/



















































































































































































































































































































Текст
Г.Л. Антипенко
Г.С. ЛягушЕВ
Диагностика
СТРОИТЕЛЬНЫХ^ дорожных
и подъЕмно-трднспортных
МАШИН
Под обшей редакцией А.Н. Максименко
Допущено УМО вузов РФ по образованию в области
транспортных машин и транспортно-технологических
комплексов в качестве учебного пособия для студентов вузов,
обучающихся по специальности «Подъемно-транспортные,
строительные, дорожные машины и оборудование»
направления подготовки «Транспортные машины
и транспортно-технологические комплексы»
Допущено Министерством образования Республики Беларусь
в качестве учебного пособия для студентов специальностей
«Подъемно-транспортные, строительные, дорожные машины
и оборудование», «Техническая эксплуатация автомобилей»,
«Тракторостроение», «Автомобилестроение» учреждений,
обеспечивающих поличение высшего обпазования
Санкт-Петербург
« БХВ-Петербург»
2008
expert22 для http ://rutracker.org
ВБК 38.6-5я73
Ml 7
Рецензенты:
кафедра «Детали машин и подъемно-транспортные механизмы»
Белорусского государственного университета транспорта
(заведующий кафедрой — доктор технических наук, профессор В Л. Доегяло);
заведующий кафедрой транспорта леса Белорусского государственного технологического
университета, кандидат технических наук, доцент М.Т. Насковец;
Комиссия УМО вузов РФ по образованию в области транспортных машин
и транспортно-технологических комплексов
Издание подготовлено при участии ООО «Техническая книга» (Москва)
Максименко, А.Н.
Ml 7 Диагностика строительных, дорожных и подъемно-транспортных
машин : учеб, пособие / А.Н. Максименко, Г.Л. Антипенко, Г.С. Лягу-
шев. — СПб.: БХВ-Петербург, 2008. — 302 с.: ил.
ISBN 978-5-9775-0248-1.
Рассмотрены вопросы работоспособности строительных, дорожных и подъемно-транс-
портных мшнин. Особое внимание уделено диагностике, составляющей основу определе-
ния тру доем кости технических обслуживаний и ремонтов, целесообразности их проведе-
ния, безопасности выполняемых работ в установленные сроки и безотказной эксплуатации
техники па объекте. Приведены данные по средствам диагностирования. Раскрываются
вопросы повышения, сохранения, восстановления и прогнозирования работоспособности
этих машин.
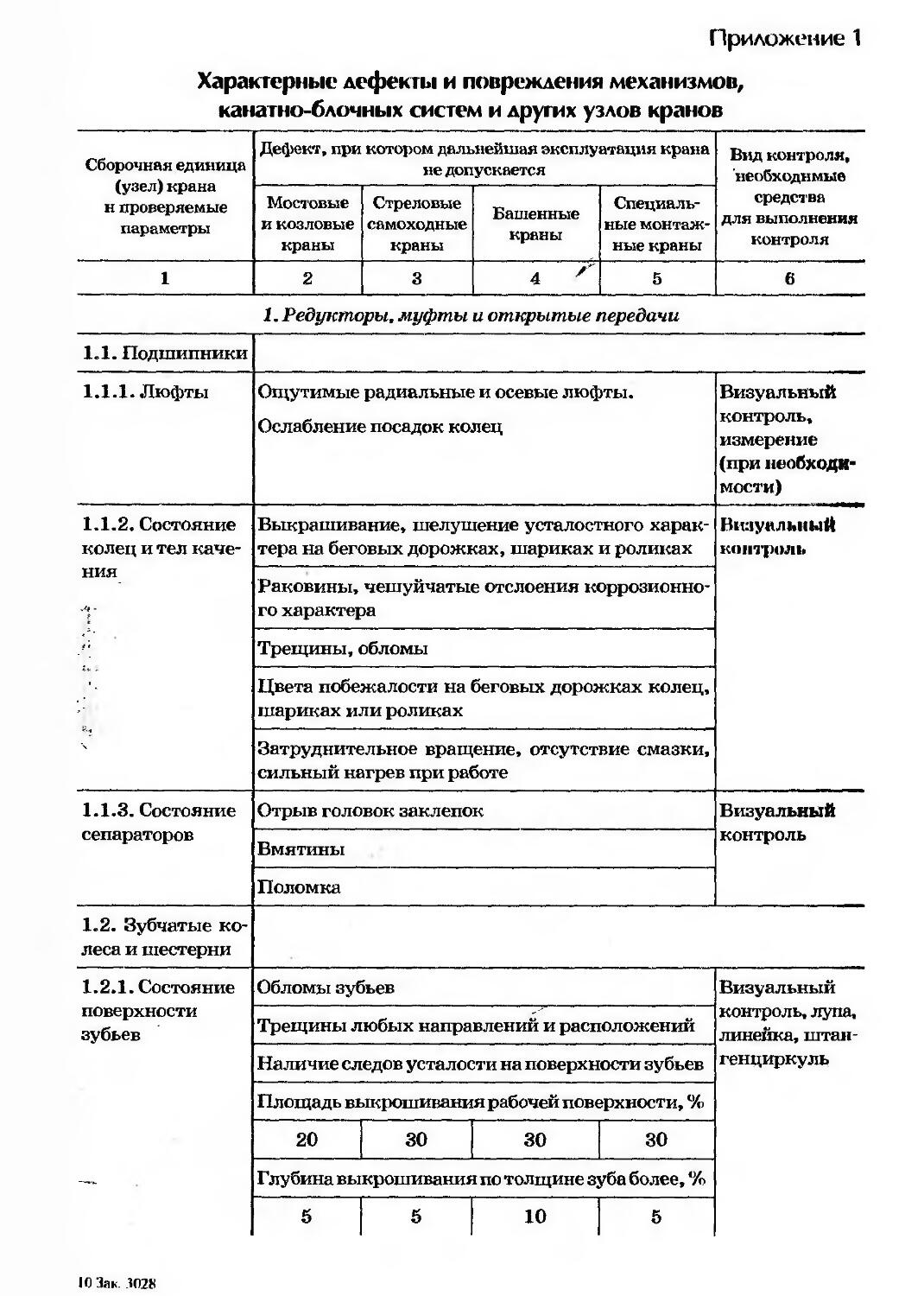
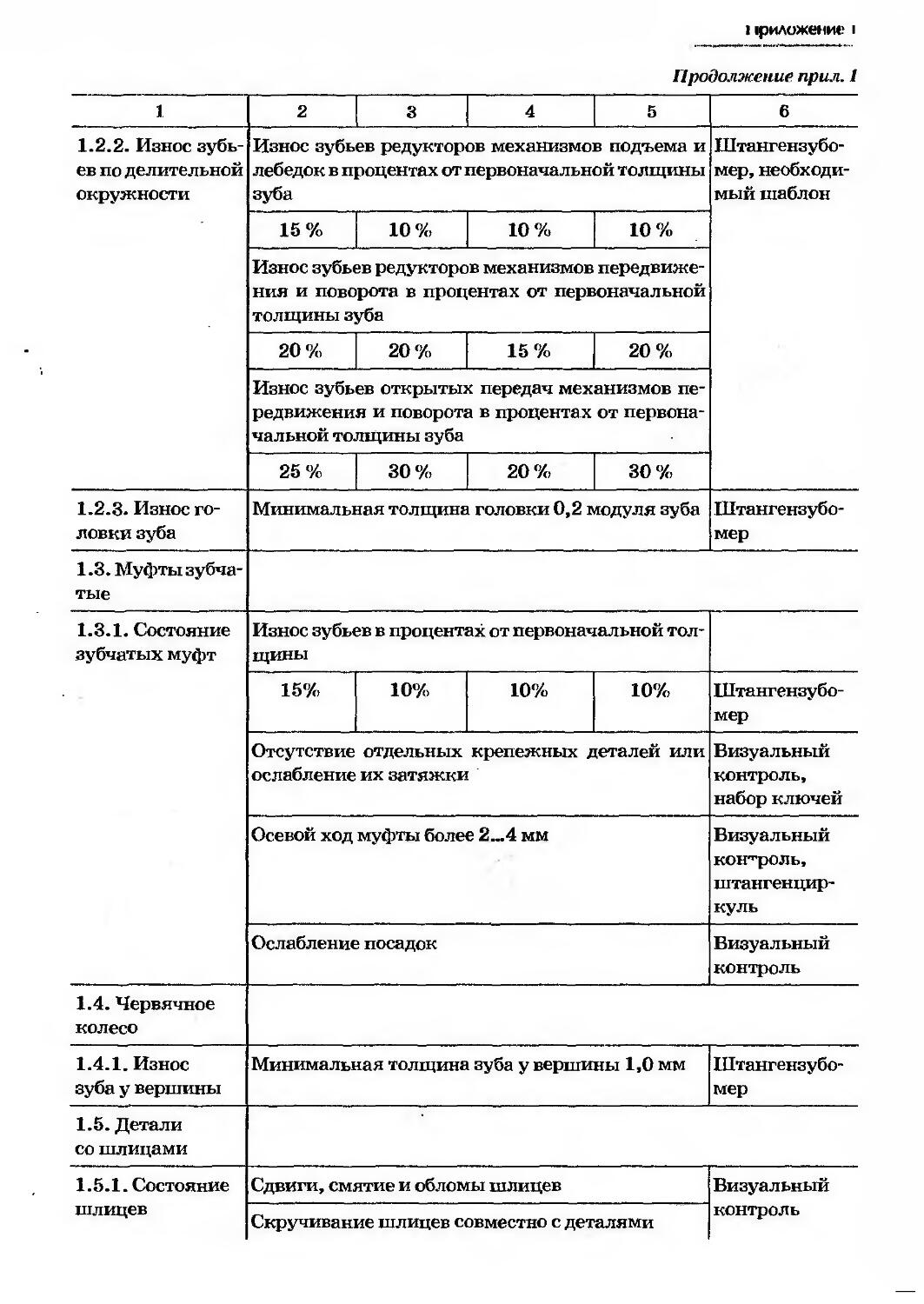
В приложениях даны примеры характерных дефектов и повреждений механизмов
канатно-блочных систем и других узлов кранов; прогнозирование остаточного ресурса
с проверкой металлоконструкций кранов на сопротивление усталости.
Предназначено для студентов вузов. Будет полезно иц кен₽рно-техническим работни-
кам и учащимся строительных ссузов.
УДК [69.005+625.8К075.8)
ББК38.6-5я73
ISBN 078-5-6775-0248-1
© Максименко А.Н., Антипенко Г.Л-, Лягушев Г.С., 2008
© Оформление. ООО «Техническаякнига», 2008
expert22 для http://rutracker.org
Список сокращений
АБС — антиблокировочная система
АЦП — аналого-цифровой преобразователь
БУ — блок управления
ВМ — ведущий мост
ВМТ — верхняя мертвая точка
ГАИ — Государственная автомобильная инспекция
ГВЧ — генератор высокой частоты
ГМП — гидромеханическая передача
ДВС — двигатель внутреннего сгорания
ЖЦИ — жизненный цикл изделия
КАМ — энергонезависимое запоминающее устройство (Keep Alive Memory)
КВ — коленчатый вал
КОМ — коробка отбора мощности
КР — капитальный ремонт
НСХ — номинальные статические характеристики
ОГ — отработавшие газы
ОГП — ограничитель грузоподъемности
ОД — объект диагностирования
ОЖ — охлаждающая жидкость
ПЗУ — постоянное запоминающее устройство
ППЗУ — перепрограммируемое постоянное запоминающее устройство
ПТМ — подъемно-транспортная машина
СДМ — строительные и дорожные машины
СДПТМ — строительные, дорожные и подъемно-транспортные машины
ТМО — термомеханическая обработка
ТНВД — топливный насос высокого давления
ТО — техническое обслуживание
ТР — текущий ремонт
ТСД — технические средства диагностирования
ТСМ — топливо-смазочные материалы
ТУ — технические условия
ЦПГ — цилиндропоршневая группа
ЭБУ — электронный блок управления
ЭСАУ-Д — электронные системы автоматического управления двигателем
expert? 2 для http://rutracker.org
введение
Строительные, дорожные и подъемно-транспортные машины (СД11ТМ)
составляют основу комплексной механизации, автоматизации и роботизации
строительного производства. Затраты на поддержание, сохранение и восста-
новление работоспособности СДПТМ составляют до 25 % себестоимости маши-
но-часа эксплуатации, а за срок службы они в 8-10 раз превосходят стоимость
новых машин. Снижение этих затрат возможно при повышении эффективно-
сти технической эксплуатации за счет внедрения диагностики, позволяю-
щей исключить интенсивный процесс изнашивания деталей и отказ машин
па объекте.
Основная задача технической эксплуатации СДПТМ — реализация потен-
циальных возможностей их конструкций при наименьших затратах на под-
держание и восстановление их работоспособности, а также при минимальных
иредных воздействиях на окружающую среду. Для ее решения необходимо
изучать закономерности изменения технического состояния СДПТМ под воз-
действием различных факторов в процессе их эксплуатации, что позволяет
управлять работоспособностью машин на научной основе. Управление тех-
ническим состоянием машины предусматривает: организацию технических
обслужи паний (ТО) и ремонтов и их связь с диагностированием; применение
топливо-смазочных материалов (ТСМ) и запасных частей при научно обосно-
ванном нормировании; совершенствование технологических процессов ТО
и ремонтов с учетом диагностирования; применение информационных техно-
логий при организации технической эксплуатации; использование законо-
мерностей изменения показателей надежности в процессе наработки с начала
эксплуатации; организацию хранения, подготовки к работе и транспорти-
ровке на объект.
В настоящее время применение машин требует более строгой оценки эко-
логических последствий. Машины с двигателем внутреннего сгорания (ДВС)
являются источником загрязнения атмосферы вредными веществами. За один
час работы ДВС может выделить такое количество только оксида углерода,
которого достаточно для загрязнения около 10 млн м3 воздуха. Для сниже-
ния концентрации вредных составляющих в отработавших газах (ОГ) широ-
ко используются диагностические параметры, контролирующие состав ОГ,
и внедряются электронные системы управления подачи топлива в цилиндр
с учетом показаний не менее шести датчиков, обеспечивающих высокое ка-
чество горючей смеси и полноту ее сгорания.
Работоспособность машины в значительной степени зависит также от ка-
чества ТСМ, которое изменяется в процессе ее наработки. Важно исключить
предельные значения качественных показателей ТСМ через их диагностиро-
вание при плановых ТО.
В целом диагностирование машин составляет основу определения остаточ-
ного ресурса, трудоемкости ТО и ремонтов, целесообразности их проведения,
безопасности выполняемых работ, производства работ в установленные сро-
ки и безотказности эксплуатируемой техники на объекте.
Работоспособность строительных,
дорожных и подъемно-транспортных
машин
1.1. Основные понятия
Под работоспособностью СДПТМ понимают состояние объекта, при кото-
ром значения всех параметров, характеризующих его способность выполнять
заданные функции, соответствуют требованиям нормативно-технической
и (или) конструкторской документации.
В процессе эксплуатации машина подвергается внешним и внутренним
воздействиям, которые приводят к изменению параметров отдельных элемен-
тов, сборочных единиц и машины в целом. Внутренние воздействия связаны
с накоплением потенциальной энергии в процессе изготовления деталей машин
и их сборки (внутренние напряжения в деталях при литье или термообработке,
монтажные напряжения). Внешние воздействия — это условия эксплуатации,
режимы работы машины, действие тепловой, химической и других видов
энергии. В результате всех воздействий в машине с течением времени проис-
ходят изменения, приводящие к потере ее работоспособности.
Событие, в результате которого объект частично или полностью утрачивает
работоспособность, называется отказом. Статистика отказов до настоящего
времени является основным источником информации о надежности машин
и дает представление о конструктивном и технологическом их совершенстве.
1.2. Классификация отказов
Основа классификации отказов — характер возникновения и особенности
протекания процессов, приводящих к отказу. Отказы могут быть внезапными
и постепенными.
Внезапный отказ возникает при скачкообразном изменении одного или
нескольких параметров объекта, определяющих его качество. Такие изменения
являются следствием сочетания неблагоприятных факторов воздействия.
Внезапный отказ может возникнуть при возрастании механических нагрузок
свыше расчетных при несоблюдении условий эксплуатации, наличии скрытых
технологических дефектов, прекращении подачи смазки и т.п. Потеря работо-
способности при этом происходит внезапно, без предшествующих признаков
разрушения.
Постепенные отказы происходят вследствие постепенного изменения
одного или нескольких параметров объекта. Основными причинами их явля-
ются износ деталей и процесс естественного старения. Постепенному отказу
предшествуют различные прямые и косвенные признаки, позволяющие его
прогнозировать.
1. 'аОотоспосоОносгь строительных, дорожных и подъел.. мт портных машин
Принципиальной разницы между внезапными и постепенными отказами
не существует. Вгезапный отказ чаще всего является следствием постоянного,
но скрытого от паз наблюдателя старения, ухудшающего начальные пара-
метры объекта. Так, постепенное накопление усталостных напряжений при-
водит к внезапшму отказу.
Отказы в зависимости от их последствий можно разделить на зависимые
и независимые. Зависимые отказы происходят вследствие отказа другой де-
тали. Примером зависимого отказа может служить выход из строя поршня
при обрыве клашна. Независимые отказы не зависят от отказов других де-
талей рассматршаемого изделия.
В зависимостют причины возникновения отказы подразделяют на конст-
рукционные, пршзводственные и эксплуатационные. Конструкционный
отказ возникает в результате несовершенства или нарушения установлен-
ных правил и (ши) норм конструирования объекта. Отказ, происшедший
в результате нессзершенства либо нарушения установленного процесса изго-
товления или реюнта, выполнявшегося на ремонтном предприятии, назы-
вается производспвенным отказом. Эксплуатационный отказ — это отказ,
возникший в рез/льтате нарушения установленных правил и (или) условий
эксплуатации объекта.
1.3. Показател! работоспособности СЛПТМ
Показателям! работоспособности СДПТМ являются безотказность, дол-
говечность, реметтопригодность и сохраняемость.
Безотказноспь — свойство объекта непрерывно сохранять работоспособное
состояние в течете некоторого времени или некоторой наработки. Безотказ-
ность объекта характеризуется: вероятностью безотказной работы, средней
наработкой до отназа, гамма-процентной наработкой до отказа, средней нара-
боткой на отказ, штенсивностью отказов, параметром потока отказов и уста-
новленной безопазной наработкой.
Основным поюзателем безотказности является вероятность безотказной
работы, характеризующая вероятность того, что в пределах заданной нара-
ботки отказ объегга не возникнет. Вероятность безотказной работы (P(t)) опре-
деляют по формую
N-N
P(t) = -- !
N
где N — число подконтрольных объектов; No — число объектов, отказавших
за период времен! t.
Средняя наработка до отказа (tj) — математическое ожидание наработки
объекта до первою отказа:
где t( — наработкн до отказа 1-го объекта.
I I. Показатели работоспосоон'" |и СДПТМ
7
Гамма-процентная наработка до отказа (t7) — наработка, в течение кото-
рой отказ объекта не возникнет с вероятностью (Ру), выраженной в процентах:
Ру = 7=1~Ж),
7 100 7
где F(ty) — функция распределения гамма-процентной наработки.
Средняя наработка на отказ (t2) характеризуется отношением наработки
восстанавливаемого объекта к математическому ожиданию числа его отказов
в течение этой наработки:
п
п
где t, — наработка объекта между двумя отказами; п — число отказов объекта
в течение рассматриваемой наработки.
Интенсивность отказов (X(t)) — условная плотность вероятности возник-
новения отказа невосстанавливаемого объекта, определяемая для рассматри-
ваемого момента времени при условии, что до зтого момента отказ не возник:
V' MN(t)
где 7V(t), 7V(t+At) — число объектов, работоспособных при наработке t и t + At
соответственно.
Параметр потока отказов (co(t)) характеризуется отношением среднего
числа отказов восстанавливаемого объекта за произвольно малую наработку At
к значению этой наработки:
N N
J/i,(t + At)-£n,(t)
to(i) = ^=1-----И----,
NAt
где nf (t + Л t), n£(t) число отказов по Nt объекту при наработке t и £ + At соот-
ветственно.
Долговечность — свойство объекта сохранять работоспособность до на-
ступления предельного состояния при установленной системе технического
обслуживания и ремонта. Важнейшими показателями долговечности явля-
ются: средний ресурс, гамма-процентный ресурс, назначенный ресурс, сред-
ний срок службы, гамма-процентный срок службы и установленный срок
службы.
Средний ресурс (7?) — это математическое ожидание ресурса:
N
R=‘l ,
N
где — ресурс t-й машины.
1. Работоспособность строительных, дорожных и полы-mi к > |р.»«аюртных млшип
Гамма-процентный ресурс (Tty — наработка, в течение которой объект не
достигнет предельного состояния с заданной вероятностью у, выраженной
в процентах:
R. =J^- = l-r(Rv).
Y 100 v
Назначенный ресурс — суммарная наработка объекта, при достижении
которой применение по назначению должно быть прекращено.
Средний срок службы — математическое ожидание срока службы.
Гамма-процентный срок службы характеризует календарный период от
начала эксплуатации объекта, в течение которого он не достигает предельно-
го состояния с заданной вероятностью у, выраженной в процентах.
Ремонтопригодность — свойство объекта, заключающееся в приспособ-
ленности к предупреждению и обнаружению причин возникновения отказов,
повреждений и поддержанию и восстановлению работоспособного состояния
путем проведения технического обслуживания и ремонтов. Показателями
ремонтопригодности являются: среднее время восстановления работоспособ-
ного состояния и средняя трудоемкость восстановления работоспособного со-
стояния.
Среднее время восстановления работоспособного состояния (/„) — мате-
матическое ожидание времени восстановления работоспособного состояния:
t-в= У,^в-
Средняя трудоемкость восстановления (Тср) — математической ожида-
ние трудоемкости восстановления работоспособного состояния
Сохраняемость — свойство объекта сохранять значения показателей без-
отказности, долговечности и ремонтопригодности в течение или после хранения
и транспортировки. Показатели сохраняемости: средний срок сохраняемости
(математическое ожидание срока сохраняемости) и гамма-процентный срок
сохраняемости, достигаемый объектом с заданной вероятностью у, выражен-
ной в процентах.
1.4. Характерные виды потери работоспособности основных узлов
рабочего оборудования, сборочных единиц и систем САПТМ
При взаимодействии рабочего органа с разрабатываемым материалом про-
исходит абразивное изнашивание с многократным деформированием металла,
в результате чего наблюдается усталостное разрушение его поверхностного
слоя. Усталостные разрушения возникают также в деталях машин при трении
качения с проскальзыпашюм. Они приводят, как правило, к непрогнозируемым
внезапным отказам. Анализ выбраковки деталей на ремонтных заводах по-
1.5. Лоцусгимыи и предсл|.цып уроним потери работоен! >. >Г>ности СДПТМ
казал, что металлоконструкция экскаваторов (стрела, рукоять, гусеншц
рамы) выходит из строя в результате поломки или деформации, а шарнЛме
рабочего оборудования и движителя — в результате изнашивания.
Отказы могут возникать вследствие износа деталей или нарушения р^
лировки сборочных единиц. В условиях эксплуатации необходимо свое/by-
менно обнаруживать износ деталей без разборки машины. Так, увеличен?Ье-
Ч
зазоры в сопрягаемых деталях можно определить покачиванием дет^'Ые
относительно друг друга, причем зазор в пределах 0,05...0,10 мм можно
явить без приборов. -
Шум в зубчатых передачах свидетельствует об увеличенном зазоре и изу
профиля зубьев. Стуки и шум в подшипниках возникают из-за износа шЛсе
ков (роликов) или беговых дорожек. Глухие и резкие толчки при измене'Ьц-
направления вращения связаны с износом шпоночных и шлицевых соедЛцц
ний. Работоспособность подшипников и других трущихся поверхностей м^Це-
определить по коэффициенту трения и температуре нагрева (если она пр^Чно
шает 70 °C, это свидетельствует о наличии неисправностей). <1ы-
О потере работоспособности гидро- и пневмосистем можно судить по вы
ному параметру их герметичности и степени загрязнения рабочей жидтАцд-
и воздуха, а о степени износа поверхности прецизионных сопряжений ра^ нти
делителей, топливных насосов и гнезд клапанов гидро- и пневмосистем ^ре-
возрастанию утечек, падению давления или увеличению коэффициента тр^ 4 по
Оценка потери работоспособности сложных систем производится п^^я.
ходным параметрам. Так, для насоса — это производительность, давл Ъы-
и равномерность подачи, а для двигателей внутреннего сгорания — разв^Нде
мая мощность, расход топлива и количество газов, прорывающихся в ка^ае-
Для оценки работоспособности трансмиссии применяют суммарный Д^'ер.
значение коэффициента полезного действия, кинематическую неравн^фт,
ность, интенсивность изменения температуры и виброакустические сипАер-
генерируемые сборочной единицей. Для гусеничного движителя харак^-Ды,
абразивный износ, который регламентируется суммарным износом д^рен
звеньев. Интенсивность изнашивания шин колесного движителя завщЛяти
давления сжатого воздуха, установки передних колес, балансировки от
Работоспособность дисков трения фрикционных муфт и сцеплений в^Аес.
гом определяется действиями оператора, качеством регулировки и час^Чно-
включения. ^ой
Большое влияние на работоспособность сборочных единиц оказыва^
чество и состояние смазки, которая в процессе эксплуатации из-за окис^ ка-
и загрязнения теряет свои свойства. ^Рия
1.5. Допустимый и предельный уровни потери
работоспособности СДПТМ
Предельный уровень работоспособности машины характеризуется
ниями параметров, при которых дальнейшая ее эксплуатация должн^ Аче-
прекращена. Работа деталей в машине сопровождается неизбежным и %iti,
Ари-
10
1. Работоспособность строительных, дорожных и iioAi.i-Miio-Tpanc iiopniwx машин
рывным во времени процессом изнашивания трущихся поверхностей. Этот
процесс можно представить в виде классической кривой (рис, 1.1).
Зона Оа характеризует приработку сопряженных пар. Для некоторых дета-
лей (резиновых и пластмассовых, подшипников качения) эта зона полностью
отсутствует, а для других период приработки настолько мал, что им можно
пренебречь.
Рис. 1.1. Зависимость контролируемых параметров наработки
Зона нормальной эксплуатации деталей характеризуется интервалом на-
работки аЪ. Изменение параметра оценки работоспособности деталей (ДИ)
можно описать зависимостью
ДИ = Х*а,
где К — коэффициент пропорциональности; а—степенной показатель, харак-
теризующий интенсивность изменения параметра.
Участок ab характеризует постепенное увеличение значения параметра
в условиях нормальной эксплуатации. После того как контролируемый пара-
метр достигнет значения И„р, интенсивность изменения его резко возрастает.
Ордината Ипр характеризует предельное значение параметра, при достижении
которого дальнейшая эксплуатация изделий должна быть прекращена для
исключения отказов, устранение которых сопряжено с большими затратами.
1 (редельные значения параметров служат ориентирами для выбраковки из-
делия или определения его остаточного ресурса.
Значения коэффициента а для различных сопряжений различны. Так,
для трущихся поверхностей с большими контактными напряжениями (под-
шипники качения, вубчатые передачи) а ~ 1 ,б; для валиков, пальцев и осей
1.6. Изнаппшоные деталей машин
а= 1,4; для плунжерных пар и шлицевых соединений а-1,1. Износ посадоч-
ных гнезд корпусных деталей, гусеничных движителей, режущей кромки
рабочего оборудования и накладок фрикционов, тормозов и сцеплений ха-
рактеризуется линейной зависимостью, т.е. а= 1,0.
1.6. Изнашивание деталей машин
Основной причиной нарушения работоспособности СДПТМ являются из-
менения деталей вследствие изнашивания.
Изнашивание — процесс разрушения и отделения материала с поверхности
твердого тела и (или) накопления его остаточной деформации при трении,
проявляющийся в постепенном изменении размеров и (или) формы тела. Изна-
шивание может сопровождаться коррозионными процессами, происходящими
в материалах деталей под воздействием химически активных составляющих
среды, и является сложным физико-химическим процессом. Теории трения
и изнашивания посвящена обширная отечественная и зарубежная литература.
В соответствии с ГОСТ 27.674-88 изнашивание делится на три основные
группы: механическое, происходящее в результате только механического
взаимодействия материалов трущихся поверхностей; коррозионно-механи
ческое, характеризующееся процессом трения материалов при химическом и
(или) электрическом взаимодействии со средой; изнашивание при действии
электрического тока (рис. 1.2).
— Абразивное
Усталостное
При заедании
Механическое
Гидроэрозионное
Газоэрозионное
Кавитационное
При фреттинге
ИЗНАШИВАНИЕ -
Газоабразивное
Гидроабразивное
— Коррозионно-механическое —j :
Окислительное
Фреттинг-коррозия
_ При действии электрического
тока
Электроэрозионное
Рис. 1.2. Классификация видов изнашивания
12
|’.к"чоспосоПмосп. < чштельных, лоро»• -
Наиболее распространенными разновидностями механического изнаши-
вания являются абразивное и усталостное.
Абразивное изнашивание — процесс разрушения поверхности резанием
и царапанием твердыми абразивными частицами среды, в которой происходит
работа деталей. Твердость абразивных частиц выше, чем металла, что способ-
ствует разрушению поверхности деталей и резко увеличивает их износ. Так,
при работе гусеничного движителя в абразивной среде интенсивность изна-
шивания в несколько раз выше, чем при отсутствии абразива. Рабочие орга-
ны землеройных машин работают непосредственно в абразивной среде, и для
них абразивные частицы определяют характер и интенсивность изнашива-
ния. Этот вид изнашивания характерен и для цилиндропоршневой группы
двигателя внутреннего сгорания. Наличие воздухоочистителей не устраняет
попадания абразивных частиц в цилиндр двигателя машин, работающих
в условиях большой концентрации пыли в воздухе. Скорость изнашивания
в абразивной среде зависит от концентрации, размеров, формы и свойств абра-
зивов, свойств металлических поверхностей, скорости скольжения и удель-
ного давления и достигает 0,5...5,0 мкм/ч.
Усталостное изнашивание — процесс разрушения.деталей, характери-
зующийся усталостными явлениями в поверхностных слоях металла. Оно
наблюдается в условиях высоких контактных нагрузок циклического дейст-
вия. Развитие прогрессирующего усталостного изнашивания начинается
с появления усталостных трещин. Смазочный материал, попадая в трещины,
способствует их расклиниванию и выкрашиванию частиц металла. Этот вид
изнашивания является основным для зубьев тяжело нагруженных шестерен.
Интенсивность усталостного изнашивания зависит от нагрузки и температуры,
твердости материала и шероховатости поверхности, применяемых смазочных
материалов.
При трении металлических пар иногда происходит заедание вследствие
схватывания контактирующих участков, что приводит к глубинному вырыва-
нию материала, переносу его с одной поверхности на другую. Этот вид изнаши-
вания обладает высокой интенсивностью и приводит к отказу сопряжения.
Скорость изнашивания равна 10...15 мкм/ч.
Гидроэрозионное (газоэрозионное) изнашивание поверхности происходит
в результате воздействия потока жидкости (газа), а гидроабразивное (газоаб-
разивное) — в результате действия твердых тел, увлекаемых потоком жидко-
сти (газа).
Кавитационное изнашивание имеет место при высоких локальных давле-
ниях или температурах, возникающих вследствие разрыва пузырьков газа
вблизи поверхности твердого тела при его движении относительно жидкости.
Изнашивание при фреттинге — механическое изнашивание соприка-
сающихся тел при колебательном микросмещении.
Разновидностью коррозионно-механического изнашивания является окис-
лительное изнашивание и фреттинг-коррозия.
Окислительное изнашивание происходит в результате появления на по-
верхности трения защитных пленок вследствие взаимодействия материала
и кислорода. При этом происходит образование пленок соединений кис ли
с материалом изделия, что резко изменяет свойства трущихся поверх п<»
и вносит свою специфику в появление других видов изнашивания. Оки<
тельный процесс наблюдается на стенках цилиндров двигателей при нет» ч
сгорании топлива и работе при температуре ниже оптимальной. Скорость и
шивания составляет 0,1...0,5 мкм/ч.
Фреттинг-коррозия является многостадийным процессом химико-мс*
ческих взаимодействий трущихся поверхностей. На участках с этим пи
изнашивания первоначально наблюдается процесс схватывания, упрочш
поверхностей контакта, циклическая текучесть подповерхностны* <
и разрушение окисленных пленок. Вторая стадия характеризуется <
нием коррозионно-активной среды в микротрещинах деталей. Изна!
связано с удалением образовавшихся окисленных пленок в зоне к<>
Третья стадия характеризуется высокой интенсивностью разрушения
ностных слоев, предварительно разрыхленных усталостными и кор|
ними процессами.
Электроэрозионное изнашивание — эрозионное изнашивание пов<.
в результате воздействия разрядов при прохождении электрическое’ •
1.7. Коррозионные повреждения металлоконструкций кране
Срок службы кранов составляет 8—30 лет. Работоспособность их «
конструкций в значительной степени зависит от скорости коррозион н< •
нического изнашивания, которое может быть результатом механи-i- •
воздействия, сопровождающегося химическим или электрохимическ • > > >
модействием материала со средой.
Атмосферная коррозия металлов — наиболее распространенны’
электрохимической коррозии, протекающей во влажном воздухе при ।
ных температурах. Этот вид коррозии имеет ряд особенностей, относяин-
прежде всего, к условиям возникновения и влиянию некоторых фактор-
скорость коррозионного процесса.
Коррозионная среда во всех случаях представляет собой слой влаги, <
тором присутствуют кислород и диоксид углерода, а в промышленной »>
сфере еще и диоксид серы, оксиды азота, сероводорода и др. Толщина гимн
слоя колеблется от нескольких ангстрем до нескольких микрометров в шн»и
симости от условий образования.
Промышленные загрязнения из атмосферы растворяются в пленке влш г
образуя раствор сильного электролита. Особенно вредна примесь диоксид"
серы, выделяющегося при сжигании угля, нефти и бензина. Вредными ни
грязняющими веществами также являются диоксид азота, хлор и аммииК.
Механизм атмосферной коррозии в значительной мере зависит от толщинМ
слоя электролита.
Скорость коррозии увеличивается при наличии в атмосфере промышленной
пыли, состоящей из частиц угля, аэрозолей и других веществ, способствующих
14 I. I*.i6ow<>*»<>'.. 1|юигельных, дорожки . гранспор1><п машин
химической и капиллярной конденсации влаги на поверхности металла. В
результате комбинированного влияния отдельных ускоряющих коррозион-
ный процесс факторов скорость изнашивания металла в атмосфере промыш-
ленных предприятий в 5-10 раз выше, чем в сельской местности.
Состав и свойства продуктов коррозии значительно влияют на скорость
изнашивания. Пористые пылеобразные продукты ускоряют коррозионный
процесс, так как способствуют химической и капиллярной конденсации.
Чистый влажный воздух не способствует заметному повышению скорости
изнашивания даже при относительной влажности, близкой к 100 %. Повы-
шение температуры приводит к уменьшению относительной влажности и ра-
створимости газов в водном слое и в то же время способствует высыханию
металла поверхности. Все это приводит к снижению скорости коррозии.
Времена года также оказывают комплексное воздействие на скорость из-
нашивания металла. Весной при таянии снегов, в которых за зимний период
сконцентрировалось огромное количество промышленных выбросов, скорость
изнашивания увеличивается из-за повышения концентрации минеральных
солей, которая может достигать 200 мг/м.
Ио характеру повреждаемости поверхностей коррозия бывает сплошная
и местная, равномерная, неравномерная, избирательная, точечная. Экспе-
риментальные исследования показывают, что для металлоконструкций
крапов скорость распространения коррозии в обычных условиях составляет
0,03...0,05 мм/год.
Контактная коррозия заключается в наличии разности- электрических
потенциалов между контактирующими металлами, различающимися струк-
турой. В металлоконструкциях контактная коррозия обычно развивается
в околошовной зоне, так как сварные швы отличаются химическим составом
и структурой от основного металла. Контактная коррозия приводит к распи-
рающим нагрузкам в соединениях вследствие увеличивающегося объема
окисленных слоев металла.
Щелевая коррозия возникает в узких полостях различных соединений
и определяется химическими и электрохимическими процессами из-за скоп-
ления влаги и растворов различных солей. В результате возникают распи-
рающие усилия из-за увеличения объема окисленных слоев металла.
Наиболее часто в металлоконструкциях кранов встречается коррозия под
напряжением, которая является источником развития усталостных трещин.
Этот вид коррозии возникает при одновременном воздействии деформации
(создается напряженное состояние в металлоконструкции) и агрессивной среды,
что приводит к интенсивному изнашиванию, наблюдается фреттинг-коррозия.
Коррозия происходит в первую очередь в стыках металлических конст-
рукций и в местах, где скапливается влага и пыль. Очагами развития корро-
зионного поражения являются: различные полости, «карманы», щели,
возникающие при сварке прерывистыми швами; заклепочные и болтовые со-
единения; концевые балки; внутренние закрытые поверхности. В концевых
балках мостовых кранов влага скапливается в местах крепления площадок
1.7. коррозионные повреждения ЛЛСТаллсжитлрулиим nfjanve
на верхних поясах. Особое внимание при диагностировании металлических
конструкций следует обращать на коробчатые конструкции, установленные
на открытом воздухе.
При длительном хранении кранов или их эксплуатации на открытом воз-
духе во внутренних закрытых полостях возможно скопление воды и конден-
сата, вызывающих внутреннюю коррозию поясных листов и сварных швов.
Проникновение влаги во внутренние пространства происходит через щели
в опорных соединениях главной и концевой балок. В козловых кранах очагами
коррозии являются щели в составных элементах, узлы соединения пролетного
строения с опорами. Кроме того, попадание влаги в полости элементов метал-
локонструкции вызывает в зимний период ее замерзание, в результате чего
происходит разрушение конструкции в виде вздутия и разрывов стенок. При
установке кранов на открытом воздухе в открытых «карманах» металлокон-
струкции должны быть выполнены дренажные отверстия для стока скопив-
шейся влаги.
Срок эксплуатации коробчатых и трубчатых конструкций меньше из-за
коррозионных процессов по сравнению с ферменными металлоконструкциями,
в которых имеется свободный доступ к элементам конструкции для контроля,
окраски, ремонта и т.д.
Коррозия уменьшает площадь сечения металла, вследствие чего увеличи-
вается напряжение в элементах металлоконструкций кранов. Степень пораже-
ния металла коррозией определяется путем сравнения замеров поперечных
сечений элементов в пораженном коррозией месте и без поражения. Умень-
шение площади сечения элемента вследствие коррозии допускается не более
10 % по отношению к номинальной величине площади сечения, указанной
в сортаменте соответствующего профиля.
Коррозионно-механическое изнашивание крановых металлоконструкций
контролируют с помощью толщиномеров. Наиболее эффективными являются
ультразвуковые толщиномеры УТ-93П, БУЛАТ М и др.
Принцип действия приборов основан на измерении толщины материалов
с различными акустическими характеристиками, погрешность измерений
1.5...10 %.
Технология измерения: с контролируемой поверхности устраняют краску,
ржавчину и другие загрязнения; поверхность зачищают до металлического
блеска; по контрольным образцам настраивают толщиномер на диапазон изме-
ряемых толщин; наносят контактный смазочный материал; устанавливают
на контролируемую поверхность преобразователь и измеряют толщину ме-
талла.
Основным видом защиты металлических конструкций от коррозии явля-
ется их окраска. Ее сохранность зависит от качества покрытия и воздействия
внешних факторов.
Исследованием установлено, что периодичность окраски находится в пре-
делах 4-7 лет для континентальных районов. Чаще всего отслоение окраски
и наличие коррозии наблюдается в труднодоступных и незакрытых полостях
металлоконструкции и околошоипых зонах. Наличие н металлоконструкции
лотков, «карманов», при пирка деталей, нахлесточпо соединенных не по кон-
туру, создает благоприятные условия для проникновения и накопления влаги
и прогрессирования коррозии, что характерно для кранов решетчатой конст-
рукции.
Быстрое нарушение окраски и возникновение коррозии в околошовных
зонах, что характерно для ребер, фланцев, косынок и других элементов, сви-
детельствует о некачественной очистке и подготовке после сварки поверхно-
стей под окраску.
В ходе исследований не выявлено случаев полного коррозионного изна-
шивания металлических элементов, однако это не может быть подтвержде-
нием второстепенного значения защиты от коррозии, так как ее наличие
и прогрессирование со временем значительно ослабляют и снижают прочност-
ные характеристики металлических конструкций грузоподъемных кранов.
1.8. Общие понятия о трении и его влиянии на изнашивание
Интенсивность изнашивания поверхностей деталей зависит от типа тре-
ния. Иод трением понимают сопротивление относительному перемещению
двух поверхностей в зонах их соприкосновения.
По характеру движения трение подразделяют на трение скольжения
и трение качения, а по наличию смазочного материала — на сухое, граничное
и жидкостное.
Сила трения скольжения пропорциональна нормальной нагрузке и коэф-
фициенту трения, который зависит от марки материала, качества обработки
поверхностей деталей и составляет, как правило, 0,1...0,8. Сила трения ка-
чения на порядок ниже силы трения скольжения несмазанных поверхно-
стей. На практике часто встречается трение качения с проскальзыванием
при одновременном качении и скольжении трущихся поверхностей.
Сухое трение возникает при отсутствии на поверхностях трения смазоч-
ного материала. При этом происходит следующее: неровности одной трущейся
поверхности зацепляются за неровности другой, силы атомно-молекулярных
связей трущихся поверхностей иногда превышают силы внутренних связей
материала, вследствие чего наблюдается сваривание трущихся пар в услови-.
ях высоких удельных давлений. Как правило, сухое трение приводит к вне-
запным отказам, т.е. аварийному состоянию.
Граничное трение возникает при толщине смазочного слоя менее 0,1 мкм.
В этом случае сила трения зависит от природы и состояния трущихся поверх-
ностей. Коэффициент граничного трения находится в пределах 0,08...0,15.
Граничное трение неустойчиво и определяет предел работоспособности сбо-
рочной единицы.
Жидкостное трение возникает, когда смазочный слой полностью отделяет
рабочие взаимно перемещающиеся поверхности при проявлении нормальных
объемных свойств масла. Коэффициент жидкостного трения на два порядка
ниже коэффициента сухого трения и находится в пределах 0,003...0,030.
Устойчивость жидкостного трения определяется следующими факторами:
удельным давлением перемещающихся поверхностей, скоростью их переме-
щения, конструкцией узла трения, зазором между трущимися поверхностями
и площадью этих поверхностей, вязкостью смазочного материала и темпера-
турным состоянием узла трения.
Для обеспечения жидкостного трения минимальный зазор (Лт,п) в сопря-
жении должен соответствовать условию
Amin — 1>5(6тах1 + Smax2),
где 6maxi, 8тах2 — максимальные высоты выступов на поверхностях трения.
Минимальный зазор может быть определен по выражению
CV
Р
где т] — вязкость масла; с — коэффициент, учитывающий конструкцию под-
шипника; v — скорость перемещения трущихся поверхностей; р — давление
на трущиеся поверхности.
В реальных условиях эксплуатации жидкостному трению предшествует
граничное или сухое (перед пуском и остановом сборочных единиц, при рез-
ких колебаниях скорости и нагрузки, недостаточной подаче масла и его вяз-
кости, попадании абразивных механических примесей).
1.9. Оценка надежности СДПТМ
Оценка надежности СДПТМ может быть экспертной, расчетно-теоретиче-
ской и статистической.
Экспертная оценка применяется в случаях низкой достоверности исход-
ной информации и когда применение других методов невозможно или эконо-
мически нецелесообразно. При этой оценке группа экспертов дает в условиях
неопределенности полезную информацию, которая впоследствии обрабаты-
вается с целью выявления группового мнения. Это мнение оценивается сред-
неарифметическим и средним значениями. Иногда мнение специалистов
анализируют в несколько этапов. Перед каждым последующим этапом всех
участников экспертизы знакомят с оценками каждого эксперта.
Расчетно-теоретическая оценка основывается на исследовании техниче-
ского состояния машины в целом и ее элементов. Для этой оценки необходимо
формализовать процесс изменения технического состояния машин на основе
теоретических и экспериментальных исследований. Такая оценка применя-
ется при определении показателей надежности новых конструкций машин
и сборочных единиц.
Статистическая оценка показателей надежности базируется на анализе
возникновения отказов элементов машин. Для прогнозирования показате-
лей надежности проектируемых машин используют данные о надежности
аналогичных систем, полученные на офГОВР'П) |.ытаэкеплуатг гни "Определяют
18 1. l,<>6oio<'ii<Mirf>HOcii. i ipoHieAijiMx, лоржных и лольемио-транспортннх m.iihiui
коэффициент пересчета средней наработки до отказа одной детали и счита-
ют, что он будет постоянным для всех элементов системы. Статистическая
оценка наиболее проста и доступна, однако для определения показателей на-
дежности эксплуатируемых машин эта информация запаздывает, а прогно-
зирование ориентировочно.
Для расчета и прогнозирования надежности необходимо иметь источники
информации об изменении технического состояния машин. Эта информация
либо учитывает конечные результаты протекающих процессов старения, либо
дает оценку процесса изменения технического состояния. Последнее позво-
ляет осуществлять прогнозирование работоспособности объекта, а конечные
сведения об отказах характеризуют лишь уровень надежности.
Основной целью сбора информации является повышение надежности
СДПТМ на основе выявления сборочных единиц и деталей, лимитирующих
наработку до ремонта.
Методика сбора статистических данных о надежности в процессе эксплуа-
тации машин должна обеспечивать: своевременное получение полных, объек-
тивных и достоверных данных об отказах машин; оперативную обработку по-
лученных данных; координацию мероприятий по повышению надежности,
проводимых проектными организациями, заводами-изготовителями и экс-
плуатирующими организациями. Сбор и обработка информации о надежно-
сти регламентируются руководящим документом РД-50-204—87.
От качества статистической информации зависит оценка надежности объ-
екта. Эта информация должна удовлетворять трем требованиям: достоверно-
сти, полноты и непрерывности.
Достоверность статистических данных об отказах обеспечивается точным
учетом наработки объекта, времени на устранение отказов и трудоемкости,
однородными условиями эксплуатации и квалификацией работника, соби-
рающего данные.
Полнота информации заключается в том, чтобы объем собранных сведе-
ний был достаточным для решения следующих задач: установление причин
отказов; определение норм показателей надежности; выявление элементов,
лимитирующих надежность машин; обоснование норм расхода запасных
частей, периодичности проведения ТО и ремонта и их количества; определение
влияния режима работы машины и квалификации машиниста на надежность;
выявление влияния условий эксплуатации на надежность; определение эконо-
мической эффективности мероприятий по повышению надежности.
Непрерывность информации заключается в отсутствии перерывов при про-
ведении наблюдений. В противном случае искажаются конечные результаты.
Статистическую информацию об отказах дорожных машин можно полу-
чить при нормальной, рядовой и подконтрольной эксплуатации.
Под нормальной эксплуатацией понимают эксплуатацию, при которой
соблюдаются требования технических условий.
При рядовой эксплуатации возможны отдельные отклонения от требова-
ний технической документации.
1.10. Определение закона отказов и ресурса машин п >к< плу.папии 19
Эксплуатация СДПТМ в реальных условиях связана с воздействием многих
факторов: климатических, грунтовых, дорожных, режима работы, характера
выполнения работ, уровня технического обслуживания и ремонта. Срок службы
СДПТМ составляет в среднем 8 лет, поэтому для обеспечения однородности
статистических данных исследования нужно проводить на научной основе
и в сжатые сроки. Основным преимуществом данных, полученных в реальных
условиях эксплуатации, является то, что они учитывают влияние перечис-
ленных факторов, а при длительной эксплуатации в однородных условиях
или при многофакторном эксперименте можно определить степень влияния
отдельных факторов. К недостаткам получения статистических данных в этих
условиях относится несоблюдение правил ТО и ремонта, а также технических
условий по режимам работы и т.п. Эти недостатки устраняются при организа-
ции подконтрольной эксплуатации, при которой определенное число машин
работает в строгом соответствии с требованиями технической документации.
Контроль технического состояния этих машин осуществляется специальной
бригадой, а организовывают подконтрольную эксплуатацию на образцовых
эксплуатационных предприятиях. Сбор информации об отказах СДПТМ при
эксплуатации проводится инструментальным методом, методом хрономет-
ража, методом анализа данных эксплуатационной и ремонтной документации.
При использовании инструментального метода информацию собирают
с помощью контрольно-измерительной аппаратуры и самопишущих прибо-
ров. Недостатками этого метода являются сложность и высокая стоимость.
Хронометраж применяется д ля выявления составляющих элементов при
определении показателей надежности. Специалист-хронометражист фикси-
рует интенсивность использования машин в течение смены, среднюю нара-
ботку на отказ и до отказа, продолжительность ремонта и обслуживания,
предполагаемую причину возникновения отказа, способ и время его устране-
ния и т.д.
Метод сбора информации, основанный на анализе эксплуатационной
и ремонтной документации, требует весьма значительного объема обра-
ботки для увеличения достоверности получаемых результатов.
Для сокращения сроков сбора информации в нужном объеме и повышения
эффективности работы необходимо комбинировать приведенные методы,
1.10. Определение закона отказов и ресурса машин в эксплуатации
Показатели надежности СДПТМ зависят от совершенства конструкций,
технологического процесса их изготовления и условий эксплуатации. Влия-
ние большого количества факторов приводит к тому, что у машин разного
технического состояния, работающих в однородных условиях, значения по-
казателей надежности носят случайный характер. Наиболее полно характери-
зуют случайную величину ее функция распределения F(t), вероятность безот-
казной работы P(t) и плотность вероятностей ее появления /(<). О виде функ-
ции распределения можно судить по эмпирической функции. При большом
20 I. РаГи ...... 11 <i штильных, дорожим > и польем .«шин
количестве экспериментов (/V) между этими функциями существует прибли-
женное равенство. Оценкой плотности вероятностей служит эмпирическая
функция плотности.
При прогнозировании надежности СДПТМ необходимо установить, како-
му из известных законов распределения подчиняются экспериментальные
данные.
При анализе надежности СДПТМ наиболее часто встречаются следующие
законы распределения случайных величин: экспоненциальный, нормальный
и Вейбула.
Функция, вероятность безотказной работы и плотность вероятности экс-
поненциального распределения соответственно имеют вид:
F(t) = l-e^, = =
где X — параметр экспоненциального закона распределения; t — наработка
МИШИНЫ.
Экспоненциальный закон является однопараметрическим и позволяет
наиболее просто подсчитывать характеристики распределения. Вместе с тем
он показывает хорошую сходимость с экспериментальными данными, когда
выполняются условия стационарности, ординарности и отсутствует после-
действие отказов. Стационарность свидетельствует о том, что количестве
отказов не зависит от предшествующей работы объекта. Ординарность отказов
означает, что за малый промежуток времени At появление двух и более отказов
практически невозможно. Отсутствие последействия в потоке отказов ука-
зывает на то, что вероятность наступления некоторого количества отказов
в единицу времени At не зависит от предшествующих отказов. Соблюдение
в машиностроении первого и третьего условий является идеализированным,
так как все машины в процессе эксплуатации стареют и вероятность их безот-
казной работы снижается, а отказ одной детали существенно влияет на отказ
сопряженных с ней деталей.
Для решения задач надежности широкое применение находит нормаль-
ный закон распределения. Он хорошо описывает распределение случайных
величин при большом влиянии равнозначных факторов. Характеристики
нормального закона распределения случайной величины определяются по
выражениям:
F(t) = —[ ехр (--* dt\
I 2О2 )
P(t) = l-F(t),
/()%V2^eXP[ 2с2 }
где а — среднеквадратичное отклонение:
1.10. Определение закона <ч козон и (хч урса машин в эксплуаишии 21
Tv
5ft-О2
1=1_____
N— 1 ’
t — математическое ожидание случайной величины (средняя наработка до
отказа, средний срок службы и т.д.).
Наиболее универсальным законом распределения случайной величины
является закон Вейбула. Его характеристики определяются выражениями:
F{t) = l-exp(-atm),
P(t) = exp
f(t) = amtn,rexp(-atm),
где a, m — параметры распределения.
Универсальность этого закона связана с тем, что при т = 1 он превращает-
ся в экспоненциальный, а при т > 1 может быть близок к нормальному.
При исследовании надежности СДПТМ могут встречаться и другие законы:
Пуассона, логарифмический нормальный, Рэлея, гамма-распределения и др.
Статистическая оценка закона распределения отказов начинается с упо-
рядочивания значений, полученных при проведении испытаний. На первом
этапе эти значения располагают в вариационный ряд и проверяют однород-
ность результатов наблюдений. Для установления закономерности распреде-
ления полученных результатов при количестве наблюдений N >30 вариацион-
ный ряд разделяют на несколько интервалов. В этом случае рассматривается
не отдельная величина, а их число в каждом интервале nt.
Характеристикой полученного распределения значений является частость
n^=nt/N.
Число интервалов (k) на практике принимают равным 7... 12, а интервал
определяют по формуле
At = Лпахг£1111п или _ *maxzjnuri.
1+3,3 IgTV k
Основные статистические характеристики распределения определяются
по следующим формулам:
□ математическое ожидание
k
i=l
где tcpl — среднее значение наработки i-ro интервала;
□ среднеквадратичное отклонение
__ _
-if
k
x2 = Z
22 I. I’.ifion>< iKKoCtiKx и. < ||1<1ик‘Л1.Н|.1х, дорожных и noNinMiKi-'ipaiiciiopiHbix м.пнин
и коэффициент вариации
V^c/i.
На основании полученного значения коэффициента вариации и построен-
ной гистограммы выдвигают гипотезу о законе распределения. При нормаль-
ном законе V< 0,3, а при экспоненциальном или Вейбула V> 0,5. В интервале
значений 0,3 <V <0,5 могут иметь место все три закона. Затем проверяют
справедливость выдвинутой гипотезы по критерию согласия Пирсона, или
Колмогорова, или Мизеса.
Наиболее простым и удобным для оценки надежности при неизвестных
параметрах распределения является критерий /2 Пирсона:
(mj-m-f
где т[ — теоретические значения частостей, полученные по предполагаемо-
му закону распределения случайной величины.
Полученное значение /2 близко к нулю, когда все соответствующие теоре-
тические и эмпирические частости совпадают. Критические значения $ вы-
бираются по табл. 1.1 в зависимости от уровня значимости Р и числа степеней
свободы. Число степеней свободы (г) определяется так:
г - k-b,
где Ь — сумма параметров теоретического закона, найденных с помощью рас-
пределения (для нормального закона это математическое ожидание, средне-
квадратичное отклонение и наработка, т.е. 3, а для экспоненциального
и Вейбулла соответственно 2).
Если окажется, что полученное значение /2 < Хр, то расхождение между
теоретическими и эмпирическими частостями несущественно и нужно при-
нять выдвинутую гипотезу о распределении случайной величины по предпо-
лагаемому закону. В противном случае эту гипотезу отвергают или проводят
дополнительные исследования.
После установления вида закона распределения определяют границы до-
верительного интервала значений математического ожидания. Доверитель-
ный интервал показывает, что с вероятностью Р значение математического
ожидания находится в пределах tK < t < tB, где tH, tB — соответственно ниж-
ний и верхний пределы наработки.
Доверительная вероятность устанавливается в зависимости от степени
точности, с которой проводится исследование, и ответственности выводов,
следующих из него. При установлении закономерности в общем виде можно
принять Р = 0,67. Для исследований, связанных с конструкцией машин, дос-
таточна доверительная вероятность 0,90.
1.10. Определение чакона <нк । и ре<ур< а машин в 1КСПЛулта11ин 11
Таблица 1.1
Критические значения статистики критерия х2
Число степеней свободы Ход Хо.з Хо,5 Х0,7 1&.9 ^2 Л0.95 Хо.»9 Х?>. ini»
1 0,016 0,148 0,455 1,07 2,71 3,84 6,63 10,8
2 0,211 0,713 1,39 2,41 4,61 5,99 9,21 13,8
3 0,594 1,42 2,37 3,67 6,25 7,81 11,3 16,3
4 1,06 2,19 3,36 4,88 7,78 8,49 13,3 18,5
5 1,06 3,00 4,35 6,06 9,24 11,10 15,1 20,5
6 2,20 3,83 5,35 7,23 10,60 12,60 16,8 22,5
7 2,83 4,67 6,35 8,38 12,00 14,10 18,5 24,3
8 3,49 5,53 7,34 9,52 13,40 15,50 20,1 16,1
9 6,39 6,39 8,34 10,70 14,70 16,90 21,7 27,9
10 4,87 7,27 9,34 11,80 16,00 18,30 23,2 29,6
11 5,58 8,10 10,3 12,90 17,30 19,70 24,7 31,3
12 6,30 9,03 11,3 14,00 18,50 21,00 26,2 32,9
13 7,04 9,93 12,3 15,10 19,80 22,40 27,7 34,5
14 7,79 10,08 13,3 16,20 21,10 23,70 29,1 36,1
15 8,55 11,70 14,3 17,30 22,30 25,00 30,6 37,7
16 9,31 12,6 15,3 18,4 23,5 26,3 32,0 39,3
17 10,1 13,5 16,3 19,5 24,8 27,6 33,4 40,8
18 10,9 14,4 17,3 20,6 26,0 28,9 34,8 42,3
19 11,7 14,4 18,3 21,7 27,2 30,1 36,2 43,8
; 20 12,4 16,3 19,3 22,8 28,4 31,4 37,6 45,3
21 13,2 17,2 20,3 23,9 29,6 32,7 38,9 46,8
22 14,0 18,1 21,3 24,0 30,8 33,9 40,3 48,3
23 14,8 19,0 22,3 26,0 32,0 35,2 41,6 49,7
24 15,7 19,9 23,3 27,1 33,2 36,4 43,0 51,2
25 16,5 20,9 24,3 28,2 34,3 37,7 44,3 52,6
26 17,3 21,8 25,3 29,2 35,6 38,9 45,6 54,1
27 18,1 22,7 26,3 30,3 . 36,7 40,1 47,0 55,5
28 18,9 23,6 27,3 31,4 37,9 41,3 48,3 56,9
29 19,8 24,6 28,3 32,5 39,1 42,6 49,6 58,3
30 20,6 25,5 29,3 33,5 40,3 43,8 50,9 50,7
24 I I'.ltiOKM II<II<IUII<M II* < 1|М>И1(’ЛЬНЫХ, ДОрОЖНЫХ И IHlAM’MIHI tp.HK 111>|11НМХ машин
Границы отклонения для среднего значения искомой величины определя-
ются по формулам:
где t р — коэффициент распределения Стьюдента.
Для нормального закона распределения значения случайных величин
с вероятностью 0 = 0,997 попадают в интервал t ±3о.
1.11. Определение количества наблюдаемых объектов
Количество объектов, необходимое для оп-
ределения показателей надежности СДПТМ,
выбирается в зависимости от закона распреде-
ления случайной величины и рассеивания экс-
периментальных данных, а также от требуемой
точности и достоверности полученных резуль-
татов. Погрешность результатов тем меньше,
чем больше объем выборки. Однако увеличение
количества наблюдаемых объектов удорожает
и усложняет исследование надежности.
Степень приближения результатов наблюде-
ний к истинным значениям оценивают относи-
тельной погрешностью и доверительной веро-
ятностью рассматриваемых величин (рис. 1.3).
Рис. 1.3. Доверительные значения
случайной величины
Относительная погрешность характеризует отклонение реальных зна-
чений показателей надежности от среднего значения. Она определяется по
формуле
t
Достоверность результатов наблюдений представляет собой принятую довери-
тельную вероятность и характеризует вероятность появления определяемого
параметра в пределах заданной точности. Различают односторонние и двусто-
ронние доверительные вероятности. Для односторонней вероятности
t>tB;
для двусторонней
1.12. Опенка лн< кшеркосги и точности резульгакт по пыборо1 шым данным 25
Связь между погрешностью (относительной), доверительной вероятностью,
коэффициентом вариации и числом наблюдаемых объектов устанавливается
из соотношения
£р _ £
Jnv’
где ip — коэффициент распределения Стьюдента, определяемый по таблицам
в зависимости от принятой доверительной вероятности.
Для определения показателей надежности СДПТМ используются односто-
ронние доверительные вероятности в пределах 0,80...0,99. Значения 0,8...0,9
выбирают для машин, отказ которых не влечет за собой человеческих жертв,
больших материальных затрат. Доверительная вероятность для ведущих и вы-
сокопроизводительных машин должна быть более высокой.
По принятой доверительной вероятности и отношению относительной по-
грешности к коэффициенту вариации в зависимости от закона плотности рас-
пределения случайной величины определяют необходимое количество объек-
тов наблюдения.
При неизвестном законе распределения случайной величины минимальное
число объектов определяется по формуле
N -
1 НИИ
Вероятность безотказной работы P(t) и доверительная вероятность в этом
случае задаются.
1п(1-Р)
1пЛ*) ’
1.12. Оценка достоверности и точности результатов
по выборочным данным
Основные количественные показатели надежности объектов определяют-
ся с учетом параметров распределения случайной величины. Поэтому оценка
достоверности и точности результатов по выборочным данным начинается
с определения этих параметров и установления закона распределения слу-
чайной величины. Далее определяется относительная погрешность по выбо-
рочным данным с принятой вероятностью и сравнивается с эталонной £эт:
e = +^₽S<e
~t4N~ £эт'
Затем определяется доверительный интервал искомой величины:
tB = t(l+£), tH—i(l —Е).
Доверительный интервал указывает, что с вероятностью Р значение мате-
матического ожидания находится в пределах t„ <t <tB.
.*<» I I'.li > »l> м III H itf »|l« м 11. 11 > Ml I VAI.I II.I .П|П1/Л1«1 . - ........ - . ( J
1.13. Определение безотказности систем
СДПТМ состоят из множества деталей, узлов и агрегатов. Безотказность
работы машины в целом зависит от безотказности работы каждого элемента.
Машину можно рассматривать как систему, для определения надежности кото-
рой широко используют структурные схемы. В этих схемах каждый элемент
характеризуется определенным значением вероятности безотказной работы Р{
в течение некоторого промежутка. Надежность системы зависит от схемы соеди-
нения. Наиболее часто встречаются последовательные соединения элементов,
при которых отказ одного элемента приводит к отказу системы (рис. 1.4). На-
пример, отказ в приводе самоходного скрепера двигателя, коробки отбора
мощности, карданной передачи, сцепления, основной коробки передач, до-
полнительной коробки, карданной передачи, редуктора ведущего моста, ко-
лесной передачи или движителя приводит к отказу всей машины.
Рис. 1.4. Последовательное соединение элементов машины
Вероятность безотказной работы такой системы равна произведению веро-
ятностей безотказной работы отдельных элементов:
Д0=ад...р„=П/?.
»=1
Если jFj — Р2 =...= Рп, то P(i) = Р".
При подчинении безотказности работы элементов экспоненциальному за-
кону распределения этот закон сохраняется и для всей системы, т.е.
P=exp(-X1t)> ^=exp(-X2t), Рп =exp(-knt),
тогда
ДО = f{exp(- Л,-1) = ехр(- Ло О.
1=1
п
где Хо + Х2 +...+Xn = УЛ,.
i=l
Однако на практике для каждого элемента характерна своя кривая рас-
пределения вероятности безотказной работы по времени, и это необходимо
учитывать при подсчете надежности сложных систем.
Простота подсчета вероятности безотказной работы сложных систем при
экспоненциальном законе приводит к тому, что им пользуются многие иссле-
дователи без предварительного анализа отказов элементов.
Надежность сложных систем снижается при последовательном соединении
элементов высокой надежности. Например, если система состоит из 100 эле-’
1.13. Определение безотказности систем
СДПТМ состоят из множества деталей, узлов и агрегатов. Безотказность
работы машины в целом зависит от безотказности работы каждого элемента.
Машину можно рассматривать как систему, для определения надежности кото-
рой широко используют структурные схемы. В этих схемах каждый элемент
характеризуется определенным значением вероятности безотказной работы Pt
в течение некоторого промежутка. Надежность системы зависит от схемы соеди-
нения. Наиболее часто встречаются последовательные соединения элементов,
при которых отказ одного элемента приводит к отказу системы (рис. 1.4). На-
пример, отказ в приводе самоходного скрепера двигателя, коробки отбора
мощности, карданной передачи, сцепления, основной коробки передач, до-
полнительной коробки, карданной передачи, редуктора ведущего моста, ко-
лесной передачи или движителя приводит к отказу всей машины.
Рис. 1.4. Последовательное соединение элементов машины
Вероятность безотказной работы такой системы равна произведению веро-
ятностей безотказной работы отдельных элементов:
р(о=р1р2-р„=П1?.
i=l
Если = Р2 =...= Рп, то P(t) = Pf.
При подчинении безотказности работы элементов экспоненциальному за-
кону распределения этот закон сохраняется и для всей системы, т.е.
P1=exp(~X1t), _^=exp(-X2t), Р„ = ехр(-X„t),
тогда
Р(0 = Псхр( К *)=ехР<~ хо
i=l
где Хо =Xi + Х2 +...+ Хп =
i=l
Однако на практике для каждого элемента характерна своя кривая рас-
пределения вероятности безотказной работы по времени, и это необходимо
учитывать при подсчете надежности сложных систем.
Простота подсчета вероятности безотказной работы сложных систем при
экспоненциальном законе приводит к тому, что им пользуются многие иссле-
дователи без предварительного анализа отказов элементов.
Надежность сложных систем снижается при последовательном соединении
элементов высокой надежности. Например, если система состоит из 100 эле-
ментов, а вероятность безотказной работы каждого элемента за заданный
промежуток времени равна 0,99, то вероятность безотказной работы системы
P(t) = 0,99100 = 0,30.
Для повышения надежности сложных-си-
стем можно создавать дублирующие элемен-
ты (резервирование) (рис. 1.5). В этом случае
при отказе элемента его функции выполняет
дублирующий элемент. Когда дублирующие
элементы нагружены вместе с основными, то
вероятность безотказной работы системы
Рис. 1.5. Параллельное соединение
элементов
i=l
Отказ системы в этом случае наблюдается при отказе всех дублирующих
элементов, т.е. вероятность безотказной работы резко повышается. Напри-
мер, если вероятность безотказной работы элемента Pt = 0,90, а п = 2, то P(t) =
= 1-0,12 = 0,99.
Возможно также создание ненагружаемого дублирования, когда дубли-
рующие элементы находятся в отключенном состоянии и включаются при
отказе основного элемента. Для обеспечения работоспособности такой системы
необходима сигнализация отказа и соответствующее устройство для включения
резерва.
1.14. Обеспечение надежности при проектировании, изготовлении
и эксплуатации машин
При создании новой машины производят предварительный поиск инже-
нерных решений, повышающих ее качество, обеспечивающих эффективное
функциональное использование и конкурентоспособность. Любая машина,
находящаяся в эксплуатации, в процессе взаимодействия с окружающей
средой, человеком, управляющим ею, и объектом теряет свою работоспособ-
ность. В процессе эксплуатации на поддержание и восстановление работоспо-
собности затрачивается средств на порядок больше, чем на изготовление
новой машины. Особенно велики потери при непредвиденных внешних воз-
действиях на машину, значительно превышающих уровень установленных
техническими условиями (ТУ). Поэтому целесообразно рассматривать за-
траты на повышение качества при создании машины с учетом затрат при ее
эксплуатации.
Для повышения качества машин информацию об их надежности необхо-
димо учитывать с этапа их проектирования и до окончания эксплуатации
с установлением надежной обратной связи между фирмой, эксплуатирую-
щей технику, и фирмой, ее производящей.
На стадии проектирования информацию о надежности получают расчет-
ным путем. Здесь необходимо максимально приблизить создаваемый алгоритм
расчеты к фактическому нагружению будущей машины. Достоверность расче-
тов позволит уже на стадии проектирования заложить необходимый уровень
надежности. С этой целью используется информация о надежности анало-
гичных машин в целом, их сборочных единиц и сопряжений.
На стадии проектирования создается опытный образец с возможной отдель-
ной проверкой работоспособности ответственных сборочных единиц, отдель-
ных элементов конструкции и материалов сопряжений. Созданный опытный
образец проходит стендовые испытания или проверяется его работоспособ-
ность в условиях эксплуатации. Результаты испытания машин дают инфор-
мацию о показателях их надежности на стадии создания опытных образцов.
Для сокращения периода испытаний используют стендовые испытания на
форсированных режимах. Однако результаты испытаний в основном исполь-
зуются для корректировки модели аналитических расчетов.
Программу испытаний строят на последовательной проверке работоспо-
собности сборочных единиц, механизмов, систем и машины в целом.
Разработка проектной документации сложной техники происходит в пять
этапов: разработка технических предложений, эскизное проектирование, тех-
ническое проектирование, изготовление опытных образцов, эксперименталь-
ная отработка.
Недостатки, вскрытые на любом из этапов проектирования, устраняют
путем корректировки конструкторской и эксплуатационной документации.
Создание принципиально новой конструкции машин связано с большими
изменениями технологического процесса производства, а также заменой обо-
рудования, обеспечивающими необходимую точность изготовления. С целью
отладки технологического процесса выпускается установочная партия изделий
и проводится тщательный контроль соответствия документации выпускаемым
изделиям и их качества.
Качество изготавливаемого изделия определяется методом и режимами
обработки, применяемым оборудованием, уровнем автоматизации и метода-
ми контроля. Отклонения в изготавливаемых деталях от назначенных вели-
чин влияют на эксплуатационные свойства изделий. Так, износостойкость
обработанной поверхности будет зависеть от химического состава и структу-
ры материала, его 'твердости, пределов усталости и прочности, связанных
с технологией получения металла и термохимическими процессами его обра-
ботки, а также от рельефа поверхности и остаточных напряжений.
Усталостная прочность зависит от характеристики материала, состояния
поверхностных слоев и наличия технологических дефектов (трещины, рако-
вины, твердые включения, задиры и др.).
Необходимое качество при изготовлении машины обеспечивается не толь-
ко качеством изготовления деталей, но и качеством сборки машины и ее сбо-
рочных единиц, методов доводки и других показателей технологического
процесса.
При эксплуатации машины реализуется ее надежность, заложенная при
11 роектировании и изг™™1 ттпии»™ пяйг><глпттг>пг>йиг>г-т1. машины зависит
expert22 для http://rutracker.org
от методов и условий эксплуатации, выполнения принятой системы техниче-
ских обслуживании и ремонтов, применяемых режимов работы и других
факторов воздействия.
Для реализации заложенного в конструкцию изделия ресурса необходимо
выполнять ТУ по его эксплуатации и отслеживать изменение выходных пара-
метров в процессе изменения наработки с начала эксплуатации. Определение
остаточного ресурса при проведении плановых мероприятий по обслужива-
нию и ремонту позволит исключить отказы машины на объекте.
К другим новым направлениям повышения надежности с учетом эффек-
тивности эксплуатации техники относятся: прогнозирование надежности по
расчетным схемам, максимально приближенным к реальным объектам; мето-
дология проектирования технических объектов, устойчивых к человеческим
ошибкам; расчетная оценка безопасности объектов к редким природным
и техногенным воздействиям. Приведенные направления являются наибо-
лее перспективными в научных исследованиях. Полученные результаты
найдут применение при обосновании норм показателей надежности на ста-
дии проектирования и эксплуатации машин.
Одним из перспективных направлений повышения работоспособности ма-
шин является применение технических средств, позволяющих отслеживать
техническое состояние машины и оптимизировать режимы ТО и ремонтов,
а также своевременно переходить на оптимальные режимы, прогнозирова-
ние работоспособности в зависимости от уровня повреждений, фиксирование
перегрузок на конструкцию и т.д.
Современный уровень развития науки и техники позволяет достичь любых
показателей надежности машин. Принятие решения о необходимости повы-
шения качества изделий должно опираться на экономический анализ.
Имеются широкие возможности повышения качества машин за счет изме-
нения конструкции, применения качественных материалов и различных ва-
риантов технологического процесса, а также использования прогрессивных
методов и средств при сохранении и восстановлении их работоспособности.
Однако затраты на эти мероприятия могут быть значительны и в процессе
эксплуатации не возмещаются. Принимаемое решение должно обеспечивать
наибольший экономический эффект от использования машины по назначе-
нию с учетом затрат в сфере производства и эксплуатации машины.
В общем случае изменение суммарного экономического эффекта (9(t))
можно представить выражением
ЭД-С(О-(СИ+СЭ(О),
где C(t) — стоимость выполняемой работы машиной в соответствии с ее целе-
вым назначением за время t; Ск — затраты на изготовление новой машины,
включая ее проектирование, изготовление, испытание, отладку и доставку
к месту работы; C3(t) — затраты, связанные с эксплуатацией машины с учетом
сохранения и восстановления ее работоспособности.
10
I. (’.боккпособносгь ci|ioiiieAbiii>ix, дорожных и полы'мко ip.un nopiHHX машин
Анализируя последнюю зависимость, можно выделить четыре периода
эксплуатации машины (рис. 1.6).
Рис, 1.6. Зависимость суммарного эффекта при использовании изделия
по назначению от его наработки с начала эксплуатации
Первый период (период окупаемости tOK) связан с минимальными эксплуа-
тационными затратами. Важно обеспечить минимальное значение этого пе-
риода и перейти к периоду эксплуатации, когда изделие начинает приносить
потребителю доход.
Второй период (t2) эксплуатации начинается при t = tOK и заканчивается,
когда интенсивность роста стоимости полезной работы (ДС(£)) сравнивается
с интенсивностью роста стоимости эксплуатации изделия (ДСэ(<)). Причем
разность AC(t) - ДСЭ(4) > О, что способствует росту прибыли в процессе экс-
плуатации изделия.
Этот период обеспечивает максимальный экономический эффект, и его
продолжительность зависит от качества изготовления изделия и организа-
ции технической эксплуатации.
Во втором периоде эксплуатации изделия снижаются выходные параметры
(уменьшается производительность при сокращении времени использования
его по назначению), что приводит к снижению роста ДС(£), а интенсивность
роста ДС.,(/), наоборот, увеличивается. Наступает момент эксплуатации изде-
лия t01IT, когда наблюдается равенство интенсивности роста стоимости от полез-
ной работы и стоимости по сохранению и восстановлению его работоспособ-
ности, т.е. ДС(£) = ДСЭ(#)- Дальнейшее использование изделия по назначению
при t > tom. приведет к снижению приращения суммарного экономического
эффекта.
Основная задача технической эксплуатации — повышать наработку изде-
лия во втором периоде эксплуатации (tonT —> шах). При достижении наработ-
ки необходимо производить анализ возможности модернизации изделия
или замены новым с целью повышения выходных параметров при выполне-
нии полезной работы.
Третий период — эксплуатация изделия без модернизации после tom,
происходит при AC3(t) > ДС(£) и наступает момент (tra) равенства стоимости
выполненной полезной работы и стоимости изготовления и технической
1.14. Обеспечение надежности при проектировании, изготовлении и эксплу.н >нии машин и
эксплуатации, т.е. AC(t) = С„ + ACB(t). Здесь заканчивается третий период
эксплуатации и начинается четвертый, при котором суммарный экономи-
ческий эффект имеет отрицательное значение, т.е. происходит убыточное
производство.
Изменение суммарного экономического эффекта во времени (3(t)) опреде-
ляет целесообразность использования изделия по назначению.
Рассматривая жизненный цикл изделия (ЖЦИ), важно оптимально рас-
пределять затраты на его изготовление и эксплуатацию.
Решение по повышению надежности (главного показателя качества) при-
нимают на основании снижения удельных суммарных затрат
_> min.
^опт
Как правило, целесообразно повышать затраты на изготовление и сни-
жать — на сохранение и восстановление работоспособности изделия. Однако
при увеличении затрат на изготовление новых изделий необходимо эконо-
мическое обоснование по рациональному их распределению на повышение
выходных параметров и на повышение надежности.
Увеличение затрат на повышение выходных параметров изделия способ-
ствует росту AC(t) и ACB(t) (с увеличением интенсивности работы изделия увели-
чиваются расходы на поддержание и восстановление его работоспособности).
Если дополнительные средства при создании нового изделия будут направлены
только на повышение надежности, то АС(/) возрастет, a ACB(t) соответственно
снизится, но при неизменных выходных параметрах получение высокой при-
были будет ограничено. Здесь важно распределить дополнительные затраты
на повышение выходных параметров и на повышение надежности, чтобы 3(f)
принимал максимальное значение к наработке tonT.
Оптимальное решение по распределению ресурсов при создании и экс-
плуатации изделий, а также определение рассматриваемых этапов наработки
с учетом всех возможных вариантов возможно при использовании информа-
ционных технологий. Для качественного анализа изменения суммарного
экономического эффекта от наработки изделия и определения граничных ус-
ловий при составлении алгоритма использования информационных техноло-
гий рассмотрим изменение всех составляющих 3(t) (рис. 1.7).
В процессе наработки t изделия стоимость выполняемой полезной работы
(C(t)) при постоянных значениях часовой производительности (77ч) и стоимо-
сти единицы продукции (Сх) определяется выражением
C(t) = n4tCx.
Однако Пч в процессе наработки с начала эксплуатации значительно из-
меняется (исследования авторов показали, что для гидрофицированных
строительных машин к наработке, близкой к среднему ресурсу, она не пре-
вышала 50 % первоначальной) и ее можно представить выражением Пч =
= AC(t) при At = 1 ч.
Рис. 1.7. Качественное изменение стоимостей полезной работы, технической эксплуатации
и суммарного экономического эффекта от наработки с начала эксплуатации
В этом случае стоимость выполненной работы изделием зй наработку t равна
t
о
При значительном уменьшении Пч в процессе эксплуатации изделия
стоимость работ по сохранению и восстановлению его работоспособности уве-
личивается, особенно при наработке, превышающей 0,5 среднего ресурса
(для рассматриваемых гидрофицированных строительных машин с доста-
точной точностью ее можно выразить трехчленом второго порядка), и в об-
щем виде можно записать
t
C3(t) J AC3(t)dt.
о
Величину суммарного экономического эффекта, а также начало и оконча-
ние рассматриваемых интервалов наработки определяем с учетом численно-
го значения и знака AC(f), AC3(t), A3(f), 3(t) и t.
Так, началу и окончанию каждого периода соответствуют значения:
□ первого — t — 0,3(f) = -Си и 3(f) = 0, A3(t) > 0;
□ второго — 3(f) = 0, 3(f) > 0 и d9{t)/dt - 0;
□ третьего — d’3(t)/dt и 3(f) = 0, A3(f) < 0;
□ четвертого — 3(f) = 0, A3(t) < 0 и t - tcn.
Интенсивность изменения и величина 3(f) зависят от интенсивности изме-
нения C(t) и C3(t). При A3(t) = C(f) - C3(t) > 0 окупаются затраты на приобрете-
ние нового изделия и чем выше A3(t), тем короче tOK и потребитель быстрее
1.15. Нормир< Чинне показателей надежно, и
будет получать прибыль. Все дополнительные затраты, особенно в третьем
периоде, позволяющие увеличить значения A3(t) и tonT, оправданы, что спо-
собствует увеличению 9(f). Эксплуатация изделия в четвертом периоде может
быть оправдана при комплексной механизации производственных процес-
сов, когда отсутствует возможность его замены или увеличивается стоимость
единицы производящей продукции.
Использование информационных технологий при эксплуатации изделий
машиностроения с учетом характера изменения C(t) и CB(t) позволит потреби-
телю оперативно по каждому изделию определить целесообразность дальней-
шей эксплуатации и суммарный экономический эффект при любой наработке
с начала эксплуатации.
1.15. Нормирование показателей надежности
Для обеспечения работоспособности и безопасности машин в процессе
эксплуатации при их создании задается заказчиком или принимается разра-
ботчиком необходимый уровень надежности в соответствии с нормативной
документацией.
Высокие показатели надежности обеспечивают необходимую безопасность
и снижают эксплуатационные расходы, но они вступают в противоречие
с показателями эффективной работы машины. Например, чем большую про-
изводительность экскаватора запланировать с учетом работы двигателя на
форсированных режимах, тем интенсивнее будет протекать его износ, и ресурс
двигателя и машины в целом снизится. В практике создания и эксплуатации
машин достигается компромисс между высокими выходными показателями
технической характеристики и высокими показателями надежности.
При создании машины нормированию подлежат в первую очередь вероят-
ность безотказной работы P(t) за период наработки t, а для высоконадежных
объектов, у которых P(t) —>1, должен устанавливаться коэффициент запаса
надежности К„ > 1 и значение гамма-процентного ресурса Ry.
При определении надежности допустимое значение вероятности безотказ-
ной работы является мерой для оценки последствий отказа. Отказы могут
вызывать экономические потери, невыполнения заданий, аварии и катастро-
фы. В зависимости от конструкции и назначения машины, а также последст-
вий отказа принимается класс надежности, который отражает допустимое
значение P(t).
Всего установлено шесть классов надежности: О, 1, 2, 3, 4 и 5. В нулевой
класс (P(t) < 0,9) входят малоответственные детали и сборочные единицы, от-
каз которых остается практически без последствий (принимается для СДМ
и машин, не связанных с подъемно-транспортными работами). Классы 1—4
характеризуются повышенными требованиями к безотказности, допустимое
значение P(t) от 0,9 до 0,9999 (число девяток после запятой соответствует но-
меру класса). При создании ТПМ класс надежности принимается четвертый.
Для пятого класса P(t) = 1, т.е. должно быть создано безотказное изделие
за счет создания запаса надежности, регламентации ресурса машины и ре-
__, , . . «vviuuivt'>"«** и- • ч«"Iцельных, лорожных и подъемно i|mh< n<>piiu.i< машин
.............. । <и "! *- »»»<<«<j !»»ix»ii«««an < »».. » . । n „ -»«<-, «ь „ w.. .л«—. . •
жимов ее работы, оценки наибольшей интенсивности потери работоспособ-
ности деталей, лимитирующих наработку до отказа.
При выборе допустимого значения P(t) необходимо учитывать следующие
обстоятельства: вероятность безотказной работы задается для ограниченной
наработки t; режим работы строго регламентирован; значения P(t) соответст-
вуют наиболее ответственным сборочным единицам; цикличность работы
машины; принятую систему технических обслуживании и ремонтов.
По мере развития техники возрастают значения допустимой вероятности
безотказной работы. Особенно это важно при комплексной организации про-
изводства работ, а также с учетом включения в парк машин высокогидрофи-
цированной, автоматизированной с интеллектуальной системой управления
техники.
1.16. Характеристика действующих нагрузок и их влияние
на работоспособность машин
Работоспособность машины зависит от условий эксплуатации и режимов
ее работы. Она изменяется под воздействием механической, тепловой, хими-
ческой, электромагнитной и других видов энергии.
Механическая энергия воздействует на машину в виде статических и ди-
намических нагрузок при выполнении ею работы в соответствии с назначе-
нием. Эти нагрузки значительно возрастают от воздействия окружающей
среды, а также от действий оператора. Эта энергия может также проявляться
в потенциальной форме, которая сохранилась после изготовления машины
(деформация деталей после термической обработки и сборки).
Тепловая энергия действует на машину в результате колебаний темпера-
туры окружающей среды, особенно это сказывается на работе ДВС, привод-
ных механизмов, электротехнических и гидравлических устройств, а также
вызывает циклическое и хрупкое разрушение элементов конструкций и де-
талей сборочных единиц.
Химическая энергия оказывает влияние на работоспособность машины
через коррозию ее отдельных деталей и сборочных единиц. При эксплуата-
ции машин в условиях агрессивной среды химическое воздействие приводит
к разрушению их элементов и сборочных единиц.
Электромагнитная энергия в виде электромагнитных колебаний нару-
шает работоспособность электронной аппаратуры, применение которой все
больше расширяется в современных машинах.
При создании машин необходимо установить в первую очередь условия их
работы, интенсивность внешних воздействий и нагруженность, определяе-
мую характером рабочего процесса.
Нагруженность машин является одним из важнейших факторов, характе-
ризующих их работоспособность и энергетическую эффективность.
По характеру изменения во времени нагрузки, действующие на конструк-
цию машины при использовании ее по назначению, можно разделить на по-
стоянные, переменные и прочие.
1.16. Характер» inK.i лейстпукииих нагрузок и их нлиянис на работоспособность машин 35
К постоянным относят нагрузки рабочего состояния, которые не изменя-
ются в течение продолжительного периода времени (температурные, воздейст-
вия, сила тяжести, усилия предварительного натяжения и др.). Переменные
рабочие нагрузки изменяются в течение короткого времени по амплитуде
и среднему значению. Подавляющее большинство СДПТМ, в том числе все
машины циклического действия, работают на неустановившихся режимах,
которые характеризуются нестационарными нагрузками с меняющимися
параметрами (сейсмические, монтажные, испытательные). К прочим нагруз-
кам относят нагрузки, не связанные с рабочим состоянием машины.
При расчетах на статическую прочность суммарную нагрузку определяют
простым сложением переменных и постоянных нагрузок. Если постоянная
нагрузка вызывает в элементах нагружения только постоянные напряже-
ния, а от других нагрузок они испытывают циклические напряжения, то
простое сложение нагрузок недопустимо. В этом случае определяется эквива-
лентное напряжение (оэкв).
В целом влияние постоянной нагрузки на циклическую прочность незначи-
тельно и в первом приближении ею можно пренебречь. Однако постоянные
нагрузки значительное влияние оказывают на изнашивание сопряженных
пар трения и на энергетическую эффективность машин через увеличение со-
противления движению.
На снижение работоспособности машин большее влияние оказывают пе-
ременные нагрузки. Основными причинами переменности рабочих нагрузок
являются нестационарность режима загрузки, переменность рабочего про-
цесса, динамические явления при действии внешних и внутренних сил.
Практически все машины и конструкции в процессе эксплуатации под-
вергаются действию циклических нагрузок. Число циклов N эксплуатацион-
ного нагружения за сроки эксплуатации до 3 105 ч изменяется в пределах от
10° до 1012. Этот диапазон делится на три основные области:
□ малоцикловое нагружение экстремальными нагрузками при
10° <ЛГ SIO4;
□ многоцикловое нагружение основными нагрузками при 105 <N < 108;
□ циклическое нагружение на сверхвысоких базах при вибрационном на-
гружении при К)9 <N <1012.
При циклическом нагружении ресурс изделия может изменяться до 60 %
в зависимости от механических свойств материала, концентрации напряже-
ний, частоты нагружения и наличия сварных швов.
Наибольшую опасность представляют резонансные режимы работы, при
которых динамические нагрузки могут превышать предельно допустимые
значения.
При оценке усталостной прочности с учетом характеристик сопротивле-
ния усталости материала устанавливают способность изделия не разрушаться
под действием переменных напряжений в течение заданного числа циклов N.
Характеристики сопротивления усталости материала определяются путем
испытаний образцов на специальных машинах. По результатам испытаний па
И» I I'flOOlax 1><» II. < ||11>ительных( лорожии- 111>ЛЬОМГК>'ТрЯНС||>>|>1>1 ИНИН
усталость строят кривую усталости, которая устаиавл ивает зависимость мак-
симального напряжения цикла от числа циклов до разрушения (omax = /(N)).
Число циклов, до которого ведутся испытания, называют базой испытания
на усталость и обозначают Nl}. Максимальное напряжение, при котором еще не
происходит разрушение до базы испытаний No, называется пределом выносливо-
сти и обозначается: G_j — для симметричного цикла, Go — для пульсирующего
цикла, Gr—для асимметричного цикла (г — коэффициент асимметрии цикла).
Принимается, что после базы испытаний (No - 107) предел выносливости
не изменяется для черных металлов. Для цветных металлов и их сплавов, ле-
гированных сталей база испытаний увеличивается до 108 циклов.
Для ориентировочной оценки величины предела выносливости материала
на основе многочисленных экспериментов предложены эмпирические зави-
симости:
G j = 0,4ов — для свального литья и чугуна;
а 1 = 0,5ов — для стали ив = 30 000...120 ООО Н/см2;
о 1 = 40 000 +—ив — для высокопрочных сталей
6
ои = 130 000...180 ООО н/см2;
о. t =0,25...0,50ив -— для цветных металлов.
Воздействие коррозионной среды существенно снижает усталостную проч-
ность, разрушение происходит после базового числа циклов (N - 108...1012),
Значительно снижают работоспособность машины динамические нагруз-
ки, быстро изменяющиеся во времени, которые характерны для машин цик-
лического действия. Эти нагрузки значительны при пуске и торможении для
всех типов машин. Силы инерции при этом выступают как дополнительная
внешняя нагрузка на упругую систему. Взаимодействие сил инерции и сил
упругости при динамическом нагружении порождает упругие колебания,
которые приводят к значительному увеличению общей нагрузки на изделие.
Наибольшую опасность здесь вызывают резонансные колебания, при кото-
рых динамические нагрузки могут превышать предельно допустимые. Слож-
ный характер нагруженности машин затрудняет ее оценку расчетным путем.
Поэтому важно оценивать выходные параметры, определяющие степень на-
груженности машины в условиях эксплуатации. Эта задача решается раз-
личными методами.
Наиболее простые методы, оценивающие степень нагруженности маши-
ны, связаны с непосредственным определением самой нагрузки, крутящих
моментов в приводе, давлений в гидросистемах или установлением парамет-
ров, характеризующих степень нагруженности (скоростей, ускорений, де-
формаций, вибраций, тепловых полей и др.).
Все эти измерения могут производиться с применением универсальных
средств или с помощью специальных устройств (первичных преобразовате-
лей). Так, для измерения сил наиболее широко применяются тензорезисторные
и пьезоэлектрические первичные преобразователи, для измерения температур
в различных точках машины в качестве первичных преобразователей ис-
пользуют термопары и терморезисторы и т.д.
Широко оценка работоспособности машин в процессе эксплуатации прово-
дится с помощью встроенных систем, которые значительно облегчают опреде-
ление степени нагруженности, а миниатюризация первичных преобразователей
позволяет увеличить их число и обеспечить большую точность.
Современные конструкции первичных преобразователей обеспечивают
одновременное измерение нескольких параметров.
Для более глубокой оценки работоспособности машины широко применяют
на стадии ТО и ремонтов внешние системы (передвижные или переносные
устройства, приборы и комплексы), в которые входит аппаратура для нераз-
рушающего контроля. Использование ультразвуковых, токовихревых, акусти-
ко-эмиссионных методов в этих приборах определяет появление и развитие
усталостных трещин, что предотвращает хрупкое разрушение изделия. При-
менение съемных первичных преобразователей позволяет определить все вы-
ходные параметры технического состояния машины.
Мониторинг применяется как в бортовых системах, так и при использова-
нии внешних систем. Здесь вся информация с первичных преобразователей
записывается на магнитную ленту и передается на ЭВМ для обработки и вы
водов о работоспособности машины.
Первичная информация о циклической нагруженности машины обраба-
тывается на ЭВМ по типовым программам, где реальный процесс заменяется
схематизированным, эквивалентным по уровню вносимого усталостного по-
вреждения.
1Л7. Методы определения эквивалентных нагрузок
Работоспособность любой детали определяется свойствами и напряжен-
ным состоянием материала. Выявление опасных напряжений при действии
двух- или трехосных нагрузок затрудняется тем, что в зависимости от напря-
женности меняется физическое состояние материала. Например, равномер-
ное трехосное сжатие не приводит к разрушению пластичных и хрупких
материалов, а изменяет их свойства. Так, чугун при действии значительных
трехосных сил сжатия приобретает пластические свойства.
Опасные напряжения для одноосных напряженных состояний легко опре-
деляются экспериментально и эти результаты используются при теоретиче-
ской оценке прочности детали при любом сложном напряженном состоянии,
т.е. определяется эквивалентное напряжение.
Созданы методы, позволяющие оценить прочность деталей при сложных
напряженных состояниях с учетом классических теорий прочности.
Метод наибольших нормальных напряжений может применяться только
для расчета очень хрупких материалов (гранит, кирпич, стекло и т.п.). Усло-
вие прочности запишется в виде
^экв — 01 —[®1р> ^ЭКВ ~ I «3 |
где [и]р и [о]с — соответственно допустимые напряжения при простом растя-
жении и простом сжатии.
ipumvnBHWA, AUpQMHMA И ПОДЬСМНО ip.Mw ii> >| > i t|.i ч MdlUHH
Метод наибол ьших относительных удлинений имеет ограниченное при-
менение для хрупких материалов. Здесь условие прочности использует все
три главных напряжения (Oj ,о2 .Оз):
оакв = Щ - р(о2+о3) <[о]р,
где ji—коэффициент, учитывающий упругие свойства материала, определя-
ется экспериментально.
По методу наибольших касательных напряжений через главные напря-
жения условие прочности записывается в виде:
оакв = Oi-Qs <[о].
Энергетический метод предусматривает ограничение удельной потенци-
альной энергии формоизменения при любом напряженном состоянии. С учетом
главных напряжений условие прочности принимает вид:
^экв /of + of + -(ЩО2 + U2O3 + О3ОО <[О].
Метод определения <тэкв, основанный на теории прочности Мора, базиру-
ется на предположении, что прочность материала в общем случае напряжен-
ного состояния зависит только от величины и знака наибольшего и наимень-
шего главного напряжения.
Условие прочности имеет вид:
оакв = о1-Ко3<[о],
где К — коэффициент, учитывающий разное сопротивление материала при
простом растяжении и сжатии.
Определение эквивалентного напряжения при переменных напряжениях
производится по формуле:
^Тэкв ^а-^Од + »
где <та — амплитуда цикла, равная 1/2 разности максимального (отах) и ми-
нимального (omjn) напряжений цикла; КПд— коэффициент, характеризую-
е \
щий снижение предела выносливости (<Т-1Д) натурных деталей КПд = —=1- •
0-1
Z
Vo — коэффициент, характеризующий чувствительность металла к асим-
метрии цикла, для углеродистой стали Vo ?= 0,1...0,2, для легированной стали
Vo = 0,2...0,3; <тт — среднее напряжение цикла, равное 1 /2 суммы отах и omin;
o„i — предел выносливости стандартных лабораторных образцов при сим-
метричном цикле.
1.1В. Основны* )>.1КТоры, влияйiiiiiii• к.) прочность деталей машин
1.18. Основные факторы, влияюшие на прочность
деталей машин. Виды отказов по критерию прочности.
Направления по снижению напряжений
Прочность деталей машин зависит от степени их нагружения и поведения
соответствующих конструкционных материалов в этих условиях.
Условия нагружения характеризуются: уровнем общей и местной напря-
женности, температурой поверхности, числом и формой циклов нагруже-
ния, наличием ударных нагрузок, характером распределения и величиной
остаточных напряжений, накоплением коррозионных, усталостных и других
повреждений. С учетом анализа перечисленных факторов нагружения выби-
раются материалы и методы определения их эксплуатационных свойств.
К числу основных характеристик материала относится сопротивление дефор-
мациям и разрушению. Постоянная тенденция к снижению массы конструкции
и повышению надежности придает важное значение анализу и обоснованию
сопротивления неупругим деформациям.
В зависимости от условий нагружения и характеристик материала по ус-
ловиям прочности отказы могут быть вследствие усталостного разрушения,
пластической деформации, хрупкого разрушения, нарушения сцепления в со-
единениях с натягом, приводах и передачах трения и резьбовых соединениях.
Наиболее опасным является усталостное разрушение деталей, возникаю-
щее при переменных напряжениях, уровень которого превышает предельное
значение для данных условий.
Пластическая деформация сопровождается образованием местной или об-
щей ползучести металла из малоуглеродистой и низколегированных сталей.
При увеличении нагрузки, вызвавшей пластическую деформацию, может
произойти общее разрушение изделия.
Хрупкое разрушение деталей происходит при одноразовом воздействии
больших нагрузок, или изменении структуры металла (охрупчивание) под
влиянием температурного и (или) радиационного воздействия, или в резуль-
тате постоянного накопления остаточных напряжений высокого уровня.
Нарушение сцепления вызывается нагрузками, превышающими предель-
но допустимые значения. Этот вид отказа недопустим в грузоподъемных маши-
нах, так как нарушение прессовых соединений в них может вызвать падение
груза, самопроизвольное движение тележки или крана и др.
Проворот валиков или втулок приводит к быстрому изнашиванию в со-
пряжениях этих деталей. Значительную опасность представляет и самоот-
винчивание резьбовых соединений.
При сложном нагруженном состоянии номинальные нагружения распреде-
ляются неравномерно как по длине детали, так и по ее сечению. Выравнива-
нием и уменьшением номинальных напряжений можно существенно повысить
несущую способность детали. При проектировании машины это можно сделать
различными способами: заменой элементов, работающих на изгиб, равно-
мерно нагруженными растянутыми и сжатыми элементами; оптимизацией
ч<1 I. ............ < фоительных, дорожных и ....pi пых машин
формы опасных сечений элементов и детали в целом; обеспечением равной
прочности по длине; параллельной передачей нагрузки несколькими элемен-
тами; созданием начальных напряжений обратного знака и др.
При нагружении изделий в отдельных зонах происходит концентрация
напряжений, которые называют местными. Концентрация напряжений мо-
жет быть вызвана резким изменением формы детали, прессовыми посадка-
ми, концентрацией нагрузок, неоднородностью материала, дефектами при
изготовлении детали и другими причинами.
Местные напряжения оцениваются коэффициентом их концентрации а,
который определяется по формуле:
(X —
.. Л °ном
где отах и ином — максимальное и номинальное напряжение в данном сече-
нии.
Влияние местных напряжений на снижение предела выносливости дета-
лей оценивается коэффициентом концентрации напряжений К, определяе-
мым по формуле:
К = 1+§(а-1),
где q — коэффициент чувствительности материала к концентрации напря-
жений.
Конструктивные способы снижения концентрации напряжений могут по-
высить прочность более чем в 1,5 раза [10].
1.19. Технологические способы упрочнения деталей машин
Работоспособность машин значительно зависит от износостойкости дета-
лей. В настоящее время установлено, что 70 % выхода из строя машин зави-
сит от износа Деталей, поэтому упрочнение их рабочей поверхности играет
особую роль в обеспечении ресурса различных изделий.
Существует значительное количество технологических способов упрочне-
ния элементов машин. Их можно представить в виде четырех групп технологи-
ческих процессов: термическая обработка (объемная закалка, поверхностная
закалка); химико-термическая обработка (цементация, нитроцементация,
алитирование, хромирование, борирование, силицирование, сульфидирова-
ние); пластическое деформирование (дробеструйная обработка, центробеж-
но-шариковый наклеп, обкатка роликами, чеканка); термомеханическая
обработка (высокотемпературная или низкотемпературная).
Из всех перечисленных способов наиболее распространена для углеро-
дистых сталей объемная закалка, обеспечивающая общее упрочнение де-
талей.
41
1.20. Расчеты на прочность
Для снижения усталостных отказов целесообразно упрочнению подвергнуть
неглубокий поверхностный слой материала деталей, а сердцевину оставить
вязкой, обеспечивающей высокую несущую способность при знакопеременной
или ударной нагрузке. Это условие выполняется при поверхностной закалке
и химико-термической обработке. Процессы металлизации, связанные с насы-
щением поверхностного слоя стали, значительно увеличивают работоспособ-
ность деталей. Они, как правило, повышают предел выносливости и обеспечи-
вают повышение износостойкости (хромирование и борирование), жаропроч-
ности (алитирование), коррозионной стойкости (силицирование). Насыщение
поверхностей сопряжения серой (сульфидирование) значительно снижает коэф-
фициент трения.
При пластическом деформировании происходит наклеп поверхностного
слоя, улучшается его структура, увеличивается твердость и чистота поверх-
ности, что способствует повышению циклической долговечности отдельных
деталей в три раза и более. Термомеханическая обработка (ТМО) обеспечивает
улучшение характеристик пластичности, пределов текучести и прочности
сталей.
Эффект технологического упрочнения оценивается коэффициентом
₽_ °-1упр
упр ~ »
0-1
где (Ц и о_.1упр — пределы выносливости детали соответственно до и после по-
верхностного упрочнения.
При правильной технологии поверхностного упрочнения коэффициен-
ты Рупр принимают значение, равное 2-3 и более. Особенно эффективны эти
методы для деталей с концентрацией напряжений, а также работающих
в коррозионных средах.
1.20. Расчеты на прочность
Традиционные инженерные расчеты на прочность деталей машин основы-
ваются на анализе статических нагрузок, обосновании выбора расчетных на-
грузок и их сочетаний, механических свойствах материалов и методологии
выбора коэффициента запаса. При преобладании статических нагрузок усло-
вие прочности записывается в виде:
о<[о]=°т,
пт
где ит — напряжение текучести материала; пт— нормативный коэффициент
безопасности, учитывающий местные концентрации напряжений и другие
неучтенные факторы (пт = 1,4...1,6).
При действии переменных нагрузок инженерные методы оценки уста-
лостной прочности основаны на стандартных испытаниях и простейших
1. Ра(><>|<« и lt> строительных, лорОЖНЫх и iioAH'Miio-ipnin in -| • иних М.Н11ИП
моделях накопления усталостных повреждений. Общий запас прочности (по)
определяется по формуле:
О,
по = ~—,
Одкп
где U-! — предел выносливости стандартных лабораторных образцов при
симметричном цикле; оЭкв— эквивалентное напряжение, определяющее ус-
тало* тную прочность.
При действии ударных нагрузок развитие и распространение пластических
деформаций в образце затруднено, поэтому происходит повышение пределов
текучести и прочности материала (по величине практически совпадают) при
резком уменьшении относительного удлинения.
Инженерные расчеты на прочность при ударе принято проводить не по ди-
намическим, построенным на основе приближенной теории упругого удара,
а по статическим предельным характеристикам материала |од <[о] = — 1.
\ пт)
Однако величина коэффициента безопасности принимается большей (пт — 2)
по сравнению с нормативным значением при статическом действии нагрузок.
Кроме того, для деталей, работающих на ударную нагрузку, необходимо при-
нимать материал более высокого качества по однородности и пластическим
свойствам. Целесообразно также проводить высокотемпературное термодиф-
фузионное хромирование, значительно повышающее сопротивляемость удар-
ным нагрузкам.
Повышение работоспособности машин связано с усовершенствованием
расчетов на прочность.
В настоящее время разрабатываются новые направления повышения эф-
фективности оценки работоспособности машин. Среди них: оценка показате-
лей работоспособности и остаточного ресурса технического объекта с целью
принятия решения о его дальнейшей эксплуатации; методы прогнозирова-
ния надежности по расчетным схемам, максимально приближенным к ре-
альным; методология проектирования технических объектов, устойчивых
по отношению к человеческим ошибкам и др.
Для прогнозирования работоспособности деталей машин и элементов кон-
струкций необходимо рассматривать процессы деформирования, изнаши-
вания, накопления повреждений и разрушений при переменных нагрузках,
температурные, коррозионные и другие внешние воздействия при эксплуа-
тации машин. Особую актуальность приобретает процесс появления и накопле-
ния микротрещин и их влияние на работоспособность объекта при переменных
нагрузках.
При наличии моделей изменения трещин в процессе наработки можно
шире использовать эксплуатацию конструкций и сооружений по техниче-
скому состоянию, назначая допустимую наработку до следующей проверки
по оценке их работоспособности.
В настоящее время получают все большее значение приборы по оценке на-
груженности, поврежденности и ресурса. Некоторые из них фиксируют пере-
1.21. Обеспечение* работоспособное in и безопасное гм машин при неблл1е»|рия111ых услопиях 43
грузки на конструкцию, перерабатывают информацию и дают прогноз оста-
точного ресурса и предупреждают о недопустимых перегрузках.
Использование информационных технологий позволяет создавать базу
данных по изменению показателей надежности в процессе наработки и учи-
тывать историю их изменения и влияние практически всех факторов нагру-
жения при оценке работоспособности каждого объекта в отдельности.
Решение прочностных задач с помощью компьютера позволяет избежать
сложных вычислений и сосредоточиться на анализе факторов нагружения
и выбора оптимальных параметров. Наиболее просты и наглядны инженерные
расчеты в системе Mathcad. Широко используется прикладная программа
расчетов на прочность COSMOS/M, позволяющая создать систему нагружения
СДПТМ, адекватную реальным условиям их эксплуатации.
1.21. Обеспечение работоспособности и безопасности машин
при неблагоприятных условиях эксплуатации
При эксплуатации машины подвергаются внешним воздействиям, кото-
рые значительно изменяются при работе в различных климатических зонах.
В отдельных случаях эти воздействия могут значительно превышать уровень,
установленный техническими условиями, что приводит к внезапным отка-
зам. Для их исключения необходимо учитывать внешнее воздействие при
проектировании и эксплуатации. Это обеспечит безопасность для обслужи-
вающего персонала и окружающей среды.
Наибольшие воздействия на работоспособность машин оказывают: низкая
и высокая температура, повышенная влажность среды, загрязненность атмо-
сферы, сильный ветер, солнечная радиация, дождь, снег, туман, обледенение,
плесень, насекомые, грызуны и т.д. При проектировании машин трудно одно-
временно учесть влияние всех внешних факторов, поэтому их создают, как
правило, в отдельном исполнении для эксплуатации в конкретных условиях.
Значительное влияние на работоспособность машин оказывают низкие
температуры. Это объясняется рядом явлений при этих температурах: сниже-
нием ударной вязкости металла; потерей пластичности полимерных материалов;
снижением вязкости ТСМ и рабочих жидкостей; ухудшением запуска ДВС;
ухудшением условий труда, а также сложностью выполнения землеройно-
транспортных и погрузочно-разгрузочных работ. При проектировании ма-
шин для работы в условиях отрицательных температур (исполнение XJI) ис-
пользуют сталь без примесей азота и серы, которые снижают ее пластичность
и повышают хладноломкость. Исполнение ХЛ предусматривает выполнение
стыковых соединений при сварке с плавными переходами, не вызывающими
концентрацию напряжений, и применение неметаллических материалов, со-
храняющих эксплуатационные свойства при отрицательных температурах.
Особые требования предъявляются при выборе ТСМ для обеспечения работо-
способности ДВС и других систем машин. Для создания требуемых эргономи-
ческих свойств кабины машин оборудуют нагревательными устройствами
(температура пе ниже 14 "С) и средствами воздухообмена, Стекли кабин снаб-
жают противообледенителями и отражателями.
Работоспособность машин при высоких температурах обеспечивают ис-
пользованием специальных жаростойких материалов и изделий.
Высокие температуры окружающей среды с повышенной влажностью
и солнечной радиацией вызывают повышенную коррозионную активность
материалов. В таких условиях в отдельных районах появляются насекомые
и микроорганизмы, разрушающие электроизоляцию и элементы машин, вклю-
чающие органические и растительные материалы. Для машин (исполнение Т),
работающих в таких условиях, используют защитные покрытия с повышен-
ной коррозионной стойкостью, материалы выбирают с учетом обеспечения
работоспособности при наличии насекомых и микроорганизмов, применяют
эффективную систему охлаждения для тепловых и электрических двигате-
лей, а также создают комфортные условия в кабине машиниста.
Интенсивному коррозионному воздействию подвержены машины и обо-
рудование при работе вблизи химических предприятий и в условиях морско-
1Ч> климата.
Ветер ухудшает условия работы машин, особенно при выполнении подъем-
но-транспортных операций. Он создает дополнительную динамическую на-
грузку, которая может привести к аварийной ситуации. В нормативной доку-
ментации регламентируют применение ПТМ при монтажных и демонтажных
работах в зависимости от площади груза и скорости ветра. При больших ско-
ростях ветра рекомендуется размещать грузы стороной с меньшей площадью
и располагать стрелу навстречу ветру, особенно при разгоне механизма вра-
щения с грузом. Все краны обеспечиваются автоматической сигнализацией
при достижении нагрузки, равной предельно-расчетной.
Обеспечение работоспособности и безопасности машин во взрыво- и пожа-
роопасных средах происходит исключением повышенного тепловыделения,
возгорания и искрения. Температура нагрева наружных поверхностей ма-
шин в пожарозащитном исполнении должна быть на 20 % ниже указанных
температур самовоспламенения горючих смесей.
Наиболее распространенное изнашивание сопряжений и деталей машин —
абразивное, которое обусловлено или запыленностью атмосферы, или непосред-
ственным взаимодействием деталей со свободными абразивными частицами.
Основное направление обеспечения работоспособности машин в условиях по-
вышенной запыленности воздуха (исключая рабочее оборудование, взаимо-
действующее с абразивной средой) — внедрение конструкций закрытых со-
пряжений, применение эффективных фильтров и своевременная проверка
герметичности с заменой смазки и очисткой или заменой фильтрующих эле-
ментов в процессе их эксплуатации.
В целом работоспособность машин зависит от многих факторов на этапах
их проектирования, изготовления и эксплуатации. Повышение работоспо-
собности возможно с учетом тесного взаимодействия трех этапов жизненного
I voxpanama и понышениг |M<>uiuwwwuHv«»nMau»<<i
цикла машины. Проводимые в этой области мероприятия можно рассматри-
вать в нескольких направлениях:
□ повышение стойкости изделий к внешним воздействиям (создание на-
дежных сборочных единиц за счет оптимальной конструкции и применения
прочных и износостойких материалов);
□ защита и изоляция машины от вредных воздействий (защита от вибра-
ции, покраска, защита рабочих поверхностей от запыления и загрязнения,
создание условий с постоянной температурой и влажностью и ограниченной
запыленностью, защита от агрессивных сред);
□ использование автоматики для повышения надежности машин (примене-
ние самонастраивающихся и саморегулирующихся систем, способных автома-
тически восстанавливать свою работоспособность и осуществлять профилак-
тические мероприятия).
Создание машин с учетом снижения затрат в процессе эксплуатации, с нали-
чием информационных систем об их состоянии, с возможностью локализации
тяжелых последствий и выбора рациональных условий функционирования —
одно из основных направлений повышения их работоспособности.
1.22. Сохранение и повышение работоспособности машин
В процессе эксплуатации СДПТМ теряют работоспособность: изменяются
технические характеристики, одни детали сборочных единиц изнашиваются,
в других происходят необратимые процессы усталостного и коррозионного
разрушения. Работоспособность машин определяется техническим уровнем
изделий, системой ТО и ремонтов и условиями эксплуатации.
Эксплуатация СДПТМ характеризуется переменными режимами работы,
высокой запыленностью и колебаниями температуры окружающего воздуха,
дорожных и грунтовых условий.
Режим работы двигателя характеризуется мощностью, частотой вращения,
температурой масла и охлаждающей жидкости. В зависимости от конструк-
ции двигателя существуют оптимальные значения этих показателей, опреде-
ляющие эффективное использование машины по назначению.
Резко отличаются от оптимальных значений показатели при пуске, прогреве
и остановке двигателя, что приводит к увеличению скорости изнашивания
его элементов. В начале пуска износ может значительно превышать значения
на установившихся режимах. Это объясняется плохими условиями смазки
поверхностей и образованием на стенках цилиндров конденсата сернистой
и серной кислот.
Для уменьшения износа при пуске двигателя необходимо: перед пуском
обеспечить подачу масла на трущиеся поверхности; при температурах ниже
5 °C запускать двигатель с предварительным прогревом либо применять мас-
ло с депрессорными или загущающими присадками; прогревать двигатель до
оптимальной температуры 85...90 °C на небольших нагрузочных режимах.
Отказы по двигателю составляют 35...40 % всех отказов.
.................... ьных, дорожным и польемно ....।...их машин
Hr интенсивность изинши ни пи я цилиндропоршневой группы при низких
температурах оказывает нлнянис процесс электрохимической коррозии с об-
разованием оксидов. Так, при t = 25 °C износ в 5 раз больше, чем при t- 75 °C.
С увеличением нагрузочного режима износ деталей увеличивается, одновре-
менно повышается и эффективность использования машины. Оптимальный
нагрузочный режим работы двигателя определяется по удельным значениям
износа. Для двигателей различных конструкций рациональные нагрузочные
режимы в среднем составляют 90 % максимальных значений.
Одной из основных причин, вызывающих интенсивное изнашивание цилин-
дроноршневой группы и вкладышей коренных и шатунных подшипников,
является работа двигателей на неустановившихся режимах, при которых из-
нос увеличивается в 1,2... 1,8 раза. На этих режимах значительно возрастают
инерционные нагрузки, ухудшаются условия смазки, нарушается процесс
нормального горения топлива. Так, двигатель, работающий в режиме нагруз-
ки одноковшового экскаватора, имеет износ гильзы в 1,5...1,6 раза выше,
чем в режиме многоковшового.
Интенсивность изнашивания существенно возрастает при работе двигате-
ля на корректорном участке характеристики. При этом следует учитывать,
что темп изнашивания увеличивается с наработкой двигателя. С гидротранс-
миссией износ снижается на 30 %.
Существенно влияет на изнашивание двигателя (особенно цилиндропорш-
невой группы) выбор топлива. Применение не соответствующего двигателю
топлива приводит к нагарообразованию, перегреву двигателя и интенсивно-
му старению масла, что вызывает ухудшение качества смазки всех трущихся
деталей двигателя.
Снижение износа деталей двигателя достигается оптимальной степенью
форсирования по частоте вращения и эффективному давлению.
При повышении скорости движения с 64 до 112 км/ч пробег шин умень-
шается на 40-45 %, а перегрузка автомобиля на 20 % снижает их пробег
на 30 %.
Перед быстрой или длительной ездой по автомагистралям давление в ши-
нах может повышаться на 0,02 МПа от рекомендуемого.
Практика показывает, что двигатели землеройны:: и землеройно-транс-
портных машин должны быть менее форсированными: на 15...25 % по срав-
нению с тракторными и на 30...40 % по сравнению с автомобильными.
Сборочные единицы трансмиссии СДПТМ работают в условиях высоких
ударных, вибрационных и контактных нагрузок в широком диапазоне темпе-
ратур, влажности и запыленности воздуха. В зависимости от конструктивных
особенностей и различных условий эксплуатации доля отказов сборочных
единиц трансмиссии составляет от 30 до 67 % общего количества отказов.
Для самоходного скрепера ДЗ-11 отказы трансмиссии составляют до 44 %.
Распределение отказов между сборочными единицами следующее: сцепле-
ние >— 10 %, основная коробка передач — 12 %, дополнительная коробка
передач — 10 %, редуктор заднего моста с колесной передачей — 5 %, кар-
I ..'2. Сохран1-1ик- и повышение работоспособности машин чг
данные передачи — 5 %, коробка отбора мощности — 2 %. Предельное сни-
жение мощности из-за износа деталей — 6 %.
Основными рабочими элементами сцепления являются ведомые диски,
которые, как правило, имеют наибольшую вероятность отказов. При эксплуа-
тации следует поддерживать постоянным (2...4 мм) зазор между выжимным
подшипником и оттяжными рычагами. Отклонение от технических условий
приводит или к трудному переключению передач, или к буксованию фрик-
ционных дисков, что вызывает интенсивное изнашивание накладок.
Работоспособность гидродинамических передач зависит от чистоты, уровня,
температуры и давления масла, герметичности соединений всасывающих
и нагнетательных магистралей, засорения фильтра.
Особенностью технического обслуживания гидропривода трансмиссии
является исключение попадания механических включений в масло. При
низком уровне масла гидротрансформатор не развивает расчетного крутяще-
го момента, а завышенный уровень приводит к сильному пенообразованию.
Температура масла в гидротрансформаторе должна находиться в пределах
60...90 °C (при температуре ниже 60 °C происходит пенообразование, а выше
90 °C — снижается крутящий момент). Давление масла на входе в трансфор-
матор должно быть 0,15.. .0,20 МПа, его снижение отрицательно сказывается
на развиваемом крутящем моменте. Нарушение герметичности магистрали
и засорение фильтра снижают работоспособность гидротрансформатора.
Повышенный износ деталей коробок передач и редуктора ведущего моста
связан с наличием абразива и усталостными явлениями. Интенсивность изна-
шивания зависит от режимов работы, качества смазочных материалов и нали-
чия абразивных частиц в окружающей среде.
Интенсивность изнашивания элементов гусеничного движителя (траков,
пальцев, осей и втулок колес и катков и др.) зависит от абразивной среды
и качества регулировки гусеничного полотна. Сильное натяжение увеличи-
вает силы трения. Предельное состояние гусеничного полотна характеризу-
ется его увеличением на 5...6 %.
Интенсивность и равномерность изнашивания колесного движителя зави-
сит от давления воздуха в шинах, схождения и развала колес. Пониженное
давление вызывает большие деформации шины, что уменьшает ее ресурс.
Избыточное давление отрицательно сказывается на работоспособности каркаса
и подвески машины, особенно при перемещении по неровной поверхности.
Отклонение установленных значений схождения колес и угла их развала
приводит, соответственно, к усиленному проскальзыванию элементов про-
тектора с увеличением изнашивания и неравномерному износу наружной
и внутренней кромок.
Работоспособность систем управления определяется, как правило, статиче-
ской и динамической нагрузками, герметичностью системы и наличием абра-
зивных частиц в окружающей среде. В конструкции СДПТМ наиболее широко
применяются механические, гидравлические, пневматические и комбини-
рованные системы управления. Долговечность механических систем зависит
-HI I I'.iIhiiih uni II . 1р(1И1еЛЬНЫХ, дорожных И IH>Alri-Mlll> i|- IK IUI|IIIII4X МШИ1
от количества абразивных частиц в сопряжениях и характера нагрузок. Рабо-
тоспособность гидропривода в значительной степени определяется состоянием
рабочей жидкости и герметичностью системы. Эксплуатационные свойства
рабочей жидкости характеризуются вязкостно-температурными свойствами,
смазывающей способностью, совместимостью с компонентами гидросистемы,
наличием механических примесей.
Основной причиной снижения работоспособности элементов гидроприво-
да является загрязнение рабочей жидкости. Экспериментально доказано,
что снижение размеров механических включений с 25 до 5 мкм увеличивает
наработку элементов гидропривода в 7—10 раз. Исследования показали, что
максимальные размеры частиц достигают даже 280...480 мкм. Нарушение
герметичности в элементах гидропривода, особенно всасывающего трубопро-
вода, приводит к вспениванию и загрязнению рабочей жидкости. Повышенная
температура рабочей жидкости ускоряет образование смолистых веществ,
которые загрязняют гидросистему и в отдельных случаях приводят к закли-
ниванию деталей.
Основным параметром работоспособности пневматической системы явля-
ется давление воздуха компрессора и герметичность, которая проверяется
при включенных и выключенных исполнительных механизмах. Развивав- i
мое давление проверяется по включению и отключению компрессора, a rep- t
метичность —- по времени заполнения системы воздухом. I
Работоспособность тормозных устройств зависит от удельных нагрузок,
скорости относительного перемещения деталей, температуры их поверхно-
стей, частоты и продолжительности включения. При повышении температу-
ры фрикционных накладок снижается коэффициент трения и значительно
увеличивается скорость изнашивания.
Наименее надежными элементами электрооборудования СДПТМ с дизель-
ным двигателем являются генератор с регулятором напряжения и аккумуля-
торные батареи. Работоспособность аккумуляторных батарей зависит от силы
разрядного тока, температуры электролита и степени их зараженности. Увели- _
чение разрядного тока понижает емкость аккумуляторных батарей (до 25 %
номинального значения), так как снижается глубина проникновения элек- ,
тролита в пластины. Максимальная нагрузка на батарею приходится при ра- .
боте стартера, когда сила разрядного тока достигает 300...600 А. Длительная
разрядка в стартерном режиме приводит к деформации решеток. В связи
с этим время непрерывной работы стартера ограничивается 5 с с перерывами
не менее 30 с.
Емкость аккумуляторных батарей снижается при низких температурах.
Так, при температуре ниже —20 СС емкость батарей снижается на 40 % по
сравнению с номинальной из-за ухудшения циркуляции электролита боль-
шей плотности в порах активной массы пластин. Поэтому при низких темпе-
ратурах рабочие батареи необходимо утеплять.
Емкость аккумуляторных батарей зависит от степени зараженности их
в процессе эксплуатации или хранения. При эксплуатации важно, чтобы
(югулятор напряжения поддерживал оптимальное напряжение генератора,
I i. Сохранение работоспособноеги CAI I I M 49
а при хранении необходимо исключить саморазряд батарей, который при поло-
жительных температурах (5...30 °C) может достигать от 0,3 до 1'% емкости
за сутки. При температуре ниже —5 °C саморазряд аккумуляторных батарей
практически отсутствует, поэтому и хранить батареи целесообразно при отри-
цательных температурах, но не ниже —30 °C. При хранении их в условиях поло-
жительных температур необходимо ежемесячно производить подзарядку.
Работоспособность генератора с регулятором напряжения зависит от тем-
пературы в процессе работы и исключения коротких замыканий в цепи до
предохранительного блока и в цепи обмотки возбуждения.
1.23. Сохранение работоспособности СДПТМ с учетом
требований Госпроматомнадзора (Госгортехнадзора)
и Госавтоинспекции
К оборудованию, подконтрольному Госпроматомнадзору, относятся: гру-
зоподъемные машины; паровые котлы и сосуды, работающие под давлением;
установки, работающие на газе. Эксплуатация и обеспечение безопасности
и надежности этого оборудования осуществляются в соответствии с действую-
щими правилами Госпроматомнадзора. Перечисленное выше оборудование
до начала эксплуатации должно быть зарегистрировано в инспекции Госпром-
атомнадзора, а к его эксплуатации допускаются лица, прошедшие специаль-
ное обучение и аттестацию с последующей периодической проверкой знаний
(каждый год для рабочих и раз в три года для инженерно-технических работ-
ников).
За безопасную эксплуатацию грузоподъемных машин в строительных
организациях отвечает назначенный приказом по организации инженерно-
технический работник (при наличии более 50 машин — группа работников).
Он контролирует техническое состояние машин, выполнение графиков ТО
и ремонтов. При выявлении в машине неисправностей, угрожающих безо-
пасности работы, и по истечении срока технического освидетельствования
грузоподъемная машина к эксплуатации не допускается.
Работы по монтажу, эксплуатации, диагностированию, реконструкции
и ремонту грузоподъемных машин, съемных грузозахватных приспособлений
и тары с применением сварки выполняют предприятия и предприниматели,
получившие лицензии на осуществление указанных видов деятельности.
Для обслуживания грузоподъемных машин приказом по предприятию
закрепляются крановщики и слесари, а для машин с электроприводом —
дополнительно электромонтеры. Для строповки груза на крюк грузоподъем-
ной машины должны назначаться стропальщики после их обучения и вы-
дачи удостоверений.
На предприятии разрабатываются должностные инструкции и руководя-
щие указания по безопасной эксплуатации грузоподъемных машин для спе-
циалистов и производственные инструкции для обслуживающего персонала.
Периодический осмотр, техническое обслуживание и ремонт грузоподъем-
ных машин, а также ремонт и рихтовка крановых путей должны проводиться
50 1.1'aGoTOcin» <<"I' п. i ||><>ип'льных, дорожных и noM.i'Miioipin. iiopinux машин
в соответствии с инструкция# предприятия-изготовителя и графиком техни-
ческих обслуживании и ремонтов. Срок до капитального ремонта может быть
продлен комиссией предприятия-владельца до 25 % межремонтного цикла
с учетом результатов обследования машины в целом, оценки показателей на-
дежности металлоконструкции, систем и сборочных единиц.
Разрешение на допуск к работе грузоподъемной машины после ее реконст-
рукции или ремонта с применением сварки расчетных элементов или металло-
конструкции выдается государственным инспектором технадзора на основании
заключения независимого эксперта. В других случаях после ремонта грузо-
подъемной машины разрешение на работу выдается специалистом, ответст-
венным за содержание ее в исправном состоянии.
Сосуды, работающие под давлением свыше 0,07 МПа, должны быть перед
пуском зарегистрированы в органах Госпроматомнадзора, и за их эксплуата-
цией назначается ответственный в соответствии с «Правилами устройства
и безопасной эксплуатации сосудов, работающих под давлением».
Обслуживание подъемно-транспортных машин, паровых и водогрейных
котлов, а также сосудов, работающих под давлением, поручается лицам не
моложе 18 лет.
Перед ремонтом и очисткой котлов проводятся соответствующие меро-
приятия, учитывающие специфику имеющегося оборудования и обеспечи-
впющие безопасность работ.
Самоходные машины, передвигающиеся по дорогам со скоростью 30 км/ч
и более, подлежат регистрации в Государственной автомобильной инспекции
(ГАИ). Этим машинам присваиваются государственные номерные знаки, на
них оформляются технические паспорта. Ежегодно машины подвергаются
техническому осмотру работниками ГАИ. В России подлежат регистрации
транспортные средства, развивающие скорость 50 км/ч и более.
К эксплуатации допускаются комплектные и технически исправные ма-
шины, соответствующие требованиям ГОСТ 25645-90. Двигатель должен
легко запускаться и работать без перебоев на всех режимах. Трансмиссия ма-
шины должна соответствовать рекомендациям заводов-изготовителей. Сво-
бодный ход педали сцепления должен находиться в пределах 15...45 мм.
Коробка передач должна работать бесшумно, без самовыключения и включения
передач. При вращении карданных валов не должно быть вибрации и стуков.
Ходовая часть должна быть укомплектована шинами, предусмотренными
техническими требованиями. Гидропривод машин должен исключать подтека-
ния жидкости в соединениях трубопроводов, гидроцилиндрах, насосах и рас-
пределителях при расходе и давлении масла в соответствии с техническими
условиями.
Эксплуатация электрического оборудования СДПТМ проводится в соответ-
ствии с «Правилами технической эксплуатации электроустановок потребите-
лей» и «Правилами техники безопасности при эксплуатации электроустановок
। ютребителей ».
Для электрических двигателей, генераторов и аппаратов, установленных
па СДПТМ, в процессе эксплуатации важно через установленное время про-
1.24. Основы 1<<и стан<>влсния работоспособности CAI ITM 51
верить сопротивление изоляции и заземления. Генераторы и электродвигате-
ли должны работать на нормальных режимах без шума, стука и перегрева
подшипников. Щетки должны достаточно плотно прилегать к поверхности
контактных колец, чтобы исключить искрение. Температура обмоток и ста-
ли характеризует наличие витковых замыканий. Долговечность изоляции
уменьшается в 2 раза, если температура превышает предельную на 6...8 °C.
1.24. Основы восстановления работоспособности СДПТМ
Восстановление работоспособности СДПТМ производится на уровне органи-
зации технической эксплуатации машин, которая регламентируется нормати-
вами и правилами технических обслуживаний и ремонтов. При реализации
этих правил существенное значение приобретает научное обоснование перио-
дичности и места проведения ТО и ремонтов машин.
В соответствии с наработкой с начала эксплуатации и наработкой, планируе-
мой на рассматриваемый период, разрабатываются годовые планы и месячные
планы-графики. При составлении планов организации ТО и ремонтов прове-
ряют достаточность имеющихся технических средств, материалов и оборотных
агрегатов. С учетом вида ТО и ремонта, расстояния от участка до ремонтной
базы и мобильности машин определяется необходимое количество подвиж-
ных средств обслуживания и ремонта, а также большегрузных прицепов для
перевозки техники.
При большой трудоемкости однотипных работ целесообразно произво-
дить ТО и ремонты в стационарных профилакториях, используя высокопро-
изводительное оборудование и поточные линии. В полевых парках обслужи-
вания и на строительных объектах ТО производят с помощью передвижных
станций, а ремонты — путем замены изношенных сборочных единиц отре-
монтированными на специализированных ремонтных базах.
Оперативное выполнение графиков ТО и ремонтов зависит от структуры
предприятий. Более высокий уровень организации технической эксплуата-
ции достигается путем объединения мелких эксплуатационных предпри-
ятий в специализированные ремонтные базы, которые выполняют ремонты
несложной техники и капитальный ремонт основных сборочных единиц ма-
шин. Капитальный ремонт сложных машин и сборочных единиц выполня-
ется на специальных ремонтных заводах. Капитальный ремонт основных
машин в специализированных ремонтных мастерских баз механизации со-
стоит в замене сборочных единиц, отработавших ресурс, новыми или капи-
тально отремонтированными на ремонтных заводах.
Трудоемкость восстановления работоспособности машин в значительной
степени зависит: от своевременности и достаточности по объему проведения
ремонтов и технических обслуживаний; применения эксплуатационных ма-
териалов в соответствии с химмотологической картой машины; сохранения
герметичности систем и сборочных единиц и оптимального теплового режима;
использования саморегулирующихся механизмов; ремонтопригодности маши-
ны; исключения режимов перегрузки машин.
52 1. Рабон >< и.tn и к и. < i piimeAi.iii.ix, дорожных и полы-мпо i|i.>HHiupiiii.ix машин
Своевременность и достаточность по объему выполняемых работ при ре-
монте обеспечиваются внедрением диагностирования и компьютерных тех-
нологий в технологический процесс планирования.
Капитальный ремонт машин и сборочных единиц производится двумя ме-
тодами: обезличенным и необезличенным. Обезличенный метод наиболее
широко используется в нашей республике и базируется на принципе взаимо-
заменяемости деталей, обеспечивающем высокую производительность труда
и минимальную стоимость производства.
При необезличенном методе капремонта сохраняется принадлежность вос-
становленных деталей, сборочных единиц и агрегатов определенной машины.
Этот метод значительно усложняет организацию восстановления работоспо-
собности машины, увеличивает стоимость производства и сроки ремонтных
работ.
1.25. Планирование поддержания и восстановления
работоспособности СДПТМ
Поддержание и восстановление работоспособности СДПТМ с применением
диагностирования и индивидуального прогнозирования остаточного ресурса
по текущим значениям контролируемых параметров значительно повышает
эффективность технической эксплуатации СДПТМ. Однако эту задачу мож-
но реализовать при ведении строгого учета по каждой машине времени нахо-
ждения ее в работе и фактической наработки в моточасах, что предусмотрено
ГОСТ 25646-95, а также изменением значений показателей надежности в за-
висимости от наработки с начала эксплуатации.
Роль диагностирования при организации поддержания и восстановления
работоспособности СДПТМ меняется в зависимости от состояния норматив-
ной и технической базы, а также использования информационных техноло-
гий при планировании технической эксплуатации парка машин.
Системный подход к управлению технической эксплуатацией парка ма-
шин предусматривает четыре подсистемы (рис. 1.8).
Первая подсистема имеет место при отсутствии нормативной и техниче-
ской базы диагностирования, когда реализуются рекомендации заводов-изго-
товителей по проведению технических обслуживаний и ремонтов (текущих —
ТР и капитальных — КР) в соответствии с нормированными их режимами
(периодичности и трудоемкости).
Вторая подсистема предусматривает наличие нормативной и материальной
базы диагностирования и проведения обслуживаний и ремонтов с периодично-
стью, установленной заводом-изготовителем, а расход материалов, запасных
частей, сборочных единиц и необходимая трудоемкость для восстановления
работоспособности машины регламентируются ее техническим состоянием
по результатам диагностирования.
Третья подсистема предусматривает организацию технической экс-
плуатации на основе типовых технологических процессов, технических
.25. Планирование поддержании и восстановления работоспособности ( Л1 НМ
Рис. J.S. Структурная схема упин-лания работоспособностью СДПТМ
54 I. 1’.»богосп<и .......ipomcAMibix, дорожных и польемно p.uicnopi»bix машин
обслуживаний и проведение ремонтов агрегатным методом но результатам
диагностирования.
Четвертая подсистема основывается на проведении технических обслу-
живаний с периодичностью, установленной заводом-изготовителем и коррек-
тируемой с учетом условий эксплуатации, а ремонты проводятся по техниче-
скому состоянию машины, определяемому диагностированием, совмещенным
с обслуживанием. При этом определяется месяц постановки машины в ремонт,
потребность материалов, запасных деталей и сборочных единиц, обеспечи-
вающих восстановление ее работоспособности.
Представленная структурная схема управления работоспособностью СДПТМ
реализуется предлагаемым алгоритмом (рис. 1.9), который предусматривает
создание базы данных, меняющихся в процессе наработки машины.
В базу постоянных данных по каждой марке машин заносится: количество
дней простоев (Дп), которое определяется суммированием выходных и празд-
ничных дней; дней простоев по метеорологическим условиям; дней, затрачен-
ных на перебазирование машины в течение года; дней простоев по организа-
ционным причинам и в год проведения капитального ремонта добавляются
дни простоя машины в нем по нормативным данным; нормативные данные
по режимам ТО и ремонтов, включающие периодичность, трудоемкость про-
ведения каждого мероприятия и дни простоев машины при выполнении ра-
бот по поддержанию и восстановлению ее работоспособности; номинальные
и предельные значения контролируемых параметров и соответствующие им ’>
параметры диагностирования по каждой сборочной единице и машины в целом.
Информация базы постоянных данных разбита на два раздела: всесезонные?
машины с возможностью корректировки наработки по месяцам и сезонные;
машины, используемые по назначению только в летний или зимний период. '
В базу переменных данных заносится информация, изменяющаяся в зави-
симости от наработки с начала эксплуатации. К ней относится: фактическая
наработка за предшествующий год работы машины, которая определяется по
счетчику моточасов или по спидометру (Нф/); суммарная трудоемкость, необ-
ходимая для проведения ТО и ремонтов в рассматриваемом году (7тор1); необ-
ходимое количество дней простоев в ТО и ремонтах в рассматриваемом году
(Дрм1); значение коэффициента перехода от T4i к Нф1 и комплексный по-
казатель надежности — коэффициент технического обслуживания (Ктш) за
рассматриваемый год. Причем перечисленные расчетные данные в базе со-
храняются за каждый год эксплуатации машины, что позволит сделать ана-
лиз их изменения в зависимости от наработки с начала эксплуатации и более
точно спрогнозировать работоспособность машины в планируемом году.
В основу всех расчетов закладываются значения фактической наработки
с начала эксплуатации (Нф/) и результаты предварительных исследований по
влиянию наработки каждого типа машин на комплексный показатель надеж-
ности (Кти). Для многих машин установлены зависимости Кти от наработки,
которые имеют вид:
К.т=А-ВНф.
1.25. I lAaiiiipi>ii.iiui<- 11<1ллерж.111ия и тис ынонлепи» р.1611101 not crf>n<>< nt < Л11JM
Рис. 1.9. Алгоритм поддержания и восстановления работоспособности СДПТМ
(начало, окончание на с. 57)
1. Рабон» ши ... 11«онкольных, дорожных и полы-мно 1|>«нспортныхмашин
Рис. 1.9. Продолжение
1.25. Планирование поддержания и восстановления работоспособности СДПТМ
57
Рис. /.S. Окончание
Sil I. Работой......... >| тигельных, дорожных и польемно ( ш портных машин
Примечание. К,,1( и IIинодятся первоначально при отсутствии этих значений
и базе данных.
Кт — коэффициент сменности;
7.1ф/ — количество часов фактического рабочего времени за предшествующий рассмат-
риваемому промежуток времени;
Кп — коэффициент перехода от количества часов рабочего времени машины к наработ-
ке по показаниям счетчика в моточасах или спидометра в километрах пробега;
Нф, — фактическая наработка с начала эксплуатации i-й машины;
Др — количество дней нахождения машины в ремонте и простоев в технических обслу-
живаниях и ремонтах;
Дк — календарное количество дней в году;
Д„ — количество дней простоев в году без учета простоев в ТО и ТР;
Т,, — расчетное количество часов рабочего времени машины на планируемый год;
Нпх — плановая наработка машины на год в моточасах или километрах пробега;
Нф — фактическая наработка машины с начала эксплуатации;
Ккр, КТР, КТ0.2, Кто-1 — соответственно расчетное количество на планируемый год ре-
монтов и обслуживаний;
М — месяц проведения капитального ремонта;
Дкр> Дтр> Дто-2> Дто-1 — соответственно количество дней простоев в ремонтах и обслужи-
ваниях в планируемом году;
7кр. 7\Р, 7то-2. Зто-г — соответственно трудоемкость проведения ремонтов и обслужи-
вания в планируемом году;
ПКР, 77ТР, 77т0-2> Пюл — соответственно периодичность проведения ремонтов и обслу-
живании;
Дрм — суммарное количество дней простоев в обслуживаниях и ремонтах в планируемом
году;
Т-гор — суммарная трудоемкость проведения ремонтов и обслуживаний в планируемом
году;
Дтор — суммарное количество дней для проведения ремонтов, обслуживаний и диагно-
стики в планируемом году;
Hvi — фактическая наработка машины за предшествующий планируемому год в мото-
часах или километрах пробега;
i — средний ресурс машин, устанавливаемый заводом-изготовителем;
И( — текущее значение i-ro контролируемого параметра;
(„си — остаточный ресурс, соответствующий И,;
Идо11| — допустимое значение i-ro контролируемого параметра:
Нф,+1 — показания счетчика моточасов или спидометра пробега с начала эксплуатации
на конец планируемого года (на начало следующего года);
7д, 7 то, 7р, Дтогд — соответственно трудоемкость диагностики, обслуживания, ремон-
тов и число дней простоев (Дторд) при выполнении этих операций.
Коэффициенты А и В определены на основе статистической обработки
простоев в ТО и ремонтах за межремонтный цикл. Причем для рассмотренных
типов машин коэффициент А изменяется в пределах 0,90...0,96, а В соответст-
венно (20...32) - 10~6. С достаточной точностью (для рассматриваемых типов
машин погрешность не превышала 5 % ) можно определять по формуле:
кт„ = 0,93-СНф~”Пкр,
где t — средний ресурс машины, устанавливаемый заводом-изготовителем;
С — коэффициент, определенный с учетом предельного состояния машины
1.25. Г1л.ч ировпние поллерж.шии и носстаионлским работоспособное:!и САП IM 59
приНф=4 иКти = 0,7(при значениях Я.,и< 0,7 эксплуатация машины нецеле-
сообразна из-за снижения эффективности использования ее по назначению
и значительного роста затрат на поддержание и восстановление ее работоспо-
собности); п — количество КР, проведенных за период наработки ПКР —
периодичность проведения КР.
На первом этапе алгоритмом предусмотрено определение планируемой на-
работки с учетом значений К„ за предыдущий период и при условии превы-
шения суммы Нф + Нвл периодичности проведения капитального ремонта
(17КР) выполняется диагностирование машины при ближайшем плановом ТО-1,
которое оценивает техническое состояние машины в целом и целесообраз-
ность проведения капитального ремонта в планируемом году при вводе диаг-
ностируемого параметра Др — 1, или планируется проведение капитального
ремонта в соответствии с рекомендациями технических нормативных право-
вых актов, в том числе инструкции по эксплуатации машины, разработанной
заводом-изготовителем.
При диагностировании по каждой сборочной единице определяется оста-
точный ресурс tOCT и вырабатываются рекомендации по времени и объему вы-
полнения операций ТО и ремонта, а также планируется потребность обменного
фонда для обеспечения агрегатного метода ремонта.
Диагностирование машины можно также запланировать при любой нара-
ботке при вводе диагностического параметра Д = 1. В этом случае трудоем-
кость выполняемых работ определяется с учетом обязательных операций ТО
и ремонта по потребности в зависимости от технического состояния и пер-
спектив безотказной работы машины на объекте. Основой прогнозирования
ее работоспособности являются: значения tOCT по всем сборочным единицам
и системам, а также база данных (пополняемая после каждого воздействия)
по техническому состоянию; динамика изменения контролируемых пара-
метров в зависимости от наработки; точность планируемой наработки (по-
грешность расчетов по предлагаемой методике не превышает 10 %, т.е для
исключения отказов машины на объекте остаточный ресурс должен превы-
шать периодичность ТО-1, которая равна 100 моточасов работы плюс ожидае-
мая ошибка б, равная 10 моточасов) и качество выполняемых работ по ТО
и ремонту.
При плановом проведении ТО и ремонтов в объеме, предусмотренном нор-
мативной документацией, простои и трудоемкость их выполнения рассчиты-
вают без учета их диагностирования, при этом параметр Д - 1 не вводится.
В этом случае трудоемкость и дни простоя в ТО и ремонтах с учетом диагно-
стирования определяются только при + Нпл > 17КР, когда вводится допол-
нительный параметр ДР = 1.
Реализация предлагаемой методики управления технической эксплуата-
цией машины позволяет снизить погрешность как минимум в 2 раза и повы-
сить точность планирования и качество ТО и ремонтов в зависимости от
наличия средств диагностирования.
(>> I I'.ifinroiu. < 1|>ои(ельных, дорожных и пом- . чииспортных Мишин
Контрольные вопросы и задания
1. Какие задачи решаются в разделе технической эксплуатации СДПТМ?
2. Дайте понятие работоспособности машин. Какие показатели характеризуют ра-
ботоспособность перемонтируемых объектов? То же ремонтируемых объектов?
3. Какие характерные виды потери работоспособности рабочего оборудования, сбо-
рочных единиц, систем СДПТМ чаще всего встречаются?
4. Чем обоснованы предельные значения параметров, характеризующих потерю
работоспособности?
5. Назовите виды изнашивания и количественные оценки износа.
6. Охарактеризуйте виды трения по характеру движения, наличию смазочного ма-
териала, влияния трения на изнашивание.
7. Каков физический смысл механического, коррозионно-механического изнаши-
вания и изнашивания при действии электрического тока?
8. Перечислите факторы устойчивого жидкостного трения.
9. Как влияет на износ внешняя среда, механические воздействия и поверхностные
свойства слоев трущихся деталей?
10. Назовите три метода оценки надежности СДПТМ.
11. Каким требованиям должна удовлетворять информация при статистической
оценке надежности объекта?
12. Какие законы распределения случайных величин наиболее часто встречаются
при оценке надежности СДПТМ?
13. В какой последовательности производится статистическая оценка закона распре-
деления отказов СДПТМ?
14. От каких факторов зависит количество наблюдаемых объектов?
15. Как влияет на безотказность работы машины количество сборочных единиц и де
талей, а также характер их соединения?
16. Как обеспечивается надежность при проектировании, изготовлении и эксплуата-
ции машин?
17. Какие четыре периода при эксплуатации машины можно выделить?
18. Когда целесообразно прекратить эксплуатацию машины?
19. Как устанавливается коэффициент- запаса прочности и выбор класса надежности?
20. Какие нагрузки действуют на машину?
21. Как влияют постоянные и переменные нагрузки на работоспособность машин?
22. Как производится оценка степени загруженности машин?
23. Выберите методы определения эквивалентных нагрузок в зависимости от дейст-
вующих нагрузок и материала детали.
24. Назовите особенности определения эквивалентного напряжения при действии
переменных нагрузок.
25. Перечислите основные факторы, влияющие на прочность деталей машин.
26. Какие виды отказов по критерию прочности вы знаете?
27. Какие конструктивные мероприятия могут снизить степень нагруженности деталей
машин и элементов конструкций?
Контрольные вопросы и зал.пи»1 <>1
28. Как влияют на прочность деталей местные напряжения?
29. Приведите обоснование конструктивных способов упрочнения деталей машин.
80. На чем основываются традиционные методы расчета на прочность?
81. Перечислите новые направления оценки работоспособности машин.
32. Как обеспечивается работоспособность и безопасность машины при ее эксплуата-
ции в различных климатических условиях?
33. Какие факторы сохранения и повышения работоспособности машин вы можете
привести?
34. Какие требования контролирующих структур по сохранению работоспособности
СДПТМ предъявляются при организации их эксплуатации?
35. Что закладывается в основу восстановления работоспособности СДПТМ?
36. Какие особенности сохранения и восстановления работоспособности характерны
для ПТМ?
37. Какие четыре направления применяются для поддержания и восстановления ра-
ботоспособности СДПТМ?
38. Какова роль диагностирования при организации поддержания и восстановления
работоспособности СДПТМ?
expert?2 для http://iTitracker.org
Диагностирование строительных,
дорожных, подъемно-транспортных машин
и оборудования
2.1. Основные понятия
Эффективность использования СДПТМ зависит от уровня технической
эксплуатации. В основу организации технических обслуживании и ремонтов
закладываются рекомендации заводов-изготовителей по проведению профи-
лактических воздействий через определенную наработку. Предусмотрена
корректировка периодичности и трудоемкости этих воздействий с учетом
природно-климатических особенностей регионов, квалификации обслужи-
вающего персонала, конструктивного совершенства эксплуатируемой тех-
ники, мощности стационарной базы и мобильных средств по организации
технической эксплуатации, интенсивности загрузки машин, наработки с на-
чала эксплуатации или после капитального ремонта.
Однако приближение режимов ТО и ремонтов к реальным условиям экс-
плуатации посредством их корректировки носит вероятностный характер
и не отражает техническое состояние конкретной машины. Индивидуальная
оценка работоспособности каждой машины позволит сократить трудовые
и материальные ресурсы в процессе ее эксплуатации. В настоящее время
достижения в электронной промышленности и. современные информацион-
ные технологии смогут обеспечить необходимый контроль работоспособности
любого объекта через широкое внедрение в технологический процесс ТО и ре-
монта диагностирования его технического состояния.
Диагностирование — процесс определения технического состояния и пер-
спектив дальнейшей эксплуатации машины и ее сборочных единиц без их раз-
борки. Техническое состояние машины и ее сборочных единиц оценивается
параметрами по признакам, характеризующим эти параметры. Если пара-
метр — качественная мера, характеризующая свойство системы и ее состоя-
ние, то признак — внешнее проявление его. Признак может показывать
изменение параметра через химические, электрические, магнитные, звуко-
вые и другие сигналы.
В соответствии с ГОСТ 20911—89 диагностический параметр — параметр
объекта, используемый при его диагностировании. Для каждого объекта можно
указать множество параметров, характеризующих его техническое состояние.
Их выбирают в зависимости от метода диагностирования, уровня информатив-
ности и точности, трудоемкости поддержания и восстановления работоспо-
собности объекта, различных организационно-экономических факторов.
К параметрам диагностирования предъявляются следующие требования:
однозначность, информативность, технологичность, стабильность. Однознач-
2.1. Основные понятия
63
ность предусматривает наличие одного значения параметра выходного про-
цесса. Информативность параметра характеризует объем информации о тех-
ническом состоянии диагностируемого объекта. Технологичность параметра
оценивается удобством, трудоемкостью и себестоимостью диагностирования.
Стабильность характеризует степень рассеивания значений параметра при
постоянных условиях измерения.
Параметры диагностирования подразделяются на структурные, или пря-
мые (эффективная мощность, размеры деталей, зазоры в сопряжениях, натяги,
несоосность и т.д.), и косвенные, или функциональные (суммарные зазоры,
расход топлива, продолжительность цикла, давление жидкости в гидроси-
стеме и в главной магистрали двигателя, производительность насосов, мощ-
ность механических потерь и т.д.).
Диагностические параметры косвенно характеризуют работоспособность
контролируемого объекта, как правило, они количественно связаны со струк-
турными определенной зависимостью. Например, зазоры в сопряжениях ци-
линдропоршневой группы (структурные параметры) влияют на количество
газов, прорывающихся в картер; расход моторного масла — на угар (диагно-
стические параметры).
Основные задачи диагностирования машины — проверка работоспособно-
сти сборочных единиц и машины в целом, определение потребности выполне-
ния контрольно-регулировочных и ремонтных операций при техническом
обслуживании, поиск дефектов и контроль качества ремонта, сбор и обработ-
ка информации для прогнозирования остаточного ресурса.
Диагностирование машины может проводиться одновременно с выполнени-
ем ТО — совмещенное диагностирование. В этом случае передвижные мастер-
ские и специализированные посты ТО оснащаются средствами диагностики.
Специализированное диагностирование проводится на специализированных
участках баз механизации или с помощью передвижных диагностических
установок.
По объему и характеру информации о работоспособности машины диаг-
ностика может быть общей (Д-1) и углубленной (Д-2). При Д-1 проверяется
работоспособность машины, устанавливается необходимость проведения ре-
гулировочных и ремонтных работ. При Д-2 проводится углубленный анализ
технического состояния сборочных единиц и систем с выявлением дефектов,
устанавливается объем регулировочных работ, определяется остаточный ре-
сурс и качество ТО и ремонта.
При техническом диагностировании предварительно выполняются об-
щеподготовительные работы, включающие очистку машины, ознакомление
с информацией машиниста о техническом состоянии ее, визуальный осмотр
состояния наружных креплений и герметизации соединений составных час-
тей. Первичная проверка позволяет выявлять очевидные дефекты сборочных
единиц и определять необходимость их ТО или ремонта перед диагностирова-
нием.
После предварительной оценки технического состояния и устранения
явных дефектов определяют диагностический параметр или комплекс пара-
64 2. Диагностирование < гроитольных, дорожных, подьемно-транспортн иич и оборудования
метров, характеризующих техническое состояние машины, ее системы и (или)
сборочных единиц.
Численное значение параметра является его количественной мерой, оно
может быть номинальным, допустимым и предельным. Номинальное значение
параметра (Ивоы) характерно для новых или капитально отремонтирован-
ных машин и сборочных единиц и обеспечивает их рациональную эксплуата-
цию. Значение параметра, обеспечивающее безотказную работу сборочных
единиц до очередного диагностирования, называется допустимым (Идоп).
Предельное значение параметра (Ипр) характеризует экономическую неце-
лесообразность или опасность дальнейшей эксплуатации машины.
Безотказная работа машины на участке и снижение трудоемкости ТО
и плановых ремонтов зависят от точности определения изменений контроли-
руемых параметров при диагностировании сборочных единиц и систем. Сниже-
ние трудоемкости обслуживания и ремонтов машины произойдет, если процесс
диагностирования рассматривать как систему последовательно-параллельных
технологических операций (рис. 2.1).
*ост^^ТО + ^
Рис. 2.1. Схема диагностирования объекта
Здесь рассматриваются операции, выполняемые для всех сборочных едш
ниц (общеподготовительные работы, выбор диагностического параметра,
анализ контролируемого параметра, прогнозирование остаточного ресурса).
Для сборочных единиц с текущими значениями параметра, превышающими
допустимые, дополнительно проводятся контрольно-регулировочные и (или)
ремонтные операции. В момент контроля технического состояния машины
или сборочной единицы определяется фактическое значение параметра
и сравнивается с допустимым значением Пдоп (tROII = t„ - Пт - 5). Если И, < Идоп,
то для машины в целом или для сборочной единицы прогнозируется остаточ-
ный ресурс to,.T. Предельное значение параметра диагностируемого объекта
Выбор параметров AiiaiiiociHpoiiaiiua. Постановка диагноза 65
не достигается в процессе эксплуатации при значениях (<)СТ, превышающих
наработку до очередного контролируемого мероприятия, включая и значение
абсолютной ошибки прогнозирования 5.
Как правило, наработка до очередного контрольного мероприятия равна
периодичности первого технического обслуживания (77ТО). Машина должна по-
ступать в эксплуатацию при tOCT > + 8. Если остаточный ресурс < П^о+8,
то планируются контрольно-регулировочные и (или) ремонтные работы, по-
сле проведения которых машина поступает на пост текущего ремонта.
2.2. Выбор параметров диагностирования. Постановка диагноза
При определении технического состояния объекта выбор параметров диаг-
ностирования является важнейшей задачей. Здесь следует учитывать различ-
ные взаимосвязи между структурными и функциональными параметрами,
используемыми для целей диагностирования. При решении задачи выбора
параметров диагностирования в сложных ситуациях определяют возможный
набор параметров. С этой целью строят структурно-следственные схемы сбо-
рочной единицы или системы, представляющие собой граф-модель, увязываю-
щую в единое целое основные элементы диагностируемого объекта, характе-
ризующие их структурные параметры, перечень характерных неисправностей
и параметры диагностирования.
Пример структурно-следственной схемы газораспределительного меха-
низма (ГРМ) двигателя приведен на рис. 2.2.
По составленной схеме устанавливают первоначальный перечень диагно-
стических параметров. На основе анализа с учетом выполнения требований
однозначности, стабильности, чувствительности, информативности и техно-
логичности осуществляют отбор наиболее эффективных диагностических
параметров. На заключительном этапе оценивают параметры по затратам
на диагностирование, предпочтение отдается разработке процессов диагно-
стирования с минимальными удельными приведенными затратами.
Важнейшим этапом процесса диагностирования является постановка ди-
агноза. Общая оценка работоспособности диагностируемого объекта в целом
производится по выходным параметрам, на основании которых ставится об-
щий диагноз «работоспособен» или «не работоспособен» («да», «нет»). При
втором варианте для определения потребности в ремонтно-регулировочных
операциях и локализации конкретной неисправности требуется более глубо-
кий диагноз. Оценка работоспособности объекта одним диагностическим па-
раметром сводится к сравнению номинальных, текущих и предельных его
значений.
Постановка диагноза при оценке работоспособности по нескольким диагно-
стическим параметрам проводится на основе установленных связей между
неисправностями и используемыми диагностическими параметрами. Для реа-
лизации этой задачи на практике широко используются диагностические мат-
рицы. Такая матрица представляет собой логическую модель, описывающую
Рис. 2.2. Структурно-следственная схема газораспределительного механизма как объекта диагностирования
.\i I.H । юстирование строитель! и > орожных, подъемно-транспорт in .к машин и оборудования
2.3. Методы диагностирования машин
67
связи возможных неисправностей с диагностическими параметрами. Едини-
ца в месте пересечения строки и столбца означает возможность наличия неис-
правности, а ноль — ее отсутствие. С помощью диагностической матрицы
(табл. 2.1) решается задача локализации одной из четырех неисправностей
ДВС с помощью шести диагностических параметров. Так, на мощность ДВС
влияет герметичность цилиндра, зазор в сопряжении «клапан — гнездо»
в открытом состоянии, который зависит от износа кулачка распредвала, опре-
деляемого по ходу коромысла.
Таблица 2.1
Диагностическая матрица локализации неисправностей ГРМ двигателя
Диагностические параметры Возможные неисправности
Увеличенные зазоры сопряжения «поршень — кольца — гильза» Нарушение герметичности сопряжения «клапан — гнездо» Износ кулачка распред- вала Снижение упругости пружин
1 Мощность двигателя 1 1 1 1
2 Давление сжатия в цилиндре 1 1 0 1
3 Количество газов, прорываю- щихся через сопряжение «кла- пан — гнездо» 0 1 0 0
4 Количество газов, прорываю- щихся в картер двигателя 1 0 0 0
5 Ход коромысла (высота ку- лачка) 0 0 1 0
6 Усилие сжатия пружины 0 0 0 1
На снижение герметичности цилиндра влияют зазоры в сопряжениях
«поршень — кольца — гильза» и «клапан — гнездо», а также упругость клапан-
ных пружин. Локализацию этих неисправностей можно провести с помощью
параметров 3, 4 и 6.
Диагностические матрицы позволяют автоматизировать процесс диагно-
стирования, сократить его трудоемкость и увеличить достоверность поста-
новки диагноза.
2.3. Методы диагностирования машин
В целом методы диагностирования машин можно разделить на субъектив-
ные и объективные.
Субъективные методы позволяют оценивать техническое состояние кон-
тролируемого объекта: визуальным осмотром (выявляют места подтекания
топлива, масла и технических жидкостей, определяют их качество по пятну
на фильтровальной бумаге; устанавливают наличие трещин на металлокон-
струкции, деформацию шин и остаточную деформацию металлоконструкции,
' ип n
заметную на глаз усадку штока силового цилиндра при нейтральной позиции
рукоятки золотника распределителя, вспенивание жидкости, цвет выхлоп-
ных газов и т.д.); вслушиванием (характер шумов, стуков и вибрации); по
степени нагрева механизмов и трубопроводов ( «на ощупь»); по характерному
запаху.
Достоинство субъективных методов — низкая трудоемкость и практиче-
ское отсутствие средств измерения. Однако результаты диагностирования
этими методами дают только качественную оценку технического состояния
объекта и зависят от опыта и квалификации диагноста.
Объективные методы контроля работоспособности объекта основаны на
использовании измерительных приборов, стендов и другого оборудования,
позволяющих количественно определять параметры технического состояния,
которые изменяются в процессе эксплуатации машины. В процессе диагно-
стирования СДПТМ иснользуются средства самых различных принципов
и назначения, что приводит к большому разнообразию применяемых мето-
дов. Наибольшее предпочтение отдается методам, определяющим непосред-
ственно структурные параметры.
В настоящее время известен ряд объективных методов и средств диагности-
рования работоспособности машины в целом, ее систем и сборочных единиц:
статопараметрический, амплитудно-фазовых характеристик, временной, сило-
вой, переходных характеристик, виброакустический, тепловой, анализа состоя-
ния жидкостей, радиационный, электрический, нефелометрический и др.
Статопараметрический метод широко используется в Беларуси и за ру-
бежом и основан на измерении давления и подачи или расхода рабочей жид-
кости и позволяет оценивать объемный коэффициент полезного действия.
С его помощью можно определить величину структурного параметра и эко-
номическую целесообразность дальнейшей эксплуатации диагностируемого
объекта. Однако для подключения датчиков к сборочным единицам необхо-
димо разъединять трубопроводы и рукава. ;
Метод амплитудно-фазовых характеристик реализуется с испольэй
ванием встроенных или накладных датчиков и базируется на анализе волн '
вых процессов изменения давления в напорной магистрали при нагружен й
рабочего органа и соответственно в сливной при дросселировании рабоче)
жидкости. Метод широко используется для общей оценки работоспособности
объекта с высокой степенью жесткости в нагнетательной магистрали и лока-
лизации неисправности.
Временной метод основывается на измерении параметров движения
объекта или его рабочего органа в условиях нормированных режимов нагру-
жения. Широко используется при оценке работоспособности гидропривода
в целом. Так, время подъема ковша погрузчика от минимального до макси-
мального значения при номинальной частоте вращения коленчатого вала
ДВС характеризует работоспособность гидравлической системы привода
рабочего оборудования, а продолжительность перемещения управляемых
колес из одного крайнего положения в другое — соответственно гидропривода
рулевого управления. К достоинствам метода относится возможность исполь-
зования простых средств измерения, не требующих установки датчиков, но
трудно обеспечить необходимую точность из-за сложности повторения необ-
ходимого режима.
Силовой метод основан на определении диагностических параметров че-
рез усилия на рабочем органе, движителе или крюке. К достоинствам данного
метода относится оценка работоспособности объекта в целом на режимах,
приближенных к реальным, но для его реализации требуются специальные
нагрузочные стенды.
Метод переходных характеристик базируется на анализе явлений,
протекающих при неустановившихся режимах работы. Этот метод широко
используется для проверки герметичности пневмо- и гидросистем. Создается
необходимое давление, и при отключении подачи воздуха или рабочей жид-
кости по времени падения давления в диагностируемой части системы оцени-
вают работоспособность соответствующих элементов.
Перспективен этот метод при оценке технического состояния гидроприво-
да на основании характера волновых процессов, протекающих в системе при
перекрытии потока рабочей жидкости. Метод обладает высокой информа-
тивностью и может быть реализован с помощью накладных и встроенных
датчиков. Однако расшифровка волновых диаграмм — весьма сложная зада-
ча и требует дорогого оборудования.
Виброакустический метод основан на анализе параметров вибраций
и акустических шумов. Работа любой сборочной единицы сопровождается
виброударными процессами и (или) акустическими шумами. Например, в со-
пряжениях плунжерных пар топливных насосов высокого давления, клапанов
форсунок, газораспределительного механизма и гидропривода, подшипников
кривошипно-шатунного механизма в процессе эксплуатации нарушаются
запроектированные кинематические связи между деталями, вследствие чего
характер вибрации и шума изменяется. Это свойство используется при диаг-
ностировании объекта.
Сигналы, исходящие от работающих механизмов, носят импульсный ха-
рактер, а их амплитуда достаточно точно характеризует состояние кинема-
тической пары. При виброакустическом методе контроля большое значение
имеет правильный выбор первичных преобразователей. Пьезоэлектрические
датчики с учетом применения компьютерных технологий дают хорошие ре-
зультаты. Этот метод перспективен, обладает высокой информативностью.
Однако отделение полезных сигналов от помех, создаваемых различными со-
пряжениями контролируемой системы, затруднено.
Тепловой метод основан на оценке распределения температуры на поверх-
ностях сборочных единиц, а также разности температур рабочей жидкости
на входе и выходе. Характерные точки выбираются исходя из конструктивных
особенностей элементов и расположения в них областей генерации теплоты.
Метод универсальный и может быть реализован при помощи накладных, встро-
енных и дистанционных датчиков. Однако измерение разности температур
поверхности элемента с приемлемой для практики точностью, трудоемко-
стью и продолжительностью возможно только при использовании специальных
высокочувствительных датчиков с линейной и стабильной характеристикой.
Кроме того, для сокращения продолжительности и повышения точности изме-
рения они должны иметь как можно меньшую площадь и массу, что позволяет
не искажать тепловое поле поверхности.
Метод анализа состояния ТСМ и рабочей жидкости основан на определе-
нии их свойств и состава вредных примесей. В связи с низкой трудоемкостью,
высокой информативностью и возможностью вести обработку взятых проб
в лабораторных условиях метод перспективен, но имеются определенные
трудности в выявлении неисправных элементов. При работе любой сбороч-
ной единицы происходит изнашивание поверхностей сопрягаемых деталей.
Интенсивность изнашивания оценивается количеством частиц металла в жид-
кости. Зная химический состав трущихся деталей, можно проследить за ди-
намикой потери их работоспособности.
Радиационный метод основан на ослаблении интенсивности излучения,
проходящего через объект диагностирования. Этот метод предполагает на-
личие источника ионизирующего излучения и детектора, регистрирующего
диагностируемую информацию. Он позволяет получать достоверную инфор-
мацию об изнашивании отдельных деталей или о наличии в них дефектов,
однако требует значительных материальных средств и специализирован-
ного оборудования.
Электрический метод заключается в непосредственных замерах элек-
трических параметров (мощности, силы тока, напряжения, сопротивления
и др.). Этот метод широко используется при оценке работоспособности элек-
трических приводов и металлоконструкции СДПТМ. Имеет много разно-
видностей в зависимости от характера взаимодействия физических полей,
первичного информационного параметра и способов его получения.
Нефелометрический метод сравнивает интенсивность двух световых
потоков, рассеянных эталонной жидкостью, не содержащей загрязнений,
и жидкостью того же типа, взятой из емкости работающего объекта. Интен-
сивность рассеянного света пропорциональна концентрации частиц в жидко-
сти и зависит от их оптических свойств, углов падения и рассеивания света.
Создаются также приборы, позволяющие осуществлять анализ рабочих жид-
костей непосредственно в потоке. Действие этих приборов основано на опре-
делении с помощью фотоэлектрического датчика числа и размеров частиц,
проходящих вместе с жидкостью через калиброванную щель, которая имеет
по бокам прозрачные окна. При проходе каждой частицы загрязнений проис-
ходит частичное затемнение фотодиода, в результате на выходе схемы обра-
зуется импульс, амплитуда которого соответствует размеру частицы.
Приведенные методы можно объединить в группы по применяемым пара-
метрам, первичным преобразователям, способам нагружения объектов диаг-
ностирования и т.д.
* । |ригниэировяние остаточного ресурса uai им 71
2.4. Прогнозирование остаточного ресурса СДПТМ
Остаточный ресурс машины или сборочной единицы определяют на осно-
ве изменения диагностического параметра И1г предельного значения пара-
метра Ивр и характера изменения параметра состояния И, в зависимости от
наработки. Для решения практических задач изменения параметра с доста-
точной точностью можно выразить формулой
Hi = Ииом+ Kctf,
где ИВО1Л — номинальное значение параметра после этапа приработки; Кс —
коэффициент, характеризующий скорость изменения параметра и завися-
щий от условий эксплуатации и режимов работы; t, — наработка машины
в момент измерения параметров; а — показатель степени, характеризующий
интенсивность изменения параметра во всем диапазоне наработки и завися-
щий от материала и конструкции изделий, условий эксплуатации и режимов
работы.
Для определения остаточного ресурса достаточно знать приращение изме-
нения параметра относительно его начального значения (рис. 2.3):
дя = Kct;a,
где t- =tt -tBa4. В практических расчетах величиной 4вач можно пренебречь
и принять^' =4,.
Рис. 2.3. Схема определения остаточного ресурса
Остаточный ресурс равен разности между наработкой tBp, соответствую-
щей предельному значению параметра Ивр, и наработкой t- при диагностиро-
вании машин, т.е. tOCT = tnp -if.
Выразив через ЛИ,,,, и t\ через ДИ(, получим
АИпр
Кс
АИпрУ/а
К
Д^пр>
(аи'!°
ПР 1
|(ди*'<х
(2.1)
При неизвестной наработке с начала эксплуатации до момента диагности-
рования остаточный ресурс можно определить по двум замерам параметра
через интервал наработки Д1:
t * ГдиЛ1/а (аи^'* ди?/<х-ди?£
At = t;~ t;_l -----— = 1 =-7 l— .
I кс J v kv J кУа
откуда
к1/а_ДИ}'а-АИ№
* C At
Учитывая, что
ЛИ//** _ AtAtt}/a
1 Klc/a АИ}/а-АИ$’
и подставляя значение AtL в формулу (2.1), получаем
АЦАИ^-АИ^
ост АИУа-АИ# '
Пример 2.1. Определить остаточны й ресурс кривошипно-шатунного механизма
двигателя СДМ-62, если при наработке 3000 моточасов зазор в шатунном подшипнике
составил 0,45 мм при номинальном значении этого зазора 0,12 мм и предельном 0,5 мм.
Решение. Для кривошипно-шатунного механизма а. - 1,4. Найдем изменения
зазора к моменту измерения и его предельное значение:
AHt= (0,45 - 0,12) мм = 0,33 мм,
ДИпр = (0,5 - 0,12) мм=0,38 мм,
Го 38^1,4 А
*ост =30001——ггг_1 моточасов =330 моточасов.
сст tn.4aVi.4
Пример 2.2. Определить ресурс цилиндропоршневой группы двигателей ЯМЗ-238
НБ, если в интервале наработки 200 моточасов угар масла составлял соответственно
0,35 и 0,40 кг/ч при нормальном расходе 0,25 кг/ч и предельном 0,75 кг/ч.
Решение. Найдем изменение параметров при первом и повторном изменениях
расхода масла:
ДИ,-! = (0,35 - 0,25) кг/ч = 0,1 кг/ч,
AJJi = (0,40 - 0,25) кг/ч = 0,15 кг/ч.
Предельное приращение расхода масла на угар
ДЯпр = (0,75 - 0,25) кг/ч = 0,5 кг/ч.
Находим
200(0,501/2 -0.151/2) 200(0,707 -0,387)
tOCT =•—---rs----—гм— моточасов =->------------------ моточасов =
от О,151/2-О,1О1/2 0,387-0,316
200 0,32
0,071
моточасов =900моточасов.
2.4. Прогноадр<>».ч|ие остаточного ресурса СДПТМ
Гл
Достоверность прогнозирования остаточного ресурса, как правило, опре-
деляется точностью показателя степени а (табл. 2.2).
Таблица 2.2
Показатель степени а для различных параметров состояния систем,
сборочных единиц и сопряжений
Параметр технического состояния а
Расход газов, прорывающихся в каптер'
до замены колец 1,3
после замены 1,5
Угар масла 2,0
Мощность двигателя 0,8
Зазоры в кривошипно-шатунном механизме 1,2.. .1,6 (1,4)
Давление топлива до фильтра в системе питания двигателя 0,5
Производительность секции топливного насоса 0,5
Зазор между к, гапаном и коромыслом механизма ллораспределения 1,1
Износ плунжерных пар топливного насоса 1,1
Износ кулачкового вала по высоте 1,1
Рациональный зазор подшипников качения и скольжения 1,5
Износ посадочных мест корпусных деталей 1,0
Износ зубьев шестерен по толщине 1,5
Износ шлицев валов 1,0
Износ валиков, пальцев и осей 1,4
Износ накладок тормозов и дисков сцепления 1,0
Коэффициент подачи шестеренных насосов 1,6
Объемный КПД распределителя 1,4
Объемный КПД гидроцилиндров 1,3
Значения контролируемых параметров могут различаться в 4 раза у от-
дельных объектов диагностирования и практически в 3 раза отличаются от
среднего значения. Так, по данным исследований А.М. Харазова, коэффици-
ент подачи десяти насосов при наработке 5,5 тыс. моточасов изменялся от 0,2
до 0,8 при среднем значении 0,57. Результаты изменения коэффициента пода-
чи этих насосов отражены на рис. 2.4 (кривые 1—10). Предельного состояния
(Kq = 0,75) девятый и десятый подконтрольные насосы достигают при нара-
ботке 2,5 тыс. моточасов, а второй и третий — при наработке 6 тыс. моточасов.
Среднестатистическому значению коэффициента подачи для предельного со-
стояния соответствует наработка 4,2 тыс. моточасов. Значения показателя а
74 2. Диагнсх гиропинис строительных, дорожных, подъемно- tp.uicriopiiii.ix машин и оборудования
для рассматриваемых насосов изменяются на порядок. Прогнозирование ос-
таточного ресурса с учетом среднестатистического значения аср приводит к
значительным погрешностям. Так, анализ данных А.М. Харазова по измене-
нию коэффициента подачи показывает, что ошибка прогнозирования оста-
точного ресурса по аср составляет 50 %. Этих ошибок можно избежать при
определении значении а по каждому диагностируемому объекту при очеред-
ных контрольных мероприятиях.
Рис. 2.4. Зависимость коэффициента подачи от наработки
В реальных условиях эксплуатации значение а можно определять по двуч
замерам диагностического параметра, решая систему уравнений
ЛИМ=КСГМ,
где i -1,..., m; т — порядковый номер диагностики при tOCT - 0. После преоб-
разований получаем
а = (2.2)
ln(W.)
С увеличением т точность а повышается. Для прогнозирования ресурса
определяется средневзвешенное значение коэффициента
т
“св - ’
i=i
где Att — интервал наработки между двумя замерами контролируемого пара-
метра.
2.4. Прогнозиро11.1пие ociaio'iHuio ресурса СДПТМ 75
Пример 2.3. Провести анализ работоспособности и определить остаточный ресурс
двух насосов по изменению коэффициента подачи в зависимости от наработки в соот-
ветствии с данными, приведенными в табл. 2.3.
Таблица 2.3
Изменение коэффициента подачи насоса в зависимости от наработки
t 103 мото- часов 0 0,5 1.0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5
KQi 0,97 0,94 0,93 0,86 0,80 0,74 0,65 0,60 0,50 0,41 0,32 0,20
0,98 0,98 0,98 0,97 0,96 0,95 0,95 0,94 0,93 0,92 0,90 0,80
0,97 0,96 0,95 0,93 0,90 0,87 0,84 0,81 0,76 0,71 0,65 0,57
Решение. Определяем приращение контролируемого параметра по абсолютной
Величине относительно номинального значения Kqxqk . Для первого насоса -Kq,o„ =0,97,
для второго — 0,98. Причем изменение параметра первого насоса происходит с начала
его эксплуатации, а второго — только после наработки 1000 моточасов.
Приращение параметра определяем по выражению ДИ, =| — Иком |=| Kq. — Kq^ |.
При t,=0,5 моточаса для первого насоса =0,94 - 0,97=-0,03. Аналогично опреде-
ляем приращение ЛИ1+1 двух насосов, а также ЛИср.
Текущие значения а находим по формуле (2.2). Так, при наработке 1000 и 1500 мо-
точасов для первого насоса
1п(1,0/0,5)
_ 1п(0,11/0,04) _
1п(1,5/1,0)
0,42+2,5 ,
О'™ =----------=1,46.
“ 2
С учетом текущего значения Kq-, и предельного значения коэффициента Kq^^ 0,75
по формуле (2.1) находим остаточный ресурс первого насоса при наработке 1500 мото-
часов, предварительно определив предельное приращение:
1©ст
=1500
ДЯпр= 0,97-0,75 = 0,22,
0,22г/1’46
JD,11T/1’46
моточасов =915 моточасов.
Анализ полученных результатов с учетом текущих значений а показы-
вает: высокую сходимость экспериментальных данных с расчетными (ошибка
не превышает 5 % ); высокую чувствительность этого показателя к интенсив-
ности изменения контролируемого параметра, что способствует выявлению
факторов повышения скорости изнашивания; нецелесообразность прогнози-
рования работоспособности отдельного объекта по текущим значениям кон-
тролируемых параметров.
При использовании компьютерных технологий на участке диагностиро-
вания СДПТМ прогнозирование остаточного ресурса можно проводить по
всем сборочным единицам и машине в целом по предлагаемому алгоритму
(рис. 2.5).
7<> 2. Диагностирование строительных, дорожных, подьемно-транспорни । машин и оборудования
Рис. 2.5. Алгоритм расчета остаточного ресурса на ЭВМ
Алгоритм программы предусматривает три уровня функционирования.
Каждый уровень задается вводом ключевого параметра. Самый низкий уро-
вень использует банк данных (БД), сформированный ранее на более высоком
уровне работы программы. При этом на ввод поступает и обрабатывается
только текущая информация по диагностике данной системы и ее подсисте-
мы (дата, наработка, параметр диагностики), а затем на печать выдается либо
только расчетная текущая информация и информация, накопленная по дан
ной подсистеме, либо текущая информация и все содержимое БД.
2.S. Структурная схема диагностирований
77
На среднем уровне имеется возможность включить в БД новую страницу
для новой подсистемы некоторой системы. В этом случае на ввод должны посту-
пать, помимо текущей информации, еще информация о предельном значе-
нии нового параметра диагностирования, его номинальное значение, данные
по ТО для начала обработки и хранения информации о новой подсистеме. На
выходе при этом получают только расчетную информацию без учета предыс-
тории работы вновь вводимой на контроль системы, а также информацию
о формировании новой страницы в БД для новой подсистемы. На этом уровне
необходимо проконтролировать программу, чтобы открытие новой страницы
в БД не испортило уже имеющуюся информацию о других системах.
На высшем уровне производится формирование БД.
Если в процессе эксплуатации машины уже накоплен информационный
материал по некоторой подсистеме (имеется предыстория работы), то эта ин-
формация обрабатывается методом наименьших квадратов и производится
корректировка зависимости а.
На всех уровнях работы программы вторым на вводе является параметр
NP сервиса, предоставленного программой. ЕслиЫР=1, программа проводит
только текущую диагностику и выдает на печать вводимую информацию
и результаты расчета (остаточный ресурс, значение показателя а и сигнал
о допуске подсистемы к дальнейшей эксплуатации). Если NP = 2, то, помимо
указанной информации, программа распечатывает всю имеющуюся в БД
информацию по данной подсистеме. Если NP=3, то программа, помимо теку-
щей информации, распечатывает еще и все содержимое БД на данный момент.
Предлагаемая методика определения остаточного ресурса сборочных еди-
ниц и машины в целом может быть применена во всех организациях, экс-
плуатирующих СДПТМ.
2.5. Структурная схема диагностирования
Диагностирование машины в целом, ее систем и сборочных единиц долж-
но проводиться в определенной последовательности. Условно процесс диаг-
ностирования можно разделить на пять уровней (рис. 2.6).
Первый уровень включает общее диагностирование машины по выходным
параметрам, оценивающим техническое состояние двигателя, трансмиссии,
движителя, рабочего оборудования и систем (например, расход топлива, про-
изводительность и тяговая мощность). На втором уровне диагностируются
двигатель, электрооборудование, трансмиссия, движитель, рабочее оборудо-
вание и системы машины. В третий уровень диагностирования включены
сборочные единицы, приборы и системы двигателя, трансмиссии, движителя,
рабочего оборудования. Четвертый уровень включает диагностирование под-
вижных сопряжений. На последнем (пятом) уровне рассматриваются отдель-
ные детали.
Предлагаемая последовательность позволяет уменьшать трудоемкость
выявления неисправностей и прогнозирования работоспособности машины,
Рис. 2.6. Структурная схема диагностирования
'pvmrnam, пидиемно-траИСПОрТНЫХ MOUIHii и оборудования
; 2.6. Диагностирование muiih »iu > налом 79
т.е. при общем диагностировании ее измеряются параметры, характеризую-
щие техническое состояние отдельных систем и сборочных единиц. Напри-
мер, такой параметр, как тяговая мощность, оценивает и мощность двигателя,
и потери в трансмиссии, и состояние движителя. Если параметры оценки
технического состояния машины в целом находятся в допустимых пределах,
то выполнение операций по следующим уровням нецелесообразно. Если па
первом уровне контролируемые параметры превышают допустимые значения,
то на втором уровне выявляется неисправность, т.е. оценивается техническое!
состояние раздельно двигателя, трансмиссии, движителя и т.д. Например,
при снижении тяговой мощности проверяются мощность двигателя, механи-
ческие потери в трансмиссии и потери в движителе. На третьем уровне уже
проводится поэлементная диагностика или двигателя, или трансмиссии, или
движителя для выявления технического состояния их сборочных единиц
и систем.
2.6. Диагностирование машины в целом
Параметры диагностирования машины в целом (тяговая мощность, уси-
лие на рабочем органе, топливная экономичность, мощность механических
потерь, суммарный зазор в элементах трансмиссии, продолжительность ра-
бочих операций, содержание токсичных компонентов в отработавшем газе)
отражают ее эксплуатационные свойства.
Оценка технического состояния машины осуществляется тремя способам и:
тормозным, бестормозным и комбинированным.
Тормозной способ основан на применении нагрузочных устройств, где
имитируется работа машины в различных режимах. Как правило, этот метод
применяют на стационарных тормозных стендах. На них создаются нагру-
зочные и скоростные режимы для землеройно-транспортных и транспортных
машин. Здесь проверяются мощностные и топливно-экономические показа-
тели, техническое состояние трансмиссии, движителя и тормозов. Для диаг-
ностирования грузоподъемных и землеройных машин широко применяются
гидравлические нагружающие устройства, особенностью которых является
приложение нагрузки к исполнительным органам. Параметры диагностиро-
вания определяются при максимальных скоростных и нагрузочных режимах,
позволяющих наиболее эффективно выявлять неисправность.
Широкое распространение получил бестормозной способ диагностирова-
ния, когда с помощью переносных приборов оценка работоспособности машин
производится по выходным параметрам агрегатов и систем: мощности двига-
теля, суммарному угловому зазору трансмиссии, расходу жидкости при ра-
бочем давлении после распределителя гидросистемы, продолжительности
выполнения рабочих операций исполнительными органами, свободному ходу
и усилию на органах управления машиной.
Бестормозной метод оценки мощности двигателя может применяться при
установившемся и неустановившемся режимах. Мощность двигателя при
установившемся режиме определяется по методу проф. Н.С. Ждановского,
когда в качестве нагрузки на рабочий цилиндр используются механические
потери выключенных цилиндров. При этом двигатель работает в режиме
полной цикловой подачи топлива на одном цилиндре, а подача топлива в ос-
тальные цилиндры прекращается. Мощность работающих цилиндров опре-
деляется по частоте вращения коленчатого вала. Для четырехцилиндрового
дизеля при номинальной частоте вращения мощность (Ne) определяется по
формуле
•ЭДе = -^еном—-^(^Гном
где NeB0M — эффективная мощность при номинальной частоте вращения но-
вого двигателя; А — коэффициент пропорциональности, постоянная величина
для конкретного двигателя; njBCM — номинальная частота вращения колен-
чатого вала при работе на одном цилиндре; и1сР — средняя частота вращения
коленчатого вала, определяемая по фактической частоте вращения при рабо-
те на каждом цилиндре.
При бестормозном методе возможно применение догрузочных устройств
через гидравлические системы машины для обеспечения плавной регулиров-
ки сопротивлений.
При неустановившемся режиме мощность двигателя определяется по его
разгонной характеристике без нагрузки при подаче топлива от минимально
устойчивой частоты вращения коленчатого вала на холостом ходу до макси-
мальной. Нагрузка двигателя осуществляется силами инерции движущихся
масс. Это позволяет определять мощность двигателя по угловому ускорению
коленчатого вала:
Ne=10~2In—,
dt
где I — момент сопротивления вращению масс двигателя, приведенный к оси
тт , dn
коленчатого вала, Н • м; п — угловая скорость коленчатого вала, рад/с; -
dt
угловое ускорение коленчатого вала, рад/с2.
На этом принципе основан прибор ИМД-Ц, разработанный в Сибирском
институте механизации сельского хозяйства. Оценка мощности с помощью
этого прибора нетрудоемка и универсальна (может применяться для разных
марок двигателя независимо от числа цилиндров), но он обеспечивает от-
носительно низкую точность измерений и требует нормального теплового
режима.
Комбинированный способ оценки технического состояния машины осно-
вывается на тормозных испытаниях двигателя с последовательным отключе-
нием цилиндров. При этом работающие цилиндры нагружаются частично
тормозными устройствами и частично неработающими цилиндрами. Этот
метод позволяет испытывать двигатели мощных машин с помощью маломощ-
ных тормозных стендов или других нагрузочных устройств. Разновидности
Аиагн<« шронание машины п ослом
ill
комбинированного метода — парциальный и дифференциальный методы. При
парциальном методе отключается часть цилиндров с полной цикловой пода-
чей топлива в рабочие цилиндры. При совмещении работы половины рабо-
тающих цилиндров с нагрузкой тормозного стенда мощность определяется
по формуле
1000%,(15)’
гдеРг, Р2 — показания тормозного устройства при работе половины цилинд-
ров; и — частота вращения коленчатого вала; 11Тр — коэффициент полезного
действия трансмиссии; 5 — степень загрузки двигателя включением цилинд-
ров: 5=(пх - пф)/(Пх - ИнОМ), Их, пном, иф — частота вращения коленчатого вала
соответственно на холостом ходу, номинальная и фактическая при выключе-
нии цилиндров.
Дифференциальный метод основан на нагружении каждого проверяемого
цилиндра. Он позволяет применять тормозные стенды мощностью, не пре-
вышающей 25 % мощности испытываемого двигателя. При определении
мощности двигателя с использованием стендов одновременно устанавли-
вают с помощью прибора КИ-8910А расход топлива. Часовой расход топлива
не должен превышать номинальное значение более чем на 10 %.
Одним из важных параметров оценки технического состояния двигателя
является концентрация токсичных элементов в выхлопных газах. Особое
внимание уделяется наличию оксидов углерода, азота, серы.
В настоящее время действует комплекс стандартов на токсичность отрабо-
тавших газов (ОГ) двигателей. Проверка в эксплуатации для машин с исправ-
ным двигателем осуществляется в соответствии с ГОСТ 17.2.2.03-87. На
неподвижном автомобиле с прогретым двигателем проверяется содержание
оксида углерода (СО) и углеводородов (СН) в ОГ. Предельно допустимое со-
держание СО и СН приведено в табл. 2.4.
Таблица 2.4
Предельно допустимое содержание СО и СН по ГОСТ 17.2.2.03—87 для автомобилей
с каталитическими нейтрализаторами
Частота вращения, мин""' Предельно допустимая объемная доля содержания оксида углерода, % Предельно допустимое содержание углеводородов, объемная доля, млн“*
Число цилиндров
до 4 вкл. более 4
800 + 50 Значение, указанное заводом-изгото- вителем, но не более 1 % 400 600
3000+100 Значение, указанное заводом-изгото- вителем, но не более 0,7 % 200 300
Значения минимальной и максимальной частоты вращения двигателя
указываются в технической документации на новый автомобиль.
ИЫ1ПП ri |>1
При работе дизельных двигателей происходит сравнительно большой вы-
брос сажи из-за особенностей смесеобразования и сгорания топлива. С другой
стороны, испаряемость дизельного топлива на порядок ниже, чем бензина.
Поэтому проверка работоспособности двигателя по составу ОГ осуществляет-
ся на дымность в соответствии с ГОСТ 21393—75. Дымомер работает по методу
просвечивания столба ОГ определенной длины. Нормируемым показателем
дымности является натуральный показатель ослабления светового потока
К, м'1 или коэффициент ослабления светового потока N, %. Натуральный по-
казатель ослабления светового потока К, м-1, — величина, обратная толщине
слоя ОГ, — определяется по основной шкале дымомера. Коэффициент ослаб-
ления светового потока N, %, характеризует степень ослабления светового
потока вследствие поглощения и рассеивания света ОГ при прохождении ими
рабочей трубы дымомера с эффективной базой 0,43 м. Контроль дымности
определяется без нагрузки на режиме свободного ускорения, а также при
максимальной частоте вращения. Измерение на режиме свободного ускорения
производится не менее чем при шестикратном изменении частоты вращения
коленчатого вала двигателя от минимальной до максимальной с интервалом
не более 15 с. Засчитывают среднее арифметическое из четырех последова-
тельно возрастающих значений, располагающихся в зоне шириной 0,25 м1
по шкале К. После испытаний на режиме свободного ускорения с интервалом
не более 60 с производится измерение дымности ОГ на режиме максимальной
частоты вращения. Измерение считают достоверным, если через 10 с после
впуска ОГ в прибор значения дымности расположены в зоне шириной не бо-
лее 6 % по дополнительной шкале. Предельно допустимые показатели дым-
ности дизельных двигателей приведены в табл. 2.5.
Таблица 2.5
Предельно допустимые показатели дымности дизельных двигателей
для эффективной базы дымомера 0,43 м
Режим измерения дымности Предельно допустимые значения показателя ^доп» м Предельно допустимые значения показателя ^Доп» %
Свободное ускорение КВ ДВС С наддувом Без наддува 1,2 1,6 40 50
Максимальная частота вращения КВ при холостом ходе 0,4 15
При оценке работоспособности двигателя в целом учитывают легкость его
запуска, устойчивую работу под нагрузкой и цвет выхлопных газов.
Легкость запуска двигателя обеспечивается высоким качеством топлива,
герметичностью топливной системы, достаточной частотой вращения колен-
чатого вала, беспрепятственным поступлением воздуха в цилиндр, оптималь-
ным углом опережения впрыска топлива и исправностью пускового устройства.
|>.аивннн шронлние машины в целом в»
При оценке работоспособности топливной системы дизельного двигателя
первоначально проверяется наличие топлива, соответствующего условиям
эксплуатации, особенно температуре окружающей среды. Если топливо не
соответствует температурным условиям, то оно в холодную погоду загустевает
и прекращается его подача к насосу. Необходимо также учитывать, что в топ-
ливе всегда находится вода в растворенном состоянии и ее концентрация
уменьшается при понижении температуры, т.е. вода выделяется из топлива
и может замерзнуть, перекрыв подачу топлива.
В дизельных двигателях с электрогидравлическим инжектором в топливо
может попадать моторное масло через уплотнительное кольцо, что приводит
к снижению давления впрыска и загрязнению топливного фильтра. При раз-
герметизации топливной системы (в топливе имеется воздух) запустить двига-
тель практически невозможно. В этом случае систему необходимо прокачать
ручным насосом до исчезновения пузырьков воздуха.
Система очистки воздуха проверяется первоначально внешним осмотром
на наличие повреждений и разгерметизации. Поступление нефильтрованно-
го воздуха в цилиндры недопустимо.
Окончательная проверка системы очистки воздуха осуществляется ваку-
умметром при вращении коленчатого вала стартером. В современных двига-
телях на воздухоочистителе устанавливается индикатор, указывающий на
снижение разряжения и необходимость замены фильтра. Для обеспечения
легкого запуска частота вращения коленчатого вала дизельных двигателей
должна находиться в пределах: летом — не ниже 2 с-1, зимой — 3 с-1. Легкий
запуск двигателя, особенно при отрицательных температурах, обеспечивается
неразрывностью цепи свеч накаливания пусковых устройств.
В современных дизельных двигателях устанавливается система защиты,
позволяющая исключить запуск при отсутствии необходимого уровня охла-
ждающей жидкости или (и) масла в системах, что обязывает оператора делать
предварительные проверки перед пуском двигателя.
Оценка состояния двигателя по дымности выхлопа производится после
его прогрева. В этом случае при положительной температуре окружающей
среды в исправном двигателе отработавшие газы бесцветны. Есйи в процессе
эксплуатации машины выхлопные газы приобретают черный (темно-бурый),
голубой или белый цвет, то необходимо провести поиск неисправности.
Черный или темно-бурый выхлоп указывает на неполное сгорание топли-
ва из-за следующих неисправностей: низкое качество распыла топлива фор-
сунками; нарушение поступления воздуха в цилиндр (загрязнение фильтра);
передозировка топлива в нагнетательных секциях насоса высокого давления;
неправильно установлен угол опережения впрыска; износ цилиндропоршне-
вой группы; занижен зазор в сопряжении впускного клапана с гнездом из-за
износа кулачков распределительного вала или завышенных зазоров клапан-
ного механизма.
Белый цвет выхлопных газов при рабочей температуре двигателя и поло-
жительной температуре окружающей среды указывает на попадание воды
в цилиндры из системы охлаждения через прокладку головки блока. При от-
<»ч MI.II lull 1ир<»пние строитель!" • .>>|h>iKHWX, ПОЛЫ-МП'! Ip.»»...................|i!lll.l- 11.Ш1ИНИ I >( Н || 1уЛ1 Ш.1НИЯ
рипптельпых температурах белый цвет является следствием конденсации
водяных паров, находящихся в выхлопных газах.
Голубой цвет выхлопных газов указывает на присутствие в камере сгора-
ния масла, которое поступает вместе с загрязненным топливом или из систе-
мы смазки через уплотнения клапанов и (или)через сопряжение «цилиндр —
поршневые кольца» при значительном изнашивании маслосъемных колец.
Основные параметры технического
Значения параметров
Параметр ЯМЗ-238НБ ЦМЗ-240НБ
Номинальные Предельные Номинальные Предельные
4* Эффективная мощность, кВт 147 140/157 220 206/235
Расход топлива, кг/ч 37 35/40 53 50/56
Удельный расход топлива, г/(кВт • ч) 252 266
Средняя норма расхода топлива, кг/моточас 22 31
Давление сжатия в цилиндре, МПа 2,8 1,4 2,8 1,4
Расход масла, кг/моточас 0,25 0,75 0,25 0,88
Количество газов, прорываю- щихся в картер, л/мин, при но- минальной частоте вращения коленчатого вала, с"1 80 180 90 200
Давление начала впрыска топ- лива форсункой, МПа 16,5 15 16,5 15
Угол опережения начала пода- чи топлива, град 19 18,20 19 18,20
Давление масла в прогретом двигателе при номинальной частоте, МПа 0,4-0,7 0,2 0,4-0,7 0,2
Суммарный зазор в шатунных подшипниках, мм 0,11.,.0,18 0,5 0,11-0,18 0,5
Продольный разбег коленча- того вала, мм 0,12—0,27 0,6 0,12—0,27 0,6
Тепловые зазоры клапанов, мм 0,25/0,30 0,25/0,30 0,25/0,30 0,25/0,30
2.6. Диа> in гирование машины и целом 85
При предельных значениях контролируемых параметров, оценивающих
работоспособность двигателя в целом, производится диагностирование его
систем.
Основные параметры технического состояния двигателя и его систем при-
ведены в табл. 2.6.
Таблица 2.6
состояния дизельных двигателей
для марок двигателей
Д-160 СМД-62 А-01М
Номинальные Предельные Номинальные Предельные Номинальные Предельные
118 110/127 121 115/129 95 90/102
30 28/33 32 30/34 26 24/28
250 266 266
14 13 11
2,8 1,5 2,9 1,6 2,9 1,6
0,20 0,65 0,17 0,45 0,20 0,64
46 120 70 160 50 160
20 18,5 17,5 16 15 13,5
23 22,24 37 36,38 29 28,30
0,15-0,35 0,1 0,25-0,45 э 0,2 0,25-0,45 0,2
0,08-0,16 0,5 0,11-0,21 0,3 0,11—0,21 0,3
0,1-0,5 0,6 0,1...0,3 0,6 0,1-0,3 0,6
0,30/0,30 0,30/0,30 0,40/0,45 0,40/0,45 0,25/0,30 0,25/0,30
Примечания. 1. Для эффективной мощности и расхода топлива в числителе дроби
приведены минимально допустимые значения, а в знаменателе — максимальные. 2. Теп-
ловой зазор в числителе дроби приведен для впускного, а в знаменателе — для выпускного
клапана.
8<> 2. Диагностирование строин дорожных, подъемно- ране портных машин и оборудования
2.7. Диагностирование систем двигателя внутреннего сгорания
Снижение мощности двигателя внутреннего сгорания вызывают следую-
щие факторы: износ деталей цилиндропоршневой группы, кривошипно-ша-
тунного и газораспределительного механизмов; износ и обгорание клапанов
и седел; неисправности систем питания, охлаждения и смазки. Количествен-
ным показателем неисправности двигателя является снижение его мощно-
сти на 6...8 %.
В двигателе внутреннего сгорания цилиндропоршневая группа работает
в наиболее тяжелых условиях (газовая среда, высокая температура, большие
циклические нагрузки). При этом происходит интенсивное изнашивание де-
талей, что приводит к прорыву газов из камер сгорания в картер, увеличению
шума и вибрации, загрязнению моторного масла и его потере на угар, сниже-
нию герметичности в надпоршневом пространстве.
Диагностирование цилиндропоршневой группы производится по функцио-
нальным параметрам: изменению давления сжатия в цилиндрах; прорыву
газов в картер; угару масла; утечкам сжатого воздуха, подаваемого в цилиндр;
разрежению в камере сгорания; изменению шума и вибрации; изменению пара-
метров моторного масла.
Большое количество параметров определения технического состояния ци-
линдропоршневой группы позволяет объединять их по трем зонам измере-
ний: камера сгорания, блок цилиндров, картер двигателя. В зоне камеры
сгорания проверяют, как правило, давление сжатия, прорыв газов в картер,
утечку сжатого воздуха, разрежение в камере сгорания.
Давление сжатия (компрессию) в каждом цилиндре проверяют компрес-
сометром не менее трех раз на прогретом двигателе при вращении коленчатого
вала стартером или пусковым двигателем. Минимально допустимое давление
сжатия для карбюраторных двигателей равно 0,6... 0,7 МПа, для дизельных —
1,4 МПа. При этом разница показаний в цилиндрах не должна быть больше
0,1 МПа. Снижение давления на 40 % указывает на поломку или залегание
колец, либо на предельный износ колец и гильзы, либо на неплотность сопряже-
ния «клапан—гнездо». Неисправность сопряжения «кольцо— гильза» опре-
деляется повторным замером давления после добавления в камеру сгорания
20...25 см3 моторного масла. Увеличение давления указывает на значитель-
ный износ колец и гильзы.
Прорыв газов в картер зависит от износа колец и гильзы. Объем этих газов
измеряют при максимальном крутящем моменте газовым расходомером, со-
единенным через шланги с маслозаливной горловиной. Расход картерных га-
зов изменяется в пределах от 30 до 200 л/мин и зависит от типа двигателя и
его наработки. Так, для двигателя Д-160 номинальный расход картерных га-
зов составляет 46 л/мин, а предельный — 120 л/мин.
Герметичность камеры сгорания характеризует техническое состояние
колец, цилиндра, прокладки головки цилиндров и сопряжения «клапан —
гнездо». Параметрами ее оценки могут быть разрежение и утечка сжатого
воздуха, подаваемого в цилиндр.
.’.7. Ли.11|1ОСТИр<>н.111Ие систем Лниыгеля iiHyipemieio < lop-uiini
117
Разрежение измеряют вакуумметром. Герметичность камеры сгорания
является достаточной, если при вращении коленчатого вала стартером созда-
ется разрежение 0,5...9,6 кПа. Техническое состояние двчгателя хорошее,
если при проверке герметичность цилиндра составляет 95... 100 %, и требует-
ся ремонт двигателя при значениях герметичности менее 75 % для дизельно-
го и соответственно 80 % для карбюраторного.
При предельных значениях герметичности цилиндра дополнительно прово-
дятся измерения для установления места неисправности. Хорошие результаты
дают приборы, подающие воздух в пространство над поршнем проверяемого
цилиндра.
Наличие в цилиндре неисправностей вызывает утечку воздуха и уменьше-
ние в камере давления, регистрируемого прибором. Принцип диагностирова-
ния по герметичности цилиндра можно пояснить на приборе К-69М. Этот при-
бор определяет относительную утечку воздуха в процентах к максимальному
значению. Он работает от сети сжатого воздуха при давлении 1,3...1,6 МПа.
Замер относительной утечки воздуха и определение места утечки произво-
дятся путем подачи его в цилиндр через отверстие для форсунки или свечи
в головке блока. При открытом впускном вентиле 9 и закрытом вентиле 12
(рис. 2.7) воздух из магистрали попадает в редуктор, проходит калибровоч-
ное отверстие, сообщается с измерительным манометром и затем через обратный
Рис. 2.7. Принципиальная схема прибора К-69М:
1 — испытательный наконечник; 2 — манометр измерительный; 3 — демпфер; 4 — обратный
клг .ши; 5 — калибровочное отверстие; 6 — регулировочная игла; 7 — предохранительный клапан;
8 — редуктор; 9,12^ вентили; 10 — коллектор; 11 — впускной штуцер; 13 — тройник
ин * \иагностирован1к- -...। южных, польемно-транспор1н i.huhh и оборудования
клапан, гибкий шланг и испытательный наконечник поступает в цилиндр
двигателя. Процент утечки воздуха фиксируется манометром, где отмечены
три зоны:
□ нормальное техническое состояние цилиндра;
□ необходим текущий ремонт;
□ предельное состояние цилиндра, требуется капитальный ремонт.
Для определения дефекта открывают вентиль 12 и закрывают вентиль 9.
В этом случае воздух поступает от магистрали непосредственно в цилиндр через
испытательный наконечник. Место выхода воздуха позволяет определять не-
исправность. Так, выход сжатого воздуха через маслозаливную горловину
указывает на износ цилиндра и колец, а через воздухоочиститель — на не-
плотность прилегания к гнезду впускного клапана. Если же сжатый воздух
выходит через глушитель, то нарушена герметичность сопряжения «выпуск-
ной клапан — гнездо». Проверяют также, нет ли утечки воздуха в прокладке
между головкой и блоком цилиндров. Для этого края прокладки смазывают
маслом или мыльной водой и наблюдают, нет ли пузырьков воздуха на стыке
головки и блока и в наливной горловине радиатора. Появление пузырьков
воздуха в радиаторе указывает на пробой прокладки между цилиндром и ка-
налом системы охлаждения.
Если обнаружены неплотности в клапанах или в сопряжениях «поршне-
вое кольцо—гильза», следует уточнить состояние цилиндров путем замера
утечки воздуха при положении поршня в начале такта сжатия. Состояние
цилиндров в этом случае характеризует разность утечки воздуха при положе-
нии поршня в начале такта сжатия и в конце. Если эта разность больше значе-
ния, указанного в технических условиях, то цилиндры требуют капитального
ремонта. По утечке воздуха при положении поршня в начале такта сжатия
судят о состоянии поршневых колец и клапанов.
Основным структурным параметром, характеризующим работоспособность
кривошипно-шатунного механизма, является радиальный зазор подшипнико-
вых узлов. Для оценки технического состояния используют функциональные
параметры: давление масла в главной масляной магистрали; расход масла
в единицу времени; шум и стуки, возникающие в сопряжениях.
Давление масла определяется при нормальном тепловом режиме с номи-
нальной частотой вращения коленчатого вала, затем на холостом ходу. При
номинальной частоте вращения давление масла для разных двигателей ко-
леблется в пределах 0,2...0,7 МПа, а при минимальной равно 0,1 МПа.
Одним из наиболее эффективных способов определения технического состоя-
ния кривошипно-шатунного механизма является прослушивание неработаю-
щего двигателя, камеры сгорания которого подключены к компрессорно-
вакуумной установке, создающей в надпоршневом пространстве разрежение
и повышенное давление. Для окончательного решения о состоянии проверяе-
мых сопряжений измеряют суммарный зазор, который для разных двигателей
равен 0,3...0,5 мм.
При работающем двигателе глухой, низкого тона стук в нижней части
картера указывает на износ коренных Подшипников. Ритмичный, металли-
оиаики шрование си, к-мдимык-ля внутреннего < |>-м1ия П’>
ческий, звонкий стук среднего тона в средней части блока цилиндров, как
правило, вызван износом шатунных подшипников. При значительном изно-
се поршневых пальцев в верхней части блока прослушивается ритмичный,
высокого тона с металлическим оттенком стук. Регулярный металлический
стук в зоне крышки головки блока указывает на увеличенные зазоры в кла-
панном механизме.
Параметрами контроля механизма газораспределения являются: тепло-
вой зазор между стержнем клапана и коромыслом, герметичность сопряже-
ния «клапан—гнездо», высота кулачка распределительного вала, упругость
клапанных пружин, характерные стуки в зоне подшипников распредвала.
Тепловой зазор в зависимости от конструкции двигателя находится в пре-
делах 0,25...0,45 мм. Величина зазора определяется с помощью устройства,
которое исключает необходимость установки поршня проверяемого цилинд-
ра в определенное положение.
Герметичность клапанов проверяют по утечке воздуха через сопряжение
«клапан—гнездо» с помощью прибора. Предельные значения утечки воздуха
для разных двигателей — 50...60 л/мин.
Износ кулачков распредвала определяют по максимальному перемеще-
нию клапана, которое не должно быть менее 9... 12 мм.
Проверка упругости пружины клапана производится прибором. При уси-
лиях на сжатие менее 170...200 Н пружины необходимо заменять.
На СДПТМ, как правило, устанавливаются дизельные двигатели, неис-
правности которых могут быть вызваны неисправностями топливной аппа-
ратуры (до 40 % отказов).
Топливная аппаратура должна обеспечивать минимальный расход топли-
ва при допустимых значениях выброса токсичных компонентов с отработав-
шими газами и уровнем шума. Эта задача решается оптимизацией начала
впрыска, цикловой подачи и качеством распыла топлива в зависимости от за-
грузки двигателя и условий его работы.
Основными параметрами, характеризующими техническое состояние топ-
ливной аппаратуры (рис. 2.8), являются: давление впрыска и качество распы-
ливания топлива форсунками, производительность подкачивающего насоса
и элементов топливного насоса высокого давления, износ плунжерных пар
и клапанов, угол опережения подачи топлива, состояние фильтров грубой
и тонкой очистки. Проверке в первую очередь подвергают фильтр тонкой
очистки, перепускной клапан и подкачивающий насос. Давление перед
фильтром должно быть не менее 0,09 МПа, а после фильтра — в пределах
0,06...0,08 МПа.
Одной из главных причин отказов топливной системы является неисправ-
ность форсунок. При диагностировании двигателя применяют два варианта
проверки технического состояния форсунок: со снятием с двигателя и без сня-
тия с использованием приспособления, которое позволяет определять давление
и качество распыливания топлива форсункой. Для разных двигателей давле-
ние срабатывания равно 13...21 МПа. Качество распыливания определяется
Рис. 2.8. Топливная система с механическим управлением подачи топлива:
1 — топливный бак; 2 — фильтр грубой очистки; 3 — топливоподкачивающий насос; 4 —• топ-
ливный насос высокого давления; 5 — муфта опережения угла впрыскивания; 6 — регулятор;
7 — фильтр тонкой очистки; 8 — перепускной клапан; 9 — форсунка; 10 — линия возврата топ-
лива; 11 — линия избыточного потока топлива
стетоскопом при нагнетании топлива в форсунку приспособлением. Впрыск
сопровождается четким характерным звуком удара иглы форсунки в седле.
Проверяют также герметичность форсунки. Снижение давления с 28 до 23 МПа
должно продолжаться не менее 5 с. Для проверки работоспособности форсунок
применяют также максиметры.
При проверке работоспособности топливного насоса давление, развивае-
мое каждой плунжерной парой, должно быть не менее 30 МПа. Если оно
меньше, то насос отправляется в ремонт. Герметичность нагнетательного
клапана проверяется при давлении 15 МПа, по достижении которого отклю-
чают подачу топлива. Если время падения давления до 10 МПа не более 10 с,
то насос отправляется в ремонт.
Неравномерность нагружения цилиндров (Н) проверяется при поочеред-
ном их отключении. Она определяется по формуле
pj _ 200 ^max
^тах ^inin
где п — частота вращения вала. Допускается неравномерность нагружения
цилиндров не более 15 %. , .. ,, . ,
expert!2 для iittp://rutracker.oru
При диагностировании топливной системы проверяется угол опережения
подачи топлива, который оказывает влияние на полноту и качество сгорания
топлива.
Уровень дыма в отработавших газах определяется прибором. На процесс
воспламенения смеси наряду с системой топливоподачи большое влияние
оказывает система подачи воздуха. Основным элементом подачи воздуха яв-
ляется воздухоочиститель, характеристики которого по мере загрязнения
ухудшаются. Степень засоренности воздухоочистителя характеризуется раз-
режением во впускном воздушном тракте.
Диагностирование топливной системы дизельных двигателей с электронной
системой управления подачей топлива рассмотрим на примере аккумулятор-
ной системы с электрогидравлическим инжектором (насос-форсункой), по-
зволяющим повысить давление впрыска до 200 МПа для перспективных
моделей. Причем топливо постоянно поступает к инжектору при малом дав-
лении (0,25 МПа).
Как правило, электрогидравлический инжектор имеет топливную и мас-
ляную секции, разделенные между собой в головке блока цилиндров при по-
мощи уплотнительных колец (рис. 2.9). Масло к инжектору подается под
высоким давлением (до 30 МПа) насосом высокого давления системы гидрав-
лического управления через аккумулятор, где поддерживается постоянное
давление. Величина давления масла контролируется клапаном регулятора
давления впрыска, управляемым сигналами от электронного блока управления
(ЭБУ). На основе сигналов с датчиков (положения распредвала и частоты вра-
щения, температуры воздуха, температуры охлаждающей жидкости, давле-
ния и расхода воздуха, положения акселератора, усилия на рабочем органе,
состава отработавших газов и др.) ЭБУ формирует управляющий сигнал, кото-
рый подается на соленоид, управляющий клапаном электрогидравлического
инжектора. Этот клапан открывает подачу масла высокого давления с аккуму-
лятора, которое перемещает плунжер внутри топливной секции инжектора,
создавая высокое давление впрыска. Диагностирование рассматриваемой то-
пливной системы выполняется через тестирование ее на мониторе постоянного
действия: проверяется техническое состояние всех датчиков сравнением вы-
ходных сигналов с эталонными; оценивается нагрузочный режим; контроли-
руются системы топлива; смазки и охлаждения.
Во время работы двигателя ЭБУ автоматически проводит тестирование его
работоспособности и при обнаружении отклонений в функционировании сис-
тем устанавливает неисправность, а в критических ситуациях приводится
в действие аварийное управление. Кроме того, память ЭБУ фиксирует время
всех экстремальных событий.
Тестирование по запросу оператора проводится при отключенном (оценка
электрических цепей) и работающем двигателе (оценка работоспособности
регулятора давления впрыска, насоса масла высокого давления, системы
контрольного давления впрыска, инжектора и т.д.). При оценке состояния
инжектора ЭБУ управляет подачей топлива и определяет мощность каждого
31
30
29
У
•* Расход воздуха
J — Топливопровод подачи и возврата топлива
&Ш1
ШННК
[M1V3
Положение акселератора
Усилие на рабочем органе
Состав отработавших газов
18
19
20
21
22
23
24
25
28
27
28
'— » ~1 — Масляная магистраль подачи и возврата
WAWAVAW' высокого давления
-----► — Подача электрического сигнала
Рис. 2.9. Топливная система с электронным управлением подачей топлива:
1 — топливный бак; 2 — топливопровод; 3 — фильтр грубой очистки; 4 — фильтр тонкой очистки; 5 — топливоподкачивающнй насос; б — топ-
ливный насос; 7 — масляный насос; 8 — регулятор давления впрыска; 9 — датчик давления впрыска; 10 — масляный трубопровод; 11 — инжек-
торы; 12 — топливопровод сливной; 13 — сливная масляная магистраль; 14 — электронный блок управления; 15 — блок датчиков; 16 — клапан
перепускной топливный; 17 — клапан перепускной масляный; 18 — соленоид; 19 — канал возврата масла; 20 — пружина возврата подъемного
клапана; 21 — подъемный клапан; 22 — корпус инжектора; 23 — канал подачи масла высокого давления; 24 — усилитель подачи топлива
с плунжером; 25 — пружина возврата усилителя; 26 — узел форсунки; 27 — пружина возврата иглы форсунки: 28 — игла форсунки; 29 — шари-
ковые клапаны; 30 — топливные каналы; 31 — уплотнение инжектора; 32 — головка блока
2. Диагностирование строительных, дорожных, подьемно-транспортнм мшин и оборудования
'..7. Диагнск 1>1|и>вание си< к-м двигателя внутреннего сгорания ‘И
цилиндра. Эта проверка позволяет выявить неисправности и других систем,
влияющих на мощность двигателя.
Уровень масла в картере двигателя всегда должен находиться у верхней
метки указателя. Интенсивность изменения уровня масла во многом зависит
от технического состояния двигателя. Расход масла не должен быть более
3,5 % израсходованного топлива для карбюраторных двигателей и 5 % для
дизельных. При проверке уровня масла необходимо обращать внимание
и на качество масла. Основное внимание при этом уделяют его прозрачности
и отсутствию капель охлаждающей жидкости. Объективно качество масла
оценивают методом спектрального анализа, когда пробу масла сжигают в вы-
сокотемпературном пламени и с помощью спектрографа регистрируют про-
дукты износа. Полученные результаты подвергают качественному и количест-
венному анализу. Качественный анализ состоит в обнаружении спектральных
линий, которые свидетельствуют о присутствии в масле металлов, а количест-
венный — в определении интенсивности почернения спектральных линий.
Присутствие в масле железа говорит об износе цилиндров, алюминия —
поршней, хрома — колец, свинца — подшипников коленчатого вала и т.д.
Кварц, оксиды алюминия характеризуют работоспособность воздухоочисти-
теля или герметичность воздушного тракта, а также эффективность работы
маслоочистителей. По изменению числа элементов, входящих в состав при-
садок, оценивают пригодность масла для дальнейшей эксплуатации.
Большое значение имеют способ и методика взятия проб на глубине
30...35 мм через отверстие маслоизмерительного щупа.
Проверка системы смазки включает и проверку работы масляного фильт-
ра тонкой очистки. При температуре не ниже 70 °C ротор исправной центри-
фуги должен вращаться не менее 35 с.
От технического состояния системы охлаждения во многом зависят топ-
ливная экономичность, мощность и надежность двигателя. Температура ох-
лаждения жидкости должна поддерживаться в пределах 85...95 °C. При
указанном режиме двигатель развивает максимальную мощность, имеет ми-
нимальный расход топлива и наименьшие износы.
Кроме температуры охлаждающей жидкости контролируются герметич-
ность системы охлаждения, натяжение ремня привода вентилятора и разность
температур верхнего и нижнего бачков. Для проверки натяжения ремня вен-
тилятора необходимо нажать на ремень в центре между шкивами с силой
30...40 Н и замерить прогиб, который не должен превышать 15...20 мм.
Уменьшение температурного перепада по сравнению с нормой (8...12 "С)
свидетельствует о наличии накипи или загрязнении радиатора.
Герметичность системы охлаждения проверяют путем подачи воздуха под
давлением 0,15 МПа через заливную горловину. После прекращения подачи
воздуха фиксируют интенсивность падения давления (за 10 с оно должно па-
дать не более чем на 0,01 МПа).
Пример 2.4. При диагностировании двигателя ЯМЗ-238НБ с наработкой с начала
эксплуатации 5000 моточасов были получены следующие значения контролируемых
94 Ли.11 ||()<'1И|)(>||.|||В1<* ( ||М>1П«*Л|.Н|.1Ч. Л(»р()ЖИМХ, ПОЛМ’МНО (р.НК ПОрПЙЛЧ M.IIIUIII и оборулсимиия
Диагностическая матрица
Система двигателя Диагностический параметр Возможные
Двигатель не запускается Двигатель не развивает мощность Жесткая работа двигателя Шумная работа двигателя Перегрев двигателя
Топливная система Давление, развиваемое ТНВД + +
Давление и качество распыла впрыска топлива + + i
Угол опережения впрыска + +
Вакуум в воздушном фильтре + 1
Герметичность топливной системы —1
Состав и объем топлива + 1
Цилиндропоршневая группа Расход выхлопных газов через картер !
Расход масла на угар П
Расход воздуха, подаваемого в цилиндр через картер j
Давление сжатия в цилиндрах + + +
Газораспределитель- ный механизм +
Тепловой зазор в клапанах + -d
Расход воздуха, подаваемого в цилиндр, через воздухоочиститель !
Расход воздуха, подаваемого в цилиндр, через глушитель J
Ход коромысла ГРМ +
Нарушение фаз ГРМ + +
Кри вошипно-ша- тунный механизм Суммарный зазор в сопряжениях ша- туна
Давление масла
Система смазки
Уровень масла
Состав масла
Система охлаждения Температура охлаждающей жидкости
Герметичность системы +
Разность температур в радиаторе +
Объем охлаждающей жидкости +
Сист ема электрообо- рудования Частота вращения КВ/ДВС при запуске +
+ + +
+
+
+ + + + +
+
+
+ + +
+ + +
+ + +
+ + +
+
+
+ + + Неустойчивая работа на холостом ходу 2.7. Aikii ней ।н|кмыние систем лши .пел» hiiyi репного сгорания 95 Таблица 2.7 локализации неисправностей ДВС неисправности
+ + + + Неравномерная работа две
+ + + Повышенный расход топлива
+ + + Черный выхлоп Повышенная дымность ОГ
+ Голубой выхлоп
Белый выхлоп
Попадание ОЖ в картер
Стуки в двигателе
+ «Выстрелы» в воздухо- очистителе и глушителе
+ Износ деталей ЦПГ
Нарушено сопряжение выхлопного клапана с гнездом
То же впускного клапана с гнездом
параметрон: максимальный зазор в шатунных подшипниках — 0,31 мм; расход кар-
терных газов — 130 л/мин; угар масла — 0,50 кг/моточас. Определить остаточный ре-
сурс двигателя при условии, что ремонт его не производился и данные по замеру
контролируемых параметров при предшествующих замерах отсутствуют.
Решение.В рассматриваемом случае остаточный ресурс двигателя ЯМЗ-238НЕ
определяется по формуле (2.1) с учетом трех параметров и средних значений а. Номи-
нальные и предельные значения контролируемых параметров принимаем по табл. 2.6.
Определяем приращение параметров и остаточный ресурс.
Для шатунных подшипников:
ДЯг = (0,31 - 0,12) мм = 0,19 мм,
Д-Ипр = (0,50 - 0,12) мм = 0,38 мм,
(0 381 А
torT =5000 -^—^771—1 моточасов -3400 моточасов.
(0,19г/1’° J
Для расхода картерных газов:
ДЯ( = (130 - 80) л/мин -- 50 л/мин,
Дйцр = (180 — 80) л/мин = 100 л/мин,
(1001Д’3 А
=5000 —nrs~-l моточасов =6000 моточасов.
V 50VKS )
Для расхода масла на угар:
ДЯ( = (0,50 - 0,25) кг/ч = 0,25 кг/ч,
ДИпр= (0,75 - 0,25) кг/ч = 0,5 кг/ч,
' 0,5V2 )
----71— 1 моточасов =2000 моточасов.
0,251;2 )
Остаточный ресурс двигателя принимаем по предельному расходу масла на угар.
=5000
Локализацию конкретных неисправностей при оценке работоспособности
двигателя можно осуществить через диагностическую матрицу (табл. 2.7 на
с. 94-95).
Диагностирование работающего двигателя в целом производится по эф-
фективной мощности, удельному расходу топлива, составу выхлопных газов
и акустическим признакам. При допустимых значениях контролирующие
параметров прогнозируется работоспособность двигателя на объекте, и соот
ветственно при предельных значениях или при значениях остаточного ресур-
са менее наработки до первого технического обслуживания диагностируются
его системы.
Наибольшее количество возможных неисправностей связано с топливноя
аппаратурой, о чем свидетельствует диагностическая матрица. Последова-
тельность выполняемых операций при оценке технического состояния топ-
ливной аппаратуры дизельного двигателя при его трудном запуске: проверка
состава и объема топлива; прокачка топливной системы, удаление воздуха;
проверка давления, развиваемого топливным насосом высокого давления,
и давления впрыска топлива; оценка степени загрязненности воздушногс
фильтра; проверка угла опережения впрыска.
При допустимых значениях параметров, оценивающих техническое со-
стояние топливной аппаратуры, и трудном запуске двигателя проверяется
9Т
герметичность цилиндра по давлению сжатия. При его значениях ниже допус-
тимых пределов проверяются цилиндропоршневая группа и газораспредели-
тельный механизм по дополнительным параметрам, оценивающим техниче-
ское состояние этих систем. Трудность запуска также связана с заниженной
частотой вращения коленчатого вала двигателя.
Поиск возможных неисправностей при легком запуске двигателя начина-
ется с анализа показаний приборов, характеризующих его работоспособность,
и акустических признаков неисправностей.
По давлению масла оценивают состояние кривошипно-шатунного механиз-
ма и системы смазки. Снижение давления масла из-за изнашивания сопря-
жений кривошипно-шатунного механизма оценивается посредством акусти-
ческих признаков. Стук слышен без приборов, но для лучшего восприятия
его прослушивают стетоскопом или фонендоскопом. Стук коленчатого вала
с изношенными коренными подшипниками — глухого тона, хорошо слышен
вблизи разъема с картером, а в изношенных шатунных подшипниках — рез-
кий стук в зоне верхнего положения шатунной шейки коленчатого вала.
Стук в шатунных подшипниках легко можно определить, отключая пооче-
редно цилиндры. В неработающем цилиндре он значительно усиливается.
Стук поршневых пальцев в изношенных гнездах — редкий, в зоне цилиндров
ближе к головке блока. Отсутствие стуков в кривошипно-шатунном механизме
при низком давлении масла указывает на неисправность системы смазки.
Отклонение показаний указателя охлаждающей жидкости от оптимальной
величины отражает неисправность системы охлаждения. Выявление конкрет-
ной неисправности производится по другим диагностическим параметрам,
характеризующим ее работоспособность.
Если трудно определить неисправность по комбинации диагностических
параметров, проводится углубленное диагностирование с возможностью поста-
новки диагноза по одному параметру. Например, при нарушении герметично-
сти цилиндра неисправность определяют по месту выхода воздуха, подаваемого
под давлением в цилиндр.
2.8. Диагностирование трансмиссии
Основными сборочными единицами трансмиссии СДПТМ являются: ко-
робка отбора мощности, карданные передачи, сцепление, коробка передач,
главная передача, колесная передача. Наибольшее распространение в сбо-
рочных единицах трансмиссии получили зубчатые, шлицевые, шпоночные,
карданные и подшипниковые сопряжения. Износ их приводит к увеличению
суммарных угловых зазоров в механизмах силовой передачи, повышению
шума и вибраций, нарушению плавности в работе и изменению температуры.
Изменение суммарных угловых зазоров зависит от наработки. После пе-
риода приработки наблюдается незначительный рост суммарного углового
зазора, но при определенной наработке наступает период прогрессирующего
износа сопряжений, когда угловые зазоры механических передач увеличива-
ются в 6...15 раз.
I 1ак
У гл оные зазоры (люфты) определяют приборами модели КИ-4832 и
КИ-13909, размещая их на выходе (или на входе) механических передач при
заторможенном входе (или выходе). Предельный суммарный угловой зазор <р
трансмиссии СДПТМ зависит от количества сопряжений и равен 20.. .80 град.
Суммарный боковой зазор является интегральным показателем и не дает
полного представления о техническом состоянии отдельных сборочных еди-
ниц и сопряжений. При отклонении суммарного бокового зазора от допусти-
мых значений проводится диагностирование отдельных сборочных единиц.
Для каждого сопряжения определяют угловые зазоры в градусах (<р) по
следующим формулам:
□ для эвольвентных сопряжений
<р = KJ/(mz), ч (2*3)
□ для прямобо^ных сопряжений
9 = KJ/P, (2.4)
где К — коэффициент, учитывающий вид сопряжения (табл. 2.8); J — боко-
вые зазоры, мм; т, z — соответственно модуль и число зубьев; D — наружный
диаметр сопрягаемых деталей, мм.
В зависимости от значений боковых зазоров (номинальных, допустимых
и предельных) по формулам (2.3) и (2.4) определяют соответствующие угло-
вые зазоры (люфты).
Боковые зазоры для шлицевых соединений определяют по диаметру вала,
зубчатых цилиндрических — по модулю и числу зубьев, а зубчатых кониче-
ских — по модулю, числу зубьев, значениям межцентрового и среднего ко-
нусного расстояния.
Таблица 2£
Зависимость коэффициента К от вида сопряжения
Вид сопряжения к Вид сопряжения к
Эвольвентное: 122,0 Прямобочное:
цилиндрическое и коническое шпоночное 95,5
червячное 114,6 шлицевое и кулачное 114,6
шлицевое 132,0 кулачково-дисковое и шар- нирное 305,6
Предельные угловые зазоры для эвольвентных зацеплений (Jnp) определя-
ются по формуле
«^пр — 'Лтп + (7,HoMi + 7,HOM2+2/r)2smaZu), (2.5)
где Thomi, ТНОМ2 — допуски на смещение исходного контура для шестерни и
колеса, мкм; f — предельное отклонение межосевого расстояния, мкм; o.tuI —
угол зацепления, град.
• о. Аиагнос1Ир< и1.|ние трансмт < ии 99
Предельные значения <р для сборочных единиц определяются суммирова-
нием предельных значений для отдельных сопряжений:
Фпр ~ У,<Рпр>»
i=l
где и — количество сопряжений в диагностируемой механической передаче.
Анализируя параметры, по которым оценивается техническое состояние
сцепления, фрикционных муфт, зубчатых передач, подшипников трансмис-
сии, можно прийти к выводу, что все они так иЛи иначе могут быть увязаны
с изменением углового положения ведущего и ведомого валов трансмиссии.
Следовательно, установив бесконтактные датчики углового положения звеньев
на входе и выходе трансмиссии и отслеживая относительные угловые переме-
щения валов, можно получить информацию для диагностирования. При таком
подходе алгоритм диагностирования состояния зубчатых зацеплений должен
нключать анализ шага зацепления на циклических составляющих частоты
шестерни ведомого вала относительно высокочастотного опорного сигнала,
снимаемого с зубчатого венца шестерни, связанной с ведущим валом, как пока-
зано на рис. 2.10. Изнашивание поверхностей зубчатых зацеплений и шлице-
вых соединений увеличивает суммарный угловой зазор S, который может быть
определен на переходных режимах двигателя с помощью базового и рабочих
Рис. 2.10. Схема измерения углового зазора:
1 — ведущая шестерня; 2 — выходная шестерня; 3 — маховик; 4 — датчик опорного сигнала;
в—датчик выходного сигнала; 6 — высокочастотный опорный сигнал; 7—сигнал зубцовой час-
тоты выходного вала; 8 — блок преобразования аналогового сигнала; 9 — блок обработки посту-
пающей информации; 10 — блок регистрации данных
•»» МИ»
'МПЯЛ, дирижиых, ПОЛЬСМИО-ТрЗН< IKtpIlll 14 МАШИН и О<и>руМ№дН1»1
датчиков. В качестве базового датчика может использоваться индуктивный
датчик, установленный на кожухе маховика над зубьями его венца. Рабочие
датчики размещаются над зубчатым венцом шестерни или колеса выходного
вала сборочной единицы трансмиссии. Алгоритм определения суммарного
углового зазора в трансмиссии, характеризующий боковой износ зубьев,
предполагает анализ шага зацепления выходной шестерни при подаче на
вход трансмиссии тестового воздействия, направленного на выбор углового !
зазора, например разгон и торможение двигателем. Изменение шага зацеп- j
ления при установившемся режиме движения будет указывать на наличие
единичных дефектов зубьев шестерен. По периоду повторного появления
дефекта легко установить принадлежность его тому или иному зубчатому
колесу, поскольку период обращения у каждого зубчатого колеса свой.
Таким образом, для диагностирования трансмиссий мобильных машин
достаточно , оснастить их как минимум двумя датчиками зубцовой частоты
ведущей и ведомой шестерни трансмиссии. Для сложной трансмиссии, имею-
щей основную, дополнительную, раздаточную коробки, коробку отбора мощно-
сти и других сборочных единиц количество датчиков может быть значительно
больше.
Работоспособность сцепления оценивается по разнице частоты вращен
ведущих и ведомых дисков, которая определяется по базовому и одному pat
чему датчику. Предельный износ рабочих поверхностей дисков сцеплен <
приводит к их пробуксовке, которая возрастает с увеличением нагрузки
движитель. Анализируя шаг зацепления ведомой шестерни относительно i
дущей, легко определить, имеется ли пробуксовка сцепления при переда
больших крутящих моментов, а также оценить наличие остаточного момен >
трения в выключенном сцеплении, ухудшающего процесс переключении
ступеней в коробке передач. Аналогично можно провести оценку работоспо-
собности фрикционов и тормозов планетарных редукторов машин с гусенич-
ным движителем.
Информативность диагностического сигнала позволяет при соответствую-
щем алгоритме обработки с высокой точностью и минимальными затратами
установить техническое состояние основных элементов трансмиссий мобиль-
ных машин, определить остаточный ресурс и назначить сроки ремонтов, что
существенно снизит эксплуатационные затраты.
Данная методика диагностирования трансмиссии проверена в лаборато-
рии Белорусско-Российского университета на стенде с параллельной оценкой
результатов инструментальным методом. Для диагностики зубчатых зацеп-
лений разработан комплекс, позволяющий на переходных режимах работы
двигателя определить суммарный зазор в трансмиссии, а также состояние
сцепления и развиваемую мощность двигателя.
Результаты испытаний на стенде по одной из передач приведены на рис. 2.11.
Тестовое воздействие на трансмиссию представляет собой резкое уменьше-
ние подачи топлива после выхода двигателя в установившийся режим, т.е.
проводилось торможение двигателем, во время которого за счет сил инерции
4.о. оиагностироиание трансмш 101
— » ИЦ ял». »» Ч «»|. » « ч », Л- ».»ц «.««» » -НЧ»» - Г****.
выбирались зазоры одного направления, а затем осуществлялось резкое уве-
личение подачи топлива, т.е. разгон двигателя с целью выбора зазоров проти-
воположного направления. Запись велась на протяжении всего переходного
процесса. Как видно из рисунка, количество опорных импульсов в одном
периоде зубцовой частоты выходного сигнала в установившемся режиме
с замкнутым зазором составляет 24 импульса. При торможении двигателем,
когда выбираются зазоры одного направления, количество опорных импуль-
сов уменьшилось до 16, поскольку выходная шестерня начала обгонять махо-
вик, а при разгоне — увеличилось на ту же величину, т.е. до 32 импульсов.
В пересчете с контролируемого параметра на суммарный угловой зазор, зафик-
сированный с помощью люфтомера КИ-13909, разница полученных резуль-
татов не превышает 10 %.
Рис. 2.11. Результаты испытаний трансмиссии на стенде
Для определения работоспособности сборочных единиц применяют и другие
..араметры: кинематическую неравномерность; интенсивность изменения
температуры при постоянном нагрузочном и скоростном режимах; виброаку-
стические сигналы, генерируемые сборочной единицей в процессе работы.
Кинематическая неравномерность проявляется в отклонении передавае-
мого момента за один оборот вала механической передачи. Динамические
усилия, связанные с дефектами зубчатого зацепления и подшипников, могут
превышать полезную нагрузку более чем в 3 раза.
Интенсивность изменения температуры сборочной единицы характеризует
механические потери в ней. Измерение температуры производят терми-
сторными термометрами с магнитным креплением на регулярном тепловом
режиме в течение 20...60 мин и сравнивают с эталонными аначениями. Регу-
лярный тепловой режим наступает спустя 5...15 мин после включения пере-
дачи в работу.
Виброакустические сигналы могут использоваться при оценке работоспо-
собности любой сборочной единицы. Уровень вибрации и шума зависит от зазо-
ров в сопряжениях, несбалансированности вращающихся масс, неровностей
поверхностей качения и т.д. Метод основывается на измерении частоты и ам-
плитуды звуковых колебаний, полученных сборочной единицей в процессе
работы, и сопоставлении этих значений с эталонными. Недостатком данного
метода является отсутствие надежных способов разделения полезных сигна-
лов и помех.
Более точно сборочные единицы трансмиссии диагностируются по другим
параметрам, характеризующим их техническое состояние. Так, сцепление
диагностируют по свободному ходу педали (25...45 мм), полноте включения
и выключения его. Полнота включения оценивается отсутствием пробуксов-
ки, а выключения — легкостью переключения передач. Карданный вал до-
полнительно проверяется на биение, которое не должно превышать 2 мм.
Работоспособность гидромеханических передач дополнительно оценивается:
по давлению масла в главной магистрали на режимах холостого хода, движе-
ния и наката; по зазору между толкателями и регулировочными винтами ме-
ханизмов управления золотниками; по температуре масла.
Пример 2.5. Определить суммарные номинальные и предельные угловые зазоры
тягача МоАЗ-7405.
Решение. В основу расчета суммарного углового зазора положим кинематическую
схему тягача, которая дополнена обозначениями шлицевых соединений (рис. 2.12).
Номинальные и предельные угловые зазоры определяем по сборочным единицам в по-
следовательности передачи крутящего момента: коробка отбора мощности (КОМ),
карданная передача, гидромеханическая передача (ГМП), ведущий мост (ВМ).
Для коробки отбора мощности рассматриваем три шлицевых соединения и одно
шпоночное прямобочное, а также два эвольвентных зацепления в муфте отключения
КОМ. Боковые номинальные (J„om) и предельные прямобочные зазоры принимаем по
11ТД, а предельные для эвольвентных зацеплений определяем по формуле (2.5).
Так, для эвольвентного зацепления КОМ предельный боковой зазор с учетом но-
минального бокового JHOM = 185 мкм равен
Jnp = (185 + (250 + 250 +290) 0,684) мкм =725 мкм.
Исходные данные и результаты расчета по формулам (2.3)-(2.5) заносим в табл. 2.9.
Предельный угловой зазор КОМ составляет 4,2° .
Карданная передача тягача состоит из промежуточного карданного вала и
карданного вала ведущего моста. По расчетам предельные угловые зазоры
этих валов с учетом допустимых зазоров подшипников качения составляют
соответственно 2,9° и 2,7°.
Гидромеханическая передача проверяется при блокировке гидротранс-
форматора на первой передаче. Максимальный угловой зазор при рассматри-
ваемых условиях составляет 11,93°. На других передачах он будет ниже, так
как в зацеплении участвует меньшее количество сопряжений.
Рис. 2.12. Кинематическая схема тягача МоАЗ-7405
1U4 ' диагностирование строительных, дорожных, подьемно-TpaHcrioptin.i- машин и оборудована
Результаты расчета суммарных угловыэ
Сборочная единица Вид сопряжения D, мм те, мм
1 2 3 4
Коробка отбора мощности Эвольвентное 2,5
Прямобочное шлицевое 72 —
Прямобочное шпоночное 80 —
Промежуточный карданный вал Прямобочное шлицевое 72
Тоже. 65
& 70
Подшипник качения 120 Z
Гидромеханическая передача Эвольвентное — 5,5 •
Тоже — 5,5
& — 5,5
— 5,5
— 5,5
— 5,5
— 6,5
— 6,5
Прямобочное шлицевое 70 —
Тоже 60 —
» 82 —
Карданный вал ведущего моста Прямобочное шлицевое 82 —
Тоже 72 —
Подшипники качения 120 —
’ <’• Диагностирование трапа зазоров трансмиссии тягача Г ИИ ЛоАЗ-7405 10'. Таблица 2.9
2 Л,ом. МКМ «Рпом, град мкм фпр» гРаД Количество соединений Ефиом. град Ефпр. град
5 6 7 8 9 10 11 12
60 137 0,121 725 0,57 2 0,242 1,14
— 95 0,151 500 0,79 3 0,453 2,37
— 60 0,07 300 0,35 1 0,07* 0,765 0,35 3,86
— 95 0,151 500 0,79 1 0,151 0,79
— 95 0,167 500 0,88 1 0,167 0,88
— 95 0,155 500 0,82 1 0,155 0Д73 0,82 2,49
— 0,02 0,019 0,2 0,19 2 0,038 0,38 2?87
40 210 0,12 757 0,42 1 0,12 0,42
59 210 0,08 757 0.29 1 0,08 0,29
46 210 0,10 757 0,37 1 0,10 0,37
53 210 0,09 757 0,32 1 0,09 0,32
36 185 0,11 718 0,44 1 0,11 0,44
46 185 0,09 718 0,35 1 0,09 0,35
18 160 0,16 645 0,67 1 0,16 0,67
33 160 0,09 645 0,37 1 0,09 0,84 0,37 5,10
— 95 0,155 500 0,82 3 0,465 2,46
— 137 0,26 500 0,96 1 0,26 0,96
— 110 0,15 500 0,70 5 0,75 1Д75 3,50 6,92
— 140 0,195 500 0,70 2 0,390 1,40
— 115 0,183 500 0,90 1 0,183 0,573 0,90 2,30
— 0,02 0,019 0,2 0,19 2 0,038 0,38 2,68
1№ Z. Дни...ирование строительных, дорожных, подьемно-транспортных машин и оборудованы
1 2 3 4
Ведущий мост Эвольвентное — 14,0
Тоже — 14,0
— 9,0
» — 9,0
» — 5,5
» — 5,5
» — 5,5
* Прямобочное шлицевое 82 —
Тоже 60 —
Суммарный зазор трансмиссии тягача
* — подчертой указан суммарный угловой зазор аналогичных зацеплений
Для определения суммарного углового зазора ведущего моста необходимо
определить номинальный боковой зазор в коническом зубчатом зацеплении.
Для этого находим среднее конусное расстояние Rm и угол делительного ко-
нуса зубчатой шестерни 6г:
где тт — средний модуль зубчатого колеса:
Я-0,5В
771е~--'-,
те — модуль зубчатого колеса; Re — внешнее конусное расстояние, мм:
Zi, z2 — число зубьев соответственно шестерни и колеса; В — ширина зубчато-
го венца:В=0,37?е.
Подставив численные значения, получим:
тт ~ те~—- 14(1-0,15) ММ = 11,9 ММ,
Re
„ «11,912 f fll,9-41f
Rm =-----------+ —-------- мм — 254 мм,
12 I I 2 )
IV
S2 = arctg— = arctg — = 73°,
Z! 42
2.9. Ли.1! ||<х ги|><>||.1|1ие лнижителей 107
Окончание табл. 2.9
5 6 7 8 9 10 11 12
12 185 0,13 766 0,56 1 0,13 0,56
41 185 0,04 766 0,16 1 0,04 0,16
11 120 0,14 523 0,64 1 0,14 0,64
22 120 0,07 523 0,32 1 0,07 0,32
17 160 0,21 646 0,84 1 0,21 0,84
32 160 0,11 679 0,47 2 0,22 0,94
82 160 0,04 679 0,18 1 0,04 0,85 0,18 3,65
— 145 0,19 500 0,70 1 0,19 0,70
— 137 0,26 500 0,96 2 0,52 0,71 1,92 3,62
5,76 28,70
Si = 90 - б2= 90° - 73° = 17°,
- —— ~ —
_ If 14-12 f (14 41Г onn
Up =,------+ ------ мм = 299 мм.
К 2 ) I 2 )
По рассчитанным значениям Rm и 8г принимаем боковой зазор главной пе-
редачи Лцом = 185 мкм. Аналогично для конического зубчатого зацепления
дифференциала находим =120 мкм. Предельные боковые зазоры рассчи-
тываются по формуле (2.5). Согласно расчетам, предельный угловой зазор ве-
дущего моста составляет 7,27°.
Суммарный угловой зазор трансмиссии тягача равен сумме угловых зазо-
ров сборочных единиц. Для рассматриваемого тягача МоАЗ-7405 предель-
ный угловой зазор трансмиссии равен 28,70°.
2.9. Диагностирование движителей
В качестве диагностических параметров гусеничного хода чаще всего при-
нимаются: длина десяти звеньев гусеничной цепи, характеризующая износ
проушин звеньев и пальцев; провисание гусеничной цепи, отражающее ее
натяжение, которое влияет на интенсивность изнашивания и потерю до 9 %
мощности; изменение размеров деталей гусеничного хода (опорных, поддер-
живающих и направляющих катков, поверхности зуба звездочки); осевой
люфт в подшипниковых сборочных единицах; герметичность уплотнений
подшипников.
В процессе эксплуатации более интенсивному изнашиванию подвергают-
ся проушины и пальцы гусениц, что вызывает увеличение шага и более ин-
тенсивное изнашивание зубьев звездочки и звеньев гусениц. Предельные
значения параметров деталей гусеничного хода приведены в табл. 2.10.
Таблица 2.10
Предельные значения параметрон н средства диагностирования гусеничных движителей
Параметр Предельное изменение контролируемого па- раметра Средства диагностирования
Изменение десяти звеньев гусеничной цепи 70... 100 мм КИ 8913
Провисаине гусеничной цепи 30 мм КИ-13903
Изменение диаметров катков: поддерживающий 10... 12 мм Штангенциркуль
опорные 15...25 мм Тоже
Изменение высоты направляющей части натяжного колеса 5...11 мм »
Износ поверхности зуба звездочки 6 мм Шаблон
Осевой люфт в подшипниковых сборочных единицах 0,5 мм КИ-4850
Герметичность уплотнений подшипников Отсутствие течи при давлении 0,3 МПа КИ-4942
Основными диагностическими параметрами колесных движителей явля-
ются: разбалансировка колес, радиальные и осевые зазоры шкворней управ-
ляемых колес, схождение передних колес, зазор в подшипниках ступиц колес,
степень износа протектора шин, давление сжатого воздуха.
Разбалансировка колес приводит к дополнительным динамическим на-
грузкам на детали ходового оборудования и интенсивному изнашиванию
протектора шин. Статическая балансировка проводится на стендах со снятием
и без снятия колес с машины. Статическая неуравновешенность характери-
зуется несовпадением центра масс с осью колеса, а динамическая — неравно-
мерным распределением массы по ширине колеса.
Радиальные и осевые зазоры в шкворневых соединениях определяются
в двух положениях колеса: вывешенном и рабочем. Осевой зазор выявляется
набором щупов, а радиальный — с помощью прибора КИ-4852. Радиальный
зазор не должен превышать 0,75 мм. Прибор КИ-4852 позволяет определять
и осевой зазор ступиц колес, который находится в пределах 0,03 мм.
Схождение передних колес оказывает влияние на устойчивость движения
и интенсивность изнашивания шин. В зависимости от типа машины номи-
нальное значение схождения находится в интервале 4... 10 мм. Предельное
отклонение не должно превышать ± 2 мм. Схождения определяют линейкой
КИ-650 или на стенде КИ-4872. Регулировку производят изменением длины
поперечных тяг.
Важными параметрами контроля движителя являются степень износа
протектора шин и давление в них. Высота протектора влияет на устойчи-
вость машины и тяговые усилия, а давление — на интенсивность изнашива-
ния протектора, расход топлива и легкость управления машиной.
2.10. Диагностирование систем управления
Контроль и регулировка системы управления гусеничных машин сводится
к проверке свободного хода рычагов и педалей, который обеспечивает нормаль-
ный зазор 1,5..,2,0 мм для фрикционных систем ленточного типа и 0,3... 1,0 мм
для конусных и дисковых.
Свободный ход педали (рычага) принимается равным 0,15...0,25 общего
хода. Допустимый полный ход педалей не должен превышать 100... 150 мм,
а рычагов — 300...350 мм.
На рычагах и педалях проверяются усилия, которые должны находиться
соответственно в пределах 20...60 и 80...120 Н.
Диагностирование системы управления машины с колесным движителем
производится по следующим параметрам: усилию на рулевом колесе (20 Н);
свободному ходу рулевого колеса (15... 20°); установке передних колес(схож-
дение 8...12 мм).
Проверка тормозов с приводом от пневмосистемы осуществляется по ходу
штока тормозной камеры при рабочем давлении в пневмосистеме. Для разных
машин допускается ход штока 30...50 мм при разности хода не более 3... 7 мм.
Герметичность пневмосистемы проверяют при включенных и выключенных
тормозах. При выключенном двигателе снижают давление до 0,05—0,06 МПа
и наблюдают за стрелкой манометра, нажимая на педаль и отпуская ее. Если
движение стрелки в обоих случаях отсутствует, то пневмосистема герметична.
Герметичность пневмосистемы и техническое состояние компрессора опреде-
ляют по времени заполнения системы воздухом, которое не должно превышать
2 мин. Предохранительный клапан регулятора давления проверяют по откло-
нению значений давления компрессора (1,0 МПа) при выключении и включении,
У машин с гидравлическим приводом тормозов проверяется наличие воз-
духа в системе и состояние уплотнений. Значительное снижение усилий при
нажатии на педаль указывает на наличие воздуха в системе гидропривода,
а появление тормозной жидкости на барабанах колес свидетельствует об из-
носе цилиндра или уплотнений.
Общее техническое состояние тормозной системы колесных машин мож-
но определять по тормозному пути и ускорению замедления. Длину пути тор-
можения (Zt) определяют по формуле
254/
где о — скорость машины перед началом торможения, км/ч; f — коэффици-
ент сцепления покрышки с дорогой.
Ускорение замедления для исправных тормозов находится в пределах от
4,2...5,0 до 2,0 ± 0,5 м/с2 (для ручного тормоза).
2.11. Диагностирование силового электропривода
Техническое состояние электродвигателей, генераторов и аппаратов, ус-
тановленных на СДПТМ, зависит от состояния изоляции обмоток и обрыва
в них, коммутационных контактов и наличия замыканий в обмотках и между
листами активной стали. Согласно статистическим данным, отказы, связан-
ные с дефектами в обмотках, составляют до 95 %, с дефектами механической
части — до 5 % общего числа отказов.
Сопротивление изоляции электрических машин и аппаратов (RHOM) долж-
но соответствовать неравенству
Вном= ивоы (1000 + 0,01 Рном) > 0,5 МОм,
где Пном — номинальное напряжение на обмотке, В; Рвом —- номинальная
мощность двигателя, генератора или аппарата, кВт.
Как правило, электрические машины и аппараты, установленные на
СДПТМ, работают на открытом воздухе. Влага, проникающая в поры и капил-
ляры изоляции, резко снижает сопротивление, хотя пробоя и не происходит.
В то же время локальные дефекты сухой изоляции и изоляции, обладающей
большим сопротивлением, повышают опасность пробоя. Поэтому сопротивле-
ние изоляции дает лишь качественную оценку ее состояния. Для прогнозиро-
вания работоспособности изоляции дополнительно определяют коэффициент
абсорбции, емкость изоляции, тангенс угла диэлектрических потерь, коэффи-
циент нелинейности, нагревостойкость изоляции.
Коэффициент абсорбции (Каб) определяется как отношение сопротивле-
ний изоляции 1?г и J?2, измеренных в моменты времени t] и после приложе-
ния к изоляции напряжения:
Каб = ^.
аб Rr
Как правило, Каб определяется при tr - 15 с и t2 - 60 с. Этот коэффициент
зависит от материала, из которого изготовлена изоляция, ее возраста и степе-
ни увлажнения обмоток.
Допустимое значение Каб нормируется и не должно превышать 1,3, т.е.
если Каб > 1,3, то необходимо сушить изоляцию.
В процессе старения обмотки уменьшается электрическая емкость изоля-
ции. В качестве диагностического параметра оценки ее состояния использу-
ют коэффициент Кс'.
к -с‘
где С1, С2 — емкости изоляции при частотах напряжения 2 и 50 Гц соответст-
венно.
При Кс > 1,4 изоляцию необходимо сушить.
2.11. Диагностирование силового электропривода
Тангенс угла диэлектрических потерь характеризует объемное состоя-
ние изоляции и определяется по формуле
tg8=y-,
где 1а, 1С — соответственно активная и емкостная составляющие токов, про-
ходящих через изоляцию.
Коэффициент нелинейности зависит от степени увлажнения изоля-
ции:
££ _ -Лпах^пйп
н Г . TJ ’
Л ruin'-7 max
где Imax, Imin — сила токов утечки, измеренная через 60 с при напряжениях
СООТВеТСТВеННО J7min, ^max-
Минимальное напряжение принимается равным 0,5 Сном, а максимальное
напряжение в 3 раза превышает номинальное. При влажной изоляции Кк > 3.
Работоспособность электрических двигателей и аппаратов в значительной
степени зависит от температуры окружающей среды. Отрицательная темпе-
ратура позволяет на 40 % увеличивать нагрузку на электродвигатель. Ресурс
электродвигателя или генератора снижается в 2 раза, если температура, уста-
1 новившаяся при их работе, превышает предельную на 8 °C. При эксплуатации
электродвигателей в различных условиях нормируется превышение темпе-
ратуры изоляции над температурой окружающей среды. В соответствии
с ГОСТ 8865—70 установлено пять классов нагревостойкости изоляции с нор-
мируемыми тредельно допустимыми превышениями температур:
Класс нагревостойкости изоляции: А Е В Г Н
Предельно допустимые превышения
температур обмотки двигателя, °C: 60 75 85 100 125
Общий нагрев, как правило, сопровождается перегрузкой двигателя или
недостаточной вентиляцией. Местный нагрев указывает на дефекты электро-
двигателя. Так, нагрев станины свидетельствует о межвитковом замыкании
обмоток, которое сопровождается гулом и вибрацией электроустановок.
Обрыв в обмотке фазы проверяют амперметром, а обрыв стержней в корот-
козамкнутой обмотке ротора — путем измерения силы тока в фазах электро-
двигателя при напряжении, составляющем 10 % номинального. Изменение
силы тока в фазах указывает на обрыв стержней.
Диагностирование электродвигателей в целом проводится путем измере-
ния силы тока и определения потерь холостого хода в режиме короткого за-
мыкания. Сила тока и потери холостого хода проверяют при подключении
электродвигателя к сети без соединения с механизмом нагружения. Полу-
ченные результаты сравниваются с нормативными значениями. В режиме
короткого замыкания электродвигатель подключают к сети, а ротор полно-
стью затормаживают. Результаты измерений позволяют оценивать состояние
ротора и определять силу пускового тока и начальный вращающий момент
двигателя.
При эксплуатации СДПТМ с силовым электроприводом для обеспечения
безопасной работы применяется защитное заземление. Заземлению подверга-
ют корпуса электропривода, пусковой и защитной аппаратуры, а также метал-
лические конструкции, на которых установлено силовое электрооборудование.
Параметрами контроля состояния защитного заземления является напря-
жение заземлителя и сопротивление заземления. Напряжение заземлите-
ля — действующее напряжение между заземлителем и зоной земли за преде-
лами зоны растекания электрического тока. Сопротивление заземляющего
устройства должно быть не более 4 Ом, а для повторных заземлений не более
10 Ом.
Для штыревого крана и корпусов его электрооборудования, находящихся
под напряжением По условиям технологического процесса, заземление не
требуется. Здесь необходимо более высокое предельное сопротивление изоля-
ции — не менее 10 МОм.
2.12. Диагностирование электрооборудования
В процессе эксплуатации СДПТМ с дизельным двигателем основные неис-
правности электрооборудования приходятся на аккумуляторные батареи, гене-
ратор с регулятором напряжения, стартер и другие потребители электроэнергии.
Комплексная проверка работоспособности аккумуляторной батареи про-
водится под нагрузкой по напряжению, которое при запуске двигателя стар-
тером должно быть не менее 10,2 В, а при последовательном соединении двух
батарей — не менее 20,4 В.
Поэлементное диагностирование аккумуляторных батарей включает про-
верку уровня и плотности электролита, степени зараженности элементов, на-
личия короткого замыкания пластин.
Уровень электролита должен быть на 10... 15 мм выше сепараторных пла-
стин. Наличие контакта пластин с воздухом приводит к быстрому снижению
емкости батарей. При понижении уровня доливают дистиллированную воду,
так как она испаряется быстрее, чем кислота. Плотность электролита заме-
ряется ареометром. Разница между плотностью электролита в отдельных
элементах не должна превышать 0,02 г/см3. Плотность электролита заря-
женной аккумуляторной батареи, приведенная к 15 °C, для условий Респуб-
лики Беларусь рекомендуется равной 1,27 г/см3.
Степень заряженности аккумуляторной батареи влияет на ее работоспособ-
ность. При длительном хранении или эксплуатации в разряженном состоянии
на поверхности активного слоя пластин оседают крупные кристаллы PbS04
(явление сульфатации пластин). Этот дефект практически не устраняется и
приводит к снижению емкости батарей. Сульфатация с малой глубиной может
быть устранена путем продолжительной зарядки током до 0,04 емкости акку-
муляторных батарей при плотности электролита не более 1,11 г/см3 и после-
довательной разрядки. Этот процесс повторяют несколько раз.
III
Заряженность аккумуляторов определяют по плотности и напряжению.
При разрядке аккумуляторных батарей плотность понижается. Так, сниже-
ние ее на 0,01 г/см3 соответствует разрядке аккумуляторной батареи на 6 %.
Заряженность элементов по напряжению проверяется нагрузочной вилкой.
Если аккумулятор заряжен и исправен, то напряжение под нагрузкой в кон-
це 5-й секунды остается в пределах 1,7...1,8 В. При снижении напряжения за
это время на 1,4... 1,5 В батарею отправляют на зарядку, которая осуществля-
ется током, равным 0,07...0,10 ее емкости. Разница в напряжении отдель-
ных элементов не должна превышать 0,15 В.
Нагрузочной вилкой при отключенных нагрузочных резисторах опреде-
ляется короткое замыкание пластин. Для исправного элемента должно соблю-
даться неравенство Ео> 0,84+g, где Ео — электродвижущая сила элемента;
g — плотность электролита. Если измеренная Ео меньше расчетной, то в эле-
ментах имеется частичное короткое замыкание. Приближение Ео к нулю
указывает на полное короткое замыкание пластин. Короткое замыкание пла-
стин возникает при выпадении из них на дно банок активной массы. Как пра-
вило, этот дефект появляется при чрезмерном пользовании стартером, когда
большие разрядные токи приводят к короблению пластин. Поэтому рекомен-
дуется при запуске двигателя включать стартер не дольше 5 с. Если двига-
тель после первой попытки не запустился, то каждую следующую попытку
запуска необходимо осуществлять через 15...20 с.
В настоящее время на СДПТМ в качестве источника электрической энер-
гии применяют трехфазные синхронные генераторы. В них, как правило, ус-
танавливаются выпрямители на кремниевых диодах, которые закрепляются
на крышке генератора со стороны контактных колец. На таких генераторах
запрещается соединять плюсовой провод с массой и отключать его от регуля-
тора напряжения, так как это может привести к пробою диодов.
Для определения работоспособности генератора проверяют частоту вра-
щения якоря генератора, соответствующую его возбуждению без нагрузок и с
нагрузкой (на начало отдачи и на полную отдачу при номинальном напряже-
нии). При проверке на начало отдачи частота исправного генератора без на-
грузки не должна превышать 1000 об/мин в момент достижения напряжения
12,5 В для 12-вольтового и 25 В для 24-вольтового электрооборудования. По-
сле возбуждения генератора нагрузку и частоту вращения плавно увел ичива-
ют до номинальных значений (табл. 2.11). Проверяется устойчивость работы
под нагрузкой и наличие искрений на щетках коллектора. Без снятия на-
грузки отключается генератор, и повторно проверяется частота его возбуж-
дения.
Если результаты измерений не соответствуют паспортным данным, то
производится локализация неисправностей. При номинальном напряжении
измеряется сила тока в обмотке возбуждения, которая должна быть не более
3 А для 12-вольтовых генераторов и не более 1 А для 24-вольтовых.
Исправность элементов выпрямителя проверяют путем измерения обрат-
ного тока.
Таблица 2.11
Параметры контроля генераторов переменного тока
Технические данные Марка генератора
Г250 Г254 Г271, Г272, Г273 Г221 Г222
Номинальное напряжение, В 14 14 28 14 14
Максимально допустимая сила тока самоограничения, А 50 40 30 42 50
Частота вращения ротора, при ко- торой достигается номинальное на- пряжения без нагрузки, об/мин, не более 950 950 1000 1200 1250
Частота вращения ротора при но- минальной нагрузке, об/мин, не более 2100 2100 2100 2000 2400
Сила тока при номинальной на- грузке, А 28 28 20 25 35
Сопротивление обмотки возбужде- ния, Ом 3,7 3,7 16,5 4,5 4,5
Сила нажатия на щетку, Н 1,8...2,6 1,8...4,0 1,8...2,6 4,0...4,4 4,0...4,4
Необходимость разборочных операций генератора и регулятора напряже-
ния определяют на основании результатов испытаний. К частым отказам гене-
ратора относятся: потери контакта между щетками и коллектором генератора
или контактными кольцами, заедание щетки в щеткодержателе, износ щеток,
попадание грязи и масла, снижение упругости пружин щеткодержателей
и т.д.
При установке новых щеток их притирают к коллектору. Для этого полос-
ку мелкой стеклянной шкурки, ширина которой должна быть равной шири-
не коллектора, вводят между щеткой и коллектором, затем протаскивают е«
в направлении, противоположном направлению вращения якоря, повтори s
эту операцию до полного прилегания щетки к коллектору.
Давление пружины проверяют динамометром, оттягивая им нажимной
рычажок щеткодержателя. Фиксируют показания динамометра в момент,
когда полоска бумаги, введенная между щеткой и коллектором, свободно вы-
таскивается.
Грязь и масло с контактных колец и коллектора удаляют ветошью, смо-
ченной бензином. Подгар с коллектора удаляют стеклянной шкуркой, при-
жимая ее к коллектору и вращая рукой якорь. Если подгар значительный
и шкуркой не удаляется, то коллектор протачивают. Кольца с износом более
0,5 мм необходимо проточить.
По окончании всех работ внутреннюю полость генератора следует продуть
сжатым воздухом.
• MTWI "in Iирипимиг Э/ЖКфООПОрул*iB.it 14 IIS
Регулятор напряжения представляет собой электронную схему, как пра-
вило, в интегральном исполнении, которая в период эксплуатации не разби-
рается и не ремонтируется.
Эксплуатация электронных регуляторов без аккумуляторной батареи не
рекомендуется. Запрещается замыкание выводов регулятора между собой,
а при подключении к электрооборудованию постороннего источника свыше
15(30) В он должен быть отключен. Работоспособность регуляторов напря-
жения совместно с генератором оценивается по эффективности стабилиза-
ции напряжения 13,6...14,5 или 28...30 В в электрооборудовании машины
при изменении частоты вращения, нагрузки и температуры окружающей
среды. Техническое состояние регулятора напряжения отдельно от генерато-
ра проверяется в соответствии со схемами (рис 2.13) с возможностью измене-
ния напряжения источника тока. Сигнальная лампа мощностью не более
6 Вт включается как обмотка возбуждения генератора между выводами «Ш>>
и «+» бортовой электросети для первого вида (рис 2.13, а) и соответственно
«-» (рис. 2.13, б) для второго вида регуляторов, которые невзаимозаменяемы.
По сигналу лампы на напряжение источника тока определяется исправность
регулятора. Он считается исправным, если лампа горит при напряжении
12...12,5 В (24...25 В) или не горит при напряжении. 14... 15 В (28...30 В).
Для проверки регулируемого напряжения генераторной установки можно
подключить вольтметр или мультиметр непосредственно к аккумуляторной
батарее. Предварительно необходимо убедиться в исправности проводки
.электрооборудования. При проверке изоляции обмоток генератора ток раз-
ряда не должен превышать 0,5 мА. В противном случае нарушена изоляция
или пробит диод выпрямительного блока.
Рис. 2.13. Схема проверки регулятора напряжения от источника тока
с изменяемым напряжением
В эксплуатации находится еще много машин, в которых напряжение гене-
ратора поддерживается реле-регулятором. В случае завышенного значения
напряжение регулируется ослаблением, а в случае заниженного — натяже-
нием спиральной пружины якорька путем подгиба хвостика угольника. Под-
регулировку регулятора необходимо производить, если напряжение более
чем на 0,5 В превышает указанное в технических условиях (как правило,
14 В для 12-вольтового и 29 В для 24-вольтового электрооборудования).
Регулировку регулятора следует вести, стараясь максимально прибли-
зиться к среднему значению регулируемого напряжения. При проверке и ре-
гулировке регулятора напряжения на машине достаточно подключить
вольтметр к генератору, а требуемая нагрузка достигается одновременным
включением потребителей. При этом суммарный ток приближается к номи-
нальному. Частота вращения измеряется тахогенератором.
Работоспособность генератора проверяют без снятия его с двигателя путем
измерения напряжения на зажимах «+» и «—» генератора, а затем на анало-
гичных зажимах регулятора при средней и максимальной частоте вращения.
Разница измеренных напряжений не должна превышать 1,5 В.
Комплексная оценка работоспособности стартера производится по парамет-
рам режимов холостого хода и полного торможения, развиваемой мощности,
щеточно-коллекторному соединению и механизму привода. Диагностирова-
ние стартера проводится по количественным значениям контролируемых па-
раметров, приведенным к температуре 20 °C, в соответствии с табл. 2.12.
Плотность тока в обмотках возбуждения и якоря должна быть не более
30 А/мм2.
Основные характеристики стартеров Таблица 2.12
Марка стартера Коми- Мощ- Сила потребляемого тока, А Напряжение на клеммах, В Сила Мини- мальная
нальное напряже- ние, В ность, кВт Холо- стой ход Полное торможе- ние Холо- стой ход Полное тормо- жение ния на щетку, Н высота щеток, мм
СТ-142Б 24 7,00 105 800 24 18,0 15...20 13
СТ-103 24 7,12 ПО 825 24 18,0 13...17 13
СТ-365 12 0,55 25 230 12 8,5 6...8 5
CT-130-A3 12 1,12 80 650 12 9,0 10...14 7
СТ-117 12 0,45 55 300 12 8,5 10... 14 6
25.3708 24 8,00 ПО 825 24 18,0 18...20 13
Если сила потребляемого тока в одном из режимов больше паспортных
данных, приведенных в табл. 2.12, то необходимо проводить поэлементную
проверку стартера. Если напряжение на клеммах ниже значений, указанных
в табл. 2.12, то следует проверить аккумуляторную батарею. Повышенная
сила тока на режимах холостого хода вызывается: при снижении частоты
вращения — перекосом якоря, задеванием его за крепление полюсов, изна-
шиванием подшипников или отсутствием в них смазочного материала; при
отсутствии вращения якоря — коротким замыканием на массу в обмотках
якоря либо возбуждения или в щеткодержателях. Увеличение силы тока
в режиме полного торможения характеризуется межвитковым замыканием
в обмотках якоря или возбуждения.
11 /
При поэлементном диагностировании особое внимание уделяется состоя-
нию щеточно-коллекторного соединения. Рабочая поверхность коллектора
должна быть чистой и гладкой, без следов подгорания. При необходимости
коллектор зачищают шкуркой со стеклянным покрытием зернистостью 80
и 100. Проверяют отсутствие замыкания щеткодержателей на массу, степень
износа щеток и силу воздействия на них пружины.
Работоспособность механизма привода проверяется по легкости переме-
щения муфты, а исправность обмоток и силовых контактов тягового реле —
по сопротивлению. При втянутом якоре реле зазор между упорной шайбой
и втулкой привода должен быть равен 1,0 ± 0,5 мм.
Диагностирование контрольно-измерительных приборов осуществляется
с помощью приборов Э-204 или моделей 531 и 537 в соответствии с инструк-
циями, прилагаемыми к ним.
При проверке амперметра шунт прибора Э-204 последовательно присоеди-
няют к нему и сравнивают показания двух приборов. Отклонение в показаниях
не должно превышать 15 %.
Проверка измерителей давления производится подключением датчика
в специальный штуцер прибора Э-204. Создается максимальное давление,
и при его плавном снижении показания проверяемого указателя сравнива-
ются с контрольным значением. Отклонение не должно превышать 4 %.
Термометр проверяют при помещении его датчика в нагреватель прибора
Э-204, заполненный дистиллированной водой. По степени нагрева сравнивают
показания проверяемого термометра с контрольным. Отклонение не должно
превышать 6 °C.
При отклонениях давления и температуры, превышающих приведенные
значения, проверяются датчики по силе потребляемого тока. Контроль уровня
жидкости в системах СДПТМ осуществляется с использованием электромаг-
нитных и магнитоэлектрических указателей уровня. Измерители уровня
жидкости включают реостатные датчики. Работоспособность указателей
в комплексе с датчиком проверяется по углу отклонения рычага.
Работоспособность электрооборудования зависит от состояния изоляции.
Ток разряда более 1 мА при отключенных потребителях указывает на нали-
чие повреждений изоляции.
В настоящее время на машинах применяются электронные системы, выпол-
няющие функции управления процессом топливоподачи. Наиболее полно
и точно эти функции выполняются системами электронного впрыскивания.
Экономия топлива в этом случае достигает 25 %. Центральным управляющим
органом системы управления впрыскиванием является электронный блок
управления (рис 2.14), принимающий информацию от датчиков и выдающий
управляющие сигналы на исполнительные электромагнитные устройства.
Основная информация, необходимая для формирования состава смеси в эко-
номичном режиме, поступает в блок управления (БУ), как правило, с восьми
первичных преобразователей, определяющих частоту вращения, температуру
воздуха, температуру охлаждающей жидкости, расход воздуха, положение
акселератора и усилия на рабочем органе, положение распредвала, состав
отработавших газов.
11В 2. Лиаги<х |ир<>п.1ни<‘ < ||><>итслы«ых, дорожных, польемно-транспортых машин и оборудования
Блок датчиков
Рис. 2.14. Схема системы управления топливоподачей
Наиболее совершенные электронные системы предусматривают обратную
связь. Например, определяется наличие кислорода в отработавших газах
и при получении информации о действительном составе смеси по команде БУ
вносится соответствующая корректировка в продолжительность впрыскива-
ния. В БУ входит микрокомпьютер, управляющий впрыскиванием топлива
по оптимальному количеству и по углу опережения.
2.13. Диагностирование металлоконструкций
Определение состояния металлоконструкций СДПТМ методами неразру-
шающего контрбля регламентируется ГОСТ 18353—79 «Контроль неразру-
шающий. Классификация видов и методов». Наиболее широкое применение
нашли следующие методы: капиллярные, магнитные, электропотенциаль-
ные, ультразвуковые и визуально-оптические.
Капиллярные методы основаны на проникновении специальных жидких
веществ в микротрещины металлоконструкций и образовании на поверхности
диагностируемого объекта изображения дефектов. В качестве такой жидкости
широко применяется керосин. Исследуемая поверхность смачивается кероси-
ном, протирается и посыпается порошком мела, который повышает контра-
стность изображения дефектов. Эффективно применение люминесцентных
индикаторных жидкостей, светящихся под действием ультрафиолетового
излучения. В настоящее время выпускаются стационарные (КД-20Л), пере-
движные (КД-21Л) и переносные (КД-31Л) ультрафиолетовые осветители.
Капиллярные методы позволяют определять дефекты со следующими разме-
рами микротрещин: раскрытие 1 мкм, глубина 0,01 мкм и длина 0,03 мм.
2.13. Лиапкх 111| и mi.1ime меыллокош i цукини 119
Достоинствами капиллярных методов являются простота и оперативность
получения информации, но они не позволяют определять глубину трещин
и внутренние дефекты.
Скрытые дефекты глубиной до 10 мм обнаруживаются магнитными ме-
тодами, основанными на регистрации магнитных полей рассеивания. При
диагностировании металлоконструкций СДПТМ применяются три разновид-
ности этих методов: феррозондовый, индукционный и магнитно-порошковый.
Феррозондовый метод позволяет измерять магнитное поле рассеивания
феррозондом (катушкой со стальным сердечником) при пропускании через
катушку переменного тока частотой 50...200 кГц. Этот метод дает возмож-
ность выявлять дефекты размером 0,5 мм на глубине до 10 мм.
Индукционный метод дает возможность регистрировать искательной ка-
тушкой аномалии магнитного поля рассеивания между полюсами электромаг-
нита переменного тока частотой не более 50 Гц. ЭДС в искательной катушке
возбуждается потоком рассеивания от дефекта, усиливается и подается на
индикатор, осциллограф или телефон. С помощью этого метода выявляют
трещины и непровары в сварных соединениях глубиной до 0,3 мм.
Магнитно-порошковый метод предусматривает намагничивание диагно-
стируемого объекта путем пропускания тока через него или медный стержень,
расположенный рядом. Проверяемую поверхность посыпают магнитным по-
рошком либо его суспензией. Если намагниченная поверхность имеет дефекты,
то на ней появляются изображения этих дефектов. Данный метод позволяет
эффективно выявлять трещины с раскрытием более 1 мкм, длиной более 0,5 мм
и глубиной от 10 мкм до 2 мм.
Электропотенциальный метод основывается на измерении распределе-
ния потенциалов на поверхности диагностируемого объекта, через который
пропускают ток. К защищенной поверхности присоединяют электроды, за-
питанные от низковольтного источника постоянного тока, потенциальные
электроды и микровольтметр. Дефекты в металлоконструкции приводят к уве-
личению падения напряжения. Чувствительность измерений увеличивается
при больших токах, однако значительный их рост приводит к обгоранию
электродов.
Ультразвуковой метод основывается на регистрации упругих волн, воз-
буждаемых в диагностируемом объекте. Для диагностирования металлокон-
струкций наиболее широко применяется эхо-метод. С помощью пьезоэлектри-
ческих преобразователей ультразвуковые импульсы посылаются с поверхности
металлоконструкций. Отражение этих импульсов от внутренних дефектов
и обратной стороны объекта позволяет определять трещины и раковины в ма-
териале. Серийно выпускаются ультразвуковые дефектоскопы УДМ-1М,
УДМ-ЗМ, ДУК-66П, УД-10ЦА.
Визуально-оптические методы позволяют определять дефекты метал-
локонструкций при визуальном обследовании машин с помощью оптических
средств (зеркал, линз, микроскопов и эндоскопов).
120 ' Aii.ii ностирование строи. дорожных, подьемно-транспор । и % машин и оборудование
2.14. Диагностирование гидропривода
Конструктивные особенности гидропривода, оказывающие значительное
влияние на производительность машины, и тенденция к его усложнению
делают актуальным применение диагностики. Характерные неисправности
гидропривода: нарушение герметичности системы; износ сопряжений в насо-
сах, гидромоторах, распределителях и гидроцилиндрах; засорение фильтров;
загрязнение и обводнение рабочей жидкости. Все перечисленные неисправно-
сти влияют на продолжительность выполнения машиной отдельных операций,
а также всего цикла.
Параметрами контроля гидропривода в целом являются: продолжитель-
ность выполнения отдельных операций или рабочего цикла; температура рабо-
чей жидкости и темп ев нарастания; количественное и качественное изменения
рабочей жидкости; полный КПД системы.
Наиболее широко для оценки общего состояния гидропривода применяется
метод сравнения продолжительности выполнения отдельных операций или
цикла с номинальными и предельными значениями. Здесь необходимо со-
блюдать тождественность внешних условий, особенно при сравнении с эта-
лонной машиной.
Рациональная вязкость рабочей жидкости гидропривода находится в пре-
делах 16...33 мм2/с. Она изменяется в степенной зависимости от температуры
с показателем степени до 2,6. При температуре 45...55 °C стабильность вязкости
применяемых жидкостей должна быть наибольшей. Изменение температу-
ры жидкости в функции времени при постоянном нагрузочном и скоростном
режимах работы позволяет оценивать работоспособность гидропривода. Полу-
ченное значение интенсивности изменения температуры сравнивают с эта-
лонным. Более высокая интенсивность свидетельствует о переходе большей
части механической энергии в тепловую.
На работоспособность гидропривода большое влияние оказывают количе-
ство и качество рабочей жидкости. При эксплуатации необходимо строго
поддерживать рекомендуемый уровень рабочей жидкости. Внешние утечки
ее возможны при разгерметизации гидросистемы, что выявляется визуальным
осмотром шлангов, трубопроводов, присоединительных устройств и уплотне-
ний гидроцилиндров. Нарушение герметичности системы приводит к количе-
ственным потерям жидкости. Происходит интенсивное загрязнение жидкости,
особенно при замене и доливе ее. По данным Р. А. Макарова, загрязнение рабо-
чей жидкости гидропривода при работе СДПТМ составляет 10 %, а при замене
и доливе ее — соответственно 37 и 50 %. После изготовления или ремонта ма-
шины в гидросистеме остается только 3 % механических включений. Загряз-
нение рабочей жидкости механическими примесями является основной при-
чиной снижения надежности гидропривода. По зарубежным данным 90 %
отказов гидропривода происходит из-за механических примесей в жидкости,
причем на интенсивность изнашивания элементов гидропривода влияют
размеры частиц. Так, снижение размеров частиц с 20 до 5 мкм увеличивает
' 14. Ao.iiiH" 1п|>ованиегидроп|»|>»>л.1 .л
ресурс аксиально-поршневых насосов более чем на порядок, а других элемен-
тов гидроаппаратуры — в 7 раз.
С учетом возможности значительного повышения работоспособности сбо-
рочных единиц гидропривода очистка рабочей жидкости в процессе эксплуа-
тации приобретает особую значимость. Причем важно обеспечить тонкость
очистки 5... 10 мкм. Широко в настоящее время применяется центробежный
метод очистки. Однако подключение центрифуги только параллельно основ-
ной магистрали рабочей жидкости сужает область его применения. Этот не-
достаток устраняется при использовании циклона. Его можно включать
последовательно со сборочными единицами в начале (перед насосом) или
в конце перед сетчатым фильтром гидросистемы. Изменением конструк-
тивных параметров можно обеспечить необходимую производительность
и тонкость очистки 5...8 мкм. При использовании циклонов изъятие от-
фильтрованных механических включений не требует разъединения трубо-
проводов, вызывающего дополнительное загрязнение рабочей жидкости.
Избежать разборки гидропривода при диагностировании сборочных единиц
Можно при использовании термодинамического или акустического метода.
Термодинамический метод диагностирования сборочных единиц гидро-
привода позволяет определить КПД по разности температур на входе и выходе
проверяемого объекта. При замере разности температур на внешних поверх-
ностях элементов контролируемого объекта выбираются характерные точки
генерации теплоты.
В процессе эксплуатации гидропривода установлено, что при износе деталей
насоса он начинает генерировать акустические шумы, резко отличающиеся
от шумов исправного гидронасоса. При этом акустические шумы каждой со-
ставляющей части насоса зависят от геометрических размеров, зазоров в узлах
трения и неравномерности потока жидкости. Источником информации о техни-
ческом состоянии отдельных частей гидронасоса служит амплитуда генери-
руемых ими колебаний, изменяющаяся при постоянных начальных условиях
в зависимости от значений структурных параметров.
На работоспособность гидропривода влияет также наличие в жидкости
воды, которая способствует появлению продуктов окисления и коррозии ме-
талла. При отрицательной температуре наличие воды в гидросистеме приво-
дит к прихватыванию золотников и клапанов распределителя, появлению
ледяных пробок и разрушению сборочных единиц.
Учитывая значительное влияние состава рабочей жидкости на показатели
гидропривода, проводят физико-химический контроль с помощью стацио-
нарных, передвижных и переносных лабораторий. В условиях эксплуатации
СДПТМ применяется полевая лаборатория ПЛ-2М и ручная РЛ. Ручная ла-
боратория (масса 14 кг) позволяет определять четыре параметра: плотность
жидкости, кинематическую вязкость, содержание воды и качественное со-
держание механических примесей, а полевая лаборатория — еще и содержа-
ние кислот, щелочей, температуру застывания и вспышки.
Пробу рабочей жидкости для анализа берут из бака гидропривода маши-
ны после работы насоса не менее 10 мин. Для диагностирования состояния
......................i !>><< . м>рижных, подьемно-траис|и>||||||'|-мтиин и Оборудовании
рабочей жидкости и отдельных сборочных единиц производится накопление
данных, полученных через определенную наработку.
Комплексную оценку состояния гидропривода позволяет сделать полный
КПД (т|), характеризующий как объемные, так и механические потери. Его
можно определить по формуле
N
* ’ прив
где Nr — мощность на исполнительном органе; NnpiiB — приводная мощность
насоса.
В условиях эксплуатации измерение мощности связано с большими труд-
ностями, и диагностирование гидропривода с учетом ее значений применяет-
ся, как правило, npif испытаниях машин.
К основным сборочным единицам гидропривода, обеспечивающим его ра-
ботоспособность, относятся: гидронасос, гидромотор, гидрораспределитель,
гидроцилиндр, фильтр рабочей жидкости, предохранительный и перепускной
клапаны. Параметры диагностирования выбираются по неисправностям, харак-
теризующим наработку сборочных единиц на отказ.
Основные неисправности аксиально-поршневых насосов вызываются из-
нашиванием поверхностей шатунно-поршневой группы и сопряжения блока
с поршнями и распределителем. Увеличение зазоров в шатунной группе вы-
зывает рост пульсации давления в напорной линии, а в сопряжениях блока
с поршнями и распределителем — соответственно внутренние перетечки рабо-
чей жидкости и снижение коэффициента подачи.
В процессе эксплуатации шестеренных насосов изнашиваются поверхно-
сти сопряжения опорных втулок с шестернями, зубьев шестерен, шеек вала
и резиновых уплотнений с потерей эластичности. В результате изнашивания
поверхностей сопряжений шестеренных насосов снижается коэффициент по-
дачи.
Основные неисправности гидрораспределителя вызываются изнашивани-
ем поверхностей сопряжении золотников и корпуса. Секционные клапаны
в процессе эксплуатации теряют герметичность. Увеличение зазоров в сопряг
жениях гидрораспределителя с клапанами приводит к росту внутренних пе-
ретечек. Причем, согласно исследованиям А.М. Харазова, до 90 % перетечек
рабочей жидкости происходит через предохранительный и перепускной кла-
паны.
Потери работоспособности гидроцилиндров связаны, как правило, с изна-
шиванием резиновых уплотнителей поршней, крышек цилиндров и грязесъем-
ников. Изнашивание резиновых уплотнителей поршня приводит к внутренним
перетечкам жидкости из напорной магистрали в сливную, что вызывает сни-
жение объемного КПД. Из-за изнашивания резиновых уплотнителей крышки
происходят наружные утечки жидкости и увеличивается количество абра-
зивных частиц в рабочей жидкости.
2.14. Диш.. гидропривода II
Отказы гидроцилиндров из-за изнашивания рабочей поверхности гидро-
цилиндра и поршня, деформации штока и цилиндра в процессе эксплуатации
не превышают 10 % всех отказов гидропривода.
Рассмотренные выше неисправности гидропривода нарушают процесс пере-
дачи энергии, увеличивают потери рабочей жидкости и продолжительность
выполнения рабочих операций, вызывают вибрацию, шум и динамические
нагрузки. Эти явления, сопутствующие определенным неисправностям, по-
зволяют выбирать параметры диагностирования гидропривода с учетом их
информативности.
Для шестеренных насосов желательно выбирать коэффициент подачи, кото-
рый зависит от внутренних перетечек жидкости и позволяет предупреждать
более 90 % отказов. Внутренние перетечки в гидромоторах, распределителях
и цилиндрах могут быть оценены объемным КПД. Работоспособность распре
делителя устанавливают также по утечкам жидкости. В качестве параметра
оценки фильтров можно принимать перепад давлений на входе и выходе.
Диагностирование насоса по коэффициенту подачи позволяет установить,
насколько действительная его подача отличается от теоретической. При экс-
плуатации СДПТМ значение подачи, близкое к теоретическому, определяют
путем измерения подачи насоса (Qo) при минимально возможном давлении
(р0); действительную подачу (<?ном) определяют при номинальном давлении,
причем измерения Qq и Qhom производят дросселем-расходомером при посто-
янных частоте вращения насоса, вязкости и температуре рабочей жидкости.
Коэффициент подачи Kq определяется как отношение QIICM к Qo, Для шесте-
ренных насосов он не должен быть ниже 0,77, а для аксиально-поршневых —
0,70.
При диагностировании сдвоенных регулируемых насосов коэффициент
подачи можно определять по формуле
к_0,96^оМ>
ОвоМ
гдеф'ом — подача насоса при суммарном давлении в двух секциях; Q"mM— по-
дача одной секции нового неизношенного насоса.
Диагностирование распределителей производится по величине внутрен-
них утечек (нормируемых в технической документации) или объемному КПД.
Расход жидкости измеряют дросселем-расходомером при номинальном дав-
лении до распределителя (Qi) и после (Q2)- Разность позволяет оценивать
внутренние утечки (AQ = Qx — Qz), а отношение — объемный КПД (т)' — Q^/Qi).
Предельные значения AQ не должны превышать номинальных более чем
в 3 раза, а rf должен быть больше 0,88.
При подключении дросселя-расходомера проверяется давление срабатыва-
ния предохранительного клапана. С этой целью поток плавно дросселируется
до давления срабатывания клапана. Причем при конструкции распределите-
лей со встроенными предохранительными клапанами прибор подключается
после распределителя.
I.’i '.Диагностирование i|>< пн , лорожных, польемно-тр.ик нории шин и оборудовании
Диагностирование гидроцилиндров проводится по замеру расхода рабо-
чей жидкости после распределителя (<2г)> давлению и времени полного хода
штока при создании усилия нагружения внешней нагрузкой, приложенной
к рабочему оборудованию машины. Снижение скорости перемещения штока
при номинальных расходе и давлении указывает на наличие перетечек в ци-
линдре из-за износа уплотнений.
Объемный КПД для гидроцилиндра определяется по формуле
где F — рабочая площадь поршня; v — скорость перемещения штока гидро-'
цилиндра.
Диагностирование»гидромоторов производится, как правило, по значени-
ям объемного КПД (т]гм), внутренним утечкам рабочей жидкости и амплитуде
пульсации давления.
Для оценки работоспособности гидромотора замеряют частоту вращения
вала Г]гм и с учетом расхода рабочей жидкости после распределителя находят
где дт — рабочие объемы гидромотора.
Внутренние утечки гидромотора определяются из выражения
““ ~ Ягм ^гм.
Высокой информативностью обладает параметр амплитуды пульсации
давлений для аксиально-поршневых гидромоторов (насосов). По этому пара-
метру оценивают осевой зазор в шатунно-поршневой группе гидромоторов
или насосов. Оценка амплитуды пульсации давлений при диагностировании
гидромоторов (насосов) производится с помощью датчика пульсации давле-
ния и регистрирующих приборов.
Диагностирование фильтров производится по давлению в сливной магист-
рали, которое должно находиться в пределах 0,15...0,20 МПа.
Численные значения параметров контроля работоспособности СДПТМ
сведены в табл. 2.13.
Работоспособность гидропривода грузоподъемных кранов должна соот-
ветствовать требованиям ГОСТ Р50046. Гидросистема кранов должна обеспе-
чивать возможность контроля давления в каждом рабочем контуре, а также
замену сборочных единиц, шлангов и фильтров без слива рабочей жидкости
из бака.
В напорных линиях каждого насоса гидропривода крана предохранитель-
ные клапаны проверяются на давление, превышающее рабочее, но не более
чем на 10 %.
15. Дефекты и диагностирование металлических конструкций ПТМ
12S
Таблица 2.13
Параметры контроля работоспособности гидропривода
Марка машины
Объект <
диагностирова- Параметр и т—< сз см см ад см
со о со О ♦—<
НИЯ »—1 сч со **
СО 6 6 6 6 6
ь со со со со
Гидропривод Продолжительность цикла — — 18...22 16...19 16... 19 22...26
в целом при угле поворота 90°, с
Продолжительность 7 6 — — — —
подъема ковша, с Ю 8
Усадка штока гидроцилин- — — 0,042 0,042 0,042 0,042
дров ковша при номиналы
ном нагружении, мм/с
Гидронасос Коэффициент подачи 0Д6 0,96 0,94 0,96 0,97 0,97
0,77 0,77 0,77 0,77 0,77 0,77
Гидрораспре- Объемный КПД 0,99 0,98 0,99 0,98 0,98 0,97
делитель 0,88 0,88 0,88 0,88 0,88 0,88
Предохрани- Давление срабатывания, 11 16 10 17,5 15 22
тельный МПа
клапан
Гидромотор Объемный КПД — — — 0,97 0,95 0,97
0,76 0,76 0,77
Гидроци- То же 1 1 1 1 1 1
линдр 0,94 0,94 0,94 0,94 0,94 0,94
Примечания. 1. В числителе дроби приведены номинальные значения контроли-
руемых параметров, а в знаменателе — предельные. 2. Количественные значения парамет-
ров указаны для номинальной частоты вращения.
Оценка технического состояния гидропривода проводится также давле-
нием не менее 1,25 номинального значения (но не более максимального) при
испытании крана. Продолжительность и периодичность испытаний регла-
ментированы стандартами или техническими условиями на каждое изделие.
2.15. Дефекты и диагностирование металлических
конструкций ПТМ
Дефекты и повреждения металлических конструкций грузоподъемных
кранов являются следствием совокупности следующих причин:
□ низкое качество металла и несоответствие его свойств техническим тре-
бованиям;
□ неудовлетворительное конструктивное решение на стадии проектиро-
вания;
и неудовлетворительное качество изготовления и монтажа отдельных
элементов и металлической конструкции в целом;
□ агрессивность окружающей среды;
□ эксплуатация крана в непредусмотренном режиме, плохой уход и ре-
монт.
Характерными дефектами и повреждениями металлических конструк-
ций грузоподъемных кранов являются:
□ трещины;
□ общие и местные деформации в виде искривлений, погнутостей, изло-
мов, надрывов, вмятин, пробоин;
Рис. 2.16. Концентраторы напряжений металлоконструкций грузоподъемных кранов
is. дефекты и диагностир<>и.1ние металлических ki>i« фукиий Г1ТМ
127
□ коррозия элементов;
□ износ шарнирных соединений.
Трещины в сварных швах и элементах металлических конструкций гру-
зоподъемных кранов носят усталостный характер и являются одним из са-
мых распространенных дефектов.
При обследовании металлоконструкций следует учитывать, что усталост-
ные трещины возникают у концентраторов местных напряжений. Концен-
тратором считается всякое резкое изменение сечения элемента (рис. 2.15).
Стрелками показаны места наиболее вероятного возникновения усталостных
трещин. К типичным концентраторам напряжений относят:
□ элементы с резким изменением поперечного сечения (рис. 2.15, а);
□ узлы соединения раскосов, стоек, связей с косынками и поясами
(рис. 2.15, б);
□ места окончания накладок, ребер жесткости и проушин (рис. 2.15, в);
□ места пересечения сварных швов; окончания сплошных прерывистых
сварных швов (рис. 2.15, г).
Поданным ВНИИПТМАШ в металлических конструкциях мостовых кра-
нов чаще всего трещины появляются в буксовых узлах, узлах соединения
главных и концевых балок, местах крепления кронштейнов к вертикальным
стенкам главных балок, верхних поясах главных балок.
Основными дефектами концевых балок являются многочисленные тре-
щины в буксовых узлах (рис. 2.16, а, б). Образование трещин в зависимости
от конструкции буксового узла локализовано определенными очагами. На
рис. 2.16, а принадлежность трещины к определенному очагу обозначена
арабской цифрой. Первый очаг — сварной шов соединения вертикальной
стенки с гнутым листом в зоне изменения поперечного сечения балки. Тре-
щины 1 возникают в криволинейной части перехода от меньшего сечения
к большему. Достаточно часто трещины от сварного шва распространяются
на основной металл.
Второй очаг — входящие углы вырезов в вертикальных стенках под болты
крепления букс (рис. 2.16, а). Трещины 2 формируются в углах вырезов, рас-
пространяясь затем на основной металл стенки. В углах вырезов нижнего
пояса концевой балки (вид Б) и торцевого листа (вид А) также возникают тре-
щины 2. На некоторых конструкциях мостовых кранов малой грузоподъем-
ности (5—10 т) вырез в нижней части вертикальной стенки окантовывают
кольцом (рис. 2.16, б). В этих вырезах происходит разрушение кольца по ос-
новному металлу или возникают трещины в сварных швах соединения коль-
ца с вертикальной стенкой и примыкающих сварных швах.
При эксплуатации мостовых кранов их главные балки постоянно дефор-
мируются в вертикальной плоскости. В начальной стадии эксплуатации де-
формации проявляются в уменьшении строительного подъема вплоть до его
исчезновения. В дальнейшем балка приобретает постоянно увеличивающийся
(без нагрузки) так называемый отрицательный или остаточный прогиб. Одно-
временно с этим образуются трещины усталостного характера. Чаще всего в ниж-
нем поясе главной балки трещины появляются в месте изменения высоты
балки в непосредственной близости от опорного узла крепления (рис. 2.16, в).
Трещины образуются в сварном шве соединения пояса со стенкой в месте
Рис. 2.16. Характерные разрушения балочных конструкций мостовых кранов
’.I •>. Дефекты и диагностирование металлических конструкции 11IM
129
перегиба пояса и распространяются на основной металл. Сначала направле-
ние трещины перпендикулярно поясу, а затем на расстоянии 100—150 мм от
пояса она разветвляется (рис. 2.16, в). Одна из образовавшихся трещин про-
должает развиваться вертикально, другая — наклонно под углом к горизон-
тали около 45°. Возможны случаи, когда трещина переходит от сварного шва
в основной металл нижнего пояса.
Вертикальные стенки разрушаются вследствие приварки к ним различ-
ных элементов. Трещины возникают часто в местах приварки кронштейнов,
поддерживающих рабочие площадки (рис. 2.16, г), особенно кронштейнов,
установленных под механизмами передвижения и шкафами электрооборудо-
вания. Трещины появляются в стенке в непосредственной близости от сварного
шва крепления кронштейна. Далее они распространяются в горизонтальном
направлении, чему способствуют продольные швы крепления настила к стенке.
Трещины могут достигать значительных размеров (до 500 мм). При движении
моста крана вследствие колебаний площадки наблюдается раскрытие трещин.
Повреждения верхнего пояса коробчатых балок в процессе эксплуатации
характерны только для кранов тяжелого режима работы, когда вес подни-
маемого груза близок к номинальному. Наиболее подвержены разрушению
пояс под стыком рельса и его свободные кромки (рис. 2.16, д). В зоне стыков
трещины появляются в местах приварки элементов, крепящих рельс (« петуш-
ки »), и распространяются на все сечение пояса. Другими очагами образования
трещин являются места приварки к поясу различных элементов. В отличие
от указанных случаев трещины появляются на свободных кромках пояса не
только в результате длительной эксплуатации, но и до монтажа крана при его
транспортировке и хранении балки.
На кранах, имеющих перильные фермы, после непродолжительной экс-
плуатации происходит разрушение продольных связей в местах крепления
к торцевому листу концевой балки (рис. 2.16, е). Разрушение начинается
с появления на расстоянии 50...100 мм от сварного шва трещины, которая
приводит к полному обрыву связей. При этом появляются долго не затухаю-
щие колебания главных балок, которые ведут к нарушению нормальной ра-
боты крана.
Местами наиболее вероятного появления трещин в металлических конст-
рукциях козловых кранов являются узлы соединения стоек (рис. 2.17, а)
и порталов (рис. 2.17, б) с пролетным строением по верхнему и нижнему поясу.
У козловых кранов с порталами трещины также возникают в местах изменения
сечения самого портала. У козловых кранов устаревшей конструкции КК-5
достаточно часто трещины появляются в узлах соединения отдельных элемен-
тов опорных стоек (рис. 2.17, в), пересекающихся в различных плоскостях
и под разными углами на уровне пролетного строения. На рис. 2.17, г-ж
представлены различные конструкции соединения стоек опор козловых кра-
нов с рамами ходовых тележек, где также возможно появление трещин по
сварным швам, околошовным зонам и основному металлу.
5 Зак W8
Рис. 2.17. Характерные разрушения металлоконструкций козловых кранов
Важнейшим этапом при диагностировании металлических конструкций
мостовых и козловых кранов является измерение общих и местных деформа-
ций. Появление остаточного (отрицательного) прогиба вызвано циклическим
характером нагружения главных балок и ферм, а также наличием в них оста-
точных напряжений.
Отрицательный остаточный прогиб главных балок или ферм мостовых и коз-
ловых кранов (рис. 2.18, а, б) измеряется нивелиром и геодезической линей-
кой при расположении тележки без груза у тупикового упора (мостовой кран)
или над опорой (козловой кран). Если величина отрицательного остаточного
2.15. Дефекты и диагностирование металлических конструкций ПТМ
I и
Рис. 2.18. Деформации металлоконструкций мостовых и козловых кранов
прогиба f не превышает 0,0022 длины пролета L, то эксплуатация крана до-
пускается при условии проведения тщательных осмотров и нивелировки
главных балок или ферм не реже одного раза в год. Если 0.0022L < f < 0,00351,,
эксплуатация крана допускается без каких-либо ограничений при условии
нивелировки не реже одного раза в четыре месяца. Только при f > 0,00351,
эксплуатация крана запрещается до выявления специализированной орга-
низацией причин, приведших к появлению прогиба.
Отрицательный остаточный прогиб консоли козлового крана ограничива-
ется fK < 0,0035 LK, где LK — длина консоли, при условии преодоления уклона
груженой тележкой. Для кранов с канатным приводом передвижения тележ-
ки величина fK не лимитируется.
Для однобалочных кранов с балкой двутаврового сечения, не имеющих до-
полнительных несущих ферм и балок, изогнутость балок в плане f (рис. 2.18,
в, г) по поясам не должна превышать 0,002 длины пролета L. Для всех других
кранов (рис. 2.18, д) изогнутость f не должна превышать 0,005 L.
1 42 2. Диагностирование строи к м.пых, дорожных, польемно-транспортных машин и оборудования
Скручивание балок f двутаврового сечения (рис. 2.18, е) однобалочных
кранов без ферм и дополнительных балок не должно превышать 0,001 L, а для
главных балок коробчатой конструкции и ферм (рис. 2.18, ж,з)/< 0,002 L.
Изогнутость элементов /(местная деформация) поясов и стенок (рис. 2.18, и)
в мостовых конструкциях коробчатого сечения не должна превышать: сжа-
тый пояс /< 2 5; вертикальные стенки и растянутый пояс / < 5 5, где 5 — тол-
щина элемента.
Рис. 2.19. Характерные разрушения элементов металлоконструкци:’. башенных кранов
*. 15. Дефекты и диагностирование металлических конструкций 111 м
113
Местная деформация f полок уголков в ферменных конструкциях
(рис. 2.18, к) не должна превышать 3 8 на длине 1,5 ширины полки В.
Непрямолинейность f оси элементов (рис. 2.18, л) ферменных конструк-
ций (раскосов, стоек, поясов) не должна превышать 0,0035 их длины I.
По данным специального конструкторско-технологического бюро башен-
ного краностроения (СКТБ БК) наиболее вероятными местами появления
трещин ходовой рамы башенных кранов являются: сварные швы, околошовная
зона или основной металл (рис. 2.19, а) кольцевой рамы (балки) в соединении
вертикальных листов проушины с нижним и верхним листом и стенкой коль-
цевой балки (обечайки); в соединении горизонтальной накладки с нижним
листом проушины у основания; в стыковых соединениях нижних листов рамы;
вдоль сварных швов, соединяющих привалочное кольцо опорно-поворотного
устройства (ОПУ) с верхним горизонтальным листом.
Трещины в портале башенных кранов (рис. 2.19, б) появляются у основа-
ния стоек, в соединении стоек с рамой портала, в соединении рамы с фланца-
ми для крепления башни.
У флюгера башенного крана (рис. 2.19, в) трещины в сварных швах, око-
лошовной зоне и по основному металлу возникают в соединении нижнего
пояса со стенкой, в местах окончания накладки, в вертикальной стенке
и в соединении ребра жесткости с нижним поясом.
В раме балансира трехколесной ходовой тележки башенных кранов
(рис. 2.19, г) трещины появляются в зоне изменения высоты сечения по свар-
ным швам и основному металлу.
У башенных кранов с неповоротной башней (с поворотным оголовком) тре-
щины в сварных швах, в околошовных зонах и по основному металлу возни-
кают в соединении балки поворотной платформы (рис. 2.19, д) с кольцевой
рамой. Трещины в кольцевой раме поворотной платформы (рис. 2.19, е ) появ-
ляются в тех же местах, что и в ходовой раме (рис. 2.19, а). Местами наиболее
вероятного появления трещин в сварных швах, околошовных зонах и по ос-
новному металлу двуногой стойки (рис. 2.19, ж) являются соединения эле-
ментов двуногой стойки с поворотной платформой и между собой.
В металлической конструкции башни отмечено появление трещин прежде
всего в стыковых соединениях отдельных секций башни (рис. 2.19, з), в со-
единении раскосов и стоек с поясами (рис. 2.19, и, к, л).
В оголовке башни (рис. 2.20, а) трещины возникают вверху оголовка в зо-
нах концентрации напряжений.
Кроме того, трещины в башне появляются в сварных швах и по основному
металлу диагональных балок (рис. 2.20, б) телескопических башен, а также
в болтовом соединении фланца пояса башни с фундаментом (рис. 2.20, в)
у приставных башенных кранов и в соединении проушины с элементами
башни (рис. 2.20, г) для крепления стрелы и распорки.
В стрелах трещины возникают в сварных швах, околошовных зонах и по
основному металлу в стыковых соединениях (рис. 2.20, д) секций, а также
в решетчатых стрелах в соединениях раскосов с поясами (рис. 2.20, е) у го-
ловки и корневой части стрелы.
expert!2 д 1я http://rutracker.org
134 2. Лиат копирование строительных, дорожных, польемно транспортных машин и оборудования
В противовесной консоли наиболее вероятно появление трещин в сварных
швах, околошовной зоне и по основному металлу в зоне крепления расчала
(рис. 2.20, ж), а также в соединении раскосов с поясами в районе установки
лебедки (рис. 2.20, з) и противовеса.
Рис. 2.20. Характерные разрушения элементов металлоконструкций башенных кранов
2.15. Дефекты и ли.инск шрование металлических кож трукиий I ITM 135
При проведении диагностирования металлических конструкций башен-
ных кранов измеряются также их общие и местные деформации. Прежде все-
го, определяется отклонение АН (рис. 2.21, а) от прямолинейности оси башни
высотой Н, которое не должно превышать Н / 700. Контролируется также от-
клонение А! от прямолинейности оси стрелы (рис. 2.21, б, е). Для подъемной
стрелы (рис. 2.21, 6} отклонение оси стрелы А! от прямолинейности в двух
плоскостях не должно превышать L / 700. За длину стрелы L принимается
расстояние от шарнира крепления стрелы на башне до головки. Для балоч-
ных стрел (рис. 2.24, е) отклонение от прямолинейности AL также не должно
превышать!, / 700, но за длину стрелы!, принимается расстояние от шарнира
крепления стрелы на башне до точки подвески стрелы.
Рис. 2.21. Деформации и выработки элементов металлоконструкций башенных кранов
136 ' Лиагиостиронаиие строительных, дорожных, польемно-траиспортных машин и оборудования
Отклонение от прямолинейности элементов решетки (рис. 2.21, г): оси
пояса, поперечины или раскоса решетчатых башен, стрел, противовесной
консоли и монтажной стойки не должно превышать L/600 (L — расстояние
между узлами).
Отклонение AZ от прямолинейности оси пояса или поперечины (рис. 2.21, д)
стрелы из тонкостенных оболочек длиной I не должно превышать //400.
Местные вмятины на поверхности элементов стрел из тонкостенных обо-
лочек или гнутых профилей (рис. 2.21, е) по глубине h не должны превышать
1,25 5 с размерами 0,25 d < S < 0,75 d.
Существенное влияние на общую работоспособность башенного крана ока-
зывают выработки в шарнирных соединениях металлической конструкции.
Выработка Ad отверстий проушин под ось крепления флюгера (рис. 2.21, ж)
не должна превышать 0,015 d; выработка Ad отверстия под ось (рис. 2.21, з)
шкворня рамы тележки не должна превышать 0,02 d. Проверка выработки Ad
производится по люфту или измерением диаметра оси и отверстия штанген-
циркулем при снятой оси после разборки. Выработка Ad отверстий проушин
под пальцы соединения с подкосом башни (рис. 2.21, и) кранов с неповорот-
ной башней и кранов с поворотной башней (рис. 2.21, к) не должна превы-
шать 0,04 d. Проверка выработки производится по люфту во время работы
крана или штангенциркулем после разборки.
Наиболее вероятными местами появления трещин в металлических кон-
струкциях стреловых самоходных кранов являются выносные опоры. В пово-
ротной выносной опоре (рис. 2.22, а) трещины в сварных швах и по основному
металлу появляются в местах резкого изменения сечения и по поясам, а также
в оси, соединяющей поворотную опору с рамой кранной установки.
В выдвижных опорах (рис. 2.22, б) трещины возникают в сварных швах
и околошовных зонах самих выдвижных балок, а также в туннелях (коробах)
выдвижных балок. В практике эксплуатации стреловых самоходных кранов
с выдвижными опорами известны случаи появления трещин в зоне контакта
выдвижных балок и коробов (туннелей) рамы.
Отмечены случаи появления трещин в сварных швах и околошовных зо-
нах поворотной платформы (рис. 2.22, в). При этом наиболее вероятно появ-
ление трещин в продольных и поперечных балках поворотной платформы,
в зонах их соединения; элементах под ОПУ; стойках поворотной платформы;
в кронштейне пяты стрелы и в кронштейне гидроцилиндра подъема стрелы;
в зонах крепления механизмов.
В телескопических коробчатых стрелах (рис. 2.22, г) трещины появляют-
ся в зонах крепления стрелы к платформе (пята стрелы) и в зоне крепления
проушины стрелы к гидроцилиндру подъема стрелы. Кроме того, трещины
возникают по верхнему поясу с торца коробчатой секции стрелы (вид А) и явля-
ются следствием ударного воздействия выходящей из нее телескопической
секции в результате внезапного обрыва грузовых канатов или аварийной рас-
строповки поднимаемого груза.
Трещины в двуногой стойке (рис. 2.22, д) появляются в сварных швах и по
основному металлу, в узлах крепления стойки на поворотной раме и в зонах
концентрации напряжений. Не исключено появление трещин в осях блоков.
2.15. Дефекты и диагностирование металлических конструкций ПТМ 137
Рис. 2.22. Характерные повреждения металлоконструкций стреловых самоходных кранов
Следует также контролировать наличие трещин в сварных соединениях
и по основному металлу стоек, поддерживающих стрелу в транспортном по-
ложении. Наибольшие затруднения связаны с выявлением трещин блоков,
проушин и их креплений, которые находятся внутри коробчатой стрелы и не-
доступны для контроля без разборки.
На следующем этапе диагностирования металлических конструкций
стреловых самоходных кранов измеряют их общие и местные деформации.
Изгиб А/ стойки (рис. 2.23, а) или ребра жесткости стойки стрелы не должен
превышать 0,0025 длины I ребра или пояса, указанной на рисунке. Измере-
ние производится с помощью струны и линейки. Отклонение от перпендику-
лярности f оси стрелы (рис. 2.23, б) длиной L не должно превышать 0,007 L.
Предельное отклонение от прямолинейности / оси стрелы в рабочем поло-
жении (рис. 2.23, е) из плоскости стрелы не должно превышать 0,002 L. При
гл 4. диагностирование ci!>’"" южных, ..........pi...пинии и оборудования
этом за длину стрелы L принимается расстояние от нижнего шарнира пяты
стрелы до оси головных блоков.
Следующим контролируемым параметром стрелы является отклонение от
прямолинейности (рис. 2.23, г) оси стрелы в рабочем положении в плоскости
стрелы. Величина этого отклонения f не должна превышать 0,007 длины
стрелы L. Важным показателем состояния телескопических стрел (рис. 2.23, д)
является также отклонение от прямолинейности f отдельной секции стрелы
в плоскости стрелы, которое не должно превышать 0,005 L — длины отдель-
ной секции.
Рис. 2.23. Деформации элементов металлоконструкций
стреловых самоходных кранов с телескопическими стрелами
При диагностировании решетчатых металлоконструкций стреловых са-
моходных кранов кроме общих деформаций измеряют деформации отдель-
ных элементов. Так, отклонение от прямолинейности f (рис. 2.24, а) поясов
стрел, гуськов, элементов двуногой стойки и устройств, препятствующих за-
прокидыванию стрелы, не должно превышать 0,0015 их длины Z, а отклоне-
ние от прямолинейности раскосов f (рис. 2.24, б) и распорок f (рис. 2.24, в)
не должно превышать соответственно 0,004 и 0,01 их длины I. Контролиру-
2.15. Дефекты и диагностирование металлических конструкций ПТМ
139
ется также скручивание стержневых элементов решетчатых конструкций
(рис. 2.24, г), величина которого f не должна превышать 0,01 ширины пол-
ки В.
У листовых конструкций стреловых самоходных кранов измеряется вы-
пуклость поясов (рис. 2.24, д) и стенок (рис. 2.24, е). При этом у коробчатых
балок выпуклость f не должна превышать 0,01 ft, а у двутавров — 0,015 ft, где
ft — размер соответствующего элемента.
Рис. 2.24. Деформации элементов стрел стреловых самоходных кранов
В процессе эксплуатации стреловых самоходных кранов, элементы кото-
рых выполнены из листовых конструкций, наблюдаются местные вмятины
на поясах и стенках (рис. 2.24, ж) стрел, балок, на стойках поворотных плат-
форм, рамах шасси и других элементах. Глубина местных деформаций поя-
сов и и стенок Пу не должна превышать трех толщин t и соответственно,
с линейными размерами (S) вмятины 0,25 Q < S < 0,75 Q, где Q — ширина или
высота листа.
14Н ' диагностирование < ।i>“'
чорожных, подъемно ip.im ...и* м.ниин и ооорудовання
2.16. Диагностирование крановых путей
Устройство кранового пути (кроме пути железнодорожных кранов) должно
производиться по проекту, разработанному специализированной организа-
цией или организацией — изготовителем крана, имеющими соответствую-
щие специальные разрешения (лицензии).
В качестве подкрановых конструкций надземных опорных кранов (рис. 2.25)
чаще всего используют разрезные металлические или железобетонные балки
таврового и двутаврового сечения, а также фермы.
Рис. 2,25. Крановые пути надземных кранов:
а — опорного крана; б — подвесного крана; 1 — колонна со специальным выступом;
2 — подкрановая балка; 3 — рельс; 4 — тормозная балка; 5 — ферма; 6 — двутавр
Для крановых путей надземных опорных кранов применяют железнодо-
рожные рельсы от Р18 до Р65, а также крановые рельсы от КР70 до КР140.
Крепление рельсов делают, как правило, разъемным с помощью прижимных
планок (рис. 2.26, а), которые устанавливают с шагом 600—750 мм. На под-
крановых балках с шириной верхнего пояса до 320 мм (рис. 2.26, б) и групп
Рис. 2.26. Способы крепления рельсов к подкрановым балкам:
а — прижимными планками; б — крюками; в — уголками с болтами
. м». ютлггютиронлмиг крпнппых путей । •• ।
режима работы крана А1-АЗ рельс может быть закреплен крюками. Рельсы
прямоугольного сечения могут присоединяться к балкам сваркой или угол-
ками и болтами (рис. 2.26, в).
Для крановых путей надземных подвесных кранов (рис. 22.5, б) применя-
ют двутавровые балки, подвешенные к нижним поясам ферм или плит пере-
крытия здания.
Устройство рельсовых путей наземных башенных и козловых кранов
должно производиться в соответствии со СНиП 3.08.01 «Механизация строи-
тельного производства. Рельсовые пути башенных кранов» и РД-10-117-95
«Требования к устройству и безопасной эксплуатации рельсовых путей коз-
ловых кранов».
В состав рельсового пути башенных и козловых кранов входит: нижнее
строение, верхнее строение и путевое оборудование (рис. 2.27).
Нижнее строение пути состоит из земляного полотна и водоотводов.
Рис. 2.27. Поперечные профили наземного рельсового пути:
а — башенного крана; б — козлового крана; А — ширина колеи; Б — минимальное расстояние
от выступающей части здания до оси ближайшего рельса; В — ширина земляного полотна;
1 — рельс; 2 — подрельсовый опорный элемент; 3 — балластная призма; 4 — земляное полотно;
5 — выступающая часть здания
Для башенных и козловых кранов земляное полотно устраивается на пред-
варительно очищенной площадке с удаленным растительным слоем, а в зимнее
время убирается снег и лед. На подготовленной площадке земляное полотно
допускается возводить полностью из основного или насыпного грунта, а также
из смешанного — насыпного и основного грунта. В последнем случае насып-
ной грунт должен быть песчаным или однородным с основным. Насыпной
грунт следует укладывать слоями с обязательным послойным уплотнением
до требуемой плотности.
Поверхностные воды с земляного полотна должны отводиться с помощью
продольных водоотводных каналов, которые необходимо устраивать во всю
длину земляного полотна каждой из рельсовых нитей.
В состав верхнего строения пути входят: балластная призма, подрельсо-
вые опорные элементы, рельсы, стыковые и промежуточные скрепления.
Минимальная высотЬ балластной призмы должна быть не менее 100 мм.
В качестве балласта рельсовых путей следует применять щебень из природ-
ного камня по ГОСТ 7392, гравий или песчано-гравийную смесь, крупный
или среднезернистый песок по ГОСТ 7394, а также гранулированные или до-
менные шлаки.
Подрельсовые опорные элементы козловых кранов могут выполняться в
виде деревянных и железобетонных полушпал, балок, плит различного типа,
рам и монолитных железобетонных оснований, а башенных кранов — в виде-
деревянных полушпал и железобетонных балок.
Для рельсовых путей башенных и козловых кранов должны применяться
железобетонные рельсы Р43, Р50, Р65 и Р75. Соединение рельсов в стыках
выполняется четырех- или шестидырными накладками.
Инвентарные секции рельсового пути башенных кранов поперек пути не-
обходимо попарно связывать не менее чем одной металлической стежкой.
Для крепления рельсов к подрельсовым опорным элементам применяются
промежуточные скрепления, состоящие из подкладок, прижимов и прикре-
пителей. Рельсы к деревянным полушпалам крепятся путевыми шурупами
с прижимами (рис. 2.28, а) или костылями (рис. 2.28, б), а к железобетонным
опорным элементам (рис. 2.29) — болтами с прижимами.
Под рельсы с деревянными полушпалами следует устанавливать плоские
металлические подкладки с отверстиями для путевых шурупов или костылей.
Под рельсы на железобетонные опорные элементы рекомендуется устанавли-
вать прокладку из листа ОМБ-С1-10 по ГОСТ 7338 (ограниченно маслобен-
зостойкая резина) толщиной 10-12 мм. Допускается применение упругой
прокладки, изготовленной из транспортерной ленты толщиной 10—12 мм.
В состав путевого оборудования рельсовых путей башенных и козловых
кранов входят: тупиковые упоры; лотки для кабеля, питающего электро-
энергией кран; ограничители передвижения; ограждение, заземление и пре-
дупреждающие знаки.
Для рельсовых путей башенных кранов используются тупиковые упоры
безударного типа, а для путей козловых кранов в зависимости от конструк-
ции крана — упоры ударного или безударного типа.
1.1 ь. диагностирование крановых путей
Рис. 2.28. Прикрепление рельсов к полушпалам:
в — шурупами; б — костылями; 1 — рельс; 2 — шуруп путевой; 3 — прижим;
4 — подкладка; 5 — костыль путевой; 6 — полушпала
Рис. 2.29. Прикрепление рельсов к железобетонным опорным элементам:
1 — рельс; 2 — прижим; 3 — подкладка; 4 — опорный элемент
Диагностирование крановых путей с оценкой их фактического состояния
включает выполнение следующих работ:
D визуальный осмотр состояния и выполнение необходимых измерений
направляющих элементов кранового пути (рельсов, двутавров, квадратов),
по которым перемещается грузоподъемная машина, для определения вели-
чин их фактического износа, наличия трещин, выколов, вмятин и других де-
фектов;
□ визуальный осмотр состояния стыковых и промежуточных соединений
(скреплений) на соответствие их требованиям эксплуатационной и проектной
документации, а также измерение зазоров в стыках направляющих (рельсов);
□ визуальный осмотр и выполнение необходимых измерений, определение
состояния элементов, передающих нагрузку от рельсов, двутавров, квадра-
тов, по которым перемещается грузоподъемная машина, на основание (балки,
фермы, колонны, фундаменты, грунтовое основание) для выявления скры-
тых трещин, недопустимых просадок и деформаций, а также других дефектов
и отклонений от проектной и нормативной документации;
□ визуальный осмотр состояния путевого оборудования (тупиков, ограни-
чителей передвижений, ограждений, предупредительных знаков и т.п.) для
выявления дефектов и несоответствия проектной и эксплуатационной доку-
ментации;
□ визуальный осмотр состояния заземления кранового пути и выполне-
ние измерений его электрического сопротивления;
□ измерение отклонений элементов крановых путей от проектного поло-
жения в плане и профиле (планово-высотная съемка) (табл. 2.14) с примене-
нием геодезических приборов.
Крановый путь опорных кранов подлежит браковке при наличии следую-
щих дефектов и повреждений:
□ трещин и сколов любых размеров;
□ вертикального, горизонтального или приведенного (вертикального плюс
половина горизонтального) износа головки рельса более 15 % от соответст-
вующего размера неизношенного профиля.
Браковку шпал (или полушпал) наземного кранового пути производят
при наличии следующих дефектов и повреждений:
□ в железобетонных шпалах не должно быть сколов бетона до обнажения
арматуры, а также иных сколов бетона на участке длиной более 250 мм;
□ в железобетонных шпалах не должно быть сплошных опоясывающих
или продольных трещин длиной более 100 мм с раскрытием более 0,3 мм;
□ в деревянных полушпалах не должно быть излома, продольных трещин
глубиной более 50 мм и длиной свыше 200 мм, поверхностной гнили размерами
более 20 мм под подкладками и более 60 мм на остальных поверхностях.
Таблица 2.14
Предельные величины отклонений кранового пути
от проектного положения в плане и профиле
Отклонение, мм
Разность отметок голо-
вок рельсов в одном по-
перечном сечении, Р,,
мм; S — размер колеи
(пролет), мм
Разность отметок рель-
сов на соседних колон-
нах, Р2, мм
Сужение или расшире-
ние колеи кранового
пути (отклонение раз-
мера пролета S в плане),
Р3, мм
Взаимное смещение
торцов стыкуемых
рельсов в плане и по вы-
соте, Р4, мм
Зазоры в стыках рель-
сов при температуре
О °C и длине рельса
12,5 м, Р5, мм
Разность высотных от-
меток головок рельсов
на длине 10 м краново-
го пути (общая), Рв, мм
Примечания. 1. Измерения отклонений Ру и Р3 выполняют на всем участке воз-
можного движения крана через интервалы не более 5 м. 2. При изменении температуры на
каждые 10 °C устанавливаемый при устройстве пути зазор Р6 изменяют на 1,5 мм, например
при температуре плюс 20 °C установленный зазор между рельсами должен быть равен 3 мм,
а при температуре минус 10 °C — 7,5 мм. 3. Величины отклонений для козловых кранов
пролетом 30 м и более принимают, как для кранов-перегружателей.
Рис. 2.30. Износ и отгиб полки монорельса:
В — первоначальная пАрина пояса; ЛВ — износ полки; t — толщина стенки; /\ — отгиб полки;
6—первоначальная толщина полки на расстоянии (В - О / 4 от края; ДБ—уменьшение толщины
полки вследствие износа
Монорельсовый путь подвесных электрических талей и тележек подле-
жит браковке при (рис. 2.30):
□ наличии трещин и выколов любых размеров;
□ уменьшении ширины пояса рельса вследствие износа ДВ > 0,05 В;
□ уменьшении толщины полки рельса вследствие износа Д5 > 0,2 5 при од-
новременном отгибе полки ft > 0,1 5.
2.17. Диагностирование канатов
Стальные канаты, изготовляемые из большого числа отдельных проволо-
чек, обладают повышенной прочностью и малой изгибной жесткостью, что
обуславливает их широкое применение на грузоподъемных кранах.
К применению в качестве грузовых, стреловых, вантовых, тяговых, несу-
щих, монтажных допускаются канаты, соответствующие государственным и
межгосударственным стандартам, имеющие сертификат (свидетельство) или
копию сертификата организации — изготовителя канатов.
При диагностировании канатов проверяется состояние крепления концов
канатов и их расположение на кране. Петля на конце каната при креплении
его на кране, а также петля стропа, сопряженная с кольцами, крюками и дру-
гими деталями, должны выполняться с применением коуша (рис. 2.31) пу-
тем зап летки свободного конца каната или установки зажимов. Зажимов
должно быть не менее трех. Шаг расположения зажимов и длина свободного
конца каната за последним зажимом должны быть не менее шести диаметров
каната. Скобы зажимов должны устанавливаться на свободный конец кана-
та. Установка зажимов горячим (кузнечным) способом не разрешается.
Конец каната на кране может также крепиться в стальной кованой, штам-
пованной или литой клиновой втулке с закреплением клином (рис. 2.31, в);
147
Рис. 2.31. Крепление концов канатов:
а — на коуше с заплеткой; б на коуше с зажимами;
в — в клиновой втулке; г — в конусной втулке
в конусной втулке (рис. 2.31, г) путем заливки легкоплавким сплавом. При-
менение сварных втулок не допускается (кроме крепления конца каната во
втулке электротали). Корпуса, втулки и клинья не должны иметь острых
кромок, о которые может перетираться канат.
У кранов, транспортирующих расплавленный или раскаленный металл
и жидкий шлак, канаты должны быть защищены от непосредственного воз-
действия лучистой теплоты и брызг металла установкой соответствующих
ограждений.
Срок службы канатов зависит от условий эксплуатации кранов, а также
правильности выбора диаметров балок и барабанов.
Браковка канатов грузоподъемных кранов, находящихся в эксплуата-
ции, должна производиться в соответствии с руководством по эксплуатации
крана. При отсутствии в руководстве по эксплуатации соответствующего
раздела браковка производится согласно «Правилам устройства и безопас-
ной эксплуатации грузоподъемных кранов», по которым для оценки безопас-
ности использования канатов применяют следующие критерии:
□ характер и число обрывов проволок, в том числе наличие обрывов про-
волок у концевых заделок, наличие мест сосредоточения обрывов проволок,
интенсивность возрастания числа обрывов проволок;
«ч« /. Скишностированис < ч-ии.м.ных, дорожных, подъемнотранспортных машин и оборулон.1 <„«
а разрыв пряди;
□ поверхностный и внутренний износ;
□ поверхностная и внутренняя коррозия;
□ местное уменьшение диаметра каната, включая разрыв сердечника;
□ уменьшение площади поперечного сечения проволок каната (потеря
внутреннего сечения);
□ деформация в виде волнистости, корзинообразности, выдавливания про-
волок и прядей, раздавливания прядей, заломов, перегибов и т.п.;
□ повреждение в результате температурного воздействия или электриче-
ского разряда.
По числу обрывов проволок (рис. 2.32) браковка канатов, работающих со
стальными и чугунными блоками, должна производиться в соответствии
с табл.2.15. Л
Рад. 2.32. Обрывы проводсх канита
Канаты кранов, предназначенных для перемещения расплавленного или
раскаленного металла, огнеопасных и ядовитых веществ, бракуют при вдвое
меньшем числе обрывов проволок.
Вторым после обрывов проволок важнейшим показателем состояния ка-
ната является износ проволок по диаметру. При уменьшении первоначального
диаметра наружных проволок в результате износа (рис. 2.33) или коррозии
на 40 % и более канат бракуется.
Рис. 2.33. Износ проволок каната по диаметру
' Определение износа или коррозии проволок по диаметру производится
с помощью микрометра или иного инструмента, обеспечивающего аналогич-
ную точность. Самым простым и менее трудоемким способом измерения из-
носа проволок по диаметру является визуально-оптический, при котором
Таблица 2.15
Число обрывов проволок, при наличии которых канаты двойной сбивки,
работающие со стальными и чугунными блоками, бракуются
Число несущих проволок в наружных прядях Конструкции канатов по ИСО и государственным стандартам Тип свивки гост на канат Группа классификации (режима) механизма
Ml, М2, М3, М4 М5, Мб, М7, М8
Крестовая свивка Односторонняя свивка Крестовая свивка Односторонняя свивка
на участке длиной
6d 30d 6d 30d 6d 30d 6d 30d
nS50 6 х 7(6/1) 6x7(14-6)4-1x7(1 + 6) 6х 7(1 + 6) +1 о.с. 8 х 6(0 + 6) + 9 о.с. ЛК-0 ЛК-0 ЛК-0 3066 3069 3097 2 4 1 2 4 8 2 4
51Sn<75 6 х 19(9/9/1)* 6 х 19(1+9 + 9)+1 о.с. 6x19(1+9+9)+7x7(1+ 6)* ЛК-0 ЛК-0 3077 3081 3 6 2 3 6 12 3 6
76$ п< 100 18 х 7(1+6) + 1 о.с. ЛК-0 7681 4 8 2 4 8 16 4 8
101Sn<120 8 х19(9/9/1)* 6x19(12/6/1) 6 х 19(12/6+ 6F/1) 6x25FS(12/12/l)* 6х19(1+6+6/6)+7х7(1 + 6) 6 х 19(1+6 +6/6)+1 о.с. 6x25(1+ 6; 6+12)+1 о.с. 6х25(1+6;6+12)+7х7(1+6) ЛК-Р ЛК-Р ЛК-3 ЛК-3 14954 2688 7665 7667 5 10 2 5 10 19 5 10
Примечания.
1. п — число несущих проволок в наружных прядях каната; d — диаметр каната, мм. 2. * — для канатов конструкции с диаметром
наружных проволок во внешних прядях, превышающих диаметр проволок нижележащих слоев, класс конструкции понижен и отме-
чен звездочкой.
Диагностирование k.ui.i н >н Т49
expert22 для http://rutracker.org
ISO 2. Диагностирование ci|>< •лъных, дорожных, подъемно-транспортных машин и оборудовании
в качестве измерительного инструмента используется бинокулярная лупа
с 10-кратным увеличением. Износ проволочки определяется по размеру ев
хорды. Точность измерения 0,1 мм.
При наличии у каната поверхностного износа или коррозии проволок чис-
ло обрывов как признак браковки должно быть уменьшено в соответствии
с данными табл. 2.16.
Таблица 2.1 в;
Нормы браковки каната в зависимости от поверхностного износа или коррозии !
Уменьшение диаметра проволок в результате поверхностного износа или коррозии, % Количество обрывов проволок, % от норм, указанных в табл. 2.15
10 85
• 15 75
20 70
25 60
30 и более 50
При меньшем, чем указано в табл. 2.15, числе обрывов проволок, а также
при наличии поверхностного износа проволок без их обрыва канат может
быть допущен к работе при условии тщательного наблюдения за его состоя-
нием при периодических осмотрах с записью результатов в журнал осмотра
каната до достижения степени износа, указанной в табл. 2.16.
При обнаружении в канате одной или нескольких оборванных прядей ка-
нат к дальнейшей работе не допускается.
При уменьшении диаметра каната в результате поверхностного износа
или коррозии на 7 % и более по сравнению с номинальным диаметром канат
подлежит браковке даже при отсутствии видимых обрывов проволок.
При уменьшении диаметра каната в результате повреждения сердечника
(рис. 2.34) — внутреннего износа, обмятия, разрыва и т.п. (на 3 % от номи-
нального диаметра у некрутящихся канатов и на 10 % у остальных канатов)
канат подлежит браковке даже при отсутствии видимых обрывов проволок.
Рис. 2.34. Местное уменьшение диаметра каната
на месте повреждения органического сердечника
Для оценки состояния внутренних проволок, т.е. для контроля потери ме-
таллической части поперечного сечения каната (потери внутреннего сече-
ния), вызванной обрывами, механическим износом и коррозией проволок
внутренних слоев прядей, канат необходимо подвергать дефектоскопии по
всей его длине. Контроль потери внутреннего сечения каната производится
х.г<,Аиагно< nipoK.iio"
П51
прибором ИНТРОС со сменными магнитными головками под различные диа-
метры канатов. Канат бракуется, если потеря сечения проволок превышает
17,5 %.
Рис. 2.35. Дефекты канатов
Канаты также бракуются при наличии корзинообразной деформации
(рис. 2.35, а), выдавливания сердечника (рис. 2.35, б); перекручивания
(рис. 2.35, в); заломов (рис. 2.35, г); перегибов (рис, 2.35, д); волнистости оп-
ределенной длины (рис. 2.35, е); выдавливания проволок прядей (рис. 2.35,
ж); местного увеличения диаметра каната (рис. 2.35, з); раздавленных участ-
ков (рис. 2.35, н) и повреждений в результате температурных воздействий
или электрического дугового разряда.
I r>2 Диагностирование строим ышх, дорожных, подьемно-транспортных машин и оборудовании
2.18. Диагностирование барабанов и блоков
Барабаны грузоподъемных машин изготовляют литыми из чугуна СЧ15
и СЧ18 при группах работы механизмов 1М-4М или из стали Л25 и Л35,
а также сварными из листовой стали СтЗ и стальных толстостенных труб при
группах работы механизмов 5М и 6М. Поверхность барабана может быть
гладкой или с нарезанными по винтовой линии канавками.
На первом этапе диагностирования барабанов проверяют надежность кре-
пления концов каната к барабану, которое может быть выполнено накладка-
ми на поверхности обечайки (рис. 2.36, а, б), с помощью клина (рис. 2.36, в)
и прижимными планками (рис. 2.36, г) на торцовой стенке.
Рис. 2.36. Способы крепления концов канатов на барабанах
Запрещается эксплуатация барабанов с поврежденными прижимными
планками, накладками или клиньями, а также при ослаблении затяжки их
болтов. Число прижимных планок или накладок должно быть не менее двух.
Количество запасных витков на барабане проверяют при наинизшем возмож-
ном положении грузозахватного органа. При этом на барабане должны оста-
ваться навитыми не менее 1,5 витка, не считая витков, находящихся под
зажимным устройством. Запрещается эксплуатация барабанов при наличии
трещин любых направлений, а также при набегании витков каната на гре-
бень канавки. Наличие трещин на поверхности барабана проверяют визу-
ально. Одним из распространенных способов передачи крутящего момента
от редуктора к барабану является использование зубчатой ступицы, закреп-
2.18. Диагностирование барабанов и блоков 1 S3
ленной на барабане. Недопустимо отсутствие смазки на зубьях ступицы, течь
смазки, отсутствие отдельных крепежных деталей, а также ослабление их
затяжки.
На втором этапе диагностирования барабанов измеряют износ ручья по
профилю и срез или износ гребня канавки. Износ ручья по профилю, а также
допустимый срез или износ гребня канавки для мостовых, козловых, стрело-
вых самоходных и башенных кранов указаны в приложении 1.
Рис. 2.37. Измерение износа ручья и среза гребня канавки
Измерение износа ручья барабана по профилю, а также среза или износа
гребня канавки (рис. 2.37) производят с помощью специальной линейки и штан-
генциркуля с колумбиком. Для проведения измерений линейку устанавли-
вают на нарезанную часть барабана и на гребни неработающих запасных вит-
ков, что является базой. Вначале колумбиком штангенциркуля измеряют
глубину неизношенного ручья под запасными витками каната, а затем — из-
ношенного и определяют процент износа. При измерении среза или износа
гребня канавки колумбик штангенциркуля упирают в гребень изношенной
канавки.
Барабаны с изношенными ручьями подлежат ремонту, если уменьшение
первоначальной толщины стенки барабана не превышает 25 % первоначаль-
ной толщины. Барабаны восстанавливают путем протачивания ручьев под
первоначальный профиль. Такой ремонт имеет целью восстановление угла
прилегания каната к ручью, так как его уменьшение при износе и связанное
с этим повышение удельной нагрузки отрицательно влияют на работу каната.
Блоки изготовляют литыми из чугуна СЧ15 и СЧ18 (ГОСТ 1412-85) для
групп режимов работы механизмов 1М-4М и из стали 25Л1 (ГОСТ 977-75)
для групп режимов работы механизмов 5М и 6М. Применение чугунного ли-
тья для канатных блоков стреловых самоходных и башенных кранов не до-
пускается.
154 ’ Диагностирование стр* ельник, дорожных, подъемно ipaHcnopnii.ix машин и оборудовании
Основные размеры профилей обода литых направляющих блоков по ОСТ
24.191.05—82 представлены в табл. 2.17.
Таблица 2.17
Основные размеры профилей обода литых направляющих блоков
Диаметр Режим D В Bi в2 di , й Г И Г-2 R
каната d, мм работы ММ
1М-4М 336 10 32 45 300 22
От 11 до 14 5М 406 12 36 53 370 27 16 12 2 7,5
6М 500 14 40 53 460 30
Свыше 14 1М-4М 406 12 40 53 360 27
до 16,5 5М ' 500 14 42 58 450 30 20 16 3,2 9,5 ;
Свыше 16,5 до 18 6М 630 18 42 58 580 30
Свыше 18 до 23 1М-4М 610 18 56 75 550
5М 710 20 63 85 650 40 25 20 5 12,5
6М 810 22 63 85 750
Свыше 23 до 28 1М-4М 710 20 630 1
5М 810 22 67 95 730 45 32 25 6,3 15,Я
6М 960 25 880
Вг
На первом этапе при визуальном контроле блоков проверяют наличие тре]
щин желоба и реборд, а также обломов и сколов реборд. Эксплуатация блоков
с трещинами, обломами и сколами реборд не допускается. Исключение со-
ставляют мостовые и козловые кранЫ, у которых допускаются обломы и сколы
реборд блоков на длине до 50 % диаметра каната. Запрещается эксплуатация
крана в случае проскальзывания каната относительно блока при работе меха-
низма, а также при отсутствии смазки на оси блоков.
18. Диагностиронанис барабанов и блоков
155
Вторым этапом диагностирования блоков является измерение износа ру-
чья блока (рис. 2.38, а) по отношению к первоначальному радиусу ручья,
п также измерение износа реборды по толщине (рис. 2.38, б).
Рис. 2.38. Измерение износа ручья и реборды блока
Одним из простых и доступных способов контроля износа ручья блока яв-
ляется использование линейки и штангенциркуля с колумбиком (рис. 2.38, а).
Линейка базируется по ребордам блока, корпус штангенциркуля опирается
на линейку, а колумбик — в ручей блока. Полученное при измерении значение
глубины ручья h сравнивают с приведенным в табл. 2.17 для данного типо-
размера блока и определяют процент износа, который не должен превышать
значений, указанных в приложении 1.
Измерение износа реборды блока по толщине (рис. 2.38, б) проводится
кронциркулем. Измеренную толщину реборды изношенного блока сравнива-
ют с первоначальной толщиной реборды, полученной из вычерченного в мас-
штабе эскиза профиля блока, по ОСТ 24.191.05-82 (табл. 2.17). Допустимые
износы ручья блока и реборды для различных кранов приведены в приложе-
нии 1.
Блоки грузоподъемных кранов должны иметь ограждающие устройства,
исключающие выпадение каната из ручья блока. Зазор между блоком по его
внешнему диаметру и ограждающим устройством должен быть не более 0,2 диа-
метра каната.
Блоки с изношенными ручьями подлежат ремонту, если износ ручья блока
не превышает 50 % диаметра каната. Блоки восстанавливают протачиванием
ручьев с целью восстановления угла прилегания каната к ручью (как и у ба-
рабанов) и снижения удельной нагрузки между канатом и поверхностью ру-
чья, влияющей на работу каната.
«диагностирование cip<пых, дорожных, подьемно-транспор........- машин и оборудован!'м
2.19. Диагностирование тормозов
На грузоподъемных кранах применяют различные конструкции колодоч
ных тормозов, в основном нормально закрытого типа, различающихся между
собой схемами рычажных систем. Нормально закрытые тормоза замыкают
ся усилием сжатой пружины или весом специального замыкающего груза.
Автоматическое размыкание тормозов нормально закрытого типа произво
дится электромагнитами, электрогидравлическими толкателями или маши,
нистом (ручное, ножное) при помощи рычажных, рычажно-канатных ил|
гидравлических передач. |
Наибольшее распространение на грузоподъемных кранах получили коля
дочные тормоза с приводом от тормозных электр магнитов или электрогид
равлических толкателей.
Основным показателем работы тормоза является создаваемый им тормоз^
ной момент, который определяет время торможения механизма, замедлений
и длину тормозного пути крана или тележки. При больших тормозных Moil
ментах соответственно возрастают динамические нагрузки на трансмиссию
и металлоконструкцию крана, при малых тормозных моментах удлиняется
тормозной цикл. Тормозной момент измеряют с помощью тензометрический
индукционных и фотоэлектрических датчиков. Замедление определяют ко
тактными дросселерометрами, используемыми при техническом диагностик
вании автомобильных шасси. Длину тормозного пути определяют прибсро
имеющим импульсный тахогенератор, формирователь импульсов, датч
включения тормоза и счетчик импульсов.
В производственных условиях при диагностировании тормозов ограничи-
ваются определением технического состояния отдельных элементов тормоза
и, прежде всего, тормозных обкладок, тормозного шкива, главной и вспомо-
гательной пружин, электромагнита или гидротолкателя. Контролируются
также и регулируются радиальные зазоры между обкладками и поверхно-
стью шкива (отход колодок), ход якоря и усилие главной пружины.
При диагностировании колодочных короткоходовых тормозов (рис. 2.39)
предельный ход якоря Дне должен превышать величин, указанных в табл. 2.18.
Таблица 2.18
Ход якоря колодочного короткоходового тормоза
Ток Ход якоря, мм, для разных типов тормозов
ТК-100 ТК-200 ТК-300 ТК-200/100 ТК-300/200
Нормальный ход
Переменный 9,0 10,5 15,0 10,0 12,0
Постоянный 2,0 2,5 3,0 1,8 2,5
Предельный ход
Переменный 13,0 15,5 22,5 14,5 17,5
Постоянный 2,9 3,6 4,5 2,7 3,6
12.19. Диагностирование торм. > к >
Когда вследствие износа тормозных обкладок ход якоря достигает пре-
дельной величины, устанавливают нормальный ход, указанный в табл. 2.18.
Рис. 2.39. Колодочный тормоз типа ТКТ
Для этого регулировочные гайки 1 удерживают обычным ключом (рис. 2.39),
а шток вращают за квадратный хвостовик 2 до тех пор, пока ход якоря не до-
стигнет нормальной величины. Ход якоря Д проверяют штангенциркулем
или специальным ключом, поставляемым заводом-изготовителем вместе
с тормозом. После установки хода якоря регулировочные гайки 1 должны
быть надежно законтрогаены. В процессе выполнения указанных выше регу-
лировок категорически запрещается трогать пружинные гайки 3, фикси-
рующие длину главной пружины, отрегулированной на заданный тормозной
момент, который является основным показателем работы тормоза.
Важнейшим этапом регулировки тормоза является установка равномер-
ного отхода колодок, которая производится при расторможенном тормозе.
Для этого «отжимную гайку» 4 на штоке со стороны электромагнита прижи-
мают к рычагу 5 и, удерживая ключом, вращают шток за квадратный хвосто-
вик 2, раздвигая рычаги на величину хода штока, т.е. до тех пор, пока якорь
не коснется сердечника катушки.
После установки отхода колодок регулировочный болт 6 надежно фикси-
руют контргайкой. Затем «отжимную гайку» 4 прижимают к двум пружин^
ным гайкам 3.
Радиальные зазоры между шкивом и обкладками колодок контролирую* щупом и принимают из табл. 2.19. 9 Таблица 2Л Радиальные зазоры для тормозов типа ТЕС 4
Тип тормоза ТК-100 ТК-200/100 ТК-200 ТК-300/200 ТК-300 $
Максимальный отход колодок, мм 0,4—0,6 0,4...0,6 0,8...1,0 0,8-1,0 1.0...1.5 '
Регулировка главной пружины заключается в установлении ее рабочей
длины по табл. 2.20, обеспечивающей требуемый тормозной момент.
а»
Таблица 2.2С
Установочная длина главной пружины колодочного тормоза, мм
Тип тормоза Тормозной момент Номинальная длина главной пружины при работе на
КГс см Н м переменном токе постоянном токе
100 10 48,0 51,0
ТК-100 150 15 46,5 47,5
200 20 43,0 44,5
250 25 124,0 125,0
ТК-200/100 300 30 122,5 123,5
350 35 121,0 122,0
400 40 120,0 121,0
600 60 112,5 116,5
800 80 108,0 112,0
ТК-200 1000 100 103,0 107,0
1200 120 98,0 102,0
1400 140 93,5 97,0
1600 160 88,5 92,5
1800 180 203,0 205,5
ТК-300/200 2000 200 201,0 203,0
2200 220 197,5 201,0
2400 240 196,5 199,0
3000 300 — 193,5
3500 350 — 187,5
ТК-300 4000 400 — 182,0
4500 450, — 176,5
5000 500 — 171,0
/ '*. пиагнос!ирон.niti>
Для шкивов диаметром 100, 200 и 800 мм установочная длина должна
быть выдержана соответственно с точностью до +0,5; +1,0; +1,5 мм.
При ослаблении главной пружины тормоз не будет держать груз. В этом слу-
чае пружину следует осадить, что осуществляют вращением штока (рис. 2.89)
за квадратный хвостовик 2, удерживая пружинные гайки 3 обычным ключом.
Чрезмерное натяжение главной пружины может быть одной из причин не-
размыкания тормозов или перегрева и гудения электромагнита. В этих случаях
также необходимо устанавливать правильное натяжение главной пружины.
Нормативную установочную длину главной пружины определяют по риске,
нанесенной на верхних поверхностях скобы или по табл. 2.20. После регули-
ровки главной пружины необходимо надежно законтрогаить пружинные гай-
ки 3 (рис. 2.39).
Износ тормозных обкладок измеряется штангенциркулем с колумбиком.
Предельные величины износа обкладок приведены в приложении 1.
При диагностировании тормозов с гидротолкателями (рис. 2.40) на первом
этапе необходимо:
□ осмотреть толкатель и проверить легкость перемещения штока с порш-
нем, переместив его несколько раз вверх и вниз рукой;
Рис. 2.40. Колодочный тормоз с гидротолкателем
U проверить уровень рабочей жидкости, который должен быть на уровй
торца заливного отверстия или ниже его не более 8 мм;
□ замерить мегомметром на 500 В сопротивление изоляции обмотки с*1
тора относительно корпуса электродвигателя, которое должно быть не ни4|
0,5 МОм;
□ проверить отсутствие обрывов электрических цепей и наличие всех фа?
Q проконтролировать герметичность уплотнений и при обнаружении теч|
рабочей жидкости подтянуть крепежные изделия или заменить уплотнения;
□ установить соответствие марки рабочей жидкости гидравлических толка
телей требованиям технических нормативных правовых актов.
На втором этапе диагностирования тормозов с гидротолкателями прове
ряют и регулируют ход поршня гидротолкателя, отход колодок и длину пру
жины.
Когда вследствие износа тормозных обкладок ход поршня гидротолкател;
достигает предельной величины hlt необходимо установить нормальный хо,
поршня. Для этого шток 2 гидротолкателя 1 выставляют в верхнее крайне
положение, а затем опускают его в положение hi, в котором тиками 6 тяги <
фиксируют рычаги 7.
Величина опускания штока гидротолкателя ht для тормозов принимаете;
из табл. 2.21.
Для обеспечения равномерного отхода колодок служит регулировочньп
болт 9, расположенный на кронштейне 8 рычага 7.
Установка рабочей длины пружины 4, обеспечивающей необходимое уси
лие прижатия колодок к тормозному шкиву и соответственно тормозной мД
мент, производится гайками 3. Установочная длина пружины принимает^
из табл. 2.21.
Таблица 2.
Установочная длина пружины и ход штока тормоза с гидротолкателем
Механизм Диаметр тормозного шкива, мм Тормозной момент, Н м Номинальная установочная длина пружи- ны, мм Нормальный ОТХОД колодок, мм Ход штока, мм 1
наиболь- ший рабочий
Передвижения 160 100 141 1,0 25 16
тележки
Передвижения 160 60 169 1,0 25 16
крана
Подъема груза 300 600 246 1,2 50 30
Во время периодических осмотров и диагностирования тормозов необхо-
димо обращать внимание на следующее:
□ при работе магнит не должен сильно шуметь и нагреваться свыше 105 °C;
□ гайки на болтах должны быть надежно затянуты;
□ рычаги и скоба должны свободно качаться на своих пальцах без заеда-
ния, но и без люфтов;
1иш гчиети|жяание х< >л< »< । - > > >лсс. и кркжоа
1в1
и фиксаторы должны надежно удерживать колодки в определенном поло-
жении, но не мешать их самоустановке;
□ нигде не должно быть следов повреждений и трещин, особенно на пру-
жине и скобе;
□ температура шкива не должна превышать 200 °C. Поверхность шкива
должна быть ровной и чистой, без следов масла и грязи.
Нормы браковки тормозов приведены в приложении 1.
2.20. Диагностирование ходовых колес и крюков
Ходовые колеса могут изготовляться коваными, штампованными, катан-
ными и литыми из стали марки 75 или 65 по ГОСТ 14959. Допускается изготов-
ление колес из стали марки 2 по ГОСТ 10791, а применяемых в механизмах
групп режима работы 1М-ЗМ по ГОСТ 25835 — из других марок сталей с меха-
ническими характеристиками не ниже, чем стали марки 45 по ГОСТ 1050.
Твердость поверхности катания и реборд должна быть от 320 до 390 НВ.
Глубина закаленного слоя должна быть не менее значений, указанных
в табл. 2.22.
Таблица 2.22
Зависимость глубины закалки от диаметра ходовых колес
Диаметр D, мм 200...250 320 400...500 630...710 800...900 1000
Глубина закаленного слоя, мм 10 15 20 25 30 40
Основные размеры профиля обода двухребордных колес типа К2Р указа-
ны в табл.2.23.
Таблица 2.23
Размеры профиля обода колеса типа К2Р по ГОСТ 28648—90
D (пред. откл. nohll), мм ®i (пред. откл. по Ы6), мм В (пред. откл. по Н16), мм Si (пред. откл. по Мб), мм Масса, кг, не более
200 230 60 90 15
250 290 70 ПО 30
70 по 45
320 360 80 120 50
80 130 80
400 450 90 140 80
100 150 100
90 150 145
500 550 100 150 145
6 Зак. 3028
T*Z ’ ZXnarHOClupoii.iunc < i|nuu>'M.iiblx, дорожных, подъемно-транспортных машин и чиирулииаиии
Окончание табл. 2.23
D (пред. откл. nohll), мм D, (пред. откл. по Ы6), мм В (пред. откл. по Н16), мм в, (пред. откл. поМб), мм Масса, кг, не более
90 130 200
560 600 100 150 210
90 140 220
630 680 100 150 250
100 150 300
710 770 130 180 380
150 200 410
ПО 170 330
130 190 360
800 880 150 210 410
170 250 640
130 190 460
900 980 150 210 530
170 250 630
1000 1080 170 250 890
Основные размеры профиля обода одноребордных колес типа К1Р указа-
ны в табл. 2.24 и на рис. 2.41.
Таблица 2.24
Размеры профиля обода колеса типа К1Р по ГОСТ 28648—90
D (пред. откл. nohll), мм А (пред. откл. поЫб), мм В (пред. откл. по Н16), мм Bi (пред. откл. поЫб), мм Масса, кг, не более
200 230 60 75 11
250 290 70 90 20
320 360 80 100 31
400 450 106 130 61
500 550 125 150 113
Срок службы ходовых колес зависит от материала колес, технологии изго-
товления, точности их установки и состояния крановых путей. Причиной пе-
рекоса кранов и тележек и, как следствие, повышенного износа ходовых
колес зачастую является неравномерный износ муфт трансмиссионных ва-
лов (при центральном приводе), а также разные характеристики крановых
электродвигателей (при раздельном приводе).
и. диагностирование ходовых колес и кркжои
Рис. 2.41. Профиль обода:
а — двухребордного колеса типа К2Р; б — одноребордного колеса типа К1Р
Для лучшего центрирования хода в механизмах передвижения можно
применять конические приводные колеса (по одному на каждом рельсе). При
этом конические колеса устанавливают основанием конуса вовнутрь колеи,
а конусность принимают 1:10.
При сборке мостового крана на месте монтажа заводская регулировка ПО'
ложения ходовых колес крана и тележки может быть нарушена. Поэтому
при монтаже крана выполняют проверку и регулировку положения ходоиых
колес. Допуски на установку ходовых колес мостовых и козловых кранов,
а также тележек регламентированы ГОСТ 27584.
Отклонения ходового колеса от вертикальной плоскости — наклон А
(рис. 2.42, а) измеряется с помощью струны, отвеса и штангенциркуля с ко-
лумбиком.
Рис. 2.42. Отклонения ходовых колес:
а — от вертикальной плоскости; б — от теоретической линии
Для мостовых кранов, грузовых тележек мостовых и козловых кранов
~ = 0,005, для козловых кранов ~ = 0,015, где D — диаметр ходового колеса.
Отклонение от теоретической линии, проходящей через середины колес (К)
(рис. 2.42, б), измеряется с помощью струны или луча маломощного лазера,
проходящих параллельно теоретической линий, и штангенциркуля с колум-
биком. Отклонение от теоретической линии каждого колеса рассчитывается
по формуле
А А
Рис. 2.43. Схема измерения износа
поверхности катания колеса
• Anernwinp^oBniii: VI рОИ* 1-ЛЫ1ЫК, дорожных, подъемно-транспортных машин и оборудовании
Для балансиров тележек мостовых кранов группы режима А7 отклонение
К = 0,0004; для концевых балок мостовых кранов, ходовых балок козловых
кранов грузоподъемностью более 20 т и грузовых тележек К = 0,0006; для.
ходовых тележек козловых кранов при соединении стоек опор стяжками^’
ходовых балок козловых кранов грузоподъемность до 20 т К = 0,001. i
Относительное смещение колес в осевом направлении балансиров мосто-;
вых и козловых кранов, опорных грузовых тележек не должно превышать
3 мм. Отклонение пролета AL мостовых кранов не должно превышать 5 мм
при номинальном пролете L < 22,5 м и 8 мм при L > 22,5 м.
На первом этапе при диагностировании ходовых колес визуальным осмот-
ром проверяют наличие трещин, отслоений и раковин выкрашивания на по-
верхности колеса. Диаметральный размер раковин выкрашивания не должен
превышать 10 мм, а толщина отслоения — 3 мм. Эксплуатация колес запре-
щается при наличий на их поверхности трещин любых размеров.
На втором этапе диагностирования ходовых
колес измеряют износ поверхности катания
в процентах от первоначального диаметра ко-
леса (рис. 2.43) и износ реборд по толщине.
Измерение износа колеса по диаметру произ-
водится с помощью линейки и штангенцир-
куля с колумбиком.
Измерение износа реборд по толщине про-
изводится штангенциркулем или кронцирку-
лем. Допуски на износ колеса по диаметру и
на износ реборд приведены в приложении 1.
Их сравнивают с первоначальными размера-
ми из табл. 2.23 и табл. 2.24.
Изношенные ходовые колеса ремонтируют
с целью восстановления размеров изношенных
поверхностей катания и реборд. При малом
количестве ремонтируемых колес применяют
ручную наплавку, а на предприятиях с боль-
шим парком кранов — автоматическую на-
плавку под слоем флюса. После наплавки ко-
леса обрабатывают на номинальный размер.
Одно и то же колесо можно ремонтировать не-
сколько раз.
Грузовые крюки являются универсальными грузозахватными органами.
Крюки изготовляют коваными, штампованными и пластинчатыми. Размеры
и основные параметры однорогих кованых и штампованных крюков должны
приниматься по ГОСТ 6627 (табл. 2.25).
Кованые и штампованные крюки изготовляются из стали марок 20 или
20Г по ГОСТ 1050.
Диагностирование крюков должно производиться при снятой гайке хвосто-
вика крюка. При визуальном контроле крюка проверяется: наличие и состоя-
2.20. Диагностироиание ходовых колес и крюков
165
ние предохранительного замка и стопорной планки; отсутствие на поверхности
крюка трещин, волосовин и закатов; состояние резьбы хвостовика крюка
и резьбы гайки; н > гичие смазки подшипник
Таблица 2.25
Основные размеры однорогих кованых и штампованных крюков
Номер Грузоподъемность, т, при режимах работы Размеры, мм (см. рис.)
товки 1М Ш-4М 5М, D S Тип Тип d Я Я„ h Ъ 1 11
крюка 6М А Б ах не менее
9 2,5 2,0 1,6 50 38 145 180 М27 '30 35 45 30 70 40
10 3,2 2,5 2,0 55 40 165 200 МЗО 30 35 52 34 85 45
11 4,0 3,2 2,5 60 45 180 300 МЗЗ 35 40 55 38 90 50
12 5,0 4,0 3,2 65 50 195 375 М36 40 45 65 40 95 55
13 6,3 5,0 4,0 75 55 250 410 М42 45 52 75 48 105 <10
14 8,0 6,3 5,0 85 65 280 475 М48 50 56 82 54 120 70
15 10,0 8,0 6,3 95 75 310 520 М52 55 62 90 60 135 70
16 12,5 10,0 8,0 110 85 340 580 М56 60 68 100 65 150 80
17 16,0 12,5 10,0 120 90 415 600 М64 70 80 115 75 165 90
18 20,0 16,0 12,5 130 100 550 630 Трап 70x70 75 85 130 80 180 95
Грузовые крюки кранов и электрических талей должны снабжаться пре-
дохранительным замком, предотвращающим самопроизвольное выпадение
съемного грузозахватного приспособления. Грузовые крюки кранов, транс-
портирующих расплавленный металл или жидкий шлак, могут не снабжаться
предохранительными замками. Замки должны свободно вращаться на оси и не
быть деформированными.
ют л. ми«1п<л1ириивние строк" '•ных, дорожных, подъемно-транспортных машин и оборудования
Крепление кованого или штампованного крюка грузоподъемностью более
5 т, а также вилки пластинчатого крюка в траверсе должны исключать само-
произвольное отвинчивание гайки, для чего она должна быть укреплена сто-
порной планкой.
Не допускается на поверхности и хвостовике крюка трещин, волосовин
и закатов. У кранов общего назначения наличие трещин на поверхности крюков
проверяют визуально с использованием луп. У кранов, транспортирующих
расплавленный металл и жидкий шлак, у механизмов подъема и кантовки
ковша ревизия кованых и штампованных крюков и деталей их подвески,
а также деталей подвески пластинчатых крюков должна производиться по
инструкции с применением методов неразрушающего контроля. При нераз-
рушающем контроле должно быть проверено отсутствие трещин в нарезной
части кованого (штампованного) крюка, отсутствие трещин в нарезанной
части вилки пластинчатого крюка и в оси соединения пластинчатого крюка
с вилкой или траверсой.
Не допускается эксплуатация крюков со смятыми или пораженными кор-
розией витками резьбы хвостовика или гайки.
Упорный подшипник, на который опирается гайка хвостовика крюка,
должен быть смазан. Крюк должен свободно вращаться на упорном подшип-
нике.
При диагностировании крюков измеряется износ вертикального сечения ДЛ
(рис. 2.44) и увеличение ширины зева AS крюка. Размер вертикального сечения
изношенного крюка hi измеряется штангенциркулем.
Рис. 2.44. Износ вертикального сечения и увеличение ширины зева крюка
Износ вертикального сечения Ah определяется как разность между началь-
ным размером h, принятым из табл. 2.24, и hit полученным при измерении из-
ношенного крюка, Ah = h - hi. Размер вертикального сечения изношенного
крюка hi измеряется штангенциркулем. Износ вертикального сечения одно-
рогого крюка не должен превышать 10 %.
2.21. Диагностирование муфт
167
Аналогичным образом измеряется увеличение ширины зева крюка AS,
которое определяется как разность между шириной зева Sj, полученной при
измерении, и начальной шириной S, принятой из табл. 2.24:
AS = Si-S.
Увеличение ширины зева однорогого крюка не должно превышать 12 %.
2.21. Диагностирование муфт
На грузоподъемных машинах наиболее широкое применение получили
муфты зубчатые по ГОСТ 5006-83 и втулочно-пальцевые по ГОСТ 21424-75.
На первом этапе при визуальном контроле муфт проверяют ослабление по-
садок полумуфт на валах, отсутствие отдельных крепежных деталей или ос-
лабление их затяжки. У зубчатых муфт их осевой ход не должен превышать
2...4 мм, а масло должно при работе покрывать полную высоту зубьев. Темпе-
ратура масла должна соответствовать температурным условиям, в которых
оно применяется. На втором этапе диагностирования зубчатых муфт контро-
лируют взаимное положение валов и износ зубьев. Радиальное и угловое от-
клонение валов, соединяемых зубчатыми муфтами, измеряют при открытой
обойме (рис. 2.45).
Рцсг 2.45, Радиальное и угловое смещение валов, связанных с зубчатыми муфтами:
а — типа М3; б — типа МЗП
Для муфт типа М3 (рис. 2.45, а) радиальное смещение валов определяется
зазором d между линейкой, уложенной по образующей одной из втулок,
и торцом образующей второй втулки. Угловое смещение валов а = (bi — b2)/D.
Для муфт типа М3 радиальное смещение валов не должно превышать 1,0 мм,
а угловое — 0,01. Для муфт типа МЗП (рис. 2.45, б) угол между каждым из со-
единяемых валов и промежуточным валом а = (с2 — Ci) Dx не должен превы-
шать 0,005.
168 2. Диагностирование строительных, дорожных, подьемно-транспортых машин и оборудования
Износ зубьев определяют штангензубомером или щупом (по боковому
зазору) при сдвинутых обоймах относительно втулок. В табл. 2.26 приведе-
ны значения допустимого износа по толщине и боковому зазору исходя из
20 % -ного уменьшения толщины зуба.
Таблица 2.26
Толщина зубьев или боковые зазоры (мм)
при нормативе допустимого износа зубьев п = 20 %
Номер муфты Модуль зуба Проектная толщина зуба Я Установка штангензубо- мера по высоте зуба Допустимая толщина изношенного зуба Я' по штангензубомеру Допустимый боковой зазор/
прямого бочечного Втулки Обоймы прямого бочечного
Втулка и обойма Втулка Втулка Втулка и обойма Втулка Втулка
1,2 2,5 3,65 3,73 3,65 2,5 2,0 2,9 3,0 2,9 1,5
3,4,5 3,0 4,35 4,49 4,35 3,0 2,4 3,5 3,6 3,5 1,7
6, 7,8 4,0 5,83 6,01 5,83 4,0 3,2 4,7 4,8 4,7 2,4
9,10 6,0 8,91 9,11 8,91 6,0 4,8 7,1 7,3 7,1 3,6
11,12 8,0 11,92 12,20 11,92 8,0 6,4 9,5 10,1 9,5 4,8
13,14,15 10,0 14,91 15,27 14,91 10,0 8,0 11,9 12,3 11,9 6,0
В приложении 1 даны допустимые значения износа зубьев муфт для раз-
личных типов кранов, которые отличаются от принятого норматива на 20 %.
Пересчет допустимой толщины изношенного зуба S и соответствующего бо-.
нового зазора f проводится по формулам:
f = 0,02n'S,
где п' — допустимый норматив износа зуба в процентах от первоначальной
толщины, принятой из приложения 1 для конкретного типа крана.
Пример. Для механизма подъема мостового крана допустимый норматив износа
зубчатой муфты, принятый по приложению 1, и'= 15 %.
Тогда для муфты № 5 допустимая толщина изношенного прямого зуба
£'=4,3б(1-—1мм=3,7 мм,
I iooJ
а боковой зазор f = (0,02 15 • 4,35) мм =1,3 мм.
При диагностировании втулочно-пальцевых муфт проверяют не..~„_
ность посадок на валах, сохранность посадки пальцев на полумуфте, отсутствие
следов ударов и трещин на пальцах и полумуфтах. Поврежденные посадочные
.'.22./Киагносгм|><.1..и1и«опорно-поворотних y< ip<<<
169
поверхности под пальцы восстанавливают разверткой на больший диаметр,
а трещины заваривают. Чугунные муфты с трещинами подлежат выбраковке.
При установке полумуфт на редукторы и электродвигатели проверяют
взаимное положение связываемых муфтами валов. Допустимые радиальные
и угловые смещения валов для втулочно-пальцевых муфт приведены в табл.
2.27 и на рис. 2.46.
Таблица 2.27
Допустимые при сборке взаимные смещения валов,
соединенных втулочно-пальцевыми муфтами
Диаметр D меныией
из полумуфт, мм
До 200
210...300
310...400
410... 500
510...600
Радиальное
смещение Дг, мм
0,4
0,5
0,6
0,7
0,8
Перекос Да, мм
1,0
1,5
2,0
2,5
3,0
Рис. 2.46. Радиальное и угловое смещения валов для втулочно-пальцевых муфт
Радиальное смещение определяют по формуле Дг=0,5 (at - ag), а перекос —
по формуле Аа - bi - Ь2 .
2.22. Диагностирование опорно-поворотных устройств
Опорно-поворотные устройства (ОПУ) кранов с опорно-поворотным кругом
чаще всего выполняются в виде трех колец 1,2 и 3 (рис. 2.47) с дорожками ката-
ния, которые заполнены шариками 4 или роликами 5 серийно выпускаемых
подшипников.
Такие опорно-поворотные устройства воспринимают вертикальные и го-
ризонтальные нагрузки и не требуют центрирующих и удерживающих уст-
ройств, Наружные кольца 1,2 ОПУ с внутренним зацеплением (рис. 2,47, а, в)
170 2. Дил iii|>4iMinu' < м.ных, дорожных, подъемно-транспортных машин и оборудования
соединены между собой шпильками или болтами и закреплены на поворот-
ной раме, а внутреннее кольцо 3 — на ходовой раме. Это же кольцо выполни »
но с зубчатым венцом, находящимся в зацеплении с шестерней механизме
поворота. У ОПУ с внешним зацеплением (рис. 2.47, б) внутренние кольца 1, |
2, соединенные между собой, также закреплены на поворотной раме, а внеш->'
нее кольцо 3 с зубчатым венцом — на ходовой раме.
а
Рис. 2.47. Опорно-поворотные устройства:
а, б — шариковые; в — роликовые
При обследовании опорно-поворотного устройства определяется состоя-
ние болтовых соединений и измеряется перекос. <
Обследование болтовых соединений опорно-поворотного устройства вклю-,
чает визуальный контроль, остукивание всех болтов молотком и проверку их.
затяжки. При визуальном осмотре устанавливается наличие всех болтов,
стопорных планок (контровки). Работа ОПУ с ослабленными болтами не до-
пускается. В случае обнаружения обрыва одного-двух болтов необходимо
провести контроль затяжки всех болтов, а оборванные болты заменить новыми.
При наличии более двух оборванных болтов производится замена всех болтов.
Затяжка болтов должна производиться динамометрическим или специ-
альным ключом с контролем крутящего момента. Момент затяжки болтов
принимается по эксплуатационной документации крана.
Признаком предельного состояния, при котором ОПУ не допускается
к дальнейшей эксплуатации, является перекос (за счет технологического
люфта опоры и износа ее дорожек катания) более 0,004.
2.22. Диагн<К1И|ит.шие опорно-поворотных устройств
171
Измерения проводят на действующем кране, находящемся в рабочем со-
стоянии, как в летний, так и в зимний периоды при температуре воздуха не
ниже минус 20 °C при ветре не более 10 м/с.
Положение поворотной части крана по отношению к неповоротной (в пла-
не) — произвольное.
Перед проведением измерений необходимо убедиться, что все болты креп-
ления опоры имеются в наличии и затянуты моментом, отвечающим экс-
плуатационной документации.
Для измерения величины перекоса <р опоры производятся замеры линей-
ных перемещений противоположных точек А и Б полуобойм (рис. 2.48) опо-
ры, жестко закрепленных к поворотной части крана, относительно его венца,
закрепленного к неповоротной части.
Рис. 2.48. Схема измерения линейных перемещений ОПУ:
1 — ходовая рама или неповоротная рама башни; 2 — опорно-поворотное устройство; 3 — проти-
вовес; 4 — положение полуобойм без груза на крюке; 5 — положение полуобойм с номинальным
грузом на крюке; D — диаметр полуобойм; I — расстояние между ножками индикаторов; А/ —
расстояние от полуобоймы до оси ножки индикаторов; a, nbt — линейные перемещения (по шкале
индикаторов); «О» — установочная высота индикатора
Линейные перемещения определяются по разнице измерений при нена-
груженном кране и с номинальной нагрузкой на крюке.
Перемещения в каждой точке измеряются в вертикальной плоскости,
проходящей через ось симметрии стрела — противовес с помощью двух инди-
каторов часового типа или иным способом.
Индикаторы устанавливаются неподвижно на неповоротной части крана
на штативах по оси симметрии: поворотная платформа (противовесная кон-
соль) — стрела на одинаковом расстоянии от центра вращения опоры или
внешней вертикальной поверхности полуобойм опоры.
Места под установку основания штативов индикаторов и места упора их
наконечников должны быть очищены от грязи. Ножки индикаторов должны
быть расположены вертикально наконечниками вверх с упором их в нижний
лист поворотной части.
Перемещения определяются как среднеарифметическая величина по по-
казаниям индикаторов при трехкратном подъеме — опускании груза.
Расстояние (I) между точками, где производятся замеры, равно:
I = D + 2AZ (мм),
где D — внешний диаметр полуобойм, мм; AZ — расстояние от полуобоймы до
оси ножки индикатора, мм.
Измерение расстояний I, D и AZ производят с помощью металлической ли-
нейки, рулетки, штангенциркуля и угольника. Проще измерять расстояние I
с учетом внешнего диаметра D колец полуобойм опоры и двух расстояний Л/
от наружной вертикальной стенки полуобойм до оси ножки индикатора.
Расстояние AZ Следует выбирать минимальным, необходимым для уста-
новки индикатора.
Установку индикаторов рекомендуется проводить после того, как предна-i
значенный для подъема груз уложен в исходное положение для подъема и за
строплен. При этом ножка заднего (со стороны противовеса) индикатора
должна быть утоплена примерно на 5 мм, переднего (со стороны стрелы) — на
1...2 мм, а нулевое деление «О» поворотной шкалы индикатора — совмещено
с его стрелкой.
Измерения линейных перемещений at и bt проводят при подъеме груза на
высоту 100-200 мм и опускании его до ослабления стропов.
Перекос <р определяется по формуле:
ф = = 0,004,
где Ас и Вс — среднеарифметические результаты измерений (af и 6t) переме-
щений по шкале индикатора соответственно со стороны противовеса и стре-
лы при подъеме номинального груза.
2.23. Устройство, функциональное назначение и диагностирование
приборов безопасности грузоподъемных машин
В качестве устройств для ограничения линейных и угловых перемещений
механизмов грузоподъемных машин обычно используются конечные вы-
ключатели и переключатели, установленные в цепи питания или управления
приводного двигателя механизма. После остановки механизма должна быть
обеспечена возможность движения механизма в обратном направлении.
Конечные выключатели различают по способу их включения при сраба-
тывании: непосредственно в цепи питания приводного двигателя или цепи
управления. Первый способ включения применяют в маломощных приводах
или тогда, когда конечный выключатель срабатывает сравнительно редко,
например в приводах механизмов передвижения и изменения вылета кранов.
При использовании второго способа включения конечный выключатель раз-
рывает цепь питания катушки управления элемента (например, главного
или реверсивного контактора)-
Конечные выключатели грузоподъемных машин выполняются контакт-
ными или бесконтактными. Контактные выключатели снабжены электри-
ческими контактами, при размыкании которых приводной двигатель или
участок цепи управления отключается от электрической сети.
Бесконтактные конечные выключатели не имеют механических контак-
тов и представляют собой электронные блоки с индуктивным, фотоэлектри-
ческим, электромагнитным и другим внешним управляющим воздействием.
Контактные конечные выключатели подразделяются на рычажные, што-
ковые и шпиндельные. Рычажные и штоковые выключатели срабатывают
при воздействии на управляющий рычаг или шток выключателя неподвиж-
ного или подвижного упора. Эти выключатели, как правило, обеспечивают
одностороннее ограничение передвижения механизма. Для двухстороннего
ограничения требуется два выключателя или один выключатель с тремя
фиксированными положениями самовозвратного управляющего элемента.
На грузоподъемных кранах широкое применение получили рычажные
конечные выключатели хода кранов и тележек КУ-701 (рис. 2.49) и ВК-200
(рис. 2.50).
Конечный выключатель КУ-703 (рис. 2.51) применяется для ограничения
высоты подъема.
Шпиндельные конечные выключатели ВУ (рис. 2.52) применяют для двух-
стороннего ограничения движения и устанавливают на вращающихся валах
механизмов (подъем, передвижение на канатной тяге).
При диагностировании конечных выключателей прежде всего обращают
внимание на их внешнее состояние. На корпусе конечного выключателя не
должно быть видимых деформаций, вмятин, трещин, сколов. Крышка на кор-
пусе конечного выключателя должна быть надежно закреплена. Не допускается
искривления исполнительного рычага или вала (шпиндельного ограничителя).
Рис, 2.49. Конечный выключатель КУ-701
Рис. 2.50. Конечный выключатель ВК-200
109
Рис. 2.51. Конечный выключатель КУ-703
Рычаги и валы должны свободного вращаться в корпусе концевого выключа-
теля. Срабатывание концевых выключателей проверяют при включении соот-
ветствующего механизма крана в крайних рабочих положениях. После сраба-
тывания концевого выключателя должна произойти автоматическая останов-
ка соответствующего механизма крана и должно быть обеспечено включение
привода только для движения механизма в обратном направлении.
Рис. 2.52. Шпиндельный конечный выключатель ВУ
Для контроля установки платформы самоходных кранов ъ горизонталь-
ное положение на них устанавливаются различные указатели наклона (кре-
нометры) либо сигнализаторы. В большинстве случаев это указатели, работа
которых основана либо на свойстве свободно подвешенного маятника сохра-
нять вертикальное положение (маятниковые указатели, устанавливаемые на
ходовой раме, как правило, это узлы крана, проектируемые и изготавливае-
мые краностроительными заводами), либо на свойстве свободной жидкости
сохранять горизонтальное положение (жидкостные указатели, устанавли-
ваемые как в кабине, так и на ходовой раме крана).
Груз 4 (рис. 2.53) маятникового указателя подвешен на шелковом шнуре 3
к петле 2 платика 1 задней балки ходовой рамы. Острие груза обращено
к шкале 6, на которой нанесены три концентрические окружности. При на-
клоне крана на 1° груз своим острием будет направлен в контур наименьшей
по величине окружности, на 2° — в контур средней и на 3° —*в контур наи-
большей окружности.
Сбоку на балке рамы приварена трубка 5 с замком, в которую вставляют
груз во время передвижения крана.
На некоторых кранах (КС-2561Д, КС-2561К) шкала имеет две кольцевые
риски: внутренняя соответствует углу наклона 1°30' и наружная — 3°. Зазор
между отвесом и шкалой должен быть не более 2 мм. Для закрепления в транс-
портном положении отвес 8 снимают со штыря 7, придвигают к балке и за-
крепляют прижимом 9.
Рис. 2.53. Маятниковый указатель наклона:
I — рабочее положение; II — транспортное положение
В корпусе 1 жидкостного указателя (рис. 2.54) на резиновой прокладке 5
установлена шкала 3, прижатая к нему кольцом 4. Между шкалой и корпу-
сом залито приборное масло, а отверстие в корпусе закрыто винтом 8 со свер-
лением на конце, с помощью которого между корпусом и шкалой образуется
воздушный пузырек. Наклон крана определяют по положению этого пузырька.
Регулируют указатель на ровной площадке. При этом ходовую раму крана
вывешивают на выносных опорах по контрольному уровню, который уста-
навливают на специальной площадке рамы.
Воздушный пузырек устанавливают в центре шкалы регулировочными
шайбами. Известно также применение шариковых указателей на кранах се-
рии МКА. В пластмассовом корпусе со сферическим днищем, герметически
закрытом крышкой из органического стекла и заполненном маслом, поме-
щен стальной шарик. На тыльной стороне днища нанесены концентрические
риски, образующие шкалу с ценой деления, равной градусу. При работе кра-
на на неровной площадке шарик перемещается по сферическому днищу, ука-
зывая наклон крана. Шкала указателя имеет подсветку. Рабочая зона крана
><.|7vm.inu( ifiymumnwnanur u.iuuiHeHne и диагн<>< 1ировяни<' up.. wmui п>» in 177
Рис. 2.54. Жидкостный указатель наклона
определена на шкале полем желтого цвета, опасная зона — красного (уклон
более 3°). Выверяют указатель в нулевом положении шарика с помощью спе-
циальных винтов, установив предварительно кран на строго горизонтальной
площадке.
На некоторых кранах (КС-2561К) производится автоматический контроль
и сигнализация предельного угла наклона платформы в любой вертикальной
плоскости сигнализатором крена УСКМ-3 (СКМ-3) (Могилев-Подольский
приборостроительный завод, Украина). .
Указатели — сигнализаторы крана маятниковые УСКМ-3 (до 1987 г. выпус-
калась модель СКМ-3) могут устанавливаться на самоходных и прицепных
автомобильных и других мобильных кранах, вышках, бурильных установках
и других подобных машинах для предупреждения машинистов о достижении
машиной крена, превосходящего предельно допустимый, путем включения
аварийной световой сигнализации прибора. Приборы выпускаются в клима-
тических исполнениях У2 и Т2 и рассчитаны для работы при температурах:
У2 — от -40 до +45 °C; Т2 — от -10 до +55 °C.
Указатель — сигнализатор крена маят-
никовый УСКМ-3 — электрический прибор,
состоящий из бесконтактного датчика кре-
на и сигнализатора (рис. 2.55).
В корпусе 1 датчика, устанавливаемом на
стойках 2, расположены: маятник 3 на гиб-
ком подвесе, на нижней плоскости которого
размещена одна из катушек 4 обратной связи
генератора колебаний; другая катушка уста-
новлена на блоке 5, содержащем электрон-
ную схему датчика. Электронная схема содер-
жит помимо генератора выпрямитель, фильтр
и усилитель — формирователь сигнала, пре-
образующий напряжение переменного тока
в сигнал постоянного тока высокого уровня
(когда есть колебания) и низкого уровня (ко-
гда отсутствуют колебания). Блок 5 гермети-
зирован эпоксидным компаундом и является
неремонтируемым. Внутрь корпуса залива-
ется демпфирующая жидкость (керосин с мас-
лом).
Датчик на стойках жестко крепится к раме
машины и наклоняется вместе с ней, маятник
Рис. 2.55. Сигнализатор УСКМ-3
при этом сохраняет вертикальное положение; таким образом создается рассо-
гласование положения маятника и корпуса датчика и соответственно кату-
шек индуктивного генератора. В результате этого при угле крена, равном или
большем предельно допустимого, вырабатывается электрический сигнал, про-
изводящий переключение реле и сигнальных ламп, расположенных в блоке
сигнализатора, с зеленой на красную. На крышке датчика установлены жид-
костный указатель наклона 6 (ампула уровня АКН-10-17), определяющий
правильность установки прибора на машине, разъем для подачи на прибор
напряжения питания и регулировочные винты 7 для установки датчика.
Устанавливается датчик в кабине машиниста на кронштейне, верхняя
часть которого параллельна раме машины. Для проверки правильности уста-
новки датчика машину необходимо установить на жесткую ровную горизон-
тальную площадку и проверить горизонтальность поворотной платформы
машины с помощью ватерпаса, оптического квадранта или другого точного
(погрешность не более 5 угл. мин) приспособления. При поворачивании пово-
ротной машины платформы на 360° пузырек ампулы уровня не должен выхо-
дить из центра ампулы. При изменении положения пузырька регулировку
повторить.
Кабель питания прибора подключается к бортовой сети машины 12 В (24 В—
в зависимости от напряжения питания прибора).
Для проверки точности срабатывания сигнализатора необходимо устано-
вить машину на площадку с уклоном (3 ± 0,1)°. На сигнализаторе должна
1^>упнииип«1лм1<><'иначенис и .ui.'i i«« |><>п.1нив приборов <«• >‘>h.ich<>< ш 179
включиться красная лампа. Проверив точность установки датчика, необхо-
димо законтрить установочные болты и закрасить их нитроэмалью.
Подтягивать крепежные болты во время эксплуатации запрещается.
При работе машины прибор должен быть постоянно включен, при пере-
движении машины или при ее стоянке — выключен. Перед началом работы
сигнализатор включается, загорание зеленой лампы на сигнализаторе свиде-
тельствует, что угол крена машины меньше номинального угла срабатыва-
ния. Если угол крена машины больше номинального угла срабатывания,
включается красная лампа и машинист обязан прекратить работу и выров-
нять платформу машины.
При резких движениях крана, когда крен близок к предельному (более 2,5°),
возможны кратковременные включения красной лампы.
Техническое обслуживание прибора проводится раз в три месяца. Угол сра-
батывания проверяется на площадке с углом наклона больше (3 + 0,1)° и на
горизонтальной площадке. При этом сигнальные лампы должны переклю-
чаться.
При любых нарушениях работы прибора следует проверять напряжение
питания и целостности соединительных кабелей, предохранителя, сигналь-
ных ламп.
Башенные краны с высотой до верха оголовка башни более 15 м, козловые
краны с пролетом более 16 м, портальные краны и мостовые перегружатели
должны быть снабжены прибором (анемометром), автоматически включаю-
щим звуковой сигнал при достижении скорости ветра, указанной в паспорте
для рабочего состояния крана..
При диагностировании анемометров вначале очищают прибор от пыли
и грязи, а затем внешним осмотром проверяют комплектность прибора, цело-
стность пломб, отсутствие внешних механических повреждений (особенно
крыльчатки и подшипниковых узлов). Поврежденную крыльчатку и под-
шипники необходимо заменить.
Проверка датчика ветра производится следующим образом.
Устанавливается крыльчатка на ось датчика и проверяется отсутствие по-
вышенного трения в подшипниках и биение оси тахогенератора. При наличии
повышенного трения необходимо разобрать, промыть, смазать подшипники
или заменить их. При биении оси тахогенератор заменить на исправный.
Крыльчатка исправного датчика ветра должна вращаться от легкого толчка
пальцем. Также следует проверить состояние обмотки тахогенератора на от-
сутствие обрыва, внутреннего короткого замыкания на корпус. Омическое
Сопротивление обмотки должно быть в пределах 300...400 Ом.
Каждый комплект анемометра настраивают со своим датчиком ветра. При
замене датчика ветра необходимо провести проверку и настройку всего ком-
плекта.
Проверка измерительного пульта производится в следующем порядке.
Датчик ветра подключается к измерительному пульту, и анемометр включается
в сеть. Раскручивая крыльчатку вручную, необходимо убедиться в изменении
показателей на цифровом табло пульта, что свидетельствует о функциониро
вании комплекта анемометра.
Дополнительно производится проверка анемометра в комплекте, особенно
стью которой является то, что операцию невозможно выполнить без специаль
ного стендового оборудования СКН-АС2. Практически стенд проверки анемо-
метров представляет собой модуль воздуходувки с электродвигателем постоян-
ного тока, а также образцовый анемометр, предназначенный для контроля
скорости воздушного потока и калибровки настраиваемого прибора. Для кон-
троля параметров приборов питания двигателя применяется модуль контро-
ля и управления, который также укомплектован встроенным электронным
секундомером для определения выдержек времени. Имея образцовый анемо-
метр, практически несложно самостоятельно изготовить аэродинамическую
трубу. При необходимости аэродинамическая труба для создания воздушного
потока может бы¥ь укомплектована асинхронным двигателем, а регулировку
скорости потока можно производить, применяя шибер или заслонку. Регули-
руемая скорость воздушного потока позволяет получить различные значения
проверяемых порогов по скорости.
Для испытуемого на стенде анемометра необходимо определить диапазон
и погрешность измерения скорости ветра и установить пороги по скорости.
Для автоматического отключения механизмов стреловых самоходных
кранов при приближении стрелы к проводам линии электропередачи приме-
няется прибор «Барьер-1 А».
Диагностирование устройства защиты от опасного напряжения «Барь-
ер-1 А», а также его проверка при монтаже на кране могут производиться на
действующей ЛЭП напряжением 0,4... 10 кВ или на специальной площадке,
на которой оборудован макет трехфазной четырехпроводной (допускается
и двухпроводной) воздушной ЛЭП напряжением 220/380 В. Расстояние от
макета до других ЛЭП должно исключать их взаимное влияние. На площад-
ке должны быть установлены две опоры на расстоянии не менее 25 м друг от
друга. К ним на высоте не менее 6 м от поверхности земли на изоляторах
должна быть подвешена линия электропередачи, выполненная проводом
с изоляцией. Для подключения макета ЛЭП к сети 220 В на одной из опор
должен быть установлен рубильник. В качестве индикатора напряжения на
макете используется электрическая лампочка. Напряжение к макету пода-
ется подземным кабелем. На расстоянии 1,5 м от ближайшего провода парал-
лельно проводам протягивается изолированный провод для ограничения
приближения к проводам.
Проверка технического состояния устройства, сигнализирующего о прибли-
жении стрелы к линии электропередачи, в составе автокрана должна произ-
водиться при монтаже устройства, полном и частичном освидетельствовании
крана, а также при обнаружении каких-либо повреждений устройства. При
проведении проверки должны соблюдаться нормативные условия эксплуата-
ции: температура окружающего воздуха от-10 до +25 °C без осадков. При на-
личии осадков, а также при предельных рабочих температурах окружающей
среды возможно увеличение расстояний срабатывания прибора.
181
При диагностировании ограничителей грузоподъемности (ОГИ) кранов
типа ОНК-М, ОГБ-2, ОГБ-3 после их визуального осмотра производят провер-
ку их срабатывания согласно грузовой характеристике крана.
Назначение ограничителей грузоподъемности заключается в том, что на
данном вылете стрелы необходимо не допустить подъем груза, превышающе-
го по массе номинальный груз на 10 %, а для башенных кранов с максималь-
ным грузовым моментом до 20 тм включительно и портальных кранов —
более чем на 15 %.
Для проверки ограничителей грузоподъемности кран необходимо поста-
вить на горизонтальной площадке, установить вылет стрелы, при котором
имеющийся груз будет критическим, т.е. будет превышать номинальный по
массе соответственно на 10 или 15 % и при подъеме такого груза ограничи-
тель должен отключить механизмы крана, причем в соответствии с Правилами
должно быть возможно опускание груза или включение других механизмов
для уменьшения грузового момента.
При настройке ограничителей грузоподъемности типа ОНК-М, ОГБ-2, ОГБ-3
кран устанавливается на горизонтальной площадке. Перед настройкой необ-
ходимо включить ограничитель за 30 мин до проведения работ. Для настройки
используются два реальных груза, превышающих номинальную грузоподъ-
емность на 10 % при максимальном и минимальном вылете стрелы.
При проведении работ по настройке ограничителя грузоподъемности груз
следует отрывать от земли на незначительное расстояние. При приближении
стрелки прибора, указывающего момент опрокидывающий, красная лампа
может постепенно увеличивать яркость свечения, что не является неисправ-
ностью. В связи с этим рекомендуется не доводить прибор до срабатывания
при настройке, а находить такое положение потенциометра, при котором
прибор «почти сработал», т.е. красная лампа горит, стрелка Mvap указывает
100 % , но срабатывания еще не произошло. Эта методика позволит избежать
ошибок при настройке. В настроенном приборе при опускании груза стрелка
Мопр не возвращается в нулевое положение, а занимает определенное поло-
жение на шкале. Главным критерием работоспособности прибора является
его срабатывание при подъеме критического груза. При отсутствии критиче-
ских грузов для крайних точек вылета стрелы допускается использовать два
имеющихся груза, близких к критическим, устанавливая стрелу в положения,
при которых эти грузы будут критическими. При этом настройку необходимо
проверять в других точках не менее трех раз. Перед настройкой необходимо
убедиться в исправности механизмов крана.
Контрольные вопросы и задания
1. Какую роль играет диагностирование в поддержании и восстановлении работо-
способности СДПТМ?
2. В какой последовательности проводится оценка работоспособности СДПТМ?
3. Какие методы диагностирования машин применяются?
182 2. Диагностирование строи i-льных, дорожных, подъемно-транспортных машин и оборудовании
4. Как производится прогнозирование остаточное ресурса диагностируемого объ
екта?
5. Какие методы и средства диагностирования машины в целом вы знаете?
6. Какие параметры и технические средства применяются при диагностировании
двигателя в целом?
7. Как влияют неисправности в системах двигателя на его работоспособность?
8. Какие параметры и технические средства применяются при диагностировании
систем дизельного двигателя СДПТМ?
9. Какие параметры и технические средства используются при диагностировании
сборочных единиц и систем СДПТМ: трансмиссии, движителя, силового электро-
привода, гидропривода, систем управления электрооборудования и металлоконст-
рукции?
10. Каковы состав и периодичность проведения технического диагностирования гру-
зоподъемных кранов с истекшими сроками службы?
11. Какие параметры и технические средства используются при диагностировании
механизмов и деталей подъемно-транспортных машин?
12. Приведите основные принципы организации диагностирования.
13. Какова роль информационных технологий при организации диагностирования
СДПТМ?
expert22 для http://rutracker.org
3
Средства диагностирования
3.1. Основные понятия
Основные задачи оценки работоспособности машин (проверка правильно-
сти функционирования, исправности, поиск дефектов и сбор информации
для прогнозирования остаточного ресурса) решаются с помощью систем диаг-
ностирования.
Система диагностирования представляет собой совокупность средств
технической диагностики машин, объекта диагностирования и исполнителей.
Средства технической, диагностики — это средства, позволяющие оценивать
техническое состояние проверяемого объекта. Они включают: программные
средства и компьютерную технику для их реализации; эксплуатационную
документацию, включающую технологическую пооперационную карту диаг-
ностирования, диагностическую карту, структурно-следственные схемы поиска
неисправности, диагностические матрицы локализации неисправностей, схемы
и пооперационные карты восстановления работоспособности и другие информа-
ционные материалы; технические средства диагностирования (ТСД), представ-
ляющие собой приборы, стенды или устройства для определения состояния
объекта диагностирования (ОД).
Среди аппаратурных средств, применяемых для диагностирования СДПТМ,
различают внешние средства, подключаемые к объекту диагностирования
только для осуществления процесса диагноза, и встроенные средства, состав-
ляющие с объектом диагностирования конструктивно единое целое и даю-
щие возможность получать информацию о состоянии объекта непрерывно.
По степени автоматизации управления ТСД могут быть ручными, автомати-
зированными и автоматическими. Средства, управляемые человеком-операто-
ром, относят к ручным, а при выполнении им простых операций (включение,
выключение, переключение режимов и др.) — к автоматизированным. Средст-
ва, которые функционируют без участия человека, относятся к автоматическим.
В зависимости от степени подвижности ТСД разделяются на переносные,
передвижные и стационарные. Передвижные ТСД монтируются, как прави-
ло, на самоходных транспортных средствах, а стационарные устанавливают-
ся на участках диагностирования, испытательных и контрольных центрах.
Средства диагностирования предназначены для повышения работоспособ-
ности объектов диагностирования, и целесообразность их применения ограни-
чивается затратами на выполняемые работы.
Высокая надежность современной автомобильной электроники привела
к сокращению числа простых дефектов, легко выявляемых ремонтниками на
станциях техобслуживания. В то же время, если наблюдается неисправность,
можно указать много вероятных ее причин. Это усложняет проблему диагно-
стики современных автомобилей. Диагностирование сегодня значительно от-
личается от того, что было 10-20 лет назад.
IK-1
Электропроводка старых автомобилей обычно была связана с сигналами
двух уровней: масса и напряжение аккумулятора. В современных автомоби-
лях по жгутам передаются сложные двоичные и аналоговые сигналы между
датчиками, электронными блоками управления (ЭБУ), исполнительными
механизмами и т.д. Традиционные контрольная лампа и мультиметр в этом
случае почти бесполезны и могут даже повредить электронные цепи.
Быстрое распространение в 80-х годах прошлого века более сложных элек-
тронных систем управления двигателем создало потребность в новых методи-
ках диагностики, новом диагностическом оборудовании, значительном объеме
сервисной информации. Большое количество различных типов ЭБУ приводит
к потребности обеспечить быстрый доступ к технической информации по каж-
дой конкретной модели автомобиля.
Для удовлетворения этих потребностей были разработаны новые диагно-
стические средства: бортовые (устанавливаемые на машине, являющиеся ча-
стью ЭБУ) и небортовые. Условно их можно подразделить на три категории:
□ стационарные (стендовые) диагностические системы. Они не подключа-
ются к бортовому ЭБУ и, таким образом, независимы от бортовой диагности-
ческой системы машины. Эти устройства обычно диагностируют системы
впрыска — зажигания, их часто называют мотор-тестерами. По мере услож-
нения бортовой электроники машин расширяются и функциональные воз-
можности стационарных систем, так как теперь необходимо диагностировать
не только управление двигателем, но и тормозные системы, активную под-
веску и т.д.;
□ бортовое диагностическое программное обеспечение, которое позволяет
индицировать неисправности соответствующими кодами. Программное обес-
печение ЭБУ содержит процедуры, которые записывают в память регистратора
кодов неисправностей. При обнаружении неисправности ЭБУ включает и вы-
ключает в определенной последовательности световой индикатор на прибор-
ном щитке. Световой сигнал можно расшифровать по справочным таблицам
кодов неисправностей;
и бортовое диагностическое программное обеспечение, для доступа к ко-
торому требуется специальное дополнительное диагностическое устройство.
Портативный диагностический тестер (сканер) подключается через специаль-
ный разъем, имеющийся на машине, к конкретному ЭБУ или всей электронной
системе. Контролируемые параметры и коды неисправностей считываются
непосредственно с ЭБУ и интерпретируются специалистами сервиса.
В памяти компьютера ЭБУ (в регистраторе неисправностей) сохраняются
как коды постоянных (текущих) неисправностей, так и тех, которые были обна-
ружены ЭБУ, но в данный момент не проявляются — это непостоянные (одно-
кратные, исторические) коды. Коды и постоянных и непостоянных неисправ-
ностей, которые по сути дела являются диагностическими кодами, называ-
ются кодами ошибок или кодами неисправностей. Но, строго говоря, это не
одно и то же. Если при возникновении какой-либо неисправности (постоянной
или непостоянной) в регистратор неисправности записывается строго одно-
.1. 11ервич>11.к' |||>1'<>1>|>.||<>1Мк-ли 185
значный код, то такой диагностический код может быть назван кодом неис-
правности. Такой код возникает под непосредственным воздействием кон-
кретной неисправности и присущ только ей. Но некоторые неисправности воз-
действуют на систему самодиагностики не прямо, а опосредованно, через
изменения параметров в ЭБУ. Такие неисправности не имеют своего прямого
кода для фиксации в регистраторе, но, как и любые другие неисправности,
вызывают нарушение штатного (стандартного) режима работы контролируе-
мой системы. Как следствие, в регистратор неисправностей записывается
код сбоя в системе, который и называется кодом ошибки. Как правило, код
ошибки указывает на несколько возможных неисправностей и в разных под-
системах (или устройствах) управления. В современных электронных системах
автоматического управления причинно-следственные связи между непосто-
янными неисправностями и диагностическими кодами не всегда однознач-
ны, и поэтому коды, фиксируемые в ЭБУ на непродолжительное время (на
несколько циклов «пуск — останов ДВС»), более полно соответствуют кодам
ошибок. Однако следует отметить, что общепринятой (стандартной) терми-
нологии для обозначения типов диагностических кодов пока не разработано.
3.2. Первичные преобразователи
3.2.1. Общие сведения
Диагностирование машин предполагает измерение и анализ некоторых
физических величин, являющихся диагностическими параметрами. Для
преобразования измеряемой физической величины в другую, удобную для
использования в последующих элементах системы диагностики, использу-
ются датчики. Датчик — это конструктивно законченное устройство, состоя-
щее из чувствительного элемента и первичного преобразователя. В случае,
если в датчике не происходит преобразование сигналов, он включает только
чувствительный элемент. В зависимости от типа первичного преобразователя
датчики подразделяются на неэлектрические и электрические. Последние
в свою очередь подразделяются на параметрические (пассивные) и генератор-
ные (активные).
Параметрические датчики преобразуют входное воздействие в измене-
ние внутреннего параметра первичного преобразователя — сопротивления,
емкости, индуктивности и др. Наличие постороннего источника энергии яв-
ляется обязательным условием работы параметрического датчика.
Генераторные датчики сами генерируют ЭДС при воздействии входной
величины. К ним можно отнести термопары, индукционные, пьезоэлектри-
ческие и другие датчики.
Различные типы первичных преобразователей могут использоваться в дат-
чиках различных физических величин (табл. 3.1). Основными характеристи-
ками датчиков являются: чувствительность (отношение приращения выходной
величины к вызвавшему его приращению входной), порог чувствительности
186
I. < родства диагностирования
(минимальное значение входного сигнала, которое можно обнаружить с по-
мощью данного датчика), предел измерения (максимальное значение вход-
ного сигнала, которое может быть воспринято датчиком без искажения и
повреждения). Разность между пределом измерения и порогом чувствитель-
ности составляет динамический диапазон измерения.
Таблица 3.1
Классификация первичных преобразователей
по принципу действия и области использования
Типы первичных преобразователей
Неэлектриче-
ские
Электрические
Параметрические
Генераторные j
Измеряемая
величина
Перемещение
Скорость
Ускорение
Давление
Сила
Момент
Деформация
Температура
Расход
Вибрация
Влажность
Освещение
, ^Маномет-
рические
При выборе того или иного типа датчика для измерения некоторой физи-
ческой величины важно учитывать тип первичного преобразователя, егс
свойства. Например, при измерении индикаторного давления в цилиндрам
двигателя внутреннего сгорания целесообразно использовать датчик давле-
ния с пьезоэлектрическим первичным преобразователем, а не индуктивным,
поскольку инерционность их существенно различается. А для измерения
3.2. Первичные ир1->><|рл>ователи
187
медленно протекающих процессов, наоборот, пьезоэлектрический первич-
ный преобразователь менее подходит, так как с течением времени заряд на
чувствительном элементе растекается.
Принципы работы и область применения первичных преобразователей
определяют целесообразность их применения при диагностировании техники.
3.2.2. Резистивные преобразователи
Резистивные (потенциометрические) преобразователи используются
для преобразования линейного х или углового <р перемещения в электриче-
ский сигнал. Преобразование осуществляется в соответствии с требуемыми
функциональными зависимостями U -f (х), U = f (<р).
Конструктивно преобразователь состоит из прямого или кругового карка-
са 1 (рис. 3.1), обмотки или подложки из материала с высоким электриче-
ским сопротивлением 2 и движка 3.
Рис. 3.1. Схемы потенциометрических преобразователей
Для преобразователя по схеме, изображенной на рис. 3.1, а, напряжение
на выходе определяется из выражения
и2=П^ = ^Ру = и^- = 1гч>,
Дп <Ро
где — сопротивление на участке <р; Rn — полное сопротивление преобразо-
вателя на участках <р0 и I; k — коэффициент передачи (или чувствительность)
резистивного преобразователя.
Для линейного преобразователя, изображенного на рис. 3.1, б, напряже-
ние на выходе определяется из выражения
иг = IRX = UlRx = Ui- = kx,
где Rx — сопротивление на участке х.
188
| < |>< л< tea диагностнрог-
Для схемы на рис. 3.1, в
тт Ui х kx
U2 ”----------«
2 I 2
3.2.3. Тензометрические преобразователи
Тензометрические преобразователи используются для измерения ма-
лых перемещений — деформаций. Принцип их действия основан на явлении
тензоэффекта — изменения величины активного сопротивления проводни-
ковых и полупроводниковых материалов при деформации. Омическое сопро-
тивление проводника
где р — удельное сопротивление материала проводника; I — длина проводник
ка; S — площадь поперечного сечения проводника.
В результате деформации проводника изменяются все три параметра (р, I, S),
характеризующие его сопротивление. Основной характеристикой тензопре-
образователя является коэффициент тензочувствительности k, определяемый
как коэффициент пропорциональности между относительной деформацией ,
проводника £ и относительным изменением его омического сопротивления:
AR
---= kc,.
R
Тензопреобразователи (тензорезисторы) выпускаются трех основных ти-
пов: проволочные на бумажной или пленочной основе 1 (рис. 3.2, а), содержа-
щие проволочную тензорешетку 2 с выводными контактами 3; фольговые
прямоугольные (рис. 3.2, б, в) или розеточные (рис. 3.2, г); полупроводнико-
вые (рис. 3.2, д).
Рис 3.2. Схемы тензометрических преобразователей
3.2. Первичные преобразователи 184
У большинства проволочных и фольговых тензорезисторов k ~ 2, у полу-
проводниковых k » 100. База тензорезистора составляет l0 = 8...15 мм, шири-
на В - 3...10 мм, сопротивление В = 50... 150 Ом. Крепятся на измеряемой
поверхности с помощью клея, а для температурной компенсации их включа-
ют по мостовой схеме.
3.2.4. Электромагнитные преобразователи
Принцип действия электромагнитных преобразователей основан на
изменении индуктивности L магнитной системы под воздействием входной
величины. По виду преобразования они делятся на пять групп: индуктив-
ные, трансформаторные, магнитоупругие, магниторезисторные и индукци-
онные.
Индуктивные преобразователи преобразуют изменение подвижной час-
ти магнитной системы в изменение индуктивной составляющей В^ полного
сопротивления Z катушки переменному току, т.е.
Z = BL=2nyL; L = 2mi?S10~5/S,
где Ва — активное (омическое) сопротивление катушки индуктивности, Ом;
у— частота переменного тока, Гц; L — индуктивность обмотки, Гн; со — чис-
ло витков обмотки; S — площадь поперечного сечения магнитопровода, м2;
8 — воздушный зазор, м.
Схема индуктивного преобразователя приведена на рис. 3.3, а. Входным
сигналом (хвх) является изменение зазора 8 магнитопровода, состоящего из
катушки индуктивности 1, ферромагнитного сердечника 2 и подвижного
якоря 3. Выходным сигналом {у) преобразователя является сила тока I в ка-
тушке индуктивности 1, питаемой от источника переменного тока т.е.
y — I=Ui/Z.
Характеристика такого преобразователя нелинейная 1 (рис. 3.3, б), поэто-
му для ее линеаризации 2 применяют дифференциальную схему соединения
катушек индуктивности LI, L2 (рис. 3.3, г). Чувствительность индуктивного
преобразователя S обратно пропорциональна начальному зазору, т.е.
s_i^ziz
Д8/8'
Поэтому индуктивные датчики на их основе особенно чувствительны при
малых значениях входной величины. Для устройств, схема которых пред-
ставлена на рис. 3.3, а, г, входное перемещение допускается от 0,01 до 5 мм,
для соленоидных преобразователей (рис. 3.3, в) — от 3 до 100 мм.
Трансформаторные преобразователи являются разновидностью индук-
тивных. Принцип их действия основан на изменении взаимной индуктивности
обмоток при перемещении подвижного якоря. Они бывают с перемещаю-
щимся (рис. 3.4, а) и поворотным (рис. 3.4, б) якорем.
Рис. 3.4. Схемы трансформаторных преобразователей
На обмотку W1 подается переменное напряжение от источника питания
а выходное напряжение снимается с обмотки W2, уровень его зависит от ве
личины зазора 8 или угла поворота а.
При отсутствии зазора
U2-U1^ = U1k,
где cOj, о»2 — числа витков обмоток W1 и W2; к — коэффициент трансфор-
мации.
При изменении зазора коэффициент трансформации k изменяется, соот-
ветственно изменяется и выходное напряжение 17%.
Магнитоупругие преобразователи (рис. 3.5, а, б) конструктивно пред-
ставляют собой магнитные сердечники 1 той или иной конфигурации с рас-
положенными на них одной или несколькими обмотками 2.
Рис. 3.5. Схемы магнитоупругих преобразователей
Действие магнитоупругих преобразователей основано на изменении маг-
нитной проницаемости ферромагнитных тел, испытывающих воздействие
сил или температуры (магнитоупругий эффект). На этом принципе строятся
датчики для измерения усилий или температуры. Под действием нагрузки F
происходит одновременное изменение магнитной проницаемости и линей-
ных размеров сердечника. Подобно тензорезисторам для этих датчиков опре-
деляют магнитоупругую чувствительность
ь _ АЦ/Ц
AZ/Z ’
где Дц/ц — относительное изменение магнитной проницаемости; AZ/Z — отно-
сительная деформация.
Для железоникелевых сплавов типа пермаллой k » 200...3000. Нелиней-
ность характеристики ограничивает рабочий диапазон магнитоупругих пре-
образователей в пределах 15...20 % от предела упругости материала.
Магниторезисторные преобразователи
используют эффект Гаусса, заключающийся
в изменении удельного электрического сопро-
тивления проводника с током при действии
на него магнитного поля. Их изготавливают
из полупроводниковых материалов (германия,
арсенида галлия и др.), а для увеличения ак-
тивного сопротивления и уменьшения габари-
тов полупроводниковую пластину выполняют
в форме меандра (рис. 3.6).
Рис. 3£. Схема магниторезистор-
ного преобразователя
Индукционные преобразователи относятся к типу генераторных и пред-
ставляют собой импульсные генераторы. Принцип их действия основываете^
на явлении электромагнитной индукции — наведения ЭДС в электрической
контуре, в котором меняется магнитный поток. ЭДС Е наводится независимо
от причины изменения магнитного потока Ф (перемещается ли магнит в не-
подвижной обмотке или обмотка в постоянном магнитном поле или изменя-
ется магнитное поле сердечника обмотки).
Рис. 3.7. Схемы индукционных преобразователей
ЭДС Е, индуцируемая в катушке, пропорциональна скорости изменение
магнитного потока Ф и числу витков катушки W2 (рис. 3.7, а):
Г ТТ <2Ф
— ^вых ~ ^2 ,•
dt
К индукционным устройствам относятся тахогенераторы постоянног]
(рис. 3.7, б, г) и переменного тока (рис. 3.7, в).
3.2.5. Емкостные преобразователи
Емкостные преобразователи представляют собой конденсаторы с изме-
няющимся зазором d (см) между обкладками, площадью перекрытия пла-
стин F (см2) или диэлектрической проницаемостью е (пФ/см). Изменение
одной из величин, принятой за входную, приводит к изменению емкости С
конденсатора.
Емкость конденсатора и его сопротивление Rc определяются формулами:
С = 0,088— (пФ),
d
3.2. Первичные пре<>1>|>.1 юватели
193
/?е=-А-(Ом),
2nfc
где f — частота питающей сети, Гц.
Емкостные преобразователи с переменным зазором между пластинами
(рис. 3.8, а) служат для измерения малых линейных перемещений с точностью
до 0,1...0,01 мкм. Их характеристика нелинейна, поэтому для ее линеариза-
ции применяют дифференциальную схему соединения преобразователей
(рис. 3.8, г), емкости которых включены в соседние плечи мостовой схемы.
Преобразователи с переменной площадью обкладок (рис. 3.8, б) служат для
измерения угловых и линейных перемещений; с изменением диэлектриче-
ской проницаемости среды (рис. 3.8, в) — для измерения уровней, влажно-
сти, химического состава и др. Их характеристики линейны.
а б в г
Рис. 3.8. Схемы емкостных преобразователей
3.2.6. Пьезоэлектрические преобразователи
Пьезоэлектрические преобразователи применяются в датчиках для изме-
рения усилий, давлений, вибраций и др. В них используется пьезоэлектриче-
ский эффект, сущность которого состоит в том, что под действием приложенного
усилия на гранях некоторых кристаллов (кварца, титаната бария, турмалина,
сегнетовой соли и др.) появляются электрические заряды (прямой пьезоэф-
фект). При внесении пьезоэлемента в электрическое поле он деформируется
(обратный пьезоэффект).
Пьезоэлектрический преобразователь (рис. 3.9) представляет собой пласти-
ну кристалла со строго ориентированными осями. При приложении усилия Р
7 Зак. ЛЙЯ
на обкладках датчика появляется электрический заряд. Выходное напряже-
ние датчика пропорционально силе Р:
и^,
eF
где К — пьезоэлектрическая постоянная (она равна для кварца 2,2 10-12,
сегнетовой соли 300 -10“12 Кл/Н); е — диэлектрическая постоянная материа-
ла пластины, Ф/м; d — толщина пластинки, м; F—площадь обкладок на гра-
о
нях кристалла, м .
Рис. 3.9. Схема пьезоэлектрического преобразователя
Выходная мощность пьезоэлектрического преобразователя незначительна,
что требует применения усилителей. Пьезоэлектрические преобразователи
используют в датчиках давления для измерения быстропротекающих про-
цессов. Для статических измерений они непригодны из-за неизбежных уте-
чек зарядов.
3.2.7. Фотоэлектрические преобразователи
Фотоэлектрические преобразователи трансформируют световой поток
в электрический сигнал. Используют три вида таких преобразователей: с внеш-
ним фотоэффектом (вакуумные или газонаполненные), с внутренним фото-
эффектом (фотосопротивления) и вентильные (полупроводниковые).
Основными характеристиками фотоэлементов являются: световая — за-
висимость фототока от освещенности 1ф = ДФ); спектральная — зависимость
чувствительности от длины волны X, = f (X); вольтамперная — зависи-
мость силы фототока от напряжения 1Ф = f(U); частотная — зависимость чув-
ствительности от частоты изменения светового потока. |
Фотоэлементы с внешним фотоэффектом (рис. 3.10, а) представляют сс|
бой вакуумную или газонаполненную лампу, на внутреннюю стенку которой
нанесен фоточувствительный слой, являющийся катодом К. Под действием
светового потока Ф в катоде возникают свободные электроны, которые под
влиянием электрического поля от источника тока Е перемещаются к аноду А,
создавая внутри фотоэлемента и на нагрузке Дн ток (фототок).
Фотоэлементы с внутренним фотоэффектом (рис. 3.10, б) представляют
собой фотосопротивления (фоторезисторы), принцип действия которых состоит
193
в том, что свободные электроны, образующиеся под действием светового потока
в слое светочувствительного проводника 2, остаются (перераспределяются)
в веществе, резко изменяя его сопротивление. Светочувствительный материал
наносится на изоляционную подложку 3 и сверху покрывается защитной
тонкой прозрачной лаковой пленкой 1. Наиболее часто применяются сер-
нисто-кадмиевые (ФС-К), сернисто-свинцовые (ФС-А), сернисто-висмутовые
(ФС-Б) и селенисто-кадмиевые (ФС-Д) фоторезисторы.
Рис. 3.10. Схемы фотоэлектрических преобразователей
Фотоэлементы с вентильным фотоэффектом, основанные на использова-
нии фотогальванического эффекта в р-п переходе, могут работать в фотогаль-
ваническом или фотодиодном режимах (рис. 3.10, в). Фотогальванические
преобразователи применяются в условиях достаточной освещенности и не
требуют внешнего источника питания, т.е. являются генераторными. Значи-
тельно большую чувствительность имеют фотопреобразователи, работающие
в фотодиодном режиме с внешним источником питания. Они состоят из метал-
лического основания 5, выполняющего роль нижнего электрода, слоя полупро-
водника 4, заг ирающего < лоя 3, полупрозрачного слоя металла 2 и контактного
кольца 1.
На рис. 3.10, г показана одна из схем включения фототранзистора, где
7?б — нагрузка в цепи базы транзистора, Ra — активная нагрузка, [7Х — напря-
жение питания, U2 — напряжение смещения. В фототранзисторах освещается
базовая область и при подаче на базу управляющего сигнала изменяется вели-
чина тока коллектора.
3.2.8 Преобразователи температуры
Преобразователи температуры подразделяются на тепломеханические
(биметаллические, дилатометрические, манометрические) с механическими
выходными сигналами и теплоэлектрические (металлические и полупровод-
никовые терморезисторы, термопары) с электрическими выходными сигна-
лами.
Биметаллический преобразователь (рис. 3.11) представляет собой уз-
кую пластинку из двух слоев металла с различными коэффициентами линей-
ного расширения, один конец которой закреплен неподвижно.
Рис. 3.11. Схема биметаллического преобразователя
При длине плоской пластинки I, значительно превышающей ее толщину б,
перемещение свободного конца Хвых при нагревании будет линейно зависеть
от температуры Твх:
I2
о
где k\ — коэффициент пропорциональности, зависящий от свойств материа-
лов.
I2
Величину k = ki— называют чувствительностью датчика. Она составля-
5
ет около 0,1 ...0,15 мм/град.
Дилатометрический преобразователь представляет собой стержень, за-
крепленный в стакане. Действие его основано на использовании относитель-
ного перемещения из-за различных коэффициентов линейного расширения
стакана и стержня. Эти преобразователи развивают большие усилия и датчики
на их основе применяются для измерения и регулирования температур в кот-
лах в диапазоне от -60 до +450 °C.
Манометрический преобразователь тепловое изменение объема жидкости
или газа (ацетон, эфир, спирт, азот, различные смеси и соединения) преобра-
зует в изменение давления Р, а затем в перемещение специальных сильфонов
или манометрических трубок (рис. 3.12, а, б). Датчики на основе манометри-
ческих преобразователей характеризуются значительной инерционностью
и высокой погрешностью измерения, достигающей 1...2.5 %. Диапазон из-
мерений ограничивается температурой замерзания или кипения рабочей
жидкости.
Рис. 3.12. Схемы манометрических преобразователей
В качестве рабочего тела в манометрических датчиках может использо-
ваться и твердый наполнитель с большим коэффициентом объемного расшире-
ния. В частности, в термостатах автомобилей применяют твердый наполни-
тель — церезин.
Металлические терморезисторы используют явление изменения элек-
трического сопротивления материалов от температуры. Конструктивная схема
металлического терморезистора представлена на рис. 3.13, а. На изоляционном
каркасе 2 намотана проволока 1 из чистого металла диаметром 0,05...0,08 мм
(медь, никель, вольфрам, платина) и закрыта защитным кожухом 3 из тонко-
стенной металлической гильзы, заполненной керамическим порошком и за-
крепленной на диэлектрическом основании 4 с электрическими выводами 5.
Рис. 3.13. Схемы металлического (я), полупроводникового (б) терморезисторов
и их статистические характеристики (в)
Металлические терморезисторы обладают положительным температурным
коэффициентом сопротивления. В рабочем диапазоне измеряемых температур
их статические характеристики практически линейны 1 (рис. 3.13, в):
Rr ~ До(1+осГ),
где И?, Ro — сопротивления соответственно при температуре Т и темпера! уре
О °C, Ом; а — температурный коэффициент сопротивления, а = (4...6) • 10~8.
Медные терморезисторы используют для измерения температур от -50 до
+180 °C, платиновые от —200 до +650 °C. Их номинальное сопротивление со-
ставляет от 10 до 100 Ом. Чувствительность металлических терморезисторов
k = ~ = (Ом/°С).
Датчики на их основе являются одними из самых точных, позволяющих
измерять температуру с точностью до 0,001 °C.
Полупроводниковые терморезисторы (термисторы) отличаются бо-
лее высокой чувствительностью (на порядок выше, чем у металлических),
меньшей инерционностью и габаритами (рис. 3.13, б). Они имеют отрица-
тельный коэффициент сопротивления а, что видно из статической характе-
ристики термистора, кривая 2 на рис. 3.13, в.
Чувствительный элемент этих преобразователей 1 изготавливают из смеси
оксидов никеля, марганца, кобальта, магния, титана, спрессованных и спе-
ченных при высокой температуре. Их статическая характеристика нелиней-
на и определяется выражением
в
Rr=Roe т,
где В — коэффициент, зависящий от материала, В = 2000...5000.
Из-за сильной нелинейности полупроводниковые термо-
резисторы применяют в датчиках для измерения температу-
ры лишь в узком диапазоне.
Принцип действия термопар основан на возникновении
термо-ЭДС на концах спаев двух разнородных проводников,
находящихся в разных температурных условиях. Термопары
(рис. 3.14) относятся к преобразователям генераторного типа.
Термо-ЭДС Е такого датчика зависит от чувствительности а,
зависящей от материалов спая (это могут быть благородные
и обычные металлы и сплавы, а также полупроводники):
Рис. 3.14. Схема
термопары
£ = а(71-7Ь),
где Tj и То — температуры нагретого и свободного концов проводников.
Наибольшее распространение получили термопары хромель — копель и хро-
мель — алюмель. Они позволяют измерять температуру от —200 до + 800 °C.
Генерируемая ими ЭДС незначительна, их чувствительность составляет около
0,04 мВ/°С. Полупроводниковые термопары обладают гораздо большей чув-
ствительностью — до 1 мВ/°С, но имеют меньшую механическую прочность
и меньший диапазон измеряемых температур.
3.2.9. Преобразователи Холла
Принцип действия преобразователя Холла
поясняется рис. 3.15.
Под действием силы тока I и магнитной
индукции В, векторы которых взаимно пер-
пендикулярны, на обкладках преобразователя
возникает ЭДС Холла Е. Величина ЭДС зависит
от длины I и толщины d датчика, силы тока I,
коэффициента Холла _RH и магнитной индук-
ции В:
d
Рис. 3.15. Схема преобразователя
Холла
При этом чувствительность преобразователя Холла зависит от соотноше-
ния l/d и повышается с уменьшением толщины d.
Материалом для изготовления преобразователя Холла чаще всего служат
кремний, арсенид индия и др.
Датчики магнитного поля, использующие эффект Холла, относятся к ак-
тивным датчикам, так как они сами вырабатывают измерительное напряже-
ние, связанное с изменением магнитного поля.
При смещении постоянного магнита по отношению к преобразователю
Холла изменяется величина магнитной индукции В и напряжение в нем из-
меняется пропорционально перемещению магнита. Такой преобразователь
можно использовать в датчиках перемещения или положения, а также для
измерения давления. В последнем случае постоянный магнит располагают
на мембране, прогибающейся под действием давления, магнит смещается от-
носительно преобразователя, что ведет к изменению выходного напряжения.
3.3. Датчики систем диагностирования СДПТМ
3.3.1. Общие положения
Специфика использования СДПТМ такова, что необходимо при их проек-
тировании определить рациональный способ размещения в контролируемом
объекте узлов системы диагностирования, позволяющих отслеживать техниче-
ское состояние как машины в целом, так и отдельных ее систем. Возможные
варианты размещения устройств диагностирования: полностью встроенные
средства диагностирования — бортовые системы диагностирования; встроен-
ные датчики на объекте (с магнитным накопителем информации или без
него); внешняя система диагностики — полностью разделенные объекты ди-
агностирования и средства диагностирования, требующие предварительного
оснащения машины комплектом датчиков.
В зависимости от типа системы диагностирования осуществляется подбор
средств диагностирования и датчиков информации. При этом особое внимание
уделяется стоимости встроенных систем диагностирования или трудоемко-
сти оснащения датчиками разделенных систем диагностирования. В последнем
случае широкое распространение получили накладные датчики с магнитным
креплением. Для них на объекте диагностирования готовятся места установ-
ки и задаются параметры предельного состояния контролируемых систем.
Алгоритм диагностирования должен учитывать режимы работы системы
диагностирования, включающей объект и средства диагностирования: рабо-
чий режим; режим проверки объекта тестовыми воздействиями и режим
проверки системы диагностирования. В каждом из этих режимов можно вы-
делить задачи, решаемые системой диагностирования: оценка правильности
функционирования объекта; выявление неисправности объекта; определение
исправности средств диагностирования (тестирование датчиков и средств обра-
ботки информации).
Для диагностирования строительных, дорожных и подъемно-транспорт-
ных машин промышленность серийно выпускает ограниченный ассортимент
датчиков. Большинство датчиков специально проектируют и изготовляют
с учетом специфики конструкций диагностируемых машин, используя серий-
ные первичные преобразователи.
Общая тенденция к миниатюризации и компьютеризации коснулась и кон-
струкции датчиков. Для обработки в микропроцессоре или микро-ЭВМ сигнал
с датчика должен быть представлен в цифровом виде. Для этого создаются
датчики, имеющие цифровой выходной сигнал, или используются интер-
фейсные устройства, включающие аналого-цифровой преобразователь (АЦП).
В последнее время микропроцессорное устройство часто объединяют с датчи-
ком в конструктивно единое целое, что позволяет исключить промежуточные
преобразователи, создавая интеллектуальные информационные системы вида
«датчик — ЭВМ».
Основное внимание в данном разделе будет уделено современным передо-
вым технологиям измерения, пришедшим к нам из-за рубежа, а также дано
общее представление о современных средствах коммуникации (HART-kom-
муникаторы, HART-модемы и др.).
3.3.2. Датчики положения
В качестве датчиков положения, задатчиков режимов работы аппаратуры
и других инженерных решений широко используются потенциометрические
датчики угла и пути. Они работают по принципу линейно изменяющегося со-
противления (реостата), в котором ползунок перемещается по направляю-
щей. При помощи подвижного ползунка некоторый потенциал снимается
». э. датчики.нм диагностирования I.AI 11М
201
с элемента сопротивления, имеющего определенное общее напряжение. Благо-
даря этому принципу деления напряжения потенциометр может использо-
ваться как источник стандартных значений и как датчик позиций. В преци-
зионных потенциометрах максимально допустимый ток 1 мА. Допустимое
напряжение зависит от их размера и общего сопротивления.
В датчиках традиционного исполнения в качестве элемента сопротивления
применяют проволоку с различными металлическими легирующими эле-
ментами. Преимущества проволоки как элемента сопротивления — в малых
допусках на линейность, на сопротивление и на температурный коэффици-
ент. Недостатками являются низкая разрешающая способность из-за перехода
с витка на виток, относительно невысокий срок эксплуатации из-за стира-
ния, высокий электрический уровень шума, связанный с износом, малая
пригодность при ударных и вибрационных нагрузках и высокой скорости
перестановки.
В потенциометрических датчиках в качестве элементов сопротивления
применяют и проводящие искусственные материалы. Эта современная тех-
нология используется прежде всего в одновитковых потенциометрах. Пре-
имущества этой технологии — высокий срок эксплуатации потенциометра,
практически бесконечная разрешающая способность, высокая устойчивость
к ударным и вибрационным нагрузкам. Но при этом трудно реализовать ми-
лые допуски на выходные параметры.
Прецизионные потенциометры отличаются от обычных улучшенными
техническими характеристиками, малыми электрическими и механически-
ми допусками и более длительным временем эксплуатации. Применяются
однооборотные (угол поворота 360°) и многооборотные потенциометры. Они
используются как аналоговый датчик угла поворота. Для многих примене-
ний вполне достаточно одного поворота для всего интервала сопротивления,
особенно если весь интервал сопротивления должен быстро выставляться.
Широко известны прецизионные потенциометры на 10 механических обо-
ротов, т.е. с механическим углом поворота до 3600°. Они используются как
точные регулировщики напряжения на передних платах измерительных,
управляющих и регулирующих приборов. Чем больше механический угол
поворота и, следовательно, механическое число оборотов, тем выше точность
установки.
Напряжение питания подается к датчику таким образом, что выходное
напряжение на ползунке пропорционально его положению на направляющей.
Направляющая датчика изготавливается из высококачественного пластика.
Благодаря этому достигается высокая разрешающая способность прибора
при значительной скорости перемещения (до 10 м/с). Датчик не должен под-
вергаться сильным вибрационным нагрузкам, так как существует опасность
потери контакта ползунка с направляющей, что приведет к прерыванию вре-
менного процесса измерения. По тем же причинам потенциометрический
датчик пути нельзя применять для измерения осциллирующих движений,
так как перемещение ползунка с высокой частотой на одном маленьком участке
направляющей приведет к быстрому ее износу или даже к повреждению. Тем
не менее потенциометрические датчики используются чаще всего благодаря
своим преимуществам. Прежде всего это то, что измеряемые величины могут
быть сразу получены при включении напряжения питания. Для питания
достаточно источника малой мощности, датчик прост в обращении и при от-
носительно невысокой стоимости позволяет с высокой точностью измерять
перемещения в диапазоне от 10 до 3000 мм.
Широко распространены поворотные высокочувствительные потенцио-
метрические датчики Novotechnik серий Р2500, Р2700, Р6500 (рис. 3.16, а),
предназначенные для обычных условий эксплуатации. В автомобильной тех-
нике и промышленной серийной продукции используются недорогие пово-
ротные датчики в пластиковом корпусе серий SP 2500, SP 2800 (рис. 3.16,6).
а
Рис. 3.16. Потенциометрические датчики углового положения
Для тяжелых условий и при рваном ритме работы используются потен-
циометры промышленного класса серий IP, IPE, IPS со степенью защиты
1Р65. Они имеют классическое исполнение с цилиндрическим выходным
валом диаметром 3...6 мм (рис. 3.17, а).
б
Рис. 3.17. Промышленные потенциометрические датчики угла
Для монтажа на вал выпускаются датчики серий GL, WAL с центральным
отверстием диаметром 6... 50 мм (рис. 3.17, б). Погрешность измерения этих
датчиков находится в пределах ±0,25... 1 %. Для регистрации линейных пере-
мещений можно использовать потенциометрические датчики серии Т, имею-
щие длину хода 25, 50, 75,100 и 150 мм при максимальной рабочей скорости
». >. ЛЛЖ11ПЛИ АИИ1 MUl.fnpUnOHMM IlfVI
«из
20 м/с. Они позволяют обеспечить разрешение по более 0,01 мм при линейно-
сти до 0,01 %. Датчики серии KL имеют крайне маленький габаритный раз-
мер (10—50 мм). Они снабжены подпружиненной односторонней штангой с
длиной хода до 100 мм.
Для измерения больших перемещений применяют датчики положения се-
рии LWG, имеющие штанги со спаренными подшипниками длиной хода от
75 до 750 мм и степенью защиты 1Р65 с монтажом посредством шарнирного
соединения (рис. 3.18, а), и датчики серии TLH с длиной хода до 3000 мм при
скорости перемещения до 10 м/с (рис. 3.18, б).
Рис. 3.18. Длинноходовые датчики линейных перемещений
Контактные датчики содержат электромеханический контакт, при замы-
кании которого часто возникает дребезг (многократное контактирование).
В микропроцессорной технике для устранения дребезга могут использовать-
ся как программные, так и аппаратные средства. Программные средства
предполагают удержание появившегося сигнала на постоянном уровне в те-
чение переходного процесса.
На строительных, дорожных и подъемно-транспортных машинах исполь-
зуются бесконтактные датчики углового и высотного положения ДКБ и ДЩБ
(табл. 3.2), которые можно использовать в процессе диагностирования (рис. 3.19).
Они имеют первичный преобразователь трансформаторного типа, который
преобразует угловое положение корпуса датчика относительно гравитацион-
ной вертикали или положение щупа в электрический сигнал. Чувствительным
элементом датчика ДКБ является расположенный в корпусе 1 маятник 3,
подвешенный на валу 4. Маятник представляет собой тонкостенный цилиндр,
подвешенный на оси вращения, у которого центр тяжести смещен относи-
тельно точки подвеса. С маятником связан экран 5 толщиной 0,5 мм, переме-
щающийся в зазоре блока катушек 6 индуктивно-трансформаторного преоб-
разователя 7. При повороте корпуса датчика маятник находится в неподвижном
состоянии относительно гравитационной вертикали, происходит взаимное
перемещение экрана и катушек, приводящее к пропорциональному изменению
выходного сигнала преобразователя. Демпфирование колебаний маятника,
возникающих в процессе движения машины, осуществляется магнитно-ин-
дукционным успокоителем на постоянных магнитах 8, соединенных магни-
топроводом 9. Все элементы датчика закрыты кожухом 2, а соединение его
с пультом управления осуществляется через штепсельный разъем 10.
Рис. 3.19. Датчик углового положения ДКБ
В качестве датчиков положения используются и концевые выключатели.
Они могут быть как с открытыми контактами, замыкающимися при нажатии
на входной рычаг, так и с герметично закрытыми, управляемыми с помощью
магнитов (герконы). Применяются также твердотельные концевые выклю-
чатели, использующие эффект Холла.
Таблица 3.2
Технические характеристики датчиков ДКБ и ДЩБ
Показатель ДКБ ДЩБ
Рабочий угол поворота датчика, град +8,8 —
Рабочий диапазон перемещения щупа, мм — 80
Диапазон изменения выходного сигнала, В 2 ...8 2 ...8
Зона нечувствительности, угл. мин 5 —
Нелинейность характеристики, % не более 2 2
Крутизна статической характеристики, В/град 0,2...0,3 0,2...0,3
Рабочая температура, °C -10...+60 -10...+60
Масса, кг 2,4 2,3
. Датчики < и> к-м диагнос |п|><>вания СДПТМ 205
На строительных, дорожных машинах широко применяются бесконтакт-
ные концевые выключатели КВД-25, предназначенные для коммутации
электрических цепей управления и сигнализации. Питаются датчики от сети
постоянного тока напряжением 12 или 24 В. Датчик КВД-25 выполнен в виде
фасонной коробки из пластмассы и герметизирован компаундом холодного
отвердения. Корпус имеет рабочий зазор шириной 25 мм и глубиной 44 мм.
В корпусе датчика имеется резьба трубная 3/8" для соединения с металлору-
кавом. Технические характеристики датчика приведены в табл. 3.3.
Технические характеристики датчика КВД-25
’Таблица 3.3
Технический параметр Значение
Ширина щели, рабочий зазор, мм 25
Минимальные размеры экрана, мм 40x40
Воспроизводимость точки срабатывания, мм ±0,2
Дополнительная погрешность при изменении температу- ры на +1 °C, мм ±0,5
Дополнительная погрешность при изменении напряже- ния питания на +1 %, мм ±0,15
Дифференциал хода, мм (не более) 5
Напряжение постоянного тока, В 12 или 24
Максимальный ток нагрузки, мА 100
Габариты, мм 104x69x47
Масса, кг 0,25
3.3.3. Датчики перемещения
Для измерения зазоров, люфтов и низкочастотных виброперемещений
при диагностировании машин применяют датчики, основанные на тензоре-
зисторных, резисторных, индуктивных, индукционных, фотоэлектрических
первичных преобразователях. В качестве датчиков угловых и линейных пе-
ремещений могут использоваться как датчики положения, так и специально
приспособленные для этого бесконтактные датчики, позволяющие непре-
рывно, при больших скоростях изменения, производить измерения.
Для бесконтактного измерения перемещения металлических объектов
применяются вихретоковые датчики. Принцип их действия состоит в пре-
образовании расстояния между торцовой поверхностью катушки и объектом
в напряжение на катушке, запитываемой от высокочастотного генератора.
Вихретоковые датчики обладают высокой чувствительностью, достигающей
VjJQAUOtl ДРШ1 FIWVIMpUBtirirWI
55 мкВ/мкм, отсутствием влияния на результат измерения загрязненности
поверхности объектов измерения. Их можно использовать для измерения
осевых и радиальных перемещений, а также частот вращения валов машин.
Вихретоковые датчики перемещений MicroProbe МР12-2, МР14-2 с адап-
тером МР (рис. 3.20, а) и МР20-4, МР20-8 (рис. 3.20, б) предназначены для
измерения перемещений в диапазоне 2...8 мм. Напряжение питания их состав-
ляет 12 В при потребляемом токе 2...3 мА. Они имеют небольшие габариты:
диаметр D = 12...20 мм, длина L - 50—70 мм. Датчики МР12-2, МР14-2 под-
ключаются к измерительной цепи посредством внешнего адаптера, а датчики
МР20-4, МР20-8 имеют встроенную электронную схему и не требуют внешнего
адаптера.
Рис. 3.20. Вихретоковые датчики перемещений MicroProbe
Индуктивные датчики пути (LVDT) отличаются особой устойчивостью
к внешним нагрузкам, благодаря чему могут применяться в условиях вибра-
ций и больших ускорений. Индуктивным датчиком пути могут сниматься
также значения при осциллирующих движениях с очень малой длиной хода
и измерениях менее чем 1 мм, так как измерение пути происходит без сопри-
косновения. Металлический стержень передвигается между несколькими
катушечными системами в корпусе, но с ними не соприкасается. Изменяется
лишь индуктивность катушечных систем. Индуктивный датчик пути явля-
ется дифференциальным трансформатором, который подключается к перемен-
ному току и дает на выходе также переменный ток. Этот датчик можно исполь-
зовать совместно с устройством индикации или электроникой для дальнейшей
переработки данных. Он подключается к постоянному напряжению ±15 или
24 В, а выходной сигнал является нормированной величиной 0...5 В, 0...10 В
или 0...20 мА, 4...20 мА.
Для измерения основных кинематических параметров — углового поло-
жения валов, их угловых скоростей и ускорений используются датчики уг-
ловых перемещений, называемые угловыми шифраторами или энкодерами
(от англ, encoder — кодирующее устройство). В недалеком прошлом для этого
использовались сельсины или тахогенераторы постоянного и переменного
токов. Цифровые датчики имеют большие преимущества перед аналоговыми
практически по всем параметрам. Широкое распространение получили цифро-
вые фотоимпульсные энкодеры. Цифровые измерения угловых перемещений
можно осуществлять методом считывания с использованием кодирующих
линейчатых масок и кодирующих дисков. На них нанесены кодирующие до-
» ' /хатчикиоч к м лиано» । пронация СДПТМ 207
рожки в виде, например, темных (соответствуют «О») и светлых (соответст-
вуют «1») элементов. Различают два вида импульсных датчиков угла:
инкрементальные импульсные датчики (они также называются шифрато-
рами приращений или пошаговыми энкодерами) и датчики абсолютных зна-
чений (соответственно абсолютные шифраторы или абсолютные энкодеры).
В фотоимпульсных датчиках свет проходит от излучающих светодиодов
к фотодиодным светоприемникам через прозрачный диск с метками (рис. 3.21).
Рис. 3.21. Конструкция фотоимпульсного датчика угла:
1 — входной вал; 2 — корпус с уплотнителем; 3 — светоприемник; 4 — метки на прозрачном
диске; 5 — источник света; 6 — кожух; 7 — кабель; 8 — разъем; 9 — прозрачный диск; 10 —
опорные подшипники
Количество пройденных в процессе измерения штрихов является мерой
угла, пройденного диском. При этом встроенная электроника генерирует для
каждого штриха импульс, усиливает и передает на выход. Блоки вторичной
обработки подсчитывают количество импульсов и выдают информацию об
угле поворота. Некоторые модели датчиков имеют дополнительный рефе-
рентный импульс, т.е. на прозрачной шкале наносится метка, которую рас-
познает система и выдает сигнал. Этот сигнал используется как нулевой
пункт для приведения измерительной системы в начальное состояние.
Инкрементальный (пошаговый) энкодер периодически формирует импульсы,
соответствующие углу поворота вала. Этот тип в отличие от абсолютного не
формирует выходные импульсы, когда его вал находится в покое. Пошаговый
энкодер связан со счетным устройством, это необходимо для подсчета импульсов
iVW
v рсшБПМЯ диаггклти|дт<1Г1и»1 g |
и преобразования их в угол перемещения вала. Он состоит из источника све-
та, диска с метками, фототранзисторной сборки и схемы обработки сигнала.
На диск наносятся точно позиционированные отметки. Количество отметок
определяет количество импульсов за один оборот.
Одноканальные энкодеры применяются для измерения скорости и коли
чества оборотов. Двухканальные энкодеры, генерирующие сдвинутые отно
сительно друг друга по фазе на 90° выходные периодические импульсные
последовательности, позволяют с помощью логических цифровых устройств
определять направление вращения вала и делают возможным двунаправлен-
ное позиционирование. Сигнальные последовательности, предоставляющие
информацию, закодированную в соотношении фаз двух выходных сигналов,
называются квадратурными сигналами. Трехканальные энкодеры прира-
щений генерируют так называемый нулевой импульс, который вырабатыва-
ется один раз за оборот вала и также называется сигналом реперной точки,
маркерным сигналом или Z-сигналом.
Абсолютный знкодер относится к типу энкодеров, которые выполняют
уникальный код для каждой позиции вала. В этом энкодере в отличие от ин-
крементального счетчик импульсов не нужен, так как угол поворота всегда
известен. Абсолютный энкодер формирует сигнал как во время вращения,
так и в режиме покоя. Диск абсолютного энкодера отличается от диска ин-
крементального. Он имеет несколько концентрических дорожек. Каждой до-
рожкой формируется уникальный двоичный код для конкретной позиции
вала. Абсолютный энкодер не теряет своего значения при потере питания
и не требует возвращения в начальную позицию. Сигнал абсолютного энкоде-
ра не подвержен помехам, и для него не требуется точная установка вала.
Даже если кодированный сигнал не может быть прочитан в результате слиш-
ком быстрого движения вала, то правильный угол будет зарегистрирован, ко-
гда скорость вращения уменьшится.
В абсолютном энкодере могут использоваться различные коды (рис. 3.22).
Наиболее распространенными являются коды Грея, двоичный, двоично-де-
сятичный с весами 8-4-2-1, а также модифицированный код Грея, который
является частью полного кода Грея.
Абсолютные энкодеры делятся на однооборотные и многооборотные. Од-
нооборотными называются энкодеры, которые выдают абсолютные значе-
ния в пределах одного оборота, т.е. в пределах 360°. После одного оборота код
является полностью пройденным и начинается опять с его начального значе-
ния. Многооборотный энкодер — это энкодер, который помимо информации
о положении вала в пределах одного оборота выдает однозначную информацию
о номере оборота вала. В дополнение к кодирующему диску, применяемому
в однооборотных энкодерах, многооборотные энкодеры имеют встроенный
редуктор.
Абсолютные энкодеры со встроенной гибридной схемой, обеспечивающей
непрерывный выходной сигнал во всем диапазоне серии AW, AWS, имеют
вид, представленный на рис. 3.23, а. Энкодеры серий IGP, GP имеют встроен-
ные безлюфтовые редукторы с коэффициентом передачи 3, 5 и 10.
2О"МПППППППППППГ1ППППГ
off J l_J I—II—I U U U I—II—I LJ I—II—I LJ I—II—II—II—I
1 ON I----1 |---1 |---1 |---1 I----1 |----1 |---1 | I
off—J I---1 I----1 I-----1 L_U I—J I-1 I-----1 I----
I______I I___________I I____________I I___________
______I I___________________________I I______________________
C__________________\ I________________
25 °N_____________________________I
OFF-----------------------------1
26 °N___________________________________________________________Г
OFF-----------------------------------------------------------’
2? ON
OFF-------------------------------------------------------------
28 °N
OFF-------------------------------------------------------------
r»9 ON
OFF-------------------------------------------------------------
Адрес 01 33456769101112131415161718 192621222324252627262930313233343536373039404142434*45464748495051525354555657585960*1H*3*4*3
Puc. 3.22. Схема кодирования выходного сигнала абсолютного энкодера
Инкрементальные энкодеры фирмы «HUBNER-BERLIN» (рис. 3.23, б)
зарекомендовали себя как надежные датчики (технология HeavyDuty) там,
где на первый план выходят такие требования, как точность, надежность, по-
вышенная износоустойчивость в течение долгого периода эксплуатации. Ос-
новные технические параметры этих инкрементальных энкодеров: диаметр
вала от 6 (цилиндрический) до 150 мм (сквозной), импульсы на оборот от 1 до
10 000, питание 5 В и 9...30 В, логический код HTL и TTL (RS-422). Темпера-
турный режим работы; -30 ...+85, -50...+100.
Рис. 3.23. Абсолютные энкодеры
Удобны для использования в системах диагностики магнитные инкремен-
тальные энкодеры HUBNER-BERLIN, выполненные в виде измерительной
шайбы, закрепляемой на фланце вала, и блока съема информации, закреп-
ляемого на неподвижном корпусе с зазором 0,2... 1,5 мм относительно шайбы
210
3. Средства диагностировано!
Рис. 3.24. Магнитный инкрементальный энкодер MHG150
(рис. 3.24). Такие энкодеры позволяют получить от 1 до 1504 импульсов за
один оборот шайбы при максимальной частоте вращения вала до 4000 мин-1.
Датчик имеет логический выход TTL (RS-422). Интервал рабочих температур
находится в пределах от -40 °C до +85 °C. Максимальный диаметр вала, на ко-
тором может монтироваться датчик, составляет 130 мм.
3.3.4. Датчики скорости
Для измерения линейной и угловой скоростей в основном применяются
датчики с фотоэлектрическими, магнито-электрическими (индукционными,
вихретоковыми и др.) первичными преобразователями, а также тахогенера-
торы. На рис. 3.25 показано устройство и конструкции импульсных индук-
ционных датчиков фирмы «Honeywell» серии 3015 с резьбой на корпусе Ml 2
Рис. 3.25. Импульсные датчики скорости:
а — устройство; С конструкции
3.1. Датчики систем ли.ч косгиропаним СЛ1Т1М 211
и длиной от 20 до 88 мм, которые используются для измерения частот враще-
ния валов при установке сердечника якоря вблизи зубьев шестерен. Взаимо-
действуя с зубчатым венцом модуля 1, датчик генерирует на выходе сигнал
амплитудой до 20 В при частоте 1000 импульсов в секунду. Минимальная изме-
ряемая скорость 0,5 м/с, максимальная частота выходных импульсов 50 кГц.
Индукционные датчики чувствительны к магнитным помехам, и ампли-
туда выходного напряжения зависит от частоты импульсов.
Этих недостатков лишены фотоэлектрические датчики скорости, в кг
честве которых могут выступать энкодеры. При измерениях скоростей вей
гда не последним был вопрос получения точных скоростных и позиционных
характеристик даже при небольших и едва заметных движениях приводи-
Именно для таких задач, когда требуется повышенная точность и аккурй'1'
ность измерения без какого-либо запаздывания в передаче данных, компании
«HUBNER-BERLIN» разработала резольверы (синус-энкодеры), которые
в качестве данных выдают два сигнала, смещенных относительно друг друН*
на 90° (синус/косинус), при помощи которых можно получать информа
для длительного контроля характеристик. В данных измерениях фирма «IП 111
NER-BERLIN» установила новый стандарт (технология LowHarmonicB).
При диагностировании строительных и дорожных машин в условна л
плуатации эффективны фотоэлектрические датчики частоты враще,
работающие по методу отражения. В таких датчиках на фотодиод или <|>
приемник другого типа падает отраженный свет от вращающейся детпл к
екта, на поверхность которой нанесены метки, которые меняют интепси ни
отраженного света. Еще более эффективны фотоэлектрические датчики iiihi
красного излучения, которые работают с фотоприемником, чувствителг
к данному виду излучения. На работу такого датчика не будет влиять г в.
фон.
Для измерения скоростей вращения валов широко используются тн -
нераторы постоянного и переменного тока, а также магнитоиндукцион1
тахогенераторы.
Тахогенераторы производства фирмы «HUBNER-BERLIN», изготои
ные по технологии LongLife (рис. 3.26), позволяют измерять скорость г
Рис. 3.26. Тахогенераторы
правление вращения в режиме реального времени с точностью 1:100 000 при
температурном режиме от -50 до +100 °C. Тахогенераторы изготавливаются
как с цилиндрическим (рис. 3.26, а), так и с полым (рис. 3.26, б) валом.
Конструктивно тахогенераторы представляют собой миниатюрную элек
трическую машину, содержащую неподвижный статор (рис. 3.27), в котором
создается постоянное магнитное поле, и ротор с обмотками, выходящими ни
щеточный коллектор, с которого и снимается генерируемое напряжение,
пропорциональное частоте вращения входного вала. Крепление либо флан
цевое, либо с помощью лап. Исполнение возможно в комбинации с энкодером
и ограничителем скорости.
Рис. 3.27. Устройство тахогенератора постоянного тока
При недостаточной контролепригодности машин, т.е. при сложности или
невозможности без существенной разборки объекта механического соединен
ния датчиков с валами, применяют стробоскопические датчики. Они позво-
ляют измерить частоту вращения валов без механической связи. Основой
стробоскопического датчика является газосветная лампа, частотой вспышек
которой управляет напряжение отградуированного генератора с регулируемой
в широких пределах частотой. Свет от лампы направляют на объект диагно-
стирования и регулируют частоту вспышек. При частоте вспышек, синхронной
с частотой вращения объекта диагностирования, изображение последнего
кажется неподвижным. В это время производят отсчет по шкале генератора!
в герцах или оборотах в секунду. При этом нужно знать порядок частоты вра-
щения, так как изображение кажется неподвижным и при частотах враще-;
ния, кратных измеряемой.
3.3.5. Датчики ускорений (акселерометры) и вибраций
Для измерения угловых и линейных ускорений могут использоваться эн-
кодеры при соответствующей обработке выходного сигнала. Бесконтактные!
датчики фирмы «HUBNER-BERLIN» построены на сопоставлении между со-'
бой длительности выходных импульсов, которые пропорциональны измене-
нию скорости (технология Ferraris). Для намерения линейных ускорений
предназначены датчики АСС-93 (рис. 3.28, а), угловых ускорений — АСС-70
(рис. 3.28, б).
б
Рис. 3.28. Датчики линейных (а) и угловых (б) ускорений
Полупроводниковые датчики ускорений фирмы «Motorola», изготовлен-
ные по микромашинной технологии, предназначены для измерения ускорений
в диапазоне 0...±250 g(g= 9,8 м/с). Основой датчиков (рис. 3.29) является емко-
стный чувствительный элемент, представляющий собой микромеханическую
систему, сформированную на поверхности кремниевой подложки. Он состоит
из центральной пластины, закрепленной при помощи упругих элементов,
Рис. 3.29. Упрощенная структурная схема датчика
ускорения производства компании «Motorola»
л. средства лиаггюстирслыния
и трех неподвижных пластин (две основные и одна — для реализации функ-
ции самотестирования). В совокупности образуется дифференциальная ем-
кость. Центральная пластина обладает сейсмомассой и может смещаться под
действием ускорения, меняя тем самым свое положение относительно непод-
вижных пластин. Это приводит к изменению емкости микроконденсатора.
Интегрированная на том же кристалле измерительная схема (интегратор,
усилитель, фильтр низкой частоты (ФНЧ), устройство температурной ком-
пенсации и тактовый генератор) фиксирует это и формирует выходное напря-
жение, линейно зависящее от действующего ускорения. Когда ускорения нет
(подвижная пластина в среднем положении), уровень выходного напряже-
ния равен половине напряжения питания. Функция самотестирования акти-
вируется при подаче уровня логической единицы на соответствующий вход.
Датчики имеют стандартный пропорциональный аналоговый выход по
напряжению, что очень удобно для подключения к аналого-цифровому пре-
образователю (АЦП) микроконтроллера. Резонансная частота чувствитель-
ного элемента значительно выше частоты среза встроенного ФНЧ, поэтому
она никак не влияет на рабочую характеристику датчика. Пропорциональ-
ный выход (т.е. выходное смещение при нулевом ускорении и соответственно
чувствительность линейно изменяются в зависимости от напряжения источ-
ника питания) — одно из достоинств этих датчиков. Датчики изготовляются
в DIP, SOIC и SIP корпусах повышенной прочности (рис. 3.30) и герметичности
сохраняют работоспособность в диапазоне температур —40...+85 °C и выдер
живают ударные воздействия с ускорением 500 g при включенном питани»
(2000 g без питания). Хотя основным назначением инерциальных датчике
является ускорение, эти датчики все же больше чем акселерометры. Они могу
быть использованы и как измерители и датчики других физических величин —
это скорость, сила ударов и вибраций, точное смещение, угол наклона и т.д.
Рис, 3.30. Датчики ускорения от «Motorola» MMA1260D и MMA2260D
Датчики ускорения MMA1260D и MMA2260D позволяют измерять уско-
рения соответственно от 250 g при чувствительности 2 мВ/g до 1,5 g при чув-
ствительности 1200 мВ/g в полосе частот от 50 до 400 Гп. Наппяжение
> > датчики । iii n-млиапки nip.>ii.iiih* I Al нм Л5
питания датчиков 5 В, потребляемый ими wk 5 мА. Ускорения измеряют по
одной оси, но имеются и исполнения (MMA3201D, MMA3202D), которые по-
зволяют измерять ускорения по двум осям.
Для измерения параметров вибрации объектов разработаны пьезоэлек-
трические виброизмерительные преобразователи, обладающие уникальными
характеристиками и способные работать без усилителя на линию длиной до
300 м. Технические характеристики датчиков вибрации приведены в табл. 3.4,
а их внешний вид — на рис. 3.31.
Таблица 3.4
Технические характеристики датчиков вибрации
Технические характеристики АВ-311FRU, AB-320FR AB-320FRM 5109
Коэффициент преобразования по напря- жению, мВ • м/с2 1,5 1,0 1,0
Нелинейность характеристики, % 2 0,5 3
Диапазон рабочих частот, Гц 2...3000 2...1000 2...3000
Резонансная частота, кГц, не менее 11 5 12
Предельное рабочее ускорение, м/с2
вибрационное 300 100 300
ударное 1000 — 1000
Диапазон рабочих температур, °C -60...+125 -40...+70 -60...+85
Габаритные размеры, мм 045x36 29x45x30 032x55
Тип крепления Фланец Магнит Шпилька
Рис. 3.31. Датчики вибрации
Магнитное крепление датчика AB-320FRM с помощью редкоземельных
магнитов с высокой степенью остаточной намагниченности обеспечивает од-
новременно и надежность крепления во время измерения, и легкость смены
контролируемой точки (применяется в стендовых системах).
214»
3. Средства диагностирования
3.3.6. Датчики давления
Для измерения уровней давления при диагностировании гидроприводов
и пневмоприводов чаще всего применяют манометры и электрические дат-
чики давления. В настоящее время широкое распространение получили дат-
чики давления HONEYWELL. Они предназначены для измерения высоких
(несколько сот атмосфер), средних (несколько тысяч килопаскалей), малых
(десятки килопаскалей) и особо малых (несколько десятков миллиметров
водного столба) значений абсолютного, дифференциального и относитель-
ного давления сухих и влажных газов, жидкостей, в том числе агрессивных,
и в соответствии с измеряемым типом подразделяются на абсолютные, относи-
тельные, дифференциальные и вакуумные датчики. Основой датчиков явля-
ется тензочувствительный элемент (сенсор). Он состоит из четырех идентичных
пьезорезисторов, имплантированных на поверхность тонкой кремниевой
диафрагмы и включенных по схеме моста Уинстона. Диафрагма сформирова-
на путем вытравливания участка однородной кремниевой пластины со сторо-
ны, противоположной пьезорезисторам. Невытравленная часть кристалла
служит жестким несущим элементом для диафрагмы и одновременно поверх-
ностью для реализации дополнительных схемотехнических компонентов
датчика. Внешнее давление или усилие вызывает деформацию диафрагмы,
что приводит к изменению геометрии пьезорезисторов, находящихся с ней
в тесной механической связи. В результате сопротивление пьезорезисторов
изменяется в зависимости от степени деформации диафрагмы. Происходит
преобразование приложенного давления (механический вход) в изменение
сопротивления (электрический выход).
По конструктивному признаку датчики давления HONEYWELL подраз-
деляются на две большие группы — пластмассовые (для измерения малых
и средних давлений сухих неагрессивных газов) и металлические (для работы
в агрессивных средах и при высоком давлении). Классификация по типу вы-
ходного сигнала (или степени интеграции) следующая: датчики с милливоль-
товым выходом без температурной компенсации, датчики с милливольтовым
выходом термокомпенсированные и калиброванные, датчики термокомпен-
сированные и калиброванные со стандартным выходным сигналом.
Датчики с милливольтовым выходом — это са-
мый простой и недорогой тип датчиков. В состав
этих приборов входит только чувствительный эле-
мент (сенсор). Датчики имеют четыре вывода, два из
которых используются для подачи напряжения пи-
тания, с других двух снимается выходной сигнал,
пропорциональный приложенному давлению. Чувст-
вительность, смещение и диапазон зависят от окру-
жающей температуры. Кроме того, эти три парамет-
ра имеют относительно высокий технологический
разброс от образца к образцу. Для приведения выход-
ного сигнала к стандартному значению и обеспечения
Рис. 3.32. Датчкем давления
серии СРХ
1.1-Датчики << ii'mahiiiiiih (ирования СДПТМ 217
его стабильности в требуемом температурном диапазоне необходимы внешние
схемы усиления, калибровки, термокомпенсации и сопряжения. На рис. 3.32
показаны такие датчики давления серии СРХ компании «HONEYWELL».
Они позволяют измерять абсолютное и избыточное давление в диапазоне
от О до 0,7 МПа с погрешностью ±0,5 % в температурном диапазоне от -25 °C
до+ 85 °C.
Датчики давления с милливольтовым выходом термокомпенсированные
и калиброванные включают кроме сенсора встроенные в кристалл тонкопле-
ночные резисторы и термисторы, калиброванные с помощью лазера в процессе
производства с тем, чтобы обеспечить стабильный выходной сигнал в широком
диапазоне температур, а также уменьшить разброс параметров от образца
к образцу. Датчики существенно облегчают задачу разработчику, позволяя
упростить схемотехнику проектируемого прибора и повысить его надежность.
На рис. 3.33, а показан термокомпенсированный в диапазоне —1...+71 °C, ка-
либрованный датчик давления серии HP, позволяющий измерять давление
от 0,1 до 100 МПа с погрешностью 0,25 %. Питание датчика — напряжение
5 В, милливольтовый выходной сигнал 0...100 мВ. Конструкция датчика по-
зволяет проводить установку заподлицо, он имеет соединительный кабель
с разъемом.
Рис. 3.33. Термокомпенсированные и калиброванные датчики давления
серий HP, MEDIA MATE
Датчики термокомпенсированные и калиброванные со стандартным вы-
ходным сигналом серии MEDIA МАТЕ (рис. 3.33, б) позволяют значительно
упростить схемотехнику проектируемого прибора. Кроме цепей термоком-
пенсации и калибровки на кристалле расположен усилитель или преобра-
зователь, реализующий один из следующих стандартных типов выхода: про-
порциональный выход (размах выходного напряжения во всем диапазоне
измеряемых давлений составляет 0,5...4,5 В при UB = 5 В и линейно зависит
от напряжения питания), токовый выход (4...20 мА), стабилизированный
выход (размах выходного напряжения во всем диапазоне 1...6 В и не зависит
от напряжения питания) и частотный выход (обычно 1...6 кГц).
Широкое распространение в измерительной технике получила серия ин-
теллектуальных датчиков давления Метран-100 (рис. 3.34), Метран-49. Они
предназначены для измерения и непрерывного преобразования в унифици-
рованный аналоговый токовый сигнал и/или цифровой сигнал в стандарте
протокола HART избыточного и абсолютного давления, разности давлений,
гидростатического давления, разрежения.
Рис. 3.34. Датчики давления Метран-100 с коммуникатором HART
Диапазон измеряемых давлений: минимальный 0...0.04 кПа; максималь-
ный О... 100 МПа; основная погрешность измерений — до ±0,1 % от диапазона.
Электрическое питание датчиков Метран-100 и Метран-49 осуществляете ч
от источника постоянного тока напряжением 12...42 В.
Применение микропроцессорной электроники в конструкции этих датчи-
ков позволило реализовать широкий набор функций настройки и калибровки
датчиков, повысить точность настройки и снизить суммарную погрешность
измерений, обеспечить непрерывную самодиагностику.
Используемый для датчиков коммуникационный HART-протокол обес-
печивает возможность их применения как в аналоговых, так и в цифровых
системах, поддерживающих HART-протокол, при этом по одной паре ироводог
одновременно передается аналоговый сигнал 4...20 мА и цифровой сигнал,
HART-протокол также обеспечивает двухсторонний обмен информацией ме-
жду датчиком и управляющим HART-устройством: ручным портативным
HART-коммуникатором или другим HART-мастером, а также компьютером,
оснащенным НART-модемом. Значения сигнала датчика давления в цифрово
виде выводятся на жидкокристаллический индикатор, встроенный в корпус
электронного блока или выполненный в виде выносного индикатора, под
ключаемого к датчику через специальный разъем.
Принцип действия датчиков основан на использовании пьезорезистивногс
эффекта в гетероэпитаксиальной пленке кремния, выращенной на поверхно
сти монокристаллической пластины из искусственного сапфира. Чувстви-
тельный элемент с монокристаллической структурой кремния на сапфире
является основой всех сенсорных блоков датчиков семейства Метран. При де-
формации чувствительного элемента под воздействием входной измеряемой
величины (например, давления или разности давлений) изменяется электри-
ческое сопротивление кремниевых пьезорезисторов мостовой схемы на по-
верхности этого чувствительного элемента.
Электронное устройство датчика преобразует электрический сигнал от
тензопреобразователя в стандартный аналоговый или цифровой сигналы.
В памяти сенсорного блока хранятся в цифровом формате результаты калиб-
ровки сенсора во всем рабочем диапазоне давлений и температур. Эти данные
используются микропроцессором для расчета коэффициентов коррекции вы-
ходного сигнала при работе датчика. Цифровой сигнал с платы аналого-
цифрового преобразователя сенсорного блока вместе с коэффициентами кор-
рекции поступает на вход электронного преобразователя, микроконтроллер
которого производит коррекцию и линеаризацию характеристики сенсорного
блока, вычисляет скорректированное значение выходного сигнала датчика
и далее передает его в заданном формате в линию связи или на жидкокри-
сталлический индикатор.
При включении и в процессе измерения давления датчик выполняет диаг-
ностику своего состояния. В датчике автоматически проверяется состояние
микропроцессора, наличие связи с платой АЦП, тензопреобразователем, со-
стояние энергонезависимой памяти платы АЦП и платы процессора. При об-
наружении неисправности устанавливается определенный уровень выходного
сигнала (предельно низкий или предельно высокий).
Одни из самых востребованных датчиков давления — датчики серии 3061.
Функциональная схема такого датчика представлена на рис. 3.35.
Для этих датчиков существуют два вида сенсорных модулей. Для датчи-
ков перепада и избыточного давления моделей 3051CD, 3051CG используется
метод емкостной ячейки (рис. 3.36, а), на датчиках абсолютного и избыточ-
ного давлений моделей 3051СА, 3051ТА, 3051TG применяется пьезорези-
стивный сенсор.
Во время работы датчика на базе емкостного сенсора разделительные мем-
браны (рис. 3.36, б) находятся со стороны высокого и низкого давления дат-
чика, передают рабочее давление процесса заполняющей масляной жидкости.
Эта жидкость в свою очередь передает давление сенсорной мембране в центре
ячейки сенсора. Сенсорная мембрана работает как растянутая пружина, откло-
няясь под действием перепада давлений (в датчиках избыточного давления
со стороны низкого давления аналогичным образом прикладывается атмо-
сферное давление).
На датчиках с пьезорезистивным сенсором абсолютное давление, приложен-
ное к разделительной мембране, передается на поликремниевый сенсор через
кремнийорганическую или инертную жидкость, как показано на рис. 3.36, б.
Давление процесса, приложенное к сенсору, создает очень малый прогиб чув-
ствительной мембраны, который приводит к изменению сопротивления в цепи
мостика Уитсона. Изменение сопротивления, характеризующее давление,
преобразуется в цифровой сигнал для обработки микропроцессором.
Сенсорные модули датчиков серии 3051 имеют встроенный термометр для
коррекции и учета температурных эффектов. Во время процедуры характе-
ризации на заводе все сенсоры подвергаются воздействию температур и дав-
ления во всем рабочем диапазоне. Результаты измерений используются для
Сенсорный модуль
Плата электроники
220
Аналого-цифровой
преобразователь
сигнала
Память сенсорного
модуля
Коэффициент
коррекции
Информация
о модуле
Датчик
температуры
Емкостный
датчик
Давление Давление
Сигнал 4-20 мА
к системе
управления
Цифро-
аналоговое
преобразование
Цифровые
связи
• Bell 202
• FSK
Встроенная
регулировка
нуля и шкалы
i
Рис. 3.35. Функциональная блок-схема датчика давления серии 3051
Коммуникатор
HART
expert22 для http://rutracker.org
Рис, 3.36. Емкостный сенсорный модуль датчика давления серии 3051:
1 — гибкая шина; 2 — разделительная мембрана; 3 — соединительные провода; 4 — платим
конденсатора; 5 — сенсорная мембрана; 6 — капсульная защита; 7 — заполняющая жидкпгт!.
расчета коэффициентов линеаризации, которые хранятся в памяти сенсорно
го модуля и обеспечивают коррекцию сигнала при работе датчика.
Электронный модуль состоит из платы, изготовленной с исполыипишпрм
печатного монтажа и микропроцессорной технологии ASIC. Эта плита при»
нимает цифровой входной сигнал от сенсорного модуля вместе с коэффи пири-
тами коррекции, а затем корректирует и линеаризует его. Выходной блок
электронного модуля преобразует цифровой сигнал в аналоговый и осущест-
вляет связь с жидкокристаллическим индикатором или с HART-комму ни каго-
ром. Стандартным аналоговым выходным сигналом является выход 4...20 мА,
экономичный датчик имеет вольтовый выходной сигнал 1...5 или 0,8—3,2 В.
Дополнительный жидкокристаллический индикатор легко вставляется
в электронную плату через гибкую шину 1 (рис. 3.36, а), позволяющую обес-
печивать его поворот в удобное положение, и выводит цифровые значения
сигнала в физических единицах или процентах от аналоговой шкалы. Данные
конфигурации хранятся в энергонезависимой памяти электронного модуля
датчика. Они остаются в датчике даже при отключенном электропитании,
поэтому при включении питания датчик сразу готов к работе.
Если программа самодиагностики обнаружит неисправность датчика, то
' для предупреждения пользователя аналоговый выходной сигнал будет уста-
< новлен: для токового выходного сигнала — либо ниже 3,75 мА, либо иа
s 22 мА; для милливольтового выхода — ниже 0,94 В либо выше 5,4 В. Высо-
кий или низкий уровень сигнала выбирается пользователем с помощью внут-
ренней перемычки.
Для работы датчиков требуется внешний источник питания. Стандарт-
ный датчик (4...20 мА) работает без нагрузки при напряжениях постоянного
тока от 10,5 до 55 В. Максимальное сопротивление контура нагрузки опреде-
ляется уровнем напряжения внешнего источника питания и находится в пре-
делах от 0 до 1935 Ом. Постоянная времени отклика аналогового выходного
сигнала на входной ступенчатый сигнал составляет от 45 мс до 36 с в зависи-
мости от величины демпфирования (выбирается пользователем).
Для диагностирования гидроприводов удобны
малогабаритные датчики давления Метран-55.
Датчик состоит из преобразователя давления —
измерительного блока 1 и электронного преобра-
зователя 3 (рис. 3.37). Измеряемое давление по-
дается в рабочую полость датчика и воздействует
непосредственно па измерительную мембрану тен-
зопреобразователя 2, вызывая ее прогиб. Чувстви-
тельным элементом является пластина монокри-
сталлического сапфира с кремниевыми пленочны
ми тензорезисторами, соединенная с металлической
мембраной тензопреобразователя. На рис. 3.38, а,
показан малогабаритный датчик абсолютного или
избыточного давления Метран-55-ДМП331, ра-
ботающий в диапазоне 0...4 МПа. Погрешность
измерения составляет ±0,25 %, выходной сигнал
0...20 мА или 0...10 В. Рабочий диапазон темпера-
тур -40...+125 °C. Датчик имеет встроенный фильтр
радиопомех.
Рис. 3.37. Схема датчика
Метран-55
Рис. 3.38. Малогабаритные датчики давления Метран-55
Выпускаются датчики и специальной конструкции, например Метран-55-
ДМК-331П с торцевой мембраной (рис. 3.38, б), с радиатором для измерения
давления в средах с температурой 150...300 °C. Для индикации результатов
измерения непосредственно возле датчика разработано многофункциональное
устройство ПА-430, устанавливаемое прямо на клеммах датчика (рис. 3.39, а).
Для измерения уровня жидкости в открытых емкостях или в пастообразных
средах применяются различного рода зонды. На рис. 3.39, б показан гидро-
статический зонд Метран-55-ЛМК 457 диаметром 40 мм.
Рис. 3.39. Специальные конструкции датчиков давления Метран-55
Для работы в системах контроля избыточного давления и разрежения для
замыкания-размыкания электрической цепи посредством геркона при дости-
жении заданного значения давления применяются реле давления (рис. 3.40).
Рис. 3.40. Реле давления РД
Принцип действия реле давления РД основан на передаче упругой дефор-
мации чувствительного элемента на коммутирующее устройство при воздей-
ствии давления или разрежения контролируемой среды на чувствительный
элемент. Контролируемая среда через штуцер воздействует на чувствитель-
ный элемент, который перемещает магнит, действующий своим магнитным
полем на контакты геркона, замыкая или размыкая электрическую цепь.
Коммутируемое значение постоянного тока находится в пределах 0,01 ...0,5 А
при напряжении 5...100 В. При больших передаваемых мощностях вместо
герконов используют микропереключатель, взаимодействующий с чувстви-
тельным элементом. Настройка реле на определенное давление срабатыва-
ния проводится по контрольному манометру вращением регулировочной
гайки, находящейся под кожухом датчика. Настройка может проводиться
как в сторону повышения, так и в сторону понижения давления, а также на
224
Рис. 3.41. Схема подключения реле давления в линию контроля:
а — однопредельных датчиков; б — двухпредельных датчиков
замыкание или размыкание.электрических цепей. При этом датчики бывают
однопредельные и двухпредельные. Подключение их производится в соот-
ветствии со схемой (рис. 3.41).
3.3.7. Датчики расхода
Из множества разновидностей датчиков расхода (расходомеров), извест-
ных в настоящее время, для диагностирования могут быть использованы сле-
дующие типы: переменного перепада давления (с диафрагмами); обтекания
(с поворотной лопастью); тахометрические (турбинные — с аксиальной или
тангенциальной турбинкой), камерные (поршневые, шестеренные и лопаст-
ные гидромоторы); тепловые с электрическим нагревом (калориметрические
с внешним нагревом и термоанемометрические); ультразвуковые (с переме-
щением колебаний движущейся средой и доплеровские).
Для измерения расхода жидкостей, газа, пара методом переменного пере-
пада давлений в комплекте с датчиками разности давлений (Метран-22-ДД,
Метран-100-ДД) используются диафрагмы ДКС для условных проходов от 22 до
40 мм и от 50 до 500 мм. Они монтируются в специальном корпусе внутрен-
ним (рис. 3.42, а) или наружным (рис. 3.42, б) монтажом.
Расходомеры переменного перепада давления содержат диафрагму, сужаю-
щую сечение, в котором из-за повышения средней скорости часть потенци-
альной энергии потока переходит в кинетическую. В результате статическое
давление падает. По измеренной дифференциальным датчиком разности дав-
лений до диафрагмы и после нее находят объемный расход.
Вследствие квадратичной зависимости между расходом и измеряемым пе-
репадом давления расходомеры переменного перепада давления имеют узкий
диапазон измерений, обычно не превышающий значений Qmax/Qmin 3...4.
К расходомерам обтекания относятся расходомеры с поворотной лопа-
стью. Она воспринимает силовое воздействие набегающего потока жидкости,
расход которой определяют по углу поворота или изгиба чувствительного
элемента.
Рис. 3.42. Диафрагменный блок для измерения расхода жидкости:
1 — корпус плюсовой кольцевой камеры; 2 — корпус минусовой кольцевой камеры;
3 — диафрагма; 4 — уплотнительная прокладка; 5 — патрубок
В тахометрических расходомерах движущийся поток приводит во вра-
щение ротор или шарик (по периферии трубопровода). Частота вращения ро-
тора или шарика является мерой расхода жидкости, протекающей черео
расходомер. Класс точности таких расходомеров может достигать 0,1 при от-
носительном диапазоне измерений не менее 10.
Малую чувствительность к загрязнению и к изменениям вязкости жидко-
стей имеют камерные тахометрические расходомеры — аксиально-поршне-
вые, лопастные или шестеренные гидромоторы, которые из-за относительно
больших габаритов и массы применяют в основном в стационарных установ-
ках для диагностирования гидропривода рабочего оборудования. Точность
их показаний достаточно высока, погрешность составляет 0,2 %.
При диагностировании строительных и дорожных машин также применяют
две разновидности тепловых расходомеров: калориметрические с внешним
нагревом и пленочные термоанемометрические. В первых на поверхности
трубопровода устанавливают нагреватель и два датчика температуры до и после
нагревателя. При прочих равных условиях разность температур, воспри-
нимаемых датчиками, зависит от средней скорости потока и мощности на-
гревателя. Расход определяют, как правило, по мощности нагревателя при
заданной разности температур, которая пропорциональна массовому расхо-
ду. Калориметрические расходомеры имеют широкий диапазон измерений
(до 1000) при погрешности 0,5...3 % и могут применяться без рассоединения
гидропривода.
8 Зак. 3028
Термоанемометрические тепловые расходомеры основаны на зависимости
между количеством теплоты, теряемой непрерывно нагретым чувствительным
элементом, размещенным непосредственно в жидкости, и скоростью этой
жидкости. Они позволяют измерять массовые расходы, соответствующие ско-
ростям потока до 15...20 м/с при температурах до 60 °C. В основном применяют
пленочные термоанемометры, отличающиеся достаточной механической проч-
ностью и долговечностью.
Ультразвуковые расходомеры основаны на том, что время прохождения
ультразвуковых колебаний вдоль направления скорости потока жидкости
меньше времени прохождения этих колебаний в противоположном направ-
лении. Приращение времени прямо пропорционально скорости жидкости,
а следовательно, и расходу. Скорость ультразвуковых колебаний меняется
в зависимости от изменения температуры, давления и плотности жидкости,
однако эти погрешности являются систематическими и могут быть легкс
учтены. Главное преимущество ультразвуковых расходомеров — в возмож-
ности измерений без рассоединения гидропривода.
3.3.8. Датчики температуры
Температура — один из важнейших параметров, характеризующих со-
стояние элементов машин. Поэтому требования к точности измерения темпе-
ратуры, диапазону измерений, габаритам измерителей, удобству измерений
неизмеримо выросли. В настоящее время освоено производство как самых
простых термопар и термометров сопротивления, так и современных микро-
процессорных датчиков температуры. Первичными преобразователям!,
этих датчиков являются хромель-копелевые, хромель-алюмелевые термопа-
ры, изготовленные из термопарного кабеля КТМС с применением импульс-
ной лазерной сварки рабочего спая (серия термопреобразователей ТХА/ТХБ
Метран-200), а также термопреобразователи сопротивления медные (50М,
100М) и платиновые (50П, 100П, PtlOO, Pt500, PtlOOO). Они выпускаются
в различных конструктивных исполнениях, с одним или двумя чувствитель-
ными элементами.
Номинальные статические характеристики (НСХ) термоэлектрических
преобразователей регламентирует ГОСТ Р 8.585. Условное обозначение этих
характеристик для преобразователей типа ТХА — (К), ТХК — (L), ТПП —
(R,S), ТПР — (В). В зависимости от предела допустимого отклонения от номи-
нальной статической характеристики термоэлектрические преобразователь
делятся на три класса (табл. 3.5).
Датчики серии Метран-200 с первичными преобразователями ТХА (Me-
тран-201) и ТХК (Метран-202) предназначены для измерения температуры
жидких и газообразных химически неагрессивных сред (рис. 3.43). Датчики
имеют разборную конструкцию, состоящую из внутреннего чувствительногс
элемента, изготовленного на базе кабеля КТМС-ХА (ХК) или КТМСп-ХА, за-
ключенного в защитную арматуру (термозонд). Диапазон измеряемых темпе-
ратур -40...+1000 °C (Метран-201) и -40...+600 °C (Метран-202).
Таблица ЗЯ
Пределы допустимых отклонений от поминальной
статической характеристики термопреобразователей
Тип термопреоб- разователя нсх Класс допуска Рабочий диапазон температур,°C Пределы допустимых отклонений, ±°С
ТХА к 1 2 От-40 до 375 Свыше 375 до 1100 От -40 до 333 Свыше 333 до 1100 1,5 0,0041 2,5 0,0075 t
тхк L 2 От -40 до 360 Свыше 360 до 600 2,5 0,7 + 0,0051
ТПП R.S 1 От Одо 1100 Свыше 1100 до 1300 1,0 1 + 0,003 (t-1100)
2 От 0 до 600 Свыше 600 до 1300 1,5 0,00251
ТПР В 2 3 Свыше 600 до 1600 От 600 до 800 Свыше 800 до 1600 0,00251 4,0 0,005 t
Рис. 3.43. Датчики температуры серии Метран-200
228
: < । < к:iва диагностирования
Микропроцессорные термопреобразователи серий Метран-200 — Метран-270,
Метран-270МП имеют широкий модельный ряд, включающий общепромыш -
ленное, взрывозащищенное (Exia, Exd) исполнения и 15 вариантов защитной
арматуры. Чувствительный элемент первичного преобразователя и встроенный
в головку датчика микропроцессорный преобразователь преобразуют измеряе-
мую температуру в унифицированный выходной сигнал постоянного тока,
что дает возможность использовать его совместно с компьютером (рис. 3.44).
Рис. 3.44. Микропроцессорные термодатчики Метран-270МП
Микропроцессорный преобразователь датчиков Метран-270МП позволя-
ет перенастраивать диапазон измерений и перепрограммировать номиналь-
ную статическую характеристику в случае замены чувствительного элемента
элементом другого типа, осуществлять самодиаг-
ностику, детектирование обрыва или короткого
замыкания первичного преобразователя, прово-
дить линеаризацию НСХ и автоматическую ком-
пенсацию изменения температуры холодных спаев
термоэлектрического преобразователя. Диапазон
преобразуемых температур О...1000 °C, выходной
сигнал 4... 20 мА.
При конфигурировании датчика тип выходного
сигнала можно изменить на инверсный (20...4 мА).
Для этих датчиков требуется источник питания
постоянного тока напряжением 12...24 В.
Для точных измерений температуры нейтраль-
ных и агрессивных сред предназначены интеллек-
туальные датчики температуры серии Метран-280
(рис. 3.45).
Рис. 3.45. Интеллектуальный
датчик температуры
Метран-280
II. Датчики < и< iсм лил in>< inpon.iiiHii CAI I IM 229
В них сигнал первичного преобразователя трансформируется в унифици-
рованный выходной сигнал постоянного тока 4...20 мА с наложенным на него
цифровым сигналом HART с помощью электронного модуля, встроенного
в корпус первичного преобразователя. Это позволяет, используя коммуника-
ционный протокол HART, осуществлять двухсторонний обмен информацией
между Метран-280 и управляющим устройством — ручным HART-коммуни-
катором или компьютером, оснащенным HART-модемом. В этом типе датчи-
ков реализованы три единицы измерения температуры: градусы Цельсия,
Кельвина и Фаренгейта.
Для оперативного измерения температуры сыпучих, жидких и газооб-
разных сред посредством погружения или для контактных измерений темпе-
ратуры поверхностей с представлением результатов измерения на цифровом
табло предназначены термометры цифровые малогабаритные серии ТЦМ-9210
(рис. 3.46). Питание прибора осуществляется от сети или встроенных аккуму-
ляторов. В качестве чувствительного элемента здесь используются термои|ю-
образователи сопротивления PtlOO по ГОСТ 6651-94 или преобразониггли
термоэлектрические ТХА(К) по ГОСТ 50431-92. Электронный блок нрг<>• >|>н
зует сигнал первичного преобразователя и выдает его на цифровое тп(мн>
Температурный диапазон измерений с термопреобразователем сонро-гинле
ния -50...+200 °C, с термоэлектрическим 0...+600 °C.
Рис. 3.46. Цифровой малогабаритный термометр ТЦМ-9210
При диагностике строительных и дорожных машин найдут применение
и малогабаритные кремниевые датчики температуры на диапазон измерения
-50...+150 °C для твердых, жидких и газообразных веществ. Чувствитель-
ным элементом является кристалл кремния с нанесенной на него структурой
тонкопленочных резисторов. В процессе производства резисторы проходят
процесс лазерной подгонки для обеспечения при температуре 20 °C гарантиро-
ванного значения сопротивления 2000 Ом. Различные серии датчиков имеют
точность ±1 % или ±3 %. Сопротивления датчиков на границах диапазона
измерения отличаются в 4,5 раза. Поставляются в миниатюрных SMD и вы-
водных корпусах, а также в виде изолированной никелевой колбы с гибкими
230 i. Средства диагностирования
выводами и для установки на резьбу М10, 1/8" или в отверстие диаметром
12 мм под гайку. Кремниевые датчики характеризуются высокой стабильно-
стью параметров в ходе эксплуатации. Термодатчики серий КТ, KTY (рис. 3.47)
характеризуются положительным коэффициентом сопротивления и высокой
линейностью характеристики температура — сопротивление на всем диапа-
зоне измерения. Благодаря небольшой теплоемкости обеспечивают быстрый
отклик на изменение температуры.
Для измерения температуры газообразных, жидких и твердых сред в диа-
пазоне -200...+540 °C предназначены платиновые терморезисторы серий HEL
и HRTS. Они выпускаются с номинальными значениями сопротивления 100
и 1000 Ом нормированными при температуре 0 °C. Датчики характеризуются
повышенной линейностью характеристики преобразования во всем диапазоне
измеряемых температур, более высокой точностью и малыми габаритными
размерами. Большое разнообразие конструктивных исполнений (керамиче-
ские выводные и безвыводные корпуса, сверхминиатюрные корпуса, корпуса
из медно-никелиевого сплава) позволяет легко подобрать датчик как для мон-
тажа на печатную плату или поверхность, так и для размещения его в иссле-
дуемую среду.
Для измерения и записи температуры на 16 независимых каналов разра-
ботана система измерения температуры под Windows (рис. 3.48).
Рис. 3.47. Малогабаритный кремниевый
термодатчик KTY
Рис. 3.48. Многоканальная система
измерения температуры
В качестве термодатчиков используются датчики фирмы «DALLAS» типа
DS-1820, максимальное удаление 60 м. Между персональным компьютером
и датчиками подключается микроконтроллер. Идентификация датчиков про-
исходит по серийному номеру. Микроконтроллер циклически опрашивает
все подключенные датчики. Актуальные измеряемые величины передаются
в компьютер через порт RS-232 и хранятся в памяти, а могут просматривать-
ся в режиме реального времени. Программное обеспечение под Windows реа-
лизует функцию контроля и регулирования, оно сохраняет данные в формате
Excel. Для работы модуля необходим блок питания напряжением 9...15 В.
Измеряемый диапазон -55...+125 °C. Точность ± 0,5 °C в диапазоне 0...70 °C.
Потребление тока 25 мА.
3.4. Оборудование* для диагностики САМ 231
3.4. Оборудование для диагностики СДМ
3.4.1. Бортовая система диагностики
З.4.1.1. Общие сведения
Любая современная микропроцессорная система управления, установлен-
ная на борту автомобиля, обладает некоторыми диагностическими возможно-
стями. Эти возможности реализуются бортовым компьютером в соответствии
с программой, заложенной в его постоянном запоминающем устройстве (ПЗУ),
и во время, когда микропроцессор компьютера не полностью загружен вы-
полнением основных управляющих функций (т.е. в так называемом фоновом
режиме).
Во время обычной эксплуатации автомобиля бортовой компьютер перио-
дически тестирует электрические и электронные системы и их компоненты.
При обнаружении неисправности контроллер компьютера переходит в ава-
рийный режим работы, подставляя подходящее значение параметра вместо
того, которое дает неисправный блок. Например, если контроллер обнаружит
неисправность в цепи датчика температуры охлаждающей жидкости, програм-
ма установит резервное значение температуры, рассчитанное для работы дви-
гателя в штатном режиме (обычно для 80 °C), и будет использовать это значение
при реализации управляющих алгоритмов, чтобы автомобиль оставался пн
ходу. Резервное значение будет записано в память ЭБУ как аварийное.
Водитель информируется о неисправности с помощью контрольной лам-
пы CHECK ENGINE (проверить двигатель) или светодиода, расположенных
на панели приборов. Микропроцессор ЭБУ заносит специфический код неис-
правности в КАМ-память. КАМ-память (Keep Alive Memory) способна сохра-
нять информацию при отключении питания ЭБУ. Это обеспечивается под-
ключением микросхем КАМ-памяти отдельным кабелем к аккумуляторной
батарее или применением малогабаритных подзаряжаемых аккумуляторов,
размещенных на печатной плате ЭБУ.
ч 3.4.1.2. Кодирование неисправностей
Коды неисправностей иногда условно делят на «медленные» и «быстрые».
«Медленные» коды при обнаружении неисправности заносят ее код в па-
мять и включают лампу CHECK ENGINE на панели приборов. Выяснить,
какой это код, можно одним из следующих способов в зависимости от кон-
кретной реализации ЭБУ:
□ светодиод на корпусе ЭБУ периодически вспыхивает и гаснет, переда-
вая таким образом информацию о коде неисправности;
□ нужно соединить проводником определенные контакты диагностиче-
ского разъема, и лампа CHECK ENGINE начнет периодически мерцать, пере-
давая таким образом информацию о коде неисправности;
□ нужно подключить светодиод или аналоговый вольтметр к определен-
ным контактам диагностического разъема и по вспышкам светодиода (или
колебаниям стрелки вольтметра) получить информацию о коде неисправности.
232
Так как «медленные» коды предназначены для визуального считывания,
частота их передачи очень низкая (около 1 Гц), объем передаваемой инфор-
мации мал. Коды обычно выдаются в виде повторяющихся последовательно-
стей вспышек. Код содержит две цифры, смысловое значение которых затем
расшифровывается по таблице неисправностей, входящей в состав эксплуа-
тационных документов автомобиля. Длинными вспышками (1,5 с) передает-
ся старшая (первая) цифра кода, короткими (0,5 с) — младшая (вторая).
Между цифрами — пауза в несколько секунд. Например, две длинные вспыш-
ки, затем пауза в несколько секунд, четыре короткие вспышки соответствуют
коду неисправности 24. В таблице неисправностей указано, что код 24 соответ-
ствует неисправности датчика скорости автомобиля — короткое замыкание
или обрыв в цепи датчика. После обнаружения неисправности ее необходимо
локализовать, т.е. выяснить, что конкретно отказало: сам датчик, разъем,
проводка, крепление и т.д.
«Медленные» коды просты, надежны, не требуют дорогостоящего диагно-
стического оборудования, но малоинформативны. На современных автомо-
билях такой способ диагностирования уже не используется. Хотя, например,
на некоторых современных моделях Chrysler с бортовой диагностической
системой, соответствующей стандарту OBD—II, можно считывать часть кодов
ошибок с помощью мигающей лампочки.
«Быстрые» коды обеспечивают выборку из памяти ЭБУ большого объема
информации через последовательный интерфейс. Этот интерфейс и диагно-
стический разъем используются при проверке и настройке автомобиля на за-
воде-изготовителе, они же применяются и при диагностике.
Наличие диагностического разъема позволяет, не нарушая целостности
электропроводки автомобиля, получать диагностическую информацию от
различных систем автомобиля (двигатель, антиблокировочная система (АБС),
трансмиссия, подвеска и т.д.) с помощью сканера или мотор-тестера.
Коды ошибок, как и коды неисправностей, могут быть классифицированы
по признаку их принадлежности к виду неисправности.
1. Код, соответствующий постоянной неисправности, т.е. проявляющей-
ся постоянно, пока ее не устранят, называется активным кодом (hard code).
Если каким-либо способом стереть из памяти ЭБУ все коды ошибок, активные
коды восстановятся, так как постоянная неисправность по-прежнему суще-
ствует и вновь определится компьютером. В первую очередь следует искать
именно постоянные неисправности. Большинство диагностических карт, раз-
работанных производителями автомобилей, предназначены для нахождения
именно постоянных неисправностей по активным кодам.
2. Непостоянные (нерегулярные) неисправности проявляются при опре-
деленных условиях (скорость автомобиля, температура двигателя, расход то-
плива и т.д.) и не существуют постоянно. После стирания вс₽х кодов иг
памяти ЭБУ такие коды ошибок могут и не восстановиться, так как неис-
правность в данное время не проявляется. Коды непостоянных неисправно-
стей называются историческими (historic, soft codes). Они запоминаются
1.4. Оборудован' i .ч лив* ноглики САМ
233
в ЭБУ на некоторое число циклов «запуск — останов двигателя» (обычно
10—60) и при неповторении за это время стираются.
3. Специфические коды ошибок (circuit specific codes) соответствуют не-
исправностям, которые имеют место только в одной цепи и не связаны с неис-
правностями в других цепях (подсистемах).
Коды неисправностей показываются различными способами в зависимо-
сти от модели и года выпуска автомобиля, но это везде цифровые коды. Наи-
более простыми методами индикации кодов являются мигание лампы CHECK
ENGINE и передача двухсимвольных кодов периодическими вспышками.
Помимо чек-лампы на автомобилях Cadillac для индикации кодов использу-
ется дисплей на панели климат-контроля. Если дисплей показывает код 88,
этот код индицируется сразу после входа системы в диагностический режим
и указывает на исправность сегментов дисплея и на готовность бортовой ди-
агностической системы к работе.
После проверки на дисплей выводятся последовательно коды обнаружен-
ных неисправностей, начиная с меньших номербв. Используя эксплуатаци-
онные документы, можно выяснить, какой неисправности соответствует тот
или иной код. В табл. 3.6 приведены коды неисправностей.
Таблица 3JB Коды неисправностей
Код Описание
12 Нет сигнала от распределителя
13 Датчик кислорода не готов
14 Замыкание в цепи датчика температуры охлаждающей жидкости
15 Обрыв в цепи датчика температуры охлаждающей жидкости
16 Недопустимое напряжение на выходе генератора
17 Замыкание в цепи датчика положения коленчатого вала
18 Обрыв в цепи датчика положения коленчатого вала
19 Замыкание в цепи топливного насоса
20 Обрыв в цепи топливного насоса
... 21 Замыкание в цепи датчика положения дроссельной заслонки
. 22 Обрыв в цепи датчика положения дроссельной заслонки
24 Неисправность в цепи датчика оборотов двигателя
26 Замыкание в цепи выключателя в датчике положения дроссельной за- слонки
27 Обрыв в цепи выключателя в датчике положения дроссельной заслонки
30 Ошибка регулятора холостого хода
31 Замыкание в цепи датчика абсолютного давления во впускном коллекторе
32 Обрыв в цепи датчика абсолютного давления во впускном коллекторе
234
3. Средства диагностирования
Окончание табл. 3.6
Код Описание
33 Нарушение корреляции между сигналами датчика атмосферного давле- ния и датчика абсолютного давления во впускном коллекторе
34 Высокий уровень сигнала датчика абсолютного давления во впускном коллекторе
35 Замыкание в цепи датчика атмосферного давления
36 Обрыв в цепи датчика атмосферного давления
37 Замыкание в цепи датчика температуры воздуха во впускном коллекторе
38 Обрыв в цепи датчика температуры воздуха во впускном коллекторе
44 Нет отклика датчика кислорода при обеднении
45 Нет отклика датчика кислорода при обогащении
51 Ошибка ППЗУ (перепрограммируемого постоянного запоминающего уст- ройства)
60 Селектор автоматической коробки передач не в положении Drive (D)
61 Одновременное нажатие кнопок Set и Resume маршрутного компьютера
62 Скорость автомобиля выше допустимой
64 Ускорение автомобиля выше допустимого
70 Система готова к дальнейшему тестированию
71 Проверка выключателя на тормозной педали
72 Проверка выключателя в датчике положения дроссельной заслонки
73 Проверка кнопки Drive автоматической коробки передач
74 Проверка кнопки Reverse автоматической коробки передач
75 Проверка кнопки On/Off маршрутного компьютера
76 Проверка кнопки Set маршрутного компьютера
77 Проверка кнопки Resume маршрутного компьютера
78 Проверка кнопки Instant/Average маршрутного компьютера
79 Проверка кнопки Reset маршрутного компьютера
80 Проверка реле муфты включения кондиционера
88 Проверка дисплея
90 Система готова вывести на дисплей параметры работы двигателя
00 Диагностика завершена
После вывода кодов всех обнаруженных неисправностей на дисплее появ-
ляется код 70 — контроллер ожидает дальнейших действий электромехани-
ка-оператора.
1.4. Оборулон.ши<- лля лн.11 ikk'ihkii CAM 235
Обычно лампа CHECK ENGINE на приборном щитке включается автома-
тически при любом обнаруженном коде неисправности. Коды неисправно-
стей 12—38 и 51 заносятся в КЛМ-память ЭБУ и сохраняются там до удаления
их вручную электромехаником-оператором. Код непостоянной неисправно-
сти может быть удален автоматически, если неисправность не подтвердилась
в течение 20 циклов «запуск — останов двигателя». Коды 44—45 автоматиче-
ски не удаляются. Для кодов 60 - 64 лампа CHECK ENGINE не включается.
После появления неисправности, о чем свидетельствует наличие соответ-
ствующего кода, электромеханик-оператор должен следовать специальным
процедурам локализации неисправности. Эти процедуры обычно оформля-
ются в виде алгоритмов и называются картами поиска неисправностей.
Пример. Рассмотрим необходимую последовательность действий при обнаруже-
нии кода неисправности 13 (датчик кислорода не готов).
Обычно выходной сигнал датчика переключается между уровнями напряжения
примерно 0 и 1 В в соответствии с обогащением и обеднением рабочей смеси после на-
грева до температуры около 300 °C. Возможные причины для появления кода 13:
□ неисправность датчика кислорода;
□ неисправность электропроводки или соединительных разъемов;
□ ЭБУ не реагирует на сигнал датчика кислорода.
Для локализации неисправности необходима дополнительная информация. Потре-
буется среднее значение выходного напряжения датчика кислорода, которое может
быть измерено с помощью ЭБУ двигателя и выведено на дисплей системы климат-кон-
троля. Код среднего значения напряжения, выведенный на дисплей, следует умножить
на 0,01, чтобы получить значение напряжения в вольтах (00 соответствует 0 В, а 99 —
0,99 В). Измеренное значение напряжения используется для выбора направления по-
иска неисправности по алгоритму на диагностической карте (рис. 3.49, 3.50).
Рис. 3.49. Схема подключения датчика кислорода
Если измеренное напряжение оказалось меньше 0,37 или больше 0,57 В, следу-
ет проверить целостность проводников по цепям А и В соединительного жгута
(рис. 3.50).
Если измеренное напряжение датчика кислорода находится в пределах 0,37...
0,57 В, следует проверить, что неисправно: датчик кислорода или ЭБУ. Для этого кон-
цы с датчика кислорода замыкают на входе ЭБУ, имитируя короткое замыкание в цепи
датчика, и считывают значение напряжения с дисплея панели управления климатом.
Если напряжение меньше 0,05 В, ЭБУ исправно и следует проверить датчик кислорода.
Если напряжение короткого замыкания больше 0,05 В — возможен обрыв цепейЛ и В
или неисправен ЭБУ, тогда его следует заменить.
2 М> 3. Средства ли.ц нос i пронация
Рис. 3.50. Диагностическая карта для кода 13 (датчик кислорода не готов)
Для стирания из памяти кодов неисправностей следует нажать одновре-
менно на кнопки Off и Hi на панели системы климат-контроля и удерживать
их до появления на дисплее кода 00. Такая процедура позволяет определить,
какие коды соответствуют постоянным неисправностям, а какие — нерегу-
лярным, непостоянным.
Коды, соответствующие постоянным отказам, сразу же восстановятся
в памяти, а коды непостоянных неисправностей, скорее всего, быстро не про-
явятся. После стирания кодов неисправностей на дисплее появится комби-
нация 70. Это отправная точка для проведения различных процедур диагно-
стики.
После завершения диагностических процедур с датчиками можно выбрать
следующие режимы дальнейших проверок:
□ тестирование переключателей;
□ просмотр параметров режима двигателя;
□ контроль исполнительных механизмов;
□ выход из режима диагностики.
Каждый из четырех режимов является циклическим и обладает больши-
ми диагностическими возможностями.
3.4. Оборудование алл диагностики САМ 237
После выявления всех кодов осуществляют более точную локализацию
неисправностей, используя диагностические карты из технической докумен-
тации на автомобиль (аналогично примеру локализации, показанному на
рис. 3.50). Без помощи бортовой диагностической системы поиск неисправ-
ностей в электронных устройствах занимает много времени, а иногда невоз-
можен.
3.4.1.3. Самодиагностика системы
Датчик может быть неисправен и посылать в компьютер неверную инфор-
мацию. Если проверка на рациональность сигнала датчика, т.е. на соответст-
вие требуемым (штатным) сигналам, в программе микроконтроллера ЭБУ не
предусмотрена, то в таких ЭБУ управляющие алгоритмы реализуются с ис-
пользованием неверной информации датчика. При этом неправильно рассчи-
тываются угол опережения зажигания и длительность импульса отпирания
форсунок, что приводит к ухудшению ездовых характеристик автомобиля,
двигатель может глохнуть после запуска и т.д. Но пока неверный сигнал
с датчика будет в пределах нормы, никаких кодов ошибок в память ЭБУ не
запишется и аварийная ситуация никак не обозначится.
Для того чтобы обнаружить неисправность, можно отключить подозри-
тельный датчик. Тогда ЭБУ запишет в память код ошибки, и сигнал с датчи-
ка изменится на расчетное (резервное) значение. Например, при отключении
датчика массового расхода воздуха ЭБУ заменит его сигнал резервным сигна-
лом, рассчитанным по положению дроссельной заслонки и оборотам двигателя.
Если после отключения подозрительного датчика работа двигателя улуч-
шится — датчик неисправен.
В современных ЭБУ по мере совершенствования материальной базы и про-
граммного обеспечения появляется возможность выявлять неисправные
датчики, выдающие неправильный сигнал, но в пределах нормы. Это так на-
зываемая проверка на рациональность и правильное функционирование,
которая реализуется в бортовых диагностических системах второго поколе-
ния OBD—II. Она заключается в том, что текущие значения сигналов со всех
датчиков постоянно проверяются на взаимно однозначное соответствие со
штатными сигналами для данного режима работы двигателя. Штатные зна-
чения сигналов хранятся в постоянной памяти микропроцессора ЭБУ.
З.4.1.4. Стирание кодов ошибок
Стирание кодов ошибок осуществляется до начала диагностики и ремонта,
чтобы различить коды постоянных и непостоянных неисправностей. Перед
стиранием следует записать все индицируемые коды. После стирания коды
постоянных неисправностей сразу же восстановятся.
После ремонта все коды удаляют из памяти ЭБУ, иначе ЭБУ будет ошибоч-
но учитывать их при последующем управлении системами автомобиля.
На российском рынке имеется достаточное количество недорогих устройств,
обычно называемых маршрутно-диагностическими компьютерами, для дви-
гателей автомобилей ВАЗ с электронным управлением. Они закрепляются на
приборной панели, подключаются к диагностической колодке и способны
индицировать часть кодов ошибок и параметров режима работы двигателя.
Например, маршрутный диагностический компьютер МКД выдает в трех
разрядном формате часть кодов ошибок, напряжение бортовой сети, темпе
ратуру охлаждающей жидкости и угловое положение дроссельной заслонки
(в процентах). Приборы, подобные компьютеру МКД, могут заменить тес-
тер-сканер лишь отчасти, так как они не производят записи параметров и не
управляют исполнительными механизмами.
Имеется два метода очистки кодов из памяти контроллера автомобиля
ВАЗ после завершения ремонта или в целях контроля повторного возникно-
вения неисправности. Необходимо либо отключить питание контроллера на
время не менее 10 с, либо стереть коды с помощью сканера, который дает та-
кую возможность без отключения аккумуляторной батареи или предохрани-
телей.
Питание контроллера можно отключить путем отсоединения отрицатель-
ного провода от аккумуляторной батареи. При отсоединении этого провода
другие данные бортовой памяти, такие как электронная настройка радио-
приемника и т.п., также теряются.
Для предотвращения повреждения бортового ЭБУ при отключении или
подключении его к бортовому жгуту зажигание должно быть выключено.
3.4.2. Бортовые диагностические системы второго поколения
З.4.2.1. Общие представления
Из всех проблем современного автомобилестроения проблема нейтрализа-
ции выхлопных отработавших газов и других автомобильных токсикогенов —
самая злободневная. К ее решению привлечены не только разработчики новых
моделей автомобилей, но и законодательные органы ряда высокоразвитых
государств. Совместные усилия приводят, с одной стороны, к постоянному
улучшению экологических показателей вновь выпускаемых автомобилей,
но при этом, с другой — законодательной стороны, допустимые нормы вы-
бросов токсикогенов в окружающую среду непрерывно ужесточаются.
Первый законодательный акт, направленный на решение автомобильных
экологических проблем, был принят в 1985 г. в штате Калифорния (США)
и получил наименование «Постановление CARB» (California air resources
board). На основе этого постановления в 1988 г. был разработан первый авто-
мобильный экологический стандарт OBD-I (Onboard diagnostic-I), который
стал обязательным в Калифорнии с 1989 г, Требования стандарта OBD-I сво-
дились к четырем основным пунктам:
□ наличие диагностической системы на борту автомобиля обязательно;
□ обязательно наличие на щитке приборов автомобиля светового индика-
тора, предупреждающего о появлении неисправностей в одной из систем
управления двигателем;
и бортовая диагностическая система должна записывать, хранить в памя-
ти и выдавать коды ошибок для всех неисправностей, ведущих к увеличению
загрязнения окружающей среды;
□ бортовая диагностическая система должна в первую очередь (приори-
тетно) обнаруживать неисправности клапана рециркуляции выхлопных га-
зов и топливной системы, отказ которых связан с неизбежным загрязнением
окружающей среды.
Применение стандарта OBD-I на практике не было эффективным. Связано
это с тем, что электронные системы автоматического управления двигателем
(ЭСАУ-Д) были в 80-х годах прошлого века еще недостаточно совершенными:
не осуществлялся мониторинг каталитического нейтрализатора, отсутствовал
контроль утечек паров бензина, пропусков воспламенения. Чувствительность
и быстродействие диагностических систем стандарта OBD-I были недостаточ-
ными. Например, к тому времени, когда включался индикатор CHECK ENGINE,
автомобиль с неисправными средствами очистки токсичных отходов успевал
достаточно долго поездить и бесконтрольно загрязнять окружающую среду.
Кроме того, стандарт OBD-I не предъявлял требований к унифи кя ци и диаг-
ностических систем и единообразию их компонентов, что привело к разработке
большого числа вариантов бортовых диагностических систем для развы х моде*
лей автомобилей. Как следствие, для проведения диагностики различных авто-
мобилей нужно было иметь большое количество разнообразного дорогостоя
щего специализированного оборудования, соединительных кабелей, адаптеров,
сканеров и т.д.
3.4.2.2. Основные сведения о стандарте OBD-II
Разработка требований и рекомендаций по стандарту OBD-II велась под
эгидой ЕРА (Environmental Protection Agency — агентство по защите окру-
жающей среды при правительстве США) при участии SAE (Society of
Automotive Engineers — Международное общество автомобильных инжене-
ров). Стандарт OBD-II предусматривает более точное управление двигателем
и трансмиссией, каталитическим нейтрализатором и т.д. Доступ к систем-
ной информации бортового ЭБУ можно осуществлять не только специализи-
рованными, но и универсал! ными сканерами. С 1996 г. все продаваемые
в США автомобили стали соответствовать требованиям OBD-II.
В Европе аналогичные документы традиционно принимаются с запазды-
ванием по отношению к США. Тем не менее аналогичные правила EOBD
(European On Board Diagnostic) вступили в силу в Европе с 1 января 2000 г.
С применением стандартов EOBD и OBD-II процессы диагностики элек-
тронных систем автомобиля унифицируются, теперь можно один и тот же
сканер без специальных адаптеров использовать для тестирования автомоби-
лей всех марок.
Требования стандарта OBD-II предусматривают:
□ стандартный диагностический разъем;
□ стандартное размещение диагностического разъема;
и стандартный протокол обмена данными между сканером и автомобиль-
ной бортовой системой диагностики; ,
□ стандартный список кодов неисправностей;
□ сохранение в памяти ЭБУ кадра значений параметров при появление
кода ошибки («замороженный» кадр);
□ мониторинг бортовыми диагностическими средствами компонентов,
отказ которых может привести к увеличению токсичных выбросов в окру-
жающую среду;
□ доступ как специализированных, так и универсальных сканеров к ко-
дам ошибок, параметрам, «замороженным» кадрам, тестирующим процеду-
рам и т.д.;
□ единый перечень терминов, сокращений, определений, используемых
для элементов электронных систем автомобиля и кодов ошибок.
Обмен информацией между сканером и автомобилем производится соглас-
но международному стандарту ISO 9141 и стандарту SAE J1850. Стандарт
SAE J1979 устанавливает список кодов ошибок и рекомендуемую практику
программных режимов работы для сканера.
В соответствии с требованиями OBD-II бортовая диагностическая система
должна обнаруживать ухудшение работы средств доочистки токсичных выбро-
сов. Например, индикатор неисправности MIL (Malfunction Indicator Lamp) —
аналог прежней лампы CHECK ENGINE включается при увеличении содер-
жания СО или СН в токсичных выбросах на выходе каталитического нейтра-
лизатора более чем в 1,5 раза по сравнению с допустимыми значениями.
Такие же процедуры применяются и к другому оборудованию, неисправ-
ность которого может привести к увеличению токсичных выбросов.
3.4.2.3. Структура программного обеспечения систем стандарта OBD-II
Программное обеспечение ЭБУ двигателя современного автомобиля много-
уровневое. Первый уровень — программное обеспечение функций управления,
например реализация впрыска топлива. Второй уровень — программное обес-
печение функций электронного резервирования основных сигналов управле-
ния при отказе управляющих систем. Третий уровень — бортовая самодиаг-
ностика и регистрация неисправностей в основных электрических и элек-
тронных узлах и блоках автомобиля. Четвертый уровень — диагностика
и самотестирование в тех системах управления двигателем, неисправность
в работе которых может привести к увеличению выбросов автомобильных
токсикогенов в окружающую среду.
Диагностика и самотестирование в системах стандарта OBD-II осуществ-
ляются подпрограммой четвертого уровня, которая называется Diagnostic
Executive (исполнитель диагностики, далее по тексту — подпрограмма DE).
Подпрограмма DE с помощью специальных мониторов (Emission monitor
EMM) контролирует до семи различных систем автомобиля, неисправность
в работе которых может привести к увеличению токсичности выбросов. Осталь-
ные датчики и исполнительные механизмы, не вошедшие в эти семь систем,
контролируются восьмым монитором (Comprehensive component monitor —
з.ч. <_их; шапп' । Дипп»» «мкм CAM 241
ССМ). Подпрограмме DE выполняется в фоновом режиме, т.е. в то время, когда
бортовой компьютер не занят выполнением основных функций — функций
управления. Все восемь упомянутых мини-программ — мониторов осущест-
вляют постоянный контроль оборудования без вмешательства человека.
Каждый монитор может осуществлять тестирование во время поездки
только один раз, т.е. во время цикла «ключ зажигания включен — двигатель
работает — ключ выключен» при выполнении определенных условий. Крите-
рием на начало тестирования могут быть: время после запуска двигателя, обо-
роты двигателя, скорость автомобиля, положение дроссельной заслонки и т.д.
Многие тесты выполняются на прогретом двигателе. Производители по-раз-
ному устанавливают это условие, например для автомобилей Ford это означает,
что температура двигателя превышает 70 °C (158 °F) и в течение поездки она
повысилась не менее чем на 20 °C (36 °F).
Подпрограмма DE устанавливает порядок и очередность проведения тестов:
□ отмененные тесты — подпрограмма DE выполняет некоторые вторич-
ные тесты (тесты по программному обеспечению второго уровня) только, если
прошли первичные (тесты первого уровня), в противном случае тест не вы-
полняется, т.е. происходит отмена теста;
□ конфликтующие тесты — иногда одни и те же датчики и компоненты
должны быть использованы разными тестами. Подпрограмма DE не допуска
ет проведения двух тестов одновременно, задерживая очередной тест до кон
ца выполнения предыдущего;
□ задержанные тесты (тесты и мониторы) имеют различный приоритет,
подпрограмма DE их сортирует. Она задержит выполнение теста с более низ-
ким приоритетом, пока не выполнит тест с более высоким приоритетом.
Подпрограмма DE осуществляет три вида тестов:
□ пассивный тест, когда выполняется простое наблюдение (мониторинг)
за значениями параметров системы или цепи;
□ активный тест реализуется вслед за пассивным, когда система не прохо-
дит пассивный тест. При этом осуществляется подача тест-сигнала и регистра-
ция реакции системы на него. Тест-сигнал должен оказывать минимальное
воздействие на текущую работу исследуемой системы;
□ совмещенный тест. Если активный и пассивный тесты не проходят, то
подпрограмма DE выполнит тест, во время которого режимы двигателя и его
подсистем могут меняться.
Результаты выполнения тестов, полученные с помощью мониторов, ко-
дируются подсистемой DE. Коды ошибок обнаруженной неисправности за-
писываются в память ЭБУ, и зажигается лампа MIL, если неисправность
подтверждается в двух поездках подряд.
3.4.2.4. Структура кодов ошибок в стандарте OBD-II
В соответствии со стандартом OBD-II коды ошибок алфавитно-цифровые,
содержат пять символов, например Р0113. Первый символ — буква, указы-
вающая на систему, в которой произошла неисправность. Второй символ —
242
3. Средства лиа1нос|ированин
цифра — указывает, как определен код: с помощью SAE или производителем
автомобиля. Остальные три цифры указывают' на характер неисправности.
В стандарте OBD-II используются четыре буквы для обозначения основных
электронных систем автомобиля:
□ В — для корпусной электроники (body);
□ С — для электроники на шасси (chassis);
□ Р — для электронных систем управления силовым агрегатом (power-
train);
□ U — тип системы не определен (undefined).
Не все возможные комбинации кодов использованы, многие зарезервиро-
ваны на будущее за SAE.
Второй символ (цифра) принимает значения О, 1, 2, 3. Цифра О означает,
что код ошибки введен с помощью SAE; цифра 1 указывает на то, что код введен
производителем; цифры 2 и 3 зарезервированы для последующего использо-
вания за SAE. Третий символ (цифры от О до 9) указывает на подсистему, где
произошла неисправность. Например, для систем управления силовым агре-
гатом (Р):
□ 1,2 — системы подачи топлива и охлаждения;
□ 3 — система зажигания;
□ 4 — система контроля за токсичными выбросами;
□ 5 — система контроля оборотов двигателя;
□ 6 —ЭБУ;
□ 7, 8 — трансмиссия;
□ 9, О — зарезервировано за SAE.
Последние две цифры в коде ошибки указывают на конкретную причину
неисправности. Коды неисправностей различных датчиков, исполнительны:
механизмов, электронных и электрических цепей организованы в блоки п»
значениям левой цифры из двух. Правая цифра в блоке соответствует боли
специфической информации. Например, низкое или высокое напряжение
сигнал вне допустимого диапазона значений и т.д.
Код Р0113 расшифровывается с учетом сказанного следующим образом
Р — неисправность систем управления силовым агрегатом, О — код уставов
лен SAE, 1 — система подачи топлива и охлаждения, 13 — высокий уровень
сигнала датчика температуры воздуха во впускном коллекторе.
В зависимости от степени значимости для экологической безопасности
коды ошибок различных неисправностей могут быть разделены на четыре
типа: А, В, С и D.
Коды ошибок типа А отражают наличие неисправности, приводящей
к увеличению количества токсичных веществ, выбрасываемых автомобилем
в окружающую среду. Помимо этого, такие неисправности могут вывести из
строя каталитический нейтрализатор. Поэтому подпрограмма DE записывает
коды ошибок типа А в память ЭБУ и включает лампу MIL при обнаружении
исправности в первой же поездке. Примеры: пропуски в системе зажигания,
переобогащенная или переобедненная топливо-воздушная смесь.
3.4. Оборудование для диагностики СДМ 243
Коды ошибок типа В заносятся и память ЭБУ и зажигается лампа MIL,
если один из диагностических тестон не выполнен в двух подряд поездках.
Коды типов А и В связаны с неисправностями, приводящими к увеличе-
нию количества токсичных веществ, вырабатываемых автомобилем. При их
занесении в память ЭБУ загорается лампа MIL, обычно маркированная как
С «CHECK ENGINE» (проверить двигатель) или D «Service engine soon»
(двигатель нуждается в обслуживании).
Коды типов С и D относятся к неисправностям, не связанным с увеличени-
ем загрязнения окружающей среды. Их появление в памяти ЭБУ вызывает
включение индикатора Service, если таковой имеется.
3.4.2.5. «Замороженный» кадр
При включении индикатора MIL подпрограмма DE вносит в память ЭБУ
значения всех параметров на момент появления кода неисправности. Так,
в памяти формируется «замороженный» кадр (Freeze frame record), в кото-
ром обычно запоминается следующая информация:
□ коды ошибок;
□ соотношение воздух/топливо (коэффициент а);
□ массовый расход воздуха;
□ среднее и мгновенное значения коэффициента коррекции подачи топ-
лива;
□ обороты двигателя;
□ нагрузка;
□ температура охлаждающей жидкости;
□ скорость автомобиля;
□ абсолютное давление во впускном коллекторе;
□ длительность импульса открывания форсунок;
□ режим работы системы управления двигателем — замкнутый или ра-
зомкнутый.
«Замороженный» кадр содержит информацию о параметрах на момент за-
писи только первого из всех возможных кодов ошибок. Однако производите-
ли обычно усложняют программное обеспечение с целью записи большого
числа кадров для нескольких кодов ошибок. Но эти дополнительные кадры
данных доступны только для специализированных дилерских сканеров и
для прочтения в условиях эксплуатации не открываются. При стирании кода
ошибки стирается и соответствующий «замороженный» кадре параметрами.
3.4.3. Автомобильные диагностические сканеры
З.4.З.1. Общие сведения
Сканер — это портативный компьютер с миниатюрным дисплеем на жид-
ких кристаллах, способный обмениваться информацией с компьютером ЭБУ
автомобиля по соединительному кабелю. Сканер — это диагностический тес-
тер, который получает доступ к внутрисистемной информации ЭБУ и выдает
эту информацию на дисплей. Другие диагностические средства имеют доступ
только к внешним входным и выходным сигналам различных устройств ав-
томобиля. Стандартный сканер обеспечивает:
□ доступ к кодам регистратора неисправностей;
□ доступ к текущей информации в ЭБУ;
□ запись параметров во время ездовых испытаний;
□ испытательное управление исполнительными механизмами.
Информация, которую сканер может полу-
чить с автомобиля, определяется не сканером,
а программным обеспечением бортового компь-
ютера. Большинство автомобильных компаний
выпускают специальные сканеры, предназначен-
ные для работы только с конкретными моделями
автомобилей. Имеются и универсальные скане-
ры, которые можно использовать с различными
моделями автомобилей (рис. 3.52). Заменяемые
программные картриджи и комплекты соеди-
нительных кабелей позволяют это делать.
Рис. 3.51. Различные модели
сканеров
Сканер является необходимым инструментом
для диагностики автомобильных электронных систем. Последние модели
сканеров обеспечивают получение большого объема внутрисистемной диаг-
ностической информации, которую трудно или невозможно получить иным
путем. Портативность сканера позволяет использовать его и при ездовых ис-
пытаниях, Получение информации в реальном масштабе времени облегчает
обнаружение нерегулярных (непостоянных) неисправностей.
Одной из наиболее полезных возможностей сканера является запись дан-
ных в электронную память сканера во время ездовых испытаний. После воз-
вращения в цех эти данные могут быть выведены на дисплей для анализа.
Фирмы — производители сканеров называют эти записи снимками, фильмами,
событиями. Воспроизведение записей в замедленном темпе позволяет тща-
тельно проанализировать работу датчиков и исполнительных механизмов.
Сканер предназначен для непосредственного взаимодействия с компьюте-
ром ЭБУ автомобиля, благодаря чему позволяет контролировать внутри-
системные компьютерные операции. Возможности сканеров варьируются
в зависимости от цены и производителя. Последние модели сканеров обеспе-
чивают получение большого объема полезной диагностической и текущей
внутрисистемной информации, которую трудно или невозможно получить
иным путем.
Сканер необходим для диагностики непостоянных отказов ЭБУ, датчи-
ков, исполнительных механизмов, при жалобах на ухудшение ездовых ха-
рактеристик.
Сканер обеспечивает:
□ простой, надежный и наглядный способ индикации кодов неисправно-
стей;
□ доступ к текущей информации и ЭБУ (потоку цифровых параметров
в реальном масштабе времени);
□ возможность получения диагностической информации во время ездо-
вых испытаний;
□ инициацию процедур самотестирования, испытательного управления
и других специальных функций, запрограммированных в ЭБУ.
Если изменения ездовых характеристик не соответствуют показаниям ска-
нера, следует использовать другое диагностическое оборудование. Сканеры
мало полезны при поиске неисправностей в узлах автомобиля, не контроли-
руемых ЭБУ. Это механические и электрические неисправности, такие как:
уменьшение компрессии в цилиндрах, неисправности в системе электроснаб-
жения, образование нагара на свечах, неисправности в системе зажигания,
в топливной системе, в средствах очистки токсичных выхлопных газов и т.д.
Хотя бортовая диагностическая система, соответствующая стандарту OBD-II,
регистрирует информацию о пропуске воспламенения или неэффективности
каталитического нейтрализатора, она не может определить причину возник-
новения этих неисправностей. Перед применением сканера всегда надо про-
вести базовую проверку систем автомобиля на наличие неисправностей.
В автомобиле может' быть не предусмотрена выдача диагностической ин-
формации или к ней нет' доступа через диагностический разъем. Тогда следу-
ет пользоваться универсальным сканером, который имеет режимы работы
мультиметра и осциллографа.
Состав диагностической информации и способы доступа к ней варьируются
в зависимости от модели и производителя автомобиля.
На некоторых автомобилях можно получить информацию о кодах пенс
правностей, подсчитывая вспышки лампы CHECK ENGINE на приборном
щитке, колебания стрелки аналогового вольтметра, отклонения луча осцил-
лографа. Эти методы неудобны и требуют значительных затрат времени.
Только с помощью сканера можно получить быстрый доступ к потоку раз-
личных цифровых параметров в автомобильных электронных системах. Распо-
лагая набором программных картриджей и соединительных кабелей, можно
использовать один и тот же универсальный сканер при работе с автомобилями
различных производителей.
Сканер портативен, его можно применять и во время ездовых испытаний.
Получение потока текущей информации во время ездовых испытаний под
нагрузкой облегчает обнаружение непостоянных неисправностей. Большин-
ство сканеров позволяет записывать текущие данные во время езды автомо-
биля, чтобы потом просмотреть их в замедленном темпе.
С помощью сканера можно проверять некоторые функции управления,
выполняемые ЭБУ, так как имеется возможность управлять через ЭБУ неко-
торыми исполнительными механизмами. В стандартном исполнении сканер
позволяет провести проверку баланса форсунок, регулировку оборотов холо-
стого хода, включение и выключение бензонасоса и т.д. Полный состав опера-
ций зависит от типа сканера и ЭБУ автомобиля и определяется разработчиком
диагностической системы.
С конца 80-х годов XX и. большинство выпускаемых в США автомобилей
имеют диагностический разъем и допускают проведение диагностики с помо
щью сканера. Но для диагностики разных моделей автомобилей требуются
свое программное обеспечение и соединительные кабели. На большинстве
европейских и азиатских автомобилей до недавнего времени доступ к диагно-
стической информации был возможен только с помощью специализирован-
ных сканеров от производителя. Начиная с 1996 г. продаваемые в США
автомобили соответствуют стандарту OBD-II и в них предусмотрен доступ
сканера к диагностической информации через одинаковый для всех автомо-
билей стандартный разъем. С 2000 г. такая же стандартизация действует
и в Европе.
3.4.3.2. Международный стандарт ISO 9141
Различные производители выпускают автомобили с различными ЭБУ, ди-
агностическими программами, разъемами, протоколами обмена информаци-
ей. Это усложняет обслуживание автомобилей, диагностику.
С конца 80-х годов XX в. используется международный стандарт ISO 9141,
определяющий протокол обмена информацией через последовательный интер-
фейс между ЭБУ и диагностическим тестером (сканером). Стандарт устанав-
ливает единую методологию доступа к внутрисистемным данным, к кодам
неисправностей, регламентирует испытательное (инструктивное) управле-
ние системами автомобиля с помощью сканера. Но при этом не предусматри-
вается совместимость программного обеспечения, диагностических процедур,
кодов неисправностей и диагностических разъемов, так как достичь такой
совместимости для всех моделей современных автомобилей пока не представ-
ляется возможным.
После подключения сканера к диагностическому разъему автомобиля
электромеханик может наблюдать на дисплее сканера в цифровом виде зна-
чения сигналов с датчиков на входах ЭБУ, выходные сигналы с ЭБУ, переда-
ваемые исполнительным механизмам. Каждый наблюдаемый сигнал назы-
вается диагностическим параметром или просто параметром. Параметры
передаются сканеру последовательно один за другим, пока все не будут выве-
дены на дисплей, затем процесс повторяется. Весь набор параметров от начала
до конца называется кадром. Передача информации от ЭБУ к сканеру назы-
вается потоком цифровых параметров в реальном времени. Кроме парамет-
ров ЭБУ можно передавать в сканер коды неисправностей (ошибок).
Размер кадра или число параметров зависят от производителя автомоби-
ля, модели, года выпуска, двигателя, топливной системы, типа зажигания
и т.д. Устаревшие автомобили с карбюраторными двигателями помимо кодов
неисправностей могут выдавать 12-18 параметров. Кадр на современном ав-
томобиле с инжекторным впрыском топлива может содержать более 60 пара-
метров. За последние годы список кодов неисправностей также значительно
возрос.
На современных автомобилях <: помощью сканера можно получить доступ
к большому (часто избыточ ному) объему информации. Поэтому при работе со
сканером важно правильно выбрать масштаб дисплея и упорядочить инфор-
мацию о параметрах в зависимости от характера изменения ездовых качеств
и характера диагностируемой проблемы. Как правило, имеется возможность
разбивать параметры на группы и просматривать их в таком виде.
Следующий шаг (получение кодов ошибок и неисправностей) может ука-
зать на неисправную или неправильно работающую цепь. На этом этапе важно
записать все коды, так как затем в процессе устранения неисправностей они
могут быть стерты из памяти ЭБУ.
3.4.3.3. Запись данных (работа в режиме снимка)
Одной из наиболее полезных функций сканера является запись потоков
цифровых параметров или системных данных во время ездовых испытаний
и их воспроизведение для последующего изучения. Этот режим работы назы-
вается режимом снимка. Снимок состоит из отдельных кадров. В зависимо-
сти от сканера и модели автомобиля в снимок можно поместить до 150 кадров
параметров.
Для записи данных сканер подключают к диагностическому разъему пн
томобиля и устанавливают связь с ЭБУ. Затем проводят ездовые псп ытпнни
так, чтобы спровоцировать появление симптома неисправности, па которую
имелись жалобы. Когда симптом проявится (например, в виде толчкоп или
рывков), на сканере следует нажать кнопку синхронизации записи. 11<*кот<>
рые модели сканеров позволяют программировать автоматическое включение
синхронизации записи параметров при первом появлении кода неисправности.
Сканер работает таким образом, что производит запись снимка дпже к тех
случаях, когда имеется небольшое запаздывание между временем поя плен ия
симптома и началом записи.
После установки режима записи параметров сканер постоянно заносит
системные данные в свою память. На большинстве сканеров в память поме-
щается около 100 кадров параметров. При поступлении очередного кадра ранее
записанная информация стирается из памяти. По сигналу «синхронизация
записи» сканер компилирует (размещает) данные в памяти таким образом,
что 75-80 % кадров в снимке соответствуют ситуации до нажатия кнопки
синхронизации (или до появления кода ошибки), остальные кадры соответ-
ствуют данным после этого события. После фиксации снимка обновление
данных прекращается.
При покадровом воспроизведении снимка параметры появляются на дис-
плее, как и в реальном времени. Одновременно выводится информация о номере
кадра в снимке. Кадр с нулевым номером соответствует моменту синхрониза-
ции, кадры до момента синхронизации имеют отрицательные номера, кадры
после момента синхронизации — положительные. Анализируя изменение
значений параметров и коды неисправностей при покадровом воспроизведе-
нии снимка, можно выявить причины непостоянных отказов. Имеется воз-
можность конфигурирования дисплея и сортировки параметров.
2411 i pi-л'iiiii диагностирован)»'
3.4.3.4. Программные картриджи
Современные программные картриджи обеспечивают работу сканера в ре
жиме помощи (контекстной справки), что ускоряет обнаружение и устранение
неисправностей на автомобиле. В справке приведена хороню организованная
информация по диагностике, устранению неисправностей, кодам ошибок,
симптомам ухудшения ездовых качеств и т.д. Справочная система программ-
ного картриджа содержит описания и пошаговые инструкции по выполне-
нию алгоритмов из диагностических карт, разработанных производителями
автомобилей. Это не позволяет оператору пренебречь частью необходимых
этапов. Так как вся стандартная информация выводится на дисплей сканера,
нет необходимости искать что-либо в сервисной документации.
Имеются программные картриджи, поддерживающие многооконный ре-
жим работы, т.е., например, можно свернуть окно диагностической програм-
мы, выполнить ряд тестов для цепей или компонентов и снова вернуться
к диагностической последовательности. Некоторые программы предназначе-
ны только для пошагового мониторинга тестов компонентов автомобиля.
Сканер имеет небольшой по размеру дисплей, просматривать данные на нем
не всегда удобно, даже используя прокрутку кадра. Обычно имеется возмож-
ность подключения сканера к персональному компьютеру через последова-
тельный порт для передачи данных. Специальное программное обеспечение
позволяет просматривать данные со сканера в табличном и графическом виде
на мониторе компьютера, сохранять их, создавать базы данных по обслужи-
ваемым автомобилям.
Большинство программ реализуют показ данных со сканера на персональ-
ный компьютер в табличном или графическом виде. В табличном виде значе-
ния параметров представлены, как на дисплее сканера, но организованы
в столбцы по кадрам. Имеется возможность горизонтальной и вертикальной
прокруток.
Сканер — это всего лишь портативный компьютер, подключаемый через
последовательный интерфейс к другому компьютеру в ЭБУ автомобиля для
обмена данными.
Имеются программы для персональных компьютеров, позволяющие вво-
дить в них информацию через последовательный порт с автомобильного диаг-
ностического разъема, нужен только соответствующий соединительный кабель.
Персональный компьютер в таком случае выполняет функции сканера, его
иногда так и называют — компьютерный сканер. Информацию удобнее счи-
тывать с монитора компьютера, чем с маленького дисплея сканера. При ис-
пользовании персонального компьютера нет необходимости иметь комплект
программных картриджей, так как емкость жесткого диска компьютера по-
зволяет хранить на нем все необходимые программы. С другой стороны, пер-
сональный компьютер не приспособлен к работе в дороге или в тяжелых
условиях авторемонтной мастерской. Поэтому на практике используются
как сканеры в виде отдельных устройств, так и сканеры на основе персональ-
ных компьютеров.
: -I. Оборудование для диагностики САМ 249
3.4.4. Мотор-тестеры
З.4.4.1. Общие сведения
Первые приборы для измерения электрических параметров стали исполь-
зоваться при обслуживании двигателей, когда автомобили начали активно
оснащать электрическими системами. Они могли измерять частоту враще-
ния коленчатого вала, напряжение в разных точках электрической цепи,
угол замкнутого состояния контактов прерывателя, переменную составляю-
щую пульсаций генератора и др. При появлении в составе автомобильного
измерительного комплекса осциллоскопа (или осциллографа) открылась воз-
можность наблюдать и регистрировать форму сигналов быстропротекающих
процессов, например изменение напряжения в первичной цепи системы зажи-
гания, кривую высоковольтного разряда. Но подобные комплексы позволяли
исследовать лишь вспомогательные системы двигателя (систему электропи-
тания и зажигания) и не давали никакой информации о состоянии самого
двигателя и его механических систем. При этом вполне достоверные способы
получения такой информации известны. Основных два — это определение от-
носительной эффективности работы цилиндров и измерение величины ком
прессии в цилиндрах. Простейшая реализация первого способа зпключпстси
в обесточивании свечи зажигания исследуемого цилиндра (или отключен и и
подачи топлива в форсунку дизельного двигателя) и определении не ни чины
снижения частоты вращения коленчатого вала двигателя. Второй способ run
зан с использованием компрессометра.
Информативность данных тестов не абсолютна, но достаточно высоки. Оста-
валось только реализовать их средствами электрического измерительного
комплекса, не прибегая к трудоемким инструментальным методам. Для опре-
деления эффективности работы цилиндров (баланса мощности) в момент, когда
должно произойти искрообразование в исследуемом цилиндре, шунтируется
первичная цепь катушки зажигания и цилиндр «выключается» на непродол-
жительное время, в течение которого по тахометру измеряется падение час-
тоты вращения коленчатого вала двигателя, вызванное его отключением.
В качестве электрической величины, несущей информацию об уровне ком-
прессии, была избрана сила тока, потребляемого стартером при проворачива-
нии коленчатого вала двигателя в момент, когда поршень в исследуемом
цилиндре приближается к верхней мертвой точке (ВМТ). Чем больше ампли-
туда тока, тем выше компрессия и наоборот. Для каждого типа двигателя эти
параметры жестко взаимосвязаны.
Придание измерительному комплексу функции тестирования механиче-
ских систем двигателя стало прорывом в развитии диагностических прибо-
ров. С той поры приборы, наделенные такой способностью, стали называться
тестерами моторов или мотор-тестерами. Иногда их называют анали-
заторами двигателя (Engine Analiser — термин, чаще употребляемый в стра-
нах запада).
Мотор-тестеры предназначены для комплексной диагностики двигателя
и его систем, а также визуального анализа и измерения параметров сигналов
2r»o I < Iii 111a диагностирования
в различных электронных и электрических цепях. Подключение прибора
к тестируемой системе осуществляется посредством специальных измери-
тельных кабелей, адаптеров и датчиков.
Идеология программно-аппаратной архитектуры мотор-теСтера заключа-
ется в самостоятельном создании пользователем диагностического комплекса
на базе собственного персонального компьютера. Основу прибора составляет
электронный модуль обработки сигналов, который подключается к персо-
нальному компьютеру через канал высокоскоростной передачи данных. При
использовании в качестве персонального компьютера ноутбука появляется
возможность тестирования двигателя непосредственно во время движения.
Мотор-тестер — мощный диагностический инструмент, но возможности
его в части диагностирования механических систем двигателя ограничены.
В основе тестирования механики в нем используются два-три базовых теста:
измерение компрессии, мощностной балланс и иногда измерение пульсаций
разрежения во впускном коллекторе. Информацию по данным тестам следует
воспринимать не как « истину в последней инстанции », а как повод для всесто-
роннего анализа с привлечением целого ряда других приборов. Мотор-тестер
позволяет: одновременно измерять большое количество электрических сигна-
лов в электроцепях, включая высоковольтные; отображать форму и характер
изменения этих сигналов во времени в режиме осциллоскопа или осцилло-
графа; оказывать на двигатель тестовые воздействия и на основании анализа
его реакции делать вывод о состоянии двигателя.
Имеется отечественное и зарубежное программное обеспечение, позволяю-
щее использовать персональный компьютер в качестве автомобильного ска-
нера. В России хорошо известна диагностическая программа «Мотор-Тестер»,
разработанная в НПП «Новые Технологические Системы», г. Самара.
Программа предназначена для диагностики двигателей внутреннего сго-
рания автомобилей, оснащенных системами электронного управления впры-
ском топлива. Используется для проведения технического обслуживания
и ремонта автомобилей на станциях технического обслуживания, автосервиса,
владельцем автомобиля при наличии компьютера типа IBM PC. Установив
программу на портативный компьютер, ее можно использовать и при ездо-
вых испытаниях.
Программа «Мотор-Тестер» считывает и обрабатывает данные с электрон-
ного блока управления автомобиля через поставляемый адаптер, обеспечивает
возможность сохранять, просматривать и распечатывать полученную инфор-
мацию, а также управлять исполнительными механизмами двигателя.
Программа позволяет:
□ отображать в динамике все контролируемые параметры ЭБУ, просмат-
ривать как в цифровом, так и в графическом виде до семи параметров одно-
временно;
□ управлять исполнительными механизмами двигателя в процессе ото-
бражения интересующих параметров;
□ определять значения параметров в необходимый момент времени, так
как система записи и просмотра поступающей информации снабжена набо-
ром визиров;
3.4. Оборудование для лит.. жи СДМ
251
и получать сведения об ошибках ЭЬУ, пЯ'
„ . . спортах ЭБУ, двигателя, калиб-
ровок, таблицах коэффициентов топливопод^^,
□ проводить испытания по определению ’
частоты вращения коленвала,
механических потерь, скорости прогрева дв.
игателя и другие в зависимости
от типа ЭЬУ;
□ создавать и вести базу данных о владель „
' J _ цах автомобилей, а также персо-
нальные базы данных для каждого автомобил.
. . я по проведенным диагностикам,
сохранять в базе данных графики параметре
□ благодаря удобному интерфейсу легко j ’
_ Управлять процессом диагности-
ки автомобиля.
3.4.4.2. Консольные мотор-тестеры
Рис. 3.52. Консольный
мотор-тестер FSA 560
Наибольшими функциональными возмоя „
3 _ сностями обладают консольные
мотор-тестеры. Это стационарные приборы. .
„ „ оформленные в виде подвижной
стоики. Свое название они получили из-за нег
„ ременного наличия поворотной,
консольно расположенной штанги, использу „ „
„ „ емои для приближения измери-
тельных кабелей к различным точкам двигат „
„ еля. Консольные мотор-тестеры
характеризуются высокой степенью оснаще „
нности с аппаратной точки зре-
ния. Они максимально упакованы датчиками
_ „ .адаптерами, дополнительными
измерительными приборами. В их комплекте
* ции можно обнаружить различ-
ные бесконтактные датчики тока, датчики те
мпературы, давления, разреже-
ния, комплекты кабелей для работы с разли „
чными типами двигателей. Как
правило, в состав консольных мотор-тестеро!
> входит четырехкомпонентный
газоанализатор, предусмотрено устройство в
,т „ ывода информации на печать.
На рис. 3.52 представлен консольный мот<(
тер FSA560 фирмы Bosch. Он управляется cnei Те
зированным компьютером, имеет большой ^ago
адаптеров — измерительных кабелей, снабж<
!ННЫХ
разъемами и датчиками для подключения к Р|13лич.
ным системам двигателя, расположенных н^ н_
соли. Важную роль в современных мотор-те<
играет осциллографический режим работы.
вые осциллографы отображают переменный п 4
на экране следующим образом. Для этого п
сор, управляя измерительным блоком, запра11иваст
сведения об измеряемой величине с опРеДелзнно^
частотой, называемой частотой дискреты
„ . ации.
Полученные им данные отображаются в вг
чек с заданной разверткой по времени. ЗатеМрОЧКИ
аппроксимируются кривой с использование^ того
или иного математического аппарата. В резу
„'штате
на дисплее видна картина, аналогичная той,
рую нарисовал бы на экране осциллографии „
„с скоп трубки электронный луч.
Для того чтобы она получилась максимально „
детализированной, нужна мак-
симально высокая частота опроса, которую п _ „
„ >д силу обеспечить только быст-
родействующим процессорам.
Z52 1 )>.-< гва диагностирования
Программное обеспечение позволяет с высокой скоростью и точностью
проводить обработку диагностических параметров, обеспечивает их сохран-
ность, имеет обширную базу данных практически по всем маркам автомобилей.
Помимо этого, программное обеспечение таких мотор-тестеров содержит так
называемую экспертную систему.
Экспертная система — это совокупность базы эталонных значений пара-
метров и допусков различных двигателей и алгоритма поиска неисправностей.
Работа экспертной системы состоит из двух этапов. На первом — она сравни-
вает результаты измерений ряда параметров с их эталонными значениями
для данного типа двигателя, хранящимися в базе данных. На втором — ана-
лизирует имеющиеся отклонения и либо сразу указывает на неисправность,
либо рекомендует оператору выполнение определенной последовательности
действий, которые подразумевают проведение дополнительных проверок
двигателя или его систем для выяснения окончательного диагноза.
3.4.4.3. Портативные мотор-тестеры
Портативные мотор-тестеры получили широкое распространение из-за
своей мобильности. Функциональных различий с консольными мотор-тесте-
рами у них практически нет, но способности математического обеспечения
для обработки результатов измерений ниже, справочная база беднее, а экс-
пертная система отсутствует. В портативных мотор-тестерах могут отсутст-
вовать вспомогательные датчики (давления, температуры и т.д.). В составе
этих мотор-тестеров нет дополнительных приборов (газоанализатора, стробо-
скопа), хотя в некоторых моделях предусмотрена возможность для их внеш-
Рис. 3.53. Портативный мотор-тестер PDA 2100с nv-пьтлм vnnaпленил
253
него подключения. Неоспоримые достоинства мотор-тестеров этой группы —
приемлемая цена и мобильность. Они дают возможность проводить диагно-
стику двигателя на ходу, что позволяет с большей достоверностью выявлять
дефекты. На рис. 3.53 показан портативный мотор-тестер PDA 2100 амери-
канской фирмы «Interro Systems». Он поставляется в упаковочном кейсе,
имеет собственный экран и может удовлетворять запросам пользователя, чья
работа заключается в выездах к клиенту.
Мотор-тестер PDA 2100 позволяет проводить измерение относительной
эффективности работы цилиндров двигателя с их отключением и без; измерять
частоту вращения коленчатого вала в диапазоне 100...9000 мин”1; определять
компрессию в цилиндрах; измерять параметры систем пуска и зарядки; из-
мерять вторичное высокое напряжение на катушках зажигания и выводить
на дисплей форму сигналов; регистрировать форму напряжения генератора
при проверке выпрямителя; измерять угол опережения зажигания.
Вывод на печать результатов диагностики осуществляется подключением
к принтеру пульта через специальный кабель.
Диагностика двигателя с помощью портативного мотор-тестера покn:inим
на рис. 3.54.
Рис. 3.54. Диагностика двигателя с помощью мотор-тестера
3.4.5. Линии инструментального контроля автомобилей
Во многих странах Европы в последнее десятилетие интенсивно внедря-
ются линии инструментального контроля для технического диагностирова-
ния автомобилей. Появилось такое оборудование и в странах СНГ, причем
как отечественного, так и импортного производства. Линии инструменталь-
ного контроля предназначены для оценки соответствия технического состоя-
ния легковых и грузовых автомобилей требованиям ГОСТов при проведении
государственного технического осмотра, а также для определения техниче-
ского состояния при приемке на техническое обслуживание и ремонт и при
выдаче обслуженных автомобилей с предприятия автосервиса.
Линия технического диагностирования автомобилей — это комплекс
диагностического и контрольного оборудования, в состав которого входят:
□ стенд проверки бокового увода колес (схождения);
□ стенд проверки работы подвески;
□ роликовый тормозной стенд;
□ датчик усилия на педали; . '
□ подъемник или осмотровая канава;
□ люфт-детектор состояния шарниров рулевых тяг и узлов подвески;
□ прибор контроля света фар;
о люфтомер рулевого управления;
□ многооперационный диагностический центр (мотор-тестер).
Диагностическое и контрольное оборудование линии технического диаг-
ностирования автомобилей позволяет быстро измерить тормозную силу на
каждом колесе, усилие на педали, время срабатывания тормозной системы,
проверить работу стояночного тормоза, схождение передних и задних колес.
Оборудование дает возможность проконтролировать работоспособность амор-
тизаторов по амплитуде колебаний и интенсивности их гашения, проверить
состояние подвески и рулевого управления (наличие люфтов и зазоров в шар-
нирах рулевых тяг, резинометаллических шарнирах и шаровых опорах),
проверить свет фар и работу систем двигателя. Результаты тестирования вы-
водятся на экран монитора и могут быть распечатаны с помощью принтера.
Построение линии технического диагностирования имеет модульный
принцип. Это позволяет комплектовать линию исходя из задач диагностиро-
вания. В нее легко интегрируются дополнительные стенды и приборы. Основу
линии технического диагностирования составляет роликовый тормозной
стенд (рис. 3.55).
В состав стенда входят два независимых роликовых агрегата; система
динамического и статического взвешивания; аналоговый, дистанционный
и компьютерный пульты управления; измерители усилий на педали рабочего
тормоза и рычаге стояночного тормоза.
«Мозгом» диагностической линии является система управления. Она
осуществляет взаимодействие с оборудованием посредством специальных
1.4,иоорул<»>|п»< tin Л11.1НПИ 1ИКИ1АМ «•
Рис. 3.55. Роликовый тормозной стенд для грузовых автомобилей с максимальной
нагрузкой на ось до 18 т TW 7 немецкой фирмы «МАНА»
программируемых устройств, которыми оснащена каждая группа прибороя(
входящих в состав линии. В ее функции входит управление средствами инст-
рументального контроля, обработка данных измерительных приборов, нагляд-
ное представление информации на экране монитора, распечатка протокола
диагностирования, осуществление взаимодействия с удаленными термина-
лами, формирование базы данных, осуществление операций с чип-картам и.
На экран монитора выводится информация в цифровом виде или в графи-
ческом для протоколирования результатов диагностирования.
Для большей безопасности работ управление тормозным стендом может
осуществляться посредством дистанционного пульта (рис. 3.56, а) либо с по-
мощью радиомонитора (рис. 3.56, б) с расстояния до 150 м. С этих устройств
можно выполнять все основные операции, включая запись результатов изме-
рений в базу данных.
Рис. 3.56. Устройства дистанционного управления тормозным стендом
Все измеренные величины в цифровом и графическом виде могут быть зане-
сены в базу данных до 50 000 машин. Система сбора и обработки данных обла-
дает функцией автоматического сравнения данных диагностики с граничными
значениями в соответствии с действующими техническими нормативными
правовыми актами.
Контрольные вопросы и задания
1. Чем первичный преобразователь отличается от датчика?
2. По каким признакам классифицируют датчики?
3. Перечислите параметры, характеризующие датчик.
4. Что такое чувствительность датчика?
5. Какие бывают средства диагностирования?
6. Каков принцип действия бортовой системы диагностики?
7. Какова структура кодов ошибок в стандарте OBD-II?
8. Расскажите о назначении сканера.
9. Что такое «замороженный» кадр?
10. Для чего нужны программные картриджи?
11. Расскажите о назначении и видах мотор-тестеров.
12. Что такое экспертная система мотор-тестера?
13. Какие возможности у консольных и портативных мотор-тестеров?
14. Что входит в состав линии инструментального контроля автомобиля?
15. Что представляет собой тормозной стенд?
expert!2 для http://rutracker.org
“ Организация диагностирования СДПТМ
’ЛЪЛй - -eu^rtnenwf*» ».4гГП ГЧ1ИМ«ПГ'ЯМ1'’»1Л*М wnitewf» Mt^WUTWJWMBMW
4.1. Организационные принципы диагностирования СДПТМ
Организационные принципы диагностирования СДПТМ зависят от места
проведения, применяемого оборудования, наличия бортовой системы диагно-
стирования и взаимодействия процесса диагностирования с ТО и ремонтом.
При планировании диагностирования машины в первую очередь необхо-
димо установить место его проведения (участок, мастерские по ремонту и об-
служиванию СДПТМ). Место проведения позволяет определить применяемое
оборудование, которое оказывает непосредственное влияние на характер
и содержание технологических операций. Как правило, диагностирование
в мастерских проводится на специализированных участках с помощью ста-
ционарных стендов и комплектов приборов. На участке работы машины
диагностирование проводят с помощью передвижных станций, укомплекто-
ванных переносными Приборами.
Для повышения эффективности оценки работоспособности машин все
больше применяют встроенные датчики на сборочных единицах и в системах
управления, а также бортовые системы диагностирования, вкл юч л ющпе дат-
чики и измерительные приборы.
Если диагностические датчики установлены на машине, то по промя динг
ностирования их через штекерные разъемы подключают к стационарным
стендам или переносным приборам. Встроенные датчики, как привило, при
меняются в системах смазки, охлаждения, гидро- и пневмопривода. Это по
зволяет исключать утечку и загрязнение рабочей жидкости или nnn'iiiToiibiio
сокращать подготовительное время для диагностирования объекта.
Системы бортового диагностирования дают возможность оценивать рабо-
тоспособность сборочных единиц или систем при ежедневном обслуживании
или непрерывно в процессе работы. Постоянно контролируемые параметры
бортовой системы диагностирования позволяют выявлять отказы и неис-
правности, вызывающие аварийную ситуацию, значительные потери из-за
простоя машины или ускоренного изнашивания дорогостоящего оборудова-
ния. К числу непрерывно контролируемых параметров относятся: уровни
и температура рабочих жидкостей, давление в системах смазки и тормозов,
зарядка аккумуляторных батарей и др. При наличии бортовых систем диагно-
стирования информация о работоспособности системы и сборочных единиц
поступает машинисту через стрелочные или цифровые указатели, звуковые
или световые сигналы. В отдельных случаях целесообразно по команде дат-
чика осуществлять автоматический останов машины или другие воздействия
с целью исключения аварийного состояния или выброса рабочей жидкости,
находящейся под давлением.
На организационные принципы диагностирования оказывает влияние со-
вмещение его с ТО и ремонтом. В этом случае определяется техническое со-
25В
4. организация диагностирования ид> i uvi
стояние машины, устанавлинаются необходимые объемы предупредительных
работ по поддержанию работоспособности сборочных единиц и систем, оце-
нивается целесообразность ремонта. Каждому виду ТО соответствует диагно-
стирование с определенным перечнем и последовательностью выполняемых
операций. Причем операции по регулировочным работам могут выполняться
на участке диагностирования или на отдельных участках. При ТО основная
задача диагностирования — определить сборочные единицы и системы, ли-
митирующие безотказную работу до следующего контрольного мероприя-
тия, т.е. ТО или ремонта.
Операции диагностирования группируют с учетом максимальной и равно-
мерной загрузки всех участков обслуживаний или ремонтов машин, мини-
мального времени диагностирования при заданной вероятности безотказной
работы сборочных единиц и систем. Первоначально разрабатываются техно-
логические пооперационные карты диагностирования сборочных единиц и си-
стем, а завершающим этапом является создание технологии диагностирования
машины в целом.
Совмещенное диагностирование не требует какого-либо организационного
изменения технологического процесса. Здесь только происходит корректи-
ровка с учетом имеющихся особенностей. В общем случае создаваемая техноло-
гия должна быть рассчитана на прогрессивные формы ТО и ремонта, серийные
диагностические средства, требования техники безопасности, оптимальную
Технологическая пооперационная карта
Объект диагностирования Вид диагно- стирования, периодич- ность, ч Параметры технического состояния функциональные (косвенные)
Наименование Значение
номи- нальное предель- ное
1 2 3 4 5
Двигатель в целом Д-1,100 Частота вращения при мак- симальном расходе топлива, мин-1 2100 2050
Продолжительность запус- ка, с 10 20
Часовой расход топлива, кг/ч 37 39,6
Трансмиссия
Сцепление Д-1,100 Свободный ход педали при- вода сцепления 34...42 10
।. ।. vpi .11 nt ыиионные ripMHiiin h i ......... НЧ1НИЯ CAI Iii
259
структуру диагностирования, рнцпонлльные диагностические параметры,
требования инструкции по эксплуатации машины.
Основными документами по организации диагностирования являются:
технологическая пооперационная карта диагностирования; диагностическая
карта; накопительная карта; инструкции по эксплуатации диагностических
средств.
Технологическая пооперационная карта является основным документом
диагностирования. В ней указываются: параметры технического состояния
с учетом их номинальных и предельных значений; вид диагностирования
и периодичность его проведения; операции диагностирования и технические
условия; средства диагностирования и место их подключения; исполнители
и их квалификация; трудоемкость выполняемых работ (табл. 4.1).
В диагностической карте отражаются результаты диагностирования,
дается заключение о содержании и объеме технического воздействия пи Ми-
шину. Эта карта заполняется на каждую машину.
Накопительная карта заполняется на основе данных диагностической
карты. В ней накапливается информация об изменениях диагностических
параметров в зависимости от наработки машины. Накопительную карту надут
по каждой машине в течение всего срока эксплуатации. Занесенные н нем
данные позволяют прогнозировать остаточный ресурс и вероятность бтии*
казной работы в пределах межконтрольного периода. При реализации ал го
Таблица 4.1 диагностирования СДМ ( ДЗ-11) в целом
Основные операции диагностирования, технические условия Средства диагностирования Исполни- тель Трудоем- кость» чел.-ч
6 7 8 9
Запустить и прогреть двигатель до темпе- ратуры охлаждающей жидкости 85...90 °C. Задать требуемый режим работы и снять по- казания прибора ИМД-Ц, ELKOH-50-300 Секундомер Расходомер КИ-4818 Мастер- диагност 0,06
Трансмиссия
При работающем двигателе проверить лег- кость включения передач, в том числе и пе- редачи заднего хода. Выключить двигатель и включить тормоз. Замерить свободный ход педали привода сцепления НИИАТ К-446 Машинист скрепера 0,03
2<>0
i. Организация диагностирования CAI I ГМ
1 2 3 4 5
Коробка отбора мощно- Д-2,500 Суммарный люфт в элемен- 6 35
сти, главная коробка пе- тах трансмиссии, град
редач, дополнительная коробка передач, глав- ная передача, колесная передача Рабочая температура кор- пусных деталей, °C. Шум, вибрации 30 80
Системы привода и управления
Тормозная система Д-1,100 Свободный ход педали, мм 20... 40 10
Ход штока тормозных ка- мер, мм 30 46
Тормозной путь, м 9 11
Рулевое управление Д-1,100 Свободный ход рулевого ко- леса, град 20 35
Усилие на ободе рулевого колеса, Н 20 30
Пневмосистема Д-1,100 Падение давления при вклю- чении тормозов, МПа/мин — 0,1
То же при выключении тор- мозов, МПа/мин — 0,05
Скорость роста давления, МПа/мин 0,4 0,3
Гидросистема Д-1,100 Продолжительность подъема ковша, с 7 10
Производительность насоса, л/мин 210 156
Утечки рабочей жидкости по зазорам золотника, см3/мин 200 600
Движитель Д-1,100 Давление в шинах, МПа 0,36 0,30
Степень износа протектора 34 2
Электрооборудование
Аккумуляторные батареи Д-1,100 Напряжение при запуске двигателя стартером, В Более 20,4 20,4
Генератор с регулятором напряжения Д-1,100 Напряжение при номиналь- ной частоте КВ двигателя, В 29 28
4.1Организационные принципы ли.11 ноггираын! < I I f М
261
Окончание табл. 4.1
6 7 8 9
Установить люфтомер на крестовину кар- данного вала перед основной коробкой. Вы- ключить привод насосов КОМ. Замерить люфт на всех передачах. Люфт основной и дополнительной коробкой не должен пре- вышать 20°. Снять ручной тормоз и на пере- даче с максимальным люфтом провести за- мер. Если он более 8,5°, произвести замер зазоров в подшипниках Люфтомеры КИ-4813, КИ-4832, приспособление для осевых и радиальных зазоров КИ-4850 Мастер- диагност 0,20
Системы привода и управления
При рабочем давлении измерить ход педали. На ровной площадке при скорости 30 км/ч резко затормозить. Измерить тормозной путь. Включить ручной тормоз. Измерить ход штока тормозных камер НИИАТ К-446, рулетка, деселе- рометр 1155, линейка Машинист скрепера 0,15
Установить машину на ровной площадке. Передние колеса поставить в нейтральное положение. Замерить свободный ход руле- вого колеса и усилие на его ободе КИ-402 0,15 0.10
При включенном двигателе поочередно вклю- чать и выключать тормоза. Стрелка мано- метра не должна колебаться. Замерить ско- рость падения и подъема давления Запустить двигатель, замерить время роста давления до 0,8 МПа Манометр Секундомер Тоже
Запустить двигатель. Разогреть масло до ра- бочей температуры включением всех цилин- дров. При превышении времени подъема ков- ша проверить производительность насосов и утечку жидкости по зазорам золотника КИ-1097, секун- домер, КИ-5473, ТДР13-142 0,15
Наконечник прибора соединить с вентилем камеры шины и зафиксировать давление НИИАТ-458 0,03
Замерить высоту протектора Штангенциркуль 0,02
Электрооборудование
Выводы прибора, соблюдая полюсность, подключить к аккумуляторным батареям. Запустить двигатель стартером, снять пока- зания вольтметра КИ-1093 Мастер- диагност 0,04
Не отключая прибор, постепенно повышать обороты до номинальных. Снять показания вольтметра То же Тоже 0,03
262 4. Организация диагностирования (Л111 м
ритма (см. рис. 2.6) хранение информации производится в ЭВМ по каждой
машине в процессе ее эксплуатации. При очередном диагностировании вводят
информацию по наработке с начала эксплуатации или после капитального
ремонта и численные значения контролируемых параметров. На дисплей
или печатающее устройство выводятся данные о техническом состоянии ма-
шины и рекомендации по поддержанию ее работоспособности. В этом случае
заполнять диагностическую и накопительную карты не целесообразно. При
необходимости эту информацию выдаст вычислительная техника в удобном
для оператора виде.
Эффективность оценки работоспособности машины во многом зависит от
средств контроля технического состояния. Встроенные средства обеспечива-
ют непрерывный контроль систем и сборочных единиц. В настоящее время на
машинах обычно имеется 6—9 средств контроля, но вместе с тем существуют
уже машины и с 20 элементами сигнализации предельного состояния систем
или сборочных единиц.
Для оценки работоспособности выпускаемых машин можно использовать
автономные средства диагностирования (табл. 4.2). Многие диагностические
средства, включенные в табл. 4.2, входят в комплект линейной диагностиче-
ской службы. С помощью этих передвижных диагностических установок
можно диагностировать тракторы, автомобили, строительные и дорожные
машины по свыше 100 наиболее часто измеряемым параметрам.
Таблица 4.2
Основные диагностические средства
Диагностическое оборудование Марка или модель Назначение
1 2 3
Машина в целом
Тормозные стенды КИ-8930, КИ-8960, САК-И-670, IW-7, DYNATEST 312, 8630 «Вет Muller» Определение тяговых и тормозных усилий, расхода топлива, состояния трансмиссий и электрооборудования машин в стационарных условиях
Измеритель мощности цифровой ИМД-Ц Измерение мощности и частоты вра- щения коленчатого вала
Топливомеры КИ-4818, КИ-13967М Определение часового и удельного расхода топлива
Измерители дымности цифровой ИДЦ-1, КИ-28040, КИ-28070 М2 Измерение дымности выхлопных газов
Системы двигателя внутреннего сгорания
Компрессометры КИ-861, КИ-28125 Определение компрессии в цилинд- рах двигателя
Вакуум-анализатор КИ-5315М Измерение разряжения в цилиндре
II. Органтлииопные принципы лиапкх nipoiMiin 1 < \1 ИМ
Продолжение табл. <
1 2 3
Универсальные автостетоскопы КИ-28136, КИ-28154 Оценка технического состояния сопряжений по стукам
Устройство для измере- ния зазоров в кривошип- но-шатунном механизме КИ-114М Определение суммарного зазора и верхней головке шатуна и шатун- ном подшипнике
Индикаторы расходов газов КИ-4887-11, КИ-28126М, КИ-13671М, КИ-17999М Оценка технического состояния ци линдропоршневой группы по коли честву газов, прорывающихся в кар тер
Прибор для измерения герметичности цилинд- ров К-69М Определение технического сое том ния гильзы, поршневых колец, <« пряжения «гнездо — клапан» и пр« кладки головки блока
Приспособление для про- верки герметичности воз- душного тракта КИ-4870 Проверка загрязненности и рн:и <-| метизации воздухоочистителя дни гателя внутреннего стрпкин
Устройства для контроля топливной аппаратуры КИ-4801, КИ-28132 Проверка перепада ди влип и в д< • и после фильтров грубой очисть
Приспособления для контроля форсунок КИ-9917, КИ-562М, КИ-16301М Проверка давления и качества р «< пыливания топлива
Комплект контроля качества ТСМ КИ-28105.1, КИ-28067.01 Оценивается сортность и качеств* > тмс
Индикатор загрязненно- сти ТСМ КИ-28067 Предназначен для количествешь >п оценки чистоты ТСМ
Устройство для контроля топливного насоса высо- кого давления КИ-4802 Проверка максимального давления развиваемого секцией насоса, и гер метичности нагнетательного кла пана
Приспособления для про- верки масляного насоса КИ-4858, КИ-28156 Контроль масляного насоса и кла- пана системы смазки
Трансмиссия
Индикатор ресурса под- шипников НРП-12 Определение ресурса подшипников
Технический эндоскоп ZOND Выявление неисправностей визуаль- ным осмотром
Люфтомеры КИ-4813, КИ-4832, КИ-13909 Измерение углового люфта одного из валов (входного или выходного) при заторможенном втором
2(>4 4. Организация лил и<>с1ироил<ия СДПТМ
Продолжение табл. 4.2
1 2 3
Приспособления для кон- троля силовой передачи КИ-4850, ELKON DS-320 Проверка осевого и радиального за- зора в сопряжениях силовой пере- дачи
Движитель
Приспособления и при- боры для контроля дви- жителя: гусеничного пневмоколесного КИ-13903, КИ-8913 КИ-650, М-2182 Проверка провисания гусеничной цепи и износа гусеничных звеньев Контроль сходимости передних ко- лес
Стенд КИ-4872 Контроль установки передних колес
Гидросистема
Приборы для определе- ния работоспособности гидросистемы КИ-1097Б, КИ-28084М, ТДР13-142, КИ-28097М Определение давления и расхода жидкости в сборочных единицах гидропривода
Гидротестер ГТ-2 ГТП-3-6 Определение объемных потерь в сбо- рочных единицах гидропривода Определение работоспособности гид- ропривода СДМ
Электрооборудование
Вилка нагрузочная ЛЭ-2 Определение степени разряженности аккумуляторных батарей
Приборы КИ-1093 Контроль стартера и генератора с ре- гулятором напряжения без снятия с машины
Стенды Э-205, КИ-968, Э-214, мод. 537 Контроль электрооборудования без снятия и со снятием с машины
Прибор Э-204, КИ-28163 Проверка состояния контрольно-из- мерительных приборов
Система управления
Приборы КИ-402, КИ-28163 Контроль свободного хода рулевого колеса
i.i. Организационные принципы лиапкх П1|><>1шния СДПТМ
265
Окончание табл. 4.2
1 2 3
Динамометр ДПУ-0,02-2 Определение усилия на рычагах управления и рулевом колесе
Тормозные стенды К208М, К486, ТС-1, 7551 «Motokov», BSA-200 «Bosch», 8424 «Вет Muller» Определение технического состоя- ния тормозных систем
Передвижные, стационарные и переносные модули средств по контролю,
регулировке и ремонту СДМ
Передвижной ремонтно- диагностический пост на базе ГАЗ-3307, ЗИЛ-5301, «Газель» и др. КИ-28016 ! Выполнение работ по диагностиро- ванию, ТО и ремонту СДМ
Стационарный пост тех- сервиса СДМ ( КИ-28065М, КИ-13919М Выявление и устранение неисправ- ностей при ТО и ремонтах
Переносной модуль средств диагностирования КИ-28092, КИ-28092М Диагностирование при ТО И ремон- тах
При организации технической эксплуатации используется переносной
диагностический комплект КИ-13901Ф, который входит в состав средств
мастера-наладчика. Переносной комплект целесообразно использовать ив
строительных участках и пунктах технического обслуживания машин. С его
помощью можно замерить 36 параметров. Наиболее полную и объективную
информацию о работоспособности машины получают при одновременном
измерении совокупности параметров, учете показаний приборов в кабине,
а также сведений о работе машины под нагрузкой.
Для оценки технического состояния внутренних рабочих поверхностей
деталей, расположенных в корпусах сборочных единиц, применяются методы
эндоскопии с использованием гастроскопов, эндоскопов и фиброскопов воло-
конного и линзового типа.
Комплексная оценка работоспособности машин на строительной площадке
осуществляется с помощью передвижной диагностической лаборатории ПЛ-2
с тормозной установкой мощностью 125 кВт. Эта лаборатория позволяет оце-
нивать техническое состояние всех систем двигателя внутреннего сгорания,
трансмиссии, движителя, системы управления и гидропривода. В ПЛ-2 при-
менен комплекс полуавтоматической измерительной аппаратуры, позволяю-
щей измерение и индикацию значений контролируемых параметров в цифро-
вой форме и требуемой размерности.
2<>l>
4.2. Организация технического диагностирования
грузоподъемных кранов с истекшим сроком службы
4.2.1. Виды и периодичность технических диагностирований
Краны, отработавшие нормативный срок службы, должны подвергаться
техническому диагностированию с целью установления возможности даль-
нейшей эксплуатации.
Предусматриваются следующие виды технического диагностирования гру-
зоподъемных кранов: первичное; повторное; внеочередное.
Первичное техническое диагностирование кранов с истекшим сроком
службы проводится по истечении нормативных сроков службы кранов. Нор-
мативным сроком службы кранов считается срок, определяемый по паспорту
или инструкциями по эксплуатации крана, ТУ или ГОСТ. В случае отсутствия
таких данных первичное техническое диагностирование проводится в сроки,
приведенные в приложении 4. Нормативный срок службы кранов исчисляет-
ся с даты их изготовления.
Сроки проведения повторных технических диагностирований назнача-
ют на основании данных о фактической группе классификации (режима)
кранов по ГОСТ 25546 и ИСО 4301/1, определяемых по наработке кранов
с момента начала их эксплуатации на момент проведения технического диаг-
ностирования, и рекомендациями, приведенным в приложении 1. В том слу-
чае, если фактическая группа классификации (режима) кранов ниже или
равна паспортной (например, ЗКфакт < 5К пасп) и впредь до изменения группы
классификации (режима) в паспорте крана, срок проведения повторного тех-
нического диагностирования назначают в соответствии с рекомендациями
приложения 1 для группы классификации (режима), установленной паспор-
том кранов. При выявлении превышения фактической группы классифика-
ции (режима) над паспортной следует руководствоваться приложением 5
и, как указано в нем, может потребоваться дополнительная проверка метал-
локонструкций кранов на сопротивление усталости. Количество повторных
технических диагностирований кранов не ограничивается. Возможность
дальнейшей эксплуатации кранов определяют общим их состоянием и соот-
ветствием выполняемым функциональным требованиям, включая эргоно-
мические показатели и затраты на ремонт кранов.
Краны, эксплуатируемые в агрессивных средах, при наличии в зоне экс-
плуатации согласно справке о характере работы кранов источника агрессив-
ной среды по классификации СНиП 2.03.11—85, вне зависимости от группы
классификации (режима) должны проходить первичное техническое диагно-
стирование через 10 лет и повторные не реже, чем через два года. В сомни-
тельных случаях (при наличии в зоне работы кранов источников агрессивной
среды, которые не указаны в справке, представленной владельцами) может
быть принято решение о сокращении срока проведения повторного техниче-
ского диагностирования.
ч < ’рганизаии ' <<м1иче<г<>|<|диигнп<.1ир- >i>.ihmhi|>v ииюльемных цгпит 267
Внеочередное, техническое диагностирование выполняется вне зависимости
от срока эксплуатации кранов в случае их ремонта, модернизации, подготов-
ки дубликата паспорта и других мероприятий, проведение которых может
оказать влияние (снизить) работоспособность кранов, а также при появлении
повторных трещин в несущих металлоконструкциях, недопустимых проги-
бов, при наличии деформаций металлоконструкций, возникших в результа-
те столкновений, пожара и т.п., при возникновении остаточных деформаций
после испытаний кранов грузом 1,25QHOM, при перемонтаже или реконструк-
ции, по требованию органа технадзора или заявке владельцев кранов.
Техническое диагностирование кранов, эксплуатируемых с отступления-
ми от паспортных данных (по температуре эксплуатации, ветровому или
сейсмическому району, режиму работы) или спроектированных по зарубеж-
ным нормам, должно выполняться в соответствии с требованиями (в том числе
и по срокам), специально разрабатываемыми для конкретных случаев голов-
ными организациями или предприятиями-изготовителями.
Техническое диагностирование на предмет продления срока службы кранов
рекомендуется совмещать с проведением их ремонта или с полными ТОХНИЧО*
скими освидетельствованиями, желательно в летний период. С этой целью
сроки, указанные в приложении 4, могут корректироваться до трех месяцев.
4.2.2. Организация технических диагностирований
Технические диагностирования грузоподъемных кранов должны осуще-
ствлять организации, имеющие соответствующую лицензию орган и технад-
зора, полученную в установленном порядке.
Техническим диагностированиям подвергаются грузоподъемные краны,
находящиеся в рабочем состоянии. Разрешается техническое диагностирова-
ние грузоподъемных кранов, находящихся в неработоспособном состоянии,
проводить после приведения их в работоспособное состояние с последующими
испытаниями.
Технические диагностирования грузоподъемных кранов с целью опреде-
ления возможности их дальнейшей эксплуатации осуществляются в один
или два этапа. В один этап технические диагностирования проводятся в слу-
чае, если в процессе диагностирования не выявлено дефектов, препятствую-
щих испытаниям грузоподъемных кранов. Технические диагностирования
ограничиваются одним этапом также и в случае принятия решения о списа-
нии кранов. В два этапа технические диагностирования проводятся в случае,
если по их результатам для устранения выявленных дефектов необходим ре-
монт или реконструкция грузоподъемных кранов. В этом случае второй этап,
заключающийся в оценке качества выполненного ремонта (реконструкции),
в проведении испытаний и составлении заключения о возможности продле-
ния срока дальнейшей эксплуатации кранов, должен осуществляться после
выполнения их ремонта (реконструкции).
Передача грузоподъемных кранов с истекшими нормативными сроками
эксплуатации на технические диагностирования должна оформляться при-
део
казом по организациям, являющимся их владельцами. В приказе следует
указать сроки проведения технических диагностирований грузоподъемных
кранов и даты вывода их из эксплуатации; наименование организаций, имею-
щих соответствующие лицензии и проводящих технические диагностирова-
ния данных кранов; должность, фамилию, имя, отчество представителей
владельцев кранов для участия в работе организаций, проводящих техниче-
ские диагностирования. Приказ может оформляться на один или сразу на
группу грузоподъемных кранов.
Организации, проводящие технические диагностирования, должны из-
дать приказ о назначении персонального состава комиссии, которая будет
проводить технические диагностирования грузоподъемных кранов, указать
конкретных заказчиков. В приказе следует назначить председателя комис-
сии, одновременно отвечающего за технику безопасности при проведении
технических диагностирований, и членов комиссии. Минимальный состав
комиссии — 3 человека.
Владельцы грузоподъемных кранов к техническому диагностированию
должны выполнить следующее:
□ вывести из эксплуатации грузоподъемные краны, подлежащие техни-
ческим диагностированиям;
□ обеспечить наличие тарированных испытательных грузов, удобных при
строповке;
□ выделить на время технических диагностирований крановщика, слеса-
ря, электрика, другой персонал по требованию комиссии специализирован-
ной организации, проводящей диагностирование;
□ предоставить необходимое оборудование для осмотра металлических
конструкций и механизмов кранов на высоте (при необходимости);
□ подготовить (при необходимости) переносные источники света;
□ при демонтированном кране обеспечить беспрепятственный доступ к не-
сущим элементам конструкций, а также к механизмам крана и электрообо-
рудованию;
□ подготовить специальную огражденную площадку соответствующих раз-
меров, обозначенную знаками и надписями в соответствии с ГОСТами. Пло-
щадка должна отвечать следующим требованиям: быть способной выдержи-
вать до 0,7 МПа, а для кранов грузоподъемностью 63 т и выше — не менее
0,8...1,0 МПа, иметь необходимые по нормам поперечный и продольный про-,
фили, надлежащую ширину и высоту улучшенного поверхностного слоя,
а для кранов, перемещающихся по наземным крановым путям, водоотвод
в соответствии с требованиями нормативной документации;
□ очистить диагностируемые краны от пыли, грязи, ржавчины, отслое-
ний краски, масла и др. Окраска кранов перед техническими диагностирова-
ниями не допускается;
□ подготовить акт сдачи-приемки кранового пути в эксплуатацию и пре-
дыдущий акт нивелировки путей (для грузоподъемных кранов, переме-
щающихся по наземным или надземным крановым путям) в соответствии
с требованиями нормативных документов;
4.2. Организаш । ........ >i|><танин ip) юпольемных кранов 2<>9
.а*»—*» «. » , .*4^.-. -г> rt ^*<1. 1.1 -*•.<• . . 4.
и представить акт проверки сопротивления изоляции и заземления, акты
поверки приборов и устройств безопасности, измерительных приборов (при
необходимости);
□ предъявить эксплуатационную документацию на грузоподъемные кра-
ны, проект проведенного ремонта (реконструкции), если он проводился,
а также сертификаты на применяемые при ремонте металл и сварочные мате-
риалы, копии удостоверений сварщиков, проводивших ремонт, акты по де-
фектоскопии сварных швов, другую ремонтную документацию;
□ составить справку о характере работ, выполняемых грузоподъемными
кранами;
□ подготовить журнал технических обслуживаний (либо вахтенный жур-
нал) с записями о проведенных технических обслуживаниях и текущих ре-
монтах;
□ предъявить отчеты о результатах ранее проведенных технических диаг-
ностирований грузоподъемных кранов (если они проводились);
□ представить материалы по оценке остаточного.ресурса кранов (если вто
выполнялось), имеющиеся информационные письма или предписания органа
технадзора, предприятий-изготовителей, проектных организаций.
4.2.3. Состав работ по техническому диагностированию
Техническое диагностирование грузоподъемных кранов включает следую-
щие виды работ:
□ проверку выполненных владельцами грузоподъемных кранов работ,
предусмотренных п. 4.2.2;
□ ознакомление с эксплуатационной и технической документацией на
грузоподъемные краны, представленной их владельцами;
□ анализ условий эксплуатации грузоподъемных кранов;
□ проверку состояния металлических конструкций кранов и их соединений;
□ проверку состояния механизмов, канатно-блочных систем и других узлов;
. □ проверку состояния электро- и гидрооборудования;
□ проверку состояния приборов и устройств безопасности;
□ проверку состояния кранового пути (для кранов и тележек, передви-
гающихся по рельсам);
□ проверку химического состава и механических свойств металла несу-
щих элементов металлических конструкций (при необходимости);
□ составление ведомости дефектов;
□ статические и динамические испытания грузоподъемных кранов;
□ определение фактической группы работы грузоподъемных кранов;
□ оценку остаточного ресурса (при необходимости);
□ оформление результатов технического диагностирования.
Если при проверке выполнения владельцами грузоподъемных кранов ра-
бот, предусмотренных п. 4.2.2, будет выявлено отсутствие ряда документов,
то они могут быть восстановлены организацией, проводящей техническое
диагностирование, или другими организациями, имеющими соответствую-
щие лицензии.
При проведении внеочередного диагностирования грузоподъемных кранов
сокращение объема работ определяется комиссией с учетом проверки состояния
элементов, вызвавших необходимость проведения этого диа1 ностирования.
Контрольные вопросы и задания
1. Приведите организационные принципы диагностирования СДПТМ.
2. Какие достоинства и недостатки связаны с бортовой системой диагностирования?
3. Какую роль играют информационные технологии при организации диагностиро-
вания СДПТМ и оборудования?
4. Какая информация заложена в технологическую пооперационную карту?
5. Расскажите об особенностях и функциональном назначении совмещенного диаг-
ностирования .
6. Какова роль стационарных и передвижных средств при организации диагности-
рования СДПТМ?
7. Перечислите дополнительные требования при организации технического диагно-
стирования грузоподъемных кранов с истекшим сроком службы.
8. Какие виды работ включает техническое диагностирование грузоподъемных
кранов?
Поддержание высокой работоспособности в процессе эксплуатации СДПТМ
возможно при диагностировании их технического состояния. Эту задачу можно
решить при внедрении информационных технологий в планирование и орга-
низацию технической эксплуатации СДПТМ, построения, анализа и синтеза
диагностических моделей; проектирования средств диагностирования, обеспе-
чивающих высокую эффективность оценки технического состояния и прогно-
зирования остаточного ресурса сборочных единиц, систем и машины в целом;
внедрения электронных блоков управления их работоспособностью.
При организации технической эксплуатации необходимо реализовать по-
тенциальные возможности конструкций машин при минимальных затратах
на поддержание и восстановление их работоспособности, безопасности при
выполнении полезной работы и минимальных вредных воздействиях на ок-
ружающую среду. Особую значимость приобретают вопросы эффективного
управления работоспособностью машин. Здесь важно практически исключить
отказы машин (особенно ведущих) на объектах. Обеспечить высокую перонт
ность безотказной работы возможно при тесном взаимодействии технических
обслуживаний, ремонтов и диагностирования машин с учетом оптимпльным
режимов их проведения и использованием современных техн ич<ч;ких <цм»дстн,
технологических процессов и материалов.
Работоспособность машин в значительной степени зависит от HpiiMciiiir
мых топливо-смазочных материалов. Их взаимосвязь строго реелпментпруечтп
основой и присадками, а периодичность замены устанавливается Ьга учета
процесса старения машин. В то же время интенсивность старения моторного
масла в значительной степени зависит от износа цилиндро-поршневой группы
и от применяемого топлива. Целесообразно в этих условиях для обеспечения
работоспособности машин и полного использования ресурса масла внедрять
экспресс-диагностику и производить замену масла по предельному состоянию.
Работоспособность систем и сборочных единиц зависит от количества и раз-
меров механических включений в маслах. Так, отказы 90 % сборочных еди-
ниц гидропривода зависят от механических примесей. Снижение размеров
частиц примесей с 25 до 5 мкм позволит увеличить ресурс сборочных единиц
гидропривода на порядок. Перспективно прогнозировать работоспособность
сборочных единиц и систем по интенсивности загрязнения масла.
Одно из важнейших направлений при создании современной техники —
снижение удельного расхода топлива за счет внедрения электронных блоков
для обеспечения оптимального функционирования сборочных единиц, систем
и машины в целом.
Так, системы впрыска топлива для двигателей с искровым зажиганием
с электронным управлением смесеобразования и зажигания позволяют сни-
зить удельный расход топлива до 30 %, что обеспечивается изменением пода-
чи топлива в зависимости от частоты вращения коленчатого вала, нагрузки
и рабочей температуры двигателя, температуры и расхода воздуха, положения
акселератора и состава выхлопных газов. С учетом этих факторов осуществля
ется подача топлива и в современных дизельных двигателях с электронные
блоком управления. Перспективные системы с топливным насосом высоког<
давления, встроенным в головку или блок цилиндров и создающим давлени»
до 200 МПа, позволяют значительно сократить расход топлива и токсичност]
выхлопных газов, повысить качество горения топливной смеси. Электрон
ный блок управления обеспечивает согласованную подачу топлива в каждые
цилиндр с учетом сигналов всех встроенных датчиков.
При работе машины бортовая система диагностики непрерывно сравниваем
сигналы от различных датчиков с параметрами, поступающими из электрон
ного блока управления, и фиксирует все отклонения от номинальных значенш
с выдачей рекомендаций по их устранению. Внебортовые диагностически»
устройства используют накладные или встроенные первичные преобразова
тели с возможностью оценки работоспособности систем при ежесменном обслу
живании.
Обеспечивать поддержание и восстановление работоспособности слож
ной техники с высоким уровнем автоматизации и электронными системам!
управления должны высококвалифицированные специалисты с помощью
специализированного диагностического оборудования, что возможно через
организацию сервисного обслуживания.
Максимальное использование потенциальных возможностей техники зави-
сит также от единого комплекса знаний специалистов в области поддержания
и восстановления работоспособности машин различного назначения. Мате-
риалы данного учебного издания ориентируют читателей на творческий подход
к решению инженерных задач с применением традиционных и перспектив-
ных технологий при организации технической эксплуатации строительных,
дорожных и подъемно-транспортных машин с учетом их технического со-
стояния.
expert!2 для http://rutracker.org
Приложение 1
Характерные дефекты и повреждения механизмов,
канатно-блочных систем и других узлов кранов
Сборочная единица (узел) крана н проверяемые параметры Дефект, при котором дальнейшая эксплуатация крана не допускается Вид контроля, необходимые средства для выполнения контроля
Мостовые и козловые краны Стреловые самоходные краны Башенные краны Специаль- ные монтаж- ные краны
1 2 3 4 5 6
1. Редукторы, муфты и открытые передачи
1.1. Подшипники
1.1.1. Люфты Ощутимые радиальные и осевые люфты. Ослабление посадок колец Визуальный контроль, измерение (при необходи- мости)
1.1.2. Состояние колец и тел каче- ния - Выкрашивание, шелушение усталостного харак- тера на беговых дорожках, шариках и роликах Визуальный контроль
Раковины, чешуйчатые отслоения коррозионно- го характера
Трещины, обломы
Цвета побежалости на беговых дорожках колец, шариках или роликах
Затруднительное вращение, отсутствие смазки, сильный нагрев при работе
1.1.3. Состояние сепараторов Отрыв головок заклепок Визуальный контроль
Вмятины
Поломка
1.2. Зубчатые ко- леса и шестерни
1.2.1. Состояние поверхности зубьев Обломы зубьев Визуальный контроль, лупа, линейка, штан- генциркуль
Трещины любых направлений и расположений
Наличие следов усталости на поверхности зубьев
Площадь выкрещивания рабочей поверхности, %
20 30 30 30
Глубина выкрошивания по толщине зуба более, %
5 6 10 1 5
10 Зак. 3028
I филожение i
Продолжение прил. 1
1 2 3 4 5 6
1.2.2. Износ зубь- ев по делительной окружности Износ зубьев редукторов механизмов подъема и лебедок в процентах от первоначальной толщины зуба Штангензубо- мер, необходи- мый шаблон
15% 10% 10 % 10 %
Износ зубьев редукторов механизмов передвиже- ния и поворота в процентах от первоначальной толщины зуба
20% 20% 15% 20%
Износ зубьев открытых передач механизмов пе- редвижения и поворота в процентах от первона- чальной толщины зуба
25% 30% 20% 30%
1.2.3. Износ го- ловки зуба Минимальная толщина головки 0,2 модуля зуба Штангензубо- мер
1.3. Муфты зубча- тые
1.3.1. Состояние зубчатых муфт Износ зубьев в процентах от первоначальной тол- щины
15% 10% 10% 10% Штангензубо- мер
Отсутствие отдельных крепежных деталей или ослабление их затяжки Визуальный контроль, набор ключей
Осевой ход муфты более 2...4 мм Визуальный контроль, штангенцир- куль
Ослабление посадок Визуальный контроль
1.4. Червячное колесо
1.4.1. Износ зуба у вершины Минимальная толщина зуба у вершины 1,0 мм Штангензубо- мер
1.5. Детали со шлицами
1.5.1. Состояние шлицев Сдвиги, смятие и обломы шлицев Визуальный контроль
Скручивание шлицев совместно с деталями
Приложение 1 275 Продолжение прил. 1
1 2 8 4 5 6
1.6. Детали со шпоночными па- зами и шпонки
1.6.1. Состояние шпоночных пазов и шпонок Смятие и сдвиг боковых поверхностей Визуальный контроль
1.7. Валы и оси
1.7.1. Состояние валов и осей Трещины любых размеров и расположений Визуальный контроль, лупа
Изнс с грсадочныл поверхностей под подицшник! Визуальный контроль, прокручинапне внутреннего кольцп нруч иую
1.8. Корпусы редукторов
1.8.1. Состояние корпуса Трещины любых направлений и расположений Впиуальиый контроль, лупл
Трещины, выходящие на поверхность разъема и масляной ванны
Трещины, выходящие на посадочные поверхно- сти подшипников
1.8.2. Уровень масла Уровень масла ниже или выше контрольных рисок маслоуказателя Визуальный контроль
1.8.3. Крепление редуктора Отсутствие отдельных крепежных изделий или ослабление их затяжки Визуальный контроль, набор ключей
2. Тормоза
2.1. Тормозные шкивы
2.1.1. Состояние шкива Трещины и обломы, выходящие на рабочие и посадочные поверхности Визуальный контроль
Выбоины, наличие смазки на поверхности
2.1.2. Состояние посадки шкива на валу Ослабление посадки Визуальный контроль, пе- ремещение шкива вруч- ную
11рилож«ние ।
Продолжение прил. 1
1 2 3 4 5 6
2.1.3. Износ и биение шкива Износ обода шкива более 25 % первоначальной толщины Визуальный контроль,
Волны, царапины и риски глубиной в процентах от первоначальной толщины обода штангенцир- куль, индика- тор с магнит- ной стойкой
Не допус- кается 25% — Не допус- кается
Биение шкива более
0,15 мм 0,15 мм 1/1400 диа- метра шкива 0,15 мм —
2.2. Тормозные обкладки (ленты)
2.2.1. Состояние обкладок Трещины и обломы, выходящие к отверстиям под заклепки Визуальный контроль
2.2.2. Износ об- кладок (лент) Износ обкладки (ленты) по отношению к перво- начальной толщине Визуальный контроль,
50% 1/3 По середи- не — до голо- вок закле- пок; по кра- ям — 3 мм 1/3 штангенцир- куль
Износ обкладки до головок заклепок
2.3. Валики и оси
2.3.1. Износ вали- ка или оси Износ валика или оси более 3 % их диаметра Визуальный контроль, штангенцир- куль
2.4. Пружина и шток
2.4.1. Состояние пружины и штока Изломы, трещины и расслоения Визуальный контроль, измеритель- ная линейка, штангенцир- куль, лупа
Остаточная деформация, нарушающая работо- способность механизма
Поломка пружины
Длина хода штока более установленной паспор- том предельной величины
прил->< < ние 1
Я77
Продолжение прил. /
1 2 8 4 б 6
2.5. Гидротолка- тели и электро- магниты
2.5.1. Состояние гидротолкателя и электромагнита Отсутствие жидкости Визуальный контроль, набор ключей, универсаль- ный электри- ческий набор
Течь жидкости через уплотнения в корпусе гид- ротолкателя
Заедание штока при срабатывании
Обрыв фазы
Повреждение обмотки электромагнита
2.6. Корпус тор- моза
2.6.1. Крепление тормоза Отсутствие отдельных крепежных деталей или ослабление их затяжки Визуальный контроль, набор ключей
З.ОПУ
3.1. Болты ОПУ
3.1.1. Состояние болтов — Обрыв болтов более 2 штук Визуальный контроль, днннмомотрм- «ЮГКИЙ ключ
Ослабление затяжки болтов
3.1.2. Перекос ОПУ . Перекос поворотной обоймы по отно- шению к неподвижному венцу 0,004 контроль, индикнтор с магнитной стойкой
3.1.3. Износ опор- ных катков Не более 2 мм Штангенцир- куль
4. Узлы механизмов и лебедок
4.1. Барабаны
4.1.1. Состояние поверхности барабана Трещины любых направлений и размеров Визуальный контроль, лупа
4.1.2. Износ ручья барабана Износ ручья по профилю более, мм Визуальный контроль, шаблон
2 2 2 3
Срез или износ канавки Визуальный контроль, шаблон, штан- генциркуль
50 % пер- воначаль- ного 2 мм на длине 1/3 витка 2 мм Змм
Приложение 1
Продолжение прил. 1
1 2 3 4 5 6
4.1.3. Крепление каната на бара- бане Отсутствие планок или клиньев Визуальный контроль, набор ключей
Ослабление затяжки болтов накладок
Число запасных витков каната менее 1,5
4.1.4. Состояние зубчатой ступицы Отсутствие смазки на зубьях Визуальный контроль, набор ключей
Течь смазки
Отсутствие отдельных крепежных деталей
Ослабление затяжки крепежных деталей
4.2. Кожухи
4.2.1. Состояние кожухов Деформации кожухов Визуальный контроль
Отсутствие отдельных крепежных деталей или ослабление их затяжки
Сквозная коррозия кожухов
Касание кожухов вращающихся деталей
4.3. Детали с резьбой
4.3.1. Состояние резьбы и головок болтов Срывы или сдвиг более двух ниток Визуальный контроль
Износ или коррозия ниток
Смятие граней под ключ
5. Канатно-блочные системы
5.1. Крюковая подвеска
5.1.1. Состояние крюковой под- вески Отсутствие торцовых шайб на оси, траверсе и ос- лабление их креплений Визуальный контроль, набор ключей
Отсутствие кожухов (ограждений) и ослабление их креплений
Отсутствие стопорной планки или ослабление ее( крепления
Зазор между ограждением и блоком более 20 % диаметра каната Линейка изме- рительная
Износ однорогого крюка более 10 % вертикаль- ного сечения Визуальный контроль, штангенцир- куль
Износ двурогого крюка более 10 % вертикально- го сечения или более 10 % сечения под углом 45° к вертикали
Приложение 1
274
Продолжение прил. I
1 2 3 4 б' б
5.1.1. Состояние крюковой под- вески Увеличение ширины зева крюка более 12 % Штангенцир- куль
Наличие трещин, волосовин, закатов Визуальный контроль, лупа
Отсутствие свободного вращения крюка Свободный по- ворот крюка от руки
Отсутствие или неисправность замка Визуальный контроль, отвод замка рукой
Отсутствие смазки, скрип крюка Визуальный контроль, про- <'лун1111111ниа Визуальный контроль . _——» » Вииукльпый контроль, луна
Не указана грузоподъемность крана
Трещины в щеках, траверсе или сварных швах
5.2. Блоки
5.2.1. Состояние блоков Трещины желоба и реборд Визуальный контроль, лупа
Износ ручья блока в процентах или миллиметрах от первоначального радиуса ручья Визуальный контроль, шаблон
40% 40% 20 % диа- метра каната 3 мм
Обломы и сколы реборд Визуальный контроль, штангенцир- куль
Более 50 % диаметра каната Не допус- кается Не допуска- ется Не допус- кается
Износ реборды по толщине
Змм 3 мм 30 % на по- ловине высо- ты реборды 3 мм
Отсутствие смазки, проскальзывание каната от- носительно блока при работе механизма Визуальный контроль
Приложение I
Продолжение прил. 1
1 2 3 4 5 6
5.2.2. Состояние Трещины и деформации Визуальный
опорных деталей Отсутствие стопорных планок или ослабление их крепления контроль, лупа
5.3. Канаты Нормы браковки канатов в соответствии с «Пра- вилами устройства и безопасной эксплуатации грузоподъемных кранов»
6. Ходовые колеса и тележки
6.1. Состояние Трещины любых размеров Визуальный
ходовых колес Вмятины и выбоины контроль, лупа, штангенцир-
- Отслоения толщиной более 3 мм; раковины площадью 3 % поверх- ности куль, линейка
Износ поверхности катания в процентах от пер- воначального диаметра колеса Визуальный контроль,
2% — 4% 4% шаблон, штан- генциркуль,
Разность диаметров колес, связанных между со- бой кинематически линейка
0,5 % — — 0,5 мм на диаметр
Износ реборд по толщине
50% —_ 15 мм в средней час- ти по высоте 15 мм в средней части по высоте
7. Противоугонные устройства
7.1. Состояние Трещины или изломы по силовым элементам Визуальный
рельсовых захватов Не допус- кается — Не допуска- ется — контроль, лупа
Износ рифления поверхностей трения в процен- тах от первоначальной высоты Визуальный контроль,
50% — — — штангенцир- куль
Приложение ।
/81
Окончание прил. 1
1 2 8 4 6 6
8. Буфера и тупиковые упоры
8.1. Состояние буферов, упоров и их работоспо- собность Отсутствие или некомплектность упругих эле- ментов буферов Визуальный контроль, набор ключей
Отсутствие отдельных крепежных деталей или ослабление их затяжки
9. Кабины и люльки для обслуживания троЯлеев
9.1. Состояние Трещины, деформации в деталях подвески кабины Визуальный
деталей подвески Трещины в сварных швах контроль.
и крепление кабин луна
Отсутствие отдельных крепежных деталей или
ослабление их затяжки
Приложение 2
Прогнозирование остаточного ресурса
металлоконструкций кранов мостового типа
Срок службы металлоконструкций кранов мостового типа с точки зрения
их физического износа исчисляется несколькими десятками лет. По истечении
нормативного срока службы крана проводится его обследование и техническое
диагностирование с целью определения возможности дальнейшей эксплуа-
тации. Нормативным сроком службы кранов считается срок, определяемый
по паспорту или инструкции по эксплуатации крана. При отсутствии таких
данных в паспорте или инструкции обследование крана проводится в сроки,
регламентированные «Методическими рекомендациями по проведению тех-
нического диагностирования грузоподъемных кранов с истекшими сроками
службы». Нормативный срок службы кранов исчисляется с даты их изготовле-
ния. При обследовании грузоподъемных кранов, отработавших нормативный
срок службы, должен производиться расчет остаточного ресурса работы крана.
В качестве критериев предельного состояния металлической конструкции
крана принимают возникновение (и развитие до недопустимых пределов) ус-
талостных и других трещин, развитие недопустимых по величине остаточ-
ных деформаций, потерю устойчивости, недопустимое уменьшение сечений
элементов вследствие их коррозии или износа всех видов, а также (наступаю-
щее со временем) изменение свойств материала. Величину остаточного ресурса
конструкции оценивают, сопоставляя фактические показатели несущей спо-
собности конструкции (сопротивление усталости, остаточные деформации
и др.) с критериями, соответствующими указанным предельным состояни-
ям. Предельные величины допустимых дефектов и повреждений принимают
в соответствии с требованиями ПБ 10-382-00, РД-10-112-5-97 «Руководства
(Инструкции) по эксплуатации крана», а также приведенными ниже указа-
ниями.
Основными исходными данными при оценке остаточного ресурса следует
считать не только паспортные характеристики крана (включая и режим ра-
боты), но также данные его фактической эксплуатации (включая фактиче-
скую группу режима работы). Срок службы элементов конструкции крана,
подвергшихся замене, исчисляется с момента их замены.
Оценку остаточного ресурса выполняют только после устранения выявлен-
ного дефекта (дефектов и повреждений) расчетных элементов металлической
конструкции, включая также и последующую антикоррозионную окраску
поврежденных участков. Расчет остаточного ресурса элементов конструкции,
подвергшихся замене или ремонту, должен быть выполнен с учетом реализации
принятого проекта ремонта.
При назначении календарного остаточного ресурса следует учитывать кон-
структивные особенности крана, а также статистические данные заводов-из-
готовителей и сведения из информационных писем о часто встречающихся
дефектах и повреждениях, касающихся кранов данной конструкции.
Различают два метода оценки остаточного ресурса кранов мостового типа:
экспертный метод и расчетный, или экспериментально-расчетный, метод.
11рмложение 2 2н i
Экспертный метод оценки остаточного ресурсе предусматривает назнп
чение календарного остаточного ресурса на основе данных о фактическом
группе классификации крана и результатов проведения оценки его техничс
ского состояния при выполнении объема работ, приведенных в методических
указаниях по обследованию и технической диагностике грузоподъемных
кранов.
Назначение календарного остаточного ресурса экспертным методом пре-
дусматривает использование уточнений при применении данных оценки
фактической группы классификации (режима работы) крана. Наиболее объг
ективно это можно сделать с применением данных регистратора параметров,
если указанный прибор установлен на кране. Так, например, если средние
сроки службы стальных канатов (до замены по данным паспорта крана) меха-
низма подъема меньше 2,5-3 лет, что свидетельствует о достаточно интен
сивной работе крана, его фактическая группа классификации очевидно выше
5К и т.п.
При назначении календарного остаточного ресурса экспертным методом
комиссия должна учитывать данные о конструктивных особенностях данно-
го крана, а также статистические данные заводов-изготовителей и диипые ин
информационных писем о часто встречающихся дефектах и 11<>11|><>ждопинк,
касающихся кранов данной конструкции.
Экспертный метод оценки календарного остаточного ресурсн рекоменду
ется для кранов групп режима А1-А5.
Расчетный, или экспериментально-расчетный, метод и остптич
ного ресурса предусматривает назначение календарного остаточного ресурса
на основе данных о фактической группе классификации крана, результатов
проведения оценки его технического состояния, при выполнении объема рп
бот и требований, приведенных в методических указаниях по обследованию
грузоподъемных кранов.
Расчетный, или экспериментально-расчетный, метод предусматривает
(в общем случае) следующие этапы:
□ уточненный расчет фактической группы классификации крана;
□ уточнение (при необходимости) фактических характеристик механиче-
ских свойств металла металлических конструкций (выполняется, как прави-
ло, для кранов интенсивной эксплуатации, установленных в агрессивных
средах или на открытом воздухе, а также в случаях, если на металлоконст-
рукции обнаружены многочисленные усталостные трещины или металло-
конструкция неоднократно подвергалась ремонту в одних и тех же местах);
□ выполнение расчетов остаточного ресурса металлической конструкции
крана по критерию усталостной прочности как наиболее вероятному сцена-
рию развития предельного состояния.
Расчеты металлических конструкций кранов для последующего назначо
ния календарного остаточного ресурса следует выполнять по методу предел ь
ных состояний.
При проведении расчетов металлических конструкций для оценки оста-
точного ресурса рекомендуется использовать общепринятые в крппострой-
Приложение 2
Прогнозирование остаточного ресурса
металлоконструкций кранов мостового типа
Срок службы металлоконструкций кранов мостового типа с точки зрения
их физического износа исчисляется несколькими десятками лет. По истечении
нормативного срока службы крана проводится его обследование и техническое
диагностирование с целью определения возможности дальнейшей эксплуа-
тации. Нормативным сроком службы кранов считается срок, определяемый
по паспорту или инструкции по эксплуатации крана. При отсутствии таких
данных в паспорте или инструкции обследование крана проводится в сроки,
регламентированные «Методическими рекомендациями по проведению тех-
нического диагностирования грузоподъемных кранов с истекшими сроками
службы». Нормативный срок службы кранов исчисляется с даты их изготовле-
ния. При обследовании грузоподъемных кранов, отработавших нормативный
срок службы, должен производиться расчет остаточного ресурса работы крана.
В качестве критериев предельного состояния металлической конструкции
крана принимают возникновение (и развитие до недопустимых пределов) ус-
талостных и других трещин, развитие недопустимых по величине остаточ-
ных деформаций, потерю устойчивости, недопустимое уменьшение сечений
элементов вследствие их коррозии или износа всех видов, а также (наступаю-
щее со временем) изменение свойств материала. Величину остаточного ресурсг
конструкции оценивают, сопоставляя фактические показатели несущей спо-
собности конструкции (сопротивление усталости, остаточные деформации
и др.) с критериями, соответствующими указанным предельным состояни-
ям. Предельные величины допустимых дефектов и повреждений принимаю!
в соответствии с требованиями ПБ 10-382-00, РД-10-112-5-97 «Руководстве
(Инструкции) по эксплуатации крана», а также приведенными ниже указа-
ниями.
Основными исходными данными при оценке остаточного ресурса следует
считать не только паспортные характеристики крана (включая и режим ра-
боты), но также данные его фактической эксплуатации (включая фактиче-
скую группу режима работы). Срок службы элементов конструкции крана,
подвергшихся замене, исчисляется с момента их замены.
Оценку остаточного ресурса выполняют только после устранения выявлен-
ного дефекта (дефектов и повреждений) расчетных элементов металлической
конструкции, включая также и последующую антикоррозионную окраску
поврежденных участков. Расчет остаточного ресурса элементов конструкции,
подвергшихся замене или ремонту, должен быть выполнен с учетом реализации
принятого проекта ремонта.
При назначении календарного остаточного ресурса следует учитывать кон-
структивные особенности крана, а также статистические данные заводов-из-
готовителей и сведения из информационных писем о часто встречающихся
дефектах и повреждениях, касающихся кранов данной конструкции.
Различают два метода оценки остаточного ресурса кранов мостового типа:
экспертный метод и расчетный, или экспериментально-расчетный, метод.
Приложение 2 'И i
Экспертный метод оценки «ститочносо ресурся предусматривает назиа
чение календарного остаточного ресурса на основе данных о фактической
группе классификации крана и результатов проведения оценки его техниче-
ского состояния при выполнении объема работ, приведенных в методических
указаниях по обследованию и технической диагностике грузоподъемных
кранов.
Назначение календарного остаточного ресурса экспертным методом пре-
дусматривает использование уточнений при применении данных оценки
фактической группы классификации (режима работы) крана. Наиболее объ?
ективно это можно сделать с применением данных регистратора параметров,
если указанный прибор установлен на кране. Так, например, если средние
сроки службы стальных канатов (дозамены поданным паспорта крана) меха-
низма подъема меньше 2,5—3 лет, что свидетельствует о достаточно интен-
сивной работе крана, его фактическая группа классификации очевидно наше
5К и т.п.
При назначении календарного остаточного ресурса экспертным м»п-одом
комиссия должна учитывать данные о конструктивных особенности х дин но
го крана, а также статистические данные заводов-изготовителей и и.»
информационных писем о часто встречающихся дефектах и noiipoK/uuntiiK.
касающихся кранов данной конструкции.
Экспертный метод оценки календарного остаточного ресурсе рекоменду-
ется для кранов групп режима Al—А5.
Расчетный, или экспериментально-расчетный, метод оценки петитом
ного ресурса предусматривает назначение календарного оститом кого ресурса
на основе данных о фактической группе классификации крапа, репультнтон
проведения оценки его технического состояния, при выполнении объем», рн
бот и требований, приведенных в методических указаниях по обследонпнмю
грузоподъемных кранов.
Расчетный, или экспериментально-расчетный, метод предусматривает
(в общем случае) следующие этапы:
□ уточненный расчет фактической группы классификации крана;
□ уточнение (при необходимости) фактических характеристик механиче-
ских свойств металла металлических конструкций (выполняется, как прави-
ло, для кранов интенсивной эксплуатации, установленных в агрессивных
средах или на открытом воздухе, а также в случаях, если на металлоконст-
рукции обнаружены многочисленные усталостные трещины или металло-
конструкция неоднократно подвергалась ремонту в одних и тех же местах);
□ выполнение расчетов остаточного ресурса металлической конструкции
крана по критерию усталостной прочности как наиболее вероятному сцена-
рию развития предельного состояния.
Расчеты металлических конструкций кранов для последующего назначе-
ния календарного остаточного ресурса следует выполнять по методу предель-
ных состояний.
При проведении расчетов металлических конструкций для оценки оста-
точного ресурса рекомендуется использовать общепринятые в кранострое-
нии расчетные случаи сочетания нагрузок, а также рекомендации СТС
24.09-5281-01—93 «Краны грузоподъемные промышленного назначения.
Нормы и методы расчета элементов стальных конструкций». Значения рас-
четных сопротивлений и коэффициентов концентрации напряжений прк
проведении расчетов назначают с учетом механических свойств сталей
и рекомендаций СТО 24.09-5281-01-93.
При оценке ресурса расчетных элементов металлоконструкций кранов
в качестве исходных данных следует назначать календарный срок службы,
указанный в паспорте крана. При этом расчетное число циклов работы кранв
и спектр распределения величины транспортируемых грузов принимают,
исходя из установленной паспортом классификационной группы (режиме
работы) крана.
При отсутствии в паспорте крана сведений о назначенном ресурсе (кален-
дарном сроке службы крана) величину этого параметра принимают, исходя
из указанного в ГОСТ 25546 календарного срока службы, соответствующегс
паспортной группе классификации (режима работы крана).
Спектральное распределение нагрузок на элементы металлоконструкции
следует принимать по данным расчета с учетом фактических особенностей
цикла нагружения данного элемента (наиболее часто повторяющегося поло-
жения грузовой тележки на мосту, повторяемости и величинам наиболее ве-
роятных перекосных нагрузок и т.д.). Величину ресурса (числа нагружений]
для данного спектра распределения нагрузок допускается рассчитывать, исхо-
дя из постоянного для каждой группы режима по ИСО 4301 значения показа-
теля с—СКр, где С — число циклов нагружения, Кр — коэффициент нагруже-
ния, определяемый в соответствии с действующей нагрузкой. Для проверки
элементов конструкции по критерию сопротивления статическим нагрузкам
и для ориентировочной оценки ресурса по критерию сопротивления усталости
рекомендуется использовать общие указания ГОСТ 28609 и нормативную мето-
дику усталостного расчета, регламентированную СТО 24.09-5281-91-93.
Исходными данными для выполнения расчета крана являются: характер
выполняемых краном работ; паспортный режим работы (группа классифи-
кации); сведения о металлической конструкции (сварная, коробчатая, фер-
менная и т.д.); материал металлоконструкции, масса поднимаемого грузя
Grp, масса моста, масса главной балки G6, масса тележки — G.r с механизма-
ми, масса крана полная, год изготовления и завод-изготовитель; дата вводя
крана в эксплуатацию; сведения о ремонтах металлоконструкции, состояние
механизмов крана и срок службы канатов.
Расчет фактической группы классификации крана за период с даты изго-
товления крана по предполагаемую владельцем дату эксплуатации произво-
дится по ИСО 4301. Для этого владельцем представляются сведения о распре-
делении масс транспортируемых грузов в процентах от общего числа циклов
(например, у крана г/п 10 т: Ют—2 %;5...6т—8 %;1...2т—40 %;0,5...1,0—
50 % ), а также количество циклов в день и количество дней эксплуатации
крана в году. Для кранов грузоподъемностью более 10 т и группы классифи-
кации (режима) не менее ЛА данные для расчета режима принимаются из ре-
гистратора параметрон, установленного па кране.
Тогда общее число рабочих циклов крана за время предполагаемой вла-
дельцем эксплуатации (С?) равно
с$=т«да-с,
где Т — продолжительность предполагаемой эксплуатации крана, лет; 4Я„ —
число дней эксплуатации крана в году; С — среднее число рабочих циклов
в день.
Коэффициент нагружения крана Кр определяется по формуле
где Qj — значения масс отдельных грузов; QHOM — масса наибольшего груза
(номинальный груз), который разрешается поднимать краном; С( — среднее
• число рабочих циклов с частным уровнем массы груза Qt.
Показатель С равен
С=(%Кр.
f
В соответствии с принятой в ИСО системой классификации для каждой из
; групп режимов СуКр = const. Например, для группы режима работы Аб эта
величина составляет 125 000, а для группы АЗ — 31 500. Полученное значе-
ние С сравнивают с данными ИСО и оценивают группу классификации крана
к концу срока эксплуатации.
Далее выполняется проверка пролетной (главной) балки металлоконст-
рукции крана по критерию сопротивления усталости в соответствии с мето-
дикой СТО 24.09-5281-01-93.
Величина расчетной подвижной нагрузки на главную балку (Р) составляет
2
Изгибающий момент от подвижной нагрузки
4
« Изгибающий момент от собственной массы главной балки
m6=g£.
4
Суммарный изгибающий момент
". ....... M = MQ+M^
i филожеиие i
Рассчитав момент сопротивления главной балки относительно оси х-х
(Wx_x), определяют максимальное напряжение изгиба главной балки
М
^гпах ~ ттг
Wr_r
Коэффициент асимметрии напряжений
Р~7Г
Коэффициент условий нагружения (yv) рассчитывается по формуле
Yv = av (1,2 - р),
где av — коэффициент режима-
Условие усталостной прочности главной балки будет выполнено, если
PvTv^v >Glnt(X,
где — расчетное сопротивление материала.
До выполнения расчета остаточного ресурса металлической конструкции
мостового крана должны быть произведены ремонтные работы по устранению
выявленных повреждений металлоконструкции. Ремонт дефектных (повре-
жденных) мест расчетных элементов металлоконструкции крана следует вы-
полнять по типовым техническим условиям ОАО «ВНИИПТМАШ» на ремонт
стальных конструкций кранов мостового типа.
При оценке остаточного ресурса экспертным методом и выполнением до-
полнительных расчетов определяют фактическую группу классификации
крана, оценивают периодичность замены основных узлов механизмов (обоб-
щенно для всей группы узлов механизмов крана), грузовых канатов, наличие
ранее возникших и отремонтированных трещин, их особенности, а также на-
личие других дефектов элементов расчетной металлической конструкции,
качество технического обслуживания при эксплуатации крана.
Для кранов групп классификации А1-А2:
а) при невыработанном паспортном ресурсе крана (с учетом ранее назна-
ченных продлений) и сроке службы стальных канатов не менее 15 лет; сред-
ней периодичности замены (или капитального ремонта) узлов механизмов не
менее 20—30 лет; удовлетворительном качестве технического обслуживания
и эксплуатации механизмов, кранового пути и т.п. назначенный календар-
ный остаточный ресурс экспертным методом с момента проведения оценки
(по сравнению с установленным по данным паспорта крана) — до 25 лет;
б) при невыработанном паспортном ресурсе крана (с учетом ранее назна-
ченных продлений) и сроке службы стальных канатов не менее 10 лет; сред-
ней периодичности замены (или капитального ремонта) узлов механизмов не
менее 10-15 лет; удовлетворительном качестве технического обслуживания
и эксплуатации механизмов, кранового пути и т.п. назначенный календар-
ный остаточный ресурс экспертным методом с момента проведения оценки
(по сравнению с установленным по данным паспорта крана) — до 15 лет.
При превышении календарной наработкой паспортного ресурса сверх ус
таноиленной предельной нормы и остальных условиях в соответствии с и. 6
возможно назначить календарный остаточный ресурс экспертным методом
до 15 лет.
При превышении календарной наработкой паспортного ресурса но 50 %
и более сверх установленной предельной нормы и остальных условиях в соот-
ветствии с п. б возможно назначить календарный остаточный ресурс эксперт-
ным методом до 5 лет.
Для кранов группы классификации АЗ:
а) при невыработанном паспортном ресурсе крана (с учетом ранее назна-
ченных продлений) и сроке службы стальных канатов не менее 7,5 лет; средней
периодичности замены (капитального ремонта) узлов механизмов не менее
10—15 лет, удовлетворительном качестве технического обслуживания в экс-
плуатации механизмов кранового пути и т.п. назначенный календарный оста-
точный ресурс экспертным методом с момента проведения оценки (но сравне-
нию с установленным по данным паспорта крана) — до 20 лет;
б) при невыработанном паспортном ресурсе крана (с учетом ранее ппнпп-
ченных продлений) и сроке службы стальных канатов не менее Г» лот; грид-
ней периодичности замены (капитального ремонта) узлом мохапиимоп на
менее 7,5-10 лет; удовлетворительном качестве технического оГх:лужиппннн
и эксплуатации механизмов кранового пути и т.п. назначенный калиидар
ный остаточный ресурс экспертным методом с момента проведении оценки
(по сравнению с установленным по данным паспорта крапа) до 10 лет.
При превышении наработкой паспортного ресурса сверх установленной
предельной нормы, но остальных условиях в соответствии с н. а возможно на-
значение календарного остаточного ресурса экспертным методом до 15 лет.
Независимо от наработки при наличии отремонтированных трещин уста-
лостного характера (новых или ранее обнаруженных) обязательна проверка
конструкции с применением методов неразрушающего контроля, а также
подтверждение этого соответствующим усталостным расчетом. При положи
тельных результатах проверки возможно назначение календарного остаточ-
ного ресурса экспертным методом до 7,5 лет.
Для кранов группы классификации А4—А5:
а) при невыработанном паспортном ресурсе крана (с учетом ранее назнв
ченных продлений) и сроке службы стальных канатов не менее 3 лет; сред| к
периодичности замены (капитального ремонта) узлов механизмов не мен<-
5-10 лет; удовлетворительном качестве технического обслуживания и эксплуи
тации механизмов, кранового пути и т.п. назначенный календарный оститоч
ный ресурс экспертным методом с момента проведения оценки (по сравнени ю
с установленным по данным паспорта крана) — до 20 лет;
б) при невыработанном паспортном ресурсе крана (с учетом ранее казна
ченных продлений) и сроке службы стальных канатов не менее 1,5 лет; средней
периодичности замены (капитального ремонта) узлов механизмов не менее
5—8 лет; удовлетворительном качестве технического обслуживания и экс-
__ Приложение 2
плуатации механизмов, кранового пути и т.п. назначенный календарный оста-
точный ресурс экспертным методом с момента проведения оценки (по сравне-
нию с установленным по данным паспорта крана) — до 10 лет.
При превышении наработкой паспортного ресурса сверх установленной
предельной нормы, но остальных условиях в соответствии с п. а возможно на-
значение календарного остаточного ресурса экспертным методом до 10 лет.
Независимо от наработки при наличии отремонтированных •Трещин уста-
лостного характера (новых или ранее обнаруженных) обязательна проверка
конструкции с применением методов неразрушающего контроля, а также
подтверждение этого соответствующим усталостным расчетом. При положи-
тельных результатах проверки возможно назначение календарного остаточ-
ного ресурса экспертным методом до 5 лет.
Для кранов групп режима А6-А8 в качестве основного предусматривается
расчетный, или экспериментально-расчетный, метод определения ресурса.
Обязательна проверка элементов конструкции с использованием методов
разрушающего контроля.
Расчеты и экспериментальное определение изменения механических
свойств металла выполняются с учетом требований и рекомендаций методиче-
ских указаний. Как правило, назначенный календарный остаточный ресурс
с момента проведения оценки (по сравнению с установленным по данным
паспорта крана) — до 5 лет. Экспертный метод допускается только для кра-
нов, в конструкциях которых не выявлены усталостные повреждения. При
этом группа классификации крана по паспорту должна быть не ниже опреде-
ленной по фактическим данным.
Приложение *
Оценка остаточного ресурса крана мостового г/п Ют, пролетом 16,5 м,
зав. № 294, per. № 265, установленного в ремонтно-механическом цехе
РУП «Могилевлифтмаш»
1. Техническая характеристика крана
Мостовой кран используется для ремонтных и погрузочных работ. Режим
работы (по паспорту) — средний, ПВ — 25 % (соответствует группе класси-
фикации А5).
Металлоконструкция крана сварная, коробчатая. Материал металлокон-
струкции ВстЗкп, ГОСТ 380-60. Масса крана полная 13 480 кг. Масса моста
9130 кг. Масса главной балки 3000 кг. Масса тележки с механизмами 2340 кг.
Привод механизма передвижения крана — центральный. Кран изготовлен
в 1971 г. заводом ПТО, г. Комсомольск-на-Амуре.
Установлен и введен в эксплуатацию в ремонтно-механическом цехе
в марте 1971 г., где используется для ремонтных и погрузочных работ.
2. Сведения о ремонтах металлоконструкции и состоянии мехниинмоп крипа
В соответствии с записями в паспорте крана ремонт расчетных лпомонтоп
металлоконструкции за время эксплуатации крана не пронодплеи.
По данным четырех обследований крана на предмет продлен и и ервкп
службы каких-либо недопустимых дефектов металлоконструкции ранен ни
выявлено.
Состояние механизмов удовлетворительное; сведения о ремонте пли заме-
не узлов и механизмов в паспорте крана отсутствуют. Срок службы кпппта
1 год и 4 месяца.
Ходовые колеса крана — реборды ходовых колес восстановлены ипплкп-
кой до проектных размеров.
Износ крановых и подтележных рельсов не выявлен. Ход крана и тележки
: плавный.
3. Данные о фактических условиях эксплуатации крана
По данным владельца крана, за время эксплуатации кран находился в ра-
боте в среднем 260 дней в году, выполняя в день по 24 цикла.
Распределение масс транспортируемых грузов в процентах от общего чис-
ла циклов: Ют — 2 %; 5...6т — 8 %; 1...2т — 40 %; 0,5... 1т — 50 %.
В дальнейшем, по информации владельца, условия эксплуатации крана
в данном технологическом процессе существенно не изменятся.
Владелец предполагает эксплуатировать кран еще в течение 15 лет.
Оценка фактической группы классификации крана принята с 1971 по
2020 г., т.е. равной 50 годам.
За это время кран выполнит общее число рабочих циклов:
С£= 50-260-24 циклов = 312 000 циклов, или 100 %.
290
приложение в
Коэффициент нагружения определяется по формуле:
где Qi = 10 т; Ci/CT = 0,02; Q2 = 6 т; С2/Ст = 0,08; Qs = 2 т; С3/Ст = 0,4; Q4 = 1 т;
С4/Ст = 0,5.
В соответствии с принятой в ИСО системой классификации для каждой из
групп режимов с = CKpi = const.
Для группы режима работы А5 эта величина составляет 125 000, а для
группы АЗ — 31 500.
В рассматриваемом случае с=CKpi=312 000 - 0,041 = 12 792, что находится
в пределах значения для групп классификации АЗ. Таким образом, по пока-
зателям классификационной группы (режима работы) к концу срока экс-
плуатации крана она не превысит АЗ.
4. Контрольная проверка по критерию сопротивления усталости
Дополнительно проведем контрольную проверку по критерию сопротив-
ления усталости пролетной (главной) балки моста крана. Проверка выполня-
ется в соответствии с методикой СТО 24.09-5281-01-93.
Величина расчетной подвижной нагрузки на балку составляет:
v GT+Grp 22,95+98,1 „„ _ „
Р ~------~ =---------= 60,5 кН.
2 2
Изгибающий момент от подвижной нагрузки
Мв = Р- = 60,5- = 248 кН м.
4 4
Изгибающий момент от собственной массы главной балки
= G6^ = 29,43-^= 121,4 кН-м.
4 4
Суммарный изгибающий момент
М = Ме+Мб = 248+121,4=369,4кН-м. .
Момент сопротивления сечения главной балки
Wx-x =4264 см3.
Максимальное напряжение изгиба главной балки
Отах = =86,62 МПа.
max w
,г х-х
Коэффициент асимметрии напряжений
Р=
Ме _ 121,4
М 369,4
= 0,328.
Прило*е... i
Коэффициент условий нагружения
yv = 2,0(1,2-р) = 2,0(1,2 -0,328) = 1,744.
Для категории концентрации напряжений (примыкание диафрагмы к стен-
ке и поясу) значение расчетного сопротивления материала Rv = 60 МПа.
Для группы классификации АЗ коэффициент режима av =2,0.
Условие усталостной прочности имеет вид:
— ^тах*
В данном случае 60 -1,744 • 2 = 208,8 > 86,62.
Условие усталостной прочности выполняется.
Заключение
Остаточный ресурс крана мостового г/п Ют, пролетом 16,5 м, зав. 294,
per. № 265 на основании проведенных расчетов назначается 15 лет, т.е.. как
и запрашивал владелец, по 2020 г. При этом условия эксплуатации icpnim
должны быть не интенсивнее тех, которые существуют в настоящее премя.
Приложение 4U
Группа классификации и периодичность первичных
и повторных технических диагностирований различных типов (моделей)
кранов в зависимости от условий их эксплуатации
Группа классификации (паспортная) Первичное^ техническое диагностирование кранов в годах, установленных Рекомендуемое повторное техниче- ское диагностиро- вание кранов, установленных
Тип (модель) крана По Правилам 1969 г. По ГОСТ 25546 По ИСО 4301/1 ! ’ - на открытом воздухе или эксплуатируемых в условиях повышенной агрессивности окружающей среды в помещении | на открытом воздухе или эксплуатируемых в условиях повышенной агрессивности окружающей среды, не реже в помещении, не реже
1 2 3 4 5 6 7 8
Мостовой однобалочный опорный с электроталью по ГОСТ 22045 Л зк АЗ 15 20 1 раз в 2 года 1 раз в 3 года
Козловой с электрота- лью по ГОСТ 27584 Л 1К,2К ЗК А1.А2 АЗ 18 15 25 20 1 раз в 2 года 1 раз в 3 года
Мостовой и козловой по ГОСТ 27584, полукозло- вой, консольный, кабель- ный, портальный, мос- товой перегружатель Редко исполь- зуемые Л С т ВТ 1К 2К, ЗК 4К.5К 6К, 7К 8К А1 А2.АЗ А4,А5 А6,А7 А8 16 16 16 12 12 30 20 16 16 12 1 раз в 3 года 1 раз в 2 года Тоже » » 1 раз в 10 лет 1 раз в 5 лет 1 раз в 3 года 1 раз в 2 года 1 раз в 2 года
Башенный строитель- ный, кран-лесопогруз- чик грузоподъемно- стью*: до 10 т включительно свыше 10 т Л, С л, с 4К,5К 4К, 5К А4,А5 А4,А5 10 16 — 1 раз в 3 года
expert!2 для http://rutracker.org
(Приложение 4
241
Продолжение прил. 4
1 2 8 4 5 6 7 8
Башенный для гидро- технического строитель- ства* Т 6К, 7К А6.А7 10 — 1 раз в 3 года —
Кран башенный при- ставной Л 4К А4 16 — 1 раз в 3 года —
Мачтовый кран Л 4К А4 10 — 1 раз в 3 года —
Кран стреловой несамо- ходный грузоподъемно- стью:
до 10 т включительно л 4К А4 10 — 1 раз —
свыше 10 т л 4К А4 16 — в 3 года —
Стреловой переносной (типа «Пионер», КЛ и др.)* — — — 8 — 1 раз в 3 года —•
Автомобильный типа КА по ГОСТ 22827 гру- зоподъемностью до 30 т — — — 10 1 раз в Я года —
включительно
Пневмоколесный типа КП, на короткоба- зовом шасси типа КК, •
гусеничный типа КГ по ГОСТ 22827 грузо-
подъемностью:
до 100 т включительно — — — 10 — 1 раз —
свыше 100 т — — 13 — в 3 года —
На спецшасси типа КШ, типа КПП (ALL—Ter- rain)** грузоподъемно- стью:
до 100 т включительно — — 10 — —
от 100 до 250 т вклю- чительно — — 13 — 1 раз в 3 года —
свыше 250 т — 15 — —•
294
Приложение 4
Продолжение прил. 4
1 2 3 4 5 6 7 8
Железнодорожный — - — 12 — 1 раз в 2 года 1 раз в 2 гЬд«
Тракторный — — 7 — 1 раз в 2 года 1 раз в 2 годг
Специальный монтаж- ный автомобильный ти- па МКА, МКАС грузо- подъемностью:
до 10 т включительно — —« — 10 — 1раз в 3 года —
от 10 до 25 т —- 13 — • —
Специальный монтаж- ный пневмоколесный типа МКТ, МКП грузо- подъемностью:
до 16 т включительно ' —’ —. — 10 — —
от 16 до 40 т включи- 13 1 раз
тельно в 2 года
свыше 40 т — — — 15 — —
Стреловой самоходный — — 15 — 1 раз —
зарубежных фирм в 2 года
Специальный монтаж- ный козлового типа КМК, УКК, МККС гру- зоподъемностью: г
до 15 т включительно — — — 20 — 1раз —
свыше 15 т — — 25 — в 2 года —
Специальный монтаж- ный гусеничного типа МКГ, КГ, МКГС грузо- подъемностью : 1
до 40 т включительно — — 11 — 1 раз —
свыше 40 т — — — 15 — в 2 года —
11риложенне -l ' 295
Окончание прил. 4
1 2 3 4 в 6 7 8
Специальный монтаж- ный башенного типа БКСМ, МКС, КП грузо- подъемностью:
до 10 т включительно — — — 10 — —
от 10 до 25 т включи- тельно — — — 13 — 1 раз в 2 года —
свыше 25 т — — — 15 — —
* — нормативный срок службы установлен при полуторасмен ной работе «район. Ирк
более интенсивном использовании кранов нормативный срок службы должен быть скор
ректирован.
* * — КПП (ALL—Terrain) — кран на шасси повышенной проходимости, имеющий гид
ромеханическую полноприводную трансмиссию, пневмогидравлическую регулируемую
подвеску мостов, все управляемые колеса и другие особенности, которых нет у к ранов па
шасси автомобильного типа.
Приложение 5
Проверка металлических конструкций кранов
на сопротивление усталости
Проверку несущих элементов металлических конструкций кранов на со-
противление усталости выполняют в том случае, если группа классификации
(режима) кранов достигла граничных значений, указанных в настоящем
приложении, а также при наличии усталостных повреждений в несущих эле-
ментах металлоконструкций.
Таблица
Граничные значения групп классификации (режима) по ГОСТ 25546 и ИСО 4301/1,
при которых необходима проверка на сопротивление усталости
Группа классификации Примечание
Паспортная Фактическая расчетная (граничное значение)
По Прави- лам 1969 г. ПоГОСТ 25546- По ИСО 4301/1 ПоГОСТ 25546 По ИСО 4301/1
Л IK, 2К А1.А2 ЗК АЗ При фактической группе 7К/А7 и выше (при отсутст- вии усталостных поврежде- ний) срок службы кранов мо- жет быть продлен на 1 год
С* зк АЗ 5К А5
с 4К.5К А4.А5 7К А7 При фактической группе 8К/А8 и выше (при отсутст-
т 6К, 7К А6, А7 8К А8 ний) срок службы кранов может быть продлен на 1 год
ВТ 8К А8 — — Проверка не требуется
* — справедливо только для кранов, на которых в качестве механизма подъема ис-
пользована электрическая таль, передвигающаяся по монорельсу.
Литература
Основная литература
1, Бочаров, В.С. Основы качества и надежности строительных машин: учеб./ В.С. Бо-
чаров, Д.П. Волков. М.: Машиностроение-1, 2003. 255 с.
2. Диагностирование грузоподъемных машин / В.И. Сероштан [и др.]. М.: Машино-
строение, 1992.192 с.: ил.
3. Зорин, БА. Надежность машин : учеб. / В.А. Зорин, В.С. Бочаров. Орел : Изд-во
ОрлГТУ, 2003. 549 с.
4. Зорин, ВЛ. Основы работоспособности технических систем : учеб, для вузов /
В.А, Зорин. М,; ООО «Магистр-Пресс», 2005. 536 с,
5. Ивашков, И.И. Монтаж, эксплуатация иремонт подъемно-транспортных машин :
учеб, для машиностр. вузов / И.И. Ивашков. М.: Машиностроение, 1981. 335 с.:
ил.
6. Максименко, А.Н. Эксплуатация строительных и дорожных машин : учеб, посо-
бие / А.Н. Максименко. СПб.: БХВ-Петербург, 2006. 400 с.
7. Электрооборудование системы управления подъемно-транснортнымн машиипми ;
учеб, пособие / П.А. Сорокин [и др.]. Тула : Изд-во ТулГУ, 2003. 380 п.
Диполнительнаг литература
1. Балашов, В.П. Грузоподъемные и транспортирующие машин.. водах птр*1"
тельных материалов: учеб, для техникумов / В.П. Балашов. М.: Миш и понТ|Ю0Н н<
1987.384 с.: ил.
2. Васильев, СИ. Основы автоматики и автоматизации перегрузочных работ: I IpiiOopi
системыиустройствабезопаснойэксплуатацииПТМ:учеб. нсинбиг/С.И. Пш-и»!».!•••
И.С. Катрюк, Н.И. Кашубский. Красноярск : ИПЦКГТУ. 2005. 181 с.
3. Концевой, Е.М. Ремонт крановых металлоконструкций/Е.М. Концевой, В.М.
зенштейн. М.: Машиностроение, 1979. 206 с.
4. Коншин, В.М. Методы и средства диагностирования в системе сервнси с-циштгл ы i i-i х
и дорожных машин: учеб, пособие / В.М. Коншин. М.: Изд-во МАДИ (1’ТУ ), 200-1.
118 с.
5. Лагерев, АВ. Диагностика и дефектация подъемно-транспортного оборудования
и крановых путей : учеб, пособие / А.В. Лагерев. Брянск ; Изд-во Брянского ГТУ,
2005.156 с.
6. Лагерев, А.В. Приборы и методы диагностики подъемно-транспортного оборудова-
ния и крановых путей : учеб, пособие / А.В. Лагерев. Брянск : Изд-во Брянского
ГТУ, 2004. 123 с.
7. Методические рекомендации по проведению технического диагностирования гру-
зоподъемных кранов с истекшим сроком службы. Минск : «Инженерный центр»
«БОИМ», 2006. 328 с.
8. Правила устройства и безопасной эксплуатации грузоподъемных кранов. Минск:
УП «Диэкос», 2005. 220 с.
9. Прокопенко, Н.И. Экспериментальные исследования двигателей внутреннего сго-
рания / Н.И. Прокопенко. Омск: Изд-во ОТИИ, 2006. 469 с.
10. Проников,А.С. Параметрическая надежность машин / А.С. Проников. М.: Ивд-по
МГТУ им. Н.Э. Баумана, 2002. - 560 с.
expert!2 для http://rutracker.org
4,~Г<>
мнература
11. Справочное пособие по ремонту металлоконструкций грузоподъемных кранов /
А.А. Короткий, М.Н. Хальфин, Б.Ф. Иванов, А.С. Логинов. Новочеркасск : НГТУ,
1994. 180 с.
12. Тайц, В.Г. Безопасная эксплуатация грузоподъемных машин : учеб, пособие /
В.Г. Тайц. М.: ИКЦ Академкнига, 2005. 383 с.
13. Федосеев, В.Н. Приборы и устройства безопасности грузоподъемных машин:
справ. / В.Н. Федосеев. М.: Машиностроение, 1990. 320 с.: ил.
14. Харазов, А.М. Техническая диагностика гидроприводов машин / А.М. Харазов.
М.: Машиностроение, 1979.112 с.
15. Эксплуатация подъемно-транспортных, строительных и дорожных машин: учеб.
Ч. 1. / В.А. Зорин [и др.]; под ред. проф. В.А. Зорина. М. : УМЦ «Триада», 2006.
472 с.
16. ГОСТ 25044-81. Техническая диагностика. Диагностирование автомобилей, трак-
торов, сельскохозяйственных, строительных и дорожных машин. Основные поло-
жения.
17. ГОСТ 20911-89. Техническая диагностика. Термины и определения.
18. РД-10-117—95. Требования к устройству и безопасной эксплуатации рельсовых
путей козловых кранов. Госгортехнадзор России, 1997.105 с.
19. СНиП 3.08.01-85. Механизация строительного производства. Рельсовые пути ба-
шенных кранов. Госстрой СССР. М.: ЦИТП Госстроя СССР, 1986. 48 с.
20. ГОСТ 27584. Краны мостовые и козловые электрические. Общие технические ус-
ловия.
21. РД 10-112-97. Методические ука ta ад р обследованию грузоподъемных машин
с истекшим сроком службы.
22. РД 10-43—2001. Методические указания по проведению технического диагности-
рования грузоподъемных кранов с истекшими сроками службы. Общие требова-
ния к периодичности и видам работ. Минск, 2001.
23. РД 24-112—5Р. Руководящий документ по оценке остаточного ресурса кранов мос-
тового типа. М.: Гостехнадзор России. 2002.
Оглавление
Список сокращений ......................................... ....... 8
Введение .............................................................. 4
1. Работоспособность строительных, дорожных и подъемно-транспортных
машин ........... ............................................... б
1.1. Основные понятия .............................................б
1.2. Классифш :ация отказов ................................... б
1.3. Показатели работоспособности СДПТМ ...........................б
1.4. Характерные виды потери работоспособности основных узлов рабочего
оборудования, сборочных единиц и систем СДПТМ ....................8
1.5. Допустимый и предельный уровни потери работоспособности СДПТМ .9
1.6. Изнашивание деталей машин ....................................11
1.7. Коррозионные повреждения металлоконструкций кранов ...........18
1.8. Общие понятия о трении и его влиянии на изнашивание...........16
1.9. Оценка надежности СДПТМ .................................... 17
1.10. Определение закона отказов и ресурса машин в эксплуатации 19
1.11. Определение количества наблюдаемых объектов ..................84
1.12. Оценка достоверности и точности результатов по выборочным
данным...................................................... 86
1.13. Определение безотказности систем ......................... 86
1.14. Обеспечение надежности при проектировании, изготовлении
и эксплуатации машин .............................................87
1.15. Нормирование показателей надежности...........................88
1.16. Характеристика действующих нагрузок и их влияние
на работоспособность машин........................................34
1.17. Методы определения эквивалентных нагрузок.....................37
1.18. Основные факторы, влияющие на прочность деталей машин. Виды откааов
по критерию прочности. Направления по снижению напряжений......89
1.19. Технологические способы упрочнения деталей машин .............40
1.20. Расчеты на прочность .........................................41
1.21. Обеспечение работоспособности и безопасности машин
при неблагоприятных условиях эксплуатации ........................48
1.22. Сохранение и повышение работоспособности машин ...............45
Г.23. Сохранение работоспособности СДПТМ с учетом требований
Госпроматомнадзора (Госгортехнадзора) и Госавтоинспекции .....49
1.24. Основы восстановления работоспособности СДПТМ ................51
1.25. Планирование поддержания и восстановления работоспособности
СДПТМ.............................................................52
Контрольные вопросы и задания .........................................60
2. Диагностирование строительных, дорожных, подъемно-транспортных
машин и оборудования.................................................62
2.1. Основные понятия .............................................62
2.2. Выбор параметров диагностирования. Постановка диагноза........65
2.3. Методы диагностирования машин.................................67
expert!2 для http://rutracker.org
300
Оглапление
2.4. Прогнозирование остаточного ресурса СДПТМ....................71
2.5. Структурная схема диагностирования ..........................77
2.6. Диагностирование машины в целом...............................79
2.7. Диагностирование систем двигателя внутреннего сгорания.......86
2.8. Диагностирование трансмиссии ........................... 95
2.9. Диагностирование движителей .................................107
2.10. Диагностирование систем управления..........................109
2.11. Диагностирование силового электропривода ...................110
2.12. Диагностирование электрооборудования .......................112
2.13. Диагностирование металлоконструкций.........................118
2.14. Диагностирование гидропривода ..............................120
2.15. Дефекты и диагностирование металлических конструкций ПТМ ...125
2.16. Диагностирование крановых путей.............................140
2.17. Диагностирование канатов ...................................146
2.18. Диагностирование барабанов и блоков.........................152
2.19. Диагностирование тормозов...................................156
2.20. Диагностирование ходовых колес и крюков ....................161
2.21. Диагностирование муфт ......................................167
2.22. Диагностирование опорно-поворотных устройств................169
2.23. Устройство, функциональное назначение и диагностирование
приборов безопасности грузоподъемных машин.......................172
Контрольные вопросы и задания.........................................181
3. Средства диагностирования .......................................183
3.1. Основные понятия............................................183
3.2. Первичные преобразователи ...................................185
3.3. Датчики систем диагностирования СДПТМ.......................199
3.4. Оборудование для диагностики СДМ............................231
Контрольные вопросы и задания....................................256
4. Организация диагностирования СДПТМ............................ 2&Ч
4.1. Организационные принципы диагностирования СДПТМ ...........257
4.2. Организация технического диагностирования
грузоподъемных кранов с истекшим сроком службы..................266
Контрольные вопросы и задания......................................270
Заключение....................................................271
Приложение 1. Характерные дефекты и повреждения механизмов,
канатно-блочных систем и других узлов кранов.................273
Приложение 2. Прогнозирование остаточного ресурса
металлоконструкций кранов мостового типа ....................282
Приложение 3. Оценка остаточного ресурса крана мостового г/п 10 т,
пролетом 16,5 м, зав. № 294, per. № 265, установленного
expert! 2 для http://rutracker.org
Oia.hiavi««-
Приложение 4. Группа классификации и периодичность первичных
и повторных технических диагностирований различных типов
(моделей) крапов в зависимости от условий их эксплуатации ....202
Приложение 5. Проверка металлических конструкций кранов
на сопротивление усталости.................................. 296
Литература.......................................................207
expert!2 для http://rutracker.org
Учебное издание
Максименко Алексей Никифорович
Антипенко Григорий Леонидович
Лягушев Геннадий Степанович
ДИАГНОСТИКА
СТРОИТЕЛЬНЫХ, ДОРОЖНЫХ
И ПОДЪЕМНО ТРАНСПОРТНЫХ МАШИН
Учебное пособие
Ответственный за выпуск Е.Б. Славина
Лицензия ИД № 02429 от 24.07.00. Подписано в печать 15.01.2008.
Формат 70x100 */16. Бумага газетная. Гарнитура Школьная. Печать офсетная.
Усл. печ. л. 24,7. Уч.-изд. л. 18,5. Тираж 1200 экз. Заказ № 3028
«БХВ-Петербург», 194354, Санкт-Петербург, ул. Есенина, 5Б.
Санитарно-эпидемиологическое заключение на продукцию № 77.99.02.953.Д .006421.11.04
от 11.11.2004 г. выдано Федеральной службой по надзору в сфере защиты прав потребителей
и благополучия человека.
Отпечатано с готовых диапозитивов в ГУП «Типография “Наука”».
199034, Санкт-Петербург, 9-я линия, 12.
expert22 для http://rutracker.org
Диагностика
строительных, дорожных
И ПОДЪЕМНО—ТрАНСПОрТНЫХ
МАШИН
Максименко Алексей Никифорович
КАНДИДАТ ТЕХНИЧЕСКИХ НАук, ДОЦЕНТ, ПрофЕССОр КАфЕДрЫ
"Строительные, дорожныЕ, подъЕМно-трднспортныЕ
машины и оборудовАниЕ" БЕЛорусско-Российского
УНИВЕРСИТЕТА.
Заслуженный рдботник обрлзовАния Ргспублики Беларусь,
Автор НЕСКОЛЬКИХ уЧЕбнИКОВ И уЧЕбнЫХ ПОСОбиИ
ПО ЭКСПЛУАТАЦИИ СТРОИТЕЛЬНЫХ И ДОрОЖНЫХ МАШИН.
expert!2 для http://rutracker.org
н <?t? ое i; ! я ? : я .* < f:. -fl