
выбирается равной 10 g. Число циклов при
каждом значении ускорения и время выдерж-
ки при максимальном значении постоянны.
Обычно испытания выполняются в трех вза-
имно перпендикулярных направлениях.
Испытания элементов РЭА на ударо-
стойкость осуществляются пятью ударными
импульсами длительностью 1 мс с ускорением
до 2000 g для малозащитных элементов и дли-
тельностью 0,5 мс с ускорением 1500 g для
элементов с монтажными винтами.
Типичный диапазон термоциклирования
выбирается в пределах 60-100 °C. Минималь-
ное время выдержки при каждой температуре
10 мин и максимальное время переноса 10 с.
Ускорение развития потенциальных де-
фектов в элементах вибраций с переменной
частотой достигается наложением колебаний,
близких по форме к синусоиде. Используются
испытания с переменной амплитудой и спек-
тром частот от 5 Гц до 5 кГц с установленны-
ми длительностью и количеством повторений.
Комплекс дестаблизирующих воздейст-
вий, последовательность и объем испытаний
применительно к интегральным микросхемам,
чипам и микросборкам предусматриваются
стандартом. При этом, как виды интенсифи-
цирующих воздействий и их величины, так и
методы обнаружения дефектов должны выби-
раться сугубо индивидуально, применительно
к специфике потенциальных и скрытых дефек-
тов, наиболее, характерных для рассматривае-
мого класса элементов.
На основании имеющихся материалов и
опыта применения различных методов выяв-
ления потенциальных дефектов можно с дос-
таточной достоверностью дать качественную
оценку эффективности различных видов испы-
таний при отбраковке элементов РЭА, содер-
жащих потенциальные дефекты.
Для эффективного выявления элементов,
содержащих потенциальные дефекты, необхо-
димо использование комплекса испытаний и
диагностирующих средств, при этом в целом
ряде случаев существенной оказывается и по-
следовательность проводимых испытаний.
В общем случае скорость развития по-
тенциальных дефектов, обусловленных термо-
акгивирующими процессами, зависит как от
температуры, так и от величин температурных
градиентов. Это объясняется тем, что термо-
динамические потоки, обусловленные термо-
акгивационными процессами, как правило,
обратно пропорциональны первой (или вто-
рой) степени температуры и прямо пропор-
циональны температурным градиентам.
Поэтому можно сделать вывод об уско-
ренном выявлении потенциальных дефектов
путем многократных поочередных воздействий
на элементы повышенной и пониженной тем-
ператур (так называемого термоциклирова-
ния). Так, при многократном термоциклиро-
вании (800 термоциклов) в диапазоне от -55
до 70 °C (скорость изменения от 1 до
5 °С/мин) в процессе отработочных испыта-
ний удается интенсифицировать развитие ме-
ханизмов отказов, для проявления которых в
нормальных климатических условиях необхо-
димо более 50 тыс.ч.
СОДЕРЖАТЕЛЬНЫЙ АНАЛИЗ ИССЛЕДОВАНИЯ НА СТАДИЯХ ЖИЗНЕННОГО ЦИКЛА
475
Термоциклирование проводят с учетом
системы интеграции используемых элемен-
тов РЭА, сложности узлов, приборов, сис-
тем, распределения отказов в зависимости от
видов, дефектов, экономических аспектов и
т.д. Общими при решении этой задачи яв-
ляются следующие соображения: - чем
сложнее и ответственнее аппаратура, тем для
больших градаций целесообразно проведение
термоциклирования; - наиболее экономиче-
ски целесообразным является выявление
потенциальных дефектов на уровне элемен-
тов; - чем выше степень интеграции элемен-
тов РЭА, тем целесообразнее их термоцик-
лирование до монтажа в аппарутуру; - жест-
кость термоциклирования уменьшается по
мере перехода к более сложным устройствам
аппаратуры, т.е. наиболее широкие диапазо-
ны температур, наибольшее число термо-
циклов, наибольшие скорости изменения
температуры относятся к элементам. Прак-
тическому применению термоциклирования
для выявления потенциальных дефектов
должно предшествовать детальное обследо-
вание элементов, в процессе которого устра-
няются причины возможного снижения их
термостойкости (термоустойчивости). По-
пытки применения термоциклирования без
выполнения этого требования, как правило,
приводят к отрицательным результатам. От-
сюда вывод - что методики термоциклирова-
ния элементов РЭА в обязательном порядке
должны быть согласованы с разработчиками
и изготовителями элементных средств и со-
вместно апробированы.
Включение термоциклирования в состав
испытаний элементов на входном контроле
позволит выявлять скрытые потенциальные
дефекты более полно, чем это удается сделать
с помощью используемых в настоящее время
методов.
Как уже отмечалось, после проведения
испытаний с интенсификацией развития
потенциальных дефектов элементы должны
подвергаться сплошному контролю, при
котором фиксируются всевозможные вариа-
ции их параметров, свойств и характеристик.
При этом применяют как методы диагности-
ки, используемые для выявления явных де-
фектов, так и методы неразрушающего диаг-
ностирования.
Наибольшее распространение находят
методы контроля электрофизических пара-
метров. При контроле электрофизических
параметров полупроводниковых приборов и, в
первую очередь, интегральных микросхем
перспективным направлением является кон-
троль характеристик тестовых структур, спе-
циально создаваемых в процессе производства
полупроводниковых приборов.
Глава 4.5
ОСОБЕННОСТИ ИССЛЕДОВАНИЯ
НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
4.5.1. СОДЕРЖАТЕЛЬНЫЙ АНАЛИЗ
ИССЛЕДОВАНИЯ НАДЕЖНОСТИ РКТ
НА СТАДИЯХ ЖИЗНЕННОГО ЦИКЛА
Применяемая система управления каче-
ством является недостаточно гибкой и эффек-
тивной для отраслей, участвующих в создании
уникальных изделий ракетно-космической
техники (РКТ), отличающихся напряженными
сроками разработки, опытным и мелкосерий-
ным производством, большим уровнем но-
визны и сложности изделий; для предпри-
ятий, где создание новой техники сопровож-
дается обучением персонала, интенсивной
творческой деятельностью, изобретательством,
новыми техническими решениями.
В этих условиях гораздо полезнее регла-
ментировать государственными, межотрасле-
выми и отраслевыми руководящими и норма-
тивно-техническими документами следующие
организационные, технические, методические
и информационные вопросы обеспечения
эффективности и надежности:
порядок задания требований (в том числе
по надежности), планирования, координации и
оперативного контроля за ведением проектно-
конструкторской разработки, эксперименталь-
ной отработки, изготовления и эксплуатации
технической системы и ее элементов;
требования к проектной, конструктор-
ской, технологической и эксплуатационной
документации, порядок ее разработки и кор-
ректировки;
нормы проектного обеспечения надеж-
ности, требования к видам и программам
испытаний, нормы автономных и комплекс-
ных испытаний при экспериментальной отра-
ботке и в производстве;
порядок, способы и методы оценки и
контроля технических характеристик и на-
дежности на каждой стадии работ;
порядок проведения завершающих ис-
пытаний изделий и государственных испыта-
ний системы в целом;
порядок взаимного обмена информацией
о срывах’ сроков проведения работ, об отказах
и других отклонениях от нормального хода
процесса создания системы и ее элементов;
порядок принятия решений в процессе
ее создания и использования;
порядок обеспечения и контроля за ка-
чеством труда при разработке, отработке, в
производстве и эксплуатации;
требования к технологическому, метро-
логическому и диагностическому оборудова-
нию, необходимому при создании и эксплуа-
тации системы.
476
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
Созданию эффективной и надежной
сложной техники способствует система обеспе-
чения надежности и управления качеством,
внедряемая в передовых отраслях промышлен-
ности. Суть ее заключается в практической
реализации программно-целевых принципов и
мероприятий по обеспечению качества и на-
дежности на всех стадиях жизненного цикла
технической системы и ее изделий, начиная с
самых ранних стадий, в контроле результатов,
достигнутых на каждой стадии, в создании
оперативной системы информации, в распре-
делении обязанностей служб (подразделений)
надежности и других структурных подразделе-
ний предприятий, в регламентации порядка
принятия решений на каждой стадии работ.
Разработка технического задания (ТЗ) и
технического предложения (ТП). Для решения
задач обеспечения эффективности и надежно-
сти перспективной техники в институтах АН
РФ, отраслевых институтах и на предприяти-
ях промышленности постоянно проводят опе-
режающие фундаментальные и поисковые науч-
но-исследовательские и опытно-конструкторские
работы.
Выбору основных направлений развития
техники и ее характеристик способствует изу-
чение потребностей в решении новых задач
развития общества, разработка долгосрочных
прогнозов создания и применения новых
систем в совокупности с уже существующими
и создаваемыми системами, предварительная
оценка затрат на создание новой техники и
эффекта, который можно получить при ее
применении.
По результатам этой работы устанавли-
вают принципы построения, предварительные
технические требования к новой системе и
определяют облик элементов системы. Эти
результаты используют в дальнейшем при
разработке ТЗ и ТП по созданию новой тех-
нической системы и ее элементов.
При разработке ТП осуществляют сис-
темный анализ возможных альтернативных
вариантов и выбор наилучшего варианта, ус-
танавливают основные проектные параметры
системы и требуемые уровни надежности,
которыми должны обладать ее основные эле-
менты.
Требуемый уровень надежности сложной
системы обосновывают с учетом достижения
требуемой эффективности ее использования и
затрат располагаемых ресурсов на обеспече-
ние надежности.
Требования по надежности устанавли-
вают в ТЗ на систему в виде показателей на-
дежности с указанием порядка и условий их
подтверждения.
Для элементов системы, на которые вы-
даются отдельные ТЗ, головное предприятие-
разработчик устанавливает количественные
значения показателей надежности, а также
конструктивные и программные требования по
обеспечению качества и надежности изделий.
Для элементов систем, обслуживаемых и
управляемых людьми, наряду с требованиями
по надежности задаются требования по безо-
пасности.
В техническом предложении отражаются
следующие вопросы обеспечения надежности
и эффективности:
назначение, режимы и условия эксплуа-
тации системы и ее элементов;
выбор и обоснование рациональных
проектных, схемных, конструктивных реше-
ний и технических характеристик основных
элементов системы с учетом обеспечения на-
дежности;
требования к качеству и надежности
элементов системы, комплектующих изделий,
материалов;
порядок подтверждения заданных требо-
ваний по надежности с учетом накопления
информации;
вопросы обеспечения безопасности сис-
темы и ее элементов при возникновении от-
казов;
основные проблемы обеспечения каче-
ства и надежности, решение которых требует-
ся на последующих стадиях создания системы
и ее изделии (более детально - для стадии
“Эскизный проект”).
Конструктивные и программные требо-
вания по надежности формируют для системы
в целом, ее составных частей и элементов в
различной форме в зависимости от иерархи-
ческого уровня элемента системы, конструк-
тивных и функциональных особенностей,
условий работы и последствий отказов. Чем
ниже иерархический уровень рассматриваемо-
го изделия, тем более конкретно формулиру-
ют эти требования.
Например, для системы в целом доста-
точно, как правило, сформулировать конст-
руктивные требования следующим образом:
система должна выполнять поставлен-
ные задачи при одном любом из возможных
отказов входящих в нее изделий;
система должна обеспечивать безопас-
ность при одном, двух или более отказах вхо-
дящих в нее изделий.
Возможны более частные требования к
надежности системы, касающиеся отдельных
периодов эксплуатации или функционирова-
ния.
Для отдельных составных частей систе-
мы в дополнение к указанным конструктив-
ным требованиям могут быть предъявлены
требования в виде запасов по ресурсу, допол-
нительные требования по контролепригодно-
сти и проведению специальных контрольно-
СОДЕРЖАТЕЛЬНЫЙ АНАЛИЗ ИССЛЕДОВАНИЯ НА СТАДИЯХ ЖИЗНЕННОГО ЦИКЛА
477
технологических испытаний, требования по
использованию различных видов резервиро-
вания и т.п.
Для элементов системы более низкого
иерархического уровня наряду с указанными
выше могут быть предъявлены дополнитель-
ные требования, например, к запасам работо-
способности по отношению к нагрузкам раз-
личного рода, требования по точности, быст-
родействию, производительности, контроле-
пригодности, требования к проведению спе-
циальных испытаний опытных и серийных
образцов.
К надежности комплектующих элемен-
тов, материалов и полуфабрикатов, исполь-
зуемых в изделиях системы, также предъяв-
ляют конструктивные требования в виде элек-
тротермопрочности, стойкости к агрессивным
средам, в виде требований к проведению
электротермотренировок, к использованию
средств неразрушающего контроля и диагно-
стики. Одновременно разработчикам изделий
задают требования по использованию ком-
плектующих элементов в аппаратуре в облег-
ченных режимах.
Для того чтобы правильно сформулиро-
вать конструктивные требования по надежно-
сти для изделий всех уровней системы, необ-
ходимо тщательно исследовать возможные
причины отказов изделий, факторы, влияю-
щие на появление отказов, последствия, к
которым приводят отказы, и выбрать наибо-
лее эффективные меры борьбы с ними.
Технические предложения должны со-
держать следующие материалы по эффектив-
ности и надежности:
структурную схему надежности системы
и ее основных элементов, укрупненную цик-
лограмму функционирования, аналитические,
логико-вероятностные или статистические
модели функционирования, модели экспери-
ментальной отработки;
сравнение системы по характеристикам
эффективности и надежности с аналогичными
системами; предварительную ПОН
(планирование оценки надежности) системы;
оценку достижимости заданных требований
по надежности и перечень работ и мероприя-
тий, необходимых для их подтверждения,
обоснование качественных конструктивных
требований по обеспечению надежности ос-
новных элементов системы;
оценку возможностей производственной
и экспериментальной базы, необходимых для
создания системы и ее основных элементов;
предварительный генеральный сетевой
график создания системы и перечень пред-
приятий-исполнителей .
На основе предварительной ПОН сете-
вого графика создания системы головное
предприятие-разработчик и предприятия-
соисполнители составляют предварительные
единые планы создания системы и ее основ-
ных элементов.
Указанными документами руководству-
ются предприятия-разработчики на следую-
щей стадии создания системы.
Разработка эскизного проекта (ЭП). Це-
лью работ по созданию системы и обеспече-
нию ее эффективности и надежности на ста-
дии ЭП является:
комплексное (теоретическое и экспери-
ментальное) обоснование основных техниче-
ских и технологических решений по созданию
системы и ее элементов с требуемыми харак-
теристиками эффективности и надежности и
полное обоснование всех материальных,
стоимостных и временных ресурсов, необхо-
димых для их обеспечения;
разработка исходных данных и оконча-
тельных требований по качеству и надежности
для проектирования и выпуска документации
на элементы системы, для строительства не-
обходимых объектов и сооружений, для доос-
нащения производственной и испытательной
базы, технических средств для проведения
испытаний и последующей эксплуатации сис-
темы;
разработка окончательной ПОН системы
и ее элементов, взаимная увязка по стадиям
работ и исполнителям всего перечня меро-
приятий по обеспечению качества и надежно-
сти;
разработка конкретных технических ре-
шений и мероприятий по устранению недос-
татков, выявленных при экспертизе техниче-
ских предложений.
Стадия ЭП сложных систем является
главной. На ней реализуются в виде оконча-
тельных технических решений и мероприятий
основные принципы обеспечения эффектив-
ности и надежности, сформулированные в
ТП. Поэтому в материалах эскизного проекта
должны быть детально решены все основные
проблемы и обоснованы мероприятия, свя-
занные с обеспечением эффективности, на-
дежности, безопасности системы и ее элемен-
тов, которые должны быть выполнены на
последующих стадиях работ. ЭП содержит
следующие материалы: обоснование выполне-
ния заданных по результатам расчетно-
теоретических и экспериментальных работ,
макетирования и моделирования; обоснова-
ние принятых технических решений по обес-
печению качества и надежности системы и ее
элементов, выбор комплектующих элементов,
материалов, полуфабрикатов;
условия транспортирования, хранения,
обслуживания и восстановления, уточненные
нагрузки, действующие на элементы системы
в различные периоды функционирования;
478
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
оценку влияния качества и надежности
системы на ее эффективность;
ормирование и установление требований
по надежности к элементам системы;
перечень методик проведения испыта-
ний и методик оценки качества и надежности
по результатам испытаний элементов систе-
мы;
уточненный состав и характеристики
необходимой экспериментальной, испыта-
тельной и производственной базы и оборудо-
вания для ее оснащения;
окончательные программа обеспечения
надежности и программа экспериментальной
отработки, содержащие обоснование и переч-
ни работ и мероприятий по обеспечению и
подтверждению надежности, реализуемых на
последующих стадиях создания системы;
результаты анализа достаточности для
обеспечения требуемого качества и надежно-
сти технологической проработки конструкции
и директивной технологии;
обоснование применяемых средств кон-
троля и диагностики технического состояния
изделий;
уточненный генеральный сетевой гра-
фик создания системы.
После успешной защиты ЭП головной
разработчик системы вместе с предприятия-
ми-соисполнителями устраняет замечания к
проекту, окончательно оформляет ПОН,
ПЭО, разрабатывает единый план создания
системы и представляет этот план в установ-
ленном порядке на утверждение.
Разработка технического проекта. На
этой стадии осуществляют:
окончательную проектную и конструк-
торскую проработку технических решений,
заложенных в эскизном проекте, дающую
полное представление о достаточности и реа-
лизуемости мероприятий по обеспечению
качества и надежности элементов системы;
окончательное определение условий
эксплуатации системы и ее элементов, оценку
эксплуатационных характеристик системы;
разработку технических решений и ме-
роприятий по устранению недостатков, выяв-
ленных при экспертизе ЭП;
разработку и испытания макетов, пред-
назначенных для проверки конструктивных и
схемных решений разрабатываемых элементов
системы, в том числе технических решений,
направленных на обеспечение требуемого
качества и надежности.
Технический проект должен содержать
следующие материалы по качеству и надежно-
сти:
характеристику назначения элементов
системы и уточненные условия их транспор-
тирования, хранения, эксплуатации;
основные характеристики качества изде-
лий;
сведения о соответствии или отклонени-
ях от требований к качеству и надежности,
установленных техническим заданием;
результаты испытаний макетов; расчеты,
подтверждающие работоспособность и надеж-
ность элементов в различных условиях экс-
плуатации и применения;
оценку эксплуатационных данных изде-
лия (взаимозаменяемости, ремонтопригодно-
сти, устойчивости против воздействия внеш-
ней среды, возможности продолжения функ-
ционирования при возникновении отказов
или быстрого устранения отказов), порядок
отработки эксплуатационной документации;
перечень работ, которые следует провес-
ти на стадии разработки рабочей документа-
ции;
откорректированную программу экспе-
риментальной отработки системы и ее основ-
ных элементов, перечень программ экспери-
ментальной отработки всех элементов систе-
мы;
перечень экспериментальной и произ-
водственно-технологической отработки эле-
ментов системы.
Разработка рабочей документации. Целью
работ по обеспечению качества и надежности
на этой стадии является:
практическая реализация в конструктор-
ской документации для изготовления и испы-
таний опытных изделий, изложенных в про-
екте основных конструкторских решений по
обеспечению требуемого уровня их качества и
надежности;
уточнение режимов функционирования,
условий работы и нагрузок, действующих на
изделия, разработка программ испытаний;
детальный анализ надежности принятых
конструкторских и схемных решений, анализ
потенциальных источников отказов и прора-
ботка конкретных методов и средств их пре-
дотвращения;
уточнение режимов работы и нагрузок
комплектующих элементов как покупных, так
и собственной разработки, обеспечение об-
легченных режимов их использования, анализ
причин отказов элементов и выбор дополни-
тельных средств контроля и диагностики по-
тенциально ненадежных элементов;
уточнение конструкторской документа-
ции по результатам испытаний макетов, агре-
гатов и узлов аппаратуры;
обеспечение технологичности изготовле-
ния изделий.
Конструкторская документация и техни-
ческие условия (ТУ) на изготовление опыт-
ных изделий должны содержать перечень,
количественные значения и допустимый раз-
СОДЕРЖАТЕЛЬНЫЙ АНАЛИЗ ИССЛЕДОВАНИЯ НА СТАДИЯХ ЖИЗНЕННОГО ЦИКЛА
479
брос технических параметров, определяющих
надежность этих изделий и контролируемых
при изготовлении опытных образцов, требо-
вания к ресурсным испытаниям, приемочно-
му и входному контролю и порядок их прове-
дения, требования к испытаниям других ви-
дов, если они предусмотрены (например, спе-
циальные, периодические, типовые и др.).
В процессе изготовления и испытаний
опытных образцов осуществляют критический
анализ принятых технических решений и
качества конструкторской документации, ана-
лизируют причины выявленных отказов и
неисправностей, дорабатывают конструктор-
скую документацию и пересматривают переч-
ни параметров, определяющих надежность, их
допустимый разброс, объем выборки изделий
от партии, продолжительность или условия
проведения ресурсных и приемочных испыта-
ний. Такой подход к обеспечению и контро-
лю надежности позволяет оперативно влиять
на качество и надежность продукции.
Изготовление опытных изделий и экспе-
риментальная отработка. Задачами этих стадий
являются:
экспериментальная проверка правильно-
сти принятых проектных, схемных, конструк-
торских, технологических решений и соответ-
ствия полученных технических характеристик
качества и надежности изделий требованиям,
заданным в ТЗ для данной стадии;
определение истинных запасов работо-
способности и надежности изделий;
выявление и устранение дефектов кон-
структорского и производственного характера
при проведении испытаний в условиях, близ-
ких к реальным; отработка документации.
Изготовление опытных изделий осуществля-
ется по конструкторской документации и ТУ
на эти изделия.
Всю номенклатуру комплектующих из-
делий и материалов подвергают входному
контролю в порядке и объеме, установленных
в инструкциях по входному контролю или в
технической документации (ТД) предприятия -
потребителя.
На предприятиях-изготовителях опыт-
ных изделий разрабатывают план подготовки
опытного производства, включающий:
проработку предприятием-изготовителем
конструкторской документации (КД) и ТУ на
опытные изделия, а также анализ технологич-
ности изделий;
разработку ТД на изготовление и инст-
рукций по отработке новой технологии;
составление совместно с предприятия-
ми-разработчиками перечня особо ответст-
венных технологических операций изготовле-
ния, сборки, монтажа, регулировки, настрой-
ки, испытаний и контроля;
разработку инструкций и методик, необ-
ходимых для обеспечения изготовления
опытных изделий;
создание технологических стендов, на
которых может быть осуществлена проверка
функционирования, взаимовлияния и пара-
метров изделий;
проектирование, изготовление и приоб-
ретение необходимой технологической осна-
стки и контрольно-испытательной аппарату-
ры;
проведение обучения и аттестации ис-
полнителей;
мероприятия по обеспечению и матери-
альному стимулированию бездефектного изго-
товления изделий.
Предприятия-разработчики осуществля-
ют авторский надзор, совместно с предпри-
ятиями-изготовителями анализируют резуль-
таты изготовления и испытаний на предпри-
ятии-изготовителе и принимают необходимые
меры по устранению отказов и неисправно-
стей.
Предприятия-разработчики, выдавшие
ТЗ, осуществляют контроль за полнотой и
достаточностью проведения предприятиями-
соисполнителями отработки изделий и за
соблюдением ими порядка поставок изделий
на испытания.
При автономных испытаниях осуществ-
ляют:
отработку и проверку функционирова-
ния отдельных опытных изделий в условиях,
близких к реальным;
выявление и доработку ненадежных из-
делий, устранение недопустимых режимов
использования комплектующих элементов;
определение границ работоспособности,
оценку соответствия характеристик опытных
изделий требованиям ТЗ (ТУ), оценку воз-
можностей выполнения требований по каче-
ству и надежности по результатам испытаний
изделий;
корректировку конструкторской доку-
ментации.
Автономным испытаниям подвергают
все вновь создаваемые, дорабатываемые изде-
лия, а также заимствованные изделия, для
которых изменены условия функционирова-
ния.
Достаточность отработки опытных изде-
лий подтверждается положительными резуль-
татами испытаний (в том числе ресурсных)
этих изделий в конструкторском исполнении
и в комплектации, окончательно выбранными
на данной стадии.
Задачами комплексных испытаний опыт-
ных изделий являются:
совместная отработка и проверка взаим-
ного функционирования опытных изделий в
480
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
условиях, близких к реальным, выявление и
устранение дефектов на стыках;
проверка отработанности технологии
изготовления, сборки и контроля изделий,
достаточности и правильности выбора испы-
тательного оборудования и контрольно-
измерительных средств;
отработка серийной технологии (если
это необходимо);
предварительная оценка соответствия
основных характеристик опытных изделий
требованиям ТЗ (ТУ), включая требования к
качеству и надежности, по результатам всех
видов испытаний в объеме, оговоренном в ТЗ
для этой стадии;
проверка полноты и отработанности
комплектов документации;
определение технической готовности из-
делий к государственным испытаниям.
В процессе комплексных испытаний го-
ловные предприятия-разработчики и изгото-
вители проводят корректировку документа-
ции, разрабатывают программы, методики
проведения и оценки результатов государст-
венных испытаний.
Предприятия-разработчики системы и ее
элементов по результатам экспериментальной
отработки и выполнения других работ, преду-
смотренных КД, до начала государственных
испытаний выпускают итоговые отчеты о
готовности к этим испытаниям.
Государственные испытания (ГИ) прово-
дятся с целью:
всесторонней проверки и подтверждения
технических характеристик, качества, надеж-
ности и эффективности системы и ее элемен-
тов требованиям, заданным в ТЗ на них, в
условиях, максимально приближенных к ре-
альным;
определения возможностей принятия
системы в эксплуатацию или решения ею
целевых задач. Программа ГИ системы вклю-
чает:
цели и задачи испытаний, требования к
испытаниям и порядок их выполнения;
перечень, состав и назначение объектов
испытаний, распределение их по видам испы-
таний, количество и порядок испытаний;
перечень программ и методик подготовки
и проведения испытаний, определения и оцен-
ки характеристик системы и ее элементов;
порядок проверки и отработки эксплуа-
тационных характеристик и ЭД, поставок
изделий, оборудования и документации;
порядок подтверждения заданных в ТЗ
требований к качеству, надежности системы,
ее элементов с учетом результатов экспери-
ментальной отработки.
К программе ГИ должны быть приложе-
ны программы и методики определения и
оценки технических характеристик, качества
и надежности элементов системы, а также
эффективности системы в целом.
ГИ считают законченными и система
может быть рекомендована к приему в экс-
плуатацию, если ее основные технические
характеристики, качество, надежность и эф-
фективность соответствуют ТЗ и эксплуатаци-
онная документация проверена и отвечает
предъявляемым к ней требованиям.
Подготовка документации на изделия се-
рийного производства, серийное производство.
Задачами этой стадии является корректировка
(разработка), проверка, согласование и утвер-
ждение комплектов конструкторской, техно-
логической и эксплуатационной документа-
ции в соответствии с требованиями ГОСТов,
Единых систем конструкторской и технологи-
ческой документации (ЕСКД, ЕСТД), а также
технологической подготовки производства
(ЕСТПП).
В процессе подготовки документации
решают следующие задачи обеспечения каче-
ства и надежности.
Предприятия-разработчики уточняют
перечни электрорадиоизделий (ЭРИ), режимы
и условия применения комплектующих эле-
ментов (КЭ), изделий и материалов, гаран-
тийные сроки на них и, в случае несоответст-
вия режимов и условий ТУ, согласовывают
применение ЭРИ и КЭ.
Мероприятия по обеспечению качества
и надежности изделий, предназначенных для
серийного производства на данном предпри-
ятии, оформляют в виде ежегодных программ
повышения качества и надежности - разделов
планов технического переоснащения произ-
водства.
В ТУ на серийные изделия вносят пе-
речни параметров, количественные значения
их, допустимый разброс параметров, контро-
лируемых при серийном производстве, требо-
вания к ресурсным испытаниям, приемочно-
му и входному контролю изделий, порядок и
периодичность их проведения.
При подготовке к изготовлению серий-
ных изделий на каждом предприятии-
изготовителе разрабатывают план подготовки
серийного производства, предусматривающий:
разработку (корректировку) технологи-
ческих паспортов серийных изделий и серий-
ной технологической документации на изго-
товление, испытание и контроль качества
изделий;
подготовку необходимого дополнитель-
ного оборудования, технологической оснастки
и контрольно-испытательной аппаратуры;
проведение обучения и аттестации ис-
полнителей и контролеров;
СОДЕРЖАТЕЛЬНЫЙ АНАЛИЗ ИССЛЕДОВАНИЯ НА СТАДИЯХ ЖИЗНЕННОГО ЦИКЛА
481
проверку соответствия технологического
оборудования, стендов, контрольно-
измерительных средств требованиям КД и ТД.
В соответствии с требованиями КД изго-
товляют и испытывают изделия установочной
партии (головного образца) для проверки
готовности КД и ТД к серийному производст-
ву изделий.
Предприятия-разработчики осуществля-
ют авторский надзор на предприятиях-
изготовителях с целью контроля за выполне-
нием требований КД в производстве и устра-
нения недостатков.
Предприятия-изготовители совместно с
предприятиями-разработчиками составляют
перечни особо ответственных операций сбор-
ки, монтажа, регулировки, настройки, испы-
таний и контроля, выполняемых наиболее
квалифицированными исполнителями. Изде-
лия, предъявляемые в ОТК, не должны иметь
отступлений от чертежей и ТУ. Предприятия-
изготовители обязаны вести строгий учет до-
пущенных отступлений и принимать меры по
их исключению.
П ре д приятия - изготовители ежекварталь-
но проводят проверку правильности и полно-
ты проведенных изменений в КД, ежегодно
проводят экспертизу годности и комплектно-
сти КД для использования на следующий год.
Испытательное технологическое обору-
дование и стенды, контрольно-измерительные
средства до первого использования и после
каждой доработки и ремонта проверяют и
аттестуют.
Предприятия-изготовители совместно с
предприятиями-разработчиками не реже од-
ного раза в год проводят:
оценку стабильности производства по
результатам испытаний изделий в процессе
серийного производства;
оценку надежности серийных изделий
по результатам из приемосдаточных испыта-
ний и эксплуатации.
Эксплуатация систем и их изделий. Це-
лью работ предприятий-разработчиков и
предприятий-изготовителей на этой стадии
является:
своевременная комплектная и качест-
венная поставка изделий и эксплуатационной
документации (ЭД) предприятиям и органи-
зациям-потребителям;
оказание помощи потребителю при
опытной эксплуатации, участие в подготовке
и испытаниях изделий, в управлении испыта-
ниями;
осуществление авторского и гарантийно-
го надзора (если последний предусмотрен) за
серийным производством и эксплуатацией
изделий;
исследование и устранение причин отка-
зов эксплуатируемой техники;
проведение работ по совершенствова-
нию порядка и правил эксплуатации изделий,
упорядочению запасных изделий и принад-
лежностей, дальнейшему повышению надеж-
ности и срока службы изделий.
Только знание причин отказов и усло-
вий их появления позволяет принять опера-
тивные меры по обеспечению эффективности
и надежности изделий. Важное место в реше-
нии этих задач принадлежит системе взаим-
ного обмена информацией между заинтересо-
ванными предприятиями и организациями об
отказах и неисправностях изделий в серийном
производстве и эксплуатации.
Предприятия - изготовители, используя
информацию об отказах и неисправностях в
процессе эксплуатации в сроки, предусмот-
ренные нормативными документами, прово-
дят исследование причин отказов изделий с
привлечением предприятий-разработчиков и
предприятий соисполнителей, разрабатывают
мероприятия по устранению причин отказов
изделий, включающие при необходимости
доработку и совершенствование конструкции,
изменение технологии изготовления и kqh-
троля, устранение недостатков в технике,
поставленной в эксплуатацию, совершенство-
вание ЭД.
По итогам опытной эксплуатации изде-
лий и оценки эффективности их применения
возникает необходимость в разработке и реа-
лизации программ повышения качества и
надежности эксплуатируемых изделий. Во
многих отраслях промышленности эта работа
проводится постоянно.
При составлении перечня отказов изде-
лий важен выбор изделий-аналогов, инфор-
мация о которых может быть использована.
Однозначных рекомендаций здесь быть не
может, однако следует учитывать две тенден-
ции:
чем более далекие аналоги учитывают
при анализе, тем больше возможность вклю-
чения в перечень отказов, не характерных для
нового изделия;
чем более близкие аналоги учитывают
при анализе, тем больше вероятность соста-
вить неполный перечень отказов из-за недос-
татка информации.
Поэтому составленный перечень отказов
должен проходить экспертизу в подразделе-
ниях, участвующих в разработке изделий.
Кроме того, перечень отказов может
быть скорректирован и дополнен в результате
проведения экспертизы вновь разрабатывае-
мой проектной, технологической и эксплуа-
тационной документации специалистами раз-
482
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
личных профилей на начальной стадии разра-
ботки рабочей документации.
В результате предварительного анализа
выделяют группы отказов, по которым из-
вестны или предлагаются новые мероприятия
предупредительного характера, гарантирую-
щие исключение возможности их появления в
дальнейшем. Оставшиеся в перечне отказы
систематизируют с точки зрения возможности
использования контрольных мер и средств
для выявления их в процессе создания изде-
лия, а также защиты от последствий этих от-
казов в процессе эксплуатации.
4.5.2. МЕТОДИКА ОБОСНОВАНИЯ РЕШЕНИЙ,
СВЯЗАННЫХ С ОБЕСПЕЧЕНИЕМ НАДЕЖНОСТИ
В данном разделе рассмотрены с единых
позиций методологические основы исследо-
вания эффективности и надежности, отмече-
ны общие черты и особенности, присущие
этим видам исследований.
Под методологией конкретного естест-
венно-научного направления обычно пони-
мают научную сущность направления, сово-
купность используемых методов, методику и
общую схему проведения исследований,
принципы, которыми руководствуются в про-
цессе исследований при принятии и реализа-
ции тех или иных решений.
Как при исследовании эффективности,
так и при исследовании надежности проводят
анализ проблем, осуществляют постановку и
решение задач, принимают решения и осуще-
ствляют руководство их реализацией. Иссле-
дования проводят поэтапно и итеративно. На
отдельных этапах применяют неформальные
методы (интуицию, здравый смысл, логику,
аналогию, экспертный анализ). На других
этапах применяют научный метод, т.е. ис-
пользуют теорию, математику, формальные
процедуры, модели.
Примером использования в практике
исследования эффективности и надежности
научного метода является исследование опе-
раций, позволяющее получить количествен-
ное обоснование удовлетворительных
(наилучших) путей достижения цели.
В процессе исследований эффективно-
сти и надежности техники используют как
общеповеденческие, так и общетехнические
принципы, которые рассмотрены в данном
разделе.
Общая схема и циклы исследования. За-
дачи исследования надежности и эффектив-
ности объединяют много общего. И это об-
щее тем более важно подчеркнуть, так как
многие задачи, связанные с обоснованием
требований по надежности, обоснованием
программ обеспечения надежности, выбором
систем обслуживания, контроля, эксплуата-
ции, должны ставиться как задачи исследо-
вания эффективности. В связи с этим ниже
излагается общая методика исследования по
обоснованию решений в условиях неопреде-
ленности без выделения особенностей ис-
следования эффективности и исследования
надежности.
Постановка задачи обоснования реше-
ния является исходным этапом исследования,
в результате которого однозначно формули-
руются условия задачи {U} и искомый резуль-
тат решения задачи {V}. Символами U и V
обозначены объекты любой природы: техни-
ческие и математические термины, высказы-
вания, множества и т.п. Если какое-то поня-
тие сформулировано однозначно (хотя и каче-
ственно), говорят, что проведена экспликация
понятия. Если понятие выражено количествен-
но, говорят о формализации понятия.
В общем случае условия задачи обосно-
вания решения должны описывать исследуе-
мое множество решений (объект выбора) и
правило обоснования (выбора) решений. Ис-
комый результат может содержать предлагае-
мое решение, или подмножество рекомендуе-
мых решений, или сам факт наличия среди
исходного множества решений, удовлетво-
ряющих правилу обоснования. Стандартно
поставленная задача обоснования решения в
условиях неопределенности должна содержать
в формулировке условий задачи, как мини-
мум, экспликацию понятий: цель (для зада-
ния правила выбора), решение (для задания
объекта выбора), среду (для задания неопре-
деленности условий выбора). Если же поста-
новка задачи неполная, т.е. отсутствует одно-
значное определение (экспликация или фор-
мализация) одного из необходимых компо-
нентов условия, может быть сформулирована
промежуточная задача, искомым результатом
которой является дополнение условий стан-
дартной задачи.
Компоненты объект выбора и условия
выбора образуют ситуацию. Неполную поста-
новку задачи называют постановкой “от си-
туации” или постановкой задачи “от пробле-
мы”.
И та и другая постановки являются пе-
реходным этапом постановки стандартной
задачи и вместе образуют проблемную ситуа-
цию, когда исследователю заданы множества
потенциальных проблем и ситуаций и, следо-
вательно, созданы исходные предпосылки для
выделения адекватных проблем и ситуаций и
формирования постановки стандартной зада-
чи обоснования решений.
В процессе постановки задачи - при
уточнении понимания цели и условий, отборе
МЕТОДИКА ОБОСНОВАНИЯ РЕШЕНИЙ
483
существенных факторов - из общей неопреде-
ленности окружающего мира (поля деятель-
ности) обособляется часть неопределенности,
которую необходимо учесть исследователю в
данном конкретном случае. Не всегда и не на
всех уровнях исследования задачу удается
формализовать, т.е. сформулировать в количе-
ственной форме. Да это оказывается и не
всегда необходимо по структуре задачи. Ведь
часто для принятия конкретного решения или
сравнения двух решений достаточно сравнить
ожидаемый результат реализации с заданным
эталоном без измерений абсолютных значе-
ний. При этом могут быть упрощены как
постановка задачи, так и ее решение. Поэто-
му перед рассмотрением конкретных путей
формализации правил, объектов, условий
выбора рассмотрим основные типы структуры
задач обоснования решений. Задачи исследо-
вания эффективности и исследования надеж-
ности можно разбить на три типа в зависимо-
сти от формы ожидаемого ответа и на два
типа в зависимости от того, дается ответ от-
носительно отдельного (отдельных) предста-
вителя объекта выбора либо относительно
всего множества возможных решений. По
первому признаку задачи обоснования реше-
ний делят на задачи классификации, задачи
упорядочения и задачи измерения, по второ-
му признаку - на общие и частные.
Задачи классификации предполагают от-
носительно каждого представителя объекта
выбора форму ответа “да” или “нет” как ре-
зультат сравнения с эталоном или как факт
отнесения исследуемого решения к одному из
заданных классов.
Примерами задач такого типа являются
следующие:
определение целесообразности разработ-
ки нового изделия;
решение о применении того или иного
материала, готового узла, технологического
процесса;
определение достаточности запланиро-
ванной программы выпуска изделий;
оценка полноты и достаточности про-
граммы обеспечения надежности изделия;
разбиение множества возможных со-
стояний изделия на “работоспособные” и
“неработоспособные”;
интерпретация результата допускового
контроля.
В первых четырех задачах объект выбора
содержит единственного представителя, воз-
можных ответов - два. В пятом случае один из
двух ответов дается относительно каждого из
возможных состояний (пример общей задачи
классификации). В последней задаче число
ответов относительно конкретного результата
контроля равно числу полей допусков
(пример частной задачи классификации). Ре-
шение общей задачи классификации связано
с установлением на объекте выбора номи-
нальной шкалы (шкалы номиналов). Сущест-
вует два равносильных определения номи-
нальной шкалы как некоторого множества с
заданным разбиением на непересекающиеся
подмножества (классы) или с заданным от-
ношением эквивалентности* между его эле-
ментами.
*Отношение эквивалентности является
экспликацией понятия одинаковости (равенства).
Для построения номинальной шкалы на
объекте выбора используют равнозначность
отдельных реализаций выбора, задаваемую
правилом выбора, т.е. на множестве исходов
(результатов реализации) выбора задают но-
минальную шкалу, а затем в процессе реше-
ния с помощью модели решения устанавли-
вают необходимое соответствие между объек-
том выбора и множеством исходов выбора,
причем модель решения используют ровно
столько раз, сколько представителей содержит
объект выбора. Для решения частной задачи
классификации при заданной номинальной
шкале на множестве исходов достаточно при-
менить модель решения один раз.
Задачи упорядочения предполагают ответ
относительно каждой пары представителей
объекта выбора в форме “лучше” или “хуже”,
“больше” или “меньше” как результат срав-
нения представителей между собой.
Примерами задач такого типа являются:
определение целесообразных сроков разра-
ботки изделия; выбор оптимального ряда из-
делий; выбор наилучшего сочетания проект-
ных параметров изделия; сравнение вариантов
облика создаваемого изделия; сравнение двух
стратегий поиска неисправностей в схеме;
выбор из нескольких структурных схем на-
дежности схемы, обеспечивающей работоспо-
собность при наибольшем числе отказов лю-
бых из ее элементов. Словом, к этому типу
относятся задачи сравнения, упорядочения,
оптимизации, причем последние всегда пред-
полагают общую постановку.
Решение задач данного типа связано с
введением на множестве исходов порядковой
(ранговой) шкалы, т.е. с заданием в нем от-
ношения совершенного нестрогого порядка,
свойства которого обеспечивают сравнимость
всех, в том числе и одинаковых исходов.
Рассмотренные выше задачи классификации
и упорядочения исчерпывают основные слу-
чаи обоснования удовлетворительных или
оптимальных решений, реализующих широко
применяемые в технике соответственно кон-
цепцию пригодности и концепцию оптималь-
484
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
ности, однако при проведении исследований
по обоснованию решений бывает полезна, а
порой и необходима оценка степени достиже-
ния поставленной цели, соответствующая
тому или иному представителю объекта реше-
ний, или оценка количества дополнительных
средств, необходимых для достижения задан-
ной цели. Основную априорную информацию
об активных средствах, условиях реализации
решений, в том числе оценки надежности
изделий, получаем и храним, как правило, в
количественной форме.
Задачи измерения предполагают относи-
тельно каждого представителя объекта выбора
количественную форму ответа, т.е. выдачу
чисел, выражающих результаты измерения
при строго фиксированном масштабе и нача-
ле отсчета (абсолютная шкала), при фиксиро-
ванном начале отсчета и переменном масшта-
бе (относительная шкала или шкала отноше-
ний), при допустимом изменении и масштаба,
и начала отсчета (шкала интервалов). Все эти
шкалы относятся к метрическим или количе-
ственным шкалам.
В соответствии с классификацией мате-
матических структур абсолютная метрическая
шкала образует коммутативную или абелеву
группу по операции сложения (умножения).
Примерами абсолютных количественных
шкал являются:
группа целых чисел по сложению с ну-
лем; группа рациональных чисел по сложе-
нию с нулем; группа действительных чисел по
сложению с нулем. Для введения абсолютной
количественной шкалы на множестве исхо-
дов, отличном от приведенных выше естест-
венных шкал, но удовлетворяющем некото-
рым дополнительным требованиям, исполь-
зуют отображение множества исходов на одну
из естественных количественных шкал.
Частным случаем задания количествен-
ной шкалы на множестве исходов является
построение вероятностной меры. Введение
вероятностной меры на множестве исходов,
представляемом в виде пространства 'элемен-
тарных событий, определение ее для любых
исходов - событий, а также возможность ее
отображения на другую количественную шка-
лу могут быть использованы как для непо-
средственного описания цели на языке веро-
ятностей (повышения вероятности достиже-
ния некоторого события), так и для опреде-
ления уровня гарантий успеха, который обес-
печивается тем или иным решением.
Описание цели. Уточнение понятия цели
является ключевым моментом формализации
правила выбора, используемого при решении
задачи обоснования решения. Как показано
выше, исходя из структуры задачи, в процессе
ее решения на множестве представителей
объекта выбора необходимо установить отно-
шение эквивалентности, порядка либо по-
строить метрическую шкалу. Это можно сде-
лать, построив модель, отображающую объект
выбора на пространство, содержащее необхо-
димую шкалу, как результат эспликации или
формализации понятий, отражающих степень
или факт достижения поставленной цели в
результате реализации того или иного реше-
ния. Пространство исходов реализации реше-
ний называют пространством цели. Правиль-
ность выбора пространств исходов обеспечи-
вает уверенность, что при обосновании реше-
ния учитываются все существенные факторы,
связанные с принимаемым решением и ха-
рактеризующие полноту удовлетворения по-
требности. Для обеспечения такой правильно-
сти важным становится учет всех определяю-
щих свойств объекта исследования. Для объ-
екта исследования - изделия - главными явля-
ются потребительские свойства и показатель
надежности как главная характеристика устой-
чивости потребительских свойств. Если объек-
том выбора являются решения, не снижающие
потребительских свойств изделия, показатель
надежности становится главным и определяю-
щим фактором для построения пространства
цели и формирования правила выбора.
Для объекта исследований - системы,
кроме потребительских свойств - характеристик
целевого контура становятся существенными и
другие свойства, характеризующие организа-
цию и поведение системы, определяющие в
конечном итоге и эффективность целевого
обмена. Это приводит к необходимости вклю-
чения в число координат пространства цели и
временной координаты, учитывающей динами-
ку изменения во времени потребности и дина-
мику ее удовлетворения в процессе реализации
исследуемой системы.
В общем случае задача обоснования ре-
шения может быть сформулирована на языке
исследования операций без уточнения объекта
исследования - системы или изделия при
условии, что выбранное пространство цели
учитывает все факторы целевой направленно-
сти принимаемого решения.
При постановке задачи конкретного
уточнения понятия цели (выбора показателя)
остается неоднозначность, связанная с произ-
вольностью уровня рассмотрения и субъек-
тивностью разделения факторов на
“существенные” и “несущественные”.
Поясним это на примере. Пусть речь
идет 'о выборе одного из трех возможных
путей повышения надежности прибора:
1) резервирование ненадежного элемента;
2) введение операции отбраковки нена-
дежных элементов;
3) доработка ненадежного элемента.
МЕТОДИКА ОБОСНОВАНИЯ РЕШЕНИЙ
485
Кроме выбора показателя надежности
рассматриваемого прибора, для принятия
окончательного решения могут оказаться су-
щественными и такие факторы, как ограни-
чение на массу и габариты прибора, стадия
создания прибора, объем применения нена-
дежных элементов, помимо данного прибора.
При этом может возникнуть ситуация, когда
векторный показатель качества, учитывающий
одновременно массу и надежность прибора,
не обеспечивает единственности принимаемо-
го решения. Может оказаться, что менее вы-
годная для данного прибора доработка эле-
мента оправдывается (в том числе и экономи-
чески) с учетом всего объема производства и
применения ненадежного элемента.
Следствием неопределенных ситуаций
часто являются не полностью сформулиро-
ванные цели операции, в которых нет еди-
ного показателя. Вместо этого появляется
вектор-функция контролируемых и некон-
тролируемых факторов, состоящая, как пра-
вило, из всех координат пространства цели.
Очевидно, каждую координату вектора сле-
дует увеличивать (или уменьшать), но оста-
ется неясным, какие именно комбинации
значений координат вектора следует предпо-
читать другим, когда нет возможности (а это
бывает часто) увеличивать или уменьшать их
одновременно.
Подводя итог обзору требований к вы-
бору показателя (пространства цели), можно
сделать следующие выводы.
1. Перед формальным описанием цели
должно быть определено пространство цели,
т.е. множество всех мыслимых исходов реали-
зации рассматриваемых решений.
2. Пространство цели (множество исхо-
дов) может учитывать (содержать) все сущест-
венные для данной задачи составляющие по-
лезности принимаемых решений.
3. Показатель эффективности (надеж-
ности) должен отражать имеющуюся инфор-
мацию об объективной полезности прини-
маемых решений,, оценивать целесообразность
наших действий с позиций более высокого
уровня рассмотрения.
Не всегда при постановке конкретной
задачи исследования удается удовлетворить
всем требованиям, предъявляемым к описа-
нию цели и показателю эффективности. Так,
часто приходится иметь дело с несколькими
составляющими показателей эффективности
или надежности.
Оставив в стороне случай, когда различ-
ные показатели оценивают различные состав-
ляющие полезного эффекта, сводящиеся од-
ним из методов свертывания к единому пока-
зателю, рассмотрим случай, когда полез-
ности тех иди иных исходов по-разному оце-
ниваются лицами, принимающими решения
на одном или различных уровнях иерархии.
Наличие расхождений в субъективной
оценке полезности исходов действительно
приводит к появлению несогласованности в
управленческих решениях на различных
уровнях иерархической системы. Это влияет
на конечный эффект системы, и это должно
учитываться при исследовании эффективно-
сти. Однако исследователь выражает какое-то
одно, единственное мнение, и с этой точки
зрения при данном конкретном исследовании
показатель эффективности единственен.
Показатель эффективности или показа-
тель надежности, являясь мерой удовлетворе-
ния потребности, конкретизирует пространство
цели (существенные координаты) и категорию
близости к цели и, следовательно, позволяет
оценить эффективность того или иного вари-
анта исследуемой системы, надежность того
или иного варианта создаваемого изделия как
характеристики соответствующего исследуемого
решения - представителя объекта выбора. Од-
нако в задачах обоснования решений в услови-
ях неопределенности, как правило, оценка
показателя не единственна. Кроме того, раз-
ным уровням показателя могут соответствовать
различные затраты ресурсов, и не ясно, какое
же решение является наиболее целесообраз-
ным, обоснованным. Следовательно, для зада-
чи выбора одного решения только определения
пространства цели и показателя эффективности
недостаточно.
Для построения формализованного пра-
вила выбора кроме показателя необходимо
указать критерий выбора. При этом знание
показателя является основой для выработки
формализованного правила выбора рацио-
нального решения, т.е. для введения критерия
выбора.
Различают три концепции выбора ра-
циональных решений: концепцию пригодно-
сти, концепцию оптимизации и концепцию
адаптивизации.
Руководствуясь концепцией пригодно-
сти, лицо, принимающее решение, удовлетво-
ряется любым уровнем показателя эффектив-
ности (надежности), которое не ниже некото-
рого уровня. Решения, приводящие к превы-
шению этого уровня, равноценны, равно как
и неудовлетворительными признаются все
решения, при которых показатель оказывает-
ся ниже указанного уровня. В общем случае
установленных уровней и принимаемых ре-
шений может быть несколько (например, при
допусковом контроле). Нетрудно видеть, что
для реализации концепции пригодности дос-
таточно качественных формулировок необхо-
димых свойств системы или изделия и соот-
ветствующих им показателей, т.е. достаточно
ограничиться задачами обоснования решений
486
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
первого типа. В условиях неопределенности
концепция пригодности может быть реализо-
вана на основе различных принципов: гаран-
тированного результата, средних ожидаемых
значений и т.д.
Для выбора критериев при использова-
нии концепции оптимизации применяют
различные принципы оптимальности. Напри-
мер, при исследовании систем в определен-
ных условиях часто используют принцип
Веллмана или принцип максимума Понтря-
гина. При наличии случайных факторов ис-
пользуют принцип наибольшего среднего
результата или принцип наибольшего гаран-
тированного результата. Принцип наибольше-
го гарантированного результата при учете
неопределенностей, связанных с наличием
несовпадающих интересов (например, в кон-
фликтных ситуациях), приводит, в частности,
к принципу максимина.
Концепция адаптивизации менее других
распространена в практике исследования сис-
тем и изделий ввиду ее недостаточной теоре-
тической проработки. Она приводит к целе-
устремленным и гибким действиям одновре-
менно, что особенно ценно в условиях боль-
шой начальной неопределенности. Критерий
выбора, сформулированный на основе кон-
цепции адаптивизации, должен в той или
иной мере учитывать возможные изменения
условий выбора и содержать некоторую не-
окончательность, свободу выбора. Реализация
его так или иначе связана не с единственным
решением, а с последовательностью решений.
Описание стратегий. Основой для фор-
мирования (описания) возможных способов
действия, т.е. решений или стратегий, являет-
ся информация о располагаемых активных
средствах (их количестве, качестве, распреде-
лении во времени и пространстве).
Каждое решение по существу сводится к
указанию количества, места и времени расхо-
дования активных средств всех видов для дос-
тижения цели. Множество исследуемых ре-
шений (стратегий) описывается как упорядо-
ченное множество по какому-либо естествен-
ному признаку, либо присваиваются порядко-
вые номера различным способам действия.
Последний способ описания применим, когда
число решений конечно. В простейшем слу-
чае, когда рассматривается один способ дей-
ствия, решений может быть два: одобрить его
или отклонить.
Если решение заключается в одновре-
менном выборе нескольких параметров, то
естественный порядок на множестве решений
S, построенном как декартово произведение
подмножеств решений 5/, даже упорядочен-
ных по каждому параметру, отсутствует.
Иногда все-таки удается ввести искусственное
упорядочение, например, на основе стоимо-
стного эквивалента расходуемых активных
средств, если решение заключается в выборе
вектора, /-я координата которого суть количе-
ство расходуемых средств /-го вида. Другими
примерами эквивалентов являются время,
масса, габариты, энергопотребление и т.п.
Последовательность решений, прини-
маемых в процессе достижения поставленной
цели и обеспеченных ожидаемой информаци-
ей о ходе и (или) результатах реализации пре-
дыдущих решений, называют стратегией.
Из определения ясно, что любое реше-
ние является частным случаем стратегии. Ес-
ли в процессе достижения цели дополнитель-
ной информации не ожидается или ее не
предполагается использовать, то все решения,
составляющие стратегию, принимают при
одном и том же уровне информированности
и, следовательно, могут быть приняты до на-
чала реализации первого решения. Такую
стратегию называют жесткой.
Стратегию, использующую дополнитель-
ную информацию о ходе или результатах реа-
лизации предыдущих решений, называют
гибкой. При этом речь идет об информации,
используемой для принятия решений на дан-
ном иерархическом уровне, а не об информа-
ции, используемой на низших уровнях в про-
цессе реализации принятых решений, так как
это будут уже другие стратегии.
Структура множества исследуемых стра-
тегий, возможности его разбиения на упоря-
доченные классы эквивалентных стратегий
определяют сложность дальнейшего исследо-
вания. Ниже рассмотрены вопросы обоснова-
ния решений и стратегий в условиях неопре-
деленности, когда результаты отдельных ре-
шений не могут быть однозначно предсказа-
ны.
Условия выбора. В то время, как управ-
ляемые факторы (активные средства) являют-
ся объектом выбора (например, в виде выбора
рациональной или удовлетворительной стра-
тегии), неуправляемые факторы (условия вы-
бора) являются одним из основных источни-
ков неопределенности. Это могут быть как
факторы, составляющие условия реализации
решений, так и неопределенности, отражаю-
щие нечеткость знания цели, потребности,
относительной полезности различных состав-
ляющих выходного эффекта и т.п. Влияние и
тех, и других на эффективность реализации
решений одинаково, и всех их обычно отно-
сят к природным неопределенностям.
Существенную специфику в исследова-
ние задачи вносят так называемые игровые
неопределенности. Они появляются при на-
личии людей или автоматов, не преследую-
щих, вообще говоря, общую цель. Их страте-
МЕТОДИКА ОБОСНОВАНИЯ РЕШЕНИЙ
487
гии иногда называют стратегиями конкури-
рующей стороны (противника).
Для оценки уровня неопределенности
решаемой задачи, исходя из информации,
располагаемой в момент проведения исследо-
вания и ожидаемой в процессе реализации
стратегий, может быть получена следующая
качественная классификация природных фак-
торов.
Детерминированные факторы. Это могут
быть константы функции координат, време-
ни, наработки и т.п. Располагаемая информа-
ция может содержать область возможных зна-
чений константы, область возможных изме-
нений функции или ее производных, данные
о монотонности и неопределенности функ-
ции, о величине полной вариации и т.п. На-
личие априорной информации о детермини-
рованных неопределенных факторах одновре-
менно с принципиальной возможностью по-
лучения оперативной информации в процессе
реализации решений дает возможность значи-
тельно снизить влияние такой неопределен-
ности на конечный результат путем планиро-
вания и получения оперативной информации
и проведения корректировки принятых реше-
ний.
Случайные события. Полной априорной
информацией о случайном событии является
указание вероятности его наступления. При
этом имеем в виду, что эта вероятность не
меняется, или, по крайней мере, нам известен
комплекс условий, при котором она сохраня-
ется. Для совокупности случайных событий
необходима информация о их независимости
или коэффициенте корреляции.
Принципиальным для случайных факто-
ров является вопрос о статистической устой-
чивости. Исследование вероятностных моде-
лей опирается на гипотезу о постоянстве не-
известной вероятности при данном комплексе
условий. Часто неизвестные вероятности оце-
нивают при небольшом числе опытов, свя-
занных с изделиями данного типа, в то время
как факт статистической устойчивости прове-
рен на большой статистике изделий близких
типов. И именно это дает основание рассчи-
тывать на сходимость частости к неизвестной
вероятности. Иногда априорный анализ по-
зволяет установить диапазон возможных зна-
чений неизвестной вероятности.
Случайные величины. Полная априорная
информация о факторах такого рода содержит
данные о плотности (законе) распределения с
точностью до значений известных параметров.
Минимальная априорная информация, оче-
видно, заключается в указании на статистиче-
скую устойчивость распределения конкретно-
го фактора, что уже обеспечивает сходимость
выборочной функции распределения к ис-
тинной при наборе статистики. Промежуточ-
ные уровни информированности могут соот-
ветствовать данным о виде закона распреде-
ления (дискретность, непрерывность), области
значений параметра закона распределения
или области возможных значений самой слу-
чайной величины.
Случайные процессы и поля. Полной апри-
орной информацией для стационарного слу-
чайного процесса считают заданную с точно-
стью до известных параметров конечномер-
ную плотность распределения. Все сказанное
относительно случайных величин относится к
стационарным случайным процессам как к
конечномерным системам случайных вели-
чин. Понятие стационарности процесса отра-
жает идею неизменности условий, в которых
протекает процесс. Экспериментальное под-
тверждение гипотезы стационарности процес-
са никогда не является абсолютным, так как
основывается на реализациях конечной дли-
ны. Зависимость параметров закона распреде-
ления нестационарного процесса от времени
или координат (для полей) в свою очередь
может быть детерминированной или случай-
ной функцией.
Общая схема исследования. В рамках по-
становки задачи рассмотрены этапы формали-
зации условий исследования: описание цели,
описание стратегий, описание условий выбора
решений (стратегий). Описание множества
исходов и переход от понятия цели к его экс-
пликации в виде показателя эффективности
как некоторой шкалы, определенной на мно-
жестве исходов реализации потенциальных
стратегий поведения, является в некотором
смысле первичным. Поэтому описание цели
будет первым этапом общей схемы исследо-
вания обоснования решения.
Степень категоричности суждений, ис-
пользованных при описании цели, может
оказаться неоправданно высокой. Это в пер-
вую очередь касается так называемых качест-
венных целей, которые могут быть только или
достигнуты, или не достигнуты. После того
как в процессе исследования выявляется не-
достижимость цели в принятой постановке,
возможна корректировка понимания цели и
соответствующее уточнение показателя эф-
фективности (надежности). Этап корректи-
ровки цели является заключительным для
проведенного цикла исследования и одним из
этапов уточнения задачи исследования.
Как сказано выше, описание стратегий
заключается в указании количества, состава и
динамики расходования активных средств в
процессе достижения цели. Именно поэтому
указание их и является одним из элементов
постановки задачи.
488
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
Существенным является и тот факт, что
при разработке (описании) способов дейст-
вия, как правило, в первую очередь выбирают
и исследуют наиболее простые стратегии в
смысле использования минимума имеющейся
и, особенно, ожидаемой информации об ус-
ловиях и результатах реализации. Поэтому
может возникнуть необходимость повторения
цикла исследования для описания и анализа
более сложных стратегий, в том числе преду-
сматривающих расходование активных
средств на получение и использование допол-
нительной информации. Причем, если уточ-
нение условий реализации стратегий проводят
до выбора самой стратегии, его можно рас-
сматривать как элемент уточнения задачи.
Если же планируется получение дополнитель-
ной (оперативной) информации в процессе
реализации стратегий и использование ее для
уточнения стратегии, то саму стратегию назы-
вают гибкой.
Итак, постановка задачи, включающая
этапы описания цели, стратегий и условий,
является исходной для начала собственно
исследования, т.е. этапов, которые называют
обычно моделированием. Если же моделиро-
вание не дает положительного ответа
(удовлетворительных стратегий), этапы уточ-
нения условий, совершенствование стратегий,
корректировка цели составляют процедуру
уточнения задачи, после проведения которой
вновь может быть начато моделирование.
Дальнейшее исследование (моделирование)
обычно представляет два этапа: разработку
(создание) модели (математической или фи-
зической); анализ на модели (математическое
моделирование или экспериментирование).
Для выбора стратегии s из заданного
множества потенциально возможных страте-
гий S с использованием целевого отношения
Rw, заданного на множестве исходов W, не-
обходимо установить соответствие между
множествами S и W. Другими словами, не-
обходимо для каждой стратегии seS иметь
способ получения (вычисления) возможных
исходов W(S). В случае количественного
показателя эффективности, значения кото-
рого используются в качестве шкалы на W,
модель является соответствием, определяю-
щим значение или диапазон возможных зна-
чений показателя. В общем случае свойства,
которыми должно обладать соответствие
g: S -> W, определяются как структурой
множеств S и W, так и видами шкал
(отношений), используемых при решении
различных классов задач. Такое соответствие
в каждом конкретном случае может быть
установлено с помощью явной аналитиче-
ской зависимости, с применением вычисли-
тельного или моделирующего алгоритма.
На результаты применения стратегий
может влиять бесконечное множество не-
управляемых факторов, составляющих так
называемые условия реализации стратегий.
Предполагается, что при постановке задачи
заданы состав существенных факторов и
уровни их неопределенностей, а также имеет-
ся принципиальная возможность при по-
строении модели учесть их или оценить воз-
можную погрешность используемой модели.
Следует различать составляющие погрешности
модели, вызванные неполнотой и (или) оши-
бочностью исходной информации об условиях
реализации стратегий и упрощениями, вводи-
мыми исследователем при реализации страте-
гий, при построении модели.
Первую составляющую погрешности
принципиально невозможно оценить в рамках
теоретического исследования; она может быть
обнаружена только при сравнении выводов,
получаемых с помощью модели, с прошлым
опытом (обратное моделирование) или в про-
цессе реализации вновь принятых решений.
Вторая составляющая погрешности мо-
жет и должна быть уточнена в процессе ис-
следования в виде неопределенности модели
Xg
Первая составляющая погрешности пре-
дупреждается использованием в качестве ус-
ловий только проверенных, экспериментально
подтвержденных данных. Все неоднозначно-
сти должны учитываться расширением диапа-
зонов неопределенностей X, учитывающих
неопределенности цели, активных средств,
условий. Тогда реальная модель дает нам ото-
бражение g: S х X -> W или W = g(S, X). При
этом имеется в виду, что выбор стратегии s е S
соответствует выбору вектора активных
средств.
Для обоснования выбора на множестве
стратегий, как правило, нет необходимости
построения абсолютно точной модели в
смысле использования всей исходной инфор-
мации и отсутствия систематической и слу-
чайной погрешности конкретной реализации
модели (аналитического выражения алгорит-
ма).
Таким образом, этап исследования
“создание модели” можно считать завершен-
ным, если задан (описан, сформулирован)
способ построения соответствия, необходимо-
го для выбора на множестве стратегий с уче-
том неопределенности, имеющейся на момент
проведения исследования, и информации,
ожидаемой на момент реализации стратегий,
если предусмотрено использование этой ин-
формации для оперативного уточнения стра-
тегий.
При этом мы либо наперед знаем и учи-
тываем погрешность используемой модели,
МЕТОДИКА ОБОСНОВАНИЯ РЕШЕНИЙ
489
либо, используя метод статистического моде-
лирования, имеем зависимость погрешности
моделирования от числа реализаций. Нако-
нец, при проведении анализа на модели мы
можем предусмотреть текущую оценку по-
грешности модели и сформулировать условия
окончания исследования по обоснованию
решения (при выборе удовлетворительной
стратегии) с выдачей (документированием)
результатов либо перехода при необходимости
к одному из новых циклов исследования:
- продолжение анализа на модели с пе-
риодической проверкой приемлемости реше-
ния с учетом текущей погрешности модели-
рования;
- уточнение модели путем учета допол-
нительных неучтенных ранее условий реали-
зации стратегий.
Если же моделирование не дает положи-
тельного ответа (удовлетворительных страте-
гий), необходимо вернуться к уточнению за-
дачи путем уточнения условий, улучшения
стратегий, корректировки цели.
Степень категоричности суждений, ис-
пользованных при описании цели, может
оказаться неоправданно высокой. Это, в пер-
вую очередь, касается так называемых
“качественных” целей, которые могут быть
только или достигнуты, или не достигнуты.
После того как в процессе исследования вы-
является недостижимость цели в принятой
постановке, возможна корректировка пони-
мания цели и соответствующее уточнение
правила выбора.
Принципы обоснования решений. Основ-
ная задача исследования эффективности и
надежности создаваемой техники, как уже
сказано выше, сводится к выбору стратегий
создания и применения техники, позволяю-
щей добиться наилучшего результата в усло-
виях существенной начальной неопределен-
ности.
Обычно применяемый критерий мини-
мума затрат (потерь) или максимума полезно-
го эффекта при достижении цели соответству-
ет общеповеденческой концепции оптимиза-
ции. Однако в условиях действия неопреде-
ленных факторов оказываются полезными, а
иногда и необходимыми дополнительные
принципы и соответствующие им критерии
или правила поведения, позволяющие спрог-
нозировать и скоординировать свои действия:
оценить сложность ситуации и достаточность
располагаемых средств достижения цели; если
нужно, пойти на определенный риск, по воз-
можности снизив его; если можно, получить
дополнительную информацию до принятия
решения или обеспечить ее получение и ис-
пользование в процессе реализации принятых
решений (стратегий). Предлагается три таких
принципа: гарантированного результата, сто-
хастического детерминизма, последовательно-
го снятия неопределенности. Принцип гаран-
тированного результата в терминах теории
исследования операций сформулирован сле-
дующим образом: при данном показателе эф-
фективности оценка эффективности стратегии
(и выбор из них) должна происходит на основе
получения гарантированной (максимально га-
рантированной) величины показателя эффек-
тивности при данной информированности ис-
следователя операции и предполагающейся при
формировании рассматриваемых стратегий
информированности оперирующей стороны об
обстановке операций.
Другими словами, сравнение и выбор
удовлетворительных стратегий может произ-
водиться только на основе гарантированных
значений показателя эффективности с учетом
всей неопределенности, при которой прини-
мается решение. Так как при выбранной стра-
тегии s и неопределенности неконтролируе-
мых условий X исходом реализации стратегии
может быть любой исход множества Wx = g(s, X),
гарантированным является наихудший из
®eWx.
Общность и конструктивность этого
принципа заключается в том, что его после-
довательное применение позволяет увязать
(соотнести) уровень и форму требуемых га-
рантий с различными формами задания неоп-
ределенности, включая случайные события,
величины, йроцессы, области возможных
значений неизвестных констант, детермини-
рованных функций, а также параметров рас-
пределения случайных объектов.
Различают абсолютную и практическую
гарантию.
Абсолютной гарантией называют гаран-
тию, обеспеченную оценкой ®ar(s) показателя
эффективности при выбранной стратегии s в
условиях имеющейся неопределенности хеХ:
® аг (s) = inf g(s, х) (Vx е X).
х
Удовлетворительную стратегию s с оцен-
кой достигаемого уровня эффективности
coar(s) называют абсолютно гарантирующей
стратегией. Для стратегий, исходы реализации
которых являются случайными объектами,
множество абсолютно гарантирующих страте-
гий может оказаться пустым.
Практической гарантией с уровнем дове-
рия у называют гарантию, обеспеченную
оценкой <onr(s) показателя эффективности при
выбранной стратегии s и имеющейся неопре-
деленности х е [х(^)> *(£)]:
490
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
< 0 „ r(s) = inf g(s, х) (vx e [x($), x((0]),
где Jx(£),x(£)] - у-доверительный интервал,
зависящий от наблюдаемого случайного объ-
екта £ с семейством функций- распределения
{F(:(x);x6x} и от уровня доверия (0 < у < 1)
следующим образом:
Рх{х е[х(^),х(^)]} > у .
Удовлетворительную стратегию s с оцен-
кой достижимого уровня эффективности
conr(s) называют практически гарантирующей
стратегией уровня у.
Понятие гарантированного результата
зависит прежде всего от принятого показателя
(шкалы на множестве исходов). Так, если
результаты реализации стратегии оцениваются
величиной ожидаемого выходного эффекта,
например, производительности и прибыли
конверсионного направления, то абсолютно
гарантированное значение показателя дает
уровень, ниже которого мы не получим ре-
зультат ни в одной реализации. Следователь-
но, такая гарантия распространяется и на
каждую реализацию в отдельности
(индивидуально), и на любую совокупность
реализации. При показателе - математическое
ожидание выходного эффекта - абсолютно
гарантированный результат ничего не гаран-
тирует в смысле величины отдельной реали-
зации. Однако по мере роста числа независи-
мых направлений суммарный эффект почти
наверное превысит значение W^. х N.
Принцип стохастического детерминизма.
Гарантии в условиях случайных воздействий
обеспечивают, используя устойчивость резуль-
татов массовых случайных явлений. Общие
формы такой устойчивости нашли свое выра-
жение в законе больших чисел и предельных
теоремах теории вероятностей. Явление это
названо стохастическим детерминизмом. Яв-
ление стохастического детерминизма во
многих случаях облегчает построение и изу-
чение моделей сложных массовых явлений,
позволяя легко учитывать или пренебрегать,
когда это допустимо, элементом случайности.
Так, при исследовании вещества от стохасти-
ческих моделей на молекулярном уровне пе-
реходят к детерминированным характеристи-
кам (например, плотности и давлению) на
макроуровне.
Принцип стохастического детерминизма
состоит в активном целенаправленном исполь-
зовании явления стохастического детерминизма
путем введения в процесс создания и применения
изделий повторяющихся (или различных, но
многочисленных) операций и решений, дающих
пусть случайный в каждом отдельном случае,
но устойчивый в совокупности результат.
Принцип последовательного снятия неоп-
ределенности. В условиях, когда нет полной
информации о случайных и детерминирован-
ных механизмах, лежащих в основе явлений,
когда ряд явлений не обладает свойством ста-
тистической устойчивости, в распоряжении
исследователя нет решения, приняв которое
можно было бы снять (компенсировать) всю
неопределенность относительно результатов
применения системы (т.е. обеспечить гаран-
тии на основе только двух первых принци-
пов).
Выход состоит в поэтапном последова-
тельном снятии неопределенности. Однако
для этого нужна принципиальная возмож-
ность и практическая реализация конкретного
способа получения и использования получае-
мой дополнительной информации для после-
довательного улучшения стратегий поведения,
нужна избыточность ресурсов и возможность
их гибкого расходования.
Потери “на неопределенность” можно
снизить, получив необходимую информацию
до принятия решения и выбрав наилучшее
(рациональное) распределение ресурсов
(избыточности). Если же такую информацию
можно получить только в процессе разработ-
ки и (или) применения стратегии, необходи-
мо предусмотреть использование последова-
тельности уточняемых решений (гибкой стра-
тегии). Гибкость (информационная мощ-
ность) стратегии должна быть согласована, с
одной стороны, с ожидаемой оперативной
информацией о ходе (результатах) реализации
стратегии, с другой стороны, с окончательно-
стью принимаемых решений (оставляемой
свободой выбора для последующих решений).
Более гибкие стратегии обеспечивают лучшее
использование всей поступающей оператив-
ной информации и, следовательно, более
высокий информационный коэффициент
полезного действия (меньшие средние потери
на компенсацию неопределенности). Однако
учет энергетических и других затрат ресурсов
на реализацию гибких стратегий (например,
затрат на получение и обработку оперативной
информации) приводит к гипотезе о сущест-
вовании рационального уровня информаци-
онной мощности стратегии (рационального
уровня организации системы, реализующей
эту стратегию).
Под принципом последовательного снятия
неопределенности понимают обеспечение гаран-
тированного результата в условиях неопреде-
ленности путем реализации гибких стратегий
МЕТОДЫ ОЦЕНИВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ
491
развития на основе использования оперативной
информации и обоснования рационального уровня
организации в процессе реализации стратегий.
Под гибкой стратегией понимают после-
довательность уточняемых с использованием
оперативной информации решений. Для
обоснования рационального уровня инфор-
мационной мощности стратегии необходимо
выбрать соответствующую меру, связав ее с
эффективностью стратегии.
4.5.3. МЕТОДЫ ОЦЕНИВАНИЯ НАДЕЖНОСТИ
ИЗДЕЛИЙ
Классификация задач оценивания. Про-
верка и подтверждение большинства требова-
ний ТЗ связаны с оценкой физически изме-
римых характеристик (параметров); достаточ-
но хорошо развиты фундаментальные разделы
науки, позволяющие рассчитывать и обеспе-
чивать параметры нормально функциони-
рующих РКК. Пока механизмы отказов кон-
кретного изделия не изучены досконально,
прогнозирование его надежности, безаварий-
ности можно осуществлять только с точно-
стью до вероятностной модели.
По мере накопления банков данных по
результатам эксплуатации, отказам РКК в
реальных условиях функционирования и при
испытаниях на всех стадиях жизненного цик-
ла появляются и, как правило, используются
дополнительные возможности анализа при-
чин, видов и последствий отказов техники.
Точнее выявляются условия, приводящие к
отказам техники. Накапливаются фактические
данные для оценки эффективности мер и
средств, предупреждающих появление отка-
зов, способствующих своевременному выяв-
лению источников дефектов, измерению за-
пасов работоспособности, прогнозированию
износа, защите от последствий отказов. Все
это позволяет повысить целенаправленность и
эффективность экспериментальных исследо-
ваний, использовать более тонкие модели
оценивания надежности, прогнозирования
ресурса. При этом меняется состав и структу-
ра экспериментальных исследований, услож-
няются методы планирования и управления
экспериментом, методы обработки результа-
тов испытаний. Одновременно существенно
повышается информационная мощность экс-
периментов, что позволяет уменьшить их от-
носительное число при решении все более
сложных задач с ограниченным уровнем риска.
В свете изложенного можно проследить
несколько вариантов более или менее после-
довательного решения задач оценки и кон-
троля надежности при планировании экспе-
риментальной отработки, проведении отдель-
ных видов испытаний.
Прямое экспериментальное подтвержде-
ние заданных количественных требований по
надежности. В этом варианте задача оценки
(контроля) надежности рассматривается как
одна из задач экспериментальной отработки -
задача проверки соответствия создаваемого
РКК требованиям ТЗ в части надежности.
Предполагается, что требования в части на-
дежности заданы в форме конкретного коли-
чественного показателя надежности с указа-
нием вида контроля (оценивания). При этом
оговариваются признаки зачетности испыта-
ний, используемых для подтверждения на-
дежности (по условиям, режимам, длительно-
сти, представительности), и форма информа-
ции о результатах испытаний. Этот вариант
предполагает регистрацию результатов испы-
таний на уровне РКК в целом и использова-
ние соответствующей этому случаю тривиаль-
ной модели оценивания: структура комплекса
представляется черным ящиком и не учиты-
вается при решении задачи оценивания
(контроля).
Формально прямые и обратные задачи
“прямого” варианта сводятся к “чистым”
задачам математической статистики. Их ре-
шение связано с решением других задач экс-
периментальной отработки: набор статистики
должен проводиться после доводки конструк-
ции и отработки документации.
Расчетное подтверждение количествен-
ных требований по надежности РКК. Предпо-
лагается, что все бортовые системы и конст-
рукции нового РКК строятся с использовани-
ем уже готовых, отработанных элементов, по
которым накоплена определенная статистика.
В процессе проектирования можно, в прин-
ципе, решить задачу синтеза РКК с заданной
надежностью, опираясь на априорные оценки
надежности используемых элементов, если
при этом предусмотреть проверку правильно-
сти всех новых проектных, конструкторских,
технологических решений, выявить источни-
ки возможных дефектов, проверить все ос-
тальные характеристики функционирования
РКК.
Тогда задача подтверждения надежности
автоматически решается расчетным методом
при условии решения всех остальных задач
экспериментальной отработки. При этом счи-
тается, что объем априорной информации
достаточно велик и точечные оценки характе-
ристик надежности элементов отражают ре-
альный уровень. Модели расчета надежности
также считаются достаточно точными и адек-
ватно отражающими реальные связи элемен-
тов между собой.
Строго говоря, расчетный вариант про-
верки выполнения требований по надежности
тоже должен опираться на статистические
методы оценивания, так как объемы априор-
ных данных по результатам эксплуатации и
492
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
испытаний ранее созданных элементов, при-
боров, агрегатов, систем ограничены и раз-
личны. Возникают проблемы обработки раз-
нородной информации, зарегистрированной в
различной форме, на различных уровнях
структуры РКК. Не меньшую важность при-
обретают вопросы последовательного накоп-
ления информации с уточнением, проверкой
используемых расчетных моделей и переходом
к оцениванию все более агрегированных час-
тей РКК в целом.
Рассматриваемая ниже классификация
задач оценки и контроля надежности охваты-
вает как крайние, так и промежуточные вари-
анты. Однако следует иметь в виду, что про-
межуточные варианты расчетно-экспери-
ментального поэтапного подтверждения тре-
бований по надежности качественно услож-
няют задачу оценивания и еще более услож-
няют задачу планирования отработки. В этом
случае задачи синтеза структуры РКК и пла-
нирования экспериментальной отработки
становятся взаимосвязанными и взаимообу-
словленными.
В качестве основных признаков при
классификации задач оценки и контроля на-
дежности КА (космического аппарата) рас-
смотрены: оцениваемый показатель, вид оце-
нивания, форма регистрации опытных дан-
ных, модель оценивания, форма представле-
ния априорной информации.
Оцениваемый показатель (R). Большинст-
во типов КА относится к невосстанавливаемым
во время применения изделиям, используемым
до первого отказа. Эффективной мерой надеж-
ности таких изделий является средняя наработ-
ка до отказа (То). В нормативной документации
для КА (космический аппарат) установлен ана-
логичный основной показатель - средний срок
активного существования (7оа.с)- Этот показа-
тель учитывает свойства безотказности и долго-
вечности КА, при этом наработка измеряется
календарным сроком функционирования КА
на орбите в соответствии со штатной цикло-
граммой. Бортовые системы и агрегаты КА
могут работать в одном из следующих режимов:
разовом, непрерывном, циклическом и “по
запросу”. В последнем случае в расчет прини-
мается усредненная частота и длительность
(скважность) работы. Именно этот показатель
определяет расход КА на восполнение вышед-
ших из строя КА за время эксплуатации кос-
мической системы и точнее всего выражает
эффективность мероприятий по повышению
безотказности и долговечности.
На коэффициент готовности орбиталь-
ной группировки влияет также средний срок
замены (7озаМ) отказавшего на орбите КА,
определяемый временем подготовки и выве-
дения нового аппарата. Для других стратегий
эксплуатации при наличии на орбите КА в
ненагруженном резерве средний срок замены
определяется временем контроля состояния и
подготовки к включению. В любом случае
этот показатель отражает свойство контроле-
пригодности КА.
Для других типов КА, работающих в по-
лете строго заданное время, эффективной
мерой надежности является вероятность без-
отказной работы за заданное время активного
существования Р (Гас).
В ряде случаев могут использоваться и
другие показатели:
7а.с.у " у-процентный срок активного су-
ществования;
Р ((им) " вероятность замены отказавше-
го на орбите КА за заданное время;
Тзаму " у-процентный срок замены отка-
завшего на орбите КА.
Аналогичные по содержанию показатели
надежности используются для элементов КА
(бортовых систем, агрегатов, приборов):
То - средняя наработка до отказа; Ту - у-
процентная наработка до отказа; Р (/) - веро-
ятность безотказной работы; Тро- средний
ресурс; Тру - у-процентный ресурс; Тво - сред-
нее время восстановления; Т^ - у-процентный
срок восстановления.
Кроме того, могут использоваться пока-
затели аналогичного вида для характеристик
сохраняемости, безаварийности и т.п. Без
потери общности для классификации задач
оценки и контроля надежности достаточно
ограничиться свойством безотказности и по-
казателями трех видов:
= Р (0 - вероятность безотказной ра-
боты за заданное время;
Т?2 — То - средняя наработка до отказа;
Rj = Ту - у-процентная наработка до от-
каза.
Вид оценивания (О). В процессе плани-
рования, проведения и обработки результатов
отработки используются точечные и интер-
вальные оценки. Точечные оценки использу-
ются при достаточно больших объемах эмпи-
рических данных и в случаях симметричных
функций потерь от погрешности оценивания.
Эти случаи характерны для решений, связан-
ных с планированием экспериментальной
отработки. Оценка результатов эксперимен-
тальной отработки с целью проверки выпол-
нения требований по надежности проводится
с использованием интервальных оценок.
Многие решения, принимаемые в про-
цессе экспериментальной отработки и, осо-
бенно, летных испытаний, основываются на
контроле и оценке состояния работоспособ-
ности КА. Однако в ряде случаев обоснован-
ность управленческих решений “по состоя-
нию” может быть повышена путем прогнози-
рования состояния КА. При этом могут при-
МЕТОДЫ ОЦЕНИВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ
493
меняться как точечные и интервальные оцен-
ки показателей надежности, так и процедуры
проверки гипотез или статистических реше-
ний относительно состояния объекта оцени-
вания, запасов работоспособности, риска с
учетом ожидаемых потерь от неправильных
решений.
Таким образом, по второму признаку
классификации можно указать четыре вида
задач оценки и контроля надежности КА:
О\ = Rq - точечное оценивание показа-
теля надежности;
С>2 = Яр - интервальное оценивание по-
казателя надежности;
Оз = <р, фе[0, 1] - проверка гипотез от-
носительно надежности;
О4 = d, deD, D = IJO/ - принятие ста-
/
тистического решения.
Форма регистрации эмпирических данных
(I). Простейшей формой регистрации резуль-
татов испытаний (функционирования) КА в
конце заданного цикла отработки является
альтернативная информация “отказ” - “не
отказ”. Вектор значений “индикатора” отказа
о = {со 1, ..., со/, ..., , где сое [О, 1], харак-
теризует результаты испытаний каждого из п
эквивалентных образцов, испытанных в экви-
валентных условиях.
Для учета влияния на результаты испы-
таний хода отработки (изменений конструк-
торской и технологической документации)
индексы компонент индикаторной функции
должны быть строго упорядочены.
Основной формой регистрации результа-
тов применения и испытания КА является
указание для каждого экземпляра полученной
наработки с одновременной фиксацией аль-
тернативной информации “отказ” - “не от-
каз”. Выборку в форме векторов наработок
Т = tn} > гДе /е[0... оо] и индикато-
ров отказа со = {соj, ..., со/, ..., сол} , где сое[0,1],
назовем частично регистрируемой выборкой.
Эта форма является естественным обобщени-
ем цензурированных и частично группиро-
ванных выборок.
Классическая выборка испытаний до от-
каза всех экземпляров является частным слу-
чаем при условии со/ = 1 для всех /. При этом
сохраняет смысл замечание о необходимой
упорядоченности индексов реализаций для
учета хода отработки.
Кроме информации по наработкам в
процессе испытаний может фиксироваться
информация по определяющим параметрам,
используемым при оценке состояния КА.
Информация может регистрироваться как в
альтернативной форме (допусковый кон-
троль), так и в количественной (запас работо-
способности или выброс параметра состояния
за допуск).
Запасом работоспособности называют не-
возрастающую положительно определенную
функцию времени или наработки, которая
определяет момент отказа t, каждого экземпля-
ра КА условием z(4) = 0. Эмпирические данные
для оценивания надежности в форме реализа-
ций запаса работоспособности по фактору
Z регистрируются как совокупность векторов
значений наработок Ту = {Гу j,... ,tji,..., tji}
(где tji - точка /-го замера, / - общее число
замеров запасов работоспособности в у-й реа-
лизации) и соответствующих им векторов
значений запаса работоспособности
Zj = |гу 1,• • • Zji •>> Zji} и индикаторов отка-
за Оу = |(йу1,... Оу/,... , оу/| . Для частично
регистрируемых выборок характерно наличие
реализаций, в которых запас работоспособно-
сти не измеряется точно (г не достигло нуля
или неизвестно время перехода г(0 через
нуль).
Параметром состояния у называют дей-
ствительную функцию времени или наработ-
ки, выход за допуск которой определяет отказ
КА. Возможны многочисленные варианты
сочетания моделей изменения параметров
состояния и допусков. В большинстве из них
момент отказа определяется условием
|Яготк) - Х,доп)| = ° • СУшественно> что на
функцию разности между параметром состоя-
ния и допуском не накладывается условие
монотонности. Эмпирическая информация в
форме параметров состояния регистрируется
как совокупность векторов значений нарабо-
ток tji,..., Гу/} и соответствую-
щих им векторов значений расстояния пара-
метра состояния до границы допуска
Гу = |/yi,... tji,..., tу/} , и индикаторов отка-
зам со j = |coyicoy/,..., со у/} . Итак, основ-
ными значениями третьего признака класси-
фикации задач оценки и контроля надежно-
сти КА являются:
11 = {со} - альтернативная информация;
Ь = {со, /} - наработки;
I3 = {со, t, z} - запасы работоспособности;
I4 = {со, t, у} - параметры состояния.
Модели оценивания (G). Анализ вариан-
тов регистрации результатов испытаний и
применения КА показывает, что для каждого
экземпляра можно получить одну наработку
до отказа на уровне изделия в целом, порядка
494
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
десяти наработок по бортовым системам, в
том числе одну наработку до отказа по отка-
завшей системе. Так как структурное резерви-
рование в КА применяется, как правило, на
уровне приборов и агрегатов, использование
данных по наработкам отказавших комплек-
сов аппаратуры еще более повышает инфор-
мативность выборки, однако одновременно
усложняется модель оценивания надежности.
Действительно, в простейшем случае по вы-
борке {о, 1} оцениваются параметры распре-
деления наработки до отказа
т: {со,/} -> |0} ,
а затем вычисляется оценка показателя на-
дежности
г. {0} -> {А},
где т - используемая параметрическая стати-
стика; {0} - вектор параметров распределения;
г - модель “наработка - надежность”, выра-
жающая зависимость показателя надежности от
параметров распределения наработки до отказа.
В случае регистрации наработок на
уровне приборов и агрегатов КА появляется
несколько возможных путей свертывания
информации.
Модель работоспособности
{<»/} -> {«}
позволяет устанавливать соответствие множе-
ства состояний элементов с множеством со-
стояний КА в целом.
Свертка распределений
{0/} -> {в}
обеспечивает переход от распределений нара-
боток элементов к распределению срока ак-
тивного существования КА.
Свертка показателей надежности
Ц/?: {/?,-} -> {R}
используется для конкретных показателей и
иногда со сверткой параметров распределений.
Для случаев регистрации запасов работо-
способности Zj или параметров состояния yj
элементов кроме статистик, определяющих
параметры распределений наработки на отказ
для элементов, т/:-> {0/} или
т/:{©у,//,У/} -> {0/} иногда могут использо-
ваться и модели свертывания запасов работо-
способности
PZ-{zi} W
или обобщенных параметров состояния
{л} -> М-
Таким образом, кроме вариантов слож-
ности используемых моделей (одно- и много-
параметрических, одно- и многоуровневых)
необходимо учитывать принципиальные раз-
личия многоуровневых моделей-сверток:
Go = т • г ; Gi = • т • г ;
G2 = тро г; G3 = т-г-щ ;
G4 = Ц/Г ' т * r J G5 = цу • т • г .
Форма представления априорной инфор-
мации (Г, L, А). Обязательная априорная ин-
формация, определяющая трудность задачи
оценки и контроля надежности, касается ги-
потез относительно вероятностного простран-
ства - его качественного описания в виде
пространства всех мыслимых исходов Q и
сигмаалгебры подмножеств А с Q, называе-
мых событиями, и количественного описания
в виде семейства Р наблюдаемых распределе-
ний. Задачи математической статистики не-
корректны, для их корректной сильной раз-
решимости нужна дополнительная априорная
информация. Например, может быть заранее
известно, что наблюдаемое Р принадлежит
семейству Р *= {Р0, 0 е 0}, где 0 - пространст-
во параметров распределения Р0.
Когда “координатизирующее” множест-
во 0 конечно, задачу статистической точеч-
ной оценки называют задачей проверки
(нескольких простых) гипотез. Когда законы
Ре гладко зависят от конечного векторного
параметра 0, говорят о параметрической зада-
че оценивания.
Очень важен случай, когда априорное
семейство Р законов может быть гладко запа-
раметризовано только счетным числом веще-
ственных координат. Так будет, например,
если известно лишь, что наблюдаемая случай-
ная величина ограничена, а ее распределение
имеет плотность Дх), принадлежащую функ-
циональному пространству О2). Наконец,
семейство Р может быть столь обширно, что
оно не допускает счетномерной гладкой па-
раметризации. Так будет, например, когда
координаты двумерной случайной величины
независимы друг от друга. По традиции обе
последние постановки объединяют под назва-
нием задачи непараметрйчского оценивания,
хотя они резко отличаются и по подходам, и
по методам решения. В частности, последняя
задача корректна лишь в слабом смысле.
Второй класс априорных данных, важ-
ных для возможности использования совре-
менных статистических методов, связан с
заданием функции штрафов (потерь) L(0 х D).
Область определения функции потерь вклю-
чает пространство решений D и пространство
МЕТОДЫ ОЦЕНИВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ
495
параметров 0 (состояний природы). Множе-
ство значений функции потерь - веществен-
ная прямая. По мере убывания общности
различают функции потерь общего вида,
симметричные, квадратичные.
Третий класс априорной информации
связан с возможностью формализации опыта
создания и применения КА в виде базы дан-
ных по изготовлению, контролю, испытаниям
и применению изделий-аналогов на уровне
КА, бортовой системы, прибора, агрегата.
Суммарные данные по эксплуатации двух
тысяч космических аппаратов с общим чис-
лом бортовых систем более двадцати тысяч и
около миллиона приборов и агрегатов дают
хорошую базу для оценок повторяемости ти-
повых конструкторских и технологических
дефектов, интенсивностей внезапных отказов
многих типов ЭРИ, факторов, ограничиваю-
щих технический ресурс. Выделив подмноже-
ство космических аппаратов, бортовых сис-
тем, являющихся аналогами для вновь созда-
ваемого КА, можно с достаточной степенью
уверенности, оцениваемой количественно,
предсказать априорно ожидаемый уровень
надежности и безаварийности техники, оце-
нить эффективность мер и средств предупре-
ждения, выявления отказов и защиты от их
последствий, использованных ранее.
Степень близости выбранных аналогов
может оцениваться качественно (старые кон-
струкция и технология в новых условиях;
старая конструкция с новой технологией в
новых условиях; новые конструкция и техно-
логия в новых условиях) и количественно в
виде доли составных частей, имеющих новую
конструкцию, технологию и (или) условия
применения.
Кроме того, для вновь разрабатываемых
элементов конструкции КА, бортовых систем,
приборов и агрегатов в качестве априорной
информации могут использоваться перечни
типовых отказов, их возможных последствий,
причин и условий возникновения, получае-
мых на стадиях, предшествующих экспери-
ментальной отработке.
Таким образом, для формы представле-
ния априорной информации возможны сле-
дующие признаки и их значения.
1. Гипотеза о семействе распределений
(Гс Р):
Г1 = PQ - конкретный тип распределе-
ния;
Г2 = Eq - одно из распределений экс-
поненциального семейства;
ГЗ = Fq - одно из распределений, имею-
щее плотность (параметрический случай);
Г4 = F - непараметрический случай.
2. Функция потерь (L):
L] - конкретная известная функция;
L2 - квадратичная функция разности;
L3 - симметричная функция разности.
3. Данные по аналогам (А):
А] - изменены условия применения;
А2 - изменены технология и условия;
A3 - изменены конструкция, технология
и условия.
Рассмотренные значения признаков
классификации задач оценки и контроля на-
дежности не исчерпывают реальных жизнен-
ных ситуаций: из множества возможных зна-
чений выбраны только те, что существенно
видоизменяют задачу. Это касается в первую
очередь оцениваемых показателей, моделей
оценивания и форм представления априорных
данных. Но даже рассмотренные значения
позволяют выделить порядка десяти тысяч
вариантов задач оценки надежности КА. Каж-
дый конкретный вариант задачи легко обо-
значить набором введенных обозначений с
индексами, соответствующими значению при-
знака классификации, например (Ri; О2; h;
G3; Гь L2; Ai). Для обозначения класса задач,
соответствующего нескольким значениям
признака классификации, можно перечислить
необходимые индексы. Если группа задач
охватывает все значения признака классифи-
кации, то он приводится просто без индекса.
Применимость и сравнение тех или иных
методов оценивания надежности можно ана-
лизировать только для определенных классов
задач оценки и контроля.
Общая постановка задачи оценивания
надежности включает выбор наилучшей (в
некотором смысле) статистики т для оценки
параметров распределения, построение пре-
образования г для расчета требуемого показа-
теля, построение модели-свертки ц и разра-
ботку алгоритма, реализующего всю цепочку
оценивания.
Методом оценивания надежности назы-
вают совокупностью правил выбора (постро-
ения) статистик, алгоритмов и моделей оце-
нивания, способов проверки их качества.
Критерии качества оценивания (точности
статистики, адекватности модели, правильно-
сти алгоритма) формулируют на основе ана-
лиза общих требований к специальному мате-
матическому обеспечению управления про-
цессом создания и применения КА.
Общая характеристика методов приме-
нительно к решению базовых задач. Определе-
ние метода оценивания. Дадим определение
стандартной статистической задаче как задачи
построения соответствующей статистики на
статистической структуре [8].
Пусть задано пространство наблюдений
X, отвечающее некоторому случайному явле-
нию (событию, величине, процессу), вероят-
ностная модель которого априори считается
496
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
заданной неоднозначно. Так, если наблюде-
ния х е X вместе с о-алгеброй Вх борелевских
подмножеств пространства X отвечают неко-
торой случайной величине £, то ей соответст-
вует измеримое отображение £ исходного ве-
роятностного пространства (Q, А) с ст-
алгеброй А в пространство наблюдений:
Ь (О, А) -4 (X Вх). (4.5.1)
При этом в статистических задачах счи-
тается, что неизвестное распределение веро-
ятностей Р на А или Вх принадлежит некото-
рому семейству Р, например семейству непре-
рывных (имеющих вероятностную плотность)
распределений, экспоненциальному семейству
распределений, семейству нормальных рас-
пределений Ny., ст2. Если семейство Р содер-
жит распределения некоторого класса, задан-
ного аналитически с точностью до неизвест-
ных значений одного или нескольких пара-
метров (как в последнем примере), то для
него используется другое обозначение:
4° = {Ре>в €0} , (4.5.2)
где 0 - к-мерное пространство неизвестных
параметров 0 = {0ь ..., 0^}.
Тройка (X Вх, Р) называется статисти-
ческой структурой, а любое непустое подмно-
жество семейства Р или параметрического
пространства 0 называется статистической
гипотезой.
Статистикой на статистической структу-
ре (X Вх, Р) называют измеримое отображе-
ние т-пространства (X Вх) в измеримое про-
странство (Т, B-f). Причем т не должно зави-
сеть от Р или от 0 в параметрическом случае.
Для всякого распределения Р 6 Р статистика т
как отображение (X Вх, В) в (Т, Вт, Вх) явля-
ется случайной величиной, закон распределе-
ния которой Рх зависит от Р и т. Полагая Рх =
= {Рт, Ре Р}, получаем статистическую струк-
туру (Т, Вт, Рх), индуцируемую статистикой т.
В каждой статистической задаче речь
идет об извлечении из полученных наблюде-
ний, представляемых точкой х е X информа-
ции о неизвестном распределении Р е Р, па-
раметре 0 е 0 или гипотезе Р' с Р(0' с 0).
Причем в задачах оценивания структуру про-
странства Т выбирают подобной структуре
пространства значений распределения Р,
функции распределения Р[х) (непараметрическое
оценивание), структуре пространства парамет-
ров 0 (точечное или одностороннее интерваль-
ное оценивание), декартову квадрату простран-
ства параметров Т = 0 х 0 (двустороннее ин-
тервальное оценивание). В задачах проверки
гипотез вычисляется значение статистическо-
го критерия, т.е. статистики со значениями в
[О, 1]. О качестве статистики т, с точки зрения
использования ее как оценки 0* параметра
0 € 0 (в параметрическом случае), можно су-
дить по совместному распределению на 0 х 0*,
или, что то же самое, по распределению Рх
вероятностей на (0, Bq) при известных Р е Р
или 0 6 0. Распределение Рх в общем случае
зависит от алгоритма решения, т.е. последова-
тельности действий, реализуемой вручную
или конечной вычислительной процедурой и
приводящей к получению оценки 0*, соответ-
ствующей статистике т при любом х е X.
Кроме того, во избежание терминоло-
гических недоразумений условимся решением
стандартной статистической задачи (как ре-
зультатом) называть статистику т, а каждое
конкретное значение т(х) - ответом или зна-
чением решения при х e X. Решение стан-
дартной статистической задачи (как действие)
- построение статистики, удовлетворяющей
заданным требованиям. Теперь можно дать
формальные определения.
Определение 1. Стандартной статистиче-
ской задачей (оценивания, проверки гипотез)
называется задача построения статистики
т:(Х2?х,^)->(Г,Бг,Л), (4.5.3)
где Г = 0* - при точечном оценивании;
Т = 0Ф, 0* х 0* или 0* - при интервальном
оценивании; Т = [0, 1] - при проверке гипотез,
реализуемой, при необходимости, алгоритмом
решения, и удовлетворительной (или наилуч-
шей) с точки зрения требований, сформулиро-
ванных в терминах распределений Рх е Рх, оп-
ределяемых моделью решения, при заданном Р.
Алгоритмом решения стандартной ста-
тистической задачи называется последова-
тельность действий algo, реализуемая вручную
или конечной вычислительной процедурой и
приводящая к получению значений оценки
или значений критерия, соответствующих
статистике т при любых х е X:
algo : X—I—,Т . (4.5.4)
Моделью решения стандартной стати-
стической задачи называется отображение g,
определяющее распределение вероятностей Рх
на. (Г, Вт), соответствующее статистике т и
алгоритму algo при заданном Р 6 Р или 0 6 0:
g. JO >5р (4 5 5)
Методом решения стандартной стати-
стической задачи называется совокупность
правил (приемов) построения статистики,
алгоритма, модели и проверки их свойств при
заданном Р.
МЕТОДЫ ОЦЕНИВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ
497
Стандартная статистическая задача в
формулировке определения 1 замкнута в том
смысле, что для любого сколько-нибудь ра-
зумного решения при увеличении объема
наблюдений вследствие действия закона
больших чисел уменьшается возможность
ошибки: неизвестное распределение Р может
быть сколь угодно точно восстановлено по
выборке достаточно большого объема п, эм-
пирическая функция распределения Fn(x)
равномерно сходится к истинной Дх), состоя-
тельные оценки параметров 0*, сходятся к их
истинным значениям 0, предел мощности
состоятельных критериев при п -> оо равен 1.
Более того, по априорной гипотезе Р е Р для
любой статистики т и конечного объема вы-
борки п могут быть спрогнозированы воз-
можные расхождения, а следовательно, и воз-
можные потери, связанные как с используе-
мой статистикой т, алгоритмом algo, так и с
ошибочными гипотезами относительно Р.
Задачи статистического оценивания на-
дежности редко сводятся к стандартным ста-
тистическим задачам. Для этого необходимо
совпадение оцениваемого показателя надеж-
ности R с одним из параметров распределе-
ний семейства Р = {Р0, 0 е 0}.
Обычно показатель надежности R явля-
ется функционалом от функции распределе-
ния наработки на отказ и является функцией,
иногда неявной, от вектора параметров
0 = {01, ..., 0Я}. В этом случае для решения
задачи статистического оценивания показате-
ля R отображение т типа (4.5.3) должно быть
дополнено отображением г
г : (0', В&, Рх) -> (R', BR., Рг), (4.5.6)
которое определяется типом оцениваемого пока-
зателя R и априорной гипотезой Р = {Р0, 0' е 0'}.
Для других форм исходных данных, ко-
гда пространство наблюдений X отождествля-
ется с пространством запасов работоспособ-
ности Z или пространством параметров со-
стояний К, отображение г должно выражать
связь показателя надежности с распределени-
ем вероятности на соответствующем про-
странстве. В случае регистрации результатов
применения на уровне систем (агрегатов), т.е.
при использовании многоуровневых моделей
(сверток) типа ц они в комбинации с исход-
ными статистиками типа т должны быть учте-
ны в алгоритме оценивания и в модели оце-
нивания надежности.
Определение 2. Задачей статистического
оценивания надежности называется задача
построения статистики т типа (4.5.3) и допол-
нительного отображения г типа (4.5.6), оцени-
вающих показатель R, реализуемых, при не-
обходимости, алгоритмом оценивания и удов-
летворяющих ограничениям на Рг, опреде-
ляемом моделью оценивания, при заданном
Г.
Алгоритмом оценивания надежности на-
зывается последовательность действий algo,
реализуемая вручную или конечной вычисли-
тельной процедурой и приводящая к получе-
нию значений оценок показателя R, соответ-
ствующих статистике т* г при любых х е X
algo: X ^r- >R’. (4.5.7)
Моделью оценивания надежности
(моделью надежности) называется отображе-
ние gr, определяющее распределение вероят-
ностей Рг на (R', ВХ), соответствующее ста-
тистике т*г, алгоритму algo при заданном Р е Р
ИЛИ 0 6 0
gr:f> .*♦'•♦*8° >/>>. (4.5.8)
Ясно, что задача статистического оцени-
вания надежности (определение 2) является
обобщением формулировки стандартной ста-
тистической задачи (определение 1). Следует
подчеркнуть принципиальные моменты, свя-
занные с таким обобщением. Качество стати-
стики т типа (4.5.3) применительно к кон-
кретной задаче оценивания надежности может
быть исследовано априори только при условии,
что используемые вспомогательные отображе-
ния г типа (4.5.6) адекватно отражают особен-
ности реального объекта оценивания. Только в
этом случае сходимость R '(х) -> R = г(0) при
увеличении объема выборки обеспечивает
состоятельность оценки надежности. Если же
хотя бы одно из используемых отображений г
типа (4.5.6) (сверток типа ц) или положенные
в их основу гипотезы содержат ошибку, то
оценка надежности может иметь смещение, а
модель оценивания надежности будет давать
неверное представление о распределении Рг
R(x). Причем указанное смещение нельзя
уменьшить увеличением объема выборки и
повышением точности алгоритма без уточне-
ния модели. Естественно, при этом усложня-
ется идентификация ошибок в принятии ап-
риорной гипотезы Р 6 Р (0 6 0').
Теперь можно назвать три потенциаль-
ных источника возможных искажений резуль-
татов оценивания:
статистика т (4.5.3), уточняющая пара-
метры исходной статистической гипотезы Р е
Р (0 6 0');
отображение г (4.5.6), выражающее оце-
ниваемый показатель через параметры веро-
ятностного распределения наблюдаемых слу-
чайных явлений;
498
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
алгоритм algo г (4.5.8), реализующий
процесс получения ответа (значения оценки)
для конкретной выборки х е X.
Задача выбора метода для решения каж-
дой базовой задачи оценивания формулирует-
ся как проблема наилучшего оценивания на-
дежности с учетом требований к точности
статистики (е-критерий), адекватности модели
(a-критерий) и правильности алгоритма (л-
критерий).
Формулировка проблемы наилучшего оце-
нивания надежности. Методы и алгоритмы
оценивания надежности, являясь составной
частью методического обеспечения обоснова-
ния решений на различных уровнях управле-
ния, а следовательно, частью специального
математического обеспечения управления
процессом создания и применения техники,
должны отвечать требованиям обоснованно-
сти, реализуемости и оперативности.
Требование обоснованности (обеспече-
ния выработки обоснованных рекомендаций
и решений) означает соответствие критериям
научной обоснованности (формализован-
ности, логической непротиворечивости, точ-
ности), рациональности и интерсубъективно-
сти, т.е. сочетания возможности наилучшего и
наиболее полного использования имеющейся
информации для экономии материальных
ресурсов с обеспечением независимости ре-
зультатов оценивания от субъективных фак-
торов, в том числе от каких бы то ни было
промежуточных манипуляций, которые не
оговорены заранее и не могут быть достовер-
но воспроизведены. Требование реализуемо-
сти метода связывается, с полнотой и реаль-
ной получаемостью исходных данных, ин-
формативностью множества выходных пара-
метров, правильностью и конечностью реали-
зующего метод алгоритма. При этом требова-
ние оперативности уточняет конкретный за-
пас времени на принятие того или иного ре-
шения и получение ответа для соответствую-
щей базовой задачи.
Конкретизируем рассмотренные требо-
вания применительно к статистикам, моде-
лям, алгоритмам.
При обосновании критерия точности
статистики в задаче точечного оценивания
рассмотрим две группы свойств (характерис-
тик) оценок, исследуемых математической
статистикой.
Первая группа свойств (качественных
критериев, которым статистика либо удовле-
творяет, либо не удовлетворяет) включает
несмещенность, состоятельность, инвариант-
ность, линейность, нормальнораспределен-
ность.
Ко второй группе свойств относят эф-
фективность и ее характеристики: достаточ-
ность, байесовость, минимаксность, диперсию
оценки, средний квадрат ошибки.
Само по себе свойство несмещенности,
т.е. равенство математического ожидания
оценки Afl/f ] оцениваемому показателю R не
гарантирует близости каждого ответа задачи
оценивания к истинному значению или каких
либо других достоинств, которые необходимо
обязательно требовать при выборе статистики
(метода оценивания). Более того, условие
несмещенности может оказаться весьма не-
привлекательным в ситуациях, когда этот
критерий используют для предварительного
сужения класса рассматриваемых статистик и
уже среди несмещенных оценок ищут опти-
мальные (например, в смысле минимума дис-
персии), а в то же время многие смещенные
оценки, возможно с меньшим средним квад-
ратом ошибки, не попадают в рассматривае-
мый класс только из-за наличия смещения.
Имеются также случаи, когда несмещенных
оценок некоторых функций не существует
или принципиально затруднена проверка по
критерию несмещенности.
Смещение отдельной оценки может не
быть опасным, если оно мало сравнительно
со стандартной ошибкой оценки. Но когда
объединяется информация в виде нескольких
смещенных оценок, то смещение не убывает,
в то время как дисперсия результирующей
оценки стремится к нулю. После нескольких
шагов осреднения смещение становится
большим сравнительно со стандартной ошиб-
кой. Таким образом, свойство несмещенности
является весьма желательным при использо-
вании метода для работы с базой данных,
накоплении данных по аналогам. Использо-
вание несмещенных точечных статистик
обеспечивает монотонность доверительных
границ по результату наблюдений, что облег-
чает построение интервальных оценок.
Определение состоятельности как схо-
димости к R последовательности оценок
{Rn, п = 1, 2, ...} при п —> оо апеллирует только
к предельным свойствам последовательности
{Rn}. Поэтому нужна известная осторожность
при использовании состоятельности как
единственного критерия выбора метода оце-
нивания в практических задачах. Не решает
проблемы и ужесточение асимптотических
требований в виде асимптотической несме-
щенности и нулевого предела дисперсии
оценки. Фишером предложено другое опреде-
ление состоятельности, применимое к выбор-
кам любого объема, но распространяющееся
только на функционалы от эмпирических
функций распределения.
МЕТОДЫ ОЦЕНИВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ
499
Требование состоятельности к оценкам,
используемым в задачах накопления данных,
следует считать необходимым.
Еще одним способом беспристрастного
сужения класса рассматриваемых оценок яв-
ляется использование критерия инвариантно-
сти, т.е. требование симметричности, предъ-
являемое к процедуре оценивания. Свойства
инвариантного оценивания используются при
отыскании оценок с равномерно минималь-
ным риском, при минимаксном оценивании,
при отыскании минимальных достаточных
статистик. Однако из анализа следует, что
требование инвариантности не является обя-
зательным для процедуры оценивания, по
крайней мере в ситуациях, не обнаруживаю-
щих естественной симметрии.
Часто оценка показателя формируется
как линейная функция наблюдений, а допол-
нительные свойства статистики (например,
несмещенность и минимум дисперсии) обес-
печиваются соответствующим выбором весо-
вых коэффициентов. Наилучшие линейные
несмещенные оценки имеют широкое приме-
нение при анализе линейных статистических
моделей, при этом хорошо изучены условия,
когда класс таких оценок совпадает с оценка-
ми наименьших квадратов.
Из сказанного ясно, что нет оснований
заранее ограничиваться классом линейных
оценок для задачи точечного оценивания на-
дежности, в том числе при накоплении дан-
ных по аналогам.
На распределение статистики как слу-
чайной величины кроме вида семейства ис-
ходных распределений оказывает влияние
структура самой статистики как функции на-
блюдений. При выполнении некоторых усло-
вий (например, рассмотренной выше линей-
ности) распределение некоторых статистик
является нормальным или асимптотически
нормальным. Это свойство точечной оценки
существенно упрощает задачу анализа точеч-
ной оценки, а также переход к интервальному
оцениванию.
Анализ первой группы свойств точечных
оценок позволяет выделить в качестве обяза-
тельного (необходимого) требование состоя-
тельности, весьма желательными являются
свойства несмещенности и нормального рас-
пределения.
Рассмотрим теперь возможные критерии
упорядочения процедур оценивания
(используемых статистик), связанные с точно-
стью.
Классический подход основан на мерах
рассеяния, связанных с дисперсией оценки и
ее многомерным обобщением. При некоторых
достаточно общих условиях среднеквадрати-
ческое отклонение Л* от истинного значения
показателя R ограничено снизу некоторым
положительным числом, зависящим от семей-
ства Р, объема выборки п и смещения оценки
/>(Р*) = M{R*} - R. Для класса несмещенных
статистик критерий эффективности - средний
квадрат ошибки - совпадает с дисперсией
оценки. При неполном выполнении условий
регулярности получаем более широкий класс
статистик, называемых достаточными.
При рассмотрении выборок большого
объема используют различные определения
асимптотической эффективности, добавляя
при необходимости требование эффективно-
сти второго порядка.
Другой подход к упорядочению оцени-
вающих процедур основан на понятии функ-
ции потерь. Процедура, минимизирующая
полные средние потери от принятия решения,
соответствующие некоторой априорной плот-
ности распределения неизвестного, считаю-
щегося случайным, параметра, называется
байесовой. При отсутствии априорной ин-
формации относительно распределения оце-
ниваемого показателя возможен подход, ос-
нованный на расстоянии максимума функции
риска в качестве критерия эффективности.
Тогда из двух оценок предпочтительнее та,
которой соответствует меньший максимум.
Оптимальными процедурами в этом случае
считаются те, которые минимизируют макси-
мальный риск, т.е. обладают минимаксным
свойством. Так как максимум оценивает са-
мые тяжелые (в среднем) потери, минимакс-
ное оценивание, по сравнению с другими,
дает самую надежную защиту от больших
потерь, не учитывая насколько реально воз-
можны значения показателя, приводящие к
этим максимальным потерям.
Анализ возможных критериев упорядо-
чения оценивающих процедур (статистик)
приводит к выводу, что байесовский и мини-
мальный подходы в общем случае не удовле-
творяют требованию интерсубъективности,
так как основываются на использовании
функции потерь и априорных распределений
значений неизвестного показателя. Попытки
избежать субъективизма в выборе априорных
распределений путем использования так на-
зываемых “непредвзятых” и “наименее благо-
приятных” распределений приближают байе-
совское оценивание к минимаксному, сохра-
няя субъективизм выбора функции потерь. В
то же время защита от больших потерь при
оценивании надежности обычно обеспечива-
ется использованием точечных и интеграль-
ных оценок.
Таким образом, при решении задач то-
чечного оценивания надежности наряду с
обязательным требованием состоятельности
используемых статистик представляется необ-
500
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
ходимым требование их асимптотической
эффективности. Желательными являются
следующие свойства статистик: несмещен-
ность, нормальнораспределенность, эффек-
тивность второго порядка.
Основным критерием адекватности мо-
дели оценивания надежности является по-
грешность, вносимая используемой моделью в
распределение оценки показателя надежно-
сти. Из формализации задачи статистического
оценивания надежности (4.5.3) - (4.5.8) видно,
что неадекватность модели может проявиться
дважды: искажая ответ задачи оценивания
(внося смещение или случайную погрешность
в каждое значение оценки показателя надеж-
ности) и деформируя распределение оценки
как случайной величины.
При решении задачи точечного оцени-
вания показателя надежности по выборке
наработок используется одноуровневая модель
- аналитическое выражение значения показа-
теля надежности через значения параметров
распределения наработки до отказа. Для всех
показателей эти выражения известны:
t
R\ = P(t) = J7(x,0)dc; (4.5.9)
о
00
R2 = T* = p/(x,0)dc ; (4.5.10)
О
A3=Ty
(4.5.11)
где 0 - вектор параметров распределения Дх, 0);
arg{...} - действительный корень уравнения,
стоящего в скобках.
Следовательно, для любой статистики,
оценивающей вектор параметров 0, может
быть получено точное распределение оценки
показателя надежности, соответствующее ис-
ходной гипотезе Р е Я
При использовании многоуровневых
моделей могут появиться источники искаже-
ния, связанные с полнотой учитываемых фак-
торов (структурных единиц), зависимостью
подсистем (источников отказов). В связи с
тем, что относительно более сложные модели
актуальны при малых выборках, для критерия
адекватности в этом случае наибольшее зна-
чение имеет средний квадрат погрешности и
не существенны асимптотические свойства, а
также свойство несмещенности.
Критерии правильности алгоритмов,
реализующих метод оценивания (при усло-
вии, что они конечны и дают единственный
ответ), также связаны с погрешностью, вно-
симой вычислительной процедурой. При реа-
лизации несмещенных статистик важно обес-
печить симметрию погрешности алгоритма
относительно математического ожидания от-
вета. Для алгоритмов оперативной обработки
данных (в текущем масштабе времени) важно
найти компромисс между быстродействием и
погрешностью.
Использование критериев точности ста-
тистики, адекватности модели и правильности
алгоритма позволяет выбор метода статисти-
ческого оценивания надежности свести к раз-
решению проблемы наилучшего оценивания
надежности. Пусть к решению задачи стати-
стического оценивания надежности (4.5.3) -
(4.5.8) приводит использование нескольких
различных статистик т, (/ = 1, ..., к) и соот-
ветствующих им алгоритмов algo г,, и моделей
grz, удовлетворяющих критериям точности е,
адекватности а и правильности л. Тогда раз-
решением проблемы наилучшего оценивания
надежности является выбор статистики по
критерию эффективности, соответствующему
решаемой задаче и учитывающему погрешно-
сти, вносимые моделью и алгоритмом.
Сравнительный анализ, В качестве пер-
вой базовой задачи выбрана задача точечного
оценивания Oi среднего срока активного су-
ществования КА Т?2 по наработкам регист-
рируемым нд уровне изделия в целом. В связи
с этим в модели оценивания G не использу-
ются преобразования-свертки ц.
Факт наличия и форма представления
априорной информации о семействе оцени-
ваемых вероятностных мер, а также о функ-
ции потерь делят множество задач точечного
оценивания на три самостоятельные класса.
Для первого класса задач наличие апри-
орной информации в форме конкретной
функции потерь L\ и плотности распределе-
ния неизвестных параметров класса непре-
рывных распределений (Д, ..., Г3) создает
предпосылки для использования байесовских
методов оценивания, которое для этого класса
задач (£ь 1\ ,.з) дают полный класс допусти-
мых решений.
Второй класс задач определяется мини-
мальными априорными ограничениями на
исследуемую статистическую структуру -
задачи непараметрического оценивания. Яс-
но, что при минимуме априорной информа-
ции (при строгом выводе) получаемые оценки
отличаются консервативностью. Принципи-
альное значение приобретает вопрос выбора
погрешности оценки Р искомой вероятност-
ной меры Р е Р. Так, если в качестве по-
грешности Р искомой меры Р взять вариа-
цию их разности
МЕТОДЫ ОЦЕНИВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ
501
|р* - р| = supfPp} - Р{Л}] - inf|p
(4.5.12)
т.е. задать ее через сильную норму в линей-
ном пространстве йсех счетно-аддитивных мер
на (Q, Л), задача статистического точечного
оценивания без дополнительной априорной
информации некорректна. Для слабых мет-
рик, выражающихся через функции распреде-
ления, картина меняется существенно. По
известно теореме Гливенко при N -> оо
sup|ptf (х) - Р(х)| -> 0, (4.5.13)
так что эмпирическая функция распределе-
ния Fn(x) является состоятельной оценкой
для теоретической F(x). Таким образом, не-
корректность стандартной задачи статисти-
ческого точечного оценивания не слишком
сильна.
Меньшая информативность приближе-
ний в слабой метрике не позволяет иденти-
фицировать непрерывные и сингулярные ти-
пы распределений: на существует состоятель-
ных решающих правил, позволяющих по воз-
растающей выборке определить, непрерывен
или сингулярен “наблюдаемый” закон Р.
Максимальным семейством, для которого
задача статистического точечного оценивания
может иметь смысл в сильной метрике, явля-
ется подсовокупностью всех доминированных
мер, в частности подсовокупность всех рас-
пределений вероятностей на вещественной
прямой или единичном отрезке, имеющих
плотность. Для таких подсовокупностей уни-
версальное состоятельное решающее правило
не может быть равномерно состоятельным.
Однако для более узких априорных семейств
Р' законов те же решающие процедуры могут
приводить к равномерно убывающему на всем
семействе Р' риску.
При этом следует учитывать, что ис-
пользование расстояния по вариации и в том
числе обычного расстояния между плотностя-
ми распределений
|е - Pj = ||«7(<о) - Р(<о)|ц{Л>} , (4.5.14)
Q
где ц - доминирующая мера, дает наиболее
общий инвариантный подход к статистиче-
ской задаче оценки плотности.
И, наконец, исторически ранее других
начато исследование класса задач параметри-
ческого оценивания (Z,2; Г1...3), решение кото-
рых составило содержание классических раз-
делов математической статистики. Именно
для них нагляднее и полнее выглядит анализ
методов оценивания.
Требование обоснованности примени-
тельно к методам решения задачи точечного
оценивания конкретизируется как требование
сильной состоятельности или состоятельности
в смысле Фишера, если оценка показателя
надежности выражается через эмпирическую
функцию распределения. Весьма желательным
является свойство несмещенности, особенно в
задачах накопления данных и использования
точечных оценок при решении задач интер-
вального оценивания.
Требование рациональности для несме-
щенных точечных оценок сводится к требова-
нию эффективности по критерию минимума
дисперсии, для состоятельных оценок к тре-
бованию асимптотической эффективности, а
при возможности, к требованию эффективно-
сти второго порядка.
Вопрос существования несмещенных
оценок параметров распределения и функций
от параметров распределения для стандартных
выборок (/20 ~ {Л ® s О) и методов получения
таких оценок исследован основательно. Если
семейство распределений (гипотеза) Р е Р до-
пускает необходимую и достаточную стати-
стику, которая не является тривиальной дос-
таточной статистикой, то несмещенная оцен-
ка минимального риска (с минимальной дис-
персией) должна быть функцией минималь-
ных достаточных статистик. Если существует
полная достаточная статистика, то всякая
функция от нее является равномерно наи-
лучшей несмещенной оценкой своего матема-
тического ожидания. В этом случае для полу-
чения несмещенной оценки с минимальной
дисперсией можно начать с любой несмещен-
ной оценки и взять ее условное математиче-
ское ожидание относительно достаточной
статистики.
Эта возможность реализуется в явном
виде для экспоненциального семейства рас-
пределений Р е £, для которых плотность
распределения Дх; 0) представима в виде
/(х;0) = Л(х)ехр«
к
2>,(0)w(x)+K(e)
i
(4.5.15)
где 0 = (0i, ..., 0fc) - fc-мерный параметр и все
функции, входящие в правую часть, конечны
и измеримы. К экспоненциальным семейст-
вам относятся, например, семейства распре-
делений: Nfa, ст2) - нормальное, Z7(X) - Пуас-
сона, 2?(р) - полиномиальное (в том числе
распределение Бернулли), Г(Х, р) - гамма-
распределение и др.
502
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
ТОЧНЫХ статистик 5 = ( 2 1пх,
X/ , а сле-
Очевидно, что оценки по методу момен-
тов для параметров гамма-распределения Гх,р
не являются функциями минимальных доста-
Довательно, и не является эффективными.
Оценкой распределения Р е Р по мини-
муму расстояния d называется ближайшее к Р
распределение Р* из эмпирических распреде-
лений Рп.
Таким образом, при Р = Р* минимизи-
руется расстояние d(P, Рп). Если Р совпадает с
семейством всех распределений, то, очевидно,
Р* = Рп
Если Р = {Р0, G е 0} есть параметриче-
ское семейство, то существует функционал G,
определенный на Р такой, что 0 = G(Pe).
Оценка 0* = Р0. называется оценкой парамет-
ра 0 по минимуму расстояния d, если
Р0. является ближайшим к Р0 распределени-
ем в смысле расстояния,
d(pe.j»„) = infrf(pe>p„). (4.5.16)
Все эти методы дают достаточно хоро-
шие оценки в том смысле, что при соответст-
вующих условиях регулярности эти оценки
сильно состоятельны и эффективны по кри-
терию асимптотической эффективности.
Имеются и различия между этими методами
при учете эффективности второго порядка.
Именно по критерию эффективности
второго порядка среди оценок по минимуму
расстояния выделяется одна наилучшая, соот-
ветствующая расстоянию
(Р0Д»„)= fln/(x;0)P„(A). (4.5.17)
Оценкой максимального правдоподобия
(ОМП) называется значение 0 = б(Рл); т.е.
значение 0, при котором достигается
max Jin /(х;0)Рл(ЛЬс) = max
(4.5.18)
В случае стандартных выборок метод
позволяет, как правило, в аналитическом
виде получать статистики несмещенные,
сильно состоятельные, с минимальной дис-
персией.
Для нормального распределения оценки
максимального правдоподобия совпадают с
оценками по методу моментов. Для семейства
распределений Гх,р логарифм функции прав-
доподобия
In L(x{ ,...,хп,в) = р 1п(П xi)"
111 1 (4.5.19)
-хУ* Xj + пр In X - п In Г( р).
Уравнения для получения оценок мак-
симального правдоподобия имеют вид
д In £/5Х = Xj + пр/К = 0 , (4.5.20)
д In L/dp = x, j + л in X - пд/др In Г(р) = 0.
(4.5.21)
Учитывая, что логарифмическая произ-
водная от гамма-функции
а/ар1пГ(р)=ч/(р) =
= £ [1/(Л +1) -1/ (£ + 2)] - 0,577, (4'5’22)
на основе (4.5.21) получим
л(1п X - v|/(p)) = - xi] J (4.5.23)
In X = - l/n 1п(П X/ j + v|/(p) , (4.5.24)
>- = (l~[x, ) ,/n exp^(p)} , (4.5.25)
на основе (4.5.20) получим
— = l/n У* X/ = x . (4.5.26)
/=1
Откуда
n
p = (l/n)--------; (4.5.27)
(Пх<) exp{v(/»)}
X = p/x . (4.5.28)
Разрешив уравнение (4.5.27) относитель-
но p, оценку X определяем из (4.5.28). Видно,
что оценки максимального правдоподобия
для G\p являются функциями минимальной
достаточной статистики, поэтому обладают
необходимыми нам свойствами. Оценки, по-
лученные методом моментов, не совпадают с
ними. Сравнение дисперсий оценок р при р <
5 показало, что эффективность метода момен-
тов не превышает 20%.
Если гипотеза Р е Р допускает мини-
мальную достаточную статистику т(х) , то
оценка максимального правдоподобия един-
ственна и является функцией т(х). Если т(х) -
достаточная статистика для Р, оценка макси-
мального правдоподобия для параметров О
существует и единственна, то оценка 0 явля-
ется функцией т(х). Если же существует не-
сколько оценок максимального правдоподо-
МЕТОДЫ ОЦЕНИВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ
503
бия, то оценку 0 можно выбрать, как функ-
цию т(х).
Таким образом, подводя итоги сравне-
ния классических методов решения стандарт-
ной задачи статистического точечного оцени-
вания, можно указать регулярный метод на-
хождения наилучших оценок - метод макси-
мального правдоподобия. Для общей поста-
новки задачи точечного оценивания по час-
тично регистрируемым выборкам необходима
модификация метода максимального правдо-
подобия с реализацией на ЭВМ. Однако в
этом случае не удается обеспечить свойство
несмещенности точечных оценок параметров
распределения. В то же время оптимальные
свойства аналитических оценок максимально-
го правдоподобия стандартных выборок как
функций достаточных статистик наводят на
идею оригинального метода итеративного
восполнения частично регистрируемых выбо-
рок, обеспечивающего несмещенное оценива-
ние параметров распределений экспоненци-
ального семейства. Оба метода допускают
простое обобщение на любой вид показателя
надежности R, выражаемого аналитически
через параметры распределения.
Одним из достоинств классических ме-
тодов оценивания является свойство интер-
субъективности, т.е. независимость результата
от субъекта оценивания. На основе этого
классическим методам часто противопостав-
ляется байесовский подход, последовательно
интегрирующий в рамках своего формализма
субъективные и объективные оценки априор-
ных данных в виде гипотезы Ре е Р' с Р о
семействе исследуемых вероятностных мер,
априорной вероятностной меры Н параметров
0 основного распределения и функции по-
терь, обусловленных ошибкой оценивания.
Методы обработки результатов экс-
плуатации. Модифицированный метод макси-
мального правдоподобия. Рассмотрим решение
задачи точечного оценивания надежности по
частично регистрируемой выборке наработок,
для которых используются два эквивалентных
обозначения
хп(ьп = xnt х xnf х lnt х 0л/ ; (4.5.29)
о} = = 1 (/ = 1,...,л/),юу = 0 (у =
(4.5.30)
где п = nt + nf - объем выборки; со = {со/} -
вектор индикаторов состояний; nt - число
наработок до отказа; nf - число наработок без
отказа.
Ниже приведена модификация метода
путем построения общей формы функции
правдоподобия, предложена универсальная
вычислительная процедура и условия ее ве-
рификации.
Метод максимального (наибольшего)
правдоподобия был предложен английским
статистиком Фишером, а в частных вариантах
использовался еще Гауссом. Ряд свойств оце-
нок максимального правдоподобия определя-
ет преимущества этого метода при решении
базовой задачи точечного оценивания. Силь-
ная состоятельность, асимптотическая несме-
щенность, асимптотическая нормальность,
асимптотическая эффективность оценок мак-
симального правдоподобия обеспечивает их
преимущества в задачах накопления инфор-
мации, при работе с большими массивами
(базами данных). Эффективность второго
порядка выделяет этот метод среди других
асимптотически эффективных. Связь оценок
максимального правдоподобия с достаточны-
ми статистиками делает этот метод особенно
привлекательным при оценивании параметров
распределений из экспоненциального семей-
ства. Инвариантность оценивания по методу
максимального правдоподобия обеспечивает
успешное применение этого метода при оце-
нивании функций от параметров распределе-
ний (специальных показателей надежности,
многоуровневых моделей оценивания).
Недостатками метода максимального
правдоподобия являются сложность реализа-
ции, возможная неединственность получаемо-
го решения, недостаточная изученность
свойств оценок (например, величины смеще-
ния) при малых объемах выборки. Это не
относится к оценкам максимального правдо-
подобия по стандартным выборкам для неко-
торых классов распределений, например по-
казательного, нормального, для которых по-
лучены и хорошо изучены аналитические
статистики.
Оценки максимального правдоподобия
(ОМП) по группированным, усеченным и цензу-
рированным данным. На возможности расши-
рения условий применения метода макси-
мального правдоподобия указывал Крамер.
Эти условия включают случаи, когда замеры
коррелированны или когда они образуют не-
сколько выборок из различных распределе-
ний.
Ранее рассмотрены возможности приме-
нения метода максимального правдоподобия
к плану испытаний без восстановления до
времени Т или числа отказов г, в результате
реализации которого структура множества
полученных данных может изменяться от
опыта к опыту. Полученные уравнения, как
правило, являются трансцендентными, и ре-
шение их занимает много времени. Указыва-
ется на существование условий целесообраз-
ного использования вычислительных машин и
504
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
на необходимость убедиться в существовании
решений. Если решение не единственно, то
необходимо привлечь дополнительные сооб-
ражения для выбора одного из них.
Во многих экспериментальных процес-
сах или процессах сбора данных получают не
значение изучаемой случайной величины
(которая не наблюдается), а значение другой,
связанной с ней, не менее информативной
случайной величины. Так, если вместо
данных в виде /2 = <*,©> нам будут
известны целые неотрицательные числа изде-
лий гь /*2, •••> rk+\, г/ = , отказавших за
интервалы времени.// - Г/.ь где tj (i = 1, ..., к)
- заранее определенные моменты времени, то
функция правдоподобия для определенного
таким образом плана будет иметь вид
(4.5.31)
где Лх,е) - плотность распределения искомой
величины. Для поиска решения в частном
случае предложено использовать итеративный
численный метод поиска решений.
В работах Рао исследованы свойства
ОМП для группированных таким образом дан-
ных. Приводятся условия асимптотической
состоятельности ОМП. Группирование данных
ведет к определенной потере информации.
Кульбак доказал этот факт относительно функ-
ции информации Кульбака-Лейблера
/(0ье2) = Mei {log(/(x,0i)//(x,e2))) . (4.5.32)
Вопрос потерь информации при усече-
нии и цензурировании группированных дан-
ных исследовался Свеми путем сравнения
определителей соответствующих матриц Фи-
шера. В частности, эти результаты примени-
мы в случае усеченных и цензурированных не
группированных выборок, т.е. в случаях, ко-
гда первые г и последние 5 интервалов отсут-
ствуют (усечение) или по ним даются общие
частоты случаев попадания (цензурирование).
Численные методы построения ОМП. Час-
то систему уравнений максимального правдо-
подобия трудно решить в явном виде даже в
тех случаях, когда условия регулярности вы-
полнены и известно, что существует лишь одно
решение. Получаемая система уравнений для
экспоненциальных семейств часто нелинейна.
Если рассматриваемое семейство распределе-
ний не является экспоненциальным и сущест-
вует несколько корней, то может оказаться
трудным локализовать абсолютный максимум
функции правдоподобия.
Использование последовательных итера-
ций для решения уровней правдоподобия
основывалось не предрположении, что во
многих регулярных случаях для достижения
хорошей аппроксимации будет достаточно
осуществить только один итерационный цикл.
Однако более поздние исследования показа-
ли, что может потребоваться несколько ите-
рационных циклов для получения требуемой
сходимости. Но главное даже не в этом. Ана-
лиз предложенных методов, основанных на
разложении уровня правдоподобия в окрест-
ности 0, показывает, что они либо опираются
на использование некоторых условий регу-
лярности, либо могут порождать последова-
тельности, которые не сходятся.
Предполагаемая модификация метода
максимального правдоподобия заключается в
том, что он реализуется универсальной вы-
числительной процедурой, осуществляющей
непосредственный поиск экстремума
(экстремумов) функции правдоподобия с до-
полнительным графическим изображением
рельефа правдоподобия в области поиска для
визуального контроля по изолиниям равного
уровня.
Универсальность вычислительной про-
цедуры обеспечивается тремя следующими
моментами:
1. Функция правдоподобия строится по
входному массиву исходных данных для час1
тично регистрируемой выборки общего типа,
все виды группирования и цензурирования
учитываются во входном массиве как частные
случаи.
2. При вычислении значений функции
правдоподобия используются процедуры-
функции, реализующие плотности и функции
распределения для всех разрешенных гипотез:
показательное распределение (один, два или
три параметра), гамма-распределение (два или
три параметра), распределение Вейсбулла (два
или три параметра), распределение Гумбеля
(одни или два параметра), нормальное (два
или три параметра), логарифмически нор-
мальное (два параметра), альфа-
распределение (три параметра), распределение
запаса работоспособности (три, четыре или
пять параметров).
3. Поиск экстремума осуществляется
многомерным аналогом алгоритма “золотого
сечения” в области, определяемой по входно-
му массиву (стандартная подвыборка - нара-
ботки, завершившиеся отказами) или группи-
рованными данными.
Дадим формальное описание модифика-
ции метода максимального правдоподобия.
Пусть статистическая модель представляется
параметрическим семейством вероятности мер
МЕТОДЫ ОЦЕНИВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ
505
Р = {Р0 ;0 е на {х;2?},
где х - область определения случайной вели-
чины X (в нашем случае X - наработка, х - луч
(0, оо) или интервал (0, Хщ^), В - наименьшее
борелевское cr-поле на вещественном интер-
вале.
Параметрическое пространство 0 являет-
ся интервалом в ^-мерном евклидовом про-
странстве. Функцию плотности распределения
меры Ре относительно ст-конечной меры ц обо-
значим Дх, 0). Тогда для стандартной выборки
наработок до отказа {/,©/£•,©/ = l,z = 1,...,£}
плотность вероятности события {х,со} равна
п и
ф(х1(...,хл;в>;е) = П[Лх»>в)р' = ПДх,’,е)'
/=1 1=1
Плотность <р(х, со, 0) определена на
хп х ю п х 0 . Функцией правдоподобия пара-
метра 0 е 0 называют неотрицательную веще-
ственную функцию £(0; х, со), пропорцио-
нальную плотности <р(х, со; 0), т.е.
...<о„) =
= Сф(х1>...,х„;<о1,...,<о„;в) ,
где множитель пропорциональности С (0 < С<оо)
может зависеть от х и со, но не от 0.
Функция правдоподобия рассматривает-
ся как функция от параметра 0 для заданного
выборочного значения (хь..., хи, coi,..., сои).
Для случайно цензурированной выборки
наработок
со} = |//,со/ = 1 (z = 1,
со j = ®(j = nt + 1,...,л/ + л/)},
где nt - число наработок до отказа; nf - число
наработок без отказа.
Плотность вероятности того, что про-
изошло событие {х, со}, равна
ф(х1)...,хл;«>1..®л;о) =
Для общего случая частично регистри-
руемой выборки, когда для безотказной нара-
ботки {//, со, = 0, /щах/ } указывается верхний
предел наработки /таХ1 , до которого отказ
произошел или должен произойти, выраже-
ние для плотности вероятности события
{хсо, хтах/} приобретает вид
ф(*.“-Хтах;0) =
п
Z = 1
(1-<0;)
Без потери общности, как правило, бу-
дет использоваться плотность в форме (♦).
Оценкой максимального правдоподобия
для заданной функции правдоподобия £(0; х, со)
является ^-измеримая статистика т: хлхол -> 0,
удовлетворяющая соотношению
0 = argsup£(0;x,co).
При этом не требуется, чтобы функция
правдоподобия была дифференцируемой по 0.
Практически в процессе поиска экстремума
вместо функции правдоподобия может вычис-
ляться ее логарифм.
В качестве модели оценивания исполь-
зуется функция правдоподобия
у = х, со),
которая является совместным фудуциальным
распределением для оценок параметров 0.
При использовании дополнительного отобра-
жения г : 0 -> R все свойства оценок макси-
мального правдоподобия переносятся на
оценку показателя надежности за счет отме-
ченной выше инвариантности оценивания.
Метод итерационного восполнения вы-
борки. Сформулируем достаточные условия
для получения несмещенных оценок показа-
телей надежности путем восполнения частич-
но регистрируемым выборкам наработок и
дадим алгоритмы реализации метода и про-
верки его несмещенности путем статистиче-
ского моделирования.
Вместо построения непосредственного
отображения пространства измерений частич-
но регистрируемых выборок х^хсо”, где п = nt +
+ nf в пространство оценок неизвестных па-
раметров распределения срока активного су-
ществования космических аппаратов 0, пред-
лагается использовать промежуточное отобра-
жение хлхшя -> хJ х 1, где 1 - вектор размер-
ности л, все координаты которого равны еди-
нице, т.е. пространство стандартных выборок
(все реализации которых завершились отказа-
ми).
Это отображение формально описывает
восполнение незавершенных реализаций tfn).
Для дальнейшей обработки может быть ис-
пользована любая стандартная статистика,
обладающая свойством несмещенности.
. Так, если выборка образована п незави-
симыми одинаково распределенными наблю-
дениями, то несмещенная оценка с мини-
506
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
мальной дисперсией является симметриче-
ской функцией наблюдений. Откуда даже при
оценивании параметров распределений, точ-
ная форма которых неизвестна, можно ис-
пользовать простые несмещенные оценки.
Среднее арифметическое ((у)ср = 1/лх
х(/! + ... + tn) - симметрическая несмещенная
оценка среднего значения распределения яв-
ляется единственной такой оценкой, если
семейство состоит из всех распределений с
конечным первым моментом. Аналогично
5 2 = ----- (/2 +.. .+/2 - пх 2) - несмещенная
(п - 1) \ 1 /
оценка с минимальной дисперсией для второ-
го центрального момента генеральной сово-
купности, если ничего неизвестно о виде рас-
пределения Г/.
Для двухпараметрических распределений
использование этих статистик является осно-
вой нахождения оценок параметров методом
моментов, выражая моменты через параметры
распределения. Для нормального распределе-
ния Л(ц,ст2) эти статистики совпадают с оцен-
ками параметров, являющимися одновремен-
но оценками максимального правдоподобия.
Таким образом, статистика, реализующая
идею метода восполнения выборки, имеет вид
т:хяа>” Тд >xg xl—>е r >R,
где тв - восполнение частично регистрируемой
выборки до стандартного вида; тнесм - стан-
дартная несмещенная статистика; г - допол-
нительное отображение из пространства па-
раметров распределения в пространство оцен-
ки показателя надежности.
Алгоритмическая реализация статистики
тв существенно использует значения оценок
параметров функции распределения, полу-
ченные при реализации статистики тнеСм.-
Следовательно, обе эти статистики могут быть
последовательно реализованы в итерационном
цикле. Для входа в цикл могут быть взяты
оценки, полученные по неусеченной части
выборки tj(nf).
Для получения полной картины свойств
оценок используется модель статистической
задачи, позволяющая построить распределе-
ние оценки Р@ при известном Р е Р. Для ме-
тода восполнения выборки задача построения
модели формально упрощается за счет того,
что для многих случаев обработки стандарт-
ных выборок построены точные выборочные
распределения конкретных статистик. Эти
распределения, кроме зависимости от гипоте-
зы Р с: Р, зависят от объема выборки п. В
нашем случае ясно, что эффективный объем
выборки находится в пределах от nt до nt + nf
и зависит от конкретных значений незавер-
шенных наработок tfnf). Снижение эффек-
тивного объема выборки по сравнению с пол-
ным объемом nt + nf объясняется тем, что
восполняемые реализации не являются неза-
висимыми. Чем меньше исходная незавер-
шенная наработка //, тем в большей степени
восполненная реализация t^j = tj + Д/j опре-
деляется распределением Р (оценками). Так, в
пределе при tj = 0 восполненная реализация
/в/ полностью определяется оценками пара-
метров, т.е. остальными реализациями, и не
несет дополнительной информации, а следо-
вательно, не увеличивает эффективный объем
выборки. Теоретическое определение эффек-
тивного объема выборки должно основывать-
ся на изучении корреляционной зависимости
восполненных реализаций для конкретного
способа восполнения. Для оценки среднего
распределения х незавершенные наработки
tj « х имеют эффективность, близкую к 50%.
Экспериментальная оценка эффективного
объема выборки для отдельных типов распре-
делений трудна. Если PaTV(p,o2j, то
Рх = , где п - эффективный объем
выборки. Таким образом, определив экспери-
ментально дисперсию выборочного среднего,
можно получить оценку п.
Условия несмещенности оценки. Если
при решении задачи статистического оцени-
вания по стандартной выборке необходимые
качества оценивания обеспечиваются сущест-
вующими свойствами используемой статисти-
ки, то для обеспечения аналогичных свойств
(например, несмещенности) у результирую-
щего отображения т, реализующего идею ме-
тода восполнения, наличие этого качества у
стандартной статистики тнесм является необ-
ходимым, но не достаточным условием. При
исследовании свойств оценок, получаемых с
помощью итерационного процесса восполне-
ния, необходимо учесть начальные условия
итерационного процесса, реализуемость всех
этапов итерационного цикла, условия окон-
чания итерационного процесса.
Учет начальных условий итерационного
процесса сводится к тому, что подвыборка
Г/дГ), состоящая из завершившихся отказами
реализаций, должна в принципе позволять
вычисление оценок первого приближения и,
кроме того, точность вычислений не должна
влиять на реализацию условий его окончания.
Формализация этих требований связана с
определением понятия достаточных экспери-
ментов.
Определение 3. Стохастическим отобра-
жением (х, В, Р) в (у, F, Q) называют неотри-
цательную функцию л (с/х) на F х х, обладаю-
щую следующими свойствами:
МЕТОДЫ ОЦЕНИВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ
507
я(с/х) есть вероятностная мера на F для
любого х е X;
п(х/с) является Б-измеримой функцией
на х для любого се F.
Определение 4. Пусть (х, В, Ре), 0 е 0 -
вероятностное пространство, соответствующее
эксперименту Е\, а (у, F, 0е), 0 е 0 - вероят-
ностное пространство, соответствующее экс-
перименту Е1. Говорят, что эксперимент Е\
достаточен для эксперимента £*2, если сущест-
вует такое стохастическое отображение л из
(х, В, Pq) в (у, F, 0е), что для любого 0 е 0 и
для всех с е F,
0е(с) = |л(с/х)Рв(Лс).
В нашем случае речь идет о достаточно-
сти подвыборки с пространством (х, В, Ре)
для оценок 0 с пространством (0, 2?0, Рх).
Требование определения 4 касается того,
что информации, получаемой в каждом цикле
в виде оценок 0 е 0, должно хватить для эк-
вивалентного восполнения выборки х£ х 1 в
соответствии с распределением Ре.
Адекватное выражение такого свойства
оценок 0 е 0 дает определение достаточной
статистики. Это определение отвечает на во-
прос, существует ли статистика т(х), которая
проще выборки и вместе с тем вполне ин-
формативна. Основное определение понятия
“достаточная статистика” опирается на утвер-
ждение, что если условное распределение
выборки х е X при фиксированном значении
оценки 0 е 0 не зависит от безусловного рас-
пределения Р е Р выборки х, то т является
вполне информативной статистикой для Р.
Конечно, если условный закон распределения
выборки х при фиксированном 0 можно за-
дать независимо от Р и значение оценки 0
известно, то с помощью датчика случайных
чисел можно смоделировать выборку х , ко-
торая имеет такое же распределение, как и
распределение выборки х. Таким образом,
если статистика т обладает упомянутым выше
свойством, выборочные значения не дают о Р
какой-либо дополнительной информации по
сравнению с оценкой 0.
Определение 5. Статистика т: (х, В) ->
-> (0, Bq) называется достаточной статистикой
для семейства Р вероятностных распределе-
ний, если для любых борелевских множеств
В е В и Ве е Bq
Вер{Вр|т-1(ВО)}= Jp(B/r=0)Pt(dO),
где Р(В/т=0) не зависит от вероятностных
распределений из семейства Р.
Теперь можно сформулировать доста-
точные условия реализации метода: выборка
x^'xl - достаточный эксперимент для оценки
0; распределение на х"х1 является условным
при фиксированных хлхш и 0; статистика tq:
хлх 1 -> 0 - полная достаточная статистика для
Р; итерационный процесс по условию Д0 < е -
сходящийся; в качестве модели оценивания
используется выборочное распределение стан-
дартной статистики т при гипотезе Ре е Р.
Если итерационный процесс сошелся, то
с заданной как угодно малой погрешностью 8
оценки параметров распределения остаются
без изменения, а значит восполнение выбор-
ки хлхо« до стандартной хл/х1 проводится при
тех же значениях оценок, которые получаются
в результате использования стандартной ста-
тистики то- Распределение стандартной вы-
борки |х£ х является распределением на-
работок при условии, что пt наработок завер-
шились отказами в моменты х, (z = 1, ..., nt), nf
наработок не имели отказов до моментов х/
(J = 1, ..., nf), а оценки параметров распределе-
ния равны 0. Так как эксперимент хл/х 1 доста-
точен для 0, то х£ х 1 будет тем более достато-
чен для 0. Так как статистика то: х**! -> ©
является полной достаточной статистикой для
Р, то она содержит всю необходимую инфор-
мацию для восполнения выборок хлхол.
Таким образом, потерь информации не
происходит ни при восполнении выборки, ни
при оценивании параметров распределения,
следовательно, результирующая статистика
твхто сохраняет все свойства статистики то
относительно выборки х£ х 1.
Программы обработки частично регистри-
руемых выборок. Пакет программ, реализую-
щий методы, изложенные выше, включает
алгоритмы (программы) трех классов:
1) алгоритмы (программы), непосредст-
венно реализующие методы оценивания на-
дежности изделий по результатам примене-
ния;
2) алгоритмы, реализующие методику
верификации;
3) сервисные алгоритмы, обеспечиваю-
щие интерактивный режим решения задач
оценивания, хранение исходных данных,
программ и результатов, отображение и доку-
ментирование результатов исследования.
Алгоритмы 3-го класса, являющиеся
вспомогательными, определяются уровнем
сервисного обеспечения операционной систе-
мы используемой вычислительной машины.
508
Глава 4.5. ОСОБЕННОСТИ ИССЛЕДОВАНИЯ НАДЕЖНОСТИ ИЗДЕЛИЙ РКТ
Не останавливаясь на сервисных алго-
ритмах, укажем основные достоинства ис-
пользуемого комплекта.
Использование в качестве основного
входного языка в мониторной системе Дубна
Алгола-ГДР дает возможность раздельной
трансляции процедур, использования про-
грамм (в том числе их общих библиотек),
написанных на других языках (Фортран,
Мадлен), развитого аппарата ввода, выхода и
работы с текстовыми величинами.
Хранение отлаженных подпрограмм в
персональной библиотеке в виде стандартных
массивов сокращает размеры пакета, эконо-
мит машинное время (исключая повторные
трансляции на язык загрузки).
Выдача данных на дисплей, АЦПУ и
графопостроитель в процессе решения задач
оценивания и верификации с записью резуль-
татов в базу данных повышает оперативность
режимов верификации и оценивания, умень-
шает объемы промежуточной выдачи на АЦ-
ПУ, повышает надежность хранения и пере-
дачи результатов.
Основой реализации всех моделей явля-
ются три алгоритма, оформленные в виде
процедур на Алголе (ПРАВД, БАЙЕС,
КВ АДР), реализующих соответственно метод
максимального правдоподобия, байесовскую
процедуру и метод наименьших квадратов. В
качестве параметров процедур используются
текстовые величины, употребляющиеся в ра-
боте при классификации задач оценивания.
При реализации метода максимального
правдоподобия (в составе процедур ПРАВД)
используются:
процедура-функция ЛОГПРА, вычис-
ляющая логарифм функции правдоподобия;
процедура ПОИСК, обеспечивающая
поиск максимума (максимумов) рельефа
правдоподобия;
процедура РЕЛЬЕФ, обеспечивающая
графическое построение изолиний или объ-
емного изображения рельефа правдоподобия.
Разработка подпрограмм ЛОГПРА и
ПОИСК, а также проверка правильности ал-
горитмов процедуры ПРАВД описана ниже.
Процедуры БАЙЕС и КВАДР в качестве
составных частей используются программы
стандартного математического обеспечения на
Алголе и Фортране. Исключение составляет
процедура ЗАПАС, обеспечивающая сглажи-
вание и фильтрацию случайной последова-
тельности замеров запаса работоспособности.
Для реализации многоуровневых задач
оценивания, т.е. для свертывания информа-
ции по нескольким составным частям для
оценивания показателя надежности изделия в
целом, используются модели случайных собы-
тий и величин.
Типовая процедура ВЕРИФ, осуществ-
ляющая верификацию, содержит блок
(подпрограмму) моделирования текстовой
последовательности ТЕСТ, подпрограмму
обработки результатов и обеспечения точно-
сти сравниваемых характеристик исследуемо-
го и эталонного алгоритмов ОБТОЧИ.
Эталонный алгоритм оформляется в ви-
де процедуры ЭТАЛОН, которая либо вычис-
ляет точные значения исследуемых характери-
стик, либо обращается к реальному приведен-
ному алгоритму с достаточной для проверки
исследуемого алгоритма точностью.
Учитывая, что результатом вычислитель-
ной процедуры ПРАВД являются оценки
максимального правдоподобия 0 неизвестно-
го распределения, которые зависят от резуль-
татов случайной выборки и сами случайны,
необходимо сформировать условия, в которых
можно получать другим способом (например,
аналитически) оценки параметров 0 и исполь-
зовать их в качестве эталонов.
Получены формулы для поправок стан-
дартных оценок максимального правдоподо-
бия
цо = —;
1=1
/=1
где N - число испытаний в плане [А/, Б, 7V]
для выборки из нормальной совокупности
при условии, что наработки без отказов име-
ют меньший порядок, чем наработки с отка-
зами:
min tj » max tj ,
где i = 1, ..., к - номера наработок с отказами;
у = А: + 1, ..., & +1- номера наработок без
отказов.
Таким образом, задача сводится к опре-
делению оценок цист, максимизирующих
выражение
к
£(ц,а;х) = ^1п[/(х,;и>с)] х
1=1
/ Г X,
x£ln 1- ,
i=1 —оо
где (х; ц, ст) - плотность нормального распре-
деления, т.е.
ОСОБЕННОСТИ ФУНКЦИОНИРОВАНИЯ И СИСТЕМЫ ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ 509
Приведенные в разделе данные отражают
главную тенденцию развития методики обос-
нования решений в условиях неопределенности
с использованием адекватных методов и моде-
лей применительно ко всему спектру задач
управления процессом создания изделий РКТ
на всех стадиях их жизненного цикла, включая
лицензирование, проектирование, эксперимен-
тальную отработку, контроль при изготовлении
и поставке, сертификацию, страхование, опера-
тивный контроль и управление функциониро-
ванием в полете. В такой комплексной поста-
новке эта задача рассматривалась в работах [1-
8].
СПИСОК ЛИТЕРАТУРЫ
1. Плетнев И.Л., Рембеза А.И., Соко-
лов Ю.А. и др. Эффективность и надежность
сложных систем. М.: Машиностроение, 1997.
216 с.
2. Надежность и эффективность в техни-
ке.* Справочник. / Под ред. В.С.Авдуевского и
др. М.: Машиностроение, 1986. - Т.1. 224 с.
3. Надежность и эффективность в техни-
ке: Справочник. / Под ред. В.С.Авдуевского и
др. М.: Машиностроение, 1988. - Т.5. 316 с.
4. Рембеза А.И., Соколов Ю.А., Чалый-
Прилуцкий В.А. Становление и развитие на-
правления// Надежность ракетно-космической
техники . Качество космической техники
(специальный совместный выпуск журнала
КНЕСС и РКА), 1994, №25.
5. Пампуро В.И. Структурная информа-
ционная теория надежности систем. Киев:
Наукова думка^ 1992. 328 с.
6. Управление риском космических про-
грамм и проектов '//Новые наукоемкие
технологии в технике / Под общ. ред.
В.В.Алавердова. М.: Машиностроение. 1995.
Т.6. 270 с.
7. Пампуро В.И., Соколов Ю.А. Методы
и модели обеспечения информационной на-
дежности систем с учетом человека-оператор^/
Качество космической техники. 1995. №26.
8. Грибанов В.Ф., Рембеза А.И., Голи-
ков И.А. и др. Методы отработки народнохо-
зяйственных ракетно-космических комплексов/
Под общ. ред. В.Ф.Грибанова. М.: Машино-
строение, 1995. 352 с.
Глава 4.6
ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ
АВТОМОБИЛЬНОГО ТРАНСПОРТА
4.6.1. ОСОБЕННОСТИ ФУНКЦИОНИРОВАНИЯ
И СИСТЕМЫ ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ
Надежность автомобильного транспорта,
обеспечивается прежде всего крупнейшей от-
раслью массового машиностроения - автомо-
бильной промышленностью. Не менее важное
место в обеспечении надежности автомобиль-
ного транспорта занимают предприятия, где
реализуется потенциальная надежность выпу-
щенных промышленностью автотранспортных
средств (АТС), организуется техническая экс-
плуатация, включая обслуживание, ремонт,
восстановление работоспособности.
Множество факторов и обстоятельств,
влияющих на способность автомобильного
транспорта выполнять свою функцию - осуще-
ствлять транспортный процесс, - препятствует
однозначному выбору параметров, характери-
зующих его надежность в целом как функцио-
нирующего объекта. Это предопределяется
также тем, что автомобильный транспорт вы-
полняет требуемые функции в режимах и усло-
виях, диапазон изменения которых несравнимо
более широкий, чем у других видов транспорта,
например авиационного. Параметры этих усло-
вий и режимов работы не только многочислен-
ны, но и подвержены непрерывной изменчиво-
сти, часто случайной и непрогнозируемой.
Среди множества условий функциони-
рования автомобильного транспорта укруп-
ненно выделяются три различным образом
сочетающихся условия: транспортные, дорож-
ные, природно-климатические.
Для зоны умеренного климата установ-
лены официальные категории условий экс-
плуатации подвижного состава автомобильно-
го транспорта в зависимости от дорожного
покрытия и рельефа местности (табл. 4.6.1).
Используя в качестве показателя нара-
ботки АТС протяженность пробега в кило-
метрах, установлены коэффициенты приведе-
ния пробега в разных категориях условий
эксплуатации к первой.
Показатели условий эксплуатации явля-
ются только предпосылкой для назначения
технических параметров вновь создаваемых
машин, расчетов их конструкций согласно
базовым научным дисциплинам: “Теория ав-
томобиля”, “Теория эксплуатационных
свойств автомобилей”, “Конструкция и расчет
автомобилей” и положениям ряда отраслевых
и государственных стандартов.
Разработка норм прочности в автомобиле-
строении основывается на преобразовании опи-
санных в общих чертах условий эксплуатации в
численные оценки сопротивлений движению,
распределения нагрузок, процессов нагружения.
510
Глава 4.6. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ АВТОМОБИЛЬНОГО ТРАНСПОРТА
4.6.1. Категории условии эксплуатации автомобильного транспорта
Категория условий эксплуатации Условия движения
За пределами пригородной зоны (более 50 км от границы города) В малых городах (до 100 тыс.жителей) и в пригородной зоне В больших городах (более 100 тыс. жителей)
I Д1 - Рь Р2, Рз - -
11 Д1 -Р4 Д2 - Рь Р2, Рз, Р4 Дз - Рь Р2, Рз Д1 - Р1; Р2, Р3) Р4 Дг-Pi
III Д1-Р5 Д2- Рз Дз - Р4, Р5 Д4 - Рь Р2, Рз, Р4, Р5 Д1-Р5 Д2 - Р2, Р3> Р4, Р5 Дз - Рь Р2, Рз, Р4, Р5 Д4 - Рь Р2, Рз, Р4, Р5 Д1 - Рь Р2, Рз, Р4, Рз Д2 - Рь Р2, Рз, Р4 Дз - Рь Р2, Рз Д4-Р1
IV Дз - Рь Р2, Рз, Р4, Р5 Д5 - Рь Р2, Рз, ₽4, Р5 Д2-Р5 Дз - Р4, Р5 Д4 - Р2, Рз, Р4, Р5 Дз - Рь Р2, Рз, Р4, Рз
V Дб * Pb Р2, Рз, ₽4, Р5
Обозначения в таблице
Дорожные покрытия:
Д1 - цементобетон, асфальтобетон,
брусчатка, мозаика;
Д2 - битумоминеральные смеси (щебень
или гравий, обработанные биту-
мом);
Дз - щебень (гравий) без обработки,
дегтебетон;
Д4 - булыжник, колотый камень, грунт
и малопрочный камень, обработан-
ные вяжущими материалами, зим-
ники;
Системы обеспечения надежности. На-
дежность автомобильного транспорта достига-
ется:
- многообразием автотранспортных средств,
наилучшим образом приспособленных к вы-
полнению различного вида перевозок в тре-
буемых условиях;
- надежностью функционирования каж-
дого отдельно взятого автотранспортного
средства;
- надежностью функционирования объе-
динений автотранспортных средств - так на-
зываемых автохозяйств, автотранспортных
предприятий (АТП), автокомбинатов.
Эти направления обеспечения надежно-
сти реализуются в различных системах, объе-
диняющих разные материальные и людские
ресурсы, разные разработки, различные кри-
терии оценки эффективности и принятия
решений.
В первом из направлений до недавнего
времени действовала (начиная с 1942 г.) сис-
лежневое и
дороги; вре-
и отвальные
не имеющие
Д5 - грунт, укрепленный или улучшенный
местными материалами;
бревенчатое покрытия;
Дб - естественные грунтовые
менные внутрикарьерные
дороги; подъездные пути,
твердого покрытия.
Тип рельефа местности
(определяется высотой над уровнем моря):
Р1 - равнинный (до 200 м);
₽2 - слабохолмистый (свыше 200 до 300 м);
Р3 - холмистый (свыше 300 до 1000 м);
Р4 - гористый (свыше 1000 до 2000 м);
Р5 - горный (свыше 2000 м).
тема обеспечения надежности автомобильного
транспорта путем создания оптимального по
составу автомобильного парка страны. Эта
система формально отражалась в перспектив-
ных типажах автомобильного подвижного
состава. Типаж представлял собой системати-
зированное группирование всех основных,
базовых разновидностей АТС по их размерно-
стям (грузоподъемности, полной массе, ко-
лесной формуле, типу двигателя, других под-
робностей), по заводам-изготовителям. Впер-
вые типаж автомобилей, эффективно обеспе-
чивавший надежность перевозок, был разра-
ботан по инициативе и под руководством
академика Академии наук СССР
Е. А. Чудакова.
После перехода к рыночным отношени-
ям формирование типажа автомобилей как
системы, обеспечивающей надежность пере-
возок, происходит стихийно. Тем не менее
перспективный типаж как система обеспече-
ния надежности автомобильного транспорта
ОСОБЕННОСТИ ФУНКЦИОНИРОВАНИЯ И СИСТЕМЫ ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ 511
сохраняется в рамках производственных объе-
динений, различных форм изготовителей АТС
в отечественном и зарубежном автомобиле-
строении. Особенностью этой системы явля-
ется обеспечение потенциальной надежности
автомобильного транспорта путем создания
подвижного состава, отвечающего спросу на
рынке по показателям надежности и цене.
Второе направление обеспечения надеж-
ности автомобильного транспорта состоит в
реализации потенциальной надежности АТС в
объективно складывающейся системе
“Водитель - Автомобиль - Дорога - Среда”
(ВАДС), функционирование которой начина-
ется с момента трогания автомобиля с места.
Безотносительно к типу АТС его функ-
ционированию после трогания с места осуще-
ствляется под воздействием водителя на орга-
ны управления в движении, по определенной
дороге, в определенной среде. Поэтому ВАДС
рассматривается как единое целое соединение
элементов. Воздействие каждого из элементов
на состояние системы характеризуется раз-
личными физическими показателями, значе-
ния которых имеют свои пределы. Выход за
эти пределы приводит к отказу всей системы
и, следовательно, к отказу транспортного
средства.
Надежность системы ВАДС обеспечива-
ется надежностью составляющих элементов.
Применительно к каждому из них использу-
ются общепринятые в теории надежности
термины и определения, но отличающиеся
содержательной и смысловой частью, специ-
альной для отдельных элементов. Поэтому в
обеспечении надежности системы ВАДС рас-
сматриваются лишь особенности использова-
ния положений общей теории долговечности,
безотказности, ремонтопригодности, сохра-
няемости. Выделяется особо лишь одно свой-
ство системы - безопасность, оцениваемое ха-
рактеристиками особых событий - дорожно-
транспортных происшествий (ДТП).
Характеристика безопасности по вероят-
ности ДТП включается составляющей частью
обеспечения надежности всех элементов сис-
темы ВАДС, а надежность автомобильного
транспорта, характеризуемая этим показате-
лем, контролируется органами государствен-
ного управления. В особенности это распро-
страняется на элемент системы - автомобиль.
Показатели безопасности его подлежат обяза-
тельной сертификации. Этим в значительной
мере обосновывается роль автомобиля как
структурообразующего элемента в системе
ВАДС.
Третье направление обеспечения надеж-
ности автомобильного транспорта реализуется
в системе, образующейся с целью наиболее
экономичной организации массовых перево-
зок грузов и пассажиров, поддержания АТС в
исправном состоянии, регулярного выпуска
на линию возможно большего количества
подвижного состава, способного выполнять
заданные функции. Система, объединяющая
значительное число автомобилей (система
АТП), существенно отличается показателями
надежности от системы ВАДС. В этой системе
иначе оценивается надежность как функцио-
нирования ее самой, так и автомобилей.
Особенностью системы АТП является
то, что вероятностные характеристики ее на-
дежности выражают интегральные показатели
транспортного процесса и, прежде всего,
обеспечения ритмичности перевозок, сохра-
няя установленные их объемы в заданных
пределах, соответствующих определенным
условиям использования автомобильного пар-
ка.
В системе АТП проявляются разные ас-
пекты надежности автомобильного транспор-
та: технические и экономические. В техниче-
ских аспектах надежности системы АТП вы-
деляют организацию и оснащенность пред-
приятия, эксплуатации, управления техноло-
гическими процессами обеспечения работо-
способного состояния располагаемого парка
АТС. Экономические аспекты надежности
системы АТП развиты значительно слабее,
однако имеются разработки количественных
оценок затрат и доходов в сравнительной
форме для конкретных АТП.
Из трех рассмотренных систем первая
имеет локально ограниченное влияние на
обеспечение надежности автомобильного
транспорта в современных экономических
условиях. Поэтому достаточно представления
ее структуры и тенденций развития.
Вторая система - ВАДС - занимает ре-
шающее место в обеспечении надежности
автомобильного транспорта, но является лишь
элементом потока движущихся АТС. Объеди-
нением, совокупностью систем ВАДС форми-
руется более высокий уровень обеспечения
надежности транспортного процесса - в сис-
теме АТП. Поэтому две последних системы
составляют основные объекты исследования
для решения практических задач обеспечения
надежности автомобильного транспорта.
Обеспечение разновидным подвижным
составом. Классификация подвижного соста-
ва автомобильного транспорта, приведенная
на рис. 4.6.1, отражает большое многообра-
зие автомобильных средств. Это многообра-
зие отражается также в категорировании
АТС, гармонизированном с правилами Ко-
митета внутреннего транспорта Европейской
экономической комиссии Организации объ-
единенных наций (КВТ ЕЭК ООН) и ис-
пользованном в ГОСТах так, как показано в
табл. 4.6.2.
512
Глава 4.6. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ АВТОМОБИЛЬНОГО ТРАНСПОРТА
Автомобили j
Дорожные группы „А”
Дорожные группы „6"
Внедорожные
Специального
назначения
Транспортные
Пожарные
Автокраны
коммунальные
Санитарные
Спортивные и др
Грузовые
Пассажирские
Автобусы
Легковые |
Юдин очные
2.Автопоезда:
тягачи с прицепом,
седельные тягачи с
полуприцепом
Особо малой грузоп. доОДт
Малой w - от0,5 Зо2,0т
Средней - от2,одо5,от
Большой •• отз,0до15,0т
Особо большой сбыте 15,От
Для местных перевозок
и междугородных
1. Универсальные
2. Специализированные:
самосвалы
Фургоны,
цистерны,
кон те и н ер о возы,
панелевозы,
тяжеловозы и др.
Z Одиночные
2. Сочлененные
3. Автобусные поезда
Особо малые длиной, во 5,ом
малые
Средние
большие
Особоболь
6,0- 1,5м
8.0-3,5м
р 10,0-12,ОМ
большие 16,5м и более
Внутригородские
Пригородные
междугородные
Местного сообщения
Общего назначения
Туристские
Экскурсионные
Школьные
Седан
Купе
Универсал
Фастбек
Лимузин и др.
Особо малые риб.о5ъем'до1,2л
Малые
Средние
Большие
1,2- Цл
1,8-3,5л
•* более 3,5л
Дачные
Служебные
Такси
Прокатные
Рис. 4.6.1. Классификация подвижного состава автомобильного транспорта
В классификации АТС отображается
стремление повысить надежность транспорт-
ных процессов созданием машин, возможно
полнее отвечающих заданным условиям их
использования без отказов по причинам не-
соответствия выполнению требуемых функ-
ций, имеющих возможно более длительное
время службы при наилучшей приспособлен-
ности к поддержанию работоспособности. В
развитии автомобильного транспорта отчетли-
во выражена тенденция специализации АТС,
в том числе и создаваемых на шасси автомо-
билей массового производства. Неоспоримым
стало преимущество узкоспециализированных
машин по надежности осуществляемых пере-
возок перед автомобилями общетранспортно-
го назначения.
Другая тенденция - расширение но-
менклатуры моделей, в особенности легковых
автомобилей для удовлетворения запросов
разных потребителей. Одновременное стрем-
ление к унификации на уровне агрегатов,
узлов и деталей способствует повышению
надежности автомобилей массового использо-
вания.
4.6.2 ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ
АВТОМОБИЛЬНОГО ТРАНСПОРТА В СИСТЕМЕ ВАДС
Методы обеспечения надежности струк-
турообразующего элемента системы - автомо-
биля - на стадиях жизненного цикла приведе-
ны в томе IV-15 “Колесные и гусеничные
машины” энциклопедии “Машиностроение”
[9]. Там же подробно описаны виды, методы
проведения и организации различных испы-
таний автомобилей, обработки результатов их
испытаний.
ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ АВТОМОБИЛЬНОГО ТРАНСПОРТА В СИСТЕМЕ ВАДС
513
4.6.2. Классификация автотранспортных средств
Категория Тип автотранспортных средств Полная масса, т Наименование автотранспортно- го средства
м Автотранспортные средства с двигателем, предназначен- ные для перевозки пассажи- ров Пассажирские и грузопасса- жирские автомобили, их модификации, автобусы, пассажирские автопоезда
Ml То же, имеющее не более 8 мест для сидения, кроме места водителя То же
м2 То же, имеющее более 8 мест для сидения, кроме места водителя До 5,0 То же
М3 То же Свыше 5,0 То же
N Автотранспортные средства с двигателем, предназначен- ные для перевозки грузов Грузовые автомобили, авто- мобили-тягачи, а также их шасси со смонтированными на них установками (специальные автомобили)
Ni То же До 3,5 То же
n2 То же Свыше 3,5 до 12,0 То же
N3 То же Свыше 12,0 То же
О Автотранспортные средства без двигателя Прицепы и полуприцепы
О, То же До 0,75 Одноосные прицепы
О2 То же До 3,5 Прицепы и полуприцепы, за исключением прицепов ка- тегории Oj
Оз То же Свыше 3,5 до 10,0 Прицепы и полуприцепы
о4 То же Свыше 10,0 То же
Категории: L\ - двухколесные транспортные средства, рабочий объем двигателя кото-
рых не превышает 50 см3, и максимальная конструктивная скорость не превышает 50 км/ч;
Li - трехколесные транспортные средства, рабочий объем двигателя которых не пре-
вышает 50 см3, и максимальная конструктивная скорость не превышает 50 км/ч;
Z3 - двухколесные транспортные средства, рабочий объем двигателя которых превы-
шает 50 см3, или конструктивная скорость превышает 50 км/ч;
Z4 - трехколесные транспортные средства с ассимметричным расположением колес по
отношению к средней продольной оси, рабочий объем двигателя которых превышает
50 см3, или конструктивная скорость превышает 50 км/ч (мотоциклы с коляской).
Примечания:
1. При определении категории полуприцепа под его полной массой подразумевают
сумму всех осевых масс полностью нагруженного и сцепленного с тягачом полуприцепа,
измеренных в статическом положении на горизонтальной поверхности.
2. При определении категории седельного автомобиля-тягача под его полной массой
подразумевают массу тягача в снаряженном состоянии с добавлением части полной массы
полуприцепа, которая в статическом положении передается на тягач.
3. Сочлененное автотранспортное средство категорий М, состоящее из прицепленных
единиц, не предназначенных для расцепки в процессе эксплуатации, рассматривают как
одно автотранспортное средство.
4. Под пассажирским автопоездом подразумевают автопоезд, хотя бы одно из звеньев
которого предназначено для перевозки пассажиров.
17 - 8277
514
Глава 4.6. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ АВТОМОБИЛЬНОГО ТРАНСПОРТА
Надежность водителя, дороги, среды. Во-
дитель автомобиля является одним из пред-
ставителей нарастающей по численности
профессии - человека-оператора, моделиро-
ванию деятельности которого, прежде всего в
аспекте надежности, посвящаются все больше
исследований. Как элемент системы ВАДС
водитель осуществляет управление движением
АТС и участвует в поддержании его работо-
способного состояния. Непрерывный рост
автомобильного парка (“автомобилизация”) и
тенденции развития конструкций автомобиля
таковы, что физический труд при управлении
автомобилем и его обслуживании облегчается,
но вместе с тем повышаются требования к
восприятию условий движения, мышлению,
реакциям на внешние воздействия при высо-
кой нервно-эмоциональной напряженности.
Дорожно-транспортное происшествие
(ДТП) рассматривается как самый тяжелый
отказ не только водителя, но и всей системы
ВАДС. Существует тесная корреляционная
связь между возникновением ДТП и устойчи-
выми характеристиками водителя: остротой
зрения, временем реакции на изменение до-
рожно-транспортной ситуации (ДТС), сен-
сорными, психомоторными, познавательны-
ми, поведенческими функциями.
Особенность работы водителя состоит в
одновременном управлении несколькими ди-
намическими контурами с обратными связями:
траекторией движения, скоростью и дистанци-
ей до впереди идущей машины, предписываю-
щим знаком (или наблюдаемым препятствием),
внешним и внутренним (приборным) сенсор-
ным пространством с соответствующими ком-
пенсационными действиями.
Водитель автомобиля основную инфор-
мацию получает из окружающего пространст-
ва. Выделение из потока информации инфор-
мации, необходимой для предотвращения
тяжелого отказа - ДТП - обходится водителю
физиологически дорого. Этот процесс для
условий движения в крупных городах и на-
сыщенных магистралях иногда называют
“сенсорной бомбардировкой”.
Известны, например, данные по биоло-
гическому анализу крови на содержание ад-
ренолиноподобных веществ, которые повы-
шаются в сравнении с дорабочим состоянием
у водителей грузовых автомобилей на 41%,
автобусов на 100% , такси на 110%.
Профессия водителя среди систем
“человек-оператор”, относится к разряду
“острых”. Медико-гигиенические оценки
условий труда водителей автомобилей подчер-
кивают нервно-эмоциональную направлен-
ность, ограниченную двигательную нагрузку,
высокую нагрузку сенсорной, интеллектуаль-
ной, моторной функцией, неблагоприятное
воздействие шума, вибраций, микроклимата и
токсичности среды на рабочем месте.
В таких условиях способность безоши-
бочно управлять автомобилем и тем самым
обеспечивать надежность транспортного про-
цесса у разных водителей существенно раз-
лична. Учитывая, что водитель является од-
ним из элементов целостной системы ВАДС,
в понятии надежности его сохраняется едино-
образный подход как к комплексному свойству
сохранять параметры функционирования в пре-
делах, обеспечивающих безопасность движе-
ния в определенных режимах и условиях ис-
пользования автомобиля. Количественная
оценка этого свойства крайне затруднительна
прежде всего из-за сложности модели функ-
ционирования водителя. Сведений о поведе-
нии его в огромном разнообразии дорожно-
транспортных ситуаций значительно меньше,
чем о надежности автомобиля.
Поэтому как комплексное сложное
свойство надежность водителя, так и более
простые его составляющие - безотказность,
долговечность, сохраняемость - оценивают,
опираясь на статистические обобщения на-
блюдений в основном количественно и часто
по косвенным данным.
Безотказность водителя в системе ВАДС
определяется как свойство сохранять работо-
способность в течение рабочего времени,
нормируемого, как правило, в часах. У про-
фессиональных водителей эти нормы различ-
ны. Работоспособность водителей условно
(тестированием) устанавливают по психофи-
зической оценке состояния организма, обес-
печивающего определенную вероятность пра-
вильного оценивания ДТС, способность осу-
ществлять адекватные управленческие дейст-
вия и, главное, избегать ДТП с определенной
вероятностью.
В течение рабочего дня, как показали
исследования, безотказность существенно
меняется: в первые 1,5..2 ч работы за рулем
происходит адаптация к условиям выполне-
ния транспортного процесса, затем 4...5 ч
поддерживается наивысший уровень безот-
казности (иногда поддерживаемый и дольше
за счет компенсаторных возможностей орга-
низма), после чего наступает снижение веро-
ятности безопасного управления до недопус-
тимых пределов. Так при увеличении рабоче-
го дня с 7 до 12 ч вероятность совершения
водителями ДТП возрастает (часто вследствие
засыпания) почти в 3 раза, а при дальнейшем
продолжении работы - вероятность соверше-
ния ДТП увеличивается в 10 и более раз [6].
ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ АВТОМОБИЛЬНОГО ТРАНСПОРТА В СИСТЕМЕ ВАДС
515
53
I
1Г
_ Профориентация,
| профотбор р
-| Обучение р
Повышение про-
- фессионального -
мастерства
В
-| Контроль |~
_ Дорожная _
сеть
А
А-с
Воспитание
Административ-
но-правовые
меры
Активная \
безопасность Г
_ Организация^}
движения
Рис. 4.6.2. Схема воздействий по межэлементным связям в системе ВАДС
для обеспечения надежности водителя
Восстанавливаемость водителя определя-
ется как свойство возобновить работу с веро-
ятностью безаварийного управления после
установленных перерывов и отдыха. Число
ДТП, совершенных водителями после непол-
ноценного отдыха в выходные дни, на 41%
выше, чем водителями, хорошо отдохнувши-
ми.
Профессиональная долговечность опре-
деляется как способность сохранять работо-
способность до наступления предельного со-
стояния либо по медицинским показателям
состояния здоровья, либо по личным ощуще-
ниям водителя и принимаемым решениям
(выход на пенсию, переход на другую работу
и т.п.). Исчисляется долговечность функцио-
нирования водителя в rojjax. Известны пред-
ложения об использовании понятия
“характеристика профессиональной долговеч-
ности водителя” для крупных автотранспорт-
ных предприятий. В них связываются возраст
работающих водителей с их числом (в %). Эта
характеристика помогает оценить имеющиеся
резервы по обеспечению транспортного про-
цесса на данном предприятии, возможную
текучесть кадров, целесообразность распреде-
ления их по маршрутам и т.п.
Сохраняемость определяется как свойст-
во не терять работоспособность, навыки вож-
дения после длительных перерывов в управ-
лении автомобилем. Это свойство особенно
важно учитывать в комплексной оценке на-
дежности водителей.
Представление о мерах повышения на-
дежности водителя в системе ВАДС дает рис.
4.6.2. Рассматривая эту систему, следует иметь
в виду возможную противоречивость и даже
неожиданность последствий применяемых
мер повышения надежности водителей.
Так, исследования на автотранспорте в
Японии показали, например, что внедрение
норм и оплаты труда водителей, стимулирую-
щих производительность за счет повышения
скорости движения, повышает вероятность
ДТП, в том числе и со смертельным исходом,
а в конечном счете увеличивает затраты на
перевозки.
Кроме того, предпринятые попытки ко-
личественного выражения отдельных свойств
привели к набору около 50 оценок. С учетом
несхожести личностных качеств можно было
бы ожидать сильный разброс этих оценок.
Статистика же этого не показывает: наоборот
очевидные из схемы рис. 4.6.2 меры повыше-
ния надежности водителей и улучшают сред-
ние значения, и уменьшают рассеивание ха-
рактеристик водительского мастерства.
516
Глава 4.6. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ АВТОМОБИЛЬНОГО ТРАНСПОРТА
Исходя из того, что водитель является
решающим элементом функциональной сис-
темы ВАД С, повышению его надежности спо-
собствуют косвенные воздействия по межэле-
ментным связям, опосредованные структуро-
образующим элементом - автомобилем, - ус-
ловно предоставляемые в виде С -> А -> В
или Д -> А -> В (см. рис. 4.6.2).
Основные из них следующие:
- сокращение числа водителей за счет
увеличения грузоподъемности автомобилей,
использования автопоездов, прицепов или
лучшего подбора автомобильного парка;
- оптимальное планирование рабочего
дня или маршрутизации перевозок с целью
сокращения продолжительности работы;
- улучшение эргономических характери-
стик рабочего места водителя;
- уменьшение трудоемкости работ води-
теля для поддержания автомобиля в работо-
способном состоянии;
п овышение комфортабельности и
улучшение микроклимата на рабочем месте;
- обеспечение высокой активной и пас-
сивной безопасности конструкции АТС.
Эффективность прямых воздействий на
водителя с целью обеспечения его надежности
в системе ВАДС, как то: обучение и повыше-
ние профессионального мастерства, контроль
физического состояния, административно-
правовые меры и др. рассматривалась в ряде
опубликованных работ, отчетах о специаль-
ных исследованиях и обобщены в работе [6].
Дорога и среда. Безотказность дороги
определяется главным образом способностью
предоставлять возможность длительного дви-
жения с постоянной экономичной скоростью
(60-80 км/ч). На дороге, где непостоянна ши-
рина проезжей части (имеются сужения), не
оборудованы обочины для съезда неисправ-
ных автомобилей, образуются отказы в виде
заторов, пробок и т.п. препятствия осуществ-
лению транспортного процесса.
Отказ дороги возникает также при об-
разовании неровностей. В связи с этим пере-
численные показатели дороги, используемые
для категорирования условий эксплуатации
(табл. 4.6.1), недостаточны. Приобретают
большое значение характеристики ровности
поверхности, так как вынужденное снижение
скорости - частичный отказ.
Главная особенность автомобиля как
сложной колебательной системы, основным
внешним возмущением которой являются
неровности дороги, потребовала разработки
специальной оценки ее безотказности по ин-
тенсивности возмущающих воздействий в
контакте колес с опорной поверхностью. В
качестве измерителя этого воздействия вы-
брана спектральная плотность микропрофиля
(рис. 4.6.3).
Заметим, что в принятом смысле безот-
казность дороги определяется также ее обору-
дованием и обустройством - разметкой, до-
рожными знаками и т.д.
Долговечность дороги определяется
преимущественно постоянным отказом, вы-
ражающимся в ухудшении микропрофиля
вследствие разрушения, деформаций покры-
тия, а вместе с ним снижением плавности
хода автомобиля (и, следовательно, повыше-
нием вибронагрузок на водителя, влияющих
на его работоспособность), падением скоро-
стей движения и пропускной способности.
Долговечность может ограничиваться и ли-
митирующими элементами, разрушение ко-
торых угрожает внезапным и катастрофиче-
ским отказам (разрушение, например, мос-
тов вследствие недопустимых нагрузок и
т.п.).
Ремонтопригодность и сохраняемость
определяется соблюдением строительных
норм и правил при сопоставлении их с воз-
можными отказами функционирования сис-
темы ВАДС как вследствие воздействия на
автомобиль, так и на водителя. Одним из
характерных показателей ремонтопригодно-
сти служит уровень сохранения пропускной
способности на участке, где возникла угроза
отказа и требуется восстановление транс-
портного потока предусмотренной интен-
сивности.
Эксплуатационная надежность автомо-
бильных дорог определяется следующими ос-
новными критериями:
- непрерывное, безопасное и свободное
(без обгонов) движение АТС с расчетными
скоростями (для легковых автомобилей в 1-й
категории условий эксплуатации 120 км/ч и
в V-й категории - 60 км/ч, для грузовых авто-
мобилей средняя скорость движения с грузом,
оптимальная по минимуму суммарных приве-
денных затрат);
- обеспечение нормативной интенсивно-
сти транспортного потока при наибольшей
расчетной скорости;
- срок службы, верхний предел которой
достигает трехкратной величины среднего
срока между капитальными ремонтами, что
составляет « 90 лет для цементобетонных и 27
лет для щебеночных и гравийных покрытий;
- резервированность по пропускной спо-
собности и прочности дорожного покрытия,
обеспечивающая их сохранение при прогно-
зируемом изменении конструкций АТС на
будущие 20 лет (повышение грузоподъемно-
сти, скорости, тяговых и др. свойств).
ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ АВТОМОБИЛЬНОГО ТРАНСПОРТА В СИСТЕМЕ ВАДС
517
Рис. 4.6.3. Опытная оценка спектральной плотности микропрофиля на сетке качества дорог:
1 - асфальтобетонной общего пользования; 2 - Ленинградское шоссе;
5, 4, 5 - специальных испытательных автополигона НИЦИАМТ:
булыжной, скоростной, динамической соответственно
518
Глава 4.6. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ АВТОМОБИЛЬНОГО ТРАНСПОРТА
4.6.3. Зависимость отказов от пропускной способности дороги
Уровнь удобства А Б В Г
Использование пропускной способно- сти дороги, % До 20 20 - 45 46 - 70 70 - 100
Отказы, %: опрокидывание 79,5 20,1 5,2
наезд на препятствие 5,0 10,9 6,0 1,6
съезд с дороги 8,0 7,0 3,0 о,з
боковой наезд при обгоне 2,0 8,1 7,5 3,1
столкновение с встречным авто- мобилем 5,3 48,8 18,2 0,5
наезд на впереди идущий автомо- биль 0,2 5,1 60,0* 94,5**
♦ Включая 20% столкновений нескольких автомобилей.
** Включая 55,5% ДТП того же вида.
Надежность дороги, характеризуемая
безопасностью движения, существенно зави-
сит от плотности транспортных потоков, при-
нимаемых в расчет.
Условно принимается [<7] четыре уровня
плотности, различающиеся следующими при-
знаками:
- уровень А - свободное (без обгонов
или с обгоном без выжидания удобного мо-
мента) движение с расчетными скоростями;
- уровень Б - проявляется влияние дви-
жущихся в том же направлении автомобилей,
возникает необходимость маневра, обгон тре-
бует выжидания, за медленно движущимся
АТС скапливается 2...3 автомобиля;
- уровень В - длительность ожидания
возможности обгона возрастает, интервалы
между автомобилями сокращаются, появля-
ются колонны;
- уровень Г - образуется плотный
(“насыщенный”) поток, движение прерыви-
стое, обгон невозможен, скорость резко пада-
ет, образуются пробки и заторы.
Каждому уровню плотности потока при-
сущи определенные интервалы использования
пропускной способности данной дороги и
характерные распределения отказов системы
ВАДС по типичным видам причин.
В работе [6] приведен подробный анализ
зависимости безотказности от плотности
транспортного потока и обобщение данных
наблюдений (табл. 4.6.3).
Характерно, что по мере уплотнения
транспортного потока распределение отказов
по видам (причинам) выявляет все меньшее
влияние воздействий по межэлементным свя-
зям в системе ВАДС на вероятность ДТП. В
частности, водитель лишается возможности
выбирать оптимальные режимы движения.
Среда в системе ВАДС разделяется на
внешнюю Сн, в которой находится автомо-
биль, дорога и лишь отчасти водитель, и
внутреннюю Св, где пребывает водитель и
пассажиры в автомобиле. Внешняя среда в
основном определяет условия эксплуатации
транспорта по признакам, рассмотренным
выше. Как элемент системы ВАДС внешняя
среда характеризуется несколькими особенно-
стями:
- несмотря на изменчивость, случай-
ность и неустойчивость параметров, влияние
среды на надежность автотранспорта можно
компенсировать изменением параметров
других элементов системы;
- неразрывная связь внешней среды с
дорогой, которая в ряде случаев может оцени-
ваться не только статистически-
вероятностными, но и детерминированными
зависимостями;
- влияние внешней среды на надеж-
ность функционирования системы ВАДС в
интегральном виде представляется через се-
зонную среднюю частоту ДТП и подчинено
следующей выявленной закономерности: ми-
нимальное число ДТП - зимой; весной и ле-
том это число возрастает и достигает макси-
мума осенью;
- внешняя среда оказывает прямое и
косвенное влияние на безопасность движения
(безопасность системы): повышение аварий-
ности осенью обусловлено усилением осад-
ков, туманов, пасмурной погоды, гололедицей
ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ АВТОМОБИЛЬНОГО ТРАНСПОРТА В СИСТЕМЕ ВАДС
519
(вплоть до недопустимой потери сцепления
шин колес с опорной поверхностью, потери
тормозных свойств, управляемости и устойчи-
вости автомобиля);
- рост ДТП в летний период объясняет-
ся повышением интенсивности движения,
уплотнением транспортных потоков.
Внутренняя среда характеризуется влия-
нием на работу водителя. Большинство уста-
новленных нормативов внутренней среды
ориентированы на восприятие водителем:
температуры в кабине; загрязнения воздуха в
кабине и салоне токсичными составляющими
выхлопных газов, испарений рабочих жидко-
стей, вибрацией на рабочем месте, звукового
давления в определенных полосах частот.
В действительности, как показывают
испытания и наблюдения в эксплуатации,
параметры внутренней среды соответствуют
нормам, установленным даже на уровне Го-
сударственных стандартов, лишь с некоторой
вероятностью. Поэтому на оценку влияния
среды на надежность функционирования
системы ВАДС распространяются приемы и
методы, принятые в общей теории повыше-
ния надежности, применительно к специфи-
ческим критериям и показателям, ее харак-
теризующим.
Иерархия и обеспечение надежности
воздействием по межэлементным связям в
системе. Впервые этот принципиально но-
вый подход к обеспечению надежности ав-
томобильного транспорта был развит в ис-
следованиях профессора Р.В. Ротенберга и
изложен в работе [6]. Основная ценность
такого подхода состоит в том, что несмотря
на плотную сеть межэлементных связей в
системе ВАДС, для практических целей воз-
можно упрощение выбором подсистем и
наиболее эффективных воздействий в зави-
симости от конкретной задачи повышения
надежности автомобильных перевозок. На-
глядно это представляется иерархическим
построением системы ВАДС при выделении
возможных для решения конкретных задач
подсистем (рис. 4.6.4).
В табл. 4.6.4 приведены характерные
примеры использования наиболее простых
межэлементных связей и целесообразного
воздействия на них для обеспечения надежно-
сти функционирования системы ВАДС.
Порядок использования методов воз-
действия по межэлементным связям на на-
дежность функционирования системы ВАДС
представляется на примере повышения на-
дежности управляющего звена - водителя -
через изменения в звене дорога (В <- Д).
Такая задача актуальна, так как при рас-
смотрении надежности водителя обнаружи-
вается, что прямые, воздействия на него
(повышение квалификации, обучение и т.д.)
недостаточно эффективны. Дорога непре-
рывна информирует, рекомендует, требует,
запрещает, советует водителю образ дейст-
вий. Причем изменяя даже сравнительно
простое оборудование и обустройство доро-
ги, воздействие ее на водителя можно уси-
лить или ослабить.
Влияние дороги на водителя по непо-
средственной связи осуществляется:
- подготовкой его к оптимальному вы-
бору режима движения ландшафтным проек-
тированием плотна;
- организацией движения (дорожными
знаками, регулировкой движения и т.д.);
- созданием по возможности более од-
нородного транспортного потока (выделение
полос для определенных видов АТС и т.д.);
а также рядом других предотвращающих
или снижающих вероятность ДТП устройств
(дополнительных обгонных или резервных
съездных полос, пересечений дорог и т.д.).
Влияние дороги на водителя по опо-
средствованной связи через автомобиль осу-
ществляется:
- изменением устойчивости против оп-
рокидывания, заноса за счет сцепных пара-
метров опорной поверхности, выбора радиу-
сов поворотов в плане наклонов поверхности
на поворотах;
- изменением управляемости автомоби-
ля путем варьирования шероховатости опор-
ной поверхности;
- изменением потерь через коэффици-
ент сопротивления качению колес автомоби-
ля;
- изменением плавности хода за счет
ровности опорной поверхности;
- изменением других эксплуатационных
свойств автомобиля, влияющих на активную
и пассивную безопасность, создающих уве-
ренность водителя в адекватной реакции ав-
томобиля на управляющее действие.
Система
Элементы
Г..Т"”!
Рис. 4.6.4. Иерархическое построение системы ВАДС
для выделения двухэлементных связей и взаимных
влияний для обеспечения надежности
520
Глава 4.6. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ АВТОМОБИЛЬНОГО ТРАНСПОРТА
4.6.4. Повышение надежности автомобиля воздействием по межэлементным связям системы ВАДС
Межэлементная связь Влияния, воздействия
А-> В Инерционные и вибрационные воздействия через сиденье и пол; звуковые и тепловые воздействия от двигателя; информация со щитка приборов и др.
В -> А Управляющие воздействия; контроль работоспособности
Сн-> В Информация водителю из внешнего пространства по зрительному кана- лу и др.
св-> в Шум, загазованность в кузове
в^св Влияние водителя на микроклимат в кузове (влажность, состав воздуха и др.)
А-> Д Износ и другие разрушения поверхности дороги; изменения микропрофиля, коэффициентов качения и сцепления
Д-> А Влияния, обусловленные изменениями параметров дороги (вследствие движения, при реконструкции и т.п.)
Д^в Зрительное восприятие дороги; воздействие светофорного регулирования, дорожных знаков и т.п.
в^д Выбор траектории движения по дороге с учетом скорости движения и др.
сн^Д Учет влияния среды на коэффициенты сопротивления качению и сцеп- ления; изменения микропрофиля дороги (появление ледяных наростов) и др.
Д^СН Влияние водостоков и дренажа, запыленности, искусственного освеще- ния дороги и т.п.
А -> Сн Загрязнение среды выпускными газами
СН^А Атмосферные влияния, вызывающие коррозию кузова; влияние бокового ветра на устойчивость движения и др.
А -> Св Влияние автомобиля на микроклимат в кабине (салоне); температурные воздействия, шум и др.
Сн —> св Система вентиляции, очистки, подогрева воздуха в кабине (салоне) ав- томобиля
По всем перечисленным направлениям
связи воздействия. дороги на водителя воз-
можности повышения его надежности далеко
не исчерпаны. Имеются большие резервы
улучшения организации движения, обустрой-
ства дорог и совершенствования конструкции
автомобиля для повышения надежности води-
теля.
Надежность функционирования автомо-
биля в складывающейся системе ВАДС явля-
ется хотя и решающим фактором надежности
автомобильного транспорта, но им не исчер-
пывается. В транспортном процессе взаимо-
действуют множество единичных систем
ВАДС, проблема синтеза которых только на-
мечается.
4.6.3. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ В СИСТЕМЕ
АВТОТРАНСПОРТНОГО ПРЕДПРИЯТИЯ
Особенности структуры, функционирова-
ния. Автотранспортные предприятия имеют
развитую структуру управления, обеспечения
технической эксплуатации, контроля и ин-
формации. Иногда в АТП однотипные АТС
объединяются в колонны с самостоятельным
управлением.
Развитая техническая база на террито-
рии АТП включает: открытые и закрытые
стоянки, в закрытых помещениях линии
мойки, линии или посты диагностики, обо-
рудованные стендами, приборами контроля
технического состояния, линии технического
обслуживания раздельно для производства
ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ В СИСТЕМЕ АВТОТРАНСПОРТНОГО ПРЕДПРИЯТИЯ
521
ТО-1 и ТО-2, линии или посты текущего
ремонта, вместо которых иногда использу-
ются подвижные универсальные механиче-
ские средства (ПУМы) для доставки и заме-
ны агрегатов на линиях ТО-2, склады хране-
ния запасных частей и ремонтного фонда,
горюче-смазочных материалов и рабочих
жидкостей, медицинские пункты и админи-
стративные здания и контрольно-про-
пускные пункты.
Функционирование АТП обеспечивается
отдельными службами: технической эксплуа-
тации; снабжения, включая кооперирование с
авторемонтными заводами; передвижного и
выездного контроля; медицинского обслужи-
вания и реабилитации персонала; безопасно-
сти, осуществляющая непрерывное обучение
и повышение квалификации персонала, а
также контроль технического состояния АТС
для перевозки опасных грузов. До недавнего
времени важные задачи решались службой
линейного контроля осуществления транс-
портного процесса на установленных маршру-
тах.
В отношении АТП используются два ви-
да оценки выполнения основной задачи -
осуществления транспортного процесса: эф-
фективность располагаемого парка автотранс-
портных средств (далее АП) и его надежность.
Эффективность АП - оценка более широкая,
так как включает ряд экономических, ком-
мерческих, конъюнктурных и т.п. показате-
лей. Но надежность АП является стержневым,
основным элементом эффективности АТП.
Без обеспечения надежности АП оценка эф-
фективности автомобильных перевозок теряет
смысл.
Надежность АТП понимается как свой-
ство его автомобильного парка выполнять за-
данные перевозки, сохраняя во времени значение
установленных показателей в заданных преде-
лах, определенных условиями использования рас-
полагаемых АТС.
Из этого следует, что надежность АП за-
висит от надежности систем ВАДС, относя-
щихся к каждому выпущенному на линию
автомобилю. Показатели надежности системы
ВАДС, ее элементов, в особенности структу-
рообразующего элемента - автомобиля -
включаются в формирование надежности АП,
но существенно отличаются своим содержа-
нием и измерителями.
Долговечность или ресурс автомобиля -
случайная, но конечная величина. В отноше-
нии же АТП при пополнении, замене списы-
ваемых АТС с той или иной регулярностью
величина ресурса АП неопределенная и неоп-
ределимая, хотя объективно представляемая.
Безотказность автомобиля или системы
ВАДС является только одной составляющей
комплексного свойства надежности, а для
АТП безотказность АП исчерпывает понятие
надежности. Причем полный отказ АП явле-
ние редкое и нетипичное (какая-то часть под-
вижного состава всегда выходит на линию
или готова осуществлять транспортный про-
цесс).
Отказы у автомобиля, в том числе и час-
тичные, должны иметь возможно меньшую
вероятность, а для АТП это требование не
столь однозначно высокое, так как вообще
выпуск на линию всего списочного состава
АТС не предусматривается.
Оценка безотказности неоднозначна с
точек зрения самого АТП и потребителя
транспортных услуг (если заказчик получит
лишь часть запрошенных АТС, то не ясно
заранее, как он оценит их недостачу).
Резервирование, как средство повыше-
ния надежности, у автомобиля обеспечивает-
ся, как правило, конструктивными мерами,
преимущественно на стадии проектирования,
а у АТП это осуществляется либо содержани-
ем запасного полнокомплектного и исправно-
го автомобиля, либо выпуском простаиваю-
щего.
Простои автомобилей не по техниче-
ским причинам не учитываются в характери-
стиках их надежности; а в системе АТП - это
частичный отказ.
Отличия в содержании понятий надеж-
ности автомобиля и АТП (или АП) наклады-
ваются и на построение измерителей.
Так наработка в системе ВАДС относится к
конкретному, единичному автомобилю. На-
работка в системе АТП, как аргумент в по-
казателях свойств надежности, относится к
автомобилю, а сами показатели обезличива-
ются.
Это отражается и в уточнении объекта
оценивания. В системах типажа и ВАДС
рассматриваются подвижной состав автомо-
бильного транспорта, элементы, непосредст-
венно с ними взаимодействующие; в системе
АТП рассматривается функционирование
АП.
В рассмотрении обеспечения надежно-
сти автомобильного транспорта ограничива-
ются техническими аспектами функциониро-
вания АТП. Построение необходимых оценок,
моделирование процессов относят к автомо-
бильному парку, имея в виду влияние на них
структурных составляющих АТП как системы,
объединяющей эксплуатационно-техническую,
управленческую и производственную деятель-
ность.
522
Глава 4.6. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ АВТОМОБИЛЬНОГО ТРАНСПОРТА
Моделирование процесса функционирова-
ния системы АТП. В основу исследований для
обеспечения надежности функционирования
системы АТП кладется модель процесса пере-
хода автомобиля в различные состояния при
эксплуатации АП. При этом учитывают влия-
ние случайных факторов как на производи-
тельную работу, так и на мероприятия по под-
держанию его работоспособного состояния.
В отличие от одиночного автомобиля в
системе ВАДС, где надежность определяется
исходя в основном из двух состояний - со-
вершает полезный пробег или нет, - в про-
цессе функционирования АП автомобиль
находится во множестве состояний (по неко-
торым исследованиям до 20 в зависимости
от углубления наблюдений). В соответствии
же с нормативами по эксплуатации подвиж-
ного состава автомобильного транспорта,
таких характерных состояний выделяется
семь:
5о - исправен, работает на линии;
5*1 - исправен, находится в простое
(ожидании);
$2 - неисправен, находится в простое;
5з - производится ТО-1;
54 - производится ТО-2;
5*5 - выполняется ТР;
5*6 - находится на капитальном ремонте
(КР).
Наглядно эта модель процесса перехода
показана на рис. 4.6.5, представляющая собой
размеченный граф состояний автомобиля в
данном АП, где направления переходов отме-
чены стрелками с обозначением соответст-
вующих интенсивностей Ху. Этот процесс
происходит во времени; интенсивности пере-
ходов Ху могут также зависеть от времени или
приниматься постоянными.
К показанной схеме необходимы неко-
торые пояснения, связанные с особенностя-
ми нормативной базы технической эксплуа-
тации автомобильного транспорта и выбором
способов наблюдений за состояниями и их
учета.
1. Некоторые переходы осуществляются
в одном только направлении. Это объясняется
тем, что в модель включены два состояния
простоя (ожидания). Нормативы, например
времени на ТО, даны только для выполнения
предусмотренных операций, а неизбежные
затраты на оформление заявок, маневрирова-
ние на территории; подготовку к операциям и
другие организационные действия в них не
учитываются. Неизбежны простои при выезде
на линию (оформление путевых листов и
т.п.), выходе из КР.
Рис. 4.6.5. Размеченный граф состояний
автомобиля в системе АТП
2. Переходы между ТО и ТР осуществ-
ляются двумя путями: из состояния ожидания
и из ТО в ТР и обратно. Это объясняется тем,
что в нормативах предусмотрена планово-
предупредительная система технического об-
служивания (переход в состояние ТО проис-
ходит из состояния ожидания или простоя).
Вместе с тем ТР разделяется на два вида: са-
мостоятельный и сопутствующий ТО. В по-
следнем случае осуществляется переход из
состояния ТО в состояние ТР и обратно.
3. При тщательном учете всех видов про-
стоев и объединении результатов наблюдений
в два самостоятельных состояния процесс
смены состояний автомобиля значительно
приближается к марковскому случайному
процессу с дискретными состояниями и не-
прерывным временем. Учет всех видов про-
стоев и выделение их приближает переходы к
скачкообразным.
При вполне реалистичных допущениях,
соответствующих форме и содержанию не-
нормативной базы технической эксплуата-
ции автомобильного транспорта, потоки
переходов автомобиля из одного состояния в
другое, как показано на схеме рис. 4.6.5,
представляются стационарными пуассонов-
скими:
- при планово-предупредительной сис-
теме ТО и ТР и случайных наработках, раз-
ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ В СИСТЕМЕ АВТОТРАНСПОРТНОГО ПРЕДПРИЯТИЯ
523
ных сроках с начала эксплуатации машин,
объединенных в АП, поток направления ав-
томобиля на поддержание его в работоспо-
собном состоянии становится стационарным
и характеризуется средней величиной интен-
сивности ку, не зависящей от времени;
- само событие перехода из одного со-
стояния в другое слабо зависит от того, в
каком предыдущем состоянии находился
автомобиль (практически, при укомплекто-
ванности АП разными по технической из-
ношенности машинами и хорошо оборудо-
ванными постами, четко работающем адми-
нистративно-управленческом аппарате, ми-
нимальный интервал между событиями пе-
рехода по любому направлению в системе,
как правило, значительно меньше среднего
его значения);
- события перехода автомобиля осуще-
ствляются единично по определению и пото-
ки их одинарны.
Учитывая эти допущения, граф состоя-
ний показывает, какие наблюдения нужно
проводить в АТП, чтобы построить математи-
ческую модель функционирования АП для
численных решений в поисках наилучшего
обеспечения надежности транспортного про-
цесса. Например, очевидно, что перевод из
состояния Sb в состояние 55 обусловлен пото-
ком отказов, требующих текущего ремонта и
возникших во время работы на линии. Его
интенсивность Х05 определяется величиной,
обратной среднему времени безотказной ра-
боты автомобиля на линии. Точно так же
обратный перевод из состояния текущего
ремонта S5 в состояние ожидания выхода на
линию отремонтируемого автомобиля Sj оп-
ределяется потоком окончания ремонтов.
Интенсивность его Х51 равна единице, делен-
ной на среднее время текущего ремонта.
Фиксируя эти случайные величины в наблю-
дениях за пробегом на линии и в текущем
ремонте, затем осредняя их, получают чис-
ленные значения интенсивностей переходов
между указанными состояниями. Аналогич-
ными наблюдениями устанавливаются чис-
ленные значения интенсивностей переходов и
по остальным направлениям размеченного
графа состояний.
Нетрудно видеть, что модель функцио-
нирования автомобиля в системе АП и в
рассмотренном переходе прямо связана с
функционированием автомобиля в системе
ВАДС показателями, принятыми в оценке
надежности - безотказности и ремонтопри-
годности.
Только непосредственным наблюдени-
ем за автомобилем с обязательным хроно-
метрированием состояний можно получить
пригодные для построения расчетной моде-
ли данные об интенсивностях переходов
из одного состояния в другое. Это важно
иметь в виду потому, что на автомобильном
транспорте и в автомобилестроении исполь-
зуются разные измерители для вероятност-
ной оценки свойств, определяющих надеж-
ность.
Вероятностные оценки долговечности
(ресурса) представляются как функции со-
вершаемого пробега, а ремонтопригодности,
сохраняемости - как функции времени. Пока
нет разработанных методов согласования этих
оценок, что затрудняет применение некото-
рых положений ГОСТ 27.002-89 для вычисле-
ния параметров по отчетной документации
АТП.
Математическая модель процесса пере-
хода автомобиля в разные состояния строится
для оценки вероятности пребывания в них в
функции времени р//) по размеченному графу
дифференциальных уравнений А.Н. Колмого-
рова. В рассматриваемом типичном представ-
лении (рис. 4.6.5) эти уравнения имеют вид:
- ^- = MoPl ~(>01 + >02 + >05)Р0;
б/pi
= >01Р0 + >31РЗ + >41Р4 + >51/’5 +
+>6iP6 -(>ю + >1з + >14 +>15)л;
~^~ = >02Р0 “(>25 + >2б)^2;
^ = >13/’! + >53Р5 “(>-35 +>31)РЗ; (4-6.1)
^- = >14Р1 + >54Р5 “(>45 + >41)Р4!
dps
= >05Р0 + >15Р1 + >25Р2 + >35 РЗ +
+>45Р4 -(>51 + >53 + >54)/’5>
= ^26Р2 ~Х61Р6-
В уравнениях (4.6.1) для упрощения за-
писи опущено указание на то, что все вероят-
ности состояний рассматриваются как функ-
ции времени [р/ = Р/(/)] • Начальные условия
для решения системы дифференциальных
уравнений принимаются соответствующими
моменту, когда автомобиль выходит на линию
в исправном состоянии: ро = 1, Р\...6 = 0 при * =
0. Решение составленной системы уравнений
относительно вероятностей всех состояний
автомобиля рассматриваемого АП не вызывает
затруднений.
524
Глава 4.6. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ АВТОМОБИЛЬНОГО ТРАНСПОРТА
Оценка и обеспечение надежности
функционирования парка АТС. Для описания
системы функционирования всего АП по-
требовалось бы 7N дифференциальных урав-
нений состояний (N - число списочных еди-
ниц АТС). Упрощение описания процесса
функционирования всего списочного под-
вижного состава АП согласно с моделью
состояний автомобиля достигается с помо-
щью известного метода динамики средних
величин. Если обозначить число автомоби-
лей АП, находящихся в любой момент вре-
мени в каждом из рассматриваемых состоя-
ний S, как п,(1), то
Л1(/) + Л2(*)+•• •+«?(/) = N . (4.6.2)
Можно показать, что оценки среднего и дис-
персии каждой из этих случайных функций
выражаются в виде:
«/(f) = a2ni = fYP,(/)[l-/>,(/)]. (4.6.3)
Учитывая эти выражения, уравнения (4.6.1)
преобразовываются в систему дифференциаль-
ных уравнений динамики средних численно-
стей автомобилей всего автопарка в рассматри-
ваемых состояниях:
) = *-10«l(f)-(X01 + х02 +>-О5)«о(г);
dn(t) _
dt = *01 «0 (r.) + *-31«з(?) + Ml«4(f) + *51«5 (f) +
+*-61«6(f)-(X10 +X13 +*14 +>-15)«l(/);
—= A-O2«o(f)-(^-25 +>-2б)«2(/);
= *13«l(f) + *53«5(0-(X35 +хз1)«з(0;
= *-14«l (f) + *-54«5(0 - (M5 +M1)«4(Z);
= >-O5«o(f) + ;'-15«l(f) + ;'-25«2(f) + ^35«3(f) +
+M5«4(f)-(^-51 +^-53 +M4)«5(f);
) = x26«2(0 ~ 41«6(f)-
(4.6.4)
Эта модель упрощает сбор информации для
оценки надежности функционирования АП по
средней численности и продолжительности
пребывания автомобилей в характерных со-
стояниях.
Наиболее ответственной характеристикой
является, понятно, численность автомобилей
на линии (состояние So)- Графическое пред-
ставление ее изменения по времени (по дням
при достаточной продолжительности наблюде-
ний) даст наглядное представление об обеспе-
чении надежности транспортного процесса
рассматриваемым АП, его стабильности, преде-
лах возможных отклонений при любом законе
распределения «о(О- Аналогичная оценка и
других типичных состояний дает возможность
определить причины недостаточного обеспече-
ния надежности АП, пути и способы ее повы-
шения.
Для некоторых АТП возможно упроще-
ние модели. Так, например, для АП, укомплек-
тованного однотипными автомобилями, осуще-
ствляющими перевозки по постоянным мар-
шрутам, обслуживающего устойчивую по своим
заявкам клиентуру или непрерывно обслужи-
вающего длительное время устойчивое техноло-
гически производство, можно представить
функционирование АП в системе предусмот-
ренных моделью состояний как стационарный
процесс. В этом случае вероятности пребыва-
ния автомобиля в каждом состоянии теряют
зависимость от времени точно так же, как и
средняя численность автомобилей в каждом
состоянии.
Ясно, что в этом случае производные в
левых частях уравнений (4.6.1), (4.6.4) обраща-
ются в нули, а вероятности становятся посто-
янными (поскольку формально это равноценно
устремлению t к бесконечности, эти вероятно-
сти иногда называют финальными). При этом
дифференциальные уравнения обращаются в
алгебраические, решение которых значительно
проще. Следует лишь заметить, что решение
получаемой системы алгебраических уравнений
относительно финальных вероятностей будет
только с точностью до постоянного множителя,
если не заменить одно из уравнений (любое)
нормировочным условием
6
о
Исследования и оценки процессов
функционирования автомобиля с помощью
моделирования состояний и пуассоновских
потоков событий переходов оказались плодо-
творными не только для обеспечения надеж-
ности, но и для испытаний надежности авто-
мобилей. Более того, с их помощью рассмат-
риваются не только технические и эксплуата-
ционно-технические, но и экономические
аспекты обеспечения надежности автомо-
бильного транспорта. Например, в простей-
шем случае, зная финальные вероятности
СПИСОК ЛИТЕРАТУРЫ
525
состояний, представляющие относительное
время пребывания в каждом из них, норма-
тивы трудозатрат, тарифы и расценки на
работы в каждом состоянии, можно подсчи-
тать средний доход и средние убытки на
единицу времени.
Экономические оценки состояний
практически выдвигают вопрос об оптими-
зации. Уменьшая, например, время и затра-
ты на ТО можно выиграть время для полез-
ной работы на линии и получить дополни-
тельный доход. Но сокращение ТО без уве-
личения потерь в состоянии ТР или КР тре-
бует затрат на более производительное га-
ражное оборудование для повышения произ-
водительности труда. Сопоставлением затрат
и прибыли в этом случае оценивается оку-
паемость намерений.
СПИСОК ЛИТЕРАТУРЫ
1. Андрианов Ю.В. Оценка режимов ра-
боты автомобиля в эксплуатационных услови-
ях.// Проблемы адаптации автомобилей к
суровым климатическим условиям. 1976. Вып.
68. с. 34-38.
2. Авдонькин Ф.Н. Текущий ремонт ав-
томобилей. М.: Транспорт, 1978.
3. Безверхий С.Ф., Яценко Н.Н. Основы
технологий полигонных испытаний и серти-
фикация автомобилей. М.: И ПК Издательство
стандартов, 1996. 600 с.
4. Лукинский В.С., Зайцев Е.И. Прогно-
зирование надежности автомобилей. Л.: По-
литехника, 1991. 224 с.
5. Положение о техническом обслужива-
нии и ремонте подвижного состава автомо-
бильного транспорта. М.: Транспорт, 1986.
72 с.
6. Ротенберг Р.В. Основы надежности
системы Водитель-Автомобиль-Дорога-Среда.
М.: Машиностроение, 1986. 216 с.
7. Яценко Н.Н. Колебания, прочность и
форсированные испытания автомобилей. М.:
Машиностроение, 1974. 324 с.
8. Яценко Н.Н. Необходимость новых
подходов к решению инженерных задач на-
дежности мобильных машин. Тракторы и
сельскохозяйственные машины. 1990. № 2,
с. 52-53.
9. Машиностроение. Энциклопедия. Ко-
лесные и гусеничные машины. Т. IV-15./ Под
общ. ред. В.Ф.Платонова. М.: Машинострое-
ние, 1997. 688 с.
Глава 4.7
НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Магистральные, технологические и про-
мысловые газонефтепроводы представляют
собой сложные инженерные конструкции,
проложенные во всех регионах России и экс-
плуатируемые в разнообразнейших природно-
климатических условиях - от Крайнего Севе-
ра, Западной Сибири до средней полосы и
пустынных южных районов. Подземная, на-
земная и надземная прокладки трубопрово-
дов, подводные переходы, различные виды
электрохимзащиты от коррозии, особенности
технологии строительства и конструктивных
решений создают широкий вероятностный
спектр параметров прочности и долговечности
различных участков трубопроводов. Это учи-
тывается на стадиях конструкторского проек-
тирования и эксплуатации систем трубопро-
водов. Анализ надежности и безопасности
участков обеспечивает нахождение оптималь-
ных конструктивных решений, рациональный
выбор трассы, объемов и сроков диагностики
их технического состояния в процессе строи-
тельства и эксплуатации, капитального ре-
монта и реконструкции, позволяет подгото-
вить рекомендации для персонала по их дей-
ствиям в потенциальных нештатных ситуаци-
ях. Такой анализ способствует уменьшению
потерь транспортируемого продукта, сниже-
нию технического обслуживания, индивиду-
ального риска для персонала и населения и
т.п.
В США анализ надежности и безопасно-
сти объектов нефтегазовой промышленности
проводился с 70-х годов. В России анализ
надежности трубопроводных систем выполня-
ется с восьмидесятых годов, а анализ безопас-
ности - с девяностых годов.
Потенциальная опасность для населе-
ния, персонала, промышленных и граждан-
ских сооружений, флоры и фауны, находя-
щихся в зоне трубопровода, определяется
разрушениями конструктивных элементов
трубопровода и утечками транспортируемого
продукта. В результате этого происходят сле-
дующие процессы:
- выбросы продукта, его мгновенное
или постепенное испарение,
- дисперсия газа с нейтральной или по-
ложительной плавучестью,
- дисперсия тяжелого газа,
- пожары (пожары луж, струевые пла-
мена, шаровое пламя, вспышечные пожары),
- взрывы (парового облака в свободном
пространстве, ограниченные, физические,
пылевые, конденсированные фазы),
- детонации,
- разлет осколков,
526
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
- воздушные и сейсмические волны.
Оценка риска эксплуатации трубопрово-
да включает учет потока сквозных разруше-
ний конструктивных элементов трубопровода
в процессе эксплуатации, токсических и тер-
мических воздействий, воздействий от избы-
точного давления в воздушной среде и сейс-
мических волн в грунте, от разлетающихся
осколков.
При оценке объемов утечек продукта в
различные сроки эксплуатации участка трубо-
провода рассматриваются следующие потен-
циальные причины нарушения герметичности
участка:
- сквозные отверстия, длина которых
соизмерима с толщиной конструктивного
элемента (коррозионные свищи, разрушение
монтажных и заводских швов и т.д.), сквоз-
ные короткие трещины;
- сквозные “протяженные” трещины,
длина которых меньше критической длины
раскрытия трещин согласно механики разру-
шения;
- магистральные (критические) трещи-
ны.
Количество трещин вышеуказанных
групп растет неравномерно в процессе экс-
плуатации трубопровода.
При анализе надежности трубопровода
используется блочно-иерархический подход,
состоящий в расчленении представлений о
конструкции и построении математических
моделей для различных уровней абстрагиро-
вания [1]. Магистральный трубопровод как
сложная система состоит из следующих участ-
ков (верхний уровень):
- подземный участок, находящийся ме-
жду соседними линейными кранами или
имеющий длину, не меньшую фронтальному
размеру примыкающего населенного пункта;
- надземный участок, заключенный ме-
жду смежными “мертвыми” опорами, между
подземным участком и “разгрузочной” опо-
рой или фланцем нагнетателя;
- участок, включающий узел подключе-
ния компрессорного цеха к магистральному
трубопроводу и его длину, равную 250 м в обе
стороны (при их подземной, наземной или
надземной прокладке);
- переход через автодорогу;
- переход через железную дорогу;
- воздушный переход через водные
преграды, овраги, балки;
- подводный переход с потенциальными
“размытыми” частями;
- морской трубопровод между платфор-
мой и компрессорной станцией (КС), насос-
но-перекачивающей станцией (НПС), нефте-
перерабатывающим заводом (НПЗ), морским
погрузочным причалом, либо между двумя
берегами.
Так, газопровод между двумя соседними
КС содержит десять - двенадцать подземных
участков, один или несколько переходов. В
обвязочный газопровод КС входят подземные
и надземные участки всасывающего и нагне-
тательного коллекторов.
Каждый из участков представляет собой
довольно сложную конструкцию, которая в
свою очередь формируется с помощью сле-
дующей системы двадцати обобщенных кон-
структивных элементов (нижний иерархиче-
ский уровень):
к = 1, 2 - основной металл при отсутст-
вии коррозии и в коррозионно-активной сре-
де соответственно;
к = 3 - основной металл с начальными
дефектами технологического и механического
происхождения;
к = 4 - основной металл с царапинами,
рисками, вмятинами, нанесенными строи-
тельной и сельскохозяйственной техникой
третьей стороны в случайные моменты време-
ни эксплуатации;
к = 5, 6 - продольные (заводские) свар-
ные стыковые соединения при отсутствии
коррозии и при наличии коррозии соответст-
венно;
к = 7, 8 - поперечные (монтажные)
сварные стыковые соединения при отсутствии
коррозии и при наличии коррозии соответст-
венно;
к = 9, 10 - поперечные (монтажные)
сварные стыковые соединения разнотолщин-
ных труб при отсутствии и наличии коррозии
соответственно;
к = 11, 12 - поперечные и продольные
стыковые соединения с начальными дефекта-
ми технологического и механического проис-
хождения соответственно;
к = 13, 14 - отводы (коленья) при отсут-
ствии и наличии коррозии соответственно;
к = 15, 16 - тройниковые соединения
при отсутствии и наличии коррозии соответ-
ственно;
к = 17, 18 - соединительные детали с
начальными дефектами технологического и
механического происхождения (отводы и
тройники соответственно);
к = 19 - отрезок трубы, соприкасающий-
ся со “скользящей” опорой;
к = 20 - отрезок трубы, соприкасающий-
ся с “мертвой” опорой.
При данном подходе эти элементы
дальнейшему делению не подлежат и являют-
ся базовыми элементами. Для них должны
быть записаны основные соотношения теории
надежности и долговечности.
Основные нагрузки (внутреннее давле-
ние, аэро- и гидродинамические силы) пред-
ставляются в виде конечных рядов Фурье и
устанавливаются расчетные амплитудно-
НОРМАТИВНО-РЕКОМЕНДАТЕЛЬНАЯ БАЗА ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ
527
частотные характеристики этих нагрузок. Для
подземных участков определяется распределе-
ние продольных компонент напряжений с
учетом рельефа и особенностей местности,
состояния грунта (гористый, равнинно-
холмистый, пустынный, болотистый, подраба-
тываемые территории и территории, подвер-
женные подтвержденные карстовым явлени-
ям, вечномерзлые грунты, промерзающий
пучинистый грунт при возможном криоген-
ном растрескивании и т.д.). Теоретические
основы расчетных методов оценки конструк-
ционного риска и сроков службы трубопрово-
дов изложены в монографии [1] и методике
[2].
Настоящий раздел содержит специали-
зированные алгоритмы расчета ресурса и ве-
роятности ^разрушения (потока разрушений)
участков трубопровода, которые базируются
на критериальных условиях, учитывающих
различные действительные нагружения участ-
ков как функции времени эксплуатации, и на
аппроксимациях кривых длительной и цикли-
ческой прочности основного металла, свар-
ных соединений и соединительных деталей
[1]. Эти кривые являются функциями основ-
ных параметров времени, нагружения и кон-
центраторов напряжений.
Воздействий коррозионно-активных сред
на металл элементов учитывается параметра-
ми кривых его длительной и циклической
прочности, как функциями номера группы по
классификации коррозионных процессов в
трубопроводах.
Конструктивные особенности элементов
отражаются теоретическим и эффективным
коэффициентами концентрации напряжений.
Развитие трещиноподобных дефектов
описывается кинетическими уравнениями
прикладной механики разрушения.
Процесс накопления повреждений в
элементах находится с учетом воздействия
сред с различной коррозионной активностью
при различной степени их защищенности от
коррозии. Затем определяется вероятность
появления трещин, их количество и потенци-
альные объемы утечки продукта.
По значениям объемов утечки продукта
через сквозные трещины, через магистраль-
ную трещину, через отверстия в конструкции
трубрпровода, пробитые техникой третьей
стороны, по значению вероятности появления
источников зажигания и решению аэродина-
мической задачи о движении углеводородного
облака к объекту (населенный пункт, пересе-
чение с железной и автодорогой) вычисляют
различные риски - профессиональный риск
(для персонала компрессорных и насосных
станций), промышленный риск (разрушение
зданий и сооружений), свободно принимае-
мый риск (для населения близлежащих насе-
ленных пунктов), общеприродный риск (для
флоры и фауны).
Условие безопасной эксплуатации уча-
стка должно обеспечить безопасность людей,
флоры и фауны на территории, прилегающей
к участку трубопровода, в течение срока
службы путем ограничения значения конст-
рукционного риска участка.
При определении конструкционного
риска и прогнозируемого срока службы уча-
стка трубопровода привлекаются значения
более тридцати комплексных параметров
внешнего и внутреннего нагружения, трассы,
вида прокладки, механических свойств конст-
руктивных элементов, воздействия внешней
среды, защиты конструкции от коррозии
(полимерная изоляция, катодные потенциа-
лы).
4.7.1. ЭКСПЕРИМЕНТАЛЬНАЯ, ЗАКОНОДАТЕЛЬНАЯ
И НОРМАТИВНО-РЕКОМЕНДАТЕЛЬНАЯ БАЗА
ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ
И БЕЗОПАСНОСТИ ТРУБОПРОВОДОВ
На территории РФ расположена раз-
ветвленная система магистральных и техноло-
гических трубопроводов* протяженностью
около 210 000 км, включающая:
- систему магистральных газопроводов
(МГ), конденсатопроводов и продуктопрово-
дов (свыше 140 000 км) и технологических
трубопроводов КС и НПС (свыше 5000 км)
РАО “Газпром”;
- систему магистральных нефтепроводов
и технологических нефтепроводов НПС АК
Транснефть (свыше 50 000 км);
- систему нефтепродуктопроводов АК
Транснефтепродукт (свыше 13 000 км);
- аммиакопровод Тольятти-Одесса
(свыше 1 000 км).
Суммарная протяженность промысловых
трубопроводов составляет 350000 км.
В соответствии с нормами ОНТП 51-1-85
производительность базовых и распредели-
тельных магистральных газопроводов опреде-
ляется по следующей формуле:
®п =*и £(?/ ъ) Ю3 , (4.7.D
где [0П] = млрд.м3/год, - пропускная спо-
собность МГ в i-м расчетном периоде в тече-
ние года; [ф] = млрд.м3/деньгод; т, - число
дней в z-м расчетном периоде в течение года;
[т/] = день; Ки - коэффициент использования
пропускной способности МГ.
Для базовых и распределительных газо-
проводов в качестве расчетного периода при-
нимается месяц (п = 12).
Система также включает около 6000 технически
сложных надземных объектов повышенной опасности.
528
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Коэффициент использования пропуск-
ной способности определяется по следующей
формуле:
=*ро *эт *нд> (4-7.2)
где А'ро - коэффициент расчетной обеспечен-
ности газоснабжения потребителей, равный
0,95; Хэт - коэффициент экстремальных тем-
ператур, равный 0,98; - коэффициент
надежности газопровода.
Коэффициент надежности системы га-
зопроводов учитывает среднегодовое сниже-
ние производительности из-за отказов техно-
логического оборудования КС и разрывов
линейной части. Он определяется как отно-
шение ожидаемой (т.е. вычисленной с учетом
возможных отказов и аварий) пропускной
способности к номинальной (расчетной), ко-
торая достигается при исправном состоянии
всех рабочих элементов.
Исходной информацией для расчета по-
казателей надежности газопроводов служат
показатели надежности ГПА и Линейной час-
ти, технологическая схема и исходные техно-
логические данные, позволяющие определить
пропускную способность газопроводов при
различных аварийных состояниях
(разрушение линейной части, отказ оборудо-
вания газоперекачивающих агрегатов - ГПА).
Отказы линейной части приводят к пол-
ному прекращению подачи газа. Вероятност-
ные количественные показатели, характери-
зующие эти случайные процессы, практически
не зависят от оснащения КС и количества ре-
зервных агрегатов. Отказы агрегатов приводят к
уменьшению, но не прекращению подачи газа.
На рис. 4.7.1 представлены графики из-
менения удельной интенсивности отказов и
среднего времени ликвидации аварии по годам
эксплуатации для газопроводов Dy = 1420 мм.
Рис. 4.7.1. Зависимость интенсивности отказов и времени ликвидации аварии от календарного
времени эксплуатации магистральных газопроводов Dy = 1420 мм:
-А- - время ликвидации, - интенсивность отказов
Учитывая статистику повышения аварий-
ности из-за коррозии, прогнозируемая удельная
интенсивность отказов линейной части газо-
провода Dy= 1420 равна 0,6 аварий/1000 км год.
Среднее время проведения ремонта по-
сле аварии за период 1975-1994 гг. для газо-
проводов Dy = 1420 мм составляет 80 ч. Зна-
чение среднего времени восстановления после
аварий для северных газопроводов (до Урала)
составляет 100 ч.
Аварийность на отечественных магист-
ральных газопроводах различной пропускной
способности в период эксплуатации с 1961 по
1990 г. представлена в табл. 4.7.1.
4.7.1. Основные причины аварий магистральных газопроводов с 1961 по 1990 г.
Причины аварий Относительное число аварий, %
Дефекты трубит 13,9
Дефекты оборудования 1,2
Брак монтажно-строительных работ 23,2
Нарушения правил технической эксплуатации 3,9
Внутренняя эрозия и коррозия 2,4
Внешняя коррозия 42,7
Механические повреждения 6,9
Стихийные бедствия 2,2
Прочие 3,6
Всего 1210 аварий 100
НОРМАТИВНО-РЕКОМЕНДАТЕЛЬНАЯ БАЗА ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ
529
Рис. 4.7.2. Удельный вес основных причин аварий
газопроводов (см. табл. 4.7.1)
Диаграмма на рис. 4.7.2 отражает удель-
ный вес основных причин аварий на отечест-
венных магистральных газопроводах различ-
ной пропускной способности, эксплуатируе-
мых с 1961 по 1990 г.
Сопоставление показателей надежности
отечественных и американских газопроводов в
период эксплуатации 1984-1991 гг. выполнено
в табл. 4.7.2 и 4.7.3.
Существенной разницы по аварийности
на отечественных и американских газопрово-
дах нет.
Так, причинами аварий на отечествен-
ных газопроводах (по убывающей степени
влияния) в 1989 г. были подземная коррозия,
внешнее воздействие и брак строительно-
монтажных работ, а на американских - внеш-
нее воздействие и внешняя коррозия.
Тенденции, характеризующие изменения
аварийности по причинам, были различны.
Влияние внешней коррозии на аварийность
отечественных газопроводов уменьшилось и
стало сравнимо с аварийностью американских
газопроводов. Влияние внешних воздействий
значительно возросло, но все же ниже уровня
аварийности американских газопроводов.
Сравнение показателей надежности оте-
чественных и американских газопроводов
свидетельствует о том, что страны выполняют
различный объем выборочной диагностики
технического состояния газопроводов нераз-
рушающими методами контроля.
В течение пяти лет эксплуатации (1990-
1994 гг.) системы газо-, нефте-, продуктопро-
водов РФ произошло свыше 250 серьезных
аварий (без учета утечек), обусловленные сле-
дующими основными причинами:
- нарушение требований норм и правил
по проектированию и строительству трубо-
проводов, отступления от проектных решений
и низкое качество (технологические дефекты)
применяемых конструктивных элементов
(35%);
- механическое повреждение конструк-
ций различными техническими средствами
обслуживающих организаций и организаций
третьей стороны, в основном, сельскохозяйст-
венных и строительных (20%);
- механическое повреждение конструк-
ций подвижками грунта, всплытием, размы-
вами траншеи, аркообразованием и т.п. (10%);
- коррозионное и эрозионное повреж-
дение конструкций, вызванное взаимодейст-
вием с внешней средой (внешняя коррозия) и
перекачиваемым продуктом (внутренняя кор-
розия) (20%);
- несовершенство нормативных доку-
ментов и проектов (отсутствие разделов по
оценке конструктивной надежности, долго-
вечности и безопасности трубопроводов, по
прогнозированию работоспособности трубо-
проводов в условиях различных коррозионно-
активных сред с учетом потенциалов катод-
ной защиты, по срокам текущего и капиталь-
ного ремонтов участков трубопровода, срокам
и объему диагностики их технического со-
стояния (15%).
За это время выявлено свыше 2500 серь-
езных утечек транспортируемого продукта.
Анализ разрушений системы нефтепро-
водов РФ с 1981 по 1993 г. позволяет устано-
вить закономерности потока разрушений в
процессе эксплуатации системы, представ-
ленные на рис. 4.7.3.
Методом наименьших квадратов полу-
чена следующая аппроксимация зависимости
среднего числа разрушений Nm от календар-
ного времени t эксплуатации системы нефте-
проводов (рис. 4.7.3):
Nm = 2Д7 + 7/5-0Д04/52, (4.7.3)
где ts = t - 1980.
Рис. 4.7.3. Зависимость числа разрушений N иа сис-
теме нефтепроводов РФ от календарного времени
Г ее эксплуатации:
— в среднем, — верхняя и нижняя границы
18 - 8277
4.7.2. Показатели магистральных газопроводов СССР и США
Показатели 1984 1985 1986 1987 1988 1989
СССР США СССР США СССР США СССР США СССР США СССР США
Протяженность газопроводов в 1 нитку, тыс. км 165 508 174 521 185 547 197 467 209 499 214 499
Число аварий 41 60 99 115 79 67 91 60 57 81 65 65
Число аварий на 1000 км за год 0,25 0,12 0,57 0,22 0,43 0,12 0,46 0,13 0,27 0,16 0,30 0,16
Число аварий по причине подземной коррозии 23 17 37 30 24 10 22 17 19 15 15 20
Число аварий по причине внешнего воздействия 0 18 14 47 15 28 25 25 8 36 13 27
4.7.3. Основные причины аварий на магистральных газопроводах СССР и США
Причины аварий, % 1978-1985 1977-1984 1986-1990 1984-1990 1989
СССР США СССР США СССР США
Подземная коррозия 39,7 17,0 26,9 23,5 23,1 25,0
Брак строительно-монтажных работ 26,0 4,8 18,6 5,6 23,1 4,0
Дефекты зруб 24,0 17,0 13,8 8,6 13,8 7,0
Внешние воздействия 7,4 53,5 20,3 39,0 20,0 33,0
530 _________Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
НОРМАТИВНО-РЕКОМЕНДАТЕЛЬНАЯ БАЗА ОБЕСПЕЧЕНИЯ НАДЕЖНОСТИ
531
Рис. 4.7.4. Конструкционный риск R конструктивных элементов участка подземного нефтепровода
как функция срока его эксплуатации г.
Лг - по данным разрушений системы нефтепроводов РФ за 12 лет эксплуатации, ♦ - расчетные значения по
теории п.4.7.2.2; а - основной металл при отсутствии коррозии; b - основной металл в условиях коррозии;
с - сварные поперечные соединения; d - сварные продольные соединения; е - технологические дефекты;
532
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Разброс числа разрушений в зависимо-
сти от календарного времени эксплуатации
системы нефтепроводов показан на рис. 4.7.3.
Зависимости верхней Nt и нижней Nb границ
числа разрушений системы нефтепроводов от
календарного времени t ее эксплуатации опи-
сываются следующими соотношениями:
верхняя граница
Nt = 7,74 + 6,97ft - 0,098 t]
нижняя граница
Nb = -1,236 + 6,93ft- 0,11 tj.
Под участком нефтепровода понимается
его длина между соседними нефтеперекачи-
вающими станциями. Вероятность разруше-
ния (конструкционный риск) участка нефте-
провода является функцией времени эксплуа-
тации.
Парциальные значения конструкцион-
ного риска участка нефтепровода, обуслов-
ленные разрушением обобщенных конструк-
тивных элементов, как функции срока его
службы представлены на рис. 4.7.4 для основ-
ного металла при отсутствии коррозии и в
условиях коррозионного воздействия, для
сварных поперечных и продольных стыковых
соединений, для соединительных деталей и
технологических дефектов. Конструкционный
риск участка подземного нефтепровода
в функции срока службы изображен на
рис. 4.7.5.
Отечественные нормативные документы
Рис. 4.7.5. Конструкционный риск R участка
подземного нефтепровода как функция
срока его эксплуатации г.
Лг - по данным разрушений системы нефтепроводов
РФ за 12 лет эксплуатации* х - расчетные значения
по теории п.4.7.2.2
в целом, так и его конструктивных элементов.
Показателями надежности и безопасности
участка трубопровода (первая группа) являют-
ся категория участка (коэффициент условий
работы), коэффициенты надежности по на-
грузке у/;/, минимальные расстояния между
эксплуатируемыми и строящимися газопрово-
дами и нефтепроводами, минимальные рас-
стояния от трубопровода до населенных пунк-
тов, промышленных предприятий, зданий и
сооружений, коэффициент надежности по
назначению трубопровода.
Показатели безопасности первой группы
учитывают класс трубопроводов, герметиче-
ские размеры участка, количество монтажных
сварных соединений, подлежащих контролю
физическими методами, конструктивные схе-
мы прокладки, виды прокладки (надземный,
подземный и наземный), природно-
климатические условия прокладки и т.п.
К показателям безопасности конструк-
тивных элементов трубопровода (вторая груп-
па) относят коэффициенты надежности по
материалу и назначению.
Показатели безопасности второй группы
отражают механические свойства материала
труб и соединительных деталей, их конструк-
тивные решения и отклонения их геометриче-
ских размеров от номинальных, технологию
изготовления, взаимодействие с грунтом, по-
током газа или жидкости, коррозионное воз-
действие перекачиваемой и окружающей сред.
Значения этих коэффициентов [5] полу-
чены, в основном, экспертным путем, имеют
эмпирический характер и периодически кор-
ректируются после появления нештатных
ситуаций (серьезные нарушения нормальных
режимов эксплуатации, крупные аварии и
т.п.).
При этом остается неопределенный риск
эксплуатации трубопровода, проектное реше-
ние и технология строительства которого
строго соответствуют требованиям соответст-
вующих Норм и Правил по проектированию
и строительству этих сооружений.
Обеспечение безопасности в нефтяной и
газовой промышленности США имеет необ-
ходимую законодательную и административ-
ную базу. Конгрессом США приняты два за-
конодательных акта: “О безопасности на га-
зопроводах” (1968 г.) и “О безопасности на
трубопроводах, транспортирующих опасные
жидкости” (1979 г.)
Для контроля за выполнением указан-
ных законодательных актов конгресс учредил
два постоянных комитета.
При министерстве транспорта США соз-
дано управление по безопасности на трубо-
проводах, которое выполняет регулирующие
функции и несет ответственность за общее
ОЦЕНКА КОНСТРУКЦИОННОГО РИСКА И ПРОГНОЗИРУЕМОГО СРОКА СЛУЖБЫ
533
руководство “Программой обеспечения безо-
пасности на трубопроводах”.
Береговая охрана США на шельфе и
Геологическая служба США на континенте
обеспечивают безопасность объектов нефтя-
ной и газовой промышленности. С этой це-
лью проводятся сертификация трубопроводов.
Одним из основных условий получения
сертификата годности трубопровода является
требование о проведении анализа безопасно-
сти (расчета уровня безопасности и риска).
Согласно методических рекомендаций
банков США, для получения кредитов на
строительство любого объекта нефтяной или
газовой промышленности необходимо прове-
дение анализа безопасности по рекомендуе-
мому методу.
В соответствии с существующим законо-
дательством США любой строящийся объект
должен быть застрахован. Ежегодный страхо-
вой взнос определяется с учетом уровня безо-
пасности и риска запроектированного пред-
приятия. При этом в процессе эксплуатации
страховой взнос может быть увеличен, если
по статистической отчетности предприятия
уровень аварийности превысил указанный в
проекте.
Страховой взнос может быть уменьшен,
если предприятие провело анализ безопасно-
сти (обычно выполняется фирмой, имеющей
на это лицензию) и доказало (путем разработ-
ки и внедрения специальных мероприятий),
что уровень опасности и риска уменьшился.
В соответствии с постановлением Пра-
вительства РФ “О декларации безопасности
промышленного объекта РФ”, 1995 г. и Феде-
ральным законом “О промышленной безо-
пасности опасных производственных объек-
тов”, 1997 г. Министерством чрезвычайных
ситуаций РФ и Госгортехнадзором РФ опре-
делен “Порядок разработки декларации безо-
пасности промышленного объекта РФ”.
Газонефтепроводы транспортируют
опасные вещества и поэтому для основных
участков системы должны быть подготовлены
декларации безопасности в сроки, которые
опубликовываются ежегодно в “Перечне про-
мышленных объектов РФ с повышенной
опасностью, подлежащих декларированию в
текущем году”.
4.7.2. ОЦЕНКА КОНСТРУКЦИОННОГО РИСКА И
ПРОГНОЗИРУЕМОГО СРОКА СЛУЖБЫ УЧАСТКА
ТРУБОПРОВОДА НА СТАДИИ ПРОЕКТИРОВАНИЯ
Основы стохастической теории предель-
ных процессов нагружения конструктивных
элементов трубопроводов. Микронеоднород-
ность материалов, допуски при изготовлении
конструкций и случайная изменчивость во
времени нагрузок и воздействий обусловли-
вают стохастическую природу предельных
процессов нагружения конструктивных эле-
ментов трубопроводных систем.
Представление случайных процессов
нагружения в канонической форме либо в
виде системы моментов определенного по-
рядка, описание случайных временных функ-
ционалов повреждения с помощью рядов,
членами которого являются произведения
случайных функций времени и линейных
интегральных функционалов по времени с
детерминированными ядрами, и постулаты о
предельных процессах нагружения - вот осно-
ва стохастической теории.
Если нахождение определяющих функ-
ций детерминированной теории базируется на
некоторых детерминированных взаимосвязях
предельное нагружение - время, то требова-
ние стохастической теории состоит в задании
аналогичных взаимосвязей в виде случайных
функций параметров нагружения. Зависи-
мость вероятности безотказной работы и сро-
ка службы (долговечности) от параметров
предельного простого нагружения в виде
трехпараметрического нормального и сложно-
го экспоненциального законов распределения
этих величин получена на основе теории слу-
чайных процессов и использовании трехпара-
метрического нормального закона для ап-
проксимации случайных переменных функ-
ций качества.
Стохастический предельный процесс
нагружения может быть обусловлен либо сто-
хастичностью параметров нагружения при
детерминированных прочностных свойствах
конструктивных элементов, либо стохастич-
ностью механических прочностных свойств
конструктивных элементов при детерминиро-
ванных процессах нагружения, либо стохас-
тичностью тех и других одновременно.
Нагружение конструктивных элементов
как случайный процесс представляют в кано-
ническом виде
Q
yjg
9=1
хе [0, Z],j,g= 1, 2, 3,
где = ^У^о<Р^(х) - математическое
9=1
ожидание компонент тензора нагружения,
описываемое детерминированными функция-
ми времени; yigtq, q = 1, ..., Q - детерминиро-
ванные коэффициенты конечного ряда;
Х?,.9 = 1, •••> Q - центрированные некоррели-
рованные случайные величины с дисперсиями
Dq = D(j.q)', 4>q = <Р^(0, 9 = 1, ,С - детермини-
534
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
рованные функции времени, принадлежащие
полной ортогональной системе собственных
функций (система координатных функций
канонического разложения).
Случайную функцию времени у^х)
можно также задавать либо плотностями рас-
пределения вероятностей
л = 1>2> •••>
зависящими от значений функции у^х) в
различные моменты времени хь ..., хп, либо
ее средним значением М(у^х)) и моментами
= (Д(х1),-,у;г(х„)), л = 2Д...;
yjg(xi) = yjg(x<)- M[yJg(x‘i’ ‘ = 1>->"
(4.7.8)
Например, момент второго порядка
у\(*1 > *2) = (*') м{уЯ (*!))]х
Х|ъ«(х2)-л/(у^(х2))р
(4.7.9)
Если yZg(x) является стационарным слу-
чайным процессом, то математическое ожи-
дание M(yZg(x)) является константой, а момент
y^(xj,X2) зависит только от разности аргу-
ментов, т.е.
У^\х1,х?) = Кjg(x\ х = х2 -*1 •
(4.7.10)
Функция Kj^x) является корреляцион-
ной функцией стационарного случайного
процесса у^х).
Стохастичность накопления поврежде-
ний конструктивных элементов описыва-
ется случайными временными функциона-
лами, которые имеют каноническое разложе-
ние
=яЙ1г’Ях)]^о+
+£ '=°’1>2’л=*’2>
(4.7.11)
где у = у(х) - детерминированная функция вре-
мени; я{5 = я}Дг>у(х)]^=оЛ = О;1>...>Х -
детерминированные функционалы; = vk(f),
к = 1, ..., К - центрированные некоррелиро-
ванные случайные функции времени, пред-
ставляемые соотношениями либо (4.7.6) при
нулевом первом члене, либо (4.7.7), либо
(4.7.8).
С помощью соотношения (4.7.6) и
(4.7.11) случайный функционал, определен-
ный на случайном нагружении,
= Ям[г>^о(х)]^=о + Jx9yyS,9v!5(?,?/)<P9(z) +
4=1
К М , К б
>^goW]^=o +
k=L k=lq=\
Здесь учтено равенство
=*=о,1,... л.
Функционалы
являются детерминированными функциона-
лами на детерминированном нагружении,
которые описываются в [1].
Стохастический предельный процесс
нагружения обусловливает либо появление в
течение детерминированного интервала вре-
мени данного предельного состояния как
случайного события, характеризуемого мно-
гомерной функцией распределения предель-
ного нагружения, либо достижение материа-
лом данного предельного состояния как де-
терминированное событие в течение случай-
ного интервала времени г, характеризуемого
многомерной функцией распределения долго-
вечности.
Случайный предельный процесс нагру-
жения определяется экстремальными про-
странственно-временными свойствами слу-
чайного целевого функционала, который
представляет случайный процесс накопления
повреждений.
Сначала излагается основной постулат о
вероятности перехода конструктивного эле-
мента из исходного в определенное конечное
состояние под действием стохастического
нагружения. Затем приводятся два утвержде-
ния, которые в определенном смысле являют-
ся следствиями основного постулата
Первое утверждение. Вероятность F пе-
рехода А-го элемента из определенного ис-
ходного состояния в следующее за ним воз-
ОЦЕНКА КОНСТРУКЦИОННОГО РИСКА И ПРОГНОЗИРУЕМОГО СРОКА СЛУЖБЫ
535
можное предельное состояние под действием
некоторого стохастического нагружения
= Кл(х) , х е [0, /], п = (n/у) равна вероят-
ности достижения соответствующего уровня
предельного повреждения П максимумом
целевого функционала, отображающего про-
странство нагружений в пространство повре-
ждений, т.е.
= П
(4.7.13)
Предельное повреждение П является
случайной величиной, характеризуемой плот-
ностью распределения повреждения f = ДП, /),
где срок службы t рассматривается как пара-
метр.
Вероятность безотказной работы А-го
конструктивного элемента
Л= 1 -Fk. (4.7.14)
Безопасность конструкции считается
обеспеченной, если выполняется неравенство
20
к = \
(4.7.15)
где [Р] - назначенная вероятность безотказной
работы участка трубопровода, значение кото-
рой учитывает его экономическую и социаль-
ную ответственность, а также его конструк-
тивную схему (4.7.120).
При этом значения долговечностей эле-
ментов конструкции t должны быть не менее
значения назначенного срока службы конст-
рукции 4:
tk> к = 1, 2, ..., 20. (4.7.16)
Второе утверждение. Предельный про-
цесс нагружения Y^k = х е [0,г],
n = переводящий А-й конструктивный
элемент с некоторой вероятностью F из про-
извольного исходного в следующее за ним
возможное предельное состояние, реализует
максимум целевого функционала, отобра-
жающего пространство нагружений в про-
странство повреждений и достигающего F-
уровня предельного повреждения
max-
Z>at>Yn,k
= nF.
(4.7.17)
/’-уровень предельного повреждения По-
является квантилью порядка F повреждения П
как случайной величины с плотностью распре-
деления предельного повреждения f = ДП, /).
Процесс нагружения )%А = ^л,а(х»^) являет-
ся квантилью порядка F стохастического пре-
дельного процесса нагружения Y„k = У^к(х)9
х е [0, /].
Предельный процесс нагружения участ-
ка трубопровода Ул* является нижней оги-
бающей предельных процессов нагружения
всех конструктивных элементов Y^k :
У„‘(г) = 1тп|?„’л(г): к = 1,2,...,2о|. (4.7.18)
Он описывается детерминированной
функцией времени, которая в каждый момент
времени равна квантили порядка /’случайной
величины, характеризующей сечение стохас-
тического предельного процесса нагружения в
этот момент времени. Критерий безопасности
при t= t. F< 1 - [Р]. (4.7.19)
Третье утверждение. Срок службы tki в
течение которого А-ый конструктивный эле-
мент переходит с некоторой вероятностью F из
произвольного исходного состояния в следую-
щее за ним возможное предельное состояний
под действием некоторого стохастического
нагружения Yn = Ул(х), xe[o,^j,
равен такому времени действия этого нагруже-
ния, при котором максимум целевого функ-
ционала, отображающего пространство нагру-
жений в пространство повреждений, достигает
/’-уровня предельного повреждения П/-:
(4.7.20)
Срок службы t является квантилью по-
рядка F минимального значения долговечно-
стей конструктивных элементов как случай-
ной величины с плотностью распределения
долговечности f = flj):
t= тш{^: А= 1, 2, ..., 20}. (4.7.21)
F-уровень предельного повреждения По-
является квантилью порядка F предельного
повреждения П как случайной величины с
плотностью распределения предельного по-
вреждения /=/(П, I) при t = tf.
Критерий долговечности:
при F= 1 - [Р] t> К. (4.7.22)
Указанные утверждения устанавливают-
взаимосвязи параметров в различных сечени-
ях пространства повреждений для одного и
того же стохастического процесса накопления
повреждений конструктивных элементов.
536
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Определение конструкционного риска
подземного участка трубопровода в средах
различной активности. На рис. 4.7.6 изобра-
жены конструктивные решения трубопрово-
дов при подземной прокладке в различных
грунтовых массивах, с различным уровнем
грунтовых вод, глубинами промерзания.
Показаны конструктивные схемы, исполь-
зующие утяжелители различных конструк-
ций, “обетонированные” трубы, анкерные
устройства. Читатель может представить,
какую сложную задачу решают проектиров-
щики и реализуют строители по фиксирова-
нию положения участка трубопровода
вдоль его длины в различных грунтовых мас-
сивах.
Номинальное напряженное состояние
обобщенных конструктивных элементов под-
земного участка следует представить в сле-
дующем виде:
ст
= а12(/)ха(/),
(4.7.23)
= СТР
Р0+£ PjSinijt
<*2 = Н®1г(/) х а(/)-а£Д/ + £AH[cos//Ai (/,£</) +sin//А2 (^rf)] = , (4.7.24)
CT2,m = -аЕЫ + ERH[cos//Ai (/,kd)] + sin f/R2 (l,kd),
Pl = P(pM kd)), P2 = p(p2(l, kd)),
012 = «12(M = CT12j(z) x CT(Z) > Pl 2,1 = Р12,1(ст12,1 (/)) ,
где (стд, у, /у) - амплитудно-частотная характе-
ристика кольцевых напряжений, обусловлен-
ных внутренним давлением перекачиваемого
продукта, / = О, 1, 2, ..., /; стр - окружное на-
пряжение, соответствующее давлению перека-
чиваемого продукта; pi - радиус изгиба оси
трубопровода в горизонтальной плоскости
при его укладке, просадках или пучении; р2 -
радиус изгиба оси трубопровода в вертикаль-
ной плоскости при его укладке, просадках
или пучении; р, = р(рХО) - плотность распре-
деления радиусов изгиба оси i = 1, 2 трубо-
провода по его длине; f - угол, определяющий
положение расчетной точки в поперечном
сечени и газопровода; Го - начальный момент
времени развития процесса равномерной кор-
розии или поверхностным развитием
“колонии” трещин; v - скорость “утонения”
стенки конструктивного элемента, обуслов-
ленная равномерной коррозией или поверх-
ностным развитием “колонии” трещин, отне-
сенная к нормативному значению толщины
конструктивного элемента; kj - коэффициент,
учитывающий рельеф и особенности местно-
сти, состояние грунта (гористый, равнинно-
холмистый, пустынный, болотистый, подраба-
тываемые территории и территории, подвер-
женные карстовым явлениям, вечномерзлые
грунты, промерзающий пучинистый грунт при
возможном криогенном растрескивании и т.д.).
Рис. 4.7.6. Конструкции магистрального трубопровода при подземной прокладке:
I - “защемленный” в грунте трубопровод; II - прокладка в промерзающих грунтах;
III- VI - прокладки в обводненных грунтах; - уровень грунтовых вод;
1 - поперечное сечение трубы, 2 - теплоизоляционная прокладка,
3-5 - утяжелители, балластирующие трубопровод, 6 - анкерное устройство для закрепления трубопровода
ОЦЕНКА КОНСТРУКЦИОННОГО РИСКА И ПРОГНОЗИРУЕМОГО СРОКА СЛУЖБЫ
537
Расчетное значение времени t = , при
котором завершается “зарождение” л-го де-
фекта в к-м конструктивном элементе, т.е.
завершается инкубационный период ее разви-
тия, находится как решение следующего
уравнения [3], [23]:
1 - ф([1 - яА(/)]/[лА(/) - тг*(о)]} = f(n,k,xk),
(4.7.25)
где
f(n,k,xk) =
fo + xj) л2
(^+%2)2 Nl+xkN4
1/2,
к = 1, ..., К\ п = 1, 2, . ; q = 1, ..., 5,
где Ф = Ф(х) - стандартная нормальная функ-
ция распределения, является аргументом
интеграла вероятности:
Ф(х*)=/>7, <7=1, ..., 5, Pq=\-\/Nq-
(4.7.26)
N\ - общее количество труб, составляющих
участок трубопровода, N2 - количество попе-
речных сварных соединений (монтажных со-
единений), выполненных при строительстве
участка трубопровода, Nj - количество про-
дольных сварных соединений (заводские со-
единения), ^4 И ^5 - количество отводов и
тройниковых соединений соответственно в
конструкции участка. Повреждения обобщен-
ных конструктивных элементов л* = хМ в
формуле (4.7.26) находятся по следующим
соотношениям:
где
О') т2
<72(/)
к = 1,2,
**(')=а W+[ei(0 *е2(')]1/2 +Ш
**(') = 21W + O,85e2(z),
£ = 3,...,6,
к = 7,. ..,15,
(4.7.27)
<?1 (')/(СТР х /1 (v’')) = ДОдл(И + X pj*~{ ('> ’ mj14
J
G2(t) = |iGi(/) + /o2 w/ x СГдЛ(/,л),
21 (')/(CT p x fi (v> 0) = дл (r> a t > n) + Pj ! a -1 (ij, mj ij t, at, n),
2г(*) = м21(') + ^2 ,/и^/стДЛ
(4.7.28)
/1(м) = - ln[(l - v{t - Z0)],
/2(”,f) = l-v(r-Zo)
Предел длительной прочности по появ-
лению поверхностных дефектов в конструк-
тивных элементах находится по следующим
соотношениям:
адл(/,а,,л) = Ч'](/,а?,л) + 'Р2(/,л) • (4.7.29)
Предел циклической прочности по появлению
поверхностных дефектов в конструктивных эле-
ментах вычисляется по следующей зависимости:
о-1 (>к >тк ik t,t\ ,at,n} = {ф((ik,mkik t,a t,n)*
хФг^д. ik f)/a, +Ф3(1\,Л1А дл(г,/1)/одл(/,?1 >t0).
(4.7.30)
Функции зависимостей (4.7.29) и (4.7.30):
*1(', az, л), 4>2(/,л), 4>i(ik,mkikt,at,n),
ф2(тк^к^ фз(1к’тк представлены в
[2].
Номер группы п функционально зави-
сит от значений коэффициентов ks, кс> кр>
при этом ks учитывает вид и агрессивность
окружающей среды, кс - вид и состояние
покрытия, кр - параметры распределения
защитного потенциала по длине участка. В
настоящее время возможна лишь экспертная
оценка значения п. Значению квадратичной
формы по ks, кс, кр ставится в соответствие
номер группы: п = n(ks, кс, кр) = где
Kij ~ as^s +ас^с +аркр + (4731)
-^bsksbckc + bckcbpkp + bsksbpkр.
538
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Значения коэффициентов aSi ас, ар, bs,
bCi bp и вид функции N задаются экспертом
при выполнении следующих условий:
а] + al + ар + bsbc + bcbp + bsbp = 1;
1 < kSykc,kp < 2 .
ks определяется значением pH грунта,
средними температурами газа Tg и прилегаю-
щего к конструктивному элементу грунта Т5,
содержанием в нем водорастворимых солей,
размножением сульфатредуцирующих и ки-
слотопроизводящих бактерий в адгезионном
слое и наличием побочных продуктов их жиз-
недеятельности, образованием электролита в
“мешках” и других поврежденных местах:
ks=k^k^. (4.7.32)
1
Лр) = ехр|а(Г - Г,)2+ р(рН - pH,)2 ,
T = T(Tg,Ts),
где pH, 7g, Ts - случайные величины; а, р, pH*,
Г* = const; при Т > 40°С и pH > 8,5 - активное
анодное растрескивание; при Т < 35°С и 5,0 <
< pH < 7,5 - инициируемое водородом коррози-
онное растрескивание под напряжением (КРН);
=(сЧРН+а2)£л + р1рН + р2 ,
здесь Eh - окислительно-восстановительный
потенциал, В; pH, Eh - случайные величины;
«в аг, pi, р2 = const.
кс находится как произведение четырех
коэффициентов: '
кс = к^к^к^к^ , (4.7.33)
.(1) к
где к£7 обусловлен видом грунтов: горные
породы, глины и суглинки, супесь, песок раз-
,(2)
личной крупности; к£ 7 зависит от степени
стабильности грунтов: стабильный, просадоч-
ный, оползневой; и от вероятности сейсмиче-
,(3)
ского воздействия; к£ 7 характеризуется типом
покрытия газопровода: без покрытия, конст-
руктивный элемент без покрытия с анодной
защитой, ленточное полиэтиленовое холодного
нанесения при наличии обвертки (в трассовых
условиях), полиэтиленовое с нанесением мето-
дом экструзии в заводских условиях, асфальт,
мастика, эмаль, эпоксидное, каменноугольное,
эпоксидно-каменноугольное, парафиновое,
наличие или отсутствие обвертки, и конструк-
цией защитного покрытия по ГОСТ 25812-83;
Л4)
к£ 7 учитывает переходное электрическое со-
противление покрытия (Омм2): 103-104, lOMO5,
105-107, 1О7-1О10, 1010-Ю14:
кр = /$к®к® , (4.7.34)
.(О
где ку учитывает удельное электрическое
сопротивление грунта: свыше 100, 50 - 100, 20
(2)
- 50, 10 - 20, 5 - 10; к у зависит от величины
потенциала катодной защиты и его простран-
ственного распределения;
ЗОрнДт)*72
Р Р -(рг+4)^тз1п(£ + 2)’
где рг - удельное электрическое сопротивление
грунта, Ом/м; - разность потенциалов тру-
ба-замля на участке газопровода, вызванная
током катодной поляризации, В; Д. - продоль-
ное сопротивление участка трубопровода,
Ом м; L - расстояние от КС (НПС) до участка
трубопровода по ходу транспортируемого про-
(3)
дукта, км; DH - диаметр элемента, м; ку от-
ражает наличие анодной защиты, вероятность
возникновения равномерной, точечной корро-
зии, стресс-коррозии и коррозионного растрес-
,(4)
кивания; к'р 7 характеризует влияние блуж-
дающих токов на скорость коррозионных про-
цессов. Если рассматривать значение номера
группы как целую часть квадратичной формы:
л = [£у], то формируются следующие группы:
п = 1 - отсутствие коррозионных процессов,
п = 2 - низкий уровень развития коррозионных
процессов, п = 3 - средний уровень развития
коррозионных и стресс-коррозионных процессов,
п = 4 - интенсивное развитие этих процессов.
Условие 6 > hnik >0,01, Г < lntk < 1п*к соот*
ветствует периоду развития трещины без потери
герметичности элемента. Для описания этого
периода используются следующие уравнения:
. - fl(а/,InJc,ks>кскр) >
a 1g t х 7
’Jjgj ’ - /а(стЬ>кП'к>к5,кс,кр}, (4.7.35)
где fi = //( ) - Р-квантильное значение опре-
деляющей функции кинетического уравнения
роста трещины по оси элемента, учитывающая
коррозионные процессы в элементах;
- то же, но только по толщине элемента; о/ -
номинальное кольцевое напряжение в при-
легающей к вершине трещины области эле-
мента, 5/ = 5/0; " то же, но в области
элемента под трещиной, Sh = $*(/)• При усло-
вии, что определяющие функции ft и fa яв-
ляются степенными, соотношение (4.7.35)
приобретает следующий вид:
ОЦЕНКА КОНСТРУКЦИОННОГО РИСКА И ПРОГНОЗИРУЕМОГО СРОКА СЛУЖБЫ
539
dlgt
J=i
V
("/ЛтГ.
(4.7.36)
д^а^а^сц^ ,cihj = const.
Простейшие предположения о значениях номи-
нальных напряжений позволяют найти значения
длины и глубины трещины как функции време-
ни эксплуатации по следующим соотношениям:
_2
2-9
^п,к (О _
' 1 “Ч
при V= О
7 v
• «152
D
при V = О
hn,k(t) = ft
где
2
Г 2 +b{
Ah,N =
3 1
+ T&jPj}*
7=1
2-v
~T'
2
, (4.7.37)
bl = aI,N
(4.7.38)
Г, /Г - расчетные безразмерные значения дли-
ны и глубины начальной трещины при t = ’f
(конец инкубационного периода), Л* = 0,01 -
по определению, I/ характеризуется усеченным
законом распределения вероятностей, max lf= Г;
р* - отношение предела текучести к пределу
прочности материала конструктивного эле-
мента; р - отношение кольцевого напряжения
к пределу прочности материала конструктив-
ного элемента.
При более совершенных предположени-
ях о номинальном напряженном состоянии
под трещиной получено соотношение
—— + v(l-p)ln — --------у Су----------
hn,k ; hn,k fa
(4.7.39)
1 +V
h,Np ’
где h и A* - безразмерные значения глубины Значения коэффициентов и ^i,n
трещины, Нп к = (1 - p)hn>k + Ру rf = (1 - р)Л* 4- р, связаны с номером группы п следующим об-
С'у = v !/[Z !(v - 0 !]. разом:
540
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Номер группы Диапазон значений
п коэффициентов и Ацм
1 (0,01; 0,1)
2 (0,1; 1,0)
3 (1,0; 2,0)
4 (2,0; 3,0)
Дальнейшее уточнение номинального
напряженного состояния вокруг трещины
приводит к системе уравнений, интегрирова-
ние которой возможно только численными
методами.
Условие потери герметичности конст-
руктивного элемента сводится к следующему
требованию:
V*=5 ПРИ ^п,к = 8, 1п,к)< °, (4.7.40)
где
=[4’М1+z)+- ^2)+
+ //(1 - Р2//2))]/2[(/„л(?) - 2яТ8я|зр]-1.
(4.7.41)
Функция F находится по следующим соотно-
шениям:
для равномерного (параллельного внешней
поверхности) фронта трещины
F(f>hn,k) = (8 - (4 7 42)
F(z,8) = 0,
для линейного (треугольного) фронта трещины
F(t>hn,k) = (8 - hn,k/tynA*}’ (4 7 43)
/•(Л8) = 8/лЛ(0/2,
для полуэллиптического фронта трещины
= (8 - лй„л/4)/лЛ(г), 7
^,8) = 1/48я/л>Дг).
Время t„*k , при котором конструктивный
элемент теряет герметичность, находится по
второму соотношению (4.7.37) при условии
= L Л* = 0,01:
для У> 0
1 _ v 1g
__________*о
2-v
10 2 -1
ехр----------
°2
для V= 0
где Ь2 задается второй формулой (4.7.38).
Длина трещины при t = находится по
первому соотношению (4.7.37) с учетом
(4.7.45):
2-tf
2-v А /
1”к = г Г + 1ц 10 2 -1 Ь2
2
2-я
(4.7.46)
где Ь\ задается первой формулой (4.7.38).
Условие “раскрытия” конструктивного
элемента (развития магистральной трещины),
т.е. условие крупномасштабного разрушения,
имеет следующий вид:
кк)=[Л'-М!1+р)+’[5'И1Д1 - +
+ р’Д1 - р2/ р*2)) 2/2[(4»,л(0 - 2яТ8Я)8р] -1 = о,
(4.7.47)
Ч>(8, /яЛ) = [/•(/,8)(1 + р') + пб ^8я(1Д 1 - р2 ] +
+ /Д1 - Р2 //2 ))]/2[(/лЛ (г) - 2я78Я)бр]-1 = О,
(4.7.48)
где F(t,hnk) определяется соотношениями
(4.7.42)-(4.7.44), R - внешний радиус конст-
руктивного элемента. Длина критической
трещины I* к находится с помощью (4.7.47),
(4.7.48), (4.7.42)-(4.7.44) по следующей зави-
симости:
(4.7.49)
где для несквозной трещины трех вышеука-
занных форм:
а =
для сквозной трещины соответственно:
а =
0 ;
1/2;
3/4Z
IgjGAU) = (ю(2-- 1)Д> , (4.7.45)
Время критического раскрытия трещины Л к
находится по следующему соотношению:
ОЦЕНКА КОНСТРУКЦИОННОГО РИСКА И ПРОГНОЗИРУЕМОГО СРОКА СЛУЖБЫ
541
(4.7.50)
где находится по формуле (4.7.49), -
по (4.7.25)-(4.7.34), Ьх - по (4.7.38).
При УСЛОВИИ к <t*k < *п*к происхо-
дит критическое раскрытие несквозной тре-
щины, при t"k>tn*k - раскрытие сквозной
трещины.
Время , при котором k-й конструк-
тивный элемент л-й раз теряет герметичность
по причине появления n-го коррозионного
свища, находится по следующему соотноше-
нию:
1в(г^До) = р-
г 2~h '
—exp 10 2 -1
•si
(4.7.51)
£ - время зарождения п-й коррозионной
каверны, А - показатель коррозионного про-
цесса, - коэффициент, учитывающий на-
пряженное состояние и скорость коррозион-
ного процесса по толщине элемента и опре-
деляющий скорость увеличения глубины ка-
верны.
Максимальный размер каверны на по-
верхности при t = т ™к находится по такому
соотношению:
(4.7.52)
Is - длина начальной каверны в моменты
времени т *п; 52 - коэффициент, учитываю-
щий напряженное состояние и скорость кор-
розионного процесса по поверхности элемен-
та и определяющий скорость увеличения раз-
меров каверны на поверхности.
Расчетное значение прогнозируемого
срока службы участка трубопровода t должно
быть меньше всех значений времен первой
потери герметичности конструктивных эле-
ментов:
(4.7.53)
где = min|/i*£, , & = 1,...,18
Рекомендуемое значение прогнозируе-
мого срока службы участка газопровода tr
находится по следующему соотношению:
— /♦
(4.7.54)
а - 1_Л">
где
(4.7.55)
tr - рекомендуемое значение прогнозируемого
срока службы, 4 - назначенный срок службы
участка газопровода.
Значения коэффициентов пт и «/ назнача-
ются экспертом с учетом следующих неравенств:
0,01 < пт < 0,3,
5,0 < ni <10,0.
(4.7.56)
Значения времен , t\*k , *п к у ля*111 тре-
щин 1^к > к > веР°ятности потери герме-
тичности к-м элементом в момент вре-
мени t = , вероятности критического рас-
крытия трещины R* к в момент времени
I* к , вероятности сохранения целостности
конструкции трубопровода при использова-
нии техники третьей стороны в течение срока
эксплуатации Z, вероятности потери герме-
тичности Rn*fc элементом в момент времени
образования n-го коррозионного свища
t = х£к > достигшего длины Гп*к , позволяют
находить объем утечки продукта из трещин,
коррозионных свищей, отверстий, пробитых
техникой третьей стороны к моменту t.
По вышеизложенной методике была
проведена оценка остаточного ресурса под-
земных газопроводов Краснотурьи некого
Л ПУ*, эксплуатируемых в условиях стресс-
коррозии (вторая и третья группы), рекомен-
дуемого срока службы подземных участков
газопровода Ямал-Европа, проходящих в раз-
личных природно-климатических зонах
(первая - третья группы).
ЛПУ - линейное производственное управление.
542
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Одним из условий безопасной эксплуата-
ции магистральных трубопроводов является
обеспечение его общей устойчивости и сохра-
нения его первоначального положения (после
укладки при строительстве) на обводненных
участках (см. рис. 4.7.6).
Потеря общей устойчивости участка тру-
бопровода состоит в его выпучивании в плос-
кости наименьшей жесткости (как правило, в
вертикальной).
При проверке общей устойчивости уча-
сток трубопровода рассматривается как стер-
жень, находящийся в нелинейно-упругой
среде. Модель среды характеризуется пере-
менными коэффициентами пропорциональ-
ности между поперечными перемещениями и
сопротивлением грунта. Обычно проверяется
общая устойчивость участка трубопровода,
начально искривленного в вертикальной
плоскости, с учетом изменчивости сопротив-
ления грунта, и его предельного значения
(несущей способности).
При описании деформирования стержня
используется нелинейная геометрическая
взаимосвязь между осевой деформацией и
компонентами перемещения. Например, при-
меняется такая взаимосвязь:
, 1 (а \2
du 1 । avj
dx 2 I dx)
(4.7.57)
где 8Х - осевая деформация конструктивного
элемента, м, v - соответственно продольная и
поперечная компоненты перемещения.
В нормах общая устойчивость трубопро-
вода в плоскости наименьшей жесткости сис-
темы
S < /и5*Кр ,
(4.7.58)
т - коэффициент условий работы участка
трубопровода [5].
В случае “защемленного” трубопровода
эквивалентное усилие определяется по фор-
муле:
(4.7.59)
где F - площадь поперечного сечения конст-
рукции элемента.
Критическое усилие 5кр определяется
как решение задачи об устойчивости геомет-
рически нелинейного упругого стержня,
имеющего определенную конструктивную
схему и начальное искривление.
Учитывается глубина заложения, физи-
ко-механические характеристики грунта, на-
личие балластировки, гидростатическое дав-
ление в грунтовом массиве. Геометрическое
положение “обводненного” участка трубопро-
вода после его укладки при строительстве
сохраняется и при эксплуатации, если соблю-
дается неравенство
(4.7.60)
Лн.в
где Сак " суммарная расчетная нагрузка на
единицу длины трубопровода, действующая
вертикально, включая упругий отпор при
прокладке свободным изгибом; Qn - суммар-
ная расчетная нагрузка, действующая верти-
кально вниз, включая собственную массу тру-
бопровода; Хн.в - коэффициент надежности
положения трубопровода против всплытия,
находящийся в интервале 1,05 - 1,15 для раз-
личных участков.
В случае укладки трубопровода свобод-
ным изгибом и его равномерной по длине
пригрузки нормативная интенсивность балла-
стировки определяется по следующему соот-
ношению:
ал = Тг(^н.в + ^изг “
6 (4.7.61)
„ „ \ 7б
*тР ^ДОП/УЛ-Г у ’
Гб Л н в г в
где q£ ал - погонная масса балластировки на
суше; лб - коэффициент надежности по на-
грузке; qB - расчетная погонная выталкиваю-
щая сила воды, действующая на трубопровод;
<7изг " расчетная интенсивность нагрузки от
упругого отпора при свободном изгибе; -
расчетная погонная нагрузка от массы трубы;
<7доп -расчетная погонная нагрузка от массы
продукта; уб - плотность материала пригрузки;
ув - плотность воды [5].
Масса грунта засыпки при расчете бал-
ластировки трубопроводов не учитывается.
В нормах зарубежных стран [11-17] да-
ются лишь общие рекомендации о необходи-
мости анализа напряженно-деформированного
состояния и устойчивости опасных участков
трубопроводов.
Оценка надежности подземного участка
газопровода в промерзающих пучинистых грун-
тах. Конструктивные решения участков газо-
провода, прокладываемых в районе Крайнего
Севера, представлены на рис. 4.7.7 и 4.7.8.
Наиболее прогрессивные конструктивные
схемы подземной и надземной прокладки
газопровода на вечномерзлых грунтах (форма
продольной оси газопровода) показаны на
рис. 4.7.7.
Некоторые конструкции подземного га-
зопровода в вечномерзлых грунтах приведе-
ны на рис. 4.7.8.
ОЦЕНКА КОНСТРУКЦИОННОГО РИСКА И ПРОГНОЗИРУЕМОГО СРОКА СЛУЖБЫ
543
Рис. 4.7.7. Схемы прокладки газопровода
на вечномерзлых грунтах:
а - подземная прокладка; б надземная прокладка;
неподвижная опора; -н -подвижная опора;
4- - продольно-подвижная опора
Методика оценки срока службы участ-
ков магистрального газопровода должна учи-
тывать природно-климатические условия в
регионах их прокладки и технологические
режимы перекачки газа. Если трасса прохо-
дит через многолетнемерзлые грунты, то
должен подаваться охлажденный газ до -7°С
летом и -2°С зимой. КС будет транспорти-
ровать газ, охлажденный до -2°С круглого-
дично, если трасса пересекает прерывистое и
островное распространение вечномерзлых
грунтов. КС будет охлаждать газ системой
АВ О, если прокладка трубопровода лежит в
области талых грунтов. Для зон сплошного
распространения вечномерзлых грунтов ха-
рактерны высокая льдистость поверхностных
отложений и развитие разнообразных крио-
генных процессов (сезонное пучение, термо-
карст, термоэрозия, морозобойное растрес-
кивание). Среднегодовая температура грун-
тов ниже -3°С. Наиболее уязвимыми участ-
ками подземного газопровода в зоне преры-
вистого и островного распространения веч-
ной мерзлоты являются участки на перехо-
дах между талыми и мерзлыми грунтами.
Среднегодовая температура мерзлых грунтов
изменяется в интервале -3,0°С, температура
талых грунтов равна 1-2°С. Эта зона харак-
терна развитием процессов сезонного и
многолетнего пучения, термокарста, термо-
эрозии, подтопления, оползней. Область
талых грунтов содержит следующие природ-
но-климатические подзоны - таежную, лес-
ную, степную. Развитие в них инженерно-
геологических процессов зависит от многих
параметров (влажность, плотность грунтов,
уровень грунтовых вод и т.п.). Наиболее
важными характеристиками инженерно-
геологического мониторинга в области
сплошного распространения вечномерзлых
грунтов является их среднегодовая темпера-
тура, в области прерывистого и островного
распространения вечномерзлых грунтов -
глубина протаивания, сезонного и много-
летнего промерзания, размеры подтопления.
Рис. 4.7.8. Конструкции газопровода при подземной прокладке в вечномерзлых грунтах:
1 - нетканый синтетический материал; 2 - плиты из пенополистирола;
3 - утяжелитель; 4 - грунт засыпки
544
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Подземная прокладка газопровода с ох-
лаждением газа до отрицательных температур
обеспечивает экологическую безопасность по
условиям термокарста, однако порождает
проблему взаимодействия холодного газопро-
вода с прилегающими грунтами, характери-
стики которых изменяются в процессе экс-
плуатации. Наиболее сложные условия возни-
кают на переходах через малые водотоки, под
которыми обычно существуют талые грунты.
Под “холодным” трубопроводом будет
происходить промерзание грунта с образова-
нием мерзлой зоны цилиндрической формы
(“мерзлый цилиндр”). Образование и рост
“мерзлого цилиндра” сопровождается сле-
дующими явлениями:
- миграция влаги из талика к фронту
промерзания увеличивает диаметр “мерзлого
цилиндра”;
- объемное расширение грунта в
“цилиндре” обусловливает радиальное обжа-
тие трубы;
- образование дополнительного подпора
вод в подрусловом талике (частичное перего-
раживание подруслового потока) вызывает
усиление пучения.
Трубопровод подвержен дополнитель-
ным поперечным нагрузкам, вызванным рос-
том бугров морозного пучения. Простейший
подход состоит в том, что расположение буг-
ров пучения вдоль трассы газопровода образу-
ет пуассоновский поток. В этом случае веро-
ятность возникновения п бугров на участке
трубопровода длиной / определяют по сле-
дующему соотношению:
рп = (пт1)п ехр(-лот/)/л!, (4.7.62)
где пт - математическое ожидание числа буг-
ров на единицу длины трубопровода.
Также принимают равномерное распре-
деление вероятностей центров бугров по дли-
не участка. Уточнение распределения центров
бугров возможно по фактическим значениям
параметров прилегающих грунтов. Геометри-
ческие размеры бугров пучения (высота и
длина) задают совместной плотностью рас-
пределения вероятности р\ = Pi(h, I). Заметная
корреляция между высотой и длиной бугров
существует прежде всего в области их малых
значений. Для диапазона средних значений
длин бугров статистическая взаимосвязь осла-
бевает и практически исчезает при больших
значениях. При отсутствии достоверной ста-
тистической информации о частоте появления
и геометрии бугров пучения допускается
предположение о независимом распределении
вероятностей длин и высот бугров, парамет-
рами которых являются их средние значения
<Л>, </> и их среднеквадратические отклоне-
ния <<Л>>, <</>>.
Рекомендуется использовать метод ста-
тистического моделирования, позволяющий
находить распределение вероятностей про-
дольных напряжений на участке газопровода
по распределению вероятностей длин и высот
бугров. Участок газопровода моделируется
протяженной балочкой на упругом основа-
нии, характеризуемом различными коэффи-
циентами жесткости по координатным осям и
имеющей на концах упругую заделку. Внеш-
ней нагрузкой для балочки являются ее пере-
мещения на буграх пучения. По зоне контакта
бугра с балочкой возникают соответствующие
контактные напряжения, величина которых
ограничена прочностью мерзлого грунта на
скалывание. Номинальное осевое напряжение
в обобщенных конструктивных элементах
подземного участка находится по следующей
формуле:
ст 2 = цст12(/)о(/)-а£,А/±£Лн
cos /sin/ /. л ,
(4.7.63)
где
L P1(Z) Р2р)
Pl = XPl, I), P2=P(P2,I)>
vm + ^aaJsmijt
Здесь (<jaj, ij) - амплитудно-частотная характе-
ристика кольцевых напряжений, обусловлен-
ных внутренним давлением перекачиваемого
продукта,у = О, 1, 2, ..., J; стр - рабочее давле-
ние перекачиваемого продукта; ст^/) - ли-
нейная функция напряжений по длине трубо-
провода; ц - коэффициент поперечной де-
формации материала элемента; а - коэффи-
циент линейного расширения материала тру-
бы; А/ - расчетный температурный перепад; pi -
радиус изгиба оси трубопровода при его
укладке, пучении грунтового массива, крио-
генного растрескивания в горизонтальной
плоскости; р2 - радиус изгиба оси трубопро-
вода, вызванного укладкой, пучением, крио-
генным растрескиванием, в вертикальной
плоскости; р, = p(pt{l))f i = 1, 2 - плотность
распределения радиусов изгиба оси трубопро-
вода по его длине в горизонтальной и верти-
кальной плоскости соответственно; Е - мо-
дуль деформаций элемента; 7?н - наружный
радиус элемента; ср - угол, определяющий
ОЦЕНКА КОНСТРУКЦИОННОГО РИСКА И ПРОГНОЗИРУЕМОГО СРОКА СЛУЖБЫ
545
положение расчетной точки в поперечном
сечении газопровода.
Плотность распределения радиусов из-
гиба оси трубопровода по его длине
Pi = Р(рХО), i = 1, 2 находится как решение
задачи о деформировании пространственной
балочки под действием возмущающего факто-
ра - перемещений зон контакта с буграми
пучения с учетом их возможного разрушения.
Оценку напряженного состояния участка
газопровода при криогенном выпучивании
“мерзлого цилиндра” начинают с определе-
ния сегрегационного льдонакопления на гра-
нице “грунт - холодный газопровод”. Исполь-
зуют систему уравнений, содержащую уравне-
ние баланса тепла в областях с различной
литологией и фазовым состоянием пороговой
влаги, соотношения нестационарной фильт-
рационной консолидации (уравнение для
описания кинетики замерзания в тонких и
крупных порах, связь между потоком влаги
через границу промерзания (фазовую грани-
цу) и пороговым давлением, неразрывность
потока влаги и пучения (баланс массы на
фазовой границе), зависимость льдистости от
температуры мерзлого грунта), уравнения
нестационарной теплопроводности для сред с
фазовыми переходами (с незамерзшей влагой
в мерзлых грунтах), уравнение перемещений
балки под действием распределенной попе-
речной нагрузки.
Приближенное численное решение этой
системы для участка газопровода DH = 1420 мм,
5 = 15,7 мм, <тв = 60,0 кгс/мм2, стт = 47,0
кгс/мм2, с глубиной заложения (от поверхно-
сти грунта до его оси) 2 м, при длине газо-
провода в пределах талых грунтов 50 м, тем-
пературе газа 263 К и параметрами мерзлых
грунтов: объемной массой 1,7103 кг/м3, коэф-
фициентом теплопроводности 1,8 Вт/(м3 *С ),
удельной теплоемкостью 2106 Дж/(м3 *£),
объемной влажностью 0,5 показывает, что в
конструктивных элементах участка газопрово-
да, уложенного в промерзающих тяжелых
супесях и суглинках, значение осевого на-
пряжения изгиба может достигать предела
текучести.
При определенных природных условиях
(отсутствие снежного покрова, резкое значи-
тельное охлаждение воздуха) в вечномерзлом
грунте развивается нестационарное темпера-
турное поле, вызывающее неравномерное по
глубине массива двухосное растяжение. Мак-
симальные значения напряжений достигаются
на поверхности массива. Существует высокая
вероятность превышения во многих местах
этими значениями предела прочности мерзло-
го грунта при растяжении, что обусловливает
появление системы криогенных трещин.
Криогенное растрескивание многолет-
немерзлых грунтов приводит к тому, что уча-
сток трубопровода подвергается дополнитель-
ному однократному нагружению касательной
распределенной силой по поверхности конст-
рукции. Раскрытие криогенной трещины яв-
ляется случайной величиной, характеризуе-
мой ее средним значением и среднеквадрати-
ческим отклонением. Длина трубопровода, на
которой происходит подвижка грунта, также
представляется случайной величиной. Каса-
тельная сила, приложенная к поверхности
газопровода, рассматривается как сила тре-
ния, пропорциональная поровому давлению
мерзлого грунта. В зоне криогенной трещины
возникает максимальное растягивающее осе-
вое напряжение, опасность которого для ос-
новного металла и поперечных сварных сты-
ковых соединений оценивается по соотноше-
ниям, приведенным выше. Таким образом,
при оценке прогнозируемого срока службы
участка газопровода в промерзающих пучини-
стых грунтах следует учитывать дополнитель-
но значения осевых напряжений изгиба, вы-
званных особыми природными явлениями -
ростом бугров морозного пучения, криоген-
ным выпучиванием газопровода и криоген-
ным растрескиванием грунтового массива.
Индивидуальная остаточная долговеч-
ность подземного участка трубопровода после
сейсмического воздействия. Основными поня-
тиями теории сейсмостойкости системы тру-
бопроводов являются следующие:
землетрясение (сейсмическое воздейст-
вие) - колебания земли, вызываемые прохож-
дением сейсмических волн, излученных из
какого-либо очага упругой энергии;
интенсивность землетрясения - мера ве-
личины сотрясения грунта, определяемая
параметрами движения грунта, степенью раз-
рушения сооружений и зданий, характером
изменений земной поверхности и данными об
испытанных людьми ощущениях;
сейсмичность - распределение интен-
сивности землетрясения в пространстве и во
времени;
сейсмичность района газопровода - ин-
тенсивность возможных сейсмических воздей-
ствий на конструкцию газопровода с соответ-
ствующими категориями повторяемости за
нормативный срок. Сейсмичность устанавли-
вается в соответствии с картами сейсмическо-
го районирования и (или) микрорайонирова-
ния зоны газопровода. Она измеряется в бал-
лах по шкале MSK-64;
сейсмостойкость газопровода - способ-
ность конструкции сохранять в определенной
степени прочность, устойчивость, герметич-
ность и работоспособность при землетрясении;
546
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
акселерограмма землетрясения - запись
процесса изменения во времени ускорения
грунта (основания) для определенного на-
правления в виде графика или в табличной
форме;
аналоговая акселерограмма - запись ре-
ального землетрясения, используемая для
расчета на сейсмостойкость;
синтезированная акселерограмма - аксе-
лерограмма, полученная аналитическим путем
на основе обработки статистического анализа
ряда аналоговых акселерограмм;
ответная акселерограмма - акселеро-
грамма точки . конструкции, определяемая из
расчета вынужденных колебаний при сейсми-
ческом воздействии;
спектр ответа (реакций) - совокупность
абсолютных значений максимальных ответ-
ных ускорений линейно-упругой системы с
одной степенью свободы (осциллятора) при
воздействии, заданном акселерограммой, оп-
ределенных в зависимости от собственной
частоты и значения относительного демпфи-
рования осциллятора;
обобщенный спектр ответа - спектр, по-
лученный по результатам обработки спектров
ответа, для набора аналоговых и (или) синте-
зированных акселерограмм;
спектр коэффициентов динамичности
(СКД) - безразмерный спектр, полученный
делением значений спектра ответа на макси-
мальное пиковое ускорение соответствующей
акселерограммы;
проектное землетрясение (ПЗ) - земле-
трясение со средней повторяемостью один раз
в 100 лет;
нормальные условия эксплуатации -
стационарный режим работы при расчетных
параметрах.
Проверочный расчет необходимо прово-
дить с учетом действия эксплуатационных и
сейсмических нагрузок.
Сейсмическое воздействие задается син-
тезированными акселерограммами грунтового
основания. Они представляют собой аперио-
дические симметричные процессы с возрас-
тающей частотой ( от 0,1 до 40 Гц) и убы-
вающей амплитудой ускорения, выраженного
в долях ускорения свободного падения.
Динамический анализ сейсмостойкости
конструкции газопровода, представленной в
виде системы с конечным числом степеней
свободы N, выполняется методами численно-
го интегрирования системы дифференциаль-
ных уравнений вида
[Л/]^|+[С]{х} + {5} + {А}=-<х(г)[Л/]{ cosa},
(4.7.64)
где {В} - вектор диссипативных сил (сил внут-
реннего неупругого сопротивления); {Л} -
вектор реактивных сил, возникающих от до-
полнительных, в том числе от нелинейных
связей системы; {cosa} - вектор направляю-
щих косинусов; a{t} - ускорение движения
основания, определяемое по акселеллограмме.
Применение уравнений в конечных раз-
ностях позволяет выразить вектор относи-
тельных ускорений точек системы в каждый
текущий момент времени п через векторы
относительных перемещений
{*/>} = - 2{*л} + {%„_]}) , (4.7.65)
где Д/ - шаг по времени; {хи+1}, {x„}, {xwq} -
векторы относительных перемещений, соответ-
ствующие п + 1, n, п - 1 моментам времени.
Подставляя выражение (4.7.65) в форму-
лу (4.7.64), получают систему независимых
алгебраических уравнений для определения
вектора {хи+1} в зависимости от состояния сис-
темы в моменты времени tn и tn_\.
{*/>+1} = 2{х„} - - ДГ2[М] 1 х
Х([С]{Х«} + «(0[M]{COSa} + {*„} + {Лл}).
(4.7.66)
Численное решение системы уравнений
(4.7.66) шаговым методом при заданных на-
чальных условиях по перемещениям и скоро-
стям, а также при определенном из условия
сходимости и необходимой точности шаге
интегрирования Д/ дает параметры движения и
внутреннего состояния системы для любого
момента времени.
Акселерограммы строятся для проектного
землетрясения (повторяемость один раз в 100
лет) и максимального расчетного землетрясе-
ния (повторяемость один раз в 10 000 лет).
Спектр коэффициента динамичности, со-
ответствующий этой акселерограмме, зависит
от декремента колебаний К и собственной час-
тоты осциллятора.
Максимальный уровень ускорения синте-
зированных акселерограмм, принимаемых в
качестве характеристик ПЗ, не должен превы-
шать значений, указанных в табл. 4.7.4.
Динамический анализ сейсмостойкости
вышеуказанной модели, представленной в
виде нелинейной системы с конечным числом
степеней свободы, выполняется методами
численного интегрирования системы диффе-
ренциальных уравнений движения.
4.7.4. Характеристики сейсмичности
участка трубопровода
Сейсмичность участка трубопровода, баллы 7 8 9 10
Ускорение грунта при землетрясении, в долях g 0,1 0,2 0,4 0,8
ОЦЕНКА КОНСТРУКЦИОННОГО РИСКА И ПРОГНОЗИРУЕМОГО СРОКА СЛУЖБЫ
547
Расчет на сейсмостойкость проводится с
учетом одновременного сейсмического воз-
действия по трем взаимно перпендикулярным
направлениям (вертикального и двух горизон-
тальных) при определенных значениях отно-
сительного демпфирования. Участки трубо-
провода рассчитываются на два сочетания
нагрузок - расчетное эксплуатационное на-
гружение совместно с проектами землетрясе-
ния и расчетное эксплуатационное нагруже-
ние совместно с максимальным расчетным
землетрясением. При этом учитываются толь-
ко те эксплуатационные нагрузки, которые не
релаксируют при возникновении в конструк-
тивных элементах местной или общей пла-
стической деформации (вес, внутреннее дав-
ление газа и т.п.).
Рассеяние энергии при колебаниях учи-
тывается по методике гистерезисного сопро-
тивления, позволяющей определить неупругие
усилия в системе или ее отдельных связях
непосредственно из анализа ее напряженно-
деформированного состояния.
Преимуществами данного подхода явля-
ется отсутствие условной зависимости между
диссипативными и динамическими
(жесткостными и инерционными) характери-
стиками колебательной системы, а также воз-
можность учета различных диссипативных
свойств отдельных упругих связей и оценки
внутреннего рассеяния в нелинейных связях.
В качестве характеристики диссипации энер-
гии используется значение относительного
демпфирования.
Элементы вектора диссипативных сил
{В}, соответствующие отдельным обобщенным
координатам /, i = 1JV, могут быть определе-
ны по зависимости:
4°=4-i+ (4Z)-4-, (4.7.67)
r(z) • -
где 7 - z-и элемент вектора упругих сил
{7^1 = , определенного для 7^ -
то же, для tn.\, Р$ - скалярный оператор,
принимающий значения 0,1; -1; к - относи-
тельное демпфирование (в долях от критиче-
ского), заданное для упругой системы, харак-
теризуемой матрицей жесткости [С].
Текущее значение , определяемое
на каждом шаге интегрирования, зависит от
(4Z)-4V)
значения параметра Ап = -т—--:
>(-•) _
п ~
1 При Ап > 1 и Ап = ±оо;
-1 при Ап < 1; (4.7.68)
0 при Ап = 1.
При Ап < 0 или F$ - = 0 реализу-
ется условие В$ = 0.
Диссипативные составляющие усилий,
возникающие в дополнительных, в том чис-
ле в нелинейных связях динамической сис-
темы, упругие характеристики которых не
учитываются матрицей [С], определяются
аналогичным способом, причем для каждой
из них может быть задано свое относитель-
ное демпфирование к. Диссипативные уси-
лия в связях учитываются при определении
вектора [7?].
Вектор реактивных сил [7?и], действую-
щих в направлении обобщенных координат
системы в момент времени формируется с
учетом усилий, возникающих в дополни-
тельных связях системы. Эти связи обычно
представляют собой расчетные модели кон-
структивных элементов, характеристики ко-
торых не могут быть определены с помощью
линейной зависимости.
В качестве возмущающих сейсмических
воздействий на трубопровод рассматриваются
смещения грунтовых массивов вдоль актив-
ного разлома и сейсмические волны в грун-
товом массиве вне зоны непосредственного
влияния тектонического разлома. Для неко-
торых участков трубопровода сейсмические
волны являются продольными, для других -
поперечными. Анализ разрушений подзем-
ных трубопроводов при землетрясениях по-
казывает, что в большинстве случаев по-
верхность разрушения их конструктивных
элементов перпендикулярна их продольной
оси. Реализуется отрыв осевой силой. Попе-
речные сейсмические волны практически не
приводят к разрушению конструктивных
элементов. Если же вертикальное сейсмиче-
ское воздействие сопровождается значитель-
ными просадками грунтов, возникает значи-
тельный изгибающий момент в элементах
трубопровода, нередко приводящий к их
разрушению.
Расчетное значение времени t = ,
при котором завершается развитие д-го
сквозного дефекта в к-м конструктивном
элементе, находится как решение следующе-
го уравнения:
1 - 1
= f(n,k,xk), (4.7.69)
548
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
где
/(л,£,х*) =
п2
N4+XkN4
к = \,...,к; л = 1,2,...; 0 = 1,...,5,
где Ф = Ф(х) - стандартная нормальная функ-
ция распределения, хк является аргументом
интеграла вероятности:
Ф(ха) = Р9, <7=1, ...,5, P9 = 1-11/JV9;
22(','j = nei(') +
Р2,от”0
°дл(^> ’ л)
ст2,тл0
°дл^ > Rt >
N\ - общее количество труб, составляющих
участок трубопровода, для к = \, ..., 4 q = 1;
Л^2 количество поперечных сварных соедине-
ний (монтажных соединений), выполняемых
при строительстве участка трубопровода, для
к = 7,..., 11 q = 2; tV3 - количество продольных
сварных соединений (заводские соединения),
для к = 5, 6, 12 q = 3; N4 - количество отво-
дов, вставок холодного гнутья в конструкции
участка, для к = 13, 14, 17 q = 4; Ns - количе-
ство тройниковых соединений в конструкции
участка, для к = 15, 16, 18 q = 5.
Повреждения обобщенных конструктив-
ных элементов пМ в процессе эксплуатации
после землетрясения в момент времени f для
формулы (4.7.70) можно определять по сле-
дующим соотношениям:
Zl(v,z) = - In
1-vp-fp)
v(f-/o)
/2(v) = 1'о).
(4.7.71)
Компоненты номинального напряженного
состояния определяются так:
°12(/Ж
am + XCTfl->Sin/>W
P0 + ^P;Sin«y
р 1 - v(z -t0)
coscp sin ср
(4.7.72)
ст 2,1 = -clEqM ± EqRh
1
2 *2
x/2(v,/) + 7^ + —М, * = 1,2,
<??(') G2\t,t *)
(4.7.70)
1
»*W = ClW + [t?l(,X?2(0]2 +<?2(')> * = 3,...,7,11,12,
я *(')=<?> (О+0>85<?2('), *=13,... .и,
R^kd) R2(l,kd)\
°2,т = max ст 2,1 = аЕ$1&И + E$Rn x
1
xp?i(/,^)-2 +/?2(/,^)-2]2,
coscp sincp
I
+ rorh ri + Pq.
\,т +
°2,т = тахст2,2 = <*2,т
где
<ч(')
= Ро«о®дл(',«) + ^Pjnj^-l (‘J ,mjijt,n\
CT2,m = Л(а'с,срЛ,'«о)>
R\ =/2(ai,q,7’c,'”1),
T?2 = /2(^2, C2,Tc,m2\
(4.7.73)
= Н('1(/) + <Т2,тл0адл(/,л),
= н61(')+ст2,тЛ0'*дл(','’) +-Y Г”° \
СТДЛ^
л/.
61Р) ... Р0п0 ' j
В соотношениях (4.7.73) приняты сле-
дующие обозначения: ас, ah а2 - компоненты
ускорения грунтового массива вдоль оси и в
перпендикулярной к ней плоскости соответ-
ственно при прохождении сейсмической вол-
ны; ср, ci, с2 - компоненты скорости распро-
странения сейсмической волны вдоль оси и в
перпендикулярной к ней плоскости соответ-
ственно; /по, гп\, т2 - компоненты коэффици-
ента “защемления” газопровода в грунтовом
массиве вдоль оси и в перпендикулярной
плоскости соответственно; Тс - преобладаю-
ОЦЕНКА КОНСТРУКЦИОННОГО РИСКА И ПРОГНОЗИРУЕМОГО СРОКА СЛУЖБЫ
549
щий период сейсмических колебаний грунто-
вого массива; 7?f, R2 - максимальные значе-
ния радиусов изгиба трубопровода в горизон-
тальной и вертикальной плоскостях соответ-
ственно при землетрясении; Eq - секущий
модуль номинальных деформаций трубной
стали.
Одно из возможных выражений для осе-
вой компоненты напряжений [5] имеет такой
вид:
a^m=0,04£0/no«/>—• (4-7.74)
’ СР
Секущий модуль деформаций находится по
следующим формулам:
£п =_______________
е +(1-М>и ’
и ЗЕ
1
сти +СТ1СТ2+ст2)2' (4.7.75)
ст2 = CT2,m +ст2,т’
Универсальная взаимосвязь “интенсивность
деформаций - интенсивность напряжений”
для трубной стали 8И = Дсти) замыкает выше-
приведенную систему (4.7.69)-(4.7.75).
Рис. 4.7.9. Взаимосвязь “остаточная долговечность
конструктивного элемента Г^-сейсмическое ускорение
ар“ при следующих значениях отношения продолжи-
тельности эксплуатации до землетрясения к сроку
службы при эксплуатационном нагружении f /t:
7-0; 2-0,25; 5-0,5; 4-0,75;
I - трубная плеть; II - отвод; III - тройник
Расчетное значение срока службы участ-
ка газопровода t после сейсмического воздей-
ствия в момент времени Г должно быть
меньше всех значений времен первой потери
герметичности конструктивных элементов:
< 4и>
где tm = к =
Рекомендуемое значение прогнозируе-
мого срока службы участка газопровода tr
находится по соотношениям (4.7.54), (4.7.55).
Значения коэффициентов пт и л/ назначаются
экспертом с учетом следующих неравенств:
0,01 < пт <-0,3,
10,0 < ni< 15,0. (4.7.76)
Зависимость остаточной долговечности
трубной плети, отвода и тройника Л от сейс-
мического ускорения ар по соотношениям
(4.7.69)-(4.7.75) изображена на рис. 4.7.9. По-
казано, что с увеличением уровня сейсмиче-
ского воздействия на трубопровод существен-
но уменьшается его остаточная долговечность.
Наиболее уязвимыми являются тройниковые
соединения.
Расчет конструкционного риска надземно-
го участка трубопровода с учетом аэродинами-
ческих воздействий. При надземной прокладке
трубопровод опирается на опоры, пролеты
между которыми содержат компенсаторы
продольных перемещений. Конструкция опор
надземного трубопровода представлена на
рис. 4.7.10. Участок трубопровода ограничива-
ется неподвижными опорами I, между кото-
рыми располагается
опор II и III.
несколько подвижных
В
40
jy
Рис. 4.7.10. Конструкции опор трубопровода при над-
земной прокладке:
I - неподвижная опора; II - подвижная опора;
III - продольно-подвижная опора; IV - опора-подвеска;
7 - ригель, 2 - свая, 3 - фундамент (плита),
4 - ограничитель продольных перемещений,
5 - ограничитель поперечных перемещений,
6 - механизм вертикальной регулировки опоры,
7 - подвижная роликовая опора, 8 - хомут для
крепления подкладок, 9 - стойка, 10 - подвеска
Рассматривается плоское напряженное
состояние конструктивных элементов участка,
создаваемое в них внутренними (давление и
температура газа) и внешними нагрузками
(статическими - весовые, ветровые, гололед-
ные; динамическими-ветровыми).
Номинальные расчетные значения осе-
вых напряжений в конструктивных элементах
550
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
надземного участка, совершающего колебания
в ветровом потоке, определяются по следую-
щей формуле:
f 3 Л
= 2,1 + 2Д sin(s*Z) cos<₽ +
К к=\ )
3 Л
У* ст sin($£ sin ср - aE&t + ka(t} =
к = \ ’ )
= <j2
3 '
Al*0 + Sin(g£/) СОБф +
А=1 )
' 3 1
+ ^2,0 + 2^2,A sin(s£f) s*n<p ‘“«ЕДГ + Лст^),
I А = 1 ) J
0,3 < к < 0,5, ст 2,1 = a 2^*0, 2^ = CT ^htk>
к = 1,2,3, / = 1,2,
где с 2 - максимальное значение осевых на-
пряжений; ф - угол, определяющий положе-
ние расчетной точки в поперечном сечении
газопровода; Af^, к = 0,1,2,3 - безразмерные
величины среднего значения и амплитуд осе-
вой компоненты напряжений в горизонталь-
ной плоскости, определяемые соответственно
по значениям статического и переменного
изгибающих моментов, обусловленных сред-
ней и пульсационной составляющих ветровой
нагрузки; Я2 к = 0,1,2,3 - безразмерные
величины среднего значения и амплитуд осе-
вой компоненты напряжений в вертикальной
плоскости, определяемые соответственно по
значениям статического и переменного изги-
бающих моментов, обусловленных весовыми,
снеговыми и гололедными нагрузками и вет-
ровым резонансом (срывом вихрей Кармана);
gk, к = 1, 2, 3 - первые три частоты попереч-
ных колебаний пролета газопровода в гори-
зонтальной плоскости; sk, к = 1, 2, 3 - первые
три частоты поперечных колебаний пролета
газопровода в вертикальной плоскости.
Надземный участок газопровода рас-
сматривается как многопролетная пространст-
венная балка с упругой заделкой по двум ее
концам (“мертвые” опоры). К балке прило-
жены силы трения по поверхностям контакта
со “скользящими” опорами.
Значения коэффициентов осевых на-
(к) (к) . - _
пряжении ст2д, ст2>2, £, ст^, А = 1,2,3 нахо-
дятся как решение задачи о статическом де-
формировании многопролетной балки под
действием весовых, снеговых и гололедных
нагрузок и о ее колебаниях под аэродинами-
ческими воздействиями.
При определении значений параметров
внешнего нагружения следует руководство-
ваться рекомендациями [6] пункты 5-7.
Нормативное значение средней состав-
ляющей ветровой нагрузки определяют по
следующей формуле:
W„=O,75Qwo, (4.7.78)
где нормативное значение ветрового давления
w0 принимают в зависимости от ветрового
района РФ (карта 3 обязательного приложе-
ния 5 норм [6]) по данным табл. 5, Ск - аэро-
динамический коэффициент Кармана.
Нормативное значение пульсационной
составляющей ветровой нагрузки вычисляют
по такой формуле:
wp = 0,45wm. (4.7.79)
Коэффициент надежности по ветровой
нагрузке равен 1.4. Частота аэродинамических
сил, связанная со срывом вихрей при попе-
речном обтекании пролета потоком со скоро-
стью Ко, находится по такой зависимости:
s. = 2 л St К0 , (4.7.80)
Вц
где St - безразмерное число Струхаля (St = 0,2),
[И = м/С, [$Г]=Гц.
Скорость ветра на уровне 10 м над по-
верхностью земли, соответствующая 10-
минутному интервалу осреднения и превы-
шаемая в среднем раз в 5 лет, находится по
следующей формуле:
Ко = 1,28^ , (4.7.81)
где w0 - нормативное значение ветрового дав-
ления.
Для решения задачи о вынужденных ко-
лебаниях надземного участка максимальное
значение синусоидальной поперечной нагруз-
ки в центре каждого пролета балки находится
по следующей формуле:
2 9
-^max = CkPDHVn coso^/, к = 1,2,3,
л Л
(4.7.82)
где р - плотность воздуха.
Критические скорости ветрового потока
К^, к = 1, 2, 3, соответствующие трем первым
частотам поперечных колебаний участка gk,
к = 1, 2, 3, определяются по следующей зави-
симости:
( 0,2 0,0163
ту + тт
= ", "
2л
А = 1,2,3, (4.7.83)
ОЦЕНКА КОНСТРУКЦИОННОГО РИСКА И ПРОГНОЗИРУЕМОГО СРОКА СЛУЖБЫ
551
где Н - высота верхней образующей участка
над земной поверхностью.
Средние годовые времена 7*, к = 1, 2, 3
действия ветрового потока со значениями
V = Vk, к = 1, 2, 3 определяются по данным
метеостанций в районе прокладки трубопровода.
При отсутствии необходимой информа-
ции допускается выбирать расчетные значе-
ния времен Тк, к = 1, 2, 3 по формуле:
Tkgk = Ю5+* А; = 1, 2, 3. (4.7.84)
Прогнозируемый срок службы конструк-
тивных элементов Т находится согласно сле-
f(n,k,xk) =
2n + xl
дующей схемы (см.п.4.7.2.2). Сначала рас-
сматривается процесс зарождения трещин,
при котором h < 0,18, h < 1/< Г.
Расчетное значение времени t = k ,
при котором завершается “зарождение” л-ой
трещины в &-ом конструктивном элементе,
т.е. завершается инкубационный период ее
развития, находится как решение уравнения
(4.7.25):
1 - *к({)
*40 - "И0)
1-
= f(n,k,xk),
где
п2
N4+xkN4
£ = !,...Л; л = 1,2,...; ? = !,...,5,
где Ф = Ф(х) - стандартная нормальная
функция распределения, Хк является аргу-
ментом интеграла вероятности:
Ф(хк) = Рд, q= 1, -,5, Pq = 1 - 1/Nq,
- общее количество труб, составляющих
участок трубопровода, для к = 1, ..., 4, q = 1;
N2 - количество поперечных сварных соеди-
нений (монтажных соединений), выполнен -
ных при строительстве участка трубопрово-
да, для к = 7, ..., 11, # = 2; - количество
продольных сварных соединений (заводские
соединения), jVj = А2 = ^з> для к = 5, 6, 12,
q = 3; А^4 - количество отводов в конструк-
ции участка, для к = 13, 14, 17, q = 4;
#5 - количество опорных конструкций, для
к = 19, 20, <7 = 5. Повреждения л*, к = 1, ..., К,
определяются по следующим соотношени-
ям:
- для основного металла к = 1, 3, 4
( л2 , д ст2,/и
ТГм + ah-----------------U/T/2(V,Z)2 +a2/2(v,f)2 ^7-г (4 7'85)
^1(0 G,(t)G2(t)V2 «МО ,
— /) f X ----- 1,
где
3
6](0 = дл(0 + Рк<? -1 (ч >тк ‘к ')>
к=1
с2(/) = Д2 + 2?22 ,
К = *1*н . к* = (4.7.86)
m
3
А(') = Л1,О°дл(0 + X gk О’
4=1
3
s2(0 = А2,О«дл(0 + £ f>2,ka-i[sk,mk sk г),
k=l
- для сварных стыковых соединений
.,и.ж««^йа,(4.7.87)
I рк*_\
I Рэ )
к^49 ..., 11, 12;
552
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
- для элементов труба-’’скользящая” опора,
труба-’’мертвая” опора, для отводов
яИ^б1(/) + 0,85б2(/)
Рэ
(4.7.88)
к = 13,17,19,20,
где
з
°дл *=10-1
е2(0 = + ,
V4_________^1,£______
Г (21
*=la_i[gk^k gk J
Предел длительной прочности
<bm = <bviU at) и предел циклической прочно-
сти о-i = <j_i(g, mgt, az) находятся по соотно-
шениям (4.7.29) и (4.7.30) соответственно при
п = 1.
Расчетное значение прогнозируемого
срока службы надземного участка трубопро-
вода находится по соотношению (4.7.53), ре-
комендуемое значение срока службы - по
формулам (4.7.54), (4.7.55). Значения коэф-
фициентов пт и, П( назначаются экспертом с
учетом следующих неравенств:
0,01 < пт < 0,3, (4.7.89).
3,0 <ni< 5,0.
Давление газа по длине газопровода рэ в
формулах (4.7.85)-(4.7.88) определяется по
формуле:
Рэ = , (4.7.90)
где
ХА Тернер
0,3262 10"12</5 ’
без учета
рельефа
трассы,
0,3262 10~12</5(1 + ойк)
с учетом
рельефа
трассы;
(4.7.91)
а = —-—--------, 1/м ;
14,64 • Т cpZcp
d - внутренний диаметр трубы, мм; рн - дав-
ление газа на узле подключения КС к газо-
проводу; рэ - давление газа в сечении газо-
провода на Z-м расстоянии от нагнетательной
КС; X - коэффициент гидравлического сопро-
тивления газопровода; А - относительный
удельный вес газа по воздуху; Гср - темпера-
тура газа (средняя по длине газопровода меж-
ду соседними КС), К; Zcp - коэффициент
сжимаемости газа (средний по длине газопро-
вода между соседними КС); I - рассматривае-
мая координата по длине участка газопровода,
км; hK - превышение или снижение конечной
точки расчетного участка относительно на-
чальной точки, м; Z/ - длина У-го элемента
участка газопровода, км; п - количество суще-
ственных изменений высот от нагнетательной
КС до рассматриваемого участка газопровода.
Давление рп вычисляется по формуле:
Рн ~ Рнаг " $Рвых - $Рохл > (4.7.92)
где Рнаг - давление нагнетания на выходе
компрессорного цеха; 5рвых - потери давления
в трубопроводах между нагнетателем и узлом
подключения к линейной части магистраль-
ного газопровода (без учета потерь давления в
системе охлаждения транспортируемого газа);
6рохл - потери давления в системе охлаждения
газа, включая ее обвязку.
Коэффициент сжимаемости природного
газа Zcp (средний по длине между соседними
КС) определяется по формуле:
zcp = 1 -0,4273 • рпр Г-р3’668 , (4.7.93)
здесь
Рпк> Тпк “ соответственно псевдокритическое
давление и температура газа, которые зависят
от плотности газа; /?ср - среднее по длине ме-
жду соседними КС давление, которое вычис-
ляется по формуле:
9 Г л2
/>ср=4Рн+ Рк > (4-7.94)
3 Рн + Рк )
где рК - давление газа на входе в соседнюю
КС..
Коэффициент гидравлического сопротив-
ления X с учетом усредненных местных сопро-
тивлений по трассе газопровода (краны, пере-
ходы) принимается на 5% выше теоретического
коэффициента сопротивления трения Х^:
Х = 1,05-^у-, (4.7.95)
е1
где е - коэффициент гидравлической эффек-
тивности.
ОЦЕНКА КОНСТРУКЦИОННОГО РИСКА И ПРОГНОЗИРУЕМОГО СРОКА СЛУЖБЫ
553
Теоретический коэффициент сопротив-
ления трения Хф для всех режимов течения
газа вычисляется по формуле:
(4.7.100)
62,6 К DH
а = —----------л-;
? Д Ср Ю6
1 пш-,(158 2/1^1 °’2
Xtp=0,061r?+TJ •
(4.7.96)
где
- наружный диаметр
где h - эквивалентная шероховатость труб,
мм; Re - число Рейнольдса.
Число Рейндольдса задается формулой:
Re = 1,81 Ю3-^, (4.7.97)
Ф
где ц - динамическая вязкость природного
газа, кг с/м2, определяется по формуле:
И = 10~6(0,00322 • Тср + 0,00175 • рср + 0,1 бб)
(4.7.98)
Температура газа на входе в соседнюю
КС /к находится по следующему соотноше-
нию:
, \ -aL ~P*)l -aL\
- ^cpg£ /(1-е- ),
(4.7.99)
где L -длина газопровода между соседними
КС, км.
Средняя температура газа /ср определяет-
ся по формуле:
^ср - 1г р+ (^н ~ ~
газопровода, мм; 4р - средняя температура
грунта на глубине заложения газопровода, °C;
/н - температура газа на узле подключения
нагнетательной КС к газопроводу, °C; К -
коэффициент теплопередачи от газа в грунт;
Di - среднее для расчетного участка газопро-
вода значение коэффициента Джоуля-
Томпсона, которое находится по формуле:
D, = 1,335 + 0,707 • 10~2 pg, - 0,29 • 10~2 - 0,609 х
хЮ^РсрТср +0Д410-4ТСр -0,28 10^*РсрТср,
(4.7.101)
ср - удельная теплоемкость газа
ср = 1,528 + 0,10110~10Рср -0,756 10"2Тср +
+ОД1О~5р2р +0,14 10-4Тс2р -0,28 Ю^РсрТср.
(4.7.102)
Нахождение конструкционного риска
“размытого” участка морского трубопровода
(подводного перехода) в потоке воды различ-
ной активности. На рис. 4.7.11 показаны два
подводных перехода через реку с
“различными” участками. Поверхность дна
реки и положение трубопровода определяются
с помощью современных эхолотов.
Рис. 4.7.11. Подводный переход с “размытыми” участками:
1 - поверхность земли по данным обследования; 2 - поверхность земли по исполнительному профилю;
3 - верх трубопровода по данным обследования; 4 - кривая механического гнутья; 5 -укрепление берега;
6 - кривая упругого изгиба; а - один “размытый” участок, б - два “размытых” участка
554
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Прогнозирование вероятности разруше-
ния и остаточной долговечности “размытого”
подводного перехода затруднено рядом об-
стоятельств. Прежде всего, существует высо-
кая вероятность нарушения целостности изо-
ляционного покрытия. В таком случае, корро-
зионная среда ускоряет процесс накопления
повреждений в конструктивных элементах
перехода. Поэтому необходимо проводить
оценку долговечности этих элементов как в
предположении сохранения изоляции участка,
так и при ее нарушении.
Течение и ветровые волны создают по-
лигармоническое осевое нагружение конст-
руктивных элементов перехода. В условиях
отсутствия натурных наблюдений и лабора-
торных исследований этих воздействий целе-
сообразно ориентироваться на максимально
возможные значения воздействий по соответ-
ствующим нормативным документам и бази-
роваться на экспертных оценках ряда пара-
метров.
При выборе расчетных значений пара-
метров нагрузок и воздействий необходимо
базироваться на нормативных документах по
нагрузкам и воздействиям и нормам проекти-
рования [5].
Анализ напряженно-деформированного
состояния (НДС) газопровода на подводном
переходе следует выполнять с учетом исход-
ных данных, полученных по результатам об-
следования фактического положения трубо-
провода и математического моделирования
процесса его размывания. При этом макси-
мальные значения компонентов номинальных
расчетных напряжений должны быть не
меньше соответствующих экспериментальных
или расчетных величин.
Рассматривается плоское напряженное
состояние конструктивных элементов перехо-
да, создаваемое в них внутренними (давление
и температура газа) и внешними (течение,
волнение) нагрузками.
Номинальные расчетные значения осе-
вых напряжений в конструктивных элементах
“размытого” участка подводного перехода,
совершающего колебания в потоке, опреде-
ляются по следующей формуле:
а 2 = g 2,1 + sin(^Z) COS(P
V k=\ )
Jo^sin^r) simp -
Л=Г ’ J
-а£д?±£Ан COS,'{ + SinZ +A»(/) =
H[A1(/) a2(z)J u
/ 3 "if
3 1
= 02’ /*1*0 + h^k sin(g^r) coscp + /£,0 + ^2,к sin(5*Z) sin(P ’ “
£ = Г J
(4.7.103)
£=1
- аЕД/ ± ERH
cos f sin f
.W + ^2(0.
+ £<?(/), 0,3 < к < 0,5,
где o2*- максимальное значение осевых на-
пряжений; ср - угол, определяющий положе-
ние расчетной точки в поперечном сечении
газопровода; , к = 0,1,2,3 - безразмерные
величины среднего значения и амплитуд осе-
вой компоненты напряжений в горизонталь-
ной плоскости, определяемые соответственно
по значениям статического и переменного
изгибающих моментов, обусловленных тече-
нием и волнами; р\ = p(R\(J)) - плотность
распределения радиусов изгиба оси трубопро-
вода в горизонтальной плоскости по его дли-
не; к = 0,1,2,3 - безразмерные величины
среднего значения и амплитуд осевой компо-
ненты напряжений в вертикальной плоско-
сти, определяемые соответственно по значе-
ниям статического и переменного изгибаю-
щих моментов, обусловленных течением и
волнами; Р2 = p(Ri<J)) - плотность распреде-
ления радиусов изгиба оси трубопровода в
вертикальной плоскости по его длине;
gk, к = 1,2,3 - первые три частоты попереч-
ных колебаний пролета газопровода в гори-
зонтальной плоскости; $£, к =1,2,3 - первые
три поперечных колебаний пролета газопро-
вода в вертикальной плоскости.
Значения коэффициентов осевых на-
U) W Z in-,
пряжении 02.1, 02,2, ст2 1 ’ ст2 2 » = 3
находятся как решение задачи о колебаниях
“размытого” пролета подводного перехода под
воздействием течения и волн. “Размытый”
пролет газопровода рассматривается как од-
нопролетная балка с упругой заделкой с двух
сторон, либо упругой заделкой с одной сто-
роны и шарнирным опиранием с другой, ли-
бо с шарнирным опиранием с двух сторон.
Предполагается, что скорость течения на
прилегающем фронте перед переходом изме-
ОЦЕНКА КОНСТРУКЦИОННОГО РИСКА И ПРОГНОЗИРУЕМОГО СРОКА СЛУЖБЫ
555
няется по параболе, имеющей максимум в
центре стержня и минимум у опор.
Значения компонент осевых напряже-
ний 02,1 и ^2,2 определяются по следующей
зависимости:
F D
( = 1,2. (4.7.104)
2 Ki
При определении значений параметров
в формулах (4.7.105), (4.7.106) руководствуют-
ся рекомендациями [7], пункты 2.1 - 2.11.
Рассматриваются три наиболее неблагоприят-
ных сочетания инерционного и скоростного
компонентов горизонтальной и вертикальной
волновой нагрузки на подводный переход,
параметры которых устанавливаются по гра-
фикам (рис. 18 и 23 [7]).Значения инерцион-
ного и скоростного коэффициентов формы
преграды для кругового сечения перехода
принимаются в соответствии с графиками
(рис. 17 [7]).
Значения коэффициентов линейной
нагрузки от волн, учитывающих относитель-
ную глубину перехода, находятся по графикам
(рис. 19, а и б, [7]).
В условиях отсутствия натурных наблю-
дений и лабораторных испытаний нагрузок от
волн на “размытый” подводный переход це-
лесообразно использовать следующее условие:
л2 ^«1,0, т.е. A = 0,U, (4.7.105)
где Л, X - соответственно высота и длина
волн.
Расчетные средние значения осевой
компоненты напряжений и ее амплитуды в
горизонтальной плоскости в долях величины
кольцевого напряжения находятся по сле-
дующим зависимостям:
А1Л=Л1Л-^> А; = 0,1,2,3, (4.7.106)
а2
где
И2/2 а 1
hx о = 0,025—Аг- + Ю6РН ——,
рР2 oiX
/2
йц = 0,035^ —— ,
s PDH
L. 41
Л1,2 = -7---------------
J 1 . со 2
3 1 + 1g 2
(. <0]
Л1,3 =
hl
sfi+ig---'!
V <027
(4.7.107)
co, = 1, 2, 3 - соответственно три первые собст-
венные частоты колебаний “размытого” участ-
ка подводного перехода, ©2/^1 = 2, ®з/®2 = 1,5;
V - максимальное значение скорости течения
на фронте у подводного перехода; Kg - коэф-
фициент динамичности, значения которого
лежат в интервале [1,1 - 1,3].
Расчетные амплитуды осевой компонен-
ты напряжений в вертикальной плоскости в
долях величины кольцевого напряжения за-
даются следующими формулами:
£ = 0,1,2,3, (4.7.108)
ст2
где
Л2,0 = Ю6Рн-^-,
СТ1Я2
И2/2
л21 =0,015—— , (4.7.109)
АР2
£2,2 = ^1,2,
£2,3 = Л1,з-
Статические осевые напряжения нахо-
дятся по зависимостям (4.7.104) - (4.7.109) с
учетом следующего соотношения
CT2=°ijA2o+4o • <4-7110)
Значения статических осевых напряже-
ний зависят от изгиба газопровода, описы-
ваемого радиусами изгиба в горизонтальной и
вертикальной плоскости, от скорости течения
воды и ветра, от длины “размытого” пролета.
Они учитывают фактическое или потен-
циальное пространственное положение пере-
хода, его обтекание потоком морской волны,
среднее значение скорости ветра для его тер-
риториального района.
Частота гидродинамических сил, связан-
ная со срывом вихрей при поперечном обте-
кании подводного перехода потоком со ско-
ростью И, находится по зависимости (4.7.80).
Скорость ветра на уровне 10 м над по-
верхностью земли, соответствующая 10-
минутному интервалу осреднения и превы-
шаемая в среднем раз в 5 лет, находится по
формуле (4.7.81).
Среднее значение частоты волн по ши-
рине пролива 5*2 можно приближенно оце-
нить по следующей формуле:
Расчетное значение частоты S3 при-
ближенно вычисляется по такой зависимости:
556
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
(4.7.112)
о>2
Расчетные значения частот 5/, / = 1, 2, 3,
входящих в соотношение (4.7.103), находятся
по следующим соотношениям:
5i =3,051*— , 5; = 3 1055f —, i = 2, 3.
ГОД год
(4.7.113)
Расчетные значения & = 1, 2, 3, содер-
жащиеся в соотношении (4.7.103), выбирают-
ся равными соответствующим значениям 5/,
т.е.
gi=Sh /=1,2,3. (4.7.114)
Расчетное значение прогнозируемого
срока службы “размытого” участка подводно-
го трубопровода находится по соотношениям
(4.7.53), (4.7.25), (4.7.85), (4.7.86), (4.7.87),
(4.7.29), (4.7.30). При этом для случая сохра-
нения изоляционного покрытия п = 1, при
нарушении изоляции “размытого” участка -
п = 2 или п = 3 (в зависимости от коррозион-
ной активности воды).
Рекомендуемое значение срока службы
вычисляется по соотношениям (4.7.54),
(4.7.55).
Значения коэффициентов пт и П/ назна-
чаются экспертом с учетом следующих нера-
венств:
0,01 < пп < 0,3,
8,0 < ni< 13. (4.7.115)
4.7.3. ОСНОВЫ ОПТИМИЗАЦИИ ТРАССЫ
МАГИСТРАЛЬНОГО ТРУБОПРОВОДА С УЧЕТОМ
ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ
Под трассой понимается пространствен-
ная линия оси трубопровода, запроектиро-
ванная с учетом экономических, эксплуата-
ционных и строительных аспектов, и требо-
ваний нормативных документов, в том числе
обеспечения федерального уровня безопасно-
сти системы. (4.7.1)
Трассы магистральных трубопроводов
проложены по территориям с различными
рельефами местности и различным количест-
вом естественных и искусственных препятст-
вий.
Классификация трасс учитывает удель-
ный вес топографических участков (рельефа)
местности, протяженность трассы, климатиче-
ские условия, протяженность существующих
вдольтрассовых дорог, плотность населения и
т.д.
Технико-экономическое обоснование
строительства трубопровода включает как
стадию выбора принципиального направления
трассы, так и стадию ее окончательной про-
работки. Экономические, строительные, экс-
плуатационные аспекты, требования безот-
казности учитываются на этих стадиях про-
ектирования с различной степенью детали-
зации.
При определении принципиального на-
правления трассы основными являются эко-
номические факторы, которые учитываются
следующими показателями:
- прогнозируемыми и разведанными за-
пасами газа в данном месторождении и опре-
делении годового отбора газа;
- конъюнктурой рынка отечественных и
зарубежных потребителей газа;
- затратами на строительство и эксплуа-
тацию газопровода.
При выбранном принципиальном на-
правлении процесс проектирования трассы
обусловлен строительными и эксплуатацион-
ными факторами и требованиями безотказно-
сти системы.
Строительные факторы характеризуются
следующими основными показателями:
- протяженностью трассы;
- объемом подготовительных работ в
полосе трассы (расчистка, корчевка, плани-
ровка и т.д.);
- физическими особенностями грунтов
при разработке траншеи и планировке трассы;
- рельефом местности;
- сложностью переходов через искусст-
венные и естественные препятствия, их коли-
чеством;
- полным или частичным использовани-
ем механизмов принятой технологии работ в
неблагоприятных природных условиях
(болота, обводненные поймы рек, косогорные
участки и т.д.);
- наличием вдольтрассовых дорог и
климатическими условиями данного региона.
Эксплуатационные факторы учитывают-
ся через капитальные затраты. К эксплуата-
ционным факторам относятся:
- возможность разрушения трубопрово-
да в результате оползней, обвалов, образова-
ния карстовых и термокарстовых воронок и
провалов;
- коррозионная активность грунтов
вдоль газопровода;
- затопление участков трассы на дли-
тельный период и т.д.
Эксплуатационные факторы оценивают-
ся по годовым эксплуатационным расходам.
Таким образом, положение трассы при
выбранном принципиальном направлении
определяется капитальными затратами на
сооружение трубопроводов и частью фикси-
рованных годовых эксплуатационных затрат,
косвенно влияющих на увеличение капиталь-
ных затрат.
На положение проектируемой трассы
влияет ряд условий нормативно-технической
ОСНОВЫ ОПТИМИЗАЦИИ ТРАССЫ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА
557
документации, ограничивающих положение
трубопровода на местности, ориентацию трас-
сы относительно жилых массивов, дорог, при-
станей, мостов, тоннелей и пр.
Вторая группа ограничений связана с
эксплуатационной надежностью газопровода,
анализом риска его эксплуатации.
Граничными условиями трассы являются
также начальная и конечная точки газопрово-
да, обязательные промежуточные пункты захо-
да трассы трубопровода к определенным объек-
там, зафиксированные директивами.
Опыт проектирования магистральных
трубопроводов позволил установить, что их
пропускная способность практически не зави-
сит от длины трубопровода, а определяется
диаметром элементов, расстоянием между
перекачиваемыми или компрессорными стан-
циями. и давлением перекачиваемого продукта.
Расчеты, выполненные проектными ор-
ганизациями, позволили определить довольно
узкую область оптимального сочетания пара-
метров. Рациональные значения расстояний
между перекачиваемыми станциями нефте-
проводов или продуктопроводов лежат в ин-
тервале 70-100 км, давление в начале перегона
- 6,3 МПа.
Рациональные значения расстояний ме-
жду компрессорными станциями газопрово-
дов заключены в интервале 100-150 км, дав-
ление в начале перегона - 5,5 МПа, 7,5 МПа.
В табл. 4.7.5 представлена зависимость
“годовой расход продукта в газо- и нефтепро-
водах - диаметр трубопровода”, установленная
по существующим проектным решениям при
вышеуказанных условиях.
На первой стадии выбора трассы ис-
пользуют предварительные значения диаметра
трубопровода, на второй - значения диаметра
уточняются с учетом существующих сорта-
ментов по ГОСТ и ТУ.
4.7.5. Зависимость расхода газо- нефтепровода
от его диаметра
Диаметр, мм Пропускная способность
Нефтепроводы, млн.тонн в год Газопроводы, млдр.м3 в год
377 3 0,8-1
529 6-7 1,8-2
630 11-12 3-3,5
720 17-18 4-5
820 22-24 6-6,5
1020 - 43-45 8,5-10,5
1220 60-65 14-16
1420 - 20-24
2520 - 85-100
Оптимальная трасса трубопровода - это
такая трасса, на которой достигается макси-
мум (минимум) целевого функционала:
N
-> min , (4.7.116)
z=l
или
М
-> max ,
/=1
где N - число участков трассы; к - удельные
показатели; / - длины участков трасс.
В качестве удельных показателей могут
быть использованы различные технические и
экономические показатели.
Основным критерием оптимальности
является стоимость сооружения.
Затраты на строительство магистраль-
ных трубопроводов можно разделить на два
вида: затраты на сооружение линейно-
протяженных объектов, к которым относятся
линейная часть трубопровода, вдольтрассо-
вые дороги, линии связи и др., и затраты на
сооружение сосредоточенных объектов -
главным образом компрессорных или пере-
качивающих насосных и распределительных
станций, резервуарных парков и т.д. Анализ
экономики строительства магистральных
трубопроводов показывает, что доля капи-
тальных вложений при строительстве стан-
ций значительно меньше доли линейной
части. Так, стоимость строительства ком-
прессорных станций составляет 15-20%
общей стоимости строительства. Оптимиза-
ция трасс трубопроводов вносит значитель-
ные изменения в конфигурацию сети и гео-
метрическое начертание трасс, оставляя не-
изменным число компрессорных станций.
Поэтому рационально минимизировать
главные статьи расходов, т.е. затраты на
строительство линейной части трубопровода.
Наиболее общим является показатель
приведенных затрат:
t.
П = сК + ^Э,, (4.7.117)
1-1
где К - капиталовложения; с - коэффициент
эффективности капиталовложений; Э/ - экс-
плуатационные затраты в течение z-го года
эксплуатации трубопровода.
Главной частью эксплуатационных рас-
ходов (около 50%) являются амортизацион-
ные отчисления, которые пропорциональны
капитальным вложениям на строительство
линейной части. Схема формирования капи-
тальных затрат для элемента трассы изобра-
558
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
жена на рис. 4.7.12. Другой составляющей
являются затраты на энергию перекачки, ко-
торые пропорциональны длине трубопровода,
а следовательно, и капитальным затратам на
строительство линейной части. Поэтому ми-
нимизация объема капиталовложений тожде-
ственна минимуму приведенных затрат. Это
справедливо как при выборе отдельных участ-
ков трассы, так и крупных трасс или сетей
трубопроводов.
Строительство сетей магистральных тру-
бопроводов занимает значительное время и,
как правило, ведется в несколько очередей.
Очередность строительства требует учета раз-
новременности затрат. Поэтому при опреде-
лении капитальных или приведенных расхо-
дов необходимо учитывать отдаленность за-
трат на строительство второй и последующей
очередей по сравнению с базисным годом -
началом строительства первой очереди:
t.
П = сК<р+^ф,Э/, (4.7.118)
/=1
где <р/ - коэффициенты, которые рассчитыва-
ются по сложным процентам.
Одним из удельных показателей оптими-
зации трассы может выступать время строи-
тельства в случае, когда директивно установ-
лены сроки завершения строительства. Время
может использоваться также в качестве до-
полнительного условия - требуется при ми-
нимуме приведенных затрат завершить строи-
тельство в заранее установленные сроки. При
этом строительство может вестись последова-
тельно (от начальной точки к конечной) или
параллельно (одновременно на нескольких
участках).
При последовательном методе строи-
тельства общее время равно сумме сроков
строительства 7} на каждом последовательном
/-м участке строительства, т.е. Г = 7} . За-
i
дача поиска оптимальной трассы в данном
случае будет заключаться в отыскании такой
трассы, для которой значение Т будет мини-
мальным.
Рис. 4.7.12. Схема формирования капитальных затрат для элемента трассы
ОСНОВЫ ОПТИМИЗАЦИИ ТРАССЫ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА
559
При параллельном методе строительства
работа ведется на п участках, и общее время
строительства характеризуется максимальным
временем завершения стройки на одном из
участков, т.е.
Т = тах(Г1)Г2>...,Г„).
С увеличением числа участков значение
общего времени строительства будет стре-
миться к минимуму.
Сроки строительства зависят от количе-
ства строительно-монтажных подразделений и
от их производительности. В свою очередь,
производительность подразделений зависит от
диаметра трубопровода и от условий местно-
сти каждого участка трассы:
n=1JUr, (4.7.119)
где пс - число строительно-монтажных под-
разделений; q - производительность одного
подразделения.
При строительстве в малообжитых и
труднодоступных районах в качестве критерия
оптимальности трассы принимают удельные
трудозатраты или в условиях высокомехани-
зированного строительства - количество ма-
шиносмен на один км трубопровода.
В отдельных случаях возможно также
применение критерия по количеству либо
стоимости металла труб, если строительство
осуществляется с применением дорогостоя-
щих (цветных) материалов.
Критерий оптимального выбора трассы
и конструктивной формы трубопровода, обес-
печивающий федеральный уровень его безо-
пасности включает соотношения (4.7.116)-
(4.7.118) и следующее условие:
I
^ГдЯ,=0, (4.7.120)
i=\
о < t < и,
где [ТЭД - приемлемый региональный уровень
риска для z-ro участка трубопровода; Rj = Rj(f)
- конструктивный риск /-го участка трубопро-
вода после срока его эксплуатации Г,
Rf = R*(t) - интегральное значение риска
/-го участка трубопровода после срока его
эксплуатации t.
Rf учитывает профессиональный, про-
мышленный, свободно-принимаемый и об-
щеприродный риски и определяется объемом
утечек продукта 0, = Q&t) на /-м участке тру-
бопровода к моменту времени эксплуатации t
(см. п.4.7.2 и п.4.7.6).
Объем утечек продукта на /-м участке
трубопровода определяется следующими со-
отношениями:
К
аи-Z
к=\
. «40 .
Е Япуку -1п,к>1п,к^п,к + ~ 1п,к’1п,к^п,к
(4.7.121)
«40 , . «40 . ,
+S +ЕМ'-
/7=1 /7=1
Количество разрушений техникой треть-
ей стороны находится так:
мо=Мо]>
[^('«>Я=" ’
п= 1, 2, .... Rd(t) = 1-Л/(0; (4.7.122)
к = 1, 2, ..., К,
где л^(0 - количество сквозных трещин fc-ro
обобщенного элемента в момент времени
эксплуатации С Qj(t) - полный объем утечки
транспортируемого продукта к моменту вре-
мени эксплуатации t на /-м участке трубо-
провода; {t - " удельный объем
утечки продукта из n-трещины fc-ro конст-
рукционного элемента к моменту /; R„-
вероятность потери герметичности А:-м эле-
ментом в момент времени t = ;
Уп,к(/~*п к’1п к) " УДельный объем утечки
продукта из п-й магистральной трещины в
к-м конструктивном элементе к моменту Г;
560
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
R*k - вероятность критического раскрытия
трещины в к-м элементе в момент времени
С,к ’ 4n,d({-{n*d,ln*d] - объем утечки про-
дукта к моменту времени t из лтго отверстия,
пробитого техникой третьей стороны в мо-
мент времени ; R„*d - вероятность раз-
рушения конструкции трубопровода техникой
третьей стороны в момент времени ; ЛХО
- вероятность сохранения целостности конст-
рукции трубопровода при использовании тех-
ники третьей стороны в теченШ срока экс-
плуатации Г, qn,s{t ~ tn*s>ln*s} ‘ удельный объ-
ем утечки продукта из л-го коррозионного
свища в конструктивном элементе к моменту
t, R„*s - вероятность потери герметичности
элементом в момент времени образования
л-го коррозионного свища t = t*n*s , достигше-
го длины .
Конструкционный риск /-го участка тру-
бопровода находится по следующим форму-
лам:
Ri(t) = 1 - Pt(t); (4.7.123)
л(0 = ГР*(Мр</(') > (4-7-124)
/-> (4 4+i).
«"(') 4(')
w= П(,-Сл)П(1-^+л)х
п=1 /7=1
«7(0 «s(0
x П (1 _ - Л«**)’
/7=1 /7=1
(4.7.125)
где К - общее количество обобщенных конст-
руктивных элементов /-го участка трубопро-
вода; R, = Rt{f) - конструкционный риск
(вероятность разрушения) /-го участка трубо-
провода; //, //+1 - начало и конец длины /-го
участка трубопровода, / = 1, 2, ..., /; / - общее
количество участков трубопровода.
Критерий (4.7.120) позволяет определить
оптимальное распределение металлоемкости
участков трубопровода (толщин стенок его
конструктивных элементов), сделать рацио-
нальный выбор марки сталей конструктивнь
элементов и установить рациональное ра<
стояние трубопровода от населенных пункто]
промышленных объектов, учесть число перс
ходов через автодороги, железную дорогу.
Критерий (4.7.120) допускает существе
вание нескольких оптимальных решений
Следует выбрать то решение, которое обеспе
чивает более высокую ремонтопригодность
эффективность дополнительных капитальны
вложений.
Так как ущерб от отказов велик, необ
ходимо оценивать убытки от аварий. Дл:
этого в (4.7.118) следует добавить слагаемое
учитывающее величину убытков от аварий 1
дополнительные затраты, направленные hi
их уменьшение. Исходными параметрам!
являются количество потенциальных аварий
время и стоимость восстановления работо
способности участка, ущерб окружающей
среде и недопоставки продукта потребите-
лям.
Убытки в некоторых случаях выходят зг
рамки затрат на ликвидацию отказа и потерь
от простоя. Отказы могут иметь пагубные
последствия для людей, нанести непоправи-
мый ущерб окружающей среде. Простой тру-
бопровода может привести к перебоям в
снабжении сырьем и топливом промышлен-
ных предприятий. Поэтому к потерям от от-
казов добавляют убытки от последствий пере-
рывов снабжения, возникновения пожаров и
т.п.
Дополнительные средства, направлен-
ные на повышение надежности, могут выде-
ляться как на повышение безотказности, так
и на улучшение ремонтопригодности.
Улучшение показателей ремонтопри-
годности возможно за счет обхода трассой
участков, характеризующихся труднодоступ-
ностью для ремонта, создания более ремон-
топригодной конструкции, применения но-
вых способов обнаружения неисправностей,
автоматизации отключения аварийного уча-
стка и т.п.
В качестве дополнительного слагаемого
для критерия (4.7.118) используют условие,
учитывающее изменение стоимости как за счет
увеличения среднего времени наработки на
отказ и уменьшения времени восстановления,
так и за счет затрат на повышение надежности.
Для учета надежности можно вычислять только
те затраты, которые изменяются в связи с из-
менением показателей безотказности и ремон-
топригодности.
Оценка эффективности дополнительных
ресурсов может проводиться по следующему
неравенству:
ОСНОВЫ ОПТИМИЗАЦИИ ТРАССЫ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА
561
^>С, (4.7.126)
ДК
где ДП - экономический эффект повышения
надежности и безопасности; ДК - изменение
капитальных вложений в связи с повышением
надежности.
Повышение надежности линейной части
вызывает увеличение капитальных вложений.
Сокращение убытков от аварий после прове-
дения какого-либо мероприятия должно оп-
равдывать затраты при строительстве. Поэто-
му необходимо выбрать оптимальный уровень
надежности трубопровода и оптимальное рас-
пределение средств по отдельным участкам
трассы.
Если известны показатели надежности
исходного варианта и варианта с повышенной
надежностью, то можно определить вероят-
ные убытки в процессе эксплуатации обоих
вариантов. Ущерб, возникающий в результате
аварии линейной части, складывается из не-
скольких составляющих.
Величина ущерба, не зависящая от вре-
мени:
. 3
(4.7.127)
Z = 1
где У1 - ущерб, связанный с затратами на ре-
монт после аварии; у^ - стоимость потерь
перекачиваемых продуктов; уз - ущерб, вы-
званный последствиями аварии: утечками
нефти, взрывами, пожарами и т.п.
Другая составляющая пропорциональна
времени простоя:
6
/2) = , (4.7.128)
i=4
где у4 - амортизационные отчисления и экс-
плуатационные затраты по линейной части и
станциям; у$ - ущерб от потери прибыли за
время простоя; у^ - ущерб, который может
быть нанесен потребителю от перерыва в
снабжении.
Отчисления на амортизацию основных
фондов переносятся на себестоимость незави-
симо от того, простаивает трубопровод или
работает. Кроме того, во время простоев не
получается прибыль, то есть фактически про-
исходит омертвление капитальных вложений.
Ущерб от аварий за промежуток времени
t равен:
у = у(1)+у(2);> (4.7.129)
где t - время простоя.
Уменьшение ущерба, достигаемое по
(4.7.118)-(4.7.129), равно:
ДУ = У7-У8, (4.7.130)
где у1 - ущерб от аварий при эксплуатации
исходного варианта; у& - ущерб от аварий при
эксплуатации варианта повышенной надеж-
ности.
Надежность линейной части зависит от
параметров трубопровода и от внешних нагру-
зок и воздействий. Участки трубопровода
работают в различных условиях, создающих
случайные дополнительные нагрузки. Обра-
ботка статистических данных об отказах тру-
бопроводов методами теории вероятностей
позволяет оценить интенсивность потока от-
казов X по регионам и потенциальное число
разрушений в процессе эксплуатации магист-
ральных трубопроводов п = Xnt. Это позволя-
ет прогнозировать убытки от отказов конст-
рукции. На некоторых участках велико значе-
ние параметра потока разрушений, но их по-
следствия можно быстро ликвидировать.
Другие участки характеризуются значитель-
ным временем восстановления после отказа,
например, переходы через реки, особенно с
широкой поймой. В некоторых случаях имеет
место и большое количество разрушений, и
трудности, связанные с их устранением
(например, на болотах).
Поэтому для комплексной оценки мож-
но использовать величину убытков, которая
зависит как от безотказности, так и от ремон-
топригодности. Необходимо производить вы-
бор трассы трубопровода таким образом, что-
бы суммарное значение убытков от аварии
было минимальным.
Предположим, задана сеть, имеющая
конечное множество узлов и соединяющих их
дуг. Каждой дуге сети соответствует величина
убытков от отказов, которая характеризует
участки определенной категории местности.
Убытки по всей трассе (между ее начальной и
конечной точками) можно вычислять так:
I
(4.7.131)
/=1
где у,- - средняя величина убытков за год экс-
плуатации в /-Й категории местности, отне-
сенная к единице длины трубопровода; // -
длина участков z-ой категории местности, f -
назначенный срок службы трубопровода.
Дополнительно слагаемое для критерия
(4.7.118) можно представить в виде:
у=сгП, (4.7.132)
где П - приведенные затраты, которые опре-
деляются по формуле (4.7.119); - коэффи-
циент эффективности капитальных вложений
на повышение безопасности системы трубо-
проводов.
19 - 8277
562
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Для систематизации результатов по вы-
бору оптимальных проектных решений трубо-
проводов приведенные затраты представляют-
ся в виде произведения приведенных затрат
при строительстве базового трубопровода,
коэффициента удорожания строительства,
учитывающего степень сложности условий
местности, и коэффициента удорожания, от-
ражающего уровень безопасности эксплуата-
ции объекта.
Важнейшими причинами, вызывающи-
ми удорожание трубопровода, являются: тип
изоляции; необходимость увеличения толщи-
ны стенки трубы, прокладки вторых ниток,
пригрузки трубопровода, футеровки трубо-
провода; установка дополнительной линейной
запорной аппаратуры; увеличение объема
работ по холодному гнутью труб; необходи-
мость прокладки кожухов, сооружения вре-
менных подъездных и вдольтрассовых дорог,
проведения противопожарных мероприятий;
увеличение стоимости перевозки грузов; уве-
личение объема или усложнение технологии
подготовительных и земляных работ; услож-
нение технологии, а вследствие этого замед-
ление темпов изоляционно-укладочных работ;
возмещение ущерба, причиненного трубопро-
водом местным ресурсам, например, снос
строений; нарушение мелиоративной сети;
отчуждение сельскохозяйственных или лесных
угодий и др.
Эти причины вызваны следующими
факторами:
- наличие населенных пунктов в районе
прохождения трассы, их величина и располо-
жение;
- удаление трассы от существующих ав-
тодорог, а также от пунктов разгрузки на же-
лезнодорожных или водных путях;
- категории грунтов по трудоемкости их
разработки;
- проходимость местности для строи-
тельных машин и механизмов;
- наличие болот, их глубина и проходи-
мость;
- наличие водных преград (реки, озера),
их ширина и глубина;
- степень пересеченности рельефа;
- степень косогорности рельефа;
- уклоны рельефа в сторону населенных
пунктов;
- пересечения автомобильных и желез-
ных дорог;
- наличие мелиоративных сетей;
- заселенность местности и расположе-
ние ценных сельскохозяйственных угодий;
- возможность прокладки трубопровода
параллельно существующим трубопроводам;
- время года в период ведения строи-
тельно-монтажных работ.
Кроме того, удорожание строительства
трубопровода зависит от сложности согласо-
вания проекта производства работ с заинтере-
сованными организациями.
Использование коэффициентов удоро-
жания по каждому из перечисленных факто-
ров позволяет найти приближенную стои-
мость трубопровода в зоне действия любого
их сочетания.
4.7.4. СИСТЕМА КОНТРОЛЯ И ДИАГНОСТИКИ
ТЕХНИЧЕСКОГО СОСТОЯНИЯ УЧАСТКА
МАГИСТРАЛЬНОГО ТРУБОПРОВОДА ПРИ
СТРОИТЕЛЬСТВЕ И ЭКСПЛУАТАЦИИ КАК
ОСНОВА ОБЕСПЕЧЕНИЯ ЕГО КОНСТРУКТИВНОЙ
НАДЕЖНОСТИ И БЕЗОПАСНОСТИ
При технологическом проектировании
магистрального трубопровода разрабатывается
регламент проведения технического контроля
и надзора при строительстве, начиная с при-
емки всех строительных конструкций и кон-
чая приемосдаточными испытаниями его уча-
стков.
Контроль за качеством выполнения тех-
нологических операций и формирование ин-
формационной базы данных по исходному
техническому состоянию трубопровода вы-
полняются по схеме, представленной на рис.
4.7.13 и в табл. 4.7.6 - 4.7.11. Основными тех-
нологическими этапами строительства линей-
ной части трубопровода являются работы по
следующим направлениям (см. рис. 4.7.13):
- инженерно-технологическая подготов-
ка трассы,
- земляные работы,
- приемка и подготовка труб, трубных
деталей, изоляционных и сварочных материа-
лов,
- сварочно-монтажные работы,
- изоляционно-укладочные работы,
- строительство переходов (под дорога-
ми и водными преградами),
- очистка полости и испытания газо-
провода,
- строительство, монтаж и испытания
камер пуска/приема очистных скребков и
внутритрубных средств диагностики,
- строительство, монтаж и испытания
комплектных пунктов замера расхода газа.
В процессе контроля качества строи-
тельства трубопровода и проведения техниче-
ского надзора при сооружении линейной час-
ти контролируются такие параметры:
- фактическая раскладка труб,
- фактическое размещение арматуры,
деталей и оборудования,
- фактическое планово-высотное поло-
жение газопровода,
- дефекты сварных швов,
- дефекты защитных покрытий,
- параметры траншеи,
- входные параметры средств ЭХЗ.
СИСТЕМА КОНТРОЛЯ И ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
563
Рис. 4.7.13. Контролируемые технологические операции, геометрические и физические параметры
на основных этапах строительства магистрального трубопровода
564
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
4.7.6. Технический контроль при приемке и подготовке конструктивных элементов
к строительству магистрального трубопровода
Выполня- емые работы Контролируемые параметры и характеристики Результат контроля и форма внесения в базу данных Вид и технические средства контроля
1 2 3 4
1. Входной контроль труб, дета- лей, запор- ной армату- ры ТУ или ГОСТ на изготовление, химический состав стали, тип защитного покрытия, толщина защитного покрытия, результаты испытаний покры- тия, число труб в партии, результаты гидравлических и механических испытаний труб. Завод-изготовитель, заводской номер труб, номер партии, номер плавки, вошедшей в партию, диаметр и толщина стенки труб и деталей, марка стали Акты соответствия изделия технической документации. Сертификаты на трубы и детали, отклонения характеристик серти- фиката от проекта. Фактические характе- ристики труб и дета- лей, отклонения от сертификата и проекта. Графическое представ- ление труб и деталей (эскизы, чертежи) Визуальный контроль Инструментальный контроль: линейка, нутромер, штангенциркуль, шаблон, рулетка, микрометр Приборный контроль: толщиномер ультразвуковой толщиномер изоляционных покрытий дефектоскоп искровой эндоскоп оптико-эмиссионный анализатор - опреде- литель химического состава стали ARC- MET
Глубина царапин, рисок, зади- ров на поверхности труб, наличие недопускаемых дефек- тов металла трубы, дефекты защитного покрытия, заводского изготовления Акты выбраковки. Допустимые и недо- пустимые дефекты труб и деталей
Разделка торцов труб под свар- ку, наружный диаметр труб, толщина стенки, длина, овальность, кривизна, косина реза Акты соответствия изделий технической документации. Проектные и фактиче- ские размеры труб и деталей, отклонения размеров от нормати- вов
Технические условия или ГОСТ на изготовление, условный диаметр, проходной диаметр, результаты гидравлических испытаний. Завод-изготовитель, типоразмер, условное давление, климатическое исполнение, класс точности в затворе, вид привода, заводской номер Проектные и паспорт- ные характеристики запорной арматуры, отклонения паспорт- ных характеристик от проекта. Паспорта на запорную арматуру. Графическое представ- ление (эскиз, чертеж) запорной арматуры. Акты соответствия изделий технической документации. Фактические и пас- портные характеристи- ки запорной арматуры Визуальный контроль
СИСТЕМА КОНТРОЛЯ И ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
565
Продолжение табл. 4.7.6
1 2 3 4
2. Входной контроль и приемка сварочных материалов Технические условия или ГОСТ, завод-изготовитель, дата изготовления, условное обозначение, номер партии, результаты испытания данной партии, соответствие маркировки на упаковке сертификату Дата освидетельство- вания поступающих сварочных материалов. Сварочные материалы в соответствии с тех- нологическим режи- мом сварки. Фактические свароч- ные материалы. Сертификаты свароч- ных материалов. Акты соответствия материалов техниче- ской документации Визуальный контроль Инструментальный контроль: линейка, штангенциркуль, технические весы
3. Входной контроль и приемка изоляцион- ных мате- риалов Технические условия или ГОСТ, завод-изготовитель, дата изготовления, условное обозначение, номер партии, результаты испытаний данной партии, соответствие маркировки на упаковке сертификату Дата освидетельство- вания поступающих изоляционных мате- риалов. Изоляционные мате- риалы по проекту. Изоляционные мате- риалы по факту. Сертификаты на изо- ляционные материалы. Акты соответствия технической докумен- тации Визуальный контроль Инструментальный контроль: вискозиметр, адгезиметр, термометр, технические весы, пенетрометр Приборный контроль: толщиномер изоляционных по- крытий
4. Входной контроль и приемка средств эхз Тип установки, мощность потребляемая, мощность выходная, напряжение питания, пределы регулирования на- пряжения и силы тока Оборудование по проекту. Оборудование по факту Паспорт на оборудо- вание. Акт соответствия из- делий технической документации Визуальный контроль
4.7.7. Технический контроль качества инженерно-технологической подготовки трассы
при строительстве магистрального трубопровода
Выполня- емые работы Контролируемые параметры и характеристики Результат контроля и форма внесения в базу данных Вид и технические средства контроля
1 2 3 4
1. Поопе- рационный контроль восстанов- ления и закрепле- ния трассы Плановые отметки пунктов и створных знаков, высотные отметки пунктов и створных знаков, разбивка оси трассы, установка временных реперов и вынос- ных знаков, разметка строительной полосы и углов поворота Проектная разбивка оси газопровода и разметка границ строительной полосы. Фактическая разбивка оси газопровода и раз- метка границ полосы. Акт на геодезическую подготовку трассы. Акт на закрепление трассы, км, ПК участка Инструментальный контроль: теодолит, нивелир, рейка нивелирная, рулетка, лента землемерная, дальномер
566
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Продолжение табл. 4.7.7
1 2 3 4
2. Поопе- рационный контроль плани- ровки строи- тельной полосы Высотные отметки по оси тру- бопровода, ширина полосы планировки, крутизна откосов при устрой- стве полок, насыпей, нагорных и дренажных канав Вертикальный про- филь трассы по про- екту, Вертикальный про- филь трассы по факту, Плановые отметки по проекту. Плановые отметки по факту. Графическое пред- ставление трассы га- зопровода (карта, план, профиль). Нанесение фактиче- ских отметок на про- ектные данные В соответствии с п. 1
4.7.8. Технический контроль качества производства земляных работ
при строительстве магистрального трубопровода
Выполня- емые работы Контролируемые параметры и характеристики Результат контроля и форма внесения в базу данных Вид и технические средства контроля
1 2 3 4
1. Прие- мочный контроль разработки траншеи Ширина по дну траншеи, глубина, крутизна откосов, положение оси траншеи для укладки трубы, положение оси траншеи для укладки кабеля связи, профиль дна траншеи, Проектные параметры траншеи, км, ПК участка. Фактические пара- метры траншеи. Журнал производства земляных работ. Графическое пред- ставление траншеи Инструментальный контроль: теодолит, нивелир, рейка нивелирная, рулетка, лента землемерная, дальномер, щуп мерный
2. Прие- мочный контроль засыпки траншеи Толщина слоя подсыпки, толщина слоя присыпки, фракционный состав грунта, качество грунта и засыпки, толщина засыпаемого слоя, высота валика Проектные параметры засыпки траншеи, км, ПК участка. Фактические пара- метры засыпки тран- шеи. Акт на засыпку изо- лированного трубо- провода Визуальный контроль Инструментальный контроль: линейка, рулетка, щуп мерный, нивелир
3. Прие- мочный контроль восста- новления плодо- родного слоя Толщина восстановленного слоя Графическое пред- ставление тра'ншеи В соответствии с п.2
СИСТЕМА КОНТРОЛЯ И ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
567
4.7.9. Технический контроль качества сварочно-монтажных работ при строительстве
магистрального трубопровода
Выполня- емые работы Контролируемые параметры и характеристики Результат контроля и форма внесения в базу данных Вид и технические средства контроля
1 2 3 4
Поопераци- онный контроль сборки и сварки труб Диаметр и толщина стенки трубы, марка стали, заводской номер труб, номер партии, глубина царапин, задиров, рисок на поверхности труб, наличие недопускаемых дефек- тов Допуск к работе сварщиков, очистка внутренней полости труб, зачистка кромок, ширина притупления и угол скоса кромок, отсутствие дефектов на кром- ках, величина зазора для применяе- мых электродов, температура подогрева кромок стыка, сварочный ток при ручной сварке, режимы автоматической сварки Ширина внутреннего подва- рочного шва, ширина облицовочного шва, высота усиления внутреннего и наружного слоев шва, смещение кромок, наличие шлаковых включений, подрезов, пор и трещин Сертификат на трубы. Журнал сварочных работ. Заключение по качест- ву сварных стыков ультразвуковым мето- дом. Заключение по качест- ву сварных стыков методом рентгеногра- фии. Графическое представ- ление качества работ Визуальный контроль Инструментальный контроль: линейка, штангенциркуль, шаблон, микрометр, шаблон сварщика, термометр, амперметр Приборный контроль: толщинометр, ультразвуковой, дефектоскоп, ультразвуковой рентгеновский аппарат
2. Поопера- цинный контроль качества сварочных материалов Условное обозначение, дата изготовления и номер партии, завод- изготовитель, толщина покрытия электродов, сплошность и концентричность покрытия, диаметр сварочной проволоки, очистка сварочной проволоки, гранулометрический состав, однородность состава и струк- туры, влажность флюса Сертификаты свароч- ных материалов Журнал сварочных работ Визуальный контроль Инструментальный контроль: линейка штангенциркуль
568
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Продолжение табл. 4.7.9
1 2 3 4
3. Поопера- ционный контроль приварки деталей и запорной арматуры В соответствии с п.1 Км, ПК участка. Паспорт на тройник. Паспорт на кривую вставку. Журнал сварочных работ. Графическое представ- ление деталей. Соответствие парамет- ров шва ТУ. Заключение по качест- ву сварных стыков ультразвуковым мето- дом. Заключение по качест- ву сварных стыков методом рентгеногра- фии В соответствии с п.1
4.7.10. Технический контроль качества работ при строительстве магистрального трубопровода
Выполня- емые работы Контролируемые параметры и характеристики Результат контроля и форма внесения в базу данных Вид и технические средства контроля
1 2 3 4
1. Поопера- ционный контроль изоляции трубо- провода Тип защитного покрытия, толщина защитного покрытия, результаты испытаний, механическая очистка изоли- руемой поверхности после сварки и контроля стыка, центровка и термоусадка муфты с прикаткой ее к изолируемой поверхности, температура подогрева, нахлест и сплошность покры- тия, адгезия с поверхностью трубы, переходное сопротивление Сертификаты изоля- ционных покрытий. Акт соответствия из- делия технической документации. Акт определения адге- зии. Акт определения пере- ходного сопротивле- ния. Акт определения со- стояния изоляции методом катодной поляризации. Графическое представ- ление качества покры- тий Визуальный контроль Инструментальный контроль: линейка, штангенциркуль, адгезиометр, термометр Приборный контроль: толщи нометр, изоляционных по- крытий, искровой дефекто- скоп, искатель поврежде- ний
2. Поопера- ционный контроль укладки, закрепления и балласти- ровки тру- бопровода Параметры и состояние тран- шеи к моменту укладки, температурный режим укладки присыпка и засыпка трубопро- вода, соответствие при грузов и анке- ров требованиям проекта, установка мягких прокладок, футеровочных материалов, расстояние от трубы до анкер- ной тяги, глубина завинчива- ния анкера Акт на балластировку газопровода Акт на приемку уло- женного и забалласти- рованного газопровода Графическое представ- ление результатов балластировки Визуальный контроль Инструментальный контроль: линейка, рулетка, щуп мерный, шаблон, динамометр, теодолит, нивелир, лента землемерочная, дальномер
СИСТЕМА КОНТРОЛЯ И ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
569
Продолжение табл. 4.7.10
1 2 3 4
(См. выше) изоляция анкера, разметка мест установки утяже- лителей, пригрузов и анкерных устройств, масса и длина груза, фактическое положение уло- женного газопровода (См. выше) (См. выше)
4.7.11. Технический контроль качества при очистке полости и приемосдаточных испытаниях
магистрального трубопровода
Выполня- емые работы Контролируемые параметры и характеристики Результат контроля и форма внесения в базу данных Вид и технические средства контроля
1 2 3 4
1. Поопера- ционный контроль очистки газопровода Скорость перемещения и ме- стоположение очистных и разделительных поршней объем закачиваемой и вытес- няемой жидкости Акт на очистку внут- ренней полости газо- провода Инструментальный: манометры Приборный контроль: расходомеры
2. Прие- мочные испытания на герме- тичность и прочность Скорость подъема давления, температура опрессовочной жидкости, величина падения давления, местонахождение утечек, величина испытательного дав- ления Журнал наблюдений при испытаниях газо- провода. Акт испытания на прочность и герметич- ность. Графическое представ- ление результатов испытаний Инструментальный контроль: манометры, термометры Приборный: акустикоэмиссион- ные приборы (течеискатель и дефектоскоп)
3. Прие- мочный контроль с помощью внутри- трубных инспекци- онных снарядов Дефекты герметичности труб, наличие дефектов металла трубы, планово-высотное положение газопровода, географическое позициониро- вание газопровода, наличие присыпки, пригрузов, опор, отсутствие провисов на подводных переходах, местонахождение сварочных стыков, деталей и запорной арматуры, скорость перемещения внутри- трубных инспекционных сна- рядов, потенциально опасные участки Отчет о результатах внутритрубной ин- спекции. Акт о внутритрубной инспекции. Графическое представ- ление результатов внутритрубной ин- спекции С помощью внутри- трубных инспекцион- ных снарядов: профильного, навигационного, коррозионного, для инспекции подводный перехо- дов
4. Контроль вытеснения из полости газопро- вода опрес- совочной жидкости Наличие жидкости впереди контрольного поршня, целостность контрольного поршня, скорость перемещения поршня Акт испытания на прочность и герметич- ность Визуальный контроль Инструментальный контроль: манометры
570
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
4.7.12. Технологические строительные дефекты в конструктивных элементах трубопровода
Геометрические отклонения от проектного решения Дефекты при сварке Технологические дефекты механического происхождения
Отклонение по наружному диаметру элементов Овальность труб Кривизна труб Деформация концов труб Высота “крыши” в районе сварного шва Радиусы упругого изгиба участка в вертикальной и горизонтальной плоскостях Глубина заложения участка Непровар в корне шва. Междуваликовый непровар. Непровар по кромкам, не- сплавление. Прожоги. Подрезы в зонах сплавления. Шлаковые включения. Наплывы. Неудовлетворительное форми- рование шва (большое усилие). Брызги металла. Смещение сваренных кромок. Поры. Трещины. Включения. Окалина Вмятины Трещины Плена, отслаивание Расслоение Закаты
При изготовлении труб образуются де-
фекты металлургического производства
(трещина несквозная, трещина сквозная, рас-
слоение, закат, плена, вмятина в прокате,
рванина, риска, включения в металл, разно-
стенность). В процессе строительства газопро-
вода могут образовываться дефекты сварных
соединений (технологическая трещина в шве,
технологическая трещина по границе сплава,
непровар, подрез, шлаковые включения, по-
ры, смещение кромок, наплыв, прожог,
свищ), технологические дефекты стенки тру-
бы в результате проведения сварочных работ
(брызги или капли застывшего металла, при-
жог) или дефекты стенки трубы механическо-
го повреждения (царапина, задир, забоина,
вмятина).
В табл. 4.7.12 приведены основные де-
фекты в конструктивных элементах трубопро-
вода после строительства.
Появляются дефекты изоляционных
покрытий, такие как нарушение сплошности
покрытия, недостаточная толщина покры-
тия, гофры и морщины на поверхности по-
крытия, царапины, проколы изоляционного
покрытия.
Привязку участков трассы в ходе строи-
тельства реализует маркшейдерско-геодези-
ческая сеть. Должна быть обеспечена привяз-
ка элементов обустройства газопровода к гео-
дезической системе координат, что обеспечи-
вает правильное географическое позициони-
рование газопровода и дальнейшую проверку
трассировки и ее соответствие требованиям
проекта.
Окончательным этапом диагностирова-
ния линейной части трубопровода в процессе
строительства являются испытания на герме-
тичность и прочность, позволяющие выявить
нарушения герметичности и дефекты труб и
соединений. В процессе проведения испыта-
ний целесообразна внутритрубная инспекция
сдаваемых участков, с помощью которой оп-
ределяются дефекты геометрии трубы, углы
поворотов, координаты стыков, планово-
высотное положение газопровода, проверяет-
ся и уточняется его географическое позицио-
нирование.
Полученные данные помещаются в банк
данных и служат своеобразной “нулевой от-
меткой” при проведении последующих ин-
спекций и оценки сроков службы участков
трубопровода.
Нормы [5] регламентируют требования к
метрической форме труб и к уровню допусти-
мых дефектов основного металла труб и их
сварных соединений.
Отклонения номинальных размеров на-
ружных диаметров торцов труб на длине не
менее 200 мм не должны превышать значе-
ний:
для труб с условным диаметром до 800
мм включительно - значений, приведенных в
соответствующих государственных стандартах;
для труб с условным диаметром свыше
800 мм - ± 2 мм.
СИСТЕМА КОНТРОЛЯ И ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
571
Овальность сечений концов труб не
должна превышать 1%. Для труб с толщиной
стенки 20 мм и более овальность сечений не
должна превышать 0,8%.
Кривизна образующей трубы (стрелка
дуги) не должна превышать 1,5 мм на длине
образующей 1 м, а общая кривизна трубы
должна быть не более 0,2% длины трубы.
В основном металле труб не допускают-
ся трещины, плены, рванины, закаты, а также
расслоения длиной свыше 80 мм в любом
направлении. Расслоения любого размера на
торцах труб и в околошовной зоне шириной
25 мм.
Заводские сварные соединения труб не
должны иметь трещин, а также острых углов,
подрезов, непроваров и других дефектов фор-
мы шва. Усиление наружного шва должно
находиться в пределах 0,5 - 2,5 мм для труб
толщиной стенки не более 10 мм и 0,5 - 3,0
мм для стенок труб толщиной более 10 мм.
Усиление шва на концах труб должно быть
снято на длине не менее 150 мм до высоты
0 - 0,5 мм. Смещение наружного и внутрен-
него слоев заводского шва не должно превы-
шать 20% толщины стенки при ее номиналь-
ной толщине до 16 мм и 15% - при толщине
свыше 16 мм. Смещение свариваемых кромок
не должно превышать 10% номинальной тол-
щины стенки трубы.
Нормы содержат требования по ограни-
чению допустимых размеров дефектов, возни-
кающих в процессе транспортировки труб и
производства сварочно-монтажных работ. В
гнутых отводах, получаемых способом холод-
ной гибки, овальность поперечных сечений
не должна превышать значений: 2% - для
концов труб; 2,5% - для гнутой части трубы.
В сжатой зоне гнутых отводов допуска-
ются плавные гофры (образующиеся в про-
цессе холодной гибки) высотой, не превосхо-
дящей толщины стенки трубы, но не более
10 мм.
В кольцевых монтажных сварных швах
допускается смещение кромок на величину
до 20% толщины стенки трубы, но не более
3 мм при дуговых методах сварки и не более
2 мм - при стыковой сварке оплавлением
[14, 18].
В большинстве зарубежных норм не до-
пускается уменьшения толщины стенки в
любой точке трубы до величины, меньшей
90% от номинальной толщины. Исключается
применение труб с задирами, канавками и
вмятинами.
Для вмятин в нормах [16] приводятся
следующие требования:
- если вмятина имеет глубину более 1,5
мм и она расположена на основном металле
трубы или в зоне заводского или монтажного
сварного шва и содержит элемент концентра-
ции напряжений в виде царапин, забоин,
канавок, этот участок трубы подлежит удале-
нию;
- если при тех же условиях глубина
вмятины менее 1,5 мм, допускается ремонт
шлифованием;
- недопустимой считается любая гладкая
вмятина на основном металле трубы при глу-
бине ее более 6,3 мм для труб с наружным
диаметром до 233 мм включительно или глу-
бине более чем 2% от диаметра трубы для
труб диаметром 324 мм и более;
- недопустимой является любая вмятина
глубиной более 1,5 мм, расположенная в зоне
заводского или монтажного сварного шва.
Нормы [13, 14, 22] детально регламенти-
руют допущения коррозионных дефектов на
наружной поверхности основного металла
труб в зависимости от глубины и суммарной
длины коррозионных дефектов.
Если имеется местная язвенная корро-
зия глубиной не более 80% от номинальной
толщины стенки, то максимально допустимая
длина L проекции язвы на продольную ось
конструктивного элемента вычисляется по
формуле
L = 1,12В , (4.7.133)
где
( с/8 "I
уЦ>1(с/5)-0,15)
где D - номинальный наружный диаметр эле-
мента; 6 - номинальная толщина стенки эле-
мента; с - максимальная глубина язвы.
Если фактическая длина проекции L
превышает максимально допустимое значе-
ние, то нужно снизить рабочее давление. По-
ниженное давление определяется зависи-
мостью
где /?р - рабочее давление.
Если величина G превышает значение
4,0, то пониженное давление определяется из
условия:
Pd =1,1рр(1-с/5). (4.7.135)
572
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Методика прогнозирования остаточного
ресурса участка магистрального трубопровода
содержит следующие этапы:
- определение амплитудно-частотных
характеристик нагрузок и воздействий за срок
эксплуатации;
- определение напряженно-деформиро-
ванного состояния по данным фактического
нагружения и условий окружающей среды;
- оценка индивидуального ресурса эле-
ментов участка с учетом эксплуатационных
отказов за срок его службы;
- выделение наиболее опасных зон уча-
стка;
- диагностика этих зон физическими
неразрушающими методами (в арсенале испы-
тателя эховибрационные, инфракрасного из-
лучения, ультразвуковые, электромагнитные,
акустической эмиссии, рентгеновские, радио-
активного излучения методы);
- экспериментальное изучение прочно-
стных свойств стали после длительной экс-
плуатации с помощью образцов, вырезанных
из этих зон;
- оценка индивидуального остаточного
ресурса участка.
Наиболее эффективными приборами для
определения технического состояния внут-
ренней поверхности участка трубопровода
являются внутритрубные дефектоскопы и АЭ-
приборы, с помощью которых получают ин-
формацию о размерах дефектов, их местопо-
ложении по периметру и длине участка. Зару-
бежные дефектоскопы фирм “Розен”,
“Пройсаг” (ФРГ), “Тюбоскоп” (США),
“Пайптроник” (Канада), отечественные де-
фектоскопы (УДТ-1220, УД2-12, КОД-М и
др.), зарубежные АЭ-приборы (Vulcan 8-SM
английской фирмы “AVT Engineering Services”,
Losan 14-АГ и 4610 фирмы РАС (США) и АЭ-
приборы ряда отечественных организаций
топливно-энергетического профиля (прибо-
ры типа “Локус”) позволяют проводить об-
следование технического состояния дейст-
вующих трубопроводов. Критерии расшиф-
ровки сигналов АЭ-метода для установления
их соответствия дефектам различной опасно-
сти по пятибалльной системе приведены в
табл. 4.7.13.
Профилемеры “Калипер” предназначе-
ны для измерения внутреннего проходного
сечения и регистрации поворотов трубы. Это
необходимо для определения наличия геомет-
рических отклонений в трубопроводах и для
оценки возможности обследования трубопро-
вода дефектоскопами, имеющими ограничен-
ные проходные характеристики.
- Максимально возможная длина трубо-
провода для пропуска снаряда: 250 км в газе
или воде, 500 км в нефти.
- Минимальное проходное сечение тру-
бы: 70% Dh.
- Минимальный радиус изгиба цельно-
тянутого колена трубы: 1,5 Dh на 90°.
- Максимальное рабочее давление:
10 МПа.
- Рекомендуемая скорость пропуска
прибора: 1 м/с.
- Допустимая скорость пропуска прибо-
ра: 0,2 ... 5 м/с.
- Диапазон температур при эксплуата-
ции: от -15° ... +50°С.
- Обнаружение вмятин, овальностей,
гофров, сварных швов, клапанов, регистрация
поворотов трубопровода.
- Погрешность определения местополо-
жения дефекта (на предварительно очищен-
ной трубе, с использованием одометра, мар-
керной системы и информации о поперечных
швах): +/- 1м от ближайшего поперечного
сварного шва.
4.7.13. Критериальные оценки технического состояния трубопроводов
по результатам обследования АЭ-методом
№ Наименование документа Классификация взаимосвязи АЭ-сигналов и дефектов
1 2 3
1. Применение метода аку- стической эмиссии для контроля сосудов, рабо- тающих под давлением, и трубопроводов. МР-204-86 Предлагается использовать один из четырех крите- риев: 1) интегральный, конструируемый из двух расчетных величин, одна характеризует активность источника, вторая - нормализованное значение относительной амплитуды, коэффициент нормализации устанавливается из опыта, оценка производится по 2-балльной системе (реально опа- сен, подлежит проверке, не опасен, запоминается до сле- дующих испытаний); 2) интегрально-динамический, конструируемый из трех расчетных величин: коэффициента концентрации и суммарной энергии каждого источника, по которым уста- навливается класс источника (1-4), параметра, характери- зующего динамику энерговыделения, по которой
СИСТЕМА КОНТРОЛЯ И ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
573
Продолжение табл. 4.7.13.
1 2 3
устанавливается тип источника (I-IV), по типу и классу устанавливается степень опасности (a-d, а - особо опас- ный, b - требует внимания, с, d - не требует внимания); 3) амплитудный, основанный на сравнении средней амплитуды, отнесенный к источнику, с расчетной ком- бинацией из порогового и текущего значения; 4) локально-динамический: вычисляется относи- тельное приращение количества импульсов W и величи- на, характеризующая приращение давления испытания И; в зависимости от соотношения между величинами W и V источники классифицируются на неактивные, активные, критически активные, катастрофически активные.
2. Методика проведения аку- стико-эмиссионного кон- троля трубопроводов и сосудов, работающих под давлением. НИКИМТ ГГТН РФ, 23.10.92 г. Источник АЭ приравнивается к дефектам, которые ранжируются на пять групп. Дефекты 1-й группы - катастрофические, недопус- тимые - требуют остановки испытаний, к ним относятся источники АЭ с экспоненциальным ростом параметров в процессе испытаний. Дефекты 2-й группы - развивающиеся, недопусти- мые - требуют ремонта после испытаний; к ним относят- ся источники АЭ, характеризующиеся постоянным рос- том АЭ на ступеньках выдержки давления, в том числе при повторных нагружениях, наличие сигналов с ампли- тудой более 0,5 мВ. Дефекты 3-й группы - склонные к подрастанию - требуют проверки после испытаний; источники АЭ ха- рактеризуются спадом АЭ на ступенях выдержки, отсут- ствием сигналов АЭ при повторных нагрузках. Дефекты 4-й группы - неразвивающиеся, допускае- мые - проверяют только чувствительность контроля АЭ, источники АЭ не локализованы, характеризуются единичными сигналами, отсутствующими при повтор- ных нагружениях; амплитуда сигналов не превышает 0,5 мВ. Дефекты 5-й группы - допускаемые, сигналы АЭ отсутствуют на ступеньках выдержки
3. Контроль технического состояния объектов линей- ной части и газораспреде- лительных станций магист- ральных газопроводов ме- тодом акустической эмис- сии. РАО “Газпром” СТП- 10-94. По характеру временной зависимости АЭ (активность, скорость счета, энергия) выделяются три типа источников: неактивные источники, характеризую- щиеся монотонным уменьшением параметров АЭ; актив- ные - квазипостоянное поведение параметров АЭ; кри- тически активные - постоянный прирост АЭ. Критически активные и активные проверяются штатными методами неразрушающего контроля 100%. Забракованный металл дополнительно исследуется. Неактивные источники про- веряются выборочно, при этом они дополнительно раз- биваются на три группы. Первая и вторая группа счита- ются потенциально опасными. К ним относятся источ- ники с высокой средней энергией, малым числом собы- тий (1-я группа) или с малой энергией, но с большим числом событий на протяженном участке. Первые связы- ваются с локальными концентраторами, вторые с участ- ками повышенной коррозии. При установлении дефектов должны быть определены их количественные характери- стики (размер, ориентация) методом ультразвука
574
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Продолжение табл. 4.7.13
1 2 3
4 Положение по контролю технического состояния сосудов и трубопроводов, работающих под давлением на предприятиях агрохими- ческого комплекса, методом акустической эмиссии. Рос- комнефтехимпром, ГИАП, 1995 г. По данным АЭ контроля объект может быть признан годным (допускается к эксплуатации), не годным (отбраковывается) и требующим продолжения обследова- ния другими методами контроля и расчета на прочность. Годен: число событий АЭ на каждый канал на площадке выдержки давления не более 2; отсутствует постоянный рост скорости счета АЭ на участках повышения давления; амплитуда сигналов не превышает 72 дВ. Не годен: ампли- туда сигналов превышает 85 дВ; для объектов с многократ- ными ремонтами после 20 лет эксплуатации амплитуда сигналов превышает 50 дВ, скорость счета АЭ, фиксируе- мая хотя бы одним преобразователем АЭ, превышает 160 событий в сек. Обследование продолжается, если амплиту- да сигналов находится в интервале 72-85 дВ или имеется не менее 5 сигналов с амплитудой выше 55 дВ.
5 Сосуды, резервуары и тех- нологические трубопрово- ды. Акустико-эмиссионный метод Правила контроля. ГГТН РФ-96. Источники АЭ делятся на четыре класса: 1-й класс - пассивные источники, регистрируются для анализа последующей динамики; 2-й - активные источники, рекомендуется последую- щий контроль; 3-й - критически активные, предпринимаются меры по возможному снижению давления; 4-й - катастрофически активные, производится не- медленный сброс давления.
Внутритрубные снаряды типа
“Ультраскан WM” предназначены для опре-
деления дефектов стенок трубы по принципу
толщиномера. При этом могут быть обнару-
жены следующие типы дефектов: внутренняя
и внешняя коррозия, царапины, влияющие на
потерю металла, задиры, расслоения, газовые
поры, шлаковые включения. Сбор информа-
ции осуществляется путем измерения времени
прихода отраженных сигналов ультразвуковых
датчиков.
- Протяженность трубопровода, диагно-
стика которого гарантируется за один пропуск
прибора - 120 км.
- Минимальное проходное сечение тру-
бы - 85% Dh.
- Минимальный радиус изгиба цельно-
тянутого колена грубы - 1,5 Dh на 90°.
- Максимальное рабочее давление -
10 МПа.
- Рекомендуемая скорость пропуска
прибора - 1 м/с.
- Допустимая скорость пропуска прибо-
ра-0,2 ... 1,5 м/с.
- Диапазон температур эксплуатации -
от -15°С ... +50°С.
- Обнаруживаемые дефекты:
точечная коррозия, выщербины (без из-
мерения глубины): минимального диаметра 6
мм, минимальной глубины 1,5 мм;
точечная коррозия, выщерблины (с из-
мерением полной глубины): минимального
диаметра 20 мм, мин. глубины 1 мм;
погрешность определения глубины кор-
розии: +/- 0,5 мм.
- Погрешность определения местополо-
жения дефекта (на предварительно очищен-
ной скребками трубе, с использованием одо-
метра, маркерной системы и информации о
поперечных швах): +/- 0,25 м от ближайшего
поперечного сварного шва.
- Погрешность определения дефекта по
окружности: +/- 15°.
Все приборы снабжены устройством за-
держки включения для проведения диагно-
стики длинных участков трубопровода за не-
сколько пропусков.
Магнитный дефектоскоп фирмы'Бритиш
Газ'предназначен для высокоточной дефекто-
скопии. обнаружения и определения размеров
дефектов потери металла и поперечных тре-
щин, в том числе сварных швах, по всей ок-
ружности трубопровода.
Диапазон инспекции трубопровода:
150 км.
Минимальный радиус изгиба цельнотя-
нутого колена трубы: 1,5 Dh на 90°.
Полное сужение диаметра трубы (по
всей окружности): 85%.
Максимальное рабочее давление:
100 МПа.
Температурный диапазон продукта:
0° ... 50°.
Обнаруживаемые дефекты:
- дефекты потери металла, связанные с
коррозией (внешней и внутренней), включая
СИСТЕМА КОНТРОЛЯ И ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
575
дефекты в зоне кольцевых швов, а также свя-
занные с зазубринами;
- сварные швы - кольцевые, продоль-
ные и спиральные;
- аномалии сварных швов, включая по-
перечные трещины (по окружности) внутри
кольцевых швов;
- металлургические/заводские дефекты;
- повреждения, возникшие в ходе
строительства;
- изменения номинальной толщины
стенки;
- расслоения поверхности труб;
- трубопроводную арматуру, кожуха и
фитинги.
Точность определения координат дефек-
тов по оси трубы: +/- 0,2 м между дефектом и
реперным кольцевым швом.
Точность однометрической системы:
+/- 0,1% от пройденной дистанции.
Точность определения дефекта по ок-
ружности: +/- 7,5°.
Большой объем АЭ диагностики зани-
мают переходы нефтегазопроводов через авто-
и железные дороги. Длина охранных зон пе-
реходов имеет следующие величины:
Ду 1400 и Ду 1200 - 450 м,
Ду 1000 и Ду 1200 - 350 м,
Ду 700 и Ду 500 - 250 м, в обе сторо-
ны от трассы.
Расстояние между датчиками АЭ на тру-
бопроводах зависит в основном от двух фак-
торов - уровня акустических шумов потока в
трубопроводе и от условий распространения в
нем сигналов АЭ. Тик как уровень шумов на
линейных участках трубопроводов весьма мал,
нижняя частота системы АЭ равна 5-10 кГц.
Уровень шумов в полосе 10-200 кГц составля-
ет примерно 10-15 мкВ и сравним с уровнем
электронного шума предварительных усили-
телей.
В частотном диапазоне 30-500 кГц рас-
стояние между датчиками линейной акустиче-
ской антенны может выбираться до 100 м.
При снижении нижней границы частотного
диапазона это расстояние может быть увели-
чено. Однако наличие изоляционного покры-
тия на подземных трубопроводах увеличивает
затухание сигналов, что приводит в конечном
итоге к уменьшению расстояния между дат-
чиками АЭ. В частотном диапазоне 10-200
кГц оптимальное расстояние равно - 80 м.
В трубопроводах с жидким продуктом
основной вклад в перенос энергии сигнала
АЭ вносит волна, распространяющаяся по
жидкости и имеющая скорость - 1500 м/с, а в
газопроводах - волны Лэмба нулевых поряд-
ков, распространяющиеся с металле трубы со
скоростью - 3300 м/с. Эти величины скоро-
стей и принимаются в качестве параметров
расчетов координат источников АЭ.
При диагностике магистральных трубо-
провода АЭ-методом производят скачок дав-
ления, в большинстве случаев в сторону его
уменьшения. Принято, что размах давления
должен составлять ~ 5-10% рабочего давления.
Если давление в трубопроводе близко к рабо-
чему, то выявляется большинство дефектов.
Эксперименты показывают, что характерные
дефекты проявляют себя при достижении
давления ~ 90% от рабочего.
В табл. 4.7.14 приведены результаты
экспертной оценки вероятности выявления
дефектов методом АЭ контроля. При расчете
остаточного ресурса и конструкционного рис-
ка участка трубопровода с учетом результатов
диагностики его технического состояния
АЭ-методом следует использовать эти значе-
ния вероятностей.
Определение местоположения участка и
глубины его заложения (трассоискатели ТПК-
1, АНПИ-0,5 и др.), остаточной толщины
стенки (толщиномеры УТ-93П, УТ-96П, УТ-
ДЗП, Кварц-15, ДМ-2) являются основой
уточнения напряженно-деформированного
состояния индивидуального участка трубо-
провода при эксплуатации. Однако внутри-
трубные дефектоскопы не могут быть широко
использованы на нефтегазопроводах страны,
поскольку только 7% газопроводов и 8% неф-
тепроводов оснащены камерами запуска-
приема поршней и имеют равнопроходную
запорную арматуру и такие же подводные
переходы. При отсутствии возможности про-
пуска дефектоскопов применяют АЭ-приборы
и электрометрические методы. Удовлетвори-
тельные практические результаты позволяют
получать приборы ИПИ-85, ИПИ-76
(состояние изоляции) в сочетании с прибора-
ми УДИП-1М, БИТ.
Для измерений виброскорости, виброс-
мещений и определения опасных сечений в
конструктивных элементах используют при-
боры ВМ-05, ВМ-07, ВМ-09 и др.
Дефекты в конструктивных элементах тру-
бопровода выявляют приборами ТРОТ, ультра-
звуковыми переносными установками' фирмы
“КРАУТКРЕМЕР” типа УКС-77, УСЛ-32 и др.
Геодезические отметки измеряют теодо-
литом Т-1, нивелиром Н-005 и др.
Эффективность действия противокорро-
зионной защиты определяется совместимо-
стью качества катодной поляризации внеш-
ним током и состояния изоляционных по-
крытий. Этот показатель не только контроли-
рует общие затраты энергии на катодную за-
щиту, но и определяет возможность достиже-
ния и постоянного поддерживания уровня
защитных потенциалов. В связи с этим диаг-
ностика состояния изоляционных покрытий
является обязательной операцией контроля в
период эксплуатации трубопровода.
576
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
4.7.14. Вероятность выявления различных дефектов АЭ-методом
Вид дефекта Расстояние между датчиками АЭ, м
ближняя зона дальняя зона
0,5 2,0 10,0 50,0
Непровары в сварных швах с глуби- ной не менее 30% толщины стенки 0,9 0,9 0,8 - 0,9 0,5 - 0,7
Цепочки шлаковых включений, круп- ные инородные включения 0,8 0,8 0,5 - 0,7 0,5
Несплавления, межваликовые не- сплотности, трещины глубиной ме- нее 20% толщины стенки 0,5 Менее 0,5 Менее 0,5 0
Металлургические расслоения 0,8 0,7 0,7 Менее 0,5
Коррозионные язвы глубиной 20-50% толщины стенки Менее 0,5 Менее 0,5 0 0
Коррозионные язвы глубиной более 50% толщины стенки 0,8 0,7 0,6 Менее 0,5
Трещиноподобные дефекты в одно- родном симметрическом поле нагру- жения К\ ~ (0,1-0,5)Х'1с 0,5 0,5 Менее 0,5 Менее 0,5
Трещиноподобные дефекты, склон- ные к подрастанию, К\ - (0,5-0,8)X'ic 0,8 0,9 0,8 0,5
Трещиноподобные дефекты в неод- нородном поле, имеющем сжимаю- щие и сдвиговые компоненты 0,8 0,8 0,5 Менее 0,5
Водородное растрескивание без при- знаков структурообразован ия Менее 0,5 Менее 0,5 0 0
Водородное растрескивание с элемен- тами структурообразован ия 0,9 0,8 0,5 Менее 0,5
4.7.15. Дефекты конструктивных элементов и участка магистрального трубопровода,
развивающиеся в процессе эксплуатации
Геометрические изменения положения трубопровода и нарушения его сплошности Поверхностные дефекты элементов конструкций при эксплуатации Эксплуатационные дефекты изоляции
механического происхождения коррозионного происхождения битумной полимерной
Всплытие Смещение Аркообразование Разрушение мон- тажных попереч- ных сварных со- единений Задир Вмятина Гофра Царапины Забоины Сплошная рав- номерная и неравномерная коррозия Местная, точечная (питтинги), линейная кор- розия Продольные и перекрестные трещины Группы мел- ких пузырей Большие пу- зыри Сквозные отвер- стия в ленте Морщины Складки Гофры Неравномерный нахлест
Разрушение заво- дских продольных и спиральных сварных соедине- ний Трещины в трубах и деталях Коррозия пятнами Язвы Свищи Трещины стресс-коррозии Проколы покрытия
ОСНОВЫ ОПТИМИЗАЦИИ ОБЪЕМОВ РЕКОНСТРУКЦИИ СИСТЕМЫ ГАЗОПРОВОДОВ
577
В последние годы заметное распростра-
нение получила диагностика коррозионного
состояния трубопровода с помощью замеров
продольных и поперечных потенциалов земли
на трассе трубопровода в сочетании с контро-
лем его потенциалов методом выносного
электрода.
Классификация дефектов участка трубо-
провода, обнаруживаемых вышеупомянутыми
инструментами, приведена в табл. 4.7.15.
Поток дефектов конструктивных эле-
ментов и участка в целом в процессе эксплуа-
тации принимается пуассоновским и является
основой оценки ресурса и анализа риска ма-
гистрального трубопровода.
4.7.5. ОСНОВЫ ОПТИМИЗАЦИИ ОБЪЕМОВ
РЕКОНСТРУКЦИИ СИСТЕМЫ ГАЗОПРОВОДОВ
С УЧЕТОМ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ
Модель оптимизации параметров рекон-
струируемых участков газопроводов с различ-
ным техническим и экологическим состояни-
ем и конструктивным риском составляющих
его объектов предназначена для оценки эко-
номической целесообразности проведения
реконструкции в новых рыночных условиях
хозяйствования и определения новых опти-
мальных технологических параметров газо-
провода (количество реконструируемых и
дополнительно прокладываемых ниток, сте-
пень сжатия КС, количество рабочих и ре-
зервных ГПА) после реконструкции.
Предполагается, что техническое и эко-
логическое состояние отдельных участков
реконструируемого газопровода известно.
Известен также и соответствующий набор
технических решений по линейным участкам,
исключающий появление и вредное воздейст-
вие неблагоприятных факторов.
Производительность газопровода после
его реконструкции может быть строго задана
по потоковым требованиям ЕС Г России, но
может быть и предметом поиска (ЕСГ - еди-
ная сеть газопроводов).
Экономическая эффективность техниче-
ских решений, обеспечивающих заданный
уровень безопасности конструкций, выполня-
ется с учетом остаточной стоимости дейст-
вующего оборудования и прогноза цен в ус-
ловиях инфляции.
В результате расчета определяются сле-
дующие показатели:
- количество дополнительно проклады-
ваемых или демонтируемых ниток газопрово-
да на каждом участке;
- эффективность проведения реконст-
рукции газопровода или величина ущерба из-
за проведения “вынужденной” реконструк-
ции, обусловленной требованиями безопасно-
сти;
- тип и количество заменяемых ГПА;
- производительность газотранспортной
системы при максимальном экономическом
эффекте.
В основе алгоритма оптимизации объе-
мов реконструкции лежит многошаговая вы-
числительная процедура типа динамического
программирования. Алгоритм основан на
принципе максимума давления газа на КС.
Техническое состояние газопровода счи-
тается известным перед реконструкцией. Ис-
ходными данными являются следующие вели-
чины:
- параметры газа;
- места расположения существующих и
новых КС;
- отборы и притоки газа;
- наличие узлов редуцирования газа;
- диаметр элементов нового участка га-
зопровода;
- эффективность существующей систе-
мы (линейных участков);
- предельно допустимое давление нагне-
тания на каждой КС;
- давления в начальной и конечной
точках пролета газопровода между КС;
- рекомендуемые типы ГПА для новых
компрессорных цехов;
- показатели стоимости эксплуатации
существующего газопровода и строительства
нового;
- ограничения на развитие существую-
щего и нового газопровода по каждому ли-
нейному участку и КС;
- требуемый прирост суточной пропуск-
ной способности газопровода, либо прирост
производительности;
- значение коэффициента неравномер-
ности транспорта газа.
Основными параметрами, определяю-
щими режим транспортирования газа, явля-
ются давление, температура и количество газа.
Даже для небольшого по длине газопровода
(5-10 пролетов) число вариантов чрезвычайно
велико. Помимо большого числа вариантов
реализации развития газопровода на заданный
прирост пропускной способности существует
возможность транспортировки нового объема
газа при различных распределениях давления в
газопроводе. Последний факт следует также
учитывать, т.к. при небольших объемах рекон-
струкции оптимальное распределение давления
газа в газопроводе может дать экономию в рас-
ходе топливного газа. Однако даже современ-
ным вычислительным машинам не под силу
прямой перебор вариантов реконструкции
газопровода.
Поэтому для решения задачи использу-
ется замена прямого перебора вариантов ре-
конструкции последовательным расчетом
смежных участков и КС, т.е. многошаговой
578
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
процедурой типа динамического программи-
рования. Основным требованием является
возможность разбиения расчетов на ряд эта-
пов, т.е. независимость решения, получаемого
на каком-то этапе, от предыдущего.
Процедура расчета состоит из преобра-
зования некоторого множества сочетаний
давления, температуры и количества газа;
другое множество с одновременным выбором
наилучшего (в смысле минимума затрат) его
способа на данном шаге.
Такой способ хотя и является более эф-
фективным по сравнению с прямым перебо-
ром вариантов, все равно остается чрезвычай-
но громоздким и предъявляющим повышен-
ные требования к памяти и быстродействию
ЭВМ.
Число таких вариантов чрезвычайно ве-
лико и равно МЛ, где п - число КС, а М -
число рассматриваемых технологических ва-
риантов.
Однако варианты технологических схем
с минимальными затратами на всех участках
могут не обеспечивать максимум эффекта для
всего газопровода в целом. Это связано с тем,
что при разностном критерии эффективность
варианта обуславливается не только миниму-
мом затрат при сооружении, но и доходом,
получаемым от его эксплуатации, и потерями
при его разрушениях. Возможны также вари-
анты, в которых при определенном соотно-
шении цен на реализуемый газ и используе-
мое технологическое оборудование вариант с
большими затратами обеспечивает и больший
объем реализуемого товарного газа, т.е. дает и
больший эффект.
Значительное упрощение и ускорение
вычислительной процедуры решения достига-
ется при условии использования процедуры
динамического программирования. Рассматри-
ваются многостадийные процессы, т.е. такие
процессы, в которых решения принимаются
на каждой из последовательных стадий.
Окончательное решение на основе выбранно-
го критерия принимается исходя из рассмот-
рения всего процесса в целом.
При выборе оптимальной технологиче-
ской схемы газопровод разбивается на ступени.
В многоступенчатых процессах с после-
довательным принятием решений состояние
оптимизируемой системы изменяется от сту-
пени к ступени. Такое изменение описывает-
ся функциональным уравнением типа:
fN(x) = max{gAr()w) -У1ч), 0 < < х)
(4.7.136)
Оно представляет собой рекуррентное со-
отношение и дает связь между N-й и (ЛМ)-й
ступенями, между состояниями в смежных
ступенях. Решение функционального уравне-
ния определяет экстремум, соответствующий
выбранному критерию и стратегии его полу-
чения, выражаемую системой значений
gN&N)-
Решение задачи поиска оптимальной
технологической схемы реконструируемого
газопровода сводится к решению следующего
функционального уравнения
+ <?лг) =
= max[gN(QN) + N = 0,1,2,...},
(4.7.137)
где /n[Qn - результирующее значение
эффекта, который может быть получен за
N(N = 0, 1, 2, ...) оставшихся до конечной
точки газопровода ступеней (принцип опти-
мальности предполагает, что, каково бы ни
было начальное состояние и начальное реше-
ние, последующие решения должны прини-
маться исходя из оптимальной стратегии,
вытекающей из первого решения); - рас-
ход газа на технологические нужды на N-й
ступени; 0/у - объем транспорта газа на N-й
ступени; gn(Qn) - величина затрат на N-й ста-
дии; /v-i(Cjv) - результирующее значение эф-
фекта, которое может быть получено за N-1
оставшихся ступеней.
Расчет выполняется, начиная с конеч-
ной точки газопровода N = 0. Первоначально
формируется начальная шкала, которая за-
полняется значениями результирующего эф-
фекта от реализации заданных объемов то-
варного газа. Предполагается, что весь объем
газа реализуется, так как затраты на транс-
порт равны затратам на сооружение и экс-
плуатацию участка, то величина результи-
рующего эффекта равна величине дохода за
вычетом этих затрат. Поэтому на начальном
шаге величина эффекта максимальна. На всех
последующих шагах эффект уменьшается за
счет учета затрат на транспорт газа.
Далее для всех рассматриваемых значе-
ний производительности линейного участка и
нагнетательной КС выполняется прямой пе-
ребор возможных технических решений,
обеспечивающих федеральный уровень безо-
пасности этих конструкций.
Результирующее значение эффекта
определяется как максимальное
из алгебраических сумм gn(yn) + fN-\(x - Уы) и
заносится в соответствующую точку шкалы.
Выбирается техническое решение,
обеспечивающее максимум эффекта при
данном уровне безопасности. Расчет шкал
ОСНОВЫ ОПТИМИЗАЦИИ ОБЪЕМОВ РЕКОНСТРУКЦИИ СИСТЕМЫ ГАЗОПРОВОДОВ
579
последовательно выполняется для всех уча-
стков газопровода (ступеней). На последнем
шаге, соответствующем начальному участку
реконструируемого газопровода, будет полу-
чен набор значений валовой производитель-
ности газопровода. Среди этих значений
будет находиться значение, приближенно
равное валовой производительности газо-
провода. Степень такого приближения регу-
лируется уровнем дискретности значений
товарной производительности при формиро-
вании начальной шкалы. По значениям
производительностей N-й шкалы, наиболее
близких к валовой производительности, вос-
станавливаются технические решения, обес-
печивающие максимум экономического эф-
фекта при заданном уровне безопасности
конструкций газопровода.
Изложим математическую формулировку
задачи оптимизации объемов реконструкции
газотранспортной сети РФ как задачу повы-
шения безопасности ее эксплуатации.
Приведем основные параметры, участ-
вующие в определении степени необходимо-
сти реконструкции /-го участка газопровода.
Срок полной окупаемости капвложений
в реконструкцию трубопровода Л
Прогнозируемый ресурс газопровода
Kt > Г).
Время начала реконструкции системы
гн р., конца реконструкции /нр + гр, где гр -
время проведения реконструкции.
Время начала эксплуатации i-го участка Гн,
Индивидуальный остаточный ресурс /-го
участка после завершения реконструкции
всей системы ~ zh / р “ zp ПРИ усло-
вии, что /ц > 0 .
Индивидуальный ресурс /-го участка
Задачу оптимизации объемов реконст-
рукции одной ступени трубопровода между
двумя смежными КС можно сформулировать
как задачу линейного программирования.
Оптимальный набор участков, подлежа-
щих реконструкции в течение заданного вре-
мени при заданных общем объеме реконст-
рукции и объемах перекачиваемого продукта,
реализует минимум целевой функции общих
затрат и возможных потерь
/
Е -> ^(э,д + э/,2)г1/ -> rnin (4.7.138)
/=1
при выполнении условий
/ Q
< Л/; q =
/=1 i=g
(4.7.139)
где э,д - эксплуатационные расходы /-го уча-
стка трубопровода; э/>2 - потери в стоимост-
ном выражении, обусловленные отказами /-го
участка газопровода к концу реконструкции
всей системы; М - общая стоимость реконст-
рукции сети; Qq - годовой объем газа #-му
потребителю; т - общее число основных по-
требителей.
В результате находим основной набор гц,
в котором решение гц = 0 соответствует ре-
конструируемому участку, rj, = 1 - переконст-
руируемому.
Построим целевую функцию вариаци-
онного принципа. Стоимость функциониро-
вания /-го участка трубопровода за срок, рав-
ный времени реконструкции,
э/,1 = С/д(?/7р , (4.7.140)
где С/j - эксплуатационные расходы по пере-
качке 1 м3 газа по /-му участку газопровода;
Qi - фактическая производительность /-го
участка за 1 год.
Потери Э/2 в стоимостном выражении,
обусловленные отказами /-го участка газопро-
вода к концу реконструкции всей системы,
определяем как сумму трех слагаемых: стои-
мость потерянного продукта при авариях С/д,
стоимость недопоставленного газа с учетом
потерь потребителей С/д и стоимость ремон-
тов С/д:
Э/,2 = С/д + С/,2 + С/>3. (4.7.141)
Сумму С/д + С/д приближенно находим
по соотношению
zh ,р+ zp _ !
С/д + с,-2 = с; / , (4.7.142)
Ч,Н *Н>/ _ |
где С* - потери в стоимостном выражении,
обусловленном выходом из строя /-го участка
в течение времени реконструкции /р; К, - ко-
эффициент, устанавливающий соответствие
между f и началом эксплуатационных отказов
и лежащий в интервале 1 < К, < 5.
Значение С/>3 приближенно оцениваем
по выражению
zh ,р+/р _ j
,7* + /н /
С/,з = э/, р 1 , (4.7.143)
*/,н *н,/ _ ।
где Э/р - стоимость реконструкции /-го участ-
ка (капвложения).
580
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Целевая функция, характеризующая об-
щие затраты и возможные потери и степень
необходимости реконструкции ступени газо-
транспортной системы
/
Е = Х(э,-,1+Э/,2)п/, (4.7.144)
/=1
где I - общее число участков газотранспорт-
ной системы; rjz - коэффициент, равный 0
или 1.
Индивидуальный ресурс z-ro участка
трубопровода //>и находим по соотношениям
(4.7.53), (4.7.25) - (4.7.34), для которого зна-
чения pJJ, р* к, к = \,...УК получают в ре-
зультате спектрального анализа осциллограмм
внутреннего давления, записываемых на на-
гнетательной КС или НПС данного участка.
Коэффициенты рту ра,ку iky к = 1, ..., К явля-
ются параметрами амплитудно-частотной
характеристики внутреннего давления всего
ансамбля участков данной категории и перво-
начально используются при оценке прогнози-
руемого срока службы.
4.7.6. ОСНОВЫ АНАЛИЗА РИСКА УЧАСТКА
ТРУБОПРОВОДА
Расчет профессионального риска со-
трудников линейных подразделений с учетом
потенциальных негативных воздействий при
разрушении участка трубопровода, оценка
промышленного риска для транспортных и
промышленных объектов и риска эксплуата-
ции примыкающих железных и автодорог,
параллельных ниток трубопроводов, опреде-
ление добровольно принимаемого риска жи-
телями прилегающих населенных пунктов,
риска уничтожения флоры и фауны для при-
легающих к участку трубопровода территорий,
а также конструкционного риска - вот основ-
ные этапы определения показателей безопас-
ности эксплуатации различных участков тру-
бопровода.
К факторам негативного воздействия
аварий газопроводов при эксплуатации отно-
сят следующие явления:
1) разлет фрагментов разрушенных кон-
структивных элементов,
2) тепловое воздействие горящей струи
истекающего газа,
3) сейсмические волны при крупномас-
штабном разрушении газопровода в траншее
или от ударной воздушной волны,
4) ударные воздушные волны, обуслов-
ленные расширением газа и продуктов его
сгорания,
5) зоны загазованности при длительном
истечении продукта из сквозных трещин раз-
личного происхождения, мест потери герме-
тичности фланцевыми соединениями в про-
цессе эксплуатации.
Профессиональный риск RpM (вероят-
ность летального исхода и различной степени
увечий среди сотрудников) к моменту време-
ни эксплуатации t определяется по следую-
щему соотношению:
5
Rpr (О = Rprj (^» )*с,/ (О)
/=1
(4.7.145)
где Rpri = Rpr^t, - вероятность летального
исхода или увечий к моменту времени t среди
сотрудников от z-ro негативного воздействия,
произошедшего в момент времени 7^, =Rc,i{tj)
- вероятность появления разрушений конст-
руктивных элементов газопровода в момент
времени tiy которые вызывают z-e негативное
воздействие (z-е парциальное значение конст-
рукционного риска).
Промышленный риск Rj(t) (вероятность
полного или частичного разрушения про-
мышленных зданий и сооружений, магист-
ральных трубопроводов, находящихся в зоне
негативных воздействий при авариях газопро-
вода) к моменту времени эксплуатации t на-
ходится по следующей зависимости:
4
Л/* (О = ’
/ = 1
(4.7.146)
где Rfa = Я///, //) - вероятность полного или
частичного разрушения соседних промыш-
ленных зданий и сооружений, участков газо-
проводов к моменту времени t от /-го нега-
тивного воздействия, произошедшего в мо-
мент времени Г/.
Свободно-принимаемый риск Rp(t) (веро-
ятность летального исхода и увечий среди
населения) к моменту времени эксплуатации t
определяется по следующему соотношению:
5
Rp{*} = ^lRP,i(titi)Rc,i(ti) ’
/ = 1
(4.7.147)
где RP)i = RPti{ty tj) - вероятность летального
исхода или увечий к моменту времени t среди
населения близлежащий населенных пунктов
от z-ro негативного воздействия, произошед-
шего в момент времени tj.
Параметры Rpry R/y Rpy формируют поле
потенциальной опасности вокруг участка тру-
бопровода.
Начальная воздушная волна, вызванная
истечением газа из раскрывшейся трещины,
быстро затухает. Волна сжатия при расширении
продуктов сгорания формируется со сдвигом по
времени относительно волны, так как воспла-
ОСНОВЫ АНАЛИЗА РИСКА УЧАСТКА ТРУБОПРОВОДА
581
менение газовой смеси происходит после дос-
тижения ею определенной концентрации. Дав-
ление на фронте этой воздушной волны не
превышает нескольких десятков миллибар.
При разрушении надземных и подзем-
ных газопроводов возможно появление дето-
национной волны при сгорании стехиометри-
ческой смеси “метан-воздух”, в которой кон-
центрация метана находится в интервале
(15-14)%. Давление на фронте детонационной
волны для вышеупомянутой смеси составляет
1,7 МПа. При этом в конструктивных элемен-
тах подземного газопровода возникают осевые
пластические деформации, в среднем превы-
шающие деформацию предела текучести Ед. в
два раза. Пролеты надземного газопровода в
зоне детонационной волны изменяют очерта-
ние, обусловленное сдвигами на опорах
вплоть до полного сползания с них. В конст-
руктивных элементах надземного участка воз-
никают осевые пластические деформации,
превышающие в несколько раз деформацию
предела текучести sT.
Разрушение подземного газопровода
(DH = 1420 мм) сопровождается возникнове-
нием сейсмической волны в грунте с давлени-
ем на фронте волны р5 = (0,25; 0,4) рр, где рр -
рабочее давление. Максимальное значение
внешнего давления, действующего на сосед-
ний газопровод при подходе к нему фронта
этой сейсмической волны, равно удвоенному
значению давления на фронте волны ps. Такое
воздействие сопровождается появлением в
конструктивных элементах соседних газопро-
водов (при их многониточной прокладке)
осевых пластических деформаций, макси-
мальные значения которых приближенно
равны деформации предела текучести sT труб-
ной стали. Вышеупомянутые уровни пласти-
ческого деформирования элементов газопро-
вода существенно зависят от вида грунта и его
влагонасыщенности.
При разрушении подземного участка га-
зопровода возникает котлован, размеры кото-
рого определяются аккумулированной в зоне
разрушения газопровода энергией газа. Длина
горящего факела зависит как от давления
газа, диаметра конструктивного элемента, так
и от состояния атмосферы (скорость ветра,
класс устойчивости атмосферы и т.д.). В каче-
стве примера приводятся приближенные зна-
чения размеров котлована и зоны темпера-
турного воздействия газового факела при ра-
бочем давлении газа в трубопроводе перед
разрушением (табл. 4.7.16).
Указанные в таблице значения длины
горящей струи соответствуют средней скоро-
сти ветра, равной 2 м/с, и классу устойчиво-
сти атмосферы В, а размеры котлована -
грунтовому массиву из суглинка.
При разрушении трубопровода, перека-
чивающего ШФЛУ (широкие фракции легких
углеводородов), жидкость будет испаряться до
25% исходной массы с понижением ее темпе-
ратуры до -30°С (изоэптальпийное расшире-
ние от рабочего до атмосферного давления).
Анализ гидродинамических эффектов,
сопровождающих разгерметизацию трубо-
проводов со вскипающими при резком сбро-
се давления жидкостями, показывает, что в
месте аварийного разрыва возникает
“эффект запирания”, значительно ограничи-
вающий интенсивность истечения потока.
Давление устанавливается близким к давле-
нию насыщения при температуре окружаю-
щей среды.
Расход аварийного истечения ШФЛУ
(для Ду 400 мм, р = 60 ати, ps = 5,5 ати) при
образовании трещин равен 20 - 60 кг/с, при
полном разрыве - 300 - 350 кг/с.
При разгерметизации трубопровода и
падении давления в .месте разрыва вверх и
вниз по потоку распространяется волна гид-
равлической разгрузки. Скорость движения
этой волны соответствует скорости звука в
однофазной сжимаемой жидкости и при
Ду 400 мм и р < 60 ати составляет для пропана
600 4- 700 м/с. При разгерметизации трубо-
провода с термодинамически нестабильной
жидкостью в равновесном вскипающем пото-
ке (90 4- 120 м/с) за гидравлической волной со
скоростью звука начинает двигаться другая
волна с одновременным изменением гидро-
динамической структуры потока по длине.
Давление в месте разрыва постепенно падает
ниже давления насыщения.
Вследствие относительно высокой сжи-
маемости и низкой скорости распространения
волновых процессов в ШФЛУ время иденти-
фикации аварийного процесса оператором на
НПС при линейном перегоне 250 - 300 км
составляет 20 - 30 мин.
За этот период в окружающую среду вы-
ливается до нескольких сотен тонн ШФЛУ.
4.7.16. Зависимость размеров котлована и зоны термического воздействия факела
от диаметра разрушенного конструктивного элемента газопровода
Диаметр, мм 520 720 820 1020 1220 1420
Размеры котлована, м 30x15x5 35x15x5 40x20x5 45x30x10 50x35x10 65х40х15
Длина горящей струи, м 180 200 220 260 280 300
582
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
Истечение ШФЛУ продолжается с убываю-
щей интенсивностью и после остановки пере-
качки и перекрытия аварийного участка. Не-
стабильный конденсат начинает растекаться
по земной поверхности и интенсивно испа-
ряться за счет сброса давления, а также теп-
лообмена с массивом грунта и атмосферой.
При наличии источников зажигания на пути
движения конденсата происходит возгорание
стехиометрической смеси. За детонационным
фронтом воздушной волны идет значительное
падение атмосферного давления (эффект ней-
тронной бомбы).
Именно по вышеописанному сценарию
развивалась трагедия в Башкирии, вызванная
появлением трещины в одном конструктив-
ном элементе продуктопровода.
Индивидуальный риск включает про-
фессиональный и свободно-принимаемый
риски. Для его описания применяется нор-
мальный закон распределения вероятности
поражения:
R = 0,5 + Ф(Рг), (4.7.148)
где Ф = Ф(х) - интеграл вероятности, Рг -
пробит-функция.
Пробит-функция зависит от основных
параметров рассматриваемых негативных воз-
действий.
Так при оценке вероятности термиче-
ского поражения людей на расстоянии у от
очага пожара пробит-функцию связывают с
“индексом дозы” по следующему соотноше-
нию:
Рг = Рг(у,Ге - Г/,) = 2,51п«
4
o(y,te - fb) 3
90
t
?0
(4.7.149)
te
Я(у,1е-{ь)= f d(n/^t)]Q(y,t)4>(y,x,n/Nt)dx ,
0 <ь
= const ,
где q = q(y,te -1^) " среднее значение тепло-
вого потока в окрестности точки у при дли-
тельности воздействия te -; Q = Q[x,y) -
удельная концентрация тепловой энергии в
точке у в момент времени Г, ср = ф(х,у,п/Уг) -
плотность распределения удельного количест-
ва жителей (сотрудников) в момент времени х
в окрестности точки у; п/Nt - удельное ко-
личество населения (сотрудников); Nt - сред-
нее число жителей (сотрудников) в зоне тер-
мического поражения радиуса А* в интервале
времени te -Ц ; q$, Iq - коэффициенты, ха-
рактеризующие степень термического пора-
жения людей (ожоги различной степени, ле-
тальные исходы) при различной степени за-
щищенности их кожи; te — tfr - соответствен-
но конец и начало пожара.
При равномерной плотности распреде-
ления людей в зоне термического поражения
Ф среднее значение
q(y,te -tb)= •
1b
Приближенное значение внешнего ра-
диуса зоны термического поражения людей
(удельный тепловой поток у поверхности
грунта равен 32 кВт/м2, вероятность пораже-
ния равна 0,01) находится по следующей
формуле:
Rt = (5,5Z>H +1,2)рр + 50Рн - 14,
Rt = [м], Лн = [м], рр = [Мпа].
При оценке вероятности поражения лю-
дей от воздействия взрывной волны пробит-
функция зависит от величины избыточного
давления Ps и импульса Is:
Рг=-2,451пр^- +-^5-1 Р0,10=сыЫ .
(4.7.150)
Приближенное значение внешнего радиуса
зоны барического поражения людей Ар явля-
ется решением следующего уравнения:
р(яр)- 102р>(Яр)- 6,6 104j = 1,6 107 ,
/ = /(Ар), Р = Р(Ар) - соответственно импульс
и максимальное избыточное давление на рас-
стоянии от разрушенного участка.
Оценка вероятности поражения человека
в результате получения определенной токси-
ческой дозы D выполняется с помощью сле-
дующей пробит-функции:
Рг = bln|[p(y,fe - tb)/ Do]2 (4.7.151)
о
х |с(у,х)ф(у,х,л / Npjrfx, Dq Jq = const,
th
где D = D(y, te - - средняя концентрация
химического вещества в окрестности точки
у при длительности воздействия te - tb\
ОСНОВЫ АНАЛИЗА РИСКА УЧАСТКА ТРУБОПРОВОДА
583
= <р\х,у,п / Nр) - плотность распределения
удельного количества жителей (сотрудников)
в момент времени х в окрестности точки у;
С = С(ху у) - удельная концентрация химиче-
ского вещества в окрестности точки у вокруг
трубопровода, зависящая от плотности газа,
средней скорости ветра, параметра устойчиво-
сти атмосферы, интенсивности и длительно-
сти выброса из источника в момент времени
х; n/Np - удельное количество населения
(сотрудников); Np - среднее число жителей
(сотрудников) в зоне токсического пораже-
ния; /е, tb - конец и начало токсического воз-
действия; d, Dq, tQ - параметры, учитывающие
механизм воздействия и природу токсиканта.
При равномерной плотности распреде-
ления людей в зоне токсического поражения
ср среднее значение
h
D(y,te ~ tb) =
1b
Значения коэффициентов лежат в сле-
дующих интервалах:
7,0 < -Яп|РрГ0) < 60;
0,2 < b < 2,5 .
Оценка вероятности полного разруше-
ния зданий и сооружений от воздействия
взрывной волны выполняется с помощью
пробит-функции, которая зависит от величи-
ны избыточного давления Р5 и импульса /5:
( 40 V’5 f 450V1,5
Рг = -0,21п + "ГН ,(4.7.152)
I КЛу/ \ Is J
[Ps] = Н/м2, [7J = Н/м2с.
Экономический эквивалент социального
ущерба определяется уровнем профессио-
нального и свободно-принимаемого риска.
Среднее значение материального ущерба
Эм равно
где Nprj - среднее количество сотрудников,
находящихся в зоне потенциального пораже-
ния от z-го негативного воздействия; Npj -
общее количество жителей, проживающих в
зоне потенциального поражения от z-ro нега-
тивного воздействия, Э = Э(7) - экономиче-
ский эквивалент жизни среднестатистическо-
го человека в возрасте Т, равном средней
продолжительности жизни, п - показатель
степени, находящийся в интервале (1, 2).
Экономический эквивалент жизни сред-
нестатистического человека в возрасте Т лет
находится по следующей формуле:
Э(Г) = эоехр|-(Т-Д1)у-}, (4.7.154)
где а2, b = const, э0 - экономический эк-
вивалент жизни новорожденного.
В США экономический эквивалент Э(7)
равен 2-4 млн. долларов США при уровне
приемлемого риска, равном 10‘6 и ниже. В
РФ экономический эквивалент приближенно
равен стоимости 2000 т пшеницы при уровне
приемлемого риска, равном 10‘5.
Коэффициенты формулы (4.7.154) при-
ближенно равны:
а\ = 0, а2 = 37,5, b = 1,5.
Заключение. На рис. 4.7.14 представлен
удельный вес основных видов топлива и
энергии в топливно-энергетическом балансе
России. Нефть и газ составляют 80,6% энер-
горесурсов России.
Так как газонефтедобывающие районы
находятся на значительных расстояниях от
отечественных и иностранных потребителей, то
транспортная трубопроводная сеть очень про-
тяженная. Надежность транспорта газа, нефти
и нефтепродуктов приобретает приоритетное
значение. Уровень безопасности каждого уча-
стка в системе трубопроводов, проходящих по
всем регионам России, должен быть выше
общего приемлемого уровня безопасности для
района его прохождения. Надежность и безо-
пасность формируется на стадиях проектиро-
вания, строительства и эксплуатации магист-
ральных и технологических трубопроводов.
Рис. 4.7.14. Основные виды топлива и энергии в топливно-энергетическом балансе России
№ Топливо, энергия Вклад, %
1 торф и сланцы 0,2
2 атомная энергия 2,4
3 гидроэнергия 12,8
4 уголь 31,8
5 нефть 31,4
6 газ 49,2
Всего 100,0
584
Глава 4.7. НАДЕЖНОСТЬ ГАЗОНЕФТЕПРОВОДОВ
12%
Нефтепроводы
Газопроводы
№ Возраст, годы
1 До 10 мк
2 От 10 до 20
3 От 20 до 30
4 Свыше 30
Н ефте п роду ктоп ровод ы
Рис. 4.7.15. Возрастной состав трубопроводов России в 1995 г.
При проектировании осуществляется
оптимальный выбор трассы и конструкции
участка трубопровода с учетом всех нагрузок
и воздействий, при строительстве - обеспече-
ние качества выполнения всех технологиче-
ских операций с привлечением инструмен-
тального контроля, при эксплуатации - стро-
гое выполнение технологических режимов
перекачки продукта и электрохимзащиты уча-
стка, наблюдение за механическим и корро-
зионным поведением конструкции и ее гер-
метичностью, выборочная инструментальная
диагностика технического состояния ее наи-
более опасных зон. На рис. 4.7.15 приведен
возрастной состав магистральных трубопрово-
дов России в 1995 г.
Управление системой газо-, нефте- и
продуктопроводов может рассматриваться как
управление системой инвестиционных проек-
тов (ИП) с различными сроками начала их
реализации и ликвидации. При этом под ИП
понимается комплекс мероприятий, вклю-
чающий проектно-изыскательские работы,
строительство (создание производственных
фондов), их эксплуатацию (обеспечение
функционирования систем трубопроводов в
течение расчетного периода - РП) и ликвида-
цию ИП и обеспечивающий достижение оп-
ределенной общественной, коммерческой и
бюджетной эффективности и эффективности
акционерного капитала. Продолжительность
РП отдельных ИП системы различна, при
этом должен быть обеспечен федеральный
(региональный) уровень безопасности ее экс-
плуатации. Назначенный срок службы конст-
рукций отдельных участков трубопроводов
должен быть не меньше соответствующих
расчетных периодов. Некоторые методические
указания содержат следующие значения про-
должительности РП:
промысловые трубопроводы 15-20 лет;
трубопроводы-отводы 20-25 лет;
магистральные трубопроводы 35-40 лет;
обвязочные трубопроводы компрессорных
и насосных станций 55-60 лет.
С учетом резкого сокращения объемов
строительства новых трубопроводов и рекон-
струкции системы к 2000 г. срок службы по-
ловины трубопроводов превысит 30 лет, т.е.
практически достигнет назначенного ресурса.
В таких условиях эксплуатации надежность и
безопасность каждого участка обеспечивается
либо уменьшением значений технологический
параметров перекачки продукта, либо свое-
временным проведением технической диагно-
стики, капитального ремонта или реконст-
рукции, а также переиспытанием участка по-
вышенным внутренним давлением.
СПИСОК ЛИТЕРАТУРЫ
1. Завойчинский Б.И. Долговечность
магистральных и технологических трубопро-
водов. Теория, методы расчета, проектирова-
ние. М.: Недра, 1992. 271 с.
2. Методика оценки сроков службы га-
зопроводов. М.: ИРЦ РАО “Газпром”, 1997. 80 с.
3. Завойчинский Б.И. и др. Основы
нормирования показателей безопасности уча-
стка газонефтепродуктопровода на стадии
проектирования. Доклады участников Между-
народной конференции “Безопасность трубо-
проводов”. М.: 1995. С.254-263.
СПИСОК ЛИТЕРАТУРЫ
585
4. Нормы расчета на прочность оборудо-
вания и трубопроводов атомных энергетиче-.
ских установок. М.: Энергоиздат, 1989. 525 с.
5. СНиП 2.05.06-85. Магистральные
трубопроводы / Госстрой СССР.. М: ЦИТП
Госстроя СССР, 1985. 52 с.
6. СНиП 2.01.07-85. Нагрузки и воздей-
ствия / Госстрой СССР. М: ЦИТП Госстроя
СССР, 1987. 36 с.
7. СНиП 2.06.04-82. Нагрузки и воздей-
ствия на гидротехнические сооружения
(волновые, ледовые и от судов) / Госстрой
СССР. М: Стройиздат, 1983. 39 с.
8. ГОСТ 27.002-89. Надежность в техни-
ке. Основные понятия. Термины и определения.
М: МНТК “Надежность машин”. 1988. 58 с.
9. Методика определения остаточного
ресурса трубопроводов с дефектами, опреде-
ляемыми внутритрубными инспекционными
снарядами. М.: АО “Транснефть”. 1994.
10. Надежность и эффективность в тех-
нике. Справочник в 10 т. 1985-1987. М.: Ма-
шиностроение.
11. American National Standard. ANSI
/ASME B31.8. Gas Transmission and Distribu-
tion. Piping Systems.
12. American National Standard. ANSI
/ASME B31.4. Liquid Transportation Systems for
Hydrocarbons, Liquid Petroleum Gas, Anhydrous
Ammonia, and Alcohols.
13. Canadian Standard. CAN/CSA-Z184.
Gas Systems. Pipeline Systems and Materials.
14. Canadian Standard. CAN/CSA-Z183.
Oil Pipe Transportation Systems.
15. British Standard. CP 2010: Part 2:
Pipelines. Design and Construction of Steel Pipe-
lines in Land.
16. Deutsche Normen. DIN 2470. Teil 2.
Gasleitungen aus Stahlrohren mit zul. Be-
triebsdrucken von mehr als 16 bar. Anforderungen
an die Rohrleitungsteile.
17. Deutsche Normen. DIN 2413. Stahlro-
hre. Berechnung der Wanddicke gegen Innen-
druck.
18. Det Norske Veritas. Rules for
Submarine Pipeline Systems.
19. ASTM. Specification. АЗЗЗ. Бесшов-
ные и сварные стальные трубы для работы в
условиях низких температур.
20. ASTM. Specification. А334. Бесшов-
ные и сварные стальные трубы из углероди-
стой и легированной стали для эксплуатации
при низких температурах.
21. Canadian Standard. CAN/CSA-Z245.1.
Стальные трубопроводы.
22. American National Standart. ASME
B31G. Manual for Determining the Remaining
Strength of Corroded Pipelines: A Supplement to
B31, Code for Pressure Piping.
23. Завойчинский Б.И., Федоров M.C.,
Завойчинская Э.Б. Проектная оценка долго -
вечности и безопасности подземных трубо-
проводов. Доклады участников международ-
ной конференции “Безопасность трубопрово-
дов”. М.: 1997. С.23-32.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Авария тяжелая - 78
Автоколлиматор 199
Автомобильный транспорт - Обеспечение надежности
509-524
Автотранспортное предприятие 511-520
Адекватность моделей планирования 243
Акселерограмма землетрясения 545
Акустико-эмиссионный метод (АЭ) 401
Алгоритм диагностирования - Построение 168
- оптимизированный 169
Алгоритм испытания 357
- оценивания надежности 497
- программного испытания 357
- функционального диагностирования 168
- эталонный 509
Амплитудно-фазовая частотная характеристика
(АФЧХ) 354
Анализ динамической сейсмостойкости конструкции
газопровода 546-548
- отказавших элементов 462
- отказов РЭА 460
- работоспособности деталей и узлов при проектиро-
вании 339
- риска участка трубопровода 580-584
- себестоимости при обеспечении высокого техниче-
ского уровня 338
- сравнительный 500
- точности и стабильности технологических процес-
сов 214
Априорная информация 170
Аррениуса закон 464
Аррениуса-Эйринга соотношение 468
Аспект надежности диагностический 169
Автофретаж 404, 405
АЭ-метод 574
Барабаны котлов - Причины повреждения 74
Безопасность 17, 445 - Фундаментальная характери-
стика 446
- повреждения 446
- эксплуатации конструкции при случайных повреж-
дениях 421
Безотказность 16 - Показатели 22, 24
Бекннгема теорема 472
Больцмана распределение 4'67
Быстроходность средняя 178
Вадс - система Водитель - Автомобиль - Дорога -
Среда 511-514
Вакансия 165
Величины случайные 487
Верификация результатов расчета 399
Вероятности крупных аварий 78
Вероятностные методы 12
Вероятность безотказной работы - Проектный расчет
252
- механизмов и металлоконструкций 236
- резервной группы 235
Вероятность восстановления 228
- наступления отказа 49
- повреждений с локальной течью 76
- соответствия уровня надежности 267
Взнос страховой 528
Виброзащита - Оптимизация 60
Вибронадежность - Условия 42
Виброупрочнение 347
Вид оценивания 492
Виды технологических систем 213
Влияние электромагнитных факторов на развитие
дефектов 473
Возможности методов обработки по обеспечению
точности отработки 310, 311
- размеров и параметров состояния поверхностей
деталей машин 304-309
Воздействие сейсмическое 545
Воробьева модель 434
Время жизни невосстанавливаемого элемента 224
- резервной группы при холодном резервировании
233
- элементов 233
Время испытаний 267
- среднее восстановления элемента при вероятност-
ной оценке 227
Вромана модель 433
Выбор зон расположения основных силовых элемен-
тов 421
Выборка частично регистрируемая 491, 507
Выбор конструктивных решений для ответственных
элементов 337
- конструкционных материалов 412
- номенклатуры запасных частей (ЗИП) 244
- оптимального маршрута обработки с учетом техно-
логической наследственности 344
- оптимальной технологической схемы газопровода
577
- оптимальных методов получения заготовок 343
Выбор параметров качества поверхностей деталей
машин 296
- состояния рабочих поверхностей деталей 299
Выглаживание алмазное 348
Выносливость соединения 414
Вязкость разрушения 422
Газопровод - Причины аварий 528, 529
Гарантия практическая 489
Гауссовый уровень надежности 46
Генератор 465
Герметичность соединений - Расчет 291
Гипотеза о семействе распределений (ГСР) 495
Гука закон обобщенный 80
Датчики силы 185
Двигатели авиационные 39
Дерево отказов 31-34 - Обозначения 31
Деревья событий 34-37
Дефект критический 217
- устранимый 216
Дефекты - Общие сведения 85 - 164
- металлических защитных покрытий 156, 157
- отливок из чугуна и стали 116
- паяных изделий 152
- сварки 131
- сварных швов - Классификация 132
- слитков, проката и поковок из стали 90
- стальных труб и профилей 112
- технологические строительные в конструктивных
элементах трубопровода 570
- трехмерные - Средства определения топологии и
геометрии 403
- цветного литья 126
Деформация - Виды 89
- контактная касательная 291
Деформирование вязкопластическое - История 371
Джонсона модель 433
Диагностика акустико-эмиссионная 402
- техническая машин 165
Диагностирование демонтированных блоков и агрега-
тов 207
- динамических процессов 173
- дополнительное с помощью съемных датчиков 204
Диагностирование машин по виброакустическим и
термодинамическим параметрам 188
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
587
- на всех стадиях жизни 166
- по параметрам 175
- перед ремонтом 207
- на сборочных участках в процессе приработки 199
- на стадии производства 197
- на стендах 207
Диагностирование первоочередное 175
- по силовым параметрам 182
- на стендах с имитацией условий эксплуатации 202
- тестовое - Задачи 168
- уникального оборудования на месте установки 209
Диаграмма кинетическая усталостного разрушения 429
Диапазон термоциклирования 474
Динамика изменения кривой отработки 286
Динамическая модель системы гидравлического пово-
ротного стола с механизмом двойной фиксации
193
Дисциплина технологическая - Контроль за ее соблю-
дением 333
Длительность роста коррозионных повреждений 422
Документация рабочая - Разработка 478
Долговечность 16, 443 - Показатели 25
- индивидуальная остаточная подземного участка
трубопровода после сейсмического воздействия
545, 546
Жесткость контактная 289 - Расчет 289
Живучесть - основные характеристики 417 - Серти-
фикационные испытания 437 - 438
- обеспечение 417 - 420
- объекта 17
Задание оптимального уровня надежности 218
- техническое - Разработка 477
Задачи исследования надежности 483, 484
- при проектировании 218
Задачи многоуровневые 508
- оценивания - Классификация 491
Задачи стаццартизацни ССНТ 211
- надежности машин 211
Закон Пуассона 28
Запас по долговечности 445
- дополнительный для экстремальных нагрузок 441
- конструкционный 287
- прочности - Снижение 77
Запас на рассеяние нагруженности 444
- усталостной долговечности 443
Запасные части (ЗИП) - Расчет количественного
состава 245
Землетрясение 545
Зоны возможных повреждений - Основополагающие
принципы их определения 421
- концентрации напряжений 75
Изделия пебракуемые - Планирование испытаний
275,276
Износостойкость - Классы деталей машин 296
Индексы надежности 46, 47
Интенсивность восстановления элемента в момент
времени 227
- изнашивания пар трения 293
- напряжений 383
Интенсивность отказов 23, 28,61 - Проектный расчет
252
- удельная 528
Информация априорная для постановки прогноза -
Группы 170, 171
Испытания - Методы планирования 262
- государственные 480
- диагностические узлов и агрегатов 199
Испытания изделий на надежность - Виды 255 - Це-
левое назначение 255
Испытания машин на надежность кратковременные
354
- ресурсные 355
- специальные 355
- ускоренные 355
Испытания машин ресурсные с подналадкой по ре-
зультатам диагностирования 202
Испытания опытных изделий 480
- образцов исследовательские 259
Испытания сертификационные на живучесть - Цель
437
Испытания сложных изделий 257
- высоких иерархических уровней 256
Испытания стендовые опытного образца 352
Исследование выявленных отказов эксперименталь-
ной отработки 258
- надежности - Схема и циклы 482
- процессов повреждения и разрушения 68
- сложных объектов - Системы и методы 82
Источники возникновения переменных нагрузок,
вызывающих усталость конструкции самолета
410
- информации по изнашиванию при прогнозирова-
нии параметрической надежности машин 332,
333
Исчерпание ресурса 440
Исчисление временное ресурса машины 70
Карты дефектов 200
Качество продукции 169
- усталостное - Оценки 415
Квантили - Расчетные зависимости по отдельным
критериям 238-241
Класс изделия 219
Количество запасных частей - Определение 245
Коллиприста-Яске уравнение 430
Комплекс испытательно-диагностический 357
Конструкция ответственная машиностроительная
(ОМК) 368
Контролепригодность 169
- объекта - Основные требования 86
Контроль - Понятие 168
- входной 459
Контроль качества инженерно-технологической под-
готовки трассы при строительстве магистраль-
ного трубопровода 562 - 577
- сварочно-монтажных работ при строительстве ма-
гистрального трубопровода 564
Контроль неразрушающий (НК) 458
- электрофизических параметров 474
Концентрация напряжений 74
Коррозия металлов 160
Коэффициент безопасности 237
Коэффициент быстроходности 181
- механизмов позиционирования 179
Коэффициент готовности 26, 227
- динамичности 179
Коэффициент запаса 40
- после доработки 286
- точности по контролируемому параметру 215
Коэффициент интенсивности напряжений 428
- цикла 432
Коэффициент использования пропускной способно-
сти газопровода 527
- мгновенного рассеяния по контролируемому пара-
метру 215
- надежности системы газопроводов 5128
- оперативной готовности 228
- смещения контролируемого параметра 215
- технического использования 26, 227
- точности по контролируемому параметру 214
- трения в соединении 292
- ускорения деградационных явлений 465
- усталостной прочности 415
Кривые усталости 412
588
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Критерии брака 217
- возврата продукции 216
- годности 172
- дефектности 216
- живучести 418, 419
- минимума затрат (потерь) 489
- надежности разрабатываемых гидравлических сис-
тем - Группы 249
- оптимального выбора трубопровода 558
- оптимизации конструкций 342
Критерии подобия 47*2
- детерминированные 242
- стохастические 242
Кумулятивность процесса 50
Кудряшова-Смоленцева формула 431
Ликвация 92, 126
Лимита правило 4|70
Мазинга принцип 81
Макродефекты 86
Максвелла-БоЛьцмана распределение плотности веро-
ятности 467
Математические модели теории надежности 26, 27
Международная организация по стандартизации
(ИСО) 15
Международная электротехническая комиссия (МЭК)
15
Металлизация 156
Метод вероятностного прогнозирования 455
- временных интервалов 182
- диагностирования параметрический 173
- итерационного восполнения выборки 505
- квалитетов оценки надежности 214
- Монге-Карло 38
- нахождения оптимального запаса прочности 287
- оперативный 458
- опытно-статистический оценки качества надежно-
сти 214
- оценивания 495
- планирования испытаний при проведении дорабо-
ток 285
Метод последовательного анализа 269
- при двух заданных уровнях показателя надежности
274
- с односторонней границей для биноминального
выборочного плана 276
- при планировании испытаний 271, 272
Метод программный испытания - Основная цель 355
- пропорционального распределения в системе 221
- равномерного распределения в системе 221
Метод распределения требований по надежности с
учетом важности подсистем 222
- с учетом уязвимости элементов 221
Метод расчетной оценки показателей надежности 214
- регистрационный оценки надежности 214
- статистической классификации 455
- тензометрических моделей 400
- оценки уровня отработанности изделия (МОУОИ)
комплексный 258
- фиксированного объема 267
- эксперименгный оценки надежности 214
Методика повышения надежности до требуемого
значения 220
- стендовых испытаний 353
Методология 483
- оптимального конструирования 337
Методы диагностирования комплексного 196
- технологического оборудования 197
Методы контроля органолептические 197
- обработки результатов эксплуатации 503
- подобия - Применение для обеспечения надежно-
сти систем 242
- расчета износа 364
- теории надежности 63
- формирования входных данных 361
- численные построения ОМП 504
- FORM и SORM 48, 49
Микродефекты 86
Микроповреждения 55
Миттчела коэффициент динамичности 179
Модели взаимодействия нагрузок 431
- вероятностные в расчетах машин и конструкций 40-
44
- детерминистические И
- квазисгатические 47-49
- кумулятивного типа 49, 50
- марковского типа 50
- надежности элементов 26, 27, 28
- оценивания 494
- пуассоновского типа 52, 53
- стохастические И
- роста усталостных трещин 42$
Моделирование участка газопровода 543
Модель закрытия трещины аналитическая 435
Модель машины структурная 168
Модель квазистатическая 45
- оптимизации параметров реконструируемых участ-
ков газопровода 577
- параметрического отказа 362
- процесса прогнозирования вероятностная 171
- работоспособности 494
- развития потенциальных дефектов 471
- технологического маршрута системно-структурная
334
- трещины 40
Модифицированный метод максимального правдопо-
добия 503
Мониторинг нагрузочный 450
- эксплуатационный - Структурная схема 370
Монте-Карло метод статистических стендовых испы-
таний 361
Нагружение крыла пассажирского самолета типовое
411
- эксплуатационное - Параметры 71
Нагрузка критическая - Определение 236
- ненадежной системы 233
Нагрузка маневренная 409
- функционирования 409
Нагрузки переменные 429
- на элементы машин - Основные типы 78
Надежность - Графические схемы для расчета 32, 33 -
Задача теории 39 - Комплексные показатели 26
- Методы прогнозирования 38-55 - Направле-
ния 12 - Показатели 22-25 - Различные теории
12
- газонефтепроводов 525 - 584
- технического объекта 11, 16
- машин - Решение проблем 70
- при Наличии усталостных трещин 55
- радиоэлектронной аппаратуры (РЭА) 454
- систем 28-31 - Оптимизация по экономическому
критерию 59
- сложных систем - Показатели 37, 38
- элементной базы 454
Накопление эксплуатационных повреждений 78
Напряжение главное растягивающее 383
Наработка на отказ в вероятностной форме 227
- средняя 24
- узла, механизма, сборочной единицы, изделия -
Проектный расчет 253
Неймана-Пирсона критерий (критерий отношения
правдоподобия) 262
Нормирование 452
Области допустимых состояний 43
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
589
Обработка металлов давлением 89
Обеспечение диагностическое 169 - Реализация 170
- живучести конструкции 417
- надежности 476
- технологическое 303
- усталостной прочности 411
Объем испытаний - Сравнительный анализ 280
- при номинальном законе распределения 270
- при допустимом числе отказов 267
- после доработки 285
- необходимый для подтверждения заданной вероят-
ности безотказной работы 287
- для разных законов распределения 281
- в случае биномиального плана 284
Опасность эксплуатации газоиефтепроводов 525
Операции технологические контролируемые на основ-
ных этапах строительства магистрального тру-
бопровода 562
Описание цели 485
- стратегий 485
Определение долговечности элементов конструкции
412
- параметров качества поверхностного слоя деталей
машин 298
Оптимизация многокритериальная по показателям
надежности 337
Организация работ по сбору и анализу информации
о дефектах и неисправностях опытного образца
339
- создания сложных систем - Этапы 256
Ординарность восстанавливаемой системы 231
Отказы 18-20 - Виды 223
- сложных объектов 43
Отработка экспериментальная 480
- изделия 257
Отсутствие последствия восстанавливаемой системы
231
Оценка надежности подземного участка газопровода в
промерзающих пучинистых грунтах 542, 543
Оценка надежности технологических систем (ТС) 213
- цели 214
Оценки предельных состояний 83
Оценка сопротивления разрушению 70
- хрупкому с помощью силовых и энергетических
критериев 69
Оценка статистическая средней наработки между
отказами 226
- на отказ 227
Оценка статистическая среднего времени восстанов-
ления 227
- уровня отработанности изделия - Методы 258
- долговечности предварительная 415
- максимального правдоподобия по группированным,
усеченным и цензурированным данным 504
Оценки АЭ-методом обследования технического
состояния трубопроводов 572
- экспертные 218
Параметр качества комплексный 335
Параметры выходные 354
- диагностические - Определение при моделировании
188
- качества поверхностного слоя деталей машин, обес-
печиваемые при изготовлении 329
- контроля качества строительства трубопровода 557
- оптимальные шероховатости поверхностей деталей
машин 300-303
- потока отказов при вероятностной оценке 226
- потоков отказов 24
- прогнозирующие - Выбор и измерение 172
- состояния поверхностного слоя в зависимости от
условий обработки 315-321
- точностные 197
- функциональные 334
Перемещения контактные 289
Период расчетный для газопровода 522
Пик термический 165
План испытаний обобщенный 286
- утяжеленный и биноминальный 282
Планирование испытаний 265
- при законе распределения Пуассона 272
- методом фиксированного объема 267
- для нормального закона распределения наработки
на отказ 274
- при экспоненциальном законе распределения 271
Планирование объемов испытаний для элементов,
входящих в состав изделия 287
Плотность распределения отказов 225
Повреждаемость усталостная - Расчет 448
Повреждение многоочаговое 443
- предельное 530
Повреждения коррозионные 422
Повреждения регламентированные крыла 419
- радиационные 165
Повреждениость - Выбор характеристик 404 - Сред-
ства определения 403
Повторяемость перегрузок интегральная 411
Погрешность фиксации 199
Подготовка документации на изделия серийного про-
изводства 480
Подход к технологическому обеспечению эксплуата-
ционных показателей соединений деталей ма-
шин 335, 336
Показатели качества механизмов углового по-
зиционирования 177
- простые 176
Показатели надежности 13
- количественные изделия - Этапы проектирования
251
Показатели надежности технологических систем -
Группы 213
- комплексные 216
Показатели надежности технологических процессов
* 215
- стендовых испытаний 354
- эксплуатационные 334
Показатель оцениваемый 493
Понятия временные 20-22
Последовательность измерений и расчетов при оценке
параметрической надежности машип 364
Потери на фиксацию колебаний 178
Признаки генетические дефектов 86
- морфологические дефектов 86
- проведения контроля точности ТС 214
Принцип безопасного ресурса 421
- максимальной надежности 59
- последовательного снятия неопределенности 49 0
- стохастического детерминизма 490
Принципы конструирования надежных систем 246 -
Выбор оптимальных конструктивных решений
246 - Использование высоконадежных элемен-
тов и узлов 246 - Обеспечение максимальной
взаимозаменяемости деталей, узлов, механиз-
мов 247 - Оптимальная компоновка узлов, ме-
ханизмов, сборочных единиц на изделии 247 -
Резервирование 247 - Упрощение эксплуатаци-
онной документации 247
Показатели надежности количественные
- обоснования решений <489
- стандартизации по надежности 212
- экспериментальной отработки изделий 257, 258
Причины аварий магистральных газопроводов 528
Проблема обеспечения надежности - Решение без
методов теории надежности 218
Прогнозирование - Задачи 170, 171
590
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- индивидуальных показателей надежности 63
- надежности 57
- оперативное 459
- отказов РЭА 455
- параметрической надежности машины - Этапы 363
- показателей надежности 42
Программа стендовых испытаний 353
- экспериментальной отработки 257
Программы обработки частично регистрируемых
выборок 508
- прикладные полного цикла стендовых испытаний
360
Проект технический - Разработка 47В
- эскизный - Разработка 477
Проектирование ресурсное 408
Пространства состояний 41
- теории надежности 41
Пространство качества 54
Прокладка газопровода на вечномерзлых грунтах 542
Процедура проверки статистических гипотез 262
Процесс нагружения предельный стохастический 534
- элементов стохастический 533
Прочность посадок с натягом - Расчет 292
Прочность остаточная 422
- конструкций с поверхностными и угловыми тре-
щинами 426
- подкрепленных конструкций крыла с трещиной в
обшивке 424
- составных конструкций с одиночными и многооча-
говыми повреждениями 423
Прочность стопперов 427
- шпангоута 427
Пуассона закон распределения 272, 275
Пэриса формула 430
Работоспособность механизмов и металлоконструк-
ций - Критерии 237
Равнонадежные элементы 232
Радиоэлектронная аппаратура (РЭА) 454
Размах приведенных напряжений 80
Разрушение - Виды 87
- вязкое 88
- малоцикловое 73
- металлов - Основные сведения 87
- предохранительного элемента - Расчетные зависи-
мости для определения квантилей нормального
распределения по заданному критерию 240
Разрушения усталостные 413
- хрупкие конструкций 72
Ракетно-космическая техника (РКТ) - Исследования
надежности 475 - 509
Раскатывание 348
Распределение Вейбулла 27
Распределение нормируемых показателей надежности
- Методы 219
Распределение по надежности пропорциональное 221
- равномерное 221
- с учетом важности подсистем 221
- с учетом уязвимости элементов 221
Распределение требований по надежности между эле-
ментами системы 219
Расчет на износ пар трения 293
- надежности проектный 251
- на сейсмостойкость 547
Режимы испытаний утяжеленные - Исследование
надежности 282
Режимы эксплуатации изделия 219
- системы - Выбор показателей надежности 219
Резерв иенагруженный (холодный) 233
Резервирование 29
- горячее при разработке технических систем 232
- параллельное 233
- поканальное и поэлементное 234
- холодное при разработке технических систем 232
Резервные элементы 232
Рейнольдса число 55 3
Ремонтопригодность 16 - Показатели 25
Ресурс 21 - Понятие 21, 409, 442
- гамма-процентный 25
- средний 25
Ресурс остаточный 449
- участка магистрального трубопровода - Методика
прогнозирования 541
Ресурс расчетный самолета 409
Р иск - Показатель 23
Риск конструкционный наземного участка трубопро-
вода с учетом аэродинамических воздействий
549 - 553
- подземного участка трубопровода - Определение
536
- “размытого” участка трубопровода в потоке воды
различной активности 553 - 556
- участка нефтепровода 531
Риск промышленный 580
- профессиональный 580
- свободно принимаемый 580
- эксплуатации трубопровода 532
Риска 102
Риски со вдавом 113
Рост трещины докритический 398
Рунге-Кугта метод 378
Свариваемость 131
Сверка показателей надежности 495
- распределений 495
Свойства материалов конструкционные, влияющие
на надежность машин 343
Свойства эксплуатационные - Технологическое обес-
печение 303
- деталей машин и их соединений - Параметры 297
- определяющие надежность машин 289
Сейсмичность 545
Сертификат годности 5 33
Сертификация - Нормативный закономерно-
правовой документ 212
- соответствия 211
Система базовая 242
- восстанавливаемая - Расчет надежности 231 - Расчет
проектной надежности 235
- диагностирования 200
- последовательная 230
- сертификации 211
- стандартизации 211
- стандартов “Надежность в технике” 13-15
- технологическая (ТС) - Оценка надежности 213
- управления стеццом 359
- электроавтоматики - Критерии оценки надежности
248 - Направления проектирования 247
Системы восстанавливаемые - Расчетные формулы
показателей надежности 231
- гидравлические - Критерии надежности 250 - Кон-
струирование 249
Системы диагностирования 167 - Задачи при разра-
ботке 168 - Показатели качества 170 - Типы
173
- внешние 206
- встроенные 203
- функциональные 175
Системы мониторинга 203
Сигналы диагностические теплового поля 198
Скорость роста усталостных трещин 429
Соединение -Герметичность 291
- элементов параллельное 232
Сопротивление разрушению - Исследования 71
- усталости сварного шва - Расчетные зависимости
для определения квантилей нормального рас-
пределения по заданному критерию 240
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
591
Состояние напряженное - Расчет усталостной долго-
вечности при проектировании 412
Сосуды давления 39
Сохраняемость 16
Спектр коэффициентов динамичности 545
Способы резервирования 233
Средства диагностирования 167
- конструктивные обеспечения долговечности эле-
ментов 416
Срок службы гамма-процентный 25
- назначенный 25
- средний 25
ССНТ (Национальная система стандартизации
“Надежность в технике”) 211
Стадия проектирования - Исследование надежности
218
Стандартизация - Основные принципы в области
надежности 212
Стандарты по надежности 13, 15, 16
Статистическая дисперсия 226
Статистическая оценка вероятности безотказной
работы 224
- средней наработки на отказ 227
Статистическая функция надежности 225
Стационарность восстанавливаемой системы 231
Степень эффективности тестового диагностирования
169
Стойкость радиационная материала 165
Стохастические критерии подобия 242
Стохастичность накопления повреждений конструк-
тивных элементов 533
Струхаля число 550
Стыки - Проектирование 416
Субмнкродефекты 85
Схемы надежности структурные (ССН) 234
- сертификация 212
Температура эксплуатации - Уровни 70
Тензорезисторы фольговые 400
Теория вероятностей 11
- выбросов случайных процессов 53, 54
Теория надежности - Проблемы внедрения 56-58
- и оптимальное прогнозирование 58, 59
Теория предельных процессов нагружения стохастиче-
ская 532
Термоусталость деталей 162
Термоциклирование 474
Технический объект - Состояние 17, 18
Трасса магистрального трубопровода - Основы опти-
мизации с учетом показателей надежности 556
-561
Требования к длительности роста трещин 420
- к конструкции по обеспечению живучести 417
- к конструкции элементов и деталей 415
- тактико-технического задания (ТТЗ) 255
- технических условий (ТУ) 255
- по уровню безопасности 441
Трение в соединении 292
Трещина горячая *122
- усталостная - Уравнения скорости роста 428
- холодная 122
Трещины 133 - Требования по длительности роста 420
- Факторы возникновения и развития 71
- замедленного разрушения 159
- в конструкциях самолетов - Классы 417
- контактной усталости 164
- коррозионной усталости 163
- межкристаллитные 92
- начальные - Образование 72
- ползучести 159
- термической усталости 162
- угловые - Регламентированные размеры 428
Трещины усталостные 55, 56
- в авиационных конструкциях 415
.Уилера модель 431
Уиллеиборга модель 432
Уолкера-Эрдогана формулы 430
Уплотнения испытаний 355
Управление - Понятие 168
- автоматизированным стендом 359
Упрочнение поверхностное - Методы 346
- поверхностного слоя деталей машин 344
Уравнение Колмогорова 50, 51
- линии приемки 278
Уровень надежности - Контроль в процессе испыта-
ний 280 - Методики контроля 276
Уровни иерархические национального фонда стандар-
тов 211
- сложных систем 256
Уровень контролепригодности машин 169
Ускорение процессов развития потенциальных дефек-
тов 466, 474
Условие продолжения испытаний 269
Условия выбора 486
- несмещенности оценки 506
- применимости квазистатического подхода 46
- работоспособности для утяжеленного режима испы-
тания 283
Условная функция надежности 51, 52
Усталость 368
- многоцикловая - 71
- фрикционная при трении без смазки 294
Установочная партия - Испытания 255
Участок нефтепровода 531
Учет требований по обеспечению сопротивления
усталости элементов конструкций 415
- хода производства оперативный 203
Ущерб от аварии 561, 562
Фаза образования макротрещины 379
Фазы избыточные 161
Фактор человеческий при расчете и проектировании
64
Факторы детерминированные 487
Факторы воздействия аварий газопровода 580
- строительные 5бб
- эксплуатационные 556
Факторы экономические при определении трассы
магистрального трубопровода 556
Факторы, определяющие выбор схемы сертификации
212
- конструкционную прочность 341
- склонность конструкции к разрушению 74
Физическая причина усталости конструкции 410
Фиксация колебаний - Суммарные потери 178
Фонд стандартов по надежности 211
Форма представления априорной информации 494
- регистрация эмпирических данных 494
Формана формула 430
Формы показателей надежности невосстанавливаемого
элемента 224
Форсирование режимов испытания 355
Фреттинг-коррозия 161
Функция ЭВМ при испытании 356
Функционал целевой случайный 534
Функциональная система электроавтоматики - Кри-
терии оценки надежности 248
Функция Бесселя 48
- надежности статистическая 225
Фюзеляж 420 - 422, 438
- герметичный - Остаточная прочность 427
- со стопперами 427
Характер разрушения конструкции последовательный
417
Характеристика изделий в процессе их работы 223
592
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- сейсмичности участка трубопровода 546
- системы выходная - связь с уровнем надежности 219
- техническая вновь создаваемой системы 242
Характеристики истории нагружения 79
- качества и параметрической надежности машины,
получаемые при стендовых испытаниях 359
- стабильные материалов 246
Характеристические критерии 248
Целевая функция для задания оптимального уровня
надежности 218
Цели стендовых испытаний 353
Цикл жизненный 211
Циклические нагрузки 412
Циклы нагружения 71 - Проблема определения 411
- эквивалентные 412
Цилиндр неподкрепленный 427
Число циклов до появления трещины 413
Численные методы 48
Чэнга модель 433
- формула 431
Шаблон для контроля надежности изделия в процессе
отработки 278
Шероховатость газовая 121
Эволюционные уравнения накопления повреждений
379
Эволюция радиуса поверхности текучести 375
Эквивалент 447
Экранирование термонагруженных поверхностей и зон
с пониженной циклической прочностью 405
Экспериментальная отработка - Построение про-
граммы 256, 257
- изделия - Принципы 257
Экспериментально-статистический метод 258
Эксперименты базовые 384
Эксплуатационная технологичность 16
Эксплуатационные свойства - Параметры их опреде-
ляющие 297
Эксплуатация систем и их изделий 481
Экспоненциальный закон распределения времени
жизни элемента 234
Элбера модель 434
Электрорадиоизделия (ЭРИ) 454 - 464
Элемент восстанавливаемый 226 - Показатели
надежности 228
- невосстанавливаемый 224 - Показатели надежности
225, 226
- силовой с ограниченной усталостной долговечно-
стью 420
- трассы трубопроводов - Формирование капиталь-
ных затрат 558
Элементы конструктивные - Технический контроль
при приемке и подготовке к строительству маги-
стрального трубопровода 564
Эмиссия акустическая 401
Эмпирические уравнения, отражающие взаимосвязь
параметров состояния поверхностного слоя
деталей с условиями их обработки 315
Энергия деформации сдвига 380
- разрушения при малоцикловой усталости 380
Эскизный проект по созданию системы и обеспечению
ее эффективности 478
Этап экспериментальной отработки - Цель и виды
испытаний 255
Этапы программы обеспечения ресурса при проекти-
ровании 410
- проектирования самолетных конструкций 409
- технологические строительства линейной части
трубопровода 562
Эффект Баушингера 372
- ионизационный 165
Эффективность процессов диагностирования 168
Яремы-Микитишина формула 430
Явления, сопутствующие технологической наслед-
ственности 342
Ядерная энергетическая установка (ЯЭУ) 398
------------------------------ ффф -------------------
СПРАВОЧНОЕ ИЗДАНИЕ
Владимир Владимирович Клюев, Владимир Васильевич Болотин,
Феликс Рубенович Соснин и др.
МАШИНОСТРОЕНИЕ. ЭНЦИКЛОПЕДИЯ
Том IV-3
Надежность машин
Редакторы: И.Н. Жесткова, З.М. Рябкова
Оформление художника Т.Н. Погореловой
Художественный редактор Т.Н. Галицына
Корректоры: Л.Г. Изосимова, Л.Е. Сонюшкина
Инженеры по компьютерному макетированию: Е.А. Егорова, Т.В. Каверина, Г.Ю. Корабельникова,
О.В. Мочалина
Подписано в печать 6.06.03. Формат 70x100 1/16.
Гарнитура Times ЕТ. Печать офсетная.
Усл. кр.-отт. 48,1. Уч.-изд. л. 63,51. Доп. тираж 1000 экз.
Бумага офсетная.
Усл. печ. л. 48,1.
Заказ 8277
ФГУП "Издательство "Машиностроение", 107076, Москва, Стромынский пер., 4
Отпечатано в ГУП ППП "Типография "Наука" РАН, 121099, Москва, Шубинский пер., 6