/




























































































































































































Автор: Крусь Г.Н. Храмцов А.Г. Волокитина З.В. Карпычев С.В.
Теги: продукты животноводства и охоты пищевое производство молокопроизводство
ISBN: 5-9532-0166-4
Год: 2006




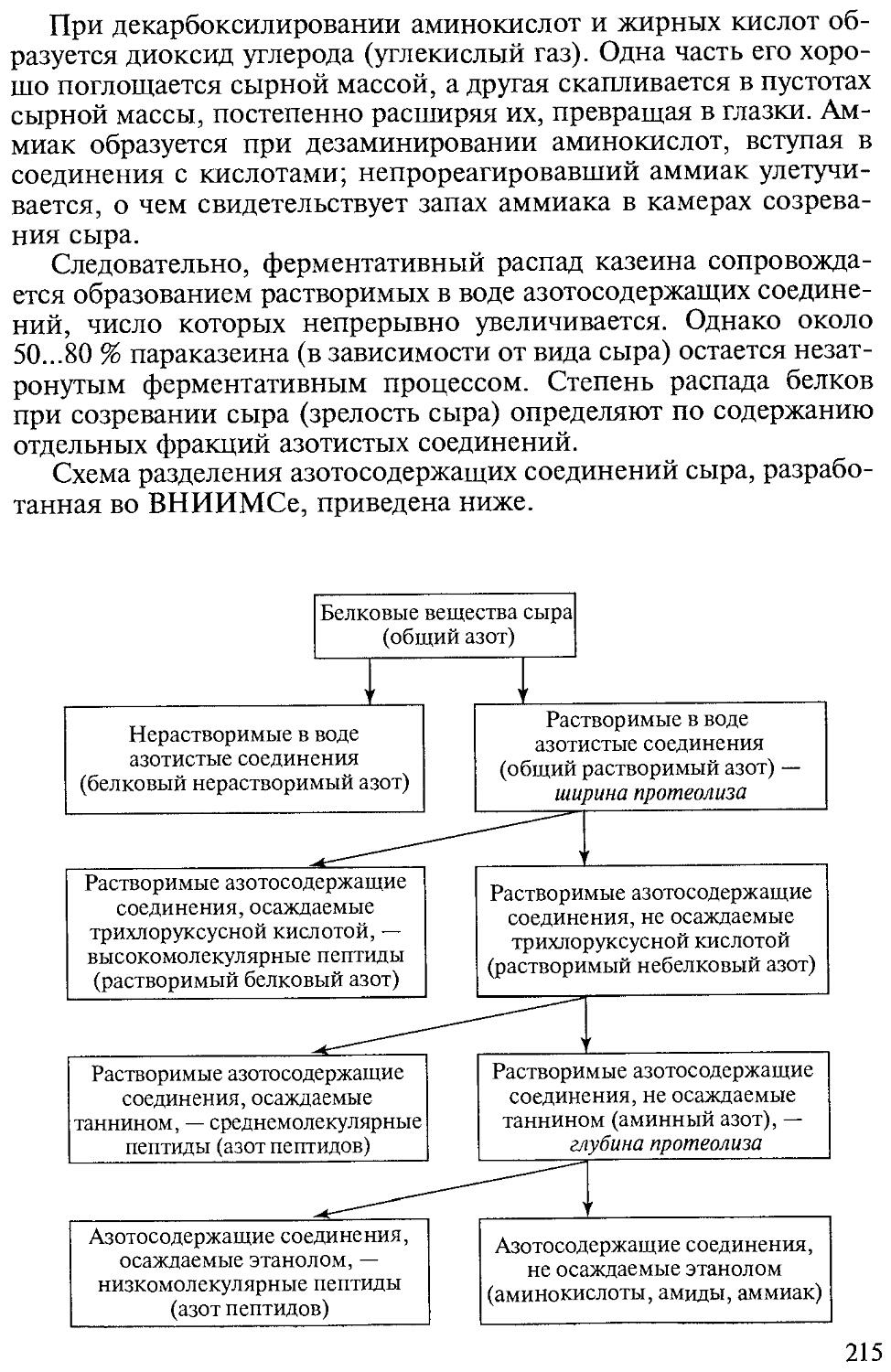
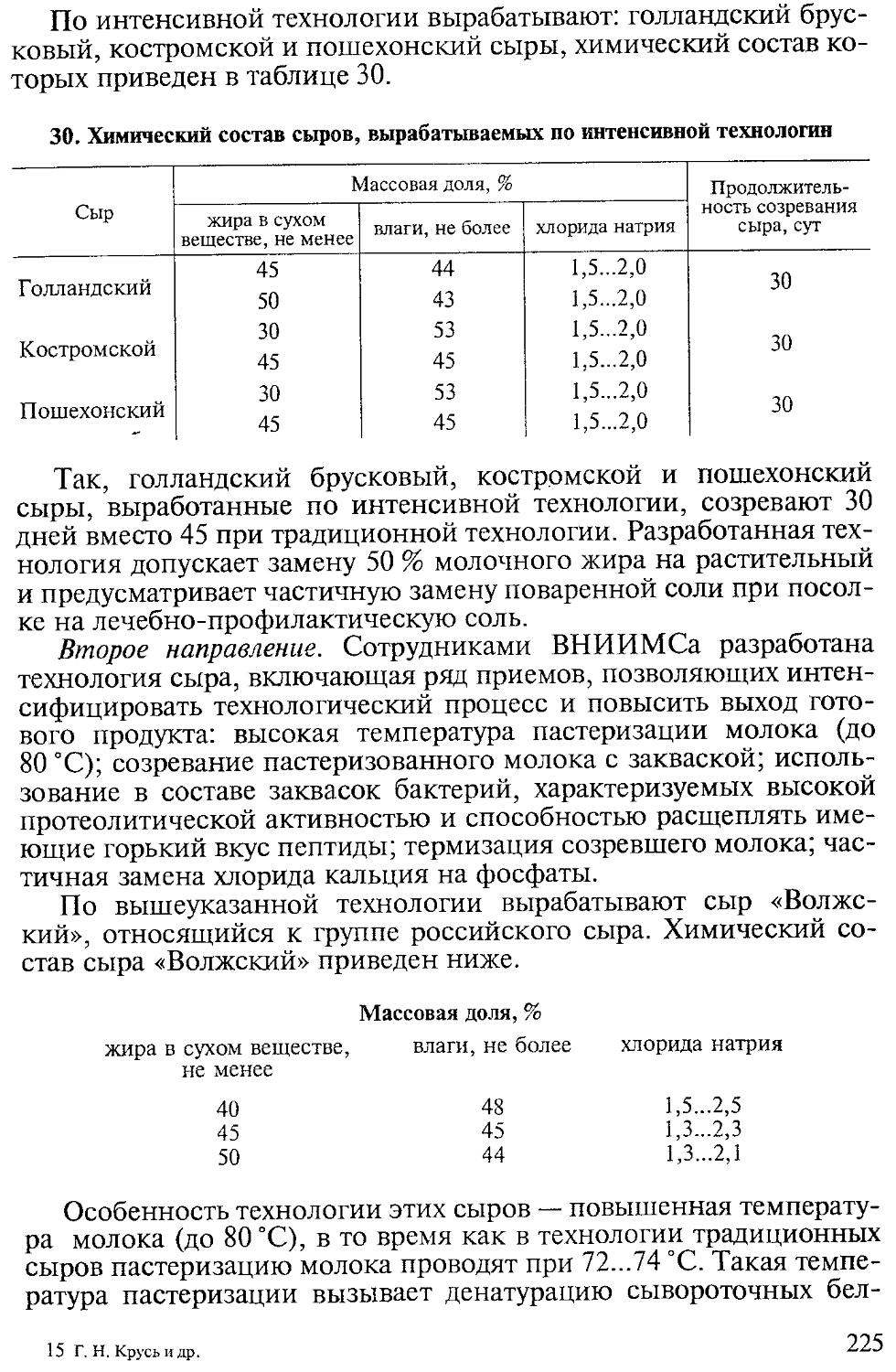
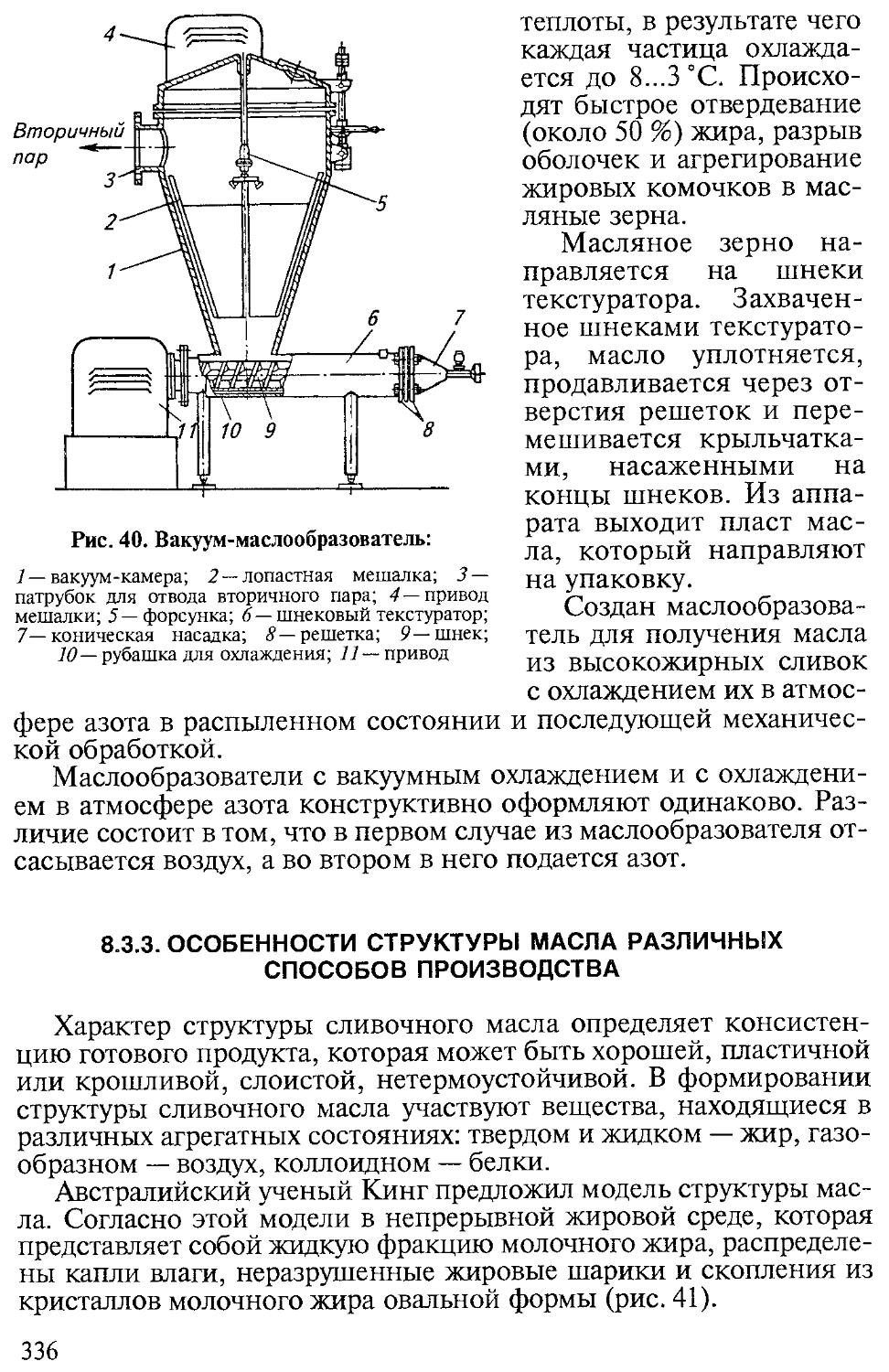
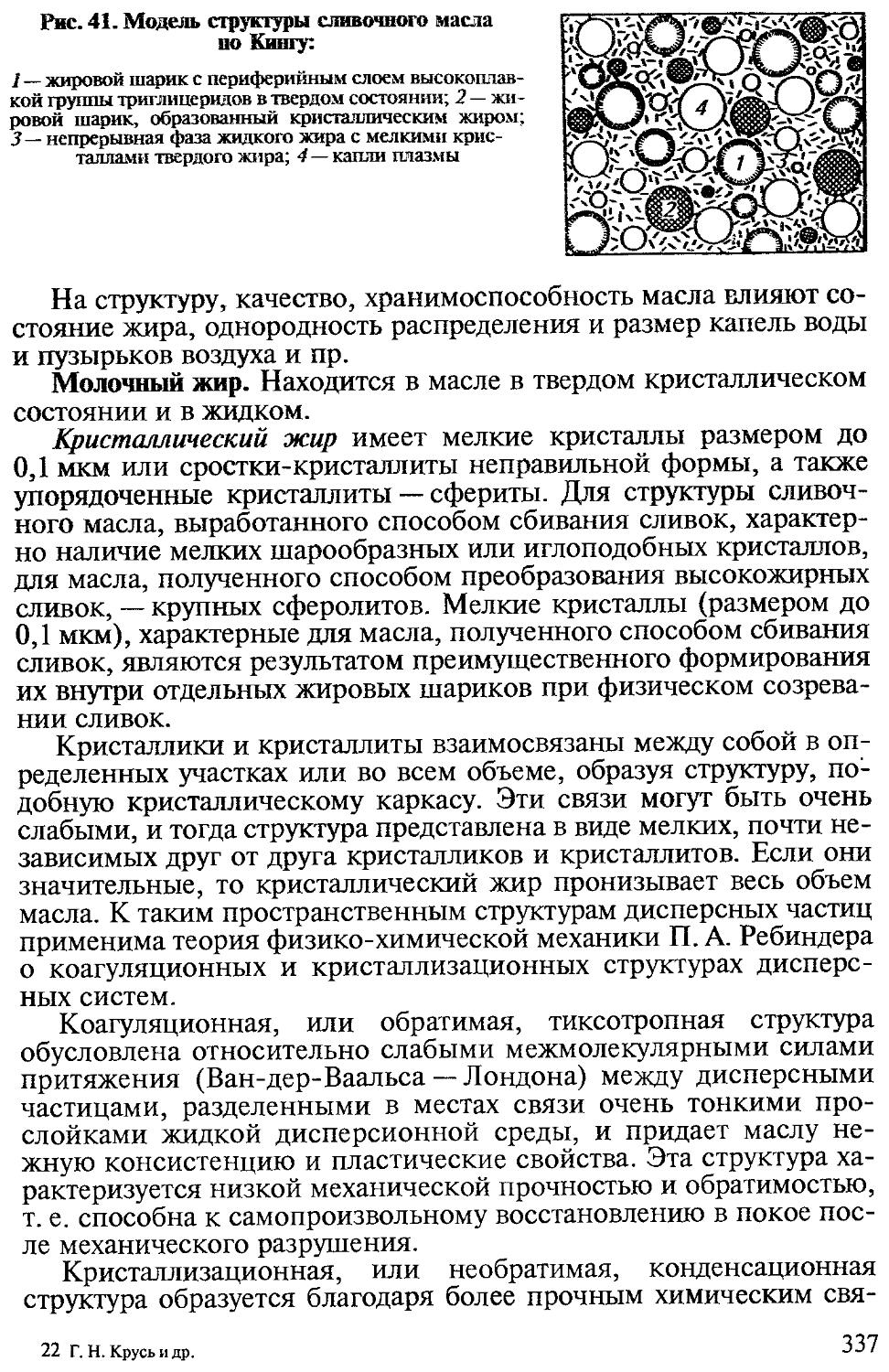
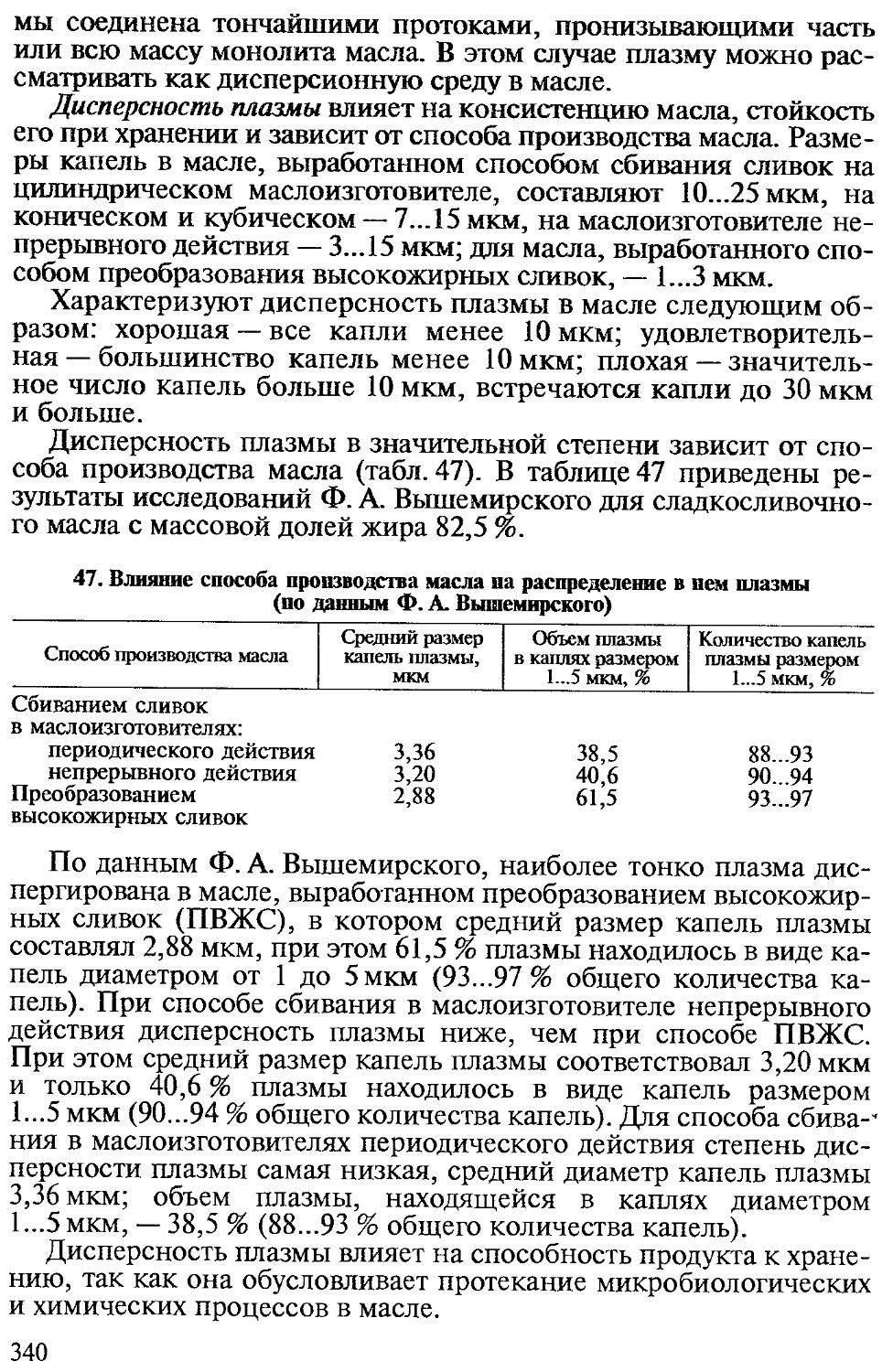
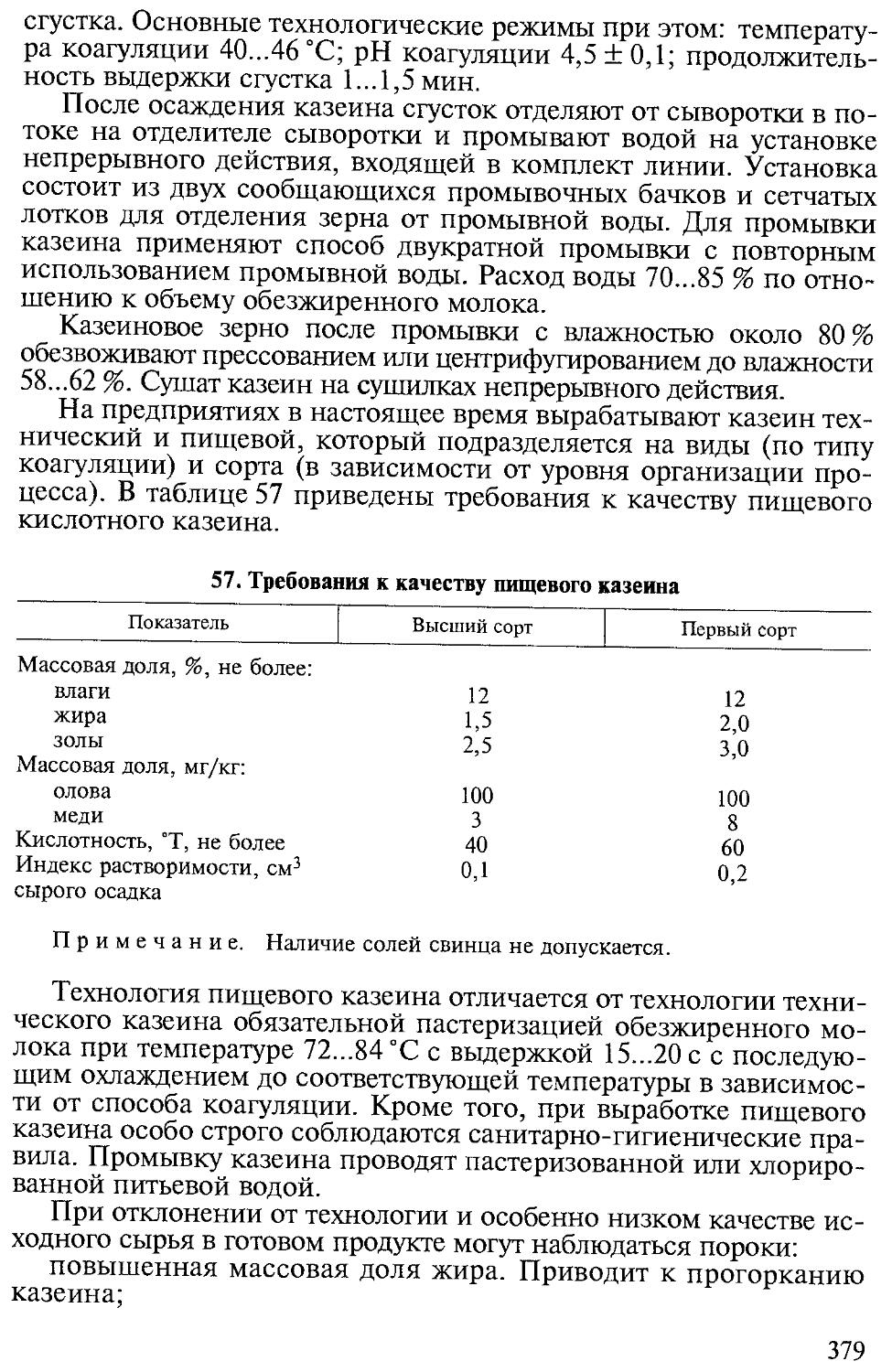
Текст
УЧЕБНИК
Н КРУСЬ, А. г. ХРАМЦОЙ, в. волокитанд с в. Карпычев
хнологкя
МОЛОКА
1 молочных
I
-КолосС >
УЧЕБНИКИ И УЧЕБНЫЕ ПОСОБИЯ ДЛЯ СТУДЕНТОВ ВЫСШИХ УЧЕБНЫХ ЗАВЕДЕНИЙ
Г. Н. КРУСЬ, А. Г. ХРАМЦОВ, 3. В. ВОЛОКИТИНА, С. В. КАРПЫЧЕВ
ТЕХНОЛОГИЯ МОЛОКА И МОЛОЧНЫХ ПРОДУКТОВ
Под редакцией д-ра техн, наук, проф. А. М. Шалыгиной
Допущено Министерством образования Российской Федерации в качестве учебника для студентов высших учебных заведений, обучающихся по специальности «Технология молока и молочных продуктов» направления подготовки дипломированных специалистов «Технология сырья и продуктов животного происхождения»
МОСКВА «КолосС» 2006
УДК 637.1 (075.8)
ББК 36.95я73
К84
Редактор Г. А. Гусева
Рецензенты: д-р техн, наук, проф. К. К. Полянский (кафедра технологии молока и молочных продуктов Воронежской государственной технологической академии), канд. техн, наук С. А. Гудков (РАСХН)
Крусь Г. Н. и др.
К84 Технология молока и молочных продуктов/Г. Н. Крусь, А. Г. Храмцов, 3. В. Волокитина, С. В. Карпычев; Под ред. А. М. Шалыгиной. — М.: КолосС, 2006. — 455 с.: ил. — (Учебники и учеб, пособия для студентов высш. учеб, заведений).
ISBN 5—9532—0166—4
Описаны технологии молока, сливок, напитков, кисломолочных продуктов, мороженого, продуктов детского питания, масла и сыра. В каждой группе рассмотрены особенности технологии продуктов нового ассортимента.
Системно изложены вопросы промышленной переработки вторичных сырьевых ресурсов молочной отрасли АПК — обезжиренного молока, пахты и молочной сыворотки.
Показано современное состояние молочной промышленности. Уделено внимание основным направлениям расширения ассортимента путем создания продуктов с использованием сырья немолочного происхождения, вкусоароматических веществ, продуктов лечебно-профилактического назначения.
Для студентов вузов, обучающихся по специальности «Технология молока и молочных продуктов».
УДК 637.1 (075.8)
ББК 36.95я73
ISBN 5-9532-0166-4
© Издательство «КолосС», 2004
ПРЕДИСЛОВИЕ
По построению и содержанию данный учебник соответствует программе дисциплины «Технология молока и молочных продуктов». Все расчеты по нормализации сырья в производстве различных молочных продуктов даны в одном разделе «Производственные расчеты в молочной промышленности», причем для продуктов со сложным компонентным и сырьевым составом рассмотрены различные методы расчета рецептур, в том числе и экономико-математический.
В настоящее время в молочной промышленности произошли большие изменения, обусловленные прежде всего возрастающим использованием сырья немолочного происхождения. В связи с этим стандарт на термины и определения предусматривает деление всех продуктов из молока (кроме масла и сыра) на молочные и молокосодержащие.
Молочные продукты по новому стандарту допускается вырабатывать из натурального, восстановленного (изготовляется из сгущенного и сухого молока и воды) и рекомбинированного (изготовляется из отдельных частей молока и воды) видов молока и их смесей, а также из вторичного молочного сырья без использования немолочных жира и белка. При этом получаемые из вышеуказанных видов сырья продукты не разделяются на натуральные, восстановленные и рекомбинированные. Более того, по новому стандарту на термины и определения не допускается использовать термин «натуральный» даже по отношению к продукту, полученному из натурального молока. Таким образом, новый стандарт на термины и определения полностью исключает понятие «натуральные молочные продукты».
Молокосодержащие продукты должны содержать сухих молочных веществ не менее 25 % общего содержания сухих веществ в готовом продукте. Эти продукты вырабатывают из молока (натурального, восстановленного, рекомбинированного, а также из их смесей), вторичного молочного сырья и других ингредиентов немолочного происхождения. Молокосодержащие продукты (ацидофильный, варенцовый, йогуртный, ке
3
фирный, простоквашный, ряженковый, сметанный и творожный) вырабатывают по технологии соответствующих кисломолочных продуктов с последующей после сквашивания тепловой обработкой (термизация, пастеризация, УВТ-обработка и стерилизация). Такие продукты не содержат живой молочнокислой микрофлоры.
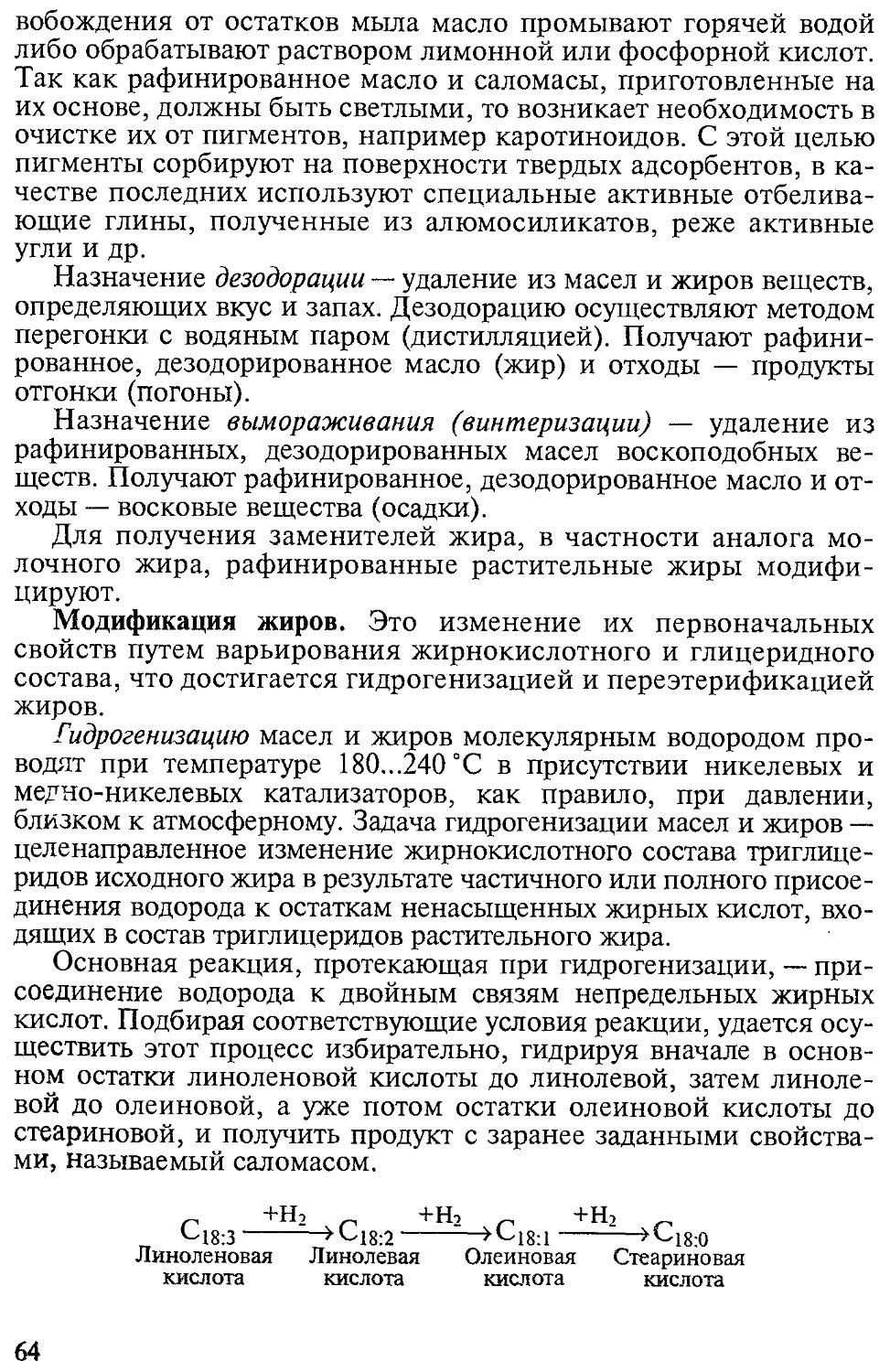
В технологии молочных продуктов, например масла, часть молочного жира допускается заменять на растительные жиры, чаще на аналоги молочного жира; последние получают, как правило, путем гидрогенизации растительных жиров. Гидрогенизация сопровождается изомеризацией жирных кислот, что приводит к накоплению в гидрогенизированном жире трансизомеров жирных кислот (до 30 % и более), в то время как в сливочном коровьем масле массовая доля их не превышает 8 %.
Кроме того, за последние годы разработаны молочные продукты различного функционального назначения с использованием витаминов, микро- и макроэлементов, бифидобактерий (представителей естественной микрофлоры желудочно-кишечного тракта человека), различных добавок и т. д. Натуральные пищевые добавки имеют высокую стоимость, поэтому в промышленности используют более дешевые аналоги натуральных пищевых добавок, т. е. вещества искусственного происхождения.
В связи с изложенным возникла необходимость рассмотреть изменения в ассортименте молочных продуктов с точки зрения науки о рациональном питании и полезности их для здоровья человека.
Основу рационального питания составляют три главных принципа: первый принцип — баланс энергии, т. е. равновесие между энергией, поступающей с пищей, и энергией, расходуемой в процессе жизнедеятельности; второй — удовлетворение потребностей организма в оптимальном количестве и правильном соотношении пищевых веществ; третий — режим питания, т. е. соблюдение определенного времени приема и количества пищи при каждом ее приеме.
Пища служит для человеческого организма источником энергии, которая выделяется при биологическом окислении и распаде сложных веществ на более простые.
Энергия, которая высвобождается из пищевых веществ при биологическом окислении, используется для обеспечения физиологических функций, связанных с жизнедеятельностью организма.
В соответствии со вторым принципом рационального питания в состав полноценного рациона должны входить пищевые вещества следующих классов: белки, жиры, углеводы; не
4
заменимые аминокислоты; незаменимые жирные кислоты; минеральные вещества, каждый из которых играет свою особую роль.
Белки, поступающие с пищей, выполняю! три функции: окисление углеродной цепи аминокислот вносит важный вклад в общий расход энергии; белки представляют собой источник аминокислот, в том числе незаменимых; белки служат предшественниками гормонов, порфиринов и др. Для нормального питания массовая доля незаменимых аминокислот в их общем количестве должна составлять 36...40 %, что обеспечивается при соотношении растительных и животных белков, равном 45: 55. По содержанию незаменимых аминокислот молочные белки наиболее ценные.
Жиры животного и растительного происхождения, как и углеводы, — один из основных источников энергии. Кроме того, они служат источником атомов углерода в синтезе холестерина и других стероидов. Растительные жиры — источник незаменимых жирных кислот. Оптимальное соотношение растительных и животных жиров 30:70, а жирных кислот следующее (%): насыщенных — 30, мононенасыщенных — 60, полинена-сыщенных — 10.
Углеводы — наиболее распространенные пищевые вещества. В результате окисления углеводов в организме человека образуется основная часть энергии. Кроме того, они служат предшественниками многих компонентов клеток.
К классу углеводов относятся пищевые волокна. Группу пищевых волокон составляют пектиновые вещества, гемицеллюлоза, лигнин и другие слабопереваримые в кишечнике полисахариды. Пищевые волокна содержатся во всех растительных продуктах, в продуктах животного происхождения они отсутствуют.
Несмотря на то что пищевые волокна не перевариваются организмом и не участвуют в метаболизме, они представляют собой физиологически важные компоненты пищи, поскольку необходимы для правильной перистальтики кишечника, сорбции ядов и токсинов. Кроме того, эти вещества — основной вид питания для кишечной микрофлоры. Отсюда следует, что потребление рафинированных (очищенных) видов пищи отрицательно сказывается на пищеварении и состоянии здоровья человека.
Витамины — незаменимые компоненты специфических коферментов или ферментов, участвующих в метаболизме и других реакциях. Ежедневная потребность в витаминах не превышает миллиграммов и даже микрограммов.
Минеральные вещества необходимы для нормального питания, их можно разделить на две группы: макроэлементы —
5
кальций, фосфор, магний (необходимое количество которых измеряется в граммах); микроэлементы — железо, йод, цинк, медь и др. (потребность в которых измеряется в микрограммах). Минеральные вещества выполняют различные функции. Они представляют собой структурные компоненты костей и зубов, служат электролитами при поддержании водно-солевого баланса крови и тканей, а также образуют простетические группы ферментов.
Ежедневное потребление белков, жиров, углеводов и других питательных веществ зависит от возраста человека, массы его тела, пола, а также от физической активности.
Рекомендуемый наукой о рациональном питании набор натуральных пищевых продуктов для ежедневного потребления позволяет полностью удовлетворить потребности человека в энергии и основных пищевых веществах; при этом особое значение имеют молоко и молочные продукты, которые обеспечивают 40 % общей энергетической ценности пищевого рациона человека.
Третий принцип рационального питания связан с соблюдением режима питания.
Соблюдение основ рационального питания — важнейший фактор в предупреждении и лечении заболеваний, а также преждевременного старения.
Ошибки в питании вызывают дисбаланс пищевых веществ: энергетический, белковый, жировой, углеводный, витаминный, минеральных веществ. И как следствие, приводят к нарушению обмена веществ в организме и возникновению заболеваний, в том числе такого распространенного заболевания, как дисбактериоз кишечника. Изменение нормального микробиоценоза желудочно-кишечного тракта нарушает процессы усвоения компонентов пищи и обмена веществ в организме.
Энергетический дисбаланс связан как с избытком, так и с недостатком энергоемкой пищи. Превышение общей энергоемкости пищи над энергозатратами организма, когда энергии поступает больше, чем расходуется, а излишек энергетических материалов откладывается в жировой ткани, приводит к увеличению массы тела, ожирению и преждевременному старению.
Значительно более низкая по сравнению с рекомендуемой энергоемкость пищи приводит к состоянию недоедания, которое в молодом возрасте тормозит развитие организма. Недоедание может быть причиной заболеваний и преждевременного старения.
Переедание, особенно за счет продуктов животного происхождения (мясо, мясопродукты, жиры), приводит к накоплению и замедленному выведению свободных радикалов, кото-
6
рые, нарушая функции различных биомембран, способствуют возникновению различных заболеваний (атеросклероз, диабет, гипертоническая болезнь и др.).
Существует два пути сокращения уровня свободных радикалов: снизить интенсивность их образования и повысить активность антиоксидантных систем. Снижения интенсивности образования свободных радикалов в организме можно достичь путем ограничения доли жирового и белкового компонентов в пище.
Второй путь связан с повышенным потреблением антиоксидантов. К ним относятся следующие вещества: аминокислоты (метионин, цистин, глутаминовая кислота); микроэлементы (магний, марганец, медь, цинк, селен); витамины (группы В, рутин, катехины, К, А, Е, аскорбиновая и никотиновая кислоты, каротины); вещества растительного происхождения — флавоноиды, полифенолы пряно-ароматических трав, таннины, янтарная кислота, бетанидин (красящее вещество свеклы), кверцетин, стероидные гликозиды, кофейная кислота, содержащаяся в яблоках, винограде, красных винах, и ряд других соединений. Антиоксидантные свойства имеют и продукты растительного происхождения — бобы, сладкий перец, репа, картофель, томаты, огурцы, лук-батун, цикорий, соки фруктов.
В практике рационального питания снижение свободных радикалов в организме достигается путем доведения общей энергоемкости суточного пищевого рациона до рекомендуемых норм за счет уменьшения потребления энергоемких продуктов, в том числе мяса, мясопродуктов, жиров, и включения в рацион достаточного количества молочных и растительных продуктов, последние обеспечивают организм антиоксидантами.
Белковый дисбаланс вызывается: увеличением общего количества потребляемого белка (свыше 1,2 г на 1 кг массы тела); преобладанием белков животного происхождения (более 60 %) над растительными; дефицитом серосодержащих аминокислот (метионин, цистеин), глутаминовой, аспарагиновой кислот, глицина; нарушением баланса между аминокислотами — лизином и аргинином.
Жировой дисбаланс связан с увеличением потребления холестерина (более 500...600 мг/сут); чрезмерным потреблением общего количества жира (свыше 30...35 % суточной энергоемкости рациона); преобладанием в пище жиров животного происхождения; дефицитом растительных жиров; низким соотношением полиненасыщенных и незаменимых жирных кислот (менее 0,5 % незаменимых жирных кислот); дефицитом липо-трофных веществ пищи (холин, метионин, фосфолипиды,
7
стерины, лецитин и др.); особенностями жирнокислотного состава пищи (увеличение дозы трансизомеров жирных кислот, длинноцепочечных жирных кислот, нарушением соотношения между полиненасыщенными жирными кислотами семейств т-3 — линоленовая кислота и т-6 — линолевая кислота). Из линолевой кислоты в организме синтезируется арахидоновая кислота, которая является предшественником так называемых клеточных гормонов. Арахидоновой кислоты в пищевых жирах очень мало, наиболее богатый источник линолевой кислоты — подсолнечное масло; арахидоновой — свиной жир.
Установлена роль жирных кислот семейства т-3 в профилактике и лечении атеросклероза, онкологической патологии и повышении иммунного статуса организма, потому эти кислоты относятся к числу нормируемых нутриентов. Для пожилых людей их содержание в пище должно быть не менее 1,5...2 г/сут.
Последние исследования показали, что потребление большого количества растительных масел угнетает иммунную систему.
Установлено, что увеличение доли липидов в питании до величин, превышающих физиологические потребности, сопровождается сокращением сроков жизни. Эта закономерность относится как к насыщенным, так и полиненасыщен-ным жирным кислотам, причем к полиненасыщенным даже в большей степени. Все это свидетельствует о необходимости снижения доли жиров до рекомендуемых для различных возрастных групп.
Углеводный дисбаланс связан с увеличение доли рафинированных простых углеводов (более 100 г/сут); снижением потребления сложных углеводов и слабопереваримых пищевых волокон (менее 100 г/сут).
Выявлено, что увеличение доли ди- и моносахаридов (главным образом пищевой рафинированный сахар) в питании четко коррелирует с частотой атеросклероза. Простые сахара, постоянно поступая в организм в большом количестве, помимо изменений в метаболизме углеводов нарушают липидный обмен. В значительной степени неблагоприятное действие простых углеводов проявляется при снижении физической активности человека, когда они не используются мышечной тканью и быстро превращаются в резервные жиры.
Противоположный эффект оказывают полисахариды (растительные — крахмал, животные — гликоген). Крахмал достаточно быстро всасывается в кишечник. Крахмал поступает в организм в основном составе хлебопродуктов, круп, овощей и фруктов, где содержится много пищевых волокон, нейтрализующих действие легковсасываемых простых углеводов.
8
Витаминный дисбаланс связан с нарушением рациона питания. Витамины относятся к незаменимым микрокомпонентам пищи в отличие от макрокомпонентов — белков, жиров и углеводов. Витамины не синтезируются (или синтезируются в недостаточном количестве) в организме человека и должны поступать с пищей. Кроме того, витамины определяют течение практически всех метаболических реакций в организме.
Недостаток, как и избыток, витаминов в организме приводит к заболеваниям. Рационально организованное питание позволяет удовлетворить потребности организма в витаминах за счет натуральных продуктов повседневного пользования (в том числе и молочных). При этом, например, недостаток витамина С восполняется путем использования цветной и белокочанной капусты, красного перца, черной и красной смородины, плодов шиповника.
Дисбаланс минеральных веществ опасен тем, что при недостатке или избытке минеральных веществ в организме человека возникают специфические нарушения, приводящие к заболеваниям.
Минеральные вещества выполняют пластическую функцию в процессах жизнедеятельности человека, участвуют в построении костной ткани, в обменных процессах организма — водносолевом, кислотно-щелочном, поддерживают осмотическое давление в клетках, влияют на иммунитет, кроветворение и свертываемость крови.
В зависимости от содержания в организме минеральные вещества делятся на макро- и микроэлементы. К макроэлементам относят натрий, калий, кальций, магний, фосфор, хлор и серу, к микроэлементам — железо, медь, марганец, никель, цинк, йод, хром, кобальт, фтор, молибден, кремний, селен и ванадий.
Анализ пищевых веществ свидетельствует о том, что рациональное питание позволяет удовлетворить потребности организма человека в макро- и микроэлементах.
Изменение нормального состава микрофлоры желудочно-кишечного тракта обусловлено прежде всего нарушением структуры питания. Кишечная микрофлора играет важную роль в жизнедеятельности организма человека. Нормальная микрофлора кишечника способствует гидролизу и всасыванию жиров, улучшает белковый и минеральный обмен, сбраживает углеводы, метаболизирует клетчатку, стимулирует перистальтику кишечника, продуцирует витамины К, В2, Bg, пантотеновую и фолиевую кислоты, ферменты, повышает иммунную защиту организма, резистентность его к инфекционным заболеваниям и неблагоприятным факторам внешней среды.
9
Нормальная микрофлора желудочно-кишечного тракта человека включает бифидобактерии, лактобактерии, бактероиды, кишечную палочку и др. Желудок и тонкий кишечник содержат очень мало микроорганизмов, в основном это лактобактерии с преобладанием L. acidophilus. Больше всего содержится микрофлоры в толстом кишечнике. Естественная среда толстой кишки здорового человека представлена бифидобактериями, а также другими анаэробными бактериями (Bacteroides, Veillonella), эубактериями. Бифидобактерии составляют более 60 % общего количества микрофлоры кишечника взрослого человека.
Лечение антибиотиками, химиотерапевтическими препаратами, неполноценное питание, возраст, заболевания и ряд других факторов приводят к нарушению состава микрофлоры желудочно-кишечного тракта. Уменьшается количество и видовой состав полезной микрофлоры, что приводит к подавлению нормальной флоры слизистых оболочек желудочно-кишечного тракта и развитию условно-патогенных бактерий. Последние выделяют токсичные вещества, что может привести к обратному их всасыванию и отрицательному влиянию на организм, в первую очередь на пищеварительную, нервную и сердечно-сосудистую системы.
К факторам питания, которые нормализуют микрофлору кишечника, относится обязательное употребление кисломолочных продуктов. Во-первых, они содержат много молочной кислоты, создающей благоприятные условия для роста молочных бактерий. Во-вторых, микрофлора кисломолочных продуктов в силу адгезивности и антагонистичности по отношению к гнилостным и условно-патогенным видам при регулярном и длительном использовании в питании вытесняет их. Большое значение имеет и достаточное поступление с пищей клетчатки как субстрата для жизнеобеспечения микрофлоры.
В настоящее время существует тенденция к использованию в технологии молочных продуктов различных биологически активных добавок (БАД). Снижение уровня потребления натуральных продуктов и нарушение структуры питания являются причиной многих заболеваний: сердечно-сосудистых, желудочно-кишечных, злокачественных, обмена веществ и др. По мнению разработчиков БАД, положение можно исправить путем применения в питании биологически активных веществ. Более того, в конце XX в. была разработана новая концепция здорового питания «Пробиотики и функциональное питание — ПФП». При этом под функциональным питанием понимают препараты, биологические добавки к пище и продукты питания, включающие такие ингредиенты, как определен
ные виды микроорганизмов, витамины, минеральные вещества, пептиды, белки, олигосахариды, пищевые волокна и др. Разработчики концепции считают, что, меняя содержание и соотношения этих ингредиентов в пище, можно регулировать все жизненные процессы, происходящие в органах и тканях организма человека.
Рассмотрим целесообразность использования этого подхода к питанию.
Для получения продуктов функционального питания используют пробиотические микроорганизмы и пребиотики.
Термин пробиотики в буквальном переводе двух слов «про» и «био» означает «для жизни» в отличие от «антибиотиков» — «против жизни».
Пробиотические микроорганизмы — это живые микроорганизмы, которые оказывают благоприятное воздействие на организм человека. К ним относятся: бифидобактерии, лактобактерии (ацидофильная и болгарская палочки, термофильные стрептококки), пропионовокислые бактерии.
Пребиотики — пищевые вещества, стимулирующие рост и биологическую активность защитной микрофлоры кишечника. К ним относятся различные биологически активные вещества (БАВ) растительного и животного происхождения: ферменты, соли, микроэлементы, пептиды, олигосахариды, пищевые волокна, отдельные компоненты пищи (белки, жиры, углеводы) и препараты на их основе (БАД), а также некоторые вещества, которые используют в качестве пищевых добавок (ПД).
Продукты, вырабатываемые с использованием пробиотических микроорганизмов и пребиотиков, называются пробиотическими.
Четкой границы между биологически активными добавками (БАД) и пищевыми добавками (ПД) не существует, одни и те же вещества могут использоваться в одном случае как БАД, а в другом как ПД. Так, бета-каротин может быть использован и как витаминная добавка, и как и краситель; фермент лизоцим — как БАД и как консервант; белки — как БАД и как эмульгаторы и стабилизаторы структуры продукта. Некоторые пептиды (пентапептиды и гексапептиды) являются биологически активными веществами, а дипептид аспартам, состоящий из остатков аспарагиновой кислоты и фениланина, служит подсластителем и т. д.
Натуральная пища представляет собой сложно организованную структуру (где все вещества находятся в заданном природой определенном состоянии и соотношении), в соответствии с которой создана и система пищеварения. От природы организму человека дана совершенная регуляция гомеостаза
11
(поддержание на оптимальном для организма уровне) витаминов, макро- и микроэлементов и других важных и необходимых веществ.
Пищеварение сложный и многоэтапный процесс. Пища должна удовлетворять энергетические и пластические (строительные) потребности организма на основе механизма ассимиляции (усвоения). Основные функции пищеварения — ферментативный гидролиз пищевых продуктов на составные части и их всасывание. При всасывании образовавшиеся в процессе пищеварения соединения не только пассивно проникают через мембраны эпителиальных клеток слизистой оболочки кишечника, но и избирательно транспортируются во внутреннюю среду организма с помощью различных транспортных систем.
Нормальное питание и соответственно состояние человека не только определяется г' током нутриентов, но и строго регламентировано регуляторными факторами. Регулирующие соединения вырабатываются эндокринными клетками пищеварительного тракта, содержатся в самой пище (гормональные вещества, медиаторы — посредники и др.) или могут образовываться в результате жизнедеятельности микрофлоры кишечника. Прохождение пищи, а не отдельных ее компонентов, по пищеварительному тракту включает в работу ряд локальных и общих систем, обеспечивающих координацию различных его отделов и переключение обмена веществ всего организма с «голодного» режима на «сытый» при участии кишечной гормональной системы. Отсюда следует, как важно поступление в желудочно-кишечный тракт только натуральной пищи. А при любой подмене пищи на искусственные или естественные ее фрагменты может произойти срыв регуляторного механизма, возможны передозировка организма каким-либо соединением и, как следствие, возникновение тяжелых заболеваний.
Так, использование йодированной поваренной соли, благодаря которой в Швейцарии, США и ряде стран выправляли положение с дефицитом йода, в итоге дало негативные результаты. Переизбыток, как и недостаток, йода вызывает заболевание щитовидной железь!.
Чрезмерное употребление пищевых продуктов, обогащенных витаминами, грозит развитием гипервитаминозов, что опасно для организма из-за нарушений различных ферментных систем.
Чтобы оценить необходимость для человека того или иного витамина, в данное время нужно проводить ежедневные (ежечасные!) сложные биохимические анализы крови и мочи с использованием компьютерной техники. Это прак
тически невозможно сделать в массовом масштабе; один анализ крови, например на содержание витамина С, стоит очень дорого.
Биологически активные вещества можно использовать только для создания специальных медицинских препаратов, которые должны применяться по назначению и под контролем врача.
За рубежом давно поняли незаменимость натуральных продуктов питания. Во многих странах Европы отдельные БАД используют исключительно в больницах по строгим показаниям. В США пошли по пути создания систем организации кадров — специалистов по питанию, находящихся под жестким контролем государства и Американской ассоциации врачей. В нашей стране такой системы организации специалистов пока нет.
Немаловажная проблема для здоровья человека — использование в технологии продуктов питания, в том числе и молочных, различных пищевых добавок: консервантов, антиокислителей, пищевых красителей, эмульгаторов, подсластителей и др. Исследования показали, что целый ряд таких веществ при постоянном употреблении, в зависимости от индивидуального влияния, представляет серьезную угрозу здоровью.
В настоящее время пищевые добавки начали применять, к сожалению, в технологии молочных продуктов, а также продуктов детского питания, используемых для искусственного вскармливания детей грудного возраста. Основное сырье для производства продуктов детского питания — высококачественное коровье молоко, состав которого с помощью различных добавок приближают к составу грудного молока. Однако ни один из заменителей женского молока не воспроизводит и никогда не воспроизведет его состав в том виде, в каком его создала природа.
В естественном вскармливании заложены реальные возможности для реализации и корректировки генетического фонда, закладывания биологических основ будущего хорошего здоровья. В последние годы сложилось международное сотрудничество, направленное на поддержку и стимуляцию естественного вскармливания. Оно развивается в рамках таких организаций, как ФАО—ВОЗ (ФАО — Всемирная организация здравоохранения, ВОЗ — Всемирная продовольственная и сельскохозяйственная организация ООН), ЮНИСЕФ и др.
Как следует из всего вышесказанного, для здоровья нации совершенно необходимо, чтобы человек — как взрослый, так и ребенок — получал только естественную пищу в соответствии с возрастом. Это прежде всего касается молока и молочных продуктов.
13
Авторы выражают глубокую благодарность рецензентам: проф. К. К. Полянскому и канд. техн, наук С. А. Гудкову; сотрудникам ВНИИМС: д-ру техн, наук Ю. Я. Свириденко, д-ру техн, наук Н. П. Захаровой, д-ру техн, наук Ф. А. Выше-мирскому, канд. техн, наук Г. М. Свириденко, канд. техн, наук И. А. Шергиной; сотруднику ВНИМИ канд. техн, наук 3. С. Зобковой; сотруднику Ставропольского государственного технологического университета д-ру техн, наук И. А. Евдокимову, сотруднику МГУПБ канд. техн, наук А. Г. Снежко и коллегам — сотрудникам кафедры технологии молока и молочных продуктов МГУПБ — за помощь при подготовке книги.
Авторы работали над этой книгой уже после безвременной кончины д-ра техн, наук, проф. Александры Михайловны Шалыгиной, которой принадлежит сама идея настоящего издания и под чьим общим руководством была начата работа по обсуждению содержания учебника и подготовке рукописи. Светлая память о ней навсегда останется в наших сердцах.
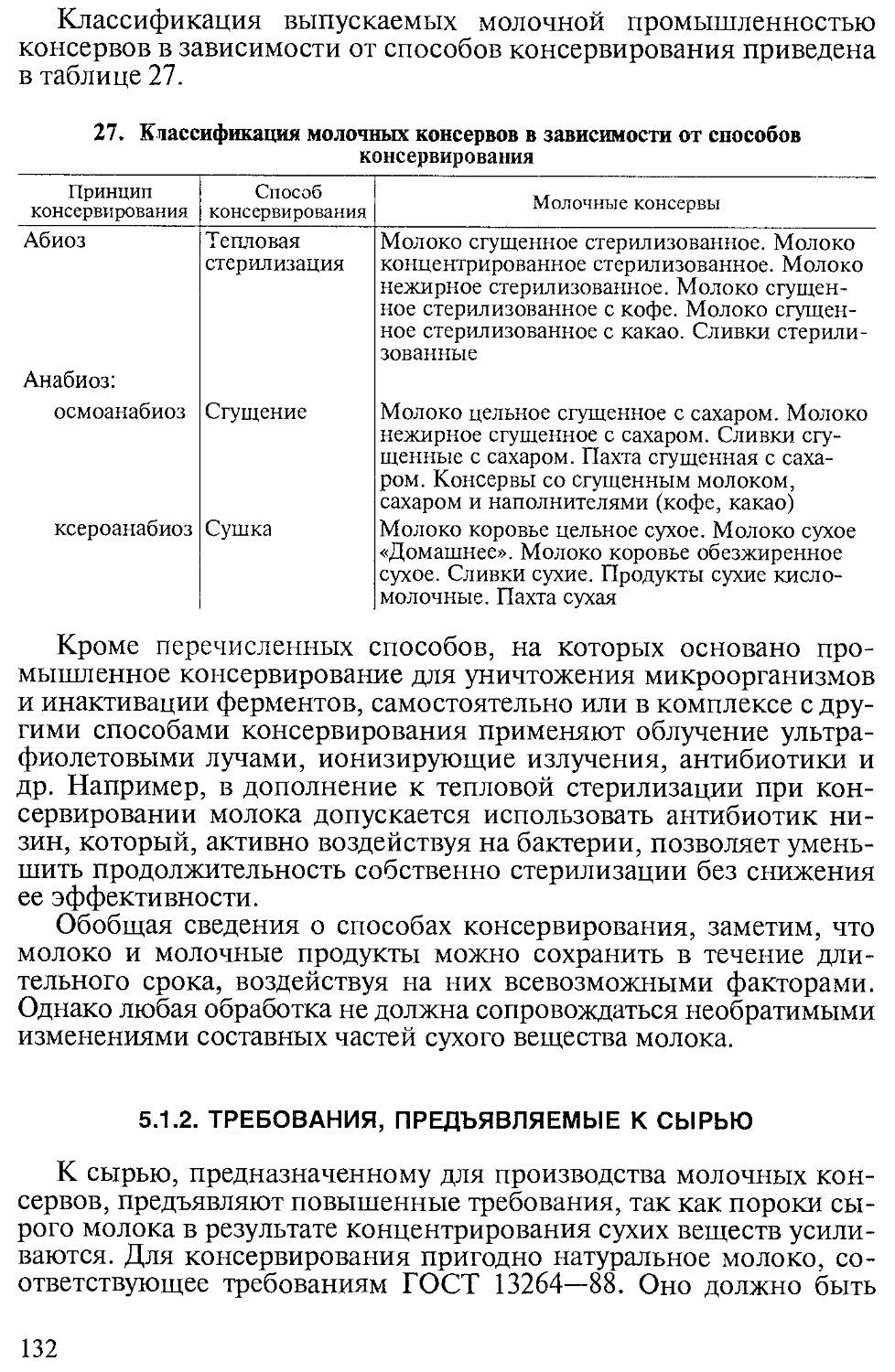
1. ВВЕДЕНИЕ
1.1. ИСТОРИЯ РАЗВИТИЯ МОЛОЧНОЙ ПРОМЫШЛЕННОСТИ
Молочная промышленность — одна из важнейших среди пищевых отраслей народного хозяйства. Возникновение товарного молочного хозяйства в нашей стране относится к концу XVIII в. Молочные заводы тогдашней России представляли собой мелкие производства.
Становление и развитие молочной промышленности относится к 90-м годам XIX в. и связано с проводимыми правительством реформами, заключающимися в коренной структурной перестройке промышленного и торгового потенциала России.
Развитие России в 1880—1913 гг. характеризуется гигантскими темпами роста промышленности и коренными изменениями в технике и технологии. Экономика, основанная на принципах свободной конкуренции и либеральной таможенной политики, сменилась политикой государственного регулирования экономических и социальных отношений. Протекционизм, высокие таможенные пошлины на ввозимую из-за границы промышленную продукцию, помощь одним отраслям и некоторое сдерживание других, введение регламентаций условий фабрично-заводского труда — основные направления этого регулирования.
Политика защиты отечественного рынка от конкуренции западных стран сыграла большую роль в становлении русской промышленности в конце XIX и начале XX в. Ограничивая допуск в Россию некоторых зарубежных товаров, русское правительство посредством ряда мер стимулировало отечественное производство. Темпы экономического роста были самыми высокими в мире. Темпы роста промышленной продукции и темпы роста производительности труда в России по сравнению с США за период с 1869 по 1913 г. приведены в таблице 1, при этом за 100 % приняты показатели 1869 г.
Как видно из таблицы 1, Россия в 1913 г. опережала США как по темпам роста промышленной продукции (Россия — 850,3 %, США — 757,8 %), так и по темпам роста производительности труда (Россия — 221,3 %, США—189,0%). Однако по абсолютным объемам промышленной продукции и производительности труда Россия значительно отставала от США.
15
1. Рост объема промышленной продукции и производительности труда в России и США, % (1869 г. — 100 %)
Годы Продукция Производительность труда
Россия | США Россия США
1869 100,0 100,0 100,0 100,0
1890 193,6 277,5 111,5 147,9
1900 431,5 390,1 161,8 147,9
1913 850,3 757,8 221,3 189,0
В 1895 г. Россия перешла на систему золотого обращения и установила чрезвычайно строгие условия для выпуска и обращения кредитных билетов, которые должны были обязательно обеспечиваться золотом. Уже к 1904 г. золотой запас Государственного банка России составлял 900 млн руб., тогда как кредитных билетов было выпущено на 580 млн руб., т. е. золотое покрытие превышало 100%. Вместе с положительным торговым балансом страны это составляло условие для существования русского рубля как самой твердой конвертируемой валюты в мире, которую высоко ценили иностранцы. Происходило постепенное распространение промышленного производства по территории России. На этот период времени приходится и расцвет русского маслоделия. До 1890 г. производство сливочного масла в России носило в основном домашний и кустарный характер. Начало бурного развития маслоделия связано с построением железной дороги Великий Сибирский путь. В Сибири возникает крупный маслодельный район, охватывающий Тобольскую, Томскую, частично Пермскую, Оренбургскую и Енисейскую губернии, а также Семипалатинскую область.
Первый маслодельный завод возник в 1893 г. в Кургане. К 1908 г. число маслодельных заводов в Сибири достигло 3 тыс., большинство из которых были артельными. В 1913 г. было выработано в заводских условиях (без домашнего производства) 104 тыс. т масла. Сибирское маслоделие давало золота вдвое больше, чем вся сибирская золотопромышленность. Россия стала крупнейшим после Дании поставщиком сливочного масла на мировом рынке.
Становлению молочной промышленности России способствовал и рост поголовья скота в сельском хозяйстве. За 1895—1915 гг. число голов крупного рогатого скота увеличилось на 63 %.
Россия стала главным экспортером сельскохозяйственной продукции, первой «житницей Европы», на которую приходилось две пятых всего мирового экспорта крестьянской продукции.
Экономически Россия была единственной страной в мире, которая приближалась к автаркии, т. е. имела такой хозяйственный уклад, который позволял ей самостоятельно и полнокровно существовать независимо от иностранного ввоза и вывоза. По отноше-
16
нию к внешнему миру Россия была автономна, обеспечивая себя всеми необходимыми товарами, и сама потребляла почти все, что производила. Высокие заградительные пошлины на многие товары стимулировали внутреннее хозяйство. Импорт для страны не имел жизненного значения. Доля России в мировом импорте составляла немногим больше 3%, что для страны с населением, равным десятой части всего человечества, ничтожно мало. Россия не зависела от импорта. Русская экономика не ориентировалась на внешний рынок.
Россия в годы перед Первой мировой войной имела бездефицитный государственный бюджет, т. е. государственные доходы превышали государственные расходы. Так, в предвоенное десятилетие превышение государственных доходов над расходами составляло 2,4 млрд руб. За счет бездефицитного бюджета были понижены железнодорожные тарифы, ликвидированы некоторые виды налогов и др.
В начале XX в. заработки российских рабочих были одними из самых высоких в мире, занимая второе место после заработков американских рабочих.
Налоговое бремя на одного жителя России было самым низким в мире. Русская казна стремилась повысить свои доходы не за счет роста налогов, как это чаще всего делалось в западных странах, а путем увеличения доходности государственных предприятий. Так, выплачивание процентов государственных долгов обеспечивалось в основном за счет доходов от эксплуатации государственных железных дорог.
Опережая западные страны по темпам экономического роста, Россия вместе с тем по объему промышленного производства еще отставала от США, Великобритании, Германии и Франции, занимая пятое место в мире. Специалисты, основываясь на анализе промышленных мощностей России и среднегодовых темпах роста продукции, предсказывали выход России к 1930-м годам на передовые рубежи мирового хозяйственного развития.
Первая мировая и Гражданская войны привели к резкому сокращению производства молочных продуктов. В послевоенный период началось восстановление и дальнейшее развитие всех отраслей народного хозяйства, в том числе молочной промышленности. В связи с начавшейся в 30-х годах реконструкцией молочного хозяйства развернулось строительство новых заводов, в России приступили к механизации производства и усовершенствованию технологии. Потребовалось расширение научно-исследовательских работ. В Москве был создан Всесоюзный (ныне Всероссийский) научно-исследовательский институт молочной промышленности (ВНИМИ), а в Угличе — Всесоюзный (ныне Всероссийский) научно-исследовательский институт маслодельной и сыродельной промышленности (ВНИИМС).
2 Г. Н. Крусьидр.
17
Великая Отечественная война (1941—1945 гг.) нанесла огромный ущерб народному хозяйству страны, очень сильно пострадала и молочная промышленность.
В послевоенные годы молочная промышленность была восстановлена, и вплоть до 1990 г. происходило ее дальнейшее развитие. Этот период характеризуется постоянным ростом объемов производства молока и молочных продуктов и совершенствованием научных основ технологии.
Молочная промышленность в России становилась и развивалась трудами отечественных ученых и предпринимателей.
Начало развитию молочного дела в России на научной основе положили Н. В. Верещагин и А. А. Калантар.
Николай Васильевич Верещагин на Всероссийском съезде по молочному хозяйству в 1899 г. был назван «отцом русского молочного дела».
Признавая его выдающуюся роль в создании и развитии отечественной промышленной переработки молока, журнал «Молочное хозяйство» в первом своем номере от 3 марта 1902 г. отмечал: «С легкой руки Н. В. Верещагина русское молочное хозяйство сделало в короткое время быстрые успехи и покрыло сетью маслоделен и сыроделен громадный район на севере и западе Европейской России, а также Сибирь, Кавказ и многие отдельные местности Центральной и Южной России. В настоящее время в России насчитывается более 500 сыроварен и до 4000 маслоделен». Продукты этих заведений составили более 6 млн пудов в год. Вывоз за границу превышал 2 млн пудов на сумму 25 млн рублей. С такими показателями пришла Российская молочная промышленность к началу XX в.
Началась плодотворная деятельность Н. В. Верещагина в 60-е годы XIX в., когда бывший военно-морской офицер, выйдя в отставку, решил заняться в своем имении молочным делом. Будучи человеком основательным, он отправился в Европу, чтобы познакомиться с постановкой этого дела в передовых в данной области странах —Голландии, Швейцарии и др. Практическое воплощение своих грандиозных планов Н. В. Верещагин начал организацией в селе Отроковичи Тверской губернии первой в стране крестьянской сыроварни, открытой в 1866 г. А уже в следующем году в Тверской губернии заработали еще четыре артели по переработке молока. Отметим, что в большинстве стран Европы кооперативные молочные хозяйства возникли гораздо позже.
К 1870 г. из созданных в тверской губернии 28 молочных заводов 11 были артельными. По инициативе Н. В. Верещагина молочное производство на кооперативных началах было организовано также в Вологодской, Вятской, Новгородской губерниях и в других регионах России.
Активное развитие молочного дела быстро выявило недостаток квалифицированных кадров, и в 1871 г. в селе Едимоново Тверс-18
кой губернии при непосредственном участии Н. В. Верещагина была открыта первая в России школа молочного хозяйства. Обучение в школе велось на самом современном уровне. Свободно владея немецким, французским и английским языками, Н. В. Верещагин внимательно следил за новинками молочного дела за рубежом и, выявив что-то полезное, старался внедрить это в России. Например, созданный в 1878 г. в Швеции Густавом Лавалем сепаратор-сливкоотделитель в том же году по договоренности с изобретателем был испытан в Едимоново. В 1880 г. он был показан на выставке в Вологде, а в 1882 г. по инициативе Н. В. Верещагина смонтирован на Фоминском маслозаводе этой губернии, а затем в селе Троицкое Вологодского уезда и в Пошехонском уезде. С легкой руки Верещагина техническая революция в молочном деле, начавшаяся с внедрения сепараторов, быстро распространилась из Центральной России в другие ее регионы.
В 1911г. по инициативе Николая Васильевича и его единомышленников около Вологды был создан молочно-хозяйственный институт с опытной станцией, станцией испытания машин и молочной школой. В настоящее время это Вологодская молочнохозяйственная академия имени Н. В. Верещагина.
Высокопатриотическим было отношение Н. В. Верещагина к разведению русских пород скота. В то время как многие специалисты сельского хозяйства призывали к замене русских пород скота иностранными, Н. В. Верещагин, сравнивая стоимость содержания и продуктивность коров голландских, датских и швейцарских пород с русскими, утверждал, что дело не в породе, а в уходе и кормлении.
Сегодня мы можем полностью оценить заслуги Н. В. Верещагина и других ученых и практиков того времени, отстоявших существование и самостоятельное развитие отечественных пород скота.
Придавая большое значение качеству молочного сырья, Н. В. Верещагин еще в 1883 г. создал при Едимоновской молочной школе первую в России (вторую в Европе) лабораторию по исследованию состава молока, по сути положившую начало всем существующим ныне отраслевым научно-исследовательским институтам.
Остро ощущая необходимость в систематическом освещении проблем молочного хозяйства, он неоднократно высказывал предложения об учреждении специализированного журнала. И когда в 1902 г. его последователь Е. С. Каратыгин стал издавать в Санкт-Петербурге журнал «Молочное хозяйство», Н. В. Верещагин принял активное участие в его работе. Ныне этот журнал носит название «Молочная промышленность». В настоящее время еще издаются (с 2001 г.) журнал «Сыроделие и маслоделие» и газета «Все о молоке, сыре и мороженом» и др.
Таковы замечательные результаты 40-летней деятельности Н. В. Верещагина в области становления и развития молочного
2*
19
дела в России, высоко оцененные как его современниками, так и сегодняшними его последователями — специалистами молочной промышленности.
В 1907 г., в год кончины Н. В. Верещагина, английские газеты писали: «В любой стране такому человеку поставили бы памятник». К сожалению, памятника Верещагину пока нет. Однако лучшим памятником ему можно считать его детище — российскую молочную промышленность, которая показала свою способность выживать и развиваться в самых трудных экономических условиях.
Более 50 лет своей жизни посвятил развитию российского молочного хозяйства Аветис Айрапетович Калантар. А. А. Ка-лантар закончил Петровскую земледельческую и лесную академию (ныне Московская сельскохозяйственная академия им. Тимирязева). По окончании учебы в 1882 г. А. А. Калантар получил от Н. В. Верещагина предложение руководить Едимоновс-кой школой, где он устроил затем лабораторию для научных исследований.
Всестороннее образование (он знал одиннадцать языков), глубокие знания позволили А. А. Калантару разрешить вопросы развития молочного дела в тесной связи с другими отраслями сельского хозяйства. Большую работу он провел в области зоотехнии. Им выявлены продуктивные возможности многих отечественных пород коров. По его предложению были сконструированы портативные передвижные молочные лаборатории, сыгравшие важную роль в изучении состава и свойств молока отдельных пород скота.
В 1890 г. А. А. Калантар назначается специалистом при Департаменте земледелия и сельской промышленности. Он учреждает по всей стране молочно-хозяйственные школы для подготовки специалистов (всего действовало 24 такие школы). В 1903 г. А. А. Калантар выпустил учебное пособие «Общедоступное руководство по молочному хозяйству», которое выдержало 9 изданий.
В 1921 г. по его предложению создаются кафедра молочного дела и молочно-испытательная лаборатория при сельскохозяйственной академии им. Тимирязева, которые он возглавлял до 1929 г.
А. А. Калантар — признанный специалист молочного дела не только в России, но и в других странах (Швеции, Дании, Франции), правительства которых отметили его заслуги своими орденами.
Среди предпринимателей молочного дела того времени следует отметить Александра Васильевича Чичкина. Первый городской молочный завод в России был построен им в 1910 г. на Ново-Рязанской улице в Москве вместо старой молочной, размещавшейся на улице Петровка, 17. А. В. Чичкин — первый организатор молочного снабжения Москвы и других городов России — уроженец села Коприно Ярославской губернии, сын волжского лоцмана, 20
один из первых шоферов Москвы и первых летчиков России, питомец Петровской земледельческой и лесной академии, друг академика Р. Вильямса, любимейший ученик К. А. Тимирязева, человек исключительной деловитости и собранности.
Прежде чем начать строительство, А. В. Чичкин отправил своего помощника профессора А. А. Попова на лучшие молочные заводы Европы. А. А. Попов посетил три лучшие молочные Мюнхена, побывал у профессора Гербера на городских молочных Цюриха, снял планы трех молочных Лондона, изучил опыт городских молочных заводов в Берлине и Стокгольме. Поступление молока на каждый из них в то время не превышало 10...30 т в сутки.
Построенный по проекту профессора А. А. Попова молочный завод выгодно отличался от всех молочных заведений Европы не только своей технической оснащенностью, чистотой, обилием света и продуманностью планировки цехов, исключавшей применение молочных насосов, но и мощностью. Завод перерабатывал 100...150 т молока в сутки.
Помимо крупнейшего в Европе городского молочного завода фирма «А. В. Чичкин» к 1914 г. имела 27 сметанно-твороженных филиалов, в том числе: в Рязанской губернии — 22; в Московской — 3; в Тверской — 1 и во Владимирской — 1. Масло и сыр изготовляли заводы Херсонской, Бессарабской, Костромской и Ярославской губерний. В Москве фирма «А. В. Чичкин» имела 91 молочный магазин, ежедневный доход фирмы составлял 100... 150 тыс. руб.
Все это огромное хозяйство после революции было передано советской власти на ходу, в полной сохранности, без малейших попыток саботажа и укрывательства.
А. В. Чичкиным была разработана целая система трудового воспитания и психологического настроя на дело, которая во многом предвосхитила современные подходы к работе с кадрами. Весь трудовой путь сотрудников фирмы был разделен на пять особых этапов.
Первый этап — говоря современным языком, профориентация на молочное дело — заключался в работе с ребятами 8-летнего возраста в школах. Для дальнейшей работы в Москве отбирались не только самые расторопные ребята с математическими способностями, но и прежде всего дети из честных трудовых семей. Детей сомнительных личностей Чичкин близко не подпускал к своим общежитиям. Отбирались ребята в возрасте 13...14 лет, которых А. В. Чичкин брал в Москву для дальнейшего трудового воспитания на свое полное обеспечение и не жалел для них буквально ничего.
На втором этапе, рассчитанном на молодежь от 20 до 24 лет, ведущим стимулом в системе Чичкина были широкие возможности для проявления личной инициативы. Именно на этом этапе внедрялась уверенность в том, что тебя заметят без тебя, надбавка
21
к жалованью и повышение в должности будут сделаны без твоих унизительных просьб. Твое дело — только честно и с инициативой работать.
Третий этап относился к работникам в возрасте от 25 до 30 лет. Он был самым «психологичным». Сотрудники должны были завоевать себе авторитет, с тем чтобы на следующем этапе «стричь с него купоны», «работать на себя». За каждым осуществлялся постоянный контроль (наблюдение), и если работник того стоил, его переводили с повышением.
Четвертый этап можно назвать «спокойным ожиданием», он относился к работникам от 30 до 40 лет, когда они уже обрели привычку к добросовестному труду и пожинали плоды завоеванного ими ранее. Ничего на фирме не давалось сразу, но люди всегда ожидали чего-то для них приятного, и это приумножало их силы. Так, после пяти лет работы каждый сотрудник получал 50 руб. наградных и начинал после этого пользоваться ежегодно оплачиваемым отпуском. После 10 лет — 100 руб. наградных плюс ежемесячные проценты за выслугу лет. К 30...40 годам у сотрудников фирмы вырабатывалась гордость за свою профессию и фирму, а каждый новый год работы приносил дополнительное материальное поощрение и льготы.
Пятый этап охватывал сотрудников в возрасте от 40 до 65 лет. Специфические особенности пожилого человека заключаются в сильно повышенной реакции на внимание, ласку и уважение, питающие его жизненный тонус. А. В. Чичкин это учитывал и берег свою «старую гвардию».
Высочайшая требовательность к себе, увлеченность делом, умение держать слово, любовь к молодежи, к своим сотрудникам, подчеркнутое уважение и внимание к ветеранам фирмы — вот те рычаги, опираясь на которые А. В. Чичкин поднял и утвердил авторитет своей молочной фирмы.
Исследования Г. С. Инихова и его учеников легли в основу биохимии молока и молочных продуктов. Исследования в области микробиологии молока проводили С. А. Королев, А. Ф. Войтке-вич, В. М. Богданов, А. М. Скородумова, Н. С. Королева. Научные основы маслоделия разработаны С. М. Кочергиным, М. М. Казанским, А. П. Белоусовым, А. Д. Грищенко, сыроделия — С. В. Па-ращуком, А. Н. Королевым, Д. А. Граниковым, А. И. Чеботаревым, 3. X. Диланяном; промышленного производства консервов — М. С. Коваленко, С. Ф. Кивенко, В. В. Страховым, И. А. Радаевой и др.; в области техники — Г. А. Куком, В. Д. Сурковым, Н. Н. Липатовым и др.
В 1990 г. производство молочных продуктов характеризуется следующими показателями: цельномолочная продукция — 20 800 тыс. т, сухое цельное молоко — 186 тыс. т, молочные консервы — 980 млн условных банок (табл. 2).
22
2. Производство молочных продуктов в России (тыс. т) по годам
Продукция 1990 1995 1999 2000 2001 2003
Цельномолочная 20800 5576 5500 6244 6713 8024
продукция
Сыры жирные 458 218 180 221,7 253,4 336
Масло животное 833 421 250 266,9 268,6 277
Сухое цельное молоко 186 124 79 74,4 106,1 87,5
Молочные консервы* 980 527 533 619,8 664,7 759
* Объем производства приведен в миллионах условных банок (муб).
Начавшаяся в 90-х годах рыночная реформа привела к резкому спаду производства продуктов питания, в том числе и молочных. Последнее связано прежде всего с положением в животноводстве. Поголовье крупного рогатого скота уменьшилось с 57 млн голов в 90-е годы до 25,7 млн голов в 2003 г., или в 2,2 раза, т. е. снизилось до уровня 1949—1953 гг. Производство молока сократилось с 55,7 млн т в 1990 г. до 33,3 млн т в 2003 г., т. е. на 40,2 %.
Производство молока в России по годам приведено ниже, млн т.
1990 г. 1995 г. 1999 г. 2000 г. 2001 г. 2003 г.
55,7 39,2 31,8 32,3 32,9 33,3
Сократилось поступление молока для промышленной переработки: в 2002 г. на заводы поступило около 51 % молока (в 1990 г. — 71 %), а остальное количество молока используется товаропроизводителями на внутрихозяйственные цели, реализуется населению и перерабатывается в цехах малой мощности.
Производство молочных продуктов на промышленных предприятиях с 1990 по 2000 г. резко сократилось: цельномолочной продукции — в 3,5 раза, сыров — в 2,1 раза, масла животного — в 3,1 раза, сухого цельного молока —в 2,5 раза, молочных консервов — в 1,6 раза (см. табл. 2).
Потребление молочных продуктов за период с 1990 по 1999 г. снизилось с 386 до 206 кг в год на человека, т. е. в 1,9 раза, и составляет 52 % от рекомендуемой нормы (390 кг в год). Растет удельный вес импортных продуктов питания в общем объеме потребления. Так, по молочным продуктам в 1999 г. он составил 12 %. В крупных городах и промышленных центрах удельный вес импортных продуктов составил 60...80 %.
Однако в России есть все предпосылки для восстановления и развития отечественной промышленности и сельского хозяйства при условии духовного возрождения нации. С возрождением России возможно и восстановление молочной промышленности.
23
1.2. НАПРАВЛЕНИЯ РАЗВИТИЯ АССОРТИМЕНТА МОЛОЧНЫХ ПРОДУКТОВ
1.2.1. МОЛОЧНЫЕ ПРОДУКТЫ ЛЕЧЕБНО-ПРОФИЛАКТИЧЕСКОГО НАЗНАЧЕНИЯ
Разработку молочных продуктов лечебно-профилактического назначения проводят в следующих направлениях: подбор в состав заквасок штаммов молочнокислых бактерий, являющихся антагонистами патогенных микроорганизмов и обладающих хорошей приживаемостью в кишечнике человека; обогащение молочных продуктов веществами, стимулирующими рост бифидобактерий; использование в составе продуктов бифидобактерий; применение немолочных жиров для регулирования содержания полиненасы-щенных жирных кислот в составе жировой фазы продукта; обогащение продукта белками, витаминами, минеральными веществами и др.; создание лечебных препаратов.
При разработке продуктов определенного целевого назначения часто сочетают несколько указанных выше факторов.
Разработаны кисломолочные продукты с использованием специально подобранных штаммов молочнокислых бактерий, являющихся антагонистами патогенной микрофлоры и обладающих хорошей приживаемостью в пищеварительном тракте. К ним относятся продукты типа йогурта «Лактовит» и «Геролакт». В состав заквасок для этих продуктов входят специально подобранные штаммы молочнокислых бактерий, выделенных из национальных кисломолочных продуктов Абхазии, в том числе и региона долгожительства. Продукты обогащены солодовым экстрактом, витаминами, минеральными веществами и др. Продукты способствуют оздоровлению пищеварительной системы, восстановлению нормального биоценоза кишечника. «Геролакт» улучшает состояние нервно-мышечной системы и костно-суставного аппарата.
На Украине разработана закваска, включающая штаммы L. plantarum, L. bulgaricus и Sc. acetoinicus, выделенные у долгожителей, и технология мягкого сычужного сыра с использованием этой закваски. Бактериальная закваска и полученный с ее использованием мягкий сычужный сыр характеризуются высокой антагонистической активностью в отношении патогенных и условно-патогенных микроорганизмов.
Для нормализации состава микрофлоры желудочно-кишечного тракта человека разработаны кисломолочные продукты, обогащенные витаминами, стимулирующими рост бифидобактерий, а также продукты, в состав которых входят бифидо- и лактобактерии.
Для обогащения кисломолочных продуктов веществами, стимулирующими рост бифидобактерий, используют лактулозу. Разработаны специальные концентраты лактулозы «Лактусан»,
24
«Алкософт» и др., полученные путем изомеризации лактозы в лактулозу. Разработаны продукты с лактулозой: простокваша, варенец, кефир, ацидофильные напитки, кисломолочный напиток «Истринский», сывороточный напиток «Яблонька» и др.
Угличской экспериментальной биофабрикой Россельхозакаде-мии РФ (УЭБР) для производства продуктов, в состав которых входят бифидо- и лактобактерии, созданы специальные бактериальные концентраты «Бифилакт» («Бифилакт-А», «Бифилакт-АД», «Бифилакт-Д», «Бифилакт-У»).
«Бифилакт-А» представляет собой концентрат бифидобактерий В. bifidum или В. longum, ацидофильной палочки L. acidophilus. В 1 г сухого концентрата содержится не менее 1 млрд жизнеспособных бифидобактерий. Предназначен для производства напитка «Вита».
«Бифилакт-АД» представляет собой концентрат бифидобактерий В. bifidum или В. longum, ацидофильной палочки и лактококков вида L. lactis subsp. diacetilactis. В 1 г сухого концентрата содержится не менее 1 млрд жизнеспособных бифидобактерий. Предназначен для производства кисломолочных продуктов типа «Вита», обладающих повышенным ароматом.
«Бифилакт-Д» представляет собой концентрат бифидобактерий В. bifidum или В. longum, а также лактококков вида Lc. lactis subsp. diacetilactis с добавлением или без добавления термофильного молочнокислого стрептококка, подобранного по способности стимулировать рост бифидобактерий при их совместном развитии в молоке. В 1 г сухого концентрата содержится более 3 млрд жизнеспособных бифидобактерий. Используется для приготовления напитка «Угличский».
«Бифилакт-У» представляет собой концентрат лактококков видов: Lc. lactis, Lc. cremoris, Lc. diacetilactis; бифидобактерий видов: В. bifidum, В. longum, В. adolescentis; термофильных молочнокислых стрептококков. В 1 г концентрата содержится не менее 6 млрд лактококков и 1 млрд бифидобактерий. Используется в технологии кисломолочных продуктов.
Кроме того, УЭБР созданы специальные сухие закваски, используемые в биологических медицинских препаратах Минздрава: «Ацидофарм» и «Бифидофарм». «Аиидофарм» представляет собой лиофильно высушенную закваску живых антагонистически активных штаммов ацидофильной палочки. «Бифидофарм» — сухая закваска, в состав которой входят ацидофильная палочка и бифидобактерии.
Разработаны кисломолочные продукты, в состав заквасок которых входят бифидо- и лактобактерии: «Биопростокваша», кефир «Бифидок», напитки «Угличский» и «Вита», биосметана «Бифи-люкс», творог «Бифилайф». Кроме творога «Бифилайф», все эти продукты содержат не более трех видов бифидобактерий. Творог «Бифилайф» содержит все бифидобактерии, которые являются
25
основными представителями нормальной микрофлоры кишечного тракта человека: В. bifidum, В. longum, В. adolescentis, В. breve, В. infantis, а также термофильный молочнокислый стрептококк. Бифидобактерии характеризуются высокой антагонистической активностью по отношению к патогенным микроорганизмам, разрушают токсичные продукты их обмена, синтезируют витамины, иммуномодуляторы и другие биологически активные вещества. Продукт как эффективное средство против дисбактериоза желудочно-кишечного тракта способствует восстановлению нормальной микрофлоры кишечника.
С использованием бифидобактерий производят масло детское диетическое, масляну диетическую, сливочную пасту диетическую.
Сливочную пасту диетическую вырабатывают с добавлением 5...7 % закваски молочнокислых бактерий. В качестве заквасок используют три различных бактериальных концентрата, содержащих в своем составе молочнокислые стрептококки, бифидобактерии и L. plantarum в различных комбинациях. Основные критерии при подборе заквасок — хорошая сочетаемость с белково-жировой основой, антагонистическое действие в отношении условно-патогенных микроорганизмов, а именно бактерий группы кишечных палочек.
Разработаны продукты с повышенным содержанием полине-насыщенных жирных кислот (путем использования немолочных жиров) и других биологически активных веществ: сливочное масло детское, диетическое, славянское; сухие молочные продукты «Биогеролакт» и «Космол».
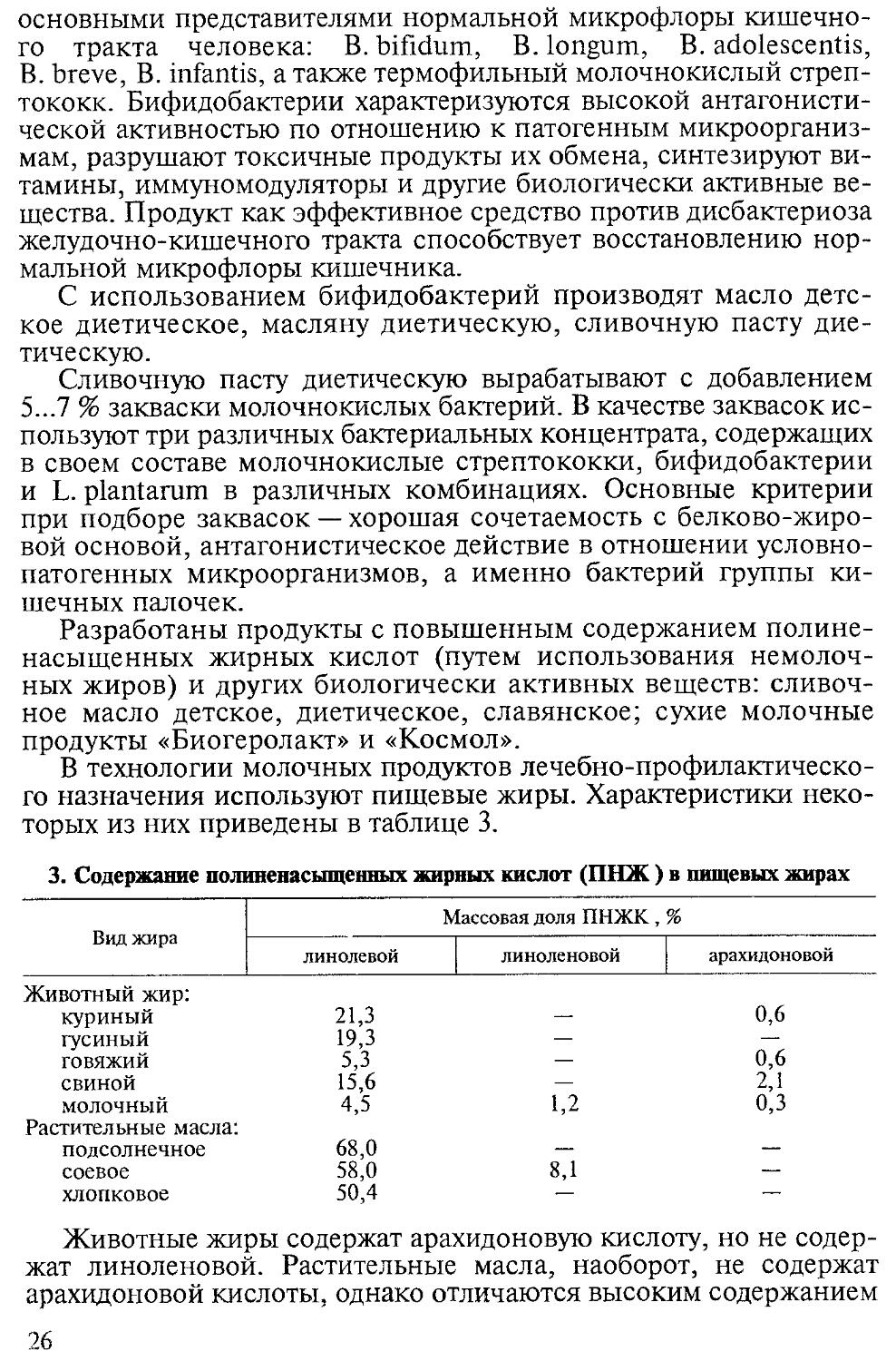
В технологии молочных продуктов лечебно-профилактического назначения используют пищевые жиры. Характеристики некоторых из них приведены в таблице 3.
3. Содержание полиненасьпценных жирных кислот (ПНЖ ) в пищевых жирах
Вид жира Массовая доля ПНЖК , %
линолевой линоленовой арахидоновой
Животный жир: 0,6
куриный 21,3 —
гусиный 19,3 — —
говяжий 5,3 — 0,6
свиной 15,6 — 2,1
молочный 4,5 1,2 0,3
Растительные масла:
подсолнечное 68,0 — —
соевое 58,0 8,1 —
хлопковое 50,4 — —
Животные жиры содержат арахидоновую кислоту, но не содержат линоленовой. Растительные масла, наоборот, не содержат арахидоновой кислоты, однако отличаются высоким содержанием
26
линолевой. В состав молочного жира входят все незаменимые по-линенасыщенные жирные кислоты.
Сливочное масло детское содержит повышенное количество молочного белка, лактозы, полный набор незаменимых аминокислот и незаменимые полиненасыщенные жирные кислоты. Массовая доля в нем линолевой кислоты составляет 10...11 %, т.е. приближается к содержанию ее в жире женского молока.
Сливочное масло диетическое, в котором 25 % животного жира заменено растительным маслом, рекомендуется для людей пожилого возраста. При подборе ингредиентов для регулирования состава и свойств жировой фазы учтены рекомендации Института питания РАМН о содержании линолевой и линоленовой жирных кислот.
Сливочное масло славянское, в котором 40 % молочного жира заменено растительным маслом, рекомендуется использовать для кулинарных целей, а также в натуральном виде в питании людей любого возраста. Содержание полиненасыщенных жирных кислот в нем с учетом рекомендаций Института питания РАМН составляет 10... 12 %, трансизомеров — не более 8 %.
Специализированный сухой молочный продукт «Биогеролакт» разработан с использованием в качестве БАД концентрата облепихового масла, являющегося источником каротиноидов, токоферолов и полиненасыщенных жирных кислот. «Биогеролакт» характеризуется антиоксидантной активностью, проявляет антисклеротическое действие, повышает энергетический потенциал организма.
Сухой молочный продукт «Космол» (костное молоко) разработан на основе коровьего молока, обогащенного солями кальция, витаминами С, D, Е, легкоусвояемыми молочными белками, в том числе сывороточными. Продукт сбалансирован по белкам, жирам и углеводам. Помимо молочного жира при его производстве использованы свиной и растительный жиры. Для лучшего усвоения и удержания кальция организмом оптимизировано соотношение между белком, фосфором, кальцием и лактозой. Продукт рекомендуется для профилактики и лечения остеопороза; в период роста организма; женщинам в послеродовой период; при переломах костей и др.
Для обогащения продуктов йодом создана на основе молочного белка казеина пищевая добавка «Йодказеин», в которой йод связан химической связью с аминокислотой тирозином. В организме йод отщепляется от белка и выполняет свою биологическую функцию. Считают, что использование йода в виде химического соединения исключает риск его передозировки в организме, так как йод отщепляется от белка только под действием ферментов печени, которые вырабатываются в случае недостатка йода в организме. Когда йода достаточно, ферменты не вырабатываются и «Йодказеин» не всасывается в кровь, а естественным путем выводится
27
из организма. Разработан способ обогащения молочных продуктов «Йодказеином».
В Восточно-Сибирском государственном технологическом университете разрабатывается способ получения биологически активной добавки, содержащей йод в органической форме, путем йодирования бактериального концентрата бифидобактерий, так как питательная среда содержит необходимые аминокислоты, такие, как тирозин, фенилаланин для возможной реакции йодирования. В качестве источника йода использован йодид калия.
Молоко и молочные продукты — хорошие источники всех необходимых пищевых компонентов и рекомендуются для питания людей всех возрастов. Однако для некоторых людей вследствие их врожденной или приобретенной лактазной недостаточности молоко становится аллергеном. Лактазная недостаточность (недостаток или отсутствие фермента р-галактозидазы) проявляется у некоторых людей старше 35...40 лет. В этом случае рекомендуется употреблять кисломолочные продукты, где часть лактозы уже сброжена. Кроме того, Сибирским филиалом ВНИМИ разработаны кисломолочный продукт «На здоровье» с частично гидролизованной лактозой и сгушенное молоко «Сластена», в котором, по данным разработчиков, степень гидролиза лактозы составляет 85 ± 10 %.
Сотрудниками ИНБИ РАН и МГУПБ (акад. И. А. Рогов, д-р техн, наук А. М. Шалыгина, д-р биол. наук Г. С. Комолова, д-р техн, наук Н. А. Тихомирова) разработана технология выделения биологически активного вещества — ангиогенина (специфическая рибонуклеаза) из молочного сырья.
Массовая доля ангиогенина в различных видах молочного сырья составляет, мг/г:
Молоко:
цельное 2,3...9,0
обезжиренное 1,7...5,0
Сыворотка молочная 0,5...1,2
Пахта 0,09...0,9
Ультрафильтрат 0,18...0,8
Технология получения ангиогенина в виде препарата «Мил-канг» включает следующие операции: приемку и оценку качества молочного сырья, подготовку сырья — хроматографическую очистку, диализ, микрофильтрацию, сублимационную сушку.
Препарат «Милканг» кроме ангиогенина содержит лизоцим, панкреатическую РНК и полипептиды; аминокислотный скор ангиогенина имеет дефицит только по валину и изолейцину, что свидетельствует о его высокой биологической ценности. Кроме того, ангиогенин (от греч. angeion — сосуд) является фактором роста кровеносных сосудов и может служить основой создания лекарственных препаратов для лечения ран различного генезиса.
7R
1.2.2. МОЛОЧНЫЕ ПРОДУКТЫ СО СЛОЖНЫМ СЫРЬЕВЫМ СОСТАВОМ
Снижение объемов производства молока-сырья и резкое сокращение поставок его на молочные предприятия привело к необходимости использования дополнительного сырья как молочного (молочно-белковые и сывороточно-белковые концентраты), так и немолочного (растительные жиры и белки, натуральные плодово-ягодные и овощные наполнители) происхождения и созданию продуктов со сложным сырьевым составом.
Импортные сырье и продукты питания, которые в настоящее время широко представлены на рынке России, выработаны большей частью из генетически модифицированного сырья. Отечественная медицина весьма осторожно относится к генноинженерной продукции, опасаясь так называемых незаданных эффектов проявления гена.
В живой природе обмен генами происходит только внутри одного типа. Генная инженерия позволяет изолировать ген, который отвечает за определенные наследственные признаки, выделить его из этого организма и внести в любой другой. Это относится к микроорганизмам, животным и растениям.
Так, с развитием генной инженерии появилась возможность создания принципиально новых культур молочнокислых бактерий, обладающих комплексом полезных технологических свойств. Исследования по генетике промышленных штаммов микроорганизмов показали, что наиболее важные для молочной промышленности свойства мезофильных молочнокислых бактерий закодированы на плазмидах (сбраживание лактозы, резистентность к бактериофагу, ароматообразование и др.) или связаны с плазмидой ДНК (образование диацетила, низина и других антибиотических веществ). Были выделены плазмиды, отвечающие за устойчивость к бактериофагу, и созданы штаммы лактококков, обладающих этой устойчивостью. С использованием этих штаммов созданы закваски для творога и сметаны,
В качестве примера трансгенных растений можно привести картофель, томаты, сахарную свеклу, сою, кукурузу, рапс и др. Получены трансгенные томаты с толстой жесткой оболочкой, которые не давятся при перевозке. Правда, эти томаты менее вкусные, чем обычные.
Методом генной инженерии растениям задают такие свойства, как устойчивость к гербицидам и вредителям. Так, в картофель введен ген, который определяет синтез вещества, токсичного для колорадского жука, но, как считают, безвредного для человека и теплокровных животных. Этот сорт широко распространен в США и Канаде.
За рубежом выращивают генетически модифицированные сг ную свеклу, сою, кукурузу, рапс, устойчивые к гербицидам.
29
Генетически модифицированные источники питания выращивают в США, Аргентине, Канаде, Китае, Австралии, Мексике, Франции, ЮАР, Португалии и Румынии. В США, Канаде, Японии, странах ЕС созданы и разрешены для использования в питании населения десятки (более 80) трансгенных сельскохозяйственных культур.
Выведены и трансгенные животные: овцы, козы, которые дают молоко, содержащее химозин — сычужный фермент, используемый в технологии сыра.
Цель генной инженерии в отношении молочных желез заключается в изменении состава молока для повышения выхода сыра.
Наиболее амбициозной считается программа приближения состава коровьего молока к составу женского путем устранения из коровьего молока некоторых генов молочного белка.
Генная инженерия — довольно жесткая манипуляция, при которой возможно нарушение рядом стоящих генов. Тогда можно предположить, что в какой-то степени изменится внутриклеточный обмен веществ, появятся некоторые промежуточные компоненты, которые могут обладать определенной токсичностью, мутагенностью или даже канцерогенностью.
В России разработана система исследований, которая предусматривает медико-генетическую, медико-биологическую и даже (чего нет на Западе) технологическую оценку генетически модифицированных продуктов. Только пройдя проверку в течение одного-двух лет, продукт регистрируют и разрешают к применению. В России пока (с 1 июля 1999 г.) зарегистрирован только один продукт — трансгенная соя, получаемая по импорту.
Кроме того, имеется постановление Главного государственного санитарного врача об обязательном этикетировании генно-инженерных продуктов. США не этикетируют трансгенные продукты, хотя являются их крупнейшим в мире производителем и потребителем. В Европе этикетирование введено.
Этикетирование трансгенных продуктов дает потребителю сведения о составе и особенностях технологии конкретного продукта и возможность выбора в пользу трансгенных или обычных продуктов.
Производство трансгенных продуктов выгодно прежде всего товаропроизводителям, так как позволяет на меньших площадях, с меньшими затратами труда получать больше сельскохозяйственной продукции, а следовательно, и большую прибыль, совершенно не заботясь о последствиях дальнейшего использования этой продукции.
Генную инженерию используют и для выведения новых сортов сельскохозяйственных культур.
Продукты с нужными свойствами можно получить методами традиционной селекции, однако для этого требуется больше времени и труда. Генная инженерия, требуя больших средств, дает
30
экономию во времени, но при этом следует учитывать, что любая супервысокая технология требует высокой культуры на всех этапах производства, во всех звеньях технологической цепи. Любое отклонение может привести к серьезным последствиям — неизвестно, как природа ответит на это вмешательство, поэтому требуется взвешенный подход к генной инженерии: как к самому методу, так и к генетически модифицированным продуктам.
В зависимости от массовой доли используемого немолочного сырья молочные продукты целесообразно разделить на три группы: молочные продукты, комбинированные молочные продукты и аналоги.
К молочным продуктам относят те продукты, которые изготовлены из молока без замены компонентов (белков, жиров, углеводов) готового продукта на компоненты (белки, жиры, углеводы) немолочного происхождения.
К комбинированным молочным продуктам относят продукты, изготовленные из молока с частичной заменой компонентов молока на компоненты растительного происхождения; при этом если замена молочных компонентов на растительные составляет менее 50 %, то продукт называют «молочно-растительным» (или «сливочно-растительным»), если замена составляет более 50 % — «растительно-молочным» (или «растительно-сливочным») в зависимости от вида продукта.
К аналогам молочных продуктов относят продукты, изготовленные из немолочного сырья, но по потребительским свойствам: вкусу, цвету, запаху, пищевой и биологической ценности — аналогичные соответствующим молочным продуктам.
Разработка продуктов со сложным сырьевым составом привела к необходимости систематизации всего разнообразия видов и наименований молочных продуктов. С этой целью в настоящее время разрабатываются следующие стандарты: классификация молочных продуктов; термины и определения; масло из коровьего молока.
Все приведенные в книге названия зарегистрированных торговых марок являются собственностью своих правообладателей.
Контрольные вопросы и задания. 1. Объясните, на чем основывается рациональное питание. 2. К чему может привести дисбаланс белкового, жирового и углеводного компонентов пищи? 3. Что такое пробиотики и пребиотики? В чем их назначение? 4. Назовите направления создания молочных продуктов лечебно-профилактического назначения.
2. ОБЩАЯ ТЕХНОЛОГИЯ МОЛОКА И МОЛОЧНЫХ ПРОДУКТОВ
•
2.1. ПЕРВИЧНАЯ ОБРАБОТКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ МОЛОКА
2.1.1. ПЕРВИЧНАЯ ОБРАБОТКА И ТРАНСПОРТИРОВАНИЕ МОЛОКА
Молочные продукты высокого качества можно выработать только из доброкачественного сырого молока. Доброкачественное молоко характеризуется нормальным химическим составом, оптимальными физико-химическими и микробиологическими показателями, определяющими его пригодность к переработке. Изменение свойств и, особенно, микробиологических показателей сырого молока в значительной степени обусловлено жизнедеятельностью микроорганизмов, которые попадают в молоко при несоблюдении санитарно-гигиенических правил дойки, содержания животных, мойки оборудования для дойки, хранения и транспортирования молока. Чтобы предотвратить бактериальное загрязнение сырья, необходимо не только соблюдать санитарные и ветеринарные правила получения молока, но и подвергать его первичной обработке. Цель первичной обработки — обеспечить стойкость молока при его транспортировании и хранении.
Первичная обработка включает следующие процессы: очистку, охлаждение и хранение до отправки на переработку или в реализацию.
Для удаления механических примесей молоко фильтруют, пропуская через ткань, а затем направляют на дальнейшую очистку. Для очистки применяют фильтры разных систем, где рабочими элементами служат ватные диски, марля, синтетические материалы, металлические сетки и др. В настоящее время для очистки молока используют сепараторы-молокоочистители, в которых механические примеси удаляются под действием центробежной силы. После очистки молоко следует немедленно охлаждать для подавления роста микроорганизмов. Для охлаждения молока используют пластинчатые охладители.
Охлажденное (не выше б °C) молоко транспортируют на крупные молочные предприятия в металлических флягах, цистернах с помощью автомобильного, железнодорожного и водного транспорта. Фляги для молока вместимостью 36...40 л изготовляют из алюминия и стали. При транспортировании больших количеств молока применяют автоцистерны из нержавеющей стали и алюминия. Они имеют изоляцию и снабжены герметически закрывающимися люками.
32
2.1.2. ПРИЕМКА И ОЦЕНКА КАЧЕСТВА МОЛОКА
На молокоперерабатывающих предприятиях существует определенный порядок приемки и оценки качества молока. Приемку осуществляют в соответствии с требованиями действующего стандарта на молоко натуральное коровье. Молоко натуральное коровье должно быть получено от здоровых животных, отфильтровано и охлаждено в хозяйстве не позднее чем через 2 ч после дойки до температуры не выше б °C.
Молоко в зависимости от органолептических, физико-химических и микробиологических показателей подразделяют на сортовое (высший, первый и второй) и несортовое.
По внешнему виду и консистенции сортовое молоко должно быть однородной жидкостью без осадка и хлопьев, белого или светло-кремового цвета; вкус и запах чистые, без посторонних запахов и привкусов, несвойственных свежему натуральному молоку. Для несортового молока допускаются наличие хлопьев белка и механических примесей, а также выраженные кормовые привкус и запах.
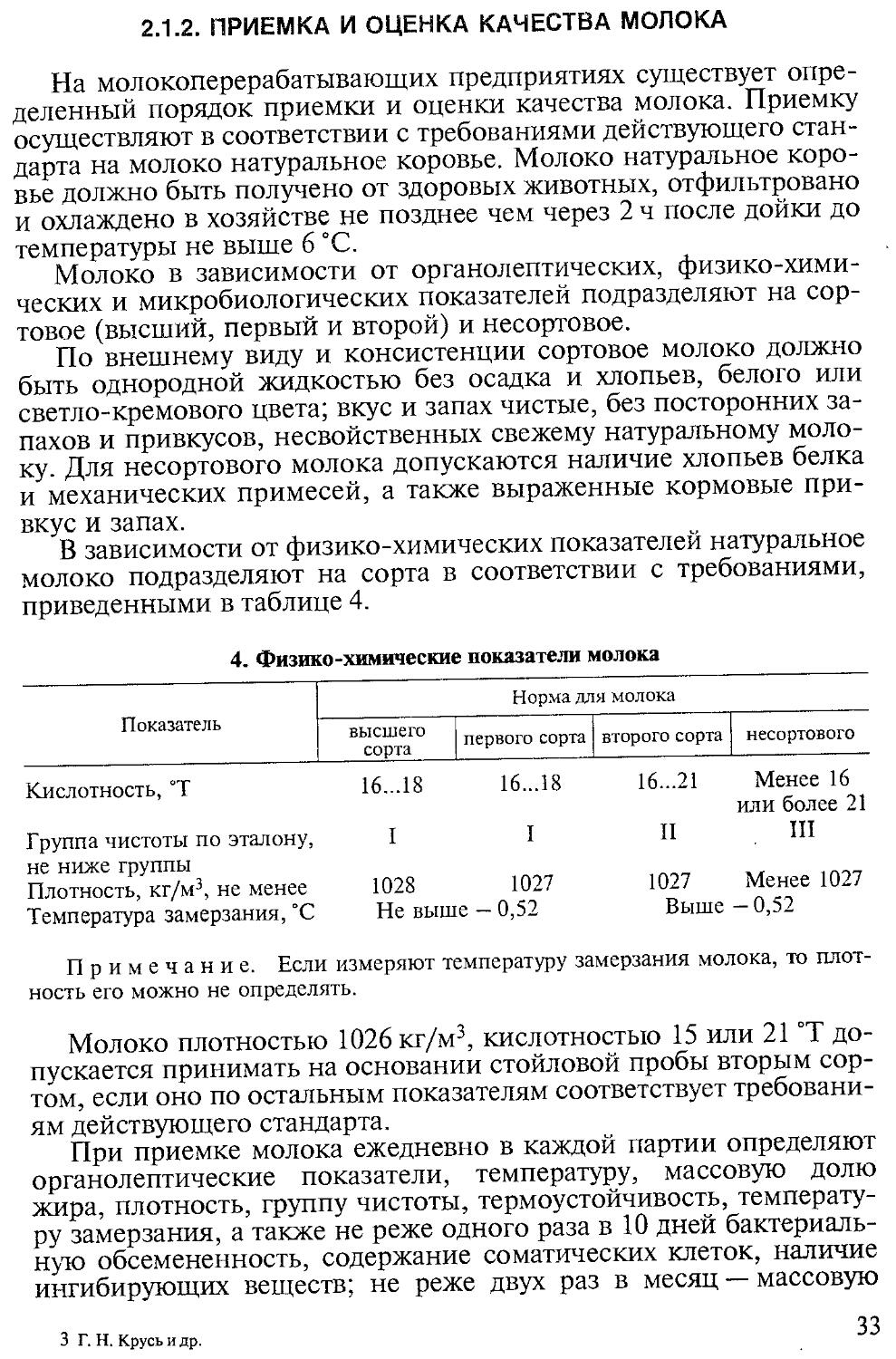
В зависимости от физико-химических показателей натуральное молоко подразделяют на сорта в соответствии с требованиями, приведенными в таблице 4.
4. Физико-химические показатели молока
Показатель Норма для молока
высшего сорта первого сорта второго сорта несортового
Кислотность, °Т 16...18 16...18 16...21 Менее 16
Группа чистоты по эталону, I I II или более 21 111
не ниже группы Плотность, кг/м3, не менее 1028 1027 1027 Менее 1027
Температура замерзания, °C Не выше — 0,52 Выше -0,52
Примечание. Если измеряют температуру замерзания молока, то плот-
ность его можно не определять.
Молоко плотностью 1026 кг/м3, кислотностью 15 или 21 °Т допускается принимать на основании стойловой пробы вторым сортом, если оно по остальным показателям соответствует требованиям действующего стандарта.
При приемке молока ежедневно в каждой партии определяют органолептические показатели, температуру, массовую долю жира, плотность, группу чистоты, термоустойчивость, температуру замерзания, а также не реже одного раза в 10 дней бактериальную обсемененность, содержание соматических клеток, наличие ингибирующих веществ; не реже двух раз в месяц — массовую
3 Г. Н. Крусь и др. 33
долю белка; при подозрении на тепловую обработку — активность фосфатазы.
По микробиологическим показателям сырое натуральное молоко должно соответствовать следующим требованиям: количество мезофильных аэробных и факультативно-анаэробных микроорганизмов (МАФАнМ) не должно превышать для молока высшего сорта 3 • 105 КОЕ/см3, первого сорта — 5 • 105 КОЕ/см3, второго сорта — 4 • 10б КОЕ/см3; число соматических клеток для молока высшего сорта — не более 5 • 105 в 1 см3, для молока первого и второго сорта — не более 1 • 106 в 1 см3.
Молоко, полученное от коров в первые 7 дней после отела (молозиво) и в последние 5 дней лактационного периода1 (стародойное) не принимают на молочные заводы.
Это молоко значительно отличается от нормального (натурального) молока по химическому составу, органолептическим и физико-химическим показателям (табл. 5).
5. Сравнительные показатели нормального молока и полученного в первый (после отела) и последний дни лактационного периода
Показатель Нормального (натурального) Первого дня лактационного периода Последнего дня лактационного периода
Массовая доля, %:
сухих веществ в том числе: 12,5 25...30 —
молочного жира 3,5 5 и более 5 и более
белков в том числе: 3,2 15 и более До 5
казеина 2,6 2,7 —
сывороточных белков 0,6 12 и более Большое количество
молочного сахара (лактозы) 4,8 3,3 3,8
минеральных веществ 0,8 1,2 (увеличение за счет хлоридов) 0,9 (большое количество хлоридов и низкое гидро- и дигидрофосфатов, гидро-и дигидро-цитратов)
витаминов Микроколичестве Повышенное количество —
ферментов » То же Повышенное количество (в том числе липазы)
'Лактационным периодом называют время, в течение которого корова продуцирует молоко. Начинается лактационный период сразу после отела и заканчива-
ется перед запуском. Продолжительность лактационного периода составляет примерно 10 мес. (300 дней).
34
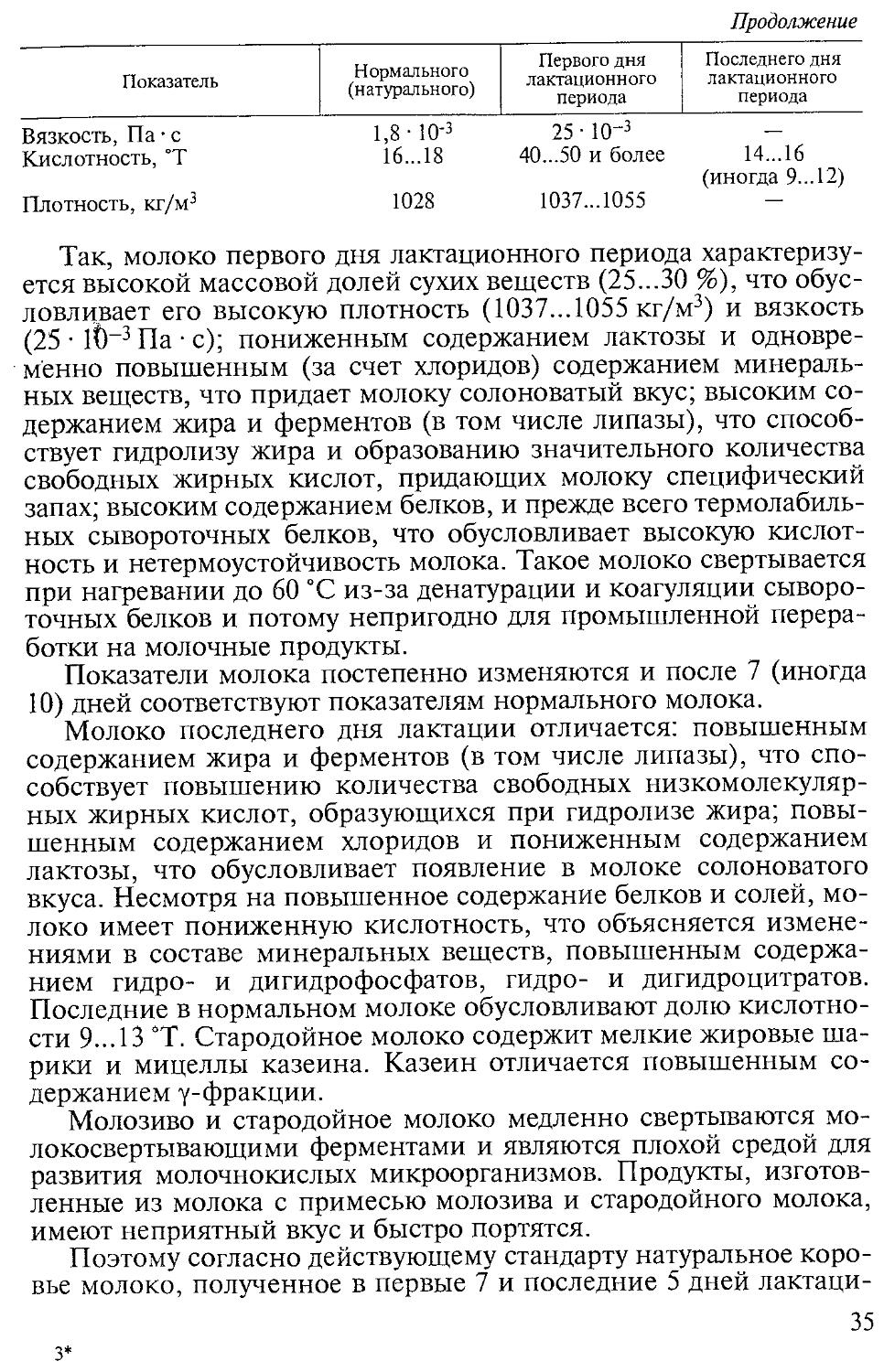
Продолжение
Показатель Нормального (натурального) Первого дня лактационного периода Последнего дня лактационного периода
Вязкость, Па • с 1,8-1О-3 25 10~3 —
Кислотность, °Т 16...18 40...50 и более 14...16 (иногда 9...12)
Плотность, кг/м3 1028 1037...1055 —
Так, молоко первого дня лактационного периода характеризуется высокой массовой долей сухих веществ (25...30 %), что обусловливает его высокую плотность (1037...1055 кг/м3) и вязкость (25 • 10“3 Па • с); пониженным содержанием лактозы и одновременно повышенным (за счет хлоридов) содержанием минеральных веществ, что придает молоку солоноватый вкус; высоким содержанием жира и ферментов (в том числе липазы), что способствует гидролизу жира и образованию значительного количества свободных жирных кислот, придающих молоку специфический запах; высоким содержанием белков, и прежде всего термолабильных сывороточных белков, что обусловливает высокую кислотность и нетермоустойчивость молока. Такое молоко свертывается при нагревании до 60 °C из-за денатурации и коагуляции сывороточных белков и потому непригодно для промышленной переработки на молочные продукты.
Показатели молока постепенно изменяются и после 7 (иногда 10) дней соответствуют показателям нормального молока.
Молоко последнего дня лактации отличается: повышенным содержанием жира и ферментов (в том числе липазы), что способствует повышению количества свободных низкомолекулярных жирных кислот, образующихся при гидролизе жира; повышенным содержанием хлоридов и пониженным содержанием лактозы, что обусловливает появление в молоке солоноватого вкуса. Несмотря на повышенное содержание белков и солей, молоко имеет пониженную кислотность, что объясняется изменениями в составе минеральных веществ, повышенным содержанием гидро- и дигидрофосфатов, гидро- и дигидроцитратов. Последние в нормальном молоке обусловливают долю кислотности 9...13 °Т. Стародойное молоко содержит мелкие жировые шарики и мицеллы казеина. Казеин отличается повышенным содержанием у-фракции.
Молозиво и стародойное молоко медленно свертываются молокосвертывающими ферментами и являются плохой средой для развития молочнокислых микроорганизмов. Продукты, изготовленные из молока с примесью молозива и стародойного молока, имеют неприятный вкус и быстро портятся.
Поэтому согласно действующему стандарту натуральное коровье молоко, полученное в первые 7 и последние 5 дней лактаци-
з*
35
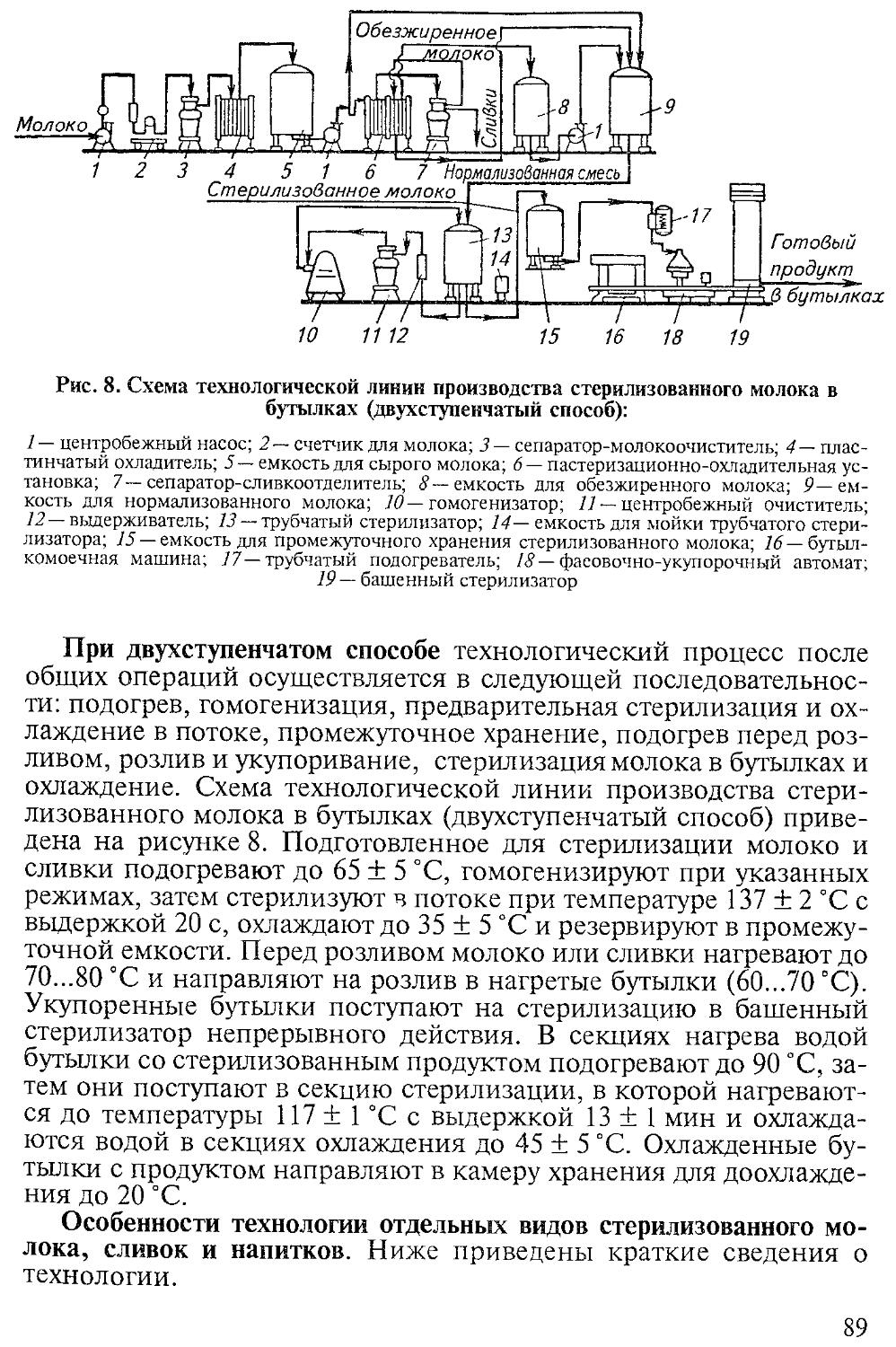
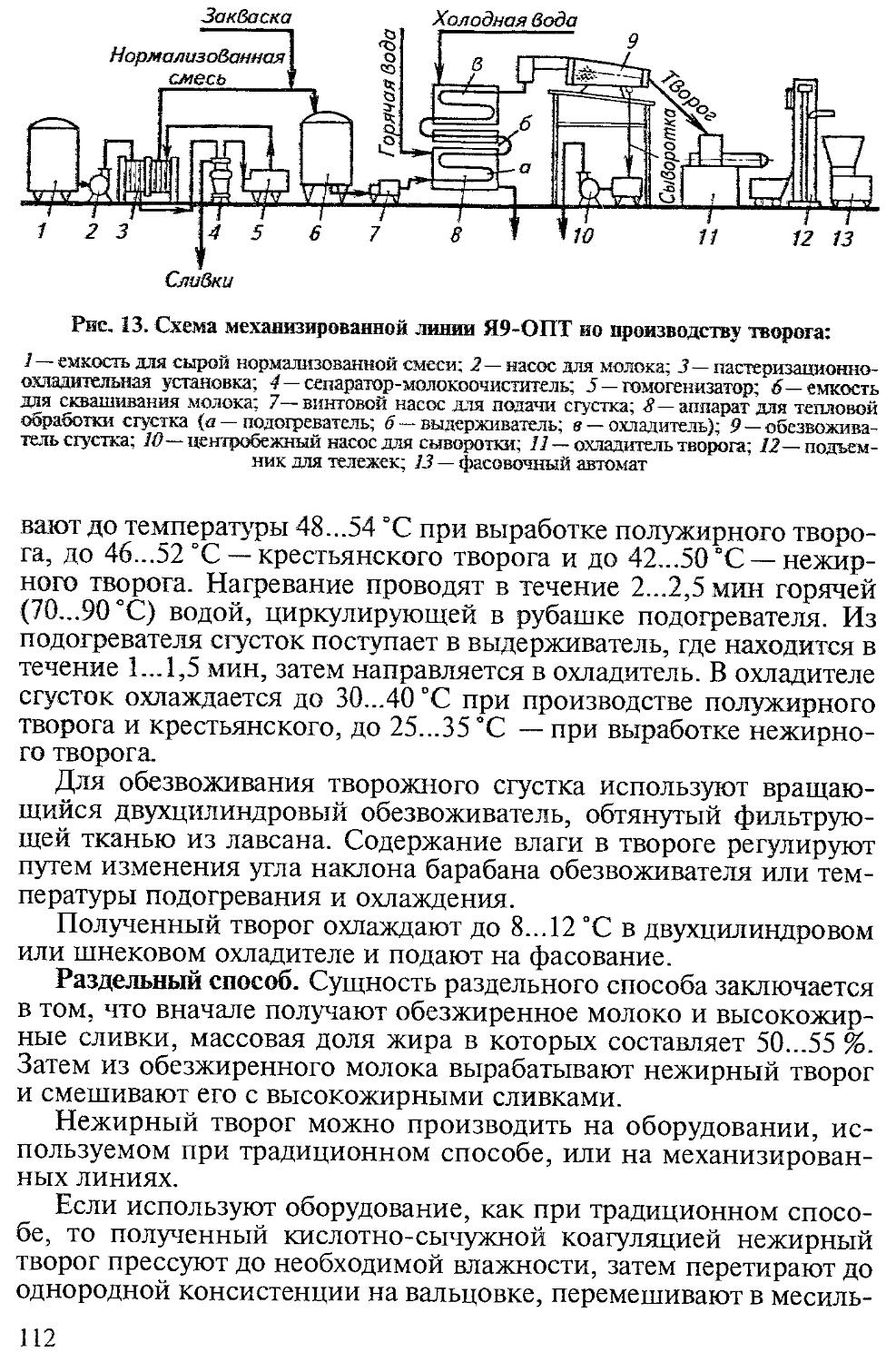
онного периода, не подлежит приемке и переработке на пищевые цели.
В нашей стране установлена базисная норма массовой доли жира молока 3,4 %, базисная норма массовой доли белка 3,0 %.
2.1.3. СПОСОБЫ ОЧИСТКИ МОЛОКА
Очистку проводят для того, чтобы удалить механические загрязнения и микроорганизмы. Осуществляют очистку способом фильтрования под действием сил тяжести или давления и центробежным способом на сепараторах-молокоочистителях. При фильтровании молоко должно преодолеть сопротивление, оказываемое перегородкой фильтра, выполненной из металла или ткани. При прохождении жидкости через фильтрующую перегородку на ней задерживаются загрязнения в количестве, пропорциональном объему жидкости, прошедшей через фильтр.
Периодически через каждые 15...20 мин необходимо удалять загрязнения из фильтра. Эффективность очистки в значительной мере зависит от давления, при котором происходит фильтрование. Обычно в цилиндрические фильтрационные аппараты молоко поступает под давлением 0,2 МПа. Фильтрационные аппараты с тканевыми перегородками имеют ряд недостатков: кратковременность безостановочной работы; необходимость частой разборки для промывки; возможность прорыва ткани; уменьшение производительности фильтров в зависимости от продолжительности работы.
Наиболее эффективна очистка молока с помощью сепарато-ров-молокоочистителей. Центробежная очистка в них осуществляется за счет разницы между плотностями частиц плазмы молока и посторонних примесей. Посторонние примеси, плотность которых больше, чем у плазмы молока, отбрасываются к стенке барабана и оседают на ней в виде слизи.
Молоко, подвергаемое очистке, поступает по центральной трубке (рис. 1, а) в тарелкодержатель, из которого направляется в шламовое пространство между кромками пакета тарелок и крышкой. Затем молоко поступает в межтарелочные пространства и по зазору между тарелкодержателем и верхними кромками тарелок поднимается вверх и выходит через отверстия в крышке барабана. Процесс очистки начинается в шламовом пространстве, а завершается в межтарелочных пространствах.
Традиционно в технологических линиях центробежная очистка молока осуществляется при 35...45 °C, так как в этих условиях осаждение механических загрязнений более эффективно вследствие увеличения скорости движения частиц.
При центробежной очистке молока вместе с механическими загрязнениями удаляется значительная часть микроорганизмов, 36
Рис. 1. Схема работы сепарирующего устройства:
а — молокоочистителя; б— сливкоотделителя; 1 — исходное молоко; 2 — легкая фракция (очищенное молоко или сливки); 3— частицы, образующие осадок; 4— осадок (слизь); 5— тяжелая фракция (обезжиренное молоко)
что объясняется различием их физических свойств. Бактериальные клетки имеют размеры 0,8...6 мкм, а размеры белковых частиц молока значительно меньше: даже наиболее крупные из них — частицы казеина — достигают размера 0,1...0,3 мкм. Для достижения наибольшей степени удаления микробных клеток предназначен сепаратор-бакгериоотделитель. Эффективность выделения микроорганизмов на нем достигает 98 %.
2.1.4. РЕЖИМЫ ОХЛАЖДЕНИЯ МОЛОКА
Качество молока, особенно его бактериологические показатели, в значительной степени зависит от длительности и температуры его хранения. Известно, что свежевыдоенное молоко содержит особые бактерицидные вещества, которые не только препятствуют росту бактерий, но и уничтожают их. В неохлажденном молоке быстро развиваются микроорганизмы, вызывающие его скисание. Так, при температуре 32 °C через 10 ч кислотность молока повышается в 2,8 раза, а число бактерий возрастает в 40 раз. В мо
37
л оке, охлажденном до 12 °C, в течение 10 ч кислотность не увеличивается, а общее число бактерий изменяется несущественно. Значит, охлаждение молока — один из основных факторов, способствующих подавлению развития нежелательной патогенной микрофлоры и сохранению качества молока.
Размножение большинства микроорганизмов, встречающихся в молоке, резко замедляется при охлаждении его ниже 10 °C и почти полностью прекращается при температуре около 2...4 °C.
Оптимальные сроки хранения молока, охлажденного до 4...б °C, не более 12 ч. При более длительном хранении молока в условиях низких температур возникают пороки вкуса и консистенции.
2.2. МЕХАНИЧЕСКАЯ ОБРАБОТКА МОЛОКА
2.2.1. СЕПАРИРОВАНИЕ И НОРМАЛИЗАЦИЯ МОЛОКА
Сепарирование молока — это разделение его на две фракции различной плотности: высокожирную (сливки) и низкожирную (обезжиренное молоко). Осуществляется сепарирование под действием центробежной силы в барабане сепаратора. Молоко, распределяясь в барабане между тарелками в виде тонких слоев, перемещается с небольшой скоростью, что создает благоприятные условия для наиболее полного отделения высокожирной фракции (жировых шариков) за короткое время. Процесс сепарирования молока подчиняется закону Стокса:
/ \2
2 [ 2 л | 2 2 Р — Р1
v = - — Rr п -— 9(60 J и
где v — скорость выделения жировых шариков, см/с; R — средний радиус рабочей части тарелки сепаратора, см; г—радиус жирового шарика, см; п — частота вращения барабана сепаратора, с-1; р, р, — плотность плазмы и жира, кг/м3; ц — динамическая вязкость, Па-с.
В соответствии с этим законом скорость выделения жировой фракции из молока находится в прямой зависимости от размеров жировых шариков, плотности плазмы молока, габаритов и частоты вращения барабана и в обратно пропорциональной зависимости от вязкости молока. С увеличением размеров жировых шариков и плотности плазмы молока ускоряется процесс сепарирования и отделения сливок. Чем выше содержание сухих обезжиренных веществ в молоке, тем выше плотность плазмы и цельного молока. Следовательно, молоко большей плотности будет иметь лучшие условия для сепарирования. Повышение вязкости молока приводит к снижению скорости выделения жировой фракции.
38
Кроме того, существенное влияние на сепарирование оказывают кислотность и температура молока.
Повышение кислотности молока приводит к изменению коллоидного состояния его белков, сопровождающемуся иногда выпадением хлопьев; в результате нарастает вязкость, что затрудняет сепарирование.
Повышение температуры молока способствует снижению его вязкости и переходу жира в жидкое состояние, что улучшает сепарирование. Оптимальная температура сепарирования 35...45 °C. Нагревание молока до этой температуры обеспечивает хорошее обезжиривание.
Наряду с сепарированием при 35...45 °C иногда применяют высокотемпературное сепарирование при 60...85 °C. С увеличением температуры сепарирования повышаются производительность сепаратора и качество обезжиривания. Однако высокотемпературное сепарирование имеет и ряд недостатков: увеличение содержания жира в обезжиренном молоке вследствие частичного выпадения альбумина, препятствующего выделению жира; сильное вспенивание сливок и обезжиренного молока; возрастание раздробления жировых шариков.
Большое внимание уделяют сепарированию при низких температурах, так называемому сепарированию холодного молока. Однако сепарирование при низкой температуре на обычных сепараторах приводит к снижению их производительности почти вдвое из-за повышения вязкости и частичной кристаллизации жира.
Процесс сепарирования в сепараторе осуществляется в такой последовательности (рис. 1, б). Цельное молоко по центральной трубке поступает в тарелкодержатель, из которого по каналам, образованным отверстиями в тарелках, поднимается в верхнюю часть комплекта тарелок и растекается между ними. В межтарелочном пространстве жировые шарики как более легкая фракция молока движутся к центру барабана, далее по зазору между кромкой тарелки и тарелкодержателем поднимаются вверх и поступают в камеру для сливок. Затем под напором сливки поступают в патрубок, на котором установлены измеритель количества сливок (ротаметр) и регулировочный вентиль. Обезжиренное молоко как более тяжелая фракция направляется к периферии барабана (в грязевое пространство), поднимается вверх и поступает в патрубок, на котором установлены манометр и регулировочный вентиль (кран).
Регулировочный вентиль предназначен для регулирования жирности получаемых сливок, которая изменяется в зависимости от количества сливок и обезжиренного молока. При постоянных количестве и массовой доле жира в поступающем молоке уменьшение количества выходящих сливок приводит к повышению массовой доли жира в них и, наоборот, увеличение количества сливок снижает в них массовую долю жира.
39
Исходя из соотношения масс сливок и обезжиренного молока можно найти требуемую жирность сливок. Определив расчетным путем соотношение между массами сливок и обезжиренного молока, устанавливают это соотношение при помощи регулировочного устройства.
На молочные предприятия молоко поступает с разным содержанием жира и сухого обезжиренного молочного остатка (СОМО), а в готовом продукте жир и СОМО должны быть в опре деленном количестве или соотношении. В связи с этим необходима нормализация сырья.
Нормализация — это регулирование состава сырья для получения готового продукта, отвечающего требованиям стандарта.
При нормализации исходного (цельного) молока по жиру могут быть два варианта: жира в цельном молоке больше, чем требуется в производстве, и жира в цельном молоке меньше, чем требуется. В первом варианте жир частично отбирают путем сепарирования или к исходному молоку добавляют обезжиренное молоко. Во втором варианте для повышения жирности исходного молока добавляют к нему сливки. Массы сливок и обезжиренного молока, необходимых для добавления к исходному молоку, рассчитывают по уравнениям материального баланса, который можно составить для любой составной части молока.
Один из простейших способов нормализации по жиру — нормализация путем смешивания в емкости рассчитанных количеств нормализуемого молока и нормализующего компонента (сливок или обезжиренного молока). Нормализующий компонент добавляют при тщательном перемешивании смеси в емкости.
Нормализацию смешиванием можно осуществить в потоке (рис. 2, а), когда непрерывный поток нормализуемого молока смешивается в определенном соотношении с потоком нормализующего продукта.
Нормализация молока с использованием сепаратора-сливкоотделителя осуществляется в таком порядке: нормализуемое молоко подается на сепаратор-сливкоотделитель, где разделяется на сливки и обезжиренное молоко. Затем полученные сливки и обезжиренное молоко смешиваются в потоке в требуемом соотношении, а часть сливок (при Жм > Жа м) или обезжиренного молока (при Жм < Ж„ м) отводится как избыточный продукт (рис. 2, б).
Массовая доля жира в молоке, нормализованном в потоке, регулируется автоматически с помощью систем управления УНП (управление нормализацией в потоке) и УНС (управление нормализацией в потоке с применением сепаратора-сливкоотделителя). Основная задача систем управления процессом нормализации заключается в получении стабильных заданных значений массовой доли жира или другого параметра нормализованного молока.
40
Молоко
Сливки
Сливки(избыток)
Нормализованное
молоко
Молоко
Сливки
б
Обезжиренное __ молоко(избыток?
Нормализованное t молоко
Рис. 2. Схема нормализации с применением сепаратора-сливкоотделителя, снабженного нормализующим устройством:
а — при Ж,, > б — при < Жн м. Здесь Ж.,, Ж„ „ — соответственно массовые доли
жира в исходном и нормализованном молоке
2.2.2. ГОМОГЕНИЗАЦИЯ МОЛОКА
Гомогенизация — это обработка молока (сливок), заключающаяся в дроблении (диспергировании) жировых шариков путем воздействия на молоко значительных внешних усилий. Известно, что при хранении свежего молока и сливок из-за разницы в плотности молочного жира и плазмы происходит всплывание жировой фракции, или ее отстаивание. Скорость отстаивания жира зависит от размеров жировых шариков, вязкости, от возможности соединения жировых шариков друг с другом. Как известно, размеры жировых шариков колеблются в широких пределах — от 0,5 до 18 мкм. Согласно формуле Стокса скорость выделения (всплывания) жирового шарика прямо пропорциональна квадрату его радиуса. В процессе гомогенизации размеры жировых шариков уменьшаются примерно в 10 раз (размер ~ 1,0 мкм), а скорость всплывания их соответственно становится примерно в 100 раз меньше. В процессе дробления жирового шарика перераспределяется его оболочечное вещество. На построение оболочек образовавшихся мелких шариков мобилизуются плазменные белки, а часть фосфатидов переходит с поверхности жировых шариков в плазму молока. Этот процесс способствует стабилизации высокодисперсной жировой эмульсии гомогенизированного молока. Поэтому при высокой дисперсности жировых шариков гомогенизированное молоко практически не отстаивается.
Механизм дробления жировых шариков, схематично показанный на рисунке 3, заключается в следующем. В гомогенизирующем клапане на границе седла гомогенизатора и клапанной щели имеется порог резкого изменения сечения потока, а следовательно, и изменения скорости движения. При переходе от малых скоростей движения к высоким жировой шарик деформируется: его передняя часть, включаясь в поток в гомогенизирующей щели с
41
Pq
Ро ‘'’’"к
Жировой шорик
Зоно повышения р, скорости ==ФИ1
•Pl
Седло
большой скоростью, вытягивается в нить и дробится на мелкие капельки. Таким образом, степень раздробленности, или эффективность гомогенизации, зависит прежде всего от скорости потока при входе в гомогенизирующую щель, а следовательно, от давления гомогенизации, которое всегда опреде-
Рис. 3. Схема дробления жировых шариков в клапанной щели гомогенизатора:
ляет скорость.
С повышением давления уси-
d—диаметр отверстия в седле клапана; v0 — скорость движения молока в клапане; Vq — скорость в пограничном сечении; р$ — давление в клапане; V] — скорость движения в щели клапана; р-, — давление в щели клапана; h — высота щели клапана
ливается механическое воздействие на продукт, возрастает дисперсность жира, а средний диаметр жировых шариков уменьшается. По данным ВНИКМИ, при давлении 15 МПа средний
диаметр жировых шариков составляет 1,43 мкм, а эффективность гомогенизации 74 %, при давлении 20 МПа средний диаметр шариков уменьшается до 0,97 мкм, а эффективность возрастает до 80 %. Повышения давления можно достигнуть, снабдив гомоге
низатор двумя или тремя клапанами. Такие гомогенизаторы называют двух- или трехступенчатыми. Однако повышение давле-
ния приводит к увеличению расхода электроэнергии, поэтому оптимальное давление составляет 10...20 МПа. Рекомендуемое давление гомогенизации зависит от вида и состава изготовляемого продукта. С повышением содержания жира и сухих веществ в продукте следует применять более низкое давление гомогенизации, что обусловлено необходимостью снижения энергетических затрат.
Интенсивность гомогенизации возрастает с повышением температуры, так как при этом жир переходит полностью в жидкое состояние и уменьшается вязкость продукта. При повышении температуры снижается также отстаивание жира. При температурах ниже 50 °C отстаивание жира усиливается, что приводит к ухудшению качества продукта. Наиболее предпочтительной считают температуру гомогенизации 60...65 °C. При чрезмерно высоких температурах сывороточные белки в гомогенизаторе могут осаждаться.
Кроме того, эффективность гомогенизации зависит от свойств и состава продукта (вязкость, плотность, кислотность, содержание жира и сухих веществ). С повышением кислотности молока эффективность гомогенизации уменьшается, так как в кислом молоке снижается стабильность белков и образуются белковые агломераты, затрудняющие дробление жировых шариков. При повышении вязкости и плотности молока эффективность гомогенизации также снижается.
42
В настоящее время применяют два вида гомогенизации: одно-и двухступенчатую. При одноступенчатой гомогенизации могут образовываться агрегаты мелких жировых шариков, а при двухступенчатой происходит разрушение этих агрегатов и дальнейшее диспергирование жировых шариков.
Иногда при производстве молочных напитков и сыров используют раздельную гомогенизацию. Раздельная гомогенизация предназначена для получения гомогенизированного молока с требуемым содержанием жира, повышенной стабильностью жировой дисперсной фазы и белков. Раздельная гомогенизация отличается от полной тем, что при ней механическому воздействию подвергается лишь высококонцентрированная жировая эмульсия (сливки определенной жирности). Сущность раздельной гомогенизации заключается в том, что молоко вначале сепарируют, а полученные сливки гомогенизируют, после гомогенизации их смешивают с обезжиренным молоком, нормализуют, пастеризуют и охлаждают. При производстве раздельно гомогенизированного молока с использованием двухступенчатой гомогенизации массовая доля жира в сливках не должна превышать 25 %, а при одноступенчатой гомогенизации 16 %.
Раздельную гомогенизацию применяют для того, чтобы увеличить производительность гомогенизации и ограничить нежелательное механическое воздействие на молочный белок при выработке питьевого молока, кисломолочных продуктов и сыров. Полученное при раздельной гомогенизации молоко по своим физико-химическим и органолептическим свойствам не отличается от обычного гомогенизированного молока при условии, если массовая доля жира в сливках, используемых при гомогенизации, не превышает 12 %. В молоке, полученном из сливок с повышенным содержанием жира и гомогенизированном раздельным способом, наблюдается усиленное отстаивание жира.
2.2.3. МЕМБРАННЫЕ МЕТОДЫ РАЗДЕЛЕНИЯ И КОНЦЕНТРИРОВАНИЯ МОЛОКА
К мембранным методам обработки продукта относят баромембранные и электромембранные (например, электродиализ).
Баромембранным называют такой способ обработки, когда продукт проходит через полупроницаемую перегородку (мембрану) под действием избыточного давления. В зависимости от размера отделяемых частиц различают обратный осмос, ультрафильтрацию, нанофильтрацию, микрофильтрацию и др. Однако четкой границы между баромембранными методами провести нельзя, так как они часто перекрывают друг друга (рис. 4).
К мембранным методам разделения и концентрирования молока относятся ультрафильтрация, обратный осмос и электродиализ.
43
0,001 0,01 0,1 1 10 100 1000
Размеры разделяемых частиц, мкм
Рис. 4. Схема градации баромембранных методов по размерам разделяемых частиц (по Ватсону и Харнбургу)
Ультрафильтрация — это фильтрация под давлением с помощью полупроницаемых мембран, изготовляемых на основе синтетических полимерных (ацетат целлюлозы, полиамид, полисульфон) и керамических материалов.
Для ультрафильтрации применяют мембраны с порами размером 50... 100 нм. Такие мембраны задерживают молекулы с размерами большими, чем размеры пор, и пропускают мелкие молекулы. Схема распределения молекул при ультрафильтрации показана на рисунке 5. При ультрафильтрации приходится преодолевать осмотическое давление разделяемого раствора, так как раствори
тель переносится в направлении, противоположном возрастанию концентрации растворенного вещества, задерживаемого фильтром. Поэтому ультрафильт-• рацию проводят под давле-
Вода Соли
Рис. 5. Схема распределения молекул при ультрафильтрации
нием 0,1...0,5 МПа.
В молочной промышленности ультрафильтрацию используют для выделения белков из молока или молочной сыворотки. В процессе ультрафильтрации сыворотка под давлением движется между полупроницаемыми мембранами. Часть сыворотки (фильтрат) проходит через мембраны, оставляя при этом на фильтре сывороточные белки. Полученный фильтрат состоит в основном из воды,
44
лактозы, минеральных солей. Другая часть сыворотки (концентрат) проходит между мембранами, унося при этом и выделившиеся белки. Таким образом, концентрат включает все сывороточные белки и ту часть воды, лактозы и минеральных солей, которая не прошла через мембраны. Отношение объемов концентрата и сыворотки, поступившей на ультрафильтрацию, составляет обычно 1:5.
Успешно применяют ультрафильтрацию для концентрации сывороточных белков творожной сыворотки. Сывороточно-белковые концентраты и фильтраты используют при выработке традиционных и новых видов продуктов питания, отличающихся повышенной биологической ценностью, в частности при производстве продуктов диетического, лечебного и детского питания.
Обратный осмос — это разделение растворов через полупроницаемые мембраны с порами размером менее 50 нм при давлении 1...10 МПа. При обратном осмосе через мембраны проходит только вода, а все остальные части молочного сырья задерживаются мембраной. Происходит концентрирование молочного сырья.
Электродиализ — это перенос ионов из одного раствора в другой, осуществляемый через мембрану под действием электрического поля, создаваемого электродами, расположенными по обе стороны мембраны. Электродиализу подвержены только те вещества, которые при растворении диссоциируют на ионы или образуют заряженные комплексы. Электронейтральные вещества, например лактоза, сахароза, молекулы которых при растворении не несут какого-либо заряда, в электродиализном процессе не участвуют.
В молочной промышленности электродиализной обработке подвергают молочную сыворотку с целью ее деминерализации. В молочной сыворотке кроме белков и лактозы содержится повышенное количество минеральных солей, что затрудняет ее переработку на продукты питания, особенно для детей. Освобождение сыворотки от минеральных солей при помощи электродиализа в 8... 10 раз дешевле, чем при использовании для этой цели ионообменных смол.
Достижения в технологии фракционирования и модификации компонентов молока путем ультрафильтрации, электродиализа, обратного осмоса обусловили более широкое применение молочных ингредиентов в различных отраслях промышленности (хлебопекарной, кондитерской, мясной). Применение мембранных процессов в молочной промышленности привело к созданию малоотходного производства, позволяющего повысить эффективность использования сырья на пищевые цели. В результате применения мембранных процессов все сухие вещества молока оказываются полностью переработанными в полноценные продукты питания. Это позволяет увеличить выработку товарной продукции из единицы сырья и снизить ее себестоимость. Продукты ультра
45
фильтрации нашли применение в производстве молочных напитков, сыров и творога. Внедрение ультрафильтрации на сыродельных заводах позволяет увеличить выход сыров на 15...20 % путем использования сывороточных белков концентрата сыворотки, сократить расход сычужного фермента на 75...80 %, а также частично решить проблему очистки сточных вод.
2.3. ТЕПЛОВАЯ ОБРАБОТКА МОЛОКА
2.3.1. ВЛИЯНИЕ ТЕПЛОВОЙ ОБРАБОТКИ НА СВОЙСТВА МОЛОКА
Тепловую обработку молочного сырья проводят с целью его обеззараживания. Она должна обеспечить не только надежное подавление жизнедеятельности микроорганизмов, но и максимально возможное сохранение исходных свойств молока. Любое тепловое воздействие на молоко нарушает его первоначальный состав и физико-химические свойства. Степень физико-химических изменений составных частей молока зависит главным образом от температуры и продолжительности тепловой обработки.
Молочные белки под действием тепла денатурируют. Наиболее чувствительны к нагреванию сывороточные белки, которые денатурируют при температурах выше 65 °C, казеин же обладает высокой тепловой стойкостью. При температурах выше 100 °C начинается частичное разложение лактозы, в результате которого молоко приобретает специфический вкус, запах и цвет (бурый). Молочный жир при нагревании до 100 °C практически не меняется. В процессе тепловой обработки частично разрушаются витамины, особенно водорастворимые (С, Вр, тиамин и др.), а также инактивируются ферменты (редуктаза, фосфатаза, пероксидаза). Минеральные соли в результате перехода растворимых солей кальция и фосфора в нерастворимое состояние частично выпадают в осадок. Изменение составных частей молока, отрицательно влияющее на пищевую ценность и органолептические показатели, должно быть незначительным.
К видам тепловой обработки относятся пастеризация и стерилизация. Разновидности пастеризации — это ультравысокотемпе-ратурная (УВТ) обработка и термизация.
2.3.2. ПАСТЕРИЗАЦИЯ МОЛОКА
Пастеризация молока — это тепловая обработка молока с целью уничтожения вегетативных форм микрофлоры, в том числе патогенных. Режим пастеризации должен обеспечить также получение заданных свойств готового продукта, в частности органолептических показателей (вкус, нужные вязкость и плотность сгустка).
46
Эффект пастеризации, обусловленный степенью гибели патогенной микрофлоры, влияет на выбор режимов и способов пастеризации. Из патогенных микроорганизмов наиболее устойчивы к тепловой обработке бактерии туберкулеза. Поскольку работа по определению возбудителей туберкулеза сложна, то эффективность пастеризации принято определять по гибели не менее стойкой кишечной палочки. Эффект пастеризации зависит от температуры t и продолжительности тепловой обработки z, взаимосвязь которых установлена в виде следующего уравнения:
In z = 36,84 — 0,48 /,
где 36,84 и 0,48 — постоянные величины.
В зависимости от этих факторов различают три режима пастеризации: длительная пастеризация — при температуре 60...63 °C с выдержкой 30 мин; кратковременная — при 74...78 °C с выдержкой 20 с; моментальная — при температуре 85...87 °C или 95...98 °C без выдержки.
Выбор режимов пастеризации предопределяется технологическими условиями и свойствами продукта. При содержании в продукте компонентов, отличающихся низкой термоустойчивостью, следует применять длительную пастеризацию. Процесс длительной пастеризации хотя и обеспечивает надежное уничтожение патогенных микробов и наименьшее изменение физико-химических свойств молока, однако требует больших затрат, связанных с использованием малопроизводительного оборудования.
Наиболее распространенный способ в производстве пастеризованного молока, кисломолочных продуктов и мороженого — кратковременная пастеризация. Этот способ также надежен для инактивации микробов и максимального сохранения исходных свойств молока. Моментальная пастеризация по воздействию на микробы и свойства молока аналогична кратковременной. Она рекомендуется для пастеризации сливок, из которых вырабатывают масло, и при производстве молочных консервов. Таким образом, все способы пастеризации позволяют получить продукт, безвредный для непосредственного употребления в пищу, но имеющий ограниченный срок хранения.
Сопротивляемость микроорганизмов тепловой обработке увеличивается при повышении содержания жира и сухих веществ в продуктах (сливки, смесь для мороженого), так как жировые и белковые вещества оказывают защитное действие на микробные клетки. Поэтому для продуктов с повышенным содержанием жира и сухих веществ температура пастеризации должна быть увеличена на 10... 15 °C по сравнению с температурой пастеризации молока.
Одновременно с пастеризацией для улучшения органолептических показателей молока и сливок проводят их дезодорацию.
47
Органолептические показатели изменяются вследствие наличия в молоке летучих веществ и газов, особенно кислорода, обусловливающих нежелательные вкус и запах. Кислород, присутствующий в молоке, при хранении способствует окислению жировой фракции и разрушению витаминов. Для удаления этих нежелательных веществ из молока используют вакуум-дезодорационные установки. Дезодорацию осуществляют обычно при температуре 65...70 °C и разрежении 0,04...0,06 МПа в течение 4...5 с. При этих условиях молоко закипает и вместе с парами удаляются нежелательные газы и летучие вещества.
Улътравысокотемпературная (УВТ) обработка молока проводится при температурах выше 100 °C без выдержки или с выдержкой 1...3 с. Так, в технологии кисломолочных напитков используют УВТ-обработку при 102 ± 2 °C без выдержки.
Термизация — это тепловая обработка молока с целью увеличения продолжительности его хранения путем снижения общей бактериальной обсемененности молока. Проводят ее при температуре 65 °C в течение 15 с. Термизация в качестве низкотемпературной кратковременной тепловой обработки рекомендована для повышения стойкости сырого молока при хранении. В сыроделии тер-мизацию применяют для обработки молока с повышенной бактериальной обсемененностью и предназначенного для созревания, а в производстве молочных консервов — для повышения термостойкости молока.
2.3.3. СТЕРИЛИЗАЦИЯ МОЛОКА
Стерилизация молока — это тепловая обработка молока (при температурах выше 100 °C) с целью повышения стойкости в хранении путем уничтожения как вегетативных, так и споровых форм микроорганизмов.
Эффективность стерилизации Эс определяется по разности десятичных логарифмов первоначальной концентрации спорообразующих микроорганизмов в исходном молоке Сн и конечной концентрации спор Ск в продукте после тепловой обработки:
Эс= lg С„ — 1g Ск.
Она должна быть в пределах от 9 до 10. Эффективность стерилизации находится в такой же прямой зависимости от температуры и продолжительности ее воздействия, как и при пастеризации. Стерилизацию по сравнению с пастеризацией проводят при более высоких температурах, но с менее продолжительной выдержкой, поэтому физико-химические свойства молока претерпевают почти такие же изменения, как при пастеризации.
48
В зависимости от особенностей производства и фасования продукта различают периодическую и непрерывную стерилизацию в таре и в потоке с асептическим розливом.
Периодическую стерилизацию в таре осуществляют после фасования и герметического укупоривания продукта при 110... 120 °C в течение 15...30 мин. Для периодической стерилизации в таре служат стерилизаторы периодического действия — автоклавы. При периодической стерилизации продукт в таре загружают в стерилизатор, нагревают паром, выдерживают определенное время и охлаждают водой или воздухом до 40...50 °C. Периодическая стерилизация обеспечивает высокую стойкость продукта при хранении даже в неблагоприятных условиях (при 50 °C) в течение 12мес и более. Однако этот способ малопроизводителен и вызывает физико-химические изменения составных частей молока вследствие продолжительного теплового воздействия. В результате этих изменений молоко приобретает сильно выраженный кипяченый вкус, буровато-кремовую окраску.
Наиболее распространена непрерывная стерилизация с одноступенчатым и двухступенчатым режимами. При стерилизации с одноступенчатым режимом в потоке продукт подвергают кратковременной ультравысокотемпературной обработке (УВД) при температуре 130... 150 °C в течение нескольких секунд, после чего фасуют в асептических условиях в стерильную тару. Стерилизацию в потоке проводят прямым или косвенным нагревом. Прямой нагрев осуществляют путем смешивания теплоносителя (пара) с продуктом, а косвенный нагрев — через теплопередающую поверхность. При смешивании с паром продукт нагревается практически мгновенно, что позволяет использовать молоко более низкой термоустойчивости. Кроме того, мгновенное тепловое воздействие вызывает наименьшие физико-химические изменения. К существенным недостаткам описанного способа относятся низкий коэффициент регенерации теплоты, повышенные требования к качеству пара, используемого для нагревания продукта.
Для стерилизации продукта способом косвенного нагрева применяют трубчатые, пластинчатые, а для вязких продуктов — скребковые теплообменники. Теплообменники косвенного нагрева характеризуются надежностью в работе, простотой обслуживания и высокой степенью использования теплоты. Однако при стерилизации в таких теплообменниках быстрее образуется пригар на теплопередающих поверхностях.
Непрерывную стерилизацию с двухступенчатым режимом осуществляют в такой последовательности: первоначально продукт стерилизуют в потоке при 130...150 °C в течение нескольких секунд, затем после розлива и укупоривания вторично стерилизуют продукт в таре при 110...118 °C в течение 15...20 мин. Двухступенчатый режим стерилизации предназначен для уничтожения мик-
4 Г. Н. Крусь и др.
49
роорганизмов, не только имеющихся в сырье, но и попавших в продукт при его фасовании. Продукт, полученный при двухступенчатом режиме стерилизации, имеет высокую стойкость при длительном хранении.
При выборе способа стерилизации и типа установок следует учитывать условия эксплуатации, качество исходного сырья, вид вырабатываемого продукта и экономическую целесообразность.
2.4. ТЕХНОЛОГИЯ ЗАКВАСОК
2.4.1. ПОДБОР КУЛЬТУР ДЛЯ ПРОИЗВОДСТВА МОЛОЧНЫХ ПРОДУКТОВ
Производство многих молочных продуктов (кисломолочные напитки, творог, сыр) основано на биохимических процессах брожения молочного сахара (лактозы) и коагуляции казеина молока. Брожение лактозы, т. е. превращение в соединения с меньшей молекулярной массой, происходит под воздействием молочнокислых, пропионовокислых, уксуснокислых бактерий и дрожжей.
К молочнокислым бактериям, вызывающим молочнокислое брожение, относятся молочнокислые кокки и палочки. В группу молочнокислых кокков входят лактококки (Lc. lactis, Lc. cremoris, Lc. diacetilactis) и термофильный стрептококк (Sc. salivarius termophilus), а в группу молочнокислых палочек — болгарская и ацидофильная, а также палочки, используемые в сыроделии.
Пропионовокислые бактерии сбраживают глюкозу, молочную кислоту в пропионовую кислоту и другие продукты, которые обогащают вкус и запах продукта. В процессе размножения эти бактерии могут синтезировать витамин Bi2. Уксуснокислые бактерии являются возбудителями уксуснокислого брожения, в результате которого образуется уксусная кислота.
Чистые культуры молочнокислых бактерий и другие микроорганизмы (например, дрожжи) получают в специальных лабораториях чистых культур из молока, высококачественных молочных продуктов и растений. Для бактериальных заквасок должны быть подобраны такие культуры микроорганизмов, в результате деятельности которых получаются высококачественные молочные продукты.
Подбор отдельных штаммов и заквасок для кисломолочных продуктов осуществляют по следующим показателям:
соответствие микробиологической чистоты штаммов и заквасок по микроскопическому препарату (отбраковка образцов, загрязненных посторонней микрофлорой);
активность штаммов и заквасок, характеризуемая продолжительностью сквашивания и органолептической оценкой (характер сгустка, вкус, запах);
50
влагоудерживающая способность (влагоотдача);
предел кислотообразования, определяемый по титруемой кислотности;
устойчивость к поливалентному бактериофагу;
антибиотическая и антагонистическая активность по отношению к условно-патогенной и патогенной микрофлоре.
Бифидобактерии, используемые для приготовления молочных продуктов лечебно-профилактического назначения, подбирают с учетом особенностей их свойств. Бифидобактерии медленно размножаются в молоке, отдельные штаммы этих бактерий сквашивают молоко при оптимальной температуре развития за 2...4сут, что неприемлемо в технологии молочных продуктов. Поэтому проводят подбор штаммов бифидобактерий, имеющих повышенную кислотообразующую способность. Профилактическая и лечебная ценность молочных продуктов определяется не только количеством полученной заквасочной микрофлоры, но и способностью приживаться в кишечнике человека. Косвенным показателем способности микроорганизмов приживаться в кишечнике служит их устойчивость к фенолу, который всегда находится в содержимом кишечника. Штаммы бифидобактерий сильно различаются по этому свойству. Поэтому существует необходимость подбора бифидобактерий по данному признаку. Кроме того, следует подбирать бифидобактерии по их способности образовывать антибиотические вещества. В настоящее время определены следующие критерии подбора бифидобактерий в состав заквасок для сыра:
продолжительность свертывания молока, ч;
прирост титруемой кислотности за 24 ч, °Т;
число жизнеспособных клеток бифидобактерий в производственной закваске;
антагонистическая активность по отношению к кишечной палочке;
устойчивость к фенолу, pH;
органолептические показатели сгустка.
2.4.2. ПРИГОТОВЛЕНИЕ ЗАКВАСОК
Специализированные лаборатории и биофабрики выпускают закваски в зависимости от их физического состояния и способа производства следующих видов: жидкие (обозначаются буквой Ж); сухие (обозначаются буквой С); замороженные (обозначаются буквой 3); на плотных питательных средах (обозначаются буквами ПС).
В зависимости от числа жизнеспособных клеток и способа производства различают бактериальные закваски (БЗ) и бактериальные концентраты (БК).
4*
51
При изготовлении бактериальных заквасок не проводят концентрирование микробных клеток, поэтому число жизнеспособных клеток в 1 см3 или 1 г заквасок составляет не более 10 млрд.
При изготовлении бактериальных концентратов проводят обязательное концентрирование микробной массы, поэтому число жизнеспособных клеток в 1 см3 или 1 г концентрата составляет сотни миллиардов.
Жидкие закваски представляют собой чистые культуры, находящиеся в активном состоянии и выращенные в стерильном молоке. Срок годности их составляет 2 нед при температуре хранения 3...6 °C. При длительном транспортировании без соблюдения режима охлаждения активность культур, входящих в жидкие закваски, быстро снижается.
С целью повышения сроков хранения заквасок, их активности и увеличения в заквасках числа бактериальных клеток вырабатывают сухие закваски, а также жидкий и сухой бактериальные концентраты. Жидкий бактериальный концентрат приготавливают путем культивирования молочнокислых бактерий в питательной среде, их концентрирования (центрифужным способом) и смешивания полученной биомассы с защитной средой.
Сухой бактериальный концентрат вырабатывают из жидкого препарата (с защитной средой) путем его сублимационной сушки. Сублимационная сушка заключается в высушивании бактериального препарата в замороженном состоянии при глубоком вакууме. При этом содержание микробных клеток в 1 г сухого бактериального препарата повышается до сотен миллиардов клеток, а срок хранения увеличивается до 4 мес.
Сухие закваски вырабатывают из жидких путем их сушки методом распыления или сублимации. При производстве сухих заквасок с помощью распылительных сушилок активность чистых культур сохраняется до 3 мес. При сублимационном способе сушки сохраняемость живых клеток достигает 90 % в течение нескольких месяцев и даже лет.
Сухие бактериальные закваски и концентраты в отличие от жидких более транспортабельны и могут сохраняться в течение длительного времени. При использовании сухого бактериального концентрата упрощается схема приготовления заквасок. Сухой бактериальный концентрат активизируется путем растворения его в стерилизованном обезжиренном молоке и выдержки в течение 1,5...5 ч при оптимальной температуре развития бактериальных клеток. После активации бактериальный препарат направляют непосредственно в производство или для получения первичной производственной закваски, приготовленной на пастеризованном молоке.
Разработаны закваски прямого внесения. В качестве таких заквасок используют культуры DVS (прямое сквашивание в емкос
52
ти), которые просты в употреблении и не нуждаются в предварительной подготовке, например в активизации. Во ВНИИМСе разработана технология лиофилизированных бактериальных концентратов, пригодных для непосредственного внесения в молоко при выработке сыра. Это исключает необходимость приготовления производственных заквасок на заводах.
Для обеспечения работников молочной промышленности информацией о составе микрофлоры бактериальных заквасок и концентратов введены условные обозначения различных групп, видов и разновидностей микроорганизмов, включаемых в состав заквасочной микрофлоры.
В таблице 6 приведены список микроорганизмов, используемых в составе заквасок для сыров, а также буквенные обозначения состава заквасочной микрофлоры (ее бактериальная формула), которые наносят на этикетку и (или) указывают в удостоверении о качестве заквасок.
6. Микроорганизмы, используемые в составе заквасок для сыров, и их буквенное обозначение
Подгруппа Род Вил Разновидность Условное обозначение
Прокариоты бактерий
Грамположительные Enterococcus faccalis — ЕФ
КОККИ (энтерококки)
Lactococcus lactis lactis Л
(лактококки) cremoris К
diacetilactis д
Leuconoctoc lactis mesen- cremoris Б
(лейконостоки) teroides dextranicum
Streptococcus (стрептококки) salvaries thermophilus Тс
Грамположительные Lactobacillus casei — Пк
неспорообразующие (лактобациллы) plantarum Пп
палочки правильной формы acidophilus — Па
delbruechii bulcaricus Пб
lactis Пл
helveticus — Пх
fermentum — Пф
Грамположительные Bifidobacterium bifidum — БФб
неспорообразующие (бифидобактерии) longum БФл
палочки неправильной формы adolescentis — БФа
Brevibacterium linens — БВл
(бревибактерии) Propionibacterium (пропионовокислые бактерии) shermani — ПКш
53
Продолжение
Подгруппа Род Вид Разновидность Условное обозначение
Эукариоты
Плесневые грибы camemberti — Пкм
Penicillium caseicolum — Пкк
roqueforti — Прф
Дрожжи Torulopsis — Дт
В зависимости от числа видов микроорганизмов, входящих в состав микрофлоры, закваски подразделяют на два типа: монови-довые, состоящие из микроорганизмов одного вида или разновидности, которые условно обозначают буквой М, и поливидовые, в состав микрофлоры которых входит два или более видов микроорганизмов, условно обозначаемые буквой П. Так, бактериальная формула угличской закваски (СМС) — БЗ : П : С : ЛКДБ — расшифровывается как бактериальная закваска (БЗ), поливидовая (П), сухая (С), в состав которой входят следующие микроорганизмы: Lc. lactis (Л), Lc. cremoris (К), Lc. diacetilactis (Д), Leuc. cremoris (Б).
За рубежом используют другую систему информации о составе заквасок. При этом она отличается в разных странах у различных производителей. Чаще всего применяют следующие обозначения: О — бактериальная формула имеет вид ЛК; D — бактериальная формула ЛКД; J — бактериальная формула Б; JD — бактериальная формула ЛКДБ.
Контрольные вопросы и задания. 1. В чем заключается первичная обработка молока на предприятиях? 2. Каковы требования действующего стандарта на молоко коровье? 3. Перечислите способы очистки молока от механических примесей и бактерий. 4. С какой целью и каким образом проводят охлаждение молока? 5. Какие факторы влияют на сепарирование? 6. Дайте схемы нормализации молока. 7. Назовите факторы, влияющие на эффективность гомогенизации. 8. Какова сущность мембранных методов разделения и концентрирования молочного сырья? 9. Как влияют режимы пастеризации на составные части молока? 10. С какой целью проводят стерилизацию и каковы ее режимы? 11. Дайте характеристику микроорганизмов, применяемых для заквасок. 12. По какому принципу подбирают культуры, используемые при производстве кисломолочных продуктов? 13. Каковы способы получения бактериальных препаратов?
3. НЕМОЛОЧНОЕ СЫРЬЕ: РАСТИТЕЛЬНЫЕ БЕЛКИ И ЖИРЫ, ПИЩЕВЫЕ ДОБАВКИ
3.1. РАСТИТЕЛЬНЫЕ БЕЛКИ И АНАЛОГИ МОЛОКА
3.1.1. ХАРАКТЕРИСТИКА РАСТИТЕЛЬНЫХ БЕЛКОВ
Растительные белки содержатся в значительных количествах в зерновых и бобовых культурах. Особенно высокой массовой долей белка отличаются семена бобовых, при этом большая часть бобовых белков приходится на фракции альбуминов и глобулинов (табл. 7).
7. Содержание белков в зерновых и зернобобовых культурах
Культура Массовая доля белка, % В том числе в процентах общего белка
Альбумины Глобулины
Пшеница 12,5 5,2 12,6
Рожь 9,9 25,3 19,2
Ячмень 10,3 12,5 12,7
Гречиха 10,8 21,7 42,6
Рис 7,4 10,6 8,1
Кукуруза 10,3 18 13,3
Горох 20,5 9,6 85,7
Соя 40 — 95
Как видно из таблицы 7, самая ценная культура семейства бобовых — это соя, в семенах которой находится до 40 % белка. Кроме того, в сое содержится 20 % жира. Фосфатиды в семенах сои представлены лецитином (около 35 % всех фофатидов), кефалином и др.
Из углеводов содержатся (%): моносахариды 0,07...2,2; сахароза 3,3...13,5; раффиноза 1,2; стахиоза 3,5; крахмал и декстрин 3,1...9,0; пентозы 3,8...5,5; галактоза 4,6; арабиноза 3,8; целлюлоза (клетчатка) 3...7; гемицеллюлоза 1,3...6,5.
Кроме того, в семенах сои содержатся нежелательные и токсичные вещества, что исключает использование семян сои не только в пищевых продуктах, но и в кормах. Такие вещества, как ингибиторы трипсина, лектины, аллергены, стеролы, олигосахара, фосфатиды, изофлавины, вызывают посторонний запах в продукте, приводят к желудочно-кишечным расстройствам и тормозят рост организма.
Из ингибиторов сои наиболее исследованы ингибиторы протеолитических ферментов — трипсина и химозина. Отличительная
55
особенность ингибиторов трипсина заключается в их способности образовывать с трипсином устойчивые комплексы, в которых фермент утрачивает свою активность.
Семена бобовых растений, в том числе сои, содержат лектины, представляющие собой группу белков гликопротеидной природы. Лектины вызывают избирательную агглютинацию (агрегацию, склеивание) эритроцитов крови. Высокое содержание лектинов в семенах некоторых бобовых делает их токсичными.
Применение семян сои для пищевых целей становится возможным только после специальной технологической обработки.
3.1.2. ТЕХНОЛОГИЯ ПИЩЕВЫХ БЕЛКОВ
Для получения пищевого белка соевые бобы подвергают вымачиванию, измельчению, тепловой обработке и экстракции.
Вымачивание или варка соевых бобов в щелочном водном растворе способствует снижению выраженности соевого привкуса, размягчает соевые бобы, увеличивает количество удаляемых олигосахаридов и ускоряет инактивацию соевых ингибиторов трипсина. Для вымачивания соевых бобов используют растворы карбоната натрия или гидроксида натрия, а также нейтральный водный раствор аскорбината натрия и гидрокарбоната натрия. Вымачивание продолжается в течение 12...24 ч. Гидрокарбонат натрия добавляют в таком количестве, чтобы pH раствора в конце вымачивания соевых бобов составлял 6,5...7,5. Вместо вымачивания предложена микроволновая обработка соевых бобов в течение 3...5 мин, после чего их подают на измельчение.
Для измельчения соевых бобов используют горячую или холодную воду, а в ряде случаев измельчают на коллоидной мельнице.
Тепловую обработку горячей водой проводят при таком режиме, который бы обеспечивал инактивацию ингибиторов трипсина. Кроме того, тепловая обработка соевой массы способствует улучшению вкусовых и ароматических свойств продукта, однако при этом продукт приобретает сильный запах серы. Для его удаления используют дезодорацию, которую сочетают с тепловой обработкой. Один из способов дезодорации — использование колонки с гранулированным активным углем. Тепловую обработку можно проводить либо до экстракции белков сои, либо после нее, при этом применяют разные режимы (кипячение, стерилизация).
Соевое молоко экстрагируют из влажной соевой массы в холодном или горячем виде. При этом в продукт переходит около 65 % белка и 55 % сухих веществ, содержащихся в соевых бобах.
Для получения пищевого белка (соевая мука, концентраты, изоляты) измельчают предварительно обезжиренные соевые бобы. Полученную водную суспензию фильтруют и центрифугируют для
56
удаления нерастворимого осадка. Для концентрирования белка применяют сгущение на вакуумных аппаратах. Полученное соевое молоко сушат на распылительных сушилках. Для концентрирования белка применяют также ультрафильтрацию, которая позволяет извлечь фитиновую кислоту (фосфор влияет на растворимость белка), ингибиторы трипсина и сложные сахара.
Схема технологических процессов переработки соевых бобов на пищевые белки, сухое и жидкое соевое молоко приведена на рисунке 6.
За рубежом широко распространено жидкое соевое молоко. По содержанию сухих веществ, которое зависит от массы используемой воды при выработке продукта, соевое молоко можно подразделить на три основных вида: густое соевое молоко с соотношением вода : бобы в пределах от 5 :1 до 6: 1; соевое молоко, которое по консистенции и пищевой ценности приближено к коровьему, соотношение вода : бобы колеблется в пределах от 8 :1 до 8,5 : 1; «экономное» молоко, соотношение вода : бобы составляет 10:1. «Экономное» молоко используют в качестве соевого безалкогольного напитка (рис. 6, вариант 4).
Из бобов сои после извлечения из них жира получают пищевые белки (рис. 6, варианты 2, 3).
Пищевые белки на основе сои вырабатывают в виде следующих продуктов: обезжиренная соевая мука, концентрат и изолят соевого белка (табл. 8).
8. Состав соевых бобов и соевых продуктов в пересчете на сухое вещество, %
Соевые продукты Белок Жир Углеводы Зола Пищевые волокна
Соевые бобы 42 20 35 5 5,5
Обезжиренная соевая мука 54 1 38 6 3,5
Концентрат соевого белка 70 1 24 5 3,5
Изолят соевого белка 92 0,5 2,5 4,5 0,5
Соевые продукты отличаются один от другого массовой долей белка и степенью очистки от углеводов и пищевых волокон. Так, массовая доля белка в изоляте достигает 92 % при незначительном содержании углеводов — 2,5 % и пищевых волокон — 0,5 %.
По содержанию незаменимых аминокислот соевые продукты близки к казеину (табл. 9).
Белки соевых продуктов лишь по содержанию цистина, треонина и общей сумме серосодержащих аминокислот не удовлетворяют «идеальному белку», разработанному ФАО—ВОЗ. По массовой доле метионина соевые белки уступают казеину, однако, комбинируя их с другими белками, можно восполнить дефицит метионина.
57
Промывка Н------- Соевыебобы
Вариант 1 Вариант 2 Вариант 3 Вариант 4
Рис. 6. Схема технологических процессов переработки соевых бобов
9. Содержание аминокислот в различных белках, г в 100 г белка
Аминокислота Шкала ФАО—ВОЗ «идеальный белок» Казеин Белок женского молока Соевые продукты
мука концентрат изолят
Изолейцин 4,0 5,4 5,12 4,7 4,7 4,9
Лейцин 7,0 9,5 9,3 7,9 7,8 7,8
Лизин 5,5 8,1 6,9 6,3 ' 6,3 6,4
Метионин — 1,7 1,4 1,4 1,4 1,3
Цистин 3,0 1,5 1,9 1,6 1,6 1,5
Сумма серосодержа- 3,5 3,2 3,4 3,0 3,0 2,8
щих аминокислот Фенилаланин — 5,2 3,7 5,3 5,2 5,4
Тирозин — 5,0 2,9 3,8 3,9 4,3
Сумма ароматиче- 6,0 10,2 6,4 9,1 9,1 9,7
ских аминокислот Треонин 4,0 4,7 4,3 3,9 4,2 3,6
Триптофан 1,0 1,4 0,6 1,3 1,5 1,4
Для изготовления молочных продуктов на основе соевых белков используют изоляты и специальные концентраты — соевые аналоги сухого коровьего молока, последние представляют собой обычно смесь пищевого соевого белка с различными ингредиентами, имитирующими состав коровьего молока. Так, для производства аналога сухого коровьего молока соевую муку смешивают с четырехкратным количеством воды, добавляют гидрогенизированное соевое масло и эмульгатор. Смесь обрабатывают на коллоидной мельнице, гомогенизируют и высушивают на распылительной сушилке. Сухой продукт смешивают с сахаром, солью, минеральными веществами и витаминами. Продукт имеет следующий состав (%): соевая мука 74,3; гидрогенизированное соевое масло 15; сахароза 6,9; эмульгатор 0,8; ароматические вещества 0,1; минеральные вещества 1,9; витамины 0,1. Срок хранения сухого продукта при 25...27 °C — до 6 мес. При восстановлении продукт смешивают с водой в соотношении 1: 9.
Аналоги сухого молока могут иметь разный состав по видам и массовой доле используемых ингредиентов.
Следует учитывать, что все соевые продукты, поступающие в нашу страну из-за рубежа, получены из генетически модифицированной сои. Отечественная соя производится на Дальнем Востоке, в Краснодарском крае и Сибири.
В настоящее время в Алтайском крае выращивают сою из сортов сибирской селекции и на основе переработки цельных соевых бобов производят сухое соевое молоко под названием «Соевый сухой заменитель молока» (ССЗМ), технология которого разработана в СибНИОСТПМ (рис. 6, вариант 1).
Технологический процесс выработки ССЗМ включает следующие операции: промывку, вымачивание, размол, экстракцию водорастворимых компонентов, отделение экстракта, пастеризацию
59
его, сгущение и сушку. Соевые бобы промывают водой для очистки от пыли; вымачивают в воде для максимального удаления олигосахаридов, набухания бобов и дезодорации. Набухшие бобы размалывают для достижения заданной степени дисперсности. Экстрагируют водорастворимые компоненты с целью максимального извлечения белка и жира. Затем разделяют систему на жидкую и твердую фазы. Полученный экстракт пастеризуют, сгущают и сушат.
В таблице 10 приведены физико-химические показатели образцов «Соевого сухого заменителя молока» из сои сибирской селекции и сухого соевого молока фирмы «Ассоя» (Краснодар).
10. Физико-химические показатели различных образцов сухого соевого молока отечественного производства
Продукт Массовая доля, % Кислот-ность, “Т Индекс растворимости, %
влаги белка жира
Соевый сухой заменитель молока 6,0 40,2 20,5 16,0 0,75
Соевый сухой заменитель молока (из лущеной сои) 5,6 41,8 24,6 19,0 0,65
Сухое соевое молоко (Краснодар) 6,5 39,0 20,2 13,0 0,80
Как следует из данных таблицы 10, сухое соевое молоко из сои сибирской селекции по составу аналогично продукту, вырабатываемому в Краснодарском крае.
«Соевый сухой заменитель молока» вырабатывает предприятие ООО «Белок» (с. Быстрянка Красногорского района Алтайского края).
3.2. РАСТИТЕЛЬНЫЕ ЖИРЫ И АНАЛОГИ МОЛОЧНОГО ЖИРА
3.2.1. ХАРАКТЕРИСТИКА РАСТИТЕЛЬНЫХ ЖИРОВ
С целью снижения ресурсоемкое™ производства молочных продуктов для замены молочного жира (или части его) применяют жиры растительного происхождения.
Растительные жиры, предназначенные для использования в технологии молочных продуктов, применяют, как правило, в виде аналогов (заменителей) молочного жира, которые получают путем специальной обработки (рафинация, гидрогенизация, переэтерификация) растительных жиров. Цель обработки — получить твердые жиры пластичной консистенции путем изменения жирнокислотного состава исходных растительных жиров (саломасы).
Рассмотрим особенности жирнокислотного состава молочного жира и растительных жиров.
60
Молочный жир состоит из нескольких тысяч триглицеридов. В триглицеридах молочного жира обнаружено свыше 150 жирных кислот с числом атомов углерода от С4 до С26, в том числе только основных 10... 12 кислот. Состав, свойства и массовая доля основных жирных кислот, содержащихся в молочном жире, приведены в таблице 11.
11. Характеристика основных жирных кислот молочного жира
Жирные кислоты Число атомов углерода и принятые обозначения* Температура плавления, С Массовая доля в молочном жире, %
кислоты группы кислот
Насыщенные:
масляная С4:0 -7,9 2,5...5,0
капроновая С6:0 -3,4 1,0...3,5
каприловая С8:о 16,7 0,4...1,7
каприновая лауриновая О о ю о о о 31,6 44,2 0,8...3,6 0,8...3,9 65
миристиновая с ^14:0 53,9 7,6...13,2
пальмитиновая с Нб:0 62,9 20,0...36,0
стеариновая с ^18:0 69,9 5,5...13,7
Ненасыщенные:
олеиновая с 18:1 13,4 16,7...37,6
линолевая г Н8:2 -5,0 1,0...5,2 35
линоленовая с '“'18:3 -11,0 0,1...2,1
* Первая цифра внизу индекса при С означает число атомов углерода, а после двоеточия -—число ненасыщенных связей в молекуле жирной кислоты.
Жирные кислоты влияют на физические свойства жира. Так, преобладание в триглицеридах молочного жира твердых насыщенных жирных кислот С10—С18 (их содержится более 60 %) над жидкими ненасыщенными (35 %) и низкомолекулярными кислотами С4—С8 (3...5 %) обусловливает температуру застывания молочного жира 18...23 °C, а сложный триглицеридный состав — несоответствие температуры застывания температуре плавления, которая составляет 28...36 °C.
Температура плавления молочного жира близка к температуре тела, что способствует хорошему усвоению молочного жира. По разнообразию жирных кислот молочный жир не имеет себе равных в природе (среди животных и растительных жиров).
Растительные жиры (масла) делятся на жидкие: подсолнечное, хлопковое, кукурузное, соевое, рапсовое, и твердые: кокосовое, пальмовое, пальмоядровое.
Некоторые показатели состава и свойства растительных жиров в сравнении с молочным жиром приведены в таблице 12.
61
12. Характеристика состава и свойств растительных масел и молочного жира
Жиры и масла Массовая доля жирных кислот, % Характеристика
насыщенных ненасыщенных температура застывания, °C йодное число
Молочный жир Растительные масла 65 35 18...23 28-45
(и жиры): -19...-16
подсолнечное 10...12 До 90 119...136
кукурузное 12 88 -20...-10 111...133
соевое 14...20 75-86 -18...-15 120...140
рапсовое 8 92 -10...0 91...106
пальмовое 44...57 43...56 40...41 48-58
кокосовое До 90 10 23...26 7...11
пальмоядровое 79...83 17...21 19...24 12...20
Особенность состава триглицеридов растительных жиров — незначительное содержание различных видов жирных кислот, преимущественно ненасыщенных, в том числе основных 1—2, в отличие от молочного жира — 10—12.
Так, в подсолнечном и кукурузном масле преобладают линолевая и олеиновая — в подсолнечном до 90 % и более, в кукурузном 88 %. Отличительной особенностью кукурузного масла является наличие значительного количества токоферолов — более 0,2 %, которые являются природными антиоксидантами.
В соевом масле массовая доля ненасыщенных жирных кислот составляет 75...86 %, в том числе линолевой 43...56 %, олеиновой 15...36 %, линоленовой 2...14 %, насыщенных жирных кислот— 14...20 %, в том числе пальмитиновой 2,4...14 %, стеариновой 2...7,5 %.
В рапсовом масле преобладает эруковая кислота.
Пальмовое масло получают из мякоти плодов пальмы. В пальмовом масле основную долю жирных кислот составляют пальмитиновая и олеиновая кислоты — до 90 % и выше, лауриновая и миристиновая — не более 2 %. По глицеридному составу пальмовое масло отличается от других масел наличием симметричных динасыщенных и диненасыщенных глицеридов, массовая доля которых составляет до 35 %. Для выделения симметричных глицеридов масло фракционируют: отделяют среднюю фракцию, имеющую важное значение при производстве заменителей масла какао, и другие фракции; нефракционированное масло используют в производстве масложировой продукции. Так, смесь растительных масел, в состав которой входит и пальмовое масло, предлагается как заменитель молочного жира в технологии комбинированного масла.
Кокосовое масло вырабатывают из высушенной мякоти плодов кокосовой пальмы (копры). Оно характеризуется высоким содержанием насыщенных жирных кислот — лауриновой и миристино
62
вой — до 90 %, что определяет его твердую консистенцию, а также наличием низкомолекулярных летучих жирных кислот с числом атомов углерода 10 и ниже. В настоящее время кокосовое масло начали использовать в технологии молочных продуктов в качестве заменителя какао-порошка при получении глазури для глазированных сырков и мороженого; как заменитель молочного жира при производстве мороженого, сгущенного и сухого молока, некоторых низкожирных сыров — сулугуни, адыгейского и в небольших количествах — в плавленых сырах.
Пальмоядровое масло добывают из ядра плода масличной пальмы в отличие от пальмового масла, получаемого из мякоти плода. По своей характеристике пальмоядровое масло близко к маслу кокосовому. Триглицериды пальмоядрового масла содержат большое количество лауриновой кислоты. Как и пальмовое масло, это масло фракционируют на жидкую и твердую фракции. Последнюю (стеариновую) используют как заменитель твердых жиров при производстве масложировой продукции.
3.2.2. ТЕХНОЛОГИЯ ПИЩЕВЫХ РАСТИТЕЛЬНЫХ ЖИРОВ
Природное масло и жиры представляют собой многокомпонентную систему, в которую помимо триглицеридов входят различные сопутствующие вещества, растворимые в триглицеридах: фосфолипиды, свободные жирные кислоты, пигменты, воскоподобные вещества. Количество сопутствующих веществ невелико, но они определяют товарное качество масел и жиров, а также влияют на их технологические свойства. Для улучшения технологических свойств масла и жиры подвергают очистке — рафинации.
Рафинация. Представляет собой ряд последовательно осуществляемых операций: гидратация, нейтрализация, адсорбционная рафинация (отбеливание), дезодорация и вымораживание (винтеризация).
Назначение гидратации — максимально извлечь из масел фосфолипиды и другие гидрофильные вещества. Гидратация растительных масел предусматривает введение в них гидратирующего агента, чаще всего воды, при температуре 45...60 °C, разбавленных водных растворов солей, кислот, щелочей и др.
Назначение нейтрализации, или щелочной рафинации, — максимально извлечь свободные жирные кислоты. После осуществления нейтрализации получают рафинированное масло и отходы — мыльные растворы (соапстоки).
Назначением адсорбционной рафинации — отбеливания — является извлечение из масел окрашивающих веществ — пигментов, а также остатков мыла после щелочной рафинации. Для ос-
63
вобождения от остатков мыла масло промывают горячей водой либо обрабатывают раствором лимонной или фосфорной кислот. Так как рафинированное масло и саломасы, приготовленные на их основе, должны быть светлыми, то возникает необходимость в очистке их от пигментов, например каротиноидов. С этой целью пигменты сорбируют на поверхности твердых адсорбентов, в качестве последних используют специальные активные отбеливающие глины, полученные из алюмосиликатов, реже активные угли и др.
Назначение дезодорации — удаление из масел и жиров веществ, определяющих вкус и запах. Дезодорацию осуществляют методом перегонки с водяным паром (дистилляцией). Получают рафинированное, дезодорированное масло (жир) и отходы — продукты отгонки (погоны).
Назначение вымораживания (винтеризации) — удаление из рафинированных, дезодорированных масел воскоподобных веществ. Получают рафинированное, дезодорированное масло и отходы — восковые вещества (осадки).
Для получения заменителей жира, в частности аналога молочного жира, рафинированные растительные жиры модифицируют.
Модификация жиров. Это изменение их первоначальных свойств путем варьирования жирнокислотного и глицеридного состава, что достигается гидрогенизацией и переэтерификацией жиров.
Гидрогенизацию масел и жиров молекулярным водородом проводят при температуре 180...240 °C в присутствии никелевых и медно-никелевых катализаторов, как правило, при давлении, близком к атмосферному. Задача гидрогенизации масел и жиров — целенаправленное изменение жирнокислотного состава триглицеридов исходного жира в результате частичного или полного присоединения водорода к остаткам ненасыщенных жирных кислот, входящих в состав триглицеридов растительного жира.
Основная реакция, протекающая при гидрогенизации, — присоединение водорода к двойным связям непредельных жирных кислот. Подбирая соответствующие условия реакции, удается осуществить этот процесс избирательно, гидрируя вначале в основном остатки линоленовой кислоты до линолевой, затем линолевой до олеиновой, а уже потом остатки олеиновой кислоты до стеариновой, и получить продукт с заранее заданными свойствами, называемый саломасом.
+н2 +н2 „ +н2
<—18:3----> *-18:2--->'-18:1--->'-18:0
Линоленовая Линолевая Олеиновая Стеариновая кислота кислота кислота кислота
64
Параллельно с присоединением водорода к двойным связям (гидрирование) происходит структурная (смещение С=С связи) и геометрическая (изменение пространственного расположения —Н и —СЩ групп С=С связи) изомеризация, что приводит к накоплению в саломасе триглицеридов, содержащих трансизомеры жирных кислот. Гидрогенизированные жиры содержат до 30 % и более трансизомеров жирных кислот, в то время как в сливочном коровьем масле массовая доля их не превышает 8 %.
Как показали результаты фундаментальных исследований, увеличение содержания трансизомеров жирных кислот в пище, по мнению ряда исследователей, способствует развитию онкологической патологии, сахарного диабета, ожирения, атеросклероза и некоторых других не менее серьезных болезней, а также нарушению репродуктивной функции.
К сожалению, в настоящее время гидрогенизированные жиры нашли широкое применение вследствие своей относительной дешевизны.
Переэтерификацией называют перераспределение остатков жирных кислот в триглицеридах жира. При внутримолекулярной переэтерификации изменяется взаимное положение жирных кислот в триглицериде. При межмолекулярной переэтерификации происходит обмен жирных кислот между триглицеридами. В результате внутри- и межмолекулярной переэтерификации расплавленного (жидкого) жира и смеси жиров достигается статистическое распределение жирных кислот в смеси триглицеридов. Переэтерификацию проводят при температуре 80...90 °C в присутствии катализаторов; из них наиболее распространенными являются метилат натрия, этилат натрия и гидроксид натрия в смеси с глицерином.
Переэтерификация не вызывает структурного трансформирования жирных кислот и образования трансизомеров.
Подвергают переэтерификации главным образом смеси высокоплавких жиров (пальмовое, кокосовое масла) с жидкими растительными маслами. Путем переэтерификации можно получить пластичные смеси с заданными свойствами.
При получении аналогов молочного жира температура плавления переэтерифицированных жиров должна соответствовать температуре плавления молочного жира.
Некоторые виды растительных жиров и аналогов молочного жира, предназначенных для частичной или полной замены молочного жира в таких молочных продуктах, как масло, сыр, плавленый сыр, сгущенное молоко, мороженое, глазури для творожных сырков и мороженого, приведены в таблице 13.
Аналоги молочного жира создаются на основе растительных жиров и по органолептическим, физико-химическим и структурномеханическим свойствам приближены к молочному жиру.
5 Г. Н. Крусьидр.
65
13. Растительные жиры и аналоги молочного жира
Молочная продукция Растительные масла Аналоги молочного жира «Союз»
пальмовое кокосовое соевое рафинированное «Союз-2» «Союз-4» «Союз-5/2» «Союз-5/3» «Союз-7» «Союз-7/1»
гидрогенизированное дезодорированное
Комбинированные масла Сметана Сыры Сыры плавленые Сгущенное молоко Глазури для творожных сырков Мороженое Глазурь для мороженого + + + + + + + + + + + + + + + + + + + + + 1 + + + + + + + + + + + + + + + + 11+11 +1 + + + + + +
Температура плавления аналогов молочного жира приближена к температуре плавления молочного жира. В состав жировых смесей входят бета-каротин, ароматизатор сливочного вкуса, лецитин (эмульгатор), а также натуральный молочный жир. Так, в состав аналога молочного жира «Союз-5/2», рекомендованного для производства комбинированного масла, входит смесь фракционированных растительных масел и жиров, эмульгатор (лецитин), р-каротин и ароматизатор сливочного вкуса (или без ароматизатора).
В настоящее время аналог молочного жира «Союз-5/2» усовершенствован и поставляется с маркировкой «Люкс» («Союз-5/2 Л»), По данным разработчиков, продукт имеет улучшенные органолептические показатели, не содержит трансизомеров жирных кислот, кривая его плавления максимально приближена к кривой плавления молочного жира. «Союз-5/2 Л» содержит мягкий ароматизатор и новый эмульгатор, позволяющий достичь однородной консистенции продукта.
В состав глазури для творожных сырков входят какао-порошок, сахар, растительный жир, лецитин, ароматизатор (ванильная эссенция).
В состав жировой смеси для сметаны включены стабилизаторы, (эмульгаторы) растительного происхождения, представляющие собой полимерные соединения полисахаридов.
Специалисты научно-исследовательского центра Нижегородского масложирового комбината разработали рецептуру растительного жира — аналога молочного жира, выпускаемого под маркой «МАРГО». Продукт «МАРГО» по основным показателям максимально приближен к молочному жиру. В состав «МАРГО» входят
66
пищевые гидрогенизированные или переэтерифицированные жиры, растительные жиры и масла, эмульгаторы, ароматизаторы, красители и другие пищевые добавки. Продукт может выпускаться без ароматизаторов и (или) красителей. Массовая доля жира в «МАРГО» не менее 99,7 %.
«МАРГО» применяют при производстве комбинированного масла, сметаны, плавленых сыров и сгущенного молока. При производстве масла с применением «МАРГО» не обязательно использование гомогенизатора и дезодоратора.
При выработке комбинированного масла с использованием аналогов молочного жира необходимо дифференцировать их свойства с учетом степени отвердевания глицеридов в жирах в зависимости от температуры охлаждения, которая должна быть максимально приближена к сезонным изменениям молочного жира. Степень отвердевания глицеридов в отвержденных растительных жирах в сравнении с молочным жиром приведена в таблице 14.
14. Степень отвердевания глицеридов в различных жирах в зависимости от температуры
Температура Массовая доля твердого жира, %,
Наименование жиров плавления, при температуре, С
"С 10 | 15 | 20 1 25 | 30
Молочный жир:
осенне-зимний период 34...36 42...50 37...41 20...23 12...15 7...9
весенне-летний период Отвержденные растительные жиры: 30...32 35...39 22-25 16...19 5-8 3...5
«Акобленд» 33...35 48 35 25 14,5 8,0
соевый 36...37 97-98 — 44,5-51,5 — 17,5-19
кокосовый 25...27 33 — 14,5 — 0,1
пальмовый 33...36 92 — 33,0 — 14,5
Примечание. Температура плавления (максимальная) указана согласно сертификату.
Подбор триглицеридного состава для аналогов молочного жира необходимо осуществлять:
в весенне-летний период на основе триглицеридов средней и повышенной плавкости для планомерного повышения температуры плавления и снижения температуры застывания смеси молочного и немолочного жиров;
в осенне-зимний период на основе глицеридов средней и пониженной плавкости для планомерного снижения температуры плавления и повышения температуры застывания смеси молочного и немолочного жиров.
Для упрощения подбора немолочных жиров при выработке комбинированного масла можно в соответствии с рекомендациями ВНИИМСа пользоваться такими показателями жиров, как температуры плавления и застывания.
5* 67
Температуры массового плавления и застывания основных групп триглицеридов молочного жира и немолочных жиров (по сезонам года) приведены в таблице 15.
15. Температуры плавления и застывания основных групп триглицеридов молочного жира и растительных жиров
Жиры Температура, ’С
плавления застывания
Весенне-летний период
Молочный 30...32 17...20
Растительные (или их композиции) 35...37 18...21
Осенне-зимний период
Молочный 34...36 21...23
Растительные (или их композиции) 32...34 20...22
Кроме того, для весенне-летнего периода года необходимо увеличить зону кристаллизации глицеридов с целью повышения массовой доли твердого жира. Также необходимо увеличить содержание твердого жира и его соотношение с жидким жиром, что обусловливает снижение скорости кристаллизации глицеридов и будет способствовать формированию кристаллизационной структуры. Для осенне-зимнего периода года необходимо уменьшить зону кристаллизации с целью снижения содержания твердого жира; увеличить содержание жидкого жира и его соотношение с твердым для формирования коагуляционной структуры продукта.
Все это необходимо учитывать разработчикам и производителям аналогов молочного жира для производства комбинированного масла.
Длительное время за рубежом широко применяли насыщенные растительные масла — пальмовое и кокосовое — для приготовления картофельных чипсов, печенья, сдобы и других продуктов. Несколько лет тому назад в США пальмовое и кокосовое масла были исключены из рациона, так как учеными был показан их вред для сердечно-сосудистой системы. Пальмовое и кокосовое масла были заменены гидрогенизированными растительными жирами. Однако последние научные данные зарубежных ученых свидетельствуют о том, что гидрогенизированные растительные жиры так же вредны для сердечно-сосудистой системы, как и пальмовое, и кокосовое масла.
Наиболее перспективное и целесообразное направление в использовании растительных жиров для молочных продуктов — разработка и производство российской масложировой промышленностью отечественных аналогов молочного жира, не содержащих гидрогенизированных жиров.
68
3.3. ПИЩЕВЫЕ ДОБАВКИ
Пищевые добавки — группа природных или синтетических веществ, специально вводимых в сырье, полуфабрикаты или готовые пищевые продукты с целью совершенствования их технологии или придания им необходимых свойств, и не употребляемых обычно в качестве пищевых продуктов и не являющихся макро- и микронутриентами.
Число пищевых добавок, используемых в производстве пищевых продуктов в различных странах, около 500, не считая комбинированных добавок, отдельных душистых веществ и ароматизаторов.
Европейским Советом разработана система цифровой кодификации пищевых добавок с литерой Е. Она включена в кодекс ФАО—ВОЗ (ФАО — Всемирная организация здравоохранения, ВОЗ — Всемирная продовольственная и сельскохозяйственная организация ООН) для пищевых продуктов как международная цифровая система кодификации пищевых добавок. Каждой пищевой добавке присвоен цифровой трех- или четырехзначный код (в Европе с предшествующей литерой Е). Они используются в сочетании с названиями функциональных классов, отражающих классификацию пищевых добавок по технологическим функциям.
Применение пищевых добавок остро поставило вопрос об их токсичности. Под токсичностью понимают способность вещества наносить вред живому организму. Решающую роль играют: доза (количество вещества, поступающего в организм в сутки), длительность потребления, режимы, пути поступления в организм. Экспериментально обосновывают предельно допустимые концентрации (ПДК) — концентрации, которые не вызывают при ежедневном воздействии на организм в течение длительного времени отклонений в здоровье людей. Решение о возможном использовании рассматривается экспертными комитетами международных организаций ФАО—ВОЗ. Разрешенные пищевые добавки по остроте, частоте и тяжести заболеваний относят к разряду веществ минимального риска.
По назначению пищевые добавки можно разделить на следующие группы веществ:
улучшающих внешний вид продукта (красители и цветокорректирующие материалы);
изменяющих структуру продукта (загустители, геле- и студне-образователи);
регулирующих свойства продукта (поверхностно-активные вещества);
придающих продукту определенный вкус и аромат (вкусовые и ароматические вещества);
повышающих срок хранения продукта (консерванты).
69
3.3.1. ПИЩЕВЫЕ КРАСИТЕЛИ
Для придания пищевым продуктам характерной для них окраски, измененной при технологической обработке (кипячение, стерилизация, сушка и т. д.), используют природные (натуральные) и синтетические (органические и неорганические) красители.
Бета-каротин. Среди натуральных красителей необходимо выделить каротиноиды. Растительные каротиноиды — это красножелтые пигменты, обусловливающие окраску ряда овощей, фруктов, жиров, яичного желтка и других продуктов. Примером каротиноидов может служить [3-каротин, который выделяют из природных источников в смеси с другими каротиноидами (экстракт натуральных каротиноидов) или получают синтетическим путем.
Для окраски пищевых продуктов (маргарин, сливочное масло, майонез и др.) применяют каротиноиды, выделенные из моркови, плодов шиповника, перца, а также полученные микробиологическим или синтетическим путем.
Энокраситель. Получают его из выжимок темных сортов винограда и ягод бузины в виде жидкости интенсивно-красного цвета. Окраска продукта зависит от pH среды: красная окраска в подкисленных средах, в нейтральных и слабощелочных средах энокраситель придает продукту синий оттенок. Поэтому при использовании энокрасителя одновременно применяют и органические кислоты для создания необходимого pH среды.
В последнее время в качестве желтых, розово-красных красителей начали использовать пигменты, содержащиеся в соке кизила, красной и черной смородины, клюквы, брусники, пигменты чая, а также красный краситель, выделенный из свеклы, — свекольный красный.
Сахарный колер. Это темноокрашенный продукт карамелизации различных видов сахаров, полученный по различным технологиям. Водные растворы сахарного колера представляют собой приятно пахнущую темно-коричневую жидкость. Применяют сахарный колер для окраски напитков, кондитерских изделий, а также в кулинарии.
Синтетические красители. В последнее время пищевая промышленность широко использует синтетические красители. Они устойчивы к изменению pH среды, действию кислот, нагреванию, свету, обладают большой окрашивающей способностью, их легче дозировать. В большинстве случаев они дешевле натуральных красителей. Поступающие в продажу красители обычно разбавлены наполнителями (поваренная соль, сульфат натрия, глюкоза, сахароза, лактоза, крахмал, пищевые жиры), что упрощает их использование. Применяя синтетические красители, необходимо убедиться в их токсикологической безопасности.
70
3.3.2. ВЕЩЕСТВА, ИЗМЕНЯЮЩИЕ СТРУКТУРУ ПРОДУКТА
К этой группе пищевых добавок относятся вещества, используемые для создания или изменения реологических свойств пищевых продуктов (регулирующие консистенцию): загустители, геле-и студнеобразователи. Загустители используют для получения коллоидных растворов повышенной вязкости, студнеобразователи — для получения поликомпонентных нетекучих систем, включающих высокомолекулярный компонент и низкомолекулярный растворитель. Гелеобразователи (желирующие вещества) применяют для получения структурированных коллоидных систем. Четкого разделения между этими группами добавок нет.
Загустители, геле- и студнеобразователи связывают воду; в результате коллоидная система теряет свою подвижность и изменяется консистенция пищевого продукта. В химическом отношении это макромолекулы, в которых равномерно распределены гидрофильные группы, взаимодействующие с водой.
Среди них натуральные природные вещества растительного (кроме желатина) происхождения: желатин, пектин, агароиды, камеди и вещества, получаемые искусственно (полусинтетически), в том числе из природных объектов (метилцеллюлоза, карбоксиметилцел-люлоза, амилопектин, модифицированные крахмалы и др.).
Желатин (студнеобразователь). Это белковый продукт, представляющий собой смесь линейных полипептидов с различной молекулярной массой и их агрегатов; не имеет вкуса и запаха. Получают желатин из костей, хрящей и сухожилий животных. Он растворяется в горячей воде, при охлаждении водные растворы образуют гель. Желатин используют при изготовлении желе (фруктовых и рыбных), мороженого, кремов, жевательной резинки, а также в кулинарии. В России и большинстве стран желатин применяют без ограничений.
Крахмал и модифицированный крахмал. Крахмал и его фракции (амилопектин, декстрины) и модифицированные крахмалы применяют в качестве загустителей, студнеобразователей и желирующих веществ в кондитерской, хлебопекарной промышленности, при производстве мороженого.
Модификация крахмалов позволяет существенно изменить их строение и свойства (гидрофильность, способность к клейстериза-ции, студнеобразование), а следовательно, и направление использования.
Окисленные крахмалы образуют клейстеры пониженной вязкости и повышенной прозрачности. Используют их в технологии мороженого, при производстве мармеладов и лукума.
Набухающие крахмалы способны набухать и растворяться в холодной воде. Они позволяют быстро приготовлять желеобразные десерты, кремовые смеси, пудинги, соусы.
71
Крахмалофосфаты образуют клейстеры повышенной прозрачности и вязкости; они устойчивы к нагреванию, кислотам и перемешиванию. Применяют их при производстве майонезов, продуктов детского питания, соусов и приправ. Клейстеры крахмалофосфатов устойчивы к действию низких температур (замораживанию); с их использованием готовят продукты, сохраняемые в замороженном виде (паштеты, замороженные блюда, кремы и т. д.).
Пектиновые вещества. Это группа высокомолекулярных гетерополисахаридов, входящих совместно с целлюлозой, гемицеллюлозой, лигнином в состав клеточных стенок и межклеточных образований высших растений, а также присутствующих в растительных соках некоторых из них. Пектиновые вещества способны образовывать гели, связывать воду, взаимодействовать с катионами. Они играют важную роль в физиологических процессах, участвуют в водном и ионном обмене. Эти же свойства обусловливают их широкое применение в пищевой промышленности. В настоящее время выпускают несколько видов пектинов, выделяемых из различного сырья и отличающихся по составу и свойствам: яблочный, цитрусовый, свекловичный, пектин из корзинок подсолнечника, а также комбинированные пектины из смешанного сырья. Пектины, выделенные из яблочных выжимок и корзинок подсолнечника, являются высокомолекулярными, свекловичный и цитрусовый пектины — низкомолекулярными. В яблочных пектинах наблюдается равномерное распределение карбоксильных групп по всей длине пектиновой молекулы, в цитрусовых — неравномерное.
Строение молекул пектина определяет их основные физико-химические и потребительские свойства: гелеобразование в водной среде и комплексообразование с ионами поливалентных металлов. Образование геля — трехмерной пространственной структуры — происходит в результате взаимодействия пектиновых молекул между собой. Процесс зависит от молекулярной массы, степени этерификации молекул пектина, распределения карбоксильных групп; на его эффективность влияют температура и pH среды. Высокоэтерифицированные пектины образуют гели в присутствии кислот (pH 3,1...3,5) при содержании сахарозы более 50 %, низкоэтерифицированные — в присутствии ионов поливалентных металлов, например кальция, независимо от содержания сахарозы, в диапазоне pH 2,5...6,5. В последнее время пектины широко используют в качестве профилактических средств для групп населения, проживающих в зонах риска отравления тяжелыми металлами и радионуклидами, из-за особенности низ-коэтерифицированных пектинов образовывать комплексные соединения с ионами цинка, свинца, кобальта, стронция, радионуклидами.
72
Высокоэтерифицированные пектины применяют в технологии мороженого, фруктовых соков, майонеза; низкоэтерифицирован-ные — студней, овощных желе и т.п.
Полисахариды, выделенные из морских водорослей. Важный вид пищевых добавок. К ним относятся: агар-агар, агароиды (черноморский агар), альгиновая кислота и ее соли и др.
Агар-агар представляет собой смесь агарозы и агаропектинов (смесь полисахаридов сложного строения, содержащая глюкуроновую кислоту и эфирно-связанную серную кислоту). Получают агар-агар из багряных (красных) морских водорослей (амфилия), произрастающих в Белом море и Тихом океане. В зависимости от вида водорослей состав выделенных полисахаридов может изменяться (так, выделена агароза). Агар незначительно растворяется в холодной воде, но набухает в ней. В горячей воде образует коллоидный раствор, который при остывании дает хороший прочный сгусток, имеющий стекловидный излом. Для получения таких студней не нужно добавлять сахар и кислоту, желирующая способность агара в 10 раз выше, чем желатина. Наоборот, способность агара образовывать студни уменьшается при их нагревании в присутствии кислот. Применяют агар при приготовлении мороженого, при осветлении соков, при получении желе, пудингов, а в кондитерской промышленности — желейного мармелада, зефира.
Агароид (черноморский агар) получают из водорослей филлофора, растущих в Черном море. Плохо растворим в холодной воде, в горячей воде образует коллоидный раствор, при охлаждении которого формируется студень. Студнеобразующая способность в два раза ниже, чем у агара.
Каррагинан, получаемый из красных водорослей, по химической природе близок к агару и агароидам.
Каррагинан — полимеры, состоящие из сульфатированных в различной степени звеньев галактозы и сульфатированных (или нет) звеньев 3, 6-ангидрогалактозы, поочередно соединенных 1—3 и 1—4-связями. Это экстракт водорастворимых полисахаридов красных водорослей, произрастающих в основном у берегов шотландского города Каррик; используется в пищевой промышленности как стабилизатор, эмульгатор, загуститель, гелеобразователь при производстве желе, глазури, кремов, кондитерских изделий, заливного, пудингов, теста, мясных консервов, соусов, молочных продуктов, напитков, мороженого, мягкого сыра и др.
По химической природе к агару и агароиду близок фурцелле-ран — полисахарид, получаемый из морской водоросли фурцел-ларии. По способности к студнеобразованию он значительно уступает рассмотренным ранее агароидам. Применяется при производстве мармелада и желейных конфет.
Альгиновая кислота и ее соли (альгинаты) — это полисахариды, являющиеся компонентами бурых водорослей. Альгиновая
73
кислота в воде не растворяется; не связывают ее альгинат натрия и калия, хорошо растворимые в воде. Альгиновую кислоту и ее соли применяют для осветления соков, в качестве желирующих веществ и эмульгаторов. Пропиленгликольальгинат, не осаждающийся в кислых растворах, используют в качестве стабилизатора в производстве мороженого, концентратов апельсинового сока.
Модифицированную целлюлозу и ее простые эфиры также применяют в качестве пищевых добавок. Целлюлозу используют в качестве эмульгатора, добавки, препятствующей слипанию и комкованию пищевых продуктов. Из эфиров целлюлозы применяют метил целлюлозу, карбоксиметилцеллюлозу и др. Эфиры целлюлозы используют при изготовлении мороженого, соусов, при производстве напитков. В молочной промышленности карбоксиметилцеллюлозу применяют для осаждения казеина молока.
3.3.3. ВЕЩЕСТВА, РЕГУЛИРУЮЩИЕ СВОЙСТВА СЫРЬЯ И ПРОДУКТА
К ним относятся поверхностно-активные вещества (ПАВ), с помощью которых можно регулировать свойства гетерогенных систем, которыми являются сырье и готовый продукт. При растворении или диспергировании в жидкость эти вещества, концентрируясь на поверхности раздела фаз, снижают поверхностное натяжение. Это дает возможность использовать их и для получения тонкодисперсных и устойчивых коллоидных систем. Обычно это соединения, молекулы которых имеют дифильное строение, т. е. содержат полярные гидрофильные и неполярные гидрофобные группы. Первые обеспечивают растворимость в воде, вторые (гидрофобные) — в неполярных растворителях. Соответствующим образом они располагаются на поверхности раздела фаз. По типу гидрофильных групп различают ионные и неионные (неионогенные) поверхностно-активные вещества. Первые диссоциируют на ионы, одни из которых поверхностно-активны, другие (противоионы) — нет. В зависимости от знака заряда поверхностно-активного иона ПАВ делятся на анионные, катионные и амфотерные (амфолитные).
Молекулы неионных ПАВ не диспергируют в растворе. В технологии пищевых продуктов используют как неионогенные, так и ионогенные ПАВ. Так, в технологии плавленых сыров в качестве солей-плавителей и эмульгаторов жира применяют фосфаты натрия.
В качестве ПАВ используют белки животного происхождения (например, молочные белки) и растительного.
Поверхностно-активные вещества, применяемые в технологии пищевых продуктов, представляют собой многокомпонент
74
ные смеси; химическое название препаратов соответствует лишь основной части продукта.
К пищевым ПАВ относятся моно- и диглицериды (производные моноглицеридов), фосфолипиды, эфиры полиглицерина, сахарозы, сорбита и другие соединения.
Моно- и диглицериды оказывают эмульгирующее, стабилизирующее и пластифицирующее действие в производстве майонезов, маргаринов; в хлебопечении благодаря их использованию улучшается качество хлеба, замедляется процесс черствения.
Производные моноглицеридов (лактаты моноглицеридов, эфир моноглицерида и яблочной кислоты, эфир моноглицерида и лимонной кислоты и т.д.) примененяют в производстве мороженого, майонеза, маргаринов и других продуктов.
Фосфолипиды (природные и синтетические) применяют в хлебопекарной, кондитерской и маргариновой отраслях промышленности. Природные фосфолипиды получают из растительных масел при их гидратации. Синтетические фосфолипиды представляют собой сложную смесь аммониевых или натриевых солей различных фосфатидных кислот с триглицеридами и отличаются от природных фосфатидов отсутствием в их молекулах азотистых оснований. Фосфатиды применяют в производстве мороженого, напитков, хлеба и шоколада.
3.3.4. ВКУСОВЫЕ И АРОМАТИЧЕСКИЕ ДОБАВКИ
К ним относятся подслащивающие добавки и ароматизаторы. К подслащивающим добавкам принадлежат вещества несахарной природы, которые придают пищевым продуктам сладкий вкус. Однако на практике в эту группу часто включают все сладкие добавки. Основное сладкое вещество, используемое человеком, — сахароза.
В последнее время, с учетом требований науки о питании, расширилось производство низкокалорийных продуктов, а также продуктов для людей, страдающих рядом заболеваний, в первую очередь больных диабетом, расширяется выпуск заменителей сахарозы, как природного происхождения, так и синтетических. В пищевой промышленности возрастает использование подслащивающих продуктов из крахмала: патоки; глюкозофруктозных сиропов; глюкозы.
Среди подслащивающих добавок распространены солодовый экстракт, лактоза, сорбит и ксилит, аспартам.
Солодовый экстракт — водная вытяжка из ячменного солода, которая состоит из глюкозы, фруктозы, мальтозы, сахарозы, белков, минеральных веществ и ферментов. Массовая доля сахарозы достигает 5 %. Используют солодовый экстракт при выработке продуктов детского питания, в кондитерской промышленности.
75
Лактоза — молочный сахар. Используют ее в производстве продуктов детского питания и специальных кондитерских изделий.
Сорбит и ксилит — многоатомные спирты (полиолы). Сладость ксилита и сорбита по сравнению с сахарозой 0,85 и 0,6 соответственно. Они практически полностью усваиваются организмом. Ксилит, кроме того, является стабилизатором, обладающим влагоудерживающей способностью и эмульгирующими свойствами, оказывает положительное влияние на состояние зубов, увеличивает выделение желудочного сока и желчи.
Аспартам представляет собой дипептид, в состав которого входят остатки аспарагиновой кислоты и фенилаланина. Аспартам в 200 раз слаще сахарозы и нетоксичен. Его удобно использовать при выработке продуктов, которые не нуждаются в тепловой обработке, а также продуктов лечебного назначения. В продуктах, которые подвергаются тепловой обработке, длительному хранению, его применение нецелесообразно из-за снижения степени сладости готового продукта.
Цикламаты — натриевая (калиевая) и кальциевая соли цикла-мовой (аминосульфоновой) кислоты. Соединения с приятным вкусом, без привкуса и горечи, стабильные при варке, хорошо растворяются в воде. Сладость в 30 раз выше, чем у сахарозы. Применяют цикламаты при производстве напитков, в том числе молочных.
Сукралоза — это производный от сахара продукт. Изготовляют его путем селективной замены в молекуле сахара трех гидроксильных групп на три атома хлора. Этот заменитель сахара в 600 раз слаще сахарозы. Сукралоза устойчива при хранении, ее можно добавлять в молочные продукты. Она остается стабильной в пищевых продуктах даже в средах с высокой кислотностью. Наиболее устойчива сукралоза в средах с pH 5...6, причем ее устойчивость возрастает с увеличением pH от 1 до 5,5.
Ацесульфам К (в нашей стране этот подсластитель больше известен как «сунетт») открыт в Германии в 1967 г. Сладость в 200 раз выше, чем у сахарозы.
К ароматизаторам относятся вещества, усиливающие вкус и аромат, вносимые в пищевые продукты с целью улучшения их органолептических свойств. Их условно можно разделить на природные вещества и соединения, имитирующие природные. Первые выделяют из фруктов, овощей и растений в виде соков, эссенций или концентратов, вторые получают синтетическим путем. Способы получения соединений последней группы могут быть самыми разнообразными. В нашей стране не разрешается применять синтетические вещества, усиливающие аромат, свойственный данному продукту, и вводить их в продукты детского питания. Химическая природа ароматизаторов может быть самой разнообразной. Они могут включать большое число компонентов, среди них эфирные масла, альдегиды, спирты, сложные эфиры и
76
т.д. Из вкусовых веществ, усиливающих аромат и вкус, отметим глутаминовую кислоту и ее соли, применяемые при производстве концентратов первых и вторых блюд.
3.3.5. ВЕЩЕСТВА, ПОВЫШАЮЩИЕ СОХРАННОСТЬ ПРОДУКТА И УВЕЛИЧИВАЮЩИЕ СРОКИ ХРАНЕНИЯ
К ним относятся антиокислители и консерванты.
Антиокислители замедляют окисление ненасыщенных жирных кислот, входящих в состав липидов. Обычно их используют в жировых и жиросодержащих продуктах. Из природных антиокислителей необходимо в первую очередь назвать токоферолы; они присутствуют в ряде растительных масел (в частности, тыквенное масло). Из синтетических — бутилоксианизол и бутил окситолуол, которые применяют в жировых продуктах, в первую очередь в топленых, кулинарных и кондитерских жирах.
Консерванты повышают срок хранения продуктов и защищают их от порчи, вызванной микроорганизмами. Остановимся только на химических консервантах, добавляя которые можно замедлить или предотвратить развитие бактерий, плесеней, дрожжей и других микроорганизмов. В ряде случаев целесообразно использовать смесь нескольких консервантов. Нет универсальных консервантов, которые были бы пригодны для всех пищевых продуктов. Один из наиболее распространенных консервантов — диоксид серы — SO2 (сернистый газ). Применяют и соли сернистой кислоты (Na2SO3, NaHSO3). Сернистый газ и соли сернистой кислоты (сульфиты) подавляют развитие плесневых грибов, дрожжей и некоторых бактерий. Применяют их для сохранения соков, плодоовощных пюре, повидла и т.д. Сернистый газ разрушает витамин В,.
В 1996 г. в перечень пищевых добавок, разрешенных в России для применения в пищевых продуктах, включен фермент лизоцим.
Сотрудниками ВНИИМСа была исследована возможность использования лизоцима в качестве консерванта в технологии плавленых сыров. Установлено, что лизоцим гидрохлорид в дозе 250 мг на 100 г продукта обеспечивает снижение количества мезофильных аэробных и факультативно-анаэробных микроорганизмов в 3...8 раз в зависимости от вида сыра, резко тормозит размножение и предотвращает спорообразование лактатсбраживающих бактерий, а также протеолитических клостридий.
Контрольные вопросы и задания. 1. Каковы особенности технологии жидкого соевого молока? 2. Каковы особенности технологии сухого соевого молока? 3. В производстве каких молочных продуктов используются растительные жиры и жировые системы? 4. Что такое пищевые добавки? Дайте краткую характеристику пищевых добавок.
77
4. ТЕХНОЛОГИЯ ПРОДУКТОВ ГОРОДСКИХ МОЛОЧНЫХ ЗАВОДОВ. ТЕХНОЛОГИЯ МОРОЖЕНОГО
4.1. МОЛОКО, СЛИВКИ И МОЛОЧНЫЕ НАПИТКИ
4.1.1. ХАРАКТЕРИСТИКА МОЛОКА, СЛИВОК И НАПИТКОВ
Вырабатывают пастеризованное и стерилизованное питьевое молоко, сливки и напитки.
Питьевое молоко или сливки представляют собой нормализованные по жиру молоко или сливки, обработанные при определенных температурных режимах (пастеризация, стерилизация) и предназначенные для непосредственного употребления в пищу.
В зависимости от содержания жира, а также от режимов тепловой обработки питьевое молоко вырабатывают с различной массовой долей жира: 1,5; 2,5; 3,2; 3,5; 4,0; 6,0 % и нежирное. Кислотность пастеризованного молока с разным содержанием жира должна быть не более 2 ГТ, а стерилизованного — не более 20 °Т. Группа чистоты по эталону не ниже I.
По новому стандарту расширен спектр разновидностей (по жиру) питьевого молока, физико-химические показатели которого приведены в приложении 1.
Пастеризованное молоко и сливки по микробиологическим показателям должны соответствовать следующим требованиям: количество мезофильных аэробных и факультативно-анаэробных микроорганизмов (МАФАнМ) для молока и сливок в потребительской таре не должно превышать 1 105 КОЕ/см3, во флягах (а для молока и в цистернах) — 2 • 105 КОЕ/см3; не должны содержаться бактерии группы кишечных палочек (БГКП) в 0,01см3, а патогенные —в 25 см3 продукта. Группа чистоты по эталону не ниже I.
Стерилизованное молоко и сливки должны удовлетворять требованиям промышленной стерильности (отсутствие споровых форм микроорганизмов), которая определяется по термостатной пробе, проводимой при температуре 37 °C в течение 3...5 сут. Продукт после выдержки не должен иметь видимых дефектов и признаков порчи (вздутие упаковки, изменение внешнего вида и др.), а также изменений вкуса и запаха. Изменение титрируемой кислотности может быть не более чем на 2 °Т. На микроскопическом препарате не должно быть клеток бактерий.
Температура пастеризованного молока при выпуске с предприятия составляет 4 ± 2 °C, стерилизованного — от 2 до 25 °C.
78
Расширен ассортимент молока с различными наполнителями: с кофе, с какао, шоколадное молоко и др.
Сотрудниками ВНИМИ разработано витаминизированное пастеризованное молоко, обогащенное как отдельными витаминами (бета-каротин, С), так и поливитаминными премиксами. Поливитаминные премиксы представляют собой смесь витаминов (A, D, Е, Вь В2, Bg, В12, фолиевая кислота, РР,С, пантотеновая кислота, биотин) с лактозой.
Вырабатывают молоко, обогащенное макро- и микроэлементами: кальцием, фосфором, магнием, железом, цинком, йодом.
Напитки соевые пастеризованные изготовляют как на основе соевых аналогов сухого коровьего молока, так и с добавлением к коровьему молоку соевых белков. При выработке соевых продуктов используют растительные жиры, которые входят в состав аналогов сухого коровьего молока или добавляются по рецептуре на данный продукт. Во ВНИМИ разработаны пастеризованные напитки: соевый, молочно-растительный и др.
Стерилизованные молочные напитки в зависимости от используемых добавок выпускают следующих видов: кофейный, ванильный, малиновый, клубничный. Массовая доля жира в готовом продукте 2,5 %, сахара 9 %.
4.1.2. ТЕХНОЛОГИЯ ПАСТЕРИЗОВАННЫХ МОЛОКА И СЛИВОК
Технологический процесс производства пастеризованного молока и сливок состоит из следующих операций: приемки, очистки, нормализации, получения сливок (сепарирования), гомогенизации, пастеризации, топления (для топленого молока), охлаждения, фасования, упаковывания и хранения.
В качестве сырья для производства пастеризованного молока используют натуральное, восстановленное и рекомбинированное молоко и их смеси. Для производства пастеризованного и топленого молока применяют натуральное молоко не ниже второго сорта, а для У ВТ-обработанного — не ниже первого сорта с содержанием соматических клеток не более 500 тыс/см3, термоустойчивостью по алкогольной пробе не ниже третьей группы.
Отобранное по качеству натуральное молоко и сливки нормализуют по массовой доле жира и белка, последний показатель контролируется по плотности молока.
При выработке пастеризованного восстановленного молока сухие компоненты растворяют в воде при температуре 38...42 °C, фильтруют и охлаждают до 5...8 °C. С целью набухания белков и достижения требуемой плотности восстановленное молоко выдерживают при температуре охлаждения в течение 3...4 ч.
79
Нормализованное молоко и сливки нагревают до 40...45 °C и очищают на центробежных молокоочистителях. Затем молоко гомогенизируют при температуре 45...55 °C и давлении 10...15 МПа, а сливки — при температуре 45...85 °C и давлении: 10... 15 МПа для сливок с массовой долей жира 8; 10 и 20 %; 5...7,5 МПа для сливок с массовой долей жира 35 %.
После гомогенизации молоко пастеризуют при температуре 76 ± 2 °C с выдержкой 20 с. Гомогенизированные сливки 8... 10%-ной жирности пастеризуют при температуре 80 ±2 °C, а 20...35%-ной жирности — при температуре 87 ± 2 °C с выдержкой 15...20 с.
Пастеризованное молоко и сливки охлаждают до 4...6 °C, затем разливают и упаковывают в стеклянную, бумажную или полимерную тару.
Срок хранения герметично упакованных пастеризованного и топленого молока и сливок при температуре 4 ± 2 °C составляет 3 сут.
Особенности технологии отдельных видов молока, сливок и напитков приведены ниже.
Пастеризованное молоко «Отборное» вырабатывают из ненормализованного молока, отобранного по физико-химическим и микробиологическим показателям.
Массовая доля жира в готовом продукте должна быть не менее 3,4 %, кислотность — не более 18 Т, плотность —не менее 1028 кг/м3, степень чистоты по эталону — не ниже I группы, термоустойчивость — не менее II группы, эффективность гомогенизации — не менее 70 %. В 1 см3 готового продукта не должно содержаться: бактерий группы кишечной палочки; патогенных микроорганизмов, в том числе сальмонелл (в 25 см3). Температура продукта при выпуске с предприятия 4 + 2 °C.
Для выработки молока пастеризованного цельного «Отборное» используют молоко коровье, закупаемое не ниже I сорта, плотностью не менее 1028 кг/м3, термоустойчивостью по алкогольной пробе не ниже II группы; соматических клеток должно быть не более 500 тыс. в 1 см3. Температура молока, поступающего с фермы, должна быть не более 7 °C.
Технологический процесс производства коровьего цельного молока «Отборное» состоит из следующих технологических операций: приемки молока, очистки, гомогенизации, пастеризации и охлаждения, фасования и хранения.
Приемку молока целесообразно осуществлять в отдельном помещении. Принятое молоко немедленно охлаждают до температуры не выше 4 °C.
Перед очисткой молоко вначале нагревают до температуры 35...40 °C, а затем направляют на центробежный молокоочисти-тель. Рекомендуется проводить дополнительную очистку молока на бактофугах. Предварительно очищенное молоко гомогенизируют при температуре 50...80 °C и давлении 15...17 МПа. При этом 80
эффективность гомогенизации должна быть не менее 70 %. После гомогенизации молоко пастеризуют при 76 ± 2 °C. В зависимости от используемого оборудования температура пастеризации может быть увеличена до 80...99 °C. Пастеризованное и охлажденное молоко сразу направляют на розлив через промежуточные емкости по вымытым и дезинфицированным трубопроводам. Не допускается хранение пастеризованного молока «Отборное» в емкостях перед розливом. Фасуют продукт только в герметичную тару. Срок годности пастеризованного отборного молока при температуре не выше 4 °C не более 10 сут.
Пастеризованное молоко «Особое» вырабатывают, так же как и «Отборное», из ненормализованного молока. По требованиям к сырью и готовому продукту молоко «Особое» аналогично молоку «Отборному». Отличительная особенность технологии молока «Особое» — обязательное бактериофугирование сырья, в то время как для молока «Отборное» бактериофугирование только рекомендуется. Срок годности продукта в герметичной упаковке не более 7 сут при температуре 4 ± 2 °C.
Пастеризованное молоко «Российское» вырабатывают из коровьего молока. Выпускают продукт с массовой долей жира 1,5; 2,5; 3,2; 3,5; 6 % и нежирный. Молоко «Российское» с массовой долей жира 2,5 % и 3,2 % может вырабатываться из рекомбинированного молока (с использованием сливочного масла или молочного жира). Предусматривается производство всех видов молока «Российское» с лактулозой. Фасуют продукт только в герметичную потребительскую тару. Срок годности молока «Российское» не более 3 сут.
Топленое молоко вырабатывают из нормализованного или обезжиренного молока, подвергнутого топлению при определенных температурных режимах, с последующим охлаждением. Массовая доля жира в готовом продукте составляет 1; 2,5; 4 и 6 %. Вырабатывают также нежирное топленое молоко.
Нормализованное молоко гомогенизируется и нагревается на трубчатых пастеризаторах до температуры 95...99 °C, затем оно выдерживается в закрытых емкостях в течение 3...4 ч. Такую выдержку при высокой температуре называют топлением. В результате топления молоко приобретает коричневый оттенок и специфический ореховый вкус. При топлении выпаривается часть влаги и массовая доля жира в продукте повышается, что необходимо учитывать при нормализации молока. После топления молоко охлаждают до 8 °C и фасуют в потребительскую тару: стеклянные бутылки, пакеты из комбинированных материалов, разрешенных для контакта с молочными продуктами.
Белковое молоко отличается от обычного пастеризованного молока повышенным содержанием СОМО и пониженным содержанием жира. Для повышения СОМО к молоку добавляют сухое
6 Г. Н. Крусь и др.
81
цельное, сухое обезжиренное или сгущенное обезжиренное молоко. Нормализованную смесь готовят по разработанным рецептурам. После получения нормализованной смеси технологические операции осуществляют так же, как и при выработке цельного пастеризованного молока.
Витаминизированное молоко вырабатывают с массовой долей жира 1,5; 2,5 и 3,2%. Витамины и поливитаминные премиксы вносят в нормализованную смесь перед пастеризацией. Допускается внесение витаминов в продукт перед фасованием.
При выработке продуктов с витамином А вначале готовят его эмульсию в молоке, затем ее добавляют в нормализованную смесь и перемешивают в течение 10... 15 мин.
Витамин С обычно вносят в готовый продукт.
Поливитаминный премикс вносят в молоко в виде раствора. Предварительно готовят раствор премикса в воде или молоке. Для этого необходимую массу премикса растворяют в десятикратном (по отношению к массе премикса) количестве молока или воды при температуре 20 ± 2 °C при постоянном перемешивании до полного растворения витаминов. Полученный раствор премикса вносят при постоянном перемешивании в молоко.
Выпускают молоко с различными наполнителями: с какао, шоколадное, с кофе.
Молоко с какао вырабатывают из цельного молока с добавлением какао и сахара. Готовый продукт выпускают с массовой долей (%): жира — 3,2; сахара — 12 и какао — 2,5. Вначале из какао и сахара готовят сироп на молоке, температура которого 60...65 °C. Соотношение какао, сахара и молока 1:1:6. Полученную смесь пастеризуют при 85...90 °C в течение 30 мин и фильтруют. Затем сироп вносят в молоко. Чтобы какао-порошок не давал осадка, в смесь при 60...65 °C вносят агар в виде водного 5...10%-ного раствора. Приготовленную смесь пастеризуют при 85 °C, гомогенизируют при 9,8...14,7 МПа и охлаждают до 8... 10 °C. Для улучшения вкуса и консистенции охлажденный продукт выдерживают З...4ч.
Шоколадное молоко вырабатывают из нормализованной смеси с массовой долей жира 1,5 и 2,5 % с использованием какао-порошка, массовая доля которого составляет от 1 до 3 %. Частицы какао сравнительно велики и тяжелы и легко седиментируют. Поэтому основная задача в данном случае состоит в том, чтобы получить однородную дисперсию частиц какао путем формирования слабого тиксотропного геля, способного восстанавливать свою структуру при механическом воздействии и сохранять стабильность при хранении. Для формирования геля используют стабилизатор ге-каррагинан. Молекулы ге-каррагинана имеют группы, способные вступать в реакцию с мицеллами казеина в молоке. Реакция протекает при нагревании.
82
Кроме того, для получения стабильной тиксотропной системы дополнительно используют эмульгаторы, чаще моноглицериды, которые способны создавать «сети жировых шариков» и тем самым увеличивать стабильность жировой эмульсии и кремообраз-ность продукта.
В состав рецептуры на шоколадное молоко входят: цельное и обезжиренное молоко; сахар-песок или подсластители; какао-порошок; стабилизатор — каррагинан; эмульгатор — моностерат глицерина и ароматизаторы (ваниль, шоколад).
Технологический процесс производства пастеризованного шоколадного молока включает следующие операции: приготовление смеси ингредиентов; пастеризацию при температуре 85 °C в течение 30 с; гомогенизацию при температуре 75 °C и давлении 20 МПа; охлаждение до температуры 3...5 °C, фасование.
Молоко с кофе вырабатывают из цельного молока с добавлением сахара, экстракта кофе или кофе с цикорием. Для приготовления экстракта одну часть кофе смешивают с тремя частями горячей воды и смесь кипятят в течение 5 мин. Затем ее охлаждают и фильтруют. Смесь молока, кофейного экстракта и сахара обрабатывают так же, как и молоко с какао. Готовый продукт должен содержать (%, не менее): жира — 3,2, сахара — 7; экстрактивных веществ кофе — 2.
Напиток молочно-растительный пастеризованный вырабатывают из пастеризованной смеси молока коровьего, соевого белка, растительного жира с использованием технологических режимов обработки, аналогичных режимам, применяемым при производстве традиционного пастеризованного молока. Рецептуры напитка приведены в таблице 16. Срок годности продукта 3 сут при температуре хранения 4 ± 2° С.
16. Рецептуры молочно-растительного напитка, кг на 1000 кг продукта без учета потерь
Норма (кг) для напитка с массовой долей жира, %
2,5 3,2
Рецептуры
1-я | 2-я | 3-я 1-я | 2-я | 3-я
Молоко:
цельное с массовой долей 500 - - 500 - -
жира 3,2 %
обезжиренное сухое - 47,0 47,0 — 47,0 47,0
Масло сливочное крестьянское - - 33,84 - - 43,5
72,5%-ной жирности
Жир (99,9 % жира):
молочный концентрированный — 24,6 - - 31,56 -
специальный растительный 90 - - 16,03 - -
Белок соевый изолированный 15,5 15,5 15,5 15,5 15,5 15,5
Вода питьевая 475,5 912,2 903,66 468,47 905,94 894,0
6*
83
Напиток соевый вырабатывают на основе соевого аналога сухого коровьего молока; при этом на 1 т продукта расходуется 12,1 кг соевого аналога и 876,9 кг воды. Технология напитка соевого аналогична технологии коровьего пастеризованного молока. Массовая доля жира в продукте 3,2 %, кислотность 8...12 °Т, плотность 1029 кг/м3. Срок годности при температуре не выше 6 °C составляет 3 сут.
Молочный коктейль вырабатывают трех видов: шоколадный, ароматизированный и фруктовый. Массовая доля жира в продукте 1,5 %, сухих веществ 16,1 %. Сырьем для производства коктейля служат цельное и обезжиренное молоко, сухое цельное и обезжиренное молоко, сливки, пахта, сахар-песок, плодово-ягодные наполнители, подсластители, ароматизаторы, красители, стабилизаторы консистенции.
Технологический процесс производства коктейля состоит из следующих технологических операций: приемки и подготовки сырья; приготовления нормализованной смеси; гомогенизации; пастеризации и охлаждения смеси; внесения ароматизаторов, фасования; доохлаждения продукта. Упаковку заполняют продуктом на 70 % объема и перед употреблением встряхивают. Срок годности готового продукта 3 сут.
Сливки взбитые в зависимости от используемых добавок вырабатывают шоколадными и ароматизированными. Массовая доля жира во взбитых сливках составляет 28,5 %. Для получения взбитых сливок используют молоко коровье, сливки, сахар-песок, стабилизаторы, какао-порошок, пищевые красители и ароматизаторы.
Технологический процесс производства взбитых сливок состоит из следующих технологических операций: приемки и подготовки сырья; приготовления нормализованной смеси; приготовления смеси сухих компонентов; гомогенизации, пастеризации и охлаждения смеси; внесения пищевых красителей, ароматизаторов; созревания, взбивания, фасования.
4.1.3. ТЕХНОЛОГИЯ СТЕРИЛИЗОВАННЫХ МОЛОКА И СЛИВОК
Особенности требований к молоку. Стерилизованные продукты по сравнению с пастеризованными характеризуются более высокой стойкостью при хранении. Последняя приобретается в результате высокотемпературной обработки молока — стерилизации, в процессе которой уничтожается не только вегетативная, но и споровая микрофлора.
В производстве стерилизованных продуктов особое значение приобретают такие показатели качества сырья, как бактериальная обсемененность и термоустойчивость.
84
На стерилизацию направляют молоко, содержание бактерий в 1 см3 которого составляет не более 500 тыс.
Под термоустойчивостью понимают свойство молока выдерживать воздействие высоких температур без видимой коагуляции белков. Термоустойчивость молока определяется термоустойчивостью казеина, которая связана с солевым равновесием в молоке. Под солевым равновесием понимают такое распределение солей между истинно растворимыми, коллоидно-растворимыми и связанными с белком формами, которое обеспечивает устойчивость казеина в молоке.
Устойчивость казеина в молоке обусловлена соотношением растворимых форм следующих солей: катионов кальция и магния, с одной стороны, и анионов фосфорной (фосфатов) и лимонной (цитратов) кислот, с другой стороны.
В свежем молоке нормальной кислотности (16... 18 Т) и термоустойчивости соли кальция и магния присутствуют в ионно-молекулярном и коллоидном состояниях (табл. 17). При этом часть солей находится в плазме молока, а часть связана с казеином.
17. Соотношение состояний солей кальция и магния в молоке
Соли кальция и магния Всего, % В ионномолекулярном состоянии, % В коллоидном состоянии, %
В молоке В том числе: 100 33 67
в плазме молока 78 26 52
связаны с казеином 22 7 15
В свежем термоустойчивом молоке 22 % кальция связано с белком; 78 % коллоидно растворено в плазме, при этом 26 % кальция образует истинный раствор и 52 % — коллоидный.
Повышение концентрации ионов кальция и магния приводит к снижению термоустойчивости молока, что обусловлено переходом части растворимых солей кальция и магния в связанное с белком состояние, вследствие чего уменьшается отрицательный заряд мицелл казеина и нарушается гидратная оболочка. В результате мицеллы казеина легко образуют солеобразные связи друг с другом, соединяясь в более крупные агрегаты, которые легко коагулируют при воздействии высоких температур.
И наоборот, снижение в молоке концентрации ионов кальция и магния способствует переходу части катионов, связанных с мицеллой казеина, в растворимое состояние; происходит дезагрегация мицелл, что приводит к повышению термоустойчивости молока.
Молоко или сливки, направляемые на стерилизацию, обязательно контролируют на термоустойчивость по алкогольной пробе, основанной на воздействии этилового спирта на белки, последние полностью или частично денатурируют при смешивании равных объемов молока или сливок со спиртом.
85
Термоустойчивость молока и сливок по алкогольной пробе определяют при помощи водного раствора этилового спирта с массовой долей этанола 68; 70; 72; 75 и 80 %. Чем большую концентрацию спирта выдерживает молоко не свертываясь, тем оно термоустойчивее.
Для определения термоустойчивости молока используют также тепловую пробу, на основе которой создан прибор «Термол-1». В этом приборе молоко ступенчато нагревают до заданной температуры, выдерживают определенное время, после чего подвергают анализу с целью выявления коагуляции белков.
По результатам алкогольной или тепловой пробы молоко и сливки подразделяют на группы (табл. 18).
18. Деление молока на группы по термоустойчивости
Группа Алкогольная проба (объемная доля этанола в водном растворе), % Тепловая проба («Термол-1»)
температура, °C выдержка, мин
I 80 140 и выше 2,0
И 75 От 120 до 130 2,0
III 72 От 100 до 120 1,0
IV 70 От 80 до 90 1,0
V 68 Ниже 80 0,5
Для стерилизации пригодно молоко не ниже III группы по алкогольной и тепловой пробе на термоустойчивость.
Молоко термоустойчивостью ниже IV группы для выработки стерилизованного молока не используют. Термоустойчивость молока IV группы повышают до III или II группы путем добавления солей-стабилизаторов: цитратов калия и натрия, которые способствуют восстановлению солевого равновесия в молоке, предотвращая его свертывание.
Оптимальную дозу солей-стабилизаторов определяют опытным путем. В три колбы наливают по 100 см3 молока термоустойчивостью IV группы и добавляют водный раствор соли-стабилизатора с массовой долей соли в нем 10 %. В первую колбу добавляют 0,1 см3, во вторую 0,2 см3, а в третью 0,3 см3. При этом массовая доля соли-стабилизатора в молоке составляет соответственно 0,01; 0,02 и 0,03 %. Смесь перемешивают и определяют термоустойчивость по алкогольной пробе. Минимальная доза солей-стабилизаторов, повышающая термоустойчивость молока с IV группы до III или II, является оптимальной дозой для исследуемого молока.
Технологический процесс выработки стерилизованного молока и сливок. Включает приемку и подготовку сырья, пастеризацию или подогрев, внесение солей-стабилизаторов (при необходимости), гомогенизацию, стерилизацию, фасование.
Сырьем для стерилизованного молока и сливок служат: коровье молоко не ниже первого сорта с термоустойчивостью по алко-86
гольной пробе не ниже III группы; обезжиренное молоко и сливки; цельное или обезжиренное сухое молоко высшего сорта. Допускается применять молоко с термоустойчивостью по алкогольной пробе не ниже IV группы, термоустойчивость которого повышают путем добавления солей-стабилизаторов. Оптимальная доза внесения солей-стабилизаторов составляет 0,01...0,03 % массы молока. Соли-стабилизаторы вносят в виде водного раствора в сырое или пастеризованное молоко непосредственно перед направлением его на стерилизацию.
При выработке витаминизированного стерилизованного молока предусматривается использование поливитаминного премикса, который вносят в молоко перед стерилизацией в виде раствора. Подготовку раствора поливитаминного премикса осуществляют аналогично подготовке его в технологии пастеризованного витаминизированного молока.
Вырабатывают стерилизованное молоко, обогащенное лактулозой.
Последовательность технологических операций, а также способы и режимы стерилизации и фасования продукта различны в зависимости от применяемых видов оборудования.
Технология стерилизованного молока и сливок предусматривает два способа стерилизации: одноступенчатый и двухступенчатый.
При одноступенчатом способе стерилизация осуществляется один раз или в потоке путем прямого либо косвенного нагрева с последующим асептическим фасованием продуктов в пакеты, или в таре после фасования продукта.
Одноступенчатый способ стерилизации в потоке при прямом нагреве (пароконтактный) осуществляется путем введения пара в молоко. При прямом нагревании молока до 140...142’С происходит денатурация сывороточных белков с образованием довольно крупных частиц белка. Чтобы белковые частицы не выпадали в осадок при хранении молока, рекомендуется проводить гомогенизацию после стерилизации, так как наряду с дроблением жировых шариков при гомогенизации дробятся частицы денатурированного белка. Технологический процесс производства стерилизованного молока способом стерилизации в потоке при прямом нагреве осуществляется следующим образом (рис. 7). Подготовленное к стерилизации молоко нагревают до 74...78 °C выдержкой 20 с, при необходимости охлаждают до 2...6° С и хранят или направляют на стерилизацию. Молоко стерилизуют в инжекторе путем введения в продукт пара при 140...142° С с выдержкой 2...4 с; затем молоко направляется в вакуум-камеру, где при разрежении 0,06 ± 0,01 МПа температура молока снижается до 76...78 °C вследствие самоиспарения части воды. После вакуумирования оно поступает на асептический гомогенизатор, в котором гомогенизируется при давлении 22,5 ± 2,5 МПа, охлаждается до 18 ± 2 °C и направляется на розлив в асептических условиях (давление стериль-
87
-———— Нестерилизованное молоко
—— Стерилизованное молоко
—------ Холодная вода
Рис. 7. Схема пароконтактной стерилизационной установки:
/ — уравнительный бак; 2, 75 — центробежные насосы; 3. 5 — пластинчатые подогреватели; 4, 16— пластинчатые охладители; 6 — насос высокого давления; 7—инжектор; 8— выдержива-тель; 9— обратный клапан; 10— вакуум-камера для стерилизованного молока; 11 — насос для стерилизованного молока; 12 — гомогенизатор; 13 — охладитель для стерилизованного молока; 14— вакуум-камера для стерилизованного молока, возвращенного для повторной стерилизации
ного воздуха 0,09 ± 0,04 МПа) в пакеты из комбинированного материала.
Одноступенчатый способ стерилизации в потоке при косвенном нагреве осуществляется на технологических линиях, включающих пластинчатый (линия «Стеритерм») или трубчатый (линия «Сте-ритьюб») теплообменники для стерилизации молока. При косвенном нагреве молока до температуры стерилизации денатурированные белки оседают на стенках теплообменных аппаратов или их частицы выделяются в выдерживателях (стабилизаторах), установленных перед секцией стерилизации. Для выделения частиц денатурированных белков можно использовать также сепараторы. Поэтому при стерилизации молока с применением косвенного нагрева молоко гомогенизируют обычно перед стерилизацией при температуре 65...75 °C.
Одноступенчатый способ стерилизации в таре (бутылках) применяют с использованием стерилизаторов периодического действия. Нормализованное молоко нагревают до 75 ± 5 °C, гомогенизируют при этой температуре и давлении 22,5 ± 2,5 МПа, разливают в бутылки. Стерилизация укупоренных бутылок проводится в автоклавах при температуре 116 ±1 °C с выдержкой 20...30 мин или при температуре 120 ± 1 °C с выдержкой 15 мин. После стерилизации молоко в бутылках охлаждается водой в автоклаве до температуры 65 ± 5 °C и направляется в камеру для доохлаждения. Хранить стерилизованное молоко в бутылках следует при температуре от 1 до 20 °C не более 2 мес со дня выработки, а сливки — не более 30 сут.
88
Рис. 8. Схема технологической линии производства стерилизованного молока в бутылках (двухступенчатый способ):
1 — центробежный насос; 2 — счетчик для молока; 3 — сепаратор-молокоочиститель; 4 — пластинчатый охладитель; 5 — емкость для сырого молока; 6 — пастеризационно-охладительная установка; 7—сепаратор-сливкоотделитель; 8— емкость для обезжиренного молока; 9— емкость для нормализованного молока; 10— гомогенизатор; 11 — центробежный очиститель; 12 — выдерживатель; 13 — трубчатый стерилизатор; 14— емкость для мойки трубчатого стерилизатора; 15 — емкость для промежуточного хранения стерилизованного молока; 16— бутылкомоечная машина; 17— трубчатый подогреватель; 18— фаеовочно-укупорочный автомат;
19 — башенный стерилизатор
При двухступенчатом способе технологический процесс после общих операций осуществляется в следующей последовательности: подогрев, гомогенизация, предварительная стерилизация и охлаждение в потоке, промежуточное хранение, подогрев перед розливом, розлив и укупоривание, стерилизация молока в бутылках и охлаждение. Схема технологической линии производства стерилизованного молока в бутылках (двухступенчатый способ) приведена на рисунке 8. Подготовленное для стерилизации молоко и сливки подогревают до 65 ± 5 °C, гомогенизируют при указанных режимах, затем стерилизуют в потоке при температуре 137 ± 2 °C с выдержкой 20 с, охлаждают до 35 ± 5 °C и резервируют в промежуточной емкости. Перед розливом молоко или сливки нагревают до 70...80 °C и направляют на розлив в нагретые бутылки (60...70 °C). Укупоренные бутылки поступают на стерилизацию в башенный стерилизатор непрерывного действия. В секциях нагрева водой бутылки со стерилизованным продуктом подогревают до 90 °C, затем они поступают в секцию стерилизации, в которой нагреваются до температуры 117 + 1 °C с выдержкой 13 + 1 мин и охлаждаются водой в секциях охлаждения до 45 ± 5 °C. Охлажденные бутылки с продуктом направляют в камеру хранения для доохлаждения до 20 °C.
Особенности технологии отдельных видов стерилизованного молока, сливок и напитков. Ниже приведены краткие сведения о технологии.
89
Молоко стерилизованное «Провита» вырабатывают из высококачественного сырья, подвергнутого гомогенизации и одноступенчатой стерилизации в потоке с последующим охлаждением и асептическим розливом в пакеты. Массовая доля жира в продукте составляет 1,5; 2,5 и 3,2 %, кислотность не выше 20 °Т. Для придания продукту профилактических и лечебных свойств используют бета-каротин и витамин С. Вырабатывают продукт на автоматизированных линиях «Элекстер» и «Стеритерм».
Срок хранения стерилизованного молока «Провита» при температуре от 1 до 20 °C в пакетах из полимерного материала 10 сут, в пакетах из комбинированного материала — 1 мес.
Молоко шоколадное стерилизованное вырабатывают из высококачественного термоустойчивого сырья (с добавлением какао, сахара и стабилизатора), подвергнутого очистке, пастеризации, гомогенизации и одноступенчатой стерилизации в потоке с последующим охлаждением и асептическим розливом в пакеты. Массовая доля жира в продукте составляет 1,5; 2,0; 2,5 и 3,2%. Вырабатывают продукт на всех типах автоматизированных линий по производству стерилизованного молока.
Срок хранения стерилизованного шоколадного молока при температуре 0...20 °C — 4 мес, 20...30 °C — 2 мес.
Сливки стерилизованные «Вологодские» вырабатывают из высококачественных термоустойчивых нормализованных сливок, подвергнутых гомогенизации и одноступенчатой стерилизации в потоке с последующим охлаждением и фасованием в асептических условиях в пакеты из комбинированного материала. Массовая доля жира в продукте составляет 8; 10; 15 и 20 %. Вырабатывают стерилизованные сливки «Вологодские» на всех типах автоматизированных линий по производству стерилизованного молока.
Срок хранения продукта при температуре от 0 до 20 °C — 3 мес.
Коктейль молочный стерилизованный производят из высококачественного термоустойчивого сырья с добавлением ароматизаторов, сахара и красителей. Вырабатывают продукт с массовой долей жира 3,2; 2,5; 2,0; 1,5 % и нежирный с использованием всех типов автоматизированных линий по производству стерилизованного молока.
Срок хранения молочного стерилизованного коктейля при температуре 0...10°С в пакетах из полимерных материалов 15 сут, в пакетах из комбинированного материала и стеклянных бутылках — 6 мес; при температуре 20 °C — соответственно 10 сут и 3 мес.
Напитки молочные стерилизованные (разработанные ВНИМИ) вырабатывают из смеси нормализованного молока с добавлением вкусовых и ароматических веществ с последующей стерилизацией в потоке. В зависимости от используемых добавок напитки выпускают следующих видов: кофейный, ванильный, малиновый.
90
клубничный и банановый. Продукты фасуют в полиэтиленовые пакеты. Массовая доля жира в готовом продукте 2,5 %, сахара 9%. Срок хранения Юсут. Температура хранения 1...20°С. Для производства напитков используют оборудование «Стеритьюб», «Элекстер» и типа ВТИС.
4.2. КИСЛОМОЛОЧНЫЕ ПРОДУКТЫ
4.2.1. ХАРАКТЕРИСТИКА КИСЛОМОЛОЧНЫХ ПРОДУКТОВ
Кисломолочные продукты можно разделить на следующие группы: кисломолочные напитки; сметана; творог; творожные продукты.
Получают кисломолочные продукты путем сквашивания пастеризованного, стерилизованного или топленого молока, сливок, пахты и сыворотки заквасками, в состав которых входят различные молочнокислые бактерии, иногда дрожжи, а для получения продуктов лечебно-профилактического назначения — бифидобактерии. Для выработки кисломолочных продуктов используют также сухое, сгущенное молоко, казеинаты, пахту, сыворотку, плодово-ягодные и овощные наполнители, сахар-песок, пищевые ароматизаторы, красители, подсластители и стабилизаторы структуры продукта. Вырабатывают кисломолочные напитки и на основе сои.
Поскольку в состав заквасок входят молочнокислые кокки, молочнокислые палочки и дрожжи, то различные комбинации этих микроорганизмов позволяют получить разнообразные кисломолочные продукты и создают микробиологическую основу технологии молочных продуктов (табл. 19).
Под действием ферментов, выделенных микроорганизмами, происходит процесс глубокого распада молочного сахара (брожение) с образованием более простых соединений (молочной кислоты, спирта, диоксида углерода и пр.). В зависимости от образующихся при брожении продуктов различают молочнокислое, спиртовое и другие виды брожения.
Молочнокислое брожение — основной процесс при производстве кисломолочных продуктов. В процессе молочнокислого брожения в молоке накапливается молочная кислота, изменяется кислотность молока. Когда pH молока достигнет 4,6...4,7, казеин теряет растворимость и коагулирует; образуется сгусток.
При спиртовом брожении лактозы образуются этиловый спирт и диоксид углерода. В кисломолочных продуктах (кефир, кумыс и др.) спиртовое брожение сопутствует молочнокислому брожению, при котором создаются благоприятные условия для развития дрожжей. В наибольшей степени спиртовое брожение проявляется в кумысе.
91
19. Микроорганизмы, используемые в технологии кисломолочных продуктов
Кисломолочные продукты Молочнокислые кокки Молочнокислые палочки Дрожжи, сбраживающие лактозу Кефирный грибок Бифидобактерии
Lc. lactis Lc. cremoris Lc. diacetilactis Sc. salivarius thermophilus L. acidophilus L. delbruechii bulgaricus
Простокваша обыкновенная, простокваша сливочная, творог, сметана (массовая доля жира 20; 25; 30 %) + + +
Сметана низкожирная (массовая доля жира 10; 15 %), сметана любительская (массовая доля жира 40 %), простокваша «Цитрусовая» + + + +
Сметана ацидофильная, пахта «Идеал», пахта диетическая + + + +
Мечниковская простокваша, йогурт, напитки «Снежок», «Южный» + +
Ряженка, варенец + +/-
Биойогурт + -/+ + +/-
Напиток «Вита» + + +
Напиток «Угличский» + +/- +
Ацидофилин + + + + +
Ацидолакт, ацидофильная паста +
Кефир +
Кумыс + + +
Молочный квас, квас «Новый» +
Примечания. 1. Знак «+» означает, что этот вид микроорганизмов используют в производстве продукта.
2. Знак «+/—» означает, что данный вид микроорганизмов можно не применять при выработке продукта.
3. Если одному продукту соответствуют в строке обозначения «+/—» и «—/+», то используют один из этих видов микроорганизмов.
По виду брожения кисломолочные продукты условно делятся на две группы: полученные в результате только молочнокислого брожения (простокваша, сметана, творог и др.) и смешанного — молочнокислого и спиртового (кефир, кумыс).
В результате биохимических процессов, протекающих при сквашивании молока, кисломолочные продукты приобретают диетические и лечебные свойства. На диетические и лечебные свойства кисломолочных продуктов указывал И. И. Мечников, который считал, что преждевременное старение человеческого организма является следствием воздействия на него ядовитых веществ, накапливающихся в кишечнике в результате жизнедеятельности гнилостных микроорганизмов. Молочная кислота, образующаяся
<Ю
в процессе молочнокислого брожения, подавляет гнилостную микрофлору и тем самым предохраняет организм от медленного отравления. И. И. Мечников рекомендовал простоквашу, выработанную с использованием болгарской палочки, как профилактическое средство от кишечных заболеваний.
Болгарская палочка способна приживаться в толстых кишках организма человека и вырабатывать там молочную кислоту. Однако болгарская палочка оказалась малоустойчивой в условиях слабощелочной реакции кишечника. Более устойчивой к действию щелочей оказалась ацидофильная палочка. Она может сбраживать не только молочный сахар, но и другие виды сахара, в результате чего легко приживается в организме человека. Ацидофильная палочка обладает сильными антибиотическими свойствами по отношению к некоторым вредным и болезнетворным микроорганизмам и поэтому используется в производстве кисломолочных продуктов.
Кисломолочные продукты широко применяют для профилактики и лечения многих заболеваний, особенно желудочно-кишечного тракта. Так, ацидофильные продукты используют при лечении гнилостных и воспалительных процессов в кишечнике, колитов и гнойных ран. Кефир полезен при малокровии, истощении организма, хронических колитах. Кумыс применяют для профилактики и лечения туберкулеза, так как микроорганизмы, содержащиеся в кумысе, вырабатывают антибиотик низин, подавляющий развитие туберкулезной палочки.
В процессе производства кисломолочные продукты обогащаются витаминами, особенно С и В12, что объясняется способностью некоторых молочнокислых бактерий синтезировать эти витамины.
Кисломолочные продукты легче усваиваются организмом, чем молоко. Это объясняется тем, что белки молока частично распадаются на более простые, легкоусвояемые вещества. Образующиеся в диетических кисломолочных продуктах молочная кислота и диоксид углерода влияют на секреторную деятельность желудочно-кишечного тракта, вызывая более интенсивное выделение желудочного сока и ферментов. При этом улучшается аппетит и ускоряется переваривание пищи. Пища усваивается с наименьшей затратой энергии, что очень важно при восстановлении ослабленных болезнью организмов. Поэтому диетические кисломолочные продукты используют для питания больных.
Сметана отличается от других кисломолочных продуктов высокой массовой долей жира. В сметане большое количество витаминов, особенно богата она жирорастворимыми витаминами.
Творог содержит большое количество полноценных и легкоусвояемых белков, солей, а также жира. Наличие таких важных аминокислот, как метионин и лизин, позволяет использовать творог
93
для профилактики и лечения некоторых заболеваний печени, почек, а также атеросклероза. В твороге содержится значительное количество минеральных веществ (кальция, фосфора, магния, железа и др.), необходимых для нормальной деятельности сердца, центральной нервной системы, мозга и обмена веществ в организме. Соли кальция и фосфора находятся в твороге в наиболее усвояемой организмом форме.
Вырабатывают витаминизированные кисломолочные продукты, обогащенные как отдельными витаминами, так и поливитаминными премиксами. К ним относятся кисломолочные напитки с различной массовой долей жира: простокваша, йогурт, варенец, ряженка и кефир. Кроме того, выпускают витаминизированные творожные изделия, молочные пудинги и желе.
Предусматривается выработка кисломолочных продуктов, обогащенных йодом: кефир, сметана и творог.
Во ВНИМИ разработаны кисломолочные продукты на основе сои и растительного жира: кисломолочные напитки «Богатырь», «Оригинальный», кефир и йогурт молочно-растительные, сметана с массовой долей жира 10; 15; 20 % и столовая, творог молочнорастительный, соевые пасты и др. Для профилактики и лечения желудочно-кишечных дисбактериозов разработаны содержащие бифидобактерии кисломолочные продукты: под торговой маркой «Бифидок» — биойогурт, ряженка, кефир, кефир фруктовый, кефирный напиток, сметана; под торговой маркой «Бифилюкс» — биоряженка, сметана и др.; под торговой маркой «Бифилайф» — бифийогурт, ряженка, кефир, творог. ВНИИМСом созданы напитки «Вита» и «Угличский».
4.2.2. ТЕХНОЛОГИЯ КИСЛОМОЛОЧНЫХ НАПИТКОВ
К кисломолочным напиткам относятся различные виды простокваши (простокваша обыкновенная и мечниковская, варенец, ряженка, йогурт и др.), кефир, кумыс, ацидофильные напитки. Кроме того, вырабатывают кисломолочные напитки из пахты и сыворотки.
Для получения кисломолочных напитков используют молоко цельное и обезжиренное, сливки, сгущенное и сухое молоко, казеинат натрия, пахту и другое молочное сырье, а также плодово-ягодные и овощные наполнители, пищевые ароматизаторы, красители, подсластители, стабилизаторы структуры.
Существуют два способа производства кисломолочных напитков — резервуарный и термостатный.
Резервуарный способ. Технологический процесс производства напитков резервуарным способом состоит из следующих технологических операций: подготовки сырья, нормализации, гомогени
94
зации, пастеризации и охлаждения, заквашивания, сквашивания в специальных емкостях, охлаждения сгустка, созревания сгустка (кефир, кумыс), фасования.
Для производства кисломолочных напитков используют молоко не ниже второго сорта, кислотностью не более 19 °Т, плотностью не менее 1027 кг/м3. Сухое молоко предварительно восстанавливают. Обезжиренное молоко, пахта, сливки, сгущенное и сухое молоко, казеинат натрия, плодово-ягодные и овощные наполнители должны быть доброкачественными, без посторонних привкусов и запахов и пороков консистенции.
Кисломолочные напитки вырабатывают с различной массовой долей жира, поэтому исходное молоко нормализуют до требуемой массовой доли жира. Нормализация молока осуществляется в потоке на сепараторах-нормализаторах или смешением. Некоторые продукты вырабатывают из обезжиренного молока. При нормализации сырья смешением массу продуктов для смешения рассчитывают по формулам материального баланса или определяют по рецептуре.
Схема технологической линии производства кисломолочных напитков резервуарным способом представлена на рисунке 9.
Нормализованную смесь подвергают тепловой обработке. В результате пастеризации уничтожаются микроорганизмы в молоке и создаются условия, благоприятные для развития микрофлоры закваски. Пастеризуют нормализованную смесь при температуре 92 ± 2 °C с выдержкой 2...8 мин или при температуре 85...87 °C с выдержкой 10...15 мин; возможна УВТ-обработка при 102 ±2 °C без выдержки. Для производства ряженки смесь пастеризуют при
Рис. 9. Схема технологической линии производства кисломолочных напитков резервуарным способом:
7 — установка для растворения сухого молока; 2 — емкость для нормализованной смеси; 3 — центробежный насос; -/—балансировочный бачок; 5—пастеризационно-охладительная установка; 6 — центробежный молокоочиститель; 7—гомогенизатор; 8— выдерживатель; 9, 14 — емкости для кисломолочных напитков; 10— заквасочник; 11 — насос-дозатор; 12 — винтовой насос; 13 — пластинчатый охладитель
95
95...98 °C с выдержкой 2...3 ч. Высокие температуры пастеризации вызывают денатурацию сывороточных белков, при этом повышаются гидратационные свойства казеина. Это способствует образованию более плотного сгустка, который хорошо удерживает влагу, что, в свою очередь, препятствует отделению сыворотки при хранении кисломолочных напитков.
Тепловая обработка смеси обычно сочетается с гомогенизацией при температуре 60...65 °C и давлении 15...17,5 МПа.
После пастеризации и гомогенизации смесь охлаждается до температуры заквашивания, после чего она поступает в емкость для заквашивания. В охлажденную смесь вносят закваску, масса которой обычно составляет 5 % массы заквашиваемой смеси. Используют закваски прямого внесения.
Сквашивание смеси проводят при температуре заквашивания. Во время сквашивания происходит размножение микрофлоры закваски, нарастает кислотность, коагулирует казеин и образуется сгусток. Об окончании сквашивания судят по образованию достаточно плотного сгустка и достижению определенной кислотности.
После окончания сквашивания продукт немедленно охлаждают.
Кефир, вырабатываемый с созреванием, после сквашивания охлаждается до 14...16 °C и при этой температуре созревает. Продолжительность созревания кефира не менее 10...12 ч. Во время созревания активизируются дрожжи, происходит спиртовое брожение, в результате чего в продукте образуются спирт, диоксид углерода и другие вещества, придающие этому продукту специфические свойства. При производстве фруктового кефира наполнители вносят после созревания перед фасованием.
Кисломолочные напитки фасуют в термосвариваемые пакеты, коробки, стаканчики и др.
Термостатный способ. Технологический процесс производства кисломолочных напитков термостатным способом состоит из тех же технологических операций, что и при производстве резервуарным способом, осуществляемых в такой последовательности: подготовка сырья, нормализация, пастеризация, гомогенизация, охлаждение до температуры заквашивания, заквашивание, фасование, сквашивание в термостатных камерах, охлаждение сгустка, созревание сгустка (кефир, кумыс).
Схема технологической линии производства кисломолочных напитков термостатным способом представлена на рисунке 10.
Приемку и подготовку сырья, нормализацию, тепловую обработку, гомогенизацию нормализованной смеси и ее охлаждение до температуры заквашивания выполняют так же, как и при резервуарном способе производства. Далее нормализованную смесь заквашивают в емкости. После заквашивания смесь фасуют в потребительскую тару и направляют в термостатную камеру, где поддерживается температура, благоприятная для развития микрофло-
96
Рис. 10. Схема технологической линии производства кисломолочных напитков термостатным способом:
1 — емкость для сырого молока; 2 — насос; 3 — балансировочный бачок; 4 — пастеризационноохладительная установка; 5—пульт управления; 6—возвратный клапан; 7—сепаратор-нормализатор; 8—гомогенизатор; 9—емкость для выдерживания молока; 10—емкость для заквашивания молока; 11 — машина для фасования молока; 12 — термостатная камера; 13—холодильная камера; 14 — камера хранения готовой продукции
ры закваски. Об окончании сквашивания судят по кислотности и плотности сгустка. После окончания сквашивания продукт направляют в холодильную камеру для охлаждения, а кефир — и для созревания.
Резервуарный способ производства кисломолочных напитков по сравнению с термостатным имеет ряд преимуществ. Во-первых, этот способ позволяет уменьшить производственные площади за счет ликвидации громоздких термостатных камер. При этом увеличивается съем продукции с 1 аг производственной площади и снижается расход теплоты и холода. Во-вторых, он позволяет осуществить более полную механизацию и автоматизацию технологического процесса, сократить затраты ручного труда на 25 % и повысить производительность труда на 35 %.
Особенности технологии отдельных видов кисломолочных напитков. К кисломолочным напиткам относятся: простокваша различных видов, кефир, ацидофильные и другие напитки, в том числе лечебно-профилактического назначения.
Производят простоквашу следующих видов: обыкновенную, мечниковскую, варенец, ряженку, сливочную, цитрусовую, йогурт. По новому стандарту расширена градация массовой доли жира в простокваше.
Простокваша обыкновенная производится из пастеризованного молока путем сквашивания его чистыми культурами мезофильных молочнокислых кокков.
7 Г. Н. Крусь идр.
97
Простокваша мечниковская производится из пастеризованного молока путем сквашивания чистыми культурами термофильного стрептококка и болгарской палочки.
Биопростокваша вырабатывается с использованием бифидобактерий. Массовая доля жира в продукте составляет 2,5 или 3,2 %, pH 4,4 ± 0,2. Число жизнеспособных клеток молочнокислых бактерий—не менее 107 КОЕ/см3, бифидобактерий — не менее 10* КОЕ/см3.
Технологический процесс производства «Биопростокваши» состоит из следующих операций: приемки; очистки и нормализации молока по жиру; подогрева нормализованной смеси до 65 ± 2 °C; гомогенизации при этой температуре и давлении от 10 до 15 МПа; тепловой обработки смеси; охлаждения до температуры заквашивания 30 ± 2 °C при обычном сквашивании и до 35...37 °C при ускоренном сквашивании; сквашивания, охлаждения сгустка до температуры 14 ± 2 °C, фасования, доохлаждения продукта в холодильной камере.
Существуют три режима тепловой обработки смеси: 87 ± 2 °C с выдержкой 12 ± 3 мин; 92 ± 2 °C с выдержкой 4 ± 1 мин; 102 ± 2 °C без выдержки.
В качестве закваски используют культуры прямого внесения, которые не нуждаются в предварительной подготовке (например, активизации). В состав закваски входят специально подобранные штаммы ацидофильных палочек, бифидобактерий, термофильных и мезофильных молочнокислых стрептококков.
Сквашивают продукт при обычном способе в течение 12... 14 ч, а при ускоренном 6...8 ч до кислотности от 75 до 85 °Т (pH 4,5...4,4).
Срок годности продукта, герметично упакованного при температуре 4 ± 2 °C, составляет 7 сут.
Варенец вырабатывается из стерилизованного молока путем сквашивания чистыми культурами термофильного стрептококка с использованием или без использования болгарской палочки.
Ряженка производится из топленого молока путем сквашивания чистыми культурами термофильного стрептококка с добавлением или без добавления болгарской палочки.
По новому стандарту расширена градация массовой доли жира и белка в ряженке, как и для простокваши. Кислотность ряженки 70...100 °Т.
Биоряженка «Бифилюкс» вырабатывается из топленого молока или смеси молока и пахты путем сквашивания бакконцентратом бифидобактерий и молочнокислых микроорганизмов с добавлением или без добавления сахара или пищевых подсластителей, пищевых ароматизаторов, фруктово-ягодных наполнителей и стабилизаторов. Биоряженку, биоряженку сладкую и фруктовую вырабатывают с массовой долей жира 4; 2,5 и 1 %. Кислотность готового продукта составляет 70...95 °Т, для сладкой и фруктовой — 75... 100 °Т. Вырабатывают продукт резервуарным способом.
98
Нормализованную молочную смесь гомогенизируют при давлении 15 ± 2,5 МПа и температуре 45...85 °C, затем пастеризуют при 97 ± 2 °C и выдерживают при этой температуре 3...4 ч до выраженного светло-кремового цвета. После пастеризации смесь охлаждают до температуры заквашивания 38 ± 1 °C и заквашивают бактериальным концентратом. Для лучшего распределения бакконцен-трат вносят при включенной мешалке и перемешивают 15 мин. Продолжительность сквашивания составляет 9...12 ч. После окончания сквашивания продукт охлаждают 45 ± 15 мин. Затем сгусток перемешивают в течение 15...40 мин. После достижения однородной консистенции сгустка мешалку останавливают на 1..,1,5 ч. Дальнейшее перемешивание ведут периодически, включая мешалку на 2... 10 мин через каждый час.
Доохлаждение продукта до 6 °C происходит в холодильной камере или на пластинчатом охладителе с последующим его розливом.
При выработке фруктового продукта в перемешанный и охлажденный до 23 ± 2 °C сгусток вносят ароматизаторы и (или) наполнители при непрерывном перемешивании.
При выработке продукта с использованием стабилизатора, и имеющего в связи с этим более густую консистенцию, стабилизатор вносят в подготовленное молоко до пастеризации.
Перед началом розлива продукт перемешивают 2...5 мин. Допускается фасовать частично охлажденный до 20 ± 2 °C и перемешанный в течение 20 мин продукт с последующим его доохлаждением в холодильной камере.
Простокваша сливочная вырабатывается резервуарным способом из сливок с массовой долей жира 10 % путем сквашивания закваской, приготовленной на чистых культурах мезофильных кокков. В технологии простокваши предусматривается использование бифидогенной пищевой добавки — лактулозы; стабилизаторов структуры (желатина или агара); для витаминизированной простокваши — витаминов А, С, бета-каротина и поливитаминного премикса.
Простокваша цитрусовая производится из пастеризованного нормализованного молока путем сквашивания чистыми культурами молочнокислых бактерий. Для выработки цитрусовой простокваши используют сахар-песок, подсластитель — аспартам, сиропы плодово-ягодные, сок мандариновый, ароматизаторы, красители, витамины: А, бета-каротин, поливитаминный премикс. Витамины, подсластители и красители вносят перед заквашиванием, а цитрусовые наполнители и ароматизаторы — после сквашивания молока и перемешивания сгустка.
Йогурт производится из нормализованной молочной смеси путем сквашивания его чистыми культурами термофильного стрептококка и болгарской палочки. Вырабатывают йогурт следующих видов: сладкий, ароматизированный, фруктовый, витаминизированный, витаминизированный сладкий, витаминизированный
7*
99
ароматизированный, витаминизированный фруктовый. Выпускают йогурт с массовой долей жира 0,1...9,5 %.
Для выработки йогурта допускается использовать различные виды сырья и пищевых добавок, в частности, молоко цельное и обезжиренное, в том числе сухое, сливки пастеризованные и сухие, пахту свежевыработанную и сухую, молоко нежирное сгущенное, масло сливочное, концентрированный молочный жир, стабилизаторы консистенции, сахар-песок, сахар жидкий, пищевые ароматизаторы и красители, витамины и витаминные премиксы, фруктовые наполнители, подсластители, питьевую воду.
Существует два способа производства йогурта — термостатный и резервуарный. Срок годности йогурта без стабилизаторов при температуре 4 ± 2 °C составляет 5 сут, со стабилизатором — 14 сут.
Йогурт молочно-растительный вырабатывают из пастеризованной нормализованной (по массовой доле жира) смеси обезжиренного молока, масла сливочного или концентрированного молочного жира, либо растительного жира, соевого белка, с добавлением или без добавления стабилизаторов, сахара или подсластителей, сквашенной закваской, приготовленной на чистых культурах болгарской палочки и термофильного стрептококка. Рецептуры молочно-растительного йогурта приведены в таблице 20.
20. Рецептуры йогурта молочно-растительного, кг на 1000 кг продукта без учета потерь
Компонент Норма (кг) для напитка с массовой долей жира, %
2,5 ! 3,2
Рецептуры
1-я 2-«! 3-я 1-я 2-я 3-я
Молоко:
цельное 3,2%-ной жирности 450 — — 450 — —
обезжиренное сухое — 47,0 47,0 — 47,0 47,0
Масло сливочное крестьянское 72,5%-ной жирности — — 33,8 — — 43,46
Жир (99,9 % жира):
молочный концентрированный — 24,53 — 1,6 31,54 —
специальный растительный 10,6 — — 16 — —
Белок соевый изолированный 15,5 15,5 15,5 15,5 15,5 15,5
Вода питьевая 473,9 802,97 853,7 466,9 855,96 844,04
Закваска 50 50 50 50 50 50
Технологический процесс производства молочно-растительного йогурта аналогичен производству йогурта из коровьего молока. Массовая доля жира в готовом продукте составляет 2,5 или 3,2 %, сахарозы 6,5 %. Срок годности напитка при температуре 4 ±2 °C составляет 5 сут.
100
Кефир вырабатывают из молока путем сквашивания закваской, приготовленной на кефирных грибках. Выпускают кефир в следующем ассортименте: кефир нежирный и с массовой долей жира 1,0; 2,5; 3,2 %; таллинский нежирный и с массовой долей жира 1 %. Допускается вырабатывать кефир всех видов (кроме нежирного) с витамином С, а кефир нежирный и с массой долей жира 1 % — с витамином А. Кефир с массовой долей жира 2,5 и 3,2 % можно производить из рекомбинированного молока (с использованием сливочного масла или молочного жира). Для придания определенных лечебно-профилактических свойств кефир вырабатывают с использованием лактулозы, поливитаминного премикса и бета-каротина.
Витамин А, бета-каротин и поливитаминный премикс вносят в подготовленную смесь перед заквашиванием.
Кефир вырабатывают термостатным и резервуарным способами.
Кефир ароматизированный изготовляют двух разновидностей: кефир ароматизированный с массовой долей жира 1,0; 2,5; 3,2 % и кефир ароматизированный витаминизированный с массовой долей жира 2,5 и 3,2 % с добавлением бета-каротина. Использование подсластителей в технологии ароматизированного кефира обязательно. Подсластители вносят перед заквашиванием нормализованной смеси, а плодово-ягодные соки, ароматизаторы, красители и бета-каротин — в сгусток перед созреванием.
Кефир молочно-растительный вырабатывают из пастеризованной смеси нормализованного по массовой доле жира молока, соевого изолированного белка, масла сливочного или молочного концентрированного жира с добавлением или без добавления стабилизатора, сахара путем сквашивания закваской, приготовленной на кефирных грибках. Рецептуры молочно-растительного кефира приведены в таблице 21.
Технология кефира молочно-растительного аналогична технологии кефира из коровьего молока. Массовая доля жира в готовом продукте составляет 2,5 или 3,2 %, сахарозы 6,5 %. Срок годности продукта при температуре 4 ± 2 °C составляет 5 сут.
Кефир «Бифидок» относится к группе бифидосодержащих кисломолочных продуктов под товарной маркой «Бифидок»: биойогурт, ряженка, кефир, фруктовый кефир, кефирный напиток, сметана. Для производства кисломолочных продуктов «Бифидок» используют лиофилизированную биомассу бифидобактерий. В 1 г биомассы содержится до 1011 КОЕ бифидобактерий. Особенность технологии кисломолочных продуктов «Бифидок» — заквашивание нормализованного молока лиофилизированной биомассой бифидобактерий методом прямого внесения (DVS). Применительно к бифидобактериям, которые являются строгими анаэробами, данный метод заквашивания имеет важное значение, так как эти микроорганизмы чрезвычайно чувствительны к воздействию кислорода и при нескольких генерациях в значительной степени теряют активность.
101
21. Рецептуры кефира молочно-растительного, кг на 1000 кг продукта без учета потерь
Компонент Норма (кг) для напитка с массовой долей жира, %
2,5 | 3,2
Рецептуры
1-я 2-я | 3-я 1-я 2-я 3-я
Молоко:
цельное 3,2%-ной жирности 450 — — 450 — —
обезжиренное сухое — 47,0 47,0 — 47,0 47,0
Масло сливочное крестьянское 72,5%-ной жирности Жир (99,9 % жира): — — 33,8 — — 43,46
молочный концентрированный — 24,53 — 1,6 31,54 —
специальный растительный 10,6 — — 16 __ —
Белок соевый изолированный 15,5 15,5 15,5 15,5 15,5 15,5
Вода питьевая 473,9 862,97 853,7 433,9 855,96 844,04
Закваска 50 50 50 50 50 50
При производстве кисломолочных продуктов «Бифидок» биомассу бифидобактерий перед использованием рекомендуется подвергать предварительной активизации в молоке в течение З...4ч при температуре 37...38 °C.
Активизацию лиофилизированной биомассы бифидобактерий в молоке осуществляют путем использования молочнокислых бактерий, применяемых для выработки соответствующего вида кисломолочных продуктов.
Вырабатывают кефир «Бифидок» из нормализованной молочной смеси путем сквашивания ее кефирной закваской и бифидобактериями. Существуют резервуарный и термостатный способы производства продукта, который выпускают с массовой долей жира 3,2; 2,5 и 1 %.
При выработке кефира «Бифидок» термостатным способом пастеризованную и гомогенизированную смесь охлаждают до 21 ...23 °C летом и 23...28 °C зимой, а затем заквашивают кефирной закваской с одновременным внесением суспензии бифидобактерий. Заквашенную смесь перемешивают в течение 15 мин, выдерживают 20 мин, повторно перемешивают и направляют на розлив.
При выработке продукта с витамином С аскорбиновую кислоту вводят в закваску.
Ацидофильные напитки (ацидофилин и ацидолакт) вырабатывают из пастеризованного и нормализованного по массовой доле жира или нежирного молока, сквашенного специально подобранными заквасками, с добавлением или без добавления сахара, подсластителя — аспартама, вкусовых и ароматических веществ.
102
Ацидофилин изготовляют из пастеризованного нормализованного или обезжиренного молока путем сквашивания заквасками, приготовленными на чистых культурах ацидофильной палочки, молочнокислых кокков и кефирных грибков.
Ацидолакт (прежнее название «ацидофильное молоко») производят путем сквашивания молока закваской, приготовленной на чистых культурах вязких и невязких штаммов ацидофильной палочки.
Для выработки ацидофильных напитков применяют резервуарный и термостатный способы.
Выпускают ацидофильные напитки следующих видов: ацидофилин, ацидофилин сладкий, ацидофилин «Особый», ацидолакт с корицей, ацидолакт с ванилином, ацидолакт «Особый». Вырабатывают ацидофильные напитки с массовой долей жира 3,2; 2,5; 1,0 % и нежирные. Ацидофилин «Особый» и ацидолакт «Особый» изготовляют с использованием подсластителя. Предусматривается выработка ацидофильных напитков с лактулозой.
4.2.3. ТЕХНОЛОГИЯ СМЕТАНЫ
Сметану получают из нормализованных пастеризованных сливок путем сквашивания их закваской, приготовленной на чистых культурах молочнокислых бактерий, и созревания при низких температурах.
В зависимости от микрофлоры закваски и массовой доли жира сметану выпускают нескольких видов (табл. 22).
22. Характеристика различных видов сметаны в зависимости от используемой микрофлоры
Массовая доля жира, % Микрофлора закваски (молочнокислые кокки) Температура сквашивания, "С Кислотность,
10 Мезофильные и термофильные 28...32 70...100
15 То же 28...32 65...100
20 Мезофильные 22...28 65...100
25 » 22...28 60...100
30 » 22...28 60...100
40 Мезофильные и термофильные 39...41 65...85
Сметану с массовой долей жира 10; 15 и 20 % можно вырабатывать из смеси коровьих сливок и соевого белка. Смесь заквашивают культурами мезофильных молочнокислых стрептококков. Соевый белок добавляют в сливки для улучшения консистенции готового продукта. Для сметаны с массовой долей жира 10; 15 и 20 % массовая доля соевого белка составляет соответственно 5...6, 3...4
103
и 2...Зкг на 1000 кг готового продукта. Сметану с соевым белком вырабатывают так же, как и сметану из коровьих сливок. Срок годности сметаны в герметичной упаковке достигает 7 сут. По новому стандарту сметану можно вырабатывать с массовой долей жира от 10 до 58 % (см. приложение 3).
Сметану производят резервуарным и термостатным способами.
Резервуарный способ. Технологический процесс производства сметаны резервуарным способом состоит из следующих технологических операций: приемки и сепарирования молока, нормализации сливок, пастеризации, гомогенизации и охлаждения сливок, заквашивания и сквашивания, перемешивания сквашенных сливок, фасования, охлаждения и созревания сметаны.
Схема технологической линии производства сметаны резервуарным способом представлена на рисунке 11.
Молоко сепарируют при 40...45 °C. Полученные сливки нормализуют цельным или обезжиренным молоком.
Нормализованные сливки пастеризуют при 85...90 °C с выдержкой от 15 с до 10 мин или при 90...96 °C с выдержкой от 20 с до 5 мин в зависимости от вида сметаны.
Пастеризованные сливки охлаждают до 60...70 °C и направляют на гомогенизацию. В зависимости от массовой доли жира в сметане гомогенизацию проводят при следующих давлениях:
Массовая доля жира в сметане, % 10 15 20 25 30 40
Давление гомогенизации, МПа 10...15 8...12 8...12 7...11 7...10 7...10
В производстве сметаны с массовой долей жира 15; 20; 25; 30 % допускается осуществлять гомогенизацию сливок при температуре 50...70 °C до пастеризации.
Закваска
Сквашенные сливки
сливки
Сметана в холодильную
-п-' камеру
Рис. 11. Схема технологической линии производства сметаны резервуарным способом:
1 — емкость для нормализации сливок; 2 — насос для сливок; 3 — балансировочный бачок; 4— пастеризационно-охладительная установка; 5 — гомогенизатор; 6 — емкость для сквашивания сливок; 7 — фасовочный автомат
104
В гомогенизированных сливках увеличивается поверхность жировой фазы. Это приводит к повышению вязкости сливок. При этом вновь образовавшиеся оболочки жировых шариков дополнительно связывают свободную воду. Белковые вещества оболочек жировых шариков участвуют в структурообразовании при сквашивании сливок. Гомогенизация улучшает условия кристаллизации молочного жира при созревании сметаны, что способствует формированию густой консистенции готового продукта.
При производстве сметаны с массовой долей жира 15; 20; 25 и 30 % допускается физическое созревание сливок перед заквашиванием путем быстрого охлаждения сливок до 2...6 °C и выдержки в течение 1...2ч. При физическом созревании сливок происходит массовая кристаллизация жира, что способствует улучшению консистенции сметаны.
Сливки после гомогенизации охлаждают (а после физического созревания подогревают) до температуры заквашивания и заквашивают закваской в количестве 1...5 % или бактериальным концентратом.
Сквашивание сливок происходит до образования сгустка и достижения необходимой кислотности. Длительность сквашивания составляет 6...16 ч в зависимости от вида сметаны.
При сквашивании, охлаждении и созревании происходят основные процессы структурообразования сметаны, формирующие консистенцию готового продукта. При сквашивании сливок происходит коагуляция казеина. Некоторые сывороточные белки, денатурированные в процессе пастеризации, образуют комплексы с казеином. При этом улучшаются гидратационные свойства казеина, который активнее связывает воду в период сквашивания, что обеспечивает плотную структуру продукта, хорошо удерживающую сыворотку. Кроме того, при сквашивании происходят частичное отвердевание жира в жировых шариках и некоторая потеря отрицательного заряда на их поверхности в результате повышения кислотности сливок; образуются скопления жировых шариков, участвующие в формировании структуры продукта.
После окончания сквашивания сливки перемешивают и отправляют на фасование.
Фасуют сметану в потребительскую тару (коробочки и стаканчики из полимерных материалов, пакеты из комбинированных материалов и др.). Для крупного фасования сметаны используют алюминиевые бидоны вместимостью 10 кг, металлические фляги — до 25 кг и деревянные бочки — 50 кг.
После фасования сметану направляют на охлаждение и физическое созревание. Сметана охлаждается до температуры не выше 8 °C в холодильных камерах с температурой воздуха 0...8 °C. Одновременно с охлаждением продукта происходит его созревание. Продолжительность охлаждения и созревания в крупной таре 12...48 ч, а в мелкой 6... 12 ч. Созревание проводят для того,
105
чтобы сметана приобрела плотную консистенцию. Это происходит в основном вследствие отвердевания глицеридов молочного жира. Степень отвердевания глицеридов зависит от температуры охлаждения и длительности выдержки: с понижением температуры количество отвердевшего молочного жира в сметане увеличивается. При 2...8 °C степень отвердевания глицеридов составляет 35...50 %.
После созревания продукт готов к реализации. Срок хранения фасованной в потребительскую тару и герметично упакованной сметаны при температуре 0...4 °C составляет 7 сут.
Термостатный способ. Этот способ производства сметаны состоит из следующих операций: приемки сырья, сепарирования молока, нормализации сливок, пастеризации, гомогенизации и охлаждения сливок, заквашивания сливок в емкости, фасования, сквашивания, охлаждения и созревания сметаны.
Подготовку сливок и заквашивание осуществляют так же, как и при резервуарном способе производства сметаны. Заквашенные сливки фасуют, при этом продолжительность фасования заквашенных сливок из одной емкости не должна превышать 2 ч.
После фасования заквашенные сливки направляют в термостатную камеру для сквашивания. Сквашенные сливки направляют в холодильную камеру с температурой воздуха 0...8 °C и охлаждают до температуры не выше 8 °C. Одновременно происходит созревание продукта. Продолжительность охлаждения и созревания сметаны составляет 6...12 ч. После созревания продукт готов к реализации.
Особенности технологии отдельных видов сметаны приведены ниже.
Сметана любительская (массовая доля жира 40 %) вырабатывается из сливок, сквашенных чистыми культурами мезофильных и термофильных кокков.
Нормализованные сливки пастеризуют при температуре 85...90 °C и охлаждают до 45 °C, гомогенизируют при давлении 7...10 МПа. Заквашивают сливки при температуре 40 ± 1 °C закваской, состоящей из штаммов мезофильных и термофильных кокков. Обе культуры — активные кислотообразователи, образующие диацетил и придающие продукту достаточно вязкую, но не тягучую консистенцию. Заквашенные сливки перемешивают и оставляют для сквашивания на 4...6 ч. Об окончании судят по кислотности сгустка, которая должна быть не менее 55 Т. Сквашенные сливки фасуют сразу после сквашивания или после охлаждения до 6 °C. Фасованный продукт созревает в камере при температуре 0...6 °C.
Срок годности сметаны любительской в негерметичной упаковке 3 сут, в герметичной — 7 сут с момента окончания технологического процесса.
Сметана столовая имеет массовую долю жира 10; 15 и 20 % и вырабатывается из сливок с обязательным добавлением соевого 106
изолированного белка или сухого молока. Рецептуры сметаны столовой приведены в таблице 23. Срок годности сметаны столовой в негерметичной упаковке составляет 3 сут, в герметичной упаковке — до 7 сут при температуре 5 ± 2 °C.
23. Рецептуры сметаны столовой, кг на 1000 кг продукта без учета потерь
Компоненты
Сливки с массовой долей жира, %:
10
20
22
Молоко цельное сухое с массовой долей жира 25 %
Белок соевый изолированный с массовой долей сухих веществ 94 %
Масло сливочное крестьянское
Молоко обезжиренное
Вода питьевая
Закваска
Норма (кг) для сметаны с массовой долей жира, %
10 ‘5 20
Рецептуры
1-я | 2-я | 3-я 1-я 2-я 1-я | 2-я
906,0 944,6 - —
- - 749,4 694,4 - — —
— — — — — 908,0 -
44,0 - - 44,0 132,0 - 127,0
- 5,4 3,4 — — 3,0 -
— — — - 161,4 - 232,0
- - 197,2 211,6 - 39,0 -
— — — - 656,6 - 591,0
50,0 50,0 50,0 50,0 50,0 50,0 50,0
При выработке сметаны столовой термизированной используют молочное сырье с добавлением стабилизаторов. Массовая доля жира в сметане столовой термизированной составляет 10; 15; 20 и 25 %. Термизацию сметаны осуществляют под вакуумом в котлах «Штефан» или других аналогичных аппаратах. Срок годности сметаны столовой термизированной в герметичной упаковке составляет до 30 сут при температуре 4 ± 2 °C.
Сметана «Особая» вырабатывается из пастеризованной смеси нормализованных по массовой доле жира сливок, молока (обезжиренного, цельного, сухого) и растительного жира или масла комбинированного с добавлением или без добавления изолированного соевого белка или стабилизаторов путем сквашивания закваской, приготовленной на чистых культурах молочнокислых бактерий.
Сметана «Особая» выпускается с массовой долей жира 10; 15; 20 и 25 % — нетермизированная и термизированная.
Срок годности нетермизированной сметаны, упакованной в тару с негерметичной укупоркой, составляет 3 сут; упакованной в тару с герметичной укупоркой — до 7 сут при температуре 4 ± 2 °C.
Срок годности термизированной сметаны в упаковке с герметичной укупоркой до 30 сут.
Биосметана, выпускаемая под торговой маркой «Бифилюкс», вырабатывается из нормализованных пастеризованных сливок пу
107
тем сквашивания бактериальным концентратом бифидобактерий и молочнокислых микроорганизмов с применением или без применения стабилизаторов. Продукт выпускают с массовой долей жира 10; 15; 20; 25 и 30 %.
Биосметану «Бифилюкс» вырабатывают резервуарным и термостатным способами.
Для производства сметаны может быть использовано следующее сырье: молоко натуральное свежее, сухие и пластические сливки, пахта, масло коровье. Нормализованные сливки составляют по рецептуре на данный продукт и пастеризуют при температуре 86 ± 2 °C с выдержкой не менее 10 мин или 76 ± 2 °C с выдержкой 10 мин при выработке продукта с использованием сухих молочных продуктов, сливочного масла или пластических сливок. Допускается проводить пастеризацию при температуре 94 ± 2 °C с выдержкой до 3 мин. Пастеризованные сливки гомогенизируют (эмульгируют) при температуре пастеризации. Допускается проводить гомогенизацию до пастеризации сливок. При производстве продукта с массовой долей жира 25 и 30 % допускается гомогенизировать только часть сливок.
В зависимости от массовой доли жира гомогенизацию проводят при следующих режимах: для продукта с массовой долей жира 10; 15 и 20 % —при давлении 8...12 МПа; 25 % —при давлении 7...11 МПа; 30 % — при давлении 7...10 МПа. Допускается проводить физическое созревание пастеризованных сливок при температуре 4±2°С в течение 15...60 мин. При выработке продукта с использованием стабилизатора последний вносят в подготовленные к пастеризации сливки.
Сливки заквашивают предварительно активизированным бак-концентратом при температуре 38 ± 1 °C из расчета 1,6...2 г на 1т продукта. Продолжительность сквашивания составляет 9... 12 ч. Сквашенные сливки перемешивают в течение 3...15 мин и направляют на фасование. Допускается охлаждение сквашенных сливок перед фасованием до 17 ± 1 °C. Для охлаждения и созревания продукт направляют в холодильную камеру, где его интенсивно охлаждают до 4 ± 2 °C в течение 1...2 ч. Кислотность готового продукта с массовой долей жира 10; 15% составляет 70...100°Т, а с массовой долей жира 20; 25 и 30 % — 60...90 °Т.
4.2.4. ТЕХНОЛОГИЯ ТВОРОГА
Творог — кисломолочный белковый продукт, который вырабатывают из пастеризованного нормализованного или обезжиренного молока, а также из пахты путем сквашивания закваской с последующим удалением из полученного сгустка части сыворотки.
Молочная промышленность вырабатывает творог с массовой долей жира 18; 9; 5 % и нежирный. Массовая доля влаги в готовом
108
Закваска
10
Рис. 12. Схема технологической линии производства творога традиционным способом:
/ — емкость для молока; 2—балансировочный бачок; 3— насос; 4—сепаратор-очиститель; 5 — пластинчатая пастеризационно-охладительная установка; <5—творожная ванна; 7— пресс-тележка; S'—охладитель для творога; 9 — автомат для фасования творога; 10 — за-квасочник
продукте соответственно составляет 65; 73; 75 и 80 %; кислотность — 210; 220; 230 и 240 °Т. Кроме того, вырабатывают мягкий диетический творог с разной массовой долей жира и нежирный, а также с плодово-ягодными наполнителями.
По новому стандарту увеличено число видов творога по массовой доле жира от 1,8 до 23 %, при этом нормирована массовая доля белка (см. приложение 4).
Для получения сгустка в технологии творога используется кислотно-сычужная и кислотная коагуляция белков молока.
Существуют два способа производства творога: традиционный (обычный) и раздельный.
Традиционный способ. Технологический процесс производства творога традиционным способом включает следующие последовательно осуществляемые технологические операции: подготовку молока, получение сырья требуемого состава, пастеризацию, охлаждение до температуры заквашивания, заквашивание, сквашивание, дробление сгустка, отделение сыворотки, охлаждение творога, фасование.
Схема технологической линии производства творога традиционным способом представлена на рисунке 12.
При выработке творога с различной массовой долей жира проводят нормализацию молока по жиру с учетом массовой доли белка в цельном молоке, а для производства нежирного творога используют обезжиренное молоко.
Сырье, предназначенное для производства творога, предварительно очищают.
Пастеризацию подготовленного сырья осуществляют при температуре 78...80 °C с выдержкой 20...30 с. Пастеризованное молоко охлаждают до температуры сквашивания, которая в теплый период года достигает 28...30 °C, а в холодный — 30...32 °C, и направляют на заквашивание.
109
Если используют кислотно-сычужную коагуляцию белков молока, то при заквашивании в молоко вносят закваску?, хлорид кальция и сычужный фермент, если кислотную коагуляцию — то только закваску.
Для заквашивания применяют закваску на чистых культурах мезофильных лактококков. Продолжительность сквашивания составляет 6...8 ч. При ускоренном способе сквашивания в молоко вносят закваску, приготовленную на культурах мезофильных лактококков и на культурах термофильного молочнокислого стрептококка. Температура сквашивания при ускоренном способе 35...38 °C, продолжительность сквашивания 4...4,5 ч.
Хлорид кальция, необходимый для восстановления солевого равновесия, нарушенного при пастеризации молока, вносят в виде 40%-ного раствора из расчета 400 г безводной соли на 1 т молока. После этого в молоко вносят сычужный фермент, или пепсин, или ферментный препарат из расчета 1 г фермента на 1 т молока. После внесения закваски, хлорида кальция и сычужного фермента молоко перемешивают и оставляют в покое до окончания сквашивания.
Об окончании сквашивания судят по кислотности сгустка. Для творога с массовой долей жира 18 и 9 % кислотность должна составлять 58...60 °Т, для нежирного 66...70 °Т.
Для ускорения выделения сыворотки готовый сгусток разрезают специальными проволочными ножами на кубики размером по ребру около 2 см. Разрезанный сгусток оставляют в покое на 40...60 мин для выделения сыворотки и нарастания кислотности.
В производстве творога нежирного используют кислотную коагуляцию белков молока. Полученный при этом сгусток имеет меньшую прочность, чем сгусток, полученный при сычужно-кислотной коагуляции, и хуже обезвоживается. Для усиления и ускорения выделения сыворотки нагревают полученный сгусток до 36...38 °C с выдержкой 15...20 мин.
Выделившуюся сыворотку удаляют, а сгусток разливают в бязевые или лавсановые мешки по 7...9 кг и направляют для дальнейшего отделения сыворотки на самопрессование и прессование.
После прессования творог немедленно охлаждают до 3...8 °C, в результате чего прекращается молочнокислое брожение с нарастанием излишней кислотности. Охлажденный творог фасуют в виде брикетов в пергамент, коробочки и стаканчики из полимерных материалов и др.
Производство творога традиционным способом с использованием для прессования мешков — трудоемкий и продолжительный процесс. В настоящее время с целью снижения трудозатрат и потерь сырья, повышения производительности и культуры производства отдельные операции механизированы и созданы механизированные и автоматизированные линии.
ПО
Творогоизготовителъ ТИ-4000 имеет перфорированную пресс-ванну, что позволяет механизировать операции отделения сыворотки и прессования сгустка.
Технологический процесс производства творога 9%-ной и 18%-ной жирности, крестьянского и нежирного с помощью кислотно-сычужной и кислотной коагуляции белков на творогоиз-готовителях ТИ-4000 от приемки до прессования сгустка состоит из тех же операций, что и при традиционном способе. Прессование сгустка в творогоизготовителе после удаления части выделившейся сыворотки осуществляется с помощью перфорированной пресс-ванны, на которую натянуто фильтрующее полотно. Пресс-ванна с помощью гидропривода опускается до соприкосновения с зеркалом сгустка со скоростью 200 мм/мин. При прессовании сгустка она опускается со скоростью 2...4 мм/мин. Сыворотка периодически откачивается из пресс-ванны самовсасывающим или вакуумным насосом. Творог прессуют до достижения стандартной массовой доли влаги. Продолжительность прессования от 4 до 6ч в зависимости от вида творога. После прессования пресс-ванну поднимают, а готовый творог выгружают в тележки и охлаждают.
Технологическая линия с перфорированными ваннами-вставками позволяет механизировать процессы самопрессования и охлаждения творога. Ванну-вставку помещают непосредственно в творожную ванну перед началом сквашивания. После образования сгустка его подогревают до температуры 50...55 °C и выдерживают в течение 25...30 мин. После окончания нагревания сгусток охлаждают и удаляют часть выделившейся сыворотки. Для более свободного стекания сыворотки ванну-вставку с помощью тельфер-ного устройства поднимают над ванной и оставляют в таком положении на 20...40 мин. После самопрессования творог охлаждают пастеризованной и охлажденной до 5 °C сывороткой. Ванну-вставку погружают в сыворотку и выдерживают в ней в течение 20...30 мин. Творог охлаждают до температуры 13 ±5 °C, ванну-сетку поднимают, и творог самопрессуется в течение 20...30 мин, затем его подают на фасование.
Механизированная линия Я9-ОПТ служит для выработки полужирного, крестьянского и нежирного творога.
Технологический процесс производства творога на линии Я9-ОПТ (рис. 13) состоит из следующих операций: приемки молока, очистки, нормализации, гомогенизации, пастеризации, охлаждения до температуры сквашивания, сквашивания (кислотная коагуляция белков), обработки сгустка, охлаждения и фасования творога.
Заквашивание и сквашивание молока проводят в емкостях до образования сгустка с pH 4,5...4,7. Продолжительность сквашивания не должна превышать 10 ч.
Готовый сгусток перемешивают в течение 2...5 мин и винтовым насосом подают в прямоточный подогреватель, в котором нагре-
111
Рис. 13. Схема механизированной линии Я9-ОПТ ио производству творога:
1— емкость для сырой нормализованной смеси; 2— насос для молока; 3— пастеризационноохладительная установка; 4— сепаратор-молокоочиститель; 5 — гомогенизатор; 6— емкость для сквашивания молока; 7— винтовой насос для подачи сгустка; 8— аппарат для тепловой обработки сгустка (в — подогреватель; б — выдерживатель; в — охладитель); 9—обезвоживатель сгустка; 10— центробежный насос для сыворотки; 11 — охладитель творога; 12— подъемник для тележек; 13 — фасовочный автомат
вают до температуры 48...54 °C при выработке полужирного творога, до 46...52 °C — крестьянского творога и до 42...50 °C — нежирного творога. Нагревание проводят в течение 2...2,5 мин горячей (70...90 °C) водой, циркулирующей в рубашке подогревателя. Из подогревателя сгусток поступает в выдерживатель, где находится в течение 1...1,5 мин, затем направляется в охладитель. В охладителе сгусток охлаждается до 30...40 °C при производстве полужирного творога и крестьянского, до 25...35 °C — при выработке нежирного творога.
Для обезвоживания творожного сгустка используют вращающийся двухцилиндровый обезвоживатель, обтянутый фильтрующей тканью из лавсана. Содержание влаги в твороге регулируют путем изменения угла наклона барабана обезвоживателя или температуры подогревания и охлаждения.
Полученный творог охлаждают до 8... 12 °C в двухцилиндровом или шнековом охладителе и подают на фасование.
Раздельный способ. Сущность раздельного способа заключается в том, что вначале получают обезжиренное молоко и высокожирные сливки, массовая доля жира в которых составляет 50...55 %. Затем из обезжиренного молока вырабатывают нежирный творог и смешивают его с высокожирными сливками.
Нежирный творог можно производить на оборудовании, используемом при традиционном способе, или на механизированных линиях.
Если используют оборудование, как при традиционном способе, то полученный кислотно-сычужной коагуляцией нежирный творог прессуют до необходимой влажности, затем перетирают до однородной консистенции на вальцовке, перемешивают в месиль-
112
Сливки Обезжиренное молоко
Обезжиренное молоко
Сироп
Сливки\
2
Закваска
Рис. 14. Схема технологической линии ОЛПТ производства творога мягкого диетического раздельным способом:
1 — пластинчатый теплообменник для обезжиренного молока и сливок; 2 — емкость для сливок, сиропов и их смесей; 3 — насос для сливок, сиропов и их смесей; 4— расходный бак; 5— емкость для сквашивания молока; 6 — насос для сгустка; 7 — пастеризатор сгустка; 8 — фильтр творожного сгустка; 9— ротаметр сгустка; 10— сепаратор для сгустка; 11 — бункер для творога со шнеком-питателем; 12 — насос для творога; 13 — охладитель для творога нежирного; 14— смеситель с дозаторами жидких компонентов; 15— емкость для творога; 16 — автомат для фасования и упаковывания творога
ной машине с пастеризованными и охлажденными высокожирными сливками и направляют на фасование.
Механизированные линии (ОЛПТ или «Алъфа-Лавалъ») служат для выработки мягкого диетического творога из пастеризованного обезжиренного молока раздельным способом.
Схема технологической линии производства творога мягкого диетического на линии ОЛПТ показана на рисунке 14. Технологические операции от приемки сырья до сквашивания обезжиренного молока аналогичны операциям при традиционном способе. В дальнейшем процесс осуществляется в такой последовательности: нагревание и охлаждение творожного сгустка, сепарирование сгустка, охлаждение обезжиренного творога, смешивание творога со сливками и плодово-ягодными наполнителями (при необходимости), фасование и доохлаждение творога.
Сгусток, полученный после окончания сквашивания, тщательно перемешивают в течение 5... 10 мин, нагревают до температуры 60 ± 2 °C и охлаждают до температуры 28 ± 2 °C. После охлаждения сгусток направляют через сетчатый фильтр в сепаратор для получения обезжиренного творога.
8 Г. Н. Крусь и др. ИЗ
С целью получения определенной массовой доли влаги в обезжиренном твороге (не более 80 %) в барабане сепаратора устанавливают сопла с отверстиями диаметром от 0,4 до 0,8 мм и постепенно повышают производительность сепаратора с 2 до 5 м3/ч в течение 15 мин.
Полученный обезжиренный творог охлаждается до 12...16 °C и направляется в смеситель-дозатор для смешивания со сливками и плодово-ягодными наполнителями в потоке и фасования.
Особенности технологии отдельных видов творога. Ниже приведены основные сведения о технологии.
Творог мягкий диетический вырабатывается раздельным способом. Ассортимент продуктов включает творог мягкий диетический и плодово-ягодный с массовой долей жира 11 и 4 % и нежирный, кислотностью соответственно 200, 210 и 220 °Т. Массовая доля общего сахара в плодово-ягодном твороге 11,5%. Для получения творога плодово-ягодного используют плодово-ягодные наполнители, сиропы, джемы, варенье и са-хар-песок.
При выработке термизированного мягкого диетического творога используют стабилизаторы структуры и проводят тепловую обработку готового продукта. Срок годности термизированного продукта 14 сут.
Творог пикантный вырабатывают из нормализованного пастеризованного молока, используя кислотно-сычужную коагуляцию белков молока, с добавлением или без добавления к отпрессованному творогу поваренной соли. В зависимости от массовой доли жира пикантный творог вырабатывают следующих видов: нежирный и с массовой долей жира 5; 9; 12; 18 и 22 %.
Срок годности продукта до 4 сут.
Творог с фруктами вырабатывают на основе нежирного мягкого диетического творога с добавлением или без добавления высокожирных сливок, сахара, стабилизаторов или без них, фруктовых наполнителей с последующей тепловой обработкой или без нее. В зависимости от массовой доли жира вырабатывают творог с фруктами нежирный и с массовой долей жира 4 %.
Срок годности продукта не более 3 сут, для термизированного творога — 14 сут.
Творог столовый изготовляют из смеси пахты и обезжиренного молока, сквашенной закваской, приготовленной на чистых культурах молочнокислых кокков. Массовая доля жира в продукте составляет 2 %.
Вырабатывают творог столовый традиционным способом, используя кислотную или кислотно-сычужную коагуляцию белков молока, а также на линии Я9-ОПТ.
Творог молочно-растительный производят традиционным способом из нормализованной смеси коровьего молока и водного 114
раствора соевого белка, а также раздельным способом из смеси обезжиренного молока и водного раствора соевого белка с добавлением к полученному нежирному творогу сливок или сливочного масла. Массовая доля жира в готовом продукте составляет 5,5 %.
Для приготовления 1000 кг (без учета потерь) водного раствора соевого белка берут 38,6 кг соевого изолированного белка и 978,4 кг воды. Затем составляют смесь по рецептуре (табл. 24).
24. Рецептуры нормализованной смеси для творога молочно-растительного и соевого, кг на 1000 кг продукта без учета потерь
Компонент Норма, кг, для творога
молочно-растительного соевого
Молоко коровье 3%-ной жирности 500,0 —
Концентрированный молочный жир — 15,1
Водный раствор соевого белка 500,0 984,9
Творог «Бифилайф» относится к группе бифидосодержащих кисломолочных продуктов, выпускаемых под торговой маркой «Бифилайф»: кисломолочный продукт «Бифилайф», йогурт, ряженка, кефир и творог. Отличительная особенность этих продуктов состоит в том, что они содержат пять видов бифидобактерий, являющихся основными представителями нормальной микрофлоры кишечника человека, в то время как в состав лечебно-профилактических продуктов, вырабатываемых в настоящее время, входит не более трех видов бифидобактерий. Творог «Бифилайф» вырабатывают из нормализованного гомогенизированного или обезжиренного молока путем сквашивания закваской из бифидобактерий и термофильного молочнокислого стрептококка с последующей обработкой сгустка на линии Я9-ОПТ. Продукт вырабатывают с массовой долей жира 9; 5 % и нежирный.
Нормализованное или обезжиренное молоко нагревают до температуры 65 + 2 °C, гомогенизируют при давлении 12,5 ± 2,5 МПа, пастеризуют при температуре 90...92 °C с выдержкой 20 с и охлаждают до температуры заквашивания 39 ± 2 °C.
В нормализованное молоко температурой 39 ± 2 °C вносят закваску бифидобактерий и термофильного молочнокислого стрептококка в количестве 3...5 % массы заквашиваемого молока, перемешивают и оставляют в покое до образования сгустка и достижения pH сгустка 4,7 ±0,1, при этом титруемая кислотность составляет 80 ± 10 °Т. Продолжительность сквашивания 8...12 ч.
Полученный сгусток перемешивают в течение 2...5 мин и подогревают в теплообменнике до температуры 48...54 °C для творога
8*
115
9%-ной жирности, до 46...52 °C для творога 5%-ной жирности и до 42...50 °C для нежирного творога. Подогретый сгусток выдерживается в течение 1...1,5 мин и охлаждается до 30...40 °C для творога с массовой долей жира 9 и 5 %, а для нежирного творога —до 25...35 °C. Затем творог подают на обезвоживание. Полученный творог охлаждают до температуры 8 ± 2 °C и фасуют. Готовый продукт доохлаждают в холодильной камере до 6 °C.
Резервирование творога. Творог относится к скоропортящимся молочным продуктам. Качество его при хранении быстро ухудшается. В летний период творог вырабатывают в больших объемах, чем в зимний, поэтому для равномерного снабжения населения часть творога резервируют. Один из способов сохранения творога на длительное время — замораживание. Замораживание творога — это быстрое охлаждение его до установленных отрицательных температур с целью резервирования.
Качество резервированного творога зависит от способа и техники замораживания. При медленном замораживании образуются довольно крупные кристаллы льда, которые перемешиваются с частицами казеина. После размораживания творог получается рассыпчатым, даже крупитчатым, и первоначальные свойства его полностью не восстанавливаются.
При быстром замораживании творога влага замерзает по всей массе в виде мелких кристаллов. После размораживания творог имеет свойственную ему консистенцию и первоначальное качество его полностью восстанавливается. Творог замораживают в фасованном виде и во флягах.
Творог, фасованный в блоки и брикеты, замораживают в роторном морозильном аппарате РЗ-ФУЗ или АРСА. Творог замораживается при температуре кипения хладагента до среднеконечной температуры —18...—25 °C. Продолжительность замораживания блоков составляет 1,5...2,5 ч. Блоки хранят при температуре —18...—25 °C и относительной влажности воздуха 95...98 % в течение 8...12 мес.
Другим способом сохранения творога при резервировании и обеспечения им труднодоступных регионов страны является получение сухого творога методом «горячей» и «холодной» сушки. Метод «горячей» сушки — это высушивание творожной суспензии, приготовленной из мягкого диетического обезжиренного творога и питьевой воды, на распылительной сушильной установке. Метод «холодной» сушки — это сублимационная сушка замороженного творога. Творог сублимационной сушки «Особый» вырабатывают из творога 9%-ной жирности кислотно-сычужным способом с последующим высушиванием методом сублимации. Замораживают творог до температуры —28 ± 3 °C в морозильной камере. Сублимационную сушку замороженного творога проводят в сублиматоре при остаточном давлении в нем 65 ± 15 Па и температуре продукта не выше —22 ± 2 °C.
116
4.2.5. ТЕХНОЛОГИЯ ТВОРОЖНЫХ ПРОДУКТОВ
К творожным продуктам относят творожные изделия и творожные полуфабрикаты.
Творожные изделия. Это белковые кисломолочные продукты, вырабатываемые из творога, приготовленного из пастеризованного молока, с добавлением вкусовых и ароматических наполнителей.
Технологический процесс производства творожных изделий состоит из следующих операций: приемки и обработки сырья, подготовки компонентов, приготовления смеси и фасования. Для творожных изделий применяют творог с различной массовой долей жира и нежирный, который обрабатывают на вальцовках, куттере или пропускают через коллоидную мельницу для получения однородной нежной консистенции. В соответствии с рецептурой к творогу добавляют компоненты, перемешивают в месильной машине, охлаждают полученную смесь до температуры не выше 6 °C и направляют на фасование.
Промышленность вырабатывает творожные изделия в широком ассортименте: творожная масса, сырки, творожные пасты и кремы, торты и др.
Особенности технологии отдельных видов творожных изделий приводятся ниже.
Сырки глазированные выпускают с массовой долей жира 5; 12; 23 и 26 %; в шоколаде с массовой долей жира 5; 12 и 23 %; с ванилью, с какао, с корицей, с орехами (кокосовая стружка), плодово-ягодные, с цукатами или мармеладом, с курагой, с черносливом и др.
Технологический процесс производства глазированных сырков включает следующие технологические операции: приемку и подготовку сырья, приготовление замеса, приготовление глазури, выработку глазированных сырков на поточной линии (без предварительного замораживания) или выработку глазированных сырков с предварительным замораживанием, доохлаждение упакованного продукта.
Срок годности глазированных сырков, изготовленных из све-жевыработанного на данном предприятии творога, составляет не более 5 сут, а изготовленных из творога, поставляемого с других предприятий, — не более 36 ч.
Паста ацидофильная вырабатывается с массовой долей жира 8 и 4 % и нежирная, в зависимости от вносимых компонентов — сладкая, плодово-ягодная и с лимоном. В качестве наполнителей для приготовления пасты ацидофильной используют: сахар-песок, плодово-ягодные сиропы, джем, повидло, конфитюр, варенье, подсластители, ароматизаторы и красители. Творожную основу для пасты ацидофильной вырабатывают из коровьего молока путем сквашивания его закваской, приготовленной на чистых куль
117
турах ацидофильной палочки. Срок годности продукта в герметичной упаковке до 3 сут.
Паста творожная «Российская» вырабатывается с массовой долей жира 15 % в следующем ассортименте: сладкая, с цикорием, с цукатами, ароматизированная и фруктовая.
Технологический процесс производства пасты «Российская» включает следующие технологические операции: приемку и подготовку сырья и материалов, смешивание компонентов и тепловую обработку, фасование. Для тепловой обработки продукта необходимо дополнительное технологическое оборудование: котлы для плавления или аппараты «Штефан».
Срок годности готового продукта 14 сут.
Паста творожная «Любительская» производится с массовой долей жира 10 %, сладкая и соленая.
Творожную основу вырабатывают из смеси обезжиренного молока и водного раствора соевого изолированного белка. Для приготовления замеса используют полученную творожную основу, сливки, сахар-песок или подсластители, красители и ароматизаторы.
Срок годности пасты «Любительская» 36 ч.
Пасты соевые вырабатывают из творожной основы с различными наполнителями, с пищевкусовыми добавками или без них; предназначены для непосредственного употребления в пищу.
Для производства творожной основы в качестве сырья используют:
соевое молоко, получаемое путем растворения в воде сухого соевого аналога коровьего молока; для получения 1000 кг соевого молока берут 123,1 кг сухого соевого аналога коровьего молока и 876,9 кг воды;
смесь водного раствора соевого белка с растительным жиром; для получения 1000 кг смеси необходимо 975 кг раствора соевого белка и 32 кг растительного жира. Водный раствор соевого белка приготовляют (в расчете на 1000 кг) путем растворения 38,6 кг соевого изолированного белка в 978,4 кг воды.
Технология творожной основы для пасты соевой аналогична технологии творога, вырабатываемого из коровьего молока. Бактериальную закваску готовят на соевом молоке.
Творожную основу смешивают с наполнителями и пищевыми добавками.
В зависимости от используемых наполнителей пасты соевые выпускают следующих видов: пасту соевую десертную (сладкие добавки) и пасту соевую закусочную (овощные добавки).
Рецептуры пасты соевой десертной и пасты соевой закусочной приведены в таблице 25.
Массовая доля жира (%): в пасте соевой — 11, пасте соевой десертной — 10, пасте соевой закусочной — 9. Массовая доля сахарозы в пасте, вырабатываемой с сахаром, не менее 12 %. Срок годности паст соевых при температуре хранения не более 6 °C составляет 3 сут.
118
25. Рецептуры пасты соевой и закусочной, кг на 1000 кг продукта без учета потерь
Компоненты Норма, кг, для рецептур
1-й 2-й
Паста соевая десертная
Паста соевая с массовой долей влаги 75 %, жира 11 % 876,0 840,0
Сахар-песок 121,0 6,0
Ароматизатор фруктовый 1,0 —
Плодово-ягодные наполнители — 100,0
Краситель пищевой 3,0 —
Паста соевая закусочная
Паста соевая с массовой долей влаги 75 %, жира 11 % 990,0 920,0
Ароматизатор овощной 10,0 —
Наполнитель овощной — 80,0
Паста творожная закусочная «Особая» вырабатывается с массовой долей жира 11 и 5 %, а также нежирная.
Для получения творожной закусочной пасты «Особая» используют следующее сырье: молоко цельное или сухое обезжиренное, творог, сливки, чеснок, петрушку, укроп, грибы, ароматизаторы. Для получения слегка подплавленной консистенции можно использовать соли-плавители.
Технологический процесс производства пасты «Особая» состоит из следующих технологических операций: приемки и подготовки сырья, приготовления замеса, тепловой обработки, фасования, предварительного охлаждения упакованного продукта, доохлаждения и хранения продукта.
Срок годности свежевыработанной пасты не более 3 сут; тер-мизированной — не более 14 сут.
Пасты творожные фруктовые и ароматизированные с массовой долей жира 4,5 % вырабатываются из нежирного творога, простокваши (йогурта) с добавлением сливок, сахара, стабилизаторов, фруктовых наполнителей или ароматизаторов и красителей с последующей термизацией или без нее. С целью получения взбитой консистенции продукт рекомендуется взбивать.
Срок годности продукта до 3 сут, термизированного — не более 14 сут.
Паста шоколадная вырабатывается с массовой долей жира 23 и 25 % двух видов: шоколадная и шоколадно-ореховая. Этот вид пасты изготовляют не на творожной основе, а смешением компонентов с последующей обработкой полученной смеси. Для получения пасты шоколадной используют сливки, сухое молоко, сухой аналог коровьего молока (на соевой основе), маргарин (сливочное масло или растительный жир), сахар-песок, какао-порошок, орехи, ароматизаторы и воду.
119
Технологический процесс производства пасты шоколадной состоит из приемки и подготовки сырья, приготовления смеси, пастеризации, фасования, доохлаждения (структурообразование).
Творожные полуфабрикаты. Это белковые кисломолочные продукты, вырабатываемые из творога с добавлением наполнителей животного и растительного происхождения. Перед употреблением таких продуктов требуется дополнительная тепловая обработка.
В зависимости от используемого сырья и наполнителей, а также от способа изготовления полуфабрикаты выпускают следующих видов:
тесто для сырников с массовой долей жира 3...15 % и нежирное, сладкое и соленое;
тесто для вареников ленивых с массовой долей жира 3...16 % и нежирное; фруктовое различной жирности;
вареники «Московские» и «Крестьянские» с творогом замороженные с массовой долей жира 3...16 %; «Московские» нежирные и фруктовые различной жирности; «Крестьянские» фруктовые различной жирности;
блинчики «Крестьянские» с творогом; с творогом и рисом; с творогом, рисом и изюмом или мандариновой крупкой;
блинчики с нежирным творогом.
Технологический процесс производства творожных полуфабрикатов состоит из приемки и подготовки сырья, приготовления замеса, формования, охлаждения, замораживания.
Срок годности полуфабрикатов: охлажденных — 36 ч, замороженных — 1 мес.
4.2.6. ПОРОКИ МОЛОКА И КИСЛОМОЛОЧНЫХ ПРОДУКТОВ
Согласно стандартам молоко и молочные продукты должны иметь чистые запах и вкус без посторонних привкусов, однородную консистенцию. Отклонения или изменения органолептических и физико-химических показателей молочных продуктов рассматривают как пороки вкуса, запаха и консистенции. Эти пороки могут быть разного происхождения: микробиологического (кислый, плесневелый, прогорклый вкус, отстой сыворотки), химического (металлический, окисленный вкус), технологического (пригорелый, водянистый вкус, жидкая и резинистая консистенция) и постороннего (кормовой, рыбный, затхлый вкус).
Кислый и горьковатый вкус обусловлен жизнедеятельностью микроорганизмов, сбраживающих лактозу и образующих молочную кислоту, и протеолитических бактерий, вызывающих гидролиз белков. Микробы, вырабатывающие жирные кислоты и спирты, придают солодовый, фруктовый и затхлый вкус.
120
Плесневелый и дрожжевой вкус обусловлен деятельностью плесневых грибов и дрожжей. В результате роста указанных групп микроорганизмов возникают пороки не только вкуса, но и консистенции молочных продуктов, а именно излишняя кислотность, отстой сыворотки кисломолочных напитков, слизистая консистенция сметаны. Для предотвращения указанных пороков необходимо соблюдать режимы охлаждения молока и санитарной обработки оборудования, а также санитарно-гигиенические условия производства. Предупредительной мерой является и строгий контроль сырья, заквасок и производства по микробиологическим показателям.
Металлический и окисленный вкус молочные продукты приобретают в результате окисления жирных кислот и фосфатидов под действием кислорода и катализаторов (света, меди). В целях предупреждения порока необходимо применять дезодорацию и вакуумную обработку для удаления свободного кислорода, использовать антиоксиданты, не допускать загрязнения молока следами тяжелых металлов.
Прогорклый, водянистый привкус, отстой жира, осаждение хлопьев, жидкая консистенция кисломолочных напитков и крошли-вая, резинистая консистенция творога возникают при нарушении технологических режимов. Прогорклый привкус возникает вследствие гидролиза эфирных связей в молочном жире. Чтобы предупредить прогоркание молока, необходимо правильно конструировать аппаратуру для доения и хранения молока, не допускать чрезмерного перемешивания, а также замораживания и оттаивания продукта, способствующих появлению свободного жира. Водянистый привкус свидетельствует о низком содержании сухих веществ, а следовательно, о попадании воды в молоко.
Осаждение хлопьев и крупитчатая консистенция вызваны применением молока низкой термостойкости, а отстой жира —нарушением режимов гомогенизации. Для избежания отстоя жира необходимо поддерживать требуемое давление гомогенизации. Крошливая и резинистая консистенция творога возникает при превышении температур нагрева и доз сычужного фермента.
Для предупреждения этих пороков следует строго соблюдать технологические режимы производства.
Кормовой, рыбный, чесночный, бензиновый и другие посторонние привкусы и запахи появляются в результате абсорбции вкусовых и ароматических веществ, попавших из кормов, при дойке, транспортировании и хранении молока. Меры предупреждения — это скармливание животным доброкачественного корма, строгий подбор сырья, исключение попадания ароматических веществ в молоко.
Мелкие хлопья белка или осадок на дне бутылки, пакета при хранении стерилизованного молока могут образоваться в ре
121
зультате использования сырья с низкой термоустойчивостью. Для предотвращения этого порока следует применять термоустойчивое сырье.
Жидкая консистенция кисломолочных напитков с отстоем сыворотки бывает при использовании молока плотностью менее 1027 кг/м3 для всех кисломолочных напитков и менее 1028 кг/м3 для кефира. Для предупреждения порока необходимо подбирать сырье рекомендуемой плотности, а в весенне-зимний период (в связи с уменьшением содержания казеина в молоке) вырабатывать кисломолочные напитки с добавлением сухого молока.
Причиной жидкой консистенции может быть недостаточный режим тепловой обработки исходного молока, в результате чего не происходит денатурация сывороточных белков. Для предупреждения порока необходимо применять рекомендуемые режимы пастеризации.
Причиной жидкой консистенции может быть отсутствие гомогенизации в схеме. Для предупреждения порока необходимо применять гомогенизацию при рекомендуемых технологической инструкцией режимах.
Жидкую консистенцию сметаны могут обусловливать следующие причины: использование сырья неудовлетворительного состава—низкое содержание СОМО и белка; попадание воды; неоднократная пастеризация; применение низких температур пастеризации и сквашивания сливок; отсутствие гомогенизации сливок; недостаточное физическое созревание сметаны; недостаточное или избыточное сквашивание сливок; сильное механическое воздействие на сгусток (при перемешивании, перекачивании и фасовании); фасование сметаны при низких температурах (ниже 16...18 °C); хранение сметаны при температурах выше рекомендуемых.
Крупитчатую консистенцию сметаны вызывают следующие причины: использование сырья после продолжительного хранения (сырье после продолжительного хранения имеет повышенную кислотность, низкую термоустойчивость); проведение гомогенизации перед пастеризацией; пастеризация сливок при излишне высоких температурах; применение высоких температур сквашивания сливок; избыточная кислотность в конце сквашивания; интенсивное и длительное перемешивание сгустка перед фасованием и во время него; чрезмерная продолжительность фасования.
Для предотвращения порока необходимо тщательно контролировать качество сырья, не допускать хранения молока и сливок более 6 ч даже при температуре 0...6 °C. Сливки необходимо гомогенизировать после пастеризации при температурах не ниже 78 °C, пастеризовать их при нижнем пределе температур, указанных в инструкции; применять закваски, имеющие вязкие свойства; сливки сквашивать при допустимо низких температурах и заканчивать
122
сквашивание при достижении нижнего допустимого предела кислотности сгустка; оказывать минимальные механические воздействия на сгусток при перемешивании, перекачивании и фасовании; продолжительность фасования не должна превышать 3 ч.
4.3. МОРОЖЕНОЕ
4.3.1. ХАРАКТЕРИСТИКА МОРОЖЕНОГО
Мороженое — продукт, полученный взбиванием и замораживанием пастеризованной смеси коровьего молока, сливок, сахара, стабилизатора и наполнителей. Благодаря содержанию молочного жира и белков, углеводов, минеральных веществ и витаминов мороженое имеет высокую пищевую ценность и легко усваивается организмом. Различают мороженое основных и любительских видов. К основным видам относят молочное, сливочное, плодово-ягодное, ароматическое мороженое и пломбир. Основные показатели физико-химических свойств некоторых видов мороженого приведены в таблице 26.
26. Физико-химические показатели некоторых видов мороженого
Мороженое Массовая доля, % Кислотность, °Т, не более
жира сахарозы сухих веществ
Основные виды
Молочное:
без наполнителей, с орехами, цукатами, изюмом, кофейное, 3,5 15,5 29 22
с цикорием крем-брюле, ореховое 3,5 15,5 33 22
Сливочное:
без наполнителей, с орехами, цукатами, изюмом, кофейное, 10 14 34 22
с цикорием крем-брюле, ореховое 10 14 38 22
с плодами и ягодами 8 15 33 50
Пломбир:
без наполнителей, с орехами, цукатами, изюмом, кофейный, 15 15 40 22
с цикорием крем-брюле, ореховый 15 15 44 22
с плодами и ягодами 12 16 38 50
П лодово -ягодное — 27 30 50...70
Ароматическое — 25 25 70
123
Продолжение
Мороженое Массовая доля, % Кислотность, °Т, не более
жира сахарозы сухих веществ
Любительские виды «Снежинка» молочное 2 16 30 24
«Морозко» без наполнителей, 8 14 32 22
с орехами, цукатами, изюмом, кофейное, с цикорием «Снегурочка» молочное 2 16 30 24
«Снегурочка» 8 13 34 28
Кофейное 9 16 34 24
«Свежесть» ацидофильное — 17 25 100
Сырьем для мороженого служат молоко цельное и обезжиренное, сгущенное молоко с сахаром и другие сгущенные молочные продукты, сухое молоко, сливки различной жирности, сливки сгущенные с сахаром и сухие, сливочное масло, сухие смеси для мороженого, сгущенная и сухая пахта, сыворотка осветленная и сброженная сгущенная, а также куриные яйца либо яичный порошок, вкусовые вещества (орехи, чай, кофе, какао-порошок, шоколад, органические кислоты, пряности и др.), сахаристые продукты (свекловичный и тростниковый сахар, инвертный сахар и патока, мед), ароматические вещества (ароматические масла, эссенции, ваниль и ванилин), естественные красители (краситель из выжимок темных сортов винограда, сок клюквы, смородины, свеклы и др.).
В производстве плодово-ягодного мороженого и некоторых видов любительского используются плоды, ягоды, овощные и бахчевые культуры в свежем и консервированном виде. Из консервированных плодов и ягод используют замороженные плоды и ягоды, быстрозамороженные полуфабрикаты (пульпа и пюре), повидло, джем, варенье, цукаты, сиропы, соки и экстракты, а также сухие плоды и ягоды.
При производстве мороженого для больных сахарным диабетом вместо сахара используют сорбит и ксилит, представляющие собой многоатомные спирты. Они имеют сладкий вкус и безвредны для больных.
В состав мороженого всех видов входят стабилизаторы (гидрофильные коллоиды полисахаридной или белковой природы), которые легко связывают воду. Благодаря этому увеличивается вязкость и улучшается взбиваемость (насыщение воздухом) смесей мороженого.
Наиболее широко используют агар, агароид, альгинат натрия, крахмал пищевой и желирующий модифицированный, метилцел-люлозу, пектин, пшеничную муку, желатин и казеинат натрия.
Р4
Агар, агароид и альгинат натрия выпускают в виде сухих порошков белого цвета без запаха и вкуса. Обычно их применяют в количестве 0,3...0,7 %. Доза желирующего модифицированного крахмала 1 % для сливочного мороженого и пломбира, для молочного и плодово-ягодного 1,5 %. Он более доступный и дешевый стабилизатор, чем агар и агароид. Метилцеллюлоза представляет собой волокнистую массу белого цвета. Используют ее в количестве 0,2 % для плодово-ягодного и ароматического видов мороженого и 0,3 % для молочных. Пектины яблочный и свекольный проявляют наилучшие желирующие свойства при pH 3,1...3,5. Поэтому их применяют главным образом в производстве плодово-ягодного мороженого. Крахмал и пшеничную муку высшего сорта используют в количестве 2...3 %. Желатин получают из коллагена. В смесь мороженого обычно добавляют 0,5...0,9 % пищевого желатина. Казеинат натрия используют в количестве до 1 %.
4.3.2. ТЕХНОЛОГИЯ МОРОЖЕНОГО
Основные сведения о технологии. Технологический процесс производства мороженого состоит из следующих операций:'41ри-емки и подготовки сырья, дозирования и смешения отдельных видов сырья, пастеризации, фильтрации смеси до и после пастеризации, гомогенизации, охлаждения и созревания, фризерования, фасования и закаливания.
Во время приемки цельное и обезжиренное молоко, а также сливки взвешивают и оценивают их качество. Далее они хранятся в охлаждаемых емкостях при температуре не выше 6 °C. Все сыпучие продукты просеивают на просеивателях центробежного типа, а сгущенные молочные консервы, сахарный сироп и фруктовые соки фильтруют или процеживают. Сливочное масло вначале размораживают и освобождают от тары, а затем разрезают на куски и подвергают плавлению.
Подготовленное сырье дозируется дозаторами или отвешивается в соответствии с рецептурой и смешивается в заготовительной емкости. Смешивать компоненты лучше с подогревом до температуры 35...45 °C. Сухие молочные продукты предварительно смешивают с сахарным песком в соотношении 1 : 2 и растворяют в небольшом количестве молока до получения однородной массы.
Стабилизаторы вносят в смесь до пастеризации, в процессе пастеризации или после охлаждения пастеризованной смеси. Желатин и агар вводят в смесь в виде 10%-ного водного раствора, ме-тилцеллюлозу — в виде 1%-ного раствора, а другие стабилизаторы используют в сухом виде.
Муку можно применять в виде клейстера, для чего ее смешивают с холодной водой в соотношении 1:2, образовавшееся тесто
125
------Жидкие компоненты
------Твердые компоненты
------Смесь компонентов
—<—'— Смесь для мороженого
---«--Вкусовые вещества Гзрячая вода
—••— Холодная вода
заваривают 3—5-кратным количеством кипятка и нагревают до потери запаха и приобретения характерной стекловидное™.
Пектин заливают холодной водой в соотношении 1:20 и нагревают до полного растворения при постоянном перемешивании, а затем кипятят в течение 1...2мин. Приготовленный раствор фильтруют и вводят в смесь до пастеризации.
Пюре из плодов получают в варочных котлах, а также в протирочной машине.
Для приготовления смесей наиболее целесообразно использовать поточные линии (рис. 15), которые объединяют указанные виды оборудования с автоматическими дозаторами в технологическую линию. Жидкие компоненты дозируются насосами-дозаторами, а сыпучие — специальными весовыми бункерами. Применение поточных линий позволяет
Рис. 15. Схема неточной технологической линии производства смесей для мороженого:
1 — емкость для хранения жидких компонентов; 2 — бункер для хранения твердых компонентов; 3 — бункеры весовые; 4— емкость для смешения; 5 — гомогенизатор; 6 — пластинчатая пастеризационная установка; 7— емкость для хранения и созревания смеси; 8— емкость для вкусовых веществ; 9— пластинчатый теплообменник
значительно механизировать и автоматизировать процесс приготовления смесей для мороженого.
Полученную смесь фильтруют для удаления нерастворив-шихся частиц и примесей.
После фильтрации смесь поступает на пастеризацию. В пластинчатых пастеризацион
ных установках смесь пастеризуется при температуре 80...85 °C с выдержкой 50...60 с, а в трубчатых — при аналогичной температуре или при температуре 92...95 °C без выдержки.
Чтобы улучшить структуру мороженого и уменьшить отстаивание жира при фризеровании, проводят гомогенизацию жиросодержащих смесей при температуре, близкой к температуре пастеризации. При одноступенчатой гомогенизации применяют давление 12,5...15 МПа для молочной смеси, 10...12,5 МПа для сливочной смеси и 7...9 МПа для пломбира.
126
Пастеризованную и гомогенизированную смесь охлаждают до 4...6 °C и хранят не более 24 ч. Хранение (с одновременным созреванием) — обязательная стадия для смесей мороженого, приготовленных с использованием желатина как стабилизатора. Такие смеси выдерживают при температуре не выше 6 °C в течение 4...12 ч, чтобы повысить их вязкость. Смеси, приготовленные с другими стабилизаторами, хранить необязательно.
Созревшую смесь подвергают фризерованию. При этом преследуют две цели: насыщение смеси воздухом и ее замораживание.
Степень насыщения смеси воздухом оценивают по избитости, которая представляет собой отношение объема воздуха в мороженом к первоначальному объему смеси, выраженное в процентах. Минимальная взбитость (%) должна быть не ниже: 50 (молочное мороженое), 60 (сливочное мороженое и пломбир), 35...40 (плодово-ягодное мороженое). Взбитость повышается при увеличении содержания СОМО, количества стабилизатора и дисперсности жира, а также при уменьшении содержания жира и сахара. Смеси, приготовленные с использованием сухих молочных продуктов, взбиваются лучше, чем с применением жидкого молока. Взбитость мороженого зависит также от конструктивных особенностей фризеров. В хорошо взбитом мороженом средний размер воздушных пузырьков не должен превышать 60...70 мкм. При взбитости 100 % в 1 г мороженого содержится около 8,3 млн воздушных пузырьков с общей поверхностью 0,1 м2.
Начальная температура замораживания смеси мороженого составляет —2...—3,5 °C. Температура смеси при выходе из фризера обычно устанавливается в пределах от —5 до —7 °C. Количество вымороженной воды при —5; —11 и —30 °C составляет соответственно 50; 72 и 85 %.
Вымороженная вода образует кристаллы, средний размер которых в мороженом 50... 100 мкм. Получение более крупных кристаллов нежелательно, так как они ощущаются на вкус и ухудшают структуру продукта. Главные условия получения мелких кристаллов — хорошее перемешивание смеси в процессе замораживания и высокая скорость охлаждения.
Мороженое, вышедшее из фризера, по консистенции и внешнему виду напоминает крем. После фризерования мороженое фасуют и замораживают (закаливают) до —15...—18 °C. Закаливание следует осуществлять интенсивно, чтобы не допустить увеличения размеров кристаллов льда более чем до 60...80 мкм.
Мороженое фасуют в брикеты на вафлях; в вафельные стаканчики, трубочки и рожки; бумажные стаканчики, брикеты на палочке, в полиэтиленовую пленку и др.
Готовое мороженое хранят в холодильных камерах при температуре воздуха —20...—23 °C. Допустимые колебания температуры не должны превышать ±2 °C. Резкие колебания температуры мо-
127
роженого приводят к укрупнению в нем кристаллов льда, в результате чего ухудшается его качество.
Допустимая продолжительность хранения (мес): 1...1,5 (молочное мороженое), 1,5...2 (сливочное) и 2...3 (пломбир). Длительность хранения снижается для мороженого с повышенным содержанием влаги, мелкофасованного и при наличии наполнителя.
Особенности технологии отдельных видов мороженого. Ниже даны особенности технологии мороженого наиболее распространенных видов.
Мягкое мороженое вырабатывают с целью расширения ассортимента. Мягкое мороженое имеет кремообразную консистенцию, невысокую взбитость (40...60 %) и температуру от —5 до —7° С. Это мороженое не закаливают и отпускают потребителю сразу из фризера. Для приготовления мягкого мороженого используют восстановленные смеси, приготавливаемые из сухих смесей для мороженого.
Молочное, сливочное мороженое и пломбир выпускают обычно без наполнителей и добавок.
Для расширения ассортимента мороженого используют шоколадную глазурь, различные вкусовые наполнители или добавки. Наполнители (кофейный отвар, какао-порошок, ореховый пралине, сироп, крем-брюле) образуют со смесью мороженого однородную массу; их вводят в смесь мороженого при пастеризации или после охлаждения (шоколадный сироп). Добавки (ягоды, орехи, шоколад, а также шоколадный, ореховый, клубничный и другие гарниры) обычно вносят в мороженое после фризерования с помощью фруктопитателя.
Эскимо готовят из сливочной или молочной смесей без наполнителей и с наполнителями, глазированным и неглазированным. Глазурь (шоколадная, сливочно-кремовая, ароматическая и шоколадно-ореховая) должна составлять 20 % массы эскимо.
Плодово-ягодное мороженое по технологическому процессу отличается от основных видов мороженого. При подготовке сырья гомогенизацию смеси не проводят.
Ароматическое мороженое вырабатывают с использованием ароматических веществ. При производстве растворы пищевой кислоты, ароматических и красящих веществ предварительно пастеризуют и вносят в охлажденную сахарную основу перед фризерованием.
Мороженое любительских видов отличается от мороженого основных видов массовой долей жира, которая имеет промежуточное значение между массовой долей молочного мороженого и пломбира. Выпускают также обезжиренные виды и щербет с массовой долей жира 1 %.
128
Торты, кексы и пирожные из мороженого готовят на сливочной или пломбирной основе с оформлением кремом или другими десертными добавками.
Пороки мороженого. Различают следующие группы пороков.
Пороки вкуса и запаха мороженого на молочной основе могут быть приобретены от молочных продуктов и ароматических ингредиентов.
Пороки консистенции обусловлены спецификой технологии. Неоднородная и песчаная консистенция вызвана наличием крупных воздушных пузырьков, кристаллов льда и лактозы. Плохая эластичность мороженого получается при высоком содержании в нем воздуха и недостатке стабилизатора и сухих веществ. Твердая или влажная консистенция возникает из-за недостаточного количества воздуха и избытка сухих веществ. Крошливая консистенция мороженого связана с нарушением процессов приготовления стабилизаторов и созревания смеси.
Пороки цвета мороженого (интенсивная, неоднородная окраска) связаны с нарушением дозы красящих веществ и недостаточным перемешиванием смеси. Для устранения пороков консистенции, цвета и вкуса мороженого следует строго соблюдать технологические режимы и следить за санитарно-гигиеническим состоянием производства.
Контрольные вопросы и задания. 1. Дайте технологические схемы производства пастеризованного молока и сливок. 2. Какие требования предъявляют к сырью, предназначенному для производства стерилизованного молока? 3. Какова сущность сквашивания и созревания кисломолочных напитков? 4. Какими способами вырабатывают кисломолочные напитки? 5. Дайте технологическую схему производства сметаны. 6. В чем заключается процесс созревания сметаны? 7. Опишите схемы технологических процессов производства творога традиционным и раздельным способами. 8. Дайте схему технологических процессов производства мороженого. 9. Назовите виды сырья, используемые в технологии мороженого. 10. В чем заключается сущность процесса фризерования?
9 Г. H. Крусь и др.
5. ТЕХНОЛОГИЯ МОЛОЧНЫХ КОНСЕРВОВ
5.1. ОБЩАЯ ТЕХНОЛОГИЯ МОЛОЧНЫХ КОНСЕРВОВ
5.1.1. СУЩНОСТЬ И СПОСОБЫ КОНСЕРВИРОВАНИЯ МОЛОКА
Молочные консервы — это продукты, выработанные из натурального молока с применением сгущения (с последующей стерилизацией или добавлением сахара) и сушки. Они имеют высокую энергетическую ценность благодаря концентрации в них составных частей молока. Кроме того, молочные консервы характеризуются хорошей транспортабельностью и значительной стойкостью при хранении.
Консервирование — это обработка продуктов особыми способами в целях предохранения их от порчи.
Главная причина изменения качества продуктов при хранении — действие микроорганизмов. Поэтому в основе всех способов консервирования лежат приемы, направленные либо на уничтожение самих микроорганизмов, либо на подавление их жизнедеятельности. В результате консервирования продукт приобретает способность храниться длительное время.
Из всех известных принципов консервирования для производства молочных консервов используют два: абиоз и анабиоз.
Абиоз. Консервирование по принципу абиоза основано на полном уничтожении находящихся в продукте микроорганизмов (стерилизация). При производстве молочных консервов используют тепловую стерилизацию, которую осуществляют под действием высоких температур, в результате чего погибают не только вегетативные, но и споровые формы микроорганизмов. Полученное таким образом молоко выдерживает длительное хранение.
Анабиоз. Консервирование по принципу анабиоза заключается в подавлении микробиологических процессов химическими или физическими средствами. В производстве молочных консервов используют только физические средства: повышение осмотического давления (осмоанабиоз) и высушивание (ксероанабиоз).
Консервирование повышением осмотического давления основано на нарушении естественного обмена веществ между живой клеткой и средой.
Поступление питательных веществ в микробную клетку и удаление из нее продуктов обмена происходит вследствие разности концентраций питательного раствора и вещества клетки. Когда 130
концентрация веществ, растворенных во внешней среде, больше концентрации веществ внутри клетки, осмотический перенос раствора направлен из клетки наружу. При этом протоплазма клетки обезвоживается, что сопровождается плазмолизом и отделением ее от оболочки; создаются условия, неблагоприятные для жизнедеятельности микробной клетки.
Осмотическое давление в молоке составляет 0,74 МПа. Микроорганизмы, внутриклеточное давление которых составляет 0,4...0,6 МПа, попадая в молоко, из-за незначительной разницы в давлениях при достаточном количестве влаги и питательных веществ хорошо в нем развиваются, что вызывает порчу продукта.
Повысить осмотическое давление в молоке можно путем увеличения содержания сухого молочного остатка сгущением молока и растворением в нем сахара. В сгущенном молоке осмотическое давление достигает 18 МПа.
Такое резкое по сравнению с исходным повышение осмотического давления создает условия, неблагоприятные для жизнедеятельности микроорганизмов. Однако некоторые микроорганизмы, попадающие в продукт, легко адаптируются к повышенному осмотическому давлению, поэтому молоко необходимо предохранять от попадания в него вторичной микрофлоры.
Консервирование высушиванием основано на удалении из продукта влаги и создании физиологической сухости, обусловливающей увеличение разности между осмотическим давлением в бактериальной клетке и давлением окружающей среды.
Необходимые условия нормальной жизнедеятельности микроорганизмов — достаточное содержание влаги во внешней среде и высокое содержание воды в клетках (80...85 %). Вода обеспечивает нормальное равновесие между микробной клеткой и средой, участвуя в обмене веществ. По принципу диффузии и осмоса в микробную клетку постоянно поступают растворимые питательные вещества из окружающей среды и вместе с водой из нее удаляются продукты обмена.
Для нормального протекания процессов, связанных с жизнедеятельностью микроорганизмов, необходимо, чтобы массовая доля воды в продукте составляла около 25...30 %. Поэтому, если количество влаги в продукте будет ниже минимума, требуемого для жизнедеятельности микроорганизмов, стойкость продукта при хранении повысится. Массовая доля влаги в сухом молоке составляет 3...4%; при этом сильно повышается концентрация растворенных в воде веществ и создаются условия, приводящие микроорганизмы в анабиотическое состояние. Чтобы воспрепятствовать развитию остаточной микрофлоры, высушенный продукт нужно предохранять от поглощения влаги. Продукт следует хранить в герметично укупоренной таре при относительно низких температурах (не выше 10 °C), тормозящих протекание биохимических реакций.
9*
131
Классификация выпускаемых молочной промышленностью консервов в зависимости от способов консервирования приведена в таблице 27.
27. Классификация молочных консервов в зависимости от способов консервирования
Принцип консервирования Способ консервирования Молочные консервы
Абиоз Тепловая Молоко сгущенное стерилизованное. Молоко
Анабиоз: стерилизация концентрированное стерилизованное. Молоко нежирное стерилизованное. Молоко сгущенное стерилизованное с кофе. Молоко сгущенное стерилизованное с какао. Сливки стерилизованные
осмоанабиоз Сгущение Молоко цельное сгущенное с сахаром. Молоко нежирное сгущенное с сахаром. Сливки сгущенные с сахаром. Пахта сгущенная с сахаром. Консервы со сгущенным молоком, сахаром и наполнителями (кофе, какао)
ксероанабиоз Сушка Молоко коровье цельное сухое. Молоко сухое «Домашнее». Молоко коровье обезжиренное сухое. Сливки сухие. Продукты сухие кисломолочные. Пахта сухая
Кроме перечисленных способов, на которых основано промышленное консервирование для уничтожения микроорганизмов и инактивации ферментов, самостоятельно или в комплексе с другими способами консервирования применяют облучение ультрафиолетовыми лучами, ионизирующие излучения, антибиотики и др. Например, в дополнение к тепловой стерилизации при консервировании молока допускается использовать антибиотик низин, который, активно воздействуя на бактерии, позволяет уменьшить продолжительность собственно стерилизации без снижения ее эффективности.
Обобщая сведения о способах консервирования, заметим, что молоко и молочные продукты можно сохранить в течение длительного срока, воздействуя на них всевозможными факторами. Однако любая обработка не должна сопровождаться необратимыми изменениями составных частей сухого вещества молока.
5.1.2. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К СЫРЬЮ
К сырью, предназначенному для производства молочных консервов, предъявляют повышенные требования, так как пороки сырого молока в результате концентрирования сухих веществ усиливаются. Для консервирования пригодно натуральное молоко, соответствующее требованиям ГОСТ 13264—88. Оно должно быть
132
термоустойчивым, иметь кислотность 1б...18°Т (для концентрированного молока), не выше 19 °Т (для стерилизованных консервов) и 20 °Т (для других видов молочных консервов), а также иметь невысокую микробиологическую обсемененность. При подборе молока для консервов необходимо учитывать его химический состав и свойства. Массовая доля воды в молоке должна составлять 87,5 %, жира 4,0 %, СОМО 8,75 %. Причем отношение жира к СОМО должно быть в пределах 0,4...0,69. Кроме того, следует учитывать содержание сывороточных белков, которые понижают термостойкость. По этой причине считается непригодным для выработки консервов молозиво и стародойное молоко. Более пригодно молоко с меньшими размерами жировых шариков и мицелл казеина, так как в таком молоке замедляется отстаивание белково-жирового слоя при хранении. Таким образом, пригодность сырья устанавливают по результатам физико-химических и бактериологических анализов, а также органолептической проверки.
5.1.3. ОБЩИЕ ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ ПРОИЗВОДСТВА МОЛОЧНЫХ КОНСЕРВОВ
Производство молочных консервов характеризуется рядом общих приемов подготовки и обработки сырья, таких, как приемка, очистка, охлаждение и резервирование, нормализация, тепловая обработка, гомогенизация, сгущение.
Приемка, очистка, охлаждение молока. Осуществляются аналогично выполнению этих операций при производстве молочных продуктов (рассмотрены ранее).
Для обеспечения бесперебойной работы оборудования (ваку-ум-выпарных установок) и подбора термостойкого молока возникает необходимость в охлаждении и резервировании молока. Режимы охлаждения выбирают в зависимости от продолжительности резервирования. Оптимальные условия — это охлаждение до 4...8 °C и хранение не более 12 ч.
Нормализация исходной смеси. Осуществляется для получения в молочных консервах необходимого соотношения между составными частями сухого вещества. При этом соотношения массовых долей двух любых составных частей сухого вещества в нормализованной смеси и готовом продукте должны быть одинаковыми. Порядок расчета приведен в подразделе 10.2 «Расчеты по нормализации сырья».
Пастеризация. Нормализованную смесь перед сгущением пастеризуют при температуре 90 ± 2 °C или 107 ± 2 °C без выдержки. Сразу после пастеризации рекомендуется охладить молоко до 70...75 °C, чтобы предотвратить денатурацию сывороточных белков и другие нежелательные физико-химические изменения.
133
Сгущение. После охлаждения молоко направляют на сгущение, т. е. концентрирование сухих веществ молока или его смеси с компонентами путем выпаривания влаги в вакуум-выпарных установках при давлении ниже атмосферного. Применение вакуума позволяет снизить температуру кипения молока и в наибольшей степени сохранить его свойства.
Вакуум-выпарные установки могут быть непрерывно-поточного и периодического действия. По способу заполнения выпариваемой жидкости различают циркуляционные (объемные) установки с циркуляцией определенного объема жидкости и пленочные, в которых происходит выпаривание из пленки толщиной 2... 10 мм. При такой толщине пленки интенсифицируется теплообмен и сокращается продолжительность теплового воздействия. В целях экономии теплоты, расходуемой на сгущение, установки конструируют многокорпусными.
В периодически действующую вакуум-выпарную установку поступает определенный объем молока или смеси, и сгущение продолжают до достижения требуемой концентрации сухих веществ. Продукт быстро выгружают и направляют на охлаждение в вакуум-охладитель. После выгрузки продукта в вакуум-выпарные установки поступает новая партия подготовленной смеси и процесс сгущения повторяют.
При непрерывно-поточном способе проводится непрерывное выпаривание. Смесь, частично сгущаясь в первом корпусе, последовательно проходит остальные корпуса, где выпаривается до конечной концентрации сухих веществ, поступает в емкость для продукта и на охлаждение.
По сравнению с периодическим способом при непрерывно-поточном снижаются затраты времени в 1,36 раза на обработку 1 т молока, расход пара в 1,55 раза и воды в 1,46 раза. Кроме того, непрерывно-поточный способ позволяет автоматизировать технологический процесс.
При выпаривании основными параметрами процесса являются температура, продолжительность воздействия и кратность концентрирования. Температура выпаривания в зависимости от числа корпусов установки и содержания сухих веществ в смеси изменяется от 45 до 82 °C. Продолжительность теплового воздействия зависит от вида вакуум-выпарных установок. В однокорпусной циркуляционной установке она колеблется от 1 (при сгущении от 11 до 25 % сухих веществ) до 10 ч (при сгущении от 6 до 60 %). В пленочной вакуум-выпарной установке продолжительность выпаривания составляет от 3 до 15 мин.
При сгущении состав молочных консервов можно определить в соответствии с кратностью концентрирования (или сгущения). Кратность концентрирования показывает, во сколько раз увеличиваются массовые доли сухого остатка и его составных частей
134
или во сколько раз уменьшается масса сгущенного продукта по сравнению с массой исходного сырья. Кратность концентрирования рассчитывают из следующих отношений:
л тпск л/цр СПр . Ссм ^пр • СОМО^. СОМОск...,
где л —кратность концентрирования (сгущения); тсм, тпр —масса исходной смеси и продукта; Спр, ^Гпр, СОМОпр — массовая доля сухих веществ, жира, сухого обезжиренного молочного остатка в продукте и соответственно в исходной смеси (Ссм, СОМОВУ
5.2. СГУЩЕННЫЕ МОЛОЧНЫЕ КОНСЕРВЫ
5.2.1. СТЕРИЛИЗОВАННОЕ И КОНЦЕНТРИРОВАННОЕ МОЛОКО
В зависимости от содержания сухих веществ вырабатывают два вида консервов без сахара: сгущенное стерилизованное молоко и концентрированное стерилизованное молоко с повышенным содержанием сухих веществ.
Массовая доля сухих веществ в сгущенном стерилизованном цельном молоке должна быть не менее 25,5 %, в том числе массовая доля жира не менее 7,8 %, а в концентрированном стерилизованном молоке массовая доля сухих веществ не менее 27,5 %, в том числе жира не менее 8,6 %.
Технологический процесс производства сгущенного стерилизованного молока и концентрированного стерилизованного молока состоит из следующих операций: приемки и подготовки молока, нормализации, тепловой обработки и сгущения, гомогенизации и охлаждения, нормализации, внесения солей-стабилизаторов, фасования, стерилизации, хранения.
Особенностью технологического процесса производства сгущенных стерилизованных молочных консервов является стерилизация продукта, поэтому для выработки стерилизованных консервов пригодно молоко не ниже I сорта, кислотностью не выше 19 °Т и термоустойчивостью по алкогольной пробе не ниже IV группы (для сгущенного стерилизованного молока) и 18 °Т с термоустойчивостью не ниже III группы (для концентрированного стерилизованного молока).
Схема технологической линии производства сгущенного стерилизованного и концентрированного молока приведена на рисунке 16.
Подобранное по качеству и очищенное молоко нормализуют по массовой доле жира и СОМО.
Нормализованную молочную смесь перед пастеризацией обязательно проверяют на термоустойчивость, так как при производстве стерилизованных консервов молоко подвергается воздей-
135
Рис. 16. Схема технологической линии производства сгущенного стерилизованного
и концентрированного стерилизованного молока:
1, 6, 8, 12, 21, 23, 30 — насосы для молока; 2 — весы или счетчик для молока; 3— сепаратор-молокоочиститель; 4 — пластинчатый охладитель для молока; 5— емкость для сырого молока; 7, 11, 15, 57—баки с поплавковым регулятором; 9 — пастеризационно-охладительная установка; 10— сепаратор-сливкоотделитель; 13, 18— емкости для сливок; 14, 16, 19— насосы для сливок; 17— пластинчатый теплообменник для сливок; 20— емкость для нормализованного молока; 22— емкость для цельного или обезжиренного пастеризованного молока; 24, 27— баки для раствора соли-стабилизатора; 25, 28— насосы для подачи раствора соли-стабилизатора; 26— фильтр для раствора соли-стабилизатора; 29— бак для молока; 31— пластинчатый теплообменник; 32— высокотемпературный пастеризатор для молока; 33— выдерживатель; 34— вакуумный охладитель; 35— вакуум-выпариая установка; 36— емкость для сгущенного молока; 38, 42— насосы для сгущенного молока; 39— гомогенизатор; 40— пластинчатый теплообменник для сгущенного молока; 41— емкость для хранения сгущенного молока; 43— бак для подачи сгущенного молока па розлив: 44— фасовочно-закаточная машина для сгущенного молока; 45— стерилизатор
ствию высоких температур и при низкой термоустойчивости может происходить свертывание, загустевание и образование хлопьев в готовом продукте. Термоустойчивость молока в значительной степени зависит от его химического состава и, особенно, от равновесия солевого состава.
Повышение термоустойчивости молока достигается внесением солей-стабилизаторов. Их добавляют в пастеризованную смесь или в сгущенное молоко.
Способствует повышению термоустойчивости и режим пастеризации перед сгущением, обеспечивающий наиболее полную денатурацию сывороточных белков. В зависимости от применяемого оборудования молоко пастеризуют при следующих режимах: нагревают в потоке при температуре 88 ± 2 °C, затем при температуре 125 ± 5 °C с выдержкой 30 с с последующим снижением температуры до 86 ± 2 °C путем самоиспарения в вакуумной камере или последовательно нагревают в четырех подогревателях вакуум-выпарной установки до температуры 88 ± 5 °C, затем в высокотемпературном подогревателе до температуры 120±5°С с последующим снижением температуры до 105 °C в вакуумной камере.
В пленочных многокорпусных вакуум-выпарных установках непрерывного действия молоко сгущают в стандартном режиме: температура кипения молока не должна превышать в первом корпусе 78 °C, во втором корпусе 66 °C, в третьем 56 °C. Окончание процесса сгущения контролируют по достижению стандартной плотности и массовой доли сухих веществ в продукте.
В зависимости от типа применяемой вакуум-выпарной установки молоко сгущается до массовой доли сухих веществ 25...28 %.
Сгущение молока заканчивают после достижения плотности 1061...1063 кг/м3 (при 20 °C) при производстве сгущенного стерилизованного молока и 1066... 1068 кг/м3 при производстве концентрированного молока.
Сгущенное молоко гомогенизируют на двухступенчатых гомогенизаторах при температуре 74 ± 2 °C и общем давлении 18 ±1,0 МПа. Целесообразность применения двухступенчатого гомогенизатора обусловлена необходимостью постепенного повышения давления, так как гомогенизация при высоком давлении снижает термоустойчивость сгущенного молока. После гомогенизации сгущенное молоко охлаждают до температуры 4 ± 2 °C. В охлажденное сгущенное молоко вносят соли-стабилизаторы для восстановления нарушенного при пастеризации и сгущении баланса солей.
Для повышения термоустойчивости молока применяют смеси солей, состоящие из цитратов и гидрофосфатов калия и натрия, взятых в соотношении, аналогичном соотношению этих солей в
137
натуральном молоке. Смесь подготавливают следующим образом. Гидрофосфат натрия (Na2HPO4 • 12Н2О) и гидрофосфат калия (К2НРО4), а также цитрат натрия (1Ча3СбН5О7 • 5,5Н2О) и цитрат калия (К3С6Н5О7 • Н2О) берут в соотношении 1 : 3. Полученные фосфатные и цитратные смеси солей смешивают в соотношении 1:1.
Количество соли-стабилизатора определяют на основании пробной стерилизации уже сгущенного молока. Пробную стерилизацию проводят в шести банках. В каждую банку отвешивают по 0,3 кг сгущенного молока. В банки № 2...6 вносят 25%-ный раствор солей-стабилизаторов (0,05...0,4 % сухой соли от массы продукта). В банку № 1 соль не вносят. Степень разведения сгущенного молока выравнивают дистиллированной водой. Закатанные банки стерилизуют. После стерилизации оценивают сгущенное молоко в банках по органолептическим показателям и определяют вязкость. Массовую долю соли-стабилизатора, при которой продукт получил лучшую оценку' и имел вязкость 8...18 МПа для сгущенного и 15...20 МПа для концентрированного молока, считают оптимальной для данного молока. При стабильном качестве сырья и готового продукта пробную стерилизацию проводят один раз в месяц.
Интенсивность взаимодействия белковых и минеральных веществ молока после внесения солей-стабилизаторов зависит от момента внесения солей, а также от продолжительности их взаимодействия с казеинаткальцийфосфатным комплексом.
Продукт имеет минимальную вязкость после выдерживания сгущенного молока с солью-стабилизатором перед стерилизацией в течение 6...7 ч. Последующее выдерживание сгущенного стерилизованного молока вновь приводит к повышению вязкости. Это проявляется при добавлении различных солей-стабилизаторов и их смесей независимо от вида и количества вносимой соли.
При внесении солей-стабилизаторов в пастеризованное молоко общая продолжительность взаимодействия молока с солями (пастеризация, сгущение, гомогенизация, охлаждение) составляет 6 ч. Вязкость продукта в этом случае идентична вязкости, полученной при выдерживании сгущенного молока с солями-стабилизаторами в течение 6...7 ч до стерилизации.
Стерилизация сгущенных консервов может осуществляться двумя способами: в потоке перед розливом и в таре после розлива.
Стерилизация сгущенного молока в потоке не получила промышленного применения. Для выработки сгущенных стерилизованных молочных консервов в нашей стране широко используют стерилизацию в таре.
Режим стерилизации устанавливают в соответствии с формулой стерилизации, представляющей собой следующую условную за-138
пись теплового режима аппарата, в котором осуществляется стерилизация:
Т\+Т2+Т3 t
где Д, Г2, Т} — продолжительность соответственно подогревания, стерилизации, охлаждения, мин; / — температура стерилизации, °C.
Формулу стерилизации устанавливают заранее для конкретного аппарата и конкретных условий. Надежность выбранной для производства формулы стерилизации проверяют микробиологическими анализами. Режим должен обеспечить эффект, выраженный величиной от 4 до 5,1 условных единиц (условных минут). При этом нижнее значение условных единиц допускается для обсеме-ненности не более 1 споры в 1 см3 продукта перед стерилизацией. С повышением обсемененности (но не более 10 спор в 1 см3 продукта) требуемый эффект стерилизации должен быть увеличен.
Сгущенное или концентрированное молоко, выдержавшее пробную стерилизацию, разливают в предварительно вымытые и пропаренные металлические банки. Наполненные и упакованные банки проверяют на герметичность и направляют на стерилизацию. Для стерилизации продукта в таре используют стерилизаторы непрерывного действия гидростатического или роторного типа, а также стерилизаторы периодического действия. В стерилизаторах гидростатического типа банки со сгущенным или концентрированным молоком стерилизуют при температуре 116... 117 °C с выдержкой 15... 17 мин. В аппаратах периодического действия стерилизацию осуществляют при температуре 116... 118 °C с выдержкой 14...17 мин. Температура охлаждения стерилизованных консервов должна составлять 20...40 °C. Готовые продукты хранят при температуре от 0 до 10 °C и относительной влажности воздуха не выше 85 % в течение не более 12 мес со дня выработки.
При производстве стерилизованных консервов в зимнее и весеннее время года продукты часто загустевают и портятся из-за низкой термоустойчивости молока, даже при добавлении солей-стабилизаторов. Для предотвращения порчи молочных консервов тепловую обработку их проводят при более низких температурах и выдержке вследствие добавления антибиотика низина. Известно, что низин, являясь безвредным для человека и животных, вызывает гибель вегетативных и споровых форм бактерий. Снижение температуры стерилизации до 112...115 °C (вместо 118 °C) и выдержки до 12 мин при использовании низина положительно влияет на качество готового продукта. В сгущенном стерилизованном молоке с низином на 30 % снижается вязкость и кислотность продукта, отсутствует привкус карамелизации.
139
Низин добавляют в виде водного раствора или раствора в сгущенном продукте при тщательном перемешивании на любом участке технологического процесса от сгущения до фасования. Таким образом, применение низина позволяет вырабатывать высококачественные консервы и увеличивать их объем путем переработки менее термоустойчивого молока.
5.2.2. СГУЩЕННОЕ МОЛОКО С САХАРОМ
Продукт вырабатывают из пастеризованного коровьего молока с применением сгущения и добавления сахара для подавления роста микрофлоры. По органолептическим показателям готовый продукт имеет чистый и сладкий вкус без посторонних привкусов и запахов, однородную консистенцию без наличия кристаллов сахара, ощущаемых на вкус. По химическому составу в сгущенном цельном молоке с сахаром массовая доля влаги составляет не более 26,5 %, сахарозы —не менее 43,5, общая массовая доля сухих веществ — 28,5, в том числе жира — не менее 8,5 %.
Технологический процесс производства сгущенного молока с сахаром осуществляют в такой последовательности: приемка, подготовка и резервирование сырья, нормализация, гомогенизация и пастеризация, приготовление и введение сахарного сиропа, сгущение, охлаждение, фасование и хранение.
Схема технологической линии производства цельного сгущенного молока с сахаром приведена на рисунке 17.
Кроме технологических операций, общих для производства всех видов консервов, при выработке сгущенного молока с сахаром важными приемами являются внесение сахара, приготовление сахарного сиропа и кристаллизация лактозы при охлаждении сгущенного молока. Остановимся на этих приемах более подробно.
Приготовление сахарного сиропа. Качество сахара, являющегося консервантом и составляющего более половины сухих веществ в сгущенном молоке, в значительной степени влияет на качество готового продукта. Поэтому к качеству сахара предъявляют повышенные требования в отношении растворимости, содержания посторонних примесей и влаги, которая способствует развитию микрофлоры в сахаре. Сахар можно добавлять к молоку в сухом виде или в виде водного раствора (сиропа). При внесении сахара в твердом виде и растворении его в молоке значительно упрощается технология, снижаются затраты (на оборудование, тепло, энергию) и продолжительность сгущения. В то же время при растворении сахара в молоке возможно загрязнение пастеризованного молока микроорганизмами, находящимися в сахаре. Вязкость сгущенного молока, выработанного при растворении сахара в молоке, резко увеличивается в процессе хранения. Способ внесения
1 4Г>
Сахар
Рис. 17. Схема технологической линии производства цельного сгущенного молока с сахаром непрерывио-поточным способом:
1,6— емкости для сырого молока; 2, 4, 7— насосы для молока; 3 — емкость с тензометрическим устройством; 5, 22, 33 — пластинчатые охладители; 8, 17— счетчики для молока; 9 —дисковый фильтр для молочно-сахарной смеси; 10, 20— пластинчатые подогреватели; II — насос для молочно-сахарной смеси; /2—насос для рециркуляции; 13 — емкость для растворения сахара; /«/—дозатор сахара; /5—приемный бункер; 16— приемный желоб; 18— насос для обезжиренного молока; 19—емкость для обезжиренного молока; 21 — сепаратор-сливкоотделитель; 23 — буферный резервуар для сливок; 24, 27—насосы для сливок; 25, 28— пластинчатые пастеризаторы; 26— емкость для хранения сливок; 29— емкость для нормализации смеси; 30— насос для смеси; 31 — вакуум-выпарная установка; 32— гомогенизатор; 34, 36— емкости для готового продукта; 35, 37— насосы для готового продукта; 38— банкомоечная машина; 39— фасовочный автомат; 40— закаточный автомат; 41 — моечная сушильная машина; 42— этикетировочный автомат; 43 — упаковочный автомат
сахара в сухом виде более предпочтителен при производстве сгущенного обезжиренного молока. При выработке сгущенных консервов, предназначенных для резервирования, несмотря на дополнительные затраты, сахар вносят в виде сиропа.
Для приготовления сахарного сиропа рассчитывают необходимые массы сахара и питьевой воды. Концентрацию растворов сахара выбирают с учетом интенсивности выпаривания, а также влияния на свойства молока и готового продукта при хранении. Оптимальной массовой долей сухих веществ сахарного сиропа, при которой ингибируется развитие бактерий, является 64...65 % сахара.
Предварительно очищенный с помощью сит сахар растворяют в горячей воде (70...80 °C), затем сироп нагревают до кипения без выдержки для обеспечения его стерильности. При температурах выше 100 °C в сиропе возможна инверсия сахарозы, продуктом гидролиза которой является инвертный сахар. Во избежание инверсии выдержка сахарного сиропа от начала кипения до начала смешивания его с молоком не должна быть более 20 мин. Перед смешиванием с молоком сахарный сироп фильтруют на фильтрах или центрифугах. Сгущение молочно-сахарной смеси заканчивают при достижении массовой доли влаги 29...31 % с учетом дополнительного выпаривания влаги в вакуум-охладителе.
Кристаллизация лактозы. В сгущенном молоке с сахаром массовая доля лактозы составляет 11,4 %, или 0,44 кг на 1 кг воды. Растворимость лактозы в чистой воде составляет: при 60 °C — 0,587 кг/кг воды, при 40 °C — 0,326 кг/кг воды, при 20°С — 0,192 кг/кг воды.
Сахароза, присутствующая в сгущенных молочных консервах в соотношении с лактозой 4:1, снижает растворимость лактозы практически в 1,5 раза. Следовательно, уже при 40...60 °C, а тем более при 20 °C лактоза находится в пересыщенном состоянии и способна кристаллизоваться.
Однако вследствие медленного перехода [3- в a-форму не удается в достаточной мере снять пересыщение и добиться полной кристаллизации лактозы в процессе охлаждения. Это приводит к росту кристаллов во время длительного хранения продукта при низких температурах. Интенсивность кристаллообразования можно усилить путем внесения наряду с мелкокристаллической лактозой поверхностно-активных веществ. Их действие обусловлено тем, что они снижают поверхностную энергию и интенсифицируют процесс зарождения кристаллов лактозы.
Охлаждение сгущенного молока с сахаром сопровождается увеличением вязкости продукта в 2...3 раза и кристаллизацией лактозы. Кристаллизация объясняется тем, что при падении температуры растворимость лактозы снижается и получаются пересыщенные растворы, в которых образуются центры кристаллизации. Для
142
массового зарождения кристаллов лактозы продукт быстро охлаждают, интенсивно перемешивают и вносят затравочный материал. Охлаждать сгущенное молоко с сахаром следует таким образом, чтобы получить кристаллы размером не более 10 мкм. Такие кристаллы при органолептической оценке не ощущаются, и продукт имеет однородную консистенцию. Массовой кристаллизации лактозы в продукте способствует внесение затравки из мелкокристаллической лактозы с кристаллами размером не более 3...4 мкм. Затравку вносят в количестве 0,02 % массы продукта при температуре интенсивной кристаллизации (31...37 °C). При этой температуре наступает пересыщение лактозы при минимальном увеличении вязкости молока.
Усилению процесса кристаллообразования способствует дополнительное введение льняного или подсолнечного масла в количестве 0,001...0,01 %. Масло вводят при подаче молочной смеси на сгущение или перед поступлением продукта на охлаждение.
Наибольшая эффективность достигается при внесении затравочных паст, приготовленных из подсолнечного масла и мелкокристаллической лактозы в соотношении 1:1. Растительное масло перед приготовлением нагревают до 90 °C в течение 30 мин. Затравочную пасту вносят при температуре интенсивной кристаллизации лактозы.
Пальмовое, кокосовое, стеариновое и другие масла с температурой плавления 27...41 °C в результате фазовых превращений, происходящих в них, могут вызвать неконтролируемые процессы кристаллизации лактозы на стадии охлаждения.
Сгущенное молоко с сахаром охлаждают до температуры 20 °C и направляют на упаковывание в потребительскую или транспортную тару. Готовый продукт хранят при температуре от 0 до 10 °C и относительной влажности не более 85 % в течение 12 мес.
Для расширения ассортимента сгущенных продуктов с сахаром вырабатывают продукты с вкусовыми и ароматическими наполнителями. При производстве сгущенного молока с сахаром в качестве наполнителей используют кофе, какао, цикорий. Особенность производства кофе со сгущенным молоком и сахаром заключается в экстрагировании сухих веществ, содержащихся в кофе.
Разработаны новые виды сгущенных молочных продуктов с сахаром с заменой молочного белка и жира на растительные. Так, сгущенное молоко с сахаром «Отборное» вырабатывают с использованием растительных жиров. В рецептуру продуктов вводят различные наполнители, лактулозу, пищевые добавки, в том числе биологически активные.
С целью предотвращения при хранении консервов порчи, вызываемой деятельностью нежелательной микрофлоры и окислителей, применяют консерванты и антиокислители (сорбиновую и аскорбиновую кислоты).
143
Сгущенное молоко «Сластена» имеет отличительную особенность в технологии, которая состоит в проведении ферментативного гидролиза молочного сахара.
При гидролизе лактозы образуются две молекулы простых сахаров — глюкозы и галактозы. Они создают большее осмотическое давление, т. е. усиливают консервирующее действие (по сравнению с лактозой). Они увеличивают сладость продукта, так как сладость лактозы по отношению к сладости сахарозы составляет 16 %, глюкозы — 75 %.
Эти обстоятельства позволяют уменьшить концентрацию сахарозы в продукте без снижения консервирующего эффекта и сладости. Требуемый консервирующий эффект достигается при массовой доле сахарозы в продукте 32 % (против 43,5 %) и воды 33 % (против 26,5 %).
Предусмотрена термизация молока перед внесением фермента.
Продукты гидролиза лактозы — глюкоза и галактоза характеризуются большей растворимостью по сравнению с лактозой, после сгущения они не образуют пересыщенных растворов и не кристаллизуются при охлаждении продукта, что позволяет исключить из технологического процесса операцию кристаллизации.
Способ внесения сахара — бессиропный, предусмотрена выработка продукта с ароматическими добавками.
Продукт рекомендуется людям, страдающим лактазной недостаточностью.
5.3. СУХИЕ МОЛОЧНЫЕ ПРОДУКТЫ
5.3.1. СУХОЕ ЦЕЛЬНОЕ МОЛОКО
Технологический процесс производства сухого цельного молока включает стадии от приемки до сгущения молока, которые являются общими для производства молочных консервов. Они были уже рассмотрены, поэтому остановимся на них очень коротко, а более подробно — на особенностях гомогенизации и сушки молока.
При производстве сухого молока нормализованное по жиру и сухому веществу молоко пастеризуют при температуре не менее 90 °C. Для сгущения нормализованного молока используют многокорпусные вакуум-выпарные установки, работающие по принципу падающей пленки, или циркуляционные установки. Технические параметры сгущения поддерживают в пределах, указанных в инструкции по эксплуатации применяемых вакуум-выпарных установок.
Необходимость гомогенизации сгущенного молока обусловлена тем, что при механической, тепловой обработке и сгущении происходит дестабилизация жировой фракции молока (выделение
144
свободного жира), способствующая окислению жира и порче продукта при хранении. Поэтому для повышения стабильности и снижения содержания свободного жира молоко гомогенизируют. Гомогенизацию осуществляют при температуре 50...60 °C и давлении 10... 15 МПа для одноступенчатого гомогенизатора; для двухступенчатого гомогенизатора — при давлении 11,5...12,5 МПа на первой ступени и 2,5...3,0 МПа на второй. После гомогенизации сгущенное молоко поступает в промежуточную емкость и затем на сушку.
В сухом цельном молоке массовая доля жира составляет 20...25 % и влаги не более 4...7 %. Исходя из состава сухого молока можно заключить, что оно не является абсолютно сухим, в нем содержится так называемая неудаляемая влага. По мере высушивания оставшаяся в продукте влага все прочнее удерживается в нем вследствие увеличения сил сцепления и возрастания сопротивления движению воды. Поэтому продукт можно высушить только до равновесной влажности, соответствующей относительной влажности и температуре сушильного агента.
В зависимости от метода удаления влаги применяют разные способы сушки: пленочный (контактный), распылительный (воздушный) и сублимационный.
При пленочном способе сушка осуществляется в вальцовых сушилках. Сгущенное молоко наносят распылением или тонким слоем на вращающиеся вальцы, поверхность которых нагревается паром до температуры 105... 130 °C. В результате контакта высушиваемого продукта с горячей поверхностью вальцов молоко высушивается в виде тонкой пленки. Эта пленка снимается специальными ножами и поступает к элеватору мельницы для размельчения. Продолжительность сушки на вальцовых сушилках не должна превышать 2 с, так как высокая температура поверхности нагрева вызывает существенные изменения в высушиваемом молоке. В результате контакта с нагретой поверхностью значительная часть жира оказывается не защищенной оболочкой. В связи с этим и вследствие низкой растворимости готового продукта пленочный способ применяют при производстве сухого обезжиренного молока и сыворотки.
При сублимационной сушке удаление влаги происходит из замороженных продуктов с содержанием сухих веществ до 40 %. Сублимационную сушку осуществляют при температуре замороженного продукта —25 °C и остаточном давлении в сублиматоре 0,0133...0,133 кПа. Продукты, полученные при сублимационной сушке, легко восстанавливаются, сохраняют вкус, химический состав и структуру. Сублимационной сушкой получают сухие кисломолочные продукты, закваски и смеси для мороженого.
При распылительном способе сушка осуществляется в результате контакта распыляемого сгущенного продукта с горячим воздухом. Сгущенное молоко распыляется в сушильной камере с помощью
10 Г. Н. Крусьидр.
145
дисковых и форсуночных распылителей. В дисковых распылителях сгущенное молоко распыляется под действием центробежной силы вращающегося диска, из сопла которого молоко выходит со скоростью 150... 160 м/с и раздробляется на мельчайшие капли из-за сопротивления воздуха. В форсуночные распылители сгущенное молоко подается под высоким давлением (до 24,5 МПа).
При сушке на распылительных сушилках сгущенное молоко распыляется в верхней части сушилки, куда подается горячий воздух. Горячий воздух, смешиваясь с мельчайшими каплями молока, отдает им часть теплоты, под действием которой влага испаряется, и частицы молока быстро высушиваются. Высокая скорость сушки (испарения) обусловлена большой поверхностью соприкосновения мелкодисперсного молока с горячим воздухом. При быстром испарении влаги воздух охлаждается до 75...95 °C, поэтому тепловое воздействие на продукт незначительно и растворимость его высокая. Высушенное молоко в виде порошка оседает на дно сушильной башни.
Распылительные сушилки в зависимости от движения воздуха и частиц молока разделяют на три вида: прямоточные, в которых движение воздуха и молока параллельное; противоточные, в которых движение частиц молока и воздуха противоположное; смешанные — со смешанным движением воздуха и частиц молока.
Наиболее рациональные и прогрессивные высокопроизводительные прямоточные распылительные сушилки, в которых степень растворимости сухого молока достигает 96...98 %.
Схема технологического процесса производства сухого цельного молока представлена на рисунке 18.
Подготовленное молоко очищают на центробежном молоко-очистителе, затем нормализуют и пастеризуют при режимах, описанных выше. После пастеризации молоко поступает на сгущение в трехступенчатую вакуум-выпарную установку, работающую по принципу падающей пленки. Сгущенное до массовой доли сухих веществ 43...52 % молоко гомогенизируют, направляют в промежуточную емкость, снабженную мешалкой и нагревательной рубашкой. Из промежуточной емкости сгущенное молоко насосом подают в сушильную камеру. При этом оно должно иметь температуру не менее 40 °C.
В соответствии с техническими характеристиками распылительных сушилок необходимо соблюдать следующие режимы сушки: температура воздуха, поступающего в сушильную установку прямоточного типа, должна быть 165...180 °C, а на выходе из сушильной башни 65...85 °C; для сушильных установок со смешанным движением воздуха и продукта температура воздуха, поступающего в сушильную башню, должна быть 140... 170 °C, а на выходе из башни 65...80 °C. По выходе из сушильной башни сухое цельное молоко просеивают на встряхивающем сите и направляют на охлаждение.
146
Обезжиренное
Рис. 18. Схема технологической линии производства сухого цельного молока:
1 — емкость для сырого молока; 2— насос для молока; 3 — емкость для взвешивания молока с тензометрическим устройством; 4 — емкость для хранения сырого молока; 5 — пластинчатый подогреватель; 6 — центробежный сепаратор-молокоочиститель; 7 — сепаратор-сливкоотделитель; 8— емкость для обезжиренного молока; 9 — насос для обезжиренного молока; 10— пластинчатый охладитель; 11 — счетчик для обезжиренного молока; 12— емкость для хранения молока; 13— трубчатый подогреватель для предварительного подогревания молока; 14 — трубчатый подогреватель для окончательного подогревания молока; 75—пленочная вакуум-выпарная установка (трехступенчатая); 16— конденсатор; 17— продуктовый насос; 18— конденсатный насос; 19— промежуточный бак; 20— гомогенизатор; 21 — промежуточный бак с мешалкой; 22— насос для сгущенного молока; 23— сушильная камера; 24— распиливающий диск; 25 — калорифер; 26 — основной циклон; 27— разгрузочный циклон; 28— устройство для охлаждения сухого молока
5.3.2. СУХОЕ БЫСТРОРАСТВОРИМОЕ МОЛОКО
Быстрорастворимое молоко — это сухой порошок, состоящий из агломерированных частиц, со вкусом и запахом, свойственными пастеризованному молоку; с массовой долей жира не менее 25 и 15 %, влаги не более 4 %, соевофосфатидных добавок не более 0,5 %.
Особенности производства быстрорастворимого молока заключаются в двухступенчатой сушке, рециркуляции мелких частиц, участвующих в формировании агломератов, и внесении соевофосфатидных добавок. При производстве быстрорастворимого молока на первой ступени сушки получают обычное сухое молоко, которое затем увлажняют. При увлажнении сухого продукта происходят укрупнение частиц молока, т. е. его агломерация, и переход лактозы из аморфного состояния в кристаллическое. На второй ступени проводят досушку увлажненного продукта до стандартной влажности. Высушенные на второй ступени частицы молока благодаря агломерированию приобретают пористую структуру. При растворении молока с пористой структурой вода проникает внутрь частицы и способствует ее растворению. Быстрое проникновение воды достигается также повышением смачиваемости в результате внесения соевофосфатидных добавок.
Схема технологической линии производства сухого цельного быстрорастворимого молока (рис. 19) аналогична производству сухого молока от приемки до сушки, однако включает следующие дополнительные стадии: агломерацию частиц сухого молока, возврат циклонной фракции, досушку, приготовление соевофосфатидных добавок и внесение их в сухое молоко. Сушку сгущенного молока осуществляют до массовой доли влаги в сухом молоке на выходе из башни 3,75 ± 2,25 %. Полученное сухое молоко подают в агломерационную камеру, где оно дополнительно увлажняется пахтой или обезжиренным молоком до массовой доли влаги 7...9 % и агломерируется в псевдоожиженном слое. При этом в агломерационную камеру возвращается циклонная фракция на повторное увлажнение и агломерацию. Влажный порошок из агломерационной камеры направляется в первую секцию инстантайзе-ра, где в псевдоожиженном слое происходит досушивание продукта до массовой доли влаги 4,25 ± 0,25 % при температуре воздуха 105 ± 15 °C.
Смесь соевофосфатидных добавок с топленым маслом, приготовленную согласно рецептуре, расплавляют при температуре 65 ± 5 °C и перемешивают. Затем смесь подают в форсунки и направляют на сухое молоко. После внесения добавок продукт досушивают до стандартной влажности во второй секции инстантайзе-ра при температуре воздуха 75 ± 5 °C. Затем готовый продукт охлаждают до 25 °C в третьей секции инстантайзера.
148
Рис. 19. Схема технологической линии получения сухого цельного быстрорастворимого молока:
1 — сушильная башня; 2— агломерационная камера; 3 — пневматическая форсунка; 4 — аэро-зольтранспорт; 5—бак; 6, 17 — дозирующие насосные агрегаты; 7—электровентилятор; 8, 16, 18— фильтры; 9— паровой калорифер; 10— заслонка; 11 — инстантайзер; 72—камера для внесения поверхностно-активных веществ; 13— бойлер; 14— центробежный насос; 15— емкость; 19— электрокалорифер; 20— вибросито; 21 — переключающее устройство; 22— ковшовый элеватор; 23— скребковый конвейер; 24— бункер; 25—контейнер; 26—весы; 27—циклон; 28— вентилятор
Охлаждение сухого молока можно проводить либо воздухом в системе пневмотранспорта, либо путем в псевдоожижения продукта. Охлажденный сухой продукт из промежуточного бункера для хранения подают на фасование.
Сухие молочные продукты упаковывают в герметичную потребительскую и транспортную тару. К потребительской таре относятся: металлические банки со сплошной или съемной крышкой и массой нетто 250, 500 и 1000 г; комбинированные банки со съемной крышкой, имеющие массу нетто 250, 400 и 500 г с внутренним герметично заделанным пакетом из алюминиевой фольги, бумаги и других материалов; клееные пачки с целлофановыми вкладышами массой нетто 250 г. Быстрорастворимое сухое молоко упаковывают в обычных условиях или в среде азота с предварительным вакуумированием. В качестве транспортной тары применяют бумажные непропитанные четырех- и пятислойные мешки; картонные
. 149
набивные барабаны; фанерно-штампованные бочки с мешками-вкладышами из полиэтилена массой нетто 20...30 кг.
Сухое цельное молоко в потребительской таре (кроме клееных пачек с целлофановыми вкладышами) и транспортной таре с полиэтиленовыми вкладышами хранят при температуре от 0 до 10 °C и относительной влажности воздуха не более 85 % не более 8 мес со дня выработки. Сухое молоко в клееных пачках с целлофановыми вкладышами и фанерно-штампованных бочках с вкладышами из целлофана, пергамента хранят при температуре от 0 до 20 °C и относительной влажности воздуха не более 75 % в течение срока не более 3 мес со дня выработки. Сухое быстрорастворимое молоко 15%-ной и 25%-ной жирности хранят при температуре от 1 до 10 °C, относительной влажности не более 85 % и не более 6 мес со дня выработки.
Для расширения ассортимента сухих молочных продуктов производят продукты с пониженным и повышенным содержанием жира («Смоленское молоко», сухие сливки), сухие кисломолочные продукты и смеси для мороженого.
Сухие кисломолочные продукты вырабатывают из нормализованного сгущенного молока, заквашенного чистыми культурами молочнокислых бактерий, путем высушивания в распылительных сушильных установках. Производство сухих кисломолочных продуктов аналогично производству сухого цельного молока с введением дополнительной операции — заквашивания сгущенного молока.
Сухие смеси для мороженого получают путем высушивания на распылительных установках пастеризованных смесей, приготовленных из цельного, обезжиренного молока, сливок, сахара, стабилизатора и наполнителей, или смешиванием сухой молочной основы с сахарной пудрой. Особенности производства сухих смесей для мороженого заключаются в проведении дополнительных операций по подготовке компонентов и составлению смеси.
5.3.3. ПОРОКИ МОЛОЧНЫХ КОНСЕРВОВ
В зависимости от характера физико-химических изменений составных частей молока в процессе изготовления и хранения в продуктах могут появляться те или иные пороки.
Загустевание относится к основным порокам сгущенного молока с сахаром. Оно появляется во время хранения продукта. В результате самопроизвольного загустевания продукт приобретает излишне вязкую консистенцию и становится нестандартным (продукт, хранившийся от 2 до 12 мес, должен иметь вязкость не более 15 Па • с). Реже порок наблюдается при хранении сгущенного стерилизованного молока. Основные причины порока — изменение физико-химических свойств белков и нарушение устойчи
150
вости коллоидной системы молока. Механизм загустевания сгущенного молока заключается в следующем. Мицеллы казеина под воздействием высоких температур, а также из-за нарушения солевого равновесия теряют стабильность, взаимодействуют одна с другой и коагулируют (образуя структурную сетку). Агрегирование мицелл казеина усиливают денатурированные сывороточные белки, которые играют роль сшивающих мостиков между частицами. В сгущенном стерилизованном молоке роль сшивающих мостиков могут играть также карбонильные соединения.
Возникновение порока зависит от времени года, рационов кормления, периода лактации и болезней животных. Сгущенное молоко с сахаром загустевает, как правило, весной и в начале лета. Появлению порока способствуют повышенное содержание белков, изменение солевого состава, высокая кислотность молока и нарушение технологических режимов производства молочных консервов (тепловой обработки, гомогенизации и т. п.). Порок можно предупредить, применяя высокотемпературную пастеризацию (выше 100 °C), внося соли-стабилизаторы и т. д.
Комковатая и хлопьевидная консистенция сгущенного молока с сахаром характеризуется наличием мелких хлопьев и комочков казеина, образующихся при частичной коагуляции белка. Появляется в продукте, выработанном из молока с повышенной кислотностью (например, из молока с примесью молозива и т. д.).
Мучнистая и песчанистая консистенция сгущенных молочных консервов вызывается нарушением кристаллизации лактозы в сгущенном молоке с сахаром. Допустимые размеры кристаллов лактозы в продукте составляют не более 15 мкм. Медленное нерегулируемое охлаждение продукта может привести к образованию кристаллов размером 16...20 мкм или более и, как следствие, к появлению порока. Необходимо строго соблюдать режимы охлаждения сгущенного молока с сахаром.
Пониженная растворимость сухих молочных продуктов наблюдается при сильной денатурации сывороточных белков в процессе сушки. Порок возникает также при хранении продукта с увеличенным содержанием свободного жира, который переходит на поверхность сухих частиц и снижает их смачиваемость. Выделению свободного жира способствует повышенное содержание влаги в продукте (более 7 %). Влага вызывает кристаллизацию лактозы с одновременной дестабилизацией жира. Повышенная влажность сухих молочных продуктов, а также хранение в негерметичной упаковке приводят к уменьшению растворимости вследствие денатурации белков и образования плохо растворимых меланоиди-нов. Белки денатурируют при наличии в продуктах свободной влаги (связанная влага не изменяет коллоидных свойств белка). В связи с этим содержание влаги в сухом молоке не должно превышать 4...5 %.
151
Потемнение молочных консервов возникает при образовании большого количества меланоидинов в результате реакции между аминогруппами белков и альдегидной группой лактозы и глюкозы. Порок образуется в результате длительного хранения сгущенного молока с сахаром при высокой температуре (35...40 °C) и сухих молочных продуктов в негерметичной таре (в условиях повышенной влажности). В сгущенном молоке с сахаром изменяется цвет, появляется сильный привкус карамели, повышается кислотность (до 53...67 °Т), возрастает вязкость. Образование меланоидинов в сухом молоке сопровождается потемнением продукта, появлением неприятных специфических привкуса и запаха и понижением растворимости.
Реакции меланоидинообргзования в сгущенном молоке с сахаром способствует инвертный сахар. Поэтому необходимо принимать меры к устранению причин, вызывающих инверсию сахарозы. Предохранение продукта от потемнения достигается путем снижения количества сахарозы, увеличения содержания СОМО, внесения в сгущенное молоко аскорбиновой кислоты и других добавок. Чтобы предупредить потемнение сухого молока, необходимо соблюдать требования по содержанию влаги (3...4 %) и герметичности упаковки. Потемнение сгущенного стерилизованного молока возникает в результате длительного воздействия высоких температур при стерилизации. Пороку способствуют увеличение содержания сухих веществ, повышенная кислотность сырья, введение некоторых солей-стабилизаторов, наличие меди и железа.
Прогорклый вкус обусловлен гидролизом жира под действием оставшейся после пастеризации липазы. Встречается в сухих молочных продуктах распылительной сушки и в сгущенном молоке с сахаром низкой вязкости. В сгущенном молоке с сахаром фермент действует на отстоявшийся слой жира. Для предупреждения порока молоко следует пастеризовать при температуре выше 95 °C и вырабатывать сгущенное молоко с сахаром вязкостью не ниже 3,0 Па с. Вязкость продукта можно повысить, увеличивая содержание СОМО или гомогенизируя молоко при давлении 2...2,5 МПа после сгущения или перед стерилизацией (при выработке сгущенного стерилизованного молока).
Салистый и другие (рыбный, металлический и др.) привкусы. Возникают при хранении сухих молочных продуктов. При порче в первую очередь окисляется свободный жир, находящийся на поверхности частиц сухих продуктов. Появлению салистого и других привкусов способствует наличие в сухом молоке дестабилизированного жира в количестве 9---16 % и более. Порок возникает в результате окисления ненасыщенных жирных кислот под действием кислорода воздуха. Окисление ускоряют воздействие света, наличие солей меди и железа, повышение температуры хранения и влажности воздуха.
152
Для предохранения сухого молока от этого порока необходимо устранить причины, способствующие повышению в продукте количества свободного жира.
Устойчивость сухого молока к окислению увеличивается при добавлении антиокислителей жира: аскорбиновой кислоты, кверцетина и додецилгаллата.
Контрольные вопросы и задания, i. Назовите способы консервирования молочных продуктов. В чем сущность консервирования? 2. Перечислите виды молочных консервов и общие приемы обработки молока при их производстве. 3. Каковы особенности технологии стерилизованного молока? 4. Каковы особенности производства сгущенного молока с сахаром? 5. Дайте технологическую схему производства сухого цельного молока. 6. Каковы особенности технологии быстрорастворимого сухого молока? 7. Каковы причины загустевания сгущенного молока с сахаром и меры его предупреждения? 8. Почему может меняться цвет молочных консервов? 9. Можно ли избежать салистого вкуса сухого молока?
6. ТЕХНОЛОГИЯ ПРОДУКТОВ ДЕТСКОГО ПИТАНИЯ
•
6.1. ХАРАКТЕРИСТИКА СЫРЬЯ И ПРОДУКТОВ ДЕТСКОГО ПИТАНИЯ
6.1.1. ОСОБЕННОСТИ ПРОДУКТОВ ДЕТСКОГО ПИТАНИЯ
Молочные продукты детского питания — это продукты, обеспечивающие потребности детского организма в основных пищевых ингредиентах в зависимости от возраста ребенка. Ингредиенты детского питания должны обладать энергетической и биологической ценностью, т. е. обеспечивать организм пищевыми компонентами (белок, жир, углеводы, минеральные вещества) и защитными факторами (лизоцим, бифидофлора и др.).
Ассортимент молочных продуктов детского питания ориентирован в основном на возрастные группы: первая — продукты для здоровых детей от рождения до одного года; вторая — для здоровых детей от одного года до трех лет и дошкольного возраста; третья — для лечебного питания детей с различной патологией.
Молочные детские продукты выпускают сухими и жидкими, неадаптированными и адаптированными (приспособленными к детскому организму). К частично адаптированным сухим молочным смесям, предназначенным для питания детей первого года жизни, относятся смеси «Малютка», «Малыш», «Новолакт» и др.
Преимущества сухих молочных продуктов заключаются в возможности их длительного хранения, а также обеспечения отдаленных и труднодоступных районов. Однако биологическая ценность сухих продуктов по сравнению с жидкими снижается в результате дополнительной тепловой обработки при восстановлении продукта. Поэтому в последние годы развернуто промышленное производство жидких стерилизованных молочных продуктов, в том числе и кисломолочных.
К жидким стерилизованным и кисломолочным продуктам относятся: стерилизованная смесь «Малютка», ацидофильная смесь «Малютка», кисломолочный продукт «Биолакт», детский кефир и др. Кроме того, разработаны новые виды адаптированных жидких детских продуктов, к которым относятся стерилизованный продукт «Молочко», продукт «Кисломолочный», АГУ, обогащенные необходимыми добавками и биологически активными компонентами.
В рационах питания соотношение белков, жиров и углеводов должно составлять: для детей грудного возраста 1:2:5, младшего дошкольного 1:1:3, школьного 1:1:4. Эти соотношения отлича
154
ются от имеющихся в коровьем молоке. Поэтому состав коровьего молока при использовании его для детского и диетического питания следует подвергать количественной и качественной корректировке.
Продукты для детей грудного возраста по составу и свойствам должны быть максимально приближены к женскому молоку. При производстве этих продуктов основным сырьем служат коровье молоко и молочные продукты, которые содержат пищевые вещества, необходимые для нормального развития детей. Однако по составу коровье молоко в количественном и качественном отношении значительно отличается от женского.
В коровьем молоке количество белков почти в три раза больше, чем в женском. Качественный состав белков коровьего молока, выражающийся в соотношении казеина и сывороточных белков, также отличается от состава белков женского молока. В женском молоке содержится 40 % казеина и 60 % сывороточных белков, а в коровьем — 80 и 20 % соответственно. Качественный состав белков влияет на процесс коагуляции. Белки женского молока образуют в желудке ребенка хлопьевидный, нежный и легкоусвояемый сгусток, в то время как белки коровьего молока дают плотный и грубый сгусток, что обусловлено высоким содержанием казеина.
Коррекцию белкового состава коровьего молока с целью его приближения к свойствам белков женского молока можно осуществить путем введения сывороточных и растительных белков, крахмала, цитратов калия и натрия, а также ионообменной обработкой молока. В продукты детского питания для коррекцйи белкового состава в качестве источника сывороточных белков добавляют деминерализованную сыворотку и концентраты сывороточных белков. Сывороточные белки имеют более полноценный аминокислотный состав и, кроме того, легче перевариваются и усваиваются организмом ребенка.
Важное значение при разработке и производстве молочных детских продуктов имеет корректировка их жирового состава. Содержание жира в коровьем и женском молоке примерно одинаковое. Однако жир женского молока усваивается значительно лучше, что обусловлено составом жирных кислот. Жир женского молока отличается высоким содержанием незаменимых полинена-сыщенных кислот, например линолевой и линоленовой, которые в организме не синтезируются. Для обогащения продуктов детского питания незаменимыми жирными кислотами до уровня, характерного для женского молока, в коровьем молоке молочный жир на 25 % заменяют растительным.
Необходимость корректировки углеводного состава коровьего молока вызвана тем, что в нем содержится в 1,5 раза меньше лактозы, чем в женском молоке. Причем качественный состав углеводов женского молока отличается высоким содержанием дисахари-да (лактулозы), активизирующего развитие бифидобактерий, по
155
давляющих размножение нежелательной микрофлоры (патогенных стафилококков, кишечной палочки). Углеводный состав в детских продуктах регулируют, добавляя сахарозу, глюкозу, декст-рин-мальтозу, рафинированный молочный сахар, лактулозу, которая также стимулирует развитие защитной бифидофлоры.
Большое внимание при разработке детских продуктов уделяют корректировке минерального состава. В коровьем молоке общее содержание минеральных веществ в 3 раза превышает содержание их в женском молоке.
Чтобы снизить количество минеральных солей, можно применять ионообменную и электродиализную обработку. Кроме того, для корректировки минерального состава при производстве молочных детских продуктов в смесь вводят цитраты калия и натрия, сульфаты меди, железа и др.
Макроэлементы и витамины молока также играют значительную роль в питании детей. Дефицит железа, проявляющийся в раннем возрасте, восполняется в продуктах за счет добавления глицерофосфата или сахарата железа. Для регулирования витаминного состава в детские продукты добавляют препараты жиро-и водорастворимых витаминов (А, Е, С, РР, В6 и др.), а также растительные жиры.
Большое преимущество женского молока — наличие защитных факторов, способствующих высокой сопротивляемости организма заболеваниям. В целях повышения биологической ценности продуктов детского питания предусматривается обогащение их биологически активными веществами.
В женском молоке содержится производная цистеина —таурин (H2N—СН2—СН2—SO2H). Таурин образует соединения с желчными кислотами, которые стабилизируют эмульсию липидов пищи и способствуют их всасыванию в кишечнике. Кроме того, таурин является фактором роста, поэтому продукты детского питания обогащают таурином.
6.1.2. СЫРЬЕ, ПРИМЕНЯЕМОЕ В ПРОИЗВОДСТВЕ ПРОДУКТОВ ДЕТСКОГО ПИТАНИЯ
Для производства молочных продуктов детского питания используют молочные и немолочные виды сырья. Основное сырье — молоко коровье, к качеству которого предъявляют высокие требования. По органолептическим показателям молоко должно представлять собой однородную жидкость без осадка и хлопьев, с чистыми вкусом и запахом, без посторонних, не свойственных свежему натуральному молоку привкусов и запахов, цветом от белого до светло-желтого. В молоке нормируют массовые доли СОМО, жира и общего белка, плотность, кислотность, термоустойчивость и степень чистоты. Температура поступающего молока
156
не должна быть выше 5 °C. Бактериальная обсемененность по ре-дуктазной пробе должна быть не ниже I класса, содержание соматических клеток в 1 см3 молока — не более 500 тыс. Массовая доля тяжелых металлов не должна превышать норм, утвержденных Минздравом. Не подлежит приемке молоко с добавлением нейтрализующих и ингибирующих веществ, с запахом химикатов и нефтепродуктов, с выраженным хлевным, силосным, кормовым, прогорклым вкусом, с выраженным запахом и привкусом лука, чеснока, полыни.
В производстве молочных продуктов детского питания для корректировки соотношения между сывороточными белками и казеином применяют сывороточные белковые концентраты: деминерализованную сухую сыворотку, полученную методом электродиализа (СД-ЭД), концентрат сывороточных белков, полученный методом ультрафильтрации (КСБ-УФ), белковый сывороточный концентрат, полученный методами ультрафильтрации и электродиализа (КСБ-УФ/ЭД), сывороточный белок, вырабатываемый концентрированием сывороточных белков методом диафильтрации (РСБ).
Для корректировки сухого вещества молока используют: растительное масло (кукурузное, подсолнечное), рафинированный молочный сахар, рафинированный сахар-песок, солодовый экстракт, кукурузный сироп, глюкозо-фруктозный сироп, муку для детского и диетического питания, овсяное толокно, кукурузный крахмал, белковые компоненты, минеральные компоненты, гидролизат казеина. Получение стойких эмульсий жира в продуктах обеспечивается введением в них стабилизаторов и эмульгаторов (лецитин, пищевые фосфатиды, моноглицериды и др.). Биологическая ценность достигается прибавлением витаминов A, D2, Е, С, РР, витаминов группы В и др.
По способам производства молочные продукты детского питания подразделяются на следующие виды: сухие, жидкие стерилизованные и кисломолочные продукты.
6.2. ТЕХНОЛОГИЯ СУХИХ ПРОДУКТОВ ДЕТСКОГО ПИТАНИЯ
Сухие молочные детские продукты —это многокомпонентные смеси, вырабатываемые на основе коровьего молока с добавлением различных компонентов, с применением сгущения и сушки.
Детские сухие молочные продукты производят по нескольким схемам. Одно из основных отличий этих схем — внесение различных наполнителей. Вносить наполнители можно, добавляя их к жидкой молочной основе или смешивая сухую молочную основу с сухими наполнителями.
Технологический процесс производства сухих молочных смесей включает следующие операции: приемку, подготовку сырья,
157
сепарирование молока, смешивание обезжиренного молока с бел-ково-углеводными компонентами (белково-углеводная смесь), смешивание обезжиренного молока с жирами и жирорастворимыми витаминами (молочно-жировая эмульсия), гомогенизацию, пастеризацию и охлаждение молочно-жировой эмульсии, смешивание белково-углеводной смеси с молочно-жировой эмульсией, нормализацию молочной основы, нагревание ее и сгущение, сушку и охлаждение, смешивание молочной основы с сухими пищевыми компонентами, фасование и упаковывание.
Сгущение смеси осуществляют в вакуум-выпарной установке, а сушку — в распылительной сушильной установке при режимах эксплуатации данных видов оборудования.
По другой технологической схеме производства сухих смесей проводят все операции первой схемы за исключением процесса смешивания сухой основы с сухими компонентами.
К сухим детским молочным продуктам относятся: сухие молочные смеси «Малютка» и «Малыш», сухая молочная смесь «Дето-лакт», сухой молочный продукт «Лактовит-1», «Вита»; сухие молочные каши «Малышка — соя», «Нижегородская», «Молочноовощная», «Рябинка», «Крестьянские»; сухие молочные смеси для лечебного питания: «Энпиты», «Низколактозное молоко», сухие каши для диетического питания.
6.2.1. СУХИЕ МОЛОЧНЫЕ СМЕСИ
Сухие молочные смеси «Малютка» и «Малыш». В сухих молочных смесях «Малютка» и «Малыш» массовая доля влаги составляет не более 4 %, жира не менее 25 %, белков не более 15 % («Малютка» и «Малыш» с рисовой мукой) и не более 16 % («Малыш» с гречневой мукой и толокном), углеводов не более 52 % («Малютка» и «Малыш» с рисовой мукой) и не более 51 % («Малыш» с гречневой мукой и толокном), минеральных веществ не более 4 %, меди не более 0,0005 %, олова не более 0,0025 %, глицерофосфата железа не более 0,022 %, содержание свинца не допускается. Индекс растворимости для смеси «Малютка» составляет не более 0,2 см3 сырого осадка. Смеси должны иметь чистый, свойственный свежей молочной смеси вкус, без посторонних привкусов и запахов, белый с кремовым оттенком или кремовый цвет и консистенцию в виде мелкого сухого порошка. Общее количество бактерий в 1 г продукта не должно быть более 25 тыс., не допускается содержание бактерий группы кишечной палочки в 1 г сухих смесей.
Технологический процесс производства «Малыша» и «Малютки» включает получение сухой молочной основы, приемку, хранение, подготовку и обработку компонентов, дозирование и смешивание компонентов с сухой молочной основой, фасование и упаковывание продуктов.
158
Молоко, оцененное по качеству, для учета массы насосом подается в тензометрические весы, далее охлаждается на пластинчатом охладителе и резервируется в емкости. Для смеси «Малютка» в молоко вносят цитраты калия и натрия. Охлажденное молоко из емкости подается на пластинчатую пастеризационно-охладительную установку, где нагревается до температуры 35...40 °C, и направляется для очистки в сепаратор-молокоочиститель. Затем проводят нормализацию молока. Если нормализацию проводят по схеме: тсм = тсл + т'об (где тсм, тсл и /и'об — соответственно масса смеси, сливок и обезжиренного молока), то компоненты смешиваются в процессе выпаривания. Требуемое для нормализации обезжиренное молоко /и'об подвергается тепловой обработке при температуре 102... 105° С в пароконтактном пастеризаторе и направляется в вакуум-выпарной аппарат. В последней ступени вакуум-вы-парного аппарата сгущенное обезжиренное молоко смешивается в потоке с пастеризованными (85...90 °C) сливками. По корпусам вакуум-выпарного аппарата температуры испарения изменяются от 69 °C в первом корпусе до 43 °C в последнем. Сгущение проводят до массовой доли сухих веществ 42...43 %. Сгущенная молочная смесь через емкость (для компонентов) направляется в смеситель, где смешивается с растительным маслом и витаминами («Малютка» — с солодовым экстрактом), подаваемыми из емкостей, предназначенных для этих компонентов. Обогащенная смесь (СМО = 48...50 %) гомогенизируется при температуре 60...65 °C и давлении 20...21 МПа (I ступень) и 6...7 МПа (II ступень) на гомогенизаторе и через промежуточную емкость подается в распылительную сушилку.
Сушка проводится при температуре входящего воздуха 165...180 °C и выходящего 90...95 °C. При таком режиме не допускается перегрев частиц продукта. Из сушильной камеры частицы молочного порошка подаются в вибрационную конвективную сушилку (инстантайзер), в первой секции которой осуществляется агломерирование частиц, во второй — досушивание до конечной влажности и в третьей — охлаждение до температуры не выше 20 °C. Из вибрационной конвективной сушилки продукт направляется на вибросито, где очищается от комков и загрязнений и пневмотранспортом подается в бункер для промежуточного хранения. На этом завершается приготовление сухой молочной основы.
Затем сухая молочная основа смешивается с сахарной пудрой, витаминами (для смеси «Малютка») и мукой (для смеси «Малыш») в сухом виде в специальных смесителях. Сахар-песок предварительно измельчают на дробилке. Мучные компоненты растворяют, очищают и сушат на вальцовых сушилках. Для лучшего перемешивания компонентов в дозирующем устройстве установлены ворошители, предупреждающие слеживание продукта и повышающие его сыпучесть. Такая подготовка и обработка компонентов обеспечивает получение однородного продукта.
159
Готовые смеси фасуют массой 0,5 кг в картонные коробки с внутренними пакетами из комбинированного полимерного материала. В камере вакуумирования после удаления воздуха из пачек в них нагнетается азот, сваривается верхний шов внутреннего пакета и заклеивается верхний клапан картонной пачки с помощью эмульсии.
Сухая молочная смесь «Детолакт». В сухой молочной смеси «Де-толакт» массовые доли (%): жира — 27...28, белка — не менее 13,7 и влаги — не более 2. Индекс растворимости не более 0,3 см3 сырого осадка, pH в восстановленном виде 6,65...6,85.
Технологический процесс производства сухой молочной смеси «Детолакт» осуществляется в такой последовательности. Молоко подогревают и сепарируют. Основным молочным сырьем служит обезжиренное молоко, пастеризованное при температуре 74 °C с выдержкой 16...17 с и охлажденное до 4...6 °C. В емкости для резервирования в обезжиренное молоко вносят растворы цитратов калия и натрия. Кислотность обезжиренного молока не должна превышать 19 °Т. Для получения молочно-белково-углеводной смеси часть обезжиренного молока (60 %) в потоке подогревается до 74 °C и направляется в емкость, куда к нему прибавляются следующие компоненты: рафинированная лактоза, СД-ЭД, КСБ-УФ/ЭД, солодовый экстракт, кукурузный сироп, кукурузная патока, стабилизаторы, рафинированный сахар. Каждый из перечисленных компонентов предварительно подготавливают и обрабатывают. Полученная молочно-белково-углеводная смесь тщательно перемешивается, охлаждается до 4 °C и направляется в емкость для общей смеси.
Для получения молочно-жировой смеси оставшееся обезжиренное молоко (40 %) подогревается в потоке до 65 °C и направляется в отдельную емкость, где смешивается с витаминами A, D2, Е, свиным салом, растительным маслом, эмульгаторами. Подготовленная молочно-жировая смесь в потоке подогревается до 74 °C и направляется в гомогенизатор. В целях получения стойкой жировой эмульсии давление в гомогенизаторе должно быть: 17...16 МПа (I ступень); 8...6 МПа (II ступень).
После гомогенизации смесь направляется в емкость для общей смеси, где смешивается с отдельно приготовленной молочно-белково-углеводной смесью. В течение одного часа все компоненты общей смеси перемешиваются. Далее вносят минеральные соли. Общая смесь в потоке подогревается до температуры 110 °C и сгущается в вакуум-выпарном аппарате до 47...49 % сухих веществ. Водорастворимые витамины вносят в сгущенную смесь перед сушкой. Это обеспечивает более полную сохранность их в продукте. Далее сгущенная смесь в потоке подогревается до 90 °C и направляется на сушку. Для получения продукта с более высокими показателями растворимости применяют следующий режим сушки: температура входящего воздуха 160... 175 °C, выходящего
160
90...100 °C. При пневмотранспортировании сухой продукт охлаждается до 25 °C и подается в бункер, откуда фасуется так же, как и смеси «Малютка» и «Малыш». Продукт характеризуется высокой стойкостью.
Сухой молочный продукт «Лактовит-1». По составу приближен к женскому молоку. Вырабатывают продукт из высококачественного коровьего молока, сливок, сывороточного белкового концентрата, молочного сахара, кукурузной патоки, растительных масел с добавлением минеральных веществ, витаминов и таурина. Белковый ингредиент представлен сывороточными белками и казеином в соотношении 60:40. Жирнокислотный состав оптимизирован по соотношению жирных кислот: линолевой и линоленовой. Для стабилизации жира с целью увеличения сроков хранения введен антиокислитель. Срок хранения 15 мес.
Сухой молочный продукт с плодово-ягодными добавками «Вита». Предназначен для детей от 3 лет и старше, проживающих на территориях, пострадавших от радиационного воздействия. Продукт вырабатывают со следующими плодово-ягодными добавками: яблоком, клубникой, облепихой, клюквой, апельсином, лимоном, малиной, персиком, сливой и др. Плодово-ягодные добавки обогащают продукт природными биологически активными веществами, витаминами, органическими кислотами, минеральными веществами и пектином. Массовая доля жира в продукте составляет 15 %, влаги 3 %. Продукт «Вита» вырабатывают из нормализованного молока, концентрированных соков, сиропов, пюре, фруктово-ягодных порошков распылительной и сублимационной сушки, витаминов А и С.
Технологический процесс может осуществляться в двух вариантах:
I вариант — внесение фруктово-ягодных компонентов в сгущенную молочную основу с последующей гомогенизацией и сушкой;
II вариант — получение сухой молочной основы с витаминами и смешение ее с сухими порошками плодов и ягод с добавлением сахарозы или других углеводов.
Продукт массой 250 и 500 г упаковывают в картонные пачки с внутренним пакетом из комбинированного материала. Хранят готовый продукт при температуре от 0 до 10 °C и относительной влажности воздуха 75 % не более 8 мес.
6.2.2. СУХИЕ МОЛОЧНЫЕ КАШИ
Сухие молочные каши для детского питания «Малышка» и «Крупинка». Сухие молочные каши для детского питания «Малышка» (с рисовой, гречневой мукой или толокном) и «Крупинка» (с манной крупой) содержат массовые доли (%): влаги —не более 5,5
11 г. н. Крусь и др.
161
(«Малышка») и не более 8 («Крупинка»), жира — не менее 17 («Малышка») и не менее 14 («Крупинка»), сахарозы — не более 15 («Малышка»), поваренной соли — не более 1 («Крупинка»). Отсутствие сахара в каше «Крупинка» позволяет применять ее при заболевании детей сахарным диабетом. Нормируются массовые доли витаминов и сульфата железа. Кислотность не должна превышать 16 и 17 °Т («Малышка») и 19 °Т («Крупинка»), Нормируются массовые доли солей тяжелых металлов. Общее количество микроорганизмов не должно превышать 50 тыс. в 1 г продукта.
Технологический процесс состоит из общих технологических операций для получения сухой молочной основы, приемки и подготовки сухих компонентов, дозирования и смешивания их с сухой молочной основой.
В молоко, оцененное по качеству, учтенное по массе и охлажденное до температуры 8 °C, вносят раствор сульфата железа. После перемешивания молоко подогревается до 35...45 °C, очищается на сепараторе-молокоочистителе и нормализуется с таким расчетом, чтобы сухая молочная основа соответствовала следующему составу: массовая доля жира не менее 40,2 % (в том числе растительного не менее 9,9 % и молочного не менее 30,3 %), СОМО не менее 57,3 %, влаги не более 2,5 %. Перед сгущением нормализованная смесь подвергается очистке и тепловой обработке при температуре 90...105 °C. Если нормализацию проводить по схеме /исм ~ тсл + т'о& то тепловая обработка сливок осуществляется при температуре 85...90 °C, а обезжиренного молока —при температуре 90... 105 °C. Сгущение нормализованной смеси проводится в ва-куум-выпарном аппарате до массовой доли сухих веществ 40...45 %, после чего сгущенная смесь подается в баки-смесители, где она смешивается с растительным жиром, жирорастворимыми витаминами A, D2, Е и водорастворимыми витаминами С, РР, Вь В6. В баки-смесители витамины подаются через дозирующее устройство. Из баков-смесителей все компоненты после перемешивания и нагревания до температуры 45...50 °C направляются на гомогенизацию, которую производят при 50 °C и давлении 3,9...5,9 МПа (I ступень) и 2...3,9 МПа (II ступень). После гомогенизации смесь направляется на сушку (температура входящего воздуха 180...165 °C и выходящего 85...95 °C). При одностадийной сушке продукт охлаждается в вибрационной конвективной сушилке воздухом, поступающим в первую секцию с температурой 35...40 °C, во вторую — с температурой 30...40 °C и в третью — с температурой 10...14 °C. Продукт охлаждается до 20 °C и пневмотранспортом подается в бункер для промежуточного хранения. Технология каши «Крупинка» имеет особенности. Поваренная соль вместе с сульфатом железа вносится в охлажденное после приемки молоко, давление гомогенизации 11,5... 12,5 МПа. Одновременно с получением сухой молочной основы подготавливаются к смешиванию с ней сухие компоненты (мука, толокно, сахар
162
ная пудра). Смешивание происходит в бункере-смесителе, куда компоненты поступают в такой последовательности: мука, толокно или манная крупа, сухая молочная основа и сахарная пудра. После перемешивания смесь направляется в бункер для промежуточного хранения перед фасованием. Смеси фасуют в картонные пачки так же, как смеси «Малютка» и «Малыш».
«Малышка Истринская». Это продукт быстрого приготовления, не требующий варки. Каши вырабатывают с использованием экструзионной муки быстрого приготовления (рисовой, гречневой или их смеси) двух видов: молочная и безмолочная.
Молочные каши вырабатывают из нормализованного молока, растительного масла, экструзионной муки (крупы) с добавлением сахарной пудры, витаминов и минеральных солей.
Безмолочные каши вырабатывают из экструзионной муки с добавлением низкосахарной патоки, витаминов и минеральных солей.
Продукт предназначен в качестве прикорма детям с 4...6 мес.
«Малышка — соя». Это продукт быстрого приготовления без варки. Каша представляет собой мелкий сухой порошок. Вырабатывают продукт на основе соевого белка, экструзионной муки быстрого приготовления, растительного масла, низкосахарной патоки, минеральных солей и витаминов.
6.2.3. СУХИЕ МОЛОЧНЫЕ ПРОДУКТЫ ДЛЯ ЛЕЧЕБНОГО ПИТАНИЯ
К сухим молочным продуктам для лечебного питания относятся сухие молочные смеси «Энпиты» и сухие низколактозные молочные смеси, а также сухие молочные диетические каши. Эти продукты предназначены для лечебного и диетического питания детей и взрослых.
«Энпиты». Продукты представляют собой молочные смеси различной биологической ценности: белковые («Энпит белковый»), жировые («Энпит жировой»), обезжиренные («Энпит обезжиренный»), противоанемические («Энпит противоанемический»). Основным компонентом продуктов (кроме «Энпита жирового») служит молочно-белковый концентрат — казецит для детского и диетического питания. Он характеризуется повышенной биологической ценностью, обусловленной содержанием молочного белка (80 %), наличием анионов лимонной кислоты, являющихся физиологически активной добавкой и способствующих всасыванию солей кальция в организме ребенка. Кроме того, казецит содержит важнейшие минеральные элементы — калий, натрий, фосфор, кальций, а также лактозу (до 2 %). В зависимости от вида продукта казецит смешивают с сухой молочной основой, сухим обезжиренным молоком, витаминами Bb В2, В6, РР, С и глицерофосфатом железа — «Энпит белковый»; с теми же компонентами, за исклю
н* 163
чением сухой молочной основы, — «Энпит обезжиренный»; с теми же компонентами, за исключением сухого обезжиренного молока и сахара, — «Энпит жировой»; с добавлением сухой крови, кукурузного крахмала и глюкозы — «Энпит противоанемичес-кий». Продукты различаются по содержанию сухих веществ, в том числе отдельных составных частей.
В зависимости от вида продукта массовые доли (%): влаги — от 3,5 до 7,5, жира — от 6,5 до 39 (в смеси «Энпит обезжиренный» не более 1), сахарозы — не менее 3,5 и 4,5 («Энпит белковый» и «Энпит обезжиренный») и глюкозы — не менее 38 («Энпит противо-анемический»).
Технологический процесс состоит из последовательного выполнения следующих операций: производство сухой молочной основы и казецита, приемка и подготовка сухих компонентов, дозирование и смешивание компонентов, фасование и упаковывание продуктов. Сухую молочную основу вырабатывают по технологической схеме сухой молочной основы смеси «Малыш». Тепловая обработка нормализованной смеси при температуре 105... 115 °C обеспечивает высокую эффективность воздействия на микрофлору и ферменты. Сгущается смесь до содержания сухих веществ, равного 40...45 %, при температурах, предусмотренных в паспорте на вакуум-выпарной аппарат. Из вакуум-выпарного аппарата смесь через счетчик подается в смесители, куда прибавляют растительное масло и витамины. Смесь всех компонентов подогревается до температуры 45...50 °C, перемешивается и направляется на гомогенизацию при давлении 3,9...5,9 МПа (I ступень) и 2,0...3,9 МПа (II ступень), а после гомогенизации — на сушку в распылительную сушилку (температура входящего воздуха 177... 173 °C и выходящего 92...88 °C). Сухой порошок поступает в вибрационную конвективную сушилку для охлаждения.
Приемка и подготовка сухих компонентов включают освобождение сахара-песка, сухой молочной основы, казецита, сухого обезжиренного молока, сухой крови, кукурузного крахмала, глюкозы от примесей и комков просеиванием через соответствующие каждому компоненту сита. С помощью магнитных уловителей компоненты освобождаются от частичек металла. Сахар подвергается ультрафиолетовому облучению и дроблению до частиц размером не более 0,1 мм. Подготовленные компоненты с помощью шнековых транспортеров направляются в дозирующе-взвешиваю-щее устройство, где проводится их дозирование с последующим поступлением в бункер-смеситель в последовательности: сухая молочная основа, сухое обезжиренное молоко, казецит, сахарная пудра, концентраты витаминов и глицерофосфат железа. Смесь всех компонентов перемешивается и подается на фасование.
Сухие низколактозные молочные смеси. К сухим низколактозным молочным смесям относятся низколактозное молоко, а также низколактозные смеси с солодовым экстрактом, с мукой
164
(рисовой, гречневой) или толокном. Низколактозные продукты предназначены для того, чтобы ограничить до минимального предела поступление с пищей молочного сахара. Такая необходимость возникает у детей, не переносящих любые виды молочной пищи.
Низколактозное молоко, низколактозные смеси с солодовым экстрактом, мукой или толокном также представляют собой порошок, получаемый сушкой на прямоточных распылительных сушилках смеси 20%-ного раствора казецита, сахарозы, коровьего топленого и кукурузного масла, жирорастворимых витаминов А, D, Е с последующим добавлением сахарной пудры (для низколактозных смесей дополнительно муки или толокна), водорастворимых витаминов В15 В2 В6, С, РР и глицерофосфата железа. Продукты характеризуются небольшими различиями в показателях массовых долей жира, сахарозы, лактозы. В низколактозном молоке массовые доли (%) составных частей должны быть следующими: влаги — не более 4, жира — не менее 25,5, сахарозы — не менее 43,6, лактозы —не более 0,6. Продукт должен иметь высокую растворимостью.
Технологический процесс заключается в смешивании специально приготовленной сухой молочной основы с необходимыми для того или иного продукта сухими компонентами.
Для получения сухой низколактозной молочной основы молоко, оцененное по качеству и учтенное по массе, охлаждается до 6... 10 °C и направляется в емкости для промежуточного хранения. В целях более эффективной очистки молоко подогревается до 35...40 °C, подается на сепаратор-молокоочиститель и далее на сепаратор-сливкоотделитель. Сливки охлаждают и используют для производства других молочных продуктов. Обезжиренное молоко после подогревания до 76...78 °C и выдержки в течение 30 с охлаждают до 6...8 °C и резервируют. Такое молоко служит сырьем для получения казецита. Компоненты молочной смеси рассчитывают на основе принятых показателей состава продукта. Для сохранения подготавливаемых компонентов в текучем состоянии готовят 20%-ный раствор казецита и 30%-ный водный раствор сахара. Из компонентов, предназначенных для выработки продукта, при температуре не ниже 65 °C приготовляют концентрированную смесь, состоящую из белково-жировой основы и раствора сахара. В белково-жировую основу входят: белки (казецит), жировые компоненты (топленое и кукурузное масло) и жирорастворимые витамины А, Е>2, Е. Полученная концентрированная смесь перемешивается в течение 10... 15 мин и направляется на гомогенизацию при давлении 4...8 МПа (I ступень) и 2...4 МПа (II ступень). После гомогенизации насосом через промежуточный бак концентрированная смесь подается в распылительную сушилку. В целях получения высоко- и быстрорастворимого продукта на первой стадии сушку проводят при температурах входящего воздуха 173...177 °C и
165
выходящего 73...77 °C. На второй стадии сушки в первой секции вибрационной конвективной сушилки достигается требуемая влажность порошка (не более 2,5 %). Во второй и третьей секциях порошок охлаждается до 20 °C и поступает на вибросито. Полученная сухая низколактозная молочная основа хранится до использования в бункерах.
Подготовка остальных компонентов заключается в получении сахарной пудры, предварительном, в целях равномерного распределения, смешивании витаминов Bb В2, В6, РР, С и глицерофосфата железа с небольшим количеством сахарной пудры.
Подготовленные компоненты из бункеров для промежуточного хранения шнековыми транспортерами подаются в автоматическое взвешивающее устройство, где дозируются. Из взвешивающего устройства компоненты поступают в бункер-смеситель в такой последовательности: сухая низколактозная молочная основа, сахарная пудра, концентрат витаминов и глицерофосфат железа. Все компоненты в течение 5 мин перемешиваются. Не более чем через 48 ч продукт фасуют в среде азота с предварительным вакуумированием в картонные пачки с внутренним вкладышем из многослойной пленки целлофан — полиэтилен — фольга — полиэтилен.
Сухую низколактозную молочную смесь с мукой и толокном вырабатывают по технологии низколактозного молока. Дополнительной операцией является подготовка муки, которую проводят так же, как и при производстве смеси «Малыш». При смешивании сухих компонентов в первую очередь подаются мука, толокно и далее, как для низколактозного молока.
Сухие каши для диетического питания. Вырабатывают их с использованием казецита, сухого цельного и сухого обезжиренного молока, овощных и ягодных криопорошков, муки различных видов (гречневая, рисовая, толокно). Кроме того, дополнительно может вводиться витамин В2. Каши для диетического питания имеют повышенную массовую долю жира. Вырабатывают их по технологии сухих молочных каш для детского питания.
Каши «Нижегородская», «Молочно-овощная», «Рябинка» вырабатывают из высококачественного сухого цельного молока, овощных и ягодных криопорошков с добавлением сахара и различных видов муки (гречневой, рисовой, толокна). Каши рекомендуются для питания детей старше 1 года с недостаточностью функций желудочно-кишечного тракта и проживающих в экологически неблагоприятных регионах.
Каши «Крестьянские» вырабатывают из сухого цельного молока и муки для детского и диетического питания. Подобранное соотношение растительного и молочного белков в продукте позволяет полностью удовлетворить потребности детского организма в незаменимых аминокислотах, витаминах и минеральных веществах. Одновременное использование трех видов муки придает продукту
166
улучшенные органолептические показатели и положительно влияет на процесс усвоения организмом. Сухие каши «Крестьянские» рекомендуются для питания детей дошкольного и школьного возраста, а также для диетического питания взрослых.
6.3. ТЕХНОЛОГИЯ ЖИДКИХ СТЕРИЛИЗОВАННЫХ И КИСЛОМОЛОЧНЫХ ПРОДУКТОВ ДЕТСКОГО ПИТАНИЯ
6.3.1. ЖИДКИЕ СТЕРИЛИЗОВАННЫЕ СМЕСИ
Жидкие стерилизованные смеси для детского питания, вырабатываемые на основе цельного или обезжиренного молока с добавлением различных компонентов (сливки, кукурузное масло, концентраты сывороточных белков, углеводов, витаминов, минеральных солей), гомогенизированные и стерилизованные, предназначены для непосредственного употребления.
К жидким стерилизованным продуктам относятся смеси «Малютка», АГУ-1, АГУ-2, «Молочко», детское витаминизированное молоко и др.
Технологический процесс производства жидких стерилизованных смесей, например смеси «Малютка», проводят в такой последовательности: приемка и подготовка сырья, сепарирование, введение цитратов натрия и калия, подготовка компонентов, составление смесей, нагревание и очистка смеси, деаэрация, гомогенизация, стерилизация и охлаждение, асептическое хранение и фасование.
Технологические операции от приемки сырья до составления смесей являются общими при производстве детских жидких и сухих молочных продуктов. Особенность технологии стерилизованных продуктов — процесс стерилизации, который осуществляется одноступенчатым (в потоке) или двухступенчатым (в потоке и в таре) способами.
Молоко и компоненты принимают в соответствии с требованиями действующих стандартов. К молоку, предназначенному для производства детских молочных продуктов, предъявляют повышенные требования в отношении степени чистоты, кислотности, бактериальной обсемененности. В процессе подготовки компонентов при необходимости проводят их очистку (фильтрацию) и тепловую обработку. В подготовленный сахарный сироп вносят водорастворимые витамины и глицерофосфат железа. Для повышения термоустойчивости молока и усвояемости продукта к сырому или пастеризованному молоку добавляют цитраты натрия и калия в виде водного раствора (1 :1).
Смесь нормализованного молока с кукурузным маслом и жирорастворимыми витаминами сепарируют на центробежном сепараторе и получают молочно-растительные сливки, которые гомоге-
167
визируют при давлении 11 МПа. Молочно-растительные сливки, обезжиренное молоко и раствор водорастворимых компонентов смешивают, охлаждают до 2...6 °C и направляют в емкость для промежуточного хранения. Для удаления дестабилизированных белков и механических загрязнений подготовленную смесь очищают и затем деаэрируют (удаляют кислород). Гомогенизацию смеси осуществляют при температуре 75...85 °C и давлении 20 МПа, затем стерилизуют при 136 °C с выдержкой 5 с и охлаждают до 6 ± 2 °C. Охлажденная смесь поступает в асептическую емкость для хранения, из которой ее подают в автомат асептического розлива и упаковывания в бумажные пакеты вместимостью 200 см3. При двухступенчатом способе стерилизации продукт после стерилизации в потоке разливают в бутылки, укупоривают, стерилизуют в специальных стерилизаторах при температуре 110 °C в течение 15 мин и охлаждают.
Молочные смеси АГУ-1 и АГУ-2. Предназначены для питания младенцев от рождения до 5 мес (АГУ-1) и от 5 мес до 2 лет (АГУ-2) при искусственном и смешанном вскармливании.
Состав молочной смеси АГУ-1 максимально приближен к составу грудного молока. Соотношение казеина и сывороточных белков в продукте составляет 40:60, содержание таурина 4,5 мг%, что соответствует его содержанию в женском молоке. Смесь АГУ-1 содержит жирные кислоты (линолевую и линоленовую), основные минеральные вещества и 17 витаминов. Массовая доля жира в продукте 3,5 %, белка 1,6, углеводов 7,2 %, кислотность 18 °Т.
Состав молочной смеси АГУ-2 соответствует потребностям организма ребенка в возрасте 5 мес и старше. Соотношение казеина и сывороточных белков в смеси 60 :40. Продукт содержит линолевую и линоленовую жирные кислоты, комплекс минеральных веществ: железо, медь, марганец, калий, натрий, кальций, фосфор, магний, цинк. Массовая доля жира в продукте 3,5 %, белка 2, углеводов 8 %, кислотность 12 °Т.
Продукты вырабатывают из высококачественного молочного сырья, сывороточного белка, кокосового, пальмового, соевого и кукурузного масла, витаминов, минеральных веществ, аминокислот и таурина.
Смесь «Молочко». Предназначена для детей от рождения до 1 года. Продукт приближен по основным ингредиентам и незаменимым факторам к женскому молоку. Соотношение казеина и сывороточных белков 50: 50, скорректировано содержание ненасыщенных жирных кислот, углеводный и витаминный состав. Продукт вырабатывают из подвергнутой гомогенизации и стерилизации смеси натурального или восстановленного молока, сливок, растительного масла, концентрата сывороточных белков, патоки или солодового экстракта, молочного сахара, минеральных веществ и витаминов. Срок хранения 45 сут.
168
Детское витаминизированное молоко. Разработано ОАО «Завод детских молочных продуктов» (Москва). Предназначено для детей в возрасте от 8 мес до 2 лет. Продукт вырабатывают из натурального молока и обогащают витаминами С и А.
6.3.2. КИСЛОМОЛОЧНЫЕ ПРОДУКТЫ
Кисломолочные жидкие продукты для детского питания — это продукты, вырабатываемые из коровьего молока, подвергнутого тепловой обработке, или из смеси его с компонентами путем сквашивания чистыми культурами молочнокислых заквасок. Они предназначены для смешанного или искусственного вскармливания здоровых и больных детей разных возрастных групп.
Кисломолочные продукты благотворно влияют на усвоение пищевых веществ и стимулируют секреторную деятельность желудка благодаря специальному подбору микрофлоры, входящей в их состав. Одним из важных преимуществ кисломолочных продуктов по сравнению со сладкими смесями является их низкая сенсибилизирующая способность, т. е. снижение чувствительности к пищевым аллергическим реакциям.
Технологический процесс производства жидких кисломолочных смесей отличается от производства стерилизованных смесей дополнительными технологическими операциями заквашивания и сквашивания смеси специально подобранными заквасками. При производстве кисломолочных смесей закваски вносят в охлажденную до температуры заквашивания смесь и сквашивают до образования сгустка кислотностью 40...50 °Т. После сквашивания смесь в той же емкости охлаждают до температуры 6 °C и фасуют. В асептических условиях фасование может осуществляться на фасовочном автомате в бумажные пакеты или на фасовочно-укупорочной машине в предварительно простерилизованные бутылки вместимостью 200 см3.
К кисломолочным продуктам детского питания относятся: ацидофильные смеси «Малютка» и «Малыш», детский кефир «Бифи», смеси кисломолочные АГУ-1 и АГУ-2, «Кисломолочный», детский творог, детский творог «Агуша» и др.
Ацидофильные смеси «Малютка» и «Малыш». Ацидофильная смесь «Малютка» предназначена для питания детей при искусственном и смешанном вскармливании с первых дней жизни до 1 года, смесь «Малыш» (с гречневой, рисовой и овсяной мукой) — для питания детей с двухмесячного возраста до 1 года. Сырьем для них служат коровье молоко и сливки, сквашенные закваской, приготовленной на чистых культурах ацидофильной палочки, сахар, кукурузное масло, глицерофосфат или сахарат железа, витамины, солодовый экстракт (для смеси «Малютка») и мука (для смеси «Малыш»), В состав продуктов входят: сухие вещества
169
(13 %); жир (3,5 %), в том числе растительный (0,9 %); углеводы (7,3 %), в том числе лактоза (2,5 %) и сахароза (3,1 %); декстрин-мальтоза в смеси «Малютка» (1,7%) и мука в смеси «Малыш» (1,7 %). Витаминный и минеральный составы в обеих смесях нормируют одинаково.
Технологический процесс осуществляется следующим образом: пригодное, очищенное и охлажденное до 4...6 °C молоко нормализуют до массовой доли жира 4,4...4,5 % (в готовом продукте не менее 3,5 %). В нагретое до 60 °C нормализованное молоко в соответствии с рецептурой вносят кукурузное масло и жирорастворимые витамины, смесь сепарируют. Полученные молочно-растительные сливки гомогенизируют в двухступенчатом гомогенизаторе при давлении 10 МПа (I ступень) и 4 МПа (II ступень), нагревают до 90 °C в течение 10 мин, после чего охлаждают до 6 °C и хранят. Обезжиренное молоко, подвергнутое тепловой обработке при 90 °C с выдержкой 2...3 мин или при температуре 135 °C с выдержкой 5 с, направляется в емкость, где в него вносят подготовленные растворы компонентов, а после выдержки 10 мин при температуре 90 °C и охлаждения до 37...40 °C прибавляют закваску (1...3 %) чистых культур ацидофильной палочки. В образовавшийся сгусток (через З...4ч при 37...40 °C) кислотностью 4О...5О°Т после охлаждения его до 15...20 °C вносят молочно-растительные сливки с жирорастворимыми витаминами и глицерофосфатом железа. Смесь тщательно перемешивают, охлаждают до 6 °C и направляют на фасование в стеклянные бутылки или пакеты из комбинированного материала вместимостью 200 см3. Готовые продукты хранят при температуре 6 °C не более 48 ч.
Кефир детский. Продукт предназначен для искусственного или смешанного вскармливания детей с 6-месячного возраста. Он характеризуется низкой кислотностью (80...100 °Т), приятным вкусом, диетическими и лечебными свойствами, легкой переваримостью. В зависимости от состава кефир выпускают различных видов — кефир детский, кефир детский обогащенный, кефир детский витаминизированный. Кефир детский содержит жира 3,2 %, сухих веществ 11,0 %; кефир детский обогащенный и витаминизированный содержит жира 3,5 % (в том числе растительного 0,3 %), сухих веществ 11,3 %.
В основе технологии продукта лежит схема технологических процессов получения традиционного кефира резервуарным способом. Сырьем для кефира служат цельное молоко, обезжиренное молоко и сливки. Цельное молоко, оцененное по качеству и учтенное по массе, очищают на сепараторах-молокоочистителях и охлаждают до 2...6 °C. Молоко нормализуют до массовой доли жира не менее 3,2 % (для кефира детского) и не менее 3,5 % (для кефира детского обогащенного и витаминизированного). Нормализованное молоко нагревают до 80 ± 2 °C и выдерживают при этой температуре в выдерживателе 18...20 с, затем направляют в
170
сепаратор-молокоочиститель для удаления дестабилизированных белков и механических примесей и в емкость-деаэратор. В производстве кефира детского обогащенного перед гомогенизацией вводят в молоко растительное масло и витамин Е. При приготовлении кефира детского витаминизированного в молоко добавляют водорастворимые витамины С, РР, Bb Bg. Гомогенизацию проводят при температуре 75 ± 2 °C и давлении 12... 14 МПа на первой ступени и 4...6 МПа на второй. Гомогенизированное нормализованное молоко стерилизуют при 135 °C в течение 3...5 с, охлаждают до 25 ± 2 °C и заквашивают грибковой кефирной закваской (1...3 %) в асептических условиях. После перемешивания смесь оставляют в покое на 8...12 ч до достижения pH 4,5...4,7 (75 °Т), далее охлаждают до 14... 16 °C (при этом периодически перемешивают) и оставляют в покое на 10... 12 ч для созревания. Сквашивание и созревание продолжается не более 24 ч. Созревший продукт охлаждают до 2...6 °C и упаковывают в пакеты из комбинированных материалов вместимостью 200 см3. Продолжительность хранения при температуре 6 °C не более 6 сут, в том числе на предприятии-изготовителе не более 24 ч.
Кефир детский содержит бифидобактерии, предназначен для питания ребенка от 6 мес до 2 лет и служит средством профилактики дисбактериоза.
Кисломолочные смеси. Предназначены для питания ребенка от рождения до 5 мес (АГУ-1) и от 5 мес до 2 лет (АГУ-2) при искусственном и смешанном вскармливании.
Состав молочной смеси для кисломолочных смесей АГУ-1 и АГУ-2 соответствует составу молочной смеси для стерилизованных АГУ-1 и АГУ-2. В состав заквасок входят молочнокислые микроорганизмы и бифидобактерии. В качестве заквасок используют лиофилизированные DVS-культуры прямого внесения, характеризуемые высокой антагонистической активностью в отношении патогенной и условно-патогенной микрофлоры. Содержание клеток бифидобактерий 106 в 1 см3 продукта.
Массовая доля жира в продукте АГУ-1 составляет 3,7 %, белка — 1,6, углеводов — 7,2 %, кислотность — 50 °Т; в продукте АГУ-2 массовая доля жира 3,7 %, белка — 2, углеводов — 8 %, кислотность — 50 °Т.
Технологический процесс производства продуктов состоит из следующих операций: приемки и подготовки сырья и материалов, приготовления нормализованной смеси, очистки, тепловой обработки, гомогенизации, охлаждения, заквашивания и сквашивания, охлаждения, фасования в асептических условиях, маркирования и хранения.
Продукт массой 200 г в упаковке типа тетра-брик хранится при температуре 4 ± 2 °C не более 5 сут.
«Кисломолочный». Продукт предназначен для детей от рождения до 1 года. При производстве продукта «Кисломолочный» ис-
171
пользуют такую же смесь, как и для продукта «Молочко», в которую дополнительно вносят таурин и лизоцим. Смесь сквашивают специально подобранными культурами молочнокислых бактерий и бифидобактерий. Срок хранения готового продукта 10 сут.
Творог детский. Продукт предназначается для питания детей с 6-месячного возраста. От обычного творога он отличается пониженной кислотностью (70 °Т) и более высокими санитарно-гигиеническими показателями. Для продукта используют термостойкое молоко коровье не ниже первого сорта. Пригодное для творога молоко очищают на сепараторе-молокоочистителе и охлаждают до 4...6 °C. В процессе производства молоко нагревают до 35...40 °C и сепарируют до получения сливок с массовой долей жира 40 %. Сливки направляют в промежуточную емкость, где подвергают тепловой обработке при температуре 90 °C с выдержкой 10 мин, охлаждению до 6 °C и хранят до использования не более 12 ч. Обезжиренное молоко нагревают до 87...90 °C и направляют в емкость, где выдерживают при температуре 90 °C в течение 10 мин. После этого молоко охлаждают до температуры заквашивания (22...26 °C), вносят закваску (специально подобранные чистые культуры мезофильных молочнокислых стрептококков) в количестве 5...10 % общей массы. Далее для коагуляции белков при перемешивании в течение 10... 15 мин и нагревании до температуры 80 °C вносят 40%-ный водный раствор хлорида кальция, сычужный фермент (или пепсин) и оставляют в покое до образования плотного сгустка (pH 4,5...4,7, кислотность 90...100°Т). Сгусток перемешивают, подогревают до 50...55 °C, а затем охлаждают до 28...30 °C и направляют через сетчатый фильтр в сепаратор для получения обезжиренного творога влажностью не более 83 %, который охлаждают до 8 °C и подают в смеситель для смешивания со сливками. Готовый творог упаковывают массой нетто 50 и 100 г в стаканчики из комбинированного материала, в пленку из полиэтилена или стеклотару и хранят при температуре 6 °C не более 30 ч.
Творог детский, вырабатываемый с использованием ультрафильтрации, предназначен для питания детей с 6 мес до 2 лет. Творог вырабатывают из молока, подвергнутого ультрафильтрации. Возможна ультрафильтрация сгустка. Ассортимент творога включает 6 наименований, в том числе 4 вида фруктового творога, вырабатываемого с добавлением натуральных компонентов, содержащих фрукты: яблоко — морковь, абрикос — морковь, яблоко — банан, черная смородина.
Так, творог детский с наполнителями (массовая доля жира 8,5 %) вырабатывают из нормализованного гомогенизированного молока, подвергнутого высокотемпературной тепловой обработке, сквашенного закваской, приготовленной на чистых культурах молочнокислых кокков, с последующим отделением сыворотки 172
путем ультрафильтрации сгустка и добавлением фруктового, ягодного, овощного наполнителей или их смесей. Кислотность готовых продуктов не выше 150 °Т. Срок хранения при температуре 2...6 °C не более 10 сут, в том числе на предприятии-изготовителе не более 24 ч. Детский творог предназначен для детей в возрасте с шести месяцев при искусственном и смешанном вскармливании.
Контрольные вопросы и задания. 1. Дайте технологическую схему производства сухих молочных смесей для детского питания «Малютка» и «Малыш». 2. Каковы особенности состава и свойств лечебных молочных продуктов для детского питания?
7. ТЕХНОЛОГИЯ СЫРА
7.1. ОБЩАЯ ТЕХНОЛОГИЯ СЫРА
7.1.1. ХАРАКТЕРИСТИКА СЫРОВ И СЫРЬЯ ДЛЯ СЫРОДЕЛИЯ
Состав и свойства сыра. Сыр представляет собой пищевой продукт, вырабатываемый из молока путем коагуляции белков, обработки полученного белкового сгустка и последующего созревания сырной массы. При созревании все составные части сырной массы подвергаются глубоким изменениям, в результате которых в ней накапливаются вкусовые и ароматические вещества, приобретаются свойственные данному виду сыра консистенция и рисунок.
Среди продуктов питания сыр занимает одно из первых мест по пищевой и энергетической ценности. Пищевая ценность сыра определяется высоким содержанием в нем белка, молочного жира, а также минеральных солей и витаминов в хорошо сбалансированных соотношениях и легкопереваримой форме. В 100 г полножирного сыра содержится 28...30 г белка, 32...33 г жира, около 1 г кальция, 0,8 г фосфора. В сыре содержится большое количество свободных аминокислот, в том числе все незаменимые, свободные жирные кислоты, в том числе ненасыщенные.
Для обогащения сыров полиненасыщенными жирными кислотами часть молочного жира при выработке сыра заменяют на растительный жир. Энергетическая ценность 100 г швейцарского сыра составляет 1657кДж, российского — 1552, голландского брускового — 1510 , рокфора—1519 , брынзы — 1085кДж. С пищевыми продуктами животного происхождения человек получает в среднем не менее 30 % суточной потребности в белке и жире, 60 — в кальции, 50 % — в фосфоре и железе. Этому количеству пищевых веществ эквивалентны 140... 150 г полножирного зрелого сыра. При замене сыра другой пищей потребовалось бы соответственно 250...300 г мяса или 300...350 г рыбы.
Для профилактики и лечения желудочно-кишечных дисбактериозов вырабатывают сыры, содержащие бифидобактерии.
Важной особенностью сыра как пищевого продукта является его способность к длительному хранению. Так, выработанные по традиционной технологии сыры швейцарский, советский, голландский, рассольные и другие могут храниться при минусовых температурах в течение нескольких месяцев.
174
Общая схема технологического процесса производства сыра. Состоит из следующих стадий и технологических операций:
подготовка молока к выработке сыра', контроль качества и сортировка молока; резервирование молока; созревание молока; нормализация; тепловая обработка; вакуумная обработка; ультрафильтрация молока;
подготовка молока к свертыванию: внесение в молоко хлорида кальция; внесение в молоко нитрата калия или натрия; применение бактериальных заквасок и концентратов;
получение и обработка сгустка: свертывание молока; обработка сгустка и сырного зерна;
формование сыра; самопрессование и прессование сыра; посолка сыра; созревание сыра.
Схема типовой технологической линии производства сыра приведена на рисунке 20.
Длительность и режимы технологических операций различны для разных видов сыра.
Как показано на рисунке 20, подготовка молока к выработке сыра может осуществляться различными способами в зависимости от вида сырья и оборудования.
При обработке зрелого и части незрелого молока смесь молока перекачивают насосом через уравнительный бак в секцию рекуперации пастеризационно-охладительной установки. Подогретое молоко подают на сепаратор-нормализатор для очистки и нормализации. Затем после тепловой обработки в секции пастеризации и охлаждения в секции рекуперации до температуры свертывания молоко через счетчик направляют в аппарат выработки сырного зерна (рис. 20, вариант А).
Свежее незрелое молоко направляют на созревание в сыром виде. В этом случае молоко подают насосом на подогреватель, затем на сепаратор-молокоочиститель и охладитель. Охлажденное молоко поступает в емкость на созревание. После созревания молоко направляют через уравнительный бак насосом в секцию рекуперации пастеризационно-охладительной установки, далее на сепаратор-нормализатор. Нормализованное молоко поступает в секцию пастеризации и рекуперации пастеризационно-охладительной установки. Пастеризованное и охлажденное до температуры свертывания молоко через счетчик подают в аппарат выработки сырного зерна (рис. 20, вариант Б).
Свежее незрелое молоко с повышенной бактериальной обсе-мененностью направляют на созревание после термизации. В этом случае молоко насосом перекачивают в уравнительный бак пастеризационно-охладительной установки, а затем в секцию рекуперации. Из секции рекуперации пастеризационно-охладительной установки молоко направляют на сепаратор-нормализатор. Очищенное и нормализованное молоко возвращают в
175
пастеризационно-охладительную установку, где его термизиру-ют и охлаждают до температуры созревания. При заполнении емкости в молоко вносят бактериальную закваску. Созревшее молоко направляют в пастеризационно-охладительную установку. Пастеризованное и охлажденное до температуры свертывания молоко через счетчик подают в аппарат выработки сырного зерна (рис. 20, вариант В). Если в производстве сыра применяют ультрафильтрацию, в схему подготовки молока к выработке сыра включают ультрафильтрационную установку (рис. 20, ва-
Рис. 20. Схема типовой техноло-
1 — насос; 2 — воздухоотделитель; 3 — счетчик для молока; 4 — весы для молока; 5 — ванна для затор; 9 — пастеризационно-охладительная установка; 10— подогреватель; 11 — сепаратор-фильтрационная установка; 15 — аппарат для выработки сырного зерна; 16— насос для пере ротки; 19—-тележка для самопрессования; 20— пресс; 21 — весы для сыра; 22 — контейнер для 25— машина для мойки сыра; 26— сушилка для сыра; 27— парафинер; 28— вакуум-
176
риант Г). Молоко насосом направляют на подогреватель, затем на сепаратор-нормализатор. Очищенное и нормализованное молоко подают через промежуточную емкость на ультрафильтрационную установку. Молочный концентрат поступает в секцию пастеризации, а затем в секцию охлаждения пастеризационноохладительной установки. Молочный концентрат, охлажденный до температуры свертывания, направляют в аппарат выработки сырного зерна, а охлажденный до 6 ± 2 °C — на промежуточное хранение.
СаОг, NaNO* {КЫО$
Бактериальная закваска
Фермент молоко-
Сыворотка
гической линии производства сыра:
молока; 6— емкость для хранения молока; 7—бак уравнительный; 8— сепаратор-нормали-молокоочиститель; 72—охладитель; /3 — емкость для промежуточного хранения; 14— ультра-качивания сырного зерна; 77— аппарат для формования сырной массы; 18— отделитель сыво-посолки сыра; 23 — бассейн солильный; 24 — контейнеры (стеллажи) для созревания сыра;
упаковочная машина; 29 — машина для нанесения латексного покрытия на сыры
12 Г. Н. Крусь и др. 177
Требования к качеству молока в сыроделии. Сыроделие предъявляет особые требования к качеству молока.
Молоко должно иметь чистые вкус и запах, быть без посторонних, не свойственных свежему молоку привкусов и запахов. По внешнему виду и консистенции оно должно представлять собой однородную жидкость без осадка и хлопьев, цветом от белого до слабо-желтого.
Сыропригодному молоку свойственны определенные физико-химические и гигиенические показатели. Так, плотность молока должна быть не менее 1027 кг/м3, титруемая кислотность — 16...18 °Т, массовая доля жира — не менее 3,2 %, белка — не менее 3,0 %. Температура поступающего на завод молока должна быть не выше 10 °C. Высокие требования предъявляют к молоку по гигиеническим показателям: степени чистоты, бактериальной обсеме-ненности, наличию ингибирующих веществ, количеству спор мезофильных анаэробных лактатсбраживающих маслянокислых бактерий; определяют класс молока по сычужно-бродильной пробе, количеству соматических клеток.
На выработку сыра направляют молоко с оценкой по степени чистоты по эталону не ниже I группы; бактериальной обсеменен-ностью по пробе на редуктазу — не ниже I класса, т. е. в 1 см3 молока должно содержаться не более 500 тыс. клеток бактерий.
Молоко с наличием веществ, ингибирующих рост молочнокислых микроорганизмов (остатков моющих и дезинфицирующих средств, консервантов, антибиотиков и других лекарственных средств, химических средств защиты животных и растений), не допускается перерабатывать на сыр.
Молоко не должно содержать значительного количества газообразующей микрофлоры (маслянокислые бактерии, кишечная палочка): кишечная палочка вызывает раннее вспучивание сыров, маслянокислые бактерии — позднее вспучивание.
Маслянокислые бактерии образуют споры, которые не погибают при пастеризации. Развиваясь в сыре, эти микроорганизмы вызывают образование неприятной по вкусу масляной кислоты и водорода, который приводит к появлению многочисленных глазков, трещин и вспучиванию сыра. Молоко контролируют на наличие спор мезофильных анаэробных лактатсбраживающих маслянокислых бактерий, количество которых допускается не более 10 спор, а для сыров с высокой температурой обработки сырного зерна — не более 2 в 1 см3 молока. Допускается использовать для выработки некоторых сыров молоко, содержащее в 1 см3 до 25 спор, при условии, что сыр вырабатывают с использованием специальных заквасок и бактериальных препаратов, оказывающих антагонистическое воздействие на возбудителей маслянокислого брожения (например, «БК-Биоантибут», «БК-Углич-5А» и др.).
178
Одно из важнейших свойств молока — способность свертываться под действием сычужного фермента. Часто свертывание молока происходит медленно, для ускорения его требуются увеличенные дозы сычужного фермента; в таком молоке, называемом сычужно-вялым, плохо развиваются микроорганизмы. Для характеристики молока по его способности свертываться сычужным ферментом и определения наличия в молоке бактерий группы кишечных палочек проводят сычужно-бродильную пробу, основанную на контроле качества сгустка. По результатам сычужно-бродильной пробы молоко делят на три класса. Для производства сыра пригодно молоко I и II классов.
Многие заболевания коров приводят к изменению состава и свойств молока, поэтому по действующим санитарным и ветеринарным правилам сдача молока от больных коров на заводы категорически запрещается.
Однако не исключается поступление на заводы молока от коров с трудно распознаваемой субклинической формой мастита. Примесь маститного молока в сборном в количестве более 6 % приводит к резкому снижению качества сыра: получается дряблый сгусток, биохимические и микробиологические процессы при созревании протекают замедленно и сыры получаются с пороками вкуса, консистенции и рисунка. Кроме того, маститное молоко может содержать недопустимое число патогенных стафилококков, что приведет к отравлениям токсинами, выделяемыми этими микроорганизмами. В сыроделии предусматривается контроль молока на мастит по содержанию соматических клеток. В молоке, предназначенном для производства сыра, число соматических клеток не должно превышать 500 тыс. в 1 см3 молока.
Непригодно на сыр молоко, получаемое в хозяйствах, неблагополучных по бруцеллезу, туберкулезу, ящуру и сальмонеллезу.
Приемка молока заключается в определении массы молока и его качества и в проведении сортировки. После перемешивания молока определяют его органолептические показатели: запах, цвет, консистенцию и измеряют температуру. Отбирают пробу молока. Оценку вкуса проводят только после кипячения пробы. Ежедневно в пробах молока от каждой партии определяют кислотность, группу чистоты, массовую долю жира, плотность и число соматических клеток. В пробах молока от каждого поставщика определяют класс молока по сычужно-бродильной пробе, бактериальную обсемененность по редуктазной пробе, наличие в молоке веществ, ингибирующих рост молочнокислых микроорганизмов, количество спор мезофильных анаэробных лактатсбра-живающих маслянокислых бактерий. При подозрении на фальсификацию молоко проверяют на натуральность. При этом дополнительно определяют массовую долю СОМО, а при необходимости — точку замерзания, присутствие аммиака, соды, пе
12*
179
роксида водорода. На основании результатов органолептической оценки, а также физико-химических и гигиенических показателей устанавливают сыропригодность молока.
7.1.2. ПОДГОТОВКА МОЛОКА К ВЫРАБОТКЕ СЫРА
Резервирование и созревание молока. Механизация и автоматизация производства сыра могут быть осуществлены только при использовании одинакового по составу и свойствам сырья. Однако состав и свойства партий молока, поступающих на завод, неодинаковы. С целью получения однородного сырья на сутки работы завода молоко резервируют.
Резервирование молока заключается в его хранении при температуре от 2 до 6 °C не более 24 ч после дойки, очистки и охлаждения.
Сыр нельзя вырабатывать из парного молока и охлажденного непосредственно после дойки до 4 ± 2 °C. После дойки молоко находится в бактерицидной фазе; в таком молоке микрофлора не развивается. Для получения сыра высокого качества необходимо, чтобы свежее молоко созрело.
На созревание оставляют до 30 % перерабатываемого молока. Созревание молока заключается в выдержке его при температуре 10 ± 2 °C в течение 12 ± 2 ч с добавлением 0,1...0,3 % или без добавления закваски молочнокислых бактерий. Во время созревания состав и свойства молока изменяются.
Особенно изменения касаются солей кальция, большая часть которых присутствует в молоке в виде фосфатов, которые имеют различную растворимость:
Са3(РО4)2 СаНРО4 Са(Н2РО4)2.
Увеличение растворимости
Наибольшую растворимость имеет дигидрофосфат кальция, меньшую — гидрофосфат кальция, плохо растворим фосфат кальция.
Растворимость солей кальция увеличивается с понижением температуры и повышением кислотности молока. При охлаждении молока коллоидный гидрофосфат кальция переходит в истинно растворимый:
(СаНРО4)„ «СаНРО4.
Коллоидный Истинный
раствор раствор
180
Увеличение числа ионов водорода в молоке способствует переходу коллоидного гидрофосфата кальция в истинно растворимый дигидрофосфат:
(СаНРО4)„ + иН+ иСа(Н2РО4).
Коллоидный Истинный
раствор раствор
Созревание происходит при низкой температуре и длительной выдержке, в этом случае повышается растворимость солей кальция: при этом коллоидный фосфат кальция переходит в истинно растворимый.
Во время созревания молока развиваются молочнокислые бактерии, которые сбраживают молочный сахар с образованием молочной кислоты. Образующаяся молочная кислота содействует переходу гидрофосфатов кальция в более растворимые дигидрофосфаты. Созревание молока сопровождается повышением титруемой кислотности (на 1...2Т) и понижением pH на 0,09 ±0,05. При снижении pH происходит частичная деминерализация мицелл казеина с образованием растворимых солей кальция в водной фазе молока. Увеличение числа свободных ионов кальция при одновременном снижении pH молока приводит к укрупнению мицелл казеина.
При созревании молока происходит ферментативный распад белков (протеолиз), в результате чего в молоке увеличивается содержание различных азотистых соединений.
Созревание сопровождается снижением окислительно-восстановительного потенциала молока.
Все эти изменения состава и свойств молока при созревании положительно влияют на свертывание молока, развитие микробиологических и биохимических процессов в сыре и его качество. Значительно улучшается свертываемость молока сычужным ферментом, активнее развивается микрофлора закваски, что обеспечивает нормальную обработку сгустка. При этом ускоряется выделение сыворотки из зерна и энергичнее нарастает кислотность. Ускоряются процессы выработки и созревания сыра.
На созревание в сыром виде направляют молоко не ниже I класса по редуктазной и сычужно-бродильной пробам без добавления или с добавлением бактериальной закваски в количестве от 0,005 до 0,01 %. Предельная кислотность молока после созревания не должна превышать 20 °Т.
Молоко с повышенной бактериальной обсемененностью (II класс по редуктазной пробе) направляют на созревание после термиза-ции — нагревания до температуры 65 ± 2 °C с выдержкой от 20 до 25 с с добавлением бактериальной закваски от 0,05 до 0,3 % массы молока. При созревании такое молоко перед выработкой сыра непременно пастеризуют.
181
При созревании пастеризованного молока обязательно используют бактериальную закваску. С этой целью молоко пастеризуют при температуре 72...74 °C, охлаждают до 20...22 °C, вносят 0,1...0,3 % бактериальной закваски и оставляют при указанной температуре для повышения кислотности на 1...2 °Т. Если зрелое молоко, приготовленное таким способом, не используют немедленно, то его охлаждают до 8... 10 °C и хранят. Зрелое молоко, приготовленное из пастеризованного, не нуждается в дополнительной тепловой обработке.
При составлении смеси для выработки сыра соотношение зрелого и свежего молока устанавливают в зависимости от вида сыра и желаемой интенсивности развития микробиологических процессов. Контроль интенсивности микробиологических процессов проводят по титруемой кислотности молока перед свертыванием и нарастанию кислотности сыворотки при обработке зерна. Так, кислотность молока перед свертыванием для сыров типа голландского должна быть 17...19°Т, для сыров типа швейцарского — 17...20 °Т, для мягких сыров — 23...25 °Т, для рассольных сыров — 20...21 °Т, сыров типа чеддера и российского — 21...22 °Т, для брынзы — 22...23 °Т.
Нормализация молока. Для получения стандартного по составу сыра молоко нормализуют. В нормализованном молоке необходимо добиться такого соотношения массовых долей жира и белка, чтобы обеспечить стандартное соотношение этих частей в готовом продукте. Регулируют это соотношение в сырье путем увеличения или уменьшения массовой доли жира в исходном молоке, для этого необходимо рассчитать массовую долю жира в нормализованном молоке по формуле
^Н. М КрБм,
где Жн м — требуемая массовая доля жира в нормализованном молоке, %; Kv — расчетный коэффициент; Бм — массовая доля белка в исходном молоке, %.
Расчетный коэффициент определяют опытным путем. Для этого проводят несколько выработок сыра, устанавливая ориентировочную жирность нормализованного молока при помощи таблицы, имеющейся в технологической инструкции по производству сыра. В исходном молоке определяют массовую долю белка, а в сыре после прессования — массовую долю жира в сухом веществе. Последняя должна быть на 1 или 1,5 % выше стандартной (с учетом того, что в результате посолки массовая доля жира в сухом веществе сыра уменьшается).
Нормализацию молока проводят в потоке с использованием сепаратора-нормализатора или путем смешения цельного молока с рассчитанной массой сливок или обезжиренного молока.
182
Тепловая, вакуумная и ультрафильтрационная обработка молока. Для получения высококачественного готового продукта важнейшее значение имеют отсутствие в молоке посторонней микрофлоры и газообразной фазы, что достигается тепловой и вакуумной обработкой молока, а также необходимая массовая доля белка в молоке, которая обеспечивается путем ультрафильтрации части перерабатываемого молока.
Тепловая обработка. Проводят тепловую обработку молока для уничтожения технически вредной для сыроделия и патогенной микрофлоры, вирусов и бактериофагов.
В результате тепловой обработки изменяются нативные свойства молока. Происходит частичная денатурация казеина, растворимые гидро- и дигидрофосфаты кальция переходят в нерастворимую форму — фосфат кальция. При тепловой обработке денатурируют сывороточные белки, при этом Р-лактоглобулин образует комплекс с ж-казеином, в результате чего уменьшается атакуе-мость казеина сычужным ферментом. Вследствие этого, в свою очередь, ухудшается свертывающая способность молока под действием сычужного фермента. Денатурированные сывороточные белки при свертывании молока захватываются казеиновым сгустком, поэтому задерживается обезвоживание, (так как сывороточные белки имеют более высокие гидратные свойства, чем казеин) и ухудшается качество сгустка.
Чтобы выявить зависимость продолжительности свертывания молока от температуры пастеризации, провели эксперимент. Молоко пастеризовали при различных температурах, охлаждали до 32 °C и вносили сычужный фермент. Были получены следующие данные:
Температура пастеризации молока, °C 65 72 80 85 Продолжительность свертывания, мин 57 60 120 142
Продолжительность свертывания значительно увеличивается с ростом температуры пастеризации. Поэтому в сыроделии приняты не очень высокие температуры пастеризации (от 70 до 72 °C) с выдержкой 20...25 с. В случае повышения бактериальной обсемененности молока допускается увеличение температуры пастеризации до 76 °C с той же выдержкой. Молоко пастеризуют непосредственно перед переработкой на сыр. Поскольку режимы пастеризации, применяемые в сыроделии, таковы, что споровые формы микроорганизмов и часть термофильной микрофлоры не уничтожаются, то целесообразно сочетать обработку молока на сепараторе-бактериоотделителе с последующей пастеризацией. Обработка молока на сепараторе-бактериоотделителе позволяет очистить молоко от вегетативных клеток спорообразующих бактерий, термофильных микроорганизмов и спор мас
183
лянокислых бактерий. Такая очистка молока с последующей пастеризацией при температуре от 70 до 72 °C снижает содержание общего числа бактерий на 99,9 % первоначального числа бактерий в молоке.
Для пастеризации молока используют пластинчатые пастеризационно-охладительные установки, в которых молоко нагревают до температуры пастеризации, выдерживают и охлаждают до температуры свертывания.
Вакуумная обработка. Присутствие газа в молоке влияет на процесс производства сыра. Кроме того, некоторые газы и летучие соединения, находящиеся в молоке, могут обусловливать посторонние привкусы и запахи молока, а затем и готового продукта. Уменьшение объема газовой фазы в исходном молоке способствует сокращению продолжительности свертывания молока и обработки сырного зерна, что дает возможность сократить расход сычужного фермента и повысить качество готового продукта.
Удалить из молока мелкодисперсную газовую фазу и летучие соединения можно в процессе вакуумной обработки молока, которую сочетают с пастеризацией, используя для этого дезодораторы.
Разрежение в дезодораторе, как видно из приведенных ниже данных, зависит от температуры поступающего молока.
Температура молока, °C 40...45 70...72 74...78
Вакуум, кПа 92...90 68...62 60...30
После вакуумной обработки следует избегать повторного попадания воздуха в молоко.
Ультрафильтрационная обработка. В производстве твердых сыров ультрафильтрацию применяют для концентрирования сухих веществ молока с целью достижения оптимальной для каждого вида сыра массовой доли белка в молочном концентрате. Ультрафильтрацию осуществляют при температуре 50 ± 5 °C после нормализации молока по жиру перед его пастеризацией. При этом созревание молока не проводят. Массовая доля сухих веществ в концентрате, полученном при ультрафильтрационной обработке молока, должна быть 14 ± 2 % в зависимости от вида сыра, кислотность концентрата — не более 23 °Т. Повышение кислотности обусловлено увеличением массовой доли белка при ультрафильтрации.
При использовании ультрафильтрации в сыроделии повышается выход сыра в результате лучшего использования белков молока, сокращается расход молокосвертывающего препарата и бактериальной закваски, повышается качество сыра. УФ-концентраты стимулируют развитие молочнокислых бактерий, что является фактором, интенсифицирующим созревание. В сырах, выработанных с применением ультрафильтрации, содержится большее число водорастворимых азотсодержащих соединений и свободных аминокислот.
184
7.1.3. ПОДГОТОВКА МОЛОКА К СВЕРТЫВАНИЮ
Внесение в молоко хлорида кальция, нитрата калия или натрия. Добавление в пастеризованное молоко хлорида кальция является обязательной операцией, так как пастеризованное молоко медленно свертывается под действием молокосвертывающих ферментов и не образует плотного сгустка, плохо отделяется сыворотка из сырного зерна. При пастеризации часть солей кальция переходит из растворимого состояния в нерастворимое. Хлорид кальция в известной мере восстанавливает исходный солевой состав молока, нарушенный во время пастеризации, и улучшает сычужную свертываемость молока. Исследованиями была показана следующая зависимость продолжительности сычужного свертывания пастеризованного молока от количества добавленного хлорида кальция.
Доза хлорида кальция, г на 100 кг молока 0 12 18 24
Продолжительность свертывания молока, мин 44 25 21 16
Количество хлорида кальция, необходимого для нормального свертывания молока, можно найти из уравнения (по И. И. Климовскому)
С=(ТН-ТЖ)/(КТЖ),
где С—необходимая масса хлорида кальция, г/100л молока; Тн — продолжительность свертывания молока без хлорида кальция, с; Тж — желаемая продолжительность свертывания молока, с; К—коэффициент солевого эффекта.
Для разных образцов молока коэффициент солевого эффекта колеблется от 2,3 • 10“2 до 9,6 10~2. Устанавливают его экспериментально.
Хлорид кальция вносят в пастеризованное молоко в количестве от 10 до 40 г безводной соли на 100 кг молока. Оптимальную дозу хлорида кальция устанавливают в зависимости от свойств молока с учетом показаний прибора для сычужной пробы и характера сычужного свертывания молока в предыдущих выработках сыра.
При производстве сыра из молочного концентрата дозу внесения хлорида кальция увеличивают на 6 ± 2 %.
Хлорид кальция вносят в молоко в виде раствора, массовая доля безводной соли в котором составляет 40 %. Растворяют хлорид кальция в воде температурой 85 ± 5 °C из расчета 1,5 дм3 воды на 1 кг соли.
Имеются сведения о том, что для восстановления солевого равновесия в молоке целесообразно использовать фосфат кальция в качестве полной или частичной замены СаОг, что способствует повышению качества сыра.
Чтобы предупредить вспучивание сыра, допускается использовать химически чистый нитрат калия или натрия (20 ± 10 г на
185
100 кг молока). В молоке нитраты распадаются на нитриты и кислород. Газообразующие бактерии используют кислород при дыхании, при этом они меньше разлагают молочного сахара, что снижает выделение газов (диоксида углерода и водорода). Кроме того, образующиеся нитриты подавляют развитие газообразующей микрофлоры. Молочнокислые бактерии менее чувствительны к нитритам, чем газообразующие. В сырах нитриты распадаются до аммиака, т. е. становятся безвредными для здоровья человека. Однако использование нитратов не является радикальной мерой, гарантирующей постоянный положительный результат.
Применение заквасок и бактериальных концентратов. Бактериальные закваски и бактериальные концентраты представляют собой концентрат клеток бактерий, участвующих в свертывании молока и созревании сыра.
Формирование вкуса, запаха и консистенции сыров происходит в результате микробиологических и биохимических процессов. Во время выработки и созревания сыра микроорганизмы развиваются в сыре и воздействуют на сырную массу.
В производстве сыров используют различные микроорганизмы: молочнокислые бактерии, пропионовокислые бактерии (табл. 28), сырную слизь, плесени. Ведущая роль здесь принадлежит молочнокислым бактериям, они преобразуют основные составные части молока (лактоза, белки, жир) в соединения, обусловливающие вкусовые и ароматические свойства сыра, его пищевую и биологическую ценность; активизируют действие молокосвертывающих ферментов и интенсифицируют синерезис сычужного сгустка; принимают участие в формировании рисунка сыра и его консистенции; создают неблагоприятные условия для развития посторонней микрофлоры путем быстрого сбраживания лактозы, повышения активной кислотности и снижения окислительно-восстановительного потенциала сырной массы; подавляют развитие технически вредных и патогенных микроорганизмов благодаря образованию соединений, оказывающих антибактериальное действие.
Молочнокислые бактерии, используемые в сыроделии, можно разделить по их свойствам на следующие группы:
мезофильные гомоферментативные молочнокислые кокки Lc. lactis и Lc. cremoris, сбраживающие лактозу преимущественно до молочной кислоты;
мезофильные гетероферментативные молочнокислые кокки Lc. lactis subsp. diacetilactis, Leuc.cremoris, Leuc.lactis и молочнокислые палочки L. plantarum и L. casei, сбраживающие цитраты в присутствии углеводов с образованием диоксида углерода, уксусной кислоты, ацетоина, диацетила;
термофильные гомоферментативные молочнокислые кокки Sc. thermophilus и молочнокислые палочки L. lactis, L. helveticus, L. bulgaricus.
186
28. Состав применяемых в сыроделии бактериальных заквасок и концентратов
Бактериальные закваски (БЗ) и концентраты (БК) Молочнокислые кокки Молочнокислые палочки Пропионовокислые бактерии
Lc. lactis Lc. lactis subsp. diacetilactis Lc. cremoris Sc. thermophilus Leuc. cremoris L. plantarum L. casei L. lactis L. helveticus L. bulgaricus P. f. shermanii
Для сыров с низкой температурой второго нагревания: БЗ-СМС БК-Углич-6 БК-Углич-С БК-Углич-Л БК-Биоантибут БК-Углич-5А Антагонистическая БЗ-САП БК-Углич-П БЗ-СТМб БЗ-СМч БЗ-СМП Для сыров с высокой температурой второго нагревания: БЗ-СТС БЗ-СТП БК-ТМБ-У БК-ПКБ БК-КСК + + + + + + + + + + + + + + + 1 1 1 1 1 1 1 1 1 I 1 + 1 + 1 1 + + + + + + + + + 1 1 1 1 1 I I I I 1 + 1111 + + I+ +I lllllllllll I 1 + + 1 lllllllllll 1 1 1 1 1 1 1 1 + 1 1 1 1 1 1 1 + +I+I lllllllllll
При выработке сыров с низкой температурой второго нагревания используют закваски, состоящие из различных комбинаций штаммов кислотообразующих и ароматообразующих мезофильных молочнокислых бактерий (БЗ-СМС, БК-Углич-6, БК-Уг-лич-С). В дополнение к основной микрофлоре закваски при выработке сыров с низкой температурой второго нагревания для активизации процессов газо- и ароматообразования используют мезофильные молочнокислые бактерии Leuc. cremoris (БК-Углич-Л).
187
В сыродельной промышленности применяют закваски, обладающие антагонистическим действием по отношению к бактериям групп кишечной палочки, а также против возбудителей маслянокислого брожения. К ним относятся молочнокислые стрептококки и мезофильные молочнокислые палочки L. plantarum, имеющие специфическое свойство, обусловленное не только образованием молочной кислоты, но и антагонистическим действием на маслянокислые бактерии (БК-Биоантибут) и на болезнетворную микрофлору, например на бактерии группы кишечной палочки (БК-Углич-5а).
Кроме того, созданы специальные закваски, в состав которых входят только микроорганизмы, подавляющие развитие маслянокислых бактерий (антагонистическая БЗ-САП и БК-Углич-П). Эти закваски применяют совместно с основной заквасочной микрофлорой, используемой при производстве сыров с низкой температурой второго нагревания (БЗ-СМС, БК-Углич-6, БК-Увлич-С и т. д.). Все антагонистические закваски следует применять в период наибольшего обсеменения молока (март—апрель, октябрь-ноябрь) спорами анаэробных бактерий.
В производстве некоторых сыров (сусанинский, адыгейский) для активизации молочнокислого процесса используют бактериальные закваски, приготовленные на термофильных молочнокислых палочках L. bulgaricus (БЗ-СТМб) или L. helveticus.
В закваску для сыра чеддер входят мезофильные молочнокислые стрептококки Lc. lactis и Lc. cremoris (БЗ-СМч) и молочнокислые палочки L. casei (БЗ-СМП), L. bulgaricus, L. plantarum.
В производстве сыров с высокой температурной обработкой сырного зерна используют мезофильные молочнокислые стрептококки и палочки в виде заквасок (БЗ-СТС и БЗ-СТП) или универсального сухого концентрата (БК-ТМБ-У), в состав которого входят микроорганизмы, подобранные с учетом протеолитической, липолитической активности и других ценных для сыроделия свойств.
Обогатить микрофлору этих сыров можно с помощью мезофильных молочнокислых бактерий (БЗ-СМС, БК-Углич-6, БК-Углич-С). Кроме того, в формировании вкуса, запаха и рисунка сыров с высокой температурой обработки сырного зерна помимо молочнокислых бактерий участвуют также пропионовокислые бактерии, сбраживающие часть лактатов с образованием пропионовой и уксусной кислот, а также углекислого газа. Поэтому при производстве сыров с высокой температурой обработки сырного зерна из пастеризованного молока наряду с молочнокислыми бактериями используют и пропионовокислые бактерии (БК-ПКБ) или бактериальный концентрат, содержащий пропионовокислые бактерии (БК-КСК). Культуры молочнокислых бактерий в БК-КСК подобраны по биологической совместимости с пропионовокислыми бактериями, протеолитической и липолитической активности.
188
Для сыров с повышенным уровнем молочнокислого брожения разработана бактериальная закваска на основе термофильных молочнокислых палочек, имеющих высокую кислотообразующую способность и протеолитические свойства, а также антагонистическую активность к бактериям группы кишечной палочки (БЗ-ТМП).
Бактериальные закваски и концентраты до использования хранят при температуре не выше 5 °C, срок хранения от 3 до 4 мес. Чтобы предупредить накопление на заводе специфических бактериофагов и поражение ими заквасочной микрофлоры, проводят постоянную, через каждые 3 ± 1 дня, смену партий бактериальных заквасок и концентратов при приготовлении производственной закваски. Основные этапы приготовления производственной закваски приведены на рисунке 21.
Бактериальный концентрат можно применять для непосредственного приготовления производственной закваски. Кроме того, бактериальный концентрат можно вначале активизировать, а
Рис. 21. Схема получения производственной закваски из бактериальной закваски и бактериального концентрата
189
затем использовать либо непосредственно в производстве сыра, либо для приготовления производственной закваски. Активизацию бактериального концентрата проводят путем выдержки в течение 2...3ч в небольшом объеме стерилизованного молока (1г концентрата в 1...3 дм3 молока) при оптимальной температуре развития микрофлоры.
Из сухих и жидких бактериальных заквасок приготовляют лабораторную закваску, которую используют для получения производственной закваски.
Производственные бактериальные закваски или активизированный бакконцентрат вносят в молоко перед свертыванием. Перед внесением в молоко закваску необходимо тщательно размешать во избежание попадания в молоко комочков сгустка. Доза вносимой закваски составляет от 0,5 до 3 % объема перерабатываемого молока. Конкретную дозу закваски выбирают в зависимости от вида сыра, скорости нарастания кислотности и обсушки сырного зерна, зрелости и физико-химических свойств молока.
Некоторые сыры (латвийский, пикантный и др.) с низкой температурой второго нагревания (обработки сырного зерна) созревают с участием сырной слизи, образующейся на поверхности сыра. В микрофлору сырной слизи входят дрожжи, микрококки и неспоровые палочки Brevib. linens двух разновидностей — красная и желтая. Микрофлора сырной слизи выделяет протеолитические и липолитические ферменты, образует большое количество щелочных продуктов распада белка, что приводит к снижению кислотности в поверхностных слоях сыра и гидролизу казеина и жира с образованием специфических вкусовых и ароматических веществ.
Обсеменение сыров микрофлорой сырной слизи выполняют разбрызгиванием водой взвеси бактерий на поверхность сыра пульверизатором.
Налет бактерий с твердой питательной среды смывают стерильной или кипяченой водой (10 см3) в чистую колбу, разбавляют водой до 0,5 дм3, после чего разбрызгивают на поверхность сыра.
Бактериями сырной слизи обсеменяют сыры после посолки по мере их поступления в помещение для обсушки. В том случае, когда в помещении для обсушки и в камерах созревания наблюдается достаточное развитие слизи на сырах и без обсеменения, его прекращают. Возобновляют обсеменение при ослаблении развития слизи.
В созревании отдельных видов мягких сыров наряду с молочнокислыми бактериями принимают участие плесени. В созревании сыров «Русский камамбер», смоленский участвуют белые плесени Penic. caseicolum и Penic. camemberti, специально культивируемые на поверхности сыров. Плесень, развивающаяся на поверхности с pH от 4,7 до 4,9, потребляет молочную кислоту и
190
нейтрализует продуктами своей жизнедеятельности поверхностный слой сыра, что способствует распаду белков сырной массы. Поэтому эти сыры созревают постепенно от корки к центру сыра. С развитием белой плесени появляется специфический грибной (шампиньонный) привкус сыра.
В производстве сыра рокфор используют зелено-голубую плесень Penic. roqueforti, развивающуюся внутри сырной массы. Споры плесени вносят в молоко или сырную массу при ее формировании. Сыры на 8... 10-й день после поселки прокалывают, чтобы кислород воздуха поступал внутрь пористой массы сыра для развития плесени. Плесень, развиваясь внутри сыра, выделяет фермент липазу, которая расщепляет молочный жир на ряд жирных кислот (масляную, капроновую, каприловую и др.), придающих сыру специфические острые, пикантные, слегка перечные вкус и аромат.
Выращивают указанные виды плесеней на подкисленном сером хлебе, в дальнейшем высушивая его и размалывая в порошок.
Сотрудниками ВНИИМСа разработана технология лиофилизированных бактериальных концентратов, пригодных для непосредственного внесения в молоко при выработке сыра. Это исключает необходимость приготовления производственных заквасок на заводах.
7.1.4. ПОЛУЧЕНИЕ И ОБРАБОТКА СГУСТКА
Свертывание молока. Для свертывания молока в сыроделии применяют молокосвертывающие ферменты животного происхождения: сычужный фермент и пепсин, а также ферментные препараты на их основе.
Сычужный фермент получают из желудков (сычугов) молочных телят, ягнят и козлят. Он представляет собой смесь ферментов химозина (реннина) и пепсина. Количественное соотношение химозина и пепсина в сычужном ферменте зависит от возраста и индивидуальных особенностей животного. В сычугах телят 1...2-месячного возраста преобладает реннин (70 %), в дальнейшем соотношение ферментов меняется, и в желудках взрослых животных содержится преимущественно пепсин. Промышленный препарат сычужного фермента содержит 30...40 % пепсина. Используют его в виде порошка, состоящего из смеси сычужного фермента и хлорида натрия в таких пропорциях, что молокосвертывающая активность сычужного порошка составляет 100 000 усл. ед. Молокосвертывающую активность определяют по количеству частей молока, свертываемых одной частью порошка при температуре 35 °C в течение 40 мин.
Важные условия для действия сычужного фермента — кислотность и температура молока.
191
Кислотность молока. Оптимальная кислотность молока для действия сычужного фермента соответствует pH 6...6,3- При значении pH выше 6,5 фермент теряет активность. При созревании молока кислотность его повышается. При этом pH приближается к значению, оптимальному для действия сычужного фермента. Поэтому зрелое молоко свертывается быстрее, чем свежее (pH 6,68).
Температура молока. Зависимость между температурой молока и продолжительностью свертывания при добавлении одинакового количества сычужного фермента (по Флейшману) приведена ниже.
Температура, “С Продолжительность свертывания, мин Прочность сгустка, ед.
20 25 30
32,7 14,0 8,5
I 2 3
40
6,1
5
41 42 50
6,0 6,1 12,0
Оптимальная температура действия сычужного фермента 40...41 “С. Однако в сыроделии эту температуру не применяют, потому что она выше оптимальной температуры развития лакгокок-ков (28...35 °C). Кроме того, при температуре 40...41 °C быстро образуется и уплотняется сгусток, прочность которого в пять раз больше, чем сгустка, полученного при 20 °C, вследствие чего затрудняется его механическая обработка.
В сыроделии обычно применяют температуру свертывания молока 28...36 °C. Для твердых сычужных сыров температура свертывания 32...36 °C, для мягких температуру свертывания снижают до 28—30 °C с целью увеличения продолжительности свертывания и получения более мягкого сгустка.
Для одного и того же вида сыра свертывание проводят при более высоких температурах, если молоко имеет низкую кислотность, недостаточную зрелость и высокую жирность. И наоборот, температуру свертывания понижают при повышении кислотности, высокой степени зрелости и пониженной жирности молока. Кроме того, для сыров с большей массовой долей влаги целесообразно свертывать молоко при низких температурах, а для сыров с меньшей массовой долей влаги — при высоких.
Для молока с повышенной способностью к свертыванию сычужным ферментом температуру свертывания снижают в пределах, допустимых для данного вида сыра. И наоборот, использование молока с пониженной свертывающей способностью связано с необходимостью повышения температуры, что, в свою очередь, позволяет регулировать структурно-механические свойства сгустка. В первом случае происходит некоторое снижение, а во втором — повышение прочностных свойств сгустка.
Для повышения активности растворы сычужного фермента лучше готовить не на воде, а на кислой сыворотке (45...60 °Т). Ее 192
можно приготовить из пастеризованной при 85...90 °C и охлажденной до 35...40 °C сыворотки, заквашивая чистыми культурами молочнокислых бактерий. Раствор готовят за З...4ч до применения. Раствор сычужного порошка на воде готовят за 20...30 мин до внесения его в молоко. Готовый раствор не следует хранить более 1 ч, так как активность фермента постепенно снижается.
Пепсин получают из желудков взрослых животных: крупного рогатого скота, овец, коз, свиней и птицы (цыплят и кур). Свертывающая способность препаратов пепсина такая же, как и сычужного порошка. Активность пепсина усиливается в более кислой среде. Рабочие растворы пепсина для свертывания молока готовят на кислой (60...70 °Т) пастеризованной сыворотке.
Существенный недостаток свиного пепсина — падение его активности в процессе длительного хранения (более 2...3 мес), что вызывает перерасход пепсина, а также появление горечи в сырах. Говяжий пепсин более стоек в хранении.
В сыродельной промышленности применяют также ферментные препараты, представляющие собой смесь различных молокосвертывающих ферментов, — СГ-50, СГ-25, КС-50, КГ-50, КГ-30. Эти ферментные препараты, носят названия, отражающие их видовой и количественный состав, при этом буква «С» обозначает сычужный фермент, «Г» —говяжий пепсин и «К» —куриный. Цифры указывают массовую долю (%) фермента, обозначенного первой буквой.
Препарат СГ-50 представляет собой смесь сычужного фермента и говяжьего пепсина в соотношении 50:50, т. е. 1:1; СГ-25 — смесь сычужного фермента и говяжьего пепсина в соотношении 1 : 3; КС-50 —смесь куриного пепсина и сычужного фермента в соотношении 1:1; КГ-50 — смесь куриного и говяжьего пепсина в соотношении 1:1; КГ-30 — смесь куриного и говяжьего пепсина в соотношении 3 :7. Кроме того, выпускается трехкомпонентный препарат «Алтазим».
Продолжительность свертывания молока сычужным ферментом. Устанавливают ее в зависимости от вида сыра в пределах от 25 до 80 мин. Для твердых сыров, вырабатываемых из молока низкой степени зрелости, продолжительность свертывания 25...35 мин, для сыров пониженной жирности 30...40 мин. Для мягких сыров, вырабатываемых из молока высокой степени зрелости, с целью активизации молочнокислого брожения продолжительность свертывания увеличивают до 60...90 мин.
Чтобы обеспечить установленную продолжительность свертывания, а также определить зрелость молока и его готовность к свертыванию сычужным ферментом, проводят сычужную пробу с помощью прибора ВНИИМСа, принцип действия которого основан на законе сычужного свертывания, который для данной пробы
13 Г. И. Крусь и др.
193
молока и препарата сычужного фермента можно выразить следующим уравнением:
AfTi — К, или XiT^/nii— К,
где X, — масса сычужного фермента, вносимого в 1 кг молока, г; Т\ — продолжительность свертывания, мин; К— величина, постоянная для данной пробы молока и препарата сычужного фермента; mt — масса молока, вносимого в прибор, кг (1 кг).
Прибор представляет собой емкость в форме усеченного конуса вместимостью 1 дм3 с калиброванным отверстием в дне и со шкалой, нанесенной на внутренней стенке емкости. Деления шкалы показывают одновременно продолжительность свертывания молока в приборе, выраженную в минутах, и массу фермента (г), которую следует внести в 100 кг молока для свертывания его в заданное время.
Массу фермента, который нужно внести в прибор, рассчитывают по уравнению
JfiTi/wii = ХтТг1тъ
где —заданная продолжительность свертывания 100 кг молока, мин; Х2 — масса фермента для свертывания 100 кг молока, г; т2 — масса молока, равная 100 кг.
Принимая продолжительность свертывания 100 кг молока равной 25 мин и учитывая, что 1\ численно равно Хъ рассчитывают количество фермента, которое нужно внести в прибор:
Х{ = 25 • 1/100 = 0,25 г.
Следовательно, в прибор надо внести 0,25 г фермента. Вносят фермент в виде 2,5%-ного раствора в объеме 10 см3.
Прибор заполняют молоком, подготовленным к свертыванию, и устраивают его на борту аппарата выработки сырного зерна так, чтобы молоко стекало в аппарат. Когда уровень молока в приборе достигает нулевого деления, в него быстро вносят 10 см3 подготовленного раствора ферментного препарата, молоко тщательно перемешивают в течение 4 ± 1 с шпателем и быстро останавливают его движение. После того как молоко в приборе свернется, оно перестает вытекать. Деление, которое соответствует уровню свернувшегося молока, показывает число граммов фермента, необходимое для свертывания 100 кг молока в течение 25 мин.
Нормальному сыропригодному молоку соответствует показание 2,5 ед., менее сыропригодному — большее число единиц. Если прибор показывает более 3 делений, молоко считают малопригодным для переработки на сыр, а если молоко не свернется до 5-го деления, то из него нельзя вырабатывать сыр. Исходя из показа
194
ний прибора, пересчитывают количество фермента на все молоко в аппарате выработки сырного зерна.
Образование сгустка. Молокосвертывающий препарат вносят в молоко в виде раствора, приготовленного за 25 ± 5 мин до использования. Потребное количество ферментного препарата растворяют в пастеризованной при температуре 85 °C и охлажденной до 34 ± 2 °C воде из расчета 2,5 г на 150 ± 50 см3 воды.
Для равномерного распределения ферментного препарата по всему объему молоко после внесения препарата перемешивают в течение 6 ± 1 мин, а затем оставляют в покое до образования сгустка.
В первые 5... 15 мин после внесения молокосвертывающего препарата изменений молока, видимых невооруженным глазом, не происходит. Затем вязкость молока быстро повышается, что свидетельствует об изменении состояния белка, белковые частицы начинают укрупняться, образуя мелкие хлопья. Затем появляется очень нежный сгусток, в дальнейшем происходит его упрочение.
В процессе свертывания молока происходит коагуляция казеина, образуется сгусток (гель); при этом сывороточные белки не коагулируют и переходят в сыворотку. Коагуляция казеина происходит в две стадии: первая стадия (ферментативная) — превращение казеина в параказеин — химический процесс; вторая стадия — коагуляция параказеина — коллоидно-химический процесс.
Теоретическая сущность процесса коагуляции. В настоящее время существует две теории сычужной коагуляции казеина: фосфоамидазная (проф. П. Ф. Дьяченко) и гидролитическая. По мнению П. Ф. Дьяченко, на первой стадии происходит разрыв одной из двух связей остатков фосфорной кислоты с казеином, а именно фосфоамидной связи. При этом в параказеине освобождаются щелочные гуанидиновые группы аргинина и гидроксильные группы фосфорной кислоты. На второй стадии гидроксильные группы фосфорной кислоты связывают ионы кальция и создают «кальциевые мостики» между мицеллами параказеина, образуется сгусток.
Сторонники гидролитической теории считают, что на первой стадии под действием молокосвертывающего фермента происходит разрыв пептидной цепи х-казеина. В результате от мицеллы казеина отщепляется растворимый пептид, содержащий в своем составе углеводы (гликомакропептид). Гликомакропептиды имеют высокий отрицательный заряд. При их отщеплении от ге-казеина уменьшается электрический заряд на поверхности мицелл казеина (параказеин), частично уменьшается гидратная оболочка, в результате снижается устойчивость мицелл. На второй сталии дестабилизированные мицеллы параказеина объединяются друг с другом под действием сил гидрофобного взаимодействия неполярных групп (пара-ге-казеина), а также благодаря электростатическим связям положительно заряженных участков пара-ге-казеина и отрицательно заряженных участков а,- и (3-казеинов.
Существующие концепции не дают цельного представления о сычужной коагуляции, не связаны между собой и имеют существенные недостатки. Так, первая концепция рассматривает механизм коагуляции с позиций первичной структуры и совершенно не учитывает факторов стабильности мицеллы казеина, в частности роль ге-казеина как природного ПАВ, стабилизирующего мицеллу казеина. Вторая концепция не объясняет роли растворимых солей кальция на коагуляционной стадии свертывания молока.
13*
195
Мицелла
ККФК
105-106
Углеводы
Пара-ж-казеин
169
Н2О Сычужный фермент
Гликомакропептид
ж-Казеин
а
|ZOH- н>4 Н !
Структурные изменения
—Р. С — N—С —
... h2nz I
|/0Н
Мицелла пара-ККФК
- + Гликомакропептид
НЧ И I + С—N—С—
H2NZ I
Остаток Гуанидиновая
фосфорной группа
кислоты аргинина
Остаток фосфорной кислоты
Гуанидиновая группа аргинина
Мицелла пара-ККФК
ОН он
I/
ОН О-Са-О ОН
„ 2+ Мицелла I / \ I Мицелла
Са пара-ККФК ~ О - пара-ККФК
хо ох
в
Рис. 22. Схема механизма сычужной коагуляции казеина:
а — гидролиз ге-казеина; б — структурные изменения в мицелле; в — образование сгустка
Г. Н. Крусь с сотрудниками предлагает свою концепцию коагуляции казеина и дает следующее объяснение механизма действия молокосвертывающего фермента. В поверхностном слое мицеллы содержится много ге-казеина. При этом та часть полипептидной цепи ге-казеина, которая носит название пара-ге-казеина и имеет глобулярную структуру, связана с а5- и р-казеинами в мицелле, а гликомакропептид (ГМП), имеющий нитевидную и разветвленную за счет углеводов структуру, развернут в сторону водной фракции (рис. 22).
ГМП имеет высокий отрицательный заряд, обладает сильными гидрофильными свойствами и в значительной степени усиливает гидратную оболочку мицелл казеина.
На первой, ферментативной, стадии происходит вначале гидролиз полипептидной цепи ге-казеина с образованием пара-ге-казеина и гликомакропептида. Пара-ге-казеин остается в составе мицеллы, а гликомакропептид отделяется от мицеллы и переходит в сыворотку. Отделение гликомакропептида приводит к на-
196
рушению гидратной оболочки мицеллы и возникновению структурных изменений мицеллы, вследствие чего нарушаются имеющие невысокую прочность электростатические связи между фосфосериновыми и гуанидиновыми группами аргинина в мицелле казеина с освобождением гидроксильных групп фосфорной кислоты и гуанидиновых групп аргинина (рис. 22, 6). Этот вывод подтверждается исследованиями П. Ф. Дьяченко, который методом кондуктометрического титрования установил, что при действии химозина на казеин происходит сдвиг изоточки казеина с pH 4,6...4,7 до pH 5,0...5,2 вследствие освобождения щелочных гуанидиновых групп аргинина.
Однако коагуляции еще не происходит. От начала ферментативной стадии до стадии коагуляции проходит определенное время — лаг-период. Существование лаг-периода Г. Н. Крусь объясняет следующим образом. Контакту мицелл препятствует их одноименный электрический заряд, в значительной степени обусловленный гликомакропептидами и создающий энергетический барьер, который не может быть преодолен при столкновении частиц в результате броуновского движения. Поэтому сталия коагуляций не наступит до тех пор, пока гидролиз ге-ка-зеина, сопровождающийся отщеплением гликомакропептидов, не достигнет такого уровня, при котором произойдет существенное снижение ^-потенциала и станет возможным непосредственный контакт между мицеллами параказеина. По данным различных исследователей, для начала коагуляции необходимо снижение ^-потенциала мицелл почти вдвое, при этом гидролиз ге-казеина достигает 86...90 %.
На второй стадии, (коагуляционной) гидроксильные группы фосфорной кислоты связывают ионы кальция и коллоидный фосфат кальция и создают «мостики» между мицеллами параказеина с образованием сгустка (рис. 22, в). Не исключено, что на стадии коагуляции между мицеллами действуют силы гидрофобного взаимодействия неполярных групп пара-ге-казеина и электростатические связи между положительно заряженными участками пара-ге-казеина и отрицательно заряженными участками а,- и Р-казеинов.
Установлено, что мицеллы казеина при формировании сгустка образуют тонкие нити, затем хлопья и в дальнейшем трехмерную сетчатую структуру. Сгусток напоминает губку с мельчайшими порами, в которых удерживаются другие составные части молока.
Процесс сычужного свертывания, по данным П. Н. Дудника и В. П. Табачникова, можно условно разделить на четыре периода: первый (I) — индукционный период, включающий ферментативную стадию и стадию скрытой коагуляции (лаг-период); второй (II) — стадия массовой коагуляции и структурообразования; третий (III) — стадия образования сгустка; четвертый (IV) — стадия упрочения сгустка (рис. 23, а).
В первый (индукционный) период (отрезок ОК) изменение вязкости молока незначительно и улавливается вискозиметрами с чувствительностью более 0,01 Па • с. Так, после внесения фермента вязкость снижается, а затем повышается примерно до начальной величины к концу индукционного периода. Первональ-ное снижение вязкости объясняется уменьшением размера мицелл казеина (радиус их уменьшается на 5 нм в результате потери гликомакропептидов) и их общей суммарной поверхности. Затем начинается агрегация мицелл параказеина и вязкость молока возрастает примерно до первоначальной. Таким образом, ферментативная и коагуляционная стадии идут одновременно, по
197
О 5 10 15 20 25 30 35 40 т, мин
Рис. 23. Реограмма (в) и эластограмма (б) процесса сычужного свертывания молока по данным П. Н. Дудника и В. П. Табачникова; в — изменения в молоке после внесения молокосвертывающего фермента, по данным Б. А. Суркова, И. И. Климовского, В. А. Краюшкина (S — степень гидролиза se-казениа; А — агрегация мицелл параказеина, определяемая по оптической плотности; F— прочность сгустка — предел текучести, % от их значения, спустя 40 мин после внесения фермента)
крайней мере со второй половины индукционного периода (см. рис. 23, а).
Второй период начинается после гидролиза молокосвертывающим ферментом 85 % ae-казеина (рис. 23, в — кривая S) и характеризуется массовой агрегацией мицелл параказеина и формированием пространственной структуры (кривая А). При этом вязкость резко повышается (отрезок КГ).
Третий период начинается после фактического завершения гидролиза ае-казеина (кривая 5). Формируется пространственная структура сгустка (кривая А), сгусток приобретает эластичность (рис. 23, б), вязкость снижается (отрезок ГС).
В четвертый период проис-
ходит упрочение сгустка (см. рис. 23, в —кривая F), повышается его эластичность (см. рис. 23, б), вязкость снижается незначительно.
Готовность сгустка определяют следующим образом. Шпателем разрезают сгусток, затем плоской частью шпателя вдоль разреза приподнимают сгусток и по расколу судят о его свойствах. Если без
сгусток дает раскол с нерасплывающимися, острыми краями,
образования хлопьев белка и с хорошо выделяющейся сывороткой светло-зеленого цвета, то он готов к разрезке. Неровный излом с мелкими кусочками сгустка и мутная беловатая сыворотка указы-
вают на недостаточную прочность сгустка.
Более точным является определение готовности сгустка с помощью специальных приборов.
Разработан сигнализатор СМГС-1 для автоматического определения готовности молочного сгустка к дальнейшей переработке. Прибор основан на измерении величины светового потока, проходящего от осветителя через молочную среду на фотоприемник.
198
Величина светового потока зависит от плотности сгустка. После достижения заданной плотности сгустка загорается световой индикатор и подается сигнал.
Слишком нежный и слишком прочный сгусток одинаково непригодны для дальнейшей обработки. В первом случае происходит значительный отход белка и жира в сыворотку и, следовательно, снижается выход продукта. Образование слишком прочного сгустка затрудняет постановку зерна, связано с необходимостью применения повышенных скоростей вращения режущего инструмента, что также приводит к получению неоднородного и излишне мелкого зерна и пыли.
Обработка стустка и сырного зерна. Цель обработки сгустка — удаление не связанной с белками влаги (сыворотки) с растворенными в ней составными частями молока. От количества воды в сырной массе зависит развитие микробиологических и биохимических процессов при созревании сыра. Чем больше сыворотки выделится из сырной массы, тем меньше в ней останется молочного сахара и других веществ, которые служат питательной средой для микроорганизмов, тем замедленнее протекают микробиологические и биохимические процессы при созревании сыра и тем меньше образуется молочной кислоты. Молочная кислота играет важную роль в регулировании микробиологических процессов и образовании хороших консистенции и вкуса сыра.
Если массовая доля воды в сгустке составляет в среднем 87,5 %, то в свежей сырной массе должно содержаться оптимальное для каждого вида сыра количество влаги. Так, массовая доля влаги в свежей сырной массе твердых сыров после прессования должна составлять 38...47 %, мягких после самопрессования 47...65 %, а для отдельных видов мягких сыров 70...80 %. Допустимы незначительные отклонения в содержании влаги. При резком изменении содержания влаги может измениться процесс созревания, что повлияет на видовые особенности и качество сыра.
Для удаления избыточного количества влаги из сгустка служат следующие технологические операции: разрезание сгустка, постановка зерна, вымешивание зерна, тепловая обработка сырного зерна (второе нагревание), обсушка зерна.
Разрезание сгустка и постановка зерна. По мере старения происходит сжатие сгустка и из него через поры начинает выделяться сыворотка. Это явление, называемое синерезисом, объясняется тем, что силы притяжения между мицеллами параказейна при формировании сгустка продолжают действовать и после образования структурной сетки.
Сгусток разрезают специальными режущими устройствами вначале вдоль, а затем поперек режущим устройством с вертикально расположенными режущими элементами. В результате получаются столбики квадратного сечения со сторонами 7... 10 мм в зависимости от вида сыра. Затем сгусток разрезают режущим уст
199
ройством с горизонтально расположенными режущими элементами и получают кубики с размером ребра от 8 до 12 мм. Разрезка сгустка длится 10...15 мин со скоростью, соответствующей прочности сгустка. Нежный сгусток режут медленно, чтобы не образовалась сырная пыль, более плотный сгусток режут быстрее, чтобы не допустить преждевременного уплотнения.
Чем мельче зерно, тем больше общая суммарная поверхность для синерезиса, тем быстрее обезвоживается сырное зерно, и наоборот, чем крупнее зерно, тем медленнее оно обезвоживается. Поэтому для каждой группы сыров получают зерно определенной величины — проводят постановку зерна. Так, при выработке швейцарского сыра в результате постановки получают зерно размером 2...Змм, при выработке голландского сыра — 5...6, а для мягких сыров — 20...30 мм.
Для постановки зерна разрезанный сгусток осторожно перемешивают, а затем приступают к постановке зерна. Чтобы получить зерно одинаковой величины, следует учитывать свойства сгустка. Нежный сгусток вначале дробят медленно, а затем по мере уплотнения зерна дробление ускоряют с таким расчетом, чтобы закончить постановку до полного закрепления зерна, когда оно уже больше не дробится. Прочный сгусток надо дробить быстрее, но без резких движений, способствующих образованию сырной пыли.
После постановки зерна, когда получится слегка закрепившееся зерно и выделится достаточное количество сыворотки, вымешивание прекращают и удаляют 30 % сыворотки. В начале обработки избегают продолжительных остановок, так как сырная масса очень нежная и осевшее зерно склеивается, образуя комки. По мере обработки зерна клейкость его уменьшается, и можно делать непродолжительные остановки.
Вымешивание зерна. После постановки продолжают вымешивание зерна в целях его дальнейшей обсушки.
В процессе вымешивания выделяется сыворотка, уменьшается объем зерна, оно становится круглым. В конце вымешивания зерно характеризуется упругостью, достаточной прочностью и потерей первоначальной клейкости.
Продолжительность вымешивания зависит от кислотности сырной массы, величины зерна и от температуры, при которой вымешивают зерно. При повышенной кислотности массы зерно обсушивается быстрее и продолжительность вымешивания сокращается. Продолжительность вымешивания сырной массы пониженной кислотности возрастает. Этим объясняется увеличение продолжительности обработки при переработке свежевыдоенного молока (без предварительного созревания).
При одинаковых условиях мелкое зерно обсыхает быстрее, чем крупное. В связи с этим продолжительность вымешивания мелкого зерна сокращают по сравнению с крупным.
200
На продолжительность вымешивания влияет температура, при которой вымешивают зерно. Температура сырной массы при вымешивании определяется температурой свертывания молока. При более высокой температуре ускоряется обсушка зерна и сокращается продолжительность вымешивания. Если необходимо ускорить обсушку сырной массы, молоко свертывают при более высокой температуре, допустимой для того или иного вида сыра.
Продолжительность вымешивания зерна до второго нагревания при выработке голландского сыра составляет 15...25 мин, при выработке швейцарского сыра — 40...70 мин.
Тепловая обработка сырного зерна. Тепловую обработку, или второе нагревание, проводят для ускорения обезвоживания сырного зерна. В производстве твердых сыров для обезвоживания сырной массы недостаточно только увеличить поверхность сгустка путем его дробления. Синерезис сгустка, т. е. его сжатие и выделение сыворотки, можно усилить повышением температуры, поэтому в сыроделии применяют второе нагревание. Чем выше температура второго нагревания, тем лучше обсыхает сырное зерно.
Температуру второго нагревания устанавливают с таким расчетом, чтобы она была благоприятной для развития микрофлоры закваски, используемой для данного вида сыра. Если закваска для сыра включает мезофильные молочнокислые бактерии, то температуру второго нагревания устанавливают от 38 до 42 °C и эти сыры составляют группу сыров с низкой температурой второго нагревания (голландский, костромской, ярославский и т. д.).
Закваска для других сыров состоит из термофильных молочнокислых бактерий, поэтому температуру второго нагревания устанавливают от 48 до 58 °C и сыры относят к группе сыров с высокой температурой нагревания (швейцарский, советский, украинский и др.). Мягкие сыры вырабатывают без второго нагревания.
Перед вторым нагреванием удаляют от 20 до 30 % сыворотки (от массы перерабатываемого молока).
Второе нагревание проводят путем косвенного нагрева смеси сырного зерна и сыворотки, направляя теплоноситель (пар или горячую воду) в межстенное пространство аппарата выработки сырного зерна. При нагревании повышается клейкость сырного зерна и легко образуются комки. Поэтому в процессе второго нагревания сырную массу постоянно перемешивают, не допуская образования комков, которые обсыхают значительно медленнее, чем зерно, в результате чего масса обсушивается неравномерно.
Второе нагревание проводят, как правило, со скоростью 0,5...2,0 °C за 1 мин. Поэтому при выработке сыров с низкой температурой второго нагревания продолжительность его составляет 10...20 мин, а для сыров с высокой температурой второго нагревания — 25...40 мин и более.
201
При замедленном развитии молочнокислого процесса второе нагревание проводят в две стадии: на первой стадии температуру устанавливают 38 ± 1 °C, на второй (в конце обработки сырного зерна) температуру повышают до установленной для каждого вида сырья.
Для регулирования молочнокислого брожения нагревание проводят путем добавления предварительно пастеризованной и охлажденной до 50...60 °C питьевой воды. При добавлении воды в количестве 5 % массы молока кислотность снижается примерно на 1 Т. Количество вносимой в сырную массу воды зависит от кислотности сыворотки и составляет 5...20 % массы перерабатываемого молока. В результате снижаются кислотность сыворотки и содержание молочного сахара в отпрессованном сыре. Показателем нормального разбавления сыворотки водой служит обеспечение минимального для каждого вида сыра значения pH, которое достигается к моменту полного сбраживания молочного сахара в сыре на 2...5-й день после его выработки.
В начале второго нагревания сыворотку разбавляют, разбрызгивая горячую воду. В отдельных случаях добавление горячей воды может оказаться достаточным для достижения требуемой температуры второго нагревания.
Для регулирования влажности сырной массы используют частичную посолку в зерне. Посолка из расчета 200...300 г хлорида натрия на 100 кг молока при выработке сыров типа голландского и 500...700 г при выработке российского сыра способствует усилению гидрофильных свойств белков сыра, увеличению количества связанной влаги, повышению массовой доли влаги в сыре на 2...3 % и удержанию ее на следующих стадиях производства в сравнении с сыром, выработанным без частичной посолки. Частичная посолка благоприятно сказывается на консистенции сыра. Кроме того, при частичной посолке сыра в зерне продолжительность следующей посолки в рассоле сокращается на 0,5... 1 сут в зависимости от вида сыра и дозы хлорида натрия.
Частичную посолку сырной массы в зерне проводят во время второго нагревания или сразу после его окончания, а для некоторых видов сыров — после обсушки сырного зерна. Для посолки используют раствор соли, массовая доля хлорида натрия в котором должна быть не более 20 %. Просаливание сырной массы продолжается от 15 до 20 мин.
При замедленном обезвоживании сырного зерна частичную посолку сырной массы в зерне не проводят.
Однако нагревания недостаточно для выделения необходимого количества сыворотки из сырного зерна, поэтому после нагревания его вымешивают определенное время.
Вымешивание зерна после второго нагревания называют обсушкой. В производстве сыров типа голландского обсушка продол-20-1
жается 15...30 мин, типа швейцарского, советского —40...60 мин. Продолжительность обсушки зерна зависит от многих факторов. Так, в производстве твердых сыров требуется больше выделить влаги из сырной массы и, следовательно, необходима более длительная обсушка зерна, чем при выработке мягких сыров. Если сыр приготовляют из пастеризованного молока, то зерно в этом случае обсушивается дольше, чем зерно, полученное из сырого молока.
При выработке сыра из более жирного молока на обсушку зерна затрачивается больше времени, чем при переработке менее жирного молока. Крупное зерно обсыхает медленнее, чем мелкое. На продолжительность обсушки влияет кислотность сырного зерна; с повышением кислотности обсушка сырного зерна ускоряется.
В процессе обработки сгустка контролируют течение молочнокислого процесса, периодически определяя титруемую кислотность сыворотки. Значение ее находят после разрезания сгустка, перед вторым нагреванием и в конце обработки. Интенсивность кислотообразования зависит от вида сыра. Так, для сыров группы голландского кислотность изменяется от 12,5...13 °Т после разрезки до 14...15 °Т в конце обработки; для российского — от 13...14 °Т после разрезки до 16...17°Т в конце обработки; для мягких сыров — до 20...22 °Т в конце обработки.
Степень обезвоживания сгустка и уровень молочнокислого процесса позволяют регулировать содержание молочного сахара и степень минерализации сгустка. Под действием молочной кислоты, образующейся при сбраживании лактозы, происходит деминерализация сгустка. Переход в сыворотку коллоидного кальция положительно влияет на процесс созревания сыра и формирование его консистенции.
Таким образом, окончание обработки сырного зерна определяется содержанием в нем влаги и кислотностью сыворотки.
По мере вымешивания из сырного зерна удаляется излишняя сыворотка; зерно обсыхает, сжимается, приобретает более округлую форму. По мере удаления влаги клейкость зерна уменьшается. В технологии сыра важно правильно установить момент окончания обсушки зерна. Если обсушка закончена преждевременно, то в сырной массе остается излишнее количество влаги, а сыр получается слишком мягким, легко деформирующимся и предрасположенным к вспучиванию. При пересушивании зерно может полностью потерять клейкость, и из него будет трудно сформировать головки сыра. Из такого зерна получается слишком твердый, медленно созревающий, иногда с трещинами, сыр.
Существуют субъективный и объективный способы определения готовности зерна к формованию.
Субъективным способом готовность зерна к формованию определяют следующим образом. Небольшое количество зерна сжима
203
ют в руке и проверяют его клейкость и упругость. Достаточно обсушенное зерно при сжатии склеивается, при легком встряхивании комок рассыпается, а при растирании между ладонями зерна разъединяются. Для объективной оценки готовности сырного зерна к формованию создан прибор — тестер ВНИИМСа, позволяющий оценивать состояние сырного зерна на всех стадиях его обработки и определять готовность зерна. В основу прибора положен принцип измерения усилия, возникающего при разрезании сырного зерна струнным индентором.
7.1.5. ФОРМОВАНИЕ, ПРЕССОВАНИЕ И ПОСОЛ КА СЫРА
Формование сыра. Цель формования сыра — соединение сырных зерен в монолит, которому придают определенную форму, и выделение части межзерновой сыворотки. Важный фактор формования сыра и получения плотной массы — температура, поэтому, чтобы сырная масса не охлаждалась, ее формуют быстро, а в помещении поддерживают температуру 18...20 °C. В зависимости от вида вырабатываемого сыра применяют следующие способы формования: из пласта, наливом и насыпью.
Формование из пласта. Из сырного зерна получают пласт сырной массы. Этим способом формуют преимущественно твердые сыры с плотной однородной структурой сырной массы, с правильным рисунком, характеризующимся сравнительно крупными глазками округлой формы.
Формование из пласта можно осуществлять в аппарате выработки сырного зерна. Однако в настоящее время с целью увеличения оборачиваемости аппаратов используют специальные аппараты формования сырной массы периодического и непрерывного действия.
При формовании сыра в аппаратах выработки сырного зерна пласт образуется следующим образом. Не отливая сыворотку после окончания обсушки, зерно с помощью зернособирателя или режущих устройств сдвигают к торцевой стенке аппарата и спрессовывают в пласт до необходимых размеров и толщины. Сырную массу собирают в пласт под слоем сыворотки, чтобы исключить попадание воздуха внутрь сырной массы и предупредить образование неправильного пустотного рисунка сыра. Пласт подпрессовы-вают 20...30 мин при давлении 3...5кПа. Продолжительность прессования пласта можно сократить до 15 мин, постепенно увеличивая давление до 5...7 кПа. Готовый пласт разрезают на куски требуемого размера и помещают в формы.
В аппаратах формования сырной массы периодического действия, представляющих собой прямоугольные ванны, процесс осуществляется следующим образом. После обсушки из аппарата
ТП/1
выработки сырного зерна удаляют до 60 % сыворотки (от количества перерабатываемого молока). Затем зерно с оставшейся сывороткой при непрерывном помешивании подают в аппарат для формования, где зерно оседает на дно, образуя под слоем сыворотки пласт строго установленного размера. Подпрессовывание длится 10...30 мин при давлении 1... 10 кПа.
В современных аппаратах формования сырной массы периодического действия подпрессовывание пласта и его разрезка на блоки механизированы.
Формование насыпью. Осуществляют формование после удаления из аппарата выработки сырного зерна 60...70 % сыворотки (от массы перерабатываемого молока). Зерно с оставшейся сывороткой подают на отделитель сыворотки, затем зерном заполняют формы с помощью дозатора или без него.
Если при формовании из пласта или наливом межзерновое пространство сыра остается заполненным сывороткой, то при формовании насыпью между зернами попадает значительное количество воздуха. Дальнейшим прессованием удалить воздух не удается, и сыры имеют рыхлую, пористую структуру с большим количеством пустот неправильной угловатой и щелевидной формы. При этом способе формования практически невозможно (если не применять вакуум) получать сыры со сравнительно плотной структурой и правильным рисунком. Однако этот способ формования экономичен и высокопроизводителен.
Формование наливом. Применяют формование наливом в производстве сыров различных видов и особенно в производстве мягких сыров. Наиболее эффективно формование наливом в групповые или большие формы крупноблочных сыров, где отпадает необходимость в строгом дозировании сырной массы. Процесс ведут после удаления из аппарата выработки сырного зерна 50 % сыворотки (от массы перерабатываемого молока), разливая по формам смесь зерна и оставшейся сыворотки. Смесь сырного зерна с сывороткой подается в формы, которые располагают близко одна к другой. Заполняются сразу несколько форм.
Формирование структуры сырной массы в процессе формования наливом во многом зависит от количества сыворотки, подаваемой вместе с зерном. Если сыворотки подается достаточно и уплотнение зерна в форме происходит под слоем сыворотки, то получается плотная, не насыщенная воздухом сырная масса. Она напоминает сыр, сформованный из пласта. Если сыворотки в форме недостаточно, то сырные зерна неплотно прилегают одно к другому и между ними остаются довольно крупные промежутки, которые заполняются воздухом, проникающим вслед за вытекающей сывороткой. Воздух не удаляется из сырной массы даже при самопрессовании. Пустоты имеют неодинаковые размеры и угловатую, щелевидную форму. Это служит причиной об
205
разования рыхлой, пористой структуры и пустотного рисунка сырного теста.
Таким способом формуют сыры, к рисунку и структуре сырного теста которых не предъявляют особых требований. К таким сырам относятся российский, угличский, рокфор, дорогобужский, смоленский и т. п. Таким же образом формуют сыры типа чеддер, сырная масса которых характеризуется плотной однородной структурой без глазков и пустот.
Самопрессование и прессование сыра. Цель самопрессования и прессования — удаление излишков сыворотки, а также максимально допустимое для каждого вида сыра уплотнение сырной массы. Кроме того, при прессовании на сыре образуется замкнутый и прочный поверхностный слой. Самопрессование осуществляется под действием веса сыра, прессование — под действием внешнего давления.
Самопрессование сыра. Мягкие, рассольные и некоторые твердые (латвийский, пикантный и др.) сыры не прессуют, а только подвергают самопрессованию.
В процессе самопрессования продолжает развиваться молочнокислое брожение в сырной массе, происходит ее дальнейшее обезвоживание. Давление в головке сыра увеличивается от верхнего слоя к нижнему, поэтому для равномерного уплотнения всей массы сыра его переворачивают через 15...30 мин, а затем реже — через 1..,1,5 ч. В зависимости от вида сыра делают 5...8 переворачиваний. Уплотнение сырной массы — длительный процесс, поэтому самопрессование мягких сыров длится от 3 до 24 ч. Необходимое условие самопрессования — поддержание температуры сырной массы, поэтому температура воздуха в помещении при са-мопрессовании должна быть 15...20 °C.
Окончанием самопрессования считают прекращение выделения сыворотки, достаточное уплотнение сырной массы, приобретение сыром требуемой формы и достижение необходимого для каждого вида сыра уровня pH.
Для прессуемых сыров самопрессование — обязательный процесс, который предшествует прессованию. Необходимость самопрессования для этих сыров объясняется тем, что выделение сыворотки во время самопрессования определяется главным образом температурой и кислотностью сырной массы, в то время как создание дополнительного давления не оказывает никакого влияния на скорость ее обезвоживания. Напротив, если сырную массу сразу после формования поместить под пресс, то поверхностный слои сыра настолько уплотняется, что препятствует выделению сыворотки, особенно из сыров, формуемых наливом. Тогда в сырной массе остается много межзерновой сыворотки.
Поэтому предварительное самопрессование, а затем прессование с постепенным увеличением давления способствует более полному обезвоживанию сыра. Продолжительность самопрессова-
206
ния твердых сыров составляет 30...40 мин с одним или двумя переворачиваниями. Для некоторых твердых сыров самопрессование не проводят. Это относится к сырам, имеющим плотную массу, практически не содержащую межзерновой сыворотки после формования. Такие сыры (например, чеддер) после формования сразу прессуют.
Прессование сыра. В процессе прессования продолжаются развитие микрофлоры закваски и уплотнение сырной массы, удаляются остатки межзерновой сыворотки и образуется замкнутый поверхностный слой. Сыр прессуют в специальных формах. В зависимости от вида дренажного материала прессование может быть салфеточным и бессалфеточным.
Салфеточное прессование осуществляют в формах, для которых дренажным материалом служит хлопчатобумажная или синтетическая ткань (бязь, лавсан, серпянка и т. п.). При салфеточном прессовании сыра необходимо перепрессовывать его для устранения складок на салфетке, которые отпечатываются на поверхности сыра. Кроме того, перепрессовки способствуют получению уплотненного замкнутого поверхностного слоя сыра.
Бессалфеточное прессование осуществляют в перфорированных формах, для которых дренажным материалом служат сетчатые вставки из тонкой листовой нержавеющей стали и сетчатые вставки из полимерных материалов. Кроме того, используют формы из проницаемых полимерных материалов. Материал корпуса и крышки такой формы имеет пористую структуру, размеры пор которой не превышают 100 мкм.
Прессуют сыры при различных нагрузках. Сыры, имеющие плотную структуру, прессуют, как правило, под большими нагрузками. Например, сыр чеддер, тесто которого характеризуется отсутствием глазков, прессуют под нагрузкой 84 кПа; швейцарский сыр, отличающийся крупными, но редко расположенными глазками, — под нагрузкой 64 кПа; под меньшими нагрузками прессуют голландский брусковой, пошехонский, степной — 35...40 кПа; угличский, волжский — 24...28 кПа.
Прессование сыра начинают с минимальных нагрузок, а затем постепенно (плавно или ступенчато) повышают до максимального значения. Для мелких прессуемых сыров стадия плавного повышения нагрузки составляет 15...20 мин. При ступенчатом повышении нагрузки давление изменяют обычно после перепрессо-вок сыра.
Продолжительность прессования различна для отдельных видов сыра. Сыры типа голландского достаточно прессовать 1,5...2 ч, типа советского — 4...6 ч, типа швейцарского — 16...18 ч.
При бессалфеточном прессовании можно исключить перепрессовки и сократить продолжительность прессования сыров, если получается хорошо замкнутая поверхность сыра, достигаются требуемые массовые доли влаги в сырной массе и значение pH.
207
Важное условие, влияющее на прессование сыра, — поддержание температуры сырной массы. Охлаждение сыра во время прессования неблагоприятно отражается на процессе обезвоживания сырной массы, замкнутости поверхностного слоя и развитии микрофлоры. Повышение температуры может вызвать прилипание сырной массы к дренажной поверхности форм, излишнюю интенсификацию развития микрофлоры. Наиболее благоприятная температура воздуха в помещении для прессования сыра 18...20 °C.
Прессование заканчивают при достижении требуемого уровня молочнокислого брожения; для большинства сыров после прессования pH 5,3...5,8. Отпрессованный сыр должен иметь ровную, гладкую поверхность без морщин, пор и трещин.
Во время самопрессования, а для некоторых сыров во время или после прессования сыры маркируют разными способами: впрессовыванием окрашенных казеиновых или пластмассовых цифр в процессе самопрессования; оттисками металлических цифр, которые помещают под салфетку и после прессования удаляют; путем выплавления цифр на сыре после прессования специальным маркировочным устройством. Цифры располагают .в центре верхнего полотна головки сыра следующим образом: с левой стороны ставят число, с правой стороны — месяц выработки, а под датой выработки — номер варки.
Мягкие и рассольные сыры не маркируют. Дату их выработки указывают в карточке.
Использование вакуумирования на стадии прессования позволяет снизить давление, регулировать влажность и температуру отпрессованного сыра, положительно влиять на его структуру, уменьшать опасность запрессовывания в продукт сыворотки, ускорять и упрощать процесс выработки сыра.
Использование вибрационных способов формования и прессования позволяет интенсифицировать процесс уплотнения сырной массы, улучшить качество сыра, повысить производительность труда, механизировать и автоматизировать трудоемкие процессы.
Посолка сыра. Осуществляют посолку сыра хлоридом натрия (поваренной солью), который играет роль вкусового ингредиента, придающего продукту специфический вкус и остроту, и регулирует микробиологические и ферментативные процессы. Массовая доля хлорида натрия в различных видах зрелых сыров составляет 1,2...7 %.
При посолке сыра происходит два физико-химических процесса: диффузия соли в сыр и осмотический перенос воды (сыворотки) из сыра в рассол. Первый осуществляется за счет разности концентраций хлорида натрия, а второй — за счет разницы осмотических давлений в рассоле и сырной массе. Оба эти процесса 208
протекают одновременно, они противоположно направлены и взаимообусловлены.
Можно проводить посолку как несформованного, так и сформованного сыра. При посолке несформованного сыра хлорид натрия вносят в сырное зерно (посолка в зерне) или в сырное тесто перед формованием. Для посолки сформованного сыра применяют различные способы: посолку в зерне, рассоле, сухую посолку (сухой солью или соляной гущей), комбинированную посолку. Самый распространенный способ — посолка в рассоле.
За все время посолки прессуемых сыров соль проникает в них только на глубину 2,5 ± 0,5 см. Равномерное распределение соли по всей массе сыра достигается не раньше чем через 1...1,5 мес. В самопрессуемых сырах с незамкнутой поверхностью и пористой сырной массой скорость диффузии соли значительно выше.
Сухая посолка. В настоящее время сухую посолку используют редко, в основном для мягких и самопрессуемых сыров. В этом случае поверхность сыров натирают солью. Для прессуемых сыров с гладкой и сухой коркой применяют посолку соляной гущей. При этом на поверхность сыра насыпают тонкий слой соли и смачивают ее водой. Излишек воды (рассола) стекает, а на сыре остается «шапка» влажной соли. Посолку сухой солью и соляной гущей повторяют через 12...24ч (не реже одного раза в сутки). При этом оставшуюся на сыре соль стряхивают, сыр переворачивают, наносят соль уже на другую сторону сыра.
Комбинированная посолка. При комбинированной посолке существуют два или более способов посолки сыра: посолка в зерне с досаливанием в рассоле, посолка сухой солью (соляной гущей) с последующей досолкой в рассоле или посолка в рассоле с последующим досаливанием сухой солью.
Сухую посолку сыра с последующим досаливанием его в рассоле применяют в исключительных случаях. Этот прием используют на заводах при недостатке солильных бассейнов или в случае поступления на посолку теплого и сравнительно мягкого сыра. Тогда первые 2...4 сут применяют сухую посолку сыра в формах, а затем в рассоле.
Наиболее распространена посолка в зерне с досаливанием в рассоле, она позволяет улучшить качество и повысить выход сыра.
Посолка в зерне. Степень посолки в зерне (полная или частичная) связана с чувствительностью молочнокислых бактерий к концентрации соли в растворе. Различные концентрации хлорида натрия неодинаково действуют на развитие молочнокислых стрептококков и палочек, входящих в состав закваски различных видов сыров.
Так, массовая доля хлорида натрия в растворе 0,5 % стимулирует развитие всех молочнокислых стрептококков, 2 % — подавляет развитие отдельных видов стрептококков и резко подавляет разви-
14 Г. Н. Крусь и др.
209
тие палочек, 5 % — подавляет жизнедеятельность всех видов молочнокислых бактерий.
Полную посолку в зерне в производстве основных видов сыров не применяют. При полной посолке массовая доля хлорида натрия в водной фазе сыра составляет 4 % и более, при этом угнетается развитие всех видов микрофлоры закваски на той стадии выработки сыра, когда молочнокислое брожение еще не закончилось. Используют полную посолку при выработке некоторых мягких (свежих, несозревающих) сыров (домашнего, чайного и др.), когда молочнокислое брожение практически заканчивается. При выработке чеддера проводят полную посолку сырной массы после ее обработки (чеддеризации) и дробления.
Частичную посолку используют в производстве твердых сыров с низкой температурой второго нагревания, закваска для которых состоит из молочнокислых стрептококков (голландский, пошехонский, российский и др.). Хлорид натрия вносят в виде концентрированного раствора обычно в конце второго нагревания или после него с таким расчетом, чтобы массовая доля соли в водной части сыра после прессования составляла 0,3...0,5 %, а в сырной массе после прессования для сыров типа голландского — не более 0,6 %, для российского — 0,7...0,8 %.
В производстве сыров с высокой температурой второго нагревания посолку в зерне не применяют, поскольку в результате подавления молочнокислых палочек в сырной массе не образуется характерного вкуса и рисунка.
Инъекционный способ посолки. Посолка — трудоемкая технологическая операция в сыроделии. Поэтому в нашей стране и за рубежом ведут поиск способов механизации и аппаратурного оформления процесса посолки как в рамках традиционного способа, так и в направлении поиска новых приемов. В Московском государственном университете прикладной биотехнологии (МГУПБ) разработан инъекционный способ посолки сыров с помощью перфорированных игл (игольная инъекция) и форсунок (безыгольная инъекция). Рассол вводят в сформованную головку сыра под давлением. Для голландского брускового и российского сыров наиболее целесообразно игольную инъекционную посолку использовать для замены частичной посолки в зерне с последующей досолкой сыра в рассоле. При безыгольном инъецировании рассол с помощью форсунок вводят в поверхностный слой сыра. Для инъекционной посолки применяют рассол, массовая доля хлорида натрия в котором составляет 20 ± 1 %. Рассол предварительно пастеризуют при температуре 90 ± 5 °C с выдержкой 25 ± 5 мин, фильтруют и охлаждают до 20 ± 1 °C. Инъекционную посолку сыра осуществляют на стадии самопрессования сыра через 20 мин с начала самопрессования. После окончания самопрессования сыры прессуют.
210
Введенный рассол способствует перераспределению форм влаги в сыре в сторону увеличения связанных форм влаги, что положительно влияет на формирование консистенции сыра.
Инъекционная игольная посолка исключает получение соленой сыворотки, создает предпосылки для автоматизации технологических процессов производства сыра.
Посолка в рассоле. Осуществляют ее путем погружения сыра в рассол, представляющий собой водный раствор хлорида натрия (поваренной соли), и выдержки в нем до окончания просаливания.
Продолжительность посолки в рассоле зависит от состава и свойств (плотность наружного слоя, влажность сырной массы после прессования) и удельной поверхности сыра, параметров рассола (концентрация и температура). На скорость проникновения соли влияют состав и свойства сыра (влажность сырной массы после прессования, плотность наружного слоя) и параметры рассола (концентрация и температура).
Сыры с замкнутой плотной поверхностью (прессуемые) просаливаются медленнее, чем сыры с незамкнутой поверхностью (са-мопрессуемые).
Наибольшее значение имеет влажность сырной массы. Чем больше первоначальная влажность сыра, тем выше скорость проникновения соли внутрь сыра.
Удельная поверхность сыра, т. е. отношение площади поверхности к его массе (или объему), влияет на продолжительность посолки: чем больше удельная поверхность сыра, тем меньше продолжительность посолки при других равных условиях. Удельная поверхность связана с формой сыра. В зависимости от формы при одинаковой массе головок сыры располагаются в порядке снижения их удельной поверхности следующим образом: брусок > цилиндр > сфера.
С повышением концентрации рассола диффузия соли в сыр ускоряется, но при этом ускоряется и обратно направленный процесс — осмотический перенос воды из сыра в рассол. Между этими процессами существует сложное взаимодействие, поэтому максимальная скорость проникновения соли в сыр обнаруживается не при максимальной доле соли в рассоле 25...26 %, а при более умеренной — 18... 19 %. Установлено, что концентрация рассола влияет на гидрофильность сырной массы. При массовой доле соли в рассоле выше 17 % сыр обезвоживается, при 15... 17 % содержание в нем влаги не изменяется, при более низкой концентрации сырная масса уже поглощает влагу и набухает, что сопровождается размягчением поверхности сыра и приводит в дальнейшем к замедленному образованию на нем корки. Поэтому на заводах сыры солят в рассоле, массовая доля соли в котором составляет 20 ± 2 %. Чтобы концентрация соли во всех слоях рассола была одинаковой, применяют принудительную циркуляцию рассола.
14*
211
Скорость проникновения соли в сыр возрастает с повышением температуры рассола. Однако для сокращения продолжительности посолки этим не пользуются, так как повышение температуры способствует развитию в сырах микробиологических процессов, особенно связанных с жизнедеятельностью вредной газообразующей микрофлоры. Поэтому посолку проводят при сравнительно низкой температуре, равной 10 ± 2 °C.
Посолку осуществляют в специальном помещении в солильном бассейне, разделенном на секции с таким расчетом, чтобы каждая секция бассейна вмещала сыры одной выработки. Сыры солят в основном в циркулирующем рассоле с массовой долей хлорида натрия 18...20 %. Температуру рассола поддерживают на уровне 10 ± 2 °C, а при более высокой обсемененности сыров вредной микрофлорой температуру понижают до 5...6 °C. Для более быстрого охлаждения перед погружением в рассол допускается выдерживать сыры в течение 4 ± 1 ч в холодной воде температурой 4 ± 2 °C, которую периодически перемешивают.
Рассольные сыры солят в рассоле с более низкой массовой долей поваренной соли — 18 ± 2 % при наличии принудительной циркуляции и 21...22 % при ее отсутствии. Кислотность рассола регулируют, добавляя предварительно подготовленную кислую (170...200 °Т) сыворотку.
В солильное отделение направляют сыры с замкнутой поверхностью, хорошо отпрессованные. Малейшие изъяны на поверхности сыра или недостаточная ее механическая прочность приводят к появлению щелей и трещин, а в дальнейшем при созревании сыра — к развитию подкорковой плесени, образованию свищей и гнилостных колодцев.
Для механизации посолки используют специальные контейнеры. На каждой полке контейнера сыры размещают в один ряд. Контейнер с сыром погружают в рассол и извлекают из него с помощью подъемных механизмов. Если посолку сыра ведут без контейнеров, то сыры помещают в солильный бассейн в первые сутки в один ряд, чтобы предотвратить их деформацию, а в дальнейшем в два или три ряда. Выступающие из рассола поверхности сыра покрывают серпянкой или же на поверхность сыров помещают деревянную решетку, масса которой должна быть достаточна для того, чтобы погрузить сыры в рассол.
Рассол готовят растворением пищевой нейодированной поваренной соли не ниже первого сорта в чистой питьевой воде температурой 80 ± 10 °C. Насыщенный раствор хлорида натрия после частичного отстоя очищают сепарированием или фильтрованием, пастеризуют при температуре 80 ± 5 °C, охлаждают до температуры 10 ±2 °C и направляют в бассейн для посолки сыра или емкость для хранения рассола. Обычно рассол готовят в емкости вместимостью, обеспечивающей заполнение одного солильного 212
бассейна. После приготовления рассола все трубопроводы и оборудование, используемое для наведения, очистки и охлаждения рассола, с целью предотвращения коррозии металла моют теплой водой температурой 40 ± 5 °C в течение 15 ± 5 мин до полного удаления соли.
В процессе посолки снижается массовая доля хлорида натрия в рассоле в результате перехода соли в сыр и выделения сыворотки из сыра в рассол. Рассол обогащается молочной кислотой, молочным сахаром, азотистыми веществами, частицами сырной массы, что создает условия для развития вредной микрофлоры в рассоле. Повышается температура и кислотность рассола, он становится непригодным для использования. Поэтому при достижении кислотности 35 °Т (для твердых сыров) и 65 °Т (для мягких сыров) рассол заменяют новым или восстанавливают.
Восстановление рассола заключается в регулировании концентрации хлорида натрия, кислотности, температуры и чистоты рассола. Вначале с целью нейтрализации вносят известь или мел, тщательно перемешивают и оставляют в покое на одни сутки для осветления. Затем осветленный раствор подают в помещение для приготовления рассола, где его нагревают до температуры 80 ± 10 °C, вносят поваренную соль до получения требуемой массовой доли хлорида натрия в рассоле, очищают, пастеризуют при температуре 80 ± 5 °C и охлаждают до температуры 10 ± 2 °C. Готовый восстановленный рассол резервируют в специальной емкости или направляют в свободный, очищенный от осадка, вымытый и продезинфицированный солильный бассейн. Фильтрацию, регулирование кислотности и пастеризацию проводят по мере необходимости, но не реже одного раза в 1...2 мес, охлаждение рассола — ежедневно. При правильном уходе за рассолом его заменяют новым один раз в год.
7.1.6. СОЗРЕВАНИЕ СЫРА
Изменение состава и свойств сырной массы. Свежая сырная масса имеет чистый молочный вкус и эластичную, резиноподобную, грубую консистенцию. В процессе созревания сыр приобретает вкус и аромат. Консистенция становится более пластичной, мягкой, а для некоторых сыров мажущейся.
Созревание сыра представляет собой сложный комплекс микробиологических, биохимических и физико-химических процессов, протекающих в сырной массе. При этом все составные части (молочный сахар, белки, жир, минеральные вещества) претерпевают определенные изменения с образованием различных веществ, формирующих присущие данному виду сыра органолептические показатели (вкус, запах, консистенция) и рисунок.
213
Изменения составных частей сырной массы происходят под влиянием главным образом микробных и частично молокосвертывающих ферментов.
Максимальное число микроорганизмов накапливается в сыре в первые дни после его выработки. Развитие микроорганизмов продолжается до тех пор, пока остается несброженный молочный сахар. После полного его сбраживания число микроорганизмов постепенно снижается.
Ферментативный гидролиз лактозы и дальнейшее сбраживание продуктов гидролиза — глюкозы и галактозы (гликолиз) — происходит под действием ферментов микрофлоры закваски. Молочный сахар подвергается брожению с образованием молочной кислоты и других веществ и в течение 5... 10 сут после выработки сыра сбраживается полностью. Количеством молочной кислоты определяется кислотность сыра, которая влияет на скорость созревания и консистенцию продукта. Титруемая кислотность всех видов сыров возрастает быстро в первые часы и дни после выработки. В дальнейшем она повышается медленно и в конце созревания может понизиться вследствие накопления щелочных продуктов распада белков.
Содержание молочной кислоты в процессе созревания сыра снижается. Так, для сыров с высокой температурой второго нагревания массовая доля молочной кислоты снижается от 1,3... 1,4 % в 10-суточном возрасте до 0,8... 1 % к концу созревания, для сыров с низкой температурой второго нагревания — от 1,6...1,8 до 1,1...1,3 %, для мягких сыров —от 2...2,3 до 0,4...0,8 %. Молочная кислота вступает в реакцию с параказеином, отщепляет от него кальций и образует лактат кальция. Лактат кальция получается также при взаимодействии солей кальция с молочной кислотой. Молочная кислота и лактаты используются бактериями в процессах метаболизма. Так, пропионовокислые бактерии превращают их в ацетат, пропиат и СО2, играющий главную роль в формировании рисунка сыров с высокой температурой второго нагревания.
Ферментативный гидролиз белков (протеолиз) считают основным в процессе созревания сыра. Источники протеолитических ферментов — молочнокислые бактерии и молокосвертывающий препарат. Белки сырной массы распадаются с образованием многочисленных растворимых в воде азотистых соединений: высоко-, средне- и низкомолекулярных пептидов и, наконец, аминокислот.
В процессе созревания сыра содержание свободных аминокислот непрерывно возрастает, часть аминокислот подвергается различным изменениям с образованием целого ряда веществ, играющих большую роль в формировании вкуса и аромата сыра: карбоновые кислоты, окси- и кетокислоты, альдегиды, кетоны, амины, аммиак и др.
214
При декарбоксилировании аминокислот и жирных кислот образуется диоксид углерода (углекислый газ). Одна часть его хорошо поглощается сырной массой, а другая скапливается в пустотах сырной массы, постепенно расширяя их, превращая в глазки. Аммиак образуется при дезаминировании аминокислот, вступая в соединения с кислотами; непрореагировавший аммиак улетучивается, о чем свидетельствует запах аммиака в камерах созревания сыра.
Следовательно, ферментативный распад казеина сопровождается образованием растворимых в воде азотосодержащих соединений, число которых непрерывно увеличивается. Однако около 50...80 % параказеина (в зависимости от вида сыра) остается незатронутым ферментативным процессом. Степень распада белков при созревании сыра (зрелость сыра) определяют по содержанию отдельных фракций азотистых соединений.
Схема разделения азотосодержащих соединений сыра, разработанная во ВНИИМСе, приведена ниже.
215
Накопление растворимых азотосодержащих соединений: пептидов различной молекулярной массы, аминокислот, аминов, амидов, аммиака (общий растворимый азот) — характеризует ширину протеолиза. Накопление низкомолекулярных пептидов, аминокислот, аминов, амидов и аммиака (аминный азот) характеризует глубину протеолиза.
Содержание продуктов протеолиза в сырах различных групп неодинаково. Так, в сырах с высокой температурой второго нагревания массовая доля (% общего азота) общего растворимого азота, по данным различных исследователей, составляет 22...32 % и аминного азота — 10... 14 %, в сырах с низкой температурой второго нагревания — 20...24 и 7...9 % соответственно.
Содержание продуктов протеолиза в сырах различных групп, по данным А. И. Чеботарева, приведено в таблице 29.
29. Массовая доля растворимых азотосодержащих соединений в сырах различных групп
Сыр От общего азота (100 %), % Аминного азота от общего растворимого азота, %
общего растворимого азота (ширина протеолиза) аминного азота
Советский 22,0 9,2 42
Голландский 20,4 7,1 35
Латвийский 58,8 5,4 9,2
Брынза 13,8 4,8 35
Сыры с высокой температурой второго нагревания (советский) характеризуются большей глубиной протеолиза, чем сыры с низкой температурой второго нагревания (голландский) и мягкие (латвийский). Это объясняется тем, что при выработке сыров с высокой температурой второго нагревания используют молочнокислые палочки, имеющие высокую пептидазную активность, которые обеспечивают глубокое расщепление белков.
Сыры с низкой температурой второго нагревания (голландский) созревают в основном при участии лактококков, которые имеют более высокую протеазную активность по сравнению с пептидазной, что и определяет протеолиз этих сыров.
Наибольшая ширина протеолиза характерна для мягких сыров (латвийский). Мягкие сыры в отличие от твердых сыров с низкой температурой второго нагревания имеют повышенное содержание влаги и большой объем микрофлоры. Кроме того, в созревании литовского сыра помимо заквасочной микрофлоры участвует микрофлора слизи, в результате жизнедеятельности которой происходит протеолиз казеина.
В брынзе процесс протеолиза протекает аналогично процессам в сырах с низкой температурой второго нагревания, однако с меньшим накоплением общего растворимого азота. Последнее
216
объясняется тем, что брынза имеет более высокую массовую долю соли, созревает в рассоле и протеолиз задерживается.
С переходом белков из нерастворимого состояния в растворимое увеличивается количество связанной воды, что способствует улучшению консистенции сыра.
При нормальном брожении в сыре образуется рисунок, состоящий из шарообразных пустот (глазков), более или менее равномерно распределенных в массе сыра. У одних сыров (швейцарский) глазки достигают в диаметре 1...2см, у других (голландский) — 0,3...0,5 см. Глазки образуются в результате накопления в сыре газообразных продуктов.
В глазках сыра иногда появляется прозрачная жидкость, которую обычно называют «слезой», — это сырный сок, выделившийся в глазки. Увеличение содержания свободной влаги зависит от глубины распада белков (носителей связанной влаги), поэтому «слеза» появляется в зрелом сыре.
Кроме гидролиза белков в сырах происходит также ферментативный гидролиз молочного жира (липолиз). Основным источником липаз служит микрофлора заквасок, плесени и сырной слизи. В мягких сырах жир гидролизируется более интенсивно, в твердых — значительно слабее. В процессе липолиза образуются свободные жирные кислоты — масляная, капроновая, каприновая, каприловая, валериановая. В твердых сырах их содержание незначительно. Многие из жирных кислот обусловливают характерные острые вкус и запах мягких сыров.
Минеральные вещества в сырной массе изменяются в результате образования кислот (молочная, уксусная, пропионовая и др.). Молочная кислота отщепляет от казеина фосфат кальция и органический кальций в виде лактата кальция, в результате чего к концу созревания в сыре повышается количество растворимого кальция. При излишне большом накоплении молочной кислоты казеин теряет значительную часть кальция и плохо связывает влагу, при этом сыр приобретает ломкую крошливую консистенцию и плохой рисунок. Если молочной кислоты образуется мало, то отщепление кальция от казеина задерживается, в результате сыр имеет резинистую консистенцию. Следовательно, в процессе созревания сыр должен достигнуть оптимальной для каждого вида кислотности.
Режимы и условия созревания сыра. Развитие микрофлоры, а следовательно, и биохимических процессов, протекающих в процессе созревания, зависит от внешних условий: температуры, относительной влажности воздуха, кратности обмена воздуха в камере созревания, а также способов ухода за поверхностью сыра.
При созревании сыра поддерживают необходимые температуру и влажность воздуха в камере созревания сыра. После посолки сыр сначала обсушивают на стеллажах в солильном помещении в
217
течение 2...3 сут при температуре 10 ± 2 °C. Во избежание бурного брожения в твердых сырах в начальный период созревания эту же температуру поддерживают некоторое время (12...20 сут для сыров типа голландского и 15...25 сут для швейцарского) с целью активизации биохимических процессов, на следующем этапе созревания повышают температуру сыров для сыров типа голландского до 14...16'С на 1 мес, а для сыров типа швейцарского до 10...12 °C и выдерживают сыры до полной зрелости. Большинство мягких сыров сразу после посолки помещают в камеру созревания при температуре 12...14 °C и выдерживают там до окончания созревания.
При повышении температуры воздуха в камере созревания по сравнению с оптимальной происходят интенсивное брожение и, как следствие, вспучивание сыра. При излишне низкой температуре задерживается созревание и появляются пороки сыра (невыраженный вкус, горечь и др.).
Влажность сыра влияет как на интенсивность микробиологических и биохимических процессов, так и на качество сыра. При пониженной влажности воздуха в камере созревания сырная масса теряет много влаги, созревание сыра замедляется, а на корке образуются трещины. Высокая относительная влажность воздуха способствует развитию плесени на сыре и подпреванию корки, размягчению сырного теста. Для регулирования процесса созревания и получения сыра с хорошо наведенной коркой в камере созревания поддерживают определенную влажность воздуха. Относительную влажность воздуха для сыров с высокой температурой второго нагревания вначале устанавливают на уровне 90...94 %, снижая ее до 87...90 % после выхода сыра из бродильной камеры, а для сыров с низкой температурой второго нагревания — 88...92 %, снижая ее после месячного возраста до 80...85 %. Если сыры имеют защитное покрытие, то влажность сыра поддерживают на уровне 75...85 %.
Для борьбы с плесенью воздух камер созревания после освобождения их от сыра озонируют или облучают ультрафиолетовыми лучами.
Уход за поверхностью сыра во время созревания проводят для поддержания поверхности в необходимом для данного вида сыра состоянии, регулирования в нужном направлении микробиологических и биохимических процессов и сокращения потерь продукта.
На протяжении всего периода созревания для равномерного наведения корки и равномерной осадки сыры периодически (в зависимости от их состояния и условий созревания) переворачивают через 7...15 сут.
Прессуемые твердые сыры с гладкой плотной коркой, не требующие развития на поверхности какой-либо микрофлоры, перио-21-
дически моют, освобождая корку как от плесени, так и от слизи. Уход за сырами типа швейцарского состоит из периодических моек и незначительного подсаливания их корки для поддержания ее во влажном состоянии, чтобы не допустить образования толстых корки и подкоркового слоя, а также развития на корке плесени и слизи.
Самопрессуемые сыры, вырабатываемые с использованием поверхностной микрофлоры, в процессе созревания не моют. Поверхность этих сыров сохраняет шероховатость, неровности, впадины, обусловленные неплотным смыканием зерен, вследствие чего создаются благоприятные условия для развития необходимой аэробной микрофлоры.
Поверхность сыров, созревающих при участии микрофлоры слизи, в течение первого месяца обтирают влажной салфеткой через каждые 5...7 сут для равномерного распределения слизи и поддержания поверхности в умеренно влажном состоянии. В дальнейшем обтирают реже —через 8... 12 сут. В конце созревания слизь подсыхает, образуя плотный гладкий слой, хорошо защищающий поверхность сыра от высыхания и развития на ней посторонней микрофлоры. Перед реализацией сыр обтирают, слегка обсушивают и завертывают в пергамент. Отличительная особенность технологии пикантного сыра состоит в том, что вначале он созревает при участии слизи, а затем слизь удаляют с поверхности сыра, сыр подсушивают и покрывают защитным покрытием. Далее сыр созревает без участия аэробной микрофлоры.
По мере появления на твердых сырах плесени или слизи их моют в специально выделенном для этого помещении, обсушивают и возвращают в камеру для созревания. Сыры можно мыть не раньше чем через 2 нед после посолки, так как хлорид натрия еще недостаточно проник внутрь сыра и может быть потерян при ранней мойке. Температура воды для мойки сыра обычно 30...40 °C. Если в сыре происходит сильное брожение, температуру воды понижают до 20 °C. Когда необходимо усилить молочнокислое брожение в молодом сыре, температура воды составляет 35...40 °C.
Чтобы предупредить развитие поверхностной микрофлоры и ускорить наведение корки, сыры после мойки рекомендуется подвергать тепловой обработке. Для этого сыр помещают на 3...5 с в горячие воду или рассол температурой 88 ± 5 °C. Массовая доля поваренной соли в рассоле составляет 16... 18 %.
С этой же целью рекомендуется обрабатывать поверхности сыров суспензией сорбиновой кислоты. Такой обработке подвергают сыры с хорошо обсушенной поверхностью на (5 ± 1 )-е сутки после посолки, при этом сыр целиком погружают в суспензию или равномерно наносят ее на поверхность сыра с помощью мягкой щетки, губки или салфетки.
219
Правильный, рациональный уход за поверхностью сыра в процессе созревания способствует не только получению продукта хорошего качества, но и сокращению его потерь.
В процессе посолки и созревания масса сыра из-за усушки уменьшается. Наибольшая потеря массы, наблюдаемая в период посолки сыра за счет извлечения из него влаги, 4,5 ± 1,5 % массы сыра. После посолки масса сыра продолжает уменьшаться вследствие испарения влаги с его поверхности.
На величину усушки влияют условия созревания (температура, относительная влажность и кратность воздухообмена в камере созревания), свойства сыра (влажность сырной массы, состояние корки и удельная площадь поверхности головки сыра), приемы ухода за сыром (частота и качество мойки, тепловая обработка, свойства и своевременность применения защитных покрытий).
Усушка возрастает с повышением температуры и уменьшением относительной влажности воздуха, усилением воздухообмена в камерах созревания. В сырах с повышенной влажностью усушка больше, чем в сырах с меньшим содержанием влаги. Чем больше удельная площадь поверхности сыра, тем больше усушка.
При обработке сыра (мойка, тепловая обработка и др.) происходит потеря жира и белка. Общие потери массы сыра в процессе созревания в результате усушки и потерь жира и белка составляют 5... 11 %. Потери сырной массы, в свою очередь, влияют на выход сыра.
Применение прогрессивных способов ухода за сыром, использование защитных покрытий значительно уменьшают усушку, но не предотвращают ее. Чем раньше применяют защитное покрытие поверхности сыра, тем меньше усушка, так как наибольшая потеря массы сыра наблюдается в первые дни созревания.
Защитные покрытия твердых сыров. Предупредить разрушение корки сыра и развитие на ней слизи и плесени, снизить потери массы сыра, повысить качество готового продукта и сократить затраты по уходу за сыром при созревании можно с помощью защитных покрытий поверхности сыров на основе парафина, различных полимерных пленок и комбинированных покрытий.
Полимерное покрытие (сплав СКФ-15). Сплав относится к плен-кообразователям на основе парафина с полимерными и другими наполнителями. Этот сплав используют как самостоятельное покрытие, а также в качестве защитного слоя в комбинированных покрытиях ВИМ и новаллен.
В сыроделии применяют как раннее парафинирование, так и парафинирование сыров на более поздних стадиях созревания. Раннее парафинирование осуществляют только после наведения на поверхности сыра достаточно прочной, сухой и гладкой корки.
Твердые сыры с низкой температурой второго нагревания подвергают раннему парафинированию в 15...20-суточном возрасте. В
?ЗГ!
случае созревания сыров в сырохранилищах с высокой относительной влажностью (выше 90 %) их покрывают парафинополи-мерными покрытиями позднее — в 20...25-суточном возрасте. При этом до парафинирования сыры моют или протирают салфеткой, не допуская обильного развития на поверхности плесени и слизи.
Для покрытия сыров сплавами используют парафинеры различных конструкций. Поверхность сыра перед нанесением покрытия должна быть сухой. Температура сыра 10... 12 °C. Для нанесения защитного покрытия сыр погружают в расплав на 2...3 с, а затем вынимают и выдерживают 2...3 с над парафином для стекания излишков расплава и его застывания, после чего осторожно снимают с держателя. Температура парафинополимерного сплава СКФ-15 составляет 160...170 °C, а при раннем парафинировании 130... 140 °C. Температуру парафиновоскового сплава поддерживают на уровне 140...150 °C.
Уход за парафинированным сыром сводится к обтиранию его поверхности мягкой сухой салфеткой, переворачиванию через каждые 10...15 сут. При необходимости сыры перед отгрузкой парафинируют вторично.
Полимерные пленки. В промышленности используют следующие полимерные пленки: полиэтиленцеллофан, повиден, саран. Применяют их для созревания, хранения и реализации сыров с низкой температурой второго нагревания.
Пленочные материалы, применяемые в сыроделии, должны быть достаточно прочными, иметь низкую паро-, газо- и влаго-проницаемость, быть нетоксичными, не сообщать привкуса и запаха продукту, легко свариваться, плотно облегать упаковываемый сыр. При созревании в пленке усушка сыра почти полностью устраняется. Это обстоятельство следует учитывать при производстве сыров. Вырабатывать их надо с пониженной на 2,0 ± 0,5 % массовой долей влаги после прессования по сравнению с сырами, созревающими в парафиновосковом или парафинополимер-ном покрытии. В противном случае возможно получение продукта с повышенным содержанием влаги. Кроме того, при этом возможно нарушение нормального развития микробиологических и биохимических процессов при созревании сыра и, как следствие, возникновение ряда пороков (нечистый горький вкус, неправильный рисунок); консистенция в этом случае может быть мажущейся или рыхлой. И наконец, при излишней начальной влажности сыров возможно выделение жидкости (сыворотки) под пленкой во время созревания, что недопустимо.
На предприятиях, вырабатывающих сыры в пленках, чтобы исключить обсеменение продукта плесенями и другой посторонней микрофлорой, в помещениях для посолки, обсушки и упаковывания сыра в пленку устанавливают бактерицидные лампы. Они облучают эти помещения в нерабочее время в течение 8 ч (не менее)
221
в сутки. Бактерицидные лампы устанавливают в проходах между стеллажами и следят за тем, чтобы сыр не облучался.
Перед упаковкой в пленку сыр после посолки выдерживают при температуре 12 ± 2 °C от 5 до 12 сут в зависимости от состояния поверхности сыров.
Сыр перед упаковыванием в пленку должен иметь совершенно сухую чистую поверхность без плесени и слизи и без каких-либо повреждений. Чтобы предотвратить конденсацию влаги на поверхности сыров, температуру в помещении для упаковывания поддерживают такой, которая не превышала бы температуру воздуха в камере для созревания сыра. Если сыры упаковывают при комнатной температуре, то их предварительно выдерживают в помещении для упаковывания в течение 1,5...2,5 ч.
За 2...3 сут до упаковывания в пленку сыр рекомендуется обработать суспензией сорбиновой кислоты, что способствует предотвращению развития на сыре под пленкой поверхностной микрофлоры.
Упаковывание сыра в пакеты из полимерной пленки проводят на специальных вакуум-упаковочных машинах различных конструкций. Из пакетов необходимо полностью удалить воздух и обеспечить его герметизацию путем термосварки или зажатия металлической клипсой. При использовании пакетов из повиденовой пленки после упаковывания сыра осуществляют термоусадку пленки. Для этого сыр погружают на 4 ± 1 с в горячую воду температурой 96 ± 1 °C.
Допускается проводить созревание всех видов твердых сыров в пакетах из полимерной пленки без вакуумирования и герметизации упаковки. После такой же предварительной подготовки, что и при упаковывании под вакуумом, сыр укладывают в пакеты, концы которых плотно, без складок подворачивают под головку сыра. Обнаружив на сыре плесень или слизь, его моют, обсушивают и повторно укладывают в чистые пакеты. За 7... 10 сут до конца созревания сыр вынимают из пакета, моют, обсушивают в течение 3...7 сут, маркируют и парафинируют или переупаковывают в пленку под вакуумом.
В настоящее время создан ряд новых пленок для сыров: ПО-ЛИФОРМ-3, ОМПЛАСТ, АМИВАК СН и др.
Полиамид-полиолефиновая трехслойная асептическая пленка ПОЛИФОРМ-3 создана с использованием в качестве антимикробной добавки натриевой соли дегидрацетовой кислоты с пищевыми кислотами: молочной, лимонной и др. Пленка ПОЛИФОРМ-3 предназначена для созревания упакованных в эту пленку твердых сычужных сыров типа голландского, а также для хранения готовых сыров этого типа в порционной упаковке и мягких сыров без созревания. В пакеты из пленки ПОЛИФОРМ-3 упаковывают сыр в возрасте 12 сут, пакеты вакуумируют, заваривают и сыр направляют на созревание.
222
На основе полиолефинов создана трехслойная термоусадочная пленка ОМПЛАСТ, по своим свойствам сочетающая антимикробную активность по отношению к посторонней микрофлоре и газопроницаемость по отношению к воздуху, углекислому газу и кислороду. Внутренний слой этой пленки обладает антимикробной активностью к плесневым грибам, дрожжевым клеткам и другим нежелательным бактериям. Пленку ОМПЛАСТ выпускают в виде пакетов. Хорошая селективная газопроницаемость позволяет использовать пленку на ранней стадии созревания сыра, а именно на 5...7-е сутки. Пакет с сыром вакуумируют, заваривают и подвергают термоусадке в воде при температуре 93...95 °C.
Упаковку АМИВАК СН выпускают в виде многослойных пакетов, характеризующихся проницаемостью по отношению к углекислому газу. Материалы, из которых изготовлены пакеты, не включают хлорсодержащих соединений. Пакеты с сыром закрывают путем термосварки или с помощью специальных клипс с последующей термоусадкой пакета путем погружения в горячую воду температурой 90 °C.
Комбинированное покрытие новаллен. Покрытие применяют в производстве различных твердых сыров. Комбинированное покрытие новаллен состоит из двух слоев — каркасного и защитного. Каркасный слой новаллена представляет собой смесь латексов, в которую входит бактериостатический наполнитель, предохраняющий поверхность сыра от воздействия посторонней микрофлоры, а защитный слой — парафиновосковой или парафинополи-мерный сплав.
Защитный слой характеризуется высокой адгезией к каркасному слою и низкой паропроницаемостью, что обеспечивает защиту сыра от усушки и плесневения. В свою очередь, каркасный слой улучшает прочностные свойства защитного слоя, устраняет такой дефект, как осыпание парафинового слоя.
Перед нанесением каркасного слоя осуществляют ту же предварительную подготовку и соблюдают те же требования к состоянию поверхности и массовой доле влаги после прессования, что и для сыров, созревающих в полимерных пленках.
Каркасный слой наносят на швейцарский сыр на 8...9-е сутки, а на российский — на 3...4-е сутки. Каркасный слой наносят погружением, намазыванием, накатыванием, напылением в два приема: вначале покрывают верхнее полотно и более половины (по высоте) боковой поверхности, а затем после обсушки аналогичным образом покрывают остальную часть головки сыра. Для формирования каркасного слоя проводят обсушку в сушилках любого типа при температуре воздуха не более 35 °C и скорости его движения 5...7 м/с. При этом продолжительность обсушки составляет от 5 до 7 мин. Благодаря избирательной проницаемости по отношению к углекислому газу и кислороду каркасный слой способствует газообмену в начальный период созревания сыра. После
223
окончания молочнокислого брожения интенсивность выделения углекислого газа снижается и на сыры можно наносить защитный слой покрытия.
Защитный слой наносят на сыры типа швейцарского на 2...3-И сутки после выхода сыра из бродильной камеры, а на сыры типа российского — сразу или через 2...4 сут после формирования каркасного слоя.
Покрытие ПОЛИСВЭД. Антимикробное латексное покрытие, изготовленное на основе латексов сополимеров винилацетата с этиленом или дибутилмалеинатом. В качестве антимикробной добавки использована натриевая смесь дегидрацетовой кислоты. Для окрашивания использован бета-каротин в виде препарата «Ветерон».
Покрытие ПОЛИСВЭД предназначено для применения в производстве сыров типа голландского. Как самостоятельное покрытие ПОЛИСВЭД наносят намазыванием на поверхность сыра в возрасте 3...8 сут. Условия подготовки поверхностного слоя сыра перед нанесением покрытия ПОЛИСВЭД аналогичны условиям применения покрытия новаллен.
Комбинированное покрытие ПАРАСВЭД. Применяют его в производстве твердых сыров типа голландского. В качестве каркасного слоя используют латексное покрытие ПОЛИСВЭД, которое наносят на сыр на 5-е сутки его созревания. Защитный слой представляет собой полимерно-восковой сплав, который наносят на сыр в 40-дневном возрасте.
7.1.7. СПОСОБЫ ИНТЕНСИФИКАЦИИ ТЕХНОЛОГИИ СЫРА
В настоящее время можно выделить три направления интенсификации технологии сыров.
Первое направление. Сотрудниками ВНИИМСа разработана интенсивная технология сыров с низкой температурой второго нагревания, основанная на применении в качестве заквасок лактококков и молочнокислых палочек L. plantarum, а также кислой фосфатазы.
Молочнокислые палочки L. plantarum характеризуются высокой протеолитической активностью и способствуют ускорению созревания сыра. Эти сыры приобретают нетипичный для сыров голландской группы пряный привкус.
Кислая фосфатаза способствует дефосфорилированию казеи-наткальцийфосфатного комплекса мицелл казеина, что повышает его доступность для протеолитических ферментов, а остатки фосфорной кислоты участвуют в образовании структуры сычужного сгустка, что приводит к снижению расхода молокосвертывающего фермента на 25...30 %.
224
По интенсивной технологии вырабатывают: голландский брусковый, костромской и пошехонский сыры, химический состав которых приведен в таблице 30.
30. Химический состав сыров, вырабатываемых по интенсивной технологии
Сыр Массовая доля, % Продолжатель-ность созревания сыра, сут
жира в сухом веществе, не менее влаги, не более хлорида натрия
Голландский 45 50 44 43 1,5-2,0 1,5...2,0 30
Костромской 30 45 53 45 1,5-2,0 1,5-2,0 30
Пошехонский 30 45 53 45 1,5...2,0 1,5-2,0 30
Так, голландский брусковый, костромской и пошехонский сыры, выработанные по интенсивной технологии, созревают 30 дней вместо 45 при традиционной технологии. Разработанная технология допускает замену 50 % молочного жира на растительный и предусматривает частичную замену поваренной соли при посолке на лечебно-профилактическую соль.
Второе направление. Сотрудниками ВНИИМСа разработана технология сыра, включающая ряд приемов, позволяющих интенсифицировать технологический процесс и повысить выход готового продукта: высокая температура пастеризации молока (до 80 °C); созревание пастеризованного молока с закваской; использование в составе заквасок бактерий, характеризуемых высокой протеолитической активностью и способностью расщеплять имеющие горький вкус пептиды; термизация созревшего молока; частичная замена хлорида кальция на фосфаты.
По вышеуказанной технологии вырабатывают сыр «Волжский», относящийся к группе российского сыра. Химический состав сыра «Волжский» приведен ниже.
Массовая доля, % жира в сухом веществе, влаги, не более хлорида натрия не менее
40 48 1,5...2,5
45 45 1,3...2,3
50 44 1,3...2,1
Особенность технологии этих сыров — повышенная температура молока (до 80 °C), в то время как в технологии традиционных сыров пастеризацию молока проводят при 72...74 °C. Такая температура пастеризации вызывает денатурацию сывороточных бел-
15 Г. Н. Крусьидр.
225
ков, которая сопровождается их осаждением на мицеллах казеина, что препятствует действию сычужного фермента и образованию сгустка. Поэтому после пастеризации предусмотрено созревание молока с закваской. При созревании повышается кислотность молока, снижается электрический заряд и происходит частичная деминерализация казеинаткальцийфосфатного комплекса мицелл казеина, вследствие чего создаются условия для действия сычужного фермента и образования сгустка.
Кроме того, высокая температура пастеризации молока приводит к вовлечению в сырный сгусток сывороточных белков; при этом выход продукта увеличивается на 2...3 %. При созревании сыра сывороточные белки под действием микрофлоры закваски образуют горькие пептиды, при этом усиливается опасность возникновения горького вкуса сыра. Чтобы этого не произошло, в состав закваски введены нетрадиционные для сыров с низкой температурой второго нагревания молочнокислые бактерии, способные расщеплять имеющие горький вкус пептиды. Кроме того, эти бактерии, имея высокую протеолитическую активность, способствуют ускорению созревания сыра. Так, продолжительность созревания сыра «Волжский» составляет 30 сут, что в 2 раза меньше по сравнению со сроком созревания российского сыра.
Для снижения количества энтерококков в сыре предусмотрена термизация созревшего молока перед выработкой сыра.
В технологии этих сыров предусмотрена частичная замена хлорида кальция на гидрофосфат кальция, что способствует улучшению консистенции готового продукта. При выработке сыра допускается замена 50 % молочного жира на растительный. Продолжительность созревания сыра 30 сут.
Третье направление. Разработка сыров групп российского и голландского, технология которых отличается более интенсивным молочнокислым брожением и сокращенным сроком созревания по сравнению со сроками созревания традиционных сыров этих групп.
Интенсификация молочнокислого брожения в технологии этих сыров достигается путем использования наряду с мезофильной заквасочной микрофлорой специально подобранных штаммов культур термофильных молочнокислых палочек (бактериальная закваска БЗ-ТМП). Микрофлора БЗ-ТМП характеризуется высокой кислотообразующей способностью и сильными протеолитическими свойствами. Кроме того, БЗ-ТМП обладает антагонистической активностью по отношению к бактериям группы кишечных палочек.
Целесообразность использования термофильных молочнокислых палочек (ТМП) объясняется следующим. В технологии сыров с низкой температурой второго нагревания обычно используют мезофильную заквасочную микрофлору, оптимальная температура развития которой 28...32 °C. Однако для достижения необходимой
226
степени обезвоживания сырного зерна температуру его обработки повышают до 39...43 °C (второе нагревание), что тормозит развитие микроорганизмов и сбраживание молочного сахара. Так, в сырах группы голландского лактоза сбраживается только на 10...15-е сутки. Использование мезофильной заквасочной микрофлоры в сочетании с ТМП, которые при температуре второго нагревания имеют благоприятные условия для своей жизнедеятельности, способствует активизации молочнокислого процесса на всех стадиях обработки сырного зерна, формования и прессования сырной массы и при созревании сыра. В сырах, выработанных с бактериальной закваской БЗ-ТМП, молочный сахар сбраживается к концу посолки на 95...96 %. Высокий уровень молочнокислого брожения (накопления биомассы) к моменту помещения сыров в камеру созревания способствует созреванию сыра в более короткие сроки и при более низких температурах (8...10 °C). При этом создаются неблагоприятные условия для развития технически вредной микрофлоры, в частности маслянокислых бактерий (температура развития которых 11 °C), и этим предотвращается вспучивание сыров.
С использованием в составе закваски термофильных молочнокислых палочек (закваски БЗ-ТМП) разработаны сыры типа российского — «Витязь»; сыры, формуемые из пласта, — «Радонежский», «Сибиряк», «Фаворит» и др. В технологии сыра «Покровский», относящегося к группе российского, используют комплексную закваску, состоящую из лактококков, термофильных (L. acidophilus) и мезофильных (L. casei) палочек.
Сыр «Витязь» в отличие от российского имеет три градации по массовой доле жира в сухом веществе: 50; 40 и 30 %. Вырабатывают его с использованием закваски из мезофильных молочнокислых микроорганизмов, а также термофильных молочнокислых палочек (БЗ-ТМП). Формуется насыпью. Продолжительность созревания 30 сут при температуре 8... 12 °C.
Сыр «Радонежский» имеет две градации по массовой доле жира в сухом веществе: 45 и 50 %. Формуется из пласта. Продолжительность созревания 30 сут при температуре 8...12 °C. Имеет форму низкого цилиндра, брусков с прямоугольным или квадратным сечением. Характеризуется ярко выраженным сырным вкусом с наличием пряности, остроты и легкой кисловатости, пластичной консистенцией. Рисунок состоит из глазков круглой, овальной или угловатой формы. Допускается отсутствие рисунка.
Сыр «Сибиряк» имеет пониженную массовую долю жира в сухом веществе (25 %). Формуется из пласта. Продолжительность созревания 30 сут при температуре 8... 12 °C. Имеет форму низкого цилиндра, брусков с прямоугольным или квадратным сечением. Характеризуется выраженным сырным вкусом с наличием пряности и легкой кисловатости, однородной пластичной консистенцией, рисунком, состоящим из глазков круглой, овальной и угловатой формы.
15*
227
Сыр «Фаворит» имеет две градации по массовой доле жира в сухом веществе: 40 и 50 %. Вырабатывают его с использованием бактериального препарата БП-СМС в комплексе с термофильными молочнокислыми палочками БЗ-ТМП и закваски молочнокислых палочек L. casei (БЗ-СМП). Формуется из пласта. Срок созревания для сыра с массовой долей жира 40 % составляет 30 сут, а для сыра с массовой долей жира 50 % — 25 сут при температуре 8... 12 °C.
Сыр «Покровский» относится к группе российского сыра. Это твердый сычужный сыр с низкой температурой второго нагревания, формуемый насыпью и имеющий четыре градации по массовой доле жира в сухом веществе: 50; 45; 40 и 30 %. Представляет собой брусок с квадратным основанием со стороной 14...20 см и высотой 10... 12 см, массой 2...5 кг. Продолжительность созревания 30 сут при температуре 10... 12 °C.
Особенность сыра «Покровский» — использование закваски, состоящей из трех видов заквасок: мезофильных молочнокислых кокков, мезофильных молочнокислых палочек вида L. casei и термофильных молочнокислых палочек вида L. acidophilus (невязкий штамм).
Источником мезофильных молочнокислых кокков служит закваска, приготовленная на основе бактериального препарата типа БК-Углич-6, который характеризуется высоким содержанием жизнеспособных клеток, повышенным количеством ароматообразующих лактококков, фагоустойчивостью. Препарат можно использовать в виде беспересадочной закваски, а также в активизированном виде или прямым внесением в молочную смесь. Оптимальная температура развития для микроорганизмов данной группы 25...30 °C (предельная 40 °C), что обусловливает благоприятный период для их развития — с момента внесения закваски в смесь до второго нагревания. В этот период общее число микроорганизмов увеличивается до сотен миллионов в 1 г сыра. При повышении температуры сырного зерна до 35...40 °C развитие мезофильных молочнокислых лактококков приостанавливается и начинается развитие ацидофильной палочки. Палочки имеют развитый комплекс пептидаз, тогда как лактококки — протеиназ.
Благоприятный период для развития ацидофильной палочки начинается с начала второго нагревания сырной массы (43...45 °C) и продолжается до конца прессования, что составляет по времени 5...6ч. При снижении температуры сыра до 20 °C (во время посолки) развитие ее прекращается. Важно то, что максимум развития ацидофильной палочки совпадает с периодом развития бактерий группы кишечных палочек, которые обнаруживаются в незначительных количествах в смеси. Ацидофильная палочка продуцирует антибиотические вещества, подавляющие рост кишечной палочки.
228
Мезофильные молочнокислые палочки L. casei, используемые в технологии сыра «Покровский», характеризуются хорошей протеолитической активностью, антагонизмом по отношению к технически вредной микрофлоре. Температурный диапазон их развития 15...40 °C, т. е. они интенсивно развиваются при повышении температуры второго нагревания до 40 °C. При дальнейшем повышении температуры до 43...45 °C их развитие приостанавливается и вновь активизируется при остывании сыра до 37...38 °C и остается на этом уровне до конца созревания.
При совместном использовании ацидофильной палочки и L. casei между микроорганизмами отмечаются тесные симбиотические взаимодействия, выражающиеся в усилении их антибиотической активности, повышении кислотообразующей способности и образовании ароматообразующих соединений, которые чистые культуры по отдельности не продуцируют.
Для ускорения созревания и предупреждения горечи в сырах с низкой температурой второго нагревания используют L. helveticus, которые обладают высокой внутриклеточной протеолитической активностью, проявляющейся в образовании низкомолекулярных продуктов расщепления казеина, в частности аминокислот. Чтобы использование этого вида бактерий не изменило характера кисло-тообразования во время выработки сыра, клетки L. helveticus вносят в молоко в состоянии шока, достигаемого высушиванием, нагреванием, замораживанием и т. д. При этом подавляется кислотообразующая способность бактерий, но сохраняется активность внутриклеточных протеолитических ферментов, которая проявляется во время созревания сыра.
7.1.8. ПОДГОТОВКА СЫРА К РЕАЛИЗАЦИИ
Оценка качества и пороки сыров. Оценку качества и сортировку сыров осуществляют после достижения ими кондиционной зрелости. Сыры, выпускаемые в реализацию, осматривает и оценивает эксперт. Оценку начинают с внешнего осмотра упаковки, маркировки, состояния корки и защитного покрытия. Для оценки качества сыра берут пробу; одну часть пробы используют для органолептической оценки, а другую — для определения химического состава сыра (массовой доли жира в сухом веществе сыра, влаги и хлорида натрия).
При оценке сыров дают характеристику вкуса и запаха сыра, его консистенции, рисунка, цвета теста, внешнего вида и устанавливают отклонения показателей от требований стандарта. Оценку проводят по 100-балльной системе, каждому показателю отводится определенное количество баллов: вкус и запах — 45 баллов, консистенция — 25, рисунок — 10, цвет теста — 5, внешний вид — 10, упаковка и маркировка — 5 баллов.
229
В зависимости от балльной оценки сыры относят к одному из сортов: высший — общая оценка от 87 до 100 баллов, в том числе по вкусу и запаху не менее 37 баллов; первый — общая оценка от 75 до 86 баллов. Сыры, получившие оценку менее 75 баллов или по составу не соответствующие требованиям стандарта, к реализации не допускаются, а подлежат переработке.
Мягкие и некоторые твердые сыры (российский, пошехонский, литовский и др.) не подразделяют на сорта. В этом случае устанавливают соответствие или несоответствие качества и состава продукта требованиям нормативно-технической документации. В случае несоответствия качества продукта требованиям нормативно-технической документации сыр приемке-сдаче не подлежит. Его направляют на промышленную переработку.
При качественной оценке сыров могут быть обнаружены пороки вкуса и запаха, консистенции, рисунка, цвета.
Пороки вкуса и запаха. Горький вкус сыр приобретает в основном из-за накопления в нем большого количества полипептидов. Это происходит при нарушении процесса протеолиза вследствие тех или иных отклонений в технологии. Понижение температуры созревания, излишнее повышение кислотности в сырах, увеличение содержания хлорида натрия — все это приводит к резкому замедлению развития молочнокислых бактерий и, следовательно, к уменьшению количества протеолитических ферментов и снижению их активности.
Причиной горького вкуса может быть переработка на сыр молока от коров, больных маститом, или содержащего горькие вещества растительного происхождения. Во всех случаях следует тщательно сортировать молоко и соблюдать установленные технологические режимы выработки сыра.
Кисловатый вкус. Характерен для всех сыров, вырабатываемых с низкой температурой второго нагревания. Иногда он бывает выражен очень сильно и расценивается как порок. Основная причина образования кислого вкуса — накопление в сыре излишнего количества молочной кислоты. Это происходит при переработке молока повышенной зрелости, внесении слишком большой дозы бактериальной закваски, излишне высокой начальной влажности сыра, недостаточном разбавлении сыворотки водой. Чтобы избежать этого порока, следует следить за подготовкой зрелого молока и регулировать уровень молочнокислого брожения при выработке сыра.
Затхлые вкус и запах. В твердых прессуемых сырах этот порок чаще всего обусловлен развитием поверхностной микрофлоры, особенно слизи. Микрофлора слизи обладает высокой протеолитической активностью. Протеолиз сопровождается образованием большого количества аммиака, который проникает в сыр и придает ему затхлые вкус и запах. Развитию поверхностной микрофлоры способствуют высокая влажность и кислотность сырной мас
230
сы, повышенная относительная важность воздуха и плохой уход за сыром в процессе созревания.
Затхлые вкус и запах могут быть обусловлены развитием газообразующей микрофлоры (дрожжи, кишечная палочка). Чтобы предупредить этот порок, необходимо строго соблюдать санитарно-гигиенические условия, регулировать влажность и кислотность в процессе выработки сыра, обеспечить тщательный уход за сыром и необходимую относительную влажность воздуха при созревании сыра.
Недостаточно выраженные вкус и запах. Порок появляется вследствие замедленного развития в сыре микробиологических и биохимических процессов. Это обусловлено рядом причин: недостаточным содержанием влаги в сыре, излишним разбавлением сыворотки водой, высокой кислотностью, избыточным содержанием хлорида натрия, созреванием сыров при пониженной температуре и др. Чтобы предупредить порок, необходимо регулировать влажность и уровень молочнокислого брожения, контролировать режим посолки и созревания сыра.
Пороки консистенции. Твердая консистенция. В прессуемых сырах с низкой температурой второго нагревания этот порок вызывается чаще всего недостаточным содержанием влаги в сыре. Этот недостаток можно устранить путем снижения температуры второго нагревания и применением частичной посолки в зерне.
Твердая консистенция в сырах с высокой температурой второго нагревания может быть следствием замедленного развития микробиологических и биохимических процессов, когда накопление растворимых продуктов протеолиза происходит в недостаточной степени. В этом случае следует применять активные культуры молочнокислых бактерий и наносить защитные покрытия на сыры на более ранних стадиях его созревания, не допускать пересола сыра.
Крошливая консистенция образуется вследствие избыточного развития молочнокислого процесса. При этом в результате интенсивного накопления молочной кислоты усиливается отщепление кальция от мицелл казеина и ухудшаются его гидрофильные свойства. Чтобы предупредить порок, необходимо регулировать уровень молочнокислого брожения путем добавления воды при обработке зерна и проводить частичную посолку сырной массы в зерне.
Колющаяся консистенция (самокол). Порок заключается в растрескивании сырной массы и образовании щелей различной величины. Это происходит из-за недостаточной эластичности сырного теста при недостатке кальция, связанного с казеином. При накоплении в таких сырах газообразных продуктов глазки не образуются и вместо постепенной деформации сырной массы в местах скопления газов сыр растрескивается. Причиной служит накопление избытка кислоты при излишне развитом молочнокислом броже
231
нии вследствие применения больших доз бактериальной закваски с повышенной активностью кислотообразования.
Причиной порока может быть замедленное газообразование в сыре. В этом случае необходимое для образования рисунка давление газа создается уже после того, как сырная масса потеряет эластичность (вследствие проникновения в сыр хлорида натрия и его взаимодействия с казеином).
Чтобы предупредить порок, необходимо обеспечить своевременное газообразование в сыре, поддерживать в камерах созревания необходимый температурно-влажностный режим.
Резинистая консистенция. Она вызывается недостаточно развитым в сыре молочнокислым брожением, когда при низком содержании молочной кислоты образуется избыток кальция, связанного с белком. Чтобы предупредить порок, необходимо увеличить дозу закваски, удлинить время свертывания и обработки сгустка, не разбавлять сыворотку водой.
Мажущаяся консистенция. Порок возникает при высокой влажности сырной массы. Для устранения порока необходимо усилить обсушку зерна в процессе обработки.
Пороки рисунка. Сетчатый, рваный и губчатый рисунок образуется в результате избыточного газообразования при развитии в сырах вредной микрофлоры (кишечная палочка, дрожжи и маслянокислые бактерии). Причинами являются использование бактериально загрязненного молока, недостаточно эффективная пастеризация, вторичное обсеменение молока и сырной массы вредной микрофлорой, применение малоактивной бактериальной закваски, излишне низкая кислотность сыра, проведение посолки и созревание сыра при повышенных температурах и др.
Для устранения порока необходимо строго соблюдать санитарно-гигиенические условия производства и режим пастеризации молока, использовать антагонистические закваски и бактериальные препараты, проводить посолку и созревание сыра при пониженной температуре.
Отсутствие рисунка. Этот порок в сыроделии называют «слепой рисунок». Вызывается он замедленным газообразованием в сыре и чаще всего обусловлен недостаточным развитием ароматообразующих молочнокислых стрептококков (при выработке сыров с низкой температурой второго нагревания) или пропионовокислых бактерий (при выработке сыров с высокой температурой второго нагревания). Причинами замедленного газообразования служат низкая температура посолки и созревания сыра и излишнее содержание хлорида натрия в сыре. Особенно неблагоприятно сказывается на газообразовании избыточное внесение хлорида натрия при частичной посолке сыра в зерне. Для устранения порока необходимо строго следить за режимами посолки и созревания сыра.
232
Пороки цвета и внешнего вида. Неравномерное окрашивание теста сыра (белые пятна). Порок обусловлен неоднородной обработкой сырного зерна, неравномерным распределением бактериальной закваски. Чтобы предупредить порок, необходимо вносить закваску в молоко через сетчатый фильтр, хорошо перемешивать смесь перед свертыванием, ставить одинаковое по размеру зерно, не допускать комкования зерен при обработке.
Белый цвет теста. Появляется у сыров пересоленных, выработанных в зимний период или из молока с повышенной кислотностью.
Подкорковая плесень. Она развивается в сырах с плохо замкнутой при прессовании поверхностью, что обусловлено недостаточным давлением и малой продолжительностью прессования, быстрым охлаждением поверхности сыра, излишней обсушкой сырного зерна и др. Способствует ее развитию и образование трещин на поверхности сыра из-за деформации его после посолки, а также медленное наведение корки на сыре или повреждение ее при мойке.
Для устранения порока необходимо подпрессовывать пласт под слоем сыворотки, проводить перепрессовки сыра, следить за температурой воздуха при формовании и прессовании сыра, аккуратно обращаться с сырами при их укладке на стеллажи в процессе моек, применять при созревании сыра покрытия, в состав которых входят вещества, задерживающие рост плесени.
Фасование сыра. Для удобства покупателей заводы проводят фасование зрелых сыров и реализацию их мелкими порциями, герметически упакованными в пакеты из полимерных материалов.
К фасованию сыр подготавливают в изолированном помещении. Перед фасованием с сыров удаляют защитное покрытие и корку (для сыров в парафиновосковом или парафинополимерном покрытии). При необходимости зачищают поверхность.
Разрезают и упаковывают порции сыра в пленку в помещении, изолированном от подготовительного отделения. В этом помещении установлены бактерицидные лампы, которыми облучают его в нерабочее время. Относительная влажность воздуха в помещении не должна превышать 80 %. Сыры разрезают на бруски, секторы или ломтики массой от 100 до 500 г и укладывают в пакеты из полимерных материалов (повиден, полиэтилен-целлофан). Перед изготовлением пакетов пленку тщательно просматривают. Пленку с надломами, порезами или точечными отверстиями не используют.
Твердые сыры упаковывают в полимерные пленки при разрежении или без разрежения, но с применением нейтральных газов (азота или диоксида углерода). При упаковывании с применением диоксида углерода, азота или смеси этих газов из пакета вначале удаляют воздух, а затем заполняют его газом. Разрежение в пакете должно быть не менее 96 %. Вакуумирование, наполнение инерт
233
ным газом и герметизацию (термосваривание) выполняют на специальных машинах.
В термоусадочные пленки сыры упаковывают с последующей тепловой обработкой для усадки пленки. Тепловую обработку осуществляют горячей водой температурой 97 °C или горячим влажным воздухом в течение 2...3 с.
Продолжительность хранения порций сыра с момента фасования до конца реализации для твердых сыров не более 20 сут, для мягких не более 3 сут при температуре не выше 10 °C и относительной влажности воздуха не более 80 %.
Маркирование зрелого сыра. На заводе сыр маркируют в целях установления вида сыра и принадлежности его к предприятию-изготовителю.
Производственная марка включает следующие обозначения: массовую долю жира в сухом веществе сыра; номер предприятия-изготовителя; сокращенное наименование края, области, республики, в которых находится предприятие-изготовитель. Для сыров определенной жирности и групп устанавливают свои формы и размеры марки, число и порядок их расположения (рис. 24).
Маркирование выполняют непосредственно перед парафинированием безвредной и несмываемой краской при помощи штемпеля на одном из полотен сыра ближе к боковой поверхности. Марку наносят на сухую чистую поверхность сыра (корку) или на каркасный слой при использовании комбинированного покрытия сыра.
При упаковывании сыра в пленку производственную марку допускается помещать на пленку. Можно наклеивать на сыры этикетки, утвержденные организацией, в систему которой входит завод.
На сыры пошехонский, буковинский, эстонский и некоторые другие на боковую поверхность или полотно, свободное от маркировки, при помощи штампа наносят наименование сыра: пошехонский, буковинский и др. Эта маркировка должна занимать все полотно сыра.
На сыры мягкие, латвийский и пикантный производственную марку наносят на фольгу или бумагу, в которую завернут сыр.
У неформованных сыров ускоренного созревания и рассольных маркируют тару.
Упаковывание, хранение и транспортирование сыра. Сыры упаковывают в дощатые ящики, деревянные барабаны и другую тару. Тару выстилают оберточной бумагой. Подготовленные тару и сыры для упаковывания взвешивают. Враждую единицу тары помещают сыры одного наименования, сорта и по возможности одной выработки.
Для упаковывания большинства рассольных сыров используют деревянные бочки, куда укладывают сыры плотными рядами и за-
234
Рис. 24. Маркирование сыров различной жирности и групп:
а —сыры 50%-ной жирности: 7—швейцарский; 2— советский; 3 — чеддер; 4 — российский; 5—голландский круглый; б— сыры 55%-ной жирности: 6— пикантный малого размера; 7— пикантный большого размера; в — сыры 45%-ной жирности: 8— голландский брусковый; 9— костромской; 10— ярославский; 11 — степной; г — сыры 40%-ной жирности типа российского сыра для плавления; д — сыры 30%-ной жирности (литовский, выруский, в скобках указан размер для сыров типа российского для плавления); е — сыры 20%-ной жирности (прибалтийский); ж — сформованный нежирный сыр и сыр ускоренного созревания для плавления
ливают рассолом. Неформованные сыры для плавления укладывают в деревянные бочки или набивают в мешки из полимерных материалов, которые укладывают в дощатые или картонные ящики, а также бумажные мешки.
В зависимости от назначения сыры подвергают кратковременному или длительному хранению. Кратковременное хранение зрелых сыров осуществляют при температуре 2...8 °C и относительной влажности воздуха 75...85 %. До отгрузки потребителям сыр хранят в таре. Ящики с сыром укладывают в штабель. Чтобы обеспечить циркуляцию воздуха, штабели размещают на деревянных брусках, а между рядами ящиков прокладывают рейки. Продолжительность хранения твердых прессуемых сы
235
ров не более 30 сут, твердых самопрессуемых — не более 20 сут, рассольных —1...3 сут, рокфора — 3...5 сут. Мягкие свежие сыры не хранят.
На длительное хранение направляют зрелые сыры, упакованные в пленку типа повиден, а также покрытые парафинополи-мерным сплавом или покрытием ПАРАСВЭД, с хорошо выраженным вкусом, запахом и нормальной консистенцией. Твердые сыры хранят при отрицательных температурах — от —2 до —3 °C и относительной влажности воздуха 75...80 %. В таких условиях твердые сыры с низкой температурой второго нагревания можно хранить до 6 мес, а с высокой температурой второго нагревания — до 8 мес. Мягкие сыры хранят при положительной температуре 2...5 °C и относительной влажности воздуха 80...85 %. Длительность хранения мягких сыров при температуре от —3 до -5 °C составляет 25...30 сут.
Сыр транспортируют автомобильным, железнодорожным и водным транспортом. Перед отгрузкой сыра транспортные средства очищают, тщательно моют и просушивают. Лучше сыр транспортировать в изотермических транспортных средствах при температуре 2...8 °C. Чтобы предотвратить деформацию головок сыра, ящики с сыром укладывают плашмя. Нельзя помещать ящики на торец или перевозить сыр не упакованным в ящики.
7.2. ЧАСТНАЯ ТЕХНОЛОГИЯ СЫРА
7.2.1. КЛАССИФИКАЦИЯ СЫРОВ
Частная технология изучает особенности технологического процесса производства отдельных видов сыров, определяющие разнообразие существующих видов, физико-химические, органолептические показатели и характеристику готового продукта.
С целью систематизации многообразия видов сыров разработаны различные схемы их классификации. В сыроделии приняты товароведная и технологическая классификации.
В основу товароведной классификации положены товарные и потребительские свойства продукта.
В основу технологической классификации, призванной способствовать изучению и систематизации большого ассортимента вырабатываемых сыров, положены как товароведные, так и технологические признаки: параметры производства, вид бактериальных культур, применяемых при выработке и созревании сыра, характер протекания и направленность микробиологических и биохимических процессов созревания сыров, физико-химические и органолептические свойства сыров.
Одними из первых в нашей стране были классификации А. Н. Королева: товароведная и технологическая.
236
Сыры
Рис. 25. Товароведная классификация по А. II. Королеву
В товароведную классификацию А. Н. Королева кроме натуральных сыров вошли переработанные (рис. 25). В основу этой классификации положены смешанные признаки: одни из них характеризуют консистенцию сыра, другие — условия созревания, хранения и вид обработки. Всего классификация включает 18 подгрупп, объединенных в 5 групп.
Признаки, используемые в первой технологической классификации А. Н. Королева: способ коагуляции белков молока, степень зрелости молока, температура второго нагревания, способ прессования, применение чеддеризации, условия созревания. В этой классификации выделены 15 групп сычужных сыров и 3 группы кисломолочных (рис. 26).
На той же основе построены схемы технологических классификаций, разработанных И. Б. Гисиным и А. И. Чеботаревым. Последний составил систематизированный перечень наиболее распространенных в мировом ассортименте сыров, включающий до 160 наименований.
Схема технологической классификации сыров А. Н. Королева рассчитана на выработку сыров из сырого молока. При переходе на производство сыров из пастеризованного молока существенное значение приобретают бактериальные закваски. Так, технологическая классификация, предложенная 3. X. Диланяном, учитывает различия в характере ферментативных процессов в сырах под влиянием вносимой микрофлоры. По этой классификации сыры де-
237
] Сыры [
Рис. 26. Технологическая классификация по А. Н. Королеву
лят на три класса: I класс — сычужные сыры, II класс — кисломолочные сыры, III класс — переработанные сыры.
I класс — сычужные сыры, в свою очередь, делятся на три подкласса: 1-й подкласс (твердые сыры) — все сыры, созревающие исключительно под влиянием молочнокислых или молочнокислых и пропионовокислых бактерий; 2-й подкласс (полутвердые сыры) — все сыры, созревающие под влиянием молочнокислых бактерий с обязательным хорошо развитым слоем слизи на поверхности сыра, придающим продукту специфические аммиачные вкус и запах; 3-й подкласс (мягкие сыры) — все сыры, созревающие под влиянием щелочеобразующих бактерий сырной слизи и микроскопических грибов (плесеней) в отдельности или при совместном их действии, а также молочнокислых бактерий.
II класс — кисломолочные сыры — включает в себя два подкласса: 1-й подкласс — все кисломолочные сыры с краткосрочным созреванием, потребляемые в свежем виде; 2-й подкласс — кисломолочные, но выдержанные сыры, подвергнутые более длительному созреванию.
III класс — переработанные сыры — это сыры, при производстве которых используют все сыры: как сычужные, так и кисломолочные.
В классификацию, предложенную П. Ф. Крашенининым, входят только натуральные сыры, которые разделены на подклассы по следующим показателям: физико-химические (содержание влаги и соли в сыре, активная кислотность сыра на различных стадиях его выработки, энергия связи влаги с сырной массой, реологические свойства сырной массы — период релаксации); биологические (вид микроорганизмов закваски); технологические (размер сырного зерна, температура второго нагревания, продолжительность созревания). Всего выделено 5 подклассов сыров: мягкие (дорогобужский, смоленский, «Русский камамбер» и др.); полутвердые (пикантный, сусанинский и др.); твердые с низкой температурой второго нагревания (голландский, буковинский и др.); твердые с высокой температурой второго нагревания (швейцарский, советский, алтайский, украинский и др.).
А. В. Гудков, С. А. Гудков и В. Н. Сергеев предложили классификацию сыров (включая зарубежные), основанную на следующих показателях: сырье, способ свертывания молока, участвующая в производстве сыра микрофлора, показатели химического состава, особенности технологии.
Поскольку в настоящее время нет общепринятой классификации, то предлагается технологию сыров изучать по следующим группам: натуральные сыры и переработанные сыры.
К группе натуральных сыров относят: твердые сычужные сыры, созревающие при участии молочнокислой микрофлоры, — с высокой температурой второго нагревания, с низкой температурой второго нагревания и с низкой температурой второго нагревания
239
и повышенным уровнем молочнокислого брожения; твердые сычужные сыры, созревающие при участии молочнокислых бактерий и микрофлоры сырной слизи; сыры мягкие, рассольные сыры, сыры и сырные массы для выработки плавленых сыров.
К группе переработанных сыров, при производстве которых используют как сычужные, так и кисломолочные сыры, относятся плавленые сыры, сыры в керамической таре, сухие сыры и др. Самое большое распространение получили плавленые сыры.
В настоящее время сотрудниками ВНИИМСа Н. П Захаровой, О. В. Лепилкиной и Т. М. Коноваловой разработаны технологическая и товароведная классификации плавленых сыров, которые будут рассмотрены в главе «Технология плавленых сыров».
7.2.2. ТЕХНОЛОГИЯ ТВЕРДЫХ СЫЧУЖНЫХ СЫРОВ С ВЫСОКОЙ ТЕМПЕРАТУРОЙ ВТОРОГО НАГРЕВАНИЯ
Характеристика сыров. К сырам с высокой температурой второго нагревания относят швейцарский, советский, алтайский, кубанский, украинский, карпатский, эмменгальский, бийский и горный сыры.
Аминокислоты, имеющие сладковатый или сладковато-пряный вкус (пролин, оксипролин, аланин, глутаминовая кислота), а также повышенное содержание летучих жирных кислот (особенно уксусной и пропионовой) обусловливают характерный сладковато-пряный вкус и запах сыров, выработанных с высокой температурой второго нагревания.
Газообразные продукты пропионовокислого брожения (диоксид углерода и водород), а также консистенция сырного теста способствуют формированию в сырах развитого рисунка из крупных глазков диаметром 10...15 мм.
Сравнительно низкое содержание влаги в сырах и меньший объем микрофлоры обусловливают длительное созревание сыров этой группы.
Особенность технологического процесса — применение ступенчатого температурного режима созревания (10...12, 17...18 и 22...25 °C). Использование ступенчатого режима созревания позволяет регулировать направленность микробиологических процессов: в первые 15...25 сут при температуре 10... 12 °C развиваются молочнокислые стрептококки, при повышении температуры до 17...18 °C — молочнокислые палочки. После этого сыры помещают на 20...40 сут в теплую камеру, соотношение молочнокислых стрептококков и палочек изменяется, число их становится одинаковым, при этом наиболее активно развиваются пропионовокислые бактерии, а по истечении 20...40 сут пребывания в теплой камере и до конца созревания в сырах преобладают молочнокислые палочки. Химический состав зрелых сыров указанной группы представлен в таблице 31.
240
31. Химический состав сыров с высокой температурой второго нагревания
Сыр Массовая доля, %
жира в сухом веществе, нс менее, % влаги, не более, % хлорида натрия, %
Швейцарский блочный 45 40 0,5...1,8
Советский 50 42 1,2-1,8
Швейцарский 50 42 1,5...2.0
Алтайский 50 42 1,5-2,0
Кубанский 50 40 1,5-2,0
Украинский 50 41 1,2-1,6
Карпатский 50 42 1,5-2,0
Эмментальский 45 40 0,8-1,5
Бийский 45 43 1,0-1,5
Горный 50 42 1,3-1,6
Швейцарский блочный сыр. Основные технологические показатели швейцарского блочного сыра: массовая доля жира в сухом веществе сыра не менее 45 %; влаги после прессования от 37 до 41 %; влаги в зрелом сыре не более 40 %; поваренной соли в зрелом сыре 0,5...1,8 %; pH после прессования 5,6...5,15, зрелого сыра 5,8...5,4, температура второго нагревания 52...58 °C, продолжительность созревания 90 сут. Характерная особенность технологии швейцарского блочного сыра — изготовление крупных прямоугольных блоков массой нетто от 30 до 35 кг, упакованных на период созревания в полимерные пленки.
Вырабатывают швейцарский блочный сыр как из сырого молока, главным образом в пастбищный период содержания молочного скота, так и из пастеризованного. Молоко должно иметь достаточную зрелость (кислотность 18...20 °Т), хорошую свертывающую способность, не содержать бактерий группы кишечной палочки и маслянокислых бактерий.
В нормализованное и пастеризованное молоко при температуре свертывания вносят водный раствор хлорида кальция из расчета 20 ± 10 г сухой безводной соли на 100 кг перерабатываемого молока и бактериальную закваску.
При выработке швейцарского блочного сыра используют производственные бактериальные закваски мезофильных молочнокислых палочек, термофильных молочнокислых палочек (L. helve-ticus, L. lactis) и стрептококка (Str. thermophilus), а также культуру пропионовокислых бактерий и препарат мезофильных молочнокислых палочек вида L. plantarum.
Производственную закваску вносят в следующем количестве: 0,2...0,4 % мезофильных молочнокислых стрептококков и 0,3...0,6 % термофильных молочнокислых культур. Сухую культуру пропионовокислых бактерий вносят непосредственно в молоко из расчета одна порция массой 0,5 ± 0,05 г на 5 т перерабатываемо-
16 Г. Н. Крусь и др.
241
го молока. Сухой бактериальный препарат мезофильных молочнокислых палочек вида L. plantarum вносят также непосредственно в молоко из расчета 0,30 ± 0,05 г на 5 т перерабатываемого молока.
В смесь перед свертыванием при недостаточно высоком качестве молока допускается добавлять нитрат калия или натрия в виде водного раствора из расчета 20 ± 10 г соли на 100 кг молока. С целью улучшения свертывания молока и повышения гидрофильности сырного зерна можно добавить поваренную соль сорта «Экстра» из расчета не более 100 г на 100 кг молока в виде пастеризованного и охлажденного раствора.
Молочная смесь перед свертыванием должна иметь титруемую кислотность не более 19 °Т, pH от 6,60 до 6,50.
Схема технологической линии производства швейцарского сыра с использованием отечественного оборудования показана на рисунке 27. Свертывание молока, обработку сырного пласта и сырного зерна осуществляют в сыроизготовителях, позволяющих вынимать сразу целый пласт сырной массы.
Свертывание проводят при температуре 30...34 °C с помощью 2,5%-ного раствора сычужного фермента. Количество вносимого молокосвертывающего фермента должно обеспечивать свертывание молочной смеси за 30 ± 5 мин.
Разрезают сгусток и ставят зерно в течение 20 ± 5 мин. Основная часть сырного зерна после постановки должна иметь размер 5 ± 2 мм. Титруемая кислотность сыворотки после разрезки должна составлять 13,0 ±1,0 °Т, pH 6,45 ±0,1.
В процессе разрезки сгустка и постановки зерна отливают 30 ± 10 % сыворотки (от количества перерабатываемого молока).
После постановки зерно вымешивают. При нормальном протекании молочнокислого процесса продолжительность вымешивания зерна до второго нагревания составляет 40 ± 20 мин. Нарастание кислотности сыворотки за этот период должно составлять от 0,5 до 1,0 °Т. Сыворотка перед вторым нагреванием должна иметь титруемую кислотность 13,0 ± 1,0 °Т, pH 6,40 ±0,1.
Температуру второго нагревания устанавливают в пределах от 52 до 58 °C. Нагревание проводят, постепенно повышая температуру, в течение 25 ± 5 мин при интенсивном перемешивании, не допуская комкования зерна. При интенсивном молочнокислом процессе во время второго нагревания вносят питьевую воду в количестве 1,0 ± 0,5 % от объема перерабатываемого молока.
После окончания второго нагревания сырное зерно продолжают вымешивать до готовности. Готовое зерно не должно полностью терять клейкость. Основная часть готового к формованию сырного зерна должна иметь размер 3 ± 1 мм. Титруемая кислотность сыворотки в конце обработки зерна при нормальном молочнокислом процессе составляет 14,0 ± 1,0 °Т, pH 6,35 ± 0,1.
242
Рис. 27. Схема технологической линии производства швейцарского сыра:
1 — самовсасывающий насос; 2 — фильтр; 3 — воздухоотделитель; 4 — счетчик; 5 — весы для молока; 6, S, 11 — емкости для молока; 7— центробежный насос; 9— сепаратор-молокоочиститель; 10— пластинчатая охладительная установка; 72— емкость для созревания молока; 13 — пластинчатая теплообменная установка; 14— сепаратор-нормализатор; 15— аппарат для выработки сырного зерна; 16— формовочный аппарат; 17— прессы; 18— весы для сыра; 19, 24— насосы для рассола; 20— полки; 21 — контейнер для посолки сыра; 22— контейнер для созревания сыра; 23 — трубчатая пастеризационно-охладительная установка; 25 — емкость для растворения соли; 26 — электропогрузчик; 27— машина для мойки сыра; 28 — машина для мойки полок
Швейцарский блочный сыр формуют из пласта. В зависимости от установленного на предприятии оборудования возможны два способа формования и прессования сырной массы.
Первый способ предусматривает формование всей сырной массы, полученной из одного сыроизготовителя, в единый пласт с последующим его прессованием и разрезанием отпрессованного пласта на блоки.
Готовое зерно с сывороткой подается насосом в формовочно-прессующее устройство, предварительно заполненное сывороткой. После окончания загрузки поверхность сырного зерна выравнивают, закрывают дренажной сеткой, накладывают прижимную сетку и удаляют сыворотку.
В течение 15 ± 5 мин пласт выдерживают под грузом крышки, а затем прессуют при давлении 3,15...4,73 кПа. Продолжительность прессования 20 ± 2 ч. После окончания прессования пласт разрезают на блоки и направляют их в солильные бассейны.
Второй способ заключается в формовании сырной массы в блоки с последующим их прессованием. Смесь сырного зерна с сывороткой направляют через распределительное устройство в заранее подготовленные перфорированные формы, установленные на съемном днище пресс-ванны. После заполнения форм сыр оставляют для самопрессования на 30 ± 5 мин, а затем приступают к прессованию. В начале прессования сыр маркируют. Во время прессования сыр 5 раз переворачивают. Общая продолжительность прессования составляет 5...6 ч. Отпрессованный сыр выдерживают в формах в течение 10 ± 2 ч, затем взвешивают и направляют в солильные бассейны.
Массовая доля влаги в сыре после прессования должна составлять 37...41 %. Оптимальное значение массовой доли влаги составляет 38....39 %, pH сыра через 5,5 ± 0,5 ч прессования составляет 5,6...5,4, через 20 ± 2 ч прессования — 5,4...5,15.
Швейцарский блочный сыр солят в рассоле, имеющем температуру 10 ± 2 °C, в течение 4 ± 2 сут в зависимости от массовой доли влаги в сыре после прессования. Массовая доля хлорида натрия в рассоле должна составлять 22 ± 2 %. После окончания посолки сыр извлекают из рассола и направляют в упаковочное отделение.
В полимерную пленку блоки сыра упаковывают двумя способами: при созревании сыра в контейнерах применяют безвакуумное упаковывание, при созревании на стеллажах — упаковывание под вакуумом в повиденовые пакеты с термоусадкой.
Упакованный сыр направляют в камеру созревания с температурой 12 ± 2 °C на 25 ± 5 сут. После этого его перемещают в бродильную камеру с температурой 22 ± 2 °C, где выдерживают 30 ± 10 сут в зависимости от интенсивности газообразования, а затем перемещают в камеру с температурой 8 ± 2 °C до окончания созревания.
244
При излишне интенсивном газообразовании в бродильной камере допускается для предотвращения вспучивания сыра уменьшать продолжительность выдержки сыра в ней по сравнению с указанными оптимальными значениями или понижать температуру выдержки до 18 °C.
7.2.3. ТЕХНОЛОГИЯ ТВЕРДЫХ СЫЧУЖНЫХ СЫРОВ С НИЗКОЙ ТЕМПЕРАТУРОЙ ВТОРОГО НАГРЕВАНИЯ
Характеристика сыров. К сырам с низкой температурой второго нагревания относят костромской, голландский брусковый и круглый, ярославский, буковинский, угличский, сусанинский и др.
Особенности технологии сыров этой группы следующие: использование бактериальных заквасок и концентратов, состоящих в основном из мезофильных молочнокислых стрептококков, при выработке сусанинского сыра добавляют болгарскую палочку;
температура второго нагревания сырного зерна 36...42 °C в зависимости от вида сыра и способности зерна к обезвоживанию;
обеспечение влажности сыра после прессования 43...48 %;
определенный уровень кислотности pH сырной массы на каждом этапе производства (после прессования pH 5,3...5,6, в трехсуточном возрасте 5,2...5,25, в зрелом сыре 5,1...5,4);
умеренное содержание в сырах поваренной соли (1,5...2,5 %), для отдельных видов пониженное содержание соли (сусанинский сыр), для литовского и прибалтийского сыров до 3 % соли;
применение в процессе созревания нескольких температурных режимов (10...12, 14...16 и 10...12 °C) для сыров типа костромского и голландского.
Основная микрофлора этих сыров представлена мезофильными бактериями, оптимальная температура развития которых составляет 30...35 °C.
Главный фактор, определяющий видовые особенности сыров данной группы, — температура второго нагревания. При температуре 38...42 °C развиваются в первую очередь молочнокислые стрептококки. Низкая температура второго нагревания обусловливает относительно высокое содержание влаги в сыре после прессования; в результате этого микрофлора интенсивно развивается.
В процессе созревания сыров распаду подвергаются главным образом молочный сахар и белки; жир расщепляется незначительно. Распад белков осуществляется малоактивными протеолитическими ферментами молочнокислых стрептококков. Сыры содержат больше полипептидов, чем свободных аминокислот, распад белков неглубокий.
Вкус и запах сыров этой группы обусловливают продукты распада лактозы, белков и молочного жира. Важную роль играют ле
245
тучие жирные кислоты (уксусная, пропионовая, масляная и муравьиная); 50...80 % общего количества кислот принадлежит уксусной кислоте, она способствует получению в сырах наиболее выраженного вкуса и аромата. Рисунок сыров образуется в результате развития ароматообразующих молочнокислых стрептококков.
К твердым сычужным сырам с низкой температурой второго нагревания относятся также сыры пониженной жирности: литовский и прибалтийский.
Химический состав сыров представлен в таблице 32.
32. Химический состав и сроки созревания сыров с низкой температурой второго нагревания
Сыр Массовая доля, % Продолжительность созревания, сут
жира в сухом веществе сыра, не менее влаги, не более хлорида натрия
Голландский:
брусковый 45 43 1,8...2,5 45...60 (30)*
круглый 50 43 2,0...3,0 45...75
Костромской 45 44 1,5...2,5 45 (30)*
Пошехонский 45 42 1,5...2,5 45 (30)*
Ярославский 45 43 1,5...2,0 60
Буковинский 45 44 1,5...2,5 45
Угличский 45 44 1,5...2,5 60
Сусанинский 20 48 1,0...1,8 15
Литовский 45 52 2,0...3,0 45
Прибалтийский 30 55 2,0...3,0 45
* В скобках дана продложительность созревания сыров голландского, костромского и пошехонского, вырабатываемых по интенсивной технологии.
Голландский брусковый сыр. Основные технологические показатели голландского брускового сыра: массовая доля жира в сухом веществе 45 ±1,6 %; влаги не более 44; поваренной соли 2,0...2,5 %. Температура второго нагревания 38...42 °C, оптимальная массовая доля влаги после прессования 43...45 %. Оптимальное значение pH после прессования 5,5...5,8, готового сыра 5,25...5,35, продолжительность созревания 2,5 мес.
Схема технологической линии производства голландского сыра приведена на рисунке 28.
В пастеризованное и нормализованное молоко кислотностью не более 20 °Т при температуре свертывания вносят раствор хлорида кальция и бактериальную закваску мезофильных молочнокислых бактерий в количестве 0,5...1,0 %. Свертывание молока проводят при температуре 30...34 °C в течение 25...35 мин. Сгусток должен быть достаточно плотным. Готовый сгусток разрезают в течение 15...25 мин. До размеров зерен 7...9 мм во время постанов-
246
Рис. 28. Схема технологической линии производства голландского сыра:
7—насос; 2— фильтр; 3 — воздухоотделитель; 4 — счетчик; 5—емкость для молока; 6— охладительная установка; 7, 13, 15, 25 —насосы; S— сепаратор; 9—дезодоратор; 10— пастеризационно-охладительная установка; 11— аппарат для выработки сырного зерна; 12— пульт управления; 14— сборник сыворотки; 16— передвижной стол; 17— формовочные аппараты; 18— конвейер; 19— прессы; 20— весы; 21 — посолочный этажер; 22— подъемник; 24— Охладитель рассола; 25 — передвижные стеллажи для созревания сыров; 26 — электропогрузчик;
27—33 — комплект оборудования для ухода за сыром в период созревания
ки 30...40 % сыворотки удаляют, далее зерно вымешивают, после чего отливают еще 15...25 % сыворотки.
Для получения ровного зерна сгусток надо разрезать вначале медленно, плавно, а затем ускорять процесс. Второе нагревание осуществляют в течение 10...20 мин при температуре 38...42 °C. Для улучшения консистенции сразу же после второго нагревания проводят частичную посолку сырной массы в зерне, для чего в смесь зерна с сывороткой вносят раствор хлорида натрия из расчета 200...300 г на 100 кг молока.
После второго нагревания сырную массу вымешивают не более 10... 15 мин, после чего приступают к формованию пласта.
Сырное зерно перекачивают в формовочный аппарат, где его подпрессовывают в течение 15...20 мин при давлении от 1...2 кПа, затем разрезают на бруски, соответствующие размерам форм. Размещенный в формах сыр подвергают самопрессованию в течение 20...50 мин. В середине процесса самопрессования брусок вынимают из формы, маркируют и переворачивают. Сыр прессуют при постоянном повышении давления от 10 до 50 кПа в течение 1,5...2,5 ч. Отпрессованный сыр должен иметь pH 5,5...5,8.
Солят сыр в рассоле с концентрацией хлорида натрия 20 % при температуре 8...12 °C в течение 2,5...3,5 сут. Вынутые из рассола бруски обсушивают в течение 2...3 сут при температуре 8... 12 °C и относительной влажности воздуха 90...95 %, после чего сыр направляют на созревание. Первые 13...15 сут сыр созревает при тем
247
пературе 10...12 °C и относительной влажности воздуха 85...90 %, затем до одного месяца при 14... 16 “С; в дальнейшем до конца созревания его выдерживают при температуре 12...14 °C и относительной влажности воздуха 75...85 %.
По мере появления плесени и слизи сыры моют теплой водой (30...40 °C), но не реже чем через 10...12 сут. В процессе созревания сыры следует переворачивать сначала каждую неделю, затем через 10... 12 сут. Сыры парафинируют в возрасте от 15 до 20 сут.
Сыры литовский и прибалтийский. Эти сыры относятся к видам с пониженной массовой долей жира в сухом веществе сыра. Литовский сыр вырабатывают с содержанием жира 30 %, а прибалтийский — 20 %. Для изготовления этих сыров используют пастеризованное сыропригодное молоко. В целях улучшения технологических свойств молока в него вносят 20...30 % зрелого пастеризованного молока и хлорид кальция из расчета 15... 30 г кристаллической соли на 100 кг молока. В производстве сыров применяют бактериальную закваску или бактериальный концентрат, приготовленный из мезофильных молочнокислых стрептококков. Характерная особенность сыров пониженной жирности — повышенная влажность сыра после прессования и зрелого продукта, что достигается постановкой более крупного зерна, понижением температуры второго нагревания до 32...37 °C и менее продолжительной обсушкой зерна. Для сыров 30%-ной жирности содержание влаги в сыре после прессования составляет 52...56 %, в зрелом продукте — 49...51 %; для сыров 20%-ной
жирности — соответственно 58...60 и 53...55 %.
Как известно, при большом снижении массовой доли жира в сырной массе значительно ухудшается консистенция сыра, поэтому повышение массовой доли влаги в сырах содействует получению продукта удовлетворительной, хотя и несколько уплотненной консистенции; одновременно активизируется молочнокислое брожение.
7.2.4. ТЕХНОЛОГИЯ ТВЕРДЫХ СЫЧУЖНЫХ СЫРОВ С НИЗКОЙ ТЕМПЕРАТУРОЙ ВТОРОГО НАГРЕВАНИЯ
И С ПОВЫШЕННЫМ УРОВНЕМ МОЛОЧНОКИСЛОГО БРОЖЕНИЯ
Типичные представители этой группы твердых сычужных сыров — чеддер и российский.
Особенность технологии этих сыров — повышенный уровень молочнокислого брожения. С этой целью во время получения сырного зерна и его обработки создают оптимальные условия для активного развития молочнокислой микрофлоры. Сыры этой группы вырабатывают из молока высокой степени зрелости, вносят повышенную дозу бактериальной закваски, состоящей в основном из лактококков Lc. lactis, Lc. cremoris и молочнокислых
248
палочек L. casei, L. plantarum, L. bulgaricus, увеличивают продолжительность обработки сырного зерна и прессования сыра. Кроме того, для некоторых из них проводят специфический процесс — чедцеризацию сырной массы. Во время чеддеризации, которую осуществляют при температуре сырной массы 32...38 °C, активно протекает молочнокислое брожение. Образующаяся при этом молочная кислота вызывает деминерализацию параказеина с образованием лактатов и фосфатов кальция, а сырная масса приобретает характерную для этих сыров слоисто-волокнистую структуру.
В сырах типа чеддер объем микрофлоры максимальный в первый день после прессования, потому что во время чеддеризации бродильные процессы в основном заканчиваются. Число микроорганизмов достигает 2...4 млрд в 1 г, большинство из них стрептококки. В случаях, когда температура второго нагревания сырной массы выше 45 °C, молочнокислые палочки начинают развиваться в сыре раннего возраста, но все же количественно уступают стрептококкам.
Максимальное содержание молочнокислых бактерий в российском сыре наблюдается на 3-й день и достигает около 3 млрд в 1 г. Микробов группы кишечной палочки в зерне и в сыре трех-, пяти- и десятидневного возраста содержится незначительное количество вследствие интенсивно протекающего молочнокислого процесса. В зрелом сыре они не обнаружены. Молочнокислые стрептококки за все время созревания сыров составляют 95...99,5 % общего числа бактерий.
В российском сыре высокий уровень развития молочнокислого брожения достигается внесением в молоко активизированной бактериальной закваски, созданием оптимальных условий для развития микрофлоры при выработке сыра в аппарате сырного зерна, формовании и длительном прессовании. Молочнокислое брожение протекает в основном при выработке сыра, и после прессования в сыре остается всего 0,26...0,42 % молочного сахара, через 2...3 сут он полностью сбраживается. Для получения сыра высокого качества необходимо сочетать три важнейших фактора: оптимальную влажность сыра (после прессования в пределах 43...44 %), оптимальную кислотность сыра в 2...3-суточном возрасте (pH 5,15...5,2) и оптимальное содержание соли (1,3...1,5). Частичная посолка в зерне с 20-минутной выдержкой и досаливанием в рассоле в течении 1...1,5 сут способствует увеличению гидрофильности белка, повышает содержание влаги в сыре из-под пресса на 2,5...3 % и способствует ее удержанию на последующих стадиях технологической обработки.
В российском сыре благодаря интенсивному молочнокислому брожению задерживается развитие посторонней микрофлоры и исключаются сильное газообразование и вспучивание. Зрелые сыры характеризуются значительным расщеплением белков.
Химический состав сыров чеддера и российского представлен в таблице 33.
249
33. Химический состав и продолжительность созревания сыров с повышенным уровнем молочнокислого брожения
Сыр Массовая доля, % Продолжительность созревания, сут
жира в сухом веществе сыра, не менее влаги, не более хлорида натрия
Чеддер 50 44 1,5...2,5 90
Российский 50 43 1,3...1,8 60
При выработке чеддера и российского сыров отмечаются следующие особенности микробиологических процессов.
Чеддер. Основные технологические показатели: массовая доля жира в сухом веществе не менее 50 %; влаги после прессования 39...42; влаги в' зрелом сыре 37...39; поваренной соли 1,5...2,0 %; pH после прессования 5,2...5,4, зрелого сыра 5,1...5,2; температура второго нагревания 38...40 °C; продолжительность созревания 3 мес.
В пастеризованное и нормализованное молоко при температуре свертывания вносят водный раствор хлорида кальция из расчета 25 ± 15 г безводной соли на 100 кг молока и бактериальную закваску. В том случае, если в состав закваски входят мезофильные молочнокислые стрептококки Lc. cremoris и Lc. lactis и мезофильные молочнокислые палочки вида L. plantarum, ее вносят в количестве 1,0...2,5 %. При использовании моновидовых заквасок количество мезофильных молочнокислых стрептококков вида Lc. cremoris составляет 1,5 %, молочнокислых палочек L. casei, L. bulgari-cus или L. plantarum — 0,2...0,5 %.
Молочная смесь перед свертыванием должна иметь титруемую кислотность не более 21 °Т. Свертывание осуществляют при температуре 30...35 °C раствором молокосвертывающего фермента. Количество вносимого фермента должно обеспечивать свертывание молочной смеси за 30 ± 5 мин.
Готовый сгусток должен быть нормальной плотности и иметь на расколе достаточно острые края с выделением прозрачной сыворотки. Разрезку сгустка и постановку зерна проводят в течение 15 ± 5 мин. Основная часть сырного зерна после постановки должна иметь размер 7 ± 1 мм.
Во время постановки зерна удаляют 30 ± 10 % сыворотки (от количества перерабатываемого молока). После постановки зерно вымешивают до достижения определенной степени упругости. При нормальном развитии молочнокислого процесса кислотность сыворотки перед вторым нагреванием составляет 15...17 °Т.
Температуру второго нагревания поддерживают в пределах 35...40 °C, продолжительность процесса 35 ±5 мин, скорость нагревания 1 °C за 4 ± 1 мин. Сыворотка к концу нагревания имеет кислотность 16...18°Т.
250
После окончания второго нагревания сырное зерно продолжают вымешивать до готовности. Об окончании обработки зерна судят по его упругости и клейкости. Сыворотка в конце обработки должна иметь кислотность 18...19 °Т.
После окончания обработки сырное зерно вместе с оставшейся сывороткой самотеком или насосом подают в формовочный аппарат. В формовочном аппарате образованный пласт толщиной 25...30 см выдерживают под слоем сыворотки в течение 25 + 5 мин до достижения кислотности сыворотки 26 ± 1 °Т. Затем сыворотку удаляют, а сырный пласт разрезают на бруски размером 250 х 243 мм, которые направляют на чеддеризацию.
Чеддеризация сырной массы — технологическая операция, характерная для производства сыров типа чеддер. Специфические вкус и консистенция готового сыра объясняются накоплением молочной кислоты перед формованием. Под действием последней в сырной массе происходит деминерализация казеинаткальцийфос-фатного комплекса.
В процессе чеддеризации создаются наиболее предпочтительные условия для развития молочнокислого процесса, достигаются нужная кислотность и требуемая влажность сырной массы. После чеддеризации сырная масса приобретает слоисто-волокнистую структуру.
Сырную массу чеддеризуют при температуре 35 ± 3 °C в помещении с температурой окружающего воздуха 27...32 °C. Общая продолжительность чеддеризации 1...2 ч. Во время процесса обеспечивают свободный отток сыворотки. Бруски сырной массы, полученные из одного аппарата выработки сырного зерна, укладывают на две-три специальные тележки, вначале в два рада по высоте, а затем при переворачивании число рядов увеличивается на один-два. Через каждые 20 ± 5 мин бруски переворачивают и одновременно увеличивают число рядов по высоте. В конце чеддеризации выделяется сыворотка кислотностью 65...70°Т; pH сырной массы 5,2...5,4.
Созревшая сырная масса имеет слоистую структуру. При нагревании в горячей воде температурой 95 °C она приобретает способность образовывать длинные тонкие нити. Если сырная масса к концу чеддеризации получается сухой и недостаточно расслаивается, то процесс чеддеризации несколько удлиняют. При получении излишне влажной, растекающейся сырной массы процесс чеддеризации сокращают.
Бруски сырной массы дробят в течение 25 + 5 мин на кусочки размером в сечении 1,5...2 см и длиной от 3...4 см.
Измельченную сырную массу солят. Соль вносят из расчета 200...250 г на 100 кг перерабатываемого молока. Для лучшего склеивания измельченной сырной массы во время формования и прессования блоков измельченную сырную массу можно солить
251
концентрированным пастеризованным рассолом температурой 44±2°С.
Сыр чеддер формуют на прямоугольные блоки массой 19 ± 1 кг. Для формования используют специальное оборудование и перфорированные формы. Перед прессованием сырную массу выдерживают в формах в течение 25 ± 5 мин для самопрессования и равномерного просаливания, затем маркируют и прессуют в течение 13 ± 1 ч при давлении 75...85 кПа без перепрессовок.
Отпрессованный сыр в формах подают в камеру температурой 9 ± 1 °C для охлаждения. Продолжительность охлаждения 24 ч.
После охлаждения сыр упаковывают в пакеты из полимерной пленки под вакуумом с термоусадкой и направляют на созревание.
В течение первых 1...1,5 мес сыры созревают при температуре 10...13 °C, в дальнейшем до конца созревания — при температуре 6...8 °C.
Российский сыр. Основные технологические показатели: массовая доля жира в сухом веществе не менее 50 %; влаги после прессования 43...45, в зрелом сыре 40...42 %; температура второго нагревания 41...43 °C; pH после прессования 5,2...5,3, зрелого сыра 5,25...5,35; массовая доля поваренной соли 1,3...1,8 %; продолжительность созревания 60 сут.
При выработке сыра из молочного концентрата процесс ультрафильтрации ведут до массовой доли сухих веществ в концентрате 15,5 ± 0,5 %, в том числе белка 4,75 ± 0,25 %, жира 4,75 ± 0,25 %. Кислотность молочного концентрата перед переработкой на сыр должна быть не более 23 °Т.
В пастеризованное и нормализованное молоко при температуре свертывания вносят водный раствор хлорида кальция из расчета 25 ± 15 г безводной соли на 100 кг молока и бактериальную закваску мезофильных молочнокислых стрептококков в количестве 0,5...1,5 %. При недостаточной скорости молочнокислого процесса дополнительно вносят закваску мезофильных молочнокислых палочек вида L. plantarum в количестве до 0,2 %.
В молоко перед свертыванием допускается вносить нитрат калия или натрия из расчета 20 ± 10 г соли на 100 кг молока. Молочная смесь перед свертыванием должна иметь титруемую кислотность 20...21 °Т.
Если сыр вырабатывают из молочного концентрата, дозу хлорида кальция увеличивают на 6 + 2 %. Дозы бактериальной закваски и нитрата калия или натрия остаются такими же, как и при выработке сыра из обычной молочной смеси.
Температуру свертывания молока (молочного концентрата) устанавливают в пределах 32...34 °C.
Свертывание осуществляется под действием молокосвертывающего фермента. Количество вносимого фермента должно обеспечивать свертывание молока (молочного концентрата) за 30 + 5 мин.
252
Разрезание сгустка и постановку зерна проводят в течение 15 ± 5 мин. Основная часть сырного зерна после постановки должна иметь размер 7 ± 1 мм.
В процессе постановки зерна отливают 30 ± 10 % сыворотки (от объема перерабатываемого молока). При производстве сыра из молочного концентрата сыворотку не отливают.
После постановки зерно вымешивают до достижения определенной степени упругости. При нормальном протекании молочнокислого процесса нарастание кислотности сыворотки с момента разрезки сгустка до второго нагревания составляет 1...2 °Т.
Температуру второго нагревания устанавливают в пределах от 41 до 43 °C, продолжительность 30 ±10 мин. При нормальном протекании молочнокислого процесса кислотность сыворотки за весь процесс обработки зерна повышается на 3,0 ±1,0 °Т.
При производстве сыра из молочного концентрата нормальным считают нарастание кислотности сыворотки в пределах 1,5...3,5°Т.
При слишком интенсивном развитии молочнокислого процесса в начале второго нагревания добавляют 5...10 % пастеризованной воды с учетом воды в рассоле, вносимом при посолке в зерне.
Второе нагревание осуществляют при 41...42 °C в течение 30...40 мин. К этому времени кислотность сыворотки достигает 13...14°Т.
После второго нагревания вымешивание продолжается в течении 40...50 мин. Таким образом, продолжительность обработки сырной массы с момента разрезания 140 мин. К концу обработки сырной массы кислотность сыворотки достигает 16...16,5 °Т.
Перед окончанием обработки зерна удаляют еще 40 % сыворотки, вносят 300...400 г поваренной соли на 100 кг перерабатываемого молока и выдерживают сырную массу при помешивании в течение 20...25 мин. Посолка в зерне обеспечивает требуемую влажность сырной массы после прессования. Из ванны зерно с оставшейся сывороткой подают на вибратор для полного отделения сыворотки и дальнейшего формования.
Наполненные сырной массой формы оставляют для самопрессования в течение 55 ± 5 мин. При необходимости через 25 ± 5 мин проводят одно переворачивание. Перед прессованием сыр маркируют.
Сыр прессуют 5...8 ч летом и 8... 10 ч в другие периоды года при следующем давлении. Первые 1,5...2 ч прессования давление составляет 10...15 кПа (0,1...0,15 кгс/см2). Затем делают перепрессов-ку. Давление повышают до 35 кПа и выдерживают сыр при этом давлении еще 1,5...2 ч. Через 2 ч делают вторую перепрессовку и до окончания прессования устанавливают давление 15...20 кПа (0,15...0,2 кгс/см2). Кислотность отпрессованного сыра должна составлять pH 5,2...5,3. Оптимальная массовая доля влаги в сыре после прессования 43...45 %.
253
Сыр солят в рассоле, имеющем температуру 10...12 °C, в течение 2,5...3 сут. Концентрация хлорида натрия в рассоле должна составлять 21...22 %. После посолки сыры выдерживают от 2 до 3 сут в солильном или специальном помещении для обсушки при температуре 10... 12 °C и относительной влажности воздуха 90...95 %.
После обсушки сыр помещают на 12... 14 сут в камеру с температурой 11... 12 °C и относительной влажностью воздуха 75...85 %, затем помещают на 18...20 сут в камеру с температурой 14...15 °C и относительной влажностью воздуха 80...85 %. Отрезок времени, оставшийся до окончания срока созревания, сыр выдерживают при температуре 11... 12 °C и относительной влажности воздуха 75...85 %. При отсутствии условий для ступенчатого созревания этот процесс можно осуществлять при 12...14 °C и относительной влажности воздуха 75...85 %.
7.2.5. ТЕХНОЛОГИЯ ТВЕРДЫХ СЫЧУЖНЫХ СЫРОВ, СОЗРЕВАЮЩИХ ПРИ УЧАСТИИ МОЛОЧНОКИСЛЫХ БАКТЕРИЙ
И МИКРОФЛОРЫ СЛИЗИ
Характеристика сыров. К полутвердым сычужным сырам с низкой температурой второго нагревания, созревающим при участии молочнокислых бактерий и микрофлоры сырной слизи, относят сыры латвийский, пикантный, пятигорский, каунасский и клайпедский. Сыры вырабатывают с различной массовой долей жира в сухом веществе продукта: латвийский 45 %, пикантный 55, пятигорский 50, каунасский 30 и клайпедский 20 %.
Химический состав сыра приведен в таблице 34.
34. Химический состав сыров, созревающих при участии молочнокислых бактерий и микрофлоры слизи
Сыр Массовая доля, %
жира в сухом веществе, не менее влаги, не более хлорида натрия
Латвийский 45 43 2,0...3,5
Пикантный 55 44 2,0...2,5
Каунасский 30 52 2,0—3,0
Клайпедский 20 56 2,0...3,0
Подготовленное пастеризованное молоко температурой 30...34 °C свертывается сычужным ферментом в течение 30...40 мин, причем более низкую температуру и длительное свертывание применяют для выработки низкожирных видов: каунасского и клайпедского сыров.
Готовый сгусток режут, дробят, обсушивают, удаляют из аппарата для выработки сырного зерна сыворотку (до 60 %) и вторично 254
нагревают зерно до температуры 36...40 °C (для жирных сыров) и 30...34 °C (для низкожирных сыров) в зависимости от свойств (кислотности) молока и активности бактериальных заквасок.
При выработке этих сыров проводят частичную посолку в зерне, а сырную массу формуют способом налива или насыпью, применяя индивидуальные или групповые формы.
При изготовлении латвийского, пятигорского, каунасского и клайпедского сыров используют бактериальные закваски мезофильных молочнокислых стрептококков, пикантного — бактериальную закваску для масла, пятигорского — бактериальную стрептококковую закваску с добавлением штаммов культуры L. helveticus. В созревании сыров этой группы участвует микрофлора сырной слизи, состоящая из плесеней Oidium lactis, дрожжей и бактерий (Bact. linens), которые культивируются на поверхности сыров.
Повышенное содержание влаги в сырах и сохранение ее во время созревания из-за высокой относительной влажности воздуха в камерах созревания способствует интенсивному протеканию микробиологических процессов. В первые дни созревания в 1 г сырной массы находится 1... 10 млрд бактериальных клеток. Невысокая температура обработки сырного зерна способствует интенсивному развитию молочнокислых стрептококков, вследствие чего они в это время являются преобладающей частью микрофлоры. В дальнейшем после сбраживания молочного сахара общее количество молочнокислых стрептококков уменьшается.
На поверхности сыра в первые дни созревания благодаря кислой среде и высокой относительной влажности воздуха бурно развиваются плесени рода Oidium lactis и дрожжи рода Torulopsis и Mycoderma. Количество дрожжей на 1 см2 площади поверхности сыра в начале созревания исчисляется десятками миллионов, а в конце созревания — миллионами и сотнями тысяч. Наибольшее количество плесеней бывает в начале созревания. В процессе жизнедеятельности плесени интенсивно разлагается молочная кислота, понижается кислотность (pH) поверхностных слоев сыра. По мере снижения кислотности начинают развиваться микрококки и протеолитические бактерии сырной слизи. Этому процессу способствует также накопление витаминов и ростовых веществ, образующихся в результате отмирания и автолиза дрожжей. В состав микрофлоры слизи кроме дрожжей и плесеней входят Bact. linens, Bact. bruneum, Lb. casei, Bact. limburgensis, Micrococcus va-rians, Micrococcus freudenreihii, Micrococcus caseolyticus, Micrococcus limburgensis, а также молочнокислые бактерии (палочки и стрептококки).
Протеазная активность микрофлоры слизи возрастает по мере созревания. Протеазы Bact. linens расщепляют параказеин до полипептидов и аминокислот. Наряду с этим интенсивно выделяется аммиак вследствие дезаминирования азотистых веществ. Наи
255
большее количество протеолитических бактерий слизи (сотни миллиардов на 1 см2 площади поверхности сыра) бывает в сыре трехнедельного возраста. В последующем протеолитические бактерии начинают отмирать.
Во время созревания регулируют развитие слизи на поверхности сыра, которая появляется через 6...8 сут после посолки. Для этого сыры обтирают влажной салфеткой и переворачивают через каждые 2...3 сут. В последующем слизь растирают каждые 3...5 сут с одновременным переворачиванием головок (брусков) сыра. Нельзя допускать чрезмерно обильного развития слизи, которое ведет к размягчению корки и порче сыра, а также подсыхания поверхности сыра. В последнем случае может развиться плесень, кроме того, увеличатся потери от усушки сыра.
Сыры, достигшие кондиционного возраста, перед упаковыванием в пергамент, пленку или перед покрытием их парафинопо-лимерными сплавами слегка обсушивают (латвийский сыр) или обмывают (пикантный, пятигорский, каунасский, клайпедский), а затем обсушивают.
В результате формования наливным способом или насыпью образуются глазки неправильной, угловатой и щелевидной формы. При правильном ведении технологического процесса выраженных пороков рисунка практически не наблюдается.
Рисунок, состоящий из глазков неправильной формы, в значительной степени препятствует образованию пороков, появляющихся в связи с интенсивным газообразованием во время созревания сыров. В пустотах сырной массы, образовавшихся во время формования, скапливается часть избыточного газа, который удерживается в них вследствие противонаправленного давления сырного теста. При дальнейшем созревании сыра газы, испытывающие внутри сыра некоторое давление, диффундируют наружу.
Консистенция всех сыров этой группы, созревающих со слизью на поверхности, характеризуется меньшей твердостью и упругостью и большей пластичностью, чем твердых сычужных сыров аналогичной жирности с низкой температурой второго нагревания.
7.2.6. ТЕХНОЛОГИЯ МЯГКИХ СЫРОВ
Характеристика сыров. В зависимости от вида применяемых микроорганизмов, участвующих в выработке и созревании, мягкие сыры подразделяют на три группы.
I группа — сыры, созревающие при участии слизи:
сыры, созревающие при участии молочнокислых бактерий и поверхностной микрофлоры сырной слизи (дорогобужский, калининский, дорожный, рамбинас, нямунас, бауский, земгальский и др.). Сыры имеют острый, пикантный вкус, слегка аммиачный запах. Консистенция нежная маслянистая;
256
сыры, созревающие при участии молочнокислых бактерий, а также белой плесени и микрофлоры сырной слизи, развивающихся на поверхности сыра (смоленский, невшатель и др.). Вкус и запах сыров острые, пикантные, слегка аммиачные, с грибным привкусом. Консистенция нежная маслянистая.
II группа — сыры, созревающие при участии плесени:
сыры, созревающие при участии молочнокислых бактерий и белой плесени, развивающейся на поверхности сыра (белый десертный, «Русский камамбер» и др.). Вкус и запах сыров острые, пикантные, перечные. Консистенция нежная маслянистая;
сыры, созревающие при участии молочнокислых бактерий и голубой плесени, развивающейся в тесте сыра (рокфор и др.). Вкус и запах острые, пикантные, перечные. Консистенция нежная маслянистая.
III группа — сыры свежие, вырабатываемые при участии молочнокислых бактерий (адыгейский, домашний, чайный, клинковый, нарочь, моале и др.).
Мягкие сычужные сыры вырабатывают из молока высокой степени зрелости кислотностью 22...24°Т, за исключением свежих сыров без созревания, для которых требуется молоко кислотностью до 20 °Т. При выработке свежих сыров используют следующие способы коагуляции белков молока: кислотный, кислотно-сычужный, термокислотный и термокальциевый.
В отличие от твердых сыров мягкие сычужные сыры имеют повышенное содержание влаги, поэтому зерно ставят крупное (1...5см), применяя кратковременную обработку сырного зерна без второго нагревания.
Во время формования и самопрессования интенсивно протекает молочнокислое брожение, в результате которого уже в первые дни созревания в сырной массе не обнаруживается молочного сахара и pH достигает 4,2...4,5. При такой кислотности сырной массы создаются благоприятные условия для развития поверхностной микрофлоры.
В результате жизнедеятельности поверхностной микрофлоры (плесени, дрожжи) протеолиз протекает с образованием щелочных продуктов распада, в том числе и аммиака. При этом понижается кислотность сырной массы. К концу созревания pH сырной массы повышается до 6,0...6,5, что является оптимальной величиной для действия бактериальных ферментов.
Выделившийся при распаде белка аммиак придает сырам специфический запах, а свободные карбонильные кислоты, альдегиды и кетоны, образующиеся в результате гидролиза молочного жира под действием фермента плесени липазы, способствуют формированию перечно-грибного вкуса. Мягкие сыры вырабатывают небольших размеров с высокой удельной поверхностью, что усиливает влияние поверхностной микрофлоры на процесс созревания сыра.
17 Г. Н. Крусь и др.
257
Сыры, созревающие при участии слизи. Эти сыры относятся к I группе.
Дорогобужский сыр. Основные показатели технологического процесса производства дорогобужского сыра следующие: массовая доля жира в сухом веществе не менее 45 %; влаги после самопрессования 50...52, влаги в зрелом сыре 45...47; поваренной соли в зрелом сыре не более 2,5 %; оптимальное значение pH сыра: после самопрессования 5,3...5,4, после посолки 5,2...5,3, зрелого 5,5...5,6; продолжительность созревания 1,5 мес.
Схема технологической линии производства дорогобужского сыра показана на рисунке 29. В схеме предусмотрено два варианта созревания молока: сырого и пастеризованного.
В подготовленное к свертыванию молоко вносят хлорид кальция и 1,5...2 % бактериальной закваски. Кислотность молока перед свертыванием 21...22°Т. Свертывание молока продолжается 40...60 мин при температуре 30...32 °C. Готовый сгусток разрезают на кубики размером 10... 15 мм, которые оставляют в покое на 5...10 мин. Затем проводят постановку зерна в течение 10...15 мин до получения зерна величиной 8...10 мм. После постановки зерно вымешивают 30...50 мин. В случае недостаточного обезвоживания сырную массу нагревают на 1...2 °C выше первоначальной температуры свертывания. После окончания обсушки зерна удаляют 60 % сыворотки и приступают к формованию.
Формуют сыр наливом или насыпью на специальном формовочном столе или в групповых и индивидуальных формах. В помещении для формования и самопрессования поддерживают температуру 15...18 °C.
Солят сыр в 18...20%-ном рассоле температурой 10... 12 °C в течение 10... 12 ч. Посоленные сыры направляют в помещение для созревания при температуре 12... 14 °C и относительной влажности воздуха 92...95 %. Здесь сыры через 1...2 сут переворачивают, при этом следят за выделением влаги. На 6...7-е сутки на сырах появляется слизь светло-желтого цвета, который по мере созревания изменяется до желтовато-коричневого. Образовавшуюся слизь распределяют равномерно по всей поверхности сыра. С момента появления ее сыры обтирают через каждые 3...5 сут до полного созревания.
Перед упаковыванием зрелые сыры обсушивают в помещении при относительной влажности воздуха 85 %, завертывают в пергамент или фольгу, этикетируют. Затем сыры заворачивают в оберточную бумагу, укладывают в ящики с перегородками в два ряда по высоте. На заводе сыр хранят не более 10 сут при 2...8 °C.
Смоленский сыр. Основные показатели технологического процесса производства смоленского сыра следующие: массовая доля жира в сухом веществе не менее 45 %; влаги после самопрессования 50...52, влаги в зрелом сыре 45...47; поваренной соли в зрелом сыре не более 2,5 %; оптимальное значение pH сыра: после само-
258
Созревание сырого молока
Рис. 29. Схема технологической линии производства дорогобужского сыра:
/ — самовсасывающий насос; 2 — воздухоотделитель; 3 — счетчик; 4 — весы для молока; 5—бак; 6— насос центробежный; 7—емкость для промежуточного хранения; 8— сепаратор-молокоочиститель; 9 — пластинчатая охладительная установка; 10— емкость для хранения молока; 11 — уравнительный бачок; 12— сепаратор-нормализатор; 13 — пластинчатая пастеризационно-охладительная установка; /“/—подогреватель; 15 — аппарат для выработки сырного зерна; 16— насос для сырного зерна; /7—отделитель сыворотки; 18— формовочный стол; /9—стол для самопрессования; 20— весы для сыра; 21 — насос для рассола; 22— бассейн для посолки сыра; 23— контейнеры для посолки сыра; 24— емкость для растворения соли; 25— трубчатая пастеризационно-охладительная установка; 26 — электропогрузчик; 27— контейнер для обсушки сыра
прессования 5,3—5,4, после посолки 5,2...5,3 и зрелого 5,5..5,6; продолжительность созревания 45 сут.
В подготовленное к свертыванию молоко вносят хлорид кальция и 1,5—2 % бактериальной закваски. Кислотность смеси перед свертыванием составляет 22...24 °Т. Молоко свертывается при температуре 30...32 °C в течение 40...60 мин до получения достаточно прочного сгустка. Готовый сгусток разрезают на кубики с гранями 10—15 мм и вымешивают в течение 30...45 мин. После окончания обсушки зерна удаляют 60 % сыворотки, пульпу направляют на формование.
Формование наливом и самопрессование проводят в помещении с температурой 15... 18 °C. Самопрессование длится 8...12 ч зимой и 3...5 ч летом.
Сыры солят в 18...20%-ном рассоле в течение 10... 12 ч. После посолки их обсушивают в течение 3...4 сут в хорошо вентилируемом помещении с температурой 14... 15 °C и относительной влажностью воздуха 80...85 %. Здесь сыры обсеменяют спорами белой плесени (Penic. caseicolum, Penic. camemberti), после чего их перемещают в камеру с температурой 11... 13 °C и относительной влажностью воздуха 92...95 %, а также умеренной вентиляцией для созревания в течение 40 сут. Сыры, незначительно покрытые плесенью, обтирают на 4...5-е сутки. В дальнейшем сыры переворачивают и обтирают через каждые 3...5 сут. На 6...7-е сутки созревания на сырах появляется сырная слизь светло-желтого цвета, который по мере созревания изменяется до желто-красного.
Подготовку зрелого сыра к упаковыванию и последующие технологические процессы проводят так же, как и при выработке дорогобужского сыра.
Сыры, созревающие при участии плесени. Эти сыры относятся ко II группе.
Белый десертный сыр. Основные показатели технологического процесса производства белого десертного сыра следующие: массовая доля жира в сухом веществе не менее 50 %; влаги после самопрессования 70...75, влаги в зрелом сыре 60...65; поваренной соли в зрелом сыре не более 2,5 %; pH перед посолкой 4,6...4,7, зрелого сыра 4,7...4,9; продолжительность созревания 8...12 сут.
Для выработки сыра используют свежее молоко кислотностью не выше 19 °Т. Молоко пастеризуют при температуре 84...85 °C с выдержкой 20...25 с. В пастеризованное и охлажденное до температуры свертывания 35...38 °C молоко вносят раствор хлорида кальция из расчета 10...30 г сухой соли на 100 кг молока. Поскольку кислотность молока перед свертыванием должна быть 21...22 °Т, в молоко вносят 1,5...2,0 % бактериальной закваски для сыров с низкой температурой второго нагревания и выдерживают до нарастания необходимой кислотности.
260
Молоко свертывается ферментным препаратом в течение 60...90 мин в специальных ваннах вместимостью не более 600 л. Белый десертный сыр может быть выработан не только на оборудовании периодического действия, но и на поточно-механизированной линии для сыра «Русский камамбер».
Сгусток разрезают на кубики размерами 30 х 30 х 30 мм, выдерживают 5...10 мин и формуют. Стусток осторожно выливают в формы и оставляют для самопрессования в течение 18...20 ч при температуре 24—26 °C зимой и 20—22 °C летом. Самопрессование заканчивают, когда pH сырной массы будет равен 4,6...4,7. В процессе отделения сыворотки сыры переворачивают через 30—40 мин, 1,5...2 ч и 4...6 ч после начала самопрессования.
Сыры солят в течение 40...60 мин в рассоле температурой 14—15 °C, массовая доля хлорида натрия составляет 20—22 %. После посолки сыры обсеменяют спорами плесени Penic. caseicolum путем разбрызгивания водного смыва плесени из пульверизатора.
Затем сыры направляют на созревание в камеру с температурой 8...10 °C и относительной влажностью 90—92 % на 8...12 сут. Зрелый сыр завертывают в лакированную или каптированную фольгу и укладывают в индивидуальные картонные коробки.
Сыр рокфор из коровьего молока. Основные показатели технологического процесса производства сыра рокфор из коровьего молока следующие: массовая доля жира в сухом веществе не менее 50 %; влаги после самопрессования 48...50, влаги в зрелом сыре 44...46; поваренной соли не более 5 %; оптимальное значение pH сыра перед посолкой 4,6...4,7, зрелого сыра 5,6...5,8; продолжительность созревания 2 мес.
В подготовленное к свертыванию молоко вносят хлорид кальция, 1,2 % бактериальной закваски и 15...20 % зрелого молока. После внесения закваски молоко выдерживают при температуре свертывания до нарастания его оптимальной кислотности до 23—25 °Т и добавляют споры плесени Penic. rogueforti. Сухой порошок плесени разводят пастеризованной водой из расчета 3...4 г порошка на 100 кг молока и вносят в ванну через два слоя марли. Молоко свертывается при температуре 30...35 °C, продолжительность свертывания 50...80 мин.
Сгусток разрезают на кубики с ребром 1,5 см, выдерживают 10 мин, затем осторожно вымешивают с перерывами на 3...5мин через каждые 10... 15 мин. Если при свертывании сгусток сильно охлаждается, сырную массу в ваннах подогревают на 1...2 °C выше температуры свертывания. Через 5...10 мин после окончания вымешивания удаляют 60 % сыворотки, оставшуюся пульпу направляют на отделитель сыворотки.
Сырное зерно поступает в формы, установленные на формовочном передвижном столе, покрытом двойным слоем серпянки. Процесс формования длится 10...15 мин. После формования сыры
261
перемещают в теплое отделение температурой 18...20 °C и относительной влажностью воздуха 90...95 %. В теплом отделении сыр находится 24...36 ч. Затем сыры обмывают из шланга питьевой водой, удаляя с поверхности плесень.
Сыры взвешивают и солят в 20 %-ном рассоле температурой 8...10 °C в течение 4...5 сут. После посолки их выдерживают в солильном отделении З...5сут, затем прокалывают для быстрого и равномерного развития внесенной плесени. Перед прокалыванием с поверхности сыров удаляют слизь, промывая сыры слабым рассолом или слегка соскабливая ножом с плоской поверхности слой слизи толщиной не более 0,1...0,2 мм, чтобы не допустить потери соли (с боковой поверхности слизь не соскабливают). На каждой головке сыра делают 40 сквозных проколов, равномерно расположенных по всей поверхности, кроме полосы по окружности шириной 2 см.
После прокалывания сыры направляют в камеру с температурой 6...8 °C и относительной влажностью воздуха 92...95 % при постоянном притоке свежего холодного воздуха (применяют 4...5-кратный обмен воздуха в сутки). При созревании сыры укладывают на боковую поверхность на расстоянии 2...3 см один от другого. Ежедневно их перекатывают на 90°, чтобы сохранить форму и обеспечить нормальное созревание. Через 15...20 сут после прокалывания внутри сыра развивается плесень. В процессе выдержки сыров в камере созревания на их поверхности появляются красноватая слизь и плесень, которые 2...3 раза удаляют: первый раз через 15...20 сут после прокалывания, затем по мере образования слизи. После первого удаления слизи, если внутри сыра плесень развивается хорошо, проколы закрывают и сыры ставят на плоскую сторону.
Для получения сыра с выраженным перечным вкусом, специфическим запахом и нежной консистенцией сыры в 30...40-суточном возрасте заворачивают в фольгу или упаковывают в пленку повиден и выдерживают до кондиционной зрелости в помещении при температуре 3...5 °C и относительной влажности воздуха 88...90 %. Применение фольги или пленки повиден упрощает уход за сыром, предохраняет его от излишнего высыхания и окисления, сохраняет летучие вещества, образующиеся при созревании.
Упаковывание и маркирование сыра рокфор выполняют так же, как и при выработке смоленского сыра. На заводе созревший сыр хранят не более 15 сут при температуре 2...5 °C и относительной влажности воздуха не более 85 % в упакованном виде (в фольге).
Свежие сыры. Эти сыры относятся к III группе.
Адыгейский сыр. Основные показатели технологического процесса производства адыгейского сыра следующие: массовая доля жира в сухом веществе не менее 45 %; влаги не более 60; поваренной соли не более 2 %.
262
Адыгейский сыр вырабатывают из нормализованного пастеризованного молока кислотностью не выше 21 °Т путем кислотной коагуляции белков молока. Свертывание молока осуществляется кислой молочной сывороткой с последующей специальной обработкой полученного сгустка.
Кислая сыворотка получается из свежей профильтрованной сыворотки, которую хранят в емкости до нарастания кислотности до значений 85... 100 °Т. Для ускорения нарастания кислотности в сыворотку добавляют до 1 % закваски, приготовленной на культурах болгарской палочки или L. helveticus.
В пастеризованное до 93...95 °C нормализованное молоко вносят кислую сыворотку в количестве 8... 10 % массы молока. Сыворотку выливают осторожно, небольшими порциями, по краям аппарата выработки сырного зерна. Образующийся хлопьевидный сгусток выдерживают при температуре 93...95 °C до 5 мин. Сыворотка должна выделяться желтовато-зеленоватого цвета с кислотностью 30...33 °Т.
Всплывшую наверх сырную массу выкладывают сетчатым ковшом на длинной ручке в конические плетеные корзины или другие формы, одновременно сливая сыворотку из ванны. Во избежание пригорания белка сыворотку из ванны удаляют не полностью. Сыр в формах подвергают самопрессованию в течение 10... 16 мин. За это время сыр один раз переворачивают, слегка встряхивая форму. После самопрессования сыр перекладывают в металлические формы и одновременно проводят посолку сухой поваренной солью с помощью дозатора — по 15 г на верхнюю и нижнюю поверхность.
Для просаливания и обсушки сыр в формах направляют в камеру с температурой 8...10 °C, где его выдерживают не более 18 ч, при этом переворачивают 1—2 раза. Готовый продукт упаковывают в пергамент, подпергамент, целлофан или полимерные пленки и направляют в реализацию.
Продолжительность хранения адыгейского сыра на предприятии-изготовителе после окончания технологического процесса не должна превышать 3 сут.
Сыр мягкий комбинированный без созревания. В качестве сырья используют смесь обезжиренного молока и соевого напитка в соотношении 4:1. Коагуляцию белков проводят термокислотным или термокальциевым способом. При термокислотной коагуляции (сыр «Идеал») смесь нагревают до 90 °C и вносят молочную сыворотку кислотностью 13О...14О°Т. При термокальциевой коагуляции (сыр «Новинка») смесь нагревают до 95 °C и вносят 40 % -ный водный раствор хлорида кальция из расчета 200 г безводной соли на 100 кг смеси. Посолку сыра осуществляют в зерне после удаления 65...70 % сыворотки. Хлорид натрия вносят из расчета 1,5 кг соли на 100 кг смеси.
Сыры формуют в горячем виде с последующим самопрессова-нием сырной массы в течение 4...6 ч при 16...20 °C.
263
Полученные сыры имеют специфические привкус и запах. С целью облагораживания вкуса используют чеснок в количестве 0,6 кг на 100 кг смеси и укроп — 0,3 кг на 100 кг смеси.
Массовая доля влаги в готовом продукте при различных способах коагуляции составляет 63...65 % при термокислотной и 64...66 % при термокальциевой.
Хранят сыры не более 6 сут при температуре 2...4 °C.
Сыры лечебно-профилактического назначения. В настоящее время разработаны технологии сыров, обладающих лечебно-профилактическими свойствами; последние достигаются путем применения заквасок, содержащих, помимо лактококков, специально подобранные молочнокислые палочки и бифидобактерии (табл. 35), и использования для посолки сыров лечебно-профилактической соли с пониженным содержанием хлорида натрия.
назначения
Молочнокислые кокки
Молочнокислые палочки
Бифидобактерии
S 5 S
БК-Бифилакт-А БК-Бифилакт-Д БК-Бифилакт-АД БК-Бифилакт-У БЗ — Бактериальная закваска
Бактериальный концентрат
+/-
+/-
+/-
ЦТ £
-/+
-/+
Примечание. +/----------с использованием либо без использования данного
вида микроорганизмов; +/— и —/+ для бифидобактерий означает, что обязательно используется один из видов: либо +/—, либо —/+. Если используется +/—, то не используется —/+, и наоборот.
Сыры лечебно-профилактического назначения («Айболит», славянский, ацидофилиновый, бифилиновый) являются мягкими сырами без созревания. Химический состав этих сыров представлен в таблице 36.
Сыры «Айболит» и славянский вырабатывают с использованием в качестве сырья обезжиренного молока и пахты, с применением в составе бактериальных заквасок бифидобактерий, ацидофильной палочки и палочек L. plantarum, а для посолки сыра — лечебно-профилактической соли. При выработке сыра «Айболит» с цикорием в качестве вкусового наполнителя используется сахар.
264
36. Химический состав сыров «Айболит», славянский, ацидофилиновый, бифнлиновый
Сыр Массовая доля, %
жира в сухом веществе, не менее влаги, не более хлорида натрия сахара цикория
«Айболит» 20 65 0,5...0,7 — —
«Айболит с цикорием» 20 65 0.5...0,7 3 1
Славянский 40 58 0,8-1,5 — —
Славянский 45 57 0,8... 1,5 — —
Ацидофилиновый 30 64 1,5 — —
Бифнлиновый 30 64 1,5 — —
Сыры ацидофилиновый и бифнлиновый вырабатывают из нормализованного и пастеризованного молока, используя кислотно-сычужный способ коагуляции белков. Пастеризацию нормализованного молока проводят при температуре 76 ± 2 °C с выдержкой 22 ± 3 с или при 84 ± 2 °C без выдержки. В охлажденное до температуры свертывания молоко вносят активизированную закваску, приготовленную из сухих концентратов «Бифилакт-А» для сыра ацидофилинового в количестве 5 ± 1 % и «Бифилакт-Д» для сыра бифилинового в количестве 2 ± 1 %, молокосвертывающий фермент и хлорид кальция. Продолжительность свертывания молока для сыра бифилинового 80 мин. Готовый сгусток разрезают, проводят постановку зерна, отбирают часть сыворотки и проводят полную посолку в зерне, соль добавляют из расчета 150 г на 100 кг молока. Затем проводят формование и самопрессование сыра в течение 17 ± 1 ч, после чего упаковывают и маркируют. Хранят сыры при температуре 6 ± 2 °C не более 8 сут.
7.2.7. ТЕХНОЛОГИЯ РАССОЛЬНЫХ СЫРОВ
Характеристика рассольных сыров. К группе рассольных сыров относятся брынза, молдавский, столовый, сулугуни и некоторые другие сыры.
Рассольные сыры вырабатывают как из коровьего, буйволиного и овечьего молока, так и из смеси коровьего молока с овечьим, буйволиным и козьим. Отличительная особенность технологии этой группы сыров — созревание и хранение в растворе соли, массовая доля хлорида натрия в котором составляет 14... 18 %, что и определяет характерные признаки рассольных сыров.
В качестве заквасок для производства рассольных сыров используют наряду с лактококками (бактериальные закваски и концентраты для сыров с низкой температурой второго нагревания) мезофильные молочнокислые палочки L. plantarum и L. casei,
265
оказывающие антагонистическое действие на маслянокислые бактерии и кишечные палочки.
Рассольные сыры отличаются повышенной массовой долей хлорида натрия (4...7 %), повышенной влажностью после самопрессования и прессования (49...56 %) и в готовом продукте (47...53 %). Эти сыры имеют остросоленый вкус и слегка ломкую консистенцию. Сыр не имеет корки.
Схема технологической линии производства рассольных сыров приведена на рисунке 30.
Брынза. Основные показатели технологического процесса производства брынзы из пастеризованного коровьего молока следующие: массовая доля жира в сухом веществе не менее 50 %; влаги перед посолкой 51...61, влаги в зрелом сыре 53; хлорида натрия 3...5 %; оптимальное значение pH сыра: перед посолкой 5,3...5,4, зрелого 5,20...5,35; продолжительность созревания 20 сут.
В подготовленное к свертыванию молоко кислотностью 18...20 °Т вносят хлорид кальция и 0,7... 1,5 % бактериальной закваски для сыров с низкой температурой второго нагревания. Молоко свертывается при температуре 28...33 °C в течение 40...70 мин. Полученный сгусток разрезают на кубики с ребром 15...20 мм и оставляют в покое на 10... 15 мин. Затем осторожно вымешивают его в течение 20...30 мин с 2...3 остановками на 2...3 мин, поддерживая температуру сырной массы в пределах 32...33 °C. Удаляют 65...70 % сыворотки и проводят частичную посолку в зерне из расчета 300 г соли на 100 кг молока с выдержкой 25...30 мин.
Сырную массу формуют насыпью в групповых формах. Самопрессование сырной массы продолжается 4...5 ч при температуре 15...16 °C с 2—3 переворачиваниями. Если сырная масса слабо уплотняется, ее подпрессовывают при давлении 5...6 кПа в течение 1...1,5 ч.
Брынзу солят в 18...20%-ном рассоле температурой 10...12 °C. Через 5...7 сут сыр переносят в кислосывороточный рассол температурой 8... 12 °C с массовой долей хлорида натрия 18 %, где его выдерживают в течение 13... 15 сут до упаковывания. Брынзу взвешивают и упаковывают в деревянные бочки, укладывая ее плотно целыми брусками, образующиеся пустоты вокруг бочки заполняют половинками. Бруски укладывают ровными рядами до полного заполнения бочки (5...7 рядов). Бочку закрывают и через отверстие в днище заливают ее 18%-ным рассолом и оставляют на созревание при температуре 8...10 °C. На верхнем днище бочки несмываемой краской с помощью трафарета наносят маркировку.
Сулугуни. Основные показатели технологического процесса производства сыра сулугуни следующие: массовая доля жира в сухом веществе не менее 45 %; влаги после чеддеризации 51...53, 266
16 15 14
13 25 26 27 28
Рис. 30. Схема технологической линии производства рассольных сыров:
1 — аппарат для выработки сырного зерна; 2 — насос для сырного зерна; 3 — отделитель сыворотки барабанного типа; -/—стол для формования и самопрессования; 5 — пневматический пресс; 6— унифицированная установка для формования и дозирования сырной массы; 7— групповая форма; 8— механизм загрузки форм на прессы; 9— пресс для рассольных сыров; 10 — механизм выгрузки форм из пресса; 11 — машина для освобождения сыра из групповых форм; 12 — устройство для подъема вставок групповых форм; 13— конвейер-накопитель; 14— машина для мойки и санитарной обработки сырных форм; 15— вертикальный накопитель для групповых форм; 16— конвейер продольной подачи форм; 77—емкость для сбора сыворотки; 18— насос для сыворотки; 19— весы; 20 — контейнер; 21 — тельфер; 22—бассейн; 23— стол; 24— тара; 25—емкость; 26— насос; 27—трубчатая пастеризационная установка; 28— пластинчатая охладительная установка; 29— аппарат для формования сырной массы
влаги в зрелом сыре не более 50, хлорида натрия 1...5 %; температура второго нагревания 34...37 °C; оптимальное значение pH сыра: перед чеддеризацией 5,5...5,7, после чеддеризации 4,9—5,1, зрелого 5,1—5,2, продолжительность созревания 1...Зсут.
Сыр сулугуни вырабатывают из зрелого коровьего молока кислотностью 20...21 °Т. В подготовленное к свертыванию молоко вносят хлорид кальция и 0,7...1,5 % бактериальной закваски. Свертывание молока проводят при температуре 31...35 ”С в течение 30...35 мин. Готовый сгусток разрезают на кубики с ребром 6...10 мм, делают перерыв на 5...10 мин, затем зерно обсушивают в течение 10...20 мин. Второе нагревание проводят в течение 10...15 мин до температуры 34...37 "С. При установлении температуры свертывания 36...37 °C второе нагревание не выполняют.
Основные особенности технологии сыра сулугуни — чеддериза-ция сырной массы и ее дальнейшее плавление. После достижения готовности сырного зерна из аппарата выработки сырного зерна удаляют до 70...80 % сыворотки. Образовавшийся пласт выдерживают под слоем сыворотки при температуре 28...32 °C в течение 2...Зч с учетом нарастания кислотности сырной массы до 140... 160 °Т (кислотность сыворотки 24 °Т), а pH 4,9...5,1. Признаки зрелости сырной массы — хорошие плавление и тягучесть ее при помещении кусочка теста (шириной и толщиной 0,7... 1 см, длиной 10... 15 см) в воду с последующим нагреванием в течение
Сыворотка Сыворотка на переработку — 1 —
Чеддеризованная
10 9 8 Сыворотка
Рис. 31. Схема механизированной технологической линии производства сыра сулугуни:
1— аппарат для выработки сырного зерна; 2— емкость для чеддеризации; 3 — установка для дробления, плавления сырной массы и формования головок сыра; -/—охладитель; 5— сырная форма; 6— стол; 7— бочка с рассолом; 8, 10— насосы; 9— емкость для сыворотки
268
1...2 мин до 90...95 °C. При вытягивании этого теста должны образовываться тонкие нервущиеся длинные нити.
Созревшую сырную массу режут шпигорезкой на кусочки толщиной 1...1,5 см, длиной 2...3 см и помещают в котел или тестомесильную машину с водой или свежей подсырной сывороткой, нагретой до 70...80 °C. Сырную массу тщательно перемешивают до получения однородной тягучей консистенции. Расплавленную готовую массу выкладывают на стол, затем формуют.
Сформованные головки в формах подают для охлаждения в камеру с температурой 6...12 °C. После охлаждения сыр солят в водном или сывороточном рассоле, массовая доля хлорида натрия в котором соответственно 16...20 и 16...18 %, а температура 8...12 °C, в течение 1 сут. Кислотность водного рассола должна быть не выше 25 °Т, сывороточного — 50...60 °Т.
В настоящее время создана механизированная линия для производства сыра сулугуни, схема которой изображена на рисунке 31. В линии имеется специальная установка дробления, плавления сырной массы и формования головок сыра.
Маркировку сыра и упаковывание в бочки осуществляют так же, как при выработке брынзы. Допускается упаковывать сыр сулугуни в деревянные ящики, выстланные внутри пергаментом, со сроком реализации в торговой сети не более 5 сут.
7.2.8. ТЕХНОЛОГИЯ СЫРОВ И СЫРНЫХ МАСС ДЛЯ ВЫРАБОТКИ ПЛАВЛЕНЫХ СЫРОВ
Характеристика сыров и сырных масс для плавления. К группе сыров, используемых для производства плавленых сыров, относят сыры жирные и нежирные.
К жирным сырам для плавления относятся: сыр типа российского; быстросозревающий; сырная масса; сырная масса без созревания. Массовая доля жира в этих сырах составляет 40 %, за исключением российского сыра, массовая доля жира в котором может быть 30 или 40 %.
К нежирным сырам относятся: сыр нежирный (получаемый по технологии российского или голландского сыров и нежирный сыр из пахты); сыр нежирный ускоренного созревания (из обезжиренного молока или из пахты); брынза из обезжиренного молока.
Жирные сыры для плавления вырабатывают из смеси цельного и обезжиренного молока, а нежирные сыры — из обезжиренного молока или из пахты. Пахта должна быть свежая, полученная при производстве сладкосливочного масла способом преобразования высокожирных сливок. Допускается добавление пахты, получаемой при производстве масла способом сбивания, в количестве не более 10 % массы перерабатываемой пахты. При производстве
269
сырной массы без созревания и нежирного сыра допускается использование сырого молока. Для выработки жирных сыров кислотность молока не должна превышать 19 °Т, для выработки нежирных сыров кислотность обезжиренного молока должна быть не выше 25 °Т, для сырной массы без созревания пригодно молоко кислотностью до 40 °Т.
Для коагуляции белков молока используют молокосвертывающие ферментные препараты, пепсин, а также пищевые кислоты: уксусную, молочную, соляную и лимонную. Для усиления молочнокислого брожения и ускорения созревания сыров применяют бактериальные закваски для сыров с низкой температурой обработки сырного зерна (молочнокислые стрептококки) в активизированном виде и бактериальные закваски для сыров с высокой температурой обработки сырного зерна (молочнокислые палочки), а также используют чеддеризацию сырной массы. В производстве сыров и сырных масс для регулирования активной кислотности применяют гидрофосфат натрия.
Сыры и сырные массы вырабатывают как формованными (в форме блока, цилиндра), так и в виде неформованной массы.
Химический состав и продолжительность созревания этих сыров представлены в таблице 37.
37. Химический состав сыров для плавления
Сыры для плавления Массовая доля, % Срок созревания, сутки, не менее
жира в сухом веществе сыра влаги, не более хлорида натрия, не более
Сыр типа российского Жирные сыры 40 43 2,5 30
Сыр типа российского 30 46 2,5 30
Сыр быстросозревающий 40 51 2,5 15
Сырная масса 40 53 2,5 5
Сырная масса без созревания 40 60 2,5 —
Нежирные сыры
Сыры из обезжиренного молока типа российского и голландского; — 60 3,0 30
из пахты
Сыры ускоренного созревания из обезжиренного молока, — 60 3,0 15
из пахты
Брынза из обезжиренного молока — 65 4,0 20
Жирные сыры для плавления. Сыр типа российского. Основные показатели технологического процесса производства российского сыра для плавления следующие: массовая доля жира в сухом веще
270
стве 30 и 40 %; влаги после прессования 44...47, влаги в зрелом сыре 43...46; хлорида натрия в зрелом сыре 1,5...2,5 %; температура второго нагревания 39...43 °C; оптимальное значение pH сыра после прессования 5,2...5,5; продолжительность созревания не менее 30 сут.
В подготовленное к свертыванию молоко вносят хлорид кальция и 1...2 % бактериальной закваски, перемешивают и выдерживают до достижения кислотности 2О...22°Т при выработке сыра 40%-ной жирности или до кислотности 21...23°Т при выработке сыра 30%-ной жирности. Если используют зрелое молоко в количестве 10...15 % массы молочной смеси, дозу вносимой бактериальной закваски уменьшают до 0,5 %.
Молоко свертывается в течение 25...30 мин при температуре 32...34 °C. Готовый сгусток разрезают на кубики величиной 6...7 мм (для сыра 40%-ной жирности) и 7...8 мм (для сыра 30%-ной жирности). До второго нагревания зерно вымешивают в течение 25...35 мин. Кислотность сыворотки перед вторым нагреванием составляет 14...16 °Т. Сырную массу нагревают в течение 10...15 мин до температуры 41...43 °C (для сыра 40%-ной жирности) и 39...41 °C (для сыра 30%-ной жирности). В необходимых случаях применяют ступенчатое нагревание. Вначале медленно нагревают сырную массу до 37...38 °C, повышая температуру на 1 °C в течение 3 мин, и выдерживают 20...25 мин, затем повышают температуру до требуемой. Обсушку зерна проводят до нарастания кислотности сыворотки, которая должна стать равной 16...18°Т (для сыра 40%-ной жирности), 17...19 °Т (для сыра 30%-ной жирности). В целом обработка зерна длится 60...90 мин.
Далее проводят полную посолку в зерне непосредственно в аппарате для выработки сырного зерна или на отделителе сыворотки. При посолке предварительно удаляют 75...80 % сыворотки, вносят поваренную соль в количестве 4...5 % массы оставшейся пульпы и полученную смесь выдерживают в течение 20...30 мин, периодически перемешивая. Затем формуют сыр насыпью или из пласта.
Сыр, формованный насыпью, самопрессуется в течение 20...30 мин, один раз через 10...15 мин его переворачивают. Прессуют сыры в течение 12... 16 ч с одной-двумя перепрессовками. Давление, оказываемое на сырную массу, составляет вначале 10...15 кПа, в последующем — до 35 кПа. При первой перепрес-совке сыр маркируют. После прессования сыр взвешивают и помещают в отделение с температурой 14...16 °C и относительной влажностью воздуха 80...85 % на 6...8 сут. Хорошо обсушенный сыр маркируют, покрывают парафинополимерным сплавом или упаковывают в полимерные пленки. В дальнейшем сыр созревает в помещении с температурой 10... 12 °C (для сыра 40%-ной жирности), 12...14 °C (для сыра 30%-ной жирности) и относительной
271
влажностью 80...85 %.В процессе созревания сыры переворачивают через каждые 10... 15 сут. Перед отгрузкой сыры упаковывают в транспортную тару.
Быстросозревающий сыр. Основные показатели технологического процесса производства быстросозревающего сыра для плавления следующие: массовая доля жира в сухом веществе сыра не менее 40 %; влаги в сырной массе после внесения солей 52, в,зрелом сыре 51; хлорида натрия 1,5...2,5 %; температура второго нагревания 46...48 °C; pH сырного пласта перед дроблением 5,1...5,3; pH сырной массы после внесения солей 5,6...5,8; продолжительность созревания не менее 15 сут.
В подготовленное к свертыванию молоко, кислотность которого 19...20°Т, вносят 0,5...1 % бактериальной закваски для сыров с высокой и 1...2% для сыров с низкой температурой обработки сырного зерна, а также хлорид кальция и молокосвертывающий фермент.
Молоко свертывается в течение 20...25 мин при температуре 33...35 °C. Готовый сгусток разрезают и проводят постановку зерна величиной 5...6 мм в течение 8... 10 мин. После постановки сырное зерно вторично нагревают до температуры 46...48 °C в течение 8...10 мин. Обсушку зерна проводят до нарастания кислотности сыворотки, которая должна стать равной 15...17 °C. Продолжительность всей обработки 50...60 мин. После окончания обработки удаляют 75 % сыворотки и из сырного зерна образуют пласт толщиной 15...20 см. После полного удаления сыворотки пласт подпрессовывают и выдерживают 40...60 мин при температуре 25... 30 °C, пока pH сырной массы не достигнет 5,3 ..5,1.
готовый пласт разрезают на куски, измельчают на волчке и направляют в смеситель для смешивания с заранее приготовленным раствором солей.
Для приготовления растворов солей на каждые 100 кг сырной массы берут 4 кг гидрофосфата натрия, 2 кг хлорида натрия (поваренная соль сорта «Экстра») и 12... 14 кг кипяченой воды температурой 55...60 °C. Соли вносят в воду и размешивают до растворения.
Массовая доля влаги в подготовленной к формированию сырной массе должна быть на 0,5...! % выше, чем в зрелом сыре, pH сырной массы 5,6...5,8. Тестообразную сырную массу упаковывают в бочки или в двойные мешки из полимерной пленки. Для формирования сыра в бруски применяют прямоугольные формы, сыр в формах прессуют в течение 25...35 мин при давлении 25...30 кг на 1 кг сырной массы. После прессования сыр в формах направляют для охлаждения в помещение с температурой 10... 12 °C. Через 16... 18 ч сыр вынимают из формы, обсушивают и через трое суток наносят покрытие.
272
Быстросозревающий сыр созревает при температуре воздуха 18...20 °C и относительной влажности 80...85 %. Готовый продукт хранят при температуре —2...+5 °C и относительной влажности воздуха не выше 85 % не более 3 мес.
Сырная масса для плавления. Основные показатели технологического процесса производства сырной массы для плавления следующие: массовая доля жира в сухом веществе не менее 40 %; влаги в готовом продукте не более 53; хлорида натрия 1,5...2,5 %; температура обработки сырного зерна 39...40 °C; продолжительность созревания 5 сут.
В подготовленное к свертыванию молоко вносят 1...1,5 % бактериальной закваски для сыров с низкой температурой обработки сырного зерна в активизированном виде и выдерживают, пока кислотность смеси, постепенно нарастая, не достигнет 21...22°Т. Затем вносят хлорид кальция и молокосвертывающий фермент. Молоко свертывается в течение 25...30 мин при температуре 32...35 °C. Готовый сгусток разрезают и проводят постановку зерна величиной 5...6 мм. В процессе обработки сырного зерна отбирают 20 % сыворотки и нагревают до температуры 39...40 °C в течение 15...20 мин. Зерно обрабатывают до нарастания кислотности сыворотки до значений 19...20°Т. Продолжительность всей обработки 50...60 мин.
После окончания обработки полностью удаляют сыворотку и в зерно вносят заранее приготовленный раствор солей из расчета З...4кг хлорида натрия (поваренная соль «Экстра») и 3 кг гидрофосфата натрия на 100 кг массы. Соли растворяют в воде при температуре 55...60 °C (соотношение масс солей и воды 1 : 1). Подготовленный раствор солей вносят в сырное зерно и перемешивают в течение 25...30 мин, после чего сырную массу формируют в бруски, фасуют в двойные мешки из полимерных материалов или в бочки. Сырная масса созревает при температуре 18...20 °C.
Готовый продукт хранят при температуре от —2 до +5 °C и относительной влажности воздуха не выше 85 %. Срок хранения массы, сформованной в бруски без покрытия, и массы в мешках не более 5 сут, а массы в брусках с покрытием и в бочках — не более 1 мес. Наиболее целесообразно направлять сырную массу на переработку сразу после созревания.
Сырная масса без созревания. Основные показатели технологического процесса производства сырной массы без созревания следующие: массовая доля жира в сухом веществе не менее 40 %; влаги не более 60; хлорида натрия 1,5...2,5 %; pH 5,5...6,0.
В молоко после нормализации и нагревания до температуры 90 ± 5 °C вносят 10%-ную уксусную кислоту или 9%-ную молочную кислоту в количестве 1 и 4,5 % массы молока соответственно. Внесение кислоты приводит к мгновенной коагуляции белков молока с образованием хлопьев, при последующем вымешивании
273
18 Г. Н. Крусь и др.
образуется сгусток в виде отдельных «зерен» или их комочков и выделяется сыворотка. Образовавшийся сгусток вымешивают в течение 3...5 мин для более полного осаждения белков, затем оставляют в покое на 10... 15 мин для оседания сгустка. После этого сгусток с сывороткой охлаждают до температуры 45...50 °C и удаляют максимально возможное количество сыворотки. В оставшуюся смесь зерна с сывороткой вносят хлорид натрия в количестве 1,5...2,5 кг на 100 кг смеси, перемешивают, охлаждают до температуры 13... 17 °C и отделяют сыворотку.
Сырную массу без созревания формируют насыпью, фасуют в мешки из полимерных материалов или деревянные бочки. Готовый продукт хранят при температуре от —2 до +5 °C и относительной влажности воздуха 80...85 %. Срок хранения при температуре от —2 до 0 °C — до 1,5 мес, при температуре от 0 до 5 °C — до 20 сут со дня выработки.
Нежирные сыры для плавления. Нежирный сыр из пахты. Основные показатели технологического процесса производства нежирного сыра из пахты следующие: массовая доля влаги 60 %; хлорида натрия 4 %; продолжительность созревания не менее 30 сут.
Пахту, полученную при производстве масла способом преобразования высокожирных сливок кислотностью не выше 25 °Т и плотностью не ниже 1027 кг/м3, подогревают до температуры свертывания 34...36 °Т. В подготовленную к свертыванию пахту вносят хлорид кальция (40...70 г на 100 кг пахты), 0,8...1,2 % бактериальной закваски для сыров с низкой температурой обработки сырного зерна и ферментный препарат.
Пахта свертывается в течение 30...35 мин. Готовый сгусток осторожно разрезают и проводят постановку зерна размером 5...7 мм. Длительность разрезки и постановки зерна 15...20 мин.
После постановки зерна приступают ко второму нагреванию, постепенно повышая температуру до 43...44 °C. Кислотность сыворотки перед вторым нагреванием должна быть 14...16°Т. Продолжительность нагревания 25...30 мин. Затем зерно вымешивают до готовности в течение 30...45 мин. Кислотность сыворотки в конце вымешивания должна быть 16... 18 °Т.
Сыр формируют из пласта (или наливом, если посолку проводят в зерне), прессуют в течение 2,5...3 ч с двумя перепрессовками, постепенно увеличивая давление от 10 до 30 кПа. При посолке сыра в рассоле массовая доля хлорида натрия в рассоле должна быть не ниже 20 %, температура 12... 14 °C, продолжительность посолки 3...5 сут. Созревает сыр при температуре воздуха 15...18 °C и относительной влажности 80...90 %.
Нежирный сыр ускоренного созревания из обезжиренного молока. Основные показатели технологического процесса производства нежирного сыра ускоренного созревания из обезжиренного молока следующие: массовая доля влаги в зрелом сыре не более 60 %;
274
хлорида натрия в сыре не более 2 %; оптимальное значение pH сырной массы после чеддеризаци 5,1...5,3; продолжительность созревания 15 сут.
В обезжиренное молоко (пастеризованное или сырое) кислотностью 20...24 °Т при температуре свертывания 28...32 °C вносят 2...3 % бактериальной закваски для сыров с низкой температурой второго нагревания, растворы хлорида кальция и ферментного препарата с таким расчетом, чтобы молоко свернулось за 25...30 мин. Разрезку сгустка и постановку зерна проводят в течение 10... 15 мин до получения зерна размером 6...8 мм. Затем сырную массу нагревают в течение 10...15 мин до температуры 36...38 °C. Общая продолжительность обработки составляет 20...40 мин. Кислотность сыворотки в конце обработки равна 18...20 °Т. После окончания обработки удаляют 75 % сыворотки и образуют пласт толщиной 12...15 см. Пласт подпрессовывают и чеддеризуют в течение 1... 1,5 ч до получения pH 5,1...5,3. После окончания чеддеризации сырную массу режут на куски и дробят на волчке.
Дробленая масса поступает в смеситель; туда же вносят из расчета на 100 кг сырной массы 2...2,5 кг поваренной соли и 3—3,5 кг гидрофосфата натрия, растворенных в 12...14 кг воды, предварительно пастеризованной и охлажденной до 55...60 °C. Сырную массу перемешивают с раствором солей в течение 25...30 мин, пока она не приобретет тестообразную консистенцию.
Затем сырную массу плотно укладывают в бочки с подпрессовкой в течение 1—1,5 ч. Поверхность массы в бочках покрывают парафинополимерными сплавами толщиной 1...2 см. Сырная масса может быть плотно утрамбована в полимерные мешки с применением разрежения. При формовании сырной массы блоками массой 14...19 кг сыр прессуют в течение 40...60 мин, а затем переносят в камеры для охлаждения до температуры 10... 12 °C. После охлаждения в течение 16... 18 ч сыры вынимают из форм и обсушивают в течение 1...2сут. Затем их покрывают парафинополимерными сплавами или упаковывают в полимерные пленки. Сыр созревает при температуре 18...20 °C и относительной влажности воздуха 80...85 % в течение 15 сут.
Нежирный сыр ускоренного созревания из пахты. По химическим показателям аналогичен сыру ускоренного созревания из обезжиренного молока. Срок созревания 15 сут. Этот сыр вырабатывают из пахты, полученной в производстве масла способом преобразования высокожирных сливок, с добавлением 20...25 % обезжиренного молока.
В подогретую до 32...34 °C смесь вносят раствор хлорида кальция из расчета 30...50 г на 100 кг смеси, 1 — 1,5 % бактериальной закваски для сыров с низкой температурой обработки сырного зерна и молокосвертывающий фермент (или пепсин) с таким расчетом, чтобы свертывание смеси произошло за 25...30 мин.
18*
275
Готовый сгусток разрезают, затем делают остановку на 5...6 мин, после чего проводят постановку зерна размером 5...6 мм. Через 15...20 мин после разрезки приступают ко второму нагреванию до температуры 47...49 °C. После второго нагревания обработка зерна продолжается 40...50 мин.
После окончания вымешивания удаляют 75 % сыворотки, образуют пласт толщиной 12...15 см, подпрессовывают его и выдерживают до появления слабокислого вкуса. Затем пласт сырной массы режут на куски и помещают в месильную машину (фаршме-шалку), куда добавляют в сухом виде 2 % хлорида натрия и 1,5...2 % гидрофосфата натрия.
Сырную массу с солями тщательно перемешивают, перекладывают в бочки или полимерные мешки и плотно утрамбовывают.
Для предохранения от плесневения поверхность массы в бочках заливают парафиновой смесью, нагретой до 140... 150 °C.
Условия и сроки хранения те же, что и для сыра ускоренного созревания из обезжиренного молока.
Брынза из обезжиренного молока. Основные показатели технологического процесса производства брынзы следующие: массовая доля влаги в готовом продукте не более 65 %; хлорида натрия 4...6 %; продолжительность созревания не менее 20 сут.
В подготовленное к свертыванию обезжиренное молоко вносят хлорид кальция и 0,5...1 % бактериальной закваски для сыров с низкой температурой обработки сырного зерна, перемешивают и оставляют для свертывания. Молоко свертывается в течение 30...40 мин при температуре 32...34 °C. Для получения брынзы с более мягкой консистенцией свертывание проводят 50...60 мин.
Готовый сгусток разрезают на кубики с ребром размером 2...2,5 см, массу осторожно вымешивают в течение 20...30 мин. Затем полностью сливают сыворотку и солят сырную массу. Соли вносят в количестве 4...4,5 % массы сыра, тщательно перемешивают.
Для самопрессования сырную массу перекладывают на специальный стол, выложенный серпянкой. После заполнения концы серпянки крестообразно связывают в узел и сырную массу оставляют для самопрессования при температуре воздуха 16...18 °C. Во время самопрессования через каждые 30...40 мин серпянку развязывают и сырную массу встряхивают, разрыхляя образовавшуюся корку. Эту операцию повторяют дважды через каждые 50...60 мин. Затем массу собирают в пласт прямоугольной формы, концы серпянки укладывают конвертообразно и прессуют 2...4 ч с постепенным увеличением давления до 2,5 кПа.
Отпрессованный пласт сырной массы режут на прямоугольные куски квадратного сечения и укладывают в бочки. Если сырную массу не солили, то отпрессованную брынзу солят в рассоле, мас
276
совая доля хлорида натрия в котором 22...24 %, в течение 18...20 ч при температуре рассола 15...20 °C. После посолки брынзу обсушивают в течение 2...3 ч.
Подготовленную брынзу укладывают в бочки, посыпая каждый ряд сыра тонким слоем соли (70...80 г). Наполненную бочку оставляют на 1...2сут незакупоренной, чтобы брынза уплотнилась и осела, после чего бочки дополняют брынзой доверху.
Брынза созревает в рассоле, который выделяется из сырной массы в первые дни ее созревания. Если этого рассола недостаточно для погружения всех кусков брынзы, бочки доливают рассолом, приготовленным на кислой, освобожденной от сывороточных белков сыворотке. Массовая доля хлорида натрия в рассоле 15...18 %.
В течение 10... 12 сут брынзу хранят в помещении с температурой 16... 18 °C, а затем до конца созревания — при температуре 10...12 °C.
7.3. ТЕХНОЛОГИЯ ПЛАВЛЕНЫХ СЫРОВ
7.3.1. ХАРАКТЕРИСТИКА ПЛАВЛЕНЫХ СЫРОВ
Плавленые сыры представляют собой пищевой продукт, вырабатываемый из различных видов сыров, масла, творога, консервов и других молочных продуктов с вкусовыми наполнителями и специями или без них путем тепловой обработки смеси с добавлением специальных солей-плавителей.
По сравнению с натуральными сырами плавленые сыры содержат больше растворимых форм белка и хорошо эмульгированный жир, что способствует их легкой усвояемости.
Массовая доля жира в плавленом сыре составляет 8...30 %, белка от 13 до 24, углеводов 1,5...34, минеральных солей 4...7, воды 33...58 %. Энергетическая ценность 100 г плавленого сыра составляет 684...1452 кДж.
Сырье, используемое в производстве плавленых сыров, делят на основное и вспомогательное. Основным сырьем служат натуральные жирные сыры, а также специальные виды сыров и сырные массы для плавления, творог, сметана, закваска, белковые массы из молочной сыворотки и пахты, казеинаты. Наряду с сырами используют различные жиры и молочные консервы. В качестве вспомогательного сырья применяют различные наполнители, специи и приправы.
Сыры для производства плавленых сыров хранят при температуре от 0 .4 до —1 С. натуральные твердые сыры, жирные и нежирные, хранят при 0...4 "С в течение 2...3 мес, мягкие — 10... 15 сут, рассольные и российский — 1 мес. Продолжительность хранения твердых сыров при отрицательных температурах удлиняется в 2—
277
5 раз. Мягкие сыры не допускается хранить при отрицательных температурах. Сыры для плавления типа российского хранят 8 мес, быстросозревающий сыр — 3, сырную массу — 1 мес, сырную массу без созревания — до 20 сут.
Творог хранят при 4...6°С не более 2...3сут, сметану при 2...4 °C — не более 3 сут. Закваску используют в свежем виде. Кислотность закваски не должна превышать 90 °Т.
В качестве жиров для производства плавленых сыров используют несоленые виды сливочного масла, в том числе подсырное и топленое, сливки, подсолнечное и кукурузное масло, гидрогенизированные жиры и жидкие маргарины. Продолжительность хранения сливочного масла при —5...—8 °C составляет 10 сут, растительного масла при температуре не более 20 °C — 6 мес. Натуральные сливки используют свежими.
В производстве плавленых сыров применяют молочные консервы: сухое цельное и обезжиренное молоко, свежую, сгущенную и сухую молочную сыворотку и пахту.
Вспомогательным сырьем в производстве плавленых сыров служат вкусовые наполнители: копченое мясо и рыбные продукты, паста «Океан», сушеные белые грибы и свежие шампиньоны, орехи, мед, сахар, какао, кофе, фруктовое пюре, сиропы, эссенции, изюм и соль. В качестве специи и приправы используют перец, лавровый лист, гвоздику, кардамон, мускатный орех, томат-пасту и соусы.
В качестве вспомогательных материалов применяют соли-плавители, главным образом цитраты и фосфаты, сорбиновую кислоту, антибиотик низин, коптильный препарат, агар, агаро-ид и желатин.
Схема технологической линии производства плавленых сыров приведена на рисунке 32.
Рис. 32. Схема технологической линии производства плавленых сыров:
1, 5 — конвейеры; 2 — машина для снятия парафина; 3 —машина для мойки сыра; 4 — емкость для замачивания сыра в сыворотке; 6— волчок; 7—вальцовка; 8— емкость-накопитель; 9— автоматические весы; 10— загрузочный ковш; 11 — аппарат для плавления сыра; 12— гомогенизатор; 13 — автомат для фасования сыра; 14—охладитель туннельного типа; 15—автомат для укладывания сыра в короба; 16— стол для заклеивания коробов
278
Технологический процесс производства плавленых сыров включает следующие технологические операции: подбор и подготовку сырья, составление сырной смеси, плавление, фасование, охлаждение, упаковывание и хранение готовой продукции.
7.3.2. ПОДБОР И ПОДГОТОВКА СЫРЬЯ
Сырье подбирают по рецептуре в зависимости от вида готового продукта. Подбирая основное сырье, контролируют его химический состав и выполняют органолептическую оценку.
Сыры всех видов подбирают по зрелости и кислотности. Незрелые сыры и сыры с повышенной кислотностью плохо плавятся. Наилучшие результаты получаются при переработке сыров средней зрелости, т. е. содержащих 20...30 % растворимых форм азота и имеющих pH 5,3...5,8.
При подборе сырья надо обращать внимание на степень выраженности вкуса исходного сырья, так как при плавлении снижается выраженность вкуса. Не используют сырье, имеющее пороки вкуса и запаха, с посторонними включениями, с наличием заметных пригорелых частиц, так как они могут перейти в готовый продукт.
После подбора сырья приступают к его подготовке. Сыры вначале освобождают от полимерного покрытия, а сыры с парафиновым покрытием направляют на машину для снятия парафина, где их моют горячей водой температурой 90...95 °C, затем 40...45 °C и холодной. В дальнейшем с сыра вручную удаляют корку и зачищают поврежденные места (расколы, механические повреждения ит. д.). Нежирные сыры замачивают в течение 1,5...2 ч в воде температурой 35...40 °C или в сыворотке кислотностью около 200 °Т. При поступлении быстросозревающего сыра и сырной массы в кадках последние открывают, с сыра удаляют парафин и зачищают верхний слой. Брынзу моют в теплой воде и ополаскивают в холодной.
Творог, белковую массу и другие белковые продукты освобождают от тары, предварительно зачищая верхний слой. При необходимости творог и белковую массу освобождают от излишней влаги прессованием. Предварительно подготовленное и рассортированное по виду, жирности и качеству сырье разрезают. Отобранные сыры, белковые массы и творог дробят на волчке с двумя-тремя решетками. Диаметр отверстий в решетке 10,5 и 3 мм. При отсутствии волчка с набором решеток массу дополнительно измельчают на вальцовочной машине или вторично измельчают на волчке. Каждый вид сырья измельчают отдельно и загружают в отдельные емкости-накопители. При использовании агрегата В2-ОПН, в котором совмещены операции дробле
279
ния и плавления, сыр не обрабатывают на волчке и вальцовочной машине.
Поверхность монолита масла перед переработкой зачищают от штаффа, разрезают на куски массой 2...3 кг и подвергают перетопке. При необходимости сухие молочные продукты, а также сахар-песок просеивают. Сгущенную сыворотку при наличии выпавших кристаллов лактозы разбавляют теплой питьевой водой до их растворения, сливки фильтруют, сметану тщательно перемешивают до получения однородной консистенции.
Твердые наполнители измельчают не ранее чем за 1 ч до внесения в сырную массу. При необходимости жидкие наполнители фильтруют. Специи вводят в смесь при плавлении в сухом виде, в виде готовых экстрактов или спиртовых и масляных вытяжек.
Спиртовые и масляные экстракты можно приготовить на предприятии в строгом соответствии с действующими инструкциями.
Все специи предварительно обрабатывают. Так, семена тмина и сельдерея просеивают, промывают сначала холодной, а затем горячей водой температурой 95...100 “С, после чего используют в виде зерен. Такие специи, как черный перец, душистый перец и гвоздика, обдувают горячим воздухом на вибросите и измельчают в тонкий порошок на мельнице. Орехи очищают от скорлупы, ядра обжаривают до появления слабо-коричневого цвета, охлаждают, дробят и высушивают.
Подбор и подготовка солей-iглавителей существенно влияют на качество плавленого сыра и стойкость его при хранении. Для производства плавленого сыра используют натриевые соли лимонной кислоты (цитраты), фосфорной кислоты (гидрофосфат натрия), пирофосфорной кислоты (гидропирофосфат натрия), триполифосфат натрия и др. Характеристика широко используемых солей-плавителей приведена в таблице 38.
38. Характеристика сожй-плавитеаей, используемых в технологии плавяеиых сыров
Наимеягаетнир соли-плавшеля Химическая формула Ижтвори-мостьпри 2» "С, % Массовая доля сухих веидеств, % Величина . pH 1^-ного водного раствора
Ц итрат натрия ZNajQHjOr ПН,О Хорошая 72 6.23 .6.26
Гнлрифисфа! натрия Ха-ПРО, 12НтО 18 39 8,9—9,1
Гщфопирофосфат натрия Ха3НР,О- - 9НО 32 60 6,7...7,5
Триполифосфат натрия Ма5Р3Ою 14...15 100 9.3...9,8
Фосфатная добавка: «Фонакон» Смесь нолифосфагов Хорошая 100 8,0...9,2
«Полифан» разной степени ковденсации, в том числе Na5P3OS((# (50...90 %) То же (75...S5 %) То же 100 8,0-9,2
280
Соли лимонной кислоты (цитраты) получают путем смешения лимонной кислоты с гидрокарбонатом натрия (NaHCO3), которые в растворе образуют соли различной степени замещенности и с различным pH раствора. Используют также смеси цитратов натрия с гидрофосфатом натрия. Широко применяют также смеси триполифосфата натрия с гидропирофосфатом натрия. Допускается использовать отдельно гидрофосфат натрия.
В настоящее время широко применяют композиции из полифосфатов разной степени конденсации, которые выпускают под торговыми марками «Фонакон» и «Полифан». Эти соли взаимозаменяемые, содержащие 100 % сухого вещества, при этом массовая доля триполифосфата натрия в «Фонаконс» составляет 50...90 %, а в «Полифане» — 75...85 %.
Соли-плавители следует выбирать с учетом вида получаемого плавленого сыра. Для ломтевых плавленых сыров необходимо использовать цитраты, для пастообразных сыров — смеси цитратов с фосфатами.
Существенное значение для получения качественного продукта имеет активная кислотность соли-плавителя. Она должна быть выбрана с таким расчетом, чтобы получить плавленый сыр оптимальной кислотности. Плавленые сыры, выработанные с различными солями-плавителями, имеют различное оптимальное значение активной кислотности pH. Так, сыры, выработанные с гидрофосфатом натрия, имеют pH 5,5...5,8; с цитратом натрия — 5,3...5,6; со смесью триполифосфата натрия и гидрофосфата натрия — 5,4...5,7.
Если оптимальное значение pH плавленого сыра выше pH сырья, то следует использовать щелочные соли, если наоборот, то необходимо применять кислые соли, значения pH которых ниже значения pH сырья.
В тех случаях, когда pH сырья и оптимальные значения pH плавленого сыра близки между собой, pH соли-плавителя также должен быть близким к этому значению.
Для определения дозы солей-плавителей пользуются пробными микроплавками сыра массой 100 г. На основании микроплавок с различными дозами солей выбирают наилучший вариант. Установлено, что максимальное количество солей-плавителей не должно превышать для цитратов 3 % и фосфатов 2 % в пересчете на безводную соль.
Смесь фосфатов используют в виде 20...25%-ного водного раствора кристаллогидрата гидрофосфата натрия. Цитрат калия используют в сухом виде.
Растворы солей-плавителей пастеризуют при температуре 80...90 "С или доводят до кипения. Чтобы избежать гидролиза солей, после нагревания раствор немедленно охлаждают.
281
7.3.3. СОСТАВЛЕНИЕ СЫРНОЙ СМЕСИ
Смесь сырья составляют для каждого вида плавленого сыра. Поскольку основную массу смеси для плавления составляют натуральные сыры, прежде всего обращают внимание на их зрелость, активную кислотность и вкусовые достоинства.
При подборе сырья особое внимание обращают на зрелость сыров, предназначенных для плавления. Степень зрелости обычно оценивают по массовой доле растворимого азота (табл. 39).
39. Характеристика зрелости различных видов сыров
Сыр Массовая доля растворимого азота, % общего Активная кислотность зрелого сыра, pH
Твердые сыры
Швейцарский 20...25 5,6-5,7
Ярославский 16...20 5,3...5,4
Голландский 15...20 5,25-5,35
Российский 18...20 5,25-5,35
Латвийский 25...30 5,4-5,5
Мягкие сыры
Дорогобужский 54-59 5,5...5,6
Рокфор 40...45 5,5-5,8
Рассольные сыры
Брынза 13...15 5,2-5,35
Чанах 20...21 5,1...5,2
Наименьшая зрелость отмечается в рассольных сырах. Мягкие сыры содержат значительное количество растворимого азота. Среди твердых сыров наименьшая зрелость у российского сыра.
Незрелые сыры с массовой долей растворимого азота менее 17 % плохо плавятся при использовании обычно применяемых количеств солей-плавителей и после плавления приобретают грубую, резинистую консистенцию. Перезрелые сыры с массовой долей растворимого азота свыше 46 % теряют способность к образованию геля, и консистенция плавленого сыра становится пастообразной. Оптимальная массовая доля растворимого азота для плавления смеси должна составлять 20...25 %.
Зрелость сырной смеси можно регулировать, добавляя к незрелым сырам перезрелые; массу зрелого и незрелого сыра в смеси можно рассчитать методом треугольника. Для расчета необходимо установить аналитическим путем зрелость сыров, используемых для составления смеси, и задаться массой какого-либо компонента или смеси.
28
Активная кислотность сыров также имеет существенное значение для плавленого сыра. Поэтому рекомендуется использовать для плавления сыров типа голландского с pH 5,2...5,5 сыры типа швейцарского с pH 5,6...5,8, сыры для плавления типа российского с pH 5,0...5,6, быстросозревающую сырную массу с pH 5,6...5,8, т. е. со значениями pH, соответствующими pH зрелых сыров.
Активную кислотность смеси сыров можно рассчитать как среднюю величину по формуле
рНсм — (pHj /Л| "Ь рНз Ш2 “Ь ... З" рНл
где рНсм, pH,, рН2,...,рНл — активная кислотность смеси и ее компонентов; тсм, т,, т2,..., т„ — масса смеси и ее компонентов.
Отобранные сыры подвергают измельчению, которое необходимо для хорошего смешивания компонентов, удобства их отвешивания и для обеспечения активного взаимодействия сыра с со-лями-плавителями. Дроблению подвергают твердые, мягкие, рассольные сыры и творог.
Измельченный сыр и другие виды сырья отвешивают в соответствии с рецептурой. Так, для выработки плавленых сыров с массовой долей жира 40...50 % количество сычужных зрелых сыров, соответствующих по названию в смеси, должно быть не менее 65...70 %. Плавленые сыры с массовой долей жира в сухом веществе 30...40 % вырабатывают из нежирных или из специальных сыров для плавления с добавлением масла и 5... 15 % жирного сыра. Чтобы улучшить консистенцию и получить более нежное тесто, при переработке недостаточно созревшего сыра добавляют сухие молочные продукты в количестве 2...3 %, а при переработке перезрелых сыров используют ранее расплавленный сыр в количестве 5... 10 %. Чтобы улучшить вкус плавленого сыра, вырабатываемого из незрелого сырья, в конце плавления вносят до 10 % бактериальной закваски для сыров с низкой температурой второго нагревания. Кислотность закваски должна составлять 9О...12О°Т. С этой же целью при составлении смеси вместо воды применяют молоко или подсырную сыворотку. Массу сырья, необходимого для каждого вида плавленого сыра, рассчитывают исходя из норм расхода сырья на 1 т готового продукта и химического состава сырья.
Незрелые сыры, главным образом нежирные, могут подвергаться созреванию. Для этого измельченный сыр смешивают с со-лями-плавителями; в случае необходимости добавляют воду и выдерживают в течение 2...3ч и более при комнатной температуре (20...22 °C). Эта операция способствует связыванию воды белками и лучшему плавлению сырной массы, вследствие чего улучшается консистенция готового продукта и снижается расход солей-плави-телей на 0,5...1 %.
283
7.3.4. ПЛАВЛЕНИЕ СЫРНОЙ МАССЫ
Теоретические основы плавления. Плавление сырной массы — основная и наиболее важная операция в технологии плавленых сыров и заключается в нагревании и перемешивании сырной массы в присутствии солей-плавителей. Плавление сыра, сопровождаемое размягчением и приобретением массой текучести, можно рассматривать как своеобразную пастеризацию продукта. Важную роль при плавлении играют соли-плавители. Если нагревать сыры без солей-плавителей, то получается неоднородная масса, при этом происходит синеретическое сжатие структуры белка, сыр расслаивается на воду, свободный жир и белковый осадок. После перемешивания и охлаждения этой расплавленной массы получается продукт грубой слоистой структуры. Напротив, нагревание сыра с солями-плавителями дает возможность получить продукт, имеющий однородную пластичную консистенцию.
На основании анализа результатов исследований, проведенных отечественными и зарубежными учеными, Г. Н Крусь с сотрудниками сформулировали теоретические основы плавления, заключающиеся в следующем. Плавление сырной массы представляет собой сложный комплекс химических, физико-химических и коллоидных процессов:
декальцинирование параказеинаткальцийфосфатного комплекса (ПККФК) мицелл казеина солями-плавителями, сопровождающееся разрушением гелевой структуры сыра и переходом казеина из нерастворимого состояния (гель) в растворимое — золь;
образование кальциевых солей на основе ионов кальция, выделившихся при декальцинировании ПККФК, и анионов солей-плавителей и их участие в стабилизации золевой и формировании новой гелевой структур плавленого сыра;
диспергирование жидкой фазы сыра (жир, вода) и эмульгирование жира.
Определяющий процесс при плавлении сырной массы — декальцинирование ПККФК мицелл казеинового геля солями-плавителями. Они отщепляют кальций и коллоидный фосфат кальция от ПККФК с образованием параказеината натрия (ПКН). В результате разрушаются связи между мицеллами, параказеиновый гель распадается на отдельные мицеллы, которые, в свою очередь, распадаются на субмицеллы. Кроме того, дестабилизация мицелл приводит к диспергированию из них таких полипептидов, как /казеины, пара-зе-казеин и др. (по данным Н. II. Захаровой).
Одновременно со структурными изменениями ПККФК образуются соли кальция с соответствующими анионами солей-плави-телей. При использовании солей лимонной кислоты образуются цитраты кальция, при использовании пирофосфатов — пирофосфаты кальция, фосфатов — фосфаты кальция. Образовавшиеся
соли характеризуются различной растворимостью, наименьшую растворимость имеют фосфаты кальция. Образующиеся при диссоциации этих солей катионы и анионы играют определяющую роль в формировании структуры плавленого сыра.
Так, ионы кальция участвуют в формировании нового геля. При охлаждении плавленого сыра растворимость образованных кальциевых солей повышается и ионы кальция вновь связывают мицеллы и субмицеллы параказеината натрия, формируя новый параказеиновый гель, структура и свойства которого будут определяться длиной цепочек связанных между собой мицелл и субмицелл. Длина цепочек зависит от числа свободных ионов кальция, а следовательно, от растворимости образовавшихся солей. Цитраты, пирофосфат и триполифосфат кальция, обладая большей растворимостью, чем фосфаты кальция, образуют больше свободных ионов кальция, которые связывают мицеллы и субмицеллы ПКН в длинные цепочки; при этом формируется длинноволокнистая структура и получается вязко-упругая консистенция плавленого сыра. При использовании для плавления фосфатов образуются труднорастворимые фосфаты кальция, которые слабо диссоциируют при охлаждении плавленого сыра. В результате формируются короткие цепочки из мицелл и субмицелл ПКН, обусловливающие получение коротковолокнистой структуры и вязко-пластичной, пастообразной консистенции плавленого сыра. Недиссоции-рованные фосфаты кальция остаются в плавленом сыре в виде отложений солей кальция. Так, методом микроструктурного анализа было показано, что в случае применения гидрофосфата натрия образуется фосфат кальция, который выявляется в виде дополнительных (по отношению к исходному сырью) отложений солей кальция (по данным В. Г. Тинякова).
Анионы кальциевых солей участвуют в адсорбционных процессах, способствуя повышению растворимости белка сыра. Образовавшиеся при декальцинировании ККФК структурные элементы (мицеллы и субмицеллы) обладают высокой гидрофильностью вследствие большей доступности пептидных связей воде. Дополнительный фактор‘усиления гидрофильности мицелл и субмицелл — адсорбция на их поверхности многовалентных анионов солей-плавителей, что приводит к повышению растворимости белка, увеличению связывания воды и повышению вязкости сырной массы.
Жидкая фаза сыра (жир и вода) также подвергается изменениям в процессе плавления. Увеличивается дисперсность воды. Значительным изменениям подвергается жир. В натуральном сыре жир диспергирован в гелевой структуре белка в виде жировых микро-зерен, отличающихся от жировых шариков более крупными размерами. Размер жировых микрозерен превышает средний диаметр жировых шариков в 2...4 раза и составляет для разных сыров 8... 14 мкм. При нагревании и перемешивании происходит диспер-
285
гирование жира, а образовавшиеся жировые шарики стабилизируются субмицеллами и мицеллами ПКН, образующими на поверхности жировых шариков белковую оболочку. В результате жир в плавленом сыре лучше диспергирован и стабилизирован, чем в натуральном сыре.
Режимы и техника плавления. Сырную массу плавят в специальных аппаратах. Нагрев сырной массы в них осуществляется теплоносителем через стенку емкости и путем непосредственного введения пара в сырную массу.
Порядок закладки сырья зависит от вида вырабатываемого плавленого сыра. При выработке сыров 45...60%-ной жирности рекомендуют следующий порядок закладки компонентов. В аппарат для плавления сыра вносят все компоненты смеси, кроме сливочного масла; массу нагревают до температуры 65...70 °C. После этого вносят масло и плавят до готовности. При выработке сыров 30...40%-ной жирности во избежание пригара на дно котла помещают часть масла, затем жирные сычужные сыры и творог, нежирный сыр и сухое молоко. В последнюю очередь в котел вносят соли-плавители и воду, массу подплавляют и вносят остальную часть масла.
Вкусовые наполнители рекомендуется вводить в сырную массу в конце плавления, чтобы сохранить сопутствующие им витамины, вкус и аромат. При использовании агрегата В2-ОПН все компоненты закладывают одновременно. Чтобы предохранить плавленые сыры от плесневения, вносят сорбиновую кислоту в конце плавления из расчета 0,1 % общей массы компонентов, предварительно растворив в небольшом объеме воды температурой 25...30 °C. Количество воды учитывают при расчете рецептуры.
В целях предохранения плавленых сыров, особенно пастообразных, от вспучивания при большой обсемененности сырья маслянокислыми бактериями вносят антибиотик низин из расчета 1,5 г на 10 кг готового продукта в сухом виде: непосредственно в смесь перед плавлением или с сухими компонентами (сливками, молоком, сывороткой), предварительно смешав с ними.
При плавлении смесь компонентов непрерывно перемешивается мешалкой вначале на малой скорости, а затем скорость перемешивания увеличивают. При температуре 50...55 °C сырная масса становится однородной и текучей; во время пастеризации ее обычно нагревают до 75...95 °C. Продолжительность плавления сыра в зависимости от используемого оборудования и технологии составляет 5...20 мин.
Режим плавления сырной массы устанавливают в зависимости от состава и свойств исходного сырья, степени его зрелости, вида вырабатываемого плавленого сыра и применяемых солей-плавителей. Так, сыры с повышенным содержанием влаги плавят при температуре 85...95 °C. Увеличить кислотность и придать сыру острый вкус, получив менее плотную консистенцию, 286
можно, повысив температуру плавления до 90 °C, а в отдельных случаях до 95 °C. Если необходимо значительно увеличить остроту и кислотность сыра, а также получить нежную пластичную консистенцию, сырную массу выдерживают при температуре плавления 3...10 мин. Наоборот, для уменьшения кислотности и остроты вкуса снижают температуру плавления и не выдерживают сыр. Более связной и плотной консистенции можно добиться, уменьшая температуру плавления до 80 °C и увеличивая продолжительность нагрева.
Плавление (при нагревании через стенку) при температуре 75...80 °C должно быть более длительным (15...20 мин), плавление при более высоких температурах (90 и 95 °C), наоборот, должно быть менее длительным (10...12 мин), но более интенсивным. При плавлении путем ввода пара непосредственно в сырную массу продолжительность плавления составляет 10... 15 мин, при использовании агрегата В2-ОПН она уменьшается до 5...7 мин.
Для получения более однородной консистенции (без пузырьков воздуха) и удаления нежелательных запахов сырье плавят под вакуумом. При этом из сырной массы удаляются летучие компоненты и воздух, что приводит, с одной стороны, к снижению интенсивности запаха, а с другой —к ослаблению окислительных процессов во время хранения плавленого сыра. Стойкость продукта в этом случае повышается.
Для улучшения эмульгирования жира и получения более тонкой структуры пастообразных и сладких сыров сырную массу гомогенизируют непосредственно после плавления при температуре 75...80 °C и давлении 10... 15 МПа. Применять гомогенизацию при выработке ломтевых сыров нецелесообразно из-за значительного уплотнения структуры, выраженного в получении грубой резини-стой консистенции.
7.3.5. ФАСОВАНИЕ И ХРАНЕНИЕ ПЛАВЛЕНОГО СЫРА
Расплавленная горячая сырная масса поступает в разгрузочную тележку, оборудованную насосом. Далее она подается в бункер автомата для фасования пастообразных продуктов. Во время фасования масса должна находиться в расплавленном состоянии и не терять текучести.
Сыр фасуют в фольгу по 30; 62,5 и 100 г, стаканчики по 100 и 200 г, коробочки из полистирола по 100 г, тубы по 160 и 180 г, жестяные банки по 100 и 250 г и стеклянные банки по 225 г. Фасуют сыр также в виде колбасок и батонов массой от 30 г до 2...2,5 кг и в виде блоков массой 0,5... 10 кг.
Фасованный сыр немедленно охлаждают. В результате быстрого охлаждения повышается качество сыра и стойкость его при хранении. Способы охлаждения могут быть различными: в специаль
287
ных камерах на стеллажах или тележках при температуре воздуха не выше 10 °C, в охладителях туннельного типа. Продолжительность охлаждения в камерах составляет 16 ч, а в туннельном охладителе 1...2ч. Интенсивность охлаждения в охладителе туннельного типа повышается вследствие активной циркуляции холодного воздуха.
Охлажденный сыр должен иметь температуру не выше 15 °C. При такой температуре брикет сыра становится твердым и не деформируется при укладке в ящики. Сыры, фасованные в полимерную и другую жесткую тару, можно сразу укладывать в ящики и направлять на охлаждение.
Сыр маркируют наклеиванием или нанесением этикеток литографским способом. При маркировании колбасного сыра допускается вкладывать этикетку между двумя слоями оболочки. Затем сыр упаковывают в транспортную тару.
Плавленый сыр упаковывают в ящики, изготовленные из различных материалов, а также в ящики, бывшие в употреблении, из-под масла коровьего, маргарина и плавленого сыра. Транспортную тару внутри выстилают оберточной бумагой. Между рядами сыра, упакованного непосредственно в ящики без коробок, прокладывают листы оберточной бумаги. При упаковывании сыров, фасованных в потребительскую тару из полимерных материалов и стекла, на всю высоту ящика помещают прокладки, предохраняющие ее от повреждений. Тубы помещают в ящики, снабженные перегородками, колпачками вверх.
В каждый ящик укладывают сыр одного наименования, одной жирности, плавки, формы, массой нетто для брусков и сыров в коробках от 5 до 25 кг, для секторов (без коробок), а также сыров в тубах и различной таре из полимерных материалов — до 10 кг.
На торцевой стороне транспортной тары прочной несмываемой краской наносят отчетливый штамп или наклеивают этикетку.
Хранят сыр в хорошо вентилируемом помещении при температуре воздуха от 0 до —3 °C и от 0 до +4 °C и относительной влажности воздуха соответственно 85...90 % и 80...85 %. Предельный срок хранения зависит от вида и качества плавленого сыра. Так, сыры плавленые ломтевые и колбасные хранят не более 3 мес; ломте -вые с копчеными мясопродуктами, томатным соком, пастеризованные с ветчиной, сыры к обеду — не более 30 сут; сыры, упакованные в полимерную тару со съемной крышкой, — не более 15 сут, пастеризованный сыр — не более 6 мес, стерилизованный — не более 1 года. Нельзя хранить и транспортировать плавленые сыры совместно с другими продуктами, имеющими неприятный запах.
Транспортирование сыра осуществляется всеми видами транспорта с соблюдением санитарных требований и условий, обеспечивающих сохранность качества продукта. Сыры транспортируют
288
в изотермических вагонах с температурой внутри вагона не более 8 °C (летом) и в вагонах-ледниках без отопления в зонах с отрицательной температурой до —25 °C (зимой).
7.3.6. ОЦЕНКА КАЧЕСТВА И ПОРОКИ ПЛАВЛЕНЫХ СЫРОВ
Плавленые сыры характеризуются определенными, свойственными каждому отдельному виду органолептическими показателями. Они должны также отвечать требованиям стандарта по физико-химическим показателям.
Для внутризаводской оценки вкуса и запаха, консистенции, цвета, внешнего вида, упаковки и маркировки плавленого сыра существует 30-балльная шкала, где каждому показателю отводится предельное количество баллов: вкус и запах — 15 баллов; консистенция — 9; цвет — 2; вид на разрезе — 2; внешний вид (упаковка и маркировка) — 2 балла.
При обнаружении порока в плавленых сырах с соответствующего показателя снимается определенное число баллов (скидка).
Для оценки вкуса и запаха установлены скидки с предельного количества баллов — 15 (хорошо выраженные вкус и запах сыра, типичные для данного вида). При умеренно выраженном вкусе, но слабовыраженном аромате скидка составляет 1 балл; недостаточно выраженном вкусе и аромате — 2, нетипичном для данного вида сыра — 3 балла. Скидка составляет от 2 до 3 баллов в зависимости от степени выраженности следующих пороков вкуса: легкий привкус солей-плавителей, слегка щелочной, слабый кормовой, слабый затхлый, слегка прогорклый, аммиачный (кроме латвийского и «Волны»), слегка салистый. Кислый вкус — скидка 3...4 балла. Скидка составляет от 4 до 6 баллов, если обнаружен горький, затхлый, салистый, прогорклый, кормовой, щелочной вкус, привкус солей-плавителей или металлический привкус.
Для оценки консистенции плавленого сыра установлены следующие скидки с предельного количества баллов — 9 (консистенция отличная). Хорошая консистенция — 1 балл; слегка несвязная, слегка мучнистая, слегка вязкая, слегка липкая — скидка 1...2 балла; излишне упругая, плотная, вязкая, липкая, мажущаяся, излишне мягкая, слегка песчанистая, крошливая, ломкая, колющаяся — 4 балла.
Для оценки цвета сырного теста установлено предельное число баллов 2 (нормальный цвет). При неоднородном цвете теста скидка 1 балл. Если при оценке вида на разрезе обнаруживаются единичные включения (нерасплавившиеся частицы сыра, пригорелые частицы белка) — скидка 1 балл.
Установлено предельное число баллов за внешний вид (упаковка, маркировка) — 2 (правильная форма, цельная чистая упаковка,
19 Г. Н. Крусь и др.
289
красочная этикетка). При легкой деформации формы, неплотно прилегающей фольге, осыпающемся парафине на колбасном сыре — скидка 1 балл. За поврежденную, слегка загрязненную упаковку, нечеткую маркировку, неправильную укладку сыра в ящики — скидка в 1 балл.
Сыры, получившие оценку менее 19 баллов, подлежат переработке.
В промышленности возможны случаи выработки плавленых сыров с пороками вкуса, запаха, консистенции и внешнего вида.
Пороки вкуса и запаха. Слабовыраженные вкус и запах. Порок чаще наблюдается у видовых плавленых сыров ( голландский, костромской и др.). Причина образования порока — использование натуральных сыров с недостаточно выраженным для данного вида сыра вкусом и запахом. Чаще это наблюдается при переработке сычужных сыров с пониженной влажностью и сыров с повышенным содержанием хлорида натрия. Порок можно предупредить, если к таким сырам при составлении смеси добавить 15...20 % зрелого или перезрелого сыра того же наименования с хорошо выраженными вкусом и запахом.
Кормовые привкусы. Порок обусловлен переработкой натуральных сычужных сыров с такими же пороками. Слабовыраженные кормовые привкусы можно удалить путем плавления под вакуумом и повышения температуры плавления до 95...98 °C, когда сырная масса приобретает привкус пастеризации. Кормовые привкусы устраняются при переработке сыров с добавлением специй или наполнителей.
Нетипичные для данного вида сыра вкус и запах. Причина порока (наличие аммиачного привкуса и запаха у плавленых сыров костромского и голландского) — переработка твердых сычужных сыров типа голландского с подопревшей коркой, с коркой, пораженной сырной слизью или плесенями. Для устранения порока сыры тщательно моют и плавят их под вакуумом.
Излишне аммиачные, слабозатхлые вкус и запах. Пороки возникают при избыточном развитии сырной слизи и щелочеобразующих бактерий в используемом сырье. Для устранения пороков сыры необходимо тщательно мыть и ополаскивать, использовать сыры с излишне аммиачным вкусом в смеси со свежим несоленым сыром, добавлять хлорид натрия в сырную смесь до содержания, предусмотренного стандартом.
Затхлые вкус и запах. Порок наблюдается при использовании сырья с затхлым привкусом, чаще нежирного сыра, вырабатываемого из молока, загрязненного посторонней микрофлорой, или сыров с плохо зачищенной коркой. Предупреждение порока заключается в повышении требований к заводам-изготовителям нежирного сыра. При переработке сыры с затхлым вкусом тщательно обрабатывают и замачивают в сыворотке, уменьшают количе
290
ство их в рецептуре и повышают температуру плавления сыра до 90...95 °C. Готовый продукт после фасования быстро охлаждают и хранят при температуре —3 °C.
Излишне кислые (творожистые) вкус и запах. Порок возникает в сырах при использовании избыточного количества творога с повышенной кислотностью. Для предупреждения этого порока необходимо соблюдать утвержденные рецептуры.
Горький вкус. Порок может вызываться горечью исходного сырья, неправильным применением гидрофосфата натрия, т. е. дополнительным его внесением в процессе плавления, избыточным количеством солей-плавителей. Для устранения горького привкуса необходимо выявить причину его образования.
Горький вкус в плавленых сырах может появляться также при использовании нежирного сыра с повышенным содержанием хлорида натрия и солей магния. Для предупреждения порока нежирный сыр используют в небольших количествах в смеси со свежим, несоленым, нежирным сыром.
Прогорклый вкус. Порок возникает при переработке измельченного жирного сычужного сыра, долго хранившегося при температуре окружающей среды. Молочный жир окисляется кислородом воздуха. Появление плесени приводит к распаду молочного жира с образованием масляной и других кислот. Для предупреждения порока не следует хранить измельченную сырную массу и использовать при выработке плавленых сыров сырье с прогорклым вкусом.
Щелочной, мылистый привкусы. Порок возникает при внесении излишнего количества щелочного реагента: гидрофосфата натрия, триполифосфата натрия и питьевой соды. При избыточном использовании щелочной соли-плавителя повышается водородный показатель (pH выше 6), что приводит к образованию кристаллов солей в плавленом сыре (порок песчанистость), и резко снижается стойкость готового продукта при хранении. Меры предупреждения порока — не допускать избыточного количества солей-плавителей при выработке плавленых сыров, использовать триполифосфат натрия только в растворе со слабокислыми солями конденсированных фосфатов, систематически контролировать pH плавленых сыров, который должен быть 5,6...5,8.
Пороки консистенции. Мучнистая консистенция. Сущность порока — недостаток солей-плавителей при переработке незрелых сыров (17... 19 % растворимого азота), при pH сырья ниже 5,2 или при использовании недостаточно активной соли-плавителя (например, гидрофосфата натрия), при неправильно подобранной по зрелости смеси сырья. Порок можно устранить, если составить смесь по зрелости (20...25 % растворимого азота) и подобрать соль-плавитель (заменить гидрофосфат натрия, например, солями лимонной кислоты, а также правильно определить их дозы).
19*
291
Рыхлая консистенция. Порок появляется при переработке перезрелых сыров (свыше 35 % растворимого азота) с pH выше 6. Устраняется порок правильным подбором сырья по степени зрелости.
Излишне твердая, грубая консистенция. Порок появляется при использовании недостаточно зрелых сыров (14... 15 % растворимого азота) и пониженном содержании влаги в готовом продукте. Порок можно устранить правильным подбором смеси сырья и увеличением влаги до установленной нормы.
Клейкая, липкая консистенция. Порок вызывается низкой активной кислотностью плавленого сыра (pH 6,2...6,3), а также низким содержанием жира и сухого вещества (массовая доля влаги 60 %). Устраняют порок повышением активной кислотности плавленого сыра, уменьшением содержания влаги и увеличением массовой доли жира в сухом веществе сыра.
Нерасплавленные зерна белка в тесте. Порок появляется при грубом измельчении нежирного сыра и отсутствии предварительного созревания раздробленного сырья с солями-плавите-лями. Устраняют порок путем тонкого измельчения исходного сырья, применения кратковременного созревания измельченного сыра с раствором солей-плавителей и фильтрования горячей сырной массы.
Порок цвета сырного теста. Порок неравномерная окраска теста наблюдается при фасовании сырной массы, поступающей из различных аппаратов плавления с неодинаковым оттенком цвета. Исключается порок при соблюдении строго определенного режима плавления.
Пороки внешнего вида. Деформация упакованных в фольгу брикетов. Порок вызывается недостаточной регулировкой работы автомата. Своевременная наладка автомата исключает порок.
Коррозия фольги. Порок появляется при хранении плавленого сыра. Причина порока — неравномерное или тонкое лакирование фольги, хранение сыра при положительной температуре и высокой влажности воздуха (90...95 %). Устраняется порок путем контроля за качеством поступающей фольги и режимом хранения сыра.
Наличие плесени на сыре. Порок наблюдается в пазах заделки фольги и на поверхности сырной массы при упаковывании в полистироловые коробочки. Причина порока — обсеменение плавленого сыра спорами плесеней в результате негерметичности упаковки или хранения продукта при повышенной (90..,95 %) влажности воздуха. Устраняется порок при условии герметичного упаковывания сыра в фольгу, применения в процессе плавления сорбиновой кислоты, хранения плавленого сыра в хорошо вентилируемом помещении при установленных режимах.
292
7.3.7. ОСОБЕННОСТИ ТЕХНОЛОГИИ ОТДЕЛЬНЫХ ГРУПП ПЛАВЛЕНЫХ СЫРОВ
Ассортимент и классификация плавленых сыров. Ассортимент выпускаемых промышленностью плавленых сыров, насчитывающий около 100 наименований, можно систематизировать согласно технологической или товароведной классификации, предложенной Н. П. Захаровой, О. В. Лепилкиной и Т. М. Коноваловой (ВНИИМС).
Технологическая классификация, предложенная сотрудниками ВНИИМСа и модифицированная авторами, построена с учетом двух групп признаков: используемое сырье и основные технологические операции, формирующие видовые особенности готового продукта. Согласно технологической классификации (рис. 33) плавленые сыры делятся по виду используемого сырья на четыре группы: вырабатываемые на основе молочного сырья без вкусовых наполнителей (одна группа); с вкусовыми наполнителями (вторая); сыры, вырабатываемые на основе молочного сырья с использованием сырья немолочного происхождения (комбинированные) без вкусовых наполнителей (третья); сыры, вырабатываемые на основе молочного сырья с использованием сырья немолочного происхождения со вкусовыми наполнителями (четвертая группа). Каждая из четырех групп делится на три подгруппы в зависимости от применяемых основных технологических операций: плавление — плавленые; плавление и копчение — копченые; плавление и пастеризация готового продукта — пастеризованные.
В подгруппу плавленые входят сыры, технологический процесс производства которых завершается (после проведения операции плавления) фасованием и охлаждением сырной массы.
В подгруппу копченые входят сыры, схема технологических процессов изготовления которых предусматривает операцию копчения (или внесения коптильного ароматизатора).
В подгруппу пастеризованные входят сыры, технологический процесс производства которых предусматривает после проведения операции плавления пастеризацию готового продукта.
С учетом указанных характеристик ассортимент плавленых сыров делится на 12 видов, из которых три вида: плавленые комбинированные пастеризованные, плавленые комбинированные с наполнителями копченые и плавленые комбинированные с наполнителями пастеризованные — в настоящее время в ассортименте отсутствуют.
Таким образом, согласно предложенной технологической классификации весь существующий ассортимент плавленых сыров можно разделить на 9 видов: плавленые, плавленые копченые, плавленые пастеризованные, плавленые с наполнителями, плавленые с наполнителями копченые, плавленые с наполнителями
293
И н s си Jq i— X $ 5 о я Dd ~ P Я о -is О я e О ь чз 1д tr ь Д тз о ^< 7. S3 » Э S3 “Ч □ 2 л? CD ''^ Г" S <-ч Е £0 С <—1 3— *± 3 « 5 ~ S л tr ^3 о □ ± о =• сг X cr s о га OW Ow * V 3 § Классификационные признаки
* В настоящее время сыров этих групп в ассортименте плавленых сыров нет. Рис. 33. Классификация плавленых сыров Плавленые 4— 4— 4— 4- 4- 4— 4- 4— 4— 4— Плавление 4— 4— 4— 4— 4— 4— 4— 4— 4— Без вкусовых С вкусовыми Без вкусовых С вкусовыми наполнителей наполнителями наполнителей наполнителями На основе молочного сырья На основе молочного сырья и сырьевых компонентов 1 немолочного происхождения — комбинированные 4— 4— Плавленые сыры
Плавленые копченые Плавление + копчение
Плавленые пастеризованные Плавленые с наполнителями Плавление + пастеризация готового продукта Плавление
Плавленые с наполнителями копченые Плавление + копчение
Плавленые с наполнителями пастеризованные Плавленые комбинированные Плавление + пастеризация готового продукта Плавление
Плавленые комбинированные копченые Плавление + копчение
Плавленые комбинированные пастеризованные* Плавленые комбинированные с наполнителями Плавление + пастеризация готового продукта Плавление
Плавленые комбинированные с наполнителями копченые* Плавление + копчение
Плавленые комбинированные с наполнителями пастеризованные* Плавление + пастеризация готового продукта
пастеризованные, плавленые комбинированные, плавленые комбинированные копченые, плавленые комбинированные с наполнителями.
К виду «плавленые» относятся сыры: советский, российский, чеддер, голландский, костромской, городской, городской в блоках, латвийский, «Орбита», угличский, невский, «Янтарь», «Дружба», «Неженка», рокфор, кисломолочный, «Пингвин», «Русич».
К виду «плавленые копченые» относятся сыры: колбасный копченый (массовая доля жира 30 и 40 %), охотничий (30 и 40 %), туристический.
К виду «плавленые пастеризованные» — пастеризованный.
Сыры, относящиеся к виду «плавленые с наполнителями», можно разделить на две разновидности: с сахарозой (сладкие) и с другими наполнителями.
К разновидности «плавленые с наполнителями сладкие» относятся: «Омичка», «Омичка» с орехами, «Омичка» с изюмом, «Кубаночка», шоколадный, кофейный, фруктовый, медовый, «Сказка», мятный, с орехами, «Светлячок», «Сластена», «Золушка», цитрусовый.
К разновидности «плавленые с наполнителями» относятся: «Крымский», «Балтийский», «Осень», сыр с ветчиной, сыр с окороком сырокопченый, острый с перцем, сыр с томатным соусом, «Лето», «Волна», с луком, с овощными добавками, для овощных блюд, «Чиполлино», с белыми грибами, для макаронных блюд, с луком для супа, любительский (для соуса), кавказский, с грибами для супа.
К виду «плавленые с наполнителями копченые» относятся: колбасный копченый с тмином, колбасный копченый с перцем, охотничий со специями (массовая доля жира 30 и 40 %), туристический с перцем, туристический с тмином.
К виду «плавленые с наполнителями пастеризованные» относится сыр пастеризованный с ветчиной.
К виду «плавленые комбинированные» относятся сыры: «Бородинский», «Особый», «К пиву», «Радуга», «Белоснежка».
К виду «плавленые комбинированные копченые» относится сыр «Особый копченый».
К виду «плавленые комбинированные с наполнителями» относятся сыры: «Бородинский» с хмели-сунели; «Особый» с перцем, а также томатом, тмином, горчицей; «Нептун», балтийский с крилем, «Радуга» с тмином, «Радуга» с аджикой, «Коралл», паштетный. Сюда же относятся и сыры плавленые комбинированные с наполнителями сладкие: «Осенний», «Чебурашка».
Товароведная классификация строится с учетом консистенции, вкусовых особенностей и способов специальной обработки, придающих продукту способность к длительному хранению и др. По
295
товароведным признакам весь ассортимент плавленых сыров делят на четыре группы: ломтевые (в том числе копченые и пастеризованные), пастообразные, сладкие и сухие.
Сыры плавленые ломтевые. Отличительная особенность этих сыров — достаточно плотная, слегка упругая консистенция и возможность нарезания их на ломтики. К плавленым ломтевым сыром относятся: столовый, городской, голландский, российский и другие, а также копченые и пастеризованные.
Вырабатывают сыры плавленые ломтевые на основе только молочного сырья, а также с использованием компонентов немолочного происхождения, без наполнителей и со вкусовыми наполнителями, с массовой долей жира в сухом веществе 20...50 %.
В технологии ломтевых сыров при использовании незрелого нежирного сыра рекомендуется выдерживать размельченную массу с солями-плавителями или с пепсином говяжьим или свиным. Это способствует переходу влаги в связанное состояние, лучшему плавлению сырной массы, получению хорошей консистенции сыра.
Для производства сыров данной группы рекомендуется применять в качестве соли-плавителя смесь триполифосфата натрия и гидропирофосфата натрия. Температура плавления сырной массы составляет 80...90 °C.
При выработке копченых сыров продукт после фасования подвергают дымовому копчению в специальных камерах. Коптильный дым получают от сжигания опилок из твердых несмолистых пород дерева (береза без коры, дуб, бук, ольха, ясень и др.). При бездымном способе копчения эту операцию заменяют внесением в сырную массу в конце плавления коптильного препарата в количестве 0,6 %. Коптильный препарат представляет собой дистиллят дыма, полученного при сжигании древесины.
При выработке пастеризованных сыров сырную массу после плавления фасуют в металлические банки, которые закатывают и подвергают дополнительной тепловой обработке на аппаратах непрерывного и периодического действия, что снижает объем остаточной микрофлоры до минимального. Продолжительность хранения пастеризованных сыров 6... 12 мес.
Сыры плавленые пастообразные. В эту группу входят сыры, консистенция которых отличается пластичностью и напоминает консистенцию паст и кремов: угличский, невский, «Янтарь», «Коралл», «Дружба», «Волна», «Лето», рокфор, «Луковичка», «Перчинка», «Пингвин», «Чиполлино», паштетный, кавказский, с белыми грибами, с луком для супа и др. Сыры этой группы вырабатывают на основе молочного сырья, а также с использованием компонентов немолочного происхождения без вкусовых наполнителей и со вкусовыми наполнителями с массовой долей жира в сухом веществе 40...60 %.
296
Для выработки сыров этой группы используют высококачественное сырье: сычужные сыры, сливочное масло, сухое молоко и др.
В качестве солей-плавителей рекомендуется использовать смеси фосфатов и цитратов. Температура плавления сырной массы 85...90 °C. Плавленые сыры этой группы характеризуются повышенным содержанием жира и влаги, поэтому для получения устойчивой эмульсии расплавленную сырную массу рекомендуется подвергать гомогенизации при давлении 10... 15 МПа.
Сыры плавленые сладкие. Отличительная особенность этой группы — обязательное использование в рецептуре сахара-песка (сахарозы), что обеспечивает им сладкий вкус. Вырабатывают сыры плавленые сладкие на основе молочного сырья, а также комбинированные со вкусовыми наполнителями, с массовой долей жира в сухом веществе 17...50 %. К этой группе сыров относятся: «Омичка», шоколадный, кофейный, фруктовый, медовый, мятный, «Сказка», с орехами, «Светлячок», «Сластена», «Золушка», цитрусовый, «Чебурашка» и др.
Сладкие сыры рекомендуется вырабатывать с использованием несоленых сыров. В качестве ароматизаторов и вкусовых наполнителей используют сахар-песок, кофе, какао, ванилин, орехи (грецкие, фундук, кешью), мед, сиропы плодовые и ягодные натуральные, морковный сок, фруктовые и цитрусовые эссенции, соки с мякотью и изюм.
Вкус сыров обусловлен внесенными наполнителями и сахаром. Консистенция сладких сыров изменяется от ломтевой до пастообразной.
Температура плавления сладких сыров должна быть не ниже 80 °C. Отличительная особенность технологии — внесение сахара в конце плавления сырной массы, что обусловлено необходимостью завершения процесса эмульгирования жира к моменту внесения сахара.
Карамелизованный сахар для сыра «Сластена» готовят путем длительного нагревания в сироповарочных котлах сахара-песка до темного, почти черного цвета, затем добавляют воду. На одну часть сахара-песка берут 1,25 части воды (по массе).
Для улучшения консистенции сыра горячую расплавленную массу, кроме сыров с орехами и изюмом, рекомендуется гомогенизировать при давлении 10...15 МПа. Гомогенизированную массу подают в приемный бункер фасовочного автомата.
Сыры плавленые сухие. Предназначены для длительного хранения. К ним относятся сыр в порошке, вырабатываемый на основе молочного сырья без вкусовых наполнителей, с массовой долей жира в сухом веществе 30 и 40 %.
Сыр получают из сычужных зрелых сыров путем их плавления с последующей сушкой распылительным способом. Компоненты смеси подбирают так, чтобы получить сырную массу, легко подда
297
ющуюся плавлению, а готовый продукт — с умеренно выраженным сырным вкусом. Для этого применяют хорошо созревшие сыры, а также смесь сыров повышенной зрелости с молодыми недозрелыми.
Плавят сыр в плавильных котлах, нагревая его до температуры 80... 85 °C в течение 10... 15 мин. Горячую расплавленную массу перекачивают в промежуточную емкость с обогревом и мешалкой. Здесь массу нормализуют горячей водой температурой, равной температуре плавления, из расчета получения эмульсии с массовой долей сухих веществ 35 %. И через фильтр подают насосом на сушку. Во избежание загустевания сырную массу подают на распылительную сушилку не позднее чем через 16...20 мин после плавления при температуре не ниже 75 °C.
При сушке соблюдают следующий температурный режим: температура воздуха, поступающего в сушильную камеру, 160...170 °C, температура воздуха на выходе из камеры 70...85 °C, температура в зоне распыления 50...65 °C.
Сухой сыр из сушилки поступает для просеивания на вибросито. Просеянный порошок фасуют в герметичную тару.
Контрольные вопросы и задания. 1. Назовите требования к составу и качеству молока в сыроделии. 2. Какие изменения происходят в составе и свойствах молока при его созревании? 3. С какой целью вносят хлорид кальция в молоко при его подготовке к свертыванию? 4. Как рассчитать необходимое для свертывания количество ферментного препарата? 5. Как определить готовность сгустка к разрезанию? 6. Каковы цель и порядок обработки сгустка и сырного зерна? 7. Для чего формуют сыр? 8. Какими способами можно формовать сыр? 9. Зачем проводят посолку сыра? 10. Назовите способы посолки сыра. 11. Перечислите способы интенсификации технологии сыра. 12. Назовите возможные пороки сыров и способы их предупреждения. 13. Каковы основные направления интенсификации технологии сыров? 14. Какие классификации приняты в сыроделии и в чем их принципиальные различия? 15. Назовите отличительные особенности технологии сыров с высокой температурой второго нагревания. 16. В чем сущность ступенчатого температурного режима созревания сыров? 17. Назовите особенности технологии твердых сычужных сыров с низкой температурой второго нагревания. 18. Что характерно для технологии твердых сычужных сыров с низкой температурой второго нагревания и с повышенным уровнем молочнокислого брожения? 19. Каковы особенности технологии производства сыров, созревающих при участии молочнокислых бактерий и микрофлоры слизи? 20. Каковы особенности технологии слизевых сыров? 21. Каковы особенности технологии сыров, созревающих при участии плесени? 22. Каковы особенности технологии свежих сыров? 23. Каковы особенности технологии брынзы? 24. Каковы особенности технологии сыров для плавления? 25. Охарактеризуйте сырье, используемое в производстве плавленых сыров. 26. Дайте схему технологического процесса производства плавленых сыров. 27. Каково назначение солей-плавителей в производстве плавленых сыров? 28. Каков порядок подготовки сырья и составления сырной массы? 29. Назовите пороки плавленых сыров.
8. ТЕХНОЛОГИЯ МАСЛА
8.1. ВИДЫ МАСЛА И СЫРЬЕ ДЛЯ ЕГО ПРОИЗВОДСТВА
8.1.1. ХАРАКТЕРИСТИКА МАСЛА
Сливочное масло — пищевой продукт, вырабатываемый из коровьего молока, состоящий преимущественно из молочного жира и плазмы, в которую частично переходят все составные части молока — фосфатиды, белки, молочный сахар, минеральные вещества, витамины и вода.
Состав и энергетическая ценность основных видов сливочного масла даны в таблице 40.
Вкус и запах сливочного масла обусловлены наличием в нем веществ, одна часть которых переходит в него из исходного молока и сливок, а другая (большая) часть образуется в результате тепловой обработки, физического и биологического созревания и др. Вкусовые компоненты сливочного масла — диацетил, летучие жирные кислоты, некоторые эфиры жирных кислот, лецитин, белок, жиры и молочная кислота.
Желтую окраску сливочному маслу придает бета-каротин. В зависимости от содержания каротина масло имеет сочную с темно-желтым оттенком или бледно-желтую окраску, а иногда почти белую.
Пищевая ценность сливочного масла обусловлена его химическим составом: молочным жиром, жирными кислотами, фосфолипидами, минеральными веществами, витаминами и др.
Кроме сливочного масла производят комбинированное (со сложным сырьевым составом), а также жировые продукты — спреды и топленые смеси. Комбинированное масло вырабатывают из смеси молочных и «растительных» сливок, последние получают на основе растительного масла или аналогов молочного жира.
Спред — эмульсионный жировой продукт с массовой долей общего жира от 39 до 95 %. Для производства спредов используется как молочное (молочный жир, сливки, сливочное масло), так и немолочное сырье (растительные масла натуральные, фракционированные, переэтерифицированные, гидрогенизированные).
В зависимости от массовой доли жира спреды подразделяют на высокожирные (с массовой долей жира от 70 до 95 %), среднежирные (с массовой долей жира от 50 до 69,9 %) и низкожирные (с массовой долей жира от 39 до 49,9 %).
299
40. Основные виды сливочного масла
Вид масла Массовая доля, % Энергети-ческая ценность, кДж/100 г продукта
жира, в том числе растительного ВОДЫ СОМО СОЛИ
Вологодское 82,5 16,0 1,5 — 3113
Традиционного состава сладкосливочное и кислосливочное: несоленое 82,5 16,0 1,5 3113
соленое 81,5 16,0 1,5 1,0 3096
Любительское: сладкосливочное: несоленое 78,0 20,0 2,0 2961
соленое 77,0 20,0 2,0 1,0 2929
кислосливочное: несоленое 78,0 20,0 2,0 — 2961
соленое 77,0 20,0 2,0 1,0 2929
Крестьянское: сладкосливочное: несоленое 72,5 25,0 2,5 2776
соленое 71,0 25,0 2,5 1,5 2726
кислосливочное несоленое 72,0 25,0 2,5 — 2776
Российское сладкосливочное 70,0 27,0 3,0 — 2686
и кислосливочное Бутербродное сладкосливочное 61,5 35,0 3,5 — 2378
и кислосливочное «Эдельвейс» 52,0 43,0 5,0 — 2110
С наполнителями (вкусовыми, 50...62 16...42 1,0...11,8 — 2081...3113
растительным маслом) Славянское: несоленое 80/32* 18,5 1,5 3050
соленое 79,0/31,6* 18,5 1,5 1,0 2985
* Массовая доля растительного жира.
Топленая смесь — жировой продукт с массовой долей жира не менее 99 %, вырабатываемый путем вытапливания жировой фазы из спреда.
В зависимости от состава сырья спреды и топленые смеси подразделяют на сливочно-растительные (массовая доля молочного жира в составе жировой фазы не менее 50 %), растительно-сливочные (массовая доля молочного жира в составе жировой фазы от 15 до 49 %) и растительно-жировые, вырабатываемые только из немолочного сырья.
При производстве спредов и топленых смесей используют пищевкусовые добавки, ароматизаторы и витамины.
Технология спредов и смесей в данном учебнике не рассматривается.
Молочный жир восполняет энергетические затраты организма человека. Энергетическая ценность сливочного масла традиционного состава с массовой долей жира 82,5 % составляет 31 130 кДж/кг, самого низкожирного сливочного масла «Эдельвейс» — 21 100 кДж/кг, масла с наполнителями — 2081...3113 кДж/кг.
Усвояемость сливочного масла составляет 97...98 %.
Низкая температура плавления основных групп глицеридов (27...34 °C) и отвердевания (18...23°С) способствует переходу молочного жира в пищеварительном тракте в наиболее удобное для усвоения жидкое состояние. В связи с этим сливочное масло рекомендуют больным функциональными расстройствами пищеварительные органов, а также для детского питания.
8.1.2. ТРЕБОВАНИЯ К КАЧЕСТВУ МОЛОКА И СЛИВОК
Для производства масла используют молоко и сливки. Сливки могут быть получены на сепараторных пунктах, куда с ферм доставляют молоко, которое сепарируют, а сливки пастеризуют, охлаждают и доставляют на молочный завод. Получение сливок на сепараторных пунктах нежелательно. Наилучшим по качеству можно выработать масло из сливок, полученных непосредственно на молочном заводе. Поэтому предпочтительно доставлять молоко непосредственно с фермы на молочный завод.
Помимо стандартных требований, при производстве масла к молоку предъявляют особые требования: по содержанию жира в молоке, химическому составу молочного жира.
С повышением жирности молока увеличивается выход масла и улучшается использование жира, т. е. относительно меньшее количество жира остается в обезжиренном молоке и пахте. Для производства масла целесообразно направлять молоко повышенной жирности.
На технологические режимы производства масла влияет химический состав молочного жира. От содержания в молочном жире различных жирных кислот зависит температура плавления и отвердевания масла. Зимой в молочном жире увеличивается количество насыщенных жирных кислот, вследствие чего масло приобретает твердую консистенцию. Летом в жире значительно возрастает содержание ненасыщенных жирных кислот и жидких фракций жира, масло имеет более мягкую консистенцию.
Сливки состоят из тех же составных частей, что и молоко, но с другим соотношением между жиром и плазмой, вследствие чего физико-химические свойства молока и сливок (плотность, кислотность и др.) различаются. Средний химический состав сливок, используемых в маслоделии, приведен ниже.
301
Составные части молока
Массовая доля в сливках, %
Жир 25...45
Вода 66,27...49,85
Сухой обезжиренный молочный остаток 8,73...5,15
В том числе:
белки 2,95...1,74
лактоза 4,93...2,91
Зола 0,58...0,34
Фосфолипиды 180,5 мг/100 г
Кислотность сливок измеряют в единицах титруемой кислотности (градусах Тернера) и активной — pH. Зная кислотность сливок Ксл и массовую долю в них жира Жсл, можно рассчитать кислотность плазмы А'пл по формуле
_ туюо м 100 -жся'
Температура замерзания сливок зависит от содержания в их плазме лактозы и солей, находящихся в молекулярном или ионном состоянии. Определить температуру замерзания плазмы сливок Т3 можно по формуле, предложенной В. М. Силиным:
где Спл — массовая доля сухих веществ в плазме сливок, %.
При массовой доле сухих веществ в сливках 10 и 35 % плазма в них замерзает при —0,6 и —3,0 °C соответственно.
В зависимости от органолептических, физико-химических и микробиологических показателей сливки делят на сорта: высший, первый и второй.
Вкус и запах сливок высшего сорта характеризуется как выраженный сливочный, чистый, сладковатый; первого сорта — сливочный, сладковатый со слабо выраженным кормовым привкусом и запахом; второго сорта — недостаточно выраженный сливочный, сладковатый, недостаточно чистый и (или) с кормовым привкусом и запахом.
Консистенция сливок высшего и первого сортов должна быть однородная, гомогенная; при этом для сливок первого сорта допускается наличие единичных комочков жира; консистенция сливок второго сорта — неоднородная, с единичными комочками жира и хлопьями белка. Цвет сливок независимо от сорта — белый с кремовым оттенком, однородный по всей массе.
Сливки должны обладать достаточной термоустойчивостью, которая определяется по пробе на кипячение или хлоркальцие-302
вой. По этим пробам сливки высшего сорта характеризуются отсутствием хлопьев белка; первого сорта — наличием отдельных хлопьев белка; второго — наличием отдельных крупных хлопьев белка. При этом кислотность жира не должна превышать 1,5 °К для сливок высшего сорта; 2 °К — для сливок первого сорта и 2,5 °К — для сливок второго сорта. Кислотность жира можно пересчитать на кислотное число (мг КОН на 1 г жира), используя соотношение 1 °К = 0,56 мг КОН на 1 г жира.
С целью предупреждения поступления фальсифицированных (разбавление водой) сливок предусматривается определение в них СОМО и плотности. Массовая доля СОМО и плотность натуральных сливок в зависимости от содержания в них жира приведены ниже.
Плотность при 20 °C, кг/м3
Массовая доля жира, %
Массовая доля СОМО, %
10...20 7,5...6,7 1020...1008
20...30 6,7...5,8 1008...997
30...40 5,8...5,0 997...987
40...50 5,0...4,2 987...976
50...55 4,2...3,8 976...971
Для сортировки сливок по кислотности пользуются данными таблицы 41.
41. Титруемая кислотность сливок различных сортов Т
Массовая доля Не менее, Не более, для сорта
жира в сливках, % для всех сортов высшего
первого второго
10...20 14 17 19 21
20...30 13 16 17 19
30...40 12 15 16 18
40...50 11 14 15 17
50...55 10 13 14 15
Нижний предел кислотности предусмотрен для предупреждения приема сливок, фальсифицированных (добавление нейтрализующих веществ) по кислотности.
Микробиологические показатели для сырых сливок высшего сорта — проба на редуктазу не ниже I класса, ориентировочное количество мезофильных аэробных и факультативно-анаэробных микроорганизмов (МАФАнМ) не должно превышать 5 • 105 КОЕ/см3; для первого сорта — проба на редуктазу не ниже II класса, МАФАнМ — до 4 106 КОЕ/см3; для второго сорта — проба на редуктазу не ниже III класса, МАФАнМ — до 2 • 107 КОЕ/см3.
Для выработки всех видов масла, кроме вологодского, можно применять сливки, полученные в результате сепарирования подсырной сыворотки (подсырные сливки).
303
Подсырные сливки должны иметь сладковато-солоноватый вкус, допускается слабовыраженный кислый вкус, кислотность плазмы не более 30 °Т. Для этого подсырные сливки немедленно после получения охлаждают до 6...8 °C . Продолжительность сбора однородной партии сливок при этой температуре не должна превышать 2 сут.
8.1.3. ПОДГОТОВКА СЫРЬЯ И СПОСОБЫ ПРОИЗВОДСТВА МАСЛА
Принятое на предприятие молоко сепарируют при температуре 35...40 °C для получения сливок с желаемой массовой долей жира.
При приемке на завод сливки фильтруют для удаления механических примесей, пропуская через марлевые или лавсановые фильтры. Сливки, массовая доля жира в которых не соответствует желаемой, нормализуют. Если массовая доля жира в сливках выше желаемой, то их нормализуют, смешивая с цельным или обезжиренным молоком. Сливки, массовая доля жира в которых ниже желаемой, нормализуют на сепараторе-нормализаторе.
Все сливки, предназначенные для производства масла, подвергают тепловой обработке. При необходимости исправляют пороки сливок.
Тепловая обработка. Выбирая режим тепловой обработки сливок, учитывают ее влияние не только на микрофлору, но и на микробную липазу и пероксидазу. Инактивируют липазу и пероксидазу, нагревая сливки до 85 °C без выдержки при этой температуре. Поэтому тепловая обработка сливок ниже этой температуры не допускается. При выборе режима тепловой обработки учитывают качество сливок и вид вырабатываемого масла. Сливки первого сорта при выработке сладкосливочного масла пастеризуют при температуре 85...90 °C, а сливки второго сорта пастеризуют при температуре 92...95 °C. При выработке вологодского масла используют сливки только первого сорта, а тепловую обработку проводят при температуре 105... ПО °C, чтобы продукт имел специфические вкус и запах.
При переработке сливок со слабовыраженными посторонними привкусами и запахами температуру тепловой обработки сливок повышают и устанавливают в зависимости от массовой доли влаги в масле в пределах 103... 108 °C для весенне-летнего периода года и 103...115 °C для осенне-зимнего.
Исправление пороков. Для исправления пороков сливки дезодорируют или заменяют плазму сливок. Дезодорацию сливок обычно совмещают с тепловой обработкой.
При дезодорации удаляют посторонние запахи и привкусы, обусловленные наличием легколетучих жиро- или водорастворимых веществ, которые концентрируются в жировой фазе или плазме сливок.
304
Для дезодорации сливки вначале нагревают до температуры 80 °C, затем направляют в вакуум-дезодорационную установку, где сливки кипят при разрежении 0,04...0,06 МПа и температуре 65...70 °C. Продолжительность пребывания сливок в дезодораторе при нормальной работе 4...5 с. На выходе из дезодоратора сливки нагревают до 95 °C, при этом устраняется невыраженный вкус, который имеется в сливках после дезодорации.
Привкусы луковый, чесночный, нефтепродуктов и некоторые другие при тепловой и вакуумной обработке сливок полностью не устраняются, так как эти пороки обусловлены наличием высокомолекулярных соединений, образующих смеси, температура кипения которых выше температуры кипения воды.
Перед переработкой на масло подсырных сливок проводят одно-или двукратную замену плазмы в них путем смешивания с обезжиренным молоком или водой и последующего сепарирования смеси, т. е. подсырные сливки обрабатывают с целью улучшения их качества и повышения термостабильности белков.
При однократной замене плазмы сливки смешивают с сырым обезжиренным молоком при температуре не выше 10 °C так, чтобы массовая доля жира в смеси не превышала 3,5 %. Полученную смесь нагревают до 35...40 °C и сепарируют. Массовую долю жира в подсырных сливках с заменой плазмы устанавливают в пределах 32...37 % при переработке сливок способами преобразования высокожирных сливок и сбивания в маслоизготовителях периодического действия и 38...45 % при переработке в маслоизготовителях непрерывного действия.
Двукратную промывку подсырных сливок проводят при повышенной (25...30°Т) кислотности плазмы. Для этого подсырные сливки смешивают с водой при температуре не выше 10 °C до массовой доли жира в смеси 3,5 %. Смесь нагревают до 30...40 °C и сепарируют. В полученных сливках повторно заменяют плазму обезжиренным молоком так, как описано выше.
Подсырные сливки после замены плазмы добавляют к сливкам в количестве не более 25 % массы перерабатываемых сливок. Смесь пастеризуют при температуре 92...95 °C и направляют на выработку масла.
Способы производства масла. Технологический процесс производства масла включает концентрирование жира молока, разрушение эмульсии жира и формирование структуры продукта с заданными свойствами. Различают два способа производства масла: сбивание сливок и преобразование высокожирных сливок.
При выработке масла способом сбивания концентрирование жировой фазы достигается сепарированием молока и последующим разрушением эмульсии молочного жира при сбивании полученных сливок. Содержание влаги регулируют во время обработки масла. Кристаллизация глицеридов молочного жира завершается во время физического созревания до механической обработки масла.
20 Г. Н. Крусь и др.
305
При получении масла способом преобразования высокожирных сливок концентрирование жировой фазы молока осуществляется сепарированием. Нормализацию высокожирных сливок по влаге проводят до начала термомеханической обработки с таким расчетом, чтобы массовая доля жира в сливках соответствовала массовой доле жира в готовом продукте. Разрушение эмульсии жира сливок и кристаллизация глицеридов молочного жира происходят главным образом во время термомеханической обработки.
Для производства масла перечисленными способами существуют различные технологические линии.
Линия для осуществления технологического процесса тем или иным способом имеет характерное оборудование. Например, в линию производства масла способом сбивания включены емкости для физического созревания сливок, которых нет в линии производства масла способом преобразования высокожирных сливок. В эту же линию включены маслоизготовители непрерывного или периодического действия. В линию производства масла способом преобразования высокожирных сливок включены сепараторы для высокожирных сливок, которые отсутствуют в линии производства масла способом сбивания. В этой линии предусматривают для преобразования высокожирных сливок в масло маслообразователи различных типов и конструкций: цилиндрические (трех-, четырехцилиндровые) и пластинчатые.
8.2. ТЕХНОЛОГИЯ МАСЛА СПОСОБОМ СБИВАНИЯ СЛИВОК
Технология масла способом сбивания сливок предусматривает выполнение следующих последовательно осуществляемых операций: приемки молока, охлаждения, хранения, нагревания, сепарирования молока, тепловой обработки сливок, низкотемпературной их подготовки (физическое созревание сливок), сбивания сливок, промывки масляного зерна, посолки масла (только для соленого масла), механической обработки, фасования и хранения масла.
Для выработки масла способом сбивания в маслоизготовителях непрерывного действия используют сливки с массовой долей жира 36...50 %. Такая концентрация жира способствует ускорению образования масляного зерна и повышает производительность маслоизготовителя. При выработке масла способом сбивания в маслоизготовителях периодического действия используют сливки средней жирности с массовой долей жира 32...37 %.
При использовании сливок с массовой долей жира ниже указанных пределов уменьшается производительность оборудования и увеличиваются потери жира. Если массовая доля жира в сливках не превышает 40 %, то это не оказывает влияния на качество масла, обеспечивает снижение потерь жира и увеличение производительности оборудования. Однако при большей массовой доле
306
жира в сливках замедляется отвердевание жира вследствие быстрого повышения вязкости в процессе охлаждения сливок, что необходимо учитывать при выборе режимов физического созревания.
8.2.1. НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СЛИВОК
После тепловой обработки сливки быстро охлаждают до температуры ниже точки отвердевания молочного жира и выдерживают определенное время (физическое созревание).
В результате физического созревания сливок отвердевает молочный жир внутри жировых шариков, изменяются состояние оболочки жировых шариков и свойства сливок: устойчивость эмульсии и дисперсность жира, вязкость сливок.
Отвердевание молочного жира — основная цель низкотемпературной обработки сливок; оно играет важную роль в процессе мас-лообразования. Только при наличии отвердевшего жира при сбивании сливок можно выделить молочный жир в виде масляного зерна и обеспечить хорошую консистенцию сливочного масла и нормальный отход жира в пахту.
В охлажденных сливках только часть жидкого жира переходит в твердое состояние. Отношение количества отвердевшего жира к первоначальному его количеству в процентах называют степенью отвердевания жира. Каждой температуре охлаждения сливок соответствует максимально возможная степень отвердевания молочного жира. Для получения масла хорошей консистенции необходимо, чтобы степень отвердевания жира составляла не менее 30...35 %.
Степень отвердевания жира зависит от температуры охлаждения и продолжительности выдержки сливок при этой температуре и влияет на жирность пахты при выработке масла. Данные по влиянию температуры охлаждения и продолжительности выдержки охлажденных сливок на степень отвердевания молочного жира в сливках приведены в таблице 42.
42. Влияние температуры охлаждения и продолжительности выдержки охлажденных сливок на степень отвердевания молочного жира
Температура охлаждения сливок, °C Продолжительность выдержки, мин Степень отвердевания жира в сливках, % Массовая доля жира в пахте, %
Без выдержки
12 0 15,2 3,03
9 0 19,5 3,00
6 0 26,6 2,06
3 0 33,6 0,87
С выдержкой
12 180 32,8 1,33
9 90 32,9 1,10
6 30 33,5 1,07
3 0 33,6 0,87
20*
307
С повышением температуры охлаждения сливок от 3 до 12 °C без выдержки степень отвердевания жира уменьшается с 33,6 до 15,2 %, а массовая доля жира в пахте увеличивается с 0,87 до 3,03 %. При этом необходимое количество твердого жира в сливках (30...35 %) при охлаждении до 3 °C достигается сразу же в процессе охлаждения, а при охлаждении до температуры 6; 9 и 12 °C — только после 60, 90 и 180 мин выдержки соответственно. Массовая доля жира в пахте при этом изменялась от 0,87 (при охлаждении до 3 °C без выдержки) до 1,33 % (при охлаждении до 12 °C и выдержке 180 мин).
Состояние оболочек жировых шариков при созревании сливок существенно изменяется. Некоторые вещества оболочки жировых шариков, в частности фосфолипиды, переходят в плазму. Оболочки жировых шариков становятся более тонкими и хрупкими и легче разрушаются при сбивании сливок в масло.
Переход части веществ оболочки в плазму приводит к снижению электрического заряда оболочек, что способствует сближению и агрегации жировых шариков.
Появление кристаллов молочного жира внутри жирового шарика нарушает связи между жиром и оболочками жировых шариков, что приводит к снижению устойчивости эмульсии жира в сливках. Кроме того, возможно нарушение целостности оболочки и вытекание жидкого жира из жирового шарика. Жидкий жир способствует слипанию жировых шариков и образованию более крупных жировых частиц. Это приводит к изменению дисперсности жира, так как количество мелких жировых частиц уменьшается, а крупных — увеличивается (табл. 43).
43. Изменение дисперсности жира в сливках в зависимости от режима созревания
Температура охлаждения сливок, °C Продолжительность выдержки сливок, ч Число жировых шариков (%) размером, мкм Средний размер жировых частиц, мкм Средняя дисперсность жировых частиц в сливках, 105 шт/м
от 1 до 5 от 6 до 10
До охлаж- 0 Без выдержки 87,5 12,1 2,20
дения
12 0 81,2 18,4 5,06 1,97
9 0 81,0 18,6 5,10 1,96
6 0 74,2 25,0 5,11 1,89
3 0 70,5 25,4 6,99 1,43
До охлаж- 0 С выдержкой 87,5 12,1 2,20
дения
12 5,0 74,9 23,9 5,31 1,80
9 4,5 62,8 35,5 5,52 1,49
6 3,0 50,6 42,6 6,05 1,42
3 2,0 48,6 43,6 6,99 0,78
308
С понижением температуры охлаждения и увеличением продолжительности выдержки сливок уменьшается количество жировых частиц размером 1...5мкм и увеличивается количество жировых частиц размером 6...10мкм. При этом наибольшее влияние оказывает выдержка. Так, при охлаждении сливок до температуры 3 °C без выдержки количество жировых шариков размером 1...5 мкм уменьшилось на 17,3 %, а с выдержкой в течение 2 ч — на 39,3 %. При этом количество жировых частиц размером 6... 10 мкм увеличивается соответственно на 13,3 и на 31,5 % по сравнению с количеством жировых частиц в сливках до их охлаждения. С понижением температуры охлаждения сливок с 12 до 3 °C увеличивается средний размер жировых частиц с 5,30 до 6,99 мкм.
В результате повышения содержания отвердевшего жира и образования структурных связей при физическом созревании возрастает вязкость сливок. Вязкость сливок, имеющих примерно одинаковую массовую долю отвердевшего жира (32...34 %) и созревших при различных режимах, приведена ниже.
Температура охлаждения сливок,"С Продолжительность выдержки, мин Динамическая вязкость сливок, 10~3 Па с
3 6 9 12
О 60 90 150
35,1 34,8 30,1 21,2
Как видно из приведенных данных, вязкость сливок, созревающих при температурах 3...12 °C и выдержке 0...150 мин, изменяется в широких пределах — от 35,1 -10~3 до 21,2 10~3 Па с, т. е. различается в 1,5 раза. По-видимому, вязкость зависит преимущественно не от степени отвердевания молочного жира, а от процессов, протекающих в плазме сливок, на которые существенное влияние оказывает температура созревания.
Молочный жир — сложная по составу смесь глицеридов, имеющих различные точки плавления и отвердевания.
При кристаллизации молочного жира во время физического созревания сливок образуются главным образом две группы смешанных кристаллов: низкоплавкая с температурой плавления 15...25 °C и высокоплавкая с температурой плавления 27...35 °C. Для получения масла хорошей консистенции соотношение легкоплавкой и высокоплавкой групп кристаллов должно составлять 2:1. С этой целью регулируют температуру созревания сливок. Если в жире преобладают легкоплавкие глицериды (весеннелетний период), то созревание сливок проводят при более низких температурах, чем для жира с преобладанием высокоплавких глицеридов (осенне-зимний период года). Для обеспечения необходимой степени созревания сливок используют следующие режимы (табл. 44).
Различают длительную и ускоренную низкотемпературную подготовку сливок к сбиванию.
309
44. Режимы созревания сливок
Массовая доля Весенне-летний период, йодное число жира более 39 Осенне-зимний период, йодное число жира менее 39
влаги в масле, % Температура, °C н0Пс?ьТьХж™\ Huuib выдержки, ч
16 4...6 5 5...7 7
20 5...9 7 6...10 8
25 6...10 8 7...11 10
35 6...12 8 8...14 10
При этом режимы созревания могут быть одно- и многоступенчатыми. Под ступенью понимают длительную выдержку сливок при постоянной или переменной температуре. В промышленности используют преимущественно длительную подготовку сливок и одноступенчатые режимы физического созревания.
Одноступенчатые режимы физического созревания часто не обеспечивают достаточной степени отвердевания жира и оптимального соотношения низкоплавких и высокоплавких групп глицеридов, поэтому используют многоступенчатые режимы низкотемпературной подготовки сливок. Так, в весенне-летний период сливки после пастеризации охлаждают до 13... 15 °C и выдерживают при этой температуре 3 ч, затем сливки охлаждают до 4...6 °C и выдерживают Зч, после чего сливки подогревают до 7...15 °C и направляют на сбивание. В осенне-зимний период сливки после пастеризации охлаждают до 5...7 °C и выдерживают при этой температуре 2..,3 ч; затем сливки подогревают до 13...15 °C и выдерживают 4 ч, потом сливки охлаждают до 8...16 °C и направляют на сбивание.
Летние многоступенчатые режимы способствуют упрочению структуры масла и повышению его термоустойчивости, а зимние ступенчатые режимы — снижению механической прочности масла при сохранении высокой термоустойчивости.
При выборе режимов низкотемпературной подготовки сливок учитывают содержание плазмы в масле. При выработке сливочного масла с высоким содержанием плазмы в нем (выше 20 %) повышают температуру и увеличивают длительность выдержки сливок во время физического созревания, чтобы повысить способность масла удерживать влагу во время механической обработки.
Устанавливая режим физического созревания, учитывают повышение температуры (на 1...2 °C) сливок в результате выделения скрытой теплоты кристаллизации. Правильно выбранный режим низкотемпературной подготовки сливок улучшает использование жира из-за снижения жирности пахты. Нарушение установленных режимов ведет к повышенному отходу жира в пахту и ухудшению консистенции масла. Режимы созревания сливок при выработке масла на маслоизготовителях периодического и непрерывного действия одинаковы.
310
Основа ускоренной подготовки сливок — интенсификация механического и температурного воздействия на сливки. Ускоренную подготовку сливок осуществляют двумя способами: механическим воздействием на охлажденные сливки в сливко-обработниках или без механического воздействия — путем быстрого охлаждения сливок в распыленном состоянии в среде азота.
В сливкообработнике конструкции ЛТИХПа сливки перемешиваются мешалкой, а в сливкообработнике конструкции ВНИИМСа — диском. Окружная скорость вращения мешалки должна быть 2,3...4,5 м/с. Сливки перемешивают при температуре 3...6°С в течение 2...5 мин. После механического воздействия в сливкообработнике сливки выдерживают при 3...5 °C (первая выдержка) в весенне-летнее время в течение 1,5...2 ч, а в осенне-зимнее 45...50 мин. Затем сливки нагревают в потоке до температуры сбивания (8...12 °C) и выдерживают 20...30 мин (вторая выдержка), после чего их подают в маслоизготовитель непрерывного действия на сбивание.
Ускоренная низкотемпературная подготовка сливок в две стадии с применением жидкого азота предложена ВНИИМСом: на первой стадии сливки после пастеризации охлаждают до 18...20 °C в теплообменниках, а на второй стадии в распыленном состоянии доохлаждают в специальном аппарате в атмосфере паров жидкого азота до 2...4 °C. Охлажденные сливки поступают в емкость, где их перемешивают в течение 6 мин, затем подогревают до температуры сбивания, выдерживают в течение 20...30 мин и подают в маслоизготовитель.
Ускоренную подготовку сливок к сбиванию целесообразно использовать при выработке масла на маслоизготовителях непрерывного действия.
8.2.2. СБИВАНИЕ СЛИВОК
Сущность сбивания сливок заключается в разрушении оболочек и агрегации (слипании) жировых шариков, заканчивающейся образованием масляного зерна.
Теоретические основы сбивания сливок в масло. В настоящее время нет единой теории, которая давала бы исчерпывающие ответы на вопросы механики и сущности маслообразования. Все теории маслообразования можно разделить на три группы: гидродинамические (Г. Кук, Р. Асейкин, А. Грищенко, В. Сурков, А. Гордиенко); коллоидно-химические (Я. Зайковский, М. Казанский, В. Пискарев, Ю. Глаголев) и физико-химические (А. Белоусов, О. Ран, Н. Кинг).
Г. Кук, Р. Асейкин и А. Грищенко главным фактором в образовании масла считают вихревые движения сливок при сбивании.
311
На оси «вихревых шнуров» возникает разрежение и концентрируются жировые шарики. В результате сильного механического сжатия шарики теряют белково-липоидные оболочки и формируются исходные зерна масла.
По кавитационной теории В. Суркова, при значительной скорости движения бил в маслоизготовителях периодического и непрерывного действия возникает отрицательное давление, жидкость разрывается, образуя полости. В полости под большим давлением врываются газовая фаза и поток жидкости со скоростью до 500 м/с. Движущаяся жидкость сжимает газ, температура среды повышается, оболочки жировых шариков разрушаются, а шарики объединяются в масляные зерна. Последующими работами В. Д. Суркова совместно с В. М. Карнаухом с использованием стробоскопии и скоростной киносъемки было подтверждено «разрывное течение» сливок в маслоизготовителях непрерывного действия.
По теории Я. Зайковского, основная роль в образовании масла принадлежит адсорбционным оболочечным слоям жировых шариков. Оболочка способствует образованию кучек из жировых шариков при накоплении их в пене, стенки которой имеют такие же свойства, как и оболочки. В кучках жировые шарики еще сохраняют индивидуальность, еще не сливаются в сплошную массу жира. Затем под влиянием механических ударов студнеобразная оболочка частично разрушается, жир вступает в непосредственное соприкосновение и образуются комочки (зёрна) масла.
По М. Казанскому, в стадии созревания сливок часть жира переходит в твердое состояние и снижается электрозарядность оболочки жировых шариков. Связь между жиром и белково-липоидной оболочкой ослабляется, оболочка становится тоньше, уменьшается ее прочность, она частично разрушается. Жировые шарики, на которых сохранилась оболочка, в образовании масла не участвуют и переходят в пахту. В конгломераты могут сливаться только те жировые шарики, в которых сохранилась часть жира в жидком некристаллизованном виде. Следовательно, масляное зерно образуется в результате «цементирования» жировых агрегатов жидким неотвердевшим жиром.
По Н. Кингу, при перемешивании сливок значительно увеличивается поверхность раздела воздух — плазма. Когда в контакт с этой поверхностью вступает жировой шарик, часть оболочки распространяется по ней вместе с частью жидкого жира. Слой жидкого жира остается соединенным с жировым шариком, который сохраняет также часть оболочки. Жидкий жир способствует объединению жировых шариков в комки.
Другая часть растекшегося жира образует на поверхности воздушного пузырька слой толщиной в несколько молекул, усеянный островками микроскопически видимого жира (жировыми пятнами). Такой слой жира на пузырьке действует как пеногаситель, вызывая^разрушение пены. Слой жира на поверхности пузырька
312
при этом диспергируется в плазме, образуя частицы размером менее 0,2 мкм, тогда как жировые шарики, скопившиеся у поверхности пузырька, с силой ударяются о комки. При повторном образовании и разрушении пузырьков воздуха комки объединяются в зерна масла.
Согласно флотационной теории А. П. Белоусова сбивание сливок можно разделить на три стадии: первая — образование воздушных пузырьков, вторая — разрушение дисперсии воздушных пузырьков и третья — формирование масляного зерна.
На первой стадии в результате интенсивного перемешивания сливок образуется дисперсия воздушных пузырьков, которые в поверхностном слое сливок, граничащем с воздухом, разрушаются. Кроме того, появляясь в поверхностном слое сливок, пузырьки воздуха вовлекаются потоками сливок внутрь их объема до тех пор, пока не происходит их разрушение. Следовательно, на первой стадии сбивания сливок параллельно происходит образование и разрушение воздушных пузырьков, при этом процесс образования воздушных пузырьков преобладает над их разрушением. В этих условиях образуется структурированная подвижная пена, которая содержит в 1 дм3 сливок (6...7)109 воздушных пузырьков. На первой стадии завершается процесс включения новых объемов воздуха в сбиваемые сливки.
На второй стадии происходит быстрое уменьшение количества невспененных сливок, что резко снижает скорость образования воздушных пузырьков в сливках. При этом из сливок удаляется больше воздуха, чем включается, что приводит к уменьшению воздушной дисперсии. Заканчивается вторая стадия разрушением агрегатной пены и образованием комочков жира из слипшихся жировых шариков. Степень агрегации жировых шариков к моменту разрушения пены составляет 78...80 %.
Процессы агрегации жировых шариков и образования масляного зерна при сбивании сливок в маслоизготовителях периодического и непрерывного действия принципиально не различаются между собой. Однако процесс образования масляного зерна в маслоизготовителях непрерывного действия имеет некоторые особенности.
При сбивании сливок в маслоизготовителе непрерывного действия скорость процесса агрегации жировых шариков в 1000 раз больше, чем при сбивании сливок в маслоизготовителях периодического действия, в результате интенсивного образования новых поверхностей раздела воздух—плазма.
В маслоизготовителе непрерывного действия в свободной поверхности сливок с большой скоростью разрушаются воздушные пузырьки, в то время как при сбивании в маслоизготовителе периодического действия вероятность разрушения воздушных пузырьков в свободной поверхности сливок в течение длительного времени относительно невелика.
313
Агрегация жировых шариков в объеме в результате их столкновений, а также при участии жидкого молочного жира приобретает более важное значение при сбивании сливок в маслоизготовителе периодического действия, чем в маслоизготовителе непрерывного действия.
Факторы, влияющие на сбивание сливок. Сбивание сливок в масло — сложный процесс; зависит он от многих факторов, из которых следует выделить следующие: частота вращения рабочего органа маслоизготовителя, начальная температура сбивания сливок, жирность сливок и др.
При сбивании сливок в маслоизготовителях периодического действия важное значение имеют такие факторы, как степень заполнения маслоизготовителя сливками, частота вращения маслоизготовителя, начальная температура сбивания сливок.
Степень заполнения маслоизготовителя сливками влияет на продолжительность сбивания сливок. Оптимальной считают степень заполнения маслоизготовителя 40...50 %. При степени заполнения маслоизготовителя более 50 % нарушается нормальный процесс сбивания сливок, что приводит к повышению содержания жира в пахте. Процесс сбивания тормозится из-за уменьшения пограничной поверхности воздух—сливки. Минимальная степень заполнения маслоизготовителя составляет 25 % общего объема. При степени заполнения маслоизготовителя менее 25 % центробежная сила прижимает сливки к стенке маслоизготовителя тонким слоем. Прекращается перемешивание сливок, и в результате сбивания сливок не происходит.
Частоту вращения рабочего органа маслоизготовителя выбирают с таким расчетом, чтобы центробежное ускорение, возникающее при его вращении, было меньше ускорения свободного падения. В этом случае при подъеме и падении сливок создаются условия для образования масляного зерна: возникает градиент скорости в потоке сливок и происходит диспергирование воздуха. Частоту вращения рабочей емкости маслоизготовителя можно определить по формуле А. Д. Грищенко
где п — частота вращения рабочей емкости маслоизготовителя, с-1; R — радиус рабочей емкости маслоизготовителя, м.
Начальную температуру сбивания сливок выбирают с таким расчетом, чтобы независимо от формы рабочей емкости маслоизготовителя продолжительность сбивания составляла 50...60 мин. Сокращение продолжительности сбивания приводит к ухудшению качества масляного зерна и значительному отходу жира с пахтой. При увеличении продолжительности сбивания масляное зерно получает-314
ся слишком твердое, упругое, оно плохо обрабатывается, а полученное масло может иметь грубую, засаленную консистенцию.
Температуру сбивания сливок устанавливают с учетом химического состава жира, зависящего от времени года, жирности сливок и степени отвердевания жира.
В весенне-летний период года при повышенном содержании ненасыщенных жирных кислот в молочном жире сливки сбивают при 7... 15 °C. В осенне-зимний период года, когда молочный жир состоит главным образом из высокоплавких глицеридов, содержащих насыщенные жирные кислоты, температуру сбивания сливок повышают на 1... 1,5 °C.
С повышением содержания жира в сливках температуру сбивания понижают, чтобы избежать излишне быстрого образования масляного зерна и тем самым предотвратить увеличение содержания жира в пахте и обеспечить благоприятные условия для формирования масляного зерна во время его обработки. Для весеннелетнего периода года температуру сбивания сливок /сб в зависимости от массовой доли жира в сливках можно ориентировочно определить по следующему уравнению:
/сб =0,55(54,7 -Жсл).
Температура сбивания сливок зависит от степени отвердевания жира. Если степень отвердевания жира ниже 30...35 %, а также после ускоренной подготовки сливок к сбиванию температуру сбивания понижают на 1...2 °C, чтобы избежать повышения содержания жира в пахте и получения масла с недостаточно твердой консистенцией. Если степень отвердевания жира выше 35 %, то увеличивается продолжительность сбивания сливок. Масляное зерно получается излишне твердым, понижается его влагоудерживающая способность. В этом случае повышают температуру сбивания сливок на 1...2 °C, чтобы расплавить часть отвердевшего жира и таким образом избежать замедления сбивания сливок и получения излишне твердого масляного зерна.
Во время сбивания температура сливок повышается вследствие превращения механической энергии в теплоту. Изменение температуры сливок обусловлено также теплообменом между сливками и окружающим воздухом помещения, между сливками и охлаждающей водой, орошающей маслоизготовитель периодического действия или циркулирующей в рубашке сбивателя маслоизготовителя непрерывного действия, куда она подается для регулирования температуры сбивания сливок.
О правильности выбора температуры сбивания можно судить по консистенции и размерам масляного зерна, по массовой доле жира в пахте, по повышению температуры сбиваемых сливок. При правильно выбранной температуре сбивания масляное зерно получается упругой консистенции, размером 2...5 мм. Массовая доля
315
жира в пахте должна быть минимальной. Если температура сбивания выбрана правильно, увеличение температуры сбиваемых сливок не должно превышать 2...3 °C.
При сбивании сливок в маслоизготовителях непрерывного действия важное значение имеют такие факторы, как частота вращения мешалки сбивателя и температура сбивания сливок.
Частоту вращения мешалки сбивателя устанавливают опытным путем в зависимости от времени года. В зимнее время, когда в молочном жире увеличивается содержание высокоплавких глицеридов, повышают частоту вращения мешалки сбивателя в целях ускорения агрегации жировых шариков.
Для каждого типа маслоизготовителя устанавливают соответствующую частоту вращения мешалки сбивателя, а также производительность. С увеличением частоты вращения мешалки продолжительность сбивания сливок уменьшается, производительность маслоизготовителя увеличивается, и наоборот.
Температуру сбивания сливок в маслоизготовителях непрерывного действия устанавливают так, чтобы получить достаточно упругое масляное зерно и по возможности низкую жирность пахты. Температуру сбивания в маслоизготовителях периодического действия устанавливают с учетом тех же факторов.
8.2.3. ПРОМЫВКА МАСЛЯНОГО ЗЕРНА
Чтобы создать условия, неблагоприятные для развития микроорганизмов в масле, осуществляют промывку масляного зерна, во время которой часть плазмы удаляется вместе с водой, вследствие чего уменьшается содержание питательных веществ, но стойкость масла при хранении повышается.
При выработке сливочного масла из сливок первого сорта масляное зерно не промывают водой. В непромытом масляном зерне лучше сохраняются все компоненты плазмы, обладающие анти-окислительными свойствами, обусловленными наличием сульфгидрильных групп (—SH), токоферолов (витамин Е), каротина, фосфолипидов и др. Исключение промывки не влияет отрицательно на стойкость масла в том случае, если плазма хорошо диспергирована во время механической обработки. Непромытое сливочное масло имеет более выраженные вкус и запах и повышенное содержание СОМО. В промытом сливочном масле СОМО от 0,8 до 1,0 %, в непромытом от 1,2 до 1,6 %.
Масляное зерно промывают в случае использования сливок, имеющих выраженные кормовые привкус и запах, которые концентрируются в плазме (силосный, нечистый и др.). При промывке вместе с плазмой удаляются вещества, обусловливающие жиз
316
недеятельность посторонней микрофлоры, что повышает стойкость масла в процессе хранения.
Промывка позволяет воздействовать на консистенцию масла. Чтобы исправить консистенцию масляного зерна, для промывки применяют воду. Температура воды должна соответствовать температуре пахты, если консистенция масляного зерна нормальная. При промывке мягкого зерна температуру воды понижают на 1...2°С. Температура воды для промывки грубого, крошливого масляного зерна должна быть на 1...2 °C выше температуры пахты.
8.2.4. ПОСОЛКА МАСЛА
Посолка придает маслу умеренно соленый вкус и повышает стойкость масла при хранении. Растворяясь в плазме масла, соль повышает осмотическое давление, вследствие чего прекращается развитие микрофлоры в масле. Для прекращения развития всех видов бактерий, плесеней и дрожжей массовая доля соли в масле должна быть не менее 4 %, но масло в этом случае имело бы резко соленый вкус, поэтому стандартом предусмотрена массовая доля соли в масле не более 1,5 %.
Стойкость соленого масла в процессе хранения зависит от температуры. При низких положительных температурах хранения соленое масло сохраняется лучше несоленого, так как соль тормозит развитие микрофлоры. При отрицательных температурах несоленое масло более стойко в хранении, чем соленое, так как плазма несоленого масла замерзает, а соленого не замерзает и в ней могут происходить химические процессы, может развиваться микрофлора, малочувствительная к соли и низким температурам.
8.2.5. МЕХАНИЧЕСКАЯ ОБРАБОТКА МАСЛА
Механическую обработку применяют для формирования из разрозненных масляных зерен сплошного пласта масла, регулирования содержания влаги в соответствии с требованиями стандарта, равномерного распределения и диспергирования влаги и получения масла требуемой структуры и консистенции.
Несоленое масло обрабатывают сразу после промывки, а соленое — после посолки или параллельно с ней.
Процесс механической обработки масла в маслоизготовителях непрерывного и периодического действия можно условно разделить на три стадии (рис. 34).
На первой стадии разрозненные масляные зерна постепенно соединяются в сплошной рыхлый пласт. На этой стадии удаляется влага с поверхности масляных зерен и частично — механически
317
Рис. 34. Изменение массовой доли влаги в масле на различных стадиях (I— Ш) механической обработки
связанная влага, находящаяся в микрокапиллярах. По истечении некоторого времени прекращается выпрессовывание влаги из пласта масла. Момент обработки, соответствующий минимальному содержанию влаги в масле, называют критическим, что соответствует массовой доле влаги в масле 11 %. В критический момент влага выделяется и поглощается в одинаковых ко
личествах.
На второй стадии масло способно удерживать влагу; при этом больше врабатывается влаги в масло, чем отжимается из него. На второй стадии наряду с вработкой влаги происходят диспергирование в первую очередь крупных капель влаги и равномерное распределение ее в объеме масла, капсулирование капиллярной влаги и частичное разрушение структуры, которая сформировалась на первой стадии.
На третьей стадии обработки увеличивается содержание влаги в масле и почти полностью прекращается ее отжатие, продолжается диспергирование капель плазмы и равномерное их распределение. Третья стадия заканчивается после прекращения механического воздействия. Структура масла должна быть однородной и пластичной. Один из показателей завершенности процесса механической обработки — степень дисперсности капель плазмы. В производственных условиях для определения размеров капель и распределения их используют индикаторные бумажки. При отсутствии отпечатков на индикаторной бумажке распределение влаги считается хорошим. При малых размерах капель влаги поверхность масла становится матовой, что также указывает на завершенность механической обработки.
Во время механической обработки регулируют состав масла по содержанию в нем влаги и газовой фазы. Регулирование состава масла осуществляют различными способами в зависимости
от типа маслоизготовителя.
8.2.6. ПОЛУЧЕНИЕ МАСЛА В МАСЛОИЗГОТОВИТЕЛЯХ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Технологический процесс производства масла способом сбивания с использованием маслоизготовителей периодического действия осуществляется на технологической линии (рис. 35, а). Принятое молоко подогревается и сепарируется. Сливки поступают в емкость для промежуточного хранения сливок, откуда их направляют на плас-
318
Молоко
19
Рис. 35. Схема технологической линии производства масла способом сбивания:
1— весы; 2 —приемная ванна; 3 — насос; -/—пластинчатый теплообменник; 5—емкость для сливок; 6— пластинчатая пастеризационно-охладительная установка; 7—дезодоратор; 8— емкость для созревания сливок; 9— винтовой насос; 10— маслоизготовитель периодического действия; 11 — насос для пахты; 12 — гомогенизатор-пластификатор; 13 — машина для фасования масла в короба; 14—емкость для молока; 15—сепаратор-сливкоотделитель; 16—маслоизготовитель непрерывного действия; 17— бачок для пахты; 18— бачок для промывной воды; 19— устройство для посолки масла; 20— устройство для дозирования воды в масло; 27 — конвейер для масла; 22—автомат для фасования
тинчатую пастеризационно-охладительную установку для сливок. После пастеризации, дезодорации и охлаждения сливки поступают в емкости, где выдерживаются для физического созревания.
Сливки после физического созревания поступают в маслоизготовитель периодического действия, где осуществляются сбивание сливок, промывка масляного зерна, посолка и обработка масла.
Из маслоизготовителей периодического действия используют преимущественно безвальцовые металлические маслоизготовители с емкостью различной формы (цилиндрической, конической, кубической и др.). В маслоизготовителях с цилиндрической емкостью в качестве била установлены неподвижные полки, а в других конструкциях маслоизготовителей — лопасти. Над маслоизготовителями размещено устройство для орошения аппарата водой в целях регулирования температуры сбивания и обработки.
Сливки в маслоизготовитель подаются под вакуумом или с помощью высокопроизводительных насосов (плунжерного типа, ротационных, винтовых) в количестве, необходимом для обеспечения оптимальной степени наполнения (40...50 %). Люки закрывают, и маслоизготовитель включают в работу на рабочей скорости сбивания.
Сливки во время сбивания подвергаются сильному механическому воздействию в виде ударов. При вращении маслоизготовителя периодического действия сливки поднимаются на определенную высоту, а затем падают вниз. При превышении частоты вра
319
щения маслоизготовителя сливки центробежной силой удерживаются у стенок, падения сливок не происходит, сбивание практически прекращается, поэтому рабочая частота вращения маслоизготовителя должна обеспечить подъем сливок на максимально возможную высоту и падение их. Это условие достигается при такой скорости вращения, когда ускорение свободного падения больше центробежного ускорения. В первые 5 мин сбивания маслоизготовитель останавливают 1...2 раза для выпуска газов, выделяющихся при перемешивании сливок. Сливки сбивают до получения масляного зерна размером 3...5 мм. Продолжительность сбивания составляет 50...60 мин.
После получения масляного зерна выпускают пахту, процеживая ее через сито.
Промывку масляного зерна осуществляют после удаления пахты. Для промывки в маслоизготовитель подается необходимое количество воды и плотно закрывается люк. Маслоизготовитель вращается со скоростью сбивания, после чего промывная вода сливается.
Промывку проводят дважды, используя заранее подготовленную воду в количестве 50...60 % массы сливок. Температуру промывной воды устанавливают равной температуре пахты, а при второй промывке--на 1...2°С ниже. Для мягкого, слипающегося масляного зерна температуру промывной воды (первой и второй) понижают на 2 °C, а продолжительность промывки увеличивают на 5... 10 мин. Для промывки твердого, крошливого масляного зерна используют воду, температура которой на 1...2 °C выше температуры пахты.
При выработке соленого сливочного масла осуществляют посолку масла сухой солью или рассолом.
Посолку сухой солью проводят внесением соли в масляное зерно или в пласт масла. Наиболее распространена посолка сухой солью в пласт. При этом способе посолки в большей степени используют соль по сравнению с посолкой в зерне. Но в этом случае могут появиться пороки: наличие нерастворившихся кристаллов соли, неравномерное распределение влаги и соли и сопутствующий этому пороку неоднородный цвет масла. При посолке рассолом эти пороки не возникают.
При посолке рассолом используют водный раствор соли с массовой долей соли 25 %. Рассол вносят после удаления пахты (промывной воды) в масляное зерно или пласт масла в количестве 10... 15 % массы масляного зерна (пласта) и врабатывают при закрытых кранах и люке. После 8... 15 отжатий рассол спускают. Затем в маслоизготовитель вносят вторую порцию рассола и врабатывают ее до получения требуемого содержания влаги в масле. После этого рассол сливают.
Затем проводят механическую обработку масла, во время которой при вращении маслоизготовителя продукт подвергается многократным ударам от падения со стенок или лопастей вращающегося аппарата. Обработка масла продолжается 15...50 мин. Первые
320
5...8 мин процесс обработки проходит при закрытых кранах, а с образованием пласта краны открывают для вытекания влаги. При достижении критического момента обработки маслоизготовитель останавливают, берут пробу для определения влаги в масле. По результатам пробы рассчитывают недостающее количество влаги и вносят ее в виде пахты или воды. Обработку продолжают до полного распределения влаги в масле.
Готовое масло выгружается в специальные тележки, из которых оно подается в тару или бункер автомата для фасования. Из некоторых маслоизготовителей масло выгружают с помощью сжатого воздуха.
Для улучшения консистенции и распределения влаги масло обрабатывают в гомогенизаторе-пластификаторе. В осенне-зимний период, когда масло имеет твердую консистенцию вследствие высокого содержания высокоплавких глицеридов, масло гомогенизируют сразу после его выработки при интенсивном механическом воздействии. В весенне-летний период, когда масло имеет мягкую консистенцию вследствие низкого содержания высокоплавких глицеридов в молочном жире, масло предварительно выдерживают в помещении цеха в течение 0,5..,1,0ч для отвердевания глицеридов и упрочения структуры, а затем подвергают дополнительной механической обработке.
8.2.7. ПОЛУЧЕНИЕ МАСЛА В МАСЛОИЗГОТОВИТЕЛЯХ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Технологический процесс производства масла способом сбивания с использованием маслоизготовителей непрерывного действия осуществляется на технологической линии (рис. 35, б). Сливки с массовой долей жира 36...50 % после пастеризации, дезодорации и охлаждения поступают в емкости, где они выдерживаются для физического созревания.
Созревшие сливки до начала сбивания охлаждают или подогревают в емкостях до температуры сбивания и выдерживают при этой температуре в течение 30...40 мин. В течение выдержки устанавливается равновесие между твердым и жидким жиром. Затем сливки поступают в маслоизготовитель непрерывного действия, где осуществляются сбивание сливок, промывка масляного зерна, посолка и обработка масла.
Во избежание пенообразования сливки перекачивают из емкостей в маслоизготовитель объемными насосами (ротационными, винтовыми и др.).
Для производства масла способом непрерывного сбивания используют маслоизготовители как отечественного, так и зарубежного производства, которые могут иметь свои конструктивные особенности, однако основным рабочим органом маслоизготови-
21 Г. Н. Крусь и др.
321
Сливки
Рис. 36. Принципиальная схема маслоизготовителя непрерывного действия:
1 — сбиватель; 2— мешалка-било; 3 — камера обработки масла и отделения пахты; 4 — камера промывки; 5—блок посолки; 6— вакуум-камера; 7—блок механической обработки; 8— коническая насадка; 9 — насос-дозатор
теля непрерывного действия служат сбиватель и обрабатывающие устройства (маслообработник).
Принципиальная схема маслоизготовителя непрерывного действия показана на рисунке 36.
Сбиватель представляет собой цилиндр с установленной внутри мешалкой (билом), частота вращения которой может достигать 2800 мин-1 и более. Сбиватель имеет систему охлаждения. Сливки, подаваемые в сбиватель, подвергаются интенсивному механическому воздействию мешалки-била, что приводит к разрушению жировой эмульсии и образованию масляного зерна.
В маслоизготовителях непрерывного действия применяют экструзионно-шнековый способ обработки масла, заключающийся в механическом воздействии на масло с помощью шнеков и специального устройства, состоящего из металлических решеток и мешалок, с целью отпрессовывания масляного зерна, диспергирования плазмы, равномерного распределения компонентов в пласте масла и уплотнения масла. Поэтому обработник масляного зерна состоит из нескольких шнековых камер и укомплектован дозирующим устройством.
322
Отделение пахты и промывка масляного зерна. Первая шнековая камера предназначена для обработки и отделения пахты от масляного зерна, а вторая шнековая камера — для промывки масляного зерна и отделения от него промывной воды. Для этого в камерах предусмотрено устройство для промывки масла струями ледяной воды.
Промывку масляного зерна обычно осуществляют дважды. Вначале промывают масляное зерно в первой шнековой камере с помощью специального приспособления, затем промывают пласт масла во второй шнековой камере струями охлажденной воды. В маслоизготовителях с разделительным цилиндром масляное зерно промывают в разделительном цилиндре в секции промывки. Для промывки используют воду, предварительно охлажденную до 0...8 °C.
Посолка масла. При выработке соленого масла посолку осуществляют в блоке посолки, при этом рассол с массовой долей хлорида натрия 25 % дозируется с помощью специального дозирующего устройства.
Содержание влаги в масле контролируется электронным влагомером и регулируется внесением недостающего количества воды дозирующим устройством (насосом-дозатором) или изменением параметров сбивания сливок и обработки масла.
Насос-дозатор используют для вработки в масло небольшого количества недостающей влаги (до 1 %). Применение насоса-дозатора для вработки в масло влаги более 1 % приводит к плохому диспергированию капель плазмы масла.
Среди параметров сбивания сливок и обработки масла для регулирования содержания влаги используют температуру сбивания сливок, температуру масляного зерна в первой шнековой камере, уровень пахты в первой шнековой камере, производительность маслоизготовителя, частоту вращения мешалки сбивателя и частоту вращения шнеков.
При повышении температуры сбивания сливок получается масляное зерно мягкой консистенции, которое хорошо удерживает влагу. При изменении температуры сбивания сливок на 0,4 °C массовая доля влаги в масле изменяется на 1 %.
Для увеличения содержания влаги в масле повышают температуру масляного зерна во время его пребывания в первой шнековой камере, а для снижения — наоборот. При изменении температуры масляного зерна на 1 °C массовая доля влаги в масле изменяется на 0,5...1 %.
Содержание влаги в масле регулируют изменением уровня пахты при помощи сифонов в первой шнековой камере. При снижении уровня пахты в первой шнековой камере обработни-ка содержание влаги в масле уменьшается, а при повышении, наоборот, возрастает вследствие увеличения времени контакта
21*
323
пахты с маслом, что способствует капиллярному всасыванию пахты маслом. Путем изменения уровня пахты в первой шнековой камере на 2 см можно изменить массовую долю влаги в масле на 0,1 %.
Содержание влаги в масле регулируют изменением производительности маслоизготовителя. При увеличении производительности маслоизготовителя возрастает степень заполнения первой шнековой камеры маслом, повышается прессующее давление шнеков, ускоряется выпрессовывание пахты. Это приводит к уменьшению массовой доли влаги в масле. При уменьшении производительности, наоборот, массовая доля влаги в масле повышается. Уменьшение производительности маслоизготовителя на 10 % приводит к увеличению массовой доли влаги в масле примерно на 1 %.
Вакуумирование масла. В блоке посолки и регулирования влажности масло перемешивается и направляется в вакуум-камеру.
Масло, выработанное в маслоизготовителях непрерывного действия, содержит больше газовой фазы по сравнению с маслом, полученным на маслоизготовителях периодического действия [соответственно (5... 10)10—5 и (2... 3) 10“5м3/кг]. Содержание газовой фазы в масле, выработанном на маслоизготовителе непрерывного действия, регулируют вакуумированием масла с помощью вакуум-насоса, а также изменением параметров сбивания и обработки масла.
Масло вакуумируют в вакуум-камере обработника при разрежении 0,02...0,08 МПа. Вакуум-камера должна быть постоянно заполнена маслом приблизительно до половины. С увеличением степени разрежения в вакуум-камере содержание газовой фазы в масле уменьшается. Однако увеличивать степень разрежения выше 0,08 МПа не рекомендуется, так как наблюдается подсос плазмы и масла в вакуум-провод.
Для снижения содержания газовой фазы в масле получают при сбивании масляное зерно размером 1...2мм, повышают степень заполнения обработника маслом и поддерживают повышенный уровень пахты в первой шнековой камере.
Обработанное под вакуумом масло содержит меньше воздуха и более стойко в хранении.
Из вакуум-камеры масло, поступающее в блок механической обработки, продавливается через различного диаметра отверстия металлических решеток и перемешивается трехлопастными крыльчатками. Затем масло проходит через коническую насадку, уплотняется и выходит из маслоизготовителя. С момента поступления сливок до выхода масла из обработника проходит 3...5 мин.
Готовое масло подается в машины для крупноблочного и мелкого фасования. При фасовании масла используют машины для пластичных продуктов.
324
8.3. ТЕХНОЛОГИЯ МАСЛА СПОСОБОМ ПРЕОБРАЗОВАНИЯ ВЫСОКОЖИРНЫХ СЛИВОК
Технологический процесс производства сливочного масла способом преобразования высокожирных сливок (ПВЖС) включает приемку молока, охлаждение, хранение, подогревание, сепарирование молока (получение сливок средней жирности), тепловую обработку сливок, сепарирование сливок (получение высокожирных сливок), посолку (только для соленого масла), нормализацию высокожирных сливок по влаге, термомеханическую обработку высокожирных сливок, фасование и термостатирование масла, хранение масла.
8.3.1. ПОЛУЧЕНИЕ И НОРМАЛИЗАЦИЯ ВЫСОКОЖИРНЫХ СЛИВОК
Высокожирные сливки получают путем сепарирования сливок средней жирности (32...37 %). Для этого сливки средней жирности после пастеризации направляют на сепаратор для высокожирных сливок, где под действием центробежной силы жировые шарики максимально концентрируются. Температуру сепарирования поддерживают на уровне 65...70 °C; при этом жир находится в жидком состоянии, а оболочки жировых шариков сильно гидратированы и, несмотря на максимальное сближение их, самопроизвольного разрушения оболочек жировых шариков не происходит. Более высокая температура сепарирования приводит к быстрому испарению влаги с поверхности продукта, снижению стабильности оболочек жировых шариков и увеличению количества деэмульгированного жира.
При сепарировании следует получать высокожирные сливки с заданным содержанием влаги, что позволяет исключить их последующую нормализацию. Нормализация приводит к ухудшению консистенции масла и понижению производительности маслооб-разователя.
Полученные высокожирные сливки температурой 60...70 °C поступают в емкости для нормализации. Сливки нормализуют обычно по содержанию влаги, а в ряде случаев — по жиру и СОМО, пахтой, молоком, сливками, молочным жиром и др. Массовая доля влаги, жира и СОМО в нормализованных сливках должна соответствовать массовой доле влаги, жира и СОМО в получаемом масле.
Если содержание влаги в высокожирных сливках ниже требуемого, их нормализуют пахтой, пастеризованным цельным молоком или сливками. Для нормализации высокожирных сливок не следует использовать обезжиренное молоко или воду, так как это приводит к увеличению вязкости, а также к снижению СОМО в высокожирных сливках (а следовательно, и в масле при одновременном увеличении в них содержания эмульгированного жира) и к повышению стабильности эмульсии жира, что затрудняет процесс
325
преобразования высокожирных сливок в масло и тем самым вызывает снижение производительности маслообразователя.
Данные по влиянию способа нормализации высокожирных сливок на содержание в них СОМО, эмульгированного жира, а также на вязкость приведены в таблице 45.
45. Влияние способа нормализации на состав и свойства высокожирных сливок
Сливки Массовая доля, % Динамическая вязкость, Ю-3 Па • с (при 60 °C)
влаги СОМО эмульгированного жира
Пастеризованные при 90...92 °C 58,8 — 92 220
Высокожирные (при 65 °C):
до нормализации 19,3 2,0 86 383
после нормализации:
сливками 24,2 2,6 87 258
пахтой 24,2 2,6 88 240
обезжиренным молоком 24,2 2,4 89 207
ВОДОЙ 24,2 2,2 92 187
Высокожирные, полученные 24,2 2,6 87 292
с заданной массовой долей влаги
Если массовая доля влаги в высокожирных сливках больше, чем требуется, их нормализуют молочным жиром или высокожирными сливками с более низкой массовой долей влаги, чем в нормализуемых сливках.
Если требуется нормализация высокожирных сливок по СОМО, то используют сгущенное (или сухое) обезжиренное молоко либо пахту, которые предварительно восстанавливают в натуральном обезжиренном молоке или пахте.
Каротин вносят в высокожирные сливки тонкой струей при непрерывном перемешивании в течение 4...8 мин.
После нормализации и тщательного перемешивания сливок емкости для нормализации закрывают крышками во избежание испарения и загрязнения, а высокожирные сливки направляют в маслообразователь для термомеханической обработки; при этом сливки перемешивают через каждые 10...15 мин, чтобы избежать расслаивания фаз (жир—плазма), т. е. отстоя сливок. В маслообра-зователе сливки охлаждаются и подвергаются механическому воздействию для получения масла.
8.3.2. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ВЫСОКОЖИРНЫХ СЛИВОК
Высокожирные сливки — высококонцентрированная эмульсия молочного жира в плазме молока. Массовая доля в них жира (61,5...83 %) превышает предел концентрации, при котором жиро-326
вые шарики могут сохранять шарообразную форму. Однако неоднородность размеров жировых шариков допускает такую возможность. По структуре высокожирные сливки представляют собой концентрат плотно упакованных жировых шариков с ненарушенными оболочками.
При температуре, когда жир находится в расплавленном состоянии, такая эмульсия характеризуется достаточно высокой устойчивостью. Охлаждение высокожирных сливок до температуры ниже точки отвердевания основной массы глицеридов и интенсивная механическая обработка приводят к необратимому разрушению их структуры. Это свойство используют при термомеханической обработке высокожирных сливок для преобразования их в масло.
В процессе термомеханической обработки высокожирных сливок создаются условия, необходимые для кристаллизации триглицеридов молочного жира и смены фаз (разрушение эмульсии высокожирных сливок жир — вода и образование эмульсии вода — жир — масло).
Термомеханическую обработку осуществляют на двух температурных стадиях: первая — интенсивное охлаждение высокожирных сливок от 60...70 °C до температуры ниже начала кристаллизации основной массы глицеридов молочного жира (20...23 °C); вторая — охлаждение от температуры 20...23 до 11...17 °C. Молочный жир отвердевает в температурной зоне 6...23 °C, но основная масса глицеридов кристаллизуется при охлаждении сливок до 11 °C. Дальнейшее понижение температуры до 8 °C не оказывает существенного влияния на консистенцию масла, тогда как увеличение вязкости продукта осложняет работу маслообразователя. На практике конечную температуру охлаждения определяют с учетом содержания в молочном жире высокоплавких глицеридов и выбирают с таким расчетом, чтобы обеспечить максимально возможную степень их отвердевания во время обработки в маслооб-разователе.
Преобразование высокожирных сливок в масло во время термомеханической обработки — сложный физико-химический процесс, включающий обращение фаз, массовую кристаллизацию глицеридов, формирование пространственной структуры масла (первичное структурообразование).
Обращение фаз эмульсии высокожирных сливок — главный физический процесс маслообразования. Происходит обращение фаз на первой температурной стадии, т. е. при охлаждении высокожирных сливок от 60...70 °C до температуры ниже точки кристаллизации молочного жира (20...23 °C). Скорость охлаждения на этой стадии наиболее интенсивная. Быстрое охлаждение высокожирных сливок способствует кристаллизации высоко- и среднеплавких глицеридов в объеме неразрушенного жирового шарика с образованием мелких кристаллов. При быстром охлаждении наря
327
ду со снижением интенсивности разрушения эмульсии повышается степень переохлаждения жира, так как жир в состоянии эмульсии способен к большему переохлаждению, чем находящийся в свободном состоянии.
Обращение жировой фазы начинается с момента появления деэмульгированного (свободного от оболочки) жира, выделившегося через поврежденные оболочки жировых шариков. Дисперсионной (сплошной) средой становится жидкий жир, в котором в виде дисперсной фазы находится отвердевший жир, капельки воды, пузырьки воздуха и отдельные жировые шарики с ненарушенными оболочками. Таким образом происходит обращение жировой фазы, т. е. превращение эмульсии типа «жир в воде» (высокожирные сливки) в эмульсию типа «вода в жире» (масло). Степень обращения жировой фазы характеризуется содержанием деэмульгированного жира. На первой температурной стадии массовая доля деэмульгированного жира в сливках составляет 80...94 %, а твердого жира — 1,5...2 %.
Массовая кристаллизация глицеридов молочного жира происходит во второй температурной зоне, т. е. при охлаждении от 22...23 °C до 10...16 °C. Начало массовой кристаллизации характеризуется резким возрастанием вязкости продукта. На этой стадии скорость обращения жировой фазы постепенно снижается, и дестабилизация практически заканчивается. В состоянии неразрушенной эмульсии сохраняется лишь незначительная часть жира (2...6 %) в виде наиболее мелких жировых шариков, а доля деэмульгированного жира составляет 94...98 %.
Формирование пространственной структуры происходит в несколько этапов. Первичное структурообразование молочного жира происходит во второй температурной зоне (охлаждение от 22...23 до 10...16 °C) практически уже после обращения фаз жировой эмульсии. Начинается первичное структурообразование при массовой доле твердого жира 4...7 %.
Интенсивное механическое перемешивание предупреждает образование крупных кристаллов жира и приводит к раздроблению ранее образовавшихся, обусловливает равномерное распределение жидкой и твердой фаз жира и всех других компонентов.
В процессе термомеханической обработки первичная структура частично разрушается, продукт находится в текучем состоянии и в таком виде поступает из маслообразователя в тару. Свежевырабо-танное масло содержит сравнительно высокую массовую долю твердого жира (30...38 %). При этом часть жира находится в переохлажденном состоянии, вследствие чего продукт, попадая в тару, быстро (за 20...90 с) отвердевает.
Степень завершенности формирования первичной структуры при термомеханической обработке имеет определяющее значение для консистенции сливочного масла. Наиболее полное заверше
328
ние структурообразования при термомеханической обработке положительно сказывается на консистенции продукта.
Во время термомеханической обработки начинается формирование структуры масла, но оно полностью не завершается, а продолжается во время термостатирования и хранения масла.
При термостатировании свежевыработанного масла необходимо создать условия, благоприятные для завершения формирования структуры сливочного масла. Различают две стадии формирования структуры сливочного масла после окончания термомеханической обработки: стадию вторичного структурообразования и стадию окончательного формирования структуры сливочного масла.
Продолжительность стадии вторичного структурообразования зависит от температуры. Чем выше температура термостатирования (14...16 °C), тем интенсивнее и полнее происходят процессы образования высокоплавких групп глицеридов в твердой фазе, стабильных полиморфных форм в процессе фазовых изменений глицеридов молочного жира и формирование коагуляционной структуры продукта. Стадия вторичного структурообразования завершается в основном через З...4ч при температуре 14 °C и через 2...3 ч при 16 °C.
Для масла с недостаточно твердой консистенцией рекомендуется термостатирование в течение первых 5 дней при температуре 5 °C.
Масло достаточно высокой твердости рекомендуется термо-статировать в течение 3...5 дней после выработки при температуре 10...15 °C.
Стадия окончательного формирования структуры завершается в процессе холодильного хранения масла и составляет 3...4 нед при +5...—10 °C.
Получение масла на различных маслообразователях. Высокожирные сливки преобразуют в масло на специальных аппаратах — маслообразователях, которые включают в технологическую линию.
Схема технологической линии производства масла способом преобразования высокожирных сливок приведена на рисунке 37.
Сливки средней жирности пастеризуются на установке трубчатого типа и подаются на сепаратор для высокожирных сливок. Полученные высокожирные сливки поступают в емкость для нормализации. Для создания непрерывного процесса маслообразова-ния обычно устанавливают три емкости для нормализации. Нормализованные сливки подаются насосом-дозатором в маслообра-зователь, где они преобразуются в масло.
Для получения масла из высокожирных сливок предназначены цилиндрический и пластинчатый маслообразователи, вакуум-мас-лообразователь.
329
Рис. 37. Схема технологической линии производства масла способом преобразования высокожирных сливок:
7 —емкость для сливок; 2 — насос; 3 — трубчатая пастеризационная установка; 4—дезодоратор; 5 — напорный бачок; б — сепаратор для высокожирных сливок; 7— емкость для нормализации; 8— насос-дозатор; 9—цилиндрический маслообразователь; 10 — весы и конвейер
Цилиндрический маслообразователь (рис. 38) состоит из трех последовательно сообщающихся цилиндров с рубашками, в которые подается хладоноситель (рассол или ледяная вода). В каждом цилиндре есть вытеснительный барабан, который при вращении перемешивает и продвигает сливки, находящиеся в зазоре
Рис. 38. Цилиндрический маслообразователь:
1 — кран для выпуска масла; 2 — крышка; 3 — рабочий цилиндр; 4— наружная обечайка; 5— защитный кожух; 6 — вытеснительный барабан; 7 — ножи
330
между цилиндром и вытеснительным барабаном, по спирали вдоль барабана. На барабане закреплены два откидывающихся при вращении плоских ножа, которые снимают с внутренней охлаждающей поверхности цилиндра отвердевший слой высокожирных сливок.
Сливки при температуре 60...70 °C поступают вначале в нижний, а затем в средний и верхний цилиндры. В нижнем цилиндре сливки интенсивно охлаждаются до 22...23 °C, сохраняя свойства эмульсии жира в плазме, и перемешиваются для ускорения образования центров кристаллизации. В среднем цилиндре происходит дополнительное охлаждение. При достижении начальной температуры кристаллизации молочного жира начинается во всем объеме высокожирных сливок массовая кристаллизация глицеридов, которая сопровождается сменой фаз. В верхнем цилиндре происходит обработка кристаллизующегося продукта, в результате чего формируются требуемая структура и консистенция масла. Температура масла, выходящего из верхнего цилиндра, составляет 13...17 °C.
Продолжительность механической обработки в аппарате должна быть достаточной для кристаллизации глицеридов в количестве, необходимом для формирования структуры, обусловливающей в необходимой степени твердую и пластичную консистенцию масла. Если в молочном жире преобладают высокоплавкие глицериды, то продолжительность обработки в зоне кристаллизации жира увеличивают по сравнению со случаем, когда в жире преобладают легкоплавкие глицериды. Так, по данным ВНИИМСа, требуемая продолжительность перемешивания сливок в зоне кристаллизации составляет летом 140...160 с, а зимой, когда в молочном жире содержится больше высокоплавких глицеридов и большее его количество может перейти в твердое состояние, — 180...200 с.
В случае получения масла твердой, крошливой консистенции увеличивают продолжительность обработки продукта в зоне кристаллизации путем снижения производительности маслообразова-теля и понижают температуру масла на выходе из аппарата.
При мягкой консистенции масла сокращают продолжительность обработки продукта в зоне кристаллизации путем увеличения производительности маслообразователя и повышают температуру масла на выходе из аппарата.
Регулируют температуру масла на выходе из маслообразователя путем изменения расхода или температуры хладоносителя (рассола, ледяной воды), используемого для охлаждения, при постоянной производительности маслообразователя. Уменьшение количества хладоносителя или повышение его температуры приводит к повышению температуры продукта на выходе из аппарата. Увеличение подачи хладоносителя или снижение его температуры способствует снижению температуры продукта на выходе из маслообразователя.
331
Современный трехцилиндровый маслообразователь позволяет получать 750... 1000 кг масла в 1 ч. В таком маслообразователе процессы охлаждения высокожирных сливок и механическая обработка продукта происходят в различных аппаратах, для чего маслообразователь дополнительно укомплектован специальным об-работником.
Для контроля правильности выбора режима термомеханической обработки и прогнозирования консистенции готового продукта определяют скорость отвердевания свежевыработанного масла и прирост температуры в монолите масла.
Скорость отвердевания свежевыработанного масла выражают в секундах от момента отбора пробы на выходе из маслообразовате-ля до прекращения деформации масла.
Прирост температуры в монолите масла определяют по величине повышения температуры помещенного в тару (ящик) свежевыработанного продукта в течение 10 мин.
Отвердевание пробы свежевыработанного масла в течение 30...70 с в летний период и 40...100 с в зимний, а также прирост температуры 1,5...2,5 °C свидетельствуют о том, что процесс выработки масла проведен правильно и готовый продукт будет иметь нормальную консистенцию.
Продолжительность отвердевания менее 30 с и значительный прирост температуры в монолите масла (3...5 °C) указывают на продолжающуюся интенсивную кристаллизацию молочного жира в готовом продукте. Такое масло после стабилизации структуры имеет грубую, крошливую консистенцию. Причина — недостаточная термомеханическая обработка продукта в маслообразователе.
Отвердевание более 70 с в летний период и 100 с в зимний, а также прирост температуры менее 1,5 °C указывает на излишне продолжительную обработку масла в маслоизготовителе и излишне мягкую консистенцию готового продукта.
В пластинчатом маслообразователе (рис. 39) можно проводить термомеханическую обработку высокожирных сливок более интенсивно. Он состоит из теплообменного аппарата (охладителя) и камеры для кристаллизации молочного жира и механической обработки продукта.
Охладитель имеет чередующиеся между собой продуктовые и охлаждающие пластины, выполненные в виде полой плиты. Пластины имеют отверстие в центре для прохода продукта, а также два отверстия по углам для входа и выхода хладоносителя. Внутри камер продуктовых пластин размещены диски-турбулизаторы с реб-рами-ножами.
Камера для кристаллизации представляет собой цилиндр, закрытый конусной насадкой и выходным патрубком. Внутри камеры расположены отражатель и лопастная мешалка. В месте соединения конусной насадки с цилиндром установлена дисковая решетка. Внутри конусной насадки вращается крыльчатка.
332
Камера кристаллизации
Теплообменный аппарат (охладитель)
5 а
о S о
о О
Рис. 39. Пластинчатый маслообразователь:
1 — выходной патрубок; 2— крыльчатка; 3 — дисковые решетки; 4— конусная насадка; 5 — мешалка; 6— отражатель; 7—цилиндр; 8— диски-турбулизаторы; 9—продуктовая пластина;
10— охлаждающая пластина
Высокожирные сливки подаются в камеру первой продуктовой пластины и по щели, образуемой поверхностью охлаждающей пластины и диском-турбулизатором, движутся к центру. Затем сливки проходят через центральное отверстие охлаждающей пластины и движутся к периферии камеры следующей продуктовой пластины, проходя последовательно весь охладитель.
Охлажденные сливки поступают в камеру кристаллизации, где подвергаются интенсивной механической обработке. Кристаллизация молочного жира, начавшаяся в охладителе, продолжается в камере кристаллизации.
При продавливании продукта через дисковую решетку разрушаются грубые кристаллические структуры молочного жира и под действием крыльчатки продукт выталкивается через патрубок.
Пластинчатый маслообразователь входит в состав линии производительностью 1000 кг масла в 1 ч. Некоторые параметры термомеханической обработки высокожирных сливок в пластинчатом маслообразователе приведены в таблице 46.
Основные параметры термомеханической обработки высокожирных сливок на пластинчатом маслообразователе — удельные затраты мощности или энергии на механическую обработку, продолжительность механической обработки и температура масла, выходящего из аппарата.
Для получения масла, имеющего хорошую консистенцию, удельные затраты мощности составляют 20...60 Вт/кг. Необходи-
333
46. Параметры термомехаиической обработки высокожирных сливок в цилиндрических и пластинчатых маслообразователях
Маслообразователь Массовая доля влаги в масле, % Производительность, кт/ч Темпера-тура на выходе, °C Частота вращения вала, с-1
охладителя обработчика
Весенне-летний период* Цилиндрический: трехцилиндровый 16 600...750 16... 17 2,5 — Т1-ОМ-2Т 20 500...600 13...15 2,5 - 25 400...500 13...14 2,5 - 35 350...400 12...14 2,5 - трехцилиндровый 16 800...850 14...15 3,0 — Я7-ОМ-ЗТ 20 700...750 15...16 3,0 - (модернизированный) 25 650...700 14...15 3,0 — 35 550...600 14...16 3,0 - четырехцилиндровый 35 1000 17...21 8,3 — для низкожирных видов масла Я5-ОМЛ Пластинчатый 16 1000 16,5...18,0 1,16 4,67 РЗ-ОУА-Ю00 20 1000 16,5...18,0 1,16...1,33 4,67...5,33 25 850...950 16,5—18,0 1,66 6,67 35 600...700 17,0—18,5 1,66 6,67 Осенне-зимний период** Цилиндрический: трехцилиндровый 16 500...550 13...15 2,5 — Т1-ОМ-2Т 20 500...600 13...15 2,5 - 25 320...420 12...13 2,5 - 35 300...350 11...12 2,5 - трехцилиндровый 16 750...800 14...16 3,0 — Я7-ОМ-ЗТ 20 650...700 14...16 3,0 - 25 600...650 15...16 3,0 - 35 500...550 15...16 3,0 - четырехцилиндровый 35 1000 17...21 Постоянная — Я5-ОУА-ЮО 8,3 Пластинчатый 16 1000 17,0...17,5 1,33...1,66 5,33...6,67 РЗ-ОУА-1000 20 1000 16,5...17,5 1,33...1,66 5,33...6,67 25 800...900 16,5...18,0 1,66 6,67 35 550...600 17,5...18,5 1,66 6,67
* Йодное число 39 и выше.
** Йодное число ниже 39.
334
мую продолжительность механической обработки т (с) высокожирных сливок в зависимости от удельной затраты мощности на механическую обработку N определяют по формуле
т = 202,6-2,94 N.
Конечная температура масла на выходе из аппарата в зависимости от времени года колеблется от 16,5 до 18,5 °C.
В весенне-летний период для обеспечения достаточно твердой консистенции масла уменьшают удельные затраты мощности, не снижая производительности аппарата. Для этого уменьшают частоту вращения вала охладителя и вала обработника по сравнению с этими же параметрами в осенне-зимний период. Температуру продукта на выходе из аппарата при этом снижают на 0,5 °C.
Уменьшение удельных затрат энергии на механическую обработку способствует снижению степени отвердевания жира в высокожирных сливках во время пребывания их в аппарате и степени дисперсности отвердевших частиц жира; больше жира отвердевает в масле после выхода его из маслообразователя (в состоянии покоя), что способствует образованию кристаллизационной структуры, вследствие чего повышается твердость масла.
В осенне-зимний период для получения масла пластичной, мягкой консистенции удельные затраты энергии на механическую обработку продукта повышают путем увеличения частоты вращения вала охладителя и обработника, не снижая производительности аппарата. Повышают температуру продукта, выходящего из охладителя и обработника, на 0,5 °C.
При увеличении удельных затрат энергии повышаются степень отвердевания жира в высокожирных сливках и степень дисперсности частиц твердого жира; меньше жира отвердевает в масле после выхода из аппарата (в состоянии покоя), создаются благоприятные условия для образования коагуляционной структуры.
Вакуум-маслообразователъ (рис. 40) состоит из вакуум-камеры и шнекового текстуратора. В состав вакуум-камеры входит трубопровод, заканчивающийся распылительной форсункой. Внутри камеры имеется лопастная мешалка. Масло со стенок снимается ножами лопастной мешалки. Текстуратор представляет собой шнековый пресс и состоит из двух шнеков, вращающихся навстречу один другому, и конической насадки. Для отвода теплоты, выделяющейся при механической обработке масла, текстуратор снабжен рубашкой, где циркулирует холодная вода.
Высокожирные сливки температурой 70...75 °C под действием вакуума засасываются в камеру и, проходя через форсунку, распыляются. Сливки, попадая в камеру с глубоким вакуумом, оказываются перегретыми, вследствие чего вскипают, теряя 6...8 % влаги. Испарение сопровождается потерей значительного количества
335
Рис. 40. Вакуум-маслообразователь:
7 — вакуум-камера; 2 — лопастная мешалка; 3 — патрубок для отвода вторичного пара; 4— привод мешалки; 5—форсунка; 6 — шнековый текстуратор; 7—коническая насадка; 8— решетка; 9—шнек;
10— рубашка для охлаждения; 77 — привод
теплоты, в результате чего каждая частица охлаждается до 8...3 °C. Происходят быстрое отвердевание (около 50 %) жира, разрыв оболочек и агрегирование жировых комочков в масляные зерна.
Масляное зерно направляется на шнеки текстуратора. Захваченное шнеками текстуратора, масло уплотняется, продавливается через отверстия решеток и перемешивается крыльчатками, насаженными на концы шнеков. Из аппарата выходит пласт масла, который направляют на упаковку.
Создан маслообразователь для получения масла из высокожирных сливок с охлаждением их в атмос
фере азота в распыленном состоянии и последующей механической обработкой.
Маслообразователи с вакуумным охлаждением и с охлаждением в атмосфере азота конструктивно оформляют одинаково. Различие состоит в том, что в первом случае из маслообразователя от-
сасывается воздух, а во втором в него подается азот.
8.3.3. ОСОБЕННОСТИ СТРУКТУРЫ МАСЛА РАЗЛИЧНЫХ СПОСОБОВ ПРОИЗВОДСТВА
Характер структуры сливочного масла определяет консистенцию готового продукта, которая может быть хорошей, пластичной или крошливой, слоистой, нетермоустойчивой. В формировании структуры сливочного масла участвуют вещества, находящиеся в различных агрегатных состояниях: твердом и жидком — жир, газообразном — воздух, коллоидном — белки.
Австралийский ученый Кинг предложил модель структуры масла. Согласно этой модели в непрерывной жировой среде, которая представляет собой жидкую фракцию молочного жира, распределены капли влаги, неразрушенные жировые шарики и скопления из кристаллов молочного жира овальной формы (рис. 41).
336
Рис. 41. Модель структуры сливочного масла по Кингу:
1 — жировой шарик с периферийным слоем высокоплавкой группы триглицеридов в твердом состоянии; 2 — жировой шарик, образованный кристаллическим жиром;
3 — непрерывная фаза жидкого жира с мелкими кристаллами твердого жира; 4 — капли плазмы
На структуру, качество, хранимоспособность масла влияют состояние жира, однородность распределения и размер капель воды и пузырьков воздуха и пр.
Молочный жир. Находится в масле в твердом кристаллическом состоянии и в жидком.
Кристаллический жир имеет мелкие кристаллы размером до 0,1 мкм или сростки-кристаллиты неправильной формы, а также упорядоченные кристаллиты — сфериты. Для структуры сливочного масла, выработанного способом сбивания сливок, характерно наличие мелких шарообразных или иглоподобных кристаллов, для масла, полученного способом преобразования высокожирных сливок, крупных сферолитов. Мелкие кристаллы (размером до 0,1 мкм), характерные для масла, полученного способом сбивания сливок, являются результатом преимущественного формирования их внутри отдельных жировых шариков при физическом созревании сливок.
Кристаллики и кристаллиты взаимосвязаны между собой в определенных участках или во всем объеме, образуя структуру, по1 добную кристаллическому каркасу. Эти связи могут быть очень слабыми, и тогда структура представлена в виде мелких, почти независимых друг от друга кристалликов и кристаллитов. Если они значительные, то кристаллический жир пронизывает весь объем масла. К таким пространственным структурам дисперсных частиц применима теория физико-химической механики П. А. Ребиндера о коагуляционных и кристаллизационных структурах дисперсных систем.
Коагуляционная, или обратимая, тиксотропная структура обусловлена относительно слабыми межмолекулярными силами притяжения (Ван-дер-Ваальса— Лондона) между дисперсными частицами, разделенными в местах связи очень тонкими прослойками жидкой дисперсионной среды, и придает маслу нежную консистенцию и пластические свойства. Эта структура характеризуется низкой механической прочностью и обратимостью, т. е. способна к самопроизвольному восстановлению в покое после механического разрушения.
Кристаллизационная, или необратимая, конденсационная структура образуется благодаря более прочным химическим свя-
22 Г. Н. Крусь и др.
337
зям, возникающим при непосредственном соприкосновении частиц друг с другом. Эти связи возникают обычно в состоянии покоя системы, чаще всего уже в готовом продукте. Такая структура лишена тиксотропных и пластично-вязких свойств. В случае преобладания такой структуры масло становится избыточно твердым и хрупким. Механическим воздействием кристаллизационная структура может быть необратимо разрушена и превратиться в коагуляционную.
Масло хорошей консистенции представляет собой смешанную коагуляционно-кристаллизационную структуру с преобладанием свойств коагуляционной.
При выработке масла способом сбивания сливок кристаллизация глицеридов происходит в процессе физического созревания сливок после быстрого их охлаждения, внутри отдельных жировых шариков, в течение длительного времени. В результате образуется много мелких кристаллов, что и определяет формирование мелкокристаллической структуры продукта. Кристаллизация глицеридов и формирование структуры в основном заканчиваются в процессе выработки масла. Структура такого масла характеризуется как коагуляционно-кристаллизационная.
При выработке масла в маслоизготовителях непрерывного действия условия формирования структуры аналогичны вышеизложенным. Однако более интенсивное механическое воздействие на сливки в процессе их сбивания и обработки масляного зерна приводит к значительному разрушению жировых шариков и даже к частичному расплавлению ранее кристаллизовавшегося жира. Отличительной особенностью структуры такого масла по сравнению со структурой масла, выработанного в маслоизготовителях периодического действия, является более тонкое диспергирование плазмы и повышенное содержание газовой фазы.
Таким образом, структура сливочного масла, выработанного способом сбивания сливок (независимо от используемого маслоизготовителя), представлена в основном жировыми микрозернами, состоящими из высоко- и среднеплавких глицеридов молочного жира. Промежутки между ними заполнены жидким жиром, состояние которого зависит от температуры и жирнокислотного состава. Это предопределяет пластичность масла и его термоустойчивость. Термоустойчивость такого масла хорошая.
При выработке масла способом преобразования высокожирных сливок уже в начальный период обработки сливок в маслообразователе создаются условия, при которых разрушение жировой эмульсии преобладает над процессом кристаллизации. Быстрое охлаждение сливок обусловливает кристаллизацию высокоплавких глицеридов, образование твердого жира и повышение вязкости. При этом значительная часть жировых шариков разрушается раньше, чем в них закристаллизуются высоко- и особенно средне
338
плавкие глицериды. Это приводит к образованию жидкого жира усредненного состава. Кристаллизация глицеридов происходит в расплаве жира. При быстром охлаждении расплава возможно его переохлаждение, когда жир остается жидким при температурах ниже точки отвердевания части составляющих его глицеридов. Содержание твердого жира в таком масле будет меньше, чем в полученном способом сбивания сливок. Этим объясняется повышенная текучесть масла на выходе из маслообразователя. Кроме того, поскольку кристаллизация осуществляется из расплава жира, то при этом создаются условия для неограниченного роста кристаллов и формирования преимущественно кристаллизационной структуры вырабатываемого масла. Это оказывает влияние на температуру плавления жира, а так как последний является дисперсионной средой, то продукт будет более чувствителен к колебаниям температуры, нежели масло, полученное способом сбивания. Именно преобладанием кристаллизационной структуры можно объяснить пониженную термоустойчивость и повышенную способность жидкого жира к вытеканию, если масло выработано способом преобразования высокожирных сливок.
Регулирование параметров термомеханической обработки высокожирных сливок с целью получения мелкокристаллической коагуляционной структуры масла способствует повышению термоустойчивости масла и снижению вытекания свободного жидкого жира.
Жидкий жир преобладает в масле. Он равномерно распределен в объеме продукта, образуя непрерывную дисперсионную среду, обеспечивая связность структуры и пластичную консистенцию. Чем больше объем кристаллического жира и мельче его кристаллики, тем больше его адсорбирующая поверхность и тем лучше будет удерживаться жидкий жир. Располагаясь между отдельными элементами структуры масла, жидкий жир играет роль «смазки». Недостаток жидкого жира служит причиной формирования хрупкой, крошливой консистенции масла, а избыток вызывает порок «мягкая консистенция». Для получения масла пластичной консистенции необходимо, чтобы образовалось достаточное количество свободного жидкого жира. С этой целью применяют ступенчатые режимы физического созревания.
Вода. Находится в масле в свободном состоянии. Однако часть воды пребывает в связанном состоянии и прочно удерживается на поверхности жировых агрегатов. Свободная вода служит растворителем для различных составных частей молока, переходящих в масло, и называется плазмой.
Плазма, представляющая собой водный раствор белков, молочного сахара, минеральных веществ, витаминов и других ингредиентов, распределена в жидком жире в виде капель различного размера и является дисперсной фазой. Некоторая часть капель плаз
22*
339
мы соединена тончайшими протоками, пронизывающими часть или всю массу монолита масла. В этом случае плазму можно рассматривать как дисперсионную среду в масле.
Дисперсность плазмы влияет на консистенцию масла, стойкость его при хранении и зависит от способа производства масла. Размеры капель в масле, выработанном способом сбивания сливок на цилиндрическом маслоизготовителе, составляют 10...25 мкм, на коническом и кубическом — 7... 15 мкм, на маслоизготовителе непрерывного действия — 3...15 мкм; для масла, выработанного способом преобразования высокожирных сливок, — 1...3 мкм.
Характеризуют дисперсность плазмы в масле следующим образом: хорошая — все капли менее 10 мкм; удовлетворительная — большинство капель менее 10 мкм; плохая — значительное число капель больше 10 мкм, встречаются капли до 30 мкм и больше.
Дисперсность плазмы в значительной степени зависит от способа производства масла (табл. 47). В таблице 47 приведены результаты исследований Ф. А. Вышемирского для сладкосливочного масла с массовой долей жира 82,5 %.
47. Влияние способа производства масла па распределение в нем плазмы (по данным Ф. А. Вышемирского)
Способ производства масла
Средний размер капель плазмы, мкм
Объем плазмы в каплях размером 1...5 мкм, %
Количество капель плазмы размером 1...5 мкм, %
Сбиванием сливок в маслоизготовителях:
периодического действия 3,36
непрерывного действия 3,20
Преобразованием 2,88
высокожирных сливок
38,5 88...93
40,6 90...94
61,5 93...97
По данным Ф. А. Вышемирского, наиболее тонко плазма диспергирована в масле, выработанном преобразованием высокожирных сливок (ПВЖС), в котором средний размер капель плазмы составлял 2,88 мкм, при этом 61,5 % плазмы находилось в виде капель диаметром от 1 до 5 мкм (93...97 % общего количества капель). При способе сбивания в маслоизготовителе непрерывного действия дисперсность плазмы ниже, чем при способе ПВЖС. При этом средний размер капель плазмы соответствовал 3,20 мкм и только 40,6 % плазмы находилось в виде капель размером 1...5 мкм (90...94 % общего количества капель). Для способа сбива-' ния в маслоизготовителях периодического действия степень дисперсности плазмы самая низкая, средний диаметр капель плазмы 3,36 мкм; объем плазмы, находящейся в каплях диаметром 1...5 мкм, — 38,5 % (88...93 % общего количества капель).
Дисперсность плазмы влияет на способность продукта к хранению, так как она обусловливает протекание микробиологических и химических процессов в масле.
340
Плазма — хорошая питательная среда для роста микроорганизмов, однако развитие бактерий возможно лишь в каплях размером более 10 мкм. В каплях меньших размеров бактерии практически не развиваются, что обусловлено их размерами: длина бактериальной клетки колеблется от 1 до 5 мкм, а ширина 0,5...1,0 мкм.
При повышении дисперсности плазмы увеличивается суммарная поверхность контакта плазма—жир и создаются условия для более интенсивного протекания химических процессов. Однако плазма хорошего качества при отсутствии в ней солей тяжелых металлов (катализаторов окислительных процессов) имеет антиокислительные свойства, обусловленные наличием растворенных в ней соединений, содержащих сульфгидрильные группы —SH, а также фосфолипидов, бета-каротина и др. При высокой дисперсности такая плазма способствует повышению сохраняемости качества продукта. Содержание фосфолипидов больше в масле, выработанном способом ПВЖС, чем способом сбивания сливок.
Таким образом, в масле, выработанном способом ПВЖС, вследствие более тонкого распределения плазмы и большей поверхности соприкосновения плазма—жир химические процессы окисления могут протекать интенсивнее. Однако благодаря высокому качеству плазмы интенсивность химической порчи снижается. Микробиологические процессы при этом заторможены вследствие высокой дисперсности плазмы.
В масле, выработанном способом сбивания сливок в маслоизготовителях периодического действия, из-за более грубого распределения плазмы микробиологические процессы протекают интенсивнее, а химические — медленнее, чем в масле, выработанном способом ПВЖС. Поэтому порча его происходит в основном из-за микробиологических процессов.
В масле, выработанном способом сбивания сливок в маслоизготовителях непрерывного действия, могут одновременно развиваться микробиологические и химические процессы.
Состав плазмы зависит от способа производства масла и служит показателем степени дестабилизации эмульсии жира сливок при выработке масла (табл. 48).
48. Состав плазмы в зависимости от способа производства масла (по данным Ф.-А. Вышемирского)
Способ производства масла Массовая доля в плазме, % Степень деэмуль-гирования жира, %
жира неповрежденных жировых шариков
Сбиванием сливок в масло- 1,7...2,1 0,15...0,40 99,9
изготовителях периодического и непрерывного действия
Преобразованием высокожирных сливок До 12,3 До 2,15 97,5...98,8
341
В плазме масла, выработанного способом сбивания сливок и характеризующегося высокой степенью деэмульгирования жира (99,9 %), жировых шариков значительно меньше, чем в масле, выработанном способом ПВЖС (степень деэмульгирования жира 97,5...98,8 %), и составляет соответственно 1,7...2,1 и 0,15...0,40 %, в то время как для способа ПВЖС эти показатели достигают 12,3 и 2,15 % соответственно.
Газовая фаза. Присутствует в масле в виде пузырьков воздуха диаметром 1...200 мкм. В основном газовая фаза находится в масле в виде мелких пузырьков, меньшая часть ее растворена в жидком жире и плазме.
Газовая фаза, содержащая до 20...21 % кислорода, оказывает влияние на качество масла, и прежде всего на его консистенцию.
В масле нормальной консистенции газовая фаза служит буфером (амортизатором) между отдельными структурными элементами. Кроме того, пузырьки воздуха, адсорбируя на своей поверхности жидкий жир, препятствуют его вытеканию из масла и тем самым способствуют стабилизации структуры продукта.
Масло с повышенным содержанием воздуха имеет пониженную твердость, более рыхлую и хрупкую консистенцию, бледный цвет вследствие рассеяния света пузырьками воздуха. Чрезмерное увеличение в масле газовой фазы приводит к разрыхлению монолита, способствуя появлению порока «рыхлая консистенция», повышению окисляемости масла и стимулирует развитие аэробной микрофлоры.
При недостатке газовой фазы повышаются твердость и хрупкость масла, что может привести к появлению трещин в монолите масла — следствие порока «колющаяся консистенция» и «крошли-вость». Кроме того, чрезмерное снижение в масле газовой фазы, например при вакуумировании, может стать причиной появления порока «выделение капель жидкого жира». Объясняется это тем, что в нормально обработанном масле определенная часть жидкого жира адсорбируется на поверхности пузырьков воздуха, а при недостатке последних часть жидкого жира остается свободной и может выделяться в виде капель.
Содержание газовой фазы в масле непостоянно, колеблется от 0,5 до 12 см3 на 100 г продукта и зависит от способа производства масла.
Способ производства масла Объемная доля воздуха,
см3 на 100 г масла
Сбиванием сливок в маслоизготовителях:
периодического действия 2...3
непрерывного действия 4...12
Преобразованием высокожирных сливок 0,5...1,0
Наибольшим содержанием газовой фазы отличается масло, выработанное способом сбивания в маслоизготовителях непре
342
рывного действия (4...12 см3/100г). При этом способе производства содержание воздуха в масле регулируют изменением параметров сбивания сливок и обработки масляного зерна, а также вакуумированием масла во время его обработки. Обработка масла под вакуумом способствует снижению в нем содержания воздуха и уменьшению неоднородности цвета. При этом масло приобретает плотную структуру. Чрезмерно продолжительная обработка масла под вакуумом может привести к выделению жидкого жира.
Меньше всего содержится газовой фазы в масле, выработанном способом преобразования высокожирных сливок (0,5... 1,0 см3/Ю0 г). Такое масло имеет повышенную плотность, а порок «рыхлая консистенция» практически не встречается.
Промежуточное положение по содержанию газовой фазы занимает масло, выработанное способом сбивания в маслоизготовителях периодического действия (2...3 см3/100 г). При этом следует учитывать, что неравномерная вработка воздуха приводит к получению масла неоднородной структуры и цвета. В местах скопления газовой фазы такое масло имеет более бледную окраску в связи с рассеиванием света пузырьками воздуха.
Газовая фаза влияет на сохраняемость качества сливочного масла. Нормальное содержание воздуха в продукте составляет 2...3см3/100 г.
Структурно-механические характеристики сливочного масла различных способов производства. К ним относятся твердость, модуль упругости, вязкость, термоустойчивость, вытекание жидкого жира и др.
Твердость сливочного масла характеризует способность его структуры оказывать сопротивление внедрению в его толщу инденторов различной формы (конус, цилиндр, шар и др.) или резанию проволокой, пластиной. Наиболее распространено определение твердости масла по его сопротивлению резанию проволокой.
Модуль упругости Е (Па) при испытаниях на сжатие цилиндрических образцов масла рассчитывают по формуле
Е= оу/е,
где ау — напряжение, соответствующее пределу упругости, Н/м2; s — относительная деформация образца.
Вытекание жидкого жира характеризует способность структуры сливочного масла удерживать жидкий жир. Пробу масла в форме кубика (длина ребра 3,5 см) помещают на пять слоев фильтровальной бумаги, уложенной в чашку Петри. Подготовленные пробы масла помещают в термостат при 25 °C, выдерживают 30 мин и осторожно удаляют с бумаги остатки масла.
343
Масса вытекшего жира
^в.ж
(c-g)lOO Ь—а
где а, Ь, с — соответственно масса чашки Петри с фильтровальной бумагой, с фильтровальной бумагой и кубиком масла, с фильтровальной бумагой, пропитанной вытекшим жиром.
Термоустойчивостъ сливочного масла характеризует его способность сохранять форму при температуре выше комнатной и определяется термостатированием образца масла заданной формы (цилиндр диаметром и высотой 20 мм) при температуре 30 ± 1 °C в течение 2 ч. Мерой термоустойчивости служит отношение начального диаметра исследуемого образца масла к среднему диаметру основания образца после термостатирования.
Шкала, характеризующая термоустойчивость сливочного масла, приведена ниже.
Термоустойчивость Показатель
(коэффициент) термоустойчивости
Хорошая 1,0...0,86
Удовлетворительная 0,85...0,70
Неудовлетворительная Менее 0,7
Сотрудниками ВНИИМСа проведены исследования структуры сливочного масла с различной массовой долей жира, выработанного способом преобразования высокожирных сливок (ПВЖС) и способом сбивания сливок (СС). Масло вырабатывали по массовой доле жира с шагом 10 % и исследовали по следующим показателям структуры: массовая доля жира в плазме, количество эмульгированного жира, вытекание жидкого жира, термоустойчивость, твердость, вязкость практически ненарушенной структуры, модуль упругости при сжатии (табл. 49).
Массовая доля жира в плазме и количество эмульгированного жира характеризуют завершенность обращения фаз при выработке масла. Снижение массовой доли жира в масле в пределах 10 % приводит к увеличению содержания эмульгированного жира, причем для масла, выработанного способом ПВЖС, эта тенденция выражена значительнее, чем для масла, выработанного способом СС. Это объясняется меньшей завершенностью процесса формирования структуры масла способа ПВЖС в маслообразователе. Массовая доля жира в плазме масла уменьшается при снижении массовой доли жира в продукте. Численные значения массовой доли жира в плазме масла при способе ПВЖС выше, чем при способе СС (в среднем в 4...5 раз), что объясняется уменьшением сте-
344
49. Структурно-механическая характеристика сливочного масла традиционного состава и пониженной жирности, выработанного различными способами
Масло Массовая доля жира, % Структурно-механические характеристики
массовая доля жира в плазме, % количество эмульгированного жира, % вытекание жидкого жира, % термоустойчивость, усл. ед. твердость, Н/м вязкость практически неразрушенной структуры, кПа с модуль упругости при сжатии, кПа
Способ преобразования высокожирных сливок (ПВЖС)
Традиционного состава 80...85 6,0...7,1 0,30...0,25 9,8...11,0 0,70...0,65 71...80 4000...5000 4000... 5100
Пониженной жирности:
облегченное 70...80 3,8...6,0 0,32...0,30 7,5...9,8 0,85...0,70 56...71 2500...4000 3000... 4000
легкое 60...70 1,2...3,8 0,40...0,32 5,1...7,5 0,93...0,85 47...56 1400...1500 1400... 3000
сверхлегкое 50...60 0,7...1,2 0,50...0,40 4,0...5,1 0,93...0,91 32...56 800... 1400 700... 1400
Традиционного состава 81...85 2,0...2,4 Способ сбивания сливок (СС) 0,06...0,03 6,7...9,0 0,80...0,70 42...50 2000...2500 2700...3000
Пониженной жирности:
облегченное 70...80 1,2...2,0 0,08...0,06 5,1...6,7 0,89...0,80 40...42 1600...2000 2000... 2700
легкое 60...70 0,8...1,2 0,08.„О,15 3,7...5,1 0,95...0,89 34...40 600...1600 400...2000
пени дестабилизации жировой эмульсии масла, полученного способом ПВЖС.
Вытекание свободного жира характеризует состояние жира и его связь с другими компонентами и имеет тенденцию к снижению при уменьшении массовой доли жира в продукте на 10 %. Для масла, выработанного способом ПВЖС, этот показатель снижается на 1...2,5 %, а для способа СС — в среднем на 33 %. Неодинаковая способность масла удерживать свободный жир объясняется различиями в характере кристаллической структуры отвердевшего жира, образующего непрерывную фазу, и степенью прерывистости капиллярной сетки жидкого жира. Масло, выработанное способом ПВЖС, отличается лучшей дисперсностью плазмы, что свидетельствует о более развитой капиллярной сетке, заполненной жидким жиром. В масле, выработанном способом СС, большее количество капилляров жира, изолированных один от другого и не выходящих к поверхности монолита, что затрудняет его вытекание.
Термоустойчивость характеризует способность масла сохранять форму при повышенных температурах (более 30 °C). Вне зависимости от способа производства термоустойчивость увеличивается при снижении массовой доли жира в продукте. Это объясняется ростом массовой доли СОМО и соответственно увеличением значимости его в формировании структуры. Термоустойчивость масла, выработанного способом ПВЖС, ниже (в среднем на 5... 10 %), чем термоустойчивость масла, полученного способом СС. Это является следствием различия в характере их структуры.
Твердость масла, выработанного способом ПВЖС, значительно выше, чем полученного способом СС. Снижение твердости при уменьшении массовой доли жира в масле независимо от способа производства обусловлено разрыхлением его структуры вследствие повышенного содержания воздуха и ухудшения дисперсности компонентов.
Вязкость практически неразрушенной структуры снижается при уменьшении массовой доли жира в масле независимо от способа производства, что обусловлено ослаблением взаимосвязи компонентов продукта (жир/влага/СОМО). Вязкость практически неразрушенной структуры масла, выработанного способом ПВЖС, значительно выше (в 1,5...2 раза), чем полученного способом СС, что свидетельствует о различии в структурной сетке масла разных способов производства.
Модуль упругости при снижении массовой доли жира в масле уменьшается вне зависимости от способа его производства. Однако численные значения модуля упругости масла, полученного способом ПВЖС, в 2,1...2,8 раза выше, чем при способе СС. Это объясняется преимущественно кристаллизационной структурой масла, выработанного способом ПВЖС, и преобладанием коагуляционной структуры в масле, полученном способом сбивания сливок.
346
8.4. ПОДГОТОВКА МАСЛА К РЕАЛИЗАЦИИ
8.4.1. ФАСОВАНИЕ, ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ МАСЛА
Масло всех видов фасуют в виде монолитов в картонные ящики массой продукта 20 кг, выстланные внутри упаковочным материалом — пергаментом или кашированной фольгой. Разрешается фасовать масло в дощатую тару массой продукта 25,4 кг. Маслодельные заводы, имеющие фасовочные автоматы, выпускают мелкофасованное масло.
Масло, выработанное способом сбивания сливок на маслоизготовителях непрерывного действия, фасуют в потоке, без выдержки, чтобы избежать возможного выделения плазмы при фасовании. Масло, выработанное в маслоизготовителях периодического действия, перед фасованием желательно подвергать механической обработке на гомогенизаторе-пластификаторе. Крестьянское масло обязательно гомогенизируют и фасуют сразу же после выработки.
Масло, выработанное способом преобразования высокожирных сливок, в жидком состоянии поступает из маслообразователя непосредственно в ящик, выстланный упаковочным материалом, или на автомат для фасования в коробочки (стаканчики). При фасовании в брикеты масло предварительно выдерживают в холодильной камере при температуре не выше 5 °C не более 24 ч для отвердевания и стабилизации структуры.
После фасования масло сразу помещают в камеру хранения масла, где его хранят при относительной влажности не более 80 % во избежание плесневения продукта.
Ящики с маслом укладывают штабелями и прокладывают рейками, а между рядами оставляют промежутки в 10...15 см. Это обеспечивает необходимую циркуляцию воздуха для ускорения охлаждения продукта и предупреждения отсыревания тары. Маслохранилище должно быть чистым, сухим, с хорошей вентиляцией. Вместимость его должна соответствовать 3...5-суточной производительности завода.
Фасованное монолитами масло хранят при положительной температуре (не выше 5 °C) не более 3 сут, при отрицательной (—5 °C) — до 10 сут.
Транспортируют масло всеми видами транспорта с соблюдением соответствующих санитарных правил. Чтобы предохранить масло в процессе транспортирования от возможных загрязнений и предупредить повышение его температуры, используют авторефрижераторы с машинным (компрессорным) охлаждением или автомашины с изотермическим кузовом. При перевозке масла в бортовых автомашинах применяют специальные укрытия. Кузов автомашины тщательно моют, просушивают, выстилают чистым пергаментом или другими материалами. Летом сливочное масло следует перевозить ночью или утром.
347
Более современный и надежный способ — транспортирование сливочного масла в рефрижераторах, в которых поддерживается постоянная температура (—3... —5 °C и ниже). Рефрижераторы необходимо поддерживать в надлежащем санитарном состоянии — систематически мыть и дезинфицировать. На большие расстояния масло перевозят в вагонах-рефрижераторах и на пароходах-рефрижераторах. Независимо от вида используемого транспорта нельзя перевозить сливочное масло совместно с другими продуктами и материалами, имеющими резко выраженные запахи.
8.4.2. ОЦЕНКА КАЧЕСТВА И ПОРОКИ МАСЛА
Основой оценки показателей качества масла служит 20-балль-ная шкала, где каждому показателю отводят предельное количество баллов: вкус и запах — 10, консистенция и внешний вид — 5, цвет — 2, упаковка и маркировка — 3.
В зависимости от балльной оценки масло относят к одному из сортов: высший — при оценке качества масла 13...20 баллов, в том числе не менее 6 баллов за вкус и запах, первый сорт — при балльной оценке 5... 12 баллов с оценкой за вкус и запах не менее 2 баллов.
Вологодское масло не подразделяют на сорта. При несоответствии его требованиям, предусмотренным для данного вида масла по органолептическим показателям, вологодское масло относят к несоленому сладкосливочному маслу с его оценкой качества.
Для экспертизы выделяют специальную чистую светлую комнату, температуру в которой необходимо поддерживать на уровне 10... 15 °C. Образцы масла в момент органолептической оценки должны иметь температуру 10... 12 °C.
В масле могут быть выражены различные пороки: вкуса и запаха, консистенции, цвета, обусловленные, как правило, качеством используемого сырья и нарушением технологических режимов производства и условий хранения и транспортирования продукта.
Пороки вкуса и запаха масла. Причинами пороков вкуса и запаха масла может быть использование сырья с различными пороками, нарушение технологических режимов и санитарных условий производства, несоблюдение условий транспортирования и хранения масла.
Кормовые привкусы. При использовании некачественного силоса, поедании животными пахучих растений (лука, чеснока, полыни и др.), несоблюдении кормового рациона в масле появляются кормовые привкусы.
Для предупреждения порока необходимо перерабатывать сливки с кормовыми привкусами отдельно от сливок первого сорта, дезодорировать сливки и повышать температуру тепловой обработки.
Нечистый, затхлый, гнилостный вкус. Причина порока — развитие в масле посторонней микрофлоры и накопление продуктов расщепления белков плазмы и жира. Развитию порока способствует длительное хранение сливок на заводе до начала их переработки, недостаточно высокая температура тепловой обработки, плохое диспергирование влаги в масле, низкий санитарно-гигиенический уровень производства.
Кислый вкус. Одна из причин порока для сладкосливочного масла — интенсивное развитие молочнокислой микрофлоры в сливках и масле, вследствие чего происходит излишнее накопление молочной кислоты. Для предупреждения порока необходимо соблюдать требуемые режим тепловой обработки сливок и условия хранения масла.
Прогорклый вкус. Порок появляется в масле вследствие гидролиза жира с окислением продуктов гидролиза и образованием низкомолекулярных кислот, альдегидов, кетонов и других продуктов под действием нативной и микробной липаз, а также кислорода воздуха. Для предупреждения данного порока следует обрабатывать сливки при высокой температуре, хранить масло при низкой температуре, соблюдать санитарно-гигиенические условия производства.
Горький вкус. Обусловлен накоплением горьких пептонов вследствие гидролиза белков протеолитическими ферментами различных микроорганизмов: бактерий, дрожжей и плесеней. Для предупреждения порока необходимо проводить тепловую обработку сливок при температуре не ниже 85...90 °C и строго соблюдать санитарно-гигиенические режимы производства.
Плесневелый привкус. Обусловлен развитием плесени на поверхности масла. Во избежание плесневения масла следует предупредить возможность обсеменения продукта плесенями. Для этого необходимо строго соблюдать режим тепловой обработки сливок, правильно обрабатывать масло, плотно набивать монолит во избежание воздушных прослоек, быстро и глубоко охлаждать его, хранить продукт при низких температурах и относительно низкой влажности воздуха, соблюдать санитарно-гигиенические условия производства.
Штафф (поверхностное окисление масла). Порок вызывается полимеризацией глицеридов и окислением молочного жира из-за развития на поверхности аэробных бактерий и плесеней. При этом на поверхности монолита образуется полупрозрачный слой, имеющий специфический запах и неприятный горьковатый, а иногда приторно-едкий вкус. Окраска масла в слое штаффа значительно темнее остальной массы продукта. Образованию штаффа продукта способствует действие солнечного света, высокой влажности и кислорода воздуха.
Предупредить порок можно, используя упаковочные материалы с низкой газо-, влаго- и светопроницаемостью, а также хранением масла при отрицательных температурах.
349
Пороки консистенции масла. Консистенция сливочного масла — один из основных показателей его качества и оценивается как хорошая, удовлетворительная и неудовлетворительная. Обусловлена консистенция химическим составом жировой фазы, характером кристаллизации глицеридов, соотношением массовых долей твердого и жидкого жиров, количеством и дисперсностью плазмы в масле, содержанием газовой фазы и характером ее распределения в монолите.
Крошливая консистенция. Порок определяется главным образом состоянием жировой фазы — степенью ее отвердевания, формой образующихся кристаллов, равномерностью их распределения, а также преобладанием в масле структуры кристаллизационного типа и недостатком свободного жидкого жира.
Причинами крошливости масла могут быть длительное созревание сливок при пониженных температурах, низкая температура промывной воды, неправильные режимы хранения масла и др.
При выработке масла способом преобразования высокожирных сливок причиной крошливости может быть недостаточно продолжительная термомеханическая обработка продукта в аппарате, поэтому необходимо путем снижения производительности аппарата увеличить продолжительность обработки масла, чтобы интенсифицировать кристаллизацию жира непосредственно в маслообразователе.
При использовании маслоизготовителей непрерывного действия для усиления кристаллизации молочного жира увеличивают удельные затраты энергии на механическую обработку масла путем повышения частоты вращения шнеков.
Мягкая, мажущаяся консистенция. Характеризуется низкой термоустойчивостью вследствие преобладания коагуляционной структуры из низкоплавких глицеридов в составе отвердевших глицеридов.
Причина порока заключается в недостаточной степени отвердевания молочного жира во время физического созревания, а также в нарушении температурного режима при сбивании и обработке масла. Для предупреждения порока используют ступенчатые режимы физического созревания сливок, а сбивание сливок и механическую обработку масляного зерна проводят в установленных режимах.
При выработке масла способом преобразования высокожирных сливок причиной данного порока может быть излишне длительная механическая обработка сливок при снижении температуры масла, выходящего из аппарата. Предупреждают порок снижением удельных затрат энергии на механическую обработку высоко-жирных сливок путем увеличения производительности маслооб-разователя или уменьшения частоты вращения рабочих органов маслообразователя. Кроме того, целесообразно термостатировать масло при 8...10 °C в течение 2...3 сут.
350
Мучнистая консистенция. Если масло охлаждается медленно, в нем появляются крупные кристаллы жира. Образующиеся крупные кристаллоагрегаты жира отличаются повышенной по сравнению с остальной массой тугоплавкостью.
Указанный порок масла чаще встречается в производстве масла способом преобразования высокожирных сливок и вызывается нарушением установленной температуры масла, выходящего из маслообразователя, а также образованием свободного жидкого жира в процессе тепловой обработки, сепарирования и нормализации высокожирных сливок.
Для предупреждения образования мучнистой консистенции следует избегать повышения температуры масла, выходящего из маслообразователя, сверх установленных величин, не допускать на производство масла сливки подмороженные и с повышенной кислотностью, длительную выдержку сливок при высокой температуре перед сепарированием, а также длительную выдержку высокожирных сливок в ваннах для нормализации.
Пороки цвета масла. Цвет масла оказывает влияние на его товарные показатели. По этому показателю масло осенне-зимней выработки заметно уступает продукции, получаемой в весеннелетний период года. В последние годы освоено промышленное производство провитамина А, который можно использовать для подкрашивания масла.
Белое (бледное) масло. Порок обусловлен недостатком пигментов в молочном жире и характерен для масла, выработанного в осенне-зимний период. Причиной белого, матового цвета масла может послужить также порок засаленность.
Пестрое, полосатое, мраморное масло. Порок обусловлен неравномерным диспергированием рассола в соленом масле и наличием крупных капель плазмы, смешиванием масла различной окраски, недостаточной зачисткой штаффа при фасовании на холодильнике.
Для предупреждения порока необходимо лучше диспергировать плазму в монолите при выработке соленого масла; при фасовании масла на базах и холодильниках следует подбирать однородные по цвету партии масла, лучше зачищать поверхность монолитов и др.
8.5. ОСОБЕННОСТИ ТЕХНОЛОГИИ ОТДЕЛЬНЫХ ВИДОВ МАСЛА
8.5.1. КЛАССИФИКАЦИЯ МАСЛА
По классификации, предложенной сотрудниками ВНИИМСа, весь ассортимент масла из коровьего молока разделяют на две группы: сливочное масло и концентраты молочного жира (табл. 50).
351
50. Классификация ассортимента масла из коровьего молока
Группа масла Массовая доля жира, % Разновидности масла
1. Сливочное масло: традиционного состава 80...85 Вологодское, сладкосливоч-
пониженной жирности: облегченное 70...80 ное, кислосливочное Любительское, крестьяне-
легкое 60...70 кое, российское Бутербродное
сверхлегкое 50...60 «Эдельвейс»
низкожирное: мягкое (маслины) 40...50 Масляны: диетическая, де-
пастообразное (пасты) 20...39 сертная, закусочная Сливочные и бутербродные
с наполнителями (вкусовыми, 51...62 пасты Десертного назначения:
растительными) кулинарное 80...82,5 шоколадное, медовое, с вкусовыми наполнителями; закусочного назначения: сырное и др.; диетического назначения: детское, диетическое Славянское, угличское, го-
консервное: стерилизованное 45,0...82,5 родское Стерилизованное, каймак,
сухое 70 и 80 кремы Сухое масло
2. Концентраты молочного жира: топленое масло 99,0 Топленое и топленое-сто-
молочный жир 99,8 ловое масло Молочный жир
К группе «Сливочное масло» отнесены разновидности его, имеющие структурно-механические характеристики и потребительские показатели, свойственные традиционному сливочному маслу. В зависимости от содержания компонентов и назначения ассортимент продуктов этой группы условно разделен на 6 подгрупп.
К первой подгруппе отнесены сливочное масло традиционного состава: сладкосливочное и кислосливочное, вологодское, предназначенные для универсального потребления.
Во вторую подгруппу выделены разновидности сливочного масла с пониженной массовой долей жира (но не ниже 50 %), которые могут быть использованы везде, где употребляется сливочное масло, кроме жарения и приготовления кремов. Вторая подгруппа имеет 3 градации по массовой доле жира: облегченное (70...80 %), легкое (60...70 %) и сверхлегкое (50...60 %).
К третьей подгруппе относятся низкожирные разновидности сливочного масла с массовой долей жира ниже 50 %. В зависимости от структуры и консистенции различают мягкое и пастообразное масло. Низкожирное масло предназначено для применения в натуральном виде и непригодно для жарения.
352
К четвертой подгруппе отнесены все разновидности масла десертного, закусочного и диетического назначения. Масло десертного назначения имеет сладкий вкус и включает вкусовые наполнители: цикорий, кофе, какао, мед и др. Отличительным и характерным для закусочного масла является соленый вкус с различными острыми пикантными привкусами, сырным и др. Отличительными признаками масла диетического назначения являются повышенное содержание полиненасыщенных жирных кислот за счет использования растительных жиров, а также использование бифидобактерий и др.
К пятой подгруппе отнесены разновидности масла, строго ориентированные по назначению — для кулинарных целей, главным образом для жарения. Для этой подгруппы характерно повышенное содержание жира и частичная замена молочного жира композициями жиров и масел немолочного происхождения.
Шестая подгруппа «Консервное масло» объединяет продукты, характеризуемые повышенной способностью к хранению, транспортабельностью, а также способностью храниться при нерегулируемой температуре.
К группе «Концентраты молочного жира» отнесены топленое масло и молочный жир, массовая доля жира в которых составляет 99 % и более. Топленое-столовое масло содержит немолочный жир.
8.5.2. ОСОБЕННОСТИ ТЕХНОЛОГИИ ОТДЕЛЬНЫХ ВИДОВ СЛИВОЧНОГО МАСЛА
Вологодское масло. Сладкосливочное масло с хорошо выраженным вкусом и запахом высокопастеризованных сливок, имеет однородную, пластичную, плотную консистенцию и однородный светло-желтый цвет.
Вырабатывают вологодское масло способом сбивания сливок и преобразования высокожирных сливок. Для производства вологодского масла используют молоко первого сорта, которое сепарируют непосредственно на заводе, а сливки немедленно перерабатывают в масло. Массовая доля жира в сливках должна составлять около 32 %, а кислотность — не выше 14 °Т.
Для получения вологодского масла с хорошо выраженным вкусом и ароматом применяют высокие температуры тепловой обработки сливок. При таком режиме тепловой обработки сливок происходит изменение белков с освобождением сульфгидрильных групп (—SH) и образование некоторых ароматических соединений, придающих сливкам, а затем и маслу специфические вкус и аромат.
С целью улучшения выраженности вкуса и аромата вологодского масла допускается использование сливок пониженной жирности. Для сливок с массовой долей жира 25; 30 и 35 % тепловую обработку проводят соответственно при 115; НО и 105 °C.
23 Г. Н. Крусь и др.
353
При производстве вологодского масла способом сбивания сливки после тепловой обработки быстро охлаждают до 4...7 °C и выдерживают при этой температуре 4...5 ч, а затем сбивают. Это способствует лучшему сохранению вкусовых и ароматических веществ. Масляное зерно при выработке вологодского масла не промывают. При использовании маслоизготовителей непрерывного действия сбивание сливок регулируют так, чтобы получить масляное зерно размером 1...3 мм.
При выработке масла способом преобразования высокожирных сливок после тепловой обработки сливки охлаждают до 85...90 °C и направляют на дальнейшую переработку. Высокожирные сливки рекомендуется нормализовать пастеризованными сливками.
Подсырное масло. Вырабатывают его из сливок, полученных в результате сепарирования молочной сыворотки. Подсырные сливки немедленно охлаждают до температуры физического созревания и направляют в емкости. Поскольку жир сыворотки содержит преимущественно легкоплавкие глицериды, то для получения оптимальной степени отвердевания жира все температурные режимы (физического созревания и сбивания сливок, обработки масла) должны быть ниже, чем при выработке сладкосливочного масла с массовой долей влаги 16 %.
Для сбивания подсырных сливок используют маслоизготовители периодического и непрерывного действия. Масляное зерно получают размером 3...5 мм и промывают дважды, количество промывной воды 70...80 % массы сливок.
Подсырное масло используют для промышленной переработки, в частности для выработки топленого масла.
Кислосливочное масло. Производство кислосливочного масла различных разновидностей (с традиционным составом, любительского, крестьянского, бутербродного) основано на предварительном биологическом созревании сливок, для проведения которого используют чистые культуры молочнокислых бактерий Lc. lactis, Lc. cremoris, Lc. lactis subsp. diacetilactis.
В процессе жизнедеятельности молочнокислых бактерий в плазме сливок накапливаются вкусовые и ароматические вещества: молочная кислота, диацетил, летучие кислоты (муравьиная, пропионовая, масляная), этанол и некоторые эфиры, которые обусловливают вкус и запах готового продукта.
Накопление вкусовых и ароматических веществ в процессе биологического созревания сливок зависит от степени нарастания кислотности. Чем выше кислотность, тем больше накапливается ароматических веществ (до определенного предела кислотности). Оптимальные условия накопления диацетила в закваске: pH 4,4...4,5, титруемая кислотность 80 Т, температура биологического созревания 25 °C.
354
Молочная кислота, накапливаясь в плазме сливок, влияет не только на накопление ароматических веществ в масле, но и на его стойкость при хранении. Поэтому, чтобы получить масло с характерным для него вкусом, а также стойкое в хранении при низких положительных температурах, сливки подвергают биологическому созреванию до высокой кислотности плазмы (60 °Т). Масло, предназначенное для хранения при отрицательных температурах, вырабатывают из сливок с невысокой кислотностью (40...50 °Т). При отрицательных температурах микробиологические процессы в масле замедляются, а химические, хотя и медленно, но протекают, и тем интенсивнее, чем выше кислотность плазмы.
Возможны три способа биологического созревания сливок: длительное, краткое и раздельное.
При длительном биологическом созревании в весенне-летний период сливки после пастеризации быстро охлаждают до 16...20 °C, вносят закваску в количестве 2...5 % массы сливок и выдерживают при этой температуре не менее 4...6 ч для развития микробиологических процессов. После достижения желаемой кислотности сливки охлаждают до 4...6°С и выдерживают при этой температуре не менее 3 ч для физического созревания сливок. Затем сливки подогревают до температуры сбивания.
В осенне-зимний период сливки после пастеризации быстро охлаждают до температуры массовой кристаллизации глицеридов 5...7 °C и выдерживают при этой температуре не менее 2 ч. Затем сливки медленно (в течение 50...70 мин) подогревают до 16...20 °C, вносят в них закваску в количестве 2...5 % массы сливок и оставляют для биологического созревания. После достижения заданной кислотности сливки охлаждают до температуры сбивания.
Способ длительного биологического созревания сливок имеет такие недостатки: частое изменение температуры, что связано с дополнительными затратами холода, теплоты, электроэнергии; низкая степень использования оборудования; потребность в больших производственных площадях; длительность производственного цикла.
Способ краткого биологического созревания сливок заключается в обогащении сливок молочной кислотой и ароматическими веществами в основном путем смешивания их с большим количеством закваски. В этом случае необходимо брать более жирные сливки, так как они разбавляются закваской. Закваска должна иметь температуру сливок.
Закваску вносят в сливки после окончания физического созревания за 30 мин до начала сбивания сливок в таком количестве, чтобы сразу получить требуемую кислотность плазмы, которая должна быть в пределах 45...75 °Т.
Преимущества краткого биологического созревания сливок — сокращение продолжительности биологического созревания и
23*
355
простота регулирования кислотности; недостатки — необходимость использования большого количества закваски (до 20 % и более от массы сливок) и недостаточная выраженность вкуса свеже-выработанного масла.
Раздельный способ биологического созревания сливок заключается в том, что только часть сливок подвергают биологическому созреванию и используют их в качестве закваски для второй части сливок, которая подвергается физическому созреванию. Особенно эффективен такой способ при производстве масла способом сбивания на маслоизготовителях непрерывного действия.
Для улучшения аромата и повышения длительности хранения вносят закваску в пласт масла при его обработке. Активные расы молочнокислых бактерий, распределяясь в крупных каплях плазмы масла, развиваются в первые дни хранения и подавляют развитие посторонней микрофлоры. В результате обогащения плазмы закваской масло приобретает выраженные вкус и запах, свойственные кислосливочному маслу. Массовая доля закваски, вносимой в пласт масла, должна быть 2,5...3,5 %, а содержание влаги в пласте масла должно быть таким, чтобы обеспечить после внесения закваски стандартное содержание влаги в готовом продукте.
Этот способ внесения закваски позволяет значительно повысить стойкость масла в хранении, улучшить его вкусовые показатели, сократить расход закваски, устранить биологическое созревание сливок и повысить производительность труда.
При выработке кислосливочного масла, предназначенного для хранения в течение длительного времени и для дальних перевозок, используют дрожжи. Они предупреждают плесневение масла, задерживают окислительные процессы. Положительное влияние дрожжей на стойкость масла обусловлено антагонистическим отношением их к гнилостным бактериям и плесеням и выделением антибиотиков.
При выработке кислосливочного масла способом преобразования высокожирных сливок закваску вносят в высокожирные сливки. Для активизации молочнокислого процесса можно повысить дозу закваски до 4 %, а также использовать лимонную кислоту или закваски, в которые входят энергичные кислотооб-разователи.
Сверхлегкое сливочное масло «Эдельвейс». Имеет следующий состав: массовая доля жира не менее 52 %, влаги не более 43 %. Кислотность плазмы масла не более 28 °Т, кислотность жира не более 2,5 °Т. Повышенная кислотность плазмы по сравнению, например, с крестьянским маслом объясняется использованием стабилизаторов структуры.
Масло «Эдельвейс» имеет самую низкую массовую долю жира среди разновидностей масел пониженной жирности. Снижение массовой доли жира в масле изменяет соотношение между жиром
356
и плазмой. Белково-жировая дисперсия с пониженной массовой долей жира от 60 до 40 % из-за высокой эмульгирующей способности молочных белков имеет повышенную вязкость и коллоидную устойчивость, что затрудняет процесс маслообразования. Для получения продукта с заданными свойствами требуется либо интенсифицировать термомеханическую обработку, для чего необходим новый, более мощный маслообразователь, либо использовать стабилизаторы структуры, снижающие стабильность белково-жировой дисперсии. В последнем случае масло может быть выработано на имеющемся оборудовании.
В технологии масла «Эдельвейс» предусмотрено использование стабилизаторов структуры на основе молочного, растительного или животного сырья, а также красителя на основе бета-каротина, ароматизаторов для масла, улучшителей хранимоспособности (антиокислителей и консервантов). Вырабатывают масло способом преобразования высокожирных сливок.
В качестве стабилизаторов структуры в технологии масла «Эдельвейс» используют как водорастворимые (карбоксиметил крахмал, казеинат натрия и др.), так и жирорастворимые (моно- и диглицериды жирных кислот и др.). Доза вносимых стабилизаторов составляет 0,2...0,4 %.
Растворы стабилизаторов и пищевые добавки вносят в высокожирные сливки температурой 60...65 °C перед их нормализацией и пастеризацией.
При термомеханической обработке производительность масло-образователей снижается и для Т1-О2-2Т составляет 250...300 кг/ч, для РЗ-ОУА-Ю00 — 450...500 кг/ч. Температура масла на выходе из маслообразователя 13...14 и 16...19 °C соответственно.
Масло «Эдельвейс» характеризуется высокой завершенностью процесса маслообразования, что объясняется участием в нем стабилизаторов структуры и эмульгаторов. Они повышают седиментационную устойчивость эмульсии жира.
Одновременно интенсифицируют процесс обращения фаз при термомеханической обработке смеси. Вместе с жиром стабилизаторы составляют основу структурной решетки продукта. Готовый продукт имеет хорошую пластичность и высокую термоустойчивость.
Фасуют масло «Эдельвейс» монолитами по 20 кг и в потребительскую тару. Срок хранения масла в монолите от 60 до 90 сут, мелкофасованного — от 8 до 60 сут.
Мягкое и пастообразное масло. Это продукты с массовой долей жира 20...50 % — масло мягкое (масляны) и масло пастообразное (пасты).
Характеристика маслян и паст приведена в таблице 51.
Технологический процесс производства мягкого масла и пастообразного масла состоит из следующих операций: сепарирование молока и получение сливок средней жирности, получение белко-
357
51. Состав маслян и паст
Продукты Массовая доля, % Энергети-ческая ценность, кДж/100 г продукта
жира СОМО сахарозы сухих веществ наполнителя воды
всего в том числе белка
Масляны 40,0 15 5,9...11 0-3,5 0-2,5 45...39 1707-1729
45,0 15 5,9-11 0-3,5 0-2,5 40...34 1870-1957
Пасты 31,0 15...17 7,9-11,5 0-7,0 0-2,5 39,9-51,5 1387-1522
во-жировой дисперсии с заданным соотношением массовых долей жира и СОМО, внесение наполнителей и пищевых добавок, пастеризация смеси, термомеханическая обработка смеси, фасование масла, хранение.
Мягкое масло (масляны) изготовляют из натуральных сливок с использованием молочно-белковых добавок, вкусовых наполнителей и биологически активных веществ в следующем ассортименте: десертная (с кофе, какао, цикорием, фруктово-ягодными добавками и др.); закусочная (сырная, сырная с перцем и др.); диетическая (с бифидобактериями и др.).
Вырабатывают масляны на основе белково-жировой дисперсии, полученной различными способами: нормализацией высокожирных сливок молочно-белковыми добавками, ультрафильтрацией, вакуумированием сливок средней жирности. Полученную белково-жировую дисперсию после внесения необходимых ингредиентов пастеризуют и направляют на термомеханическую обработку.
Вследствие сравнительно низкого содержания жира и высокой эмульгирующей способности молочных белков жировая дисперсия, используемая для выработки маслян, характеризуется повышенной вязкостью и коллоидной устойчивостью. Это затрудняет процесс обращения фаз и связано с необходимостью создания специальных условий термомеханической обработки для получения продукта с однородной пластичной консистенцией и структурно-механическими показателями, характерными для традиционного сливочного масла. Поэтому при использовании для термомеханической обработки цилиндрических маслообразова-телей необходимо значительно увеличить интенсивность механического воздействия путем повышения частоты вращения вытеснительных барабанов и использования специальных рабочих органов, обеспечивающих дополнительное механическое воздействие на продукт.
Фасуют продукт в потребительскую тару — стаканчики и коробочки. Срок реализации до 20 сут при температуре домашнего холодильника.
Пастообразное масло (пасты) в зависимости от используемого сырья делятся на две группы: сливочные и бутербродные.
358
Сливочные пасты вырабатывают на основе белково-жировых дисперсий с использованием сливок различной жирности, молочно-белковых добавок, вкусовых ингредиентов (какао, кофе, цикорий, сахароза, бактериальная закваска, включая бифидобактерии, соли и др.) и стабилизаторов структуры; допускается применение ароматизаторов, витаминов и консервантов. После смешивания компонентов и нормализации состава смесь пастеризуют при 85 ± 5 °C и подвергают термомеханической обработке в маслообразователе или гомогенизаторе. Затем продукт фасуют при температуре термомеханической обработки и охлаждают до 0...6 °C.
Бутербродные пасты вырабатывают с использованием жиросодержащих компонентов, включая молочный жир, сливочное и топленое масло, композиции растительных жиров, и плазмы, включая обезжиренное молоко, пахту и др. Разработаны две разновидности бутербродных паст: угличская, вырабатываемая исключительно на молочной основе, и царицынская — с заменой 50 % молочного жира на немолочные жиры. Их ассортимент: десертная (с кофе, какао, фруктово-ягодными наполнителями) и деликатесная (с овощными наполнителями и грибами).
Особенностью технологии бутербродных паст является использование в качестве жиросодержащего сырья сливочного и топленого масла, молочного жира, пластических сливок, немолочных жиров. В качестве плазмы используют как натуральные, так и восстановленные обезжиренное молоко и пахту.
В основе технологии бутербродных паст лежит получение устойчивой молочно-жировой дисперсии посредством эмульгирования смеси жировых компонентов и молочной плазмы и стабилизации устойчивости полученной дисперсии. Для термомеханической обработки используют аппараты типа «Штефан» и др., в которых одновременно осуществляется диспергирование смеси и ее тепловая обработка.
Масло с наполнителями. С наполнителями производят такие виды сливочного масла, как шоколадное; с вкусовыми наполнителями (с какао, с кофе, с цикорием, фруктово-ягодное); медовое; сырное; детское и диетическое. Эти виды масла вырабатывают способом преобразования высокожирных сливок. Состав сливочного масла с наполнителями приведен в таблице 52.
Ассортимент масла с наполнителями с учетом назначения условно разделяют на три группы: десертное — шоколадное, с какао, с кофе, с цикорием, фруктово-ягодное и медовое, которое используют для приготовления бутербродов, пирожных, кремов, тортов и др.; закусочное — сырное, которое используют для приготовления бутербродов, гарниров и вторых блюд; диетическое — детское и диетическое. Детское масло используется в питании детей и вырабатывается с использованием вкусовых наполнителей и с частичной заменой молочного жира на растительный. Диетическое
359
52. Ассортимент и состав сливочного масла с наполнителями
Разновидности масла Массовая доля, % Энергети-ческая ценность, кДж/100 г продукта
жира, не менее сухих веществ в том числе воды, не более
гама напол- саха-нителя розы
Десертного назначения Шоколадное 62 22 1,5 2,5 18 16 2644 С вкусовыми наполнителями: с какао 57 и 52 15 и 18 2,5 и 10 2,5 10 и 5,5 28 и 30 2372 и 2264 с кофе 57 и 52 15 и 18 4,6 и 11,1 0,4 10 и 5,5 28 и 30 2372 и 2264 с цикорием 57 и 52 15 и 18 4,3 и 11,8 0,7 10 и 5,5 28 и 30 2372 и 2264 фруктово- 57 и 52 15 и 18 3 и 10,5 2,0 10 и 5,5 28 и 30 2372 и 2264 ягодное Медовое 52 31 1,0 30 — 17 2433 Закусочное Сырное 54,4 10 9,3 — 0,7 36 2154 (соли) Диетического назначения Детское 50/10* 5,6 8,0...8,3 - - 42...35 2081...2966 (белка) Диетическое 82,5/ — 1,5 — — 16 3113 20,6*
* Массовая доля растительного жира.
масло рекомендуется для людей пожилого возраста, вырабатывают его с частичной заменой молочного жира на растительный. При регулировании жировой фазы учтены рекомендации Института питания РАМН о содержании линолевой и линоленовой жирных кислот.
Сырьем для получения сливочного масла с наполнителями служат молоко, сливки, пахта и обезжиренное молоко. В качестве наполнителей используют сухое молоко или пахту, молочно-белковую добавку, сгущенные обезжиренное молоко и пахту; вкусовые наполнители (сахарозу, ванилин, какао, кофе, цикорий, плодово-ягодные экстракты и сиропы, сироп гидролизованной лактозы, натуральный мед); крахмал, монодистиллированные глицериды, ароматизаторы.
Наполнители добавляют в высокожирные сливки сразу после их получения. Нормализованную смесь направляют в маслообразователь.
Технология масла шоколадного и медового не отличается от выработки масла с вкусовыми наполнителями.
360
Сырное масло вырабатывают из высокожирных сливок и белкового наполнителя, полученного из зрелых или свежих сычужных сыров. Отличительная особенность технологии сырного масла — получение белкового наполнителя (плавленой сырной массы). Готовят его по специальной технологии и вносят в качестве вкусового ингредиента в высокожирные сливки при температуре 60...65 °C. Полученную смесь пастеризуют при 70 °C с выдержкой 20 мин и подают в маслообразователь. При производстве сырного масла допускается использование немолочных (растительных или их композиций) жиров — до 4 % массы жира в продукте. Немолочные жиры вносят в плавленую сырную массу при ее получении.
Снижение в масле массовой доли жира при одновременном увеличении количества молочной плазмы значительно повышает устойчивость жировой дисперсии и соответственно связано с необходимостью интенсификации термомеханического воздействия на продукт в процессе обработки в маслообразователе, что достигается снижением производительности маслообразователя и регулированием температуры масла на выходе из маслообразователя.
Детское масло вырабатывают с использованием растительного масла (подсолнечного или кукурузного после дезодорирования и рафинирования), белковых наполнителей и вкусовых и других добавок способом преобразования высокожирных сливок. Существует две разновидности детского масла: диетическое —с использованием бифидобактерий и десертное (сладкое) — с использованием в качестве вкусовых наполнителей сахарозы с цикорием или с какао (норма внесения последних 0,7 и 2,0 %). В качестве стабилизатора структуры используют агар.
Основа технологии детского масла — получение высокожирных сливок (массовая доля жира 72,5...82,5 %), в которые вносят подготовленные наполнители.
В качестве молочно-белковых добавок используют сухую добавку ДМБ, сухое обезжиренное молоко или пахту, которые перед внесением в высокожирные сливки растворяют в обезжиренном молоке (пахте) при температуре 40...45 °C до массовой доли сухих веществ 43...45 %, гомогенизируют или обрабатывают на коллоидной мельнице. Хранят восстановленные белковые наполнители в горячем состоянии не более 3 ч, охлажденными при 8... 12 °C — не более суток.
Растительное масло и молочно-белковые добавки вносят в горячие высокожирные сливки (60...65 °C). Затем добавляют раствор агара, сахар-песок и порошок какао, сухую смесь которых (сахар-песок и какао) рассеивают по поверхности высокожирных сливок. Цикорий вносят в последнюю очередь перед подачей смеси в маслообразователь.
При использовании закваски бифидобактерий ее вносят (1...2 %) в смесь высокожирных сливок и молочно-белковой добавки
361
при температуре 40...45 °C. Закваска состоит из бифидобактерий В. longum и молочнокислых бактерий со слабой энергией кислотообразования Lc. lactis subsp. diacetilactis.
Фасуют детское масло массой 100 и 250 г в стаканчики (коробочки) из полимерных или комбинированных материалов. Срок реализации до 10 суток со дня выработки при температуре не выше 5 °C. ’
Детское масло не подразделяют на сорта.
Диетическое масло вырабатывают из сливок, полученных из молока, и растительного масла (кукурузного или подсолнечного) способом сбивания. Возможно вырабатывать диетическое масло способом преобразования высокожирных сливок.
Массовая доля жира в диетическом масле составляет 82,5 %, однако молочный жир частично (25 %) заменен на растительный, массовая доля которого в продукте 20,6 %.
Растительное масло вносят в цельное молоко, смесь нагревают до 40 °C и сепарируют с целью получения сливок с массовой долей жира 38...42 %. Полученные сливки пастеризуют при температуре 85...92 °C и охлаждают до температуры физического созревания сливок — 2...4 °C или 3...5 °C соответственно для весенне-летнего и осенне-зимнего периодов года. Продолжительность созревания не менее 10 ч. Сбивают сливки при температуре созревания. Режимы работы маслоизготовителя аналогичны применяемым при выработке сладкосливочного масла традиционного состава.
Срок реализации масла 90 сут.
Диетическое масло рекомендуется использовать в питании людей пожилого возраста. При подборе ингредиентов для регулирования состава и свойств жировой фазы учтены рекомендации Института питания РАМН о содержании линолевой и линоленовой жирных кислот.
Комбинированное (со сложным сырьевым составом) масло вырабатывают из смеси молочных (натуральных или рекомбинированных) и «растительных» сливок способами периодического и непрерывного сбивания или преобразования смеси сливок. Допускается замена до 50 % молочного жира на растительный.
Сырьем для производства комбинированного масла служат: сливки из коровьего молока, молочный жир, масло сливочное, топленое, молоко, обезжиренное молоко, сухое молоко и растительные масла и жиры. Возможно добавление ингредиентов, способствующих улучшению вкуса, аромата и консистенции вырабатываемого продукта.
Для получения «растительных» сливок используют немолочные жиры: растительные масла и жиры, а также специализированные растительные жиры, являющиеся отвержденными растительными жирами или их композициями (аналоги молочного жира).
Поскольку качество комбинированного масла, равно как и сливочного, во многом определяется его консистенцией и термоус-362
тойчивостью, то к немолочным жирам предъявляют требования по их жирнокислотному составу, температуре плавления и застывания, массовой доле в жировой фазе продукта.
В весенне-летний период года при содержании в молочном жире повышенного количества ненасыщенных жирных кислот и легкоплавких глицеридов, обусловливающих сравнительное снижение температур его плавления и застывания, рекомендуется при производстве комбинированного масла использовать высокоплавкие немолочные жиры с более высокими температурами плавления и застывания вследствие увеличенного содержания в них насыщенных жирных кислот и высокоплавких глицеридов.
В осенне-зимний период года при возрастании в молочном жире массовой доли насыщенных жирных кислот, обеспечивающих ему сравнительно высокие температуры плавления и застывания, рекомендуется использовать немолочные жиры с пониженными температурами плавления и застывания, обусловленными увеличением содержания в этих жирах ненасыщенных жирных кислот.
При производстве комбинированного масла максимальная доза жидких натуральных растительных масел достигает 20 %. В осенне-зимний период года, когда молочный жир высокоплавкий, добавление таких масел способствует улучшению пластичности консистенции комбинированного масла при его удовлетворительной термоустойчивости. В весенне-летний период года при сравнительно легкоплавком молочном жире для упрочения структуры и повышения термоустойчивости комбинированного масла целесообразно использовать немолочные жиры повышенной плавкости и стабилизаторы структуры.
Технологический процесс получения комбинированного масла способом сбивания смеси молочных и «растительных» сливок включает следующие технологические операции: получение и пастеризацию натуральных или рекомбинированных сливок, получение и пастеризацию «растительных» сливок, составление смеси молочных и «растительных» сливок, физическое созревание смеси, сбивание и фасование.
Натуральные сливки получают путем сепарирования молока.
Рекомбинированные сливки получают, используя молочный жир, сливочное масло, топленое масло, обезжиренное молоко и др. Обезжиренное или цельное восстановленное молоко подогревают до температуры 50 ± 5 °C, в подготовленную молочную основу вносят молочный жир (сливочное масло, топленое масло) и плавят при 50 ± 5 °C, непрерывно перемешивая. Подготовленную смесь обрабатывают, используя диспергатор, или пропускают 2...3 раза через центробежный насос до получения однородной и стабильной эмульсии. Полученные сливки пастеризуют при температуре 90 ± 5 °C, охлаждают до температуры 13 ± 5 °C и направляют в емкость для составления смеси молочных и «растительных» сливок.
363
«Растительные» сливки приготавливают из смеси обезжиренного молока, подогретого до 50...65 °C, и растительного масла, предварительно подогретого до такой же температуры. Расплавленное масло подают в емкость для приготовления смеси самотеком или насосом, исключающим врабатывание в масло воздуха. Растительное масло добавляют в обезжиренное молоко при постоянном перемешивании приготовляемой смеси и в течение процесса смешивания поддерживают температуру 50...65 °C. Получаемую смесь обрабатывают на гомогенизаторе, диспергаторе или эмульсоре (допускается использование центробежного насоса) при условиях, исключающих врабатывание воздуха. Обработку проводят до получения однородной стабильной эмульсии «растительных» сливок. «Растительные» сливки пастеризуют при температуре 90 ±5 °C, охлаждают до температуры 13 ±5 °C и направляют в емкость для составления смеси молока и «растительных» сливок.
Пастеризованные и охлажденные молочные и «растительные» сливки смешивают в емкости при температуре 13 ± 5 °C в пропорции, определяемой рецептурой. Массовая доля жира в смеси для способа периодического сбивания должна составлять 28...35 %, а для непрерывного сбивания — 38...42 %.
Допускается составлять смесь молочных и «растительных» сливок до их пастеризации. Молочные и «растительные» сливки смешивают при температуре 13 ± 5 °C в соответствии с рецептурой. Полученную смесь пастеризуют при температуре 90 ± 5 °C или при температуре 104 ± 4 °C и охлаждают до 13 ± 5 °C.
Пастеризованную и охлажденную смесь сливок подвергают физическому созреванию. Продолжительность созревания молочно-растительных сливок больше, чем молочных. Температура созревания 7 ± 3 °C, время созревания 20 ± 4 ч.
Созревшую смесь сливок направляют на сбивание. Режимы сбивания смеси устанавливают в зависимости от конструкции маслоизготовителя и времени года. Продолжительность сбивания молочно-растительных сливок, как правило, больше, чем молочных.
Технологический процесс получения комбинированного масла способом преобразования смеси молочных и «растительных» сливок с использованием специализированных растительных аналогов молочного жира, разработанных корпорацией «Союз», включает следующие операции: получение высокожирных сливок; расплавление растительного жира; смешивание высокожирных сливок, обезжиренного молока и пахты с расплавленным жиром; эмульгирование смеси, пастеризация (или без нее), термомеханическая обработка, фасование.
Молоко сепарируют при температуре 40 ± 2 °C с целью получения сливок с массовой долей жира 35...40 %, при этом полученное
обезжиренное молоко пастеризуют при 72...95 °C. Сливки пастеризуют при 90...105 °C и сепарируют для получения высокожирных сливок требуемой жирности.
Высокожирные сливки, обезжиренное молоко и пахту, полученную при выработке высокожирных сливок, смешивают с растительным жиром, предварительно расплавленным при 65 ± 2 °C. Смесь эмульгируют на специальном эмульгаторе при давлении 1,2 МПа в течение 10...15 мин. Параметры эмульгирования устанавливают в зависимости от степени замены молочного жира. Высокожирную эмульсию пастеризуют при 90 ± 5 °C (или без пастеризации) и направляют на термомеханическую обработку. Температура продукта на выходе из маслообразователя должна быть 12...17 °C.
Кулинарное масло. Славянское, угличское и городское масло относятся к подгруппе «кулинарное масло». В составе этих масел часть молочного жира заменена растительным — на 40 % в славянском и городском, на 50 % в угличском.
Масло Массовая доля жира,
(в том числе немолочного), %
Славянское 80,0(32,0)
Угличское 72,0(36,0)
Городское 72,0(28,8)
В технологии кулинарных масел допускается использовать сливочный ароматизатор, каротин, поваренную соль и др. Вырабатывают эти виды масла способом преобразования высокожирных сливок.
Славянское масло выпускают двух видов: несоленое и соленое. Массовая доля жира в несоленом масле 80 %, в том числе растительного 32 %, а в соленом соответственно 79,0 и 31,6 %. При производстве славянского масла способом преобразования высокожирных сливок раздельно готовят молочные сливки и дисперсию (эмульсию) используемых немолочных жиров. Эмульсию растительных жиров с массовой долей жира 35...40 % получают путем смешивания растительных жиров с обезжиренным молоком или пахтой при температуре 60 ± 5 °C. Смесь подвергают диспергированию в коллоидной мельнице или эмульгаторе другого типа, затем пастеризуют и сепарируют. Полученную дисперсию немолочных жиров (влаги 15... 17 %) в нормализационных емкостях смешивают с высокожирными сливками. К смеси добавляют поваренную соль, каротин, ароматизаторы и направляют на термо-механическую обработку.
При выработке славянского масла способом сбивания полученную, как показано выше, дисперсию немолочных жиров с массовой долей жира 30...40 % после обработки на эмульгаторе охлаждают до 10 ± 2 °C и направляют в емкость, где смешивают с
365
молочными сливками. Смесь пастеризуют и охлаждают до температуры физического созревания — 3...6 °C для весенне-летнего периода года и 3...7 °C для осенне-зимнего. Продолжительность созревания соответственно не менее 5 и 7 ч. Температура сбивания смеси 6...11 и 7...12 °C соответственно для весеннелетнего и осенне-зимнего периода года. Промывку масляного зерна при выработке славянского масла не проводят. При выработке соленого масла посолку осуществляют раствором соли (в обезжиренном молоке или пахте) с массовой долей хлорида натрия 25 %.
По способам фасования и срокам реализации славянское масло аналогичны диетическому.
Консервное масло. Консервное масло вырабатывают следующих разновидностей: стерилизованное; каймак, кремы с кофе и какао; сухое (табл. 53).
53. Состав разновидностей консервного масла
Продукты Массовая доля, % Энергетичес-кая ценность, кДж/100 г продукта
жира СОМО сахара сухих веществ наполнителя ВОДЫ
Стерилизованное 82,5 1,5 — — 16 3313
масло 78,0 2,0 — — 20 2961
Сухое масло 80,0 16,0 — — 4 3318
70 26,0 — — 4 3070
Каймак 50 13 — — 37 2050
Кремы: с кофе 45,0 10,6 12,0 0,4 32 2050
с какао 45,0 10,3 12,0 2,5 30 2050
Стерилизованное масло вырабатывают по схеме технологического процесса производства масла способом преобразования высокожирных сливок.
Отличительная особенность технологии стерилизованного масла — тепловая стерилизация высокожирных сливок и отсутствие операции преобразования их в масло. Высокожирные сливки с массовой долей жира 78,0 и 82,5 % при температуре 60...70 °C фасуют в жестяные банки, укупоривают герметически и стерилизуют при температуре 120 °C в течение 45 мин. После стерилизации банки охлаждают в течение 20 мин холодной водой и направляют в холодильные камеры, где их выдерживают 12...14ч при 8...10 °C.
Срок хранения стерилизованного масла до 3 мес при температуре не выше 10 °C. Реализуют стерилизованное масло без подразделения на сорта.
Сухое масло вырабатывают из сливок с массовой долей жира не менее 30 %. Для повышения устойчивости эмульсии жира в слив-366
ках используют белковый концентрат, получаемый из обезжиренного молока по специальной технологии. Белковый концентрат вносят в сливки в количестве 10... 15 % массы сливок. Полученную смесь при температуре 90...92 °C гомогенизируют при 4...6 МПа и 1...3 МПа и сушат на распылительных сушилках. Полученный сухой порошок просеивают, охлаждают до температуры 17...19 °C и фасуют. Сроки хранения сухого масла при температурах от 0...10°С и до 25 °C и относительной влажности воздуха не более 85 % соответственно 12 и 9 мес.
Допускается вырабатывать сухое масло с частичной (на 25 и 35 %) заменой молочного жира на растительный. В качестве растительного масла используют подсолнечное или кукурузное масло.
Каймак, кремы с кофе и какао вырабатывают следующим образом. В высокожирные сливки при температуре 60...70 °C вносят ранее восстановленное сухое обезжиренное молоко или пахту (растворением в соотношении 1 : 1). Затем вносят вкусовые наполнители. Смесь пастеризуют при 90 °C с выдержкой 15...20 мин при постоянном перемешивании. Фасуют смесь в горячем состоянии в жестяные банки, герметически укупоривают и стерилизуют при температуре 117 °C с выдержкой 15...20 мин. Затем банки охлаждают вначале водой до 25... 20 °C в течение 30 мин, а затем в холодильной камере до 2...6 °C с выдержкой 12 ч с целью формирования структуры и консистенции продукта. Срок реализации 20 мес при температуре 1...6°С и 12 мес при 20 ±5 °C и относительной влажности воздуха не более 85 %.
8.5.3. ОСОБЕННОСТИ ТЕХНОЛОГИИ КОНЦЕНТРАТОВ МОЛОЧНОГО ЖИРА
Топленое масло. Представляет собой молочный жир с небольшим содержанием плазмы, массовая доля жира в нем составляет не менее 98 %, сухих обезжиренных веществ до 1 % и влаги не более 1 %.
Получают топленое масло путем тепловой обработки сливочного, подсырного и сборного топленого масла. Сырье должно быть натуральным, незагрязненным, непрогорклым, без посторонних привкусов и запахов. Получают топленое масло двумя способами: отстоем и сепарированием; сепарированием.
Технологический процесс производства топленого масла отстоем и сепарированием включает следующие операции: плавление масла; частичный отстой жира и сепарирование плазмы масла; тепловую обработку, промывку и отстой жира.
Плавление масла осуществляют в плавителе, снабженном пакетом труб и металлическим фильтром-ситом, куда периодически загружают масло, предназначенное для перетопки. После расплавления масло выдерживают 1 ч в емкости-плавителе при темпера
367
туре 50...60 °C для частичного отделения плазмы масла от свободного жира. Отделившуюся плазму сепарируют, а полученный жир направляют в плавитель.
Жир, освобожденный от большей части плазмы, подвергают тепловой обработке при 90...95 °C и подают в емкости для отстоя и выдержки при температуре тепловой обработки в течение 2...4ч. Затем плазму отделяют от жира. Отстоявшееся масло проверяют пробой на осветление. Если масло в стакане прозрачное по внешнему виду, отстой закончен.
Технологический процесс производства топленого масла сепарированием включает следующие операции: плавление масла и частичное отделение плазмы; тепловую обработку, очистку и первое сепарирование; выдержку и второе сепарирование.
Плавление масла осуществляют так же, как и при выработке топленого масла способом отстоя и сепарирования. Плазму, полученную после отстоя жира, отделяют, а частично осветленный продукт нагревают до 95 или 110 °C, очищают от механических примесей и коагулированного белка на сепараторе-молокоочисти-теле, а затем сепарируют (первое сепарирование). При этом удаляется значительная часть белков. Если пастеризацию проводили при 95 °C, то после сепарирования промежуточный продукт выдерживают в емкостях при 95 °C в течение 1...2 ч, если при 110 °C, то выдержка исключается.
Обработка масла при повышенной температуре приводит к денатурации белка и образованию веществ, придающих топленому маслу специфические вкус и запах. В то же время ослабляется эмульгирующая способность системы, что улучшает процесс последующего сепарирования. Продукт, полученный от первого сепарирования, повторно сепарируют для окончательного отделения белка и влаги.
Топленое масло, полученное способом отстоя и сепарирования или сепарированием, направляют на охлаждение, фасование, кристаллизацию жира и хранение.
При фасовании масла в бочки (фляги) топленое масло охлаждают до 36...40 °C, в случае фасования в стеклянные и жестяные банки — до 50...60 °C. Фасованное в бочки масло помещают в камеру температурой 4...6 °C на 2...3 сут. Для равномерного охлаждения и кристаллизации жира бочки перекатывают через 6... 12 ч с момента поступления их в камеру.
Фасованное во фляги масло выдерживают при 10... 14 °C в течение 1,5...2 сут, при этом масло перемешивают через 5...7 ч с момента поступления его в камеру.
Масло в стеклянных и жестяных банках выдерживают при температуре 20...22 °C в течение 14...18 ч. После этого банки с маслом на сутки помещают в камеру температурой 10... 12 °C, а затем в камеру хранения.
368
Хранят топленое масло до отправки на базу при температуре не выше 4 °C и не ниже —6 °C.
Молочный жир. Продукт представляет собой концентрат молочного жира с минимальной массовой долей воды не более 0,2 %. Он предназначен для резервирования, выработки регенерированных продуктов и непосредственного употребления. Молочный жир используют в кулинарии, в производстве мучных кондитерских изделий, шоколада и жиросодержащих пастообразных молочных продуктов.
Для производства молочного жира используют различные виды сливочного масла (сладкосливочное, крестьянское, подсырное и др.). Технологический процесс производства молочного жира включает плавление масла, сепарирование, обработку жира под вакуумом, охлаждение и фасование.
Хранить молочный жир можно при температуре не выше 5 °C в течении 12 мес.
Контрольные вопросы и задания. 1. Дайте характеристику отдельным группам сливочного масла. 2. Назовите способы производства сливочного масла. Дайте краткую характеристику каждому способу. 3. Какие требования предъявляют к качеству молока и сливок в маслоделии? 4. Дайте схему технологического процесса производства масла способом сбивания. 5. Какова цель низкотемпературной обработки сливок? 6. В чем сущность сбивания сливок? Назовите факторы, влияющие на сбивание сливок. 7. Дайте схему технологического процесса производства масла способом преобразования высокожирных сливок. 8. Как можно получить высокожирные сливки? 9. Как нормализуют высокожирные сливки? 10. При каких режимах хранят масло? 11. Перечислите пороки вкуса, запаха, консистенции масла и назовите способы их предупреждения. 12. Каковы рсобенности технологии вологодского масла? 13. Назовите особенности технологии кислосливочного масла. 14. Каковы особенности технологии масла с наполнителями?
24 Г. Н. Крусь и др.
9. ТЕХНОЛОГИЯ ПРОДУКТОВ ИЗ ОБЕЗЖИРЕННОГО МОЛОКА, ПАХТЫ И МОЛОЧНОЙ СЫВОРОТКИ
9.1. ХАРАКТЕРИСТИКА ОБЕЗЖИРЕННОГО МОЛОКА, ПАХТЫ И МОЛОЧНОЙ СЫВОРОТКИ
9.1.1. СОСТАВ И СВОЙСТВА ОБЕЗЖИРЕННОГО МОЛОКА, ПАХТЫ И МОЛОЧНОЙ СЫВОРОТКИ
При сепарировании молока, производстве сметаны, сливочного масла, натуральных сыров, творога и молочного белка по традиционной технологии получаются побочные продукты — обезжиренное молоко, пахта и молочная сыворотка, которые называют вторичным молочным сырьем. При разделении молока нетрадиционными методами получают ультрафильтрат и бес-казеиновую фазу, которые по аналогии причисляют к молочной сыворотке.
При производстве 1 т сливочного масла получают до 20 т обезжиренного молока и 1,5 т пахты; при производстве 1 т сыра или 1 т творога — до 9 т молочной сыворотки. Обезжиренное молоко получают также при нормализации цельного молока по жиру. Химический состав обезжиренного молока, пахты и молочной сыворотки приведен в таблице 54.
54. Содержание основных составных частей в обезжиренном и цельном молоке, пахте и молочной сыворотке
Сырье Массовая доля, %
сухих веществ белков МОЛОЧНОГО жира МОЛОЧНОГО сахара минеральных веществ
Цельное молоко 12,3 3,2 3,6 4,8 0,7
Обезжиренное молоко 8,9 3,2 0,05 4,8 0,75
Пахта 9,1 3,2 0,5 4,7 0,7
Молочная сыворотка 6,3 0,9 0,3 4,5 0,6
В обезжиренное молоко, пахту и молочную сыворотку переходит 50...75 % сухих веществ молока. Степень перехода сухих веществ цельного молока в обезжиренное молоко, пахту и сыворотку составляет соответственно 70,4; 72,8 и 52 %. При этом почти полностью переходит молочный сахар (98,5; 97,5 и 96,0 %). Белки переходят в обезжиренное молоко и пахту практически полностью (97,5 и 98,0 %), а степень перехода их в молочную сыворотку составляет 24,3 %. Если в обезжиренном молоке и пахте содержатся все молочные белки (степень перехода их составляет соответственно 97,5 и 98,0 %), то в молочную сыворотку переходят 22,5 % казеина и 95 % сывороточных белков.
370
Молочный жир переходит в обезжиренное молоко, пахту и молочную сыворотку в небольших количествах; степень перехода жира составляет соответственно 1,4; 14 и 5,5 %. Отличительная особенность этого жира — высокая степень его дисперсности, размер жировых шариков составляет 0,5...1,0 мкм.
Минеральные вещества цельного молока почти полностью переходят в обезжиренное молоко, пахту и молочную сыворотку. Степень перехода их составляет соответственно 98; 97,5 и 96 %. В молочной сыворотке минеральных веществ содержится несколько меньше, чем в обезжиренном молоке и пахте, так как некоторая часть солей переходит в основной продукт (сыр, творог, казеин). В молочную сыворотку переходят также и те соли, которые используются при выработке основного продукта.
Кроме основных частей цельного молока в обезжиренное молоко, пахту и молочную сыворотку попадают фосфатиды, небелковые азотистые соединения, витамины, ферменты, гормоны и другие соединения. Среди фосфатидов особое значение имеет лецитин как регулятор холестеринового обмена, его особенно много содержится в пахте. В пахту переходит до 75 % фосфолипидов. Пахта содержит минимальное количество холестерина (10 мг в 100 г).
Во вторичном молочном сырье в сравнении с цельным молоком (табл. 55) значительно ниже содержание жирорастворимых витаминов. Это следует учитывать при переработке обезжиренного молока, пахты и молочной сыворотки, обогащая продукты из них витаминами A, D и Е.
55. Содержание витаминов в обезжиренном молоке, пахте и молочной сыворотке
Сырье Витамины, мг%
тиамин (В,) рибофлавин (В2) пиридоксин (В6) циан-кобал-амин (В12) аскорбиновая кислота (С) ретинол (А) токоферол (Е) биотин (Н) ХОЛИН
Цельное молоко 0,45 1,50 0,33 4,00 1,50 0,25 0,85 56,00 313,00
Обезжиренное молоко 0,35 1,80 1,50 4,00 2,30 0,03 0,50 0,01 328,00
Пахта 0,36 2,00 1,60 4,20 2,70 0,08 0,55 0,01 466,00
Молочная сыворотка 0,37 2,00 1,30 2,60 4,70 0,04 0,29 0,01 662,0
В то же время содержание пиридоксина (Bg), холина и рибофлавина (Вг) в молочной сыворотке превышает показатели в молоке, что обусловлено жизнедеятельностью молочнокислых бактерий.
Состав обезжиренного молока, пахты и молочной сыворотки свидетельствует о том, что это полноценные виды сырья; по своей биологической ценности они практически не уступают цельному молоку. Однако энергетическая ценность обезжиренного молока и пахты почти в 2 раза, а сыворотки в 3,5 раза ниже, чем
24*
371
цельного. Это обусловливает целесообразность использования обезжиренного молока, пахты и молочной сыворотки в производстве продуктов диетического питания. Данные по энергети-
ческой ценности обезжиренного приведены ниже. молока, пахты и сыворотки
Сырье Энергетическая ценность
кДж/кг %
Цельное молоко 2805 100
Обезжиренное молоко 1440 51
Пахта 1599 58
Молочная сыворотка 1013 36
При переработке обезжиренного молока, пахты и молочной сыворотки следует учитывать, что по некоторым физико-химическим свойствам они отличаются от цельного молока.
Вода вторичного молочного сырья по формам связи с сухим веществом отличается от воды цельного молока. Прежде всего, воды в этих видах молочного сырья несколько больше, чем в цельном молоке. Кроме того, она связана с сухим веществом более энергоемко, что отражается на эффективности процессов удаления влаги (выпаривание, сушка).
В связи с незначительным содержанием жира плотность обезжиренного молока и пахты выше плотности цельного молока, а вязкость меньше вязкости цельного молока примерно на 8...15 %. Из-за низкого содержания сухих веществ плотность и вязкость молочной сыворотки меньше, чем цельного молока (табл. 56).
56. Физические и химические свойства обезжиренного молока, пахты и молочной сыворотки
Сырье Плотность, кг/м3 Вязкость, 10-3 Па с Удельная теплоемкость, кДж/(кг • К) Поверхностное натяжение, Н/м Кислотность
титруемая, активная (pH)
Цельное молоко 1027...1032 1,30...2,20 3,90 49 16...18 6,7...6,5 Обезжиренное 1029...1035 1,71...1,75 3,98 53 16...20 6,5...5,7 молоко Пахта 1027...1035 1,65 3,94 40 15...50 6,6...4,9 Молочная 1022...1027 1,55.-1,65 4,80 52 13...75 6,5...4,5 сыворотка
В случае необходимости хранения обезжиренное молоко охлаждают до 4...8 °C. Оптимальный способ сохранения качества обезжиренного молока — использование пастеризации и охлаждения.
При необходимости хранения пахты способы обработки выбирают в зависимости от ее вида. При производстве сливочного масла способом сбивания сливок пахта получается с температурой 12...16 °C. Для ее хранения необходимо охлаждение до 6...8 °C.
372
При производстве сливочного масла способом преобразования высокожирных сливок пахту получают с температурой 70...85 °C. Ее следует охладить до 6...8 °C и хранить в закрытых емкостях до переработки или транспортирования. Необходимо исключить попадание в пахту промывных вод, особенно при сбивании сливок в маслоизготовителях периодического действия. Для контроля можно использовать метод определения плотности, так как при попадании воды этот показатель уменьшается. Вода снижает качество пахты и затрудняет ее переработку.
Молочная сыворотка в процессе производства основного продукта значительно обсеменяется молочнокислыми бактериями, а в процессе сбора, хранения и дальнейшей обработки — различной посторонней микрофлорой. К тому же из основного производства сыворотка поступает с температурой 30 °C, что соответствует оптимальному режиму жизнедеятельности микроорганизмов. Вследствие развития микроорганизмов во время сбора и хранения молочной сыворотки состав и свойства ее могут изменяться, а качественные показатели ухудшаться.
Так, лактоза подвергается молочнокислому брожению с образованием молочной кислоты, что приводит к повышению титруемой кислотности и потерям лактозы. Кроме того, происходит гидролиз белков и жира, изменяется вкус сыворотки, могут накапливаться нежелательные и даже вредные вещества. В результате хранения без обработки в течение 12 ч молочную сыворотку практически нецелесообразно использовать для производства молочного сахара. Поэтому молочную сыворотку рекомендуется перерабатывать в течение 1...3ч после ее получения. Если переработка задерживается, то для сохранения исходных свойств молочной сыворотки ее подвергают специальной обработке (тепловой обработке, консервированию).
Тепловую обработку молочной сыворотки проводят при температуре 72 ± 2 °C (тепловой порог денатурации сывороточных белков) с последующим охлаждением до 6 ± 2 °C. После такой обработки сыворотка может храниться в течение 24...36 ч.
Кроме того, применяют различные консерванты: 30%-ный раствор пероксида водорода в количестве 0,03 %; 40%-ный раствор формальдегида в количестве 0,025 %; хлорид натрия 5...10%-ной концентрации. В ряде случаев можно использовать этиловый спирт, сорбиновую кислоту и др.
9.1.2. ВИДЫ И АССОРТИМЕНТ ПРОДУКТОВ ИЗ ОБЕЗЖИРЕННОГО МОЛОКА, ПАХТЫ И МОЛОЧНОЙ СЫВОРОТКИ
Известны три основных направления промышленной переработки обезжиренного молока, пахты и молочной сыворотки: полное использование всех компонентов сырья (напитки, сгу-
щенные и сухие продукты, ЗЦМ);
373
раздельное использование компонентов сырья (извлечение молочного жира, белков, лактозы);
получение производных составных частей молочного сырья (гидролизаты казеина и сывороточных белков, глюкозо-галакгоз-ные сиропы, этиловый спирт, лактулоза, лакгитол и др.).
Обезжиренное молоко широко используют при производстве продуктов питания, кормовых средств, медицинских препаратов и технических полуфабрикатов. Наиболее рациональна переработка обезжиренного молока в молочные продукты для непосредственного потребления. Ассортимент продуктов из обезжиренного молока включает питьевое нежирное молоко и напитки, нежирные кисломолочные напитки, нежирные сыры, белковые нежирные кисломолочные продукты, нежирные молочные консервы, молочно-белковые концентраты, а также заменители молока для молодняка сельскохозяйственных животных.
Наибольший интерес в отношении пищевой ценности представляют молочные продукты с полным использованием сухих веществ обезжиренного молока — напитки, особенно кисломолочные и с наполнителями. Технология таких продуктов практически не отличается от технологии продуктов из цельного молока. То же самое относится к производству белковых кисломолочных продуктов (сыров, творога, паст, кремов) и нежирного сыра.
Особое значение имеет получение из обезжиренного молока молочно-белковых концентратов. Технология этих продуктов изложена ниже более подробно.
Отдельная группа продуктов из обезжиренного молока — кормовые средства, и прежде всего заменители цельного молока (ЗЦМ) в жидком, сгущенном и сухом виде для молодняка сельскохозяйственных животных.
Пахта — ценное пищевое и диетическое сырье, что обусловливает необходимость ее полного сбора и использования исключительно для производства продуктов питания. Пахта отличается от обезжиренного молока по содержанию жира (в пахте его примерно в 10 раз больше) и содержанию БАВ (например, в пахте фосфатидов в 11 раз больше, чем в обезжиренном молоке).
Основные направления промышленной переработки пахты можно сформулировать следующим образом. Пахту, полученную при производстве сладкосливочного масла, желательно использовать:
при нормализации молока по жиру в производстве цельномолочной продукции (напитков, в том числе кисломолочных и с наполнителями);
при выработке белковых продуктов (творог, сыр);
в производстве сгущенной и сухой пахты;
при выделении компонентов пахты ультрафильтрацией.
374
Пахту, полученную при производстве кислосливочного масла, используют по тем же направлениям, за исключением сгущения и сушки, что связано с повышенной кислотностью исходного сырья.
Ассортимент продуктов из пахты насчитывает несколько десятков наименований (более 50) и постоянно расширяется. Продукты из пахты по видовым особенностям можно разделить на следующие группы: напитки свежие, напитки кисломолочные, белковые продукты, сыры, мороженое, пахта сгущенная и сухая. Технология продуктов из пахты аналогична технологии продуктов из цельного и обезжиренного молока
Молочная сыворотка (побочный продукт при производстве сыров, творога и казеина) относится к ценному пищевому сырью, из которого можно получить различные молочные продукты и полуфабрикаты. Полное использование всех компонентов молочной сыворотки позволяет вырабатывать продукты не только для непосредственного потребления, но и для длительного хранения. Раздельное использование компонентов дает возможность извлекать молочный жир, комплекс белков или их отдельные фракции, лактозу и минеральные соли. Существуют неограниченные возможности для реализации этого направления промышленной переработки молочной сыворотки путем использования ультрафильтрации, гельфильтрации, ионного обмена, электродиализа и сорбции. Оригинальное направление — физико-химическая и биологическая обработка молочной сыворотки с целью получения производных компонентов: конверсия лактозы в лактулозу, получение ангиогенина, таурина, гидролиз лактозы до моноз, протеолиз белков ферментами, микробный синтез белков, органических кислот, этилового спирта, антибиотиков, витаминов и жира.
Ассортимент продуктов из молочной сыворотки насчитывает более 1000 наименований и постоянно расширяется. Исходя из основных направлений промышленной переработки, можно привести следующий перечень: выделение жира из молочной сыворотки; производство белковых продуктов, напитков, сгущенной и сухой сыворотки; молочного сахара и его производных (лактулоза, этанол и др.).
9.2. ТЕХНОЛОГИЯ ПРОДУКТОВ ИЗ ОБЕЗЖИРЕННОГО МОЛОКА
В данной главе рассмотрены две группы продуктов, вырабатываемых на основе обезжиренного молока:
молочно-белковые концентраты: молочный белок, казеин, казеинаты, казециты, концентрат натурального казеина и текстурированный молочный белок;
заменители цельного молока для молодняка сельскохозяйственных животных.
375
9.2.1. МОЛОЧНО-БЕЛКОВЫЕ КОНЦЕНТРАТЫ
Молочный белок. Получают его из обезжиренного молока тер-мокальциевой коагуляцией казеина, которую осуществляют введением в нагретое до 96 ± 1 °C обезжиренное молоко кислотностью не выше 21 °Т определенного количества хлорида кальция. Оптимальная доза СаС12 — 1,5 г/дм3 — обеспечивает коагуляцию 97 % белков молока. При этом в результате катионного обмена снижается агрегативная устойчивость казеинаткальцийфосфат-ного комплекса (ККФК):
[ККФКК^1 + СаС12 —► [ККФК]Са + 2HCI.
Мицеллы ККФК теряют заряд и агрегируют, что обнаруживается электронно-микроскопическими исследованиями. Появляются рыхлые агрегаты казеина, которые, укрупняясь, образуют хлопья с денатурированными сывороточными белками. В результате образования соляной кислоты происходит подкисление молока со снижением pH с 6,5 до 5,0.
Технология молочного белка включает следующие операции: приемку и подготовку исходного сырья — обезжиренного молока, реагентов и вспомогательных материалов; коагуляцию казеина и сывороточных белков (молочный белок); отделение молочной сыворотки; обработку белковой массы; фасование, упаковывание и хранение.
Казеин. Получают казеин из обезжиренного молока путем его кислотной коагуляции при pH 4,6...4,76, т. е. в изоэлектрической точке. В промышленности кислотный казеин вырабатывают периодическим и непрерывным способами.
Технологический процесс производства казеина периодическим способом включает следующие операции: приемку и подготовку сырья, коагуляцию казеина, отделение сыворотки, промывку казеина, обезвоживание.
При периодическом способе казеин осаждают молочной кислотой двумя методами: сквашиванием обезжиренного молока при внесении закваски и осаждением кислой сывороткой («зерненый способ»),
В первом случае обезжиренное молоко подогревают до температуры 25...30 °C и подают в аппарат для выработки сырного зерна, куда вносят закваску чистых культур молочнокислых бактерий (3...5 % массы молока), продолжительность сквашивания 10...12 ч. При достижении сгустком кислотности 80...90 °Т проводят тепловую обработку сгустка — отваривание. Для этого сгусток разрезают на кубики и затем подогревают до 40...50 °C, повышая температуру не более чем на 1 °C в минуту. Нагретое зерно вымешивают, измельчая до размеров 4...5 мм при одновременном дальнейшем повышении температуры до 60...65 °C. После этого нагревание 376
прекращают, но вымешивают еще 10... 15 мин до полной готовности зерна, оно должно рассыпаться при слабом сжатии и растирании в руке. Зерну дают осесть на дно ванны, возможно полнее удаляют сыворотку и приступают к промывке.
Получая казеин «зерненым способом», коагуляцию казеина проводят сывороткой, которую предварительно сквашивают до кислотности 180...200°Т.
Температура обезжиренного молока и кислой сыворотки при осаждении казеина должна быть 35...37 °C. При более высокой температуре зерно может получиться излишне крупным, при более низкой — мелким. Добавлять сыворотку рекомендуется в два этапа. На первом для осаждения казеина и постановки зерна кислую сыворотку добавляют до полной прозрачности выделяющейся сыворотки, кислотность которой доводят до 50...55 °Т. На втором этапе кислую сыворотку добавляют для обсушки получаемого зерна и снижения в нем содержания золы и кальция. Кислотность отделяемой сыворотки повышают до 70...75 °Т.
Сыворотку подают в емкость при непрерывном перемешивании обезжиренного молока. Частота вращения мешалок должна обеспечить получение казеина в виде хлопьев, которые при последующей обработке дают зерна размером 3...5 мм в поперечнике. С целью сокращения затрат труда и времени на выработку казеина целесообразно первую стадию (осаждение казеина) проводить в одной и той же емкости последовательно несколько раз. При этом после осаждения казеина в первой порции обезжиренного молока при кислотности 50...55 °Т отделяющуюся сыворотку полностью сливают, а ванну с оставшимся зерном заполняют следующей порцией обезжиренного молока, в которой также осаждают казеин. Эти операции повторяют 2...3 раза.
После достижения сывороткой кислотности 50...55 °Т зерно вымешивают в течение 10...15 мин с целью его уплотнения. Готовому зерну дают осесть на дно емкости, после чего сливают сыворотку и приступают к промывке.
Казеин промывают для максимального освобождения его от небелковых примесей: молочного сахара, молочной кислоты, солей и частично жира. Рекомендуется трехкратная промывка казеина: первая промывка — теплой водой температурой 35...40 °C, вторая—водой температурой 20...25 °C и третья промывка — холодной водой для охлаждения казеина перед прессованием.
После промывки казеин содержит около 80 % воды. Обезвоживания казеина до стандартного содержания влаги (не более 12 %) достигают путем прессования или центрифугирования и последующей сушки. Содержание влаги в казеине-сырце после прессования или центрифугирования 60...62 %.
Сроку казеина-сырца осуществляют в сушилках периодического и непрерывного действия, а также в сушилках камерного или туннельного типов. Температура воздуха при сушке казеина в ка-
377
Рис. 42. Схема технологической линии производства казеина непрерывным способом:
1 — емкость для кислой сыворотки; 2 — емкость для охлажденного обезжиренного молока; 3 — пульт управления; 4 — уравнительный бачок; 5 — устройство для поддержания равенства гидростатических давлений компонентов; 6— дозатор-смеситель; 7—насос-смеситель; 8— регулировочный кран; 9—паровой инжектор; 10 — трубчатый выдерживатель; 11 — отделитель сыворотки; 72—промывочный бачок; 13 — отделитель белковой пыли; 14 — лоток для отделения белковой пыли; 75 —насос для воды; 16— пресс; 77—приемный бункер; 18— сушильная установка
мерных сушилках туннельного типа не выше 50...55 °C в начале сушки и не выше 70...75 °C в конце. Сухой казеин охлаждают, затем упаковывают в бумажные непропитанные четырех- и пятислойные мешки с вкладышами из полиэтиленовой пленки.
Технология казеина непрерывным способом складывается из следующих операций: получения обезжиренного молока и подготовки его к осаждению казеина, приготовления коагулянта — сквашенной сыворотки или рабочего раствора соляной кислоты, осаждения казеина и формирования зерна, отделения сыворотки, подготовки промывной воды, обезвоживания, сушки.
Непрерывным способом производят казеин на поточно-механизированных линиях (рис. 42).
Получение и подготовку обезжиренного молока, а также сквашивание сыворотки осуществляют так же, как и при периодическом способе производства казеина.
Рабочий раствор соляной кислоты, применяемый для осаждения белка, готовят разведением концентрированной соляной кислоты в 7...8 раз по объему. Расход рабочего объема раствора соляной кислоты составляет 4,5 ± 0,5 % по отношению к объему обезжиренного молока. Расход сквашенной сыворотки по отношению к обезжиренному молоку составляет 25...30 %.
Коагуляцию казеина и формирование зерна осуществляют, смешивая охлажденное до 8... 12 °C обезжиренное молоко со сквашенной сывороткой или рабочим раствором соляной кислоты в насосе-смесителе. Затем смесь с помощью парового инжектора быстро нагревают в трубчатом выдерживателе для формирования 378
сгустка. Основные технологические режимы при этом: температура коагуляции 40...46 °C; pH коагуляции 4,5 ± 0,1; продолжительность выдержки сгустка 1 ...1,5 мин.
После осаждения казеина сгусток отделяют от сыворотки в потоке на отделителе сыворотки и промывают водой на установке непрерывного действия, входящей в комплект линии. Установка состоит из двух сообщающихся промывочных бачков и сетчатых лотков для отделения зерна от промывной воды. Для промывки казеина применяют способ двукратной промывки с повторным использованием промывной воды. Расход воды 70...85 % по отношению к объему обезжиренного молока.
Казеиновое зерно после промывки с влажностью около 80 % обезвоживают прессованием или центрифугированием до влажности 58...62 %. Сушат казеин на сушилках непрерывного действия.
На предприятиях в настоящее время вырабатывают казеин технический и пищевой, который подразделяется на виды (по типу коагуляции) и сорта (в зависимости от уровня организации процесса). В таблице 57 приведены требования к качеству пищевого кислотного казеина.
57. Требования к качеству пищевого казеина
Показатель Высший сорт Первый сорт
Массовая доля, %, не более:
влаги 12 12
жира 1,5 2,0
золы 2,5 3,0
Массовая доля, мг/кг:
олова 100 100
меди 3 8
Кислотность, °Т, не более 40 60
Индекс растворимости, см3 0,1 0,2
сырого осадка
Примечание. Наличие солей свинца не допускается.
Технология пищевого казеина отличается от технологии технического казеина обязательной пастеризацией обезжиренного молока при температуре 72...84 °C с выдержкой 15...20 с с последующим охлаждением до соответствующей температуры в зависимости от способа коагуляции. Кроме того, при выработке пищевого казеина особо строго соблюдаются санитарно-гигиенические правила. Промывку казеина проводят пастеризованной или хлорированной питьевой водой.
При отклонении от технологии и особенно низком качестве исходного сырья в готовом продукте могут наблюдаться пороки:
повышенная массовая доля жира. Приводит к прогорканию казеина;
379
высокая вязкость. Требуется усиление промывки;
повышенная зольность. Результат неполного освобождения ККФК от минеральных компонентов и недостаточной промывки;
посторонний (гнилостный, затхлый) запах. Возникает при хранении продукта во влажном помещении и промывке казеиновых зерен недоброкачественной водой;
неполная растворимость. Связана с денатурацией белка при высоких температурах сушки. Одновременно изменяется и цвет продукта, особенно при наличии лактозы, в результате слабой промывки (меланоидинообразование). Темный и серый цвета появляются при длительном хранении и повышенной температуре.
Пищевые казеинаты. Пищевые казеинаты представляют собой растворимые в воде белковые продукты, полученные из казеина или нежирного творога путем обработки их раствором гидроксида натрия или солями натрия с применением или без применения частичного ферментативного гидролиза.
При взаимодействии с гидроксидом натрия или солями натрия кислотные группы казеина присоединяют к себе натрий, в результате чего казеин превращается в казеинат натрия, который хорошо растворим в воде.
Казеинаты используют в мясной и молочной промышленности в качестве белковой добавки к продуктам для повышения их пищевой ценности, а также в качестве эмульгирующего и связующего вещества.
Казеинаты выпускают следующих видов: казеинат натрия обычный и казеинат натрия ферментированный.
Схема технологической линии производства казеината натрия приведена на рисунке 43.
Для получения обычного казеината в двухстенную емкость подают воду температурой 60...65 °C, вносят гидроксид натрия или гидрокарбонат натрия и измельченный казеин. Смесь нагревают до 70...75 °C и выдерживают при этой температуре в течение 25...30 мин при постоянном перемешивании. Для более полного растворения смесь обрабатывают на коллоидной мельнице и собирают в емкость. Водородный показатель (pH) раствора должен быть равным 6,2...6,9.
При использовании нежирного творога в емкость подают воду температурой не более 25 °C, вносят гидроксид натрия или гидрокарбонат натрия и творог. Смесь вымешивают в течение 15...20 мин. Нагревание смеси до температуры выше 25 °C на стадии смешивания недопустимо, так как может вызвать коагуляцию белка. Затем смесь подогревают до 30...35 °C, обрабатывают на коллоидной мельнице и собирают в емкость. Водородный показатель (pH) раствора казеината натрия должен быть 6,6...6,9. Смесь нагревают при непрерывном перемешивании до 70...75 °C и выдерживают при этой температуре 30...35 мин.
380
Вода
Гидроксид нотрия
2
3
Козеин
Вода
Пар
Фермент
Роствор казеината натрия
Пор
Раствор козеината нотрия
6
Готовый продукт
1
3
4
5
1
Рис. 43. Схема технологической линии производства казеината натрия:
1 — емкость для растворения (ферментации) казеина, накопления раствора казеината и его подогрева; 2 — емкость для приготовления рабочего раствора гидроксида натрия; 3 — насос; 4 — коллоидная мельница; 5 — промежуточный бачок; 6 — распылительная сушильная установка
Для уменьшения вязкости раствора казеината натрия перед сушкой его температуру поддерживают в пределах 70...80 °C. Сушат полученный раствор казеината на распылительных сушильных установках.
Для получения ферментированного казеината натрия в емкость подают воду температурой 50...60 °C, вносят казеин и гидроксид натрия. Полученную смесь вымешивают 5... 10 мин при переработке молотого казеина и 30...40 мин при переработке казеина с размером зерна 3...5 мм. Затем контролируют pH полученной смеси (не более 7,5) и вносят фермент. Через 15 мин от начала внесения фермента начинают подогревать смесь. Подогрев продолжается в течение 30 мин до достижения раствором температуры 80...85 °C. При этом процессы растворения и ферментации казеина протекают одновременно. В процессе ферментации контролируют pH 6,6...6,9.
Для пастеризации и инактивации фермента раствор казеината натрия нагревают до температуры 80...85 °C и выдерживают при этой температуре в течение 30 мин. Обработка на коллоидной мельнице, хранение в емкости и сушка ферментированного казеината натрия осуществляются так же, как и обычного казеината.
Массовая доля влаги в готовом продукте должна быть не более 6 %, жира —не более 2 %, общее количество микроорганизмов в 1 г казеината — не более 50 000.
381
Казециты. Получают их аналогично казеинатам из свежеосаж-денного кислотного казеина пищевых кондиций после тщательной промывки обсушенного зерна доброкачественной водой. Растворяют казеин в щелочном растворе с цитратами солей натрия, калия или магния. Различают обычный и специальный казециты.
Обычный казецит получают путем растворения свежеосажден-ного казеина гидрокарбонатом натрия, цитратами натрия и калия с последующей сушкой раствора распылением.
Специальный казецит отличается от обычного использованием для растворения солей цитрата магния. Массовая доля сухих веществ должна быть 18...20 %, активная кислотность pH 6,6.
Раствор пастеризуют при 70...75 °C с выдержкой 20...30 мин и сушат распылительным способом.
Готовый продукт по составу аналогичен казеинатам. Отличительная особенность — пониженная бактериальная обсеменен-ность — общее число клеток должно быть не более 25 000 в 1 г продукта.
Казециты используют при производстве продуктов детского и диетического питания в качестве легкорастворимых белковых добавок с целью повышения пищевой и биологической ценности.
Концентрат натурального казеина. Сотрудниками ИНЭОС РАН и НИИКИМ теоретически обоснована и разработана технология разделения обезжиренного молока полисахаридами (рис. 44), в частности пектином, с получением концентрата натурального (нативного) казеина (КНК), средний состав и свойства которого приведены ниже.
Содержание сухих веществ, % В том числе: 19,2
белка углеводов золы жира кальция, мг% фосфора, мг% Кислотность: 13,5 3,6 1,8 0,25 400 250
активная (pH) титруемая, °Т Плотность, кг/м3 6,3 50 1060
Состав и функциональные свойства КНК позволяют использовать его для введения в традиционные и новые виды молочных продуктов (технология БИО-ТОН), применять для обогащения пищевых продуктов.
Получаемая в процессе разделения бесказеиновая фаза (БФ) содержит пектин (0,7 %), характеризуется улучшенными в сравнении с молочной сывороткой функциональными свойствами: кратность пены (%) — 218 и 176, стойкость пены (ч) — 46,5 и 6,4 соот-
382
Рис. 44. Принципиальная схема разделения молока на компоненты с использованием полисахаридов (по В. В. Молочникову)
ветственно. На основе БФ путем технологической обработки получен концентрат структурирующий пищевой (КСП) для обогащения продуктов функционального питания.
Текстурированный молочный белок. Используя известные способы текстурирования (прядение, экструзия, криоконцентрирование и др.), можно получить на основе белков молока текстураты необходимой макро- и микроструктуры и с желательными функциональными свойствами. В ряде зарубежных стран, например в Польше, на этой основе проведены разработки специальных технологий, создано оборудование, имеется практический опыт промышленного внедрения.
В нашей стране сотрудниками ИНЭОС РАН предложен принципиально новый способ текстурирования — бесфильер-ное формование. Двухфазная система казеин — пектин — вода
383
приобретает в потоке при деформации анизотропную структуру, которая фиксируется быстрым переводом обеих фаз в гелеобразное состояние. Хорошие прядильные свойства имеет кислотный казеин в смеси с низкоэтерефицированным свекловичным пектином. При pH 6,5...7,0 и соотношении этих компонентов 10 : 1 в воде при температуре 70...80 °C образуется двухфазная система. В процессе экструзии образуются волокна, которые фиксируют на барабане, обрабатывают 2%-ным раствором СаС12 при 90 °C в течение 10 мин, выдерживают в горячей воде температурой 80...90 °C в течение 10 мин и прессуют. Текстурат казеина представляет собой волокна светло-кремового цвета без вкуса и запаха, прочные, эластичные, с pH 5,8...6,0, диаметром 0,5...0,8 мм и длиной 15...20 мм. Химический состав текстуратов приведен ниже.
Массовая доля:
сухих веществ, % 37,86
в сухом веществе, %:
белка 81,24
золы 2,66
лактозы 0,54
кальция 1,06
жира 1,25
пектина 6,3
Полученный продукт испытан при производстве мясных изделий с заменой 10...30 % основного сырья.
9.2.2. ЗАМЕНИТЕЛИ МОЛОКА ДЛЯ МОЛОДНЯКА СЕЛЬСКОХОЗЯЙСТВЕННЫХ ЖИВОТНЫХ
На основе обезжиренного молока вырабатывают заменители цельного молока (ЗЦМ) для выпойки молодняка сельскохозяйственных животных (телят, ягнят, поросят и др.). По классификационной схеме В. С. Гордезиани насчитывается более 50 видов ЗЦМ и регенерированного молока. Теоретическая сущность технологии ЗЦМ заключается во введении в обезжиренное молоко или его смесь с пахтой и сывороткой заменителей молочного жира в количестве 2,5 %, эмульгаторов (ПАВ), антиокислителей, комплекса витаминов, минеральных веществ и антибиотиков. Для удешевления ЗЦМ в последнее время во всем мире широко используют молочную сыворотку, промежуточные продукты переработки молочного сахара (альбуминное молоко и меласса), а также растительный (в основном соевый) белок. Ведется активный поиск по получению комбинированных ЗЦМ на основе «молока» из протеина соков зеленых трав (клевер и др.).
384
ЗЦМ выпускают в жидком, сгущенном (пастообразном) или сухом виде.
Технологический процесс производства ЗЦМ включает следующие операции: приемку и подготовку исходного молочного сырья, компонентов и вспомогательных материалов; выбор рецептур ЗЦМ; охлаждение и резервирование молочного сырья, подготовку компонентов, составление смеси с внесением компонентов в исходное или предварительно сгущенное молочное сырье; пастеризацию смеси; эмульгирование и (или) гомогенизацию смеси; охлаждение смеси — жидкий ЗЦМ: сгущение смеси — сгущенный ЗЦМ; сушку сгущенной стандартной смеси — сухие ЗЦМ; охлаждение ЗЦМ, фасование, упаковывание и хранение.
Жидкие заменители молока. Для.телят жидкие заменители молока готовят на основе обезжиренного молока, смеси его с пахтой и (или) молочной сывороткой с добавлением эмульгаторов, животных или растительных жиров и БАВ с массовой долей жира не ниже 2 % и кислотностью не выше 22 °Т.
Исходное сырье пастеризуют при температуре 85...99 °C, охлаждают до 70...75 °C и направляют в емкость, куда последовательно вносят эмульгатор, жировой компонент и антибиотики. В качестве эмульгатора (ПАВ) можно использовать казеинат натрия в смеси с обезжиренным молоком 1:15, смесь нагревают до 70 °C и тщательно перемешивают до полного растворения. Жировой компонент расплавляют при температуре 55...60 °C, при этом фосфатидный концентрат и дистиллированные моноглицериды плавят отдельно. В расплавленный жировой компонент вносят жирорастворимые витамины Aj, D2 или D3 и Е, после чего смесь вносят в исходное сырье. Препарат антибиотиков перед внесением растворяют в обезжиренном молоке в соотношении 1:10. Полученный полуфабрикат гомогенизируют при температуре 55...60 °C и давлении 8... 10 МПа, охлаждают до 4...8 °C и разливают в тару.
Жидкий ЗЦМ хранят при температуре не более 8 °C в течение 24 ч с момента выработки, в том числе на молочном предприятии не более 4 ч.
На основе рецептуры жидкого ЗЦМ разработаны технологии различных кисломолочных заменителей молока. Особый интерес представляют ЗЦМ с использованием ацидофильной палочки и бифидобактерий, а также пребиотика лактулозы.
Кисломолочный жидкий ЗЦМ-К готовят путем заквашивания смеси жидкого ЗЦМ, охлажденной до 42...45 °C после пастеризации. Закваску ацидофильной палочки вносят в количестве 6...8 % массы смеси, тщательно перемешивают со смесью и сквашивают при 38...40 °C в течение 6..,8 ч до кислотности 50...70°Т. Готовый продукт охлаждают до 8 °C, разливают в тару (фляги) и хранят до использования при температуре 8 °C не более 20 ч, при температу
25 Г. Н. Крусь и др.
385
ре 20 °C — не более 10 ч. Для придания жидкому ЗЦМ бифидоген-ных свойств в него вносят 2...5 % концентрата лактулозы соответствующей категории качества.
Сгущенные заменители молока. Готовят их путем сгущения исходной смеси сырья до 42...43 % с последующим внесением в нее всех ингредиентов в расчетном количестве и гомогенизацией. Массовая доля сухих веществ в таких продуктах составляет не менее 51 %, в том числе жира 10 %. При необходимости готовую смесь заквашивают ацидофильной палочкой (5...8 %), выдерживают при температуре 38...42 °C в течение З...8ч для нарастания кислотности до 80... 100 °Т и охлаждают до 20...22 °C.
Сухие заменители молока. Схема технологической линии производства сухого заменителя цельного молока для телят приведена на рисунке 45. Технология сухих заменителей молока ана-
Рис. 45. Схема технологической линии производства сухого заменителя цельного молока для телят:
1 — центробежный насос; 2 — счетчик для молока; 3 — емкость для хранения молока; 4 — автоматизированная пластинчатая охладительная установка; 5 — уравнительный бачок; 6 — пастеризационная установка; 7—сепаратор-сливкоотделитель; ^—емкость для хранения сливок; 9— вакуум-выпарной аппарат; 10— ротационный насос; 11 — емкость для подготовки смеси к сушке; 12— распылительная сушилка; 13— емкость концентрированной жировой смеси; 14— эмульсор; 15 — емкость для плавления жиров и фосфатидных концентратов
386
логична технологии сухого молока, но включает специфические операции, обусловленные рецептурой ЗЦМ. Для выработки необходимы специальные емкости (двухстенная емкость с мешалкой), в которых готовят смесь исходного сырья и ингредиентов (ПАВ, жиры, БАВ и антибиотики). Для получения стойкой эмульсии смесь гомогенизируют. Высушивают готовую смесь на распылительных сушилках. Динамическая вязкость смеси, подаваемой на распыление, должна быть не более 3 • 10~2 Па-с. Сухой ЗЦМ должен содержать не менее 93 % сухих веществ, в том числе 17 % жира. Хранят сухой ЗЦМ до 6 мес при температуре не более 10 °C и относительной влажности воздуха не более 70 %.
Регенерированное молоко. Готовят его путем смешения сухого обезжиренного молока (возможно добавление сухой сыворотки и бифидогенных кормовых добавок) с комплексом ингредиентов, в том числе растительного происхождения, по рецептуре ЗЦМ. Как вариант — сушка исходного сырья с последующим смешением с ингредиентами.
БИО-ЗЦМ. Технология БИО-ЗЦМ включает следующие операции: подготовку молочной сыворотки; очистку ее от казеиновой пыли, молочного жира и сывороточных белков (осветление); подсгущение осветленной сыворотки в 3 раза; тепловую обработку подсгущенной сыворотки (температура 95...98 °C, выдержка 30 мин) с последующим охлаждением до 30 °C; дрожжевание сыворотки в ферментерах с внесением посевного материала (закваска дрожжей Т. Candida ФК), минеральных солей, пеногасителя, молочной кислоты или гидроксида натрия при постоянном перемешивании и аэрации воздухом смеси, продолжительность процесса до 48 ч, остаточное содержание лактозы менее 0,3 %; инактивацию дрожжей (температура 80...85 °C, продолжительность 10 мин); сгущение сброженной (дрожжеванной) сыворотки до 45 % сухих веществ. В дрожжеванную сгущенную сыворотку вносят компоненты по выбранной рецептуре ЗЦМ, полученную смесь эмульгируют и (или) гомогенизируют и высушивают.
На основе дрожжеванной молочной сыворотки после инактивации дрожжей и охлаждения до 10 °C получают кормовой продукт «Промикс» с содержанием протеина не менее 1,8 %. Кормовой продукт «Промикс» по химическому составу и энергетической ценности аналогичен обезжиренному молоку, а по биологическим свойствам (вследствие синтеза дрожжами не только микробного белка, но и витаминов) даже превосходит его. Срок хранения продукта составляет 24 ч.
Сушка «Промикса» позволяет получить кормовой продукт «Провилакт», аналогичный по составу сухому обезжиренному молоку с содержанием протеина 27,2 %, тиамина 8,7 мг/кг и рибофлавина 130,6 мг/кг.
25*
387
9.3. ТЕХНОЛОГИЯ ПРОДУКТОВ ИЗ ПАХТЫ
9.3.1. ИСПОЛЬЗОВАНИЕ ПАХТЫ ДЛЯ НОРМАЛИЗАЦИИ МОЛОКА
Пахту, полученную при производстве сливочного масла методом сбивания и преобразования высокожирных сливок, широко используют для нормализации молока по жиру и белку. При этом производимая продукция обогащается липидами и белковым комплексом молока оболочек жировых шариков. Расчеты по нормализации ведут исходя из фактического содержания жира в пахте, что исключает необходимость ее сепарирования. Пахта, используемая для нормализации, должна иметь кислотность не выше 19 °Т, а плотность не ниже 1027 кг/м3.
Перед использованием пахту охлаждают до температуры нормализуемого молока. В случае необходимости длительного хранения (более 10 ч) или транспортирования пахту охлаждают до 5...8 °C. Чтобы избежать пенообразования и сбивания жира в комочки масла, отсеки автомолцистерны заполняют пахтой полностью, при перемешивании соблюдают осторожность.
9.3.2. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРОДУКТОВ ИЗ ПАХТЫ
Высокая пищевая и диетическая ценность пахты обусловливает целесообразность производства из нее продуктов питания.Пред-ставляют интерес следующие направления использования пахты: выделение жира сепарированием, коагуляция белков, сгущение, сушка и разделение компонентов ультрафильтрацией и полисахаридами (пектин).
Сепарирование пахты. Выполнение этого процесса, цель которого — извлечение жира, затруднено. Массовая доля жира в пахте после сепарирования составляет 0,3 ± 0,05 %, что значительно превышает норматив для обезжиренного молока. Это вполне объяснимо дисперсностью жировых шариков и наличием ПАВ оболочечного вещества, а также преобладанием в СОМО пахты белковых фракций в сравнении с СОМО молока. Для улучшения процесса сепарирования пахту смешивают с обезжиренным молоком в соотношении 1 :0,5 и с цельным молоком в соотношении 1:1.
Коагуляция белков. Сгусток, полученный из пахты, в сравнении со сгустком цельного и обезжиренного молока является менее плотным, при его обезвоживании наблюдается повышенный отход сухих веществ в сыворотку. Исследованы различные виды коагуляции белков пахты: кислотная, ферментная и тер-мокальциевая.
Кислотная коагуляция. Заквашивание пахты чистыми культурами молочнокислых бактерий и выдержка при оптимальном режи-388
ме обеспечивают нарастание кислотности и коагуляцию белков. Наличие в пахте фосфолипидов стимулирует процесс жизнедеятельности бактерий, в том числе способствует образованию диацетила и ароматических веществ. Сгусток образуется в меру плотный, однако для его обезвоживания необходима повышенная до 65 °C температура нагревания («отваривания») и более длительное прессование. Белковые продукты из пахты имеют более связную и мягкую консистенцию даже при «отваривании» при температуре 70...85 °C, в то время как обезжиренное молоко в аналогичных условиях дает продукт с грубой резинистой консистенцией.
Применение для сквашивания пахты термофильных микроорганизмов, например болгарской палочки, в сравнении с мезофильными расами позволяет сократить процесс на 2...3 ч в результате более интенсивного нарастания кислотности. При этом ускоряется процесс синерезиса. Применение ацидофильной палочки позволяет получить сгусток с тягучей, нерасслаивающейся консистенцией.
Коагуляция белков пахты молочной кислотой происходит при введении 0,2 н. раствора кислоты. При этом интенсивность выделения сыворотки приблизительно на 20 % ниже, чем в обезжиренном молоке. Оптимальный процесс происходит при температуре 50 °C и усиленном режиме перемешивания.
Ферментная коагуляция. Время коагуляции белков пахты по сравнению с временем коагуляции белка молока больше в 3 и 5 раз для пахты, полученной при производстве масла способом сбивания и способом преобразования высокожирных сливок соответственно. Для ускорения процесса используют дозу хлорида кальция до 80 г на 100 л пахты и повышают температуру сквашивания до 40 °C. Получаемый из пахты сгусток в сравнении со сгустком из молока является более нежным и менее структурированным. Сыворотка отделяется медленнее. Объем сыворотки, выделившейся из сгустка пахты, меньше, чем из обезжиренного молока: при температуре 35 °C в 5...6 раз, а при 42 °C в 3...4 раза. Для достижения показателями синерезиса в сгустках пахты значений, характерных для синерезиса в сгустках обезжиренного молока, необходимо повышать температуру до 50 °C. При этом следует учитывать различие в процессах в зависимости от вида пахты. Наиболее медленно гелеообразование и выделение сыворотки происходит в пахте, полученной при производстве масла способом преобразования высокожирных сливок.
Термокальциевая коагуляция. Определяющее значение для полноты выделения белков при термокальциевой коагуляции белков пахты имеют концентрация ионов кальция, а также температура и продолжительность ее воздействия. Оптимальная доза — 1,5...2 кг обезвоженной соли хлорида кальция в виде 40%-ного раствора на 1 т пахты. Тепловой порог коагуляции белков соответствует 85...98 °C, продолжительность до 20 мин. Смесь постоянно пере
389
мешивают. Из-за нарушения режимов ухудшается качество вырабатываемого продукта. Так, увеличение продолжительности выдержки приводит к получению молочного белка грубой консистенции. Сравнительная эффективность кислотной и кальциевой коагуляции белков пахты в летний период (данные Н. Б. Арсентьевой) приведена в таблице 58.
58. Сравнительная эффективность коагуляции белков пахты, полученной при производстве масла
Способ производства масла Коагуляция белков, %
кислотная (70 °C) кальциевая (90 °C)
Сбиванием 84,7 ±3,6 88,4 ±3,2
Преобразованием 84,8 ±4,9 87,7 ±2,4
высокожирных сливок
В целом степень коагуляции белков пахты различными способами по оптимальному варианту находится на одном уровне. Практически коагуляцию белков пахты, полученной при производстве сливочного масла способом преобразования высокожирных сливок, целесообразно осуществлять кислотным способом в потоке без охлаждения пахты. Коагуляцию белков пахты, полученную при производстве сливочного масла способом сбивания, можно осуществлять термокальциевым способом.
Сгущение пахты. Считается, что упругость паров при кипении пахты при 60 °C численно равна осмотическому давлению в ваку-ум-выпарной установке. Пахта, полученная при производстве масла способом сбивания сливок, имеет на 250...300 Па меньшую упругость паров по сравнению с пахтой от преобразования высокожирных сливок. В этой связи при сгущении требуется поддерживать более высокое разрежение в вакуум-аппарате и процесс сгущения несколько удлиняется.
Пахта имеет большую пенообразующую способность за счет ПАВ оболочечного вещества жировых шариков, что следует учитывать в процессе сгущения.
В процессе сгущения из пахты удаляются летучие соединения (ЛЖК, ароматообразующие), снижается содержание свободных аминокислот (на 26,4 % исходного), фосфора, кальция и фосфолипидов (на 16 %). Например, количество цистина снижается на 48,1 %, гистидина и лизина на 49,8, глютаминовой кислоты на 23,4 %.
При смешивании пахты с обезжиренным молоком, что практически и делается, все упомянутые недостатки исключаются.
Оптимальная степень сгущения пахты — массовая доля сухих веществ 35 %; более высокая концентрация приводит к потере текучести продукта и кристаллизации лактозы.
390
Сушка пахты. Сушку пахты рекомендуется проводить распылительным способом и сублимацией. Имеются рекомендации, выработанные на основе практического опыта сушки пахты в смеси с обезжиренным молоком пленочным способом (до 30 % пахты).
Считается, что сухая пахта легко прогоркает и далее приобретает рыбный вкус. Данное явление объясняется высоким содержанием лецитина и интенсивным процессом гидролиза его уже в исходном сырье. Это положение относится к пахте, полученной при производстве масла способом сбивания.
Сухая пахта содержит в 10... 11 раз больше белка, фосфора, свободных аминокислот и фосфолипидов в сравнении с исходным сырьем, хотя потери этих компонентов происходят аналогично сгущению. Например, при сушке пахты теряется 57,9 % цистина, 46,4 % лизина и 45,4 % глютаминовой кислоты.
Сушка пахты сублимацией практически исключает потери ценных компонентов.
Ультрафильтрация пахты. Учитывая высокое содержание и биологическую ценность белков пахты, Ф. А. Вышемирский и Н. Н. Ожги-хина провели исследования по ультрафильтрации пахты и рациональному использованию полученных фракций. Результаты эксперимента на лабораторной установке с площадью активной поверхности мембран 6 м* при температуре фильтрации 50...55 °C и давлении 0,15...0,17 МПа показали, что соотношение белок—лактоза в концентрате резко увеличивается (табл. 59).
59. Соотношение белок—лактоза в пахте, полученной при производстве масла
Способ производства масла Соотношение белок—лактоза
в исходной пахте в белковом концентрате (18 % сухих веществ)
Сбиванием 0,63 2,8 Преобразованием 0,57 3,3 высокожирных сливок
Состав белкового концентрата и фильтрата зависят от вида пахты и степени концентрации. В таблице 60 показан состав концентрата (18,4% сухих веществ) и фильтрата (5,7 % сухих веществ), полученных при ультрафильтрации пахты, получаемой при производстве масла способом сбивания сливок.
60. Состав концентрата и фильтрата пахты
Компоненты Исходная пахта Концентрат Фильтрат
Жир, % 0,43 1,90 —
Белок, % 2,71 11,89 0,29
Лактоза, % 4,44 5,51 4,09
Фосфолипиды, мг% 126,80 367,00 38,50
Холестерин, мг% 44,00 125,00 22,60
391
Белковый концентрат содержит в 3,5 раза больше белков в сравнении с исходной пахтой и мало лактозы. Заметно увеличивается содержание фосфолипидов, в том числе лецитина, что придает концентрату особую ценность. Жир белкового концентрата в сравнении со сливочным маслом содержит больше полиненасыщенных жирных кислот. В концентрате обнаружены витамины Вь В2, Bi2, Н, С и холин. Белковый концентрат предназначен для использования в пищевых целях. Тепловая обработка его при температуре до 120 °C с выдержкой до 30 мин позволяет получить продукт с приятным вкусом и ароматом. Сквашивание концентрата чистыми, культурами молочнокислых бактерий придает продукту консистенцию сметаны с выраженным кисломолочным вкусом.
Фильтрат пахты аналогичен по составу очищенной от белков молочной сыворотке, и его можно использовать для производства молочного сахара, напитков и в рецептурах ЗЦМ.
В НИИКИМе (В. В. Молочников) проведены исследования по разделению компонентов пахты полисахаридами, например пектином. В белково-липидный концентрат (18,6 ±1,0 % сухих веществ) переходит до 99 % казеина и липидов пахты, 35 % минеральных солей и 12 % лактозы. В бесказеиновой фазе (5,9 ± 2,0 % сухих веществ) остается 85 % лактозы, 65 % минеральных солей, 95 % сывороточных белков и пектин.
Продукты из пахты. Из пахты вырабатывают различные продукты: напитки, творог, сгущенную и сухую пахту, сыры.
Свежие напитки из пахты, получаемой при производстве сладкосливочного масла, вырабатывают по схеме, аналогичной схеме получения питьевого молока. В промышленности освоено производство пахты свежей «Идеал», «Россейняйская», «Бодрость», напитки «Любительский» и «Кофейный», коктейли. Массовая доля жира в напитках составляет 0,5...3,2 %, СОМО 8 %, кислотность не выше 21 °Т.
Сквашенные напитки производят резервуарным способом. В этой группе продуктов известны: биопахта, пахта «Идеал» сквашенная, диетическая, «Стелпская», напитки «Свежесть», «Днепровский», «Жемайчу», «Бельцкий», «Школьный», «Новинка» и др. Кислотность напитков составляет 85...120°Т. В качестве заквасок используют чистые культуры молочнокислых стрептококков и палочек, в том числе бифидобактерии. Например, технология биопахты, разработанная ВНИИМСом, заключается в сквашивании нормализованной до 10... 12 % сухих веществ свежей пахты закваской из ацидофильной палочки и бифидобактерий («Бифилакт Д»). Готовый продукт содержит, млн КОЕ в 1 мл: бифидобактерий 500...800; ацидофильных палочек 100...250; фосфолипидов 160...220; холестерина всего 12...14 мг/100 мл. По стоимости биопахта соответствует питьевому молоку 2,5%-ной жирности и реко
392
мендуется медиками для использования в лечебно-профилактическом питании в количестве 100 мл в сутки.
За рубежом готовят кисломолочные напитки, имитирующие сквашенную пахту. Наиболее распространен напиток «Батер-милк», который готовят по следующей технологии: подготовка и нормализация обезжиренного молока, пастеризация смеси при 87...88 °C в течение 30 мин, охлаждение смеси до 20 °C, сквашивание смеси закваской чистых культур, дробление и перемешивание сгустка, охлаждение до 7...8 °C, розлив в мелкую тару.
Творог производят по технологии нежирного творога, как правило, в смеси с обезжиренным молоком.
Пахта сгущенная может быть изготовлена с сахаром и без сахара. Состав пахты сгущенной с сахаром ( %): сухих веществ — 70, сахарозы — 44, СОМО — 26, в том числе жира — 3,5; белка — 8,5; лактозы — 12. Кислотность 60 °Т. Состав сгущенной пахты без сахара ( %): сухих веществ — 60, жира — 3, СОМО — 35. Кислотность 65 °Т.
Пахта сухая вырабатывается из свежей пахты кислотностью не выше 21 °Т. Перед сушкой пахту сгущают до 33...42 % сухих веществ. Состав сухой пахты ( %): массовая доля влаги — 5...7, массовая доля жира — 5. Кислотность после восстановления 22 Т.
Сыры готовят как из свежей пахты, так и из пахты в смеси с обезжиренным молоком. Особый интерес представляет сыр, полученный из пахты коагуляцией белков кислой сывороткой при температуре смеси выше 97 °C, что обеспечивает использование комплекса белков молока.
9.4. ТЕХНОЛОГИЯ ПРОДУКТОВ ИЗ МОЛОЧНОЙ СЫВОРОТКИ
9.4.1. ИСПОЛЬЗОВАНИЕ ЖИРА МОЛОЧНОЙ СЫВОРОТКИ
Удовлетворительные результаты по извлечению молочного жира из молочной сыворотки дает метод сепарирования. Разделя-емость системы «сыворотка — молочный жир» колеблется при 30 °C от 0,4 10-8 с-1 до 102,4 • 10~8 с-1 и зависит от размера жировых шариков. Средняя разделяемость системы при диаметре жировых шариков 1,5 мкм равна 1,6 • 10-8 с-1, что соответствует разделяемости молока 1,98 • 10“8 с-1 при диаметре жировых шариков 2 мкм.
Разделяемость системы «казеиновые частицы — молочная сыворотка» при диаметре частиц 40 мкм значительно выше и равна 1087,8 • 10"8 с-1. Хотя дисперсность жировых шариков и наличие мелких частиц коагулированного казеина (так называемой казеиновой или сырной пыли) несколько затрудняют разделение систем, однако современные саморазгружающиеся сепараторы (осо
393
бенно типа «очиститель-разделитель» с двойным пакетом тарелок) позволяют обеспечить достаточную эффективность процесса — массовая доля жира в обезжиренной сыворотке не превышает 0,1 %. Поэтому всю молочную сыворотку, полученную от производства сыров и жирного творога, обязательно сепарируют. Хранение молочной сыворотки до сепарирования крайне нежелательно, так как при этом из-за увеличения кислотности повышается степень дестабилизации жировых шариков, создаются оптимальные условия для коагуляции белков и наблюдается повышенное пенообразование. Кроме того, температура молочной сыворотки после обработки сгустка находится, как правило, на уровне 30 ± 5 °C, что не связано с необходимостью дополнительных затрат на ее подогревание перед сепарированием. Лучший способ организации процесса — непрерывный поток: сыроизготовитель — сепаратор.
Получаемые из молочной сыворотки сливки (в промышленности распространен термин «подсырные сливки») по составу заметно отличаются от обычных сливок из натурального молока (табл. 61).
61. Сравнительный состав сливок с массовой долей жира 20 %
Показатель Сливки обычные подсырные
Массовая доля, %: СОМО белков лактозы минеральных веществ Кислотность: титруемая, °Т активная (pH) Плотность, кг/м3 7,15 4,59 2,47 0,94 3,25 3,31 0,46 0,29 14,7 16,7 6,25 5,94 1001 999
Подсырные сливки имеют солоноватый вкус, в них содержится на 3...4 % меньше СОМО, практически нет казеина. Эти сливки менее термостабильны, при хранении подвергаются порче. Перечисленные недостатки обусловили отношение к подсырным сливкам как к менее ценным в сравнении с обычными, что привело к переработке их на полуфабрикат — подсырное масло с последующей перетопкой его или переработкой в плавленый сыр. В действительности молочный жир подсырных сливок практически идентичен обычным сливкам, а отличие этих продуктов обусловлено составом плазмы.
Период окисления молочного жира в подсырных сливках составляет 6 ч, обычных — 8 ч. Количество свободного жира в подсырных сливках примерно на 10% больше, чем в обычных. По
394
этому для сохранения качества подсырных сливок их рекомендуется охлаждать до 3...5 °C.
Подсырные сливки можно использовать для производства качественного масла путем смешивания с обычными сливками в соотношении 1 : 9 или разбавления обезжиренным молоком в соотношении 1 : 10 с последующим сепарированием с целью замены плазмы. Имеется положительный опыт использования подсырных сливок для нормализации смеси при производстве натуральных сыров и сметаны. Извлечение и использование жира молочной сыворотки экономически весьма эффективно.
Казеиновую пыль, полученную при сепарировании молочной сыворотки в виде белковой массы, можно использовать в производстве плавленых сыров и сырной массы для плавления, а также в рецептурах кормовых средств.
9.4.2. БЕЛКОВЫЕ ПРОДУКТЫ
Общие сведения. Высокая пищевая и диетическая ценность белков молочной сыворотки обусловливает целесообразность их получения и использования для непосредственного потребления или в качестве полуфабрикатов для обогащения пищевых продуктов. Белки из молочной сыворотки можно извлекать: тепловой денатурацией непосредственно или в смеси с обезжиренным молоком (пахтой) с изменением реакции среды; высаливанием; адсорбцией на бентонитах, активных углях и смолах; электрофлотацией; электромагнитной обработкой и другими способами. Методами ультрафильтрации и сорбции-десорбции можно получить белки в нативном состоянии.
Наиболее распространенным в промышленности методом выделения белков из молочной сыворотки является их тепловая денатурация с последующей коагуляцией в изоэлектрическом состоянии, характерном для различных сывороточных белков (табл. 62).
62. Характеристика сывороточных белков
Белки Массовая доля, % Изоэлектрическая точка (ИТ), pH
в молоке к общему количеству сывороточных белков
Сывороточные В том числе: лакто альбумины: о,6 100 —
Р-лактоглобулин 0,25 50...55 5,3
а-лактоальбумин 0,12 20...25 4,2...4,5
альбумин сыворотки крови лактоглобулины: 0,03 3...5 4,7...4,9
иммуноглобулины 0,05 6...8 5,5...6,8
протеозо-пептоны 0,15 20...24 3,3...3,7
395
Самым термолабильным белком является Р-лактоглобулин, находящийся в молоке в виде димера. При нагревании молока до температуры выше 30 °C белок денатурирует, распадаясь на мономеры, которые при дальнейшем нагревании агрегируют за счет образования дисульфидных связей. Денатурированный Р-лакто-глобулин образует комплекс с ге-казеинбм мицелл ККФК и осаждается вместе с ними при сычужной и кислотной коагуляции казеина, переходя в готовый продукт (творог, сыр).
Самым термостабильным белком является а-лактоальбумин, который находится в молоке в тонкодиспергированном (размер частиц 15...20 нм) и сильно гидратированном состоянии и не коагулирует даже в изоэлектрической точке (pH 4,2...4,5). Повышенная устойчивость а-лактоальбумина к нагреванию обусловлена наличием в его молекуле большого числа дисульфидных связей. При выработке творога и сыра а-лактоальбумин не денатурирует при температурах пастеризации, принятых в производстве этих продуктов, и переходит в сыворотку.
Альбумин сыворотки крови не имеет практического значения.
Иммуноглобулины являются очень термолабильными и денатурируют при нагревании до температуры выше 70 °C.
Протеозо-пептоны представлены главным образом фрагментами полипептидных цепей казеина, которые переходят в сыворотку при выработке белковых продуктов (творога, сыра, казеина). Так, из молока в сыворотку переходят фрагменты полипептидной цепи Р-казеина (1...28, 1...105, 1...107). При получении белковых продуктов сычужной или сычужно-килотной коагуляцией казеина в сыворотку переходит также гликомакропептид, являющийся фрагментом ге-казеина.
Протеозо-пептоны являются термостабильными и не осаждаются при температурах пастеризации, принятых в технологии творога и сыра, а переходят в сыворотку.
При выработке творога и сыра в молочную сыворотку переходит небольшая часть казеина.
Для осаждения белков молочную сыворотку нагревают до температуры 90...95 °C в течение 15...20 мин и изменяют реакцию среды: для подсырной сыворотки вначале до pH 4,4...4,6 (30...35 °Т), а затем до 6,0...6,5 (10...15 °Т).
При выделении белков из кислой сыворотки (творожной, казеиновой) кислотность ее понижают до 10...15 °Т.
Эффективность выделения белков молочной сыворотки различными способами приведена ниже.
Варианты обработки сыворотки Степень выделения
белков, %
Без обработки 0
Тепловая денатурация 26
Тепловая денатурация и последующее 42
доведение pH до 4,4...4,6
о
49
Тепловая денатурация, доведение
pH до 4,4...4,6 и последующее повышение pH до 6,0—6,5
Термокальциевая коагуляция 49
Массовая доля белков в сыворотке без обработки принята за 100%.
Кроме того, возможна безреагентная коагуляция белков в подсырной сыворотке путем ее сгущения в 4...5 раз до массовой доли сухих веществ 28 %. При этом эффективность коагуляции почти на 10 % выше в сравнении с тепловой денатурацией и внесением реагентов. Перспективна коагуляция сывороточных белков смешением молочной сыворотки и обезжиренного молока (пахты) с направленным регулированием pH смеси.
Для удаления каогулированных частиц белка необходимо провести разделение грубодисперсной суспензии «сыворотка — хлопья белка», которая характеризуется следующими показателями.
Содержание взвешенного осадка, мг/дм3 (66...96) 102
Размер частиц, мкм 5...150
Динамическая вязкость, 10-3 Па • с
при 20 ±1 °C 1,24-1,26
при 87 ± 1 °C 0,52-0,54
Разделяемость системы при 85 °C, с-1 0,1 • 10-6
Сравнительная эффективность различных способов отделения белковых хлопьев от сыворотки приведена в таблице 63.
63. Сравнительная эффективность различных способов отделения белковых хлопьев от молочной сыворотки
Образец сыворотки Массовая доля белка, % Удалено белка, % Мутность, 1/см Снижение мутности, число раз
Исходная без обработки Очищенная: 0,840 — 0,158 —
отстоем (1,5 ч) 0,430 49,0 0,010 15,8
центрифугированием фильтрацией 0,315 65,2 0,005 31,6
через ткань 0,320 62,5 0,006 26,3
через бумагу 0,310 63,5 0,003 52,6
Наиболее эффективный способ разделения суспензии — центробежный. Для осуществления операции предусмотрены специальные саморазгружающиеся сепараторы типа осветлителей с механической выгрузкой белкового осадка из барабана, работающие в автоматическом режиме.
В зависимости от способа коагуляции и разделения белки молочной сыворотки могут быть получены в виде альбуминного молока (с массовой долей сухих веществ 5... 10 %), белковой массы (15...20 % сухих веществ) и альбуминного творога (20...25 % сухих веществ).
397
Альбуминное молоко. Получается при самопроизвольном отстое коагулированных хлопьев белка и представляет собой продукт желтовато-кремового цвета с консистенцией сметаны, состоящей из мелких хлопьев. Вкус альбуминного молока кисломолочный, приятный, слегка вяжущий. Сывороточных белков в нем примерно в 10 раз больше, чем в коровьем молоке, а казеина в 15 раз меньше. Такое соотношение благоприятно, и по этому показателю альбуминное молоко приближается к женскому. Для обогащения альбуминное молоко заквашивают чистыми культурами молочнокислых бактерий, кефирными грибками и вводят наполнители — цельное молоко, сливки, сахар, сиропы и соки. Во время приготовления кефирного напитка альбуминное молоко охлаждают до 28...30 °C, вносят кефирную закваску в количестве 6...8 %. Смесь термостатируют в течение 16...18 ч для нарастания кислотности до 90... 120 °Т. Созревший кефир помещают в камеру при 10... 12 °C. Для получения более выраженного вкуса в альбуминное молоко рекомендуется добавлять 0,04 % поваренной соли.
Альбуминное молоко можно использовать также при выработке мороженого.
Белковая масса. Может быть получена из натуральной или под-сгущенной сыворотки при разделении суспензии на сепараторах с центробежной выгрузкой осадка, а также путем ультрафильтрации сыворотки. По консистенции белковая масса напоминает густую сметану. Особую ценность представляет белковая масса (концентрат), полученная при ультрафильтрационной обработке молочной сыворотки. Фракционный состав белков массы представлен в основном лактоглобулином. По аминокислотному набору белковая масса не уступает творогу. Кроме белковых веществ масса содержит до 0,5 % молочного жира и 0,8...1,5 % минеральных солей. Содержание лактозы составляет 5...6 %. Активная кислотность pH 4,5...5,5, титруемая — 40... 120 °Т.
Доброкачественная белковая масса содержит от 2 тыс. до 10 тыс. бактериальных клеток в 1 г. Рекомендуется охлаждать ее до 2...4 °C, что обеспечивает сохранность в течение 15 сут, и добавлять консерванты, например поваренную соль (2 % массы) или сорбиновую кислоту (до 0,1 % массы). Хороший способ длительного консервирования белковой массы — замораживание в блоках.
Белковую массу широко используют в производстве натуральных и плавленых сыров, а также при приготовлении диетических продуктов и мясных изделий.
Альбуминный творог. Получают из альбуминного молока путем дополнительного обезвоживания. Для улучшения процесса и качества творога в охлажденное до 2б...30°С альбуминное молоко рекомендуется добавлять 2,5 % закваски на чистых культурах мо-398
лочнокислого стрептококка и ацидофильной палочки. На основе альбуминного творога можно приготовить различные продукты путем внесения наполнителей.
При выработке альбуминных сырков в растертый альбуминный творог вносят сахар, цукаты, шоколад, сливки или масло. В Грузии из сыворотки от рассольных сыров традиционно готовят творог «Надуги», обогащая отпрессованную до 74 % влаги массу мятой. Продукт содержит до 12 % белка и 11 % жира.
Обогащая творог закваской (на основе ацидофильной палочки) и сахаром, получают специальную диетическую пасту, которая содержит (%):
альбумина 8,5...10,0
казеина 1,2 ...1,3
лактозы 1,5...1,9
молочной кислоты 0,5...0,8
минеральных веществ 0,3
сахарозы 15
Пасту для детского питания изготовляют, смешивая альбуминный творог с сиропами шиповника и другими ингредиентами, а также обогащением витамином С.
Сырная масса «Кавказ». Вырабатывается из смеси несепариро-ванной свежей подсырной сыворотки (90 %) и обезжиренного молока или пахты (10 %). Технологический процесс производства сырной массы «Кавказ» включает следующие операции: подготовку сырья и его тепловую обработку, формование, внесение компонентов, фасование, хранение и реализацию. Сыворотку из сыроизготовителей собирают в емкость и оставляют для нарастания кислотности до 17...22 °Т (повышать кислотность можно внесением кислой сыворотки или органической пищевой кислотой — лимонной, уксусной, молочной). Затем сыворотку нагревают до 65...70 °C и при постоянном перемешивании добавляют обезжиренное молоко или пахту в количестве 10 % объема перерабатываемого сырья. Смесь нагревают до 85...95 °C, выдерживают 10 мин, охлаждают до 40...45 °C и оставляют до отстоя белковых хлопьев. Формуют массу путем слива отстоявшейся сыворотки и частичного обезвоживания осадка путем прессования в специальной тележке. Для придания продукту специфического вкуса и легкой остроты в белковую массу вносят закваску чистых культур молочнокислых стрептококков в количестве 1,0... 1,5 % и 1...2 % поваренной соли. Сырную массу охлаждают, фасуют и хранят при температуре не выше 8 °C в течение 48 ч. Продукт имеет чистый кисломолочный вкус со специфическим привкусом альбумина и пастеризации, нежную консистенцию, светло-желтый цвет.
399
Физико-химические показатели сырной массы приведены ниже.
Массовая доля:
сухих веществ, %, не менее хлорида натрия, %, не более жира, %, не менее
Активная кислотность pH
20
2 2
5,15-5,20
Бактериальная обсеменененность посторонней микрофлорой сырной массы в результате тепловой обработки сыворотки незначительная.
Сырная масса содержит до 15 % азотистых соединений (в пересчете на белок), в том числе 12,5 % растворимого азота, т. е. на уровне зрелых натуральных сыров. Содержание лактозы в свежей массе до 4 %, при хранении оно снижается до 0,05 % (на третьи сутки). Содержание лимонной кислоты за двое суток повышается с 0,048 до 0,056 %; в массе накапливается до 32,2 мг% летучих жирных кислот и 37,5 мг% свободных аминокислот, в том числе все незаменимые, что позволяет отнести сырную массу к пищевым продуктам с высокой диетической ценностью.
Для длительного хранения белок из молочной сыворотки высушивают с получением концентрата сывороточных белков (КСБ), сывороточного белкового концентрата после ультрафильтрации (СБК-УФ), сывороточного белкового концентрата после ультрафильтрации и электродиализа (СБК-УФ/ЭД), растворимого сывороточного белка после диафильтрации (РСБ).
9.4.3. НАПИТКИ
Пищевая ценность и диетические свойства молочной сыворотки позволяют применять ее непосредственно или после предварительной обработки для приготовления разнообразных напитков. При этом используются все составные части сыворотки, в том числе вода, и создается возможность ее обогащения путем биологической обработки и введения наполнителей.
Технология напитков из молочной сыворотки основана на использовании ее в нативном виде или с предварительной очисткой (осветлением). Перспективным является производство специальных концентратов молочной сыворотки для приготовления напитков.
Напитки из натуральной сыворотки. Представляют особую ценность, так как содержат все составные части молока за исключением казеина. Среди напитков наиболее широкое распространение получили: натуральная пастеризованная сыворотка, напитки типа молока, кумыс, шипучие напитки, кисели и желе.
В качестве наполнителей при выработке напитков используют сахар, изюм, растительное масло, сиропы, фруктовые соки, ароматические вещества и стабилизаторы, молочный белок. Наполни-
400
тели вносят в сыворотку до пастеризации, смесь тщательно перемешивают. Например, технология оригинального диетического фитонапитка «Чудо», разработанная ВНИМИ, предусматривает мягкую тепловую обработку молочной сыворотки с внесением до 10 различных видов концентратов сухих фруктов (пульпы), витаминов А, С и солей кальция.
Сыворотка молочная пастеризованная вырабатывается из творожной сыворотки и предназначена для непосредственного потребления, а также для приготовления кулинарных изделий. Схема технологических процессов ее производства включает сбор и сепарирование сыворотки, пастеризацию, охлаждение, фасование, хранение и реализацию. Пастеризацию проводят при 72 ± 2 °C с выдержкой 15...20 с, затем охлаждают до 6 ± 2 °C. Готовый продукт при этой температуре можно хранить в течение 24 ч. Общее количество бактерий в 1 мл напитка не должно превышать 100 000 клеток с исключением патогенных микроорганизмов. Для придания специфических вкуса и аромата вносят кориандр, ванилин и другие вещества.
Ацидофильно-дрожжевой напиток вырабатывают с добавлением вкусовых и ароматических веществ. Сквашивание молочной сыворотки ведут при 30...33 °C в течение 16...18ч до кислотности 75...100 °Т. Готовый напиток охлаждают до 6...8 °C и выдерживают для созревания 12 ч. Срок реализации продукта 7 сут.
Напиток типа молока приготовляют путем смешивания молочной сыворотки с кислотностью не выше 20 °Т с белковыми композициями из сои и липидным комплексом на основе жиров животного и растительного происхождения. После эмульгирования жира смесь гомогенизируют.
Кумыс готовят на основе молочной сыворотки с добавлением натурального или обезжиренного молока, а также пахты с последующим смешанным брожением. Например, по одному из способов, описанному М. С. Коваленко, берут доброкачественную сыворотку кислотностью не выше 60 °Т и натуральное молоко кислотностью не выше 20 °Т. Молочную сыворотку пастеризуют при 70 °C с выдержкой 20 мин, охлаждают до 40 °C и вносят 3...5% закваски чистых культур болгарской и ацидофильной палочки неслизистой расы. Брожение ведут при 40 °C до кислотности 85...90 °Т, затем сыворотку охлаждают до 25 °C и вносят 7 % свекловичного сахара в виде пастеризованного сиропа, а также смесь хлебопекарных (0,1 %) и молочных (0,4 %) дрожжей. В процессе брожения сыворотку через каждые 1...2 ч тщательно перемешивают. Через 16...18 ч брожения смесь охлаждают до 18...20 °C и к ней добавляют пастеризованное и охлажденное до 10 °C молоко. При смешивании получается тонкодиспергированный молочный сгусток. Брожение можно продолжить еще на 18...20 ч. Готовый напиток охлаждают до 8... 10 °C и разливают в герметически закупориваемую тару (бутылки, бочонки).
26 Г. Н. Крусь и др.
401
Кумыс можно готовить из молочной сыворотки и путем ее обогащения сахаром, патокой, ржаной мукой с последующим сбраживанием.
Оригинальный напиток из смеси сгущенной молочной сыворотки, обезжиренного молока и пахты разработан под руководством В. К. Шамгина (Беларусь). Его состав близок к составу кумыса из кобыльего молока.
Жидкий кисель из молочной сыворотки готовят путем внесения при 90 °C сахара, крахмала и фруктовых эссенций. Кисель после охлаждения до 40...45 °C фасуют и хранят при 4...6 °C. Путем распылительной сушки предварительно сгущенной в 5...6 раз сыворотки и внесения наполнителей можно получить сухой кисель.
Фруктово-ягодные желе из сыворотки готовят путем внесения сахара, наполнителей и агар-агара (или желатина). Продукт имеет чистый сладковатый вкус и выраженный аромат наполнителей. Консистенция — студнеобразная, эластичная, однородная по всей массе.
Для получения прозрачных напитков из неосветленной молочной сыворотки можно использовать гидролиз белковых веществ ферментными препаратами. По оригинальному способу, разработанному Н. Н. Романской (Украина), сывороточные белки гидролизуют пепсином, а затем обогащают ароматическими веществами.
Напитки из осветленной сыворотки. Готовят их предварительным удалением белков путем тепловой коагуляции или ультрафильтрации. Тепловую коагуляцию проводят одновременно с внесением реагентов, разрешенных органами здравоохранения, — кислот, таннина, экстракта чая и др. Смесь подогревают до 90...95 °C и выдерживают 20 мин. Образующиеся хлопья белка удаляют отстоем, фильтрацией или центрифугированием. Очищенную (осветленную) сыворотку используют для выработки прохладительных напитков. Технология освежающих напитков из осветленной сыворотки включает внесение наполнителей и чистых культур молочнокислых бактерий.
Напиток «Прохлада» вырабатывают из пастеризованной осветленной сыворотки путем сквашивания чистыми культурами болгарской и ацидофильной палочек, молочными дрожжами, сбраживающими лактозу, с внесением сахарного или плодово-ягодного сиропов. Сквашивание ведут при 26...28 °C в течение 16... 18 ч до кислотности 1ОО...11О°Т. Для придания напитку окраски вносят жженый сахар.
Сывороточный квас также можно вырабатывать из осветленной сыворотки. Биологическая обработка молочной сыворотки обеспечивает устранение специфического привкуса сыворотки, повышает кислотность до кислого вкуса, свойственного квасу, и накопление углекислого газа. Для обеспечения брожения в сыво
402
ротку вносят сахарозу, хлебный экстракт, хлебопекарные и молочные дрожжи.
Перспективным направлением является получение напитков из молочной сыворотки, обогащенной лактулозой, с последующим культивированием бифидобактерий.
Безалкогольные сывороточные напитки готовят на основе сывороточного концентрата, получаемого из творожной сыворотки путем ее очистки от белков, сгущения в 4...6 раз и обработки адсорбентами.
9.4.4. СГУЩЕННЫЕ И СУХИЕ КОНЦЕНТРАТЫ
С целью длительного хранения и сокращения расходов на транспортировку молочную сыворотку концентрируют путем удаления влаги с получением сгущенных и сухих продуктов.
Сгущенная молочная сыворотка. Сгущение сыворотки необходимо перед сушкой, при производстве молочного сахара, напитков и сиропов. Сгущение молочной сыворотки (удаление части влаги) можно осуществить различными способами: выпариванием, вымораживанием, обратным осмосом. Наиболее распространенным является способ выпаривания. Процесс удаления влаги проходит при кипении жидкости в пространстве с пониженным давлением и постоянной температурой. Способ вымораживания представляет интерес с энергетической точки зрения и позволяет за счет низких температур процесса сохранить биологическую ценность всех компонентов сыворотки. Концентрирование сухих веществ молочной сыворотки обратным осмосом находит все большее применение.
Степень сгущения молочной сыворотки определяется требованиями технологического процесса (для сухой сыворотки 15...30, а для молочного сахара 60...65 % сухих веществ), требованиями потребителей и техническими возможностями аппаратов.
Исходя из принципа анабиоза, консервирующее воздействие в сгущенной сыворотке обеспечивается за счет осмотического давления и молочной кислоты. В натуральной молочной сыворотке осмотическое давление составляет 0,74 МПа. Следовательно, для микроорганизмов, имеющих внутриклеточное давление на уровне 0,6 МПа, создаются оптимальные (изотонические) условия для развития. Этим объясняется быстрая порча молочной сыворотки при хранении. При сгущении сыворотки в 5 раз осмотическое давление повышается до 7,4 МПа, т. е. в 10 раз, что создает неблагоприятные условия для развития микроорганизмов.
Ингибирующее действие молочной кислоты на микроорганизмы для подсырной сыворотки проявляется при сгущении в 8...10 раз, а творожной — в 3...5 раз (кислотность выше 100 °Т).
26*
403
При сгущении соленой сыворотки следует учитывать консервирующее действие хлорида натрия.
Текучесть сгущенной сыворотки обусловлена содержанием сухих веществ и температурой. Состояние сгущенной молочной сыворотки можно разделить по консистенции на три группы: текучая, пастообразная (тестообразная) и твердая (блочная). Эти условные показатели имеют важное практическое значение, так как определяют виды упаковки и способы транспортировки сгущенной сыворотки, а также направления ее использования. В горячем состоянии (60...70 °C) сгущенная сыворотка сохраняет свою текучесть при концентрации сухих веществ 60...70 %. Охлаждение сгущенной сыворотки приводит к кристаллизации лактозы, и она приобретает пастообразную консистенцию. Теоретически, с учетом растворимости лактозы, предельная концентрация сухих веществ в сгущенной сыворотке с исключением кристаллизации лактозы составляет при 20 °C 30...35 %, а при 10 °C — 20...25 % сухих веществ. Практически, с учетом наличия в сухом веществе молочной сыворотки несахаров, обладающих мелассообразующей способностью, видимая кристаллизация лактозы наступает при содержании сухих веществ 35...40 %.
Белок в сгущенной молочной сыворотке образуется при содержании сухих веществ выше 75 % и охлаждении до 10 °C.
Практически молочную сыворотку сгущают от 2 до 15 раз с критическими точками 13, 20, 30, 40, 60 и 75 % сухих веществ. Технологическими параметрами, определяющими процесс сгущения сыворотки выпариванием влаги, являются температура и продолжительность. Для сохранения нативных свойств компонентов сыворотки желательна максимальная температура на уровне 50...60 °C. Такой температуре соответствует разрежение 1,15...2,0 Па. Повышение температуры приводит к потемнению продукта и гидролизу лактозы. Снижение температуры затягивает процесс, вызывает обильное пенообразование и может вызвать микробиологическую порчу. С точки зрения ведения процесса наиболее желательным является непрерывный с минимальным тепловым воздействием.
При сгущении молочной сыворотки выпариванием необходимо учитывать температурную, химическую и концентрационную депрессию. Так, например, повышение концентрации лактозы до 40 % увеличивает температуру кипения на 0,7 °C, химическая депрессия в конце сгущения (60 % сухих веществ) составляет 7 °C.
При обработке молочной сыворотки обратным осмосом лимитирующими факторами являются давление и концентрационная поляризация, особенно сывороточных белков.
Криоконцентрация молочной сыворотки обусловлена температурным «напором» при замораживании и эффективностью разделения системы «концентрат — кристаллы льда».
404
Принципиальная технологическая схема производства сгущенной молочной сыворотки включает следующие операции: сбор и определение качества сыворотки, охлаждение (в случае хранения), пастеризацию, сгущение, охлаждение, упаковывание, хранение и реализацию. Для уменьшения энергозатрат готовый продукт можно пастеризовать в конце сгущения, используя вакуум-аппарат. Схема технологической линии для производства сгущенной сыворотки включает четыре основных аппаратурно-процессовых единицы: пастеризатор, вакуум-аппарат, кристаллизатор, емкости, в том числе три с простыми однофазными элементами процесса и одна с преобразованием фазового состояния (кристаллизация лактозы).
Сгущенная сыворотка содержит все составные части исходной сыворотки с увеличением объемной массы пропорционально степени сгущения. Кроме того, в процессе сгущения появляются окрашенные вещества (меланоидины) — результат комплексообразования между углеводами и азотистыми соединениями. Физико-химические показатели сгущенной молочной сыворотки приведены в таблице 64.
64. Физико-химические показатели сгущенной молочной сыворотки
Показатель Нормы для молочной сыворотки с массовой долей сухих веществ, %
13 20 30 40 | 60
Массовая доля в сыворотке 13 20 30 40 60
сухих веществ, %, не менее Массовая доля лактозы в сыворотке, %, не менее: подсырной 9 13 22 24 30
творожной 7 10 21 22 30
Кислотность сыворотки, °Т, не более: подсырной 45 60 100 130 400
творожной 150 260 380 550 700
Между содержанием сухих веществ сыворотки и плотностью имеется определенная зависимость.
Массовая доля сухих веществ, % Плотность, кг/м3
13 1052...1055
20 1103...1107
30 1110...1117
40 1140...1180
60 1280...1320
Сроки хранения молочной сыворотки зависят от содержания сухих веществ и условий хранения (табл. 65).
405
65. Сроки хранения молочной сыворотки
Сгущенная сыворотка с массовой долей сухих веществ, % Сроки хранения (сут) при температуре, "С
8 + 2 20 + 2
13 3 1
20 5 2
30 10 5
40 10 7
60 180 60
С целью улучшения потребительских свойств и увеличения сроков хранения в сгущенную сыворотку добавляют сахарозу в количестве 12,5...30 %, что позволяет получать на основе сыворотки, сгущенной до 40...60 % сухих веществ, концентраты с массовой долей сухих веществ 52,5...90 %. Сахарозу вносят в готовый продукт после сгущения, смесь тщательно перемешивают и охлаждают до 6...10 °C.
Разработана технология обогащенных концентратов молочной сыворотки путем сбраживания лактозы (30, 40 и 60 % сухих веществ) и ее гидролиза (40 % сухих веществ, степень гидролиза не менее 50 %).
На основе сгущенной молочной сыворотки путем направленной обработки и внесения наполнителей можно получать ценные пищевые продукты и кормовые полуфабрикаты: пасты, сыры, кремы, колбасы, вермишель, помадку, суррогаты меда, блоки для комбикормов, блоки соли-лизунца и др.
Сгущенную сыворотку в блоках можно получить путем сгущения ее до 85...95 % сухих веществ с последующим охлаждением в формах, а также направленной термообработкой для получения коагуляционно-кристаллизационной структуры либо внесением наполнителей (мука, отруби, соли кальция и натрия, ме-тилцеллюлоза, молочная кислота и др.). Блочные концентраты с тестообразной консистенцией можно формировать при концентрации сухих веществ 48...52 % путем структурообразования охлаждением и механической обработкой (разработка Сибирского филиала ВНИМИ).
Сгущенная молочная сыворотка может широко использоваться для выработки плавленых сыров, мороженого, в хлебопекарном и кондитерском производствах, других пищевых продуктах, рецептурах ЗЦМ и комбикормах.
Сывороточные пасты готовят на основе концентратов молочной сыворотки с внесением наполнителей и ароматических веществ. В Швеции выпускают пасту мюзост с содержанием сухих веществ сыворотки 75 %, наполнителями: сливки и свекловичный сахар (10... 12 %). Технология сырной пасты «Кендилак», разработанная в ВГТА, предусматривает сгущение сыворотки до 60...65 %, частичную кристаллизацию и отделение лактозы (20...25 %). Про
406
дукт содержит до 10 % белка и имеет кислотность 300 °Т, рекомендуется для использования в хлебопечении.
Сухая молочная сыворотка. Сушка молочной сыворотки позволяет использовать все ее компоненты и хранить герметически укупоренный продукт практически неограниченное время. Сушить молочную сыворотку можно одним из применяемых в молочной промышленности способов: распылительным, пленочным, пенным, сублимационным, терморадиационным и др. Перспективным является совмещение процесса сушки сгущенной сыворотки с кристаллизацией лактозы и гранулированием получаемого продукта.
Молочная сыворотка как объект сушки характеризуется значительным количеством влаги (примерно в 2 раза больше, чем в натуральном молоке), которая энергетически более связана с сухим веществом, что отражается на производительности сушилок.
Кинетика сушки молочной сыворотки включает три основных периода — возрастающей, постоянной и падающей скорости сушки. С увеличением содержания сухих веществ в сыворотке перед сушкой вследствие сгущения возрастает количество связанной влаги, что отражается на скорости сушки.
Содержание сухих веществ, % 6,2 15,5 19,5 30,2 39,0
Изменение скорости сушки, %/мин 10,5 5,5 3,8 2 1,5
В первый период возрастания скорости сушки при постоянной температуре материала удаляется свободная влага — происходит простое испарение. Во втором периоде при постоянной скорости сушки и увеличении температуры материала удаляется осмотически связанная влага. В третий период убывающей скорости сушки при приближении температуры материала к изотерме зоны нагрева удаляется адсорбционно-связанная влага.
Режим сушки определяется содержанием сухих веществ и молочной кислоты в сыворотке перед сушкой. Теоретически молочную сыворотку целесообразно максимально сгущать перед сушкой. На практике установлены следующие оптимальные значения массовой доли сухих веществ в сгущенной сыворотке без дополнительной обработки перед сушкой (%): пленочная сушка — 20; распылительная — 40; пенная — 45; сублимационная сушка — 50.
Увеличить массовую долю сухих веществ можно путем введения наполнителей, например обезжиренного молока и ПАВ, а также кристаллизацией лактозы (для пленочной сушки до 30...40 %, а для распылительной 55 %).
Технологический процесс производства сухой молочной сыворотки включает следующие операции: сбор и отделение жира сепарированием, охлаждение (при необходимости хранения), пасте
407
ризацию, сгущение, сушку, охлаждение, упаковывание, хранение и реализацию.
Молочную сыворотку до внесения соли и разбавления водой собирают в емкость, сепарируют и пастеризуют при 72 °C с выдержкой 15 с или при 63 °C с выдержкой 30 мин. Сгущение сыворотки проводят до плотности 1070... 1090 кг/м3 (20 % сухих веществ) для пленочной сушки либо 1120... 1150 кг/м3 (40 % сухих веществ) для распылительной сушки. Сгущенная сыворотка без охлаждения подается на сушку. После пленочной сушки готовый продукт измельчается. Состав и свойства готового продукта приведены в таблице 66.
66. Состав п свойства сухой сыворотки
Показатель Сухая сыворотка
пленочной сушки распылительной сушки
Массовая доля, %:
сухих веществ 95...97 96-98
белка 12,5-14,0 11,2—14,1
жира 0,7-1,5 1,0-1,5
лактозы 67—74 67-72
золы 4,5-8,0 4,4...6,4
Кислотность после восстановления, °Т 13...17 13...70
Индекс растворимости, см3 сырого осадка 0,2-0,5 0,1 ...0,3
Размер частиц, мкм 10...150 10-40
В сухой сыворотке содержатся все основные компоненты молока, она богата минеральными солями, микроэлементами, имеет высокую растворимость. По энергетической ценности 1,2 т сухой сыворотки эквивалентно 1 т сухого обезжиренного молока.
9.4.5. МОЛОЧНЫЙ САХАР
Способы производства молочного сахара. Сырьем для производства молочного сахара служит молочная сыворотка, доброкачественность (или чистота) которой по лактозе превышает 70 ед. Под доброкачественностью (чистотой) применительно к технологии молочного сахара понимают отношение массовых долей лактозы и сухих веществ. Кроме того, молочная сыворотка, являясь побочным продуктом, значительно дешевле цельного и обезжиренного молока. Наиболее предпочтительны подсырная сыворотка, что связано с ее высокой доброкачественностью, и ультрафильтраты. Специально поставленные в Воронежском технологическом институте исследования (К. К. Полянский, А. Г. Шестов) и промышленный опыт показали, что удовлетворительные резуль
408
таты можно получить, вырабатывая молочный сахар из творожной сыворотки. Казеиновая сыворотка, в том числе термокальциевой коагуляции белков молока (по В. А. Павлову), также может быть использована для получения молочного сахара.
Молочный сахар широко используют в пищевой промышленности (детское питание, хлебобулочные и кондитерские изделия) и при изготовлении медицинских препаратов (антибиотики, спец-препараты, например абомин).
В зависимости от требований потребителей молочная промышленность производит сахар следующих видов :
рафинированный и фармакопейный — медицинские препараты;
пищевой — пищевые продукты;
сахар-сырец (техническая лактоза по стандарту7 ММФ) — сырье для ферментации, рафинации и на технические цели.
Состав и свойства по видам молочного сахара приведены в таблице 67.
67. Состав п свойства молочного сахара
Показатель Характеристика (норма) для молочного сахара
рафинированного пищевого | сахара-сырца
Массовая доля, %: лактозы (гидрат) 99,0-99,4 95,0 87-95
влаги 0,5...0,7 2,5 4,0...2,2
азота 0,0-0,1 од 0,80-0,16
золы 0,3-0,1 1,5 4,0...1,5
молочной кислоты 0,10-0,08 0,5 2,0-0,3
В рафинированном и пищевом молочном сахаре регламентируется содержание хлоридов, сульфатов и кальция на уровне 0,1 %, а также солей меди не более 5 мг/кг и олова 50 мг/кг; не допускается наличие солей тяжелых металлов (свинца и др.).
Рафинированный молочный сахар с минимальными примесями, отсутствием моноз (глюкозы, галактозы) и посторонних углеводов (крахмала, декстрина) относится к фармакопейному.
При использовании в качестве затравки при кристаллизации лактозы (сгущенное молоко, мороженое) рафинированный или пищевой молочный сахар подвергают тонкому размолу до размера 3...4 мкм, но не более 10 мкм. В качестве внутрипромышленного полуфабриката, а иногда как сырье для ферментации вырабатывают кристаллизат молочного сахара (сывороточный сироп) с массовой долей лактозы не менее 45 %.
По внешнему виду молочный сахар представляет собой кристаллический порошок, аналогичный сахарозе, или легко пересыпающуюся массу, напоминающую сухое молоко распылительной сушки. Цвет продукта от белого (рафинированный) до слабо-желтого (сырец).
409
Получить молочный сахар можно тремя методами:
I — кристаллизацией лактозы из пересыщенных сывороточных сиропов;
II — сушкой глубоко очищенной молочной сыворотки;
III — образованием лактозатов с последующим разрушением соединения.
В промышленности широко используют первый метод, основанный на сгущении очищенной или неочищенной молочной сыворотки с последующей кристаллизацией лактозы из пересыщенных вследствие охлаждения растворов. Метод осуществляют несколькими способами.
Второй метод применяют на практике при использовании мембранных методов обработки молочной сыворотки, позволяющих удалять несахара до необходимой степени чистоты готового продукта, совмещая эту операцию с концентрированием молочной сыворотки.
Третий метод, сущность которого заключается в образовании нерастворимых лактозатов кальция и последующей их сатурации, представляет пока чисто научный интерес, нуждается в технологической и технической разработке.
Физико-химические основы технологии молочного сахара. Теоретическая сущность технологии молочного сахара сводится к извлечению лактозы из молочной сыворотки, т. е. к ее выделению с очисткой от балластных веществ (несахаров): жира, белков и минеральных солей. Концентрация лактозы при этом повышается примерно в 20 раз (с 4,5 % в исходной сыворотке до 90...99 % в готовом продукте), а содержание несахаров снижается в сотни раз.
Казеиновая пыль и молочный жир легко удаляются из сыворотки центробежным способом на сепараторах с центробежной выгрузкой осадка.
Сывороточные белки могут удаляться тепловой денатурацией в сочетании с реагентной, безреагентной коагуляцией, ультрафильтрацией либо сорбцией.
Удаление небелковых азотистых соединений представляет определенную трудность, однако вполне удовлетворительно осуществимо сорбцией на макропористых ионитах или природных сорбентах.
Для создания пересыщенных растворов молочную сыворотку концентрируют путем выпаривания, обратным осмосом либо комбинацией этих способов.
Кристаллизация лактозы из пересыщенных растворов (сиропов) подчиняется общим законам массообмена и лимитируется температурой, временем и механическим побуждением (перемешиванием). По разработкам проф. К. К. Полянского (ВГТА), оптимальный режим кристаллизации лактозы из очищенных сыво-
410
Рис. 46. Схема технологической линии производства молочного сахара-сырца:
7 —сепаратор; 2, 10— емкости для промежуточного хранения; 3, 8 — насосы; 4 — трубчатый нагреватель молочной сыворотки; 5 — емкость для кислоты; 6— ванна для отваривания альбумина; 7—установка для приготовления щелочного раствора; 9— сепаратор с центробежной выгрузкой осадка; 11 — вакуум-выпарной аппарат; 12— кристаллизатор-охладитель; /5—центрифуга; 14— емкость для мелассы; 15— сушилка
роточных сиропов соответствует темпу охлаждения 2...3 °С/ч и скорости перемешивания 10... 15 об/мин.
Разделение суспензии кристаллизата на влажные кристаллы и мелассу вполне удовлетворительно осуществляется на центрифугах фильтрующего и отстойного типов.
Сушка влажных кристаллов наиболее целесообразна во взвешенном состоянии. При необходимости размол кристаллов обеспечивается на ударных шаровых, виброшаровых мельницах и дезинтеграторах, а также струйным методом.
Молочный сахар-сырец. Схема технологических процессов производства молочного сахара с очисткой сыворотки и кристаллизацией лактозы показана на рисунке 46.
Подсырную сыворотку кислотностью не более 20 °Т и с содержанием лактозы не менее 4,5 % очищают от казеиновой пыли и молочного жира на специальных сепараторах с центробежной выгрузкой осадка типа ОХС непосредственно после удаления ее из сыроизгото-вителей и грубой фильтрации при температуре 35...40 °C.
Сепарированную сыворотку нагревают в потоке до теплового порога денатурации сывороточных белков (70...75 °C) и направляют в специальные емкости — ванны для отваривания альбумина. После заполнения емкости сыворотку нагревают до 90...95 °C и вносят в нее реагент — коагулятор. В качестве последнего рекомендуется использовать кислую сыворотку кислотностью 150...200 °Т, которую готовят предварительно; соляную кислоту рабочей концентрации или мелассу от предыдущих выработок молочного сахара. Кислотность сыворотки повышают до 30...35 °Т, что соответствует pH 4,4...4,6. Смесь тщательно перемешивают в течение 10... 15 мин.
411
Для более полного выделения белков после тепловой денатурации и подкисления рекомендуется снижение кислотности сыворотки до 1О...15°Т (pH 6...6,5) внесением 10%-ного раствора гидроксида натрия с тщательным перемешиванием массы в течение 10...15 мин.
После тепловой денатурации и внесения реагентов сыворотку оставляют для отстоя на 1...1,5 ч. Частицы коагулированного белка отделяют с помощью сепараторов с центробежной выгрузкой осадка типа ОТС или фильтрацией отстоявшегося слоя сыворотки. Выделенные сывороточные белки — белковую массу и (или) альбуминное молоко рекомендуется использовать для пищевых продуктов или кормовых средств.
Выделение казеиновой пыли, молочного жира и сывороточных белков из подсырной сыворотки можно организовать в потоке, с полной механизацией и автоматизацией. Технологическая линия разработана во ВНИИМСе аналогично зарубежной линии и процессу «ЦентриВей». В линии предусмотрены специальный аппарат-турбулизатор для нагрева сыворотки с 70...75 до 90...95 °C и проточный емкостный коагулятор. Реагенты вносят в потоке с помощью насосов-дозаторов.
Возможна безреагентная коагуляция сывороточных белков в подсырной сыворотке путем ее подсгущения в 4...6 раз, т. е. до 24...36%-ного содержания сухих веществ с понижением кислотности и снижением pH, что обеспечивает термическую коагуляцию при нагревании до 90...95 °C.
Очищенную (осветленную) подсырную сыворотку без охлаждения направляют на сгущение в вакуум-выпарные установки. Выпаривание влаги проводят при температуре не выше 55 ±5 °C, что предупреждает карамелизацию лактозы. Чтобы избежать сильного пенообразования сыворотки во время сгущения, особенно в ее начальный период (до 30 % сухих веществ), применяют пеногасители — олеиновую кислоту или афромин в количестве 10...20 г/100 л перерабатываемой сыворотки. Сгущение проводят до получения сиропа с массовой долей сухих веществ 60...65 %, что при 70 °C соответствует плотности 1300 кг/м3 (по ареометру 1,30; масса 100 мл сиропа 130 г). В конце сгущения сироп молочной сыворотки нагревают до 70...75 °C и направляют на кристаллизацию.
Кристаллизацию лактозы проводят с учетом качества (доброкачественности) сиропа по длительному (до 35 ч) или ускоренному (до 15 ч) режимам в кристаллизаторах-охладителях путем направленного и управляемого охлаждения до 10...15 °C (рис. 47). Во время кристаллизации сироп периодически (примерно через каждые 30 мин) перемешивают для равномерного охлаждения и предупреждения образования сростков (друзов, конгломератов) кристаллов лактозы.
Кристаллы лактозы отделяют от мелассы путем центрифугирования кристаллизата на центрифугах фильтрующего и осадитель-
412
Рис. 47. График кристаллизации лактозы:
1 — быстрый режим; 2 — длительный режим; 3 — при переработке ультрафильтрата
ного типов. Допускается разбавление кристаллизата доброкачественной водой температурой не выше 15 °C. При центрифугировании (в случае необходимости) промывают кристаллический осадок лактозы доброкачественной водой температурой не выше 15 °C. Влажность кристаллической массы после окончания центрифугирования составляет 8...10 %. Отделенную мелассу и промывные воды собирают и используют для подкисления исходной сыворотки или перерабатывают в кормовые продукты, в том числе бифидогенные концентраты.
Влажные кристаллы молочного сахара-сырца после разрыхления осадка сушат на сушилках барабанного типа СБА-1, в сушильных установках с псевдоожиженным слоем РЗ-ОСС или вихревых сушилках ВС-800. На входе в сушилку поддерживают температуру воздуха 130...140 °C, на выходе 65...75 °C. Выброс кристаллов в атмосферу исключают с помощью циклонов и фильтров. После сушки готовый продукт охлаждают, выдерживают 2...3ч в помещении цеха и при необходимости размалывают в центробежных мельницах Д-250 ударного типа. Молочный сахар-сырец упаковывают в бумажные многослойные мешки, снабженные полиэтиленовым вкладышем. Срок хранения молочного сахара-сырца при температуре 20 °C составляет до 12 мес.
Кроме подсырной сыворотки для производства молочного сахара-сырца возможно использование творожной. Особенность технологии состоит в исключении подкисления исходной сыворотки и некотором снижении выхода готового продукта (примерно на 15...25 % в сравнении с подсырной сывороткой), что связано со сбраживанием лактозы в процессе производства творога. Использование казеиновой (в том числе термохлоркальциевой) сы-
413
воротки также возможно (по В. А. Павлову) аналогично творожной с учетом ее дехлорирования и декальцинирования электродиализом.
Совершенствование технологии молочного сахара-сырца возможно путем ультрафильтрации сыворотки и последующего гидролиза остаточных белков ферментами. Специфические особенности технологии молочного сахара-сырца из ультрафильтрата заключаются в следующем. Фильтрат содержит до 5 % лактозы и не более 0,1% азотистых веществ, поэтому сгущать его рекомендуется до массовой доли сухих веществ в сиропе 60...64 %. Для наиболее полной кристаллизации лактозы и образования крупных однородных кристаллов температуру сиропа снижают ступенчато — постепенно (рис. 47) с 75 до 65 °C в течение первых 15 ч, затем быстро с 65 до 15 °C в течение следующих 15 ч, после чего кри-сталлизат выдерживают еще 8...10ч при этой температуре. Перемешивание проводят более интенсивно, чем при традиционном способе, что исключает отстой кристаллов.
Гидролиз остаточных белковых веществ и высокомолекулярных пептидов в очищенной сыворотке можно провести при ее сгущении или в сиропах в процессе кристаллизации ферментами (термостойкими протеазами).
Пищевой молочный сахар. Технологический процесс включает очистку и рафинацию сыворотки на стадии сгущения. Исходное сырье — очищенную сыворотку сгущают до содержания сухих веществ 25...30 % и направляют без охлаждения в емкость (ванну), где ее раскисляют 10%-ным раствором гидроксида натрия при тщательном перемешивании до 20...25 °Т, нагревают до 90...95 °C и выдерживают при этой температуре 30 мин, после чего очищают от взвешенного осадка несахаров центробежным способом на са-моразгружающихся сепараторах типа ОТС. Полученную белковоминеральную массу рекомендуется использовать в кормовых целях, например в птицеводстве. Очищенную подсгущенную сыворотку осветляют рафинированием в реакторах — двухстенных емкостях с мешалкой. Рафинацию проводят при температуре 70...80 °C путем внесения активного угля (2 %), молотого диатомита (1,5 %) и гидросульфита натрия (0,005 %). Дозу реагентов рассчитывают по лактозе. Раствор, постоянно перемешивая, выдерживают 30 мин и направляют на фильтрацию. Фильтрат досгуща-ют до массовой доли сухих веществ 55...60 %. Кристаллизацию проводят по быстрому режиму (15 ч). Центрифугирование, промывку и сушку кристаллов проводят так же, как и при производстве молочного сахара-сырца. Упаковывание и хранение пищевого сахара аналогичны соответствующим процессам при выработке молочного сахара-сырца.
Совершенствование технологии пищевого молочного сахара может быть достигнуто применением мембранных методов, таких, как ультрафильтрация (очистка сыворотки), обратный осмос (под-414
Рис. 48. Схема технологической линии производства рафинированного молочного сахара:
1 — емкость для растворения молочного сахара-сырца; 2— сепаратор с центробежной выгрузкой осадка; 3— емкость для рафинации очищенного сиропа; фильтр-пресс; 5—насос; 6— контрольный фильтр; 7—кристаллизатор; 8— центрифуга; 9— сушилка; 10— магнитный улавливатель
сгущение сыворотки), электродиализ (деминерализация) и ионный обмен (исключение рафинации). Лактозу пищевой категории качества вырабатывают путем безреагентной экологически чистой коагуляции сывороточных белков термокислотным способом сквашенным обезжиренным молоком или пахтой с очисткой на стадии сгущения.
Рафинированный (фармакопейный) молочный сахар. Получают из растворов сахара-сырца. Схема технологической линии производства рафинированного молочного сахара показана на рисунке 48. Для производства рафинированного молочного сахара используют молочный сахар-сырец высшего сорта или улучшенный (пищевой категории качества) с содержанием лактозы не менее 95 %. Растворение сахара-сырца или кристаллического осадка осуществляют в реакторах с подогревом и мешалкой. Массовая доля сухих веществ в растворе составляет 65 %. Температура процесса на уровне 90 °C. После окончания растворения в раствор без охлаждения вносят рафинирующие средства: активный уголь (2 %), молотый диатомит (1,5 %) и гидросульфит натрия (0,005 %). Дозировку реагентов рассчитывают по лактозе. Раствор, непрерывно перемешивая, выдерживают в течение 10 мин и фильтруют через ткань типа «бельтинг» с намытым слоем диатомита. Кристаллизацию лактозы осуществляют охлаждением рафинированного сиропа в течение 7...10 ч до 10...15 °C при постоянном перемешивании массы. Кристаллический осадок промывается чистой водой. Сушку кристаллов, упаковывание и хранение рафинированного
415
молочного сахара осуществляют при строгом соблюдении санитарного режима, принятого на молочных предприятиях, аналогично тому, как это делается при производстве пищевого молочного сахара.
При выработке рафинированного молочного сахара для продуктов детского питания в качестве сырья используют улучшенный сахар-сырец пищевой категории качества при строжайшем соблюдении санитарного режима. Обязательна установка магнитных фильтров после сушилки.
Фармакопейный молочный сахар получают при соблюдении требований, предъявляемых к производству рафинада для продуктов детского питания, с тщательной промывкой кристаллического осадка с целью удаления моноз — глюкозы и галактозы (на специализированных производствах допускается промывка кристаллического осадка этиловым спиртом пищевого качества с его последующим сбором и использованием).
Мелкокристаллический рафинированный молочный сахар для целевого использования (затравка при кристаллизации молочных консервов и мороженого) с размером частиц не более 10 мкм получают путем тонкого помола рафинированного молочного сахара на виброшаровых мельницах с последующим отбором частиц в классификаторах-циклонах.
9.4.6. ПРОИЗВОДНЫЕ МОЛОЧНОГО САХАРА
Из молочного сахара (лактозы) можно получить целую гамму производных — галактозу (медпрепарат), глюкозо-галактозный сироп, лактулозу, лактитол, молочную кислоту, лактаты кальция, этанол, метан, полиуретановые пены, лактобионовую кислоту и др. Наибольший практический интерес в настоящее время представляют глюкозо-галактозный сироп, лактулоза и этиловый спирт.
Глюкозо-галактозный сироп. Получают его путем направленного гидролиза молекулы лактозы с получением моноз — глюкозы и галактозы, которые характеризуются большой растворимостью, сладостью и значительным сроком хранения.
Теоретически возможен гидролиз химическими реагентами и специфическим ферментом лактаза (р-галактозидаза), в том числе иммобилизованном на твердом носителе.
Технологический процесс производства глюкозо-галактозного сиропа включает следующие операции: подготовку лактозосодержащего сырья, реагентов и вспомогательных материалов; гидролиз лактозы; очистку раствора; концентрирование раствора; фасование, упаковывание и хранение.
Схема технологической линии производства глюкозо-галактоз-ного сиропа приведена на рисунке 49. Ультрафильтрат молочной 416
Рис. 49. Схема технологической линии производства глюкозо-галактозного сиропа:
7 —насос; 2 — емкость для хранения сыворотки; 3 — вакуум-выпарная установка; 4— ванна для отваривания альбумина; 5— сепаратор; 6— реактор; 7— воздушный компрессор; «У — баллон с соляной кислотой; 9— монжю для хранения соляной кислоты; 70—электродиализная установка; 11— насос; 72 — фильтр-пресс
сыворотки под сгущают до массовой доли сухих веществ 18... 22 % и очищают от оставшихся азотосодержащих соединений тепловой денатурацией при 93...97 °C с подкислением соляной кислотой до pH 4,6 ±0,05 и выдержкой 15...20 мин с последующим сепарированием. В очищенный подсгущенный фильтрат вносят соляную кислоту из расчета 21 ± 0,2 дм3 на 1 т с доведением до pH 1 ± 0,5, выдерживают при температуре 97 ± 2 °C в течение 4 ч, охлаждают до 23 ± 2 °C. Кислотность гидролизата должна быть не более 12 Т. Деминерализуют его до уровня 70 ± 5 % и сгущают до 50 % сухих веществ (плотность 1200 кг/м3). Сироп осветляют (рафинируют) сорбентами — осветляющим углем (2 %) и диатомитом (1 %) при температуре 75 ± 5 °C, выдерживают в течение 10... 15 мин и фильтруют через ткань. Готовый продукт хранят при температуре 10...30 °C не более 30 сут.
Более известна в мире и практически отработана в России (Ю. Я. Свириденко с сотрудниками) технология ферментативного гидролиза лактозы. Исходным сырьем для гидролиза могут служить творожная и под сырная сыворотки, ультрафильтрат и раствор молочного сахара. Гидролиз осуществляют в реакторе иммобилизованной р-галактозидазой (лактазой) «Галактосил». Степень гидролиза должна составлять 75 ± 5 %. Обычно процесс проходит непрерывно в течение 20 ± 2 ч, затем фермент подвергают санации 0,5 М раствором уксусной кислоты, после чего гидролиз возобновляется. Фермент заменяют, когда эффективность процесса становится ниже 0,9 ± 0,1 ч-1. Фильтрат после гидролиза деминерализуют (50...90 %) и концентрируют до 60±2 % сухих веществ. Сироп гидролизованной лактозы (СГЛ) представляет собой вязкую однородную жидкость желто-
27 Г. Н. Крусь и др.
417
коричневого цвета со следующими физико-химическими показателями ( %):
Массовая доля сухих веществ, % 60
В том числе:
глюкозы 20,7
галактозы 20,7
лактозы 11,9
азотистых веществ 11,15
Зольность (%) при степени деминерализации, %:
50 4,0
50 2,5
90 1,0
Срок хранения СГЛ составляет 1...2мес в зависимости от степени деминерализации.
Лактулоза. Специальными исследованиями установлено, что дисахарид лактулоза (фруктозо-галактозид) — активный бифидоген-ный фактор женского молока. Для оптимизации рецептуры продуктов детского питания на молочной основе в коровье молоко необходимо вводить лактулозу. Кроме того, лактулозу широко применяют во многих странах мира как профилактическое и терапевтическое средство, особенно в случае дисбиотических явлений. Лактулозу можно использовать в пищевых продуктах как хорошо растворимый подсластитель, в алкогольных и безалкогольных напитках с целью минимизации их токсического действия, а также в качестве кормовых добавок и в рецептурах ЗЦМ для предупреждения дисбактериоза у молодняка сельскохозяйственных животных.
Лактулозу можно получить из лактозы путем перегруппировки а-глюкозы во фруктозу (рис. 50). Механизм перегруппировки трактуется по-разному. В слабощелочной среде глюкоза может трансформироваться во фруктозу по механизму LA-трансформации через енольную форму, а также перегруппировкой по Амадо-ри с образованием промежуточного продукта лактозиламина. Известен синтез лактулозы в растворах лактозы изомеразами микробного происхождения.
В нашей стране и за рубежом проведены разработки по получению лактулозы в жидком (сиропы) и сухом виде на основе лактозы.
Технологический процесс производства сиропов лактулозы по С. А. Рябцевой (СевКавГТУ) включает следующие операции: приемку и подготовку молочного сахара, реагентов и вспомогательных материалов; растворение молочного сахара; рафинацию и фильтрацию раствора; изомеризацию лактозы в лактулозу; деминерализацию раствора; одно- или двукратное сгущение раствора, кристаллизацию и отделение кристаллов лактозы; тепловую обработку; фасование, упаковывание и хранение. Схема технологической линии производства сиропа лактулозы показана на рисунке 51.
418
н н
I I
н н
I I
-----с-он -------с-----
I I
н-с-он н-с-он
I I _
о но-с-н О НО-С-Н О,---------
н-с------1 но-с-н
I I
-----с- н н - с----
I I
с2нон с2нон
н-с-он н-с-он
I I
но-с-н о но-с-н о
Н-С-----1 но-с-н
I I
Н-С-ОН Н-с---------
I I
С2НОН С2НОН
LA-трансформация или перегруппировка па Амадари
Гпюкоза Гзла кт оза
Лактоза
Лактоза
(циклическая форма)
(ациклическая форма)
Н Н
I I
Н-С-ОН ------с-----
I I
।----С-ОН Н-С-ОН
-------О Н-С-ОН О НО-С-Н О
1 1 1 Н-С------1 НО-С-Н
I I
-----с- н н - с------
I I
С2НОН С2НОН
н I Н-С-ОН
I
О = С
I
- н-с-он о
н_^_____I
I но-с-н
I
С2НОН
н I с-
н-с-он
I но-с-н о
I НО-С-Н ( н-с-----
I
С2НОН
Фруктоза Галактоза
Лактулоза (циклическая форма)
Лактулоза (ациклическая форма)
Рис. 50. Схема изомеризации лактозы в лактулозу
В качестве исходного сырья для производства лактулозы используют молочный сахар (рафинированный, пищевой и сырец) не ниже высшего сорта. Растворяют сахар в нагретой до 85...90 °C воде при постоянном перемешивании. Массовая доля сухих веществ 20...25 %, что соответствует плотности 1055 ±5 кг/м3 при 70 °C. Раствор молочного сахара выдерживают при температуре 90 °C в течение 10...15 мин. При использовании молочного сахара-сырца рекомендуется центробежная очистка раствора для удаления взвешенного осадка и механических примесей. Очистку осуществляют на саморазгружающемся сепараторе типа ОТС с периодической разгрузкой через каждые 15...25 мин. Полученный осадок используют в кормовых целях. Растворение молочного сахара возможно в чистом конденсате или щелочной фракции электроактивирован-ной воды (ЭЛА-вода) — католит.
Изомеризацию лактозы в лактулозу проводят в щелочной среде при pH 11... 12 путем введения 0,27 ± 0,02 % гидроксида натрия в виде 40%-ного раствора для пищевых сиропов или 0,40 ± 0,05 %
27*
419
Рис. 51. Схема технологической линии производства сиропов лактулозы:
7 —реактор; 2—сепаратор; 3— фильтр-пресс; 4— насос; 5 — промежуточная емкость; 6— электродиализная установка; 7—ионообменная установка; 8— вакуум-выпарная установка;
9 — кристаллизатор-охладитель; 10 — центрифуга; 11— бункер для кристаллов лактозы
Условные обозначения:
(Т)— сахар-сырец; вода; (7)— раствор лактозы; (J)— белковая масса; (?)— реагенты; (Т)— адсорбенты; (V)— меласса; (в)— сахар-рафинад; (V)— раствор лактолактулозы; (Ю) — деминерализованный раствор; (н)— сироп лактолактулозы; кристаллы лактозы; (13) —
сироп лактулозы
гидроксида кальция в виде свежеприготовленного известкового молока для кормовых добавок. Оптимальный режим изомеризации: температура 85...95 °C, время выдержки 5...7 мин с быстрым (резким) охлаждением до 15...25 °C, что исключает автокаталитический распад углеводов и нарастание цветности раствора. В случае невозможности быстрого охлаждения раствор необходимо подкислить до pH 7,0...8,0 лимонной или молочной кислотой для пищевых сиропов, кислой сывороткой для кормовых добавок. В процессе изомеризации до 30 % лактозы трансформируется в лактулозу. В результате получается раствор лактолактулозы, содержащий около 7 % лактулозы и 15 % непрореагировавшей лактозы, а также балластные вещества — минеральные соли (0,7 %), азотистые соединения (0,3 % азота) и красящие соединения, в основном меланоидины.
Деминерализацию проводят для пищевых сиропов при температуре 18...22 °C до уровня обессоливания 70...75 % на электродиализных установках по режимам производства деминерализованной сыворотки. Более глубокое обессоливание, например для детского питания на уровне 90 %, можно проводить ионообменной обработкой на смолах КУ-2-8 и ЭДЭ-10П, как и при производстве молочного сахара.
Рафинацию осуществляют при 20...30 °C путем внесения активного угля (1,5 %), молотого диатомита (0,15 %) и гидросульфита натрия (0,01 %). Дозу реагентов рассчитывают по отношению к лактозе. Раствор выдерживают при перемешивании
420
10... 15 мин и фильтруют через ткань «бельтинг» с намытым слоем молотого диатомита. Фильтрат лактолактулозы сгущают в вакуум-аппаратах при температуре 55...65 °C до массовой доли сухих веществ 55...60 %, что соответствует плотности 1245 ± 5 кг/м3. Сгущенный сироп подогревается до 70 °C и направляется на кристаллизацию.
Кристаллизацию лактозы проводят для увеличения доли лактулозы в готовом продукте по режиму: охлаждение при постоянном медленном перемешивании массы со скоростью 2...3 °C в 1 ч до температуры 8... 10 °C и с последующей выдержкой при этой температуре в течение 10... 12 ч.
Выделившиеся кристаллы лактозы отделяют центрифугированием на аппаратах фильтрующего типа и промывают небольшим количеством холодной воды. Кристаллический осадок молочного сахара используют для растворения в замкнутом цикле производства сиропов лактулозы.
При необходимости (в зависимости от требований потребителей к качеству сиропов лактулозы) проводят повторную деминерализацию (для детского питания и фармацевтики), сгущение (пищевые продукты и напитки) с кристаллизацией и отделением кристаллов. Повторное сгущение проводят до массовой доли сухих веществ 65...70 %, что соответствует плотности 1280 ± 10 кг/м3. Для интенсификации процесса кристаллизации вносят затравку мелкокристаллической лактозы в количестве 0,3...0,5 % массы сиропа. Конечная температура охлаждения составляет 5 °C с последующей выдержкой до 10 ч, что предотвращает выпадение осадка при хранении сиропов лактулозы.
Тепловую обработку сиропов лактулозы осуществляют при температуре 70...75 °C в течение 10... 15 мин для гарантии микробиологической чистоты, безопасности и длительного хранения.
Фасование сиропа проводят в горячем виде в потребительскую тару (фляги, банки, флаконы).
Продолжительность хранения сиропов лактулозы определяется видом упаковки: в негерметичной таре при температуре 4...8 °C состав и свойства продукта не изменяются в течение 12 мес, в герметичной таре — до 5 лет. Сироп лактулозы имеет следующий состав и свойства:
Массовая доля сухих веществ, % 55,0
В том числе:
лактулозы 45,0
других углеводов 10,0
минеральных веществ 0,8
азотистых соединений 0,12
Плотность, кг/м3 1260
Титруемая кислотность, °Т 24
Активная кислотность pH 6,0
421
Сиропы лактулозы используют для получения медпрепаратов, детского и диетического питания, пищевых продуктов и напитков, кормовых добавок.
Получены специальные концентраты лактулозы «Лактусан» и «Алкософт». Изомеризацию лактозы в лактулозу при выработке «Лактусана» проводят в водном растворе лактозы, при выработке «Алкософта» — непосредственно в молочной сыворотке.
Технологический процесс производства сухой лактулозы включает следующие операции: приемку концентрата лактулозы с определением его показателей качества, подготовку концентрата, нагревание раствора, сушку, охлаждение сухой лактулозы, фасование продукта. Сироп лактулозы после определения его качества разбавляют чистой водой до массовой доли сухих веществ 20...45 % и при необходимости раскисляют. Раствор нагревается до 80...85 °C и подается в распылительную сушилку. Режим сушки: температура воздуха на входе 100...150 °C, на выходе 50...70 °C. Учитывая высокую гигроскопичность порошков сухой лактулозы (индекс гигроскопичности составляет 22,8 %, а, например, для сухого обезжиренного молока — 10,5 %), его охлаждают осушенным воздухом и фасуют в герметичную и влагонепроницаемую тару. На основе сухой лактулозы и лизоцима разработана технология оригинального препарата «Лаэль».
Этанол. Лактоза может трансформироваться в этиловый спирт (этанол) при ее сбраживании специальными расами дрожжей. Общая схема сбраживания представлена ниже:
С12Н220ц + Н2О -э 2С6Н12О6 -э 4С2Н5ОН + 4СО2. Лактоза Монозы Этанол
Наиболее благоприятной средой для брожения считаются УФ-фильтраты. Способность сбраживать лактозу с образованием этилового спирта и диоксида углерода присуща лишь немногочисленным представителям дрожжей. Например, по данным проф. В. М. Богданова, 15 штаммов, испытанных им, продуцировали из лактозы от 0,36 до 2,42 % этанола. Для практического использования в настоящее время рекомендуются дрожжи Kluyveromyces fragilis или Candida pseudotropikalis для нативной сыворотки и специально подобранные штаммы дрожжей Kluyveromyces marxianus Пр-8 для подсгущенной сыворотки.
Производство этанола на основе сбраживания лактозы возможно путем использования:
нативной (неконцентрированной) молочной сыворотки;
концентратов молочной сыворотки с массовой долей лактозы 15...20 %;
молочной сыворотки с гидролизованной до моноз лактозой;
молочной сыворотки с иммобилизацией дрожжевых клеток на носителе.
422
Схема технологического процесса получения этилового спирта из молочной сыворотки включает следующие операции: приемку и подготовку исходного сырья — молочной сыворотки, дрожжей и вспомогательных материалов; очистку молочной сыворотки от казеиновой пыли, молочного жира и сывороточных белков; охлаждение до температуры брожения 28...34 °C; внесение дрожжевой закваски; сбраживание лактозы; отделение осадка дрожжей; перегонку бражки и ректификацию спирта; фасование, упаковывание и хранение готовой продукции.
Схема технологической линии производства этилового спирта из подсырной сыворотки, разработанная ВНИИМСом, приведена на рисунке 52.
Для производства используют свежую подсырную сыворотку кислотностью не выше 20 °Т, очищенную от казеиновой пыли, молочного жира и сывороточных белков способами, аналогичными используемым при производстве молочного сахара. Осветленную сыворотку охлаждают до 28...34 °C и вносят дрожжевую закваску. При работе с концентрированной сывороткой ее сгущают 3...5 раз в вакуум-выпарных аппаратах.
Вначале готовят лабораторную дрожжевую закваску, а затем производственную. Для активизации роста дрожжей в закваску рекомендуется вносить минеральные соли (сульфат аммония, соли
Рис. 52. Схема технологической линии производства этилового спирта из подсыриой сыворотки:
1 — балансные емкости; 2— насосы; 3 — теплообменники трубчатые; 4— ванна для отваривания альбумина; 5— сепараторы-очистители с центробежной выгрузкой осадка; 6— вакуум-выпарной аппарат; 7— заквасочник для приготовления первичной закваски; 8— ферментеры для приготовления производственной закваски; 9— бродильные чаны; 10— перегонная колонка; 11 — дефлегматоры, конденсаторы; 12 — контрольные снаряды; 13 — емкость для бражки; 14— куб ректификационной колонки; 15 — ректификационная колонка
423
калия и кальция). Рост биомассы происходит при температуре 28...30 °C, pH 4,5 и обязательном аэрировании воздухом с перемешиванием смеси. Размножение дрожжей проводят до достижения их концентрации 1,5...1,7 млрд в 1см3. Полученную суспензию дрожжей «бродящего типа» используют в качестве посевного материала (закваски). Доза закваски составляет 8...10 % объема исходной сыворотки.
Брожение осуществляют в емкостях (бродильных чанах — ферментерах) с автоматическим поддержанием температуры на уровне 29+1 °C с аэрацией воздухом и перемешиванием. Конец брожения определяют по плотности (остается постоянной в течении 24 ч) и содержанию остаточной лактозы — не более 0,3 %. В питательной среде (бражке) накапливается этанол: при сбраживании нативной сыворотки — 2...3 %, концентрированной — до 8 %.
Для выделения, концентрирования до 96 % и очистки этанола используют брагоперегонные и ректификационные колонны. Перед перегонкой бражки дрожжи рекомендуется отсепарировать и использовать вновь в качестве закваски. Получаемая от перегонки барда содержит азотистые соединения, 3...4 % минеральных солей, молочную кислоту и является ценным кормовым средством (добавкой) в жидком, сгущенном или сухом виде.
Практический опыт показывает, что из 1 т подсырной сыворотки на линии можно получить 25 дм3 этилового пищевого спирта крепостью 96 % с незначительным количеством сивушных масел, 30 кг альбуминного творога, подсырные сливки и белковую массу казеиновой пыли, а также до 40 кг кормовых дрожжей и до 60 кг диоксида углерода. По расчетам, при этом высвобождается для пищевых целей 117 кг зерна или 300 кг картофеля. Описанный выше процесс позволяет получать молочную сыворотку, практически полностью освобожденную от лактозы. Спиртовое брожение при этом рассматривается как процесс, позволяющий получать пищевую или кормовую дрожжевую массу (белок) и в качестве побочного продукта этиловый спирт.
Контрольные вопросы и задания. 1. Назовите химический состав, физические свойства обезжиренного молока, пахты и молочной сыворотки. 2. Укажите виды и ассортимент продуктов из обезжиренного молока, пахты и молочной сыворотки. 3. Каковы сущность технологии и оптимальные параметры производства молочного белка, казеина и казеинатов? 4. Сформулируйте научно-технические основы технологии и рецептуры ЗЦМ в жидком, сгущенном и сухом видах. 5. Сформулируйте физико-химические основы технологии молочного сахара-сырца, пищевого и рафинированного. 6. Какова сущность технологии производных молочного сахара — глюкозо-галактозных сиропов, лактулозы, этанола?
10. ПРОИЗВОДСТВЕННЫЕ РАСЧЕТЫ В МОЛОЧНОЙ ПРОМЫШЛЕННОСТИ
•
10.1. МАТЕРИАЛЬНЫЙ БАЛАНС В ПРОИЗВОДСТВЕ МОЛОЧНЫХ ПРОДУКТОВ
10.1.1. ОСНОВНЫЕ УРАВНЕНИЯ МАТЕРИАЛЬНОГО БАЛАНСА
Материальный баланс служит для контроля производства, регулирования состава продукции и установления производственных потерь. С помощью материального баланса можно определить экономические показатели технологических процессов и способов производства (производственные потери, степень использования составных частей молока, расход сырья, выход готового продукта).
В основе материального баланса лежит закон сохранения вещества, записанный математически в виде двух уравнений.
Первое уравнение — это баланс сырья и вырабатываемых из него продуктов:
тс — тТ + тп + П, (1)
где тс, тТ, тп — масса соответственно сырья, готового и побочного продуктов, кг; Л—производственные потери, кг.
Масса получаемых после переработки продуктов меньше массы переработанного сырья. Разницу между ними составляют производственные потери. Производственные потери выражают также в процентах от количества переработанного сырья:
« = — 100, тс
откуда
П = «1с«/100.
Тогда уравнение (1) примет вид
/пс«
тс = тТ + «?„ + (2)
Второе уравнение материального баланса составляют по массе сухих веществ или отдельных составных частей молока.
425
Если составные части молока не претерпевают химических изменений в ходе технологических процессов, то количество их в сырье должно быть равно количеству в готовом и побочном продуктах. Баланс составных частей молока при его переработке можно составить так:
тсгс _ /ИгГг ! /ИпГп ! я
100 100 100
(3)
или
тс гс = тггг + /ипгп + Пч 100,
где гс, г„ гп — массовая доля составных частей молока соответственно в сырье, в готовом и побочном продуктах, %; Пч — потери составных частей молока, кг.
Потери выражают в процентах от составных частей молока, содержащихся в сырье:
п _ тсгсПч 4 100-100’
где пч — потери составных частей молока, %.
После подстановки Пч в уравнение (3) второе уравнение материального баланса примет вид
тсгс _ m,,rn t тсгсич
100 100 100 100-100’
или
тсгсп„
mcrc = mYrY + тагп + (4)
Потери составных частей молока лч и потери сырья п, выраженные в процентах, численно равны.
Баланс можно составить по любой части молока — жиру Ж, сухому остатку молока С, сухому обезжиренному молочному остатку (СОМО) О. Так, баланс по жиру при сепарировании молока
тмЖм = таЖа + т^Ж^ +
где тм, тсл, — масса соответственно молока, сливок, обезжиренного молока, кг; Жм, Ж^, Жл — массовая доля жира соответственно в молоке, сливках и обезжиренном молоке, %; лж —потери жира при сепарировании, %.
426
Для производства сухого и сгущенного молока баланс можно составить по сухому молочному остатку
Z-, z-i . ^VmQlm^c.b
— тсг^сг > (5)
где тк м — масса нормализованного молока, кг; тсг — масса сгущенного молока, кг; Glm, Ссг — массовая доля сухого молочного остатка соответственно в нормализованном и сгущенном молоке, %; лс в —потери сухих веществ при производстве сгущенного молока, %.
В уравнении (5) отсутствует одно слагаемое, относящееся к побочному продукту, так как при сгущении и сушке побочный продукт (вода) не содержит сухих веществ молока.
Решая совместно первое (2) и второе (4) уравнения материального баланса, можно определить массу сырья по готовому продукту при известном составе сырья, готового и побочных продуктов или установить массу готового продукта по массе сырья:
тс(гс -гп)Ю0-и
—юб“;
(6)
_тг(гг~гп) ЮО . с гс-гп 100 —л’
(7)
™п =
mc(rr -гс)100-и гг — гп 100
Материальные расчеты обычно проводят с учетом производственных потерь. При ориентировочных расчетах ими пренебрегают. Массу сырья, готового и побочных продуктов без учета потерь определяют по формулам:
(9)
/Пг(гг-Гп)
г — г 5 'с 'п
;»*с(гг-Гс)
(Ю)
(И)
Пример 1. Определить массу сливок для производства 500 кг масла, если массовая доля жира в масле составляет 78 %, в сливках 38, в пахте 0,7 %. Нормативные потери при производстве масла составляют 0,6 %.
427
Рис. 53. Расчетный треугольник
Для решения задачи воспользуемся формулой (7)
500(78-0,7) 100
тг. = —— ’ —— = 1042 кг.
с 38-0,7 100-0,6
Массу готового продукта по сырью или массу сырья по готовому продукту можно определить как алгебраическим методом (по формулам), так и графическим (по расчетному треугольнику).
Сущность способа расчета с помощью треугольника (рис. 53) состоит в следующем. В вершинах треугольника записывают массовую долю одной из составных частей молока,
содержащихся в сырье гс, в готовом гг и побочном гп продуктах.
На внутренних сторонах треугольника записывают значение массы сырья тс, готового тТ и побочного тп продуктов напротив соответствующей им массовой доли составной части молока. На
внешних сторонах треугольника располагают величину разности между массовыми долями составных частей молока (расположенными в вершинах треугольника), полученную вычитанием из большей величины меньшей.
В соответствии с правилом расчетного треугольника составляют пропорцию: отношение внутренних сторон к внешним — величина постоянная для данного треугольника
тс __ тг ...
гг - гп гс- гп гг - гс ’
Из этого соотношения определяют необходимые величины.
10.1.2. ПРОИЗВОДСТВЕННЫЕ ПОТЕРИ
При производстве различных молочных продуктов на молоко-проводах, в емкостях, аппаратах и другом оборудовании задерживаются остатки сырья, готового и побочного продуктов. Часть сырья и продуктов расходуется на анализы. Все эти остатки сырья, готового и побочного продуктов составляют неизбежные технологические потери.
В целях контроля за производством разработаны нормы потерь, включающие только технологические потери. При этом не учитываются непроизводственные потери (потери от брака, неисправности оборудования и т. п.).
Нормативные потери устанавливают на основании экспериментальных измерений масс остатков сырья и жира на технологическом оборудовании.
Фактические потери в производстве рассчитывают по балансу жира или сухих веществ.
Потери представляют собой разность между массой жира или сухих веществ в сырье и массой их в готовом и побочном продуктах:
П _ тсЖс тТЖг _ ж 100 100 100 ’
jj _ тсСс тгСг тпСТ1 св 100 100 100 ’
где 77ж, Пс в — потери жира и сухих веществ, кг; Ж^, ЖТ, Жп — массовая доля жира соответственно в сырье, готовом продукте и побочном продукте, %; Сс, Сг, Сп — массовая доля сухих веществ соответственно в сырье, готовом продукте и побочном продукте.
Потери выражают также и в процентах от переработанного жира, сухих веществ или сырья:
Яж-100
И = ------
ж тсЖс
•100; н,
х.в
Яс в-100 „„
—--------100;
тсСс
« = — •100, тс
где пж, пс в — потери жира, сухих веществ, % массы жира или сухих веществ в переработанном сырье.
10.1.3. СТЕПЕНЬ ИСПОЛЬЗОВАНИЯ СОСТАВНЫХ ЧАСТЕЙ МОЛОКА
Вещества молока в процессе переработки полностью или частично переходят в готовый продукт. Некоторое их количество остается в побочном продукте. Этот процесс характеризуется показателем степени перехода составных частей молока, который обозначают буквой а с индексом, соответствующим составной части молока, и выражают в процентах или единицах.
Степень перехода аг определяет долю или процент составных частей молока, перешедших в готовый продукт, от количества их в переработанном сырье, т. е.
Если выразить массу продукта по формуле (6) и подставить это значение вместо тТ в формулу (12), то получим формулу для опреде
429
ления степени перехода составных частей молока по содержанию их в сырье, готовом и побочном продуктах, выраженную в единицах
(''г-''nkc’
или процентах
(''г ~гп)гс
Степень использования Иг составных частей молока меньше степени перехода их в готовый продукт, и определяют ее по фактическим данным либо с учетом производственных потерь:
И J^-rnkr -iooioo-^
Г (Гг-ГпУс 100
где пг — фактические и предельно допустимые потери составных частей молока, % количества в переработанном сырье.
Таким образом, степень использования составных частей молока зависит как от содержания их в побочном продукте, так и от производственных потерь.
Пример 2. Определить степень перехода и степень использования жира при производстве масла, если массовая доля жира в сливках составляет 35 %, в масле 82,5, в пахте 0,4, потери 0,4 %.
Степень перехода жира
Степень использования жира
10.1.4. РАСХОД СЫРЬЯ И ВЫХОД ГОТОВОГО ПРОДУКТА
Норма расхода сырья представляет собой массу сырья в килограммах, затраченного на выработку 1 т готового продукта.
С учетом формулы (7) массу сырья, затраченного на получение 1 т готового продукта, рассчитывают по формуле
р _Ю00(гг-гп) юр
(гс-гп) 100 —л’
где Рс — норма расхода сырья, кг на 1т продукта; п — предельно допустимые потери, %.
430
По фактическим данным можно установить фактический расход сырья
где Д, — фактический расход сырья, ед. массы сырья на 1 ед. массы продукта; тс, тТ — масса соответственно фактически затраченного сырья и полученного продукта, т (или кг).
Теоретический расход сырья вычисляют без учета потерь
Р‘=77~у1000- (14)
VC 'п)
В настоящее время в промышленности при расчете норм расхода для отдельных продуктов приняты следующие формулы.
Норма расхода нормализованного молока на 1 т пастеризованного молока
юоо
нм 1-0,01V
где лж — предельно допустимые потери жира при выработке сливок, % массы жира в переработанном молоке.
Норма расхода молока на 1 т сливок
1000^-^Гоб) м Хм(1-0,01пж)-
где Жп6 — нормативная массовая доля жира в обезжиренном молоке, %.
Норма расхода нормализованного молока на 1 т жирного творога
н.м
ЮОО^тв 100 Л.лЛж
где Жтв, Ж„ м — массовая доля жира соответственно в твороге и нормализованном молоке, %; И* — степень использования жира, %.
Норма расхода обезжиренного молока на 1 т нежирного творога
Лб -
237,4 • 100 „
где 237,4 — количество белка, необходимое для выработки 1 т нежирного творога с массовой долей влаги 77,5 %, кг; — фактическая массовая доля белка в обезжиренном молоке, %; Л"—коэффициент, учитывающий потери обезжиренного молока на приемку, пастеризацию, хранение и фасование.
431
Коэффициент К зависит от годового объема переработки молока (т).
До 10 000 и от 10 001 до 25 000 1,0028
От 25 001 до 50000 1,0021
От 50001 и выше 1,0017
Норма расхода молока на 1 т сливочного масла
р Ю00(^сл-^об)(^мс-хпх)
м [>м (1 - 0,01иж1 )][^сл (1 - 0,01«ж2) -^пх]’
где Жсл, Жм — массовая доля жира соответственно в сливках (при которой установлена нормативная массовая доля жира в пахте) и в молоке, %; ЖОб, Жмс, Жт — нормативная массовая доля жира соответственно в обезжиренном молоке, масле, пахте, %; лж1 — предельно допустимые потери жира при выработке сливок, % массы жира в переработанном на масло молоке; пж-, — предельно допустимые потери жира при переработке сливок в масло, % массы жира в сливках.
Норма расхода нормализованного молока на 1 т зрелого сыра
1000Хсв(100-Влзс)К 0,01(1+ 0,0Ют)
Рнм = ^h.m[i-o,oi(^+M ’
где Жев — нормативная массовая доля жира в сухом веществе зрелого сыра, %; 5лзх — нормативная массовая доля влаги в сыре; %; К— поправочный коэффициент на результат анализа пробы сыра, взятой щупом (для твердых корковых сыров 1,036, для бескоркового сыра 1,025, для мягких сыров 1); От — норма отхода сырной массы, % массы выработанного сыра; Жнм — массовая доля жира в нормализованном молоке, %; пж — предельно допустимые потери жира при производстве сыра, % массы жира в нормализованном молоке; Ож — норма отхода жира в сыворотку, %.
Норма расхода обезжиренного молока и пахты на 1 т нежирного сыра и брынзы
100 —Ддзс СЯс.в
•1000,
где Вл,,:, С — массовая доля соответственно влаги в зрелом сыре, сухих веществ в обезжиренном молоке или пахте, %; Ясв —степень использования сухих веществ сырья.
Норма расхода нормализованного молока на 1 т сухого цельного молока
р Сеухм-1000
нм Снм(1-0,01лсв)’
где Ссух м, Сн м — массовая доля сухих веществ соответственно в готовом продукте, нормализованном молоке, %; «с в — предельно допустимые потери сухих веществ, % массы сухих веществ в переработанном нормализованном молоке.
432
Выходом готового продукта В (%) называют массу готового продукта, полученную из ста единиц сырья. Выход продукта вычисляют по формуле
100(гс-гп)100-д гг-гп 100 •
Для оценки товарных свойств перерабатываемого молока целесообразно рассчитывать выход готового продукта без учета производственных потерь, так как они зависят от объема перерабатываемого сырья.
Выход молочных продуктов можно определить по одной из составных частей молока с учетом степени ее использования:
В=100Иггпм,
где гн м — массовая доля составных частей молока в нормализованном молоке, %.
Выход молочных продуктов зависит от содержания в исходном сырье жира, белка, лактозы и других составных частей молока, образующих основную массу продукта, от степени перехода их в готовый продукт и от массы влаги в продукте с растворенными в ней составными частями молока.
Пример 3. Определить при сепарировании молока выход сливок и норму расхода молока, если массовая доля жира в молоке 4 %, в сливках 35, в обезжиренном молоке 0,05 %. Производственные потери составляют 0,15 %.
Выход сливок
5 =
100(4-0,05)100-0,15 (35-0,05) 100
= 11,28%.
Норма расхода цельного
молока на 1 т сливок
1000(35-0,05)
4(1 — 0,01 -0,15) —0,05
= 8862 кг.
10.2. РАСЧЕТЫ ПО НОРМАЛИЗАЦИИ СЫРЬЯ
10.2.1. ЦЕЛЬНОМОЛОЧНЫЕ ПРОДУКТЫ
В производстве таких видов продуктов, как питьевое молоко, простокваша, кефир и др., молоко нормализуют по жиру, а для некоторых продуктов и по сухим веществам. Содержание жира в готовом продукте, заданное стандартом, равно содержанию жира в нормализованном молоке, так как в производстве этих продуктов отходы отсутствуют.
По жиру молоко нормализуют смешением: либо периодическим способом, либо непрерывным в потоке с использованием сепараторов-нормализаторов.
28 Г. Н. Крусь и др.
433
При нормализации молока смешением периодическим способом нормализованное молоко получают путем смешения исходного цельного молока nt, со сливками тсл, если жирность нормализованного молока выше жирности исходного (пгн м = тм + тсл), или путем смешения с обезжиренным молоком, если жирность нормализованного молока ниже жирности исходного (/пи м = ты + т^).
Массу сливок или обезжиренного молока, необходимых для нормализации, можно определить по уравнениям материального баланса.
Если Жц м < Жы, то в соответствии с уравнениями материального баланса имеем
| «н.м — «м + «об;
[«Н.М'^Н.М — «Л «об-^об.
Решая эту систему уравнений, найдем массу обезжиренного молока, необходимого для нормализации,
nt, „ (Ж,, — Ж,, м) Н.М \ М Н.М }
------------
— Жоб
и массу цельного молока
«н.м (^н.м — ^об )
VH — ____2__-_______'
Для получения необходимой массы обезжиренного молока необходимо провести сепарирование определенной массы цельного молока л?сеп. В соответствии с уравнениями материального баланса
«сеп — «сл "I" «об,
«сеп — «сл ^сл + «об ^об •
Решая эту систему уравнений, выведем формулу для определения массы молока, которую необходимо сепарировать:
_ «об(^сл — ^об) сеп ~~ утл __ угг
^сл
Если Х,.м > Жм, то
«н.м =«м +«с;.;
«н.м'^н.м — «м-^м + «сл-^сл-
434
Решая эту систему уравнений, найдем массу сливок, необходимых для нормализации молока,
т
^Н.М ('^‘Н.М Жм ) Ж^-Ж»
и массу цельного молока
«Н.М ('^‘СЛ ~ ^Н.М ) тм =----------------
СЛ — М
Если в производстве отсутствуют сливки для нормализации, то в этом случае необходимо их получить путем сепарирования определенной массы молока fficen-
В соответствии с уравнениями материального баланса имеем
[^сеп — ^сл + ^об>
[^сеп'^м ~ ^КлЖся + т^Ж^.
Решая эту систему уравнений, получим формулу для определения массы молока для сепарирования
_ /Ц)б('^СЛ ^об)
^сеп — лгл ____ wz
^сл Ач
При нормализации молока в потоке непрерывным способом имеют место два случая: когда жирность нормализованного молока больше, чем цельного, и наоборот.
Если < Хм, то тм = тнм + ?исл.
В этом случае масса нормализованного молока
(^СЛ Жо^ )
^.м = -"'сл "'н.м
а масса сливок, которую необходимо выделить при нормализации,
(^М ^Н.М )
"?сл= - -----•
"*сл "*н.м
Если Жн м>Жм,го тм= тпм + тоб.
В этом случае масса нормализованного молока
_тм(Жм-Жо6)
^.м >
^н.м ~ ^об
435
а масса обезжиренного молока
(^н.м — )
/Иоб=-^-----------
^н.м — Жоб
Все эти вычисления можно выполнить графическим методом по расчетному треугольнику.
По сухим веществам молоко нормализуют, добавляя к исходному цельному молоку сухое или сгущенное обезжиренное молоко в соответствии с уравнением материального баланса.
При определении массы сухого молока учитывают его растворимость и содержание влаги. Массу сухого молока для нормализации рассчитывают по формуле
тс м = с.м
lOOffl; р
где т, — масса сухого молока по рецептуре, кг; Р—растворимость сухого молока, %.
10.2.2. ТВОРОГ И СЫР
При производстве творога и сыра отношение массовых долей жира и белка Жп м / Бн м в нормализованном молоке должно быть таким, чтобы обеспечить стандартное соотношение этих частей молока в готовом продукте. Величина этого соотношения в нормализованном молоке зависит от состава готового продукта и степени перехода жира и белка из молока в продукт.
Для изменения соотношения между жиром и белком увеличивают или уменьшают содержание жира, добавляя сливки или обезжиренное молоко. Вначале определяют содержание жира в нормализованном молоке, обеспечивающее необходимое соотношение между жиром и белком.
Составляют баланс по жиру и белку в нормализованном молоке и готовом продукте:
Л,.М ^Н.М -^Г (15)
^н.м ^н.м Б^Пг, (16)
где Иж, — степень использования соответственно жира и белка в производстве творога или сыра; Бк м и Бг — массовая доля белка соответственно в нормализованном молоке и готовом продукте, %.
Разделив уравнение (15) на уравнение (16), найдем
436
При расчете жирности нормализованного молока в производстве творога, массовая доля жира в котором 18; 9 и 5 %, формула (17) примет вид
_ ^“тв-^б^’н.м '"'Н.М — Г ы ’
где Ж^, Дв — массовая доля соответственно жира и белка в твороге, %.
Заменим R ~ Ль Бн,м = Б2Б,„ получим Хн м = К2 Бм.
^тв" ж
Обозначив KiK2 = К, получим формулу для определения жирности нормализованного молока в производстве творога
Жкм = КБм,
где Бм — массовая доля белка в молоке, %.
Для творога с массовой долей жира 18 % можно принять К= 1, с массовой долей жира 9 % — К= 0,5, с массовой долей жира 5 % - К= 0,29.
Коэффициент К периодически уточняют на основании трехчетырех контрольных выработок творога.
Пример 4. Определить массовую долю жира в нормализованном молоке при производстве творога с массовой долей жира 5 %. Массовая доля белка в цельном молоке равна 3,1 %.
Тогда
Ж„.м = 0,29-3,1 =0,9%.
При расчете массовой доли жира нормализованного молока в производстве сыра формула (17) принимает вид
Хнм
^з.ЛбДз.м ЛЗСЯЖ
где Жз с, с — массовая доля соответственно жира и белка в сыре, %.
Жзс Жзс И5
Если заменить = ^1 -Кг, Бн м — К3БМ и обозна-
чить К\К2К3 = К, то получим
Лз.м
^з.с
Q.C ’
(18)
где Сз с — массовая доля сухих веществ в сыре, %.
437
Между массовой долей жира в сыре Ж, с и сухом веществе сыра Жс в существует зависимость
(19)
з.с.
в Оз с
100
Подставив (19) в (18), получим формулу для определения массовой доли жира в нормализованном молоке при производстве сыра
угу- М С.В
н м ~ 100 ’
где К — коэффициент, определяемый опытным путем (для сыров с массовой долей жира в сухом веществе сыра 50 % К= 2,15; 45 % — К= 2,02; 40 % — К= 1,9; 30 % — К= 1,65); Ж,,. — нормативная массовая доля жира в сухом веществе сыра, %.
КЖск
Если обозначить = Kv, то расчетная формула примет вид
-^Н.М ,
где Кр — расчетный коэффициент.
Эту формулу применяют в практике сыроделия, причем расчетный коэффициент определяют опытным путем. Для этого проводят несколько выработок сыра, устанавливая ориентировочную жирность нормализованного молока при помощи таблицы, которая есть в технологической инструкции по производству сыра. В исходном молоке определяют массовую долю белка, а в сыре после прессования — массовую долю жира в сухом веществе. Последняя должна быть на 1...1,5 % выше стандартной (с учетом того, что в результате посолки величина массовой доли жира в сухом веществе сыра уменьшается). При несоответствии фактической массовой доли жира в сухом веществе сыра после прессования заданному значению рассчитывают поправочный коэффициент
к ^т(100-Хф) п ^ф(100-^т)’
где Ж- — требуемая массовая доля жира в сухом веществе сыра после прессования, %; — фактическая массовая доля жира в сухом веществе сыра после прессования, %.
При последующих выработках сыра ориентировочную жирность нормализованного молока корректируют по формуле
^Н.М.у КпЖам Ор,
где Жл м у — массовая доля жира в нормализованном молоке, уточненная при опытных выработках сыра, %; Жн мор — массовая доля жира в нормализованном молоке ориентировочная, %.
Из нормализованной смеси с уточненной массовой долей жира вырабатывают сыр. В случае несоответствия массовой доли жира в сухом веществе сыра после прессования заданному значению жирность смеси уточняют еще раз, добиваясь получения в двух-трех выработках подряд требуемой массовой доли жира в сухом веществе сыра после прессования.
Затем находят расчетный коэффициент
Г - Н-М-У
Расчетный коэффициент следует уточнять по мере необходимости не реже 1 раза в месяц.
10.2.3. МОЛОЧНЫЕ КОНСЕРВЫ
При выработке молочных консервов в нормализованном молоке соотношение между жиром и сухим обезжиренным остатком Хн.м/ С0М0нм должно быть таким, чтобы обеспечить стандартное соотношение этих частей молока в готовом продукте.
В цельном молоке отношение Жк/С0М0м колеблется от 0,39 до 0,69, а в сухих и сгущенных молочных продуктах Жт/ СОМОТ — от 3,3 до 0,193. Таким образом, в производстве молочных консервов необходимо изменять соотношение между жиром и сухим обезжиренным остатком в молоке от 0,39...0,69 до 3,3...0,193.
Кроме того, следует учитывать непропорциональность относительных потерь жира и сухого вещества, которую обозначают коэффициентом К.
Если Жу / СОМОЫ = (Жг/СОМОТ)К, то молоко не требует нормализации.
Если Жм/ СОМОи < (Жт/ СО МОТ) К, то при нормализации молока используют сливки.
Обозначим Жг / COMOY = Опр, а массу сливок найдем по формуле
т^СОМО^- Жм) тсл Жсл—С0М0сл0прК ’
где СОМОа — массовая доля сухого обезжиренного молочного остатка в сливках, %.
Массу нормализованного молока определяют как тн м = тм + тсл. Массовая доля жира в нормализованном молоке
'JS _ ^СЛ-^СЛ
-"*н.м —
«м +тсл
Если Жм/ СОМОи > (Ж, / С()М(),)К, то для нормализации используют обезжиренное молоко или пахту.
439
Масса обезжиренного молока и пахты
= тм(Жм-СОМОмОпрК) т<* сомо^к-ж^ ’
т^Жи-СОМО^К}
СОМО^К-Ж^ ’
где СС)МС),.Й и СОЛ/Опах — массовая доля сухого обезжиренного молочного остатка соответственно в обезжиренном молоке и пахте, %.
Тогда т Для гру держание с н.м + тоЪ, или м tnM + /ипах. ппы молочных консервов, в которых нормировано со-захарозы, массу сахара можно рассчитать по формулам ^н.мС4Тпр^сах ^сах «н.м Ю(Ж1
или Сн.мСАТПрКсах «н.м W0Cr
где л щий потери ( ственно в но] Аналоп кассовая доля сахара в продукте, %; Хсах — коэффициент, учитываю-захара; Сн м и Сг — массовая доля сухого молочного остатка соответ-эмализованном молоке и готовом продукте, %. 1чно можно рассчитать массу любого наполнителя '^‘н.м^ДЛпр^нап «нап-«н.м ]0(Ш[
или н. м пр ^нап /и>.ап 10()Сг
где НАП^ — тывающий п< массовая доля наполнителя в продукте, %; Хнап — коэффициент, учи-этери наполнителя.
10.2.4. РАСЧЕТ РЕЦЕПТУР В ПРОИЗВОДСТВЕ ПРОДУКТОВ СО СЛОЖНЫМ СЫРЬЕВЫМ СОСТАВОМ
В производстве продуктов со сложным компонентным составом рассчитывают рецептуру на составление смеси, исходя из состава сырья и готового продукта.
Алгебраический метод расчета. При расчете рецептур составляют столько уравнений, сколько насчитывается неизвестных видов сырья. Первое уравнение составляют по массе готового продукта и сырья, а остальные — по балансу составных частей.
440
Выбирая неизвестные виды сырья, необходимо для получения баланса по какому-либо компоненту придерживаться следующего правила: один из неизвестных видов сырья должен содержать этого компонента меньше, а другой больше, чем в готовом продукте, иначе могут быть получены отрицательные значения массы неизвестных видов сырья. Расчет ведут обычно на 100 или 1000 кг готового продукта.
Пусть тъ т2, /и3 — неизвестные массы первого, второго и третьего видов сырья, кг;
Ж], Ж2, Ж3 — массовые доли жира в соответствующих видах сырья, %;
О\, О2, О3 — массовые доли сухого обезжиренного остатка в соответствующих видах сырья, %;
Ж,., и Осм — массовые доли соответственно жира и сухого обезжиренного остатка в смеси, %;
Е/ми — сумма масс известных видов сырья, кг;
Zma Жи — суммарная масса жира в известных видах сырья, кг;
2.ти Ои — суммарная масса сухого обезжиренного остатка в известных видах сырья, кг.
Вначале составляют материальный баланс по общей массе смеси (тсм = 100 кг)
mi + т2 + т3 = 100 —
Затем составляют баланс по жиру
тх Жх + т2Ж2 + т3 Ж3 = 100Д^м — Ет,,Жа
и баланс по сухому обезжиренному остатку
тх (?! + т2 О2 + т3 О3 - 100 Осм - Ои.
Решая эти уравнения совместно, находят ть т2, т3.
Пример 5. Составить 100 кг смеси сливочного мороженого с массовой долей жира 10%, СОМО 10, сахара 16, агара 0,3 %.
Для приготовления смеси используют следующее сырье: молоко коровье жирностью 3,5 %, СОМО — 9 %; сливки жирностью 35 %, СОМО — 7,2 %; молоко сгущенное с сахаром с массовой долей жира 8,5%, СОМО —20, сахара —43,5 %.
Предварительно определяем количество смеси за вычетом сахара и агара
100-(16+ 0,3) = 83,7 кг.
Обозначим требуемую массу молока тх, массу сливок т2, а массу сгущенного молока с сахаром т2.
Для решения задачи с тремя неизвестными составим три уравнения: общий баланс
ffli +ffl2 + ffl3-ffl310403’5 = 83,7;
баланс по жиру
3,5 «71 + 20/772 + 8,5/773 = Ю;
баланс по СОМО
9 //?i + 7,2//?г + 20//?з = 10.
29 Г. H. Крусь
441
Решая совместно эти три уравнения, находим массу молока, равную 37,3 кг, массу сливок 34,7 кг и массу молока сгущенного с сахаром 20,7 кг. Далее рассчитываем недостающую массу сахара. В 100 кг смеси мороженого должно содержаться 16кг сахара. В рассчитанном количестве сгущенного молока с сахаром содержится сахара 20,7 • 43,5/100 — 9,0 кг.
Следовательно, недостающее количество сахара составляет
16 — 9 = 7 кг.
Результаты расчетов записываем в таблицу 68 и подсчитываем количество жира и СОМО в каждом из продуктов.
68. Результаты расчетов
Сырье Масса сырья, кг Масса, кг
жира СОМО сахара
Молоко 37,3 1,30 3,36 —
Сливки 34,7 6,94 2,50 —
Молоко сгущенное 20,7 1,76 4,14 9,0
с сахаром Сахар свекловичный 7,0 — 7,0
Агар 0,3 — — —
Итого: 100,0 10,0 10,0 16,0
% 100 10 10 16
Экономико-математический метод расчета. Этот метод расчета рецептур продуктов со сложным компонентным составом основан на решении основной задачи линейного программирования, т. е. системы уравнений и неравенств (их принято называть ограничениями), поиск решения которой выполняется, исходя из требования минимизации целевой функции. Эта функция является линейной формой арифметического вектора, представляющего собой совокупность массовых долей компонентов рецептуры. Целевая функция, как правило, несет смысловую нагрузку какого-либо технико-экономического показателя рецептуры, например ее стоимости. Математическая запись системы ограничений и целевой функции имеет следующий вид.
Целевая функция (стоимость рецептуры)
п
ЦФ = I (Д//И,) -> min, (20)
где Ц, mi — соответственно цена (стоимость) единицы массы (руб/кг) и масса 1-го компонента (кг), входящего в смесь; п — число компонентов смеси.
Система ограничений состоит из следующих групп: материальный баланс по общей массе и составным частям смеси, массовые доли которых в готовом продукте регламентированы нормативной технической документацией. Это ограничения типа «уравнение»;
индивидуальные двусторонние ограничения по каждой переменной. Это ограничения типа «неравенство».
442
Материальный баланс:
а) материальный баланс по общей массе смеси
п
=
1 = 1
тгР 1000’
(21)
где т, — масса /-го компонента смеси, кг; т,— масса готового продукта, кг; Р— нормативный расход смеси на 1 т готового продукта, кг; п — число компонентов смеси;
б) материальный баланс по составным частям
п
i = i
ШуР
1обоГу’
(22)
где т, — масса /-го компонента смеси, кг; Гу — массовая доля j-й составной части в /-м компоненте смеси, %; ^ — массовая доляу-й составной части в смеси (готовом продукте), %; т, — масса готового продукта, кг; Р— нормативный расход смеси на 1 т готового продукта, кг; п — число компонентов смеси.
Обычно в эту группу входят материальный баланс по жиру, влаге, по содержанию сахарозы, ванилина, наполнителей, стабилизаторов и т.п. В этой группе должны быть только линейно-независимые ограничения, поэтому нет необходимости составлять баланс по СОМО или сухим веществам молока, если ограничения по жиру и влаге уже составлены. Кроме неоправданного увеличения размерности системы ограничений это может привести к внутренней противоречивости при расчете за счет ошибок округления и, как следствие, к получению недопустимого решения.
Индивидуальные двусторонние ограничения.
Каждое из этих ограничений записывают в виде двойного неравенства
т^'п<т,< т™!!Х, (23)
где тР"п — минимальный объем использования /-го компонента, кг; т, — масса /-го компонента смеси, кг; тра — максимальный объем использования /-го компонента, кг.
Такие ограничения необходимы чаще всего для учета наличия ресурсов компонентов. Кроме того, с помощью этих ограничений можно управлять расходом компонентов при составлении смеси.
Совокупность соотношений (20)...(23) образует математическую запись задачи расчета рецептуры продукта со сложным компонентным составом. Решение задачи сводится к нахождению набора неотрицательных значений масс компонентов смеси ть удовлетворяющего условиям (20)...(23). Для решения таких задач используют симплекс-метод. Целесообразно выполнять такие расчеты с помощью программы для персонального компьютера. Одним из наиболее популярных инструментов для решения задач оптимизации является надстройка «Поиск решения» процессора электронных таблиц «MS Excel». Эта надстройка позволяет эф
443
фективно и быстро находить решения подобных задач, а внутренняя логика электронных таблиц обеспечивает представление задачи в удобной для восприятия табличной форме и упрощает процесс ввода данных.
Пример 6. Рассчитать состав смеси для производства 200 кг плавленого сыра с массовыми долями (%): жира в сухом веществе —60, влаги — 52, хлорида натрия — 1,8, соли-плавителя — 2. Норма расхода смеси на 1 т плавленого сыра составляет 1020 кг. Перечень и химический состав компонентов для составления смеси приведен в таблице 69. При этом в составе смеси должно быть не менее 10 % сычужных сыров (крупных и мелких).
69. Таблица исходных данных
Сырье Ресурс, кг Цена*, руб. Массовая доля, %
жира влаги хлорида натрия соли-плавителя
Сыр: сычужный крупный 100 100,0 29 42 2 0
сычужный мелкий 250 90,0 25,2 44 3 0
свежий несоленый 1000 80,0 24,75 45 0 0
Молоко сухое 100 65,0 0 4 0 0
обезжиренное Сливки 300 80,0 35 58,9 0 0
Масло крестьянское 100 120,0 72,5 25 0 0
Поваренная соль 100 2,0 0 0 100 0
Соль-плавитель 200 150,0 0 80 0 20
(раствор) Вода 1000 0,5 0 100 0 0
* Приведены условные цены на сырье.
Предварительно рассчитаем абсолютную массовую долю жира в плавленом сыре (смеси):
^,в(100-2Ц) 60(100-52) ^с.абе------ioo-----------1QQ----28,8%.
Масса смеси для производства 200 кг плавленого сыра с учетом нормы расхода 1020 кг/т составит 204 кг. Для выполнения условий расчета примем, что крупных сычужных сыров в смеси должно быть не менее 5 % , т. е 10,2 кг, мелких — не менее 5 %, т. е 10,2 кт.
Обозначим неизвестные массы компонентов смеси: тх — масса сычужного крупного сыра, т2 — масса сычужного мелкого сыра, т2 — масса свежего несоленого сыра, т2 — масса сухого обезжиренного молока, /и, — масса сливок, т6 — масса масла, т2 — масса поваренной соли, т% — масса раствора соли-стабилизатора, т$ — масса воды.
Целевая функция (стоимость смеси)
9
ЦФ= X Ц^^тт.
1 = 1
444
Ограничения материального баланса: по общей массе смеси
9
7 = 1
200 1020
1000 ~ 1000
= 204 кг;
материальный баланс по жиру
v-, тгР - 200 • 1020 о п л/
У т,Ж: = —с— Ж, ----------28,8 = 5875,2 кг • %;
' 1000 г 1000
материальный баланс по влаге
Д „ т,Р „ 200-1020 5, о/
> т<Вл, = —2Ц. =---------52 = 10 608 кг %;
" ' ' 1000 * 1000
материальный баланс по хлориду натрия
v лг mr^ v п 200 • 1020, „ ,,, „
^NaCl> = So№С/г = -Лооо-1’8 = 367’2 кг %;
материальный баланс по соли-плавителю
£ т СП; = = 200 1020 = 408 кг . %
' 1000 г 1000
В соответствии с данными таблицы 69 индивидуальные ограничения можно записать следующим образом
10,2<гг?! < 100; Ю,2<т2< 100; 0<щ3<1000;
0 <7774 <100; 0 <7775 <300; 0 < 7776 <100;
О< 7777 <1ОО; 0< mg <200; 0 <7779< 1000.
Чтобы найти решение задачи, воспользуемся процессором электронных таблиц «MS Excel» и его надстройкой «Поиск решения» (в англоязычном варианте «Solver»). Перенесем данные из таблицы 69 на рабочий лист ЕхсеГа, дополнив ее колонкой для записи решения задачи (рис. 54).
В верхнюю таблицу на рабочем листе добавим также колонку с информацией о минимальном использовании сырья. Ниже на листе разместим формулу для расчета значения целевой функции и общей массы смеси. В нижней таблице расположим информацию об ограничениях материального баланса. Во вторую колонку нижней таблицы введем формулы для расчета левых частей ограничений материального баланса, а в третью — для правых частей. В четвертой колонке расположим данные о требованиях стандарта к составу готового продукта и смеси.
Изначально в правой колонке верхней таблицы находятся нули. Начальные значения целевой функции и общей массы смеси также равны нулю.
Установив указатель активной ячейки в поле со значением целевой функции, запускаем «Поиск решения». При этом на экране появляется диалоговое окно, с помощью которого вводим адреса ячеек с искомыми переменными 7771 — 7779, ячейки, содержащей формулу для расчета целевой функции, а также ячеек правых и левых частей ограничений материального баланса и двусторонних индивидуальных ограничений.
После окончания ввода запускаем расчет, и в случае получения допустимого решения на экране будут отображены результаты расчета значений т- — тд и значение целевой функции. На рисунке 54 эти числовые значения выделены более крупным и полужирным шрифтом.
445
Расчет рецептуры смеси для плавленого сыра
Нормативный расход, кг/т = 1020
Расчетный объем производства сыра, кг-200
Сырье / Состав Жир, % Влага. % NaCI, % Соль-пла-витель, % Min. исп. сырья, кг Ресурс сырья, кг Цена, руб/кг Расчетная масса, кг
1 Сыр сычужный крупный 29 42 2 0 10.20 100.00 100.00 10.20
2 Сыр сычужный мелкий 25.2 44 3 0 10.20 250.00 90.00 10.20
3 Сыр свежий несоленый 24.75 45 0 0 0.00 1000.00 80.00 0.00
4 Молоко сухое обезжиренное 0 4 0 0 0.00 100.00 65.00 24.99
5 Сливки 35 58.9 0 0 0.00 300.00 70.00 0.00
6 Масло крестьянское 72.5 25 0 0 0.00 100.00 120.00 73.41
7 Поваренная соль 0 0 100 0 0.00 100.00 2.00 3.16
8 Соль-плавитель (20%-й р-р) 0 80 0 20 0.00 200.00 150.00 20.40
9 Вода 0 100 0 0 0.00 1000.00 0.50 61.64
Расчетная стоимость смеси, руб.= 15469.0
Материальный баланс Масса смеси, кг = 204.0
Показатель для смеси, кг Расчет, кг гост
кг %
Общая масса 204.0 204.0 100.00
Масса жира 58 8 58.8 28.80
Масса влаги 106.1 106.1 52.00 Рис. 54. Общий вид рабочего листа
Масса NaCI 3.67 3.67 1.80 Excel для расчета рецептуры плав-
Масса соли-плавителя 4.08 4.08 2 00 леного сыра
Использование надстройки «Поиск решения» позволяет быстро выполнять большой объем вычислений. При этом можно моделировать различные ситуации, связанные с изменением ресурсов сырья, его стоимости и других условий расчета.
Применение экономико-математического метода расчета рецептур продуктов со сложным компонентным составом достаточно часто приводит к получению недопустимого решения в связи с наличием внутренних противоречий в системе ограничений основной задачи линейного программирования.
В тех случаях, когда симплекс-алгоритм не позволяет найти допустимое решение, на экране появляется окно с соответствующим диагностическим сообщением и запросом о дальнейших действиях. Так же, как и в случае получения допустимого решения, предусмотрена возможность сохранения результата расчета в последней колонке верхней таблицы.
Ошибочная ситуация, приводящая к невозможности найти допустимое решение, возникает по самым разнообразным причинам, однако можно выделить те из них, с которых необходимо начинать поиск источника несовместности в системе ограничений задачи расчета рецептуры.
Во-первых, система ограничений может оказаться внутренне противоречивой по причине недостаточности ресурса одного из компонентов смеси. Такая ситуация возможна, например, после исключения из расчета одного или нескольких компонентов смеси путем установления их индивидуальных ограничений сверху и снизу одновременно равными нулю.
Во-вторых, противоречие может возникнуть в случае, когда в индивидуальных ограничениях на массы компонентов нижняя граница ошибочно установлена
446
больше верхней, т.е. по условиям задачи требуется израсходовать компонента смеси больше, чем его имеется в наличии.
В-третьих, невозможно получить допустимое решение, если массовая доля одной из составных частей (жира, влаги, NaCl и т.п.), по которым составляются ограничения типа «материальный баланс», либо во всех компонентах больше, чем в смеси, либо во всех компонентах меньше, чем в смеси.
Для локализации и устранения ошибки в индивидуальных ограничениях возможно использовать верхнюю таблицу, а в ограничениях типа материальный баланс потребуется нижняя таблица, из которой видно, какие из ограничений не выполняются, что указывает на то, по какой из составных частей смеси не удалось достичь баланса.
Хотя указанные выше причины возникновения противоречий в системе ограничений не исчерпывают их полный список, тем не менее они являются типичными и наиболее распространенными. Поэтому проверка системы на наличие ошибок этих типов позволяет в большинстве случаев избежать внутренних противоречий в системе ограничений, что, в свою очередь, позволяет получить допустимое решение, отвечающее требованиям критерия оптимизации.
Расчет рецептуры смеси экономико-математическим методом, как правило, представляет собой последовательность сеансов работы с надстройкой «Поиск решения», в результате которой удается получить один или несколько вариантов допустимого решения задачи.
Контрольные вопросы и задания. 1. Назовите фундаментальный закон, лежащий в основе материального баланса. 2. Каким образом определяют производственные потери составных частей молока? 3. Дайте определения понятий расхода сырья и выхода готового продукта. 4. Каков смысл показателей степени использования и степени перехода составных частей молока? 5. По какому условию осуществляется нормализация молока при производстве творога? 6. Сформулируйте основное условие нормализации молока при производстве молочных консервов. 7. Каким образом рассчитывается массовая доля жира в нормализованном молоке при производстве сыра? 8. Раскройте сущность алгебраического метода расчета рецептур смесей для производства продуктов со сложным компонентным составом. 9. Приведите общую математическую формулировку задачи расчета рецептур смесей экономико-математическим методом. 10. Перечислите основные причины получения недопустимых решений при расчете рецептур смесей.
ПРИЛОЖЕНИЯ
Приложение 1
Градация по массовой доле жира и физико-химические показатели питьевого молока в соответствии с ГОСТ Р 52090—2003
Массовая доля жира, % Массовая доля белка, %, не менее Плотность, кг/м3, не менее Кислотность, °Т, не более
0,1 2,8 1030 21
0,3; 0,5; 1,0 2,8 1029 21
1,2; 1,5; 2,0; 2,5 2,8 1028 21
2,7; 3,0; 3,2; 3,5; 4,0; 4,5 2,6 1027 21
4,7; 5,0; 5,5; 6,0; 6,5; 7,0 2,6 1024 20
7,2; 7,5; 8,0; 8,5; 9,0; 9,5 2,6 1024 20
Температура пастеризованного молока при выпуске с предприятия должна быть 4 ± 2 °C, стерилизованного — от 2 до 25 °C.
Приложение 2
Градация по массовой доле жира и физико-химические показатели простокваши (кроме мечниковской, а также с витаминами, пробиотическими культурами и пребиотиками) в соответствии с ГОСТ Р 52095—2003
Массовая доля, % Кислотность, °Т
жира белка
о,1 2,8 От 85 до 130
0,3; 0,5; 1,0 2,8 От 85 до 130
1,2; 1,5; 2,0; 2,5 2,8 От 85 до 130
2,7; 3,0; 3,2; 3,5; 4,0; 4,5 2,6 От 85 до 130
4,7; 5,0; 5,5; 6,0; 6,5; 7,0 2,6 От 85 до 130
7,2; 7,5; 8,0; 8,5; 9,0; 9,5 2,6 От 85 до 130
Количество молочнокислых микроорганизмов — не менее Ю7КОЕ в 1г продукта.
Температура продукта при выпуске с предприятия должна быть 4 ± 2 °C.
448
Приложение 3
Градация по массовой доле жира и физико-химические показатели сметаны в соответствии с ГОСТ Р 52092—2003
Массовая доля, % Кислотность, Т
жира белка
10,0; 12,0; 14,0 3
15,0; 17,0; 19,0 2,8
20,0; 22,0; 25,0; 28,0; 30,0; 32,0; 34,0 2,6 л От 60 до 100
35,0; 37,0; 40,0; 42,0; 45,0; 48,0 2,4
50,0; 52,0; 55,0; 58,0 2,2
Количество молочнокислых микроорганизмов в течение срока годности — не менее 107 КОЕ в 1 г сметаны.
Температура продукта при выпуске с предприятия должна быть 4 ± 2 °C.
Приложение 4
Градация по массовой доле жира и физико-химические показатели творога в соответствии с ГОСТ Р 52096—2003
Массовая доля, % Кислотность, °Т
жира белка влаги
Не более 1,8 18 80 От 170 до 240
2,0 18 76 От 170 до 240
3,0; 3,8 18 76 От 170 до 230
4,0; 5,0 16 75 От 170 до 230
7,0; 8,0 16 73 От 170 до 220
12,0; 15,0 14 70 От 170 до 210
18,0 14 65 От 170 до 210
19,0; 20,0 14 65 От 170 до 210
23,0 14 60 От 170 до 200
Количество молочнокислых микроорганизмов в течение срока годности — не менее 10б КОЕ в 1 г творога.
Температура продукта при выпуске с предприятия должна быть 4 ± 2 °C.
В приложениях!, 2, 3, 4 не приведены названия групп (по массовой доле жира) продуктов (молоко, простокваша, сметана, творог) в связи с несовершенством использованной для этих групп терминологии. Кроме того, в приложении 3 приведены только граничные значения кислотности для сметаны, так как градации по кислотности, имеющиеся в стандарте, требуют уточнения.
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1. Арсеньева Г. П. Справочник технолога молочного производства. Технология и рецептуры. Т. 4. Мороженое. — СПб.: ГИОРД, 2002. — 184 с.
2. Вторичные сырьевые ресурсы пищевой и перерабатывающей промышленности АПК России и охрана окружающей среды. Справочник/ Под общ. ред. академика РАСХН Е. И. Сизенко. — М.: ППИ, 1999. — 468 с.
3. Вышемирский Ф. А. Маслоделие в России (история, состояние перспективы). — Рыбинск: ОАО «Рыбинский дом печати», 1998. — 589 с.
4. Ганина В.И. Пробиотики. Назначение, свойства и основы биотехнологии. — М.: МГУПБ, 2001.- 169 с.
5. Геродиетические продукты функционального питания/А. Н. Петров, Ю. Г. Григоров, С. Г. Козловская и др. — М.: Колос-Пресс, 2001. — 96 с.
6. Голубева Л. В., Пономарева А. Н., Полянский К. К. Современная технология молока пастеризованного. — Воронеж.: Изд-во ВГУ, 2001. — 104 с.
7. Горбатова К. К. Физико-химические и биохимические основы производства молочных продуктов. — СПб.: ГИОРД, 2002. — 352 с.
8. Горбатова К. К. Химия и физика молока. — СПб.: ГИОРД, 2003. — 288 с.
9. Гордезиани В. С. Производство заменителей цельного молока. — М.: Агро-промиздат, 1990. — 272 с.
10. Гудков А. В. Сыроделие: технологические, биологические и физико-химический аспекты/Под ред. С. А. Гудкова. — М.: ДеЛи принт, 2003. — 800 с.
11. Жидков В. Е. Научно-технические основы биотехнологии альтернативных вариантов напитков из молочной сыворотки. — Ростов-на-Дону, Изд. СКНЦ ВШ, 2000,- 135 с.
12. Залашко М. В. Биотехнология переработки молочной сыворотки. — М.: Аг-ропромиздат, 1990.— 122 с.
13. Зобкова 3. С. Пороки молока и молочных продуктов и меры их предупреждения. — М.: Молочная промышленность, 1998. — 76 с.
14. Зобкова 3. С. Соя и продукты на ее основе. — М.: Информчермет, 2001,- 142 с.
15. Зобкова 3. С., ШатнюкЛ.Н., Спиричев В. Б. Обогащение молока и кисломолочных напитков витаминами. ГУП ВНИИ молочной промышленности. ГУ НИИ питания РАМН. — М., 2002. — 32 с.
16. КладийА. Г. Производство мороженого и вафельных изделий/Под общ. ред. А. Г. Кладия. — М.: Галактика —ИГМ, 1993, —263 с.
17. Крусь Г. Н., Шалыгина А. М., Волокитина 3. В. Методы исследования молока и молочных продуктов/Под общ. ред. А. М. Шалыгиной. — М.: Колос, 2000. - 368 с.
18. Лоу К. Все о витаминах/Пер. с англ. Е. Незлобиной. — М.: КРОН-ПРЕСС, 2000.- 352 с.
19. Научно-технические основы биотехнологии молочных продуктов нового поколения/А. Г. Храмцов, Б. М. Синельников, И. А. Евдокимов, В. В. Костина, С. А. Рябцева. — Ставрополь: СевКавГТУ, 2002. — 118 с.
20. Оленев Ю. А. Технология и оборудование для производства мороженого. — М.: Изд-во «Де Ли», 1999. — 263 с.
450
21. Пищевая химия/А. П. Нечаев, С. Е. Траутенберг, А. А. Кочеткова и др. Под ред. А. П. Нечаева.— СПб.: ГИОРД, 2001. — 592 с.
22. Полное и рациональное использование молочной сыворотки на принципах безотходной технологии/А. Г. Храмцов, А. И. Жаринов, С. М. Кунижев идр. — Ставрополь, 1997. — 120 с.
23. Получение, свойства и применение молочно-белковых и растительных концентратов. Сборник научных трудов ВНИМИ. — М.: Агропромиздат, 1991. - 187 с.
24. Полянский К. К., Шестов А. Т. Кристаллизация лактозы: физико-химические основы. — Воронеж: Изд-во Воронежского университета, 1995.— 184 с.
25. Промышленная переработка нежирного молочного сырья/А. Г. Храмцов, К. К. Полянский, П. Г. Нестеренко, С. В. Василисин. — Воронеж: Изд-во Воронежского университета, 1992. — 192 с.
26. Российская лактулоза — XXI век. Научные основы, производство и ис-пользование/А. Г. Храмцов, И. А. Евдокимов, С. А. Рябцева идр. — М.: МИИТ, 2000. - 110 с.
27. Рябцева С. А. Физико-химические основы технологии лактулозы. — Ставрополь: Изд-во СевКавГТУ, 2001. — 138 с.
28. Рябцева С. А. Технология лактулозы. — М.: ДеЛи принт, 2003. — 232 с.
29. Соколова 3. С., Лакомова Л. И., Тиняков В. Г. Технология сыра и продуктов переработки сыворотки. — М.: Агропромиздат, 1992. — 335 с.
30. Справочник технолога молочного производства. Технология и рецептуры. Т. 3. Сыры/В. В. Кузнецов, Г. Г. Шилер. Под общей ред. Г. Г. Шилера — СПб.: ГИОРД, 2003, —512 с.
31. Степанова Л. И. Справочник технолога молочного производства. Технология и рецептуры. Т. 2. Масло коровье и комбинированное. — СПб.: ГИОРД, 2002. - 336 с.
32. Степанова Л. И. Справочник технолога молочного производства. Технология и рецептуры. Т. 1. Цельномолочные продукты.— 2-е изд.— СПб.: ГИОРД, 2003.-384 с.
33. ТамимА. Й., Робинсон Р. К. Йогурт и аналогичные кисломолочные продукты: научные основы и технологии/Пер. с англ, под науч. ред. Л. А. Забадаловой. — СПб.: Профессия, 2003.— 664 с.
34. Технологии и системы контроля качества, применяемые при производстве продуктов детского питания/Под ред. Г. Ю. Сажинова. — М.: Министерство сельского хозяйства РФ, Изд-во «РИА РАЙ СТИЛЬ», 2002. — 732 с.
35. Технология переработки жиров/Н. С. Арутюнян, Е. П. Корнева, А. И. Янова идр. Под ред. проф. Н. С. Арутюняна. — 3-е изд. — М.: Пищепромиздат, 1999. — 452 с.
36. Технология продуктов из обезжиренного молока, пахты и молочной сыворот-ки/А. Г. Храмцов, П. Г. Нестеренко, И. А. Евдокимов, С. В. Василисин, С. А. Рябцева, Т. В. Бархатова, А. П. Поверии. — Ставрополь: СевКавГТУ, 2003 . — 112 с.
37. Тихомирова Н. А. Природный и рекомбинированный ангиогенин. Свойства и количественный анализ. — М.: Пищепромиздат, 1999. — 137 с.
38. Тихомирова Н. А. Технология продуктов лечебно-профилактического питания. - М.: МГУПБ, 2001. - 242 с.
39. Тихомирова Н. А. Технология продуктов функционального питания. — М.: ООО «Франтера», 2002. — 213 с.
40. Храмцов А. Г., Нестеренко П. Г. Безотходная технология в молочной промышленности. — М.: Агропромиздат, 1989. — 279 с.
41. Храмцов А. Г. Экспертиза вторичного молочного сырья и получаемых из него продуктов: Методические указания. — СПб.: ГИОРД, 2002. — 120 с.
42. Чекулаева Л. В., Полянский К. К., Голубева Л. В. Технология продуктов консервирования молока и молочного сырья. — М.: ДеЛи принт, 2002. — 249 с.
ОГЛАВЛЕНИЕ
Предисловие........................................................ 3
1. ВВЕДЕНИЕ .......................................................15
1.1. История развития молочной промышленности....................15
1.2. Направления развития ассортимента молочных продуктов........24
1.2.1. Молочные продукты лечебно-профилактического назначения...24
1.2.2. Молочные продукты со сложным сырьевым составом...........29
2. ОБЩАЯ ТЕХНОЛОГИЯ МОЛОКА И МОЛОЧНЫХ ПРОДУКТОВ....................32
2.1. Первичная обработка, транспортирование и хранение молока....32
2.1.1. Первичная обработка и транспортирование молока...........32
2.1.2. Приемка и оценка качества молока.........................33
2.1.3. Способы очистки молока...................................36
2.1.4. Режимы охлаждения молока.................................37
2.2. Механическая обработка молока...............................38
2.2.1. Сепарирование и нормализация молока......................38
2.2.2. Гомогенизация молока.....................................41
2.2.3. Мембранные методы разделения и концентрирования молока...43
2.3. Тепловая обработка молока...................................46
2.3.1. Влияние тепловой обработки на свойства молока............46
2.3.2. Пастеризация молока......................................46
2.3.3. Стерилизация молока......................................48
2.4. Технология заквасок.........................................50
2.4.1. Подбор культур для производства молочных продуктов.......50
2.4.2. Приготовление заквасок...................................51
3. НЕМОЛОЧНОЕ СЫРЬЕ: РАСТИТЕЛЬНЫЕ БЕЛКИ И ЖИРЫ, ПИЩЕВЫЕ ДОБАВКИ...................................................55
3.1. Растительные белки и аналоги молока.........................55
3.1.1. Характеристика растительных белков.......................55
3.1.2. Технология пищевых белков................................56
3.2. Растительные жиры и аналоги молочного жира..................60
3.2.1. Характеристика растительных жиров........................60
3.2.2. Технология пищевых растительных жиров....................63
3.3. Пищевые добавки.............................................69
3.3.1. Пищевые красители........................................70
3.3.2. Вещества, изменяющие структуру продукта .................71
3.3.3. Вещества, регулирующие свойства сырья и продукта.........74
3.3.4. Вкусовые и ароматические добавки.........................75
3.3.5. Вещества, повышающие сохранность продукта и увеличивающие сроки хранения..................................................77
4. ТЕХНОЛОГИЯ ПРОДУКТОВ ГОРОДСКИХ МОЛОЧНЫХ ЗАВОДОВ. ТЕХНОЛОГИЯ МОРОЖЕНОГО.............................................78
4.1. Молоко, сливки и молочные напитки...............................78
4.1.1. Характеристика молока, сливок и напитков................78
4.1.2. Технология пастеризованных молока и сливок..............79
4.1.3. Технология стерилизованных молока и сливок..............84
4.2. Кисломолочные продукты.....................................91
4.2.1. Характеристика кисломолочных продуктов..................91
4.2.2. Технология кисломолочных напитков.......................94
4.2.3. Технология сметаны ....................................103
4.2.4. Технология творога.....................................108
4.2.5. Технология творожных продуктов.........................117
4.2.6. Пороки молока и кисломолочных продуктов.................120
4.3. Мороженое.................................................123
4.3.1. Характеристика мороженого..............................123
4.3.2. Технология мороженого..................................125
5. ТЕХНОЛОГИЯ МОЛОЧНЫХ КОНСЕРВОВ.................................130
5.1. Общая технология молочных консервов.......................130
5.1.1. Сущность и способы консервирования молока..............130
5.1.2. Требования, предъявляемые к сырью......................132
5.1.3. Общие технологические операции производства молочных консервов............................................133
5.2. Сгущенные молочные консервы...............................135
5.2.1. Стерилизованное и концентрированное молоко.............135
5.2.2. Сгущенное молоко с сахаром ............................140
5.3. Сухие молочные продукты ..................................144
5.3.1. Сухое цельное молоко...................................144
5.3.2. Сухое быстрорастворимое молоко.........................148
5.3.3. Пороки молочных консервов..............................150
6. ТЕХНОЛОГИЯ ПРОДУКТОВ ДЕТСКОГО ПИТАНИЯ ........................154
6.1. Характеристика сырья и продуктов детского питания ........154
6.1.1. Особенности продуктов детского питания.................154
6.1.2. Сырье, применяемое в производстве продуктов детского питания.156
6.2. Технология сухих продуктов детского питания...............157
6.2.1. Сухие молочные смеси...................................158
6.2.2. Сухие молочные каши....................................161
6.2.3. Сухие молочные продукты для лечебного питания..........163
6.3. Технология жидких стерилизованных и кисломолочных продуктов детского питания...............................................167
6.3.1. Жидкие стерилизованные смеси...........................167
6.3.2. Кисломолочные продукты.................................169
7. ТЕХНОЛОГИЯ СЫРА...............................................174
7.1. Общая технология сыра.....................................174
7.1.1. Характеристика сыров и сырья для сыроделия.............174
7.1.2. Подготовка молока к выработке сыра.....................180
7.1.3. Подготовка молока к свертыванию........................185
7.1.4. Получение и обработка сгустка..........................191
7.1.5. Формование, прессование и посолка сыра.................204
7.1.6. Созревание сыра........................................213
7.1.7. Способы интенсификации технологии сыра.................224
7.1.8. Подготовка сыра к реализации...........................229
453
7.2. Частная технология сыра........................................236
7.2.1. Классификация сыров.........................................236
7.2.2. Технология твердых сычужных сыров с высокой температурой второго нагревания................................................. 240
7.2.3. Технология твердых сычужных сыров с низкой температурой второго нагревания.................................................245
7.2.4. Технология твердых сычужных сыров с низкой температурой второго нагревания и с повышенным уровнем молочнокислого брожения............................................................248
7.2.5. Технология твердых сычужных сыров, созревающих при участии молочнокислых бактерий и микрофлоры слизи...........................254
7.2.6. Технология мягких сыров .....................................256
7.2.7. Технология рассольных сыров..................................265
7.2.8. Технология сыров и сырных масс для выработки плавленых сыров...............................................................269
7.3. Технология плавленых сыров......................................277
7.3.1. Характеристика плавленых сыров...............................277
7.3.2. Подбор и подготовка сырья....................................279
7.3.3. Составление сырной смеси.....................................282
7.3.4. Плавление сырной массы.......................................284
7.3.5. Фасование и хранение плавленого сыра.........................287
7.3.6. Оценка качества и пороки плавленых сыров.....................289
7.3.7. Особенности технологии отдельных групп плавленых сыров.......293
8. ТЕХНОЛОГИЯ МАСЛА...................................................299
8.1. Виды масла и сырье для его производства.........................299
8.1.1. Характеристика масла.........................................299
8.1.2. Требования к качеству молока и сливок........................301
8.1.3. Подготовка сырья и способы производства масла................304
8.2. Технология масла способом сбивания сливок.......................306
8.2.1. Низкотемпературная обработка сливок..........................307
8.2.2. Сбивание сливок..............................................311
8.2.3. Промывка масляного зерна.....................................316
8.2.4. Посолка масла................................................317
8.2.5. Механическая обработка масла.................................317
8.2.6. Получение масла в маслоизготовителях периодического действия.318
8.2.7. Получение масла в маслоизготовителях непрерывного действия...321
8.3. Технология масла способом преобразования высокожирных сливок...325
8.3.1. Получение и нормализация высокожирных сливок.................325
8.3.2. Термомеханическая обработка высокожирных сливок..............326
8.3.3. Особенности структуры масла различных способов производства.336
8.4. Подготовка масла к реализации...................................347
8.4.1. Фасование, хранение и транспортирование масла................347
8.4.2. Оценка качества и пороки масла...............................348
8.5. Особенности технологии отдельных видов масла....................351
8.5.1. Классификация масла..........................................351
8.5.2. Особенности технологии отдельных видов сливочного масла.....353
8.5.3. Особенности технологии концентратов молочного жира...........367
9. ТЕХНОЛОГИЯ ПРОДУКТОВ ИЗ ОБЕЗЖИРЕННОГО МОЛОКА, ПАХТЫ И МОЛОЧНОЙ СЫВОРОТКИ........................................370
9.1. Характеристика обезжиренного молока, пахты и молочной сыворотки........................................................370
9.1.1. Состав и свойства обезжиренного молока, пахты и молочной сыворотки................................................370
454
9.1.2. Виды и ассортимент продуктов из обезжиренного молока, пахты
и молочной сыворотки..........................................373
9.2. Технология продуктов из обезжиренного молока..............375
9.2.1. Молочно-белковые концентраты ..........................376
9.2.2. Заменители молока для молодняка сельскохозяйственных животных......................................................384
9.3. Технология продуктов из пахты.............................388
9.3.1. Использование пахты для нормализации молока............388
9.3.2. Особенности технологии продуктов из пахты..............388
9.4. Технология продуктов из молочной сыворотки................393
9.4.1. Использование жира молочной сыворотки..................393
9.4.2. Белковые продукты......................................395
9.4.3. Напитки............................................... 400
9.4.4. Сгущенные и сухие концентраты..........................403
9.4.5. Молочный сахар.........................................408
9.4.6. Производные молочного сахара...........................416
10. ПРОИЗВОДСТВЕННЫЕ РАСЧЕТЫ В МОЛОЧНОЙ ПРОМЫШЛЕННОСТИ...................................................425
10.1. Материальный баланс в производстве молочных продуктов....425
10.1.1. Основные уравнения материального баланса..............425
10.1.2. Производственные потери...............................428
10.1.3. Степень использования составных частей молока.........429
10.1.4. Расход сырья и выход готового продукта................430
10.2. Расчеты по нормализации сырья ...........................433
10.2.1. Цельномолочные продукты...............................433
10.2.2. Творог и сыр..........................................436
10.2.3. Молочные консервы................................... 439
10.2.4. Расчет рецептур в производстве продуктов со сложным сырьевым составом.............................................440
Приложения.......................................................448
Список рекомендуемой литературы..................................450
Учебное издание
Крусь Галина Николаевна Храмцов Андрей Георгиевич Волокитина Зинаида Владимировна Карпычев Сергей Васильевич
ТЕХНОЛОГИЯ МОЛОКА И МОЛОЧНЫХ ПРОДУКТОВ
Учебник для вузов
Художественный редактор В. А. Чуракова Технический редактор Н. Н. Зиновьева Компьютерная верстка Т. В. Новиковой Корректоры Л. И. Ключевская, В. Г. Лузгина
Подписано в печать 18.05.06. Формат 60x88 1/16. Бумага офсетная.
Гарнитура Ньютон. Печать офсетная. Усл. печ. л. 27,93.
Уч.-изд. л. 30,30. Изд. № 07. Доп. тираж 1000 экз. Заказ № 1163
ООО «Издательство «КолосС», 101000, Москва, ул. Мясницкая, д. 17. Почтовый адрес: 129090, Москва, Астраханский пер., д. 8. Тел. (495) 680-99-86, тел./факс (495) 680-14-63, e-mail: koloss@koloss.ru, наш сайт: www.koloss.ru
Отпечатано с готовых диапозитивов в ГУП РМЭ «Марийский полиграфическо-издательский комбинат», 424000, г. Йошкар-Ола, ул. Комсомольская, 112
У КАРПЫЧЕВ