/



















































































































































































































































































































































































































































































































































































































































Текст
для
- к
СТАНКОВ
М. А. АНСЕРОВ
канд. техн, наук
ПРИСПОСОБЛЕНИЯ
для
МЕТАЛЛОРЕЖУЩИХ
СТАНКОВ
РАСЧЕТЫ И КОНСТРУКЦИИ
Издание 3-е,
стереотипное
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
МОСКВА 1966 ЛЕНИНГРАД
THORNado
УДК 621.91 : 002.54
В книге дается систематизированное обобщение прак-
тики конструирования станочных приспособлений.
В первом разделе рассматриваются элементы, узлы
и механизмы, а также приводы приспособлений. Особое
внимание уделено расчетам, обеспечивающим необходи-
мую точность при базировании, и расчетам силовых
механизмов.
Во втором разделе на основе принятой в книге клас-
сификации рассматриваются наиболее совершенные кон-
струкции приспособлений и наладок, используемых в оте-
чественном и зарубежном машиностроении. Значительный
удельный вес занимают переналаживаемые (групповые и
универсальные) приспособления, эффективные в условиях
серийного производства, а также приспособления с пневма-
тическим, гидравлическим приводами и автоматизирован-
ные.
Во втором издании книги уточнены определения по-
нятий о базах и некоторые расчеты. Книга дополнена
новыми конструкциями приспособлений и новыми норма-
лями по оснастке.
Книга рассчитана на инженерно-технических работни-
ков — технологов, конструкторов по оснастке и может
быть использована студентами соответствующих специаль-
ностей.
3—13—4
181—66
Редактор инж. Ю, М. Барон
ВВЕДЕНИЕ
Создание материально-технической базы коммунизма требует превра-
щения промышленности СССР в технически самую совершенную и мощ-
ную промышленность мира.
Первостепенное значение для технического перевооружения всего
народного хозяйства имеет развитие машиностроения. XXII съезд КПСС
наметил в течение ближайших 10 лет увеличить объем промышленной
продукции в два с половиной раза, для чего потребуется наряду с вводом
новых мощностей поднять производительность труда более чем в два
раза.
Для решения этих задач необходимо изыскать и использовать все
имеющиеся резервы производства. Одним из таких резервов является
сокращение вспомогательного времени при механической обработке за
счет механизации и автоматизации технологических процессов.
Затраты на изготовление и эксплуатацию разнообразной технологи-
ческой оснастки составляют до 20% от себестоимости продукции, а стои-
мость и сроки подготовки производства в основном определяются вели-
чиной затраты труда и времени на проектирование и изготовление техно-
логической оснастки. Наибольший удельный вес в общей массе оснастки
имеют станочные приспособления, с помощью которых решаются три
основные задачи:
1) базирование обрабатываемых деталей на станках с выверкой по
проверочным базам заменяется базированием без выверки, что ускоряет
процесс базирования и обеспечивает возможность автоматического полу-
чения размеров на настроенных станках;
2) повышается производительность и облегчаются условия труда рабо-
чих за счет механизации и автоматизации приспособлений, а также за
счет применения многоместной, позиционной и непрерывной обработки;
3) расширяются технологические возможности станков, что позволяет
на обычных станках выполнять такую обработку или получать такую
точность, для которых эти станки не предназначены.
За последние 10—15 лет значительно повысился уровень механизации
и автоматизации приспособлений, а также проведена большая работа по
их стандартизации и нормализации. Широкая механизация и автомати-
зация приспособлений в условиях мелкосерийного и серийного производ-
ства стала возможной на базе применения двух новых принципов в кон-
струировании:
1) создание переналаживаемых (групповых, универсальных) приспо-
соблений с индивидуальным механизированным приводом (пневматиче-
ским, гидравлическим, электромеханическим);
2) создание универсальных (агрегатированных) силовых приводов для
последовательного обслуживания ряда специальных приспособлений.
4
Введение
Одновременно в индивидуальном и мелкосерийном производстве широ-
кое применение получает система универсально-сборных приспособлений,
основанная на многократном использовании определенной совокупности
нормализованных деталей и узлов, из которых в течение нескольких
часов компонуются самые разнообразные приспособления.
Применение переналаживаемых и универсально-сборных приспособ-
лений, а также универсальных приводов резко снижает затраты средств
и времени на подготовку производства.
При комплексной автоматизации обработки на станках приспособле-
ния проектируются с полуавтоматическим, а при наличии загрузочных
устройств — с автоматическим циклом работы. В первом случае обычно
автоматизируются приемы зажима и освобождения обрабатываемых
деталей (полуавтоматические тиски, скальчатый кондуктор и т. п.), во
втором — все приемы по загрузке, зажиму, откреплению и удалению
обработанных деталей. В делительных и поворотных приспособлениях
автоматизируется поворот стола, а также зажим и открепление заготовок.
Необходимо, однако, отметить, что групповых и автоматизированных
конструкций приспособлений разработано и применяется сравнительно
мало. Следует всемерно расширять их проектирование и внедрение, а по-
путно обобщать и систематизировать передовой опыт в этой области.
Книга построена на основании научного обобщения богатой практики
конструирования станочных приспособлений. Использованы материалы
многих проектно-технологических институтов, заводов и оригинальные
конструкции, созданные новаторами-станочниками. Учтены и кратко
изложены все ГОСТ на детали и узлы приспособлений, вышедшие до
1 января 1963 г. По стандартным и нормализованным конструкциям
указаны предельные значения их размеров, что помогает ориентироваться
при проектировании и выборе конструкций.
В первом разделе изложены основы расчета при базировании, необ-
ходимые для обеспечения требуемой точности обработки; даны классифи-
кация и расчет силовых механизмов, а также пневматических и гидравли-
ческих приводов. Попутно рассмотрены типовые конструкции элементов,
механизмов и приводов приспособлений.
Во втором разделе систематизированы и рассмотрены многочисленные
конструкции приспособлений и вспомогательных инструментов для раз-
личных станков.
В книге помещены наиболее ценные и типичные конструкции, преи-
мущественно с пневматическим и гидравлическим приводами, перенала-
живаемые и автоматизированные.
Лучший метод изучения богатого опыта в проектировании приспособ-
лений — ознакомление с проверенными на практике конструкциями.
В связи с этим, а также учитывая запросы начинающих и недостаточно
опытных конструкторов и студентов, в книге даются не схемы (за редким
исключением) и не отдельные разрезы, а полноценные конструкции при-
способлений.
Молодым конструкторам и студентам рекомендуется в первую очередь
изучить принципиальные положения и методику расчетов, изложенные
в первых главах книги. Это позволит быстрее и увереннее проектировать
приспособления и совершенствовать их конструкции.
РАЗДЕЛ ПЕРВЫЙ
ДЕТАЛИ, МЕХАНИЗМЫ И ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
ГЛАВА 1
БАЗИРОВАНИЕ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
И УСТАНОВОЧНЫЕ УСТРОЙСТВА ПРИСПОСОБЛЕНИЙ
1. ПОНЯТИЯ О КОНСТРУКТИВНОЙ И УСТАНОВОЧНОЙ БАЗАХ
ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ
Элементами детали будем называть ее поверхности, оси, линии или
отдельные точки.
На чертеже или операционном эскизе детали каждая из обрабатывае-
мых поверхностей связана с другими элементами детали координирую-
щими размерами и соотношениями.1
Конструктивной базой 1 2 обрабатываемой поверхности будем называть
совокупность элементов детали, с которыми обрабатываемая поверхность
или ее ось связана координирующими размерами или соотношениями
на чертеже.
Так, например, у детали, изображенной на фиг. 1, а, конструктивная
база оси обрабатываемого отверстия состоит из трех элементов: поверх-
ностей т и п, от которых заданы координирующие размеры х, у до оси,
и нижней плоскости k9 с которой ось отверстия связана требованием взаим-
ной перпендикулярности (соотношением).
Конструктивной базой оси отверстия у детали по фиг. 1, б служит
опорная плоскость т.
У ступенчатых валиков (фиг. 1, в, г) обрабатываются две группы
поверхностей — шейки и торцовые поверхности (уступы). Конструктив-
ной базой цилиндрических шеек служит их ось, а базами, определяю-
щими положение уступов, являются у левого валика торец т (координат-
ная система простановки размеров, фиг. 1, в), а у правого — торец т
и уступы п и k (цепная система простановки размеров, фиг. 1, г).
Из этих примеров следует, что если два элемента детали связаны
координирующим размером или соотношением, то любой из них можно
принимать за базу относительно другого (обратимость конструктивных
баз). Так, на фиг. 1, б ось отверстия можно рассматривать как конструк-
тивную базу опорной плоскости т\ у правого валика торец i — как базу
уступа k\ уступ k — как базу в отношении торца i или уступа п (фиг. 1, е)
и т. д.
1 Координирующие размеры — расстояния между плоскостями, осями и другими эле-
ментами. Соотношения — параллельность или взаимная перпендикулярность плоскостей
и осей, концентричность (соосность) поверхностей и т. п.
Допустимые отклонения (погрешности) координирующих размеров и отклонения в соот-
ношениях обычно регламентируют допуском.
2 Конструктивную базу часто называют измерительной базой.
6 Базирование обрабатываемых деталей и установочные устройства приспособлений
Обработка деталей состоит из отдельных операций, выполняемых на
различных станках. На каждой операции (установке) деталь предвари-
тельно базируют на станке, затем закрепляют и производят обработку
одной или нескольких поверхностей.
Каждая обрабатываемая поверхность должна иметь свою установочную
базу, с помощью которой ее правильно ориентируют относительно режу-
щего инструмента.
Установочной базой обрабатываемой поверхности называют совокуп-
ность элементов детали, с помощью которых обрабатываемую поверхность
Фиг. 1. Конструктивные базы обрабатываемых поверхностей, выявляе-
мые на чертеже детали.
(ее ось) правильно ориентируют на станке относительно траектории режу-
дцего Инструмента.
В ряде случаев, наоборот, режущий инструмент ориентируют отно-
сительно установочной базы обрабатываемой поверхности.
Установочная база может быть опорной или проверочной; соответ-
ственно применяются два метода базирования:
1) по опорным установочным базам;
2) по проверочным установочным базам.
Опорная установочная база — совокупность элементов детали, кото-
рыми она непосредственно соприкасается с установр.чнйми поверхностями
приспособления при базировании.
Проверочная установочная база — совокупность элементов детали, по
которым производится выверка положения детали на станке при базиро-
вании.
В качестве проверочной базы кроме поверхностей служат линии, оси
и центры, наносимые разметкой, а иногда и сами обрабатываемые поверх-
ности.
Например, центрирование литой втулки в кулачках планшайбы можно
производить по отверстию, подлежащему обработке; базирование станины
Понятия о конструктивной и установочоой базах обрабатываемой поверхности 7
перед шлифованием ее направляющих — по предварительно обработан-
ным направляющим и т. п.
Выверка производится с помощью рейсмаса, индикатора и других
инструментов. В процессе выверки устанавливаемую деталь приходится
смещать, подклинивать и т. п.
Базирование с выверкой по проверочным базам отнимает много вре-
мени и применяется обычно в индивидуальном производстве.
Базирование по опорным базам не требует выверки; необходимая
ориентировка детали (обрабатываемой поверхности) достигается сразу же,
как только базовые элементы детали войдут в контакте установочными
элементами приспособления.
н
Фиг. 2. Конструктивные и вспомога-
тельные элементы опорной установоч-
ной базы, выявляемые на схеме бази-
рования.
2
Такое базирование выполняется значительно быстрее и применяется
в массовом и серийном производстве, где в связи с этим широко исполь-
зуются всевозможные установочно-зажимные приспособления.
При выборе опорной установочной базы и построении схемы базиро-
вания рекомендуется в качестве опорной базы использовать конструктив-
ную базу обрабатываемой поверхности, так как при этом исключаются
погрешности базирования (см. ниже).
В этом случае, т. е. при совпадении баз, опорную установочную базу
будем называть конструктивной. Если же опорная установочная база
не является одновременно и конструктивной базой, она называется вспо-
могательной.
Так, например, на схеме базирования по фиг. 2, а опорная базовая
поверхность 1 является конструктивной (связана с обрабатываемой
поверхностью 2 размером /г), а на схеме по фиг. 2, б — вспомогательной;
в последнем случае конструктивной базой относительно обрабатываемой
поверхности 2 служит поверхность 3 (опорная и конструктивная базы
не совпадают).
На схеме базирования по фиг. 2, в опорная база оси обрабатываемого
отверстия состоит из поверхностей 1 и 2. Поверхность 1 является
8 Базирование обрабатываемых деталей и установочные устройства приспособлений
конструктивной, а поверхность 2 — вспомогательной опорной базой, так
как ось отверстия не связана с поверхностью 2 размером.
Размер Н, связывающий вспомогательную опорную базу с конструк-
тивной, называют базисным размером.
2. ОСНОВНЫЕ СХЕМЫ БАЗИРОВАНИЯ ПО ОПОРНЫМ
УСТАНОВОЧНЫМ БАЗАМ
Большая часть деталей машин ограничена простейшими поверх-
ностями — плоскими, цилиндрическими, коническими, которые и исполь-
зуются в качестве опорных установочных баз. Поэтому количество ти-
повых схем базирования невелико. Рассмотрим основные схемы.
Схема базирования призматических деталей.1 Всякое твердое тело,
рассматриваемое в системе трех взаимно перпендикулярных осей, может
Фиг. 3. Схема базирования призматических деталей:
а — положение детали в системе координат; б — положение в приспособлении.
иметь шесть степеней свободы: три перемещения вдоль осей ОХ, ОУ, 0Z
(фиг. 3, а) и повороты относительно тех же осей 1 2. Если задать шесть
координат (пунктирные линии), то можно точно определить положение
детали в пространстве.
Три координаты, определяющие положение детали относительно
плоскости XOY, лишают ее трех степеней свободы —возможности пере-
мещаться в направлении оси 0Z и вращаться вокруг осей 0Y и ОХ.
Две координаты, определяющие положение детали относительно пло-
скости ZOY, лишают ее двух степеней свободы — возможности пере-
мещаться в направлении оси ОХ, и вращаться вокруг оси 0Z.
Шестая координата, определяющая положение детали относительно
плоскости XOZ, лишает ее последней степени свободы — возможности
перемещаться в направлении оси 0Y.
1 Призматическая деталь рассматривается здесь как представитель многих реальных
деталей самых различных форм и размеров (плиты, крышки, коробки и пр.), которые с точки
зрения базирования являются «призматическими».
2 Возможность перемещения тела вправо или влево вдоль оси, а также поворотов
по часовой и против часовой стрелки считается за одну степень свободы.
Основные схемы базирования по опорным установочным базам
9
Если координаты заменить опорными точками (штифтами) получится
схема базирования призматических деталей (фиг. 3, б); силы зажима
Wlf W2, W3 обеспечивают силовое замыкание.
Поверхность детали, несущая три опорные точки, называется главной
базирующей поверхностью, боковая поверхность с двумя точками —
направляющей} торцовая поверхность с одной опорной точкой—унар-
ной.
В качестве главной базы желательно выбирать поверхность, имеющую
наибольшие габаритные размеры. В качестве направляющей — поверх-
ность наибольшей протяженности.
Схема базирования цилиндрических деталей. Для того, чтобы точно
определить положение валика в пространстве, необходимо задать пять
Фиг. 4. Схема базирования цилиндрических деталей:
а — положение детали в системе координат; б — положение в приспособлении.
координат (фиг. 4, а), которые лишают валик пяти степеней свободы:
возможности перемещаться в направлении осей OX, OY, 0Z и вращаться
вокруг осей ОХ и 0Z.
Шестая степень свободы — возможность вращаться вокруг собствен-
ной оси — отнимается у валика координатой, проведенной от поверхности
шпоночной канавки.
Если координаты заменить призмой, получим вторую схему базиро-
вания (фиг. 4, б) с зажимом детали силой W.
Цилиндрическая поверхность валика, несущая четыре опорные точки,
называется двойной направляющей базирующей поверхностью; торцовая
поверхность валика является упорной базой. Для ориентирования детали
в угловом положении необходима вторая упорная база под шпонку или
штифт (на схеме не показана).
При базировании по наружной цилиндрической поверхности или по
отверстию в различных самоцентрирующих патронах и на оправках эти
поверхности также являются двойными направляющими базами; торец
или уступ детали используют в качестве упорной базы.
Схема базирования коротких цилиндрических деталей (диски, кольца).
В этом случае торцовая поверхность детали, несущая три опорные точки
(фиг. 5, а), является главной базирующей поверхностью.
1 0 Базирование обрабатываемых деталей и установочные устройства приспособлений
Короткая цилиндрическая поверхность несет две опорные точки и назы-
вается центрирующей базой. Боковая поверхность шпоночной канавки
эквивалентна одной -опорной точке и является упорной базой.
На фиг. 5, б, в показаны примеры базирования по рассматриваемой
схеме с применением короткой призмы и кулачков патрона.
Базирование по коническим поверхностям. При установке детали
длинной конической поверхностью, например в конусном отверстии
шпинделя станка, она лишается пяти степеней свободы, так как длинная
коническая поверхность является одновременно двойной направляющей
Фиг. 5. Схема базирования коротких цилиндрических деталей (диски,
кольца):
а — положение детали в системе координат; б, в — положение в при-
способлении.
и упорной базой. Для ориентирования детали в угловом положении тре-
буется еще одна упорная поверхность под штифт или шпонку.
При установке детали в центрах станка используются короткие кони-
ческие отверстия. Левое центровое отверстие является одновременно
центрирующей и упорной базовой поверхностью и лишает деталь трех
степеней свободы; правое — только центрирующей, дополнительно ли-
шающей деталь двух степеней свободы.
Если при центрировании необходимо задать детали точное угловое
положение и лишить ее шестой степени свободы/то используется вторая
упорная база.
Из анализа основных схем видно, что для полного базирования детали
с лишением ее всех степеней свободы необходим комплект из трех бази-
рующих поверхностей \ несущих шесть опорных точек (правило шести
точек). Каждая опорная точка отнимает у детали одну степень свободы.
При установке по грубо обработанным или черным базам излишние опор-
ные точки (сверх шести) делают схему базирования статически- не-
определенной и не только повышают, но, наоборот, понижают точность
установки.
1 Исключение составляет базирование с применением длинной конической поверх-
ности, совмещающей в себе две базирующие поверхности; комплект в этом случае состоит
из двух разнородных базирующих поверхностей.
Схемы полного и упрощенного базирования
11
3. СХЕМЫ ПОЛНОГО И УПРОЩЕННОГО БАЗИРОВАНИЯ
В серийном и особенно массовом производстве широко применяют
метод автоматического получения точности размеров на настроенных
станках. При настройке станка установку режущих инструментов на
размер или установку упоров и копиров производят от опорных баз
детали, точнее — от соответствующих им установочных поверхностей
приспособления. Если в данной установке (операции) требуется получить
Фиг. 6. Схемы базирования:
а — полного; б — упрощенного, с одной степенью свободы.
координирующие размеры в трех направлениях, по осям X, Y, Z, то
для базирования необходим комплект из трех поверхностей; каждому
направлению размеров должна соответствовать своя базирующая поверх-
ность. В этом случае применяют схему полного базирования с лишением
детали всех шести степеней
свободы. При получении раз-
меров в двух или только в
одном направлении применя-
ют схемы упрощенного бази-
рования. Поясним это при-
мерами.
У детали, показанной на
фиг. 6, а, положение фрезе-
руемого паза определяется
тремя координирующими раз-
мерами: х, у и z. Чтобы
обеспечить возможность авто-
щуп
Установочные
пластинки
приспособления
Деталь
* Установ
Фиг. 7. Схема упрощенного базирования с тремя
степенями свободы.
матического получения трех
размеров на настроенном станке, деталь соответственно необходимо бази ро-
вать по трем поверхностям 1, 2и 5, применяя схему полного базирования.
У детали, изображенной на фиг. 6, б, положение обрабатываемого
уступа определяется двумя размерами: х и z. Неточная ее установка
вдоль оси Y не имеет значения и поэтому здесь достаточны только две
базирующие поверхности: 1 и 2 (схема упрощенного базирования с одной
степенью свободы). Торец детали в этом случае может быть использован
как опорная (но не базирующая) поверхность, прилегающая к упору;
последний обычно предусматривается для восприятия продольной состав-
ляющей силы резания.
У призматической детали (фиг. 7) требуется обработать верхнюю
плоскость, выдерживая размер 100 ±0,1. В этом случае для установки
12 Базирование обрабатываемых деталей и установочные устройства приспособлений
необходима лишь одна база (нижняя плоскость), и схема становится
простейшей (с тремя степенями свободы). Для предотвращения смещения
и для грубой ориентировки детали в горизонтальной плоскости ее боковые
поверхности могут прилегать к упорам.
На фиг. 8 показаны схемы упрощенного базирования деталей на
призмах.
Чтобы обеспечить автоматическое получение размера z и требование
симметричности канавки относительно оси вала (фиг. 8, а), достаточно
лишить его четырех степеней свободы; перемещение вдоль призмы и вра-
щение вокруг собственной оси не влияют на размер z и симметричность
Фиг. 8. Схемы упрощенного базирования на призмах:
а — с двумя степенями свободы; б — с одной степенью свободы.
расположения канавки. При необходимости торец вала может быть ис-
пользован как опорная (но не базирующая) поверхность.
Для выполнения требования симметричности канавки не только отно-
сительно оси вала, но и относительно оси отверстия, просверленного в нем
(фиг. 8, б), деталь необходимо лишить пяти степеней свободы и для бази-
рования использовать пять точек (установка на призму — четыре точки
и короткий срезанный палец — одна точка).
При необходимости получения канавки определенной длины при-
шлось бы применить схему полного базирования и использовать вторую
упорную базу (торец вала).
4. СХЕМЫ БАЗИРОВАНИЯ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ
С ПРИМЕНЕНИЕМ УСТАНОВОЧНЫХ ПАЛЬЦЕВ
Эти схемы базирования можно разделить на три группы:
1) по торцу и отверстию;
2) по плоскости, торцу и отверстию с осью, параллельной плоскости;
3) по плоскости и двум перпендикулярным к ней отверстиям.
На фиг. 9 показаны схемы с символическим изображением числа
опорных точек, присущих базирующим поверхностям.
При базировании деталей по торцу и отверстию возможны два случая:
а) основной базирующей поверхностью является отверстие;
б) основной базирующей поверхностью является торец.
На фиг. 9, а изображена схема центрирования детали на высоком
жестком пальце. Отверстие является основной базой, несущей четыре
опорные точки, торец — одну; у детали оставлена одна степень свободы —
возможность вращаться вокруг пальца.
Схемы базирования по плоскости и отверстиям с применением установочных пальцев 13
Аналогичной является схема базирования на жесткой токарной
оправке (фиг. 9,. б).
В случаях, когда за основную базу требуется принимать торец детали,
установочные пальцы должны выполняться низкими.
На фиг. 10, а базирование по торцу (три точки) и отверстию на высоком
пальце (четыре точки) противоречит правилу шести точек. В результате
деталь устанавливается с перекосом, а при зажиме вертикальной силой W
деформируется и изгибается палец.
Неправильно
Правильно
Фиг. 10. Базирование по
торцу (основная база) и
отверстию с одной сте-
пенью свободы:
Фиг. 9. Базирование по отверстию (основная
база) и торцу с одной степенью свободы:
а — на высоком пальце; б — на жесткой
оправке.
а — с применением высо-
кого пальца (непра-
вильно); б — с применен
нием низкого пальца
(правильно).
Для статической определенности установки торец и отверстие должны
нести только пять опорных точек. Как видно из фиг. 10, б, это обеспечи-
вается установкой детали на низкий цилиндрический палец (две точки).
На фиг. 11, а показана схема полного базирования детали по пло-
скости, торцу и отверстию. Если зазор в сопряжении пальца с отвер-
стием меньше допуска на размер L, то нижняя плоскость детали не при-
легает к опорам приспособления. Чтобы обеспечить прилегание, при-
меняют срезанный палец 1, благодаря чему увеличивается зазор в
направлении размера L (см. ниже). В этой схеме высокий срезанный палец
обеспечивает две опорные точки.
На фиг. 11,6 показана схема полного базирования шатуна по торцам
(три точки) и двум отверстиям (три точки). Для статической определен-
ности установки используют низкие цилиндрический и срезанный пальцы
(две и одна точки).
На фиг. 11, в изображена схема базирования детали по плоскости
и двум отверстиям с установкой на низкие цилиндрический и срезанный
14 Базирование обрабатываемых деталей и установочные устройства приспособлений
пальцы. Подобные схемы часто применяются при обработке таких дета-
лей, как плиты, крышки, корпусы, блоки цилиндров и т. п. В этих уста-
новках плоскость является главной базирующей поверхностью (три
точки), а два отверстия, сопряженные с пальцами, заменяют собой направ-
ляющую и упорную базы в основной схеме (фиг. 3, б).
Фиг. 11. Схемы полного базирования:
а — по плоскости и отверстию на высоком срезанном
пальце; б, в—по плоскости и двум отверстиям на низких
цилиндрическом и срезанном пальцах.
Из приведенных схем видно, что установка детали на высокий ци>
линдрический (несрезанный) палец отнимает у нее четыре степени сво-
боды (фиг. 9), на низкий цилиндрический — две, на высокий срезанный —
две, на низкий срезанный — одну.
5. РАСЧЕТЫ ПРИ БАЗИРОВАНИИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ
При установке деталей по плоскости и двум отверстиям необходимо
выполнять расчеты, связанные с установкой на пальцы.
Введем обозначения:
L — расстояние между центрами базовых отверстий и установоч-
ных пальцев (номинальный размер);
So — допуск на межцентровое расстояние базовых отверстий;
± -----отклонения межцентрового расстояния базовых отверстий;
Sn — допуск на межцентровое расстояние установочных пальцев;
а
— отклонения межцентрового расстояния установочных пальцев;
Si min — минимальный зазор в сопряжении первого отверстия с паль-
цем;
s2 min — минимальный зазор в сопряжении второго отверстия с паль-
цем.
Расчеты при базировании по плоскости и отверстиям
15
Условие возможности установки деталей на два цилиндрических
пальца. Для вывода условия предполагаем худший случай из всех воз-
можных (фиг. 12), а именно: межцентровое расстояние отверстий у детали
выполнено по наибольшему предельному размеру ( L + -у-), межцентро-
вое расстояние пальцев — по наименьшему (^L—у-) , зазоры в сопря-
жениях отверстий с пальцами выполнены минимальными (sx min, s2 min).
На схеме фиг. 12, а показано положение отверстий /; 2 и пальцев 3; 4
при номинальном межцентровом расстоянии между ними (размер L).
Фиг. 12. Расчетные схемы для случая установки детали на два цилиндри-
ческих пальца.
На схеме (фиг. 12, б оси отверстий Г и 2' имеют наибольшее меж-
центровое расстояние ^размер L + -у-), а окружностями 3' и 4Г показано
положение пальцев при наименьшем межцентровом расстоянии (^L—у-) •
Из графического построения (фиг. 12, б) находим
О ( । \ si min । s2 min
Z Д 4 ф 4 ) ~ 2 ф 2 *
Отсюда определяется условие возможности установки на два цилин-
дрических пальца
min 4" ^2 min > ^0 4" (0
Условие возможности установки деталей на один цилиндрический и один
срезанный палец и определение оптимального значения ширины Ъ цилин-
дрического участка срезанного пальца. Чтобы уменьшить расчетные мини-
мальные зазоры и тем самым повысить точность базирования, не нарушая
условия возможности установки на два пальца [формула (1)], один из
них срезают, как показано на фиг. 13, чем увеличивают зазор в направ-
лении размера L.
16 Базирование обрабатываемых деталей и установочные устройства приспособлений
Из треугольника ДО2С имеем
(02Е + ECY = ОгД* + (ДА + АС)'*.
Из треугольника А02Д; О2Д2 = А(% — АД2: заменив буквенные назва-
ния отрезков их значениями, получим
(d s2min \2__ d* b2 f ( b i x V
\ 2 ' 2 ) ~~ 4 4 * \ 2 ‘ 2 / ’
Решим это уравнение относительно х; квадратами малых величин х
и s2 min можно пренебречь. Тогда
х ~ ~ь~ *s2 пик* (2)
Ь
L-----------------------------й
Фиг. 13. Схема для определения увеличенного зазора х в направлении раз-
мера L, образующегося в сопряжении отверстия со срезанным пальцем.
Следовательно, чем уже цилиндрический участок Ь срезанного пальца,
тем больше зазор х. Однако чрезмерное уменьшение цилиндрического
участка приводит к быстрому износу пальца, поэтому ширину b следует
брать наибольшую из возможных, определяя ее расчетом.
Подставляя в уравнение (1) вместо зазора s2 min до среза его увеличен-
ное значение х после среза, получим условие возможности установки на
цилиндрический и срезанный пальцы
откуда
S1 min 4' S2 min
______s2 min____
"b — S1 mm
(3)
(4)
Определение величины предельного смещения (поворота) детали при
установке ее по плоскости и отверстиям на два пальца. Предполагаем
худший предельный случай (фиг. 14), т. е. что. зазоры в сопряжениях
пальцев с отверстиями оказались максимальными.
Из построения имеем
О2А = О1О\ = О2О2 = ^“;
q'д S1 max 4~ s2 max
2
Расчеты при базировании по плоскости и отверстиям
17
Рассматривая прямоугольный треугольник 020iA, находим
I д а S1 max + s2 max
2L
(5)
При базировании по плоскости и одному отверстию на высоком сре-
занном пальце (фиг. 11, a) min = 0. Условие возможности установки
получаем из формулы (3)
d А А (6)
^min £ л. о “г ^пл. а.
Фиг. 14. Схема для определения предельного смещения (поворота) детали при
установке по плоскости и отверстиям на цилиндрический и срезанный пальцы.
Соответственно из формулы (4)
Ъ < -—----------я
&ПЛ. о + $пл. п
(7)
где 6^. 0 — допуск на расстояние L между базовой плоскостью детали
и осью отверстия;
п — то же между установочной плоскостью приспособления
и осью пальца.
Рекомендуемые допуски,
посадки и конструктивные
размеры срезанных пальцев.
Допуски Sn и п в зави-
симости от требуемой точ-
ности задаются в пределах
1/5—1/2 от допуска на меж-
центровые расстояния отвер-
стий. Установку на один
палец производят по посад-
Л 4 А
кам -=r-, -V или -V ; уста-
Д А3 А
новку на два пальца — по
А А
посадкам или •
Размеры срезанных паль-
цев (фиг. 13) рекомендуется
выбирать по табл. 1.
Таблица 1
Рекомендуемые размеры срезанных пальцев (в лмс)
Диаметр пальца, d ь в
От 4 до 6 2 d—0,5
Свыше 6 до 10 3 d—1
> 10 » 20 4 d—2
» 20 » 32 5 d—4
» 32 » 40 6 d—5
> 40 » 50 8 d—5
» 50 14 Плоский срез
по фиг. 11, б
18 Базирование обрабатываемых деталей и установочные устройства приспособлений
Проверочный расчет выполняют по приведенным выше формулам.
При необходимости изменяют посадки (зазоры) в сопряжениях отверстий
с пальцами.
G. ПОНЯТИЯ О ПОГРЕШНОСТЯХ, ВОЗНИКАЮЩИХ ПРИ ОБРАБОТКЕ
ПАРТИИ ДЕТАЛЕЙ НА НАСТРОЕННОМ СТАНКЕ В ПРИСПОСОБЛЕНИИ
Обрабатываемые детали в любой стадии обработки и в готовом виде
имеют отклонения от геометрически точной формы и номинальных разме-
ров, заданных чертежом. Эти отклонения (погрешности) должны лежать
в пределах заданных допусков. Допуском задается наибольшее возможное
значение погрешности размера или формы детали.
Необходимо различать:
1) погрешности отдельных элементарных поверхностей в виде откло-
нения их размеров от номинала и искажений формы в продольных и по-
перечных сечениях;
2) погрешности во взаимном расположении элементарных поверхностей
и их осей в виде отклонения координирующих размеров от номинала
и искажений в соотношениях (в параллельности, перпендикулярности,
соосности, силометричности и т. п.).
Погрешности установки, связанные с базированием, закреплением
и неточностью приспособлений оказывают прямое влияние на простран-
ственные отклонения, т. е. на отклонения координирующих размеров
и соотношений, и не оказывают влияния на отклонения размеров и формы
отдельных поверхностей (в частности диаметральных размеров и размеров,
связывающих противоположные элементы, получаемые мерным инстру-
ментом), за исключением случаев зажима тонкостенных деталей. Ниже
рассматриваются погрешности координирующих размеров и соотношений.
Суммарная погрешность любого координирующего размера склады-
вается из первичных погрешностей, которые принято делить на три группы:
1) погрешности установки деталей;
2) погрешности настройки станка;
3) погрешности обработки.
Погрешность установки (&у) возникает в процессе установки деталей
в приспособлении и складывается из погрешности базирования (еб) и по-
грешности закрепления (е3). Кроме того, в погрешность установки следует
включать дополнительную погрешность, связанную с приспособлением
(е^): неточностью его изготовления, неточностью установки на станке,
износом его установочных элементов.
Погрешность настройки (Дя) возникает в процессе установки режущего
инструмента на размер или регулировки упоров и копиров для автомати-
ческого получения точности размеров на станке.
Погрешность обработки возникает в процессе непосредственной
обработки и вызывается:
1) геометрической неточностью станка в ненагруженном состоянии;
2) деформацией упругой технологической системы станок — приспо-
собление — деталь — инструмент под нагрузкой.
3) износом и температурными деформациями режущего инструмента
и другими причинами.
Если все эти погрешности сложить, то получим условие обеспечения
-заданной точности координирующего размера (условие работы без брака):
гу + + &обр < 6,
где S — допуск на размер, получаемый на данной операции (установке).
Понятия о погрешностях, возникающих при обработке партии деталей
19
Левая часть неравенства имеет чисто структурный характер и не
является точным математическим выражением, так как суммирование
погрешностей производится не арифметически, а по определенным пра-
вилам, подробно рассматриваемым в курсе технологии машиностроения.
Важно отметить, что погрешность установки является составной частью
суммарной погрешности координирующего размера и во многих случаях
имеет доминирующее значение.
Каждая из составляющих погрешности установки, т. е. еб, &3 и 8„р,
представляет собой величину поля рассеивания получаемого координи-
рующего размера при данной установке. Если, например, выдерживаемый
при данной установке размер обозначить через П и предположить, что
никаких других погрешностей, кроме погрешности базирования, не
существует, то погрешность базирования (еб) будет полем рассеивания
размера Н. Так как при обработке партии деталей величина поля рассеи-
вания определяется как разность между максимальным Нт?а. и мини-
мальным Hmin размерами деталей данной партии, то
&б max min*
Точно также, полагая, что при обработке имеет место только погрешность
закрепления е3 или только погрешность гпр, можем записать
~ ^2 max ^2 min
ИЛИ
^пр ~ ^3 max 3 min*
В действительности эти погрешности могут возникать одновременно
и если предположить, что никаких других погрешностей кроме указанных
трех не будет, то получим суммарное поле рассеивания координирующего
размера, величину которого мы называем погрешностью установки гу:
&у ~ ^Дпах min-
Так как еб, 83 и гпр представляют собой поля рассеивания случайных
величин, распределение которых подчиняется закону нормального рас-
пределения (характеризуется кривой Гаусса), то погрешность установки
&у как суммарное поле (суммарная погрешность) находится путем сумми-
рования составляющих ее погрешностей по правилу квадратного корня \
т. е.
% = V 66 + e3 + е2Лр •
Ниже даются понятия о погрешностях 8б, е3 и гпр.
Погрешностью. базирования гб будем называть величину поля рассеи-
вания получаемого при обработке координирующего размера, возникаю-
щего по причине смещения конструктивной базы, когда она не является
одновременно опорной установочной базой.
Погрешность базирования равна разности предельных расстояний
между конструктивной базой и установленным на размер режущим инстру-
ментом или упором.
Поясним это на примерах.
На фиг. 15, а боковая установочная база 1 детали является конструк-
тивной, так как она непосредственно связана с обрабатываемой поверх-
ностью размером А. В таком случае 8бд = 0, т. е. погрешность базирова-
ния для размера А равна нулю.
1 Обоснование такого правила суммирования полей рассеивания случайных величин
дается в курсах теории вероятности и математической статистики.
20 Базирование обрабатываемых деталей и установочные устройства приспособлений
На той же фигуре нижняя опорная база 2 является вспомогательной,
а конструктивной базой в отношении обрабатываемой поверхности служит
поверхность 3. Так как положение оси фрезы на настроенном станке вполне
определенное, а конструктивная база 3 заготовок данной партии сме-
щается в пределах допуска на их размер Н, то &бв = д; т. е. погрешность
базирования для размера В равна допуску на базисный размер Н, соеди-
няющий вспомогательную установочную и конструктивную базы.1
При базировании поверхностью, охватываемой или охватывающей
установочный элемент приспособления, и при наличии зазора между
ними также возникает погрешность базирования.
Фиг. 15. Схемы установок, при которых возникают погрешности базирования.
На фиг. 15, б конструктивной базой в отношении обрабатываемой
поверхности является ось заготовки, а установочной — ось оправки.
При наличии зазора эти оси не совпадают и конструктивная база (ось
заготовки) может смещаться вверх или вниз на размер полное сме-
щение равно smax. Следовательно &6fi = smax.
На фиг. 15, в показан случай, когда погрешность базирования является
суммой двух частных погрешностей. Если бы в сопряжении не было зазора
(например, при установке на цанговую оправку), то погрешность бази-
рования для размера Н равнялась бы половине допуска на диаметр заго-
товки • Эта погрешность неизбежна из-за несовпадения конструк-
тивной базы обрабатываемой поверхности (нижняя образующая) с ее
установочной базой (ось оправки). При наличии зазора суммарная по-
грешность размера Н
б ,
Погрешностью закрепления е3 будем называть величину поля рассеи-
вания координирующего размера, возникающего по причине смещения
(осадки) конструктивной базы под действием сил зажима.
1 Предполагается, что размер получен на предыдущей операции или предыдущем
переходе.
Понятия о погрешностях, возникающих при обработке партии деталей
21
Погрешность закрепления, как и погрешность базирования, равна
разности предельных расстояний между конструктивной базой и установ-
ленным на размер режущим инструментом или упором.
Для партии обрабатываемых деталей погрешность закрепления 83 = О,
если смещение конструктивной базы хотя и велико, но постоянно; в этом
Фиг. ’16. Схемы, поясняющие причины возникновения по-
грешностей при установке деталей на плоскость и по
отверстию.
случае координата середины поля рассеивания получаемых размеров
может быть изменена (совмещена с серединой поля допуска) настройкой
станка.
Однако в связи с колебанием сил зажима (удельных давлений) при
переходе от одной детали к другой, неоднородностью качества и волни-
стости поверхности у деталей партии и по другим причинам, неизбежны
колебания величины осадки конструктивной базы.
Допустим, что при настройке станка на обработку и получение коорди-
нирующего размера Н у партии деталей, фреза (фиг. 16, а) была установ-
лена на размер И' при наименьшей контактной деформации в стыке де-
таль — установочные элементы приспособления, т. е. при наименьшей
осадке конструктивной базы, занявшей положение т'п. Тогда у некото-
рых деталей из партии под действием повышенных сил зажима конструк-
22 Базирование обрабатываемых деталей и установочные устройства приспособлений
тивная база получит большую осадку и займет положение т"п”. Следо-
вательно, номинальный размер Н будет колебаться (рассеиваться) в пре-
делах от Я' до Я"; величина поля рассеивания и будет погрешностью
закрепления, т. е.
ъ3 = Нп — Н'.
Погрешностью, связанной с приспособлением, &пр будем называть до-
полнительную погрешность установки, влияющую на рассеивание коорди-
нирующего размера или соотношения и возникающую из-за неточности
изготовления приспособления, износа его установочных элементов (опор),
неточности базирования й закрепления приспособления на столе или
шпинделе станка.
Полагая, что причины, вызывающие &пр, своевременно устраняются,
при расчетах погрешности установки этой составляющей обычно прене-
брегают.
Тогда погрешность установки ъу определяется суммированием погреш-
ности базирования 8б и погрешности закрепления 83.
При обработке плоскостных заготовок, а также торцовых поверх-
ностей (уступов) тел вращения и при получении линейных размеров
погрешность базирования и погрешность закрепления являются колли-
неарными векторами, лежащими на одной прямой, и суммируются ариф-
метически
гу = еб + е3.
При обработке поверхностей вращения и получении диаметральных
размеров векторы &б и 83 могут иметь любое угловое взаимное положение
и погрешность установки определяется как векторная сумма погрешности
базирования и погрешности закрепления; наиболее вероятное значение
&у определяется суммированием по правилу квадратного корня, обычному
для суммирования случайных величин
ЪУ = + ез-
Так, например, на фиг. 16, б при базировании и закреплении заго-
товки на жесткой оправке с зазором возникает погрешность базирования
8б. Кроме того, при закреплении самой оправки, например в кулачках
самоцентрирующего патрона возникает погрешность закрепления 83
(радиальное смещение оси оправки). Зная величины еб и 83, по указанной
выше формуле найдем погрешность установки в виде радиального сме-
щения или расстояния (эксцентриситета) ас между осью отверстия
детали и осью ее наружной поверхности вращения после обработки;
биение будет равно двойному эксцентриситету.
В связи с вопросом о погрешностях закрепления отметим следующее.
При настройке станка для автоматического получения заданной
точности установка режущего инструмента на размер, а также регули-
ровка положения упоров или копира производится от установочных
поверхностей приспособления до приложения на них нагрузки. В резуль-
тате все последующие сдвиги установочных поверхностей и неполное
совмещение с ними опорных баз деталей приводят к погрешностям закреп-
ления по связанным с этими базами размерам и соотношениям.1
1 Погрешности, возникающие до приложения сил зажима по таким причинам, как
неточность формы базовых поверхностей и др., можно было бы выделить в особую группу
«погрешностей от несовмещения», но, так как после зажима картина меняется, в этом нет
необходимости.
Примеры расчета погрешностей базирования и закрепления
23
Погрешности закрепления зависят от конструкции приспособления,
размеров и конфигурации заготовки, точности формы и качества ее базо-
вых поверхностей, от величины сил зажима и других факторов. Поэтому
эти погрешности, за редким исключением, могут определяться только
опытным путем для типовых приспособлений (патроны, тиски и т. п.) х.
Погрешности базирования сравнительно просто определяются расче-
том, исходя из анализа геометрических связей, присущих той или иной
схеме базирования.
7. ПРИМЕРЫ РАСЧЕТА ПОГРЕШНОСТЕЙ БАЗИРОВАНИЯ
И ЗАКРЕПЛЕНИЯ
Для приближенного определения допустимой погрешности базиро-
вания можно пользоваться формулой
< б — А,
доп
где &б — допустимая погрешность базирования;
б — допуск на размер;
А — суммарная погрешность (без погрешности базирования), опре-
деляемая для размера, получаемого в данном переходе, по
таблицам средней экономической точности.
Действительная, или фактическая, погрешность базирования должна
быть меньше или равна допустимой, т. е. &бдейств < гбдоп-
Ниже приводятся примеры расчета действительных погрешностей
базирования.
Погрешности базирования при установке деталей плоскостью. На
фиг. 17, а опорная установочная база (плоскость /) является конструк-
Фиг. 17. Схемы для расчета погрешностей базирования при установке деталей на плоскость.
тивной. Погрешность базирования в этом случае равна нулю и не входит
в суммарную погрешность получаемого при фрезеровании размера 30 ±
± 0,15 мм.
На |фиг. 17, б та же установочная база — вспомогательная, а конст-
руктивной является плоскость 3. В этом случае неизбежна погрешность
базирования, значение которой легко определяется из следующих рас-
суждений.
Настроечный размер С, а следовательно, и положение фрезы при
обработке поверхности 2 остаются неизменными (С = const), а конструк-
тивная база 3 при обработке партии деталей будет колебаться относительно
1 Экспериментальные данные о погрешностях закрепления при установке в трехку-
лачковых патронах, цангах, оправках, тисках и при зажиме силой, направленной перпен-
дикулярно к опорной базирующей поверхности, приведены в Справочнике технолога-
машиностроителя, т. I, издание второе, Машгиз, 1963 (табл. № 34—40).
24 Базирование обрабатываемых деталей и установочные устройства приспособлений
лезвий фрезы в пределах допуска 0,28 мм на базисный размер 50 мм,
полученный в предыдущей операции. Допуск на базисный размер и будет
погрешностью базирования
8б = 0,28 мм.
Эта погрешность входит в суммарную погрешность получаемого при
данной установке размера 20 ± 0,15 мм. Тогда на погрешности настройки
и обработки остается всего лишь 0,3—0,28 = 0,02 мм, что явно недоста-
точно.
Чтобы решить задачу, необходимо или исключить погрешность бази-
рования, выполнив установку по схеме фиг. 17, в, или произвести пере-
расчет допусков.
Фиг. 18. Схемы для расчета погрешностей базирования при установке
деталей — тел вращения — на плоскость.
Увеличить допуск на размер 20 мм технолог без согласования с кон-
структором не может. Остается возможность уменьшить допуск на базис-
ный размер 50 мм и тем самым уменьшить погрешность базирования.
Новый допуск на размер 50 мм можно найти из уравнения
^50 = “ ^20
где б — допуски на размеры 50 и 20 мм;
8б — погрешность базирования;
А — суммарная погрешность (без учета погрешности базирования),
определяемая для размера 20 мм по таблицам средней экономи-
ческой точности.
Новый допуск на базисный размер в виде отклонений указывается
технологом на операционном эскизе, который и выдается на рабочее место
взамен рабочего чертежа.
Так, например, при А = 0,1
б5о = О,3 —0,1 =0,2.
Тогда на операционном эскизе должны быть указаны размеры: 20 ± 0,15
и 50 ± 0,1.
Погрешности базирования при установке деталей наружной или вну-
тренней цилиндрической поверхностью. На фиг. 18 показаны схемы уста-
новки вала на призму для фрезерования поперечного паза.
На фиг. 18, а конструктивной базой, связанной с обрабатываемой
поверхностью размером h19 является верхняя образующая вала (линия).
На фиг. 18, б конструктивная база — нижняя образующая (размер
h2); на фиг. 18, в конструктивная база — ось вала (размер h).
Так как во всех трех случаях валы устанавливаются вспомогательной
базой (линии контакта с призмой), то по размерам Лх, Л2 и h неизбежны
погрешности базирования, значения которых зависят от допуска бд на
диаметр устанавливаемых валов и от угла призмы а.
Примеры расчета погрешностей базирования и закрепления
25
Для выяснения этих погрешностей предположим, что на призму
поочередно установлены два вала из партии: один с наибольшим предель-
ным диаметром Dmax (пунктирная окружность), другой — с наименьшим
£>min (фиг. 19), и последовательно определим:
1) расстояние между верхними образующими валов;
2) расстояние ДЛ2 между их нижними образующими;
3) расстояние ДЛ между их осями.
Нетрудно заметить, что эти расстояния и будут погрешностями бази-
рования соответствующих размеров при установках по схемам, показан-
Таблица 2
Значения коэффициентов k, kv k2
при различных углах а призмы
Коэффи- циенты Углы призмы в град
60 90 120 180
k 1,0 °’7 0,58 0,5
К 1,5 1,21 1,07 1,0
k2 0,5 0,21 0,08 0,0
Фиг. 19. Схема, поясняющая при-
чины возникновения погрешностей
базирования при установке на
призму.
ным на фиг. 18. Из геометрических построений находим
вА, = ДЙ! = ABt — АВ? =
I" г» 01 I |х л . 01
\ 2 Sin Т / \ 2 sin ~2
(Отах — От;п) 1 + sin -у бр (1 + sin у)
Аналогично
6D ( 1 — sin v)
еА, = Дй2 =----= k^D-, (9)
2sin-y
6а = дй = -А_- =k6D. (10)
2sin-g-
В этих формулах
1 + sin -5- 1—sin-£
й1=--------2-; й2 = ------2; ---1----
2 sin у 2 sin у 2 sin -у
Подставляя вместо а различные углы призмы, получим числовые
значения коэффициентов k, приведенные в табл. 2.
Если угол призмы равен 90° (фиг. 20), то погрешности базирования:
8А, = 1,21бо; 8А, = 0,216d; еЛ =0,76^.
26 Базирование обрабатываемых деталей и установочные устройства приспособлений
В установках по схемам на фиг. 18 угол а = 180°, а соответственные
погрешности будут
s/i2 = Sp; 8/i2 = 0; &h = 0,5Sd.
На фиг. 21, а показана установка, при которой необходимо обеспечить
получение размера h2 и симметричное расположение паза относительно
оси вала; последнее зависит от колебаний размера Л. По аналогии с пре-
дыдущими схемами (фиг. 18, бив) погрешности базирования будут
8й2 = 0; 8* = 0,5SD (отклонение от симметричности).
Фиг. 20. Схемы для расчета погрешностей базирования при установке
на призму.
На фиг. 21, б вал зажат в кулачках самоцентрирующего патрона.
Конструктивной базой является ось вала. Так как ось вала совпадает
с осью патрона, относительно которой установлена фреза, то конструк-
тивная база одновременно является и установочной базой. При этих
условиях &h = 0. Если бы размер h был показан от нижней образующей,
то ел = 0,56р.
Фиг. 21. Варианты схем установки деталей — тел вращения.
На фиг. 21, в показана установка на жесткую оправку для обработки
наружных поверхностей (диаметры D19 D2), концентричных отверстию,
и получения уступов (размеры а и Ь). Конструктивной базой наружных
поверхностей вращения является ось отверстия, а установочной базой —
ось оправки.
При наличии зазора ось отверстия (конструктивная база) может сме-
щаться относительно оси оправки (установочной базы) на величину
эксцентриситета е, равного половине зазора. В результате несовпадения
баз возникает погрешность базирования в виде биения наружной поверх-
ности относительно внутренней, равная двум эксцентриситетам.
Предполагая худший случай, т. е. что в сопряжении возможен макси-
мальный зазор smax = 2е, получим
еГ>2 ~ eD, — smax = Smjn 4“ 6 4 -J- 6 в , (1 1)
Примеры расчета погрешностей базирования и закрепления
27
где 8р2 и 8р1 — биение по диаметрам;
smin — минимальный зазор;
бд и — допуски на диаметры отверстия и оправки.
Погрешности базирования при получении размеров по длине а и b
будут
еа =0; Ч = &а-
В первом случае конструктивная база (левый торец обрабатываемой
детали) и установочная база (тот же торец) совпадают; погрешность бази-
рования равна нулю.
Во втором случае базы не совпадают и погрешность базирования по
размеру b равна допуску на базисный размер а.
Фиг. 22. Схемы установки в центрах:
а — с жестким передним центром; б — с плавающим; в — схема обработки
деталей из прутка.
При установке деталей на оправки или пальцы с натягом погрешности
базирования в радиальном направлении отсутствуют.
Погрешности базирования при установке деталей в жестких центрах.
При этой схеме базирования (фиг. 22, а) возможны погрешности в радиаль-
ном и осевом направлениях. На первом переходе погрешность в радиаль-
ном направлении создается погрешностью зацентровки, т. е. смещением
оси центровых гнезд относительно оси заготовки. Приближенно эту по-
грешность можно определить по формуле
еб = 0,256d,
где 6D — допуск на диаметральный размер заготовки.
Эта погрешность проявляется в виде биения заготовки при обработке.
На последующих переходах погрешность уменьшается и вместе с дру-
гими погрешностями укладывается в поле допуска.
При установке в центрах погрешность базирования по длине шеек
валов создается за счет колебания размера левого центрового гнезда,
являющегося одновременно и упорной базой
где / — размер длины шейки;
Д^ — разность между наибольшей и наименьшей высотой конуса
центрового гнезда у партии деталей.
28 Базирование обрабатываемых деталей и установочные устройства приспособлений
Для центровых гнезд с углом конуса 60° эта погрешность в зависимо-
сти от размера гнезд колеблется в пределах 0,1 0,25 мм.
Чтобы исключить эту погрешность; применяют плавающий центр, при
котором обеспечивается постоянство положения деталей в осевом направ-
лении (фиг. 22, б).
Погрешности базирования при обработке деталей из прутка на револь-
верном станке по упорам. При изготовлении втулок (фиг. 22, в) пруток
подается до упора К, закрепленного в револьверной головке. Торец Т
прутка является установочной базой. Так как размеры Н и h указаны
от торца Т, то погрешности базирования по этим размерам не будет.
Фиг. 23. Схема установки плоскостью и двумя отверстиями на
жесткие пальцы для выяснения возникающих погрешностей
базирования.
Чтобы исключить погрешность базирования по размерам а и &, на-
стройку (регулировку) упоров производят в определенной последова-
тельности.
Прежде всего настраивают упор, ограничивающий величину выдви-
жения прутка, т. е. упор, определяющий положение торца Т. От этого
упора настраивают упор отрезного резца 1 (размер Н) и упор расточного
резца 2 (размер h). Упор резца 3 настраивают от упора отрезного резца 1
(размер а)\ от упора резца 3 настраивают упор резца 4 (размер Ь). При
такой настройке упоры являются как бы конструктивными установочными
базами при получении всех линейных размеров. Этим исключаются по-
грешности базирования.
Погрешности базирования при установке деталей плоскостью и двумя
отверстиями. На фиг. 23 показана схема такой установки. Из анализа
схемы получаем
&h = 0; Sftj = SmaxJ ®Л2 — Smax, — <$тах»
Чтобы уменьшить погрешности базирования, необходимо применять
плавающие конические пальцы (фиг. 24).
Погрешности закрепления при установке деталей в цанговых патронах.
При обработке заготовок в патронах с втягиваемой цангой возникают
погрешности в размерах по длине, так как при зажиме цанга оттягивает
Примеры расчета погрешностей базирования и закрепления
29
заготовку от лезвия инструмента на величину, зависящую от допуска
на диаметр базовой поверхности.
Так, например, при подрезании торца на настроенном токарном станке
(фиг. 25, а) требуется выдержать размер /. Положение вершины лезвия
Фиг. 24. Установка на плавающие конические пальцы.
резца остается неизменным, а заготовка при зажиме оттягивается от
резца на величину 8Z = — I, Эта разность и будет погрешностью закреп-
ления. Из схемы видно, что
р _ 1 1 °>5до
~ 11 L ~ tg а ’
где — допуск на диаметр базовой поверхности заготовки;
а — угол наклона конуса цанги.
При обработке на револьверном станке пруток подается до упора
в револьверной головке и торец прутка является упорной базой. Однако
при зажиме пруток оттягивается назад и возникает аналогичная пог-
решность закрепления.
Фиг. 25. Схемы установки в цанговых патронах.
На схеме фиг. 25, б заготовка также зажимается втягиваемой цангой.
Однако наличие упора (цилиндрические штифты) исключает ее смещение
при затяжке, и погрешность 8Z = 0.
На схеме 25, в показан цанговый патрон, в котором цанга только
сжимается; смещению ее вдоль оси шпинделя препятствует торец b гайки.
Погрешность 8Z = 0.
30 Базирование обрабатываемых деталей и установочные устройства приспособлений
8. ПРАВИЛА ВЫБОРА УСТАНОВОЧНЫХ БАЗ
Погрешности, возникающие при базировании и закреплении обра-
батываемых деталей непосредственно влияют на точность выполнения
координирующих размеров и соотношений. Поэтому большое значение
имеет вопрос выбора баз.
Готовая деталь может иметь комплекс черных и комплекс обработан-
ных поверхностей.
Взаимная увязка комплекса черных поверхностей обеспечивается в про-
цессе получения заготовки путем воспроизведения на ней фигуры штампа,
литейной формы и т. п.
Взаимная увязка комплекса обработанных поверхностей обеспечи-
вается с необходимой точностью выбора баз и всей постановкой тех-
нологического процесса.
Для взаимной увязки этих двух комплексов поверхностей необходимо
придерживаться определенных правил выбора баз.
Выбор черных баз. Черными, т. е. необработанными, установочными
базами приходится пользоваться на первой операции; общие правила
выбора черных баз следующие.
1. Если у деталей после окончательной обработки некоторые поверх-
ности остаются черными, рекомендуется принимать их за установочные
базы на первой операции и от них обрабатывать поверхности, используе-
мые затем в качестве установочных баз. Этим обеспечивается необходимая
увязка комплексов черных и обработанных поверхностей. Например,
при обработке поршней автомобильного двигателя за черную базу на пер-
вой операции принимают внутреннюю необрабатываемую полость поршня,
от которой обрабатывают поверхности, используемые в качестве
базы на последующих операциях. При этом обеспечивается требуемая
концентричность черной и обработанных поверхностей у готового
поршня.
2. У деталей, обрабатываемых кругом, за черные базы следует при-
нимать поверхности с наименьшими припусками. Такой выбор исключает
возможность появления брака из-за недостатка припуска на этих поверх-
ностях.
3. Черные базы должны быть по возможности ровными и чистыми.
Нельзя принимать за базу места, где расположены прибыли, литники,
разъемы опок (в отливках) или разъемы штампов (в поковках). Поверх-
ность, используемая в качестве основной базы, должна обеспечивать
наибольшую устойчивость и жесткость заготовки при обработке.
Выбор чистых баз. Для выбора этих баз также установлены некоторые
общие правила.
1. Чистые установочные базы должны быть конструктивными, а не
вспомогательными, что исключает погрешность базирования.
2. Они должны обеспечивать наибольшую устойчивость и наименьшие
деформации детали от зажима и усилий резания. В тех случаях, когда
поверхности не удовлетворяют этим требованиям, создают искусственные
базы путем обработки платиков, поясков, выточек или отверстий.
3. Необходимо стремиться соблюдать принцип постоянства баз, т. е.
чтобы все точные поверхности на всех операциях (установках) обрабаты-
вались с использованием одних и тех же установочных баз. При перемене
баз в ходе технологического процесса возникают дополнительные погреш-
ности, зависящие от состояния поверхностей установочных баз и точности
их расположения относительно ранее применявшихся баз.
Конструкции установочных элементов приспособлений
31
9. КОНСТРУКЦИИ УСТАНОВОЧНЫХ ЭЛЕМЕНТОВ ПРИСПОСОБЛЕНИЙ
Базовым поверхностям обрабатываемой детали соответствуют уста-
новочные поверхности приспособления.
Детали приспособлений, несущие установочные поверхности, при-
меняются в виде опорных штырей, пластин, призм, установочных пальцев
и т. п. В ряде случаев в установочную систему входят ориентирующие
или центрирующие механизмы и механизмы опор.
Установочные детали и механизмы делятся на основные и вспомо-
гательные.
Основные предусматриваются схемой базирования и определяют поло-
жение детали в соответствии с правилом шести точек.
Вспомогательные вводятся иногда в установочную систему не для
целей базирования, а лишь для повышения устойчивости и жесткости
обрабатываемой детали и противодействия силам резания.
Конструкции и размеры установочных деталей должны выбираться
по ГОСТ или нормалям машиностроения, так как большинство из них
тестированы или нормализованы.
Поверхности установочных деталей должны обладать большой износо-
устойчивостью. Поэтому их обычно изготовляют из сталей 15 и 20 с це-
ментацией на глубину 0,8—1,2 мм и с последующей закалкой до твердости
HRC 50 — 55.
Особо ответственные детали, например установочные пальцы изго-
товляются из сталей марок У7А или 20Х; при использовании стали 20Х
детали перед закалкой цементируют.
А. Основные опоры под базовые плоскости
Эти опоры применяются в виде штырей или пластин.
Опорные штыри (ГОСТ 4083—57) выполняются с плоской сферической
или насеченной головкой (фиг. 26). Предельные диаметры стандартных
Фиг. 26. Опорные штыри:
а — с плоской головкой; б — со сферической головкой; в — с насеченной
головкой; г — с переходной втулкой.
штырей d — 3—24 мм; диаметры головок D = 5-4-40 мм; высота низких
головок Н — 2 — 20 мм; высоких — Н = 54-40 мм; общая длина штырей
с низкими головками L = 6 — 50 мм; с высокими — L = 9 — 70 мм.
32 Базирование обрабатываемых деталей и установочные устройства приспособлений
Отверстия под штыри в корпусе приспособления выполняются сквоз-
ными; сопряжение штырей с отверстиями — по посадкеууу или — •
Опорные площадки в корпусе под головки штырей должны слегка вы-
ступать и обрабатываться одновременно, чем обеспечивается расположе-
ние их в одной плоскости. Штыри с плоскими головками после их запрес-
совки также шлифуются одновременно, в связи с чем у этих штырей по
размеру Н оставляется припуск 0,2—0,3 мм на шлифование после сборки.
Иногда в отверстия корпуса под штыри запрессовывают стальные зака-
ленные втулки (фиг. 26, г). Торцы втулок одновременно шлифуют, обеспе-
чивая необходимую плоскостность, а высоту Н головок штырей выполняют
с отклонениями посадок С или Сх. Таким образом обеспечивается взаимо-
заменяемость штырей, при которой отпадает необходимость шлифовать
их установочные поверхности при сборке и сокращается время на ремонт
приспособления. В отверстия втулок штыри устанавливаются по посад-
кам или -gr • ^остальное
L
Фиг. 27. Опорные пластины:
а — плоские; б — с косыми пазами;
в — примеры применения пластин.
Опорные пластины (ГОСТ 4743—57) изготовляются двух типов (фиг. 27):
плоские (тип а) и с косыми пазами (тип б). Размеры стандартных пластин:
ширина В = 124-35 мм; длина L = 40-^-210 мм; высота Н = 84-25 мм;
h = 4-5-13 мм; h± = 0,84-3 мм; b — 94-22 мм; d — 6-5-13 мм; d± = 8,54-
-ь20 мм; С = 104-35 мм; Сх — 204-60 мм. Допустимое отклонение высо-
ты Н по посадке С (—0,014-—0;014)х; допустимое отклонение расстояния
между отверстиями ±0,1 мм. Пластины закрепляются двумя или тремя
винтами; предельные размеры винтов от Мб до М12.
1 Допускается изготовление пластин по размеру Н с припуском 0,2-^-0,3 мм на шли-
фование при сборке или в комплекте. Пластины-заготовки хранятся на складе.
Конструкции установочных элементов приспособлений
33
Плоские пластины целесообразно закреплять на вертикальных стен-
ках корпуса, так как при горизонтальном их положении в углублениях
над головками винтов (1—2 мм) скопляется мелкая стружка, трудно уда-
ляемая при очистке приспособления.
Пластины с косыми пазами устанавливают на горизонтальных поверх-
ностях корпуса. При такой конструкции пластин стружка, сдвигаемая при
перемещении устанавливаемой детали,, легко попадает в углубления (ко-
сые пазы) пластин и не нарушает контакта при установке.
Пластины, как и штыри, закрепляют на выступающих площадках кор-
пуса (фиг. 27, в); при наличии нескольких площадок в одной плоскости
они обрабатываются совместно.
Фиг. 28. Самоустанавливающиеся основные опоры:
1,2 — жесткие опорные штыри; 3, 4 — плавающие опоры.
Выбор типа и размеров опор зависит от размеров и состояния базовых
поверхностей:
1) детали с обработанными базовыми плоскостями больших размеров
устанавливают на пластины, а небольших — на штыри с плоской головкой;
2) детали с необработанными базами устанавливают на штыри со сфе-
рической или насеченной головкой. Штыри с насеченной головкой обычно
применяются в качестве боковых опор, закрепляемых на вертикальной
стенке корпуса; в этом случае отпадают трудности, связанные с очисткой
их от стружки.
Количество опори их расположение выбираются в соответствии со
схемами базирования. Во всех случаях при конструировании приспособле-
ний необходимо обеспечивать условия для легкого удаления стружки
с установочных поверхностей.
Иногда в качестве основных опор применяют самоустанавливающиеся
и регулируемые опоры.
Самоустанавливающиеся опоры (фиг. 28) усложняют конструкцию
приспособления и применяются лишь в специальных случаях. Так, напри-
мер, при базировании детали плоскостями ее бобышек, расположенными
2 Ансеров 33
34 Базирование обрабатываемых деталей и установочные устройства приспособлений
в виде четырехугольника, целесообразно одну из жестких опор (штырь)
заменить двухточечной (фиг. 28, в). При базировании ступенчатой плоско-
стью можно применить двухточечную опору по фиг. 28, б.
Регулируемые винтовые опоры (фиг. 29) применяются в качестве основ-
ных или вспомогательных опор и выполняются по ГОСТ 4084—57;
4085—57; 4086—57; 4740—57.
Пршлеры их использования показаны на фиг. 30.
Фиг. 29. Конструкции винтовых регулируе-
мых опор:
а — с лыской под ключ; б — с шестигранной
головкой; в — с круглой головкой; г — уси-
ленные опоры.
Фиг. 30. Примеры применения регу-
лируемых опор.
Б. Вспомогательные опоры
Эти опоры применяют дополнительно к основным, когда необходимо
повысить жесткость и устойчивость устанавливаемых деталей. Так, напри-
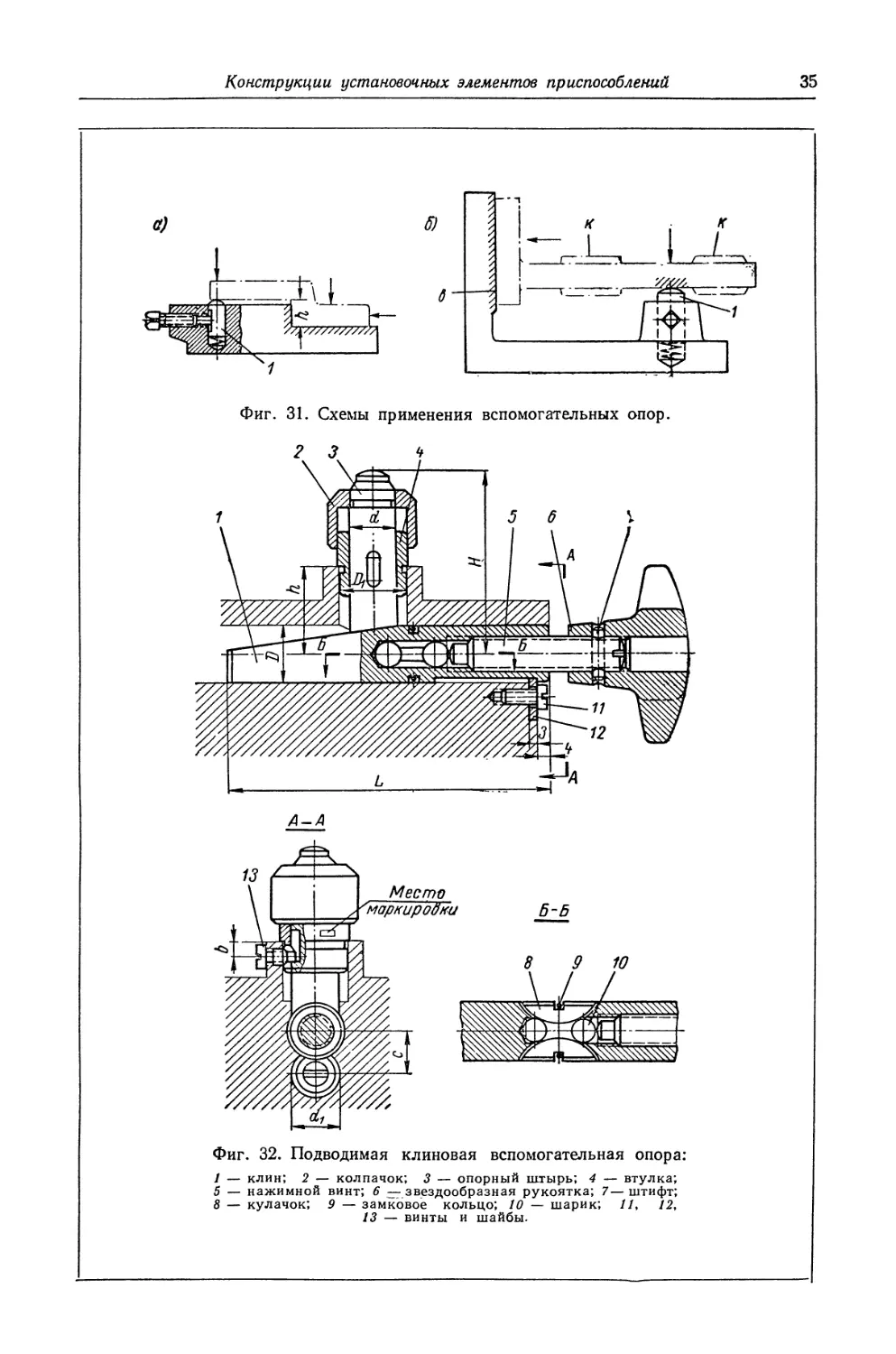
мер, на фиг. 31, а деталь имеет ступенчатую базовую плоскость. Размер h
между плоскостями приспособления и детали колеблется в пределах до-
пуска и полное совмещение ступенчатых поверхностей невозможно. В этом
случае за базу принимают одну плоскость, а под другую — подводят вспо-
могательную опору 1.
У детали, изображенной на фиг. 31, б, требуется фрезеровать пло-
скости К бобышек, перпендикулярные к базовой плоскости в. Для повы-
шения жесткости детали предусмотрена вспомогательная опора 1.
Конструкции вспомогательных опор и их деталей нормализованы.
На фиг. 32 показана подводимая клиновая опора (МН 350—60),
а в табл. 3 даны ее размеры.
Конструкции установочных элементов приспособлений
35
Фиг. 31. Схемы применения вспомогательных опор.
2 3 ч
ь
А-А
Фиг. 32. Подводимая клиновая вспомогательная опора:
1 — клин; 2 — колпачок; 3 — опорный штырь; 4 — втулка;
5 — нажимной винт; 6 — звездообразная рукоятка; 7— штифт;
8 — кулачок; 9 — замковое кольцо; 10 — шарик; //, 12,
13 — винты и шайбы.
36 Базирование обрабатываемых деталей и установочные устройства приспособлений
Опора подводится в соприкосновение с деталью после ее установки
на основных опорах, а затем фиксируется. Для этого вначале перемещают
клин (угол скоса 8°) и после контакта штыря 3 с деталью вращают винт 5;
последний с помощью шариков раздвигает кулачки 8, фиксирующие опору.
Колпачок 2 предохраняет опору от загрязнения.
На фиг. 33 изображена самоустанавливающаяся опора (МН 351—60).
При установке детали в приспособлении штырь 1 опоры опускается,
сжимая пружину 11. После этого винтом 7 через штифт 5 и палец 4 опора
фиксируется. Кроме указанных деталей в конструкцию входят: колпачок 2\
Таблица 3
Опоры подводимые клиновые МН 350—60 (размеры в мм)
d dx Н h D (допусти- мые от- клонения Л \ по т) ь L С
найм. наиб.
16 16 54 58 25 20 22 6 110 15
59 63 30
64 68 35
20 22 65 72 30 30 26 140 22
70 77 35
75 82 40
80 87 45
Таблица 4
Опоры самоустанавливающиеся МН 351—60 (размеры в мм)
d Н L di 1 h D bi Dt (допусти- мые от- клонения A \ n° —j c
найм. наиб.
12 40 48 58 10 18,2 16 М18Х1.5 17 16 13,0
44 52 62 20
50 58 68 26
16 45 54 65 13 22,3 18 М20Х1.5 18 22 14,5
55 64 75 28
65 74 85 38
20 60 70 16 30,6 25 М24х2,0 25 26 18.5
70 80 95 35
90 100 115 45
Конструкции установочных, элементов приспособлений
37
втулка 3*, штифт 5; резьбовая переходная втулка 6; звездообразная руко-
ятка 8\ штифт 9 и винт 10, Размеры опоры даны в табл. 4.
Кроме рассмотренных опор нормализованы ввертные домкратики с приз-
мой и без призмы (МН 346—60, МН 347—60). Конструкции их показаны
на фиг. 34.
Фиг. 33. Самоустанавливающаяся вспомогательная опора.
При использовании домкратиков и винтовых регулируемых опор (см.
фиг. 30) нельзя допускать отрыва деталей от их основных опор.
Фиг. 34. Домкратики ввертные:
а — с призмой; б — без призмы.
При механизации и автоматизации приспособлений применяют вспомо-
гательные опоры, управляемые с помощью пневмо- или гидропривода.
На фиг. 35 показан блок из двух подводимых клиновых опор, поддер-
живающих обрабатываемую деталь /, расположенную на основной опоре 2,
Чтобы не оторвать деталь от основной опоры штыри 3 подводятся с по-
38 Базирование обрабатываемых деталей и установочные устройства приспособлений
мощью слабых пружин 4, перемещающих самотормозящие клинья 5
с углом скоса 8—10°. При наличии самоторможения штыри не могут опу-
скаться под давлением со стороны обрабатываемой детали.
Для опускания опор перед установкой очередной детали срабатывает
небольшой силовой цилиндр 9 со штоком 10, который при помощи рееч-
ного механизма 7, 8 и кулачков 6 перемещает клинья 5 в исходное поло-
жение.
Управление силовым приводом
опор обычно согласовывается с упра-
Фиг. 35. Механизм двух сблокированных
вспомогательных опор, подводимых пру-
жинами и отводимых пневмо- или гидро-
приводом с помощью реечной передачи.
Фиг. 36. Механизм с пневмо- или гидропри-
водом, в котором сблокировано управление
вспомогательными опорами и зажимом.
влением приводом зажимов и производится с помощью общего распре-
делительного устройства.
В ряде случаев опоры и зажимы последовательно срабатывают от одного
привода. Так, например, в конструкции, показанной нафиг. 36, шток-рейка
привода зажимает деталь, под которую с помощью пружин и клиньев 2
предварительно подведены два опорных штыря 3. При раскреплении
шток-рейка, перемещаясь влево, вращает реечный валик 4, который
в свою очередь перемещает реечный валик 1, имеющий два скоса С. При
движении вниз валик 1 своими скосами передвигает клинья 2 в исход-
ное положение и освобождает опорные штыри 3. После этого устанавли-
вается следующая деталь и цикл подвода опор и зажима повторяется.
В. Установочные пальцы
Эти детали применяются при базировании по плоскости или торцам
и отверстиям.
Нормалями машиностроения определены следующие конструкции.
1. Пальцы установочные цилиндрические постоянные, МН 376—60
(фиг. 37, а).
Конструкции установочных элементов приспособлений
39
Исполнение II
Фиг. 37. Постоянные установочные пальцы:
а — цилиндрические; б — срезанные.
Фиг. 38. Сменные установочные пальцы:
а — цилиндрический; б — срезанный исполнения / для D
до 10 мм.
40 Базирование обрабатываемых деталей' и установочные устройства приспособлений
2. Пальцы установочные срезанные постоянные, МН 377—60 (фиг. 37, б).
3. Пальцы установочные цилиндрические сменные, МН 378—60
(фиг. 38, а).
4. Пальцы установочные срезанные сменные, МН 379—60 (фиг. 38, б).
На фиг. 38 показаны сменные пальцы исполнения I для D до 10 мм.
Аналогично постоянным пальцам они имеют исполнения II и III для
D = 10-j-16 мм и для D £> 16 мм.
Фиг. 39. Схемы сочетания пальцев с опорными пластинами.
Постоянные пальцы запрессовываются в корпус приспособления по
А
посадке » а диаметры их установочных поверхностей выполняются
с отклонениями по D или Х3 в зависимости от требуемой точности базиро-
вания.
Сменные пальцы используются при интенсивной эксплуатации при-
способления, когда они сравнительно быстро изнашиваются и заменяются.
Пальцы монтируются в отверстии втулки по посадке , а диаметры их
установочных поверхностей также выполняются с отклонениями по
D или Х3.
Размерные параметры пальцев следует брать из указанных нормалей,
размеры втулок под сменные пальцы — по МН 381—60.
При базировании по плоскости и двум отверстиям пальцы обычно при-
меняются в сочетании с нормальными опорными пластинами (фиг. 39, а),
Конструкции установочных элементов приспособлений
41
а при установке по торцу и отверстию могут запрессовываться в специаль-
ную опорную пластину той или иной конструкции (фиг. 39, б).
При установке тяжелых деталей, когда неподвижные пальцы мешают
загрузке, их делают выдвижными. Съемный палец 1 установлен в плун-
жере 2 (фиг. 40, а), управляемом рычагом 3. Иногда' для выдвижения
пальцы используют реечный механизм. Конусные подпружиненные паль-
цы (фиг. 40, б) применяются при базировании коническим отверстием
или необработанным цилиндрическим.
Г. Опорные призмы
На фиг. 41 показаны различные конструкции призм. Призма (фиг. 41, а)
используемая для установки коротких изделий или как элемент сборной
призмы, нормализована (МН 344—60).
Фиг. 41. Опорные призмы.
Для длинных изделий применяется призма с выемкой или сборная
(фиг. 41, б, в).
При установке детали по черновой базе, а также при установке сту-
пенчатых валов рабочие поверхности призм делают узкими (фиг. 41, б).
Крупные изделия устанавливают на чугунные или сварные призмы со
сменными стальными закаленными пластинками на наклонных плоскостях.
Рабочие поверхности и основание призмы шлифуются. В сборных кон-
струкциях с двумя и более призмами, используемыми для установки одной
детали, все призмы шлифуют совместно.
' Призмы при сборке необходимо точно устанавливать в заданном поло-
жении. Поэтому в дополнение к крепежным винтам 1 предусматриваются
два контрольных штифта 2, которые точно, без зазора, пригоняются как
по отверстиям призмы, так и по отверстиям корпуса, на котором она уста-
навливается. На рабочем чертеже призмы, кроме размера С, необходимо
указывать размер Н от основания призмы до центра устанавливаемой де-
тали с номинальным диаметром D. Размер С необходим для разметки
и предварительной обработки призмы; размер Н — при контроле после
окончательной обработки.
Зависимость между размерами С, Н и h выражается следующими фор-
мулами:
для призм с а = 90°
Н = h + 0,7070—0,50;
для призм с а = 120°
Н = h + 0,5780 — 0,289С.
42 Базирование обрабатываемых деталей, и установочные устройства приспособлений
10. ОРИЕНТИРУЮЩИЕ И САМОЦЕНТРИРУЮЩИЕ МЕХАНИЗМЫ
В ряде случаев устанавливаемые детали необходимо ориентировать по
их плоскостям симметрии. Применяемые для этой цели механизмы обычно
не только ориентируют, но и зажимают детали, поэтому называются уста-
новочно-зажимными.
Установочно-зажимные механизмы делятся на ориентирующие и само-
центрирующие. Первые ориентируют детали только по одной плоскости
симметрии; вторые — по двум взаимно-перпендикулярным плоскостям.
К группе самоцентрирующих механизмов относятся всевозможные
конструкции патронов и оправок. Эти механизмы подробно описываются
в дальнейшем (см. гл. VI).
Фиг. 42. Ориентирующий механизм с неподвижной и подвижной
призмами.
Рассмотрим некоторые специальные устройства для ориентирования
и центрирования деталей некруглой формы. Для этой цели часто исполь-
зуют механизмы с призмами. В ориентирующих механизмах одна призма
выполняется жесткой или регулируемой, а вторая подвижной; в самоцент-
рирующих — обе призмы подвижные и перемещаются навстречу друг
другу. На фиг. 42 показан ориентирующий механизм, в котором призма /
закреплена жестко, а призма 2 перемещается винтом с помощью махо-
вичка с?.
При проектировании механизма для литых и кованых заготовок с не-
точными размерами по длине целесообразно неподвижную призму делать
регулируемой, что позволяет окончательную ее установку производить
по размерам заготовок.
На фиг. 43 приведены примеры конструкций, в которых призмы 1 —
регулируемые, а призмы 2 — подвижные.
На фиг. 44, а показаны два варианта направляющих для плоской
призмы; на фиг. 44, б — вариант призмы с рабочими поверхностями, ско-
шенными под углом р = 5—7°. Призмы со скосами обеспечивают надеж-
ное прилегание обрабатываемой детали к основной опоре.
Установочные, подвижные и неподвижные призмы нормализованы
(МН 343—60; МН 342—60; МН 345—60).
Фиг. 45 иллюстрирует самоцентрирующий механизм тисочного типа,
в котором призмы 1 и 2 перемещаются навстречу одна другой по точному
Ориентирующие и самоцентрирующие механизмы
43
Фиг. 43. Ориентирующие механизмы с регулируе-
мыми и подвижными призмами.
Фиг. 44. Элементы призм:
а — варианты направляющих; б — скошенные рабочие
поверхности.
9 8 7 6 5
Фиг. 45. Самоцентрирующий механизм тисочного типа:
/, 2 — призмы; 3 — винт; 4, 10 — пробки; 5, 6, 8, 9 — винты; 7 — вилка.
44 Базирование обрабатываемых деталей и установочные устройства приспособлений
Таблица 5
Ориентирующие и центрирующие механизмы для некруглых деталей
Эскиз
Характеристика
Ориентирующий механизм с
двумя торцовыми кулачками.
При повороте рукоятки 1 ку-
лачки 2, установленные на ва-
лике 3, ориентируют деталь
в продольной плоскости сим-
метрии
Ориентирующий механизм с
рычагами. При перемещении
плунжера 1 поджимается
к рычагам 2, установленным
на осях <?, и ориентируется ими
в продольной плоскости сим-
метрии. При отводе плунжера
рычаги под действием пру-
жины 4 освобождают деталь
Центрирующий механизм с
двойным эксцентриком. При
повороте рукоятки 1 по часо-
вой стрелке эксцентрик 2 пе-
ремещает ползуны 3 со скосами,
ориентирующие деталь 4 в про-
дольной и поперечной плоско-
стях симметрии. Для возвра-
щения ползунов в исходное по-
ложение предусмотрены две
пружины
Накладной кондуктор с ори-
ентирующим механизмом в виде
параллелограмма, составленно-
го из двух продольных и двух
поперечных шарнирно соеди-
ненных планок 2 и 3. Под
действием винта 1 поперечные
планки 3 поворачиваются на
осях 5, и параллелограмм ори-
ентирует деталь в продольной
плоскости симметрии; для
ориентации в поперечной пло-
скости предусмотрены штифты 4
Ориентирующие и самоцентрирующие механизмы
45
Продолжение табл. 5
Эскиз
Характеристика
Кондуктор с выступами 1
и 2 для ориентации детали.
Последняя поджимается пока-
чивающейся опорой 5, уста-
новленной на откидной планке 4
пазу винтом 3 с правой и левой резьбой; от осевого смещения винт удер-
живается вилкой 7, пригнанной к его выточке. Так как при сборке устано-
вить призмы на точном расстоянии от центра приспособления трудно, то
в механизме предусмотрено регулировочное устройство, позволяющее
смещать винт с призмами в осевом направлении.
Зажимы тисочного типа самоцентрирующие и плавающие нормализо-
ваны (МН 3196—62; МН 3197—62).
В табл. 5 приведены типовые конструкции механизмов.
ГЛАВА II
СИЛОВЫЕ МЕХАНИЗМЫ
1. ЗАМЕЧАНИЯ О РАСЧЕТЕ ПОТРЕБНЫХ СИЛ ЗАЖИМА
Определив схему базирования и расположение установочных элемен-
тов, намечают схему закрепления деталей. Последняя должна удовлетво-
рять следующим требованиям:
1) в процессе зажима не должно нарушаться положение детали, задан-
ное ей при базировании;
2) силы зажима должны быть достаточными, чтобы исключить возмож-
ность смещения и вибраций детали в процессе обработки;
3) силовые механизмы должны быть быстродействующими и легко упра-
вляемыми.
Неправильно
Фиг. 1. Направление сил зажима относительно опор.
Прав ильно
При построении схемы определяют точки приложения и направления
сил зажима, а также величину потребных сил, исходя из схемы действия
и значений сил резания и их моментов.
Так, например, при фрезеровании деталей, учитывая наличие опроки-
дывающих моментов, боковые опоры и направленные на них силы зажима
располагают как можно ближе к обрабатываемой поверхности. При по-
строении схемы закрепления деталей в кондукторе учитывают действие
осевой силы резания, крутящего момента и т. д.
Силы зажима следует направлять на опоры (фиг.1). Соблюдение этого
требования обязательно при закреплении нежестких деталей (планки,
плиты, рамы, станины и т. п.).
Величины потребных сил можно определять, решая задачу статики на
равновесие твердого тела под действием всех приложенных к нему сил и их
моментов 1 (сил резания, зажима, веса, реактивных сил и сил трения).
1 Решаются совместно шесть уравнений статики, в которых алгебраические суммы
проекций всех сил на каждую из координатных осей и моменты сил относительно этих осей
приравнены к нулю.
Замечания о расчете потребных сил зажима
47
Значения сил резания и моментов рассчитывают по формулам из курса
резания металлов или берут из таблиц нормативов, а затем, для большей
надежности, увеличивают их на коэффициент запаса К = 1,5-ь2,5; меньшее
значение К принимают при чистовой обработке, большее — при черновой.
На практике потребные силы зажима обычно определяют прибли-
женно, исходя из анализа взаимодействия сил резания и зажима и их
моментов.
Рассмотрим пять характерных случаев
такого взаимодействия.
1. Силы зажима W и резания Р имеют
одинаковое направление и действуют на
опору (фиг. 2, а). В этом случае сила за-
жима минимальна (I^min).
2. Силы имеют противоположное на-
правление (фиг. 2, б). Тогда
W = КР.
3. Силы направлены взаимно перпен-
дикулярно, и силе резания противодей-
ствуют силы трения на опоре и в точке
зажима (фиг. 2, в), В этом случае
Н- Wf2 = КР\
W = КР
fl+k’
где Л, f2 — коэффициенты трения.
При Л = /=2 = 0,1
W = ЪКР.
а)
777777777777777//777
ff)
Фиг. 2. Схемы взаимодействия сил
резания и зажима.
4. Заготовка, обрабатываемая в трехкулачковом патроне, находится
под воздействием момента М^3 и осевой составляющей силы резания Рх.
Фиг. 3. Схемы для определения потребных сил зажима при обработке
в патронах и на оправках.
Из схемы, приведенной на фиг. 3, а, находим
= КМрез,
отсюда _ КМреа
. п/ __ ^сум
w сум — z >
где Мрез — момент силы резания;
WcyM — суммарная сила зажима всеми кулачками;
(а)
48
Силовые механизмы
W — сила зажима одним кулачком;
z — число кулачков;
7? — радиус заготовки;
К — коэффициент запаса;
f — коэффициент трения.
Найденное значение WcyM проверяется на отсутствие осевого сдвига
заготовки
wcyMf>KPx,
отсюда
(б)
5. Заготовка, закрепленная на цанговой оправке (фиг. 3, б), как и
в случае зажатия в патроне, подвергается воздействию момента резания
которому противостоит момент силы трения, равный WcyM fR. Следова-
тельно, потребная сила WcyM определяется по формуле (а).
При расчетах средние значения коэффициента трения можно прини-
мать равными:
1) при контакте обработанных поверхностей с опорными пластинами
(см. гл. I фиг. 27) f = 0,1-^0,15;
2) при контакте необработанных поверхностей с установочными шты-
рями со сферической головкой f = 0,2-ь0,3;
3) при контакте с закаленными рифлеными элементами (рифленые
опоры, губки кулачков и т. п.) f < 0,7 в зависимости от рисунка и глубины
насечки.
Потребные силы зажима в каждой точке следует определять с возможно
большей точностью, так как чрезмерное их завышение приводит к неоправ-
данному увеличению габаритов и веса приспособлений, диаметров цилинд-
ров, излишнему расходу сжатого воздуха, к увеличению деформации за-
крепляемых деталей.
Действительные силы зажима, развиваемые силовыми механизмами,
должны быть равны или несколько больше потребных. Значение этих сил
зависит от величины исходной силы Q и передаточного отношения сил вы-
бранного механизма.
2. КЛАССИФИКАЦИЯ СИЛОВЫХ МЕХАНИЗМОВ
Силовые механизмы приспособлений делятся на простые и комбиниро-
ванные, т. е. состоящие из двух-трех сблокированных простых (табл. 1).
К простым механизмам относятся клиновые, винтовые, эксцентрико-
вые, рычажные, рычажно-шарнирные и др. Простые механизмы принято
называть зажимами.
Комбинированные механизмы обычно выполняются как винто-рычаж-
ные, эксцентрико-рычажные и т. п. и называются прихватами^
В тех случаях, когда простые или комбинированные Механизмы исполь-
зуются в компоновках с механизированными приводами (пневматическими
и др.), их называют механизмами-усилителями.
По числу ведомых звеньев механизмы делятся на однозвенные, двух-
звенные и многозвенные (многоточечные).
Каждый силовой механизм имеет ведущее звено, к которому приклады-
вается исходная сила, и одно или несколько ведомых звеньев (прижимных
планок, плунжеров, кулачков), передающих обрабатываемой детали силы
зажима. Многозвенные механизмы зажимают одну деталь в нескольких
точках или несколько деталей в многоместном приспособлении одновременно
Таблица 1
Классификация силовых механизмов станочных приспособлений
Классификация силовых механизмов
50
Силовые механизмы
и с равными силами. Особую группу многозвенных механизмов составляют
самоцентрирующие патроны и оправки.
По степени механизации силовые механизмы классифицируются на
ручные, механизированные и автоматизированные.
Ручные механизмы требуют применения значительной мускульной энер-
гии и утомляют рабочего.
Механизированные работают от штока привода.
Автоматизированные приводятся в действие перемещающимися сто-
лами, суппортами, шпинделями станков или центробежными силами вра-
щающихся масс и осуществляют зажим и раскрепление изделий без уча-
стия рабочего.
3. КЛИН КАК СРЕДСТВО ЗАЖИМА И САМОТОРМОЖЕНИЯ
Большинство силовых механизмов основано на действии клина, обла-
дающего свойством самоторможения.
А. Разновидности клина
Клин применяется в следующих конструктивных вариантах:
1) плоский односкосый (фиг. 4);
2) двускосый (фиг. 5, а) или круглый (фиг. 5, б);
Фиг. 4. Механизм с плоским односкосым клином:
1 — клин; 2 — ролик; 3 — рычаг.
3) криволинейный клин в форме эксцентрика или плоского кулачка
(фиг. 6). В этих конструкциях основание односкосого клина как бы навер-
нуто на окружность диска, а наклонная его плоскость превращена в кри-
волинейную поверхность;
4) винтовой клин в форме торцового кулачка (фиг. 7). Здесь односко-
сый клин как бы свернут в цилиндр; основание клина образует опору,
а его наклонная плоскость — винтовой профиль кулачка.1
В самоцентрирующих клиновых механизмах (патроны, оправки) исполь-
зуются системы из трех и более клиньев. К таким механизмам относятся:
цанговые и клиновые (фиг. 8, а и б), клиноплунжерные и шариковые
(фиг. 9, а и б) и некоторые другие.
1 Винт и гайка также работают по принципу торцового кулачка с трением по одной
стороне резьбового профиля.
Клин как средство зажима и самоторможения
51
Фиг. 5. Механизм с двускосым клином:
1 — клин; 2 — плунжеры; 3 — рычаг.
Фиг. 6. Криволинейные
клинья:
а — эксцентрик; б— пло-
ский кулачок с рабочим
профилем, очерченный по
архимедовой спирали.
52
Силовые механизмы
Фиг. 7. Винтовые клинья в форме поворотного (а) и неподвижного (б) торцовых
кулачков:
/ — клинья; 2 — рычаги.
Вид А
Фиг. 8. Самоцентрирующие клиновые механизмы:
а — цанговые патроны; б — клиновая оправка 2 с клиньями /.
Клин как средство зажима и самоторможения
53
Фиг. 9. Самоцентрирующие клиновые механизмы:
а — клиноплунжерная оправка с трехскосым клином 2 и плун-
жерами 1; б — шариковая оправка с конусом 2 и шариками 1.
Б. Условия самоторможения клина
В силовых механизмах клин может работать или с трением на двух
поверхностях (наклонной поверхности и основании клина), или с трением
только на наклонной поверхности. Последний случай обычно встречается
в самоцентрирующих клиновых механизмах.
Фиг. 10. Клиновые механизмы:
а — с трением па обеих поверхностях клиньев; б — с трением только на на-
клонной поверхности.
Так, например, если цанговый механизм снабжен упором 3 (фиг. 10, а),
ограничивающим перемещение заготовки 2 (пруток), то каждый лепесток 1
цанги (клин) при зажиме преодолевает трение на двух поверхностях.
54
Силовые механизмы
Если механизм без упора, трение возникает только на наклонной поверх-
ности, так как пруток в этом случае перемещается вместе с цангой и Ft = 0.
В клиновой оправке (фиг. 8, б) заготовка устанавливается до упора
и каждый клин при зажиме имеет трение на двух поверхностях. Но если
заготовка 2 не прилегает к упору (фиг. 10, б), то клинья 1 преодолевают
трение только на наклонной поверхности = 0). Для выяснения
условий самоторможения рассмотрим фиг. 11 и 12. Из механики
известно, что если тело 1
(фиг. 11), нагруженное нор-
мальной реакцией N, под
действием силы Q равномер-
но перемещается на плоско-
сти 2, то при наличии силы
трения F полная реакция R
отклоняется от направления
нормали навстречу движению
на некоторый угол <р, назы-
ваемый углом трения.1
Из фигуры находим
tg<p=4-
2
Фиг. 11. Угол и конус трения.
Так как коэффициент трения скольжения f = , то
tg Ф = Д Ф = arctgf. (1)
На фиг. 12 слева показана схема сил, действующих на зажатый одно-
скосый клин с трением на двух поверхностях. При любом угле скоса а
Фиг. 12. Схема для выяснения условия самоторможения и запаса самотормо-
жения клина (а); схема для определения выталкивающей силы Q6 (6).
зажатый клин стремится вытолкнуть сила обратного действия Ро. д,
представляющая собой горизонтальную составляющую нормальной реак-
ции N; W — ее вертикальная составляющая.1 2
1 На фигуре пунктиром изображен конус трения.
2 На схемах фиг. 12 и в последующих схемах зажатый клин рассматривается в состоя-
нии равновесия, а все приложенные к нему силы, в том числе реактивные и силы трения,
приводятся к эквивалентным взаимно уравновешенным вертикальным и горизонтальным
составляющим (изображены жирными линиями).
Клин как средство зажима и самоторможения
55
Силе Ро, д противодействует сила трения F± на основании клина и гори-
зонтальная составляющая F' силы трения F на наклонной поверхности
клина.
Условие равновесия клина
/' + Л>Р0.3. (2)
Из схемы сила трения
1 & т cos а
Ее горизонтальная составляющая
F' = F’cosa = W tg ср.
Вертикальная составляющая силы трения F, равная F sin а сумми-
руется с вертикальной составляющей W нормальной силы N. Соответ-
ственно величина нормальной реакции на основании клина
W = W + F sin a = W (1 + tg a • tg ф), (3)
а сила трения на основании клина
Fi = tg <Pi = W tg <Р1 (1 + tg a + tg <р).
Формула (2) для предельного случая перехода самотормозящего клина
в несамотормозящий приобретает вид
Ро. д = F' + Л-
Подставив в эту формулу значения сил, получим
Р0.д = ^tga = W tg ф + tg фх(1 Н^а^ф)
или
tg a = tg ф + tg фх + tg a • tg Ф • tg фх.
При малых углах а произведение tg a-tg ф-tg фх близко к 0, а вели-
чина тангенсов углов близка к величине соответствующих углов в радианах.
Тогда условие предельного равновесия клина выразится равенством
a = ф + фх.
Полагая углы трения на обеих поверхностях клина одинаковыми,
т. е. Фх = ф» получим
a = 2ф.
Для клина с трением только на наклонной поверхности фх = 0 условие
равновесия будет
a = ф.
Очевидно, что в заторможенном состоянии клин будет находиться,
если угол его скоса а меньше 2ф или ф.
Условия
a <5 Ф + Фх; a <5 2ф (4)
или
a << ф (4а)
называются условиями самоторможения клина с трением на двух поверх-
ностях (4) и на одной поверхности (4а).
Клин и сопряженные с ним детали обычно выполняются из стали,
с чисто обработанными (шлифованными) поверхностями. Для этих поверх-
ностей, в зависимости от условий работы клина, принимают
f = tg <р == 0,1; ф = 5°43'
56
Силовые механизмы
или
f = tg ф = 0,15; ф = 8°30'.
Тогда условия самоторможения соответственно будут:
для клина с трением на двух поверхностях
а< 11° (при f = 0,1);
а <17° (при f = 0,15);
для клина с трением только на наклонной поверхности
а<5°43' (при f = 0,1);
а<8°30' (при f = 0,15).
Для надежности заклинивания углы а при расчетах берут меньше
предельных, исходя из потребного запаса самоторможения (см. ниже).
Выталкивающая сила Qe (фиг. 12, б), необходимая для расклинивания
самотормозящего клина, определяется из следующих рассуждений.
Заменим силы N и F равнодействующей R и разложим ее на силы W' и
F". На основании клина действует нормальная сила реакции W'i и сила
трения Fx.
Из условия равновесия клина находим:
W = IFi;
Qe = Ftf + Fr
Так как из схемы
F" = W' tg (ф — а);
Л = tg Ф1,
то
Qe = [tg (ф - а) + tg Ф1], (5)
ИЛИ при Ф •= фх
Qe = W' [tg (ф — а) + tg ф]. (6)
Для клина с трением только по наклонной поверхности
Q, = lFtg(V-a). (7)
W' в формулах (6) и (7) подсчитываются по формуле (3). Для упрощения
расчетов можно принимать W' W.
В. Запас самоторможения клина
В ряде случаев самотормозящие механизмы, в основе которых лежит
клин, подвергаются при обработке деталей расшатывающему действию
сил резания. По этой причине параметры, обеспечивающие самоторможе-
ние, могут измениться и самотормозящий механизм превратится в меха-
низм несамотормозящий, что может привести к аварии.
Так, например, в пневматических токарных кулачковых патронах
с самотормозящим клиновым центрирующим механизмом сжатый воздух
используется только для зажатия и отжатия заготовки, а в процессе обра-
ботки она удерживается за счет самоторможения клинового механизма.
За каждый оборот шпинделя кулачки расшатываются силами резания,
и если угол скоса клиньев а лишь немного меньше угла трения ф, вести
обработку в таком патроне небезопасно.
Клин как средство зажима и самоторможения
57
Экспериментальная проверка ряда конструкций таких патронов пока-
зала, что сила Qe на штоке привода, потребная для разжима (расклини-
вания), в 2,5—3,5 раза меньше силы, необходимой для зажима (заклини-
вания). Если же разжим производится не сразу, а после обработки заго-
товки, то сила, потребная для разжима, становится еще меньше, что ука-
зывает на изменение условий самоторможения.1
Явление утраты самоторможения можно наблюдать также на примере
винтовых соединений. Винтовая поверхность стандартной крепежной
резьбы самотормозящая, так как угол подъема резьбы (угол клина)
а 2-И°, что меньше угла трения <р 6°40'. Однако при сотрясениях
узла винтовой механизм становится несамотормозящим (гайка отходит),
и необходимо ставить контргайку или шплинт.
Для оценки надежности самоторможения различных силовых меха-
низмов необходимо ввести объективный показатель — запас самотормо-
жения, который должен полностью исключать возможность потери само-
торможения механизмом, работающим в условиях вибраций или нагрузок
переменного знака.1 2
Запасом самоторможения К будем называть отношение сил, удержи-
вающих клин в заторможенном состоянии, к силе обратного действия.
Из схемы на фиг. 12, а видно, что клин удерживается в заторможенном
состоянии силой трения F± и горизонтальной составляющей F' силы тре-
ния F.
Следовательно,
Выше найдено, что
ITtgq^Wtg^;
F' — W tg <p;
Ро. д = tg а.
Тогда, после подстановки значений Flt F', Ро. д и сокращения на W по-
лучаем
к _ tg <Р1 + tg Ф
Л tga ’
или при фх = Ф
(8)
Для предельного случая перехода самотормозящего клина в несамо-
тормозящий a = 2ф и соответственно К = 1. При а->0, К->оо.
У клина с трением только на наклонной поверхности запас само-
торможения в два раза меньше, т. е.
к = ^.. (8а)
Для предельного случая a = (р, К = 1.
1 При разжиме заготовки сразу же после ее зажима преодолевается статическое трение
(трение покоя). В процессе обработки статическое трение под действием сил резания осла-
бевает, и при известных условиях возможно саморасклинивание.
2 Аналогичным показателем при расчете деталей на прочность является коэффициент
запаса прочности, по которому оценивают надежность детали в отношении разрушения.
58
Силовые механизмы
В самотормозящих механизмах, подвергающихся сотрясениям и не
имеющих предохранительных устройств от саморасклинивания или посто-
янного поджима пневмогидроприводом, рекомендуется брать
К>3.
4. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ПРОСТЫХ И КОМБИНИРОВАННЫХ
МЕХАНИЗМОВ
Для любого простого механизма можно определить:
i — передаточное отношение сил
i=^-, w = <a,
где W — сила, развиваемая на ведомом звене (сила зажима);
Q — исходная сила, прикладываемая к ведущему звену механизма.
Соответственно для идеального механизма, т. е. механизма без трения
= rad = Qiad.
in — передаточное отношение перемещений.
. sw
1п — ~> % —
SQ
где sw — перемещение ведомого звена;
sQ — перемещение ведущего звена.
i и iud всегда больше единицы и характеризуют выигрыш в силе; in всегда
меньше единицы и характеризует проигрыш в пути.
Так как в случае идеального механизма выигрыш в силе равен про-
игрышу в пути (золотое правило механики, вытекающее из равенства ра-
бот), то
1 . 1
^ = 7Т или =
1ид
т] — к. п. д. механизма
W i . .
wud - iud
Для любого механизма можно также определить условие и запас само-
торможения.
Для комбинированных механизмов, состоящих из нескольких последо-
вательно сблокированных простых, передаточное отношение сил, переме-
щений и к. п. д. определяется по формулам
1 = 41*42 • • •
‘1п2 • • •
П = Пх-Пг •• • Пп»
где 4Х, 4Лх, т]! — характеристики 1-го простого механизма;
*2, Л2 — характеристики 2-го механизма и т. д.;
п — число простых механизмов.
Сила зажима W, развиваемая комбинированным механизмом, опре-
деляется по формуле
IF — Ql^ ... 4rt,
Клиновые механизмы
59
где Q — исходная сила на рукоятке или штоке привода. Так, например,
если в комбинированном механизме (фиг. 13), состоящем из последова-
тельно сблокированных винтового, клинового и рычажного механизмов,
первый увеличивает исходную силу Q на рукоятке в 75 раз (fx = 75), второй
повышает силу первого вЗ раза (12 = 3), а третий повышает силу второго
в 2 раза (z3 = 2), то
W = (75-3-2)«Q - 450Q.
Если характеристики i19 i2. . . in простых механизмов заранее неиз-
вестны, то расчет силы зажима U?, развиваемой комбинированным меха-
низмом, можно выполнять последовательно.
Вначале определяем силу = QZ1, развиваемую 1-м простым меха-
низмом; затем, рассматривая ее как исходную силу в отношении 2-го меха-
Фиг. 13. Схема действия комбинированного механизма.
низма, определяем силу W2 = W1i29 развиваемую 2-м механизмом, и
т. д. В результате получим
W = Wn—Wn_1inf
где п — число сблокированных простых механизмов.
Перемещение (ход) последнего ведомого звена в комбинированном
механизме определяется по формуле
Syp — SQlnilri2 • • • lnn.
Если известны характеристики iudl, iud2 . . . iudn, то перемещение можно
определять по формуле
1 1 1
SW — SQ 1 * * *
lud2 ludn
Количество простых силовых механизмов ограничено, и все они в основе
своей являются клиновыми или рычажными. Следовательно, комбиниро-
ванные механизмы представляют собой систему из клиновых, рычажных
или клино-рычажных механизмов. Для того чтобы комбинированный ме-
ханизм был самотормозящим, достаточно иметь в нем хотя бы один само-
тормозящий простой механизм.
Ниже определяются характеристики простых механизмов; зная их,
легко найти характеристики любого комбинированного механизма.
5. КЛИНОВЫЕ МЕХАНИЗМЫ
В качестве силовых механизмов станочных приспособлений приме-
няются:
1) механизмы с односкосым клином без роликов и с роликами;
2) многоклиновые самоцентрирующие механизмы.
Первые обычно используются в качестве усилителей пневмо- и гидро-
приводов, а вторые применяются в конструкциях патронов и оправок.
60
Силовые механизмы
А. Механизмы с односкосым клином
Из условия равновесия клина находим соотношение сил.
1. Для идеального механизма (фиг. 14, а)
Q==P = radtga;
отсюда
Следовательно, идеальный клиновой механизм при а—>0 развивает
силу зажима Wud -+ со.
Фиг. 14. Схемы для расчета характеристик механизма с односкосым клином:
а — идеальный механизм; б — реальный.
2. Для механизма с трением на обеих поверхностях клина (фиг. 14, б)
Р = W tg (а + ф);
Л = Н7 tg Фь
Q = Р + Л = W [tg (а + <р) + tg Фх].
Отсюда исходная формула
tg (а + <р) + tg <Р1 ’
член при Q — передаточное отношение сил i.1
3. Для механизма с трением только по наклонной плоскости клина
tg Ф1 = 0, и исходная формула принимает вид
(")
4. Для клина с двумя роликами (фиг. 15) трение скольжения заменяется
трением качения, и в формулу (10) вместо коэффициента трения скольже-
ния (tg (рх) и угла трения скольжения (ф) следует подставлять приведенные
коэффициент трения качения (tg ф1пр) и угол трения качения (фпр),
т. е. выраженные соответственно через коэффициент и угол трения сколь-
жения.
Тогда исходная формула (10) принимает вид
W ~ Q tg (а + фЛр) + tg пр'
1 Во всех последующих формулах член при Q представляет собой передаточное отно-
шение сил /.
Клиновые механизмы
61
Значения приведенных коэффициентов и углов трения качения найдем,
рассматривая нижний ролик в равновесии (фиг. 15).
Моменты приложенных к ролику сил трения и Т, взятые относи-
тельно центра ролика, равны, т. е.
р , _т,
_ ri 2 “ 1 2 *
Так как
Л = ^ё<р1пр; Т = тёФ1,
то
^tg<p1„₽4- = rtg4)i-r-
W
Фиг. 15. Схема для расчета характеристик механизма с одно-
скосым клином и роликами.
Отсюда
tg<PieP = tg<p1-^-- (13)
Соответственно для верхнего ролика
tg<Pn₽ = tgq>4'; (13а)
приведенный угол трения
Ф„р=-- arctgcp-^-. (136)
В конструкциях с роликами снижаются потери на трение, а силы
зажима увеличиваются на 35—50%. Если в формуле (13) принять
tg<Pi = O>l; 4 = °’5’
62
Силовые механизмы
коэффициент трения качения будет
tg <р1йр = 0,1-0,5 = 0,05.
5. Для клина с роликом только на наклонной плоскости (см. фиг. 4)
исходная формула (10) принимает вид
~ Q tg (а + <р„р) + tg <Р1 '
Передаточное отношение in перемещений и xodSw находим из фиг. 14, а
= tg ct; Sw = Sq tg a. (15)
К. п. д. механизмов определяется по формуле
П = i-tn>
где i — член при Q в соответствующих формулах.
Условия и запас самоторможения клина без роликов определяются по
формулам (4, 4а, 8, 8а).
Клиновые механизмы с роликами обычно используются в качестве
усилителей приводов и являются несамотормозящими. В таких механиз-
мах обычно a > 10°.
Б. Многоклиновые самоцентрирующие механизмы
Примеры этих механизмов показаны на фиг. 5, 8, 9, б, 10. Определяется
суммарная сила зажима WcyMt развиваемая всеми клиньями одновре-
менно. Так как WcyM не зависит от числа клиньев (скосов), то расчет WcyM
производим по предыдущим формулам, предполагая, что исходная сила Q
приложена к одному клину.
Для механизмов с клиньями, имеющими трение только на наклонной
поверхности,
<16>
При наличии роликов на наклонных поверхностях вместо ср в формулу
следует подставлять <рпр.
В случае клиньев с трением на двух поверхностях
= ® tg(a + <p) + tgqjj •
Сила зажима каждым клином
Ц7 = ^°ум
п 9
где п — число клиновых элементов в механизме.
Общая сила трения F от числа клиновых элементов не зависит:
F = Wfn^^fn = WcyJ.
Радиальный ход5^ клиньев, к. п. д., условие и запас самоторможения
подсчитываются аналогично предыдущему. Диаметральный ход клиньев
равняется 25^.
Клиновые механизмы
63
В. Расчетные графики
На фиг. 16—18 приведены расчетные графики, построенные на основа-
нии предыдущих формул, при следующих данных:
tg <Р1 = tg <р = 0,1; <р = 5°50'; -^-=0,5.
По этим же данным составлена табл. 2 числовых значений характеристик.
Фиг. 16. График для определения характеристик клиновых
механизмов с односкосым клином и многоклиновых с трением
на обеих поверхностях клиньев (механизмы без роликов).
Для всех клиновых механизмов:
in = tg а; т) = i-in = i tg а,
где i — члены при Q в соответствующих формулах. Условия и запас
самоторможения — по формулам (4) и (8).
По найденным характеристикам и по формулам, помещенным в верх-
ней части графиков, определяются силы зажима W, радиальные переме-
щения Sw и к. п. д. механизмов; для многоклиновых самоцентрирующих
механизмов определяются WcyM и диаметральный ход клиньев, равный 2SW.
Oi
Фиг. 17. График для определения характеристик многокли-
новых механизмов с трением только на наклонной поверх-
ности клиньев.
Фиг. 18. График для определения характеристик клино-
вых механизмов с односкосым клином и роликами:
/ — для механизмов с одним роликом; // — для механизмов
с двумя роликами.
Силовые механизмы
Клиноплунжерные механизмы
65
Таблица 2
Числовые значения характеристик клиновых механизмов
Механизмы Углы скоса а°
2 1 5 1 10 1 15
Характеристики
' 1 1 ” 1 1 ' Ljl.
1. С односкосым клином: без роликов 4,25 0,15 3,46 0,30 2,62 0,42 2,19 0,59
с одним роликом 5,40 0,19 4,20 0,36 3,05 0,54 2,37 0,64
с двумя роликами 7,40 0,26 5,32 0,46 3,60 0,63 2,69 0,73
2. С дв ус косым клином: без роликов 7,40 0,26 5,30 0,46 3,56 0,63 2,65 0,71
с двумя роликами 11,80 0,41 7,25 0,63 4,38 0,77 3,10 0,83
3. Много клиновые само- центрирующие: с трением только по на- клонным поверхностям клиньев 7,40 0,26 5,30 0,46 3,56 0,63 2,65 0,71
с трением по обеим поверх- ностям клиньев 4,25 0,15 3,46 0,30 2,62 0,42 2,49 0,59
Для всех механизмов 1п = = tg а 0,035 0,087 0,176 0,268
6. КЛИНОПЛУНЖЕРНЫЕ МЕХАНИЗМЫ
Клиноплунжерные механизмы применяются с одним, двумя и большим
числом плунжеров. Одно- и двухплунжерные обычно используются в ка-
честве усилителей привода; многоплунжерные — в качестве центрирую-
щих механизмов патронов и оправок.
А. Одноплунжерные механизмы
На фиг. 19 показаны схемы клиноплунжерных механизмов с одним
плунжером.
Силовые характеристики механизмов зависят от их конструкции.
1. Для механизма, представленного на фиг. 19, а, расчетная схема
изображена на фиг. 20. Так как в этом случае рассматривается равновесие
плунжера, а не клина, то силы Р и W19 найденные из схемы на фиг. 14, б,
показаны направленными от клина на плунжер..
Из равновесия плунжера находим
Р = N\
или
U7 = ^1-Ptg ф2.
Подставляя значения W', и Р, получим
® tg (а 4- (р) --- tg ф] ® tg (а ф) + tg Ф1 (а "t” ^2 Фз-
После преобразования получаем исходную формулу
yff = n 1 — tg (а г Ф) tg ф.
4 tg (а -j- ф) + tg Ф1 '
(18)
3 Ансеров ЛА. А.
66
Силовые механизмы
S) iw
Фиг. 20. Схема для расчета кли-
ноплунжерного механизма с двух-
опорным плунжером без роликов.
Фиг. 19. Схемы клиноплунжерных меха-
низмов:
а, в, д — с двухопорным плунжером;
б — с консольным плунжером без роли-
ков; г — с одним роликом; е — с двумя
роликами.
Фиг. 21. Схема сил, действующих на консольный плунжер.
Клиноплунжерные механизмы
67
Из этой формулы легко получить частные формулы для всех разно-
видностей механизмов по фиг. 19.
2. Для механизма, изображенного на фиг. 19, б в формулу (18) вместо
tg ф2 подставляется tg ф2лР, т- е. приведенный коэффициент трения, вы-
раженный через коэффициент трения для двухопорного плунжера. Послед-
нее необходимо в связи с тем, что условия трения консольного плунжера
иные, чем двухопорного.
Значение tg ф2пр можно получить путем следующих рассуждений.
Сила Р (фиг. 21 слева) вызывает перекос плунжера, т. е. его поворот
относительно средней точки О (в пределах зазора), и создает давле-
ния, распределенные по закону треугольников. Нормальные равнодей-
ствующие N этих давлений удалены от вершин треугольников на рас-
2 а 1 кт 2
стояние -д-х = расстояние между силами N равно уй.
При условии равновесия плунжера моменты сил Р и N относительно
точки О равны, т. е.
Pl = N^-a.
О
Так как N = — Г* h ' tg<pa ’
то Р1 = ^Г 1-а. tg фа 3
Отсюда 2F2 — Р tg ф2 = Р tg Фгпр.
Окончательно tgq>2«₽= tg <р2, (19)
где I — расстояние от средней точки контакта консольного плун-
жера с клином до середины направляющей плунжера;
а—длина направляющей консольного плунжера;
tg Фг — коэффициент трения двухопорного (неперекошенного) плун-
жера.
Тогда формула (18) принимает вид
TW = Q 1 — tg (а + Ф) tg ф2пр
4 tg (а + ф) + tg ф!
(20)
3. Для механизма, показанного на фиг. 19, в, вместо ф в формулу (18)
подставляется фпр, определяемый по формуле (13).
4. Для механизма по фиг. 19, г вместо tg ф2 и угла ф в формулу (18)
подставляются tg ф2пр и флр.
5. Для механизма, представленного на фиг. 19, д, вместо ф и tg фх
подставляются флр и tg ф1пр, определяемые из формул (13).
6. Для механизма по фиг. 19, е вместо ф, tg фх и tg ф2 подставляются
tg <р1пр и tg <р2пр.
В исходной формуле (18) и ее частных разновидностях член при Q равен
I. Условия и запас самоторможения те же, что и у клиновых механизмов.
5*
68
Силовые механизмы
Механизмы с роликами выполняются несамотормозящими, с угла-
ми а > 10°. Клинья самотормозящих механизмов обычно имеют два
угла скоса ах и а (фиг. 22). При перемещении по первому скосу клина
плунжер быстро подводится к зажимаемой детали; на втором скосе осу-
ществляется самоторможение.
Фиг. 22. Клин с двумя последовательно рас-
положенными скосами.
Б. Многоплунжерные самоцентрирующие механизмы
Так как в этом случае (фиг. 9, а) все консольные плунжеры расположены
вокруг многоскосого клина и, равномерно сжимая его, не передают дав-
ления на его опорную поверхность, то в исходной формуле (18) и ее
частных значениях tg срг = 0 исключается.
Тогда лу/ ___ г) 1 — tg (а <р) tg /он
tg(aH-<p) ’
где tg ф2пр определяется из формулы (19).
Сила зажима каждым плунжером
сум
п
В. Расчетные графики
На фиг. 23 и 24 приведены, расчетные графики для определения харак-
теристик клиноплунжерных механизмов. Графики построены при сле-
дующих данных:
tg ф2 = tg. Фх -= tg ф = 0,1; ф --= 5с50';
4- == 0,5; — = 0,7.
D ’а
При этих же данных составлена табл. 3 числовых значений характеристик.
Для всех клиноплунжерных механизмов:
in = tg а; т] = i • in = i tg a,
где i — член при Q в (10; 11; 12; 14; 16; 17; 18; 20; 21) формулах.
Условия и запас самоторможения определяются по формулам (4) и (8).
Г. Примеры клиноплунжерных механизмов
Различные клиноплунжерные механизмы приведены на фиг. 25—29.
Фиг. 23. График для определения характеристик клино-
плунжерных. механизмов с двухопорным плунжером
(фиг. 19, а, в, д):
кривая I — механизмы без роликов; кривая // — с одним роли-
ком; кривая III — с двумя роликами.
Фиг. 24. График для определения характеристик клиноплун-
жерных механизмов с одним консольным плунжером
(фиг. 19, б, г, е) и миогоплунжерных (фиг. 5 и 9, а):
кривые I, //, III — соответственно одноплунжерные механизмы без
роликов, с одним и двумя роликами; кривая IV — многоплунжерные
механизмы.
К л и ноп. лунжер ные механизмы
70
Силовые механизмы
Фиг. 25. Клиноплунжерный механизм с односкосым клином
2 и консольным плунжерОхМ 3,
При перемещении штока привода 1 вправо прихват 4
зажимает деталь; при обратном движении штока плунжер
и прихват возвращаются в исходное положение (поднима-
ются) под действием пружин 5.
Фиг. 26. Одноплунжерный механизм с клином /, роликом 3
на наклонной плоскости и двухопорным плунжером 2.
При перемещении штока привода влево прихват 4 зажимает
деталь; при обратном движении штока плунжер и прихват воз-
вращаются в исходное положение за счет верхнего скоса на
клине.
ОдрабатыЬаемая деталь Фреза
Фиг. 27. Одноплунжерный ме-
ханизм с роликами 5 на осно-
вании и наклонной плоскости
шток-клина 1 и двухопорным
плунжером 4.
Двойной угол скоса на кли-
не обеспечивает быстрый подвод
прихвата 5 к обрабатываемым
деталям и надежный их зажим;
возйрат плунжера в исходное
положение осуществляется пру-
жиной 2. Прихват скользит на
опорах 6.
Фиг. 28. Двухплунжерный механизм с дву-
скосым клином /.
При перемещении штока прихваты 4
зажимают деталь; плунжеры 2 и прихваты
возвращаются в исходное положение пру-
жинами 3.
Клиноплунжерные механизмы
72
Силовые механизмы
Таблица 3
Числовые значения характеристик клиноплунжерных механизмов
Механизмы Углы скоса а °
2 1 ! 10 1 15
X арактеристики
1 л i п i Л i Л
1. Одноплунжерные: с двухопорным плунже-. ром то же с роликом 4,20 5,35 0,15 0,19 3,40 4,15 0,30 0,36 2,55 3,00 0,47 0,53 2,00 2,30 0,54 0,62
то же с двумя роликами 7,35 0,26 5,25 0,46 3,50 0,62 2,60 0,70
с консольным плунжером 4,15 0,14 3,30 0,29 2,47 0,44 1,92 0,52
то же с роликом 5,30 0,18 4,10 0,36 2,90 0,51 2,20 0,59
то же с двумя роликами 6,60 0,23 5,16 0,45 3,40 0,60 2,50 0,67
2, Двухплунжерные: без роликов 7,20 0,25 5,10 0,44 3,35 0,59 2,40 0,65
с роликами на наклон- ных плоскостях 1 Г,50 0,40 7,00 0,61 4,20 0,74 2,90 0,78
3. Многоплунжерные само- центрирующие 7,20 0,25 5,10 0,44 3,35 0,59 2,40 0,65
Для всех механизмов ia — = tg а 0,035 0,087 0,176 0,268
Фиг. 29. Многоплунжерный центрирующий механизм (токарная консольная оправка
с пневмоприводом).
Привод с усилием Q перемещает тягу 1, фланец которой через шайбы 2 и кольцо 4
воздействует на три качалки 5, установленные на осях 6. Качалки одновременно переме-
щают трехскосые клинья 9 и 11, каждый из которых раздвигает по три плунжера 7. Послед-
ние центрируют и равномерно зажимают деталь в двух сечениях.
При обратном ходе штока правый клин возвращается в исходное положение тягой 1,
а левый — пружиной 10. Плунжеры возвращаются в исходное положение под действием
пружинящих колец 8.
Механизм смонтирован в литом корпусе 3 оправки и предохраняется от засорения
крышкой 12. Как видно из конструкции, клинья 9 и И имеют независимое перемещение,
и если базовое отверстие заготовки будет иметь конусность, то и в этом случае зажим в каж-
дом сечении и всеми плунжерами будет равномерным.
Винтовые механизмы
73
7. РЫЧАЖНЫЕ МЕХАНИЗМЫ
Эти механизмы используются в виде прижимных планок в винтовых
и эксцентриковых прихватах или в качестве усилителей приводов.
На фиг. 30 показаны три схемы рычагов. На всех схемах: 1 —зажи-
маемая деталь; 2 — точка опоры (ось) рычага.
Из равенства моментов сил
относительно опор находим: по схеме на
фиг. 30
w = Q-rir-4 (22)
41 ~т~ 1-2
при = /2
Г = 4- Т].
По схеме на фиг. 30, б
г = q А- п; (23)
/э
при Zj = 12
W -- Qr].
По схеме на фиг. 30, в
w = (24)
при I = 0,5Л
W -2Qn.
В этих формулах:
Q — исходная сила, развиваемая
винтом, эксцентриком или што-
Фиг. 30. Схемы рычажных механиз-
мов.
ком привода;
т] — к. п. д., учитывающий потери на трение в опоре рычага; т| 0,95.
В сравнении с рычагом а, рычаг б развивает силу зажима в 2 раза боль-
шую, а рычаги в — в 4 раза.
Нафиг. 31 приведены примеры конструкции винтового (а), эксцентрико-
вого (б) и винтового (в) прихватов с рычагами (прижимными планками),
схемы которых соответственно показаны на фиг. 30. Для возможности
установки зажимаемых деталей рычаг на фиг. 31, а выполнен поворотным,
на фиг. 31, б — отодвигаемым, на фиг. 31, в — откидным. Детали при-
хватов (фиг. 31, б) стандартизованы: прихват 1 — по ГОСТ 9558—59;
опорная пластина 2 — по ГОСТ 9052—59; эксцентрик 3 — по ГОСТ
9061—59.
8. ВИНТОВЫЕ МЕХАНИЗМЫ
Винтовые механизмы (фиг. 32) используются для непосредственного
зажима или для зажима с помощью прижимной планки. Непосредственный
зажим осуществляется винтом при неподвижной гайке (фиг. 32, б) или
гайкой на неподвижной шпильке (фиг. 32, в).
Винтовой механизм можно рассматривать как комбинированный, со-
стоящий из рычага с плечами гср и / (фиг. 32, а) и клина с трением только
по наклонной поверхности.
Так как
— z • — 1
^ид. рычага г > ^ид. клина tg а ’
74
Силовые механизмы
Фиг. 31. Примеры конструкций рычажных механизмов (прихватов).
В и нтовые механизмы
75
то сила, развиваемая идеальным винтовым механизмом, будет
(25)
Г ср u
В реальных механизмах учитываются потери на трение в резьбе и на
поверхностях контакта винта или гайки с зажимаемым изделием.
Фиг. 32. Винтовые механизмы:
а — схема для расчета; б — зажим винтом; в — зажим гайкой.
А. Зажим винтами со сферической пятой
В этом случае (фиг. 33, а) учитывается трение только в резьбе, т. е. тре
ние на наклонной плоскости клина, для которого из формулы (И)
_ 1
Оклина — tg (а ф) ’
Фиг. 33. Схемы для расчета винтовых механизмов.
Тогда сила зажима
<26>
где I — длина рукоятки (ключа) в мм;
гСр — средний радиус резьбы в мм;
у S
а — угол подъема резьбы; tg а = ;
ср
S — шаг резьбы в мм;
— приведенный угол трения.
76
Силовые механизмы
У механизмов с треугольной или трапецеидальной резьбой гайка пере-
мещается как бы по V-образному желобу, а трение в желобе, при прочих
равных условиях, больше, чем на плоскости. В этих случаях пользуются
приведенным коэффициентом трения fnp, выраженным через коэффициент
трения f при плоском контакте
f =____t__
1пр cos р
где Р — половина угла при вершине профиля резьбы.
Для метрической резьбы с треугольным профилем
fnp = cos 30° = 1 > 15/.
При f = 0,1
fnP = tg Фпр-0,115;
отсюда
cpnp = arctg 0,115^ 6°40'.
К. п. д. механизма
— •. • — tga
П — * • ln — tg (а •
Условие самоторможения а < 6°40'. Запас самоторможения по фор-
муле (8, а)
Л tga •
Так как
tga=-4r’
то
iz срfnp
У стандартных метрических резьб углы подъема а 24-4°. Поэтому
все механизмы с крепежной метрической резьбой самотормозящие.
Б. Зажим гайками и винтами с плоской пятой
В этих случаях дополнительно учитывается трение на торце гайки
и винта.
Для гайки, работающей как кольцевая пята (фиг. 33, б), момент Мп
силы трения пяты определяем из следующих рассуждений.
Нагрузку на площади контакта л (R2 — г2) предполагаем равномерно
распределенной. Отсюда удельное давление
W
Р = л (/?2 _ Г2) ’ (3)
Элементарный момент сил трения dMn на бесконечно узком кольце
шириной dQ найдем из формулы
dMn = dF q = ixp2r.QdQ-Q — 2i\ppQ*dQ,
где dF — элементарная сила трения на кольце;
р — коэффициент трения в пяте.
Отсюда
R
Мп = 2^[ip j q2 d$ = 2r.\ip .
Винтовые механизмы
77
Подставляя значение р из формулы (а), получим
= (б)
Для винта с плоским торцом (фиг. 33, в) г = 0, и формула (б) принимает
вид
Мп = 4- (В)
На практике часто нажимные винты действуют через наконечник
(фиг. 33, г).
В этом случае сферический конец винта вращается в конусном гнезде
наконечника, касаясь с ним по окружности радиуса R = -%- (круго-
вая пята).
Для винта с наконечником момент, создаваемый силами трения в пяте,
будет
Mn = pWRctg-^-.
При наличии трения только в резьбе момент на рукоятке (ключе) на-
ходим из формулы (26)
Ql—W tg (а + <prtP) rcp = Мр.
С учетом трения в пяте этот момент будет
QI = MP + Мп. (г)
При зажиме гайкой уравнение (г) принимает вид
Q/ = W [гср tg (а + <р„„) + н ^=4] . (Д)
При зажиме винтом с плоским торцом
Q/ = Г [гср tg (а + <р„р) + и#] • (е)
При зажиме винтом с наконечником
Ql = IF tg (а + ф„р) Ч- ctg -|-] • (ж)
Решая уравнения моментов относительно W и заменяя радиусы диа-
метрами, получим формулы для расчета сил зажима.
Зажим гайкой
W = Q-----------------Ц-----D3_V3- > <27)
гСр tg (а 4- Фпр) + -3- И D2 „ yr
где D — наружный диаметр опорного торца гайки;
d — внутренний диаметр опорного торца;
р — коэффициент трения на торце гайки.
Зажим винтом с плоским торцом
w = Q------------1----j-----. (28)
Гср tg (а + Флр) + -у V-D
Зажим винтом через наконечник
IF = Q -------------Ц----------г. (29)
Гср tg (а + <Pnp) + ~2~ V-D ctg -L-
78
Силовые механизмы
Величина исходного усилия Q на рукоятке (ключе) лимитируется усло-
вием прочности болта на растяжение.
Допустимое усилие зажима по условию прочности для основной метри-
ческой резьбы
= 0,64 [<r]p = 0,5d2 [o]p кгс, (30)
где [a ]p — допустимое напряжение при растяжении
[<т]р^800 кгс!см2.
Определяя Wdon и подставляя его значение в формулы (26)—(29),
можно найти предельные значения Q, допускаемые по условиям прочности.
Условие самоторможения по формуле (4). Запас самоторможения при
наличии трения в резьбе и пяте определяется по формуле
ъг 2л (гcpf +
Л — 5 ’
где Rcp = D + d---средний радиус пяты;
р, — коэффициент трения в пяте.
В. Упрощенные расчетные формулы и таблицы
Для грубо приближенных расчетов при нормальной длине ключей
(Z % 14d, где I — длина ключа, d — номинальный диаметр резьбы) можно
Силы, развиваемые винтовыми зажимами
Таблица 4
Характеристика зажима Номинальный диаметр резьбы в мм Длина ключа в мм Исходное усилие Q в кгс на ключе Сила зажима W в кгс
Винт со сферическим торцом 10 120 2,5 420
(фиг. 33, а) 12 140 3,5 570
16 190 6,5 1060
20 240 10,0 1650
24 310 13,0 2300
Винт с опорным наконечником 10 120 2,5 300
(пятой) (фиг. 33, г) 12 140 3,5 400
16 190 6,5 720
20 240 10,0 1140
24 310 13,0 1600
Зажим гайкой (фиг. 33, б) 10 120 4,5 400
12 140 7 580
16 190 10 850
20 240 10 850
24 310 15 1460
Винтовые механизмы
79
пользоваться формулами:
при зажиме винтами со сферической пятой
140Q кгс; (31)
при зажиме гайками
W % 65Q кгс. (32)
В табл. 4 приведены численные значения W в зависимости от Q, най-
денные по формулам (26)—(30) при следующих данных: фЛР = 6°34';
р = о,1; 0 = 120°.
Г. Стандартные детали винтовых зажимов и прихватов 1
Нажимные винты, пяты и переходные резьбовые втулки для нажим-
ных винтов. Для зажима обрабатываемых деталей применяются стандарт-
ные нажимные винты (фиг. 34) с подвижной рукояткой по ГОСТ 3387—57;
с неподвижной — по ГОСТ 3386—57; с шестигранной головкой по ГОСТ
9050—59; с шестигранным углублением под ключ по ГОСТ 9051—59; кроме
того, применяются винты с рукоятками и головками, показанные на
фиг. 35.
Применяются нажимные винты двух типов: с гладким нажимным кон-
цом или резьбовым концом, на который навинчивается пята (фиг. 34, д).
Пяты выполняются в соответствии с ГОСТ 3390—57. Для зажима по обра-
ботанной поверхности применяются пяты гладкие, а по необработанной —
рифленые. Рукоятки и головки по фиг. 35 стандартизованы: рукоятки
шаровые — по ГОСТ 3055—45, звездообразные — по ГОСТ 4742—57;
крыльчатые — по ГОСТ 3385—57; накатанные — по ГОСТ 3383—57.
Основные размеры винтов предусмотрены в пределах, указанных
в табл. 5.
Таблица 5
Основные размеры стандартных нажимных винтов в мм
№ фигур d L н h Lt
Фиг. 34, а М8—М24 30—180 28—40 — 60—180
Фиг. 34, б М8—М20 30—150 — 12—20 60—150
Фиг. 34, в М8—М36 25—200 10—40 — —
Фиг. 34, г Мб—М20 — — 3,5—11 —
Фиг. 35, а М5—М24 22—150 — — —
Предельные размеры пят: d = М5-4-М24, наружный диаметр D =
= 10-55.
С целью предохранения от износа в чугунные корпуса 3 приспособле-
ний под винты устанавливаются стальные переходные втулки 1 с наружной
и внутренней резьбой (фиг. 36); втулки стопорятся винтами 2.
Основные размеры переходных втулок — по ГОСТ 4741—57; внутрен-
няя резьба метрическая d = М12-4-М36 или трапецеидальная левая
d = 16 X 4-4-30 X 6; наружная резьба dr = М20 X 1,5-4-М48 X 3;
L = 184-72.
1 См. сборник «Детали станочных приспособлений», Стандартгиз, М., 1960. В дополне-
ние к стандартам на некоторые разновидности винтов, гаек и прихватов разработаны
нормали машиностроения, помещенные в двух сборниках «Детали и узлы станочных при-
способлений», изданных Стандартгизом в 1960 и 1963 гг.
Фиг. 34. Стандартные нажимные винты и пяты:
а — с подвижной ручкой; б — с неподвижной; в —
с шестигранной головкой; г — с шестигранным углуб-
лением под ключ; д — пяты к винтам.
Силовые механизмы
Винтовые механизмы
81
Фиг. 35. Стандартные винты с гайками-головками:
а — шаровыми; б — звездообразными; в — крыльчатыми; г — накатанными.
Фиг. 36. Стандартная резьбовая втулка под винты
(а) и примеры ее применения (б, в, г).
82
Силовые механизмы
Материал нажимных винтов — сталь марок 35 и 45 по ГОСТ 1050—60;
термообработка — закалка с отпуском до твердости HRC 30-ь35; резьба
по 3-му классу точности.
Для изготовления пят и резьбовых переходных втулок при-
меняются те же стали и термическая обработка. Винты, гайки, пяты и
втулки должны подвергаться оксидированию или фосфатированию.
Затяжные гайки и шайбы. Применяются следующие конструкции гаек
(фиг. 37): с шарнирной рукояткой — по ГОСТ 8921—58; с подвижной и
Фиг. 37. Стандартные затяжные
гайки:
а — с шарнирной рукояткой; б,
в — с подвижной и неподвижной
ручками; г — гайки штурвальные.
неподвижной ручкой — по ГОСТ 3389—57, 3388—57; гайки штурваль-
ные по ГОСТ 8919—58. Кроме того, применяются гайки, изображенные
на фиг. 38: шестигранные высокие с буртиком по ГОСТ 8918—58; со сфе-
рической опорной поверхностью и со сферическим опорным фланцем —
по ГОСТ 3392—57, 4089—57. Шайбы применяются сферические
и конические — по ГОСТ 3391—57 и подвесные — по ГОСТ 4090—57
(фиг. 38, г, д).
Основные размеры гаек приведены в табл. 6.
Таблица 6
Основные размеры некоторых стандартных затяжных гаек в мм
№ фигур d L L н
Фиг. 37, а М8—М20 65—160 — 30—72
Фиг. 37, б М8—М20 45—85 60—130 —
Фиг. 37, в М8—М20 30—70 60—150 —
Фиг. 38, б Мб—М36 — — 10—54
Винтовые механизмы
83
Затяжные гайки изготовляются из стали марок 35 и 45 и подвергаются
термической обработке до твердости HRC 354-40. Гайки всех видов должны
быть оксидированы или фосфатированы.
В приспособлениях следует избегать применения съемных гаечных
ключей, так как это связано с лишней потерей вспомогательного времени,
а в случаях их применения предпочтение следует отдавать торцовым
Фиг. 38. Стандартные высокие
гайки и шайбы:
а — с буртиком; б — со сфери-
ческой опорной поверхностью;
в — со сферическим опорным
фланцем; г — сферическая и ко-
ническая шайбы; д —подвесная
шайба.
Фиг. 39. Стандартные прижимные планки:
а — передвижные; б — поворотные.
Прижимные планки. Рычаги винтовых
прихватов выполняются в форме прижимных
стандартных планок и делятся на три вида:
1) передвижные или отодвигаемые — по
ГОСТ 4735—57 (фиг. 39, а);
2) поворотные — по ГОСТ 4734—57 (фиг. 39, б);
3) откидные (заготовки) по ГОСТ 4736—57 (фиг. 40).
Размеры передвижных и поворотных планок выбираются в зависимости
от диаметра-стержня, пропускаемого через их отверстия. Предельные раз-
меры (вмм):Ь = 404-300; В = 184-80; Н = 84-50. Планки изготовляются
из стали марки 45 с термической обработкой до твердости HRC 344-40
или из сталей марок 15 и 20 с цементацией на глубину 0,84-1,2 мм, с после-
дующей закалкой и отпуском до твердости HRC 504-55. Прижимные
планки оксидируются или фосфатируются.
84
Силовые механизмы
Фиг. 40. Стандартная откидная планка (а) и примеры ее приме-
нения (б).
Фиг. 41. Прихваты с Г-образным прижимом:
а — с затяжкой сверху; б — с затяжкой снизу.
Винтовые механизмы
85
В тех случаях, когда в зоне крепления требуется компактность, вместо
планок применяются Г-образные прижимы по ГОСТ 9055—59 и 9056—59
(фиг. 41).
Д. Винтовые прихваты
В табл. 7 и 8 приведены типовые конструкции винтовых прихватов.
При их'проектировании необходимо максимально использовать стандарт-
ные и нормализованные детали.
В табл. 9 даны конструкции универсальных прихватов.
Таблица 7
Типовые конструкции винтовых прихватов для зажима сверху
Эскиз
Характеристика
Поворотный прихват с регулируе-
мой опорой 1 и упорным штифтом.
Регулируемая опора йозволяет зажи-
мать обрабатываемую деталь с пере-
менным размером h
Отодвигаемый прихват с винто-
вым домкратом. Прижим осущест-
вляется плоскостью цилиндрического
вкладыша /, имеющего возможность
поворачиваться в отверстии прихвата
Быстродействующий прихват, ав-
томатически отодвигаемый кулач-
ком 1. Возврат производится пружи-
ной 2
86
Силовые механизмы
Продолжение табл. 7
Эскиз
Характеристика
Откидной прихват с пружинящим
плунжером 1 для отвода прихвата
в исходное положение
Отодвигаемый прихват для под-
жима детали снизу вверх
Прихват для деталей большой вы-
соты, -смонтированный на колонке
Стандартный двухсторонний при-
хват по ГОСТ 9057—59
Винтовые механизмы
87
Таблица 8
Типовые конструкции винтовых прихватов для зажима сбоку
Эскиз
Характеристика
Боковые прихваты, обеспечиваю-
щие зажим детали одновременно в го-
ризонтальном и вертикальном на-
правлениях:
а—прихват / на оси 2 исполь-
зуется для зажима по обработанной
поверхности; б—прихват 3 на сфе-
рической опоре 4 — для зажима по
необработанной поверхности
Боковой прихват со скошенной
опорой
Боковой наклонный прихват
Боковой прихват 1 в виде клина,
поджимающий обрабатываемую де-
таль одновременно к нижним и боко-
вым опорам
88
Силовые механизмы
Продолжение табл. 8
Эскиз
Характеристика
Разновидности клиновых прихватов
Шарнирный прихват 1 для боко-
вого зажима деталей, устанавливае-
мых непосредственно на столе станка.
Стойка 2 направляется по пазу стола
и закрепляется болтами с Т-образ-
ными головками
Боковой прихват, закрепляемый
в пазу стола для зажима деталей
типа тонких пластин, устанавливае-
мых на его опорной поверхности
Боковой прихват в виде ползуна,
корпус которого закрепляется на
столе станка
Винтсвые механизмы
89
Продолжение табл. 8
Эскиз
Характеристика
Боковой прихват для зажима де-
талей на столах строгальных и фре-
зерных станков
Шарнирный прихват 2 упирается
в колодку /, а прихват 3 поджимает
детали к сменному упору 4
Вариант использования прихвата
для зажима тонкой плавки 1 через
промежуточную деталь 2
Таблица 9
Универсальные винтовые прихваты
Эскиз
Характеристика
Криволинейный прихват
1 для закрепления дета-
лей разной высоты на сто-
ле станка
90
Силовые механизмы
Продолжение табл. 9
Нормализованный уни-
версальный прихват, регу-
лируемый по высоте в пре-
делах 45-ь 120 мм:
1 — болт, зажимающий
одновременно обрабатывае-
мую деталь и весь узел
прихвата на столе станка:
2 — коленчатый прихват;
3 — опора прихвата;.4 — от-
жимная пружина; 5 — гай-
ка; 6 — винтовая ступенча-
тая стойка. Коленчатый
прихват 2 можно поворачи-
вать на 180°
Пример использования
универсального прихвата
Механизмы с эксцентриками и плоскими кулачками
91
Продолжение табл. 9
Эскиз
Характеристика
Универсальный прихват
с фиксацией по высоте
с помощью пакета тарель-
чатых пружин. При за-
тяжке болта 1 с помощью
гайки 3 прихват 2 через
опору 6 зажимает деталь.
Одновременно левым кон-
цом прихват давит на
вкладыш в опоре и через
него на тарельчатые пружи-
ны 5; последние заклини-
вают прихват на стойке 4
Универсальный боковой
прихват состоит из брус-
ка /, закрепляемого на
столе станка болтами через
приваренные к бруску уш-
ки 2. В пазах бруска поме-
щены переставные кулач-
ки 5, фиксируемые на
осях 4. Зажим производит-
ся винтами 5
9. МЕХАНИЗМЫ С ЭКСЦЕНТРИКАМИ И ПЛОСКИМИ КУЛАЧКАМИ
Эти механизмы быстродействующие, но уступают винтовым в силе за-
жима и имеют ограниченный линейный ход.
Эксцентрики представляют собой кулачки или валики с осью враще-
ния, смещенной на величину эксцентриситета е. У плоских кулачков рабо-
чий профиль очерчивается по архимедовой спирали.
А. Эксцентрики
Характеристики эксцентриков можно выяснить на примере эксцентри-
кового рычага (фиг. 42).
Линия эксцентриситета kn делит эксцентрик на две симметричные поло-
вины, состоящие как бы из двух клиньев, навернутых на «начальную
92
Силовые механизмы
окружность» эксцентрика (показана пунктиром). Для зажима обычно ис-
пользуется участок пт нижнего клина (жирная линия на фиг. 42, б)
или участок, симметричный относительно точки т (жирная линия на
фиг. 42, а).
Рассматривая механизм как комбинированный, состоящий из рычага
с плечами / и р и клина с трением на двух поверхностях (на оси и в точке А
зажима), получим силовые зависимости:
для идеального механизма
Фиг. 42. Схемы для расчета эксцентриков
для реального
w = о —__________________________________!_________
ср 4 ^сР {аср + ф) 4- tg ф! ’
где Wcp — среднее значение силы зажима;
Qcp — среднее значение радиуса, проведенного из центра вращения
эксцентрика в точку А зажима;
аср — средний угол подъема эксцентрика в точке зажима;
<р, Ф1 — углы трения скольжения в точке А зажима и на оси эксцен-
трика.
При расчетах по формуле (34) обычно принимают: коэффициент тре-
ния f = tg ф = tg Ф1 = 0,1; аср = 4°; $ср =
При нормальной длине рукоятки 2D) расчет можно производить
по более простой формуле
W^12Q. (35)
Среднее значение к. п. д. при аср = 4° определяется из графика на
фиг. 16
Пер ^о,3.
Условие самоторможения эксцентрика выражается зависимостью
4 > 14. (36)
где D — диаметр эксцентрика;
е — эксцентриситет.
Механизмы с эксцентриками и плоскими кулачками
93
Линейный ход S эксцентрика находим из треугольника СОВ (фиг. 42, 6):
S = е sin р.
При ₽ = 0 Smin = 0; при р = 90° Smax = е.
Стандартные круглые эксцентрики (ГОСТ 9061—59) имеют предельные
размеры: D = 324-70 мм; е = 1,74-3,5 мм.
Следовательно, линейный ход этих эксцентриков небольшой и их нельзя
применять для зажима заготовок с большим колебанием размера в напра-
влении зажима.
Применение в формуле (34) средних значений аср и qcp объясняется
тем, что эти параметры переменные и зависят от угла поворота эксцен-
трика р.
Из схем на фиг. 42 можно видеть, что при зажиме точкой т (схемаслева),
когда р = 0, а линия эксцентриситета kn горизонтальна, угол а имеет
максимальное значение (атах). При зажиме точкой А (схема справа),
когда эксцентрик повернут на угол р, угол <С «П1ах. И, наконец, при
зажиме точкой и, когда р = 90°, а линия kn вертикальна, угол а = 0.
Если бы зажим осуществлялся точками на участке mk, угол а претерпе-
вал бы аналогичное изменение от атах в точке т до а ~ 0 в точке k.
Зависимость а от угла поворота р выражается формулой
tga.- ----------- (37)
-у- -i-esinP
При Р = 0°
tg ^'max £) ’ ^max 3fCtg р •
При Р = 90°,
tg amin ~ 0, amin =
Обычно принимают amax = 8с30' (см. ниже). Тогда
a =4°
Радиус q также зависит от угла Р и изменяется от pmin = ~--е (при
₽ = 0) до етах = -у- 4- е (при р = 90е). Отсюда
_ D
Qcp 2 *
Приведенное выше условие самоторможения эксцентрика [форму-
ла (36) ] найдено путем следующих рассуждений. Эксцентрики должны
быть самотормозящими при зажиме любой точкой рабочего профиля,
в том числе и при зажиме точкой т, когда угол а имеет максимальное зна-
чение (атах). Поэтому условие самоторможения эксцентрика как клина
с трением по двум поверхностям должно выражаться зависимостью
«та < Ф + Ф1-
При tg <pj = tg ср = 0,1
<Pi = ф = 5°43',
и условие самоторможения принимает вид
11 °
атах 11 •
Чтобы обеспечить необходимый запас самоторможения принимают
атах = 8°30'.
94
Силовые механизмы
Тогда из зависимости
tgamax = tg8°30'=0,15^
находим
— = 14.
е
Отсюда условие самоторможения
— > 14.
е
Все стандартные и нормальные эксцентрики — самотормозящие.
Б. Плоские кулачки
Достоинство эксцентриков заключается в простоте их изготовления;
основной недостаток — непостоянство угла подъема и сил зажима. Кроме
того, они имеют небольшой линейный ход. Поэтому вместо эксцентриков
иногда применяют кулачки с рабочим профилем, очерченным по архиме-
довой спирали.
Фиг. 43. Схемы для расчета плоских кулачков.
Величины радиусов архимедовой спирали (фиг. 43, а), взятых через
равные углы 0, образуют арифметическую прогрессию.
Если х — разность прогрессии, то
г 2 = Г1 + х; г3 = g + 2х; rn = r± + (и — 1) х.
Угол подъема архимедовой спирали определяется, из уравнения
где — угол между начальным гг и конечным гп радиусами.
. Так как отношение h к 0П для данной спирали — величина постоян-
ная, а г — величина переменная, то угол подъема а архимедовой спи-
рали — переменный; тангенс угла, а соответственно и угол уменьшаются
с увеличением радиуса-вектора.
Для кулачков с углом 0^ = 90° обычно принимают
h = гп — г± =г- 1,5 мм.
При столь незначительной разнице в размерах радиусов tg а и угол а
можно рассматривать как величины постоянные.
Механизмы с эксцентриками и плоскими кулачками
95
Построение профиля по архимедовой спирали, обеспечивающего усло-
вие самоторможения, показано на фиг. 43, б. На развернутой начальной
полуокружности диаметром D как на катете строят треугольник, второй
катет которого h определяют по формуле
h = 0,075nD. (38)
и соответственно
Из треугольника находим
h 0,075л£> л . -
tga = -O^D-==-T^=0’15-
a = 8°30'.
углами по-
и постоянт
При этом угле плоские кулачки как и эксцентрики — самотормозя-
щие. Сила зажима рассчитывается по формуле (34).
Преимущество кулачков в том, что они могут работать с
ворота до 90 и 180°, обеспечивая значительный линейный ход
ство сил зажима.
В. Нормализованные и типовые конструкции
На фиг. 44 показаны разновидности эксцентриков.
Эксцентрики (фиг. 44, а—г) устанавливаются на' валики, вращаемые
рукоятками; эксцентрики, изображенные на фиг. 44, д, е, имеют прива-
ренную или ввинченную рукоятку и вращаются на оси.
3) ЕШ
Фиг. 44. Разновидности эксцентриков:
а — круглый; б — круглый со срезом; в — эксцентриковый
кулачок; г — сдвоенный эксцентриковый кулачок; д — эксцен-
триковый рычаг; е — вильчатый эксцентриковый рычаг; ж, з —
двух- и одноопорный эксцентриковые валики.
Круглые эксцентрики (фиг. 44, а, б) выполняются, по ГОСТ 9061—59
и имеют предельные размеры, указанные выше. Эксцентрики, показан-
ные на фиг. 44, в, г и е нормализованы (нормали машиностроения
МН 335-60, МН 336-60, МН 337-60).
На фиг. 45 показаны чертежи нормализованных эксцентриков и ука-
заны размерные параметры, определяемые по таблицам нормалей. Ниже
приводим предельные значения некоторых параметров.
96
Силовые механизмы
Фиг. 45. Параметры
нормализованных эксцентриков.
Механизмы с эксцентриками и плоскими кулачками
97
Таблица 10
Типовые конструкции эксцентриковых зажимов и прихватов
Эскиз Характеристика
(Зц 1 \ у/ ) У Lx Z Отодвигаемый прихват с эксцент- риковым рычагом. Регулирование по- ложения эксцентрика по высоте за- жима производится перемещением клина
Прихват с одноопорным эксцент-
риковым валиком. В плунжер 1 уста-
новлен винтовой регулируемый тол-
катель 2, действующий на прижим-
ную планку
Быстродействующий прихват с экс-
центриковым кулачком, установлен-
ным на валике. При повороте руко-
ятки 1 валика прихват автоматически
отводится с помощью захватываю-
щего штифта 3. Плоская пружина 2
обеспечивает постоянный контакт
прихвата с кулачком
Г-образный прихват с вильчатым
эксцентриковым рычагом. Кулачок
рычага опирается на торец закаленной
резьбовой втулки 7, которая служит
также для регулирования хода экс-
центрика. Положение втулки фикси-
руется гайкой 2
4 Ансеров
98
Силовые механизмы
Продолжение табл. 10
Эскиз
Характеристика
Боковой зажим со сдвоенным экс-
центриком /, ось которого свободно
перемещается в прорези упора 2.
Сдвоенный эксцентрик обеспечивает
увеличенный линейный ход
Конструкция аналогична предыду-
щей, но так как упором сдвоенного
эксцентрика 1 служит правый конец
коленчатого рычага 2, то обеспечи-
вается зажим изделия в двух направ-
лениях
Быстродействующий зажим с пло-
ским кулачком
Механизмы с торцовыми кулачками
99
Продолжение табл. 10
Эксцентрики-кулачки (фиг. 45, а): г = 304-70; г± = 30,94-72,1;
г2 = 154-30; г3 = 204-38; эксцентриситете = 34-7; ширина В — 204-35;
5 = 174-27; d = 20-ьЗО.
Эксцентрики-кулачки сдвоенные (фиг. 45, б): параметры г, r19 г2, е
те же, что* и у эксцентриков по фиг. 45, а; г3 = *304-7*0; 5=204-30;
5 = 174-27; b = 204-32.
Эксцентрики-кулачки вильчатые (фиг. 45, в): D — 32^= 100; В = 204-
4-52; b = 104-20; е = 1,74-6; d = 64-16; d± = 64-20; Н = 274-80; h =
= 31,54-98; h-L = 244-72; R = 454-112,5. Материал эксцентриков —
сталь марки 20Х по ГОСТ 4543—61; цементирование на глубину 0,8—
1,2 мм. Твердость HRC 55 4-60. Готовые эксцентрики подвергаются окси-
дированию или фосфатированию.
В табл. 10 приведены типовые конструкции эксцентриковых прихватов.
10. МЕХАНИЗМЫ С ТОРЦОВЫМИ КУЛАЧКАМИ
Торцовый кулачок с рукояткой представляет собой быстродействующий
комбинированный механизм, состоящий из рычажного и клинового,
с трением на основании и винтовой поверхности. Сила W, развиваемая
механизмом, рассчитывается по формуле
= QipblvifCA’
На фиГ. 46 кулачок 4 помещен в отверстии плиты 5 и при повороте
действует на штифт 5, скользящий по его винтовой поверхности. Через
штифт давление передается рычагу 1, установленному на оси 2. При по-
вороте рукоятки в другую сторону рычаг возвращается в исходное поло-
жение под действием подпружиненного плунжера 6.
Профиль кулачка имеет двойной угол подъема — 15 и 5°, что обеспе-
чивает быстрый подвод прихвата к детали и надежный ее зажим.
Сила, передаваемая рычагу,
т
100
Силовые механизмы
где г — наружный радиус цилиндра кулачка;
гср — средний радиус цилиндра кулачка;
/ — длина выступающей части рукоятки;
Ф и — углы трения на винтовой поверхности и основании кулачка.
Типовые конструкции приведены в табл. 11.
Фиг. 46. Прихват с торцовым кулачком.
Таблица 11
Типовые конструкции зажимов и прихватов с торцовым кулачком
Эскиз
Характеристика
Быстродействующий боковой зажим
с цилиндрическим кулачком. При
зажиме штифт 1, запрессованный
в скалку 3, скользит по торцовой
поверхности неподвижного кулачка 2.
При раскреплении скалка отводится,
и штифт проходит через прямоуголь
ный вырез k в кулачке
Рычажно-шарнирные механизмы
101
Продолжение табл. 11
Эскиз
Характеристика
При зажиме валиков в кондукторе
рукоятка 2 скользит по профилю
кулачка 1 и поднимает плунжер 3
с опорой 4\ последний поджимает
валик к штифтам 5, образующим
призму. Кулачок имеет продольный
вырез для рукоятки и два угла
подъема: а = 15° и а = 5°
Универсальный прихват с цилин-
дрическим кулачком. В отверстие
прихвата 1 свободно вставлена ци-
линдрическая гайка 2 регулировоч-
ного винта 3 с головкой 4. Цилинд-
рический кулачок состоит из нижней
неподвижной половины 7 и верхней
подвижной 5, управляемой рукоят-
кой 6
11. РЫЧАЖНО-ШАРНИРНЫЕ МЕХАНИЗМЫ
Эти механизмы обычно применяются в качестве усилителей приводов.
По конструкции они делятся на однорычажные, двухрычажные односто-
роннего действия, двухрычажные двухстороннего действия (самоцентри-
рующие). Свойством самоторможения не обладают.
А. Однорычажные шарнирные механизмы
На фиг. 47 показана схема однорычажного механизма с роликом.
Рычаг 1 через обычный рычаг 2 зажимает деталь 3 и находится в равно-
весии. Исходная сила Q и реакция N со стороны опоры ролика заменяются
равнодействующей /?, направленной вдоль рычага. После разложения R
в точке С получены силы W и Q.
Из треугольника сил WCR для идеального механизма находим
Следовательно, идеальный однорычажный механизм, как и клиновой,
при а -> 0 развивает силу Wud -> оо.
Сила, развиваемая реальным механизмом, определяется по формуле
<40>
102
Силовые механизмы
где 0 — дополнительный угол к углу наклона а, которым учиты-
ваются потери на трение скольжения в шарнирах; 0 =
• р d
= arcsin f -j-\
tg Tinp — приведенный коэффициент трения качения, которым учи-
тываются потери на трение в роликовой опоре:
Фиг. 47. Схема для расчета одно-
рычажных шарнирных механизмов
с роликом.
d
tgq>i„p = tg Ф1-Д-;
d — диаметр осей шарниров и ро-
лика;
D — наружный диаметр ролика;
L — расстояние между осями от-
верстий рычага;
f — коэффициент трения скольже-
ния в шарнирах и на оси ро-
лика;
tg Ф1 — коэффициент трения скольже-
ния на опоре ролика.
Значение угла 0 можно определить из
схемы, приведенной на фиг. 48, где
г — радиусы отверстий рычага. Из цент-
ров отверстий радиусом q = rf описаны
две окружности трения (показаны пунк-
тиром). К этим окружностям проведена касательная хх\ угол, заключен-
ный между этой касательной и линией центров АВ, и будет углом 0.
Для определения угла 0 проведена пунктиром линия СВ параллельно
касательной хх на расстоянии 2q от центра.
Из прямоугольного треугольника АС В находим
• q 2о 2rf d -
smp = -«_ = _2. = —Д
При коэффициенте трения f = 0,1 угол 0 незначительный. Так, на-
пример, при-^-= 0,2 0 = 1°10'.
Одной из характеристик механизма является так называемый «запас
хода», значение которого находим из прямоугольного треугольника АВС
(фиг. 47). При перемещении рычага 1 из положения, показанного
на фигуре, в вертикальное положение, т. е. в положение «распора»
(а = 0), его точка А приложения исходной силы Q проходит путь
Sq = АВ = L sin а,
Рычажно-шарнирные механизмы
103
а точка С приложения силы W соответственно проходит путь
Sw = L — ВС = L — L cos а;
окончательно
Sw = L (1 — cos а), (41)
где L — длина рычага.
Путь Sw — запас хода. При а 0 cos а -> 1, Sw -> 0, т. е. запас
хода при малых углах наклона а очень небольшой. Так, например, при
длине рычага L = 100 мм, а = 10° запас хода Sw = 1,5 мм; при а =
= 5° Sw = 0,5 мм,
В связи с малым значением запаса хода при конструировании рычажно-
шарнирных механизмов придерживаются следующего порядка:
1) назначают длину рычага L;
2) за исходное положение механизма в момент начала зажима при-
нимают положение для крепления детали с наименьшим предельным раз-
мером и в этом положении полагают угол наклона рычага а = 5°.
Тогда, например, при L = 100 мм, запас хода Sw = 0,5 мм пойдет
на затягивание; другие детали из партии с большим размером будут за-
жиматься под углами а > 5°. Следовательно, при любых колебаниях раз-
мера заготовок механизм будет работать нормально.
Б. Двухрычажные шарнирные механизмы одностороннего
действия
Для идеальных механизмов из треугольника сил на фиг. 49, а находим
т. е. эти механизмы при равных исходных силах развивают в два раза
меньшую силу Wud, чем однорычажные.
Для реального механизма без плунжера (фиг. 49, а)
w=Q^+W’ <42>
где углом Р, как и ранее, учитываются потери на трение в шарнирах.
В механизме с плунжером (фиг. 49, б) кроме трения в шарнирах, учи-
тывается трение на плунжере, и формула принимает вид
г = Ст[тпт+й-1еч>~]- <43>
где tg <р2пр — приведенный коэффициент трения, которым учитываются
потери на трение в консольном (перекошенном) плунжере:
tg ф2„р = tg q>2 —;
tg Фг — коэффициент трения скольжения в двухопорном (непереко-
шенном) плунжере;
а — длина направляющей плунжера;
I — расстояние от оси шарнира до середины направляющей
плунжера.
При -^- = 0,7 и tg <р2 — 0,1
tg 4W -0,21.
104
Силовые механизмы
Запас хода механизма в два раза больше, чем у однорычажного:
S2 = 2L (1 —cos а). (44)
Последнее объясняется тем, что при наличии неподвижной опоры
в точке В точка С перемещается не только в результате спрямления рыча-
гов, но и в результате смещения вверх точки Д.
Фиг. 49. Схемы двухрычажных шарнирных механизмов:
а, б — одностороннего действия; в, г — двухстороннего дей-
ствия.
В. Двухрычажные шарнирные механизмы двухстороннего действия
Эти механизмы можно рассматривать как спаренные однорычажные
(фиг. 49, в, г).
Для идеальных механизмов суммарная сила определяется по формуле
Wсум. ид = Q |g а ’
Для реального механизма без плунжеров (фиг. 49, в)
тгтт+рг- <45>
Для механизма с плунжером (фиг. 49, г)
- 5 [«(Г+й-«'‘Л1- (46)
Рычаж но-шарнирные механизмы
0,92 0,91 оу Ш 0,97 OfiZ 0,29 0,72 o's6
2?
Фиг. 50. График для определения характеристик одно-
рычажного шарнирного механизма с роликом (фиг. 47).
0,76 0,78 0.82 0,85 0,86 0,86 0,87 0,80 0,75
у
Фиг. 51. График для определения характеристик двух-
рычажного шарнирного механизма одностороннего дей-
ствия (фиг. 49, а, б).
106
Силовые механизмы
Суммарный запас хода определяется по формуле (44).
Сила, развиваемая каждым рычагом (плунжером), и запас хода каж-
дого плунжера соответственно в два раза меньше.
Г. Расчетные графики и таблица
На фиг. 50 и 51 приведены расчетные графики, построенные при сле-
дующих данных: tg ср2 = tg <рх = 0,1; = 0,5; = 0,7; = 0,2;
р = 1°10'. При этих же данных составлена таблица числовых значений
характеристик (табл. 12).
По найденной из графиков характеристике и по формулам, помещен-
ным в верхней части графиков, определяются W, Sw, т].
К. п. д. ц механизмов мало изменяется при переходе от больших углов
наклона к малым (см. в нижней части графиков). Это отличает их от кли-
новых механизмов, у которых к. п. д. с уменьшением угла наклона резко
уменьшается.
Д. Типовые конструкции рычажно-шарнирных механизмов
На фиг. 52—54 показаны пневматические зажимы с различными ры-
чажно-шарнирными механизмами.
Фиг. 52. Пневматический зажим с однорычажным шарнирным механизмом с роликом.
Усилие зажима передается от встроенного в корпус 1 приспособления поршневого
пневмопривода. В вильчатый конец штока 2 на оси 3 помещен ролик и вильчатый конец
рычага 4. Последний шарнирно связан с коленчатым рычагом 5, перемещающим ползун 6.
Ползун зажимает обрабатываемую деталь.
Рычажно-шарнирные механизмы
107
Д
вид А
Фиг. 53. Пневматический зажим с двухрычажным шарнирным механизмом Двусторон-
него действия.
Обрабатываемая деталь (дис]к) центрируется по сменному пальцу /, установлен-
ному в корпус приспособления 2. Шток 4 встреченного в корпус поршневого пневмо-
привода 3 через вилку 5 действует на рычаги 7,чшарнирно закрепленные на оей 6.
Давление со стороны рычагов 7 через плунжеры 8 и регулируемые винты 9 передается
на рычаги 10, зажимающие деталь. Рычаги 10 сидят на осях И. Так как механизм
центрирующий, то при наличии пальца 1 он будет зажимать детали, имеющие лишь
строго концентричные наружную поверхность и отверстие. В противном случае уста-
новка на палец 1 должна производиться с зазором, как предварительная.
Регулирование механизма производится с помощью винтов 9.
108
Силовые механизмы
13
Фиг. 54. Пневматические тиски с двухрычажным шарнирным механизмом одно-
стороннего действия.
В отверстие диска /, прилегающего к резиновой диафрагме, запрессован под-
пятник 2, на который опираются концы рычагов 3 и 10, шарнирно связанные
осью 8. При впуске сжатого воздуха через кран 15 и движении диска вверх
рычаги спрямляются и через ось 5 перемещают подвижную губку 4, зажимающую
деталь. Ось 11 закреплена в корпусе. Для предотвращения перекоса диск .снаб-
жен двумя направляющими колонками 13, а его перемещение вверх ограничи-
вается двумя регулировочными винтами 12. Регулировкой обеспечивается мини-
мальный угол наклона рычагов к горизонтальной линии в пределах 5—7°. При
этом положении губка 4 должна надежно зажимать деталь с наименьшим пре-
дельным размером.
Возвращение механизма в исходное положение и освобождение детали про-
изводится четырьмя цилиндрическими пружинами 6, концы которых размещены
в отверстиях корпуса, прикрытых сверху резьбовыми пробками 14\ пробки одно-
временно служат для регулирования силы сжатия пружин.
Две скобы 7, прикрепленные к диску и надетые на концы оси 8, при опус-
кании диска поворачивают рычаги и отводят губку 4.
От загрязнения механизм предохраняется защитным козырьком 9.
Многозвенные механизмы
109
Таблица 12
Числовые значения характеристик рычажно-шарнирных механизмов
Механизмы Углы наклона а®
5 10 1 15 | 20 | 45
Характеристики
i SW i SW i SW i SW i SW
1. Однорычажные с роликом 6,33 0,004 L 4,05 0,015 L 2,94 0,034 L 2,30 0,061 L 0,92 0,310 L
2. Двухрычажные одностороннего дей- ствия: без плунжеров 4,63 0,088 L 2,52 0,030 L 1,72 0,068 L 1,29 0.123L 0,48 0,610 L
с плунжерами 4,52 0.088 L 2,43 0,030 L 1,62 0,068 L 1,19 0,123 L 0,24 0,610 L
3. Двухрычажные двухстороннего дей- ствия: без плунжеров 9,26 0,088 L 5,06 0,030 L 3,45 0,068 L 2,58 0,123 L 0,94 0,610 L
с плунжерами 9,05 0,088 L 4,85 0,030 L 3,24 0,068 L 2,37 0,123 L 0,75 0,610 L
Примечание. Для двухрычажных механизмов двухстороннего действия —
суммарный запас хода.
12. МНОГОЗВЕННЫЕ МЕХАНИЗМЫ
Эти механизмы имеют ведомые звенья в виде прихватов или плунже-
ров; приводятся в действие от одной рукоятки или штока привода и за-
жимают несколько деталей или одну деталь в нескольких точках одно-
временно.
Ведомые звенья механизма представляют собой сблокированную «пла-
вающую» систему, а поэтому независимо от колебания размеров обрабаты-
ваемых деталей зажимают их равномерно. Применение многозвенных
зажимов сокращает вспомогательное время.
По направлению сил зажима механизмы можно разделить на группы:
1) последовательного действия, передающие силу зажима в одном на-
правлении от детали к детали;
2) параллельного действия, зажимающие детали в нескольких парал-
лельных направлениях;
3) со встречными силами зажима;
4) с пересекающимися силами;
5) комбинированные механизмы.
Наибольшее применение получили двухзвенные механизмы (табл. 13).
При зажиме нескольких пар деталей в многоместном приспособлении
или одной длинной детали в нескольких парных точках двухзвенные ме-
ханизмы используются группами. В качестве примера см. фиг. 80
и 65 в гл. VIII.
Для зажима мелких деталей широко используются механизмы по-
следовательного действия.1
1 См. также фиг. 92. 95, 96 в гл. VIII.
но
Силовые механизмы
Таблица 13
Типовые конструкции силовых механизмов с двумя ведомыми звеньями
Эскиз
Характеристика
Сила зажима, развиваемая
гайкой /, передается рыча-
гам 3, а через них тягам 5
и Г-образным прихватам 6\
вместо гайки можно использо-
вать шток привода. Проме-
жуточная втулка 2 и шарнир-
ная тяга 4 обеспечивают пово-
рот рычагов навстречу друг
другу. Возврат прихватов
в исходное положение произ-
водится пружинами. Перед
установкой очередной детали
прихваты поворачивают на 90°
При затягивании гайки 1
сила зажима передается при-
хвату 2 и одновременно через
шарнирное коромысло 5, по-
качивающееся на сферической
опоре 4 — прихвату 6. В ис-
ходное положение прихваты
возвращаются под действием
пружин 5
Через штурвал винта 1 сила
зажима передается шарику 2,
а от него плунжерам 3 и 4.
Плунжеры 4 приводят в дей-
ствие прихваты 5, зажимаю-
щие детали в двух точках
Многозвенные механизмы
111
Продолжение табл. 13
Эскиз
Характеристика
Сила зажима создается гай-
кой 1 и с помощью стягиваю-
щего стержня 2 одновременно
передается прихватам 3. От
поворота стержень 2 предохра-
няется винтом 4. Так как сис-
тема плавающая, то между
отверстием в корпусе и стерж-
нем предусмотрен зазор, а меж-
ду гайкой и прихватами — сфе-
рические шайбы. Возврат
в исходное положение осу-
ществляется под действием
пружин. Нижний прихват бо-
лее компактный. Гайки мож-
но заменить штоком плаваю-
щего цилиндра
Механизм аналогичен пре-
дыдущему. Зажим производит-
ся эксцентриком /, передаю-
щим давление на левый при-
хват с помощью плавающего
плунжера 2. Для регулировки
механизма предусмотрен винт 3
Двухзвенный механизм для
поджима детали снизу вверх
вращением гайки 1
112
Силовые механизмы
Продолжение табл. 13
Эскиз
Характеристика
Механизированный зажим
с двумя прижимными планка-
ми 1. При смене деталей
планки поднимаются с по-
мощью пружин при ходе што-
ка встроенного пневмоцилинд-
ра 2 вверх или поворачивают-
ся вокруг своей оси
Механизированный зажим
для прижима по торцу дета-
лей типа дисков, колец, кры-
шек двуплечими рычагами 1
с помощью качалки 3 и
пневмоцилиндра 4. Деталь
базируется нижней плоскостью
П и отверстием на пальце 2
Механизм с гидроцилиндром
1 для одновременного зажима
коробчатых деталей по боко-
вой и нижней плоскостям.
При зажиме . усилие штока 2
через клиноплунжерный меха-
низм 3, 5, ролик 6 и сегмент
7 передается рычагам 8 и 9.
Первый через штифты 10, 11
прижимает деталь к нижней
установочной поверхности N,
а второй — к боковой поверх-
ности М. Подъем плунже-
ра 5 при разжиме произво-
дится с помощью скошенно-
го пальца 4
М ногозвенные механизмы
113
Продолжение табл. 13
Эскиз
Характеристика
Механизированный шесте-
реннореечный, клиноплунжер-
ный механизм с двумя плун-
жерами. На вильчатом конце
штока 2 гидроцилиндра 1 на
оси 3 установлена шестерня 4,
связанная с рейками на клинь-
ях 5. Если при зажиме один
из плунжеров 6 раньше войдет
в контакт с деталью, то шес-
терня 4, перекатываясь по
рейке остановившегося клина,
будет перемещать второй клин
и плунжер, обеспечивая рав-
номерный зажим в обеих точ-
ках
На фиг. 55 четыре валика устанавливаются на две закаленные пла-
стинки 8 и поджимаются к боковому упору 6. Зажим производится при-
хватом 5 через откидную тягу 4. На тягу действует рычаг 2 с захватом,
Фиг. 55. Последовательный зажим четырех валиков для фрезеро-
вания прорези.
поворачиваемый рычагом пневмокамеры 1. Детали поджимаются к скосу
стойки 3, Для установки фрезы на размер служит шаблон 7.
На фиг. 56 показано устройство для закрепления деталей типа паль-
цев, втулок, вилок и т. п. Детали закладываются в полуподшипники <
установленные в скользящих вкладышах 2. При затяжке откидной
114
Силовые механизмы
Фиг. 56. Механизм последовательного действия с вкладышами для установки
деталей.
Фиг. 57. Многозвенный механизм с параллельно-встречным направлением сил
зажима.
Многозвенные и самоцентрирующие механизмы с гидропластом
115
гайки 1 вкладыши перемещаются по двум цилиндрическим направляю-
щим 3 и зажимают весь ряд деталей. Штифты 5 служат упорами, к кото-
рым детали примыкают нижними торцами. Полуподшипники 4 и упоры 5
можно заменять в зависимости от диаметра и длины обрабатываемых
деталей.
Пример многозвенного механизма с параллельновстречным направ-
лением сил зажима показан на фиг. 57. В приспособлении одновременно
зажимаются восемь валиков или втулок, у которых набором из четырех
фрез фрезеруются лыски. Сила зажима, создаваемая эксцентриком /,
передается одновременно двум прихватам 2, воздействующим на две ка-
чалки 3. Детали поджимаются качалками к призматическим выемкам
установочной пластины 4.
Многозвенные механизмы с жесткими промежуточными элементами
получаются сравнительно сложными. Поэтому в последние годы широко
внедряются многозвенные механизмы с гидропластом.
13. МНОГОЗВЕННЫЕ И САМОЦЕНТРИРУЮЩИЕ МЕХАНИЗМЫ
С ГИДРОПЛАСТОМ
Если в замкнутую полость приспособления поместить минеральное
масло или пластическую массу (гидропласт) и воздействовать на них
внешней силой, то можно получить гидростатическое давление, которое
а)
Фиг. 58. Схемы механизмов с гидропластом:
а — многозвенного; б — самоцентрирующего.
по закону Паскаля равномерно передается на все стенки полости. Это
свойство гидравлических заполнителей используется при проектировании
двух групп приспособлений:
1) многозвенных, в которых гидростатическое давление передается
системе скользящих плунжеров;
2) самоцентрирующих с упругой оболочкой в виде тонкостенной
втулки; радиальная деформация втулки в пределах упругости обеспе-
чивает точное центрирование и зажим обрабатываемой детали.
На фиг. 58 показаны принципиальные схемы этих механизмов. В ка-
налах ползуна 2 (фиг. 58, а) помещены гидропласт 4 и три плунжера 1,
С помощью винта 3 ползун перемещается в направляющих 5 и зажимает
обрабатываемые детали. Давление со стороны винта 3 равномерно пере-
дается на все три плунжера независимо от колебания размера I деталей.
116
Силовые механизмы
При раскреплении ползун 2 вместе с плунжерами возвращают в исходное
положение. Резьбовой пробкой 6 закрывается полость с гидравлической
средой.
На фиг. 58, б показана схема патрона с гидропластом. В корпус 1
патрона запрессована тонкостенная втулка 4. В полости, образованной
выточкой в корпусе и втулке, помещен гидропласт 5. Под воздействием
нажимного винта 2 и плунжера 3 давление через массу передается втулке.
Последняя сжимается и при этом центрирует и закрепляет обрабатывае-
мую деталь.
Жидкие заполнители под высоким давлением (300 и более кгс/см2)
легко проникают в зазоры подвижных сопряжений и требуют надежных
уплотнений. Поэтому получил применение гидропласт, удовлетворяю-
щий двум основным требованиям:
1) не просачиваться в зазоры сопряжений без специальных уплот-
няющих устройств;
2) равномерно, без заметных потерь на трение, передавать давления
на значительные расстояния.
В настоящее время для заполнения используются три марки пласти-
ческих масс: СМ, ДМ и МАТИ-1-4.
Все эти гидропласты представляют собой соединения ряда химиче-
ских элементов. Обладая большой вязкостью, они не просачиваются в за-
зоры даже при значительных давлениях и в то же время почти равномерно
передают давления на плунжеры и стенки втулок. Вместе с тем они не
меняют своих свойств с течением времени, устойчивы в определенных ин-
тервалах температур и не вступают в реакции с металлом.
А. Состав, технология изготовления и свойства гидропластов
В табл. 14 приведен состав гидропластов, используемых в приспособ-
лениях.
Таблица 14
Компоненты гидропластов различных марок в %
Компоненты Марки гидропласта
СМ ДМ МАТИ-1-4
Полихлорвиниловая смола марки М 20 10 —
То же ПБ — — 20
Дибутилфталат (пластификатор) 78 88 59,2
Стеарат кальция (стабилизатор) 2 2 0,8
Вакуумное масло — — 20
Полихлорвиниловая смола является основой сплава. Она придает массе
механическую прочность и нетекучесть. В то же время благодаря наличию
смолы гидропласт мягок, хорошо передает давление, не прилипает к стен-
кам, не изменяется с течением времени.
Дибутилфталат — бесцветная нелетучая маслянистая жидкость, ис-
пользуемая в качестве пластификатора; этот пластификатор дает в компо-
зиции наиболее мягкие массы.
Стеарат кальция применяется в качестве стабилизатора и представ-
ляет собой нерастворимое в воде кальциевое мыло.
Многозвенные и самоцентрирующие механизмы с гидропластом
117
Температура плавления гидропласта СМ 140—150°; гидропласта
ДМ 120—130°; МАТИ-1-4 150—160°. Перед заливкой расплавленной
массы в приспособление последнее прогревают до температуры 100—120°,
что необходимо для сохранения лучшей текучести массы в процессе
заливки.
Заливают массу обычно через отверстие для силового плунжера,
обеспечивая выход воздуха из полости через какое-либо другое или спе-
циально просверленное отверстие в корпусе. При заливке приемное от-
верстие должно занимать наивысшее положение.
Заполнение приспособлений гидропластом рекомендуется производить
не самотеком, а под давлением специального пресса.
Гидропласт марки СМ имеет вид слегка прозрачной коричневой
массы, напоминающей резину; обладает более высокой твердостью и вяз-
костью по сравнению с гидропластом ДМ и применяется для заполнения
полостей центрирующих приспособлений (патроны, оправки). Для этих же
приспособлений используется и гидропласт МАТИ-1-4.
Гидропласт марки ДМ представляет собой студнеобразную массу
светлокоричневого цвета; менее тверд и вязок и применяется для запол-
нения каналов многоплунжерных механизмов. Приводим основные экс-
плуатационные характеристики гидропластов СМ и ДМ.
1. На каждые 100 кгс/см2 давления объем массы уменьшается на
0,5%.
2. Момент начала просачивания гидропласта через зазоры в подвиж-
ных сопряжениях зависит от величины зазоров и давлений. Так, напри-
мер, гидропласт СМ через зазоры 0,03, 0,02 и 0,01 мм начинает просачи-
ваться соответственно под давлениями 300, 400 и 450 кгс/см2. Гидро-
пласт ДМ, как менее вязкий, при зазоре 0,01 мм начинает просачиваться
под давлением 125 кгс/см2.
3. Потери на трение при перемещении гидропласта приводят к нерав-
номерности передачи давления. Так, например, в самоцентрирующих
приспособлениях с гидропластом СМ, при передаче давления в кольцевую
полость шириной 2—5 мм через один радиальный канал, потери давления
могут доходить до 15%.
В многоплунжерных приспособлениях с гидропластом ДМ давление
изменяется незначительно. Так, в закрытом прямолинейном канале диа-
метром 10 мм давление на плунжеры, удаленные на 1000 мм от точки при-
ложения силы, снижается всего лишь на 2—5%.
4. Гидропласт СМ плавится при температуре 140°, а превращается
в студень (гель) при 120°. Может работать в температурном режиме от
+5 до +60°; при температуре ниже +5° масса твердеет и становится не-
годной для эксплуатации. Гидропласт ДМ плавится при 120°, застывает
при 100°, нормально работает при температурах от —20 до +40°.
Б. Многозвенные механизмы с гидропластом
Анализ этих конструкций позволяет разделить их на две группы:
1) механизмы, корпус которых при закреплении и раскреплении де-
талей перемещается или откидывается на шарнире вместе с рабочими
плунжерами;
2) механизмы с неподвижным корпусом, рабочие плунжеры которых
должны иметь устройства для их перемещения при зажиме и раскреп-
лении.
118
Силовые механизмы
Механизмы с подвижным корпусом выполняются в форме ползунов,
откидных планок, губок тисков и т. п., в полости которых помещены
гидропласт и цилиндрические плунжеры.
На фиг. 59 показаны специальные губки тисков для установки и за-
крепления семи цилиндрических пальцев, у которых необходимо фре-
зеровать плоскости. Губка 1 имеет установочную призму 2 и упоры 3;
полость губки 4 заполнена гидропластом марки ДМ, передающим давле-
ние на плунжеры 5. Плунжеры сопрягаются с отверстиями по посадке .
Фиг. 59. Сменные губки к тискам с гйдропластом.
Механизм, изображенный на фиг. 60, выполнен в виде двух откидных
планок 2, стягиваемых болтом 1 с гайкой. Десять деталей, у которых тре-
буется фрезеровать скосы, устанавливаются в выемки фигурной пла-
стины, 4. Сила зажима от гайки передается на планки 2 и через гидропласт
на плунжеры 3. Плунжеры одновременно с одинаковой силой зажимают
детали.
Механизмы с неподвижным корпусом имеют встроенный силовой узел
для перемещения плунжеров.
На фиг. 61 показано кассетное приспособление с пневматическим при-
водом. Сжатый воздух через диафрагму 2 и нажимной плунжер 3 создает
давление в пластической массе 7; последняя перемещает рабочие плун-
жеры 8, которые зажимают обрабатываемые детали. "
При отсутствий сжатого воздуха в сети давление можно создавать
винтом 7, действующим через нажимной плунжер 6.
Обрабатываемые детали 1 (фиг. 62) надевают на пальцы 2 кассеты 5,
после чего ее устанавливают на штифты 10 (фиг. 61) приспособления.
Качающаяся пята 4 одновременно зажимает две детали.
Многозвенные и самоцентрирующие механизмы с гидропластом
119
В исходное положение плунжеры 8 возвращаются под действием
пружин 9. Крепление обоймы с плунжерами к корпусу приспособления
осуществляется винтами 5.
А
Сопряжение плунжеров осуществляется по посадке . На наружных
поверхностях плунжеров прорезаны неглубокие канавки, которые в про-
цессе работы заполняются гидропластом и образуют лабиринтное уплот-
нение.
Расчет сил зажима и перемещений плунжеров. После зажима в замкну-
той полости механизма создается гидрЬстатическое давление р кгс/см2
и все звенья находятся в равновесии (фиг. 63).
Фиг. 60. Приспособление
с откидными планками
и гидропластом.
Из условия равновесия нажимного плунжера 1
~ nd2
Q = — р,
а каждого рабочего плунжера 2
Поделив уравнение (б) на (а), получим
Q “ \ d ) *
Отсюда, с учетом потерь на трение
*-<г(4)Ч
(а)
(б)
(47)
При наличии йа плунжерах возвратных пружин (фиг. 61) формула (47)
принимает вид
Г = (?(4)2П-Л (48)
где W — сила зажима каждым рабочим плунжером в кгс;
Q — исходная сила, развиваемая нажимным плунжером, в кгс;
Фиг. 61. Механизированное приспособление с гидропластом
и сменными кассетами.
Силовые механизмы
Многозвенные и самоцентрирующие механизмы с гидропластом
121
D — диаметр рабочего плунжера в см\
d — диаметр нажимного плунжера в см\
П — к. п. д. (т] — 0,90-4-0,95);
Р — сопротивление пружин в кг с.
Зависимость перемещений определяется из условия равенства объемов,
описываемых перемещающимися нажимным и рабочими плунжерами
v л£>2 q nD2 Q
V SQ - — Swn.
Отсюда
(Л \ 2
~d~) ’ (49)
где Sq — перемещение нажимного плунжера;
Sw — перемещение рабочего плунжера;
п — число рабочих плунжеров.
В. Самоцентрирующие механизмы с гидропластом
Патрон, изображенный на фиг. 64, состоит из корпуса /, закрепляе-
мого на планшайбе, нажимного винта 2 с шестигранным отверстием под
ключ, плунжера 3, центрирующей и зажимной тонкостенной втулки 6.
Между корпусом и втулкой помещен
гидропласт 7; винт 4 и конусная за-
глушка 5 прикрывают отверстие, через
которое при заливке гидропласта из
полости приспособления выходит воз-
дух.
При вращении винта 2 гидропласт
деформирует тонкостенную часть втул-
ки 6. Последняя центрирует и зажи-
мает закладываемую в патрон обраба-
тываемую деталь.
В оправке, изображенной на фиг. 65,
гидропластЗсжимаетсяштоком-плунже-
ром 1 пневмопривода токарного или
шлифовального станка. Тонкостенная
втулка 2 насаживается на корпус 5
в подогретом состоянии с натягом и
дополнительно закрепляется гайкой 6.
Винт 4 ограничивает ход плунжера
вправо и предохраняет втулку от воз-
никновения в ней остаточных дефор-
маций. В подобных конструкциях не-
обходимо также ограничивать и ход
плунжера влево. Винты 7 закрывают
отверстия для выхода воздуха при
Фиг. 64. Патрон с гидропластом.
заливке.
На фиг. 66 корпус 5 патрона с кана-
лами для массы прикреплен к пере-
ходной планшайбе 1. В корпусе помещена тонкостенная втулка 4 для
центрирования и зажима поршня при прорезании в нем канавок под
поршневые кольца. Давление в полости создается плунжером 7, связан-
ным через тягу 9 со штоком пневматического цилиндра. Вспомогательный
122
Силовые механизмы
Фиг. 65. Пневматическая оправка с гидропластом.
Фиг. 66. Пневматический патрон с гидропластом.
Многозвенные и самоцентрирующие механизмы с гидропластом
123
плунжер 6 служит для регулирования объема полости и, следовательно,
давления и силы зажима. В корпусе патрона закреплена направляющая
втулка 5. Резьбовая пробка 3 и заглушка 2 закрывают отверстия для
выхода воздуха.
При проектировании патронов и оправок с гидропластом рассчиты-
ваются'.
1) параметры упругих тонкостенных втулок;
2) размеры нажимных винтов и плунжеров у приспособлений с руч-
ным приводом;
3) размеры плунжеров, диаметр цилиндра и ход поршня у приспособ-
лений с механизированным приводом.1
н--------1 -----н
—-- ----—
Фиг. 67. Схема для расчета тонкостенных втулок.
Введем обозначения (фиг. 67).
D — диаметр установочной поверхности центрирующей втулки
в мм;
I — длина тонкостенной части втулки в мм;
h — толщина тонкостенной части в мм;
Т — ширина опорных поясков втулки в мм;
t — толщина опорных поясков в мм;
&Ddon — допустимая упругая деформация втулки (увеличение или
уменьшение диаметра) в ее средней части в мм;
Smax — максимальный зазор между установочной поверхностью
втулки и базовой поверхностью зажимаемой детали в сво-
бодном состоянии в мм;
1К — длина контактной зоны, т. е. участка упругой втулки, при-
легающего к зажимной детали после деформации, в мм;
а — коэффициент, характеризующий длину контактной зоны;
a=i;
р — гидростатическое давление в полости приспособления
в кгс! см1;
Мкр — допустимый крутящий момент, вызванный силой резания,
в кгс!см; Мкр = Р2г;
Р2 — сила резания в кгс;
г — плечо момента силы резания в см.
1 Здесь приводится методика расчета, получившая наибольшее применение на практике
(нормали МАП).
124
Силовые механизмы
Диаметр D определяется из рабочего чертежа обрабатываемой детали.
Длину / рекомендуется принимать равной длине базового размера отвер-
стия детали или на 20—30% больше этой длины.
Значение &Ddon определяется по формуле
Д£к D (50)
где ат — предел текучести материала в кгс/см?\
Е — модуль упругости в кгс/см?\
К — коэффициент запаса прочности, К = = 1,24-1,5;
1а] — допустимое напряжение.
Для втулок с / > 0,30 обычно принимают К = 1,4. Тогда при аг=
= 8500 кгс/см? и Е = 2,09-106 кгс/см? получим
ДО^оп = 0,0030.
При деформации коротких втулок с I <5 0,30 в зоне контакта их тон-
костенной части с опорными поясками возникают сложные напряжения,
создаваемые изгибающим моментом, и поэтому рекомендуется принимать
К = 2. Тогда
\Ddon = 0,0020.
При &Ddon >> Smax механизм центрирует и зажимает деталь;
при &Ddon = Smax происходит только центрирование;
при &Ddon << Smax механизм применять нельзя.
Расчеты и практика показывают, что самоцентрирующие механизмы
с упругой оболочкой можно применять для зажима деталей с базовыми
поверхностями, обработанными по 2-му или 3-му классу точности.
Толщина h тонкостенной части втулки определяется по формулам:
Для соотношения При D = 10 -г- 50 мм При D — 50 4- 150 мм
Q |сч Л h = 0,015Z? 4- 0,5 h = 0,025D
2 ' 4 Л = 0,01D 4~ 0,5 h = 0,02D
4 8 h == 0,012? 4- 0,25 h = 0,015D
При D > 150 мм и 1 > > 0,30
(51)
при D > 150 мм и Z < 0,30
'1-°'873В-4’ <52>
где р — гидростатическое давление в полости приспособления;
R — радиус установочной поверхности втулки.
Высота Н полости под гидропласт вычисляется по формуле
Я = 2^0; (53)
Многозвенные и самоцентрирующие механизмы с гидропластом
125
половину высоты полости рекомендуется образовывать во втулке, а вто-
рую половину — в корпусе приспособления.
Гидростатическое давление р в полости приспособления:
при / > 0,3£>
р = кгс1см\ (54)
при I < 0,30
р = 1,25 кгс/см2, (55)
где п =
Допустимый крутящий момент при резании Мкр определяется по
формуле
Мкр = 5 • 105т гО2 кгс • см, (56)
h
гДе т =
D — диаметр установочной поверхности в см\
i — запас деформации, обеспечивающий натяг при зажиме деталей,
в см.
Запас деформации i представляет собой разность между допустимой
деформацией втулки &Ddon и максимальным зазором Smax в сопряжении
i — &Ddon «Smax,
или
i = TKD—s^ в см- (57)
Длина 1К контактной зоны зависит от отношения -^-и от коэффициента
минимальной длины тонкостенной части втулки 8, значения которых при-
водятся ниже:
h R 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 0,1
eR 0,357? 0,57? 0,67? 0.77? 0,757? 0,857? 0,907? 1,057? 1,1/? 1.157?
Если длина тонкостенной части втулки Z< е/?, то
(58)
' ’Jmax “Г 1
Если же I *> &R, то
г °гпах 1
где
/0 — I — &R.
При Smax = 0 = С увеличением зазора 1К уменьшается, а сле-
довательно, уменьшается и надежность зажима. Для обеспечения точного
центрирования и надежного крепления деталей необходимо соблюдать
условие
а = 4?-= 0,5-ь 0,8,
где а — коэффициент длины контакта.
126
Силовые механизмы
Для облегчения расчетов, связанных с определением параметров
тонкостенных втулок, обычно пользуются табличными материалами *.
На фиг. 68 приведены типичные конструкции тонкостенных втулок
для патронов (фиг. 68, а, б) и оправок (фиг. 68, в, г). Втулки с поднутре-
нием выполняют для увеличения длины I тонкостенной части; угол под-
нутрения р = 354-45°, радиус г > Л. В этом случае ширину опорного
I Фиг. 68. Конструкции тонко-
стенных втулок для патронов
и оправок.
пояска несколько увеличивают и принимают = 1,257. Полость вту-
лок под гидропласт обрабатывается с чистотой V6; для снижения потерь
на трение желательно ее полировать.
При большой длине обрабатываемых деталей и для деталей с проточ-
кой в средней части базовой поверхности применяют центрирующую
втулку (фиг. 68, д) с пояском жесткости. Ширина К пояска выбирается
конструктивно или в зависимости от ширины проточки детали, причем
К < Ки толщина tn % (0,75-4-0,9) t. Втулку с пояском жесткости можно
рассматривать как состоящую из двух втулок; рабочая длина каждой из
них определяется расстоянием между опорным и промежуточным поясками.
1 Подробные таблицы см. в кн. Е. И. Влазнева, С. В. Подгорного и др. Нормализован-
ные станочные приспособления. Справочник крнструкгора. М., Оборонгиз, 1963.
Многозвенные и самоцентрирующие механизмы с гидропластом
127
Расчет втулки с промежуточным пояском сводится к расчету втулки
меньшей длины (втулки до пояска), нагруженной вдвое меньшим крутя-
щим моментом.
Сопряжение втулок с корпусом выполняется по легкопрессовой (Пл)
или прессовой (Пр) посадке 2-го класса точности. При повышенных режи-
мах резания и при обработке крупногабаритных деталей втулки допол-
нительно крепят к корпусу винтами (фиг. 68, а, г). За номинальный диа-
метр D установочной поверхности втулки патронов принимают наиболь-
ший, а втулки оправок — наименьший предельный диаметр базовой по-
верхности обрабатываемой детали. Допуск (отклонения) — на диаметр D
обычно назначают по посадке движения 2-го класса точности.
Материал для изготовления втулок: при D <j 40 мм — сталь 40Х;
при D >* 40 мм — сталь У7А.
Технические условия на изготовление*.
1) поверхности сопряжения обрабатываются с чистотой полость
втулки под гидропласт и каналы — с чистотой V6;
2) допускаемая разностенность (тонкостенной части втулки) при
D < 40 мм ± 0,03 мм\ при D >* 40 мм ± 0,05 мм\
3) допускаемое биение установочной поверхности втулки относительно
поверхности посадочных поясков и базовой поверхности приспособления —
не более 0,01 мм.
Рекомендуемый технологический процесс*.
1) все токарные операции по изготовлению втулки, кроме образова-
ния тонкостенной части;
2) термическая обработка втулки из стали У7А до HRC 334-36, из
стали 40Х — до HRC 35-4-40;
3) растачивание тонкостенной части втулки;
4) шлифование опорных поясков;
5) предварительное шлифование установочной поверхности втулки;
6) сопряжение втулки с корпусом путем нагрева наружной детали до
температуры 100—115° или охлаждения внутренней с использованием су-
хого льда с температурой испарения — 79°;
7) заливка приспособления гидропластом;
8) окончательное шлифование установочной поверхности втулки.
При установке приспособления на шпиндель станка необходимо вы-
верять и устранять биение установочной поверхности втулки. Во время
эксплуатации центрирующую втулку нельзя нагружать без установки
обрабатываемой детали.
Нажимной винт с плунжером образуют силовой узел приспособле-
ния (винт передает давление массе через плунжер). Если нет места для
плунжера, то в виде исключения применяют нажимные винты без плун-
жеров. В этом случае резьба винта выполняется по 1-му классу точности.
Диаметр d0 плунжера рассчитывается по формулам:
при
при
при
d0 = 1,2 VD-
d0 = 1,5
d0 = 1,8
(59)
Обычно диаметр плунжера выбирают конструктивно в пределах d0 —
= 10-ь20 мм\ длину рабочей поверхности плунжера принимают равной
1,8—2 диаметрам.
128
Силовые механизмы
Материал для плунжеров — сталь 45 с термообработкой до HRC 40
-^-45, для нажимных винтов — сталь 40 или 45 с термообработкой до
HRC 35-40.
Сопряжение плунжера с отверстием в корпусе или промежуточной
д
втулке — по посадкеДля большей герметичности сопряжения часто
плунжеры притирают по отверстию, обеспечивая зазор не более 0,01 мм,
или изготовляют по посадке движения 1-го класса точности. Размеры на-
жимных винтов и плунжеров для самоцентрирующих приспособлений нор-
мализованы.
Минским тракторным заводом разработаны и применяются нормали
на силовые узлы, состоящие из нажимного винта или штока 1 и силового
Фиг. 69. Конструкции плунжера-компенсатора (а) и регулировочного винта (б).
плунжера 2, помещенных в стальную промежуточную втулку 5 (табл. 15—
18). Применение стальной втулки предохраняет корпус приспособления
от износа и обеспечивает возможность более точного сопряжения плун-
жера с отверстием.
Во всех случаях винты и плунжеры силового узла следует выбирать
наибольшего диаметра, допускаемого конструкцией.
На фиг. 69 изображена нормализованная конструкция плунжера-
компенсатора и винта, применяемых в самоцентрирующих приспособле-
ниях для регулирования давления в полости, а следовательно, и для ре-
гулирования деформации втулки при определенном ходе силового винта
или штока привода. Необходимость регулирования возникает, в частно-
сти, при зажиме тонкостенных изделий с целью исключить чрезмерную
их деформацию.
Размеры плунжера-компенсатора и винта: L = 25 и 40 мм\ I = 18 и
25 мм\ остальные размеры указаны на чертеже (фиг. 69).
Отверстия для выхода воздуха при заливке массы предусматриваются
в тех местах, где можно опасаться образования воздушных мешков.
После заливки отверстия надежно прикрываются пробками.
Расчет диаметра цилиндра и хода поршня при использовании пнев-
матического или гидравлического привода.
1. Определяется сила Q на штоке. Для этого по формулам (59)
находится диаметр dQ плунжера, а по формуле (54) или (55) — гидроста-
тическое давление р кгс/см2, в полости приспособления.
Тогда
0 = Р кгс. (60)
Многозвенные и самоцентрирующие механизмы с гидропластом
129
Таблица 15
Силовой узел для стационарных приспособлений с гидропластом
(размеры в мм)
D dt (4) d (4) L I S Si Макси- мальный ход плунжера Вытесняемый максималь- ный объем гидропласт- массы в см3
М22х 1 18 10 65 28 18 27 31,2 12 10 0,785
М27Х1.5 20 14 78 30 22 32 36,9 17 10 1,54
24 18 82 32 2,55
Таблица 16
Силовой узел для вращающихся приспособлений с гидропластом
(размеры в мм)
D dt (4) d (4) L l S Максималь- ный ход плунжера В ытесняемый MlКСимзяв- ный объем гидропласт- массы в см3
М22Х1 18 10 50 18 10 10 0,758
М27Х1.5 20 14 65 22 12 10 1,54
24 18 70 2,5
5 Ансеров
130
Силовые механизмы
Таблица 17
Силовой узел для пневматических приспособлений с гидропластом
(размеры в мм)
Таблица 18
d (с) dt d2 R L l Zt
10 8 9,5 5 10 35 65 5 4
14 12 13,5 8 15 44 "75" 7 5
18 12 17,5 — 20 48 88 — —
2. Диаметр поршня определяется из зависимости
л£>?
Q = — Рв см,
откуда
1 Г лрвт]
(61)
Центрирующие механизмы трехкулачковых токарных патронов
131
где рв — давление воздуха в сети; рв = 4 кгс/см?\
Л — к. п. д.; т] = 0,85.
3. Ход L поршня и плунжера определяется из следующих рассужде-
ний. Объем гидропласта, вытесняемого плунжером, равен приращению
объема полости при деформации оболочки на величину Smax плюс объем,
образовавшийся за счет сжатия гидропласта (0,5% от первоначального
объема на 100 кгс/см? давления), т. е.
V L = л (D - 2Й) lKSmsx + л (D - 2Л) 1НК&,
отсюда
L = 4(D-2/z)(ZKSmax + Z^iK2) , (62)
где — коэффициент запаса гидропласта в каналах, Кг % 1,15-5-1,2;
/С2 — коэффициент упругости гидропласта при данном гидростати-
ческом давлении, /С2 = 5-10"5 р.
14. ЦЕНТРИРУЮЩИЕ МЕХАНИЗМЫ ТРЕХКУЛАЧКОВЫХ
ТОКАРНЫХ ПАТРОНОВ
Самоцентрирующие трехкулачковые токарные патроны различаются
по степени универсальности, конструкции центрирующего механизма и
конструкции привода.
Из универсальных патронов наиболее распространенными являются
стандартные спирально-реечные патроны с плоской спиралью и ручным
ключевым зажимом (см. фиг. 10 в гл. VI). С помощью ключа и конической
зубчатой передачи приводится во вращение нарезанная на диске спираль
Архимеда, с витками которой сопряжены рейки, нарезанные на основа-
ниях кулачков. При вращении спирального диска кулачки синхронно
перемещаются в радиальных пазах корпуса к центру или от центра пат-
рона и производят центрирование и зажим заготовки.
В последние годы у нас и за рубежом ведутся работы по оснащению
универсальных патронов механизированным приводом (пневматическим,
гидравлическим, электромеханическим и т. п.), что в 4—5 раз сокращает
время на зажим заготовок, облегчает труд станочника и позволяет авто-
матизировать процесс зажима.
Ниже приводятся схемы и расчеты стандартного спирально-реечного
патрона с ключевым зажимом. Основой патрона является (самотормозя-
щий спирально-реечный центрирующий механизм, спираль которого при-
водится во вращение ключом.
А. Построение спирально-реечного центрирующего
механизма
Спираль Архимеда, нарезанная на диске, и рейки кулачков образуют
спирально-реечный механизм, показанный на фиг. 70.
Теоретически архимедова спираль описывается точкой, движущейся
с равномерной скоростью v по радиусу-вектору, который равномерно
вращается с угловой скоростью со. Началом радиуса-вектора является
центр спирали; движение точки начинается из этого центра (фиг. 71).
132
Силовые механизмы
Уравнение спирали в полярных координатах
г = aQ,
(63)
г — радиус-вектор;
Q — полярный угол в радианах; 1
где
Фиг. 70. Спирально-реечный центри-
рующий механизм (вид со стороны
задней бабки):
1 — диск с нарезанной спиралью Архи-
меда (левой); 2 — кулачок с рейкой.
а = — = const.
(О
Величина а называется характери-
стикой спирали. Из уравнения (63)
видно, что при Q — 1 радиану, а = г.
Следовательно, характеристика спирали
а представляет собой радиус-вектор
при угле Q, равном 1 радиану.
При Q = 360° = 2л радианам спи-
раль делает первый виток, а радиус-
вектор г0 становится равным шагу
спирали /, т. е.
г0 = а-2л = /;
отсюда
Спираль может быть правой или
левой. У левой спирали витки, на-
чиная от центра, закручиваются против
часовой стрелки (фиг. 70 и 71), у правой — по часовой стрелке. Угол
подъема а архимедовой спирали определяется из
«“=“4-к4- <65>
Так как а величина постоянная, а г непре-
рывно увеличивается, то угол а непрерывно
уменьшается.
В качестве примера приведем параметры левой
спирали стандартного ключевого патрона ТС-25
производства Псковского машиностроительного
уравнения
Фиг. 71. Архимедова спи-
раль.
завода.
Параметры спирали (фиг. 70):
D = 192,5 мм\ d = 110 мм\ t = 10 мм\ а — = 1,59 мм,
’2л
По формуле (65) находим углы подъема спирали
tg amax = *^7 = 3j4.uo “ 0,029; amax 1 40 ;
tgamin “ ~ 3,14-192,5 = 0,0165; amin^0 57 ;
9/ 9.10
= л (D И-д') = 3.14(192.5+110) = 0,021 ’ 1 12 •
1 Радиан — угол между двумя радиусами круга, ограничивающими на окружности
дугу, длина которой равна радиусу.
Центрирующие механизмы трехкулачковых токарных патронов
133
Нарезанную на диске спираль можно рассматривать как совокуп-
ность двух теоретических спиралей, из которых одна сопрягается с вы-
пуклыми, а вторая с вогнутыми рабочими поверхностями зубьев рейки
(фиг. 70). При вращении спирали против часовой стрелки контакт проис-
ходит по выпуклым поверхностям и кулачок перемещается к центру
(зажим). При обратном вращении контактируют вогнутые поверхности
зубьев рейки (разжим).
Если бы кулачок не имел радиальных перемещений, то можно было бы
обеспечить сопряжение зубьев рейки с витками спирали по всей ширине
кулачка. Для этого рабочие поверхности
зубьев рейки с шагом t следовало бы про-
филировать радиусами г2, • • • гп из
центра О', смещенного относительно цент-
ра спирали О, лежащего на оси симметрии
рейки, на величину а характеристики спи-
рали (фиг. 72).
При таком смещении участки спирали,
взятые в пределах ширины кулачка, до-
вольно точно заменяются дугами окруж-
ностей.
Учитывая перемещение кулачка, при
котором самый нижний зуб его рейки
может зацепляться с внешним витком
спирали, а ее верхний зуб — с внутрен-
ним витком, приходится во избежание
заклинивания профилировать вогнутые
поверхности всех зубьев постоянным ради-
усом R, несколько превышающим макси-
D
мальныи радиус-вектор спирали rmax =
а выпуклые — радиусом Rlf который не-
сколько меньше минимального радиуса-
d
вектора спирали rmin = .
На практике принимают
а в
Фиг. 72. Построение рейки кулачка.
R = -у- 4- (5 -ч- 10) мм-, 7?! = -(3 4- 8) мм.
Центры окружностей радиусов R и лежат на линии ББ, которая
параллельна осевой линии рейки и отстоит от нее на величину а харак-
теристики спирали.
В результате вместо контакта по всей ширине кулачка в сопряжении
образуется линейный контакт с клинообразными зазорами между сопря-
женными поверхностями \
Каждый виток спирали (кроме первого, начинающегося из центра)
можно рассматривать как криволинейный клин, полученный из обычного
односкосого клина, основание которого свернуто в кольцо (начальная
окружность витка спирали), а наклонная плоскость превращена в спираль.
Следовательно, спирально-реечный механизм можно рассчитывать
как клиноплунжерный самоцентрирующий механизм с тремя консольными
плунжерами (кулачками).
1 На фиг. 72 показан вид кулачка со стороны рейки; на фиг. 70 — вид кулачка в его
рабочем положении (вид со стороны его ступеней). Поэтому на фиг. 70 линия центров ББ
показана смещенной от плоскости симметрии кулачков А А влево.
134
Силовые механизмы
Расчет механизма приводится ниже в общем расчете механизма пат-
ронов.
Б. Расчет стандартного универсального спирально-реечного патрона
с ключевым зажимом модели ТС-25 (наружный диаметр 250 мм)
На фиг. 73 показана схема механизма патрона.
Фиг. 73. Схема стандартного универсального спирально-реечного патрона с ключевым
зажимом модели ТС-25:
1 — рукоятка ключа; 2 — коническая шестерня; 3 — коническое колесо-спираль; 4 — средний
виток левой спирали Архимеда; 5 — средний зуб рейки кулачка; 6 — кулачок; 7 — зажимаемая
деталь.
Параметры конструкции:
I = 250 мм — длина рукоятки ключа;
г = 55 мм — радиус отверстия конического колеса;
i\ = 12 мм — радиус средней начальной окружности конической
шестерни;
= 10°25' — половина угла при вершине начального конуса
шестерни;
гш = 10 — число зубцов шестерни;
г2 = 85 мм — радиус средней начальной окружности конического
колеса;
Р/с = 90 — — половина угла при вершине начального конуса колеса;
zK = 77 — число зубцов колеса;
а = 25°35' — угол зацепления;
гср = 75 мм — средний радиус-вектор витков спирали;
t = 9,52(3/8") — шаг спирали;
аер = 1°12' —средний угол подъема витков спирали.
Другие расчетные параметры:
Q = 25 кгс — исходная сила на рукоятке ключа;
Центрирующие механизмы трехкулачковых токарных патронов
135
Р; Pr\ Ps — окружная, радиальная и осевая силы в зацеплении
конической пары, приложенные в середине зуба и
направленные от колеса на шестерню;
Рь Wi — окружная и радиальная силы, действующие в зацеп-
лении витка спирали с зубом рейки кулачка и на-
правленные от спирали на кулачок; 1
W — суммарная сила зажима в патроне; 1 2
in — передаточное отношение перемещений патрона;
т] — к. п. д. патрона.
Принятые к. п. д. и коэффициенты трения:
т]3 = 0,96 — к. п. д. зацепления конической шестерни с колесом;
f = 0,15 — коэффициент трения плоской пары сталь по чугуну;
fi — tg Ф = 0,1 — коэффициент трения плоской пары сталь по стали;
Ф = 5°43' — угол трения пары сталь по стали.
Механизм патрона состоит из трех элементарных силовых механизмов:
1) рычажного с плечами I и взятыми относительно оси шестерни;
2) второго рычажного с плечами г2 и гср> взятыми относительно оси
колеса — спирали;
3) центрирующего клиноплунжерного, в котором клиновыми парами
являются витки спирали и зубья реек на кулачках, а плунжерами —
три кулачка, скользящие в направляющих корпуса патрона.
Уравнение сил механизма патрона в общем виде
F = (66)
W = 25-0,96^/2^3 = 24/3/2/3, (66а)
где /х, /2, /3 — передаточные отношения сил рычажных и центрирующего
клиноплунжерного механизмов.
Для определения /1? /2, /3 рассмотрим последовательно эти механизмы.
Рычажный механизм с плечами I и гг На плече I приложена исходная
сила Q, которая на меньшем плече гг развивает силу Р > Q.
Передаточное отношение сил рычажного механизма
Р
1~ (Г
Для определения неизвестной силы Р из условия равновесия рычага
напишем уравнение моментов
QI — Рг± — Farx — Fbr3 = 0,
где Fa — сила трения в радиальных парах а шестерни;
i\ = 12 мм — средний радиус опор;
Fb — сила трения в торцовой опоре b шестерни (в пяте);
г3 = 16 мм— радиус действия силы трения в пяте.
Чтобы определить силы трения, необходимо знать нагрузку на опоры.
Эту нагрузку создают силы Р, Pr, Ps, действующие в зацеплении зуб-
чатой конической передачи 3.
1 Силы реакции со стороны зуба конического колеса на зуб шестерни, а также со сто-
роны зуба кулачка на виток спирали на схеме не показаны, так как они соответственно
равны, но имеют обратное направление.
2 Для удобства расчета суммарная сила зажима отнесена к одному кулачку.
3 Пара сил Q на рукоятке нагрузку на опоры не создает.
136
Силовые механизмы
Выясним предварительно соотношение между этими силами. Из схемы
на фиг. 74 получаем:
Рп = —— ; T = Ptga-,
п cos а
Pr = Т COS рш; Ps = Т sin
Окончательно:
Pr — Р tg a cos = 0,47Р;
Ps = р tg а sin = 0,087Р.
1 — шестерня; 2 — колесо.
Сила Ps создает нагрузку на торцовую опору шестерни, а равнодействую-
щая сил Р и Рг нагружает радиальные опоры шестерни
Я= + 1,1Р.
Тогда 1
Ра = Rfnp = 1ДР-1,57/ = 0,26Р;
Fb = Psf = 0,087Р-0,1 = 0,009Р.
Подставляя значения
тельно силы Р, получим
F в уравнение моментов и решая его относи-
р__________.
“ 1,26^ + 0,009^’
о 25»250
Р ~ 1,26.12 4-0,009.16 4 0 кгС‘
Передаточное отношение сил
Р 410 .
ii = V==^5 = !6’4-
1 fnp — приведенный коэффициент трения скольжения цапфы в подшипнике, выражен-
ный через коэффициент трения скольжения f; плоской пары. В однородных условиях (оди-
наковый материал трущихся пар, чистота их поверхностей и пр.) fnp^> f и находится
в пределах
1ПР = (4-^-г) / = (J.27 — 1,57)/.
Центрирующие механизмы трехкулачковых токарных патронов
137
Рычажный механизм с плечами г2 и гср. На плече г2 приложена
сила Рк = Р, которая на меньшем плече гср развивает силу Рг. Передаточ-
ное отношение сил рычажного механизма
i
*2 — р '
Для определения неизвестной силы из условия равновесия рычага
напишем уравнение моментов
Pr, — Pjcp — Fcr — Fdrcp = О,
где Fc — сила трения в радиальной опоре с колеса;
г — 55 мм — радиус опоры с\
Fd—сила трения в торцовой опоре d колеса;
гср = 75 мм — средний радиус торцовой опоры.
Радиальная опора нагружается силами РГк и Рк, приведенными к оси
рычага
PrK = Ps = 0,087Р.
Равнодействующая этих сил
= УР2Гк + Р2к^ Р = 410 кгс;
торцовая опора нагружается силой
Р5к = РГ = 0,47 Р.
Тогда
Fc = Rif пр = 410-1,57/ = 100 кгс\
Fd = PSJ = 0,47Р/ - 29 кгс.
Подставляя значения F в уравнение моментов и решая его относи-
тельно силы Ръ получим
р — F r — F г
р — Гг с g .
1 гср ’
410.85— 100-55 — 29-75 о~о
РЛ =----------= ЗЬЗ кгс.
х /О
Передаточное отношение сил
4 = •§- = 0,89.
Центрирующий клиноплунжерный механизм. Передаточное отношение
сил механизма
W
Для определения неизвестной силы W из условия равновесия центри-
рующего механизма найдем вначале силу
Так как в клиновой паре виток 4 спирали действует на зуб 5 рейки
кулачка (фиг. 73) как односкосый клин с трением только по наклонной
плоскости, то 1
(68)
It7j — 363 tg (1о12, + 5о43/)
= 363 3000 кгс.
1 См. формулу (11).
138
Силовые механизмы
Если бы в направляющих кулачка отсутствовали потери на трение,
то сила Wi и была бы силой зажима W. В реальном механизме W <
Для определения сил трения в направляющих на фиг. 75, а, б, г
показана схема кулачка в трех проекциях, находящегося в равновесии
под действием всех приложенных к нему сил и их моментов относительно
Фиг. 75. Схема сил, дей-
ствующих на кулачок
патрона.
координатных осей XYZ. Начало координат принято в точке О, образо-
ванной пересечением трех взаимно перпендикулярных плоскостей: пло-
скости симметрии кулачка, плоскости симметрии пазов кулачка и пло-
скости, проходящей через точку приложения сил Р± и
Рассмотрим вначале систему сил, действующих в плоскости XOY
(фиг. 75, г).
Сила Р± стремится сдвинуть кулачок вдоль оси У, одновременно
повернуть его относительно оси Z и вызывает реакции N2 и NT корпуса
патрона и соответственно силы трения F2 и FT в направляющих (фиг. 75, 6).
Для определения этих сил трения составим уравнения проекций сил
на ось Y и моментов относительно оси Z.
Центрирующие механизмы трехкулачковых токарных патронов
139
Уравнение проекций сил
Pi-N2 = 0; N2 = Рх.
Отсюда
^2 = Pih (69)
F2 = 363-0,15 = 54,5 кгс.
Уравнение моментов
P1n — N1m = 0-, М. = Р".
Отсюда
Л = ^ = Рх-^л (70)
^ = 363-^-0,15^57 кгс,
где для данного патрона (см. фиг. 75, г) п = 22 мм, т = 23 мм.
Рассмотрим систему сил, действующих в плоскости XOZ (фиг. 75, а).
Силы W19 W и сила трения Р2 вызывают поворот кулачка относительно
оси Y и создают в стыках направляющих корпуса с пазами кулачка нор-
мальные давления, распределенные по закону треугольника (фиг. 75, в),
и соответственно силы трения F. Равнодействующие нормальных давле-
2
ний 2V создают реактивный момент с плечом, равным -у h, где h — длина
контакта кулачка с направляющими.
Для определения силы трения F составим уравнение моментов отно-
сительно оси Y
Wa + W,b +F„-c — 4~N-h = 0;
О
N = 2-(Wa + W1b+ F2c).
Отсюда
F -= w = Jh(wa + w'b + F^ f’ (71)
F = (IF-16 4-3000-12+ 54,5-7) 0,15;
F = 0,043 IF + 99,
где для данного патрона
h = 82,5 мм] а = 16 мм\ 6 = 12 мм\ с 1 мм.
Суммарную силу зажима W определяем из уравнения проекций сил
на ось Z (фиг. 75, а, б)
W —W1 + 2F + 2FX + F2 = 0.
Отсюда
W = W± — 2F — 2Fr — F2. (72)
Подставив значения всех входящих в правую часть уравнения величин
и выполнив необходимые преобразования, получим
W = 3000 — 2-0,043IF — 2-99 — 2-57 — 54,5;
W (1 + 0,086) - 3000 — 366,5;
1,086 IF - 2633,5.
140
Силовые механизмы
Окончательно
ну 2633,5 п^лл
[V = TOST = 2420 KSC-
Передаточное отношение сил центрирующего клиноплунжерного меха-
низма
W 2420 с
J3 = р? =-363-= 6’65-
К. п. д. поступательных пар кулачок — направляющая корпуса па-
трона
F 2420 n
— 3000 “ °’806-
Определение хода кулачков. Механизм патрона представляет собой две
кинематические пары: коническое зубчатое зацепление и спирально-
реечный механизм. Повороту ключа, а значит и шестерни на целый
оборот, соответствует поворот конического колеса — спирального диска
на часть оборота, равную
<р = ^ = 4т = 0-13-
Целому обороту спирального диска соответствует перемещение каждого
кулачка на шаг спирали t = 9,52 лш.
Одному полному обороту ключа будет соответствовать ход кулачка
= 9,52-0,13 1,24 лш.
Диаметральный ход кулачков патрона при повороте ключа на целый
оборот
х = 25^ = 2,98 мм.
Определение к. п. д. патрона. К. п. д. патрона определяется по формуле
П» = Пк.з-'П/с-'Плп, (73)
где т]п — к. п. д. патрона;
Л/сз = 0,96 — к. п. д. конического зацепления;
т)к = 0,153 — к. п. д. клиновой пары спираль — рейка кулачка;
Лпп = 0,81 — к. п. д. поступательной пары кулачок —направляющие
корпуса патрона.
Тогда к. п. д. патрона
т)„ = 0,96-0,153-0,806 - 0,12.
15. ПРУЖИННЫЕ И ПНЕВМОПРУЖИННЫЕ СИЛОВЫЕ МЕХАНИЗМЫ
В станочных приспособлениях широкое применение получили винто-
вые цилиндрические пружины сжатия. Накапливаемая пружинами при
их сжатии потенциальная энергия используется для зажима обрабаты-
ваемых деталей. Кроме того, они применяются в качестве возвратных
пружин в пневмо- и гидродвигателях (цилиндрах) одностороннего дей-
ствия, в регуляторах давления, клапанах, фиксаторах и т. п.
В ряде случаев для зажима используются тарельчатые пружины.
Для получения большой силы зажима и большого хода зажимного эле-
мента (плунжера, прихвата) применяются комплекты пружин. Так, на-
Пружинные и пневмопружинные силовые механизмы
141
пример, комплект из четырех пар тарельчатых пружин с наружным
диаметром 50 мм, отверстием 30 мм и общей высотой, комплекта 32 мм
обеспечивает силу зажима ~ 1300 кгс при ходе зажимного элемента 6 мм.
А. Примеры механизмов с цилиндрическими пружинами сжатия
У этих пружин, как и у пружин растяжения, деформация (осадка)
прямо пропорциональна нагрузке Р.
Фиг. 76. Графики зависимости между нагрузкой Р и ходом / пружины
сжатия (а) и растяжения (6).
Пользуясь обозначениями фиг. 76, можно записать
Р Н Р К Р К Рн Р пр . .
-т— = —т— =---------= -£— = / кгс/мм,
fn fK h fnp J
гдеРя, Рк, Pnp — начальная (предварительная) нагрузка; конечная (мак-
симальная) рабочая нагрузка, соответствующая допу-
скаемому напряжению [т]; предельная нагрузка, при
которой пружина сжимается до соприкосновения вит-
ков, а напряжение почти достигает предела упругости;
Рк не должно превышать (0,84-0,9) Рпр,
Рк — Рн — полезная нагрузка;
Ас» fnp — осадка пружины при начальной, конечной и предельной
нагрузке;
Н, Ня, Нк, Нпр — длина пружины в свободном состоянии и после прило-
жения начальной, конечной и предельной нагрузок;
h — рабочий ход пружины;
/ — постоянная величина, характеризующая жесткость пру-
жины.
Жесткость выражает усилие в кгс, необходимое для сжатия или растя-
жения пружины на 1 мм\ для цилиндрических винтовых пружин круглого
сечения жесткость можно определять по формуле
Gd*
1 = —-— кгс, мм,
W^cpn
142
Силовые механизмы
где Dcp — средний диаметр пружины в мм\
d — диаметр проволоки в мм\
п — число рабочих витков пружины;
G — модуль сдвига; для стали G = 8000 кгс/мм*.
Начальная нагрузка Рн на пружину необходима для нормальной ра-
боты механизма; она обеспечивает выборку зазоров в сопряжениях и
соблюдение прямолинейности характеристики пружины. Начальная на-
грузка устанавливается в пределах
0,1/\ < Рн < 0,5РЛ.
У пружин, предназначенных для работы в качестве аккумуляторов энер-
гии, пределы сужаются до
0,4Рх < Рн < 0,5Рк.
Винтовые пружины силовых механизмов обычно изготовляются из
стальной углеродистой пружинной проволоки II класса по ГОСТ 9389—60.
Исходное усилие Q в пружинных механизмах не трансформируется
и равняется силе зажима W = Рк, т. е.
Q - Рк-
Для получения этой силы пружине задается конечная осадка fK.
Если при сборке механизма произведена начальная осадка fH пружины,
то ее рабочий ход h и соответственно ход элемента, непосредственно зажи-
мающего деталь, определяется из зависимости
= /к fн*
Чтобы при зажиме осадка была не больше допустимой, т. е. не больше fK,
в механизме предусматривается упор, ограничивающий сжатие пружины.
Для получения одной и той же силы зажима W при проектировании
можно подобрать различные значения допустимых осадок fK. Так, напри-
мер, осадку можно увеличить, уменьшая жесткость пружины или увели-
чивая число ее витков. Чем больше осадка тем эластичнее работает
зажим, тем меньше колеблется сила зажима в связи с колебаниями раз-
мера закрепляемых деталей. Если, например, изменению осадки пружины
на 1 мм соответствует изменение силы зажима на 1 кг, то при увеличении
числа витков вдвое этому же изменению осадки будет отвечать изменение
силы зажима только на 0,5 кг. По этой причине осадку fK следует преду-
сматривать возможно большей, насколько это позволяют требования
к габаритным размерам механизма.
На фиг. 77, а показана схема приспособления с пружинным зажимом,
встроенным в откидную крышку 1. Крышка доводится до у поря в стенку
корпуса 3 приспособления и в рабочем положении удерживается защел-
кой 2. Зажимы по фиг. 77, б можно изготовлять как самостоятельные
узлы.
На фиг. 78 аналогичный пружинный зажим К применен в скальчатом
кондукторе для поджима детали 2, установленной на подставке 4, к боко-
вому упору 1. Зажим с конусным наконечником 5 закреплен в кондуктор-
ной плите 3 винтом 6. 1
1 Для уменьшения габаритов вставные пружинные зажимы лучше выполнять с тарель-
чатыми пружинами.
Пружинные и пневмопружинные силовые механизмы
143
При сборке таких зажимов пружину предварительно осаживают
на величину Д, почти равную fK:
fK — fH~ 1-5-3 мм.
Небольшой запас осадки необходим для
компенсации колебаний раз-
мера заготовки в пределах допуска.
Фиг. 77. Схема приспособления с пружинным зажимом (а) и конструкция
зажима, встроенного в откидную крышку (б).
На фиг. 79 схематично изображены два других типичных пружинных
механизма. В механизме на фиг. 79, а деталь 4 зажимается пружиной 2,
действующей с усилием W через плунжер 3 и быстросъемную шайбу 5.
Деталь освобождается под давлением толкателя 1\ очень небольшой ход
толкателя необходим лишь
для снятия шайбы 5. При
освобождении детали пру-
жина не должна получать
осадку больше fKi что учиты-
вается при расчете. Такие
механизмы можно проекти-
ровать для значительных сил
зажима, так как толкатели
1 обычно работают от винта
без особого напряжения со
стороны рабочего или пнев-
матического (гидравличе-
ского) привода. Рассмотрен-
ная схема положена в основу
конструкций пневмопружин-
Фиг. 78. Схема скальчатого кондуктора с встроен-
ным в кондукторную плиту пружинным зажимом.
ных патронов: трехкулачкового клинового и цангового (см. гл. VI,
фиг. 9 и 31). Преимущество таких патронов в сравнении с пневматиче-
скими — безопасность работы, так как падение давления в сети не влияет
на надежность зажима.
В механизме по фиг. 79, б зажим автоматически осуществляется при
опускании гильзы 1 шпинделя сверлильного станка. На гильзе закреп-
лена поперечина 2, несущая колонки 3 с пружинами. На колонках, кото-
рые для повышения жесткости направляются втулками 5, подвешена
кондукторная плита 4.
144
Силовые механизмы
Перед началом сверления кондукторная плита зажимает деталь 6
с силой, достаточной, чтобы удержать деталь в начале обработки. Для
этого при сборке пружины сообщается соответствующая начальная
осадка fH. По мере подачи сверла осадка увеличивается и в конце обра-
ботки достигает значения, близкого к fK. Чтобы не было большой раз-
Фиг. 79. Типовые конструкции пру-
жинных механизмов:
а) — со штоком; б) — с подъемной
плитой.
ницы в силе зажима в начале и в конце обработки, длину пружины Н
в свободном состоянии и осадку fK берут как можно большими.
Другой пример механизмов с цилиндрическими пружинами см.
в гл. VIII, фиг. 63.
Б. Примеры применения тарельчатых пружин
Тарельчатые пружины состоят из набора стандартных элементов—
дисков (ГОСТ 3057—54), имеющих форму усеченного конуса с углом
0 = 2-7-6° (см. фиг. 83), изготовляемых из листовой стали марки 60С2А
или сходной с нею, толщиной от* 1 до 20 мм. Они работают только как
пружины сжатия. Диаметр основания D элемента пружины колеблется
в пределах от 28 до 300 мм, а высота конуса h = 0,6ч-9 мм.
При нагружении пружины по периметру ее диски получают упругую
деформацию (осадку); уменьшение высоты конуса не должно превосхо-
дить 0,8Л.
Сложность расчета тарельчатых пружин затрудняет построение их
характеристики. На практике пружины этого типа выбирают, пользуясь
таблицами ГОСТ 3057—54.
Тарельчатые пружины проще в изготовлении, чем витые цилиндриче-
ские; они штампуются и подвергаются несложной обработке для вырав-
нивания торцов.
На фиг. 80 показаны пневмопружинные тиски, в которых зажим про-
изводится пакетом тарельчатых пружин 5, а отжим — пневмоцилиндром
одностороннего действия.
При раскреплении сжатый воздух подается через распределительный
кран 1 с коническим золотником и перемещает поршень 2. Последний
через конусную насадку разводит рычаги 3, которые, поворачиваясь на
осях 4, короткими плечами с роликами перемещают тягу 6, сжимая
тарельчатые пружины. Под действием цилиндрической пружины 8 рычаг 7
перемещает винт 9 с подвижной губкой 10 слева направо, и обрабатывае-
мая деталь 11 освобождается.
Пружинные и пневмопружинные силовые механизмы
145
При переключении крана сжатый воздух уходит в атмосферу, пор-
шень 2 и рычаги 3 возвращаются в исходное положение, а пружины 5
зажимают в тисках очередную заготовку.
Для раскрепления деталей, обрабатываемых на поворотных столах,
можно использовать один пневмопривод для нескольких приспособле-
Фиг. 80. Пневмопружинные тиски.
ний, если предусмотреть в этих приспособлениях пружинные зажимы
(фиг. 81). Такой привод можно применять на многопозиционных пово-
ротных столах агрегатных станков или сверлильных станков с много-
шпиндельными головками. На таком столе можно установить необходимое
число приспособлений и смонтировать один стационарный силовой привод;
Фиг. 81. Схема закрепления деталей с помощью пневмопружинного меха-
низма на поворотном столе.
с помощью последнего будет обеспечиваться сжатие тарельчатых пружин,
а значит, и освобождение обрабатываемых деталей.
В этом случае не только упрощается конструкция зажимных при-
способлений и уменьшаются их габариты, но использование стационар-
ного силового привода избавляет от необходимости подводить рабочую
среду (сжатый воздух) к вращающимся вместе со столом пневмоцилиндрам,
146
Силовые механизмы
что также значительно упрощает конструкцию. Автоматизация управле-
ния закреплением обрабатываемых деталей при этом обеспечивается
самыми простыми средствами.
В некоторых случаях для сжатия пружин вместо пневмопривода
можно использовать движение частей станка. Так, например, на станках
для непрерывного фрезерования можно рядом с вращающимся столом
Фиг. 82. Гидропружинный силовой механизм с кли-
ном -у с и л нтел ем.
установить копир, который будет заставлять скользящий по нему плунжер
в нужный момент сжимать пружины и освобождать изделие.
На фиг. 82 показано гидропружинное зажимное устройство, допол-
ненное клиновой парой.
Усилие зажима создается пакетом тарельчатых пружин /, смонтиро-
ванных в стакане 2, и шпилькой 8, прикрепленной к клину 5; усилие
пружин регулируется гайкой 9.
Клин 5 воздействует на клин 3, с которым связана тяга 4 зажимного
механизма. Отжим производится гидравлически путем нажатия поршня 7
на шпильку 8 до упора в стакан 2. Ход поршня, а следовательно, и клина 5
при отжиме регулируется цилиндром 10, навинченным на стакан 2.
Все устройство собрано в корпусе 6 и может быть смонтировано в любом
месте станка или приспособления.
Пружинные и пневмопружинные силовые механизмы
147
В. Расчет цилиндрических пружин сжатия круглого сечения
Расчет сводится к определению диаметра d проволоки, среднего диа-
метра Dcp пружины, числа п рабочих витков, а также к построению
характеристики пружины, т. е. графической зависимости между нагруз-
кой и деформацией. 1
Пружины приближенно рассчитывают на кручение, считая, что на-
грузка Р кгс направлена вдоль оси пружины и вызывает в поперечном
сечении проволоки крутящий момент
М =
Величина наибольших касательных напряжений ттах в крайних точках
сечения определяется по формуле
~ *L
Tmax — Wp у
где Wp — полярный момент сопротивления; для круглых сечений
W = — .
р 16
Тогда условие прочности будет
ттах = Лб/зР < И, (а)
где [т ] —допускаемое напряжение кгс!мм2.
Для более точного расчета пружины в формулу (а) вводят коэффи-
циент Д', учитывающий кривизну витка и влияние поперечной силы.
Тогда формула принимает вид
(в)
Отсюда находим максимальную (конечную) допускаемую нагрузку Рк
(см. фиг. 78)
Рк = кгс‘
По этой формуле, задаваясь нагрузкой Рк, можно подобрать диаметр
проволоки d, если известен средний диаметр пружины Dcp. или диаметр
пружины Dcp. если выбран диаметр проволоки d.
В случаях, когда d и Dcp одновременно выбираются по конструк-
тивным соображениям, по формуле определяется допускаемая рабочая
нагрузка Рк.
Допускаемое сжатие (деформация) одного витка j\ мм определяется
из равенства работ внешней силы (нагрузки) Рк и момента -кручения М.
действующего в сечении пружины, и определяется по формуле
f. - мм- <75)
где G — модуль сдвига; для стали G = 8000 кгс/мм2.
Коэффициент К в формулах определяется из зависимости
к 4С — 1 0,615
Л 4С — 4 + С 9
где С = — — индекс пружины.
1 Рабочие чертежи пружин оформляют по ГОСТ 4444—60.
148
Силовые механизмы
Индекс С рекомендуется выбирать по табл. 19.
Таблица 19
Значение индекса С в зависимости от диаметра проволоки d
d, мм 1—2,5 3—5 6—12
С 5—10 4—10 4—9
Допускаемое напряжение кручения [т] кгс!мм1 2 зависит от материала
пружины и условий ее работы.
Пружины диаметром от 0,2 мм до 5 мм изготовляются из стальной
углеродистой пружинной проволоки II класса по ГОСТ 9389—60 \
Пружины диаметром от 6 до 12 мм изготовляют из стальных прутков
марки 60С2 по ГОСТ 2052—53 2, сортамент по ГОСТ 1769—53.
Таблица 20
Допускаемые напряжения кручения [т] кгс]см? для пружинных сталей
Диаметр проволоки в мм Предел прочмости при растяже- нии ив в кгс!ммг Допускаемые напряжения в кгс/мм?
при сжатии пружин до соприкосновения витков [т] для пружин группы I [T]j для пружин группы II [T]jj
п роволока класса 11 |т] — 0,55сгб по ГОСТ 9389—60 [Th = о,3сгв = = 0,55 [т] [Tin = 0,44об = = 0,8 [т]
0,2—0,5 220 121 66 97
0,6 210 115 63 92
0,8 200 ПО 60 88
1 195 107 58 86
1,2 190 104 57 84
1,6 185 102 55 81
2 175 96 52 ' ! 77
2,5 165 91 49 ; 73
3 155 85 46 I 68
4 145 80 43 64
5 130 71 Сталь 60С2 по Г [rj = 0,6ав 39 ОСТ 2052—53 [t]j = 0,33об= = 0,55 [т] 57 [т[ц = 0,45ав = = 0,75 [т]
6—12 130 78 39 59
Допускаемое напряжение на кручение для пружины группы II из стали 65Г равно 35 кгс/мм?
1 Термообработка не производится; при необходимости после механической обра-
ботки производят отпуск.
2 Производится закалка в масле при 870° С и отпуск при 460° С; HRC 40ч-47.
Пружинные и пневмопружинные силовые механизмы
149
Для пружин общего назначения применяется также сталь марки 65Г
по ГОСТ 2052—53, сортамент по ГОСТ 7419—55.
В зависимости от условий работы пружины делятся на две группы:
I. Пружины, подвергающиеся ударным нагрузкам или работающие
со 100 и более циклами изменений напряжений в минуту.
II. Пружины, работающие без ударных нагрузок или со 100 и менее
циклами изменений напряжений в минуту.
В зависимости от марки пружинной стали и группы, в которую входит
пружина, допускаемое напряжение кручения [т ] выбирается по табл. 20.
Фиг. 83. Установка пружины на оправку (а) и в отверстие (б).
Наружный диаметр D пружины
D = Drn + d мм.
Шаг t пружины в свободном состоянии
t — d -|- S мм,
где S — наименьший допускаемый зазор между витками пружины под
рабочей нагрузкой Р. Зазор S берется по табл. 21 в зависимости
от диаметра d проволоки.
Длина L проволоки, необходимой для изготовления пружины,
L = л (D — d) (п + 1,5) \
где п — число рабочих витков пружины.
Длинные пружины, у которых -у— > 2,5, могут при сжатии терять
устойчивость (выпучиваться); в этом случае их необходимо ставить на
оправках или монтировать в выточках или гильзах (фиг. 83). При этом
между пружиной и сопрягаемым с ней элементом должен обеспечиваться
зазор Z.
Для пружин с D = 10-4—150 мм зазор Z = 1-4-7 мм.
1 Длина проволоки определяется с учетом подгибки торцовых витков и подшлифовки
на 3/4 витка (мертвые витки), что необходимо для создания опорной плоскости.
150
Силовые механизмы
Таблица 21
Значение зазора S в зависимости от диаметра проволоки d (в мм)
d 0,2 0.3—0,8 1.0 1.2 1.6 2 2,5 3 4 5 6 7 8 10—16
S 0.15 0,2 0,25 0.3 0.4 0.5 0,5 0.6 0.8 I 1.2 1.4 1.6 2
Г. Таблица для подбора цилиндрических пружин сжатия
(по нормали станкостроения)
Вместо трудоемкого расчета по формулам, параметры пружинь! можно
быстро подбирать по табл. 22.
Помещенные в таблице параметры рассчитаны для цилиндрических
пружин сжатия, изготовляемых из пружинной проволоки класса II
9386—60 диаметром 0,4—5 мм, и из прутков стали 60С2 по ГОСТ
2052—53 диаметром 6 мм и более.
Таблицей охвачены только пружины группы II, т. е. пружины, рабо-
тающие при безударных нагрузках или со 100 и менее циклами изме-
нений напряжений в минуту, так как они используются в станочных
приспособлениях Г
Принятые обозначения в таблице:
Рк — допускаемая рабочая нагрузка в кгс\
— деформация (осадка) одного витка при нагрузке Р
(в мм)',
tK — шаг пружины при нагрузке Р в мм\
t — шаг пружины в свободном состоянии в мм\
d — диаметр проволоки в мм\
D — наружный диаметр пружины в мм\
D — d = Dcp — средний диаметр пружины в мм.
Д. Примеры подбора пружин сжатия по таблице
Пример 1. Требуется подобрать по таблице пружину сжатия для шари-
кового замка (фиг. 84, а) с нагрузкой Рк 5 кгс при Нк = 17 мм.
Решение. 1. По табл. 22 находим ближайшую нагрузку Рк = 5,4 кгс
и соответствующие d = 1,2 мм, D = 10 мм, t = 3,5 мм.
2. Из формулы Нк = tKn + d определяем число витков
HK-d 17-1,2
n==__ = __------------------------------^9,3.
3. Находим длину пружины в свободном состоянии
Н = nt + d = 9,3-3,5 + 1,2 % 34 мм.
Пример 2. Требуется подобрать по таблице пружину сжатия, которая
при нагрузке Рк = 250 кгс имеет длину Нк = 120 мм (фиг. 84, б). Из-
вестно: рабочий ход пружины h = 20 мм; наружный диаметр пружины
D < 75 мм. Заданная нагрузка Рк не совпадает с нагрузкой, имеющейся
в таблице.
1 В случае необходимости расчет пружин I группы выполняется по приведенным
выше формулам.
Пружинные и пневмопружинные силовые механизмы
151
Таблица 22
Характеристики пружин сжатия II группы
d D рЛ /г t d D рк Л t
3 0,58 0,4 0,6 1 16 22,1 0,6 3,6 4,2
0,4 4 0,55 1,0 0,6 1,6 18 28,8 1,2 3,6 4,8
5 0,47 1,8 0,7 2,5 20 31,4 1,9 3,6 5,5
3 22 28,3 2,4 3,6 6
25 27,3 24,6 3,6 4,7 3,9 3,8 7,5 8,5
0,78 0,72 1,5 28
4 1,14 32 21,7 6,5 4,5 11
0,5 5 0,93 0,78 1,35 2,07 0,85 0,93 2,2 3
6 22 53 1,2 4,8 6
7 0,67 2,94 1,06 4 25 47 1,7 4,8 6,5
28 49,7 2,7 4,8 7,5
4 32 47,5 4,07 4,93 9
6 2,76 0,95 1,05 2 36 42,5 5,4 5,1 10,5
0,8 7 2,40 1,4 1,1 2,5 40 38,5 7,0 5,0 12
8 2,12 1,92 1,28 3,2 45 34,4 9,3 5,7 15
10 1,71 3,2 1,3 4,5 28 32 51,5 63,5 1,0 2,0 6,0 6,0 7 8
1 7 8 10 12 3,46 3,64 3,0 2,72 0,75 1,25 2,25 3,62 1,25 1,25 1,25 1,88 2 2,5 3,5 5,5 5 36 40 45 50 55 63 66 59 54 49 3,0 4,5 6,0 7,8 9,8 6,0 6,0 6,0 6,2 7,2 9 10,5 12 14 17
32 96 1,3 7,2 8,5
1,2 7 8 10 12 14 5,8 5,6 5,4 4,5 3,9 0,55 0,85 1,8 2,74 4 1,45 1,45 1,7 1,76 2 2 2,3 3,5 4,5 6 6 36 40 45 50 55 60 ПО 108 104 95 87 80 2,3 3,3 4,8 6,2 7,9 9,7 7,2 7,2 7,2 7,8 8,1 8,3 9,5 10,5 12 14 16 18
40 140 2,1 8,4 10,5
1,6 8 10 12 14 10,2 11,1 8,7 8,6 0,4 1,0 1,5 2,5 2 2 2 2 2,4 3,0 3,5 4,5 7 45 50 55 60 136 139 137 126 3,1 4,6 6,3 7,8 8,4 8,4 8,7 9,2 11,5 13 15 17
16 7,8 3,55 2,45 6 9,6
18 7,0 4,69 2,31 7 45 194 2,4 12
50 188 3,4 9,6 13
8 55 193 4,9 9,6 14,5
60 185 6,4 9,6 16
12 16,0 1,0 2,5 3,5 70 160 9,3 10,7 20
14 13,8 1,5 2,5 4 2,5 14,5
2 16 14,2 2,43 2,57 5 55 274 12
18 12,8 3,28 2,72 6 60 280 3,5 12 15,5
20 11,6 4,2 2,8 7 70 301 6,5 12 18,5
22 10,6 5,3 3,2 8,5 75 290 8 12 20
10 80 273 9,4 12,6 22
90 245 12,5 13,5 26
100 222 16,2 14,8 31
14 25,7 1,0 3 4 ПО 203 20,3 15,7 36
16 23,8 1,5 3,0 4,5 4,5 18,5
2,5 18 21 2,0 3,0 5 70 480 14
20 21 2,9 3,1 6 75 456 5,5 14 19,5
22 19,3 3,7 3,3 7 80 465 7 14 21
25 17,2 5,0 3,5 8,5 12 90 418 9,5 14,5 24
28 15,4 6,5 4,0 10,5 100 379 12,5 15,5 28
НО 347 15,7 16,3 32
152
Силовые механизмы
Решение. 1. По табл. 22 находим d = 10 мм, D — 75 мм, tK = 12 мм,
t = 20 мм.
2. Определяем нагрузку пружины Рпр при сжатии ее до соприкосно-
вения витков
Рпв = 1000 (t - d) = 1000 ЛВ, (20 - 10) = 364 кгс,
где D — d = Dcp — 65 мм.
3. Определяем шаг tK пружины при нагрузке Рк = 250 кгс:
tK = t — (t — d) = 20 — §(20 — 10)= 13,1 мм.
Гпр 004
Фиг. 84. Схемы к расчету пружин сжатия.
4. Определяем число рабочих витков
HK — d 120-10 я.
п = —1Г~ = 13,1' = 8’4-
5. Находим длину пружины в свободном состоянии
И = nt + d = 8,4-20 + Ю = 178 мм\
можно принять Н = 180 мм.
6. Определяем деформацию fH пружины при нагрузке Рн
fH = Н — (Нк + й) = 180 — (120 + 20) = 40 мм.
7. Определяем деформацию fK пружины при нагрузке Рк
fK — fH + ~ 40 + 20 = 60 мм.
8. Определяем нагрузку в начале рабочего хода
Рн = Рк = 250-В 167 кгс.
н к fK 60
ГЛАВА Hl
КОРПУСА ПРИСПОСОБЛЕНИЙ. ДЕЛИТЕЛЬНЫЕ,
НАПРАВЛЯЮЩИЕ И ДРУГИЕ ДЕТАЛИ И МЕХАНИЗМЫ
1. КОНСТРУКЦИИ КОРПУСОВ
Корпус приспособления воспринимает все усилия, действующие
на заготовку в процессе ее закрепления и обработки, и поэтому должен
обладать достаточной прочностью, жесткостью и виброустойчивостью.
Эти качества обеспечиваются не путем чрезмерного завышения сечений
стенок корпуса, а увеличением жесткости при помощи ребер; местополо-
жение ребер жесткости выясняется из анализа действующих на корпус сил.
С целью облегчения и удешевления корпуса в ряде случаев следует
предусматривать в его стенках выемки и окна, что, однако, не должно
приводить к снижению жесткости.
Форма и размеры корпуса зависят от конфигурации обрабатываемых
в приспособлении деталей, а также от расположения установочных,
зажимных и направляющих элементов и механизмов. В пневматических
и пневмогидравлических приспособлениях корпус иногда служит одно-
временно и резервуаром (цилиндром, камерой) для сжатого воздуха или
масла, что также влияет на его конфигурацию.
При конструировании корпусов необходимо предусмотреть:
1) выступающие платики для закрепления стальных опорных пла-
стин и штырей, на которые устанавливаются изделия;
2) достаточные зазоры между деталью и стенками корпуса, позво-
ляющие свободно закладывать и вынимать заготовки из приспособления;
3) возможность легкого удаления стружки, особенно в закрытых
корпусах кондукторов; '
4) наличие элементов для правильной установки и закрепления при-
способлений на столах и шпинделях станков, а также элементов для их
подъема и транспортировки.
На фиг. 1 показаны элементы корпусов; стальные приставные ножки
нормализованы (МН 368-60). Для обеспечения необходимой плоскост-
ности опорные элементы корпуса должны шлифоваться совместно с одной
установки.
На фрезерных, строгальных и других станках приспособления необ-
ходимо точно ориентировать по пазам стола. Основные размеры столов,
ширина их пазов, а также расстояние между пазами регламентированы
ГОСТ 6569—59. В соответствии с ГОСТ допуск на ширину среднего паза
устанавливается по А или Л3, на остальные пазы — по А4. Чистота рабо-
чих поверхностей столов и боковых поверхностей пазов не ниже 6-го класса.
На фиг. 2 изображена схема установки приспособления на столе
с помощью привернутых к его корпусу шпонок; шпонки сопрягаются
со средним, наиболее точным пазом.
154
Корпусы приспособлений
6)
Фиг. 1. Опорные элементы корпусов:
а, б — ножки и платики, выполненные за одно целое с корпу-
сом; в, г — стальные приставные ножки (МН 368-60).
Фиг. 2. Схема ориентирования приспособления на столе станка
с помощью шпонок, закрепленных на корпусе.
Тип А-с пригонкой Тип Ь- гладкие
по пазу стола
а) Остальное
Фиг. 3. Конструкции стандартных шпонок для ориентирования приспособлений
по пазам стола.
Конструкции корпусов
155
156
Корпусы приспособлений
На фиг. 3, а, б показаны два типа стандартных привинчиваемых
шпонок и один тип ступенчатых закладных. На фиг. 3, в дан пример
крепления шпонок к корпусу приспособления. Шпонка типа А приго-
няется по пазу стола, поэтому размер bY шпонки больше номинального
размера паза стола на 0,5ч-1 мм. Для облегчения пригонки-в ней имеет-
ся продольная канавка размером 2 х 0,5 мм, ниже которой снимается
лишний металл.
Ширина b шпонок выбирается в соответствии с шириной паза стола 1
и выполняется с предельными отклонениями по С, С3 или С4 в зависи-
мости от требуемой точности.
Материал—сталь 45 с термообработкой до твердости HRC 40ч-45.
Предельные значения основных размеров (в мм)\ b = 10ч-54; L =
= 16—80; h = 8ч-32. Для ступенчатой шпонки L = 20ч-65; h = 12ч-50.
Для крепления шпонок используются винты с предельными размерами
d X I = М4х 10ч-М16х40.
Для закрепления приспособлений в их корпусах предусматриваются
проушины или отверстия под Т-образные болты (фиг. 4). Подъем и транс-
портировка тяжелых приспособлений производится с помощью ручек
или рым-болтов (фиг. 5), укрепляемых на корпусе. Ручки выполняются
по МН 374-60 или МН 375-60; рым-болты по ГОСТ 4751—52.
Корпуса обычно изготовляются из чугунного и стального литья и
реже — сварными из листовой стали или сварно-литыми.
А. Стандартные литые заготовки корпусов
Корпуса приспособлений для установки мелких и средних деталей
обычно изготовляются из литых стандартных заготовок, необходимое
количество которых всегда должно быть в запасе на каждом заводе
(табл. 1).
Корпуса являются наиболее трудоемкими деталями приспособлений.
При использовании стандартных заготовок путем той или иной допол-
нительной их обработки удается сравнительно быстро и с минимальными
затратами труда получить готовый корпус. Из отдельных простых стан-
дартных корпусов можно собирать более сложные корпуса.
Заготовки корпусов изготовляются из чугуна СЧ12-28, СЧ15-32
по ГОСТ 1412—54 и после предварительной механической обработки под-
вергаются старению.
При конструировании литых чугунных корпусов размеры их отдель-
ных элементов рекомендуется брать по табл. 2.
Б. Нормализованные элементы корпусов
Стандартизация заготовок корпусов оказала положительное влияние
на снижение стоимости, сроков проектирования и изготовления приспо-
соблений. Дальнейшим шагом явилась конструктивно-размерная норма-
лизация геометрически простых элементов, из которых без всякой допол-
нительной обработки, или с минимальной доработкой можно собирать
наиболее типичные корпуса фрезерных и сверлильных приспособлений
для установки деталей размерами до 400 X 400 X 700 мм.
1 См. ГОСТ 1574—62 на пазы станочные обработанные; ширина паза выполняется
с отклонениями по А, А3 или Л4 в зависимости от назначения паза.
Конструкции корпусов
157
Таблица 1
Стандартные заготовки корпусов и примеры их применения в приспособлениях
(размеры в мм)
158
Корпусы приспособлений
Продолжение табл. 1
Эскиз
Характеристика
Угольники неравно-
бокие по
ГОСТ 4076—48:
Н = 604-500
В = 504-350
t = 154-65
г = 104-30
Угольники неравно-
бокие с ребрами по
ГОСТ 4077—48:
Н = 904-500
В = 604-300
/ = 404-75
= 1004-300
/= 154-35
tY = 104-25
г= 104-25
Конструкции корпусов
159
Продолжение табл. 1
Эскиз
Характеристика
Тавры по ГОСТ
4080—48:
В = 1204-400
Н = 1204-350
t = 204-50
b = 404-70
bY = 454-80
h = 904-270
г = 104-30
Тавры с реб-
рами по ГОСТ
4081—48:
В = 2004-400
Н = 1204-350
t = 304-45
tr = 204-35
b = 504-90
= 1204-240
I = 504-80
/2 = 1504-283
160
Корпусы приспособлений
Продолжение табл. 1
Эскиз
Характеристика
Корпуса прямо-
угольные а — по
ГОСТ 4583—49:
L = 300^-800
В = 1504-400
Н = 304-80
М = 3904-910
/ = 654-85
h = 204-30
hr = 104-45
б—по ГОСТ
4584—49:
L = 1504-550
В = 1004-300
// = 404-100
Lx = 2304-660
b = 204-30
/ = 604-85
h = 204-30
hr = 154-40
Корпуса квадратные
по ГОСТ 4585—49:
L = В = 504-400
Н = 704-180
Lr== 1104-510
b = 204-30
I = 554-85
h = 154-30
hr =-= 404-70
Конструкции корпусов
161
Продолжение табл. 1
Эскиз
Характеристика
Корпусы продольные
по ГОСТ 4587—49:
L = 804-400
В = 604-150
Н = 1004-200
Li = 1604-500
Bt = 1004-280
b = 304-95
Z = 504-80
h = 204-30
hr = 354-80
Корпусы продольные
ступенчатые по
ГОСТ 588—54:
L = 2004-408
В = £j =504-100
/7 = 504-100
/ = 124-20
h = 204-30
162
Корпусы приспособлений
Продолжение табл. 1
Эскиз
Характеристика
а — планшайбы по
ГОСТ 4082—48:
D = 1854-750
d = 304-130
// = 604-135
h = 304-50
£>i = 904-250
r= 104-15
б — плиты прямо-
угольные по ГОСТ
4073—48:
В = 1204-200
/Л = 204-60
Стойки по ГОСТ
4589—49:
// = 704-150
L = 304-80
5 = 404-100
Lx =504-110
= 804-160
h = 154-25
г = 54-Ю
Конструкции корпусов
163
Продолжение табл. 1
Эскиз
Хара ктеристика
Стойки делительных
устройств по
ГОСТ 4590-49:
Н = 1004-200
В = 1504-250
L = 654-110
£х = 1804-300
Вг = 804-120
Нг = 1854-340
b = 304-50
d = 704-120
Z = 704-130
1г = 654-80
h = 204-30
m = 184-25
Болванки круглые по
ГОСТ 4075—48:
D = 75; 100; 125;
150; 175 и 200
Примечания: 1. На всех фигурах индексом z обозначены заготовки.
2. На фигурах, иллюстрирующих примеры применения приспособлений, корпусы по-
следних выделены жирными линиями.
164
Корпусы приспособлений
Таблица 2
Размеры элементов литых корпусов приспособлений
Элементы Размеры в мм
Наименование Обо- значе- ние
Толщина основных стенок В 12 16 20 22 25
Толщина вспомогательных стенок и ребер жесткости Т 8 10 12 12 14 16 16 18 20 18 20 22 20 22 25
Возвышение обрабатывае- мых приливов над необра- батываемыми поверхностями Е От 3 до 5 От 3 до 5 От 3 до 5 От 3 до 5 От 3 до 5
Размеры обрабатываемых приливов за пределами га- баритов укрепляемых на них деталей А 3 3 5 5 5
На элементы корпусов разработаны и опубликованы нормали машино-
строения (МН 3181-62 до МН 3195-62) 1 со сроком введения с 1 июля
1963 г.
На фиг. 6 показаны типы нормализованных элементов корпусов.
Всего нормализовано 18 типов (260 типоразмеров) элементов корпусов.
Все элементы изготовляют из чугуна марки СЧ 12-28 по ГОСТ 1412—54,
кроме плит типа а, изготовляемых из стали марки Ст. 3 по ГОСТ 380—60.
Чистота рабочих поверхностей элементов \7 6; отклонение от парал-
лельности и перпендикулярности всех обработанных поверхностей не более
0,03 мм на длине 100 мм.
Чугунные элементы после предварительной механической обработки
подвергаются старению.
Основной элемент корпуса — стальная или чугунная плита; для круп-
ных приспособлений выбираются плиты с ребрами. Плиты имеют пазы
(проушины) для крепления приспособления к столу станка.
Другие элементы корпуса — коробки; все шесть граней коробок обра-
ботаны по V 5 и V 6 и их можно устанавливать на плите или непосред-
ственно на столе станка по любой грани, в любом положении. При монтаже
коробок непосредственно на столе станка к ним привинчивают лапки.
1 См. сборник Нормали машиностроения МН 3181-62 — МН 3201-62, детали и узлы
станочных приспособлений. М., Стандартгиз. 1963. Нормали разработаны НИАТ в виде
системы сборно-разборных приспособлений (сокращенно СРП).
Конструкции корпусов
165
На плите (столе) можно монтировать две и более коробок, скрепляя
их болтами.
Швеллеры также монтируются на плите, часто совместно с коробками
или другими элементами. Так как отдельные части обрабатываемых дета-
лей можно размещать в полостях коробок или между полками швел-
леров, то конструкции приспособлений получаются сравнительно ком-
пактными.
Другие элементы корпусов используются в качестве элементов жест-
кости или при монтаже кондукторов и т. п.
Фиг. 6. Типы нормализованных элементов корпусов:
а — плиты стальные; б, в — плиты чугунные; г, д — коробки;
е — швеллеры; ж—трехгранник; з—четырехгранник; и—уголь-
ники; к, л — угольники с ребрами; м,, н, о—ребра; п—лапки.
На фиг. 7, а—е показаны некоторые варианты компоновок корпусов
из нормализованных элементов. Примеры конструкций специальных при-
способлений с корпусами, собранными из нормализованных элементов,
см. в гл. VIII, фиг. 64, 65, 67, 68, 71 и 81.
Как видно из фигур, отдельные элементы корпуса и зажимные узлы
на нем соединяют штифтами, винтами и болтами\ Зажимные узлы
(Г-образные прихваты, тисочные зажимы, гидроцилиндры) монтируют
не внутри корпусов, а на их поверхности, без образования особых гнезд,
что обеспечивает многократность применения элементов корпусов и узлов
в других компоновках 1 2.
1 В последнее время успешно проводятся опытные работы по применению для сборки
элементов корпусов клеевых соединений.
2 Приспособления можно разбирать, а их элементы хранить на складе до повторного
применения.
166
Корпусы приспособлений
а) Коробка *
. I МН 3183-62
д)
Плита
МН3182-62
Коробка
МН3183-62
Фиг. 7. Варианты компоновок корпусов из
Трехгранник
МН3187-62
нормализованных элементов.
Конструкции направляющих у приспособлений
167
2. КОНСТРУКЦИИ НАПРАВЛЯЮЩИХ У ПРИСПОСОБЛЕНИЙ
С ПЕРЕДВИЖНЫМИ И ПОВОРОТНЫМИ ЧАСТЯМИ
В тисках, делительных приспособлениях и других устройствах пере-
мещение подвижных частей осуществляется по прямолинейным или кру-
говым направляющим различной формы.
Прямолинейные направляющие для салазок обычно выполняются Т-об-
разными или в
а) 1
виде ласточкина хвоста
с планками и клиньями для регу-
лирования зазора.
На фиг. 8, а показана конст-
рукция Т-образных направляю-
щих, получивших наибольшее
распространение. Салазки 7, име-
ющие паз более широкий, чем
ширина направляющих 2, при-
крепляются к последним с по-
б)
Фиг. 8. Направляющие салазок прямоугольной формы:
а — регулирование планкой; б, в — регулирование одним и двумя клиньями.
мощью планок 7 и болтов 6; необходимый зазор в сопряжении Б
обеспечивается путем шабрения планок при сборке.
Планка 3 и винты 5 служат для регулирования зазора в сопряже-
нии Л; после регулирования винты стопорятся контргайками 4. Если
винты 5 нельзя разместить сбоку, то регулирование зазора в сопряже-
нии А осуществляют с помощью одного или двух клиньев 7, как показано
на фиг. 8, б и в; салазки и клинья выполняются с уклоном— или -gy
Клинья 7 перемещаются буртиками винтов 2, которые входят в пазы
клиньев. Пазы прорезаются после окончательной пригонки. На фиг. 8, в
винты 2 стопорятся вспомогательными винтами 3 с нажимной колодкой.
На фиг. 9 показаны направляющие в виде ласточкина хвоста, приме-
няемые при повышенных требованиях к точности приспособлений.
В конструкции, изображенной на фиг. 9, а регулирование зазора между
салазками 7 и их направляющей 2 производится планкой 3 с помощью
винтов 4 с последующей их фиксацией контргайками.
Если нельзя применить боковые винты, то для регулирования зазора
используется клин 3 (фиг. 9, б), перемещаемый винтом с буртиком.
168
Корпусы приспособлений
Фиг. 9. Направляющие в виде ласточкина хвоста:
а — регулирование планкой; б — регулирование клином.
Неправильно Правильно
Фиг. 10. Неправильное и правильное расположение
регулировочных элементов относительно направления
силы резания.
Делительные механизмы (фиксаторы)
169
Наклонная плоскость клина выполняется с уклоном от до и сопря-
гается с соответствующей наклонной плоскостью салазок.
На фиг. 10 показаны случаи правильного и неправильного располо-
жения регулировочных планок и клиньев относительно направления сил
резания Р. Последние должны восприниматься жесткими сопряжениями.
Круговые направляющие поворотных приспособлений с целью облег-
чения пригонки выполняются кольцеобразными с канавками для смазки
на поверхностях контакта (фиг. 11).
Фиг. И. Типовые конструкции круговых направляющих поворотных приспособлений.
Вращение поворотной части 1 относительно неподвижного корпуса 3
приспособления производится с помощью цапфы 2 (схемы а, б) или
на оси 2 (схема в). Закрепленная в поворотной части цапфа вращается
в стальной закаленной втулке 5, запрессованной в чугунный корпус;
при наличии неподвижной оси втулка 5 запрессовывается в поворотной
части.
Поворотная часть в ряде случаев для уменьшения сил трения монти-
руется на шариках, как показано на фиг. 11, г. Щиток 4 предохраняет
направляющие от загрязнения.
При конструировании необходимо предусматривать смазку передвиж-
ных и поворотных частей.
3. ДЕЛИТЕЛЬНЫЕ МЕХАНИЗМЫ (ФИКСАТОРЫ)
Эти механизмы являются наиболее ответственными в делительных
приспособлениях, от точности которых зависит точность деления при
позиционной обработке.
170
Корпусы приспособлений
На фиг. 12, а показана схема работы фиксатора с цилиндрической
рабочей частью; фиксатор 3 скользит по направляющей втулке 2, уста-
новленной в неподвижном корпусе приспособления, и заскакивает в фик-
сирующие втулки /, размещенные в поворотной части. Как видно из схемы,
суммарная погрешность 6 шага, получаемая при делении и переносимая
на обрабатываемые детали, зависит не только от допуска 6Х на расстояние
между осями двух соседних фиксирующих втулок, но и от зазоров sx и s2
в сопряжении фиксатора со втулками 1 и 2. Если учесть возможный
эксцентриситет е втулок, то суммарную погрешность шага можно выра-
зить формулой
6 = + $2 + Sx + е.
Уменьшение погрешности достигается назначением соответствующих
допусков и посадок.
В делительных приспособлениях нормальной точности сопряжение
фиксатора с направляющей и фиксирующей втулками выполняется по
посадке ; допуск Sx < 0,03 мм.
В точных делительных приспособлениях соответственно применяются
посадки и < 0,02 мм.
В особо точных устройствах зазоры не должны превышать 0,01 мм.
что достигается притиркой, а межосевое расстояние задается с допуском
6Х < 0,015 мм.
Растачивание отверстий под фиксирующие втулки обычно произво-
дится на прецизионных станках, обеспечивающих получение линейных
размеров с точностью до 0,005 мм. Учитывая неточности радиальных рас-
стояний от оси вращения поворотной части до осей фиксирующих втулок
и фиксирующего пальца, последний подвергают двустороннему срезу,
образуя в сечении ромб с большой осью, перпендикулярной радиусу
окружности центров втулок.
Желая уменьшить влияние зазоров и повысить точность, применяют
фиксаторы с конической или призматической рабочей частью (фиг. 12, б, в).
Как видно, в этом случае sx = 0, однако следует иметь в виду, что при
малейшем загрязнении фиксирующего гнезда сопряжение нарушается
и механизм не обеспечивает необходимой точности деления.
Делительные механизмы (фиксаторы)
171
С целью устранения вредного влияния зазоров в фиксаторе и компен-
сации износа втулок применяют целый ряд других конструкций фикси-
рующих механизмов.
На фиг. 13 приведена конструкция, а в табл. 3 даны основные раз-
меры нормализованных реечных фиксаторов. В табл. 4 показаны типовые
Вид М
Исполнение / Исполнение И
Фиг. 13. Нормализованный реечный фиксатор (МН 355-60):
1 — фиксатор; 2 — валик-шестерня; 3 — втулка; 4 — пружина; 5 — пробка; 6 — винт? 7 — ручка;
8 — штифт.
конструкции фиксаторов. В ряде случаев фиксация производится не
с помощью специальных фиксирующих втулок, а по самим обрабатывае-
мым поверхностям детали: отверстиям, расположенным по окружности,
пазам или зубьям детали и т. п.
Таблица 3
Основные размеры нормализованных реечных фиксаторов в мм
d (допусти- мое от- клонение по 4) D (допусти- мое от- клонение по •4 з Хз J (допусти- мое от- клонение по 4) г>2 h с (допусти- мое от- клонение +0,05 +0.15) L 1 G /з н
12 18 25 32 3.5 16,0 50,5 10 17 20 8 17
16 25 30 36 21,0 62,5 12 22 22 20
20 30 35 42 4.5 24,5 78,5 15 30 25 10 24
25 36 42 50 30,0 92,5 18 40 30 27
30 40 48 58 5,5 33,5 108,5 22 48 34 12 31
35 44 55 65 38,0 122,5 25 55 38 33
172
Корпусы приспособлений
Таблица 4
Типовые конструкции фиксаторов
Эскиз
Характеристика
Простейшие фиксаторы с подпру-
жиненным шариком или пустотелым
пальцем
Вытяжной цилиндрический фикса-
тор. При оттягивании за кнопку 3
штифт 2 скользит по продольному па-
зу направляющей втулки 1 и затем,
после поворота фиксатора на 90°,
удерживает его в вытянутом положе-
нии. Выполняется по МН 353-60
Делительные механизмы (фиксаторы)
173
Продолжение табл. 4
Эскиз
Характеристика
Рычажный фиксатор. Ролик 2 в
плунжере 1 заскакивает во впадины
делительного колеса
Реечный призматический фиксатор
5, управляемый рукояткой 1. Рычажок
5, установленный на оси 2, нижним вы-
ступом скользит по скосу пальца 4
и обеспечивает беззазорное сопряже-
ние, повышая точность механизма
174
Корпусы приспособлений
Продолжение табл. 4
Характеристика
Реечный цилиндрический фиксатор
с клиновым концом. При погружении
фиксатора 1 под действием пружины 2
во втулку 3 он своим скосом упирает-
ся в скос шайбы 4 и отжимается вбок,
ликвидируя зазор в сопряжении с фик-
сирующей втулкой. Однако зазор в
сопряжении с направляющей втулкой
и связанная с этим погрешность деле-
ния не исключаются
Реечный цилиндрический фиксатор
с пружинящей рабочей частью. Фикса-
тор 1 под действием пружины 4 пере-
мещается по направляющей втулке 3
и охватывает зуб делительного диска 2.
При такой конструкции в процессе
фиксации выбирается зазор не только
в сопряжении с зубом, но и в направ-
ляющей втулке. Угол в клиновом со-
пряжении 10—12°
Сдвоенный реечный фиксатор, со-
стоящий из пальцев 1 и 3, управляе-
мых рукояткой 5; фиксирующие втулки
2 и 4 расположены в шахматном по-
рядке. Применяется' в случаях, когда
углы поворота настолько малы, что
втулки не удается разместить по одной
окружности
Механизмы для закрепления и подъема поворотных частей приспособлений 175
Продолжение табл. 4
Эскиз Характеристика
Реечный фиксатор с педальным уп-
равлением. Применяется в крупных
приспособлениях, когда обе руки ра-
бочего заняты поворотом подвижной
части. Зубчатый валик 2, перемещаю-
щий фиксатор /, связан с ножной пе-
далью 6 через рычаг 3, серьгу 4 и тя-
гу 5. Педаль можно располагать как
вдоль, так и поперек оси фиксатора 1
4. МЕХАНИЗМЫ ДЛЯ ЗАКРЕПЛЕНИЯ И ПОДЪЕМА ПОВОРОТНЫХ
ЧАСТЕЙ ПРИСПОСОБЛЕНИЙ
Для повышения жесткости и предупреждения вибраций, а также
для повышения долговечности фиксаторов подвижные части приспособ-
лений после их перемещения необходимо закреплять на неподвижном
корпусе. Выполнение этого требования особенно важно для фрезерных
приспособлений, испытывающих большие нагрузки.
В ряде конструкций для затяжки поворотной части используются
эксцентриковые валики (фиг. 14). При вращении рукоятки валика /,
установленного в неподвижном корпусе на подшипниковых втулках, он
перемещает тягу 2, связанную с цапфой 3 сегментами 4. Осевое смещение
цапфы обеспечивает надежное закрепление поворотной части на корпусе.
В крупных делительных приспособлениях с вертикальной осью перед
вращением подвижной части необходимо ее несколько приподнять, что
облегчает поворот. Для подъема и закрепления после деления может быть
использован эксцентриковый валик, аналогичный рассмотренному (фиг. 15).
При вращении эксцентрикового валика 4 в одном направлении произ-
водится закрепление поворотной части 5; валик действует через резь-
бовую опору 6, ось 1 и винт 2.
При вращении в обратном направлении эксцентриковый валик 4
через ось 1 и упорный шарикоподшипник 3 приподнимает поворотную
часть на десятые доли миллиметра, что достаточно для легкого ее враще-
ния на шарикоподшипнике.
Для сокращения затрат времени на управление поворотными (дели-
тельными) столами и стойками применяют блокировку фиксирующего
и зажимного механизма, или фиксирующего и подъемного механизма;
сблокированные механизмы приводятся в действие одной рукояткой.
176
Корпусы приспособлений
Фиг. 14. Эксцентриковый механизм для крепления поворотной
части.
/ 2 3 4 5
Фиг. 15. Эксцентриковый механизм для подъема и закрепления пово-
ротной части (планшайбы) стола после поворота.
Механизмы для закрепления и подъема поворотных частей приспособлений 177
Фиг. 17. Сблокированный механизм фиксации и зажима
поворотной части (планшайбы) стола.
178
Корпусы приспособлений
На фиг. 16 показан сблокированный механизм фиксации и зажима,
примененный у поворотной стойки (горизонтальная ось вращения).
На эксцентриковом валике 1 свободно установлена шестерня 5, сцеплен-
ная с рейкой-фиксатором 6. На правом торце шестерен имеются односкосые
зубья, которыми она связана с храповой полумуфтой 4, жестко при-
крепленной к ступице рукоятки 5. Пружина 2 прижимает шестерню к хра-
повой полумуфте 4, и поэтому при вращении рукоятки по стрелке вместе
с ней вращается шестерня 5, и фиксатор 6 вводится в фиксирующую
втулку. В момент, когда фиксатор войдет в свое гнездо на полную глу-
бину, шестерня 3 прекращает вращение и отжимается храповой полу-
муфтой в сторону пружины 2. В этот же момент эксцентрик осуществляет
затяжку поворотной части 7 на неподвижном корпусе 8 приспособления.
На фиг. 17 показан широко применяемый сблокированный механизм
фиксации и зажима поворотной части стола (вертикальная ось вращения).
При вращении рукоятки 5 вводится в фиксирующую втулку реечный
фиксатор 4 и одновременно сжимается хомутик 2, Последний давит
на конусную деталь 3 и через нее прижимает планшайбу 1 к корпусу стола.
5. кондукторные ВТУЛКИ И КОНДУКТОРНЫЕ плиты
Кондукторные втулки 1 служат для направления режущего инстру-
мента при обработке отверстий на сверлильных и расточных станках.
Применяются неподвижные и вращающиеся втулки.
Кондукторные плиты служат для установки кондукторных втулок.
А. Неподвижные кондукторные втулки
Постоянные втулки (ОСТ 4922 и 4923) выполняются без буртика или
с буртиком (фиг. 18) и применяются при обработке неточных отверстий
Фиг. 18. Постоянные кондукторные втулки:
а — без буртика; б — с буртиком.
одним инструментом (сверлом, зенкером). Постоянные втулки запрессо-
А А
вываются в кондукторную плиту по посадке или •
1 На кондукторные втулки, кроме ОСТ, разработаны нормали машиностроения
МН 3761-62 до МН 3764-62.
Кондукторные втулки и кондукторные плиты
179
Сменные втулки (фиг. 19, а, б, в) применяются тогда, когда необхо-
дима быстрая их замена в случае износа. Они устанавливаются в пере-
?4 .4
ходной втулке по посадке -д- или -д-, а от проворачивания и подъема
при обработке закрепляются винтами или накладками. Переходные втулки
А А
запрессовываются по посадке -у или щ.
Быстросменные втулки (фиг. 19, г, д) по ОСТ 4924 устанавливаются
А А
в переходной втулке по посадке -д- или -у и применяются при обработке
точных отверстий последовательно несколькими инструментами: сверлом,
Фиг. 19. Сменные (а, б, в) и быстросменные (г, д) втулки, устанавли-
ваемые в переходных втулках.
зенкером, развертками. Для направления каждого из этих инструментов
требуется своя быстросменная втулка. Быстросменная втулка, наряду
с выемкой для головки крепежного винта, имеет сквозную выемку по всей
высоте буртика для быстрого ее удаления без отвинчивания винта. Буртик
втулки для удобства снятия и установки имеет накатку.
Направляющие втулки под расточной инструмент запрессовываются
в расточных кондукторах и служат для направления скалок с резцами
или насадным многолезвийным инструментом; сопряжение скалок по по-
А А
садке или .
Высота втулок в сверлильных кондукторах равна 1,5—2 диаметрам
отверстий под инструмент; соответственно выбирается толщина кондук-
торной плиты (15-4-30 мм). Расстояние h (фиг. 18) от нижнего торца втулки
до поверхности обрабатываемой детали принимается равным от V3 до 1
диаметра отверстия под инструмент. При обработке деталей из чугуна
и бронзы расстояния берут минимальными; при обработке стальных
деталей — максимальными.
Сопряжение рабочей части сверл, зенкеров и черновых разверток
с отверстиями втулок выполняется по ходовой посадке 2-го класса точ-
ности в системе вала, а чистовых разверток — по посадке движения 2-го
или 1-го класса той же системы; за номинальный размер сопряжения
принимается наибольший предельный диаметр рабочей части инструмента.
Зная отклонения диаметров инструмента, рассчитывают верхнее и
нижнее отклонения внутренних диаметров втулок и указывают их на рабо-
чих чертежах Ч
1 Для расчета следует пользоваться таблицами, помещенными на стр. 224 и 225 в спра-
вочнике А. К. Горошкина «Приспособления для металлорежущих станков». М., Машгиз,
1962, 380 с.
180
Корпусы приспособлений
При конструировании кондукторов необходимо указывать на чертежах
допуски (отклонения) на расстояния от оси одной из кондукторных втулок
до установочных элементов приспособления и на расстояния между осями
втулок (фиг. 20). Для этого необходимо учитывать и суммировать все
Фиг. 20. Схема простановки размеров и допусков на чер-
тежах кондукторов.
погрешности, сопутствующие обработке отверстий: зазоры в сопряже-
ниях, перекос инструмента, эксцентричность втулок и т. п.
Так как подобный расчет весьма сложен, то на практике допуски б2
на координирующие размеры или назначают в 2—3 раза меньшими соот-
ветствующих допусков на
чертеже детали, или выби-
рают, пользуясь следую-
щими рекомендациями:
1) в кондукторах для
обработки проходных от-
верстий под болты и не-
точных отверстий под резь-
бу допуски на координи-
рующие размеры брать
в пределах от ±0,05 до
±0,1 мм;
2) в кондукторах, где
требуется обработка отвер-
стий высокой точности,
например под подшипники
валов, осей и т. п., а так-
же для обработки отвер-
стий многошпиндельными
головками, допуски на
координирующие размеры
уменьшать до ±0,02 мм.
Кондукторные втулки
работают в условиях зна-
чительного трения с инструментом и сходящей стружкой и поэтому изго-
товляются из высокоуглеродистых сталей У10А, У12А й подвергаются
термической обработке до твердости HRC 60-ь65. Втулки больших
диаметров изготовляют из стали 20 и подвергают цементации с после-
дующей закалкой до той же твердости.
Кондукторные втулки и кондукторные плиты
181
Кроме стандартных применяются специальные конструкции кондук-
торных втулок. Так, например, на фиг. 21, а показана специальная
втулка, предназначенная для обработки отверстия в уступе или углуб-
лении детали. Втулка, изображенная на фиг. 21, б, используется для свер-
ления отверстий на криволинейной поверхности; при такой конструкции
втулка предохраняет инструмент от увода в начале резания.
При сверлении отверстий, близко расположенных друг к другу,
применяют втулки фиг. 21, в, а при очень близких расстояниях между
осями — втулки фиг. 21, г с эксцентрично расположенным одним отвер-
стием. В последнем случае сверление выполняют последовательно в трех
положениях втулки; фиксация производится штифтом по пазам, проре-
занным во втулке.
Б. Вращающиеся втулки
При растачивании отверстий с нижним направлением расточной
скалки (фиг. 22) рекомендуется на скалку надевать стальную закаленную
втулку 2, которая не вращается в направляющей втулке 1 кондуктора.
Это исключает возможность
попадания (затягивания) мел-
кой стружки в зазор между вра-
щающейся скалкой и отверстием
втулки. Для отвода стружки
Место иархироОки
3 2
Фиг. 22. Конструкция на-
правляющих втулок, обе-
спечивающая защиту
инструмента от попадания
мелкой стружки в зону
трения.
Фиг. 23. Вращающаяся втулка для на-
правления инструмента по гладкой на-
правляющей части (МН 358—60):
1 — корпус; 2 — втулка; 3 — сепаратор;
4 — шарики; 5 — кольца; 6—иглы; 7—шай-
ба; 8 — пружинное стопорное кольцо.
на направляющей втулке 1 предусматривается конический участок К.
На фиг. 23 показана конструкция нормализованные вращающихся
втулок для направления инструмента по гладкой направляющей части
(МН 358-60).
Предельные размеры втулок (в мм): d (с отклонениями по А) — 104-75;
D (с отклонениями по Пл) = 304-140; L — 28-5-80; Н = 124-55.
182
Корпусы приспособлений
Биение поверхности диаметра D относительно поверхности диаметра d
не более 0,015 мм; радиальный люфт не более 0,015 мм; осевой — от 0,2
до 0,5 мм.
Материал деталей 1 и 2 — сталь марки ХГ; твердость HRC 62—65.
Материал игл — серебрянка, примерно той же твердости.
В. Кондукторные плиты
В зависимости от связи с корпусом кондуктора плиты могут быть
жестко закрепленными, откидными, съемными, подвесными и подъемными.
Жестко связанные плиты отливают за одно целое с корпусом или
прикрепляются к нему сваркой, а чаще при помощи винтов; в последнем
случае для точной фиксации плиты при сборке предусматриваются кон-
трольные штифты.
Фиг. 24. Кондукторы с откидными плитами и защелками.
Откидные или шарнирные плиты позволяют открывать кондуктор
для установки и снятия обрабатываемых деталей.
Откидная плита 1 (фиг. 24) автоматически запирается пружинной
нормализованной защелкой 2 (МН 385-60).
Съемные или накладные кондукторные плиты обычно используются
для обработки систем отверстий в крупных деталях на радиально-свер-
лильных станках. Они накладываются непосредственно на деталь и после
необходимой ориентировки прикрепляются к ней.
Подвесные плиты применяют при сверлении многошпиндельными го-
ловками. Плита вместе с головкой подвешивается на шпиндель станка
и через направляющие колонки связывается с корпусом приспособления.
Установи для фрез
183
Над плитой располагаются пружины, которые в момент контакта плиты
с обрабатываемой деталью начинают сжиматься и плитой закрепляют деталь.
Подъемные плиты устанавливаются на уступах колонок скальчатых
кондукторов и с помощью рукоятки или пневмопривода и реечной пере-
дачи поднимаются и опускаются, осуществляя одновременно и зажим
детали.
Плиты изготовляются из высококачественного чугуна, реже из стали.
Толщина плит согласовывается с высотой кондукторных втулок и обычно
колеблется в пределах от 15 до 30 мм. Для высоких втулок на плитах
предусматриваются местные утолщения (бобышки). Конструкции плит
описаны в гл. VII.
6. УСТАНОВИ ДЛЯ ФРЕЗ
При обработке деталей на настроенных фрезерных станках с автома-
тическим получением точности размеров к корпусам приспособлений
прикрепляют установы или габариты, служащие для координации взаим-
ного положения фрезы и детали перед началом обработки.
Тип А тип Б
\7У Остальное
На поверхность установи накладывается стальной закаленный щуп.
Перемещением стола приспособление подводится к фрезе до соприкосно-
вения с щупом; окончательная ориентировка достигается путем вращения
фрезы. Непосредственное соприкосновение фрезы с установом во избе-
жание его повреждения не допускается.
На фиг. 25 показаны стандартные высотные установы (ГОСТ 4091—57),
а на фиг. 26 — стандартные угловые установы (ГОСТ 4092—57). Примеры
ориентации фрез по установим показаны на фиг. 27.
На схеме фиг. 27, а цилиндрическая фреза 3 ориентируется по высот-
ному установу 1 и щупу 2 толщиной h; снимаемый припуск —t мм.
Размер Н от опорной поверхности приспособления до рабочей поверх-
ности установи указывается на чертеже приспособления. Этот размер
вместе с толщиной h щупа равен получаемому на данной операции размеру
детали, но задается с допуском в 2—3 раза уменьшенным по сравнению
184
Корпусы приспособлений
Тип А Тип Б
^7 и Остальное
Фиг. 26. Стандартные угловые установы.
Фиг. 27. Примеры ориентации фрез по установам и щупам.
Устиновы для фрез
185
Фиг. 28. Стандартные вилки (а) и ушки (б).
Фиг. 29. Нормализованная шарнирная ось (а) и винт (б).
186
Корпусы приспособлений
с заданным на чертеже детали. Обычно размеры от опор до рабочих поверх-
ностей установов выполняются с допуском ±0,05 мм, а на операциях
предварительной обработки — с допуском ±0,1 мм.
На схеме фиг. 27, б с помощью углового установа и двух щупов фреза
ориентируется для обработки паза. На схемах в, г, д показаны примеры
установки набора дисковых фрез и установки фасонных фрез. Установы
(шаблоны) для ориентации режущих инструментов могут применяться
и на других станках, например строгальных.
Во всех случаях конструкции установов и их расположение на кор-
пусах приспособлений должны обеспечивать возможность быстрой и точной
ориентации фрез относительно обрабатываемой детали.
Установы изготовляются из стали марок 15 и 20 с цементацией на глу-
бину 0,8—1,2 мм и термообработкой до твердости HRC 554-60. Могут
также изготовляться из стали марки 45 с твердостью после обработки
HRC 354-40. Установы должны быть оксидированы или фосфатированы.
Плоские щупы (ГОСТ 8925—58) имеют толщину h = 1; 3; 5 мм\ щупы
цилиндрические (ГОСТ 8926—58) применяются диаметром d = 3 и 5 мм.
Размеры как плоских, так и цилиндрических щупов — с отклонениями
по С. Материал — сталь марки У7А или У8А с термообработкой до твер-
дости HRC 554-60.
7. ДЕТАЛИ ШАРНИРНЫХ СОЕДИНЕНИЙ
В приспособлениях часто применяются поворотные рычаги, откидные
планки, откидные шайбы и другие детали, устанавливаемые на осях и
вилках, ушках или стойках.
На фиг. 28 показаны стандартные вилки (ГОСТ 4738—57) и ушки
(ГОСТ 4739—57). У вилок точными размерами являются диаметр отвер-
Фиг. 30. Запорное пружинное кольцо и проточки под кольцо.
стия d (Л) и ширина паза b (Л4). Предельные значения основных разме-
ров вилок (в мм): b = 6 4-40; D = 14-5-80; L = 254-124; С = 54-35;
d = 44-30; d1 = М54-М36.
Ушки имеют предельные размеры (в мм): b = 64-40 с отклонениями
по Х4; D = 104-64; L = 254-142; С = 54-32; d, = Мбч-МЗб; I = 104-55;
Н = 11,54-61.
На фиг. 29 показана конструкция нормализованных осей с буртиком
и проточкой под запорное кольцо (МН 469-61) и винтов для шарнирных
соединений.
Предельные размеры осей (в мм): d = 64-30; D = 104-38; dr =
= 5,6-5-28,8; h = 24-5; с = 0,54-1,5; г = 0,44-1,2.
Размеры винтов (в мм): d = M64-MI6; d4 = 84-18; D = 144-24;
L = 18,2-4-54,5; h = 54-10; I = 4,24-22,5; l0 = 94-22.
Детали шарнирных соединений
187
Диаметр d осей выполняется с отклонениями по С и Х3. Материал:
сталь марки 45, HRC 404-45; сталь марки 20 с цементацией и закалкой
до HRC 554-60.
На фиг. 30 показаны запорное кольцо (МН 470-61) и проточки под
запорные кольца на оси и в отверстии.
Фиг. 31. Примеры применения запорных колец в шарнирных (а, б, в) и нешарнир-
ных (г) соединениях.
Предельные размеры кольца при номинальных диаметрах оси или
отверстия (в мм): d = 4 4-100; d0 = 0,84-3,7; D = 3,4 4-97; п = 2,54-32.
Предельные размеры проточек при тех же номинальных диаметрах
(в мм): d = 44-100; d± = 3,64-98; d2 = 8,44-102; d3 = 9,24-105.
На фиг. 31 приведены примеры применения запорных колец в шар-
нирных и нешарнирных соединениях.
ГЛАВА IV
ПНЕВМАТИЧЕСКИЕ ПРИВОДЫ
Пневматические приводы состоят из пневмодвигателя, пневматиче-
ской аппаратуры и воздухопроводов. В качестве двигателя применяются
цилиндр с поршнем или пневматическая камера с диафрагмой; соответ-
ственно пневмодвигатели делятся на поршневые и диафрагменные.
а)
Фиг. 1. Схемы поршневых и диафрагменных пневмодвигателей:
а, б — двухстороннего действия; в, г — одностороннего действия с возвратной пружиной:
/ — корпус пневмопривода; 2 — распределительный кран; 3 — резиновая диафрагма; 4 — опорная
шайба (диск);
D, d — диаметры диафрагмы (в свету) и опорной шайбы.
По методам компоновки с приспособлениями как поршневые, так и
диафрагменные двигатели могут быть встроенными, прикрепляемыми
или приставными.
Поршневые двигатели (пневмоцилиндры)
189
У встроенных двигателей цилиндры растачиваются, а диафрагмы
размещаются непосредственно в корпусе приспособления.
Прикрепляемые — монтируются на корпусе приспособления. Если при-
способление снимается с производства, то двигатель отделяется от него
и используется на другом приспособлении.
Приставные двигатели полностью выделены в самостоятельный агрегат
и многократно используются в компоновках с различными приспособ-
лениями.
Пневмодвигатели бывают двустороннего действия, в которых рабочий
и холостой ход осуществляется сжатым воздухом, и одностороннего,
в которых рабочий ход производится сжатым воздухом, а холостой —
усилием пружины.
Двигатели двустороннего действия (фиг. 1, а, б) применяются при
наличии в приспособлении самотормозящих зажимных механизмов, тре-
бующих больших усилий на штоке поршня не только во время рабочего,
но и во время холостого хода.
Двигатели одностороннего действия (фиг. 1, в, г) рекомендуется при-
менять в случаях, когда усилия при холостом ходе невелики. Эти двига-
тели не требуют уплотнения штока, вдвое уменьшается расход воздуха
на цикл зажима. Недостаток их в том, что при рабочем ходе часть усилия
затрачивается на сжатие пружины.
Пневмоприводами оснащаются:
1) стационарные приспособления, закрепляемые на столах фрезер-
ных, сверлильных и других станков;
2) вращающиеся приспособления (патроны, оправки);
3) приспособления, устанавливаемые на вращающихся и делитель-
ных столах при непрерывной и позиционной обработке.
Во всех этих случаях монтажные схемы приводов имеют свои особен-
ности.
1. ПОРШНЕВЫЕ ДВИГАТЕЛИ (ПНЕВМОЦИЛИНДРЫ)
А. Стационарные нормализованные цилиндры
Научно-исследовательским институтом технологии автомобильной про-
мышленности (НИИТАВТОПром) совместно с Экспериментальным научно-
исследовательским институтом металлорежущих станков (ЭНИМС) на
пневматические стационарные цилиндры двухстороннего действия разра-
ботаны нормали машиностроения.
Эти нормали утверждены Всесоюзным научно-исследовательским инсти-
тутом по нормализации в машиностроении (ВНИИНМАШ) со сроком
введения с 1 июля 1963 г. 1
Нормализованные цилиндры рассчитаны для работы на сжатом воздухе
при давлении до 6 кгс!см\ очищенном от влаги, кислот и механических
примесей и насыщенном распыленным маслом. Они предназначены для
механизации и автоматизации производственных процессов в машино-
строении и, в частности, для механизации и автоматизации станков
и станочных приспособлений.
В нормалях предусмотрены цилиндры следующих диаметров: 50, 65,
75, 100, 125, 150, 200, 250 и 300 мм.
1 См. сборник Нормали машиностроения МН 2936-62—МН 2952-62. Цилиндры пнев-
матические стационарные, конструкция и исполнительные размеры. М., Стандартгиз, 1963
190
Пневматические приводы
По видам крепления цилиндров при монтаже они делятся на четыре
типа (фиг. 2): с удлиненными стяжками, фланцевые, с лапами и шарнир-
ные. По конструкции уплотнения поршня каждый тип цилиндров преду-
смотрен в двух исполнениях (фиг. 3): с резиновыми манжетами
V-образного профиля по ГОСТ 6969—54 и с резиновыми кольцами
круглого сечения по ГОСТ 9833—61.
Во втором исполнении вместо сборного поршня с двумя манжетами
применен цельный поршень 1 с уплотняющим кольцом 2.
Штоки цилиндров могут быть изготовлены с наружной резьбой для
крепления (исполнение штока Л) и с резьбовым отверстием для
крепления (исполнение штока Б).
б)
Фиг. 2. Типы стационарных нормализованных цилиндров:
а — с удлиненными стяжками; б — фланцевые; в — с лапами;
г — шарнирные.
Установленное в нормалях соединение крышек с гильзой цилиндра
при помощи четырех шпилек или стяжек позволяет применять гильзы
из стальных горячекатаных труб и обеспечивает простоту сборки. Уплот-
нение крышек кольцами круглого сечения не требует больших усилий
затяжки шпилек и упрощает конструкцию литых чугунных крышек.
В табл. 1 даны основные размеры нормализованных цилиндров,
а в табл. 2 — размеры цилиндров с резиновыми манжетами V-образного
профиля (по фиг. 3, а).
При давлении сжатого воздуха 4 кгс/см1 нормализованные цилиндры
указанных в табл. 1 диаметров развивают соответственно (без учета
потерь на трение):
а) толкающее усилие на шток 784-2828 кгс\
б) тянущее усилие на штоке 70 4-2732 кгс.
К. п. д. пневмоцилиндров т] = 0,854-0,9. Давление, необходимое для
начала движения поршня без нагрузки 0,2 4-0,3 кгс/см?.
Цилиндры всех типов и диаметров имеют унифицированные детали
(гильзы, штоки, направляющие втулки и т. д.) и отличаются только
крышками Ч
Цилиндры фланцевые, с лапами и шарнирные имеют крышки (фиг. 2),
конструктивные элементы которых позволяют осуществлять непосред-
ственное крепление цилиндров (соответственно только фланцевое, на лапах
или только шарнирное). Цилиндры с удлиненными стяжками по способу
1 Цилиндры одного типа в обоих исполнениях имеют одинаковые крышки.
Поршневые двигатели (пневмоцилиндры)
191
их крепления являются универсальными, так как кроме непосредствен-
ного креплепия стяжками можно, применяя фланцы, угольники и другие
переходные детали (фиг. 4), осуществлять различные виды крепления
цилиндров.
Как видно из фиг. 4, в этом типе цилиндров четыре стяжки приме-
нены вместо шпилек и при сборке с их помощью стягиваются в общий
узел не только крышки с гильзой, но и переходные детали крепления
цилиндров.
Фиг. 3. Стационарные фланцевые цилиндры.
а — с резиновыми манжетами V-образного профиля по ГОСТ 6969—54:
1 — крышка задняя; 2 — диск сборного поршня; 3 — промежуточное кольцо поршня; 4 — гильза;
5 — шток; 6 — втулка; 7 — крышка передняя; 8 — фланец; 9, 11 — уплотняющие манжеты; 10 —
винт; 12, 18 — уплотняющие кольца; 13 — шпильки; 14, 16 — гайки; 15 — шайба пружинная:
17 — шайба стопорная;
б — с резиновыми кольцами круглого сечения по ГОСТ 9833—61;
1 — цельный поршень; 2 — уплотняющее кольцо круглого сечения
Для присоединения трубопроводов в крышках цилиндров принята
коническая резьба по ГОСТ 6111—52 с углом профиля 60°. Обозначение
резьбы: К У/', К 3/8", К 1/2,/ и т. д.; числа в обозначении резьбы (V4",
3/8", Уг" и т. д.) условно отнесены к внутреннему диаметру трубы.
Пневмоаппаратура и присоединительная арматура, изготовляемая центра-
лизованно, также имеет коническую (присоединительную) резьбу по
ГОСТ 6111—52.
Цилиндр должен быть присоединен к пневматической системе трубо-
проводами, диаметр которых соответствует или меньше диаметра резь-
бовых отверстий dQ в крышках цилиндра. Уменьшение диаметра
192
Пневматические приводы
Таблица 1
Номенклатура и основные размеры нормализованных стационарных
пневмоцилиндров двустороннего действия
do
Диаметр цилиндра D, мм Диаметр штока d, мм Диаметр отверстия для под- вода воз- духа do Вид крепления
удлиненными стяжками фланцевое на лапах шарнирное
Исполнение цилиндра
I 1 11 | I 1 11 1 1 1 11 1 1 1 1 11
Наибольший ход поршня, мм
50 16 К1//' 400 200 — —- — —
60 — — — — — —
75 20 К %" 500 — — — — — —
100 25 200 200 -500 200 300 200
125 30 К %" 700 300 700 500
150
200 40 К %’ 1000 500 1000 600
250 50 1400 — — 1400 — —
300 55 кг — — — —
Основные размеры в мм фланцевых цилиндров (по фиг. 3, а) ^а^лиЧа %
для D = 100-7-300 мм
D (допусти- мое отклоне- ние) по А4 Dt d0 d (допустимое отклонение) по Х3 di _ в - А k
100 112 к %" 25 М16 140 116 105 140
125 138 к V/ 30 М20 170 140 120 160
150 164 205 170 125 165
200 215 К 40 М24 260 215 130 175
250 268 50 МЗО 300 255 165 215
300 320 К 1" 55 М36 355 305 175 235
Поршневые двигатели (пневмоцилиндры)
193
трубопровода и размеров соответствующей аппаратуры, обеспечивающее не-
обходимое время срабатывания, должно быть определено расчетом или имею-
щимися опытными данными. При применении трубопровода уменьшенного
Фиг. 4. Примеры крепления стационарных цилиндров с удли-
ненными стяжками:
а — непосредственное крепление стяжками; б—крепление пере-
ходным фланцем /; в — крепление на угольниках 2; г — шар-
нирное крепление деталями 3 и 4,
диаметра в отверстия dQ должны быть ввернуты переходные детали арма-
туры.
Во избежание скопления конденсата (масла, воды, грязи) рекомен-
дуется цилиндры при горизонтальном монтаже устанавливать так, чтобы
отверстия в крышках для присоединения трубопроводов находились
внизу.
7 Ансероз
194
Пневматические приводы
Все детали цилиндров (гильзы, поршни, штоки и т. п.) нормализованы
и их необходимо максимально использовать при конструировании встроен-
ных и других специальных цилиндров.
На фиг. 5 показаны примеры компоновки встроенных цилиндров,
выполненных в основном из нормализованных деталей. Подобные примеры
приведены в сборнике нормалей на стационарные пневмоцилиндры.
Встроенные цилиндры целесообразно применять в специальных при-
способлениях в массовом и крупносерийном производстве, а также в ба-
зовой части переналаживаемых приспособлений в серийном и мелкосерий-
ном производстве.
Фиг. 5. Встроенные цилиндры.
При выборе типа и исполнения цилиндра следует исходить из кон-
кретных условий производства. При этом необходимо учитывать, что
цилиндры исполнения II (фиг. 3, б) имеют более простую конструкцию
поршня и меньшие осевые габариты.
Однако при их использовании предъявляются более повышенные тре-
бования к качеству смазки и тщательности очистки воздуха.
Цилиндры исполнения I (фиг. 3, а) имеют больший срок службы без
смены уплотнения и рекомендуются к предпочтительному применению
при длине хода поршня свыше 100 мм,
В сборнике нормалей на стационарные пневмоцилиндры изложены
технические требования и указания по методам испытания, монтажу
и эксплуатации пневмоцилиндров.
Б. Вращающиеся нормализованные цилиндры
Эти цилиндры двустороннего действия предназначены в качестве
пневмодвигателя патронов, оправок и других приспособлений на токар-
ных, револьверных и круглошлифовальных станках. Конструкция и
основные размеры цилиндров нормализованы; срок введения нормалей
с 1 июля 1963 г. 1
1 См. сборник Нормали машиностроения МН 3450-62 — МН 3454-62, детали и узлы
станочных приспособлений, цилиндры пневматические вращающиеся, конструкция и основ-
ные размеры, М., Стандартгиз, 1962.
Поршневые двигатели (пневмоцилиндры)
195
Нормалями предусмотрены два типа цилиндров:
1) цилиндры пневматические вращающиеся одинарные (МН 3450-62);
2) цилиндры пневматические вращающиеся сдвоенные (МН 3451-62).
Вращающиеся цилиндры, в отличие от стационарных, имеют воздухо-
подводящие муфты, через которые они соединяются с пневмосетью. Для
каждого типа цилиндров нормалями предусмотрены две конструкции
муфт и соответственно установлены два исполнения цилиндров:
Исполнение I — с муфтой по МН 3452-62 для максимального числа
оборотов шпинделя станка (цилиндра)
nmax = -1200 об/мин.
Исполнение II — с муфтой по МН 3453-62 для максимального числа
оборотов
nmax = 2000 об/мин.
На муфты разработаны самостоятельные нормали.
На фиг. 6, а показана конструкция вращающегося пневмоцилиндра
исполнения I, а конструкция воздухоподводящей муфты к нему, рассчи-
танной на nmax = 1200 об/мин, показана на фиг. 6, б.
Цилиндр состоит из корпуса 2 с крышкой 1, поршня 3 со штоком 4
и воздухоподводящей муфты М. В отверстии корпуса сцентрирован и
затянут гайкой 6 опорный валик 5 муфты с установленными на нем уплот-
няющими манжетами 11 V-образного сечения и шарикоподшипником 9;
последние необходимы в связи с тем, что корпус 7 муфты, во время враще-
ния цилиндра с опорным валиком, должен оставаться неподвижным.
Между каждой парой манжет заложены распорные кольца 10 с ра-
диальными отверстиями для прохода воздуха, и, кроме того, для фиксации
манжет предусмотрены упорные кольца 8.
В центральное отверстие валика 5 запрессован воздухоподводящий
палец 12, а на шарикоподшипнике установлен сборный корпус воздухо-
подводящей муфты с резьбовыми отверстиями К 1/4" под штуцеры для
присоединения резинотканевых шлангов (рукавов).
При подаче сжатого воздуха через левое отверстие он по каналам а,
б, в, г попадает в правую полость цилиндра, и поршень со штоком переме-
щается в левое крайнее положение (показано на фигуре). При пере-
ключении распределительного крана воздух поступает в правое отверстие
муфты и по каналам д, е, ж попадает в левую полость цилиндра, перемещая
поршень вправо.
Поршень, шток и крышка корпуса цилиндра уплотнены кольцами
круглого сечения.
В исполнении II цилиндр снабжается воздухоподводящей муфтой,
рассчитанной на nmax = 2000 об/мин (фиг. 7). Конструкция цилиндра
и система воздухоподводящих каналов та же, что и в исполнении I (см.
фиг. 6, а); существенно изменена конструкция муфты.
Опорный валик 1 сопрягается с корпусом 2 муфты через бронзовую
втулку 3 и вращается в ней с зазором 0,005—0,01 мм. При таком испол-
нении исключены уплотняющие манжеты между валиком и втулкой,
но зато на корпусе муфты установлена пресс-масленка 4. Последняя обес-
печивает заполнение под давлением зазора между валиком и втулкой
консистентной тугоплавкой смазкой, предохраняющей муфту от нагрева
и препятствующей утечке воздуха. На фиг. 7 справа изображен разрез
масленки.
На фиг. 8 для сравнения показан вращающийся пневмоцилиндр ста-
рой конструкции. Сопоставляя эту конструкцию с рассмотренным выше
196
Пневматические приводы
Фиг. 6. Вращающийся нормализованный цилиндр двусторон-
него действия с воздухоподводящей муфтой М для nm2LX =
= 1200 об/мин (исполнение I).
Поршневые двигатели (пневмоцилиндры)
197
нормализованным цилиндром можно отметить следующие преимущества
последнего:
1) подвод воздуха в правую полость цилиндра через шток исключает
необходимость сверлить глубокие каналы в крышках и корпусе цилиндра,
как это делалось в старой конструкции;
2) в связи с этим уменьшены толщины стенок цилиндра, снижен его
вес и обеспечена возможность получать качественное литье как отливкой
в кокиль, так и под давлением;
Фиг. 7. Конструкция воздухоподводящей муфты для nmax = 2000 об/мин
(исполнение II).
3) за счет применения корпусных деталей из алюминиевого сплава и
улучшения конструкции вес нормализованных цилиндров, в сравнении
с применяемыми в настоящее время, ‘ снижается на 35—40%. При этом
уменьшаются силы, нагружающие подшипники шпинделя;
4) конструкция цилиндра более компактна и технологична, а его
воздухоподводящие муфты позволяют вести обработку при высоких
числах оборотов шпинделя в минуту (до 2000 оборотов), тогда как обыч-
ные муфты перегреваются при 500—700 оборотов в минуту.
В табл. 3 приведены основные размеры одинарных нормализованных
вращающихся цилиндров.
При давлении сжатого воздуха 4 кгс/см? цилиндры указанных в табл. 3
диаметров развивают соответственно (без учета потерь на трение):
а) толкающее усилие на штоке 3104-2828 кгс\
б) тянущее усилие на штоке 2944-2777 кгс.
К. п. д. г] = 0,854-0,9.
Фиг. 8. Вращающийся цилиндр старой конструкции.
Пневматические приводы
Поршневые двигатели (пневмоцилиндры)
Фиг. 9. Схема установки вращающегося цилиндра на заднем конце шпинделя станка и конструкции переходного фланца и тяги .
200
Пневматические приводы
Таблица 3
Основные размеры в мм нормализованных вращающихся пневмоцилиндров по фиг. 6, а
(нормаль машиностроения МН 3450-62)
D (допусти- мое отклоне- ние по Л у) £>i D2 (допусти- мое отклоне- ние по А) Яз £>4 d (допусти- мое отклоне- ние по Х3) d2 I G L n Вес, кгс
Исполне- ние I Исполпе- н ие 11
100 130 75 110 130 25 М16 М10 30 30 20 25 122 4 3,4 4,2
125 162 4,2 5,0
150 165 100 140 190 30 ДА20 М12 35 35 30 129 5,9 6,7
200 240 25 6 7,9 8,7
250 200 125 170 290 40 М24 М16 45 45 30 40 152 12,2 —
300 340 17,3 —
Сдвоенные вращающиеся цилиндры (МН 3451-62) имеют два поршня
на общем штоке и развивают при одном и том же диаметре поршней в два
раза большее усилие на штоке в сравнении с цилиндрами одинарными.
В конструкции сдвоенных цилиндров большинство деталей те же,
что и в цилиндрах с одним поршнем.
В нормалях приведены технические требования к цилиндрам, методы
испытания и указания по монтажу и эксплуатации.
На фиг. 9 и в табл. 4 даны размеры промежуточных фланцев 3 и тяг 6,
необходимых при монтаже пневмоцилиндра. Размеры фланцев и тяг
даны в зависимости от параметров воздушных цилиндров 2 и типа станка
(руководящий материал Оргстанкинпрома).
Таблица 4
Размеры в мм промежуточных фланцев и тяг (по фиг. 9)
Диаметр воздушного цилиндра Тип станка D (Л4) D. (С) £>2( Л) L ^тах ^min
200 1А62 163 140 100 65 90 М68х1,5 М95х2 М20 775 1045 65 30
300 1А62 163 170 125 65 90 М68х1,5 М95Х2 М27 760 1030 62 50
200 300 136 140 170 100 125 — М95х2 М20 М27 по месту 60 82 30 50
Фланец устанавливается на левый конец шпинделя станка (центри-
руется по шейке D2 и навинчивается на резьбу Z)3), а на нем с помощью
болтов 7 центрируется и закрепляется воздушный цилиндр 2 с приемной
Поршневые двигатели (пневмоцилиндры)
201
муфтой /. После установки фланец фиксируется на шпинделе резьбовой
пробкой 4 с прокладкой. В нижней части чертежа показана конструкция
фланца для револьверных станков модели 136.
Промежуточная тяга 6 пропускается через полость шпинделя и ле-
вым концом ввинчивается в правый конец штока; в ее правый конец
ввинчивается тяга патрона или оправки. Для поддерживания тяги в от-
верстии шпинделя устанавливается кольцо 5.
Расстояние от правого торца шпинделя станка до правого торца тяги
и длина резьбового отверстия в тяге 6 постоянные (165 и 50 мм), что опре-
деляет постоянство длины и размеров резьбы тяг приспособлений.1
В. Специальные цилиндры
Большое разнообразие станочных приспособлений и требований к их
приводам послужило причиной создания целого ряда специальных ци-
линдров (стационарных и вращающихся), которые можно разделить на
следующие группы:
1) однопоршневые плавающие, у которых цилиндр и поршень одно-
временно перемещаются в разные стороны;
2) двухпоршневые с расходящимися поршнями;
• 3) двух- или трехпоршневые с повышенным усилием на общем штоке.
Фиг. 10. Приспособление с плавающим цилиндром, зажимающим
обрабатываемый шатун в двух точках.
Плавающие цилиндры и цилиндры с расходящимися поршнями поз-
воляют зажимать одну деталь в двух точках или две детали одновременно.
На фиг. 10 показан разрез стационарного приспособления с плаваю-
щим цилиндром для закрепления шатуна при протягивании плоскости
разъема и полуотверстия в его большой головке на вертикальном протяж-
ном станке.
1 При монтаже вращающихся цилиндров новой конструкции (фиг. 6) все линейные
размеры необходимо уточнять.
202
Пневматические приводы
Цилиндр 1 закреплен на фланце рычага 5, установленного на оси 6,
а его поршень 2 со штоком 3 подвижно связан с пальцем 4.
При впуске сжатого воздуха в верхнюю полость цилиндра последний
перемещается вверх и через рычаг 5 зажимает большую головку шатуна.
Одновременно поршень со штоком перемещается вниз и с помощью пальца 4
центрирует и зажимает малую головку. Учитывая неизбежный перекос
оси штока при зажиме по отношению к оси пальца, их сопряжение выпол-
няют по типу шарнирного.
На фиг. 11 показана клиноплунжерная оправка 1 &ля центрирования
и зажима поршня при обработке его наружных поверхностей. Левый ряд
плунжеров через конус раздвигается трубой 2, а правый — тягой 3.
При вращении маховичка 4 труба и тяга перемещаются одновременно в про-
тивоположные стороны.
В подобных конструкциях с целью сокращения вспомогательного
времени маховичок следует заменять цилиндром с расходящимися порш-
нями или плавающим цилиндром. Расходящиеся поршни цилиндра (а)
или плавающий цилиндр (б) одновременно перемещают трубу и тягу
в разные стороны, обеспечивая быстрый зажим.
На фиг. 12 изображена схема цилиндра двустороннего действия с рас-
ходящимися поршнями. От распределительного крана сжатый воздух по
трубопроводу 1 и центральному штуцеру подводится в цилиндр и пере-
мещает поршни 2 в разные стороны. Через клиноплунжерные механизмы 3
с роликами и рычагами 4 одновременно зажимаются две детали, установ-
ленные на корпусе приспособления. При переключении крана воздух,
поступающий через трубопроводы 5 и боковые штуцеры, перемещает пор-
шни в исходное положение (до упорного буртика 6) и детали освобож-
даются.
На фиг. 13 показан один из вариантов конструктивного оформления
цилиндра с расходящимися поршнями. Цилиндр состоит из втулки 8
и стакана 9, установленных в корпусе 2 приспособления. Дно стакана
разделяет цилиндр на две полости, а деталь 1 служит крышкой цилиндра.
Две детали, во фланцах которых сверлятся отверстия, центрируются на
опорах 7 и под действием шток-клиньев 3 и плунжеров 6 с роликами 5
закрепляются при помощи съемных шайб. При рабочем ходе сжатый воз-
дух подводится через отверстие Л, при холостом — со стороны торцов
цилиндра. Втулки 10 служат для направления скалок многошпиндельных
головок. При снятии нагрузки пружины 4 перемещают плунжеры вверх.
На фиг. 14 показан цилиндр одностороннего действия с расходящимися
поршнями; справа дано положение механизма до зажима, слева — после
зажима. Оси 2 рычагов 4 помещены в шарнирных планках 5, связанных
с корпусом приспособления при помощи осей 5, При впуске сжатого воз-
духа в среднюю часть цилиндра под действием штоков 7 планки 3 прини-
мают вертикальное положение, а рычаги 4 зажимают деталь (положение
слева). При переключении распределительного крана сжатый воздух ухо-
дит в атмосферу, а планки и рычаги под действием пружины 6 воз-
вращаются в исходное положение (положение справа). При такой кон-
струкции обеспечивается выгодное соотношение плеч рычагов (Z2, Zx),
и они не мешают установке и снятию деталей. Детали базируются пло-
скостью и двумя отверстиями на пальцах 1, При длинных деталях можно
предусмотреть второе аналогичное устройство для зажима.
На фиг. 15 показаны конструкция и схема сдвоенного стационарного
цилиндра, развивающего при рабочем ходе усилие на штоке примерно
в 1,9 раза больше по сравнению с обычным цилиндром такого же диаметра.
Поршневые двигатели (пневмоцилиндры)
203
Фиг. 11. Схемы цилиндра с расходящимися поршнями (а) и плавающего
цилиндра (б), пригодных для механизации клиноплунжерной оправки.
Фиг. 12. Схема цилиндра
двустороннего действия
с расходящимися поршня-
ми, встроенного в корпус
приспособления для одно-
временного зажима двух
деталей.
Фиг. 13. Конструкция
цилиндра двустороннего
действия с расходящими-
ся поршнями, встроен-
ного в корпус приспособ-
ления.
204
Пневматические приводы
Фиг. 14. Схема (а) и конструкция (б) цилиндра одностороннего действия с расходя-
щимися поршнями, встроенного в корпус приспособления для зажима детали,
одновременного в двух точках.
Фиг. 15. Схема (а) и конструкция (б) стационарного цилиндра с двумя
поршнями на общем штоке.
Поршневые двигатели (пневмоцилиндры)
205
Корпус цилиндра состоит из втулки 2 с внутренней перемычкой
и двух крышек 1 и 3. При впуске сжатого воздуха через штуцер в отвер-
стие б воздух по каналам а, в, г попадает в правые полости цилиндра;
при впуске через штуцер в отверстие е воздух по каналам д, ж, з попадает
в левые полости цилиндра. Цилиндры с двумя и более поршнями на общем
штоке используются как для стационарных, так и для вращающихся при-
способлений в случаях, когда при малом диаметре цилиндра необходимо
иметь большое усилие на штоке: например, на близко расположенных
шпинделях многошпиндельных автоматов, на машинных тисках неболь-
шой высоты и т. п.
На фиг. 16 показан строенный вращающийся цилиндр, обеспечиваю-
щий значительные силы на штоке при небольших диаметрах.
Фиг. 16. Вращающийся цилиндр с тремя поршнями на общем штоке.
Корпус строенного цилиндра собран из двух стаканов и одной втулки
с зажатыми между ними перегородками 1. Три поршня 2 с установленными
между ними распорными втулками смонтированы на общем штоке 3.
На правом конце штока установлена переходная гайка 4, в которую
ввинчивается тяга, связывающая цилиндр с патроном или оправкой.
К левому концу штока прикреплен палец 5 с каналами, вращающийся
вместе с цилиндром относительно неподвижной воздухоподводящей
муфты 6.
При давлении воздуха 4 кгс/см2 цилиндр диаметром 100 мм обеспечи-
вает на штоке усилие 924 /сгс; ход штока 15 мм.
Г. Приставные двигатели, пневмоприхваты и пневмостолы
В серийном производстве используется много специальных приспо-
соблений различных конструкций. Такие приспособления целесообразно
применять в компоновках с приставными двигателями (цилиндрами).
Одним и тем же двигателем, установленным на столе станка, можно
последовательно обслуживать несколько специальных приспособлений.
На фиг. 17 показан нормализованный приставной двигатель с рычагом-
усилителем и вертикальным плунжером.
Сжатый воздух через штуцеры 1 поступает в верхнюю или нижнюю
полость цилиндра и перемещает поршень 2. Поршень через вильчатый
шток 3 и рычаг 4 передает движение плунжеру 5; последний через звено
связи приводит в действие силовой механизм приспособления.
206
Пневматические приводы
В нижнем торце плунжера 5 предусмотрено резьбовое отверстие А,
в которое при необходимости можно ввинтить промежуточную деталь
и создать не толкающую, а тянущую силу на плунжере. В качестве уплот-
нений применены резиновые кольца круглого сечения.
Фиг. 17. Приставной пневмодвигатель с рычагом-усилителем и вертикаль-
ным плунжером.
Основные размеры цилиндра и развиваемые им усилия приведены
в табл. 5.
Таблица 5
Основные размеры в мм приставных поршневых двигателей
и силы Q на плунжере (фиг. 17)
D Dt н 1ход Q в кгс
105 146 100 11 212 126 750
165 208 100 12 280 128 1500
180 230 122 12 305 132 2400
Поршневые двигатели (пневмоцилиндры)
207
На фиг. 18 даны примеры компоновок приставного двигателя 1 с при-
способлениями.
Для закрепления деталей на столах фрезерных, строгальных, свер-
лильных и расточных станков применяется нормализованный универ-
Фиг.
18. Примеры компоновок приставного двигателя с приспособлениями.
сальный пневмоприхват, показанный на фиг. 19. Один или несколько
пневмоприхватов управляются одновременно от одного ручного или нож-
ного распределительного крана. В случае необходимости можно применять
Фиг. 19. Универсальный
пневмоприхват с рычагом,
регулируемым по высоте.
распределители с автоматическим управлением от упоров, прикрепляемых
к подвижным органам станков (столам, шпинделям и т. п.).
В табл. 6 даны размеры прихватов.
На фиг. 20 показан второй вариант пневмоприхвата.
208
Пневматические приводы
Таблица 6
Основные параметры пневмоприхватов по фиг. 19
Тип Размеры в мм Сила зажима W кгс при Р = 5 кгс/смг Чис- тый вес в кгс
D У R м Высота зажима Н при длине винта L
L140 L185 | L230
I 63 144 115 М12 0—70 65—130 125—195 390 4,20
II 80 160 130 М12 0—65 60—125 120—180 640 4,75
III 100 180 152 М14 0—60 55—110 105—165 1080 6,35
IV 125 205 176 М16 0—60 55—110 105—140 1670 8,50
На прямоугольном основании 1 укреплены нижняя часть цилиндра 2,
цилиндр 3 и поворотное кольцо 4, на котором установлен рычаг 6. Кольцо 4,
расположенное на цилиндре, может поворачиваться вокруг оси 7 на 360°,
что удобно в эксплуатации при постановке и снятии обрабатываемой де-
тали. Для увеличения зажимного усилия обеспечено соотношение плеч
Фиг. 20. Универсальный пневмоприхват с поворотным рычагом.
Высота Н регулируется (в пределах 30 мм) с помощью винта 5
так, чтобы от пяты винта до обрабатываемой детали оставался минимальный
зазор, необходимый для установки и снятия детали. Такое регулирование
обеспечивает минимальный ход поршня 9 в процессе зажима, что позво-
ляет сократить расход сжатого воздуха и произвести быстрый зажим.
Обычно расстояние от плоскости зажима до плоскости детали равно 6 мм.
При диаметре поршней 80-^100 мм усилие на штоке составляет 500-^-
800 кгс при давлении 5 кгс/см2. Габаритные размеры 120 х 150 X 120 мм.
Сжатый воздух подается через штуцеры 8 и 10,
Аналогичные прихваты применяются с двумя поршнями на общем
штоке с усилием 1000-И 500 кгс.
Поршневые двигатели (пневмоцилиндры)
209
Фиг. 21. Пневмостол для фрезерных станков.
Фиг. 22. Примеры наладок на пневмостол.
210
Пневматические приводы
Недостаток приставных двигателей (цилиндров) и пневмоприхватов
заключается в том, что они устанавливаются в линию с приспособлениями.
В связи с этим вся площадь рабочего стола станка оказывается иногда
занятой, что создает неудобство в работе.
При использовании пневмостолов (пневмоподставок) приспособления
(наладки) размещаются на их верхней плоскости, т. е. над пневмоцилин-
дром и вся установка получается более компактной.
Фиг. 23. Пневматическая тумба для радиальносверлильных станков.
На фиг. 21 показан пневмостол для фрезерных станков. В корпусе /
стола обработана цилиндрическая полость, в которой перемещается
поршень 2. Шток 7 поршня имеет резьбовое отверстие для связи с
тягой.
Сжатый воздух поступает через штуцер 5, обратный клапан бис по-
мощью распределительного крана 4 направляется в верхнюю или нижнюю
полость цилиндра. Уплотнение поршня и штока выполнено кольцами 3
из маслостойкой резины.
На фиг. 22 показаны примеры наладок на пневмостол, в которых де-
тали зажимаются через сменные тяги различных конструкций, ввинчи-
ваемые в шток 7 (фиг. 21) пневмопривода.
На радиальносверлильных станках пневмоцилиндр встраивается
в полость тумбы, имеющейся при станке. На фиг. 23 показан один из
вариантов оформления привода. Воздух из сети поступает в распредели-
тельный кран 2, прикрепленный к тумбе 1 станка и поступает
в цилиндр 3, В шток 4 ввинчена вилкообразная тяга 5, в которой на оси 7
устанавливается регулируемый по высоте прихват 6.
Элементы конструкций и расчеты поршневых двигателей
211
2. ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И РАСЧЕТЫ ПОРШНЕВЫХ ДВИГАТЕЛЕЙ
А. Уплотнения
Уплотнения кольцевых зазоров в сопряжениях поршней с цилин-
драми, штоков с отверстиями, а также уплотнения золотниковых пар
являются наиболее ответственными конструктивными элементами.
Основные требования к уп-
лотнениям:
1) герметичность при всех
рабочих режимах;
2) высокая износоустойчи-
вость и минимальные потери
на трение (высокий к. п. д.);
3) надежность работы при
высоких и низких температу-
рах и способность не разру-
шаться в результате химиче-
ского взаимодействия с уплот-
няемой средой;
4) удобство монтажа и де-
монтажа и отсутствие необхо-
димости подтяжки и регулиро-
вания при эксплуатации;
5) экономичность.
Износоустойчивость уплот-
нений подвижных соединений
достигается при достаточной
смазке уплотняемых поверхно-
стей. В гидравлических приво-
дах смазка обеспечивается ра-
бочей средой (масло); в пнев-
матических — требуется спе-
Фиг. 24. Схемы уплотнений V-образными ман-
жетами и монтажные фаски, облегчающие
сборку поршня с цилиндром (а) и штока с отвер-
стием в крышке цилиндра (б).
циальный подвод смазки к уплотняемым поверхностям.
Для неподвижных соединений, через которые возможна утечка рабочей
среды, также применяются уплотнения.
В современных конструкциях пневмодвигателей применяются два
типа уплотнений:1
1) манжеты (воротники) V-образного сечения из маслостойкой резины
по ГОСТ 6969—54 для уплотнения поршней и штоков (см. фиг. 3, испол-
нение I);
2) кольца круглого сечения из маслостойкой резины по ГОСТ 9833—61
для уплотнения поршней, штоков и неподвижных соединений (см. фиг. 3,
исполнение II и фиг. 6, а).
При сборке манжеты устанавливаются с натягом, для чего при уплот-
нении поршня 1 (фиг. 24, а) выбирают манжеты, у которых наружный
диаметр Z>2 :> D, т. е. больше диаметра цилиндра 2.
И, наоборот, при уплотнении штока (фиг. 24, б) внутренний диаметр
манжеты di<d, т. е. меньше диаметра штока 3 (см. также табл. 7).
При таком соотношении диаметров на цилиндре и штоке предусма-
триваются монтажные фаски Иф и (1ф, которые необходимы, чтобы при
1 Манжеты и воротники уголковые по ГОСТ 6678—53 применять не рекомендуется,
как устаревший вид уплотнений.
212
Пневматические приводы
Фиг. 25. Уплотнение резиновыми кольцами круглого
сечения.
сборке предохранить уплотнения от повреждения; диаметры фасок Оф
и йф выбираются в зависимости от диаметров цилиндра и штока.
При поступлении в цилиндр рабочей среды (сжатого воздуха или
масла) она (рабочая среда) как клин распирает лепестки манжеты и авто-
матически уплотняет рассматриваемые поступательные пары.
Кольца круглого сечения также уплотняют автоматически. Для
выяснения условий работы кольца рассмотрим схему, приведенную на
фиг. 25.
Кольца закладываются в прямоугольные канавки, проточенные на
поршне, а кольца для штоков — в канавки, расточенные в отверстии
(фиг. 25, а). Размеры ка-
навок: а = (0,75 -ь 0,85)
d; b = 1,3 d; = 0,5н-
-^0,8 мм\ г=0,1 0,25 ли/.
Как видно, высота а ка-
навки меньше, а ширина
b больше диаметра d сече-
ния кольца, что необходи-
мо для нормальной работы
уплотнения.
Кольцо устанавливается
в канавку с натягами i
(фиг. 25, б), обеспечиваю-
щими предварительное
уплотнение. В связи с этим
внутренний диаметр коль-
ца меньше диаметра охва-
тываемой, а наружный —
больше диаметра охваты-
вающей поверхности на
0,1—0,25 мм.
При отсутствии давле-
ния в цилиндре кольцо
занимает в канавке среднее
положение. С поступлением в цилиндр сжатой среды оно вклини-
вается в кольцевой зазор между уплотняемыми поверхностями, а при
изменении направления давления прижимается к другой стенке канавки
и снова вклинивается. Так как устройство обеспечивает двусторонее
уплотнение, то во многих случаях достаточно устанавливать одно кольцо.
На фиг. 25, в показано, что для облегчения сборки и сохранения
кольца от повреждения у цилиндра необходимо снимать фаску.
Кольцевые уплотнения обеспечивают герметичность соединения при
давлениях до 300—350 кгс/см2 и поэтому обычно применяются в гидрав-
лических цилиндрах, где высокие давления дополнительно дефор-
мируют кольцо, образуя уплотняющий язычок (фиг. 25, б). Что же ка-
сается пневматических цилиндров, то низкие давления сжатого воздуха
не способны вызвать заметную деформацию кольца и поэтому главное
внимание должно уделяться предварительному уплотнению.
Манжеты, кольца круглого сечения и параметры канавок под кольца
выбираются по таблицам ГОСТ (см. табл. 7—9).
При уплотнении V-образными манжетами требуются: посадка в со-
пряжении поршня с цилиндром или чистота обработки зеркала
Л4 Л5
Элементы конструкций и расчеты поршневых двигателей
213
Таблица 7
Размеры в мм V-образных резиновых манжет (по ГОСТ 6969—54)
Диаметры уплотняемых деталей в Н d2 d2 d2; D2 h
номиналь- ный . 1 « S о « о ф с Ф о о о ч номинальный допусти- мое от- клонение номиналь- ный . • <u = o5 CJ ф X с ф о §
d D
10 12 18 20 4 4 —0,2 10,4 12,4 17,6 19,6 8,8 10,8 19,2 21,2 ±0,3 2 -0,15
16 20 28 32 6 6 —0,3 16,6 20,6 27,4 31,4 14,2 18,2 29,8 33,8 ±0,4 3 —0,2
25 30 35 40 45 50 55 65 45 50 55 60 65 70 75 85 10 10 —0,5 26 31 36 41 46 51 56 66 44 49 54 59 64 69 74 84 22 27 32 37 42 47 52 62 48 53 58 63 68 73 78 88 ±0,5 5 —0,3
±0,6
75 80 100 105 НО 130 15 15 —0,7 76,5 81,5 101,5 103,5 108,5 128,5 70,5 75,5 95,5 109,5 114,5 134,5 7,5 —0,5
±0,8
150 180 15 15 —0,7 151,5 178,5 145,5 184,5 ±1,0 7,5 —0,5
200 250 300 240 290 340 20 20 — 1,0 202 252 302 238 288 338 194 244 294 246 286 346 ±1,2 10 —0,6
Таблица 8
Размеры в мм резиновых уплотнительных колец круглого сечения для подвижных и неподвижных
соединений (по ГОСТ 9833—61)
Диаметры уплот- няемых деталей dt Диаметры уплот- няемых деталей di ds
D цилиндра d штока номи- нальный допусти- мое от- клонение номи- нальный допустимое откло- нение D цилиндра d штока номи- нальный допусти- мое отклоне- ние номи- нальный допустимое откло- нение
ДЛЯ подвиж- ных соедине- ний Для непо- движных соедине- ний ДЛЯ подвиж- ных сое- динений для неподвиж- ных сое- динений
10 6 5,6 ±0,2 2,4 ±0,1 +0,2 -0,1 НО 100 97,5 ±1,0 5,8 +0,3 —0,1 +0,4 —0,1
12 8 7,6 120 НО 107,5
16 12 11,5 ±0,3 125 — 112,5
18 14 13,5 140 (130) 127,5
20 16 15,5 150 140 137,5
22 18 17,5 160 150 146,5 ±1,2 +0,4 -0,1 +0,5 —0,1
Пневматические пр иводы
Продолжение табл. 8
Диаметры уплот- няемых деталей di d2 Диаметры уплот- няемых деталей dx d2
D цилиндра d штока номи- нальный допусти- мое от- клонение номи- нальный допустимое откло- нение D цилиндра d штока номи- нальный допусти- мое отклоне- ние номи- нальный допустимое откло- нение
для подвиж- ных соедине- ний Для непо- движных соедине- ний для подвиж- ных сое- динений Для неподвиж- ных сое- динений
25 20 19,5 ±0,3 3,0 180 170 166,5 ±1,2 5,8
28 22 21,2 3,6 +0,2 —0,1 4-0,3 -0,1
35 28 27,2 ±0,4 4,1 200 — 180,0
40 32 31,2 4,7 ±1,5
45 (38) 37,2 4,1 220 — 200,0
50 (42) 40,8 ±0,6 4,7 250 — 230,0 ±2,0
55 (48) 46,8 4,1 280 — 259,0 +0,4 —0,1 +0,5 —0,1
60 50 48,5 300 ±2,5
65 55 53,5 4-0,3 —0,1 +0,4 —0,1 — 279,0
70 60 58,5 ±0,8 320 — 299,0 8,6
75 65 63,5 5,8
80 70 68,5 360 — 338,0
90 80 78,5 ±3,0
100 90 88,5 400 — 378,0
„Пр “М<ЛЧ.?/£.? е’ ДЛЯ Уплотнения пневматических систем применение колец допускается при давлении не более 6 «гс/сл2 и скорое МСНдСННЯ до и>о М/ССК» г ги пере-
Элементы конструкций и расчеты поршневых двигателей 215
216
Пневматические приводы
Таблица 9
Размеры в мм канавок под кольца круглого сечения для подвижных
и неподвижных радиальных соединений (по ГОСТ 9833—61)
Диаметры уплотняе- мых деталей Подвижное соеди- нение Неподвижное соединение ь (допусти- мое откло- нение по Л6) г К
D цилиндра d штока допусти- мое откло- нение по С3 £>2 допусти- мое откло- нение по А3 D. d2
10 6 6 10 6,3 9,7 3,5 0,3 0,04
12 8 8 12 8,3 11,7
16 12 12 16 12,3 15,7
18 14 14 18 14,3 17,7
20 16 16 20 16,3 19,7
22 18 18 22 18,3 21,7
25 20 20 25 20,3 24,7 4,5
28 22 22 28 22,3 27,7 5,0
32 25 25 32 25,5 31,7
35 28 28 35 28,5 34,5 5,5
40 32 32 40 32,5 41,5 0,06
48 40 40 48 40,5 47,5 6,0
50 42 42 50 42,5 49,5
60 50 50 60 50,6 69,4 7,5 0,5
75 65 65 | 75 65,6 74,4
100 90 90 | 100 90,6 99,4
125 — 115 | — 115,6 —
150 | 140 140 | 150 140,6 149,4
200 — 185 | - 185,8 — 10,5 0,07
250 235 | 235,8 —
300 1 - 285 | | 285,8 —
Примечание. По ГОСТ 9833—61 предусмотрены также: 1) канавки под кольца уменьшенного круглого сечения для неподвижных радиальных соединений; 2) то же для неподвижных торцовых соединений; 3) канавки со скосом под кольца круглого сечения для неподвижных соединений.
Элементы конструкций и расчеты поршневых двигателей
217
цилиндра V7—V8; умеренная смазка. При уплотнении кольцами круг-
лого сечения соответственно требуются: посадка -4- или -ф-; чистота
Л Л3
V9—V10; обильная смазка.
В двигателях двустороннего действия на поршне требуются две V-об-
разные манжеты, а кольцо круглого сечения — одно, так как последнее
обеспечивает уплотнение в обе стороны. Поэтому в первом случае поршни
получаются более сложными и удлиненными.
В табл. 7, 8, 9 приведены размеры стандартных V-образных манжет,
колец круглого сечения и канавок под кольца. Эти уплотнения исполь-
зуются как в пневматических, так и в гидравлических цилиндрах.
Б. Конструкции поршней, штоков и их элементов
Рекомендуемые диаметры поршней (цилиндров) и штоков приведены
в табл. 1.
Поршни выполняются сборными и цельными. Штоки на одном конце
имеют цапфу и резьбу для крепления поршня, а на другом — наруж-
ную или внутреннюю резьбу для присоединения штока к силовому меха-
низму приспособления.
В табл. 10 и И приведены рекомендуемые конструкции поршней,
штоков, их сопряжений и уплотнений при серийном и единичном изго-
товлении.1
Таблица 10
Конструкции поршней с V-образными манжетами и кольцами круглого сечения
Эскиз
Характеристика
Сборные поршни с литыми дисками 1
из чугуна или алюминиевого сплава
и чугунными опорными кольцами 2
(нормализованная конструкция
МН 2940-62 — МН 2943-62).
Рекомендуются, при серийном изго-
товлении:
а — для D > 100 мм;
б — для D < 100 мм
Поршни из чугуна или стали, реко-
мендуемые при единичном, мелкосерий-
ном изготовлении:
а — с ограничительными дисками 1
из листовой стали: для D >
> ЮОлш;
б — с плоскими дисками 1 для всех
размеров цилиндров;
в — цельный поршень для D > 125 мм
1 РТМ 67—72, приспособления с пневматическим приводом, элементы конструкций
и расчета. М., Стандартгиз, 1963.
218
Пневматические приводы
Продолжение табл. 10
Эскиз
Характеристика
Элементы поршня с V-образными
стандартными манжетами для Dx =
= 50—300 мм
Поршни цельные из чугуна или
алюминиевого сплава:
а — литые нормализованной кон-
струкции (МН 2944-62), реко-
мендуются к применению при
серийном изготовлении;
б — точеные, рекомендуются при
единичном и мелкосерийном
изготовлении
Элементы поршня с кольцом круг-
лого сечения:
при Dx = 50 мм b = 6,0 мм\
» Z)2 = 60—190 мм Ь— 7,5 мм,
» = 200—300 мм b — 10,5 мм
Канавки под кольца изготовляются
по ГОСТ 9833—61 (см. табл. 9)
Таблица 11
Конструкции штоков и их уплотнения с поршнем и крышкой цилиндра
Характеристика
Стальной шток для соединений с пор-
шнем гладкой цилиндрической цапфой
А А3
диаметром dr по посадке или ,
С с3
с уплотняющей прокладкой 3 из паро-
нита толщиной 0,6—1,5 мм. Крепление
нормальной гайкой 1 с пружинной шай-
бой 2 или шайбой 4 с усиком
Шток с канавкой на установочной
цапфе под поршень для уплотнения рези-
новым кольцом
Элементы конструкций и расчеты поршневых двигателей
219
Продолжение табл. 11
Эскиз
Характеристика
Шток для составного поршня с двумя
резиновыми кольцами (по одному кольцу
под каждый диск поршня). Крепление
шайбой с усиком (МН 2946-62)
Рекомендуемые уплотнения штока V-об-
разной манжетой:
а — уплотнение с установкой направ-
ляющей втулки и манжеты с на-
ружной стороны цилиндра; 1 —
войлочное кольцо для предохране-
ния от мелкой стружки и грязи;
б — уплотнение с установкой втулки
и манжеты с внутренней стороны
Рекомендуемые уплотнения штока коль-
цом круглого сечения:
а — уплотнение с установкой элемен-
тов с наружной стороны цилиндра.
Направление штока втулкой; 1 —
войлочное предохранительное коль-
цо;
б — уплотнение с установкой с вну-
тренней стороны цилиндра. Шток
направляется непосредственно от-
верстием в крышке
Элементы узлов уплотнения штоков.
Канавки под кольца круглого сечения
изготовляются в соответствии с ГОСТ
9833—61 (см. табл. 9)
220
Пневматические приводы
В. Цилиндры, гильзы, крышки и фланцы
Рекомендуемые диаметры цилиндров указаны в табл. 1. Длины ци-
линдров следует выбирать такими, чтобы ход штока был на 10—20 мм
больше потребного перемещения зажимных элементов.
Толщина стенок цилиндров выбирается по табл. 12. Толщину стенок
стальных или латунных гильз, запрессовываемых в гнездо, встроенных
цилиндров рекомендуется выбирать по нижним пределам, приведенным
в табл. 12.
Толщина стенок цилиндров
Таблица 12
Материал цилиндра Толщина стенки в мм
D < 150 D = 150—250 D >250
Сталь 4—5 5—6 6—8
Чугун 10—12 12—15 15—18
Алюминиевый сплав 10—12 12—15 15—18
При окончательной обработке зеркала цилиндра, после запрессовки
гильзы в корпус, толщину ее стенки можно уменьшить до 2—3 мм. По-
лость встроенного цилиндра (гильзы) и отверстия под шток следует
обрабатывать с одной установкой.
Зеркало цилиндра (гильзы) при уплотнении V-образными манжетами
обрабатывается с отклонениями по Л4, Л5 и чистотой V7—V8; при уплот-
нении кольцами круглого сечения — с отклонениями Л3, Л и чистотой
V9—V10. Конусность и овальность — в пределах половины допуска
на диаметр. Несоосность цилиндра и отверстия под шток: 0,06—0,08 мм
при V-образных манжетах; 0,02—0,03 мм при кольцах круглого сечения.
Фиг. 26. Уплотнение крышек:
а—прокладками; б—кольцами круглого сечения; в—крыш-
ка с амортизирующим резиновым кольцом.
Для предохранения от коррозии и повышения износоустойчивости
зеркало цилиндров (гильз) рекомендуется хромировать с толщиной слоя
0,05 мм. Уплотнение крышек (фланцев) цилиндров производится парони-
товыми прокладками толщиной 0,6—1,5 мм (ГОСТ 481—58), или коль-
цами круглого сечения по ГОСТ 9833—61 (фиг. 26, а, б); в последнем случае
надежность уплотнения не зависит от усилия затяжки крышки.
Диаметры центрирующей части крышек (фланцев) выполняются с от-
клонениями С3"т-Сб. Для амортизации удара поршня в конце хода
Элементы конструкций и расчеты поршневых двигателей
221
рекомендуется предусматривать в крышках врезные резиновые кольца
(фиг. 26, в).
В табл. 13 указаны материалы, применяемые для деталей пневмо-
цилиндров.
Таблица 13
Материалы, применяемые для изготовления деталей поршневых пневматических
двигателей
Наименование детали Материалы Термическая обработка. Твердость Покрытие
наименова- ние марка
Цилиндры порш- невых двигателей Чугун СЧ 18—36 — —
Сталь 45, 35 HRC 28—32 Хромирование твердое
Алюминие- вый сплав АЛ9В АЛ10В — —
Гильзы цилиндров Сталь 35, 45 — Хромирование твердое
Латунь Л62 — —
Диски составных поршней Чугун СЧ 21—40 — —
Алюминие- вый сплав АЛ 10В — Анодирование, оксидирование
Диски целых поршней Сталь 35 — Оксидирование
Волокнит ТУМХП 459—41 — — —
Кольца центри- рующие составных поршней Чугун СЧ 21—40 — Фосфатирование
Штоки Сталь 40Х HRC 45—55 Хромирование твердое
Сталь 20Х Цементировать 0,8—1,2 HRC 50—55 Хромирование твердое
Сталь 45 HRC 30—35 Хромирование твердое
Втулки напра- вляющие для што- ков Сталь 45 HRC 40—45 —
Бронза ОЦС6—6—3, АЖ9—4л — —
Крышки и фланцы цилиндров Чугун СЧ 21—40 — Фосфатирование
Сталь 35 — Оксидирование
Алюминие- вый сплав АЛ9В АЛ10В — _ 1
222
Пневматические приводы
Г. Расчет поршневых двигателей
Расчет сводится к определению усилия на штоке при заданных диаметре
цилиндра и давлении воздуха или к определению диаметра цилиндра,
если известно потребное усилие на штоке. Иногда (при автоматизации
станков и приспособлений на базе пневматики) требуется определять время
срабатывания пневмоцилиндра.
При известном диаметре D мм цилиндра усилие Q кгс на штоке опре-
деляется по следующим формулам.
1. Для цилиндров одностороннего действия
Q = 0,785D2pr) — Р. (1)
2. Для цилиндров двустороннего действия при давлении в бесшто-
ковой полости
Q = 0,785£>2рт]. (2)
3. То же при давлении в штоковой полости
Q = 0,785 (D2 —d2)prj, (2а)
где D, d — диаметры цилиндра и штока в см\
р — давление сжатого воздуха в кгс/см2;
г) 0,85-^0,90 — к. п. д. цилиндра;
Р — сопротивление возвратной пружины в конце рабочего хода
поршня.
Параметры пружины рекомендуется выбирать с таким расчетом,
чтобы при ее предельном сжатии она оказывала сопротивление от 5%
при больших и до 20% при малых диаметрах цилиндров от усилия на штоке
в момент зажима; усилие начального (предварительного) сжатия пружины
должно составлять 1030% от конечного усилия при предельном сжатии.
4. Для сдвоенных цилиндров (по фиг. 15):
а) при ходе поршней справа налево
Q - 0,785 (2D2 — d2) prj; (3)
б) при ходе поршней слева направо
Q = 0,785 [(D2 — d2) + (D2 - d?)] pt|; (За)
в этих формулах
d — диаметр участка штока между поршнями;
d± — диаметр штока левее левого поршня.
5. Для цилиндров с рычагами-усилителями (по фиг. 17)
Q = 0,785D2prr], (4)
где i — передаточное отношение сил рычажного механизма.
Из формулы (2) можно определить диаметр D цилиндра, если известны
Q и р. Для упрощения расчета и создания некоторого запаса усилия из
формулы исключают к. п. д. rj, но зато найденную расчетом потребную
силу Q на штоке увеличивают в 1,5 раза и диаметр цилиндра двусторон-
него действия находят из уравнения
1,5Q = 0,785D2p,
откуда
0^1,4 1/^ см.
V р
Элементы конструкций и расчеты поршневых двигателей
223
Обычно при расчетах принимается р = 4 кгс!см\ Тогда
D 0,7 КО’.
Найденный по формуле диаметр округляют до ближайшего нормаль-
ного размера и по предыдущим формулам проверяют действительную
силу на штоке.
Точный расчет времени срабатывания пневмоцилиндра является весьма
сложным.
Рассмотрим общую картину процесса срабатывания цилиндра во
времени.
На фиг. 27 показана типовая диаграмма работы пневмоцилиндра
двустороннего действия, связывающая параметры времени t (в сек)
и давления р (в кгс/см2).
Фиг. 27. Типовая диаграмма работы пневмоцилиндра двустороннего действия.
На диаграмме обозначены (см. сплошную кривую):
/0 — время срабатывания цилиндра, т. е. время, в течение которого
давление в первой полости (наполняемой) изменяется от атмо-
сферного до магистрального;
/1 — время выстоя поршня, т. е. время от момента открытия впускного
канала воздухораспределителя до начала движения поршня;
на этом интервале давление непрерывно возрастает, начиная от
атмосферного;
4 — время движения поршня', на этом интервале, в зависимости от
размеров цилиндра, сечения воздухопроводов и т. п., а также
в зависимости от характера нагрузки давление может возрастать,
либо падать, или попеременно возрастать и падать;
/3 — время последействия, т. е. время от момента окончания хода
поршня до полного выравнивания давления в полости цилиндра
с магистральном.
Пунктирная кривая на диаграмме характеризует процесс изменения
давления во второй полости, протекающий за те же отрезки времени:
в интервале давление падает, начиная от магистрального; в интервале /2
давление продолжает изменяться, так как объем полости непрерывно
224
Пневматические приводы
уменьшается, а сжатый воздух непрерывно вытекает в атмосферу; в интер-
вале t3 после остановки поршня давление падает до атмосферного.
При рабочем ходе поршень начинает двигаться в момент, когда усилие
на штоке
превышает внешнее сопротивление (силы трения покоя и др.); Дрх —
разность давлений в полостях в начале хода поршня. Так как при дви-
жении силы трения уменьшаются, то разность давлений в полостях в конце
хода может быть даже меньше, т. е.
Др 2 < Арх.
Из рассмотрения диаграммы можно сделать некоторые общие выводы:
1. В конце хода поршня усилие на штоке определяется не полным
магистральным давлением рм, а разностью давлений Др2, которая может
быть в 2—3 раза меньше полного давления. Поэтому нельзя немедленно
после окончания хода поршня прикладывать технологическое усилие
(силу резания), так как изделие может быть вырвано из зажимного уст-
ройства.
2. Если необходимо уменьшить время /2 хода поршня, то следует
принять меры к ускорению опоражнивания второй полости (скорее снять
противодавление). Для этого:
а) в выхлопной трубопровод между пневмоцилиндром и распредели-
тельным краном можно установить клапан-разряд ник или увеличить се-
чение трубопровода;
б) можно применять раздельное управление подачей сжатого воз-
духа, при котором вначале выпускается воздух из второй полости,
а затем подается в первую.
Отличительной особенностью пневмодвигателей является быстрота
действия, что обусловлено высокой скоростью течения воздуха по трубо-
проводам и каналам.
Так, например, если в гидросистемах скорость течения масла в ка-
налах порядка 2,5—4,5 м/сек (в отдельных случаях до 9 м/сек), то воздух
при давлении 5 кгс/см2 перемещается со скоростью до 180 м/сек.
Время срабатывания пневмопривода можно определять по формулам
t = 22,8-10"6------—^==
р2-|/- 81,43_81,715
сек;
(а)
t = 84,4- IO"6 сек. (б)
В этих формулах
р s
где ?п = ’ Рр
Рг — приведенная сила на штоке в начале движения;
F — площадь поршня в см2;
Pi — коэффициент, учитывающий трение между поршнем и цилинд-
ром;
Рр — давление воздуха;
L — длина хода поршня в см;
« d
р = -р---отношение диаметра воздухопровода к диаметру ци-
линдра.
Диафрагменные двигатели (пневмокамеры)
225
Формулу (а) следует применять при е > 0,528, формулу (б) — при
s < 0,528.
Пример. D = ПО мм; d = 22 мм; L = 122 мм; Р„ = 4 кгс/см2; Рг —
= 73 кгс.
7Я
Л» = о,785.112-о,92 ^0’8 кгс/см2;
е = -^ = = 0,2; 0 = 4- = 0.02.
По формуле (б) находим
t 0,50 сек.
По этим же формулам можно при заданных Z, Рп и D найти диаметр d
воздухопровода.
3. ДИАФРАГМЕННЫЕ ДВИГАТЕЛИ (ПНЕВМОКАМЕРЫ)
На фиг. 28 показана нормализованная фланцевая пневмокамера одно-
стороннего действия для стационарных приспособлений. Камера состоит
из корпуса и крышки, между которыми зажата диафрагма 5 тарельчатой
формы из прорезиненной ткани. Сжатый воздух поступает в камеру через
Фиг. 28. Нормализованная фланцевая пневмокамера одностороннего действия с тарельча-
той диафрагмой.
штуцер /, давит на диафрагму и перемещает диск 4 со штоком 7. На резь-
бовой конец штока навинчивается толкатель, воздействующий на зажимной
механизм приспособления. При выпуске сжатого воздуха в атмосферу
шток под действием пружин 2 и 3 вместе с диском и диафрагмой возвра-
щается в исходное положение.
Камера закрепляется на корпусе приспособления шпильками 6.
Отверстие А служит для выхода воздуха из правой полости при рабочем
ходе штока.
Основные размеры пневмокамеры даны в табл. 14.
8 Ансеров
226
Пневматические приводы
Таблица 14
Основные размеры в мм фланцевой пневмокамеры одностороннего действия
с литым корпусом и тарельчатой диафрагмой (по фиг. 28)
Наружный диаметр D± Внутренний диаметр D Диаметр тарелки d Наибольшее давление штока в кгс Ход штока L О2 £>з Н h Z zt 12 наимень- ший di
• сП Q.Q О >» « Е та та - s о. л кор- пуса G3 та s сх л et’&S
175 174 132 130 80 275 30 115 90 40 88 8 30 34 45 16
200 198 150 148 88 325 35 125 100 45 94 10 35 35 45 16
230 228 180 178 120 600 40 140 НО 50 101 13 35 45 55 20
Корпус камеры и крышка отливаются из серого чугуна или штам-
пуются из малоуглеродистой стали. Изготовляются также из алюминие-
вого сплава АЛ9В, АЛ 10В и из пластмассы волокнит.
Тарельчатые диафрагмы прессуются в пресс-формах. Материал —
четырехслойная ткань бельтинг по ГОСТ 2924—45, с двух сторон покры-
тая маслостойкой резиной. Толщина диафрагм 6—7 мм. Выпускаются
заводом резинотехнических изделий «Каучук».
Наряду с тарельчатыми применяются плоские диафрагмы, выре-
заемые из листовой технической резины по ГОСТ 7338—55 и по ТУМХП
233-54р с тканевой прокладкой толщиной до 3 мм. Могут вырезаться
также из ленты транспортерной по ГОСТ 20—62 и ремня прорезиненного
по ГОСТ 101—54, толщиной от 4 до 6 мм.
На фиг. 29 изображена нормализованная пневмокамера двусторон-
него действия для вращающихся приспособлений, устанавливаемых на
шпинделях токарных станков средних размеров. Камера монтируется на
левом конце шпинделя с помощью промежуточного фланца.
Корпус пневмокамеры состоит из двух тарелок 1 и 2, между которыми
вместе с промежуточным диском 3 закреплены две резиновые диафрагмы 4,
изготовленные из плоских резиновых листов; применение двух диафрагм
исключает возможность отрыва диска штока от диафрагмы при ходе в обе
стороны. Диск 5 соединен со штоком 6 и диафрагмами 4. Под действием
сжатого воздуха диафрагмы 4 имеют возможность перемещаться вправо
или влево вместе со штоком 6, который при помощи резьбового отверстия
соединяется с тягой, связанной с зажимным устройством приспособления.
Воздухоприемная муфта 7 во время работы не вращается, а перемещается
в осевом направлении вместе со штоком 6 привода. Полукольца 8 удер-
живают муфту 7 от продольных смещений под действием сжатого воздуха.
Для облегчения веса корпусы и крышки вращающихся пневмокамер ре-
комендуется отливать из алюминиевого сплава.
Основные размеры пневмокамер приведены в табл. 15.
Оригинальная и компактная конструкция пневмокамеры односто-
роннего действия с рабочим ходом тяги справа налево показана на фиг. 30.
Пневмокамера применяется на токарных и револьверных станках неболь-
шой мощности (опыт Московского завода малолитражных автомобилей),
а для уменьшения нагрузки на шпиндель изготовляется из алюминиевого
сплава.
Воздух из сети поступает в неподвижную муфту 7, относительно ко-
торой на шарикоподшипниках вращается палец 5, прикрепленный
Диафрагменные двигатели (пневмокамеры)
227
к крышке 5 пневмокамеры. Глухая гайка 2 с прокладкой служит для
крепления наружного кольца левого подшипника и одновременно исклю-
чает утечку воздуха из муфты; через масленку 4 обеспечивается смазка
подшипников. Диафрагма 6 шестнадцатью винтами закреплена между
крышкой 5 и корпусом 7 пневмокамеры и под действием сжатого воздуха * 5
L ----------------
Фиг. 29. Нормализованная вращающаяся пневмокамера двустороннего действия.
перемещает связанную с ней тарелку 8. Тарелка действует на два ры-
чага 10, установленных на осях в корпусе 7. Рычаги при повороте своим
коротким плечом нажимают на планку 9 и перемещают связанную с ней
тягу И справа налево; тяга через рычажный механизм патрона 12 пере-
мещает кулачки к центру, и обрабатываемая деталь зажимается.
При внутреннем диаметре диафрагмы 150 мм и давлении воздуха
5 кгс/см2, пневмокамера развивает силу на тарелке <?, равную примерно
228
Пневматические приводы
Таблица 15
Основные размеры в мм вращающихся пневмокамер двустороннего действия
(по фиг. 29)
L D D, d di i Усилие в кгс на штоке при р = =4 кгс/см-
наиболь- ший наимень- ший
230 206 96 400 150 40 М24 20 2400
235 215 109 320 100 30 М20 20 1850
245 221 113 400 125 40 М24 24 3150
600 кгс. Так как отношение плеч рычагов 1 : 2, то сила на тяге 11 равна
1200 кгс. При переключении распределительного крана тарелка 8 с диа-
фрагмой возвращается в исходное положение под действием двух пру-
жин 13, упирающихся в корпус 7 и в головки винтов 14, ввернутых
в планку 9. Тяга 11 также возвращается в исходное положение пружиной
(на чертеже не показано).
На фиг. 31 показана универсальная приставная пневмокамера, а на
фиг. 32, а, б, в, г — примеры ее использования для зажима деталей в при-
способлениях. В корпусе 1 пневмокамеры (фиг. 31) вмонтированы две
резиновые диафрагмы 3, между которыми установлен шток 4. В сквозном
окне штока размещен конец рычага 2, качающегося на оси 5.
Распределительный кран 6 смонтирован непосредственно на корпусе
привода и управляется рукояткой 7. Для уменьшения трения на отростки
рычага установлены ролики 8.
Диафрагменные двигатели (пневмокамеры)
230
Пневматические приводы
При указанных на чертеже размерах и давлении 4 кгйсм2, привод
развивает на рычаге усилие 3000 кгс, рабочий ход 15 мм.
В рассмотренной конструкции пневмокамеры почти нет трущихся
частей (кроме шарниров), не нужны уплотнения, исключена утечка воз-
духа. Поэтому, если не требуется большого линейного хода, приставные
пневмокамеры следует предпочитать приставным пневмоцилиндрам.
Фиг. 32. Примеры компоновок приставной пневмокамеры с различными
специальными приспособлениями.
В настоящее время большое распространение получают пневмокамеры,
встраиваемые в корпус переналаживаемых и универсальных приспособ-
лений (пневмоподставки, тиски, скальчатые кондукторы и т. п.). В усло-
Фиг. 33. Примеры конструкций пневмока-
мер, встроенных в корпуса приспособлений.
виях крупносерийного производства экономически целесообразно пневмо-
камеры встраивать в корпуса специальных приспособлений.
При выполнении камер в корпусе приспособления увеличивается ком-
пактность, уменьшается число деталей. При расположении рабочей по-
лости со стороны, противоположной штоку, диафрагма закрывается сталь-
ной крышкой (фиг. 33, а).
При расположении рабочей полости со стороны штока диафрагма
снаружи не закрывается, а крепится стальным кольцом (фиг. 33, б).
Элементы конструкций и расчеты диафрагменных двигателей
231
При необходимости защиты от повреждений или по условиям техники
безопасности диафрагма закрывается стальной крышкой с отверстиями
для выхода атмосферного воздуха (фиг. 33, в).
В сравнении с поршневыми приводами пневмокамеры имеют ряд преи-
муществ:
1) у камер одностороннего действия отсутствуют и исключаются
утечки воздуха, а у камер двустороннего действия требуются уплотнения
только штока;
2) камеры компактны и имеют небольшой вес; изготовление их проще
и дешевле;
3) диафрагмы пневмокамер долговечны (выдерживают до 600 000
включений), тогда как манжеты цилиндров выходят из строя примерно
при 10 000 включений.
Основные недостатки пневмокамер — небольшой ход штока и непо-
стоянство развиваемых усилий.
Во всех случаях, когда не требуется больших перемещений и сил
на штоке, следует отдавать предпочтение пневмокамерам.
4. ЭЛЕМЕНТЫ КОНСТРУКЦИЙ И РАСЧЕТЫ ДИАФРАГМЕННЫХ
ДВИГАТЕЛЕЙ
А. Основные параметры
Расчетные диаметры D диафрагм (диаметры «в свету») выбираются
по ГОСТ 9887—61. Рекомендуется выбирать диаметры из ряда: 125, 160,
200, 250, 320, 400 мм; эти диаметры получили наибольшее применение
в конструкциях пневмокамер.
Толщина t диафрагмы выбирается в зависимости от ее диаметра D
по табл. 16.
Таблица 16
Рекомендуемая толщина диафрагм в мм
Расчетный диаметр диафрагмы D мм 90—160 200 250 320 400
Толщина диафрагмы t мм 3—4 4—5 5—6 6—8 8—10
Диаметр d опорных шайб (дисков) рекомендуется определять в зави-
симости от D и t диафрагм:
1) для резинотканевых диафрагм d = 0,7£>;
2) для резиновых диафрагм d = D — 2t — (2-и 4) мм.
Для основного ряда диаметров D диафрагм диаметры опорных шайб
выбираются по табл. 17.
Таблица 17
Рекомендуемые диаметры d опорных шайб в мм
Диаметр диафрагмы D 125 160 200 250 320 400
Диаметр опор- ной шайбы d Для резинотканевых диафрагм 88 115 140 175 225 280
Для резиновых диа- фрагм 115 150 186 235 300 375
232
Пневматические приводы
Б. Соединение опорных шайб с диафрагмами и закрепление диафрагм
в корпусе
В пневмокамерах одностороннего действия соединение опорных шайб
с диафрагмами рекомендуется производить по фиг. 34. Если шток 1
(фиг. 34, а) не располагается в рабочей полости (полости давления) пневмо-
камеры, то опорная шайба 2 должна свободно прилегать к диафрагме 3.
5) Давление
\Сбарка
б) Давление |
Сварка
ь.
Фиг. 34. Соединение опорных шайб с диафрагмами в пневмокамерах
одностороннего действия.
В случае, когда шток располагается в рабочей полости, соединение опор-
ной шайбы с диафрагмой следует производить центральной гайкой 4
(фиг. 34, б). При единичном изготовлении допускается соединение алюми-
ниевыми или медными заклепками 5 (фиг. 34, в).
а)
d
Давление |
^SSSSSSSS^SS^SSSSSS^SSSS^iwI
7 к
Прокладка 1
Давление
5) Давление |
Давление |
Фиг. 35. Соединение опорных шайб с диафрагмами в пневмокамерах
двустороннего действия.
В пневмокамерах двустороннего действия резинотканевая или рези-
новая диафрагма закрепляется между двумя опорными шайбами 1
(фиг. 35, а); для резиновых диафрагм возможен вариант закрепления
двух диафрагм на одной опорной шайбе 1 с помощью двух гаек 2
(фиг. 35, б).
Элементы конструкций и расчеты диафрагменных двигателей
233
При закреплении диафрагмы между двумя опорными шайбами
(фиг. 35, а) зажим производится площадкой диаметром dK, определяемым
конструктивно в зависимости от толщины / диафрагмы.
При t = 3-ь 10 мм ширина К пояска закрепления берется из табл. 18.
Соединение опорных шайб со штоком сваркой или гайкой с проклад-
кой показано на фиг. 34 и 35.
На фиг. 36 показаны основные способы закрепления диафрагм в кор-
пусе.
Закрепление резинотканевых диафрагм рекомендуется производить
с пропуском винтов 1 через диафрагму 2. Для герметичности и надежно-
Фиг. 36. Основные варианты закрепления резинотканевых (а) и рези-
новых (б, в) диафрагм в корпусе.
сти закрепления винты следует располагать на расстоянии не менее
двух диаметров de винта от внутренней окружности заделки и размещать
их по окружности не реже, чем через 40—50 мм.
Резиновые диафрагмы рекомендуется закреплять так, как показано
на фиг. 36, б; закрепление кольцом-гайкой (фиг. 36, в) нетехнологично
и допускается при единичном их изготовлении.
На фиг. 37 показаны элементы конструкции в зоне закрепления ре-
зиновых диафрагм в корпусе приспособления (пневмокамеры) и на штоке.
Для надежности закрепления диафрагм предусматриваются круговые
канавки глубиной о2 и шагом S, а для повышения долговечности —
скругления краев корпуса, опорных шайб и крепежных гаек в местах
перегиба диафрагм радиусом, равным их толщине (фиг. 37, в); поверхность
скругления необходимо полировать до чистоты V9—V10. Параметры
элементов закрепления диафрагм приведены в табл. 18.
Таблица 1*8
Параметры элементов закрепления диафрагм в мм (фиг. 35, а и фиг. 37)
Толщина диафрагмы К а1 s I 1 Г1 as с Г 2 = t
3 9 3,5 1,4 0,4 0,4 5 0,4 3
4 12 5 1,8 0,5 0,5 6 0,5 4
5 14 5,5 2,0 0,6 0,6 7 0,6 5
6 16 6,5 2,4 0,7 0,7 8 0,7 6
8 20 8 3,2 0,8 0,8 10 0,8 8
10 25 Ю 4,0 1,0 1,0 12 1,0 10
234
Пневматические приводы
При изготовлении диафрагм отверстия под крепежные винты и
воздушные каналы необходимо вырубать специальными просечками,
а края диафрагм предохранять от надрывов и надрезов.
Плоским диафрагмам из резины следует искусственно придавать
тарельчатую форму, вырезая их по наружному диаметру на 5—10%
Фиг. 37. Элементы закрепления резиновых диафрагм:
а — в корпусе; б — на штоке; в — схема скругления краев деталей
камеры и опорных шайб в местах закрепления диафрагмы.
больше диаметра гнезда Dr в корпусе (фиг. 36, б) и вытягивая перед за-
креплением штоком с опорной шайбой.
Требования к штокам и их уплотнениям с корпусом те же, что и у порш-
невых двигателей.
В. Определение хода и усилия Q на штоке диафрагменного
двигателя
Усилие на штоке пневмокамеры не постоянное. Оно изменяется по
мере движения штока, так как на определеннохм участке перемещения
начинает оказывать сопротивление диафрагма. В любом месте хода уси-
лие Q можно определять по графикам зависимости усилия от хода, состав-
ляемым для каждого двигателя с учетом расчетного диаметра, толщины
и материала его диафрагмы.
Рациональная длина хода штока, при которой не происходит резкого
изменения усилия Q, зависит от расчетного диаметра Ь, толщины /, ма-
териала и конструкции диафрагмы, а также от диаметра d опорной шайбы.
Для диафрагм с нормальными расчетными диаметрами D и соответ-
ственно нормальными величинами t и d (см. табл. 16 и 17) рациональные
длины ходов от исходного положения диафрагмы (штока) показаны на
фиг. 38.
Приближенный расчет усилия Q на штоке пневмокамер одностороннего
действия определяется по формулам.
Элементы конструкций и расчеты диафрагменных двигателей
235
Для тарельчатых и плоских диафрагм из прорезиненной ткани*.
1) в исходном положении штока
Q = ^(P + dyP-P-,
2) в положении после
тарельчатых и 0,07£> для
перемещения на расстояние
плоских диафрагм
0,30 для
Q = ^.(р + ^р-Р.
Для плоских резиновых
диафрагм:
1) в исходном положе-
нии
2) в положении после
перемещения на расстоя-
ние 0,220
Q0,9jt jo
= ^-d2p — P-
D и d — диаметры диаф-
рагмы («в свету»)
и опорной шай-
бы;
р — давление сжато-
го воздуха (ма-
нометрическое),
кгс!см2;
Р — усилие возврат-
ной пружины в
б) (0,35 - 0/+5) D
о} _JO>18-O>22)D
(0,17-0,22)D
Фиг. 38. Рациональные дли-
ны ходов штока от исходного
положения:
а — тарельчатой прессован-
ной резинотканевой диа-
фрагмы из ткани бельтинг по
ГОСТ 2924—45; б — плоской резинотканевой диа-
фрагмы; в — плоской резиновой диафрагмы с ткане-
вой прокладкой или без нее.
кгс\ определяется
так же, как и для поршневых двигателей (см. стр. 224).
Определение приближенной величины усилия на штоке пневмокамер
двустороннего действия при d — 0,7£> для резинотканевых
и d = D — 2t —(0,2 — 0,4) см для резиновых диафрагм при
р— 4 кгс/см? производится по табл. 19.
Усилия Q на штоке диафрагменных двигателей (пневмокамер)
двустороннего действия
диафрагм
давлении
Таблица 19
Тип диафрагмы Резинотканевые Резиновые
Усилие на штоке в кгс
Диаметр диафрагмы в свету, D в мм в исходном положении при ходе 0,3£> для тарельчатых и 0,072) для плоских диафрагм в исходном положении при ходе 0,222)
125 160 200 250 320 400 350 570 900 1400 2300 3600 270 435 680 1100 1750 2700 475 720 1000 1730 2900 4650 375 615 975 1550 2500 4200
236
Пневматические приводы
Материалы для изготовления деталей пневмокамер указаны в табл. 20.
Таблица 20
Материал деталей диафрагменных двигателей
Наименование детали Материалы Покрытие
наименование марка номер ГОСТ, ТУ
Камеры диа- фрагменных дви- гателей Чугун СЧ 21—40 ГОСТ 1412—54 Фосфатировать, красить
Сталь 35 ГОСТ 1050—60 Фосфатировать, красить
Алюминие- вый сплав АЛ9В 1 АЛ10В J ГОСТ 2685—53 Красить
Пластмасса Волокнит — ТУМХП 459—41 —
Опорные шай- бы (диски) Сталь 35 ГОСТ 1050—60 Оксидировать
Диафрагмы Ленты транспортерные тканевые прорезиненные ГОСТ 20—62 —
Ремни плоские привод- ные тканевые прорезинен- ные ГОСТ 101—54 —
Резина с тканевой про- кладкой маслостойкая мар- ки А мягкая ГОСТ 7338—55 —
Резина с тканевой про- кладкой ТУМХП 233—54р —
Прокладки Паронит — ГОСТ 481—58 —
Примечание. Материалы штоков и их уплотнений те же, что и у поршневых двигателей.
5. ПНЕВМАТИЧЕСКАЯ АППАРАТУРА И ПНЕВМОПАНЕЛИ
В пневмоприводах приспособлений и в пневмосистемах станков исполь-
зуется разнообразная воздухораспределительная и контрольно-регули-
рующая аппаратура:
1) для включения (пуска) реверсирования и выключения пневмо-
двигателя — распределительные краны и клапаны с ручным управлением
и воздухораспределители с автоматическим управлением;
2) для регулирования давления в полостях цилиндра (пневмокамеры)—
регуляторы давления;
3) для регулирования скорости движения поршня — дроссели (ре-
гуляторы скорости);
4) для торможения поршня в конце хода — тормозные золотники;
Пневматическая аппаратура и пневмопанели
237
5) для последовательного включения двух пневмодвигателей одного
приспособления — краны последовательного включения;
6) для предотвращения аварии в случае внезапного падения давления
в сети — обратные клапаны и реле давления;
7) для очистки сжатого воздуха от влаги и механических примесей —
влагоотделители с фильтром;
8) для насыщения сжатого воздуха распыленным маслом (масляным
туманом), смазывающим трущиеся детали пневмодвигателя—масло-
распылители (пневматические масленки);
деля токарного станка:
1 — вентиль; 2 — влагоотделитель; 3 — распределительный кран; 4 — обратный
клапан; 5 — маслораспылитель; 6 — реле давления; 7 — манометр; 8 — регу-
лятор давления; 9 — вращающийся цилиндр; 10 — муфта для подвода воз-
духа.
9) для подключения пневмопривода к цеховой пневмосети или его
отключения на время длительных перерывов в работе — вентили (вводные
краны).
При автоматизации цикла работы приспособления или станка на базе
путевой пневмоавтоматики дополнительно применяются:
1) для автоматического управления воздухораспределителями — трех-
ходовые клапаны или пневматические путевые выключатели (ППВ);
2) для образования пауз (задержек) в движениях, предусмотренных
циклом — реле времени и т. п.
В зависимости от требований, предъявляемых к пневматическому
приводу, выбирается тот или иной комплект необходимой пневмоаппа-
ратуры. Так, например, на фиг. 39 показана типовая схема пневмопри-
вода с вращающимся пневмоцилиндром и нормальным комплектом пневмо-
аппаратуры, смонтированного на передней бабке токарного станка.
Из рассмотрения схемы можно видеть в какой последовательности
должны располагаться аппараты. Непосредственно за запорным венти-
лем (ГОСТ 9086—60) или пробковым краном (ГОСТ 2704—59) распола-
гается влагоотделитель, очищающий воздух от влаги и механических
примесей сразу же у входа в пневмосеть станка.
Маслораспылитель должен располагаться как можно ближе к пневмо-
двигателю (он его смазывает), поэтому он включен перед распределитель-
ным краном. Обратный клапан, перекрывающий путь потоку сжатого
воздуха из полости двигателя при внезапном падении давления в сети
и предохраняющий от аварии, ввинчен в корпус распределителя.
238
Пневматические приводы
В приводах стационарных приспособлений, в пневмосистемах станков
и в ряде других случаев влагоотделитель, регулятор давления и масло-
распылитель часто соединяют в так называемый блок подготовки воздуха
Фиг. 40. Блок подготовки воздуха:
1 — влагоотделитель; 2 — штуцер соединительный; 3, 4—регулятор
давления с манометром; 5 — маслораспылитель.
(фиг. 40). Когда регулировать давление не требуется (например, в случае
выполнения на станке одной постоянной операции) регулятор из блока
исключается.
Фиг. 41. Рабочая схема пневмопривода, смонтированного на токар-
ном станке 1А62:
1 — влагоотделитель; 2 — маслораспылитель; 3 — регулятор давления;
4 — распределительный кран с обратным клапаном; 5 — воздухоподводящая
муфта (МН 3452-62); 6 — пневмокамера; 7 — манометр.
Обязательным минимальным набором пневмоаппаратуры любого при-
вода должны быть: распределительный кран, маслораспылитель и влаго-
отделитель.
Пневматическая аппаратура и пневмопанели
239
Аппараты резьбового присоединения (влагоотделитель и др.) монти-
руются при помощи арматуры соединительных штуцеров с конической
резьбой по ГОСТ 6111—52. Аппараты стыкового соединения (распредели-
тельные краны и др.) крепятся винтами непосредственно на панельной
плоскости или через специальные промежуточные плиты.
Установку аппаратов на станках следует производить в местах, удоб-
ных для обслуживания и наблюдения. В то же время они не должны ме-
шать управлению станком. Так, например, монтажная схема пневмо-
привода по фиг. 41 позволяет свободно переключать рукоятки коробки
скоростей и подач.
Ниже дается описание нормализованной воздухораспределительной
и контрольно-регулирующей аппаратуры, рекомендуемой в руководя-
щих материалах Экспериментального научно-исследовательского инсти-
тута металлорежущих станков (ЭНИМС) и выпускаемой Московским
заводом пневмоаппаратов.1
Кроме того, рассматриваются некоторые конструкции специальной
пневмоаппаратуры, получившей применение в приводах станочных при-
способлений.
А. Распределительные краны с ручным и ножным
управлением
Распределительные краны (краны управления) служат для управления
работой пневмодвигателя. По числу рабочих позиций рукоятки (кроме
исходной позиции) и по числу каналов (ходов), по которым движется по-
ток сжатого воздуха, распределителя делятся на:
1) однопозиционные трехходовые для управления цилиндрами одно-
стороннего действия; 1 2
2) двухпозиционные четырехходовые для управления цилиндрами
двустороннего действия;
3) трехпозиционные многоходовые (краны последовательного вклю-
чения) для одновременного управления последовательной работой двух
цилиндров.
По конструкции золотника распределители бывают:
а) с плоским золотником;
б) с цилиндрическим золотником;
в) с коническим золотником.
Так как золотник должен плотно прилегать к поверхности, по которой
он перемещается (при всех перемещениях не должна нарушаться гер-
метичность), то наиболее технологичными и надежными в работе являются
распределители с плоскими золотниками. Они не теряют герметичности
по мере износа золотника, тогда как распределители с цилиндрическим
золотником требуют тщательной пригонки и теряют герметичность по
мере износа. Однако распределители с цилиндрическим золотником удобны
в управлении (особенно при автоматизации цикла) и поэтому находят
применение.
Распределители с коническим золотником требуют особо тщательной
пригонки и к применению не рекомендуются. Не рекомендуются также
1 Приведенные в руководящих материалах ЭНИМС пневмоаппараты по назначению
делятся на типы, а каждый тип делится на исполнения (типоразмеры). В соответствии
с принятым классификатором типы и исполнения получили условное обозначение (шифр),
которое приводится при рассмотрении аппаратов.
2 Однопозиционные, двухпозиционные и т. д. определяет число рабочих позиций
рукоятки крана; трехходовые, четырехходовые и т. д. определяет число каналов крана.
240
Пневматические приводы
к применению краны клапанного типа (без золотников), так как они
сложны по конструкции и громоздки.1
На фиг. 42 показана конструкция двухпозиционного четырехходового
распределительного крана с плоским золотником (типа В71-2 по класси-
фикатору ЭНИМС).
Фиг. 42. Двухпозиционный распределительный кран с плоским
золотником.
Кран состоит из чугунного корпуса 3 и крышки 4, между которыми
помещен бронзовый золотник 2 с четырьмя сквозными отверстиями и
глухим дугообразным пазом, обращенным в сторону крышки. Назначе-
ние золотника — соединять полости цилиндра с сетью сжатого воздуха
или атмосферой. Повороты золотника на угол ±30° от среднего положе-
ния производятся рукояткой 5 через валик 6, конец которого входит
в шпоночный паз на золотнике.
Пружина 1 обеспечивает постоянный контакт хорошо притертого
золотника с крышкой, а сжатый воздух, поступающий! из сети в полость Г,
1 См. фиг. IV. 50 в первом издании данной книги — Приспособления для металло-
режущих станков. Л., Машгиз, 1960, 623 с.
Пневматическая аппаратура и пневмопанели
241
дополнительно прижимает золотник к ее торцу, обеспечивая необходимую
герметичность.
В крышке крана имеются четыре отверстия. Через отверстие С воздух
поступает из сети; отверстия А и Б через отверстие в золотнике связывают
соответственно полости А и Б цилиндра с сетью; отверстие В через дуговой
паз золотника связывает полости цилиндра с атмосферой.
Как видно из схемы, при крайнем правом положении рукоятки (+30°
от вертикального положения) отверстие с золотника совпадает с отвер-
стием С крышки, а его отверстие а совпадает с отверстием А крышки,
и воздух из сети, попадая вначале в полость Г под золотником, направ-
ляется в полость А цилиндра. В это время из полости Б по отверстию 5,
дуговому пазу и отверстию В воздух уходит в атмосферу. При крайнем
левом положении рукоятки сжатый воздух попадает в полость Б, а из
полости А уходит в атмосферу. При вертикальном (нейтральном) положе-
нии рукоятки подача воздуха прекращается.
Кран может быть использован с пневматическим цилиндром одно-
стороннего действия; в этом случае одно из отверстий, Б или Л, закры-
вается резьбовой пробкой с резиновой прокладкой.
По классификатору 9НИМС краны типа В71-2 рассмотренной кон-
струкции делятся на типоразмеры, указанные в табл. 21.
Таблица 21
Обозначение и габаритные размеры нормализованных кранов типа В71-2
Обозначение кранов Диаметр при- соединительной резьбы d Габаритные размеры в мм (без рукоятки) Наибольший рекомендуемый расход сжатого воздуха в л/мин Рабочее давле- ние в кгс/см*
В71-22 ПВ71-22 К 1/4" 76Х 62X41 50 От 1 ДО 6
В71-23 ПВ71-23 К 3/8" 90Х 78Х 50 80 То же
В71-24 ПВ71-24 К 1/2" 120X95X58 180 То же
Отличие кранов исполнений В71-22, В71-23 и В71-24 от кранов ис-
полнений ПВ71-22, ПВ71-23, ПВ71-24 заключается в том, что у послед-
них выводные отверстия расположены не сбоку, как на фиг. 42, а на пло-
скости основания, так как они предназначены для стыкового присоедине-
ния к приспособлению (станку) с помощью вспомогательной плиты; вы-
водные отверстия уплотняются резиновыми кольцами, закладываемыми
в специальные канавки (фиг. 43). Краны первого ряда закрепляются на
обработанной плоскости двумя винтами; могут монтироваться и непо-
средственно на трубопроводах.
На фиг. 44 показан трехпозиционный кран последовательного вклю-
чения типа В71-3 с плоским золотником и присоединительной резьбой
К 3/8". Кран предназначен для управления последовательной работой
двух цилиндров.
В крышке 4 крана имеется шесть отверстий: отверстия Alt А 2, Б19 Б2,
соединенные трубками с одноименными полостями цилиндров 1 и 2,
одно приемное отверстие С, соединенное с сетью сжатого воздуха, и одно
выхлопное отверстие В.
21?
Пневматические приводы
Фиг. 43. Двухпозиционный распределительный кран для стыко-
вого присоединения к корпусу приспособления (станка).
Фиг. 44. Трехпозиционный распределительный кран с плоским золотником
для последовательного включения двух цилиндров.
Пневматическая аппаратура и пневмопанели
243
В золотнике 3 имеются два глухих радиусных паза и одно сквозное от-
верстие Д’. Как видно из схемы, при положении / рукоятки 5 полости Бъ
Б2 цилиндров соединены с сетью, а полости Alf А2 — с атмосферой (хо-
лостой ход обоих цилиндров). При положении II полость А 2 второго
цилиндра соединяется с сетью, а его полость 52 — с атмосферой (рабочий
ход второго цилиндра). При положении III полость первого цилиндра
соединяется с сетью, а его полость Бх — с атмосферой (рабочий ход пер-
вого цилиндра).
При изготовлении небольших деталей и деталей с малым машинным
временем на обработку целесообразно применять распределительные
Фиг. 45. Педальный распределительный кран с плоским золотником.
краны с ножным управлением; в этом случае обе руки рабочего освобож-
даются для выполнения других приемов.
На фиг. 45 показана одна из таких конструкций.
Обычный трехходовой кран 5 с плоским золотником закрепляется на
стойке I. Вместо рукоятки на валике 3 золотника установлена шестерня 4,
связанная с двумя реечными валиками 6. На валиках закреплены педали 2,
нажатием на которые производится изменение направления движения
воздуха.
В ряде конструкций пневмоприводы применяются для приспособле-
ний с самотормозящими зажимными механизмами (самотормозящие па-
троны, тиски и т. п.). В этом случае сжатый воздух подается в цилиндр
(пневмокамеру) только в момент зажима и разжима, а в процессе обра-
ботки давление в полостях цилиндра отсутствует, так как зажатая деталь
удерживается самоторможением.
Для таких приводов применяются специальные конструкции распре-
делителей, две из которых показаны на фиг. 46 и 47.
На фиг. 46 показан кнопочный кран с двумя цилиндрическими зо-
лотниками для управления пневмоцилиндром, встраиваемым в корпус
патрона, или другого приспособления, имеющего самотормозящий клино-
вой механизм.
Воздух подается только в моменты зажима и разжима детали; на
время обработки обе полости цилиндра соединяются с атмосферой и дав-
ление в них отсутствует.
Стабильность зажима, обеспечиваемая самоторможением силового
механизма, позволяет не включать в монтажную схему привода предохра-
нительные устройства (обратный клапан, реле давления), что упрощает
схему.
244
Пневматические приводы
В корпусе 2 крана перемещаются хорошо притертые золотники 4 и 5.
Воздух из сети по штуцеру / поступает в поперечное отверстие К и далее
в полости между рабочими цилиндрическими поясками золотников.
При нажиме на левую кнопку воздух по отверстию А поступает в полость А
Фиг. 46. Двухпозиционный кнопочный
распределительный кран с двумя цилин-
дрическими золотниками для приводов
приспособлений с самотормозящими сило-
цилиндра (зажим). Как только
кнопка будет отпущена и золотник
под действием пружины 6 вернется
в исходное положение, воздух из
полости А через отверстие в гайке 3
уйдет в атмосферу.
То же повторяется при нажиме
и отпуске правой кнопки; воздух
по отверстию Б поступает в полость
Б цилиндра, а при снятии пальца
с кнопки уходит в атмосферу. Во
время обработки детали обе кнопки
оттянуты пружинами.
На фиг. 47 показана оригиналь-
ная конструкция двухпозиционного
распределительного клапана, разра-
ботанного для управления приводами
токарных пневматических патронов.
Во время обработки детали нижние
клапаны 1 и 4 перекрывают каналы
а и б и путь сжатому воздуху из сети
закрыт. В этот период обе полости
цилиндра через трубки в, г и отвер-
стия д соединены с атмосферой.
При повороте рукоятки управле-
ния связанный с ней кулачок (на
чертеже не показан) опускает один
из плунжеров 2 или 3 и сжатый воз-
дух поступает в соответствующую
полость цилиндра. При переводе
рукоятки и кулачка в нейтральное
положение плунжер и клапаны под
действием пружины возвращаются
в исходное положение, а воздух
(после зажима или разжима) немед-
ленно уходит в атмосферу.
Б. Регуляторы давления
типа В57-1 с резиновой
диафрагмой
выми механизмами. ПрИ обработке тонкостенных де-
талей, во избежание их деформации
при зажиме, необходимо снижать давление в полости цилиндра (пневмо-
камеры) и, следовательно, уменьшать исходное усилие на штоке. Для
этой цели применяются диафрагменные и поршневые регуляторы давле-
ния, которые позволяют регулировать давление в полости цилиндра при
настройке привода, а затем автоматически поддерживают его постоянным
независимо от колебания давления в цеховой сети.
Пневматическая аппаратура и пневмопанели
245
Фиг. 47. Двухпозиционный
распределительный клапан
бокового пневмопривода уни-
версального трехкулачкового
самоцентрирующего патрона.
Рекомендуется применять регуляторы с резиновой диафрагмой произ-
водства Московского завода пневмоаппаратов, как обладающие более
высокой чувствительностью и надежностью в сравнении с поршневыми
регуляторами.
Диафрагменные регуляторы типа В57-1 по классификатору ЭНИМС
делятся на типоразмеры, указанные в табл. 22.
Таблица 22
Обозначение и основные параметры диафрагменных регуляторов давления
типа В57-1
Обозначение регуляторов давления Диаметр присоедини- тельной резьбы d Габаритные размеры (см. фиг. 48) D X Н X В Наибольший расход сжа- того воздуха в л/мин Давление р в кгс)см2
наибольшее на входе регулятора наименьшее на выходе регулятора
В57-13 К 3/8" 86х 150х 160 80 6 1
В57-14 К 1/2" 86x150x160 180 6 1
В57-16 к г 115Х 200Х 190 500 6 1
246
Пневматические приводы
Конструкция регулятора давления типа В57-1 показана на фиг. 48.
Сжатый воздух подводится к отверстию П. Пружина 10 через толка-
тель 9 отжимает клапан 5, образуя кольцевую щель для прохода сжатого
воздуха в отводное отверстие О.
Сила пружины 10 уравновешивается силой давления сжатого воздуха,
поступающего в полость М через отверстие А.
О
Если давление в отводном отверстии
упадет ниже заданной величины,
Фиг. 48. Регулятор давления типа
В57-1 с резиновой диафрагмой:
1 — винт; 2 — стакан; 3 — клапан;
4 — гайка; 5 — пружина; 6 — вкла-
дыш; 7 — корпус; 8 — мембрана;
9 — толкатель; 10 — пружина
то указанное равновесие нарушится.
Мембрана 8 прогнется и через толкатель
9 отожмет клапан 5, увеличив проход
воздуха из отверстия П в отводное отвер-
стие О. Тем самым давление на выходе
регулятора поддерживается относительно
постоянным и соответствует натяжению
пружины 10.
Настройка требуемого давления на
выходе регулятора производится с по-
мощью винта 1.
Для сохранения постоянства давления
в отводной магистрали регулятора дав-
ления при изменении расхода воздуха от
наименьшей до наибольшей рекомендуе-
мой величины, сжатый воздух подводится
в полость М через отверстие А (малого
диаметра), просверленное в узкой части
отводного отверстия О.
Когда пружина 10 полностью отпу-
щена, клапан 3 перекрывает проход воз-
духа из отверстия П в отверстие О с по-
мощью пружины 5. Для лучшего уплотнения клапан 3 снабжен вкла-
дышем 6 из маслостойкой резины.
В. Дроссели с обратным клапаном и тормозные золотники
Эти дроссели предназначены для регулирования расхода воздуха
(а следовательно, и скорости движения поршня) в одном направлении
и обеспечения свободного прохода в обратном направлении.
Пневматическая аппаратура и пневмопанели
247
Дроссели могут применяться:
1) в приводе с одним цилиндром, когда необходимо иметь замедленный
рабочий ход (чтобы, например, смягчить удар при зажиме и не сдви-
нуть установленную деталь) и быстрый холостой;
2) в приводе с двумя сблокированными цилиндрами, из которых один
должен, например, обеспечить медленное перемещение крупной детали
при ее базировании, а второй — быстрый ее зажим.
Дроссели рекомендуется устанавливать не на входе сжатого воздуха
в рабочую полость двигателя, а на выходе отработанного воздуха из
противоположной полости двигателя (дросселирование на выходе).
Применяются игольчатые, клапанные и щелевые дроссели.
Фиг. 49. Игольчатый (а) и клапанный (6) дроссели с обратным клапаном.
На фиг. 49, а показан игольчатый дроссель. В его корпусе, парал-
лельно с иглой //встроен обратный клапан. При рабочем замедленном ходе
поршня поток воздуха из сети направляется в кольцевой зазор Л, ре-
гулируемый иглой, и одновременно поджимает шарик 2 обратного клапана
к седлу. При холостом ускоренном ходе воздух течет обратно, открывает
шариковый клапан и через клапанное и дроссельное отверстия уходит
в атмосферу.
В клапанном дросселе (фиг. 49, б) регулирование кольцевой щели А
между коническим клапаном 2 и конусным отверстием в корпусе 3 про-
изводится вращением накатанной головки 4. В зависимости от ширины
щели изменяется скорость наполнения цилиндра и скорость рабочего
хода поршня. При обратном движении воздуха он отталкивает клапан 2,
сжимая пружину 7, и свободно уходит в атмосферу (ускоренный холостой
ход).
Нафиг. 50 показан дроссель с сегментной щелью и обратным клапаном
типа В77-1. Эти дроссели делятся на типоразмеры, указанные в табл. 23.
При подводе сжатого воздуха к отверстию П клапан 3 с вкладышем 4,
преодолевая сопротивление слабой пружины 2, отжимается от седла
(торца ниппеля 5), и основной поток сжатого воздуха свободно проходит
в отверстие О через полость С и отверстия в клапане.
При изменении направления потока, т. е. при подводе сжатого воз-
духа к отверстию О, клапан 3 прижимается вкладышем 4 к седлу нип-
пеля 5 усилием пружины 2 и давлением сжатого воздуха. В этом случае
сжатый воздух проходит через отверстия клапана 3 в полость С, откуда
через паз М, эксцентричную выточку Г, кольцевую канавку Т и отвер-
стия Р поступает в отверстие П,
248
Пневматические приводы
Расход сжатого воздуха через аппарат при потоке его в направлении
от отверстия О к отверстию П регулируется поворотом втулки 6 относи-
тельно корпуса 1 и кольца S, которое жестко скреплено с корпусом штиф-
том 7.
В положении, показанном на фиг. 50, дроссель обеспечивает макси-
мальный расход воздуха. При повороте втулки против часовой стрелки
проходное сечение эксцентричной выточки уменьшается. Для более плав-
ного регулирования расхода воздуха при малом проходном сечении на
Фиг. 50. Щелевой дроссель с обратным клапаном типа В77-1:
1 — корпус; 2 — пружина; 3 — клапан; 4 — вкладыш; 5 — ниппель;
6 — втулка; 7 — штифт; 8 — кольцо; 9 — гайка; 10 — упор.
поверхности корпуса 1 в конце поперечного паза М сделана эксцентричная
прорезь треугольного сечения («усик») Д.
Стопорная гайка 9 предназначена для жесткой фиксации отрегули-
рованного положения втулки 6.
Регулирование дросселя при проходе воздуха из отверстия О к отвер-
стию П производится при повороте втулки на угол от 0 до 180°.
При совмещении риски на кольце 8 с цифрой 9 на втулке 6 обеспечи-
вается полное открытие дросселя. При совмещении риски с нулем расход
через дроссель определяется лишь незначительными утечками.
Ограничение угла поворота втулки осуществляется упором 10.
Таблица 23
Обозначение и основные параметры дросселей с обратным клапаном типа В77-1
Обозначение Диаметр при- соединительной резьбы d Габаритные размеры D X L Рабочее давление р в кгс,/см- Давление, при котором открывается обратный клапан р в кгс/см2
В77-12 К 1/4" 38X95 • Не более
В77-13 К 3/8" 38x95 ► От 2 до 6 0,354-0,4
В77-14 К 1/2" 56Х 114
Пневматическая аппаратура и пневмопанели
249
Дроссели обеспечивают замедленный ход на всем пути движения
поршня; в результате увеличивается время t срабатывания двигателя.
С помощью тормозных золотников (клапанов) можно снижать скорость
только в конце хода поршня, предотвращая удары поршней о крышки и
резкие толчки при зажиме деталей.
Для целей торможения применяются или цилиндры специальной
конструкции с встроенными в их крышку игольчатыми дросселями \ или
тормозные золотники типа В77-3 (типоразмеры В77-33, В77-34, В77-36).
Г. Регулирование последовательности срабатывания двух цилиндров
одного приспособления
Необходимость последовательного срабатывания цилиндров, управ-
ляемых общим распределительным краном, возникает, например, в слу-
чае, когда один цилиндр досылает деталь до установочных поверхностей
приспособления, а второй после этого зажимает ее окончательно. Эту
задачу можно решить одним из следующих способов:
1) применением цилиндров разных диаметров и объемов. При одно-
временном подводе воздуха малогабаритный цилиндр срабатывает первым;
2) уменьшением скорости заполнения воздухом одного из двигателей
путем уменьшения проходного сечения канала, т. е. путем применения
регулируемого или постоянного дросселя;
3) применением трехпозиционного крана последовательного действия
(фиг. 44);
4) применением автоматических регуляторов, обеспечивающих после-
довательное включение цилиндров.
Дроссели постоянные рекомендуются к применению в приспособлениях
с двумя двигателями, когда требуется незначительная задержка в сра-
батывании одного из двигателей, не изменяемая в процессе работы при-
способления.
Проходное сечение дросселя подбирается при отладке приспособления,
когда устанавливается требуемая величина задержки срабатывания.
На фиг. 51 показаны дроссели разных конструкций.
На фиг. 52 показаны два варианта автоматических регуляторов,
обеспечивающих последовательное включение цилиндров. При наличии
в сети регулятора, изображенного на фиг. 52, а, воздух вначале поступает
только в первый цилиндр, так как доступ во второй закрыт шариком 4
обратного клапана. Как только движение поршня первого цилиндра пре-
кратится, давление в полости А возрастет и клапан 1, сжимая пружину 2,
опустится вниз. После этого сжатый воздух поступает во второй цилиндр
через канал Б. При обратном движении воздух выходит из цилиндров
одновременно; в частности, из второго цилиндра воздух выходит через
обратный клапан с шариком 4, открывающийся под давлением сжатого
воздуха. Момент начала включения второго цилиндра регулируется под-
жатием пружины 2 резьбовой пробкой 3.
В другом регуляторе (фиг. 52, б) воздух из сети поступает в первый
цилиндр. Когда давление в цилиндре достигает определенного предела,
воздух отжимает подпружиненный шарик 1 и по каналам А и Б направ-
ляется ко второму цилиндру. При переключении цилиндров воздух из
первого цилиндра возвращается прежним путем, а из второго — через
каналы В, Г и Д, отжав шарик 6. Степень предварительного сжатия пру-
жин 2 и 5 регулируется резьбовыми пробками 3 и 4.
1 См, фиг. IV. 63 в первом издании книги.
250
Пневматические приводы
Фиг. 51. Дроссели постоянные:
а — при разводке воздуха трубками; б — при возможности
углубления резьбы под штуцер; в — при затруднении в вы-
полнении отверстия диаметром 0,75—1 мм\ г — при раз-
водке воздуха по каналам в корпусе.
О)
4 В первой цилиндр
Фиг. 52. Автоматические регуляторы последовательного включения двух
цилиндров.
Пневматическая аппаратура и пневмопанели
251
Д. Предохранительная аппаратура
Для предотвращения аварий, связанных с падением давления в воз-
душной магистрали (ниже 3 ати), применяются два типа предохрани-
тельных устройств: обратные клапаны и реле давления. Первые пропускают
воздух лишь в цилиндр и задерживают его выход из цилиндра; вторые
автоматически выключают электродвигатель станка в случае падения
давления ниже допустимого.
На фиг. 53, а показана конструкция обратного клапана с шариком.
Сжатый воздух, поступающий из сети, выталкивает шарик 1 из кониче-
в)
Фиг. 53. Обратные клапаны:
а — с шариком; б, в — с резиновыми шайбами.
ского отверстия в корпусе 2 и свободно проходит в цилиндр. При вне-
запном падении давления в цеховой сети воздух из цилиндра устремляется
в сеть, но шарик этому препятствует.
Более надежно работает обратный клапан б с резиновой шайбой
(тип В51-1). Типоразмеры этого клапана по классификатору ЭНИМС:
В51-12 с присоединительной резьбой К 1/4"
В51-13 » » » К 3/8"
В51-14 » » » К 1/2"
В51-15 »
» К 3/4"
Сжатый воздух из сети отжимает подпружиненный клапан 1 и течет
по кольцевому зазору между клапаном и корпусом 2. В другой конструк-
ции (фиг. 53, в) пружина не требуется: воздух из сети поступает через
решетчатую перегородку, которая закрывается резиновой шайбой при
его обратном движении.
Однако, даже при наличии обратного клапана, воздух из цилиндра
все же просачивается, давление в его полости падает, и зажим обрабатывае-
мой детали постепенно ослабевает. В связи с этим, особенно при работе
на токарных станках, в пневмоцепь следует включать реле давления.
252
Пневматические приводы
На фиг. 54, а показано реле конструкции завода «Электрик», а на
фиг. 54, б — схема пневмопривода, в сеть которого вмонтированы обрат-
ный клапан 2 и реле давления 3.
Электрические контакты реле включаются последовательно с кнопкой
«стоп» в сеть магнитного пускателя. При нормальном давлении воздуха
электроконтакты реле замкнуты, и электродвигатель, как обычно, управ-
ляется кнопками «пуск» и «стоп». При падении давления воздуха ниже
установленного электроконтакты
реле размыкаются, и без ручного воз-
действия на кнопку «стоп» магнит-
ный пускатель отключает электро-
двигатель.
Реле давления (фиг. 54, а) состоит
из силуминового корпуса 5, в гори-
зонтальном отверстии которого
скользит подпружиненный поршень 2
Фиг. 54. Реле давления и схема привода с обратным клапаном и реле.
из нержавеющей стали, а в его вертикальное резьбовое отверстие помещен
патрон 9, изготовленный из пластмассы или текстолита, с прикрепленными
к нему двумя контактными пластинками 8 из фосфористой бронзы. В от-
верстии патрона помещен подпружиненный текстолитовый или пластмас-
совый стержень 5 с латунным кольцом бис ввинченным в него хвостови-
ком 4 из углеродистой стали; хвостовик проходит через продолговатое
окно поршня 2, а на его нижний конец навинчена кнопка 1 из пластмассы.
Контактное устройство закрыто пластмассовым колпачком 10,
Из цеховой воздушной магистрали сжатый воздух проходит через
запорный кран 1 (фиг. 54, б) и далее через обратный клапан 2 и распреде-
лительный кран 4 попадает в цилиндр 5. Одновременно воздух оказывает
давление на поршень 2 реле (фиг. 54, а), который, сжимая пружину //,
перемещается в крайнее левое положение, а его уступ входит в зацепле-
ние с заплечиком хвостовика 4 стержня 5 и удерживает его от опускания.
В таком положении контактные пластины 8 прилегают к латунному
кольцу 6 на стержне 5, замыкают цепь, и электродвигатель работает.
При падении давления воздуха ниже предусмотренного настройкой
реле пружина И выводит поршень из сцепления с уступом на хвостовике 4
стержня 5, и стержень под действием пружины 7 опускается вниз. При
этом контактные пластины 8 попадают на пластмассовую поверхность
Пневматическая аппаратура и пневмопанели
253
стержня 5, цепь катушки магнитного пускателя размыкается и электро-
двигатель станка останавливается.
После восстановления нормального давления в сети электродвигатель
включают нажатием кнопки 1. Предельное давление, при котором сраба-
тывает реле, регулируют винтом 12, сжимая пружину 11.
В отличие от обратных клапанов, показанных на фиг. 53, в корпусе
клапана, включенного в рассмотренный пневмопривод, имеется четыре
отверстия: два для присоединения к трубопроводу, одно для свинчивания
с реле давления и одно для установки манометра.
Е. Влагоотделители типа В41-1 и маслораспылители типа В44-2
Влагоотделители предназначены для очистки сжатого воздуха от
влаги и механических примесей. Попадающий в полость аппарата воздух
мгновенно расширяется, при расширении охлаждается, а сконденсирован-
ные при этом водяные пары оседают
в виде капелек и удаляются из аппа-
рата.
Применение влагоотделителей ста-
рой конструкции, действующих только
за счет расширения объема воздуха
имели низкий коэффициент влагоотде-
ления (около 5%).
Современные влагоотделители типа
В41-1 выполняются следующих типо-
размеров: В41-13 с присоединительной
резьбой 3/8"; В41-14, d = \ 1/2",
В41-16, d = К1". Эти влагоотделители
снабжены металлокерамическим фильт-
ром и, действуя за счет центробежных
сил и резкого расширения объема воз-
духа, обеспечивают коэффициент влаго-
отделения 85%.
Конструкция влагоотделителей типа
В41-1 показана на фиг. 55.
Сжатый воздух, подведенный к от-
верстию П, проходит в стакан 2 через
щели отражателя 7, которые сообщают
воздуху движение по винтовой линии.
Мелкие частицы воды, находящиеся
в потоке воздуха во взвешенном со-
стоянии, под действием центробежных
сил отбрасываются на стенки стакана 2. Эти частички воды собираются на
стенках в капли, которые стекают вниз в спокойную зону, отделен-
ную от остальной части стакана заслонкой 5.
Осушенный воздух проходит через фильтр 4, очищается от меха-
нических примесей и поступает к выходному отверстию О.
Лля спуска накопившегося конденсата открывают запорный клапан Р.
Выброс воды из аппарата происходит под действием сжатого воздуха.
Вместе с конденсатом удаляются механические примеси, задержанные
металлокерамическим фильтром 4.
Прозрачный стакан 2 позволяет следить за количеством конденсата
и производить его своевременный спуск.
254
Пневматические приводы
Рассмотрим маслораспылители типа В44-2 (пневматические масленки)
с двойным распылителем. Смазка цилиндров, штоков и золотников увели-
чивает срок их службы на 50—60%, а также увеличивает к. п. д. пневмо-
двигателей.
Для целей смазки в пневмосеть перед распределительным краном (см.
фиг. 39) включается маслораспылитель, с помощью которого прохо-
дящий через аппарат сжатый воздух насыщается распыленным маслом
(масляным туманом). Масло в виде мелких частиц диаметром от 0,1 до
Фиг. 56. Маслораспылитель типа В44-2:
1 — распылитель; 2 — пробка; 3 — корпус; 4 — дроссель; 5 — фланец; 6 — стакан;
7 — трубка; 8 — шарик; 9 — втулка; 10—пробка; 11—трубка; 12—колпачок; 13—гайка.
0,003 мм, взвешенных в потоке воздуха, уносится в пневмодвигатель и
там оседает на поверхностях трущихся пар. Для распыления рекомен-
дуется применять масло «Индустриальное» 20 по ГОСТ 8675—62, пред-
варительно отфильтрованное от механических примесей.
Чем меньше по размеру частицы распыленного масла, тем надежнее
смазка, так как крупные частицы взвешенного масла могут сконденси-
роваться (осесть) на стенках трубопровода, не дойдя до пневмодвигателя.
Поэтому рекомендуются маслораспылители с двойным распылением.1
Маслораспылитель типа В44-2 выполняется следующих типоразмеров:
В44-23 с присоединительной резьбой d = 3/8"; В44-24 с d = 1/2";
В44-26 с d = 1".
На фиг. 56 представлен маслораспылитель типа В44-2.
1 Допускается применение масленок и с одинарным распылением, описанных в первом
издании книги (фиг. IV. 69). Пневмоприводы без маслораспылителей эксплуатировать
нельзя.
Пневматическая аппаратура и пневмопанели
255
Сжатый воздух из магистрали подводится к отверстию 77. Проходя
через маслораспылптель, воздушный поток разделяется: одна часть его
(основной поток) направляется к выходному отверстию О через щели Е,
а другая — через каналы а, б и в.
Когда дроссель 4 полностью открыт, давление в резервуаре (стакан 6)
и в полости К одинаково. Поэтому каплепадения не происходит. При
дросселировании давление в полости К становится меньше, чем в резер-
вуаре, вследствие чего масло поднимается по трубке 7, отжимает шарик 8
от седла втулки 9 и попадает в трубку 77. Так как в зоне Р распылителя
(после кольцевой щели) происходит местное понижение давления, то масло
вытягивается из трубки 77, проходит через отверстие малого диаметра
распылителя 1 и распыляется в потоке сжатого воздуха.
Более тяжелые частицы оседают на поверхности масла в резервуаре,
а легкие, вследствие местного понижения давления в зоне В (после ще-
лей Е), вместе с потоком воздуха проходят к выходному отверстию О
через отверстие В в корпусе. Попадая в основной поток воздуха, масло
подвергается вторичному распылению, и таким образом в пневмссистему
поступают мельчайшие его частицы.
Дозировка расхода масла осуществляется дросселем 4. При полностью
закрытом дросселе разность давлений в стакане и в полости будет
наибольшей и, следовательно, расход масла также будет наибольшим.
Увеличение расхода сжатого воздуха, проходящего через маслораспыли-
тель, создает большую разность давлений в стакане и в полости К. Это
вызывает увеличение расхода масла при том же положении дросселя.
Шарик 8 препятствует понижению уровня масла в трубках 7 и 77 при
отсутствии расхода воздуха через маслораспылитель. Поэтому капле-
падение начинается сразу после возобновления расхода воздуха через
маслораспылитель.
Стакан 6 заполняется маслом через пробки 10 до уровня, обозначен-
ного на стакане линией (маслораспылители исполнений В44-23 и В44-24).
Наличие прозрачного колпачка 12 позволяет вести визуальное наблю-
дение за каплепадением с любой стороны маслораспылителя.
Ж. Пневмопанели
В связи с широким оснащением станочных приспособлений пневма-
тическими приводами целесообразно вместо последовательно располо-
женных отдельных приборов аппаратуры (см. фиг. 39) применять ком-
пактные узлы аппаратуры, называемые пневмопанелями.
На фиг. 57 показана одна из конструкций панели, применяемая на
токарных станках. В небольшом корпусе 3 смонтированы обратный
клапан, регулятор давления и масленка.
Из цеховой сети через фильтр-водоотделитель воздух направляется
в пневмопанель. Здесь он проходит через шариковый обратный клапан 7
и по каналу 7< поступает в диафрагменный регулятор давления с мано-
метром и далее в масленку. Из масленки воздух, насыщенный частицами
распыленного масла, через штуцер 4 направляется в распределительный
кран и далее в полости цилиндра.
Поступление масла регулируется игольчатым клапаном 6\ давление
воздуха регулируется гайкой 2 и контролируется манометром 5.
На фиг. 58 показана фотография комбинированного аппарата, со-
стоящего из воздухораспределительного крана с рукояткой и регулятора
давления с манометром.
256
Пневматические приводы
Фиг. 58. Комбинирован-
ный аппарат, состоящий
из распределительного
крана и регулятора дав-
ления с манометром.
Воздухопроводная арматура
257
6. ВОЗДУХОПРОВОДНАЯ АРМАТУРА
А. Конструкции и схемы
Трубопроводы применяются жесткие, в виде медных, латунных или
стальных трубок, и гибкие, в виде резинотканевых рукавов.
При монтаже пневмоприводов используется различная соединитель-
ная арматура — штуцеры, ниппели, хомутики для крепления рукавов
на ниппелях, скобы для крепления трубок к корпусу и т. п.
Резинотканевые рукава очень громоздки и поэтому в стационарных
приспособлениях не применяются. Их используют для соединения с вра-
щающимися цилиндрами на токарных и шлифовальных станках или
с цилиндрами передвижных
приспособлений.
Рекомендуется применять
резинотканевые рукава (для
газов) с внутренним диамет-
ром 12 мм\ при таком внут-
реннем диаметре обеспечи-
вается потребность в сжатом
воздухе большинства пнев-
матических приспособлений.
Резинотканевые рукава 1
(фиг. 59) надеваются на шту-
цер 2 и закрепляются хому-
тиками 3 из стальной ленты;
затяжка обычной проволокой
не рекомендуется (схема а).
Если по условиям работы
рукав приходится часто уста-
навливать и снимать со шту-
цера, то следует применять
Фиг. 59. Присоединение гибких резинотканевых
рукавов:
а — непосредственно на штуцер; б — через про-
межуточный ниппель.
крепление с помощью на-
кидной гайки 4 (схема б), затягивающей промежуточный ниппель 5.
Наряду с рукавами для подвода сжатого воздуха широко применяются
медные по ГОСТ-617—53 или латунные по ГОСТ 494—52 трубки с наруж-
ным диаметром 8, 10 или 12 мм и толщиной стенки 1 мм\ допускается при-
менение стальных труб по ГОСТ 8732—58 и ГОСТ 3262—62, однако сле-
дует иметь в виду, что стальные трубки быстро подвергаются коррозии.
Способы присоединения труб показаны на фиг. 60. Соединение с раз-
вальцовкой более надежное в отношении герметичности. При соединении
с конической резьбой не требуется уплотнение; при цилиндрической
резьбе необходимо уплотнительное кольцо 7. Цилиндрическая резьба
более удобна для установки в нужном угловом положении арматуры
типа тройники, угольники и т. п.; цилиндрическую резьбу рекомендуется
брать с постоянным шагом 1,5 мм.
На фиг. 61 показаны различные типы соединения медных или латун-
ных трубок.
При монтаже трубок необходимо соблюдать следующие условия
(фиг. 62):
1) трубки не должны мешать работе; их следует по возможности рас-
полагать в полостях корпуса приспособления (станка);
2) радиус изгиба трубы должен быть не менее 2,5—3 ее диаметров
с прямыми участками влево и вправо от изгиба, как показано на схеме
9 М. А. Ансеров
258
Пневматические приводы
Фиг. 60. Способы присоединения труб и арматуры:
а — штуцерное соединение без развальцовки трубы; б — штуцер-
ное соединение с развальцовкой трубы; в — бесштуцерное соеди-
нение футоркой с развальцовкой; г—соединения арматуры с кор-
пусом;
1 — штуцер; 2 — затяжная гайка; 3 —промежуточная деталь; 4—труба;
5 — ниппель; 6 — футорка; 7 — уплотнительное кольцо.
а) в)
Фиг. 61. Различные типы соединения трубок:
а — соединение прямое промежуточное; б — соединение
тройниковое промежуточное; в — соединение обычным шту-
цером; г — соединение угольником.
Воздухопроводная арматура
259
а; соединять штуцеры 1 и 2 прямыми отрезками труб не рекомен-
дуется;
3) для облегчения монтажа форма изгиба трубок должна допускать
возможность их небольшого пружинения (схема б);
4) из всех вариантов монтажа следует выбирать тот, при котором
длина трубок получается минимальной, а схема наиболее компактной
(схема в).
Фиг. 62. Схемы монтажа воздухоподводящих трубок.
С помощью гибких шлангов и трубок осуществляется подвод воздуха
к приспособлению; подвод воздуха к встроенным двигателям внутри
приспособления следует производить каналами, просверленными в кор-
пусе или других деталях приспособления, или каналами, профрезерован-
ными на поверхности корпуса и закрываемыми специальными крышками
(планками) с уплотнениями. Диаметры каналов рекомендуется брать
6—8 мм\ глубина (длина) каналов не должна превышать 100—120 л/ж.
Если требуется соединять полости, удаленные друг от друга на большие
расстояния, следует применять каналы, фрезеруемые на поверхностях,
обычные воздухопроводные трубки или комбинировать различные спо-
собы подводки.
На фиг. 63 показана система подводки сжатого воздуха в цилиндр
и пневмокамеру внутренними каналами. На схеме: 1 — распредели-
260
Пневматические приводы
тельный кран; 2 — пробки (заглушки), установленные по прессовой
посадке в наружные выходы просверленных каналов.
На фиг. 64, а показана подводка сжатого воздуха с помощью внеш-
них каналов, профрезерованных в специальной крышке (планке) 2, при-
Фиг. 63. Пример подводки сжатого воздуха внутренними каналами.
крепленной к корпусу 1 приспособления через уплотнительную про-
кладку 3,
На фиг. 64, б наружный канал образован в корпусе 1 и прикрыт
планкой 2 также через прокладку 3.
Фиг. 64. Примеры подводки сжатого воздуха
наружными каналами.
Каналы рекомендуется фрезеровать квадратного или прямоугольного
сечения размерами 6x6 или 6x5 мм; уплотнительные прокладки не-
обходимо устанавливать на краске или лаке.
Вводные отверстия в полости цилиндра следует предусматривать со
стороны торцов (в крышке или днище), т. е. параллельно оси цилиндра
Автоматизация управления пневматическими приводами
261
(фиг. 64, а). При выполнении их перпендикулярно к оси, с выходом в зер-
кало цилиндра, нельзя допускать, чтобы они перекрывались поршнем,
когда он находится в одном из своих крайних положений.
Б. Расчет сечений воздухопроводов
Расчет следует вести, исходя из требуемого времени срабатывания
привода.
Сечение воздухопроводных каналов S в см2 в общем случае опреде-
ляется приближенно по формуле:
У
t-VB-10Q 7 * 9
где V — объем полости двигателя при данной длине хода в см3;
t — требуемое время срабатывания двигателя в сек;
VB — скорость воздуха в воздухопроводе в м/сек (принимается
VB 17—25 м/сек).
Для поршневых пневмодвигателей диаметр канала круглого сечения d
в мм определяется
, _ 1/ D*-L
г г-Ув-юо ’
где L — длина хода поршня в мм;
D — диаметр цилиндра в мм.
Время срабатывания пневмодвигателя при известном сечении воздухо-
провода в общем случае определяется приближенно из зависимости
t^—v-______
S-VB-\W
Для поршневого двигателя при круглом сечении воздухопроводного
канала
. D2£
1 ~d2VB.100 ‘
7. АВТОМАТИЗАЦИЯ УПРАВЛЕНИЯ ПНЕВМАТИЧЕСКИМИ ПРИВОДАМИ
Механизированные приводы сокращают затраты времени на закреп-
ление обрабатываемых деталей и другие рабочие приемы и облегчают
труд станочника. Но управлять ими приходится вручную. Так как уп-
равление в этом случае сводится к ручному переключению рукоятки
распределительного крана или клапана, то автоматизировать управле-
ние — это значит автоматизировать переключение воздухораспредели-
телей.
Для этой цели используются переставные упоры (кулачки), закреп-
ляемые на подвижных рабочих органах станков (на столах фрезерных
станков, на гильзах шпинделей сверлильных станков и т. п.). При дви-
жении упоры воздействуют на золотник или клапан воздухораспредели-
теля одним из двух способов:
1) непосредственно;
2) дистанционно (на расстоянии) через посредство пневматических или
электрических выключателей.
Соответственно и воздухораспределители делятся на управляемые не-
посредственно от упоров и с дистанционным управлением.
262
Пневматические приводы
А. Воздухораспределители, управляемые непосредственно
от упоров
Показанный на фиг. 65 распределитель состоит из чугунного корпуса 5,
втулки 6, цилиндрического золотника 2, крышек 3 и 7, пружины 8 и ман-
жеты 4 с уплотняющим пружинным кольцом /. В корпусе и втулке имеются
впускное отверстие А и отверстия Б и В для последовательной подачи воз-
Фиг. 65. Воздухораспределитель с цилиндрическим
золотником, управляемый автоматически от упоров.
духа в полости цилиндра.
На золотнике образова-
ны три кольцевые выточки:
средняя широкая и две край-
ние узкие; в последних про-
сверлено по четыре радиаль-
ных отверстия, соединенных
центральным каналом Е.
Через широкую выточку и от-
верстие Б воздух направ-
ляется в цилиндр, а через
отверстия в узкой выточке,
центральный канал, полость
Д и отверстие Г выпускается
из цилиндра в атмосферу.
При воздействии на золот-
ник какого-либо подвижного
органа станка он, сжимая
пружину 8, перемещается
и переключает цилиндр. В
этом случае сжатый воздух
через отверстие В поступает
в цилиндр, а через отверстие
Б уходит из цилиндра в атмо-
сферу.
Плунжер-золотник 2
жен быть тщательно притерт
к отверстию направляющей
втулки. Овальность и конус-
ность допускаются не более
0,01 мм.
Втулку 6 изготовляют из латуни, а золотник — из стали марки У10А
с закалкой до твердости НДС 52—58; для предотвращения коррозии ра-
бочую поверхность золотника рекомендуется хромировать.1
Аналогичный распределитель с цилиндрическим золотником применен
для автоматизации закрепления деталей в кондукторах при обработке
на сверлильных станках моделей 2125, 2135, 2150 и 2175 (фиг. 66).
Кран монтируется на плите /, закрепляемой на корпусе у левого
торца реечного вала 7 подачи шпинделя станка. На плите, кроме распре-
делителя, установлен корпус 8 лимба 11 с кольцом 10 и фиксирующим
винтом 9. Лимб служит для отсчета глубины сверления и приводится во
вращение шестерней 12, связанной с валом 7.
В кольцевом Т-образном пазу лимба закрепляется кулачок 2, управ-
ляющий золотником 4 с роликом. При подъеме гильзы шпинделя станка
1 Примеры использования воздухораспределителя при автоматизации кондукторов
см. в гл. VII, фиг. 61, 62, 64.
Автоматизация управления пневматическими приводами
263
в верхнее положение кулачок наскакивает на ролик золотника и опускает
его вниз. В это время воздух из сети направляется по трубопроводу 6
в одну из полостей цилиндра, а из другой полости по трубопроводу 5
уходит в атмосферу; происходит раскрепление детали. После установки
в кондуктор новой детали шпиндель опускают, кулачок сходит с ролика,
а золотник под действием пружины 3 поднимается вверх и переключает
цилиндр. К качалу сверления деталь оказывается зажатой. Моменты пере-
ключения цилиндра регулируются изменением положения кулачка 2
относительно лимба.
Фиг. 66. Узел автоматизации зажима и раскрепления деталей на сверлиль-
ных станках (в кондукторах) с воздухораспределителем и кулачком, пере-
ставляемым в пазу лимба.
Для автоматического управления пневмоприводами приспособлений,
устанавливаемых на столах фрезерных станков, может быть использован
распределитель, показанный на фиг. 67. Распределитель прикрепляется
к станку неподвижно. Узел с кулачком закрепляется на боковой плоско-
сти стола и вместе с последним перемещается относительно крана. Этот
узел состоит из корпуса 1 и плунжера 2, нагруженного пружиной. При
движении стола и до начала фрезерования плунжер наскакивает на ры-
чаг 3, поворачивает его относительно оси 4 и перемещает золотник 5 крана.
В этот момент происходит зажим обрабатываемой детали. При переме-
щении стола в исходное положение плунжер снова воздействует на ры-
чаг и перемещает рычаг в обратном направлении; происходит раскреп-
ление детали.
При положении золотника, изображенном на фигуре, воздух из сети
через средний штуцер поступает в канал А и далее через правый штуцер
в одну из полостей цилиндра. В это время из другой полости цилиндра
264
Пневматические приводы
через канал Б и осевое отверстие уходит в атмосферу. После перемещения
золотника 5 влево воздух из сети поступает в канал Б и далее в цилиндр,
а из другой полости цилиндра через канал А и отверстия во втулке 6
(см. сечение б—б) уходит в атмосферу.
Распределители с цилиндрическим золотником срабатывают при ходе
золотника 11 —13 мм и не могут быть использованы при необходимости
Фиг. 67. Узел автоматизации зажима и раскрепления деталей на фрезерных станках с воз-
духораспределителем и кулачком, переставляемым в продольном пазу рабочего стола
станка.
быстро переключать цилиндр от хода медленно передвигающихся частей
станка или приспособления. Для этой цели применяются распределители,
срабатывающие при ходе золотника всего 1,5—2,5 мм. На фиг. 68 пока-
зана конструкция клапанного распределителя для цилиндров односторон-
него действия с коротким ходом толкателя клапана.
При нахождении плунжера 4 в положении, показанном на фигуре,
сжатый воздух из магистрали поступает через открытое клапанное отвер-
стие 3 в рабочую полость А пневматического цилиндра. При перемеще-
Автоматизация управления пневматическими приводами
265
нии плунжера влево правое клапанное отверстие прикроется шариком 2
и сжатый воздух никуда поступать не будет, а из цилиндра отработавший
воздух пройдет в атмосферу через открытое левое клапанное отверстие 1.
Фиг. 68. Клапанный воздухораспределитель с малым ходом толкателя кла-
пана (для цилиндров одностороннего действия).
Б. Воздухораспределители с пневматическим дистанционным управлением
типа В63-1 и трехходовые клапаны типа В76-2
Рассматриваемые ниже воздухораспределители и клапаны разрабо-
таны ЭНИМС и выпускаются Московским заводом пневмоаппаратов.
Основанием воздухораспределителя (фиг. 69) является плита 1 с ка-
налами для подвода и отвода сжатого воздуха. По верхней плоскости
плиты перемещается притертый к ней плоский бронзовый золотник;
плоскость скольжения с целью защиты от коррозии и повышения изно-
соустойчивости подвергается двухслойному хромированию.
Золотник перемещается в алюминиевом корпусе 8 с помощью поршня 6
из алюминиевого сплава. Рабочие поверхности поршня и отверстия в кор-
пусе для повышения износоустойчивости подвергаются глубокому ано-
дированию. Для уплотнения поршня на его рабочих участках установлены
стандартные, круглого сечения резиновые кольца 7. Постоянное приле-
гание золотника 2 к зеркалу корпуса обеспечивается пружиной 5. Во
время работы распределителя золотник дополнительно прижимается
к зеркалу давлением сжатого воздуха.
Поршень 6 вместе с плоским золотником 2 может занимать два край-
них положения: правое и левое, соответствующие двум направлениям
движения поршня двигателя. Перемещение золотника из одного поло-
жения в другое осуществляется давлением сжатого воздуха, который под-
водится поочередно под торцы поршня 6 через отверстия в крышках 3.
Во внутреннюю полость 4 воздухораспределителя сжатый воздух под-
водится через отверстие 12.
При положении поршня, изображенном на фигуре, сжатый воздух
из внутренней полости распределителя поступает через отверстие 9
в одну из полостей цилиндра двигателя; другая полость цилиндра сооб-
щается в это время с атмосферой через отверстие 10.
266
Пневматические приводы
При перемещении поршня 6 в левое крайнее положение воздух через
отверстие 11 поступает в другую полость цилиндра, а из первой через
отверстия 9 и 10 уходит в атмосферу.
Дистанционное управление воздухораспределителем, т. е. автомати-
ческое перемещение его поршня с плоским золотником осуществляется
сжатым воздухом, поступающим из сети через трехходовые клапаны
(пневматические путевые выключатели ППВ), работающие от упоров.
Система обеспечивает автоматизацию цикла возвратно-поступатель-
ного движения поршня двигателя, например, цикла зажима и разжима
детали в приспособлении. Для пуска и остановки двигателя в систему
включается трехходовой пусковой клапан.
На фиг. 70 показаны конструкция (а) и общий вид (б) трехходового
клапана (ППВ) с роликом и присоединительной резьбой d — К1/8".
Сжатый воздух подводится к отверстию 17.
Когда ролик 15 не нажат, толкатель 2 под действием пружины 4 на-
ходится в положении, показанном на фиг. 70, а. Резиновый вкладыш 5
клапана 6 прижимается к седлу корпуса 1 усилием пружины 7 и давлением
сжатого воздуха. Вследствие этого проход сжатого воздуха к отверстию О
перекрыт. Отверстие О сообщается с атмосферой через каналы Г и А.
Если теперь кулачок, укрепленный на штоке пневматического ци-
линдра или движущейся части машины, будет нажимать на ролик /5,
то рычаг 12 повернется вокруг своей оси, и толкатель 2 начнет двигаться
вправо, упираясь вначале своим торцом в резиновый вкладыш 5 и изоли-
руя отверстие О от атмосферы.
При дальнейшем движении толкателя 2 клапан 6 отодвинется от седла
и откроет проход сжатому воздуху из отверстия П в отверстие О.
Автоматизация управления пневматическими приводами
267
Ход ролика 11 мм, включая запас в начале и в конце хода 3 мм. Пре-
вышение хода ведет к поломке аппарата. Усилие, необходимое для откры-
тия клапана при давлении р = 6 кгс/см2, составляет 3,5 кгс. Конструкция
пускового клапана (фиг. 71) отличается от конструкции рассмотренного
ППВ только наличием рукоятки для управления толкателем (плунжером).
В этом исполнении воздействие на толкатель 2 клапана осуществляется
через шайбу 12 с помощью рукоятки 13, поворачиваемой вокруг оси 14.
Фиг. 70. Трехходовой клапан с роликом типа В76-2, исполне-
ние В76-21:
1 — корпус; 2 — толкатель; 3 — втулка; 4 — пружина; 5 — вкладыш;
6 — клапан; 7 — пружина; 8 — пробка; 9, 10 — кольца; 11 — крыш-
ка; 12 —• рычаг; 13 — упор; 14 — штифт; 15 — ролик.
Рукоятка может занимать два фиксированных положения: правое и
левое. В правом положении толкатель клапана 2 не нажат, и, следова-
тельно, проход сжатого воздуха к отверстию О перекрыт.
При переводе рукоятки 13 в левое положение (рукоятка показана ус-
ловно) толкатель 2 перемещается вниз и, упираясь своим торцом в рези-
новый вкладыш 5, изолирует отверстие О от атмосферы.
При дальнейшем движении толкателя 2 клапан 6 отодвигается от седла
и открывает проход сжатого воздуха из отверстия П в отверстие О.
На фиг. 72 показана схема автоматического управления возвратно-
поступательным движением поршня двигателя при помощи воздухорас-
пределителя и пневматических путевых переключателей (см. фиг. 70).
В изображенном на схеме фиг. 72 положении шток поршня 3 нажимает
на толкатель путевого выключателя 2 и открывает доступ сжатому воз-
духу по трубопроводу 4 к левому торцу поршня 6 воздухораспределителя.
Поршень вместе с золотником 8 перемещается вправо, и сжатый воздух
из сети по трубопроводу 13 через полость 7 воздухораспределителя и
трубопровод 5 поступает в левую полость цилиндра силового привода.
268
Пневматические приводы
Фиг. 71. Пусковой клапан типа В76-2, исполнение ДВ76-21:
а — конструкция; б — общий вид;
1 — корпус; 2 — толкатель; 3 — втулка; 4 — пружина; 5 — вкладыш; 6 — клапан;
7 — пружина; 8 — пробка; 9, 10 — кольца; 11 — стакан; 12 — шайба; 13 — рукоятка;
14 — ось.
Фиг. 72. Схема автоматизации цикла возвратно-поступа-
тельного движения поршня двигателя (жирными линия-
ми показана силовая цепь, тонкими — цепь управления).
Автоматизация управления пневматическими приводами
269
Поршень 3 движется слева направо, плунжер путевого выключателя2
освобождается, трубопровод 4 отключается от сети сжатого воздуха и
соединяется с атмосферой. В конце хода шток поршня 3 нажимает на
плунжер путевого выключателя 1 и открывает доступ сжатому воздуху
через трубопровод 12, пусковой клапан 10 и трубопровод 9 к правому
торцу поршня 6. Поршень с золотником 8 передвигается влево.
Сжатый воздух из сети по трубопроводу 13 через полость 7 воздухо-
распределителя и трубопровод 11 будет поступать в правую полость
цилиндра силового привода. Поршень 3 начнет движение справа налево.
Непрерывное возвратно-поступательное движение поршня 3 будет про-
Фиг. 73. Схема автоматизации цикла возвратно-поступатель-
ного движения поршня двигателя с применением дифферен-
циального воздухораспределителя типа В63-2.
должаться до тех пор, пока рукоятка пускового клапана 10 не будет по-
ставлена в правое положение. При этом прекращается доступ сжатого
воздуха в трубопровод 9 и движение золотника воздухораспределителя.
Поршень силового привода останавливается в крайнем правом положении.
На фиг. 73 показана схема управления возвратно-поступательным
движением поршня силового привода с помощью дифференциального
воздухораспределителя. В отличие от схемы, приведенной на фиг. 72,
в данном случае применяют только один ППВ.
В положении, изображенном на фигуре, сжатый воздух через воздухо-
распределитель поступает в правую полость цилиндра двигателя и пор-
шень 13 перемещается влево. Одновременно сжатый воздух удерживает
поршень и золотник воздухораспределителя в правом положении, так
как площадь левой части поршня 1 меньше площади правой части, а по-
лость 3 через трубопровод 4 и плунжер путевого выключателя 8 соеди-
нена с атмосферой.
В конце хода поршня 13 влево упор 12, воздействуя на палец 9, пово-
рачивает кулачок 6, открывает клапан ППВ и по трубопроводу 4 в по-
лость 3 воздухораспределителя пропускает сжатый воздух, поступаю-
щий из сети через пусковой клапан 16 и трубопровод 7.
270
Пневматические приводы
Под действием сжатого воздуха поршень 1 воздухораспределителя
вместе с золотником 2 переместится влево, так как рабочая площадь
поршня справа больше рабочей площади поршня слева. Сжатый воздух из
сети через воздухораспределитель будет поступать по трубопроводу 14
в левую полость силового цилиндра, и поршень 13 начнет двигаться вправо.
Правая полость силового цилиндра через трубопровод 15 и воздухорас-
пределитель будет соединена с атмосферой. В конце хода кулачок 11,
воздействуя на палец 10, вновь повернет кулачок в положение, изобра-
женное на схеме, соединит полость 3 воздухораспределителя с атмосфе-
рой, поршень 1 с золотником 2 возвратится в левое крайнее положение
и изменит направление движения поршня силового цилиндра.
Первоначальный пуск и остановка автоматического движения обес-
печивается поворотом рукоятки пускового клапана 16. Рукоятка 5 слу-
жит для ручного реверсирования движения поршня. Успешная работа
воздухораспределителей зависит от качества сжатого воздуха. Воздух не
должен содержать влаги и мелких твердых частиц. В поток воздуха сле-
дует подавать распыленное масло для смазки подвижных частей пневма-
тических устройств.
В. Воздухораспределители с электропневматическим управлением
типа В64-1
Воздухораспределители с пневматическим управлением требуют про-
кладки дополнительной воздушной цепи управления и установки допол-
нительной пневмоаппаратуры. От этих недостатков свободны воздухо-
распределители с электропневматическим управлением. В последних
используются основные детали воздухораспределителей с пневматическим
управлением и магниты.
На фиг. 74 показана конструкция воздухораспределителя (исполне-
ние БВ64-1) с двумя электромагнитами типа ЭМ1-21.
Сжатый воздух через отверстие П подводится к внутренней полости в
воздухораспределителя, затем через отверстия б малого диаметра посту-
пает в полости а п г под торцы поршня 3.
На фиг. 74, а правый электромагнит показан во включенном положе-
нии, а левый — в выключенном. Якорь правого электромагнита, втяги-
ваясь, нажимает на стержень 5, который в свою очередь нажимает на
клапан управления 9 и отодвигает его влево, сжимая пружину 10 и от-
крывая выход сжатого воздуха из полости г в атмосферу через отверстия д
и и. Давление воздуха в полости г падает, и поршень 3 с золотником 2
перемещается в правое положение. Вследствие этого, сжатый воздух из
полости в поступает через отверстия в одну из полостей цилиндра.
Другая полость цилиндра в это время соединяется с атмосферой через
отверстия Ц2 и А. При этом поршень 3 своим кольцевым выступом упи-
рается в резиновый вкладыш 7 и закрывает выход воздуха в атмосферу
через отверстия д и и в течение всего времени пока электромагнит
включен.
При выключении электромагнита стержень 5 освобождается от дей-
ствия электромагнита, и правый клапан 9 закрывает своим резиновым
вкладышем проход воздуха из полости 2 в отверстие и.
Если теперь включить левый электромагнит, то левый клапан 9 ана-
логично соединит полость а с атмосферой.
Присоединительные отверстия распределителей К 3/8", К1/^ рабо-
чее давление от 2 до 6 кгс/см2', время срабатывания золотника при давле-
Автоматизация управления пневматическими приводами
271
нии р = 2 кгс!см2, не более 0,12 сек. Электромагниты работают на перемен-
ном токе с напряжением 127 в; потребляемая мощность 45 вт; рабочий
ход 2 мм.
Воздухораспределители с дифференциальным поршнем типа В64-2
управляются только одним электромагнитом. При монтаже воздухорас-
Фиг. 74. Воздухораспределитель с электропневматическим управлением типа В64-1 с двумя
электромагнитами:
а — разрез; б — увеличенное изображение клапана управления;
1 — корпус; 2 — золотник; 3 — поршень; 4 — крышка; 5 — стержень; 6 — электромагниты;
7 — вкладыш; 8 — основание; 9 — клапан управления; 10 — пружина.
пределители следует устанавливать в горизонтальном положении, чтобы
при отсутствии давления не было самопроизвольного перемещения поршня.
Включение электромагнитов производится с помощью рычажных
конечных выключателей В К-211 (фиг. 75). Выключатели, замыкающие
или размыкающие цепь катушки соленоида приводятся в действие
272
Пневматические приводы
штоком в его конечных положениях, чем и обеспечивается реверсиро-
вание двигателя.
При нажатии на ролик 1 (фиг. 75, б) рычаг 2 поворачивается и через
ленточную пружину 3 поворачивает поводок 4. Связанный с поводком
ролик 9 перемещается по планке 7, которая под действием пружины 10
поворачивается вокруг
своей оси и через собачки
6 и 8 производит переклю-
чение контактов.
После освобождения
ролика 1 пружина 5 воз-
вращает систему в исходное
положение. Пружина 3
выполняет роль амортиза-
тора, позволяющего рыча-
гу 2 отклоняться на угол
значительно больший, чем
требуется для срабатыва-
ния.
На фиг. 76 показана
схема автоматизации цик-
ла возвратно-поступатель-
ного движения поршня
с распределителем, управ-
Фиг. 75. Рычажный конечный выключатель мгновен-
ного действия ВК-211:
а — общий вид; б — схема.
ляемым соленоидами и путевыми конечными выключателями.
Цикл начинается нажатием пусковой кнопки 1. Когда поршень ци-
линдра занимает крайнее левое положение, кулачок 8 замыкает конеч-
ный выключатель в связи с этим соленоид 3 переключает распредели-
Фиг. 76. Схема автоматизации цикла возвратно-поступательного дви-
жения поршня двигателя с применением электрических конечных
выключателей.
тель 4, из которого воздух по трубе 5 поступает в левую полость цилиндра 9
и поршень перемещается вправо; при этом кулачок 8 отходит от выклю-
чателя 11, и последний размыкается.
Когда поршень приходит в крайнее правое положение, кулачок 8
нажимает на ролик конечного выключателя 12, он включает соленоид 6,
который переключает распределитель 4. В связи с этим сжатый воздух
по трубе 7 из распределителя поступает в правую часть цилиндра 9, и
поршень возвращается в исходное положение. Затем цикл повторяется
автоматически до тех пор, пока не будет нажата кнопка «стоп». Воздух
Пневматические приводы, приспособлений
273
поступает по трубе 2, скорость рабочего хода поршня регулируется дрос-
селем 10.
В зависимости от требований, предъявляемых к построению автома-
тизированного цикла работы станка или приспособления рассмотренные
простейшие схемы дополняются соответствующей пневмоаппаратурой
(пусковые и тормозные клапаны, реле давления, реле времени и т. п.).
8. ПНЕВМАТИЧЕСКИЕ ПРИВОДЫ ПРИСПОСОБЛЕНИЙ, УСТАНАВЛИВАЕМЫХ НА
ПОВОРОТНОМ ИЛИ НЕПРЕРЫВНО ВРАЩАЮЩЕМСЯ СТОЛЕ
Поворотные (делительные) столы используются для позиционной об-
работки деталей на сверлильных, фрезерных и агрегатных станках,
а вращающиеся — для непрерывного фрезерования. На столе устанав-
ливают несколько приспособлений и одновременно (при позиционной об-
работке) или последовательно (при непрерывном фрезеровании) обраба-
тывают соответствующее количество деталей.
За время одного оборота стола каждое приспособление проходит че-
рез загрузочную позицию, где производится раскрепление и снятие обра-
ботанной детали и установка новой. После этого приспособление с де-
талью проходит через рабочие позиции. Пневматический привод исполь-
зуется для механизации или автоматизации зажима и раскрепления де-
талей в загрузочной позиции. Для этого у каждого приспособления
(иногда у пары смежных приспособлений) имеется свой пневмоцилиндр
(пневмокамера). Все цилиндры одновременно получают сжатый воздух
через воздухораспределительную муфту, расположенную в центре стола,
и каждый из них переключается в загрузочной позиции независимо от
работы других.
Переключение в загрузочной позиции для раскрепления и зажима
деталей производится тремя способами:
1) индивидуальным воздухораспределительным краном, установлен-
ным на каждом приспособлении;
2) одним общим краном, установленным на загрузочной позиции;
3) без крана; в этом случае применяется специальная воздухораспре-
делительная муфта, обеспечивающая автоматическое переключение каж-
дого приспособления в загрузочной позиции.
В системах с индивидуальными распределительными кранами приме-
няются ручные краны с плоским золотником; краны полуавтоматического
действия, работающие от упора (кулачка) на неподвижной части станка;
воздухораспределители автоматического действия, управляемые соле-
ноидами при помощи упоров и путевых выключателей.
Автоматическое закрепление может применяться только при наличии
у обрабатываемых деталей вполне устойчивых баз, исключающих воз-
можность смещения деталей при зажиме.
А. Воздухораспределительные муфты для подачи сжатого воздуха
в цилиндры с индивидуальными кранами
При обработке отверстий одновременно у нескольких деталей, напри-
мер, по схеме, показанной на фиг. 77, воздухораспределительная муфта
(фиг. 78, а) устанавливается на общей неподвижной кондукторной плите
так, чтобы ее ось примерно совпадала с осью вращения стола.
Палец 5 муфты закреплен гайкой 6 на кондукторной плите 7. На
пальце по посадке установлена сборная втулка 4. привинченная к кор-
пусу 1 муфты. Воздух из сети через центральный штуцер, закрепляемый
274
Пневматические приводы
ответствует числу расположенных на
К выводным отверстиям с помощью
Фиг. 77. Схема позиционной обработки от-
верстий.
в резьбовом коническом отверстии пальца, поступает в канал А и далее
через радиальные отверстия Б попадает в кольцевую полость В муфты.
В корпусе муфты имеются выводные отверстия Г, число которых со-
поворотном столе приспособлений,
штуцеров прикрепляются воздухо-
проводные трубки, подводящие
воздух к распределительному кра-
ну цилиндра каждого приспособ-
ления. Между пальцем и корпусом
предусмотрены уплотняющие ман-
жеты 2 с распорным кольцом 3.
Корпус 1 муфты, связанный труб-
ками с цилиндрами приспособле-
ний, вместе со столом свободно
вращается вокруг пальца 5.
В приспособлениях для непре-
рывного и позиционного фрезеро-
вания применяется аналогичная
муфта (фиг. 78, б). Разница заклю-
чается в том, что в этом случае муфта с помощью фланца 9 центрируется
и закрепляется на поворотной части стола, • а ее палец удерживается
в неподвижном положении специальным хомутиком 8, прикрепляемым
к неподвижной части станка или приспособления.
Фиг. 78. Воздухораспределительные муфты:
а — муфта, закрепляемая на неподвижной кондукторной плите;
б — муфта, закрепляемая в центре вращающегося стола.
На фиг. 79, а изображена принципиальная схема привода четырех
приспособлений, установленных на вращающемся столе для непрерыв-
ного фрезерования головок блоков автомобильных двигателей.
Воздух из сети подается в распределительную муфту, а от нее по труб-
кам / поступает в распределительные краны 2 цилиндров. При подходе
приспособлений к разгрузочной позиции цилиндр каждого из них вруч-
ную переключается с помощью своего крана.
Пневматические приводы приспособлений
275
Фиг. 79. Схема подвода воздуха и конструкция приспособления для
непрерывного фрезерования головок блоков автомобильных двига-
телей.
276
Пневматические приводы
Фиг. 80. Схема подвода воздуха к восьми пневмоподставкам при непрерывном фре-
зеровании.
Пневматические приводы, приспособлений
277
На фиг. 79, б показана конструкция одного из приспособлений. Ци-
линдр 1 смонтирован на корпусе 2 приспособления. На шток поршня уста-
новлена клиновая насадка 3, через которую он действует на ролик 4,
вмонтированный в толкатель 5. Давление со стороны толкателя передается
на рычаг 3, зажимающий деталь.
При переключении распределительного крана в загрузочной пози-
ции поршень поднимается вверх, а толкатель 5 и рычаг 8 возвращаются
в исходное положение под действием пружин 6 и 7. После установки оче-
редной детали кран снова переключают, осуществляется зажим, и приспо-
собление с деталью поступает в зону обработки. Медленное вращение
стола (круговая подача) позволяет выполнять этот прием, не нарушая
непрерывности процесса фрезерования.
Воздух от сети подводится через шланг 9 в центральный канал А
пальца 10. От вращения палец удерживается специальным хомутиком И.
связанным с неподвижной частью станка. Из канала А по радиальным
отверстиям воздух поступает в кольцевую полость Б и далее через четыре
радиальных отверстия В в корпусе 12 муфты и трубопроводы в цилиндры
приспособлений.
Воздухораспределительная муфта смонтирована на колонке 13 и вра-
щается вместе со столом.
На фиг. 80 показан привод для восьми приспособлений, устанавливае-
мых на вращающемся столе при непрерывном фрезеровании. Как и в пре-
дыдущей схеме, корпус воздухораспределительной муфты 1 смонтирован
на колонке 4 в центре стола 5 и вращается вместе с ним; палец 3 муфты
удерживается от вращения хомутиком 2, прикрепленным своими отрост-
ками к корпусу шпинделя станка.
Рабочие приспособления (наладки) монтируются на пневмоподстав-
ках 6 и приводятся в действие штоком 7 с резьбовым отверстием, в кото-
рое ввинчиваются тяги; конструкция тяг зависит от конструции силовых
механизмов, непосредственно зажимающих обрабатываемые детали (на
схеме не показаны).
Сжатый воздух из муфты 1 через трубки 8 поступает в распределитель-
ные краны 9, смонтированные на корпусах пневмоподставок. Далее,
в зависимости от положения рукоятки крана, воздух через трубки 10 и 11
поступает в верхнюю или нижнюю полость цилиндра.
Б. Воздухораспределительная муфта, обеспечивающая автоматическое
бескрановое переключение цилиндров
В устройствах для непрерывной и позиционной обработки, не имеющих
распределительных кранов, применяется муфта, показанная на фиг. 81.
Корпус 1 муфты с латунной втулкой 2 центрируется и закрепляется
на подвижной части приспособления и вращается вместе с ней. Палец 3
неподвижен и удерживается от поворота привернутым к нему фланцем 4,
жестко связанным с неподвижной воздухопроводной арматурой7 (первый
вариант), иди удерживается цилиндрическим хвостовиком фланца 5 со
шпонкой 6, сопрягаемым с отверстием в неподвижной части стола (второй
вариант).
В пальце 3 имеются: канал А для подачи сжатого воздуха из сети в ци-
линдры, и канал Б для отвода отработанного воздуха в атмосферу. В кор-
пусе муфты для связи с полостями цилиндра каждого приспособления
соответственно имеется по два отверстия / и //, расположенных в одной
вертикальной плоскости; число пар отверстий равно числу установленных
на столе приспособлений.
278
Пневматические приводы
К цилиндрам приспособлений, находящихся в рабочих позициях,
воздух подводится через вертикальный и радиальный каналы Л, £, не-
замкнутую кольцевую канавку В и отверстия /. В это время нерабочие
полости этих цилиндров соединены с атмосферой через отверстия //, ка-
навку Ж и радиальный и вертикальный каналы 3 и Б.
К цилиндру приспособления, поступающего в разгрузочную позицию,
воздух подводится через каналы А и К, лунку И и отверстие //; проис-
В~В
Фиг. 81. Конструкция воздухораспределительной муфты, обес-
печивающей подвод сжатого воздуха и автоматическое переклю-
чение цилиндров в загрузочной позиции.
ходит раскрепление детали. Отработавший воздух из цилиндра через от-
верстие /, лунку Д и каналы Г и Б отводится в атмосферу. Как только
приспособление из загрузочной подходит к рабочей позиции, установ-
ленная на нем очередная деталь автоматически зажимается на все время,
пока приспособление снова не поступит в загрузочную позицию; затем
цикл повторяется.
Между вращающимся корпусом муфты и ее неподвижным пальцем
предусмотрены уплотнительные кольца круглого сечения.
ГЛАВА V
ПРИВОДЫ С ГИДРАВЛИКОЙ
Большинство современных заводов имеют компрессорные установки и
обеспечены сжатым воздухом. Поэтому для механизации и автоматизации
станочных приспособлений конструкторы охотно используют пневмати-
ческие приводы, отличающиеся простотой и доступностью.
Однако пневмоприводы работают при давлении воздуха, всего лишь
3—6 кгс/см2 и, когда на штоке требуются значительные усилия, прихо-
дится применять цилиндры больших диаметров (200, 250, 300 мм). При-
воды с гидравликой развивают давления до 80 кгс/см2 и выше и обладают
рядом достоинств, которые оправдывают значительные первоначальные
затраты на их изготовление.
1. Высокие давления в системе позволяют применять рабочие цилиндры
небольшого диаметра (20, 30, 40, 50, 60 мм), в результате чего конструк-
ции гидравлических приспособлений получаются компактными.
2. Рабочей средой в гидравлических приводах является масло обычно
марки «Индустриальное 20» по ГОСТ 1707—51, поэтому они не требуют
особой смазки.
3. Отсутствуют неполадки, вызываемые конденсацией водяных па-
ров в аппаратах и трубопроводах пневматических систем (ржавчина и
засорение ею аппаратов).
4. Практическая несжимаемость масла позволяет применять гидрав-
лические приводы не только для силовых механизмов, но и для точных
перемещений рабочих органов станка и подвижных частей приспособлений.
Приводы с гидравликой обычно используются для зажима одной круп-
ной заготовки в нескольких точках или нескольких заготовок в много-
местном приспособлении. В этом случае привод снабжается соответствую-
щим количеством рабочих гидроцилиндров, действующих одновременно.
По источнику энергии приводы делятся на пневмогидравлические,
механогидравлические и гидравлические.
В пневмогидравлических приводах источником энергии служит сжатый
воздух.
Механогидравлические приводятся в действие рукой рабочего.
Гидравлические приводы имеют индивидуальную или групповую на-
сосную установку, а в гидрофицированных станках приводятся в действие
от основной гидравлической системы станка.
1. ПНЕВМОГИДРАВЛИЧЕСКИЕ ПРИВОДЫ
Эти приводы состоят из преобразователя давления (мультипликатора)
с необходимой аппаратурой и подключаемых к нему рабочих гидро-
цилиндров, осуществляющих зажим заготовок.
280
Приводы с гидравликой
По принципу работы приводы делятся на две группы:
1) с преобразователями прямого действия',
2) с преобразователями последовательного действия.
Пневмогидравлические приводы питаются сжатым воздухом, посту-
пающим от цеховой сети через обычную пневматическую аппаратуру.
В сравнении с гидравлическими они имеют значительно меньший объем
масла, заполняющего полости цилиндров и трубопроводов и циркули-
рующего в замкнутой гидравлической системе (1,5—3 л вместо 50—80 л
в баке гидравлического привода). Малый объем жидкости ограничивает
количество подключаемых к преобразователю рабочих гидроцилиндров
и ход их штоков.
С помощью пневматического регулятора давления рабочее давление
в гидросистеме привода можно регулировать от 16 до 100 кгс/см2.
К. Преобразователи давления прямого действия
На фиг. 1 показана схема привода, состоящего из преобразователя
прямого действия с одним подключенным к нему рабочим гидроцилиндром.
На схеме контуром А выделен собственно преобразователь давления,
состоящий из пневмоцилиндра 1 низкого давления и гидроцилиндра 2
Фиг. 1. Схема пневмогидравлического привода с преобразо-
вателем прямого действия:
А — преобразователь; Б — рабочий гидроцилиндр.
высокого давления; контуром Б обведен рабочий гидроцилиндр 3, свя-
занный с преобразователем трубопроводом. Преобразователь может пи-
тать маслом под высоким давлением не один, а несколько рабочих гидро-
цилиндров, размещенных на приспособлении.
Преобразование (повышение) давления происходит из-за разности
диаметров и d, а следовательно, и площадей поршней цилиндров / и 2.
Рассмотрим вопрос подробнее.
Определение давления в гидросистеме и коэффициента увеличения
давления I.
Под действием сжатого воздуха, поступающего от цеховой сети, при-
вод срабатывает и приходит в равновесие. Из условия равновесия (без
учета трения) находим
nd2
Pr “4“ “ Рв •
Отсюда
(1)
Пневмогидравлические приводы
281
Коэффициент увеличения давления
где рг — давление масла в кгс/см2\
рв — давление воздуха в кгс/см2.
С учетом механического к. п. д.
- - (3)
где T|^ — механический к. п. д. преобразователя, равный, примерно,
0,95.
При = 20 см, d = 4 см, рв — 4 кгс!см2 по формуле (3)
Рг = 4 Яи = 95 кгс!см2,
т. е. давление увеличивается почти в 25 раз.
Определение усилия Q на штоке рабочего гидроцилиндра. По закону
гидравлики давление жидкости передается во все стороны равномерно.
Следовательно, на поршень рабочего гидроцилиндра 3 жидкость действует
с силой (без учета сопротивления возвратной пружины)
Q = Pr — Т] = Рв(-±)— Т].
Полагая
после преобразования окончательно получаем
<2 = <21(4)4 (4)
Передаточное отношение сил
где Q — сила на штоке рабочего гидроцилиндра;
Qx — сила на штоке пневмоцилиндра;
т] — к. п. д. привода;
Л = тцЪЛм = 0,95-0,95-0,9^0,8;
• 1О <Л€ 99
т]0 — объемный к. п. д. привода;
т]'я — механические к. п, д. преобразователя и рабочего гидро-
цилиндра.
При D = 8 см, d — 4 см
<2 = Qi (4) = 4^-
т. е. получаем выигрыш в силе почти в четыре раза.
Определение хода L штока пневмоцилиндра и расхода сжатого воз-
духа на цикл зажима. Из равенства перемещаемых объемов жидкости най-
дем связь между ходами плунжера 2 и поршня 3 рабочего гидроцилиндра
г nd2 __________________________t лР2.
L 4 “ L ~4~ ’
282
Приводы с гидравликой
отсюда
где L — ход плунжера;
I — ход штока рабочего гидроцилиндра.
Учитывая потери жидкости на утечки (объемный к. п. д. т]0 = 0,95),
получаем
При тех же значениях D и d
L = 1,05-4/= 4,2/,
т. е. проигрыш в ходе штока рабочего гидроцилиндра примерно равняется
выигрышу в силе.
В случаях, когда преобразователь питает группу рабочих гидроци-
линдров, ход плунжера определяется по формуле
L=l,05/(4)2n; (7)
здесь п — число рабочих гидроцилиндров.
Объем V сжатого воздуха, расходуемого на один цикл зажима, равен
произведению площади поршня пневмоцилиндра 1 на его ход
V = -^-DiLcm3. (8)
При / = 1 см, L = 4,2 см и D = 20 см
V = 0,785-20М,2 = 1318,8 см3.
Порядок расчета привода*.
1. Вначале определяют исходную силу Q на штоке рабочего гидро-
цилиндра и длину I хода штока. Сила Q зависит от потребной силы W
зажима и передаточного отношения i сил механизма приспособления
Ход / штока зависит от колебания размеров зажимаемой заготовки
и определяется с учетом передаточного отношения перемещений in сило-
вого механизма, на который воздействует шток
где 1г — ход ведомого звена силового механизма.
2. Диаметр D рабочего гидроцилиндра определяют из зависимостей
Q = D=V^-.
Окончательно
(9)
Расчетное давление р, обычно принимают равным 50—60 кгс!смг.
3. Диаметр d плунжера определяют из соотношения
d = 1,75-? 2,5’
Пневмогидравлические приводы
283
4. Диаметр пневмоцилиндра находят из зависимости
^ = ^0г)2г1-
Отсюда
При расчетах обычно принимают рв — 4 кгс/см2-, к. п. д. привода т] —
= 0,8.
Тогда
D± 0,56d]/pr. (11)
На фиг. 2 показана конструкция преобразователя прямого действия,
питающего четыре рабочих гидроцилиндра. Воздух из сети поступает
в обратный клапан /7, распределительный кран 11 и далее по трубопро-
воду 4 в полость А пневмоцилиндра. Под действием сжатого воздуха
поршень 5 перемещается снизу вверх, а его шток 8 (он же плунжер гид-
роцилиндра) сжимает масло в полости Б и с повышенным давлением
нагнетает его в распределительную коробку 12. Из коробки масло по
гибким бронированным шлангам поступает в рабочие гидроцилиндры.
Штоки рабочих гидроцилиндров, действуя на силовые механизмы приспо-
собления, зажимают детали, а в это время воздух из верхней полости
пневмоцилиндра В через трубопровод 7 и распределительный кран уходит
в атмосферу. Давление контролируется манометром 10, связанным с гид-
росистемой трубопроводом 9.
При переключении рукоятки кранасжатый воздух поступает в верхнюю
полость В пневмоцилиндра, а из нижней полости А уходит в атмосферу.
В это время поршни рабочих гидроцилиндров под действием пружин
возвращаются в исходное положение и освобождают детали.
При указанных на чертеже диаметрах пневмоцилиндра (250 мм) и
гидроцилиндра (55 мм) и при рв =4 кгс/см2 давление в гидросистеме будет
рг = 82 кгс/см2.
Первоначальное заполнение гидросистемы маслом производится через
отверстие 14 в распределительной коробке. В это время поршень 5 пневмо-
цилиндра должен находиться в нижнем крайнем положении, а отверстие 15
для выхода воздуха должно быть открыто.
Бак 16 с маслом, расположенный в верхней части привода, служит
для компенсации утечек через зазоры в сопряжениях и в совокупности
с силовым гидроцилиндром работает по принципу сообщающихся со-
судов; обратный клапан исключает возможность попадания масла в бак
из гидросистемы, когда в ней повышается давление. Резиновый буфер 2
предохраняет крышку 1 цилиндра 3 от ударов штока. Верхняя часть пре-
образователя прикрыта кожухом 13. Полость Б силового гидроцилиндра
образована в крышке 6 пневмоцилиндра.
Преобразователь давления обычно устанавливается сбоку фрезерного
станка и через гибкие бронированные шланги питает рабочие гидроци-
линдры, вмонтированные в корпус приспособления.
На фиг. 3 показана схема более компактной конструкции, у которой
преобразователь и рабочий цилиндр размещены в общем корпусе 5. Как
и в схеме по фиг. 1, сжатый воздух перемещает поршень 1 пневмоцилин-
дра, шток 2 которого одновременно является плунжером гидроцилиндра.
Давление жидкости передается поршню 3 рабочего гидроцилиндра;
284
Приводы с гидравликой
17
$385
Фиг. 2. Конструкция пневмогидравлического преобразователя
давления прямого действия, питающего четыре рабочих гидро-
цилиндра (на фигуре не показаны).
Пневмогидравлические приводы
285
поршень имеет форму стакана и скользит по наружной поверхности сило-
вого цилиндра. Жидкость поступает по каналу А и одновременно давит
, г, nD2
на дно и фланец стакана, т. е. на площадь F = .
В исходное положение вся система возвращается под действием пру-
жины 4.
Преобразователи давления прямого действия сравнительно просты
по конструкции и циклу работы (зажим, разжим). Однако для питания
Фиг. 3. Схема компакт-
ного пневмогидравличес-
кого привода с преобра-
зователем давления пря-
мого действия, выполнен-
ным в общем корпусе с
рабочим гидроцилиндром.
нескольких рабочих гидроцилиндров их рекомендовать нельзя, так как
в соответствии с формулой (7) ход L становится большим, что приводит
к увеличению габаритов преобразователя.
Б. Преобразователи давления последовательного действия
Эти преобразователи представляют собой систему двух блоков, каж-
дый из которых состоит из пневматического и гидравлического цилинд-
ров, и работают по следующему замкнутому циклу:
1) срабатывает блок низкого давления, осуществляющий через рабо-
чие гидроцилиндры подвод прихватов (плунжеров) к поверхности заго-
товки и предварительный ее зажим;
2) срабатывает блок высокого давления, осуществляющий окончатель-
ный зажим заготовок;
3) блок высокого давления переключается на разжим, а в это время
под действием пружин или сжатого воздуха поршни рабочих гидроци-
линдров, а вместе с ними и масло, возвращаются в исходное положение.
Существующие разновидности преобразователей отличаются конструк-
тивным исполнением блока низкого давления, который выполняется
в трех вариантах.
По первому варианту сжатый воздух непосредственно действует на
поверхность масла, помещенного в полости низкого давления преобразо-
вателя (фиг. 4).
По второму и третьему вариантам сжатый воздух действует на жид-
кость через поршень или через диафрагму.
В большинстве преобразователей ступени цикла «предварительный
зажим», «окончательный зажим», «разжим» выполняются последовательно,
путем ручного переключения трехпозиционного распределительного крана.
В отличие от преобразователей прямого действия преобразователи по-
следовательного действия обеспечивают экономию сжатого воздуха на
90—95% от объема, расходуемого обычными пневмоприводами той же
мощности. На фиг. 4 показан преобразователь конструкции московского
завода «Красный пролетарий», а на фиг. 5 даны схемы подключения
к нему приспособлений.
286
Приводы с гидравликой
Корпус преобразователя состоит из цилиндра 2 (фиг. 4) и сварного
стакана 5 с зажатой между ними винтами 17 перегородкой /5; основанием
корпуса служит крышка 1 цилиндра. В перегородку и стакан по посадке
установлен цилиндр 4 высокого давления, в верхний торец которого ввин-
чен корпус 12 разделительного клапана с поршеньком 11 диаметром 25-^-
и манометром.
Фиг. 4. Пневмогидравлический преобразователь давления последовательного действия.
Управление преобразователем производится с помощью трехпозицион-
ного распределительного крана.1 Рассмотрим последовательно все ступени
цикла работы преобразователя.
1. Ступень «предварительный зажим». Воздух под давлением 24-
4 кгс!смг поступает по трубопроводу (штуцеру) / и трубке 14 (разрез Б—Б)
в верхнюю часть полости А стакана 5 и, оказывая давление на
поверхность масла, залитого в стакан, перемещает его по трубке 6, шту-
церу 7, изогнутой трубке 8, штуцеру 9, ввинченному в крышку 10 кла-
пана, и штуцерное отверстие в корпусе 12 клапана в рабочий гидроци-
линдр. Под действием поступающего масла поршень цилиндра подводит
прихват к заготовке и предварительно зажимает ее.
1 Конструкцию трехпозиционного распределительного крана см. в гл. IV, фиг. 44.
Пневмогидравлические приводы
287
2. Ступень «окончательный зажим». Переключением крана воздух по
трубопроводу II подводится в нижнюю полость В пневматического ци-
линдра 2 и перемещает вверх поршень 16 с плунжером 3. Под давлением
плунжера масло из полости Б через наклонный канал Д поступает в по-
лость разделительного клапана, отодвигает влево поршенек 11 и по коль-
цевой и долевой канавкам на поршеньке и штуцерному отверстию в кор-
пусе клапана нагнетается в рабочий гидроцилиндр. В момент, когда пор-
шенек 11 своим конусом перекрывает конусное отверстие, сообщающее
Фиг. 5. Схемы подключения преобразователя по фиг. 4 к гидроцилиндрам приспособлений:
а — к цилиндру двустороннего действия; б — к цилиндру одностороннего действия:
/ — зажим предварительный; // — зажим окончательный; III — разжим в преобразова-
теле; IV — разжим в гидроцилиндре приспособления.
1 — водоотделитель; 2 — регулятор давления; 3 — манометр; 4 — маслораспылитель; 5 — обрат-
ный клапан; 6 — трехпозиционный распределительный кран; 7 — резиновые шланги (три); 8 —
разделительный клапан; 9 — гидравлический манометр; 10 — резиновый шланг с внутренней метал-
лической оплеткой; 11 — муфта, быстро и надежно соединяющая гидроцилиндр с преобразователем
давления.
штуцер 9 с полостью А низкого давления, образуется замкнутая гидра-
влическая система, давление в которой мгновенно повышается в 25 раз,
и осуществляется окончательный зажим. Без учета потерь на трение
Рг Рв у j Рв \ 40 у 25рв.
3. Ступень «разжим». Очередным переключением крана воздух по трубо-
проводу III подводится в верхнюю полость цилиндра 2 и перемещает
поршень 16 с плунжером 3 вниз, в исходное положение. Одновременно
по трубопроводу и штуцеру IV воздух поступает в верхнюю полость рабо-
чего цилиндра и возвращает его поршень в исходное положение (фиг. 5, а).
Так как в это же время поршенек 11 (фиг. 4) клапана под действием пру-
жины также возвращается в исходное положение и открывает сообщение
с полостью А, то масло из рабочего цилиндра беспрепятственно сливается
в эту полость и система оказывается подготовленной для повторения цикла.
Если обратный ход поршня рабочего цилиндра производится пружи-
ной (фиг. 5, б), то отверстие под трубопровод IV заглушивается.
288
Приводы с гидравликой
Полость А наполняется маслом через отверстие с пробкой 18 (фиг. 4,)
а сливается из полости через отверстие 19.
Вес преобразователя 65 кгс. При давлении воздуха в сети 2; 3; 4 кгс1см?
он соответственно развивает давление в гидросистеме 50; 75; 100 кгс! см?.
Расход масла:
в цилиндре низкого давления ............................ 3000 см?
в цилиндре высокого давления ............................ 175 ои3
Для наблюдения за уровнем масла предусмотрен глазок 13 из органи-
ческого стекла.
В рассмотренном преобразователе сжатый воздух непосредственно
давит на поверхность масла в цилиндре низкого давления (см. первую
ступень цикла). Чтобы уменьшить перемешивание масла с воздухом послед-
ний лучше подавать не непосредственно на масло, а через распылительную
камеру (тупиковую трубку с мелкими радиальными отверстиями).
По объему масла (3 л) преобразователь пригоден для питания несколь-
ких гидроцилиндров и поэтому, в частности, получил применение для за-
жима деталей на продольно-фрезерных станках (фиг. 6).
На харьковском заводе «Гидропривод» передача масла под давлением
от пневмогидравлического преобразователя к рабочим цилиндрам при-
способления, установленного на столе продольнофрезерного станка, осу-
ществлена с помощью специально изготовленной поворотной стойки
(фиг. 6), несущей рукав высокого давления для подачи масла и резиновый
рукав для сжатого воздуха.
Сжатый воздух из цеховой сети поступает в спаренные преобразова-
тели 7 через влагоотделитель /, маслораспылитель 2, реле давления 5,
регулятор давления 4, предохранительный клапан 5 и трехпозиционный
(четырехходовой) распределительный кран 6. В процессе выполнения цикла
масло под давлением по шлангу А и сжатый воздух по шлангу Б поступают
в рабочие гидроцилиндры приспособления через приемные штуцеры, на-
ходящиеся у левого торца приспособления.
Шланги вмонтированы в поворотную подвеску 9. Опорная труба 11
подвески закреплена на плите /2, на которой также установлены пневмо-
гидравлические преобразователи 7. Верхняя часть подвески 9 заканчи-
вается воронкой 10 для создания большого радиуса изгиба рукавов.
Плита, преобразователи и подвеска установлены с противоположной от
рабочего места стороны станка, а распределительный кран 6 закреплен
на угольнике у рабочего места станка.
Поворотная часть подвески легко поворачивается в опорной трубе на
двух шарикоподшипниках 8 под действием натяжения рукавов по ходу
движения стола станка.
При замене приспособлений резиновые рукава легко отсоединяются
от их штуцеров с помощью накидных гаек. Рукав высокого давления для
подачи масла сопрягается со штуцером рабочего гидроцилиндра приспо-
собления при помощи специальной соединительной муфты с запорным
клапаном, служащей для быстрого присоединения и отсоединения цилин-
дров приспособлений от преобразователя давления.
На фиг. 7 показана упрощенная конструкция преобразователя давле-
ния, в которой, в сравнении с конструкцией на фиг. 4, отсутствует разде-
лительный клапан, а на его место установлен распределительный кран 2.
Роль разделителя полостей высокого и низкого давления в момент окон-
чательного зажима выполняет плунжер /, который при движении вверх
перекрывает отверстия JC, соединяющие цилиндры высокого и низкого
давлений.
Пневмогидравлические приводы
289
Ю Ансеров
зажим
Фиг. 6. Схема установки спаренных пневмогидравличе-
ских преобразователей давления и поворотной стойки
со шлангами (рукавами) для питания гидроцилиндров
приспособлений на продольнофрезерном станке.
290
Приводы с гидравликой
Фиг. 7. Пневмогидравлический преобразова-
тель давления последовательного действия
упрощенной конструкции.
Фиг. 8. Тиски с встроенным пневмогидравлическим приводом.
Механогидравлические приводы
291
По принципиальной схеме и по ступеням цикла работы этот преобразо-
ватель аналогичен рассмотренному выше преобразователю давления после-
довательного действия (фиг. 4) и используется на ряде заводов.
При давлении сжатого воздуха в сети р = 4 кгс! см2* давление масла
70 кгс! см2*.
Объем масла в цилиндре низкого давления для осуществления пред-
варительного зажима 2800 см3\ объем масла в цилиндре высокого давления
для осуществления окончательного зажима 200 см3.
В. Встроенные пневмогидравлические преобразователи давления
(приводы)
В ряде конструкций универсальных и переналаживаемых приспособле-
ний, особенно в тисках, целесообразно применять встроенный пневмогид-
равлический привод.
На фиг. 8 в качестве примера показана конструктивная схема тисков
с встроенным пневмогидравлическим приводом, состоящим из преобразо-
вателя давления прямого действия и рабочего гидроцилиндра, переме-
щающего подвижную губку при окончательном зажиме.
Пневмогидравлическое устройство тисков состоит из пневмоцилиндра А
с поршнем 7, гидроцилиндра Б с плунжером 6, пневмогидроцилиндра В
с пустотелым поршнем 5 и трехходового распределительного пневмокрана,
закрепленного на корпусе тисков.
Сжатый воздух из сети через распределительный кран поступает в ле-
вую полость пневмоцилиндра А и, действуя на поршень 7, создает усилие
Qi = 250 кгс. При действии силы на плунжер 6 в гидроцилиндре 5, а сле-
довательно, и в правой полости цилиндра В возникает удельное давле-
ние рг = 125 kccIcm2*. При этом на поршне 5 создается усилие Q = pr х
X F = 6800 кгс (где F — площадь поршня 5), которое через винт 3 и
подвижную губку 1 тисков закрепляет обрабатываемые детали.
При раскреплении воздух через распределительный кран подается
в правую полость пневмоцилиндра А, из которого по каналу 2 одновре-
менно попадает в левую полость пневмогидроцилиндра В. При этом пор-
шень 7 пневмоцилиндра Л, двигаясь влево, перемещает плунжер 6 в край-
нее левое положение; поршень 5, под действием сжатого воздуха, вместе
с губкой 1 возвращается в крайнее правое положение, а жидкость из ци-
линдра В вытесняется в цилиндр Б и система готова для совершения нового
цикла. Пробка 4 закрывает отверстие для заливки масла в гидросистему.
Механизированные тиски обладают универсальностью, так как с по-
мощью винта 3 их можно настраивать на расстояния Z между губками от
0 до 180 мм. Тиски с преобразователем последовательного действия полу-
чаются более сложными.
2. МЕХАНОГИДРАВЛИЧЕСКИЕ ПРИВОДЫ
Ручные механогидравлические приводы (питатели) целесообразно при-
менять в условиях мелкосерийного и опытного производства, а также в слу-
чаях, когда на заводе отсутствует компрессорная установка или когда при-
менение пневмогидравлического привода сопряжено с известными труд-
ностями.
На фиг. 9 показана конструкция ручного винтогидравлического пита-
теля последовательного действия. Корпус питателя представляет собой
цилиндр 17 с крышками 4 и 12, закрепленный в стойке 18 двумя стягиваю-
щими болтами 19*, левая полость цилиндра и крышки 4 заполнены маслом,
а в правой размещены винты и плунжеры.
292
Приводы с гидравликой
При вращении рукоятки 16, установленной на хвостовике винта 9,
вращается гайка-винт 8. Совместное вращение винтов обеспечивается
штифтом-шпонкой 13, расположенным (разрез Б — 5) в радиальном от-
верстии винта 9 и входящим в продольный паз винта 8.
В полости поршня 6 закреплена гайка 10 винта 8, поэтому при вращении
винтов поршень перемещается справа налево и через штуцер 1 подает
масло в рабочие гидроцилиндры, осуществляя быстрый подвод прихватов
и предварительный зажим деталей.
Фиг. 9. Винтогидравлический преобразователь давления (питатель) после-
довательного действия.
При дальнейшем вращении рукоятки давление в цилиндре повышается
и одновременно увеличивается сопротивление перемещению поршня. Под
действием этого сопротивления штифт 13, отталкивая подпружиненный
палец 14, выходит из зацепления с винтом-гайкой 8, и далее перемещается
лишь внутренний винт 9 с плунжером 5. Плунжер создает в системе высо-
кое давление, обеспечивающее окончательный зажим. Винтом 15 можно
регулировать степень сжатия пружины пальца 14, а следовательно, и уро-
вень низкого давления, при котором осуществляется предварительный
зажим.
Плунжер 5 связан с винтом 9 пружинным кольцом, а поршень 6 предо-
храняется от проворачивания шпонкой 7. Масло заливается через пробку 3.
Давление в полости определяется по манометру 2. Шайба 11, установлен-
ная на шейке наружного винта 8, предохраняет его от осевого перемещения.
Механогидравлические приводы
293
Техническая характеристика привода: давление масла при предвари-
тельном зажиме 8 кгс/см2; расчетное максимальное давление при оконча-
тельном зажиме 60—70 кгс/см2; максимальное рабочее давление не более
100 кгс/см2; максимальное усилие на рукоятке 5 кгс; расчетный объем
масла, расходуемого при предварительном зажиме, 170 см3; при оконча-
тельном зажиме — 15 см3.
Вращая рукоятку, необходимо следить за показаниями манометра 2,
не допуская чрезмерных давлений, опасных для прочности цилиндра.
Место
Манометр условно
повернут наШГ
Ь----------
9 10
Фиг. 10. Нормализованный ручной
110
160
не показан
Штуцер
цслобно.
винтогидравлический пита-
тель (МН 3629-62):
1 — цилиндр высокого давления; 2 — манометр; 3 — винт, закрываю-
щий отверстие для залива масла в систему; 4 —плунжер: 5—поршень;
6 — цилиндр низкого давления; 7 — винт, закрывающий отверстие
для смазки; 8 — рукоятка с муфтой; 9 — полумуфта поршня; 10 — по-
лумуфта плунжера; 11 — стойка; 12 — штуцер с запорным клапаном.
На фиг. 10 показана конструкция, а в табл. 1 приведены основные
параметры нормализованных ручных винтогидравлических преобразова-
Таблица 1
Основные параметры нормализованных ручных гидравлических питателей
Обозна- чение Цилиндр низкого давления М в мм Н в мм Л в мм Цилиндр высо- кого давления Вес в кг
V в см3 (допу- скаемое отклоне- ние А4) в мм D (допу- скаемое отклоне- ние С4) в мм L в мм Q в кгс Р в кгс/см.2 Vt в см3 Qi в кгс Pi в кгс/см-
7021—0001 80 70 85 25 4 5 495 220 58 23,5 4 100 12.3
0002 150 50 520 12,7
0003 320 95 565 13,4
7021—0004 500 90 105 85 6 250 78 16,8
V и —рабочий объем масла; Q и Qt—усилие, приложенное к рукоятке; р и
Pi — удельное давление.
294
Приводы с гидравликой
телей давления или питателей (МН 3629-62, питатель гидравлический
ручной; конструкция и основные размеры).
Питатель развивает давление 5 кгс/см* при предварительном зажиме,
100 кгс/см* при окончательном зажиме и позволяет производить одновре-
менно зажим одной крупной детали в нескольких точках или нескольких
мелких деталей.
На фиг. И —15 показаны примеры использования гидравлического
питателя. На фиг. 11 питатель установлен в корпусе приспособления для
Фиг. 11. Пример использова-
ния гидравлического питате-
ля в приспособлении для фре-
зерования плоскостей и рас-
тачивания отверстий в ша-
туне:
/ — обрабатываемая деталь;
2—упор; 3 — призма; 4 — тру-
бопроводы; 5 — цилиндр гид-
равлический; 6 — корпус при-
способления; 7 — манометр
0—160 кгс/см.2', 8 — питатель
гидравлический; 9 — рычаг при-
жима.
фрезерования плоскостей и растачивания отверстий в шатуне; последний
закрепляется гидрозажимами, получающими масло под давлением от руч-
ного питателя.
На фиг. 12 изображена схема многоместного приспособления, в кото-
ром четыре детали зажимаются при помощи восьми прихватов, приводи-
мых в действие штоками 4 рабочих гидроцилиндров. А1асло из питателя 1
подается через трубопроводы 3,
Нафиг. 13 показано универсальное приспособление для обработки кор-
пусов турбин на карусельном станке. Корпус устанавливается на центри-
рующей головке с гидропластом и зажимается одновременно четырьмя
прихватами, приводимыми в действие встроенными гидроцилиндрами.
Питатель со съемной рукояткой помещен на корпусе приспособления
и вращается вместе с ним.
Путем смены центрирующей головки и перемещения прихватов по ради-
альным пазам приспособление можно переналаживать на обработку дру-
гих деталей.
На фиг. 14 изображен универсальный стол с упорами, к которым деталь
одновременно поджимается штоками рабочих гидроцилиндров, приводи-
мых от питателя. Упоры и цилиндры, помещенные в подшипниках с крыш-
ками, можно перемещать по пазам стола. Путем различного их взаимного
расположения обеспечивается возможность установки и закрепления разно-
образных по конфигурации и размерам деталей. Форма и расположение
Механогидравлические приводы
295
Фиг. 12. Схема многоместного приспособле-
ния с гидравлическим питателем (а) и кол-
лектор с манометром для присоединения
восьми трубопроводов (6):
1 — гидравлический питатель; 2 — тройник;
3 — трубопроводы; 4 — штоки рабочих гидро-
цилиндров; 5 — гидрозажимы.
Фиг. 13. Общий вид пере-
налаживаемого приспо-
собления для карусель-
ного станка с гидрозажи-
мами и питателем, уста-
новленными на его кор-
пусе.
296
Приводы с гидравликой
пазов на столе определяются из требований, предъявляемых к приспосо-
блению. Давление, развиваемое в полостях рабочих гидроцилиндров,
колеблется в пределах от 60 до 100 кгс/см1. В связи с этим они имеют
небольшие диаметры.
Фиг. 14. Универсальный стол с переставными упорами и гидрозажимами;
последние приводятся в действие от ручного гидравлического питателя.
На фиг. 15, а показан гидроприхват, смонтированный в колодке, кото-
рой он вставляется и за которую крепится в пазах стола. В отверстии ко-
лодки перемещается поршень, шток которого действует на прихват.
Фиг. 15. Типовые конструкции мало-
габаритных гидрозажимов (цилинд-
ров), монтируемых на приспособле-
ниях с приводом от ручных гидрав-
лических питателей.
На фиг. 15, б, в цилиндры имеют наружные кольцевые канавки, по
которым они зажимаются в разъемных держателях (подшипниках). Дер-
жатели в свою очередь ориентируются и закрепляются в Т-образных пазах
стола (плиты).
Фиг. 16. Гидравлический
кулачок для закрепления
деталей на крупных ка-
русельных станках.
Механогидравлические приводы
298
Приводы с гидравликой
В некоторых столах применены гидрозажимы со следующей характе-
ристикой: диаметр цилиндров одностороннего действия 22 и 30 мм; ход
штока соответственно 10 и 15 мм; усилие на штоке 350, 600 кгс.
На фиг. 16 показан гидравлический кулачок, применяемый для закреп-
ления деталей на крупных карусельных станках. Давление в полости А
цилиндра развивается встроенным в кулачок рычажным насосом. При
подъеме рукоятки 7 вверх в полости В создается разрежение и масло из
резервуара Б поступает в полость В через шариковый клапан 5.
При опускании рукоятки масло из полости В через клапан 4 нагне-
тается в полость А. В этот момент клапан 5 препятствует обратному вы-
ходу масла из полости насоса в резервуар Б.
Для фиксации штока 1 после закрепления используется тангенциаль-
ный зажим 2.
При раскреплении необходимо поднять иглу 6. В этот момент давление
масла в полостях А и Б выравнивается и шток 1 под действием пружины 3
перемещается в исходное положение.
Ручной насос имеет производительность 576 см3/мин и обеспечивает
максимальную подачу штока на 50 мм за 58 сек. Емкость гидросистемы 1,3 л.
При усилии на рукоятке насоса в 15 кгс развивается давление 65 кгс/см2,
обеспечивающее зажимное усилие в 5000 кгс.
3. ГИДРАВЛИЧЕСКИЕ ПРИВОДЫ
Эти приводы представляют собой независимую гидравлическую уста-
новку (агрегат), состоящую из электродвигателя, насоса, резервуара для
масла и аппаратуры управления и регулирования. Такой агрегат, в зави-
симости от его мощности, может обслуживать один станок (приставной
или настольный гидропровод), группу из двух — пяти станков, и, нако-
нец, целый участок (30—40 станков).
Гидравлическая установка развивает в гидросистеме давление 50—
80 кгс/см2 и питает рабочие гидроцилиндры, встраиваемые в корпусы ста-
ционарных приспособлений или устанавливаемые на шпинделях станков.
Между силовой установкой и рабочими гидроцилиндрами, в удобном для
рабочего месте, включается аппаратура управления.
В гидрофицированных станках для подачи масла к приспособлениям
предусматриваются специальные отводы от основной гидросистемы станка.
В массовом производстве обычно применяются гидроустановки, рассчитан-
ные на обслуживание одного станка. В серийном производстве целесооб-
разно применять групповые установки.
При широком применении гидропривода он компонуется из нормальных
и стандартных узлов, что заметно снижает первоначальные затраты на
привод
А. Групповые гидравлические установки
На фиг. 17 показан общий вид, а на фиг. 18 — схема групповой гидро-
аккумуляторной установки с подключенными к ней приспособлениями.
Такая установка рассчитана на питание маслом под высоким давлением
одновременно 30—40 разнообразных приспособлений, установленных на
станках производственного участка, и внедрена в производство.
1 См. ЭНИМС Руководящие материалы по гидрооборудованию станков, гидроаппара-
тура ручного, путевого и дистанционного управления, издание 3-е, М., 1961. Гидроаппара-
туру выпускает Ленинградский завод станкопринадлежностей.
Гидравлические приводы
300
Приводы с гидравликой
Установка смонтирована из нормальных узлов и представляет собой
два объединенных гидропривода, один из которых работает, а второй исполь-
зуется при аварии и ремонте первого.
Основанием гидроаккумуляторной установки является бак 1 (фиг. 17),
на котором смонтирована вся гидроаппаратура: на передней части бака,
на щитке, установлена электроаппаратура.
Фиг. 18. Схема групповой гидроаккумуляторной установки с подклю-
ченными к ней приспособлениями (позиции те же, что и на фиг. 17).
В комплект гидроэлектроаппаратуры входят: электродвигатели 2 типа
МТК-12-6 (N = 1,7 кет, п = 930 об/мин)-, гидронасосы 3 типа Г12-12А
производительностью Q = 12 л/мин-, предохранительные клапаны 4
типа Г52-14, служащие для предохранения системы и перепуска лиш-
него масла в бак; обратные клапаны 5 типа Г51-24; гидроаккумуляторы 6\
манометры 7 со шкалой до 100 кгс/см2\ реле давления 8 типа Г62-2Г, маг-
нитные пускатели 9 типа П-212 и система трубопроводов.
Расчетное давление в сети 50 кгс/см\ Объем масляного бака 160 л\
суммарный объем гидроцилиндров, питаемых установкой, 20 л*, диаметр
Гидравлические приводы
301
проходного сечения трубопровода 20 мм; рабочая жидкость — масло
«индустриальное 20» или турбинное 22 при температуре 10—50° С; габарит-
ные размеры установки 1330 X 1240 X 750 мм; вес 510 кг.
На фиг. 19 показана конструкция гидроаккумулятора, назначение кото-
рого — компенсировать внезапные потери давления в сети, вызываемые
одновременным включением большого количества рабочих цилиндров при-
способлений. Вместе с тем, подавая в гидросистему масло под давлением
в моменты наибольшего его расхода, гидроаккумулятор позволяет приме-
нять гидронасосы с уменьшенной производительностью, а следовательно,
и мощностью.
•Гидроаккумулятор состоит из цилиндра 5 с навинченными крышками 2,
в котором свободно перемещается поршень <3, уплотненный двумя коль-
цами 4 из маслостойкой резины. Правая полость аккумулятора заряжается
из баллона сжатым воздухом с давлением 35—40 кгс!см?; воздух подво-
дится через обратный клапан 6 (гайка 7 при этом снимается). После за-
рядки гидроаккумулятор с помощью штуцера 1 подключается к сети,
и в его левую полость насос нагнетает масло под давлением 50 кгс!см\
Под давлением масла поршень 3 перемещается вправо и сжимает воздух
в правой полости также до давления 50 кгс/см?.
При падении давления в сети сжатый воздух перемещает поршень
влево, компенсируя падение давления и обеспечивая равенство давлений
в левой и правой полостях цилиндра. Один-два раза в год гидроаккумуля-
тор необходимо подзаряжать.
Реле давления 8 (фиг. 18) отключает электродвигатель 2 при давлении
выше 50 кгс!см2 и включает его вновь при падении давления ниже 45 кгс!см\
Реле давления представляет собой гидроцилиндр с поршнем и штоком,
конец которого выходит наружу и соединен с контактом магнитного пуска-
теля.
На каждом обслуживаемом установкой станке монтируются гидропа-
нель (фиг. 20) и распределительный кран, с помощью которых произво-
дится питание гидроцилиндров приспособления. Гидропанель станка со-
стоит из двух запорных кранов Л масляного обратного клапана 2, гидро-
аккумулятора 3 с воздушным обратным клапаном 4 и манометра 5. Назна-
чение запорных кранов — отключать гидросеть станка от основной
Фиг. 20. Гидропанель, устанавливаемая на станке.
Приводы с гидравликой
Фиг. 21. Схема переносного гидропривода
(насосной станции) для питания приспо-
соблений одного—трех станков:
/ — магнитный пускатель; 2 — электродвига-
тель типа А042/6, N = 1,7 кв; 3 — лопаст-
ной насос; 4 — бак; 5 — предохранительный
клапан; 6 — обратный клапан; 7—воздушный
обратный клапан; 8 — гидроаккумулятор;
9 — манометр; 10 — реле давления; //-—за-
порный кран; 12 — панель.
Гидравлические приводы
303
магистрали на время смены или ремонта приспособления. Гидроаккумуля-
тор и масляный обратный клапан 2 типа Г51-21 поддерживают давление
в цилиндрах приспособления и исключают возможность вырыва детали
при ее обработке в случае внезапной аварии и отключения гидроаккумуля-
торной установки на участке.
Гидропанель монтируется на сварном стальном корпусе 6 и от загряз-
нения предохраняется кожухом 7.
Для обслуживания одного — трех станков с общей емкостью цилинд-
ров приспособлений до 5 л применяются передвижные малогабаритные
гидроприводы с размерами в плане 480 X 550 мм. Схема такого гидропри-
вода (фиг. 21) аналогична схеме рассмотренной выше групповой гидроак-
кумуляторной установки, к панели которой может присоединяться парал-
лельно до четырех групп цилиндров приспособлений. В отличие от груп-
пового малогабаритный привод подключается вместе со станками к одной
линии электропитания.
Управление цилиндрами производится распределительным краном,
устанавливаемым на станке в удобном для обслуживания месте.
Исходные данные для расчета гидравлических приводов: усилие на
штоке — Р кгс, ход поршня — L см, время его рабочего хода (время
зажатия заготовки) — t сек.
Задаваясь давлением масла р кгс/см2, можно определить площадь
поршня F см2
F = —-
р
Отсюда диаметр цилиндра
D-VT^= 1.13/4 (12)
Секундная производительность насоса определяется по формуле
Q -Д- = = tL~ см3/сек, (13)
где — объемный к. п. д. системы, учитывающий утечки в золотнике
и цилиндре.
Мощность, расходуемая на привод насоса,
>, QP PL /1
/V — -.хх— = ---- л. с., (14)
75»100т]2 7о« 100/тцт]2 ’ v 7
где т]2 — к- п- Д- насоса силового узла.
Инж. В. И. Левинсон произвел расчет экономической эффективности
применения сдвоенной групповой гидроаккумуляторной установки для
питания сорока станков.1 Полные затраты на оснащение станков в рублях
складываются из следующих элементов.
Стоимость двух гидроаккумуляторных установок 1400 х 2 = 2800 руб.
Монтаж установок и гидросети на 40 станках 490 руб.
Оснащение 20 фрезерных станков универсально-наладочными тисками
280 х 20 = 5600 руб.
Оснащение 15 токарно-револьверных станков с высотой центров 200 мм
цилиндрами с патронами 320 X 15 = 4800 руб.
Оснащение пяти токарно-револьверных станков с высотой центров
300 мм цилиндрами с патронами 370 X 5 = 1850 руб.
1 «Машиностроитель», 1957, № 9.
304
Приводы с гидравликой
Оснащение 40 станков гидропанелями и кранами управления и стои-
мость монтажа приспособлений на станках составляют 105 X 40 = 4200 руб.
Так как гидроаккумуляторные установки обслуживаются дежурным
слесарем, производящим их периодический осмотр и проверку, то эксплуа-
тационные расходы по рабочей силе в расчет не принимаются.
Таким образом, суммарные затраты на оборудование двумя гидроак-
кумуляторными установками и гидравлическими приспособлениями
участка в количестве 40 станков составят
2800 + 490 + 5600 + 4800 + 1850 + 4200 = 19 740 руб.
Следует отметить, что стоимость универсальных гидравлических при-
способлений подсчитана при изготовлении опытной партии силами завода.
При серийном централизованном изготовлении стоимость приспособлений
будет значительно меньше.
Если принять минимальный срок службы гидравлической оснастки
равным трем годам, то годовые расходы на изготовление и монтаж соста-
вят 19 740 : 3 6550 руб.
На второй месяц после монтажа гидроаккумуляторной установки и
гидравлических приспособлений значительно повысилась производитель-
ность труда. Наблюдения показали, что экономия времени станочника со-
ставляла в среднем на каждый станок 95 мин в смену, причем 42% соста-
вила экономия вспомогательного времени и 58% — машинного. Экономия
машинного времени достигнута главным образом за счет увеличения глу-
бины резания и подачи при почти неизменной скорости резания.
Таким образом, экономия времени станочника на весь участок в 40 стан-
ков при двухсменной работе составит в сутки
95 X 40 X 2 = 7600 мин — 126 станко-ч.
Условногодовая экономия составит 126 х 300 38 000 станко-ч.
Средний разряд рабочего составлял 3,5. Стоимость одного станко-часа
с накладными расходами по данному заводу составляет 59,2 коп. Услов-
ная экономия составит
59,2 X 3800 22 400 руб.
Таким образом, условногодовая экономия от применения гидравли-
ческой оснастки на 40 станков составит
22 400 — 6550 = 15 850 руб.
Приведенный расчет показывает, что применение универсальной гидра-
влической оснастки вместе с групповым гидроаккумуляторным приводом
даже в мелкосерийном производстве дает заметный экономический эффект.
Б. Приводы вращающихся приспособлений
На Московском заводе пневмоаппаратов разработан и применяется
гидравлический привод с лопастным цилиндром для зажима изделий на
токарных и револьверных станках.
На фиг. 22 показана монтажная схема гидропривода. В схему входят:
гидроагрегат /, состоящий из электродвигателя, лопастного насоса и ре-
зервуара для масла, трубопроводы 2, силовой цилиндр 5, связанный тягой
с кулачковым патроном 4, и золотник 5, управляемый рукояткой.
На фиг. 23, а даны разрезы силового гидроцилиндра, смонтированного
на шпинделе токарного станка 1А62, а на фиг. 23, б показана схема гидро-
Гидравлические приводы
305
привода. На левом конце шпинделя Б установлен фланец Д, на котором
сцентрирован и закреплен вращающийся вместе со шпинделем силовой
цилиндр поворотного действия.
Гидроцилиндр состоит из статора (корпуса) 1 с укрепленными на нем
упором 2 и крышками 7 и 10 и однолопастного ротора 3 с лопаткой 4,
установленного по посадке движения и закрепленного с помощью двух
шпонок на гайке 9. Гайка, смонтированная в статоре на двух конических
роликоподшипниках 13, связана с винтом 11, во внутреннюю резьбу кото-
рого ввинчена тяга 12, соединяющая гидроцилиндр с патроном.
При подводе масла в левую или правую полость статора 1 ротор 3 с ло-
паткой 4 поворачивается до упора 2 и вращает гайку 9, которая, в свою
очередь, перемещает винт 11 с тягой 12; винт скользит в шлицевом отвер-
стии крышки 10 статора. Масло по резиновым шлангам подводится к прием-
ной муфте 5, установленной на двух прецезионных шарикоподшипниках,
смонтированных на валике 6, Валик запрессован в крышку 7 и имеет ка-
налы для прохода масла в левую или правую полость статора.
Так как приемная муфта 5 не вращается, то в ее сопряжении с вали-
ком 6, вращающимся вместе с цилиндром, предусмотрена посадка с гаран-
тированным зазором, рассчитанным на некоторую минимальную утечку
масла. Наличие зазора и отсутствие в маслораспределителе трущихся по-
верхностей скольжения позволяет вести обработку на высоких числах
оборотов шпинделя.
Все подшипники качения смазываются за счет утечки масла, которое
скапливается в прикрепленном к муфте 5 кожухе 8 и по маслопроводу 11
(фиг. 23, б) отводится в бак 1 гидроагрегата.
Гидроагрегат с электродвигателем и насосом включают только при
остановленном станке, а созданное на кулачках патрона зажимное усилие
сохраняется в процессе обработки благодаря самоторможению винтовой
пары (детали 9 и 11 на фиг. 23, а). Для предупреждения одновременного
включения электродвигателей станка и насоса предусмотрена электробло-
кировка. Работу гидропривода можно проследить по схеме, представленной
на фиг. 23, б. При повороте рукоятки 5 в одно из крайних положений пере-
ключается золотник 4, и одновременно включается электродвигатель лопа-
стного насоса 2 (Л1Ф-5). Масло из бака 1 через трубопровод 3 нагнетается
в золотник 4, откуда по трубопроводам 7 подается в левую или правую
полость цилиндра 8. При подаче масла в правую полость ротор 9 с лопаткой
306
Приводы с гидравликой
поворачивается до упора 10 и вытесняет из левой полости масло, которое
через левый трубопровод 7, золотник 4 и сливной трубопровод 14 выте-
кает в бак. При переключении золотника в обратном направлении масло
поступает в левую полость цилиндра, а из правой полости и из золотника
по трубопроводу 14 отводится в бак. Утечки масла из золотника отво-
дятся по трубопроводу 13.
Требуемая величина давления в гидросистеме регулируется настрой-
кой предохранительного клапана 12 и контролируется манометром 6.
Техническая характеристика привода
Максимальное (регулируемое) удельное давление в гидро-
системе ............................................... 65 кгс/см2.
Максимальная сила тяги .............................. 6000 кгс
Линейный ход тяги...................................... 10 мм
Вес цилиндра............................................. 18 кг
Несмотря на некоторую сложность гидропривода, он обладает рядом
преимуществ: компактностью гидроцилиндра при большой силе тяги на
штоке, что обеспечивается высоким удельным давлением масла в сравне-
нии с давлением сжатого воздуха в пневмоприводах; возможностью широ-
кой регулировки давления и силы тяги; экономичностью в расходе электро-
энергии, так как электродвигатель насоса работает только в момент зажима
или раскрепления детали; самоторможением винтовой пары, обеспечиваю-
щим безопасность работы при выключенном электродвигателе.
Рассмотренный гидропривод может быть использован с любыми пат-
ронами, в которых для радиального перемещения кулачков требуется ли-
нейное перемещение тяги (рычажными, клиновыми и др.).
Гидравлические приводы
307
фиг. 24. Общий вид гидропривода с вращающимся
гидроцилиндром.
Наряду с лопастными цилиндрами применяются гидроприводы с обыч-
ными поршневыми вращающимися цилиндрами. Такие цилиндры обеспечи-
вают большой ход тяги и кулачков патрона и более просты в изготовлении.
Однако существующие конструкции вращающихся поршневых цилинд-
ров не могут быть использованы при больших числах оборотов шпинделя
(п > 1000 об/мин), так как из-за трения в маслораспределительном устрой-
стве повышается износ трущихся поверхностей, увеличиваются зазор и
утечка масла, что нарушает
нормальную работу привода.
Учитывая сложность лопа-
стных цилиндров и недостат-
ки вращающихся поршневых,
иногда применяют невраща-
ющиеся поршневые цилинд-
ры.1
Гидравлические приводы
применяют некоторые фирмы
за рубежом. На фиг. 24 по-
казан гидропривод фирмы
«Пратт» для токарных стан-
ков. Гидравлическая уста-
новка имеет компактную
конструкцию и располагается
рядом со станком. В ней
предусмотрена возможность
подключения дополнитель-
ных устройств, как-то: гид-
равлической задней бабки,
копировального устройства
и т. п., что делает установку
универсальной. Компактный
вращающийся гидроцилиндр
закрыт ребристым кожухом.
Все вращающиеся части смазываются под давлением, что исключает
перегрев и обеспечивает возможность работы с высокими числами оборотов.
Патрон и гидроцилиндр имеют центральные отверстия для обработки
деталей
деталей
вода.
из прутка. Применяются патроны с устройством для установки
в центрах, что расширяет возможности использования гидропри-
В. Гидроцилиндры стационарных приспособлений и
аппаратура
Применяющиеся в станочных приспособлениях гидроцилиндры норма-
лизованы 1 2 и делятся на две группы:
1) цилиндры, встраиваемые в конструкцию приспособления;
2) агрегатированные цилиндры.
Цилиндры первой группы, в зависимости с,п способа их крепления
с корпусом приспособления, делятся на пять типов: с задним и передним
1 См. 1-е издание книги, гл. V, фиг. 27.
2 Е. И. Влазнев, С. В. Подгорнов, В. М. Чернышев и П. Г. Шалашов. Нормализован-
ные станочные приспособления. Справочник конструктора. М., Оборонгиз, 1959, стр. 355—
367.
308
Приводы с гидравликой
фланцевым креплением, с креплением лапками, с резьбовым креплением,
качающиеся цилиндры с шарнирным креплением. Каждый тип цилиндров
предусмотрен в двух исполнениях: двустороннего действия и односторон-
него действия с возвратной пружиной. Предварительно сжатые пружины
создают в гидросистеме противодавление 1 — 1,5 кгс!см2. При этих усло-
виях цилиндры одностороннего действия можно применять в приводах,
в которых потеря давления в трубопроводах (сопротивление) не превы-
шает 1—1,5 кгс/см2.
Фиг. 25. Гидроцилиндры двустороннего действия с задним (а)
и передним (б) фланцевым креплением.
Диаметры нормализованных цилиндров D = 40, 50, 60 мм; ход
поршня I = 104-50 мм. Принятые расчетные давления р — 16ч-80 кгс/см2;
соответственно усилия на штоках Q = 150-^-2000 кгс.
В качестве уплотнений в соединениях поршней с цилиндрами и штоков
с крышками применяются резиновые кольца круглого сечения, которые
при натяге не менее 0,25 мм на сторону надежно работают в интервалах
температур от +60 до —50° С и обеспечивают практически абсолютную
герметичность систем, работающих под давлением до 300 кгс/см2. При
малых величинах хода поршней (10—25 мм) стойкость колец не менее
200 000 двойных ходов.
Нафиг. 25—27 показаны нормализованные гидроцилиндры двусторон-
него и одностороннего действия с различными вариантами крепления
к корпусам приспособлений: с фланцевым креплением, на лапах, резьбо-
вое и шарнирное.
Предельные размеры цилиндров.
По фиг. 25, a: D = 40—60 мм; I = 25—50 мм; L — 132—160 мм;
Н = 105—125 мм; В = 60—80 мм; dx — М12 — М20 мм; d = 20 — 30 мм.
По фиг. 26, a: D = 40—60 мм; = 40—50 мм; L = 137—140 мм;
Н = 105—125 мм; В = 60—80 мм; d — 20—30 мм; dr = М12 — М20 мм.
Гидравлические приводы
309
По фиг. 27, a: D = 40—60 мм; I = 10—50 мм; L — 118—160 мм;
С = 65—ПО мм; В = 120—150 мм; Вг = 95—125 мм; Н — 40—55 мм;
d = 20—30 мм; dr = Ml2 — М20 мм.
Цилиндры одностороннего действия обычно изготовляют из стали 40Х
с последующим улучшением, а цилиндры двустороннего действия из холод-
нокатаных бесшовных труб, с закалкой в воде до твердости HRC 42.
Ф б-Ь ^5
Фиг. 26. Гидроцилиндры одностороннего действия:
а — с задним фланцевым креплением и задней рабочей полостью;
б — с передним фланцевым креплением и задней рабочей полостью;
в — с передним фланцевым креплением и передней рабочей полостью.
Размер внутреннего диаметра должен быть выполнен в системе отверстия
не ниже 3-го класса точности. Чистота поверхности внутреннего диаметра
не ниже у 9. Торцы трубы шлифуют строго перпендикулярно внутреннему
диаметру. Допускаемое отклонение не более 0,01 мм. Овальности поверх-
ности внутреннего диаметра не более 0,01 мм. Конусность и бочкообраз-
ность не более 0,01 мм на длине 100 мм.
Необходимо обращать особое внимание на фаски отверстия цилиндра,
необходимые для того, чтобы при монтировании поршня с уплотняющим
кольцом в цилиндр поверхность кольца не имела задиров.
310
Приводы с гидравликой
Поршень изготовляется заодно со штоком из стали 40 с последующим
улучшением. Размеры диаметров поршня и штока по ходовой посадке
не ниже 3-го класса точности. Чистота обработки диаметров поршня и
штока не ниже V10 — V9. Дно канавки под уплотнительное кольцо обра-
батывается с чистотой не ниже V7 и боковые поверхности не ниже V6. Ка-
навки не должны иметь острых углов. Неконцентричность рабочих поверх-
ностей поршня и штока не более 0,01 мм\ конусность в пределах допуска.
Фиг. 27. Разновидности гидроцилиндров:
а — двустороннего действия с креплением на лапах; б — одно-
стороннего действия с передним резьбовым креплением и перед-
ней рабочей полостью; в — двустороннего действия, качаю-
щийся с шарнирным креплением.
Крышки и фланцы цилиндров выполняют из стали 40Х с улучшением.
Отверстия под шток с отклонениями по Л и А3 с чистотой обработки
V9 — \7 Ю.
Все детали цилиндра с целью предохранения от коррозии оксидируются.
Пружины в цилиндрах одностороннего действия изготовляются из пру-
жинной проволоки В по ГОСТ 1071—41.
На фиг. 28 и 29 показаны нормализованные гидроцилиндры, входящие
в комплект сборно-разборных приспособлений.1 На фиг. 30—33 даны
1 О сборно-разборных приспособлениях см. гл. Ill.
Гидравлические приводы.
311
типовые компоновки этих цилиндров с приспособлениями для фрезеро-
вания.
Аппаратура к гидропроводам делится на контрольно-регулирующую
и аппаратуру управления.
К первой относятся: предохранительный клапан, обратный клапан,
редукционный клапан, аккумулятор, манометры; ко второй — золотни-
ковое распределительное устройство или распределительный кран.
Фиг. 28. Цилиндры гидравлические горизонтальные для сборно-разборных
приспособлений.
Предохранительный и обратный клапаны выполняются с запирающим
шариком или конусом. Предохранительный клапан служит для регулиро-
вания предельного давления в гидросистеме и предохранения ее от пере-
грузки, а обратный клапан запирает систему и не позволяет маслу выте-
кать обратно в бак, после того как выключен насос.
На фиг. 34, а показан предохранительный клапан с конусом. Клапан
состоит из корпуса /, закрытого крышкой, гайки 2, служащей для натя-
жения пружины <?, запирающего конуса 4 и втулки 5. В клапане преду-
смотрены два отверстия для установки штуцеров. Гайкой 2 клапан настраи-
вается на определенное давление в сети; в случае повышения его выше
установленного, натяжение пружины преодолевается давлением в системе,
конус 4 отходит, и избыток масла через отверстие Б переливается в бак.
312
Приводы с гидравликой
Гидравлические приводы
313
На фиг. 34, б показан обратный клапан. При нагнетании масло по тру-
бопроводу А подводится к клапану. Преодолевая небольшое сопротивле-
ние пружины 2, масло отталкивает плунжер 1 с конусом К и далее через
отверстия в плунжере и трубопровод Б поступает в гидроцилиндры.
После выключения насоса плунжер 1 под действием давления масла со
стороны цилиндров и пружины плотно закрывает выходное отверстие.
л Л-4
Для регулирования давления в гидросистему включают редукционный
клапан, с помощью которого можно создавать давление, сниженное на тре-
буемую величину. Пониженным давлением пользуются для приведения
в действие делительных и установочных механизмов. Так, например, если
Фиг. 32. Компоновка приспособления с гидроцилиндрами типа В
(по фиг. 28).
один из цилиндров должен приводить в действие вспомогательные опоры
приспособления или с малым усилием должен зажимать тонкостенную
деталь, то к нему масло подводится через редукционный клапан той или
иной конструкции.
Для управления гидросистемой применяются цилиндрические золот-
ники ручного управления и золотники, управляемые от упоров станка.
Однако золотниковые распределительные устройства из-за высоких тре-
бований к точности сопряжения золотника с цилиндром сложны в изго-
товлении и поэтому в ряде случаев заменяются распределительным кра-
ном, аналогичным крану воздушных систем.
314
Приводы с гидравликой
а)
Фиг. 33. Варианты компоновок приспособлений:
а — с гидроцилиндрами типа Г\ б — с гидроцилиндрами типа D (по фиг. 29).
Гидравлические приводы
315
Фиг. 34. Предохранительный (а) и обратный (б) клапаны.
Фиг. 35. Трехходовой кран с плоским золотником.
316
Приводы с гидравликой
На фиг. 35 показан трехходовой кран с плоским золотником 3. Пово-
ротом рукоятки 1 крана масло от насоса через трубопровод 4 и далее
через трубопровод 5 или 6 направляют в полости гидроцилиндра, а отра-
Исполнение I
Фиг. 37. Концевое присоединение гибких шлан-
гов высокого давления.
ботавшее масло через тот же кран и один из трубопроводов 5 или 6 и трубо-
провод 7 стекает в масляный бак.
Для достижения необходимой герметичности крана бронзовый золот-
ник 3, находящийся под давлением масла, тщательно притирается к тор-
цовой плоскости корпуса 2.
При среднем положении руко-
ятки трубопроводы 5 и 6 пере-
крываются, и при работающем
насосе масло, не попадая в ци-
линдры, через предохранитель-
ный клапан стекает в бак.
Чтобы масло не вытекало
при отсоединении гидравличе-
ского приспособления от гид-
равлического привода или маги-
страли, применяется соедини-
тельный шланг с запорным кла-
паном (фиг. 36).
Во время работы масло от
привода или из магистрали про-
текает к приспособлению через
прорези, сделанные на стакан-
чике 7, минуя шарики 4 и 8.
При отсоединении шланга, по мере отвинчивания гайки 6, пружины 2
и 10 поджимают шарики к их гнездам; к моменту полного отсоединения,
шарики плотно прилегают к гнездам и запирают выход масла из шланга
и из обратного клапана 9, соединенного с гидравлическим приспособле-
нием через штуцер 11.
Пружинное кольцо 3, помещенное в канавке наконечника 5, удержи-
вает гайку 6 от падения при отвинченном шланге. Нормализованный
шланг подсоединяется к запорному клапану через ниппель 1.
Гидравлические приводы
317
В качестве гибких трубопроводов для соединения преобразователя
с гидросистемой приспособления применяются гибкие шланги высокого
давления до 100 кгс/см2. На фиг. 37 показаны два исполнения присоедине-
ний. Шланги состоят из резиновых слоев, хлопчатобумажной и металли-
ческой оплеток. Присоединение рукавов 1 производится при помощи нип-
пеля 2 и специальной гайки 3. На конце ниппеля имеется конус, входящий
в отверстие шланга. На наружной поверхности шланга делается специаль-
ная упорная резьба. Такая же резьба имеется на гайке, навинчивающейся
на шланг. Перед сборкой торец шланга зачищается вручную на шлифо-
вальном круге. При сборке гайки со шлангом торец шланга доводится
вручную до торца гайки. Ввинчивание ниппеля в гайку производится до
отказа, не допуская при этом выталкивания шланга из гайки.
Гибкие шланги являются наиболее слабым звеном гидросистемы при-
способлений. Поскольку гибкими шлангами соединяют неподвижные пре-
образователи давления с приспособлениями, закрепляемыми на столе
станка, имеющими возвратно-поступательное движение, шланги претер-
певают в процессе работы многократные изгибы. Количество изгибов уве-
личивается при увеличении скорости движения и уменьшении хода стола
станка. Следовательно, шланги работают со знакопеременными нагруз-
ками, что может вызвать их усталостное разрушение.
При эксплуатации и монтаже необходимо избегать скручивания шлан-
гов. Резкие изгибы шлангов недопустимы. Радиус изгиба должен быть
не менее 10 d, где d внутренний диаметр шланга
21,22Q
и
(15)
где Q — количество масла, протекающего по трубопроводу, в л/мин\
v — скорость перемещения жидкости в трубопроводе в м/сек.
Для всасывающих трубопроводов v = 1,5 м/сек\ для нагнетательных
v = 4 м/сек.
При Q = 0,25 л/мин соответственно получим:
диаметр всасывающих трубопроводов
, < 21,22-25 1О
d = 1/ —4^— 18 мм.
Г 1,0
диаметр нагнетательных трубопроводов
, -1 / 21,22-25
«1 = |/ ----------- 12 мм.
РАЗДЕЛ ВТОРОЙ
КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЙ
ГЛАВА VI
ПРИСПОСОБЛЕНИЯ ДЛЯ ТОКАРНЫХ
И КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ
1. КОНЦЫ ШПИНДЕЛЕЙ И ПРИСОЕДИНИТЕЛЬНЫЕ ЭЛЕМЕНТЫ
ПРИСПОСОБЛЕНИЙ
При проектировании патронов, оправок и других вращающихся при-
способлений необходимо иметь точные сведения о конструкции и размерах
переднего конца шпинделя станка. У большинства станков токарной
группы шпиндели выполнены по ОСТ 428 и имеют конец с центрирующим
пояском и резьбой (фиг. 1, а). Так, например, у станков 1Д62 и IA62 конец
шпинделей имеет разме-
ры: D=92 мм, 1=30 мм,
резьба М90Х6, L =75 лш.
Центрирование приспособ-
лений на таких шпинделях
выполняется по посадкам
Фиг. 1. Разновидность концов шпинделей токарных
станков.
На фиг. 1, б показан
конец шпинделя с кони-
ческой направляющей,
обеспечивающей более точ-
ное центрирование. На
некоторых станках (мо-
дель 1616 и др.) применя-
ются концы по фиг. 1, в', переходный фланец 3 приспособления цен-
трируется конусом 1 со шпонкой 2, а затягивается гайкой 4.
В новых станках применяются фланцевые концы шпинделей с центри-
рующим конусом.1 Фланцы нормального исполнения А (фиг. 2) преду-
смотрены девяти размеров с номинальным наружным диаметром от 95 до
725 мм', фланцы для быстросменных патронов (исполнение Б) выполняются
шести размеров с диаметрами от 100 до 285 мм.
Кулачковые патроны, планшайбы и другие крупные приспособления
устанавливаются на концах шпинделей с помощью переходных фланцев;
небольшие патроны и оправки закрепляются в конусном гнезде шпинделя.
Размеры переходных фланцев для шпинделей с резьбой регламентиро-
ваны ГОСТ 3889—47, для фланцевых шпинделей — ГОСТ 2570—58.
1 Фланцевые концы шпинделей с быстросменным креплением патронов посредством
поворотной шайбы и шпилек стандартизуются в международном масштабе (проект ISO).
Концы шпинделей и присоединительные элементы приспособлений
319
Фиг. 2. Фланцевые концы шпинделей с центрирующим конусом
(ГОСТ 2570—58).
Фиг. 3. Крепление быстросменных патронов на фланцевых концах шпин-
делей с помощью поворотной шайбы (ГОСТ 2570—58):
I — шпиндель; 2 — гайка; 3 — поворотная шайба; 4 — винт-шпилька; 5 — шпон-
ка; 6 — винт; 7— переходной фланец приспособления (патрона).
320
Приспособления для токарных и круглошлифовальных станков
переходные фланцы имеют центрирующий буртик; сопряжение корпуса
приспособлений с центрирующим буртиком А фланца выполняется по по-
А А
садке или (см. фиг. 4).
На фиг. 3 показано сопряжение быстросменных приспособлений на
фланцевых шпинделях с помощью байонетной поворотной шайбы. Шпиль-
ки 4, имеющие в средней части цилиндрическое утолщение с лыской под
ключ, завинчиваются в левый торец переходного фланца 7 и при установке
пропускаются через отверстие /С фланца и шайбы. После этого шайбу
повертывают по часовой стрелке и через нее гайками 2 центрируют
и закрепляют приспособление на конусе шпинделя.
Фиг. 4. Переходные фланцы с устройствами,
предохраняющими приспособления (патроны) от
самоотвинчивания; А — центрирующий буртик
переходного фланца.
Крепление на фланцевом шпинделе с поворотной шайбой отнимает
почти столько же времени, сколько и крепление на резьбовом конце шпин-
деля. Вместе с тем фланцевое соединение обеспечивает более высокую точ-
ность центрирования (отсутствует зазор), полную надежность при боль-
ших числах оборотов и в 3—5 раз повышает жесткость сопряжения.
При модернизации станков, имеющих шпиндели с резьбой на конце,
необходимо вводить предохранительные устройства против самоотвинчи-
вания патронов (фиг. 4).
На токарных станках моделей 1Д62 и др. применяют конструкцию
с двумя предохранительными сухарями, имеющими скосы (фиг. 4, а).
Сухари 1 вложены в углубления на ступице фланца и удерживаются
винтами. При затяжке скосы сухарей прижимаются к наклонной стенке
канавки на буртике шпинделя, удерживая патрон.
На фиг. 4, б показано устройство, применимое к любому шпинделю,
но требующее изменений в конструкции ступицы переходного фланца.
Два винта 1 направляются в цилиндрических отверстиях фланца 2
цилиндрическими поясками п, а своими коническими участками сопря-
гаются с угловой выточкой т на центрирующем пояске шпинделя. При
затяжке винтов происходит заклинивание фланца 2 на головке шпинделя,
исключающее возможность самопроизвольного свинчивания.
2. ТОКАРНЫЕ КУЛАЧКОВЫЕ ПАТРОНЫ
По количеству кулачков патроны делятся на двух-, трех- и четырех-
кулачковые. Двух- и трехкулачковые патроны — самоцентрирующие;
четырехкулачковые патроны обычно выполняются с независимым пере-
мещением кулачков и реже — самоцентрирующими.
Токарные кулачковые патроны
321
В каждой из этих групп имеются патроны как с ручным, так и с быстро-
действующим механизированным приводом; основные типы патронов стан-
дартизованы.
А. Двухкулачковые патроны
Двухкулачковые патроны с ручным приводом выполняются с централь-
ным или боковым силовым винтом и используются для закрепления не-
симметричных или фасонных деталей (арматура и т. п.).
В патроне, показанном на фиг. 5, силовой винт 2 расположен сбоку
кулачков 3, что позволяет пропускать через центральное отверстие кор-
Фиг. 5. Двухкулачковый патрон с боковым винтом.
пуса патрона пруток или хвостовую часть индивидуальных заготовок.
Однако эти патроны уступают патронам с центральным винтом в точности
центрирования, так как винт, действуя на кулачки сбоку, вызывает их
перекос в пределах зазора. По этой же причине резьба на этих патронах
изнашивается быстрее, чем у предыдущих. Винт 2 установлен в подшип-
нике /, который регулируется винтом 4.
Нормализованные патроны изготовляются диаметрами 150, 200, 250,
300, 375 мм.
На фиг. 6 показан двухкулачковый патрон, приводимый в действие
тягой от цилиндра, расположенного на заднем конце шпинделя станка.
Патрон крепится винтами 1 к переходному фланцу, устанавливаемому
на шпинделе станка. Винтом 3, связывающим патрон с тягой штока пнев-
матического цилиндра, регулируется положение кулачков 11 относительно
поршня пневматического цилиндра. От самоотвинчивания в процессе ра-
боты патрона винт удерживается пружинным стопором 5, помещенным
в гайке последняя закреплена на винте 3 стопором 2. Доступ к винту
возможен при отвинченной пробке 15.
Кулачки 11 перемещаются под действием рычагов 10. опирающихся
на цилиндрические гнезда 7 в корпусе 8 патрона. Штифты 9. помещенные
в отверстиях рычагов, предохраняют их от произвольного смещения.
11 Ансеров
322
Приспособления для токарных и круглошлифовальных станков
Давление от поршня пневматического цилиндра передается на рычаги через
винт 3 и гайку 16, помещенную на муфте 6, На гайке имеются две наклон-
ные плоскости К, под действием которых при обратном ходе поршня (слева
направо) кулачки расходятся, освобождая обрабатываемую деталь.
Кулачки 11 имеют Т-образные пазы, в которых сухарями 12 и винта-
ми 13 укреплены сменные губки 14,
Фиг. 6. Двухкулачковый клинорычажный патрон с пневмоприводом.
Патроны изготовляются следующих размеров: D = 160, 250, 320,
400 мм', В — 35ч-75мм; Н = 130ч-245 мм; d = М16ч-М27 и обеспечивают
ход кулачков от 5 до 10 мм.
На фиг. 7 показаны примеры наладок двухкулачковых патронов.
В наладках а, б, в, г накладные кулачки 1 закрепляются жестко, а наклад-
Фиг. 7. Примеры наладок двухкулачковых патронов.
ные кулачки 2 (верхние) своим цилиндрическим выступом Д' входят в ци-
линдрические гнезда основных кулачков и имеют возможность покачи-
ваться на осях (показано стрелками). Это обеспечивает равномерный зажим
деталей в четырех точках.
Б. Трехкулачковые самоцентрирующие патроны
с переставными кулачками и механизированным приводом
Изготовляются два типа этих патронов (ГОСТ 5410—50): клиновые
и рычажные. Те и другие не являются универсальными, так как при их
переналадке необходимо переставлять и перезакреплять накладные ку-
Токарные кулачковые патроны
323
лачки, на что затрачивается много времени. Кроме того, тяга от привода,
пропускаемая через полость шпинделя, не позволяет обрабатывать в этих
патронах детали из прутка.
В соответствии с ГОСТ 2675—47 патроны могут иметь наружные диа-
метры 80, 100, 130, 160, 200, 250, 320, 400, 500, 630 мм. Патроны исполь-
зуются преимущественно в крупносерийном производстве при изготовле-
нии больших партий деталей.
На фиг. 8, а показан патрон с клиновым центрирующим механизмом.
В радиальных пазах корпуса 1 патрона перемещаются три кулачка 2,
с рифленой поверхностью которых сопрягаются сменные накладные кулач-
ки 5. Винты 4 и сухари 3 служат для крепления накладных кулачков после
их перестановки в процессе наладки патрона.
Скользящая в отверстии корпуса патрона муфта 6 имеет для связи с ку-
лачками три паза а с углом наклона 15° и приводится в движение от штока
привода.
При осевом перемещении муфты кулачки получают радиальное пере-
мещение и зажимают или освобождают заготовку. Передаточное отношение
перемещений клинового механизма 1 : 3,7. Форма клинового сопряжения
позволяет легко вынимать и заменять кулачки. Для этого в муфте 6. пре-
дусмотрено шестигранное отверстие b для ключа; при повороте муфты про-
тив часовой стрелки на угол 15° кулачки выводят из зацепления и выни-
мают. В рабочем положении муфта удерживается штифтом 9, который
одновременно служит упором, ограничивающим поворот муфты при смене
кулачков. Пружинящие штифты 8 удерживают кулачки от выпадания,
когда они выведены из зацепления с муфтой. Втулка 7 предохраняет пат-
рон от проникновения в него грязи и стружки. Одновременно ее конусное
отверстие с используется для установки направляющих втулок, упо-
ров и т. п.
К достоинствам клинового патрона следует отнести:
1) компактность и жесткость, так как механизм патрона состоит всего
из четырех подвижных частей (скользящей муфты и кулачков);
2) износоустойчивость, так как соединение муфты с кулачками проис-
ходит по плоскостям с равномерно распределенным давлением, а возмож-
ность быстрого съема кулачков способствует хорошей их чистке и смазке,
На фиг. 8, б изображен патрон с рычажным центрирующим механиз-
мом. Три рычага 2 поворачиваются на осях 3 при осевом перемещении
муфты 1; последняя через тягу связана с приводом. Кулачки 5 переме-
щаются в радиальных пазах корпуса 4 патрона. Сменные накладные
кулачки крепятся к основным кулачкам 5 с помощью винтов 7 и суха-
рей 6. Клинорычажный патрон (фиг. 8, в) аналогичен патрону, показан-
ному на фиг. 6, но имеет три кулачка.
Недостатки рассмотренных патронов с тягой через шпиндель следующие:
1) тяга, даже пустотелая, исключает (ограничивает) возможности обра-
ботки деталей с хвостовиками или из прутков;
2) вращающиеся цилиндры помещенные на конце шпинделя, ну-
ждаются в точной балансировке, нагружают радиальные подшипники
и требуют ограждений;
3) невращающиеся цилиндры, если они применяются, нагружают упор-
ные подшипники шпинделя и ускоряют их износ;
4) присоединение патрона к тяге требует затрат времени.
В связи с этим разработаны конструкции клиновых патронов с встроен-
ным приводом, одна из которых (патрон фирмы «Форкардт») показана на
фиг. 9.
324
Приспособления для токарных и круглошлифовальных станков
А-А Вид А
Фиг. 8. Трехкулачковые самоцентрирующие патроны с приводом на
заднем конце шпинделя:
а — клиновой; б — рычажный; в — клинорычажный.
Токарные кулачковые патроны
325
Воздухоприемное кольцо 1 неподвижно закреплено через промежуточ-
ное кольцо на торце бабки станка, а корпус 2 патрона центрируется на
фланце шпинделя и закрепляется гайками с помощью поворотной шайбы
(см. фиг. 3). С правой стороны корпус-цилиндр закрыт крышкой 4, в кото-
рой имеются обычные радиальные пазы под
кулачки 5.
На ступице поршня 3 образованы три
продольных паза, расположенных друг от-
носительно друга под углом 120° и наклонен-
ных по отношению к оси на 15°. В эти пазы
заходят концы кулачков, образуя несамотор-
мозящие клиновые соединения. При линей-
ном перемещении поршня сцепленные с его
пазами кулачки совершают перемещения
в радиальном направлении, зажимая или
освобождая обрабатываемую деталь. В этой
части конструкция патрона аналогична кон-
струкции клинового патрона, показанного
на фиг. 8, а.
Сжатый воздух через штуцер подводится
к невращающемуся воздухоприемнику 1,
заполняет кольцевой паз А и далее через
отверстия в резиновом уплотнительном коль-
це 7 и отверстия Б в корпусе 2 поступает
в левую полость цилиндра; кулачки при
Фиг. 9. Трехкулачковый пру-
жинно-клиновой патрон с встро-
енным пневмоцилиндром одно-
стороннего действия.
этом расходятся.
При переключении распределительного
крана воздух из цилиндра уходит в атмо-
сферу, а поршень под действием сильных
пружин 6 возвращается в исходное положе-
ние; кулачки перемещаются к центру и зажимают изделие. Стабиль-
ность зажима на все время обработки обеспечивается упругостью пружин.
В. Универсальные трехкулачковые самоцентрирующие патроны
с ключевым зажимом
В серийном, мелкосерийном и единичном производствах для центриро-
вания и зажима обрабатываемых деталей широко используются универ-
сальные кулачковые патроны с ключевым зажимом.
Наиболее распространенными являются спирально-реечные патроны
с плоской спиралью и конической передачей к спиральному диску, сущест-
вующие свыше 100 лет. В СССР эти патроны стандартизованы.
По данным ЭНИМС народному хозяйству нашей страны ежегодно тре-
буется около 400 000 кулачковых патронов, идущих на пополнение и за-
мену патронов, находящихся в эксплуатации. Этот же уровень ежегодной
потребности в патронах с ключевым зажимом будет сохраняться и на бли-
жайшие годы наряду со все возрастающим применением механизированных
токарных патронов.
В зарубежной практике наибольшим распространением также поль-
зуются ключевые спирально-реечные патроны с плоской спиралью.
В капиталистических странах из 57 фирм, занимающихся производством
токарных кулачковых патронов с ключевым зажимом, 47 фирм производят
спирально-реечные патроны с плоской спиралью размерами от 55 до
326
Приспособления для токарных и круглошлифовальных станков
915 мм. Это составляет 90% от общего количества фирм, выпускающих
универсальные самоцентрирующие патроны.
На фиг. 10 показаны конструкции трехкулачковых спирально-реечных
самоцентрирующих токарных патронов для шпинделей с резьбовыми
(тип А) и фланцевыми (тип Б) концами.1
Фиг. 10. Универсальные трехкулачковые спирально-реечные самоцентрирующие
патроны с ключевым зажимом:
тип А для шпинделей с резьбовыми концами по ОСТ 428; тип Б для шпинделей
с фланцевыми концами по ГОСТ 2570—58.
В чугунный или стальной корпус 1 патрона установлен спиральный
диск 2, находящийся в зацеплении с рейками 3. Во время вращения диска
рейки перемещаются в Т-образных пазах корпуса. Диск 2 приводится во
вращение при помощи одной из трех конических шестерен 6, вмонтирован-
ных в радиальные отверстия корпуса и законтренных в нем штифтами 8.
Крышка 7 удерживает спиральный диск 2 от перемещения в осевом на-
правлении и одновременно служит для защиты от попадания грязи и мел-
кой стружки в патрон. В крестообразном пазу реек 3 устанавливаются
и закрепляются винтами 4 прямые или обратные накладные кулачки 5.
В ряде случаев патроны изготовляются с цельными прямыми и обратными
1 Расчет и построение спирально-реечного центрирующего механизма см. в гл. II, п. 14.
Токарные кулачковые патроны
327
кулачками с нарезанными на их основаниях рейками для непосредствен-
ного сопряжения со спиральным диском 2. Общий вид патрона изображен
на фиг. И, а. На фиг. 11,6 дан общий вид самоцентрирующего реечного
патрона, описание которого дается ниже.
Прямые цельные и накладные кулачки предназначены для зажима
деталей по наружной поверхности большими призмами, а по отверстию —
ступенями кулачков. Обратные цельные и накладные кулачки представ-
ляют собой как бы повернутые на 180° прямые кулачки и используются
для зажима деталей ступенями кулачков по наружной поверхности боль-
шого диаметра.
Фиг. 11. Универсальные трехкулачковые самоцентрирующие патроны
с ключевым зажимом (общие виды):
а — спирально-реечный; б — реечный.
В табл. 1 даны основные размеры трех кулачковых спирально-реечных
патронов, изображенных на фиг. 10.
Недостаток патронов заключается в линейном контакте в сопряже-
нии витков спирали с рейками кулачков, что вызывает повышенные удель-
ные давления в сопряжении, в результате чего происходит сравнительно
быстрый износ центрирующего механизма и потеря точности. В настоя-
щее время у нас и за рубежом применяются закалка и шлифование витков
спирали и реек кулачков, что повышает износоустойчивость и долговеч-
ность патронов. Однако операция шлифования требует применения спе-
циального оборудования и нуждается в дальнейшем совершенствовании.
В связи с этим разработан и применяется вариант универсального
трехкулачкового самоцентрирующего патрона с винтовым центрирую-
щим механизмом.
Винтовые трехкулачковые самоцентрирующие патроны с ключевым
зажимом в течение последних двенадцати лет изготовляются в ФРГ фир-
мой «Mundorf» в качестве основной продукции и конкурируют с патро-
нами спирально-реечного типа.
Три винта в этих патронах связаны общей конической передачей, при-
водимой в действие ключом посредством червячной пары. Кулачки яв-
ляются полугайками и при вращении винтов осуществляют радиальное
перемещение и зажим деталей.
Таблица 1
Основные размеры в мм токарных трехкулачковых спирально-реечных самоцентрирующих патронов (фиг. 10)
D Di d2 О4 De П7 В не более kJ Н не более Ь с ci h hi Л2 d </2 d» 1 S z Z1 Z2 z8
80 55 66 28 16 12 32 50 - Мб . 3 6 3 1
100 72 86 32 22 — — — 15 42 55 — — — — — — — М8 — — 3 — 9 — 3 — 1
130 100 112 50 30 — — — 20 55 60 — — — — — — — М8 — — 3 — 9 — 3 — 1
160 130 142 75 40 — — — 28 70 65 15 15 40 12,5 5 3 — М10 М8 — — 4 — 11 2 3 2 1
200 165 180 100 50 НО 63,50 82,56 28 85 75 15 15 50 17,5 5 3 6,5 MIO М10 14,4 М10 4 11 11 2 3 2 1
250 210 226 125 65 135 82,55 104,80 36 105 85 20 20 65 22,5 7 3 6,5 M12 М12 16,4 мю 4 12,7 14 2 3 2 1
320 270 290 150 80 135 165 82,55 106,362 104,80 133,36 36 125 95 20 20 80 30 7 3 6,5 6,5 M12 М16 16,4 19,4 мю М12 5 12,7 14,2 14 3 3 3 1
400 340 368 200 100 165 210 106,362 139,700 133,36 171,46 46 145 105 25 25 95 35 9 4 6,5 8 M16 М16 19,4 24,4 М12 М16 5 14,2 16 17 3 3 3 1
500 440 465 260 140 210 280 139,700 196,85 171,46 234,96 46 145 115 25 25 95 35 9 4 8 10 M16 М16 24,4 28,8 М16 М20 6 16 17,5 17 4 6 3 2
630 560 595 360 190 280 380 196,85 285,75 234,96 330,20 60 160 125 30 30 95 32,5 9 4 10 10 M20 М16 28,8 35,8 М20 М20 6 17,5 19 17 5 6 3 3
Приспособления для токарных и круглошлифовальных станков
Токарные кулачковые патроны
329
Преимущества патронов с винтовым центрирующим механизмом заклю-
чаются в следующем.
1. Плоскостной контакт винтовых поверхностей по всей ширине
кулачка (кулачок работает как полугайка) и, как следствие, пониженные
удельные давления в сопряжении и повышенная износоустойчивость.
2. Возможность закаливать и шлифовать резьбу винтовой пары на
обычном резьбошлифовальном станке.
3. Возможность пользоваться одним комплектом переворачиваемых
кулачков, тогда как в спирально-реечных патронах необходимо иметь два
комплекта кулачков (комплект прямых и комплект обратных).
Патроны этой конструкции обеспечивают большую силу зажима, а при
качественном изготовлении и высокую точность центрирования (по дан-
ным фирмы биение до 0,02 жж); в условиях нормальной эксплуатации
точность центрирования должна сохраняться в течение длительного
периода времени.
Основной недостаток кинематической схемы винтовых патронов заклю-
чается в том, что точность центрирования зависит от точности изготовле-
ния двух пар: зубчатой конической и винтовой, тогда как в спирально-
реечных патронах точность центрирования зависит только от пары спи-
раль — рейки кулачков. Патрон сложнее в изготовлении, имеет лишь
одно гнездо для закладки ключа, требует длительного времени для пере-
мещения кулачков при наладке.
Реечные патроны (см. фиг. 11,6) или иначе — клиновые патроны
с поперечными клиньями имеют ограниченный ход кулачков и не являются
широкоуниверсальными.
Рейки ведущие и рейки ведомые на основаниях кулачков имеют косые
зубцы и работают как клиновые пары. Перемещение одной из реек перпен-
дикулярно направляющим кулачков производится посредством винта,
вращаемого ключом.
От этой рейки движение передается другим рейкам либо посредством
центрального зубчатого колеса, как показано на фиг. 11,6, либо посред-
ством кулисной передачи, осуществляемой центральным кольцом (диском)
с радиальными пазами, в которые входят сухари, сидящие на цапфах
реек.
Эти патроны, как и винтовые, обеспечивают большую силу зажима
и одновременно высокую точность центрирования (до 0,02 мм). Плоскост-
ной контакт по всей ширине кулачков, возможность закаливать и шлифо-
вать на обычных станках сопряженные поверхности повышают долго-
вечность патронов.
Однако из-за сравнительной сложности в изготовлении, ограничен-
ности хода кулачков и повышенной затраты времени на переналадки эти
патроны, несмотря на длительность их существования (около 35 лет),
не смогли вытеснить универсальные спирально-реечные патроны или
существенно сократить их применение.
В условиях серийного и единичного производства, при частой смене
обрабатываемых деталей, на установку и ручной их зажим в универсаль-
ных ключевых патронах затрачивается до 30% от вспомогательного вре-
мени. Не случайно поэтому механизацией универсальных токарных патро-
нов в последние годы усиленно занимаются у нас и за рубежом.
Затраты времени на установку и зажим заготовок в механизированном
патроне сокращаются в 3—5 раз. Механизация облегчает труд станоч-
ника. Кроме того, механизированные патроны можно автоматизировать
и включать в автоматический цикл работы станка.
330
Приспособления для токарных и круглошлифовальных станков
3. ПРИМЕРЫ НАЛАДОК НА ТРЕХКУЛАЧКОВЫЕ
САМОЦЕНТРИРУЮЩИЕ ПАТРОНЫ
Универсальные спирально-реечные и винтовые патроны позволяют
обрабатывать детали — тела вращения — в большом диапазоне диаме-
тров, так как вращением спирали или винтов кулачки легко можно пере-
мещать и устанавливать на нужный размер заготовки.
У других патронов ход кулачков небольшой (от 3 до 12 жж), поэтому
при переходе от обработки одной партии деталей к другой накладные
кулачки (губки) приходится переставлять или менять. Устанавливать
специальные накладные кулачки приходится и в универсальных патро-
нах в случае обработки тонкостенных деталей или деталей сложной формы.
Фиг. 12. Разновидности сопряжений накладных (сменных) кулачков
с основными.
На фиг. 12, а показана форма поверхностей сопряжения накладного 1
и основного 2 кулачков, стягиваемых после перестановки винтами 3 через
Т-образный сухарь 4.
Сменные накладные кулачки (фиг. 12, б) могут сопрягаться с основ-
ными шпоночными выступами и пазами. Форма губок кулачков зависит
от формы обрабатываемых деталей и может быть самой разнообразной
(фиг. 13).
При закреплении тонкостенных и точных изделий в кулачках силы
зажима вызывают деформацию и приводят к неточности обработки, по-
этому приходится изготовлять специальные патроны и оправки. Однако
в ряде случаев, особенно при изготовлении единичных деталей или не-
больших партий, можно ограничиться применением соответствующих
наладок на кулачковые патроны.
На фиг. 14 представлены варианты наладок для закрепления тонко-
стенных деталей. В конструкции, показанной на фиг. 14, а, кольцо цен-
трируется кулачками 1 и зажимается тремя прихватами 2, расположен-
ными на кулачках. При раскреплении прихваты отходят под действием
пружин. После этого их повертывают в направлении, показанном стрел-
кой, и снимают изделие.
В конструкции, изображенной на фиг. 14, б, в пазах кулачков пред-
усмотрены качающиеся губки 5, посаженные на осях 4, Установленное
до упорных площадок и центрированное изделие зажимается губками
Примеры наладок на трехкулачковые самоцентрирующие патроны
331
Фиг. 13. Примеры наладок трехкулачковых патронов.
Фиг. 14. Наладка для обработки тонкостенных втулок.
332
Приспособления для токарных и круглошлифовальных станков
с помощью винтов 5. В другой конструкции (фиг. 14, в) кулачки охваты-
вают деталь почти по всей окружности. Кулачки растачиваются в соот-
ветствии с наибольшим предельным диаметром изделия.
Для повышения точности центрирования обычно применяют сырые
накладные кулачки, которые растачивают на месте.
В этом случае в кулачки зажимают кольцо 1 (фиг. 15, а), выбирают
при этом все зазоры, а затем растачивают их до нужного размера. Зака-
ленные кулачки таким же методом можно шлифовать.
Для точной установки обрабатываемых деталей вдоль оси применяется
универсальный упор (фиг. 15, б). Конусная втулка 1 вставляется в гнездо
Фиг. 15. Схема расточки сы-
рых кулачков (а) и примене-
ние универсального осевого
упора (б).
шпинделя. В нее завинчивается винт 3, на конце которого устанавли-
вается сменная упорная шайба 4. При наладке винт выдвигают на необ-
ходимую длину, а затем стопорят гайкой 2. Торец упорной шайбы подре-
зают на месте.
На фиг. 15, б внизу показана установка диска по упору для подреза-
ния торца.
4. ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ ВАЛОВ И ТРУБ
А. Задние центры
Неподвижные задние центры работают как подшипники скольжения
с большими удельными давлениями и подвергаются сильному нагреву
и износу. По этой причине центры, изготовленные из инструментальных
углеродистых сталей, не пригодны для обработки на высоких скоростях.
При наличии закаленных центровых углублений на заготовках можно
применять неподвижные центры с наконечниками из твердого сплава ВК8.
Размеры центров с наконечниками нормализованы.
Вращающиеся задние центры позволяют работать на высоких ско-
ростях и обеспечивают достаточную точность. Параметры вращающихся
центров установлены ГОСТ 8742—62.
Стандартные центры изготовляются двух разновидностей: тип I —
для заготовок, имеющих центровые отверстия (исполнения А и 5); тип II —
для полых валов и заготовок из труб. В табл. 2 приведены основные раз-
Приспособления для обработки валов и труб
333
Таблица 2
Размеры стандартных вращающихся центров в мм
~ о
%*
2
3
4
5
6
Тип I
Исполнение А
L
Исполнение Б
Тип Я
Конусность Тб
Конус Морзе
——Ц
Конус Морзе
Нормальная серия
Усиленная серия
dt
ss
(U
не более
не более
17,780
23,825
31,267
44,399
22
25
25
32
55
60
65
75
160
180
210
240
96
100
107
ПО
24
28
28
32
60
70
80
90
31,267
44,399
63,348
30
40
55
75
90
125
215
250
340
112
120
160
30
35
40
90
100
140
L
D
L
Z —
D
d
х
D
меры вращающихся центров. Стандарт на вращающиеся центры не пред-
определяет их конструкцию. Для работы при.легких и средних нагрузках
рекомендуется применять конструкцию, показанную на фиг. 16.
Ниже приведены допустимые в условиях эксплуатации радиальные
нагрузки на вращающиеся центры в зависимости от их размеров.
№ конуса Морзе ............................ 2 3 4 5
Допускаемая радиальная нагрузка в кгс .... 60 100 200 300
На фиг. 17, а показан разрез заднего вращающегося центра с индика-
тором для регистрации осевого усилия. При перемещении центрового
валика 1 кольцо 2 воздействует на наконечник и стрелку индикатора 3,
который показывает деформацию тарельчатых пружин 4 и величину
осевого давления. Перед эксплуатацией центр (индикатор) тарируют.
На фиг. 17, б показан центр для тяжелых работ с конусом Морзе № 6
(диаметр центрового валика 55 мм). Вес обрабатываемой детали и осевое
давление здесь могут достигать нескольких тонн.
Для тяжелых нагрузок целесообразно применять не вставные,
а встроенные в пиноль задней бабки вращающиеся центры.1 Такие центры
имеют малый вылет и более жесткую конструкцию.
1 При обтачивании тяжелых валов находит применение задний центр, наконечник кото-
рого, посаженный на роликоподшипники, входит в место центрового отверстия в выточку
вала.
334
Приспособления для токарных и круглошлифовальных станков
б)
Фиг. 16. Вращающиеся центры:
а — для деталей с центровыми отверстиями; б —для полых деталей.
Фиг. 17. Вращающиеся центры:
а — с индикатором; б — для тяжелых работ.
Приспособления для обработки валов и труб
335
Для обеспечения точной работы на вращающихся центрах необходимо
их периодически перешлифовывать.
После заправки вращающийся центр имеет биение в пределах 0,005—
0,01 juju.
Б. Передние плавающие центры с поводками
Обработка валов с установкой в обычных центрах с применением хому-
тика и поводковой планшайбы имеет ряд недостатков:
1) требуются затраты времени на зажим и снятие хомутика;
2) хомутик не позволяет вести сквозную обработку;
Фиг. 18. Общий вид (а) и конструкция (б) переднего плавающего
центра с зубчатым поводком.
3) при разной глубине зацентровки заготовки при установке сме-
щаются в осевом направлении, что не позволяет вести обработку ступен-
чатых деталей по упорам или копиру.
Применение плавающих центров с поводками устраняет эти недо-
статки.
На фиг. 18, а показан общий вид, а на фиг. 18, б — конструкция
переднего центра, применяемого в зарубежной практике. Центр состоит
из корпуса /, трех радиальных стопорящих плунжеров 2, расположенных
под углом 120° друг к другу, нажимной втулки 3 с поводковым штиф-
том 4, зубчатого поводка 5, плавающего центра 6, нагруженного пружи-
ной, сферической шайбы 7, служащей опорой для поводка, и поводкового
пальца <?, связывающего корпус центра с втулкой 3.
При поджиме заготовки центром задней бабки зубцы поводка 5 вре-
заются в ее торец и передают крутящий момент. Сопряжение поводка
336
Приспособления для токарных и круглошлифовальных станков
по сферической поверхности позволяет ему поворачиваться на угол до 6°
во всех направлениях, что необходимо на случай косого торца заготовки.
Потребные осевые усилия зажима зависят от условий обработки и опре-
деляются опытным путем.
Зубчатые поводки со сферической опорой из-за трения между повод-
ковым штифтом и пазом в поводке, а также на сферической поверхности
Фиг. 19. Плавающий передний центр с шарнирным поводковым
устройством.
не всегда устанавливаются строго по торцу заготовки. В таких случаях
только один-два зуба внедряются в торец заготовки на необходимую глу-
бину, а остальные почти не участвуют в передаче крутящего момента.
Имелись случаи провертывания детали, что побуждало рабочих повышать
осевые усилия зажима до 1 т.
Однако столь большие усилия вредно отражались на работе подпят-
ника шпинделя станка, нормальная осевая нагрузка для которого по
данным московского завода «Красный пролетарий» не должна превы-
шать 750 кгс. Кроме того, при таких нагрузках сравнительно быстро вы-
ходят из строя задние вращающиеся центры.
Приспособления для обработки валов и труб
337
На фиг. 19 показана конструкция плавающего поводкового центра,
в котором вместо поводков со сферической опорой применены сменные
поводки 6 с опорами в виде двух полукруглых выступов радиусом 6 juju.
Этими выступами поводок упирается в полукруглые выемки промежуточ-
ной шайбы 5, которая имеет на своем левом торце аналогичные полукруг-
лые выступы, но размещенные перпендикулярно к направлению первых;
выступы шайбы 5 входят в соответствующие выемки на торце корпуса 1.
Шайба 5 и поводок 6, образующие шарнирную систему, прикрываются
и удерживаются от выпадания гайкой-колпачком 4. Новая конструкция
надежно обеспечивает прилегание и равномерное врезание всех зубьев
поводка 6 в торец заготовки. Как показали испытания, передаваемый
крутящий момент при одном и том же осевом усилии повысился в 1,5 раза.
В сопряжении между плавающим центром 3 и корпусом 1 должен быть
обеспечен зазор не более 0,01 juju. Пружина 2 регулируется до уси-
лия 27 кгс.
В. Центрирующие и поводковые устройства для пустотелых валов
и труб
На фиг. 20, а обрабатываемый полый вал 3 устанавливается на стер-
жень 2, имеющий на левом конце головку с центрирующим участком
и лысками для захвата поводком /. Второй конец вала центрируется
и затягивается гайкой 4.
Фиг. 20. Передние поводковые центры для центрирования и вращения
пустотелых деталей.
На фиг. 20, б и в показаны рифленые поводковые центры для полых
деталей. Для удаления центров из конусного гнезда шпинделя преду-
смотрены гайки 1. В позиции в гайка связана с центром поперечными
штифтами 2.
На фиг. 21 изображена конструкция заднего вращающегося центра
для крупных токарных станков, позволяющая центрировать и зажимать
трубы с внутренними диаметрами от 250 до 500 juju. На хвостовике центра
установлены упорный шариковый и радиальный роликовый подшип-
ники 1 и 4, на которых вращается чашеобразная деталь 3 с наружным
338
Приспособления для токарных и круглошлифовальных станков
коническим участком для центрирования сменных колец 5. Центрирова-
ние и зажим деталей осуществляется головками регулируемых винтов 2;
для крепления деталей с обработанной полостью используются винты
с латунными наконечниками.
Фиг. 21. Задний вращаю-
щийся центр с винтовыми
распорками для центри-
рования труб.
При переходе к обработке деталей с другим диапазоном внутренних
диаметров кольцо 5 заменяется, для чего отпускается болт 8 и удаляется
быстросъемная шайба 7 и нажимной фланец 6.
Г. Самозахватывающие поводковые патроны
В отличие от обычных поводковых устройств с пальцем и хомутиком
(ГОСТ 2571—53 и ГОСТ 2572—53) эти патроны имеют два или три эксцен-
триковых кулачка с насечкой, которыми они в момент начала резания
захватывают обрабатываемую деталь и приводят ее во вращение; с уве-
личением крутящего момента резания автоматически увеличивается и кру-
тящий момент патрона. Поэтому они надежно работают при любых сече-
ниях стружки. Детали, как обычно, устанавливаются на неподвижные
или плавающие центры. Для удобства установки деталей на центры при-
меняют конструкции с автоматически раскрывающимися кулачками,
а для обеспечения равномерного зажима всеми кулачками применяют
плавающую систему кулачков или систему с кулачками независимого
действия.
Кулачковые поводковые патроны широкое применение получили на
многорезцовых токарных станках, где требуется передача больших кру-
тящих моментов.
При эксплуатации обычных поводковых патронов с эксцентриковыми
кулачками бывают случаи, когда заготовка под действием сил резания
провертывается в начале обработки, что приводит к поломке резца. Для
устранения этого недостатка и повышения автоматичности и надежности
действия в последнее время внедряются поводковые патроны с грузами,
основанные на использовании центробежных сил инерции. Внедрению
этих патронов способствует быстроходность шпинделей современных
токарных станков.
Приспособления для обработки валов и труб
339
На фиг. 22 показан патрон с эксцентриковыми кулачками конструкции
Московского станкостроительного завода им. Орджоникидзе. Фланец 1
патрона крепится болтами к переходному фланцу или непосредственно
к фланцу шпинделя, как показано на фигуре. Корпус 3 патрона соединен
с фланцем 1 посредством винтов 5 с распорными втулками 6 и ведущих
пальцев 2. Корпус 3 может перемещаться относительно фланца 1 в на-
правлении его пазов, что обеспечивает равномерность зажима заготовки
кулачками 4; пружины 9 возвращают корпус в исходное центральное
положение.
Фиг. 22. Двухкулачковый поводковый
патрон с эксцентриковыми сменными
кулачками автоматического действия.
Эксцентриковые кулачки 4 свободно установлены на пальцах 2 и имеют
на профиле насечку. С началом вращения шпинделя кулачки под дей-
ствием центробежной силы, развиваемой грузами 10, зажимают заготовку
и приводят ее во вращение; дальнейший зажим осуществляется в про-
цессе резания. При остановке станка кулачки под действием пружин 8
автоматически раскрываются толкателями 7; для разгрузки пальцев 2
они своей полуцилиндрической поверхностью прижимаются к радиусным
выточкам в корпусе 3. Путем смены кулачков патрон можно использовать
для зажима деталей диаметрами от 30 до 150 лии.
Величина центробежной силы прямо пропорциональна квадрату ско-
рости п об/мин вращения шпинделя станка и определяется по формуле
Pu = 0,01GR—,
Ц g
где Р — центробежная сила в кгс;
и — вес вращающихся грузов в кг;
R — расстояние от центра тяжести груза до оси шпинделя станка в м;
g — ускорение при свободном падении груза в м/сек2; g = 9,81 м/сек2.
Центробежные поводковые патроны в зависимости от их диаметра
могут вмещать грузы общим весом от -3 до 6 кг. Тогда, например, при
G == 3 кг, R = 45 мм, п = 500, 1000, 2000 об/мин центробежная сила,
прижимающая кулачки к заготовке, соответственно будет Рц = 34, 138,
552 кгс.
340
Приспособления для токарных и круглошлифовальных станков
Двухкулачковые поводковые патроны нормализованы (МН 4051-62)
и имеют нормализованный плавающий (утопающий) подпружиненный
центр (МН 4052-62).
На фиг. 23 показаны конструкции нормализованного двухкулачкового
патрона и его плавающего центра.
Фиг. 23. Нормализованный двухкулачковый поводковый патрон с плавающим центром.
а — двухкулачковый поводковый патрон:
1 — корпус; 2 — кулачки; 3 — винт; 4 — вкладыш; 5 — фланец; 6 — винт МЮ х 55 (ГОСТ
5993—62); 7 — винт МЮ X 22 (ГОСТ 1476—58); 8 — палец; 9 — пружина; 10 — упор; 11 — про-
тивовес; 12 — штифт 6Г X 18 (ГОСТ 3128—60); 13 — толкатель; 14 — пружина; 15 — пробка;
16 — винт MI2 X 18 (ГОСТ 1476 — 58); 17 — винт М12 X 40 (ГОСТ 5993—62);| 18 — шайба;
б — плавающий центр:
1 — центр; 2 — упор; 3 — втулка; 4 — гильза; 5 — пружина; 6 — поводковый двухкулачковый
патрон.
Основные размеры патронов и центров приведены в табл. 3.
Для зажима деталей диаметром от 17 до 72 мм нормалью предусмотрены
семь комплектов сменных эксцентриковых кулачков, а для диаметров
от 28 до 112 мм — 8 комплектов сменных кулачков; параметры эксцентри-
ковых кулачков и плавающего центра (деталь 1) нормализованы. Мате-
Приспособления для обработки валов и труб
341
Таблица 3
Патроны поводковые двухкулачковые и утопающие центры (размеры в мм)
Патроны (МН 4051-62) Центры утопающие (МН 4052-62)
D в D, Диаметр зажимае- мой детали Вес в кг Наружный конус втулки D L Вес в кг
200 70 133,36 17—72 14,8 Морзе 6 63,35 340 365 5,5
280 80 171,46 28—112 32,5 Метрический 80 80,00 445 475 9,6
риал кулачков — сталь марки ШХ15 ГОСТ 801—60; твердость — HRC
60—64. Материал центра —сталь У8А по ГОСТ 1435—54; твердость ко-
нуса 60° HRC 55—60, остальное — HRC 45—50.
Вид Зез крышки \и кожуха
Фиг. 24. Трехкулачковый поводковый патрон с плавающим центром и эксцентриковыми
кулачками автоматического действия.
На заводе «Фрезер» им. М. И. Калинина спроектирован и внедрен
в производство трехкулачковый центробежный патрон.
Патрон (фиг. 24) представляет собой сварной корпус 3, в котором рас-
положены плавающий центр 4 с пружиной 2 и три груза или балансира 6,
342
Приспособления для токарных и круглошлифовальных станков
установленные на осях 7; балансиры связаны с зажимными кулачками 9
пальцами 11. Кулачки установлены на осях 10, запрессованных в перед-
ней стенке патрона.
Осевое перемещение центра 4 ограничивается винтом 5. Центр имеет
коническую шейку и в рабочем положении сопрягается с коническим
гнездом корпуса патрона, что устраняет его биение. Усилие пружины 2
регулируется винтом 1.
Для увеличения веса балансиров 6 в них предусмотрены отверстия
диаметром 50 мм, залитые свинцом; вес каждого балансира примерно 2 кг.
Балансиры находятся под действием пружин 13, удерживающих их в не-
рабочем положении. Патрон закрыт кожухом 8 и крышкой 12, закреп-
ляемыми на его корпусе винтами.
При работе на кулачки 9 кроме сил резания действуют также центро-
бежные силы от балансиров, передаваемые с помощью пальцев 11. В ре-
зультате кулачки плотно прижимаются к обрабатываемому изделию и не
допускают его поворота относительно патрона.
В конструкции патрона расстояние от центра тяжести каждого груза
до оси шпинделя R = 0,05 мм. Тогда при G = 2 кг; п = 1000 об! мин
центробежная сила, действующая на каждый кулачок, по предыдущей
формуле будет
п 0,01.2.0,05.1 0002 1ПО
РЧ = —~ад!----------102 кгс-
Рц. сум = 102-3 = 306 кгс.
силы исключает возможность проворота заготовки
Суммарная сила
Наличие такой
в начале резания.
После обработки детали и остановки шпинделя балансиры 6 под дей-
ствием пружин 13 возвращаются в исходное положение и, увлекая ку-
лачки 9, автоматически раскрывают их, освобождая заготовку.
Для определения угла поворота балансира, при котором обеспечи-
вается поджим центробежной силой по всей зоне зажимного действия
кулачка, построена схема.1 Из схемы имеем: дуга fk ек или R6u6
RKvK, где R6 и RK соответственно расстояния от центра поворота (Об)
балансира и кулачка (OJ до оси пальца 11; аб — угол поворота балан-
сира в радианах, при котором обеспечивается действие центробежной
силы по всей зоне зажимного действия кулачка; ак — угол поворота
кулачка в радианах, равный углу аОкс, принятому, по конструктивным
соображениям, равным 45°, или 0,785 радиана (abc — зона зажимного
действия кулачка).
Выразив угол поворота балансира через RK, ак и R6 и подставив
числовые значения, получим
аб = = 25'°-785 = 0,37 радиана = 20° 38'.
Л\б
Для надежности работы балансиров принято аб = 23°. При практи-
ческих расчетах можно принимать аб 0,5а*..
Патрон обеспечивает равномерный зажим заготовки без применения
плавающей системы кулачков, так как в случае эксцентричности заго-
товки центробежные силы зажимают ее различными точками кривой са.
Трехкулачковые поводковые патроны аналогичной конструкции и экс-
центриковые кулачки к ним нормализованы (МН 4050-62). Диаметр
зажимаемых деталей от 12 до 85 мм.
1 «Станки и инструмент». 1959, № 6, статья А. М. Гирель и И. И. Чикарева.
Приспособления для обработки валов и труб
343
Д. Люнеты
Люнеты, как известно, применяются в качестве дополнительных опор
при обработке нежестких валов.
Используются универсальные неподвижные или подвижные люнеты
с раздвижными кулачками и специальные, предназначенные для обработки
определенных деталей или для поддержания приспособления, установлен-
ного на шпинделе станка и имеющего большой вылет.
Обычные конструкции неподвижных универсальных люнетов не отве-
чают требованиям скоростной обработки, так как кулачки люнета, изго-
товленные из бронзы или
чугуна, быстро изнашива-
ются и в их сопряжении
с деталью образуется за-
зор, что приводит к виб-
рациям.
Новатор В. К. Семин-
ский предложил модерни-
зировать существ у ющие
люнеты (фиг. 25). В осно-
вании 1 люнета кулачки
заменяют шарикоподшип-
ники 7, а гнездо под ку-
лачок в крышке 2 раста-
чивают и вставляют в него
стержень 4 с пружиной 5,
на котором закреплена
серьга 6 с двумя шарико-
подшипниками 7.
Шарикоподшипники ос-
нования люнета настраи-
вают на диаметр ПО кон- Фиг. 25. Модернизированный неподвижный люнет,
трольному валику, устана-
вливаемому в центрах, или по самой обрабатываемой детали. Затем наки-
дывают крышку 2 люнета и гайкой 3 регулируют положение стержня 4
с таким расчетом, чтобы зазор между основанием и крышкой составлял
3—5 мм\ после этого эксцентриком 8 прижимают крышку. При этом пру-
жина 5 сжимается и шарикоподшипники, установленные в серьге, с силой
начинают прижимать обрабатываемую деталь к шарикоподшипникам
основания.
Биение, вызываемое овальностью и неодинаковой толщиной различных
участков обрабатываемой детали, при данной конструкции люнета воспри-
нимается пружиной 5, которая работает как амортизатор.
При обработке черных заготовок сначала приходится обтачивать с ма-
лыми скоростями и подачами шейку под люнет или надевать на заготовку
специальную муфту под люнет.
В этих случаях целесообразно применять специальный люнет конст-
рукции В. К. Семинского (фиг. 26).
Люнет состоит из основания, прикрепляемого к станине, и поворотного
корпуса 1, в который установлен и прикрыт крышкой 3 роликовый под-
шипник 2. В отверстие подшипника запрессована втулка 4, к фланцу кото-
рой винтами 10 свободно прикреплено плавающее самоустанавливающееся
кольцо 6 с регулируемыми по диаметру вала двумя кулачками 9 и зажим-
ным винтом 5.
344
Приспособления для токарных и круглошлифовальных станков
Фиг. 26. Специальный неподвижный люнет для установки нежестких валов по не-
обработанной поверхности.
Фиг. 27. Сдвоенный подвижный
люнет.
Оправки и патроны для обработки втулок, фланцев, колец, дисков
345
Перед обработкой кулачки 9 и винт 5 заранее устанавливают на размер
вала, а затем поворотом рукоятки 7 от себя освобождают корпус 1 и для
удобства закладывания заготовки в отверстие плавающего кольца повора-
чивают его. После установки вала корпус возвращают в исходное положе-
ние, фиксируют фиксатором 8 и снова закрепляют на основании, а обраба-
тываемый вал закрепляют в центрах.
При установке в центрах кольцо 6 самоустанавливается по валу и его
закрепляют на нем винтом 5. Затем кольцо 6 тремя винтами 11 жестко свя-
зывают с фланцем втулки 4.
Для быстрой установки кулачков по диаметру вала на торце плаваю-
щего кольца можно нанести шкалу, а на кулачках — риски.
Для повышения точности обработки длинных и тонких валов или вин-
тов вместо обычного подвижного люнета применяется сдвоенный шести-
сухарный люнет, изображенный на фиг. 27. Люнет закрепляют на суп-
порте станка, а резец располагают между обоими полулюнетами.
При первом проходе используют лишь правый полулюнет (кулачки
левого отведены), т. е. работают как с обычным подвижным люнетом.
При последующих проходах включаются оба полулюнета, что при симмет-
ричном расположении резца относительно их кулачков повышает жест-
кость вала и точность обработки. Кулачки выполняются с сухарями 1 или
роликами 2.
5. ОПРАВКИ И ПАТРОНЫ ДЛЯ ОБРАБОТКИ ВТУЛОК,
ФЛАНЦЕВ, КОЛЕЦ, ДИСКОВ
Эти приспособления используются в случаях, когда обрабатываются
партии деталей и требуется высокая концентричность (соосность) наруж-
ных и внутренних поверхностей.
А. Центры-поводки
Для чернового обтачивания втулок широко используют рифленые
передние центры (ерши),
(фиг. 28). В позиции а ус-
тановленная на центр 1
обрабатываемая деталь
поджимается грибковым
вращающимся центром 2.
Зубцы центра 1 врезаются
в тело детали и приводят
ее во вращение.
Деталь при установке
на центры открыта для
сквозной обработки.
При снятии больших
припусков, чтобы исклю-
чить провертывание заго-
товки, приходится созда-
вать большие осевые уси-
лия, что приводит к быст-
рому износу упорного под-
шипника заднего центра.
В этом случае рекомен-
которые одновременно являются и поводками
Фиг. 28. Рифленые центры-поводки для обработки
втулок.
дуется у всей партии заготовок базовые углубления в отверстии под
зубцы центра выдавливать предварительно специальным пуансоном.
346
Приспособления для токарных и круглошлифовальных станков
В позиции б показан сборный центр, исключающий возможность про-
ворачивания обрабатываемых деталей. Центр состоит из корпуса 7, за-
прессованного в него пальца 2 и собственно центра 3, установленного на
пальце по посадке скольжения •
Правый торец корпуса 7 и. прилегающий к нему торец центра 3 выпол-
нены по винтовой линии. При такой конструкции с увеличением крутя-
щего момента на резце центр 3 стремится повернуться относительно пальца
и одновременно сместиться слева направо, обеспечивая надежный зажим.
В практике заводов Чехословацкой Социалистической Республики для
получистого и чистого обтачивания втулок и колец применяются замыкаю-
Фиг. 29. Замыкающиеся центры с прорезями.
щиеся центры с прорезями (фиг. 29). Передний 7 и задний вращающийся 4
центры имеют насадки 2 и 3 с прорезями. При замыкании насадка 3 цен-
трируется хвостовиком /С. Пять габаритных размеров центров в результате
их нормализации позволяют обрабатывать детали с диаметрами отверстий
от 8 до 125 мм.
Б. Цанговые патроны для зажима прутков
В револьверных станках и автоматах, предназначенных для обработки
пруткового материала, цанговые патроны являются неотъемлемой частью
станка и используются для зажима прутков разного профиля. На фиг. 30
показаны основные типы цанговых патронов: с втягиваемой (а), выдвиж-
ной (б) и неподвижной (в) цангами и разновидности их установочных отвер-
стий (г) в соответствии с профилями сечений прутков.
Недостаток патронов с втягиваемой и выдвижной цангами заключается
в том, что при подаче прутка до упора в револьверной головке первый при
зажиме оттягивает пруток, а второй преодолевает большие силы трения
с его поверхностью. В патронах с неподвижной цангой большое место
в полости шпинделя занимает нажимная труба 7. Существенный недоста-
ток всех цанговых механизмов заключается также в том, что они как
в продольных, так и в поперечных сечениях, при колебании диаметров
заготовок, не обеспечивают контакта по всей площади сопрягаемых по-
верхностей.
Размеры цанг берутся по нормалям.1
1 Расчет зажимных цанговых патронов, применяемых на револьверных станках и то-
карных автоматах, нормализован ЭНИМС. См. Б. Л. Богуславский. Токарные автоматы.
Машгиз. 1958, табл. II. 17.
Оправки и патроны для обработки втулок, фланцев, колец, дисков
347
Угол при вершине конуса цанги обычно 30°. Угол конуса у втулок под
цанги берется равным 29° при прямом конусе (фиг. 30, а) или ЗГ
при обратном (фиг. 30, б). Цанги изготовляются из сталей марок У6А-У10А
с термообработкой хвостовой части HRC 30-*-35 и зажимной — HRC
45-*-60. Для изготовления тонкостенных цанг применяется сталь 4ХС,
а для крупных цанг — сталь 15ХА или 12ХНЗА.
На фиг. 31 показан пружинно-пневматический цанговый патрон для
пруткового материала; зажим осуществляется сильной пружиной, а рас-
крепление — сжатым воздухом.
Внутри цилиндра 4, прикрепленного винтами 3 к передней бабке
станка, помещен поршень 5, соединенный с пустотелым штоком 10.
На рабочий конец шпинделя станка навинчена гильза 1, в которой пе-
ремещается втулка 13, сжимающая сменную цангу.
Ввинченная в гильзу круглая гайка 12 предохраняет цангу от выпада-
ния, а стопорный винт 11 фиксирует ее в отрегулированном положении.
Управление патроном при раскреплении осуществляется с помощью
золотника 16. При нажиме на кнопку 15 золотник перемещается, и сжатый
воздух через штуцер 17 поступает в полость цилиндра. При перемещении
поршня 5 влево шток 10 нажимает на кольцо 9 и, преодолевая силу упру-
гости пружины 2, перемещает втулку 13 при помощи поводковых паль-
цев 8, в результате чего цанга под действием сил упругости ее стенок раз-
жимается, и пруток освобождается.
Для очередного закрепления прутка кнопку 15 оттягивают, золотник
возвращается в исходное положение, при котором сжатый воздух из поло-
сти цилиндра свободно выходит в атмосферу, а поршень, шток, кольцо
с поводковыми пальцами и втулка 13, под действием пружины 2 переме-
щаясь вправо, сжимают цангу, которая, упираясь в гайку 12, производит
зажим обрабатываемого материала.
Под действием четырех пружин 14 поршень со штоком получает допол-
нительное перемещение вправо, в результате которого образуется зазор
между торцом кольца 9 и штоком 10, предохраняющий от возникновения
между ними трения.
Крышка, в которой предусмотрено уплотнение 7, присоединена вин-
тами 6 к цилиндру 4.
Преимущества патрона:
1) постоянство силы зажима и безопасность в эксплуатации, так как
во время обработки сжатый воздух в полости отсутствует и возможное
падение давления в сети не влияет на зажим;
348
Приспособления для токарных и круглошлифовальных станков
5 6
Фиг. 31. Пружинно-пневматический цанговый патрон для прут-
кового материала.
Оправки и патроны для обработки втулок, фланцев, колец, дисков
349
2) сравнительная простота схемы пневмопривода (не нужны обратный
клапан и реле давления);
3) полость шпинделя свободна от тяги или толкателя, необходимых
в обычных конструкциях пневмопривода.
Характеристика патрона
Ход поршня ............................................. 10 мм
Ход зажимной втулки...................................... 7 мм
Осевое усилие зажима (сила пружины)................... 1500 кгс
В. Универсальные цанговые оправки
На фиг. 32 показаны оригинальные конструкции ступенчатых цанго-
вых оправок, допускающих установку обрабатываемых деталей на ходу
станка. Цанга 3, установленная в шпиндель 1 станка имеет полость, в ко-
торой помещены шарик 5 и регулируемый упор 4. При затяжке цанги
Фиг. 32. Быстродействующие ступенчатые цанговые оправки.
трубой 2, пропущенной через шпиндель, ее левая (по отношению к шарику)
разрезная часть сжимается, а правая, наоборот, расширяется и зажимает
заготовку. Смещение положения шарика в цанге регулировкой упора по-
зволяет зажимать детали с диаметрами отверстий, изменяющимися в преде-
лах от —0,2 до +0,3 мм. Комплект из девяти цанг, из которых шесть имеют
по три ступени, а три — по две, позволяет закреплять детали с базовыми
отверстиями от 6 до 30 мм с интервалом через 1 мм.
На фиг. 33, а показаны два вида одной и той же универсальной оправки
с пневматическим приводом, в корпусе которой установлены: в одном слу-
чае сменная цанга 3 0 15 мм, в другом — 0 50 мм. В корпусе 1 сменные
цанги центрируются конусной частью (конусность 1 : 10) и затягиваются
резьбой. Для установки деталей разной длины применяются упорные
кольца 4. Цанги разжимаются конусной частью винта 5, ввернутого
в тягу 2, соединяемую со штоком пневмопривода. Для ограничения раз-
жима цанги без установленной на ней детали на правом конце тяги 2 пре-
дусмотрен буртик. Гайка 6 служит для закрепления и съема оправки со
шпинделя станка.
На фиг. 33, б показан вариант оправки, отличающийся от предыдущей
только конструкцией корпуса. В данном случае корпус оправки устанав-
ливается не в конусное гнездо, а по наружной поверхности шпинделя,
350
Приспособления для токарных w круглошлифовальных станков
что повышает способность оправки преодолевать крутящий момент реза-
ния.1
Для групповой обработки деталей класса втулок, дисков, заготовок
цилиндрических и конических зубчатых колес (шестерен) на заводе
им. Свердлова (Ленинград) разработан комплект консольных разрезных
пружинящих оправок (цанг) с пневмоприводом, которыми оборудованы
Фиг. 33. Быстродействующие оправки со сменными цангами.
токарные станки моделей IA62 и IK62. Комплект рассчитан на обработку
деталей с диапазоном базовых отверстий от 15 до 170 мм и длиной от 20
до 160 мм1 2.
На фиг. 34 изображена схема установки оправок в шпинделе станка и
связи их с пневмоприводом. Тяга /, пропущенная через полость
шпинделя, своим левым резьбовым концом связана со штоком привода,
1 Другие конструкции пневматических оправок с разжимной цангой следует выбирать
по Нормали Машиностроения МН 3618-62.
2 А. А. Даниэльянц. Пневматические токарные оправки. ЛДНТП, 1959.
Фиг. 34. Схема монтажа оправок и тяг, связывающих их с пневмоприводом, расположенным на левом конце шпинделя станка.
Оправки и патроны для обработки втулок, фланцев, колец, дисков
352
Приспособления для токарных и круглошлифовальных станков
а правым — наглухо вмонтирована в шарнирную муфту 2, связан-
ную с резьбовой втулкой 4 шарнирным винтом 3. Последний двумя
шпоночными выступами входит в пазы отверстия муфты по подвижной
посадке с гарантированным осевым зазором (люфтом) 3—5 мм; зазор обес-
печивает ударное действие штока привода, что облегчает выталкивание
штока (клина) 7 из конусного отверстия пружинящей оправки при рас-
креплении обрабатываемых деталей. Для свинчивания (сборки) тяговой
системы на правом торце втулки 4 имеются шлицы под ключ 11 и отверстие
с резьбой М16 для присоединения штока 8 или 7. Последний сопрягается
Фиг. 35. Цанговая оправка с пневмоприводом для обработки круп-
ных втулок.
со втулкой 4 через переходник 5. При смене оправок они выжимаются
из гнезда шпинделя вращением гайки 6, установленной на резьбе шпин-
деля.
При смене оправок вначале вращением за наружный квадрат вывинчи-
вают из резьбовой втулки 4 шток 8 или 7 вместе с переходником 5, а затем
выжимают из гнезда шпинделя оправку. Все остальные элементы тягового
устройства и пневмопривод являются общими для всех оправок и со станка
не снимаются. С целью нормализации оправок, длины их штоков 7 и пере-
ходников 5 при монтаже постоянной части тягового устройства обеспечи-
вается расстояние 175 мм от правого торца втулки 4 до торца шпинделя.
Это расстояние легко определяется по выточке на ключе //.
Все оправки в диапазоне диаметров установочной части от 15 до 170 мм
разбиты на пять типоразмеров: D = 15 — 25; 25—40; 40—65; 65—100;
100 и выше. Каждый типоразмер характеризуется постоянством штоков и
переходников, а диаметры установочных поверхностей выполняются в соот-
ветствии с диаметром базового отверстия деталей.
Для создания стабильного посадочного места под оправки в шпиндель
станка запрессовывается стальная закаленная конусная втулка 12.
Оправки и патроны для обработки втулок, фланцев, колец, дисков
353
У оправок с > 100 мм конструкция штока 8 составная. На конусной
части штока предусмотрена закаленная втулка 9 из стали 40Х с углом
наклона 3° (угол штока 5°), что обеспечивает самоторможение. При рас-
клинивании (раскреплении) вначале привод выталкивает шток 8, а затем
гайка 10 выталкивает втулку 9.
Угол наклона внутреннего конуса оправок под тягу 7 у всех типораз-
меров кроме первого (для D = 15—25 мм) равен 1° 30', у первого типа
оправок — 3°.
Рассмотренные оправки используются для точной обработки деталей,
имеющих диаметры базовых отверстий с отклонениями по А или Д3.
Поэтому диаметры D установочных поверхностей оправок выполняются
с допуском по Дх, что обеспечивает минимальную деформацию цанги при
затягивании штока.
Шток имеет точное направление в отверстии оправки и после затяжки
его правый торец должен выступать от торца оправки на 2—4 мм. При рас-
креплении торец штока выступает на 5—6 мм. Каждая оправка представ-
ляет собой жесткую разрезную цангу, выполненную за одно целое с хвосто-
виком. Оправки изготовляются из сталей 45, 65Г и др. с соответствующей
термообработкой.
Для центрирования и зажима крупных втулок могут применяться кон-
струкции, аналогичные изображенной на фиг. 35. Тяга 7, скользящая
в двух направляющих втулках 6 соединяется со штоком пневмоцилиндра.
При движении тяги влево гайка 3 заставляет двигаться конус 2, который
производит разжим цанги 1. Вследствие большой длины детали и значи-
тельного веса предусмотрено направляющее кольцо 4, а для устранения
возможного проворачивания предусмотрен палец 5, который входит в име-
ющийся в детали паз.
Г. Оправки и патроны с тарельчатыми пружинами
В последние годы тарельчатые пружины применяются в различного
рода приспособлениях и в первую очередь в оправках и патронах как эле-
менты центрирования и зажима обрабатываемых деталей. В отличие от
стандартных, применяемые в приспособлениях тарельчатые пружины из-
готовляются толщиной S = 0,5-е-1,25 мм и имеют два ряда (наружный и
внутренний) прорезей, что повышает эластичность пружин и уменьшает
потребные осевые силы зажима.
На фиг. 36 изображена консольная оправка с тарельчатыми пру-
жинами. Оправка состоит из корпуса 1, упорного кольца 3, пакета пру-
жин 4, нажимной втулки 2 и винта 5 с внутренним шестигранным отвер-
стием под ключ.
Пакет пружин имеет отверстие и цилиндрическую установочную по-
верхность, обработанные шлифованием до 7—8-го класса чистоты; сопря-
А А
жение пакета с корпусом оправки по посадке или При вращении
винта пружины сплющиваются, их наружный диаметр увеличивается,
а внутренний уменьшается, за счет чего происходит центрирование и за-
жим обрабатываемой детали. Одновременно деталь своим левым торцом
плотно поджимается к упору 3.
По такому же принципу работают и патроны. В этом случае пакеты
А А
пружин по посадке -д- или закладываются в отверстие корпуса пат-
рона и при деформации центрируют и зажимают устанавливаемую в от-
верстие пакета заготовку.
12 Ансеров
354
Приспособления для токарных и круглошлифовальных станков
Диаметры установочных поверхностей пружин при деформации могут
изменяться (увеличиваться или уменьшаться) на 0,15—0,4 мм в зависи-
мости от их размера. Это позволяет зажимать детали, имеющие базирую-
щие поверхности, выполненные с точностью от 1 до 4-го класса. Набор
тарельчатых пружин для приспособлений нормализован (табл. 4).1 Нор-
малью предусмотрено 38 размеров пружин. Самая малая из них имеет
наружный диаметр D = 18 мм, внутренний d = 4 мм и толщину t —
= 0,5 мм; путем последующей обработки наружный диаметр пружины
может быть уменьшен до 14 мм, а внутренний — увеличен до 7 мм.
Самая большая пружина соответственно имеет размеры: D = 200 мм,
с возможным уменьшением до 195 мм; d — 160 мм, с возможным увеличе-
Фиг. 36. Консольная оправка с тарельчатыми пружинами.
нием до 165 мм, и t = 1,25 мм. 36 промежуточных размеров пружин
выбраны так, что каждая из них по наружному диаметру может быть
уменьшена до соответствующего размера предыдущей меньшей тарелки,
а по внутреннему — увеличена до размера последующей большей. Таким
образом, набор позволяет получить любой наружный диаметр от 14 до
200 мм и любой внутренний от 4 до 165 мм.
По ширине кольцевого пояска пружины разделяются на узкие, ши-
рокие и особо широкие.
В правой части табл. 4 приведены наибольшие крутящие моменты,
передаваемые одной тарельчатой пружиной, и потребные для этого осевые
усилия затяжки. При использовании пакета пружин осевую силу, ука-
занную в табл. 4, необходимо увеличить на число пружин в пакете; соот-
ветственно увеличится и передаваемый пружинами крутящий момент.
Чаще приходится решать обратную задачу. Если известен крутящий мо-
мент Мрез, то, умножив его на коэффициент запаса К — 1,5-4-2 и разделив
произведение на табличное значение крутящего момента, находим необхо-
димое число пружин в пакете; потребную осевую силу определяем, как
и в первом случае.
Рассматривая тарельчатую пружину с прорезями как совокупность
двухзвенных рычажно-шарнирных механизмов двустороннего действия
(см. гл. II), потребную осевую силу, с достаточной для практики точ-
ностью, можно определять из зависимости
W = 0,75 Q. Q =
1 «Технология транспортного машиностроения», 1956, № 11—12, статья инж. Н. И. За-
висляк.
Оправки и патроны для обработки втулок, фланцев, колец, дисков
355
Таблица 4
Нормальные размеры тарельчатых пружин в мм
и передаваемые ими крутящие моменты
Пружины d D £>i а° А в Наибольший крутящий момент, передаваемый пружиной в кгс•см Потребное осевое усилие на пружину для ее затяжки в кгс
Вид №
1 4 18 1 14 30 11 11 1,3—3,9 13—22
2 7 22 11 18 30 15 14 3,9—9,5 22—32
3 10 27 15 22 20 19 18 8,0—18 32—47
4 10 32 15 27 20 23 19 12—27 47—70
5 15 37 20 32 20 28 24 27—48 70—100
S 6 20 42 25 37 15 33 29 48—75 100—120
со >> 7 25 47 30 42 15 38 34 75—108 120—140
8 30 52 35 47 15 43 39 108—147 140—170
9 35 57 40 52 15 48 44 147—190 170—190
10 40 62 45 57 15 53 49 190—240 190—210
11 45 67 50 62 15 58 54 240—300 210—240
12 50 70 55 67 12 62 58 300—360 240—260
13 45 75 50 70 12 63 57 314—390 285—315
14 50 80 55 75 12 68 62 390—470 315—345
15 55 85 60 80 12 73 67 470—560 345—380
16 60 90 65 85 12 78 72 560—655 380—410
QJ 17 65 95 70 90 12 83 77 655—750 410—440
S 18 70 100 75 95 12 88 82 750—870 440—475
Я 19 75 105 80 100 10 93 87 870—1000 475—505
а 20 80 ПО 85 105 10 98 92 1000—1130 505—535
21 85 115 90 ПО 10 103 97 1130—1270 535—565
22 90 120 95 115 10 108 102 1270—1410 565—600
23 95 125 100 120 10 113 107 1410—1570 600—630
24 100 130 105 125 10 118 112 1570—1730 630—660
356
Приспособления для токарных и круглошлифовалъных станков
Продолжение табл. 4
Пружины d D dt Е>1 а° А В Наибольший крутящий момент, передаваемый пружиной в кгс-см Потребное осевое усилие на пружину для ее затяжки в кгс
Вид №
О S \о 25 95 135 100 130 9 117 112 1380—1520 600—625
о о Я °- О s 3 26 100 140 105 135 9 122 117 1520—1660 625—650
27 105 145 ПО 140 9 127 122 1660—1800 650—675
28 НО 150 115 145 9 132 127 1800—1960 675—700
29 115 155 120 150 9 137 132 1960—2110 700—725
3 30 120 160 125 155 9 142 137 2110—2280 725—750
2 о 31 125 165 130 160 7,5 147 142 2280—2450 750—775
32 130 170 135 165 7,5 152 147 2450—2620 775—800
3 о 33 135 175 140 170 7,5 157 152 2620—2800 800—825
\о о 34 140 180 145 175 7,5 162 157 2800—2990 825—850
О 35 145 185 150 180 7,5 167 162 2990—3190 850—875
36 150 190 155 185 7,5 172 167 3190—3390 875—900
37 155 195 160 190 7,5 177 172 3390—3600 900—925
38 160 200 165 195 7,5 182 177 3600—3810 925—950
Примечание. Для узких пружин Для широких и особо ши- роких пружин 1 3° 9-т-Ю 2 t в мм а в 0,5-т-0,75 Ь 1,0-5-1,25 2 мм гх -2 -4 в мм Наибольший допуск на диа- метр базовой поверх- ности детали в мм 0,2 0,12-5-0,18 0,25 0,25-5-0,3
Так как
то
Окончательно
WfR = КМрез,
у(п _ КМрез
~ fR ’
Q = 1,33/С tgpj
где W — радиальная сила зажима;
Q — осевая сила;
Мрез — крутящий момент силы резания;
R — радиус заготовки;
/ — коэффициент трения между пружинами и заготовкой;
К — коэффициент запаса;
Pi — угол наклона тарелки в рабочем состоянии
Р1 $табл — 2°.
На фиг. 37—39 показаны типовые конструкции оправок и патронов
с тарельчатыми пружинами для закрепления самых разнообразных дета-
лей. С целью повышения точности центрирования при конструировании
подобных приспособлений необходимо соблюдать следующие требования.
Оправки и патроны для обработки втулок, фланцев, колец, дисков
357
Фиг. 37. Консольные оправки с фланцевым креплением на шпинделе и меха-
низированным приводом (для крупных деталей с короткой базой).
Фиг. 38. Механизированные консоль-
ные оправки с двумя пакетами тарель-
чатых пружин (для длинных деталей).
Фиг. 39. Оправка с пружинами, деформирующими
тонкостенную установочную часть корпуса.
358
Приспособления для токарных и круглошлифовальных станков
1. Для заготовок с короткими базовыми отверстиями применять один
пакет пружин, расположенных так, чтобы при затяжке устанавливаемая
заготовка своим торцом автоматически плотно поджималась к упору 1.
Упорные штифты могут быть расположёны как впереди пакета пружин
(фиг. 37, а), так и сзади него (фиг. 37, б); базовое отверстие и торец заго-
товки должны предварительно обрабатываться за одну установку.
2. Для заготовок с длинными базовыми отверстиями применять два
максимально удаленных друг от друга пакета пружин (фиг. 38, а, б, в).
Расположение пружин в левом пакете должно обеспечивать автоматиче-
ский поджим заготовки к осевому упору.
Кроме того, в левом пакете количество пружин должно быть меньше,
чем в правом; последнее необходимо на случай, если базовое отверстие будет
иметь конусность. При таком исполнении вначале зажимает заготовку и
подтягивает ее к осевому упору левый пакет, а затем зажимает правый.
Упорные кольца 1 и промежуточные нажимные втулки 2 выполнены
в соответствии с условиями закрепления деталей.
На фиг. 39 пакеты 2 пружин под действием тяги 1 расширяют тонко-
стенную часть оправки 3, на которой устанавливаются и зажимаются об-
рабатываемые детали.
Тарельчатые пружины изготовляются из стали марки 60С2А. Приме-
няется также пружинная сталь по ГОСТ 2052—53 из листового и полосо-
вого проката, которая по своим качествам не ниже стали марки 60С2А.
Приспособления с тарельчатыми пружинами имеют преимущества
перед приспособлениями с цангами.
1. Они позволяют зажимать детали с базовыми поверхностями от 1
до 4-го класса точности и при хорошем изготовлении обеспечивают центри-
рование с точностью до 0,01-4-0,03 мм (точность цангбвых патронов 0,05—
0,1 мм).
2. При массовом изготовлении стандартных тарелок путем штамповки
и вырубки в них прорезей, стоимость приспособлений получается значи-
тельно ниже стоимости цанговых.
Окончательное шлифование установочной поверхности производится
в собранных оправках (патронах).
Перед окончательным шлифованием пакетам пружин задается предва-
рительный натяг и требуется, чтобы после шлифования наружный диаметр
пружин оказался выполненным под плотную (/7) или напряженную (Н)
посадку. Эти посадки при зажиме обеспечивают надежное центрирование
обрабатываемых деталей, а дальнейшей затяжкой производится их окон-
чательное закрепление.
Д. Оправки с гофрированными центрирующими втулками
На фиг. 40 показана схема оправки с гофрированной втулкой в сво-
бодном состоянии (а) и после зажима (б). При сжатии втулки 1 гайкой 2
в осевом направлении происходит деформация ее наружных и внутренних
поверхностей (наружный диаметр D увеличивается, а внутренний d —
уменьшается). При этом обеспечивается точное центрирование изделия.
Изменения размеров при зажиме должны быть в пределах упругости,
иначе неизбежно возникновение остаточных деформаций.
На фиг. 41 показана конструкция оправки 1 с двумя гофрированными
элементами 2 и 3, сжимаемыми тягой 5, связанной с пневмоприводом.
Для точной установки обрабатываемой детали вдоль оси предусмотрен
упор 4.
Оправки и патроны для сбработки втулок, фланцев, колец, дисков
359
Нетрудно заметить, что каждое центрирующее ребро элемента пред-
ставляет собой как бы две тарельчатые пружины, сложенные торцами.
Преимущество такой конструкции в том, что центрирующие участки имеют
протяженность, а внутренние и наружные поверхности обрабатываются,
Фиг. 40. Схема оправки с гофрированной центрирующей втулкой:
а — втулка в свободном состоянии; б — после зажима.
как у обычных цилиндрических втулок. На одном из заводов размеры гоф-
рированных элементов нормализованы в виде колец и втулок различной
длины и диаметра и с различным количеством ребер. Путем набора необ-
ходимых комплектов можно центрировать и закреплять детали с диа
метрами от 6 до 350 мм.
Гофрированные элементы реко-
мендуется изготовлять из легирован-
ных сталей марок ЗЗХСА, 38ХСА
и углеродистой стали марки У10А
с термообработкой до HRC 464-50.
Чтобы деформация не выходила за
предел упругости, необходимо соб-
людать условие
SD < 0,003£>,
где D — диаметр установочной по-
верхности гофрированного фиг. 41. Конструкция оправки с двумя
элемента; гофрированными элементами.
Д£) — приращение диаметра.
Для соблюдения этого условия базовые отверстия обрабатываемых
деталей должны иметь точность 2-го класса при диаметрах до 35 мм и не
ниже 3-го класса при диаметрах свыше 35 мм х.
Е. Самозажимные оправки
В этих оправках усилие зажима автоматически увеличивается про-
порционально крутящему моменту на резание, что делает их весьма цен-
ными при обтачивании с большими сечениями стружки, в частности, на
многорезцовых станках.
На фиг. 42 показана однороликовая оправка, в которой ролик 1 уста-
новлен в обойме 2, предотвращающей его перекашивание и выпадание.
При сборке ролик цапфами вставляется во внутренние глухие пазы обоймы,
после чего она надевается на установочные штифты 4 и винтами 3 прикреп-
ляется к корпусу оправки.
1 Подробнее о применении гофрированных зажимных втулок см. Детали машин, атлас
конструкций, под ред. проф. Д. Н. Решетова, 2-е издание, Машгиз, 1963, стр. 89.
360
Приспособления для токарных и круглошлифовальных станков
Чтобы поверхность ролика в его исходном положении лежала на
окружности оправки, опорную плоскость обоймы, прилегающую к верти-
кальной стенке паза, или ролик шлифуют до тех пор, пока размер D со-
бранной оправки не станет равным диаметру ее цилиндрической части.
Диаметр ролика следует брать возможно большим с тем, однако, чтобы
выемка под ролик (обойму) не ослабляла чрезмерно оправку.
Фиг. 42. Однороликовая самозажимная оправка.
На фиг. 43 показана трехроликовая оправка с зажимным профилем
в виде трех плоскостей, расположенных под углом 120°.
На корпус 1 оправки установлен сепаратор 2 с окнами под закаленные
и шлифованные ролики 3. Перед установкой детали сепаратор поворачи-
вают так, чтобы ролики заняли нижнее положение. После установки де-
Фиг. 43. Трехроликовая самозажимная оправка.
тали под действием пружины 7 сепаратор поворачивается в обратную сто-
рону и происходит предварительное заклинивание роликов. Для того,
чтобы деталь плотно прижималась своим левым торцом к осевому упору,
предусмотрен поджим ее шариками 4, надвигаемыми на конус шайбы 5
вращением гайки 6,
С началом резания ролики заклиниваются окончательно и обеспечи-
вают возможность обработки с большими сечениями стружки.
Патроны с жесткими, центрирующими элементами и тремя прихватами 361
6. ПАТРОНЫ С ЖЕСТКИМИ ЦЕНТРИРУЮЩИМИ ЭЛЕМЕНТАМИ И ТРЕМЯ
ПРИХВАТАМИ ДЛЯ ЗАЖИМА ВДОЛЬ ОСИ
В ряде случаев втулки, крышки и другие детали, имеющие фланцы
(особенно тонкостенные детали) целесообразно устанавливать на жесткий
центрирующий элемент (втулка, палец, выточка) и прихватами поджимать
через фланец к торцу приспособления.
На фиг. 44 втулка с фланцем центрируется обработанным отверстием
на пальце 5, а торцом фланца прилегает к торцу кольца 3. Осевой зажим
детали осуществляется тремя рычагами (прихватами) 4, приводимыми
в действие пневмоцилиндром через тягу 13 и коромысло //.Для обеспече-
ния равномерности зажима всеми рычагами предусмотрены сферические
шайбы 9 и 10, позволяющие коромыслу покачиваться.
При обратном ходе тяги 13 кольцо 12 давит на коромысло и перемещает
его вправо. При этом рычаги 4 скользят по сухарям 6, помещенным
в крышке 2, и в определенный момент под действием пружин 8 и плунже-
ров 7 раскрываются и освобождают обрабатываемую деталь. Для безо-
пасности работы приспособление прикрыто кожухом /.
На фиг. 45 изображен нормализованный переналаэшваемый патрон
с тремя прихватами (МН 3634-62).
Детали патрона: / — прихват; 2 — втулка для установки прихвата
на различных расстояниях от центра патрона; 3 — гайка для закрепле-
ния втулки 2; 4 — штифт для поворота прихвата; 5 — тяга для крепления
и перемещения прихвата; 6 — втулка для центрирования сменной базы и
направления инструмента; 7 — крышка для защиты патрона от попадания
стружки; 8 — винт для соединения патрона с приводом; 9 — шайба для
362
Приспособления для токарных и круглошлифовальных станков
защиты патрона от попадания стружки; Г — поверхность для проверки
биения патрона на станке; Л — плоскость для установки сменной базы.
Для нормальной работы патрона необходимо, чтобы биение относи-
тельно поверхности И составляло:
поверхностей Ж и Е
поверхности Г . .
поверхностей Л и М
не более 0,02 мм
не более 0,05 »
не более 0,05 »
Фиг. 45. Переналаживаемый нормализованный патрон со сменным жест-
ким центрирующим элементом и тремя прихватами.
Таблица 5
Размеры в мм патронов с тремя прихватами (по фиг. 45)
D Dt h Л2 h3 D8 (допускае- мое отклоне- ние по Л) а
250 320 От 65 до 140 » 80 » 195 От 20 до 40 » 25 » 45 8 10 24 32 50 55 210 270 226 290 171,5 235,0 120°
ai а2 d. dt ^2 йз А н Усилие привода в кгс не более Вес в кг Приме- няемость
30° 90° М20 М27 М12 М16 18 22 26 35 34 40 110 125 4000 8000 25 45
Патроны для шлифования отверстий в зубчатых колесах
363
Отклонение от параллельности плоскости К относительно плоскости М
не более 0,05 мм на длине 200 мм.
Переналадка патрона сводится к замене установочного элемента, цен-
трируемого по втулке 6 и радиальному перемещению втулок 2 с прихва-
тами 1 по радиальным пазам патрона.
Во втулках 2 запрессованы штифты 4, а на тягах 5 прихватов профре-
зерованы под концы этих штифтов винтовые канавки. Поэтому при про-
дольном перемещении на разжим (слева направо) прихваты поворачи-
ваются своими выступами наружу и позволяют легко снимать обработан-
ную деталь. При ходе справа налево прихваты поворачиваются в обратную
сторону и зажимают деталь по фланцу.
Нормалью предусмотрены патроны диаметром 250 и 320 мм. Основные
размеры этих патронов даны в табл. 5.
7. ПАТРОНЫ ДЛЯ ШЛИФОВАНИЯ ОТВЕРСТИЙ В ЗУБЧАТЫХ
КОЛЕСАХ
Точные зубчатые колеса, предназначенные для передачи больших мощ-
ностей при относительно высоких скоростях, подвергают термической обра-
ботке, что может привести к деформации зубчатого венца и нарушению
соосности. Шлифование отверстий в зубчатых колесах после их термиче-
ской обработки является одной из ответственных операций, обеспечиваю-
щих концентричность отверстия с начальной окружностью. Эта операция
обычно производится после окончательной обработки зубьев и является
последней. В тех же случаях, когда с целью повышения точности и чистоты
поверхности, после закалки предусматривается шлифование профиля
зубьев, этому предшествует операция шлифования отверстия.
И в том и в другом случаях центрирование и закрепление колеса при
шлифовании отверстия производится в патронах по рабочим поверхностям
зубьев (теоретически по начальной окружности). Для этого во впадины
венца закладываются обычно три или шесть установочных элементов: для
прямозубых цилиндрических колес — ролики; для цилиндрических колес
со спиральным зубом — шарики или витые упругие ролики; для кониче-
ских колес — шарики.
Применяются также патроны, в которых вместо обычных кулачков для
центрирования используются три рейки или три зубчатых сектора соот-
ветствующего модуля. Для закрепления шестерни при шлифовании от-
верстий применяются и мембранные патроны.
Если профиль зубьев после термообработки не шлифуется, то концен-
тричность, получаемая при шлифовании отверстия, является окончатель-
ной. В этом случае наивысшую точность можно получить в патронах
с упругой цилиндрической оболочкой и роликами, закладываемыми во все
впадины зубчатого венца. В таких патронах происходит «осреднение»
погрешностей профиля, неизбежных после термообработки, и обеспечи-
вается наиболее высокая концентричность.
Шлифование отверстия с базированием по впадинам венца перед окон-
чательным шлифованием закаленных зубьев обеспечивает более равномер-
ное распределение снимаемого по профилю припуска.
Существующие конструкции патронов можно разделить на четыре
группы:
1) патроны для одновенцовых цилиндрических колес;
2) для двух- и многовенцовых цилиндрических колес;
3) для конических зубчатых колес;
4) для цилиндрических колес с внутренним зацеплением.
364
Приспособления для токарных и круглошлифовальных станков
Кроме специальных, применяются универсальные патроны, допускаю-
щие переналадку.
При конструировании патронов приходится рассчитывать диаметр уста-
новочных роликов (шариков) и расстояние между их осью и осью патрона.
Для сокращения времени, необходимого для выполнения расчетов, на
практике часто пользуются готовыми таблицами.
Фиг. 46. Клиновой патрон
для установки и зажима
одновенцовых цилиндри-
ческих шестерен (а); ва-
рианты центрирующих
JfiSSHSSSfl______r-ft элементов для установки
J шестерен с косым зубом
в том же патроне (б).
в том же патроне (б).
Для установки прямозубых цилиндрических колес широко приме-
няются эксцентриковые и клиновые патроны с тремя или шестью роликами,
связанными сепаратором; крепление роликов в сепараторе позволяет им
самоустанавливаться по впадинам.
Клиновой патрон, изображенный на фиг. 46, а, служит для центриро-
вания не только цилиндрических зубчатых колес с прямыми зубьями,
но и колес со спиральными зубьями. Центрирование осуществляется одно-
временным радиальным перемещением всех трех кулачков, рабочие по-
верхности которых прошлифованы на установочный диаметр.
Для центрирования прямозубых колес применяют целые гладкие ро-
лики. Для цилиндрических колес со спиральными зубьями используют
либо ролики, выполненные в виде спиральных цилиндрических пружин,
Патроны для шлифования отверстий в зубчатых колесах
365
шлифование которых производилось по наружному диаметру, либо шарики
(по два шарика на зуб), собранные на стержень с промежуточной втулкой
(фиг. 46, б). Эластичные ролики (пружины) или комплект шариков распо-
лагаются во впадинах по спирали.
Патрон устанавливается на шпиндель станка с помощью переходной
планшайбы / (фиг. 46, а) и выверяется индикатором по центрирующей
выточке М на корпусе 3 патрона.
В корпус вмонтированы три колодки 5, расположенные по окружно-
сти под углом 120°. При передвижении тяги 2 и втулки 11 перемещается
крестовина 10, которая пружинами 4 тянет за собой одновременно три ку-
лачка 6. Так как они сво-
ими наклонными поверх-
ностями сопрягаются с со-
ответств у ющи ми наклон-
ными поверхностями коло-
док, то кулачки при пере-
мещении влево смещаются
одновременно к оси пат-
рона.
С помощью сменных
губок, закрепленных на
кулачках, и упругих роли-
ков или комплекта шари-
ков кулачки центрируют
зубчатое колесо и зажи-
мают его, досылая до смен-
Фиг. 47. Клиновой патрон для установки двух- и мно-
говенцовых цилиндрических шестерен с прямым зубом.
ного упора 8.
Радиальное перемещение кулачков невелико вследствие небольшого
хода крестовины. Для зубчатых колес разных диаметров применяют ком-
плект сменных губок, которые должны быть пронумерованы соответст-
венно кулачкам и прошлифованы в собранном виде на рабочем месте.
При шлифовании кулачков для увеличения точности центрирования
предусмотрено крепление их болтами к колодке. Благодаря сменным губ-
кам патрон данных габаритов позволяет центрировать зубчатые колеса
с наружным диаметром от 130 до 180 мм.
Обработка производится при малых оборотах зубчатого колеса с не-
большими усилиями резания. Чтобы излишне не перегружать шпиндель
станка, что отражается на точности обработки, применяют пневматический
привод с тяговым усилием до 500 кгс.
Конструкция патрона позволяет подвести охлаждающую жидкость
к обрабатываемой поверхности детали. Корпус патрона и фланец 9 изго-
товлены из алюминиевого сплава. Регулируемая опора 7 служит для пред-
варительной установки зубчатого колеса в патроне.
Клиновые патроны применяются для двух- и многовенцовых шестерен.
На фиг. 47 показан клиновой патрон для крепления двухвенцовой
шестерни (блока). Правый венец центрируется через ролики сменными губ-
ками 7, прикрепленными к кулачкам 6, связанным тягами с крестовиной 8.
Левый венец центрируется аналогичными кулачками, связанными с кре-
стовиной 3. В качестве компенсатора, обеспечивающего равномерный
зажим группой кулачков каждого пояса, предусмотрена пружина.
При перемещении тяги /, жестко связанной с крестовиной 8, губки 7
центрируют правый венец, но одновременно под действием сжимающейся
пружины 4 перемещается вторая крестовина 3 и центрируется левый венец.
366
Приспособления для токарных и круглошлифовальных станков
Если почему-либо левый венец центрируется раньше, чем правый, то- кре-
стовина 3 задерживается, а тяга 1 с крестовиной 8 может перемещаться
дальше, для чего между отверстием в тяге и штифтом 2 предусмотрен боль-
шой зазор. Деталь 5 служит осевым упором.
В патронах для конических зубчатых колес последние устанавли-
ваются впадинами на шарики, причем зажим не должен нарушать положе-
ния колеса, созданного шари- м
ками. Одна из конструкций
такого патрона показана на
фиг. 48.
Предварительное центри-
рование зубчатого колеса
производится тремя планка-
ми, прикрепленными к тор-
цу, а окончательное — ше-
стью шариками.
Фиг.
2 3*56 18 9 10 11 12 13
1
Прижим колеса к шарикам производится тремя прихватами 13, имею-
щими возможность качаться вокруг осей 3, закрепленных в рычагах 4,
и осей 7. Пружина 5 с помощью вилки 6 поджимает фасонную поверхность
прихватов к направляющим 10, закрепленным на торце корпуса 2, В зави-
симости от положения коромысла 1 вдоль оси прихваты соприкасаются
с направляющими различными участками своей фасонной поверхности и
различно располагаются в радиальном направлении в корпусе патрона.
При отводе коромысла влево прихваты под действием направляющей по-
вертываются вокруг оси 7 и занимают положение, необходимое для закреп-
ления зубчатого колеса.
При дальнейшем перемещении прихватов влево коническое зубчатое
колесо закрепляется в трех точках равномерно, так как коромысло 1,
расположенное в шаровом кольце 15, имеет возможность самоустанавли-
ваться.
Приспособления для установки по резьбе
367
Для освобождения обработанной детали коромысло и прихваты пере-
мещаются вправо; последние при этом разводятся поворотом вокруг оси 3.
Каждый шарик 14 крепится в конусном отверстии специальной
стойки 11 с помощью ленты 12, гайки 9, имеющей прорези для закрепле-
ния ленты, и винта 8, создающего натяжение последней.
Отклонение размера А не должно превышать у всех шести шариков
±0,01 мм. Пригонка производится шлифованием опорной поверхности
специальной стойки 11. Патрон после окончательной сборки выверяется
на станке по выточке М, которая изготовлена строго концентрично отно-
сительно оси расположения шариков.
Корпус патрона выполнен из алюминиевого сплава.
Вид А
Фиг. 49. Патрон для установки по коническому зубчатому венцу при шлифо-
вании хвостовика.
Для шлифования хвостовика конических шестерен может применяться
простой по конструкции патрон, показанный на фиг. 49. Здесь центриро-
вание осуществляется тремя шариками и задним центром.1
8. ПРИСПОСОБЛЕНИЯ ДЛЯ УСТАНОВКИ ПО РЕЗЬБЕ
В некоторых случаях приходится закреплять обрабатываемые детали,
используя имеющуюся на них резьбу. Допуски на средние диаметры
резьбы значительно больше допусков на цилиндрические поверхности
таких же диаметров и классов точности, поэтому центрировать детали по
резьбовой поверхности нельзя. За установочную базу обычно принимают
резьбу и точно подрезанный торец, чем исключается возможный перекос
детали.
При конструировании приспособлений для установки по резьбе сле-
дует также учитывать, что во время обработки происходит самозатягива-
ние. деталей, затрудняющее ее свинчивание после обработки. Поэтому
перед свинчиванием деталь должна предварительно отводиться от упорного
торца приспособления.
На фиг. 50 показана быстродействующая резьбовая оправка, состоя-
щая из корпуса 1, прикрепленного к фланцу, и установочного пальца 2
с резьбой. Деталь навинчивают на резьбу до упора в торец корпуса 1 и
затем, включая воздух через тягу (на чертеже не показано), плотно под-
жимают. После обработки резьбовой палец перемещают в обратном на-
правлении и свинчивают деталь.
1 Расчеты диаметра роликов и шариков для установки шестерен приведены в книге
X. Л. Болотина и Ф. П. Костромина, Станочные приспособления. Машгиз, 1956.
368
Приспособления для токарных, и круглошлифовальных станков
На фиг. 51 деталь (поршень), имеющая центральное резьбовое отвер-
стие, навинчивается на резьбу пальца 4 и центрируется по выточке
в кольце 3, прикрепленном к корпусу 1 патрона. Палец 4 имеет на левом
конце левую резьбу, на которую навинчена гайка 5 с рукояткой 2 для за-
тяжки; шпонка 6 препятствует повороту пальца относительно корпуса.
Фиг. 50. Оправка с механизированным приводом для установки по
резьбе.
В корпусе 1 имеется поперечный паз, допускающий поворот рукоятки,
на 60°. Перед установкой детали рукоятку отводят в одно из крайних по-
ложений по пазу, втягивая при этом палец 4 в левое крайнее положение.
Фиг. 51. Оправка с ручным приводом для установки по резьбе.
Затем навинчивают на палец обрабатываемую деталь. С началом обработки
деталь, имеющая правую резьбу, самозатягивается; после обработки руко-
ятку 2 повертывают в другое крайнее положение, деталь отходит от торца
центрирующего кольца 3 и затем легко свинчивается.
Оправки резьбовые нормализованы (МН 3620-62).
9. ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ МНОГООСНЫХ ДЕТАЛЕЙ
(ЭКСЦЕНТРИКОВ, РЫЧАГОВ, АРМАТУРЫ)
Для обработки эксцентриков и других деталей со смещенными осями
обычно применяются универсальные передвижные или поворотные пат-
роны.
На фиг. 52 показано одно из таких приспособлений с передвижным
трехкулачковым патроном для обтачивания и растачивания деталей с точ-
Приспособления для обработки многоосных деталей
369
ностью расстояния между осями (эксцентрицитет) ±0,02 мм (из опыта
Одесского завода радиальносверлильных станков).
Корпус 2 приспособления представляет собой чугунный диск, уста-
навливаемый на шпинделе станка. В корпусе имеется продольный направ-
ляющий паз, по которому может перемещаться чугунный ползун 3, имею-
щий соответствующий выступ. Трехкулачковый патрон центрируется по
выступу а ползуна и закрепляется на нем винтами.
На корпусе 2 закреплена пластинка-ограничитель 4, а на ползуне —
упор 5. В положении, когда упор 5 находится в контакте с пластинкой 4.
ось патрона должна точно совпадать с осью корпуса 2, т. е. с осью враще-
Фиг. 52. Приспособление с передвижным кулачковым патроном
для обработки деталей (поверхностей) с параллельными осями.
ния. Для обеспечения соосности центрирующий выступ а окончательно
обрабатывается непосредственно на токарном станке после закрепления
ползуна на корпусе с помощью двух шпилек с гайками 1. Для возможности
перемещения ползуна влево на величину заданного эксцентрицитета
пазы б под шпильки имеют продолговатую форму.
Детали зажимаются в трехкулачковом патроне и устанавливаются
в положение, которое показано на фигуре (упор 5 в контакте с пластин-
кой 4), для обработки поверхностей, концентричных базовой поверхности.
Затем при помощи мерных плиток, помещаемых между пластинкой 4 и
упором 5, производится точное перемещение ползуна на величину задан-
ного эксцентрицитета и выполняется обработка поверхностей со смещен-
ной осью. Недостаток конструкции — отсутствие балансирующего груза,
что при больших эксцентрицитете и скорости резания приводит к возник-
новению значительных центробежных сил, влияющих на точность обра-
ботки.
В приспособлениях с поворотными патронами ось базовой поверх-
ности детали, после обработки концентричных ей поверхностей, смещается
на заданный эксцентрицитет относительно оси вращения путем поворота
патрона на соответствующий угол.
На фиг. 53 показано приспособление с поворотным патроном для обра-
ботки эксцентриков. На планшайбу 1 со смещенным центрирующим участ-
ком D± (эксцентрицитет в = 5 мм) установлена муфта 2. На центрирующий
выступ D2 муфты, смещенный относительно оси ее отверстия (эксцентри-
370
Приспособления для токарных и круглошлифовальных станков
цитет е = 5 мм), устанавливается и закрепляется обычный самоцентри-
рующий патрон (показан пунктиром). Поворачивая муфту 2 относительно
планшайбы и закрепляя ее болтами 3, можно менять эксцентрицитет е
в пределах от 0 до 10 мм.
Для балансировки патрона в кольцевом пазу муфты 2 закреплен
регулируемый по окружности груз.
При использовании подобных патронов необходимо производить расчет
балансирующего груза. Определим зависимость между радиусами центра
тяжести уравновешивающего груза и основных деталей, создающих дис-
баланс (кулачковый патрон, муфта 2).
Фиг. 53. Приспособление с поворотным кулачковым патроном для
обработки эксцентриков.
Для динамически уравновешенной системы справедливо условие
/П!©2?! + /П2Ш2Г2 = о,
где тх и т2 — массы патрона с втулкой и уравновешивающего груза;
со — угловая скорость вращения;
гг и г2 — расстояния от центров тяжести патрона и груза до оси
вращения.
Так как угловые скорости любой точки системы равны, то
т^ + /п2г2 = 0,
откуда
т. е. расстояние центра тяжести груза от оси вращения должно быть во
столько раз больше эксцентрицитета патрона, во сколько раз масса пат-
рона больше массы груза.
Балансирующий груз необходимо располагать на линии, проходящей
через центр патрона и центр вращения, на противоположной стороне от
центра патрона.
Изображенное на фиг. 54 приспособление предназначено для растачи-
вания двух отверстий в корпусе масляного насоса.
Приспособление устанавливается на шпиндель токарного станка и
закрепляется посредством планшайбы 1.
Приспособления для обработки многоосных деталей
371
На цилиндрический выступ планшайбы устанавливается диск 2 и за-
крепляется на планшайбе болтами 3. В диске 2 выполнены направляющие
типа ласточкина хвоста, в которых помещается ползушка 9.
Корпус насоса плоскостью и двумя отверстиями под болты устанавли-
вается на посадочные пальцы 10 и 6, запрессованные в ползушку 9, и за-
крепляется через два других отверстия гайкой 7 со шпилькой 8.
При растачивании верхнего отверстия (как изображено на чертеже)
ползушка находится в нижнем крайнем положении и посредством гайки 11,
Фиг. 54. Специальное при-
способление для расточки
двух параллельных отвер-
стий в корпусной детали.
шпильки 13 и съемной шайбы 12 прижимается торцовой плоскостью к упор-
ной планке 14.
Для надежной фиксации ползушка 9 сбоку закрепляется винтом 4 и
клином 5.
После обработки первого отверстия ползушка с закрепленной на ней
деталью поворотом гайки 11 и винта 4 освобождается, перемещается
в верхнее крайнее положение и при помощи шайбы 12 и гайки 15 прижи-
мается к верхней упорной планке 16. В таком положении производится
растачивание второго отверстия.
Межцентровое расстояние обеспечивается с точностью до 0,02 мм.
Недостаток патрона — отсутствие уравновешивающего груза.
Для растачивания центрального отверстия диаметром d и подрезки
торца у заготовки на две вилки используется универсальное приспособ-
ление с раздвижными установочными пальцами, позволяющее обрабаты-
вать заготовки с межцентровым расстоянием L = 152-^218 мм. После
372
Приспособления для токарных и круглошлифовальных станков
обработки центрального отверстия заготовки разрезают и получают две
вилки.
Приспособление (фиг. 55) представляет собой чугунную планшайбу /,
устанавливаемую на шпиндель станка. На планшайбе профрезерован ра-
диальный паз (сечение В—В), в котором перемещаются цилиндрический 2
и ромбический (срезанный) 5 установочные пальцы с буртиками, затяги-
ваемые после перестановки гайками 6. Для точного направления по пазу и
предотвращения поворота при затягивании гайкой пальцы в своей средней
части имеют лыски (размер 22Х в сечении Б—Б). Рассмотрим наладку
приспособления. Цилиндрический палец 2, буртик которого имеет плоский
срез, устанавливают на расстоянии /min от центра. Это расстояние берут из
рабочего чертежа по размеру наименьшей вилки. После этого впритык
к плоскости буртика пальца устанавливают на штифтах и закрепляют на
планшайбе двумя винтами 8 стальную закаленную планку 7, боковая пло-
скость которой служит в дальнейшем базой для отсчета расстояний при
перемещениях пальца 2 при наладках приспособления для обработки ви-
лок, у которых размер / > /min; отсчет расстояний производится при по-
мощи мерных щупов: для каждой партии вилок с определенным размером /
имеется свой щуп, который закладывается между планкой 7 и плоскостью
среза буртика пальца 2. После установки палец 2 затягивается гайкой.
Установка ромбического пальца 5 без особого труда производится по
второму обработанному отверстию заготовки. Для этого еще до оконча-
тельной затяжки пальца 2 заготовку устанавливают на оба пальца и затем
Приспособления для обработки многоосных деталей
373
4-4
Фиг. 56. Групповое приспособление для обработки рычагов.
Фиг. 57. Примеры наладок на групповое при-
способление. Предельные размеры деталей:
L = до 130 мм\ d = до 60 мм.
374
Приспособления для токарных и круглошлифовальных станков
гайкой 6 ромбический палец закрепляют. Заготовки закрепляют гайками 3
через сферические шайбы 4.
Для руководства при наладке приспособления на планшайбе закреп-
лена табличка 9, на которой указаны номера деталей, их размеры в мил-
лиметрах и размеры щупов. Щупы выдаются рабочему комплектом и для
удобства нанизаны на ось И скобы 10. Время на переналадку 4—5 мин.
На фиг. 56 показано групповое приспособление со сменными элемен-
тами для обработки второго отверстия у деталей типа рычагов. Деталь
базируется обработанным отверстием на сменном вкладыше (пальце) 1 и
Фиг. 58. Универсальный двухкулачковый патрон с поворотными кулачками
для позиционной обработки арматуры.
закрепляется через быстросъемную шайбу. Второй конец детали ориенти-
руется и закрепляется кулачками 2 через винты 3. В зависимости от длины
рычага вкладыш 1 при наладке смещается по пазам.
На фиг. 57 показаны примеры наладок.
Для позиционной обработки деталей арматуры (тройники и др.) при-
меняется двухкулачковый переналаживаемый патрон. Патрон (фиг. 58)
состоит из корпуса 1 и винта 2 для перемещения основных кулачков 3.
В отверстиях последних смонтированы поворотные кулачки 5 и 7 со смен-
ными губками 6, затягиваемыми винтами 4 и 9; установочные поверхности
губок выполняются в соответствии с формой обрабатываемых деталей.
Кулачки 5, 7 можно повертывать вместе с зажатой заготовкой на
углы 90°. Для этого в кулачок 7 запрессованы четыре фиксирующие
втулки S, под реечный фиксатор 11. заскакивающий во втулку под дейст-
вием пружины. Вывод фиксатора из втулки перед поворотом производится
круглой рейкой 10 управляемой рукояткой 12.
10. ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ КЛАССА СТОЙКИ,
КРОНШТЕЙНЫ, ПОДШИПНИКИ
Для установки и закрепления этих деталей применяются универсаль-
ные и специальные планшайбы с угольниками, на которых монтируются
установочные и зажимные элементы.
Приспособления для обработки деталей класса стойки, кронштейны, подшипники 375
На фиг. 59, а показана конструкция универсальной планшайбы с уголь-
ником.
На планшайбе /, устанавливаемой на шпиндель станка, сцентрирован
и закреплен винтами 2 корпус 3 приспособления, имеющий четыре ради-
альных паза. Три из них служат для направления основных кулачков 7,
на которых закрепляются сменные зажимные кулачки 6; в четвертом пазу
помещен сухарь 10 с установленным на нем угольником 9.
Фиг. 59. Универсальная планшайба (а) с кулачками и пере-
ставным угольником (б).
Кулачки и угольник перемещаются индивидуальными винтами 13
с внутренним четырехгранным отверстием под ключ; от осевого перемеще-
ния винты удерживаются вилками 12. При наладке приспособления вели-
чина радиального перемещения угольника определяется по щкале 14,
после чего угольник закрепляется двумя болтами с гайками 11.
Для закрепления установочных элементов или непосредственно обра-
батываемых деталей на верхней плоскости угольника имеются взаимно-
перпендикулярные калиброванные пазы с резьбовыми отверстиями и
Т-образные пазы (фиг. 59, б). Кроме того, предусмотрено отверстие под
центрирующую втулку S, ось которой должна пересекаться с осью шпин-
деля. Втулка 8 служит для установки сменных центрирующих пальцев,
376
Приспособления для токарных и круглошлифовальных станков
устанавливаемых в случаях базирования обрабатываемых деталей по от-
верстию.
Для устранения дисбаланса служат грузы 5, закрепляемые винтами 4,
При соответствующих наладках на подобных угольниках можно уста-
навливать и обрабатывать самые разнообразные детали, для которых
обычно приходится проектировать специальные приспособления.
На фиг. 60 дан чертеж переналаживаемого патрона с угольником и
одним зажимным кулачком, действующим от пневмопривода. Сменные
наладки для различных деталей устанавливаются на плоскости уголь-
Фиг. 60. Переналаживаемый однокулачковый пневматический патрон с угольником.
ника 5 по двум пальцам 7 и 8 (цилиндрическому и срезанному). На ку-
лачке 2.также монтируется наладка 4 в соответствии с конфигурацией де-
тали и закрепляется винтом 3. При наладках приспособления угольник
(площадку) перемещают винтом 6, фиксируя положение по шкале с нониу-
сом; после перемещения угольник закрепляют винтами. Кулачок регу-
лируют винтом 7. Уравновешивающие грузы закрепляют в пазах на кор-
пусе.
11. КОПИРОВАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
На фиг. 61 показано приспособление новатора В. К. Семинского для
обработки сферических поверхностей.
Деталями приспособления являются: основание 7, устанавливаемое
на место снятых верхних салазок, головка 2, соединенная с основанием
посредством ласточкина хвоста, стол 5, установленный в расточенное отвер-
стие головки 2, упор 72, упорная стойка 10, упор 8, закрепленный на осно-
вании 7, рейка 7, пружина 6, шестерня 4 и резцедержатель 9.
При пуске станка включается продольная подача и суппорт начинает
двигаться по направлению к передней бабке, при этом упор 72, двигаясь
вместе с приспособлением, установленным на суппорте, встречает на
своем пути упорную стойку 10, закрепленную на станине станка, и оста-
Резцедержатель
Фиг. 61. Механизированное приспособление для обработки сферических поверхностей.
Копировальные приспособления
378
Приспособления для токарных и круглошлифовальных станков
навливает продвижение головки 2. Основание /, продолжая двигаться
вместе с суппортом, посредством упора 8 сообщает продольное движение
рейке 7, которая пружиной 6 постоянно прижимается к упору 8. Рейка 7,
перемещаясь, поворачивает шестерню 4, а вместе с ней и стол 3 с закреп-
ленным на нем резцедержателем 9. При этом резец, закрепленный в резце-
держателе, обтачивает сферу по заданному радиусу.
Приспособление должно быть установлено точно по оси станка, что
достигается с помощью центра, который вставляется в конусное гнездо
стола 3.
Для настройки резца по заданному радиусу служит калибр 5, устанав-
ливаемый так же, как и центр, в конусное гнездо стола, и винт 11, предна-
значенный для точной настройки.
Приспособление обеспечивает высокую производительность при чисто-
вом обтачивании сферических поверхностей.
На фиг. 62 показано приспособление для обработки профиля торцовых
кулачков.
Приспособление состоит из оправки 5 с жестко укрепленным на ней
копиром 4. Деталь надевается на оправку и ориентируется относительно
кулачка шпонкой 8, после чего закрепляется гайкой 7.
Передний конец оправки закрепляется в патрон станка, а задний под-
жимают центром задней бабки. На люнетные платики суппорта станка при
помощи болтов и штифтов жестко крепят через планку 1 кронштейн 2 с ро-
ликом 6, вращающимся на оси 3. На направляющих станка закреплен
кронштейн 11 с упором 10, который под действием пружины 9 отжимает
суппорт станка влево и тем самым постоянно прижимает ролик 6 к ко-
пиру 4.
При вращении шпинделя станка с оправкой ролик обкатывается по ко-
пиру, создавая нужное перемещение суппорту вместе с закрепленным
в резцедержателе резцом.
Копировальные приспособления на фиг. 63, а и б применяются на
револьверных станках с горизонтальной осью револьверной головки.
Приспособление имеет кронштейн 1, который закрепляется на внутренней
Копировальные приспособления
379
стороне станины станка; для этого в кронштейне имеется Т-образный паз
и два направляющих выступа, входящие в соответствующий паз станины.
Копирная линейка 2 устанавливается на кронштейне. Устройство 3 служит
для установки линейки на нужный угол. Нож (следящий винт, ролик) 4
закрепляется в кронштейне, установленном на револьверной головке.
Ролик (винт) во время работы прижимается к поверхности копиро-
вальной линейки, скользит по ней и копирует при повороте револьверной
головки угол или профиль копира. Происходит совмещение двух движе-
ний головки — продольного вдоль станины и вращательного вокруг своей
оси.
На фиг. 63, в показана универсальная копировальная линейка, исполь-
зуемая при обработке наружных и внутренних конусов, а также конических
торцовых поверхностей деталей.
Конструкция и крепление приспособления к станине аналогичны опи-
санным выше.
На корпусе 1 имеется угловая шкала с делениями в обе стороны от О
до 15°. Поворот линейки на необходимый угол осуществляется винтом 5;
линейка крепится в установленном положении винтом 4, При таком поло-
жении линейки можно обработать продольные конусы.
Для обработки крутых или торцовых конусов копировальная линейка 2
переставляется вместе с винтом-осью 3 в положение, определяемое сече-
нием Б—Б.
Линейку устанавливают на нужный угол вручную, отсчет же ведут
по второй угловой шкале, нанесенной на корпусе с делениями от 0 до 40°
влево и до 30° вправо.
С такой копировальной линейкой можно выполнять обработку с про-,
дольной и радиальной подачами, а также быстро производить переналадку
380
Приспособления для токарных и круглошлифовальных станков
обработки конусов в пределах от 0 до 90°. Кроме того, она допускает при-
менение сменных копиров при обработке фасонных поверхностей.
Копировальные приспособления для револьверных станков с верти-
кальным расположением оси револьверной головки показаны на фиг. 64.
Приспособление а имеет специальную державку 1 с закрепленным на
ней резцом и роликом 2, устанавливаемую в резцедержатель поперечного
суппорта. При поперечной подаче поперечного суппорта ролик 2, прижи-
маясь к фасонному упору 3, установленному на револьверной головке,
Фиг. 64. Копировальные приспособления для револьверных
станков с вертикальной осью револьверной головки.
заставляет резец копировать на детали профиль копира (конусную или
какую-либо фасонную поверхность).
У копировального приспособления б копир 1 установлен в резцедер-
жателе поперечного суппорта. Резец закреплен в специальной державке
в гнезде револьверной головки. Державка состоит из неподвижной 2 и
подвижной 3 частей. В подвижной части размещен резцедержатель с ро-
ликом 4.
При продольной подаче револьверной головки ролик 4, прижимаясь
к копиру 7, сжимая пружину, перемещает резцедержатель 3 вместе с рез-
цом и вытачивает на детали профиль копира.
На фиг. 64, в резцедержатель крепится в поперечном суппорте. При по-
перечной подаче суппорта подвижная часть резцедержателя 1 надвигается
скосом на ролик 2, установленный в державке на револьверной головке,
который заставляет резец перемещаться под углом, соответствующим углу
скоса резцедержателя. По окончании работы резец возвращается в исход-
ное положение пружиной 3.
ГЛАВА VII
ПРИСПОСОБЛЕНИЯ ДЛЯ СВЕРЛИЛЬНЫХ СТАНКОВ
Станки сверлильной группы составляют около 19% от общего коли-
чества станков станочного парка СССР. Наибольший удельный вес в общем
количестве станков этой группы занимают вертикальносверлильные
одношпиндельные станки общего назначения (53,2%), настольные верти-
кальносверлильные (31,4%) и радиальносверлильные станки (7,4%).
Остальное количество приходится на многошпиндельные вертикально-
сверлильные станки, переносные, различные специальные и агрегатные.
Для обработки отверстий на сверлильных станках проектируется
и изготовляется многообразная оснастка: скальчатые и другие типы
кондукторов, поворотные столы и стойки, многошпиндельные и револь-
верные головки, всевозможный вспомогательный инструмент и т. п.
В ряде случаев расточные работы, ранее выполнявшиеся на расточных
и токарных станках, переводятся на сверлильные станки. Объясняется
это тем, что сверлильные станки дешевле расточных, занимают мало
места и удобны в эксплуатации. Так, например, обработка системы отвер-
стий с применением поворотного кондуктора производится на радиально-
сверлильном станке быстрее, чем на расточном, так как быстрее произ-
водится установка шпинделя по оси отверстия, а возможность свободного
отвода хобота станка в сторону облегчает и ускоряет смену расточных
скалок. Все больше начинает внедряться переналаживаемая механизи-
рованная и частично автоматизированная сверлильная оснастка с пнев-
матическим или гидравлическим приводом.
1. СКАЛЬЧАТЫЕ КОНДУКТОРЫ
Из нормализованных и переналаживаемых приспособлений для свер-
лильных станков наиболее широко применяются скальчатые кондукторы
консольного и портального типов, с ручным или пневматическим зажимом.
В конструкцию любого скальчатого кондуктора входят постоянные и
сменные узлы (наладки). Постоянная часть кондуктора нормализуется
и состоит из корпуса, двух или трех расположенных в нем скалок, несу-
щих кондукторную плиту, механизма для перемещения скалок и зажима
обрабатываемых деталей.
Сменные наладки проектируются в соответствии с конфигурацией
обрабатываемых деталей и состоят из установочно-зажимных узлов и
сменной кондукторной плиты с комплектом кондукторных втулок. Для
базирования и фиксации сменных наладок в корпусе и кондукторной
плите предусматриваются установочные поверхности (центрирующие
отверстия, установочные пальцы, Т-образные пазы и т. п.).
Существующие разновидности скальчатых кондукторов позволяют
обрабатывать самые разнообразные по форме и размерам детали, начиная
от валиков и кончая плоскостными деталями длиной до метра и более.
382
Приспособления для сверлильных станков
По конструкции механизма подъема и опускания скалок, который
одновременно является и силовым механизмом, зажимающим обрабаты-
ваемые детали кондукторной плитой, скальчатые кондукторы делятся
на- следующие основные типы:
1) с реечным механизмом и приставным роликовым или эксцентрико-
вым замком;
2) с реечным механизмом и торсионно-роликовым замком;
3) с реечно-конусным (клиновым) механизмом;
4) с реечно-пружинным механизмом;
5) с пружинно-кривошипным или пружинно-кулачковым механизмом;
6) кондукторы с пневматическими приводами.
Ниже рассматриваются кондукторы с реечно-конусным механизмом,
а также пневматические, получившие наибольшее применение на заводах \
На фиг. 1 и 2 показаны консольный и портальный скальчатые кон-
дукторы с реечно-конусным механизмом.
В отверстиях корпуса 1 кондуктора (фиг. 1) скользят три скалки,
на которых гайками закреплена кондукторная плита 2. Средняя скалка-
1 Подробнее о конструкциях скальчатых кондукторов различных типов см. кн. М. А. Ан-
серов и В. Ф. Гущин, Приспособления для сверлильных станков, Машгиз, 1953.
Скальчатые кондукторы
383
рейка 3 с косыми зубцами связана с зубчатым валиком 5, имеющим вин-
товые зубцы; угол наклона зубцов 45°. Правый конец зубчатого валика
снабжен двумя конусными участками. Оба конуса притерты в конических
отверстиях корпуса 1 и крышки 4. Опускание плиты производится ру-
кояткой 6.
В момент, когда кондукторная плита коснется детали, скалка-рейка
остановится. При дальнейшем нажиме на рукоятку горизонтальна^
составляющая реакции со стороны скалки-рейки на зубчатый валик
сместит его справа налево, затянет конус и застопорит механизм. Угол
наклона конуса меньше угла трения (а = 5—6°), что обеспечивает само-
торможение.
Для освобождения детали и подъема плиты рукоятку вращают в обрат-
ную сторону. В момент нажима на рукоятку горизонтальная составляющая
реакции зубца скалки на зубец валика 5 изменит свое направление, вы-
толкнет конус из его гнезда и даст возможность поднять плиту. В верх-
нем приподнятом положении кондукторная плита удерживается вторым
конусом валика 5, заклинйвающимся в конусном отверстии крышки 4.
На плоскости А корпуса крепится сменная подставка с установочными
элементами для обрабатываемой детали, а на сменной кондукторной
плите 2 или 7 монтируются кондукторные втулки.
Портальный скальчатый кондуктор (фиг. 2) также состоит из двух
основных частей: корпуса 1 и кондукторной плиты 2. На корпусе устанав-
ливается подставка для обрабатываемой детали, а на плите— кондуктор-
ные втулки и фиксирующие элементы.
Фиг. 4. Пример базирования и закрепления
сменной наладки на корпусе кондуктора.
Приспособления для сверлильных станков
Скальчатые кондукторы
385
Установка и зажим детали осуществляются поворотом рукоятки 5,
закрепленной в валике 3. При повороте валика плита опускается до упора
в деталь, после чего, за счет косого расположения зубьев, происходит
осевое смещение валика и затягивание его конической части во втулке 4.
Самоторможение клиновой пары препятствует самопроизвольному отжиму
плиты.
Рассмотренные приспособления нормализованы (МН 3226-62—
МН 3248-62).
На фиг. 3 показан скальчатый кондуктор консольного типа с пневма-
тическим приводом. В корпус 1 кондуктора встроен цилиндр 2, в кото-
ром перемещается поршень со штоком 3, заменяющим собой одну из трех
скалок. На скалках установлена плита 4, в которой непосредственно или
в прикрепляемой к ней сменной плите монтируются кондукторные втулки.
Сменная подставка для установки обрабатываемых деталей базируется
по плоскости корпуса и двум установочным штифтам 6; сменная кон-
дукторная плита базируется по нижней плоскости плиты 4 и двум устано-
вочным штифтам 5. Сжатый воздух поступает в цилиндр через штуцеры 7.
Пример базирования и закрепления сменных элементов для сверления
четырех отверстий в детали с цилиндрическим хвостовиком и прямоуголь-
ным фланцем приведен на фиг. 4. На плоскости корпуса и установочных
пальцах 1 смонтирована подставка 2, а на нижней плоскости плиты 4
с прямоугольным окном и на пальцах 3 смонтирована сменная кондуктор-
ная плита 5, к которой винтами прикреплены призмы 6, служащие для
ориентации и зажима обрабатываемых деталей.
В табл. 1 приведены основные размеры кондукторов.
Таблица 1
Основные размеры в мм двухколонных консольных пневматических кондукторов
(по фиг. 3)
А в Н D с Ci с2 d di h hx Усилие на штоке в кгс при давлении в сети 4 кгс/см2
наи- мень- шая наи- боль- шая
75 120 60 90 82 65 125 62,5 37 13 15 13 6 115
105 170 90 130 95 75 180 90 52 16 18 15 8 150
140 240 125 175 НО 90 250 125 68 20 22 20 10 220
185 320 175 230 130 105 330 165 89 24 26 26 13 300
Для сверления отверстий в небольших деталях применяются одно-
колонные кондукторы с пневматическим приводом (фиг. 5). Размеры их
приводятся в табл. 2.
Отверстия в крупных деталях обрабатываются в портальных пневма-
тических кондукторах различных конструкций. На фиг. 6 показан норма-
лизованный кондуктор Московского автозавода им. Лихачева. В корпусе2
кондуктора встроен цилиндр /, в котором перемещается поршень 3 со
штоком 4. На конец штока надета рейка 6, закрепленная гайкой 7. Рейка
вращает зубчатый валик 5, который, в свою очередь, поднимает или опу-
скает скалки с кондукторной плитой. Такие кондукторы часто работают
спаренно с многошпиндельными головками, поэтому в конструкции пре-
дусмотрены хвостовики 8 для направления корпуса многошпиндельной
головки.
13 Ансеров
386
Приспособления для сверлильных станков
Фиг. 6. Портальный кондуктор для обработки крупных деталей с пневматическим
приводом.
Скальчатые кондукторы
387
Таблица 2
Основные размеры в мм одноколонных консольных пневматических кондукторов
(по фиг. 5)
А в н D с с2 Усилие на штоке в кгс при дав- лении в сети 4 кгс/см.2
наимень- шая наиболь- шая
40 80 45 65 57 45 52 26 20 55
55 90 55 80 65 55 62 31 27,5 80
На фиг. 7 показан общий вид, а на фиг. 8 — чертеж портального
кондуктора с двумя одновременно действующими пневмоцилиндрами.
Нижняя часть наладки крепится к корпусу кондуктора с базирова-
нием по плоскости и установочным пальцам (цилиндрическим, срезан-
ным) или центрируется
по отверстию в корпусе
диаметром 60А. Верхняя
часть наладки (кондуктор-
ная плита и фиксирующие
элементы) устанавливается
на нижней плоскости и
пальцах подъемной пли-
ты. При обработке длин-
ных деталей к вертикаль-
ной стенке корпуса с Т-об-
разными пазами прикреп-
ляется поддерживающий
кронштейн.
На фиг. 9 изображен
скальчатый кондуктор
с пружинно-кривошипным
механизмом для обработ-
ки поперечных отверстий
в шпинделях. Кондуктор
Фиг. 7. Общий вид портального кондуктора с двумя
пневмоцилиндрами.
состоит из сварного корпу-
са 1 коробчатой формы с толщиной стенок 6—8 мм с двумя стойками из труб.
В трубах запрессованы направляющие каленые втулки 6, в которых
перемещаются колонки 5, связанные с кондукторной плитой 2. Зажим
детали производится при помощи эксцентрикового валика 4 и кривошипа 3;
усилие зажима регулируется пружиной 7. На нижней плоскости плиты 2
смонтирована призматическая планка 9 с кондукторными втулками 8.
Сменные кондукторные планки выполнены из стали 15, цементированы
и закалены. Один конец кондукторных планок выступает за пределы
плиты и служит рукояткой для удобства установки. Комплект из 16
планок позволяет обрабатывать 48 деталей.
Обрабатываемые детали различных диаметров устанавливаются
в призмы 11, подбираемые в зависимости от их диаметров.
Две призмы выполнены двусторонними и одна — четырехсторонней;
комплект из трех комбинированных призм допускает установку всех
шпинделей диаметром от 28 до ПО мм. Призмы выполнены таких разме-
ров, чтобы при зажиме деталей различных диаметров не требовалась
регулировка кондуктора и все детали зажимались с одинаковым усилием.
388
Приспособления для сверлильных станков
Фиг. 8. Конструкция пор-
тального кондуктора
с двумя пневмоцилинд-
рами.
Фиг. 9. Скальчатый
кондуктор с пружинно-
кривошипным меха-
низмом для обработки
поперечных отверстий
в шпинделях.
Наладки скальчатых кондукторов
389
Сверление отверстий, расположенных на противоположной стороне
по диаметру, производится с применением фиксаторных штырей 10 в приз-
мах. Штыри выполнены ромбическими и позволяют делить окружность
на 180°.
2. НАЛАДКИ СКАЛЬЧАТЫХ КОНДУКТОРОВ
Систематизация наладок по классам обрабатываемых деталей облегчает
их выбор для использования в конкретных условиях производства.
Ниже приводится классификация и краткое описание наладок для обра-
ботки деталей разных классов.
Втулки, буксы, рычажки с одной бобышкой (фиг. 10—14).
Фиг. 10. Наладка консольного кондуктора для сверления на торце втулки трех отверстий
под резьбу.
Деталь устанавливается на подставку 2 и центрируется пальцем /. Фиксации углового
положения не требуется. Подставка прикреплена к корпусу кондуктора винтами 3. Зажим
детали осуществляется упором 4, запрессованным в кондукторной плите 5. Для обеспече-
ния необходимого зазора между нижними торцами кондукторных втулок 6 и обрабаты-
ваемой деталью высота h головки упора 4 выбирается в зависимости от диаметра сверла
в пределах от 1/2 до Id.
Для удобства удаления мелкой стружки следовало бы выполнить центрирующий
палец / так, как показано на фигуре в правом нижнем углу.
Диски, кольца (фиг. 15—16).
Арматура, крестовины (фиг. 17—18).
Рычаги, шатуны, вилки (фиг. 19—23).
Крышки, плиты, рамки, угольники (фиг. 24).
Кронштейны, крышки подшипников, стойки, корпусы (фиг. 25—27).
На фиг. 28, 29 приведены наладки для обработки деталей в две уста-
новки. Наладка для сверления многошпиндельными головками представ-
лена на фиг. 30.
390
Приспособления для сверлильных станков
Фиг. 11. Наладка для сверления центрального отверстия в рычажке.
Деталь центрируется в конических втулках 1 и 2. Конические поверхности этих
втулок выполнены прерывистыми и образуют как бы три опорные точки, отстоя-
щие друг от друга на 120°. Выступ детали упирается в корпус кондуктора, что
предотвращает поворот его во время сверления. Для удобства удаления стружки,
накапливающейся под корпусом кондуктора, в последнем сделана боковая выемка.
Наладки скалъчатых кондукторов
391
Фиг. 12. Наладка для
сверления двух отверстий
во фланце втулки.
Деталь устанавли-
вается на подставку /,
центрируется и зажимает-
ся двумя призмами 3 и 8.
Одновременное перемеще-
ние призм происходит под
действием скошенных
пальцев 4 и Р, укреплен-
ных в кондукторной пли-
те 6. Палец 4 выполнен
с наружной резьбой, что
позволяет при помощи
гайки 5 регулировать его
вылет. Поднимая или опу-
ская палец 4, устраняют
неточности, допущенные
при изготовлении центри-
рующего механизма. При
освобождении детали
призмы возвращаются
в исходное положение
под действием пружин 2.
Недостатки конструк-
ции: 1) не предусмотрены
элементы для предвари-
тельного центрирования;
2) положение кондуктор-
ной плиты по высоте после зажима зависит от фактического диаметра детали D\ чем
этот диаметр меньше, тем ниже опустится плита. Это не позволяет производить точного
подрезания торцов или растачивания уступов, при которых ход инструмента ограни-
чивается упором в верхний торец кондукторной втулки 7.
Фиг. 13. Наладка для сверления ра-
диальных отверстий в тонкостенных
втулках.
Нередко приходится иметь дело
со сверлением радиальных отверстий
в тонкостенных втулках, зажатие кото-
рых в обычных призмах могло бы
привести к их деформации. В таких
случаях установку и крепление обра-
батываемой детали производят по тор-
цам, как это показано на фигуре.
Деталь устанавливается на центрирующий палец 3 и при опускании кондукторной
плиты 1 зажимается самоустанавливающейся сферической шайбой 2. Шайба покачи-
вается на оси 4, запрессованной в плунжер 5, перемещающийся под действием скошен-
ного пальца 6.
§
Фиг. 14. Наладка для сверления отверстий во фланце втулки.
Деталь предварительно центрируется на пальце 8, а при опускании кондукторной плиты выравнивается по трем опорным
штырям 5 и окончательно центрируется пальцем 6. Отверстия сверлятся со стороны плоскости, принятой за установочную базу.
Для равномерного прилегания к трем опорам использован плавающий плунжерный механизм, состоящий из пальца 1 со сферической
головкой, покачивающегося диска 2 и трех плунжеров 3, направляемых втулками 4.
Необходимо, чтобы при зажиме обрабатываемая втулка не упиралась в деталь 7, а поддерживалась бы только плунже-
рами 3,
Приспособления для сверлильных станков
Наладки скальчатых кондукторов
393
Фиг. 15. Наладка портального
кондуктора для сверления и зен-
кования в диске восьми отверстий
d=ll мм.
Деталь устанавливается на
три опорных штыря 1 и предва-
рительно ориентируется на них
двумя штифтами 6. При опуска-
нии кондукторной плиты 7 три
пальца 2 с конусными головками
окончательно центрируют коль-
цо и своими заплечиками надеж-
но прижимают его к опорам 1.
Опорная плита наладки 4
установлена на двух поперечных
мостиках 3. Положение плиты
определяется тремя цилиндриче-
скими штифтами 5, входящими
в пазы мостиков. Сверление
производится через быстросмен-
ные втулки 9, а зенкование —
через основные втулки-гнезда
8. Шлифованные и расположен-
ные в одной плоскости верхние
торцы втулок 8 служат упором
для зенковок.
Фиг. 16. Наладка для обработки
четырех отверстий в крышке.
Деталь базируется на флан-
це 5 обработанной выточкой и
торцом и устанавливается в го-
ризонтальной плоскости по необ-
работанной лыске планкой 3 с
винтами 4. Зажим детали осуще-
ствляется подвижной плитой 1
через сферическую шайбу 2.
Фиг. 17. Наладка для сверления
и подрезки торца штуцера.
Деталь устанавливается на опору 7 и ориентируется по своей
продольной плоскости симметрии призмой, выполненной в виде четы-
рех конусных штифтов 3. После установки откидной прихват 5 при-
водится в положение, показанное на фигуре, и при опускании кондук-
торной плиты 2 через упор 4 надежно зажимает деталь. Все устано-
вочные элементы наладки размещены на опорной плите 8 с центрирую-
щим пальцем 6. Опорная плита центрируется по отверстию в корпусе
кондуктора и закрепляется на его плоскости Т-образными болтами.
Так как ось кондукторной втулки 1 совпадает с осью отверстия в кор-
пусе, то монтаж и регулировка наладки на кондукторе выполняются
быстро. После сверления кондукторную втулку 1 вынимают и произ-
водят подрезку торца торцовым зенкером.
Фиг. 18. Наладка для сверления и растачивания цент’
рального отверстия в штуцере и для сверления четы-
рех отверстий под резьбу на его фланце.
Деталь устанавливается на качающуюся на оси 8
призму 7 с упором 9, а центрируется и зажимается
кольцом 6 с внутренним конусом. Призма 7 образована
четырьмя штифтами 1 с конусными головками, а цент-
рирующее кольцо 6 кондукторной плиты 5 имеет
поперечные прорези и центрирует фланец штуцера тре-
мя точками. Через быстросменные втулки 3 произво-
дятся сверление и растачивание центрального отвер-
стия, а через втулки 2 и 4 — сверление четырех отвер-
стий под резьбу и зенкование их.
Приспособления для сверлильных станков
Наладки скальчатых кондукторов
395
Фиг. 19. Наладка портального скальчатого кондуктора с раздвижными стойками для
сверления, зенкерования и развертывания двух отверстий в головках шатуна.
Деталь устанавливается на опорные плитки 8, предварительно ориентируется
штифтами 7, 9 и упором 6 и окончательно центрируется в двух плоскостях симметрии
четырьмя шариками 2, попарно размещенными в обоймах 3. При опускании кондук-
торной плиты 5 шарики скользят по конусной поверхности сегментов 1 и одновре-
менно перемещаются к центрам головок, центрируя их относительно втулок 4. Как
и в случае центрирования сходящимися призмами, здесь обеспечивается располови-
нивание погрешностей поковок и равностенность после сверления.
Опорная плита 10 длиной 800 мм укреплена на поперечных мостиках кондуктора.
Фиг. 20. Наладка для сверления
двух отверстий в головке шатуна.
Кондукторная плита 8 устано-
влена на плунжерах 9 воздушных
цилиндров; в ней установлен центр
7 и прикреплен угловой рычаг 4,
который может поворачиваться
вокруг оси 2. В рычаге установ-
лены регулировочный винт 1 и пру-
жинный упор 3. При опускании
плиты рычаг немного опускается
под действием пружинного упора
и вдвигает винтом 1 центр 7 в цен-
тровое гнездо шатуна 6.
При дальнейшем опускании плиты рычаг еще немного опускается и зажимает
деталь. Одновременно он поворачивается на небольшой угол против часовой стрелки,
преодолевая сопротивление пружинного упора, и выравнивает деталь стержнем 5
в плоскости чертежа.
Со
со
Фиг. 21. Наладка для сверления и развертывания отверстий в малой головке рычага.
Рычаг отверстием большой головки центрируется на пальце 2, а малой головкой предварительно ориентируется в выемке под-
ставки 1, привернутой к опорной плоскости кондуктора. Ширина выемки т на 1—2 мм больше наружного диаметра малой головки.
При опускании кондукторной плиты втулка 3, нижний торец которой выполнен в виде призмы, окончательно центрирует рычаг
в продольной плоскости симметрии и зажимает его. Для выхода стружки в корпусе подставки / предусмотрена выемка М.
При жестком пальце 2 центрировать малую головку конусной «трехточечной» втулкой нельзя из-за погрешности в размерах
между осями бобышек.
Приспособления для сверлильных станков
Наладки скальчатых кондукторов
397
Фиг. 22. Наладка для сверления
смазочного отверстия в головке
серьги.
Обрабатываемая деталь уста-
навливается отверстиями на
цилиндрический палец 2 и ром-
бический 4. При опускании кон-
дукторной плиты скошенный
упор 1 прижимает деталь торцом
большой головки к буртику
пальца 2. Стойка 3, на которой
закреплены центрирующие паль-
цы 2 и 4, установлена на корпусе
кондуктора так, что палец 4 ока-
зался ниже опорной плоскости
корпуса. Это дало возможность
в кондукторе с максимальным
расстоянием между кондуктор-
ной плитой и опорной плос-
костью корпуса 125 мм сверлить
деталь длиной 138 мм.
Канавка К в пальце 1 облегчает снятие детали после сверления, так как без
этой канавки заусенцы, образующиеся при выходе сверла, затрудняли бы снятие
детали.
398
Приспособления для сверлильных станков
Фиг. 23. Наладка для обработки
отверстия в вильчатой серьге.
Деталь устанавливается
своим пазом на планку 2 и до-
водится до упора в ее уступ Д'.
В поперечном направлении де-
таль предварительно ориенти-
руется по боковому упору 7,
который одновременно предо-
храняет ее от вращения. При
опускании кондукторной плиты
втулка 8, нижняя часть кото-
рой выполнена в форме призмы,
окончательно ориентирует серь-
гу по продольной плоскости
симметрии.
Для того, чтобы нижняя
часть вилки при сверлении не
деформировалась, под нее подво-
дится опора в виде планки 4,
скользящей по пазу подставки
7 под действием пружины 5.
Обратное движение планки под
действием осевого усилия реза-
ния невозможно из-за самотор-
можения, так как угол наклона
паза для планки взят меньше
угла трения. При подъеме кон-
дукторной плиты связанный
с нею фасонный палец 3 своим
скосом набегает на штифт б,
запрессованный в планку и от-
тягивает ее назад.
Фиг. 24. Наладка кондуктора для сверления че-
тырех отверстий в полке угольника.
Деталь устанавливается на четыре опорных
штыря 2 и доводится до двух боковых опор 3.
При опускании кондукторной плиты 7 пружи-
нящий скошенный палец 1 обеспечивает приле-
гание обрабатываемой детали к опорам 5, а два
скошенных пальца 6 выравнивают деталь в по-
перечном направлении и закрепляют ее. Под-
ставка 5, на которой закрепляется обрабатывае-
мая деталь, ориентируется на опорной плоско-
сти корпуса кондуктора центрирующим паль-
цем 4 и штифтом 5, определяющим ее угловое
положение.
Наладки скальчатых кондукторов
399
300
10
Зекиз детали
Фиг. 25. Наладка для растачивания отверстия,
ось которого параллельна базовой плоскости
детали.
Деталь центрируется на выступе кольца 3,
а малым отверстием устанавливается на палец 2.
При опускании кондукторной плиты 7 деталь за-
крепляется скосами плавающей планки Р, подве-
шенной своими овальными отверстиями на двух
пальцах 8. Овальные отверстия позволяют планке
самоустанавливаться по фланцу обрабатываемой
детали.
9
В-В
Для того, чтобы повысить жесткость наладки, предусмотрен штырь 5, сколь-
зящий во втулке 4 и связывающий угольник 1 с кондукторной плитой. Расточ-
ная скалка направляется вращающимися кондукторными втулками 6 и 10.
За растачиванием следует подрезание торца; глубина подрезания ограни-
чивается упором заплечика расточной скалки в торец втулки 10, в связи с чем в кон-
струкции последней предусмотрен упорный шарикоподшипник.
Фиг. 26. Наладка консольного кондуктора для сверления восьми отверстий в основании литого корпуса подшипника.
Деталь цилиндрической поверхностью устанавливается в качающуюся призму 1 и доводится до качающегося упора 3; упор 3
может свободно вращаться относительно оси 4.
Окончательная установка и закрепление детали производится кондукторной плитой с помощью запрессованных в нее четырех
опорных штырей 5. Выравнивание детали в плоскости кондукторной плиты производится за счет поворачивания ее в подставке 6
и покачивания призмы 1 на сферическом пальце 2. Отверстия сверлятся со стороны плоскости, принятой за установочную базу.
П риспособления для сверлильных станков
Наладки скальчатых кондукторов
401
Фиг. 27. Наладка для сверления и зенкования отверстия в коробчатой детали.
Деталь устанавливается на два кулачка 1, связанных между собой двумя спи-
ральными пружинами 5, работающими на растяжение. Кулачки скользят по цилин-
дрической поверхности пальца 2, прикрепленного к угольнику 5, сцентрирован-
ному на столе кондуктора пальцем 7. При опускании кондукторной плиты 4
скошенный палец 5 дрьъдт деталь до упора, а два пальца 6 выравнивают ее в
плоскости кондукторной плиты.
4-4
—1/1
Фиг. 28. Наладка скальчатого кондуктора для последовательной обработки от-
верстий со скрещивающимися осями в две установки.
Для сверления большого отверстия d = 33 мм обрабатываемая деталь устанав-
ливается на втулку 1 и прижимается втулкой 2. Обе втулки имеют по три выступа
/С, которыми и центрируют деталь по цилиндрической бобышке. Штифт на опоре
исключает проворачивание детали во время сверления.
После того как во всей партии деталей отверстия d = 33 мм окажутся обрабо-
танными, переходят к сверлению малых отверстий d = 17 мм. Для этого деталь
устанавливается обработанным отверстием на палец 7 и поддерживается регулируе-
мой опорой 6. При опускании кондукторной плиты 3 втулка-призма 4 центрирует
деталь по бобышке и закрепляет ее. Винт 5 служит в качестве упора, к которому
деталь подводится при установке на палец 7.
402
Приспособления для сверлильных станков
Фиг. 29. Наладка скальчатого кондуктора для обработки двух параллель-
ных отверстий в две установки.
Для сверления отверстия d=22 мм деталь устанавливается своим ранее
просверленным отверстием на палец 2 и выступом на сферическую самоуста-
навливающуюся опору 3. При опускании кондукторной плиты 5 ее палец 6
входит в отверстие детали и окончательно центрирует ее, а основная кон-
дукторная втулка 4 скошенными выступами определяет угловое положе-
ние детали.
Для обработки отверстий d — 10А и 20,3 мм деталь перевертывают
и устанавливают обработанными отверстиями на цилиндрический и ромби-
ческий пальцы 2 и 1. При опускании кондукторной плиты цилиндрический
палец 6 входит в отверстие и зажимает деталь.
Поворотные столы и стойки для позиционной обработки
403
На Липецком тракторном заводе широко применяется многошпиндель-
ное сверление на серийных участках с полной загрузкой сверлильных
станков. Подбирается группа деталей, ее закрепляют за станком, а на эту
группу проектируется многошпиндельная головка.
Детали подбираются с таким расчетом, чтобы максимально использо-
вать шпиндели одной детали, иметь возможность применять их при обра-
ботке отверстий других деталей, т. е. получить головку с минимальным
количеством шпинделей.
Фиг. 30. Наладка вертикальносвер-
лильного станка .с многошпиндельной
головкой для группы деталей.
Многошпиндельная головка 1 при
помощи скалок 2 связана с подставкой
5, закрепленной на станке. На подстав-
ку устанавливается кондуктор 4 для
нужной детали, снабженный унифици-
рованной плитой 5. Плита служит для
крепления кондуктора к подставке
прихватами 6. Кондуктор при помощи
двух координированных втулок 7,
запрессованных в его корпус, уста-
навливается на пальцы 8, запрессо-
ванные в подставку. Кондуктор
вместе с обрабатываемой деталью
точно ориентируется относительно
шпинделей 9 многошпиндельной го-
ловки. Такое несложное устройство
дает возможность быстро переналадить
станок с одной детали на другую.
Затраты времени на смену кондуктора
и перестановку сверл незначительны.
Имеющиеся кондукторы для каждой из этих деталей дополняются
несложными устройствами для быстрого координирования их относи-
тельно сверлильных шпинделей и закрепления в приспособлении. При
сверлении одной детали работает одна группа шпинделей, а остальные
вращаются вхолостую; при переналадке на другую деталь работает дру-
гая группа шпинделей и т. д.
3. ПОВОРОТНЫЕ столы и стойки для позиционной
ОБРАБОТКИ
Многие детали имеют отверстия, расположенные по окружности или
с разных сторон, в том числе и со стороны плоскости, принимаемой за
установочную. Обработку таких отверстий приходится выполнять в не-
сколько установок с большой затратой вспомогательного времени. Для
сокращения вспомогательного времени на сверлильных станках широко
используется принцип позиционной обработки. Приспособлениями для
позиционной обработки отверстий могут служить, например, переклад-
ные ящичные кондукторы, используемые для сверления отверстий с раз-
ных сторон. Закрепленная в таком кондукторе деталь перемещается или
поворачивается вместе с кондуктором, занимая различные положения
относительно шпинделя.
Однако в перекладных кондукторах преимущества позиционной обра-
ботки полностью не используются, так как установки деталей здесь
404
Приспособления для сверлильных станков
заменены ручными установками самого кондуктора, также требующими
значительных затрат времени на совмещение оси инструмента с осями
кондукторных втулок. Кроме того, перевертываемые и перемещае-
мые на столах станков кондукторы можно применять только для мелких
деталей.
Для сверления крупных деталей обычно используются накладные
кондукторы. Для обработки одной детали иногда приходится проекти-
ровать несколько накладных кондукторов; в лучшем случае число кон-
дукторов равно числу обсверливаемых сторон детали. Работу с наклад-
ными кондукторами выполняют на радиальносверлильных станках,
перемещая шпиндель с инструментом от отверстия к отверстию. При
обработке отверстий с разных сторон тяжелую деталь приходится канто-
вать, затрачивая на это большие усилия и время.
Перекладные и накладные кондукторы, проектируемые как специаль-
ные приспособления, не отвечают требованиям скоростной обработки и их
следует заменять наладками на поворотные приспособления, что повышает
производительность и облегчает труд рабочих.
Поворотные приспособления выполняются с вертикальной, горизон-
тальной, а иногда и с наклонной осью вращения. Приспособления с верти-
кальной осью называются столами, а с горизонтальной — стойками.
Стойки подразделяются на одноопорные и двухопорные.
Столы и стойки состоят из корпуса (неподвижная часть) и планшайбы
(поворотная часть). Углы поворота (деления) отсчитываются по круговой
шкале с нониусом или чаще с помощью фиксатора. Палец фиксатора
помещается в корпусе, а фиксирующие втулки — в планшайбе или спе-
циальном диске, вращающемся совместно с планшайбой.
Цикл поворота планшайбы на одно деление складывается из следую-
щих рабочих приемов:
1) выключение фиксатора;
2) поворот планшайбы вместе с обрабатываемой деталью;
3) включение фиксатора.
Часто, для повышения жесткости приспособления и разгрузки фикса-
тора от действия боковых усилий прибавляется прием прижатия план-
шайбы к корпусу после ее поворота и фиксации, и отжатия перед началом
поворота. Выполнение каждого из этих приемов может быть ручным,
механизированным или автоматизированным..
В условиях индивидуального и мелкосерийного производства при-
меняются нормализованные столы и стойки с ручным приводом. В некото-
рых конструкциях, для сокращения затрат вспомогательного времени,
механизмы фиксации и прижима планшайбы блокируются и управляются
от одной рукоятки. В устройствах для обработки крупных деталей управ-
ление фиксатором выполняется ножной педалью, а руками производится
поворот и поджим планшайбы.
В крупносерийном и массовом производствах поворотные приспособле-
ния снабжаются пневматическим, пневмогидравлическим, гидравличе-
ским или электрическим приводом, при котором часть или все приемы
цикла поворота на одно деление механизируются и автоматизи-
руются.
В мелкосерийном производстве крупные поворотные стойки для обсвер-
ливания тяжелых деталей на радиальносверлильных станках также при-
водятся в действие от электродвигателя.
На поворотной части стола или стойки монтируются сменные на-
ладки для базирования и закрепления обрабатываемых деталей. Наладки
Поворотные столы и стойки для позиционной обработки
405
на столы состоят в основном из установочно-зажимных элементов; кондук-
торная плита с втулкой закрепляется на корпусе отдельно. Наладки на
стойки, кроме установочно-зажимных устройств, включают обычно кон-
дукторные плиты с кондукторными втулками. В таком исполнении они
представляют собой обычный кондуктор, вращающийся вместе с план-
шайбой.
А. Поворотные столы
Накладные поворотные столы устанавливаются на рабочий стол верти-
кального или радиальносверлильного станка и используются для обра-
ботки деталей, отверстия у которых расположены по окружности. На
станках с многошпиндельной сверлильной головкой поворотные столы
служат для позиционной обработки отверстий в деталях. В специальных
многошпиндельных станках такие столы составляют неотъемлемую часть
станка.
На фиг. 31 показан нормализованный стол сравнительно простой
конструкции, получивший широкое применение.
Планшайба 1 установлена на пустотелом шпинделе 2, который
вращается во втулке 10, запрессованной в литом корпусе стола 11. В этот
же корпус запрессована втулка 7, в которой направляется реечный фик-
сатор 5, заскакивающий во втулку 3 под действием пружины 6.
Управление реечным фиксатором осуществляется через рукоятку 4.
Для облегчения поворота планшайба 1 опирается на шарики 13, собранные
в обойме 12 и заключенные между двумя кольцами 14.
Осевой зазор, необходимый для вращения шпинделя с планшайбой,
регулируется гайкой 8\ гайка стопорится винтом 9.
Центрирование рабочих приспособлений (наладок) на планшайбе произ-
водится с помощью цилиндрической цапфы пальца, вставленного в конус-
ное гнездо шпинделя 2. Для фиксации углового положения в случае
необходимости к корпусу наладки привинчивается шпонка, входящая
в точный паз планшайбы. Закрепление наладок производится Т-образ-
ными болтами.
Для установки кронштейна с кондукторной плитой на корпусе стола
предусмотрена площадка К-
Кольца шарикоподшипника 14 шлифуются после сборки с планшай-
бой и корпусом приспособления. Шарики расположены на плоскости,
чем облегчается изготовление подшипника.
Столы применяются с диаметром планшайбы 200, 250, 350 и 400 мм.
Общая высота столов не превышает 120 мм.
На фиг. 32 дан пример наладки делительного стола; для удобства
установки и снятия обрабатываемой детали кондукторная плита выпол-
нена откидной на шарнире.
На фиг. 33 показан поворотный стол диаметром 500 мм. Он устанав-
ливается на наклонный стол типа У8-1, тогда получается универсальный
поворотный стол с наклонами и делениями, или на тумбу радиально-
сверлильного станка. Стол обеспечивает точную индексацию фиксатором
через 15, 30, 45, 60 и 90°, он также снабжен круговой шкалой с ценой
деления 1°.
Для облегчения поворота и зажима планшайбы 2 в столе предусмотрен
подъемно-зажимной механизм, сблокированный с фиксатором.
При повороте рукоятки 11 по часовой стрелке эксцентриковый валик 5
поднимает втулку 4, которая, в свою очередь, через упорный подшипник 3
406
Приспособления для сверлильных станков
Поворотные столы и стойки для позиционной обработки
407
Фиг. 32. Пример наладки на поворотный стол.
Фиг. 33. Поворотный стол диаметром 500 мм с подъемно-зажимным и делительным
сблокированными механизмами.
408
Приспособления для сверлильных станков
поднимает планшайбу стола. При обратном повороте рукоятки планшайба
и втулка 4 опускаются; кроме того, под действием эксцентрикового ва-
лика втулка 4 давит на чашку 6 и через нее поворачивает три рычага,
связанные с тягами 7. через которые происходит прижим планшайбы
к корпусу стола; усилие прижима регулируется винтами 8.
При повороте рукоятки 11 для подъема планшайбы перед очередным
поворотом она, нажимая на рычажок /, поворачивает реечный валик 10
и выводит фиксатор 9 из фиксирующей втулки. После поворота фиксатор
заскакивает в очередное гнездо автоматически, под действием пружины.
Ъид на стол сверху
На рабочей поверхности поворот-
ной планшайбы имеются Т-образ-
ные пазы. Вес стола 140 кг.
На фиг. 34 изображены схемы
использования поворотных столов
в сочетании с многошпиндельными
головками для позиционной обра-
ботки одновременно нескольких
деталей.
На фиг. 34, а показана схема
обработки многопереходного отвер-
Фиг. 34. Схемы использования поворотных столов совместно с многошпиндель-
ными головками.
стия с использованием трех шпинделей. Отверстие последовательно
сверлится, обрабатывается зенкером и зенковкой; позиция I загру-
зочная.
По схеме, приведенной на фиг. 34, б, обрабатываются девять близко
расположенных отверстий. В позиции II производится сверление отвер-
стий /, 3, 5 и 7; в позиции III — отверстий 2, 4, 6 и 3; в позиции IV —
отверстия 9; в позиции I происходит съем готовой детали и установка
очередной заготовки.
Обработка деталей на всех позициях производится одновременно. После
каждого цикла стол поворачивается на 90°. При позиционной многошпин-
дельной обработке на круглых поворотных столах вспомогательное время
сводится ко времени смены позиций и времени подвода и отвода инстру-
мента.
Поворотные столы и стойки для позиционной обработки
409
Для многошпиндельной обработки одновременно нескольких деталей
на станках модели 2135 можно использовать автоматический пово-
ротный стол АП650 (фиг. 35, а) х, имеющий индивидуальный электро-
двигатель.
Техническая характеристика стола
Диаметр планшайбы..................................... 630 мм
Высота стола до рабочей плоскости планшайбы 400 мм
Вес.................................................. 460 кг
Продолжительность цикла............................... 5,7 сек
Возможное число позиций............................ 2, 3, 4, 5, 6
Электродвигатель:
тип.................................................. АО32-4
мощность.......................................... 1 кет
число оборотов в минуту ................ 1440
Направление вращения планшайбы................ по часовой стрелке
Наибольший вес приспособления......................... 300 кг
Емкость маслобака ............................ 20 л
Автоматический воздухораспределитель.......... Нормальный, число
позиций 2—6
Стол обеспечивает деление окружности на любое количество частей
в пределах от двух до шести (включительно). Настройка на необходимое
число позиций производится с помощью пары сменных зубчатых колес 11,
Поворот планшайбы 1 (фиг. 35, б) осуществляется электродвигателем 3,
включение которого производится либо посредством кнопочной станции,
либо конечным переключателем, управляемым от шпинделя станка.
От электродвигателя 3 движение передается через пару зубчатых
колес 4 и червячную передачу 9 жестко связанному с червячным колесом
диску-водилу 14 мальтийского креста 10, Диск-водило 14 представляет
собой кулачок, посредством которого через систему рычагов 5 (показаны
условно) производится управление доводящим фиксатором 7.
Цикл поворота и фиксации планшайбы протекает в следующем порядке.
В начальный момент включения двигателя водило-кулачок через рычаж-
ную систему утапливает фиксатор 7 и обеспечивает возможность поворота
планшайбы. Затем ближайший палец водила заходит в паз мальтийского
креста и через зубчатую передачу 11 приводит планшайбу в движение.
В конце поворота мальтийского креста палец 3, принадлежащий очередной
позиции, нажимает на упор 6 и проходит мимо него, после чего под дей-
ствием пружины упор 6 возвращается в исходное положение. В этот
момент палец водила выходит из паза мальтийского креста, а продолжаю-
щий вращаться кулачок освобождает фиксатор 7; последний под действием
пружины прижимает палец 8 к упору 6, фиксируя положение планшайбы.
Одновременно конечный переключатель 2, управляемый кулачком /5,
выключает электродвигатель. Для облегчения поворота планшайбы
в корпус стола встроены четыре подпружиненных шариковых подшип-
ника 12, частично воспринимающих на себя вес планшайбы с установ-
ленной на ней оснасткой и обрабатываемыми деталями.
Воздухораспределительная муфта 13 обеспечивает автоматическое
раскрепление обработанных и зажим новых деталей, устанавливае-
мых в пневматических приспособлениях, размещенных на планшайбе
(фиг. 35, в) 1 2.
1 Подробные узловые и детальные рабочие чертежи даны в альбоме «Типовой проект
модернизации вертикальносверлильных станков моделей 2125, 2135 и 2150», Машгиз, 1959.
2 Конструкция воздухораспределительной муфты, обеспечивающей автоматическое
переключение цилиндров в загрузочной позиции, подробно рассмотрена в гл. IV. Там же
дано описание некоторых конструкций поворотных кондукторов.
410
Приспособления для сверлильных станков
Автоматизация поворота и фиксации планшайбы стола может осуще-
ствляться с помощью пневмопривода. На фиг. 36 показана схема автома-
тического стола с пневмоприводом конструкции Киевского мотоциклет-
ного завода.
В корпусе 1 закреплена ось 2, на которой вращается планшайба 6,
жестко соединенная с делительным диском 7 и храповиком 3, числа зубьев
Фиг. 35. Автоматический поворотный стол с индивидуальным электродвигателем:
а — общий вид; б — кинематическая схема; в — схема воздухораспределителя.
которых равны между собой и соответствуют числу позиций стола. Внутри
корпуса стола перемещается кольцо 4, связанное со штоком пневмати-
ческого цилиндра 11. На кольце закреплены собачка 12, поджатая пру-
жиной 13, и фиксатор 5. Управление пневмоцилиндром осуществляется
от распределительного крана, сблокированного с механизмом переме-
щения шпинделя станка. При подаче воздуха по стрелке А поршень 10
перемещает кольцо влево и выводит фиксатор. При дальнейшем движении
Поворотные столы и стойки для позиционной обработки
411
кольца влево собачка, захватив зуб храповика, поворачивает планшайбу
в следующую позицию. После этого распределительный кран переклю-
чает направление подачи воздуха, и фиксатор, заскакивая в очередной
/5 12
Фиг. 36. Схема автоматического поворотного
стола с пневмоприводом.
паз диска, фиксирует положение
планшайбы. Контакты 8 и 9 служат
для остановки станка после обработ-
ки детали.
Б. Поворотные столы для
быстрой переналадки сверлильного
станка при групповой обработке
Фиг. 37. Кольцевой поворотный стол
для размещения закрепленной за стан-
ком технологической оснастки.
На станкостроительном заводе
«Красный пролетарий» широко при-
меняется групповая обработка на
сверлильных станках, при которой
детали группы и вся потребная для
них технологическая оснастка за-
крепляются за определенным стан-
ком, Для быстрой переналадки
такого станка на обработку очеред-
ных деталей вся закрепленная за станком оснастка располагается на
специальном поворотном столе, при наличии которого процесс перена-
ладки отнимает 1,5—2 мин.
На фиг. 37 показан кольцевой стол конструкции инж. В. А. Романова,
используемый на станках модели 2135 Ч
1 «Машиностроитель», 1959, № 4.
412
Приспособления для сверлильных станков
Стол опоясывает станину станка и состоит из нижнего 8 и верхнего 2
колец с беговыми дорожками под шарики 1 диаметром 25 мм.
К верхнему кольцу приварены стальные плиты 7, на которых точно
установлены и закреплены кондукторы 6 с колонками для направления
скалок подвесных кондукторных плит многошпиндельных сверлильных
головок 5. Нижнее кольцо 8 привернуто болтами к плоскости стола
станка, а с задней стороны (за станиной) поддерживается двумя регули-
руемыми по высоте опорами 12. Для предотвращения смещения верхнего
кольца в горизонтальной плоскости относительно нижнего предусмотрены
четыре планки И с регулируемыми винтами 13.
При переналадке верхнее кольцо стола быстро поворачивают до совпа-
дения оси сверлильной головки с осью шпинделя станка. На конце шпин-
деля закреплен диск 3 с нижним центрирующим пояском, а сверху диска
установлена поворотная шайба 9. При вращении штурвала 4 шпиндель
опускается вниз до соприкосновения с верхним торцом сверлильной
головки, а головки расположенных на ее торце трех болтов 10 свободно
проходят при этом через отверстия в диске 3 и уширенные отверстия шай-
бы 9. После этого поворотом шайбы в направлении стрелки прикрепляют
головку к шпинделю. Так как каждая из сверлильных головок связана
колонками в одно целое со своим кондуктором, то переналадка на этом
и заканчивается.
Для значительного уменьшения наладочного и вспомогательного вре-
мени при групповой обработке деталей на радиалъносверлильных стан-
ках также применены поворотные столы, оснащенные устройствами для
питания сжатым воздухом или жидкостью всего комплекта, устанавливае-
мых на них пневматических или гидравлических приспособлений. На
фиг. 38 показаны схема и конструкция такого стола.
Приспособления 1, 4, 7 и 9 (фиг. 38, б) закреплены на зеркале поворот-
ного стола 5, и рабочий может в нужный момент пользоваться любым
из них в зависимости от задания. Питание всех приспособлений жидкостью
или сжатым воздухом осуществляется снизу через центральное отверстие
коллектора 5, который соединен с приспособлениями трубопроводами 2
с запорными кранами 6. Управление подачей жидкости или сжатого воз-
духа к приспособлению осуществляется рукояткой 10 распределительного
крана, установленного на неподвижной части стола. При использовании
одного приспособления запорные краны остальных приспособлений пере-
крываются. Поворот верхней части стола и его фиксация в требуемом поло-
жении осуществляются с помощью рукоятки 8, связанной с фиксатором.
Эта рукоятка также установлена на неподвижной части стола, справа
от рабочего.
Стол (фиг. 38, а) состоит из основания 1 и верхней поворотной части 2,
вращающейся на оси 7 и двух шариковых подшипниках 8. Осевая нагрузка
воспринимается шариками 10, равномерно расположенными по всей
окружности, вследствие чего стол легко поворачивается от приложения
небольшого усилия. В основании имеется фиксатор 15, связанный через
реечную шестерню 14 с рукояткой 13. В поворотной части стола расточены
24 отверстия под фиксаторные гнезда 9, позволяющие производить деле-
ние стола на 2, 3, 4, 6, 8 и 12 частей при установке соответствующего
количества приспособлений. В оси 7 имеются два отдельных вертикальных
канала, к которым раздельно подводится по трубке 12 жидкость от гидро-
привода, а по трубке И —сжатый воздух от цеховой воздушной сети.
Каждый вертикальный канал соединен с тремя верхними горизонталь-
ными каналами, в которые ввернуты шесть штуцеров 6. От каждого шту-
Поворотные столы и стойки для позиционной обработки
413
цера масло или сжатый воздух по трубке 5 поступает в распределитель-
ный кран 4 двустороннего действия, от которого могут получать питание
два приспособления. В одном крайнем положении рукоятки 3 распреде-
лительного крана питание получает одно из установленных приспособле-
ний, в другом — второе. При нейтральном положении рукоятки подача
питания к приспособлениям прекращается.
а)
Фиг. 38. Поворотный стол для радиальносверлильного станка, оснащенный
пневматическим или гидравлическим приводом для устанавливаемых на нем при-
способлений.
Благодаря такой конструкции на столе можно разместить двенадцать
различных приспособлений, шесть из которых могут быть с гидравли-
ческим приводом и шесть — с пневматическим.
Использование поворотных столов на радиальносверлильных станках,
за которыми закреплена обработка строго определенных деталей, практи-
чески позволило свести наладочное время к нулю. Кроме того, созданы
благоприятные условия для упорядочения рабочих мест сверловщиков,
и отпала необходимость в особых местах и стеллажах для хранения при-
способлений.
414
Приспособления для сверлильных станков
В. Одноопорные поворотные стойки
Эти стойки используются для позиционной обработки отверстий, рас-
положенных с разных сторон детали, а также радиальных отверстий.
Сменные наладки с установочно-зажимными элементами и кондукторными
втулками закрепляются на поворотной планшайбе консольно, а поэтому
одноопорные стойки пригодны для обработки отверстий, расположенных
на небольшом вылете от планшайбы.
На Одесском заводе радиальносверлильных станков применяют пово-
ротные стойки с пневмогидравлическим зажимом обрабатываемых на
стойке деталей. Стойка в обычном исполнении (фиг. 39, а) состоит из
корпуса 1 и шпинделя 4, на котором смонтирована поворотная планшайба 7
с пазами для крепления устанавливаемых приспособлений. Положение
планшайбы после ее поворота определяется фиксатором 8, входящим
в соответствующее гнездо планшайбы. Для зажима планшайбы в зафикси-
рованном положении поворачивают рукоятку 5, при этом эксцентриковый
валик 6 нажимает на планку 14, несущую пальцы 13. Последние своими
зубцами, входящими в круговой паз планшайбы 7, притягивают ее к кор-
пусу 1 и зажимают. Планшайба освобождается при нажиме на педаль 10,
связанную рычагами И, 9 и 12 с фиксатором S. Дисбаланс при установке
рабочего приспособления (наладки) устраняется перестановкой грузов 3
на диске 2.
На фиг. 39, б показан пневмогидравлический преобразователь давле-
ния, установленный в шпинделе 4 поворотной стойки, показанной на
фиг. 39, а. Воздухопроводящие трубки / и 2 подсоединены к воздушному
коллектору 14. Вначале воздух через трубку 1 по соответствующим отвер-
стиям валика 13, крышки 3 и корпуса пневмоцилиндра 4 подается к рези-
новой диафрагме 7. Находящееся в полости А масло под давлением воз-
духа вытесняется через полый шпиндель 10 и трубку 8 в гидроцилиндры
приспособления, укрепленного на планшайбе И. Этим осуществляется
предварительный зажим деталей при низком давлении масла. Оконча-
тельно детали зажимаются переключением пневмокрана; при этом сжа-
тый воздух направляется по трубке 2 через отверстия валика 13 в левую
полость пневмоцилиндра 4. Под давлением воздуха поршень 5 переме-
щает шток 6 вправо, действуя на плунжер 12. Плунжер 12, перемещаясь,
отсекает масло от полости А и, сжимая пружину 9, создает повышенное
давление в полости шпинделя, трубке 8 и гидроцилиндрах приспособления.
Из-за разности диаметров поршня 5 и плунжера 12 давление в гидро-
системе повышается до 28—38 кгс/см2, чем обеспечивается прочный зажим
обрабатываемой детали. При разжиме детали переключением пневмокрана
трубки 1 и 2 соединяют с атмосферой; при этом пружина 9 возвращает
плунжер 12 и поршень 5 в исходное положение.
Все остальные элементы и механизмы стойки те же, что и на фиг. 39, а.
На фиг. 40 показана конструкция полуавтоматической одноопорной
стойки с пневматическим приводом. Поворот планшайбы /^ осуществляется
пневмогидравлическим приводом 1 через реечную пару К. Зажим план-
шайбы после ее поворота и фиксации производится штоками трех пневмо-
цилиндров — 2, 3 и 4, действующими через рычаги 14.
Сжатый воздух поступает в цилиндры через трехходовой распредели-
тельный кран 7, управляемый рукояткой 8. При повороте рукоятки,
одновременно с переключением крана, поворачивается цилиндрический
валик 5, на конце которого установлена шестерня 15\ с помощью этой
шестерни реечный фиксатор 16 выводится из фиксирующей втулки,
Поворотные столы и стойки для позиционной обработки
415
5
вид (
Фиг. 40. Полуавтоматическая одноопорная поворотная стойка с пневмоприводом.
Приспособления для сверлильных станков
Поворотные столы и стойки для позиционной обработки
417
запрессованной в планшайбе 13. В это время цилиндры освобождают
планшайбу, а из цилиндра 5, через золотник Л/, находящийся на штоке
поршня, воздух поступает в пневмогидравлический привод 1, осущест-
вляющий ее поворот.
После поворота фиксатор 16 под действием пружины автоматически
заскакивает в очередное гнездо, поворачивает золотник крана 7 с рукоят-
кой 8, и воздух снова поступает в цилиндры 2, 3 и 4, осуществляющие
зажим планшайбы.
Для поворота планшайбы реечной парой К используется роликовая
обгонная муфта М (роликовый замок), которая состоит из зубчатого
Фиг. 41. Конструкция пневмогидравлического привода полуавтоматической
стойки.
колеса 11, трех роликов 12 и втулок 9 и 10\ втулка 10 имеет три равнорас-
положенных скоса под углом 5°. Применение обгонной муфты позволяет
рейке К возвращаться в исходное положение, не вращая планшайбу.
На фиг. 41 отдельно показана конструкция пневмогидравлического
привода, осуществляющего плавный поворот планшайбы. Привод состоит
из пневматического 1 и гидравлического 2 цилиндров разных диаметров.
Цилиндр 2 заполнен маслом марки индустриальное 20 и служит демпфе-
ром, обеспечивающим равномерное движение поршня и штока 5 с рейкой
пневматического цилиндра. Скорость движения регулируется цилиндри-
ческим дросселем 4, установленным в задней крышке 3 цилиндра 1. Пово-
ротом дросселя можно изменять проходное сечение отверстия этой крышки
и, следовательно, скорость истечения масла, которое при ходе поршня,
по расположенной сбоку трубке (на чертеже не показана) перекачивается
из одной полости цилиндра 2 в другую (см. фиг. 42).
Привод установлен на задней стенке корпуса стойки; для направле-
ния штока-рейки 5 служит чугунный кронштейн 6 (фиг. 40). При давле-
нии воздуха 4 кгс/см? привод развивает на штоке усилие 415 кгс.
На фиг. 42 показана схема поворотной стойки, по которой легко
проследить цикл движений при выполнении деления. Поворотом рукоятки
распределительного крана 5 выводят фиксатор из гнезда в планшайбе
и открывают сжатому воздуху доступ в полости А цилиндров 2, 3, 4.
Штоки поршней перемещаются слева направо, давление с рычагов 6 ешь
мается и планшайба освобождается. В конце хода поршня пневмоцилиндра
14 Ансеров
418
Приспособления для сверлильных станков
3 цилиндрический золотник 7, связанный с его штоком, открывает отвер-
стие для поступления сжатого воздуха из сети в корпус золотника,
а оттуда в полость Б пневматического цилиндра привода 1. При переме-
щении поршня слева направо рейка через обгонную муфту осуществляет
поворот планшайбы в направлении стрелки. В этот момент масло из
полости В гидроцилиндра (демпфер) протекает через дроссель, регули-
рующий скорость поворота планшайбы, в его полость Г. Когда палец
Фиг. 42. Схема полуавтоматической поворотной стойки по фиг. 40.
фиксатора окажется против очередной фиксирующей втулки на план-
шайбе, он под действием пружины автоматически заскакивает во втулку
и через связанную с ним шестерню поворачивает рукоятку крана 5 в исход-
ное положение. При этом положении сжатый воздух направляется в по-
лости Д цилиндров 2, 5, 4, осуществляющих прижим планшайбы к кор-
пусу. Одновременно через золотниковую систему цилиндра 3 сжатый
воздух поступает в полость Е привода 1 и рейка при холостом ходе обгон-
ной муфты вместе со штоком возвращается в исходное положение.
(На схеме изображено исходное положение всех механизмов).
Основные размеры полуавтоматических поворотных стоек приведены
в табл. 3.
Таблица 3
Основные размеры в мм полуавтоматических поворотных стоек (по фиг. 40)
D L В н
800 500 650 650 900 500
1200 800 /50 1000 1400 780
Поворотные столы и стойки для позиционной обработки
419
Г. Двухопорные поворотные стойки
При обработке крупных деталей рабочее приспособление может иметь
такую значительную длину, что консольное закрепление его на план-
шайбе стойки окажется невозможным. В этих случаях применяются
двухопорныс конструкции, состоящие из основной и вспомогательной
стоек, смонтированных на общей плите.
Одна из конструкций двухопорной стойки с диаметром делительной
планшайбы 300 мм представлена на фиг. 43.
Для зажима делительной планшайбы 11 в конструкции предусмотрен
эксцентриковый механизм, а для деления — реечный фиксатор. Меха-
низмы зажима и деления сблокированы и управляются от одной рукоятки
12. Штурвальная рукоятка 9 служит только для поворота планшайбы.
Из чертежа видно, как работает сблокированный механизм зажима и де-
ления.
Шпиндель 6 основной стойки вращается в подшипнике 5 и имеет вы-
точку, в которую входит качающаяся на оси вильчатая планка 8. В планку
вставлен регулируемый винт 7, на который во время зажима действует
эксцентриковый валик. На эксцентриковый валик 13 (разрез А—Л),
запирающий делительную планшайбу, свободно установлена реечная
шестерня 14, связанная двумя скошенными зубцами К с храповой муф-
той 16. Пружина 20 способствует сцеплению шестерни с муфтой. Муфта 16,
в свою очередь, связана со ступицей 15 рукоятки 12, а через нее и с эксцен-
триковым валиком 13. Шестерня 14 входит в зацепление с реечным фикса-
тором 18 (разрез Б—Б).
Проследим момент ввода фиксатора во втулку 19 и зажима делитель-
ной планшайбы после того, как с помощью штурвала 9 она повернута на
очередное деление. При повороте рукоятки 12 фиксатор 18, дополнительно
нагруженный пружиной 17, входит в фиксирующую втулку, а эксцентри-
ковый валик 13 в это время действует на винт 7, вилку 8 и, перемещая
шпиндель 6 вместе с планшайбой 11, прижимает ее к плоскости корпуса 10
стойки. Когда фиксатор достигнет предельного положения, шестерня 14
прекращает вращение, но может под действием храповой муфты слегка
переместиться влево. Это позволяет производить поворот эксцентрико-
вого валика до полной затяжки делительной планшайбы.
При вращении рукоятки 12 в обратную сторону планшайба отжи-
мается, а храповая муфта 16 захватывает шестерню 14 и выводит фикса-
тор из фиксирующей втулки.
Винт 7, через который передается сила зажима на планшайбу 11, слу-
жит одновременно для регулирования эксцентрикового механизма. Груз
на рукоятке облегчает управление механизмом.
Шпиндель 4 вспомогательной стойки имеет в своем подшипнике 3
некоторый осевой зазор, что облегчает установку рабочего приспособле-
ния (кондуктора). На хвостовике шпинделя 4 закреплена штанга 2 с гру-
зами 1, назначение которых — уравновешивать вращающийся кондуктор
вместе с обрабатываемой деталью. Неуравновешенность кондуктора
сильно затрудняет процесс деления и нарушает точность механизма.
Обе стойки, основная и вспомогательная, устанавливаются на общей
плите, которая может входить в комплект наладки как одна из ее деталей
или быть универсальной. В последнем случае эта плита снабжается про-
дольными Т-образными пазами для направления и закрепления стоек.
При разводе стоек на требуемое расстояние они направляются своими
шпонками по одному из пазов плиты. Перемещение стоек по направляю-
Приспособления для сверлильных станков
Поворотные столы и стойки для позиционной обработки
421
щему пазу с последующей выверкой должно обеспечить точное совпадение
их осей. Рабочее приспособление надевается на две цапфы d и крепится
к плоскости делительной планшайбы.
Стойки с диаметром делительной планшайбы 500 мм и больше обычно
изготовляются с педальным управлением фиксатором, а поворот план-
шайбы осуществляется от шпинделя станка.
На фиг. 44 показана двухопорная поворотная стойка (кантователь)
конструкции Горьковского завода фрезерных станков, применяемая на
радиальносверлильных станках; планшайба стойки поворачивается шпин-
делем станка.
Рабочее приспособление центрируется на выступающей части шпин-
деля планшайбы /, притягивается к ней штурвалом 5 и дополнительно
поддерживается цапфой вспомогательной стойки 8, Обе стойки смонти-
рованы на общей плите 9. Для поворота планшайбы в конус шпинделя
станка вставляется оправка, имеющая внутреннее квадратное отверстие.
После этого шпиндель станка подводится к валику 3 и посредством оправки
соединяется с ним. Педалью 6 фиксатор 7 выводится из гнезда план-
шайбы, после чего включается вращение шпинделя, которое через кулач-
ковую муфту 4 и червячную передачу 10 передается планшайбе. Поворот
планшайбы 1 происходит до тех пор, пока палец 7 под действием пружины
не заскочит в очередное фиксаторное гнездо. Муфта 4, срабатывая при
фиксации, предохраняет фиксатор и механизм поворота планшайбы от
поломок.
После установки планшайбы в очередной позиции вращение шпин-
деля выключается и он отводится от приспособления. Зажим планшайбы
осуществляется вручную посредством рукоятки 2. Привод прост по кон-
струкции и рекомендуется для применения в мелкосерийном производстве.
При крупных, партиях, а также при обработке особо тяжелых деталей
приводы планшайб следует осуществлять от отдельных электродвигателей.
На фиг. 45 показана механизированная поворотная стойка с электро-
приводом, имеющая диаметр планшайбы 1000 мм, Планшайба 8 сцентри-
рована и закреплена на фланце шпинделя 4, установленного в корпусе 3
на подшипниках качения. Для облегчения растачивания отверстий под
подшипники последние имеют одинаковый наружный диаметр.
На задней плоскости планшайбы расположены 24 отверстия с запрес-
сованными в них фиксирующими вкладышами 7 с прорезями, в которые
входит ролик 15 фиксатора 14 (В—В), закрепленного на диске 5, В таком
исполнении делительный механизм позволяет поворачивать и фикси-
ровать планшайбу через каждые 15° и через углы кратные 15°.
Для того чтобы можно было поворачивать планшайбу на другие углы,
часть фиксирующих вкладышей 7 монтируется в четырех сменных встав-
ках 13, расположенных в пазах планшайбы под углом 90° друг к другу.
Положение вкладышей во вставках определяется в соответствии с требо-
ваниями углового деления. Так, например, если необходим поворот на
угол в 28°, то вместо обычной вставки устанавливается специальная
вставка, один из вкладышей которой расположен под углом в 13°.
Тогда угол 28° складывается из углов 15 + 13°.
Для предохранения фиксирующих вкладышей от загрязнения план-
шайба с задней стороны закрыта диском 5 из листовой стали, в котором
прорезаны окна для смены вставок 13, закрывающиеся планками на вин-
тах. Чтобы обеспечить возможность поворота и фиксации планшайбы
через любые малые углы, предусмотрен вспомогательный фиксатор 17,
управляемый рукояткой 23 (разрезы К—К и Е—Е). Фиксатор располо-
Ji
9
Фиг. 44, Двухопорная стойка с планшайбой диаметром 600 мм, поворачиваемой шпинделем радиальносверлильного станка.
Приспособления для сверлильных станков
Поворотные столы и стойки для позиционной обработки
423
жен в корпусе 18, прикрепленном с помощью винтов и планки к направ-
ляющим стального диска 5, и может перемещаться по дуге окружности
в 30°.
Назначение второго фиксатора можно выяснить из следующего при-
мера. Допустим, что у изделия необходимо сверлить три отверстия, из
которых первое — исходное, а два других расположены под углами
2° 28' и 12° 30'. Путем соответствующего конструктивного выполнения
сменной вставки 13 нетрудно обеспечить возможность поворота на угол
12° 30'. Однако расположить фиксирующий вкладыш под углом в 2° 28'
относительно исходного вкладыша невозможно. В свя&и с этим преду-
смотрен второй фиксатор, корпус которого в таких случаях можно пере-
мещать, пользуясь шкалой с нониусом. При наличии шкалы, нанесенной
на направляющем сегменте 16, нетрудно осуществить перемещение на угол
в 2° 28'.
Шкала разделена влево и вправо от нулевого деления на 15°, а каждый
градус разделен на шесть частей. Следовательно, цена деления или интер-
вал деления основной шкалы 10'. Шкала нониуса на корпусе 18 фиксатора
разделена влево и вправо от нулевого деления на десять частей и обозна-
чена двумя рядами цифр от 0 до 10, которые следует читать один раз
слева направо, а другой — справа налево.
Каждая половина шкалы охватывает дугу в 290' (в пределах от 0°
до 4° 50'), и, следовательно, угловой интервал деления нониуса равен 29'.
Из формулы
С' — уС — i
находим
i = уС — С' = 3-10' —29' = 1',
где i — величина отсчета по нониусу;
у — модуль;
С — интервал деления основной шкалы;
С' — интервал деления нониуса.
Следовательно, с помощью нониуса фиксатор 17 можно перемещать
с точностью до одной угловой минуты.
После перемещения корпуса фиксатора его вновь затягивают болтами,
а упорный винт 19 закрепляют контргайкой 20. Упорный винт находится
в сегментном кронштейне 21, установленном в канавке направляющего
сегмента 22.
Для монтажа наладок в отверстие планшайбы запрессована центри-
рующая втулка, а на рабочей плоскости планшайбы профрезерованы
установочный и Т-образные пазы под болты.
Для вращения планшайбы служит электродвигатель переменного тока
мощностью N = 1,2 кет и числом оборотов пдв = 930 об/мин с кнопоч-
ным управлением. От вала двигателя через зубчатую муфту 11, червяк,
червячное колесо 2 и зубчатый валик 9 движение передается зубчатому
венцу 10, закрепленному на планшайбе.
Перед началом работы в Т-образном кольцевом пазу планшайбы,
против соответствующих фиксирующих вкладышей, закрепляют кулачки 6,
воздействующие на переключатель Г, положение кулачков регулируют так,
чтобы планшайба поворачивалась на угол несколько больший данного
угла деления.
При включении двигателя планшайба вращается вправо, а ролик фик-
сатора 14 под действием пружины заскакивает при этом в прорези а всех фик-
сирующих вкладышей, не участвующих в делении, и вновь выходит из
424
Приспособления для сверлильных станков
Фиг. 45. Стойка с планшайбой диаметром 1000 мм, поворачиваемой электродвигателем.
Поворотные столы и стойки для позиционной обработки
426
Приспособления для сверлильных станков
них. В момент, когда первый распределительный кулачок 6 воздействует
на переключатель 1 и реверсирует вал двигателя, планшайба начинает
вращаться влево, но немедленно останавливается, так как два скошен-
ных зуба б на торце фиксатора 14, беспрепятственно проскакивавшие
относительно соответствующих зубьев на торце вкладыша 7 при вращении
планшайбы вправо, входят в зацепление, как только планшайба начинает
вращаться влево (принцип устройства храпового механизма — см. схемы
146 и 76 на фиг. 45). При этом правая половина зубчатой соединительной
муфты 11 выходит из зацепления с левой половиной и, перемещаясь
вдоль вала, воздействует на выключатель 12, останавливающий двигатель.
После окончания операций снова включают двигатель; соединительная
муфта 11 замыкается и передает движение на планшайбу, которая снова
вращается вправо, пока очередной кулачок не переключит электродви-
гатель на обратный ход. Далее цикл повторяется.
При делении только с помощью фиксатора 14 вспомогательный фикса-
тор 17 поворотом рукоятки 23 выводят из зацепления с планшайбой;
рукоятка скользит при этом по винтовому пазу в корпусе 18 и в верхнем
конце паза заводится в выемку.
При делении с использованием и вспомогательного фиксатора его
перед соответствующим делением освобождают, выводя рукоятку из
выемки, и он в необходимый момент останавливает планшайбу. В проти-
воположность фиксатору 14, вспомогательный фиксатор выключает
электродвигатель и останавливает планшайбу при ее вращении вправо.
В связи с этим на фиксирующих вкладышах 7 предусмотрен средний зуб 7в,
который входит в зацепление с зубом фиксатора 17в (см. схемы) при
правом вращении планшайбы.
Возникающее при зацеплении давление воспринимается упорным
винтом 19, а зубчатая муфта 11, как и ранее, срабатывает и через выклю-
чатель 12 останавливает двигатель. Перед очередным включением дви-
гателя для правого поворота планшайбы фиксатор 17 шаровой рукояткой
23 отводится назад. Так как муфта сцепления 11 должна выключаться
при вращении планшайбы как вправо, так и влево, то боковые поверх-
ности ее зубьев выполнены симметричными.
Для поворота планшайбы вручную, с помощью рукоятки, левый конец
вала электродвигателя имеет внутренний шестигранник.
Делительная стойка может быть выполнена без вспомогательного
фиксатора 17 и шкал, а также и без сменных вставок 13, что упрощает
конструкцию.
Вместо зубчатой муфты 11 может быть применено реле, выключающее
ток при перегрузке электродвигателя в момент зацепления фиксатора
с фиксирующими вкладышами.
Электрические приборы управления смонтированы в распределитель-
ной коробке, установленной на стойке, и легко доступны.
Ниже приведены расчеты некоторых элементов делительной стойки.
Размеры муфты:
Наружный диаметр ......................
Внутренний диаметр ....................
Средний диаметр .......................
Число зубьев...........................
Высота зубьев .........................
dH = 100 мм
de = 60 мм
dcp^ 80 мм
z — 4 двойных зубьев
h = 10 мм
Поворотные столы и стойки для позиционной обработки 427
Так как муфта должна выключаться при вращении планшайбы в обе
стороны, то боковые поверхности каждого зуба равномерно наклонены
от вершины зуба к основанию под углом а.
= = = “ = 17°39'-
Пружина муфты
Мдв = 71 620 — = 71 620 -йг 125 кг/см.
de Пдв 930
При среднем диаметре муфты dcp = 80 мм усилие Рср, действующее
на радиусе гср = 40 мм, будет
р = + ^31 кгс.
ср гср 4
Потребное давление Рпр со стороны пружины определяется из формулы
Р — Рср — Рср — 31 74 кгс
Гпр— tga + f tgl7°26' -Н 0,314 + 0,1 ’
где f = 0,1 — коэффициент трения стали по стали.
В муфте установлена пружина с наружным диаметром D = 76 мм,
диаметром проволоки d = 7 мм, давлением Рпр = 88 кгс.
Передаточное отношение i цепи от вала электродвигателя до план-
шайбы рассчитываем так: принимаем ппл = 4 об/мин-, тогда передаточное
отношение цепи будет
. _ ппл____4 _ 1
Пдв ~ 930 “ 232 ‘
Берем для червячной передачи
22 9
для цилиндрической зубчатой передачи
_ 1
п— ц •
Тогда передаточное отношение цепи будет
_ J____1_ _ _1_
n'h. п~ 22 ‘ 11 “ 242 9
а число оборотов планшайбы
плл = -т^-ЭЗО = 3,84 об/мин.
Д. Примеры наладок стоек
На фиг. 46—50 показаны примеры монтажа на стойках сменных
кондукторов для обработки разнообразных деталей.
428
Приспособления для сверлильных станков
Поворотные столы и стойки для позиционной обработки
429
Эскиз детали
Фиг. 46. Наладка на одно-
опорную стойку для обработ-
ки отверстий с разных сторон.
Деталь базируется паль-
цем 2 по окончательно обра-
ботанному отверстию и фик-
сируется в горизонтальной
плоскости штырем 3 по имею-
щейся в ней масляной канав-
ке. Зажим детали осуществ-
ляется откидным прихватом.
Сверление четырех отверстий производится через кондукторные втулки в кор-
пусе /, а зенкование их с обратной стороны—при повороте стола на 180°. Сверление
отверстия, находящегося в другой плоскости, производится через кондукторную
втулку в планке 4 при повороте стола на 90°. Для возможности развертывания отвер-
стия планка 4 выполнена откидной.
А-А
Фиг. 47. Наладка на одноопорную стойку для
обработки радиальных отверстий.
Деталь базируется пальцами 2 и 3 по цент-
ральному отверстию и отверстию в торце. Зажим
осуществляется откидным прихватом 1.
Приспособления для сверлильных станков
в
Фиг. 48. Наладка двухопорной
стойки для сверления отверстий
и обработки уплотнительных
поясков на фланцах литого кор-
пуса.
Обрабатываемая
деталь устанавли- *<
вается своими край-
ними фланцами на
две жесткие опоры
8 и две самоуста-
навливающиеся
опоры 4.
До регулируе-
мых упоров 2 де-
таль доводится
вручную, а в про-
дольном направле-
нии ориентируется
предварительно по
двум жестким упорам 1. Крепление детали и окончательная установка ее в продольном направлении производятся откидной
планкой 10, несущей жестко закрепленную призму 5. Одновременно с этим планка 6 поджимает деталь к упору 2.
Кондукторные плиты 9 выполнены откидными и в рабочем положении фиксируются пружинящими пальцами 3. Для сверления
отверстий, расположенных на дне отливки, предусмотрена кондукторная плита 7, выполненная в виде сменной втулки.
Поворотные столы и стойки для позиционной обработки
А-А
Фиг. 49. Наладка двухопорной стойки для сверления детали коробчатой
формы с нескольких сторон.
Наладка выполнена в виде съемного приспособления с вращающейся
люлькой. Обрабатываемая деталь устанавливается в люльке 6 и может вра-
щаться вместе с рабочим приспособлением относительно оси стойки. Люлька
6 может вращаться в корпусе 3 вокруг оси 7, перпендикулярной оси стой-
ки. Для установки детали в приспособление кондукторная плита должна
быть откинута. При положении люльки 6, показанном на фигуре, деталь
опускают сверху по направляющим планкам 11 до посадки ее на опоры 4
и центрируют на неподвижной и подвижной шайбах 8 и 10. Поворотом
рукоятки 9 деталь зажимают между шайбами. Затем откидную кондукторную
плиту 2 приводят в рабочее положение и закрепляют болтом /.Делительный
механизм люльки 6 выполнен в виде пружинящего фиксатора 12 с фиксирую’
щими втулками 5. Приспособления с люльками позволяют обрабатывать
детали с шести сторон.
Приспособления для сверлильных станков
Фиг. 50. Наладка двухопор-
ной стойки со сменной кон-
дукторной плитой п.
Сменная плита одновре-
менно используется для уста-
новки обрабатываемых дета-
лей.
Детали типа корпусов,
крышек базируются по обра-
ботанной плоскости разъема,
на которой обычно и распо-
ложены обрабатываемые от-
верстия.
Деталь устанавливают
сверху, а затем поворачи-
вают и сверлят отверстия со
стороны базовой плоскости.
Если требуется подрезание
торцов или зенкование под
головки винтов с противопо-
ложной стороны отверстий,
то эта операция выполняется
во вторую позицию после
поворота.
Основанием делитель-
ного приспособления служит
стандартный швеллер /, к
которому приварены сверху
опорные плиты 2. В этих
плитах имеются Т-образные
пазы под болты для крепления стоек 5. Точное расположение обеих стоек на одной прямой линии обеспечивается посредством цен-
трального установочного паза в плитах и направляющих шпонок 3, прикрепленных к корпусам стоек. На шпинделе 7 правой стойки
закреплен делительный диск 6. Фиксатор 8 заскакивает в фиксирующие втулки под действием пружины, а отводится с помощью эксцен-
тричного валика. Обе стойки оборудованы механизмами для зажима шпинделей и планшайб на время обработки.
Сменные кондукторы центрируются в отверстиях шпинделей 7 цапфами /и, а болтами через отверстия во фланцах прикрепляются
к планшайбам стоек. Для фиксации углового положения устанавливаемого приспособления служит сухарь 4.
Поворотные столы и стойки для позиционной обработки
434
Приспособления для сверлильных станков
4. ПЛАВАЮЩИЕ СТОЛЫ
На практике часто приходится обрабатывать на одношпиндельном
вертикальносверлильном станке систему отверстий с параллельными
осями. Кондуктор с закрепленной деталью или непосредственно деталь,
если отверстия сверлятся по разметке, приходится передвигать и доби-
ваться совмещения оси шпинделя с осью кондукторной втулки или с цен-
тром, намеченным разметкой.
Фиг. 51. Плавающий стол с диафрагменным пневмоприводом.
В связи с этим кондуктор нецелесообразно прикреплять к столу станка.
Однако работа с незакрепленным кондуктором опасна для сверловщика
при обработке отверстий больших диаметров; в случае защемления сверла
в детали кондуктор может начать вращаться вместе со сверлом.
Для того чтобы сократить время на передвижение кондуктора, повы-
сить точность совмещения осей и обеспечить безопасные условия труда,
применяют плавающий или двухкоординатный стол той или иной кон-
струкции. Кондуктор или непосредственно обрабатываемая деталь, за-
крепляемые на этом столе, легко и быстро перемещаются для совмещения
с осью шпинделя.
Для станка модели 2135 спроектирован стол с двумя салазками на
шарикоподшипниках, легко перемещаемых в двух взаимно перпендику-
Универсальные и групповые кондукторы
435
лярных направлениях *. Известен плавающий стол конструкции Москов-
ского завода внутришлифовальных станков, в котором поступательное
движение салазок комбинируется с вращательным движением планшайбы.
Однако эти столы сложны и несколько громоздки.
Оригинальную и сравнительно простую конструкцию плавающего
стола разработал новатор М. 3. Запольских. Стол состоит из двух плит
с пришабренными плоскостями стыка (фиг. 51). Верхняя плита свободно
перемещается (плавает) относительно нижней плиты (основания) и после
совмещения оси обрабатываемого отверстия с осью шпинделя быстро
и надежно прижимается к ней с помощью диафрагмы.
Основание 1 закрепляется на столе сверлильного станка. В средней
части основания имеется отверстие а, в котором размещен шток 5 пневмо-
камеры. Последняя состоит из корпуса 3 и завальцованной в нем стальной
диафрагмы 4\ одновременно диафрагма с помощью завальцовки прочно
укреплена на штоке.
Шток винтами 9 жестко скреплен с подвижной плитой 2 стола. На
плите с помощью Т-образных пазов укрепляется кондуктор. Перемещая
подвижную плиту за рукоятки S, совмещают ось кондукторной втулки
с осью инструмента и производят закрепление подвижной плиты. Для
этого поворотом рукоятки крана 10 впускают сжатый воздух через гори-
зонтальное и вертикальное отверстия плавающей плиты и наклонное
отверстие штока в полость между выточкой корпуса 3 пневмокамеры
и диафрагмой. Под действием сжатого воздуха диафрагма прогибается,
перемещает шток 5 вниз и надежно притягивает верхнюю плиту к осно-
ванию.
Обод 7 препятствует разбрызгиванию охлаждающей жидкости, которая
через сливные решетки 6 и отверстия в плавающей плите и штоке
стекает на стол станка.
5. УНИВЕРСАЛЬНЫЕ И ГРУППОВЫЕ КОНДУКТОРЫ
При групповых технологических процессах, когда обрабатываемые
детали закрепляются за определенным станком, можно с успехом при-
менять универсальные или групповые переналаживаемые кондукторы.
Кроме скальчатых, разработаны и используются групповые кондукторы
для сверления отверстий, расположенных по окружности, по прямой
линии, отверстия в головках рычагов различной длины и формы и т. п.
Опыт показывает, что обработку громадного большинства деталей
можно производить в групповых кондукторах со сменными наладками.
Широкое применение этих приспособлений, их механизация и автомати-
зация не только повышают производительность труда, но и резко сокра-
щают затраты средств и времени на подготовку производства.
Ниже рассматриваются некоторые конструкции групповых кондукто-
ров. Обработка зубчатых колес, дисков, фланцев и ряда других деталей
часто начинается со сверления центрального отверстия на вертикально-
сверлильном станке, которое после протягивания принимается за уста-
новочную базу при дальнейшей обработке.
На фиг. 52 показан универсальный пневматический патрон пред-
назначенный для центрирования и зажима заготовок шестерен и других
цилиндрических деталей диаметром от 50 до 220 мм при обработке в них
центральных отверстий.
1 См. типовой проект модернизации вертикальносверлильного станка.
Приспособления для сверлильных станков
Универсальные и групповые кондукторы
437
Деталь устанавливается на сменную втулку 8 или планки 7. Центри-
рование и зажим деталей осуществляются кулачками 3 (или 9), снабжен-
ными насечкой.
Кулачки приводятся в действие штоком 10. от пневматического ци-
линдра. На штоке нарезаны зубцы, зацепляющиеся с одной из шестерен-
валиков 5; на шлицевом конце этих валиков установлены кулачки 3
(или 9). Передача одновременного и равномерного вращения двум дру-
гим шестерням-валикам осуществляется центральной шестерней 6.
Фиг. 53. Общий -вид кондуктора для позиционной обработки отвер-
стий, расположенных по окружности.
Патрон имеет два комплекта кулачков: один — для зажима деталей
диаметром от 50 до 160 (кулачки 3) и другой — для диаметров от
160 до 220 мм (кулачки 9).
Ввиду того, что ход штока 10 ограничен, для зажима деталей различных
диаметров в диапазоне одного комплекта кулачков необходима их пере-
наладка. Для этого шток 10 отводится в одно из крайних положений;
гайки 1 и 2 отвинчиваются и шестерня-валик 5 выводится из зацепления
со штоком, опускаясь до упора в штифт 4. После этого шестерню-валик 5,
продолжающую оставаться в зацеплении с шестерней 6, поворачивают,
устанавливая кулачки на необходимый размер. Затем навинчиванием
гаек 1 и 2 шестерня-валик 5 снова вводится в зацепление со штоком 10.
На фиг. 53 показан общий вид, а на фиг. 54 — конструкция кондук-
тора для сверления отверстий, расположенных по окружности деталей
(диски, шестерни, крышки и т. п.).
Кондуктор состоит из трех основных частей: ползуна с кондукторной
планкой, вертикально перемещающегося по скалкам приспособления;
патрона или консольной оправки для закрепления деталей и делитель-
ного механизма. Планка с кондукторной втулкой перемещается по направ-
ляющим ползуна; отсчет перемещений производится по нониусу.
Делительное устройство состоит из корпуса 3, на котором смонтирован
поворотный стол 2. К нижней части стола с помощью установочных штиф-
438
Приспособления для сверлильных станков
тов и винтов прикреплен делительный диск /, в гнезда которого заска-
кивает фиксатор 5, управляемый эксцентриковым валиком 4 с рукояткой.
На верхнюю опорную плоскость поворотного стола 2 может быть
установлен трехкулачковый патрон 6 под круглые детали, либо в конус-
ное гнездо втулки стола — консольная оправка для деталей, устанавли-
ваемых по отверстию.
В два отверстия корпуса 3 запрессованы две параллельные направляю-
щие скалки 18, по которым перемещается в вертикальном направлении
ползун 10. Кондукторная планка 9 устанавливается на требуемый диа-
метр расположения осей отверстий по окружности вручную по нониусу,
Фиг. 54. Конструкция кондуктора по фиг. 53.
нанесенному на боковой прикрывающей планке, и миллиметровой шкале
на кондукторной планке. Кондукторная планка 9 после перестановки
закрепляется винтом 14 с накатной головкой, который через промежуточ-
ный плунжер 13 и шарик 12 действует на зажимной шарик //, который
заклинивается в продольном V-образном пазу К ползуна 10.
В постоянную кондукторную втулку 7 устанавливается сменная кон-
дукторная втулка 8. Регулируемый по высоте ползун 10 зажимается
в требуемом положении винтом 15 с накатной головкой, действующим
через шарик 16. Шарик 16 как клин передает давление на два промежуточ-
ных шарика 17, расположенных в поперечном канале ползуна 10 и при-
жимающих помещенные в этом канале плунжеры к колонкам 18 х.
Для повышения универсальности и производительности подобные
делительные устройства монтируют на салазках, а механизм зажима
заготовок снабжают пневмоприводом.
Для сверления радиальных отверстий в ступицах шестерен, шкивов,
маховичков и других деталей применяют групповой переналаживаемый
кондуктор, показанный на фиг. 55.
Кондуктор состоит из корпуса 1 с вертикальной направляющей типа
ласточкина хвоста, по которой перемещается ползун 2. По горизонтальной
1 Конструкция фиксации ползуна по высоте колонок с помощью шариков и плунжеров
более наглядно показана на фиг. 56.
Универсальные и групповые кондукторы
439
направляющей ползуна 2 регулируется вылет кондукторной планки 7,
перемещаемой при помощи винта 6 с накатной головкой 5; кронштейн 4
удерживает винт от осевого сдвига. Величину перемещения кондукторной
планки определяют по шкале 14.
В планке 7 устанавливают кондукторную втулку S, сменяемую соответ-
ственно диаметру сверления. Обрабатываемую деталь надевают на смен-
ный палец, который закреплен винтом 9 в отверстии фланца 10. В этом
отверстии имеется шпоночный паз для фиксации пальца. Конструкция
пальца допускает сверление отверстий на любом расстоянии от торца
детали; на пальце снята лыска для выхода сверла. Для базирования де-
тали по шпоночному пазу и фиксации положения пальца предусмотрены
два штифта. При настройке кондуктора ползун 2 устанавливают по вы-
соте в зависимости от размера ступицы обрабатываемой детали и закреп-
ляют винтами 3. Кондукторную планку 7 передвигают на расстояние А
от торца детали и закрепляют винтом 13. Риска на линейке 15 должна
совпасть с делением шкалы 14, равным размеру А. Деталь закрепляют
440
Приспособления для сверлильных станков
прихватом 11 и гайкой 12. Прихват сменный; размер его зависит от габа-
рита детали.
На практике часто приходится сталкиваться с изготовлением отверстий
в планках, клиньях, направляющих и т. п. При этом расстояния между
отверстиями, последовательность их расположения и диаметры могут
быть весьма различными.
На фиг. 56 изображен групповой кондуктор, предназначенный для
выполнения такого рода операций. Удлиненный П-образный корпус 9
приспособления снабжен боковыми направляющими 12 и 25, по которым
перемещается кондукторный суппорт 18. Последний снабжен ползу-
ном 14, в котором запрессованы направляющие втулки 21, перемещаю-
щиеся совместно с ним в вертикальном направлении по скалкам 13.
Ползун фиксируется в требуемом положении с помощью винта 17,
который воздействует через три шарика на два прижимных плунжера 20.
Кондукторная планка 6, перемещающаяся в пазу ползуна 14, фиксируется
в требуемом положении винтом 1 с накатной головкой, который через
промежуточный штифт 2 сообщает продольное перемещение шарику 3,
благодаря чему шарик 4 заклинивается в V-образном пазу ползуна 14.
Перемещение планки 6 направляется прижимами 22 и 19. Последний
одновременно является нониусом.
Сменные кондукторные втулки 5 заменяются по мере надобности.
Детали устанавливаются на опорную плоскость корпуса кондуктора.
В поперечном направлении они ориентируются направляющей планкой 12,
а в продольном — упором 16. Зажим деталей осуществляется посредством
трех винтов 7 с накатными головками, установленных в колодке 8, длина
которой соответствует длине детали. В зависимости от ширины детали
зажимная колодка 8 может перемещаться в поперечном направлении
корпуса кондуктора, в связи с чем в корпусе предусмотрены удлиненные
Т-образные поперечные пазы. Закрепление колодки 8 осуществляется вин-
тами 23 с помощью квадратных гаек 24. Установка и закрепление произ-
водятся с таким расчетом, чтобы деталь имела достаточную поверхность
опоры на выступающем заплечике колодки. Образуемое в результате
этого пространство под деталью (см. разрезы А—А и Б—Б) обеспечивает
свободный выход сверла.
Суппорт 18, который несет на себе кондукторное устройство, устанав-
ливается по миллиметровой шкале с помощью нониуса 15 и закрепляется
винтом 11, действующим на прижимной плунжер и шарик 10. Шарик
скользит в призматической направляющей корпуса 9 и обеспечивает на-
дежное крепление суппорта в заданном положении.
Уголок с нониусом 15 обспечивает точность установки порядка 0,1 мм.
Рекомендуется, однако, в зависимости от требуемой точности иметь
дополнительные нониусы, позволяющие получать точность порядка 0,02
и 0,05 мм. Замена уголка с нониусом производится быстро и просто.
Кондукторная планка 6 с миллиметровой шкалой устанавливается
в поперечном направлении по нониусу, снабженному любой шкалой
в соответствии с требуемой точностью. Нониус закреплен на ползуне 14.
Кондуктор рассчитан на следующие предельные размеры обрабаты-
ваемой детали: ширина 60 мм, высота 50 мм, длина 300 мм.
Однако в соответствии с потребностями производства можно исполь-
зовать аналогичные кондукторы для обработки деталей любых размеров.
На фиг. 57 показан раздвижной переналаживаемый кондуктор для
обработки отверстий на концах деталей типа валиков, вилок, рычажков
различной длины.
Универсальные и групповые кондукторы
441
442
Приспособления для сверлильных станков
В корпусе 1 помещается сменная установочная деталь 4 с кондуктор-
ной втулкой 5. С другой стороны на корпусе укрепляется передвижной
зажим, состоящий из ползуна 6, в котором помещен шток 7, несущий
сменный центр 5 (или 2) и перемещающийся под действием эксцентрика S.
Ползун закрепляется на корпусе двумя болтами 9 в положении, соответ-
ствующем длине обрабатываемой детали. Основные размеры таких при-
способлений приведены в табл. 4.
Фиг. 57. Переналаживаемый кондуктор для обработки отверстий на конце
деталей типа валиков, вилок, тяг.
Таблица 4
Основные размеры в мм переналаживаемых кондукторов (по фиг. 57)
D L н в d h
10—18 260 115 70 90 15+0,019 ] 2+0,035
15—35 340 165 90 ПО 20‘^0, 023 20+0,045
35—60 460 230 125 140 ЗО+°.°23 зо+0-045
Нафиг. 58, а, б приведены два примера наладок описанного кондуктора.
На фиг. 59 показана групповая наладка к скальчатому кондуктору
для обработки второго отверстия в бобышке рычагов разной длины. В кор-
пусе 8 наладки закреплена плита 1 со шкалой нониуса К, в которой цен-
трируется и закрепляется установочный палец. 2. В зависимости от длины
рычага плиту с пальцем смещают вдоль прорези, пользуясь шкалой 10,
прикрепленной к корпусу, и закрепляют винтом. На корпусе установлены
также колодка 7, в которой перемещается призма б, и опорная втулка 9.
Универсальные и групповые кондукторы
443
Фиг. 58. Примеры наладок к кондуктору, изображенному на фиг. 57.
444
Приспособления для сверлильных станков
Рычаги устанавливаются обработанным отверстием на палец 2 и ориен-
тируются подпружиненной призмой 6. После обработки призму отводят
рукояткой 11, действующей на штифт 12. В кондукторной плите 5 уста-
новлены постоянная 3 (она же нажимная) и сменная 4 втулки. Диапазон
размеров, для которых спроектировано приспособление, указан в табличке
на чертеже.
Другой групповой кондуктор для обработки второго отверстия пока-
зан на фиг. 60. На плите 1 болтами 2 закреплена стойка 3 с двумя скал-
ками 5 и кондукторной плитой 6, закрепленной на скалках гайками 7.
Фиг. 59. Переналаживаемый кондуктор для обработки второго отверстия
в бобышке рычагов.
Перемещение скалок с плитой 6 производится рукояткой 4, как в обкчных
скальчатых кондукторах с конусным или с роликовым замком.
Для направления инструмента предусмотрен набор сменных втулок 10,
устанавливаемых в постоянную втулку 11. Упор 9, закрепленный винтом 8,
предохраняет сменные втулки от проворачивания и выпадения под давле-
нием стружки.
На плите 1 установлена подвижная плита 17, которая закрепляется
в требуемом положении болтами 16 с гайками 15. В отверстии плиты 17
имеется сменный палец 14, закрепляемый винтами 18.
К подвижной плите 17 и стойке 3 прикреплены платики 19 так, что
расстояние А между ними равно расстоянию между осью сменного штыря 14
и осью кондукторной втулки 10.
Рычаг устанавливают обработанным отверстием на сменный палец 14,
другой конец рычага ориентируется призмой 21, которую можно пере-
двигать по пазу стойки 3 винтом 22. Деталь прижимается к сменному
опорному кольцу 13 сменным кольцом 12, закрепленным винтом 20 на
плите 6.
Наладка кондуктора производится следующим образом. В соответ-
ствии с диаметром отверстия в бобышке устанавливают сменный палец 14
и закрепляют его винтами 18. Вкладышем или штангенциркулем устанав-
ливают размер между плоскостями платиков 19 так, чтобы он был равен
Автоматизированные кондукторы
445
расстоянию между осями отверстий, и закрепляют подвижную плиту 17
болтами 16. Затем подбирают и устанавливают сменные кольца 13 и 12
и сменную втулку 10 в соответствии с размерами применяемого инстру-
мента. Обрабатываемую деталь поджимают призмой 21.
10 98
Фиг. 60. Второй вариант конструкции переналаживае-
мого кондуктора для обработки второго отверстия в бо-
бышке рычагов.
Для сверления отверстий, расположенных под углом к главной базо-
вой поверхности детали, рекомендуется применять шарнирную пневмо-
подставку в компоновке со скальчатым кондуктором.
6. АВТОМАТИЗИРОВАННЫЕ КОНДУКТОРЫ
В условиях массового производства при обработке отверстий в мелких
деталях с небольшим машинным временем на резание целесообразно пол-
ностью автоматизировать цикл обработки. Для этого необходимо автома-
тизировать и согласовать между собой циклы работы станка и приспособ-
ления.
Простейший цикл работы сверлильного станка складывается из сле-
дующих движений:
1) быстрый подвод инструмента к детали;
2) рабочая подача;
446
Приспособления для сверлильных станков
3) быстрый отвод инструмента в исходное положение;
4) кратковременная задержка шпинделя (пауза) в исходном положении,
позволяющая сменить обрабатываемую деталь.
Для автоматизации такого цикла наибольшее применение получили
кулачковые и пневмогидравлические устройства.
Цикл работы приспособления складывается из движений:
1) подача заготовки из бункера в зону резания;
2) зажим заготовки перед началом резания;
3) разжим заготовки;
4) удаление (выталкивание) ее из кондуктора и очистка (обдув) уста-
новочных поверхностей от стружки.
Приспособление снабжается бункером с механизмом захвата и пооче-
редной подачи заготовок в зону резания (обычно храповой механизм),
а также пневматическим или пневмогидравлическим приводом для за-
жима заготовок. Управление приводом (переключение цилиндров) про-
изводится автоматически от шпинделя станка, воздействующего на золот-
ник распределительного крана привода при перемещениях вниз и вверх.
На практике чаще встречаются устройства, обеспечивающие автома-
тизацию не всего цикла, а лишь его отдельных элементов. Так, например,
широко применяется автоматизация зажима и раскрепления заготовок
в кондукторе при ручной подаче шпинделя станка; бункерная автомати-
зированная загрузка заготовок при ручном их зажиме и т. п. Наиболь-
шее число примеров касается автоматизации скальчатых кондукторов.
На фиг. 61 показан скальчатый кондуктор с пневматическим приводом
для сверления радиальных отверстий в стержне клапана и других цилин.
Автоматизированные кондукторы
447
дрических деталях; в кондукторе автоматизированы приемы зажима и рас-
крепления заготовок с помощью крана путевого переключения.
Приспособление состоит из корпуса 1 со встроенным цилиндром,
в котором перемещается поршень 2 со шток-рейкой 4. Шток-рейка вращает
зубчатый валик 5, который, в свою очередь, поднимает или опускает
рейки-колонки 3 с закрепленной на них кондукторной плитой. Оператор
левой рукой устанавливает на призму 7 до упора 6 обрабатываемую
деталь, а правой, вращая штур-
вал или рукоятку, опускает
шпиндель вниз. На гильзе
шпинделя станка установлен
хомут 8 с прикрепленным к не-
му копиром 9. Перед началом
сверления копир 9 наскакивает
на ролик 10 цилиндрического
золотника 11. Распределитель-
ный кран 14, закрепленный на
станине станка, в этом случае
пропускает сжатый воздух через
штуцер 13 в полость А цилинд-
ра. Происходит зажим заготов-
ки. После сверления при
подъеме шпинделя вверх копир
сходит с ролика, золотник под
действием пружины 15 возвра-
щается в исходное положение
и воздух через штуцер 12 по-
ступает в полость Б цилиндра
(разжим), а из полости А через
кран уходит в атмосферу.1
На фиг. 62 показана анало-
гичная схема автоматического
управления зажимом и рас-
креплением деталей в скальча-
том кондукторе. Разница за-
ключается лишь в том, что
копир 1, воздействующий на
ролик 4 золотника 3, закреплен
на диске 5. Этот диск устанав-
Фиг. 62. Схема пневматического скальчатого
кондуктора с автоматическим зажимом.
ливается на валике подачи шпинделя станка и для опускания и подъема
шпинделя снабжен рукояткой 6. Распределительный кран 2 монтируется
рядом на станине станка. Назначение деталей 7 и 8 такое же, как дета-
лей 12 и 13 на фиг. 61.
Для зенкования колец применено автоматизированное приспособление,
показанное на фиг. 63. В приспособлении предусмотрена магазинная
загрузка; подача, зажим и удаление колец осуществляются автомати-
чески от хода шпинделя станка, действующего через упор на кран путе-
вого переключения. На корпусе 1 приспособления закреплена плита 5
с привернутыми к ней двумя планками 6, образующими совместно с пли-
той Т-образный паз. По этому пазу перемещается ползун 16, имеющий
1 Описание конструкции крана с цилиндрическим золотником для автоматического
управления см. в гл. IV.
00
A-A
Фиг. 63. Автоматизированное приспособление с магазинной загрузкой для зенкования колец.
Приспособления для сверлильных станков
Автоматизированные кондукторы
449
опорную площадку и цилиндрическую выемку под обрабатываемую
деталь и связанный со штоком 17 пневмоцилиндра 18.
На правом конце плиты 5 привернута стойка 14 с закрепленным на ней
упором /5, а к задней вертикальной стенке корпуса 1 прикреплен крон-
штейн 2 со стойкой 4, на которой установлен угольник 3 с приваренной
к нему цилиндрической кассетой 7 для загрузки обрабатываемых деталей;
кассета для удобства закладывания деталей снабжена продольными
пазами.
Винт 19 служит для регулирования ползуна в его крайнем левом по-
ложении. В этом положении имеющееся в нем гнездо под кольцо должно
совпадать с осью кассеты 7.
При таком устройстве ниж-
няя обрабатываемая деталь под
действием своего веса падает из
кассеты в гнездо ползуна и при
включении цилиндра подается
им под инструмент до упора
15, где кольцо центрируется
и зажимается.
На одной из планок 6 (пра-
вой) укреплена стойка 13, в
пазу которой на оси 9 помещен
рычажок 8, находящийся под
действием пружины 10. Левый
изогнутый конец рычажка со
стороны, обращенной к ци-
линдру, имеет скос. Поэтому
Фиг. 64. Устройство для автоматической обра-
ботки отверстий в валиках.
при движении ползуна с деталью вправо рычажок, поворачиваясь на
оси, поднимается, и деталь проходит под ним на рабочую позицию.
После обработки, при движении ползуна влево, деталь упирается
в конец рычажка, удерживается им на рабочей позиции и после пере-
мещения ползуна в крайнее левое положение проваливается через отвер-
стие в корпусе и скатывается в тару.
Распределительный кран 11, переключающий цилиндр, смонтирован
на кронштейне станка и управляется упором 12, установленным на гильзе
шпинделя.
На фиг. 64 показано устройство, обеспечивающее полную (комплекс-
ную) автоматизацию сверления отверстий в валиках. Валики загружаются
в магазин 1, из которого под действием собственного веса поступают
к верхней плоскости толкателя 2. Из этого положения валик захваты-
вается толкателем, выполненным в виде пневматического цилиндра, и,
перемещаясь, прижимается к упору 3. После обработки детали подача
сжатого воздуха в цилиндр прекращается и пружина возвращает послед-
ний в исходное положение, а валик под действием собственного веса
удаляется из приспособления через отводящий канал А. Подача сверла
и управление золотником 5 производятся кулачком 6. Очистка базовых
поверхностей от стружки осуществляется сжатым воздухом, поступающим
из шланга 4.
На фиг. 65 показан общий вид, а на фиг. 66 конструкция скальчатого
кондуктора с реечным механизмом, замком и ручным приводом, в кото-
ром приемы загрузки и удаления деталей, а также очистки установочных
поверхностей от стружки автоматизированы. Детали в виде небольших
квадратных сухариков или шайб закладываются в бункер 4.
15 Ансеров
450
Приспособления для сверлильных станков
При повороте рукоятки /, которой осуществляются подъем, опускание
и запирание кондукторной плиты, дополнительный реечный валик 5
приводит в действие второй реечный механизм 2 с ползуном 3, предназна-
ченный для подачи заготовки из магазина 4 в рабочую позицию до упора 7.
При подъеме кондукторной плиты реечный ползун 3 перемещается влево
настолько, что очередная заготовка падает из магазина. При опускании
плиты ползун 3, перемещаясь вправо, своим выступом перемещает впереди-
лежащие заготовки, в результате чего перемещаются все заготовки, вклю-
чая и обработанную. Последняя падает в лоток, а очередная, дойдя до
опустившегося упора 7, занимает рабочее положение.
Фиг. 65. Общий вид скальчатого кондуктора с автоматической
загрузкой и удалением обрабатываемых деталей.
Принудительное перемещение заготовок по желобу одновременно
обеспечивает автоматическую очистку от стружки.
Для компенсации неточности в размерах заготовок и надежного под-
жима обрабатываемой заготовки в конструкции между реечным валиком 5
и кондукторной плитой 6 предусмотрена пружина 3.
Подъем и опускание кондукторной плиты можно автоматизировать.
Для этого на выступающий конец валика реечного механизма вместо
рукоятки 1 устанавливают зубчатое колесо 1 (фиг. 67), часть зубцов на
котором срезана.
С колесом сцеплена рейка 2, связанная хомутом 3 с гильзой шпинделя
станка. Благодаря такой связи при подъеме и опускании шпинделя станка
приводится в действие механизм скальчатого кондуктора.
В конце зажима (перед началом сверления) рейка 2 выходит из зацепле-
ния с зубчатым участком колеса 1 и во время рабочей подачи при сверле-
нии своим плоским участком С скользит по гладкой поверхности колеса 1.
Плоскостное сопряжение рейки с зубчатым колесом на участке С образует
как бы дополнительный замок, препятствующий отходу кондукторной
плиты от обрабатываемой детали.
Фиг. 66. Конструкция кондуктора по фиг. 65.
Фиг. 67. Устройство, автомати-
зирующее подъем и опускание
кондукторной плиты скальча-
того кондуктора.
Автоматизированные кондукторы
452
Приспособления для сверлильных станков
Приемы зажима и раскрепления деталей, а также их подачи и удале-
ния после обработки сравнительно просто автоматизируются при исполь-
зовании подвесных кондукторных плит.
На фиг. 68 кондукторная плита 1 с помощью хомута закреплена на
гильзе шпинделя станка. Кольца, в которых сверлятся радиальные отвер-
стия, закладываются в желоб 4, укрепленный на подставке 3 наклонно,
и скатываются под сверло. Когда шпиндель поднят, детали задерживаются
подпружиненным упором 5. При опускании шпинделя призматические
Фиг. 68. Автоматизированное приспособление с подвесной кондукторной
плитой.
выступы, прикрепленные к нижней плоскости кондукторной плиты,
центрируют и зажимают очередное кольцо. При этом два штифта 2, на-
жимая на упор 5, опускают его (разрез А—А) и, освобождая тем самым
ранее просверленную деталь, позволяют ей скатиться в тару, установлен-
ную около станка.
7. МНОГОШПИНДЕЛЬНЫЕ И РЕВОЛЬВЕРНЫЕ СВЕРЛИЛЬНЫЕ ГОЛОВКИ
Наиболее производительным способом обработки на универсальных
сверлильных станках является многоинструментальная обработка с по-
мощью многошпиндельных головок. Такие головки позволяют вести
обработку отверстий одновременно несколькими одноименными или разно-
именными инструментами (сверлами, развертками, метчиками).
Многошпиндельные головки проектируются для обработки отверстий
одной детали или для позиционной обработки отверстий в нескольких
деталях одновременно. В последнем случае детали устанавливаются на
круглом поворотном столе, с помощью которого они вручную или авто-
матически переводятся из одной рабочей позиции в другую. Так, напри-
мер, если требуется произвести сверление, подрезание и развертывание
отверстия, то можно использовать трехшпиндельную головку совместно
с четырехпозиционным поворотным кондуктором и производить одно-
временно обработку трех деталей.
Многошпиндельные и револьверные сверлильные головки
453
Количество рабочих шпинделей головки и их взаимное расположение
зависят от количества и расположения обрабатываемых отверстий уде-
тали, а при позиционной обработке также от количества и расположения
самих деталей на поворотном столе
К = а(п— 1),
где К — общее количество рабочих шпинделей головки;
а — количество отверстий, обрабатываемых у одной детали;
п — число позиций обработки, включая и загрузочную.
Обычно для универсальных станков накладные многошпиндельные
сверлильные головки выполняются с числом шпинделей не более 10—12.
По степени универсальности головки делятся на специальные, с не-
изменным расстоянием между осями шпинделей, и универсальные, допу-
скающие регулировку этого расстояния. По конструкции привода те
и другие головки могут быть с шестеренчатым или кривошипно-шатунным
приводом.
Головки различаются также числом шпинделей, конструктивным
оформлением узлов и т. п. Многошпиндельные головки с постоянно рас-
положенными шпинделями нормализованы (МН 1643-61н-МН 1743-61).
Так как многошпиндельные сверлильные головки сравнительно до-
роги, то специальные конструкции, предназначенные для обработки
одной определенной детали, целесообразно применять лишь в условиях
крупносерийного и массового производства. В серийных производствах
следует применять универсальные переналаживаемые головки. При груп-
повой обработке в сочетании с быстродействующими скальчатыми кондук-
торами и подвесными кондукторными плитами универсальные сверлиль-
ные головки обеспечивают значительный экономический эффект.
Для многопереходной обработки отверстий в серийном производстве
целесообразно также применять насадные револьверные головки, имеющие
от трех до семи шпинделей. Шпиндели таких головок оснащаются режу-
щими инструментами и вступают в работу последовательно, в соответствии
с намеченной очередностью переходов (сверление, зенкерование, черно-
вое развертывание, чистовое развертывание и т. д.).
А. Специальные головки с шестеренчатым приводом и их элементы
Головки с шестеренчатым приводом состоят из следующих основных
узлов:
1) сборный корпус;
2) центральный валик с ведущей шестерней, получающий вращение
от шпинделя станка;
3) промежуточные валики с паразитными шестернями;
4) рабочие шпиндели с ведомыми шестернями и державками или патро-
нами для закрепления режущих инструментов.
При конструировании многошпиндельных головок надо:
1) определять способ крепления головок на шпинделе станка;
2) выбирать конструкции узлов головки и производить наиболее
рациональную их компоновку;
3) решать вопрос о смазке и уплотнениях в головке;
4) определять связь головки с приспособлением, в котором устанавли-
вается обрабатываемая деталь.
В зависимости от расстояний между осями обрабатываемых отверстий
головки могут быть с одноярусным или двухъярусным расположением
454
Приспособления для сверлильных станков
паразитных шестерен, которые вводятся в конструкцию для передачи
движения на ведомые колеса рабочих шпинделей и обеспечения правого
их вращения. При обработке отверстий с близко расположенными осями
применяется компоновка в два яруса, при которой паразитные шестерни
устанавливаются на рабочих шпинделях выше или ниже их ведомых
шестерен. В одноярусных конструкциях паразитные шестерни устанав-
ливаются на промежуточных валиках (осях) и располагаются в одной
плоскости с ведомыми шестернями рабочих шпинделей. Зубчатые колеса
обычно устанавливаются между опорами шпинделей, и лишь в случае,
когда центральный валик имеет ведущее зубчатое колесо с внутренним
зацеплением, они располагаются консольно. При консольном располо-
жении ближайший к шестерне подшипник шпинделя более нагружен,
поэтому он быстрее изнашивается. Наряду с этим недостатком головки
с внутренним зацеплением имеют два существенных преимущества:
1) исключается применение паразитных шестерен;
2) обеспечивается компактность головки и создается возможность
обработки отверстий, расположенных на близком расстоянии друг от
Фиг. 69. Головка с шатунно-кривошипным при-
водом.
друга.
В табл. 5 приведены типо-
вые конструкции основных раз-
новидностей головок с зубча-
тым приводом.
Б. Специальные головки
с шатунно-кривошипным
приводом
При очень малых расстоя-
ниях между осями отверстий,
а также при расположении от-
верстий не по окружности, а по
более сложному контуру целе-
сообразно применять головки
с шатунно-кривошипным при-
водом. Эти головки сравни-
тельно просты, работают бес-
шумно, и при хорошей балан-
сировке их рабочие шпиндели
могут иметь высокие числа обо-
ротов.
На фиг. 69 показана одна
из таких конструкций. Головка
разрезной муфтой 1 надевается
на гильзу шпинделя станка
и закрепляется винтом 9. От
шпинделя станка вращение пере-
дается через конусный хвостовик
2 кривошипу 7, который, в свою очередь, сообщает плоское движение
водилу 5. В нижней части водила расточены отверстия, в которые входят
кривошипы 6 рабочих шпинделей 8. Эксцентрицитет шпинделей равен
эксцентрицитету кривошипа 7. Во время работы все шпиндели головки
вращаются с числом оборотов, равным числу оборотов шпинделя станка.
Диск 3 с грузом 4 уравновешивает водило 5, эксцентрично расположенное
Многошпиндельные и револьверные сверлильные головки
455
Таблица 5
Типовые конструкции специальных головок с зубчатым приводом
и варианты их связи со станком и приспособлением
Эскиз
Характеристика
Крепление головок к
гильзе шпинделя станка.
В позиции а головка 6 сцен-
трирована и прикреплена
к переходной муфте 1 шпиль-
ками 2 и гайками 3. Муфта 1
надета на гладкую гильзу 9
с вращающимся в ней шпин-
делем 8 станка и стянута
болтом 5. В конусное гнездо
шпинделя вставлен поводок 7
с пазом для соедине ния с ши-
пом центрального ведущего
валика 4. У современных
вертикальносверлильных
станков гильза 1 шпинделя
имеет на своем нижнем конце
фланец, на котором центри-
руется и закрепляется го-
ловка 2 (позиция б). В этом
случае шип ведущего валика
сопрягается с пазом на конце
шпинделя станка
Шестишпиндельная го-
ловка с двухъярусным рас-
положением шестерен для
одновременной обработки
шести отверстий на окруж-
ности.
В конструкции обозна-
чены: 1 — шпиндель станка
с пазом под шип Д' централь-
ного ведущего валика; 2 —
гильза шпинделя с фланцем
для центрирования и закре-
пления головки болтами <?;
4 — центральный валик с
удлиненной ведущей шестер-
ней 6; 5 — ведомые шестер-
ни на сегментных шпонках;
7 — четыре паразитные ше-
стерни, передающие движе-
ние на четыре рабочих шпин-
деля 8. Две из этих шесте-
рен расположены в верх-
нем ярусе, а две другие —
в нижнем. Два шпинделя
из шести не несут паразит-
ных шестерен. Центральный
валик и шпиндели смонти-
рованы на шариковых под-
456
Приспособления для сверлильных станков
Продолжение табл. 5
Эскиз
Характеристика
шипниках; для восприятия
осевых сил предусмотрены
упорные подшипники. Все
шестерни располагаются
между двумя опорами. В го-
ловках шпинделей закре-
плены регулируемые по вы-
соте державки 10 с конус-
ными гнездами под инстру-
мент. Для предупреждения
вытекания смазки шпинде-
ли уплотнены фетровыми
кольцами 9
Четырехшпиндельная го-
ловка с внутренним заце-
плением для обработки от-
верстий, расположенных по
окружности малого диаме-
тра.
На центральном валике 1
установлена ведущая ше-
стерня 2 с внутренним зуб-
чатым венцом. В зацеплении
с этой шестерней находятся
консольно расположенные
на рабочих шпинделях 4
четыре ведомые шестерни 3.
Смазка подшипников и ше-
стерен производится через
специальное отверстие в кор-
пусе головки; уплотнение
производится фетровыми
кольцами 5
Многошпиндельные и револьверные сверлильные головки
457
Продолжение табл. 5
Эскиз
Характеристика
Четырехшпиндельная го-
ловка с одноярусным рас-
положением шестерен, пред-
назначенная для сверления
четырех отверстий на ок-
ружности диаметром 120 мм.
На шпинделе станка голов-
ка устанавливается анало-
гично предыдущей. Враще-
ние от зубчатого колеса 3
на центральном валике 1
передается через шестерни 2
одновременно четырем ра-
бочим шпинделям 4. Для
удобства сборки в конструк-
ции головки предусмотрен
промежуточный диск 5, от-
верстия в котором обраба-
тываются совместно с от-
верстиями в нижней поло-
вине корпуса; этот же диск
служит центрирующим эле-
ментом при сопряжении ниж-
ней и верхней части корпуса.
Зубчатые колеса как на
ведущем валике, так и на
рабочих шпинделях распо-
ложены между двумя опо-
рами и установлены по по-
А
садке
В головке отсутствуют па-
разитные шестерни, поэтому
рабочие шпиндели 4 имеют
правое вращение лишь при
левом вращении шпинделя
станка. Головка предназна-
чена для сверления с руч-
ной подачей, так как при ле-
вом вращении шпинделя
станок автоматических по-
дач не имеет
Конструкции концов ра-
бочих шпинделей головок
с устройствами для закре-
пления режущих инстру-
ментов: а — конструкции
без регулировки; б — кон-
струкция с регулируемой
по высоте державкой; в —
с цанговым патроном для
крепления сверл с цилин-
дрическим хвостовиком. Для
обеспечения равномерной
нагрузки на шпиндели и од-
новременного вступления
в работу всех инструментов
широко применяется кон-
струкция, допускающая ре-
гулировку, в которой дер-
458
Приспособления для сверлильных станков
Продолжение табл. 5
Эскиз
Характеристика
жавка 1 с конусным гнездом
под инструмент предохра-
няется от выпадения вин-
тами <3, а фиксируется гай-
кой и контргайкой 2; от
проворачивания в шпинде-
ле державка удерживается
одной или двумя (при ин-
струменте с конусом Морзе
№ 3 и больше) шпонками 4.
Для удаления инструмента
клином в шпинделях и дер-
жавках предусматриваются
продолговатые отверстия
Связь многошпиндельных
головок с приспособлениями
необходима для точного сов-
мещения осей рабочих шпин-
делей головки с осями кон-
дукторных втулок и обра-
батываемых отверстий. Кон-
дукторная плита выполня-
ется за одно целое с приспо-
соблением или выполняется
подвесной.
В первом случае (пози-
ция а) две направляющие
колонки закрепляются в кор-
пусе 1 приспособления, а
в корпусе головки преду-
сматриваются приливы К
с точными отверстиями для
направления по колонкам.
Во втором случае (позиция
6) кондукторная плита 3
связана с головкой при по-
мощи колонок 6, закреплен-
ных в кондукторной плите
гайками 2. В свою очередь
кондукторная плита 3 с
втулками 4 направляется
по пальцам 5, закрепленным
в корпусе 1 приспособления.
Применение подвесных плит
облегчает установку и сня-
тие обрабатываемой детали
Многошпиндельные и револьверные сверлильные головки
459
Фиг. 70. Восьмишпиндельная сверлильная головка без зубчатых колес.
460
Приспособления для сверлильных станков
относительно оси шпинделя станка, и обеспечивает спокойную, без вибра-
ций, работу головки.
Для сверления восьми близко расположенных отверстий в крышке
шестеренчатого насоса применяется восьмишпиндельная головка, пока-
занная на фиг. 70.
В прикрепленном к фланцу сверлильного станка сварном корпусе 1
смонтирован на двух радиально-упорных шарикоподшипниках 2 криво-
шипный валик 5, имеющий для связи с поводком шпинделя станка квадрат-
ное отверстие.
Эксцентриковая шейка валика 3, посаженная на радиально-упорный
подшипник 4, соединена с водилом 5, скрепленным болтами с диском 6.
Последний через бронзовые втулки 7 связан с восемью кривошипными
шпинделями S, установленными в корпусе 9 на бронзовых подшипни-
ках 10 и 11.
Сверла закрепляются в цангах 12, связанных с кривошипными шпин-
делями S, с помощью втулок 13 и гаек 14.
При работе вращение от шпинделя станка передается кривошипному
валику 3, водилу 5 и диску 6, которые, описывая круговые траектории
радиусом 8 мм, равным эксцентрицитету, приводят во вращение криво-
шипные шпиндели 8 со сверлами.
Для предохранения шпинделей 8 от деформации среза, которая может
произойти при заедании какого-либо сверла, в головке имеется специальное
разгрузочное устройство, состоящее из шайбы 15, запрессованных в нее
четырех пальцев 19 с шарикоподшипниками 20 и четырех пальцев 18
с опорными желобчатыми роликами 17.
Желобчатые ролики 17 охватывают с обеих сторон цилиндрические
поверхности двух опорных пальцев 16, запрессованных в корпус 1, а на-
ружные кольца шарикоподшипников 20 находятся в контакте с двумя
продольными ребрами А на поверхности водила 5. При вращении водила 5
усилие передается через подшипники 20 шайбе 15, которая связана с же-
лобчатыми роликами и движется только возвратно-поступательно вдоль
опорных пальцев 16.
Таким образом, движение водила 5 строго подчинено движению ве-
дущего кривошипного валика 3, а опорные пальцы 16 разгружают криво-
шипные шпиндели 8 от чрезмерных усилий при заедании сверл.
При работе головка направляется двумя колонками 21, запрессован-
ными в плиту установочного приспособления для закрепления детали.
В. Универсальные и револьверные головки
Универсальные головки позволяют за счет изменения расстояния между
осями рабочих шпинделей применять их для обработки различных систем
отверстий.
В производстве используются две разновидности универсальных го-
ловок с шестеренчатым приводом:
1) колокольного типа, с перемещаемыми по окружности и радиусам дер-
жателями шпинделей и шарнирно-телескопическими приводными вали-
ками;
2) с поворотно-передвижными кронштейнами, несущими рабочие шпин-
дели.
Головки с поворотно-передвижными кронштейнами более компактны
и получили широкое применение.
Для вертикальносверлильных станков разработаны и применяются
четырех- и шестишпиндельные головки с поворотно-передвижными крон-
Многошпиндельные и револьверные сверлильные головки
461
штейнами, имеющие разные технологические характеристики. Так, напри-
мер, для станков моделей 2125, 2135 и 2150 применяются головки, между
шпинделями которых могут устанавливаться минимальные расстояния,
соответственно 48, 90, 97 жж, и максимальные — 168, 330, 401 жж. Диа-
метры отверстий, обрабатываемых малыми головками (для станков 2125,
2А125), до 6—8 жж; средними головками (для станков 2135, 2А135), до
16—18 жж. Головки исполняются с отверстиями в специальных приливах
для направления по колонкам, укрепляемым в плите установочно-зажим-
ного приспособления и без направляющих устройств.
На фиг. 71 показана типовая конструкция универсальной четырех-
шпиндельной головки с поворотно-передвижными кронштейнами. Кор-
пус 1 головки, изготовленный из силумина, устанавливается на гильзе
шпинделя станка и закрепляется двумя тангенциальными зажимами 18.
Шпиндель станка через шпонку 4 передает движение втулке-шестерне 3,
которая, в свою очередь, через промежуточные шестерни 8 и 11 передает
движение зубчатым колесам /7, установленным на рабочих шпинделях 16.
В круговом пазу корпуса размещены четыре сектора 7 с верхними шарико-
подшипниками под пустотелый валик 9, а в каждом из четырех поворотных
кронштейнов 12 размещены нижний шарикоподшипник под пустотелый
валик, промежуточная втулка 10 и рабочий шпиндель 16. При ослаблен-
ной гайке 14 кронштейн 12 вместе с рабочим шпинделем можно повернуть
вокруг оси болта 13 на 360°. Если же ослабить винт 6, то сектор 7 вместе
с кронштейном и шпинделем можно повернуть на определенный угол отно-
сительно оси головки или шпинделя станка. В связи с этим в корпусе пре-
дусмотрены пазы /<, по которым при повороте скользят винты 6. Крон-
штейны, как и корпус головки, изготовляются из силумина.
Кроме того, на фиг. 71 показана схема расположения шпинделей,
состоящая из четырех заштрихованных площадок; ось каждого шпинделя
может занимать любое положение в пределах своей площадки. Рассмо-
тренная головка используется на вертикальносверлильном станке 2135
для сверления отверстий, расположенных по окружностям или по диаго-
налям; диаметры отверстий до 16—18 жж.
Смазка головки осуществляется маслом веретенным 3 через пресс-
масленки 2 и 5; уплотнение производится войлочными кольцами 15 х.
При решении вопроса о возможности использования головки для обра-
ботки заданной системы отверстий у конкретной детали пользуются схемой
расположения шпинделей, вычерченной в масштабе 1 : 1 (фиг. 72).
Имея схему, нанесенную на прозрачную бумагу, вырезают четыре
фигуры /, соответствующие проекциям поворотных кронштейнов в плане,
и наносят на них центры Ох и О2.
На схеме дуга А Б является зоной, в пределах которой корпус крон-
штейна может быть повернут вокруг оси шпинделя станка.
Центр О2, соответствующий оси рабочего шпинделя головки, можно
повернуть на 360° вокруг оси Ох.
Заданные координаты сверления необходимо перенести на схему так,
чтобы центр давления при сверлении по возможности совпадал с центрохМ
шпинделя станка.
Центры О 2 корпусов поворотных кронштейнов надо совместить с нане-
сенными на схему центрами отверстий, подлежащих сверлению, при этом
центры О± должны быть расположены на дугах АБ.
1 Конструкцию и размеры деталей головок см. в альбоме «Типовой проект модерниза-
ций вертикальносверлильных станков моделей 2125, 2135, 2150». Машгиз, 1959.
462
Приспособления для сверлильных станков
А-А
Фиг. 71. Универсальная четырехшпиндельная сверлильная головка.
Фиг. 72. Схема для проверки расположения шпинделей
по заданным координатам.
Многошпиндельные и револьверные сверлильные головки
463
Головка может применяться при
1) проекции корпусов поворотных
соблюдении следующих условий:
кронштейнов не должны перекры-
вать друг друга;
2 ) все центры Ох должны
располагаться на дугах АБ.
На фиг. 73 показана вось-
мишпиндельная сверлильная
головка колокольного типа,
предназначенная для одновре-
менного или последовательного
сверления отверстий во флан-
цах, планках, фитингах и дру-
гих деталях.
Сверление производится по
сменным кондукторам, устанав-
ливаемым на стол$ вертикально-
сверлильного станка.
Головка закрепляется на
пиноли станка с помощью хо-
мута верхнего фланца /. При
перемещении головки втулки 2,
запрессованные в приливах кор-
пуса, скользят по колонкам,
укрепленным в специальном
кронштейне на зеркале станка.
Рабочим шпинделям 5 голов-
ки вращение передается от
шпинделя станка через шестер-
ни и телескопические шарниры
3, допускающие установку
шпинделей в различные места
в определенных пределах.
Установка шпинделей для
обработки различных деталей
производится по кондукторным
втулкам путем перемещения
держателей 4, несущих шпин-
дели, в радиальном направле-
Фиг. 73. Восьмишпиндельная сверлильная
головка колокольного типа.
нии и по окружности по коль-
цевым пазам К в колоколе (корпусе) головки с последующим закрепле-
нием гайками. Отверстия в шпинделях выполнены под конус Морзе
№ 1.
Техническая характеристика головки
Число шпинделей..................................... 8
Максимальный диаметр сверления ..................... 12 мм
Диаметр окружности, по которой могут быть размещены
обрабатываемые отверстия......................... 60—180 мм
Минимальное расстояние между двумя соседними отвер-
стиями ................................................ 35 мм
Габаритные размеры головки ......................... 345x475 мм
464
Приспособления для сверлильных станков
На фиг. 74 показана универсальная двухшпиндельная головка с ша-
тунно-кривошипным приводом, допускающая перестановку рабочих шпин-
делей в пределах от 75 до 210 мм. Головка устанавливается на гильзе
шпинделя станка.
На ведущем валике 1 насажен маховик 2 с кривошипным пальцем 3,
который сообщает движение водилу 4. Пальцы 11 водила 4 скреплены
с дисками 5, которые, в
Фиг. 74. Универсальная двухшпиндельная сверлиль-
ная головка с шатунно-кривошипным приводом.
свою очередь, связаны
с кривошипами 9 рабочих
шпинделей 10 и с криво-
шипами 8.
Установка желаемого
расстояния между шпин-
делями 10 производится
путем поворота корпусов
7 вокруг осей расточенных
для них отверстий. После
поворота корпусы закреп-
ляются винтами 6.
На фиг. 75 показан
общий вид многошпин-
дельной револьверной го-
ловки, применяемой при
последовательной обработ-
ке отверстия различными
инструментами. Применя-
ются головки с ручным
и автоматическим поворо-
том шпинделей в рабочее
положение.
На фиг. 76 показана
одна из конструкций
(опытная) автоматизиро-
ванной шестишпиндельной
револьверной головки со
сменными ш п и н де л ям и,
предназначенная для стан-
ка модели 2125. Приводы
сменных шпинделей имеют
различные передаточные
числа: 1 : 1; 1 : 2; 1 : 3; 1 : 4; 3 : 1; 4:1. Это дает возможность без
остановки и перенастройки станка производить сверление отверстий раз-
ных диаметров, зенкерование, развертывание и нарезку резьбы. Шпин-
дели набираются в головку в требуемом технологическом порядке.
Максимальный диаметр сверла, на который рассчитана головка, —
15 мм. Конус шпинделя — Морзе № 1. Головка с помощью двух танген-
циальных зажимов крепится на пиноли шпинделя станка.
Поворот очередного шпинделя в рабочее положение производится авто-
матически без остановки станка и осуществляется следующим образом.
При подъеме головки вверх соответственно отрегулированный болт 1
упирается в торец шпиндельной бабки и перемещает штырь 2. Последний
вначале нажимает на рычаг 3, который, приподнимая муфту 4, отключает
вращение работающего шпинделя.
Многошпиндельные и револьверные сверлильные головки
сл
466
Приспособления для сверлильных станков
Далее штырь 2 нажимает на рычаг 5, который, поворачиваясь, выводит
фиксатор 6 из своего гнезда. При дальнейшем подъеме головки вверх в то-
рец шпиндельной бабки упирается болт 7, перемещающий вниз стержень S,
имеющий на себе зубья. Зубья стержня-рейки 8 заставляют вращаться
шестерню 9. Последняя через коническую пару 10 и храповой механизм
передает движение шестерне 11. Эта шестерня приводит в движение сцеп-
ленную с ней шестерню 12, осуществляющую поворот корпуса 13 и вывод
в рабочее положение очередного шпинделя. При этом шариковый фиксатор
предварительно фиксирует поворот. При опускании головки вниз меха-
низмы работают в обратном порядке и фиксатор 6 жестко фиксирует поло-
жение головки. Обратного поворота корпуса при этом не происходит, так
как храповой механизм проскакивает вхолостую.
Г. Смазка и уплотнения в многошпиндельных головках
Смазке и уплотнениям, исключающим утечку смазки, необходимо уде-
лять особое внимание, чтобы обеспечить долговечность головок.
Подшипники качения могут смазываться консистентной смазкой (тавот,
солидол) или жидким минеральным маслом; для смазки подшипников
скольжения обычно применяется масло индустриальное 20 (веретенное 3).
Выбор способа смазки зависит от окружных скоростей зубчатых колес.
В тихоходных головках, а также в труднодоступных местах может приме-
няться периодическая смазка через те или иные конструкции масленок (см.
табл. 6). В быстроходных головках должна применяться непрерывная
смазка с помощью фитилей, масляного насоса или путем заливки масла
в корпус головки до определенного уровня с последующей доливкой
во время эксплуатации через масленку или специальное отверстие.
Эффективной и надежной является принудительная смазка при помощи
шестеренчатого или лопастного насоса, обеспечивающего непрерывную
и равномерную смазку как верхней, так и нижней частей головки. Резер-
вуар с маслом (поддон) прикрепляется к нижней плоскости корпуса го-
ловки. Насос, погруженный в масло резервуара или расположенный сна-
ружи, приводится во вращение от центрального ведущего валика или от
паразитной шестерни головки. Масло через центральное отверстие в веду-
щем валике или по специальным трубкам подается в верхнюю часть голо-
вки. Там оно вытекает по радиальным отверстиям и, разливаясь по про-
межуточной плите, смазывает верхние подшипники. Просачиваясь через
верхние подшипники, а также центральные и радиальные отверстия в ва-
ликах и осях паразитных шестерен, масло смазывает зубчатые колеса
и нижние подшипники, а затем сливается снова в поддон.
Для предупреждения утечки масла в местах выхода рабочих шпинделей
из корпуса головки предусматривают уплотнительные устройства. Чаще
всего для уплотнения используются кольца (набивки) из технического
фетра.
Конструкции устройств для смазки и уплотнения головок даны
в табл. 6.
Д. Расчет и конструирование многошпиндельных головок
При проектировании специальных головок необходимо располагать
исходными данными об обрабатываемой детали, режущем инструменте
и станке, а расчет выполнять в определенной последовательности.
Исходные данные:
1) материал детали и его механические свойства;
Многошпиндельные и револьверные сверлильные головки
467
Конструкции устройств для смазки и уплотнения головок
Таблица 6
Зеки;-
Характеристика
Масленки для
жидких масел
(ГОСТ 1303—56):
а — наливная с
поворотной крыш-
кой; б — пресс-
масленка под за-
прессовку; в —
наливная фитиль-
ная из прозрачной
пластмассы с за-
крепительным
колпачком; г —
масленка налив-
ная капельная с
запорной иглой.
Масленки для
консистентных
смазок (ГОСТ
1303—56):
а — пресс-мас-
ленка прямая; б —
пресс-масленка с
переходным шту-
цером шестигран-
ного профиля; в —
колпачковая мас-
ленка. Смазка по-
дается под давле-
нием с помощью
специального
шприца.
468
Приспособления для сверлильных станков
Эскиз
Продолжение табл. 6
X арактеристика
Головки с ше-
стеренчатыми мас-
ляными насосами
для принудитель-
ной смазки. В го-
ловке (позиция а)
насос 2 располо-
жен в поддоне и
получает враще-
ние от централь-
ного ведущего ва-
лика 1. Масло от
насоса подается
вверх через осе-
вое и радиальные
отверстия в цен-
тральном валике
и разливается по
промежуточной
плите 4.
масло просачива-
ется снова в под-
дон, смазывая ше-
стерни и все под-
шипники; уровень
масла не должен
быть выше верх-
ней плоскости
втулки 5, иначе
оно будет выте-
кать по шпинде-
лю.
В головке (по-
зиция 6) насос 2
приводится в дей-
ствие от паразит-
ной шестерни 1 и,
пройдя через мас-
лоуказатель 3 по
трубке 4, посту-
пает в верхнюю
часть головки. Да-
лее через радиаль-
ные отверстия
в трубке, как и
в предыдущей
схеме, разлива-
ется по промежу-
точной плите, а
затем, стекая
в поддон, смазы-
вает шестерни и
подшипники.
Мнсгошпиндельные и револьверные сверлильные головки
469
Продолжение табл. 6
Эскиз
Характеристика
Уплотнитель-
ные устройства
на рабочих шпин-
делях. В позиции
а уплотнение шпин-
деля 1 произво-
дится фетровым
кольцом 2, закла-
дываемым при
сборке. В конструк-
ции по позиции в
показано более
надежное уплот-
нение, так как фет-
ровое кольцо 2 пе-
риодически можно
подтягивать гай-
кой 3. В позиции б
резиновое или ко-
жаное кольцо 2
под действием пру-
жины 3 постоянно
прижимается к
стенкам отверстия
корпуса головки.
2) диаметр, глубина и взаимное расположение обрабатываемых от-
верстий;
3) материал, диаметр, длина, а также форма и размеры хвостовиков
режущих инструментов;
4) мощность электродвигателя станка;
5) максимально допустимая осевая сила на шпинделе (усилие подачи);
6) числа оборотов и подачи шпинделя станка;
7) форма и размеры головки шпинделя;
8) вылет шпинделя от направляющих станины и его максимальный
осевой ход;
9) пределы вертикального перемещения стола станка;
10) чертеж приспособления, с которым будет работать головка.
Последовательность проектирования:
1) выбор режима резания (подачи, скорости резания, числа оборотов
инструмента) и согласование его с паспортными данными станка;
2) определение потребной для обработки мощности, крутящего момента
и осевой силы резания;
3) выбор кинематической схемы головки;
4) определение размеров валиков, шпинделей и зубчатых колес;
5) подбор подшипников;
6) компоновка головки;
7) поверочный расчет основных деталей (если это необходимо).
В качестве примера 1 рассмотрим проектирование трехшпиндельной
головки для сверления трех сквозных отверстий, расположенных в линию
(фиг. 77).
1 Н. И. Зависляк. Многошпиндельные головки к сверлильным станкам. ЛДНТП. 1958
470
Приспособления для сверлильных станков
Материал обрабатываемой детали — хромоникелевая сталь с пределом
прочности ов = 65 кгс! мм? и НВ = 174 ч-203. Диаметр среднего отверстия
11 мм, диаметры крайних отверстий — 6,6 мм\ глубина отверстий — 15 мм.
Сверла — из быстрорежущей стали Р9. Принимаемая стойкость сверл Т —
= 100 мин машинного времени. Головка проектируется на вертикально-
сверлильный станок модели 2135.
Основные паспортные данные станка
Мощность электродвигателя .... N = 5,3 л. с.
Максимальное усилие подачи ... Р — 1370 кгс
Числа оборотов шпинделя............ п — 53; 84; 131; 200; 320;
500 об/мин
Подачи................................ 5= 0,1; 0,145; 0,195; 0,275; 0,4;
0,575; 0,788;
1,11 мм/об.
Фиг. 77. Трехшпиндельная сверлильная головка.
1. Выбор режима сверления. Пользуясь формулами или нормативными
таблицами режимов резания при сверлении х, находим значения подач
и скоростей резания с учетом стойкости Т — 100 мин: 1 2
для сверла 0 6,6 мм S6>6 = 0,148 мм!об, v = 16,2 м/мин;
для сверла 0 11 мм S1X = 0,200 мм!об, v = 16,6 м!мин.
Соответственно числа оборотов сверл будут:
1000.и 1000-16,2 „ол
пм = = -з;вд- 780 об/лгын:
1000-16,6 .оп
Пп — ' о 1 л 11 480 об/мин.
х 3,14-11
Исходя из паспортных данных станка для сверла 0 11 мм, расположен-
ного в центральном шпинделе, принимаем:
Пи = 500 об!мин\ 31Х = 0,195.
1 Справочник металлиста, т. 4, Машгиз, 1959, стр. 386—397 или специальные издания
нормативов.
2 Повышенная стойкость принимается из расчета, чтобы сверла менять не более двух
раз в смену.
Мнсгсшпиндельные и револьверные сверлильные головки
471
Тогда минутная подача будет
5цлин = 500-0,195 = 97,5 мм/мин.
2 27
При передаточном отношении “ = *20 (Фиг- ^7) фактические числа
оборотов сверл 0 6,6 мм и их подачи вмм/об определятся из зависимостей:
пб,в = 500--|^^ 675 об/мин;
s6 в = = 0,144 мм/об.
’ ^6,6 VI о
Принимается ближайшая по станку S — 0,145 мм!об.
2. Определение Р, М и N. Для сверла 0 11 мм по нормативам нахо-
дим:
осевая сила резания Ри = 278 кгс;
крутящий момент М.г1 = 1115 кгсмм;
мощность, потребная на сверление, N = 0,7 л. с.
Для сверла 0 6,6 мм Рб,в = 137 кгс; Мг1 = 285 кгсмм, N6,6 = 0,27 л. с.
При одновременной работе тремя сверлами потребуется:
Р = Ры + 2Р6,б = 278 + 2-137 = 552 кгс;
N = Nn + 2Л/6,6 = 0,7 + 2-0,27 = 1,24 л. с.
При к. п. д. станка вместе с головкой т] = 0,7 потребная мощность электро-
двигателя будет
кт N 1,24 .
cm о,7 1
Из сопоставления с паспортной мощностью электродвигателя (5,3 л. с.)
делаем вывод, что головку целесообразно использовать на станке мо-
дели 2125, имеющем меньшую мощность.
3. Выбор кинематической схемы головки. На основании изучения дан-
ных об обрабатываемой детали и станке принята следующая кинемати-
ческая схема (разрез А — А на фиг. 77):
1) вращение всех шпинделей правое, что потребовало привод крайних
шпинделей осуществлять с помощью двух паразитных шестерен;
2) расстояния между осями шпинделей позволили разместить все зуб-
чатые колеса в один ярус;
3) каждое зубчатое колесо располагается между двумя опорами (ра-
диальные подшипники).
4. Определение размеров валиков, шпинделей и зубчатых колес. Централь-
ный ведущий валик является наиболее нагруженным. Поэтому при опре-
делении модуля зацепления всех зубчатых колес головки берется нагрузка,
приходящаяся на зуб шестерни, установленной на этом валике.
Диаметр ведущего валика (в данном случае центрального шпинделя)
находится по величине крутящего момента, передаваемого в процессе
сверления,
1 Г л[т] ’
где dr — диаметр центрального шпинделя в см;
[т ] — допускаемое напряжение кручения в кгс/см2;
Мкр — крутящий момент в кгс-см;
ЛА 71620W 71620-1,77
Мкр п 5QQ 253 кгс*см.
472
Приспособления для сверлильных станков
При материале сталь 45 [т] = 1500 кгс!см\
Тогда
, IГ 16.253
di — |/ ЗД44500 9,6 ММ*
В случае соединения зубчатого колеса с ведущим шпинделем при по-
мощи двух сегментных шпонок расчетный диаметр необходимо увеличивать
на удвоенную глубину шпоночного паза. Тогда
d2 = di + 2е = 9,6 + 2-3,2 = 16,0 мм,
где е — глубина шпоночного паза в мм.
В конструкции головки принят d2 — 18 мм.
Диаметр D направляющей (хвостовой) части рабочих шпинделей опреде-
ляется в зависимости от диаметра сверла d по табл. 7 или выбирается
по упорному подшипнику на шпинделе.
Таблица 7
Выбор диаметра рабочего шпинделя в зависимости от диаметра отверстия
d в мм 9—13 Свыше 13 до 16 Свыше 16 до 19 Свыше 19
D d 1,3 1,2 1,1 1,0
В примере диаметры крайних шпинделей приняты равными 15 мм
(по упорным подшипникам).
Модуль ведомой шестерни рабочего шпинделя рекомендуется выбирать
в зависимости от диаметра сверла по табл. 8.
Таблица 8
Рекомендуемый модуль колеса в зависимости от диаметра сверла
Диаметр сверла в мм 6—14 14—19 19—23 23—30
Рекомендуемый модуль 2 2; 2,5 2,5; 3 3; 3,5 *
В примере модуль всех шестерен головки пг = 1,5. Диаметр £>0 дели-
тельной окружности наименьшего зубчатого колеса рабочего шпинделя
определяется по формуле
Dq = D + 2е + 6,8 т,
где е — глубина шпоночного паза в мм*,
т — модуль зацепления в мм.
Ширина зубчатых колес берется равной 10 модулям. Зубчатые
колеса с числом зубьев от 13 до 15 выполняют с укороченным зубом
(ГОСТ 3058—54).
В этом случае
Do = D + 2е -г 6m.
Диаметры промежуточных валиков (осей) под паразитные шестерни прини-
мают равными диаметру D рабочих шпинделей. Если же паразитная
Многошпинделъные и револьверные сверлильные головки
473
шестерня приводит во вращение более двух рабочих шпинделей, то диаметр
промежуточного валика берут равным 1,32?.
5. Подбор подшипников. Подшипники выбираются по диаметрам валов
(осей), на которых они устанавливаются и после этого проверяются по
коэффициенту работоспособности С (дается в каталогах подшипников)
и заданному сроку службы (долговечность h в час). Для многошпиндель-
ных головок долговечность подшипников принимается 2—3 тысячи часов
машинного времени. При такой долговечности подшипники должны заме-
няться через 1—1,5 года.
6. Компоновка головки. Компоновка производится на основании ее кине-
матической схемы и найденных размеров основных деталей; размеры
остальных деталей выбирают по конструктивным соображениям и в соот-
ветствии с требованиями стандартов. Работа выполняется в два этапа:
1) вычерчивают схему расположения обрабатываемых отверстий и опре-
деляют место приложения равнодействующей всех осевых сил; в этом
месте располагают ось центрального ведущего валика головки;
2) производят подбор и компоновку зубчатых колес, шпинделей и под-
шипников. Иногда, с целью уменьшения числа паразитных шестерен в кон-
струкции и по условиям компоновки прибегают к корригированию зубьев
шестерен.
7. Проверочный расчет. Проверочный расчет на прочность производят
обычно лишь для наиболее нагруженных деталей — зубчатых колес, под-
шипников; проверку прочности шпинделей, валиков и других элементов
конструкции выполняют только в случае особо неблагоприятного распре-
деления нагрузки.
Прочность зубьев колес может быть проверена по величине действую-
щих контактных напряжений в поверхностном слое зубьев и напряжений
изгиба у основания зубьев, которые должны быть меньше соответствую-
щих допускаемых напряжений. Можно эту проверку осуществить косвен-
ным путем, вычислив по допускаемым напряжениям и заданным условиям
работы величину модуля и сравнив ее с принятой в расчете величиной
модуля. Для косвенной проверки можно воспользоваться формулами:
а) исходя из усталости поверхностного слоя металла зубьев
_ --3/ г + 1 /180000 \ 2 N .
^пов- у \z[obJ п
б) исходя из прочности зуба на изгиб
т ю if 455 /V
“зг У г^1а]и п Kv '
В этих формулах
z — число зубьев колеса;
i — передаточное отношение (отношение числа зубьев большего
колеса к числу зубьев меньшего колеса);
ф — отношение ширины колеса (длины зуба) к модулю; ф = 8-И2;
— допускаемое напряжение смятия (контактное напряжение)
в кгс/мм2;
К и Ки — коэффициенты долговечности по контактным напряжениям
и напряжениям изгиба. При более или менее постоянной
нагрузке на колеса эти коэффициенты могут быть приняты
равными единице (за исключением закаленных колес);
у — коэффициент формы зуба;
[а ]и — допускаемое напряжение изгиба в кгс/мм2;
474
Приспособления для сверлильных станков
— коэффициент скорости, который может быть подсчитан по фор-
муле Барта:
ZX _ 6
— v _j_6 ’
где v — окружная скорость на колесе в м/сек.
Пользуясь полученными ранее данными и вспомогательными табли-
цами \ находим модуль для зубчатой пары колесо рабочего шпинделя
головки — паразитное колесо.
27
При i = — = 1,35; ф == 12; z = 20 (число зубьев меньшего колеса);
[q]k = 85 кгс/мм?; N = 0,22 л. с.; п = 500 об/мин; К = 1; Kv = 0,85;
у = 0,102; [o]ws2 = 18 кгс/мм1 2,
1,35 4- I /180000\2 0,22 ~ n QE-
тпов — у 1 35,12 V 20-85 ) 500 ‘ 0,85 “ U,yi) ММ>
— I/ 455 <Л22 Г _ n о9
Мозг — У 20-12-0.102-18 ’ 500 ‘ 0,85 “ U,0Z ММ'
Таким образом, выбранный модуль tn = 1,5 удовлетворяет требованиям
и по контактным напряжениям и по напряжениям изгиба.
Проверочный расчет подшипников качения может выполняться по фор-
муле
С = Q (п.й)Ч
где Q — условная нагрузка подшипника в кгс;
п — число оборотов вала в минуту;
h — долговечность подшипника в часах;
С — коэффициент работоспособности подшипника, зависящий от кон-
струкции, размера и качества материала подшипника (указы-
вается в каталогах на подшипники).
Расчет сводится к определению одного из параметров, входящих в фор-
мулу по двум заданным.
В нашем примере проверке необходимо подвергнуть лишь упорные под-
шипники рабочих шпинделей, так как радиальные подшипники подбира-
лись из конструктивных соображений в зависимости от размеров упорных
подшипников и по своей работоспособности значительно превосходят под-
шипники, требующиеся по условиям работы в данной головке.
Условная нагрузка Q кг на упорный подшипник определяется умноже-
нием усилия Р кгс на коэффициент Кпод = 1,2. 2
Центральный шпиндель, имеющий п = 500 об/мин, оснащен упорным
подшипником № 8204 (ГОСТ 6874—54) с коэффициентом работоспособ-
ности С = 20 000; для него условная нагрузка
Q11 = Ри*Кпод ~ 278*1,2 334 кгс.
Подставляя значения С, Q и п в формулу, находим
h 1400 ч < 2000 ч.
1 Вспомогательные таблицы для определения ряда величин, входящих в формулы,
см. в книге ЭНИМС «Расчеты при модернизации станков», Машгиз, 1956, или в других
аналогичных пособиях.
2 Для радиальных подшипников условная нагрузка Q находится умножением реакции
опоры на коэффициент КпОд-
Вспомогател ьные . инстр у менты
475
Рабочие шпиндели с п — 675 об!мин имеют упорные подшипники
№ 8202 с коэффициентом работоспособности С = 13 000; для этих под-
шипников
Q6,6 = ~ 137*1,2 = 165 кгс.
Зная С, Q и и, находим
h 4200 > 2000 ч.
Для изготовления деталей головок применяются качественные углеро-
дистые стали марок 20, 35, 45 или легированные стали марок 20Х, 40Х,
12ХНЗА.
Рабочие шпиндели выполняются из сталей марок 45 и 40Х.
Для зубчатых колес применяются стали 20Х, 12ХНЗА, 40Х и сталь 45
при прерывистой работе головки.
Корпусы выполняются из серого чугуна СЧ12-28 или СЧ15-32; в послед-
нее время для облегчения веса головок корпусы изготовляют из алюминие-
вого сплава марки АЛ9.
8. ВСПОМОГАТЕЛЬНЫЕ ИНСТРУМЕНТЫ
К вспомогательным инструментам для сверлильных станков относятся:
1) разрезные и обычные переходные втулки для крепления режущих
инструментов, вставляемые в патроны или непосредственно в гнездо шпин-
деля станка; 1
2) быстросменные патроны шариковые, кулачковые и другие с наборами
сменных втулок;
3) самоустанавливающиеся патроны для разверток;
4) патроны для закрепления метчиков;
5) самоцентрирующие патроны для мелких инструментов (ГОСТ
8522—57);
6) расточные, подрезные и канавочные скалки и головки.
Многие из вспомогательных инструментов нормализованы. Однако про-
должается разработка новых, более совершенных конструкций. Ниже рас-
сматриваются основные разновидности вспомогательных инструментов.
А. Переходные втулки
Закрепление инструментов на сверлильных станках обычно произ-
водится при помощи конуса Морзе. В зависимости от размеров станков
их шпиндели имеют внутренние конусы Морзе от № 1 до 5. В большин-
стве настольных сверлильных станков шпиндель имеет не внутренний
конус, а хвостовик с конусом для закрепления патронов.
Переходные втулки применяются для крепления инструмента, конус
Морзе которого меньше, чем конус в шпинделе.
На замену инструмента, закрепляемого в конусе шпинделя непосред-
ственно или через переходные втулки, требуются значительные затраты
времени. Сокращение времени на удаление инструмента из конуса шпин-
деля достигается применением вышибного кольца. На фиг. 78 показана
одна из конструктивных схем такого устройства. Овальное окно шпинделя
под вышибной клин удлиняется и в него вставляется каленая планка 3.
На головку шпинделя 1 свободно насаживается кольцо 2, имеющее два
1 См. справочник «Конструктивные элементы и нормализованные узлы крепления
режущих инструментов», Машгиз, 1959.
476
Приспособления для сверлильных станков
паза А и выточку Б. Винты 4 не позволяют кольцу соскользнуть со шпин-
деля. Для смены инструмента кольцо устанавливается в положение, пока-
занное на фиг. 78, а; при резком подъеме шпинделя в крайнее верхнее
положение вышибное кольцо 2 ударяется в нижний торец кронштейна (или
шпиндельной головки) и планка 3 выбивает инструмент из конуса шпин-
деля. Возможность самопроизвольного удаления инструмента при подъеме
Фиг. 78. Кольцо для удаления инструмента из шпинделя станка.
шпинделя вверх в случае многократного использования одного и того же
инструмента исключается установкой кольца в положение, указанное
на фиг. 78, б, при котором возможность упора кольца в торец кронштейна
при верхнем положении шпинделя полностью устраняется.
Б. Быстросменные патроны
При обработке точных отверстий или отверстий с фасками, кольцевыми
канавками и т. п. приходится последовательно производить сверление, зен-
керование, развертывание и т. д. Если инструменты с конусным хвосто-
виком закреплять непосредственно в шпинделе станка и каждый раз выко-
лачивать клином, то на это будет затрачиваться очень много вспомога-
тельного времени.
Для повышения производительности применяют быстросменные па-
троны, позволяющие в короткое время заменять режущий инструмент.
Некоторые конструкции патронов позволяют производить замену без
остановки шпинделя станка.
Для легких работ используются быстросменные патроны с ведущими
шариками (фиг. 79, а). Они просты по конструкции и допускают смену
инструмента без остановки шпинделя станка.
В отверстие корпуса 1 вставляется сменная втулка 7, вращение которой
передается от патрона через два шарика 6, заложенных в поперечных отвер-
стиях корпуса. Для смены втулки 7 с инструментом необходимо взяться
Вспомогательные инструменты
477
рукой за рифленую внешнюю поверхность муфты 5, приостановить ее вра-
щение и поднять ее вверх до упора в закладное пружинное кольцо 2.
В таком положении шарики получают возможность радиального переме-
щения и будут выдавлены собственным весом втулки 7.
Перемещение муфты 3 вниз ограничивается вторым пружинным коль-
цом. Если патрон используется для сверления в горизонтальном положе-
нии, то в конструкции дополнительно предусматриваются шарик 5 и пру-
жина 4, фиксирующие положение муфты 3 во время
работы.
На фиг. 79, б показан патрон, отличающийся от рас-
смотренного наличием шпильки 2, запрессованной в
корпус
патрона /. Шпилька
служит поводком для
5)
Фиг. 79. Быстросменные патроны:
а — с ведущими шариками; б — со шпилькой.
сменных втулок, в которых имеется соответствующий паз. Если в преды-
дущем патроне шарики 6 удерживали инструмент от выпадания и пере-
давали ему крутящий момент, то здесь они только фиксируют положение
втулки с инструментом и удерживают ее от выпадания под действием
собственного веса. На сменных втулках 3 (фиг. 79, б) предусматривается
свободно вращающееся относительно втулки кольцо 4, зафиксированное
пружинными кольцами 5. При смене инструмента во время вращения
шпинделя втулку удерживают за кольцо 4.
Большинство инструментов, снабженных конусными, цилиндрическими
и квадратными хвостовиками, закладываются в патрон с помощью смен-
ных втулок.
На фиг. 80 представлен набор втулок к быстросменным патронам;
перед работой все инструменты, применяемые для данной операции, зара-
нее закрепляются в своих сменных втулках.
478
Приспоссбления для сберлилъных станков
На фигуре показаны: а й б — втулки для инструментов с коническим
хвостовиком; в и г — втулки качающиеся с шаровым пояском К для раз-
верток с коническим хвостовиком; д и е — втулки с цанговым зажимом для
сверл и других инструментов с цилиндрическим хвостовиком; ж и з —
втулки качающиеся с шаровым пояском и цанговым зажимом для развер-
ток и метчиков с цилиндрическим хвостовиком; и — втулка качающаяся
для метчиков с квадратом.
Шариковые быстросменные патроны применяются для легких работ.
На крупных сверлильных станках для тяжелых работ рекомендуется при-
Фиг. 80. Втулки к быстросменным патронам.
менять быстросменные двухкулачковые патроны (фиг. 81), которые обычно
изготовляются с хвостовиками конус Морзе № 4 и 5. К каждому такому
патрону изготовляется комплект сменных втулок с внутренними конусами
Морзе № 1, 2, 3 и 4, что позволяет закреплять различный инструмент.
Сменная втулка, показанная на фиг. 81 справа, имеет конусный уступ а
под кулачки 4 и выступ б для захвата поводком 2. Поводок 2 закреплен
в корпусе 1 патрона шпилькой.
При установке инструмента сменная втулка давит на скос кулачков 4,
Кулачки, поворачиваясь, приподнимают связанные между собой детали 3
и 5 и пропускают сменную втулку до упора в поводок. После этого под дей-
ствием пружины 6 кулачки заскакивают за уступ а и предохраняют инстру-
мент от выпадания. Крутящий момент от шпинделя станка передается
через поводок 2 и выступ сменной втулки б. Для освобождения .сменной
втулки достаточно приподнять муфту 5 кверху.
На фиг. 82, а показан патрон со штифтовым замком, а на фиг. 82, б —
конструкция хвостовика 5 инструмента под этот патрон и форма приемной
части патрона 1.
Как видно из фигуры, хвостовик инструмента, направляемый во втул-
ке 2, снабжен кольцевой канавкой а, плоскостью б и радиусным пазом
В корпусе патрона запрессован штифт 3 и, кроме того, в нем предусмотрен
фиксатор 6 с пружинным кольцом 4. Срезанный хвостовик инструмента
Вспомогательные инструменты
479
480
Приспособления для сверлильных станков
своей плоскостью б свободно проходит под штифтом 3 до упора в торец.
В это время фиксатор 6, сдвинутый влево перемещающимся хвостовиком,
под действием пружинного кольца заскакивает в его кольцевую канавку
и фиксирует правильное положение. Фиксатор 6 предохраняет также ин-
струмент от выпадания под действием собственного веса. С началом вра-
в радиусный паз хвостовика и приводит
инструмент во вращение вместе со
шпинделем. Конструкция хвостовика
инструмента и приемной части патрона
выполняется в соответствии с ГОСТ
3009—57. ,
В случаях, когда на сверлильных
станках инструменту задается двойное
направление для его связи со шпинде-
лем станка, можно использовать патрон
со штыковым замком (фиг. 83). Этот
патрон позволяет быстро заменять ин-
струмент и в то же время не мешает ему
самоустанавливаться в кондукторных
втулках, так как в сопряжении патрона
с цилиндрической посадочной частью
инструмента предусматривается боль-
шой зазор. Хвостовики инструментов
и расточных скалок снабжаются в этом
случае поводковыми штифтами, легко
заводимыми в прорези патрона.
щения шпинделя штифт о входит
10,5
Фиг. 83. Патрон со штыковым замком.
В. Самоустанавливающиеся патроны
для разверток
Встречающееся на практике жесткое
закрепление разверток конусным хвос-
товиком не обеспечивает получения точ-
ных отверстий. При таком закреплении
на обрабатываемое отверстие переносятся все погрешности шпинделя
станка: его биение, разработка конусного гнезда и т. д. Поэтому при обра-
ботке отверстий 2—3-го класса точности развертки следует закреплять
в самоустанавливающихся патронах.
Применяются две разновидности самоустанавливающихся патронов:
1) качающиеся, при которых ось развертки может устанавливаться под
некоторым углом к вертикальной оси;
2) плавающие, при которых развертка может свободно перемещаться
параллельно самой себе и легко самоцентрироваться в отверстии.
За счет имеющихся конструктивных зазоров каждая из этих разно-
видностей патронов позволяет инструменту смещаться параллельно себе
и располагаться под некоторым углом, отчего разница между обеими
разновидностями уменьшается.
Плавающие патроны с поводком скользящего трения не обеспечивают
необходимую подвижность. Поэтому рекомендуются патроны с шариками
(фиг. 84, а). В пазах поводка патрона установлены два ряда шариков, рас-
положенных под прямым углом. В корпусе патрона монтируется хвостовик
патрона / с упорным шарикоподшипником 3. После сборки поводка 4
с шариками 5 в корпус 2 ввинчивается оправка 6 под развертку. Патрон
Вспомогательные инструменты
481
обеспечивает подвижность развертки во всех направлениях. Аналогичные
плавающие патроны применяются также и для метчиков.
Для работы развертками небольших диаметров можно рекомендовать
плавающий патрон, показанный на фиг. 84, б.
Оправка 9, хвостовик 1 и поводок 5 имеют вырезы под шарики 6. Четыре
шарика 6, попарно расположенных в двух взаимно перпендикулярных
направлениях, обеспечивают перемещение оправки с разверткой и они же
служат для передачи крутящего момента. Между корпусом патрона 7
и хвостовиком 1 предусмотрена латунная обойма 3 с зачеканенными в ней
шариками 4 и шайба 2. Регулировка патрона производится вращением
корпуса 7. В нужном положении корпус фиксируется винтом 8,
Фиг. 84. Плавающие патроны для разверток.
На фиг. 84, в показан нормализованный самоустанавливающийся
патрон, обеспечивающий покачивание развертки и параллельное переме-
щение ее в вертикальной плоскости.
Между торцами хвостовика 1 и оправкой 7 установлен упорный шарико-
подшипник 4, воспринимающий осевые давления. Для передачи крутящих
моментов служит поводок 5 с двумя шарообразными шестигранными го-
ловками грани которых сдвинуты на 30°. Пружина 2 предохраняет пово-
док 5 от выпадания из глухого шестигранного отверстия. Все детали па-
трона соединяются в корпусе 3 путем навинчивания его на оправку 7
и фиксируются контргайкой 6.
Патрон компактен и универсален. Шаровые головки поводка позволяют
наклонять оправку 7 с разверткой под углом к оси, а упорный шарикопод-
шипник 4 обеспечивает параллельное перемещение оправки в вертикаль-
ной плоскости.
Опыт развертывания гильз цилиндров тракторных двигателей показал,
что поводки в рассмотренных выше конструкциях патронов при возраста-
нии усилия резания из-за затупления ножей развертки иногда заклини-
вают, «плавание» развертки прекращается, что приводит к резкому ухуд-
шению качества поверхности цилиндров и их разностенности. В связи
с этим на заводе применен патрон более совершенной конструкции
(фиг. 85). Корпус 1 патрона шарнирами 3 и 4 соединен с оправкой 8. Оси
пальцев 2 и 7 расположены перпендикулярно одна к другой, а ось пальца 9
расположена под углом 45° к осям пальцев 2 и 7. Фланец оправки 8
16 Ансеров
482
П риспоссб ления для сверлильных станков
находится между двумя упорными шарикоподшипниками, у которых
кольца 6 повернуты на 180° (беговыми дорожками наружу).
Свободное качение шариков и защита их от охлаждающей жидкости
и металлической пыли
Фиг. 85. Плавающий пат-
рон для крепления раз-
вертки при обработке
ГИЛЬЗ.
обеспечиваются муфтой 5, навинченной на корпус 1.
С применением плавающих оправок брак по
разностенности гильз ликвидирован, резко умень-
шена эллипсность внутреннего диаметра гильз
и повышено качество поверхности.
Г. Патроны для метчиков
Конструкции этих патронов определяются
спецификой нарезания резьбы метчиками.
Применяются два метода нарезания:
1) метод самозатягивания без принудительной
подачи метчика;
2) копирный метод с принудительной подачей.
При первом методе, получившем наибольшее
применение, очень важно для нормального проте-
кания процесса резания обеспечивать свободное
осевое перемещение метчика в направлении подачи
под действием сил самозатягивания. На станках,
у которых шпиндель, отключенный от привода
подачи, перемещается легко, можно применять
обычные быстросменные патроны (фиг. 79—81),
снабдив их сменными втулками с гнездами под
хвостовики метчиков.
Если же шпиндель станка перемещается со
значительным усилием (например, у тяжелых
станков), то в конструкции патрона необходимо
предусматривать пружинный компенсатор, обеспе-
чивающий метчику возможность перемещаться в
осевом направлении независимо от перемещения
шпинделя.
При нарезании резьб в глухих отверстиях, когда трудно вовремя оста-
новить и реверсировать шпиндель станка, а также и в других случаях
возможной перегрузки метчика (твердые включения в материале, затупле-
ние метчика, защемление его стружкой и т. п.) следует применять предо-
хранительные патроны, исключающие поломку метчиков из-за пере-
грузки. Такие патроны позволяют регулировать величину передаваемого
ими крутящего момента и автоматически прекращают нарезание резьбы
и перемещение метчика, как только момент сил резания превысит вели-
чину заданного крутящего момента.
Для станков, не имеющих реверса (обратного хода) применяются пре-
дохранительные реверсивные патроны, работающие обычно с ручной пода-
чей. Когда метчик упрется в дно нарезаемого отверстия или когда шпин-
дель дойдет до упора, вращение патрона с метчиком прекращается. В на-
чальный момент подъема шпинделя станка вверх патрон переключается
и вместе с метчиком начинает ускоренно вращаться в обратную сторону;
происходит быстрое самовывинчивание метчика.
При нарезании резьб в отверстиях корпусных деталей на радиально-
сверлильных станках, а также и в других случаях, когда трудно при жест-
ком креплении метчика совместить его ось с осью нарезаемого отверстия,
Вспомогательные инструменты
483
применяют плавающие самоцентрирующие патроны. Особую группу соста-
вляют патроны для закрепления метчиков в многошпиндельных головках.
На фиг. 86 показан фрикционный предохранительный патрон с компен-
сатором для нарезания резьб диаметром от 10 до 18 мм в глухих отверстиях.
Патрон состоит из хвостовика, корпуса, фрикционного кольца, пружин-
ного компенсатора и метчикодержателя. Хвостовик 1 патрона (с конусом
Морзе) соединяется с корпусом 5 при помощи винта 2, гайки 3, стального
кольца 4 с беговой дорожкой под шарики 16 и фрикционного фибрового
кольца 15. Винт 2 с гайкой 5, правильное осевое положение которой опре-
деляется установкой шариков по размеру, указанному на чертеже сверху,
служат для регулировки патрона на заданный крутящий момент. Для
облегчения регулировки на корпусе 5 нанесена тарировочная шкала, а на
винте 2 — риска, обеспечивающая точную установку патрона на требуе-
мый крутящий момент. Винт 2 стопорится в гайке 3 сухарем 17 и винтом 18.
В корпусе 5 скользит шток 6, связанный с корпусом штифтом 13, пропу-
щенным через овальное отверстие в штоке. В полости штока установлена
компенсационная пружина 19, опирающаяся на шайбу 14; натяжение пру-
жины регулируется винтовой пробкой 20. Шток 6 соединен с втулкой 8
при помощи штифтов 11.
Метчик зажимается винтами 12 двух кулачков (хомутиков) 7, помещен-
ных в кулачковой втулке 8, прикрытой крышкой 9 с помощью винтов 10.
Конструкция хомутиков позволяет зажимать метчики с хвостовиком,
имеющим квадрат, лыску, канавку и т. п.
Предохранительные компенсирующие патроны используются на стан-
ках, имеющих реверс. Наличие пружины-компенсатора позволяет наре-
зать резьбу не только методом самозатягивания, но и с механической
484
Приспоссбления для сверлильных станков
подачей меньше шага нарезаемой резьбы. Нормализованные патроны
применяются трех размеров: для метчиков диаметром от 1 до 2,6 мм; от
3 до 12 мм; от 10 до 18 мм.
На фиг. 87 показан предохранительный патрон с компенсатором для
нарезания резьбы метчиками М24—М48. Осевое перемещение метчика
в процессе нарезания происходит за счет осевого перемещения втулки 2,
которая в свою очередь перемещается под действием сил самозатягивания
и силы пружины. При этом ролики 11, передающие крутящий момент от
корпуса 3 на втулку 2 и далее на метчик, катятся вдоль пазов в корпусе 3.
Фиг. 87. Предохранительный патрон для крепления метчиков М24—<448.
По мере того как втулка 2 с метчиком перемещается в осевом направле-
нии (при установившемся процессе резания), необходимо посредством осе-
вого перемещения шпинделя станка сохранять положение, при котором
обеспечивается перемещение роликов 11 в пазах корпуса 3.
Настройка патрона на заданную величину передаваемого крутящего
момента осуществляется при помощи гайки 7. При вращении гайки по
часовой стрелке кольцо 6, перемещаясь в осевом направлении, сжимает
пружины 5, в результате чего шарики 10 прижимаются к боковым поверх-
ностям корпуса 3. Величина передаваемого крутящего момента при этом
возрастает.
При вращении гайки 7 против часовой стрелки пружины 5 освобо-
ждаются, в связи с чем величина передаваемого крутящего момента сни-
жается.
В том случае, когда процесс резания протекает нормально и факти-
ческая величина крутящего момента резания не превышает расчетной
величины, устанавливаемой гайкой 7, крутящий момент от шпинделя
станка передается на оправку 8, через шпонку 9 на обойму 4, через ша-
рики 10 на корпус 3, через ролики 11 на втулку 2 и далее на метчик.
Вспомогательные инструменты
485
При резком возрастании крутящего момента шарики 10 утопают
в своих гнездах, преодолевая давление пружин. Оправка патрона 8 вместе
с обоймой 4 и кольцом 6 проворачивается относительно корпуса 3, патрон
выключается. Выключение патрона сопровождается характерным стуком
шариков.
За счет сменных втулок 1 патрон допускает работу с метчиками в интер-
вале диаметров М24—М48.
Аналогичный по конструкции патрон применяется в тяжелом машино-
строении для метчиков и резьбонарезных головок диаметром от 60 до
160 мм. Патроны могут использоваться как на вертикальных и радиально-
Фиг. 88. Плавающий самоцентрирующий патрон для метчиков.
сверлильных, так и на горизонтальнорасточных станках. Широко при-
меняются также стандартные предохранительные патроны с пружиной
и кулачковой муфтой. С помощью быстросменных втулок в патронах трех
размеров можно закреплять метчики диаметрами от 8 до 12 мм\ от 12 до
30 мм\ от 18 до 42 мм.
На фиг. 88 показан плавающий самоцентрирующий патрон для мет-
чиков. На хвостовике 1 патрона винтами закреплен кожух 3. Внутри ко-
жуха помещен диск 4, на торце которого имеются пазы со взаимно перпен-
дикулярными осями. В этих пазах помещено по два шарика 5. Через цен-
тральное отверстие диска 4 свободно проходит пружина 2. В нижней кону-
сообразной части кожуха 3 находится плавающая оправка 6, имеющая
на торце пазы, аналогичные пазам диска 4, и утолщенную коническую
часть. Угол конуса кожуха 3 равен углу конуса оправки 6.
Отверстие в головке оправки расточено на конус под пружинную
цангу 9, затягиваемую гайкой 8\ от проворачивания в оправке цангу пре-
дохраняет штифт 7.
В свободном (нерабочем) состоянии пружина 2 прижимает оправку 6
конусной частью к конусу кожуха 3, и между диском 4 и фланцем
486
Приспоссбления для сверлильных станксв
хвостовика 1 образуется зазор, а метчик центрируется относительно оси
шпинделя станка. Во время работы оправка 6 сжимает пружину 2, и обра-
зуется зазор между конусом кожуха 3 и конусом оправки 6. Этот зазор
обеспечивает радиальное «плавание» метчика и совмещение его оси с осью
нарезаемого отверстия.
Шарики 5, имея возможность перемещаться по пазам диска 4
и оправки 6, не препятствуют радиальному перемещению оправки с мет-
чиком в процессе нарезания резь-
бы и в то же время передают мет- fj)
чику вращение шпинделя станка.
Фиг. 89. Конструкции патронов для крепления метчиков.
К патронам, используемым для крепления метчиков в многошпинделъ-
ных головках, предъявляются два требования:
1) они должны обеспечивать возможность метчикам вступать в работу
не одновременно, т. е. должны иметь осевой компенсатор;
2) обеспечивать метчикам возможность некоторого перемещения па-
раллельно их оси.
Патрон, показанный на фиг. 89, а, обеспечивает компенсацию неоди-
наковой длины метчиков путем взаимного осевого перемещения корпуса 1
и хвостовика 3 за счет сжатия пружины 2. Это перемещение происходит
по мере самоуглубления метчика в нарезаемое отверстие и компенсирует
возможную неодновременность работы метчиков. Метчик в данном патроне
не имеет перемещения, параллельного своей оси.
На фиг. 89, б показан патрон, отличающийся от предыдущего тем,
что в нем метчик вместе с втулкой 2 имеет возможность некоторого перекоса
относительно оси шпинделя станка за счет скругленного пояска п, выпол-
ненного точно по диаметру втулки 1. Метчик удерживается в патроне при
помощи цанги 3.
В патроне, представленном на фиг. 89, в, отсутствует механизм, ком-
пенсирующий неодинаковую длину метчиков, но предусмотрен механизм,
Вспомогательные инструменты
487
позволяющий метчику смещаться параллельно его оси. Это достигается
при помощи специальной шариковой муфты /, передающей вращение
от шпинделя станка к инструменту.
Д. Специальные расточные и подрезные оправки
Часто в обработанном отверстии требуется растачивать одну или не-
сколько кольцевых канавок для смазки сальниковых уплотнений и т. п.
Так как сверлильные станки не имеют поперечных подач, приходится
применять специальные расточные оправки с механизмом для превращения
продольного перемещения шпинделя станка в поперечное перемещение
резца. _
Фиг. 90. Расточная оп-
равка с поперечным пере-
мещением резца.
Фиг. 91. Расточная оправка с эксцен-
трично расположенной скалкой.
На фиг. 90 показана оправка с клиновым механизмом. Оправка состоит
из скалки 1 с косым зубом а для перемещения резца 2, корпуса 4 с попереч-
ным отверстием для направления резца и втулки <?, с помощью которой
головка направляется в кондукторной втулке 9. Скалка 1 верхним концом
связана со шпинделем станка, а с помощью штифта 6 связана с корпусом 4.
Наличие в скалке прямоугольного паза позволяет ей свободно переме-
щаться относительно корпуса в осевом направлении.
При опускании шпинделя корпус 4 и связанная с ним пружинящим
кольцом 10 втулка 3 заходят в кондукторную втулку до упора в ее торец.
После этого осевое перемещение корпуса головки прекращается, а пере-
мещение скалки 1 продолжается. В этот момент косой зуб скалки, сопря-
женный с канавкой в резце, заставляет его перемещаться в радиальном
направлении. Положение резца, а следовательно, и кольцевой канавки
по длине отверстия регулируется гайками 5.
При подъеме шпинделя и связанной с ним расточной скалки резец
выходит из канавки, а в момент, когда штифт 6 упрется в нижнюю стенку
прорези скалки, вместе с ней поднимаются корпус головки и втулка 3.
Между корпусом и втулкой 3 предусмотрен упорный шарикоподшипник S,
а между скалкой и корпусом — пружина 7, возвращающая скалку в исход-
ное положение.
На фиг. 91 показана оправка, у которой расточная скалка расположена
в отверстии корпуса эксцентрично, что позволяет путем вращения скалки
488
Приспособления для сверлильных станксв
в корпусе перемещать вершину резца перпендикулярно оси обрабаты-
ваемого отверстия; при полном обороте скалки резец приближается
к стенке отверстия или удаляется от нее на величину двойного эксцен-
трицитета.
Оправка состоит из корпуса 1 и расточной скалки 2 с укрепленным
в ней резцом 5. При опускании шпинделя винт 4 доходит до упора 6 и осевое
перемещение скалки прекращается,
деля станка скалка 2 под дейст-
вием косого паза в корпусе /,
в который входит головка цилинд-
рического штифта 3, начинает по-
ворачиваться, и режущая кромка
вращающегося резца 5 врезается
в тело обрабатываемой детали.
и дальнейшем опускании шпин-
Фиг. 93. Универсальная оправка для
подрезания торцов.
Фиг. 92. Скалка для растачива-
ния уширен и й в отверстии.
Глубина растачивания регулируется упором, ограничивающим про-
дольное перемещение шпинделя станка. При подъеме шпинделя скалка
с помощью пружины 7 возвращается в исходное положение.
Для растачивания уширений в центральной части отверстий при-
меняются специальные скалки (фиг. 92). В скалке 3 предусмотрен про-
дольный паз, в котором помещена качающаяся на оси державка 4 с рез-
цом 5. При опускании шпинделя державка с резцом свободно вводится
в обрабатываемое отверстие до тех пор, пока выступ державки К не дойдет
до торца кондукторной втулки 2.
При дальнейшем перемещении шпинделя державка повертывается
на оси, и вращающийся резец плавно врезается в металл. Длина растачи-
вания регулируется гайками 1. Расточная скалка жестко закрепляется
в шпинделе сверлильного станка.
Подрезание под гайку на фланцах и бобышках различных корпусных
деталей со стороны, обратной сверлению, обычно производится подрез-
ными пластинами, вставляемыми в окно оправки.
Вспомогательные инструменты
489
При таком способе подрезания необходимо переключать станок на об-
ратный ход и обязательно крепить деталь, так как усилие инструмента
отрывает его от стола.
На фиг. 93 изображена универсальная оправка со сменными встав-
ками 7 под инструмент, допускающая обработку без изменения направле-
ния вращения шпинделя и без крепления детали, так как оправка рабо-
тает на прижим. Кроме того, значительно упрощена установка на вставку 7
нормальных торцовых зенкеров (подрезных зенковок).
При опускании шпинделя станка с оправкой вниз упор 8 прижимается
к поверхности обрабатываемой детали и силой трения удерживается от вра-
щения. При этом кулачки 3, входящие в паз шпинделя 5, передают ему
и вставке 7 с инструментом вращение и одновременно поднимают его вверх.
Подъем вверх обеспечивается опусканием вниз корпуса 1 оправки, кото-
рый, сжимая пружину 2, давит на плечи кулачков 3 и поворачивает их
на осях 4.
Оси кулачков расположены во втулке 9, которая не перемещается в осе-
вом направлении, а лишь вращается вместе с гайкой 6 и передает вращение
вставке 7 и инструменту. Между втулкой 9 и упором 8расположены шарики.
Для настройки оправки на необходимую глубину врезания на втулке 9
имеется вертикальная шкала.
ГЛАВА VIII
ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ
В группе фрезерных станков, составляющих примерно 10% от дей-
ствующего станочного оборудования, основную массу составляют консоль-
нофрезерные станки широкого назначения.
По данным ЭНИМС, проводившего наблюдение за обработкой деталей
на фрезерных станках в условиях различного производства, машинное
время в среднем составляет менее половины общего времени работы
в смену (37—49%). Примерно столько же процентов затрачивается на вы-
полнение вспомогательных приемов, 3,5-ь-5% приходится на подготови-
тельно-заключительное время и 8—11% на организационно-техническое
обслуживание.
Из общей суммы вспомогательного времени на приемы, связанные
с установкой и закреплением деталей в условиях серийного производства,
затрачивается 40—41%, а на приемы по осуществлению рабочего цикла
(управления станком) — 29—30%. Следовательно, основные резервы для
повышения производительности труда скрыты в возможности дальнейшего
совершенствования установочно-зажимных приспособлений и автоматиза-
ции обработки на фрезерных станках.
Наибольший эффект в сокращении затрат времени на установку и за-
крепление заготовок обеспечивается при выполнении этих приемов во
время фрезерования за счет перекрытия вспомогательного времени машин-
ным. С этой целью широко внедряются:
1) непрерывное фрезерование на вращающихся круглых столах и бара-
банах;
2) многоместные приспособления со сменными кассетами;
3) двухпозиционные поворотные столы и т. п.
Вместе с тем в конструкциях приспособлений ручные зажимы заме-
няются быстродействующими пневматическими и гидравлическими при-
водами, повышающими производительность и облегчающими труд рабочих.
1. МАШИННЫЕ ТИСКИ
Машинные тиски относятся к группе универсальныхприспособлений,
допускающих переналадку. Корпус с салазками и механизм зажима тис-
ков — постоянные. Наладка состоит из сменных губок и других устано-
вочных элементов, проектируемых и изготовляемых в соответствии с фор-
мой и размерами обрабатываемых деталей.
Тиски можно разделить на следующие группы.
I. По общей конструкции:
1) с одной подвижной губкой;
2) самоцентрирующие с двумя подвижными губками;
Машинные тиски
491
3) с плавающими губками;
4) с губками, перемещающимися взаимно перпендикулярно.
II. По конструкции механизма зажима:
1) винтовые;
2) эксцентриковые;
3) эксцентриковые с рычажным усилителем.
III. По типу силового привода:
1) с ручным приводом;
2) пневматические;
3) механо-гидравлические;
4) пневмогидравлические;
5) гидравлические;
6) пружинные с автоматизированным зажимом от перемещающегося
стола станка.
IV. По направлению усилия, прилагаемого к подвижной губке:
1) с тянущим усилием (салазки подвижной губки работают на растя-
жение);
2) с толкающим усилием (салазки подвижной губки работают на
сжатие).
Кроме того, тиски бывают:
1) неповоротные;
2) поворотные в одной плоскости;
3) поворотные в двух взаимно перпендикулярных плоскостях.
Современные конструкции тисков выполняются быстродействующими,
мощными, жесткими и в то же время компактными. В ряде конструкций
для установки сменных элементов на корпусе и салазках тисков, кроме
губок, предусматривается сетка взаимно параллельных и перпендикуляр-
ных Т-образных пазов.
А. Тиски с ручным приводом
Обычные винтовые тиски широко известны. На Ленинградском Киров-
ском заводе применяются винтовые тиски новой конструкции, особенность
которых .заключается в том, что корпус подвижной губки перемещается
не на плоских, а на цилиндрических направляющих.
Тиски (фиг. 1) состоят из неподвижной части 2 коробчатой сварной
конструкции, на которой смонтированы губка 3 и две цилиндрические
закаленные направляющие 6. В подвижной части 5 тисков (также сварной
конструкции) имеются два цилиндрических отверстия под направляющие 6
и, кроме того, к ней прикреплены губка 4 и гайка S; с помощью последней
винт 1 перемещает всю подвижную часть. Тиски установлены на поворот-
ном основании 7.
В обычных тисках зазор в сопряжении корпуса подвижной губки с на-
правляющей приводит к перекосу губки в процессе зажима и отрыву базо-
вой поверхности обрабатываемой детали от установочной поверхности
тисков. В рассматриваемых тисках наличие двух длинных точных направ-
ляющих отверстий в подвижной части исключает явление перекоса и повы-
шает долговечность тисков.
На фиг. 2 показаны самоцентрирующие тиски улучшенной конструк-
ции, в которых одна из призматических губок 1 заменена плоской губкой 2
со скосом. Это позволяет устанавливать и снимать заготовки при минималь-
ных перемещениях губок г.
Конструкция предложена Е. К. Сорокиным.
492
Приспособления для фрезерных станков
Машинные тиски
493
Губка 2 может несколько смещаться в горизонтальной плоскости.
Для того чтобы обеспечить центрирование обрабатываемых деталей, левая
и правая резьбы винта 3 имеют различные шаги, соотношение которых со-
гласовано с углом р призмы.
Из схемы видно, что условие самоцентрирования обеспечивается, если
при перемещении плоской губки на величину т = R — г, равную разности
радиусов заготовок, призма переместится на величину
Л . р
sin
Требуемое соотношение -—- = sin перемещений плоской губки
и призмы достигается соответствующим отношением шагов левой и правой
резьб винта 3. Обозначив: tAee — шаг резьбы, перемещающей губку 2,
tnpae — шаг резьбы, перемещающий призму 1, получим условие
{дев ,п _ Р
tnpae “ К “ 2 ’
Конструктивно удобнее определять необходимый угол Р призмы, за-
даваясь стандартными шагами резьб винта. В данном случае принято:
tAee = лш; tnpae = 6 мм. Соответственно sin — = 0,834 и угол
призмы Р = 113°. Нетрудно рассчитать, что при такой конструкции сум-
марное перемещение губок, необходимое для удаления заготовки диамет-
ром 40 мм, составляет всего лишь 6 мм, а для заготовок диаметром 100 мм—
10 мм. Этому соответствуют пол-оборота и один полный оборот винта 3,
тогда как при двух призмах потребовалось бы три—четыре оборота.
На фиг. 3 показаны эксцентриковые тиски с рычажным усилителем,
обеспечивающие силу зажима 3500 кгс, т. е. в 7—8 раз большую, чем
у обычных эксцентриковых тисков х.
Механизм зажима тисков обеспечивает быстрое передвижение губки
на 25 мм и движение с небольшой скоростью на длине до 2 мм для закрепле-
ния детали.
К корпусу 8 тисков прикреплен упор 10 с неподвижной губкой 9. Вто-
рой подвижной упор 5 с губкой 6 закреплен на ползуне 1. Упор 5 можно
устанавливать на ползуне в различных положениях. Для этой цели
в упоре имеется вкладыш 3 с пальцем 2, который вставляется в отверстия
ползуна. Упор соединяется с вкладышем посредством винта 4, служащего
для точной установки упора. Закрепление упора производится пальцем 2
и винтом 4. Для предохранения отверстий под палец 2 в ползуне от засоре-
ния служат пробки 7.
Механизм для передвижения ползуна и закрепления обрабатываемой
детали состоит из двух эксцентриков и винто-рычажного узла. Рычаг 19
вращается на оси 20, закрепленной во вкладыше 21, который неподвижно
соединен с корпусом. Эксцентрики 12, 14 и винт 13 помещены на втулке 18,
которая в свою очередь закреплена в ползуне 1. При вращении рукоятки 16
против часовой стрелки эксцентрик 14, упираясь в планку 15, передвигает
ползун 1 влево, отводя губку от детали.
1 В винтовых тисках таких же размеров усилие зажима примерно в два—три раза
меньше, а времени на закрепление затрачивается значительно больше.
494
Приспособления для фрезерных станков
При вращении рукоятки по часовой стрелке эксцентрик 12, отталки-
ваясь от штифта 11, который через рычаг 19 упирается в винт 13, передви-
гает ползун вправо, подводя губку к детали. Таким образом, при закрепле-
нии эксцентриком упором для ползуна с подвижной губкой служит винт 13.
Окончательное закрепление детали осуществляют поворотом винта 13
посредством рукоятки 17. Винт, поворачивая разноплечий рычаг 19 через
штифт 11, отталкивает эксцентрик, передвигая таким образом ползун.
При вращении винта 13 против часовой стрелки пружины 22 отводят пол-
зун с губкой от изделия.
Б. Тиски с механизированным приводом
На фиг. 4 показана конструкция компактных пневматических тисков
с встроенным диафрагменным приводом, получивших широкое применение
на заводах. Тиски состоят из круглого основания 1 с ушками для закрепле-
ния на столе станка и поворотного корпуса 2, прикрепленного к основа-
нию Т-образными болтами 16.
Фиг. 4. Конструкция поворотных тисков с диафрагменным приводом.
Машинные тиски
496
Приспособления для фрезерных станков
По направляющим корпуса 2 скользит подвижная часть 3 с салазками
в виде рамы, охватывающей выступ К корпуса, а к выступу. К винтами
прикреплена направляющая планка S, по которой перемещается устано-
вочный ползун 6.
Перемещение подвижной части 3 осуществляется пневматическим сило-
вым устройством с диафрагмой, расположенным в нижней части поворот-
ного корпуса. Диафрагма 14 крепится к корпусу кольцом 9\ рабочая ка-
мера образуется выточкой в корпусе и диафрагмой. Шток 13 связан с диа-
фрагмой стальным опорным диском 11,
Под действием сжатого воздуха, подводимого в камеру через распреде-
лительный кран 17, диск И с диафрагмой перемещается вниз и поворачи-
Фиг. 5. Общий вид поворотных пневматических тисков с большими устано-
вочными поверхностями 1 для размещения наладок.
вает рычаг 12. Рычаг при помощи толкателя 10 перемещает подвижную
часть 3 и губкой 4 прижимает деталь к губке 5.
Поворотом рукоятки распределительного крана в другую сторону
сжатый воздух выпускается в атмосферу, после чего под действием пру-
жины 15 подвижная часть возвращается в исходное положение.
Наладка тисков на размер зажимаемой детали производится путем
перемещения установочного ползуна 6 с помощью винта 7.
Техническая характеристика тисков
Диаметр основания ........................................ 330 мм
Высота тисков ............................................ 140 мм
Высота рабочей части губок................................. 45 мм
Ширина губок ............................................. 130 мм
Максимальный раствор губок ............................... 160 мм
Пневматический ход губок................................ 7— 10 мм
Усилие зажима при давлении воздуха 4 кгс/см2 ............ 4000 кгс
Вес тисков ................................................ 46 кг
На фиг. 5 и 6 показаны общий вид и конструкция поворотных пневма-
тических тисков, встроенный диафрагменный привод которых аналогичен
приводу предыдущих тисков.
По сравнению с предыдущими, тиски обеспечивают более широкие воз-
можности для присоединения сменных наладок. Последние могут устанав-
ливаться как на торцовые, так и на верхние поверхности подвижной и не-
подвижной губок. Ход подвижной губки от пневмопривода составляет
5—6 мм. Отвод губки на большее расстояние, а также изменение раствора
Машинные тиски
497
губок осуществляются рукояткой. Она же служит для предварительного
закрепления деталей с небольшим усилием.
Возможность предварительного закрепления в ряде случаев является
обязательной. Пневматический привод обычно работает с ударом. Вслед-
ствие этого детали с неустойчивыми базовыми поверхностями легко сме-
щаются при закреплении без предварительного зажима. Предварительный
зажим необходим также при установке по разметке, так как в этом случае
перед окончательным закреплением требуется выверка и фиксация поло-
жения детали.
Показанная на фиг. 5 справа приставка 2 обеспечивает регулирование
зажимного усилия от 500 до 3600 кгс (при 4 кгс/см2).
Фиг. 6. Конструкция тисков по фиг. 5:
1 — неподвижная губка; 2 — рычаг; 3 — шток диафрагменного пневматического привода; 4 —
подвижная губка (рама); 5 — рукоятка подвода подвижной губки и предварительного поджима де-
тали; 6 — гайки фиксации установленного раствора губок; 7 — винт; 8 — нижняя плита; 9 — воз-
вратная пружина; 10 — гайка-упор; 11 — диафрагма; 12 — корпус.
На фиг. 7 показаны поворотные тиски с встроенным поршневым пневмо-
цилиндром двустороннего действия, которые также обеспечивают воз-
можность присоединения сменных наладок.
В центральное отверстие основания 1 тисков установлен цилиндр 2,
с которым соединен пустотелый поворотный корпус 3. На корпусе закреп-
лен распределительный кран 8 с обратным клапаном и штуцером 10.
К корпусу 3 сверху прикреплена стальная, термически обработанная
плита 7 с Т-образными пазами под головки болтов для крепления сменных
наладок. На плите 7 укреплена регулируемая губка 11, которая может
переставляться соответственно шагу пазов. При применении крупногаба-
ритных наладок губка 11 обычно не нужна и ее снимают.
Подвижная губка 4, имеющая Т-образные пазы для наладок, переме-
щается штоком 9 через рычаг 6, установленный на оси 5.
Одна из конструкций аналогичных тисков, выполненных в металле,
имела следующую техническую характеристику:
Длина .................................................. 500 мм
Ширина ................................................. 380 мм
Высота.................................................. 220 мм
Ширина губок ........................................... 180 мм
Максимальный раствор губок ............................. 200 мм
Пневматический ход губки........................... 12 мм
Усилие зажима при давлении 4 кгс/см2 .................. 4000 кгс
Кроме пневматических, все более широкое применение получают
пневмогидравлические и гидравлические тиски различных конструкций;
498
Приспособления для фрезерных станков
при повышенных давлениях жидкости они обладают большей компакт-
ностью.
На фиг. 8 и 9 показаны гидравлические тиски конструкции ВПТИ Лен-
совнархоза; питание таких тисков жидкостью под давлением может про-
изводиться от групповой гидроаккумуляторной или от индивидуальной
пневмогидравлической установки.
У тисков (фиг. 8) правая и левая части могут быть самостоятельно
установлены и закреплены на столе станка, что расширяет диапазон габа-
ритов закрепляемых заготовок.
Фиг. 7. Поворотные тиски с встроенным поршневым пневмоприводом.
Закрепление заготовок производится посредством гидравлического
привода поворотного типа, встроенного в корпус стойки 5. Масло под дав-
лением 50—60 кгс!см1 подается к фланцу 5 через трубки 7 и далее через от-
верстие во фланце 5 в полость Л, заставляя гайку 4 поворачиваться.
При этом повороте винт 2 вместе с подвижным корпусом 1 перемещается
влево, зажимая заготовку.
При переключении направления потока масла посредством крана
управления 6 происходит изменение поворота ротора, а следовательно,
изменение направления движения винта 2, при котором осуществляется
раскрепление заготовки.
Винтовая пара 2 и 4 — самотормозящая, что позволяет после закрепле-
ния заготовки снимать давление масла в гидроцилиндре. Для уменьшения
Машинные тиски
499
потерь на преодоление трения гайка 4 смонтирована на радиальноупорных
роликовых подшипниках 8.
Техническая характеристика тисков
Ход подвижной губки............................................ 8 ММ
Усилие зажима при давлении масла в магистрали 50 кгс/см2 5000 кгс
Вес...................................................... 56 кг
Тиски, показанные на фиг. 9, предназначены для крепления заготовок
при групповой обработке на фрезерных, расточных и других металлообра-
батывающих станках. Особенностью конструкции является самоцентри-
Фиг. 9. Гидравлические самоцентрирующие поворотные тиски.
рование, т. е. одновременное перемещение обеих губок 2, что весьма
важно при необходимости точной ориентировки обрабатываемых деталей
относительно режущего инструмента.
Закрепление заготовок осуществляется под давлением масла 50 кгс/см2,
поступающего из магистрали в полость основания 9. Под давлением масла
500
Приспособления для фрезерных станков
поршень 8 перемещается вниз, а рычаги 7 и 5, поворачиваясь вокруг
своих осей 6, через винты 3 и 4 равномерно сближают обе губки.
Для установки и закрепления обрабатываемых заготовок или специаль-
ных наладок на верхней и боковых плоскостях губок предусмотрены Т-об-
разные пазы. Предварительная наладка тисков производится винтами.
Возможность поворота корпуса 1 относительно основания 9 позволяет
производить установку заготовок с поворотом вокруг оси в пределах 360°
с точностью до 1°.
Техническая характеристика самоцентрирующих тисков
Ход подвижных губок от гидравлического привода............. 24 мм
Усилие зажима при давлении масла в магистрали 50 кгс/см2 5500 кгс
Развод губок при винтовой установке ....................... 0—200 мм
Вес........................................................ 78 кг
Для обработки шпоночных пазов, лысок и поперечных канавок на ци-
линдрических деталях (валах) применяются тиски, показанные на фиг. 10.
Сменный вкладыш 4, выполненный в виде призмы, вставляется непо-
движно в центральную часть корпуса 9, а две подвижные губки 2 рычажного
типа размещены на осях 5.
Внутренние плечи подвижных губок с помощью плавающих гаек 6
связаны с винтом 7. Винт имеет две нарезки: правую и левую, а средняя
часть его выполнена в виде шестерни, находящейся в постоянном зацепле-
нии с рейкой /; рейка связана со штоком поршня пневмоцилиндра 10.
При подаче воздуха в ту или иную полость пневмоцилиндра вместе
с поршнем перемещается рейка 1, которая поворачивает винт 7 и осущест-
вляет зажим или разжим заготовки.
Изменение направления подачи воздуха производится вручную с по-
мощью распределительного крана И.
Для установки заготовки в определенном положении по длине служит
регулируемый упор 3; положение упора фиксируется винтом 8.
Тиски могут устанавливаться на стол станка в двух положениях:
на плоскость М. или на плоскость //, т. е. обработка детали может вестись
или при горизонтальном, или при вертикальном расположении режущего
инструмента.
В тисках можно зажимать детали диаметром от 16 до 80 мм\ поворот
губок 2 при наладке тисков производится винтом 7.
Применяются также тиски с автоматизированным зажимом (фиг. 11),
приводимые в действие перемещающимся столом станка при помощи си-
стемы упоров.
Корпус 1 тисков имеет прилив а, в котором под действием пружины 12,
установленной на стержень 13 с резьбой, перемещается стакан 11. Давле-
ние пружины через стакан и болт 10 передается на рычаг 8, который пово-
рачивается вокруг оси 9 и своим выступом давит на тягу 7.
Через тягу 7 усилие передается на большое плечо рычага 5. Рычаг 5,
поворачиваясь на оси 6, перемещает подвижную губку 4 тисков и зажимает
обрабатываемую деталь.
Предварительный натяг пружины производится с помощью гайки 14,
навинчиваемой на стержень 13, укрепленный в стакане 11. Пружина раз-
вивает усилие до 500 кгс, а через рычажную систему эта сила преобразуется
в усилие зажима до 1500 кгс.
Холостой ход стола используется для сжатия пружины и освобождения
обработанной детали. С этой целью на задней боковой стороне рабочего
стола закреплена ось 18 с рычагом 20, а на задней стороне корпуса
$01ф
Фиг. 10. Пневматические тиски для зажима цилиндрических деталей.
Машинные тиски
502
Приспособления для фрезерных станков
поперечных салазок в вертикальном положении закреплена плитка 17
с упором 16, имеющим наклонную плоскость.
После того как обработка детали закончена и стол отводится в исходное
положение, ролик 21 набегает на наклонную плоскость упора 16, а ры-
чаг 20 поворачивается на оси 18 и давит на болт 19 рычага S. Рычаг, повора-
чиваясь на оси 9, передает давление на стакан 11, и пружина 12 сжимается.
Одновременно освобождается обработанная деталь, а подвижная губка 4
под действием пружины 15 возвращается в исходное положение.
После установки очередной детали включается рабочая подача стола.
До начала резания ролик 21 рычага 20 сходит со скоса планки-упора 16,
и деталь под действием пружины 12 зажимается.
Наладка тисков на определенный размер производится винтом 2,
с помощью которого регулируемую губку 3 можно перемещать на длину
до 200 мм\ ход подвижной губки 4 равен 4—6 мм. Вспомогательное время
на закрепление и освобождение деталей по сравнению с винтовым зажимом
уменьшается в 6—5 раз.
2. НАЛАДКИ ТИСКОВ
Детали небольших размеров и простой формы зажимают в обычных
тисках с постоянными губками. Для закрепления деталей сложной формы
или нескольких деталей одновременно тиски снабжают наладками. На-
ладки монтируются на верхних и торцовых плоскостях неподвижной
и подвижной губок, а также непосредственно на корпусе тисков. При
проектировании наладок необходимо согласовывать их базовые поверх-
ности с установочными поверхностями на тисках, а также с расположе-
нием продольных и поперечных пазов, с ходом губок и т. п. Комплект
наладки обычно включает в себя всего лишь несколько (от 2 до 6) деталей.
Поэтому стоимость их в сравнении со специальными приспособлениями
значительно ниже. Проектирование наладок должно стать основным на-
правлением в конструировании станочных приспособлений, так как до
50—70 % деталь-операций на фрезерных станках в условиях серийного
производства может выполняться в сменных наладках тисков.
На фиг. 12—23 показаны примеры одноместных и многоместных на-
ладок тисков для обработки различных деталей.
Наладки тисков
503
Фиг. 12. Простейшие наладки в виде сменных губок для обработки
плоских и цилиндрических деталей.
Фиг. 13. Двухместная налад-
ка с самоустанавливающейся
губкой.
Две детали устанавли-
ваются в подставке 3, кото-
рая с помощью шпонки за-
креплена в неподвижной губ-
ке тисков. К подвижной
губке тисков крепится пла-
стина 1 с самоустанавливаю-
щейся губкой 2.
504
Приспособления для фрезерных станков
Фиг. 14. Комбинированная сменная наладка к универсальным
переналаживаемым тискам (см. фиг. 5) для обработки деталей
в пяти различных положениях:
1 — части наладки; 2— обрабатываемая деталь.
Фиг. 15. Наладка для фрезерования крышки.
Специальные губки смонтированы в тисках. Деталь устанавливают базо-
выми поверхностями на три штифта 2, 3 и 4 и упирают в штифт 1. Зажим
производится посредством трех насеченных выступов на губках.
5 4
Фиг. 17. Многоместная наладка
для фрезерования пазов на тор-
цах валиков.
Пять обрабатываемых дета-
лей устанавливаются в призмы
специальной губки 1. Закреп-
ление деталей производится
с помощью пяти плунжеров 4,
находящихся в губке 2. Гнезда
плунжеров соединены каналом,
который заполнен гидропластом
3. Планка 5 удерживает плун-
жеры в своих гнездах.
Наладки тисков
Фиг. 16. Наладка для фрезерования кронштейна.
Закрепление детали производится в тисках со специальными губками, снабженными тремя
насеченными выступами. Деталь устанавливается на одну постоянную / и две регулируемые опоры
2 и 3.
Б Б
Эскиз детали
Б
Фиг. 18. Наладка для фрезерования поперечных пазов в вали-
ках.
Закрепление двух деталей производится в тисках посред-
ством двух подвижных (плавающих) губок. Валики устанавли-
ваются на неподвижную подставку, которая фиксируется в тис-
ках шпонкой и закреплена четырьмя болтами. Для установки
деталей вдоль оси служат два штифта.
Приспособления для фрезерных станков
Б^Б
Эскиз детали
Наладки тисков
Фиг. 19. Наладка для фрезерования плоскостей планок.
Обработка двух сторон планки производится с двух уста-
новок. На опорные штифты 1 устанавливается планка для фре-
зерования первой стороны, а на штифты 2 — для фрезерования
второй стороны. Закрепление производится двумя подвижными
губками.
508
Приспособления для фрезерных станков
Фиг. 20. Наладка для одновременного закрепления четы-
рех фигурных кронштейнов двумя подвижными губками.
Губки с усилиями W действуют на поворотные прихваты 1.
Фиг. 21. Наладка с вертикальным зажимом для фрезерования паза
у шайб.
Пакет шайб кладется на основание 1 наладки и поджимается
к призме 6. Правая подвижная губка, преодолевая сопротивление пру-
жин 2 и 3, перемещает плунжер 4У который своим скосом опускает
прихват 5 и с его помощью зажимает детали. При раскреплении
звенья механизма возвращаются в исходное положение под действием
пружин. Наладка винтами 7 закрепляется на неподвижной губке.
Наладки тисков
509
Фиг. 22. Наладка на тиски по фиг. 9 для закрепления крупной фасонной штамповки.
Фиг. 23. Комбинированная наладка на тиски по фиг. 5:
1 — части наладки (губки); 2 — обрабатываемая деталь.
Комбинированная сменная наладка позволяет обра-
ботать кронштейн 2 в четырех различных положениях,
для которых в левой части с четырех сторон имеются
соответствующие базы. Правая зажимная губка также
поворачивается к детали то одной, то другой стороной.
510
Приспособления для фрезерных станков
3. УНИВЕРСАЛЬНЫЕ И ГРУППОВЫЕ ПРИСПОСОБЛЕНИЯ
Кроме тисков используются другие конструкции базовых приспособле-
ний, рассчитанные на применение сменных наладок. Большинство этих
приспособлений снабжено пневматическим или гидравлическим приводом.
На фиг. 24 и 25 показаны конструкция и общий вид переналаживаемого
приспособления, предназначенного для фрезерования мелких деталей.
В плите приспособления размещен механизм зажима, передающий уси-
лие на три штока 5 (фиг. 24). Механизм представляет собой винто-гидрав-
лический преобразователь давления последовательного действия (см. гл.У).
Фиг. 24. Конструкция приспособления по фиг. 25.
В зависимости от формы обрабатываемой детали проектируется на-
ладка, состоящая из установочных элементов и прихватов.
Установочные детали монтируются по пазам плиты приспособления,
а прихваты шарнирно закрепляются в кронштейнах 7 и соединяются со
штоками 5. Передача усилий на прихваты производится через гидропласт 4
и плунжеры 6, Рейка 10 имеет большой шаг резьбы, и при ее вращении
происходит перемещение плунжера 9 большого диаметра, обеспечивающее
быстрый подвод прихватов к обрабатываемой детали и предварительное
ее закрепление. Перемещением малого плунжера 8 винтом 2 осущест-
вляется окончательное закрепление детали.
Сила зажима каждым прихватом зависит от усилия, развиваемого
винтом, и от соотношения площадей плунжеров 9 и 8. Рукоятка приспо-
собления снабжена защелкой 1, благодаря которой достигается сцепление
с гайкой 10 для быстрого подвода прихватов.
Винт 3 предназначается для регулирования исходного положения
плунжеров.
При неиспользовании какого-либо из трех штоков, действующих на
прихваты, этот шток может быть выключен за счет изъятия установленной
на нем пружины возврата.
Универсальные и групповые приспособления
511
Техническая характеристика приспособления
Усилие, развиваемое винтом при приложении силы 8 кгс
на плече рукоятки 185 мм........................... 610 кгс
Усилие на каждом из штоков 5 ...................... 2700 кгс
Усилие на штоках от предварительного зажима гайкой
с большим шагом резьбы ............................ 1000 кгс
Ход малого плунжера 8 для получения на штоках усилия
по 2700 кгс........................................ 16 мм
Максимальный ход каждого штока..................... 5 мм
Габариты приспособления .......................... 75X200X200 мм
Вес приспособления................................. 20 кг
В зависимости от габаритов обрабатываемых деталей может быть ис-
пользовано несколько типоразмеров таких приспособлений.
Фиг. 25. Общий вид переналаживаемого приспособления, предназначенного
для обработки мелких деталей.
В производственных условиях часто встречаются мелкие по размерам
детали, изготовляемые в больших количествах. Для таких деталей целе-
сообразно применять многоместные универсальные приспособления, основой
которых служит нормализованный корпус с пазами или скалками для
сменных губок. Как у обычных тисков, базовые поверхности сменных гу-
бок постоянные, а их установочные поверхности выполняются в соответ-
ствии с формой обрабатываемых деталей.
В корпусе, изображенном на фиг. 26, сменные губки, изготовленные
по форме обрабатываемой детали, устанавливаются в продольном Т-образ-
ном пазу и легко в нем перемещаются.
Губки поджимаются рычагом 1, действующим от пневматического при-
вода. Откидывающийся упор 2 ограничивает перемещение губок и позво-
ляет быстро заменять их для обработки других деталей. Внутри корпуса
приспособления может быть установлена сменная опора 3, позволяющая
фрезеровать детали, не имеющие буртиков или требующие обработки на
определенном расстоянии от нижнего основания.
Стержень 4, помещенный в кронштейнах корпуса на внешней его стенке,
служит осью для откидных планок (фиг. 27), установов и других деталей,
применяемых при фрезеровании взаимно перпендикулярных пазов, лысок
и т. п. Основные размеры нормализованного приспособления приведены
в табл. 1.
512
Приспособления для фрезерных станков
Таблица 1
Основные размеры группового приспособления (по фиг. 26) в мм
L Ь2 1 1 " в ь
292 485 540 133 113 125 36
430 650 700 150 115 150 48
На фиг. 27 показан пример наладки приспособления для фрезерования
вилок. Сменные губки для закрепления деталей вставляются в продольный
паз приспособления. Для ориентирования вилок по боковым плоскостям,
от которых должен быть выдержан размер К при фрезеровании, исполь-
зуется откидная планка.
Фиг. 26. Универсальное многоместное приспособление с приставным пневмоприводом.
На фиг. 28, а и б показаны универсальный корпус с встроенным пнев-
моприводом и сменная многоместная кассета к нему. Пневмоцилиндр 2
с поршнем 1 закреплен на плите 3. С поршнем связан шток 16, в пазу ко-
торого размещено нижнее плечо рычага 12. Рычаг поворачивается на
оси 13, запрессованной в стойку, приваренную к цилиндру (разрез Г—Г).
Верхнее плечо рычага через ось 11 действует на плунжер 10, перемещаю-
щийся в закаленной втулке 9. Закрепление кассеты в приспособлении
осуществляется прихватами 14, прижимающими ее к клиновой направ-
ляющей 15.
Сменная кассета (фиг. 28, б) состоит из крайних, закрепляемых непо-
движно, губок 1,4 и губок 2, скользящих на двух скалках 3. При монтаже
наладки неподвижные губки устанавливаются на опорные штыри 8
(фиг. 28, а), а губка 1, кроме того, своим мерным пазом ориентируется по
шпоночному выступу каленой планки 6 приспособления.
Универсальные и групповые приспособления
513
Для правильной установки деталей по высоте служит подвижной ко-
ленчатый упор 7. Регулировка его производится с помощью винта 4, а за-
крепление осуществляется винтом 5.
При закреплении деталей воздух из сети поступает в распределитель-
ный кран 17, смонтированный на цилиндре, перемещает поршень вниз
и посредством рычага 12 и плунжера 10 сжимает подвижные губки кас-
сеты. Для прохода плунжера в неподвижной кассете 4 предусмотрено от-
верстие.
Показанный на фиг. 29 универсальный стол с гидравлическим приводом
под сменные наладки может быть применен для обработки одновременно
Фиг. 27. Наладка на приспособление по фиг. 26 для фрезерования вилок.
нескольких деталей или детали большой длины на продольнофрезерном
станке. При очень значительной длине детали ее можно устанавливать
на двух и более последовательно расположенных столах.
Корпус 1 коробчатой формы с поперечными ребрами отлит из чугуна.
В корпусе помещены (разрез А — Д) гидравлические цилиндры 5 с рас-
ходящимися поршнями, закрепляемые через шайбы 7 гайками 8.
Цилиндры закрыты крышками 4 и 6, в отверстия которых проходят
штоки поршней 3. В цилиндрах имеются кольцевые выступы, ограничиваю-
щие ход поршней.
Резиновые кольца круглого сечения служат уплотнением для поршней
и штоков. Для смазки штоков за пределами уплотнительных колец поста-
влены фетровые сальники.
На концах штоков поршней сняты лыски и высверлены отверстия для
осей 2. На оси надеваются вильчатые рычаги (на чертеже не показаны),
при помощи которых крепятся обрабатываемые детали.
Жидкость из сети под давлением 50—60 кгс/см2, подается в цилиндры
по трубопроводам 9 через отверстия в крышках 4 и в стенках цилиндров.
При этом на концах штоков развивается сила в 500—600 кгс,
В приведенной схеме все гидравлические цилиндры работают сов-
местно. Если по условиям обработки требуется независимая работа
17 Ансеров
514
Приспособления для фрезерных станков
Фиг. 28. Универсальное многоместное приспособление с встроенным порш-
невым цилиндром (а) и сменной кассетой (б).
Универсальные и групповые приспособления
515
516
Приспособления для фрезерных станков
А—А
d2
Фиг. 30. Нормализованный универсальный стол с пневматическим
диафрагменным приводом.
Универсальные и групповые приспособления
517
каждого цилиндра, то можно применить специальную распределительную
панель.
На фиг. 30 изображен нормализованный универсальный стол с пневма-
тическим диафрагменным приводом. Стол используется в сочетании с раз-
личными групповыми или специальными наладками.
В расточенной полости корпуса 1 стола помещены диафрагмы 4 и за-
креплены снизу крышкой S. Диафрагмы передают усилие на шток 6 по-
средством приваренного диска 5. Диск удерживается от проворота в кор-
пусе стола направляющим пальцем 7.
Шток 6 имеет резьбовое отверстие для присоединения тяги наладки,
а на верхней поверхности стола предусмотрены Т-образные пазы и вы-
точка d2 для крепления и центрирования наладок. Кронштейн 3 предна-
значен для крепления крана управления. Рым-болты 2 служат для транс-
портировки стола.
В табл. 2 приведены размеры столов (МН 4662—63), а на фиг. 31—33
изображены примеры групповых наладок для них.
Наряду с широкоуниверсальными приспособлениями типа тисков,
гидро- и пневмостолов, на которых с помощью специальных наладок можно
Таблица 2
Универсальные столы с пневматическим диафрагменным приводом
(МН 4662-63) (размеры в мм)
Обозначения столов D d2 d dt по по- садке Аз *3 d2 с от- клоне- ниями по ds н Hl спра- воч- ный h ht h2
7304-0021 250 200 75 М18 30 40 М5 65 45 8 28 20
7304-0022 320 250 90 М20 35 50 Мб 75 55 10 32
7304-0023 400 320 95 М24 40 60 85 63 12 34 22
Продолжение табл. 2
Обозначения столов L 1 ii Ъ с от- клоне- ниями по Л3 hi а 21 Ход штока Усилие на штоке при давлении 4 кгс/см* без учета к. п. д., кгс Вес, кг
h а с? « к 5S . &gg боковой с от- клонениями по А 4 продольных поперечных
7304-0021 375 18 40 14 14 12 12 3 1 12 1200 26,7
7304-0022 440 20 45 18 18 14 14 15 1900 43,7
7304-0023 530 22 48 5 3100 70,2
Фиг. 31. Групповая наладка для фрезерования деталей
трапецеидального сечения.
Обрабатываемые детали устанавливаются на опорную
пластину 1 до упоров 2. Зажим производится от штока
пневмостола через тягу 5, коромысло 7, тяги 6, рычаги 5,
самоустанавливающиеся губки 9 и сменные обоймы 10.
Разжим обработанных деталей производится с помощью
пружин 3 и 4.
0
Fig у якяц» у tfi j jr у к
Фиг. 32. Многоместная групповая наладка для фрезерования
торцовых поверхностей деталей прямоугольного сечения.
Детали устанавливаются пакетом на сменный вкладыш 3.
Зажим производится от пневмостола через тягу 10, коро-
мысло 9, рычажную систему 8, 7. Планка 4 осуществляет
предварительный зажим деталей сверху. Окончательный
зажим производится рычагами 7 через подвижные губки 2 и 6.
При разжиме пружины 5 возвращают систему в исходное
положение. На столе станка приспособление ориентируется
с помощью штифтов /.
Приспособления для фрезерных станков
Универсальные и групповые приспособления
519
обрабатывать самые разнообразные детали, все большее распространение
начинают получать групповые переналаживаемые приспособления. Груп-
повое приспособление, как правило, предназначено для закрепления де-
талей разных типоразмеров со сходной конфигурацией.
Ниже, на фиг. 34—38, даны примеры конструктивного решения для
групповых приспособлений.
Типовая обрабатываемая
деталь
Фиг. 33. Групповая наладка для фрезерования ласточкиного хвоста.
Наладка состоит из основания /, передвижных стоек 2 и 7, сменного вкладыша 5,
сменной стойки 9 и штока 10.
Обрабатываемая деталь устанавливается на сменный вкладыш до упора 11 и предвари-
тельно прижимается подвижной губкой 4 к опорной плоскости А стойки 7. Окончательный
зажим осуществляется от штока пневмостола через шток 10, сменную стойку 9 и вкладыш 5.
Деталь прижимается своей базовой поверхностью к неподвижным губкам 3 и 6. При пере-
наладке меняют вкладыш 5, стойку 9, а стойки 2 и 7 перемещают по пазам основания и
закрепляют в нужном положении Т-образными шпонками 8. Неподвижные губки 3 и 6 можно
устанавливать с разным вылетом в зависимости от конфигурации обрабатываемой детали.
Приспособление, изображенное на фиг. 34, предназначено для закреп-
ления шпонок при фрезеровании радиусов.
Заготовки пакетом стоя устанавливаются на горизонтальную подставку
(на фиг. не показана), регулируемую по высоте винтом 4, и предварительно
поджимаются винтом 6 и губкой 5 к поверхности А. Окончательный зажим
осуществляется губкой 3 с помощью винта 2. Все установочные и зажим-
ные детали приспособления смонтированы на сварном основании 1. Ход
губки 5 и регулировка горизонтальной подставки по высоте позволяют
обрабатывать шпонки с параметрами: / = 45-^160 мм и b = 10-=-16 мм.
520
Приспособления для фрезерных станков
На фиг. 35 дано приспособление для закрепления валов при фрезеро-
вании шпоночных пазов на вертикально-фрезерных станках.
Деталь устанавливается на призмы 7 до упора 2 в продольном направле-
нии. Зажим производится пневмоцилиндрами 10, смонтированными на са-
лазках 3 и 4, через тяги 8 и откидные планки 9.
При переналадке салазки 3 и 4 могут перемещаться по направляю-
щим 11 с помощью гаек 5, закрепленных в салазках, и винта 6, имеющего
Фиг. 34. Групповое приспособление для закрепления
шпонок при фрезеровании радиусов.
правую и левую резьбу.
При необходимости на-
правляющие могут быть
развернуты на угол ±10°.
В нужном положении они
закрепляются на корпусе
1 болтами 12. На столе
станка приспособление
ориентируют с помощью
шпонок 13. Диаметр обра-
батываемых деталей 50—
65 мм, длина 250—1500лш.
Приспособление внед-
рено на заводе «Электро-
сила».
Групповое кассетное
приспособление с диаф-
рагменным приводом (фиг.
36) предназначено для за-
крепления при фрезерова-
нии деталей типа вилок,
валиков и т. п.
При повороте рукоят-
ки 1 распределительного
крана 2 (фиг. 36, а) сжа-
тый воздух поступает
в полость N, диафрагма
12 через шток 13, рычаги
6 и 10, траверсу 9 и два
плунжера 8 одновременно
зажимает две кассеты 5.
Раскрепление кассеты про-
изводится с помощью пру-
жин 11.
Кассеты устанавливаются на буртики пальцев 7. Срезы этих пальцев
точно фиксируют кассеты в поперечном положении относительно фрез 4.
Для того чтобы обеспечить надежное прилегание кассет к базовым
буртикам пальцев 7, боковые поверхности упоров 3 и крайних вкладышей
кассет (фиг. 36, б) скошены под углом 5°.
При закреплении кассет одновременно закрепляются и обрабатываемые
детали, так как призматические вкладыши кассет с установленными в них
деталями свободно перемещаются в корпусе кассеты.
На Станкостроительном заводе им. Свердлова внедрено групповое
многоместное приспособление с гидравлическим зажимОхМ (фиг. 37)
для фрезерования широких плоскостей и ребер на деталях типа
планок.
Универсальные и групповые приспособления
Фиг. 35. Групповое приспособление
для закрепления валов при фрезе-
ровании шпоночных канавок.
522
Приспособления для фрезерных станков
Приспособление состоит из двух секций 9 и 14, соединенных парал-
лельно шлангами 12 и 15 с пневмогидравлическим усилителем 16. При
зажиме заготовок масло по шлангу 15 через каналы D и А поступает в
средние полости цилиндров с расходящимися поршнями. Поршни 11 че-
рез штоки 13 и рычаги 1 перемещают ползуны 2 с винтами-плунжерами 3.
Фиг. 36. Групповое кассетное приспособление для зажима цилиндрических деталей при
фрезеровании.
Разжим заготовок производится сжатым воздухом, поступающим из
пневмогидроусилителя 16 по шлангу 12 через каналы Е и В в полости Г.
Ход плунжера 10 мм. На нужный размер каждый плунжер устанавли-
вается с помощью съемной рукоятки 10 в пределах 85 мм.
В зависимости от ширины заготовки могут быть установлены в один
или два ряда. При установке в два ряда они прижимаются к съемному
упору 6. Упор крепится в корпусе приспособления с помощью винтов 5
и клиноплунжерной системы 8. Пружина 7 служит для раскрепления
упора.
Для зажима заготовок различной высоты приспособление снабжено
набором сменных подкладок 4. Подкладки имеют прорези для прохода
80
Фиг. 37. Групповое гидравлическое приспособление для обработки деталей типа планок.
Универсальные и групповые приспособления
524
Приспособления для фрезерных станков
плунжеров, благодаря чему их меняют в зависимости не от ширины и
высоты, а только от высоты заготовки.
На фиг. 38 изображено групповое приспособление для фрезерования
торцов и скосов на деталях типа фланцев.
Приспособление основанием 12 в виде полуцилиндра крепится к столу
фрезерного станка. На цилиндрической поверхности основания устана-
вливается на нужный угол корпус 11, закрепляемый в необходимом поло-
жении двумя шпильками 9. На торцовых поверхностях основания и корпуса
Фиг. 38. Групповое приспособление для фрезерования торцов и скосов на
деталях типа фланцев.
имеются шкала и нониус, позволяющие производить установку корпуса
с точностью до 10'.
Силовым элементом является гидроцилиндр 6, в который поступает
масло под давлением от пневмогидроусилителя через шланг 10. Деталь
крепится сменными вилками 5 или 13, которые изготовляют специально
для каждой группы деталей.
Сменные переходники 4 устанавливают в стальную закаленную втул-
ку 3 и закрепляют винтом 1. Для ориентирования детали предусмотрена
съемная призма 2 и две призмы 7, которые при установке детали поджи-
маются винтами 8.
4. ДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА ДЛЯ ПОЗИЦИОННОГО ФРЕЗЕРОВАНИЯ
С ПРИМЕРАМИ НАЛАДОК
Общеизвестные универсальные головки с делительными дисками (лим-
бами) и набором сменных зубчатых колес являются точными, но дорогими
делительными устройствами. Поэтому наряду с ними в производстве ши-
роко используются упрощенные делительные механизмы, которые менее
Делительные устройства для позиционного фрезерования с примерами наладок 525
универсальны, но зато более дешевы, жестки и устойчивы в эксплуа-
тации, а также доступны для изготовления в условиях любого завода.
Конструкции делительных головок и столов весьма разнообразны;
некоторые из них нормализованы. Несмотря на различное конструктивное
оформление, все они состоят из одних и тех же основных частей: корпуса,
поворотной части, делительного механизма (фиксатора) и механизма за-
жима поворотной части перед обработкой.
В ряде конструкций делительный механизм и механизм зажима сбло-
кированы и управляются одной рукояткой, что сокращает вспомогатель-
ное время.
Существенное отличие делительных головок от делительных столов
заключается в том, что установка и зажим обрабатываемых деталей в де-
лительных головках обычно производятся с помощью центров (при нали-
чии задней бабки), трехкулачковых патронов, цанг и других центрирую-
щих механизмов, монтируемых на шпинделе головки. На делительных
столах обрабатываются более громоздкие и крупные детали или несколько
деталей одновременно, для установки и зажима которых на поворотной
части стола монтируются специальные наладки.
Головки и столы изготовляются с горизонтальной и вертикальной осью
шпинделя. В крупносерийном производстве применяются двух- и трех-
шпиндельные головки.
Поворот, фиксация и закрепление поворотной части перед обработкой,
а также отвод фиксатора и отжим поворотной части после обработки в обыч-
ных делительных головках и столах производится вручную, на что тра-
тится немало времени. В связи с этим внедряются делительные устройства
с автоматическим поворотом, осуществляемым от привода станка с по-
мощью храпового механизма или механизма с мальтийским крестом, от
пневмопривода и т. д.
На установочных поверхностях делительных устройств монтируются
сменные наладки для позиционной обработки одной или нескольких де-
талей.
А. Делительные головки
Простейшая делительная головка изображена на фиг. 39. В сборном
корпусе, состоящем из угольника 3 и плиты 2, смонтирован шпиндель /,
\ Стол фрезерного станка
Фиг. 39. Простейшая делительная головка с горизонтальной осью.
на одном конце которого крепится зажимной трехкулачковый патрон,
а на другом — фланец 4 с пружинным фиксатором. Шпиндель фиксируется
526
Приспособления для фрезерных станков
в осевом направлении гайкой 5. В угольнике 3 имеется двенадцать равно-
расположенных отверстий, армированных стальными закаленными втул-
ками 11.
При делении оттягивают рукоятку 6, связанную с плунжером 8
штифтом 7, и производят необходимый поворот. Пружина 9 досылает плун-
Фиг. 40. Делительная головка с вертикальной осью и сблокированным меха-
низмом фиксации и зажима поворотной части.
жер фиксатора в очередную делительную втулку. В этом положении шпин-
дель закрепляют тангенциальным зажимом с помощью рукоятки 10.
Для периодического поворота при обработке мелких заготовок может
быть использована поворотная делительная головка, показанная на
фиг. 40.
Поворотная часть 2 центрируется в корпусе 1 с помощью конусной
втулки 3, надетой на ее хвостовик: фиксация стола в требуемом положении
осуществляется защелкой 5, зуб которой входит во впадину делительного
диска 6 под действием пружины 7. Закрепление поворотной части произ-
Делительные устройства для позиционного фрезерования с примерами наладок 527
водится расклиниванием рычага 8 при повороте рукоятки 9. Эта же ру-
коятка служит и для вывода зуба защелки 5 из впадины делительного
диска 6. установки сменных наладок в верхней накладной части 4
имеется конусное отверстие (конус Морзе № 3).
Фиг. 41. Делительная головка с пневматическим цанговым зажимом.
На фиг. 41 показана делительная головка с диафрагменным приводом,
сблокированным механизмом поворота и фиксации и сменными цангами.
Головка применяется для деления при фрезеровании пазов, граней у ци-
линдрических деталей.
Сжатый воздух из сети через штуцер 17 подается в пневмокамеру,
образованную в корпусе /, и действует на диафрагму 2. Развиваемая
в результате этого сила передается через грибок 3 и упорный шарикопод-
шипник 4 на три штыря 5, которые поднимают стакан 6, помещенный в на-
правляющей стальной гильзе 9.
528
Приспособления для фрезерных станков
Поднимаясь, стакан конусным отверстием сжимает конус цанги 7;
обрабатываемая деталь при этом закрепляется.
При отключении подачи воздуха пальцы 11 под действием пружин 10
возвращают стакан 6 и остальные детали с диафрагмой в исходное поло-
жение.
Для перехода на следующую позицию цангу вместе с обрабатываемой
деталью поворачивают рукояткой 14, При движении рукоятки по часовой
Фиг. 42. Нормализованная делительная головка с пневмати-
ческим цанговым зажимом.
стрелке эксцентриковый диск 13 выталкивает фиксатор 18 из паза дели-
тельного диска 16, а собачка 15 под действием пружины 19 попадает в оче-
редной его паз.
При обратном движении рукоятки собачка поворачивает делительный
диск с диском 12 и укрепленной на нем цангой с обрабатываемой деталью
до тех пор, пока фиксатор 18 не попадет в следующее гнездо делительного
диска и тем самым не зафиксирует поворот детали на 60°.
Колпачок 8 предохраняет прорези цанги от попадания стружки.
Цанга, показанная на фигуре, допускает установку деталей диаметром
не более 40 мм и длиной зажимной части до 24 мм.
Пневмопривод развивает усилие зажима до 1500 кгс. Аналогичная
головка применяется с горизонтальной осью.
Делительные устройства для позиционного фрезерования с примерами наладок 529
На фиг. 42 показана нормализованная пневматическая головка. Ее от-
личие от предыдущей заключается в основном в том, что вместо диафрагмы
используется пневмоцилиндр с воздухоприемной муфтой, а корпус 1 го-
ловки позволяет устанавливать ее как вертикально, так и горизонтально.
Сменные цанги рассчитаны на зажим деталей диаметром до 35 мм.
В табл. 3 приведены размеры пневматических головок с цанговым
зажимом.
Для позиционной обработки длинных деталей применяются делитель-
ные головки с задними бабками (фиг. 43, 44 и 45).
Точное фрезерование шпоночных канавок с поворотом детали на 180°
может быть выполнено с помощью делительной головки, показанной на
фиг. 43. Приспособление состоит из опорной стойки 5 с расположенным
в двух закаленных втулках 6 полым шпинделем 4, в который вставляются
сменные цанги 2, зажимаемые грибковой гайкой 3.
Таблица 3
Основные размеры головок с цанговым зажимом (по фиг. 42)
d с отклоне- ниями по Ая в И н, L d2 i Диск с количе- ством делений Усилие зажима в кгс при давлении в сети 4 кгс/см?
25 205 190 128 290 20,4 М22Х 1,5 30 6 8 830
35 260 200 160 345 30,8 МЗЗХ 2 35 6 8 1450
530
Приспособления для фрезерных станков
Шейка шпинделя имеет два гнезда, куда входит фиксатор 11 под дей-
ствием пружины 10. Вывод фиксатора из гнезда осуществляется эксцентри-
ковым валиком 9 с рукояткой S, закрепленной на валике штифтом 7. Ко-
нец детали поддерживается задней бабкой 1.
На фиг. 44 показана еще одна делительная головка для позиционной
обработки длинных деталей.
Для поворота шпинделя головки служит штурвальная гайка /, а за-
тяжка шпинделя после поворота и фиксации производится тангенциаль-
Фиг. 44. Делительная головка, используемая совместно с задней бабкой при позиционной
обработке длинных деталей.
ным зажимом 7. Делительный диск 2 расположен на левом конце шпин-
деля и имеет двенадцать втулок 3 под фиксатор.
Фиксатор 4, входящий под действием пружины во втулки 3 делитель-
ного диска, управляется рукояткой 8 посредством реечной зубчатой пере-
дачи.
Для избежания ошибок при делении окружности на различные части
предусмотрено устройство, состоящее из кольца 6, вращающегося вместе
с делительным диском, и штифта 5, запрессованного в фиксатор. В опре-
деленных местах кольца имеются пазы, позволяющие фиксатору входить
во втулки делительного диска. Если положение паза кольца 6 не совпа-
дает с положением втулки, штифт 5 фиксатора упирается в кольцо и фикса-
тор не может войти во втулку. Каждому числу делений соответствует опре-
Делительные устройства для позиционного фрезерования с примерами наладок 531
деленное положение кольца 6. При этом риска на кольце должна совпадать
с цифрой на делительном диске, обозначающей число делений окружности.
Задняя бабка, изображенная на фиг. 45, в отличие от обычных, снаб-
жена реечно-клиновым механизмом, что позволяет быстро подводить и от-
водить центр на большие расстояния (из опыта завода «Пневматика»).
Бабка состоит из литого корпуса /, в ласточкином пазу которого размещен
ползун 2. В ползуне установлен центр 5, закрепляемый при помощи
болта 3 и шайбы 4.
В тело ползуна врезана зубчатая рейка 16, закрепленная винтами /5;
рейка находится в зацеплении с шестерней на валике 17.
Шестерня 14 на валике и рейка выполнены с косым зубом (угол накло-
на 45°, спираль правая, модуль 2 мм).
Один конец валика вращается в бронзовой втулке 9, а второй поддер-
живается втулкой 19, запрессованной в стакан 18\ последний закреплен
на корпусе бабки шестью болтами.
На квадратном хвостовике валика установлен сварной штурвал 20,
предохраняемый от спадания винтом 21 с шайбой; вращением штурвала
производится подвод и отвод ползуна.
Закрепление ползуна в поджатом состоянии достигается тем, что в мо-
мент упора центра в изделие зубцы шестерни, как бы ввинчиваясь в зубцы
рейки, плотно затягивают конус валика в конусном отверстии корпуса,
надежно запирая весь механизм бабки.
532
Приспособления для фрезерных станков
Упоры 12 и 13 служат для ограничения хода ползуна, а щиток 6, удер-
живающий при помощи винтов 7 войлочную прокладку 8, служит для
предохранения направляющих от засорения.
Зазор между ползуном и направляющим пазом регулируется план-
кой 11, поджимаемой четырьмя винтами 10.
На горизонтальнофрезерном станке с полуавтоматическим циклом дви-
жения стола можно применять автоматическое делительное приспособле-
ние (фиг. 46), с помощью которого обрабатываются пазы в небольших де-
талях. Поворот заготовки происходит при обратном ходе стола 1 в момент,
когда рычаг 3 храпового механизма 6 поворачивается на своей оси под
то
Фиг. 46. Автоматическое делительное приспособление.
действием упора 2, закрепленного на неподвижном основании стола. За-
готовка устанавливается на оправке 4, на которой расположены делитель-
ный диск 5 с пружинным рычагом-фиксатором 7 и храповой механизм 6,
осуществляющий ее поворот. Точность деления ±10'.
Для повышения производительности применяются многошпиндельные
головки, с помощью которых одновременно обрабатывают несколько де-
талей набором фрез.
Б. Делительные столы
Делительные столы применяются для позиционного фрезерования од-
ной или одновременно нескольких деталей набором фрез. Детали обычно
закрепляются в сменных наладках, монтируемых на поворотной части
стола. В производстве используются столы, отличающиеся как по диа-
метру, так и по конструкции их механизмов.
Большинство делительных столов выполняется с ручным приводом,
а при обработке больших партий деталей в условиях крупносерийного
и массового производства их оснащают пневматическим, гидравлическим
или электрическим приводом, обеспечивающим возможность частичной
или полной автоматизации цикла работы приспособления. Так, например,
в полуавтоматических делительных устройствах автоматически с помощью
одного из указанных приводов выполняется следующий цикл: расфикса-
ция, поворот подвижной части на необходимый угол, фиксация и закрепле-
Делительные устройства для позиционного фрезерования с примерами наладок 533
ние подвижной части. В ряде случаев закрепление и открепление обраба-
тываемых деталей также производится не вручную, а с помощью того же
привода.
В настоящее время на делительные столы с ручным приводом разра-
ботаны и опубликованы новые нормали машиностроения (МН 1062-60—
МН 1065-62).
На фиг. 47 показан стол, позволяющий выполнять деление окруж-
ности на различные части; переналадка на новое число делений произ-
водится быстро и выполняется непосредственно на рабочем месте.
В поворотном диске 4 имеется шестнадцать фиксирующих втулок.
Фиксатор S, управляемый рукояткой 13, под действием пружины 7 вхо-
дит во втулки поворотного диска.
На поворотном диске имеется кольцо 10, положение которого фикси-
руется винтом 11. Поворачивая кольцо 10, совмещают цифру необходимого
числа делений на кольце с риской на поворотном диске.
На кольце 10 имеются пазы, в которые входит штифт 9, запрессованный
в фиксатор. Фиксатор может войти во втулку поворотного диска только
в том случае, если положение паза на кольце совпадет с положением втулки
диска.
Закрепление поворотного диска производится рукояткой 12, стягиваю-
щей хомут 5, который благодаря конической поверхности, через кольцо 6
прижимает поворотный диск 4 к корпусу стола.
Поворот делительного диска облегчается опорным шарикоподшипни-
ком 3, опирающимся на штифты 2, находящиеся под действием пружин 1.
На фиг. 48 показан стол конструкции Трансмаша, обеспечивающий
возможность деления окружности на любое число частей. Делительный диск
с втулками отделен от поворотного диска, на котором устанавливается
приспособление. Путем смены делительного диска можно получить любое
число делений окружности. Кроме того, во втулки делительного диска
можно вставлять пробки, меняя таким образом число делений окружности
в известных пределах в зависимости от количества втулок в диске.
Подобный стол может быть использован для обработки деталей, тре-
бующих различных чисел делений окружности, так как переналадка его
несложна. Возможность быстрой переналадки поворотного стола необ-
ходима в мелкосерийном производстве при обработке на одном столе не-
скольких деталей.
Поворотная плита 7 стола вращается совместно с втулкой 6, на кото-
рой закреплен делительный диск 2 с фиксирующими втулками. Фикса-
тор 10, входящий во втулки делительного диска, находится вне поворот-
ной плиты. Фиксатор входит во втулки делительного диска под действием
пружины 9. Дополнительное введение фиксатора, а также вывод его из
втулок производится рукояткой 8 посредством шестерни 16 и рейки на
фиксаторе. Шестерня 16 соединяется с валиком 14 посредством штифта 17
таким образом, что пружина 9 может вводить фиксатор во втулки дели-
тельного диска, не поворачивая валика 14.
Вращением валика 14 производится также закрепление плиты. Валик 14,
ввинчиваясь в гайку 15, сжимает хомут 4 и благодаря конической поверх-
ности притягивает втулку 6 и плиту 7 через кольцо 1 к корпусу стола.
Вращение плиты происходит на шариковом подшипнике 5, который
опирается на пружины 3, несколько поднимающие при этом плиту. Вин-
ты 13 связывают кольцо с диском 2.
Переналадка стола на различное количество делений производится
посредством пробок 11, вставляемых во втулки делительного диска,
534
Приспособления для фрезерных станков
А-А
Фиг. 47. Делительный стол.
Делительные устройства для позиционного фрезерования с примерами наладок 535
Фиг. 48. Делительный стол, обеспечивающий возможность деления
окружности на любое число частей.
536
Приспособления для фрезерных станков
Фиг. 49. Двухпозиционный делительный стол.
Целительный устройства для позиционного фрезерования с примерами наладок 537
излишние при данном числе делений окружности. Пробки вставляются
через отверстие в корпусе стола, закрываемое крышкой 12.
Двухпозиционные поворотные столы прямоугольной формы предна-
значаются для фрезерования деталей в двух одинаковых приспособлениях,
установленных на концах стола. Во время обработки деталей в одном
приспособлении, в другом устанавливают новые.
Когда изделие в одном приспособлении обработано, стол отводится
от фрезы и поворачивается на 180°.
На фиг. 49 представлена конструкция поворотного двухпозиционного
стола. Верхняя плита 3 стола поворачивается на упорном шарикопод-
шипнике /, который немного поднимает плиту над основанием 5 посредст-
вом пружин, действующих на пальцы 22.
Предварительная фиксация поворотной плиты осуществляется сре-
занным пальцем 21, опускающимся при вращении плиты 3 по часовой
стрелке и фиксирующим плиту при обратном вращении. Окончательная
фиксация плиты производится фиксатором 6, который при вращении
рукоятки 18 входит в паз 2 планки 13. Рукояткой 18 вращают шестерню 17
и посредством рейки перемещают валик 16. Рычажный механизм 19, 20
передает движение валика 16 планке 7, соединенной с фиксатором 6.
Одновременно с фиксацией происходит закрепление плиты 3 в двух
местах. Планка 7, передвигаясь, закрепляет плиту 3 посередине посред-
ством уступа, который, нажимая на ролик 8, тянет палец 9 вниз. План-
ка 7 шарнирно соединена с рычагами 15. Последние, вращаясь, передви-
гают штанги 14 и связанную с ними призму 4, длина которой равна ши-
рине стола. Таким образом, при передвижении планки 7 происходит
закрепление плиты 3 и на конце стола призмой 4. Посредством зубчатой
и рычажной передачи усилие, прилагаемое на рукоятке, увеличивается
на призме в 40 раз. Планка 7 при закреплении плиты 3 деформируется,
благодаря чему зажим вполне надежен. Регулирование зажима плиты 3
призмой 4 производится гайками 11 и 12. Снизу стол закрыт кожухом 10.
В. Примеры наладок на делительные устройства
На фиг. 50 показано приспособление для фрезерования пазов во втул-
ках. Приспособление предназначено для фрезерования пазов набором
двух дисковых фрез. Детали устанавливаются на четыре разжимные цан-
говые оправки 1. Закрепление производится болтом 3 с помощью планки 4
и коромысел 5 и 6, которые передают усилие зажима на четыре плунжера 2,
разжимающих-цанги. Поворот приспособления с обрабатываемыми дета-
лями на 90° осуществляется универсальным делительным столом 7.
На фиг. 51 дано двухместное приспособление для фрезерования кор-
пуса коробки передач двигателя. На литом корпусе приспособления 4
укреплены два пальца 5 и срезанные пальцы 7, являющиеся установоч-
ными для детали. В пальцах 5 закреплены шпильки 9 с гайками 10, ко-
торые через прихваты 8 поджимают детали к опорным пальцам 6. В сред-
ней части корпуса 4 установлена стойка 3. В ней размещены самоустана-
вливающиеся опоры 14, которые под действием пружин 13 доводятся до
детали и стопорятся болтами 11 через плунжеры 12. Подвижные опоры
необходимы для уменьшения вибрации детали при фрезеровании. Приспо-
собление центрируется на поворотном столе втулкой 1 по пальцу стола
и шпонкой 2, устанавливаемой в паз стола. Установка фрезы производится
с помощью щупа и установов 15.
Приспособления для фрезерных станков
Делительные устройства для позиционного фрезерования с примерами наладок 539
540
Приспособления для фрезерных станков
5. УСТРОЙСТВА ДЛЯ НЕПРЕРЫВНОГО ФРЕЗЕРОВАНИЯ
Эти устройства можно разделить на две группы:
1) круглые поворотные столы с вертикальной или горизонтальной осью;
2) многоместные приспособления с непрерывно перемещающимися кас-
сетами.
Поворотные столы предназначены для установки и закрепления де-
талей, в которых требуется фрезеровать поверхности по цилиндрическому
контуру круговой подачей или прямолинейные участки под различными
углами друг к другу. Применя-
ются они и для непрерывного
фрезерования плоскостей, па-
зов и других поверхностей у
многих деталей, устанавливае-
мых по окружности стола.
В настоящее время круглые
поворотные столы нормализо-
ваны (МН 1059-60—1061-60).
Все нормализованные поворот-
ные столы имеют круговую
шкалу с ценой деления 1° и
лимб с ценой деления 2'. По-
этому в ряде случаев они могут
применяться и как делитель-
ные приспособления при по-
зиционной обработке. Норма-
лизованные столы с ручным
приводом (МН 1059-60) выпол-
няются диаметром 160, 200, 250
и 320 мм. Столы средних и
крупных размеров выполняются
с ручными и механическими
приводами (МН 1060-60) от
кинематической цепи станка
или от отдельного электродви-
гателя.
Для базирования и закреп-
ления обрабатываемых деталей
на столах монтируются наладки.
Закрепление деталей может выполняться вручную или с помощью
встраиваемых в стол пневматических или гидравлических цилиндров.
При использовании таких цилиндров применяются два варианта
закрепления и освобождения обрабатываемых деталей. По первому
варианту у каждого цилиндра имеется свой распределительный кран
для ручного переключения цилиндра в загрузочной позиции.
При втором варианте цилиндры не имеют индивидуальных кранов,
а с помощью специальной воздухо- или гидрораспределительной муфты
(см. гл. IV) в загрузочной позиции переключаются автоматически.
Столы с горизонтальной осью вращения применяются для непрерыв-
ного фрезерования шлицев, пазов или лысок у мелких деталей (винты,
гайки, пальцы, валики и т. п.). В этих устройствах закрепление и осво-
бождение обрабатываемых деталей обычно автоматизируются.
На фиг. 52 показан общий вид нормализованного поворотного стола
с ручным приводом. Стол состоит из основания и поворотной части (план-
Устройства для непрерывного фрезерования
541
шайбы), приводимой во вращение рукояткой 1 через червячную пару;
после поворота планшайба жестко закрепляется на неподвижной части
стола рукояткой 5. На планшайбе имеются элементы для центрирования
и закрепления наладок или непосредственно обрабатываемых деталей:
центральное конусное отверстие (конус Морзе № 3 или 4) и Т-образные
пазы.
Эксцентриковая гильза 3 предназначена для вывода из зацепления
и регулировки зазора червячной пары. В нужном положении эксцентри-
ковая гильза стопорится рукояткой 4.
Угол поворота планшайбы может быть ограничен передвижным огра-
ничителем 6, который в нужном положении фиксируется рукояткой 7.
Фиг. 53. Схема присоединения механического привода к нор-
мализованному поворотному столу (МН 1060-60).
Винт 2 служит для крепления лимба на рукоятке /, а винт 8 фиксирует
положение рискоуказателя на круговой шкале.
На фиг. 53 изображена схема присоединения механического привода
к нормализованному столу (МН 1060-60). Для этого вал червяка стола
через шарнирно-телескопический валик 1 связывают с ходовым винтом
рабочего стола станка, вращение которого (при выключенной гайке)
передается приспособлению.
В серийном производстве периодически приходится фрезеровать раз-
личные по конфигурации детали. Чтобы обеспечить их обработку на вра-
щающемся столе, к нему проектируют и изготовляют быстросъемные
наладки.
Каждая наладка состоит из плиты, по окружности которой может
монтироваться 15 и более установочно-зажимных приспособлений (в зави-
симости от размеров обрабатываемой детали). Плита с приспособлениями
центрируется и закрепляется на вращающемся столе. В некоторых слу-
чаях при соответствующем подборе обрабатываемых деталей наладку
удается спроектировать универсальной, т. е. пригодной для обработки
всех деталей данной группы.
На фиг. 54 показана наладка для обработки плоскостных деталей.
На общем основании 1 наладки закреплены восемь призм 2, Детали уста-
навливаются на торцовые поверхности пальцев 5 и предварительно ориен-
тируются упорами 3.
Зажим каждой детали осуществляется вручную с помощью прихва-
тов 4.
Фиг. 54. Многоместная наладка для обработки Фиг. 55. Цанговая наладка для обработки деталей с цилинд-
плоскостных деталей на поворотном столе. рическими хвостовиками.
542 Приспособления для фрезерных станков
Устройства для непрерывного фрезерования
543
Цанговая наладка, изображенная на фиг. 55, может быть исполь-
зована как на делительных, так и на поворотных столах для центриро-
вания и зажима цилиндрических деталей при фрезеровании граней,
лысок, шлицев и т. п.
Корпус 1 наладки центрируется на пальце делительного приспособ-
ления втулкой 2, Сменные цанги 5 устанавливаются в корпусе и через
Фиг. 56. Примеры наладок для обработки деталей на поворотном
столе с пневмоприводом зажима.
конусную втулку 4 с помощью штурвальной гайки 5 центрируют и зажи-
мают обрабатываемые детали. Размеры цанговой наладки даны в табл. 4.
Таблица 4
Размеры цанговой наладки в мм
D t £>i d2 L
номинал отклонение номинал отклонение
5—20 15 36 —0,05 65 24 30 —0,014 286
20—50 16 70 —0,06 65 53 60 —0,02 314
На фиг. 56 показаны примеры наладок для обработки радиусных
поверхностей деталей на поворотном столе с пневмоприводом зажима.
На фиг. 57 показана групповая наладка, предназначенная для после-
довательной обработки четырех различных деталей, обозначенных циф-
рами /, /Л III, IV. При переходе к обработке каждой следующей партии
544
Приспособления для фрезерных станков
деталей наладка (плита с приспособлениями) не заменяется, а меняются
только прижимные планки /, устанавливаемые на пальцы 2.
В наладках для вращающихся столов можно обрабатывать плоскости
корпусов, фланцев, крышек, кронштейнов, рычагов, прорезать пазы
у вилок и т. д.
В гл. IV были рассмотрены наладки на столы с пневматическим за-
жимом обрабатываемых деталей. На фиг. 58 показана наладка для непре-
рывного фрезерования вилок с гидравлическим зажимом. Двенадцать
вилок базовыми отверстиями устанавливаются на пальцы 2 и одной своей
стороной прижимаются к упорам 4. Раскрепление и зажим новых вилок
в зоне загрузки осуществляется тягами /, связанными со штоками порш-
ней двенадцати гидроцилиндров 3; тяги действуют через быстросъемные
шайбы. Раскрепление и зажим в зоне загрузки производятся автомати-
чески с помощью специального маслораспределительного устройства, рас-
положенного в центре вращающегося стола. Стол 1 (фиг. 59, а) вместе
с двенадцатью гидроцилиндрами 11, помещенными между дисками 2 и 4,
связанными стойками 3, а также вместе со сменным диском 5, на котором
монтируются наладки, вращается относительно оси 6. Масло под давле-
нием поступает от пневмогидравлического преобразователя или от гидро-
установки через штуцер 12 и по каналу К в оси 6 к верхним 8 и ниж-
ним 9 штуцерам, а от них по трубкам 10 поступает в верхнюю или нижнюю
полость гидроцилиндра 11.
Так как втулка 7, в которой размещены штуцеры, вращается отно-
сительно оси, то через радиальные каналы последней, связанные с цен-
тральным каналом К, масло под давлением подается в соответствующую
полость цилиндра лишь в зоне загрузки в моменты раскрепления обра-
Устройства для непрерывного фрезерования
545
ботанной и закрепления вновь установленной детали. Между осью 6
и штуцерной втулкой 7 предусмотрены уплотнения кольцами круглого
сечения.
На фиг. 59, б показана схема центрального подвода масла к цилиндрам.
Для зажима и освобождения деталей при непрерывном фрезеровании
на Киевском заводе станков-автоматов им. Горького применяется полу-
автоматическое переналаживаемое приспособление с копиром (фиг. 60).
Фиг. 58. Наладка для непрерывного фрезерования вилок, автома-
тически зажимаемых с помощью гидроцилиндров.
От привода через червячный вал 3 и колесо 2 передается вращение
столу 1. В корпусе 4 запрессован шлицевый вал 5, на конце которого
закреплен плоский кулачок-копир 6.
При вращении стола 1 ролик 7 катится по копиру 6 и перемещает
плунжер 9, который, сжимая тарельчатые пружины 10, перемещает
ползун 11 и закрепленный на нем кулачок 8, вследствие чего обрабаты-
ваемая деталь прижимается к опоре 12.
Когда деталь выходит из зоны фрезерования, ролик 7 начинает схо-
дить с копира 6, при этом пружины 10 расслабляются и ползун И с по-
мощью штыря 13 и упора 14 освобождает деталь.
18 Ансеров
546
Приспособле.ния для фрезерных станков
1?
Фиг. 59. Гидравлическое зажимное устройство, смонтированное на столе, для непре-
рывного фрезерования (а) и схема центрального подвода масла к цилиндрам (б).
Устройства для непрерывного фрезерования
547
Фиг. 60. Полуавтоматическое переналаживаемое приспособление с копиром
для непрерывного фрезерования.
54В
Приспособления для фрезерных станков
Фиг. 61. Пневматическое приспособление с автоматизированным за ж и
Устройства для непрерывного фрезерования
549
мом и раскреплением деталей при непрерывном фрезеровании.
550
Приспособления для фрезерных станков
Кулачок 8 устанавливается на рифленой поверхности ползуна 11
в соответствии с габаритами обрабатываемой детали. Меняя кулачки 8
и опоры 12, можно зажимать детали различной конфигурации.
На фиг. 60 в плане показаны четыре позиции, на которые делится
полный оборот стола и в пределах которых последовательно выполняются
отдельные фазы обработки: / — сектор загрузки (90°); // — сектор за-
жима (90°); III — сектор обработки (135°); IV — сектор отжима (45°).
В соответствии с этим профилируется кулачок-копир 6.
Оригинальная схема автомати-
зации зажима и раскрепления
деталей при фрезеровании их на
поворотном столе изображена на
фиг. 62. На вращающейся план-
шайбе 9, закрепленной на оси
10, имеются отверстия, в кото-
рые вставляются детали 2.
Вместе с планшайбой враща-
ются зажимные механизмы, состо-
ящие из плунжеров 11, шарнирных
систем 8, 7, штоков 6 и подвиж-
ных призм 3. На неподвижном
основании / стола в зоне обработ-
ки закреплен копир 12 с заход-
ным скосом. Когда очередная де-
таль подходит к зоне обработки,
плунжер 11 поднимается по ко-
пиру и через звенья 7, 6, тарель-
чатые пружины 4 и призму 3 за-
жимает деталь.
Ю 3 8 7 6 5 032
Фиг. 62. Схема автоматизации зажима Тарельчатые пружины компен-
и раскрепления деталей при непрерывном сируют разницу диаметров обра-
фрезеровании. батываемых деталей в партии.
По окончании обработки плун-
жер 11 соскакивает с копира, пружина 5 возвращает систему в исходное
положение, а готовая деталь, подойдя к отверстию а в основании
стола, проваливается в бункер.
На фиг. 61, а показано пневматическое приспособление с автомати-
ческим закреплением и раскреплением деталей при непрерывном фрезе-
ровании. Корпус 3 приспособления закрепляется на планшайбе 2 пово-
ротного стола с механическим приводом. По окружности корпуса при-
способления смонтированы восемь пневматических цилиндров 10,
приводящих в действие зажимные устройства в каждой позиции.
Под действием сжатого воздуха поршень 14 (фиг. 61, б) пневмоци-
линдра 10 через шток 20 сообщает возвратно-поступательное движение
плунжеру 19, который помещается в полости зажимной оправки 17.
Оправка имеет три окна для направления клинообразных кулачков 15.
При перемещении поршня и плунжера вверх кулачки входят в соот-
ветствующие клиновидные пазы плунжера и раздвигаются, обеспечивая
закрепление заготовки на оправке, а при опускании плунжера вниз
кулачки под действием пружины 18 сходятся по направлению к центру.
Работой каждого пневматического цилиндра управляет отдельный
пневматический золотник 9 (фиг. 61, а). Сжатый воздух из сети по трубо-
проводу 6 поступает в кольцевую камеру А вращающейся воздухорас-
Устройство для непрерывного фрезерования
551
пределительной муфты, откуда подводится к золотникам. Золотники
управляются радиусным копиром 11, который укреплен на неподвижном
основании 1 поворотного стола в зоне обработки. Заготовка остается
закрепленной, пока шток 8 золотника находится под действием копира.
Как только шток сойдет с копира, поршень 12 золотника под действием
пружины 13 переместится и воздух поступит в верхнюю полость цилиндра.
При этом поршень 14 цилиндра (фиг. 62, б) и плунжер 19 опустятся вниз,
и обработанная деталь освободится. На ее месте устанавливается следую-
щая заготовка, которая плунжером 5 под действием пружины 16 прижи-
мается к верхнему базовому торцу Г оправки. Зажим происходит в то
время, когда заготовка еще находится в зоне поджимного плунжера 5.
Последний закреплен на планке 4, которая препятствует повороту
пальца 7 воздухоподводной муфты.
На фиг. 61, в показана схема пневмосети приспособления.
Приспособление может быть переналажено на другие детали путем
смены рабочих оправок 17.
На фиг. 63 изображено приспособление с горизонтальной осью вра-
щения для непрерывного фрезерования шлицев корончатых гаек. Основ-
ные узлы приспособления: сменный диск (фиг. 63, а), прижимное устрой-
ство (фиг. 63, б) и редуктор (фиг. 63, в).
Подлежащие обработке гайки устанавливаются на цилиндрической
поверхности диска 1. Базирование по шестиграннику осуществляется
с помощью призм на торцах колец 2, укрепленных на диске. Последний
в свою очередь закреплен на валу червячного колеса 9.
При подходе к зоне обработки гайки надежно зажимаются планкой 3
с усилием пружин 4. Одновременно могут быть зажаты только две гайки.
В планке 3 имеется вырез для прохода дисковой фрезы 5.
552
Приспособления для фрезерных станков
Вращение диску 1 сообщается от ходового винта станка (при отклю-
ченной гайке) через цепную передачу 6 и червячный редуктор с двумя
червяками 8. Верхний червяк регулируется в осевом направлении гай-
ками 7 для устранения люфта в червячном зацеплении.
6. СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ ДЛЯ ОБРАБОТКИ
ТИПОВЫХ ДЕТАЛЕЙ
Лучший метод изучения накопленного опыта конструирования ста-
ночных приспособлений — ознакомление с типовыми конструкциями,
проверенными на практике.
На схеме дана классификация специальных приспособлений, в соот-
ветствии с которой они сгруппированы и рассмотрены в книге.
Классификация специальных приспособлений для фрезерных операций.
В основу классификации специальных приспособлений положены два
главных признака:
1) число одновременно устанавливаемых и закрепляемых деталей
(одноместные, двухместные и многоместные приспособления);
2) форма их базовых поверхностей (схемы базирования).
Многоместность приспособления влияет на конструкцию корпуса
и силового механизма; так, например, в двухместных приспособлениях
широко применяются двухзвенные, а в многоместных — многозвенные
силовые механизмы рассмотренных ранее конструкций (см. гл. II).
Последующее деление одноместных, двухместных и многоместных
приспособлений по схемам базирования позволяет сводить их в группы,
в каждой из которых все приспособления, независимо от их размеров,
имеют принципиально родственные установочные системы.
Дальнейшее деление приспособлений по таким признакам, как харак-
тер привода (ручной, пневматический, гидравлический), конструкции
силовых механизмов и др., усложнило бы классификацию. Поэтому эти
признаки лишь учитываются при расположении приспособлений в пре-
делах групп.
Специальные приспособления для обработки типовых деталей
553
Наладки на тиски, делительные и поворотные столы, на непрерывно
вращающиеся столы и т. п. также относятся к группе специальных при-
способлений. Однако наладки существенно отличаются от обычных
специальных приспособлений'.
1) базирующие поверхности наладок должны соответствовать уста-
новочным поверхностям базового приспособления, на котором они мон-
тируются;
2) силовой привод и силовой механизм обычно имеются у базового
приспособления, а в наладках могут предусматриваться лишь дополни-
тельные зажимные элементы;
3) главной и определяющей частью наладки являются ее установоч-
ные элементы, форма, размеры и расположение которых соответствуют
базовым поверхностям обрабатываемой детали.
В связи с этим примеры наладок в основном рассматривались выше,
совместно с базовыми приспособлениями.
Чтобы облегчить выбор специального приспособления или наладки
для конкретной деталь-операции, обрабатываемые детали сгруппированы
по классам.
Среди представленных ниже конструкций специальных приспособле-
ний значительное место занимают конструкции, собранные из нормали-
зованных узлов и деталей.
В настоящее время разработаны и введены в обращение нормали
машиностроения на детали и узлы станочных приспособлений (МН 3181-62—
МН3201-62).
Широкое применение нормализованных узлов и деталей при проек-
тировании приспособлений позволит значительно снизить стоимость ста-
ночной оснастки. Кроме того, отдельные узлы и детали вышедших из
употребления сборных приспособлений можно вторично использовать при
сборке новых сборных приспособлений.
А. Одноместные приспособления
Ниже приводятся одноместные приспособления с базированием:
по плоскостям (фиг. 64—67);
по плоскости и двум отверстиям (фиг. 68—70);
по плоскости (основная база) и отверстию или наружной цилиндри-
ческой поверхности (фиг. 71—73);
по отверстию (основная база) и торцу (фиг. 74—76);
по наружному цилиндру (основная база) и торцу (фиг. 77, 78).
Б. Двухместные приспособления
Двухместные приспособления классифицируются, как и одноместные,
в зависимости от способа базирования:
по плоскостям (фиг. 79—83);
по плоскости и двум отверстиям (фиг. 84—86);
по плоскости (основная база) и отверстию или наружной цилиндри-
ческой поверхности (фиг. 87—88);
по отверстию (основная база) и торцу (фиг. 89);
по наружному цилиндру (основная база) и торцу (фиг. 90).
554
Приспособления для фрезерных станков
Фиг. 64. Сборное гидравлическое
приспособление для фрезерования
плоскости у детали сложной кон-
фигурации.
Деталь устанавливается своими
полками на две жесткие 5, 9 и две
регулируемые 4 опоры до упора 5
в продольном направлении. Пла-
вающий гидроцилиндр 11, упи-
раясь своим штоком в неподвиж-
ную опору 12, через траверсу 10, болты 13 и прихваты 16 прижимает деталь за ребро
к неподвижным опорным поверхностям 15. Разжим детали осуществляется пружи-
нами 14.
Угольник 17 (МН 3185-62) и четырехгранник 6 (МН 3188-62) укреплены на
плите 1 с помощью клея и штифтов. Стойка 2 закреплена на плите только пальцем 8.
На столе станка приспособление ориентируется двумя пальцами 7.
Поверхность, подвергаемая
механической обработке
Клеи
Фиг. 65. Сборное приспо-
собление для фрезерова-
ния плоскостной детали.
Деталь устанавли-
вается нижней плос-
костью на опорные по-
верхности упоров 7 и
фиксируется в продоль-
ном направлении упором 6. Корпус гидро-
цилиндра 11 ввинчен в неподвижный четырех-
гранник 3 (МИ 3188-62). При подаче масла
от пневмогидроусилителя через штуцер 10,
шток гидроцилиндра через болт 5, коромысло 4 и нормализованные Г-образные при-
хваты 9 (МН 3198-62) прижимает деталь к упорам 7. При разжиме пружины 8 отводят
прихваты от детали. Четырехгранник 3 и корпусы прихватов 9 крепятся на плите/
(МН 3182-62) с помощью штифтов и клея.
На станке приспособление фиксируется пальцами 2.
6
Фиг. 66. Пневматическое приспособление
для фрезерования лапок у корпусной
детали.
Деталь полками устанавливается на
четыре плавающие самоустанавливаю-
щиеся опоры 7, связанные попарно плун-
жерами 5. Зажим осуществляется с по-
мощью двух диафрагм одностороннего
действия, встроенных в сварной корпус
1 приспособления, через штоки 2 и при-
хваты 4. Камеры диафрагм соединены па-
раллельно трубопроводом. Пружины 3 и 5
возвращают систему в исходное положе-
ние при разжиме. Фреза настраивается
на размер по установу 6 с помощью
щупа.
Специальные приспособления для обоаботки типовых деталей
сл
СП
Поверхность, подвергаемая
Ю
Клей
1?
Фиг. 67. Сборное гидравличе-
ское приспособление для фрезе-
рования плоскости детали слож-
ной конфигурации.
Деталь устанавливается на
плоскости швеллера 4 (МН
3184-62) и планок 12, 13.
Упор 2 фиксирует деталь в про-
дольном направлении. Зажим
осуществляется двумя гидроци-
линдрами одностороннего дей-
ствия. При подаче масла в по-
лость А корпус 11 гидроци-
линдра упирается в Г-образный
прихват 7 (МН 3198-62), в то
время как шток 5 гидроцилинд-
ра через шпильку 6 и прихват
9 зажимает деталь. Пружины 8 и 10 при разжиме возвращают механизмы в исходное положение. Фреза на
размер устанавливается по установу 3 с помощью щупа. Корпусы прихватов 7 и швеллер 4 закреплены на
плите 1 (МН 3182-62) приспособления с помощью клея и штифтов.
Приспособления для фрезерных станков
Поверхность, подвергаемая
'/ 3 механической обработке
Фиг. 68. Сборное приспособление для
фрезерования вилки на рычаге.
Деталь устанавливается плос-
костью на опорную пластину 9 и на
два пальца 3 и 10. При зажиме шток
гидроцилиндра 8 упирается в непод-
вижный палец 10, а корпус гидроци-
линдра, ввинченный в коромысло 7,
через болты 6 и нормализованные
Г-образные прихваты //(МН 3199-62)
закрепляет деталь.
Сборный корпус приспособления
состоит из плиты 4 (МН 3182-62),
четырехгранника 2 (МН 3188-62) и
двух ребер / (МН 3193-62). На столе
станка приспособление ориентируется
с помощью шпонок 5.
А-А
11 10
Специальные приспособления для обработки типовых деталей
00
П риспособления для фрезерных станков
Специальные приспособления для обработки типовых деталей
559
Фиг. 70. Приспособле-
ние для фрезерования
корпуса редуктора на
продольнофрезерном
станке.
Обрабатываемая
деталь устанавливает-
ся сначала на роль-
ганг 4 приспособле-
ния, который затем
опускается. Установка
детали непосредствен-
но в приспособлении
производится по пло-
скости (на приспособ-
лении — опоры 3) и двум отверстиям (на приспособлении — пальцы 6 и 7). Подъем
и опускание рольганга производится тремя гидроцилиндрами 5, смонтированными
в основании 1 приспособления. Прихваты приводятся в действие от отдельных гидро-
цилиндров 2.
Фиг. 71. Сборное приспособле-
ние для фрезерования плоскос-
тей у детали сложной конфи-
гурации.
Деталь устанавливается на
верхние плоскости угольников
3, 4 (МН 3185-62) и регулируе-
мую опору 3, закрепленную на
угольнике 7 (МН 3185-62). За-
жим детали осуществляется с
помощью плавающего гидроци-
। линдра. Шток 13 гидроцилиндра через шпильку 9
I соединен с неподвижным угольником 5 (МН 3185-62).
При подаче масла в полость А корпус 12 гидро-
цилиндра перемещается влево и через сферический переходник И и прихват 10 прижи-
мает деталь цилиндрической поверхностью к планкам 16 и 17, закрепленным на
угольниках 2, 6 и имитирующим призму.
Пружины 14 и 16 возвращают систему в исходное положение при разжиме. Все
детали смонтированы на плите 1 (МН 3182-62) с помощью штифтов и клея.
Л -А
Фиг. 72. Приспособление для фрезерова-
ния плоскостей в коробке привода.
Деталь устанавливается на опорные
планки /, предварительно центрируется
втулкой 9 и ориентируется по пальцам
13. Окончательное центрирование и за-
крепление осуществляется посредством
гидроцилиндров 12 и 7. Шток 8 гидроци-
линдра 12, нажимая через плунжер 11 на
гидропласт 10, деформирует стенки втул-
ки 9 и центрирует деталь. Штоки 5 гидро-
цилиндров 7, перемещаясь вниз, при
помощи рычагов 6 передвигают прихва-
ты 4 со штифтом 2 и посредством вилок 3
закрепляют деталь.
Приспособления для фрезерных станков
Фиг. 73. Поворотное приспособление
для позиционного фрезерования не-
скольких наклонных плоскостей у ры-
чага сложной формы на вертикально-
фрезерном станке.
Приспособление состоит из .корпу-
са 1 и диска 10, поворачиваемого во-
круг втулки 11, впрессованной в кор-
пус. На диске смонтированы устано-
вочный палец 3 и опоры 4 и 5. Обра-
батываемая деталь отверстием диамет-
ром 204з .устанавливается на палец 3
и прихватом 6, с помощью гайки 12,
болта 9 и сферических шайб 7 и 8 при-
жимается к опорам. Диск 10 имеет че-
тыре отверстия, в которые после каж-
дого поворота заводится фиксатор 2.
В каждой из четырех позиций соот-
ветствующая фрезеруемая плоскость
рычага устанавливается параллельно
плоскости стола станка. При таком
приспособлении вместо неоднократных
закреплений детали в тисках с вывер-
кой по разметке фрезерование осуще-
ствляется при одном закреплении
рычага в четырех позициях с поворо-
том диска, что на 50% сокращает
время обработки.
Специальные приспособления для обработки типовых деталей '561
Фиг. 74. Приспособление для фре-
зерования паза в кронштейне.
Деталь устанавливается на вер-
тикальную плоскость приспособле-
ния и центрируется отверстием на
установочном пальце 2. Оконча-
тельная установка детали осуще-
ствляется рукояткой 8 посредством
двух рычагов 7; при этом плоскость
симметрии детали располагается
вертикально. Закрепление произ-
водится посредством пневматиче-
ского цилиндра 6, шарнирно при-
крепленного к двум системам ры-
чагов 4 и 7. В нижнем положении
поршня цилиндр и рычаги опира-
ются на палец 5, причем крючко-
образные прихваты 3 раскрыты.
В верхнем положении поршня при-
хваты 3 закрепляют деталь посред-
ством рычагов 4 и 7.
Приспособления для фрезерных станков
A-A
Фиг. 75. Приспособление для фрезерования
вилки.
Деталь устанавливается базовым отверстием
на установочный палец 7 приспособления до
соприкосновения с упором 6. Прихватом <?,
который может качаться во всех направлениях
на опоре Д посредством гайки 2 вилка прижи-
мается к двум самоустанавливающимся опорам
4 и 5.
Специальные приспособления для обработки типовых деталей
о
со
Фиг. 76. Приспособление для
фрезерования лысок на корпусе
шарикоподшипника.
Деталь центрируется базо-
вым отверстием по мембранному
диску 1. Пальцем 5, направляю-
щимся в пазу, базируют кор-
пус по второму отверстию. За-
крепление производится посред-
ством разжима мембранного
диска 1 гайкой 3 через деталь
2. Кольцо 4 служит для предох-
ранения мембранного диска от
поломки.
205
Приспособления для фрезерных станков
Фиг. 77. Приспособление для
фрезерования плоскостей ры-
чага.
Деталь устанавливается ба-
зовыми цилиндрическими по-
верхностями в две призмы 5 и 8.
Закрепление осуществляется
пневматическим цилиндром 3
посредством клина 2 и качаю-
щегося на оси прихвата 4, кото-
рый опирается на клин роликом
1. Зажим рычага производится
в двух точках около обрабатыва-
емых плоскостей. Для этого при-
хват 4 должен иметь возмож-
ность качаться вокруг оси, па-
раллельной оси ролика. Две
средние опоры 6 и 7 — само-
устанавливающиеся .
Специальные пр юпособления для обработки типовых деталей
СП
О
Фиг. 78. Приспособления для фре-
зерования плоскости разъема вкла-
дыша подшипника.
В средней части сварного кор-
пуса приспособления 1 приварены
две стойки, в которых запрессованы
четыре опорных пальца 2, предна-
значенных для установки вкладыша.
После его установки опускается
прихват 7, качающийся на оси 5,
и в паз прихвата заводится откидной
шарнирный болт 6 с зажимной гай-
кой 5. До зажима на плоскости
вкладыша опускается откидная
планка 4 с двумя пальцами 5, поме-
щенная также на оси 8. Пальцы 3
выравнивают вкладыш. После за-
жима планка 4 откидывается в сто-
рону и производится фрезерова-
ние.
180
Зскиз изделия
566 Приспособления для (фрезерных станков
Фиг. 79. Приспособление для фрезе-
рования двух плоскостей, располо-
женных под углом 45° в зажимной
планке.
Две плоскости обрабатываемой
планки фрезеруются в приспособ-
лении за две разных установки.
Такой способ одновременной обра-
ботки плоскостей, расположенных
под углом, делает излишним при-
менение фасонных специальных
фрез. Две детали устанавливаются
базовыми плоскостями на опорные
поверхности приспособления. По-
воротом рукоятки 5 посредством
эксцентрика /, ползуна 2 и коро-
мысла 3детали закрепляются. Упо-
ры 4 частично воспринимают уси-
лия резания.
Специальные приспособления для обработки типовых деталей
св
Переход I
Фиг. 80. Приспособление для фрезерования брусков.
На плитку 6 устанавливаются две детали для обработки
плоскостей с разных сторон. Закрепление производится двумя
пневматическими цилиндрами 1 и двумя пневматическими каме-
рами с резиновыми диафрагмами 2. Через распределительный
кран сжатый воздух поступает в цилиндры 1 и прижимает детали к
упорам 5. В камеры воздух проходит через дроссель, так что действие
диафрагм несколько отстает от предварительного зажима деталей
цилиндрами. Давление воздуха на диафрагмы через палец 9 передается
на рычаги 8, которые через вилки 7 и ролики 4 посредством рычагов
5 прижимают детали к упорам. Освобождение брусков происходит при
помощи пружин.
Приспособления для фрезерных станков
Фиг. 81. Сборное приспособле-
ние для фрезерования пластин
по наружному контуру.
Обрабатываемые пластины
двумя пакетами устанавлива-
ются на коробки 4 (МН 3183-62).
Упоры 2, 3 и 5 фиксируют
пакеты пластин в продольном
и поперечном направлении
Зажим осуществляется дву-
мя прихватами 9 сверху с по-
мощью двух гидроцилиндров 5,
закрепленных на плите 1 (МН
3182-62). Пружины 7 подни-
мают прихваты при - разжиме.
Пальцы 6 фиксируют положение
приспособления на столе станка.
Специальные приспособления для обработки типовых деталей
сл
<х
<х>
сл
о
Фиг. 82. Приспособление для фрезеро-
вания с одной установки нижней и
верхней плоскостей у корпусов ко-
робки.
Одна деталь черной базой устанав-
ливается на три опорных штыря 8,
другая—уже обработанной плоскостью
устанавливается на четыре опорные
Эскиз детали
пластинки 9. Обе детали одновременно
обрабатываются на вертикальнофрезерном станке.
Зажим производится универсальной пневмокамерой /, ры-
чаг которой поворачивает рамку 6 вокруг ее оси 3.
В рамке помещены гидропласт и шесть плунжеров 10, через
которые передается усилие на прихваты. Два прихвата 5 служат
для поджима обрабатываемых деталей к четырем упорам 7,
а четыре прихвата 4 закрепляют детали на установочных шты-
рях и плитках. Для удобства установки и снятия деталей при-
хваты 4 сделаны выдвижными.
Фреза с помощью щупа устанавливается по габариту 2.
Приспособления для фрезерных станков
Специальные приспособления для обработки типовых деталей
571
1 2
Эскиз детали
Фиг. 83. Приспособление для фрезерования плоскостей основания двух корпусов
подшипника на вертикальнофрезерном станке.
Каждая из деталей устанавливается на два опорных штыря 2 и упирается
в штыри 3. Закрепление производится универсальной пневмокамерой 7 через шток
6, звенья 5 рычажно-шарнирного механизма двустороннего действия и рычаги 4.
Фреза устанавливается по щупу и габариту 1.
СП
ьо
Фиг. 84. Приспособление для фрезерования вильчатого рычага.
Две детали устанавливаются базовыми отверстиями на пальцы
приспособления 4 и 6. Закрепление производится маховичком 2
и прихватом 3, прижимающим основание обрабатываемой детали
к опорным плиткам приспособления. При отвинчивании маховичка
прижимная планка автоматически поворачивается в положение,
показанное на чертеже штрих-пунктиром, посредством плунжеров
с пружинами 1, В этом положении прижимной планки детали уста-
навливаются. При завинчивании маховичка планка поворачи-
вается обратно в положение, при котором закрепляется рычаг.
Штифт 5 служит упором, ограничивающим вращение планки.
Полная обработка рычага происходит за две установки.
Приспособления для фрезерных станков
Фиг. 85. Приспособление для фрезерования рычага.
Приспособление двухместное и двухпозиционное, установ-
ленное на поворотный стол 5. Одна позиция является рабочей,
другая — загрузочной. Два рычага устанавливаются базовыми
отверстиями на пальцы 3 и 4 приспособления. Закрепление
производится гайкой 1 и прихватом 2 посредством прижима
базовой плоскости деталей к опоре. После обработки одной
пары рычагов стол поворачивают на 180° и фрезеруют другую
пару. Для установки фрез имеется специальный шаблон.
Специальные приспособления для обработки типовых деталей
574
Приспособления для фрезерных станков
А-А
Фиг. 86. Двухместное приспособление для фрезерования верхнего контура стойки.
Детали базируются по плоскости и двум отверстиям; обработанной пло-
скостью они устанавливаются на опорные пластинки, а отверстиями — на сре-
занный 2 и цилиндрический 3 пальцы. Каждая стойка зажимается четырьмя
прихватами.
От пневмогидравлического усилителя под давлением масло поступает
через полумуфту 1 в параллельно соединенные гидравлические цилиндры 10.
Рычаг 7, вращающийся на оси 8, одним концом упирается в подпружиненную
втулку 4, а вторым входит в паз прихвата. Шпилька 6, ввернутая в шток
поршня цилиндра, под давлением масла на поршень перемещается вниз. В это
время рычаг под действием подпружиненной втулки поворачивается вокруг своей
оси и подводит прихват 5 к обрабатываемой детали. При дальнейшем перемеще-
нии поршня прихват, преодолевая сопротивление пружины 9, зажимает
обрабатываемую стойку. Обратный ход поршня и разжим обрабатываемой де-
тали осуществляются при давлении сжатого воздуха на поршень. При этом
с помощью рычага прихват отводится от детали.
Эскиз детали
Фиг. 87. Приспособление для фрезерования основания крон-
штейнов.
Две детали устанавливаются базовыми отверстиями на цент-
рирующие пальцы 4 и базовыми плоскостями на штифты 1. За-
крепление производится гайкой 2 и прихватом 3 посредством
прижима к качающимся коромыслам 5.
Специальные приспособления для обработки типовых деталей
Фиг. 88. Приспособление для обработки фланцев двух корпусов
подшипников на горизонтальнофрезерном станке.
Детали устанавливаются на пальцы 5 и 7 и двумя сферическими
пятами 4 поджимаются к опорным поверхностям планки 6. Пяты 4
прикреплены к плунжерам 2, перемещаемым с помощью рычагов 3
пневмокамерами 1. Воздух из сети подается через распределитель-
ный кран 9, На столе станка приспособление ориентируется при
помощи шпонок 5.
180
Эскиз детали
Приспособления для фрезерных станков
ю
Эскиз детали
160------
Фиг. 89. Приспособление для фрезерования тройника.
Детали устанавливаются на центрирующие пальцы 2
и регулируемые опоры 3. Выдвижными пальцами 1 тройники
окончательно устанавливаются. Пальцы 1 выдвигаются по-
средством эксцентрика 5 и коромысла 4, причем одновременно
происходит закрепление обрабатываемых деталей.
Специальные приспособления для обработки типовых деталей
сл
Оо
Фиг. 90. Приспособление для фрезерования торцов кониче-
ской шестерни.
Обработка деталей производится на продольнофрезер-
ном станке. Приспособление устанавливается на двухпози-
ционный поворотный стол. Установка и закрепление заготов-
ки производятся во время обработки. Две заготовки устана-
вливаются на призмы 4, ориентируясь в осевом направлении
конической поверхностью по штифтам 5. Закрепление произ-
водится прихватом 2 с коромыслами 3 посредством откид-
ного болта 1.
Приспособления для фрезерных станков
Специальные приспособления для обработки типовых деталей
579
В. Многоместные приспособления
Многоместные приспособления часто выполняются с гидропластом
и с пневматическим или гидравлическим приводом. Ниже рассмотрены
отдельные их виды по принятой классификации в зависимости от способа
базирования:
Фиг. 91. Переналаживаемое приспособление для фрезерования нескольких аналогичных
плоскостных деталей.
Обрабатываемые детали устанавливаются на специальную сменную подкладку (на фи-
гуре не показана), которая ориентируется на корпусе приспособления по шпонкам 9 и за-
крепляется винтами 1.
Зажимное усилие от пневмопривода 5 через рычаг 4 и нажимный плунжер 3 передается
гидропласту 2, а через него двум парам плунжеров 8, действующим на прихваты 6. При рас-
креплении пружины 7 возвращают прихваты в исходное положение.
по плоскостям (фиг. 91—95);
по плоскости и двум отверстиям (фиг. 96);
по плоскости (основная база) и отверстию или наружной цилиндри-
ческой поверхности (фиг. 97—99);
по отверстию (основная база) и торцу (фиг. 100);
по наружному цилиндру (основная база) и торцу (фиг. 101—103).
Фиг. 92. Приспособление для фрезерования вилок.
Два ряда обрабатываемых вилок устанавливаются между
зажимными плунжерами и установочными плоскостями 3 при-
способления на опоры 1. Так как заготовки имеют большие
отклонения по ширине, то для точной установки они прижи-
маются к боковым базовым поверхностям болтом 5 и двумя план-
ками 4 с плунжерами. Плунжеры соединены с каналом 6, запол-
ненным гидропластом. Окончательное закрепление вилок
производится гайкой 2.
Приспособления для фрезерных станков
I
Фиг. 93. Приспособление для
фрезерования лопатки тур-
бины.
Заготовки устанавли-
ваются на опорные пластин-
ки 3 и ориентируются по
упорам 12 и 2. Закрепление
осуществляется посредством
четырех гидравлических ци-
линдров, укрепленных в кор-
пусе 7. Цилиндры 10 посред-
ством штоков 11 и Г-образ-
ных прихватов 5 прижимают
деталь к упору 12. Штоки
цилиндров 6 через коромысла
9, болты 8 и прихваты 1 и 4
прижимают лопатки к опор-
ным пластинкам приспособ-
ления.
5^6
Специальные приспособления для обработки типовых деталей
Фиг. 94. Четырехпозиционное приспособление
для фрезерования в перекладку плоскостей
у клиньев на вертикальнофрезерном станке,
позволяющее за один проход фрезеровать все
четыре стороны клиньев.
Приспособление состоит из чугунного корпу-
са Л на котором установлены две накладки 2 и 3
для установок клиньев.
Заготовки крепятся прихватами 5, 8 и 11,
расположенными с двух сторон приспособления;
нижней своей частью прихваты опираются на
шаровые опоры 9. Разжим прихватов происхо-
дит при помощи пружин 6 и 7. Винт 4 для
предотвращения от выпадения и для ограниче-
ния продольного перемещения стопорится вин-
том 10.
При обработке заготовка вначале устанав-
ливается в позицию /. После обработки одной
стороны заготовка перекладывается в позицию
//, а в позицию I устанавливается следующая
заготовка, и обе детали фрезеруются одновре-
менно. Затем заготовки соответственно перекла-
дываются в позиции /// и //, а в позицию /
устанавливается третья заготовка и т. д. Таким
образом, за один проход фрезеруются все четыре
стороны клина. Для достижения заданного
уклона клина приспособление имеет уклон 1:50.
Фрезерование производится трехрезцовой фре-
зой с большими подачами.
Приспособление может быть применено
и для шлифования клиньев.
Приспособления для фрезерных станков
Фиг. 95. Шестнадцатиместное
приспособление для установки
плоскостных деталей при фре-
зеровании торцов.
Обрабатываемые детали па-
кетом устанавливаются на смен-
ную плиту 5, смонтированную
на корпусе /, и зажимаются
прихватом 4. Для того чтобы
прихват имел возможность по-
качиваться и всей своей шири-
ной равномерно зажимал дета-
ли, его отверстие под ось 5
выполнено с двойной конусно-
стью. При закреплении сжатый
воздух из распределительного
крана 9 поступает в цилиндр 2
двустороннего действия и через
шток-клин 8 перемещает плун-
жер 7, длина которого регули-
руется винтом 6; плунжер дей-
ствует на прихват 4. При рас-
креплении прихват возвра-
щается в исходное положение
пружиной растяжения. Приспо-
собление может быть использо-
вано как групповое.
Специальные приспособления для обработки типовых деталей
00
СО
Фиг. 96. Приспособление для фрезерования щек рычага и прорезания паза.
Приспособление кассетного типа. Во время обработки пакета деталей в одной кассете в другой устанавливается
следующий набор. Рычаги устанавливаются двумя базовыми отверстиями на два пальца 10 и 7 кассеты. Кассета
с деталями пальцем 8 устанавливается в отверстие планки 5 приспособления. Пальцы 10 и 9 входят в пазы деталей 4 и 6.
Закрепление производится гайкой /, которая через деталь 2 передвигает ползун 3 с отверстием, тем самым оконча-
тельно фиксирует кассету и зажимает рычаги.
Приспособления для фрезерных станков
Фиг. 97. Приспособление для фрезерования приливов
у рычага.
Рычаги устанавливаются базовыми отверстиями
на центрирующие пальцы 2 приспособления. Откид-
Специальные приспоссбления для обработки типовых деталей
ным болтом 7 и планкой 6 с плунжерами 3 и гидропла-
стом рычаги прижимаются базовыми плоскостями к упорам. Окончательное закрепление производится болтом 4, который посред-
ством прихватов 5 и качающихся планок 1 прижимает детали с двух сторон к упору 8.
OI
586
Приспособления для фрезерных станков
к
I ] | ]j Фиг. 98. Фрезерное приспособление
Ч----г для зажима восьми деталей.
ПЕЗГ МэН Каждая деталь в приспособле-
| нии базируется по плоскости и двум
отверстиям на срезанном 5 и ци-
линдрическом 6 пальцах. Губки прихватов 2 и 3 одновременно зажимают по
две детали при завинчивании гайки 4.
Настройка фрезы на размер производится по щупу от плоскости установа /.
Фиг. 100. Шестиместное приспо-
собление для фрезерования одно-
временно обоих торцов у бо-
бышки рычагов.
Рычаги свободно надеваются
отверстиями на пальцы 7 и
одновременно устанавливаются
в пазы планки 2, закрепленной
на корпусе приспособления.
Зажим производится плунжерами 3 через гидропласт 5, помещенный
в канале планки 4, поворачиваемой на оси 1. Для зажима в планку заво-
дится откидной болт и затягивается гайкой 6.
Специальные приспособления для сбработки типовых, деталей
587
Фиг. 99. Многоместное пневмати-
ческое приспособление с гидро-
пластом и сменными кассетами
для фрезерования питателей на
литых деталях.
Четыре изделия 1 устанав-
ливают в кассету 2 на пальцы 6
и ориентируют их в пазах кас-
сеты имеющимися на деталях
выступами. Затем кассету с на-
бранными деталями задвигают
в приспособление, фиксируя по
шпонке 4 и упору 3.
При подаче сжатого воздуха
в полость А пневмоцилиндра 12
шток 13 через рычаг 15 и плун-
жер 10 воздействует на планку 8,
шарнирно закрепленную в кор-
пусе 11 приспособления. Эта
планка имеет канал, заполнен-
ный гидропластом 14 марки С
или СМ, и четыре отверстия, со-
единенные с каналом, в которые
вставлены плунжеры 9. Каж-
дый плунжер через рычаг 7
с качающейся шайбой 5 зажи-
мает одно изделие по торцу.
Приспособление ориентируется
на столе станка с помощью шпо-
нок 16.
588
П риспособ ления для фрезерных станков
А-А
Фиг. 101. Двенадцатиместное приспособление с гидроприводом и гид-
ропластом для зажима при фрезеровании паза в торцах валиков.
Детали устанавливаются в призмах 9 и прижимаются к ним
двенадцатью плунжерами <?, перемещающимися в отверстиях
планок 4.
Масло поступает под давлением через полумуфту 10 в два после-
довательно соединенных между собой цилиндра 7 с расходящимися
поршнями. Под давлением масла поршни 6 передают зажимное уси-
лие одновременно двум прихватам 5, поворачивающимся на осях 1.
Усилие зажима от прихватов передается планкам, которые
в свою очередь, через гидропластмассу, заполняющую отверстия
планок, воздействуют на плунжеры <?, зажимающие обрабатываемые
детали. Обратный ход поршней осуществляется с помощью пружин <9,
а отвод планок — пружинами 2.
I
Фиг. 102. Десяти-
местное приспособ-
ление камертонного
типа для фрезеро-
вания лысок и па-
зов на валиках.
Детали закла-
дываются в круглые
окна с прорезями
пружинящей кас-
сеты 5 до упора в
планку и зажима-
ются двумя при-
хватами 3. Внизу
корпуса 1 приспо-
собления имеется
центральное отвер-
стие, в котором размещена
диафрагма 8, закреплен-
ная крышкой 6. При
впуске сжатого воздуха
через распределительный
кран 2 диафрагма пере-
мещает шток-клин 7, дей-
ствующий на плунжеры 4
с роликами. Плунжеры
поворачивают прихваты 3,
зажимающие обрабаты-
ваемые детали. Возврат
диафрагмы в исходное по-
ложение происходит под
действием пружины 9.
Специальные приспособления для обработки типовых деталей
00
СО
Фиг. 103. Приспособление для фрезерования паза
в вилках.
Восемь вилок устанавливаются в призмы 2. Посред-
ством прихвата с восемью плунжерами 6 и откидного
болта 5 вилки прижимаются к упору 4, Вторым прихва-
том 1 с шестнадцатью плунжерами и гайкой 3 вилки за-
крепляются. Плунжеры соединяются с продольными
отверстиями, которые заполнены гидропластом.
Приспособление для фрезерных станков
Приспособления для копировального фрезерования
591
7. ПРИСПОСОБЛЕНИЯ ДЛЯ КОПИРОВАЛЬНОГО ФРЕЗЕРОВАНИЯ
Обработка фасонных поверхностей на универсальных фрезерных стан-
ках обычно производится в приспособлениях, снабженных копирами,
обеспечивающими необходимый путь столу с деталью относительно фрезы.
Подача может осуществляться с помощью тех или иных следящих
устройств (электрических, гидравлических и т. п.) или только механи-
чески. В последнем случае копиры принимают на себя силы, возникающие
Фиг. 104. Схемы механического копирования при обработке на фрезерных станках.
при обработке, и должны быть достаточно износоустойчивыми и жесткими.
Необходимое при этом постоянство контакта между копировальным ро-
ликом и копиром обеспечивается путем внешнего силового воздействия
(груз, пружина, пневмо- или гидроцилиндр), или путем кинематической
связи (усилия, передаваемые по замкнутой кинематической цепи).
При применении следящих систем копиры работают без нагрузки
и особой прочности не требуют.
Механические копировальные устройства наиболее просты по кон-
струкции и надежны в работе.
На фиг. 104, а—и показаны принципиальные схемы механического
копирования, в соответствии с которыми оформляются конструкции
копировальных приспособлений. Как видно из схем, для копировальной
СЛ
а)
Сменный
копир
4
Обрабаты-
ваемая
плоскость
Фиг. 105. Групповое приспособление для фрезерования контуров рычагов на копировально-фре-
зерном станке.
В корпусе 1 приспособления (фиг. 105, а), сваренном из двух плит, запрессована стальная
закаленная втулка 11. Во втулку вставляют и закрепляют винтами сменные гладкие или шли-
цевые пальцы 4. Шлицевые пальцы фиксируются по углу штифтом 3 или 12, в зависимости от конструкции пальца 4.
В случае гладкого базового отверстия детали фиксируются по углу боковым упором 2, который устанавливается в кольце-
вых Т-образных пазах корпуса. В этих же пазах размещены болты прихватов 5, 6 и сухари 8 подводимых регулируемых опор 7,
обеспечивающих жесткость детали в районе обработки.
Сменные копиры крепятся к корпусу приспособления винтами с фиксацией по штифтам 10 и 13. Само приспособление на
станке ориентирует шпонками 9. Обрабатываемые на этом приспособлении типовые детали и схемы их базирования показаны
на фиг. 105, б.
Оорадатыбаемая
плоскость
П риспособления для фрезерных станков
Фиг. 106. Универсальное приспособление для фрезерования рабочих участков кулачков
на вертикальнофрезерном станке.
Приспособление позволяет обрабатывать профили кулачков, относящиеся к одному
семейству кривых (например, спираль Архимеда), с любым шагом в пределах от Одо 150 мм.
Такая универсальность достигается введением в кинематическую цепь между копиром 7
(фиг. 106, в) и копировальным роликом 11 качающегося рычага 8. Перемещая винтом 9
каретку 10 с копировальным роликом 11, можно изменять плечо рычага 8 и тем самым ме-
нять параметр копируемой кривой (например, шаг спирали).
Общий вид и разрез приспособления изображены на фиг. 106, а и б.
При вращении рукоятки 4 движение через червячную пару передается валу 17 с закреп-
ленными на нем обрабатываемой деталью 2 и копиром 7. Благодаря кинематическому взаимо-
действию копировального ролика И через рычаг 8 с копиром 7, корпус 1 смещается в на-
правляющих 5 таким образом, что неподвижная в пространстве фреза воспроизводит задан-
ную кривую.
Пружина 20 осуществляет силовое замыкание звеньев копировальной системы.
Переход от одной кривой к другой в пределах одного семейства производится с помощью
маховичка 3. Для перехода к другому семейству кривых нужно сменить копир 7.
При необходимости обработки пространственных кулачков 6 вилкой 18 включают зубчатое колесо 16 в зацепление
с колесом 15, и движение передается через коническую зубчатую пару 14, 13 на вал 12, на котором крепится обрабатывае-
мый кулачок 6. Шкала на лимбе 19 служит для отсчета углов поворота.
П распособ ления для копировального фрезерования
594
Приспособления для фрезерных станков
Фиг. 107. Приспособление для фрезерования криволи-
нейного паза на поверхности цилиндрических кулачков.
Обрабатываемый кулачок 5, закрепленный на оправке
6, получает вращение от винта 17 подачи стола станка
через конические шестерни 16, вертикальный вал 15,
конические шестерни 14 и 18, горизонтальный вал 19,
конические шестерни 20, падающий червяк 8 и червячное
колесо, связанное со шпинделем через кулачковую муфту
1, Паз фрезеруется с помощью вращающегося копира 3,
который прижимается к ролику 2 силой тяжести длинного плеча углового ры-
чага 9. Ролик 2 имеет сферическую форму, чем обеспечивается правильное при-
легание закаленного копира к ролику.
Копир закреплен шпонкой на втулке 4, в которой установлена оправка с обра-
батываемым кулачком. При вращении шпинделя копир 3 с втулкой 4, оправкой 6
и деталью 5 одновременно перемещаются вдоль оси вала. Начало и конец фрезе-
руемого паза определяются положением штырей 10 и 11 и упорами 13 и 12. Сначала
в детали фрезеруется радиальное отверстие; при этом деталь остается неподвижной.
После того как фреза углубится в деталь на требуемую величину, включают червяк
8 и начинается фрезерование по копиру. Когда штырь 11 коснется упора 12, под
действием возникающего сопротивления муфта 1 расцепляется и нажимает на рычаг
7; в связи с этим падающий червяк опускается, и шпиндель с копиром поворачи-
ваются в исходное положение.
При желании можно работать с ручным приводом. Для этого коническую
шестерню на удлиненном червячном валу заменяют маховичком.
А — развертка обрабатываемого паза; Б — кривая копира в развернутом
виде и положения ролика на этой кривой.
Приспособления для копировального фрезерования
595
обработки используются механизмы с продольно-поперечным или посту-
пательно-вращательным движением.
Продольное движение осуществляется ходом рабочего стола станка,
а поперечное — специальным суппортом, перемещающимся поперек стола
станка при помощи реечного механизма с подвешенным грузом; груз
прижимает ролик или копирный палец к копиру, задающему поперечное
3 2
Фиг. 108. Групповое приспособление для фрезерования фасонных наружных и внутренних
профилей лопаток турбин.
Сменными частями приспособления являются копир 1 и планки 2 посадочного места.
Подпружиненный стол приспособления, следуя за изменениями профиля копира, при
продольной подаче стола подводит деталь 3 под вращающуюся фрезу. Рабочий профиль
на заготовке лопатки создается автоматически в результате двух ее движений: постоянного
продольного перемещения и переменного следящего, согласно профилю копира.
движение. В случае использования механизмов с поступательно-враща-
тельным движением непрерывное вращение задается вручную или меха-
нически круглому столу с установленной на нем обрабатываемой деталью,
а поступательное движение задается салазками стола через копир. В ре-
зультате наложения двух движений образуется требуемый криволинейный
контур.
На фиг. 105—108 показаны типичные конструкции копировальных
приспособлений.
Построение профиля копиров производится графически или расчетным
путем.
Схемы построения и расчетные формулы приведены в табл. 5.
596
П риспособления для фрезерных станков
Расчет профиля копира
Таблица 5
Схема обработки Определение контура копира
Заготовка обраба' му копиру при пре ремещении стола oi лец имеет общую о< и копир неподвижн Применяется на станках И 1 гываеа >дольн г рую :ь с ф Ы- верти Kot ] л, зделие 'ся по накладно- о-поперечном пе- Копирный па- резой. Заготовка кальнофрезерных iup Для графического построения контура копира следует: а) вычертить контур изделия: б) разделить его на равные части лу- чами, проведенными из центра 0\ в) вычертить путь фрезы через точки пересечения ее оси с лучами; г) по точкам, полученным от пересе- чения окружности пальца с луча- ми, построить контур копира Rk ~ R-изд “Ь гф ГП' В частном случае Rk ~ Rusd' а гф~ гп> где RK — радиус копира; Rusd — радиус изделия; Гф — радиус фрезы; гп — радиус пальца. Палец Фреза / ।
Приспособленич для копировального фрезерования
597
Продолжение табл. 5
Схема обработки
Определение контура копира
Обработка осуществляется посредством
продольного перемещения стола и попе-
речного движения каретки, несущей шпин-
дель и копирный палец
Применяется на копировально-фрезер-
ных станках
Для графического построения контура
копира следует:
а) вычертить контур заготовки;
б) разделить его на ряд равных
участков; через деления провести
горизонтальные линии;
в) из точек, получаемых от пересе-
чения линий с центром фрезы, на
расстоянии К наметить путь ко-
пирного пальца;
г) построить профиль копира, со-
единив кривой касательные точки
окружностей копирного пальца.
Для выпуклого профиля копира
Rk ~ Киз) гф ггб
Для вогнутого
= % изд ~ ГФ + Г«-
Фреза и копирный палец расположены по одну сторону
от оси вращения изделия
Фрезерование наружного контура
Графическое построение профиля ко-
пира аналогично первому случаю
Rk — К Ru.3d “Ь гф гп
598
П риспоссбления для фрезерных станков
Продолжение табл. 5
Схема обработки
Определение контура копира
Фрезерование внутреннго контура
Графическое построение профиля ко-
пира аналогично предыдущему
— К 4" Визд — гф~$~ гп
Фреза и копирный палец расположены в противоположных сторонах
от оси вращения изделия
Фрезерование наружного контура
Порядок графического построения про-
филя копира тот же, что и в предыдущем
случае
Вк К R-изд гф гп
Пример комплексной автоматизации фрезерных станков
599
Продолжение табл. 5
Схема обработки
Определение контура копира
Фрезерование внутреннего контура
Графическое построение профиля ко-
пира аналогично предыдущему
R* К Пизд гф “Ь гп
Для настройки копирного механизма в связи с уменьшением диаметра
фрезы после ее переточки ролик и соответственную поверхность копира
следует выполнять скошенными под углом 10—15°.
При расчете профиля копира в этом случае принимают диаметр пальца/)
на стыке вертикальной и наклонной поверхностей копира (см. точки
а и б на эскизе табл. 5). Радиус фрезы должен быть меньше минимального
радиуса вогнутой части профиля детали.
Материалом для изготовления копира и ролика (или пальца) служат
стали У8А, У10А или цементируемые стали 20, 20Х с последующей
термообработкой до твердости HRC 58ч-62.
8. ПРИМЕР КОМПЛЕКСНОЙ АВТОМАТИЗАЦИИ ФРЕЗЕРНЫХ СТАНКОВ
Конструкцией большинства моделей современных консольно-фрезер-
ных станков предусмотрена возможность наладки различных полуавтома-
тических и автоматических циклов движений стола. На станках преж-
них выпусков автоматизация цикла может быть достигнута лишь при
помощи механических, электрических или пневмогидравлических при-
ставных устройств.
При комплексной автоматизации цикл перемещений стола допол-
няется автоматизированным циклом работы загрузочного устройства
и зажимного приспособления. Эти оба цикла строго увязываются между
собой и автоматически управляются от упоров, располагаемых на станке.
Упоры могут воздействовать на конечные выключатели, команды от кото-
рых передаются электромагнитами пневматических клапанов, или на
рукоятки распределительных кранов.
На фиг. 109 дана схема типового пневмогидравлического устройства,
предназначенного для автоматизации консольно-фрезерных станков мо-
делей 680 и 610. Пневмогидравлический привод обеспечивает следующий
600
Приспособления для фрезерных станков
автоматический цикл: быстрый подвод стола с деталью к фрезе, рабочая
подача, быстрый отвод стола в исходное положение. Работа загрузочного
устройства и приспособления согласуется с движениями стола; схема
устройства позволяет менять скорости подачи на любом участке пути.
На фигуре показаны: I — коробка с пневмоаппаратурой для ревер-
сирования подачи стола; II — коробка с гидроаппаратурой для регули-
рования скорости подачи стола; III — пневмогидравлический цилиндр;
левая полость цилиндра заполняется сжатым воздухом, а правая — маслом.
При открытии впускного крана 1 (фиг. 109, а) воздух, поступающий
из сети через распределительный золотник 5, попадает по трубке б в левую
полость А цилиндра 13 и сообщает этому цилиндру ускоренное движение
влево вместе со столом 14 станка, к которому он прикреплен; поршень 12
закреплен на станке неподвижно. Из правой полости Б цилиндра масло
по трубке г свободно вытесняется через открытый клапан 8 в маслобак 11
(первая фаза цикла).
При дальнейшем передвижении стола закрепленный в его боковом
пазу кулачок 15 через рычаг 7 с роликом закрывает клапан S, после чего
масло, вытесняемое из правой полости, проходит через редукционный
клапан 9 и дроссель 10} с этого момента осуществляется медленная рабочая
подача (вторая фаза цикла). Назначение редукционного клапана 9 —
обеспечивать постоянство давления перед дросселем для стабилизации
скорости подачи при изменении сил сопротивления в процессе обработки.
Автоматическое переключение распределительного золотника 5 и ре-
версирование стола производятся упорами 16 и 17 через вспомогательный
золотник 3 (сервозолотник). В конце рабочей подачи упор /7, действуя
на рукоятку сервозолотника, переключает основной золотник 5 и сжатый
воздух из сети начинает поступать по трубке в в резервуар 11,
Сжатый воздух, оказывая давление на масло, вытесняет его из бака 11,
и оно, минуя механизмы 9 и 10, через обратный клапан 6 свободно посту-
пает в правую полость Б цилиндра и вызывает ускоренный обратный ход
стола; в это время воздух из левой полости А цилиндра через золотник 5
и глушитель уходит в атмосферу (третья фаза цикла).
Необходимость применения сервозолотника 3 с двусторонним порш-
вем 2 вызывается следующим. При переходе от второй фазы цикла к третьей
Пример комплексной автоматизации фрезерных станков
601
золотник переключается мед-
ленно движущимся столом стан-
ка. Вследствие этого имеет ме-
сто «мертвое» положение меха-
низма, при котором каналы
для поступления и выхлопа
воздуха перекрыты и подача
стола резко уменьшается или
вовсе прекращается. Примене-
ние сервозолотника обеспечи-
вает мгновенное переключение
основного распределительного
золотника 5.
При «мертвом» положении
сервозолотника 3, показанном
на фиг. 109, б воздух из сети
продолжает свободно поступать
в золотник 5 (фиг. 109, а) по
каналу а и далее по. трубке
б—в цилиндр. Следовательно,
рабочая подача стола не пре-
кращается. Когда же золотник 3
пройдет вертикальное положе-
ние, воздух из сети мгновенно
переместит поршень 2 вправо
и тем самым также мгновенно
повернет золотник 5, связан-
ный зубчатым колесом 4 с порш-
нем 2. При этом воздух из ци-
линдра 13 выпускается в атмо-
сферу, а воздух из сети посту-
пает в резервуар 11, и стол 14
начинает быстро перемещаться
вправо. Затем упор 16 снова
переключает золотники и по-
вторяется первая фаза цикла
и т. д.
Разрез пневмогидравличе-
ского цилиндра 13 с неподвиж-
ным поршнем 12 и пустотелым
штоком показан на фиг. ПО.
Цилиндр прикреплен к столу,
а поршень — к поперечным
салазкам станка. По условиям
компоновки пневмогидравличе-
ского устройства поперечные
салазки станка заменены но-
выми.
Конструкция коробки / с
пневмоаппаратурой показана на
фиг. 111. Основными эле-
ментами коробки являются:
плоский распределительный
П риспособления для фрезерных станков
Пример комплексной автоматизации фрезерных станков
603
золотник 5, плоский сервозолотник 3 и двусторонний поршень 2, шток
которого выполнен в виде рейки.
Сервозолотник управляется кулачками 16 и 17, установленными
в боковом пазу рабочего стола станка. Рукоятка 18 предназначена для
управления золотником при наладке.
При положениях золотников, изображенных на фиг. 111, воздух
из сети по каналу А и через сквозное отверстие Б в золотнике 5 поступает
в полость В, прижимая оба золотника к плоскости корпуса коробки.
Из полости В через сковозное отверстие Г в золотнике 5 и канал Д воздух
поступает в левую полость рабочего цилиндра и заставляет стол переме-
щаться влево.
Фиг. 112. Гидроаппаратура к станку.
Из полости В воздух попадает также через сквозное отверстие У
в золотнике 3 и канал К в правую полость Л вспомогательного цилиндра.
При этом левая полость М цилиндра через каналы Н и О, паз П во вспо-
могательном золотнике и канал Р соединяется с атмосферой.
Когда стол приходит в крайнее левое положение, кулачок 17 пово-
рачивает вспомогательный золотник 5; при этом сквозное отверстие С
в золотнике совпадает с отверстием О, а паз П соединяет каналы Р и И.
Тогда воздух из полости В по каналам О и П идет в левую полость М,
передвигает поршень 2 вправо и через шестерню 4 поворачивает распре-
делительный золотник 5. При этом отверстие Б соединяется с отверстием Т,
а паз Ж сообщает отверстие Г с каналом Ф. Воздух из полости В посту-
пает по каналу Е в маслобак, вытесняет оттуда масло, которое проходит
в правую полость рабочего цилиндра, и стол начинает перемещаться
вправо. Левая полость рабочего цилиндра при этом соединяется с атмо-
сферой. В корпус, кроме золотников, вмонтирован впускной кран /.
Коробка II с гидроаппаратурой показана на фиг. 112. Ее назначе-
ние — изменять и стабилизировать скорость движения стола. Она состоит
из дросселя 10 с рукояткой 19, плунжера 8, редукционного клапана 9,
обратного клапана с подпружиненным шариком 6 и втулкой 22 и трубо-
провода 21.
При ускоренном холостом ходе стола влево масло, вытесняемое
из гидравлической полости цилиндра, проходя через каналы А и Б,
прижимает шарик 6 к втулке 22. Далее масло направляется через при-
поднятый плунжер 8, каналы В и Г, полость О и по трубопроводу 21
в бак.
604
Приспособления для фрезерных станков
В конце холостого хода установленный на столе кулачок 15 (см.
фиг. 109, а) нажимает на плунжер 8, закрывая проход масла в канал В.
Тогда масло, вытесняемое из цилиндра, проходит по каналам А, Б, С,
через полость П редукционного клапана, дроссель 10, каналы Е, К, Г
и полость О в бак, осуществляя рабочую подачу стола; длина пути при
рабочей подаче определяется длиной кулачка 15. Скорость рабочей подачи
определяется величиной открытой щели дросселя 10, регулируемого
рукояткой 19.
При обратном ускоренном ходе стола масло, поступающее из бака,
поднимает шарик 6 и проходит по каналу А непосредственно в гидравли-
ческую полость цилиндра подач.
На фиг. 113 и 114 показаны конструкция и схема работы автомати-
зированного приспособления для фрезерования набором фрез двух парал-
лельных лысок под ключ одновременно у четырех втулок. Заготовки за-
гружаются в четыре магазина 1 (фиг. 113) буртиком вниз; магазины за-
крепляются на хоботе станка с помощью кронштейна 2 и в процессе
работы остаются неподвижными.
Поступающие в гнезда приспособления заготовки устанавливаются
на подвижной нижней опоре 3 и зажимаются двумя пневмоцилиндрами 11,
каждый из которых, действуя через рычаг 12, тягу 13, коромысло 6 и
плунжеры 5, одновременно закрепляют две детали. На корпусе 16 при-
способления неподвижно установлена деталь 7 с двумя кронштейнами 8,
с которыми шарнирно связаны рычаги 12.
Наладка на необходимый размер зажима производится вращением
правой части тяги 13 относительно левой при снятом коромысле 6.
В крайнем правом положении приспособления подвижная опора 3 авто-
матически убирается, так как скрепленная с ней планка 9 с упорным вин-
том встречает упор 14 магазина и отходит, сжимая пружину 10. Это позво-
ляет обработанным деталям падать в лоток.
Фиг. 114. Схема работы приспособления по фиг. ИЗ.
Пример комплексной автоматизации фрезерных станков
СИ
606
Приспособления для фрезерных станков
Подача воздуха в цилиндры 11 регулируется распределительным
краном 15, который управляется неподвижными упорами 4, закреплен-
ными на станине станка.
Загрузка заготовки (фиг. 114, а) соответствует положению, указан-
ному на фиг. 113. При наличии дросселя 17 проход воздуха в цилиндр И
задерживается и деталь успевает поступить в гнездо приспособления.
На фиг. 114, б заготовка окончательно зажата, а стол переключен на ра-
бочую подачу; на фиг. 114, в правый упор 4 переключает кран 15, который
соединяет цилиндр 11 с атмосферой; заготовка освобождается.. Упор 14
магазина отодвигает подвижную опору 5, и обработанная деталь падает
в лоток.
Фиг. 115. Полуавтоматическое приспособление для разрезки сегментных шпонок.
17
В компоновке с рассмотренным пневмогидравлическим приводом
могут быть использованы и другие приспособления для автоматизирован-
ной обработки различных деталей.
На фиг. 115 показано полуавтоматическое приспособление для раз-
резки сегментных шпонок.
Заготовки в виде дисков загружаются в лоток магазина 6 и под дей-
ствием собственного веса скатываются в ложе 5. Кулачок 11 копирного
барабана перемещает салазки 8 с отсекателем 7 и подает очередную заго-
товку по пазу в ложе 5 под рычажный прижим 4. При дальнейшем пере-
мещении салазки 8 упором 13 приводят в движение салазки 3 с закреп-
ленными на них ложем 5, пневмоцилиндром 2 и прижимом 4. При пере-
мещении салазок 3 кулачок 16 нажимает на золотник крана 17. Поршень
пневмоцилиндра 2, опускаясь, через рычаг 4 зажимает заготовку, которая
при дальнейшем движении салазок 3 подается на фрезу.
По окончании разрезки вращающийся барабан 14 кулачком 15 отводит
вправо салазки 3, а кулачком 12 — салазки 8. При отходе салазки 3
переключают золотник пневматического крана 17, поршень 1 поднимается
и отжимает деталь. Салазки 8 с отсекателем 7, возвращаясь назад, откры-
вают выходное отверстие лотка 6, и новая заготовка падает в ложе 5.
При вторичном цикле новая заготовка, перемещаясь вдоль паза ложа 5
выталкивает оттуда разрезанную заготовку.
Копирный барабан 14 получает вращение от ходового винта стола
станка через зубчатые колеса 9 и 10. Для предотвращения движения стола
при вращении ходового винта ходовую гайку демонтируют.
Пример комплексной автоматизации фрезерных станков
607
Фиг. 116. Автоматизированное приспособление к фрезерному станку.
608
П риспособ ления для фрезерных станков
На фиг. 116, а изображено автоматизированное приспособление к фре-
зерному станку.
На плите 1 приспособления закреплен корпус 8 пневмотисков. При дви-
жении штока 2 пневмоцилиндра справа налево усилие через планку 17,
рычаг 15 и упор 20 передается ползуну 7. Призма 5, закрепленная в пол-
зуне 7, осуществляет зажим детали, прижимая ее к неподвижной призме 4.
Одновременно с зажимом шток 2 через систему рычагов 9, 10 и втулку 12
выводит досылающий плунжер 11 из направляющей втулки 13 и новая
заготовка из кассеты 3 попадает в позицию загрузки.
Разжим производится при движении штока 2 пневмоцилиндра слева
направо. Плунжер 7 с призмой 5 под действием пружины 6 освобождает
обработанную деталь, которая проваливается между • призмами 4 и 5.
Вслед за этим шток 2 через рычаги 9 и 10 и плунжер И производит досылку
новой заготовки в зону обработки до упора 21. Шток 2 в конце хода раз-
ворачивает рычаг 18 с регулируемой пяткой 19 и возвращает плунжер 7
с призмой 5 в такое положение, чтобы досылаемая заготовка не провали-
лась вслед за готовой деталью.
На фиг. 116, б показана схема управления работой приспособления.
Перед началом работы включают пневмокран 26, и воздух поступает
в цилиндр и в путевые пневмовыключатели 14 и 16. Затем включают вра-
щение шпинделя и подачу стола. После выхода детали из зоны обработки
пневмовыключатель 14 находит на упор 25 и через дистанционный‘пневмо-
переключатель 22 дает команду на разжим. Одновременно стол подходит
к концевому электровыключателю (на фиг. не показан). Производится
реверсирование подачи. Стол начинает двигаться влево. Пневмовыклю-
чатель 16 подходит под упор 24 и дает команду на зажим. После фрезеро-
вания пневмовыключатель 16, скользящий по упору 24, сходит с него
и подготовляет приспособление к разжиму.
Упоры 24, 25 закреплены на станине станка в направляющей 23.
ГЛАВА IX
РАЗНЫЕ СТАНОЧНЫЕ ПРИСПОСОБЛЕНИЯ
1. ПРИСПОСОБЛЕНИЯ ДЛЯ ЗУБООБРАБАТЫВАЮЩИХ СТАНКОВ
Для центрирования и закрепления заготовок, обрабатываемых на зубо-
резных и зубоотделочных станках, применяются разнообразные оправки
и другие центрирующие устройства. По типу оборудования их принято
делить на следующие группы:
1) для зубофрезерных станков;
2) для зубодолбежных станков;
3) для зубострогальных станков и т. д.
В пределах каждой группы в зависимости от конфигурации зубчатых
колес приспособления могут быть разделены на подгруппы:
1) для обработки колес со ступицей;
2) для плоских колес;
3) для двух- и многовенцовых блоков;
4) для зубчатых валиков и т. п.
На конструкцию приспособления непосредственное влияние оказывают
также размеры зубчатых колес, степень их точности, форма и размеры
базовых поверхностей, а также посадочных мест стола или шпинделя
станка, с которыми приспособления сопрягаются.
В зависимости от длины ступицы и общей конфигурации зубчатого
колеса основной установочной базой может быть отверстие или торцовая
поверхность ступицы или обода. При длинном отверстии оно обычно
принимается за основную базу (четыре опорные точки); тогда торец ис-
пользуется в качестве дополнительной базы с одной опорной точкой.
У плоских колес и зубчатых венцов основной базой является торцовая
поверхность (три опорные точки), а отверстие служит дополнительной
базой (две точки); в этом случае центрирование должно выполняться
по узкому цилиндрическому участку (см. гл. I).
При нарезании зубчатых колес с невысокой степенью точности, а также
на операциях предварительного нарезания зубьев для центрирования
используют жесткие оправки, на которые заготовки устанавливаются
с небольшим зазором ^посадки . При повышенных требованиях
к точности центрирование должно выполняться с натягом или с выверкой
по индикатору, так как при центрировании с зазором смещение оси отвер-
стия относительно оси вращения стола станка приводит к радиальному
биению основной и делительной окружностей венца, равному двойному
эксцентрицитету или максимальному зазору (5тах). Для точного центри-
рования обычно применяют оправки с упругой оболочкой (см. фиг. 5),
деформируемой посредством той или иной рабочей среды (гидропласт,
масло, тарельчатые пружины и т. п.).
610
Разные станочные приспособления
В большинстве конструкций оправок механизмы центрирования и за-
жима разделены, т. е. заготовку сначала центрируют, а потом закреп-
ляют, причем для закрепления обычно используется ручной винтовой
зажим. В последние годы вместо оправок с ручным зажимом все шире
внедряются приспособления с пневматическим или гидравлическим при-
водом, а в крупносерийном и массовом производстве осуществляется
полная автоматизация всего процесса зубонарезания.
На точность зубообработки непосредственно влияет точность центри-
рования самих приспособлений, ось которых должна совпадать с осью
вращения стола.
Способ центрирования и закре-
пления приспособлений зависит от
Фиг. 1. Посадочные места для установки
оправок на зубофрезерных станках моделей
532, 5Б32, 5330.
Фиг. 2. Посадочные места зубодолбежных
станков моделей 512, 5А12.
Ползун и стол
31,151-в'1М1
посадочных мест станков. Так, например, на зубофрезерных и зубо-
долбежных станках приспособления имеют вертикальную ось и цен-
трируются по одному из четырех методов:
1) цилиндрическим хвостовиком корпуса (подставки) по цилиндриче-
скому отверстию в ртоле станка;
2) конусным хвостовиком по конусному гнезду в столе;
3) в центрах;
4) с выверкой по индикатору.
Биение установленной на станке оправки необходимо проверять; оно
не должно превышать 0,005 мм, а для особо точных шестерен — 0,0025 мм.
Из зубофрезерных станков прежних выпусков наибольшее распростра-
нение получили отечественные станки моделей 532 и 5Б32 (типа «Ком-
сомолец»), а из новых — модель 5324 для нарезания колес диаметром
до 500 мм и модулем до 6 мм. По группе зубодолбежных станков наи-
больший удельный вес имеют модели 512, 5А12 и новая модель 5Б12.
На фиг. 1 показаны стол и поддерживающий кронштейн зубофрезер-
ных станков моделей 532, 5Б32, 5330 с посадочными местами для уста-
новки оправок, а в табл. 1 приведены их размеры.
Приспособления для протяжных станков
611
Таблица 1
Размеры в мм посадочных мест зубофрезерных станков (по фиг. 1)
Стол Кронштейн
Модель D £>i d2 (А) а ь h Л, коли- чество пазов d dt i
532 580 490 135 80 14 24 14 11 6 36 24 60
5Б32 580 490 135 80 14 24 14 11 6 40 28 60
5330 1135 1175 360 300 28 46 20 30 12 120 100 215
Подставка под оправку (см. фиг. 1) центрируется цилиндрическим
А А
выступом в отверстии d2 стола 1 станка по посадке или -рр , выверяется
по индикатору и закрепляется болтами, заводимыми в Т-образные пазы.
Верхний конец оправки дополнительно поддерживается подшипником 2
или центром, вставляемым в отверстие кронштейна 3.
На фиг. 2 даны параметры посадочных мест зубодолбежных станков
моделей 512, 5А12. Как видно из фигуры, в этих станках приспособления
центрируются конусными хвостовиками, с вершиной конуса, обращенной
в сторону ползуна с долбяком, и закрепляются на фланце шпинделя через
резьбовые отверстия [6], [9].
Ниже рассматриваются типовые конструкции переналаживаемых и спе-
циальных приспособлений, применяющихся в отечественной и зарубежной
практике.
А. Приспособления для зубофрезерных станков
На фиг. 3—9 даны примеры конструкций оправок и механизирован-
ных приспособлений, предназначенных для центрирования и закрепления
заготовок на столах зубофрезерных станков.
Б. Приспособления для зубодолбежных и зубострогальных станков
Примером центрирования и закрепления заготовок на зубодолбежных
и зубострогальных станках могут служить конструкции приспособлений,
представленные на фиг. 10—13.
2. ПРИСПОСОБЛЕНИЯ ДЛЯ ПРОТЯЖНЫХ СТАНКОВ
Обработка поверхностей протягиванием является высокопроизводи-
тельным процессом, при котором машинное время в несколько раз меньше
времени, затрачиваемого, например, на фрезерование или строгание тех же
поверхностей. В этих условиях эффективность использования протяжных
станков и повышение их производительности почти всецело зависят от
уровня механизации и автоматизации обработки и сокращения вспомо-
гательного времени на загрузку и разгрузку станков.
Обработка протягиванием делится на два вида:
1) внутреннее протягивание сквозных отверстий круглого или фасон-
ного профиля;
2) наружное протягивание открытых поверхностей — плоскостей, па-
зов и поверхностей ступенчатого или фасонного профиля.
612
Разные станочные приспособления
Фиг. 3. Подставка под сменные оправки,
устанавливаемая на столе зубофрезерного
станка.
Подставка 2 имеет отверстие с кону-
сом Морзе № 4с продолговатым окном под
поводок оправок и нарезку для затяжной
гайки 3. Подставка предварительно цен-
трируется, а затем выверяется по индика-
тору; винты 1 служат для съема подставки
с плоскости стола в случае ее замены.
Крепление подставки на столе станка
производится тремя болтами.
Фиг. 4. Конструкция сменной оправки,
устанавливаемой в гнездо подставки по
фиг. 3.
Обрабатываемые детали центрируют-
ся цилиндрическим участком А оправки
и зажимаются гайкой 4 через быстросъем-
ную шайбу 5; для компенсации непарал-
лельности торцов деталей шайба имеет
коническую, а гайка — сферическую по-
верхности сопряжения. Круглая гайка 2
служит для выжимания оправки из конус-
ного гнезда при ее замене. Новую оправку
центрируют в подставке по конусному от-
верстию и закрепляют затяжной гайкой 1
подставки.
Фиг. 5, Приспособление с гидропластом для окончательного фрезерова-
ния зубьев.
Заготовку устанавливают на центрирующую оправку и опорную
чашку 1. Венец по предварительно нарезанному зубу колес ориенти-
руют при помощи шарикового фиксатора 2, заводимого во впадину сим-
метрично зубьям чистовой червячной фрезы, что обеспечивает равно-
мерное распределение припуска между ее режущими кромками. После
этого колесо центрируют, деформируя тонкостенную часть втулки 4
с помощью гидропласта, сжимаемого винтом 5 через плунжер. Окон-
чательный зажим осуществляют гайкой через прижимную чашку 3.
Фиг. 6. Приспособление с пневмоприводом.
Подставка 6 пневмопривода с диафрагмой 7 сцентри-
рована и закреплена на столе зубофрезерного станка бол-
тами 9. На подставке монтируются сменные центрирую-
щие устройства для заготовок. В данном случае обрабаты-
ваемая деталь центрируется шлицевым пальцем 2 и поджи-
мается к опоре 5. Сжатый воздух подводится снизу через
ниппель 10, Попадая в полость А, воздух опускает диа-
фрагму со штоком 5 и тягой 4 вниз и через быстросъемную
шайбу 1 с байонетным замком зажимает деталь. При пере-
ключении крана система приходит в исходное положение
под действием пружины 8,
Приспособления для протяжных станков 613
614
Разные станочные приспособления
7ZZZ
Фиг. 7. Приспособление для
установки деталей пакетом.
Центрирование и зажим
пакета деталей сблокированы
и производятся от зажимной
гайки 5. При затяжке гайка
давит на фигурную планку 6
с установленными в ней на
осях через 120° по окружно-
сти тремя прихватами 3. При-
хваты давят на прижимную
чашку 2 и одновременно на
плунжеры 4. Под действием
плунжеров опускается вниз
диск 7, несущий клинья 8.
Клинья центрируют обраба-
тываемые детали, а чашка 2
окончательно их зажимает.
При раскреплении система
приходит в исходное положе-
ние под действием сильных
тарельчатых пружин /.
Фиг. 8. Верхний центр с пневмопри-
водом для центрирования и зажима
зубчатых валиков.
Обычно при центрировании вали-
ков верхний центр перемещают вруч-
ную. На фигуре валик устанавливают
на нижний плавающий центр 3 и под-
жимают верхним центром 4 через пнев-
моцилиндр 7 со штоком 6. Пневмопри-
вод смонтирован на кронштейне 5 стан-
ка, а нижний центр — на подставке 1
в сменной насадке 2. Насадка 2 на
торце имеет зубцы, которые при за-
жиме врезаются в торец валика и слу-
жат поводком. В случае необходимости
на валик можно устанавливать обыч-
ный поводковый хомутик, хвостовик
которого связывают с поводковым
пальцем на столе станка.
Приспособления для протяжных станков
615
Фиг. 9. Цанговое приспособление с пружинно-рычажным зажимом для ше-
стерен с хвостовиком.
Детали точно обработанным хвостовиком устанавливаются в цанге 2
и зажимаются пакетом 6 сильных тарельчатых пружин, оказывающих да-
вление на буртик тяги 7. Тяга, перемещаясь вверх, через втулку-гайку 5
передает давление стакану 3, сжимающему цангу 2; последняя упирается
в колпачковую гайку /.
Регулировка хода зажима производится вращением гайки 5. При рас-
креплении ногой нажимают на рычаг //, который через серьгу 9 и тяги 8 и 7
сжимает тарельчатые пружины. В это время цилиндрическая винтовая пру-
жина 4 перемещает стакан 3 вниз и деталь освобождается.
Зажимный рычаг в ненагруженном состоянии не препятствует враще-
нию стола, так как он связан с втулками 10, внутри которых может сво-
бодно вращаться тяга 8.
616
Разные станочные приспособления
Фиг. 10. Приспособление с мембраной.
В конусное гнездо шпинделя станка устанавливается оправка /, по
которой перемещается центрирующая мембрана 3. На столе станка сцен-
трирован и закреплен корпус 2 приспособления. Обрабатываемая деталь
предварительно центрируется по шейке корпуса и опирается на его пло-
скость А. При завинчивании гайки 6 мембрана 3, сплющиваясь, оконча-
тельно центрирует деталь. В это же время пружина 5 через быстросъемную
шайбу 4 прижимает деталь к кольцевой плоскости А. Осадка пружины 5,
а следовательно, и сила пружины 5 регулируется гайкой 7.
Фиг. 11. Приспособления с гидропластом для центрирования и зажима деталей на зубодолбежном станке.
Приспособление центрируется по цилиндрической шейке А оправки /, вставляемой в конусное гнездо шпин-
деля станка и закрепляется болтами 7. Обрабатываемые детали центрируются и зажимаются в тонкостенной тул-
ке 4, сжимаемой гидропластом. Давление на гидропласт передается плунжером 3 при ввертывании нажимного винта 2.
Винт 6 с плунжером 5 служит для регулирования объема полости, а винт 8 прикрывает отверстие, через которое воздух
удаляется из полости при заливке гидропласта.
Приспособления для протяжных станков 617
618
Разные станочные приспособления
Фиг. 12. Переналаживаемое приспособление с гидравлическим приводом
для зубодолбежных станков, применяемое на московском станкозаводе
«Красный пролетарий».
На нижний конец шпинделя 7 станка навинчен гидроцилиндр 2, работа-
ющий от пневмогидравлического питателя, подающего масло под давлением
80—100 кг/см2; маслоприемная муфта 15 не вращается. Деталь 9 центри-
руется по втулке 11, закрепленной на оправке 8, вставленной в конусное
гнездо шпинделя, и опирается на подставку 12. Зажим детали производится
гидроцилиндром через тяги 3 и 6 и быстросъемную шайбу 10. При переклю-
чении крана система приходит в исходное положение под действием воз-
вратной пружины 1. Связь штоков 3 и 6 обеспечивается муфтами 4 и 5
с шариками 13, поджимаемыми пружинами 14. Переналадка приспособления
на другие размеры колес сводится к замене центрирующей втулки 11, под-
ставки 12 и быстросъемной шайбы 10.
Приспособления для протяжных станков
619
Применяется одновременная обработка протягиванием нескольких де-
талей или протягивание одной детали несколькими протяжками, а также
позиционное протягивание.
Из общего парка протяжных станков основная доля приходится на го-
ризонтальнопротяжные станки для внутреннего протягивания. Из преж-
них выпусков этих станков наиболее распространенными являются станки
Фиг. 13. Приспособление для обработки конических колес на зубострогальном станке.
Обрабатываемая деталь надевается на сменный фланец 1 оправки 6 и зажимается либо
ключом при помощи гайки 4 и шайб 3 и 2 (фиг. 13, а), либо пневматически или гидравли-
чески при помощи тяги 4 и шайб 3 и 2 (фиг. 13, б).
Для того чтобы шайбу 2, расположенную в углублении зубчатого колеса, можно было
снять, ее поворачивают до совмещения трех выемок с соответствующими выступами шайбы 3.
Оправку 6, помещенную в шпиндель станка, дополнительно затягивают тягой 5. Гайка 7
облегчает снятие приспособления.
моделей 751, 7510, 7510М, 7520, а из выпускаемых в настоящее время —
модели 7505, 7А510, 7540 с усилием протягивания 5, 10 и 40 т.
Отечественными заводами выпускаются также вертикальнопротяжные
станки для внутреннего протягивания (7710В, 7720В и др.) и две модели
вертикальных станков для наружного протягивания (модели 7А710Д
и 7А720Д). Вертикальнопротяжные станки используются преимущест-
венно в крупносерийном и массовом производстве; горизонтальнопротяж-
ные для внутреннего протягивания — в серийном и мелкосерийном про-
изводстве. На горизонтальнопротяжных станках, применяя специальные
приспособления, можно производить и наружное протягивание.
Наряду с быстродействующими установочно-зажимными приспособле-
ниями для деталей большое значение в сокращении вспомогательного
времени и облегчении труда рабочих имеет оснащение станков внутрен-
него протягивания механизмами для подвода, сопровождения и отвода
620
Разные станочные приспособления
протяжек, исключающими необходимость ручной их загрузки и выгрузки
после обработки каждой детали.
Современные отечественные и зарубежные станки снабжаются такими
механизмами и при соответствующем оснащении могут быть настроены
на полуавтоматический или автоматический цикл работы.
При проектировании оснастки к протяжным станкам конструктор
должен располагать параметрами установочных мест для закрепления
приспособлений, а также патронов или инструментальных плит для про-
тяжек. Кроме того, необходимо знать предельные перемещения столов
и протяжек [6], [10].
А. Приспособления для внутреннего протягивания
При внутренней обработке инструмент протягивается через предвари-
тельно просверленное или расточенное отверстие и по мере прохождения
придает ему соответствующую форму, размеры и чистоту поверхности.
Протяжка соединяется с кареткой штока протяжного станка специальным
патроном той или иной конструкции.
а)
Фиг. 14. Приспособления для протягивания отверстий.
При протягивании отверстий, за исключением случаев координатного
протягивания, обрабатываемая деталь центрируется направляющим участ-
ком (шейкой) протяжки и усилием резания прижимается к опорной по-
верхности планшайбы станка. Поэтому приспособления для внутреннего
протягивания не имеют специальных зажимных механизмов и отличаются
простотой.
На фиг. 14 показаны приспособления для протягивания отверстий
у деталей с обработанным базовым торцом, перпендикулярным к оси
отверстия. В приспособлении (фиг. 14, а) протягивания круглого
отверстия опорный фланец 2 сцентрирован и закреплен на планшайбе 1
станка. В приспособлении на фиг. 14, б для протягивания шлицевого
отверстия протяжка направляется по предварительно расточенному от-
Приспособления для протяжных станков
621
верстию детали, сама же деталь центрируется обработанным хвостовиком
в сменной втулке 3, установленной в переходной планшайбе 2; 1 — план-
шайба (стол) станка. Если базовый торец детали не обработан, или неточно
перпендикулярен к оси, она должна иметь возможность самоустанавли-
Фиг. 15. Нормализованные приспособления для протягивания отвер-
стий (а) и шпоночных пазов (б).
ваться (центрироваться) по оси протяжки, иначе последняя в процессе
обработки будет изгибаться, что может привести к ее поломке. В этих
случаях применяют приспособления со сферической самоустанавливаю-
щейся опорой.
На фиг. 15 показаны нормализованные приспособления, применяемые
на Минском тракторном заводе, а в табл. 2 и 3 даны их размеры.
Приспособление (фиг. 15, а), предназначенное для протягивания от-
верстий круглого и фасонного профиля в дисках, шестернях, втулках
и других деталях, состоит из планшайбы 1 со сферической поверхностью,
шаровой самоустанавливающейся шайбы 2 и сменной втулки 3, прикреп-
21 1219
622
Разные станочные приспособления
Таблица 2
Основные размеры приспособления в мм (по фиг. 15, а)
D Dt (С) d К R
220 180 100 15—45 12 6
240 200 120 20—60 9 4,5
240 200 130 30—60 14 7
260 230 150 30—70 14 7
300 260 180 40—80 18 9
300 260 165,5 40—80 11 5,5
Таблица 3
Основные размеры приспособления в мм (по фиг. 15, б)
d (Д) в (А) 44) 1 d2 h
104-14 4
144-18 5 30 50
184-24 6
244-30 8 45 65
304-36 10 Длина протя- гиваемого от- верстия 4г$ мм Берется по протяжке
Ф» Оо кэ о 00 Ю 12 14 55 75
48-5-55 55-5-65 16 18 75 95
ляемой к шайбе винтами 5; шайба удерживается на планшайбе 1 четырьмя
плоскими пружинами 4. Применение сферической опоры позволяет детали
с необработанным или косым торцом центрироваться по оси протяжки.
Для того* чтобы сферическая опора была самоустанавливающейся, необ-
ходимо при ее конструировании соблюдать условие
j- > sin ф,
где Н — расстояние от оси сферической опоры до точки приложения
силы W, действующей на торец этой опоры;
R — радиус сферической опоры;
Ф — угол трения в сопряжении по сфере;
tg <р = А
где f — коэффициент трения.
Приспособления для протяжных станков
623
Приспособление, показанное на фиг. 15, б служит для протягивания
шпоночных пазов и состоит из планшайбы 1 и направляющей втулки 2,
прикрепляемой к планшайбе с помощью установочного штифта 3 и вин-
тов 4, 5 — стальная закаленная сменная подкладка.
Направляющая втулка 2 служит для обеспечения симметричного рас-
положения протяжки относительно вертикальной плоскости, проходящей
через ось отверстия, а также для сохранения неизменного положения
опорной плоскости протяжки по отношению к оси отверстия детали в про-
цессе обработки.
В случае, когда требуется протянуть шпоночный паз в коническом
отверстии, втулку 2 делают конической в соответствии с конусом отвер-
стия и устанавливают ее под углом с таким расчетом, чтобы образующая
конуса была горизонтальна. Тогда протягивание производится как обычно
в цилиндрическом отверстии.
На фиг. 16 показано приспособление для установки рычага при про-
тягивании шпоночного паза, плоскость симметрии которого должна про-
ходить через ось ранее обработанного отверстия А. В этом случае втулка 1
выставляется так, чтобы ось направляющего паза 3 для шпоночной про-
тяжки проходила через центр ромбического пальца 2, на который наде-
вается деталь отверстием Л. Положение втулки 1 фиксируется штифтом 4.
При протягивании отверстий в крупных деталях большой длины
применяют приспособления с плавающими опорами, как показано на
фиг. 17. Приспособление центрируется кольцом /, закрепленным в его
корпусе, и крепится на планшайбе горизонтальнопротяжного станка.
Деталь центрируется протяжкой и усилием резания прижимается обра-
ботанным торцом к втулке 2.
Для того чтобы перед началом протягивания рабочий не д'ержал
деталь на весу, на корпусе приспособления предусмотрена подставка
с призмой 3, на которую предварительно устанавливается обрабатываемая
деталь.
Призма сконструирована самоустанавливающейся по цилиндрической
поверхности подвижной опоры 4, плавающей на шести плунжерах
Пружины 6 плунжеров подобраны соответственно весу детали так, чтоб^
обрабатываемое отверстие располагалось приблизительно по центру
станка. Шпонка 7 предохраняет опору 4 от проворачивания. Кожух 8
защищает трущиеся поверхности деталей 3, 4 и 5 от попадания стружки.
На обычных горизонтальных станках можно производить протягива-
ние спиральных пазов любого профиля с углом наклона спирали до 45°;
протяжка должна иметь зубцы, также расположенные по спирали. Протя-
гивание можно производить по методу вращения детали или по методу
вращения протяжки.
На фиг. 18 показаны приспособления для протягивания пазов с углами
наклона спирали до 10°, когда деталь или протяжка вращаются лишь
под действием усилия резания; при протягивании пазов с углами наклона
а > 10° обрабатываемой детали или протяжке необходимо сообщать при-
нудительное вращение.
В приспособлении (фиг. 18, а), предназначенном для обработки вра-
щающейся детали, последняя устанавливается по направляющей части
протяжки и усилием резания прижимается к торцу втулки /. При линей-
ном перемещении протяжки радиальная составляющая силы резания
заставляет вращаться втулку 1 вместе с прижатой к ней обрабатываемой
деталью и как бы навинчивает ее на протяжку. Во избежание заедания,
втулка 1 смонтирована на упорном шарикоподшипнике 2, прикрытом
624
Разные станочные приспособления
Фиг. 16. Приспособлен”0 ппо «/«гоилВКИ рычага при протягивании
паза.
Фиг. 17. Приспособление для протягивания отверстий в крупных
деталях.
Приспособления для протяжных станков
625
кожухом 3. Втулка 1 сцентрирована и закреплена винтом во фланце 4,
закрепляемом на планшайбе станка.
Для обработки по методу вращения протяжки при неподвижной детали
шарикоподшипник 1 устанавливают не под опору обрабатываемой детали,
а на патроне 2 для крепления протяжки (фиг. 18, б).
Инструмент по фиг. 19, а предназначен для протягивания (проши-
вания) спиральных смазочных канавок у подшипниковых втулок на прессе,
профиль которых показан на фиг. 19, б; режущая часть протяжки имеет
Фиг. 18. Приспособления для протягивания спиральных
пазов.
всего три зуба с размерами: первый и второй зубья — D — 65,2 и. 66,2 мм,
задний угол а = 2°; у третьего зуба D = 67,2 мм, а = 1°. Допуск на
диаметр ±0,02.
Геометрия зуба показана на фиг. 19, в.
Обрабатываемая втулка ставится на стол вертикального пресса.
Своим цилиндрическим хвостовиком 1 протяжка вставляется в отверстие
втулки. При включении пресса шток его нажимает на торец обоймы 3
и через шариковый упорный подшипник 2 передает усилие на протяжку.
Под действием усилия резания протяжка одновременно с продольным
перемещением поворачивается, прорезая при этом в обрабатываемой
втулке канавки под заданным углом. Кольцо 4 соединяет обойму 3 с про-
тяжкой и предохраняет ее от выпадания.
На фиг. 20 показаны приспособления для протягивания спиральных
пазов с принудительным вращением детали или протяжки. В корпусе 1
приспособления (фиг. 20, а), установленного на планшайбе станка, за-
прессована втулка 2, на которую через шарики 3 опирается коническая
626
Разные станочные приспособления
шестерня 4; по выточке и торцу этой шестерни базируется обрабатываемая
деталь.
В приливе корпуса 1 приспособления установлен валик 6 с шестер-
нями 5 и 7; шестерня 7 обкатывается по рейке 3, связанной с кареткой 9
штока протяжного станка. В процессе протягивания рейка через ше-
стерни 7, 5 и 4 заставляет вращаться обрабатываемую деталь с угловой
скоростью, согласованной с углом наклона спирали.
Приспособление, показанное на фиг. 20, б, обеспечивает принуди-
тельное вращение протяжки при неподвижной детали. По копирной
линейке Л закрепленной на станине протяжного станка, катится ролик 2,
связанный с зубчатой рейкой 3. Последняя, перемещаясь поступательно
вместе с кареткой 4 штока станка, одновременно через шестерню 5, жестко
установленную на корпусе патрона 6, вращает протяжку. Для разных
спиралей копирная линейка устанавливается под разными углами.
В тех случаях, когда протягиваемое отверстие связано точными коор-
динирующими размерами или соотношениями с другими поверхностями
детали, последние принимаются за базы при установке детали в приспо-
соблении.
В приспособлении, изображенном на фиг. 21, протягиваемые по-
верхности А рычага связаны с ранее обработанными плоскостями В
и отверстием С, которые и приняты за установочные базы.
Приспособление представляет собой плиту 2, закрепленную на план-
шайбе станка. На плите крепятся закаленные и шлифованные планки
1 и 3, на которые опирается деталь обработанным торцом; эти же планки
служат для направления протяжки соответствующего профиля; протяжка
направляется пазами /С.
При установке деталь надевается отверстием С на палец 4 и ориенти-
руется шарнирной призмой 5 относительно оси направляемых пазов К
так, что смещение обрабатываемых поверхностей А относительно оси сим-
метрии плоскостей В удовлетворяет техническим требованиям.
При надевании детали на палец 4 и снятии с него призма 5 отбрасы-
вается. После установки деталь ориентируется призмой и зажимается
планкой 7 при помощи гайки 6. Палец 4 выполнен ромбическим и не ме-
шает детали опираться на планки 3 и 1.
Приспособления для протяжных станков
627
5)
Фиг. 20. Приспособления для протягивания спиральных пазов.
628
Разные станочные приспособления
Фиг. 21. Приспособление для протягивания прямоугольной фасонной поверхности.
1 2 3 4 5 6
Фиг. 22. Быстродействующий патрон для закрепления протяжки.
Приспособления для протяжных станков
629
Б. Патроны для закрепления протяжек при внутреннем протягивании
Протяжки соединяются с кареткой штока станка с помощью специаль-
ных патронов. Корпус обычного патрона крепится своим резьбовым кон-
цом в каретке штока, а хвостовик протяжки вставляется в отверстие
а)
Фиг. 23. Универсальный патрон со сменными вкладышами.
патрона и закрепляется в нем или клином, если на хвостовике имеется
поперечное окно, или скобой, если на конце протяжки предусмотрены
специальные вырезы. Так как в станках прежних выпусков протяжку
приходится снимать после каждого прохода, то такой способ крепления
является малопроизводительным.
На фиг. 22—24 показаны конструкции быстродействующих патронов.
На фиг. 22 в корпусе 5 патрона помещены два кулачка 4. Сферической
частью кулачки упираются в гнезда корпуса. Под действием толкателей 3
и пружин 2 заостренные части кулачков постоянно сведены вместе. Усилие
630
Разные станочные приспособления
пружин регулируют винтами 1. В каретке протяжного станка патрон
крепится через окно в хвостовике клином.
Протяжка 6 с обрабатываемой деталью заводится с правого торца
патрона. Кулачки 4, преодолевая сопротивление пружины, расходятся,
а затем заскакивают в заплечики хвостовика и удерживают протяжку
во время протягивания. По окончании операции протяжку поднимают
вверх и выводят через прорезь корпуса.
На Харьковском тракторном заводе на горизонтальнопротяжных
станках моделей 7510, 7520 и 7540 применяется универсальный норма-
лизованный патрон со сменными вкладышами (фиг. 23). В глухое отвер-
стие К корпуса 1 патрона (фиг. 23, а) вставляется сменная переходная
оправка (фиг. 23, б) с поперечным окном и запирается клиновым затво-
ром 2. Резьбовой конец оправки, изготовленный в соответствии с раз-
мером резьбового посадочного места в каретке штока станка, ввинчи-
вается в каретку и законтривается гайкой.
Правый конец корпуса 1 представляет собой неподвижную нижнюю
губку захвата протяжки. Верхняя губка 4 монтируется в проушине
корпуса на оси 3 и через клиновой выступ 5 зажимается рычагом 7.
Пружина 8 служит для автоматического подъема губки 4 при освобож-
дении протяжки. Патрон раскрывается после легкого нажатия на ру-
коятку 7, во время которого пята 6 скользит по клину 5.
Чтобы уменьшить количество применяемых патронов, в правое отвер-
стие корпуса патрона устанавливаются и закрепляются винтами сменные
вкладыши (фиг. 23, в), состоящие из двух половинок; размеры норма-
лизованных вкладышей согласованы с размерами гнезда в патроне и
с формой и размерами нормализованных хвостовиков (фиг. 23, г) протяжек.
Приспособления для протяжных станков
631
На фиг. 24 показан автоматически действующий патрон, применяемый
на вертикальнопротяжных станках для внутреннего протягивания.
Патрон спроектирован в ЭНИМС и внедрен на московском заводе «Станко-
конструкция».
Кольцо 1 патрона поворачивается на определенный угол вокруг
втулки 2, имеющей два окна прямоугольного сечения, в которых уста-
новлены кулачки 10. Внутренние поверхности патрона защищаются от
стружки кольцами 5 и 7 из маслостойкой резины. Патрон ориентируется
в каретке 11 станка посредством шпонки 13 и закрепляется гайкой 12.
Выдвижение кулачков 10 при захвате протяжки осуществляется рукоят-
кой 14, приводимой в движение от копирной планки, установленной
на столе станка и действующей на рукоятку при ходе каретки вниз.
Поворот кольца 1 патрона ограничивается кривой копира и штифтом 6.
При освобождении протяжки отвод кулачков 10 в верхнее положение
(от центра к периферии) производится пружинами 9, действующими на
запрессованные в кулачки пальцы 8.
Для фиксации протяжки относительно детали предусмотрен сменный
грибок 3, прикрепляемый к втулке 2 винтами 4. Принудительный поворот
кольца 1 обеспечивает надежный захват протяжки, а замена поступатель-
ного движения при воздействии на кулачки 10 вращательным позволила
сократить габаритные размеры, вес и количество деталей Патрона.
В. Приспособления для наружного протягивания
Обработка наружных поверхностей широко применяется _в крупно-
серийном и массовом производстве и выполняется обычно на вертикально-
протяжных станках. Процесс в 2—3 раза более производителен^ чём фре-
зерование; обеспечивает точность 3-го класса и чистоту 7-го класса. При
протягивании действуют силы резания, значительно превосходящие силы
резания при фрезеровании. Поэтому особое внимание необходимо уде-
лять надежному и быстрому закреплению обрабатываемых деталей. Для
закрепления деталей при наружном протягивании широко используются
механизированные и автоматизированные приспособления с пневмати-
ческим или гидравлическим приводом.
При автоматизации зажима и раскрепления используются движения
стола или каретки станка. Гидравлический привод встраивается в гидро-
систему станка и с помощью золотника автоматически управляется дви-
жением каретки.
Необходимость надежного и жесткого зажима деталей требует приме-
нения механизмов-усилителей (шарнирно-рычажных, клиновых и др.).
На фиг. 25 показано приспособление для протягивания различных
плоских и круглых деталей.
Поворот и зажим верхних и нижних губок осуществляется гидравли-
чески. При зажиме масло поступает в рабочую полость А цилиндра /;
шток 2 перемещается вверх. На конце штока крепится рейка 3, которая
зацепляется с зубчатым колесом 4 вала 12. Зубчатое колесо 4 находится
в зацеплении с колесом 5, которое, перемещая рейку 6 подвижных губок 7,
осуществляет зажим детали.
Губки 8 и 9 сменные и конструируются в соответствии с формой и раз-
мерами обрабатываемых деталей. В результате передачи движения к по-
движной губке 7 от большого зубчатого колеса к меньшему вначале проис-
ходит зажим детали, а потом окончательный поворот вала 12 в рабочее
положение.
632
Разные станочные приспособления
Для контроля работы приспособления имеются йутевые выключатели 10
и 11.
Приспособление, показанное на фиг. 26, применяется для протяги-
вания плоскостей стыка и установочных площадок крышек коренных под-
шипников двигателя.
В приспособлении протягиваются четыре различные крышки, для
чего предусмотрены четыре опорных сменных угольника 11, 13, 16 и 21,
которые центрируются на корпусе приспособления выступами М и кре-
пятся болтами.
Обрабатываемая деталь устанавливается на угольник до упора в су-
хари 12. Поворотом рукоятки крана 23 сжатый воздух подается в ци-
линдр 20, шток 19 которого, вращая нарезанными на нем зубцами валик 18,
Фиг. 25. Приспособления для закрепления деталей при наружном протягивании.
перемещает скалку 14 с укрепленной на ней планкой /5; цилиндрическими
поверхностями П планка центрирует деталь и поджимает ее к сухарям 12.
Одновременно зубчатый валик 18 перемещает ползун 6, который штифтом 7
надвигает на обрабатываемую деталь зажимную планку 8, качающуюся
на цапфах Ц в пазах неподвижных планок 17. Дальнейшим поворотом
рукоятки крана 23 приводится в действие шток 22 второго пневматического
цилиндра. Через распорную штангу 5 шток поворачивает планку 8 на
цапфах Ц. Деталь прижимается к опорной плоскости Т угольника суха-
рями 10 .качалкц 9, установленной своим цилиндрическим хвостовиком
в планке 8.
Поворотом рукоятки крана в начальное положение деталь освобо-
ждается, планка 8 сдвигается влево, открывая установочное гнездо при-
способления для съема обработанной детали и установки новой.
Рычажно-шарнирный механизм регулируется вращением распорной
штанги 5 с левой и правой резьбой. Угол а в положении зажима должен
быть в пределах 5—8°; при таком угле сила Q в 5—6 раз больше усилия
на штоке 22.
Отверстие для оси 3 в ушке 4 имеет овальную форму, что позволяет
ролику 2 постоянно быть в контакте с опорой 1 и предотвращает изгиб
штока 22.
На фиг. 27 приведено автоматизированное приспособление для протя-
гивания лыски у дисков.
П риспособления для протяжных станков
633
Приспособление питается из магазина 4, в трубку которого введена
планка 12 для ориентации заготовки по выемке. Заготовка в магазине
несколько повернута против правильного положения с тем, чтобы
уступ зажимного шибера окончательно ориентировал заготовку перед за-
жимом.
Шибер 3 соединен с поршнем 1 пневматического цилиндра; обратный
ход шибера происходит под действием пружины 2. При отходе шибера
обработанная деталь удерживается сбрасывателем 10, пока крайний
уступ 9 шибера не повернет его в горизонтальное положение. Оба поло-
жения сбрасывателя фиксируются плунжером 11.
Фиг. 26. Приспособление для крепления крышек подшипника при наружном протягивании.
В крайнем левом положении шибера 3 обработанная деталь падает
на плоскость корпуса приспособления, а очередная заготовка падает из
магазина перед призмой шибера.
При рабочем ходе шибер устанавливает заготовку в приемное гнездо
и зажимает ее, одновременно поворачивая средним уступом сбрасыва-
тель 10 в вертикальное положение.
Протяжка 7 имеет направление в планке 8 приспособления и регули-
руется по высоте клином 6 станочного типа.
Рабочие базы очищаются от стружки отработанным воздухом от пнев-
матического цилиндра через распределительный кран к трубке 5.
634
Разные станочные приспособления
Приспособления для протяжных станков 63 5
Последовательность работы приспособления видна из схем, приведен-
ных на фиг. 28:
а — заготовка зажата, начало рабочего хода протяжки;
б — окончание рабочего хода; распределительный кран 7 переключен
кулачком 8 ползуна станка; шибер 3 под действием пружины 2 начал от-
ходить влево; заготовка освобождена;
в — шибер в крайнем положении, происходит загрузка; обработанная
деталь упала на плоскость корпуса приспособления, а очередная заго-
товка — на плоскость шибера; сбрасыватель 5 отброшен и зафиксирован
плунжером 6\ протяжка 4 совершает холостой обратный ход;
г — распределительным краном 7 воздух из сети снова подан в пнев-
матический цилиндр /; шибер 3 движется на зажим заготовки и вытал-
кивает обработанную деталь в лоток.
ГЛАВА X
ОБЩИЕ ВОПРОСЫ ПРОЕКТИРОВАНИЯ СТАНОЧНЫХ
ПРИСПОСОБЛЕНИЙ
1. КЛАССИФИКАЦИЯ ПРИСПОСОБЛЕНИЙ И ИХ ПРИВОДОВ
Приспособления классифицируются по типу станков, по степени спе-
циализации, механизации и автоматизации.
По типу станков приспособления делятся на токарные, сверлильные,
фрезерные и др.
По степени специализации:
1) на специальные, предназначенные для одной, вполне определенной
деталь-операции. Применяются преимущественно в массовом и крупно-
серийном производстве, отчасти и в серийном;
2) переналаживаемые (групповые), предназначенные для обработки де-
талей разного наименования, близких по конструктивно-технологическим
параметрам. Применяются в серийном производстве;
3) универсальные, предназначенные для обработки большого круга
деталей.1 Широко используются в индивидуальном и мелкосерийном про-
изводстве;
4) универсально-сборные (система УСП); применяются в опытном и
мелкосерийном производстве и редко в серийном.
По степени механизации и автоматизации приспособления делятся
на ручные, механизированные, полуавтоматические и автоматические.
Приводы станочных приспособлений классифицируются по источнику
энергии, степени специализации и методам компоновки с приспособле-
ниями.
По источнику энергии приводы делятся на пневматические, пневмо-
гидравлические, гидравлические, пружинно-пневматические и пружинно-
гидравлические (рабочий ход и зажим под действием пружины), электро-
механические, магнитные, вакуумные, центробежно-инерционные.
По степени специализации и методам компоновки:
1) на специальные встраиваемые', цилиндры или полости под диаф-
рагмы растачиваются непосредственно в корпусе приспособления;
2) специальные прикрепляемые', нормализованные цилиндры или пнев-
мокамеры прикрепляются к корпусу приспособления и не отделяются от
него до снятия приспособления с производства;
3) универсальные или агрегатированные', полностью отделены от при-,
способлений и представляют собой самостоятельный силовой агрегат,
используемый в компоновках с различными приспособлениями и налад-
ками.
1 Многие универсальные приспособления являются принадлежностью станков и посту-
пают на завод вместе с оборудованием.
Механизация и автоматизация приспособлений
637
2. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРИСПОСОБЛЕНИЙ
Механизация и автоматизация являются одним из основных направ-
лений в проектировании приспособлений.
В настоящее время удельный вес машинной работы (резание) в среднем
не превышает 50% от времени работы за смену. Остальное время затра-
чивается преимущественно на вспомогательную работу: установку и за-
крепление деталей, управление станком, контроль в процессе обработки.
В зависимости от серийности производства вспомогательное время
составляет (в процентах от времени рабочей смены):
Для токарных, сверлильных и шлифовальных станков до 30
Для револьверных станков ........................... » 25
Для фрезерных станков .............................. » 40 и т. д.
Из общей суммы вспомогательного времени на установку и закрепле-
ние обрабатываемых деталей приходится (в процентах):
На токарных станках ............................... до 30
На сверлильных станках ............................. » 40
На фрезерных станках ............................... » 60
На шлифовальных станках ............................ » 12 и т. д.
При этих условиях становится очевидным значение широкой механи-
зации и автоматизации станочных приспособлений и внедрения прогрес-
сивных конструкций. Кроме того, механизация и автоматизация облег-
чают труд рабочих.
При проектировании приспособлений и загрузочных устройств можно
обеспечить механизацию или автоматизацию любого из следующих прие-
мов вспомогательной работы на станке:
1) загрузку обрабатываемых деталей в рабочую зону приспособления
(производится с помощью загрузочного устройства или механической
руки, а при обработке из прутка — с помощью специального подающего
устройства);
2) базирование деталей, т. е. доведение их базовых поверхностей до
полного контакта с установочными элементами приспособления (произ-
водится вспомогательными цилиндрами и диафрагмами, обычно сблоки-
рованными с цилиндрами, осуществляющими окончательный зажим);
3) закрепление и открепление;
4) периодические повороты деталей при позиционной обработке с по-
следующей фисацией и зажимом поворотной части приспособления;
5) вращение при непрерывной обработке, например при непрерывном
фрезеровании, с механизированным или автоматизированным закрепле-
нием и откреплением обрабатываемых деталей на вращающемся столе;
6) удаление обработанных деталей из рабочей зоны приспособления
(выталкивание пружинным, пневматическим или гидравлическим плун-
жером, скатывание по желобу); в ряде случаев работу выталкивателя
блокируют с действием зажимного устройства;
7) очистку установочных поверхностей приспособления от стружки
струей сжатого воздуха, охлаждающей жидкости или путем отсоса стружки
с помощью специальных устройств.
Уровень автоматизации того или иного приспособления определяется
количеством рабочих приемов, охваченных механизацией или автомати-
зацией.
В механизированных приспособлениях с помощью силового привода
выполняются приемы закрепления и открепления, а при установке
638
Общие вопросы проектирования станочных приспособлений
крупных деталей дополнительно и прием базирования. Остальные приемы
выполняются вручную.
В полуавтоматических приспособлениях часть приемов выполняется
автоматически, без участия рабочего, а остальные остаются механизиро-
ванными или ручными.
В автоматических приспособлениях все приемы, начиная от загрузки
и базирования и кончая съемом обработанных деталей, производятся без
участия рабочего.
Автоматизация приспособлений в большинстве случаев базируется
на применении пневматических, пневмогидравлических или гидравли-
ческих приводов, управляемых через конечные выключатели, сервозо-
лотники и упоры перемещающимися рабочими органами станка (шпин-
делями у сверлильных станков, столами у фрезерных и т. п.).
Автоматизация цикла работы станка, дополненная автоматизацией
цикла работы приспособления, позволяет превращать обычные универ-
сальные станки в полуавтоматы и автоматы, а это, в свою очередь, обес-
печивает возможность многостаночного обслуживания и значительное
повышение производительности труда. Примеры автоматизированных
приспособлений см. на фиг. 62, 63, гл. VII).
3. НОРМАЛИЗАЦИЯ И СТАНДАРТИЗАЦИЯ ПРИСПОСОБЛЕНИЙ
В области приспособлений нормализацией и стандартизацией охвачены:
1) конструктивные и размерные элементы (резьбы, конусы, шпоноч-
ные соединения, уклоны, посадки и т. п.);
2) заготовки корпусов;
3) детали приспособлений;
4) узлы;
5) некоторые конструкции приспособлений;
6) элементы силовых приводов [7], [10].
По ГОСТ 4073—48; ГОСТ 4583—49 и др. стандартизованы заготовки
литых корпусов и стоек, используемые при проектировании специаль-
ных приспособлений (см. фигуры табл. 1 гл. III).
Опыт заводов показывает, что применение стандартных заготовок на-
ряду с сокращением сроков проектирования уменьшает в 3—4 раза тру-
доемкость механической обработки корпусов и примерно вдвое сокращает
цикл изготовления приспособлений и позволяет изготовлять их пар-
тиями в запас на склад.
Нормализацией и стандартизацией охвачено свыше 200 наименований
деталей приспособлений (установочные и зажимные детали, кондуктор-
ные втулки и др.). Нормализовано также значительное количество часто
применяемых узлов (винтовые и эксцентриковые прихваты, фиксаторы)
и кулачковых, цанговых патронов, тисков, делительных столов и стоек,
скальчатых кондукторов и т. д. Частично нормализованы элементы си-
ловых приводов (цилиндры, пневмокамеры, некоторая аппаратура и т. п.).
В гораздо большей степени нормализован вспомогательный инструмент
(оправки, державки, скалки, патроны для сверл, метчиков и др.). Всего
для станков, включая револьверные станки, полуавтоматы и автоматы,
нормализовано свыше 400 типов вспомогательного инструмента. Техно-
логам и конструкторам, проектирующим оснастку, необходимо знать эти
нормали и широко их использовать. Проведенная нормализация в области
оснастки позволяет проектировать приспособления с применением нор-
мальных и стандартных деталей и узлов в объеме от 30 до 90% от общего
количества деталей в конструкции.
Основные направления в проектировании приспособлений
639
В результате высокого процента нормалей в конструкциях, а также
использования в 50—60% случаев стандартных заготовок литых корпу-
сов себестоимость изготовления приспособлений снижается на 20—30%,
а общий цикл оснащения нового изделия сокращается на 30—40%.
Так, например, из спроектированных 2500 станочных приспособлений
в 1780 конструкциях были применены стандартные корпуса, заранее
отлитые и требовавшие лишь незначительной механической обработки.
Из 69 400 деталей для 2500 приспособлений 52 750 деталей (76%) приме-
нены стандартные и нормальные. Время на проектирование приспособле-
ний и трудоемкость их изготовления уменьшились примерно на 30%.
4. ОСНОВНЫЕ НАПРАВЛЕНИЯ В ПРОЕКТИРОВАНИИ ПРИСПОСОБЛЕНИЙ
В условиях различного производства (массового, серийного, инди-
видуального) к конструкциям приспособлений и их приводов предъяв-
ляются различные требования, в зависимости от которых определяются
степень специализации приспособлений, уровень их механизации и авто-
матизации и основные направления дальнейшего развития.
В крупносерийном и массовом производстве экономически оправды-
вается применение специальных приспособлений с встроенным или при-
крепляемым силовым приводом (преимущественно пневматическим или
гидравлическим). Помимо общих требований — точность, жесткость,
компактность, — главная задача при конструировании сводится к мак-
симальной механизации и автоматизации приспособлений с целью повыше-
ния точности обработки, производительности и облегчения труда рабочих.
Широко внедряются многоместные, полуавтоматические и автоматические
приспособления, столы для непрерывной обработки, автоматические по-
воротные и делительные столы для позиционной обработки, многошпин-
дельные приставные и агрегатные головки, загрузочные устройства и т. п.
В серийном производстве, как и в массовом, задача повышения произ-
водительности и облегчения труда рабочих является главной, поэтому
и здесь приспособления должны быть быстродействующими, т. е. макси-
мально оснащенными механизированными силовыми приводами, а в ряде
случаев полуавтоматическими.
Наряду с этим в серийном производстве к конструкциям приспособле-
ний предъявляется ряд дополнительных требований, вытекающих из спе-
цифики этого производства:
1) сокращение сроков и стоимости подготовки производства, что в ус-
ловиях большой номенклатуры и частой смены объектов производства
имеет решающее значение;
2) сокращение времени на переналадку оборудования, что очень
важно при внедрении групповых технологических процессов и организа-
ции групповых потоков в серийном машиностроении;
3) экономичность приспособлений.
В наибольшей степени указанным требованиям отвечают перена-
лаживаемые (групповые и универсальные) и универсально-сборные (си-
стема УСП) приспособления.
Анализируя практику конструирования приспособлений в условиях
серийного производства, можно отметить следующие этапы.
На первом этапе, который длился десятилетиями, наряду с широко-
универсальными приспособлениями (патроны, тиски и др.) проектиро-
валось громадное количество специальных приспособлений с ручным
приводом. Чтобы снизить стоимость этих приспособлений и повысить их
640
Общие вопросы проектирования станочных, приспособлений
качество, постепенно проводилась нормализация деталей приспособле-
ний. На этом же этапе отбирались лучшие конструкции и разрабатыва-
лись альбомы типовых узлов.
На втором этапе, который начался в послевоенный период и совпадает
с развитием скоростных методов обработки, продолжается работа по нор-
мализации и унификации оснастки, но, как и раньше, проектируются
преимущественно специальные приспособления. Однако массовое внед-
рение скоростных режимов обработки на станках заставляет технологов
и конструкторов искать новые решения. С целью сокращения вспомога-
тельного времени разрабатываются и внедряются универсальные при-
воды с цилиндрами и диафрагмами. Этим положено начало широкого внед-
рения механизированных приводов в станочную оснастку серийного про-
изводства.
Третий этап (последние 8—10 лет) связан с разработкой и внедрением
групповых технологических процессов и многопредметных поточных ли-
ний. На этом этапе наряду с совершенствованием универсальных силовых
приводов большое внимание уделяется проектированию переналажи-
ваемых приспособлений (групповых и универсальных), наиболее эффек-
тивных в условиях серийного производства, а также разработке и внед-
рению универсальносборных приспособлений в опытном и мелкосерийном
производстве.
А. Переналаживаемые приспособления
Эти приспособления состоят из постоянной (базовой) части и комплекта
сменных наладок. Каждое приспособление заменяет от нескольких штук
до нескольких десятков специальных приспособлений. В постоянную
часть обычно входят: корпус приспособления с встроенным или прикреп-
ленным силовым приводом, элементы для базирования наладок (устано-
вочные пальцы, шпонки, Т-образные пазы и т. п.), зажимный механизм.
В поворотные и делительные устройства, кроме того, встраиваются ме-
ханизмы фиксации и зажима поворотной части.
Сменные наладки состоят из установочных элементов и механизмов
для базирования обрабатываемых деталей и проектируются в соответствии
с их формой и размерами. Иногда в них входят дополнительные зажимные
устройства, а у скальчатых кондукторов, кроме того, входят сменные
кондукторные плиты или вкладыши с кондукторными втулками, закла-
дываемые в окна этих плит.
Как базовая, так и сменные части переналаживаемых приспособлений
постепенно нормализуются.
В зависимости от конструкции приспособлений и обрабатываемых
в них деталей переналадка выполняется одним из следующих методов:
1) путем перемещения (регулировки) постоянных установочных эле-
ментов (пневматические тиски, патроны и другие приспособления с вин-
тами для установочных перемещений губок, кулачков и т. п.);
2) путем перестановки и перезакрепления постоянных установочных
элементов (некоторые конструкции тисков, патронов и других приспособ-
лений);
3) полной или частичной заменой установочных и других сменных
элементов (скальчатые кондукторы, оправки и патроны со сменными
цангами, приспособления со сменными кассетами и т. п.);
4) одновременно путем замены и перемещения (регулировки) устано-
вочных элементов (тиски и патроны со сменными губками и т. п.).
Основные направления в проектировании приспособлений
641
Первые две группы приспособлений используются для деталей, имею-
щих подобные по форме, но различные по размерам базовые поверхности
и требуют минимальных затрат средств и времени на переналадку. Кроме
кулачковых патронов и тисков, к этим группам можно отнести десятки
других конструкций. Так, например, приспособления для сверления от-
верстий по окружности в деталях типа диски, кольца; приспособления для
сверления отверстий по линии в планках, клиньях; приспособления
для обработки отверстий в подобных по форме рычагах, валах и т. п.
Вторые две группы приспособлений используются для деталей, раз-
нообразных (в определенных границах) по форме и размерам; основным
объединяющим началом в этом случае является общность групповой
операции.
Затраты труда и металла на проектирование и изготовление группо-
вого переналаживаемого приспособления с комплектом сменных наладок
значительно ниже затрат на изготовление соответствующего количества
специальных приспособлений. По данным канд. техн, наук С. П. Мит-
рофанова [18], трудоемкость проектирования групповой оснастки сни-
жается на 50—70%, а трудоемкость ее изготовления в инструментальных
цехах уменьшается в несколько раз.
Б. Универсальносборные приспособления
Инженерами В. С. Кузнецовым и В. А. Пономаревым в 1947 г. раз-
работана система универсальносборных приспособлений (УСП), успешно
применяемая на ряде заводов опытного и мелкосерийного производства.
Система включает набор нормализованных деталей, из которых можно
компоновать различные приспособления. После использования собран-
ных приспособлений они разбираются, а детали возвращаются на склад и
применяются при сборке других приспособлений; в основу системы УСП
положена идея постоянного кругооборота нормализованных деталей и
узлов.
На тех заводах, где система применяется много лет, фондили комплект
элементов УСП состоит из 15—25 тысяч деталей и определенного количе-
ства нормализованных неразборных узлов (в среднем 20 тысяч деталей).
При таком количестве деталей можно собирать и использовать на рабо-
чих местах одновременно 150—200 компоновок. Пусковой комплект,
позволяющий начать промышленное применение системы на заводе, мо-
жет состоять из 1 -4-2,5 тысяч деталей, что позволяет собирать за год не-
сколько сотен оригинальных компоновок.
Детали полноценного заводского комплекта разбиваются на восемь
групп. Количественное соотношение этих групп установлено многолетней
практикой применения УСП и приведено в табл. 1.
Основой компоновки приспособлений являются базовые детали, имею-
щие Т-образные и шпоночные пазы размером 12А с допускаемым откло-
нением от параллельности и перпендикулярности не более 0,01 мм на
200 мм длины. Пазы расположены с шагом 60 + 0,05 мм и служат для
точной установки и крепления элементов при помощи шпонок и Т-образ-
ных болтов.
Назначение корпусных (опорных) деталей — составлять в различных
сочетаниях корпуса приспособлений. Детали этой группы весьма разно-
образны как по конструктивным формам, так и по количеству типораз-
меров. Рабочие плоскости и отверстия этих деталей шлифуют, обеспечи-
вая 2-й класс точности и 9—10-й классы чистоты; допуск на непараллель-
642
Общие вопросы проектирования станочных приспособлений
Таблица 1
Типовой комплект деталей УСП
№ групп деталей Наименование групп деталей Количество в группе Среднее количе- ство в %
типов типо- размеров деталей (примерно)
1 Базовые (плиты квадратные, пря- моугольные и круглые; базовые угольники и кольца) 11 16 200 1
2 Корпусные или опорные (под- кладки и опоры разной конфигура- ции, угольники, призмы и т. п.) 28 96 2 000 10
3 Установочные (шпонки, пальцы установочные, штыри фиксирующие переходные втулки) 13 168 2 800 14
4 Направляющие (втулки кондук- торные постоянные и быстросмен- ные, кондукторные планки, валики и колонки) 5 89 600 3
5 Прижимные (всевозможные при- хваты — плоские, изогнутые, виль- чатые и др.) 14 21 800 4
6 Крепежные, для крепления всех элементов УСП (шпильки резьбо- вые, болты, винты, гайки, шайбы) 19 85 12 000 60
7 Разные детали (всевозможные планки, детали шарнирных соеди- нений, центры, эксцентрики, ру- коятки, пружины и пр.) 24 41 1 200 6
8 Готовые неразборные узлы (ба- зовые, опорные, установочные, де- лительные, зажимные и др.) 36 45 400 2
Всего: 150 410 20 000 100%
ность и неперпендикулярность плоскостей, осей и всех пазов не более
0,01 мм на 100 мм длины.
С такой же высокой точностью и чистотой поверхностей изготовляют
ответственные детали и других групп (направляющие, установочные).
Менее ответственные детали и узлы обрабатываются по 3—5-му классам
точности.
Детали комплекта изготовляются из высококачественных легирован-
ных и инструментальных сталей различных марок и подвергаются терми-
ческой обработке.
Базовые и корпусные детали изготовляются из хромоникелевой стали
марки 12ХНЗА с твердостью после термообработки HRC 60—64. Базо-
вые плиты, планки и другие относительно тонкие и длинные элементы
закаливаются под прессом в масляной ванне.
Установочные и направляющие детали изготовляются из инструмен-
тальных сталей У8А и У12А со сквозной закалкой до твердости HRC 50—
55. Для ответственных крепежных деталей (резьбовые шпильки, болты
и пр.) применяется хромистая сталь марки 38ХА с закалкой и отпуском,
обеспечивающим конечную твердость HRC 40—45. Остальные детали
Методика проектирования специальных, приспособлений и наладок
643
(прихваты, шайбы и др.) изготовляются из углеродистых сталей (сталь 20,
сталь 45) с соответствующей термообработкой. Чугунные и термически
не обработанные детали в системе УСП не применяются.
Стоимость комплекта деталей УСП колеблется от 60 до 100 тыс. руб.
При столь высоких требованиях к точности и большой стоимости деталей
целесообразно в пределах экономического района организовать центра-
лизованное производство деталей на специализированном заводе или
в цехе с обслуживанием заводов-потребителей через районные складские
базы.
Преимущества системы УСП:
1) значительно сокращаются цикл и сроки проектирования и изго-
товления оснастки; сборка приспособления средней сложности занимает
всего лишь 2,5—5 ч\ в большинстве случаев выполняется по чертежу
обрабатываемой детали или детали в металле (заготовки), взятой с преды-
дущей операции;
2) резко снижаются трудоемкость и стоимость изготовления оснаще-
ния для осваиваемого нового изделия;
3) обеспечивается значительная экономия металла;
4) быстрая окупаемость (за 2—3 года) при сроке службы большин-
ства деталей в комплекте до 15 лет.
Недостатки системы:
1) пониженная жесткость из-за наличия большого количества стыков;
2) отсутствие в комплекте быстродействующих (пневматических,
пневмогидравлических и др.) универсальных приводов;
3) высокие требования к точности и чистоте деталей системы и высокая
начальная стоимость комплекта.
С целью упрощения и удешевления набора деталей системы, снижения
требований точности и замены высоколегированных сталей для базовых
и корпусных деталей серым чугуном предложена система сборно-разбор-
ных приспособлений [7]. Эта система, как и системы переналаживаемых
и универсальносборных приспособлений находит свое место в обшир-
ной практике проектирования прогрессивных и экономичных конструк-
ций приспособлений.
5. МЕТОДИКА ПРОЕКТИРОВАНИЯ СПЕЦИАЛЬНЫХ ПРИСПОСОБЛЕНИЙ
И НАЛАДОК
Проектирование специальных приспособлений обычно осуществляется
в два этапа:
1) разработка принципиальной схемы базирования и закрепления де-
тали (выполняется технологом);
2) конструктивное оформление элементов приспособления и его об-
щая компоновка (выполняется конструктором по оснастке).
А. Разработка принципиальной схемы базирования и закрепления
детали
При проектировании процесса технолог выявляет установочные базы
детали на каждой операции, а при вычерчивании эскизов обработки на-
мечает принципиальную схему базирования и закрепления детали в при-
способлении.
На схеме условными знаками изображаются установочные и центри-
рующие элементы приспособления, а также точки приложения и направ-
644
Общие вопросы проектирования станочных приспособлений
ления сил зажима. При разработке схем кондукторов и фрезерных приспо-
соблений иногда необходимо показывать направляющие элементы (кон-
дукторные втулки, установочные габариты для фрез).
Установочные элементы принято обозначать углообразными знаками
(птичками), поставленными на каждой из базовых поверхностей детали.
Центрирующие элементы и механизмы изображаются двумя такими зна-
ками, расположенными на концах диаметра базовой шейки или базового
отверстия детали. Если центрирующий механизм заранее известен, то
вместо условных знаков можно давать его схематическое изображение
в виде центрирующего пальца или втулки, кулачков патрона или люнета,
лепестков цанги, центров и т. п. Силы зажима изображаются стрелками.
Если намечено проектировать сложное специальное приспособление
(одноместное многопозиционное, многоместное, многоместное многопо-
зиционное, полуавтоматическое, автоматическое) или переналаживаемое
приспособление, то технолог должен четко охарактеризовать принцип
действия приспособления и общие требования к нему.
В случае базирования деталей не по конструктивным, а по вспомога-
тельным базам, технолог рассчитывает неизбежные при этом погрешности
базирования и при необходимости производит перерасчет допусков на
базисные размеры и на операционном эскизе указывает новые допуски
(см. гл. I).
Б. Исходные данные при конструировании
Конструктор приспособления должен располагать следующими ис-
ходными материалами:
1) рабочими чертежами заготовки и готовой детали с техническими
условиями ее приемки;
2) операционными эскизами обрабатываемой детали (с размерами и
допусками) на предшествующую и выполняемую операцию со схемой ба-
зирования и закрепления;
3) картой (или описанием) технологического процесса обработки де-
талей со всеми необходимыми данными (оборудование, режимы, нормы
и др.);
4) годовой программой выпуска;
5) указаниями, для какого конкретно станка проектируется данное
приспособление (в отдельных случаях).
Кроме исходных данных, в распоряжении конструктора должны быть:
1) альбом нормализованных и стандартизованных деталей и узлов
приспособлений (в частности стандартных корпусов); конструктор обя-
зан максимально использовать нормализованные и стандартизованные
детали и узлы;
2) альбом типовых узлов и механизмов приспособлений;
3) альбом конструкций силовых приводов и их элементов;
4) альбомы конструкций универсальных, групповых и специальных
приспособлений для типовых деталей;
5) сведения о форме и размерах посадочных мест станков, на которых
устанавливаются и закрепляются приспособления (головки шпинделей
токарных станков, форма и размеры пазов на столах фрезерных станков
и т. п.);
6) сведения об имеющихся в инструментальных кладовых запасах де-
талей и узлов станочных приспособлений и их приводов, в частности, за-
пасов заготовок стандартных корпусов.
Методика проектирования специальных приспособлений и наладок
645
В. Порядок конструирования и оформления общего вида
приспособлений
Конструирование сводится к последовательному вычерчиванию эле-
ментов приспособления вокруг контура обрабатываемой детали. Реко-
мендуется придерживаться следующего порядка.
Контур обрабатываемой детали наносят в необходимом количестве
проекций, располагаемых с таким расчетом, чтобы оставалось достаточно
места для последующего вычерчивания элементов приспособления. Кон-
тур ее изображают тонкими или, наоборот, более толстыми пунктирными
(штрих-пунктирными) линиями по сравнению с линиями деталей приспо-
собления. Иногда для большей наглядности контур обрабатываемой де-
тали вычерчивают красным карандашом.1
Вокруг контура вначале вычерчивают направляющие детали (кон-
дукторные втулки у кондукторов, или прикрепляемые к корпусу приспо-
собления габариты для установки фрез). Далее проектируют и вычер-
чивают установочные (центрирующие) детали и механизмы приспособле-
ния; затем зажимные и вспомогательные элементы и механизмы. После
этого определяют контуры корпуса приспособления, используя ту или
иную форму стандартных заготовок корпусов.
Выбранную конструкцию детали или узла приспособления сразу же
вычерчивают во всех проекциях. Попутно вычерчивают необходимые раз-
резы и сечения, поясняющие конструкцию. Общие виды приспособлений
рекомендуется вычерчивать в масштабе 1:1; исключение могут состав-
лять приспособления для особо крупных и мелких деталей.
На чертеже общего вида, кроме приспособления, рекомендуется тон-
кими сплошными или пунктирными линиями схематично изображать
место станка, на котором базируется и закрепляется приспособление. На-
пример, на чертежах патронов и оправок — контур головки шпинделя
станка и переходной планшайбы; на чертежах фрезерных приспособле-
ний — часть контура стола с пазами под установочные шпонки и болты
для закрепления приспособления и т. п.
Если проектируемое приспособление представляет собой наладку на
стандартный или нормализованный делительный стол, поворотную стойку,
скальчатый кондуктор, кулачковый патрон, тиски и т. п., то последние
также схематично изображаются тонкими линиями.
В ряде случаев целесообразно схематично изображать и режущий ин-
струмент.
На общем виде дается нумерация деталей и их спецификация с указа-
нием использованных ГОСТ и нормалей.
Г. Размеры, допуски и посадки на чертежах приспособлений
На чертеже общего вида указываются:
1. Габаритные размеры приспособления.
2. Контрольные и координирующие размеры с допусками (отклоне-
ниями), характеризующими точность взаимного расположения таких
элементов приспособления, которые определяют точность координации
поверхностей обрабатываемых в приспособлении деталей; точность этих
размеров проверяется после сборки приспособления.
1 Так как конструктору часто приходится пользоваться резинкой, то заготовку целе-
сообразно чертить на обратной стороне бумажной кальки в зеркальном изображении;
вычерчивание приспособления производят затем на лицевой стороне.
646
Общие вопросы проектирования станочных приспособлений
Так, например, у кондукторов контрольными размерами являются
расстояния между осями кондукторных втулок и расстояния от этих осей
до поверхностей установочных элементов приспособления. У фрезерных
приспособлений — расстояния от поверхностей установочных габаритов
до поверхностей соответствующих установочных элементов и т. п.
Допуски на эти размеры берутся в 2—3 раза меньшими допусков на
соответствующие координирующие размеры, указанные на рабочем чер-
теже обрабатываемой детали.
3. Допуски на взаимную непараллельность, неперпендикулярность,
неплоскостность установочных поверхностей и осей центрирующих эле-
ментов приспособления. Эти допуски указываются на поле чертежа тек-
стом и не должны превышать половины соответствующих допусков на
расположение сопрягаемых с ними базовых поверхностей детали.
При отсутствии на рабочем чертеже детали этих допусков допуски
для приспособления назначаются в пределах 0,02—0,05 мм на 100 мм
длины, т. е. угловые смещения не должны быть больше 1—2°.
4. Посадки на основные сопряжения в деталях приспособления.
5. Диаметры отверстий под рабочую часть режущего инструмента
в сменных кондукторных втулках. Эти диаметры после их расчета обычно
приводятся в виде таблицы на поле чертежа.
Д. Расчеты при конструировании
При конструировании производятся следующие расчеты.
1. Погрешностей базирования (если эти расчеты не были выполнены
на первом этапе).
2. Приближенный расчет потребных сил зажима, исходя из задан-
ных сил резания.
3. Расчет основных характеристик и выбор конструктивных парамет-
ров силовых механизмов с определением действительных развиваемых ими
сил зажима при заданных исходных силах на рукоятке или штоке при-
вода (см. гл. II).
4. Проверочный расчет на прочность и износоустойчивость некото-
рых особо нагруженных деталей силовых механизмов.
5. Для кондукторов — расчет номинальных размеров и отклонений
внутренних диаметров кондукторных втулок (см. гл. III).
6. Для приспособлений с механизированным силовым приводом
(пневматическим, гидравлическим и т. п.) расчет параметров привода:
диаметра цилиндра или диафрагмы, длина хода поршня, сечений трубо-
проводов и т. д. (см. гл. IV и V).
При проектировании наладок на групповые и универсальные при-
способления необходимо согласовывать конструкцию наладки с конструк-
цией постоянной (базисной) части приспособления (с губками, пазами и
другими установочными элементами, на которых монтируются наладки).
Рекомендуется предварительно вычертить в трех проекциях установоч-
ные участки корпуса базисного приспособления и определить положение
обрабатываемой детали, при котором она будет минимально удалена от
корпуса; последние необходимо для повышения устойчивости и жесткости
в процессе обработки. Затем, как обычно, вокруг заготовки в последо-
вательном порядке проектируются элементы наладки. Корпусы наладок
могут быть литыми, сварными или выполняться из поковок.
Экономическая эффективность приспособлений
647
6. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРИСПОСОБЛЕНИЙ
Применение станочных приспособлений способствует решению двух
основных задач: 1) обеспечению заданной точности обработки; 2) повы-
шению производительности и облегчению труда рабочих.
Для выполнения операции технологического процесса могут быть
использованы приспособления, равноценные по точности, но различные
по их сложности, стоимости и производительности.
Применение сложных специальных приспособлений, например мно-
гоместных или автоматизированных с пневматическим или гидравличе-
ским приводом, повышает производительность труда, но при малом го-
довом выпуске деталей такие приспособления могут оказаться неэконо-
мичными: от их применения себестоимость операции не снижается, а на-
оборот, п ов ыша етс я.
Поэтому при оснащении деталь-операции приспособлением, при мо-
дернизации уже существующего приспособления или замене его новым,
более совершенным, необходимо производить экономические расчеты.
Расчет экономической эффективности применения приспособления ос-
новывается на сопоставлении затрат и экономии, возникающих при его
использовании и относимых к годовому периоду. Затраты слагаются из
расходов на амортизацию приспособления (амортизационные отчисления)
и расходов на его содержание и эксплуатацию. Экономия достигается за
счет снижения трудоемкости изготовления деталей, а следовательно, за
счет сокращения прямой штучной зарплаты.
Приспособление считается рентабельным, если годовая экономия,
получаемая от его применения, больше связанных с ним годовых затрат.
На практике обычно приходится сопоставлять экономичность различ-
ных конструктивных вариантов приспособлений для данной операции.
Полагая, что расходы на амортизацию станка, режущий инструмент и
электроэнергию при использовании различных вариантов остаются не-
изменными, определяют и сопоставляют лишь те элементы себестоимости
операции, которые зависят от конструкции приспособления. Себестои-
мость Са при использовании нового (модернизированного) приспособле-
ния и себестоимость Св при использовании старого приспособления опре-
деляют по формулам
Са = За (1 + тбо) + Тт" (/г+юо)’ св = Зв + + "7Т("д" + Т5б) ’
где За, Зв — зарплата станочника, отнесенная к одной детали, в руб.;
Н — цеховые накладные расходы в процентах к заработной плате;
Sa, Зв — затраты на изготовление приспособлений в руб.;
П — годовая программа выпуска деталей в шт.;
А — срок амортизации приспособлений в годах;
q — расходы, связанные с эксплуатацией приспособлений (ре-
монт, регулировка, хранение) в процентах от их стоимости.
Себестоимость в большой степени зависит от годовой программы вы-
пуска деталей. На фигуре 1 представлен график зависимости Са и Св от П.
Точки пересечения К обеих кривых соответствуют программе выпуска Пк,
при которой оба сопоставляемых варианта экономически равноценны.
Величину этой программы, а следовательно, и точку пересечения кри-
вых можно найти, решая совместно уравнения относительно П,
('+-от) .
(So-Ssl
648
Общие вопросы проектирования станочных приспособлений
Из графика видно, что если заданная годовая программа П > ПКУ
то выгоднее применять более сложное приспособление а и наоборот,
если П <^ПЮ то выгоднее применять старое приспособление Ь.
Для конкретного расчета Пк необходимо знать величины Sa и Se.
Однако в начальный период проектирования, когда определена лишь
принципиальная схема нового приспо-
собления, точно определить его сто-
имость невозможно. В этом случае при-
меняют приближенный способ расчета
по формуле
3 = CN,
где 3 — затраты на изготовление при-
способления;
W — количество деталей в приспо-
соблении;
Зависимость себестоимости продукции С — постоянная, зависящая ОТ
от годового выпуска. сложности приспособления и
его габаритных размеров.
Для простых приспособлений берут С = 15; для приспособлений
средней сложности С = 30; для сложных приспособлений С = 45.
На некоторых заводах разработаны ценники на специальные приспо-
собления (заводы «Красный пролетарий», «Русский дизель»). При нали-
чии ценника себестоимость изготовления приспособления определяется
конструктором при проектировании оснастки. Входными параметрами,
определяющими величину затрат на изготовление приспособления яв-
ляются число деталей, сложность и габаритные размеры приспособления.
Установленная себестоимость указывается на чертеже общего вида
приспособления и заранее задается инструментальному цеху.
Для определения зарплаты 3 станочника необходимо знать штучное
или штучно-калькуляционное время tmm на данной операции и минут-
ную ставку Зм рабочего по существующей тарифной сетке
Q _ / Q
° сшт^м
При использовнии более совершенного быстродействующего приспо-
собления штучное время, а следовательно, и штучная зарплата снижаются.
Срок А амортизации приспособления в годах рекомендуется брать:
для простых приспособлений А = 1 год; для приспособлений средней
сложности А = 2—3 года; для сложных приспособлений А = 4—5 лет.
Если заранее известен срок в годах выпуска продукции, для которой
проектируется приспособление, то величину А берут равной этому сроку.
Годовые расходы q, связанные с эксплуатацией приспособления,
берут равными 20% от его стоимости S.
Технико-экономический расчет переналаживаемых (универсальных и
групповых) приспособлений и их эффективности в сравнении с заменяе-
мыми ими специальными приспособлениями производится по особой ме-
тодике, подробно рассматриваемой в специальной литературе [20], [24].
ЛИТЕРАТУРА
1. АнсеровМ. А. Приспособления для токарных и круглошлифовальных станков.
Л., Лениздат, 1953. 248 с.
2. АнсеровМ. А. и Бутковский Б. Д. Приспособления для фрезерных
станков. Л., Машгиз, 1953. 296 с.
3. АнсеровМ. А. и ГерстВ. М. Приспособления для металлорежущих стан-
ков. Обзор зарубежной техники. Л., Машгиз, 1956. 187 с.
4. АнсеровМ. А. и ГущинВ.Ф. Приспособления для сверлильных станков.
М. —Л., Машгиз, 1950. 299 с.
5. БарановА. И. и КузьминВ.В. Стандартизация и нормализация в маши-
ностроении. М., Машгиз, 1955. 204 с.
6. Болотин X. Л. и Костромин Ф. П. Станочные приспособления. М.,
Машгиз, 1956. 316 с.
7. Влазнев В. И., Подгорнов С. В., Чернышев В. М. и Шала-
шов П. Г. Нормализованные станочные приспособления. М., Оборонгиз, 1959. 439 с.
8. ВолосатовВ. А. Конструкции универсальных пневматических приспособле-
ний. Л., Лениздат, 1959. 191 с.
9. Гинзбург Е. Г. и ШаманинА. В. Типовые технологические процессы
изготовления зубчатых колес. Библиотечка зубореза-новатора, вып. 2, М. — Л., Машгиз,
1958. 128 с.
10. Г о р о ш к и н А. К. Современные станочные приспособления. Краткий обзор.
ЛДНТП, 1958. 44 с.
11. Зоненберг С. М. и Лебедев А. С. Пневматические зажимные приспо-
собления. М., Машгиз, 1959. 188 с.
12. К о р о н а А. Б. Приспособления для механической обработки. М., КОИЗ, 1955.
340 с.
13. К о р с а к о в В. С. Расчеты и конструирование приспособлений в машинострое-
нии. М., Машгиз, 1959. 216 с.
14. Косовский В. Л., Крупенин 3. А. и Выродов Н. В. Токарные
патроны. М., Машгиз, 1957. 107 с.
15. КузнецовВ. С. и ПономаревВ. А. Универсально-сборные приспособле-
ния в машиностроении. М., Трудрезервиздат, 1951. 179 с.
16. КузнецовВ. С. иПономаревВ. А. Применение системы универсально-
сборных приспособлений в машиностроении. Серия «Передовой научно-технический и про-
изводственный опыт», тема 10, № М-58-272/39, ВИНИТИ, 1958. 62 с.
17. Л е б е д е в А. С. Приспособления для обработки наружных поверхностей протя-
гиванием. Серия «Передовой научно-технический и производственный опыт», тема 10,
№ М-59-32/10, ВИНИТИ, 1959. 36 с.
18. Митрофанов С. П. Научные основы групповой технологии. Л., Лениздат,
1959. 436 с.
19. М ы н к и н П. М. Быстродействующие приспособления к станкам. М., ЦБТИ,
1956. 55 с.
650
Литература
20. Пр ос к у р я к о в А. В. Технико-экономические основы нормализации и уни-
версализации приспособлений. М., Машгиз, 1959. 160 с.
21. Статьи в журналах «Станки и инструмент» и «Машиностроитель», 1955—1962.
22. С е м и н с к и й В. К. Повышение производительности при работе на токарных
станках. Киев, Машгиз, 1959. 99 с.
23. Т о л с т о в М. А. Пневматические и пневмогидравлические приспособления.
Свердловск, Машгиз, 1956. 204 с.
24. Т и л л е с С. А. Экономика технологических процессов механической обработки.
М., Машгиз, 1959. 300 с.
25. Типовой проект модернизации вертикально-сверлильных станков моделей 2125,
2135, 2150. М., Машгиз, 1959. 351 с.
26. Типовой проект модернизации радиально-сверлильных станков моделей 255 и 2А56.
М., Машгиз, 1957. 144 с.
27. Шатин В. П., Кузьмин В. В. и Денисов П. С. Конструктивные эле-
менты и нормализованные узлы крепления режущих инструментов. Справочник. М., Маш-
гиз, 1959. 264 с.
28. ЭНИМС. Модернизация токарных станков. М., Машгиз, 1958. 288 с.
29. ЭНИМС. Модернизация универсальных сверлильных станков. М., Машгиз, 1958.
216 с.
30. ЭНИМС. Модернизация консольно-фрезерных станков. М., Машгиз, 1957. 195 с.
THORNado
W
ОГЛАВЛЕНИЕ
Введение .................................................................. 3
РАЗДЕЛ ПЕРВЫЙ
ДЕТАЛИ, МЕХАНИЗМЫ И ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
Глава I. Базирование обрабатываемых деталей и установочные устройства при-
способлений ............................................................... 5
1. Понятия о конструктивной и установочной базах обрабатываемой поверх-
ности ................................................................ —
2. Основные схемы базирования по опорным установочным базам........... 8
3. Схемы полного и упрощенного базирования........................... 11
4. Схемы базирования по плоскости и отверстиям с применением установоч-
ных пальцев ......................................................... 12
5. Расчеты при базировании по плоскости и отверстиям ............. 14
6. Понятия о погрешностях, возникающих при обработке партий деталей
на настроенном станке в приспособлении............................... 18
7. Примеры расчета погрешностей базирования и закрепления ........... 23
8. Правила выбора установочных баз .................................. 30
9. Конструкции установочных элементов приспособлений................. 31
10. Ориентирующие и самоцентрирующие механизмы ....................... 42
Глава II. Силовые механизмы............................................... 48
1. Замечания о расчете потребных сил зажима .......................... —
2. Классификация силовых механизмов ................................. 48
3. Клин как средство зажима и самоторможения ........................ 50
4. Основные характеристики простых и комбинированных механизмов ... 58
5. Клиновые механизмы ............................................... 59
6. Клиноплунжерные механизмы ........................................ 65
7. Рычажные механизмы ............................................... 73
8. Винтовые механизмы................................................. —
9. Механизмы с эксцентриками и плоскими кулачками.................... 91
10. Механизмы с торцовыми кулачками .................................. 99
11. Рычажно-шарнирные механизмы ..................................... 101
12. Многозвенные механизмы .......................................... 109
13. Многозвенные и самоцентрирующие механизмы с гидропластом......... 115
14. Центрирующие механизмы трехкулачковых токарных патронов.......... 131
15. Пружинные и пневмопружинные силовые механизмы ........ 140
Глава III. Корпуса приспособлений. Делительные, направляющие и другие детали
и механизмы.............................................................. 153
1. Конструкции корпусов ..................................... —
2. Конструкции направляющих у приспособлений с передвижными и поворот-
ными частями ........................................................ 167
3. Делительные механизмы (фиксаторы) ............................. 169
4. Механизмы для закрепления и подъема поворотных частей приспособлений 175
5. Кондукторные втулки и кондукторные плиты ......................... 178
6. Установы для фрез................................................. 183
7. Детали шарнирных соединений...................................... 186
Глава IV. Пневматические приводы......................................... 188
1. Поршневые двигатели (пневмоцилиндры).............................. 189
2. Элементы конструкций и расчеты поршневых двигателей .............. 211
3. Диафрагменные двигатели (пневмокамеры) ........................... 225
4. Элементы конструкций и расчеты диафрагменных двигателей........... 231
5. Пневматическая аппаратура и пневмопанели.......................... 236
6. Воздухопроводная арматура......................................... 257
652
Оглавление
7. Автоматизация управления пневматическими приводами ................ 261
8. Пневматические приводы приспособлений, устанавливаемых на поворотном
или непрерывно вращающемся столе ..................................... 273
Глава V. Приводы с гидравликой............................................. 279
1. Пневмогидравлические приводы ........................................ —
2. Механогидравлические приводы ....................................... 291
3. Гидравлические приводы ............................................. 298
РАЗДЕЛ ВТОРОЙ
КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЙ
Глава VI. Приспособления для токарных и круглошлифовальных станков .... 318
1. Концы шпинделей и присоединительные элементы приспособлений ... —
2. Токарные кулачковые патроны...................................... 320
3. Примеры наладок на трехкулачковые самоцентрирующие патроны . . . 330
4. Приспособления для обработки валов и труб ....................... 332
5. Оправки и патроны для обработки втулок, фланцев, колец, дисков .... 345
6. Патроны с жесткими центрирующими элементами и тремя прихватами для
зажима вдоль оси ................................................... 361
7. Патроны для шлифования отверстий в зубчатых колесах.............. 363
8. Приспособления для установки по резьбе........................... 367
9. Приспособления для обработки многоосных деталей (эксцентриков, рыча-
гов, арматуры) ................................................... 368
10. Приспособления для обработки деталей класса стойки, кронштейны, под-
шипники ............................................................. 374
11. Копировальные приспособления ..................................... 376
Глава VII. Приспособления для сверлильных станков ........................ 381
1. Скальчатые кондукторы................................................ —
2. Наладки скальчатых кондукторов .................................... 389
3. Поворотные столы и стойки для позиционной обработки ............... 403
4. Плавающие столы ................................................... 434
5. Универсальные и групповые кондукторы............................... 435
6. Автоматизированные кондукторы ..................................... 445
7. Многошпиндельные и револьверные сверлильные головки................ 452
8. Вспомогательные инструменты........................................ 475
Глава VIII. Приспособления для фрезерных станков ......................... 490
1. Машинные тиски....................................................... —
2. Наладки тисков ................................................... 502
3. Универсальные и групповые приспособления.......................... 510
4. Делительные устройства для позиционного фрезерования с примерами
наладок............................................................... 524
5. Устройства для непрерывного фрезерования .......................... 540
6. Специальные приспособления для обработки типовых деталей........... 552
7. Приспособления для копировального фрезерования .................... 591
8. Пример комплексной автоматизации фрезерных станков................. 599
Глава IX. Разные станочные приспособления................................. 609
1. Приспособления для зубообрабатывающих станков ...................... —
2. Приспособления для протяжных станков .............................. 611
Глава X. Общие вопросы проектирования станочных приспособлений............ 636
1. Классификация приспособлений и их приводов........................... —
2. Механизация и автоматизация приспособлений......................... 637
3. Нормализация и стандартизация приспособлений....................... 638
4. Основные направления в проектировании приспособлений............... 639
5. Методика проектировиния специальных приспособлений и наладок .... 643
6. Экономическая эффективность приспособлений......................... 647
Литература................................................................ 649
Редактор издательства М. А. Чфас
Технический редактор М. М. Петерсон Корректор Р. И. Геллер
Подписано к печати 1/IX 1966 г. М'19175 Формат бумаги 70x108/16 Бумага типографская №1
Печ. листов 57,05 Уч.-изд. листов 45,2 Темплан 1966 г. № 181 Тираж 40000 экз. Цена 2 р. 60 к.
Заказ 1219
Ленинградская типография № 6 Г павполиграфпрома
Комитета по печати при Совете Министров СССР
Ленинград, ул Моисеенко, 10