/















































































































































































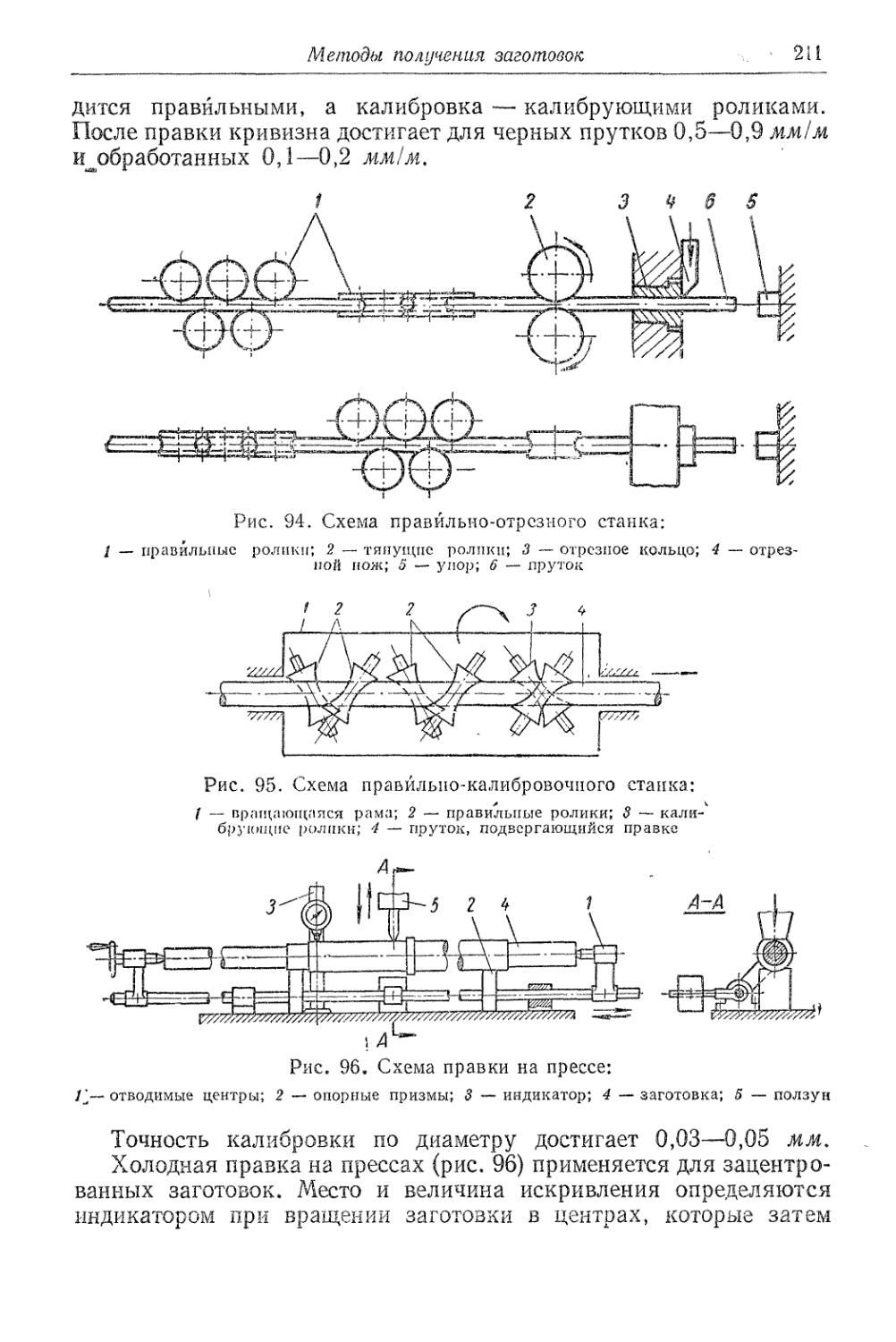













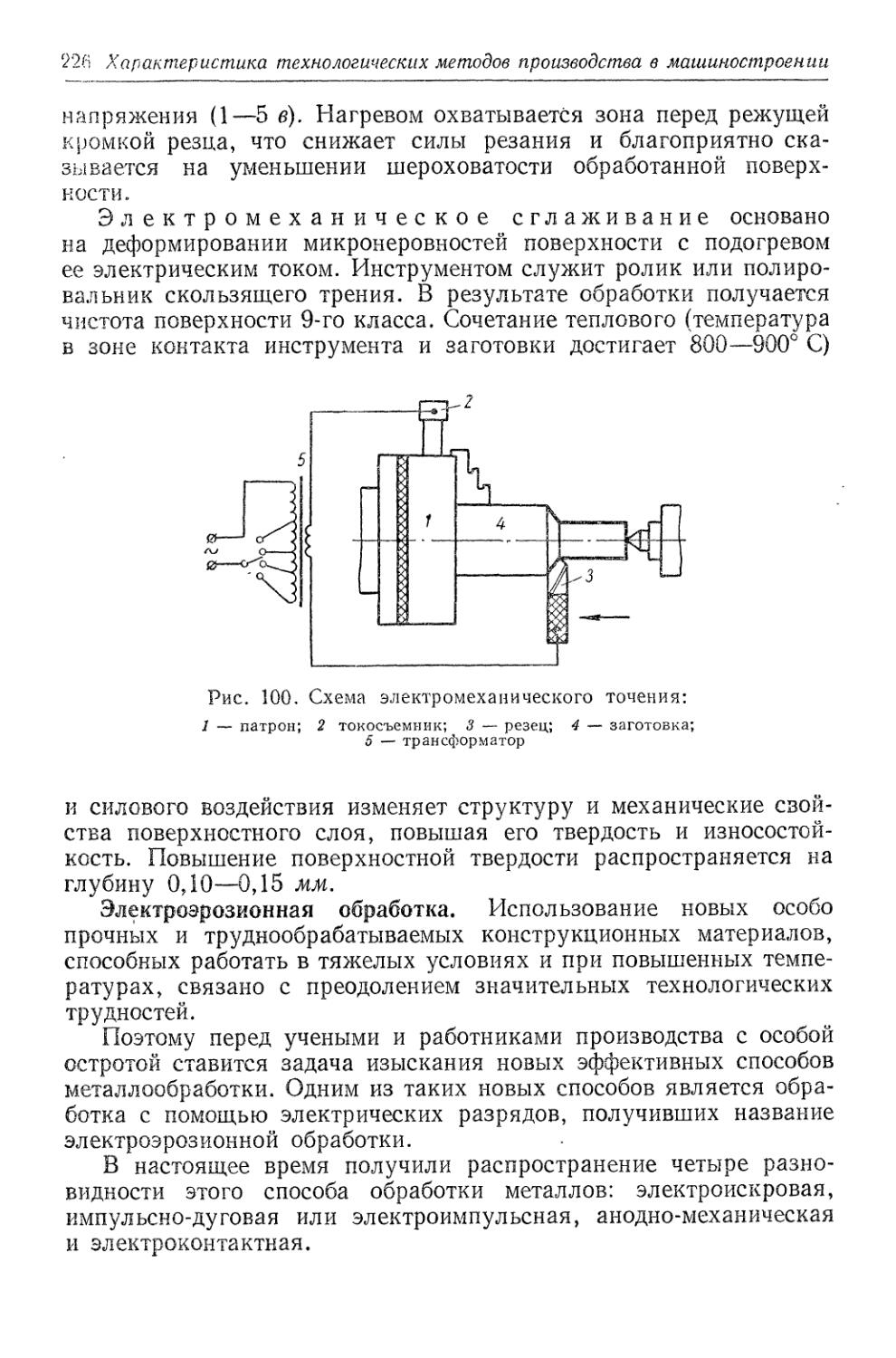





























































































































































































































Текст
ОСНОВЫ ТЕХНОЛОГИИ
В. М. КОВАН I, В. с. КОРСАКОВ, А. Г. КОСИЛОВА, М. А. КАЛИНИН, ’ Н. М. КАПУСТИН, М. Д. СОЛОДОВ
основы ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Под редакцией проф. д-ра техн, наук В. С. КОРСАКОВА
Издание 2-е, дополненное и переработанное Допущено Министерством высшего и среднего специального образования СССР в качестве учебника для студентов машиностроительных вузов
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ» Москва 1 9*6 5
УДК 621.658.512 (075.8)
В книге изложены основные положения технологии машиностроения. Освещена технология производства типовых деталей и узлов машин и дана методика расчетов, связанных с проектированием комплексных технологических процессов, включающих выбор методов изготовления заготовок, последующей их обработки, узловой и общей сборки.
Рассмотрены вопросы технологичности машин, узлов и деталей, сформулированы основные требования, предъявляемые технологией производства к их конструктивному оформлению.
В книге отражен опыт отечественного и зарубежного машиностроения, систематизированы и обобщены материалы, полученные в результате теоретических и экспериментальных исследований авторов и других научных работников.
Книга предназначена в качестве учебника для студентов машиностроительных вузов.
Рецензент проф. д-р. техн, наук Ф. С. Д Е М Ь.Д Н Ю К
ПРЕДИСЛОВИЕ
Многообразие отраслей машиностроения обусловило издание многочисленных руководств по технологии производства: автомобилей и тракторов, сельскохозяйственных машин, металлорежущих станков, двигателей и т. д. Во всех этих руководствах 60—75% объема отводится вопросам технологии машиностроения и лишь 25—40% отраслевой технологии. Общие вопросы рассматриваются обычно применительно к данной отрасли машиностроения, что ограничивает кругозор читателя, лишает его возможности критически рассматривать установившуюся в данной отрасли технологию производства и использовать опыт других отраслей машиностроения. Эти обстоятельства обусловливают целесообразность раздельного издания: основ технологии машиностроения, содержащих основные положения этой науки, и сравнительно небольших по объему руководств, содержащих систематизированные материалы по специализированной технологии производства определенных отраслей машиностроения,
Быстрый рост машиностроения требует от технолога знаний, позвдляющих ему ориентироваться в вопросах технологии производства любого нового объекта. Эти знания могут быть обеспечены только подготовкой технологов-машиностроителей широкого профиля, глубоко изучивших основы технологии машиностроения и умеющих применить их к заданным производственным условиям.
Второе издание учебника значительно переработано. Его содержание соответствует программе курса «Основы технологии машиностроения», читаемого в Московском высшем техническом училище им. Баумана (МВТУ им. Баумана). Во избежание дублирования со смежными и предшествующими дисциплинами в учебнике не рассматриваются машиностроительные материалы, оборудование, инструменты и приспособления, физическая сущность методов обработки и другие вопросы. Они затрагиваются лишь в той степени, какая необходима для построения технологических процессов, расчетов точности, производительности и т. п.
Главы I—V учебника посвящены теоретическим основам технологии машиностроения и проектированию технологических процессов. В главе VI приведена технология производства типовых 1*
Предисловие
деталей и узлов машин, общих для различных отраслей машиностроения; назначение главы — выявить принципиальные решения и дать надлежащее направление мысли технолога при проектировании технологических процессов.
В главе VII рассматриваются перспективы развития технологии машиностроения.
Переработка книги велась коллективом авторов — преподавателями кафедры технологии механосборочного производства МВТУ им. Баумана.
ВВЕДЕНИЕ
Машиностроительная промышленность поставляет продукцию всем отраслям народного хозяйства и является одним из основных его звеньев. Технический прогресс и дальнейший рост всех отраслей народного хозяйства в значительной степени зависят от развития машиностроения и от роста его технологической культуры.
Массовый выпуск машин стал возможен в связи с развитием высокопроизводительных методов производства, а дальнейшее повышение быстроходности машин было достигнуто в результате разработки новых технологических методов, обеспечивающих высокое качество поверхностей трения.
Технический прогресс характеризуется непрерывным совершенствованием конструкций машин и технологии их производства.
В зависимости от назначения и условий эксплуатации машин, их конструктивных особенностей и предъявляемых к ним технических требований применяют разные технологические методы производства; они различны даже для одной и той же машины в зависимости от заданной производственной программы, т. е. от количественного фактора. Например, заготовка ступенчатого валика небольших размеров может быть получена свободной ковкой, горячей штамповкой и другими методами. Для обтачивания шеек валика могут быть выбраны: обычный токарный станок, многорезцовый токарный полуавтомат, гидрокопировальный полуавтомат или вертикальный многошпиндельный полуавтомат. Эти варианты далеко не исчерпывают всех возможных целесообразных для данного случая технологических решений.
Из приведенного примера видно, что перед технологом-машиностроителем возникают довольно сложные задачи, которые он должен решать при построении процессов цроизводства деталей машин. К таким задачам, в частности, относятся: выбор метода выполнения заготовки, выбор варианта механической обработки, оборудования и оснастки, определение размеров заготовки и режимов обработки на всех ее стадиях.
Сборка машин может осуществляться также различными способами: с индивидуальной пригонкой сопрягаемых деталей, их
6
Введение
взаимным подбором, соединением по принципу полной взаимозаменяемости и другими методами.
Построение процесса сборки также связано с решением ряда технологических задач и может быть выполнено в нескольких
Рис. 1. Два варианта конструкции крышки картера двигателя
На рис. 1 даны два варианта
различных по трудоемкости и необходимому технологическому оснащению вариантах.
Решение этих задач в зависимости от конструкции производимых изделий, предъявляемых к ним технических требований и заданной программы выпуска — главная цель технологии машиностроения. При конструировании машин и их деталей нужно учитывать технологические условия производства. Поясним это примерами, конструкции литой крышки кар
тера. При варианте, представленном на рис. 1, а, необходимо при-
менять стержень для изготовления формы; при варианте, показанном на рис. 1, б, стержень не нужен, что упрощает формовку.
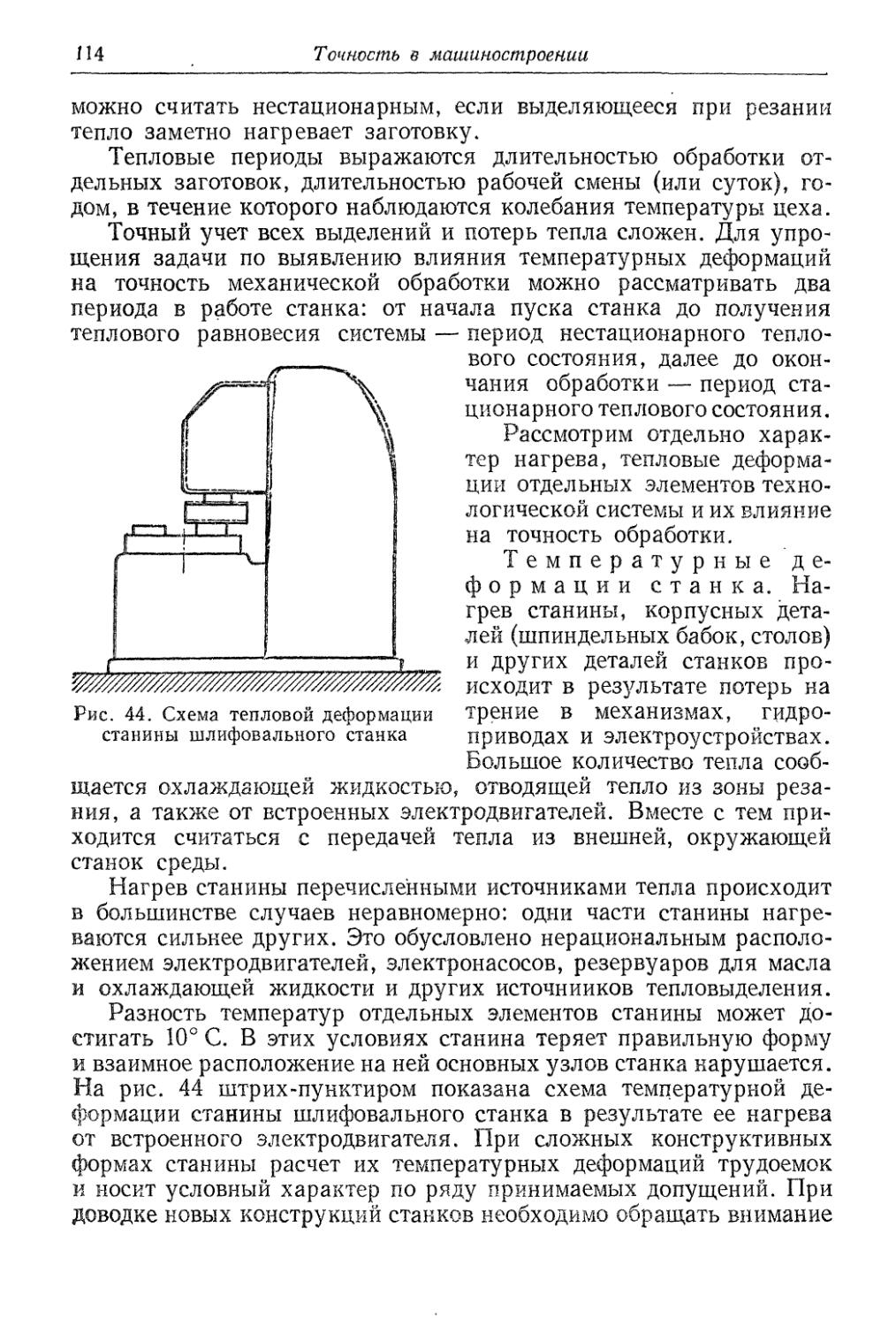
На рис. 2 показана схема фрезерования плоскости платика корпуса редуктора старой (рис. 2, а и б) и измененной (рис. 2, в)
Рис. 2. Два варианта конструкции корпуса редуктора
конструкции. В старой конструкции плоскость платика Л, находящуюся ниже охлаждающих ребер Б, приходится обрабатывать пальцевой торцовой фрезой, направляя ее по периметру платика. В измененной конструкции плоскость платика А расположена выше ребер Б. Это позволяет вести обработку сквозным проходом торцовой фрезы большого диаметра, что сокращает время фрезерования в несколько раз.
На рис. 3 изображены две конструкции привода шпинделя вертикально-фрезерного станка; конструкция, показанная на
Введение
7
рис. 3, а, обусловливает сложную сборку, конструкция — на рис. 3, б обеспечивает более простую сборку, причем узел привода может быть собран и испытан отдельно и независимо от других элементов станка.
Рис. 3. Два варианта конструкции привода шпинделя вертикально-фрезерного станка
На рис. 4 представлены две конструкции одного и того же соединения; затяжку гайки в конструкции, изображенной на рис. 4, а (при малом зазоре между гайкой и стенкой), можно осуществить только ручным гаечным ключом, а в конструкции, показанной на рис. 4, б, — электрогайковертом, что механизирует процесс сборки и значительно повышает производительность труда.
Из приведенных примеров видно, что конструкция элементов машин существенно влияет на технологию их производства.
Изучение технологии машиностроения помогает критически оценивать конструкции с технологической точки зрения и создавать изделия, не вызывающие затруднений в процессе их производства.
Рассмотренные примеры характеризуют широкий круг технологических вопросов, возникающих при конструировании машин й построении процессов их производства.
На современном уровне развития технологической науки сосредоточить всю совокупность одинаково глубоких знаний во всех областях технологии производства машин в рамках одной специаль
8
Введение
ности весьма затруднительно; поэтому в машиностроении имеют самостоятельное значение такие специальности, как технология литейного производства, технология кузнечно-штамповочного производства, технология термической обработки, технология сварки и т. п.
Совокупность технологических знаний, относящихся к конечным этапам производства машин, а именно к механической обработке заготовок и сборке машин, излагается в курсе технологии машиностроения. Такое название курса обусловлено тем, что процессы сборки и обработки взаимосвязаны. Они наиболее трудоемки и часто выполняются в одном цехе. По своему значению эти процессы являются определяющими во всем процессе производства машин.
' Необходимость создания непрерывных производств с полной автоматизацией участков, цехов и заводов обусловливает включение в потоки механической обработки и сборки разнородных технологических операций (литья, термической обработки, нанесения защитных покрытий и т. п.). Это определяет комплексность предмета технологии машиностроения и тесную связь различных технологических областей.
Решая задачи, возникающие при механической обработке, необходимо учитывать свойства материалов, конфигурацию и размеры заготовки, качество ее поверхностей, а также влияние термической обработки, если она предусмотрена, на последующую механическую обработку. Нельзя также решать технологические задачи без учета организации и экономики производства; эти вопросы должны быть отражены в технологии машиностроения в степени, необходимой для всестороннего освещения технологических задач.
Общая компоновка машины и конструктивное оформление ее деталей оказывают существенное влияние на технологию производства; вопросы увязки конструкции с технологией также находят отражение в курсе технологии машиностроения.
В этом курсе излагаются не только современное состояние, но и перспективы дальнейшего развития технологии машиностроения.
Основной задачей этой научной дисциплины в социалистическом обществе является развитие знаний, обеспечивающих непрерывное совершенствование технологических методов производства и повышение производительности труда в машиностроении. Направление технологии машиностроения определяется задачей получения нужных обществу машин высокого качества, изготовляемых при наименьшей себестоимости, минимальных затратах материалов и высокой производительности труда, облегченного в максимально возможной степени и безопасного. Разработка таких технологических процессов связана с целесообразным выбором и созданием
Введение
9
нового, более совершенного технологического оборудования, средств механизации и автоматизации производства, с приведением техникоэкономических обоснований и выполнением проектно-технических работ.
Вместе с тем ставится задача максимального сокращения сроков разработки и внедрения технологических процессов, в результате чего ускоряется применение новой техники в народном хозяйстве.
Технология машиностроения является комплексным курсом, который включает следующие курсы: 1) основы технологии машиностроения; 2) технологические основы автоматизации механосборочного производства; 3) технологию производства машин. Курс «Основы технологии машиностроения» является базовым. В нем излагаются теория построения и методы расчета технологических процессов машиностроительного производства, а также технологические требования, предъявляемые к конструктивному оформлению машин и их элементов. Этот курс сопровождается лабораторными работами, экспериментально подтверждающими основные положения технологии машиностроения. В курсе «Технологические основы автоматизации механосборочного производства» рассматриваются основные положения и теория проектирования технологических процессов в условиях автоматизированного производства.
В курсе «Технология производства машин» рассматривается фактический и перспективный материал ведущих машиностроительных заводов и дается критический анализ этого материала на базе положений, изложенных в основах технологии машиностроения. Этот курс расширяет кругозор студентов в области технологии, развивает у них навыки критической оценки действующих технологических процессов, а также прививает навыки творческого решения технологических задач. С технологией машиностроения непосредственно связаны курсы «Основы конструирования приспособлений» и «Основы проектирования машиностроительных цехов и заводов».
В курсе «Основы конструирования приспособлений» излагаются вопросы проектирования высокоэффективных приспособлений, расширяющих технологические возможности оборудования и облегчающих труд рабочего, и изучаются методы расчетов, связанных с их конструированием.
Курс «Основы проектирования машиностроительных цехов и заводов» является логическим продолжением технологии машиностроения. В нем решаются задачи пространственного осуществления технологических разработок в производственных зданиях.
Прослушав эти курсы, студенты проходят производственную преддипломную практику на машиностроительных заводах или в проектных организациях, соответствующих по своему профилю теме дипломного проекта.
10
Введение
В технологии машиностроения используются теоретические и прикладные науки; их положения синтезируются применительно к решению технологических задач. Наряду с этим создаются и развиваются путем систематизации и обобщения производственного опыта, а также в результате специальных технологических исследований основные теоретические положения технологии машиностроения, подводящие научную базу под разработку технологических процессов и дающие возможность обоснованного выбора технологических методов для конкретных условий.
Взаимосвязь процессов выполнения заготовок и механической обработки обусловливает необходимость комплексного решения вопросов построения технологии производства машин и их элементов. Например, возможная в ряде случаев замена сложной по конфигурации цельной детали сварной конструкцией, так же как и замена сборной конструкции единой деталью, коренным образом изменяет технологию выполнения заготовки и обработки данного элемента машины.
Комплексное решение технологических задач возможно лишь на базе глубокого изучения методов обработки машиностроительных материалов. Поэтому технология материалов как прикладная наука имеет важное значение для технологии машиностроения.
В связи с развитием производства пластмасс расширяется область их использования для изготовления деталей машин; это повышает роль технологии материалов в изучении технологии машиностроения.
В отличие от технологии материалов в технологии машиностроения не рассматривается сущность технологических методов, а дается их сравнительная характеристика в целях выбора и целесообразного применения при построении технологических процессов в зависимости от конкретных условий производства. В технологии машиностроения излагается методика построения и расчета технологических процессов, что не является областью технологии материалов.
Предметом технологии машиностроения является учение об изготовлении машин заданного качества и в установленном производственной программой количестве при наименьших затратах живого и овеществленного труда, т. е. при наименьшей себестоимости. В формировании и развитии этой научной дисциплины большая заслуга советских ученых, инженеров и новаторов производства.
Одной из главных научных проблем данной дисциплины является изучение закономерностей протекания технологических процессов и выявление тех параметров, воздействие на которые наиболее эффективно для интенсификации производства и повышения его точности. В исследованиях технологических процессов необходимо полностью перейти от приближенного описания происходящих явлений к математически строгим выражениям и к понятиям и
Введение 11
методам современной науки. Точные технологические расчеты особенно важны для автоматизированного производства, где необходима высокая надежность обеспечения заданной производительности и стабильного качества изделий. Знание основных закономерностей позволяет использовать при разработке технологических процессов современные вычислительные машины.
Как прикладная наука технология машиностроения имеет большое значение в подготовке специалистов для машиностроительной промышленности, вооружая их знаниями, необходимыми не только для повседневной работы, но также и для творческой деятельности в области автоматизации производства, построения новой прогрессивной технологии и создания конструкций, позволяющих применить при их производстве высокопроизводительные технологические методы.
ГЛАВА I
ПОНЯТИЕ ОБ ИЗДЕЛИИ И ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ В МАШИНОСТРОЕНИИ
§ 1. ИЗДЕЛИЕ И ЕГО ЭЛЕМЕНТЫ
Приступая к изучению основ технологии машиностроения, необходимо прежде всего установить понятие об изделии.
Изделием называется продукт конечной стадии машиностроительного производства. Изделием может быть собранная машина, узел и даже деталь, в зависимости от того, что является объектом данного производства. Например, для автомобильного завода изделием является автомобиль, для карбюраторного завода — карбюратор, для автоматического завода поршней — поршень.
Деталью назовем первичный элемент изделия, характеризующим признаком которого является отсутствие в нем разъемных и неразъемных соединений.
Узлом называется разъемное или неразъемное соединение составных частей изделий; характеризующим признаком узла с технологической точки зрения является возможность его сборки обособленно от других элементов изделия. Узел в зависимости от конструкции может состоять либо из отдельных деталей, либо из подузлов и деталей.
Различают подузлы первого, второго и других более высоких порядков. Подузел первого порядка входит непосредственно в состав узла. Он состоит либо из отдельных деталей, либо из одного или нескольких подузлов второго порядка и деталей. Подузел второго порядка входит в состав подузла первого порядка. Он расчленяется на детали или на подузлы (подузел) третьего порядка и детали и т. д. Подузел наивысшего порядка расчленяется только на детали.
Узлы и подузлы часто называют группами и подгруппами. Рассмотренное деление изделия на составные части производится по технологическому признаку.
Существует другое деление, когда изделие расчленяется на составные части (узлы) по функциональному признаку. К таким узлам можно, например, отнести механизм распределения двига-
Изделие и его элементы
13
теля, систему его смазки или охлаждения. Эти узлы не являются сборочными, так как их в большинстве случаев нельзя обособленно и полностью собрать отдельно от других элементов изделия.
Деление изделия на составные части и оформление чертежей и других технических документов в машиностроении дано в ГОСТе 5290—60.
В современном машиностроении сборка расчленяется на общую и узловую. Объектом общей сборки является машина, объектом узловой сборки являются узлы и подузлы.
Построение процессов общей и узловой сборки может быть наглядно представлено при помощи технологических схем. Эти схемы отражают структуру и последовательность комплектования изделий и узлов.
В качестве примера на рис. 5 дан сборочный чертеж червячного редуктора, а на рис. 6 показаны технологические схемы его общей (рис. 6, а) и узловой (рис. 6, б — г) сборки. На этих схемах каждый элемент изделия обозначается прямоугольником, разделенным на три части. В верхней части прямоугольника указывается наименование элемента; в левой нижней части — его индекс, а в правой нижней — количество элементов, входящих в данное соединение.
Индексация элементов машины производится в соответствии с номерами, присвоенными деталям и узлам на чертежах и в спецификациях. Перед индексом узла ставят буквы сб. (сборка).
Основной элемент (деталь или узел), с которого начинается сборка, называется базовым.
Рис. 6. Технологические схемы общей и узловой сборки червячного редуктора
Понятие об поделай и технологическом процессе в машиностроении
Изделие и его элементы
15
Процесс комплектования машины (узла) показывается прямой линией. Она начинается базовым элементом, а заканчивается собранной машиной или узлом. С верхней стороны линии, в направлении от базового элемента к собранному объекту, условно изображаются в порядке последовательности сборки все непосредственно входящие в него детали; с нижней — все узлы, непосредственно входящие в машину. На технологических схемах узловой сборки эти узлы расчленяются на подузлы и детали.
Технологические схемы сборки снабжаются надписями, определяющими характер сборочных соединений и контроля (запрессовка, клепка, пайка, выверка и пр.), когда они не ясны из самой схемы.
Узел, подвергаемый частичной или полной разборке при его окончательной установке, иногда называют комплектом, в отличие от узлов, устанавливаемых в собранном виде. Например, поршень с шатуном в сборе будет комплектом; этот узел предварительно собирают и проверяют на контрольном приспособлении, а при сборке двигателя крышку шатуна снимают для соединения его с мотылевой шейкой коленчатого вала.
Технологические схемы упрощают проектирование процессов сборки, вносят определенную стройность в их выполнение и позволяют оценить конструкцию изделия с технологической точки зрения.
Предпочтительна та конструкция изделия, при которой возможна его сборка из предварительно собранных взаимозаменяемых узлов; в этом случае общей сборке благоприятствуют два существенных обстоятельства. Во-первых, собранный узел устанавливается на собираемое изделие после технического контроля качества его сборки; это позволяет быстрее обнаруживать дефекты общей сборки, которые в этом случае следует искать в соединениях узлов, а не внутри их. Во-вторых, конструкция изделия, сборку которого можно производить из предварительно собранных узлов, позволяет выполнять сборочные работы широким фронтом, путем параллельной сборки узлов и изделия, что значительно сокращает длительность цикла сборки. Технологические схемы сборки наглядно демонстрируют степень соблюдения этих условий; при построении технологических схем сборки можно обнаружить также возможные конструктивные неувязки изделия.
Составление технологических схем общей и узловой сборки на одно и то же изделие возможно в нескольких вариантах, отличающихся как по структуре, так и по последовательности комплектования сборочных элементов. Выбор варианта производится с учетом производительности, рентабельности и удобств выполнения процессов сборки.
Широкое многообразие деталей машин может быть сведено к ограниченному количеству классов по подобию формы и общности
16 Понятие об изделии и технологическом процессе в машиностроении
технологии изготовления (корпусные детали, валы, втулки, диски, рычаги, угольники и крестовины и др.).
На основе такой классификации деталей машин могут быть разработаны типовые технологические процессы их изготовления (см. гл. V).
§ 2. ПРОИЗВОДСТВЕННЫЙ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕССЫ В МАШИНОСТРОЕНИИ
Производственный процесс представляет собой совокупность действий, в результате которых материалы и полуфабрикаты превращаются в готовую продукцию, соответствующую своему служебному назначению.
Средством для максимального удовлетворения постоянно растущих потребностей общества является непрерывный рост и совершенствование социалистического производства на базе высшей техники.
Производственный процесс в машиностроении охватывает: подготовку средств производства и организацию обслуживания рабочих мест; получение и хранение материалов и полуфабрикатов; все стадии изготовления деталей машин; сборку узлов и изделий; транспортировку материалов, заготовок, деталей, узлов и готовых изделий; технический контроль на всех стадиях производства; разборку собранных узлов и изделий (если необходимо); упаковку готовой продукции и другие действия, связанные с изготовлением выпускаемых изделий.
Технологическим процессом называют часть производственного процесса, непосредственно связанную с последовательным изменением состояния предмета производства.
Различают технологические процессы выполнения заготовок, термической обработки, механической обработки, сборки.
Под технологическим процессом механической обработки понимают последовательное изменение состояния заготовки (т. е. геометрических форм, размеров и качества ее поверхностей) до получения готовой детали. Для обработки заготовку устанавливают на станке и закрепляют. После обработки заготовку открепляют и снимают со станка. Эти действия (установка и снятие заготовки, пуск и остановка станка и т. п.) не изменяют состояния заготовки, однако они настолько неразрывно связаны с выполнением обработки, что не могут быть отделены от технологического процесса.
Технологический процесс сборки непосредственно связан с последовательным соединением элементов изделий в узлы (узловая сборка), узлов и отдельных деталей в изделие (общая сборка). Для его выполнения также необходимо произвести ряд вспомогательных
Производственный и технологический процессы в машиностроении
17
действий, неразрывно связанных с процессом соединения элементов.
В процессе термической обработки происходят структурные превращения, изменяющие свойства материала детали.
Технологический процесс выполняется на рабочих местах. Рабочим местом называется участок производственной площади, оборудованный в соответствии с выполняемой на нем работой.
Технологический процесс расчленяется на операции. Технологической операцией называется часть технологического процесса, выполняемая на одном рабочем месте и охватывающая все действия оборудования и рабочих над ним или несколькими совместно обрабатываемыми или собираемыми предметами.
Например, при станочной обработке операция включает все действия рабочего, управляющего станком, а также автоматические движения узлов станка, осуществляемые в процессе обработки поверхностей заготовки до момента снятия ее со станка и перехода к обработке другой заготовки. При этом вместо одной заготовки может быть установлено для одновременной обработки несколько заготовок (станкопартия или установочная партия). Содержание операции изменяется в широких пределах: от работы, выполняемой на отдельном станке (сборочной установке) в обычном производстве, до работы, выполняемой на автоматической линии в автоматизированном производстве.
Установление содержания и последовательности выполнения операций входит в задачу проектирования технологического процесса (см. гл. V). Этот вопрос имеет большое значение для производства, так как учет производительности, контроль и планирование технологического процесса в цехе ведут по операциям. Операция является основной и неделимой частью технологического процесса в организационном отношении. По операциям определяют трудоемкость процесса, потребное количество производственных рабочих и его материально-техническое обеспеченйе (оборудование, приспособления, инструмент).
Кроме технологических, различают еще вспомогательные операции. К ним относятся транспортировка, контроль, маркировка и другие работы. По объему выполняемой работы технологическая операция может состоять из переходов, проходов и приемов.
Переход — часть операции, характеризующаяся неизменностью обрабатываемой поверхности, рабочего инструмента (или нескольких одновременно используемых инструментов) и режима работы станка. Применительно к сборке переход характеризуется неизменностью сопрягаемых поверхностей и применяемого при этом инструмента.
Проход — часть перехода, при котором снимается один слой материала. При этом все проходы, если их несколько, выполняются
18 Понятие об изделии и технологическом процессе в машиностроении
без изменения режима работы станка. Переход расчленяется на приемы.
Прием — законченная совокупность отдельных движений в процессе выполнения операции. Станочная операция по сверлению отверстия в валике (или другой детали) состоит из следующих приемов: взять валик и установить в приспособление; закрепить валик; включить станок; подвести сверло к валику; включить подачу; выключить подачу; отвести шпиндель в исходное положение; остановить станок; открепить валик; взять валик и положить на стеллаж.
При изменении положения обрабатываемой заготовки (собираемого узла или изделия) операция может состоять из нескольких установов и позиций.
У становом называется часть операции, выполняемая при неизменном закреплении обрабатываемой заготовки (собираемого узла). Например, одновременная центровка обоих торцов валика на двустороннем центровальном станке является одной операцией, выполняемой за один уставов. Последовательная центровка торцов того же валика на одностороннем центровальном станке является также одной операцией, но выполняемой уже за два установа.
Обрабатываемая заготовка или собираемый узел, находясь в приспособлении, могут менять свое положение относительно рабочих элементов оборудования путем поворотных устройств; в этом случае они будут занимать различные позиции.
Позицией называется каждое из различных положений неизменно закрепленного предмета относительно оборудования, па котором производится работа. Например, заготовка, обрабатываемая на многошпиндельном токарном автомате, при каждом повороте шпиндельного барабана занимает новую позицию.
§ 3. ТЕХНИЧЕСКИ ОБОСНОВАННАЯ НОРМА ВРЕМЕНИ
Операция является основным расчетным элементом технологического процесса. Время и себестоимость выполнения операции служат критерием, характеризующим целесообразность ее построения в условиях заданной производственной программы.
Технически обоснованной нормой времени называют время, необходимое для выполнения технологической операции в определенных организационно-технических условиях, наиболее благоприятных для данного производства. Технически обоснованная норма времени устанавливается в соответствии с эксплуатационными возможностями оборудования, инструментов и других средств производства, при условии применения методов работы, соответствующих современным достижениям производственной техники и с учетом опыта работы новаторов производства. На основе техни
Технически обоснованная норма времени
19
чески обоснованных норм времени устанавливаются расценки, определяется производительность оборудования, осуществляется календарное планирование производства, выявляется возможность организации многостаночного обслуживания.
Технической нормой выработки называют величину, обратную норме времени; выражают ее количеством изделий в единицу времени.
Различают три метода нормирования: метод технического расчета норм времени по нормативам, метод расчета норм на основе изучения затрат рабочего времени наблюдением и метод сравнения и расчета по укрупненным типовым нормам.
При первом методе определение длительности нормируемой операции производят расчетным путем по элементам, используя нормативы, представляющие собой расчетные величины продолжительности выполнения отдельных элементов работы. Норму времени устанавливают в результате анализа последовательности и содержания действий рабочего и машины-орудия при наивыгоднейшем использовании се эксплуатационных свойств.
При втором методе норму времени устанавливают на основе изучения затрат рабочего времени наблюдением непосредственно в производственных условиях. Этот метод имеет особое значение для изучения и обобщения передовых приемов труда, а также для разработки нормативов, необходимых для установления технически обоснованных норм расчетным путем.-
При третьем методе нормы времени определяют более приближенно по укрупненным типовым нормам, которые разрабатываются на основе сопоставления и расчета типовых операций и процессов по отдельным видам работ. Этот метод нормирования применяется при единичном и мелкосерийном изготовлении продукции.
Технически обоснованная норма времени и техническая норма выработки устанавливаются на каждую операцию.
Для неавтоматизированного производства норма штучного времени
= to + + topz + tm + tn, (1)
где to — основное (технологическое) время;
te — вспомогательное время;
topz — время организационного обслуживания;
tm — время технического обслуживания;
tn — время перерывов работы.
Основное (технологическое) время учитывает изменение состояния продукта производства, имеющее место в процессе механической обработки или сборки» При станочной обработке основное
20 Понятие об изделии и технологическом процессе в машиностроении
время определяется расчетом для каждого технологического перехода по формуле вида
t0 = ~, (2)
где L — расчетная длина обработки в мм; она получается прибавлением к основной длине обработки пути врезания и схода режущего инструмента;
i — число проходов в данном переходе;
sM — минутная подача инструмента в мм.
При слесарных работах и сборке t0 нормируется по соответствующим нормативам времени.
Вспомогательное время охватывает действия, сопровождающие выполнение основной работы. Оно включает время на установку, закрепление и снятие обрабатываемой заготовки или собираемого узла, на управление механизмами оборудования, на измерение обрабатываемой заготовки и т. п. Вспомогательное время находят суммированием элементов времени на выполнение перечисленных действий, устанавливаемых по нормативам вспомогательного времени. Сумму основного и вспомогательного времени называют оперативным временем (ton). Нормируется /е, неперекрываемое t0.
Время организационного обслуживания рабочего места учитывает затраты времени на подготовку рабочего места к началу работы, уборку рабочего места в конце смены, смазку и чистку станка и другие аналогичные действия в течение смены. Оно определяется в процентах от оперативного времени по нормативам (0,6 — 7,1% для станочных и 2 — 8% для слесарно-сборочных работ).
Время технического обслуживания затрачивается на смену инструмента, подналадку оборудования, заправку и регулировку инструмента. Его величина берется в процентах от основного времени по нормативам или рассчитывается (что точнее) по формуле
/ + ^3^3 Т'и
где tn — время, затрачиваемое на каждую подналадку;
kn — количество подналадок за время работы инструмента до его смены;
t3 — время, затрачиваемое на каждую заправку инструмента;
k3 — количество заправок за время работы инструмента до его смены;
Ти — время, затрачиваемое на каждую смену затупившегося инструмента;
k — количество заготовок, обрабатываемых за время работы инструмента до его смены.
Технически обоснованная норма времени
21
При черновой обработке инструмент может работать до его смены без подналадки и без заправки; тогда
/ __
k *
Время, затрачиваемое на подналадку, заправку и смену инструмента, определяется по нормативным данным. Количество заготовок, обрабатываемых инструментом до его смены:
где Т — стойкость инструмента, т. е. продолжительность его работы до затупления в мин.
Таким образом, получаем
= (3')
При слесарно-сборочных работах время технического обслуживания либо равно нулю (работа молотком, гаечным ключом), либо имеет некоторую величину, например при пришабривании (заправка шабера) и клепке (смена бойка).
Время перерывов работы отводится на отдых и естественные надобности рабочего. Оно берется по нормативам в процентном отношении к оперативному времени.
При обработке заготовок партиями определяется подготовительно-заключительное время Тп. 3, которое затрачивается рабочим па ознакомление с чертежом, на подготовку и наладку оборудования, приспособлений и инструментов, на снятие и сдачу приспособлений и инструментов после окончания работы и на сдачу выполненной работы. В крупносерийном производстве при периодически повторяющихся операциях, а также на переналаживаемых групповых автоматических станочных линиях подготовительно-заключительное время затрачивается главным образом на наладку оборудования.
Подготовительно-заключительное время зависит от оборудования, на котором выполняется работа, характера выполняемой работы, степени сложности наладки и не зависит от размера партий.
Норма времени на заданную партию
Т парт = Тп.3 + (^)
где п — количество заготовок в партии в шт.
При использовании автоматического оборудования норма штучного времени определяется по формуле (1) без учета составляющих top2 и tn. В условиях автоматизации устанавливают норму
22 Понятие об изделии и технологическом процессе в машиностроении
времени на изготовление единицы продукции и норму, заданную рабочему (или бригаде рабочих), выраженную в единицах обслуживания (численности рабочих).
Различают два основных способа изучения рабочего времени наблюдением: хронометраж и фотографию рабочего дня.
С помощью хронометража изучают затраты времени на выполнение циклически повторяющихся ручных и машинно-ручных элементов операции для установления их нормальной продолжительности и разработки на этой основе нормативов, используемых при расчете технических норм времени.
Фотографией рабочего дня называют наблюдения с последовательным измерением всех затрат рабочего времени в течение одной или нескольких смен.
Основным назначением фотографии рабочего дня является определение потерь рабочего времени, установление времени на обслуживание рабочего места и перерывы.
В условиях автоматизации эти методы позволяют выявить резервы производительности, рационально загрузить обслуживающих рабочих и наиболее полно использовать возможность оборудования.
Под трудоемкостью понимается количество труда в человекочасах, затрачиваемое на технологический процесс изготовления единицы производимой продукции (деталь, узел, машина).
Под станкоемкостью понимается время работы технологического оборудования (станков) в станко-часах, затрачиваемое на выполнение технологического процесса изготовления одной детали.
В условиях автоматизации производства трудоемкость составляет часть станкоемкости. По станкоемкости рассчитывается количество станков, по трудоемкости — количество рабочих.
§ 4. ТИПЫ МАШИНОСТРОИТЕЛЬНЫХ ПРОИЗВОДСТВ И МЕТОДЫ РАБОТЫ
В машиностроении различают три типа производства: массовое, серийное и единичное и два метода работы: поточный и непоточный.
В массовом производстве изделия изготовляют непрерывно в относительно больших количествах и в течение достаточно продолжительного (обычно несколько лет) времени. Характерным признаком массового производства является, однако, не количество выпускаемых машин, а выполнение на большинстве рабочих мест только одной закрепленной за ними постоянно повторяющейся операции. Продукция массового производства — это однородные изделия установившегося (обычно стандартного) типа, имеющие широкое применение. Такой продукцией являются автомобили,
Типы машиностроительных производств и методы работы 23
тракторы, велосипеды, электродвигатели, швейные машины и т. п. изделия.
В серийном производстве изготовляют партии деталей и серии изделий, регулярно повторяющиеся через определенные промежутки времени. Серийное производство — производство многономенклатурное. Его характерный признак — на большинстве рабочих мест выполняется по несколько периодически повторяющихся операций. Продукцией серийного производства являются машины установившегося типа, выпускаемые в более или менее значительных количествах (металлорежущие станки, стационарные двигатели внутреннего сгорания, насосы, компрессоры, оборудование для пищевой промышленности и т. п.).
В единичном производстве выпускаются изделия широкой номенклатуры в относительно малых количествах и часто индивидуально; поэтому оно должно быть универсальным и весьма гибким для выполнения разнообразных заданий. Изготовление изделий либо не повторяется вовсе, либо повторяется через неопределенные промежутки времени. Характерным признаком единичного производства является выполнение на рабочих местах разнообразных операций без их периодического повторения. Продукцией единичного производства являются машины, не имеющие широкого применения и изготовляемый обычно по индивидуальным заказам, предусматривающим выполнение специальных требований. Единичное производство присуще тяжелому машиностроению, продукцией которого являются крупные гидротурбины, уникальные металлорежущие станки, прокатные станы, металлургическое оборудование и т. п.
Программа выпуска в массовом производстве обусловливает возможность узкой специализации рабочих мест, за каждым из которых закрепляется выполнение только одной операции, и расположение оборудования по ходу технологического процесса в виде поточных линий. На каждой линии производится обработка отдельной детали.
Если длительности операций на всех рабочих местах одинаковы (кратны) и соответствуют заданной производительности, то работа на линии выполняется непрерывным потоком с заранее установленным темпом.
Под темпом понимают промежуток времени, в течение которого протекает то или иное периодически повторяющееся явление. При поточном методе работы темп равен промежутку времени, через который происходит выпуск единицы продукции.
При заданном режиме работы цеха темп зависит исключительно от заданного выпуска и определяется как частное от деления времени в минутах на программное задание:
t=N мин[шт., (5)
24 Понятие об изделии и технологическом процессе в машиностроении
где F — фонд рабочего времени в минутах (годовой, за смену или другой период времени);
N — выпуск в штуках за тот же период времени.
Темп существенно влияет на построение технологического процесса, так как необходимость привести штучное время каждой операции к величине, равной или кратной темпу, обусловливает необходимость соответствующего расчленения технологического процесса на операции и в некоторых случаях дублирования станков для получения требуемой производительности.
Несоблюдение темпа работы на каком-либо рабочем месте нарушает нормальную работу поточной линии. Производительность на любом рабочем месте поточной линии не может быть меньше заданной, так как на этом рабочем месте будет накапливаться постоянно возрастающее количество необработанных заготовок (узлов). В этом случае последующие рабочие места с большей производительностью, находясь в полной зависимости от предшествующего рабочего места, будут работать с перерывами, а выпуск всего потока будет отставать от заданного.
Если производительность на рабочем месте больше заданной, то это рабочее место, находясь в полной зависимости от предшествующего рабочего места, будет недогружено, а производительность потока не изменится и будет соответствовать расчетному выпуску.
Иногда через рабочее место продукция пропускается периодически (партиями). В этом случае непрерывность потока нарушается и процесс получается несинхронизированным. Такое производство называют прямоточным.
Из изложенного видно, что массовое производство по своей сущности является поточным. Его часто называют поточно-массовым.
Темп потока является основной расчетной величиной, организующей все рабочие места поточных линий в единый производственный механизм.
В настоящее время поточные линии проектируют комплексными, на них выполняют, помимо операций механической обработки, процессы сварки, термической обработки, высадки, штамповки, сборки, окраски, гальванопокрытий, мойки, контроля. Высшая форма организации поточно-массового производства обеспечивается при использовании автоматических линий.
В процессе производства неизбежны случайности, вызывающие кратковременные перерывы в работе на отдельных рабочих местах; поэтому во избежание перебоев в работе всей поточной линии на рабочих местах предусматриваются межоперационные заделы, обеспечивающие непрерывность работы всего потока.
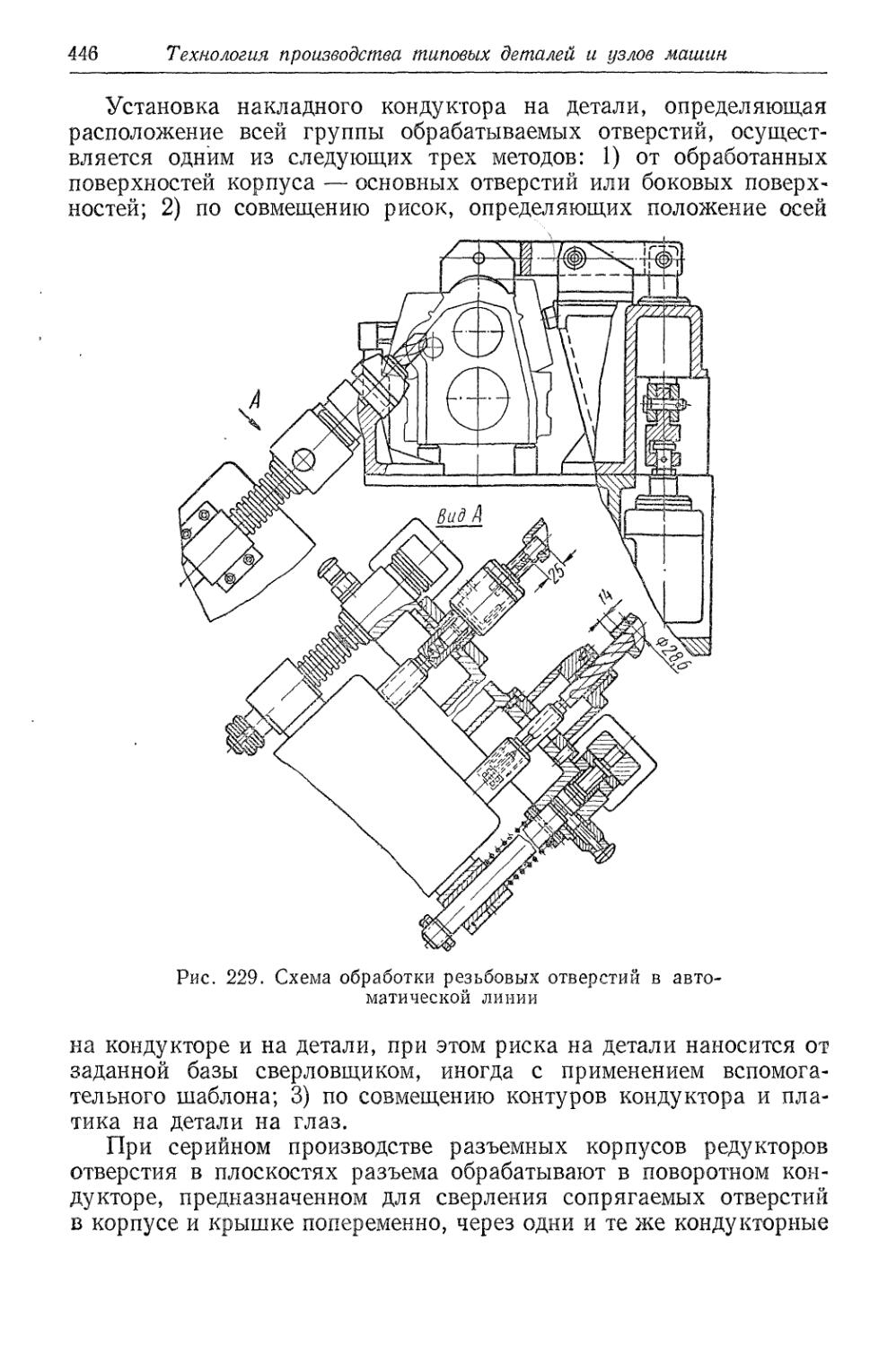
При поточном методе работы поштучное перемещение обрабатываемых заготовок, собираемых узлов и изделий от одного рабочего
Типы машиностроительных производств и методы работы
25
места к другому в соответствии с последовательностью операций технологического процесса осуществляется либо вручную (на тележках, рольгангах, по желобам и т. п.), либо транспортирующим механизированным устройством непрерывного или периодического действия (конвейером или транспортером).
Достигнуть абсолютного равенства штучных времен по всем операциям не удается, и штучные времена по ряду операций отклоняются от заданного темпа работы поточной линии, создавая технологически неизбежные простои.
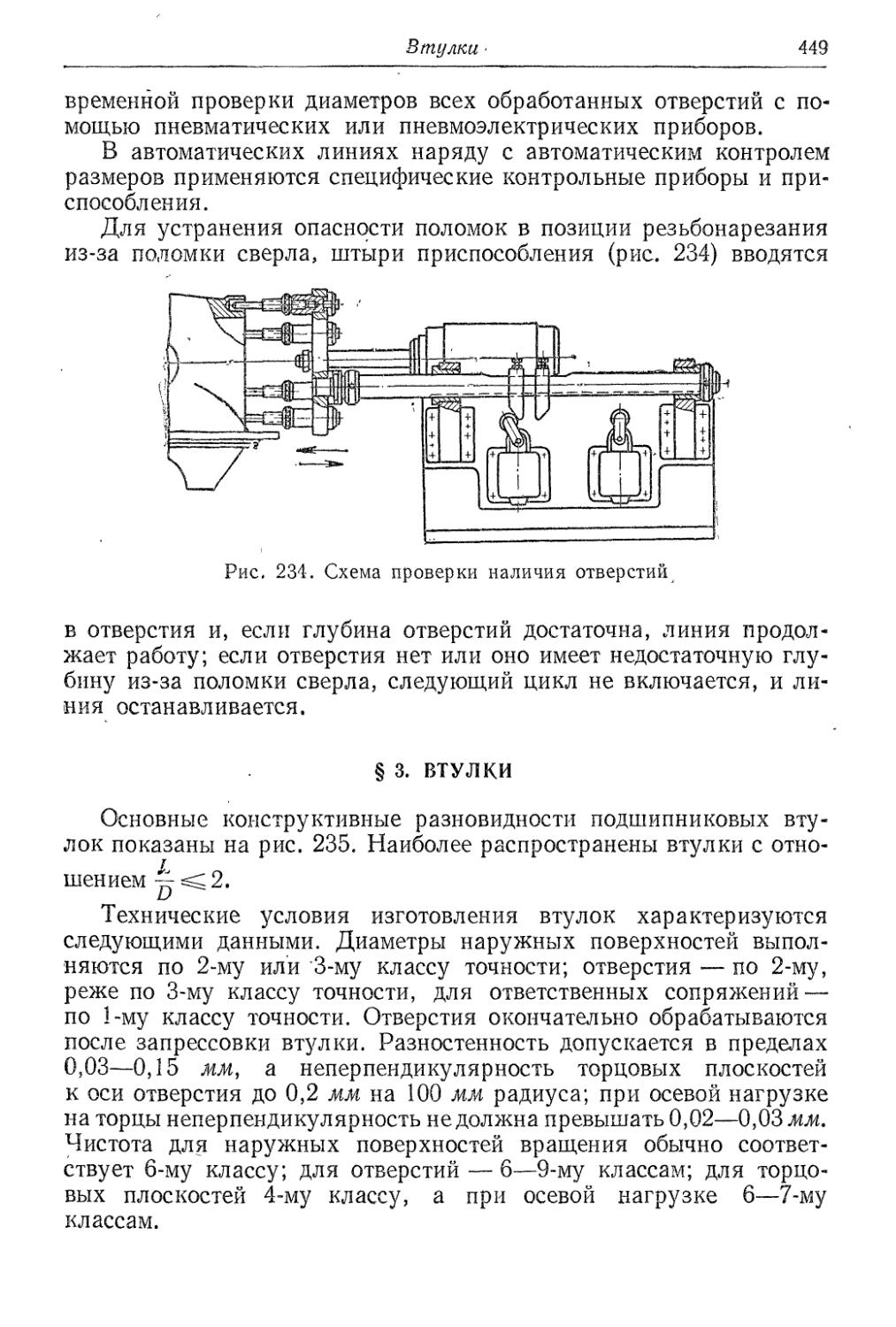
Недогрузку рабочих устраняют многостаночным обслуживанием двух-трех (или большего количества) единиц оборудования, с тем чтобы суммарное время их обслуживания не превышало темпа потока.
Массовое производство экономически целесообразно при достаточно большом выпуске изделий. При малой программе выпуска изделий загрузка оборудования поточных линий может получиться очень низкой. В этом случае изготовление изделий организуется по принципам серийного производства.
Технологические особенности серийного производства изменяются в зависимости от номенклатуры, размера выпуска и трудоемкости изделий; поэтому различают мелкосерийное и крупносерийное производство.
Мелкосерийное производство незначительно отличается по своим технологическим особенностям от единичного производства. В мелкосерийном, как и в единичном производстве, применяют преимущественно универсальное оборудование (с расположением его в цехах по типам станков), нормальный рабочий и универсальный измерительный инструмент.
В крупносерийном производстве наряду с универсальным оборудованием достаточно широко применяется оборудование специального назначения, а также специальные и агрегатные станки. Оборудование в цехах располагают не по типам станков, а по изготовляемым предметам и в ряде случаев в соответствии с выполняемым технологическим процессом. Наряду с нормальным применяются специальный рабочий инструмент, предельные калибры и специальные контрольные приспособления.
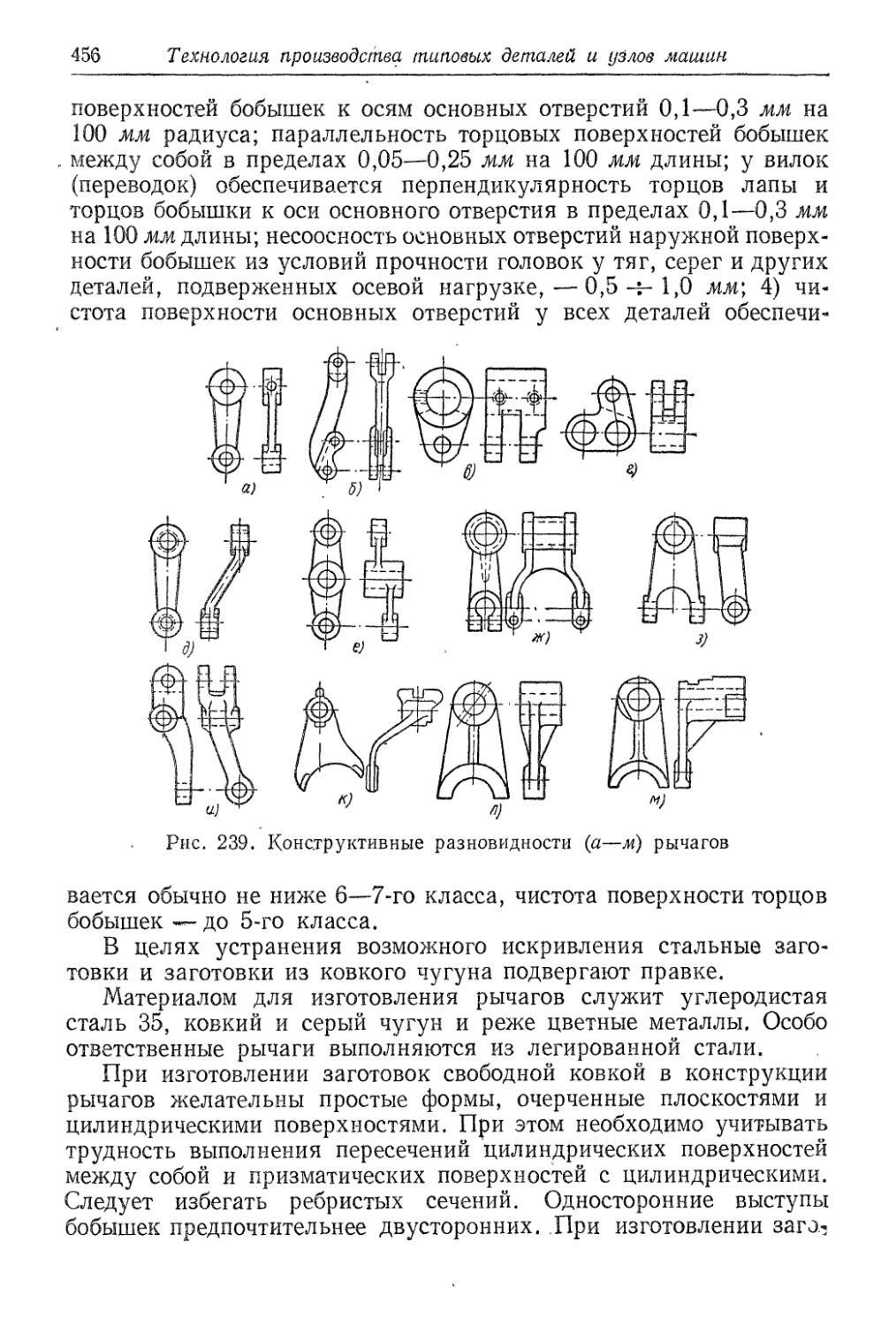
Размер партии в серийном производстве, под которым понимают количество одновременно запускаемых в производство заготовок, устанавливается в зависимости от ряда производственных факторов, в частности, на размер партии влияют годовой выпуск изделий, календарные сроки выпуска изделий, длительность производственных процессов и наладки технологического оборудования.
Детали во время работы хранятся у станков, а затем транспортируются партией на следующие рабочие места. Хранение деталей-
26 Понятие об изделии и технологическом, процессе в машиностроении
перед отдельными видами обработки, а также перед узловой и общей сборкой осуществляется в промежуточных складах или на специальных площадках.
В настоящее время в серийном производстве широко применяют поточные методы работы. Поточный метод работы обеспечивает: 1) значительное сокращение цикла, производства (в десятки раз); 2) значительное сокращение межоперационных заделов и незавершенного производства; 3) возможность применения высокопроизводительного оборудования и, как следствие этого, резкое снижение трудоемкости и себестоимости изделий; 4) простоту планирования движения деталей и управления производством; 5) возможность комплексной автоматизации производственных процессов. При поточных методах работы обычно уменьшаются оборотные фонды, а оборачиваемость вложенных в производство средств значительно повышается. Длительность цикла обработки партии деталей в п штук при непоточном методе производства и последовательной их передаче
Тц = + ?xpk + № + !)•
i *
Здесь 2 — сумма штучных времен по всему процессу механи-
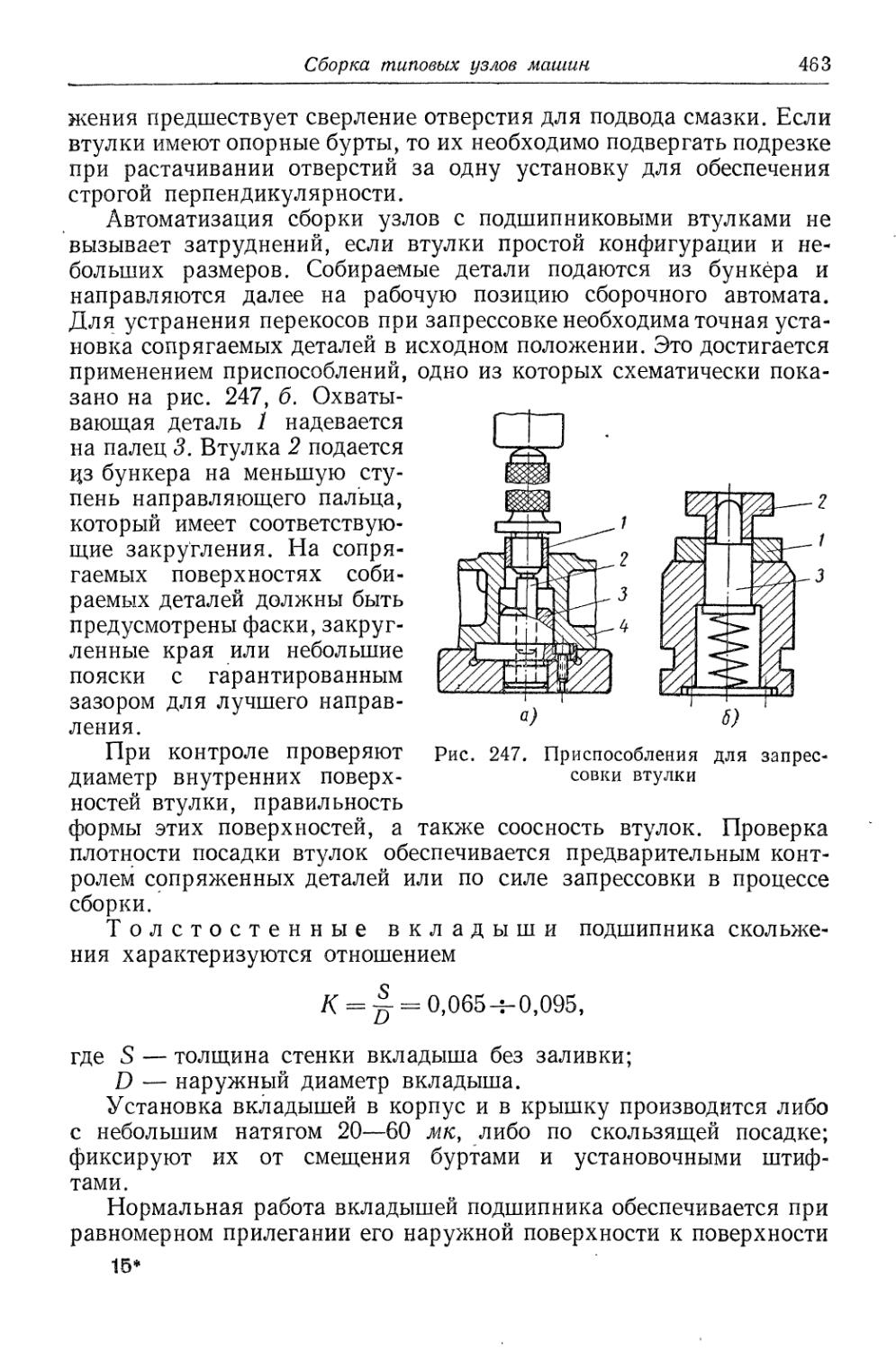
1
ческой обработки данной детали;
Тхр — время хранения одной партии деталей в промежуточном складе;
k — число завозов деталей в промежуточный склад (в самом невыгодном случае равно числу операций i .в процессе обработки);
Тт — время одного транспортирования партии деталей от станка к складу (и обратно); количество транспортирований деталей (2й + 1) учитывает одну перевозку их на сборку.
Длительность цикла обработки одной детали (п = 1)
= + Тxpk + Tm (2k 4- 1).
i
При поточном методе длительность цикла обработки одной детали равна произведению темпа на число операций (рабочих мест) тц-а.
В непоточном производстве необходимый задел деталей зависит от длительности цикла
где п — среднедневной выпуск деталей, а Тц цикл в днях.
Типы машиностроительных производств и методы работы
27
Минимальный задел деталей на поточной линии Q=j>+4-2?.+24,
1 1
где т — количество одновременно обрабатываемых деталей на данном рабочем месте;
t — темп работы линии;
tm — время технического обслуживания данного станка;
Т — время, на которое поточная линия должна быть обеспечена заготовками, а сборочная линия — готовыми деталями.
В настоящее время основное количество машин (около 80%) выпускается серийно. Это обусловило развитие поточных методов работы и в серийном производстве. Здесь применяются переменнопоточные линии, линии для групповой обработки и сборки, а также предметно-замкнутые участки.
При переменно-поточной обработке за каждым станком линии закреплено по нескольку операций для технологически однотипных деталей, запускаемых в обработку попеременно. В течение определенного периода времени (обычно несколько смен) на линии ведется поточная обработка одной детали. Затем ее переналаживают для обработки другой прикрепленной детали и т. д.
Приспособления для переменно-поточных линий конструируют так, чтобы в них можно было устанавливать и закреплять заготовки всей прикрепленной группы обрабатываемых деталей без съема со станков при переналадке линии.
При групповой обработке на каждом станке линии одновременно выполняется несколько операций разных технологических процессов. Это обеспечивается применением специальных многоместных приспособлений, в которые устанавливают и закрепляют всю группу деталей, прикрепленных к данной линии. Таким образом, на каждом станке выполняется комплекс операций по технологическим процессам прикрепленных деталей. При групповой обработке повышается загрузка оборудования, а линия работает без переналадки станков. Количество деталей в группе от двух (спаренные линии для обработки специальных деталей, например впускного и выпускного клапанов) до восьми и более.
Основой для проектирования групповых и переменно-поточных линий служат тщательно разработанные технологические процессы.
Переменно-поточная и групповая обработка (сборка) выполняется на обычных и автоматических линиях.
Для обработки конструктивно и технологически сходных деталей применяют также предметно-замкнутые участки. Технологические процессы обработки этих деталей имеют одинаковую струк
28 Понятие об изделии и технологическом процессе в машиностроении
туру, однородные операции и одинаковую последовательность их выполнения.
Ряд технологических методов, возникших в поточно-массовом производстве, с успехом применяется не только в серийном, но и в единичном производстве. В единичном производстве, например, применяется, как и в массовом, расчленение сборки на узловую и общую.
Деление машиностроительных заводов по типам производства является условным.
В ряде случаев на отдельных участках заводов массового производства работа выполняется серийно. В частности, наряду с поточной общей сборкой машины и трудоемких ее узлов производится серийная сборка узлов малой трудоемкости. Механическая обработка нетрудоемких деталей также осуществляется серийно.
В цехах холодной листовой штамповки в кузнечных цехах массового производства вследствие высокой производительности технологического оборудования этих цехов работа выполняется по принципу серийного производства.
Можно называть производство массовым, если на большинстве рабочих мест выполняется одна постоянно повторяющаяся операция и если рабочие места расположены в порядке, соответствующем технологическому процессу. Если же на большинстве рабочих мест выполняется несколько периодически повторяющихся операций, то такое производство следует считать серийным. Отсутствие периодичности повторения операций на рабочих местах характеризует единичное производство.
ГЛАВА II
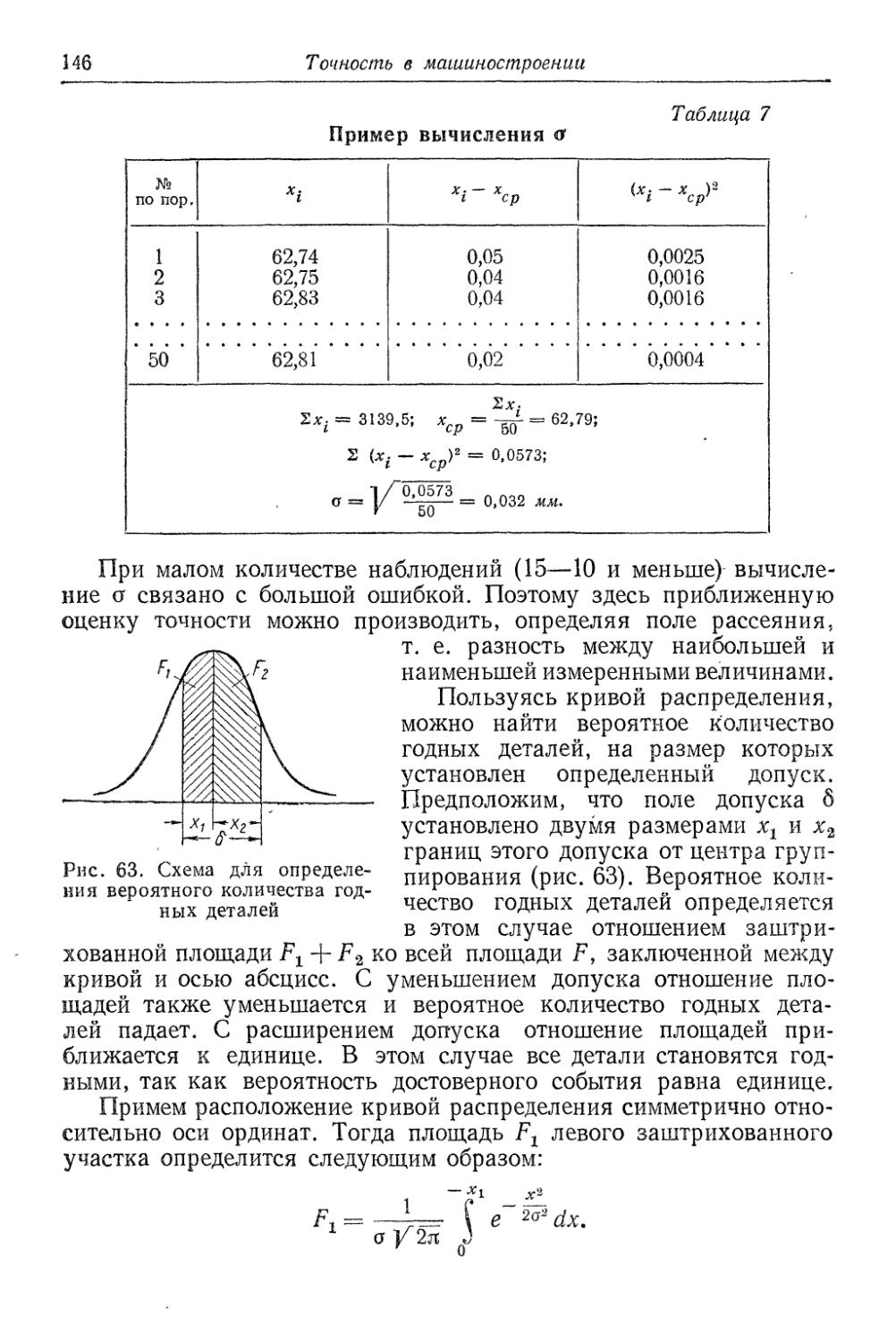
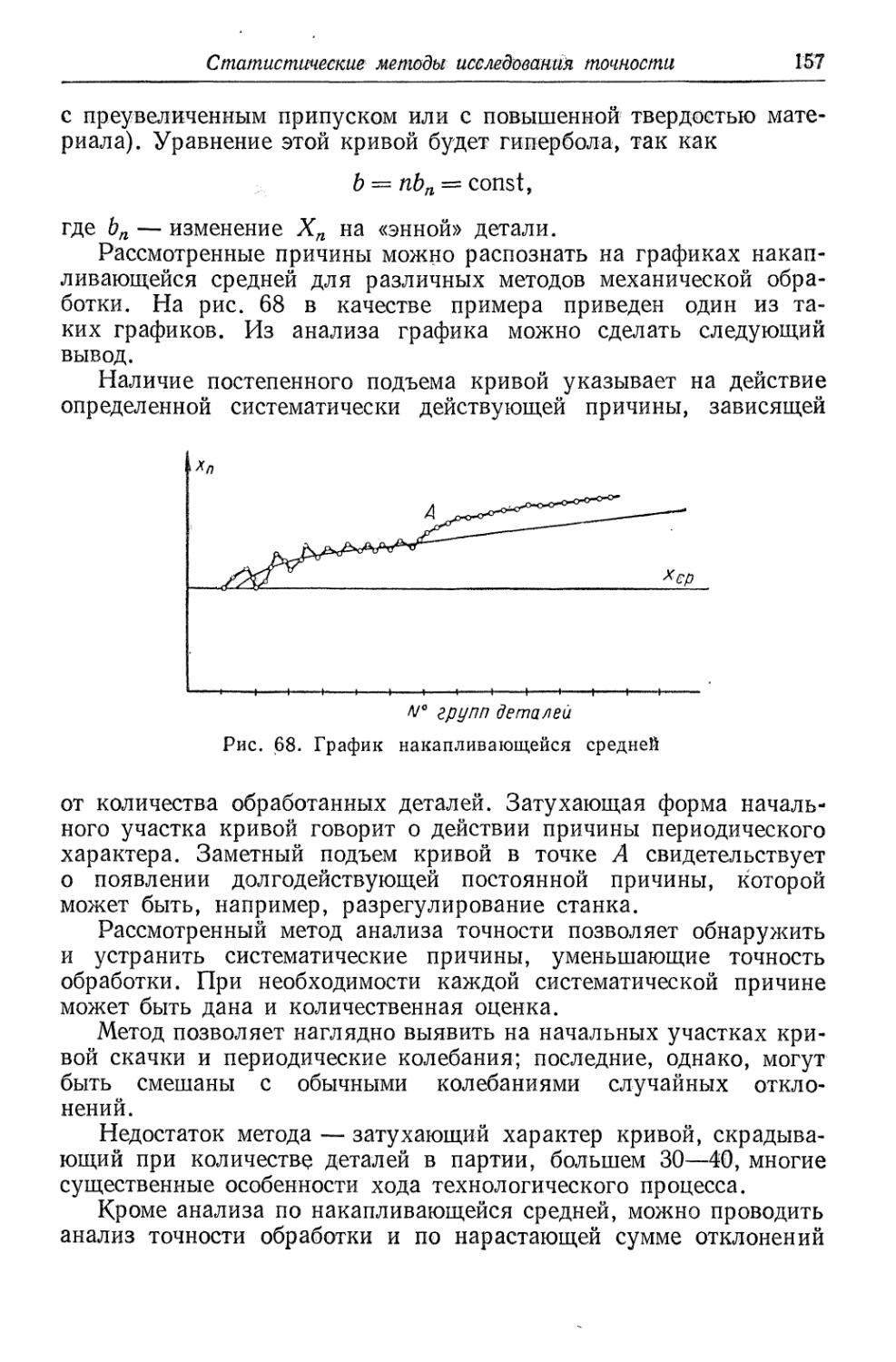
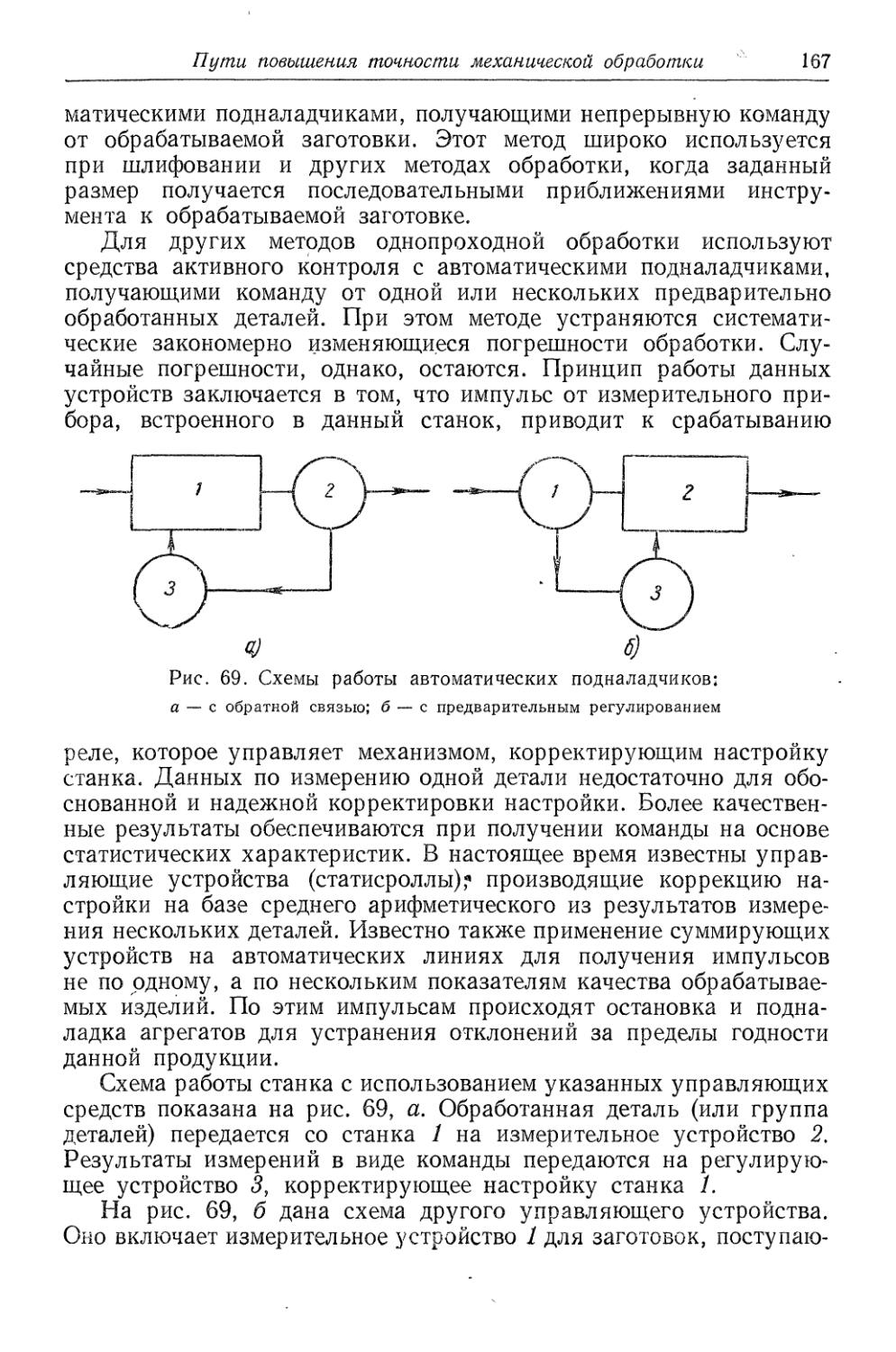
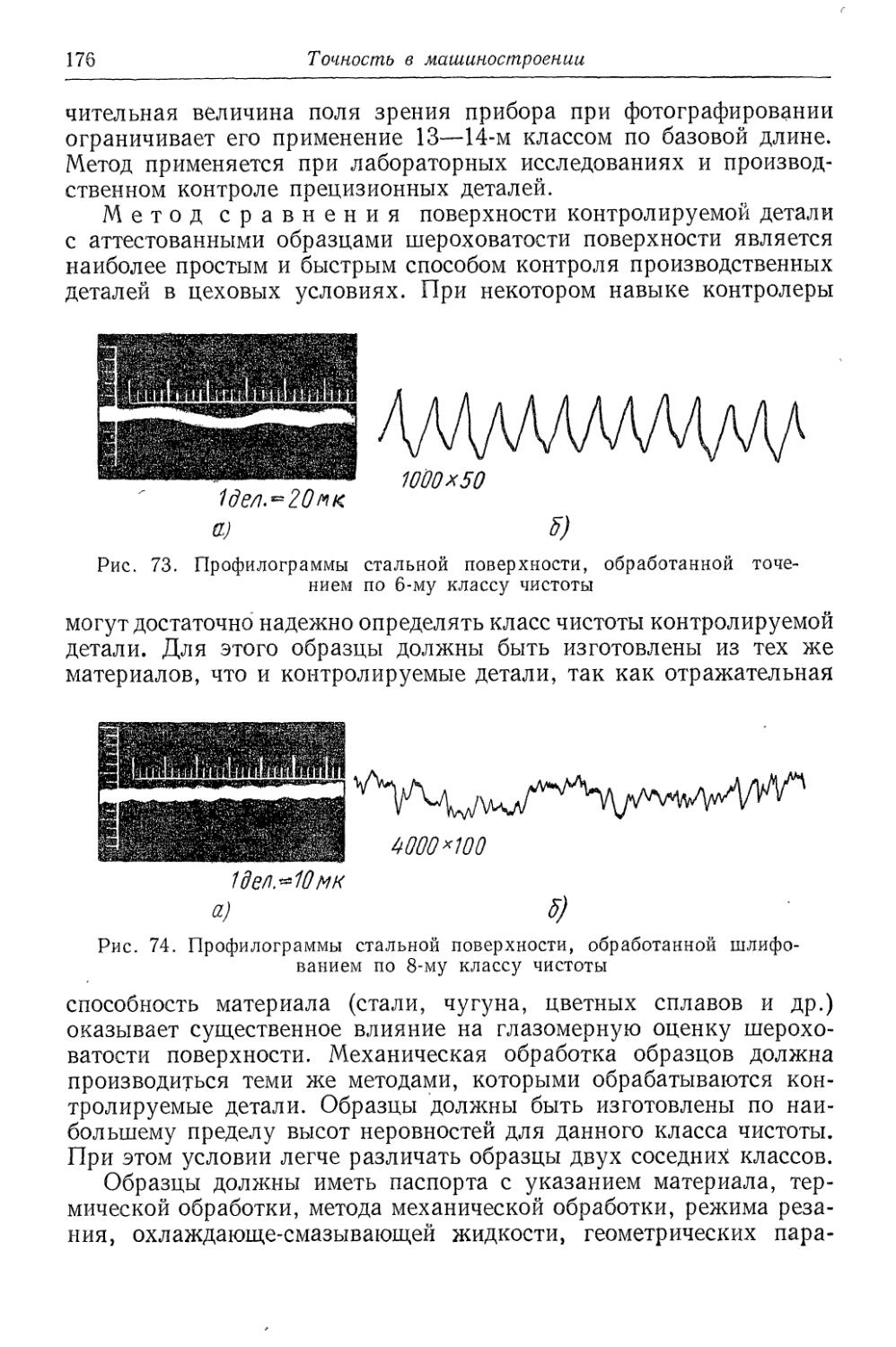
ТОЧНОСТЬ В МАШИНОСТРОЕНИИ
§ 1. ПРОИЗВОДСТВЕННЫЕ ПОГРЕШНОСТИ И СПОСОБЫ ПОЛУЧЕНИЯ ЗАДАННЫХ РАЗМЕРОВ
Под точностью в технологии машиностроения понимается степень соответствия производимых изделий их заранее установленному прототипу или образцу. Чем больше это соответствие, тем выше точность.
На всех этапах технологического процесса изготовления машин неизбежны те или иные погрешности, в результате чего достижение абсолютной точности практически недостижимо.
При изготовлении заготовок и последующих процессах механической обработки из-за влияния ряда технологических факторов возникают погрешности размеров, искажения формы поверхностей и ошибки взаимного расположения поверхностей как заготовок, так и самих деталей. При последующей узловой и общей сборке машин возникают погрешности взаимного расположения их элементов. Эти погрешности являются следствием неточного изготовления сопрягаемых деталей и производственных отклонений, имеющих место в сборочном процессе.
Погрешности, возникающие на различных этапах технологического процесса, взаимосвязаны. Точность сборки машины зависит от точности изготовления ее деталей, а последняя, в свою очередь, зависит от точности изготовления заготовок. Поэтому вопросы точности должны решаться не изолированно, а комплексно для всего технологического процесса.
Точность в машиностроении имеет большое значение для повышения эксплуатационных качеств машин и для построения технологического процесса их изготовления. Увеличение скорости и удельных нагрузок может быть достигнуто только повышением точности обработки деталей. Зубчатые колеса, изготовленные с незначительной точностью, не могут работать при высоких скоростях, так как при этом в передаче возникают дополнительные ударные нагрузки. Точность работы делительного механизма целиком зависит от точности изготовления деталей делительной цепи
30
Точность в машиностроении
(делительных дисков, зубчатых колес и пр.). С повышением точности увеличивается долговечность и надежность машин.
Повышение точности изготовления заготовок снижает трудоемкость последующей механической обработки и сокращает расход материала из-за уменьшения припусков на ее выполнение. Повышение точности механической обработки сокращает трудоемкость сборки машин благодаря частичному или полному устранению пригоночных работ. Повышение точности обеспечивает взаимозаменяемость деталей и узлов машин. Взаимозаменяемость, в свою очередь, обеспечивает возможность поточной сборки и быстроты ремонта машин, находящихся в эксплуатации.
Особое значение имеют вопросы точности при автоматизации производства. В этом случае необходимое качество продукции должно получаться не вследствие искусства рабочего, а в результате устойчивой и надежной работы технологического оборудования.
С развитием автоматизации производства проблема получения продукции стабильного качества становится все более актуальной. Ее решение должно базироваться на глубоком исследовании технологических факторов, влияющих на точность, тщательном изучении условий работы оборудования и оснастки, а также на изыскании новых прогрессивных технологических методов.
При решении вопросов точности в машиностроении:
1. Устанавливают необходимую точность изготовления машины и ее элементов, исходя из предъявляемых к ней требований и ее функционального назначения. Эта задача решается конструктором на базе теоретических и экспериментальных данных с учетом опыта эксплуатации машин аналогичного типа. Практикуемый иногда подход «чем точнее, тем лучше» ошибочен и часто является результатом незнания действительных условий работы машины. Точность изготовления должна назначаться с учетом затрат на изготовление машины, сроков ее службы, а также затрат и условий эксплуатации.
2. Определяют необходимые методы и средства контроля на базе заданной точности изготовления. Эта метрологическая задача непосредственно связана с технологией изготовления данного изделия.
3. Обеспечивают заданную точность изготовления машины и ее элементов соответствующим построением технологических процессов с учетом наибольшей производительности и наименьших затрат на их выполнение.
4. Устанавливают значения технологических допусков (допусков на промежуточные размеры заготовок) и допусков на так называемые вспомогательные базы при выполнении операций механической обработки.
Погрешности и способы получения заданных размеров
31
5. Определяют фактическую точность при лабораторных и производственных исследованиях действующих или новых технологических методов и процессов.
6. Выявляют причины невыдерживания заданной точности в производственных условиях и изыскивают пути ее повышения с разработкой соответствующих мероприятий.
Четыре последние задачи решаются технологом при проектировании новых, отладке внедряемых и исследовании действующих технологических процессов.
Рассмотрим подробнее точность механической обработки и сборки, технологические факторы, влияющие на эту точность, и методы ее технологического обеспечения.
Точность механической обработки. У каждой более или менее сложной детали обработке подвергают комплекс взаимосвязанных поверхностей. При анализе обработки данной детали различают точность: выполнения размеров, формы поверхностей и взаимного расположения поверхностей.
Точность выполнения размеров отдельных поверхностей детали (диаметр наружной или внутренней цилиндрической поверхности, глубина отверстия, угол конуса к пр.) регламентируется допусками, проставляемыми на рабочих чертежах деталей.
Под точностью формы поверхностей понимается степень их соответствия геометрически правильным поверхностям, с которыми они отождествляются. Отклонения формы весьма многообразны. Цилиндрическая поверхность может иметь небольшую конусность, некруглость поперечного сечения, искривление оси. Плоскость может иметь небольшие выпуклости, вогнутость или спиралеобразную скрученность и другие отклонения формы. Отклонения формы сопряженных поверхностей имеют часто большее значение для работы деталей в механизме, чем погрешности выполнения их размеров. Допускаемая величина отклонения формы поверхности нередко задается частью допуска на ее размер. При обработке шеек валов допустимая овальность и конусность на всей их длине обычно составляет не более половины допуска на диаметральный размер. Предельные отклонения Формы для плоскостей и цилиндрических поверхностей приводятся в ГОСТе 10356—63.
К погрешностям взаимного расположения поверхностей деталей относятся: эксцентричное (несоосное) расположение участков ступенчатого вала, непараллельность расположения противолежащих граней плит или планок, неперпендикулярность оси цилиндрической поверхности к ее торцу, погрешности расположения отверстий в корпусных деталях и пр.
Предельные отклонения от параллельности и перпендикулярности, предельные значения торцового и радиального биения при
32
Точность в машиностроении
водятся в ГОСТе 10355—63. Допускаемые отклонения расположения поверхностей часто устанавливаются на основе опытных данных, полученных в результате обобщения материалов по эксплуатации машин.
Общая (суммарная) погрешность обработки является следствием влияния ряда технологических факторов, вызывающих первичные погрешности. К их числу можно отнести:
1. Погрешности, вызываемые неточной установкой обрабатываемой заготовки на станке. 2. Погрешности обработки, возникающие в результате упругих деформаций технологической системы станок — приспособление — заготовка — инструмент под влиянием сил резания. 3. Погрешности, возникающие в результате деформации заготовки и других элементов технологической системы под влиянием сил закрепления. 4. Погрешности обработки, вызываемые размерным износом режущего инструмента. 5. Погрешности настройки станка (погрешности пробных промеров при обработке методом пробных проходов). 6. Погрешности, обусловливаемые геометрическими неточностями станка (и в некоторых случаях приспособления). 7. Погрешности, вызываемые неточностью изготовления инструмента. 8. Погрешности обработки, возникающие в результате температурных деформаций отдельных звеньев технологической системы.
1 Возникают также погрешности в результате действия остаточных напряжений в материале заготовок и готовых деталей. Они могут достигать больших значений при недостаточной жесткости обрабатываемых заготовок.
Точность, заданная рабочим чертежом, может быть обеспечена различными технологическими методами. В условиях единичного производства она обеспечивается индивидуальной выверкой устанавливаемых на станок заготовок и последовательным снятием стружки пробными проходами, сопровождаемыми пробными промерами. Заданный размер получается методом последовательного приближения, а точность обработки зависит от квалификации рабочего.
В условиях серийного и массового производства точность обеспечивается методом автоматического получения размеров на предварительно настроенном станке. Установку заготовок осуществляют без выверки в специальные приспособления на заранее выбранные базовые поверхности. При достаточно большой партии за-, готовок этот метод более производителен, так как обработка ведется за один проход, а затраты времени на предварительную настройку станка раскладываются на большое количество заготовок. Точность обработки в этом случае зависит от квалификации наладчика, так как последнему приходится производить периодически настройку станка при смене затупившегося инструмента, а при узких допусках
Погрешности и способы получения заданных, размеров 33
на обработку выполнять, кроме того, поднастройку станка за время стойкости инструмента1 2.
Примерами обработки методом автоматического получения размеров могут служить многорезцовое обтачивание, фрезерование на продольно-фрезерных станках, тонкое растачивание и другие виды однопроходной обработки. Проверка качества обрабатываемых деталей производится выборочно методами статистического контроля (называемого также в литературе предупредительным, летучим, скользящим), а при более сложных видах обработки — методом стопроцентного (операционного) контроля.
В обоих рассмотренных методах на точность влияет субъективный фактор. При первом методе это влияние сказывается индивидуально в процессе обработки каждой детали, при втором методе — на партию деталей, снимаемых со станка между его настройками или поднастройками на заданный размер 1.
Влияние субъективного фактора на точность обработки устраняется применением методов, связанных с использованием «мерных» режущих инструментов (развертки, протяжки, фасонные фрезы, калибровочные резцы для канавок и пр.). Точность выполнения диаметральных размеров отверстий в данном случае не зависит от квалификации станочника или наладчика, так как при смене инструмента не происходит изменения «настроечного» размера.
В условиях мелко- и среднесерийного производства применяется несколько отличный метод получения заданных размеров. Он заключается в том, что при обработке каждой детали режущий инструмент устанавливается в исходное положение по лимбу, а обработка ведется за один проход. Нужное деление лимба определяется пробной обработкой первой детали или по эталону. В данном случае на точность обработки влияют субъективные факторы двух видов: один из них связан с погрешностью установки необходимого деления лимба (погрешность настройки), другой — с повторяющейся для каждой детали погрешностью установки режущего инструмента по найденному делению лимба.
В автоматизированном производстве (при обработке деталей на автоматических станках и автоматических линиях) в последнее время начинает применяться другой, более прогрессивный метод обеспечения заданной точности. Он заключается в том, что в станок встраивается измерительное и регулирующее устройство (подналадчик), которое в случае выхода обрабатываемой детали из поля допуска автоматически подналаживает (корректирует) систему на заданный размер. При таком методе обработки все детали получаются годными. Влияние субъективного фактора здесь исключено,
1 При ручном закреплении заготовок точность обработки может зависеть от рабочего из-за неравномерности сил зажима.
2 Кован В. М. и др.,
34
Точность в машиностроении
если не считать погрешностей регулировки самого подналадчика. Эта величина в виде некоторой константы относится ко всей партии деталей, снимаемых со станка между регулировками подналадчика.
Устройства, работающие по указанной схеме, часто называют устройствами с обратной связью, так как измерительное устройство, проверяющее обработанную деталь, дает команду на рабочий орган станка в случае выхода выполняемого размера за установленные пределы. Устройства данного типа характерны для станков, выполняющих обработку за один проход (сквозное бесцентровое шлифование, тонкое и чистовое растачивание и т. п.).
Для станков, выполняющих обработку за несколько проходов (наружное круглое и внутреннее шлифование), характерно использование устройств, производящих измерение на ходу. При достижении заданного размера эти устройства автоматически выключают подачу станка.
В настоящее время имеется большое количество подобных систем, известных под названием средств активного контроля. Их внедрение в производство дает возможность повысить точность и производительность обработки.
Точность сборочных работ. При сборке машин могут иметь место ошибки взаимного положения их элементов, некачественные сопряжения, а также деформации деталей и узлов местного и общего характера.
Эти отклонения ухудшают функциональное качество машин, предопределяя возникновение погрешностей их геометрических, кинематических и других характеристик. Неправильное взаимное положение сопрягаемых деталей и узлов металлорежущих станков снижает их геометрическую и кинематическую точность. Неправильная сборка узлов вращения (например, роторов лопаточных машин) вызывает их неуравновешенность. Некачественные сопряжения стыков уменьшают их контактную жесткость и герметичность.
Неправильная сборка гидравлических машин может вызвать снижение к. п. д., производительности и развиваемого напора. Примеры подобного рода весьма многочисленны; мы находим их во всех областях машиностроения.
Погрешности сборки вызываются:
1) отклонениями размеров, формы и взаимного расположения поверхностей сопрягаемых деталей. Эти отклонения влияют на зазоры и натяги, ухудшая заданные посадки. В результате этих отклонений возникают радиальные и торцовые биения при сборке узлов вращения, несоосности, а также неправильные положения собираемых элементов машины; 2) некачественной обработкой сопрягаемых поверхностей, в результате чего возникает их неплот
Погрешности и способы получения заданных размеров 35
ное прилегание, снижение контактной жесткости стыков и герметичности соединений; 3) неточной установкой и фиксацией элементов машины в процессе ее сборки; 4) некачественной пригонкой и регулировкой сопрягаемых элементов машины; 5) нарушениями условий и режимов выполнения сборочных операций (неравномерная затяжка винтовых соединений, вызывающая перекосы и деформации собираемых элементов, перекосы и деформации при запрессовке, склеивании и других видах соединений, деформация при закреплении деталей и узлов в сборочных приспособлениях); 6) геометрическими неточностями сборочного оборудования, приспособлений и инструментов, а также их недостаточной жесткостью; 7) погрешностями настройки сборочного оборудования; 8) температурными деформациями элементов технологической системы (сборочное оборудование — приспособление — инструмент — собираемый объект).
Погрешности сборки могут возникать также в результате действия остаточных напряжений в материале деталей (особенно при малой жесткости собираемых объектов).
Нетехнологичные конструкции изделий затрудняют получение заданной точности. Точность сборки обеспечивается следующими методами.
Индивидуальной пригонкой сопрягаемых деталей и узлов изделия. Для этой цели применяется припиливание, шабрение, притирка, а также совместная обработка сопряженных поверхностей (растачивание или развертывание отверстий для обеспечения их соосности). Метод применяется в условиях единичного и мелкосерийного производства, а.также в тех случаях, когда конструктивные допуски уже технологических.
Регулированием зазоров или взаимного положения элементов изделия. Регулирование осуществляется при помощи компенсаторов (прокладки, клинья, винты), которые должны быть предусмотрены в конструкции изделий. Сопряженные детали обрабатываются по широким допускам, а требуемый зазор обеспечивается индивидуальной установкой или регулированием соответствующего компенсатора.
Выполнением соединений по принципу полной или частичной взаимозаменяемости. Метод применяется в тех случаях, когда конструктивные допуски равны или шире технологических. Сборка' ведется без пригоночных и регулировочных работ.
Выполнением соединений по принципу групповой взаимозаменяемости. Детали изделия обрабатываются с широкими допусками, а заданная точность сопряжения обеспечивается непосредственным подбором или предварительной сортировкой деталей на размерные группы. Метод применяется при сборке узлов, имеющих сопряжения высокой точности.
2*
36
Точность в машиностроении
Выбор того или иного метода обеспечения точности определяется анализом размерных цепей собираемого изделия.1
Ошибка, получающаяся на замыкающем звене размерной цепи, равна сумме ошибок всех остальных звеньев, составляющих данную размерную цепь:
т — 1
®Д= S (6)
i = 1
Допуск на замыкающее звено размерной цепи
т — 1
бд= 2 (7)
1 = 1
где — величина допуска Лго звена этой цепи;
т — число всех звеньев размерной цепи, включая замыкающее звено.
Допуск на замыкающее звено размерной цепи задается конструктором машины, исходя из ее функционального назначения. При малой величине этого допуска и многозвенной цепи допуски на остальные звенья получаются очень жесткими. В этом случае сборку выполняют методом регулирования при одновременной корректировке конструкции изделия введением в него соответствующего компенсатора. При более простых размерных цепях и узком допуске на замыкающее звено может быть применен метод групповой взаимозаменяемости. При простых размерных цепях и не очень жестком допуске на замыкающее звено обычно применяют сборку по методу полной взаимозаменяемости.
§ 2. УСТАНОВКА ЗАГОТОВОК ДЛЯ ОБРАБОТКИ НА СТАНКАХ
Одной из причин, вызывающих погрешность выдерживаемого при обработке размера и пространственные отклонения во взаимном положении геометрических элементов обрабатываемой заготовки, является погрешность ее установки для обработки на станке.
Различают следующие виды поверхностей у обрабатываемой заготовки: а) обрабатываемые поверхности, подвергающиеся воздействию рабочего инструмента; б) поверхности, посредством которых ориентируют заготовку относительно установленного на размер инструмента; в) поверхности, с которыми контактируют зажимные устройства; г) поверхности, от которых производится измерение выдерживаемого размера; д) свободные, т. е. не использованные при данной установке, поверхности.
1 Размерный анализ и теория размерных цепей излагаются в курсе «Допуски и технические измерения». Здесь приводятся только основные уравнения размерных цепей.
Установка заготовок для обработки на станках 37
Поверхности (а также линии и точки) заготовки, ориентирующие ее при установке для обработки на станке, называют базирующими элементами или установочными базами, а придаваемое заготовке положение, определяемое базирующими элементами, называют ее базированием.
Поверхности, линии и точки, от которых производят измерения выдерживаемых размеров, называют измерительными базами.
Обрабатываемые поверхности, установочные и измерительные базы, а также направление силы резания определяют при установке размещение установочных элементов, на которые ставится заготовка, и зажимных устройств.
Следует различать установку для обработки способом автоматического получения заданных размеров, когда положение измерительной базы относительно установленного на размер инструмента непосредственно влияет на допуск выдерживаемого размера, и установку для обработки способом индивидуального получения заданных размеров, когда положение измерительной базы относительно инструмента не оказывает влияния на допуск выдерживаемого размера, так как заданный размер получается путем пробных проходов и промеров непосредственно от измерительной базы.
При первом способе обычно применяют с п е ц и а л ь н ы е рабочие приспособления1, под которыми понимают устройства, состоящие из установочных, зажимных и направляющих инструмент элементов, смонтированных в общем корпусе.
Установку заготовок осуществляют доведением их базовых поверхностей до соприкосновения с установочными элементами приспособлений и последующим закреплением заготовок посредством зажимных устройств. Преимущества этого способа установки следующие: быстрота,' устранение выверки и влияния субъективных факторов на точность положения заготовки в приспособлении.
При обработке способом автоматического получения размеров станок предварительно настраивают, т. е. устанавливают инструмент и приспособление в такое взаимное положение, при котором обеспечивается выдерживание заданного размера в партии заготовок при однопроходной обработке. Это положение остается неизменным до очередного регулирования, требующегося вследствие размерного износа инструмента или новой наладки в связи со сменой затупившегося инструмента.
При использовании приспособлений возможно образование погрешности установки, т. е. погрешности положения заготовок. Погрешность установки е, как одна из составляющих общей погрешности выполняемого размера, суммируется из погрешности бази
1 Элементы приспособлений и принципы конструирования рассматриваются в курсе «Основы конструирования приспособлений».
38
Точность в машиностроении
чине е6 в расчетах нужно
Рис. 7. Схема установки с базированием по плоскостям
рования (вД погрешности закрепления (s3) и погрешности положения заготовки, вызываемой неточностью приспособления (епр).
Погрешностью базирования называется разность предельных расстояний измерительной базы относительно установленного на размер инструмента. Погрешность базирования имеет место при несовмещении измерительной и установочной баз заготовки; она не является абстрактной величиной, а относится к конкретному выполняемому размеру при данной схеме установки. Поэтому вели-присваивать индекс соответствующего размера; — зависит также от погрешности формы базовых поверхностей заготовки.
На рис. 7 дана схема установки заготовки 1 для фрезерования в ней паза фрезой 2. Закрепление заготовки осуществляется горизонтально приложенной силой Q.
Фреза установлена на размер А — const и С -- const относительно установочных элементов приспособления. Независимо от колебания размера В имеем = 0, так как в этом случае установочная и измерительная базы совмещены. Колебание
размера а в партии заготовок, обработанных фрезой, будет вызвано только явлениями, имевшими место в процессе обработки (отжатия, износ фрезы и т. п.).
При выполнении размера h погрешность обработки возрастает вследствие непостоянства положения измерительной базы в партии заготовок. Из чертежа следует, что погрешность базирования, отнесенная к размеру ht
% = i>H’
где Ьн — допуск на размер Н заготовки.
Погрешностью закрепления &3 называется разность предельных расстояний измерительной базы относительно установленного на размер инструмента в результате смещения обрабатываемых заготовок от действия зажимной силы. Для партии заготовок погрешность равна нулю, если величина смещения хотя' и велика, но постоянна; в этом случае координата середины поля допуска выполняемого размера может быть скорректирована настройкой станка.
Обращаясь к примеру, показанному на рис. 7, можно видеть, что погрешность закрепления по отношению к размеру а не равна нулю (&3а 0), тогда как для размера h она равна нулю (езд = 0),
Установка заготовок для обработки на станках
39
У
Рис. 8. Схема установки с базированием по внешней цилиндрической поверхности
так как верхняя измерительная плоскость перемещается при закреплении заготовки в собственной плоскости. Смещение измерительной базы заготовки происходит в результате деформации звеньев цепи, через которую передается зажимная сила (заготовка, установочные элементы и корпус приспособления).
Погрешность положения заготовки гпр является следствием неточного изготовления приспособления, износа его установочных элементов, а также ошибок установки приспособления на станок. Эта величина регламентируется определенными нормами и периодически контролируется в процессе эксплуатации приспособлений.
Погрешности е^, е3 и &пр определяются как величины, имеющие направленность выполняемого размера. Они представляют собой поля рассеяния случайных величин, распределение которых можно в первом приближении принять подчиняющимся нормальному закону. При этом
условии погрешность установки е как суммарное поле рассеяния выполняемого размера найдем по формуле
£ = + 83 + (8)
Рассмотрим в качестве примеров определение погрешностей базирования для различных случаев установки заготовок в приспособления.
При базировании по внешней цилиндрической поверхности с установкой на призму для обработки плоскости в размер (рис. 8) предельные отклонения измерительной базы А' и А" относительно установленного на размер инструмента А'" определяются величиной А'А" или разностью h\ —при этом
8^ = A'A" = OA' — OAf'\
ОА' = ОС' + С'А’ = + С'А' = —{-5— Л;
1 .а 1 2 . а 1
smy \sm“2 /
>10
Точность в машиностроении
Следовательно,
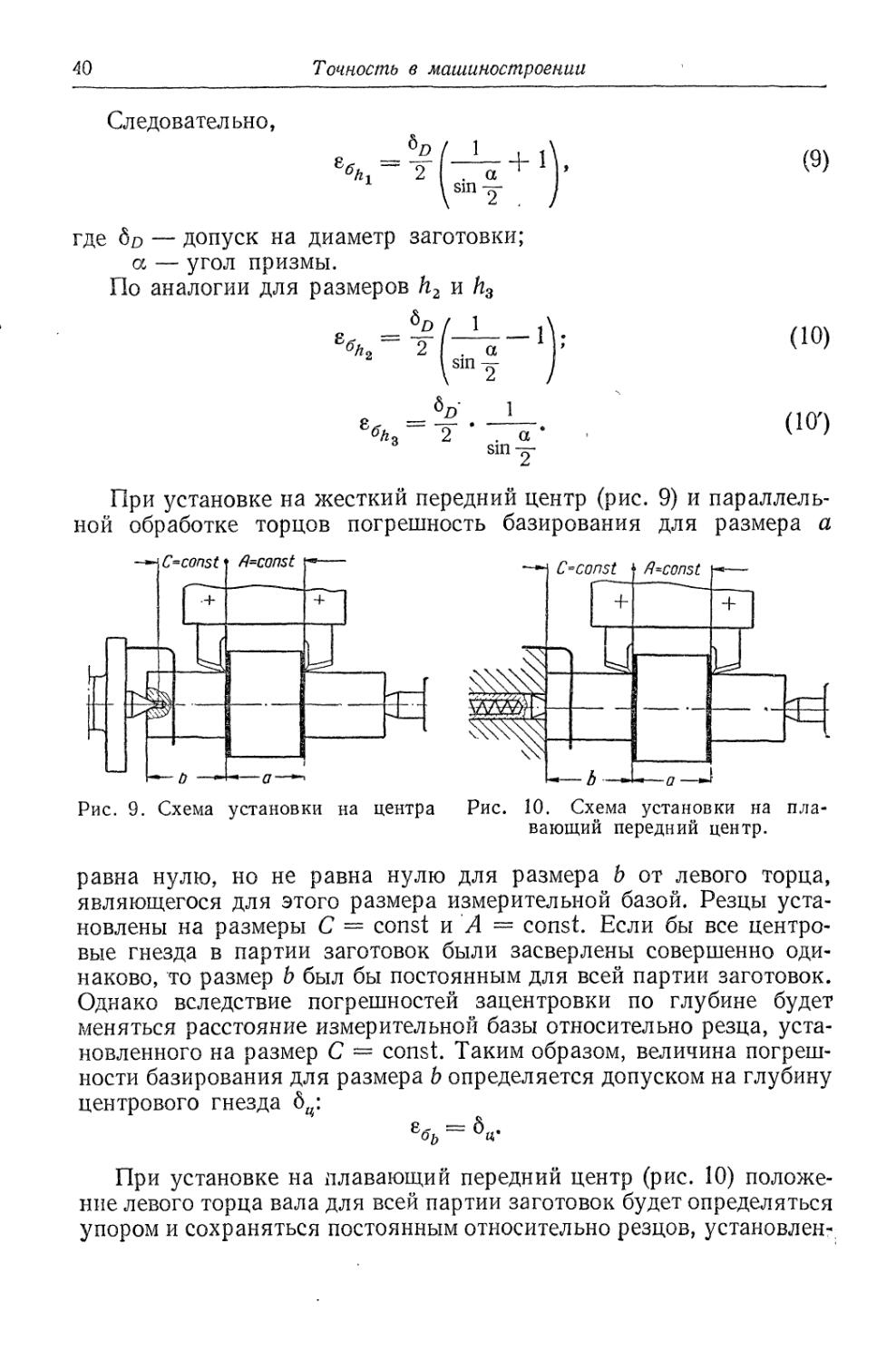
(9)
где до — допуск на диаметр заготовки; а — угол призмы.
По аналогии для размеров h2 и h3
(10)
(10')
При установке на жесткий передний центр (рис. 9) и параллельной обработке торцов погрешность базирования для размера а
Рис. 10. Схема установки на плавающий передний центр.
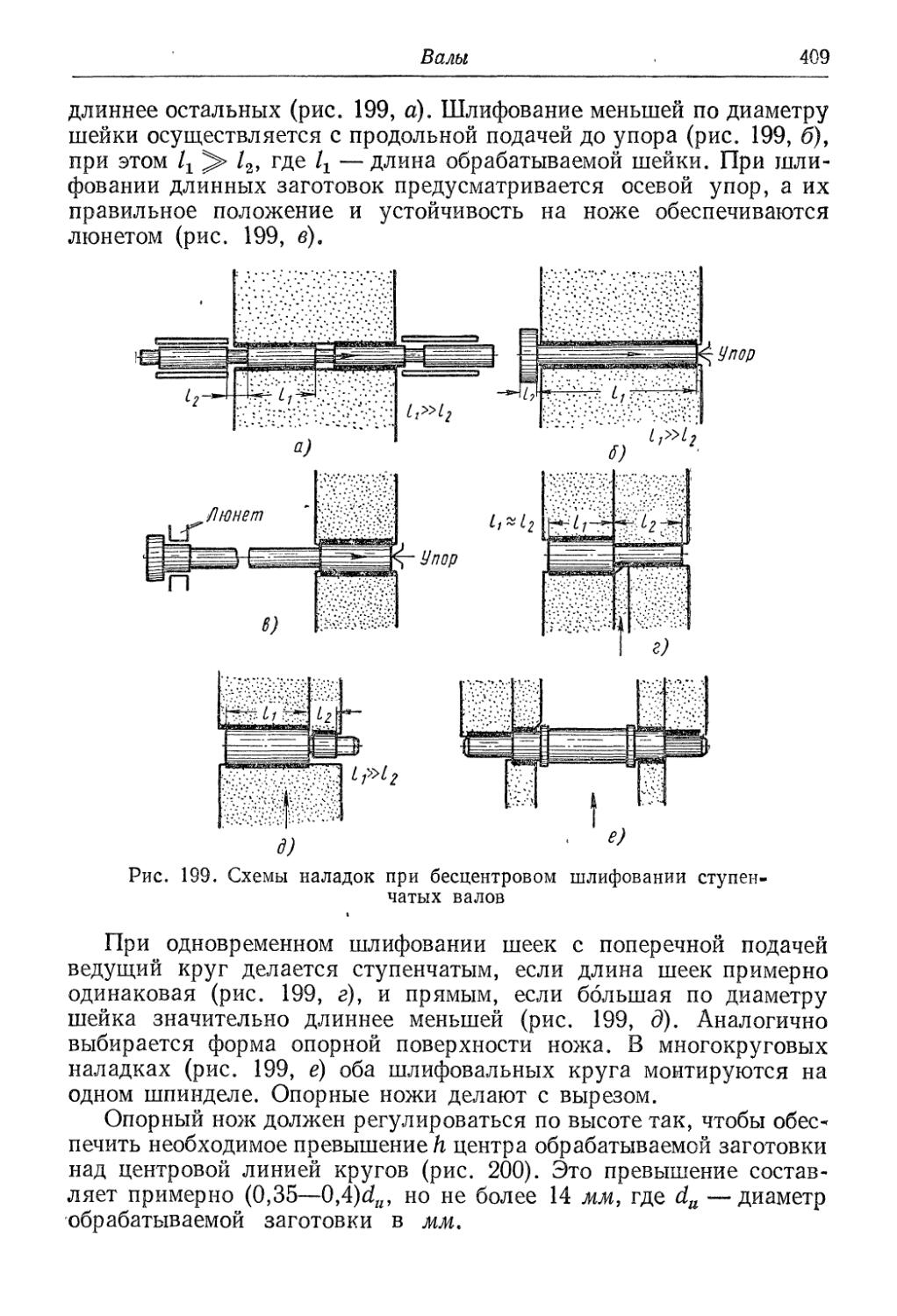
Рис. 9. Схема установки на центра
равна нулю, но не равна нулю для размера b от левого торца, являющегося для этого размера измерительной базой. Резцы установлены на размеры С = const и А = const. Если бы все центровые гнезда в партии заготовок были засверлены совершенно одинаково, то размер b был бы постоянным для всей партии заготовок. Однако вследствие погрешностей зацентровки по глубине будет меняться расстояние измерительной базы относительно резца, установленного на размер С — const. Таким образом, величина погрешности базирования для размера b определяется допуском на глубину центрового гнезда дц:
При установке на плавающий передний центр (рис. 10) положение левого торца вала для всей партии заготовок будет определяться упором и сохраняться постоянным относительно резцов, установлен-.
Установка заготовок для обработки на станках
41
ных на размеры С = const и А = const. В этом случае установоч-пая и измерительная базы совмещаются и, следовательно, &бь ~ 0.
При базировании по цилиндрическому отверстию на жесткой оправке со свободной посадкой и закреплением заготовки по торцу для обработки ее верхней плоскости до размера h от оси отверстия (рис. 11, а) получаем наибольшее смещение оси отверстия относительно оси оправки при наибольшем диаметре отверстия (Отах)
Рис. 11. Схема установки на жесткую оправку с зазором
и наименьшем диаметре оправки (dmin); из геометрических связей получим при установке инструмента на размер С == const
^б^ “ ^max ^min>
А — Г* । Отах ^min ______ р . *$тах .
Швах — С п 2 । 2 ’
< _ р Отах ^min р ^тах
^min — О' — ——— С 2 3
где Smax — наибольший зазор.
Следовательно,
^6h “ ^тах ~ 4“ 6 Л -J- 6^, (11)
где Smin — минимальный (гарантированный) зазор;
б л — допуск на диаметр базирующего отверстия;
бв — допуск на изготовление и износ оправки (б5 учитывает влияние влр).
При прессовой посадке на жесткую оправку и при посадке на разжимную оправку зазоры и смещение оси отверстия относительно
42
Точность в машиностроении
оси оправки исключаются, а следовательно, погрешность базирования не имеет места (s^, ~ 0).
При установке заготовки на жесткую оправку с базированием по отверстию со свободной посадкой и закреплением по торцу для обработки наружной поверхности вращения (рис. 11, б) также возможно смещение оси отверстия Ох относительно оси оправки О2 на величину е; однако это смещение не влияет на точность диаметрального размера, так как поверхность вращения образуется относительно оси вращения О2 независимо от величины и направления смещений оси заготовки Ох относительно оси вращения (оправки) О2, В результате этого получаем только эксцентричность обработанной поверхности относительно отверстия.
Из приведенных примеров видно, что изменением размеров и положения установочных элементов приспособления погрешность базирования можно уменьшить или привести к нулю (совмещая установочную и измерительную базы).
Закрепление заготовки при установке производится для фиксации ее в положении, определяемом установочной базой, и обеспечения необходимой жесткости установки.
При закреплении заготовки возможны ее упругие деформации, влияющие на точность обработки. Соответствующим расположением опор и зажимных устройств достигают в большинстве случаев снижения деформаций до весьма малых величин. Однако при закреплении нежестких заготовок их деформации оказывают существенное влияние на точность форм и взаимного положения обработанных поверхностей \
При закреплении в результате действия зажимных сил происходит смещение заготовки из положения, определяемого установочными базами. Это обусловлено общими и контактными деформациями элементов цепи, через которую передается зажимная сила.
Из всего баланса перемещений наибольший вес имеют контактные деформации в местах касания установочных элементов и базовых поверхностей заготовки.
Экспериментально установлена следующая зависимость контактных деформаций (осадки заготовки) от удельного давления:
y = cqm, (12)
где с—коэффициент, зависящий от материала и состояния (качества) поверхности заготовки;
q — удельное давление в н/м2 (кГ/мм2);
т — показатель степени, меньший единицы (определяется экспериментально).
1 Деформации заготовок при их закреплении подробно рассматриваются в курсе «Основы конструирования приспособлений».
Установка заготовок для обработки на станках,
43
В связи с неоднородностью качества поверхности заготовок и нестабильности сил зажима будем иметь для каждой заготовки различную величину осадки.
Допустим, что при настройке станка на обработку партии заготовок инструмент был установлен на размер Н' при наименьшей осадке заготовки (рис. 12). Номинальный размер Н будет изменяться в пределах от Н' до Н", так как при неизменном положении инструмента измерительная база смещается из положения т'п' в положение т"п"\ в связи со смещением измерительной базы выдерживаемый размер Н дополнительно изменяется на величину погрешности закрепления г3н = Н" — И', определяемую, как раньше указывалось, разностью предельных расстояний измерительной базы от установленного на размер режущего инструмента.
Погрешность закрепления обычно невелика. При установке заготовок средних размеров на точечные опоры, где деформация поверхностных слоев относительно велика, она не превышает 100 мк. При установке заготовок чисто обработанной базой на опоры с большой поверхностью контакта (на
пример, на планки) погрешность закрепления часто не превышает 10 мк, Во многих случаях этой погрешностью можно пренебречь.
Погрешность закрепления можно уменьшить применением зажимных устройств, развивающих постоянную зажимную силу. При пневматическом зажиме, например, погрешность закрепления меньше, чем при ручном, так как в последнем сила зажима колеблется в более широких пределах. Погрешность закрепления можно свести к нулю соответствующим выбором направления силы зажима. Например, зажимая заготовку горизонтально приложенной силой (рис. 12), погрешность закрепления, отнесенную к размеру Я, можно устранить, так как в этом случае смещение заготовки будет происходить параллельно горизонтальной плоскости, от которой выдерживается заданный размер.
При неправильном приложении зажимной силы может произойти отрыв заготовки от установочных элементов приспособления, что приводит к более или менее значительным смещениям установленной заготовки. Ошибки подобного рода возникают при неправильных конструкциях специальных и при нерациональном использовании универсальных приспособлений.
Уменьшение погрешности закрепления можно обеспечить также повышением однородности механических свойств (твердости) мате
44
Точность в машиностроении
риала заготовок, качественным выполнением их базовых поверхностей и повышением жесткости приспособлений.
Ранее отмечалось, что погрешность установки & как составляющая общей погрешности выполняемого размера определяется суммированием величин е^, 83 и гпр по правилу квадратного корня.
Погрешность установки может иметь и другой геометрический . смысл. При обработке поверхностей вращения величины гб, г3 и 8/?р приобретают характер векторов, так как могут иметь различную направленность. В этом случае погрешность установки, как погрешность положения заготовки, определяется ее возможным смещением в ту или иную сторону. Величина этого смещения определяется геометрически, как векторная сумма 83 и гпр.
При установке заготовки базовым отверстием на центрирующий бурт приспособления с зазором смещение заготовки в ту или иную сторону от оси центрирующего бурта определяется величиной радиального зазора е'. При смещении оси бурта относительно оси вращения шпинделя на величину е" общая погрешность установки 8 определяется векторной суммой величин е' и е". Наиболее вероятное значение погрешности установки в данном случае определяется суммированием по правилу квадратного корня
Наибольшее значение величины е возможно тогда, когда векторы е' и е" колинеарны и суммируются арифметически.
Полученное значение 8 определяет несоосность базового отверстия и наружной обрабатываемой поверхности, но не влияет на ее диаметр. Как мы дальше увидим, эта несоосность нужна нам для расчета припуска на обработку наружной поверхности.
Во всех случаях погрешность установки может быть рассчитана, исходя из геометрических связей и анализа схемы установки.
Проектирование технологических процессов связано с выбором баз. Рассмотрим основные соображения по их выбору.
Обрабатываемая заготовка, как и каждое свободное твердое тело, имеет шесть степеней свободы: три прямолинейных перемещения в направлении осей координат и три угловых перемещения относительно тех же осей. Этим определяется выбор и взаимное расположение базовых поверхностей и установочных элементов приспособления, к которым заготовка прижимается своими базовыми поверхностями при помощи зажимных устройств. Для полной ориентации заготовки количество и расположение установочных элементов должно быть таким, чтобы при соблюдении условия неотрывности баз от установочных элементов (т. е. сохранения плотного контакта между ними) заготовка не могла иметь сдвига и вращения относительно трех координатных осей. При выполнении этого условия заготовка лишается всех степеней свободы. Количество установочных
Установка заготовок для обработки на станках
45
Рис. 13. Схема установки на шесть точек
элементов (точек) должно быть равным шести (правило шести точек); их взаимное расположение должно обеспечивать устойчивое положение заготовки в приспособлении. Для этой цели расстояние между элементами следует брать возможно большим. При этом уменьшается также влияние макрогеометрических погрешностей (неровностей) базовых поверхностей на положение заготовки в приспособлении.
На рис. 13 показан пример установки на шесть точек заготовки, имеющей форму параллелепипеда. Нижней базой заготовка ставится на три точки, определяющие установочную плоскость; две боковые точки обеспечивают направление по i длинной узкой стороне заготовки и одна точка является упором.
Применение точечных опор, выполняемых в виде штифтов, со сферической, рифленой или плоской головками, позволяет получить вполне определенную и устойчивую установку заготовок в приспособлениях. Такой способ установки характерен для заготовок, имеющих черные (необработанные) базовые поверхности.
При базировании заготовки по точно и чисто обработанным поверхностям вместо опорных штифтов при
меняют, во избежание вмятин, опорные пластинки или другие элементы с развитой опорной поверхностью.
Выбранная за базу совокупность поверхностей должна быть обработана на первых операциях технологического процесса; при этом должно быть выдержано в возможной степени точное взаимное положение базовых поверхностей.
Для обработки базовых поверхностей за установочную базу приходится принимать необработанные поверхности, т. е. так называемую черную установочную базу,
В качестве черной установочной базы могут быть выбраны поверхности заготовки либо вовсе не обрабатываемые, либо обрабатываемые в дальнейшем. Выбранная черная база должна обеспечивать в возможной степени равномерное снятие припуска при последующей обработке поверхностей с базированием на обработанную установочную базу и наиболее точное взаимное положение обработанных и необработанных поверхностей детали.
Черные базовые поверхности должны быть по возможности гладкими; они не должны иметь штамповочных и литейных уклонов; на них не следует размещать литники, прибыли, плоскости разъема моделей и штампов.
46
Точность в машиностроении
В тех случаях, когда конфигурация заготовки исключает возможность выполнения требований, предъявляемых к черным базам, делают специальные (вспомогательные) приливы в отливках и прибыли в поковках, которыми пользуются в качестве базы на первых операциях технологического процесса, а затем их удаляют при последующей обработке. Таким образом, основные соображения, которыми целесообразно руководствоваться при выборе установочных баз для обработки заготовок, можно кратко сформулировать в следующем виде.
Во-первых, следует использовать в возможной степени принцип совмещения баз, т. е. в качестве установочной базы брать поверхность, являющуюся измерительной базой. При этом необходимо учитывать, что лучшие результаты по точности будут достигнуты в случае, если установочной и измерительной базой служит сборочная база, т. е. те поверхности, которые определяют положение детали в собранном изделии (например, центральное отверстие и торец ступицы зубчатого колеса). Учитывая взаимосвязь сборочной, измерительной и установочной баз, технолог при выборе баз и построении технологических процессов должен анализировать не только рабочие, но и сборочные чертежи деталей. Конструктор также должен проектировать деталь с учетом возможности совмещения сборочной, измерительной и установочной баз при ее обработке.
Во-вторых, следует соблюдать по возможности принцип постоянства базы и в ходе обработки на всех основных технологических операциях использовать в качестве установочной базы одни и те же поверхности. Принципы совмещения и постоянства баз совпадают в тех случаях, когда выдерживаемые размеры проставлены от одной достаточно устойчивой измерительной базы. Если измерительные базы переменны и не везде достаточно развиты по своим размерам, то первый принцип осуществить затруднительно. В этом случае осуществляют второй принцип, выбирая соответствующую постоянную установочную базу.
В целях более полного соблюдения принципа постоянства баз нередко на детали создают искусственные установочные поверхности, не имеющие конструктивного назначения. К ним относятся центровые гнезда для обработки валов, выточки в юбке поршня, отверстия в базовых плоскостях корпусных деталей при установке их на штифты.
В-третьих, когда постоянство установочной базы не может быть обеспечено, в качестве новой установочной базы выбираются обязательно обработанные и желательно более точно обработанные поверхности, обеспечивающие жесткость установки обрабатываемой заготовки; если при этом базовая поверхность не является измерительной, производят проверочный расчет допуска на выдерживав-
Установка заготовок для обработки на станках,
47
мый размер и в случае необходимости — пересчет допусков на размеры базовых поверхностей, т. е. прибегают к технологическому ужесточению допусков на размеры этих поверхностей.
В-четвертых, установочная база должна обеспечивать достаточную устойчивость и жесткость установки заготовки; это достигается соответствующими размерами базовых поверхностей и их взаимным расположением.
При обработке способом автоматического получения размеров черная установочная база может быть принята только для одной установки; повторное ее использование может в значительной степени нарушить взаимное расположение обрабатываемых поверхностей. Однако для заготовок, полученных точными методами литья и штамповки с последующей чеканкой-калибровкой, это правило не является обязательным. Допустимо также (в исключительных случаях) повторное применение черной базы в том же или в однотипном приспособлении при одинаковом размещении его установочных элементов, обеспечивающих контакт с базовыми поверхностями заготовки в тех же точках, что и при первом ее применении, и в случаях, не требующих высокой точности.
Для выяснения вопроса о влиянии постоянства баз на погрешность базирования рассмотрим два случая несоблюдения принципа совмещения баз последовательную обработку до размеров а, b и h плоскостей заготовки, показанной на рис. 14, а.
Нижняя плоскость принята за основную установочную базу. Боковые плоскости k и I используются в качестве последовательно изменяемых баз. Эти базы обработаны на предшествующих операциях; при этом от оси заготовки до плоскости k выдержан размер А с допуском дд.
При определении погрешностей базирования воспользуемся основными уравнениями размерных цепей [формулы (6) и (7)]. Схемы этих цепей показаны на эскизе к каждой схеме установки.
Для обработки плоскости до размера а ориентируем заготовку по боковой плоскости k (рис. 14, б). Из размерной цепи можно найти допуск на ее замыкающее звено, т. е. погрешность базирования для выполняемого размера^
еК = 6С + бд.
Так как С = const, то Sc = 0. Таким образом, = бл, т. е. погрешность базирования в этом случае равна допуску на размер, связывающий установочную и измерительную базы.
Для обработки до размера b ориентируем деталь по боковой плоскости I (рис. 14, ф В этом случае из размерной цепи имеем
г'бъ “ §в + + $а-
48
Точность в машиностроении
Рис. 14. Схемы для расчета погрешности базирования при смене баз
Для обработки плоскости до размера h применяем ту же принципиальную схему установки (рис. 14, г) и, пользуясь тем же методом расчета, получаем
+ 6 Л + d 1
Меньшие погрешности базирования получаются, если при обработке плоскостей до размеров а, b и h ориентировать заготовку во всех трех случаях по единой несменяемой базе k. Тогда
при обработке до размера а (рис. 14, б)
т- е-
при обработке до размера b (рис. 14, д)
^$1) = T бд, Т. е. 85^,
Установка заготовок для обработка на станках,
49
так как
<С 6В + + 6а;
при обработке до размера h (рис. 14, е) е5д = + ^л,
Т. е.
так как
+ ^д +
Таким образом, в двух последних случаях (рис. 14, д и ё) погрешность базирования уменьшилась на величину допуска по размеру В, т. е. на величину бв. При этом уменьшение погрешности
базирования получено применением постоянной базы при обработке всех трех плоскостей до размеров а, b и h.
Анализируя погрешности базирования при переменных и постоянных базах для различных случаев обработки разнообразных заготовок, приходим к выводу, что применением постоянных баз достигаем уменьшения погрешности базирования.
Каждая смена установочной базы при выполнении тех-
нологического процесса вносит новые погрешности, зависящие от неточностей взаимного расположения баз.
Анализируя различные схемы установки при постоянной базе, выбирают из них
Рис. 15. Схема для расчета допусков на технологические размеры
такую, которая обеспечивает наименьшую погрешность базирования и более жесткие допуски выдерживаемых размеров.
Указываемые на рабочих чертежах размеры, вытекающие из
конструктивных связей, часто не соответствуют условиям построения технологического процесса и неудобны для выполнения измерения обрабатываемых заготовок. По технологическим соображе-
ниям приходится иногда изменять принятые конструктором измерительные базы. В этих случаях, а также при перемене установочных баз в процессе обработки необходимо производить пересчет разме-
59
Точность в машиностроении
ров на базе геометрического анализа связей между конструктивными размерами и принятыми базами. •
Рассмотрим в виде примера чертеж распределительного валика (рис. 15). Для условий эксплуатации важно, чтобы при изготовлении валика были выдержаны размеры /п /2 и L; при этом размер L задан с жестким допуском. Непосредственное измерение размера L в производственных условиях осуществить не представляется возможным. Непосредственные измерения можно производить либо размера х', либо размера х". Определяя один из этих размеров, технолог должен задать на него допуск, обеспечивающий соблюдение заданного конструктором допуска по размеру L, Исходя из этого условия, задачу можно решить следующим образом.
1. Если технолог решил вместо размера L задать размер х', то
— ^max ^min,
но г max < ' ! ^2 max T>max 2 "Т" ^max I 2
а г G. min । ' । ^2 min ^min — 2 1 Xmjn 1 2
Тогда = T + S*' + T
или d, + 6, 6, = dx, + % \ z
откуда имеем dr + 6/ A , — A Ox' — OL 9
2. Если вместо размера L задать размер х", то
Г ______ г/ ^1 min ^2 rnin .
T^rnax — Xmax 9 9
I . v" . _ max ^2 max
L-min — Лт1п 2 2 ’
тогда d, = bX" + “h -T = S-' , a/i + 4 ' r 2
откуда получаем
6, +6, vL 2
т. e. тот же результат, что и в первом случае.
Установка заготовок для обработка на станках,
51
Таким образом, в общем виде, исходя из основного уравнения размерных цепей, имеем
т — 1
i = 1
ИЛИ
т — 2
бА = ^+ 2
i = 1 откуда т — 2
2 в,....
i = 1
где дх—допуск на искомый размер;
—допуск на заменяемый размер;
— допуск на размеры остальных звеньев цепМ;
т — общее количество всех звеньев размерной цепи, включая искомый и заменяемый размеры.
При обработке способом индивидуального получения заданных размеров заготовку устанавливают с выверкой относительно рабочих элемеятов станка, а рабочий инструмент устанавливают на размер индивидуально для каждой заготовки путем пробных проходов и измерений.
В ряде случаев установка производится без выверки (установка зацентрованной заготовки в центрах токарного станка, установка заготовки обработанной поверхностью на стол фрезерного станка). Выверка положения заготовки производится либо непосредственно по обрабатываемой поверхности, либо по разметочным рискам с использованием рейсмаса или штангенрейсмаса.
Пользуются также линейкой и уровнем, при помощи которых обрабатываемой поверхности придают горизонтальное положение; для выверки очень крупных деталей применяют оптические методы.
Заготовку, обрабатываемую способом индивидуального получения размеров, обычно подвергают предварительной разметке путем прочерчивания линий, указывающих границы обработки. Для этого предварительно на нее наносят оси симметрии, главные центровые оси, а также ряд вспомогательных и контрольных рисок. При разметке важен выбор исходных поверхностей, от которых выдерживается положение наносимых рисок. Для этого могут быть использованы соображения о базировании заготовок при обработке их на станках \ -
1 Практические приемы разметки должны быть хорошо усвоены студентом в процессе учебной практики (в учебных мастерских) по курсу технологии материалов.
52
Точность в машиностроении
В единичном производстве разметка применяется в целях проверки пригодности заготовок для обработки, выверки заготовки при установке ее на станке для обработки, указания границ обработки, нанесения рисок для установки накладных кондукторов, контроля обработанных сложных деталей машин.
В серийном производстве применяют разметку: для проверки пригодности сложных заготовок для обработки, регулировки приспособлений на данную партию отливок, нанесения рисок для установки заготовок в приспособлениях упрощенного типа и для определения положения накладных кондукторов, выверки крупногабаритных отливок для устранения сложных и тяжелых приспособлений.
Требующееся положение выверяемой заготовки достигается подкладками, простыми и сдвоенными клиньями, домкратиками и другими универсальными установочными приспособлениями.
Точность установки с выверкой определяется тщательностью производимой проверки. Она зависит от квалификации рабочего, вида применяемого при проверке инструмента, а также от состояния поверхности, по которой производится проверка.
Выверку производят и после закрепления заготовки, так как под воздействием зажимных сил заготовка может изменить свое положение. Поэтому считаем, что погрешность установки с выверкой равна погрешности проверки заготовок, а погрешность закрепления укладывается в поле погрешности проверки. Погрешность установки с выверкой не учитывается, если выполняемый размер получают методом пробных проходов. Ее приходится учитывать при определении ошибок взаимного положения поверхностей (не-параллельность, неперпендикуляркость и т. п.), так как эти ошибки обычно не устраняются только одной обработкой пробными проходами.
Разметка и установка заготовок с выверкой являются операциями трудоемкими и требующими высокой квалификации исполнителей. Применение приспособлений при обработке способом автоматического получения размеров на предварительно настроенных станках обеспечивает определенное положение заготовок без выверки, сокращает во много раз время, затрачиваемое на установку, и не требует больших производственных навыков от исполнителей. В этом заключаются значительные преимущества установки заготовок в приспособлениях. Однако применение приспособлений экономически оправдывается только при определенной производственной программе, а в условиях единичного производства вполне допустима разметка и установка заготовок с выверкой.
Факторы, влияющие на точность обработки
53
§ 3. ФАКТОРЫ, ВЛИЯЮЩИЕ НА ТОЧНОСТЬ ОБРАБОТКИ
Упругие деформации технологической системы под влиянием силы резания. При механической обработке станок, приспособление, обрабатываемая заготовка, режущий инструмент и несущие его элементы (державки, оправки, расточные скалки и т. п.) представляют собой упругую систему, которую далее будем называть технологической системой станок — приспособление — заготовка — инструмент.
В процессе обработки сила резания изменяется в результате колебания размеров заготовок'и, следовательно, неравномерности глубины резания, колебания механических свойств материала заготовок и притупления инструмента вследствие износа его режущей кромки.
Сила резания при обработке в условиях упругой системы станок — приспособление — заготовка — инструмент вызывает упругие деформации и смещение элементов системы из-за зазоров в их сочленениях. Их величина зависит как от силы резания, так и от жесткости системы, т. е. ее способности противостоять действующей силе. Нестабильность силы резания и нестабильность жесткости технологической системы в ее различных сечениях вызывает неравномерность деформаций и отжатий элементов системы, в результате чего возникают погрешности формы обработанной поверхности у индивидуальных заготовок и колебания размеров заготовок в партии. Таким образом, точность обработки зависит от жесткости системы станок — приспособление — заготовка — инструмент.
Жесткость, как известно, определяется отношением действующей силы к величине деформации, вызываемой этой силой.
С точки зрения точности обработки наиболее существенное значение имеют колебания величины составляющей силы резания, направленной по нормали к обрабатываемой поверхности.
Под жесткостью системы станок — приспособление — заготовка — инструмент понимают отношение этой составляющей силы резания к смещению режущей кромки инструмента относительно заготовки в направлении нормали к обрабатываемой поверхности. Таким образом, жесткость системы
J = ~ — , (13)
у я \яя) ' 7
где Ру — составляющая силы резания, направленная по нормали к обрабатываемой поверхности в н (кГ);
у — отжатие элементов системы, вызываемое силой Ру, в мм. Жесткость может быть выражена также отношением приращения силы резания &Ру к приращению отжатия Д#:
J - by’
54
Точность в машиностроении
Упругие свойства технологической системы можно также характеризовать ее податливостью. Последняя представляет собой величину, обратную жесткости. Она определяется отношением переме-
щения к силе
w =
у М (ММ\
Р~у \«г)'
Элементы системы не только деформируются, но одновременно изменяется их взаимное положение вследствие наличия зазоров
Рис. 16. Нагрузочная 1 и разгрузочная 2 ветви кривых при измерении жесткости узлов станка
и упругости стыков (обычно их жесткость не рассчитывается, а определяется экспериментально).
В ряде случаев на жесткость узлов оказывает влияние также составляющая силы резания Рх. Поэтому более точные данные получаем при определении жесткости в процессе резания, когда на результаты измерения влияют все три составляющие силы резания.
Так, например, жесткость суппорта токарного станка при одновременном действии составляющих силы резания Ру и Pz выше, чем при действии только радиальной составляющей силы резания Ру. Влияние составляющей силы резания Pz на жесткость передней и задней бабок может быть иным. При нагружении бабок составляющая силы резания Pz обычно уменьшает жесткость.
Для определения жесткости узла станка производят его нагружение, возрастающее ступенчато от нуля до некоторой наибольшей величины, в зависимости от размеров станка; для каждой ступени нагружения измеряется отжатие испытуемого узла в направлении нормали к обрабатываемой поверхности. Затем производят разгру-жение узла, фиксируя остаточные отжатия; при нагружении и раз-гружении строятся зависимости
у-т-
При этом нагрузочная и разгрузочная ветви характеристики жесткости обычно не совпадают, так как в результате рассеяния энергии за один цикл нагружения и разгружения имеет место гистерезис (рис. 16).
При повторных многократных нагружениях и разгружениях петля гистерезиса становится мало заметной. Зависимость упругих отжатий станочных узлов (или других элементов технологической системы) от приложенной силы редко выражается законом прямой.
Факторы, влияющие на точность обработки
55
Истинную жесткость для каждого текущего момента нагружения можно найти, беря отношение приращения силы в данной точке кривой к приращению перемещения. Для упрощения технологических расчетов целесообразно пользоваться средней жесткостью, беря абсциссу точки А за среднее значение силы, возникающей в процессе обработки на данном станке.
Жесткости большей части элементов технологической системы
определяются экспериментально; лишь жесткости заготовок простых конфигураций (гладкие валы, планки) и некоторых типов инструментов можно найти расчетным путем. Жесткости узлов но-
вых станков достигают 20 000—40 000 кн/м (2000 -~ -г-4000 кГ/мм). В отдельных случаях жесткость возрастает до 100 000 кн/м (10 000 кГ/мм). Жесткости узлов изношенных и разрегулированных станков бывают ниже 10 000 кн/м (1000 кГ/мм). Жесткость узлов часто бывает неодинакова в различных направлениях.
С увеличением жесткости повышается точность и
Рис. 17. Схема перемещений элементов технологической системы
производительность обра-
ботки. Увеличение жесткости достигается следующими основными путями: 1) уменьшением количества стыков в конструкциях станков и приспособлений; 2) предварительной затяжкой стыков постоянно контактируемых деталей посредством болтовых креплений; 3) улучшением качества сборки узлов тщательной пригонкой сопряженных поверхностей и регулировкой зазоров; 4) повышением жесткости деталей технологической системы вслед
ствие уменьшения их высоты или вылета и увеличения размеров опорной поверхности; 5) использованием дополнительных опор, люнетов, направляющих скалок и других элементов для заготовок и инструментов.
Для повышения точности обработки важно не только повышать жесткость, но и выравнивать ее неравномерность в различных сечениях и направлениях.
В процессе обработки упругие перемещения (отжатия) заготовки и режущего инструмента нарушают установленную наладкой станка, закономерность их относительного перемещения. На рис. 17 дана схема перемещений. До начала обработки настройкой станка устанавливается заданная глубина резания t3ad (рис. 17, а).
56
Точность в машиностроении
В процессе обработки заготовка упруго отжимается на величину у19 а инструмент на величину у2 (рис. 17, б). В результате этого заданная глубина резания уменьшается до значения 1фак. Для отдельных сечений можно написать
У1 У 2 “ ^зад ^фак*
В этом выражении
У1 Т > У 2 т ’ Jзаг juhc
где J заг — жесткость системы заготовка — приспособление — узлы станка, на которых заготовка закрепляется при обработке;
JaHC — жесткость системы инструмент — приспособление (для крепления инструмента) — узлы станка, на которых закреплен инструмент.
Радиальная составляющая силы резания
Py = CyS>PtyaKHB*.
(а)
Обозначим величину Су8урНВп через С.
Тогда
Ру ~ С1фРак,
Подставив развернутые выражения у19 у2 и Ру в выражение (а), получим
+ + (Ь)
\J3az juhcj *
При дробном показателе хр точное решение уравнения (Ь) относительно 1фак неизвестно. о •
Приближенное решение можно получить, пренебрегая влиянием упругих деформаций технологической системы на изменение силы резания. Обозначим 1зад — 1фак = tocm, где tocm погрешность обработки, выражаемая расстоянием между заданной и фактически получаемой границами обработки.
При приближенном решении
, _ Ру _ С^д
‘'ост т т >
Jcm J ст
где Jст — жесткость технологической системы.
Учитывая, что
_L=_L + _L 7 7 ' 7 ’
J cm J заг juhc
получим
j ( 1 । 1 \
‘'ост ” ^1зад \ 7 Г J ) • wзаг juhcJ
(14)
Факторы,- влияющие на точность обработки
57
Расчеты, выполненные по этой формуле, имеют завышенные результаты. Погрешность расчета растет с понижением жесткости системы. При достаточно высокой жесткости она не превышает 10%.
Величина tocm отсчитывается от заданной чертежом поверхности детали.
Зная разность между наибольшей и наименьшей величинами t3ad или поле допуска на размер заготовки, можно получить соответствующее поле рассеяния выполняемого размера как разность между получаемыми наибольшей и наименьшей величинами tocm. Обозначим поле рассеяния выполняемого размера в данном сечении через Ду. Тогда
Ду = tocm max tOcm min*
Используя выражение (14), получим значение
Лу = С(А —/V , )Х (-А + тМ. (15)
» квотах зад \ Jэаг ~ Jинс) V '
Жесткости J заг и Jинс берутся в направлении по нормали к обрабатываемой поверхности.
Выведенная формула пригодна для условия, когда коэффициент С не изменяется по величине. В действительности при обработке партии заготовок их твердость колеблется в установленных пределах от //Вшах До //Bmin. Кроме того, в процессе резания происходит прогрессирующее затупление режущей кромки инструмента, в связи с чем сила резания к концу периода его стойкости возрастает.
Таким образом, даже при обработке индивидуальной заготовки (достаточно крупных размеров) коэффициент С нельзя рассматривать как постоянную величину. Его значение будет меняться от Стах ДО Cmin*
Сщах — С
Сини =
При определении CVmin нужно ориентироваться на работу вновь заточенным инструментом выбранной геометрии. При определении Сутах учитывается возрастание силы резания от допустимого отклонения в геометрии его после заточки. С учетом изложенного можно написать на основе формулы (14) более точное выражение для определения Ду:
Ду = tocm max tocm min = (CmaxA,^ max min) X
* ;Л + тЧ- (16)
Принимая во внимание нестабильность жесткости технологической системы, величину Ду нужно определять по тем сечениям, где жесткость минимальна.
58
Точность в машиностроении
Выражая J заг (и для некоторых частных случаев как функцию размеров заготовки, можно вычислить погрешность формы обрабатываемой поверхности в результате изменения жесткости технологической системы на различных участках заготовки.
Принимая при обработке индивидуальной заготовки величины t3az и С постоянными, но максимальными по своим значениям, найдем наибольшую погрешность формы обрабатываемой поверхности.
— iocm max ' iocm min “ Cmax^3 max X
t * 7 — 7 * 7
заг min инс min/ vaazmax d lihc max
В условиях упругой технологической системы погрешности, полученные на предшествующем технологическом переходе, не могут быть полностью устранены на выполняемом переходе. С увеличением жесткости технологической системы упругие отжатия ее элементов уменьшаются, предопределяя соответствующее уменьшение остаточных погрешностей обрабатываемой заготовки. Уменьшаются все виды погрешности формы и погрешности взаимного положения поверхностей при обработке индивидуальных заготовок.
При постоянной жесткости технологической системы в различных сечениях обрабатываемой заготовки и при показателе степени при глубине резания, равном единице, происходит копирование первичных погрешностей заготовки в уменьшенном виде. Если, например, поверхность заготовки имеет искажение формы, то после обработки это искажение уменьшается, а форма поверхности остается подобной. Предположим, что заготовка, из которой за один проход точится цилиндрическая деталь длиной Z, имеет погрешность формы в виде конусности. Величина этой конусности
; __ q ^зад max isad min
1заг 1
После обработки на детали в результате непрерывно изменяющихся отжатий технологической системы из-за переменной глубины резания возникает остаточная конусность
/ _______/
п ост max ''ост mm_, ''дет_______________________________1 •
При наличии погрешностей взаимного положения базовой и обрабатываемой поверхностей заготовки также имеет место явление копирования первичных погрешностей. Рассмотрим в качестве примера протачивание торца заготовки, плоскость которого неперпендикулярна оси вращения. После обработки за один проход торец останется плоским, а угол его перекоса уменьшится. Сохранение плоской формы торца в данном случае обусловлено тем, что на любых
Факторы, влияющие на точность обработки
59
его участках остаточная глубина резания прямо пропорциональна величине припуска на тех же участках. Если торцовое биение до обработки равно t3admax — t3adm[ni то после обработки оно равно / _______/
''ост max bocm mm*
В условиях переменной жесткости технологической системы картина изменяется. При обработке заготовки с геометрически правильной формой поверхности и постоянной величиной припуска величина tocm не будет стабильной из-за непрерывного изменения жесткости системы на различных участках заготовки. В этом случае происходит искажение формы обрабатываемой поверхности. При наличии погрешностей формы заготовки и дробном показателе степени при глубине резания явление еще более усложняется и обработанная поверхность может получить дополнительное искажение формы.
Несмотря на это, погрешности обработанной детали при достаточно большой жесткости технологической системы могут быть значительно уменьшены по сравнению с погрешностями исходной заготовки. Поскольку перечисленные условия носят общий характер, приходится говорить не о явлениях копирования, а о последовательном уменьшении первичных погрешностей в процессе обработки.
Коэффициент уменьшения погрешностей kv можно определять как для отдельных размеров в заданном сечении детали, так и для всей ее поверхности в целом. Его величина определяется в общем виде отношением
ky=^, (18)
^заг
где кдет — погрешность обработанной детали;
Д3<2г — погрешность исходной заготовки.
Найдем величину этого коэффициента при выдерживании размера в заданном сечении в случае обработки партии заготовок.
^заг ^зад тах ^зад min ’
t-^dem — tocm max t0Cm min — E*max X
x чхрЛ — срл .) M—i- -Д- 'I •
Л V зад max зад nun' \jJafj • txp _tXP , 1 1 ,
i ьзад max ьзид min / 1 . 1 \
«V = Ьтах -----——------- X <7---1- 7— . (19)
L3ad max 1зад min wзаг juhcJ
В качестве второго примера найдем этот коэффициент для характеристики уменьшения погрешности формы обтачиваемой шейки в условиях переменной жесткости технологической системы:
А __ дет
У~ Ьф.заг'
(20)
60
Точность в машиностроении
где &$,дет— погрешность формы обточенной шейки;
^ф.заг — погрешность формы шейки заготовки;
^ф. заг “ 2 (taad max ^зад min)>
&ф. дет " 2 (locm max loom min)*
Величины /ocmmax и tocm min можно найти по формуле
tocm " Ct^ (7 h "7 ) }
3ao заг Juhcj предварительно вычислив для отдельных сечений наибольшее и наименьшее значения произведения
/хр (____l JL)
Сзад\Т ‘ J
заг Jинс /
Аналогичным путем можно найти этот коэффициент и для характеристики уменьшения погрешности взаимного положения поверхностей детали.
При обработке за несколько проходов общий коэффициент уменьшения погрешностей
^оу ” ^1у^2у * ’ • (2 1 )
где п — количество проходов.
Коэффициент уменьшения погрешностей всегда меньше единицы. Поэтому при большом количестве проходов величина koy получается очень малой.
Формулы (16), (17) и (19) позволяют определять возникающие при механической обработке погрешности размеров, формы и взаимного положения поверхностей детали. Анализ этих формул позволяет сделать следующие выводы.
При обработке партии заготовок на предварительно настроенном станке точность выдерживаемых размеров (которую можно характеризовать полем рассеяния этих размеров) повышается с увеличением жесткости технологической системы [т. е. уменьшения члена j1—[- в формуле (16)]; повышения точности выполнения
исходных заготовок, т. е. уменьшения разности между f3^max и timin’, повышения однородности механических свойств обрабатываемого материала и стабильности условий выполняемой обработки, т. е. уменьшения разности между значениями Стах и Cmin.
При обработке индивидуальной заготовки на предварительно настроенном станке или методом индивидуального получения размера возникающая погрешность формы обрабатываемой поверхности может быть уменьшена в результате выравнивания жесткости технологической системы, т. е. уменьшения члена в квадратных скобках в формуле (17), уменьшения снимаемого припуска,
Факторы,' влияющие на точность обработки
61
Т. е. глубины резания /задтах (это, в частности, можно получить при обработке за несколько проходов), а также уменьшения силы резания вследствие улучшения геометрии и заточки режущего инструмента, а в отдельных случаях и подачи [член Стах в формуле (17)]. Учитывая явления копирования, следует также повышать точность формы обрабатываемой поверхности заготовки.
Для уменьшения погрешностей взаимного положения поверхностей детали, как это видно из формулы (19), нужно повышать жесткость технологической системы, повышать точность выполнения заготовки, в результате чего уменьшается разность ^тах— Cfdmin, а также принимать указанные выше меры для уменьшения силы резания.
Уменьшение погрешностей формы и взаимного положения обрабатываемых поверхностей детали может быть достигнуто и другими технологическими мероприятиями. Погрешность формы можно, например, уменьшить, ведя обработку с непрерывно изменяющейся подачей. По мере приближения режущего инструмента к участку с наибольшей жесткостью подача увеличивается. В результате этого можно получить постоянное значение tocm по всей обрабатываемой поверхности. Изменение подачи в функции пути должно происходить по такому закону, чтобы упругие отжимы (при постоянном припуске) были постоянны. Рассмотрим обтачивание гладкого валика, консольно закрепленного в патроне. Наименьшая жесткость технологической системы будет в сечении у свободного конца заготовки, наибольшая — в плоскости ее закрепления в кулачках патрона. При обтачивании с постоянной подачей в результате непрерывного изменения tocm поверхность заготовки искажается. Вместо цилиндра получается поверхность вращения с большим диаметром у конца. Для получения постоянного заранее установленного значения tocm по всей длине заготовки подача должна быть переменной. Закон изменения подачи по длине заготовки можно найти из
выражения
Cyt3Pds P№B^
3EJ
Пренебрегая упругими отжатиями узла шпиндель — патрон длину / в первом приближении можно отсчитывать от места закрепления заготовки. При этом условии изменение подачи должно происходить по закону
V с/3Радтв-
(22)
Обработка с переменной подачей не только уменьшает погрешность формы поверхности, но и сокращает время ее обработки. Непрерывное изменение подачи в станках по заданному закону
62
Точность в машиностроении
может быть обеспечено при помощи механических, гидравлических или иных устройств.
Погрешность взаимного положения поверхностей заготовки в результате упругих отжатий элементов технологической системы может быть нередко уменьшена или полностью устранена корректировкой взаимного исходного положения этих элементов.
При недостаточной жесткости стола и шпиндельного узла вертикально-сверлильного станка ось просверливаемого отверстия получается неперпендикулярной базовой плоскости заготовки. Устранение этой погрешности может быть достигнуто корректировкой положения установочных элементов приспособления. * Величина этой преднамеренно созданной погрешности должна быть такой, чтобы она компенсировалась упругими деформациями технологической системы.
Рассмотрим примеры определения погрешностей обработки, вызываемых упругими отжатиями элементов технологической системы.
Пример 1. Определить пределы рассеяния диаметральных размеров партии стальных шайб, обтачиваемых на предварительно настроенном станке. Заготовки шайб закрепляют на консольной оправке. Жесткость узла шпиндель — оправка — заготовка J заг = 5000 кн/м (500 кГ/мм), Жесткость узла суппорт — резец JUHC = 8000 кн/м (800 кГ/мм)’, t3ad max = 4 мм\ t3ad min = 2,5 мм; Cmax ~ 130; Cmin =100. Показатель степени при глубине резания хр = 0,9.
Пределы рассеяния радиальных размеров партии шайб после обтачивания найдем по формуле (16). Подставляя известные величины, получим
Ду = (130.40.9 — 100 - 2,50'0) X + =0,78 мм.
\OvU оии/
Пределы рассеяния диаметральных размеров шайб после обтачивания равны удвоенной величине Ду, т. е. 1,56 мм.
Пример 2. Определить погрешность формы гладкого стального вала, обтачиваемого на центрах токарного станка. Диаметр вала 30 мм. Длина вала 300 мм. Модуль упругости материала вала Е = 200 Гн/м2 (2 • 10е кГ/см2). Жесткость узла задней бабки J3,^= 15 000 кн/м (1500 кГ/мм'). Жесткость узла передней бабки 15 000 кн/м (1500 кГ/мм). Жесткость суппорта JСуП =
= 10 000 кн/м (1000 кГ/мм). Заданная глубина резания t3ad= 4 мм\ Стах = 120; хр = 0,9.
При малой жесткости детали обработанная поверхность получается искаженной, бочкообразной формы. Учитывая равные жесткости обеих бабок, определение погрешности формы обтачиваемой поверхности можно произвести по двум сечениям — у задней бабки и посередине пролета. Погрешность формы находим, беря разность диаметров описанного и вписанного цилиндров или удвоенный результат, вычисленный по формуле (17). Для сечения у задней бабки J3a2 mах = 15 000 кн/м (1500 кГ/мм), для сечения посередине пролета жесткость установки заготовки увеличивается, так как радиальная составляющая силы резания воспринимается двумя опорами.
Вместе с тем нужно учесть жесткость самой заготовки, которая в этом сечении равна где 7 = ^4 304 «^40 000 мм*. На основе изложенного Is 64
1 1 । __ 1_____I ____^воз____________ 1 q з •м, (а ооюз мм
J3a2 min ~^з6 + 48£V 2 • 1500 + 48 • 2 • 104.4000 10,3 н 3 кГ '
sac тщ
Факторы, влияющие на точность обработки
63
Подставляя найденные величины в формулу (17), получим
= 120.40- [(0,00103 + + jA_)] = 0,157 мм.
Искомая погрешность формы равна 2 . 0,157 = 0,314 мм.
Пример 3. Найти уменьшение эксцентрицитета смещенной шейки после ее однократного обтачивания. Эксцентрицитет заготовки 1заг — 1 мм; Jзаг = =20 000 кн/м (2000 кГ!мм); Jинс= 10 000 кн/м (1000 кГ/мм^); С = 120; хр = 1; ^зад niax “5 ММ.
При обтачивании эксцентрично расположенной поверхности наименьшая глубина резания
$зад min ^зад max ^езаг = • 1 = 3 ММ,
Определим значения tocm max и tocm min по формуле (14):
(о?т max = С4ад max (j~~ + J—) =120-5 + Jqqq) = 0,9 MM;
4cm min = CtsSd min =120-3 = 0,54 MM.
Эксцентрицитет поверхности детали после обтачивания ^ост max ^ост min 0,9 — 0,54 Л 1 & дет — 2 — ' 2 — 0,1 о ММ.
Коэффициент уменьшения эксцентрицитета
k == ^ст = = 0 18>
У «заг 1
На основе общей зависимости (14) можно получить расчетные формулы для различных случаев одноинструментной обработки. При выводе этих формул необходимо обобщенные значения
1 J заг
и -j— выразить через конкретные величины жесткостей элементов J инс
данной технологической системы.
Рассмотрим в качестве примера обработку гладкого вала на центрах токарного станка. Для любого поперечного сечения обрабатываемой заготовки можно написать уравнение
tocm ~ t3ad tфаК ~ У1 + У2 4" Уз >
где у1 — смещение заготовки, вызываемое упругими отжатиями передней и задней бабок;
— прогиб заготовки в месте приложения силы Ру\
Уз — упругий отжим суппорта.
По аналогии со случаем жесткой балки на двух упругих опорах будем иметь
64
Точность в машиностроении,
где Jn6 — жесткость передней бабки;
J зб — жесткость задней бабки;
I — длина заготовки;
х — расстояние от переднего центра до рассматриваемого сечения;
_ Ру х^(/-х)\
3EJ I
и
Уз~~ г
J суп
Учитывая, что Ру — получим окончательно
х2 (/ — х)2
t = CtXP
Locm '''‘'зад
(23)
______ 1 Jn.6 J З'б_________ЗЕЛ ЛуП-
В полученной формуле три первых слагаемых в квадратных скобках представляют собой развернутое выражение величины 1 1 1
——, а слагаемое 7--------величину -—.
Лаг Луп Лнс
Выражение (23) является уравнением образующей обработанной заготовки. Погрешности обработки tocm, полученные по этому уравнению для различных сечений заготовки, отсчитываются от заданной теоретической образующей обработанной поверхности. Использование исходной формулы для различных случаев обработки валов на токарных станках приводится в § 1 гл. VI.
Рассмотрим в качестве примера обработку валов на круглошлифовальных станках. Этот случай с точки зрения деформации технологической системы имеет много общего с продольным точением в центрах. При шлифовании с продольной подачей без «выхаживания» у длинных нежестких заготовок можно наблюдать появление посередине утолщения (бочкообразности).
Если ширина шлифовального круга мала, то его давление на заготовку в радиальном направлении осуществляется по небольшой площадке. Для определения погрешностей обработки, как и при точении, необходимо учесть жесткость передней и задней бабок и жесткость самой заготовки. Вместо жесткости суппорта в расчет должна быть принята жесткость узла шпиндельной бабки шлифовального круга. Если пренебречь контактными деформациями в местах стыка стол — станина, которые при больщих размерах поверхностей сопряжения малы, то уравнение образующей прошлифованной за один проход заготовки может быть представлено следующим выражением:
/ __ (Ухр
f'ocm — ^Лад
JTJ , х2(/ —х)2 1
Л.б + ЗЕЛ Jm J ’ где — жесткость узла шпинделя шлифовального круга.
(24)
Факторы,- влияющие на точность обработки
65
При многопроходном шлифовании с определенными условиями можно получить постепенное уменьшение погрешностей после каждого прохода.
На рис. 18 схематически показаны слои металла, соответствую-, щие различным проходам при постоянной подаче шлифовального круга на' глубину. Сплошные линии означают границы снимаемых слоев при абсолютно жесткой технологической системе. Штриховыми линиями указаны фактические профили заготовки после отдельных проходов. Рассматривая какое-либо поперечное сечение заготовки (/—1 или 2—2), можно видеть, что при каждом последующем проходе погрешность обработки tocm увеличивается. Это на-
копление погрешности будет большим там, где жесткость технологической системы меньше. Накопление погрешностей обусловлено тем, что на всех последующих проходах заданная глубина резания возрастает на систематически увеличивающуюся погрешность обработки iocm.
Показатель степени при глубине резания для многих случаев близок к единице. Приняв хр = 1 и обозначив произведение коэффициента С на член в квадратных скобках в формуле (24) через А (Л <И), будем иметь:
погрешность после первого прохода
/ — / Д •
С1ост ' 1/задгг1
погрешность после второго прохода
t^ocm (/зад Н“ ^1ост) А зад Н ^2)>
погрешность после n-го прохода
tn ост ~ (Оси) 4- tn-i ост) А ~ Ыд (Д + Д2 + • • + Ап) = t3ad —j .
(25)
3 Кован В. М. и др.
66
Точность в машиностроении
На' рис. 19 показан график роста погрешностей после каждого последующего прохода. Кривая 1 характеризует накопление погрешностей при менее жесткой, а кривая 2 при более жесткой си-
Рис. 19. График роста погрешностей
стеме. Росту погрешностей благоприятствует в некоторой степени прогрессирующее уменьшение жесткости заготовки в процессе ее
S)
Рис. 20. Шлифование без увеличения погрешностей:
а схема. за& > /2 за^ за& за^ ... за$, Qcm t2 Qcm ... == = fn ост* 6 - г^Фик
Чтобы при каждом последующем проходе не происходило увеличения погрешности обработки, необходимо, согласно рис. 20, выдержать следующие условия.
Если при первом проходе подача на глубину составляет t13ad, то соответствующая ей погрешность обработки
tocm ' ^Лзад^*
Факторы, влияющие на точность обработки
67
Чтобы при втором проходе погрешность обработки /2ост не превышала tlocmi необходимо подачу круга на глубину принять
^Ъзад ” ^1зад ^Юст*
При третьем проходе
^Ззад $%зад ^2ост ~ ^1зад ^1ост и т- Д»
Таким образом, на всех последующих проходах (начиная со второго) подача круга на глубину должна быть установлена по-
Рис. 21. Шлифование с последовательным уменьшением погрешностей: а - схема; зад > зад„.- Qcm > ост„,; б - график
стоянной, но меньше, чем при первом проходе на величину tlocm. На рис. 20 показан соответствующий график погрешностей обработки.
Если желательно постепенное уменьшение погрешностей обработки, то при каждом последующем проходе необходимо подачу на глубину также уменьшать на определенную величину. В данном случае должно выдерживаться условие
зад “ ^п-1 зад ^п-1 ост где а — некоторая постоянная величина, зависящая от жесткости технологической системы.
На рис. 21 даны графики изменения погрешностей обработки соответственно написанному выражению.
При шлифовании с «выхаживанием» (рис. 22) погрешность обработки при каждом последующем проходе будет уменьшаться. Количество проходов, необходимых для достижения допустимой остаточной погрешности, зависит от жесткости технологической системы. Если после последнего прохода, осуществляемого с подачей круга на глубину, погрешность обработки получилась равной то
з*
68
Точность в машиностроении
после второго прохода с выключенной подачей погрешность обра-ботки /2ост = tlocmA.
После третьего прохода погрешность обработки
/ / Д __ / /12
е3эст с Чост^А l'loctnS* •
После n-го прохода
/ / Дп~1
4/г ост ‘'loom'1
Чем жестче системы, тем круче падение кривой и, следовательно, для достижения заданной точности обработки необходимо меньшее
Рис. 22. Шлифование с «выхаживанием»: а ~ схема: Qcm > Qcm > t* ocm„.; б - график
Логарифмируя выражения tnocm, можно найти необходимое количество проходов для получения заданной точности обработки:
/2 = ост tlocm । j (26)
В приведенных примерах во внимание принималось только действие составляющей силы резания Ру. В некоторых случаях приходится учитывать и влияние составляющей Рх.
Рассмотрим случай протачивания торцовой плоскости жесткого диска в патроне (рис. 23, а). С изменением радиуса обрабатываемой поверхности происходит изменение упругих отжатий; это обусловливает искажение формы протачиваемой плоскости. Заменяя шпиндельный узел станка консольной жестко заделанной балкой с размерами D и £, получим принципиальную схему закрепления и нагружения диска (рис. 23, б).
Определение диаметра D и длины L условной консольной балки производится на основе экспериментальных данных по измерению
Факторы,' влияющие на точность обработки
69
прогиба у и угла поворота 0 сечения патрона в плоскости закрепления диска под влиянием радиально приложенной силы Р,
Рис. 23. Схема для расчета погрешности обработки торца жесткого диска
Из выражения прогиба
PL?
У — 3EJ
и выражения для угла поворота сечения на свободном конце консольной балки
определим длину консоли L, деля уравнение (а) на уравнение (Ь):
L=l,5f.
Подставляя значение L в уравнение (Ь), находим
Приняв
70
Точность в машиностроении
получим диаметр консоли
где
0-2,19]/ Jg.
Величиной Е в приведенных расчетах можно задаваться произвольно, соответственно изменяя значения D. В целях упрощения расчетов величину Е можно брать равной модулю упругости материала обрабатываемой заготовки.
На рис. 23, в дана схема упругого смещения заготовки под влиянием силы Ру. Сплошными линиями показан контур заготовки в первоначальном положении, а штриховыми — в упруго отжатом состоянии. Увеличение размера b диска на заданном радиусе
t — Мк —
lgU1 EJ ” 0,05£ИЕ;
Д6
Ul ~~ 0,05Z>£ *
Смещение заготовки в осевом направлении
ДУ = .
Jпб
где J'n6— жесткость шпиндельного узла в осевом направлении.
На фиг. 23, г дана схема смещения заготовки под влиянием силы Рх. По аналогии с предыдущим случаем соответствующее изменение размера диска по толщине
Д&2 = R tg«2,
но
тогда
, __ PXL* _ РХЕ*
lga2— 2EJ
Д& - f ^2g.
Результирующую погрешность обработки можно выразить уравнением
tocm ~~ + А& — Л&2 + у',
где
5/ = ^-.
J суп
Заменяя Рх через kPy и подставляя в правую часть написанного уравнения развернутые выражения входящих в него величин, получим
t ^cfp [-^L~ + -*-
/?2£
(27)
Факторы,- влияющие на точность обработки
71
Погрешность формы протачиваемого торца
^ф “ ^locm ^2остч
где значения tlocm и t2ocm подсчитываются по выведенной формуле путем подстановки в нее предельных значений радиуса обрабатываемой поверхности R.
На рис. 23, д схематически показано искажение проточенной поверхности диска.
Из формулы (27) видно, что составляющая сила резания Рх уменьшает погрешность формы обрабатываемой поверхности.
При многоинструментной обработке по принципу параллельной концентрации технологических переходов расчет погрешностей приходится делать по отдельным обрабатываемым участкам (поверхностям) заготовки. Для каждого участка погрешность формы может быть найдена вычислением фактической глубины резания в различных сечениях. Расчетные зависимости для определения фактических глубин резания (^ак), полученные из того условия, что силы резания приложены в точках, имеют следующий вид:
J для первого участка
Ьзад " *1фак ( 1 + + j---) + Чфак (j И J) + • • •
\ Ji3az \^2заг j2uhc/
I / ( С -4- С •
•• • Т‘п фак \ J ‘ 7 ’
п заг Jп пне /
для второго участка
Ьзад = Чфак (~J~--И + Ъфак (1 + + • • •
\J13a2 jiuhcI ' J %заг j2uhc/
I / f _ i \.
• • • “ 1 n фак [ r ‘ i >
х^пзаг J пине I
для n-го участка
В написанных уравнениях значения величин те же, что в основном уравнении для одноинструментной обработки. Индексы 1, 2, ..., п характеризуют их изменение для тех сечений, в которых в данный момент находятся режущие инструменты. Зная значения t13ad9 *2зад> •••> Зад> можно, решив эти п уравнений, найти величины t^aKy ..., tn фак.
Написав и решив аналогичные системы уравнений для следующих положений блока инструментов относительно заготовки, можно
72
Точность в машиностроении
получить другие ряды значений Р{фак, Р2фак, ..., Рпфак\ ^фак' •••’ фак И Т. Д.
Пределы изменения 1фак для данного участка характеризуют получаемую погрешность его формы.
Основная трудность при использовании данного метода заключается в определении величины жесткостей Jзаг и JUHC для последовательного ряда сечений заготовки. Ниже в качестве примера дано приближенное определение погрешностей многорезцового обтачивания жестких валов.
Рис. 24. Расчетная схема многорезцового точения
Рассматривая схемы наладок многорезцового обтачивания, можно выделить два основных случая. В первом все проходные и подрезные резцы одновременно начинают и заканчивают работу. Во втором, более общем, случае происходит разновременное врезание и выход резцов из работы. Последний случай представляет собой сочетание ряда первых случаев в порядке их последовательного выполнения.
Проведем вначале анализ первого (частного) случая. Будем считать, что заготовка представляет собой жесткое тело и ее перемещение на упругих опорах (центрах) происходит только под действием радиальных составляющих сил резания. Для определения погрешностей формы обтачиваемых шеек в продольном направлении расчленим задачу на несколько последовательных этапов.
1. Определим величину равнодействующих радиальных составляющих сил резания, действующих на заготовку со стороны продольного и поперечного суппортов. Соответственно рис. 24 получим
Я — Ply + Р 2у + • • • + Р пу>
R' = Ply + Pty + • • • + Рпу
Факторы, влияющие на точность обработки
73
2. Определим точки приложения равнодействующих от ее переднего торца:
j Р ly'l + РРпу^гг R
j Г ^lyh + “b ’ * * + Рцу^п.
3. Под действием равнодействующих R и R' найдем упругие отжатия передней и задней бабок станка:
_R(/-A) R’(i-L')
Уп-6 ’
_ RL R’L'
Уз‘б J3.6l J3.6l ’
где I — длина заготовки.
Угол между осями заготовки в исходном и отжатом положениях может быть определен из равенства
tg (X = У3,б Уп'б
4. Расстояние от точки пересечения осей (точка О) до левой опоры заготовки
I __ Уп.б ___ УпЮ^ 0 tga У3.б~Уп.б'
Точка О является центром поворота оси заготовки. Положение этого центра не меняется при изменении радиальных составляющих сил резания в результате упругих перемещений опор и суппорта.
Для определения упругих перемещений узлов станка, влияющих на диаметральные размеры обрабатываемых шеек, рассмотрим конкретный чертеж наладки и соответствующую ему расчетную схему (рис. 25, а и б). На схеме рис. 25, б заготовка условно показана в виде прямоугольника adcd.Прямоугольные треугольники п. б, з. б и суп. выражают упругие характеристики передней и задней бабок и суппорта. Вертикальный катет этих треугольников представляет упругое перемещение, а горизонтальный — соответствующую ему силу. Следовательно, отношение горизонтальных катетов к вертикальным равно жесткости рассматриваемых узлов («7иЛ; ^Э.б И Jсуп^'
Ряд прямоугольных треугольников с индексами У, 2, 3, расположенных внутри контура заготовки, характеризуют изменение сил Ру от глубины резания. Вертикальные катеты этих треугольников соответствуют заданной глубине резания. Горизонтальные катеты выражают силу Ру.
На схеме не показаны силы от подрезных резцов. Упругие отжатия вала в поперечном направлении не вызывают изменения сил
74
Точность в машиностроении
резания от подрезных резцов. Равнодействующую от поперечного суппорта можно считать постоянной величиной. Влияние этой величины сказывается только на положении центра О упругого поворота заготовки. Для выяснения сущности расчетной схемы предположим, что линия Ьс заготовки в результате упругих отжатий
Рис. 25. Схема для расчета перемещений при многорезцовом точении
переместится в положение b'd. Это соответствует повороту заготовки вокруг точки О на угол а. Рассматривая смещенное положение заготовки, можно установить, что силы, действующие на передний и задний центры, равны сумме отрезков Ь" Ь' и dd\ Со стороны суппорта возникает одинаковая по величине реакция, равная сумме сил Pv. Эта реакция представлена на треугольнике с индексом «суп» отрезком пп. Отрезок кп представляет упругий отжим суппорта.
Уменьшение заданной глубины резания у отдельных проходных резцов должно быль равно сумме упругих отжатий заготовки и суппорта. Так как упругие отжатия заготовки в различных попереч
Факторы, влияющие на точность обработки 75
ных сечениях неодинаковы, то уменьшения заданной глубины резания для отдельных резцов получаются разными. На расчетной схеме для резца 1 (рис. 25, а), например, уменьшение заданной глубины резания выражается вертикальным отрезком горизонтальный отрезок т1т1 выражает соответствующую радиальную силу Ру. Сумма этих отрезков по всем проходным резцам равна отрезку пп, а также сумме отрезков Ъ" Ь' и с'с". Линия ss' должна проходить параллельно линии Ь'с'. Это следует из условий построения чертежа.
Определим суммарную силу, действующую на передний и задний центры станка:
Ь"Ь' + с'с" = /0 tg aJn6 + Go + L) tg aJ3,g.
Суммарная сила, воспринимаемая передним и задним центрами, должна равняться силе, передающейся на суппорт:
b"br + с с" = пп. (а)
Упругое отжатие суппорта
kn = i = 1й tga+ (/0 + L} tga-^.
J суп» J суп J суп»
Из условий распределения упругих отжатий следует, что отрезок
as = kn + bb'.
Подставляя вместо kn и bb' их значения, получим
as = tga\l0^ + (l0 + L)^- + l0\.
L Jcyn. J суп» I
Обозначим член в квадратных скобках через А. Тогда
as = A tga.
Определим по данной расчетной схеме сумму отрезков m1m1, ш2т2 и т3т3
т1тг + m2m2 + — tg а (Д + IJ] С +
+ lAsad — tg а (Д + Z2)] С + \tz3ad tg а (Д Д- /3)] С.
Здесь коэффициент С берется из зависимости, связывающей глубину резания и радиальную составляющую силы резания (при постоянной заданной подаче и для данного материала заготовки) Д
Ру - С/.
Левый член равенства должен быть равен выражению (а).
1 Решение дано для случая л^ = 1.
76
Точность в машиностроении
После преобразования получим
з
tgaV^ + (^ + 4M.= 2/z^-tga(3X + Z1 + /2 + /3)
i =1 ИЛИ
3 ti зад л _____ - i — 1
Ц^П.б + Go + Q J3.6 I Q Л I / I I I I -------g---------- 0/1 -p -p *2~rZ3
Распространяя полученный вывод на общий случай наладки с произвольным числом (и) проходных резцов, получим
п
У Ь зад
tg a = J-J-,z7-,-D/ f=1--------------------• (28>
'«4Ш1+Я4<> + nA + Z1 + /2 Zs + in
О
Определив tga, можно для каждого проходного резца рассчитать фактическую глубину резания по формуле
6 фак ” h зад (^)
где A/f — суммарный упругий отжим технологической системы в данной плоскости или увеличение радиального размера.
A/; = tga|/0 + Z0^ + (/0 + O^ + d- (30) I J суп J суп 3
Если заданная глубина резания для всех резцов постоянна и если вершина угла а обращена в сторону передней бабки, то наибольшее значение A/z получается в крайнем правом сечении заготовки.
Для определения погрешности формы рассматриваемой шейки необходимо рассчитать величину Ki'i для конечного положения проходного резца. Расчет следует вести по той же методике. Определяется новое положение равнодействующей 7?, затем находят измененное положение центра О. Подставляя новые значения /оси в формулу (30), получим величину А7/. Погрешность формы обрабатываемой шейки
A^ = 2(AZi-Az;).
На рис. 26, а сплошными линиями показана форма обточенных шеек вала. Штриховые линии определяют заданные контуры готовой детали. Для рассматриваемого случая обработки погрешность формы шеек уменьшается к левому концу вала. Это следует из анализа формулы (30), из которой видно, что с увеличением размера
Факторы, влияющие на точность обработки
77
значение Л/£ растет, а, следовательно, увеличивается и соответствующее значение Д^.
Рассматривая полученные зависимости, можно установить следующие возможности уменьшения погрешности формы обтачивае-
мых шеек.
1. Уменьшением угла а путем отдаления точки О поворота заготовки, что достигается выравниванием упругих отжатий передней и задней бабок станка. Устанавливая различный вылет пиноли, можно изменять жесткость задней бабки и таким образом влиять
на величину упругого отжатия заднего центра.
2. Поперечным смещением задней бабки. В этом случае получаемая погрешность формы может быть частично компенсирована созданием «встречной» или обратной конусности.
3. Расчленением однорезцовой обработки данной шейки на обработку несколькими резцами. В этом случае контур обработанной шейки примет форму, изображенную
Рис. 26. Погрешности формы обточенных шеек
рис. 26, в, вместо формы, по-
казанной на рис. 26, б, получаемой при обтачивании одним резцом. Данный вариант имеет то преимущество, что с повышением точности одновременно повышается и производительность обра-
ботки.
Для общего случая наладки, при котором врезание и выход резцов из работы происходит разновременно, расчетная схема представляет собой сочетание ряда простейших частных случаев. Каждый из них характеризуется определенным количеством одновременно работающих резцов. Для каждого случая может быть применена изложенная выше методика определения погрешностей формы. Таким образом, обтачиваемая шейка расчленяется на несколько участков с различными профилями образующих, на которых могут получаться местные уступы.
Размерный износ режущего инструмента. В процессе обработки наблюдается прогрессирующий износ режущего инструмента в результате трения его контактных поверхностей о стружку и обрабатываемую поверхность. При чистовой обработке имеет место износ по задней поверхности (рис. 27, а). Следствием этого является как бы отдаление режущей кромки на величину и от обрабатываемой поверхности. Одновременный износ по задней и передней поверх-
78
Точность в машиностроении
костям инструмента наблюдается при толщинах срезаемого слоя больше 0,1 мм (рис. 27, б). Износ только по передней поверхности (рис. 27, в) наблюдается у инструментов, снимающих слой более 0,5 мм и работающих без охлаждения при относительно высоких скоростях резания.
Износ, вызываемый трением, протекает непрерывно в процессе обработки. Его величину в первом приближении при данных неизменных условиях можно считать прямо пропорциональной времени резания или пути, пройденном режущим инструментом в металле
Рис. 27. Виды износа режущего инструмента
заготовки. Можно также выражать износ как функцию обрабатываемой поверхности в квадратных метрах.
У инструментов, изготовленных из некоторых сталей (например, ХВГ), помимо истирания контактных поверхностей, наблюдается пластическая деформация режущей кромки, в результате чего она получает некоторое округление. У твердосплавного инструмента в большей мере, чем у всех остальных, подвержена выкрашиванию режущая кромка, что также влияет на точность выполняемого размера.
Влияние износа на точность обработки осложняется явлением нароста на передней поверхности режущего инструмента. Граница отложения нароста может выходить за пределы режущей кромки, что в некоторой степени компенсирует износ по задней поверхности.
Нарост не увеличивается закономерно. Время от времени происходит его скалывание, а затем повторное образование. Этот процесс протекает весьма нерегулярно, поэтому изменение размера обрабатываемых заготовок может сопровождаться небольшими скачками. По сравнению с износом по задней поверхности влияние нароста на точность обработки, однако, невелико.
Факторы^ влияющие на точность обработки
79
Величину размерного износа инструментов следует замерять при помощи точных измерительных инструментов по нормали к обрабатываемой поверхности. Определение размерного износа умножением ширины фаски h на тангенс заднего угла у (рис. 27, а) дает менее точные результаты.
Наиболее удобно выражать размерный износ в функции пути, пройденного инструментом в металле заготовки. В этом случае величину пути можно легко вычислить, зная размеры обрабатываемой поверхности и режимы резания.
Изучение размерного износа при чистовой обработке показало, что его процесс не подчиняется строго линейному закону (рис. 28).
Рис. 28. Зависимость износа от пути резания
Первый период работы режущего инструмента сопровождается повышенным размерным износом (участок I на рис. 28). Время работы инструмента на этом участке непродолжительно (несколько минут), а путь резания обычно не превышает 1000 м.
Второй период характеризуется нормальным износом инструмента (участок //). Путь резания на этом участке достигает 30 000 м. Участок II прямолинеен и проходит под небольшим углом наклона к оси абсцисс.
Третий период (участок ///) связан с быстрым износом инструмента; через короткий промежуток времени происходит разрушение его режущей кромки.
Интенсивность размерного износа на участке II можно характеризовать тангенсом угла наклона ос этого участка к оси абсцисс. Данную величину принято называть относительным (удельным) износом и0:
Uo = tga = Z2
где и2 — размерный износ, полученный за время второго периода работы инструмента;
80
Точность в машиностроении
/2 — путь резания, соответствующий тому же периоду работы инструмента.
Удобная для расчетов размерность величины и0 мк!км. Упрощение расчета размерного износа можно получить, заменив кривую на рис. 28 прямой аа. Эта прямая совпадает с кривой на участке // и отсекает на оси ординат отрезок ин, который характеризует величину износа на участке /. Величину ин назовем начальным износом и будем выражать в микронах. Зная для данных условий обработки значения и0 и можно определить размерный износ на длине пути резания L по формуле
и = w« + Т506 мк’ (31)
где L — в метрах.
Полученная формула дает удовлетворительные результаты, если L 1000 ж. При малых значениях L (L 400 ч- 600 ж) расчетные величины и получаются завышенными. В этом случае лучше пользоваться формулой
и = (ин + ~ мк. (32)
Написанное выражение представляет собой уравнение прямой от, которой мы заменяем кривую износа на участке I.
Приняв за основу формулу (31), можно представить ее в следующих видоизменениях для различных методов обработки:
При продольном точении
и = ин + и0 мк (Зо)
или
ио уоз мк. (34)
При торцовом чистовом фрезеровании прямоугольной площадки
Н- ‘|Q6S^ 36CF (3^)
Здесь / — длина обрабатываемой поверхности в жж;
d$p — Диаметр фрезы в жж;
г — число зубьев фрезы;
sz — подача на зуб фрезы в жж;
Угол определяется из выражения
. а В Sin у ~ ,
&фр
где В — ширина площадки в жж.
Факторы, влияющие на точность обработки
81
При цилиндрическом фрезеровании размерный износ можно определить по той же формуле, что и при торцовом фрезеровании. Однако угол а в этом случае следует определять по формуле
. 2^
cos а = 1 — ,
аФр
где t — глубина фрезерования в мм.
При строгании
и ин + мк'
При протягивании партии деталей
и = ин + и0 ~ мк, (37)
где п — количество деталей в партии.
Величина относительного износа зависит от ряда факторов: метода обработки, обрабатываемого материала, материала режущего инструмента, режимов резания и геометрии режущего инструмента.
До настоящего времени основные исследования по относительному износу проводились при точении, торцовом фрезеровании и растачивании. Опытами не установлена сравнительная характеристика относительного износа для указанных методов обработки, так как процесс резания и режимные условия для них несопоставимы.
Обрабатываемый материал и, в частности, его твердость оказывают большое влияние на относительный износ инструмента. С повышением твердости материала относительный износ возрастает.
Большое влияние на относительный износ оказывает материал режущего инструмента. Весьма износостойкими оказываются резцы с пластинками из сплава Т30К4. Резцы с пластинками из сплава Т15К6, при прочих равных условиях, имеют больший износ.
Относительный износ резцов из быстрорежущей стали мало изучен. При обтачивании заготовок из углеродистой стали он несколько больше (до 1,5—2 раз) износа резцов с пластинками твердого сплава. Резцы из заменителей быстрорежущей стали имеют еще больший относительный износ.
Износ резцов с пластинками из минералокерамики ЦМ-332 при тонком растачивании заготовок из закаленного чугуна (НВ 375—400) в 1,5—2 раза меньше, чем износ резцов с пластинками из твердого сплава ВК2 и ВКЗМ.
При отделочном торцовом фрезеровании заготовок из серого чугуна износ резцов с пластинками минералокерамики ЦМ-332 меньше (до 8 раз) по сравнению с резцами, оснащенными пластинками твердого сплава ВК2.
82
Точность в машиностроении
Опытами установлено, что хорошие показатели имеют только пластинки с мелкозернистой структурой. Пластинки с неравномерной и крупнозернистой структурой подвержены быстрому износу.
Из режимов резания наибольшее влияние на относительный износ оказывает скорость резания. При чистовой обработке заготовок из серого чугуна, легированной и углеродистой стали наименьшая величина относительного износа наблюдается в зоне средних скоростей резания (у = 100 -ь 200 м/мин); с ростом скорости от ее среднего значения износ начинает медленно увеличиваться; в зоне малых скоростей относительный износ велик. Характерная кривая изменения относительного износа в зависимости от скорости резания дана на рис. 29.
Влияние подачи и глубины резания, а также геометрических параметров режущих инструментов на относительный износ исследовано недостаточно. Известно, что с увеличением подачи от 0,1 до 0,3 мм/об при обтачивании проходными резцами заготовок из стали и чугуна
относительный износ увеличивается на 20—50%. С увеличением глубины резания от 0,3 до 1,5 мм относительный износ возрастает на 50%.
Увеличение заднего угла с 8 до 15° в зоне высоких скоростей приводит к повышению относительного износа на 30%. Увеличение заднего угла в зоне средних скоростей резания нередко снижает относительный износ инструмента.
Передний угол и другие геометрические элементы влияют на относительный износ слабее.
Недостаточно изучен и начальный износ инструмента. Имеющиеся данные говорят о том, что он заканчивается при прохождении резцом в металле пути до 3000 м; величина его обычно составляет от 5 до 15 мк.
В табл. 1 приведены значения величин ин и и0 для различных условий обработки.
При обработке заготовок больших размеров размерный износ режущего инструмента влияет на искажение формы их поверхностей. Если обтачиванию подвергается длинный вал большого диаметра, то по мере перемещения резца от задней бабки к передней диаметр обрабатываемой поверхности непрерывно возрастает и поверхность получается слабо конической. Появление конусности также наблюдается при растачивании глубоких отверстий.
Факторы, влияющие на точность обработки
83
Таблица 1
Средние значения начального («я) и относительного (а0) износа режущих инструментов при чистовом точении и растачивании
Обрабатываемый материал Материал режущего инструмента Начальный износ в мк Относительный износ в мк/км
Сталь углеродистая и легированная Серый чугун Сталь углеродистая и легированная Закаленный чугун НВ 400 Цветные сплавы Т15К6, Т30К4 ВК4 ВК8 Минералокерамические пластинки ЦМ-332 То же Алмаз (при тонком растачивании) 2-8 3—10 1—3 10 2—10 3-12 0,5—1,0 • 9 0,0005—0,001
При обработке партии небольших заготовок искажение формы поверхностей невелико. Размерный износ инструмента в этом случае сказывается на непрерывном увеличении размеров деталей в партии. При обтачивании партии валиков диаметр последнего валика увеличивается на 2и.
Пример, На токарно-револьверном станке обрабатывается партия деталей из стали 45. Диаметр обтачиваемой поверхности 10 мм, длина 30 мм, подача 0,3 мм/об, скорость резания 100 м/мин; резец с пластинкой из твердого сплава Т15К6. Определить увеличение диаметра последней детали в партии 500 шт.» если обработка ведется без подналадки инструмента.
Размерный износ определяем по формуле , ndln и = ин + и0-^е- мк, где п — количество деталей в партии.
Приняв по табл. 1 ин = 5 мк и и0 = 10 мк/км, получим с , . п л20 • 30 • 500 _
й = 5 + 10--[о^ТоУ- = 36 мк-
Увеличение диаметра последней детали в партии составляет 2и — 72 мк.
Относительный износ торцовых фрез можно определять по формуле [18]
где d&p — диаметр торцовой фрезы в мм;
ф — угол контакта зуба фрезы с заготовкой в град (зависит от ширины фрезеруемой поверхности);
а01 — относительный износ для аналогичных материалов при точении.
84
Точность в машиностроении
При малой ширине фрезерования В и больших диаметрах фрез дуга контакта равна В. В этом случае имеем приближенную формулу
^0 \ В /
Без учета влияния начального износа и биения зубьев фрезы можно определить ее размерный износ по приближенной формуле
<39)
Из этой формулы видно, что размерный износ фрезы обратно пропорционален числу ее зубьев.
Уменьшать влияние размерного износа на точность механической обработки можно периодической подналадкой станка за время стойкости инструмента. Этот метод может быть применен для резцов, фрез и других инструментов, допускающих корректировку настроечного размера изменением расстояния между заготовкой и режущей кромкой инструмента, а также для инструментов, имеющих регулировку (раздвижные развертки, борштанги). Для жестких инструментов (развертки, протяжки, профильные фрезы, канавоч-ные резцы и пр.) возможность использования данного метода исключена.
При обтачивании, растачивании и строгании, больших поверхностей значительно снижают размерный износ резцы с широкой режущей кромкой. Работа этих резцов протекает с большими подачами; поэтому путь резца в металле, а следовательно, и размерный износ инструмента получаются небольшими.
При чистовой обработке допустимое колебание размеров обычно не больше 0,2—0,3 мм, и погрешности обработки, вызываемые износом резца, не должны превышать 0,1 мм. Если обработка заготовок производится на автоматических линиях, то подналадка и смена затупившегося инструмента производятся в перерыве между рабочими сменами. В этом случае режимы резания должны быть рассчитаны так, чтобы размерная стойкость инструментов была не ниже указанного времени.
При обработке деталей методом пробных проходов влияние размерного износа на точность невелико. В данных условиях от размерного износа зависит только точность формы обрабатываемой поверхности (при обработке поверхностей больших размеров эта погрешность может быть частично уменьшена периодической подачей инструмента на глубину).
При обработке деталей на настроенных станках размерный износ режущих инструментов можно своевременно контролировать проверкой изделий обычными методами или средствами статистического
Факторы, влияющие на точность обработки 85
контроля с записью результатов на карту. В обычных условиях размерный износ обнаруживается непрерывным увеличением выполняемого размера. Производя в нужный момент подналадку или смену режущего инструмента, можно регламентировать влияние размерного износа на точность обработки в желаемых пределах. Таким образом, точность обработки в определенной степени зависит от субъективного (волевого) фактора.
Применение автоматических подналадчиков в значительной мере уменьшает влияние размерного износа режущего инструмента на точность обработки. На рис. 30 дана схема работы автоматического подналадчика. По оси ординат отложено приращение радиальных размеров обрабатываемых деталей в результате размерного износа
Рис. 30. Влияние износа инструмента на точность обработки с автоматическим подналадчиком
инструмента, по оси абсцисс — время (или путь, проходимый инструментом в металле заготовки). Верхняя кривая характеризует протекание размерного износа в зависимости от времени или пути резания. Расстояниемежду осью абсцисс и линией аа равно половине допуска на выполняемый диаметральный размер. Если размер обрабатываемой детали выходит за пределы допуска, то подналадчик корректирует положение режущего инструмента. Работа подналадчика показана пилообразной линией.
Прогрессирующий износ и затупление режущего инструмента вызывают не только смещение его режущей кромки относительно обрабатываемой заготовки, в результате чего происходит рассмотренное приращение выполняемого размера, но и увеличение радиальной составляющей силы резания. За период стойкости инструмента сила Ру может возрасти на несколько десятков процентов от ее первоначального значения.
На рис. 31 показано изменение Ру в зависимости от износа резца (ширины h фаски на его задней поверхности). Кривая 1 соответствует обработке заготовок из стали и ковкого чугуна, кривая 2 — обработке заготовок из серого чугуна. В первом случае наблюдается
86
Точность в машиностроении
вначале небольшое уменьшение Pv, а затем непрерывное и интен-сивное возрастание. При обработке заготовок из серого чугуна наблюдаются две стадии изменения Ру сначала Ру растет медленно, затем быстро.
Приняв размерный износ прямо пропорциональным ширине фаски на задней поверхности инструмента, можно построить кривую
приращения выполняемого размера от пути резания, учитывающую непосредственное влияние размерного износа и упругие отжатия звеньев технологической системы в результате увеличения радиальной составляющей силы резания.
На рис. 32 кривая 1 ха-
Рис. 31. Зависимость силы резания от износа инструмента по задней поверх-
рактеризует приращение выполняемого размера вследст-
ности вие размерного износа ин-
струмента, а кривая 2 — приращение того же размера в результате упругих отжатий. Кри^ вая 3 является результатом геометрического сложения кривых 1 и 2 и построена при обработке заготовок из стали. На рис. 33 показаны аналогичные кривые для обработки заготовок из серого
чугуна.
При больших значениях Pv и пониженных жесткостях технологической системы погрешности обработки, вызванные возрастанием
ния размера от пути резания при обработке заготовок из
стали
Рис. 33. Зависимость приращения а размера от пути резания при обработке заготовок из серого чугуна
радиальной составляющей силы резания, могут быть сопоставимы по величине с погрешностями в результате размерного износа инструмента.
Если размерный износ металлических режущих инструментов, и в частности проходных резцов, изучен более или менее полно,
Факторы, влияющие на точность обработки
87
то размерный износ шлифовальных кругов исследован недостаточно.
В процессе шлифования круги могут работать с затуплением и с самозатачиванием. В первом случае затупившиеся зерна не отделяются и поры круга забиваются стружкой; износ круга при этом сравнительно мал. Для восстановления режущих способностей шлифовального круга его правят, срезая тонкий наружный слой.
Во втором случае затупленные зерна силами резания вырываются из связки круга. При этом режущая поверхность круга непрерывно обновляется, так как в работу вступают новые неза-тупленные зерна. Работа с самозатачиванием связана с большим износом круга. При этом круг правят для восстановления геометрических форм, так как его износ протекает неравномерно.
Полное самозатачивание достигается тщательным подбором сорта связки и структуры круга, а также правильным выбором режима шлифования. Если радиальное давление круга невелико, то силы резания недостаточны для вырыва затупленных зерен; круг работает без явления самозатачивания, его износ в единицу времени мал, а минутный съем металла падает. С повышением радиального давления круга до определенной величины можно перейти к явлению полного самозатачивания, при котором съем металла постоянен во времени, а износ круга (т. е. уменьшение его радиуса) прямо пропорционален продолжительности шлифования.
Интенсивность износа шлифовального круга зависит от его диаметра. Круги большого диаметра, обычно применяемые при наружном круглом шлифовании, изнашиваются во много раз медленнее, чем круги, используемые при внутреннем шлифовании. Если правка кругов при круглом шлифовании производится через 15—20 мин, то на внутришлифовальных станках, работающих по автоматическому или полуавтоматическому циклу, круг правится перед каждым чистовым проходом.
В зависимости от метода шлифования влияние уменьшения размера круга в результате его износа и правки на точность обработки различно.
Обработка заготовок на круглошлифовальных, внутришлифовальных и на шлифовальных станках некоторых других типов весьма часто производится методом пробных измерений. В этом случае износ круга не оказывает влияния на точность выполняемых размеров. При использовании индикаторных скоб, позволяющих производить измерение обрабатываемой поверхности на ходу, влияние износа круга исключено. Применение активных средств контроля также устраняет влияние износа круга на точность обработки..
На бесцентрово-шлифовальных станках износ круга приходится компенсировать периодической подачей бабки круга. В этом слу
88
Точность в машиностроении
чае интенсивность износа будет влиять на период работы станка между его подналадками.
Приближенным путем износ шлифовального круга можно определить по объему удаляемого металла с обрабатываемых заготовок. Производственными наблюдениями установлено, что на один объем материала круга, теряемого при его износе, приходится в среднем 20 объемов удаляемого металла. На основе этого соотношения размерный износ и (на радиус) шлифовального круга можно рассчитывать следующим образом.
Обозначим F — шлифуемую поверхность в мм2, Z — снимаемый припуск в мм, п — число деталей в партии, FK — рабочую поверхность шлифовального круга в мм2. Тогда
FZn__ р
"20“ откуда
FZn ».
U 20F" MM* (40)
Более точно размерный износ шлифовальных кругов выражается экспериментальной зависимостью вида
Qa - CQ\
где Qa — объем изношенной части круга в единицу времени;
Q — интенсивность съема металла;
С — коэффициент пропорциональности (определяется из опыта) п 1,6 ~ 2.
При шлифовании без использования средств активного контроля и автоматических подналадчиков знание размерного износа круга позволяет компенсировать потерю его размера, а также находить поправку к величине наладочного деления лимба в процессе обработки.
Износ инструмента для обработки отверстий (сверла, зенкеры, развертки). При сверлении отверстий режущие элементы сверла изнашиваются по задней и передней поверхностям, «по уголкам», т. е. в местах, где пересекается основная режущая кромка с ленточкой, по ленточке, а также по перемычке. Наиболее характерным и важным для работы сверла является затупление «по уголкам» и по ленточке. Износ по диаметру, непосредственно влияющий на размер просверливаемых отверстий, заметно возрастает при недостаточной обратной конусности сверла. В первом приближении этот вид износа можно считать прямо пропорциональным пути, пройденному сверлом в металле заготовок.
Износ зенкеров аналогичен износу сверл. Износ сверл и зенкеров ведет к некоторому повышению увода оси.
Факторы, влияющие на точность обработки
89
Развертывание и зенкерование отверстий сопровождается их разбивкой. При работе всухую разбивка больше, чем при использовании смазывающе-охлаждающих жидкостей. Применение эмульсии уменьшает разбивку в 2—4 раза, а сурепного масла в 1,5—2 раза. В процессе износа разверток разбивка отверстий увеличивается. С увеличением диаметра отверстия увод оси уменьшается, а разбивка отверстий и погрешность диаметрального размера возрастают.
Погрешности настройки станка. Периодическая смена затупившегося инструмента вызывает необходимость каждый раз настраивать станок на выполняемый размер. При узких допусках приходится делать одну или несколько поднастроек за время стойкости инструмента путем регулировки его положения относительно детали для компенсации размерного износа. Задача настройки и поднастройки заключается в том, чтобы выполняемые размеры всех деталей данной партии находились в пределах поля допуска.
В настоящее время известны два принципиально различных метода настройки. По первому методу установка режущего инструмента производится последовательным приближением к заданному настроечному размеру в результате обработки на станке пробных деталей, размеры которых проверяются универсальными измерительными инструментами или предельными калибрами. По данным проверки пробных деталей определяется величина и направление необходимого смещения инструмента.
По второму методу режущий инструмент устанавливается в требуемое, заранее рассчитанное положение по эталону (высотке, габариту). Установка инструмента производится в нерабочем (статическом) состоянии станка или вне его (при использовании съемных суппортов, расточных скалок, револьверных головок и других устройств).
Теория первого метода настройки разработана на базе использования математической статистики проф. А. Б. Яхиным. Вопросы настройки были рассмотрены также в трудах проф. А. П. Соколовского, который дал определение рабочего настроечного размера и расчет так называемого размера статической настройки.
При каждой смене или при каждой регулировке режущего инструмента невозможно обеспечить его установку так, чтобы он занимал совершенно одинаковое и постоянное положение на станке. Для отдельных партий обрабатываемых деталей оно будет получаться отличным. Условимся расстояние между двумя предельными положениями инструмента или поле рассеяния его положений называть погрешностью настройки станка. Эту величину, создающую дополнительную погрешность выдерживаемого размера при обработке нескольких партий деталей, будем обозначать Дк. Величина зависит от метода выполнения настройки станка и пред
90
Точность в машиностроении
ставляет собой разность между максимальным и минимальным настроечными размерами. Величина погрешности настройки определяется квалификацией наладчика, т. е. зависит от субъективного фактора, а также качеством и точностью изготовления применяемого измерительного инструмента и эталонов. При выполнении настройки по пробным деталям погрешность настройки является также функцией неточности расчета, свойственной данному ме-« тоду.
При настройке по пробным деталям о точности настройки судят по результатам измерений обработанных деталей. Обычно среднее арифметическое из полученных размеров принимается за центр группирования размеров у партии деталей, обрабатываемых при данной настройке. Задача настройщика — добиться возможно более полного совмещения этого центра группирования с точкой, соответствующей настроечному размеру. Если вычисленное значение среднего арифметического из размеров пробных деталей отличается от настроечного размера, то настройщик производит корректировку (регулирование) положения инструмента при помощи лимба или другого устройства.
Наличие погрешностей измерения пробных деталей &изм и погрешностей регулирования &регул положения инструмента приводит к тому, что центр группирования кривой распределения для каждой партии деталей смещается относительно настроечного размера. Наибольшие смещение и соответственно погрешность настройки
^смещ — регул)’
2 + ^регул)* . 1)
Если считать, что неточность измерения пробных деталей и регулирования положения инструмента обусловливается только наличием случайных погрешностей, то сложение ошибок ДЙЗЖ и &регул можно производить по правилу квадратного корня:
Дн = 2k + ^регул 9 (42)
где k = 1 ч- 1,2 — коэффициент, учитывающий отклонение закона распределения погрешностей измерения и регулирования от нормального закона.
В табл. 2 приведены предельные погрешности измерений длин различными универсальными инструментами.
В табл. 3 даны погрешности регулирования положения режущего инструмента по лимбу в зависимости от цены деления с учетом погрешности ходового винта.
Факторы, влияющие на точность обработки
91
Таблица 2
Предельные погрешности измерения длин (±) в мк
Наименование измерительных инструментов Концевые меры Для интервалов размеров в мм
Разряд Класс точности 1—10 50 — 80 360—500
Миниметры:
с ценой деления 0,001 мм ...... 3 4 5 6 0 1 2 3 0,5 0,6 0,7 1,0 0,8 1,0 1,4 2,0 1,8 3,0 4,5 8,0
с ценой деления 0,002 мм 4 1 1,0 1,2 1,4 1,4 1,8 2,5 3,5 5,0 8,0
5 6 2 3
с ценой деления 0,005 мм ...... 5 2 2,0 2,2 2,5 3,0 5,0 8,5
6 3
Индикаторы с ценой деления 0,01 мм при работе в пределах одного оборота стрелки:
0-го класса точности 6 3 10 10 13
1-го класса точности 6 3 15 15 16
2-го класса точности 6 3 20 20 22
Индикаторный прибор для внутренних измерений типа завода «Калибр» с индикатором l-ro класса точности при работе в пределах одного оборота стрелки 6 3 16 17 20
Микрометры:
0-го класса точности Абсолютные 4,5 7,0 6 15
1-го класса точности методы измерений 9 25 25
2-го класса точности 18
Штихмасы микрометрические:
1-го класса точности 18 35
2-го класса точности 20 45
92
Точность в машиностроении
Таблица 3
Погрешности установки инструмента по лимбу
Цена деления лимба в мм Погрешность установки инструмента в мк Погрешность в диаметре в мк
0,01 5—10 10—20
0,05 15—30 30—60
0,1—0,5 30—70 —
Если учесть, что определение величины необходимого смещения инструмента связано с погрешностью самого метода ее расчета, то погрешность настройки возрастет до
— 2k V^изМ + ^регул + &>расч ,
(43)
где &расч — погрешность метода расчета смещения инструмента.
Последняя величина определяется погрешностью вычисления средней арифметической для пробных деталей. Как известно, погрешность
л — п
&расч — ±
где о — среднее квадратическое отклонение, характеризующее точность данного метода обработки;
п — количество пробных деталей.
С ростом п погрешность вычисления средней арифметической для пробных деталей уменьшается, а точность настройки станка соответственно возрастает.
Практически значение и, однако, нельзя брать очень большим. Для крупных дорогих деталей п принимают равным 5. При этом риск их забраковки будет сравнительно небольшим. Для мелких дешевых деталей п берут в пределах 5—10. При п = 10 точность вычисления среднего арифметического получается вполне достаточной.
Заготовки для обработки пробных деталей следует выбирать равномерно из всей партии. В этом случае в большей мере исключается влияние одного или нескольких постоянно действующих факторов.
Определение о по десяти пробным деталям весьма недостоверно. Чтобы не делать сложных и трудоемких вычислений ст по большему количеству пробных деталей, можно вместо нее брать значение среднего квадратического отклонения, известное из прежних измерений для данного метода и для данных условий обработки.
Факторы, влияющие на точность обработки
93
При п = 5 &расч = ± 0,45с; при п = 10 красч = ± 0,32с. Если с неизвестно, то приближенно можно принять
где 6 — допуск на выдерживаемый размер.
В этом случае при п = 5 An„ct. = ± 0,075 6 и при п — 10 Дрвет = ± 0,0536.
Отдельные авторы предлагают принимать размер, совпадающий с серединой поля допуска, в качестве настроечного для всех процессов обработки. Другие [9] считают, что настройка станка на середину поля допуска в большинстве случаев не является рациональной, так как она приводит к недоиспользованию резервов точности и производительности технологических процессов. Они рекомендуют положение настроечного размера назначать в долях среднего квадратического отклонения от нижней и верхней границ поля допуска, а допуск на настроечный размер брать равным 4а и располагать его симметрично относительно настроечного размера. Величина о характеризует среднее квадратическое отклонение от среднего значения действительных размеров для данного метода обработки. Эти авторы считают необходимым фиксировать настроечный размер в технологической карте и производить проверку правильности настройки по пяти деталям, используя шкальные измерительные инструменты или контрольные приспособления. У измерительных инструментов на все поле чертежного допуска должно приходиться от 5 до 25 делений шкалы.
С достаточной для практических целей точностью можно принимать погрешность настройки равной 2а или брать ее равной 0,lS6, где 6в — допуск на выполняемый размер.
На погрешность установки инструмента по лимбу, кроме квалификации настройщика, влияет также перемещаемая масса суппорта, каретки или головки, на которых закреплен режущий инструмент. При большой массе трудно обеспечить ее плавное перемещение на малые расстояния. Ее сдвиг обычно происходит рывками из-за скачкообразного характера трения в направляющих и резьбе ходового винта. Легким постукиванием по рукоятке точность установки повышают на 30—40%.
Корректировку положения режущего инструмента производят также при помощи индикаторов и миниметров. Погрешность перемещения инструмента в первом случае в зависимости от чувствительности индикатора лежит в пределах 10—30 мк. Погрешность регулировки по миниметру меньше и находится в пределах 5—10 мк. Указанные измерительные инструменты устанавливаются на станке при помощи специальных приспособлений, обладающих достаточной жесткостью.
94
Точность в машиностроении
Рис. 34. Схема для расчета погрешности настройки по жестким калибрам
Другой способ настройки станка по пробным деталям основан на использовании жестких предельных и нормальных калибров. При малом количестве проверяемых пробных деталей (меньше пяти) этот метод не дает надежных результатов: настройщик убеждается только в том, что проверяемые пробные детали находятся внутри поля допуска калибра, в то же время нет уверенности, что центр группирования измеренных деталей совпадает с центром группирования размеров деталей, обработанных данным методом. При несовпадении указанных центров группирования может возникнуть брак, так как часть обрабатываемых деталей будет выходить из поля допуска на выполняемый размер.
Метод настройки по жестким предельным калибрам может, однако, дать положительные результаты, при большом количестве проверяемых пробных деталей. Если поле допуска калибра равно полю допуска на выполняемый размер, распределение действительных размеров пробных деталей подчиняется нормальному закону и все пробные детали лежат в поле допуска калибра, то это указывает
на совпадение их центра группирования с серединой поля допуска на выполняемый размер. Если, из п пробных деталей т выходят за пределы поля допуска калибра, то это свидетельствует о том, что центр группирования размеров пробных деталей не совпадает с серединой поля допуска выполняемого размера. На рис. 34 заштрихованный участок площади, расположенный между кривой Гаусса и горизонтальной осью, соответствует количеству /и, а вся площадь между кривой Гаусса и горизонтальной осью — количеству л пробных деталей.
Величина а, на которую нужно сместить режущий инструмент при настройке станка, определяется из равенства
а = (44)
где 8 — допуск на выполняемый размер.
Величину b можно, в свою очередь, найти из выражения
™ = 1Г1—YI
« 2|/
(45)
где Ф — гауссов интеграл погрешностей (находится по таблицам); о — среднее квадратическое отклонение для данного метода обработки.
Факторы, влияющие на точность обработки
95
Если о неизвестно, то в качестве первого приближения можно принять
Погрешность настройки по жестким предельным калибрам складывается из двух величин: погрешности регулирования положения режущего инструмента &регул и погрешности метода расчета настроечного размера Лрасч..
Аналогично методу настройки по пробным деталям имеем следующую формулу для расчета погрешности настройки:
Драсч • (46)
Определение Арегул рассматривалось ранее.
Величину &расч можно найти, учитывая, что распределение размеров пробных деталей отклоняется от нормального закона. При сравнительно небольшом значении п это обстоятельство вполне вероятно. С ростом п распределение все больше будет приближаться к нормальному.
Погрешность настройки станка по жесткому предельному калибру зависит от количества пробных деталей п и от смещения центра группирования а относительно середины поля допуска на выполняемый размер. С ростом п погрешность настройки несколько уменьшается; Aw различно для различных значений а.
Учитывая слабую зависимость погрешности настройки от п и большое колебание ее величины при разных значениях а, можно в приближенных расчетах брать Дн равной о.
Настройка по жесткому предельному калибру возможна в том случае, когда центр группирования смещен не больше чем на величину выдерживаемого допуска. При большем смещении все пробные детали оказываются меньше проходной (больше непроходной) стороны калибра и величина необходимого сдвига инструмента оказывается неопределенной. Регулируя положение инструмента, можно добиться того, что первые две-три пробные детали окажутся в пределах поля допуска на выполняемый размер. Применяя изложенную методику расчета, находим величину а, на которую нужно дополнительно сместить режущий инструмент для совмещения центра группирования с серединой поля допуска.
Настройку станка можно производить также по жесткому нормальному калибру, размер которого выполняется по среднему размеру обрабатываемых деталей. Схема настройки дана на рис. 35. Здесь S — допуск на выполняемый размер. Линия /—/ характеризует средний размер обработки. Смещение b находится по формуле (45), в которой отношение ~ вычисляется по количеству дета
96
Точность в машиностроении
лей т в правой заштрихованной части кривой распределения и по всему количеству пробных деталей п. Если обработке подвергается наружная цилиндрическая поверхность, то величина т соответствует количеству пробных деталей, размер которых оказался больше или меньше среднего размера по чертежу (размера скобы). Соответственно этому корректировка положения резца делается его смещением от линии Центров.
Данный метод обеспечивает большую точность настройки при малых смещениях центра группирования по сравнению с настройкой по предельному калибру, В то же время его применение возможно при смещениях, не больших Зо. В противном случае значе-
ние m превращается в ноль и величина необходимого смещения b становится неопределенной.
Как и в предыдущем случае, осторожной регулировкой инструмента добиваются того, чтобы несколько пробных деталей (/и = = 1 ч-2) получились больше (меньше) размера калибра. Дополнительное смещение инструмента находят расчетом по формуле (45).
Рис. 35. Схема для определения погрешности настройки по жесткому нормальному калибру
Установку режущего инструмента по эталону с использованием щупа обычно применяют при наладке фрезерных и токарных станков. Щупом проверяют расстояние между плоскостью «высотки», закрепленной на корпусе приспособления, и зубом фрезы. Точность установки по щупу будет зависеть от квалификации рабочего, величины радиального биения зубьев фрезы (так как установку можно вести по наиболее выступающему или наименее выступающему зубу), а также от точности изготовления и степени износа «высотки» и щупа. Погрешность установки по щупу в данном случае можно ориентировочно оценить в пределах 15—45 мк.
Настройку по эталону следует отнести к так называемому стати
ческому методу, так как установка инструмента на размер производится при неработающем станке. В этом случае упругие отжимы звеньев технологической системы приходится учитывать, корректируя соответствующим образом размер эталона, или опытным путем подбирать нужную толщину щупа. Настройка по эталону отнимает значительно меньше времени, чем другие методы.
Особые преимущества имеет данный метод при настройке токарных многорезцовых станков. Необходимое положение резцов в ра-
диальном и осевом направлениях определяется доведением их режущих кромок до соприкасания с соответствующими поверхностями
Факторы, влияющие на точность обработки 97
эталона. Последний выполняется в виде обрабатываемой детали и устанавливается в центрах станка. Размеры эталона должны выполняться с учетом упругих отжимов узлов станка под влиянием сил резания, зазоров в подшипниках шпинделя, а также высоты микронеровностей в обрабатываемой поверхности, так как установка резца производится по дну впадин, а измерение выполняемого размера — по вершинам гребешков. Суммарное влияние перечисленных факторов можно учесть, вводя необходимую поправку к настроечному размеру и производя обработку нескольких пробных деталей.
Погрешность настройки по эталону, т. е. погрешность положения режущего инструмента на неработающем станке, находим по формуле
^азг. зт 4~ ^уст* инстр* (47)
где А„32> эт — погрешность изготовления эталона;
Дуст, ннстр — погрешность установки инструмента.
Если эталон имеет вид валика (для токарных работ), то по отношению к поперечному размеру при установлении величины A.Z32> эт следует брать половину допуска на его диаметр. К этой величине нужно прибавлять также удвоенный эксцентрицитет шейки эталона относительно оси центровых гнезд.
Полагая, что суммируемые погрешности порождаются случайными причинами, получим
Д« ~ А/Пг< эт AjjCOT> ичзтр « (43)
Величину Апзг можно брать в пределах 10—20 мк, а эксцентрицитет шеек эталона удается выдержать в пределах 5 мк. Погрешность установки инструмента &уст. инсгпр по щупу или полоскам бумаги можно принимать равной 20—50 мк. При алгебраическом сложении погрешностей Art составляет 35—70 мк. При квадратическом сложении этих погрешностей и k ~ 1,2 Aw составляет 30—65 мк. Большие значения Ан можно отнести к настройке обычной точности, а меньшие — к повышенной.
В некоторых случаях необходимо отводить инструмент от обра-. батываемой заготовки и затем вновь ставить его в прежнее положение, что производится при помощи жестких или индикаторных упоров. Установка по жесткому упору не дает высокой точности. Это обусловлено тем, что рабочий не может обеспечить постоянство силы, с которой перемещаемый суппорт прижимается к упору, а также тем, что жесткость самих упоров обычно бывает недостаточно большой. Для обычных условий погрешность установки по жесткому упору составляет 20—50 мк. При тщательном выполнении операции квалифицированный рабочий может ее снизить до 10—15 мк. При малой жесткости упора и низкой квалификации
4 Кован В. Mt и др.
98
Точность в машиностроении
рабочего погрешность установки может возрасти до 100—130 мк. Погрешность установки по индикаторным упорам значительно меньше и лежит в пределах 10—20 мк.
Обычно при настройке по эталону установка режущего инструмента производится по тому направлению, которое является наиболее важным для обеспечения точности заданного размера. Применительно к обработке на станках токарной группы таким направлением является радиальное, потому что оно оказывает наибольшее влияние на точность диаметральных размеров детали. Погрешность установки резца по высоте не оказывает заметного влияния на диаметральный размер, если последний достаточно велик. При обтачивании деталей малых диаметров (менее 5 мм) погрешность установки резца по высоте оказывает большое влияние на точность диаметральных размеров. В этом случае настройку станка нужно производить, устанавливая резец в радиальном направлении и по высоте. Некоторое влияние на точность настройки оказывает и погрешность угла установки резца в плане по отношению к оси шпинделя. При работе остроконечным резцом, у которого ф ф', погрешность угла установки резца к оси шпинделя Д|5 вызывает уменьшение радиуса обработки на
А, == .-- %--;. Ар, r sin (ф + ф') р’ где s — подача в мм!об.
Изменение диаметра возникает здесь в результате уменьшения высоты микронеровностей на поверхности детали.
Если однорезцовому обтачиванию подвергается ступенчатая поверхность на гидрокопировальном стайке или на простом станке с последовательной перестановкой суппорта по упорам, то погрешность радиуса большей ступени
где Д2 — погрешность установки резца по высоте при настройке станка по малой ступени эталона;
D и d — диаметры большой и малой ступеней детали.
При обтачивании широкими резцами важно учитывать погрешности угла установки резца относительно осей z и у. Для этих случаев погрешности радиуса обработки
Ar = ±HgAp и д =21^1 4d ’
где I — длина поверхности;
Дт — погрешность угла установки резца относительно оси у.
Факторы, влияющие на точность обработки
99
Приведенные примеры показывают, что для повышения точности настройки недостаточно учитывать погрешности установки режущего инструмента только в направлении выполняемого размера. В каждом отдельном случае важно выявлять влияние погрешностей установки инструмента по различным направлениям и учитывать наиболее существенные из них при настройке станка.
Результативная погрешность установки инструмента, по которой можно оценить точность настройки станка на заданный размер обработки, может быть найдена суммированием погрешностей установки по каждому направлению.
Задача повышения точности настройки связана не только с выявлением составляющих результативной погрешности установки инструмента, но и с установлением правила их суммирования. Чтобы найти результативную погрешность, нужно знать законы распределения ее составляющих, законы распределения погрешностей изготовления и установки эталонов, а также погрешностей фиксации перемещаемых частей станка.
Большая часть составляющих результативной погрешности установки инструмента и погрешности настройки подчиняется нормальному закону распределения. При установке эталона, имеющего некоторый эксцентрицитет в центрах, распределение погрешности, приведенной к радиальному направлению, определяется при различных угловых положениях эталона законом арксинуса. В случае закрепления эталона в самоцентрирующем патроне с учетом переменного эксцентрицитета установки распределение погрешностей (при определенном положении шпинделя) подчиняется закону Максвелла. Если при этом установка резца будет производиться при различных углах поворота шпинделя, распределение перерастет в нормальное, но с более широкой базой рассеяния.
На основе законов распределения отдельных составляющих погрешности настройки могут быть найдены для каждого отдельного случая суммарные законы распределения. При заданной степени надежности для данного суммарного закона возможно более обоснованное определение погрешности настройки станка, чем это рассчитывается по формуле (48).
Для использования данного метода в производственных условиях необходима разработка практических таблиц.
На основании изложенного можно сделать следующие выводы.
Настройка по пробным деталям обеспечивает высокую точность; она ограничивается погрешностями методического и метрологического характера. При малом количестве пробных деталей точность настройки сильно снижается. Более высокая точность настройки обеспечивается при использовании шкальных измерительных инструментов. При использовании жестких (предельных или нор
4*
ICO
Точность в машиностроении
мальных) калибров для достижения той же точности настройки требуется большее количество пробных деталей.
Настройка по пробным деталям трудоемка. В условиях массового производства при обработке на автоматах и многоинструментных станках на настройку затрачивается до 20% общего фонда времени. Этот метод мало пригоден для автоматических линий. К недостаткам метода следует отнести и то, что часть пробных деталей идет в брак. Это совершенно неприемлемо для крупных и дорогих изделий. Метод настройки по пробным деталям может найти применение для станков с относительно простой наладкой и при небольших размерах обрабатываемых деталей.
Настройка по эталонам менее трудоемка, что обеспечивает более полное использование оборудования во времени. Она дает надежные и стабильные результаты в отношении точности. Использование этого метода не связано с бесполезной тратой пробных деталей. Преимущества этого метода особенно выделяются для операций обработки с многоинструментным оснащением. Настройка по эталону не связана с использованием наладчиков высокой квалификации и может производиться вне станка при наличии сменных инструментальных блоков, суппортов и револьверных головок.
Геометрические неточности станка. Каждый металлообрабатывающий станок состоит из ряда узлов, представляющих собой отдельные звенья единой технологической системы.
Одни узлы связаны с обрабатываемой заготовкой, другие.— с режущим инструментом. Погрешности взаимного положения неподвижно закрепленных или перемещаемых узлов станка, вызванные неточностями его сборки, являются причиной возникновения погрешностей механической обработки. Это происходит оттого, что неправильное положение узлов станка нарушает установленную закономерность относительного движения заготовки и инструмента.
Погрешности взаимного положения узлов станка или, как их в дальнейшем будем для краткости называть, геометрические погрешности станка, влияют на форму и расположение обрабатываемых поверхностей детали, но не оказывают непосредственного влияния на их размеры. Помимо неточностей сборки и неправильной обработки основных деталей станка, его геометрические погрешности могут быть следствием износа.
Допустимые геометрические погрешности станков приводятся в нормах точности ГОСТа на их приемку. В этих же нормах даются методы проверки точности. Проверка осуществляется в ненагру-женном состоянии, при неподвижном положении узлов станка или при медленном их перемещении вручную.
В ряде случаев на геометрические погрешности станка влияют неточности его установки и неправильное крепление на фундаменте.
Факторы,- влияющие на точность обработки
101
Погрешности, указанные в ГОСТе, относятся к новым станкам. Для станков, вышедших из ремонта, нормы точности принимаются несколько ниже.
Точность станков влияет на точность обработки. Однако оба понятия нельзя отождествлять. Нормы точности обработки всегда ниже норм точности соответствующих станков.
Рассмотрим, в качестве примера, влияние геометрических неточностей станков токарного типа на погрешности механической обработки.
При обработке заготовок, закрепленных в патроне, возможна конусность обтачиваемой цилиндрической поверхности, возникающая в результате непараллельное™ оси вращения шпинделя направляющим станины в горизонтальной плоскости. Если отклонение оси вращения на длине L составляет а, то получаемая конусность обработанной поверхности
2а
1 ~ ~L'
Рис. 36. Схема для расчета погрешности формы при консольном точении. Ось шпинделя непараллельна направляющим станины в вертикальной плоскости
При отклонении оси вращения только в вертикальной плоскости обтачиваемая поверхность принимает форму гиперболоида. На рис. 36 ось ОХ представляет собой ось вращения заготовки. Прямая АС — траектория движения резца наклонена к плоскости хоу под углом Р: '
tgp=4,
где Ъ — отклонение оси вращения в вертикальной плоскости на длине L.
Обозначив радиус обтачиваемой поверхности при х = 0 через % найдем его величину для любого значения х:
r = Kr<1 + x2tg2p.
Подставив вместо tg |3 его значение, получим
+ (49)
что представляет собой уравнение гиперболы.
Это легко показать, заменив г через у, если измерять радиус обтачиваемой поверхности в направлении оси у.
102
Точность в машиностроении
После преобразований будем иметь
£j
Приращение радиуса обтачиваемой поверхности
4“ £2 G
(50)
Если ось вращения одновременно отклонена в горизонтальной
и вертикальной плоскостях, то обтачиваемая поверхность также
представляет собой гиперболоид.
На рис. 37 ось ох является осью вращения заготовки, а линия
Рис. 37. Схема для расчета погрешности формы при консольном точении. Ось шпинделя непараллельна направляющим станины в вертикальной и горизонтальной плоскостях
АС — траекторией движения резца. Обозначив, как и раньше, через а — отклонение оси вращения в горизонтальной и b — в вертикальной плоскостях, получим радиус обтачиваемой поверхности при любом значении х:
(51)
Приращение радиуса обтачиваемой поверхности
М = ]/ ! г0 + ™+ б? “ (52)
На рис. 38 показаны различные виды образующей обточенной поверхности при b = 0, а 0, при а = 0, b 0, а также при а Ф 0 и b 0. В случае а = 0, b 0 плоскость гиперболоида наименьшего сечения лежит в плоскости yoz и левее этой плоскости для случая а у 0 и b 0.
Если вместо цилиндрической обтачивается конусная поверхность, то при отклонении оси вращения в горизонтальной плоскости происходит изменение конусности обрабатываемой повсрх-2а ности на величину t = .
Отклонение оси вращения в вертикальной плоскости, а также одновременно в горизонтальной и вертикальной плоскостях приводит к образованию вместо конической поверхности гиперболоида.
Факторы, влияющие на~ точность обработки
ЮЗ
Для этого случая радиус обтачиваемой поверхности при любом значении х (рис. 39)
г = У \г0 + х tg а + X + -р-; (53)
здесь а — угол между осью и образующей конуса по чертежу.
Рис. 38. Различные виды образующих обточенных поверхностей
Рис. 39. Схема для расчета погрешности формы при обтачивании конической поверхности
Погрешность (приращение) радиуса обтачиваемой поверхности можно получить, вычитая из написанного равенства величину Го + X tg а.
104
Точность в машиностроении
При шлифовании конических поверхностей смещение оси круга по высоте также приводит к искажению формы шлифуемой поверхности; образующая возникающей при этом поверхности получается не прямолинейной, а выпуклой.
В процессе изготовления колец конических роликовых подшипников эту поверхность, называемую бомбиной или квазигиперболоидом, часто создают искусственно в целях повышения долговеч-
ности подшипников.
Неперпендикулярность оси шпинделя направляющим ползуна каретки в горизонтальной плоскости приводит при протачивании торцовых
Рис. 40. Схема для расчета погрешности формы при протачивании торцовой плоскости
плоскостей к образованию вогнутых или выпуклых конических поверхностей. Вогнутая поверхность получается при углах между осью шпинделя и направлением движения резца больше 90° (рис. 40), выпуклая — при углах меньше 90°. Установка резца выше или ниже оси вращения приводит к образованию вместо конуса поверхности гиперболоида.
Если ось шпинделя наклонена в вертикальной плоскости, то торец протачиваемой заготовки во всех случаях получается плоским. Смещение резца по высоте не вызывает искажения формы торцовой
плоскости.
Одновременное отклонение оси шпинделя в горизонтальной и вертикальной плоскостях приводит к образованию на протачиваемом торце конической поверхности, если траектория движения резца пересекает ось вращения заготовки. Угол между осью и образующей конуса в этом случае равен углу между осью шпинделя и направлением движения резца, или, что то же самое, между осью шпинделя и осью у.
Зная длину шпинделя ОД = L, угол а легко определить по ординате точки Д, равной а:
а cos а == -j-.
Если известны абсцисса b и аппликата с точки Д, то угол а можно найти из выражения
1А2 + С* sin а = -——
Факторы^ влияющие на точность обработки
105
Линия со стрелкой S означает направление подачи резца. Если это направление не пересекает ось вращения заготовки, то вместо конуса на протачиваемом торце образуется гиперболоид.
При обработке в центрах их неправильное положение может вызывать характерные погрешности формы и взаимного положения обтачиваемых шеек. Практически встречаются следующие случаи.
Передний центр «бьет», т. е. расположен эксцентрично относительно оси вращения шпинделя, ось заднего центра совпадает с осью вращения, ось обточенной поверхности не совпадет при этом с линией центров заготовки. Если заготовка обтачивается за две. установки (с перевертыванием ее и перестановкой поводкового хомутика), то деталь получается двухосная. Так как угловое
Рис. 41. Погрешности формы при обтачивании на центрах за две установки
положение хомутика ничем не лимитировано, то в общем случае эти оси перекрещиваются, а в частном случае могут пересекаться под углом а = 180 —2р, где угол (3 определяется из равенства
sin р = -j--.
Здесь а — смещение центра передней бабки;
L — расстояние между центрами.
Возможно также смещенное на величину а, но параллельное расположение обточенных шеек заготовки. На рис. 41 показаны два последних случая, когда протачивание за каждую установку производится на половину длины детали.
Передний центр установлен концентрично оси вращения, а задний смещен в горизонтальной плоскости. Обтачиваемая цилиндрическая поверхность получается конической. Конусность
1-^ l~ L’
где а — смещение центра задней бабки.
Если задний центр смещен назад относительно оси вращения, то вершина получаемого конуса обращена к передней бабке станка. Если задний центр расположен выше или ниже оси вращения,
106
Точность в машиностроении
образующая обтачиваемой поверхности представляет собой гиперболу, вершина которой лежит у переднего центра.
Гипербола получается также и в том случае, когда задний центр одновременно смещен в горизонтальной и вертикальной плоскостях.
Если передний центр «бьет», а задний смещен в горизонтальной плоскости, то обточенные за две установки участки вала получаются несоосными. Форма обточенных цилиндрических поверхностей искажается в результате образования конусности. В зависимости от смещения заднего центра вперед или назад вершины конусов расположены к концам или к середине вала.
Когда передний центр «бьет», а задний смещен в вертикальной или в вертикальной и горизонтальной плоскостях, то при обработке за две установки обточенные участки получаются несоосными, а их форма искажается, так как вместо прямолинейной образующей возникает гипербола.
Если одновременно «бьют» передний и задний вращающийся центра, то обточенные за две установки участки вала будут в общем случае несоосны. При равных эксцентрицитетах эти участки могут получиться соосными в том частном случае, когда по углу поворота смещения центров совпадают.
Биение центров у точных токарных станков допускается до 0,01 мм. Уменьшение биения переднего центра достигается шлифованием, после установки его в шпиндель токарного станка.
Несоосность шеек может быть устранена, если обработка ведется на станках с так называемыми «мертвыми» центрами, т. е. на станках, у которых передний и задний центры неподвижны. Смещение заднего центра в горизонтальной и вертикальной плоскостях обнаруживается при помощи установленного на центрах эталонного валика и индикатора.
Искажение формы образующей обтачиваемой поверхности может быть следствием непрямолинейности и износа направляющих станины, по которым перемещается каретка суппорта. Отклонение от прямолинейности не должно превышать 0,02 мм на 1 м длины.
Непрямолинейность направляющих в вертикальной плоскости мало влияет на изменение диаметральных размеров обрабатываемых заготовок по длине. В то же время непрямолинейность направляющих в горизонтальной плоскости оказывает непосредственное влияние на точность этих размеров. Местное искривление направляющих в результате износа может повлечь за собой образование обрабатываемой поверхности с криволинейной образующей. Перекос направляющих по отношению к линии центров в горизонтальной плоскости вызывает конусность обточенной поверхности. Неравномерный износ направляющих может оказать влияние на искажение формы обтачиваемой поверхности.
Факторы, влияющие на точность обработки
107
Исследования, проведенные в ЭНИМСе, показали, что передняя треугольная направляющая изнашивается в 5 раз больше, чем задняя плоская. Участок наибольшего износа направляющих расположен на расстоянии 400 мм от переднего торца шпинделя. У треугольной направляющей больше всего изнашивается передняя, обращенная к рабочему, грань. В условиях единичного и серийного производства при двухсменной работе ее износ в год составлял: 0,04—0,05 мм при чистовой обработке стальных деталей; 0,06— 0,08 мм при чистовой и обдирочной обработке стальных (80%) и чугунных (20%) деталей; 0,10—0,12 мм при обдирке стальных (90%) и чугунных (10%) деталей. Износ направляющих при обработке чугунных заготовок больше, чем при обработке стальных, а при обдирке больше, чем при чистовой обработке, в результате больших удельных давлений и наличия в снимаемом слое металла окалины и формовочного песка. Интенсивность износа направляющих зависит от коэффициента загрузки станка по времени. В массовом производстве, где этот коэффициент сравнительно высок, износ протекает интенсивнее, чем в серийном и единичном.
Некруглость обточенных поверхностей вызывается изменением положения оси вращения шпинделя станка в процессе обработки. Если шпиндель вращается в подшипниках скольжения, то под действием постоянной по величине и направлению силы резания он отжимается в одну сторону, к определенным участкам поверхности подшипников. При этом условии овальность шеек шпинделя передается обтачиваемым поверхностям. Для уменьшения погрешностей формы обтачиваемых поверхностей в поперечном сечении допустимая овальность шеек шпинделя должна быть минимальной. У станков обычной точности овальность может быть не больше 5 мк. У станков повышенной точности она меньше и часто лежит в пределах чувствительности измерительных инструментов.
Овальность несущей поверхности подшипников оказывает меньшее влияние на точность обработки. При неустойчивом режиме резания и неустановившемся характере смазки, когда возможен переход от жидкостного к граничному трению, шпиндель может занимать разное (неопределенное) положение в подшипнике. Такое же явление наблюдается при чистовом обтачивании. В этом случае силы резания малы и зазор в подшипниках полностью в одну сторону не выбирается. В результате этого погрешности выполняемых диаметральных размеров составляют 3—8 мк (при диаметральных зазорах 0,01—0,02 мм). Овальность подшипников при попеременном поднимании и опускании в них шпинделя вызывает соответствующее искажение формы обтачиваемых поверхностей.
При установке шпинделей на подшипники качения большое значение имеет ограничение их биения, так как оно передается обтачиваемым поверхностям. Для шпинделей токарных и других
108
Точность в машиностроении
металлорежущих станков необходимо применять прецизионные подшипники и производить их правильный монтаж.
Неточность изготовления режущего инструмента. Погрешности «механической обработки могут быть вызваны неточностью изготовления «мерных» и фасонных режущих инструментов.
К первым относятся канавочные резцы (например, для прорезки канавок под поршневые кольца), дисковые и пальцевые фрезы для обработки шпоночных пазов, сверла, зенкеры, развертки и протяжки, ко вторым — фасонные резцы и фрезы, специальные протяжки, резьбонарезной инструмент, а также профильные абразивные круги. Работа режущих инструментов обоих типов основана на методе копирования, так как их размер и профиль непосредственно передаются обрабатываемой детали.
При использовании дисковых и пальцевых фрез на точность ширины прорезаемых канавок будут влиять также осевое и радиальное биения зубьев инструмента в результате его неправильной заточки или установки на станке.
Простейшие случаи копирной обработки имеют место при использовании однолезвийных режущих инструментов. К ним относится, в частности, прорезка канавочным резцом кольцевой прямоугольной канавки, ширина которой должна точно выдерживаться по чертежу. Если обработке подвергается одна заготовка, то ширина прорезанной канавки не будет соответствовать в точности ширине резца, а будет всегда несколько больше. Опыты показывают, что разница в ширине сравнительно невелика (0,01—0,03 мм); она зависит от обрабатываемого материала, режимов резания, степени затупления резца и не является постоянной у разных деталей. Пределы изменения этой величины мало зависят от номинальной ширины канавки.
Таким образом, в условиях единичной обработки погрешность размера резца по ширине непосредственно влияет на соответствующий размер детали.
Та же картина наблюдается при обработке партии деталей за одну установку (смену) инструмента. В отличие от предыдущего случая на погрешность выполняемого размера здесь, однако, дополнительно влияет размерный износ резца. Если партия деталей достаточно велика и обработка ведется за несколько смен инструмента, то на погрешность выполняемого размера будет еще дополнительно влиять допуск на размер резца.
Более сложный процесс имеет место при обработке многолезвийным инструментом. Рассмотрим влияние неточностей инструмента (например, сверл, разверток и др.) на погрешности обработки цилиндрических отверстий.
Точность диаметра отверстий при сверлении их спиральными сверлами определяется допусками на диаметр сверл и погрешно
Факторы, влияющие на точность обработки
109
стями, возникающими в результате разбивки отверстий. Допуски на диаметр спиральных сверл регламентируются ГОСТом 885—^64. Разбивка отверстий возникает в результате неуравновешенности радиальной силы резания при несимметричной заточке сверла. С увеличением глубины сверления разбивка возрастает в связи с тем, что радиальная жесткость системы сверло — шпиндель из-за увеличивающейся при этом длины консоли снижается. Другая причина разбивки отверстия заключается в несоосности рабочей части сверла и его хвостовика.
По ГОСТу 2034—64 допускается биение рабочей части сверла у его переднего края относительно хвостовика в следующих пределах: 0,08 мм 'Для сверл с цилиндрическим хвостовиком диаметром 3—20 мм\ 0,12 мм для сверл с коническим хвостовиком диаметром до 20 мм\ 0,15 мм для сверл с коническим хвостовиком диаметром свыше 20 до 50 мм\ 0,18 мм для сверл с коническим хвостовиком диаметром свыше 50 мм.
Устранить несоосность хвостовика и рабочей части сверла трудно, так как обработка их при изготовлении сверл ведется на разных станках.
Разбивка отверстий при сверлении может быть следствием не только разных углов расположения режущих кромок к оси сверла, но и их разных положений по высоте. В этом случае глубина резания на обеих кромках получается неодинаковой, в результате чего возникает неуравновешенная радиальная сила.
Уменьшения разбивки отверстия можно достичь, базируя сверло при заточке не по его рабочей части (как это имеет место в большинстве случаев), а хвостовиком. В этом случае обеспечивается большая симметричность расположения режущих кромок относительно оси вращения сверла.
Точность диаметра отверстия зависит также от обратной конусности сверла. Значения последней регламентируются ГОСТом 2034—64. Так, для сверл диаметром свыше 18 мм обратная конусность находится в пределах 0,05—0,1 мм на каждые 100 мм длины. В результате ряда последовательных переточек происходит уменьшение длины, а следовательно, и диаметра сверла.
Сверление отверстий по кондукторным втулкам обеспечивает большую точность их диаметра. В данном случае несимметричность заточки и несоосность элементов сверла меньше влияет на разбивку отверстий. Наличие обратной конусности сверла, однако, несколько снижает эту роль кондукторных втулок, так как с увеличением глубины сверления зазор между инструментом и втулкой возрастает. Производственные наблюдения показывают, что при сверлении обычных (неглубоких) отверстий без кондукторной втулки погрешность их диаметра возрастает в среднем на 50%.
по
Точность в машиностроении
Сверление по кондукторным втулкам обеспечивает большую точность положения оси отверстий. Точность направления сверла
в этом случае зависит от величины зазора между инструментом и отверстием втулки, а также от длины втулки. При допусках на диаметр сверл по ГОСТу 885—64 и выполнении отверстий во втулках по посадкам X и Д (для компенсации теплового расширения инструмента в процессе резания) получаются, однако, относительно большие зазоры. Для повышения точности направления сверла возможно выполнение отверстия во втулке по посадке С. Это применяется при сверлении точно расположенных отверстий и соблюдении условий, устраняющих чрезмерное нагревание ин-
струмента в работе и его заедание во втулке.
Внедрение сверл с винтовыми канавками для подвода охлаждающей жидкости в зону резания будет способствовать применению втулок с меньшими зазорами. Для повышения точности направления целесообразно, уменьшать допуск на диаметр сверл или производить сортировку на группу с меньшими
Рис. 42. Схема расположения поля отклонениями ПО диаметру, допуска на изготовление зенкера Точность направления сверла можно повысить увеличением длины кондукторной втулки. В отверстии втулки сверло направляется не всей цилиндрической поверхностью, а двумя винтовыми ленточками. При недостаточной длине втулки возможен перекос
сверла из-за увеличенного зазора против канавок для выхода стружки. Применение высоких втулок, длина которых равна шагу
винтовых канавок сверла, повышает точность направления.
На положение оси отверстия влияет также обратная конусность сверла. После ряда переточек сверло укорачивается, его диаметр становится меньшим, а зазор между сверлом и втулкой возрастает.
При зенкеровании отверстий на точность обработки влияют те же погрешности изготовления инструмента, что и при сверлении. Точность диаметра зенкерованных отверстий определяется допуском на размер зенкера и разбивкой обрабатываемых отверстий. Допуск на диаметр зенкера обычно устанавливается в зависимости от допуска на диаметр зенкеруемых отверстий. Допуски на изготовление зенкеров приводятся в ГОСТе 3231—55.
На рис. 42 дана схема расположения полей допусков на изго-
товление зенкеров, оснащенных пластинками твердого сплава и предназначенных для обработки отверстий в стальных и чугунных заготовках.
Факторы, влияющие на точность обработки
111
Наибольший предельный диаметр зенкера определяется по формуле
^max “ ^min + kA,
где dmin — наименьший предельный диаметр зенкеруемого отверстия;
А —допуск на диаметр зенкеруемого отверстия;
k — коэффициент, зависящий от обрабатываемого материала; для стали k ~ 0,7, для чугуна k = 0,6.
В табл. 4 даны значения допусков 6ZZ в мм на диаметр зенкера в зависимости от класса точности и интервала диаметров обрабатываемых отверстий.
Таблица 4
Допуски в мм на диаметр зенкеров
Интервал диаметра в мм Классы точности
4 5 7
До 18 0,018 0,027 0,035
18—30 0,021 0,033 0,045
30-50 0,025 0,039 0,050
50—80 0,030 0,046 0,060
Ошибки заточки зенкеров приводят к несимметричному положению режущих кромок относительно оси вращения. В результате этого возникает неуравновешенная сила резания, которая, как и при сверлении, вызывает разбивку обрабатываемых отверстий. Разбивка отверстий увеличивается с возрастанием скорости резания, подачи, глубины резания, твердости обрабатываемого материала и обратной конусности. Уменьшение разбивки отверстия наблюдается с увеличением главного угла в плане, заднего угла и жесткости системы. Обратную конусность зенкеров принимают в пределах 0,06—0,10 мм на 100 мм.
Применение кондукторных втулок повышает точность диаметра зенкеруемых отверстий вследствие уменьшения их разбивки. Увод оси отверстий, зенкеруемых в черных заготовках (штампованных отливках), также уменьшается в результате того, что кондукторная втулка противодействует упругому отжиму инструмента при наличии неравномерного припуска у отверстий со смещенными осями. Если зенкерование происходит непосредственно после сверления при одном закреплении заготовки, то применение кондукторной втулки не уменьшает увод оси.
Как и при сверлении, основные погрешности зенкерования зависят от зазора между инструментом и кондукторной втулкой. Чем меньше этот зазор, тем меньше погрешности отверстия.
112
Точность в машиностроении
Зенкерование разделяется на черновое и чистовое. Черновое зенкерование применяют для обработки литых или прошитых в поковке отверстий. Чистовое зенкерование применяют после чернового или после сверления. После
чистового зенкерования может быть произведено развертывание отверстия по 2—3-му классу точности.
При развертывании отверстий точность их диаметра во многом зависит от допуска на размер инструмента. Схема расположения допуска на диаметр развертки, предназначенной для обработки заготовок по системе отверстия, показана на рис. 43. В табл. 5 приведены допуски Ьи на размер раз-
Рис. 43. Схема расположения поля допуска на изготовление развертки. —износ развертки по диаметру при эксплуатации
вертки.
Разбивка отверстий при развертывании изучена недостаточно полно. На величину разбивки большое влияние оказывает качество охлаждающе-смазывающих жидкостей. При раз
вертывании всухую отверстие разбивается относительно больше. Применение жидкостей уменьшает разбивку в 2—4 раза. По мере затупления развертки разбивка увеличивается. При резании острой разверткой минимальная величина разбивки лежит в пределах 5—10 мк.
Таблица 5
Допуски на диаметр развертки
Элементы допуска Класс точности Номинальный диаметр развертки в мм
1-3 со J» 6-10 10-18 о со 1 оо 30—50 50-80 80—120
Величина допуска в мк
Максимальная величина разбивки ШаХ 1 2 5 7 7 9 9 И 10 12 12 14 14 16 16 18 18 20
Допуск на изготовление развертки 1 2 5 10 8 12 10 15 10 15 10 15 15 20 15 20 20 25
Примечание. Минимальная величина разбивки amiPi принимается для всех диаметров равной 5 мк.
Факторы, влияющие на точность обработки
113
Развертывание с малыми скоростями резания (У 3 м/мин) вызывает отрицательную разбивку. С увеличением скорости отрицательная разбивка переходит в возрастающую положительную. При уменьшении угла в плане от 20 до 5° разбивка по мере увеличения продолжительности работы становится отрицательной. Явление отрицательной разбивки объясняется влиянием упругих свойств обрабатываемого материала. На положительную разбивку влияют нарост и налипание мельчайших частиц металла на ленточку развертки.
В настоящее время нет достаточно полных данных о влиянии кондукторных втулок на точность развертывания. Учитывая трудность исправления положения оси отверстия, развертывание часто производят без втулок, применяя плавающее крепление инструмента.
При протягивании круглых отверстий допуск на диаметр режущих зубьев протяжки берется в пределах ±х/2 от подъема зубьев, но не более ±0,02 мм. Допуск на диаметр калибрующих зубьев принимается равным х/3 допуска на протягиваемое отверстие, но не более отклонений посадки С по ОСТу 1012. При соблюдении указанных допусков обеспечивается точность обработки в пределах 2-го класса.
Температурные деформации технологической системы. Температурные деформации технологической системы оказывают большое влияние на точность выполнения отделочной обработки.
Общая характеристика температурных деформаций. В процессе механической обработки происходит нагрев технологической системы, а при перерывах в работе— ее охлаждение. Источниками нагрева являются: тепло, образующееся в зоне резания, тепло, выделяющееся в узлах станка, из-за потерь на трение, а также тепло от внешних источников.
Тепловое состояние системы может быть стационарным и нестационарным. При стационарном тепловом состоянии имеет место тепловое равновесие системы — подвод тепла количественно равен его потерям. В этом случае температура отдельных звеньев технологической системы постоянна во времени. К условиям стационарного теплового состояния приближаются процессы обработки небольших заготовок на станках, прошедших период предварительного разогрева теплом, возникающим от трения и отводимого из зоны резания током охлаждающей жидкости. Это состояние в чистом виде не встречается, так как внешние условия, определяющие отвод тепла от системы, непостоянны во времени.
Нестационарное тепловое состояние наблюдается в период пуска станка после его длительной остановки. Если говорить не-' о системе в целом, а об отдельной заготовке, то всякий процесс
П4
Точность в машиностроении
Рис. 44. Схема тепловой деформации станины шлифовального станка
можно считать нестационарным, если выделяющееся при резании тепло заметно нагревает заготовку.
Тепловые периоды выражаются длительностью обработки отдельных заготовок, длительностью рабочей смены (или суток), годом, в течение которого наблюдаются колебания температуры цеха.
Точный учет всех выделений и потерь тепла сложен. Для упрощения задачи по выявлению влияния температурных деформаций на точность механической обработки можно рассматривать два периода в работе станка: от начала пуска станка до получения теплового равновесия системы — период нестационарного теплового состояния, далее до окончания обработки — период стационарного теплового состояния.
Рассмотрим отдельно характер нагрева, тепловые деформации отдельных элементов технологической системы и их влияние на точность обработки.
Температурные деформации станка. Нагрев станины, корпусных деталей (шпиндельных бабок, столов) и других деталей станков происходит в результате потерь на трение в механизмах, гидроприводах и электроустройствах. Большое количество тепла сооб
щается охлаждающей жидкостью, отводящей тепло из зоны резания, а также от встроенных электродвигателей. Вместе с тем приходится считаться с передачей тепла из внешней, окружающей станок среды.
Нагрев станины перечисленными источниками тепла происходит в большинстве случаев неравномерно: одни части станины нагреваются сильнее других. Это обусловлено нерациональным расположением электродвигателей, электронасосов, резервуаров для масла и охлаждающей жидкости и других источнииков тепловыделения.
Разность температур отдельных элементов станины может достигать 10° С. В этих условиях станина теряет правильную форму и взаимное расположение на ней основных узлов станка нарушается. На рис. 44 штрих-пунктиром показана схема температурной деформации станины шлифовального станка в результате ее нагрева от встроенного электродвигателя. При сложных конструктивных формах станины расчет их температурных деформаций трудоемок и носит условный характер по ряду принимаемых допущений. При доводке новых конструкций станков необходимо обращать внимание
Факторы, влияющие на точность обработки
115
на выравнивание температурного поля станины и их лучшее охлаждение.
Односторонний нагрев станины может быть следствием передачи тепла через фундамент и грунт, температура которых подвержена небольшим колебаниям в течение суток и большим колебаниям в течение года.
Неравномерный нагрев станины и станка в целом возникает часто от солнечных лучей, расположенных поблизости приборов отопления, потоков воздуха и других причин местного характера.
Одним из основных источников образования тепла в станке является шпиндельная бабка. Температура в различных точках
Рис. 45. Температурное поле токарного станка
Рис. 46. График изменения температуры при нагреве и охлаждении станка
корпуса бабки изменяется в пределах 10—50° С. Наиболее высокая температура наблюдается в местах расположения подшипников шпинделя и подшипников быстроходных валов.
На рис. 45 показано температурное поле передней бабки токарного станка при установившемся тепловом состоянии, а на рис. 46 — график изменения температуры при нагреве и охлаждении.
Температура валов и шпинделей на 30—40% выше средней температуры корпусных деталей, в. которых они смонтированы. При большой длине шпинделя необходимо считаться с его осевым перемещением от нагрева, что влияет на точность обработки. Если фиксация шпинделя от осевого перемещения осуществлена у заднего подшипника, то при длине L и разности температур между корпусом и шпинделем Д/ перемещение патрона в осевом направлении
Д£ = «£Д£
где а — термический коэффициент линейного расширения.
Приняв, в частном случае, £ — 800 мм, ~ 10° и а = 0,000012, получим Д£ = 0,1 мм. Найденная величина может вызвать значи
116
Точность в машиностроении
тельную погрешность механической обработки на настроенном станке, если ее не компенсировать периодическими подналадками станка.
Относительно сильный нагрев шпиндельных бабок влечет за собой изменение положения оси шпинделя. Например, шпиндель передней бабки токарного станка может сместиться по вертикали и в горизонтальной плоскости на несколько сотых долей миллиметра.
Большое влияние на точность обработки оказывают температурные деформации винтов подачи. Для уменьшения этих деформаций следует защищать винты от теплового воздействия и делать их возможно меньшей длины. Длина винта оказывает большое влияние на точность перемещений бабки шлифовальных станков. В неудачных конструкциях, где длина рабочего участка винта велика, погрешность может достигать 0,03—0,05 мм.
Температурные деформации обрабатываемых заготовок. Кроме температурных деформаций станка, на точность механической обработки влияют также температурные деформации обрабатываемых заготовок. Нагрев последних происходит в результате выделения тепла в процессе резания. Многочисленные исследования показали, что основное количество тепла аккумулируется в стружке. В обрабатываемую заготовку переходит незначительное количество тепла. Это положение справедливо для таких методов обработки, как точение, фрезерование, строгание, растачивание, наружное протягивание. Для таких методов, как сверление, распределение тепла изменяется, — его большая часть остается в заготовке.
При токарной обработке в стружку уходит 50—86% тепла, а при высоких скоростях резания свыше 90%; 10—40% тепла переходит в резец; 3—9% остается в заготовке и около 1% рассеивается в окружающую среду.
При сверлении в стружку уходит 28% образующегося тепла; 14,5% переходит в сверло; 52,5% остается в заготовке и 3% уходит в окружающую среду.
В особых случаях количество тепла, поглощаемого заготовкой, может возрасти. Например, при растачивании горизонтально расположенных отверстий в чугунных заготовках стружка, скапливаясь в отверстии, отдает часть тепла заготовке.
Применение обильного охлаждения позволяет практически устранить нагрев заготовки. В этом случае ее температурные деформации весьма незначительны и их влияние на точность обработки можно не учитывать. у
Наиболее простая задача — определение погрешности обработки в результате температурных деформаций заготовки — решается в предположении ее постоянного температурного поля. Это
Факторы,- влияющие на точность обработки
117
предположение можно считать достаточно точным, если обработка поверхности заготовки ведется за несколько проходов, за несколько последовательно выполняемых переходов, а также несколькими режущими инструментами (многорезцовое обтачивание одной ступени), в результате чего получается равномерное распределение тепла.
Среднюю температуру нагрева заготовки можно определить делением полученного ею тепла резания на ее теплоемкость:
/ = 7Д7 град, CyV г >
где С — удельная теплоемкость материала заготовки в дж/кг- град (ккал/кГ . град);
\у — плотность материала заготовки в кГ/м?;
V — объем заготовки в ж3.
Температурное расширение (деформация) в направлении интересующего нас линейного размера L можно определить по формуле
Д£ = а£Д
где а — коэффициент линейного расширения материала заготовки.
Пример. На вертикально-сверлильном двухшпипдельном станке, оснащенном поворотным трехпозиционным столом (одна позиция загрузочная), производится сверление и последующее развертывание отверстия в чугунной втулке с размерами D ~ 40 мм; d — 20 мм, L = 40 мм. Определить, насколько уменьшится диаметр развернутого отверстия после охлаждения втулки до температуры окружающей среды. Число оборотов шпинделя п = 310 об/мин; подача s — 0,36 мм/об; мощность на шпинделе N = 956,8 вт (1,3 л. с.).
Ре шени е. Количество тепла, возникающего при сверлении,
где t0 — основное время сверления;
. 40
t = — = =_ 0 5 мин.
° ns 310 • 0,36 ’ *
следовательно,
75-1,3.0,5.60 __ о. я
Q =-------~42f---- = 6’85 ккал или 27,4 кдж.
Примем, что в заготовку уходит 50% образующегося тепла: Q' = 0,5 Q = = 3,42 ккал, или 13,7 кдж.
Объем заготовки
17== L ~ 3,14(4^2!)4 = 38
4 4
Принимая плотность чугуна у = 7600 кГ/м3 и его удельную теплоемкость С ~ 440 дж/кг . град (0,11 ккал/кг . град), найдем температуру нагрева заготовки
f — ______700___________|QyO
“ 440 • 7600 - 0,000038 8 -
118
Точность в машиностроении
Не учитывая нагрева заготовки при развертывании, определим погрешность выполняемого размера:
Дс? == 0,000012 - 20 -107 = 0,026 мм.
Найденная величина сопоставима с допуском 2-го класса точности. Для уменьшения температурной деформации необходимо принять меры для охлаждения заготовки перед развертыванием отверстия.
Из анализа ряда практических случаев можно заключить, что температурные деформации массивных заготовок малы и их влиянием на точность обработки можно пренебречь, особенно при незначительных размерах обрабатываемых поверхностей. Тепловые деформации тонкостенных заготовок с относительно большими обрабатываемыми поверхностями могут достигать величин, сопоставимых с допусками 2-го класса точности. Влияние температурных деформаций на точность растет при обработке внутренних поверхностей, когда поглощение тепла заготовкой увеличивается.
При нестационарном температурном поле заготовки расчеты температурных деформаций усложняются. Дополнительное усложнение возникает еще в связи с тем, что источник образования тепла (зона резания) непрерывно перемещается по обрабатываемой поверхности.
При условии, что поле температур нестационарно, материал заготовки изотропен, коэффициент теплопроводности %, плотность у и удельная теплоемкость С постоянны, в материале заготовки не происходит изменений агрегатного состояния, процесс нагрева можно выразить уравнением теплопроводности в виде линейного дифференциального уравнения второго порядка в частных производных:
аУ/ 1 дх>
где а = и V2/ — оператор Лапласа или дифференциальный су
параметр второго порядка от г;
т_9, дЧ , дЧ . дЧ
V Z==^ + ^ + ^ град/см2.
В этом уравнении независимые переменные — время т и три пространственные координаты; зависимая переменная — температура t.
Выражение а, представляющее собой меру быстроты выравнивания температуры различных точек поля, называется коэффициентом температуропроводности и имеет размерность мЧсек.
Для тел вращения приведенное уравнение удобнее выражать в цилиндрических координатах:
dt / дЧ . 1 dt . 1 дЧ . дЧ \
дт а \дг2 * г dr ‘ г2 дф2 ‘ dz2 ) ’
Факторы, влияющие на точность обработки
119
При одномерном тепловом потоке, когда температурное поле зависит только от одной координаты х, уравнение теплопроводности примет вид
dt ___ дЧ
дх~~ а дх2 ’
В результате интегрирования этого уравнения и последующих преобразований можно получить выражение для определения времени, через которое температура точки, отстоящая от источника тепла на расстоянии х, повысится до заданной температуры:
т = (54)
и \ Lucml
где tx — температура в рассматриваемой точке поля;
tucm — температура в месте расположения источника тепла.
Зависимость между величинами и ф(1—дана в
*ист V ^ист/ табл. 6.
Таблица 6
Расчетные величины для одномерного температурного поля
*х *ист ф(*—А) ‘х t ист ф(1-7^-) \ ист / fx t ист Ф(‘-А-) \ ист/
1,0 0,9 0,8 0,7 0 26,7 7,5 3,5 0,6 0,5 0,4 0,3 1,8 1,14 0,7 0,47 0,2 0,1 0 0,3 0,18 б
Рассмотрим для примера задачу на определение погрешности длины призматической заготовки в результате ее температурной деформации. Базовым торцом заготовка устанавливается в приспособление по упору; второй торец шлифуется до определенного размера по длине (рис. 47). Длина заготовки L = 200 мм; материал— сталь; длительность процесса шлифования т = 20 сек. Температура поверхностного слоя в зоне обработки tucm = 1000° С; потерями тепла в окружающую среду и в опоры приспособления пренебрегаем.
Используя формулу (54), найдем температуру tx в различных сечениях заготовки по ее длине. Для стали температуропроводность можно принять равной а = 16 • 103 м2!сек (0,16 см2/сек}. Задаваясь разными значениями х при т = 20 сек, можно найти соответствующие значения величины Ф (1 —. По табл. 6 нахо-
дим отношения Помня, что по условию задачи t = 1000° С,
*ист
определяем для каждого сечения температуру tx.
120
Точность в машиностроении
Результаты расчета показаны на рис. 47. За 20 сек тепло не успело распространиться до базового торца заготовки.
Температурное удлинение заготовки можно определить по формуле
L
&L = a j txdx,
о
В нашем случае зависимость tx от х в аналитической форме не выражена, поэтому можно применить графические или численные
методы интегрирования. Подынтегральное выражение можно определить также, найдя площадь, заключенную между кривой температур (рис. 47) и осью абсцисс.
Для рассматриваемого примера Д/ == 0,25 мм. На такую величину заготовка будет короче после ее охлаждения.
При обработке партии заготовок т будет меняться в известных пределах из-за непостоянства припуска. Это повлечет за собой колебание величины AL и, следовательно, соответствующее рассеяние длины обработанных деталей.
При обтачивании сплошной цилиндрической заготовки ее нагрев происходит медленно перемещающимся вдоль оси кольцевым источником тепла. Скорость перемещения источника тепла равна минутной подаче проходного резца.
В процессе обработки наблюдаются три периода распространения тепла и развития температурных деформаций заготовки.
Первоначальный период характеризуется сравнительно небольшим нагревом заготовки, так как слои металла перед резцом холодные.
Второй (установившийся) период характерен тем, что впереди резца бежит опережающая тепловая волна. В связи с этим темпе-
Факторы> влияющие на точность обработки
121
схематически дана форма образующей
45 40 35 30
Рис. 48. Температурное поле обтачиваемой заготовки и форма ее поверхности после об-
ратурные деформации возрастают до определенного уровня и остаются постоянными на большей части длины заготовки. Сзади, на некотором расстоянии от резца, устанавливается постоянное температурное поле.
Третий (завершающий) период обработки характерен повышением температуры остающегося участка заготовки из-за отражения тепловой волны от ее левого торца. Температурные деформации на этом этапе возрастают.
На рис. 48 показано температурное поле в материале обтачиваемой заготовки. Там же обточенной детали после ее охлаждения до температуры окружающей среды. Для определения диаметра детали в разных сечениях можно при расчете исходить из постоянного температурного поля, вводя поправочный коэффициент ka. При х = 0 ktt = 0, так как деталь еще не нагрелась; при обработке средней части детали klt = = 0,6 0,7; в конце об-
работки klt достигает значения (у самого торца детали) 2,0—2,8.
Увеличение длины детали от нагрева можно определять, считая температурное поле постоянным.
Большие температурные деформации наблюдаются при односторонней обработке длинных деталей типа планок, реек, а также пластин и плит.
Уменьшение температурных деформаций обрабатываемых деталей может быть достигнуто: 1) достаточно обильным подводом охлаждающей жидкости в зону резания; 2) повышением скорости резания, в результате чего большая доля тепла отводится в стружку; 3) чередованием операций с большим и меньшим нагревом детали; 4) устранением накопленного ранее в деталях тепла достаточной по времени выдержкой на транспортирующем устройстве или в специально предусмотренном для этой цели холодильнике; 5) шлифованием деталей кругами больших диаметров; 6) закреплением деталей с возможностью односторонне направленной компенсации их температурных деформаций (применение пружинных или пневматических устройств для поджима заднего центра при обтачивании). В этом случае предупреждается выпучивание, коробление и другие
122
/ очность в машиностроении
деформации нежестких деталей под влиянием температурных напряжений.
Влияние ошибок обработки из-за температурных деформаций может быть уменьшено рациональным распределением этих ошибок по полю допуска детали.
Температурные деформации режущего инструмента. Несмотря на то что при обработке резанием в инструмент переходит сравнительно небольшая доля образующегося тепла (при обычном точении около 10—20%, а при скоростном точении 1—2%), он во многих случаях все же подвержен интенсивному нагреву. На рабочей поверхности резцов из быстрорежущей стали наблюдается температура 700—850° С. С отдалением от
Рис. 49. Зависимость теплового удлинения резца от времени резания
зоны резания температура стержня резца заметно снижается. Даже при установившемся тепловом режиме температурное поле резца не является постоянным, а меняется в процессе износа резца. Характер расположения изотерм температурного поля зависит от условий теплоотвода в суппорт и окру
жающую среду.
В начале резания наблюдается быстрый подъем температуры резца. Затем ее рост замедляется, и через непродолжительное время достигается состояние теплового равновесия. На рис. 49 дана характерная зависимость температурного удлинения консольной части резца от времени резания. При обычных условиях работы удлинение резца может достигать 30—50 мк. Нагрев, а следовательно, и удлинение резца растут с увеличением подачи, глубины и скорости
резания; удлинение резца возрастает также с повышением предела прочности (твердости по Бринелю) обрабатываемого материала.
Для приближенного расчета удлинения резца с пластинкой твердого сплава при.установившемся тепловом состоянии пригодна формула
= мк,
(55)
где С — постоянная (при t 1,5 мм; s 0,2 мм/об; v = 100 -и -ь 200 м/мин; С = 4,5);
Lp — длина рабочей части резца, равная его вылету, в мм;
F — площадь поперечного сечения резца в мм2;
<5в — предел прочности обрабатываемого материала в кГ/мм2;
Факторы, влияющие на точность обработки 123
t — глубина резания в мм\
s — подача в мм/об\
v — скорость резания в м/мин.
Удлинение резца, соответствующее моменту времени т,
где е — основание натуральных логарифмов.
Во время перерывов в работе, длительность которых равна промежуткам между основными временами выполняемых операций, резец охлаждается.
Рис. 50. График изменения длины резца при обработке партии заготовок
На рис. 50 дан график изменения длины резца при обработке партии заготовок. Если работа протекает ритмично, то перерывы процесса резания одинаковы по продолжительности = /2) и температурные деформации резца постоянны для всех обрабатываемых заготовок. При отсутствии ритмичности (4 /4) температурные
деформации резца получаются различными. В этом случае рассеяние размеров заготовок в партии будет большим.
В случае обработки достаточно крупной заготовки температурные деформации резца могут вызвать погрешность формы обрабатываемой поверхности.
Погрешности, вызываемые температурными деформациями режущего инструмента, могут иметь место и при других видах механической обработки — растачивании отверстий, торцовом и цилиндрическом фрезеровании, протягивании, обработке зубьев и др. Погрешности обработки из-за температурных деформаций указанных инструментов еще слабо изучены. Эти погрешности, однако, пренебрежимо малы, если в зону резания подводится достаточно большое количество охлаждающей жидкости.
На основании изложенного можно сделать следующие выводы. На точность обработки в отдельных случаях могут влиять темпера
124 Точность в машиностроении
турные деформации приспособления. Его нагрев может происходить от стружки, от гидравлических или электромагнитных зажимных устройств и других причин; при достаточно массивном корпусе приспособления нагрев, однако, незначителен.
Влияние температурного фактора на точность механической обработки зависит от метода обеспечения точности. Если обработка производится методом пробных проходов и сопутствующих им пробных измерений, то температурные деформации не влияют на точность выполняемых размеров, так как рабочий может учесть их при выполнении данной операции.
Влияние температурного фактора практически устранено также при использовании средств прямого активного контроля. Температурные деформации влияют на точность размеров при обработке на предварительно настроенных станках по методу автоматического получения размеров, при работе по жестким упорам, а также при использовании некоторых методов косвенного активного контроля.
Погрешности формы и погрешности взаимного положения поверхностей, возникающие из-за температурных деформаций технологической системы, приходится, однако, учитывать при всех методах обеспечения точности.
Остаточные напряжения в материале заготовок. Остаточные напряжения оказывают наибольшее влияние на точность обработки тонкостенных нежестких заготовок.
Природа и причины возникновения остаточных напряжений. Остаточными (или собственными) называются напряжения, которые существуют в заготовке или готовой детали при отсутствии внешних нагрузок. Остаточные напряжения полностью уравновешиваются, и их действие на деталь, с внешней стороны ничем не проявляется. С нарушением этого равновесия, вызываемого удалением части материала в виде припуска, разрезкой, обработкой без снятия стружки, термическим или химическим воздействием, деталь начинает деформироваться до тех пор, пока перегруппировка напряжений не приведет к новому равновесному состоянию.
Различают три рода остаточных напряжений. Напряжения первого рода уравновешиваются в пределах больших объемов материала, соизмеримых с размерами обрабатываемых заготовок. Напряжения второго рода образуются в микроскопических объемах, с размерами одного порядка, с зернами и кристаллитами. Напряжения третьего рода возникают в ультрамикроскопических объемах; они уравновешиваются в пределах нескольких ячеек кристаллической решетки вещества.
В технологии наибольшее внимание уделяется напряжениям первого рода. Исследование напряжений второго и третьего родов относится к области физики.
Факторы/ влияющие на точность обработки
125
По причине образования остаточные напряжения разбивают на две группы: конструкционные и технологические. Первые вызываются в деталях процессами, происходящими в конструкции; вторые возникают в детали в процессе ее изготовления. Напряжения технологические возникают в результате неоднородных объемных изменений вследствие: а) неоднородного (неравномерного) нагрева или охлаждения; б) фазовых или структурных превращений металла, а также происходящих. в нем диффузионных процессов;
в) пластической деформации при на-
клепе.
Одновременное действие двух или трех причин приводит к весьма сложным эпюрам распределения остаточных напряжений по сечениям детали. Взаимодействие перечисленных причин приводит нередко к образованию столь больших напряжений растяжения в поверхностных слоях детали, что возможно появление трещин.
Для многих деталей желательно создание сжимающих напряжений в поверхностных слоях, благоприятно влияющих на повышение их усталостной прочности. Знание характера распределения, а также качественная и коли-
Рис. 51. Образование остаточных напряжений в диске при остывании в результате неравномерного изменения объема металла
чествеиная характеристики остаточных
напряжений весьма важны для повышения качества деталей и
правильного построения технологических процессов их изготовления. В связи с этим в последнее время большое внимание уделяется разработке методов упрочняющей технологии, обеспечивающих повышение прочности и живучести деталей ма
шин.
Рассмотрим в качестве примера влияние первой из перечисленных причин — изменение объема при охлаждении — на образование остаточных напряжений в стальном диске, нагретом до 700— 800° С. Сначала остывает наружный слой, который при температуре ниже 500° С, стремясь сократиться в диаметре, сжимает еще горячую и пластичную сердцевину. В результате наружные слои упруго растянуты, а внутренние сжаты. Эпюра напряжений для этого периода дана на рис. 51, вверху.
Последующее охлаждение диска связано сначала с возрастанием разности температур между сердцевиной и наружным слоем, а затем с ее уменьшением. При этом напряжения соответственно увеличиваются, а затем уменьшаются по величине. При дальнейшем охлаждении сердцевина стягивает наружный, остывший слой,
126
Точность в машиностроении
создавая в нем напряжения сжатия. Эпюра напряжений в остывшем диске показана на рис. 51, снизу.
Напряжения в результате структурных превращений наблюдаются в стальных деталях при переходе аустенита в мартенсит.
На величину и распределение напряжений в металле действуют и такие факторы, как конфигурация детали, равномерность нагрева, прокаливаемость, величина зерна, температура отпуска. Влияние этих факторов было изучено во многих исследованиях. Результаты этих исследований, однако, не дают достоверных представлений о величине напряжений, и картину образования последних можно скорее оценить с качественной стороны.
Остаточные напряжения при разных технологических методах обработки заготовок. В зависимости от применяемого технологического метода различают остаточные напряжения: 1) литейные, возникающие при остывании отливок; 2) ковочные, образующиеся в поковках и горячештампованных заготовках; 3) термические, создающиеся при термической обработке; 4) сварочные; 5) от наклепа, возникающие при холодной прокатке, волочении, холодной штамповке, чеканке, дробеструйной обработке и других методах; 6) возникающие при обработке металлов резанием; 7) создающиеся при электролитических покрытиях деталей.
Литейные напряжения имеют большое влияние на точность обработки заготовок из отливок. Они возникают из-за того, что температура толстых и тонких частей отливки получается неодинаковой при переходе из области пластических в область упругих деформаций. Для отливок из серого чугуна область этого перехода лежит в интервале температур 620—400° С.
Тонкие части отливки охлаждаются быстрее толстых. Поэтому усадка металла в ее массивных элементах происходит позднее. Однако усадка не может протекать свободно, так как ранее остывшие тонкие части отливки вызывают ее торможение. Торможение усадки происходит также со стороны литейной формы, если на отливке имеются выступающие элементы. В первом случае имеем термическое, во втором — механическое торможение усадки.
Чем медленнее происходит охлаждение отливки в указанном интервале температур и чем меньше разница в толщине ее стенок, тем меньше остаточные напряжения в остывшей заготовке. Особенно большими остаточные напряжения получаются в местах резкого изменения сечений отливок. Их величина может быть иногда настолько значительной, что отливка коробится и в ней возникают трещины. Остаточные напряжения могут быть уменьшены в правильно сконструированных отливках. К уменьшению напряжений ведет также устранение механического торможения усадки путем
Факторы, влияющие на точность обработки
127
разрушения формы после перехода металла из жидкого состояния в твердое до его окончательного охлаждения.
Если подвергнуть отливку механической обработке, то равновесие остаточных напряжений из-за снятия поверхностных слоев металла нарушается и заготовка деформируется. Эта деформация происходит не мгновенно, а в течение довольно продолжительного промежутка времени. При передаче предварительно обработанной заготовки на последующую отделку (без разрыва во времени между ними) деформация продолжается и после приемки готовой детали, что ведет к недоразумениям при сборке и последующей эксплуатации машины. Деформации маложестких деталей часто получаются очень значительными.
Снятие или уменьшение остаточных напряжений в отливках достигаются естественным старением, термической обработкой (ис-
кусственным старением)и некоторыми методами механического воздействия.
Естественное старение заключается в длительном хранении (вылеживании) заготовок на воздухе. Продолжительность вылеживания доводится нередко до 6—12 месяцев и больше. Естественное
Рис. 52. Уменьшение остаточных напряжений от времени естественного старения
старение обычно производят после предварительной обработки (обдирки) отливки. Его протеканию способствует периодическое изменение температуры отливки. Основной недостаток этого способа — длительность процесса и неполнота снятия напряжений; На рис. 52 дана типичная кривая уменьшения остаточных напряжений от времени вылеживания при естественном старении. Из графика видно, что через пол года остаточные напряжения уменьшаются только на 30%.
Термическая обработка наиболее целесообразна для снятия остаточных напряжений в мелких и средних отливках. Для крупных отливок этот метод не всегда применим, так как для нагрева отливок необходимы печи больших размеров. Термическая обработка заключается в медленном нагреве заготовок до 500—600° С, выдержке их при этой температуре в течение 1—6 ч (в зависимости от размера отливок) и последующем медленном охлаждении с печью до 150—200° С. Скорость нагрева должна быть небольшой (60—150°/^), чтобы избежать большого перепада • температур между толстыми и тонкими стенками отливки.
Скорость охлаждения практически принимается в пределах 25—75%; ниже 150—250° С охлаждение может вестись ускоренно —
328
Точность в машиностроении
на открытом воздухе. На рис. 53 показано влияние температуры нагрева на снятие внутренних напряжений в отливках, из которого видно, что при нагреве до 350° С напряжения практически не снимаются.
Остаточные напряжения в отливках можно уменьшить механическим воздействием. Для этой цели используют пневматические молотки или дробеструйную обработку. Обстукиванию подвергают места концентрации напряжений (переходы в сечениях, пересечения ребер и пр.). Этот метод не дает радикальных результатов.
Ковочные напряжения возникают в заготовках, получаемых свободной ковкой и горячей штамповкой. Их основная причина —
неравномерное охлаждение заготовок, особенно сильно сказывающееся при нерациональной конструктивной форме последних. Ковочные напряжения имеют большое влияние на деформацию неустойчивых, маложестких заготовок (длинные валики, коленчатые валы и пр.).
Для снятия остаточных напряжений в поковках и штампован-
Рис. 53. Уменьшение остаточных напряжений от температуры нагрева при искусственном старении
ных заготовках применяют отжиг
Термические напряжения являются следствием неравномерно
сти нагрева и охлаждения деталей, а также результатом структурных изменений их материала. Термические напряжения вызывают деформацию (коробление) деталей и часто бывают настолько большими, что от их действия возни
кают трещины.
Уменьшение деформации деталей с резкими изменениями сечений производится постепенным нагревом под закалку, защитой тонких стенок изолирующей обмазкой, выполнением закалки и отпуска в приспособлениях, а также смягчением закалочной среды. На величину остаточных напряжений и остаточных деформаций влияет скорость охлаждения при закалке, температура нагрева под закалку, исходная микроструктура материала, а также глубина закалки.
Сплошная закалка дает большую деформацию, чем поверхностная закалка т. в. ч. Деформации при термической обработке влияют на точность детали и на величину припуска под последующую механическую обработку. Опытным путем для данной детали и для данного вида термической обработки может быть выявлена величина уменьшения или увеличения интересующего нас размера. Найденная таким способом поправка может быть использована для предва-
Факторы,- влияющие на точность обработки 129
рительного изменения размера и конфигурации детали под термическую обработку. При закалке метчиков часто наблюдается уменьшение шага резьбы. Эта погрешность компенсируется нарезанием резьбы с несколько большим шагом. Необходимая величина поправки находится экспериментально на пробной партии заготовок.
Сварочные напряжения возникают в деталях и узлах в результате неравномерного нагрева и остывания металла в процессе сварки. При перемещении источника тепла вдоль шва имеет место интенсивный нагрев металла в зоне наплавки. Смежные участки металла, обладая более .низкой температурой, препятствуют расширению нагретого металла и создают в нем напряжения сжатия. При остывании в наплавленном слое возникают остаточные напряжения растяжения, так как окружающий металл тормозит уменьшение его объема.
Величина этих напряжений иногда достигает предела текучести металла. При сварке заготовок из малоуглеродистых сталей возникают в основном остаточные напряжения первого рода, при сварке заготовок из закаливающихся сталей —- напряжения всех трех родов.
Сварочные напряжения вызывают остаточные деформации в сварной конструкции, величина которых может быть значительно больше допуска на готовую деталь. Действие сварочных напряжений важно учитывать при конструировании и изготовлении технологической оснастки, так как от этого зависит точность обработки и сборки. Сварочные напряжения могут быть значительно уменьшены при правильном конструировании детали (узла), рациональным выбором режима сварки, а также последующей термической правкой детали.
Остаточные напряжения в сварных изделиях могут быть сняты в результате их последующего высокотемпературного отпуска (600—650° С). Однако после этого они не возвращаются к правильной форме, а, напротив, могут получить новые деформации, величина которых часто превышает имевшиеся до отпуска. Сварочные деформации бывают большими в узлах, свариваемых из материалов, обладающих меньшей теплопроводностью и большим коэффициентом температурного расширения. В узлах из нержавеющей стали деформации больше, чем в узлах из малоуглеродистых сталей. Деформации при сварке изделий из алюминия меньше, чем при сварке изделий из малоуглеродистых сталей.
Величина остаточных деформаций зависит от расположения швов, свойств материала, режима сварки, а также от последовательности наложения швов. Рациональным построением технологического процесса сварки эти деформации могут быть сведены к минимуму.
5 Кован В_. М. и др.
130
Точность в машиностроении
женин в сечении, взятом
Рис. 54. Остаточные напряжения в заготовке из проката
Напряжения от наклепа возникают при холодной обработке металла методом пластической деформации. При прокатке и волочении прутков материал с наружной поверхности деформируется сильнее, чем внутри. Поэтому в заготовках, полученных данными методами, наблюдаются значительные остаточные растягивающие напряжения в поверхностных слоях и сжимающие напряжения внутри. Исследования показывают, что остаточные напряжения в прокате нередко бывают очень большими и доходят до предела текучести. На рис. 54, а дана эпюра распределения этих напря-на достаточно большом расстоянии от концов. Если заготовку из проката разрезать вдоль, то ее концы разойдутся (рис. 54, б). Изгиб концов произойдет в результате нарушения равновесия остаточных напряжений в материале заготовки.
При протачивании недостаточно точно зацентрованной заготовки из проката снимается неравномерный припуск. В результате происходит нарушение равновесия напряжений и обработанная деталь (при отношении длины к диаметру более 30) заметно искривляется. По той же причине прорезка длинных шпоночных канавок в заготовках из проката часто ведет к искривлению деталей. Нежелательное влияние остаточных напряжений на последующую механиче
скую обработку может быть устранено отжигом заготовок, получаемых технологическими методами данной группы. Остаточные напряжения, возникающие при механической обработке, см. на стр. 192.
Остаточные напряжения при холодной правке. Холодную правку применяют для устранения искривленности заготовок и готовых деталей. Правка до обработки уменьшает снимаемые припуски и сокращает время выполнения операции.
Холодной правке подвергают гладкие и ступенчатые валы, шатуны, коленчатые и распределительные валы двигателей, планки, пластины, веретена и многие другие детали общего и специального назначения.
Холодная правка основана на пластическом изгибе. На рис. 55, а дана наиболее распространенная схема правки приложением сосредоточенной силы. В материале заготовки возникают нормальные напряжения, величина которых вначале не превышает предела упругости. При определенном значении силы напряжения в крайних
Факторы, влияющие на точность обработки
131
Рис. 55. Образование остаточных напряжений при холодной правке
волокнах достигают предела текучести и заготовка получает остаточную пластическую деформацию, которой устраняется первоначально имевшаяся изогнутость. При снятии нагрузки заготовка частично восстанавливает имевшуюся ранее искривленность. Поэтому прогиб при правке должен быть несколько больше стрелы изогнутости. На рис. 55, б показана заготовка после того, как поперечная сила достигла конечного значения, необходимого для устранения искривленности. Заштрихованными участками показаны области пластических деформаций. Эпюра напряжений дана для сечения под силой. Она соответствует тому случаю, когда материал заготовки имеет резко выраженный предел текучести ат.
На рис. 55, в показана заготовка после снятия нагрузки. Действие напряжений в упруго деформированной области, стремящихся восстановить первоначальную изогнутость заготовки, приводит к эпюре напряжений в среднем сечении выпрямленной заготовки.
При холодной правке заготовки, свободной от собственных напр яжений, неизбежно возникают оста
точные напряжения. Если заготовка подвергается повторной обработке снятием поверхностных слоев металла, то равновесие внутренних напряжений нарушается и заготовка деформируется. На рис. 55, г показана обработанная заготовка; она получила частично прежнюю искривленность. Там же дана эпюра внутренних напряжений; они уменьшились по величине, и их эпюра имеет опять подобный и уравновешенный вид.
При повторной правке наблюдается та же картина образования остаточных напряжений; производя дальнейшую обработку, опять нарушаем их равновесие, в результате чего заготовка повторно деформируется.
Мы рассмотрели процесс холодной правки при условии, что материал заготовки свободен от собственных остаточных напря-
б*
132
Точность в машиностроении
жений. В действительности заготовки обычно находятся в напряженном состоянии. При правке заготовок картина образования остаточных напряжений усложняется. Так как исходное состояние в отдельных заготовках нам неизвестно, то конечный результат правки представляется в известной степени неопределенным, так как эпюры остаточных напряжений у отдельных заготовок могут быть при этом различными.
При изготовлении ответственных и точных деталей холодную правку не производят. Искривленность заготовок устраняется в этом случае снятием больших припусков. Для изготовления таких деталей часто производят тщательный отбор прутков на прямолинейность.
Если правке подвергаются готовые детали, то в их материале также возникают уравновешенные остаточные напряжения. С течением времени наблюдается некоторое искривление выправленных деталей, в результате чего в машине может произойти нарушение зазоров. Причина такого искривления — неравномерная релаксация остаточных напряжений на различных участках эпюры или явления прямого или обратного последействия. Равномерная релаксация напряжений не дает искривления детали.
§ 4. ОПРЕДЕЛЕНИЕ СУММАРНОЙ ПОГРЕШНОСТИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Определение суммарной погрешности при обработке на предварительно настроенном станке. Суммарная погрешность механической обработки является следствием влияния ряда рассмотренных ранее технологических факторов, каждый из которых вызывает появление отдельной первичной погрешности.
Рассмотрим сперва определение суммарной погрешности обработки достаточно большой партии заготовок на предварительно настроенном станке методом автоматического получения размера. Будем считать, что установка заготовок производится в приспособления, и обработка всей совокупности заготовок ведется за большое количество настроек.
Суммарную погрешность, или поле рассеяния выполняемого размера, можно выразить в общем виде следующей функциональной зависимостью:
Д = н^, 8. Дн, Ат, ЗДД (а)
Каждая из стоящих в скобках величин не зависит одна от дру-гой и для данного конкретного случая определяется условиями построения технологической операции.
Величина Д^ представляет собой погрешность (поле рассеяния) выполняемого размера в данном сечении, которая возникает в ре
Определение суммарной погрешности механической обработки
133
зультате упругих отжатий звеньев технологической системы под влиянием нестабильности сил резания. Ранее отмечалось, что
— tocm max tOcm min*
В то же время Ду равно разности предельных значений упругих отжатий технологической системы.
Определение/ост тах и tocm min следует производить по формуле (14).
При данных пределах изменения глубины резания (определяемых колебаниями величины снимаемого припуска), твердости обрабатываемого материала и сил резания (в результате прогрессирующего затупления режущего инструмента) значение Д,, получается вполне определенным. Величину Д>; находят по тому сечению заготовки, где эта величина получается наибольшей. В обычных условиях этому сечению отвечает то сечение, где жесткость технологической системы достигает минимума. Рассматривая, например, обтачивание консольно закрепленной заготовки, величину Д^ следует определять у ее свободного конца, так как именно здесь жесткость системы наименьшая.
Если величину Ду как разность предельных значений для данных условий можно считать вполне постоянной, то текущее значение у при обработке каждой индивидуальной заготовки представляет собой величину случайную. Распределение величин у можно считать подчиняющимся нормальному закону.
Аналогичный характер имеет погрешность установки заготовки 8, суммирующаяся из погрешности базирования s6f погрешности закрепления ел и погрешности приспособления епр. Для конкретных условий построения данной операции 8 представляет собой вполне определенную величину,—это расстояние между проекциями предельных положений измерительной базы, от которой ведется отсчет выполняемого размера на направление последнего. В то же время для каждой индивидуальной заготовки положение измерительной базы будет случайным. Распределение положений измерительной базы в большинстве случаев подчиняется нормальному закону.
Погрешность настройки станка Дк является разностью предельных положений режущего инструмента на станке при настройке его на выполняемый размер. Значение Д„ для данного метода обработки регламентируется вполне определенной величиной.
Для каждой партии заготовок текущее значение настроечного размера н является величиной случайной, распределение которой также подчиняется нормальному закону или закону, по характеру близкому к нему.
Размерный износ инструмента систематически изменяет положение его режущей кромки относительно исходной установочной базы заготовок в процессе обработки. В результате этого выполняемый
134
Точность в машиностроении
размер непрерывно изменяется между двумя сменами или поднастройками инструмента. Величина Дд регламентируется.определенными значениями для каждого метода обработки в зависимости от
допустимого износа инструмента. Приближенно можно считать, что размерный износ Aw протекает по закону прямой, а соответствующая кривая распределения имеет вид прямоугольника (кривая равной вероятности).
Погрешности выполняемого размера, вызываемые температурными деформациями станка, изменяются во времени (или от коли-
чества обработанных деталей) по более сложному закону (рис. 56, а). В первоначальный период работы станка они растут; после того как
мации станка (а) и соответствующая ей кривая (б) распределения
размеров
Рис. 57. Схема для определения суммарной погрешности обработки консольно закрепленного валика
будет достигнуто тепловое равновесие технологической системы, они стабилизируются (точка Л). До момента теплового равновесия системы кривая распределения погрешностей имеет вид, как на рис. 56, б. По достижении этого момента данная погрешность превращается 6 систематическую постоянную погрешность (кривая распределения переходит в вертикальную прямую линию). Первые шесть членов выражения (а) представляют собой пределы изменения погрешностей, вызываемых теми или иными технологическими факторами. Последний, седьмой, член равен сумме погрешностей формы данного элемента, вызываемых геометрическими неточностями станка, деформациями заготовки под влиянием сил закрепления и неравномерным по различным сечениям заготовки упругим отжатием технологической системы (под действием сил резания).
В случае, например, обтачивания консольно закрепленной заготовки (рис. 57) последняя составляющая будет выражаться разностью диаметров d2 и dx. Часто заштрихованный участок эпюры
Определение суммарной погрешности механической обработки 135
характеризует погрешность формы обработанной поверхности, а редко заштрихованный — изменения величины Д^ по различным поперечным сечениям заготовки.
Задачу определения суммарной погрешности механической обработки можно сравнить с задачей определения допуска на замыкающее звено размерной цепи. При решении этой задачи по максимуму и минимуму члены выражения (а) алгебраически складываются.
A^ + e + Aw + A„ + Aw + SA^ (57)
Суммарную погрешность диаметральных размеров следует определять без учета величины е.
Составляющая е исключается также при определении суммарной погрешности размера, связывающего два противолежащих элемента, подвергаемых одновременной обработке цельным или наборным инструментом (шпоночные пазы, гребни).
Величину 2Д^ следует определять с учетом взаимной компенсации ее отдельных составляющих. Например, обтачивая консольно закрепленный в патроне цилиндрический валик, получаем искажение формы поверхности вращения в результате неравномерной жесткости технологической системы в различных поперечных сечениях. В то же время при наличии непараллельное™ оси шпинделя направляющим станины в горизонтальной плоскости обточенная поверхность получается конической. Если вершина конуса обращена в сторону задней бабки, погрешности формы будут в какой-то степени взаимно компенсироваться. При обратном положении конуса погрешности формы суммируются.
Рассмотрим определение Д применительно к случаю обработки, приведенному на рис. 57 в предположении, что на суммарную погрешность выполняемого размера влияют только два фактора: Д^ и погрешность формы из-за неравномерности упругих отжатий по сечениям заготовки. Величину Д можно определить как разность между диаметрами d3 описанного цилиндра и вписанного:
' Д = d3 — d± = 2Дд> № — ^i) ~ 2Д_у + Д$.
Величину Д^ следует определять, как указывалось выше, по сечению, для которого жесткость системы будет наименьшей, т. е. в данном случае по сечению 2—2 у свободного конца заготовки:
Ду — tocm 2max tocm 2min»
Погрешность формы
Д^ — 2 {tocm 2min tOcm Imin),
где индексы 1 и 2 означают сечения в «заделе» и у свободного конца.
Расчет суммарной погрешности обработки по формуле (57) весьма прост. Однако значение Д получается завышенным. Даже
136
Точность в машиностроении
при большом количестве обрабатываемых заготовок предельные размеры, соответствующие величине А, будут встречаться крайне редко.
Принятие технологического допуска по этой величине А приводит к увеличению промежуточных и общих припусков на обра; ботку.
Рассмотрим другой закон суммирования первичных погрешностей. По аналогии с решением размерных цепей методом неполной взаимозаменяемости суммирование первых пяти членов выражения (а) можно производить по формуле
Ai = / ]/*А_у 4- А/282 + А,3Дя Х4Ди -р А^А?’, (58)
где t — коэффициент, определяющий процент риска получения брака при обработке; при t — 1 процент риска равен 32, при t = 2 он равен 4,5, при t = 3 он равен 0,27;
А2... — коэффициенты, зависящие от формы кривых распределения соответствующих первичных погрешностей.
Для кривой распределения, близкой к нормальной, % = Для кривой равной вероятности и в случае, когда о форме кривой распределения ничего неизвестно, рекомендуется принимать X = у. Если кривая распределения близка к треугольнику, то X =
Ранее отмечалось, что распределение величин у, е и н близко к нормальному, тогда = Х3 = = у. Распределение величины и
подчиняется закону равной вероятности. Следовательно, Характер распределения величины Т мало изучен. Поэтому можно принять Л5 = у.
Примем t = 3. Тогда выражение (58) можно переписать в следующем виде:
Дх = УД; + еа + Д^ + ЗД^ + ЗД}. (59)
С учетом погрешностей формы суммарная погрешность выполняемого размера
д = ]/Д| + еа + Д£ + ЗД*+ЗДН- W' (60)
При определении суммарной погрешности диаметральных размеров составляющая 8 исключается. В этом случае имеем
д = 2 КдгГДГРЖТздГ+ (61)
При выполнении данной операции на нескольких станках постоянная систематическая величина ЗД^ переходит в случайную.
Определение суммарной погрешности механической обработки
137
При определении Д ее квадрат вводится слагаемым под знак радикала.
Суммарная погрешность диаметра отверстия, обрабатываемого сверлением, зенкерованием и развертыванием, определяется по формуле
Д — #щах бй Г Дй Яш1п» (62) где атах — разбивка отверстия при наибольшем предельном размере инструмента dmax (рис. 58);
— допуск на диаметр инструмента;
— размерный износ, допустимый при наименьшем предельном диаметре инстру-
Рис. 58. Схема для определения суммарной погрешности обработки отверстий мерным инструментом мента;
ят{п — разбивка отверстия при допустимом наименьшем диаметре инструмента с учетом его размерного износа.
Пример. Определить суммарную погрешность механической обработки по формулам (57) и (59), пренебрегая влиянием погрешностей формы (2Л$ = 0) при Ду — 10 мкг 8 == 25 мк,
== 30 мк, &а = 15 мк, Дг = 10 мк.
По формуле (57)
Д = 10 -Ь 25 + 30 -ф- 15 -Ь 10 = 90 мк.
По формуле (59)
Д = У Ю2 + 252 302 4- 3 • 152 + 3 • юз 51
Если поле допуска на выполняемый размер принять равным 51 мк, то для заданных условий выполнения станочной операции и при симметричном расположении поля допуска относительно середины поля рассеяния риск получения брака будет 0,27%.
При поле допуска 90 мк этот риск будет ничтожно малым. Коэффициент t риска брака в этом случае вместо 3 равен 5,3. По табл. 9 находим риск брака 0,00000001. Другими словами, в партии 10 млн. деталей одна деталь может пойти в брак. При поле допуска 51 мк одна бракованная деталь приходится на партию 370 деталей.
Если партия деталей сравнительно невелика и ее обработку можно выполнить без смены инструмента, то член Дя из приведенных формул можно исключить. В этом случае суммарная погрешность как разность предельных размеров обработанных деталей уменьшится. Однако поле величины Д сместится в ту или иную сторону в результате погрешности установки инструмента на раз
138
Точность в машиностроении
мер. Величина этого смещения не окажет влияния на поле рассеяния размеров деталей данной партии.
Метод автоматического получения размеров нередко целесообразно применять при очень малых партиях деталей. В данном случае фактическая суммарная погрешность может оказаться меньше рассчитанной по приведенным формулам. Это обусловлено тем, что размерный износ инструмента будет определяться не заранее регламентированной величиной Дй, а действительной (меньшей), получаемой в данных конкретных условиях. Кроме того, при малых партиях разность предельных значений припусков и твердости материала заготовок, по которой определяется величина А^,, также уменьшается:
Определение суммарной погрешности при обработке методом пробных проходов. Рассмотрим суммарную погрешность индивидуально обрабатываемой заготовки методом пробных проходов. В этом случае погрешность выполняемого размера
А = + е/г + + Aw + Дг + Аст, (63)
где А^ — погрешность формы обработанной поверхности, получаемая в результате копирования первичных погрешностей заготовки в условиях упругой технологической системы, жесткость которой различна в отдельных сечениях; — погрешность установки режущего инструмента на размер (погрешность проверки), зависящая от квалификации рабочего и вида применяемого измерительного инструмента;
г3 — погрешность формы обработанной поверхности или погрешность ее положения относительно измерительной базы в результате деформации технологической системы от приложения зажимных сил;
А„ — погрешность формы поверхности в результате размерного износа режущего инструмента;
Дг— погрешности формы, вызываемые температурными деформациями технологической системы в процессе обработки одной детали;
Ас/Л — погрешность формы обрабатываемой поверхности, возникающая из-за геометрических неточностей станка.
В данном случае суммирование первичных погрешностей ведем алгебраически, учитывая возможность их частичного или полного перекрытия и взаимной компенсации.
При обработке цилиндрической поверхности достаточно жесткой заготовки суммарная погрешность диаметрального размера
А = А>( ф- 2еЛ + Ай + Аг + Асда. (64)
Величина еп удваивается в связи с тем, что мы ее относим к диаметральному размеру.
Статистические методы исследования точности
139
§ 5. СТАТИСТИЧЕСКИЕ МЕТОДЫ ИССЛЕДОВАНИЯ ТОЧНОСТИ
Виды погрешностей. Погрешности, возникающие при механической обработке, можно разбить на три вида: систематические постоянные, систематические закономерно изменяющиеся и случайные.
Систематические постоянные погрешности не изменяются при обработке одной или нескольких партий заготовок. Они возникают под влиянием постоянно действующего фактора. Примером подобных погрешностей могут? служить: неперпендикулярность оси просверленного отверстия к базовой плоскости заготовки из-за не-перпендикулярности оси шпинделя к плоскости стола вертикальносверлильного станка; ошибки межосевого расстояния растачиваемых отверстий из-за неправильно выдержанного расстояния между осями направляющих втулок расточного кондуктора; погрешность формы обтачиваемой поверхности (конусность) в результате не-параллельности оси шпинделя направляющим станины токарного станка. Систематические постоянные погрешности могут быть выявлены пробными измерениями нескольких обработанных деталей. Эти погрешности сводятся к желаемому минимуму соответствующими технологическими мероприятиями (устранением геометрических погрешностей станка, приспособления и инструмента, а также изменением условий выполнения данной технологической операции).
Систематические закономерно изменяющиеся погрешности могут влиять на точность обработки непрерывно или периодически. Примером непрерывно влияющей погрешности может служить погрешность, вызываемая размерным износом режущего инструмента.
Примером периодически действующей погрешности может служить погрешность, возникающая в результате температурной деформации станка в период его пуска до достижения состояния теплового равновесия.
Знание закона изменения этих погрешностей позволяет принимать меры для их устранения или компенсации при построении станочных операций.
Случайные погрешности возникают в результате действия большого количества несвязанных между собой факторов. Случайная погрешность может иметь различное значение; определить заранее момент появления и точную величину этой погрешности для каждой конкретной детали в партии не представляется возможным.
Примерами случайных погрешностей могут служить погрешности положения заготовки на станке, погрешности обработки, вызываемые упругими отжатиями элементов технологической системы под влиянием нестабильных сил резания, а также погреш
140
Точность в машиностроении
ности формы обрабатываемых поверхностей тонкостенных заготовок, обусловленные непостоянством зажимной силы.
Причинная связь между случайной погрешностью и вызывающими ее появление факторами иногда бывает известной (явной), а иногда не вполне выясненной.
Так, например, для конкретного случая обработки может быть выявлена зависимость упругих отжатий технологической системы от величины снимаемого припуска. Факторы, вызывающие разброс диаметров отверстий, обработанных одной разверткой, являются пока невыясненными.
Несмотря на то что определение случайной погрешности для каждой детали в партии практически неосуществимо, можно тем не менее установить пределы изменения этой погрешности. При явно выраженной связи между случайной погрешностью и вызывающими ее появление факторами пределы изменения случайной величины могут быть определены аналитическими расчетами. Например, разность предельных расстояний от выбранной поверхности измерительной базы до обрабатываемой, представляющую собой погрешности базирования, можно заранее вычислить, зная допуски на размеры заготовки.
При неявной (невыявленной) связи между случайной погрешностью и влияющими на ее появление факторами пределы изменения случайной величины могут быть установлены на базе экспериментальных исследований.
В процессе изучения явлений невыявленные в настоящее время связи в дальнейшем станут явными. В результате этого можно будет более полно учитывать влияние различных технологических факторов на точность механической обработки при разработке технологических процессов.
Кривые распределения и оценка точности обработки на их основе. Сущность статистического метода оценки точности достаточно подробно изложена в специальной литературе и в трудах по технологии машиностроения. Этот метод применим в условиях производства большого количества одинаковых деталей, обрабатываемых как на предварительно настроенных станках, так и методом пробных проходов.
Математическая статистика была той научной базой, на которой начали проводить первые исследования точности технологических процессов. Первым шагом в этом направлении было изучение кривых распределения.
Построение кривых распределения производится следующим образом. Всю совокупность измерений интересующей нас величины, выполненных над партией обработанных при определенных условиях заготовок, разбивают на ряд групп. В каждую группу входят заготовки, для которых результаты измерения находятся в пре
Статистические методы исследования точности
141
делах установленного интервала. Интервалы откладывают по оси абсцисс, а количество заготовок, приходящееся на каждый интервал, по оси ординат. После соединения нанесённых на график
Рис. 59. Кривая распределения размеров
точек получают ломаную линию. На рис. 59 показана кривая распределения диаметральных размеров шайб, подвергнутых предварительному обтачиванию; из нее видно, что на средние интервалы размеров приходится большее количество шайб.
Рис. 60. Кривая распределения размеров при суженных интервалах
При увеличении количества деталей в партии, сужении интервалов и увеличении их числа ломаная линия приближается к плавной кривой.
Вместо абсолютного количества деталей в каждом интервале по оси ординат откладывают также отношение этого количества к общему количеству деталей в партии; данное отношение называется относительной частотой, или частостью.
142
Точность в машиностроении
Вид ломаной линии, характеризующей распределение величин в партии, может изменяться в зависимости от размера интервала. При очень узких интервалах может получиться ломаная линия с несколькими вершинами. На рис. 60 показана кривая распределения при более суженных интервалах, чем на рис. 59.
В качестве самой приближенной меры точности исследуемого процесса обработки может служить поле рассеяния (рис. 59). Величину поля рассеяния можно брать по графику или по таблице измерения исследуемых значений. Чем уже поле рассеяния, тем точнее исследуемый технологический метод.
Вид кривой распределения размеров (линейных, диаметральных, угловых) при обработке заготовок на предварительно настроенном станке зависит от характера (вида) погрешности..Многочисленные исследования показали, что распределение случайных погрешностей происходит по так называемому нормальному закону или закону Гаусса. Соответствующая кривая распределения (рис. 61, а) имеет симметричную шатрообразную форму.
Распределение систематических закономерно-изменяющихся погрешностей происходит по различным законам в зависимости от Характера изменения погрешностей. Для равномерно возрастающих погрешностей (погрешности, вызываемые размерным износом режущего инструмента) распределение происходит по закону равной вероятности, а соответствующая кривая распределения превращается в прямоугольник (рис. 61, б).
Систематическая постоянная погрешность не оказывает влияния на форму кривой распределения. Влияние этой погрешности сказывается лишь в том, что кривая распределения для данной партии сдвигается на величину этой погрешности по оси абсцисс. На рис. 61, в сплошной линией показана кривая распределения, полученная при отсутствии систематической постоянной погрешности. Штриховой линией изображена кривая распределения при наличии систематической погрешности. Данная кривая сдвинута вправо на величину этой погрешности.
Если наряду со случайными имеются и систематические закономерно изменяющиеся погрешности, то кривая распределения искажается. На рис. 61, г показана кривая, представляющая собой композицию кривой Гаусса и кривой равной вероятности. Эта кривая может получиться в том случае, когда на точность обработки оказывает сильное влияние размерный износ инструмента.
Кривая распределения для двух партий деталей, обработка -которых производилась при двух различных настройках станка, получается двухвершинной (рис. 61, д). Для нескольких настроек может, получиться многовершинная кривая. При большом количестве настроек многовершинность сглаживается и кривая приобре
Статистические методы исследования точности
143
тает форму кривой нормального распределения, но с более широкой базой.
В случае обработки заготовок методом пробных проходов кривая распределения получается несимметричной. Это обусловливается тем, что рабочий, производя индивидуальные измерения, стремится держаться проходной стороны предельного калибра. Таким образом,
Рис. 61. Различные виды кривых распределения
действительные размеры группируются по полю допуска неравномерно (рис. 61, ё). При данном методе обработки влияние систематических постоянных и закономерно изменяющихся погрешностей значительно уменьшается и во многих случаях отсутствует пол-ностью.
Рассмотрим теперь кривые распределения погрешностей взаимного положения поверхностей обработанных деталей (эксцентрицитеты, уводы осей и пр.), а также погрешности формы поверхностей (овальность, смещение контуров и пр.). Указанные погрешности являются существенно положительными величинами. Поэтому они изменяются от нуля до определенного значения. Типичная кривая распределения (рис. 61, ж) приближается к кривой Л4аксвелла и имеет несимметричную форму. Характер этой кривой
144
Точность в машиностроении
говорит о том, что деталей с нулевым эксцентрицитетом нет; большая часть деталей имеет незначительный эксцентрицитет; деталей
с большим эксцентрицитетом имеется немного.
Встречаются и другие виды кривых распределения. Например, при наличии доминирующей причины, изменение которой в первой половине времени имеет замедленный характер, а во второй ускоренный, рассеяние размеров в партии будет подчиняться закону Симпсона (рис. 61, з).
Работы многих исследователей показали, что распределение
размеров, выполняемых на предварительно настроенных станках, близко к нормальному. В условиях приближенного характера тех-
нологических расчетов имеющимися различиями можно пренебречь и считать в первом приближении, что действительное распределение совпадает с нормальным.
Сопоставление полученного из наблюдений эмпирического распределения с тео-х ретическими кривыми распределения, и в частности с кривой Гаусса, может быть выполнено несколькими спо-
собами. Это сопоставление может потребоваться для установления поправочных коэффициентов при замене эмпирического распределения распределением по закону Гаусса, а также для анализа техно-
логического процесса, на основе которого получено данное эмпирическое распределение. В технологических исследованиях, кроме того, часто возникает задача подбора теоретического закона на основе эмпирического распределения.
Самый простой и наглядный способ оценки близости эмпирического распределения к подобранному теоретическому заключается в определении разности их ординат. Кривые должны при этом иметь одинаковые масштабы и одинаковые интервалы изменения частостей.
Для суммарной оцейки близости эмпирического распределения к подобранному теоретическому используют критерии согласия: Пирсона, В. И. Романовского и А. П. Колмогорова.
Определение и методика вычисления этих критериев приводится в специальной литературе [2].
Кривая Гаусса (рис. 62) выражается следующим уравнением:
{X - а)2 у - —~ е а/2л
(65)
Статистические методы исследования точности
145
Здесь а — среднее квадратическое отклонение аргумента;
е — основание натуральных логарифмов;
а — значение абсциссы, при которой ордината кривой достигает максимума; величина а является центром распределения (группирования) аргумента и в то же время его средней арифметической.
Ордината вершины кривой при х = а будет
_ 1 0,4
о '
Точки перегиба кривой лежат на расстояниях о от ее оси симметрии (рис. 62). Их ординаты будут
// = 0>6z/raax.
У е
Величина среднего квадратического отклонения о характеризует форму кривой распределения. При больших значениях о кривая получается очень пологой и поле рассеяния растет. При малых значениях о кривая получается сильно вытянутой вверх с малым полем рассеяния.
Характеристикой (мерой) точности служит значение о. С его уменьшением точность исследуемого метода повышается. Определение (У по результатам измерений производят по следующей формуле:
т 2 (бб)
здесь п — количество произведенных измерений;
Xi — значение текущего измерения;
хср — среднее арифметическое из произведенных измерений:
п
Х„ _ * + *. + - + * " i 2 №Т>
i = 1
Количество измерений п рекомендуется брать равным 50. При этом погрешность определения о равна + 10%. Если п — 25, погрешность определения <г возрастает до ±15%. Для определения среднего арифметического с той же погрешностью количество измерений можно брать в 5 раз меньше.
Определение величин а и хср удобно производить, занося данные измерений и вычислений в таблицу. Пример вычислений приводится в табл. 7.
146
Точность в машиностроении
Таблица 7
Пример вычисления
№ по пор. xi xi ~ хср <xi-xcp>S
1 2 3 62,74 62,75 62,83 0,05 0,04 0,04 0,0025 0,0016 0,0016
50 62,81 0,02 0,0004
2х. Ъх- = 3139,5; г = —А = 62,79; 1 ср 51) 2 {xi - хср)2 = 0>0573: G = 1/ "‘ъх— = 0,032 мм. ' 50
Рис. 63. Схема для определения вероятного количества годных деталей
При малом количестве наблюдений (15—10 и меньше) вычисление о связано с большой ошибкой. Поэтому здесь приближенную оценку точности можно производить, определяя поле рассеяния, т. е. разность между наибольшей и наименьшей измеренными величинами. Пользуясь кривой распределения, можно найти вероятное количество годных деталей, на размер которых установлен определенный допуск. Предположим, что поле допуска 6 установлено двумя размерами и х2 границ этого допуска от центра группирования (рис. 63). Вероятное количество годных деталей определяется в этом случае отношением заштри
хованной площади + F2 ко всей площади F, заключенной между кривой и осью абсцисс. С уменьшением допуска отношение площадей также уменьшается и вероятное количество годных деталей падает. С расширением допуска отношение площадей приближается к единице. В этом случае все детали становятся годными, так как вероятность достоверного события равна единице.
Примем расположение кривой распределения симметрично относительно оси ординат. Тогда площадь Fr левого заштрихованного участка определится следующим образом:
1 (
о/2л о.
е 2°2 dx.
Статистические методы исследования точности
147
Площадь F2 правого заштрихованного участка
найдется анало-
гичным путем:
1
o' У 2л
-х2
*2
dx.
Эти интегралы обычно представляют причем z = у:
в виде функции Ф (г),
2 dz\
е
~ z~
Го-0,5Ф(г2)-—U е dz.
27 /2л J
Величины Fx и F2 меньше единицы. Они выражают долю от всей площади между кривой Гаусса и осью абсцисс, принимаемой за единицу.
В табл. 8 приведены значения функции Ф (?) через десятую долю аргумента.
Таблица 8 Значения функции Ф (z)
Z Ф (г) Z Ф (г) Z Ф (г)
0,0 0,0000 1,2 0,7699 2,4 0,9836
0,1 0,0797 1,3 0,8064 2,5 0,9876
0,2 0,1585 1,4 0,8385 2,6 0,9907
0,3 0,2358 1,5 0,8664 2,7 0,9931
0,4 0,3108 1,6 0,8904 2,8 0,9949
0,5 0,3829 1,7 0,9109 2,9 0,9963
0,6 0,4515 1,8 0,9281 3,0 0,9973
0,7 0,5161 1,9 0,9426 3,1 0,99806
0,8 0,5763 2,0 0,9545 3,2 0,99862
0,9 0,6319 2,1 0,9643 3,3 0,99903
1,0 0,6827 2,2 0,9722 3,4 0,99933
1,1 0,7287 2,3 0,9786 3,5 0,99953
При z = ± 3 функция Ф (?) = 0,9973. Это значит, что из всей партии деталей, обработанных данным методом, только 0,27% выходит за пределы допуска ± х = 6 о.
Вычислив по данным наблюдений значение о, можно охарактеризовать точность исследуемого технологического метода произведением 6а. В этом случае мы имеем практически стопроцентную годность обрабатываемых деталей, так как вероятное количество брака менее 0,3%. Величина 6а является условной. При 7а вероят
148
Точность в машиностроении
ное количество брака снижается очень мало. При 5о оно несколько возрастает. Правило «шести сигм» является достаточно простым и удобным для практического пользования. Условность этого правила не исключает, конечно, в отдельных случаях применения и другого коэффициента вместо шести.
Описанный метод позволяет объективно оценить точность действующего процесса обработки, выполняемого при определенных условиях.
При определении величины о, характеризующей точность данного метода, необходимо исключать при измерениях влияние систематической ошибки. В частности, для исключения погрешности формы цилиндрической поверхности (представляющей в. данном случае систематическую ошибку) измерения диаметральных размеров целесообразно производить в определенных сечениях у всех заготовок в партии.
Рассмотрим несколько типичных случаев определения суммарной погрешности, под которой будем понимать поле рассеяния размеров:
1. Обработке подвергается партия заготовок при одной настройке станка. Погрешность установки отсутствует. Суммарная погрешность определяется по формуле
Д = 6о + Д^. (68)
Здесь о — среднее квадратическое отклонение, характеризующее точность данного метода; .
Д^ — систематическая погрешность формы обрабатываемой поверхности в результате влияния геометрических неточностей станка и других факторов. С учетом этой погрешности получаем поле рассеяния размеров при измерении их в различных сечениях.
' 2. Условия обработки те же. Однако из-за несоблюдения принципа совмещения баз и нерациональной схемы закрепления возникает погрешность установки в. Учитывая, что эта погрешность представляет собой поле рассеяния случайных величин, получим суммарную погрешность выполняемого размера:
Д = КЯ WW + Адб, (69)
здесь kr и k2 — коэффициенты, характеризующие отклонение действительных кривых распределения от кривых нормального распределения.
3. Обработке подвергается несколько партий заготовок при разных настройках и при наличии погрешности установки. Суммарная погрешность выразится формулой
Д = Vkl (6а)2 + № + + Д^, (70)
Статистические методы исследования точности
149
В этом случае погрешность настройки станка Дн характеризует поле рассеяния настроечного размера как случайной величины. Поэтому она суммируется с погрешностью установки и первым слагаемым по правилу квадратного корня. Приняв = k2 = k3 = kt получим более простое выражение суммарной погрешности:
А = k + + (71)
Значение коэффициента k колеблется от 1 до 1,2. Исследования на базе кривых распределения дают возможность объективно оценить точность различных методов механической обработки. Данный метод универсален. Его можно применить для исследования точности выполнения заготовок, сборочных операций, операций технического контроля, а также для целого ряда таких специфических операций, как балансировка, холодная правка и пр.
Единая методика, простота и несложные вычисления обусловили широкое применение этого метода для оценки точности самых различных технологических методов. Он особенно удобен (а часто и незаменим) в тех случаях, когда' механизм явлений не изучен.
Целесообразно применять его также для практической проверки результатов и выводов, полученных на основе расчетно-аналитического метода.
К существенным недостаткам данного метода относится то, что им не вскрывается сущность физических явлений и факторов, влияющих на точность обработки, а также то, что на его базе не выявляются конкретные возможности повышения точности. Метод фиксирует результаты законченного этапа, т. е. «обращен в прошлое». Практика показывает, что при недостаточно аккуратном измерении значения о могут колебаться в широких пределах (на несколько десятков процентов в обе стороны от действительной величины); это создает некоторую неуверенность в оценке точности исследуемого метода. Полученные ранее значения о не могут быть использованы, если в условиях выполнения данной операции произошли изменения (режим резания, способ установки заготовки и т. п.). В этом случае необходимо определить новое значение о.
Метод кривых распределения позволяет в ряде случаев выявить количественные и качественные зависимости точности от отдельных технологических факторов.
Результаты исследования позволили, в частности, установить, что величина о практически не зависит от длины заготовок, отрезаемых на станке с круглой пилой по упору. Этот вывод подтверждает аналитическое предположение об отсутствии влияния длины заготовки на ее допуск по длине.
Выполнением экспериментов на различных станках установлено, что при всех прочих равных условиях величина о не зависит от выполняемого размера. Так, например, при неизменном режиме
150
Точность в машиностроении
резания (/, s, у) для одного и того же материала, при одинаковой длине пути инструмента в металле и при обработке на одном и том же станке, значения о не зависят от диаметра обрабатываемой цилиндрической поверхности.
Исследование точности выполнения отливок и штампованных заготовок методом кривых распределения позволило установить, что допуски на размеры отливок, получаемые в песчаных и постоянных формах, зависят не только от величины размеров, но и от направления размера по отношению к плоскости разъема формы. Размеры, перпендикулярные плоскости разъема формы, выдерживаются с большими отклонениями, чем размеры, параллельные этой плоскости.
Исследования точности выполнения штампованных заготовок на молотах показали, что размеры, перпендикулярные плоскости разъема штампов, выполняются также со значительно более широкими отклонениями, чем размеры, параллельные этой плоскости.
Точечные диаграммы и их применение для исследования точности обработки. Исследование процессов обработки методом кривых распределения позволяет объективно оценить точность выполнения данной технологической операции. Этот метод, однако, обладает тем недостатком, что при его использовании не учитывается последовательность обработки заготовок. Вся совокупность измерений рассматривается безотносительно к тому, какая деталь обработана раньше, какая позже. Кроме того, кривые распределения не дают возможности распознать каждую из причин, влиявших на результаты процесса. Построением и анализом кривых распределения можно выявить постоянную систематическую погрешность. Последняя определяется величиной имеющегося смещения центра группирования кривой для данной совокупности. Что касается закономерно изменяющихся систематических погрешностей, то их влияние может быть выявлено по характерному искажению формы кривой распределения. Выше отмечалось, что при интенсивном размерном износе режущего инструмента кривая Гаусса искажается и принимает форму плосковершинной кривой. Если, однако, по результатам измерений строится не кривая распределения, а непосредственно вычисляется среднее квадратическое отношение, то систематически закономерно изменяющиеся погрешности не отделяются от случайных. В этом случае возможности данного метода в смысле выявления и устранения причин, обусловливающих те или иные погрешности, значительно уменьшаются.
Другой метод исследования точности основан на построении точечных диаграмм. По горизонтальной оси откладываются номера обрабатываемых деталей в той последовательности, как они сходят со станка. По вертикальной оси в виде точек откладываются результаты измерений деталей. Подобные диаграммы можно строить как
Статистические методы исследования точности
151
для одной, так и для нескольких последовательно обрабатываемых партий деталей (рис. 64, а).
Длину подобных диаграмм можно значительно сократить, если по горизонтальной оси откладывать не номера заготовок, а номера групп деталей, причем в каждую группу входит одинаковое количество последовательно снимаемых со станка деталей (рис. 64, б).
На рис. 64, в показана диаграмма, по вертикальной оси которой откладываются средние арифметические значения размеров деталей, входящих в каждую группу. В данном случае гораздо легче уловить общую тенденцию изменения выполняемых размеров с течением времени.
На рис. 64, в отчетливо видна периодичность изменения размеров в результате непрерывно протекающего износа режущего инструмента и периодически производимых поднастроек станка.
Свойства точечных диаграмм стали подробно изучать в связи с развитием и применением в промышленности статистического метода контроля продукции. Сущность этого метода заключается в том, что в процессе изготовления данной продукции перио-
Рис. 64. Точечные диаграммы
дически берутся пробы в количестве от двух до десяти деталей. Результаты измерений этих деталей, производимых универсальными инструментами, немедленно обрабатываются и наносятся на специальную (контрольную) диаграмму. На этой диаграмме
предусмотрены две параллельные прямые а и а, определяющие границы поля допуска, и прямые б и б, определяющие поле
рассеяния групповых средних и называющиеся контрольными прямыми.
Положение контрольных прямых находится на основе теоретических положений статистического контроля, рассматриваемых
152
Точность в машиностроении
в специальных курсах и литературе. На рис. 65 в качестве примера показан образец диаграммы с нанесенными результатами контроля. Точки, соответствующие групповым средним, соединены линиями. Вначале процесс обработки протекает нормально и ломаная линия не выходит за пределы контрольных прямых. При контроле группы А установлен выход ломаной линии за пределы контрольных границ. Это служит сигналом для того, чтобы произвести поднастройку станка регулированием или сменой инструмента или проверкой положения упоров.
На контрольных диаграммах могут наноситься не только групповые средние, но и другие параметры, характеризующие стабильность процесса обработки. К числу последних можно отнести вели-
zb
й ~ТТГГГГГГТТТГТ'Г“ТГТ
6--------—4---.-4-—J----------__
6 —4-----1----------4.----._!!---
а —L ±_4 LLLj-L -LX_L1_ ---
Рис. 65. Контрольная диаграмма для статистиче-
ского контроля
чину поля рассеяния, которая определяется по каждой группе измерений как разность их предельных значений.
В последнее время обращается внимание на механизацию статистического контроля. Последняя достигается применением комбинированных приборов, при помощи которых производится измерение размеров и фиксация их величины на контрольную ленту.
Кроме этого, известно применение приборов, на которых производится измерение и усреднение результатов измерения. Последнее производится суммирующим устройством с электрическими илщ пневматическими датчиками. На этих приборах выполняется последовательное или одновременное измерение всех деталей, входящих в группу.
В автоматизированных производствах находят применение устройства, автоматически управляющие процессом обработки на основе результатов измерения и их преобразования в статистические характеристики.
Применением статистического контроля предупреждается брак, так как контролируется не вся совокупность уже изготовленных деталей (как при обычных способах контроля), а правильность выполнения самого технологического процесса; при обнаружении отклонений своевременно применяются меры для их устранения. При статистическом контроле значительно сокращается количество
Статистические методы исследования точности
153
контролеров, так как выборочной проверке подвергается только 5—10% продукции.
Метод точечных диаграмм в несколько измененном виде позволяет более четко выявить влияние систематических закономерно изменяющихся погрешностей на общую погрешность обработки. На рис. 66 показан пример так называемой точностной диаграммы.
Для каждой группы последовательно обработанных деталей находятся: среднее арифметическое хср, среднее квадратическое отклонение о и предельные верхнее и нижнее отклонения от средней арифметической (разность этих отклонений есть поле рассеяния W для каждой группы). Количество деталей в каждой группе
рекомендуется брать равным 25, а если обрабатывается большая партия изделий (более 300 шт.), то и большим. При размере партии, например, в 300 шт. общее количество групп составляет 12. Если размер партии исчисляется несколькими тысячами штук, то измерения деталей нужно делать в порядке их изготовления, но группы берут не подряд, а через равные количества неизмеряемых деталей.
В показанной на рис. 66 точностной диаграмме по оси абсцисс отложены номера последовательно взятых групп, а по оси ординат — вычисленные значения хср, о, и gw. Соединяя полученные точки ломаными линиями, мы получаем характеристику изменения указанных величин во времени протекания исследуемого процесса обработки.
Проведя аналогичные наблюдения по нескольким партиям, мы можем получить более сглаженную диаграмму.
Скачки, вызванные сменой или подналадкой режущего инструмента (или другими причинами), могут быть учтены тем, что границы ближайшей группы совмещают с местом скачка. Из диаграммы видно, что поле рассеяния W размеров в пределах одной группы значительно меньше поля рассеяния для всей охваченной совокупности деталей.
154
Точность в машиностроении
Если распределение размеров в пределах одной группы отвечает нормальному закону, то для всей совокупности деталей оно может от него отличаться в силу большего или меньшего влияния систематической закономерно изменяющейся погрешности.
Так, например, при изменении хср по закону прямой, наклоненной под углом к оси абсцисс (размерный износ инструмента) распределение размеров деталей bq всей совокупности будет характеризоваться плосковершинной кривой.
Наличие нескольких систематических факторов с постоянной и переменной интенсивностью их действия во времени приводит к целому семейству теоретических кривых распределения, подробно рассмотренных Н. А. Бородачевым.
Установив на точностной диаграмме положения кривой, характеризующей изменение хср для отдельных групп во времени, можно выявить влияние систематических закономерно изменяющихся погрешностей на общую погрешность обработки. Если, например, значения хср расположены на прямой, наклоненной к оси абсцисс под некоторым углом, то величина систематической погрешности выражается уравнением прямой с соответствующим угловым коэффициентом. Величина систематической погрешности может быть, дана в функции времени или количестве снятых со станка деталей. Можно ее выражать также в функции обработанной поверхности или длины пути инструмента в металле обрабатываемых заготовок. При распределении значений хср по параболе величина систематической погрешности может быть выражена уравнением кривой второго порядка. В более сложных случаях зависимость целесообразно представлять аппроксимирующейся функцией.
К недостатку данного метода исследования точности нужно отнести то, что при наличии нескольких закономерно изменяющихся систематических погрешностей они не разделяются, а их влияние на суммарную погрешность оценивается комплексно. Кроме того, для проведения исследования требуется сравнительно большое количество наблюдений.
Более приближенный путь исследования точности заключается в обобщении данных контрольных диаграмм статистического контроля, на. которые наносятся средние значения и размахи малых проб (по нескольку штук деталей), взятых со станка через определенные интервалы времени. Сущность этого метода рассмотрена в специальной литературе.
Исследование процессов обработки по накапливающейся совокупности данных наблюдений. Кроме рассмотренных выше исследований точности методами кривых распределения и точечных диаграмм, в настоящее время находит применение в промышленности разработанный А. А. Зыковым анализ точности выполнения отдельных технологических операций по нарастающим отклоне
Статистические методы исследования точности
155
ниям размеров. Сущность способа заключается в том, что по данным измерений обработанных деталей находится накапливающаяся арифметическая средняя, вычисляемая по формуле
гь
<72)
£= 1
где Хп — накапливающаяся арифметическая средняя для деталей, начиная с первой;
х/г — размер «энной» детали;
—арифметическая средняя всей совокупности детали; п — количество деталей в совокупности.
Причины, вызывающие погрешность обработки, можно разбить на две основные категории. Первая категория причин сопутствует процессу от его начала и является функцией от времени работы станка или от количества обработанных деталей; примером такой причины может служить размерный износ режущего инструмента. Вторая категория причин не зависит от количества деталей. Эти причины возникают в процессе обработки и имеют долговременный или кратковременный характер. Отдельные причины подчиняются ясно выраженному периодическому закону. Их величина является функцией времени протекания процесса. Кроме перечисленных определенных причин, на процесс влияет ряд случайных причин. Они отклоняют, размеры деталей равно-вероятно в обе стороны от средней арифметической всей совокупности деталей. Накапливающаяся средняя отклонений этих причин с возрастанием числа деталей приближается к нулю. Практически влиянием случайных причин на накапливающуюся среднюю можно пренебречь.
Развернутое выражение для накапливающейся средней можно представить в следующем виде:
i = 1 7 = 0 i = k
Первый член этого выражения характеризует действие определенной причины, зависящей от числа обработанных деталей п. Второй член выражает влияние причины, зависящей от времени Т. Третий член учитывает влияние постоянного фактора, появившегося в некоторый момент времени в процессе обработки и сохранившего свою величину при переходе от детали к детали. Четвертый член выражает влияние единичной кратковременно действовавшей причины.
На рис. 67, а показано влияние причины, следующей линейному закону (приближенно выражающему износ инструмента) на изменение накапливающейся средней. На рис. 67, б представлено влия
156
Точность в машиностроении
ние периодически изменяющейся во времени причины (кривая /) на накапливающуюся среднюю (кривая 2). По оси абсцисс отложено время работы станка, а по оси ординат — размеры у и хср. Горизонтальная прямая характеризует арифметическую среднюю всей совокупности деталей. Кривая 2, имеющая затухающий характер, приближается с течением времени к этой прямой. Причина рассмотренного характера имеет место при эксцентричном вращении частей станка, влияющих на размер обрабатываемой заготовки.
Рис. 67. Кривые для анализа точности по накапливающейся совокупности данных наблюдений
В частности, подобное явление имеет место при эксцентричном вращении ведущего круга бесцентровошлифовального станка. На рис. 67, в (кривая /) показано влияние длительно действующей постоянной причины а, возникающей после к-й детали и сохраняющей свое влияние до конца обработки партии п.
Накопленная арифметическая средняя для «энной» детали
Хп^^-а. (74)
После преобразований получим уравнение гиперболы (кривая /): п (Хп — а) = — ka = const.
На рис. 67, г (кривая 1) представлено влияние на Хп внезапно возникшей после к-й детали кратковременной причины b (заготовка
Статистические методы исследования точности 157
с преувеличенным припуском или с повышенной твердостью материала). Уравнение этой кривой будет гипербола, так как
b = nbn = const,
где Ьп — изменение Хп на «энной» детали.
Рассмотренные причины можно распознать на графиках накапливающейся средней для различных методов механической обработки. На рис. 68 в качестве примера приведен один из таких графиков. Из анализа графика можно сделать следующий вывод.
Наличие постепенного подъема кривой указывает на действие определенной систематически действующей причины, зависящей
Рис. 68. График накапливающейся средней
от количества обработанных деталей. Затухающая форма начального участка кривой говорит о действии причины периодического характера. Заметный подъем кривой в точке А свидетельствует о появлении долгодействующей постоянной причины, которой может быть, например, разрегулирование станка.
Рассмотренный метод анализа точности позволяет обнаружить и устранить систематические причины, уменьшающие точность обработки. При необходимости каждой систематической причине может быть дана и количественная оценка.
Метод позволяет наглядно выявить на начальных участках кривой скачки и периодические колебания; последние, однако, могут быть смешаны с обычными колебаниями случайных отклонений.
Недостаток метода — затухающий характер кривой, скрадывающий при количестве деталей в партии, большем 30—40, многие существенные особенности хода технологического процесса.
Кроме анализа по накапливающейся средней, можно проводить анализ точности обработки и по нарастающей сумме отклонений
158
Точность в машиностроении
текущих размеров от размера настройки. Эта сумма может быть выражена следующим образом:
п
(75)
i = 1
При наличии причин, действующих по линейному и периодическому законам, величину хп можно представить следующим выражением:
хп == (а — Л) + Bt + С sin со/, (76)
здесь А — настроечный размер;
а — размер, получаемый при обработке первой детали в партии;
В — коэффициент угла наклона линии, характеризующей влияние причины, действующей по линейному закону; t — время;
С — амплитуда колебания механизма станка, вызывающего периодически изменяющуюся погрешность обработки;
о — угловая частота в рад/сек, периодически действующей причины.
При графическом изображении величины Sn влияние причин, действующих по линейному закону, выражается параболой.
Действие периодических причин характеризуется незатухающей синусоидой.
К достоинству данного метода нужно отнести то, что результирующая кривая носит незатухающий характер. При ее анализе можно выявить причины линейного и периодического характера для любого количества деталей в исследуемой партии.
§ 6. ПУТИ ПОВЫШЕНИЯ ТОЧНОСТИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Повышение точности при обработке методом пробных проходов. При использовании метода пробных проходов точность выполнения размеров зависит от квалификации рабочего. Если обработке подвергается цилиндрическая поверхность или плоскость, то точность выполнения диаметрального размера или размера по толщине зависит от тщательности установки режущего инструмента на стружку. При растачивании отверстий в корпусных деталях точность выполнения межосевых размеров зависит от точности установки расточной скалки относительно обрабатываемой заготовки.
Таким образом, точность размеров зависит от тщательности установки режущего инструмента на стружку, а точность взаимного положения обрабатываемых поверхностей при последовательном выполнении технологических переходов — от тщательности установки положения заготовки или инструмента.
Пути повышения точности механической обработки 159
Точность формы обрабатываемых поверхностей, за малым исключением, от квалификации рабочего не зависит. Любая поверхность, обрабатываемая на металлорежущих станках, получается в результате кинематической связи движений заготовки и режущего инструмента. Однако, в силу ряда не зависящих от рабочего причин, происходит нарушение закономерности указанных движений, в результате чего возникают погрешности формы обрабатываемой поверхности.
Одна из основных причин—деформация технологической системы станок — приспособление — заготовка — инструмент под влиянием сил резания. В результате непостоянства припуска, обусловленного погрешностью формы заготовки, и переменной жесткости технологической системы, имеют место различные по величине упругие отжатия заготовки и режущего инструмента. Для уменьшения получаемых погрешностей формы следует не только повышать жесткость технологической системы, но и уменьшать ее неравномерность по различным сечениям заготовки. Если погрешность формы поверхности исходной заготовки велика, то сокращение ее следа на готовой детали до желаемых пределов может быть достигнуто путем уменьшения подачи или увеличения числа проходов (или переходов) при обработке.
Размерный износ режущего инструмента вызывает искажение формы обрабатываемой поверхности. При обтачивании цилиндрических поверхностей большого размера в результате размерного износа резца возникает некоторая конусность. Ее величина может быть сопоставима с допусками 2—3-го класса точности. Рабочий высокой квалификации может частично уменьшить влияние размерного износа на погрешность формы своевременной периодической подачей инструмента на глубину. При обработке партии небольших заготовок этот фактор практически не влияет на точность обработки; искажения формы малых поверхностей незначительны, а влияние износа на размер каждый раз исключается индивидуальной установкой режущего инструмента на стружку.
Влияние размерного износа на погрешность формы может быть уменьшено применением более износостойкого материала режущего инструмента, а также использованием режущих инструментов с широкими режущими кромками.
Геометрические погрешности станка не влияют на точность линейных размеров, но вызывают искажения формы обрабатываемой поверхности. Величины этих погрешностей регламентируются ГОСТами на приемку соответствующих типов металлорежущих станков. В пределах этих рекомендаций они оказывают сравнительно слабое влияние на погрешности формы поверхностей.
Влияние температурных деформаций технологической системы при обработке методом пробных проходов может сказаться на по
160
Точность в машиностроении
грешности формы обрабатываемой поверхности, если процесс обработки длителен и охватывает период предварительного разогрева станка. Влияние этого фактора на точность небольших деталей может быть исключено, так как в условиях кратковременных процессов обработки тепловое состояние станка изменяется весьма незначительно.
Погрешности формы поверхностей могут быть следствием деформации заготовки под влиянием сил закрепления, а также в результате действия остаточных напряжений в материале заготовки. Указанные технологические факторы не влекут за собой изменения размеров обрабатываемых заготовок. Изменение размеров в результате смещения заготовки под воздействием зажимных сил определяется погрешностью ее выверки при установке на станках.
Таким образом, при обработке методом пробных проходов большая часть технологических факторов влияет только на погрешности формы обрабатываемых поверхностей. На точность размеров и точность взаимного положения поверхностей детали влияют погрешности установки инструмента на стружку и погрешность выверки при установке заготовки на станок. Если первую группу факторов, обусловливающих возникновение погрешностей формы обрабатываемых поверхностей, можно отнести к объективным, то вторую группу факторов следует назвать субъективными, так как их влияние целиком обусловлено квалификацией рабочего.
Анализ ряда деталей, изготовленных в условиях единичного и мелкосерийного производства (детали гидротурбин, стационарных двигателей внутреннего сгорания, крупных металлообрабатывающих станков и пр.), показывает, что погрешности формы поверхностей поглощают значительную часть допуска на размер (до 60% и больше). В связи с этим необходима более жесткая регламентация этого вида погрешностей, выявление в каждом отдельном случае наиболее важных факторов, вызывающих их появление и принятие мер для уменьшения их влияния.
Повышение точности при обработке методом автоматического получения размеров. Метод автоматического получения размеров применяется при обработке более или менее значительных партий небольших или средних по величине заготовок. В этих условиях влияние технологических факторов на точность будет иным по сравнению с тем, что мы имели в случае метода пробных проходов.
Обработка на предварительно настроенном станке почти полностью исключает влияние индивидуальных особенностей человека на ход технологического процесса и качество получаемой продукции. Субъективный фактор оказывает влияние на точность обработки при настройке и поднастройке станка на выполняемый размер. Влияние субъективных качеств рабочего' сказывается при закреплении обрабатываемых заготовок. При использовании пневмати
Пути повышения точности механической обработки
161
ческих и других силовых узлов для привода зажимных механизмов влияние рабочего на точность обработки практически устраняется.
Рассмотрим влияние технологических факторов на точность обработки при данном методе ее обеспечения.
Деформации технологической системы под влиянием сил резания вызывают погрешности формы обрабатываемых поверхностей. Нестабильность припуска в партии заготовок вызывает погрешности выполняемого размера, обусловленные явлением копирования. Погрешности формы поверхностей можно уменьшить повышением и выравниванием жесткости технологической системы, а также улучшением однородности механических качеств материала в пределах каждой индивидуальной заготовки. Погрешности выполняемого размера в партии деталей можно сократить повышением жесткости системы в данном сечении, уменьшением допуска на размеры исходных заготовок, а также повышением однородности механических свойств их материала. Аналогичным образом можно повысить точность взаимного положения поверхностей деталей.
Погрешности установки заготовок в приспособлениях влияют на точность выполняемых размеров и точность взаимного положения поверхностей детали. Погрешности базирования сводятся к нулю совмещением измерительных и установочных баз. Погрешности закрепления могут быть значительно уменьшены рациональным выбором опор приспособления, правильным выбором места приложения и направления зажимной силы, а также использованием зажимных механизмов, обеспечивающих постоянство зажимной силы. При определении погрешности установки нужно учитывать также износ опор и другие погрешности приспособления.
Погрешности формы обрабатываемых поверхностей могут быть следствием деформации тонкостенных и маложестких деталей под влиянием зажимных сил. Эти погрешности характерны для тонкостенных колец, гильз, корпусных и других деталей. Их уменьшение достигается рациональной схемой установки и закрепления обрабатываемой заготовки.
Износ режущего инструмента при обработке партии небольших деталей практически влияет только на точность их размеров.
Геометрические погрешности станков, как отмечалось ранее, влияют на образование погрешностей формы поверхностей и погрешностей их взаимного расположения на детали. Данный технологический фактор играет одинаковую роль как при методе пробных проходов, так и при методе автоматического получения размеров. В обоих случаях геометрические погрешности станка вызывают одну и ту же погрешность обработки.
Температурные деформации технологической системы могут оказать существенное влияние на точность выполнения размеров
6 Кован В. М. и др.
162
Точность в машиностроении
за период разогрева станка, т. е. до получения теплового равновесия системы. Если после этого произведена поднастройка станка, то данный фактор в дальнейшем можно не учитывать. В результате температурных деформаций технологической системы происходит смещение центра группирования кривой распределения размеров. При продолжительной остановке станка (30 мин и более) центр группирования смещается в обратную сторону. Устранив влияние температурных деформаций станка его последующей подналадкой, необходимо дальнейшую обработку вести ритмично, без длительных перерывов.
Остаточные напряжения в материале заготовок влияют на точность обработки так же, как и при обработке методом пробных проходов.
Удельное значение перечисленных погрешностей в их общем балансе (суммарной погрешности) непостоянно и зависит от выполняемой операции (предварительная или чистовая), от метода обработки, типа и состояния станка, его жесткости и других факторов. При предварительной обработке доминирующее значение могут иметь погрешности, вызываемые упругими деформациями технологической системы под влиянием сил резания. В отдельных случаях их величина доходит до 30% от поля допуска на заданный размер. В условиях чистовой и отделочной обработки роль этих погрешностей заметно снижается..
Погрешности, вызываемые размерным износом режущего инструмента ,с пластинками из твердых сплавов современных марок, сравнительно невелики, их величина для чистовой и предварительной обработки находится в пределах 10—20% суммарной погрешности.
Погрешности настройки станка составляют 30—40% при чистовой обработке, 20—30% при предварительной обработке.
Погрешности обработки, возникающие в результате геометрических неточностей станка, достигают 10—30%. Обычно для заводов, изготовляющих станочное оборудование, устанавливается допустимая геометрическая погрешность станков в пределах 10—15% от заданного допуска на обработку; для изношенных станков эта величина несколько возрастает.
Погрешности, возникающие из-за температурных деформаций технологической системы, достигают в отдельных случаях 10—15% суммарной погрешности.
При обработке тонкостенных, маложестких и неустойчивых заготовок погрешности в результате действия остаточных напряжений достигают 40%.
При нерациональных схемах базирования и закрепления заготовок в приспособлениях относительно большое значение имеют погрешности установки.
Пути повышения точности механической обработки 163
Для каждой конкретной операции целесообразно производить самостоятельный отдельный анализ точности, выявляя наиболее эффективные возможности ее повышения. Подрбный анализ может носить комплексный характер, если исследованию подвергаются не отдельные операции, а процесс в целом. Расчет проектируемого процесса на точность состоит из следующих этапов:
1) подробный анализ технологического процесса по всем операциям и переходам в~ целях выявления первичных погрешностей, вызываемых отдельными технологическими факторами;
2) определение расчетом или по нормативным материалам первичных погрешностей и их влияния на точность размеров и другие точностные характеристики изделия;
3) суммирование первичных погрешностей в целях установления общей (результативной) погрешности обработки на каждой операции;
4) выявление, на основе анализа результатов расчета, возможностей устранения или уменьшения первичных погрешностей; в результате этого намечаются конкретные мероприятия по повышению точности выполнения отдельных операций.
Анализ точности существующих технологических процессов можно производить не только описанным методом, но и статистическими методами. Построением точностных диаграмм можно выявить систематические постоянные и систематические закономерно изменяющиеся погрешности и наметить соответствующие мероприятия по их уменьшению или полному устранению. Построением кривых накапливающихся средних можно выявить погрешности обработки, изменяющиеся по периодическому закону.
Точность механической обработки во многом зависит от сложности кинематической цепи станка, передающей движения подачи, и от качества выполнения ее звеньев. Если кинематическая цепь используется для подвода и установки рабочего инструмента на размер с последующим отводом его в исходное положение, то наименее благоприятный результат получается при многозвенной цепи, больших зазорах в сопряжениях *ее звеньев и отсутствии жесткого упора для каретки (суппорта) инструмента. Подобные случаи имеют место на некоторых полуавтоматических станках для радиальной подачи резцового суппорта или бабки шлифовального круга (при врезном шлифовании) от кулачка через ряд рычагов и зубчатых передач.
Исследования показывают, что в конце хода суппорт не занимает вполне определенного точного положения. При многократном повторении рабочих ходов конечное звено данной кинематической цепи, т. е. суппорт, каретка или бабка с рабочим инструментом, несмотря на наличие вполне определенных кинематических связей, занимает различное положение. Причина этого кроется в том, что
6*
164
Точность в машиностроении
при большом количестве звеньев и недостаточно точных сопряжениях возможны небольшие смещения звеньев относительно друг друга. С другой стороны, на точность положения последнего звена влияет скачкообразный характер трения. При малых скоростях перемещения, соответствующих движениям подач, изменения коэффициента трения получаются относительно большими. При недостаточной смазке перемещение суппорта происходит не плавно, а небольшими рывками. В результате этого нельзя добиться точной установки суппорта в конце его хода.
Для повышения точности перемещений необходимо, следовательно, стремиться к упрощению кинематических цепей движений подач, повышению точности сопряжений их звеньев и устранению скачкообразного характера движения суппорта, особенно в конце его хода.
Полезным мероприятием для повышения точности малых перемещений является создание постоянного натяга между винтом и гайкой. В этом случае точность перемещений повышается в результате односторонней выборки зазора в данном сопряжении.
В механизмах с приводом от кулачков, гидравлических и других устройств заметный результат получается от применения жестких упоров, к которым поджимается суппорт в конце его хода. В этом случае в звеньях передающего механизма также создается натяг. Чтобы исключить возможность поломки механизма, одно из его звеньев должно быть достаточно податливым.
При обработке поверхностей с продольной подачей большая точность получается при отсутствии периодически повторяющихся движений подвода и отвода инструмента. Если инструмент расположен односторонне (несимметрично) относительно заготовки, то обработка без его отвода и подвода может вызвать образование рисок на обработанной поверхности при обратном движении инструмента в исходное положение. Устранение рисок достигается повышением жесткости технологической системы и двусторонним (симметричным) расположением инструментов относительно заготовки.
Благоприятные условия получаются при обработке цилиндрических отверстий жестким инструментом. В этом случае используется только одно продольное перемещение инструмента при полном уравновешивании радиальных сил резания.
Точность механической обработки может быть также повышена улучшением конструкции подшипников шпинделей станков. Заменой подшипников скольжения прецизионными подшипниками качения в ряде случаев достигается уменьшение радиальных зазоров и их влияние на точность обработки.
Повышение точности при автоматизированной обработке., Вопросы точности при автоматизированной обработке приобретают
Пути повышения точности механической обработки
165
особое значение. Заданная точность обработки обеспечивается без непрерывного воздействия на технологический процесс со стороны человека. Роль его сводится к наблюдению за ходом процесса обработки и принятию соответствующих мер в случае возникновения неполадок и отклонений от нормального протекания.
Важно обеспечить стабильность точности обработки во времени без частых вмешательств в работу автоматических устройств обслуживающего персонала.
На точность автоматизированной обработки влияют те же физические факторы, что и при других методах ее обеспечения. Для получения вполне однородной по качеству продукции необходимо глубокое знание всех закономерностей протекания технологического процесса. В условиях обычного (не автоматизированного) производства незнание взаимосвязей явлений и влияния отдельных факторов на суммарную погрешность компенсируется непосредственным непрерывным или периодическим вмешательством обслуживающего станок рабочего. В условиях автоматизированного производства необходимы точный учет всех условий протекания процесса и умение регулирования его во времени.
На результативную погрешность автоматизированной обработки влияют ранее рассмотренные технологические факторы. Приведенные выводы и рекомендации по повышению точности справедливы и для условий автоматизированного производства. Несмотря на это, можно отметить некоторую специфику по влиянию отдельных факторов на первичные погрешности обработки.
Погрешности, вызываемые деформациями технологической системы под влиянием сил резания, вполне аналогичны тем, которые возникают на станках, работающих по методу автоматического получения размеров. Погрешности при однопроходной автоматизированной обработке весьма трудно поддерживать на заданном минимальном уровне в процессе резания при помощи специальных регулирующих „или следящих устройств, так как последние значительно усложняют конструкцию станка. Обычно для уменьшения этих погрешностей повышают и выравнивают жесткость технологической системы, повышают точность исходных заготовок, улучшают однородность механических свойств обрабатываемого материала, а также лимитируют степень затупления режущих инструментов, В результате чего сужаются пределы изменения сил резания. Указанные ограничения проводят при автоматизированном производстве в более жестких рамках, чем это имеет место при обычном методе автоматического получения размеров. Погрешности установки заготовок уменьшают реализацией рассмотренных ранее мероприятий.
Для автоматизированного производства характерно более полное выполнение принципа постоянства баз, что способствует не только повышению точности, но и унификации приспособлений на различ
166
Точность в машиностроении
ных операциях обработки. Обращается большее внимание на повышение износостойкости приспособлений и очистку их от стружки и посторонних частиц. Для закрепления заготовок широко используют пневматические, гидравлические и другие силовые приводы. В случае обработки заготовок в приспособлениях-спутниках закрепление осуществляют механическими устройствами, однако в качестве источника силы предпочтительнее использовать те же силовые приводы. При передаче приспособлений-спутников с последней на исходную позицию их пропускают через устройства для очистки от стружки.
Для уменьшения погрешностей обработки, вызываемых деформациями заготовки и элементов приспособления, используют наиболее рациональные для данного случая схемы базирования и закрепления.
Размерный износ режущего инструмента при автоматизированной обработке небольших заготовок влияет только на точность размеров. Регламентация этого влияния достигается принудительной сменой инструмента через установленное время работы, а также применением автоматических подналадчиков. На станках шлифовального типа широко используют устройства для выключения подачи и остановки станка по достижении заданного размера. Автоматизация подналадки достигается использованием цепи подачи шлифовального круга, включаемой по команде измерительного датчика.
Влияние температурных деформаций технологической системы на точность обработки устраняется проведением ранее отмеченных мероприятий, а также использованием подналадчиков.
Геометрические неточности станков вызывают постоянные систематические погрешности формы и взаимного расположения поверхностей детали. Уменьшение этих погрешностей до необходимых величин достигается соответствующим уменьшением геометрических неточностей станков, а также повышением их износостойкости и введением удобных средств регулирования.
Повышение точности автоматизированной обработки достигается в основном теми же путями, что и при обработке на обычных станках методом автоматического получения размеров. Наряду с этим отдельные виды погрешностей могут быть устранены средствами активного контроля, регулирующими процесс обработки. Для процессов достаточно стабильных и хорошо изученных могут быть рекомендованы активные средства контроля с автоматическими подналадчиками, включаемыми через определенные интервалы времени. Этим методом могут устраняться систематические закономерно изменяющиеся погрешности.
Устранение систематических и случайных погрешностей выполняемого размера достигается средствами активного контроля с авто-
Пути повышения точности механической обработки
167
магическими подналадчиками, получающими непрерывную команду от обрабатываемой заготовки. Этот метод широко используется при шлифовании и других методах обработки, когда заданный размер получается последовательными приближениями инструмента к обрабатываемой заготовке.
Для других методов однопроходной обработки используют средства активного контроля с автоматическими подналадчиками, получающими команду от одной или нескольких предварительно обработанных деталей. При этом методе устраняются систематические закономерно изменяющиеся погрешности обработки. Случайные погрешности, однако, остаются. Принцип работы данных устройств заключается в том, что импульс от измерительного прибора, встроенного в данный станок, приводит к срабатыванию
Рис. 69. Схемы работы автоматических подналадчиков:
а — с обратной связью; б — с предварительным регулированием
реле, которое управляет механизмом, корректирующим настройку станка. Данных по измерению одной детали недостаточно для обоснованной и надежной корректировки настройки. Более качественные результаты обеспечиваются при получении команды на основе статистических характеристик. В настоящее время известны управляющие устройства (статисроллы)? производящие коррекцию настройки на базе среднего арифметического из результатов измерения нескольких деталей. Известно также применение суммирующих устройств на автоматических линиях для получения импульсов не по одному, а по нескольким показателям качества обрабатываемых изделий. По этим импульсам происходят остановка и подналадка агрегатов для устранения отклонений за пределы годности данной продукции.
Схема работы станка с использованием указанных управляющих средств показана на рис. 69, а. Обработанная деталь (или группа деталей) передается со станка 1 на измерительное устройство 2, Результаты измерений в виде команды передаются на регулирующее устройство 3, корректирующее настройку станка 1.
На рис. 69, б дана схема другого управляющего устройства. Оно включает измерительное устройство 1 для заготовок, поступаю
168
Точность в машиностроении
щих на станок 2. Данные измерения размера (и твердости) каждой отдельной заготовки передаются на регулирующее устройство 3, производящее предварительную корректировку настройки станка. В результате этого влияния случайных погрешностей, возникающих из-за непостоянства припуска на обработку, неоднородности материала заготовок и ошибок установки заготовок на станке, могут быть в значительной степени уменьшены.
При обработке на предварительно настроенном станке регулирующее устройство может компенсировать непостоянство припуска и неоднородность механических свойств материала подачей заготовки на режущий инструмент (в случае большого припуска и большей твердости материала) или подачей заготовки от него.
При торцовом или цилиндрическом фрезеровании возможно также регулирование методом бесступенчатого изменения продольной подачи стола. В случае снятия большего припуска скорость подачи замедляется и упругие отжимы элементов технологической системы уменьшаются. Подобный метод регулирования вполне возможен, так как шероховатость обработанной поверхности мало зависит от продольной подачи.
Возможно также сочетание схем, показанных на рис. 69, а и б. В этом случае можно достичь устранения случайных систематических постоянных и систематически изменяющихся погрешностей обработки.
§ 7. КАЧЕСТВО ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН И ЗАГОТОВОК
Понятие о качестве поверхностей. Качество поверхностей деталей машин и заготовок характеризуется шероховатостью и волнистостью поверхности, а также физико-механическими свойствами поверхностного слоя.
Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, образующих рельеф поверхностей детали и рассматриваемых на определенной (базовой) длине.
Под волнистостью поверхности (рис. 70) понимают совокупность периодически чередующихся возвышенностей и впадин, образующих неровности поверхности, у которых расстояние между смежными возвышенностями или впадинами превышает принимаемую при измерении шероховатости базовую длину. Волнистость занимает промежуточное положение между отклонениями геометрической формы и шероховатостью поверхности.
Шероховатость и волнистость поверхности взаимосвязаны с точностью размеров. Высокой точности всегда отвечает малая шероховатость и волнистость поверхности. Это определяется не только
Качество поверхностей деталей машин и заготовок
169
условиями работы изделия, но и необходимостью получения устой-
чивых и надежных результатов измерения.
Физико-механические свойства поверхностного слоя характеризуются его твердостью, структурными превращениями, величиной и знаком остаточных напряжений, глубиной распространения деформации кристаллической решетки металла.
У готовой детали качество обработанных поверхностей в значительной мере зависит от операций окончательной обработки; необработанные поверхности сохраняют характеристики качества,
Рис. 70. Шероховатость и волнистость поверхности:
В — высота волны; L — шаг волны; Н — высота микронеровностей (шероховатостей); S — шаг микронеровностей
возникшие в процессе получения заготовки.
Достижение нужных характеристик качества поверхностей деталей машин и поддержание их на определенном уровне является задачей построения всего технологического процесса.
Шероховатость и волнистость поверхностей. Шероховатость и волнистость поверхности представляет важные факторы для оценки качества поверхности.
Факторы, влияющие на шероховатость и волнистость. При обработке металлов резанием на обрабо
танной поверхности создается определенная микрогеометрия (шероховатость) поверхности. Шероховатость, измеренную в направлении движения подачи, называют поперечной шероховатостью, а измеренную в направлении главного рабочего движения, при котором осуществляется резание, — продольной шероховатостью. Обычно продольная шероховатость характеризуется меньшей высотой неровностей и при измерении охватывается поперечной шероховатостью. Шероховатость поверхности зависит от метода и режимов обработай, геометрии и качества доводки режущих кромок инструмента, свойств обрабатываемого материала, а также от условий выполнения обработки (вида смазывающе-охлаждающих жидкостей, способа закрепления заготовки, вибраций, возникающих в процессе обработки). Каждому методу обработки свойствен определенный диапазон высоты микронеровностей, та или иная картина расположения штрихов на обработанной пов§рхности.
Из режимов резания при обработке стандартными резцами и фрезами наиболее существенное влияние на шероховатость поверхности оказывают подача и скорость резания. Форма режущей кромки инструмента также влияет на шероховатость поверхности. Однако образование микронеровностей нельзя объяснить только следом движения режущей кромки в материале заготовки. На шероховатость поверхности влияют пластические явления захвата и отрыва
170
Точность в машиностроении
слоев материала, находящегося под режущей кромкой (обработка стальных заготовок) и явления хрупкого выламывания частиц материала (обработка заготовок из серого чугуна и твердых цветных сплавов). Нарост на режущей кромке инструмента, периодически образующийся в определенном диапазоне скоростей резания при обработке стальных заготовок, способствует увеличению шероховатости; при высоких скоростях резания шероховатость уменьшается, так как наростообразование прекращается, стружка, вследствие повышения температуры резания, отделяется резцом более плавно и кристаллы металла не вырываются. С увеличением подачи явления захвата и отрыва слоев металла возрастают, увеличивая шероховатость поверхности.
Микронеровности образуются также вследствие трения задней поверхности инструмента по обрабатываемой поверхности заготовки, которое возрастает по мере износа режущего инструмента. Уменьшение неровностей и зазубрин на режущей кромке путем ее доводки способствует получению более гладкой обработанной поверхности.
На шероховатость поверхности влияют механические свойства, химический состав и структура материала заготовок. При обработке заготовок из мягкой малоуглеродистой стали получается более шероховатая поверхность, чем при обработке заготовок из твердой стали с большим содержанием углерода. Заготовки из стали с повышенным содержанием серы (автоматные стали) и из стали с присадкой свинца имеют более чистую поверхность среза, чем заготовки из обычных сталей. Заготовки из сталей с мелкозернистой структурой обрабатываются лучше заготовок из сталей с крупнозернистой структурой. Заготовки из стали со структурой пластинчатого перлита обрабатываются хуже заготовок из сталей с глобулярным перлитом.
Вибрации элементов технологической системы периодически изменяют положение режущей кромки инструмента относительно обрабатываемой поверхности, создавая на ней выступы и впадины. На процесс вибрации влияют: жесткость системы (и, в частности, жесткость установки и крепления заготовки), зазоры в звеньях системы, неуравновешенность вращающихся частей, дефекты приводов и другие причины.
В зависимости от частоты и амплитуды колебаний изменяются форма и размеры поверхностных неровностей. При относительно невысокой частоте и большой амплитуде колебаний на обрабатываемой поверхности образуется волнистость. Волнистость и микронеровности могут изменяться на отдельных участках поверхности в зависимости от изменения жесткости технологической системы в различных сечениях обрабатываемой заготовки.
Качество поверхностей деталей машин и заготовок
171
Шероховатость поверхностей черных заготовок образуется под воздействием технологических условий их получения. По исследованиям проф. д-ра техн, наук В. М. Кована, поверхностные слои заготовок характеризуются следующими данными.
На поверхности проката остаются следы погрешностей поверхности прокатных валков, по мере износа которых поверхность проката ухудшается; высота поверхностных неровностей горячекатаного проката обычно не превышает 150 мк, а холоднотянутого — 40—50 мк.
У поковок высота поверхностных неровностей зависит от методов ковки. Наиболее грубая поверхность, со значительными неровностями, порядка 1,5—4 мм, получается при свободной ковке. На поверхностях горячештампованных поковок остаются следы окалины и воспроизводятся поверхностные погрешности штампов; при этом высота поверхностных микронеровностей, в зависимости от веса поковок и состояния штампов, находится в пределах 150—500 мк.
Поверхности отливок копируют в той или иной степени поверхности литейных форм. Поверхностные неровности у мелких отливок, залитых в песчаную форму ручной формовки, достигают 500 мк, а у крупных 1500 мк и зависят от величины зерен формовочной смеси, плотности набивки формы, тщательности ее отделки и‘Других факторов. При литье в песчаные формы машинной формовки высота поверхностных неровностей достигает 300 мк, при кокильном и центробежном литье 200 мк. при литье под давлением 5—10 мк. При литье по выплавляемой модели высота поверхностных микронеровностей отливок составляет 8—40 мк.
Влияние шероховатостей поверхностей на эксплуатационные свойства деталей машин. Из-за шероховатости и волнистости сопрягаемых поверхностей фактическая площадь контакта оказывается меньше номинальной. Контакт поверхностей происходит по отдельным участкам, суммарная площадь которых образует несущую поверхность.
Действительная поверхность контакта под рабочей нагрузкой зависит также от твердости, упругости, пластичности и других физических свойств поверхностного слоя, создаваемых в нем в процессе обработки.
При подвижных посадках шероховатость поверхности оказывает влияние на характер протекания первичного износа (приработки) трущихся поверхностей.
В процессе приработки поверхностные неровности сопряженных поверхностей вызывают местный разрыв масляной пленки и наиболее выступающие неровности разрушаются. В результате первичного износа зазор между сопряженными поверхностями возрастает и
172
Точность в машиностроении
посадка отклоняется от запроектированной. На рис. 71 даны кривые износа поверхностей, обработанных различными методами с различной шероховатостью. По оси абсцисс отложено время работы сопряжения, по оси ординат —величина износа. Первичный износ для трех поверхностей, обработанных с различной шероховатостью,
характеризуется участками кривых с углами наклона а2 и а3 и продолжительностью протекания износа /15 /2 и t3. Эксплуатационный износ для всех случаев характеризуется одинаковым углом наклона кривых износа, свойственным данным материалам и условиям работы. Таким образом, продолжительность работы трущихся пар 7\, Т2 и Т3 до границы допустимого износа будет различной
Рис. 71. Кривые износа поверхностей при по-
движной посадке
в зависимости от шероховатости поверхностей.
На износ влияет не только высота микронеровностей, но и направление обработочных рисок относительно направления скольжения поверхностей.
Практика показывает, что при опреде
ленных условиях уменьшение шероховатости трущихся поверхностей для повышения их износостойкости целесообразно производить до определенного предела. На очень чистых поверхностях смазка удерживается хуже;
в результате возможно увеличение износа и схватывание сопряженных деталей из-за возникновения сухого трения.
На износ деталей машин влияют также волнистость поверхностей и макрогеометрические отклонения их формы. При этом влияние макрогеометрических отклонений более значительно, чем влияние
шероховатости поверхности.
Прочность сопряжений с натягом также во многом зависит от шероховатости поверхностей. При запрессовке происходит сглаживание микронеровностей и фактический натяг уменьшается. Большее уменьшение натяга, а следовательно, и большее снижение прочности сопряжения происходит при более шероховатых поверхностях.
Впадины микропрофиля являются, по существу, надрезами на поверхности и в значительной степени влияют на концентрацию напряжений и образование усталостных трещин в условиях циклической и знакопеременной нагрузки. Степень концентрации напряжений на дне впадин микропрофиля определяется коэффициентом концентрации. Его величина для поверхностей, обработанных резанием, лежит в пределах 1,5—2,5.
Качество поверхностей деталей машин и заготовок
173
Влияние шероховатости поверхности на прочность при ударном разрушении наиболее заметна у заготовок из твердых сталей и менее у заготовок из мягких сталей.
От шероховатости поверхности зависит контактная жесткость сопряжения; так, с изменением высоты микронеровностей направляющих металлорежущих станков после шабрения с 5—7 мк до 10—12 мк контактная жесткость снижается в 3 раза.
Наблюдения за антикоррозионной стойкостью металлических поверхностей показали, что коррозия в атмосферных условиях возникает легче и распространяется быстрее на грубо обработанных поверхностях. В агрессивных средах влияние шероховатости на антикоррозионную стойкость сказывается слабо.
Рис. 72. Схема определения шероховатости (из ГОСТа 2789—59)
Шероховатость поверхности оказывает влияние на условия смазки, теплопроводность стыков, герметичность стыков в соединениях, отражательную и поглощающую способность поверхностей, условия протекания газов *и жидкостей в трубопроводах, сопротивление кавитационному разрушению деталей гидравлических машин и другие характеристики поверхностей и сопряжений. Все это требует обеспечения в производстве вполне определенных характеристик шероховатости поверхностей и ее контроля.
Критерии шероховатости и классы чисто-т ы. Стандартом на шероховатость поверхности (ГОСТ 2789—59) установлено 14 классов чистоты: 1-му классу соответствует самая шероховатая, а 14-му самая чистая поверхность. Для количественной оценки шероховатости на базовой длине I по ГОСТу 2789—59 предусмотрено два критерия (рис. 72).
Среднее арифметическое отклонение профиля Ra — среднее значение расстояний (уь ууп) точек измеренного профиля до его средней линии. Расстояния до средней линии суммируются без учета алгебраического знака:
i
Ra ~ 5 I У I
174
Точность в машиностроении
приближенно
хы
Высота неровностей R2 —среднее расстояние между находя-щимися в пределах базовой длины пятью высшими точками выступов и пятью низшими точками впадин, измеренное от линии, параллельной средней линии
п (Jh + + • • • 4- ^9) (^2 4- »• • + ^ю)
5
Средняя линия профиля т делит измеренный профиль таким образом, что в пределах базовой длины сумма квадратов расстояний (f/i, Уъ, • ••> Уп) т°чек профиля до этой линии минимальна. В пределах базовой длины площади по обеим сторонам от этой линии до линии профиля равны между собой:
^1 + ^3 + « • • + ^п-1 = ^2 ^4 + • • • 4-
ГОСТом регламентируется шероховатость от Rs ~ 320 мк и Ra 80 мк (1-й класс) до R2 = 0,05 мк и Ra =< 0,01 мк (14-й класс); при этом измерение должно производиться на регламентированной для каждого класса базовой длине. Для 6—12-го классов основной является шкала Ra, а для 1—5-го, 13 и 14-го классов — шкала R^. Для более тонкой градации в оценке шероховатости 6—14-е классы делятся на разряды, которые обозначаются буквами а, б, в.
Методы измерения и оценки шероховатости и волнистости поверхностей. Оценку шероховатости поверхностей производят в цехе при контроле и приемке деталей, а также при выполнении исследований в лабораторных условиях. Применяемые методы оценки можно разделить на прямые и косвенные. Для прямой оценки шероховатости (в мк) применяют щуповые (профилометры и профилографы) и оптические (двойной и интерференционный микроскопы) приборы. Для косвенной оценки используются образцы шероховатости и интегральные методы.
Профилометры выпускаются стационарного и переносного типов и позволяют измерять шероховатость 5—12-го классов чистоты. Действие профилометра основано на ощупывании поверхности алмазной иглой, движущейся по заданной трассе. Механические колебания иглы преобразуются в электрические. Наиболее распространены профилометры индукционные (КВ-7М, ПЧ-3 завода «Калибр»), приборы Филлипс, Тейлор-Гобсон, Браш). На шкале показывающего прибора профилометра оценка шероховатости, в зависимости от характеристики преобразователя, дается
Качество поверхностей деталей машин и заготовок
175
по Ra или Нск. (среднее квадратическое отклонение высоты микронеровностей от средней линии профиля).
Профилографы применяют для записи микропрофиля поверхности 3—14-го классов в виде профилограмм. При последующей обработке снятой профилограммы могут быть получены значения Ra и Rz для данной поверхности. Профилографы предназначены для лабораторных исследований и не пригодны для цехового контроля деталей.
В оптико-механических профилографах запись профилограммы производится световым лучом на фотопленке или пером самопишущего устройства на бумажной ленте.
Вертикальное увеличение при снятии профилограмм дается значительно большее, чем горизонтальное. Так, например, на профилографе завода «Калибр» возможно измерение шероховатости 5—14-го классов с вертикальным увеличением от 1000 до 200 000 раз и горизонтальным увеличением от 2 до 4000 раз.
При измерении шероховатости поверхностей щуповыми приборами деталей из мягких материалов наблюдается царапанье поверхности деталей, несмотря на весьма малое давление на иглу. Радиус закругления иглы в 10—12 мк не позволяет ей проникнуть в узкие и глубокие впадины и отразить их на профилограмме или в числовой оценке высоты шероховатостей.
Двойной микроскоп МИС-11 конструкции акад. В. П. Линника предназначен для измерения шероховатости поверхностей 3—9-го классов чистоты. В этом приборе микронеровности освещаются световой полосой, направляемой из осветительного тубуса под некоторым углом к контролируемой поверхности. Линия пересечения световой полосы и микронеровностей наблюдается в увеличенном виде в визуальном тубусе. Микронеровности измеряются с помощью окулярного микрометра или фотографируются с помощью фотонасадки МФН-1. Сменными объективами достигается увеличение в 87, 157, 270 и 517 раз. На приборе определяется шероховатость поверхности по показателю Rz. Недостаток метода — небольшое линейное поле зрения (от 2 до 0,33 мм), необходимость измерений и подсчетов результатов измерений. Метод применяется при лабораторных исследованиях и выборочном контроле.
На рис. 73 и 74 в качестве примеров показаны профилограммы, снятые на двойном микроскопе (а) и на профилографе ИЗП-17 (б).
Микроинтерферометры используют для измерения шероховатости поверхностей 10—14-го классов чистоты по показателю Rz. В поле зрения прибора наблюдаются искривленные интерференционные полосы соответственно профилю микронеровностей на рассматриваемом участке поверхности. Высота этих искривлений измеряется окулярным микрометром при увеличении в 490 раз. Фотографирование производится при увеличении в 290 раз. Незна
176
Точность в машиностроении
чительная величина поля зрения прибора при фотографировании ограничивает его применение 13—14-м классом по базовой длине. Метод применяется при лабораторных исследованиях и производственном контроле прецизионных деталей.
Метод сравнения поверхности контролируемой детали с аттестованными образцами шероховатости поверхности является наиболее простым и быстрым способом контроля производственных деталей в цеховых условиях. При некотором навыке контролеры
Рис. 73. Профилограммы стальной поверхности, обработанной точением по 6-му классу чистоты
могут достаточно надежно определять класс чистоты контролируемой детали. Для этого образцы должны быть изготовлены из тех же материалов, что и контролируемые детали, так как отражательная
Рис. 74. Профилограммы стальной поверхности, обработанной шлифованием по 8-му классу чистоты
способность материала (стали, чугуна, цветных сплавов и др.) оказывает существенное влияние на глазомерную оценку шероховатости поверхности. Механическая обработка образцов должна производиться теми же методами, которыми обрабатываются контролируемые детали. Образцы должны быть изготовлены по наибольшему пределу высот неровностей для данного класса чистоты. При этом условии легче различать образцы двух соседних классов.
Образцы должны иметь паспорта с указанием материала, термической обработки, метода механической обработки, режима резания, охлаждающе-смазывающей жидкости, геометрических пара
Качество поверхностей деталей машин и заготовок
177
метров режущего инструмента, при которых они были обработаны. Такие паспорта ориентируют технолога при назначении режима резания и других условий обработки для получения чистоты поверхностей деталей заданных классов. Образцами могут служить также готовые детали, шероховатость поверхности которых аттестована. Визуальная оценка субъективна, особенно для тонкообра-ботанных поверхностей.
Для поверхностей 8-го класса чистоты и выше рекомендуется пользоваться переносным или стационарным сравнительным микроскопом, в котором изображения контролируемой поверхности и образца совмещены в поле одного и того же окуляра, разделенном на две равные части, и увеличены в 10—50 раз.
Интегральные методы дают косвенную оценку шероховатости не по определенной трассе, а по площади выбранного участка поверхности. Данный метод контроля используется, в частности, в пневматических приборах, которые применяются для оценки шероховатости поверхностей 3—9-го классов. Шероховатость поверхностей оценивается косвенно по расходу воздуха, проходящего через щели, образуемые впадинами микропрофиля, и торцовой поверхностью сопла пневматической измерительной головки/опирающейся на исследуемую поверхность. С изменением шероховатости поверхности изменяется проходное сечение, а вместе с ним — сопротивление истечению струи воздуха из сопла. Метод удобен при работе на настроенных на определенные детали приборах и применяется в массовом производстве. Настройка прибора производится по образцам чистоты или по эталонным деталям.
Шероховатость поверхности может быть косвенно оценена на определенной площади методом измерения электрической емкости между деталью и металлической пластинкой, разделенными диэлектриком. С уменьшением шероховатости поверхности емкость конденсатора возрастает.
Известны и другие методы интегральной оценки шероховатости (по износу графитовой палочки, прижимаемой к контролируемой поверхности с определенной силой, по количеству отраженного света, падающего на деталь, и др.).
Измерение волнистости поверхностей возможно на профилографах для измерения шероховатости; для этого необходимо лишь увеличить трассу исследования и применить иглу с большим радиусом округления острия. Могут быть использованы оптиметры и микронные индикаторы. Для контроля круглости цилиндрических деталей применяется прибор мод. 218 завода «Калибр». Из иностранных приборов этого типа известен прибор «Тэлиронд» фирмы Тэйлор-Гобсон (Англия).
Применяются также специальные приборы для измерения волнистости. Так, например, прибор НИИТАвтопрома предназначен
178
Точность в машиностроении
для контроля волнистости по образующей и по окружности у деталей диаметром от 20 до 100 мм и длиной от 150 до 1000 мм при вертикальном увеличении 500—10 000 раз.
Измерение погрешностей формы и волнистости по окружности производится на приборах завода «Калибр» и фирмы Тейлор-Гобсон «Тэлиронд». Запись производится в полярных координатах при увеличении в 50—10 000 раз; при этом волнистость и погрешности формы могут быть записаны вместе или раздельно. На рис. 75 приведена запись отклонений формы окружности и волнистость.
Накладывая прибор на образец чистоты поверхности, а затем
на контролируемую деталь, можно производить оценку класса
Рис. 75. Запись волнистости и отклонений геометрической формы
чистоты обработанной поверхности методом сравнения.
Размеры микронесущей поверхности зависят от класса чистоты и от метода обработки поверхностей. Так, микронесущая поверхность при высоте шероховатостей от 2,5 до 8 мк после развертывания и шлифования составляет 10%, а после чистового точения и фрезерования 25%; при высоте шероховатостей от 0,8 до 2,5 мк после развертывания, протягивания и шлифования микронесущая поверхность составляет 40%. При алмазном точении и обычной притирке
она достигает 63%, а в результате тонкого шлифования, самой
тщательной притирки и суперфиниша 80—90%.
Поскольку контакт сопрягаемых поверхностей происходит при соприкосновении друг с другом отдельных микронеровностей, большое значение приобретает шаг микровыступов, их форма и
расположение на поверхности.
Направление штрихов от механической обработки у сопрягаемых поверхностей относительно друг друга и направления рабочего движения являются важной эксплуатационной характеристикой поверхности. Штрихи обработки могут быть прямолинейными (при-строгании, протягивании, долблении), располагаться по спирали (точение, подрезание торцов), располагаться по перекрещивающимся спиралям (хонингование), по окружности (точение фасонным резцом), по трохоиде (торцовое фрезерование) или иметь более сложное расположение.
Вопрос о назначении требований к расположению штрихов в связи с условиями эксплуатации изучен недостаточно; однако известно, что расположение штрихов влияет на износостойкость по
Качество поверхностей деталей машин и заготовок
179
верхностей, работающих при разных удельных давлениях, на работоспособность подвижных и прочность прессовых посадок, на сопротивление движению газов и жидкостей.
Так, в условиях полужидкого трения износостойкость повышается при взаимно перпендикулярном или близком к нему расположении штрихов; такое же расположение штрихов уменьшает опасность схватывания в условиях граничного трения поверхностей.
Поэтому в ответственных случаях требование к направлению штрихов может быть оговорено в технических условиях, а выбранный метод окончательной обработки поверхности должен обеспечить выполнение этого требования.
Состояние поверхностного слоя. На состояние поверхностного слоя оказывает влияние ряд технологических факторов.
Факторы, влияющие на изменен и яв поверхностном слое. Физико-механические свойства поверхностного слоя деталей машин изменяются под влиянием комплексного воздействия силовых и температурных факторов в процессе обработки.
При обработке лезвийными инструментами превалирующее воздействие оказывают силовые факторы. Результатом силового воздействия при пластической деформации является разрушение структуры, повороты и смещения кристаллов и наклеп поверхностного слоя, характеризуемый повышением микротвердости и снижением вязкости.
В поверхностном слое стальных деталей наблюдаются три зоны:
а) зона резко выраженной деформации; она характеризуется значительными искажениями кристаллической решетки, измельченными зернами, завихренным строением структурных составляющих и резким повышением микротвердости;
б) зона деформации, характеризуемая вытянутыми зернами, наволакиванием одних зерен на другие и значительным снижением микротвердости сравнительно с верхним слоем;
в) переходная зона, представляющая собой зону влияния деформации и постепенного перехода к нормальному строению основного металла.
При обработке заготовок из серого чугуна иногда обнаруживается слабо выраженная деформация на глубину не более 15 мк.
При чистовой и черновой обработке стали деформация распространяется на глубину отбОлж до 100—300 мк, а при обдирке— до 500—1000 мк. На рис. 76 и 77 приведены микрошлифы поверхностных слоев стальных деталей.
Остаточные напряжения в поверхностном слое зависят от многих факторов. На рис. 78 приведена типичная схема распределения остаточных напряжений.
180
Точность в машиностроении
При шлифовании состояние поверхностного слоя в значительной мере определяется температурными явлениями, а также силовыми воздействиями. В поверхностном слое происходят структурные преобразования и на границах зерен появляются карбиды, образуются зоны закалки или отпуска, возникают положительные или отрицательные остаточные напряжения. Их уровень может достигать и даже превышать напряжения предела
Рис. 76. Микрошлиф поверхностного слоя металла после обтачивания заготовки из стали марки 20X3
Рис. 77. Микрошлиф поверхностного слоя металла после обтачивания заготовки из стали марки 45
текучести материала заготовки. Глубина поверхностных слоев с резко выраженными изменениями при черновом шлифовании составляет 10—30 мк, а при чистовом и тонком шлифовании до 5 мк\ остаточные напряжения распространяются на глубину 50—150 мк.
Поверхностный слой поковок состоит из зоны обезуглероживания и переходной зоны, в которой наблюдается частичное обезуглероживание. У горячештампованных заготовок глубина обезуглероженного слоя в зависимости от веса поковок находится в пределах 150—300 мк\ при свободной ковке, также в зависимости от веса поковки, может получиться более глубокий обезуглероженный слой — порядка 500—1000 мк. Поверхностный слой проката о без-
Качество поверхностей деталей машин и заготовок
181
углерожен на глубину до 150 мк, а у калиброванного проката он не превышает 50 мк.
Отливки из серого чугуна имеют обычно перлитную корку на глубину 300 мк (перлитная зона) и за ней — зону со значительным содержанием феррита, переходящую постепенно в основную структуру (переходная зона).
Поверхностный слой стальных отливок обычно имеет зону обезуглероживания глубиной до 200 мк и далее переходную зону с частичным обезуглероживанием.
На рис. 79 показан микрошлиф поверхностного слоя стальной отливки, полученной по выплавляемой модели. Поверхностный слой обезуглерожен почти до чистого феррита на глубину 0,15 мк. На этом же шлифе видны поверхностные микронеровности порядка 20—25 мк. На рис. 80 показан микрошлиф поверхностного слоя стальной горячештампованной заготовки; на нем достаточно отчетливо виден обезуглероженный слой глубиной до 200 мк и поверхностные неровности высотой до 80 мк.
Методы исследования поверхностных слоев. Для определения глубины и общей характеристики поверхностных слоев необработанных заготовок и при грубых методах механической обработки пользуются обычным методом исследования микром шлифов. Микротвердость поверхностных слоев исследуется методом вдавливания
бор ПМТ-3). Нагрузка на пирамиду составляет 0,5—1,0 н (50— 100 г). Наиболее удобно исследовать глубину поверхностного слоя и изменение его микротвердости по мере удаления от поверхности на микрошлифе, выполненном в виде «косого среза» под углом у (рис. 81). Глубина наклепанного слоя
78.
+б1Н/м2(кГ/ммг)
Типичная схема остаточных [ точении:
Рис.
распределения ( напряжений при
а — первый горизонт — слой с преобладанием зерен, деформированных пластически; б — второй горизонт — слой с преобладанием упругодеформированных зерен; в — третий горизонт — слой упругодеформированных зерен
алмазнои
(при-
hc = /tgy.
В процессе изготовления микрошлифа необходимо соблюдать условия, исключающие возможность возникновения новых изменений в поверхностном слое. Нельзя сошлифовывать удаляемую часть образца, так как высокая температура, возникающая при шлифовании, изменяет свойства металла. «Косой срез» получают при-
182 '
Точность в машиностроении
тиркой, используя пасту ГОИ, сначала грубую, а затем среднюю и тонкую, последовательно на трех плитах: чугунной и двух стеклянных. Притирка производится в специальном приспособлении, обеспечивающем срез под заданным углом. Изготовленный микрошлиф устанавливают на приборе ПМТ-3 в приспособлении так, чтобы исследуемая поверхность расположилась горизонтально. Затем алмазной пирамидкой наносят отпечатки, измеряют их диагонали и
Рис. 79. Микрошлиф поверхностного слоя стальной отливки, полученной по выплавляемой модели
Рис. 80. Микрошлиф поверхностного слоя стальной горячештампованной заготовки
определяют по таблицам числа твердости; наклепанный слой кончается там, где числа микротвердости для соседних отпечатков оказываются одинаковыми.
Зная расстояние первого отпечатка от поверхности и расстояния между последующими отпечатками, определяют глубину слоя в микронах, строят кривую, характеризующую изменение микротвердости в зависимости от глубины. «Косой срез» может быть использован также для изучения на металломикроскопе высоты шероховатостей, их формы и расположения; при этом необходимо учитывать, что измеренная высота шероховатостей имеет масштаб увеличения
Качество поверхностей деталей машин и заготовок
183
Для исследования поверхностного слоя применяют также рентгеноструктурный анализ. Остаточные напряжения в поверхностном
слое металла при этом определяют, стравливая с поверхности образца слои толщиной 5—10 мк. и после каждого отравления снимают рентгенограмму.
Этот метод длителен и трудоемок; на снятие и обработку одной рентгенограммы требуется около 10 ч.
Изменения в слоях металла толщиной менее 3—10 мк не улавливаются рентгеноанализом. В этих случаях исследование поверхностного слоя может быть произведено методом структурной электронографии, основанным на диффракции электронов, позволяющей исследовать строение тончайшего поверхностного слоя различных мате
1 — граница наклепанного слоя;
2 — плоскость микрошлифа; у = = 0°30' -н 2°
риалов.
На рис. 82 и 83 показаны поверхностные слои стального образца,
исследованные методом структурной электронографии после об-
Рис. 83. Структурное состояние поверхностных слоев стального образца после обработки:
Рис. 82. Структурное состояние поверхностных слоев стального образца после обработки тонким шлифованием
а — притиркой; б — суперфинишем
работки тонким шлифованием, притиркой и суперфинишем. Поверхностные слои, как показало исследование, состоят из трех зон.
184
Точность в машиностроении
Первая зона, толщиной от 2 до ЗА *, состоит из адсорбированной сгущенной пленки газа, которую можно удалить лишь нагревом поверхности в вакууме. Однако на воздухе эта пленка незамедлительно образуется снова.
Вторая зона получается различной в зависимости о от метода обработки. После тонкого шлифования она достигает 80А и состоит из сравнительно слабо соединенных между собой частиц окислов нитридов и металла, обезуглероженного действием высоких температур, развивающихся при шлифовании. После притирки вторая зона достигает примерно зоА и состоит из частиц абразива, окислов и пыли, а после суперфиниша — 15А и состоит из частиц окислов и пыли.
Третья зона после тонкого шлифования распространяется на глубину примерно 50 000 А и состоит из зерен металла, деформированных давлением шлифовального круга, и из карбидов, возникших от действия высоких температур. Карбиды, располагающиеся по границам зерен, делают этот слой хрупким. После притирки и суперфиниша третья зона достигает 15 ООО А и состоит из деформированных зерен металла. Третья зона постепенно переходит в нетронутую обработкой кристаллическую структуру.
При исследованиях поверхностного слоя металла в лабораторных условиях применяют метод стравливания слоев с определением микротвердости поёле каждого стравливания и метод определения наклепанного слоя по скорости стравливания металла.
Изучение остаточных напряжений в поверхностных слоях представляет собой сложные физические исследования. При использовании методов Давиденкова или Закса эти напряжения определяются расчетом по величине деформации образца после снятия с него химическим или электромеханическим способом напряженного слоя. Для тонких слоев применим также рентгеновский метод, основанный на измерении межатомных расстояний в напряженном и ненапряженном металле.
Все применяемые для исследования поверхностного слоя методы требуют тщательно изготовленных образцов и лабораторного выполнения. На деталях возможно лишь измерение микротвердости на поверхности.
Получение заданного качества поверхностей в производстве. На качество поверхности в производстве влияют условия обработки.
Влияние условий обработки на шероховатость поверхности. При разработке технологических процессов необходимо обеспечить стабильное получение шеро: ховатости в пределах заданного класса по ГОСТу 2789—59.
* А — ангстрем равен одной десятимиллионной миллиметра.
Качество поверхностей деталей машин и заготовок, 185
Для данного материала детали на шероховатость поверхности влияет метод и режимные условия обработки. Влияние режимов резания на шероховатость поверхности стальных заготовок характеризуется следующими данными. Шероховатость обработанной поверхности возрастает при обработке со скоростями резания, обусловливающими образование так называемого нароста. При этом высота микронеровностей Rz достигает наибольшего значения при скоростях резания 15—20 м!мин. При дальнейшем увеличении скоростей резания, при прочих неизменных условиях, шероховатость поверхности уменьшается, стабилизируясь при скоростях резания более 100—150 м!мин.
Общий характер зависимости шероховатости поверхности от скорости резания показан на рис. 84, где высота микронеровностей
Рис. 84. Кривая, характеризующая влияние скорости резания на шероховатость поверхности
до линии ab образуется в результате действия других причин, а увеличение высоты микронеровностей выше линии ab происходит из-за наростообразования.
С увеличением скорости резания глубина наклепа возрастает, однако при скоростях резания выше 20 м/мин она уменьшается.
Шероховатость поверхности увеличивается: при сверлении со скоростями резания в диапазоне 15—25 м/мин\ при зенкеровании в диапазоне скоростей резания 20—30 м!мин\ более высокий класс чистоты поверхности получается при развертывании со скоростью резания 4—8 м/мин.
На рис. 85 показана экспериментальная кривая влияния продольной подачи на шероховатость поверхности при точении заготовки из стали 45 резцом с углом в плане 45° и радиусом закругления вершины 2,5 мм при скорости резания v == 40 м!мин и глубине резания t = 0,5 мм. При увеличении подачи увеличивается и глубина наклепа. При точении резцами с широкой режущей кромкой продольная подача не влияет на шероховатость поверхности.
На основании экспериментальных данных можно считать, что глубина резания не влияет на шероховатость поверхности. Глубина
186
Точность в машиностроении.
и степень наклепа также почти не изменяются с изменением глубины резания.
Однако влияние глубины резания на шероховатость поверхности может иметь место при обработке заготовок из пластичных металлов в зоне наклепа, образовавшегося на смежной предшествующей операции. В этих случаях шероховатость поверхности понижается по сравнению с резанием по слоям, не получившим наклепа при предшествующей обработке.
Соответствующим выбором охлаждающе-смазывающей жидкости можно улучшить чистоту поверхности в пределах до одного класса и повысить стойкость инструмента. Так, применением ми-
Рис. 85. Влияние продольной подачи на шероховатость при точении заготовок из стали 45
неральных осерненных и растительных масел высота микронеровностей уменьшается на 25—40% по сравнению с обработкой без охлаждения. Класс чистоты поверхности при шлифовании можно повысить тщательной фильтрацией охлаждающей жидкости.
Микронеровности режущей кромки инструмента влияют на шероховатость обработанной поверхности; особенно это заметно при чистовой обработке инструментами с широкой режущей кромкой — развертками, протяжками, широкими резцами. Затупление режущего инструмента неблагоприятно отражается на шероховатости обработанной поверхности.
На получаемый при обработке класс чистоты поверхности оказывает существенное влияние жесткость технологической системы. При неизменной характеристике жесткости станка и инструмента шероховатость поверхности зависит от конструктивных особенностей и размерных соотношений обрабатываемых заготовок, а также от жесткости их закрепления. При консольном креплении обрабатываемого вала (рис. 86, а) шероховатость поверхности понижается на свободном конце вала; при обработке в центрах с вращающимся задним центром (рис. 86, б) шероховатость поверхности снижается у заднего центра при длине вала I до 15 диаметров d, а при большей
Качество поверхностей деталей машин и заготовок
187
длине вала шероховатость поверхности ухудшается от заднего центра к середине его длины и затем улучшается по мере приближения к переднему центру. Аналогичная картина создается при креплении вала в патроне и на заднем вращающемся центре (рис. 86, в); однако
R z min max
ХптпТПТТТЛТ
L<15d
Рис. 86. Схемы закрепления валов и эпюры значений по их длине
Rz max
ШИТ- L<l5d
г)
<9
в этом случае для валов длиной более 15d наиболее низкий класс чистоты поверхности наблюдается на 0,4 длины вала от торца, поддерживаемого задним центром. Такую же картину (рис. 86, г) наблюдаем при креплении вала в патроне и люнете. Таким образом, при обтачивании заготовок в неизменных условиях получается неоднородность шероховатости поверхности в пределах одного и иногда двух классов чистоты. Это говорит о трудности достижения
188
Точность в машиностроении
в производстве шероховатости поверхностей, ограниченной узкими пределами.
При шлифовании класс чистоты поверхности повышается с увеличением окружной скорости шлифовального круга, с уменьшением скорости вращения или перемещения обрабатываемой заготовки, уменьшением размера зерна круга и глубины шлифования. Шлифование с выхаживанием повышает класс чистоты поверхности.
Зная влияние технологических факторов на качество поверхности, можно создавать условия обработки, обеспечивающие достижение заданного класса чистоты поверхности.
В практической работе технологи пользуются вспомогательными материалами, созданными на основе экспериментальных данных для нахождения наиболее правильного сочетания условий обработки в целях получения заданного класса чистоты.
Назначение классов чистоты на чертежах деталей. Назначение класса чистоты поверхности является ответственной задачей конструктора. Однако влияние шероховатости поверхности на эксплуатационные характеристики деталей изучено еще недостаточно полно для того, чтобы конструктор, зная условия их работы, мог всегда принять правильное решение. Стремление отдельных конструкторов назначать излишне высокие классы следует считать недопустимым, так как это приводит к усложнению и удорожанию обработки. Нередко это бывает бесполезным с точки зрения улучшения эксплуатационных качеств деталей. Опыты по износу поршневых колец в двигателях показали, что оптимальная чистота поверхности скольжения соответствует 7-му классу. При повышенной чистоте (10—11-й класс) она после короткого периода работы двигателя заметно снижается. В различных отраслях машиностроения конструкторы пользуются нормативами, полученными на основе изучения производства и эксплуатации тех или иных машин.
Проводя параллель между точностью и шероховатостью, можно заметить, что высокой точности всегда отвечает и малая шероховатость поверхности. При обработке, например, прецизионных плунжерных пар по 1-му классу точности шероховатость поверхности скольжения обеспечивают не менее как по 11 —12-му классу чистоты. Такое соответствие обусловлено не только условиями работы изделия, но и необходимостью получения устойчивых и надежных результатов измерения размеров детали.
Изучение практических данных по шероховатости поверхностей и точности изготовления деталей общего назначения показало, что высота микронеровностей лежит в пределах 0,05—0,2 допуска на размер. Для поверхностей 5—12-го класса чистоты это соотношение для прессовых посадок равно 0,10—0,12, для переходных посадок
Качество поверхностей деталей машин и заготовок,
189
0,08—0,1, для посадок движения 0,05—0,07. Для более ответственных сопряжений это соотношение уменьшается до 0,02.
В табл. 9 приведены практические данные, показывающие взаимосвязь между классами точности и классами чистоты при обработке заготовок из машиноподелочной стали и серого чугуна различными методами. При обработке деталей из цветных металлов и сплавов могут быть получены несколько более высокие классы чистоты поверхности.
Таблица 9
Взаимосвязь между классами точности и чистоты при обработке заготовок из стали и серого чугуна
Метод обработки Класс точности Класс чистоты Метод обработки Класс точности Класс чистоты
Точение: предварительное .... чистовое тонкое Фрезерование: предварительное .... чистовое тонкое Сверление Чистовое зенкерование 5 3 2—1 • 5 3 2 4—5 4 4 6—7 9 4 6—7 8—9 3—5 5—6 Развертывание: предварительное .... окончательное тон кое Протягивание отверстий Шлифование: чистовое тонкое Притирка 3 2 2—1 3—2 3—2 2 1 6 7—8 9 7—8 8— 9 9—11 10—12
Иногда при широких допусках на размеры маховичков, рукояток и других аналогичных деталей требуется высокий класс чистоты поверхности. В этих случаях при построении технологических процессов прибегают к использованию полирования или других отделочных методов, не повышающих точность предварительной обработки.
Формирование поверхностного слоя методами технологического воздействия. Качество поверхности деталей машин зависит в основном от метода и режимов проведения отделочной обработки: при определенных условиях поверхностный слой может быть упрочнен в сравнении со свойствами основного металла, а иногда получается ослабленным.
В связи с этим возникает задача выявления взаимосвязи между технологией обработки и эксплуатационными качествами поверхностей, с тем чтобы путем технологического воздействия создавать в нем такие физико-механические свойства и такие эпюры остаточных напряжений, которые в наибольшей степени соответствовали бы условиям длительной и надежной эксплуатации.
190
Точность в машиностроении
Проблема целенаправленного формирования поверхностного слоя с заданными свойствами в процессе механической обработки является одной из важнейших и актуальных научных проблем технологии машиностроения.
В машиностроении для повышения прочности и износостойкости деталей широко применяют методы поверхностной термической и химико-термической обработки и различные покрытия.
Повышение качества поверхностного слоя может быть достигнуто в результате применения как обычных методов при определенных режимных условиях, так и специальных методов обработки.
Наиболее вредно отражаются на качестве поверхностного слоя его структурные неоднородности и наличие напряжений растяжения; наличие напряжений сжатия в ряде случаев заметно повышает предел усталости металла детали.
Релаксация остаточных напряжений в материале, особенно у тонкостенных деталей, в процессе их эксплуатации может привести к искажению формы и размеров. Эти явления, в частности, могут иметь место при тепловом воздействии на детали реактивных двигателей. Повышенная микротвердость улучшает износостойкость поверхностного слоя.
Формирование поверхностных слоев деталей машин происходит в результате тепловых и силовых явлений при резании в основном на окончательных операциях механической обработки. Определенное влияние на формирование этих слоев оказывают операции предшествующей обработки и даже заготовительные процессы. При положительном характере этого влияния припуски на чистовую и отделочную обработку устанавливают так, чтобы сохранить у детали полученные ею в силу технологической «наследственности» положительные качества (наклеп поверхностного слоя, высокую поверхностную твердость, отбеленную корку у отливок и пр.).
Наиболее важно получить высокое качество поверхностного слоя после шлифования и тонкого точения, т. е. для широко применяемых при достижении 2—3-го классов точности и 6—9-го классов чистоты отделочных методов обработки.
Для процесса шлифования характерна высокая температура, возникающая в тонком поверхностном слое, и распространение тепла в условиях нестационарного температурного поля. При этом возможно возникновение структурных неоднородностей и появление вследствие этого мелких трещин. У закаленных деталей возможно образование в самом верхнем слое зоны вторичной закалки, а под нею — зоны вторичного отпуска с относительно низкой твердостью.
В поверхностном слое при шлифовании возникают остаточные напряжения растяжения, их величина нередко достигает и даже превышает предел текучести материала обрабатываемой детали.
Качество поверхностей деталей машин и заготовок
191
В образовании этих напряжений главную роль играют тепловые процессы. Механизм образования напряжений заключается в следующем. В момент контакта шлифовального круга с данной точкой детали поверхностный слой сильно нагревается и стремится расшириться. Расширению препятствуют лежащие ниже более холодные слои материала. В результате поверхностный слой оказывается пластически сжатым. После охлаждения детали в поверхностном слое из-за его стремления сжаться возникают напряжения растяжения. Основной фактор, влияющий на величину этих напряжений, — глубина шлифования. Уменьшение величины остаточных напряжений в поверхностном слое достигается снижением интенсивности теплообразования, т. е. путем увеличения скорости детали, уменьшения глубины резания, применения более мягких кругов и обильного охлаждения.
Остаточные напряжения растяжения в поверхностном слое шлифованной закаленной детали могут быть уменьшены в 2—3 раза в результате выдержки детали в течение 90 сек в растворе солей с температурой 260—315° С и последующим охлаждением в воде или масле. При повышении температуры нагрева до 340° С, что ведет к снижению твердости стали на 2—3 единицы HRC (с первоначальной твердости 60 HRC), остаточные напряжения уменьшаются в 5 раз.
Снять остаточные напряжения после предварительного шлифования можно отжигом детали, а после ее окончательной обработки— виброконтактным полированием. Последнему методу свойственно образование на поверхности сжимающих напряжений. Величину остаточных напряжений можно уменьшить также, применяя рациональную схему закрепления детали в приспособлении, при которой возможна деформация детали в главных направлениях. Регулирование остаточных напряжений в поверхностном слое представляет собой большой резерв повышения эксплуатационных свойств деталей машин.
Износостойкость шлифованных поверхностей зависит от режимов шлифования (рис. 87). Изменением режимов шлифования микротвердость поверхностей деталей из нормализованной стали 40 была повышена на 15—45%, что привело к повышению износостойкости на 25—80%. В общем случае на повышении износостойкости шлифованных поверхностей у заготовок из пластичных материалов (сталь 45 в отожженном состоянии) значительно сказывается увеличение микротвердости и в меньшей степени — уменьшение высоты шероховатостей; на повышение износостойкости заготовок из твердых материалов (закаленная сталь У8) влияет в основном уменьшение высоты шероховатостей.
При тонком точении заготовок из стали 45 в отожженном состоянии были получены в поверхностном слое сжимающие остаточные
192
Точность в машиностроении
Рис. 87. Зависимость величины износа шлифованных поверхностей от длительности изнашивания (материал — отожженная сталь У8):
1 — шлифование обычное; 2 — шлифование тонкое; 3 — шлифование с упрочняющими режимами
Рис. 88. Величина остаточных напряжений в поверхностном слоев зависимости от скорости резания, при которой обрабатывалась поверхность
Рис. 89. Величина остаточных напряжений в поверхностном слое в зависимости от подачи, при которой обрабатывалась поверхность
Качество поверхностей деталей машин и заготовок
193
напряжения; однако в определенной зоне скоростей резания и подач при обработке возникали напряжения растяжения (рис. 88 и 89). Микротвердость и износостойкость поверхностей зависит также от скорости резания (рис. 90). Для получения наилучших характеристик по износостойкости и величине напряжений сжатия в поверхностном слое рекомендуется режим резания: v = 150—• 400 м!мин\ s = 0,05—0,1 лш/об; t — 0,1—0,3 мм.
Упрочнение поверхностей деталей машин методами чистовой обработки без снятия стружки достигается созданием наклепа в поверхностном слое. При этом его твердость повышается и в нем
возникают сжимающие остаточные напряжения, достигающие ино-
гда величин 400—700мн/м2 (40—70 кГ/мм2).
При упрочняющей обработке мест концентрации напряжений (галтели, канавки и т. д.) уменьшается их вредное влияние на
Рис.90. Зависимость износа поверхностного слоя в период приработки от скорости ре-
прочность детали. Влияние наклепа наиболее бла-
ГОПриятнО ДЛЯ повышения зания при обработке поверхностей усталостной прочности. Эф-
фект упрочнения достигается при воздействии на обрабатываемую
поверхность давления или ударов.
Наклепывание дробью применяют для повышения усталостной прочности стальных деталей, деталей из цветных сплавов, а также для упрочнения сварных швов.
Обработке подвергаются такие детали, как пружины, листы рессор, зубчатые колеса, оси и другие детали после их окончательной обработки. На качество поверхности влияет размер дроби, скорость и угол, под которым она встречает обрабатываемую поверхность, расстояние от места вылета, расход дроби в секунду и продолжительность обработки. Глубина наклепа достигает 0,5— 1 мм, твердость повышается на 20—40%, в поверхностном слое образуются сжимающие напряжения, а под ним—растягивающие. Срок службы повышается для пружин в 1,5—2 раза, для зубчатых колес в 2,5 раза, для рессор в 10—12 раз. Обработка дробью несколько снижает класс чистоты поверхности деталей.
Наклёпывание бойками выполняется пневматическими молотками. Рабочим инструментом является сферический ударник. От его действия остаются заметные вмятины. Метод наиболее употребителен для обработки мест концентрации напряжений (канавок, галтелей, сварных швов).
Обкатывание роликами и шариками применяется в качестве метода отделочной обработки поверхностей, оказывающего также
7 Кован В. М. и др.
194
Точность в машиностроении
и упрочняющее действие. Обкатыванием цилиндрических поверхностей, галтелей и канавок достигается эффективное снижение концентрации напряжений и повышение долговечности деталей, работающих в условиях переменной нагрузки. Обкатывание поверхностей после чистовой обработки лезвийным инструментом повышает чистоту поверхности на 1—2 класса, а точность—на 10—15%.
Если главной целью обработки является упрочнение поверхности, то силы обкатывания увеличивают; однако в этом случае снижается точность обработки.
Раскатывание внутренних поверхностей вращения выполняется многороликовыми инструментами на сверлильных, карусельных, горизонтально-расточных и агрегатных станках. При раскатывании повышается твердость поверхности на 15—25%; повышается также из носостойкость.
Наклепывание шариками поверхности происходит в результате многократных, следующих один за другим ударов по ней шариков, размещенных в быстро вращающемся диске. Этот метод целесообразнее всего применять для местного наклепа в опасных зонах небольшой протяженности.
После обработки твердость наклепанного слоя повышается на 20—60%; при этом чем выше исходная твердость материала, тем меньше эффект наклепа.
Шероховатость поверхности после обработки понижается. Заготовки, обработанные точением или шлифованием по 6—8-му классам чистоты, после наклепывания шариками получают чистоту поверхности 8—10-го классов. Весьма большое значение имеет выбор режима обработки; при неправильно выбранном режиме в тонком поверхностном слое могут возникнуть вредные для прочности детали растягивающие напряжения. При перенаклепе чугуна поверхностный слой разрушается.
ГЛАВА III
ХАРАКТЕРИСТИКА ТЕХНОЛОГИЧЕСКИХ МЕТОДОВ ПРОИЗВОДСТВА В МАШИНОСТРОЕНИИ
Характеристика технологических методов дает возможность их выбора при проектировании технологических процессов. В данной главе приводится характеристика методов по точности, шероховатости поверхности, диапазону размеров с указанием области их целесообразного применения и возможности автоматизации.
Характеризовать производительность и рентабельность методов можно лишь ориентировочно, так как эти показатели изменяются в широких пределах для одного и того же метода в зависимости от конфигурации, размеров, веса детали, ее материала и других факторов.
§ 1. МЕТОДЫ ПОЛУЧЕНИЯ ЗАГОТОВОК
Процессы получения заготовок тесно связаны с последующей механической обработкой. Трудоемкость последней в большой степени зависит от точности выполнения заготовок и от приближения их конфигурации к конфигурации готовых деталей. Поэтому технология машиностроения развивается в направлении комплексного процесса изготовления деталей, включающего получение заготовки и механической обработки. Это направление особенно важно для условий поточного и автоматизированного производства.
Заготовки деталей машин получают: литьем, обработкой давлением, из проката, а также комбинированными способами.
Получение заготовок литьем. Отливки получают в разовые, полупостоянные и постоянные формы.
Литье в разовые формы. Песчаные формы применяют для получения отливок из различных материалов с широким диапазоном размеров и веса.
Песчаные формы выполняют в постоянных опоках (двух, трех и более) и без опок (в почве), применяя ручную или машинную формовку. При машинной формовке достигается более высокая производительность труда. Так, набивка 1 м3 формовочной смеси вручную занимает 1,5—2 ч. Применение пневматической трамбовки сокра-
7*
196 Характеристика технологических методов производства в машиностроении
щаетэто время до 1 ч, а пескомета до 6 мин. Встряхивающие машины ускоряют набивку в 15 раз, а прессовые —в 20 раз.
Изготовление отливок в песчаных формах хотя и механизировано, но значительно менее автоматизировано, чем в механических цехах. Автоматизация загрузки вагранок, формовки, заливки, выбивки и очистки отливок не только повышает в 2—3 раза производительность труда, но и способствует достижению стабильности качества, что имеет очень большое значение для автоматизации производства в механических цехах. Точность отливок регламентируется ГОСТами 1855—55 и 2009—55.
III класс точности отливок по этим ГОСТам грубее 9-го класса точности по системе ОСТ для размеров отливок до 500 мм и находится в пределах 10—11-го класса точности по ГОСТу 2689—54 для размеров свыше 500 мм. II класс приблизительно соответствует 9-му классу точности по ОСТу для размеров отливок до 500 мм и 9 — 10-му классам точности по ГОСТу 2689—54 для размеров свыше 500 мм. I класс точности соответствует 7—9-му классам точности по системе ОСТ и по ГОСТу 2689—54. Получение отливок III класса точности возможно при использовании деревянных моделей и стержневых ящиков и при ручном изготовлении стержней и формы. Для получения отливок II класса точности требуются металлические модели и стержневые ящики, машинное изготовление стержней и машинная формовка. Для получения отливок I класса точности, кроме применения металлической оснастки, необходима сборка стержней с помощью кондукторов.
Шероховатость поверхности отливок зависит от применяемого формовочного материала, покрытия формы и способа очистки отливки и обычно грубее 1-го класса чистоты по ГОСТу 2789—59. Минимальная толщина стенок отливки зависит от материала и габаритных размеров. Так, для чугунных отливок, имеющих габаритный размер до 250 мм, она составляет 3—5 мм и для стальных отливок 5—8 мм.
Отверстия в отливках не выполняются, если их диаметры у деталей не превышают 20 мм при массовом, 30 мм — при серийном и 50 мм — при единичном производстве.
Стержневые формы применяют для ответственных отливок сложной конфигурации (цилиндр двигателей, рабочие колеса гидротурбин и т. п.). Форма собирается из стержней по шаблонам и кондукторам и обеспечивает высокую точность отливки (I—II классы точности по ГОСТу 1855—55 или 2009—55) и 1—2-й классы чистоты поверхности по ГОСТу 2789—59.
Литьем в оболочковые формы из песчано-смоляных смесей производятся отливки с повышенной точностью размеров и улучшенной чистотой поверхности из чугуна, стали и цветных сплавов. Этим методом изготовляют преимущественно сложные и ответственные
Методы получения заготовок,
197
мелкие и средние отливки весом до 25—30 /са, а иногда и более крупные отливки весом до 100 кг. Способ позволяет получать: стальные отливки с толщиной стенок 3—5 мм, а отливки из алюминиевых сплавов с толщиной стенок 1—1,5 жж и с литыми отверстиями диаметром от 8 жж и более и глубиной до 20 жж. Допускаемые отклонения на размеры отливок соответствуют 4—7-му классам точности; чистота поверхности —3—4-му классам.
Для изготовления оболочковых полуформ применяют ручные/ полуавтоматические и автоматические установки. В крупносерийном производстве применяются установки карусельного типа, а в массовом — автоматизированные однопозиционные и многопозиционные машины. Полуавтоматические и автоматические машины обеспечивают изготовление до 480 полуформ в час.
В отливках, получаемых литьем в оболочковые формы, объем механической обработки может быть сокращен на 30—50%, а вес снижен на 10—50%. Этот метод экономичен не только для массового, но и для мелкосерийного производства ответственных отливок (с серийностью от 500 до 5000 штук в год).
Для крупных стальных и чугунных деталей типа рам и плит сравнительно небольшого веса (60—200 кг), но больших по габаритам (до ЗОООХЮОО мм и более) применяют оболочковые формы, изготовленные из формовочных смесей на жидком стекле и упрочненных продуванием углекислого газа.
Очень точные с высоким классом чистоты поверхности отливки из стали, цветных и специальных сплавов можно получать в стеклянных оболочковых формах. Незначительный объем механической обработки, низкие затраты на оснастку и малая длительность цикла позволяют применять этот метод в мелкосерийном производстве.
Литье по выплавляемым моделям (прецизионное или точное литье) обеспечивает: получение заготовок сложной конфигурации; снижение трудоемкости (до 90%) или исключение механической обработки; повышение выхода годного и снижение расхода металла по сравнению с другими способами, получение заготовок из большинства сплавов, в том числе и жаропрочных.
Применение литья по выплавляемым моделям наиболее эффективно для деталей из труднообрабатываемых сплавов.
По выплавляемым моделям изготовляют отливки весом от 1 г до 500 кг с толщиной стенок от 0,15 жж и длиной до 1 ж и более. Наиболее распространены отливки весом от 50 до 500 г длиной до 100 жж при минимальной толщине стенок из алюминиевых сплавов 0,8 жж, железных и жаропрочных 1,3 мм. Минимально допустимый диаметр литого отверстия 0,8 жж. Можно отливать и резьбу. Однако это удорожает прессформу и увеличивает возможность получения брака.
198 Характеристика технологических методов производства в машиностроении
Для обеспечения плотности металла в отливке применяют центробежный способ заливки или комбинированную центробежновакуумную заливку.
Литьем по выплавляемым моделям могут быть получены отливки точностью по 4—5-му классам и чистотой поверхности по 3—4-му классам.
Наибольший эффект этот метод дает в условиях крупносерийного производства деталей из труднообрабатываемых сплавов, но в ряде случаев положительные результаты могут быть получены и при мелкосерийном производстве. При серийном производстве сравнительно небольших деталей (до 400 г) целесообразно применять групповое литье. При литье заготовок сложных конфигураций выплавляемая модель выполняется сборной.
Литье по солевым моделям, удаляемым из формы растворением, улучшает поверхность отливок. Прочность солевых моделей значительно выше парафиностеариновых составов, что позволяет производить в неразъемных формах отливки больших габаритов и веса. Модельный состав дешев и недефицитен, что снижает себестоимость отливки.
Литьем по замораживаемым ртутным моделям получают небольшие и средние отливки повышенной. точности. Ртутные модели имеют меньшее объемное расширение при переходе из твердого состояния в жидкое и большую прочность.
По ртутным моделям можно изготовлять неразъемные формы для производства тонкостенных отливок из титана, жаропрочных и цветных сплавов.
Минимальная толщина стенки отливки составляет 0,8 мм, а чистота поверхности достигает 6-го класса. Диаметр отливок достигает 1 м, а вес — 140 кг.
Литье в полупостоянные формы. Гипсовые формы применяют для отливок из чугуна и цветных сплавов весом до 1 т.
При небольшом перегреве металла можно получить отливки с толщиной стенок 1—1,5 мм, а под вакуумом —отливки сложной конфигурации из алюминиевых сплавов с толщиной стенок до 0,2 мм. Этим способом получают отливки с большими отверстиями, образуемыми массивными стержнями, а также отливки, имеющие узкие полости и каналы, или с очень тонкими выступающими частями, близко расположенными друг к другу (1,5—2 мм), как, например, лопатки турбин, зубья колес и т. п.
Цементные формы применяют для получения отливок из стали, чугуна и цветных сплавов весом от 0,5 кг до 70 т. Особенно выгодно применение цементных форм при производстве отливок из твердых, не поддающихся механической обработке сплавов.
Методы получения заготовок
199
Форма, выложенная кирпичом и облицованная прочным огнеупорным формовочным составом, выдерживает без ремонта до 10 заливок. Кирпичная кладка применяется при формовке отливок весом свыше 15 tn.
Формы из камня позволяют получать поверхность чугунных, и бронзовых отливок совершенно гладкой без отбела. Формы весьма стойки. Например, формы из талько-актияолито-хлоритового сланца применяются взамен кокилей при массовом производстве мелких отливок из различных сплавов.
Литье в постоянные формы. Литье в металлические формы (кокиль) по сравнению с литьем в песчаные формы позволяет: повысить производительность труда в 2—3 раза; снизить в 5—6 раз производственные площади; снизить затраты на формовочные материалы на 50—70%; повысить качество, точность и класс чистоты поверхности заготовки.
В металлических формах получают отливки следующего веса: чугунные — от 10 а до 7 т, стальные —; от 0,5 кг до 4 т и из цветных металлов и сплавов — от 5 г до 500 кг. Точность размеров отливок соответствует 5—8-му классам, а чистота поверхностей — 3—5-му классам.
При литье заготовок из легкоплавких сплавов стержни делаются металлическими; при литье из черных металлов их выполняют в большинстве случаев песчаными.
Наружные поверхности отливок, а также полости и отверстия, образуемые металлическими стержнями, должны иметь литейный уклон. Полости и отверстия, выполняемые песчаными стержнями, выполняют без литейного уклона.
Простые по конфигурации заготовки с небольшими выступами и впадинами отливаются в формах с вертикальным или горизонтальным разъемом; более сложные заготовки со стержнями отливаются в формах с двойным разъемом (вертикальным и горизонтальным) . *
Водоохлаждаемые формы имеют более высокую стойкость пр сравнению с обычными формами.
Для изготовления мелких отливок простой формы, преимущественно бесстержневых, используют пневматические и карусельные машины.
Метод экономически целесообразен при величине партии заготовок не ниже 300—500 для мелких отливок и 50—300 для крупных отливок. Серийность может быть снижена уменьшением себестоимости изготовления формы, унификацией и нормализацией деталей формы и уменьшением числа стержней. Применение, например, форм с литыми рабочими поверхностями (производится механическая обработка только плоскостей сопряжения) снижает серийность до 100—200 отливок. При небольшой партии отливок простой кон
200 Характеристика технологических методов производства в машиностроении
фигурации целесообразно полость формы выполнять методом выдавливания в сменных вкладышах. Устранение при этом механической обработки рабочих поверхностей формы уменьшает их цену в 1,5— 2 раза.
Центробежный метод литья обеспечивает: повышение плотности металла заготовок; высокую производительность труда; повышение выхода годного до 90—95%; снижение расхода или полное исключение формовочных материалов.
Чаще всего метод применяется для изготовления заготовок, имеющих форму тел вращения; внутренние полости заготовки образуются при этом без применения стержней. Можно получать также заготовки любого сложного фасонного профиля. Заливка металла в металлическую форму обеспечивает более качественную отливку и является наиболее экономичной, чем в футерованную форму. Однако футерованные формы* увеличивают срок службы изложниц из-за их меньшего нагрева.
Метод применяется для изготовления биметаллических заготовок деталей как путем заливки жидкого металла на твердую поверхность, так и последовательной заливкой жидких металлов. В последнем случае можно получать не только двухслойные отливки, но и многослойные. Сочетание нескольких металлов в одной отливке позволяет сэкономить дефицитные материалы.
Точность стальных и чугунных отливок соответствует 7—8-му классам; чистота поверхности — 1-му классу.
Для производства отливок типа втулок, колец, фланцев и труб рекомендуются центробежные машины с горизонтальной осью вращения.
На центробежных машинах с вертикальной осью вращения производят заготовки шкивов, колес и других деталей вращения, а также заготовки биметаллических втулок.
Производительность одношпиндельной машины при отливке втулок весом 30 кг при обслуживании двумя рабочими составляет 40 заготовок в смену; при весе втулок до 20 кг и обслуживании одним рабочим — 60—65 заготовок в смену. Многошпиндельные машины имеют более высокую производительность.
Центробежные машины роликового типа с изложницей, свободно покоящейся на опорных роликах, позволяют отлить втулки с наружным диаметром 200—600 мм и длиной 400—1300 мм со стенками толщиной 80 мм. Производительность машины 2—3 отливки в час.
Машины с наклонной осью вращения применяют для получения трубных заготовок и труб диаметром до 300 мм и длиной 4 м. Производительность машины 9—15 труб в час.
Литье под давлением применяется для изготовления сложных тонкостенных отливок с глубокими полостями и сложными пересечениями стенок (корпусные детали), имеющих точные размеры,
Методы получения заготовок
201
чистую поверхность, отверстия и другие элементы, включая резьбу. Отливки имеют мелкозернистую структуру, что значительно повышает прочность металла (на 25—40% по сравнению с отливками, получаемыми в песчаных формах). Особой мелкозернистостью и высокой износостойкостью обладает литейная корка, получаемая при соприкосновении металла с металлической формой (глубина корки 0,4—0,6 мм). Точность отливок до 4—5-го класса. Путем тщательной доводки форм можно увеличить точность отдельных размеров до 3-го, а иногда даже до 2-го класса (только при литье цинковых сплавов).
При небольших размерах толщина стенки отливки может быть доведена до 0,6 мм при литье из легких сплавов и до 1 мм — из алюминиевых сплавов. При литье ответственных отливок толщина стенок из-за опасности образования раковин должна приниматься не выше 4,5 мм. Получать резьбу в отливке выше 2-го класса точности и с шагом менее 1 мм не рекомендуется. Внутренняя резьба получается применением резьбовых пробок-стержней, вывинчиваемых из отливки после ее отвердевания. Конус резьбовых стержней 1 мм на 100 мм длины для отливок из свинцовых, оловянных и цинковых сплавов, 2 мм на 100 мм длины для отливок из алюминиевых и магниевых сплавов.
Метод позволяет применять армирование отливок.
Литье под давлением может применяться для облицовки тонким слоем цветного сплава участков, соприкасающихся с агрессивными средами, или как метод сборки (сборка корпуса генератора, ротора электродвигателя). В последнем случае мелкие детали, изготовленные холодной штамповкой, на автоматах или другими способами, устанавливаются в гнездах формы и заливаются металлом, образуя один узел. При усадке залитого металла установленные в форму детали более прочно соединяются с металлом, чем при запрессовке.
Вкладыши должны изготовляться с точностью 0,02—0,03 мм\ зазор между полостью и вкладышем принимается равным 0,05—0,1 мм. Перед установкой в форму вкладыш очищают и нагревают до температуры 150—200° С для получения отливок из цинковых сплавов, .200—250° С — из алюминиевых сплавов и Д00-—350° С — из медных сплавов.
Во избежание контактной коррозии рекомендуется производить цинкование вкладышей.
Максимальная допускаемая площадь отливки зависит от мощности машины и определяется как произведение удельного давления на площадь проекции отливки на подвижную часть формы.
Для изготовления отливок из цинковых, алюминиевых, магниевых и медных сплавов в большинстве случаев рекомендуются гидравлические машины с холодными камерами прессования. Они обеспечивают высокую плотность отливок. Машины с горячими каме
202 Характеристика технологических методов производства в машиностроении
рами прессования наиболее пригодны для литья мелких по весу заготовок из легкоплавких сплавов (свинцово-оловянных и цинковых) .
Себестоимость форм для литья под давлением весьма высока, что делает рентабельным способ только для крупносерийного и массового производства (не менее 1000—2000 отливок в год). При групповых формоблоках со сменными вкладышами метод может быть рентабельным при мелкосерийном производстве (100—500 отливок в год).
Штамповка заготовок из жидкого металла является также прогрессивным методом. При этом расход металла минимален, так как нет литниковой системы, составляющей при литье под давлением от 50 до 300% от веса отливки.
Этот метод позволяет получать сложные отливки с большими линейными размерами и малой толщиной стенок, начиная с 1,5 мм (турбинная лопатка). Структура металла получается мелкокристаллическая, плотная. Наилучшие результаты достигаются при получении втулок с внутренним диаметром до 80 мм и при толщине стенок до 7 жж. Штамповкой из жидкого металла можно изготовлять детали как из деформируемых, так и литейных цветных сплавов. При этом требуемое удельное давление почти в 6—8 раз меньше, чем при горячей штамповке.
Детали, штампуемые из жидкого металла, имеют чистую поверхность, точность размеров в пределах 5—7-го классов и обладают улучшенными механическими свойствами.
Рентабельность жидкой штамповки в условиях мелкосерийного производства может быть обеспечена унификацией отдельных элементов штампов и применением групповых штампов.
Штамповка с кристаллизацией под поршневым давлением применяется для изготовления массивных и толстостенных отливок из различных цветных сплавов и чугуна без газовых раковин и пористости. Этот метод дает хорошее качество втулок без буртов с внутренним диаметром более 80 мм при толщине стенок не менее 8 жж. Точность заготовок 3—5-й класс. Чистота 4—5-й класс. Выход годного составляет 95—98%.
Литье методом вакуумного всасывания применяется для изготовления отливок деталей типа тел вращения в основном из оловя-нистой, оловяно-свинцовистой, алюминиево-железистой бронзы, некоторых латуней и других сплавов на медной основе. Получение полостей в отливках достигается или выливанием не успевшей затвердеть центральной части всасываемого сплава обратно в ванну, или предварительно устанавливаемыми в форму песчаными стержнями. При применении этого метода: повышается плотность отливок и механические свойства металла; сокращаются припуски; .можно использовать шихтовые материалы пониженной сортности;
Методы получения заготовок 203
при всасывании отсутствует струя заливаемого в форму сплава, в связи с чем исключается излишнее попадание окислов в отливку, что для отливок из медных сплавов имеет важное значение; сокращается расход металла на литники. Этим методом изготовляют втулки диаметром 30 — 100 мм при длине, равной 250 — 300 мм, с толщиной стенки 8—10 мм.
Внешняя поверхность отливки чистая и гладкая. Внутренняя поверхность более шероховатая и имеет волнообразный профиль. Применение песчаных стержней позволяет снизить припуски на обработку внутренней поверхности примерно в 2—2,5 раза. Производительность установок — до 70 отливок в час.
Литье окунанием экономически целесообразно при изготовлении биметаллических втулок в массовом производстве. Материалом для заготовки служат бесшовные холоднотянутые и холоднокатаные трубы из углеродистой стали. Длина заготовок берется в пределах 250—300 мм (на 5—6 втулок). Для обеспечения прочного соединения бронзы со сталью заготовки перед окунанием травят в растворе серной кислоты, промывают в проточной воде и сушат.
Существующие установки могут настраиваться на заданный режим и работать полуавтоматически. Одновременно получают до 10 заготовок.
Литье выжиманием пригодно для получения крупногабаритных тонкостенных деталей панельного типа с толщиной стенки 1 мм и более и площадью в несколько квадратных метров. Отливки получаются с плотным строением и чистой поверхностью.
Получение заготовок обработкой давлением. Заготовки могут быть получены ковкой и штамповкой (горячая, холодная и листовая).
Ковка. Свободная ковка производится на ковочных молотах (паровоздушных,- пневматических, рессорно-пружинных) и гидравлических ковочных прессах.
Для фасонных поковок весом до 40 кг, изготовляемых из сортового проката, применяют пневматические или рессорно-пружинные, а иногда и паровоздушные молоты с весом падающих частей до 1 т.
Фасонные поковки весом до 300 кг куют на паровоздушных молотах с весом падающих частей 1—3 т, а более крупные поковки выполняют на паровоздушных молотах с весом падающих частей до 5 т и на гидравлических ковочных прессах с силой до 7 844 800 н (800 т). Применение ковочных прессов повышает производительность труда на 30—50% по сравнению с ковкой на паровоздушных молотах.
Тяжелые поковки, получаемые из слитков весом 3 432 100 н, (350 т), куются на гидравлических ковочных прессах с силой 7 844 800—11 767 200 н (800—1200 /п) и более. В процессе ковки крупных поковок как прибыльная часть, в которой располагается
204 Характеристика технологических методов производства в машиностроении
усадочная раковина, так и донная часть слитка удаляются; с прибыльной частью отходит 20—35% и с донной частью 5—10% веса слитка. Для повышения коэффициента выхода металла применяют слитки рациональной формы (с укороченной прибыльной частью, отлитые под разряжением или полые, полученные центробежным методом).
Применение свободной ковки для мелких деталей и среднего веса целесообразно лишь в условиях единичного производства. Точность размеров поковок из углеродистой и легированной стали, выполняемых свободной ковкой на прессах, регламентируется ГОСТом 7062—54 и на молотах ГОСТом 7829—55.
Ковка в подкладных штампах производится на ковочных моло-тах или на гидравлических ковочных прессах в условиях мелкосерийного производства. Простые поковки штампуют с приданием окончательной конфигурации непосредственно из исходной заготовки — круглого или квадратного проката. Допуски на размеры заготовок, выполняемых в подкладных штампах, приближаются к третьей группе точности по ГОСТу 7505—55.
В результате сокращения времени, затрачиваемого на придание поковке окончательной конфигурации, производительность при штамповке в подкладных штампах возрастает в 3—5 раз и более сравнительно со свободной ковкой.
Ковка на радиально-ковочной машине заключается в периодическом обжатии и вытягивании по уступам прутковой или трубной заготовки при помощи последовательных и быстрых ударов не-сколькими^бойками (2—4), работающими от программного устройства. °
Применяется как горячая, так и холодная ковка. При холодной ковке точность колеблется от ±0,02 до ±0,2 мм, а чистота поверхности достигает е—10-го классов по ГОСТу 2789—59; при горячей ковке точность находится в пределах от±0,05 до ±0,3 мм и высота поверхностных неровностей не превышает 300 мк. Метод целесообразен в мелкосерийном производстве.
Горячая объемная штамповка. Штамповка на молотах применяется в серийном и массовом производстве. Заготовка требуемой конфигурации обычно получается в нескольких ручьях, выполненных в одном штамповом блоке. Для упрощения штамповых блоков процесс формообразования заготовки часто выполняют в двух и более штампах. Процесс нередко осуществляют на различных машинах, например на двух молотах, на ковочных вальцах и молоте, на горизонтально-ковочной машине и молоте или при ином комбинировании машин-орудий ковочного производства.
Повышения производительности труда достигают многоштучной штамповкой мелких поковок с использованием в качестве исходной
Методы получения заготовок
205
заготовки периодического проката, получаемого на прокатных станах или на ковочных вальцах. В этом случае число заготовительных ручьев штампа сводится к минимуму. Значительная экономия металла при изготовлении некоторых поковок достигается при совмещенной штамповке и использовании внутренних отходов. Большие преимущества дает индукционный нагрев под штамповку; обезуглероженный слой заготовки уменьшается в 8—10 раз, а слой окалины — в 2—3 раза сравнительно с нагревом в пламенных печах. Этот метод улучшает условия труда, обеспечивает высокую скорость нагрева, возможность автоматизации подачи и выдачи заготовок, стабильность условий нагрева и большую точность получаемых заготовок. и
В последнее время для штамповки крупных поковок в одноручьевых штампах, когда требуются молоты с весом падающих частей более 4 т, применяют бесшаботные молоты. У этих молотов вместо шабота установлена вторая баба. При ударах обе бабы двигаются навстречу, создавая энергию удара 800—1000 кн-м (80 000— 100 000 кГм). Производительность бесшаботных молотов не ниже, чем обычных молотов.
Точность, припуски и напуски для штампованных заготовок, выполняемых на молотах, регламентируются ГОСТом 7505—55.
Штамповкой на горизонтально-ковочных машинах (ГКМ) получают поковку весом 0,1—100 кг.
Высокое качество поковок обусловлено возможностью благоприятного расположения волокон материала.
Экономное расходование металла обеспечивается штамповкой без облоя (простые заготовки) или штамповкой с облоем, не превышающим 0,5—1% веса поковки (сложные заготовки).
Наличие двух взаимно перпендикулярных плоскостей разъема штампов обеспечивает получение таких форм поковок, которые невозможно получить на другом оборудовании. Например, на ГКМ можно получить поковки со сквозным отверстием и с глубокой глухой полостью. Штамповка производится из прутков и труб повышенной точности длиной до 3,5—4,0 м и диаметром от 20 до 270 мм. Допуски и припуски на поковки, изготовляемые на ГКМ, регламентируются также ГОСТ 7505—55. Штамповку на гидравлических прессах применяют при рабочей силе пресса до 980 Мн (100 000 т). Она применяется для получения поковок путем прямого и обратного выдавливания; для получения поковок из легких малопластичных сплавов, требующих небольших скоростей деформирования; для штамповки тяжелых и крупногабаритных поковок; для получения поковок из цветных металлов в жидком и полу пластичном состоянии.
Припуски и допуски поковок, штампуемых на гидропрессах, на 50—75% выше по сравнению с припусками и допусками поковок, получаемых на молотах. Малая производительность гидропрессов,
206 Характеристика технологических методов производства в машиностроении
обусловленная их тихоходностью (скорость деформирования 2,5— 5 см! сек), удорожает себестоимость поковок по сравнению с поковками, получаемыми на молотах и кривошипных прессах.
Штамповка на фрикционных прессах применяется в мелкосерийном и серийном производстве для получения поковок преимущественно в' одноручьевых штампах.
Фрикционные прессы применяют часто для точной штамповки сложных поковок из цветных сплавов. Штамповка на прессах характеризуется высокой производительностью (200—1000 шт/ч) и экономией металла вследствие получения поковок без заусенца или с незначительными легко удаляемыми заусенцами. Штампованную заготовку выполняют из горячекатаного или холоднотянутого проката, а также из отливок (для заготовок из цветных металлов).
Штамповка на кривошипных прессах применяется почти для всех видов горячих штамповочных работ. На прессах можно штамповать поковки различной конфигурации весом до 100 кг (ступицы, зубчатые колеса, шатуны, коленчатые валы и пр.).
Постоянство режимов деформирования обеспечивает стабильность размеров и механических свойств поковок. Припуски и допуски при штамповке на прессах на 20—35% ниже по сравнению со штамповкой на молотах. Наличие выталкивателей в ползуне и столе позволяет уменьшить штамповочные уклоны до 1—3°, что уменьшает расход металла на поковку до 10% и более.
Производительность кривошипных прессов в 2—3 раза выше производительности соответствующих им по мощности молотов. На них можно штамповать заготовки выдавливанием, обеспечивая высокие механические свойства материала, точную форму и размеры.
Штамповкой на ковочных вальцах получают ленту заготовок, соединенных между собой тонким слоем облоя, от которого они освобождаются последующей обрезкой на обрезном прессе. Получают также заготовки периодического профиля и заготовки заданной конфигурации в продольном и поперечном сечениях. Вытяжка на ковочных вальцах сочетается часто с работой на молотах и прессах в качестве заготовительной или завершающей операции.
При штамповке на ковочных вальцах производительность увеличивается в 5—10 раз, расход металла сокращается на 5—10%, себестоимость поковок снижается на 10—15% по сравнению со штамповкой тех же поковок на молотах или кривошипных прессах. . Ковочные вальцы являются простой и дешевой машиной, они упрощают автоматизацию процесса штамповки.
Холодная объемная штамповка (высадка). Этим методом получают крепежные детали (болты, винты, заклепки), пальцы, толкатели клапанов, ролики и шарики, мелкие ступенчатые валики и т. п. детали. В ряде случаев применяется высадка с подогревом.
Методы получения заготовок '2Й7
Холодная высадка осуществляется на высадочных прессах-автоматах; их производительность составляет 30—400 шт/мин и более.
Точность размеров при холодной высадке выдерживается 2— 5-й класс, а чистота поверхности 6—7-й класс.
Холодная высадка нередко сочетается с редуцированием (уменьшением диаметра) стержня или с калибровкой гладкой части стержня путем проталкивания его через специальную матрицу.
Холодную высадку выполняют из калиброванного прутка диаметром от десятых долей миллиметра до 25 мм и более из углеродистой илц легированной стали, цветных металлов и сплавов.
Отходы металла при этом методе весьма незначительны. По сравнению с изготовлением деталей данных видов из проката со снятием стружки экономия металла при холодной высадке достигает 40%.
При электровысадке предварительно обработанная на станке заготовка подвергается местному электронагреву пропусканием через нее тока низкого напряжения в штампе пресса. По достижении в течение 2—4 сек температуры 900—1000° С ползун пресса опускается, заготовка высаживается и выталкивается.
Электровысадка позволяет получать заготовки по 2—-3-му классам точности без окалины, так как нагрев происходит очень быстро.
Холодная листовая штамповка. Этим методом получают: кожухи, картеры, крышки, колпаки, щитки, диски, прокладки. Исходным материалом служат тонколистовой металл и лента. Для восстановления пластических свойств деформированного металла после штамповки применяют отжиг, после чего про--изводится травление и промывка. Холодная листовая штамповка является высокопроизводительным технологическим методом.
Очень эффективны при листовой штамповке групповые штампы (целесообразны при партии деталей 70—80 шт.).
Точность листовой штамповки в совмещенном штампе ±(0,02ч--т-0,08), иоследовательном±(0,10-4—0,30) и раздельном±(0,30ч-0,50). Для свободных размеров холодноштампованных деталей может быть выдержан 7-й класс точности.
Правка поковок. Эта операция применяется для устранения искривлений и короблений заготовок, которые происходят при обрезке облоя и прошивке перемычек в результате неплотного прилегания опорной поверхности пуансона к поверхности поковок, а также от действия остаточных напряжений в их материале.
Правка осуществляется в горячем или холодном состоянии. Горячую правку производят на прессе после обрезки облоя и прошивки перемычек.
Холодную правку производят после термической обработки и счистки поковки от окалины.
208 Характеристика технологических методов производства в машиностроении
Во избежание трещин холодную правку поковок производят в отожженном или нормализованном состоянии. Холодная правка в штампах производительнее горячей правки (100-4-150 шт/ч):
Калибровка (чеканка). Эту отделочную операцию производят в холодном или горячем состоянии. Холодная калибровка на кривошипно-чеканочных прессах обеспечивает высокую точность размеров и высокое качество поверхности. Горячая калибровка на молотах и,,. прессах обеспечивает меньшую точность и применяется для крупных штампованных заготовок. Калибровку производят на горячештамповочных (чеканочных) прессах, на винтовых фрикционных прессах и молотах. Необходимая сила для калибровки зависит от качества металла, конфигурации и размеров заготовки. Ориентировочно ее можно принять для плоскостной калибровки заготовок из углеродистой стали 13—16 т!см\ из легированной стали 16—20 ml см? площади горизонтальной проекции поверхности, подвергаемой калибровке. Допуски на размеры между поверхностями, подвергаемыми калибровке, регламентируются ГОСТом 7505—55. При многократной калибровке с промежуточной термической обработкой для снятия напряжений можно выдержать допуск до 0,1—0,3 мм. Допуски при объемной калибровке приблизительно в 1,5 раза больше, чем при плоскостной.
Чистота поверхности, достигаемая холодной калибровкой, соответствует 6—8-му, а горячей — 3—5-му классам.
Горячая штамповка с последующей калибровкой дает большую экономию металла по сравнению с обычной штамповкой и последующей обработкой на металлорежущих станках. Операция калибровки значительно дешевле и в 40—50 раз производительнее станочных операций. Она не требует высокой квалификации рабочего, сложных приспособлений и штампов.
Получение заготовок из проката. Для получения поковок и для непосредственного изготовления из него деталей на металлорежущих станках применяют сортовой и фасонный прокат.
В последнем случае используют калиброванные прутки по ГОСТу 7417—57 и горячекатаную сталь повышенной и обычной точности по ГОСТу 2590—57.
Калиброванные прутки 5-го класса точности подвергают обработке лезвийным инструментом при креплении их в процессе обработки в цанговых патронах. Калиброванные прутки 4-го и более высоких классов точности обычно не подвергают обработке лезвийным инструментом, а непосредственно шлифуют.
Изготовление деталей из горячекатаной стали производится либо из отрезанных заготовок, либо непосредственно из прутка. Для изготовления деталей соответствующей конфигурации применяют квадратную, шестигранную, полосовую и других профилей стали, а также бесшовные и сварные трубы.
Методы получения заготовок,
209
В последнее время находит распространение метод получения заготовок валов из полосы, которая после разрезки на требуемую длину вальцуется в цилиндр, а шов сваривается на роликовом аппарате. Цилиндр рихтуется, а для получения уступов обжимается на гидравлических прессах. Экономия материала при изготовлении валов генераторов достигает 62%.
Гнутые профили (рис. 91) применяют для изготовления многих деталей. Они легки и обладают значительной жесткостью.
Профилированием получают открытые, закрытые и многослойные профили. Форма гнутых профилей может быть приближена
к форме отдельных элементов конструкции. Размеры и прямолинейность у профилированного металла выдерживаются с большой точностью.
Экономию металла (20—70%) и сокращение времени обработки (20—40%) можно получить при изготовлении деталей из фасонных труб или труб переменного сечения.
Специальный прокат (рис. 92) применяется в условиях крупносерийного и массового производства (сельхозмашиностроение, вагоностроение, автомобилестроение) и по-
Рис. 91. Гнутые профили
чти полностью исключает или значительно сокращает механическую обработку, на долю которой остается в основном отрезка, сверление отверстий и зачистка. Для изготовления деталей находит применение продольный, поперечный и поперечно-винтовой прокат. Имеются установки, совмещающие процесс непрерывного литья с поперечной прокаткой.
Холодное профильное волочение. Этим методом получают профили, соответствующие контуру готовой детали (рис. 93). Холодным волочением могут быть получены профили для самых разнообразных деталей (храповые колеса, мелкие колеса и др.). Допускаемые отклонения размеров выдерживаются до 4-го класса точности и 6-го класса чистоты поверхности. При высоких требованиях к точности (порядка 0,003 мм) и чистоте поверхности волочение производят несколько раз. При многократном волочении прутки отжигают с нагревом в среде защитного газа.
Правка проката предшествует резке проката на мерные заготовки. Отрезанные заготовки также в ряде случаев подвергаются правке. Правкой уменьшают припуск на последующую механи-
210 Характеристика технологических методов производства в машиностроении
ческую обработку заготовки и снижают поломки подающих и зажимных механизмов револьверных станков и автоматов (для нормальной работы этих механизмов допускается изогнутость не более 1 лшЛи).
Рис. 92. Прокат специальных профилей
Листовой прокат правят на листоправйльных вальцах с точностью 1—2 мм/м. Балки правят на горизонтально или вертикальногибочных прессах. Точность правки обычно не превышает 1 мм/м.
Рис. 93. Переходы при волочении круглого проката для получения фасонного профиля
Правку круглого проката диаметром 0,25—6 мм, поставляемого в бухтах, производят на правильно-отрезных станках (рис. 94): правка осуществляется роликами, отрезка — ножом по упору; после правки кривизна достигает 0,5—0,7 мм/м.
Правка круглого проката диаметром до 120 мм осуществляется на правильно-калибровочных станках (рис. 95): правка произво
Методы получения заготовок,
211
дится правильными, а калибровка — калибрующими роликами. После правки кривизна достигает для черных прутков 0,5—0,9 мм/м необработанных 0,1—0,2 мм/м.
Рис. 94. Схема правильно-отрезного станка:
1 — правильные ролики; 2 — тянущие ролики; 3 — отрезное кольцо; 4 —• отрезной нож; 5 — упор; 6 — пруток
Рис. 95. Схема правйлыю-калибровочного станка:
I — вращающаяся рама; 2 — правильные ролики; 3 — калибрующие ролики; 4 — пруток, подвергающийся правке
Рис. 96. Схема правки на прессе: отводимые центры; 2 — опорные призмы; 3 — индикатор; 4 — заготовка; 5 — ползун
Точность калибровки по диаметру достигает 0,03—0,05 мм.
Холодная правка на прессах (рис. 96) применяется для зацентрованных заготовок. Место и величина искривления определяются индикатором при вращении заготовки в центрах, которые затем
212 Характеристика технологических методов производства в машиностроении
отводятся, а заготовка опускается на жесткие опорные призмы и
правится; после правки кривизна составляет в зависимости от ее диаметра 0,05—0,15 мм!м. Разновидностью этого метода является правка заготовок, установленных в центрах, струбциной вручную.
Правка на накатных станках гладкими плашками (рис. 97) применяется для цилиндрических заготовок длиной до 200 мм. При прокатывании заготовки между плоскими гладкими плашками обеспечивается высокая производительность (порядка 60 шт/мин) и точность 0,05—0,10 мм/м. В результате холодной правки возникают остаточные напряжения в материале заготовки. Поэтому ее не применяют при изготовлении особо ответственных деталей ма
шин.
Резка проката на индивидуальные заготовки и более
Рис. 97. Схема правки на накатных станках:
1 — плоские гладкие плашки; 2 — заготовка
короткие для токарно-револьверных станков и автоматов производится несколькими методами. Независимо от методов резку обычно производят по упору (в этом случае точность заготовок по длине не зависит от их длины).
На прессножницах (кривошипных) режут сортовой, листовой и прутковый. материал различного сечения. Открытые ножи дают невысокую точность размера по длине заготовки (для диаметра 50 мм точность резки 1—1,5 мм), образуют косой срез и
сминают концевые участки заготовки. Для устранения этих дефектов предусматривают дополнительный припуск на подрезку торцов заготовки. Этих недостатков не имеют закрытые ножи. Для заготовок круглого сечения они имеют вид втулок. Вследствие большой
площади контакта и меньшего удельного давления на поверхности заготовки смятие получается незначительное, а точность в 2 раза выше. Закрытые ножи устанавливаются в специальных приспособлениях — штампах на эксцентриковых прессах. Недостаток метода— невозможность резки коротких заготовок (/ 1,5 d).
Резка на приводных ножовках наименее производительна, но широко применяется благодаря своей универсальности. Ее преимущества — чистая поверхность среза (3—4-й класс), малый перекос торца заготовки (до 2 2,5 мм на 100 мм диаметра) и малая потеря
металла в стружку (толщина ножовочного полотна составляет 1,5—2,5 мм). В целях повышения производительности резки ее осуществляют в призматических тисках, куда укладывают пакет прутков.
Резка ленточными пилами широко применяется для круглых и других прутков. Она производительнее резки, производимой
Методы получения заготовок
213
ножовками, так как нет обратного хода и дает более чистую поверхность среза (до 5-го класса).
Резка дисковыми пилами весьма производительна, дает чистый срез (до 4-го класса) и малый перекос торца (до 1,5 ч-2 мм на 100 мм радиуса).
Фрикционными дисками режут прокат на заготовки определенной длины любых профилей и марок, включая высокопрочные труднообрабатываемые конструкционные стали. Процесс резки основан на использовании теплоты трения, возникающей в месте контакта разрезаемого металла с периферийной частью диска. Температура разрезаемого металла в зоне контакта при этом повышается настолько (800—1100° С), что он легко удаляется из пропила в виде пучка искр при весьма незначительном износе фрикционного диска. Поверхность среза шероховатая; ее необходимо подвергать повторной обработке.
Резкой отрезными резцами на станках токарного типа получают заготовки из круглого прутка или трубы. Чистота поверхности среза до 6-го класса, а неперпендикулярность торца до 0,1 мм на 100 мм. Минимальная толщина среза 2,5 ч- 3 мм. Это самый эффективный метод резки труб, так как перемещение резца равно толщине стенки трубы.
Анодно-механическая резка производится вращающимся гладким диском или лентой. Инструмент (катод) скользит с небольшим давлением по плоскости реза, а струя электролита подается в зазор между прутком и инструментом. Образующаяся на поверхности прутка (анод) плохо проводящая ток пленка удаляется механическим воздействием диска или ленты. Твердость и прочность металла заготовки при этом не имеют существенного значения. Для анодно-механической резки применяют постоянный ток; переменный ток снижает интенсивность процесса и повышает износ инструмента. В качестве электролита применяют водный раствор жидкого стекла, а также соли фосфорной или кремниевой кислоты. Этот метод обеспечивает чистую (4—5-й класс) и точную поверхность среза.
Резка абразивными кругами применяется для разрезания закаленных стальных заготовок, прутков из инструментальных сталей и других твердых материалов. Чистота поверхности среза — 6 — 7-й класс.
Газовая (кислородная) резка применяется для листового, полосового и профильного проката, а также для стальных отливок. Правильно выполненная газовая резка не вызывает пережога и оплавления кромки реза. В поверхностном слое реза на глубину 2—5 мм происходит нормализация стали, а при резке закаливающей стали — закалка, устраняемая местным или общим отжигом.
Газовой резкой по шаблону (копирная резка) можно получать из толстолистовой стали заготовки весьма сложной конфигурации,
214 Характеристика технологических методов производства в машиностроении
почти не требующие последующей механической обработки (звездочки, зубчатые колеса и т. п.).
Обычная точность резки: ± 1 мм ручной, ± 0,5 мм машинной, ± 0,2 мм при резке на точных машинах.
Дуговая электрорезка применяется как для черных, так и для цветных металлов и сплавов. Металл разрезается в результате его расплавления в зоне реза. Метод не обеспечивает такую точность и чистоту реза, которые получаются при кислородной резке.
Комбинированные методы изготовления заготовок. Для изготовления сложных заготовок рациональным является их расчленение на отдельные простые части, изготовляемые прогрессивными способами, с последующим соединением этих частей пайкой, сваркой или другими способами в одно целое.
Более широкое применение находит сварка. За последние годы созданы новые способы сварки, в частности электрошлаковая, которая коренным образом изменила технологию изготовления ряда изделий и дала возможность сваривать металлы любой толщины. Внедрена сварка в среде защитных газов, разработаны способы сварки трением, электронным лучом в вакууме, ультразвуком. При значительном упрощении технологии изготовления элементов сварной конструкции по сравнению с технологией литья или ковки заготовки в целом сварная заготовка обычно получается более легкой по весу. Ее отдельные элементы, находящиеся в наиболее тяжелых условиях, могут быть выполнены из легированной стали. В качестве отдельных элементов сварных заготовок могут применяться: сортовой и фасонный прокат, штампованные и кованые заготовки и отливки.
Так, резка листового материала или проката с последующей сваркой применяется для получения крупных изделий типа фундаментных колец водяных турбин, рам двигателей, станин тяжелых станков.
Ковка промежуточных заготовок с последующей сваркой применяется, например, для изготовления крупных коленчатых валов.
Металлокерамическая технология (порошковая металлургия). 1 Металлокерамическая технология обеспечивает возможность получения заготовок и деталей машин из материалов, состоящих из таких металлов, которые не смешиваются в расплавленном виде (железо—свинец, вольфрам — медь), или композиций, состоящих из металлов и неметаллов (медь—графит и другие).
Заготовки из металлокерамических материалов получают прессованием смесей порошков в прессформах под давлением 100—
1 Начало развития порошковой металлургии положено проф. А. П. Соболевским.
Методы получения заготовок
215
600 Мн/м2, (1000—6000 кПсм*) с последующим спеканием спрессованных деталей (холодное прессование); прессование и спекание могут быть объединены (горячее прессование). Порошки получают в шаровых мельницах и бегунах (размер частиц 0,04—0,10 мм) или путем измельчения в вихревой мельнице (размер частиц 0,02— 0,04 мм).
Металлические порошки могут быть получены также путем распыления воздухом и паром легкоплавких металлов и сплавов в жидком виде и другими методами.
Измельченные порошки разделяются на фракции просеиванием через сита, а также путем воздушной сепарации. Смешение порошков производится в барабанах или шаровых мельницах. Прессование осуществляется на гидравлических или кривошипных прессах, а спекание — в газовых или электрических печах. Температура спекания ниже точки плавления основного компонента. Спекание имеет целью повышение механических свойств изготовляемых деталей. Время спекания колеблется от 15 мин до 24 ч, в зависимости от размеров изделий и спекаемости материала.
Горячее прессование применяют обычно только для изготовления деталей больших размеров и веса (до 100 кг) или для тонких пластин, дисков и других деталей, имеющих склонность при спекании к короблению.
Для получения точных размеров и необходимых свойств заготовки после спекания нередко производят механическую и термическую обработку, а также калибровку их в прессформах.
Обработка резанием непористых металлокерамических заготовок не отличается от обработки обычных металлов и сплавов. Обработка пористых металлокерамических заготовок производится без охлаждения, во избежание попадания жидкости в поры материала; шлифованием эти заготовки также не обрабатываются во избежание попадания зерен абразива в поры.
Заготовки и детали машин из пластмасс. Малый удельный вес, демпфирующая способность, стойкость к агрессивным средам, электро-, тепло-, звукоизоляционные и фрикционные свойства, простота переработки в изделия и другие свойства способствуют широкому применению пластмасс в машиностроении.
В большинстве случаев пластмассы представляют собой многокомпонентные системы. Они состоят из связующего вещества, наполнителя, пластификатора, красителя, смазывающего вещества, катализатора, ингибитора и других добавок.
Подбором отдельных компонентов и их соотношений материалу придается желаемая совокупность свойств. В качестве связующего вещества применяют искусственные смолы (термопластичные и термореактивные), сплавы этих смол между собой или с каучуками и эфиры целлюлозы.
216 Характеристика технологических методов производства в машиностроении
По характеру наполнителя пластмассы делят на порошкообразные (пресспорошки или литьевые массы), волокниты и слоистые материалы. Правильный выбор наполнителя позволяет повысить качество пластмасс и значительно расширить область их применения.
Пластмассы с порошковым наполнителем представляют собой в основном термореактивные композиции. Наполнителем служит древесная мука, молотый кварц, тальк, молотый шлак, барит, графит, окись алюминия, карбид кремния и многие другие. Обширный ассортимент наполнителей позволяет выпускать прессовочные материалы с самыми разносторонними свойствами.
Для деталей общего назначения (корпусы, кнопки, маховички, колпачки с резьбой, ручки)- используют пресспорошки К-15-2, К-115-2, монолит ФФ и др.; пресспорошки типа К-18-22 — водо-стойки, типа К-18-42 — теплостойки, ФКГ — кислотостойки, типа К-104-205 рекомендуются для изготовления полупроводниковых изделий. Пресспорошки всех видов перерабатываются в изделия методом горячего прессования и литьевым прессованием. Крупные изделия формуются в формах с виброуплотнением. Специальными технологическими методами удается изменять стандартные свойства пресспорошков. Так, быстрое охлаждение отпрессованных изделий повышает поверхностную твердость и общую прочность материала; выдержка отпрессованных изделий в термостате повышает электроизоляционные свойства деталей и стабильность размеров.
Пластмассы с листовым наполнителем термореактивны. Фрикционные свойства, твердость, ударо- и вибростойкость, жаропрочность, затраты и технология обработки зависят от свойств наполнителей. Так, средняя прочность на разрыв эпоксидных смол до 100 Мн!м2 (1000 кГ1см2'). Этот же показатель в пластмассах с листовым и ориентированным волокнистым наполнителем- достигает 300—950 Мн/м2, (3000—9500 кПсм2). Наполнитель в виде стеклянных чешуек толщиной до 1 мк.повышает прочность стеклопластов до 1200—1500 Мн!м2 (12 000—15 000 кПсм2). Детали машин из сложных пластмасс изготовляются методом механической обработки и склеиванием (зубчатые колеса, подшипниковые втулки и вкладыши, поршневые кольца, направляющие станины станков, клапаны насосов, лопатки ротационных гидравлических насосов, прокладки и др.).
Пластмассы с волокнистым наполнителем также термореактивны. В качестве наполнителя используются хлопковая целлюлоза, асбестовое и стеклянное волокно, шерстяные очесы. По комплексу прочностных показателей пластмассы этого вида несколько уступают слоистым материалам, но значительно превосходят их по технологичности и экономичности методов из
Методы обработки заготовок
217
готовления деталей машин. Из пластмасс с волокнистым наполнителем детали любой сложной формы можно изготовить высокопроизводительными методами обычного и литьевого прессования (шкивы, кулачки, крыльчатки центробежных насосов и т. п.) или склеиванием синтетическими клеями. Волокниты всех видов могут применяться и в качестве поделочных пластмасс. С этой целью в упрощенных прессформах прессуются заготовки в виде дисков, блоков, болванок и т. п., пригодных для изготовления деталей методом механической обработки.
Кпластмассам без наполнителя относятся все полимеры. Они в основном термопластичны, допускают многократную переработку в детали машин. Детали машин из поливинилхлорида, полистирола, полиэтилена, полипропилена, полиметилметакрилата изготовляются прессованием и литьевым методом. На экструдерах из полимеров изготовляются поделочные материалы, пригодные для выполнения разнообразных деталей методом механической обработки.
Пластмассы с газовоздушным наполнителем имеют малую плотность. В_зависимости от структуры, приобретаемой ими в процессе производства, разделяются на пенопласты, поропласты и сотопласты. Они изготовляются на основе поливинилхлорида, полистирола, эпоксидных смол и их модификаций. Образование пустотелой структуры материала достигается химическими, физическими и механическими методами или их сочетанием. Пено-поропласты находят применение как при производстве изделий (герметизирующие колпаки, полировальные круги и т. п.), так и в качестве амортизирующих средств в авто- и авиастроении.
§ 2. МЕТОДЫ ОБРАБОТКИ ЗАГОТОВОК
Получение заданных форм, размеров и качества поверхностей деталей машин достигается обычно соответствующей обработкой заготовок.
Доминирующее значение в современном машиностроении все еще имеет удаление металла в виде стружки (обработка резанием); применяется также обработка пластическим деформированием, термическая и химико-термическая обработка. Наряду с обработкой на станках используется и слесарная обработка. Удельное значение ее в серийном и массовом производстве ничтожно, но в единичном и мелкосерийном производстве, а также при ремонтных работах она достаточно широко применяется для пригонки сопрягаемых деталей машин.
Обработка металлическими инструментами. Обработку заготовок производят различными инструментами. При обработке резцами различают обдирочную, черновую, получистовую и
218 Характеристика технологических методов производства в машиностроении
чистовую обработку. В зависимости от точности заготовки нередко ограничиваются однократной обработкой. Для получения точных размеров и высокого класса чистоты поверхности применяют тонкую обработку.
Обдирка применяется главным образом для заготовок, полученных свободной ковкой, а иногда и для крупных отливок 3-го класса точности. Обдиркой уменьшают пространственные отклонения и погрешности формы черной заготовки. При обдирке могут быть выдержаны размеры: для поковок по 10—11-му и для отливок по 9—10-му классам точности по ГОСТу 2689—54.
После обдирки допускается местная чернота заготовки. Обдирку крупных заготовок обычно производят на заводах и в цехах, поставляющих заготовки. В этом случае поверхностные дефекты заготовки выявляются на месте ее производства, уменьшается вес заготовки перед ее транспортированием и удлиняется срок естественного старения из-за вылеживания ободранной заготовки.
Черновую обработку применяют для заготовок, подвергавшихся обдирке, для крупных штампованных поковок третьей и второй групп точности и для крупных отливок 2-го класса точности; в первом случае черновая обработка обеспечивает 7—9-й классы точности, а во втором случае 7—5-й классы точности по системе ОСТ. Достигаемая при черновой обработке чистота поверхности находится в пределах 1—3-го классов.
Получистовая обработка применяется, когда при черновой обработке не может быть удален весь припуск, либо когда предъявляются повышенные требования к точности геометрических форм обрабатываемой заготовки и пространственным отклонениям ее элементов.
При получистовой обработке размеры заготовки выдерживаются с допусками по 5-му и 4-му классам точности, а чистота поверхности в пределах 2—4-го классов.
Чистовая обработка применяется либо как окончательная, либо как промежуточная под последующую отделку (тонкая обработка, шлифование). Чистовая обработка в зависимости от процесса предшествующей обработки обеспечивает 4-й и За классы точности и 4—6-й классы чистоты. Однократная обработка применяется для заготовок, полученных методами, обеспечивающими высокую точность их выполнения (штамповка по первой группе точности, литье в кокиль, литье по выплавляемой модели и т. п.). Она выполняется по черной поверхности, но с режимами, близкими к чистовой обработке.
В зависимости от точности выполнения заготовки однократная обработка обеспечивает 4—7-й классы точности и 3—5-й классы чистоты.
Методы обработки заготовок 219
Тонкая обработка резцами применяется как метод окончательной отделки, заменяющий шлифование, и осуществляется при высоких скоростях резания, малых глубинах резания (0,05—0,5 мм) и малых подачах (0,05—0,15 мм/об).
Тонкое точение обеспечивает 2а—3-й классы точности и 7—8-й классы чистоты.
При тонком обтачивании и тонком строгании широкими резцами глубину резания принимают не более 0,5 мм, а подачу назначают в зависимости от ширины резца (обычно подача на оборот или двойной ход составляет не более 0,8 ширины резца).
Тонкая обработка широкими резцами обеспечивает 2а—3-й класс точности и 6—8-й классы чистоты, а при индивидуальном получении заданных размеров 1—2-й классы точности и 7—9-й классы чистоты.
В последнее время для обработки находят применение алмазные резцы. Они применяются на операциях тонкого точения заготовок из цветных металлов и сплавов, пластмасс и других неметаллических материалов. Обработка алмазными резцами обеспечивает получение точности обработки до 1-го класса и чистоты поверхности до 12—13-го классов. Для алмазных резцов используются кристаллы алмазов весом 0,2—-0,6 карата и более.
Технико-экономическая эффективность алмазных резцов определяется их высокой стойкостью, превышающей в десятки раз стойкость твердосплавных инструментов, и возможностью работать длительное время без переналадок и регулировок, что особенно важно при работе на станках-автоматах и автоматических линиях.
Резание с принудительными колебаниями инструмента относительно заготовки1 (вибрационное резание)—перспективный метод обработки металлов.
В процессе резания инструмент из-за колебаний периодически выходит из контакта с обрабатываемым материалом; это способствует возникновению адсорбционных слоев и пленок окислов на поверхностях контактов и препятствует налипанию металла на рабочие поверхности инструмента. При этом уменьшается работа па трение и пластическую деформацию, что приводит к снижению сил резания и теплообразования в процессе резания. В некоторых случаях вибрации повышают класс чистоты обработанной поверхности, увеличивают стойкость инструмента.
При обработке фрезами различают черновое, полу-чистовое и чистовое фрезерование, а при обработке торцовыми фрезами также и тонкое фрезерование; в некоторых случаях ограничиваются однократным фрезерованием.
1 Впервые колебания инструмента в направлении резания осуществил В. Л. Татаринов в 1910 г.
220 Характеристика технологических методов производства в машиностроении
Черновое фрезерование применяют как метод предварительной обработки отливок и поковок, припуск на предварительную обработку которых превышает 3 мм. Черновое фрезерование плоскостей обеспечивает 2—3-й классы чистоты и отклонение от прямолинейности 0,15—0,3 мм на 1 м длины.
Получистовое фрезерование применяют с целью уменьшения погрешностей геометрических форм и пространственных отклонений. Оно обеспечивает 3—4-й классы чистоты и отклонение от плоскостности 0,1—0,2 мм на 1 м длины.
Чистовое фрезерование применяют либо как метод окончательной обработки после чернового и получистового фрезерования, либо как метод промежуточной обработки после чернового фрезерования перед последующей отделочной обработкой. Чистовое фрезерование обеспечивает 4—6-й классы чистоты и отклонение от плоскостности 0,04—0,08 мм на 1 м длины.
Тонкое фрезерование применяют как метод окончательной обработки плоскостей торцовыми фрезами. Припуск под тонкое фрезерование берут в пределах 0,2—1 мм. Тонкое фрезерование обеспечивает 6—8-й классы чистоты поверхности и отклонение от плоскостности 0,02—0,04 мм на 1 м длины.
Однократное фрезерование применяют в тех случаях, когда погрешности черной заготовки обусловливают незначительный припуск на обработку (менее 2 мм). Однократное фрезерование обеспечивает 4—5-й классы чистоты и отклонение от плоскостности 0,06—0,1 мм на 1 м длины.
Применяя скоростные режимы при фрезеровании, получают: при черновом 3—5-й, при получистовом 4—6-й и при чистовом фрезеровании 5—7-й классы чистоты поверхности.
Сверлением получают отверстия в сплошном металле. Оно обеспечивает 5—4-й классы точности и 5—3-й классы чистоты поверхности. Его применяют в качестве предварительной обработки точных отверстий. Обработка грубых отверстий ограничивается часто одним сверлением.
Зенкерование применяют либо после сверления, либо для обработки литых или прошитых отверстий в черных заготовках. В первом случае зенкер, снимая значительную часть припуска, выправляет погрешности, имеющиеся у просверленного отверстия, а именно увод оси отверстия и смещение осей координированных отверстий. Это достигается направлением зенкера кондукторной втулкой. Во втором случае зенкер сообщает отверстию правильную форму и выправляет ось отверстия. При зенкеровании литых и прошитых отверстий в черных заготовках получают 5-й класс точности и 3-й класс чистоты. При зенкеровании после сверления получают 4-й класс точности и 4-й класс чистоты поверхности. Однократное скоростное с охлаждением зенкерование литых отверстий в отлив
Методы обработки заготовок 221
ках из серого чугуна обеспечивает 4-й класс точности и 4—5-й классы чистоты поверхности.
Развертывание отверстий применяется обычно как метод окончательной обработки либо как метод, предшествующий хонингованию. Развертывание не исправляет увода и смещения оси отверстия и применяется для получения точного диаметрального размера.
В зависимости от предъявляемых к отверстию требований применяют нормальное, точное и тонкое развертывание. Эти виды развертывания различаются главным образом по допускам на диаметральные размеры разверток.
Нормальное развертывание обеспечивает 3—За классы точности и 6-й класс чистоты (диаметр развертки выполняется по 2а классу точности); точное развертывание дает 2а класс точности и 7-й класс чистоты (диаметр развертки выполняется по 2-му классу точности); тонкое развертывание — 1—2-й классы точности и 8-й класс чистоты (допуски на диаметр развертки принимаются равными 0,6 от допусков 1-го класса точности). Для окончательной обработки отверстий диаметром 25—500 мм по 1—2-му классам точности применяют развертывание плавающими пластинами. Плавающие пластины не выправляют и не изменяют положения оси отверстия, которое должно быть точно получено предшествующей обработкой.
Протягивание применяют для обработки отверстий и пазов любого сечения, плоских и криволинейных поверхностей и наружных поверхностей вращения. Применение протягивания позволяет упростить обработку, так как во многих случаях одна протяжка заменяет несколько инструментов (например, зенкер или расточный резец и развертку; черновую и чистовую фрезы и т. п.).
Протягиванием обеспечивается 2а—За классы точности и 5—7-й классы^ чистоты. Прошивание1 отверстий применяют как метод окончательной обработки отверстий любой формы небольшой длины, обеспечивающий 2-й класс точности,и выше и 7—8-й классы чистоты.
Обработка абразивными инструментами. Обработку абразивными инструментами производят различными методами. Шлифование применяют как метод окончательной обработки. Обдирочное шлифование, как метод однократной обработки, применяют при шлифовании плоских базовых поверхностей для обеспечения необходимой плоскостности, обычно без выдерживания размера. При обдирочном шлифовании применяют круги зернистостью SO-125, реже 50—80; достигаемая чистота поверхности 5—6-й классы? Предварительное шлифование плоских поверхностей после обра
1 Прошивкой называют короткую протяжку, проталкиваемую через отверстие и работающую на сжатие.
222 - Характеристика технологических методов производства в машиностроении
ботки лезвийным инструментом производится периферией или торцом чашечного круга. В первом случае применяют круги зернистостью 40—50, во втором 50—80 (для стали и чугуна). Для чистового шлифования применяют круги зернистостью 12—40 и для тонкого шлифования 6—10.
Плоское шлифование периферией круга дает при предварительном 5—6-й, при чистовом 7—8-й и при тонком 8—9-й классы чистоты поверхности. Скоростное плоское шлифование периферией круга повышает класс чистоты поверхности на один класс. При плоском шлифовании торцом чашечного круга получают при предварительном 5—7-й и при чистовом 7—8-й классы чистоты поверхности.
При обработке внешних поверхностей вращения применяют, предварительное, чистовое и тонкое шлифование. Предварительное шлифование обеспечивает За—3-й классы точности и 5—7-й классы чистоты, чистовое—2а—2-й классы точности и 7—8-й классы чистоты, тонкое шлифование — 2-й и 1-й классы точности и 8—10-й классы чистоты поверхности.
Однократное шлифование внешних поверхностей вращения при- , меняют для заготовок, не подвергающихся термической обработке после точения для достижения 3-го и 2а классов точности и 6—8-го класса чистоты поверхности.
При обработке отверстий применяют предварительное и чистовое либо однократное шлифование. Предварительное шлифование дает За—3-й классы точности и 5—7-й классы чистоты. Чистовое и однократное шлифование обеспечивают 3—2а классы точности и 7—8-й классы чистоты.
Тонкое шлифование при обработке отверстий не применяют, и если требуется более высокая точность и класс чистоты, то вместо шлифования кругами применяют другие методы обработки отверстий лезвийными или абразивными инструментами; в частности, применяют тонкое растачивание, развертывание или хонингование.
Обработка алмазными кругами. По конструкции алмазные круги состоят из корпуса и алмазоносного кольца, в состав которого входит алмаз и связка (металлическая или органическая). Алмазные круги изготовляются 25-, 50- и 100%-ной концентрации. Концентрация круга определяется содержанием алмаза в миллиграммах в 1 мм3 алмазоносного кольца. За 100% концентрации принято содержание в 1 мм3 0,878 мг алмаза или 0,00439 карата.
Выбор зернистости определяется требованиями, предъявляемыми к чистоте обрабатываемой поверхности. Шлифование кругами с более крупным размером зерна (например, А50 по сравнению с АМ10) уменьшает его удельный расход, а производительность увеличивается.
Методы обработки заготовок
223
Круги на металлических связках рекомендуются для предварительного шлифования твердосплавных заготовок, шлифования стекла и керамики, а круги на органических связках —для доводки деталей из высокопрочных и хрупких материалов.
Шлифование ведут с непрерывной подачей охлаждающей жидкости в количестве 1—2 л!мин. Экономический эффект от применения кругов в пределах 15—20 руб. на один применяемый карат алмаза.
Хонингование осуществляется специальной головкой с укрепленными в ней брусками. Головка совершает одновременно вращательное и возвратно-поступательное движение; в результате этого на обрабатываемой поверхности создается косая мелкая сетка рисок от абразивных зерен, хорошо удерживающих смазку. Хонингованием удаляют слой в пределах 0,01—0,20 мм в зависимости от диаметра отверстия, обрабатываемого материала и предшествующей обработки. В этих пределах устраняется конусность и эллиптичность отверстия.
Во избежание уменьшения диаметров у концов отверстия бруски должны выходить на некоторую длину из отверстия. Хонингование выполняют в один-два, а иногда и в три перехода, характеризуемые различной зернистостью брусков: для предварительного хонингования применяют зернистость 4—8, для чистового 3.
Охлаждающе-смазывающей жидкостью служит керосин или смесь керосина с 10—20% машинного масла.
Хонингование обеспечивает точность обработки в пределах 5—20 мк и 8—10-го классов чистоты поверхности. Его применяют как метод обработки точных отверстий с высоким классом чистоты поверхности.
Суперфиниш осуществляется также специальными головками с абразивными брусками и может быть применен для обработки наружных и внутренних поверхностей вращения и плоскостей. В процессе работы используют бруски зернистостью 3.
Суперфинишем повышают лишь чистоту поверхности до 9—12-го класса, не исправляя других погрешностей предшествующей обработки. Процесс протекает с подачей охлаждающе-смазывающей жидкости, состоящей из керосина и 10—15% веретенного масла, благодаря чему бруски касаются лишь выступающих микронеровностей в местах разрыва масляного слоя; процесс прекращается автоматически в связи с тем, что при достижении определенного класса чистоты поверхности прекращается разрыв масляной пленки.
Ультрафиниш (рис. 98) дает возможность получать поверхности с весьма малой шероховатостью (0,007—0,012 мк) и хорошей макрогеометрией. Процесс осуществляется посредством мягкого притира, прилегающего к поверхности заготовки при угле
224 Характеристика технологических методов производства в машиностроении
обхвата 12—15° и перемещающегося относительно нее. Обработка ведется со скоростью 100—180 м!мин, с применением жидкости и притирочного материала. Ультрафиниш пригоден как для обра
ботки заготовок из мягких, так и из твердых металлов.
Притиркой (доводка, лаппингование) достигается высокая точность обработки (до 0,1 мк) и 10—14-й классы чистоты. Инструментом является притир, изготовляемый обычно из более мягкого материала, чем обрабатываемая заготовка.
Притирка выполняется с помощью абразивных порошков и паст.
Предварительной притиркой снимают припуск, необходимый для исправления погрешностей геометрической формы заготовки;
Рис. 98. Схема ультрафиниша при обработке поверхности вращения:
1 — корпус притира; 2 — заготовка; <3 — пек или каменная смола, в оболочке из брезента, покрытой маслостойким щелочным лаком;
4 — сменная полировальная ворсистая ткань;
5 — поджим
окончательной притиркои повышают класс чистоты поверхности. Предварительную и окончательную притирки производят разными притирами, так как удаление старого абразива с притира затруднительно.
Полирование применяется для повышения
класса чистоты поверхности и осуществляется быстродви-жущейся абразивной лентой, насыщенной мягкими абразивами, или мягким полировальным кругом (из войлока,
фетра, бязи) с нанесенной на него полировальной пастой. Полированием получают 10—12-й классы чистоты поверхности, а при тонком полировании и более высокие классы.
Обработка поверхностей с применением притирочных и полиро-
вальных паст основана на одновременном механическом воздействии инструмента (притира или полировального мягкого круга) и химическом воздействии поверхностно-активных веществ, содержащихся в пастах. В отличие от притирки полирование не повышает точность обработки.
За последнее время большое развитие получило шлифование и полирование лентами, покрытыми абразивными зернами и порошками. Метод применяется не только для металлических, но и неметаллических материалов (стекло, фарфор и т. п.). Шлифование осуществляется либо при свободном натяжении ленты, либо путем поджима ее в месте обработки неподвижной или подвижной опорой (рис. 99). Этот метод находит применение для отделки поверхности фасонных деталей, прутков, труб
и т. п.
Методы обработки заготовок
225
Рабочая поверхность ленты значительно превышает рабочую поверхность круга, благодаря чему происходит большее рассеяние тепла, возникающего в процессе шлифования. Зернистость абразива, применяемого при изготовлении лент, колеблется в пределах 3—80. При зернистости 10—16 можно получить чистоту до 9-го класса, а при зернистости 4 улучшить ее до 11-го класса. Удельный съем металла составляет 1,2—1,6 а на 1 жж ширины ленты в минуту. Основное влияние на производительность процесса оказывает сила, с которой прижимается лента и ее скорость.
Рис. 99. Шлифование с применением абразивной ленты: а — шлифование свободной лептой; б — шлифование с опорной (подкладной) плитой; 1 — заготовка; 2 — абразивная лента
Обработка абразивной струей применяется для повышения класса чистоты поверхности без изменения формы и размеров обрабатываемой заготовки. Водно-абразивная суспензия подается под давлением на заготовку через сопло, изготовленное из твердого сплава; абразивные зерна попадают на обрабатываемую поверхность с большой скоростью и сглаживают ее микронеровности. Содержание абразива в суспензии составляет 30—35% по весу.
При жидкостно-абразивной обработке можно получить чистоту поверхности по 8-му классу и выше, в зависимости от исходной чистоты поверхности и зернистости абразива.
Электромеханическая обработка. При электромеханической обработке различают точение и сглаживание. Электромеханическое точение (рис. 100) осуществляется в условиях местного нагрева снимаемого слоя металла при подводе в зону резания электрического тока большой силы (300—1000 а) и малого
8 Кован ВЛ М. и др.
СХ2К Характеристика технологических методов производства в машиностроении
напряжения (1—5 в). Нагревом охватывается зона перед режущей кромкой резца, что снижает силы резания и благоприятно сказывается на уменьшении шероховатости обработанной поверхности»
Электромеханическое сглаживание основано на деформировании микронеровностей поверхности с подогревом ее электрическим током. Инструментом служит ролик или полировальник скользящего трения. В результате обработки получается чистота поверхности 9-го класса. Сочетание теплового (температура в зоне контакта инструмента и заготовки достигает 800—900° С)
Рис. 100. Схема электромеханического точения:
1 — патрон; 2 токосъемник; 3 — резец; 4 — заготовка;
5 — трансформатор
и силового воздействия изменяет структуру и механические свойства поверхностного слоя, повышая его твердость и износостойкость. Повышение поверхностной твердости распространяется на глубину 0,10—0,15 мм.
Электроэрозионная обработка. Использование новых особо прочных и труднообрабатываемых конструкционных материалов, способных работать в тяжелых условиях и при повышенных температурах, связано с преодолением значительных технологических трудностей.
Поэтому перед учеными и работниками производства с особой остротой ставится задача изыскания новых эффективных способов металлообработки. Одним из таких новых способов является обработка с помощью электрических разрядов, получивших название электроэрозионной обработки.
В настоящее время получили распространение четыре разновидности этого способа обработки металлов: электроискровая, импульсно-дуговая или электроимпульсная, анодно-механическая и электроконтактная.
Методы обработки заготовок
227
Электроискровая обработка1 основана на при
менении кратковременных искровых разрядов с частичным их переходом в дуговой разряд. Для получения искровых и искродуговых разрядов используется электрический генератор импульсов. Схема электроискровой обработки показана на рис. 101. Обрабатываемая заготовка (+) и электрод-инструмент (—), связанный со следящей системой, погружают в диэлектрическую жидкость. Частицы расплавленного и испаряемого металла, попа-
дая в жидкость, быстро отвердевают в виде микроскопических шариков. Жидкость при этом препятствует расширению зоны действия разряда, способствуя концентрации тепловой энергии, выделяемой при разряде на малом участке поверхности.
Метод прост, но малопроизводителен, так как продолжительность паузы между разрядами в 8— 10 раз превышает продолжительность самого разряда. Высокая температура при разрядах (достигает 10 000° С) вызывает износ электродов-инструментов.
Эти недостатки ограни-
Рис. 101. Схема* электроискровой обработки :
1 — станина; 2 — ванна с жидкостью; 3 — кронштейн; 4 — плита; б — заготовка; 6 — автоматический регулятор подачи инструмента: 7 — реостат;
8 — конденсаторы; 9 — генератор импульсов
чивают применение метода
для обработки небольших поверхностей, а также в тех случаях,
когда износ инструмента не имеет решающего значения.
Процесс электроимпульсной обработки2 (рис. 102) состоит также в последовательном возбуждении разрядов между поверхностями инструмента и заготовки. Возбуждение разрядов осуществляется с помощью импульсов напряжения, вырабатываемых специальным генератором, дающим более продолжительный и мощный дуговой разряд. Снижение температуры при разрядах (до 4000—5000° С) уменьшает износ инструмента.
1 Электроискровая обработка была разработана в 1943 г. Б. Р. Лазаренко и Н. И. Лазаренко и получила в последующие годы широкую известность.
2 Этот способ был разработан в нашей стране в пятидесятых годах в результате совершенствования электроискровой обработки.
8*
228 Характеристика технологических методов производства в машиностроении
Увеличение мощности и ее более рациональное использование
позволило в десятки раз повысить производительность процесса и
применить его для обработки крупных заготовок.
Достигнутый наибольший съем металла по стали 15 см3/мин.
Этим методом можно обрабатывать сложные фасонные поверхности с точностью до 0,03—0,05 мм и отверстия с точностью 0,01—0,02 мм. Качество
Рис. 102. Схема электроимпульсной обработки:
1 — источник постоянного тока высокого напряжения; 2 — электронная лампа; 3 —- блок управления; 4 — импульсный трансформатор; 5 — межэлектродный промежуток; 6 — заготовка
поверхности зависит от режимов работы. При грубом, но производительном режиме (400 имп/сек) высота неровностей составляет 0,3—1,5 жж, а поверх-
ностный слой с измененными свойствами имеет глубину 0,2— 0,4 жж; при чистовом режиме (2500 имп/сек) высота неровностей не превышает 0,002—0,004 жж.
Рис. 103. Схема анодно-механической обработки (а) и зазор, заполненный рабочей жидкостью (б):
1 — заготовка; 2 — инструмент; 3 — сопло для подачи рабочей жидкости; 4 — реостат
При анодно-механической обработке1 (рис. 103) для создания кратковременных разрядов используется быстрое перемещение инструмента относительно обрабатываемой заготовки. Инструментом служит либо вращающийся металли
1 Метод разработан В. Н. Гусевым в 1943 г.
Методы обработки заготовок
229
ческий диск, либо движущаяся бесконечная металлическая лента или проволока (—) относительно заготовки (+). В зону обработки подается электролит. На поверхности анода заготовки образуется токонепроводящая изолирующая пленка. При соприкосновении заготовки с инструментом на отдельных небольших участках инструмент удаляет пленку, контактируя с заготовкой. При достаточно высоком напряжении в этих местах возникают кратковременные дуговые разряды. Образующиеся в результате разряда частицы металла из зоны обработки выбрасываются движущимся инструментом. Кроме эрозионного действия, можно получить и электрохимическое растворение металла в месте контакта, при котором съем металла получается незначительным при высоком классе чистоты поверхности; электрохимическое растворение происходит при низком напряжении, недостаточном для возбуждения дуговых разрядов. С помощью анодно-механического процесса можно резать прокат, прорезать фасонный паз и т. п.
При электроконтактном способе для создания кратковременных разрядов также используется быстрое перемещение инструмента относительно обрабатываемой заготовки. Однако электролит не применяется и процесс осуществляется преимущественно в воздухе. Скорость перемещения инструмента относительно заготовки в 2,5—3 раза больше, чем при анодно-механическом способе.
Электроконтактный способ позволяет подводить к месту обработки очень большие мощности, измеряемые сотнями киловатт, и получать съем металла, доходящий до 500 кг!ч и более. Однако при этом способе на поверхности заготовки остается слой оплавленного металла, величина которого может достигать 1—1,5 мм. Поэтому поверхность заготовки подвергают дальнейшей обработке для придания ей соответствующего класса чистоты и удаления дефектного слоя.
Электрогидравлическая (электрохимическая) обработка основана на анодном растворении металла с прокачкой электролита между заготовкой и электродом (рис. 104). Этот метод характерен применением постоянного тока напряжением 12—25 в, дешевизной электролита (водный раствор поваренной соли), отсутствием износа электродов и большой производительностью обработки, не зависящей от размеров и материала заготовок.
Электрогидравлическая обработка обеспечивает точность обработки сложных заготовок порядка 0,1 мм при глубине дефектного слоя в пределах 0,005—0,05 мм и чистоту обработанной поверхности до 6—7-го класса.
Прокачкой электролита предупреждается осаждение металла на инструменте-катоде. Поэтому инструмент может работать очень долго, не меняя своей формы и размеров.
230 Характеристика технологических методов производства в машиностроении
Электроабразивная обработка основана на электрохимическом растворении твердого материала при одновременном механическом удалении продуктов растворения из зоны обработки. Отличается этот метод от анодно-механической обработки тем, что
Рис. 104. Принципиальная схема электрогидрообработки
1 ~ обрабатываемая заготовка; 2 — электроды-инструменты; 3 — рабочая камера; 4 — центрифуга; 5 — бак с электролитом; 6 — теплообменник; 7 — насос
используется только один инструмент—электропроводный абразив \ являющийся одновременно и катодом, и инструментом,
Рис. 105. Схема ультразвуковой обработки:
1 — магнитостриктор; 2 — концентратор; 3 — инструмент; 4 — сопло для подачи абразивной суспензии; £ — заготовка; 6 —- генератор у. з. ч.
удаляющим анодную пленку.
Электроабразивная обработка позволяет получить 11—12-й класс чистоты поверхности с зеркальным блеском при обработке заготовок из твердосплавного материала. Производительность обработки достигает 20— 25 мм^/мин.
Ультразвуковая обработка. При ультразвуковой обработке вибрирующий с определенной частотой и амплитудой инструмент перемещается перпендикулярно к обрабатываемой поверхности (рис. 105). В зону обработки вводится суспензия абразива. Ультразвуковые колебания образуют в жидкости кавита-
1 Круги изготовляются из электрокорунда на бакелитовой связке с графитовым наполнителем, который обеспечивает требуемую электропроводность.
Методы обработки заготовок
231
ционные пузырьки, захлопывание которых вызывает гидравлические удары, разрушающие твердые и хрупкие материалы. Наличие абразива ускоряет разрушение материала. Разрушенный материал удаляется из зоны обработки вместе с циркулирующей суспензией абразива. Инструмент внедряется в обрабатываемую заготовку и воспроизводит в ней отверстие соответствующей формы и размера.
Принцип ультразвукового шлифования, основанного на ультразвуковых колебаниях охлаждающей жидкости, создаваемого при
помощи вибрирующего инструмента, установленного с зазором порядка 0,13 мм над шлифовальным кругом, показан на рис. 106. Основное преимуще-
Рис. 106. Схема ультразвукового шлифования:
1 — вибрирующий инструмент; 2 — шлифовальный круг; 3 — частицы металла;
4 — частицы абразива
Рис. 107. Схема ультразвукового хонинговального станка:
1 — генератор у. з. ч.; 2 — элек-тродвигатель; 3 —- корпус магнитостриктора; 4 — обмотка; 5—хонинговальная головка
ство этого способа заключается в значительном снижении теплообразования в зоне резания 1 вследствие колебаний и проникновения охлаждающей жидкости в поры шлифовального круга. В результате этого частицы снимаемого металла не сплавляются с зернами абразива.
На рис. 107 приведена схема ультразвукового хонингования. Ультразвуковое хонингование обеспечивает минимальное давление брусков на обрабатываемую поверхность и уменьшает засаливание брусков, так как частицы снятого металла отделяются от абразивов. Это обеспечивает высокое качество поверхности.
Для ведения ультразвуковой обработки применяют станки, работающие в диапазоне частот 15—30 кгц с амплитудой колебаний
1 Температура в зоне резания примерно на 200° С ниже температуры при обычном шлифовании.
232 Характеристика технологических методов производства в машиностроении
порядка 0,05 мм. Для увеличения амплитуды колебаний применяют концентраторы. Выходная мощность станков 0,2—10 кет.
Ультразвуком обрабатывают заготовки самых сложных профилей из твердых и хрупких материалов (тантал, германий, молибден, алмаз, стекло, фарфор и т. п.). При этом обеспечивается 1—2-й классы точности и 10—12-й классы чистоты поверхности.
Для повышения производительности процесса при обработке токопроводящих металлов в последнее время предложен комбинированный способ, при котором ультразвуковая обработка применяется в сочетании с анодным растворением.
Обработка металлов электронным лучом осуществляется в вакууме на установках, позволяющих создавать концентрированный поток электронов по направлению к обрабатываемой заготовке. Направление потока электронов корректируется электромагнитными катушками и собирается в фокус электромагнитной линзой. Рабочая температура при этом достигает 6000° С, что приводит к испарению металла, образуя в заготовке отверстие диаметром 0,001 мм или прорезь шириной до 0,04 мм с ровными краями. Метод позволяет обрабатывать разнообразные материалы с высокой степенью точности.
Обработка дуговой плазменной струей. Плазменная струя образуется в горелке 1 под действием дугового разряда в узком электрически нейтральном канале между двумя электродами, один из которых выполнен в виде сопла. Вдоль столба дуги пропускается газ, который в зоне разряда ионизируется, приобретает свойства плазмы и выходит из горелки в виде ярко светящейся струи, имеющей температуру порядка 15 000° С. Ею можно резать, наносить покрытия и выполнять другую обработку заготовок из разнообразных материалов —проводников, полупроводников и диэлектриков. Кроме разделительной резки, горелками можно осуществлять строгание плоскостей, подготовку под сварку кромок листов из нержавеющей стали и других металлов и сплавов.
Обработка с применением квантовых генераторов (лазеров).
Оптический квантовый генератор (лазер) 2 состоит (рис. 108) из активного вещества, объемного резонатора, образованного двумя полупрозрачными зеркалами, источника возбуждения и источника питания. Активным веществом в первом генераторе служил синтетический рубин (А12О3) с примесью хрома. В настоящее время существуют лазеры, где в качестве активного вещества применены твердые тела (рубин, сапфир и др.), жидкости и газы (гелий, аргон, неон и др.).
1 Горелки разработаны Институтом металлургии АН СССР.
2 Первый оптический квантовый генератор (лазер) был сконструирован в 1959 г.
Методы обработки заготовок,
233
Лазеры излучают направленный пучок когерентного1 света высокой монохроматичности 2. Пучок этот имеет очень большую яркость и значительную мощность излучения. Так, световой луч лазера в 1012 раз ярче лучей солнца. Плотность энергии луча лазера, сфокусированного при помощи оптического устройства, достигает 1016 вт/м?. Луч с такой плотностью энергии мгновенно испаряет металлы. При установке на пути луча лазера небольшой оптической системы он может быть сфокусирован так, что диаметр составлять несколько микрон.
его поперечного сечения су Химическая и электрохимическая обработка. К химическим и электрохимическим методам обработки относятся фрезерование и полирование. Химическое и электрохимическое фрезерование заключается в том, что на поверхность заготовки наносится химически стойкий материал, оставляя непокрытыми участки поверхности, подлежащие обработке. Защитный слой часто наносят на всю поверхность, после чего иглой или другим
Рис. 108. Схема оптического квантового генератора (лазера):
1 — активное вещество; 2 — объемный резонатор; 3 — источник возбуждения; 4 — оптическое устройство; 5 — заготовка; 6 — луч лазера
инструментом его снимают по обрабатываемому контуру. Металл удаляется травлением в кислотах или щелочах. После травления заготовка погружается в растворитель для удаления изоляционного слоя. При использовании тока производительность процесса возрастает. Этим методом можно получать углубления или сквозные отверстия в тонкостенных деталях, не опасаясь их деформации. Обработанные поверхности не имеют рисок и наклепанного слоя.
Химическое и электрохимическое полирование является новым способом декоративной отделки металлов 3. Обработка связана с образованием на металле тонкой окисной пленки. Ее толщина неодинакова — она меньше на микровыступах и больше на микровпадинах. Поэтому микровыступы растворяются быстрее, чем остальные участки. Этому способствует
1 Когерентностью называется согласованное протекание нескольких случайных процессов во времени и пространстве.
2 Монохроматичность — одноцветность.
8 Первые работы, посвященные электрохимическому полированию, были проведены в 1910 г. Е. И. Шпитальским; химическое полирование известно сравнительно недавно.
234 Характеристика техно логических методов производства в машиностроении
живание и почти зеркальный обработке может подвергаться
образование вязкого солевого слоя продуктов реакции металла с раствором, который задерживается в микровпадинах поверхности. Результатом этих процессов является сглаживание мельчайших неровностей на поверхности.
При электрохимическом полировании (рис. 109) обрабатываемая заготовка служит анодом. В этом случае достигается большее сгла-блеск поверхности. Одновременной большое количество заготовок различной формы и габаритов, что неосуществимо при полировании кругами.
Обработка без удаления металла. Обработка без удаления металла находит все большее применение в машиностроении как высокопроизводительный способ окончательной обработки деталей.
К методам обработки без снятия стружки относятся термическая и химико-термическая обработка, обработка поверхностей пластическим деформированием (обкатывание наружных поверхностей роликами, калибрование отверстий шариками, накатка резьбы, зубчатого профиля и т. п.), дробеструйная обработка.
Термическая и химико-термическая обра-
ботка применяются с целью изменения физико-механических и физико-химических свойств металлов, определяющих технологические и эксплуатационные характеристики деталей. Улучшение свойств металла при термической обработке является следствием структурных и фазовых изменений, а также изменений напряженного состояния металла (отжиг, нормализация, закалка и отпуск, улучшение, старение). Химико-термические процессы протекают с диффузионным насыщением поверхностных слоев деталей различными элементами; при этом химический состав поверхностного слоя изменяется. С этой целью применяют цементацию (науглероживание), азотирование, цианирование, алитирование, хромирование, силицирование. В результате неравномерности нагрева и охлаждения при термической обработке возникают термические напряжения, а неравномерность структурных превращений во времени и по сечению данной заготовки вызывает структурные напряжения. Все это приводит к деформации деталей.
Рис. 109. Схема электрохимического полирования:
1 — электролит; 2 — ванна; 3 — источник питания током; 4 обрабатываемая заготовка (анод); 5 — катоды
Методы обработки заготовок
235
При отпуске закаленных деталей остаточные напряжения уменьшаются, что приводит к некоторому уменьшению степени деформации; при этом чем выше температура отпуска, тем в большей степени уменьшается деформация, возникшая при закалке.
Размеры и форма простых по конфигурации деталей (валы, втулки, плиты) доводятся после термической обработки правкой (если она допускается) и шлифованием. В целях уменьшения трудоемкости этих операций применяют нагрев при закалке и отпуске в специальных приспособлениях и закалку в штампах для плоских деталей или в закалочных машинах для цилиндрических деталей, в которых они закаливаются зажатыми между роликами или плоскостями штампов.
Значительно сложнее борьба с деформациями в процессе термической обработки деталей сложной конфигурации^ в особенности изготовленных из цементуемых сталей. Однако и в этих случаях путем специальных мероприятий могут быть достигнуты определенные результаты. Так детали сложной конфигурации в целях уменьшения деформаций при термической обработке предпочтительно изготовлять из легированной стали и закаливать в масле.
Очистка деталей после термической обработки производится травлением в растворах кислот с последующей промывкой, электрохимическим травлением, обдувкой на дробеструйных установках для удаления окалины, мойкой в моечных баках или машинах для удаления масла, солей и других загрязнений.
К обработке поверхностей пластическим деформированием (упрочняющая технология) относятся обкатывание поверхностей роликами и шариками, упрочнение с применением ВВ и обработка отверстий шариками, оправками и раскатками. Примеры этой обработки и конструкция инструмента показаны на рис. 110. Обкатывание наружных поверхностей вращения осуществляется одним или несколькими стальными закаленными или твердосплавными роликами, соприкасающимися с обрабатываемой поверхностью под определенным давлением. При обработке поверхностей небольшого размера рабочим инструментом могут служить шарики. Многороликовая схема обкатывания наиболее удобна для заготовок нежесткой конструкции. Обкатывание обычно является заключительным переходом обработки, выполняемой на станках токарного типа.
Результаты обкатывания зависят от выбранного давления на ролик. Излишне большое давление при обкатывании вызывает неблагоприятные изменения в поверхностном слое, влекущие в дальнейшем к отслаиванию металла.
Обкатывание поверхностей после чистовой обработки их лезвийным инструментом на один-два класса повышает чистоту
236 Характеристика технологических методов производства в машиностроении
поверхности, а точность на 10—15% и обеспечивает 3-й или 2-й класс точности и 7—9-й класс чистоты.
Рис. НО. Инструмент и некоторые схемы обработки поверхностей пластическим деформированием:
а — шариковая раскатка; б — продавливанием стального шарика; в — проглаживание протяжкой; г — роликовая раскатка
Повышение прочности поверхностных слоев при этом способе достигает 30—50%, несущая поверхность (поверхность контакта) увеличивается и достигает 90—95%.
Методы обработки заготовок
237
Для повышения прочностных характеристик деталей целесообразно обкатывать радиусным роликом или шариком галтели и переходные канавки.
Предварительно расточенное или развернутое по 3-му или 2-му классу точности отверстие путем калибрования доводится до 2-го или 1-го класса точности и 7—10-го классов чистоты. Процесс при этом осуществляется со смазкой керосином при обработке деталей из чугуна и минеральным маслом при обработке деталей из стали и бронзы.
При обработке поверхностей с применением взрывчатых веществ (ВВ) поверхностное уплотнение различных металлов идет в результате высоких энергий и температур, выделяемых в результате взрыва ВВ. В качестве ВВ применяют слабовзрывчатые и сильновзрывчатые вещества. Последние из-за высокой скорости детонирования позволяют выполнить гораздо больший объем работы за то же время, чем слабовзрывчатые 1.
Количество ВВ для упрочнения колеблется в пределах до 1 кг и больше, в зависимости от размеров и особенностей изготовления детали. Физические явления, имеющиеся при взрывном процессе, пока не объяснены; предполагают, что энергия взрывчатого вещества вызывает в процессе взрыва гидродинамическое течение металла.
При дробеструйном наклепе возникает пластическая деформация поверхностных слоев металла в результате ударного воздействия дроби. Процесс заключается в том, что на прошедшую механическую или термическую обработку деталь, помещённую в камеру специальной установки, направляется с большой скоростью чугунная, стальная, алюминиевая или стеклянная дробь диаметром 0,4—2 мм. Под ударным воздействием дроби в поверхностном слое детали возникает наклеп.
Твердость и прочность поверхностного слоя повышается на глубину 0,2—1,0 мм\ в нем создается благоприятное распределение остаточных напряжений по сечению детали и изменяется форма и ориентация кристаллических зерен в направлении более эффективного их сопротивления пластической деформации и разрушению; резко снижается чувствительность металла к поверхностным дефектам. Дробеструйный наклеп устраняет неблагоприятное влияние на усталость обезуглероженного поверхностного слоя стальных деталей.
Наклеп дробью эффективно понижает концентрацию напряжений в местах концентраторов напряжений —технологических
1 К взрывчатым веществам, пригодным для уплотнения, относятся динамит на нитроглицериновой основе, тринитротолуол, динамит на основе нитрата аммония и др.
238 Характеристика технологических методов производства в машиностроении
(следы механической обработки), эксплуатационных (задиры, коррозия), а при достаточной глубине наклепанного слоя и конструктивных (канавки, резкие переходы в сечениях).
Дробеструйный наклеп видоизменяет микрогеометрию поверхности, повышая ее шероховатость сравнительно со шлифованной поверхностью; однако последующее шлифование в пределах шероховатости наклепанной дробью поверхности практически не снижает эффективность дробеструйного наклепа.
Дробеструйный наклеп повышает усталостную прочность деталей из стали и высокопрочного чугуна. Серый чугун при дробеструйном наклепе не упрочняется. Наклеп дробью сварных соединений, работающих при циклическом нагружении, значительно повышает их прочность. Дробеструйный наклеп увеличивает предел выносливости в среднем на 50%.
Весьма благоприятные результаты дает сочетание различных методов поверхностного упрочнения (закалка т. в. ч, цементация, поверхностные покрытия и т. п.) с дробеструйным наклепом.
Для дробеструйного наклепа обычно применяются механические и пневматические дробеметы. В механических дробеметах разброс дроби осуществляется плоскими радиально расположенными лопатками быстро вращающегося ротора (2000—3500 об/мин).
Пневматические дробеметы имеют одно или несколько сопел, через которые дробь выбрасывается сжатым воздухом [500 — 600/сн/ж2 (5—6 кГ/см2)\, и применяются в тех случаях, когда необходимо произвести наклеп труднодоступных поверхностей (глубокие отверстия, впадины и т. п.).
Механические дробеметы равномерно покрывают дробью обрабатываемую деталь, более производительны и экономичны сравнительно с пневматическими дробеметами.
Очистка деталей машин и заготовок в процессе обработки.
Готовые детали машин должны быть тщательно очищены перед окончательным техническим контролем от следов охлаждающей жидкости, стружки и других посторонних частиц. Только при этом условии можно выполнить качественный контроль.
Обычно детали, поступающие на контроль, подвергаются мойке, которая производится либо в моечных баках, либо в моечных машинах. В однокамерной моечной машине детали подаются по рольгангу на конвейер, который перемещает их в моечную камеру; моечный раствор, подаваемый под напором, интенсивно обмывает детали со всех сторон; раствор стекает в отстойник и, пройдя через фильтр, снова поступает в насос. Температура моечного раствора 60—80° С, поэтому детали, выйдя из машины, достаточно быстро просушиваются.Применяются двухкамерные моечные машины: в первой камере производится мойка, во второй камере —ополаскивание деталей для удаления остатков моечного раствора. Иногда моечные
Методы покрытия
239
машины снабжаются сушильными камерами (трехкамерные машины). Для мойки применяют водные растворы эмульсола или жидкого мыла с добавлением кальцинированной соды и жидкого стекла и другие растворы.
Крупные детали (корпусы, станины и т. п.) подвергаются очистке круглыми (диаметром примерно 150 мм) приводными стальными щетками с последующей обдувкой струей сжатого воздуха через наконечники воздушных шлангов. При наличии промежуточного контроля детали, поступающие на контроль, также подвергаются очистке.
Применяемая в промышленности ультразвуковая очистка деталей позволяет очищать не только наружные, но и труднодоступные внутренние поверхности (каналы, бороздки и т. п.). Этот метод превосходит своей производительностью и высокой степенью очистки другие известные методы промывки и очистки деталей.
Обдувка сжатым воздухом широко применяется при установке деталей для обработки на станках в целях удаления стружки с установочных элементов приспособлений.
§ 3. МЕТОДЫ ПОКРЫТИЯ
В машиностроении применяют покрытия лакокрасочные, гальванические, окисными и пластмассовыми пленками. Классификация, ряды толщин и обозначение металлических и неметаллических покрытий приведены в ГОСТе 9791—61.
Лакокрасочные покрытия. Лакокрасочные покрытия применяют как декоративные, а также для защиты металлических поверхностей от коррозии и деревянных поверхностей от влаги и'загнивания.
При защитных покрытиях, применяемых, например, для внутренних поверхностей корпусных деталей машин, окраска производится в один слой (грунтовка) или в два слоя (грунтовка и окраска). В других случаях применяют защитно-декоративные лакокрасочные покрытия. Применяют такие химически стойкие и термостойкие покрытия в один или несколько слоев.
Процесс нанесения лакокрасочных покрытий состоит из трех основных этапов: подготовки поверхности к покрытию; ее окраски и сушки; отделки окрашенной поверхности.
Подготовка поверхности к покрытию включает очистку и выравнивание поверхности, ее грунтовку и шпаклевку с последующим шлифованием. Очистка от окалины и ржавчины производится либо химическим воздействием растворов серной или фосфорной кислоты с последующей промывкой и нейтрализацией щелочным раствором, либо механическим воздействием — пескоструйной и дробеметной обработкой, шлифованием переносными машинами и стальными приводными щетками.
240 Характеристика технологических методов производства в машиностроении
Для удаления следов масла и других загрязнений применяют промывку в моечных агрегатах и машинах либо нагрев в печах до температуры 350—400° С.
Применяют также фосфатирование или оксидирование для создания пленок, обеспечивающих прочное соединение лакокрасочных покрытий с поверхностью.
Выравнивание поверхностей крупных листоштампованных деталей и узлов производится опайкой вмятин с последующей зачисткой, а поверхностей крупных отливок шлифованием. Используют также газопламенное напыление дефектных мест пластмассами с их последующим зашлифованием.
Слой грунта наносится на подготовленную поверхность с целью обеспечить прочное сцепление с ней последующего покрытия. Этот слой должен быть антикоррозиен, влагонепроницаем и эластичен. Применяют лакомасляные, битумомасляные и нитрогрунты.
Загрунтованная поверхность подвергается шпаклевке. Толщина шпаклевочного слоя определяется качеством выравнивания поверхности и должна быть минимальной; при большой толщине слоя снижается прочность покрытия. Наибольшее применение в машиностроении получили лакомасляные и быстровысыхающие нитрошпаклевки.
Для сглаживания неровностей зашпаклеванной и высушенной поверхности производят ее мокрое или сухое шлифование механизированным инструментом.
После мокрого шлифования поверхность промывается водой, протирается ветошью или замшей и подвергается сушке. После сухого шлифования производят обдувку поверхности сжатым воздухом и протирку ветошью.
Окраска поверхности производится в один или несколько слоев. Для окраски применяют масляные и эмалевые краски и лаки.
Перед употреблением масляные краски разводятся до рабочей консистенции олифой.
В зависимости от метода нанесения могут быть применены дополнительные растворители —скипидар, уайтспирит и др. Естественная сушка в течение 24 ч, Для придания окрашиваемой поверхности глянцевого вида наносят масляный лак.
Эмалевые краски разделяются на масляные эмали, тертые на масляных лаках, нитроэмали —на лаках из эфиров целлюлозы и спиртовые эмали — на спиртовых лаках.
Эмалевые краски выпускают готовыми к употреблению. Срок сушки 30—40 мин. При высыхании образуют твердый блестящий слой. Однако они имеют недостаточную атмосферостойкость и плохую прилипаемость (адгезию) без специальной подготовки поверх? ности.
М етоды покрытия
241
Рис. 111. Схема окраски в электростатическом поле:
1 — бачок; 2 — насос; 3 — шланг; 4 — турбина;
5 — распылитель; 6 — окрашиваемая деталь
В машиностроении применяются следующие методы окраски изделий.
Ручная окраска кистью весьма проста, не требует предварительной защиты смежных неокрашиваемых участков, но мало производительна и неудобна при работе с быстросохнущими материалами. Размер и форма кисти, а также степень ее жесткости определяются размером и качеством окрашиваемой поверхности.
Окраска распылением в настоящее время наиболее распространена. Это обусловлено высокой производительностью метода (в 5— 10 раз большей, чем при окраске кистью) и возможностью наносить не только медленносохну-щие, но и быстросохнущие лакокрасочные матер и алы (нитр о л аки, нитроэмали), которые при нанесении другими способами не образуют ровной гладкой поверхности. Этот метод перспективен с точки зрения автоматизации окрасочных работ.
Различают механическое, воздушное и безвоздушное распыление и распыление в электростатическом поле.
При механическом распылении краска подается к форсунке насосом под действием гидравлического давления.
При воздушном распылении краска поступает в краскораспылитель; в струе сжатого воздуха она раздробляется на капли и в виде тумана переносится на окрашиваемую поверхность.
При безвоздушном распылении краска в нагретом до температуры 70—90° С состоянии под давлением 2000—4000 кн/ж2 (20— 40 кГ/см*) выбрасывается из сопла специальной конструкции. Давление при этом падает до атмосферного, растворитель мгновенно испаряется и его пары, расширяясь, способствуют еще большему распылению краски. Этот метод позволяет применять более вязкие материалы, что сокращает расход растворителя и время сушки.
При распылении в электростатическом поле (рис. 111) краска раздробляется и переносится на окрашиваемую поверхность под действием электрического заряда, приобретаемого от источника
242 Характеристика технологических методов производства в машиностроении
постоянного тока высокого напряжения. Краска в электростатическом поле подается распылителями (рис. 112).
Этим методом можно окрашивать неметаллические детали, помещая за ними металлические экраны.
Помимо экономии краски, при этом методе улучшаются условия работы, повышается производительность и создаются условия комплексной автоматизации процесса окраски.
Метод окунания является производительным и дешевым в условиях массовой окраски небольших деталей с хорошо обтекаемой поверхностью.
Рис. 112. Грибковый распылитель с приводом:
1-— распылитель; 2 — подающая трубка; 3 — вал распылителя
Окраска обливанием в 4—5 раз производительнее окраски кистью и требует меньшего количества материала по сравнению с методом окунания.
При окраске струйным обливом в герметичной установке окрашенная деталь вылеживается в парах растворителя определенное время, в течение которого краска растекается по поверхности равномерным слоем. Покрытие получается гладким, беспористым и одинаковой толщины.
Окраска в барабанах применяется для однослойного покрытия быстросохнущими красками мелких однотипных нормализованных деталей.
Окраска на вальцах применяется для нанесения лакокрасочного материала на листовой материал.
Качество лакокрасочного покрытия во многом зависит от способа его сушки. Сушка — это сложный химический процесс, состоящий из испарения растворителя и окисления или полимеризации пленки. Существуют два метода сушки: естественная и искусственная. Естественная сушка производится при температуре 18—25° С и является довольно длительным процессом. Искусственная сушка ускоряет процесс высыхания пленки и значительно улучшает покрытие, увеличивая его твердость, водостойкость и другие качества. Существует несколько способов искусственной сушки.
Методы покрытия
243
Конвекционная сушка наиболее распространена. Основана она на обогреве окрашенных деталей горячим воздухом в специальных сушилках. Нагрев воздуха производится электрическим током, паром, газом. Процесс сушки начинается с поверхности покрытия. Образующаяся корочка препятствует улетучиванию растворителя, что удлиняет время сушки.
Терморадиационная сушка (рефлекторная, панельная, ламповая) основана на поглощении инфракрасных лучей окрашенной поверхностью. Сушка пленки начинается с нижних слоев покрытия, чем ускоряется испарение растворителя. Время сушки сокращается в 5—10 раз, а качество пленки повышается.
При индукционной сушке скорость высыхания поверхности большая, однако необходимость изготовления сложных индукторов по профилю детали и окраска деталей только из токопроводящих материалов ограничивают применение этого метода.
Отделка окрашенной поверхности включает лакирование, полирование и художественное оформление. Лакирование обеспечивает повышенную стойкость покрытия и придает ему блеск; лаковое покрытие наносится на окрашенную поверхность в один или несколько слоев. Полирование производят для получения особо ровной и блестящей поверхности путем ее обработки фетровыми и суконными кругами или шкуркой цигейки с применением специальных паст и составов.
Художественное оформление предусматривает нанесение узких декоративных линий (цировка), рисунков и фабричных знаков. Наиболее распространены методы нанесения рисунков по трафарету и декалькомания.
Гальванические покрытия1. Гальванические покрытия деталей машин применяются как защитные, защитно-декоративные, износостойкие технологические.
Технологический процесс нанесения покрытия состоит из операций подготовки поверхности перед покрытием, нанесения его и полирования (если нужно). Подготовка поверхности деталей перед покрытием производится механическим (шлифование, песко- или дробеструйная обработка) или химическим (обезжиривание в щелочных растворах, травление, декапирование) способом.
По характеру защиты гальванические покрытия разделяются на анодные и катодные. Анодные покрытия защищают металлические детали электрохимически, а катодные — только механически, поэтому к ним предъявляются более жесткие требования в отношении качества.
1 Начало гальванотехники положено работами русского академика Б. С. Якоби (1801—1874 гг.).
244 Характеристика технологических методов производства в машиностроении
Меднение применяется в качестве подслоя при многослойном покрытии, для местной защиты стальных деталей от цементации, для покрытия проволоки с целью повышения электропроводности.
Никелирование — блестящее, черное и химическое применяется как защитно-декоративное покрытие, наносимое на детали непосредственно и с подслоем меди.
Хромирование применяется с целью создания защитно-декоративного покрытия и для повышения сопротивления механическому износу. Пористое хромирование имеет более высокую способность смачивания маслом и более низкий коэффициент трения.
Цинкование производится с целью защиты от атмосферной коррозии, от коррозии в пресной и морской воде, керосине и бензине. После химической обработки цинковых покрытий у деталей повышается антикоррозионная стойкость и улучшается внешний вид.
Кадмирование применяется для защиты от коррозии во влажной морской среде и в морской воде, для улучшения притирки рабочих поверхностей.
Лужение используется для защиты деталей от коррозии в слабых кислых средах, для покрытия деталей под пайку и для местной защиты от азотирования.
Покрытия сплавами повышают твердость (никелькобальтовые) и коррозионную стойкость (цинк-кадмиевые), уменьшают пористость (свинцово-оловянные) и улучшают внешний вид. Эти покрытия наносят гальванотермическим или термодиффузионным способом. Сущность последнего заключается в следующем: покрытия из отдельных металлов наносятся последовательно, а при дальнейшем нагреве они взаимно диффундируют, образуя сплавы переменного состава.
Оксидные и фосфатные покрытия. Оксидные и фосфатные по крытия на черных металлах могут быть получены термическим, химическим и электрохимическим путем. Термический способ заключается в нагреве детали из стали на воздухе, в среде водяного пара или расплавленной селитре. При этом на поверхности металла образуется пленка толщиной около 1 мк, которая в зависимости от его состава и температуры оксидирования имеет различную окраску. Воздушно-термический способ широко используется для получения тонких изоляционных пленок на деталях электротехнической аппаратуры.
Кхимическим способам относятся щелочное и кислое оксидирование. В первом случае обработка деталей из стали производится в горячем концентрированном растворе едкой щелочи, содержащем окислители; во втором — рабочий раствор содержит ортофосфорную кислоту и окислители. Бесщелочное оксидирование
Методы покрытия
245
по сравнению со щелочным сокращает продолжительность обработки деталей в 2—3 раза, повышает механическую прочность пленки и стойкость ее против коррозии.
Оксидные пленки на стальных деталях, получаемые этим способом, вследствие малой толщины (0,8—3 мк) и значительной пористости не являются надежной защитой металла от коррозии. Защитная способность их может быть повышена покрытием лаком.
Химическим способом можно оксидировать детали из алюминия, магния, меди, цинка и их сплавов. Химические способы оксидирования используются для отделки деталей приборов, инструмента и изделий широкого потребления.
Электрохимическое оксидирование деталей из черных и цветных металлов и сплавов производится в растворе едкой щелочи. Процесс идет при более низкой температуре и сопровождается меньшим расходом химикатов, чем при химическом щелочном оксидировании. Для его осуществления необходимы постоянный ток и специальные приспособления для завешивания деталей в ванну. Детали, подвергаемые оксидированию, являются анодом. Их предварительно очищают от жировых загрязнений и следов коррозии, а после оксидирования промывают в воде.
Декоративное оксидирование продолжается 30—40 мин\ для получения пленок, стойких против коррозии, время увеличивается до 1,5—2 ч.
При фосфатировании на поверхности металла химическим путем создается пленка нерастворимых фосфорнокислых солей марганца и железа или железа и цинка. В зависимости от структуры фосфатной пленки и метода подготовки к покрытию толщина ее бывает от 2—4 мк до 10—15 мк и более. Ускоренный способ фосфатирования известен в литературе под названием бон-даризации. Фосфатировать можно детали из черных, цветных и легких металлов.
Нанесение металлических и пластмассовых покрытий напылением. Процесс нанесения металлических покрытий, известный под названием металлизации, заключается в распылении расплавленного металла струей сжатого воздуха и в нанесении его с большой скоростью (100—150 м/сек) на покрываемую поверхность.
Напыленные частицы металла сцепляются с обрабатываемой поверхностью механически, образуя слой пористого металлического покрытия. Сваривания или сплавления между распыленными частицами металла с обрабатываемой поверхностью не происходит. При металлизации происходят изменения структуры, физических свойств и химического состава металла, наносимого на покрываемую поверхность.
Нанесенный на поверхность детали пористый слой непластичен, хрупок, но хорошо сопротивляется сжатию.
246 Характеристика технологических методов производства в машиностроении
Металлизация применяется как защитно-декоративное, антифрикционное и жаростойкое покрытие, для восстановления изношенных деталей и для исправления дефектов литья.
Металлизация осуществляется посредством специальных аппаратов с расплавлением металла ацетилено-кислородным пламенем (газовая металлизация) либо дугой (электрометаллизация). Для распыления применяется металлическая проволока диаметром до 2 мм; реже используются аппараты, работающие на расплавляемых порошках.
Перед металлизацией поверхность очищается от следов масла и окислов. Путем пескодувной обработки или грубого обтачивания на ней создаются шероховатости для лучшего сцепления с напыленным слоем. Металлизация применяется для покрытия не только металлов, но также и неметаллических материалов.
Пластмассовые покрытия наносят газопламенным или вихревым способом. Напыляемые пластмассы (обычно смолы) должны образовывать прочные пленки с высокой адгезией к поверхности, быть стойкими к нагреву и мелкодисперсны. Этим условиям удовлетворяют капролактам (капрон), поливинилбутираль, битумы. -
Этими способами можно наносить защитные пленки из труднорастворимых смол, обладающих высокой химической стойкостью (полиэтилен), значительной толщины (3,0 мм и более).
По методу газопламенного напыления наносятся покрытия из термоплавких материалов с температурой плавления 80—500° С на детали различного назначения. Метод вихревого напыления позволяет наносить покрытия толщиной до 0,8—1 мм на любые поверхности. Длительность операции напыления выражается секундами.
Покрытие деталей машин антикоррозионной смазкой применяется в тех случаях, когда готовые детали машин не поступают непосредственно на сборку, а передаются на хранение или на длительную транспортировку. Смазки не должны содержать механических примесей, воды и свободных минеральных кислот. Для нейтрализации кислот иногда добавляют в смазку от 0,02% свободной или связанной щелочи. Для создания лучшей прилипае-мости смазки к поверхности детали в нее добавляют канифоль или мыло.
Технология нанесения смазок включает подготовку поверхностей и нанесение смазки. Лучшим способом подготовки деталей под смазку является промывка их в баках или моечных машинах.
Сушка после мойки производится: сухими древесными опилками, протиркой чистой ветошью, нагретым воздухом в сушильных шкафах или (наиболее производительно) обдувкой сухим подогретым сжатым воздухом. Смазки наносятся окунанием, а для крупных
Технологические методы сборки
247
деталей и собранных механизмов — кистями (при жидких смазках) либо мягкой паклей (при густых смазках); подготовка поверхности в этих случаях производится протиркой ветошью, смоченной растворителем, и сушкой подогретым сжатым воздухом. Нанесение смазки кистями и паклей малопроизводительно; более эффективно нанесение жидких смазок пульверизацией. Этот способ обеспечивает надежное покрытие деталей смазкой в труднодоступных местах.
§ 4. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ СБОРКИ
Для получения необходимой точности сопряжения деталей при сборке в настоящее время применяются следующие основные методы: полной, неполной (частичной) и групповой взаимозаменяемости, с регулированием и индивидуальной пригонкой.
Преимуществами методов сборки по принципу полной взаимозаменяемости являются: простота осуществления сборки, сводящейся лишь к соединению сопрягаемых деталей и узлов, возможность организации поточной сборки, возможность кооперирования производства, упрощение снабжения запасными частями и ремонта парка машин, находящихся в эксплуатации.
Эти преимущества обусловили широкое применение сборки по принципу полной взаимозаменяемости в массовом и серийном производстве. При сборке по этому методу допуски на размеры сопрягаемых деталей, установленные по конструктивным соображениям, равны или больше технологических допусков на те же размеры. Применение , метода полной взаимозаменяемости ограничивается высокой себестоимостью изготовления деталей с узкими допусками, что имеет место при сборке узлов с многозвенными размерными цепями.
При методе неполной (частичной) взаимозаменяемости допуски на размеры сопрягаемых деталей берутся большими, чем в случае полной взаимозаменяемости. При этом требуемая точность замыкающего звена достигается не у всех собираемых объектов. В основе метода лежит одно из известных положений теории вероятности, по которому крайние значения погрешностей всех звеньев размерной цепи встречаются гораздо реже, чем средние. Поэтому процент изделий, имеющих выход погрешностей замыкающего звена за пределы требуемого допуска, незначителен. Дополнительные затраты на исправление небольшого количества изделий, вышедших за пределы допуска, обычно малы по сравнению с экономией труда и средств получаемой при изготовлении деталей с более широкими допусками.
В тех случаях, когда конструктивные допуски меньше технологических, целесообразно пользоваться методом групповой взаимозаменяемости.
248 Характеристика технологических методов производства в машиностроении
Сущность этого метода заключается в том, что требуемые по конструктивным соображениям допуски посадок получают не в результате точной обработки деталей, а путем соответствующего подбора охватывающих и охватываемых деталей, изготовленных с увеличенными допусками на размеры; при этом соединение деталей можно производить путем непосредственного подбора, предварительной сортировки деталей на группы, комбинации сортировки деталей на группы с непосредственным подбором.
При непосредственном подборе сборщик выбирает из всех доставленных на сборку деталей такие, которые на ощупь или по щупу дают требуемую посадку. К недостаткам этого метода относятся: неприемлемость для условий поточной сборки из-за значительных колебаний времени, затрачиваемого на подбор, и зависимость качества посадки от квалификации сборщиков.
При предварительной сортировке деталей на группы поля допусков сопрягаемых деталей разбивают на несколько равных частей и детали сортируют на столько же групп таким образом, чтобы в каждую группу вошли охватывающие и охватываемые детали этой группы; при этом в первую войдут охватывающие и охватываемые детали, имеющие наибольшие предельные размеры, а в последнюю — детали, имеющие наименьшие предельные размеры.
Практически метод групповой взаимозаменяемости осуществляется следующим образом: 1) устанавливают приемлемые для производственных условий допуски на размеры сопрягаемых деталей, т. е. технологические допуски дат и бв/72; 2) определяют по чертежу соединения допуск требуемой посадки; 3) определяют число групп сортировки деталей; 4) определяют допуски для охватывающей и охватываемой деталей каждой группы Ьак и &вк. Допуск посадки
65 = 6а + дв. (77)
Число групп
<78) иак “г ивк
Допуски на детали каждой группы определяем приближенно делением технологических допусков на число групп.
При сортировке деталей на группы применяют специальные инструменты, приспособления, а также высокопроизводительные сортировочные автоматы.
Детали каждой группы маркируются и доставляются на сборку в особой таре.
Сортировка деталей производится не только по размеру, но в ряде случаев и по весу (например, шатуны и поршни двигателей).
Комбинация сортировки деталей на группы подбором заключается в том, что в пределах каждой группы производится непосред
Технологические методы сборки
249
ственный подбор сопрягаемых деталей, чем достигается лучшая посадка. Этим комбинированным методом пользуются, в частности, при сборке прецизионных подшипников качения и в ряде других случаев.
При сортировке деталей на группы количество деталей в разных группах не будет одинаковым, как это вытекает из анализа кривых распределения размеров обработанных деталей. Кривые распределения для охватывающих и охватываемых деталей также не будут совершенно одинаковыми. Поэтому некоторая часть деталей при сборке методом групповой взаимозаменяемости не может быть ис
Рис. 113. Схема сборки методом регулировки
пользована, вследствие чего увеличивается незавершенное . производство.
Во избежание этого сортируют на группы детали, узкие пределы допусков которых труднее выдержать в производственных условиях; в большинстве случаев такими являются охватывающие детали; в зависимости от числа деталей, получившегося при сортировке в каждой группе, парные с ними детали изготовляются в пределах частичного допуска соответствующей группы.
Дополнительные затраты, связанные с сортировкой, хранением и доставкой деталей отдельными группами на сборку, окупаются за счет экономии, получаемой от обработки деталей по широким допускам.
Сущность сборки методом регулировки заключается в том, что на
размеры деталей, входящих в узел или комплект, устанавливают технологические допуски, а требуемая посадка достигается введением в размерную цепь дополнительного компенсирующего звена. В качестве примера на рис. ИЗ показана сборка методом регулировки путем подбора соответствующего размера кольца К (рис. 113, а) или перемещением втулки В (рис. 113, б).
При помощи компенсаторов в узлах и механизмах может быть обеспечено регулирование линейных размеров в плоских размерных цепях с параллельными звеньями, угловых размеров или же устранено влияние несоосности.
В качестве компенсаторов применяются шайбы, регулируемые винты или втулки с резьбой, клинья и другие элементы.
Преимуществами этого метода сборки являются: возможность производить обработку входящих в узел деталей по расширенным
250 Характеристика технологических методов производства в машиностроении
допускам, простота сборки при высокой точности ее выполнения; возможность регулировки не только при сборке, но и в процессе эксплуатации. Этот метод широко применяется в машиностроении.
Сборка методом индивидуальной пригонки за-
ключается в том, что заданная точность сопряжения достигается не выдерживанием размеров деталей в узких пределах допусков, а путем индивидуальной пригонки одной из сопрягаемых деталей
Рис. 114. Узел, точность сборки которого достигается пригонкой
К другой.
На рис. 114 показан узел крепления задней планки каретки токарного станка. Уравнение размерной цепи для этого узла будет
А = а — б.
Для обеспечения зазора А в установленных пределах размеры а и б должны иметь жесткие допуски. Однако, учитывая большие габариты деталей 1 и 3, достигать высокой точности размеров а и б экономически нецелесообразно. Поэтому зазор А при сборке выдерживается в результате пригонки планки 2.
Пригонкой называют дополнительную ручную или механическую обработку сопрягае
мой поверхности деталей с целью получения заданной посадки,
геометрической точности поверхности и ее качества.
Основными видами слесарно-пригоночных работ являются: опиливание, зачистка, шабрение, притирка, полирование, обработка отверстий по месту.
Слесарно-пригоночные работы в единичном и мелкосерийном, а иногда и в серийном производстве занимают большое место. Учитывая их трудоемкость и высокую квалификацию исполнителей,
становится очевидным значение механизации труда при выполнении этих работ.
Опиливание производят в основном для снятия припуска в целях получения требуемого линейного размера при сборке или в це-
лях устранения пространственного отклонения, возникшего после обработки детали, например вследствие перераспределения остаточных напряжений.
Механизация опиливания достигается применением опиловочных станков; электронапильников, ручных электрических и пневматических машин, универсальных электроприводов с гибким валом, вращающих специальные напильники или абразивные головки различной формы.
Зачистка личными напильниками производится для удаления заусенцев. Средства механизации, применяемые при зачистке, те же, что и при опиливании.
Технологические методы сборки
251
Шабрение применяют главным образом для достижения плоскостности сопрягаемых поверхностей направляющих и перемещающихся по ним кареток, для обеспечения плотного прилегания поверхностей разъема соединяемых деталей, для получения требуемой опорной поверхности в подшипниках скольжения. Этот процесс малопроизводителен и трудоемок, его заменяют шлифованием, тонким растачиванием и другими более производительными методами механической обработки.
Механизация шабрения достигается при помощи специальных шабровочных головок с приводом от гибкого вала или других механизированных инструментов (механических шаберов со встроенными электрическими или пневматическими двигателями).
Притирка применяется в тех случаях, когда необходимо обеспечить герметичность соединения (клапаны двигателей внутреннего сгорания, плунжерные пары топливной аппаратуры и т. п.). При слесарно-пригоночных работах производится непосредственная притирка сопрягаемых деталей. Притирка на специальных притирочных станках производится обычно в процессе механической обработки заготовок; при непосредственной притирке сопрягаемых деталей они передаются на сборку спаренными.
Полирование при слесарно-пригоночных работах производят с целью повышения класса чистоты поверхности. Его осуществляют мягким кругом, с применением тонких абразивных порошков или полировальных паст. Полирование шеек валов производят во время их вращения с помощью простых приспособлений (жимков), в которые закладывают последовательно кожу, сукно, замшу, смазанные мастикой из парафина с тонким абразивным порошком либо — полировальной пастой.
Механизация полирования осуществляется путем внедрения специальных полировочных станков. В условиях, где объем таких работ небольшой, используют шлифовально-полировальные машины со встроенным электрическим или пневматическим двигателем.
Обработка отверстий по месту производится после выверки заданного положения сопряженных деталей; отверстия сверлятся, иногда развертываются; в ряде случаев производится также цекование под головку винта или гайку и нарезание резьбы под стопорные винты. В зависимости от габаритных размеров сопрягаемых деталей эти операции производят: на стационарных сверлильных станках; пневматическими или электрическими ручными сверлильными машинами; сверлильными машинами с гибким валом; переносными радиально-сверлильными станками (в тяжелом машиностроении). При выполнении этих работ применяют при необходимости различные приспособления, воспринимающие силы подачи.
Рассмотренные методы сборки применяются во всех трех типах производства и при различных организационных формах сборки.
252 Характеристика технологических методов производства в машиностроении
В частности, например, при поточной сборке автомобилей (массовое производство) сборка осуществляется в основном методом полной взаимозаменяемости, но вместе с тем ряд соединений осуществляется методом групповой взаимозаменяемости (цилиндр — поршень; поршневый палец — шатун — поршень), а также методом регулировки (соединения с набором прокладок и др.) и, наконец, даже методом пригонки (индивидуальная притирка клапанов к седлам). В тяжелом машиностроении (единичное производство) наряду с индивидуальной пригонкой применяется также и метод регулировки прокладками или подвижными компенсаторами; вместе с тем крепежные детали собирают с базовыми деталями методом полной взаимозаменяемости. Сборка нормализованных узлов, изготовляемых обычно сериями, может производиться методами взаимозаменяемости.
Сборка осуществляется путем многообразных неподвижных и подвижных соединений. Неподвижные соединения применяются в тех случаях, когда требуется неизменное взаимное положение сопряженных элементов. Подвижные соединения обеспечивают возможность взаимного перемещения сопряженных деталей. Как неподвижные, так и подвижные соединения выполняются разъемными и неразъемными. Разъемными называют соединения, которые могут быть разобраны без повреждения сопряженных элементов или- крепежных деталей. Неразъемными называют соединения, разборка которых при эксплуатации не предусмотрена и сопровождается либо повреждением сопряженных элементов, либо разрушением крепежных деталей или скрепляющего шва.
К неподвижным разъемным соединениям относятся резьбовые, шпоночные и шлицевые. Эти соединения осуществляются в ряде случаев в сочетании с переходными посадками (глухой, тугой, напряженной, плотной) и с посадкой на конус. Резьбовые соединения осуществляются обычно посредством шпилек, болтов и винтов.
Трудоемкость сборки резьбовых соединений машин в массовом производстве составляет 25—40% от общей трудоемкости сборочных работ. Поэтому в настоящее время обращается серьезное внимание на механизацию выполнения этих соединений.
Резьбовые соединения шпильками применяются преимущественно при непосредственном сопряжении плоских поверхностей или с прокладками между ними. Соединению предшествует ввертывание шпилек. Посадку стальных шпилек ответственных резьбовых соединений в чугунные и алюминиевые корпусы осуществляют с гарантированным натягом.
В некоторых случаях применяется постановка шпилек без натяга, но с обеспечением неподвижности шпилек после ее завертывания (например, с помощью клея).
Технологические методы сборки
253
Основные методы ввертывания шпилек показаны на рис. 115: при помощи двух гаек (рис. 115, а), из которых одна играет роль контргайки; при ввертывании пользуются верхней гайкой, при вывертывании — нижней гайкой; ключом (рис. 115, б), применяемым при угле подъема нижней резьбы, меньшем угла подъема верхней резьбы; приспособлением (рис. 115, в), состоящим из гайки 1 и контрвинта 2; после затяжки шпильки ослабляют контрвинт и свободно свинчивают гайку рукой; ключом (рис. 115, а), состоящим из гильзы 1 и контрвинта 2 со штифтом 3 и закаленной пяткой 4. Однако все эти способы являются малопроизводительными. Применение электрошпильковерта с самораскрывающейся головкой
для механизированного ввинчивания шпилек во много раз повышает производительность труда. Для этой цели могут применяться также специальные установки.
Шпильки должны быть перпендикулярны плоскости сопряжения (отклонение допускается в пределах 0,3—1,5 мк на 1 мм длины выступающей части шпильки) и иметь заданную высоту над этой плоскостью. Перпендикулярность шпильки может быть проверена обычным угольником и щупом, а ее высота — предельным шаблоном. Для получения заданного размера выступающей части шпильки применяют кольца, которые надевают на шпильку после ее ввертывания от руки.
Резьбовые соединения по технологии их сборки можно разделить на соединения, собираемые с предварительной затяжкой и без нее. Первые имеют широкое распространение, тогда как область применения вторых ограничена.
Степень предварительной затяжки болта (шпильки) или винта зависит от сил, нагружающих соединение.
Обеспечение требуемой затяжки данного резьбового соединения является весьма ответственной частью технологии сборки. Для
254 Характеристика технологических методов производства в машиностроении
выполнения этого требования применяются: предельные ключи, автоматически выключающиеся при достижении определенного, заранее заданного момента затяжки, и динамометрические ключи с указателем величины прилагаемого момента при затяжке.
В технических условиях на сборку ответственных резьбовых соединений указываются предельные значения крутящего момента, которым должны быть затянуты гайки или винты.
Затяжка гаек и винтов при сборке должна производиться в определенном порядке, показанном на рис. 116 и 117. При прямоугольной форме соединяемых поверхностей затягивание винтов и гаек следует начинать от середины, а не с краев, так как отклонение от плоскостности при значительной длине устанавливаемой крышки
1
Рис. 116. Схема затяжки гаек на прямоугольной головке или крышке; цифры указывают на последовательность затяжки
2
Рис. 117. Схема последовательной затяжки гаек на фланце или круглой крышке
может вызвать ее искривление. Затяжка гаек и винтов в произвольном порядке также может вызвать коробление или перекос закрепляемой детали. При этом затяжка гаек должна производиться не только последовательно, но и постепенно, в два-три приема, до полной затяжки.
Простейшие способы выполнения болтовых и винтовых соединений осуществляются гаечными ключами, применяемыми обычно в единичном и мелкосерийном производстве. Однако это связано с большой затратой времени, кроме того, не обеспечивается равномерность затяжки.
Сокращение времени на выполнение резьбовых соединений достигается применением усовершенствованного ручного инструмента. Таким инструментом является торцовый ключ, применяемый для завертывания гаек в открытых местах; торцовый коловоротный ключ, еще более сокращающий время завертывания гайки; торцовый шарнирный ключ, применяемый в тех случаях, когда нельзя пользоваться обычным торцовым ключом; трещоточный ключ и фрикционный ключ, применяемые в тех же случаях, а также для резьбовых соединений, в которых применяются посадки с натягами;
Технологические методы сборки
255
Рис. 118. Торцовый тарированный ключ
торцовый шарнирно-трещоточный ключ, применяемый в тех же случаях, при еще более затрудненном доступе. Такие инструменты находят применение в серийном производстве.
Для обеспечения заданного момента затяжки гаек применяют тарированные (предельные) ключи.
На рис. 118 показан торцовый тарированный ключ. На стержне 8 закреплена головка ключа 9; стержень 8 соединен со стаканом 7 штифтом 4; головка 5 с рычагом соединена со стержнем 8 винтом, а со стаканом 7 — торцовыми зубьями, находящимися в сцеплении под действием пружины 3; сжатие пружины регулируется гайками 1 и 2; сцепление торцовых зубьев нарушается при достижении заданной силы на рукоятке 6, устанавливаемой предварительным сжатием пружины 3; выключение происходит вследствие скольжения штифта 4 по наклонной прорези в стакане 7, который отжимается от головки 5, провертывающейся при этом вхолостую. Неточность изготовления пружины и колебание сил трения в передаточных звеньях механизма ключа приводят к отклонениям фактического момента затяжки от заданного номинала в пределах =±=10—15%.
Динамометрические ключи имеют шкалу и указатель, при помощи ко-
торых можно определить величину
момента затяжки. В большинстве случаев эти ключи содержат упругий элемент, подвергаемый в процессе работы изгибу или скручиванию. По величине деформации этого элемента судят о величине момента. По сравнению с предельными динамометрические ключи обеспечивают большую равномерность затяжки. В диапазоне больших моментов отклонение от заданного номинала не превышает ±5%. С уменьшением момента при одном и том же ключе отклонения возрастают до ±15% и больше.
Более точно величину предварительной затяжки обеспечивают дополнительным поворотом гайки на определенный угол с помощью
накладываемого градуированного диска, а также измерением удлинения шпильки или болта специальными микрометрами.
В целях механизации процессов выполнения болтовых и винтовых соединений в условиях массового, крупносерийного и серийного производства, а также для облегчения условий труда в тяжелом машиностроении применяют электрические и пневматические
256 Характеристика технологических методов производства в машиностроении
инструменты. Они значительно ускоряют процесс выполнения резьбовых соединений и повышают их качество.
Механизированные сборочные инструменты делятся на три типа по принципу передачи крутящего момента.
К первому типу относятся инструменты с редуктором и ограничивающей муфтой. Двигатель у этих инструментов может быть электрическим или пневматическим.
На рис. 119 показана схема ручного электрического инструмента. Смена насадок на шпинделе меняет назначение механизированного инструмента. Установкой торцового ключа получаем гайковерт,
Рис. 119. Схема ручного электрического инструмента:
1 — электродвигатель; 2 — передача; 3 — муфта; 4 — шпиндель
захвата для шпилек — шпильковерт, отвертки — винтоверт. При достижении момента затяжки соединения торцовые зубья муфты, снабженные скошенными гранями, раздвигают диски, преодолевая сопротивление пружины, сжатие которой регулируется в соответствии с заданным моментом затяжки. Реактивный момент воспринимается рабочим. Увеличение момента, создаваемого двигателем, осуществляется за счет редуктора, понижающего число оборотов. Степень затяжки соединений получается неодинаковой из-за свойств муфты. Применение быстроходных электродвигателей для этих инструментов (10 000—12 000 об/мин) снижает их вес на единицу мощности.
Эти электродвигатели питают переменным током повышенной частоты (180—200 пер /сек), что требует применения специального умформера. В целях безопасности корпусы электрических инструментов заземляются, для чего в подводке предусматривается дополнительный провод.
Технологические методы сборки
257
И
Рис. 120. Схема пневматического гайковерта ударно-импульсного действия:
1,2 — пусковое устройство; 3 — пневматический роторный двигатель; 4 — обойма; 5 — ролики; 6 — шпиндель
Ко второму типу относятся пневматические или электрические инструменты ударно-импульсного действия. На, рис. 120 показана схема пневматического реверсивного гайковерта ударно-импульсного действия. Сжатый воздух через пусковой механизм /, 2 подается на роторный пневматический двигатель 3. Вращение от вала двигателя передается на обойму 4 роликов 5. Последние при вращении обоймы ударяют о выступы а шпинделя 6 и сообщают ему ударные импульсы, обеспечивая необходимый момент затяжки резьбового соединения. Гайковерты этого типа могут работать без редуктора. Реактивный момент на руки рабочего не передается. Такие инструменты применяются нередко при ремонте, когда требуется частая сборка и разборка резьбовых соединений.
К третьему типу относятся пневматические сбороч
ные инструменты без ограничивающих муфт. При работе пневматического гайковерта такого типа по мере затягивания резьбового соединения двигатель затормаживается и останавливается. При постоянном давлении воздуха обеспечивается высокая стабильность затяжки.
В табл. 10 даны сравнительные данные по относительной неравномерности затяжки, осуществляемой механизированными инструментами различных типов.
Таблица 10
Относительная неравномерность затяжки резьбовых соединений
№ по пор. Тип инструмента Относительная неравномерность затяжки
1 2 3 С остановкой двигателя в конце затяжки С тарированной муфтой . Ударно-импульсного действия . ±0,08—0,11 ±0,16 ±0,18
На рис. 121 показаны характеристики всех трех типов механизированного сборочного инструмента. По вертикальной оси отло-
9 Кован В. М. и др._
258 Характеристика технологических методов производства в машиностроении
жены значения крутящего момента, по горизонтали — время работы инструмента.
Кривая 1 характеризует работу инструмента с тарированной муфтой; в точке А начинает срабатывать ограничительная муфта и затяжка происходит ступеньками. Кривая 2 характеризует работу инструмента ударно-импульсного действия; до точки Б осуществляется свободное завертывание гайки или винта, а затем включается ударно-импульсный механизм и затяжка производится также ступеньками. Кривая 3 характеризует работу инструмента
Рис. 121. Зависимость момента затяжки от времени работы механизированного инструмента:
1 — с тарированной муфтой; 2 — ударно-импульсного действия; 3 — с торможением двигателя в конце затяжки
с торможением двигателя в конце затяжки. В точке В происходит остановка шпинделя и момент затяжки остается постоянным.
Из рис. 121 видно, что изменение времени работы инструмента с 7\ до Т2 наиболее стабильный крутящий момент обеспечивает инструмент с торможением двигателя в конце затяжки. В условиях массового и крупносерийного производства используются многошпиндельные гайковерты; они делятся на две группы — гайковерты, у которых все шпиндели приводятся во вращение от одного двигателя (рис. 122, а), и гайковерты с индивидуальным приводом каждого шпинделя (рис. 122, б). Двигатель у гайковертов первой группы может быть электрическим или пневматическим. Каждый шпиндель снабжается тарированной муфтой, так как затяжка всех гаек происходит не одновременно.
В гайковертах второй группы тащих муфт нет. Пневматический двигатель по мере затягивания каждой гайки затормаживается.
При затяжке винтовых соединений переносными многошпиндельными гайковертами реактивный момент замыкается в корпусе
Технологические методы сборки
259
гайковерта и базовой детали собираемого узла. В многошпиндельных гайковертах стационарного типа реактивный момент воспринимается специальными направляющими устройствами.
Компоновка многошпиндельных гайковертов производится обычно из нормализованных узлов.
Многошпиндельные гайковерты применяются обычно при одностороннем расположении резьбовых соединений у собираемого изделия. В случае расположения шпилек или болтов с разных сторон соответствующая компоновка многошпиндельных гайковертов позволяет создавать специальные механизированные установки.
Рис. 122. Схемы многошпиндельныхдайковертов:
а — с одним двигателем; б — с двигателем на каждый шпиндель;
1 — двигатель; 2 — редуктор; 3 — торцовый ключ; 4 — тарированная муфта
Для удобства выполнения работы и уменьшения влияния веса механизированного инструмента на утомляемость рабочего инструмент подвешивают на пружинных блоках. При поточной сборке на непрерывно движущемся конвейере пружинные блоки устанавливаются на тележках, перемещающихся по монорельсам.
В тяжелом машиностроении для затяжки резьбовых соединений применяются специальные гидравлические машины переносного типа.
Выполнение резьбовых соединений в настоящее время нередко автоматизируется. Сравнительно легко автоматизируется сборка винтовых соединений, несколько хуже —Соединений со шпильками. При выполнении болтовых соединений с зазором сборка усложняется.
В шпоночных соединениях используют призматические, сегментные и клиновые шпонки. При сборке шпоночного соединения с клиновой шпонкой ось охватывающей детали смещается относительно оси вала, на величину посадочного зазора, что вызывает радиальное биение тем большее, чем больше посадочный зазор. Кроме
9*
260 Характеристика технологических методов производства в машиностроении
того, несоответствие уклона дна паза охватывающей детали уклону шпонки ведет к перекосу сажаемой на вал детали.
При соединениях с призматическими или сегментными шпонками сборка шпонки с валом осуществляется с натягом, соответствующим по меньшей мере плотной посадке. Во избежание перекосов шпонки необходимо особенно тщательно выполнять посадку шпонки в паз вала.
При посадке на призматическую или сегментную шпонку между верхней плоскостью шпонки и дном паза охватывающей детали должен быть зазор; в этом случае будет обеспечено центрирование охватывающей детали.
Контроль посадки шпонки на перекос и высоту выступающей части можно производить призмой, центрируемой боковыми гранями выступающей части шпонки, и набором предельных щупов.
Шлицевые соединения (неподвижные), в зависимости от применяемой посадки центрирующих элементов, разделяются на тугоразъемные и легкоразъемные. При тугоразъемных соединениях рекомендуется предварительный подогрев охватывающей детали до температуры 80—120° С. После напрессовки охватывающую деталь проверяют на биение с установкой вала в центра контрольного приспособления. При легкоразъемных соединениях посадка охватывающей детали не требует больших сил. В этом случае охватывающие детали, кроме проверки на биение, контролируют на качку. В правильно собранном узле качка или относительное смещение охватывающей и охватываемой деталей под действием создаваемого вручную крутящего момента недопустимы.
Неподвижные конические соединения часто применяют взамен цилиндрических. Эти соединения обеспечивают хорошее центрирование. Плотность посадки и необходимый натяг в коническом соединении осуществляют в результате напрессовки охватывающего конуса на охватываемый.
Сборка конусного соединения начинается с подбора охватывающей детали по конусу вала. Проверка ведется по краске на качку, а также по глубине посадки охватывающего конуса на валу. Наличие зазоров у торцов отверстия и качание охватывающей детали приводят к осевому смещению или перекосу деталей.
Штифтовые соединения осуществляются посредством конических и цилиндрических штифтов. Штифты применяют не только в качестве соединительного, но также и в виде установочного элемента, координирующего взаимное положение деталей, в которые вставлен штифт.
При выполнении штифтовых соединений с посадкой на конус сверление и развертывание отверстия под штифт целесообразно производить при сборке.
Технологические методы сборки
261
К неподвижным неразъемным соединениям относятся соединения, выполненные с гарантированным натягом, развальцовкой, клепкой, сваркой, пайкой и склеиванием.
Соединения с гарантированным натягом осуществляются на прессах или путем теплового воздействия на сопрягаемые детали. Прессовое соединение осуществляется под давлением пресса, когда охватываемая деталь вводится (запрессовывается) в отверстие охватывающей детали или, наоборот, охватывающая деталь насаживается (напрессовывается) своим отверстием на охватываемую деталь. Способность прессовых соединений выдерживать значительные нагрузки зависит от натяга, который является основным показателем, определяющим величину силы запрессовки. На величину натяга оказывает влияние шероховатость посадочных поверхностей сопрягаемых деталей.
С* повышением класса чистоты поверхности возрастает прочность соединений; при большой высоте шероховатостей часть их при запрессовке сминается и фактически получаемый натяг уменьшается. Поэтому чистота на посадочные поверхности назначается не ниже чем 6—7-го класса.
Запрессовка деталей может производиться ударами ручника при посадке небольших штифтов, клиньев, шпонок, заглушек и т. п. Для создания больших сил при запрессовке применяют разнообразные прессы: винтовые ручные [сила 20 кн (2000 кГ)], реечно-рычажные [сила 10—15 кн (1000—1500 кГ)], маятниковые педальные [сила 3—5 кн (300—500 кГ)], пневматические [сила 30—50 кн (3000—5000 кГ)], винтовые и реечные приводные [сила 50—100 кн (5000—10000 кГ)], гидравлические и пневмо-гидравлические [сила свыше 100 кн (10000 кГ)]. Тоннаж пресса выбирают по силе запрессовки с учетом коэффициента запаса, величина которого принимается от 1,5 до 2,0.
В тех случаях, когда конфигурация и размеры базовой детали не позволяют установить ее на стол пресса, применяют запрессовку-домкратом, струбциной или посредством груза, опускаемого краном. В ряде случаев применяют переносные прессы и различного типа скобы.
Автоматизация сборки соединений с гарантированным натягом применяется главным образом для деталей небольших размеров и простой конфигурации типа втулок, пальцев, штифтов и др. Эти детали обычно подаются из бункера и направляются далее на рабочую позицию сборочного автомата.
Качество соединений с гарантированным натягом контролируют по величине силы запрессовки. При сборке ответственных соединений (например, колесных пар подвижного состава) снимают диаграмму изменения силы запрессовки, которая является паспортом этого соединения.
262 Характеристика технологических методов производства в машиностроении
Посадки путем теплового воздействия на сопрягаемые детали обеспечивают прочность соединения в 1,5—2,5 раза больше обычных прессовых посадок, так как в этом случае сглаживание микронеровностей не имеет места, а происходит их сцепление. Поверхности сопряжения можно обрабатывать менее тщательно. Тепловые посадки целесообразно применять при больших диаметрах и незначительной длине сопряжения (для бандажей колес подвижного состава, зубчатых венцов и т. п.), когда при посадке под прессом из-за недостаточного направления могут возникнуть перекосы, а также для тонкостенных охватывающих деталей.
Сборку с тепловым воздействием можно производить с общим и местным нагревом охватывающей детали. Первый вид нагрева применяют для деталей небольших и средних размеров (наиболее крупная деталь—диск паровой турбины). Нагрев в этом случае осуществляют в масляных или водяных ваннах, индукционными устройствами или в газовом пламени. Для крупногабаритных деталей (станины, щиты мощных электродвигателей и пр.) применяют местный нагрев зоны материала, примыкающего к посадочному отверстию, газовым пламенем, устройствами с электрическими спиралями или индуктором т. в. ч. Температура нагрева колеблется в широких пределах — 75—450° С в зависимости от требуемой величины натяга. Время и интенсивность нагрева устанавливаются опытным путем.
При автоматической сборке нагрев деталей осуществляется в тоннельно-конвейерных нагревательных устройствах. Нагрев деталей типа толстостенных колец производят индукционными устройствами, питаемыми током промышленной частоты, которые легко встраиваются в автоматическую линию.
Нагрев крупногабаритных деталей требует длительного времени и в ряде случаев связан с большими затруднениями; в этих случаях вместо нагрева охватывающих деталей применяют охлаждение охватываемых деталей.
Сборка с охлаждением охватываемой детали имеет ряд преимуществ перед сборкой с нагревом охватывающей детали. При охлаждении не изменяется исходная структура и физико-механические свойства металла. Время охлаждения охватываемых деталей (особенно тонкостенных) меньше, чем время нагрева охватывающих.
Применяя посадку втулок и гильз с использованием холода, можно почти полностью устранить их деформацию. Это позволяет собирать детали без последующего растачивания. Охлаждение производят в жидком азоте (температура —195,8° С) или в ванне денатурированный спирт — сухой лед (температура —78,5° С). Ориентировочные затраты на охлаждение 1 кг стальных деталей этими способами составляют 2—3 коп.
Технологические методы сборки
233
При использовании сухого льда необходимы простые и дешевые установки — ванны с хорошей тепловой изоляцией (шлаковая или стеклянная вата, мипора). Этот способ применяется для мелкосерийного производства. При большой программе используют холодильные машины.
Охватываемые детали при автоматической сборке удобно охлаждать пропусканием их через конвейерную холодильную установку.
При выполнении соединений путем теплового воздействия необходимо строго соблюдать мероприятия по технике безопасности.
В тех случаях, когда требуемый натяг превышает усадку при охлаждении охватываемой детали, может быть дополнительно осуществлен нагрев охватывающей детали.
При запрессовке и сборке тепловым воздействием применяют специальные приспособления, способствующие правильной установке, а также устранению деформации и перекосов сопрягаемых деталей. Для лучшего направления деталей на сопрягаемых поверхностях нужно предусматривать фаски или цилиндрические пояски.
Для предупреждения задиров поверхностей и уменьшения сил запрессовки применяют минеральную смазку или дисульфит молибдена. При сборке сопряжений, работающих при повышенных температурах (посадка дисков на вал ротора паровой турбины), приведенные выше смазки использовать не рекомендуется, так как при последующей распрессовке возможны задиры. В этом случае шейку вала покрывают специальной смазкой, содержащей графит. В случае разборки соединений с гарантированным натягом применяют съемники; в конструкциях деталей для облегчения демонтажа предусматриваются соответствующие элементы.
Развальцовывание применяется при сборке герметических соединений, осуществляемых обычно путем увеличения диаметрального размера охватываемой детали в результате давления, создаваемого специальным инструментом — вальцовкой. На рис. 123 показаны некоторые типовые соединения, осуществляемые развальцовыванием.
На рис. 124 дана схема вальцовки клапанного седла. Развальцовывание производят на сверлильных, токарно-револьверных станках и специальных станках и установках, а также вручную. Скорость вальцевания — 15—20 м/мин. Отбортовку выполняют вальцовками, на прессах и пневматическими молотками.
В последнее время начали применять импульсное воздействие высоких энергий для вальцевания труб. Это дает возможность увеличить производительность процесса и качество выполнения развальцовывания. Таким методом при помощи электрического высоко
264 Характеристика технологических методов производства в машиностроении
вольтного разряда можно развальцовывать трубы в трубных решетках (рис. 125). В момент электрического разряда в жидкости возникает ударная волна, которая деформирует резиновую оболочку 1. Возникающая под действием разряда ударная волна с силой Р
Рис. 123. Типовые соединения, осуществляемые развальцовыванием
Рис. 124. Схема развальцовывания клапанного седла:
1 — элемент седла в конце вальцов-ки; 2 — базовая деталь; 3 — конические вальцовочные ролики; 4 — отгибаемый элемент седла в начале вальцовки
действует через оболочку на стенки трубы 2 и трубной решетки 3, осуществляя развальцовывание.
Для развальцовывания труб используется также метод «взрывающейся проволочки», соединенной с источником электрической
Рис. 125. Схема развальцовывания высоковольтным разрядом:
1 — оболочка; 2 — труба; 3 — трубная решетка
энергии (рис. 126). Стержень с проволочкой закладывается в трубу, свободно вставленную в трубную доску. При воздействии импульса тока большой мощности (напряжение 5—10 кв) проволочка и ее диэлектрическое покрытие мгновенно (за 10—20 мксек) испаряются. Образующиеся при этом газы создают давление в десятки тысяч атмосфер и развальцовывают трубу в отверстии трубной доски.
Технологические методы сборки
265
Рис. 126. Схема электрического генератора:
1 — высоковольтный трансформатор; 2 — конденсаторы; 3 — поджигающий электрод; 4 — взрывающаяся проволочка
При автоматизированной сборке операции по вальцеванию выполняют на прессах, а также на специальных полуавтоматах и автоматах. Поверхности сопрягаемых деталей очищаются струей сжатого воздуха, направляемой под нужным углом к объекту сборки. Включение и выключение подачи воздуха происходит автоматически. В цикл автоматической сборки включаются также операции пневмо- или гидропробы собранных изделий на герметичность.
Клепка предназначается для прочного и герметичного соединения деталей. С развитием технологии сварочного производства применение заклепочных соединений постепенно сокращается. Клепка применяется в тех случаях, когда нагрев соединяемых деталей нежелателен (сепараторы шарикоподшипников, узлы приборов и электроаппаратуры, рамы автомобилей, закрепление плоских пружин, сборка термически обработанных деталей), а также при сборке деталей из разнородных материалов (сталь — чугун, металл — пластмасса), сварка и пайка которых затруднена, а склеивание не обеспечивает нужной прочности.
Для клепки применяются стандартные ‘заклепки с головками различного вида и тые). Клепку в труднодоступных местах (сборка резервуаров с узкими наполнительными отверстиями) производят взрывными заклепками или заклепками, которые можно ставить с одной стороны («слепая» клепка).
Клепку выполняют в горячем и холодном состоянии. Горячую клепку применяют для заклепок диаметром более 14—20 мм. При горячей клепке заклепки нагревают до 1000—1100° С, заканчивается клепка при температуре 450—500° С. Ниже этой температуры металл теряет пластичность и приобретает синеломкость. Клепка производится ударами или приложением статической нагрузки.
При большом объеме клепку механизируют; для этой цели применяются пневматические клепальные молотки, клепальные скобы и клепальные машины.
Для заклепок диаметром от 3—5 до 10—12 мм используют пневматические прессы; диаметром свыше 10—12 мм — гидравлические и пневмогидравлические. Клепальные прессы указанных типов применяются в виде стационарных устройств или подвесных скоб.
специальные (пустотелые, трубча-
266 Характеристика технологических методов производства в машиностроении
Для заклепок диаметром до 3—4 мм используются вибрационные прессы, а также винтовые и педально-рычажные, приводимые в действие мускульной силой. Для заклепок диаметром до 1 мм (часовая промышленность, приборостроение) применяются клепальные соленоидные машины. Электронные регулирующие устройства их позволяют точно установить силу ударов и продолжительность клепки.
Полуавтоматы и автоматы применяют для холодной клепки с наибольшим диаметром заклепок до 4 мм\ время на расклепывание заклепки около 0,5 сек. При работе на прессах на заклепку требуется около 3 сек.
Сила горячей клепки в (тоннах) на прессах должна быть не менее 10F, а при холодной клепке — 25F, где F — площадь поперечного сечения стержня заклепки в см2. При использовании взрывных заклепок в труднодоступных местах трудоемкость склепывания в 2,5 раза меньше по сравнению с обычными, а вес и статическая прочность уменьшаются на 20%.
Сварка находит все более широкое применение в современном машиностроении. Она дает значительную экономию на материале и на трудоемкости изготовления узлов и изделий. Специальные электросварочные машины включаются обычно в общий поток обработки деталей в механосборочном цехе. Сборочные работы при сварке предусматривают правильное положение соединяемых деталей и их временное скрепление. Правильность соединения контролируют выверкой или установкой в приспособления. В зависимости от материала элементов узла, их размеров и конструктивных особенностей применяют различные методы сварки (табл. 11). Контроль качества сварных швов ведется согласно ГОСТу 3242—54.
Кроме способов сварки, приведенных в табл. 11, за последнее время появились новые способы, такие, как плазменная, квантовая и диффузионная. Плазменная сварка сравнительно проста, не требует сложного оборудования. Сварочные головки универсальны (могут быть использованы для резки, плавки и т. д.) и позволяют вести сварку со скоростью 40 м/ч и более. Квантовая сварка по качеству не уступает электронно-лучевой и имеет два существенных преимущества перед последней: не требуется вакуума в зоне прохождения луча и имеется возможность проводить дистанционную сварку, например, в помещениях с высокой радиоактивностью. Диффузионной сваркой в вакууме можно соединять не только металлы, но и керамические материалы и сочетания металлов с керамикой. Преимуществом этого способа сварки является низкая температура, небольшая сила прижатия соединяемых деталей, а также отсутствие окисления соединяемых деталей.
Можно сваривать также термопластичные пластмассы; термореактивные не свариваются ни одним из существующих способов»
Таблица И
Характеристика основных способов сварки
Способ сварки Материал свариваемых узлов Рекомендуемая толщина или сечение свариваемых элементов в мм Тип сварного соединения Способ очистки элементов перед сваркой
Электродуговая ручная металлическим электродом Автоматическая под слоем флюса Электродуговая угольным электродом Ар гоно-дуговая Атомно-водородная Газовая Газопрессовая Конта ктн а я сты ковы м оплавлением Контактная стыковым сопротивлением Сталь, чугун, алюминиевые сплавы Сталь Малоуглеродистая сталь, алюминий, медь Нержавеющая сталь, алюминиевые и магниевые сплавы Легированные стали Сталь, чугун, алюминиевые и медные сплавы, твердые сплавы Сталь Сталь и алюминиевые сплавы Сталь, алюминиевые и медные сплавы 1,5—2 > 2—2,5 4 < 12 <4 <8 <2 ^10 До 25 000 см2 До 25 000 см2 Прутки до ф 10 мм Стык, нахлестка, отбортовка, тавр Стык, нахлестка, отбортовка, тавр Стык, отбортовка Стык, тавр, отбортовка Стык, тавр, отбортовка Стык, ,тавр, отбортовка Стык, отбор-, товка Стык 2> Стальной щеткой Стальной щеткой или газовым пламенем Стальной щеткой » » » » 2> 2> Механическая обработка торцов Стальной щеткой Механическая обработка торцов
Технологические методы сборки
Продолжение табл. И
Способ сварки Материал свариваемых узлов Рекомендуемая толщина или сечение свариваемых элементов в мм Тип сварного соединения Способ очистки элементов перед сваркой
Точечная Сталь малоуглеродистая легированная, нержавеющая, алюминиевые и медные сплавы ю см о со of V/V/V/¥ Нахлестка Холоднокатаная без очистки, горячекатаная травлением,пескоструйной или механической обработкой
Роликовая То же < 1,5—2 » Пескоструйной или механической обработкой
Трением Сталь углеродистая, легированная, цветные сплавы Детали круглого или кольцевого сечения Ф <30—40 Стык Стальной щеткой, пескоструйной обработкой
Электрошлаковая Сталь углеродистая и легированная От 20 до 600 и больше » То же
Конденсаторная (точечная и роликовая) Сталь углеродистая, легированная и нержавеющая От 0,03 до 0,6 Нахлестка Тщательная очистка и обезжиривание необязательны
Ультразвуком Однородные и разнородные металлы и сплавы От 0,05 до 0,6 » То же
Электронным лучом в вакууме Химически активные и тугоплавкие металлы и сплавы До 10—15 Стык »
268 Характеристика технологических методов производства в машиностроении
Технологические методы сборки
269
К наиболее распространенным методам относится сварка газовыми теплоносителями, нагревательными элементами, т. в. ч. и ультразвуком.
При сварке газовыми теплоносителями свариваемые детали нагреваются подогретым воздухом, азотом, аргоном, инертным газом и др. Температура теплоносителя должна быть на 30—50° С выше точки плавления основного материала. Сварка винипласта производится в струе горячего воздуха с помощью присадочного прутка. Пруток и стенки шва нагреваются до температуры 190—200° С. Термопласт размягчается и приобретает клейкость. Сварка листов полипропилена производится в струе инертного газа, нагретого до температуры 280° С. Таким методом можно сваривать и полиамиды.
Сварка под давлением 200—1000 кн!м~ (2—10 кГ/см2) листов и деталей из органического стекла, винипласта, полистирола и полиэтилена производится при контакте с нагревательным элементом. Сварка осуществляется внахлестку, встык и с косым срезом. Температура сварки в зависимости от материала, давления и других факторов достигает 120—240° С. Выдержка при температуре и давлении примерно 1 мин на 1 мм толщины материала.
Сварка т. в. ч. дает высокое качество соединений, более производительна по сравнению с рассмотренными выше способами; находит применение при изготовлении изделий из полихлорвинилового пластиката, труб из винипласта и элементов из полиэтилена. Недостатками сварки т. в. ч. являются ограничение толщины свариваемых материалов (не более 5 мм).
Ультразвуком свариваются следующие виды пластмасс: органическое стекло, винипласт, полиэтилен, хлорвинил, полистирол. Толщина свариваемых элементов может доходить до 10 мм. Этот метод является очень производительным. Так, например, время сварки деталей в одной точке из винипласта суммарной толщины 10 мм составляет 0,7 сек.
Автоматическую сборку сварных, соединений можно выполнять различными методами. Процессы сварки могут быть включены в автоматическую линию сборки.
Пайка металлов является процессом соединения, при котором в зазор между нагретыми соединяемыми элементами, остающимися в твердом состоянии, вводится расплавленный припой, смачивающий их поверхности и скрепляющий соединяемые элементы после охлаждения и затвердевания. Расплавленный припой, благодаря хорошему смачиванию им при температуре плавления поверхностей собираемых деталей и вследствие явления капиллярности, проникает в соединительный шов и образует сплав, обладающий после затвердевания прочностью более высокой, чем прочность припоя.
Различают пайку твердыми (на серебряной, медной и никелевой основах) и мягкими (оловяносвинцовистыми) припоями. Твердые
270 Характеристика технологических методов производства в машиностроении
припои имеют температуру плавления выше 550° С и предел прочности до 500 Мн/м? (50 кГ/лш2). У мягких температура плавления ниже 400° С и предел прочности 50—70 Мн/м? (5—7 кГ/мм?).
При пайке применяют различные флюсы; их состав зависит от материала соединяемых деталей, припоя и метода пайки. Качество соединения повышается при пайке в восстановительной среде, в среде нейтральных газов (например, аргона) и в вакууме. Процесс, протекающий в условиях нейтральной среды, предохраняет от образования окислов на поверхностях соединяемых деталей, что обеспечивает лучшее их смачивание расплавленным припоем. Пайку производят с местным или общим нагревом соединяемых деталей.
В единичном и мелкосерийном производстве широкое применение имеют способы пайки термическим контактом (паяльником) и газовой горелкой; в крупносерийном и массовом производстве нагрев деталей осуществляется в ваннах и газовых печах, а также широко применяется электронагрев.
В настоящее время на многих заводах внедряются различные средства механизации пайки, включая индукционный нагрев.
Перспективным направлением развития технологии пайки металлов и неметаллических материалов является использование ультразвука. Особенно удобен этот способ пайки деталей из алюминия и алюминиевых сплавов, так как высокочастотные колебания (20 000 гц) в расплавленном припое разрушают окисную пленку и пайка происходит без флюса. В качестве припоя используют оло-вяноцинковые сплавы (олова от 80 до 98%), сплавы кадмия с оловом или кадмия с цинком.
Кроме пайки с использованием ультразвука, алюминиевые сплавы паяют способом натирания. Пайка натиранием заключается в том, что соединяемые детали нагревают до температуры плавления припоя, после этого на месте пайки наносят припой, а пленка окиси под слоем припоя разрушается и удаляется стальной щеткой или острым концом паяльника. Затем наносят остальную часть припоя.
Пайку алюминиевых сплавов ведут также химическими реагентами с предварительным нагревом деталей. На поверхность деталей наносят флюс (хлористое олово, хлористый цинк, хлористый калий и другие соли). При температуре 350—450° С указанные соли взаимодействуют с пленкой окиси, в результате чего на месте спайки выделяется олово или другие металлы, входящие в состав применяемой соли. Одновременно с плавлением флюса на поверхность наносят припой, равномерно распределяя его по месту соединения.
В приборостроении для изделий на печатных схемах применяется высокопроизводительный способ механизированной групповой пайки волной припоя. Волна припоя создается принудительно-механическим или индукционным насосом. Производительность такой пайки в 20 раз выше обычного способа термического контакта.
Технологические методы сборки
271
Склеивание позволяет осуществлять соединения из разнородных материалов, уменьшать вес изделий, обеспечивать герметичность и коррозионную стойкость клеевых швов, а также во многих случаях создается возможность снижать себестоимость производства. По сравнению со сварными, паяными и клепаными соединениями клеевые соедйнения дают равномерное распределение напряжений в соединяемых материалах и не вызывают их коробления.
Клеевые соединения хорошо работают на сдвиг, равномерный отрыв и плохо — на неравномерный отрыв (отдир); хорошо переносят динамические и переменные нагрузки.
К недостаткам клеевых соединений относится их незначительная тепловая стойкость (для большинства клеев она не превышает 4-90° С), склонность к ползучести при длительном воздействии больших статических нагрузок, а также длительная выдержка при отверждении.
Отечественная и зарубежная промышленность выпускает большое количество клеев для металла и неметаллических материалов. Их можно подразделить на следующие основные группы.
1. Клеи на основе эпоксидных смол — применяют при холодном и горячем соединении металлов, керамики, пластмасс, древесины и других материалов. Клеи для холодного отверждения изготовляют из смолы ЭД-5 или ЭД-6 (100 вес. ч.) и отвердителя полиэтиленполиамина (8—10 вес. ч.) или кубового остатка гексаметилендиамина (20 вес. ч.). Для приготовления клеев горячего отверждения к смоле добавляют отвердитель — малеиновый ангидрид (40 вес. ч.). Прочность склеивания стали со сталью на сдвиг достигает 35—40 Мн!м2 (350—400 кГ/см2). Теплостойкость не выше +90° С. Выполнение клеевых соединений обычно производится без прижима. Небольшое давление 50—100 кн!м? (0,5—1 кГ/см2) требуется при склеивании деталей из листового материала. Клеи горячего отверждения можно хранить длительное время в закрытой посуде. Клеи холодного отверждения приготовляют перед употреблением, так как их жизнеспособность составляет 30—40 мин. На основе эпоксидных смол разработаны клеи горячего и холодного отверждения: ВК-32-ЭМ, эпоксид П и эпоксид ПР; Л-4 и др. За рубежом известны клеи Аральдит, ЭПОН, ЭПИКОТ и др.
2. Клеи на основе фенольных смол — модифицируются различными составами. Отверждение происходит при температуре 150° С с прижатием деталей. Клеи типа БФ поставляются в готовом виде без последующего введения отвердителя. Их теплостойкость не выше +70° С, прочность на сдвиг 25—30 Мн/м2, (250—300 кПсм2} при соединении стали со сталью. Фенольно-каучуковые клеи (например, клей ВК-32-200) и клеи на основе фенольных смол, модифицированные органическими полимерами и кремнеорганическими соединениями (клеи ВС-ЮТ и ВС-350), отличаются высокой теплостой
272 Характеристика технологических методов производства в машиностроении
костью. Прочность на сдвиг при температуре 20° С достигает 20 Мн/м2 (200 кГ/см2), при 250—300° С 5—8 Мн/м2 (50—80 кГ/см2).
3. Полиуретановые клеи (например, клей ПУ-2) — имеют теплостойкость 100—120° С и прочность такую же, как и у клеев БФ.
4. Специальные клеи — обладают повышенной теплостойкостью, доходящей до 500° С и выше. Прочность на сдвиг 60—70 Мн/м2 (600—700 кГ/см,2) и выше.
При склеивании сопрягаемые поверхности деталей очищаются, обезжириваются и в некоторых случаях обрабатываются механическим или химическим путем для получения шероховатостей, обеспечивающих лучшее удерживание клея. Кроме чисто клеевых соединений, в настоящее время применяются комбинированные — клеесварные, клеезаклепочные и др.
Подвижные соединения осуществляются посредством свободных посадок скольжения, движения, ходовой, легкоходовой и широкоходовой.
Подвижные неразъемные соединения имеют ограниченное применение. Примером подвижных неразъемных соединений являются неразъемные подшипники качения.
Сборка соединений с гарантированным зазором не вызывает особых затруднений, если направление при посадке охватывающей детали надежно. Выполнение этих соединений сравнительно легко автоматизируется.
§ 5. ВНЕСТАНОЧНЫЕ ОПЕРАЦИИ
Внестаночные операции, включающие погрузку, разгрузку, транспортировку, складирование объектов производства и уборку стружки, в значительной степени влияют на трудоемкость производственного и технологического процессов. Плохо организованная транспортировка деталей при обработке и сборке увеличивает время простоя оборудования. Плохо организованное складское хозяйство нарушает ритмичность питания отдельных рабочих мест и участков поточных и автоматических линий. Отсутствие средств механизации для непрерывного удаления стружки приводит к загрязнению производственной площади и повышению травматизма.
На производительность труда влияют относительно большая численность вспомогательных рабочих, а также недостатки в организации выполнения вспомогательных процессов. Совершенствование техники и организации работ вспомогательных служб, и в первую очередь транспортно-перегрузочных работ, является важным условием повышения производительности труда.
Раньше автоматизировали и механизировали главным образом технологический процесс. В настоящее время автоматизируется и механизируется весь производственный процесс в целом. Созданные
В нестаночные операции
273
за последние 10—15 лет подъемно-транспортные машины и оборудование вносят существенные усовершенствования в технику и организацию процессов перемещения заготовок, деталей и узлов и способствуют повышению общего организационно-технического уровня производства.
Рассмотрим некоторые конструктивные особенности двух важнейших групп подъемно-транспортного оборудования с точки зрения их использования в поточных линиях механосборочного произ
водства.
К первой группе отнесем грузоподъемные машины, применяемые для вертикального перемещения обрабатываемых деталей и собираемых узлов. Вторую группу составляют транспортные машины
для межоперационного перемещения изделий в потоке.
К числу грузоподъемных машин необходимо отнести поворотные краны, пневмоподъ-емн и ки, эл ектротел ьфе-ры, гибко подвешенные на монорельсе, и подвесные катучие балки с одним гибкоподводящим
Рис. 127. Различные способы планировки мо норельсов над станками поточной линии:
1 — рольганг; 2 — электротельферы; 3 — трассы монорельсов
подкрановым путем.
Наклонный поворотный кран часто устанавливается на станине станка. На стреле крана подвешивается электротелъфер, пневмоподъемник или цепной блок. В поточных линиях машин среднего размера обычно обрабатываются тяжелые детали весом до 1000 кг. В качестве грузоподъемных машин .здесь успешно применяются тельферы с грузоподъемностью 50, 100, 200, 250 и 500 кг и более, а в групповых поточных линиях с небольшим выпуском — подвесные катучие балки. При небольшом выпуске деталей один электротельфер может обслуживать три и даже четыре станка. Монорельс имеет в плане Г или П-образную форму или форму замкнутого четырехугольника с закругленными углами (рис. 127). Монорельс подвешивается на высоте 3,5—4,5 м над полом. Гибкая подвеска обеспечивает возможность отклонения монорельса в стороны на 500—750 мм.
Количество станков и, которое можно обслуживать одним электротельфером, определяется из времени tv, необходимого на установку и съем детали со станка, и общего темпа работы линии t; nty<^ t, откуда
п
1 У h ’
(79)
274 Характеристика технологических, методов производства в машиностроении
где k — на основании практических данных может быть принят в размере 0,35—0,5.
Таким же эффективным подъемно-транспортным устройством является подвесная катучая балка. Ее применяют при темпе поточной линии, превышающем 8—10 мин. Катучая балка подвешивается к нижней полке подкрановых путей на таких же, как и электротельфер, тележках, но с несколько большим расстоянием между роликами (800—1600 мм). Электротельфер катучей балки обеспечивает подъем и опускание груза. Грузоподъемность подвесных катучих балок колеблется от 100 до 2000 кг, ширина подкрановых путей — от 3 до 10 м. На линии обработки или сборки используются две-три балки. Подкрановые пути подвесной катучей балки могут быть смонтированы под любым покрытием, без колонн, в помещениях выше 4 м, что дает возможность их расположения в любой части механосборочного цеха.
В настоящее время имеются конструкции грузоподъемных машин с программным управлением для перемещения деталей и узлов, в том числе тяжелых — весом 5—10 т, в любую точку цеха с шириной пролета до 60 м.
Многоопорные подвесные краны и кран-балки вытесняют обычные мостовые краны на консольных подкрановых путях. Они дают значительное снижение первоначальных затрат благодаря уменьшению веса металлоконструкций в 2—4 раза, уменьшению его высоты и общему удешевлению строительных конструкций зданий на 15—20%.
Применение многоопорных подвесных кранов позволяет улучшить условия работы, существенно изменить общую компоновку здания и увеличить ширину пролетов до 24, 36 и 48 м. В одном пролете может быть параллельно подвешено несколько ниток быстроходных легких кранов. Возможен прямой переход тележки на любой из кранов в данном пролете, а также переход через соединительную секцию на краны соседних пролетов или на монорельсы, выходящие за пределы здания. Работа всей системы кранов и монорельсов может быть переведена на дистанционное управление с центрального пульта с применением, где это целесообразно, работы по заданной программе.
Грузоподъемные машины применяются на поточных линиях при обработке и сборке тяжелых деталей и узлов машин. Межоперационные транспортные машины или устройства на поточных линиях необходимы не только для тяжелых, но и для легких деталей.
Без межоперационных транспортных устройств не может быть эффективно использовано оборудование поточной линии, поэтому транспортные устройства являются таким же оснащением поточной линии, как и приспособления для обработки и сборки. Существует большое количество различных межоперационных транспортных
Внестаночные операции
275
устройств, применяемых на поточных линиях: рольганги, склизы, лотки, тележки, конвейеры (подвесные, толкающие, цепные, пластинчатые, ленточные, карусельные). Однако не все они одинаково эффективны. Межоперационные транспортные устройства должны обеспечивать надежную, бесперебойную и быструю передачу деталей и узлов от одного рабочего места к другому.
Наиболее распространенным и удобным межоперационным транспортным устройством для большинства обрабатываемых заготовок является рольганг. Расположение рольгангов зависит от длины поточной линии и направления грузопотока в цехе. В местах прохода рольганги имеют откидные секции, в местах ответвлений — поворотные.
В однорядном исполнении рольганги используют при весе изделий до 850 кг, в двухрядном — до 1500 кг. Конструкции роликов рольгангов нормализованы. Диаметры их равны 73, 105 и 155 мм. Диаметр ролика D выбирается в зависимости от нагрузки Р, приходящейся на один ролик, которая принимается равной 70% веса изделия для однорядного рольганга и 40% для двухрядного.
Практически принимается:
При Р в кн (кГ) 6(600) 12(1200) 25(2500)
D в мм 73 105 155
В рольгангах шаг роликов обычно равняется 100, 150 и 200 мм; он должен составлять 0,2—0,25 длины обрабатываемого или собираемого изделия. Мелкие детали — типа валов, зубчатых колес, кронштейнов, тормозных колодок и т. д. укладываются на плоские подставки и на них передвигаются. Подставки затем возвращаются назад по второму рольгангу, расположенному под первым. Наклонные рольганги, устанавливаемые с уклоном 2—4° в сторону движения груза, применяют для облегчения передачи тяжелых изделий.
Такими же эффективными межоперационными транспортными средствами являются склизы и лотки. Для деталей средних и больших размеров склизы располагаются вдоль и посередине прохода между рабочими местами поточной линии. Перемещение деталей происходит в результате наклонного расположения лотков и склизов.
После обработки на станке деталь нагревается, дальнейшая ее обработка в ряде случаев для получения необходимой точности недопустима. Использование межоперационных транспортных устройств, рольгангов, склизов и лотков позволяет деталям в процессе перемещения охладиться до нормальной температуры. Кроме того, эти устройства являются своего рода накопителями.
Для ручного перемещения изделий в мелкосерийном производстве применяют тележки. Используют также металлические эстакады, верхние направляющие которых служат для передвижения
276 Характеристика технологических методов производства в машиностроении
загруженных тележек, а нижние — для возвращения в исходное положение. Для сборки крупных узлов или общей сборки служат тележки-стенды. Конструкция этих тележек предусматривает подвижную верхнюю часть, дающую возможность устанавливать объект сборки в удобное для сборщика положение.
Для транспортирования деталей и узлов в механосборочном производстве при большом выпуске изделий применяют подвесные конвейеры. Трасса подвесного конвейера часто бывает пространственная. Одним конвейером можно обслужить большое количество рабочих мест. Скорость подвесных конвейеров до 25 м/мин. Путь подвесного конвейера обычно выполняется в виде монорельса,
Рис. 128. Схема грузонесущего Рис. 129. Схема грузотянущего подвес-подвесного конвейера ного конвейера
прикрепленного к строительным конструкциям. Движущиеся каретки конвейера соединены разборной блочной или пластинчатой цепью (рис. 128), в конвейерах небольшой грузоподъемности (вес единичного груза до 30 кг) — стальным канатом, который в 4—6 раз легче цепи. Каретки на конвейере чередуются — рабочие и холостые. Рабочая каретка предназначена для крепления к ней груза, а холостая— для , поддержки цепи. К рабочей каретке прикрепляют крючья, захваты, лотки, этажерки или другие виды подвесок, на которых размещают транспортируемые детали и узлы. Траверсное исполнение кареток предусматривает возможность подвески тяжелых грузов одновременно на две каретки.
На рис. 129 показан грузотянущий конвейер, который транспортирует напольные тележки, увлекаемые штангами кареток.
Осуществление автоматического адресования на обычных подвесных конвейерах значительно расширяет сферу их целесообразного применения и позволяет доставить каждый груз непосредст
Внестаночные операции
277
венно к месту назначения в определенной точке общей трассы. При этом ликвидируются общие площадки выгрузки, от которых детали обычно развозятся или разносятся вручную. Таким образом,сокращаются 2—3 ручные операции. Применение селективной выгрузки требует некоторых изменений в прокладке трассы подвесного конвейера и доведения ее до рабочих мест. Адресование на подвесных цепных конвейерах осуществляется штифтовыми или бесконтактными системами. Оно может быть осуществлено и более простыми
Рис. 130. Схема двух участков толкающего конвейера:
а — вход на участок; б — выход с участка: 1 — приводная трасса* 2 — грузовая трасса; 3 — каретка; 4 — цепь; 5 — толкающий кулачок; 6 — тележки с подвесками; 7 — транспортируемое изделие; 8 — пневматические отсекатели; 9 — конечные выключатели; 10 — рычаг включения отсекателя
устройствами, регулирующими шинами и роликами, отпирающими стопор подвески и наклоняющими ее вперед или в сторону к погрузке и разгрузке.
Прогрессивным направлением в механизации транспортных операций является также использование толкающих конвейеров с автоматическим адресованием (рис. 130). Рабочие каретки с подвесками для груза не прикреплены к тяговой цепи, а перемещаются толкающими кулачками. В требуемых местах эти тележки могут быть остановлены (при подъеме кулачка) и переведены на другую трассу. Принудительное адресование подвешенных грузов осуществляется переводными стрелками на нижней грузовой трассе. Адресные устройства селекторного типа при воздействии на конечные выключатели автоматически включают электромагниты стрелок и перево
278 Характеристика технологических методов производства в машиностроении
дят их в требуемое положение. Применяются также адресующие устройства с фотоэлементами и перфорированными картами.
Недостатком подвесных конвейеров является необходимость значительных затрат труда на их загрузку и погрузку. Рациональное решение механизации этих работ найдено на одном из заводов, где транспортировка деталей на участке сборки производится по следующей схеме. Из механических цехов готовые детали поступают на склад в стандартной таре и с помощью погрузчика-штабелера устанавливаются в стеллажи. Этот же штабелер при необходимости подачи на сборку тех или иных деталей вынимает их из стеллажа и устанавливает на подъемный стол, откуда они захватываются подвесным конвейером и транспортируются на участки сборки, где автоматически сгружаются. Вспомогательные транспортер и кран-балка обеспечивают механизацию подачи деталей и загрузки ими стеллажей на рабочих местах линий сборки.
На Ульяновском автомобильном заводе для бесперебойного питания толкающего конвейера для подачи узлов на общую сборку создан ряд подвесных складов достаточной емкости в непосредственной близости от сборки. Размещение подвесных складов на главном конвейере выполнено в четыре яруса: первая основная рабочая зона — сборочные конвейеры с подвесным электроинструментом на высоте до 3 м\ вторая зона — конвейеры и подвесные склады мостов — находится на высоте от 3 до 6 м; третья зона — конвейеры и подвесные склады кузовов и кабин — расположена на высоте от 6 до 10 м\ четвертая зона — подвалы с конвейерами и подвесными складами — расположена ниже пола на 4 м.
Технологические пластинчатые конвейеры применяются для сборки узлов, не требующих специального базирования. Несущая часть их между приводными ремнями покрыта металлическими пластинами, ширина которых равняется шагу тяговых цепей. Применение пластинчатых межоперационных конвейеров с автоматическим адресованием повышает производительность труда в результате уменьшения объема вспомогательных работ и создает более гибкую организацию серийного производства.
Ленточные конвейеры применяются для транспортировки мелких и легких изделий. Несущим органом служит тканевая прорезиненная лента (ГОСТ 20—62) шириной 200—800 мм. Скорость движения ленты от 0,02 до 0,5 м/сек. На ленточных конвейерах адресование возможно осуществлять двумя путями. Простейшим из них является постановка над лентой металлической, сбрасывающей изделие гребенки. При транспортировке по ленточным конвейерам более крупных грузов адресование каждого из них осуществляется по его опознавательным признакам или специальной кодированной маркировке, опознаваемой фотоэлементами или магнитными установками.
Внестаночные операции
279
Дистанционное управление подключением питателей от станков к той или иной нитке трассы позволяет автоматизировать управление таким потоком, переключать адреса подачи, передавать избыточные количества на склад и т. д.
Цепные конвейеры применяют для сборки тяжелых изделий. Изделие собирают на одной или двух тележках, катки которых опираются на рельсы. Тележки с помощью сцепок присоединяют к тяговой цепи. Управление системой таких конвейеров легко автоматизируется. В простейшем случае они представляют замкнутую трассу, к которой тележки подключаются и отключаются вручную. В другом случае остановка и вывод тележки с трассы на определенных станциях производится автоматически. Средняя скорость движения конвейера от 0,1 до 5 м/мин. Конвейеры с периодическим движением перемещают собираемое изделие на следующий рабочий пост со скоростью 4—5 м/мин.
Мощность электродвигателя привода конвейера
Л' = ж; (80>
где 1FO — потребная тяговая сила на цепях в н (кГ)\
v — скорость цепи в м/сек;
'Нт—к- п- Д-, равный 0,4—0,5.
Потребная тяговая сила на цепях
Wo = Ln (q + U (81)
где L — длина конвейера в м;
к] — коэффициент, учитывающий сопротивление в шарнирах и роликах тягового органа, равный 0,066—0,07;
q — нагрузка на 1 пог. м длины конвейера от веса собираемых объектов;
— нагрузка от веса рабочей и холостой части тягового органа [150—400 н/м (15—40 кг/пог, м)].
При сборке узлов с небольшим числом сборочных операций в среднем машиностроении применяют карусельные конвейеры. В центре круглого вращающегося стола (рис. 131) на неподвижную стойку подвешивают сборочный инструмент, а по периметру размещают от четырех до восьми рабочих мест. Эти конвейеры располагают вблизи главного сборочного конвейера с таким расчетом, чтобы собранные на них узлы непосредственно поступали на окончательную сборку изделий.
При перемещении деталей и узлов на грузоподъемных или транспортных машинах конструкция захватов должна облегчать и обеспечивать правильность их установки для обработки или при сборке.
280 Характеристика технологических методов производства в машиностроении
Механизированное накопление деталей в процессе производства широко применяется при непрерывных процессах в виде промежуточных емкостей. В автоматических линиях с жесткими связями
накопление осуществляется с помощью дорогих и сложных накопителей. Аккумулирующие конвейеры создают возможность выравнивать и компенсировать нарушения темпа работы в процессе производства. Они объединяют операции в единый процесс, управляемый автоматически с помощью несложных средств. Наряду с подвесными складами толкающих подвесных конвейеров в настоящее
Рис. 131. Схема карусельного конвейера:
1 — круглый стол; 2 — червячная передача; 3 — электродвигатель; 4 — неподвижная стойка; 5 — сборочный инструмент; 6 — собираемые узлы
время внедряется в промышленность целая гамма более простых механизмов, с помощью которых производится гибкое регулирование ленточных конвейеров, а также управление различными гравитационными транспортными устройствами.
Простейший тип — неуправляемый наклонно-гравитационный рольганг, который рекомендуется применять при длине трассы не более 5 м и при весе груза не более 100— 150 кг, так как при определенном угле наклона легкие и тяжелые грузы перемещаются по-разному (возможны удары грузов, их остановки и т. д.).
Прогрессивной конструкцией является приводной роликовый конвейер с ведущей лентой, расположенной под несущими роликами. Этот конвейер самый дешевый, работа его может быть полностью автоматизирована с большим многообразием элементов управления и обеспечить надежность движения, соблюдение интервалов, адресовать и сортировать движущиеся грузы, перемещать их в одном общем автоматическом цикле с вертикальными подъемами, штабелировать и т. д. Для накопления легких грузов может служить и обычный ленточный конвейер, по которому они пробуксовывают при задержке, а также вибрационные конвейеры, так как остановка грузов не нарушает его работы.
Складское хозяйство пока еще отстает от уровня техники основных технологических процессов. Это сдерживает развитие комплексной механизации и автоматизации. За последние годы автоматизация складских операций развивалась в направлении и совершенствовании подвесного способа складирования, основанного на
Внестаночные операции
281
использовании больших возможностей конвейеров толкающего типа, однако эти склады целесообразно применять для кратковременного хранения небольшого числа номенклатур крупных деталей
и узлов.
Для хранения изделий мелких и средних размеров в настоящее время имеются автоматические склады. На этих складах тарно
штучные грузы хранятся на средствах транспортирования: аккумулирую-щих (складских) секциях пластинчатых и роликовых (приводных и неприводных) конвейеров, наклонных лотках, подвесных путях (при хранении груза на тележках). Для хранения пакетированных грузов применяются роликовые стеллажи. Для наиболее полного использования склада конвейеры, лотки и подвесные пути устраиваются в несколько ярусов.
Например, в многоэтажном складе (рис. 132) предусмотрена поточнотранспортная система перемещения грузов. На втором, четвертом, пятом и шестом этажах склада для транспортирования поддонов с грузом 3 установлены цепные конвейеры 2. Для перемещения груза между этажами применяются подъемники 1 с двухъярусной кабиной. В каждом ярусе имеются короткие секции приводных цепных конвейеров. Кроме того, поточно-транспортная линия включает 15 секций цепных конвейеров и вилочные погрузчики. На втором этаже установлены реле управления, срабатывающие от этажных кон-цевы х вы кл юч ател ей; цен тральный
Рис. 132. Схема многоэтажного склада, оборудованного подъемниками и цепными конвейерами
пульт управления, где смонтирована панель с сигнальными реле и лампами. На четвертом, пятом и шестом этажах установлены кнопочные сигнальные станции, воздействующие на реле управления. Контакты реле связаны с лампами сигнальной панели, указывающими местонахождение груза.
Имеются механизированные склады для хранения небольших деталей, представляющие собой стеллажи, состоящие из отдельных ячеек. Между секциями стеллажей перемещаются в горизонтальном
282 Характеристика технологических методов производства в машиностроении
и вертикальном направлениях подъемники. Необходимое положение кабины подъемника против нужной ячейки задается кнопочными сигнальными станциями. Перемещение грузов из ячейки в кабину может осуществляться как вручную, так и с помощью автооператора.
В современных складах применяются также комбинированные поточно-транспортные системы. Характерной особенностью таких систем является наличие двух или трех магистральных конвейеров, при помощи которых производится сортировка и сборка грузов.
Современное высокопроизводительное металлорежущее оборудование, работающее на высоких скоростях, дает до 100 кг стружки в час. Стружка усложняет производственный процесс. Наибольшее затруднение создает витая стружка при токарной обработке стальных деталей. Чугунная стружка в виде пыли засоряет установочные элементы приспособлений, вызывая погрешности при установке в них деталей.
Современные высокопроизводительные станки строятся с учетом автоматического удаления стружки. Так, например, мелкая чугунная стружка автоматически выдувается сжатым воздухом из глухих отверстий при обработке на автоматических линиях. На шлифовальных станках стружка отсасывается. Чугунная стружка выводится из рабочей зоны станков автоматических линий при помощи шнеков или ленточных транспортеров. При помощи шнеков стружка автоматически также удаляется из современных многошпиндельных прутковых .автоматов. В качестве средств механизации уборки стружки со станков используются также скребковоштанговые транспортеры с возвратно-поступательным движением и другие устройства.
Стальную стружку дробят, используя всевозможные конструкции стружколомов, после чего ее еще проще выводить из зоны резания. Чугунная и дробленая стальная стружка ссыпается на решетки подпольных ленточных транспортеров, которые подают ее на общецеховой подпольный транспортер.
При изготовлении деталей, особенно мелких, на металлорежущих станках предусматривают устройства, которые отделяют обработанные детали от стружки. Для этой цели применяют, например, в прутковых токарных многошпиндельных автоматах отводные лотки. Эти лотки подводятся в конце цикла обработки детали. Применяются также постоянные отводные лотки или желоба. Форма этих устройств предохраняет обработанные детали от попадания крупной стружки, мелкая проваливается через решетчатое дно.
В настоящее время для уборки стружки применяются следующие транспортные средства: скребковые, инерционные, винтовые, пневматические и другие транспортеры (рис. 133).
Внестаночные операции
283
На рис. 133, а приведена схема скребкового транспортера. При движении штанги 1 в направлении стрелки А скребок 2 перемещает стружку 3. Приводы скребково-штанговых транспортеров бывают механические или гидравлические. Часовая производительность транспортера
Q = ЗбОО/^иу т/ч, (82)
где — рабочая площадь поперечного сечения желоба в ж2;
v — скорость передвижения штанги, равная 8 м/мин;
у — объемный вес стружки в т!м?
Рис. 133. Схемы транспортных средств для уборки стружки:
а — скребковый транспортер: 1 — штанга; 2 ~ скребок; 3 — стружка; б — инерционный транспортер: 1 — желоб; 2 — ролик; 3 — направляющие; 4 — тяга; в — винтовой транспортер; г — пневматический транспортер воздуходувной системы: 1 — воздуходувка; 2 — ресивер; 3 — шлюзовой затвор; 4 — воронка; 5 — бункер; 6 — фильтр; д — пневматический транспортер вакуумной системы: 1 — вакуум-насос; 2 — бункер; 3 — воронка; 4 — сопло; 5 — задвижка; 6 — фильтр
Более надежными и простыми являются инерционные транспортеры с прямолинейно движущимся желобом (рис. 133, б). Желоб 1 опирается через ролик 2 на прямолинейные направляющие 3; тягой 4 желобу сообщается возвратно-поступательное движение.
Производительность инерционных транспортеров
Q = ЗбООВ/друа т/ч, (83)
где В — ширина желоба в м;
h — высота желоба в
284 Характеристика технологических методов производства в машиностроении
у — объемный вес стружки в т/м3;
v — средняя скорость перемещения стружки по желобу в м/сек (0,03 м/сек);
ср — коэффициент наполнения желоба стружкой (<р 0,5—0,6).
Винтовые или шнековые транспортеры (рис. 133, в) состоят из неподвижного желоба, внутри которого вращается бесконечный винт. Общим недостатком винтовых транспортеров является малый фронт приема стружки в поперечном сечении. Однако они хорошо себя зарекомендовали в условиях эксплуатации.
Производительность винтового транспортера
Q^0JntFykm&0 т/ч, , (84)
где п — число оборотов винта в минуту;
I — шаг винта в м;
F — полезное рабочее сечение в м2;
у — объемный вес стружки в т/м3;
т — число винтов транспортера;
k — коэффициент, учитывающий угол наклона транспортера (k = 0,7—1,0).
Способ пневматического транспортирования применяется для мелкой стружки. Пневматический транспортер воздуходувной системы (рис. 133, г) характеризуется тем, что воздух в трубопроводе перемещается под действием воздуходувки /, работающей с избыточным давлением 30—40кн/м2 (0,3—0,4 kF/см2). Для выравнивания давления устанавливается ресивер 2; скорость воздушного потока достигает 25 м/сек.
Пневматический транспортер вакуумной системы (рис. 133, д) отличается тем, что стружка благодаря разрежению, создаваемому вакуумнасосом 7, засасывается в бункер 2. Скорость в такой системе достигает 25—35 м/сек. Разрежение 55 кн/м2 (0,55 кГ/см2).
В настоящее время начинает получать распространение гидравлический метод уборки стружки. Транспортировка стружки в подпольном канале происходит под напором воды. Этот метод транспортировки надежен и не требует больших затрат.
На металлорежущих станках для охлаждения режущего инструмента и обрабатываемой детали применяются охлаждающие жидкости в виде эмульсии. При обработке прецизионных деталей в ряде случаев применяют сурепное, техническое подсолнечное и другие ценные масла.
Для отвода эмульсии от стружки предусматривается отстойник, который располагается под наклонно расположенным подпольным транспортером. Из отстойника эмульсия фильтруется" и перекачивается в систему охлаждения станков. Отделение сурепного, подсолнечного и других масел от стружки производится
Внестаночные операции 285
в центрифугах. Это позволяет вернуть для повторного использования 75—80% масла.
Для получения брикетов стружка сортируется на пять групп по объемному весу от 2,0 (чугун) до 0,15 т/м3 (витая стальная стружка). Сортировка осуществляется также по маркам обрабатываемого материала. Мелкая стружка сортируется в специальных ситах, крупная подвергается дроблению на специальных машинах.
Брикетирование осуществляется различными способами: непрерывное брикетирование в открытой матрице, электробрикетирование, пакетирование стальной стружки в пакет-прессах и брикетирование стружки при высоких давлениях 230—300 Мн!м2 (2300— 3000 кГ/см2'). Последний способ брикетирования является наиболее эффективным и производительным. Изготовленные брикеты отправляются на металлургические заводы.
ГЛАВА IV
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ ТЕХНОЛОГИЕЙ ПРОИЗВОДСТВА К КОНСТРУКТИВНОМУ ОФОРМЛЕНИЮ
ДЕТАЛЕЙ И УЗЛОВ МАШИН
§ 1. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ ТЕХНОЛОГИЕЙ СБОРКИ МАШИН К КОНСТРУКТИВНОМУ ОФОРМЛЕНИЮ ИХ ЭЛЕМЕНТОВ
Конструкция машины диктуется ее назначением и условиями эксплуатации. Совершенство конструкции определяется ее экономичностью и соответствием современному уровню техники. Вместе с тем при конструктивном оформлении машины и ее элементов должны быть учтены технологические требования производства. Эти требования обусловливают возможность использования высокопроизводительных технологических методов и процессов производства применительно к заданному количественному выпуску машин и условиям производства.
Степень соответствия конструкции машин этим требованиям и определяет ее технологичность. Оценку технологичности данной машины по сравнению с другой можно производить, сопоставляя их трудоемкости, себестоимости и металлоемкости. Дополнительная оценка производится по степени унификации элементов машин, достигнутой степени их взаимозаменяемости, количеству марок примененных материалов, весу машин, а также по уровню конструктивной преемственности оригинальных деталей и узлов.
Технологичность одной и той же машины будет разной для различных типов производства. Изделие, достаточно технологичное в единичном производстве, может быть мало технологичным в массовом и совершенно нетехнологичным в автоматизированном производстве.
Основные требования, обусловливающие возможность построения высокопроизводительных процессов сборки, можно установить^ на основе следующих соображений.
Одним из технологических преимуществ конструкции машины является возможность ее сборки из предварительно собранных
Требования, предъявляемые к конструктивному оформлен, деталей, машин 287-
узлов; в этом случае возможна параллельная сборка узлов и изделия и длительность цикла общей сборки при наличии предварительно собранных узлов значительно сокращается.
Таким образом, весьма существенное технологическое преимущество будем иметь в том случае, когда механизмы изделия, определяемые функциональным их назначением, являются одновременно технологическими его узлами, т. е. элементами изделия, которые могут быть собраны обособленно и независимо от других его элементов. Такой узел подается на общую сборку изделия или узла высшего порядка собранным и прошедшим технический контроль, включая, если это требуется, испытание. В этих условиях значительно проще предотвратить появление дефектов на общей сборке и сборка будет более качественной.
Подобная конструкция изделия не только дает возможность производить сборку широким фронтом (т. е. вести параллельную сборку узлов машины с общей ее сборкой), но и значительно ускоряет проектирование технологических процессов сборки, которое в этих условиях могут вести параллельно несколько технологов-сборщиков.
В тех случаях, когда в собираемую машину или ее узел входят не узлы, а комплекты, т. е. элементы, предварительно собранные, но требующие разборки и повторной сборки в собираемом узле или машине, время на выполнение сборочной операции значительно увеличивается, что в ряде случаев затрудняет синхронизацию сборочных операций при поточной сборке. При сборке механизмов, конструктивно оформленных из отдельных деталей, соединяемых в процессе общей сборки, возникает необходимость проверки правильности соединений и соответствующей их регулировки в процессе общей сборки, что также приводит к увеличению времени выполнения сборочных операций и затрудняет их синхронизацию. Такие конструкции ограничивают фронт работ и увеличивают длительность цикла сборки.
Изложенные соображения подтверждают технологические преимущества изделий и узлов, конструктивное оформление которых предусматривает возможность расчленения сборочного процесса на узловую и общую сборку. Особое значение это приобретает в условиях поточной сборки.
Использование в максимально возможной степени стандартных деталей и узлов позволяет получать их со стороны. Нормализация отдельных узлов и деталей обусловливает увеличение серийности их выпуска, а следовательно, уменьшение трудоемкости процессов производства и снижение себестоимости. Унификация элементов деталей, шлицев, резьбы, пазов, квадратов, фасок и т. п. создает возможность унификации станочных наладок и снижение затрачиваемого на них времени. Поэтому удельное значение стандарта-
288 Требования к конструктивному оформлению деталей и узлов машин
зованных элементов в изделии характеризует степень технологичности его конструкции.
Требуемая точность взаимного положения элементов собираемого узла легче достигается в тех случаях, когда сборочные базы являются одновременно измерительными базами для поверхностей сопряжения базовой детали с деталями, входящими в собираемый узел. Совмещение установочной и измерительной баз обеспечивает более высокую точность обработки. Поэтому надо стремиться к тому, чтобы сборочная база могла быть использована в качестве установочной базы. Совмещение сборочной, измерительной и установочной баз обеспечивает, при всех прочих одинаковых условиях, более высокую точность сборки.
Необходимо предусматривать возможность широкого применения средств механизации сборочных работ. С этой целью должен быть обеспечен свободный и удобный подвод механизированного сборочного инструмента к местам соединения деталей и предусмотрена возможность пользоваться грузоподъемными устройствами для установки деталей и узлов на собираемое изделие. В частности, тяжелые детали и узлы должны иметь специальные рым-болты для захвата их при подъеме и установке на собираемую машину, а также при транспортировке к местам сборки. Механизация сборочных работ значительно повышает производительность труда в условиях любого типа производства — массового, серийного и единичного.
Дальнейшим развитием механизации сборочных процессов является их автоматизация, которая с успехом может быть применена не только в массовом, но и в серийном производстве. Автоматизация сборочных процессов позволяет рассчитывать на повышение производительности труда в 3—15 раз. Помимо тех технологических требований, которые предъявляются к конструкции механизацией' сборочных процессов, возможность автоматизации обусловливается строгой координацией при сборке сопрягаемых поверхностей и, следовательно, соответствующим конструктивным решением относительно сборочных баз.
Резюмируя изложенные соображения, можно сформулировать основные требования, предъявляемые технологией сборки машин к конструктивному оформлению их элементов, следующим образом:
1) создавать по возможности конструкции, состоящие из узлов, собираемых обособленно от других элементов изделия и соединяемых с ним без разборки и повторной сборки; такие конструкции значительно облегчают организацию поточной сборки в массовом и серийном производстве, а в условиях единичного производства сокращают длительность цикла сборки;
2) применять в разрабатываемой конструкции стандартизованные и нормализованные узлы и детали и унифицировать элементы оригинальных деталей; соблюдение этих условий обеспечивает
Требования, предъявляемые к конструктивному оформлен, деталей машин 289
снижение трудоемкости процессов производства и сокращение номенклатуры технологической оснастки;
3) учитывать, что совмещение сборочной, измерительной и установочной баз обеспечивает более высокую точность обработки и сборки;
4) предусматривать возможность широкого применения средств механизации сборочных работ, повышающих производительность труда в условиях любого типа производства;
5) учитывать, что в условиях массового и серийного производства автоматизация процессов сборки многократно увеличивает произ
водительность труда, и предусматривать в связи с этим при конструировании изделия возможность автоматизации производственных процессов.
Эти основные требования можно дополнить некоторыми частными указаниями.
В целях повышения точности установки детали или узла в требуемое положение без затраты дополнительного времени на выверку предусматривать специальные центрирующие и фиксирующие элементы; эти элементы являются установочными базами, обеспечивающими необходимую геометрическую определенность положения детали при
Рис. 134. Съемное устройство для крышки, соединяемой плотной посадкой:
1 — упорная пятка для винта-съемника; 2 — втулка с внутренней резьбой (всего по окружности крышки располагаются три втулки); 3 — винт-съемник
ее установке.
В целях расширения допусков на размеры обрабатываемых деталей и сокращения объема пригоночных работ необходимо предусматривать, где это требуется, компенсирующие элементы в виде прокладок, колец и подвижных (регулируемых) компенсаторов.
В целях обеспечения возможности демонтажа при сборке и эксплуатации предусматривать в деталях, соединяемых плотной посадкой, элементы для применения съемных устройств (рис. 134).
В целях облегчения сборки деталей, соединяемых по нескольким фиксирующим элементам, следует избегать параллельного, а предусматривать последовательно-параллельное их соединение. Во избежание задира посадочных поверхностей при сборке их следует делать ступенчатыми. Так, например, на рис. 135 ширина b посадочной поверхности (пояса) ушка 1 больше, чем ширина Ьг ушка 2; поэтому втулка при сборке сначала получит направление в ушке 1 и только после этого войдет в отверстие ушка 2.
Гайки, расположенные на внутренних поверхностях деталей, следует шплинтовать; гайки, расположенные на наружных поверх-
10 Кован В. М. и др.
290 Требования к конструктивному оформлению деталей и узлов машин
Рис. 135. Схема посадки пальца по двум концентричным поясам; размер b ушка 1 должен быть больше размера Ь± ушка 2 для обеспечения последовательно параллельного соединения
ностях деталей, можно ставить с пружинными шайбами, что облегчает сборку.
Соблюдение изложенных требований при конструктивном оформ’ лении элементов машин не только повышает технологичность конструкции, но вместе с тем значительно улучшает ее эксплуатационные качества. Технологичность современных машин повышается в ряде случаев применением в них штампо-сварных конструкций, обладающих преимуществами совместного использования листовой штамповки и сборки методом сварки.
Конструктивное оформление узлов любых сложных форм и любых размеров в подавляющем большинстве случаев без особых затруднений можно осуществить сваркой элементов, формы и размеры которых обеспечивают требуемую конфигурацию щ диктуются технологией производства. Сложные сварные конструкции могут сочетать элементы различных видов — штампованные, литые и из проката. При переходе стальных отливок на штампо-сварные может быть достигнуто снижение веса в среднем на 20—30%, при чугунных отливках экономия металла будет еще больше.
Штампо:сварные элементы из толстолистового материала обеспечивают возможность на
значения необходимых припусков на обработку при тех же допусках на размеры заготовок, что и для штампованных поковок. Возможность сочетания в одном узле сырых и термически обработанных деталей, а также возможность сочетания элементов из различных металлов открывает дополнительные возможности для конструкторов и технологов.
Технологическая классификация сварных конструкций ограничивается тремя основными группами.
Первая группа — сварные конструкции, которые после сварки не подвергаются обработке резанием. Конструкции этой группы обычно применяются для элементов машин, имеющих свободные размеры. В некоторых случаях, при условии предварительной обработки деталей конструкции до сварки и обеспечения необходимой точности сварки, эти конструкции применяются также для элементов машин, имеющих ограниченные допусками размеры.
Вторая группа — сварные конструкции, посадочные поверхности которых подвергаются после сварки только чистовой обработке резанием. Предварительная обработка деталей конструкции производится раздельно, а чистовая обработка — совместно после сварки, чем достигается требуемое взаимное положение элементов,
Требования, предъявляемые к конструк таено му оформлен, деталей машин 291
входящих в сварную конструкцию. В условиях тяжелого машиностроения такое построение технологического процесса в значительной степени уменьшает загрузку уникального оборудования, лимитирующего обычно программный выпуск цеха.
Третья группа — сварные заготовки, черновая и чистовая обработка которых резанием производится после сварки. Такое построение технологического процесса применяется для конструкций, обработка которых не требует применения уникального оборудования. На фиг. 136 показан сварной узел автомобиля: подвеска рессоры 1 с запрессованной стальной втулкой 2 и окончательно обработанным пальцем 3 сваривается встык с фланцем кожуха задней полуоси 4. Такое конструктивное решение значительно упрощает механическую обработку элементов сварной конструкции.
Рис. 136. Сварной узел автомобиля
Рис. 137. Сварной корпус редуктора
На фиг. 137 показан сварной корпус редуктора; опоры под вкладыши подшипников обрабатываются предварительно до сварки; чистовое растачивание их производится в сваренном корпусе редуктора после фрезерования плоскостей сопряжения обеих половин корпуса. Такое построение технологического процесса сокращает длительность цикла обработки на крупных станках и обеспечивает требуемую точность обработки.
Не исключена возможность и целесообразность замены литых станин металлорежущих станков штампо-сварными конструкциями. При замене литого блока цилиндров автомобильного двигателя штампо-сварно-паяными конструкциями можно ожидать уменьшения их веса на 30% и снижения трудоемкости процессов их изготовления на 26%.
Общие технологические требования к сварной конструкции можно сформулировать в следующем виде:
1. Необходимо при конструировании учитывать общую схему технологического процесса и предусматривать применение рациональных способов сварки.
10*
292 Требования к конструктивному оформлению деталей и узлов машин
2. Доводить до минимума объем сварочных работ путем уменьшения количества деталей в сварном узле посредством замены пакета тонких листов одним толстым листом (рис. 138, а), применять гибку взамен сварки (рис. 138, б), применять при штамповании формоизменяющие операции вместо разделительных (рис. 138, е), заменять приваренные ребра жесткости выштампованными усилениями (рис. 138, г); применять минимальные углы разделки кромок, обеспечивающие полный провар, а также соединения без скоса кромок; проектировать соединения без накладок и при минимальном
сечении швов в результате применения электродов и присадочных материалов, обеспечивающих высокую прочность соединений.
3. Доводить до минимума деформации и напряжения,
г)
Рис. 138. Способы уменьшения объёма сварочных работ
Рис. 139. Варианты сварки вту-
лок
вызываемые сваркой, путем: а) уменьшения количества сварных швов и объема наплавленного металла; б) симметричного расположения швов относительно центра тяжести свариваемого элемента; в) недопущения скученного расположения сварных швов с частым их пересечением; г) расположения швов, допускающего сборку всего узла до начала его сварки.
4. Предохранять обработанные поверхности деталей от повреждения при сварке путем размещения сварных швов на достаточном расстоянии от обработанных поверхностей. В частности, например, при сварке втулки по фиг. 139, а форма ее отверстия будет нарушена, как показано штрих-пунктиром; конструкция втулки с фланцем, показанная на фиг. 139, б, позволяет отдалить сварной шов и предохраняет отверстие втулки от искажений.
5. Размещать ответственные швы для удобного осмотра и контроля.
Здесь рассмотрены лишь общие требования, предъявляемые технологией производства к конструктивному оформлению элементов машин; примеры даны в качестве иллюстрации тех или иных общих положений.
Требования, предъявляемые к конструктивному оформлен, деталей машин 293
v § 2. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
' к КОНСТРУКТИВНОМУ ОФОРМЛЕНИЮ ДЕТАЛЕЙ МАШИН
Возможность и целесообразность применения тех или иных технологических методов определяется в ряде случаев конструкцией деталей машин; особенно это относится к высокопроизводительным технологическим методам.
Таким образом, технология производства предъявляет ряд требований к конструктивному оформлению деталей машин. Соблюдение этих требований исключает или, по крайней мере, уменьшает производственные трудности, сокращает длительность цикла производства, повышает производительность труда и снижает себестоимость деталей машин. Эти требования диктуются как технологией производства черных заготовок, так и технологией их последующей обработки.
Конструирование является творческим процессом, поэтому дать общие для всех случаев правила конструирования деталей машин, отвечающие требованиям технологии производства, не представляется возможным, тем более, что конструкция детали диктуется ее служебным назначением. Общие направления решения этой задачи можно сформулировать следующим образом.
Конфигурация детали должна представлять собой сочетание простых геометрических форм, обусловливающих возможность применения высокопроизводительных методов производства, и предусматривать удобную, надежную базу для установки заготовки в процессе ее обработки; в тех случаях, когда поверхности детали не обеспечивают такой базы, должны быть предусмотрены специальные элементы (приливы, бобышки, отверстия) для базирования и закрепления заготовки; при необходимости эти элементы могут быть удалены после обработки.
Заданные точность и класс чистоты поверхностей детали должны быть строго обоснованы служебным ее назначением. Необоснованно повышенные требования к точности и чистоте вынуждают к введению в технологический процесс дополнительных операций, удлиняют цикл обработки, увеличивают трудоемкость процесса обработки и повышают себестоимость детали.
Широкое использование стандартизации и унификации деталей и их элементов обусловливает уменьшение трудоемкости процессов производства и снижение себестоимости деталей машин в связи с увеличением серийности выпуска и унификацией станочных наладок.
Переходя к технологическим требованиям, предъявляемым заготовительными процессами, можно рекомендовать руководствоваться следующими соображениями.
294 Требования к конструктивному оформлению деталей и узлов машин
В условиях крупносерийного и массового производства оправдывается применениеспециального профильного и периодического проката, в значительной степени сокращающего механическую обработку, а в ряде случаев почти полностью ее исключающего. Специальный профильный прокат целесообразно в ряде случаев применять при штамповании в целях сокращения заготовительных ручьев и повышения производительности труда.
Заготовки профильного сечения, не требующие обработки, могут быть получены на машиностроительном заводе методом холодного волочения из сортового проката.
При выполнении заготовок свободной ковкой следует избегать пересечений цилиндрических элементов между собой и цилиндрических с призматическими элементами. Следует также избегать ребристых сечений бобышек, платиков, выступов на основных поверхностях поковки.
Детали, сложная конфигурация которых не поддается упрощению в цельном виде, целесообразно в ряде случаев заменять узлами, состоящими из более простых элементов, выполняемых сваркой или сборными.
Для деталей, изготовляемых из поковок, штампуемых на молотах и прессах, рекомендуется руководствоваться следующими указаниями.
Геометрическая форма штампуемой поковки должна обеспечивать возможность свободного извлечения поковки из штампа. Боковые поверхности поковки должны иметь штамповочные уклоны в направлении, перпендикулярном к поверхности разъема штампа. В зависимости от отношения высоты стенки к ее ширине штамповочные уклоны принимают 5—15° для наружных стенок и 7—15° для внутренних стенок при отсутствии выталкивателей: 2—10° для наружных стенок и 3—12° для внутренних стенок при наличии выталкивателей.
Переходы от одной необрабатываемой поверхности к другой должны осуществляться с закруглениями. Острые углы по условиям технологии горячей штамповки недопустимы. Радиусы закруглений внутренних, т. е. входящих, углов должны быть больше радиусов закруглений наружных, т. е. исходящих, углов во избежание брака при штамповании и в целях повышения стойкости штампа. В зависимости от высоты и отношения высоты к ширине элемента радиусы закруглений принимают 1,5—12,5 мм для наружных (исходящих) и 4—45 мм для внутренних (входящих) углов.
На сопряжениях обрабатываемых поверхностей детали также следует предусматривать достаточные радиусы закруглений или фаски. При этом должно быть соблюдено условие (фиг. 140)
Требования, предъявляемые к конструктивному оформлен, деталей машин 295
где го — радиус закруглении у обработанной детали;
гп,— радиус закруглений у черной поковки;
zH — номинальный припуск на обработку.
Несоблюдение этого условия приводит к необходимости увеличения припуска по сопрягаемым поверхностям поковки в целях обеспечения нормального припуска для получения заданного радиуса закругления у обработанной детали.
Если вместо радиуса закругления применяется фаска, то она
должна вписываться в дугу, очерченную радиусом закруг-
ления.
Резкая разница в площадях поперечных сечений детали на
различных участках ее длины недопустима, так как затрудняет
штамповку и сопряжена с повышенным браком по зажимам и незаполнению фигуры штампа.
Тонкие стенки в штампуемой детали уменьшают стойкость штампа вследствие быстрого остывания и повышения сопротивления деформации, а также обусловливают недоштамповку и вызывают повышение брака. Тонкие элементы детали, примыкающие к плоскости разъема, обусловливают большой отход металла и повышенный брак по незаполнению фигуры при штамповке, а также по скалыванию при холодной обрезке заусенца.
Рис. 140. Схема для выбора радиуса закругле-ния у обработанной детали
Симметричная форма детали относительно плоскости разъема
и симметричные уклоны выступающих стенок упрощают изготовление штампов, упрощают процесс штамповки и снижают брак по смещению штампов.
Размеры бобышек, в которых производится сверление и последующая обработка отверстия, определяют исходя из минимальной толщины стенки после обработки отверстия и возможного смещения штампов х; в ряде случаев овальные бобышки в направлении смещения обеспечивают возможность выдержать минимальную толщину стенки после обработки отверстия.
Детали цельной конструкции в ряде случаев целесообразно заменять сварными узлами в целях экономии металла и упрощения штамповки; например, сварной узел по рис. 141 вместо цельно-штампованной заготовки дает значительную экономию металла и упрощает штамповку. Однако необходимо проверять в каждом конкретном случае целесообразность такой замены.
1 Величины смещения штампов даны в ГОСТе 7505—55.
296 Требования к конструктивному оформлению деталей и узлов машин
При конструировании поковок, штампуемых на горизонтально-
ковочных машинах, рекомендуется руководствоваться следующими соображениями.
На горизонтально-ковочных машинах можно штамповать разнообразные по конфигурации заготовки, но наиболее подходящими
для этого вида штамповки являются детали, представляющие собой тела вращения правильной геометрической формы с фланцами, буртами, сквозными или несквозными отверстиями. Толщина стенок деталей с глубокими сквозными или глухими отверстиями должна быть не менее 0,15 наружного диаметра детали.
Сужения в продольном сечении детали затрудняют течение их следует избегать.
Хвостовики конической формы также затрудняют штампование, поэтому их следует делать цилиндрическими.
Фланцы на конце или посередине детали должны иметь объем, не превышающий объем стержня данного диаметра d при длине стержня 10—12d.
Штамповочные уклоны этого вида поковок могут быть очень небольшими: 0,5° на высаживаемых в полости пуансона цилиндрических участ-ны их диаметра, 0,5—1,5° на
буртах, формуемых в круговых впадинах матриц, 0,5—3° на стенках глухих отверстий длиной в пять и более диаметров.
Переходы от одной поверхности к другой должны осуществляться с закруглениями радиусом 1,5—2 мм.
Для холодной высадки применяют калиброванную проволоку или калиброванный пруток. Высаживаемые элементы детали должны иметь по возможности простую форму при минимальном ее объеме
металла при штамповании, поэтому
Рис. 141. Цельноштампованная (а) и сварная (б) конструкции одного и того же элемента машины
ках поковки длиной более полов
Дуговая сварка
у—
и диаметре. В целях повышения стойкости холодновысадочных штампов не следует без необходимости ужесточать допуски на высаживаемые элементы. Переходы от одной поверхности к другой должны осуществляться с закруглениями радиусом не менее 0,2 мм.
Для деталей, получаемых листовым штампованием, целесооб-
разно руководствоваться следующими указаниями.
Для листового штампования применяют в основном материалы в виде ленты, полосы и листа. Ленту обычно применяют для тонких деталей (2,0—2,5 мм толщины), полосу — для деталей более 2,5 мм толщины, лист — в тех случаях, когда габариты детали не вписываются в ленту или полосу.
Требования, предъявляемые к конструктивному оформлен, деталей машин 297
Ребра жесткости, отбортовки и другие конструктивные элементы, выполняемые листовым штампованием, в целях экономии металла позволяют в ряде случаев уменьшить толщину материала.
Рис. 142. Пример применения сварки в целях экономии металла:
а — деталь, выполненная из листа (большой отход металла); б — деталь, выполненная путем сварки (без отхода)
Применением сварки можно также получить значительную экономию металла; на фиг. 142 и 143 даны примеры применения сварки
в целях экономии металла.
Рис. 144. Пример несогласованности (а) и согласованности (б) конфигурации детали с раскроем
Рис. 143. Пример применения сварки в целях экономии металла:
а — цельная заготовка для капота (большой отход металла); б — сварная заготовка для капота (без отхода)
Конфигурация детали должна обусловливать минимальный отход металла при раскрое. Для этого контур одной стороны детали по возможности должен быть зеркальным отображением другой ее стороны; на рис. 144 дан пример несогласованности (а) и согласованности (б) конфигурации детали с рациональным раскроем материала.
298 Требования к конструктивному оформлению деталей и узлов машин
Экономия цветного металла достигается заменой цельной детали узлом, в котором из цветных металлов выполняется только часть элементов, соединяемых с основной деталью запрессовкой или другими способами соединений.
Минимальные размеры пробиваемых стальными пуансонами и матрицами отверстий в зависимости от их формы (круглое, квадратное, прямоугольное) составляют при пробивке мягкой стали 1,0—0,7, для латуни и меди 0,9—0,6, для алюминия и цинка 0,8—0,5, для бакелита и текстолита 0,7—0,4, для картона и бумаги 0,6—0,3 толщины пробиваемого материала.
Минимальные радиусы сопряжения частей контура при вырубке и пробивке стальными штампами принимают порядка 0,90 толщины материала.
Расположение отверстий от контура детали и от соседних отверстий и вырубок принимают для мягкой стали 0,7—1,5 толщины материала. Расстояния от края отверстия до стенки у изогнутых и вытянутых деталей
х = R + 0,5 s, где — радиус сопряжения стенки с поверхностью, в которой пробивается отверстие;
s — толщина материала.
Минимальная ширина детали должна быть для мягкой стали в 1,5 раза больше толщины материала.
При гибке в штампах высота прямой части отгибаемых стенок должна быть больше удвоенной толщины материала. Если требуется меньшая высота, то она может быть получена при наличии выдавленной канавки у отгибаемой стенки или последующей механической обработкой.
На участке перехода закругления в вертикальную стенку получаются утонение материала в месте изгиба и вмятины, устранение которых достигается лишь дополнительными операциями.
При гибке в штампах угольников и скоб полки, в зависимости от толщины материала s, могут быть выполнены со следующими отклонениями А:
s в мм До 2 2—4 Св. 4
Д в мм ± 0,15 ±0,3 ±0,4
При вытяжке деталей со значительными по размерам плоскими поверхностями следует во избежание местных выпучин предусматривать на этих поверхностях удлиненные и пересекающиеся ребра жесткости.
При получении по конструктивным соображениям сложных, трудно выполнимых вытяжкой форм следует расчленять такую конструкцию на простые элементы с последующим соединением их штампованием или сваркой.
Требования, предъявляемые к конструктивному оформлен, деталей машин 299
; Для литых деталей машин рекомендуется руководствоваться следующими указаниями. Конфигурация отливки должна обеспечивать возможность беспрепятственного извлечения модели из формы. С этой целью необходимо предусматривать конструктивные уклоны вертикальных поверхностей отливки, выбирая их величину в зависимости от высоты поверхности. Для внутренних поверхностей отливок принимают уклон большей величины, чем для наружных. Следует по возможности избегать отъемных частей модели и сложных поверхностей разъема.
Необходимо учитывать положение поверхностей при заливке и избегать значительных по размерам горизонтальных поверхностей, занимающих при заливке верхнее положение, так как на этих плоскостях могут возникать газовые раковины.
Конструкция отливки должна обеспечивать беспрепятственное заполнение формы жидким металлом без резких изменений направления и скорости его течения.
При конструировании отливки следует учитывать явления ее усадки, механического торможения, создаваемого формой и стержнями, и термического торможения, возникающего вследствие разной скорости остывания частей отливки.
Конструкция отливки должна обеспечивать равномерное охлаждение всех сечений отливки и допускать свободную ее усадку во избежание возникновения остаточных напряжений и связанных с ними коробления отливок и появления трещин.
Конфигурация отливки должна обеспечивать возможность беспрепятственного отрезания прибыли, литников и выпоров, выбивки стержней и удаления каркасов.
На чертежах отливок следует отмечать базовые поверхности, которыми будут пользоваться при механической обработке заготовок; эти поверхности будут служить исходными при проверке моделей и отливок. Базовые поверхности должны образовываться моделью и находиться в одной опоке в целях исключения влияния на их точность смещений опок и стержней. По каждой из трех осей пространственных координат желательно иметь лишь одну базу.
При назначении толщины стенок отливок необходимо учитывать размер и вес отливки, применяемый для литья металл и метод литья.
Необходимо учитывать, что переходы сечений и отсутствие острых углов обусловливают получение отливки, свободной от литейных пороков и напряжений. В одной отливке рекомендуется по возможности проектировать галтели одного радиуса или ограничивать в максимальной степени число радиусов, различных по величине.
Резкие изменения сечений недопустимы, и переходы от одного сечения к другому должньГ быть постепенными. Радиусы переходов
300 Требования к конструктивному оформлению деталей и узлов машин
при сопряжениях в одной стенке и угловых сопряжениях двух или
трех стенок зависят от толщины сопрягаемых стенок.
Конструкция ребер зависит от габаритов отливок, а их размеры
находятся в определенном соотношении с размерами стенок.
Радиусы закругления сопрягаемых поверхностей принимают 2—120 мм, в зависимости от габаритных размеров поверхностей и углов сопряжения \
При конструировании литых углов необходимо учитывать, что скорость затвердевания внешних углов больше, чем внутренних. Тепловые потоки, идущие перпендикулярно стенкам отливки,
Рис. 145. Схема для определения размеров внутренних полостей отливок
у внутренних углов пересекаются, создавая «горячее место», замедляющее остывание. В вершине угла толщина должна быть на 20—25% меньше толщины сопрягаемых стенок.
Внутренним полостям отливок желательно придавать конфигурацию, не требующую применения стержней. Соотношения в размерах внутренних полостей, образуемых частями формы без применения стержней, зависят от положения этих полостей в форме.
При машинной формовке полости, образуемые частями формы, расположенными в нижней опоке (рис. 145), допускают
H^D; полости, образуемые частями формы в верхней опоке,
должны иметь h 0,3 d\ при ручной формовке принимают Я 0,5 D и h =< 0,15 d.
При значительном числе в отливке полостей, образуемых стержнями, следует стремиться к их унификации. При длине стержня, превышающей удвоенный диаметр его, форма полости должна предусматривать возможность крепления стержня в обоих концах. Размеры полостей и диаметры отверстий, образуемых стержнями,
должны позволять применение литых или проволочных каркасов для упрочнения стержней.
Конструкция отливки должна обусловливать возможность удаления из внутренних полостей стержневой смеси и каркасов, а также тщательной очистки внутренних полостей. В закрытых внутренних полостях должны быть предусмотрены специальные отверстия для удаления стержневой смеси и каркасов; после очистки эти отверстия заделываются заглушками. В местах, где имеются отверстия, стенки усиливают бобышками.
1 Рекомендуемые величины углов сопряжений и радиусов закругления, см. Справочник машиностроителя, т. 5, Машгиз, 1955, стр. 80—85,
Требования, предъявляемые к конструктивному оформлен, деталей машин 301
Наименьшие высоты бобышек рекомендуется принимать 5 мм при габаритах детали до 0,5 ж, 10—15 мм — от 0,5 до 2 м и 20— 25 мм — свыше 2 м.
Общие требования, предъявляемые технологией механической обработки к конструктивному оформлению деталей машин, можно сформулировать следующим образом.
1. Сокращать объем механической обработки, предусматривая допуски по размерам детали лишь для посадочных поверхностей и оставляя свободными остальные размеры. При точных методах выполнения заготовок детали могут быть получены без механической обработки.
Рис. 147. Схема установки двух заготовок зубчатого колеса для одновременной обработки
Рис. 146. Конструктивное оформление детали, обеспечивающее выход фрезы
2. Обеспечивать удобные и надежные базирующие поверхности для установки заготовок в процессе их обработки и простановкой размеров предусматривать совмещение установочных и измерительных баз.
3. Обеспечивать достаточную жесткость детали, обусловливающую восприятие сил резания без ощутимых деформаций.
4. Предусматривать возможность удобного подвода жесткого и высокопроизводительного режущего инструмента к обрабатываемой поверхности.
5. Задавать разность в размерах черных и обрабатываемых поверхностей, обеспечивающую, с учетом припусков на обработку, свободный выход режущего инструмента при допустимых погрешностях в размерах черной заготовки.
6. Предусматривать свободный выход режущего инструмента при обработке на проход (рис. 146, раз-мер Л).
7. Конструировать детали с учетом возможности одновременной установки нескольких деталей для обработки (рис. 147).
Применительно к элементарным поверхностям деталей машин необходимо учитывать следующие технологические требования.
302 Требования к конструктивному оформлению деталей и узлов машин
Наружные поверхности вращения. Широко применять высадку головок, фланцев, буртов для уменьшения объема механической обработки и расхода металла.
По возможности унифицировать элементы конструкции хвостовиков в целях использования одних и тех же многорезцовых настроек при их обработке (рис. 148).
Рис. 148. Унифицированные элементы конструкции хвостовиков
Рис. 149. Сферическая по-верхность со срезом по оси
Рекомендуется везде, где это возможно, конструктивно оформлять сферические выпуклые поверхности со срезом перпендикулярно оси (рис. 149).
Отверстия. Предусматривать сквозные отверстия, так как обработка их значительно легче обработки глухих. Конфигурация
Рис. 150. Конфигурация глухих отверстий, увязанная с геометрией режущего инструмента
Рис. 151. Схема для определения расстояния оси отверстия до стенки
глухих отверстий должна быть увязана с конструкцией применяемого осевого инструмента, например развертки (рис. 150, а) или зенкера (рис. 150, б).
Отверстия должны располагаться не ближе определенного расстояния от стенки детали:
A^+R
Требования, предъявляемые к конструктивному оформлен, деталей машин 303
(рис. 151), а для отверстий под соединительные болты
. A^+R,
где Dz — диаметр описанной окружности гайки.
Расстояния между отверстиями назначать с учетом возможности применения многошпиндельных сверлильных головок. Унифицировать расположение и размеры отверстий во фланцах в целях применения многошпиндельных головок. Количество отверстий во фланцах выбирать таким, чтобы можно было сверлить их нормальной трех- или четырехшпиндельной головкой с последовательным поворотом.
При сверлении входная и выходная поверхности должны быть, во избежание поломки сверл, перпендикулярными к оси отверстия.
При расположении нескольких отверстий на одной оси рекомендуется, с целью одновременной обработки, уменьшать последова
сформление вогнутой сферической поверхности
Рис. 153. Замена выточки литой поверхностью
тельно размеры отверстий на величину, превышающую припуск на обработку предшествующего отверстия.
При сверлении отверстий в пазах назначать их диаметры меньше ширины пазов на 0,5—1 мм.
У ступенчатых отверстий наиболее точной назначать сквозную ступень.
Конструкция вогнутой сферической поверхности должна предусматривать сквозное или глухое отверстие, чтобы при обработке ее не было нулевых скоростей резания (рис. 152).
Рекомендуется избегать канавок в отверстиях, обрабатываемых на сверлильных и агрегатных станках, так как этим усложняется обработка, а также избегать применения механически обрабатываемых выточек, предусматривая взамен них литые поверхности (рис. 153).
Резьба. Рекомендуется применение на нарезаемом отверстии заходной фаски.
304 Требования к конструктивному оформлению деталей и узлов машин
Размеры сбега резьбы, нарезаемой метчиком в глухом отверстии без канавки, должны устанавливаться в три нитки для деталей из чугуна и в пять ниток для деталей из стали. При резьбофрезеровании наличие канавок для выхода фрезы необязательно <
Резьба должна быть нормализована не только для данной машины, но и в рамках всех резьб, применяемых на данном заводе или в данной отрасли промышленности. Следует избегать, где это возможно, применения резьб малого диаметра (6 мм и ниже) ввиду частой поломки метчиков при механическом нарезании таких резьб. При нарезании резьбы на концах валиков предусматривать сбег резьбы.
Плоские поверхности. Конфигурация обрабатываемых плоских поверхностей должна обеспечивать равномерный и безударный съем стружки.
Размеры обрабатываемых плоских поверхностей должны быть увязаны с размерами нормальных фрез, т. е. ширина обрабатывае-
мых поверхностей должна быть унифицирована в соответствии с нормальным рядом диаметров торцовых фрез или длин вальцовых фрез.
В случае когда не предусмотрен выход для режущего инструмента, переходная часть обрабатываемых плоских поверхностей должна соответствовать размерам и виду поверхности режущего инструмента (рис. 154).
Фасонные, поверхности. Радиусы вогнутых и выпуклых поверхностей должны быть увязаны с размерами нормальных полукруглых выпуклых и вогнутых фрез.
Пазы и гнезда. Пазы должны
Рис. 154. Конструктивное оформление переходной части плоской поверхности, обработанной торцовой фрезой
по возможности допускать обработку на проход. При невозможности обработки на проход переходная часть паза должна соответствовать радиусу фрезы. Глубина
и ширина пазов должна выбираться в соответствии с размерами нормальных пазовых фрез.
Радиусы закругления у основания гнезд должны быть одинако-
выми по всему периметру и должны соответствовать размерам и геометрии нормальных пазовых фрез.
Изложенные технологические требования к конструктивному оформлению деталей машин иллюстрируют необходимость увязки их конструкции с технологией производства.
Необходимо учитывать, что разработка разнообразных и в осо
Требования, предъявляемые к конструктивному оформлен, деталей машин 305
бенности сложных конструкций деталей машин, полностью отвечающих производственным условиям, может быть связана с технологическими задачами, решение которых по силам только специалистам в различных областях технологии (обработки давлением, литейного производства, механической обработки и т. п.). Поэтому консультация соответствующих специалистов-технологов в процессе конструирования деталей машин безусловно необходима и целесообразна. В этом случае при запуске новых конструкций в производство значительно ускоряется процесс их технологической отладки и сокращаются до минимума исправления и изменения конструкций, вызываемые требованиями технологии производства.
ГЛАВА V
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ В МАШИНОСТРОЕНИИ
§ 1. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ
В основу разработки технологических процессов кладутся два принципа: технический и экономический. В соответствии с техническим принципом спроектированный технологический процесс должен полностью обеспечивать выполнение всех требований рабочего чертежа и технических условий на изготовление заданного изделия. В соответствии с экономическим принципом изготовление изделия должно вестись с минимальными затратами труда и с минимальными издержками производства. Технологический процесс изготовления изделий должен выполняться с правильным и наиболее полным использованием всех технических возможностей оборудования, инструментов и приспособлений при наименьшей затрате времени и наименьшей себестоимости изделий.
Из нескольких возможных вариантов технологического процесса изготовления одного и того же изделия, равноценных с позиций технического принципа проектирования, выбирается наиболее эффективный (т. е. производительный) и рентабельный вариант.
При равной производительности сопоставленных вариантов выбирается наиболее рентабельный, а при равных рентабельностях — наиболее производительный. При разных производительностях и рентабельностях выбирается наиболее рентабельный при условии, что производительность всех сравниваемых вариантов не ниже заданной. В исключительных случаях (срочный выпуск особо важной продукции, расшивка «узких» мест производства и пр.) в рамках данного завода и на определенный период времени за основу может быть принят наиболее производительный вариант процесса.
Выявление эффективности и рентабельности проектируемого процесса ведут по всем элементам, из которых они складываются, либо определяют расчетом по укрупненным показателям.
Проектирование процессов обработки деталей машин
307
§ 2. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН
Целевое назначение технологических разработок. Проектирование технологических процессов механической обработки имеет целью: установить тип производства с предварительным расчетом темпа или размера партий; выбрать метод получения заготовки и сформулировать предъявляемые к ней требования; составить план обработки детали с указанием принятых баз, последовательности и содержания технологических операций и переходов; определить промежуточные припуски и допуски на размеры заготовки по технологическим переходам; установить режимы резания и нормы времени на операции; определить потребное оборудование, приспособления, рабочие и измерительные инструменты, а также рабочую силу.
На основе спроектированного технологического процесса устанавливаются исходные данные для организации снабжения основными и вспомогательными материалами, календарного планирования, технического контроля, инструментального и транспортного хозяйства.
Основные случаи технологических разработок. Технологические процессы разрабатываются при проектировании новых и реконструкции существующих заводов, а также при организации производства новых объектов на действующих заводах. Кроме того, корректировка или разработка новых технологических процессов имеет место на действующих заводах при выпуске на них освоенной продукции. Это вызывается текущими конструктивными усовершенствованиями объектов производства и необходимостью систематического использования новейших достижений производственной техники.
При проектировании новых и реконструкции существующих заводов разработанные технологические процессы являются основой всего проекта. Разработанный технологический процесс определяет потребное оборудование, производственные площади, энергетику, транспортные средства, рабочую силу, материалы и т. д. От уровня технологических разработок в значительной степени зависят технико-экономические показатели работы завода.
При постановке производства новых объектов на действующем заводе разработка технологических процессов предшествует комплексу подготовительных и организационных работ. На ее основе выявляются возможности использования имеющегося и необходимость приобретения нового оборудования, определяется потребное количество рабочей силы, инструментов, транспортных средств и пр.
Исходные данные для проектирования технологических процессов механической обработки. В тех случаях, когда технологи
308
Построение технологических процессов в машиностроении
ческие процессы проектируются для новых заводов, исходными данными являются:
а) рабочий чертеж, определяющий материал, конструктивные формы и размеры детали; б) технические условия на изготовление детали, характеризующие точность и качество обработки ее поверхностей, а также особые требования (твердость, структура, термическая обработка, балансировка, подгонка по весу и пр.); в) размер программного задания; г) срок (обычно в годах), в течение которого должна быть выполнена программа выпуска деталей.
Если выпуск во времени неравномерный, то программное задание указывается по годам или другим периодам времени.
При проектировании технологических процессов для действующих или реконструируемых заводов необходимо располагать сведениями о наличном оборудовании, площадях и других местных производственных условиях.
В частном случае возможности технолога при проектировании и корректировке технологических процессов механической обра-ботки могут быть еще более ограничены заданным ему видом исходной заготовки.
При проектировании используются справочные и нормативные материалы: каталоги и паспорта оборудования; альбомы приспособлений; ГОСТы и нормали на режущий и измерительный инструмент нормативы по точности, шероховатости, расчету припусков, режимам резания и техническому нормированию времени; тарифноквалификационные справочники и другие вспомогательные материалы.
Для оформления технологических разработок необходимо иметь бланки технологической документации.
Общая методика и последовательность проектирования. Задача проектирования технологических процессов характерна многовариантностью возможных решений. Даже для сравнительно простых деталей может быть разработано несколько различных технологических процессов, полностью обеспечивающих требования рабочего чертежа и технических условий. Методом последующего сопоставления этих вариантов по эффективности и рентабельности окончательно отбираются один или небольшое число равноценных вариантов.
Проектирование технологических процессов отличается сложностью и трудоемкостью. Как и многие другие виды проектирования, оно выполняется в несколько последовательных стадий. Вначале делаются предварительные наметки технологического процесса; на последующих стадиях они уточняются и конкретизируются на основе детальных технологических расчетов. В результате последовательного уточнения предварительных наметок получают законченные разработки технологического процесса. К правильному
Проектирование процессов обработки деталей машин
309
и приемлемому решению обычно удается приблизиться после ряда попыток. В целях сокращения трудоемкости и длительности технологических разработок сопоставление и выбор варианта целесообразно производить на предварительных стадиях проектирования. Степень углубленности технологических разработок зависит от типа производства. В условиях массового производства технологические процессы разрабатываются весьма подробно для всех деталей изделия. В единичном производстве ограничиваются сокращенной разработкой, учитывая, что подробная разработка в данных условиях экономически не оправдывается. Исключение составляют сложные и дорогие детали, особенно в тяжелом машиностроении. Для этих деталей технологические процессы разрабатываются тщательно и подробно. В условиях серийного производства при широкой номенклатуре выпускаемых изделий проектируются групповые технологические процессы. Проектируют также разработку технологических процессов для сравнительно небольшого количества типовых деталей (деталей представителей).
Процесс проектирования состоит из комплекса взаимосвязанных и выполняемых в определенной последовательности этапов. К ним относятся: определение типа производства, выбор метода получения заготовки и установление предъявляемых к ней требований, выбор баз, выбор последовательно выполняемых методов (маршрута) обработки отдельных поверхностей, составление маршрута обработки детали в целом, предварительная наметка содержания операций, расчет промежуточных припусков, установление технологических допусков и предельных размеров заготовки по технологическим переходам, уточнение содержания и степени концентрации операций, выбор оборудования, инструментов и приспособлений, установление режимов резания, определение настроечных размеров, уточнение схемы установки и закрепления заготовки для разработки задания на проектирование специальных приспособлений, установление норм времени и квалификации исполнителей, оформление технологической документации.
Технологический контроль рабочего чертежа и технических условий. Проектированию технологического процесса предшествует подробное изучение рабочего чертежа детали, технических условий на ее изготовление и условий ее работы в изделии. Проверяется достаточность проекций, правильность простановки размеров, изучаются требования по точности и шероховатости обработки поверхностей, а также другие требования технических условий. Нередко конструкторы завышают классы точности и чистоты поверхностей детали, что усложняет технологический процесс ее изготовления. В таких случаях технологом могут быть предложены соответствующие коррективы и на основе совместного с конструктором обсуждения вопроса находится правильное решение. .
310
Построение технологических процессов в машиностроении
При контроле рабочего чертежа выявляются возможности улучшения технологичности конструкции детали. Обращается внимание: на уменьшение размеров обрабатываемых поверхностей, что снижает трудоемкость механической обработки; на повышение жесткости детали, что обеспечивает возможность многоинструментной обработки, применение многолезвийных инструментов и высокопроизводительных режимов резания; на облегчение подвода и отвода высокопроизводительных режущих инструментов из зоны обработки, в результате чего уменьшается основное и вспомогательное время; на унификацию размеров пазов, канавок, галтелей, отверстий и других элементов, что сокращает номенклатуру размерных и профильных инструментов и уменьшает время обработки при последовательном выполнении технологических переходов; на обеспечение надежного и удобного базирования заготовки, а при простановке размеров совмещение установочных и измерительных баз; на удобство осуществления многоместной обработки заготовок.
Более подробное изложение требований по технологичности конструкций дано в гл. IV.
В результате улучшения технологичности конструкции может быть получен значительный эффект в части снижения трудоемкости и повышения рентабельности процессов обработки.
Тип производства. Тип производства определяется после расчета темпа работы для заданной детали по формуле (5). Если величина темпа близка или меньше предварительно и ориентировочно установленной средней длительности наиболее характерных операций обработки, то производство принимается массовым. В этом случае закрепление операций за рабочими местами будет целесообразным в результате достаточно высокой (обычно не ниже 70%) загрузки оборудования. Длительность операций определяют на основе прикидочных расчетов, исходя из размеров наиболее характерных поверхностей детали и пользуясь укрупненными нормативами для нормирования времени обработки.
Если величина темпа значительно превосходит предполагаемую длительность отдельных операций обработки, изготовление детали должно выполняться по принципам серийного производства. В этом случае из-за недогрузки оборудования обработку деталей целесообразно вести партиями \
При серийном производстве ориентировочно намечается размер партий, исходя из трудоемкости наладки оборудования, длительности процессов обработки, календарных сроков выпуска изделий, затрат незавершенного производства, номенклатуры изделий и других организационных и экономических соображений. Для
1 При наличии ряда технологически сходных деталей обработку следует выполнять на групповых или переменно поточных линиях или организовывать для ее выполнения технологически замкнутые участки.
Проектирование процессов обработки деталей машин 311
крупных и сложных деталей размер партии можно брать равной двухнедельной программе, для средних — до месячной, для простых и мелких — до трехмесячной.
Установленные размеры партий подвергаются последующей корректировке на основе последующих детальных разработок технологического процесса.
Выбор метода получения заготовки. Выбор метода определяется: 1) технологической характеристикой материала детали,, т. е. его литейными свойствами и способностью претерпевать пластические деформации при обработке давлением, а также структурными изменениями материала заготовки, получаемыми в результате применения того или иного метода выполнения заготовки (расположение волокон в поковках; величина зерна в отливках и пр.); 2) конструктивными формами и размерами заготовки; 3) требуемой точностью выполнения заготовки, классом чистоты и качеством ее поверхностных слоев; 4) величиной программы выпуска и временем, на которое рассчитано выполнение этой программы.
На выбор метода выполнения заготовки оказывает большое влияние время подготовки технологической оснастки (изготовление штампов, моделей, прессформ и пр.); наличие соответствующего технологического оборудования и желаемая степень автоматизации процесса. Выбранный метод должен обеспечивать наименьшую себестоимость детали, т. е. издержки на материал, выполнение заготовки и последующую механическую обработку вместе с накладными расходами должны быть минимальны. С повышением точности выполнения заготовки объем механической обработки заметно снижается. Однако при малой программе выпуска не все методы могут оказаться рентабельными из-за того, что расходы на оснастку для заготовительных процессов экономически не окупаются. Это видно из формулы себестоимости изготовления детали:
с = Ga + 2 tM.3azl3ai (1 + ж) + Т + 2 +
+2Wo41+T6o)K°n-’
где G — вес материала на одну заготовку в кг\ а — цена 1 кг материала в коп.;
2/^ заг 1заг— производственная заработная плата по заготовительному цеху на одну заготовку в коп. (^.3£Гг — штучное время на одну операцию в мин, 1заг — минутная ставка рабочего при выполнении этой операции в минуту);
гзаг — процент накладных расходов по заготовительному цеху без учета издержек на специальную оснастку и использование оборудования;
312 Построение технологических процессов в машиностроении
О — расходы на специальную оснастку (штампы, прес-формы, модели и пр.) в руб.;
N — выпуск в штуках, на который распределяются расходы на оснастку;
^ш.заг k —затраты на эксплуатацию оборудования заготовительного цеха на одну заготовку в коп. (k — затраты на эксплуатацию оборудования в одну минуту в коп.); Ыш>обр Ьбр — производственная заработная плата по механическому цеху на одну заготовку в коп. обр — штучное время на одну операцию механической обработки в мин., 1обр — минутная ставка рабочего при выполнении этой операции в коп.);
2обр — процент накладных расходов по механическому цеху.
Зная технологические характеристики заготовительных методов (см. гл. III), можно отобрать сравнительно небольшое количество методов, удовлетворяющих поставленным условиям. Окончательный выбор метода должен производиться на основе экономических расчетов.
При выполнении заготовок литьем или пластическим деформированием предварительно устанавливают: 1) припуски на обработку; 2) допуски на размеры обрабатываемых и черных поверхностей; 3) базовые поверхности для первой операции механической обработки и требования, предъявляемые к этим поверхностям; 4) термическую обработку заготовок (если она нужна) и требования к структуре и твердости материала с точки зрения его обрабатываемости; 5) метод очистки поверхностей заготовки; 6) места вырезки пробных образцов для оценки качества материала (у ответственных заготовок); 7) методы предварительной обработки заготовок (обдирка, зачистка, зацентровка, правка и т. п.). При изготовлении заготовок из сортового материала устанавливают профиль и размеры прутка или толщину листа.
Указанные данные должны быть приведены в чертеже заготовки или в технических условиях на ее изготовление.
Контроль качества заготовок предусматривает: выявление пороков материала внешним осмотром черных и предварительно обработанных поверхностей, проверку размеров заготовок при помощи универсальных измерительных инструментов, шаблонов или разметки, проверку физических и механических свойств материала и его химического состава.
Выбор установочных баз. Выбор установочных баз имеет целью наметить как сами базы, так и порядок их смены (если необходимо) при выполнении технологического процесса механической обработки детали. Исходными данными при выборе баз являются: рабочий чертеж детали с простановкой заданных размеров, технические условия на ее изготовление, вид заготовки, а также желае
Проектирование процессов обработки деталей машин 313
мая степень автоматизации процесса. При выборе баз учитываются условия работы детали в механизме. Основные положения по выбору баз и требования к базовым поверхностям изложены в § 2 гл. II. Принятая схема базирования определяет конструктивные схемы приспособлений и влияет на точность размеров и взаимного положения поверхностей детали. Наилучшие результаты по точности обработки обеспечиваются при выдерживании принципа совмещения баз. В этом случае погрешности базирования равны нулю. При невозможности выдержать данный принцип (например, из-за недостаточной устойчивости заготовки при малых размерах измерительной базы) за установочную базу принимают другую поверхность, стремясь уменьшить нежелательные последствия несовме-щения баз.
Выдерживание принципа постоянства баз способствует повышению точности взаимного положения поверхностей детали. Высокая степень концентричности поверхностей вращения обеспечивается, в частности, при использовании одной и той же установочной базы. Соблюдение данного принципа повышает однотипность приспособлений и схем установки, что важно при автоматизации технологического процесса. Стремление более полно выдержать этот принцип приводит к созданию на детали искусственных (вспомогательных) баз: бобышек, платиков, центровых гнезд, установочных поясков'и других элементов, а также к выполнению всей обработки за один установ на базе черных поверхностей исходной заготовки. Последний случай имеет место при обработке деталей из прутка на автоматах, на многопозиционных и агрегатных станках, а также при использовании приспособлений-спутников на автоматических линиях.
При выборе баз должны быть сформулированы требования по точности и шероховатости их обработки, а также предусмотрена необходимость повторной обработки в целях ликвидации возможной деформации от действия остаточных напряжений в материале заготовки. Выбор баз связан с первой наметкой плана обработки детали, который подвергается дальнейшей детализации на последующих этапах проектирования технологического процесса.
Выбор маршрута обработки отдельных поверхностей детали. Выбор маршрута производят, исходя из требований рабочего чертежа и принятой заготовки. По заданным классам точности и чистоты поверхностей детали и с учетом ее размера, веса и конфигурации выбирают один или несколько возможных методов окончательной обработки, а также тип соответствующего оборудования. Решение этой задачи облегчается при использовании технологических характеристик методов обработки (см. гл. III). Зная вид заготовки, таким же образом решается вопрос о выборе первого метода маршрута. Если, например, точность заготовки невысока,
314
Построение технологических йроцессов в машиностроении
то обработку данной поверхности начинают с использования предварительного (чернового) метода. При точной заготовке сразу можно начинать чистовую, а в некоторых случаях и отделочную обработку.
Базируясь на завершающем и первом методах маршрута, устанавливают промежуточные методы. При этом исходят из того, что каждому методу окончательной обработки предваряется один или несколько возможных предшествующих методов. Так, например, чистовому развертыванию отверстия предшествует предварительное, а предварительному развертыванию — чистовое зенкерование или сверление.
При построении маршрута исходят из того, чтр каждый последующий метод должен быть точнее предыдущего. Технологический допуск на промежуточный размер и качество поверхности, полученный на предыдущем методе, должен находиться в тех пределах, при которых возможно нормальное использование намечаемого последующего метода обработки. После чернового растачивания нельзя, например, применять чистовое развертывание, так как для устранения всех погрешностей предшествующей обработки зубья развертки работали бы с недопустимо большой глубиной резания. Выбор маршрута обработки поверхности связан с установлением припусков на эту поверхность.
Количество возможных вариантов маршрута обработки данной поверхности может быть довольно большим. Не все они, однако, равноценны по эффективности и рентабельности. Выбор окончательного варианта по этим показателям сложен и трудоемок. Решение данной задачи может быть облегчено разработкой соответствующих нормативов для выбора типовых маршрутов.
Количество вариантов часто можно значительно сократить с учетом ряда практических соображений. К их числу можно отнести необходимость обработки данной поверхности на одном станке за несколько последовательных переходов, ограничение возможности применения других методов обработки недостаточной жесткостью детали, необходимость обработки данной поверхности совместно с другими поверхностями и другими требованиями местного характера.
Составление маршрута обработки детали. Составление маршрута представляет сложную задачу с большим количеством возможных вариантов решения. Его цель — дать общий план обработки детали, наметить содержание операций технологического процесса и выбрать тип оборудования.
Для решения этой задачи могут быть даны следующие методические указания. При установлении общей последовательности обработки сначала обрабатывают поверхности, принятые за установочные базы. Затем обрабатывают остальные поверхности в после
Проектирование процессов обработки деталей машин
315
довательности, обратной степени их точности; чем точнее должна быть обработана поверхность, тем позже она обрабатывается. Заканчивается обработка той поверхностью, которая является наиболее точной и имеет наибольшее значение для детали. В конец маршрута часто выносят обработку легкоповреждаемых поверхностей, к которым, например, относят наружные резьбы и другие элементы деталей.
В целях своевременного выявления брака по раковинам и другим дефектам материала сначала производят черновую, а если потребуется, и чистовую обработку поверхностей, на которых эти дефекты не допускаются. В случае обнаружения дефектов заготовку либо бракуют без дальнейшей излишней затраты труда, либо принимают меры, если допустимо, для исправления брака.
В производстве точных, ответственных машин маршрут обработки часто делят на три . последовательные стадии: черновую, чистовую и отделочную. На первой снимают основную массу материала в виде припусков и напусков, вторая имеет промежуточное значение, на последней обеспечивается заданная точность и шероховатость поверхностей детали. В пользу такого расчленения маршрута говорят следующие соображения. На черновой стадии обработки имеют место сравнительно большие погрешности, вызываемые деформациями технологической системы от сил резания и сил закрепления заготовки, а также ее интенсивный нагрев. Чередование черновой и чистовой обработки в этих условиях не обеспечивает заданную точность.
После черновой обработки наблюдаются наибольшие деформации заготовки в результате перераспределения остаточных напряжений в ее материале. Группируя обработку по указанным стадиям, мы увеличиваем разрыв во времени между черновой и отделочной обработкой и даем возможность более полно выявиться деформациям до их устранения на последней стадии обработки.
Вынесением отделочной обработки в конец маршрута уменьшается риск случайного повреждения окончательно обработанных поверхностей в процессе обработки и транспортировки.
Кроме этого, черновая обработка может выполняться на специально выделенном изношенном или неточном оборудовании рабочими более низкой квалификации.
Изложенный принцип построения маршрута, однако, не во всех случаях является обязательным. Слепое следование ему иногда может привести к созданию нереальных процессов. При жесткой заготовке и малых размерах обрабатываемых поверхностей окончательная обработка отдельных элементов может выполняться и в начале маршрута без каких-либо вредных последствий.
Данный .принцип противоречит также в определенной мере и принципу концентрации обработки, когда в одной операции могут
316
Построение технологических процессов в машиностроении
выполняться переходы черновой и чистовой обработки (изготовление деталей из прутка на автоматах).
Если деталь подвергается термической обработке, то технологический процесс механической обработки расчленяется на две части: процесс до термической обработки и после нее. Для устранения возможных короблений часто приходится предусматривать правку деталей или повторную обработку отдельных поверхностей для обеспечения заданных точности и шероховатости. Отдельные виды термической обработки усложняют процесс механической обработки в большей степени. Так, при цементации обычно требуется науглеродить отдельные участки детали. Это достигается защитным
омеднением остальных участков или оставлением на них припуска,
Рис. 155. Схема для выбора последовательности обработки поверхностей
поверхность Л, а затем в
который снимается дополнительной обработкой после цементации, но до закалки.
Последовательность обработки в определенной степени зависит от системы простановки размеров. В пер* вую очередь следует обрабатывать ту поверхность, относительно которой на чертеже координировано большее количество других поверхностей детали. При простановке размеров согласно рис. 155 сперва обрабатывается произвольном порядке поверхности а19
а3. Операции вспомогательного или второстепенного характера
(сверление мелких отверстий, снятие фасок, прорезка канавок, зачистка заусенцев и т. п.) обычно выполняются на стадии чистовой обработки. На данном этапе маршрута последовательность выполнения этих операций часто может меняться; она не влияет на ка
чественные показатели и экономику процесса в целом. Операции технического контроля намечают после тех этапов обработки, где вероятно повышенное количество брака, перед сложными и дорогостоящими операциями, а также в конце обработки. При выполнении большинства операций функции технического контроля выполняются выборочно «летучими» контролерами, а также станочни-
ками и наладчиками.
При проектировании технологических процессов для существующих заводов, где цехи организованы по видам обработки, последовательность обработки устанавливается с учетом возможного сокращения путей транспортировки деталей. В данном случае, например, выполняется токарная обработки, затем фрезерная и т. д.
Предварительное содержание операций устанавливается объединением тех переходов на данной стадии обработки, которые могут быть выполнены на выбранном типе станка. В массовом производи
Проектирование процессов обработки деталей машин
317
стве содержание операций определяется из того условия, чтобы их длительность была равна или кратна темпу. На содержание операций влияет также необходимость сократить количество перестановок деталей со станка на станок, что имеет большое значение для условий тяжелого машиностроения.
Принципиально правильный подход к составлению маршрута обработки деталей различного класса для данных производственных условий должен определяться на базе типизации технологических процессов.
Определение припусков на обработку. Припуском называется слой материала, удаляемый в процессе механической обработки заготовки в целях достижения заданных точности и качества обрабатываемой поверхности. Различают припуски промежуточные и общие.
Промежуточным припуском называется слой, снимаемый при выполнении данного технологического перехода механической обработки. Промежуточный припуск определяется как разность размеров заготовки, полученных на смежном предшествующем и выполняемом технологических переходах.
Общим припуском называется сумма промежуточных припусков по всему технологическому маршруту механической обработки данной поверхности. Общий припуск определяется как разность размеров заготовки и готовой детали.
Установление оптимальных припусков на обработку и технологических допусков на размеры заготовок по всем переходам имеет весьма существенное технико-экономическое значение при разработке технологических процессов изготовления деталей машин.
Преувеличенные припуски ведут к перерасходу материала на изготовление деталей; они вызывают необходимость введения дополнительных технологических переходов, увеличивают трудоемкость процессов обработки, затраты энергии, рабочего инструмента и приводят к повышению себестоимости детали. Преувеличенные припуски ведут в некоторых случаях к удалению наиболее износостойких поверхностных слоев обрабатываемой детали.
Преуменьшенные припуски не обеспечивают возможности уда- • ления дефектных поверхностных слоев металла и получения требуемой точности и шероховатости обработанных поверхностей, а в ряде случаев создают неприемлемые технологические условия для работы режущего инструмента в зоне твердой литейной корки или окалины. В результате недостаточных припусков возрастает брак, что повышает себестоимость выпускаемой продукции.
Слишком широкие допуски на размеры заготовок усложняют выполнение технологических операций на предварительно настроенных станках, снижают точность обработки и затрудняют использование приспособлений.
318
Построение технологических процессов в машиностроении
Задача определения оптимальных припусков на обработку тесно связана с установлением предельных промежуточных и исходных размеров заготовки. Эти размеры необходимы для конструирования штампов, прессформ, моделей, стержневых ящиков, приспособлений, специальных режущих и измерительных инструментов, а также для настройки металлорежущих станков и другого технологического оборудования. На основе оптимальных припусков можно обоснованно определить вес исходных заготовок, режим резания, а также нормы времени на выполнение операций механической обработки.
Методы определения припусков. В машиностроении широко применяется опытно-статистический метод установления припусков на обработку. При этом методе общие и промежуточные припуски берутся по таблицам, которые составляются на основе обобщения и систематизации производственных данных передовых заводов. Недостаток этого метода заключается в том, что припуски назначаются без учета конкретных условий построения технологических процессов. Так, общие припуски назначаются без учета маршрута обработки данной поверхности, а промежуточные — без учета схемы установки заготовки и погрешностей предшествующей обработки. Опытно-статистические величины припусков во многих случаях завышены, так как они ориентированы на условия обработки, при которых припуск должен быть наибольшим во избежание брака.
Методика построения нормативных таблиц, дающих готовую величину припуска, заставляет технолога назначать припуск догматически, отвлекая его от анализа условий выполнения операций и изыскания путей уменьшения величины припусков. В связи с этим возникла задача научно-обоснованного определения припусков на обработку.
Расчетно-аналитический метод определения припусков. Рассмотрим основы расчетно-аналитического метода определения припусков на обработку, промежуточных и исходных размеров заготовки, разработанного проф. докт. техн, наук В. М. Кованом.
Согласно этому методу величина промежуточного припуска должна быть такой, чтобы при его снятии устранялись погрешности обработки и дефекты поверхностного слоя, полученные на предшествующих технологических переходах, а также погрешности установки обрабатываемой заготовки, возникающие на выполняемом переходе. Данный метод определения припусков основан на учете конкретных условий выполнения технологического процесса обработки. Он выявляет возможности экономии материала и снижения трудоемкости механической обработки при проектировании новых и анализе существующих технологических процессов.
Проектирование процессов обработки деталей машин 319
Величину минимального промежуточного припуска определяют следующие факторы х.
1. Высота неровностей RZi_v полученная на смежном предшествующем переходе обработки данной поверхности. При выполнении первой операции эта величина берется по исходной заготовке. При выполнении второй операции нужно снять неровности, полученные на первой операции, и т. д. Величина Rz^ зависит от метода, режимов и условий выполнения предшествующей обработки (см. гл. И).
2. Состояние и глубина поверхностного слоя, полученные на смежном предшествующем технологическом переходе. Этот слой отличен от основного металла. Он подлежит полному или частичному удалению на выполняемом переходе. У отливок из серого чугуна поверхностный слой состоит из перлитной корки, наружная зона которого нередко имеет следы формовочного песка. Для создания благоприятных условий работы режущему инструменту этот слой полностью снимается на первом переходе обработки данной поверхности. Многие детали машин (например, распределительные валы автомобильных двигателей) отливают с отбеленным поверхностным слоем. При последующей обработке этот слой, наоборот, желательно по возможности сохранить в целях повышения износостойких свойств детали. У стальных поковок и штампованных заготовок поверхностный слой характеризуется обезуглероженной зоной. Этот слой подлежит полному удалению, так как он снижает предел выносливости металла и его положительные свойства.
В результате обработки резанием в поверхностном слое возникает зона наклепа. При последующей обработке эту зону целесообразно сохранить, так как она повышает износостойкость детали и способствует получению более чистой поверхности.
После поверхностной закалки поверхностный слой детали также желательно в максимальной степени сохранить, так как его ценные свойства быстро снижаются с увеличением снимаемого припуска.
На рис. 156 показаны схемы поверхностного слоя заготовки, где А — удаляемая дефектная часть поверхностного слоя, В — неудал яемая часть поверхностного слоя, С — нормальная структура металла, Rz^ — высота неровностей, — глубина дефектного поверхностного слоя.
3. Пространственное отклонение pz_x в расположении обрабатываемой поверхности относительно базовых поверхностей заготовки. К пространственным отклонениям относятся: несоосность наружной поверхности и отверстия у заготовок втулок, дисков и
1 Факторам, возникшим на предшествующей обработке, присвоен в дальнейшем индекс i — 1, а на выполненном переходе — индекс г.
320
Построение технологических процессов в машиностроении
гильз; несоосность ступеней базовым шейкам или линии центровых гнезд у заготовок ступенчатых валов; неперпендикулярность торцовой плоскости оси базовой цилиндрической поверхности заготовки; непараллельность обрабатываемой и базовой плоскостей у заготовок корпусных деталей и другие погрешности взаимного положения обрабатываемых и базовых элементов.
На рис. 157, а показана схема, иллюстрирующая влияние не-соосности pf-1 наружной и внутренней поверхностей втулки на припуск под растачивание отверстия. Своей наружной (базовой) поверхностью втулка закрепляется в трехкулачковом самоцентри-рующем патроне. Штриховая линия характеризует заданное обработкой отверстие диаметром D. Из схемы видно, что составляющая
Рис. 156. Поверхностный слой заготовки:
а — при обработке наружной поверхности; б ~~ при обработке отверстия
промежуточного припуска (на диаметр), компенсирующая несоосность поверхностей втулки, равна 2р/_1. Диаметр отверстия d заготовки с учетом влияния только одной этой составляющей следует взять равным d = D — 2р г-„х.
На рис. 157, б показана схема влияния несоосности pz„x утолщенной шейки (в результате изогнутости заготовки) на припуск под обтачивание этой шейки. По аналогии с предыдущим случаем дополнительная составляющая промежуточного припуска для компенсации несоосности равна 2р/_1. В свою очередь, р^ можно приближенно выразить через размеры заготовки и изогнутость Дй. Заменив искривленную ось ломаной линией, приближенно получим
Pi-i = tg = 2 1Х,
где L —длина заготовки;
1Х — расстояние от среднего сечения обрабатываемой шейки до ближайшей опоры.
. Пространственные отклонения возникают в результате неточного выполнения заготовок и операций механической обработки.
Проектирование процессов обработки деталей машин
321
При механической обработке может иметь место также копирование в уменьшенном виде первичных погрешностей заготовки.
Влияние пространственных отклонений на количество снятого в виде припуска материала зависит от принятой схемы базирования заготовки. При механической обработке деталей класса дисков целесообразно, например, сначала расточить отверстие на базе наружной цилиндрической поверхности (для устранения несоос-
Рис. 157. Схема, показывающая влияние пространственных отклонений обрабатываемой поверхности на припуск
ности), а затем на базе отверстия обточить наружную поверхность. При обратной последовательности обработки с наружной (доминирующей для этой детали) поверхности снимается значительно большее (по объему) количество металла.
4. Погрешность установки ez, возникающая на выполняемом переходе. В результате погрешности установки обрабатываемая поверхность не занимает единообразного положения на станке для всей партии заготовок. Получаемые смещения обрабатываемой поверхности должны быть компенсированы дополнительной составляющей промежуточного припуска.
В отличие от погрешности установки, рассмотренной в гл. II и представляющей собой составляющую общей погрешности выпол-
11 Кован В. М. и др.
322
Построение технологических процессов в машиностроении
няемого размера при механической обработке, погрешность установки при определении промежуточного припуска характеризуется величиной смещения обрабатываемой поверхности. Это смещение происходит при закреплении заготовки из-за неточности ее базовых поверхностей, в результате неточного изготовления и износа установочных элементов приспособления, а также в результате погрешностей выверки при индивидуальной установке заготовок.
На рис. 158, а показана схема образования погрешности установки в результате осадки заготовки из-за контактных деформаций в местах касания
ПО-зато-
6)
Рис. 158. Схемы, показывающие влияние грешности установки обрабатываемой товки на припуск
ее базовой плоскости с установочными элементами приспособления, вызываемых зажимной силой. Неоднородность поверхностного слоя заготовок и непостоянство зажимной силы приводят к тому,что величина осадки в партии заготовок колеблется от утах До Уты. Величина определяется как разность утах И ЭТО обусловлено тем, что при постоянной, хотя и большой, осадке погрешность установки равна нулю, так как смещение
обрабатываемой плоскости можно учесть настройкой станка. Во многих случаях, особенно когда используются зажимные устройства, обеспечивающие высокое постоянство зажимных сил (пневматические и другие устройства), величиной ez- можно ввиду малости пренебречь.
На рис. 158, б приведена схема установки заготовки с цилиндрической базовой поверхностью диаметром D+6 в призму. Приняв размер Н в партии заготовок постоянным, можно найти из геометрических связей величину смещения обрабатываемой плоскости по высоте. Используя известное выражение для погрешности базирования, получим
6 1
" 2 . а ’ sinT
где а — угол призмы.
Проектирование процессов обработки деталей машин 323
Если постоянным в партии заготовок считать размер Н19 то соответствующая погрешность установки будет равна
На рис. 158, в дана схема установки заготовки базовым отверстием на оправку с зазором. Смещение заготовки от нейтрального положения в ту или иную сторону возможно в пределах до
е;==д + ^ + | + |,
где Л — гарантированный минимальный радиальный зазор между заготовкой и оправкой;
Si — допуск на диаметр базового отверстия;
62 — допуск на изготовление оправки;
63 — допуск на износ оправки.
При обтачивании наружной поверхности заготовки снимаемый припуск на диаметр из-за возможного одностороннего смещения заготовки увеличивается на величину 2ez. Недостаток этой схемы заключается также и в том, что обточенная поверхность получается несоосной с базовым отверстием на величину ez. Если посадка заготовки на оправку производится с гарантированным натягом, то е» = 0.
Общая величина минимального промежуточного припуска определяется суммированием величин Т}_19 pz_L и ez.
Отклонение размера и погрешность формы (овальность, конусность, бочкообразность, седлообразность у поверхностей вращения; вогнутость, выпуклость и изогнутость плоскостей и др.) обрабатываемой поверхности величиной минимального промежуточного припуска не учитываются. Это обусловлено тем, что минимальные припуски отсчитываются при обработке наружных поверхностей от наименьшего предельного размера заготовки, а при обработке внутренних поверхностей — от ее наибольшего предельного размера.
Все отклонения от этих размеров будут увеличивать действительный припуск сравнительно с расчетным минимальным припуском. Погрешности формы обрабатываемых поверхностей обычно по своей величине составляют определенную долю допуска на соответствующий размер заготовки.
Пространственные отклонения и погрешности установки представляют собой векторы, так как они имеют не только величину, но и направление. Их суммирование должно выполняться по правилу сложения векторов.
11*
324
Построение технологических, процессов в машиностроении
При обработке плоскостей имеем колинеарные векторы pf_x и ez. В этом случае
I Pi-1 + I = (Р t-l + ei)>
т. e. “векторная сумма определяется арифметической суммой значений векторов.
При обработке наружных и внутренних поверхностей вращения векторы р f_x и ez могут принимать любое угловое положение, предвидеть которое заранее не представляется возможным. Наиболее вероятное суммарное значение этих векторов определяется их сложением по правилу квадратного корня:
I Pi-i + ё/1 = КрЩ- е|.
Пользуясь методом приближенных вычислений, можно получить более простые приближенные формулы:
I Pi-1 + «,-1 = VpLi + б! № 0,96рг_х + 0,4б,: при р;_! > е;;
I Pi-i + ®i I = VPi-i + e! 0,4рц + 0,96ez при р;_г < e;;
I Pi-i 4- ё,-1 = ЦpLi + б! p,-_i при p/_1^4ei; |Pi-i + gH = Kpi-i + el^e/ при рг_!<4е,-.
В некоторых случаях пространственное отклонение суммируется из нескольких (двух или даже трех) составляющих, каждое из которых представляет собой вектор.
Так, например, смещение оси одной из средних шеек ступенчатого вала может быть следствием: смещения оси центровых гнезд, несоосности данной шейки крайним шейкам (на базе которых производилась зацентровка), а также искривления оси заготовки.
Наиболее вероятное значение суммарной величины рг-_х пространственных отклонений определяется в данных случаях по следующим формулам:
Pi-i == I Pi + Р21 = Vpl + Pl 0,96pi + 0,4р2 при pi > р2;
Рг-1 = | Р1 + Р-2 + Рз | ~ "KPl + Р'2 + Рз
А^0,96р! + 0,39р2 + 0,Зр3 при Р1>р2>Рз.
Таким образом, получаем следующие расчетные структурные формулы для определения минимального промежуточного припуска на обработку:
припуск на сторону при последовательной обработке противоположных или отдельно расположенных плоскостей
min •— (Rzi-! + ^i-l) + (Pi-1 + ei); (85)
Проектирование процессов обработки деталей машин
325
припуск на две стороны при параллельной обработке противолежащих плоскостей
2Z, min - 2 [(7?,+ 7^) + (р! _ 1 + г!)]; (86)
припуск на диаметр при обработке наружных или внутренних поверхностей вращения
27/ min = 2 [(7?^ + Т^) + /pl-14-61]. (87)
Индекс i у обозначения минимального припуска означает, что
этот припуск снимается на выполняемом технологическом переходе обработки данной поверхности.
На базе приведенных общих структурных формул могут быть получены частные расчетные формулы для конкретных случаев обработки. В этих формулах в зависимости от условий выполнения операции исключаются те или иные составляющие. Рассмотрим несколько примеров частных расчетных формул.
При обтачивании цилиндрической
Рис. 159. Схема для определения величины припуска при обработке без выдерживания размера
поверхности,установленной нацентрах
заготовки, погрешность установки может быть принята равной нулю. Припуск на диаметр в этом случае
2Zz min - 2 + Т^) + pz_t]. (88)
При развертывании плавающей разверткой и протягивании отверстий смещения и увод оси не исправляются, а погрешность установки в этом случае не имеет места. Расчет припуска ведется по формуле
2Zi min = 2 (7?^_t + Тz_i). (8S)
При суперфинише и полировании цилиндрической поверхности, когда достигается лишь повышение класса чистоты, припуск на обработку определяется высотой микронеровностей поверхности, т. е.
2Zz- min =
При обработке лезвийным или абразивным инструментом без выдерживания размера (как чисто) черной поверхности (рис. 159) снимаемый слой металла определяется величиной поверхностного слоя (Zd) и погрешностью формы обрабатываемой поверхности Д^, которая обычно не превышает J/4 допуска черной заготовки на сторону.
326 Построение технологических процессов в машиностроении
Для данного случая обработки имеем следующую расчетную формулу:
Zd - + Т^) + 0,256^. (90)
При шлифовании заготовок после термической обработки поверхностный слой должен быть по возможности сохранен, следовательно, слагаемое Тг_г нужно исключать из расчетной формулы. Возможные при термической и химико-термической обработке заготовок коробления, создающие пространственные отклонения, должны быть компенсированы величиной
Для этих условий имеем следующие расчетные формулы. При
наличии погрешности установки:
Zi min = 4~ Pi-1 4“ (91)
min = 2 (Rzi-1 4" l/pi — 1 4~ ei)« (92)
* Если погрешности установки нет, то
Zi min ~ Rzi_a 4~ Р/-Г, (93)
2ZZmin-2(7?,._1 + pz._1). (94)
Исключение составляющей из расчетной формулы для определения припусков на обработку после термической обработки обосновано результатами проведенных для этой цели специальных исследований.
Расчет промежуточных припусков производится после детального выяснения всех условий и особенностей выполнения технологических процессов получения заготовки и последующей механической обработки.
Величина припуска не должна быть меньше той глубины резания, при которой работа нормально заточенной режущей кромки инструмента становится неустойчивой. Так, например, остро заточенный резец может снимать стружку толщиной около 5 мк. Однако через короткое время кромка затупляется и резец снимает стружку с минимальной толщиной только 10—20 мк.
Величины составляющих расчетной формулы приводятся в технологических справочниках х. Значения этих составляющих зависят от конфигурации и размерных соотношений обрабатываемой заготовки, от материала, от метода ее получения и последующей обработки, а также от способа установки заготовки на станках.
Справочные материалы по расчету припусков даются по классам деталей в зависимости от размерных соотношений элементарных поверхностей, обрабатываемого материала и методов обработки.
1 Справочник технолога. М., Машгнз, 1964.
Проектирование процессов обработки деталей машин
327
Справочные данные для определенной отрасли машиностроения строятся применительно к классификации деталей машин и специфике технологии производства данной отрасли машиностроения.
Определение промежуточных и исходных размеров заготовки.
На основе расчета промежуточных припусков определяются пре-
дельные размеры заготовки по всем технологическим переходам от готовой детали до исходной заготовки.
При однопроходной обработке на предварительно настроенных станках в результате упругих отжатий элементов технологической системы имеют место явления копирования. Они заключаются в том,
что при обработке заготовки с наименьшим предельным размером am-n (рис. 160) выдерживаемый размер emin также получается наименьший, а при обработке заготовки с наибольшим размером атах выдерживаемый размер втах получается наибольший.
Рис. 160. Схема для определения минимального и максимального промежуточного припуска при обработке на настроенном станке
В этих условиях полученное ранее значение минимального промежуточного припуска определится как разность
2; min — ^min ^min*
Наибольший припуск
2/max “ $max #max«
(95)
(96)
Учитывая, что amax = amin + и emax = emin + получим
2/ max — &min 4“ $b ^min
ИЛИ
2/ max = 2/ min 4“ (97)
В этих формулах — допуск на размер заготовки и 6^ — допуск на выполняемый размер.
На рис. 161, а в качестве примера показана схема расположения промежуточных припусков и допусков на промежуточные и исходные размеры заготовки, наружная цилиндрическая поверхность которой обрабатывается по маршруту: черновое, чистовое и тонкое точение.
При построении схемы исходными являются заданные чертежом предельные размеры готовой детали d3min и d3max, которые получаются на последней операции обработки поверхности — операции тонкого точения.
328
Построение технологических процессов в машиностроении
К наименьшему предельному размеру готовой детали откладываем минимальный припуск на операцию тонкого точения Z3mn (цифровой индекс означает порядковый номер операции в технологическом маршруте механической обработки данной поверхности) и получаем наименьший предельный размер заготовки после чистового точения d2min
Для получения наименьшего предельного размера заготовки после чернового точения dimin к размеру d2min прибавляем минимальный припуск на чистовое обтачивание Z2min.
Наименьший предельный размер исходной заготовки Dm-n получается прибавлением к размеру dimin минимального припуска на черновое точение Zim;n.
Рис. 161. Схема полей промежуточных припусков и предельных размеров заготовки по технологическим переходам при обработке на настроенном станке
Наибольшие предельные размеры заготовки по технологическим переходам d2max, <Атах и исходной заготовки Dmax получаются прибавлением к соответствующим наименьшим предельным размерам технологических допусков 62, и 6.
Из приведенной схемы легко определить минимальный общий припуск на обработку Zo min, который получается суммированием промежуточных минимальных припусков по всему технологическому маршруту, и максимальный общий припуск Zomax, который также получается суммированием всех промежуточных максимальных припусков. Из схемы видно, что промежуточный максимальный припуск для выполнения какого-либо перехода равен разности между наибольшими предельными размерами заготовки на предшествующем и выполняемом переходах.
Рассмотренная схема расположения полей припусков и допусков характерна для тех случаев, когда обработка производится на предварительно настроенных станках, а промежуточный припуск снимается за один проход.
Проектирование процессов обработки деталей машин
329
При многопроходной обработке, выполняемой по методу последовательного приближения к заданному размеру (шлифование, хонингование, притирка и другие методы), схема расположения полей припусков и допусков несколько видоизменится. В этом случае явления упругих отжатий элементов технологической системы из-за малых сил на последних проходах обработки практически отсутствуют, а рабочий стремится, пользуясь проходной стороной калибра, получить наибольший предельный размер.
При этом условии минимальный промежуточный припуск, который вправе снять рабочий, равен разности между наименьшим предельным размером заготовки на предшествующем переходе и наибольшим предельным размером на выполняемом переходе.
Величина этого припуска должна быть достаточной для того, чтобы гарантировать устранение всех дефектов и неточностей предшествующей обработки. Это особенно важно при выполнении последней операции, когда получается готовая деталь.
На рис. 161, б показана схема расположения полей припусков применительно к приведенному ранее технологическому маршруту обработки наружной цилиндрической поверхности, в котором тонкое точение заменено шлифованием. Из нее видно, что общий припуск в результате смещения поля минимального припуска на шлифование несколько изменяется.
Необходимые для расчета промежуточных размеров заготовки допуски на выполнение технологических переходов берутся по нормативам. Для условий массового и автоматизированного производства величины допусков целесообразно рассчитывать по приведенной в гл. II методике, учитывая условия выполнения данной операции.
Полученные наименьшие предельные размеры заготовки по технологическим переходам необходимо округлять до расчетного (принятого) размера. Округление размеров производится в сторону увеличения для наружных и в сторону уменьшения для внутренних поверхностей. Его следует выполнять до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода.
Порядок расчета припусков на обработку и предельных размеров заготовки по технологическим переходам указан в табл. 12.
Особенности расчета припусков при обработке деталей методом индивидуального получения размеров и при обработке собранных узлов. Расчет припусков на обработку индивидуальных заготовок имеет особое значение в тяжелом машиностроении.
Завышенные припуски ведут к большим потерям металла в стружку и увеличению длительности обработки. В то же время при обработке крупных деталей совершенно недопустим брак из-за недостаточных припусков.
330
Построение технологических процессов в машиностроении
Таблица 12
Порядок расчета промежуточных припусков на обработку и предельных размеров по технологическим переходам
Для наружных поверхностей Для внутренних поверхностей
1. Для обрабатываемой заготовки наметить установочные базы и технологический маршрут обработки. 2. Записать в расчетную карту обрабатываемые элементарные поверхности и последовательный порядок технологических переходов обработки по каждой элементарной поверхности. 3. Записать значения ТЕ/, 6^. 4. Определить расчетные величины припусков на обработку z. min по всем технологическим переходам.
5. Записать для конечного перехода в графу «Расчетный размер» наименьший предельный размер детали по чертежу 5. Записать для конечного перехода в графу «Расчетный размер» наибольший предельный размер детали по чертежу
6. Для перехода, предшествующего конечному, определить расчетный размер путем прибавления к наименьшему предельному размеру по чертежу расчетного припуска z. min 6. Для перехода, предшествующего конечному, определить расчетный размер путем вычитания из наибольшего предельного размера по чертежу расчетного припуска z. min
7. Последовательно определить расчетные размеры для каждого предшествующего перехода путем прибавления к расчетному размеру следующего за ним смежного перехода расчетного припуска zt min 7. Последовательно определить расчетные размеры для каждого предшествующего перехода путем вычитания из расчетного размера следующего за ним смежного перехода расчетного припуска z. min
8. Записать наименьшие предельные размеры по всем технологическим переходам, округляя их путем увеличения расчетных размеров; округление производить до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода 8. Записать наибольшие предельные размеры по всем технологическим переходам, округляя их путем уменьшения расчетных размеров; округление производить до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода
9. Определить наибольшие предельные размеры путем прибавления допуска к округленному наименьшему предельному размеру 9. Определить наименьшие предельные размеры путем вычитания допуска из округленного наибольшего предельного размера
Проектирование процессов обработки деталей машин
331
Продолжение табл. 12
Для наружных поверхностей Для внутренних поверхностей
10. Записать предельные значения припусков z. тах как разность наибольших предельных размеров и z. nlin как разность наименьших предельных размеров предшествующего и выполняемого переходов 10. Записать предельные значения припусков zf max как разность наименьших предельных размеров и z. min как разность наибольших предельных размеров выполняемого и предшествующего переходов
11. Определить общие припуски Zo max и Zomin, суммируя промежуточные припуски.
12. Проверить правильность произведенных расчетов путем сопоставления разности припусков z. m^~zi min и Допусков ба — бь при этом разность промежуточных припусков должна быть равна разности допусков на промежуточные размеры, а разность общих припусков — разности допусков на размеры черной заготовки и готовой детали.
Примечания: 1. В связи с разнохарактерностью действий при расчете размеров для наружных и внутренних поверхностей рекомендуется, во избежание ошибок при расчетах, группировать в расчетной карте наружные и внутренние поверхности, а не записывать их вперемежку. 2. При обработке взаимосвязанных плоских поверхностей от переменных баз рекомендуется строить размерные цепи, определяющие взаимосвязь обрабатываемой поверхности с измерительной базой. 3. При параллельной обработке противолежащих плоских поверхностей (фрезере вание плоскостей, подрезание торцов и т. п.) рекомендуется в целях повышения точности обработки уравнивать припуски, удваивая больший из них.
Расчет припусков в данных условиях основан на изложенных ранее принципах. Однако здесь следует учитывать индивидуальные особенности процессов выполнения заготовки и последующей механической обработки.
Обработку индивидуальных заготовок ведут после их индивидуальной выверки на станке. Применение специальных приспособлений для установки заготовок без выверки в данном случае встречается весьма редко. Поэтому под погрешностью установки в расчетной формуле нужно понимать погрешность выверки заготовки. Величина этой погрешности зависит от метода выверки.
У заготовок, получаемых свободной ковкой, пространственными отклонениями являются; общая и местная изогнутость, несоосность ступеней у валов, несоосность наружной поверхности и отверстия у дисков, колец и муфт.
332 Построение технологических процессов в машиностроении
Общая изогнутость
= ^9
где Дд, — удельная изогнутость в мм/м, a L — длина заготовки.
Местная изогнутость на отдельном участке заготовки
Д^л/ = Ду л
где I — расстояние от сечения, для которого определяется изогнутость, до ближайшего торца заготовки.
Погрешность зацентровки, выполненная по разметке,
Рч = 0,256заг,
где Ьзаг — допуск на диаметр большей ступени заготовки. Эта же формула может быть использована и для определения отклонений от соосности ступеней у поковок для ступенчатых валов.
Эксцентричность прошитых при свободной ковке отверстий относительно наружных поверхностей
Рэкс = 0,18 (d dnp), где d — диаметр обработанного отверстия;
dnp—диаметр прошивня, принимаемого по ГОСТу 7062—54.
У отливок пространственные отклонения в основном зависят от смещения стержней, образующих отверстия и внутренние поверхности заготовок. Для заготовок из проката основными видами пространственных отклонений являются погрешности зацентровки и изогнутость.
При расчете промежуточных припусков следует учитывать искривленность заготовок в результате термической обработки, возникшей на смежном предшествующем технологическом переходе.
В ряде случаев обработку приходится выполнять над частично или полностью собранными узлами машин (растачивание разъемных корпусов редукторов, отверстия в большой головке шатуна и пр.). При расчете припусков на эти операции нужно учитывать возможные смещения собранных деталей относительно друг друга, что увеличивает припуск на совместную обработку. Величина этих смещений должна выявляться с учетом погрешностей заготовки, предшествующей механической обработки и сборки.
Характер и величина погрешностей сборочного характера должны выявляться особо в каждом отдельном случае. Так, например, припуск под тонкое растачивание запрессованной втулки следует определять с учетом уменьшения диаметра внутренней поверхности этой втулки при ее посадке с натягом в сопряженный корпус.
Рассмотренный расчетно-аналитический метод определения припусков и промежуточных размеров заготовки по технологическим переходам должен применяться в условиях массового, средне- и
Проектирование процессов обработки деталей машин 333
крупносерийного производства» Целесообразно применять его и в тяжелом машиностроении даже при единичном изготовлении крупных деталей. Во всех перечисленных случаях этот метод может дать значительный эффект в части экономии металла, снижения трудоемкости и себестоимости обработки.
Установление готовых значений промежуточных и общих припусков по нормативам (табличный метод) допустимо в условиях единичного и мелкосерийного производства при изготовлении небольших и сравнительно дешевых деталей. В этих условиях расчетноаналитический метод не применим, так как технологические процессы, на базе которых ведется определение припусков, здесь не разрабатываются совсем или разрабатываются весьма ориентировочно.
Построение операций механической обработки. Для проектирования отдельной операции необходимо знать: маршрут обработки заготовки, схему ее базирования и закрепления, какие поверхности и с какой точностью нужно обрабатывать, какие поверхности и с какой точностью были обработаны на предшествующих операциях, припуск на обработку, а также темп работы, если операция проектируется для поточной линии. При проектировании операции уточняется ее содержание (намеченное ранее при составлении маршрута), устанавливается последовательность и возможность совмещения переходов во времени, выбирается оборудование, инструменты и приспособления (или дается задание на их конструирование), назначаются режимы резания, определяется норма времени на выполнение операции, устанавливаются настроечные размеры, а также составляется схема наладки. Проектирование операции — задача многовариантная. Оценку возможных вариантов производят по производительности и себестоимости, сохраняя в силе техникоэкономический принцип проектирования. Проектируя технологическую операцию в любом ее варианте, технолог стремится к уменьшению штучного времени. При поточном методе работы штучное время увязывается с темпом, оно должно быть таким, чтобы обеспечивалась заданная производительность поточной линии. Уменьшение штучного времени в ряде случаев позволяет лучше организовать многостаночное обслуживание на линии.
Продолжительность элементов основного времени сокращается в результате применения высокопроизводительных режущих инструментов и режимов резания, сокращения числа проходов и переходов при обработке поверхностей. Величина вспомогательного времени сокращается за счет уменьшения времени холостых ходов станка и применения наиболее совершенных установочных приспособлений с быстродействующими зажимами.
Наряду с уменьшением продолжительности каждого элемента оперативного времени прибегают к совмещению элементов основ
334
Построение технологических процессов в машиностроении
ного и вспомогательного времени; в этом случае в состав штучного времени входят лишь наиболее продолжительные элементы времени из числа всех совмещаемых. Возможности такого совмещения зависят от схемы построения станочной операции.
Классификация станочных операций впервые нашла отражение в 1950 г. в работах кафедры технологии машиностроения МВТУ им. Баумана. Этот вопрос рассмотрен в труде Д. В. Чарнко. [20]. Вопросам концентрации операций уделено большое место в трудах Ф. С. Демьянюка [4]. Схемы построения станочных операций целесообразно классифицировать по составу слагаемых оперативного времени. Составляющие штучного времени и организационного обслуживания рабочего места, а также время регламентированных перерывов зависят от оперативного времени и на его структуру влияния не оказывают.
Вспомогательное время при анализе возможностей перекрытия его основным временем нельзя рассматривать как одно целое.
Принятое в техническом нормировании деление вспомогательного времени на два слагаемых (время на установку и снятие заготовок и время, связанное с переходом) не отвечает целям анализа производительности станочных операций; для этой цели вспомогательное время целесообразно расчленить на пять отдельных групп.
1. Время установки заготовки для обработки и время съема ее со станка по окончании обработки tyc, Эта группа учитывает установку штучных заготовок в приспособлениях на столы или шпиндели станков, без выверки или с выверкой. Для прутковых работ в tyc включается время разжима цанги, подачи прутка до упора и зажима цанги.
2. Время на приемы управления станком при выполнении операции tyn. Сюда включается: время на переключение скоростей подач, чисел оборотов, направления вращения шпинделей или перемещения суппортов и кареток; время на возвратные ходы столов, суппортов или головок; время вывода сверла для удаления стружки и т. п.
3. Время индексации tttHd на многопозиционных станках. Эта группа учитывает: поворот и фиксацию шпиндельных блоков, столов и барабанов, несущих заготовки; линейное перемещение в другие позиции столов с заготовками или суппортов с инструментами; поворот револьверных и резцовых головок; поворот делительных приспособлений и кантующихся кондукторов, перемещение заготовок в новые позиции транспортером или другими механизмами.
4. Время смены инструмента tc>u в процессе выполнения отдельных переходов операции. Сюда входит время последовательной установки инструментов в быстросменном патроне сверлильного станка (сверло — зенкер — развертка; сверло — зенковка — метчик и т.д.);
Проектирование процессов обработки деталей машин
335
время смены быстросменных кондукторных втулок; время смены расточных блоков в борштангах и вставки сменных борштанг при расточных работах и др.
5. Время установки инструмента на стружку и время на контрольные промеры tU3M. Это время учитывается при работе методом индивидуального получения размеров и не находит отражения ни в одной из схем станочных операций, выполняемых методом автоматического получения размеров. В большинстве случаев tU3M не удается перекрыть основным временем. Однако, применяя автоматизированные методы контроля, можно измерять поверхности в процессе их обработки, как это имеет место, например, при шлифовании валов.
Возможности перекрытия элементов оперативного времени при выполнении станочных операций зависят от числа устанавливаемых для обработки заготовок, от числа участвующих в обработке инструментов и от порядка обработки поверхностей этими инструментами.
По числу устанавливаемых для обработки заготовок схемы станочных операций можно разделить на одноместные и многоместные. По числу используемых инструментов схемы операций могут быть одноинструментными и многоинструментными.
Последовательная или параллельная работа инструментов при обработке поверхностей заготовки, а также последовательное или параллельное расположение нескольких заготовок по отношению к режущим инструментам дают схемы операций, различные по условиям совмещения переходов во времени. В зависимости от этого операции могут быть последовательного, параллельного и параллельно-последовательного выполнения.
От числа устанавливаемых для обработки деталей зависит возможность перекрытия времени установки и съема заготовок. Одноместные схемы обработки исключают возможность перекрытия времени установки и съема заготовки основным временем.
У многоместных схем имеется возможность перекрытия времени установки и съема заготовок.
При последовательных схемах невозможно перекрытие переходов обработки во времени и в штучное время входит сумма времени всех переходов. Параллельные и параллельно-последовательные схемы дают такую возможность, и учитываемое в штучном времени основное время равно времени лимитирующего перехода или сумме нескольких лимитирующих переходов.
В результате сочетания названных признаков образуется ряд схем, начиная от наименее производительных одноместных, одно-инструментных последовательных и кончая наиболее производительными многоместными многоинструментными параллельными и параллельно-последовательными схемами.
336
Построение технологических процессов в машиностроении
При одноместной последовательной обработке одним или несколькими инструментами (рис. 162) неперекрываемое основное
время /0, входящее в штучное время, включает сумму времени на все переходы:
(98)
i = l
Вспомогательное время при одноместной, одноинструментной схеме
te = tyc + tyn. (99)
Обработка несколькими инструментами связана с затратой времени tcu на их смену. В этом случае
te = tyc 4~ tyn + tcu. (100)
Проектирование процессов обработки деталей машин
337
Рис. 163. Схемы одноместной параллельной обработки
Иногда в эту формулу вместо tcu входит tUHd\ это, в частности, имеет место при повороте четырехрезцовой головки для последовательного использования резцов при токарной обработке.
Основное время при одноместной параллельной обработке поверхностей (рис. 163) определяется продолжительностью лимитирующего (наиболее длительного) перехода (/0 = /ое).
Параллельность выполнения переходов достигается применением наборов инструментов, сборных и фасонных инструментов.
Параллельно - последовательные схемы возникают при одновременной обработке нескольких поверхностей заготовки и в нескольких последовательных позициях; заготовки меняют позиции,а инструменты закреплены в поворотной головке или барабане (рис. 164).
Неперекрываемое основное время представляет сумму времени не-скол ьких остающих ся неперекрытыми переходов:
/0= 2 toe. (loi) i = 1
Вспомогательное время операции
t8 = tyc ~Ь tyn t инд'
(102)
Для многоместных схем характерно более эффективное, чем для одноместных, совмещение переходов и перекрытие элементов вспомогательного времени. В частности, появляются широкие возможности проектирования таких схем, при которых перекрывается основным временем время установки и съема заготовок; в некоторых случаях te исключается полностью.
Многоместные схемы могут осуществляться в трех основных вариантах.
1. Когда заготовки обрабатываются станкопартией, устанавливаемой на станке одновременно (например, шлифование партии мелких заготовок на магнитном столе плоскошлифовального станка).
338 Построение технологических, процессов в машиностроении
Рис. 164. Схемы (а—в) одноместной многоинструментной параллельно-последовательной обработки
е)
Рис. 165. Схемы многоместной обработки при одновременной установке заготовок всей станкопартии:
а — одноин стр у ментные последовательные схемы; б — многоинструментные последовательные схемы
Проектирование процессов обработки деталей машин
339
2. Когда заготовки (или группы заготовок) устанавливаются в своих приспособлениях независимо от других и обрабатываются поочередно (например, при фрезеровании заготовок
с маятниковой подачей или
3. Когда обработка выполняется на непрерывно вращающемся столе или барабане.
В многоместных схемах с одновременной установкой всех заготовок станко-партии время на одну за-
в поворотных приспособлениях).
готовку определяется делением общих затрат времени на число заготовок в стан-копартии.
Основное время в многоместных схемах существенно сокращается за счет времени врезания и схода инструмента. Затраты вспомогательного времени при установке станкопартии гшт несколько возрастают, но на одну заготовку они значительно меньше, чем в одноместных схемах.
При многоместной последовательной обработке (рис. 165) заготовок одним или несколькими инструментами
п
Рис. 166. Схемы многоместной параллельной обработки при одновременной уста-(103) новке заготовок всей станкопартии
При многоинструментной параллельной обработке (рис. 166) возможно совмещение переходов основного времени. Основное время операции в этом случае определяется лимитирующим по продолжительности переходом:
= (104)
При параллельно-последовательном расположении заготовок станкопартии возможно частичное совмещение переходов основного времени.
340
Построение технологических процессов в машиностроении
Основное время определяется суммой времени нескольких не-перекрываемых переходов
п
= • (105)
Для многоместных схем с одновременной установкой станко-партии заготовок при одноинструментной обработке
ts = (106)
При параллельной и параллельно-последовательной многоинструментной обработке
;в==Д1±^±^. (Ю7)
Время смены инструмента в некоторых случаях заменяется временем индексации.
Многоместные схемы обработки с независимой (раздельной) установкой заготовок (или групп заготовок) можно считать более производительными, так как они позволяют перекрывать время установки и съема заготовок tyc основным временем обработки.
В то время когда одни заготовки обрабатываются, другие снимаются со станка и устанавливаются.
При последовательной обработке (рис. 167) основное время определяется лимитирующим переходом. Вспомогательное время включает только время управления станком и время индексации.
При многоместной параллельной и параллельно-последовательной обработке заготовок (рис. 168) основное время уменьшается соответственно числу одновременно обрабатываемых заготовок.
= (108)
По вспомогательному времени данная схема не отличается от предыдущей.
Наиболее благоприятные условия для совмещения элементов оперативного времени создаются при осуществлении многоместных схем с непрерывной установкой заготовок (рис. 169). Здесь преобладают схемы параллельно-последовательной обработки, хотя возможны при соответствующих размерных соотношениях обрабатываемых заготовок и режущих инструментов (фрез, шлифовальных кругов) и чисто последовательные схемы обработки.
Такие схемы осуществляются преимущественно на станках с непрерывно вращающимися карусельными столами или бараба
Проектирование процессов обработки деталей машин
341
нами. Съем и установка заготовок осуществляются на ходу станка в его загрузочной зоне.
Основное время определяется путем деления времени одного оборота карусельного стола или барабана на число установленных
на нем заготовок; если припуск удаляется за несколько проходов (например, при шлифовании), то основное время на одну заготовку увеличивается соответственно требующемуся
Рис. 167. Схемы последовательной обработки с раздельной установкой заготовок.
Рис. 168. Схемы многоместной обработки заготовок с раздельной установкой: а — параллельная обработка; б — последовательная обработка
числу оборотов. Вспомогательное время операции, учитываемое в штучном времени при многоместной обработке с непрерывной установкой заготовок, полностью перекрывается временем резания = 0).
Приведенные структурные формулы основного времени операций дают качественную характеристику схем станочных операций, показывающую возможности совмещенного или раздельного выполнения переходов.
Однако определяемые одной структурной формулой основного времени схемы в действительности значительно отличаются друг
342
Построение технологических процессов в машиностроении
от друга. Так, например, обрабатывая набором фрез одновременно пять поверхностей станины (см. рис. 163), достигаем пяти-
кратного перекрытия переходов
Рис. 169. Схемы многоместной параллельнопоследовательной обработки с непрерывной установкой заготовок: а — зона загрузки станка
операции; при сверлении отверстий двухшпиндельной сверлильной головкой совмещаем лишь два перехода. Аналогично этому обработка на многошпиндельном автомате позволяет многократно перекрывать элементы основного времени, что делает эти операции более производительными в сравнении с одинаковыми по структуре основного времени схемами обработки на барабаннофрезерных и плоскошлифовальных станках (см. рис. 169).
Отсюда вытекает необходимость в количественной характеристике схем построения станочных операций, дающей понятие о степени совмещенности переходов во.времени.
Таким показателем в известной степени может служить коэффициент совмещения основного времени:
kco = -^— (109)
I — 1
где t0 — основное неперекрываемое время операции, входящее в штучное время;
п
y^toi—сумма элементов основного времени всех переходов и, i~ 1
входящих в операцию.
Величина kco изменяется в пределах от 0 до 1. Чем в большей степени совмещаются переходы основного времени, тем меньше величина kco. Операцию в целом можно характеризовать коэффициен
Проектирование процессов обработки деталей машин
343
том совмещения оперативного времени:
k
on
to Ч~ te
п п
У t-oi + У] ^ei
i = 1 i — 1
(ПО)
где te — вспомогательное неперекрываемое время операции, входящее в штучное время;
п
^tei — сумма всех элементов п вспомогательного времени опе-i — 1
рации.
Однако совмещение переходов во времени в результате увеличения числа инструментов в наладке целесообразно до тех пор, пока это способствует повышению производительности труда; чрез-
Рис. 170. Зависимость времени обработки от числа инструментов в наладке:
tQ — основное время: ig — вспомогательное время на установ и снятие детали; t — время на смену и регулирование инструмента; t —’время холостых ходов станка tv — L„—
•V J* tn у ь
мерное же увеличение числа инструментов часто приводит к снижению сменной выработки станков. Это связано с неизбежным снижением скорости резания и увеличением затрат времени на регулировку и подналадку инструментов в течение смены. Поэтому при проектировании станочных операций должен быть решен сложный вопрос об оптимальной концентрации операций.
На рис. 170 показан характер зависимости затрат времени от числа инструментов в наладке. С ростом числа инструментов интенсивность снижения времени обработки падает, а затем время начинает
344
Построение технологических процессов в машиностроении
возрастать. Нецелесообразность чрезмерного увеличения числа инструментов определяется и тем, что t0 оказывается меньше 1в. В конкретных случаях вопрос об оптимальной совмещенности переходов решается, кроме производительности, еще и себестоимостью, так как более сложные наладки осуществляются на более дорогом оборудовании и технологической оснастке.
Число и последовательность технологических переходов определяются с учетом принятого вида заготовки и точностных требований к готовой детали, при расчете промежуточных и общих припусков на обработку.
Конфигурация и габариты заготовок определяют возможную станкопартию, порядок расположения заготовок на столе станка или в приспособлении, сложность наладки станков и величину холостых ходов при многоместной обработке.
Рациональное совмещение технологических переходов определяется в зависимости от взаимного расположения обрабатываемых поверхностей и возможного размещения инструментов.
Особенности конструкции детали, например ее малая жесткость, могут служить причиной отказа от параллельного выполнения переходов.
Обработку с высокими классами точности и чистотой поверхностей выделяют в особую операцию. В этом случае при любом объеме выпуска могут появиться одноместные одноинструментные последовательные схемы, а часто и однопереходные.
Технологические операции автоматических линий характеризуются большой концентрацией переходов. Они строятся по параллельным и параллельно-последовательным схемам.
Вспомогательное время включает лишь время перемещения заготовки в следующую позицию и время подвода и отвода инструментов (/ГЛ).
При проектировании автоматизированных технологических процессов требуется более тщательная проработка всех тех вопросов, от разрешения которых зависит надежность линии и ее агрегатов в обеспечении заданных качественных характеристик и количественного выпуска.
Наряду с анализом и расчетным обоснованием величин возможных погрешностей обработки и величин, характеризующих производительность, должны быть решены задачи загрузки-выгрузки и транспортировки заготовки в ходе обработки, а также автоматического контроля хода процесса, исключающего появление брака.
В тяжелом машиностроении сложные многопереходные операции обработки крупных заготовок осуществляются в условиях единичного и мелкосерийного производства, на тяжелых, иногда уникальных, станках без приспособлений, с установкой по выверке.
Проектирование процессов обработки деталей машин,
345
Вспомогательное время операций, вследствие большого веса и габарита заготовок, многократной смены инструментов, пробных проходов и измерений, сложной транспортировки и длительной выверки при установке, длительно и составляет и большую долю в штучном времени.
Поэтому при проектировании технологических процессов стремятся к сокращению числа операций и установок и к выполнению наибольшего числа переходов при одной установке заготовки. Для этого обычные универсальные станки снабжаются дополнительными устройствами, позволяющими применять другие методы обработки.
Например, на токарном станке, дополнительно оборудованном шлифовальной головкой, выполняют полную обработку шеек вала.
Несмотря на специфику, в тяжелом машиностроении используются те же направления интенсификации процессов механической обработки, которые присущи другим отраслям машиностроения.
Параллельная обработка нескольких поверхностей тяжелой заготовки осуществляется с помощью переносных сверлильных, расточных и других станков. После установки и выверки заготовки на плите, рядом с заготовкой или непосредственно на ней монтируются переносные станки или головки; вместе со шпинделем основного станка они образуют как бы многошпиндельный станок. Тяжелые токарные станки выполняются многосуппортными, что позволяет выполнять параллельную обработку нескольких шеек заготовки.
При серийном изготовлении крупногабаритных деталей в тяжелом машиностроении находят применение и специальные станки агрегатного типа.
Вспомогательное время обработки на тяжелых станках сокращается применением гидравлических кулачков, прихватов автономного действия и механического установочного и рабочего перемещения их.
При весьма ограниченных возможностях применения многоместных схем операций, возможно перекрытие времени установки одной заготовки основным временем обработки другой заготовки; например, с помощью радиально-сверлильного станка можно попеременно сверлить отверстия в двух заготовках, устанавливаемых в зоне расположения шпинделя при повороте рукава.
Из изложенного видно, что специфика принимаемых при обработке крупногабаритных заготовок решений подчеркивает общность направлений в построении высокопроизводительных станочных операций в машиностроении.
Проектирование многоинструментной наладки включает следующие этапы.
346 Построение технологических процессов в машиностроении
1. Составление плана размещения инструмента по переходам и предварительный расчет режимов резания применительно к заданному темпу обработки.
2. Составление наладочной карты с размещением инструментов и указанием их шифров, уточнение схемы установки, корректирование режимов резания, подбор сменных колес, копиров и других элементов наладки, определение штучного времени.
3. Выдача задания на проектирование рабочих и контрольных приспособлений и специальных инструментов.
Проектирование станочной операции и многоинструментной наладки станка сопровождается расчетами настроечных размеров, действующих сил и ожидаемой точности обработки.
Расчет режимов резания при многоинструментной наладке станка должен обеспечить согласованную работу всех инструментов, участвующих в выполнении проектируемой операции.
Настроечный размер определяет такое положение режущей кромки инструмента относительно рабочих элементов станка и установочных элементов приспособления, которое обеспечивает, с учетом явлений, происходящих в процессе обработки, получение выдерживаемого размера в пределах установленного допуска.
При обработке на предварительно настроенных станках основным фактором, изменяющим выдерживаемый размер, является износ режущего инструмента. В этом случае установочный размер для наружной поверхности должен приближаться к наименьшему, а длй внутренней— к наибольшему предельному размеру; тогда время работы между под наладками-будет наибольшим, а число подналадок за период стойкости инструмента — наименьшим.
Однако такая величина установочного размера не гарантирует от получения брака по непроходной стороне калибра из-за возможного отклонения погрешности настройки в тело заготовки.
Вследствие явления копирования наибольшие и наименьшие действительные размеры поверхностей после обработки получаются соответственно из заготовок с наибольшими и наименьшими действительными размерами. На рис. 171 и 172 показаны схемы определения установочных размеров. Для наружных поверхностей предельные величины установочных размеров составляют;
при односторонней обработке (рис. 171)
Сн min — &min Уmini
max ~ Сн min 4“
для диаметрального размера внутренней поверхности (рис. 172)
г _ ши . У . г — С А .
''н пых — 2 Ж 1 min, н min — max
Проектирование процессов обработки деталей машин
347
для диаметрального размера наружной поверхности
П max v • Р __________ Г . А
min = --2----1 max’ max — min ‘
Величина погрешности настройки станка Д„для различных методов настройки рассмотрена ранее (см. гл. II).
Рис. 171. Схема для расчета установочного размера при обработке наружных поверхностей:
стах и flmin Размеры до обработки; &п1ах и &min — размеры после обработки; Гтах и Kmin ““ предельные величины отжатий в технологической системе
Рис. 172. Схема для расчета установочного размера при обработке отверстий:
max и -° A min “ диаметральные размеры после обработки
При проектировании операций для многостаночного обслуживания должны выполняться следующие условия:
а) процесс обработки должен быть непрерывным до конца рабочего хода суппорта или стола, а при необходимости сопровождаться автоматическими переключениями станка;
348
Построение технологических процессов в машиностроении
б) штучное время для группы станков многостаночного обслуживания должно быть равно между собой или кратно наименьшему;
в) время рабочего хода суппорта должно быть равно или больше суммы времени, затрачиваемого на снятие и установку заготовок (tyc), и времени, затрачиваемого на переход рабочего tnepex от станка к станку (tpx tyc + tnepex);
г) станки должны обладать механизмом автоматического выключения подачи при окончании рабочего хода суппорта.
Если представляется целесообразным выполнять операцию на специальном станке, то должно быть разработано задание на проектирование этого станка.
К заданию на проектирование специального станка должны быть приложены чертежи заготовки с указанием веса, размеров с допусками и класса чистоты поверхностей до и после обработки на станке; чертежи специального инструмента; карта технологического процесса обработки заготовки и карта выполняемой на проектируемом станке операции. Должны быть также показаны базирующие поверхности и места крепления заготовки. Уточненное содержание операции позволяет осуществить выбор станка из имеющегося парка или по каталогу. Характер операции и принятый метод обработки определяют тип станка (токарный, фрезерный, сверлильный), а размеры заготовки и обрабатываемых поверхностей — основные размеры станка. Установленная степень концентрации технологических переходов влияет на выбор модели станка. При высокой степени концентрации выбирают многосуппортные или многошпиндельные станки. Тип режущего инструмента выбирается по принятому методу обработки. Его размер определяется либо по произведенному ранее расчету промежуточных размеров заготовки (для зенкеров, разверток, протяжек и других инструментов), либо после расчета режимов резания по силе резания (для резцов расточных скалок).
Методика установления режимов резания и норм времени на операцию. От режимов резания {глубины, подачи и скорости резания) зависит точность, качество поверхности, производительность и себестоимость обработки. Сперва назначают глубину резания, затем подачу и, наконец, скорость резания. При однопроходной обработке глубина резания определяется величиной промежуточного припуска, при многопроходной — глубину назначают максимально допустимой, стремясь уменьшить число проходов; на последних проходах глубину резания часто уменьшают (например, при шлифовании) соответственно заданной точности и шероховатости. Затем назначают максимальную технологически допустимую подачу, используя имеющиеся нормативы. При черновой обработке подача ограничивается прочностью и жесткостью элементов технологиче
Проектирование процессов обработки деталей машин 349
ской системы и мощностью станка. При чистовой и отделочной обработках максимальная технологически допустимая подача обычно назначается в зависимости от заданного класса чистоты поверхности. Зависимость классов чистоты поверхности и точности обработки от режимов резания рассматривалась ранее в гл. II. Назначенную подачу согласовывают с паспортом станка, выбирая ближайшую меньшую.
В последнюю очередь определяют скорость резания, ориентируясь обычно на экономическую стойкость режущего инструмента. Скорость резания подсчитывают по формулам теории резания или выбирают непосредственно по таблицам нормативных материалов.
По назначенной скорости резания определяется расчетное число оборотов в минуту:
или расчетное число двойных ходов в минуту:
Расчетное число оборотов или двойных ходов согласовывают с паспортом станка, выбирая ближайшее меньшее. В графах операционной карты записывают принятые значения всех величин. По принятым значениям подачи и числу оборотов или двойных ходов рассчитывают основное время для каждого перехода в отдельности с предварительным определением расчетного пути перемещения заготовки или инструмента.
При многоинструментной обработке обычно не представляется возможным обеспечить каждому инструменту свою, отличную от других, подачу и скорость резания. Подача устанавливается общая для всех инструментов, закрепленных в одном блоке (суппорте, шпиндельной головке). Число оборотов шпинделя принимается одним для группы одновременно работающих инструментов, например для всех резцов переднего и заднего суппортов токарно-многорезцового полуавтомата.
Глубина резания и подача для каждого инструмента назначаются исходя из тех же соображений, что и при одноинструментной обработке.
Из всех подач данного инструментального блока выбирается лимитирующая (наименьшая).
При наличии нескольких инструментальных блоков выбирается общая лимитирующая подача. Она является наименьшей для всех инструментальных блоков. По этой подаче производится расчет основного времени. Подачу лимитирующего блока согласовывают
350 Построение технологических процессов в машиностроении
с паспортом станка, выбирая ближайшую меньшую. Для удобства расчетов формуле основного времени придают вид
/л
t0 = L-p- = —р~ мин,
SM 11 ш
(111)
где пш — число оборотов шпинделя в минуту, рассчитанное по выбранной скорости резания;
пб — количество оборотов шпинделя за время рабочего хода блока с инструментами;
Lp — расчетная длина хода блока с инструментами-;
s6 — лимитирующая подача блока за один оборот шпинделя (за один двойной ход стола или за один оборот фрезы);
sM — минутная подача блока.
Для каждого из одновременно работающих блоков по подаче s6 определяется количество оборотов шпинделя станка за время рабочего хода блока пб:
(112)
Из всех полученных значений п6 выбирается лимитирующее наибольшее количество оборотов. Найдя лимитирующее значение, полезно выровнять пб для остальных одновременно работающих инструментальных блоков за счет уменьшения подач, не ухудшая условий резания.
На этом этапе расчета целесообразно проверить прочность механизма подачи станка.
Скорость резания для каждой наладки назначают, исходя из количества одновременно работающих инструментов, стойкости и относительной загрузки каждого из них; неодинаковости износа, затрат на переточку и смену затупившихся инструментов.
Принципиальное направление этих расчетов определяется следующими соображениями. Для наладки одновременно работающих инструментов нельзя применять такие же стойкости, как и при одно-инструментной обработке. При многих инструментах, входящих в наладку, остановки для замены затупившегося инструмента становятся чаще, чем при одноинструментной обработке, а расходы, связанные с заменой затупившегося инструмента, увеличиваются. Чтобы оставить удельный вес этих расходов таким же, как и при работе одним инструментом, необходимо увеличить стойкость наладки и, следовательно, снизить скорость резания. Чем больше в наладке инструментов, тем больше затраты, связанные с заменой затупившегося инструмента, тем больше должна быть стойкость, исходя из которой определяется скорость резания для наладки в целом.
Проектирование процессов обработки деталей машин 351
Условия оптимальной стойкости и методика расчета скорости резания при многоинструментной обработке даны в работах канд. техн, наук Г. И. Темчина.
Расчет скорости резания для многоинструментных наладок можно производить по более простой методике, разработанной научно-исследовательским бюро технических нормативов (НИБТН) и научно-исследовательским институтом технологии автомобильной промышленности (НИИТавтопром).
Расчеты производятся по лимитирующему инструменту наладки, который в условиях одноинструментной обработки работает с наименьшей скоростью резания.
Анализ действующих наладок показал, что с достаточной для практики точностью можно определять условно-экономическую стойкость лимитирующего инструмента в минутах машинного времени по формуле
TM = k^TMi, (113)
где TMi — условно-экономическая стойкость каждого инструмента в условиях одноинструментной обработки;
k — коэффициент многоинструментности; он учитывает: вид обработки, количество инструментов в наладке, неравномерность их загрузки, неодинаковость затрат на смену затупившихся инструментов.
Для данной наладки выявляется лимитирующий инструмент, для которого по приведенной выше формуле определяется условноэкономическая стойкость в минутах машинного времени Тм.
Значения TMi и k приведены в табл. 13 и 14.
Затем определяется условно-экономическая стойкость лимитирующего инструмента в минутах резания
П = (114)
где X —• коэффициент времени резания;
Ьрез — Длина резания;
Lp — расчетная длина.
По нормативам одноинструментной обработки для стойкости определяется скорость резания лимитирующего инструмента наладки. По ней рассчитывается число оборотов в минуту пш, которое согласуется с паспортом станка. По пш рассчитывается основное время.
Вспомогательное время, связанное с переходом, определяется по нормативам. Вспомогательное время, не связанное с переходом и необходимое для осуществления установок и позиций, определяется по тем же нормативам.
352
Построение технологических процессов в машиностроении
Таблица 13
Условно-экономические стойкости инструментов TMi
Наименование инструмента Материал инструмента Стойкость в минутах при обработке заготовок Допуск на обработку в мм
стали | чугуна
Проходные и подрезные резцы Сталь Р9 и твердые сплавы 45—60 30 75 60 <0,2 >0,2
Фасонные резцы Сталь Р9 и твердые сплавы 30 30 —
Сверла диаметром в мм 10 15 20 30 Сталь Р9 20 30 40 50 45 —
Зенкера диаметром 25—40 мм — 30 45 —-
Фрезы: торцовые и дисковые прорезные концевые цилиндрические радиусные двухугловые под сегментные шпонки торцовые и дисковые двусторонние дисковые трехсторонние Быстрорежущая сталь 25 | 60. ' 501 100 80 80 100 60 100 60 Ди с I 75 | Сто] 120 90 170 80 150 шетр 100 | "IKOC1 130 100 280 100 170 > фре: ! 150 | ?ь в 170 НО 400 вы в | 200 I мину 250 120 мм 300 I гтах 300 I 400 | 400 ' 500 500
Твердые сплавы — — 90 130 120 160 200 200 300 300 500 600 800
Таблица 14
Коэффициент многоинструментности k
Число инструментов в наладке | 1 1 2 3 4 5 6-8 9-12 12
Значение коэффициента многоинструментности k . . 1 0,8 0,7 0,6 0,55 0,5 0,45 0,4
Проектирование процессов обработки деталей машин
353
Все основное и вспомогательное время суммируют для получения оперативного времени на данную многоинструментную операцию. Остальные составляющие штучного времени определяют по ранее рассмотренной методике (см. гл. I), используя нормативы. Норма времени устанавливается с учетом возможности перекрытия отдельных составляющих штучного времени.
Документация для записи технологических процессов. В зависимости от серийности производства и сложности детали технологический процесс фиксируется в документации с большей или меньшей подробностью. В массовом и серийном производстве составляют маршрутную и операционную технологические карты. Для несложных деталей в серийном производстве заполняют маршрутную карту. При необходимости содержание операций в ней указывается подробнее, чем обычно. В единичном производстве оформляют маршрутную карту. Формы технологических карт принимаются по РТМ94-63 — РТМ103-63. Содержание сложных и ответственных операций указывается подробнее, чем обычно, и иногда сопровождается эскизами обработки.
Технологическая карта является документом, в полном соответствии с которым должна производиться обработка. Записи в технологических картах должны четко выражать содержание предписываемой обработки и условия ее выполнения.
Технико-экономические показатели. Технологический процесс изготовления каждой детали можно спроектировать в нескольких вариантах, обеспечивающих выполнение заданных технических условий. Выбор наиболее экономичного варианта производится сопоставлением технико-экономических показателей, характеризующих сравниваемые варианты. Полную оценку вариантов можно получить, сравнивая себестоимости продукции, получаемой в результате их осуществления, так как в себестоимости отражаются затраты живого и овеществленного труда.
Различают цеховую себестоимость, учитывающую только цеховые расходы, и заводскую, учитывающую и общезаводские расходы. Для сравнения вариантов технологических процессов можно пользоваться цеховой себестоимостью.
Существует несколько методов определения себестоимости.
При бухгалтерском методе себестоимость S детали определяется по следующей формуле:
S = M + L + Z, (П5)
где М — цена материала детали за вычетом возвращаемой суммы за сдачу отходов;
L — основная заработная плата производственных рабочих;
12 Кован В. М. и др.
354
Построение технологических процессов в машиностроении
Z — сумма всех остальных цеховых расходов. Эти расходы выражают в процентах от заработной платы производственных рабочих L. Тогда
s = m + l + li^ = m + l(i+-1^j (116)
где z — процент остальных цеховых расходов от заработной платы производственных рабочих. Он зависит от типа и степени автоматизации производства и колеблется от 150 до 800% и выше.
Этот метод прост, но не пригоден для сравнения вариантов, так как не выражает разницы в расходах по эксплуатации и амортизации оборудования и оснастки в зависимости от их сложности.
Наиболее точен метод прямого расчета всех составляющих себестоимости. При этом можно не учитывать тех затрат, которые не зависят от технологического процесса и остаются неизменными в сопоставляемых вариантах (затраты на заработную плату цеховых работников, на внутрицеховой транспорт, на текущий ремонт и амортизацию зданий, сооружений и инвентаря и др.), т. е. определять технологическую себестоимость.
В этом случае себестоимость определяется по формуле
S=^M+L + L: + R + E + C + A + W + V, (117)
где М — цена материала детали;
L — заработная плата производственных рабочих с начислениями;
LH — заработная плата наладчиков с начислениями;
R — расходы на ремонт оборудования;
Е — расходы на энергию; потребляемую оборудованием;
С — расходы на смазочные, охлаждающие, обтирочные материалы;
А — расходы на амортизацию оборудования;
W — расходы на эксплуатацию и амортизацию инструмента;
V — расходы на эксплуатацию и амортизацию специальных приспособлений.
Цена материала
M = Ga—G'a', (118)
где G — норма расхода материала на заготовку в /са;
а — заготовительная цена 1 кг материала заготовки (принимается по ценникам плюс 10% на транспорт и хранение или по заводским данным);
G' — вес реализуемых отходов материалов на деталь в кг\
а' — цена 1 кг отходов. Ориентировочно можно принимать цену отходов для стали 5 руб., для чугуна 6 руб., для бронзы 10 руб. за тонну.
‘Проектирование процессов обработки деталей машин 355
: Заработная плата производственных рабочих за выполнение всех операций обработки с начислениями
L= 1,14£//щ, (119)
где 1,14 — коэффициент, учитывающий расходы по соцстраху 7,7%) и на дополнительную заработную плату — (^ 6%), к сумме основной заработной платы производственных рабочих;
/ — минутная ставка станочника на данной операции (берется по действующей тарифной сетке);
— норма штучного времени на операцию в мин.
Заработная плата наладчиков в серийном производстве на все операции обработки данной детали
j___ l,14SZwrw/z Н 9ГЙ
Lh “ 607V ’
где 1,14 — коэффициент, учитывающий расходы по соцстраху и на дополнительную зарплату;
1Н — часовая заработная плата наладчика (берется по тарифной сетке);
Тн — длительность наладки в мин\ п — количество партий в течение года; N — годовая программа в штуках.
В поточно-массовом производстве заработная плата наладчиков определяется по фактическому количеству наладчиков, обслуживающих линию.
Расходы на ремонт оборудования, отнесенные к одной детали,
R = (121)
где Gp — затраты на выполнение всех видов ремонтных работ за межремонтный цикл на одну ремонтную единицу;
гр — категория сложности ремонта, выражаемая числом ремонтных единиц данного станка. Под ремонтной единицей понимается условная величина, характеризующая степень сложности ремонта;
Тмр — величина одного межремонтного цикла в станко-часах. Значения этих величин определяются по нормативам плановопредупредительного ремонта.
Расходы на электроэнергию
3 = (122)
где Nycm — суммарная установленная мощность всех электродвигателей станка в квт\
12;
356
Построение технологических процессов в машиностроении
сс и р — коэффициенты использования установленной мощности по времени и по величине соответственно. Произведение оф берется 0,5—0,9;
S9 — цена 1 кеч электроэнергии;
t0 — основное время на операцию.
Расходы на смазочные, охлаждающие и обтирочные материалы
С = 2^^, (123)
где D20d — цена этих материалов в руб. на один станок в год (принимается по ценникам или справочным данным);
Fd — действительный годовой фонд времени оборудования в часах.
Этими расходами ввиду их малости можно пренебречь.
Расходы на амортизацию универсальных станков
' . Л, = 2 (124)
где а — величина ежегодных амортизационных отчислений в руб. Принимается 10% от цены станка. В цену станка включают 15% его номинальной цены на транспортирование, устройство фундаментов, монтаж.
Тогда а = 0,1 • 1,15 So6 = 0,115 So6, где So6 — номинальная цена станка. Берется по прейскурантам цен или по заводским данным; г)3 — коэффициент загрузки станка во времени, равный отношению расчетного количества станков к принятому:
При определении расходов на амортизацию специальных станков и специального оборудования считают, что их цена должна быть списана на то количество деталей, которое он выпустит. В этом случае
= <126>
где So6 — номинальная цена специального станка (берется по заводским данным или рассчитывается по укрупненным показателям);
пс — количество лет работы станка.
Если число лет работы станка неизвестно, пс можно принимать до 5, считая, что за этот срок выпускаемое изделие будет снято с производства.
Расходы на эксплуатацию и амортизацию режущих инструментов зависят от полного или частичного использования за период
Проектирование процессов обработки деталей машин 357
выпуска данного изделия. Расходы на эксплуатацию и амортизацию режущих инструментов при их полном использовании
' W = г 27)
где Sw — первоначальная цена инструмента (берется по прейскурантам и ценникам, а также по заводским данным);
k — число переточек до полного износа инструмента (берется по справочникам);
Snep — затраты на одну переточку (берется по справочникам); Т — стойкость инструмента между двумя переточками в мин. При неполном использовании инструмента
Г = 4г + ж+Т)/о> (128)
где N — количество деталей, которое будет обработано данным инструментом;
k' — число переточек за время работы данного инструмента. Расходы по эксплуатации и амортизации универсальных приспособлений, приходящиеся на одну операцию, можно по малости не учитывать.
Расходы по эксплуатации и амортизации специальных приспособлений
у __ yi $пр гЛс + гспс + гтпт (129)
v 60 ГЛ
п
где Snp — начальная цена приспособления (берется по заводским или справочным данным или рассчитывается по укрупненным показателям);
гк, гс> гт — затраты на один капитальный, средний и текущий ремонт приспособления (берется по нормативам);
пк, пт — число капитальных, средних и текущих ремонтов приспособления за весь срок его службы (берется по нормативам);
Т — срок службы приспособления в годах;
Fn — годовой фонд времени работы приспособления в часах.
Для упрощения расчетов можно принять срок амортизации специального приспособления два года и годовые расходы по ремонту приспособлений от 10 до 20% их цены. Тогда затраты на амортизацию и эксплуатацию специальных приспособлений можно определить по упрощенной формуле
р __ ^S"P + __ 0,65$^ ।
^год ^год
где N20d — годовая программа выпускаемых деталей^
358 Построение технологических процессов в машиностроении
Метод прямого расчета себестоимости трудоемок. Часто можно ограничиться учетом тех затрат, которые оказывают наибольшее влияние на себестоимость.
Нормативный метод расчета себестоимости значительно сокращает трудоемкость расчетов. При этом методе пользуются заранее разработанными таблицами, в которых даны величины расходов по всем перечисленным выше элементам себестоимости, приведенных к одной минуте работы станка. Расчет себестоимости сводится к выбору из этих таблиц величины расходов по каждой статье, приходящихся на 1 станко-минуту, суммированию их; умножению полученной суммы на фактическое время работы станка t$aKm. Оно определяется с учетом выполнения нормы.
^кт = ^100, (131)
где i] — процент выполнения нормы.
Таблицы, используемые при этом методе, подвергаются периодической корректировке.
Для выбора наиболее экономичного варианта одного сопоставления себестоимостей может оказаться недостаточно. Это имеет место, когда в одном из вариантов применяется специализированное и специальное оборудование и оснастка. Они являются более дорогими, но и более производительными и обеспечивают меньшие затраты на изготовление деталей, чем применяемые в другом варианте. В таком случае сравнение всегда будет в пользу варианта с большими капитальными вложениями. Этот вариант только тогда оказывается экономически выгодным, когда дополнительные капитальные вложения, представляющие собой разность капитальных вложений сравниваемых вариантов, возвращаются в народное хозяйство в определенный срок. Вследствие этого при сравнении вариантов по себестоимости необходимо определить срок окупаемости дополнительных капитальных вложений Ток, который рассчитывается по следующей формуле:
<132) Cl tg
где k± — капитальные вложения по первому варианту;
k2 — капитальные вложения по второму варианту;
— себестоимость годового выпуска по первому варианту; с2 — себестоимость годового выпуска по второму варианту.
В этой формуле разность k2 — kr представляет собой дополнительные капитальные вложения, необходимые при осуществлении второго варианта, а разность q — с2 — годовую экономию от применения второго варианта. Срок окупаемости для машиностроения установлен от 3 до 5 лет.
Проектирование процессов обработки деталей машин 359
Частичную оценку вариантов технологического процесса можно получить, сравнивая их по трудоемкости механической обработки, по коэффициентам основного времени и коэффициентам использо-вания материала.
Трудоемкость процесса равна сумме трудоемкостей всех операций, составляющих данный процесс. Если на каждой операции, входящей в процесс, работает по одному рабочему, то
Г = (133)
При переналадке оборудования сопоставление вариантов следует производить не только по трудоемкости, но и по времени, которое затрачивается на переналадку. При обработке партии из п0
Рис. 173. Схема для расчета размера партии
заготовок по первому варианту технологического процесса общие затраты времени на обработку партии
Тпарт 1 " Тшт in0 + T пз 1*
При обработке такой же партии по второму варианту общие затраты времени на обработку партии
Тпарт 2 “ Тшт 2 По-\-Т пз 2*
Приравнивая Тпарт1 и Тпарт2, можем определить количество деталей в партии, при котором оба варианта будут одинаково выгодны по затратам времени:
По = b-^ ~TnaL . (134)
1 шт 1—Тшт 2
На рис. 173 по оси абсцисс отложено число заготовок в партии п, по оси ординат — время, затрачиваемое на обработку партии Тпарт. При размере партии п0 оба варианта равноценны. При партии, мецьшей nQi предпочтение отдается первому варианту, при партии, большей п0, — второму варианту.
360 Построение технологических процессов в машиностроении
В поточном производстве трудоемкость процесса равна произведению темпа t на число позиций п, обслуживаемых отдельными рабочими:
Т = tn.
Сопоставление вариантов производится также по станкоемкости. Последняя может определяться отдельно для операции и детали. Загрузка станков по времени характеризуется коэффициентом загрузки л3- Этот коэффициент может быть отнесен к одному станку и к группе станков, на которых осуществляется технологический процесс обработки одной или нескольких деталей. В последнем случае он представляет собой среднее арифметическое из коэффициентов загрузки отдельных станков.
Используя расчеты, произведенные для определения нормы штучного времени, можно установить соотношение между ее элементами, определив коэффициент основного времени i]0 как отношение основного времени t0 к штучному времени tM\
= <135)
Этот коэффициент характеризует удельное значение основного времени в общем времени выполнения операции. Он может быть определен и для процесса в целом. Высокий коэффициент основного времени характеризует рациональное построение операции. Низкий коэффициент основного времени характеризует значительные затраты времени на вспомогательные приемы (установку и снятие заготовок и т. п.), на подналадку и смену инструмента. Величина коэффициента основного времени колеблется в широких пределах — от 0,35—0,45 для обработки на протяжных станках до 0,85—0,90 для непрерывного фрезерования на карусельных и барабанно-фрезерных станках.
Коэффициент использования материала определяется отношением веса готовой детали к весу заготовки:
Этот коэффициент характеризует процесс производства детали в целом, включая и процесс изготовления заготовки. Он может быть определен как относительно веса заготовки, поступившей из заготовительного цеха на механическую обработку, так и относительно веса материала на изготовление заготовки. Ниже приводятся некоторые практические данные о коэффициентах использования материала. При чугунном литье в песчаные формы машинной формовки по металлическим моделям: для корпусных деталей у = 0,8 — 0,9; для втулок и гильз у = 0,5 — 0,6; для небольших
Проектирование процессов обработки деталей машин
361
шкивов и маховиков у = 0,7—0,9. При штамповке стальных заготовок на молотах: для рычагов и вилок у = 0,8 — 0,95; для валов ступенчатых и с фланцами у = 0,7 — 0,85; для зубчатых колес у = 0,35—0,55.
Построение групповых технологических процессов. Поточномассовое производство имеет большие, ранее отмеченные (см. гл. II, § 4), технико-экономические преимущества перед серийным (непоточным) производством.
При соответствующем построении технологического процесса, удачных конструкциях технологического оснащения и проведении необходимых организационных мероприятий в серийном производстве возможно применение основных принципов поточно-массового производства.
Для наиболее трудоемких деталей в крупносерийном производстве часто проектируются обычные для поточно-массового производства однодетальные поточные линии; отличительной особенностью технологических процессов таких линий является расчленение их на сравнительно небольшое число многопереходных операций, обеспечивающих достаточную загрузку оборудования.
Если по объему выпуска требуется закреплять за станками несколько операций, то проектируют групповые поточные линии.
В групповых поточных линиях оборудование располагается по технологическому маршруту закрепленных за линией близких по конфигурации и размерам заготовок нескольких наименований. Все закрепленные за линией заготовки обрабатываются на ней периодически пропускаемыми партиями, и в каждый данный момент линия работает как непрерывно-поточная линия. Переход от обработки одной заготовки к обработке другой возможен иногда без переналадки линии, а в других случаях производится частичная переналадка.
Успех применения поточных линий этого типа и их эффективность по сравнению с обычным серийным производством зависит от затрат времени на переналадку оборудования, степени совершенства технических средств переналадки и от организации производства.
Проектированию технологических процессов для групповых поточных линий предшествует классификация всех изготовляемых деталей по технологическим признакам: 1) по типу применяемого при выполнении основных операций оборудования и его размерам; 2) по методу установки заготовки для обработки и типу необходимого приспособления; 3) по требуемой точности и качеству поверхностей обрабатываемых заготовок.
Групповые поточные линии при благоприятных условиях могут работать без переналадки. Оборудование комплектуется и располагается по технологическому маршруту наиболее сложных и трудоем
362
Построение технологических процессов в машиностроении
ких заготовок в группе, а другие заготовки группы могут обрабатываться с пропуском некоторых станков. Необходимость в переналадке оборудования групповых поточных линий не является непреодолимым препятствием для внедрения поточного метода в серийное производство. Даже при более низком коэффициенте загрузки оборудования по времени в сравнении с массовым производством на групповых поточных линиях обеспечивается более высокая производительность и экономичность, чем в непоточном серийном производстве.
Групповые поточные линии, работающие с переналадкой оборудования и технологической оснастки при переходе к обработке другой заготовки, называют переменно-поточными.
Групповые поточные линии, в том числе и переналаживаемые, могут быть автоматическими. Для внедрения групповых поточных линий необходимо, чтобы экономия во времени обработки закрепленных за ней заготовок была больше затрат времени на переналадку для их изготовления.
Время, необходимое для переналадок линии в течение, например, месяца, определяется, с одной стороны, конструктивно-технологическими условиями выполнения переналадки, а с другой стороны — числом переналадок за тот же период времени, что обусловливается размером партий запуска заготовок и установленной периодичностью запуска.
Если при изготовлении группы деталей отдельные операции могут выполняться на одних и тех же станках при однотипной наладке, а другие операции требуют различных станков и не могут быть выполнены по групповому технологическому процессу, целесообразно на общих операциях применять групповые наладки. В этом случае в группу нужно подбирать такие заготовки, для которых операция, выполняемая на станке с групповой наладкой, является основной по трудоемкости.
Вопросы проектирования технологических процессов для групповых поточных линий могут рассматриваться только в конкретном приложении к изделиям. Общие же соображения по проектированию групповых наладок, используемых как раздельно, так и в групповых поточных линиях, могут быть изложены применительно к отдельным типам станков.
Групповые наладки токарно-револьверных станков весьма эффективны. Установка заготовок в цанге или патроне делает доступными для обработки не только ее наружные и торцовые поверхности, но и отверстия. Большое количество устанавливаемых в револьверной головке и в резцедержателе суппорта инструментов при наличии системы независимых упоров позволяет обрабатывать указанные поверхности при разнообразных сочетаниях их, по взаимному положению и по размерам.
ф111А
Рис. 174. Групповая наладка револьверного станка для обработки трех заготовок
Проектирование процессов обработки деталей машин
364 Построение технологических процессов в машиностроении
Характерным для групповых наладок револьверных станков является сокращение затрат времени на наладку на 50—60% и общее повышение производительности станков на 40—50%.
Групповые наладки револьверных станков выполняются в трех основных разновидностях:
1) для обработки в патроне без переналадки двух, трех заготовок с использованием для каждой из них нескольких позиций револьверной головки;
2) для обработки из прутка без переналадки нескольких заготовок попеременно;
3) для обработки нескольких заготовок в патроне или из прутка с частичной переналадкой.
На рис. 174 приведена наладка револьверного станка для обработки трех заготовок, показанных на рис. 175, без переналадок.
Деталь №1 Деталь №2
Рис. 175. Заготовки, обрабатываемые при групповой наладке револьверного станка
Основной в этой наладке является заготовка № 3, требующая для своей полной обработки за два установа четырех позиций револьверной головки, оснащенных тринадцатью инструментами, и четырех резцов в суппорте.
Заготовки № 1 и 2 догружают станок, требуя для полной обработки с двух установов десяти инструментов, размещенных в трех позициях головки, и восьми резцов в суппорте.
Резцы в суппорте станка для разных заготовок и установов располагают от одной базы так, чтобы осуществлять подрезку при
Проектирование процессов обработки деталей машин 365
постоянном положении суппорта по длине станины; если этого не удается достигнуть, то для него делают две фиксированные по-
зиции.
Заготовки устанавливают в разных ступенях кулачков, с базированием по наружной или внутренней поверхности. Разная глубина расположения заготовок в кулачках позволяет проще решить
вопрос размещения инструментов в позициях головки и на суппорте,
а также сохранить постоянство положения упоров для позиций го-
ловки, с которой обрабатывается несколько заготовок.
На рис. 176 показан кулачок патрона, приспособленный для установки заготовок по наружной и внутренней поверхности; промежу -точное кольцо служит для изменения положения установочной базы на одной из ступеней.
Велики возможности создания высокопроизводительных групповых наладок для мелких и средних заготовок на
Рис. 176. Патрон со специальным кулачком для закрепления нескольких заготовок при групповой обработке
револьверных станках с горизонтальной осью вращения головки; на-
ладки этих станков мо-
гут включать большое число инструментов, а перевод головки из позиции в позицию происходит очень быстро.
Переналадку револьверных станков с, групповой наладкой целесообразно производить: а) заменой инструментальных блоков в позициях головок и суппортах без регулировки на размер на станке; б) изъятием из наладки инструментов, мешающих обработке других заготовок; в) заменой зажимного патрона или фиксированной перестановкой у него кулачков.
Групповые наладки для токарно-карусельных станков проектируются аналогично револьверным. Для, их загрузки при обработке крупных и трудоемких заготовок требуется меньшее число наименований деталей. Возможность рационального совмещения переходов возрастает в связи с тем, что на карусельных станках с головки и с суппорта можно обрабатывать как наружные поверхности вращения, так и торцы. Следует избегать переналадки
366 Построение технологических процессов в машиностроении
установочных приспособлений, так как при их больших размерах это требует много времени.
Токарно-многорезцовые одношпиндельные полуавтоматы характерны длительными наладками и подналадками, при этом наибольшая часть времени падает на установку и регулировку резцов. Однако с увеличением числа резцов в наладке повышается ее эффективность по основному времени.
Рис. 177. Групповая наладка многорезцового полуавтомата с перестановкой резцовых блоков:
а — наладка № 1, б — наладка № 2
Переналадка многорезцовых полуавтоматов на обработку заготовок группы осуществляется заменой резцовых блоков или их поворотом на суппорте станка.
На рис. 177 показана групповая наладка для обработки валиков разных диаметров и с разными длинами шеек, осуществляемая перестановкой резцовых блоков. Положение блоков по расстоянию от линии центров фиксируется упорными линейками А, а по длине — упорными штифтами Б.
На рис. 178 показана групповая наладка многорезцового полуавтомата для обработки коротких заготовок, установленных на оправке. При этом обеспечивается высокая производительность станка в результате большого числа используемых резцов.
Возможны групповые наладки, при которых каждая заготовка группы обрабатывается резцами, предназначенными только для нее в одной части суппорта (у переднего или заднего центра). На
Проектирование процессов обработки деталей машин
367
ладка проектируется таким образом, чтобы при обработке одной заготовки другие резцы не доходили до первой заготовки или проходили, не задевая ее.
Вертикальные многошпиндельные полуавтоматы имеют большие возможности для осуществления на них многопереходных технологических операций по обработке сложных заготовок. Так, на восьмишпиндельном полуавтомате
Рис. 178. Групповая наладка токарно-многорезцового полуавтомата на обработку трех заготовок на оправке
за 3—5 мин обрабатываются восемь — десять внутренних и наружных поверхностей заготовки по 2—3-му классам точности. Длительность наладки этих станков (4—8 ч) препятствует их использованию в серийном производстве. Весьма эффективна групповая обработка на этих станках при двухцикловой наладке, не требующей переналадки (рис. 179).
Заготовка 1 устанавливается в позицию I и обрабатывается в позициях III—V—VII, заготовка 2 соответственно — в позициях II—IV—VI—VIII. Часто при такой наладке обрабатывается одна заготовка с двух сторон. Для этого черная заготовка устанавливается в позицию I (например, в патроне) и после обработки в нечетных позициях устанавливается в загрузочную позицию II (например, на оправке) для обработки в четных позициях.
368
Построение технологических процессов в машиностроении
Двухцикловая наладка широко применяется в массовом производстве для относительно несложных заготовок, обработка которых может быть выполнена инструментами, размещенными в трех пози-
циях восьмишпиндельного полуавтомата.
Групповая наладка вертикальных восьми- и шестишпиндельных полуавтоматов с переналадкой осуществляется при применении поворотных инструментальных плит. На каждой стороне двух- или трехсторонних инструментальных плит (резцедержателей) установлены инструменты соответственно для двух или трех различных заготовок (№1, 2 и 3). При настройке на обработку заготовки № 1
инструментальные плиты во всех позициях станка переводятся стороной с инструментами для этой заготовки в рабочее положение. Инструменты на сторонах № 2 и 3, установленные и отрегулированные для обработки заготовок № 2 и 3, находятся в нерабочем положении.
Заготовки^ для групповой обработки подбираются с таким расчетом, чтобы переналадка установочного приспособления была минимальной. Этой задаче отвечают фасонные кулачки и
Рис. 179. Схема индексации стола при оправки СО сменными переход-двухцикловой наладке восьмишпин- НЫМИ частями. На рис. 180 придельного полуавтомата ведена схема наладки для обра-
ботки трех заготовок, а на рис.
181—схема установки этих заготовок для обработки. Для сокращения времени кинематической настройки станка и установки на длины рабочих ходов объединяемые в группу заготовки должны быть близки по размерам. Этот метод значительно сокращает
время переналадки; однако даже незначительная, но частая переналадка сложных многоинструментных станков оказывается нецелесообразной.
Можно считать, что групповая обработка на этих станках оправдывает себя в крупносерийном производстве двух, трех заготовок с суммарным выпуском 30—40 тыс. шт. в год.
Групповые наладки фрезерных станков должны предусматривать наиболее полное использование площади стола, всех имеющихся фрезерных головок и применение наборов фрез. Эффективность групповой обработки на фрезерных станках зависит от работоспособности переналаживаемых приспособлений и от быстроты их переналадки.
Рис. 180. Пример групповой наладки одной позиции вертикального восьмишпиндельного полуавтомата для обработки трех заготовок
Проектирование процессов обработки деталей машин 369
370
Построение технологических процессов в машиностроении
Для обработки плоскостей на групповой наладке необходимо разместить заготовки в групповом приспособлении так, чтобы обра-
Рис. 181. Схема установки трех заготовок при групповой обработке (по рис. 180)
батываемые плоскости расположились на одном уровне; при этом могут обрабатываться заготовки одного наименования с двух или нескольких сторон с перекладыванием из позиции в позицию или различные заготовки. На горизонтально-фрезерных станках широко используются наборы фрез. Их располагают на оправке соответственно установленным на столе станка групповым приспособлениям (рис. 182, а).
Групповая наладка карусельнофрезерных станков предусматривает последовательную обработку заготовок группы в разных зонах стола (рис. 182, б); во время обработки заготовок у периферии стола, приспособления
внутреннего ряда не загружаются заготовками, но остаются в готовом для работы состоянии. Переналадка станка при переходе к об-
работке других заготовок весьма незначительна.
Применением групповой технологии на фрезерных станках в серийном и мелкосерийном производстве достигается повышение производительности труда на 20—30%, а время наладки станков сокращается «а 60—80%.
Операции обработки на верти кально-и радиально-сверлильных станках, осуще-
Рис. 182. Схема групповой обработки заготовок:
ствляемые со сменой инструментов (сверло — зенковка — метчик или сверло —
а — на горизонтально-фрезерном станке; б — на карусельно-фрезерном станке. 1 — первое положение фрезы; 2 — второе положение фрезы
зенкер —развертка), характеризуются большой трудоемкостью при низком коэффициенте основного времени (т]0 = 0,5—0,4).
Трудоемкость сверлильных операций резко сокращается при-
менением многошпиндельных многопозиционных станков, но этот
путь приемлем в массовом производстве.
Проектирование процессов обработки деталей мамин 371
Групповые наладки сверлильных станков разрабатываются главным образом с целью замены одношпиндельной обработки многошпиндельной обработкой отверстий в нескольких заготовках. Для этой цели универсальные вертикально-сверлильные станки оснащаются многошпиндельными сверлильными головками с регулируемым межосевым расстоянием шпинделей. Переналадка станка заключается в замене кондуктора и фиксированной установке всех шпинделей на нужное межосевое расстояние.
В крупносерийном производстве для групповой обработки применяются специальные многошпиндельные многопозиционные станки.
На рис. 183 показана схема групповой обработки заготовок типа рычагов в крупносерийном производстве на специальном многошпиндельном сверлильном станке. В каждой позиции стола закрепляются заготовки в переналаживаемых приспособлениях.
Размещение шпинделей станка учитывает межосевое расстояние отверстий каждой заготовки, и для обработки данной заготовки только некоторые шпиндели оснащаются инструментами. Другие шпиндели в это время вращаются вхолостую; они оснащаются инструментом для обработки других заготовок.
Некоторые шпиндели по своему расположению могут включаться в обработку нескольких заготовок.
На рис. 184 показана схема групповой обработки заготовок нескольких наименований на агрегатном многошпиндельном станке. Заготовки 7 устанавливаются в приспособлениях на расстоянии R от стола и обрабатываются в три перехода по трем отверстиям в рабочих позициях II, III, IV последовательно.
Во внутреннем ряду на расстоянии г расположены приспособления для установки малогабаритных заготовок шести наименований. Три заготовки (/, 3 и 5) имеют отверстие ф 22 А, три другие (2, 4 и 6) — отверстие ф 25 А; каждое отверстие обрабатывается сверлом, зенкером и разверткой в трех позициях последовательно. Одновременной обработке подвергается пара заготовок (/ и 2, или 3 и 4, или 5 и 0; шпиндели в каждой рабочей позиции расположены на расстоянии с. Один из них оснащен инструментом для отверстий ф 22 мм, другой — для отверстий ф 25 мм.
Конструкция приспособлений предусматривает при переходе от обработки одной пары заготовок к другой паре небольшую переналадку.
Горизонтально-расточные станки на заводах серийного производства часто лимитируют пропускную способность цехов, в связи с чем повышение их производительности имеет большое значение.
Групповая наладка горизонтально-расточных станков предусматривает установку в разных зонах стола нескольких приспособ
372
Построение технологических процессов в машиностроении
лений; при переходе от одной заготовки к другой необходимо путем перемещения или поворота стола ввести в рабочее положение соответствующее приспособление. Однотипные заготовки могут обрабатываться в групповых приспособлениях, переналаживаемых путем замены подкладок или других деталей.
Рис. 183. Схема групповой обработки пяти заготовок на 36-шпин-дельном четырехпозиционном агрегатно-сверлильном станке:
Рис. 184. Схема групповой обработки семи заготовок на 15-шпиндельном агрегатно-сверлильном станке.
1, 2, 3, 4, 5 — обрабатываемые заготовки; I — позиция загрузки; II — позиция сверления; III -— позиция зенкеро-вания; IV — позиция развертывания
На основе тех же принципов проектируются групповые наладки и на станки других типов.
Автоматические линии для групповой обработки обеспечивают при благоприятных условиях значительное повышение производительности труда и снижение себестоимости продукции. Наиболее важным условием этого является рациональное использование фонда рабочего времени путем сокращения до минимума затрат на переналадку. Это достигается, с одной стороны, продуманным решением технологических и конструкторских задач переналадки линии, с другой стороны — правильными эксплуатацией и организацией производства.
Проектирование процессов обработки деталей машин
373
Проектирование групповых технологических процессов ведется в следующем порядке:
1. Подбирается группа заготовок, удовлетворяющих требованиям групповых наладок; намечается маршрут обработки, даются ориентировочные схемы групповых наладок и ориентировочно определяется основное время.
2. Разрабатывается наладка для ведущих по сложности и по объему выпуска заготовок группы; затем к ним присоединяются другие заготовки группы; определяется штучное время и загрузка станка.
3. Уточняются требования к станку и в ряде случаев определяется задание на модернизацию или специализацию универсального станка или на проектирование нового станка.
4. Конструктивно разрабатывается приспособление и инструментальная наладка; уточняются режимные условия обработки и окончательно определяется норма времени.
5. Составляется техническая документация, включающая все данные для обработки каждой заготовки и компоновочные чертежи.
Эффективность групповых технологических процессов, а в ряде случаев и возможность их применения зависит от уровня стандартизации и нормализации конструкций деталей. Обычно при подборе деталей в группу, при разработке групповых технологических процессов и наладок проводится технологический контроль чертежей и дополнительная работа по унификации материалов и видов заготовок, конструктивных форм и размеров деталей и отдельных поверхностей, а также технических требований к ним. Только достигнув максимальной унификации конструкций, можно разработать рациональный технологический процесс групповой обработки.
Типизация технологических процессов. Идея типизации технологических процессов была предложена проф. д-ром техн, наук А. П. Соколовским. В дальнейшем большая работа в области типизации была проведена проф. д-ром техн, наук Ф. С. Демьянюком и работниками некоторых отраслевых технологических институтов.
Первым этапом работы по типизации является классификация деталей по общности технологических задач их изготовления. Решение этой задачи облегчается составлением классификатора деталей, пользуясь которым рассматриваемую деталь можно легко отнести к тому или иному классу.
Работа по классификации деталей сопровождается унификацией и нормализацией их конструкций.
Сокращение числа типоразмеров позволяет укрупнить партии при их изготовлении и применить в ряде случаев методы крупносерийного производства. Нормализация конструктивных элементов деталей способствует сокращению номенклатуры режущих и измерительных инструментов и упрощению переналадки станков.
374
Построение технологических процессов в машиностроении
Далее проводится разработка принципиально общего технологического процесса, при которой устанавливаются типовая последовательность операций, типовые методы установки, типовые конструкции технологической оснастки и другие условия.
Для деталей с большей степенью конструктивной унификации составляется одна технологическая карта с расчётными нормами времени.
Для деталей с меньшей степенью унификации составляется принципиальный технологический процесс, используемый при проектировании технологических процессов* для конкретных деталей как обязательный образец.
Для деталей, существенно отличающихся по конструкции, разрабатываются технологические инструкции.
Типовые технологические процессы разрабатываются на основе анализа, систематизации и обобщения опыта технологических решений. В них предусматривается и обосновывается применение высокопроизводительного специализированного оборудования, средств механизации и автоматизации, использование прогрессивных методов выполнения заготовок и их обработки. Типизация технологических процессов непосредственно связана с конструированием типовой, часто переналаживаемой оснастки.
Все это позволяет лучше оснастить технологические процессы при одновременном сокращении сроков и удешевлении подготовки производства. Типовые технологические процессы позволяют в серийном производстве создать предметно-замкнутые участки с оптимальным уровнем механизации транспортных и загрузочных операций, а в ряде случаев и внедрить переменно-поточные автоматические линии.
Типизация пока еще проводится в каждой отрасли машиностроения применительно к номенклатуре изделий и условиям их производства. Типизация нашла благоприятную почву для развития на заводах тяжелого машиностроения, в условиях огромной номенклатуры изделий и длительных сроков подготовки производства.
По мере развития типизации должны быть выявлены принципы, общие для всего машиностроения.
§ 3. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
Исходными данными для проектирования технологических процессов сборки являются: а) сборочный чертеж, определяющий конструкцию изделия или узла; б) технические условия приемки; в) размер программного задания; г) срок выполнения задания.
Степень углубленности разработки технологического процесса сборки зависит от типа производства и размера программного задания. При больших размерах выпуска процесс сборки разрабаты
Проектирование процессов сборки
375
вается детально и с возможно полной дифференциацией. При незначительных размерах выпуска очень часто ограничиваются лишь общей наметкой сборочных операций.
Разработку технологического процесса сборки следует начинать с изучения конструкции собираемого изделия или узла и условий его работы, а следовательно, технических условий его приемки.
Изучение конструкции следует совмещать с технологическим контролем сборочного чертежа.
Сборочный чертеж должен содержать все данные, необходимые для выполнения сборки, а именно: проекции и разрезы, обеспечивающие быстрое и полное освоение конструкции изделия; номера деталей и узлов, составляющих собираемое изделие, а также спецификацию этих деталей и узлов; размеры, которые необходимо соблюсти при сборке, и, в частности, соблюдаемые при сборке за* зоры; остальные размеры на сборочных чертежах обычно не про* ставляются, чтобы не затруднять его чтение; данные о весе изделия; особые технические условия, предъявляемые к собираемому изделию или узлу.
При отсутствии тех или иных данных они должны быть соответственно пополнены, а в случае неясностей и ошибок — исправлены конструкторским бюро.
Возможны также и некоторые предложения по конструктивным изменениям, упрощающим сборку. Однако такие изменения не должны, конечно, нарушать конструкции изделия в целом и неблагоприятно влиять на его работу.
Изучение собираемого изделия или узла завершается составлением технологических схем общей и узловой сборки. При наличии образца собираемого изделия или узла составление технологических схем сборки значительно упрощается. В этом случае последовательность сборки может быть установлена в процессе пробной разборки образца. При этом элементы, которые могут быть сняты в неразобранном виде, представляют собой технологические узлы, на которые должны быть составлены технологические схемы узловой сборки; детали, которые могут быть сняты не в составе узла, а отдельно, являются элементами, непосредственно входящими в общую сборку узла или изделия.
Разбирая образец, составляют технологическую схему разборки (от изделия или узла к базовым элементам). Одновременно записывают последовательный порядок разборки. Производя сборку в обратном порядке, проверяют правильность записей и вносят в них необходимые коррективы. Аналогично поступают с каждым узлом и получают, таким образом, технологические схемы общей и узловой сборки. При отсутствии образца составление технологических схем сборки и установление ее последовательности является более сложной задачей.
376
Построение технологических процессов в машиностроении
Технологические схемы сборки, определяющие взаимную связь сборочных элементов изделия или узла, служат отправными при проектировании технологических процессов сборки. Задача разработки технологического процесса сборки сложного изделия значительно упрощается при наличии технологических схем сборки.
В этом случае представляется возможным составлять технологические процессы сборки для отдельных групп и подгрупп, состоящих обычно из небольшого числа соединений, и затем вести разработку технологического процесса общей сборки. Кроме того, при наличии технологических схем сборки проектирование технологических процессов могут вести одновременно несколько технологов; заменяя последовательный порядок проектирования параллельным, удается в значительной степени сократить время, затрачиваемое обычно на разработку технологических процессов сборки.
Поточная сборка с перемещением собираемого объекта осуществляется следующими способами:
1) с передачей собираемого объекта от одного рабочего места к другому вручную (по верстаку, по рольгангу, на^тележках, перемещаемых вручную по безрельсовому или по рельсовому пути);
2) с передачей собираемого объекта от одного рабочего места к другому посредством механических транспортирующих устройств; в этом случае транспортирующие устройства предназначаются исключительно для межоперационного перемещения собираемых возле них объектов;
3) на конвейере с периодическим перемещением (пластинчатый конвейер, тележки, ведомые по рельсовому пути замкнутой цепью); в этом случае сборка производится на конвейере в периоды его остановки; с последнего поста конвейера при каждом его перемещении сходит собранное изделие (или узел);
4) на непрерывно движущемся конвейере, перемещающем собираемое изделие (или узел) с определенной скоростью, обеспечивающей возможность выполнения сборочных операций на протяжении каждого рабочего места.
Поточная сборка при неподвижном объекте осуществляется на расположенных в линию неподвижных стендах. Каждый рабочий (или каждая бригада рабочих) выполняет свою операцию, переходя последовательно от одного стенда к другому.
Поточную сборку при неподвижном объекте вместо подвижной поточной сборки целесообразно применять в серийном производстве при значительном оперативном времени, в особенности для сборки тяжелых машин, перемещение которых затруднительно.
Время на переход рабочих или перемещение объекта
т=4> <136>
Проектирование процессов сборки
377
где / — длина рабочего места в ж;
v — скорость перемещения в м/мин.
Скорость перемещения принимается: а) 10—15 м/мин — при переходе рабочих и ручном перемещении собираемого объекта; б) до 20 м!мин — по рольгангу; в) 30—40 м/мин — для механических транспортирующих устройств; г) 15—20 м/мин — для сборочного конвейера периодического действия, 3—5 м/мин — для длинных конвейеров с большим общим весом.
Скорость непрерывно движущегося конвейера определяется по формуле
v = м]мин, (137)
где td — действительный темп сборки в мин!шт.
Практически для сборки на непрерывно движущемся конвейере принимают скорость в пределах от 0,25 до 3,5 м!мин.
Длительность поточной сборки
Tn~nntd мин, (138)
где пп — число рабочих мест (станций) на сборочной линии;
1д — определяется по формуле (5) с учетом потерь времени на обслуживание рабочих мест и регламентирование перерывов для отдыха.
Число рабочих мест определяется количеством сборочных и контрольных операций, включая предусмотренные резервные места.
Количество рабочих на каждом сборочном месте устанавливается в зависимости от трудоемкости технологических переходов, составляющих выполняемую операцию, возможности их совмещения и удобства одновременного выполнения, а также от размеров собираемых изделий или узлов.
Производительность сборочного рабочего места
(139)
ГЛ& Q — производительность в единицу времени (часовая, сменная), выраженная в штуках собираемых изделий или узлов;
Т — рабочее время, к которому отнесена производительность (час, смена), в мин*,
В — количество рабочих на сборочном месте;
1Ш — штучное время выполнения сборочной операции в мин. Коэффициент загрузки сборочного места поточной линии
= (140)
378
Построение технологических процессов в машиностроении
Коэффициент загрузки поточной линии сборки
пп
= <141)
1
Преимущества поточной сборки определяются возможностью вести сборку широким фронтом, сокращением межоперационных заделов, специализацией рабочих мест и рабочих, от которых требуется в этом случае меньшая квалификация. Внедрением поточной сборки достигается сокращение незавершенного производства, снижение трудоемкости сборочных процессов в результате их дифференциации и лучшей специализации рабочих-сборщиков. Вместе с тем внедрение поточной сборки связано с выполнением определенных требований, которые не ограничиваются устройством конвейера или поточной сборочной линии, а распространяются на все предшествующие этапы производственного процесса.
При поточной сборке конструкция изделия должна быть тщательно отработана и согласована с технологическими условиями поточного производства. Должно быть обеспечено бесперебойное, увязанное с темпом сборки, снабжение сборочной линии взаимозаменяемыми деталями и узлами собираемого изделия. На линии поточной сборки могут быть допущены слесарно-пригоночные работы лишь в том случае, если они вполне регламентированы по времени и увязаны с темпом сборки, в случае индивидуальной пригонки элементов изделия необходимо, чтобы таковые поступали на сборку спаренными.
Механическая обработка деталей машин должна обеспечивать соблюдения технологических требований поточной сборки (взаимозаменяемость, регламентированные пространственные отклонения элементов деталей и т. д.).
Таким образом, поточная сборка является прогрессивным фактором и служит целям повышения технологической культуры на всех этапах производственного процесса и роста производительности труда.
Широко применяемая при конвейерной сборке механизация сборочных работ в процессе дальнейшего развития переходит в автоматизацию процессов сборки и служит эффективным средством дальнейшего повышения производительности труда.
Выбор методов и организационных форм сборки определяется главным образом конструкцией машины и программным заданием.
Выше были рассмотрены методы сборки. Для любого изделия могут быть применены все методы сборки и в каждом случае должен быть решен вопрос — какой из этих методов получит преимущественное применение. Для серийного и массового производства
Проектирование процессов сборки
379
вопрос решается в пользу сборки методами взаимозаменяемости. При этом не исключается, если это необходимо, пригонка; однако методы ее выполнения не должны нарушать поточности процесса.
Метод сборки определяется на базе анализа размерных цепей собираемого объекта. От метода сборки зависит достижение заданной точности замыкающего звена рассматриваемой размерной цепи. Точность характеризуется половиной поля допуска 6Z и координатой середины поля допуска относительно номинала Az (рис. 185, а):
я ВО—НО Л ВО + НО о,- =--п---; А,- =----.
При сборке узла может оказаться, что половина поля отклонений замыкающего звена 6^ больше половины поля заданного допуска
Рис. 185. Схемы к характеристикам точности замыкающего звена размерной цепи
I $ г
замыкающего звена 62, а координата середины поля отклонений замыкающего звена относительно номинала А^ не совпадает с заданной координатой А(рис. 185, б).
Для достижения заданной точности замыкающего звена необходимо уменьшить поле отклонений замыкающего звена 2di до величины заданного допуска 262 на замыкающее звено и совместить координату середины поля отклонений замыкающего звена А^ с заданной координатой середины поля допуска замыкающего звена А2.
Для определения метода достижения заданной точности замыкающего звена необходимо прежде всего составить размерную цепь, в которую входит данное замыкающее звено. Чаще всего приходится иметь дело с цепями из линейных размеров, реже с цепями из угловых размеров или сочетаний линейных и угловых.
Размерная цепь состоит из нескольких составляющих звеньев и одного замыкающего. Замыкающим звеном является то, которое образуется последним в процессе сборки узла. В цепи с линейными
380 Построение технологических процессов в машиностроении
размерами замыкающее звено представляет собой зазор, натяг, несовпадение осей отверстий или валов, несовпадение плоскостей и другие отклонения. Составляющие звенья размерной цепи делят на увеличивающие и уменьшающие. Увеличивающим звеном является то, при увеличении которого замыкающее звено увеличивается, уменьшающим то — при увеличении которого замыкающее звено уменьшается.
Степень и направление влияния составляющих звеньев на замыкающее характеризуются передаточным отношением At при составляющем звене. При определении передаточного отношения необходимо найти его величину и знак. Для увеличивающих звеньев передаточное отношение принимают положительным, для уменьшающих — отрицательным.
Величина передаточного отношения равна единице, если изменение составляющего звена полностью передается на замыкающее звено. Поэтому в линейных размерных цепях передаточные отношения равны ±1.
В размерную цепь могут входить: звенья-размеры со скалярными ошибками, звенья-размеры с векторными ошибками, звенья-зазоры со скалярными ошибками, звенья-зазоры с векторными ошибками. Составляющими звеньями размерной цепи с линейными размерами могут быть:
1. Размеры отдельных деталей, входящих в собираемый узел, например длина, толщина, ширина, диаметр; расстояние между, осями двух отверстий; расстояние от оси отверстий до плоскости; расстояние между двумя плоскостями детали. Это звенья-размеры со скалярными ошибками.
2. Размеры отдельных узлов, входящих в собираемый узел, например монтажная ширина конического подшипника качения. Это тоже звенья-размеры со скалярными ошибками.
3. Смещение у двух сопрягаемых деталей оси вала относительно оси отверстия и, наоборот, вызываемое радиальными зазорами в сопряжении. Это звенья-зазоры.
Под действием силы зазоры могут выбираться полностью в одну и другую стороны попеременно или только в одну сторону. В этом случае на замыкающее звено влияет их величина и они являются звеньями-зазорами со скалярными ошибками.
Положение детали в поле зазора после сборки может оставаться произвольным. В этом случае на замыкающее звено влияет как величина зазора, так и положение детали в поле зазора. Такие звенья-зазоры имеют векторные ошибки.
4. Смещение плоскостей двух сопрягаемых деталей, вызываемое разными причинами, например неточностью сборки, и фактически являющееся зазором. Это звенья-зазоры со скалярными ошибками.
Проектирование процессов сборки
381
Рис. 186. Червячный редуктор и его размерная цепь
5. Смещения у одной детали, вызванные неконцентричн остью или несоосностью поверхностей, например: смещение оси отверстия относительно оси наружной цилиндрической поверхности; смещение оси одного отверстия относительно оси другого отверстия; смещение оси одной наружной цилиндрической поверхности относительно оси другой наружной цилиндрической поверхности. Это звенья-размеры с векторными ошибками.
На рис. 186 приведен в качестве примера червячный редуктор, у которого допускаемое смещение средней плоскости колеса относительно оси червяка, представляющее собой замыкающее звено размерной цепи, равно D% = 0 ± 0,042 мм.
Идя по часовой стрелке от замыкающего звена, выявим следующие звенья цепи: Dx — расстояние в корпусе между торцом бобышки и отверстием под червяк, размер 61 ±0,2; D2— толщина прокладки, размер 3—0,04;
D3 —длина хвостовика распорной втулки, размер 38 + 0,1; D4 —толщина промежуточной шайбы, размер 4—0,04; Р5 расстояние у червячного колеса между базовым торцом и средней плоскостью, размер 22—0,08. Замыкающему звену присваивается индекс S.
При выборе метода достижения заданной точности замыкающего звена прежде всего устанавливается возможность применения метода полной взаимозаменяемости. Для этого по известным допускам составляющих звеньев
выявленной размерной цепи определяют половину поля отклонений замыкающего звена 6^ по формуле
(142)
где 6- — половина поля допуска каждого составляющего звена. Координата середины этого поля относительно номинала
= (ИЗ)
где — координата середины поля допуска каждого составляющего звена.
382
Построение технологических процессов в машиностроении
Если получившаяся величина отклонения 26^ меньше заданного допуска 262 на замыкающее звено или равна ему, сборка методом полной взаимозаменяемости осуществима при заданных допусках составляющих звеньев. Остается сдвинуть в ту или другую сторону координату середины поля отклонений замыкающего звена, если получившаяся величина А^ не равна Д2. Сдвиг осуществляется изменением номинала одного из составляющих звеньев на необходимую величину. Если 26^ 262, то для возможности сборки мето-
дом полной взаимозаменяемости необходимо ужесточить допуски на составляющие звенья. В подавляющем большинстве случаев это нецелесообразно, так как удорожает изготовление деталей. Для рассматриваемого примера
б2 = 0,2 + 0,02 + 0,05 + 0,02 + 0,04 = 0,33 мм*
2S's — 0,66 мм.
Полученная величина значительно больше допуска замыкающего звена, равного 0,084 мм. Ужесточение допусков невозможно, так как средняя точность каждого звена, входящего в размерную цепь, возрастет до 0,017. Это приведет к резкому повышению затрат на изготовление деталей.
Далее проверяют возможность применения метода частичной взаимозаменяемости. Для этого поле отклонения замыкающего звена и координата середины этого поля определяются на базе теории вероятностей. В отличие от предыдущего обозначим половину поля отклонений замыкающего звена, определенную на базе теории вероятностей, б£, а координату его середины А£. Величины
и А£ следует определять в соответствии с РТМ 23-61 в зависимости от состава размерной цепи (звенья-размеры и звенья-зазоры) и характера ошибок (скалярные и векторные).
Если 26£ ^2б2, сборка методом частичной взаимозаменяемости возможна. Остается сдвинуть координату середины поля отклонений замыкающего звена, как было указано выше. Если 26£ 262,
то для осуществления сборки методом частичной взаимозаменяемости необходимо ужесточать допуски составляющих звеньев или принять больший процент риска. Для выбора одного из указанных мероприятий иногда может понадобиться произвести экономический расчет, так как и то и другое приводит к повышению затрат на изготовление изделия: при ужесточении допусков увеличиваются затраты на изготовление деталей, а при увеличении процента риска увеличивается количество изделий, которое придется разбирать.
Для рассматриваемого примера заносим в табл. 15 данные, необходимые для расчета. Рассматривая составляющие звенья, находим, что все они являются звеньями-размерами со скалярными ошиб
Проектирование процессов сборки
383
ками. Поэтому расчет производится по формулам суммирования скалярных ошибок звеньев-размеров:
бг = ~ VZAlk&i =
= у К Ы • 0,22 + 1 • 1,42.0,02 + 1 • 1,42 • 0,052 + 1 • 1,42 • 0,022+ 1 • 1,4 < 0,042 = = 0,223 мм
26£ = 0,446 мм.
Дз - Ж (А, + а, • - a2S2 - [(- 1) • (0 + 0 • 0,2) +
+ (— 1) (— 0,02 + 0 • 0,02) + (+ 1) (0,05 + 0 * 0,05) +
+ (+ 1) (—0,02 + 0 • 0,02) + (+ 1) (— 0,04 + 0 • 0,04)] — 0 • 0,042-
— + 0,01 мм.
Полученная величина отклонений замыкающего звена 2б£ значительно больше допуска 262, равного 0,084 мм. Ужесточение допусков на составляющие звенья для возможности сборки методом частичной взаимозаменяемости нецелесообразно, как и в предыдущем случае. Увеличение процента риска (увеличение /?2) также не решает вопроса. Поэтому и методом частичной взаимозаменяемости заданную точность получить нельзя.
Метод групповой взаимозаменяемости (подбора) неприменим для многозвенных размерных цепей. Он обычно применяется при трехзвенных размерных цепях, когда требуемую точность замыкающего звена нельзя обеспечить методом полной или частичной взаимозаменяемости даже при изготовлении собираемых деталей по 1-му классу точности.
После того как установлено, что достижение заданной точности замыкающего звена невозможно методами полной и частичной взаимозаменяемости, остается применить метод пригонки или метод регулировки.
При методе пригонки одно из звеньев размерной цепи назначается звеном-компенсатором. Для получения заданной точности замыкающего звена размер звена-компенсатора, входящий в размерную цепь, доводится до нужной величины путем снятия стружки по результатам замеров при сборке. Номинальный размер звена-компенсатора, обеспечивающий необходимый припуск на эту пригонку в процессе сборки, рассчитывается по формулам, приведенным в РТМ 23-61.
Аналогично решается вопрос об организационной форме сборки. В первую очередь выбор должен быть сделан между поточной и непоточной сборкой. Непоточная сборка применяется в основном только в условиях единичного производства.
Пример расчета размерной цепи
Таблица 15
Звено размерной цепи Передаточное отношение л. Номинальный размер и допуск в мм Np 26z Класс точности или посадка Технологическая операция Коэффициент относительного рассеяния ki Коэффициент относительной асимметрии а. 1 Половина поля допуска в мм Приведенный коэффициент относительного рассеяния kXi Координата середины поля допуска относительно номинала в мм . во 4- но 2
о/ 0± 0,042 Сборка 0,042 0,0424-(—0,042)
2
Di —1 61 ±0,2 5 Растачивание 1,0 0 0,2 — 0,20,2) _ А 2
—1 3 — 0,04 Шлифование 1,4 0 0,02 0+(-0,04Ь
2 ’
Ц +1 38 4-0,1 А-за Точение 1,4 0 0,05 — =0,05
Ц । 1 4 — 0,04 С за Шлифование 1,4 0 0,02 0+(-0,04)_
+ 1 2 ’
о5 t 1 22 — 0,08 Сза Зубофрезеро-вание 1,4 0 0,04 0+'(-0,08)
+ 1 2 ’
Построение технологических процессов в машиностроении
Проектирование процессов сборки
385
В условиях серийного и массового производства наиболее целесообразной организационной формой сборки является поточная сборка.
Поточная сборка с передачей собираемого объекта от одного сборочного места к другому вручную вполне приемлема в условиях мелкосерийного производства, так как необходимые затраты на устройство верстаков, рольгангов и рельсовых путей с тележками невелики.
Поточная сборка с передачей собираемого объекта от одного сборочного места к другому посредством механических транспортирующих устройств применима в условиях серийного производства для групповых и переменно-поточных линий, а также в условиях массового производства при сборке малогабаритных изделий не-' большого веса.
Сборка на конвейере, применявшаяся первоначально в условиях массового производства, находит все более широкое применение и в серийном производстве, при организации групповых и переменно-поточных линий. Выбор между конвейерами периодического и непрерывного движения определяется в ряде случаев возможностью и удобствами выполнения сборочных операций на движущемся конвейере и величиной темпа сборки. Необходимо учитывать, что время, затрачиваемое на перемещение конвейера периодического движения, является по существу потерей, иногда очень значительной. Эта потеря времени определяется по формуле
р = ^100=^100%, (144)
id и1д
где р — потеря времени в %;
т — время перемещения конвейера;
I — длина сборочного места в м\
v — скорость перемещения конвейера в м/мин;
1д — действительный темп сборки в мин/шт.
Процент потери времени на перемещение конвейера тем меньше, чем больше темп потока.
Для данной процентной величины потерь времени на перемещение конвейера можно определить величину темпа сборки, при котором целесообразно применение конвейера периодического движения:
.____I 100
& V р
Например, при длине сборочного места / = 4 ж, скорости перемещения конвейера v = 5 м/мин и действительном темпе сборки td — 3,2 мин получим
р = з4г100 = 25'/"-
(145)
13 Кован В. М. и др.
386
Построение технологических процессов в машиностроении
Чтобы потери на перемещение конвейера не превышали 5%, темп сборки должен быть
4 td = -g-g- 100 = 16 мин!шт.
Принятые методы и организационная форма сборки определяют выбор оборудования для выполнения сборочных операций и в первую очередь транспортного оборудования для поточной сборки. Необходимо предусматривать также требующееся по технологическому процессу оборудование для выполнения пригоночных операций и для технического контроля, приработки и испытания собранных узлов и изделия.
В отношении последовательности сборочных операций необходимо руководствоваться следующими соображениями:
во первых, предшествующие операции не должны затруднять выполнение последующих операций;
во-вторых, при поточно-массовой сборке разбивка процесса на операции диктуется темпом сборки, причем время, затрачиваемое на выполнение каждой операции, должно быть равно или кратно темпу;
в-третьих, после операций, на которых имеется вероятность получения брака, а также после операций сборки методом регулировки вводится обязательный контроль.
Руководствуясь этими соображениями и технологической схемой сборки, расчленяют процесс сборки узла или изделия на технологически неделимые элементы и определяют оперативное время, необходимое для выполнения каждого такого элемента. Элементы соединяют в последовательном порядке в операции так, чтобы сумма оперативного времени элементов была приблизительно -равна действительному темпу сборки (с учетом времени передвижения конвейеров периодического действия). Если оперативное время больше темпа, то его стараются сделать кратным темпу и прибегают к параллельному выполнению данной операции путем дублирования рабочих мест. При поточной сборке с передачей собираемого изделия или узла от одного сборочного места к другому вручную выполнение операции может быть осуществлено по схеме, показанной на рис. 187, а. Операции Л 2, 4 и 5 подобраны в соответствии с темпом сборки; время на операцию 3 больше темпа и кратно ему; эта операция выполняется на двух рабочих местах (За и 36); темп работы сборочной линии в этом случае не нарушается, так как рабочие места За и 36 получают со сборочного места 2 собираемое изделие с интервалом, равным темпу, и, хотя длительность выполнения операции на каждом из этих рабочих мест (За и 36) равна удвоенному темпу, сборочное место 4 получает со сборочного места 3 собираемое изделие через интервалы, равные темпу.
Проектирование процессов сборки
387
При конвейерной сборке простое раздвоение потока невозможно и дублирование рабочих мест осуществляется по схеме, показанной на рис. 187, б. В этом случае сборочное место 3 имеет удвоенную длину сравнительно с остальными сборочными местами (/х = 2/) и его обслуживают двое рабочих. Когда первый из них начинает выполнять операцию в положении За, второй выполнил уже ее на 50% и находится в середине места (положение 36), когда второй рабочий подходит вместе с движущимся конвейером к сборочному месту 4, первый рабочий приближается к середине сборочного места 3 (положение 36); передав собираемое изделие на место 4, второй ра-
а)
Рис.-187. Схема параллельного выполнения операций бочий переходит к исходной точке (положение За), в это время первый рабочий находится в середине сборочного места 36, и цикл повторяется.
Расчленив процесс сборки на операции в соответствии с действительным темпом сборки, устанавливают нормы времени на выполнение каждой операции и соответствующий разряд работы. В связи с тем, что достигнуть одинаковой нормы времени для всех операций практически не удается, возникают технологически неизбежные простои, которые выявляются при определении коэффициентов загрузки — отдельно сборочного места и всей поточной линии [формулы (140 и (141)]. При уточнении содержания сборочных операций, выборе оборудования и оснастки и установлении режимов производятся необходимые технологические расчеты.
При проектировании продольно-прессовых соединений необходимо знать силу запрессовки для выбора тоннажа пресса. Сила запрессовки рассчитывается по формуле
Рп — fnp^dl н (кГ), где fn — коэффициент трения. (сцепления) при запрессовке;
р — удельное давление на сопрягаемых поверхностях в н/м2 (кГ/мм2);
13*
388
Построение технологических процессов в машиностроении
d — номинальный диаметр соединения в мм;
I—длина посадочных поверхностей в мм.
Коэффициент трения зависит от материала сопрягаемых деталей, шероховатости обработанных поверхностей, наличия смазки и удельного давления на сопрягаемых поверхностях.
При выборе коэффициента трения можно пользоваться следующими данными: для случая, когда вал и втулка изготовлены из стали 30—50 (со смазкой машинным маслом), fn = 0,06-4-0,22, из чугуна СЧ 28-48 fn = 0,06-4-0,14, из магниевоалюминиевых сплавов fn = 0,02-4-0,08, из латуни fn = 0,05-4-0,10, из пластмассы fn = 0,54.
Принимая: D — наружный диаметр втулки (ступицы) в мм, d0 — диаметр отверстия пустотелого вала в мм, i — натяг посадки в мм, Еа — модуль упругости материала втулки в н/м2 (кГ/мм2), Ев — модуль упругости материала вала в н/м2 (кГ/мм2), значение п - 1 г
Р ~ d' (Еа E/aV
\Еа + Ев/ при этом
Г _D2 + rf2_1_II . ’-'Л
d2 +
Св = d2 — d'l ~
где рл и рв — коэффициенты Пуассона для материалов охватывающей и охватываемой детали (для стали р = 0,3, для чугуна р = 0,25).
Сила распрессовки часто превышает силу запрессовки на 10— 15%. Тоннаж пресса выбирается по силе запрессовки с учетом коэффициента запаса k = 1,5—2,0.
При запрессовке увеличивается наружный диаметр охватывающей и уменьшается внутренний диаметр охватываемой деталей. При разработке технологического процесса эти изменения необходимо учитывать, если указанные размеры ограничены допусками.
Увеличение наружного диаметра охватывающей детали
я 2рШМ03 '
°2 “ Ед (О2 — d2) МК’
Уменьшение внутреннего диаметра охватываемой детали
х - 2^4-Ю3
61 EB(d2-d2) мк'
При сборке с тепловым воздействием на сопрягаемые детали необходимо знать температуру и время нагрева или охлаждения и другие данные.
Проектирование процессов сборки
389
Для облегчения сборки увеличение или уменьшение диаметра Ad определяется по формуле
Ad == б -Н мк,
где б — наибольший натяг для данного соединения;
i — гарантированный зазор, который выбирается в зависимости от габаритов сопрягаемых деталей.
Температуру Тв нагрева охватывающей детали или температуру охлаждения охватываемой детали, которая должна быть в начале выполнения соединения, определяют из условия
Ad-10-3<aTBd,
откуда
т хДбМО-3
где d — номинальный диаметр поверхности сопряжения. в мм; ' а — коэффициент линейного расширения материала детали, подвергающейся нагреву или охлаждению. Величины коэффициента а даны в табл. 16.
Таблица 16
Значения коэффициентов линейного расширения а • 10~в
Материал Нагрев Охлаждение
Сталь углеродистая и низколегирован-
ная 11,0 — 85
Серый и ковкий чугун 10,0 — 8,0
Бронза 17,0 — 15,0
Латунь . , 18,5 — 16,0
Алюминиевые сплавы 23,0 —18,0
Л^агниевые сплавы 26,0 —21,0
При перемещении детали из нагревательного или охлаждающего устройства на сборочную позицию неизбежно ее охлаждение или нагрев. Задаваясь временем t перемещения детали, определяют температуру Та, которая должна иметь деталь в момент выгрузки ее из нагревательного устройства:
где Т — температура окружающего воздуха в °C, е — основание натуральных логарифмов (е = 2,7172).
Показатель k для деталей типа втулок определяют по формуле
«1 (L I
с • у’ \ Л ‘ Z / 3 ’
390
Построение технологических процессов в машиностроении
где с — удельная теплоемкость материала втулки в ккал/кГ-град; у — плотность материала втулки в кг/м3;
h — толщина стенки втулки в мм;
I — длина втулки в мм;
ах — коэффициент теплопередачи между втулкой и окружающей средой в ккал/м2 ч° С. При — + ~ — — 0,15-4-0,25 1/мм после нагрева: в кипящей воде 04 = = 100-4-140, в горячем масле = 50-4-70; в электрической печи = 20-4-30; после охлаждения: в спирте (ацетоне, бензине) с твердой углекислотой 04 = 25; в жидком азоте С4 = 22, в твердой углекислоте = 10-4-15.
Время необходимое для нагрева или охлаждения втулки в жидкой и газообразной среде до температуры Та, рассчитывается по формуле
где Тср — температура нагревающей или охлаждающей среды (ванны, печи, шкафа) в СС;
Тн — начальная температура детали в СС.
Коэффициент теплопередачи для данного случая имеет следующие значения; после нагрева в электропечи ах = 50, в масле ах = 90, в кипящей воде а± ~ 800; после охлаждения в твердой углекислоте ах = 40, в ацетоне с твердой углекислотой ах = 570, в спирте с твердой углекислотой ах — 380; в жидком азоте ах = 700. Для последних четырех сред а± указано приближенным, так как его величина переменна.
При проектировании сборки неразъемных соединений клепкой рассчитывают потребную силу при клепке. По этой силе выбирают клепальный пресс так, чтобы его мощность была несколько выше расчетной. Сила клепки зависит от материала заклепки, ее размеров и формы головки. Размеры замыкающей головки обычно принимают равными размерам закладной. Силу клепки рассчитывают по формуле
Pk = k$dl,75(Pe’7* н (кг), (а)
где кф — коэффициент формы;
d — диаметр тела заклепки в мм;
ов — временное сопротивление материала заклепки разрыву в н/м2 (кГ/мм2).
Коэффициент формы равен: 28,6 для сферических головок; 26,2—для потайных, 15,2 — для плоских, 4,33—для трубчатых
Проектирование процессов сборки
391
и полутрубчатых заклепок. При D2(fj D2 в формулу (а) подставляют приведенное значение диаметра тела заклепки:
где D2(fi — фактический диаметр замыкающей головки;
Ь2—диаметр закладной головки.
Разработанный технологический процесс не только должен обеспечивать качественное выполнение сборки в соответствии с техническими требованиями, предъявляемыми к собираемому изделию, но и должен быть эффективным и рентабельным для заданных производственных условий.
Оценка запроектированных технологических процессов сборки при выборе вариантов или при сопоставлении с процессами сборки аналогичных изделий производится по абсолютным показателям: по трудоемкости операций и всего сборочного процесса (или по производительности, являющейся величиной, обратной трудоемкости), а также по себестоимости выполнения отдельных сборочных операций и всего технологического процесса сборки.
В качестве относительных показателей для оценки технологических процессов сборки можно принять:
а) коэффициент загрузки каждого сборочного места и средний коэффициент загрузки сборочной линии, которые определяем по формулам (140) и (141);
б) коэффициент трудоемкости сборочного процесса который определяют как отношение трудоемкости процесса сборки Тсб к суммарной трудоемкости процессов производства всех деталей, входящих в изделие или узел Тдет9
Тс$
1 дет
Этот коэффициент характеризует процесс производства изделия или узла в целом. Чем меньше значение коэффициента фсбГ, тем лучше проработаны и увязаны между собой процессы производства деталей изделия и его сборки. Однако необходимо учитывать то обстоятельство, что повышение производительности труда при производстве деталей машин, снижая значение Тдет9 увеличивает ФсбГ, если одновременно не проводятся технологические мероприятия, снижающие трудоемкость процессов сборки; в связи с этим значение фсб« колеблется в широких пределах: 0,1—0,4 и даже выше. С развитием производственного кооперирования в машиностроении коэффициент теряет значение показателя, характеризующего процесс производства в целом.
Взамен коэффициента трудоемкости сборочного процесса в условиях, кооперированного производства можно предложить коэф
392
Построение технологических процессов в машиностроении
фициент себестоимости сборки ф5, определяемый отношением себестоимости сборки Sc6 к себестоимости изделия или узла в целом (включая и себестоимость сборки) SU3d\ при этом
^сб
более надежно характеризует удельное значение процесса сборки в общем процессе производства данного изделия, отражая участие не только живого, но и овеществленного труда.
Основными технологическими мероприятиями, повышающими технико-экономические показатели процессов сборки, являются: замена в максимально возможной степени ручных операций механизированными операциями; широкое применение сборочных и контрольных приспособлений; ликвидация или возможное уменьшение технологически неизбежных простоев путем соответствующего перераспределения технологических переходов между операциями с целью возможно большей увязки оперативного времени с темпом сборки.
Технологическая документация процессов сборки включает сборочные чертежи, технологические схемы узловой и общей сборки, сборочные операционные карты, сборочные инструкционные карты.
В сборочной операционной карте дается общий план операций технологического процесса сборки; в ней содержатся также данные, необходимые для выполнения технологического процесса сборки.
Сборочные инструкционные карты составляются на отдельные операции в случае особой их сложности и содержат подробные указания, относящиеся к выполнению операции. В инструкционной карте указываются нормы времени на каждый отдельный прием работы.
ГЛАВА VI
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ТИПОВЫХ ДЕТАЛЕЙ И УЗЛОВ МАШИН
§ 1. ВАЛЫ
Основными конструктивными разновидностями деталей этого класса являются валы: гладкие, ступенчатые и фланцевые.
Наиболее распространены ступенчатые валы. Они выполняются с утолщенной частью посередине или с одного конца. Фланцевые валы встречаются преимущественно в тяжелом машиностроении (гидротурбостроении). Они обычно выполняются полыми.
Особую группу составляют коленчатые и кулачковые валы х. Шейки ступенчатых валов могут иметь шпоночные пазы, шлицы или резьбу. При переходе от одной ступени к другой предусматриваются канавки или галтели. Обработка галтели более сложна; поэтому во всех случаях, когда это допустимо, следует предусматривать канавки. Торцы вала целесообразно снабжать фасками. Валы, длина которых не превышает 15-кратной величины, диаметра (/ 15d), считают жесткими; при I 15d валы считают нежест-
кими.
Технические условия изготовления валов характеризуются следующими данными. Диаметры посадочных шеек выдерживаются по 2 или 3-му классу, а в отдельных случаях — по 1-му классу точности.
Овальность и конусность шеек валов должны находиться в пределах допусков на их диаметры. Биение посадочных шеек относительно базирующих (удвоенный эксцентрицитет) не должно превышать 10—30 мк. Осевое биение упорных торцов или уступов не должно быть больше 0,01 мм на наибольшем радиусе. Отклонения от параллельности шпоночных канавок или шлицев оси вала не должны превышать 0,1 мк/мм (0,1 мк на 1 мм длины); допуски на длину ступеней 50—200 мк; допустимая искривленность оси вала
1 Технология производства коленчатых и кулачковых валов рассматривается в курсе «Технология производства машин».
394
Технология производства типовых деталей и узлов машин
0,03—0,05 мм/м; чистота поверхности посадочных шеек по 7—10-му классам, а торцов и уступов — по 4—5-му классам.
Материалом для валов обычно служит сталь 40. Для ответственных валов используют легированные конструкционные стали (хромоникелевые, хромистые, хромоникелемолибденовые).
Для специальных деталей этого класса (валки прокатные, шпиндели крупных металлорежущих станков и др.) применяют также перлитные ковкие чугуны, чугуны, модифицированные магнием и со сфероидальным графитом. Эти материалы износостойки и обладают свойством демпфировать колебания.
В условиях массового и крупносерийного производства заготовки для валов штампуются в закрытых штампах на молотах или прессах с последующей обрезкой облоя. Заготовки ступенчатых валов выполняют также на ротационно-ковочных машинах и поперечновинтовой прокаткой, а заготовки с односторонним утолщением —• на горизонтально-ковочных машинах и методом электровысадки.
Для ступенчатых валов с небольшим перепадом диаметров ступеней применяют также горячекатаный прокат.
Выбор метода получения заготовки производят, сравнивая суммарные себестоимости процессов получения заготовки и механической обработки сопоставляемых вариантов (см. гл. V). Для гладких валов применяют преимущественно калиброванный прокат.
В условиях единичного или мелкосерийного производства заготовки для валов выполняют свободной ковкой (в мелкосерийном производстве нередко с применением подкладных штампов) или используют горячекатаный прокат.
Исходным материалом для кованых заготовок, служит круглый прокат.
Заготовки крупных валов получают свободной ковкой из слитков или электрошлаковой сваркой из предварительно подготовленных элементов.
В связи с тем что кривизна проката и поковок достигает в ряде случаев 5 мк/мм (5 мк на 1 мм длины вала), возникает необходимость в правке заготовок в целях уменьшения припусков на механическую обработку; правкой уменьшают кривизну заготовок до 0,5—1 мк/мм. Отклонение от соосности шеек черных заготовок ступенчатых валов не должно превышать 1/i поля допуска на диаметр большой шейки.
Технология обработки и применяемое оборудование зависят от конфигурации, размеров и жесткости валов, а также от заданного выпуска. Рассмотрим технологию обработки ступенчатых и гладких валов.
При одностороннем расположении ступеней и длине вала до 120 мм обработку производят на прутковых револьверных станках или автоматах, выполняя до отрезки детали все черновые и чистовые
Валы
395
Y1
Рис. 188. Схема обработки вала на токарно-револьверном станке:
II — подрезка торца; III — обтачивание конца под резьбу; IV — снятие фаски; V — нарезание резьбы; VI — открепление, подача до упора и закрепление прутка; VII — отрезка
vn
II
переходы. На рис. 188 показана наладка револьверного станка для обработки вала из калиброванного прутка. Обтачивание конца вала под резьбу производится с помощью люнетной державки, что уменьшает вибрацию и отжим прутка при обработке.
Штампованные и нарезанные из прутка заготовки для ступенчатых валов длиной L 120 мм обрабатывают обычно в центрах по следующему маршруту:
1) поочередное или единовременное фрезерование торцов заготовки; 2) зацентровка заготовки с двух сторон; 3) предварительное обтачивание заготовки (обычно с двух установов); 4) чистовое обтачивание; 5) предварительное шлифование шеек; 6) фрезерование шпоночных пазов или шлицев; 7) сверление отверстий (если предусмотрены чертежом); 8) нарезание резьб; 9) термическая обработка (если нужно); 10) окончательное шлифование шеек.
Маршрут обработки нежестких валов усложняется введением дополнительных операций протачивания и шлифования шейки под люнет (до токарной обработки), а также введением нескольких операций промежуточной правки (если она допускается техническими условиями).
Погрешности заготовки закономерно уменьшаются при каждом технологическом переходе механической обработки; поэтому число технологических переходов для обработки каждой элементарной поверхности определяется точностью выполнения заготовки и требованиями, предъявляемыми к готовой детали.
Биение посадочных шеек относительно базирующих устраняют обработкой их с одного установа заготовки. За базы при выполне
396 Технология производства типовых деталей и узлов машин
нии большинства операций принимают центровые гнезда заготовки. Для полых валов должна быть обеспечена концентричность наружных поверхностей относительно посадочных участков центрального отверстия; базирование таких валов производят на центровые пробки или на конические фаски отверстия.
Для обеспечения параллельности шпоночных пазов или шлицев оси вала обработка их должна производиться с установкой на центра; обработка с установкой в призмах или центрирующих втулках
2 ' 3
Рис. 189. Схема фрезерования торцов и зацентровки на фрезерно-центровальном станке:
1 — суппорты; 2 — зажимные призмы; 3 — обрабатываемая заготовка; 4 — упор; 5 — фрезы; стрелки А и Б показывают последовательное движение суппортов и центровальных шпинделей; тонкой линией показано конечное положение заготовки при зацентровке гнезд
может быть принята при условии точной обработки базирующих шеек относительно оси центровых гнезд.
Задача выдерживания жестких допусков по длине ступеней при способе автоматического получения размеров решается параллельной подрезкой торцов на предварительно настроенном станке и установкой заготовки на плавающий передний центр, если задан жесткий допуск на длину ступени от левого торца.
Для массового и крупносерийного производства операции фрезерования и зацентровки торцов производятся по двум вариантам: а) для валов более крупных размеров применяются фрезерноцентровальные полуавтоматы МР-71 и МР-73, обрабатывающие заготовки диаметром до 125 мм и длиной до 500 мм, и фрезерноцентровальные полуавтоматы барабанного типа МР-78, предназначенные для заготовки диаметром до 60 мм и длиной до 825 мм;
б) для валов диаметром до 50 мм и длиной до 525 мм фрезерование торцов осуществляется на двусторонних торце-фрезерных ав
Валы
397
томатах А981М, а центрирование — на двустороннем центровальном автомате А982М. Оба эти станка могут встраиваться в автоматическую линию.
В серийном и мелкосерийном производстве рассматриваемые операции выполняются на фрезерно-центровальных станках ФЦ-1 и ФЦ-2 (рис. 189). Производится также раздельное фрезерование торцов на горизонтально- или продольно-фрезерных станках, а центрирование — на двусторонних или односторонних станках.
Торцы валов подвергаются однопроходной обработке, при этом обеспечивается точность и шероховатость поверхности, предусмат-
риваемые техническими условиями.
На рис. 190 показана типичная для серийного производства схема обработки торцов на горизонтально-фрезерном станке с перекладыванием заготовок.
После каждого хода стола со второй позиции снимается одна подрезанная с двух сторон заготовка, другая заготовка перекладывается в освободившуюся позицию, в первую позицию устанавливается новая заготовка для подрезания первого торца.
Установка для фрезерования
Рис. 190. Схема фрезерования торцов двух заготовок на горизонтальнофрезерном станке:
1 — установочные призмы; 2 — зажимная планка; 3 — обрабатываемые заготовки;
4 — упоры; 5 — фреза
торцов производится в призмах
с фиксацией заготовки в продольном направлении базовым уступом по специально установленному упору. За базу следует выбирать уступ, расположенный по возможности посередине заготовки. В этом случае обеспечиваются равные припуски на обработку каждого торца и равные глубины центровых гнезд, если фрезерование торцов и зацентровка делаются в одной операции. При раздельном выполнении операции зацентровки на двустороннем станке за базу принимают тоже уступ или один из обработанных торцов. В последнем случае разница в глубине центровых гнезд будет равна допуску на длину фрезерованной заготовки.
Центровые гнезда выполняются без или с предохранительным конусом, защищающим установочный конус гнезда от случайных повреждений. Размеры центровых гнезд назначают по ОСТу 3725.
Черновое и чистовое обтачивание валов выполняется в массовом и крупносерийном производстве на токарных многошпиндельных вертикальных полуавтоматах мод. 1282, IA283 и др., на одношпиндельных многорезцовых полуавтоматах мод. 1711, 1721, IA730, А983 и А984М (последние две модели встраиваются в автоматические
398
Технология производства типовых деталей и узлов машин
линии), а также на токарных гидрокопировальных полуавтоматах мод. 1712, 1722 и др. В серийном и мелкосерийном производстве
применяются токарные гидрокопировальные полуавтоматы, токарные станки, оборудованные гидрокопировальными суппортами, а также токарные станки обычного типа.
Многошпиндельные вертикальные полуавтоматы вследствие их
высокой цены и сложности наладки
Рис. 191. Схема обработки заготовки вала на вертикальном многошпиндельном полуавтомате непрерывного действия: 1—17 — обтачиваемые поверхности на предварительной и чистовой обработке
находят применение только в массовом и крупносерийном производстве. На рис. 191 показана схема наладки для обработки ступенчатого валика на шестишпиндельном вертикальном токарном полуавтомате непрерывного действия по двухцикловой схеме.
При многорезцовой обработке на вертикальных многошпиндельных полуавтоматах последовательного действия в результате обработки поверхностей за несколько переходов достигается 3-й класс точности; на полуавтоматах параллельного (непрерывного) действия в результате однопереходной обработки каждой поверхности получают 4-й класс точности.
При построении технологического процесса механической обработки часто приходится делать выбор между обработкой на горизонталь-
ном одношпиндельном мно-
горезцовом полуавтомате и гидрокопировальном полуавтомате.
На точность многорезцового обтачивания оказывает влияние: погрешность взаимного положения резцов в наладке; неравномерный износ резцов, работа которых протекает в неодинаковых условиях; переменные отжатия элементов технологической системы вследствие разновременного вступления резцов в работу.
При обработке на одношпиндельных многорезцовых полуавтоматах при предварительном обтачивании обычно получают 4—5-й классы, а при чистовом точении — 4-й класс точности; размеры по длине выдерживаются также по 4—5-му классам. Точность диамет-
Валы
399
ров шеек может быть повышена до 3-го класса при применении чистовых «бреющих» резцов.
Многорезцовое обтачивание в любом варианте имеет преимуще-
ства по затратам основного времени в сравнении с обтачиванием на обычных токарных станках. Наиболее эффективно построение
операций многорезцового обработки. При этом каждая шейка вала обрабатывается за один проход и основное время определяется по резцу , обр абатывающему наиболее длинный участок вала. На рис. 192 в качестве примера показана наладка для обработки ступенчатого валка на многорезцовом полуавтомате; при обра--ботке на многорезцовом полуавтомате длины участков, на которых работают отдельные проходные резцы, следует по возможности устанавливать одинаковыми. Обработку длинных ступеней можно производить
обтачивания по методу деления длины
несколькими резцами одновременно.
Для многорезцового обтачивания наиболее целесообразна такая конструкция заготовки,
Рис. 192. Схема обтачивания заготовки на многорезцовом полуавтомате: а — черновое обтачивание одного конца: б — черновое обтачивание другого конца; виг — чистовое обтачивание концов вала в той же последовательности
когда ее ступени располагаются по возрастающей или убывающей степени от одного конца к другому.
При использовании в качестве заготовки для ступенчатого вала проката приходится строить операции по методу деления припуска, так как на участках с меньшими диаметрами припуск не может быть удален за один проход и предшествующие резцы проходят несколько смежных участков; основное время определяется по суммарной длине этих участков.
По производительности многорезцовое обтачивание не всегда имеет преимущество перед обтачиванием на гидрокопировальных полуавтоматах. Это объясняется большими затратами подготови-
400 Технология производства типовых деталей и узлов машин
Рис. 193. Схема обработки заготовки ведущего зубчатого колеса на станке мод. 1722
тельно-заключительного времени и времени технического обслуживания на многорезцовых станках, а также тем, что скорость резания на гидрокопировальных станках выше, чем на многорезцовых.
Число резцов в наладке лимитируется жесткостью обрабатываемых заготовок, мощностью станка и сложностью конструкций рез-цедержавок. Это ограничивает применение многорезцовых полуавтоматов в массовом и серийном производстве. Обтачивание на гидрокопировальных полуавтоматах имеет ряд преимуществ перед многорезцовым обтачиванием.
Время на наладку и подналадку гидрокопировальных полуавтоматов из-за уменьшения числа резцов в наладке и простоты установки копира меньше, чем для многорезцовых, в 2— 3 раза и составляет для наладки средней сложности 30—35 мин. ?
При чистовой обработке на гидрокопировальных станках обеспечивается более высокая точность (обычно выдерживается допуск 0,05—-0,06 мм). Высокая чувствительность следящей системы обеспечивает соответствие размеров обрабатываемой заготовки размерам копира; влияние отжатий в упругой системе невелико из-за малого числа резцов; исключаются резцов и неравномерность их
неточности взаимного положения износа.
Особенно целесообразно гидрокопировальное обтачивание для валов нежесткой конструкции, для чистового точения валов с длинными шейками, которые из-за высоких требований к шероховатости поверхностей нельзя обрабатывать при многорезцовых настройках методом деления длины.
Выпускаемые модели гидрокопировальных полуавтоматов позволяют обрабатывать валы диаметром до 320 мм, длиной до 1250 и до 1600 мм (по специальному заказу).
На рис. 193 показана наладка для обработки заготовки ведущего зубчатого колеса на гидрокЬпировальном полуавтомате мод. 1722.
Кроме обработки на гидрокопировальных полуавтоматах, в серийном производстве целесообразно производить обтачивание валов на токарных станках, оборудованных универсальным гидро-копировальным суппортом. Применение гидрокопировального суп-
Валы
401
порта позволяет сократить вспомогательное время по сравнению с обычными токарными станками в 3—4 раза, а штучное время в 2,5—3 раза. Малое подготовительно-заключительное время позволяет применять гидрокопировальные суппорты при партии в три-четыре заготовки.
При индивидуальном изготовлении валов токарные операции выполняются на обычных токарных станках. Зацентровку крупных валов производят по разметке, а обработку — с креплением в патроне и установкой другого конца вала в люнете; шейку под люнет обрабатывают, устанавливая вал в патроне с поджимом задним центром.
Промежуточные припуски на обтачивание цилиндрических поверхностей и подрезку плоскостей торцов и уступов при выполнении основных переходов токарной обработки определяют по формулам (85)—(87), в которых специфическую особенность имеют пространственные отклонения р^. При обтачивании цилиндрических поверхностей шеек рм учитывают следующие величины при обработке заготовок на центрах:
1. Смещение оси центровых гнезд pi( относительно оси базовых (при зацентровке) шеек заготовки. Величину рч можно брать равной части допуска на диаметр большей базовой шейки заготовки.
2. Несоосность обрабатываемой ступени рст базовым шейкам заготовки. Величина рст берется равной 0,25dmax, гдебтах —допуск на диаметр наибольшей ступени.
3. Искривление оси заготовки, вызывающее дополнительное смещение ри оси обтачиваемой шейки по его среднему поперечному сечению относительно линии центровых гнезд. Величина ра зависит от общего искривления заготовки и от расстояния среднего сечения обрабатываемой шейки до ближайшей опоры.
Суммирование величины рч, рст и ри производится по правилу квадратного корня:
Pi-1 = V Рц + рст + Ра*
Погрешность установки 8Z- при обтачивании шеек вала на центрах может быть принята равной нулю. При подрезке торцов и уступов вала пространственные отклонения в формуле промежуточного припуска также принимаются равными нулю, а погрешность установки в случае обработки на жестком переднем центре равна допуску на глубину («просадке») центрового гнезда. В случае плавающего переднего центра = 0. Величина pz-1 при расчете промежуточного припуска на последующих чистовых переходах может быть рассчитана как результат копирования первоначальной (исходной) величины несоосности.
Допуски на промежуточные размеры могут быть рассчитаны по формуле (61) при обработке партии заготовок на предварительно
402 Технология производства типовых деталей и узлов машин
настроенном станке и по формуле (64) при обработке методом индивидуального получения размера.
Поле рассеяния диаметральных размеров заготовки в различных поперечных сечениях при однорезцовом обтачивании в центрах можно определить как результат непостоянства упругих отжатий элементов технологической системы по формуле
2Дд> = 2 (Стах/*р0 тах — min) X
~ / л\2 XV
v ~~'Т> I I 1 I
Л L jn.6 h.6 Jcyn Ф ЗЕЛ J w
Здесь
Cmin = Хт.п $УРНВ^
I — длина заготовки;
х — расстояние от переднего центра до рассматриваемого сечения;
— жесткость передней бабки;
j3t6 — жесткость задней бабки;
jcyn — жесткость системы суппорт—резцедержатель—резец; Е — модуль упругости материала заготовки;
J — момент инерции поперечного сечения заготовки;
s — продольная подача резца в мм/об;
НВ — твердость обрабатываемого материала по Бринелю.
Приведенная формула получена на основе общей принципиальной формулы (16) для одноинструментной обработки. Погрешности формы обтачиваемой шейки определяют по формуле Д^ = tocm max — — X/nmin, ВЫЧИСЛЯЯ toem max И tQcm min ПрИ СООТВеТСТВуЮЩИХ ЗНа-чениях х по формуле (23):
Если жесткость узлов станка велика по сравнению с жесткостью заготовки, то образующая обработанного вала принимает выпуклую форму и деталь получается бочкообразной. При обтачивании вполне жесткой заготовки образующая детали получается вогнутой, а ее поверхность принимает седлообразную форму.
Анализ формулы (б) показывает, что наличие соизмеримых величин жесткостей узлов станка и обрабатываемой заготовки приводит к выравниванию образующей обточенного вала.
. При обтачивании валов малой жесткости выпрямление образующей (рис, 194) может быть получено снижением жесткости задней
Валы
403
бабки (что обеспечивается выдвижением ее пиноли). При обтачивании жестких валов, наоборот, полезно повышение жесткости задней бабки (рис. 195). Если обтачивание производится почти на всю длину образующей, жесткость задней бабки целесообразно доводить до уровня жесткости передней бабки. Если обтачивание производится за две установки (с перевертыванием заготовки), то жесткость задней бабки следует брать выше жесткости передней.
tocm
Рис. 194. Схема изменения профилей образующих нежесткого вала до (кривая 7) и после снижения (кривая 2) жесткости задней бабки. Условия испытания:
Рис. 195. Схема изменения профиля образующих жесткого вала до (кривая 7) и после (кривая 2) повышения жесткости задней бабки. Условия испытания:
t ~ % мм, С — 60; I = 400 мм, d = =2. 24 мм, Е = 20-104 Мн/м2 (2-104 кГ/мм2У, для кривой 7: /п 12 Мн/м (1200 кГ/мм), j3 & — 8 Мн/м (800 кГ/мм), I = 10 Мн/м (1000 кГ/мм/у. для кривой 2: — 12 Мн/м
(1200 кГ/мм), 3 Мн/м (300 кГ/мм), 1СуП в Ю Мн/м (1000 кГ/мм)
*3ад~ 4 мм' С = для КРИВОЙ В. ]'п & — => 15 Мн/м (1500 кГ/мм), /3^==я Ю Мн/м (1000 кГ/мм), 6 Мн/м (600 кГ/ммУ, для кривой 2: & = 15 Мн/м (1500 кГ/ммУ,
/ ,-.= 30 Мн/м (3000 кГ/ммУ, / ~ 6 Мн/м-
3'6 (600 кГ/мм} Суп
Используя для последнего случая условие, что величины Av у задней бабки (х = /) и по середине заготовки ^х = будут равны, -можно на основе формулы (б) получить
0,75 ,
0,25 В *
При большей жесткости заготовки будем иметь j36 = 3jn6.
Другой способ выравнивания образующей вала заключается в преднамеренном (коррекционном) сдвиге задней бабки в поперечном направлении в целях частичной компенсации выпуклости или вогнутости образующей получающейся при этом конусностью. При наличии выпуклости образующей задняя бабка сдвигается назад, чтобы вершина конуса была обращена в сторону передней бабки.
Повышение точности токарной обработки может быть достигнуто уменьшением составляющей силы резания Ру. При заданных режимах резания это обеспечивается использованием проходных резцов
404
Технология производства типовых деталей и узлов машин
с углом в плане <р = 90° и с малым радиусом закругления режущей кромки при вершине.
Задача определения погрешностей, вызываемых упругими от* жатиями элементов технологической системы, при обтачивании в центрах ступенчатых валов значительно усложняется. Упрощение расчета дает приведение ступенчатого вала к гладкому, диаметр которого определяется из равенства объемов ступенчатого и приведенного гладкого валов. Ошибка расчетов при этом составляет менее 10%, что в практических целях можно считать вполне допустимым.
Еще более сложная задача возникает при расчете погрешностей обработки валов на многорезцовых токарных станках. Решение этой задачи применительно к жестким валам приводится в гл. II.
При консольном закреплении заготовки в патроне наибольшее значение величины 2А5, будет на свободном конце консоли, т. е. там, где жесткость системы наименьшая:
2Д„ = 2 (CmaxZV — Cmintxpa • )xM- + -J—V
У \ max 3ag max min 3a$ min/ z\ J заг J суп /
Здесь ]заг — жесткость системы шпиндель станка"— патрон — заготовка в сечении у ее свободного конца;
jcyn — жесткость узла суппорт— резцедержатель — резец.
Погрешность формы обточенной шейки гладкого вала можно найти по формуле
А$ = 2 (tocm max tocm min) — 2Cmax^ P$ max X (1 ' T' 'j > (147) заг Jзаг •
где f — жесткость системы шпиндель —патрон в месте закрепления заготовки.
Величину 2Ду можно найти в любом сечении гладкой заготовки на расстоянии х от места ее закрепления, подставив вместо -Д— J заг член -4- [9]:
Е * _ Xs . Lx2 . xL2 Л3
Здесь J — момент инерции поперечного сечения заготовки;
L —длина воображаемой консольной балки, которой условно заменяется узел шпиндель—патрон станка (рис. 196);
J' — момент инерции поперечного сечения этой балки диаметром D;
Е — модуль упругости материала заготовки.
0 = 2,19/4^,
Валы
405
где у — поперечный прогиб патрона после приложения к нему радиальной силы Ру в месте закрепления заготовки и 6 — экспериментально определяемый угол поворота этого сечения после при-
ложения той же силы Ру.
При обтачивании гладкого вала с подвижным люнетом упругими
элементами технологической системы являются передняя и задняя бабки, люнетная стойка, суппорт и обрабатываемая заготовка (рис. 197). При перемещении резца вдоль образующей происходит перераспределение упругих ”
упрощения расчета отжатий
отжатий указанных элементов. Для принимается, что плоскость действия силы Pv совмещена с плоскостькклю-нетной стойки.
Рис. 196. Действительная и условная схема консольного крепления детали
Рис. 197. Схема для расчета отжатий технологической ^системы при обработке вала с подвижным люнетом
Расчет отжатий упругой системы ведется как и при установке на два центра, но с учетом жесткости люнета ]л.
Для произвольного положения резца по длине заготовки можно написать
2A_j, = 2 (CmAXt3Pd max — Cm-mt3Pd min) X
Приняв жесткость люнетной стойки равной нулю, получим формулу (а) для случая обработки в двух центрах без люнета.
Фрезерование шпоночных пазов производится на шпоночнофрезерных станках (692А) торцовой фрезой или на горизонтальнофрезерных станках дисковой фрезой в зависимости от конструкции паза. Вал устанавливается на центра или шейками на призмы, выверенные на параллельность направлению движения подачи.
В массовом производстве нередко эту операцию выполняют на многоместном приспособлении. Пальцевые фрезы при этом крепятся на многошпиндельной фрезерной головке, а дисковые фрезы —-на одной общей оправке.
406
Технология производства типовых деталей и узлов машин
Шлицевые поверхности на валах обрабатывается на шлицефрезерных станках (5350, 5603 и 5618А) червячной фрезой с установкой на жестких центрах. По условиям производительности целесообразно на шейках валов диаметром до 60—80 мм фрезеровать шлицы за один проход; при больших размерах разделяют фрезерование на предварительное и чистовое. Обработку шлицевых поверхностей выполняют за две операции независимо от размера в том случае, когда вал проходит термическую обработку с незначительным повышением твердости (HRC 40). В этом случае предварительное нарезание делается до термической обработки; при чистовом нарезании после термической обработки устраняют возникающие пространственные погрешности и обеспечивается требуемая точность и шероховатость поверхности без шлифования.
Повышение производительности на этой операции может быть достигнуто применением многошпиндельных шлицефрезерных станков, а также многоинструментных шлицестрогальных и шлицепротяжных станков.
Перспективен процесс накатывания шлицев. Этот метод высокопроизводителен и улучшает физико-механические свойства металла.
Сверление отверстий производится на одношпиндельных или многошпиндельных сверлильных станках. Тип станка и схема установки зависят от конструкции вала и расположения отверстий.
Образование резьбы на закаливаемых шейках выполняется до термической обработки, а на не закаливаемых после окончательного шлифования шеек вала. Этим уменьшается опасность повреждения резьбы при транспортировке заготовок.
Метод образования резьбы зависит от ее класса точности. Для валов с резьбой 2-го класса точности в массовом и крупносерийном производстве применяются резьботокарные полуавтоматы 1920 и и 1921. Нарезание резьбы осуществляется твердосплавным инструментом по автоматическому циклу. В этих типах производства для образования резьб 3-го и 4-го классов точности применяются резьбонакатные (5А932 и 5А935) и резьбофрезерные (5М5Б62) станки.
В серийном и мелкосерийном производстве резьбы 2-го класса точности получают на токарно-винторезных станках обычным или вихревым методом. Резьбы 3-го и 4-го классов точности нарезаются на универсальных токарных, а в отдельных случаях на болторезных станках.
При нарезании резьбы на наружной поверхности вала, чтобы облегчить обработку, следует предусматривать канавки для выхода инструмента или сбег резьбы.
Термическая обработка чаще всего выполняется в виде поверхностной закалки шеек с нагревом в индукторе т. в. ч. Реже встречается цементация с последующей закалкой шеек или общая закалка вала.
Валы
407
Шлифование шеек валов обычно выполняется в две операции — предварительную и чистовую. Валы шлифуются на круглошлифовальных станках методом продольной подачи (на проход) или поперечным врезанием с установкой заготовки в центрах; ступенчатые валы шлифуются также на бесцентрово-шлифовальных станках.
Шлифование с поперечной подачей отличается высокой производительностью, особенно при обработке набором кругов, когда одновременно шлифуется несколько шеек вала. Врезное шлифование
Рис. 198. Автоматический цикл обработки при врезном шлифовании:
1 — зависимости перемещения шлифовального круга от времени; 2 — зависимость съема металла от времени
широким профильным кругом применяют для одновременной обработки нескольких близко расположенных поверхностей; при этом общая ширина круга обычно не превышает 250.ЛШ.
При врезном шлифовании обработка шеек вала часто ведется по автоматическому циклу. Наиболее рациональный цикл шлифования с точки производительности, точности и шероховатости обработанной поверхности представлен на рис. 198, где / этап — быстрый подвод шлифовального круга; II этап—замедленный подвод шлифовального круга до точки встречи; III этап — врезание; IV этап — установившийся съем металла; V этап—реверсирование: VI этап — чистовое шлифование; VII этап—отвод шлифовального круга.
Включение этапа реверсирования в цикл шлифования позволяет сократить время обработки благодаря быстрому переходу от значительных деформаций технологической системы при установив
408
Технология производства типовых деталей и узлов машин
шемся процессе к небольшим упругим деформациям при чистовом шлифовании.
При шлифовании несколькими кругами на точность обработки оказывает влияние неоднородность кругов, колебание величины припусков и упругие отжатия элементов технологической системы.
Одновременное шлифование шейки и торца производят на тор-цошлифовальных станках мод. ЗТ161 и др. с наклоном круга. При обработке в жестких центрах, когда допустимо изменение осевого положения заготовок в зависимости от глубины их зацентровки, применяют станки с перпендикулярным перемещением бабки. На станках с угловым перемещением шлифовальной бабки можно более точно выдержать линейный размер от базового торца. В этом случае передний центр должен быть плавающим. Шейки и торец можно обрабатывать также на обычном круглошлифовальном станке, применяя круг с поднутрением на торце.
Для повышения производительности труда на шлифовальных операциях предусматривают контроль размеров в процессе обработки, исключающий необходимость в остановке станка для измерений; многие конструкции приспособлений для контроля на ходу предусматривают автоматическое отключение подачи при достижении заданного размера.
Точность формы шеек вала после шлифования зависит от состояния центровых гнезд. Поэтому перед чистовым шлифованием часто вводят операцию исправления центровых гнезд с помощью конусного абразивного круга или притира.
При шлифовании предусматривают канавки на поверхности детали для выхода шлифовального круга. Для облегчения обработки участки вала, имеющие один и тот же размер, но разные посадки, необходимо разграничивать канавками. Если по условиям прочности канавки недопустимы, то на размер, определяющий протяженность данной посадки, дают широкий допуск (3—5 мм).
Бесцентровое шлифование осуществляется со сквозной подачей (на проход) или с поперечной подачей (врезанием). Жесткость технологической системы при бесцентровом шлифовании в 1,5—2 раза выше жесткости системы при круглом шлифовании. Поэтому при бесцентровом шлифовании режимы резания повышаются в 1,5— 2 раза и облегчается задача обработки нежестких валов.
Однако при шлифовании на центрах можно получить более круглые шейки и большую соосность ступеней вала. Бесцентровые станки легко автоматизируются и встраиваются в автоматические линии.
При обработке одной шейки вала применяется шлифование с продольной и поперечной подачей. Бесцентровое шлифование с продольной подачей, как наиболее производительное, применяется, когда обрабатываемая большая по диаметру шейка значительно
Валы
409
длиннее остальных (рис. 199, а). Шлифование меньшей по диаметру шейки осуществляется с продольной подачей до упора (рис. 199, б), при этом Zx Z2, где —длина обрабатываемой шейки. При шлифовании длинных заготовок предусматривается осевой упор, а их правильное положение и устойчивость на ноже обеспечиваются люнетом (рис. 199, в).
Рис. 199. Схемы наладок при бесцентровом шлифовании ступенчатых валов
При одновременном шлифовании шеек с поперечной подачей ведущий круг делается ступенчатым, если длина шеек примерно одинаковая (рис. 199, а), и прямым, если большая по диаметру шейка значительно длиннее меньшей (рис. 199, д). Аналогично выбирается форма опорной поверхности ножа. В многокруговых наладках (рис. 199, е) оба шлифовальных круга монтируются на одном шпинделе. Опорные ножи делают с вырезом.
Опорный нож должен регулироваться по высоте так, чтобы обеспечить необходимое превышение h центра обрабатываемой заготовки над центровой линией кругов (рис. 200). Это превышение составляет примерно (0,35—0,4)dK, но не более 14 мм, где dtt —диаметр обрабатываемой заготовки в мм.
410
Технология производства типовых деталей и узлов машин
Недостаточная или слишком большая величина h приводит к увеличению погрешности формы в поперечном направлении — огранке.
При настройке станка направляющие призмы или планки должны быть установлены параллельно образующей режущей поверхности шлифовального круга. Отклонение их в горизонтальной плоскости в сторону шлифовального или ведущего круга приводит к возникновению в результате обработки погрешности формы в продольном направлении — бочкообраз- ________ ________
ности (рис. 201, а) или седлооб-разности (рис. 201, б).
Рис. 200. Схема установки обрабатываемой заготовки и опорного ножа:
1 — шлифовальный круг; 2 — обрабатываемая заготовка; 3 — ведущий круг; 4 — опорный нож
Рис. 201. Схема образования погрешности формы при повороте передней направляющей призмы:
а — в сторону шлифовального круга; б — в сторону ведущего круга; / — шлифовальный круг; 2 — обрабатываемая заготовка; 3 — ведущий круг; 4 — направляющая призма
Шлифование шлицев производится в том случае, если центрирование вала со втулкой осуществляется по их дну и боковым сторонам. При шлифовании шлицев обеспечивается их симметричность, требуемый радиус дна и параллельность оси вала.
Шлифование шлицев профильным кругом или набором кругов выполняется на шлицешлифовальном станке. Вал устанавливается на жестких центрах; для выверки углового положения вала при установке применяют установочный шаблон.
Гладкие валы. Гладкие валы изготовляют обычно из калиброванной стали 3, За и 4-го классов точности по следующему маршруту.
1. Отрезка заготовки по длине и снятие фасок на многошпиндельных или одношпиндельных отрезных автоматах либо на токарных отрезных станках, в зависимости от заданной программы.
2. Предварительное шлифование заготовок на бесцентрово-шлифовальном станке со сквозной подачей.
3. Фрезерование закрытых шпоночных пазов на шпоночно-фрезерных станках, например мод. 692А; открытых шпоночных пазов —
Валы
411
на горизонтально-фрезерных станках; обработка пазов под сегментные шпонки на специальных станках или на фрезерных станках с применением специальных устройств.
4. Сверление поперечных отверстий, если они предусмотрены конструкцией, на многошпиндельных или одношпиндельных сверлильных станках в зависимости от числа отверстий и заданного выпуска.
5. Термическая или химико-термическая обработка (если она предусмотрена).
6. Чистовое шлифование после термической обработки на бесцентрово-шлифовальных станках.
При обработке длинных гладких валов из горячекатаной стали их предварительно обтачивают на бесцентрово-обточных станках (например, мод. 9330А), а затем шлифуют на бесцентрово-шлифовальных станках или обкатывают роликами на правильно-полировальных станках с полировальной головкой; эти же станки, но без полировальной головки, служат>для правки черных прутков перед их обтачиванием. Правка длинных черных прутков и обточенных валов может производиться также на специальных правильных прессах.
Валы с центральными отверстиями. Штампованные поковки для валов с центральными отверстиями выполняются сплошными, поэтому отверстие в таких валах получают глубоким сверлением, которое производят после предварительного обтачивания на центрах наружных поверхностей вращения и подготовки шеек под зажим в патроне и под люнет. Для отверстий длиной Z, не превышающей пятикратного диаметра отверстия Z 5d, применяют спиральные сверла; для отверстий длиной Z 5d применяют сверла для глубокого сверления одностороннего или двустороннего резания в зависимости от диаметра отверстия. Для отверстий большого диаметра (d 80 мм) применяют головки для кольцевого сверления. Как сверление, так и последующая обработка центрального отверстия производятся обычно на станках для глубокого сверления. Для чистовой обработки центрального отверстия применяют зенкеры и развертки или расточные резцовые головки в зависимости от предъявляемых требований и диаметра отверстия. Последующая обработка наружных поверхностей производится с базированием по отверстию; для этого применяются пробки или крестовины, снабженные центровыми гнездами. В целях достижения наибольшей конечной точности обработки по концентричности наружных поверхностей относительно отверстия рекомендуется последующие операции проводить без смены пробок.
Обработка ступенчатых отверстий представляет некоторые трудности; в этом случае применяют расточные оправки (при I 5d) или борштанги (при Z 5d) с набором резцов для параллельной обра
412
Технология производства типовых деталей и узлов машин
ботки ступеней отверстия. Окончательно обработанные отверстия служат базовыми для шлифования наружных поверхностей.
Тяжелые валы. К тяжелым условно относят валы диаметром более 200 мм и весом более 1 т. Конструктивные разновидности тяжелых валов и технические условия их изготовления те же, что и для обычных валов; тяжелые валы в большинстве случаев имеют центральные отверстия, основным назначением которых является: а) уменьшение веса (при диаметре центрального отверстия, равном половине диаметра наружной поверхности, вес уменьшается примерно на 25% при уменьшении момента сопротивления всего на 6—7%); б) обеспечение возможности взятия проб для исследования качества материала, что для тяжелых валов имеет существенное значение; в) размещение внутри вала штоков или других элементов управляющих или регулирующих устройств машины.
Технологические задачи, возникающие при производстве тяжелых валов, имеют свои особенности. Они заключаются в выполнении некоторых требований в связи со значительными диаметрами фланцев, центрирующих буртов и большой длиной валов.
Заготовки для тяжелых валов получают свободной ковкой на прессах и молотах; исходным материалом для заготовки является слиток. После ковки заготовки подвергают отжигу для снятия внутренних напряжений и нормализации.
В последнее время заготовки пустотелых валов фланцевого типа получают электрошлаковой сваркой из предварительно подготовленных элементов. При этом варианте достигается большая экономия материала и значительное снижение трудоемкости последующей механической обработки.
После термической обработки от концов заготовки отрезают пробы для механических испытаний.
Технология механической обработки тяжелых валов имеет следующие особенности. Вначале производят разметку заготовки для проверки ее годности, для обработки, получения рисок для сверления центрового гнезда, а также для выверки заготовки при установке на станке.
Зацентровка производится на стационарном или переносном горизонтально-сверлильном станке («колонке») с установкой заготовки в призмы.
Токарная обработка выполняется за несколько установов. При первом установе один конец заготовки зажимают в кулачках планшайбы или патрона, а другой, зацентрованный конец, поджимают центром задней бабки; при этом выверяют заготовку рейсмасом по разметочным рискам, нанесенным на ее наружной поверхности; этой установкой пользуются для обтачивания шеек под люнеты.
Обдирка и последующая обработка производятся с креплением вала кулачками планшайбы или патрона и установкой в люнеты.
Валы
413
Обработку на центрах не практикуют из-за износа центровых гнезд, вызываемого большим весом заготовки и значительной длительностью токарной операции.
При каждой новой установке заготовку выверяют на биение индикатором; для этой цели наиболее часто обрабатывают специальные контрольные пояски; устранение биения достигается перемещением кулачков патрона.
У полых валов глубокое сверление производится после предварительной токарной обработки наружных поверхностей, так как для выверки при установке заготовки на станке перед глубоким сверлением должны быть подготовлены базы. При расчете припуска на последующую обработку наружных поверхностей с базированием по отверстию необходимо учитывать увод оси отверстия при глубоком сверлении.
При установке в четырехкулачковом патроне с поджимом задним центром выверка производится на биение со стороны патрона.
Окончательная обработка шеек валов 2-го класса точности диаметром до 3004-350 мм производится на шлифовальных станках. Шлифованием обрабатывают также закаленные на высокую твердость поверхности у валов, изготовляемых по 3-му классу точности. Отделка шеек более крупных валов производится широким пружинящим резцом, обеспечивающим 6—7-й класс чистоты, а также уплотняющим роликом.
В условиях автоматизированного производства валы обрабатываются на специальных и переналаживаемых автоматических линиях. Линии компонуются из универсальных и специальных станков, соединенных между собой транспортерами, загрузочными устройствами и средствами активного контроля и блокировки.
Автоматические линии для валов состоят из одного или нескольких участков с промежуточными накопителями. Такие линии имеются на отечественных заводах и за рубежом. Например, линия ЭНИМСа предназначена для полной механической обработки вала ротора, запрессовки вала в ротор, окончательного обтачивания ротора в сборе с валом и балансировки собранного узла. Линия переналаживаемая: на ней могут обрабатываться восемь типоразмеров валов длиной 344—523 мм\ состоит из двух участков. Темп выпуска — 1 мин. На первом участке производится фрезерование торцов вала, его зацентровка и обтачивание на двух многорезцовых станках, предварительное бесцентровое шлифование, накатка рифлений, окончательное шлифование на бесцентрово-шлифовальном станке и фрезерование шпоночного паза. На втором участке линии выполняется запрессовка вала в ротор на гидравлическом прессе, обтачивание-ротора и балансировка ротора, собранного с валом. Такие линии успешно эксплуатируются на ряде заводов нашей страны.
414 Технология производства типовых деталей и узлов машин
Имеются также линии для обработки первичных валиков автомобилей ГАЗ-51 и ЗИЛ-130, вагонных осей, поршневых пальцев и других деталей. При обработке поршневых пальцев линия состоит главным образом из бесцентрово-шлифовальных станков. В этом случае транспортирование деталей и передача их в зону обработки не вызывает затруднений. Для этой цели на предварительных операциях шлифования применяют простейшие роликовые транспортеры с перемещением деталей от силы продольной подачи. На операциях окончательного шлифования используют цепные транспортеры. При установке в центрах подача заготовок в зону обработки зависит от трассы транспортирования, которая может быть расположена различно к линиям центров станка. В зависимости от трассы транспортирования выбирается вид и конструкция манипулятора.
Технический контроль предусматривает проверку диаметральных размеров и длины ступеней, размеров шлицев и резьб на шейках валов; эта проверка осуществляется предельными скобами, шаблонами, шлицевыми кольцами и резьбовыми скобами.
Для проверки биения шеек вала его укладывают на призмы базирующими шейками, а щуп индикатора ставят на измеряемую шейку; разность наибольшего и наименьшего показаний индикатора при повороте вала вручную определяет величину биения измеряемой шейки, т. е. двойной эксцентрицитет. Применяют также многомерные индикаторные контрольные приспособления для проверки диаметральных размеров и биения шеек валов относительно базовых шеек; в этом случае индикаторы приспособления настраиваются по эталону и закрепляются в определенном положении; показания каждого индикатора характеризуют отклонения размеров, а разность показаний по каждой шейке — величину ее биения.
Параллельность шлицев (гребней, впадин и боковых поверхностей) оси вала определяется путем измерения индикатором в двух крайних положениях при установке вала на призмах или центрах; этой же установкой можно пользоваться для проверки биения гребней и впадин шлицев, производя измерения индикатором по диаметрально противоположным гребням или впадинам.
Для технического контроля применяют также автоматические устройства. В частности, например, на МЗМА применяют автомат для контроля и сортировки на размерные группы через 2,5 мк поршневых пальцев автомобиля «Москвич».
Технический контроль тяжелых валов осуществляется преимущественно на станках. В частности, правильность геометрической формы шеек проверяется индикатором на токарном станке; диаметральные размеры шеек контролируются скобами с микрометрическими наконечниками; проверка концентричности смежных шеек
Корпусные детали
415
вала производится специальным индикаторным поворотным приспособлением; проверка плоскостности фланцев производится точно пришабренной линейкой на краску. Прямолинейность образующей конуса проверяется лекальной линейкой на просвет и под щуп.
§ 2. КОРПУСНЫЕ ДЕТАЛИ
Назначение корпусных деталей и их основные конструктивные разновидности. Корпусные детали служат для монтажа в них механизмов машин.
Для корпусных деталей характерно наличие систем точно обработанных отверстий, координированных между собой и относительно плоскостей.
По общности применяемых методов решения технологических задач среди всего разнообразия корпусных деталей можно условно выделить две основные разновидности: корпусные детали призматического и фланцевого типа.
Для деталей призматического типа характерно наличие развитых наружных плоскостей и основных отверстий на нескольких осях.
У деталей фланцевого типа плоскости обычно являются торцовыми поверхностями основных отверстий и имеют выточки или выступы, предопределяющие их обработку точением. Как призматические, так и фланцевые корпусные детали часто по условиям сборки выполняются разъемными в диаметральной плоскости основных отверстий (например, корпусы редукторов) или с отъемной крышкой, где монтируется вторая опора вала (например, картеры раздаточных коробок).
Технологические задачи, возникающие при изготовлении корпусных деталей. При обработке корпусных деталей должны быть обеспечены в установленных пределах: параллельность и перпендикулярность осей основных отверстий друг другу и плоским поверхностям; соосность отверстий для опор валов; заданные межосевые расстояния; правильность геометрической формы отверстий; перпендикулярность торцовых поверхностей осям отверстий; прямолинейность плоских поверхностей.
Технические условия на изготовление корпусной детали зависят от точности собираемых в ней механизмов.
Диаметры основных отверстий под посадку подшипников выполняют обычно по 2-му классу точности с чистотой поверхности 6—8-го классов, реже по 1-му классу точности с чистотой 8—11-го классов.
Несоосность отверстий допускают в пределах половины допуска на диаметр меньшего отверстия, а их конусность и овальность не более 0,5—0,7 поля допуска на соответствующий диаметр.
416 Технология производства типовых деталей и узлов машин
Допуски на межосевые расстояния для цилиндрических зубчатых передач с межцентровым расстоянием 50—800 мм при различных видах сопряжений (С, Д, X и Ш) рекомендуются по ГОСТу 1643—56 от ±25 до ±280 мк.
Межосевой угол конических передач по ГОСТу 1758—56 выдерживают для тех же видов сопряжений в пределах от ±18 до ±210 мк на длине образующей делительного конуса 50—800 мм.
Отклонения межосевого расстояния червячных передач по ГОСТу 3675—56 при 7, 8 и 9-й степени точности и межцентровом расстоянии 40—630 мм составляют от ±30 до ±210 мк.
Непараллельность осей отверстий допускается в пределах 0,02— 0,05 мм на 100 мм длины.
Плоскости прилегания обрабатывают с чистотой 5—7-го классов, а их отклонения от прямолинейности допускают 0,05—0,20 мм на всей длине. К трущимся поверхностям предъявляют более высокие требования: чистота поверхности 7—9-го классов, неплоскостность до 0,05 мм на всей длине.
Неперпендикулярность торцовых поверхностей к осям отверстий допускается в пределах 0,01—0,1 мм на 100 мм радиуса. Чистота этих поверхностей задается по 5—6-му классам.
У разъемных корпусов несовпадение осей отверстий с плоскостью разъема допускается в пределах ±0,2 мм, а при диаметре расточки более 300 мм до ± 0,3 мм.
Материалы и виды заготовок. Заготовки корпусных деталей отливаются из серого или модифицированного чугуна, из углеродистой стали, из алюминиевых сплавов или выполняются сварными из стали.
Чугунные заготовки выполняют в соответствии с ГОСТом 1855—55 по I—Ш-му классам, а в массовом — по I—П-му классам точности. Стальные заготовки выполняются с допусками по ГОСТу 2009—55. Методы литья по выплавляемой модели и в оболочковые формы являются наиболее точными, но и более дорогими. Их применяют для сложных отливок с жесткими требованиями к точности и шероховатости необрабатываемых поверхностей. Так, например, по выплавляемой модели, собираемой из нескольких секций, получают рабочие полости сложной конфигурации у корпусов центробежных насосов. Отливки из алюминиевых сплавов наиболее часто получают литьем в кокиль с песчаными стержнями.
При выполнении сложных алюминиевых корпусных деталей (например, блоков цилиндров) литьем под давлением достигается точность размеров 5-го класса по ГОСТам 1015—49 и 1025—48, все отверстия получаются в отливке и подвергаются только отделочной обработке.
Иногда оказывается целесообразным вместо одной сложной алюминиевой отливки выполнить литьем под давлением отдельные секции детали, а затем собрать их методом пайки.
Корпусные детали
417
Сварные корпусы применяются вместо литых там, где существенное значение имеет уменьшение веса, так как их стенки могут быть на 30—40% тоньше литых.
Выбор заготовки корпуса основывается на технико-экономи-
ческом расчете.
В отливках корпусных деталей в результате их неравномерного
охлаждения и усадки возникают остаточные напряжения, вызывающие пространственные деформации (коробление). Методы устранения остаточных напряжений в литых и сварных заготовках см. в гл. II.
Заготовки после дробеметной или пескометной очистки подвергают испытанию на плотность или герметичность. Детали, работаю-
щие под давлением, подвергаются повторной гидропробе после обработки основных поверхностей.
Для нормального протекания технологического процесса, весьма важно соблюдение у заготовок корпусов допусков на размеры, припусков на обработку, пределов твердости материала, а также отсутствие дефектов на поверхностях, особенно на базовых. Поэтому необходим хорошо поставленный конт
Рис. 202. Базовые поверхности корпусных деталей:
а — поверхности 1 и 2; б — поверхности 7, 2 и 3 или 1, 2 и 4
роль заготовок.
Базирование корпусных деталей. Совмещение установочной, измерительной и сборочной баз при постоянстве выбранной базы в значительной степени облегчает решение,, сложных технологических задач, возникающих при обработке корпусных деталей.
При изготовлении корпусных деталей широкое распространение получил метод базирования по плоскости и двум отверстиям (рис. 202). У деталей призматического типа используется плоскость и два отверстия небольшого диаметра, обработанные развертыванием по 2-му классу точности. У деталей фланцевого типа используется торец фланца, одно отверстие большого диаметра (основное отверстие или выточка в торце), другое отверстие малого диаметра (во фланце).
Корпусные детали со слабо развитыми или неудобно расположенными плоскостями обрабатывают в приспособлениях-спутниках с использованием других черных или искусственно созданных поверхностей.
В некоторых случаях в неавтоматизированном производстве, принимаются другие варианты базирования. Так, в станкостроении
1/413 Кован В, М£ и др4
418 Технология производства типовых деталей и узлов маший
корпусные детали часто базируют по плоскостям направляющих; в тяжелом машиностроении базируют на шесть точек, расположен-
Рис. 203. Схемы базирования корпусных деталей на первой операции по необработанным отверстиям и плоскости
ных в трех координатных плоскостях.
Основным недостатком этих схем базирования являются необходимость в перемене баз и в переустановках заготовки для того, чтобы обработать занятые при установке и закрытые зажимными элементами приспособлений поверхности.
Базирование по плоскости и двум отверстиям обеспечивает большую точность обработки по сравнению с другими методами базирования.
На первой операции заготовку устанавливают по необработанным поверхностям (на черных базах). На этой операции достигается правильное положение обрабатываемой базовой плоскости относительно необрабатываемых поверхностей и правильное распределение припусков на ряд поверхностей, обрабатываемых в последующих операциях.
Если у детали несколько основных отверстий и они имеют достаточно большие размеры уже в заготовке, то наиболее удобно базировать
ее по двум отверстиям с параллельными осями и перпендикулярной им плоскости (рис. 203). Эта схема базирования обеспечивает доступность поверхностей для обработки, простоту конструкции приспособления и надежность за-
крепления.
Так, установка по вертикальной плоскости (рис.. 203, а) удобна для сравнительно небольших корпусов; более крупные и тяжелые детали устанавливают на горизонтальную плоскость (рис. 203, б).
Корпусные детали
419
Если у заготовки имеется еще одна ось расположения основных отверстий, то при значительных размерах детали необходимо и ее использовать для базирования. В схеме, показанной на рис. 203, в, заготовка базируется по оси радиусных выемок, представляющих часть поверхности отверстия. В одно из перпендикулярных отверстий вводится самоцентрирующая оправка с двумя точками соприкосновения, действующая аналогично срезанному пальцу.
Эта оправка базирует заготовку в продольном направлении; подводимые опоры в выемках предотвращают смещение в поперечном
направлении и поворот относительно вертикальной оси.
Заготовки корпусных деталей с одним основным отверстием устанавливаются на самоцентрирующих оправках, вводимых в это отверстие. Оправка своими концами опирается на призмы. Для устранения поворота заготовки, на наружной или внутренней поверхности (рис. 203, г) делается упор.
Во всех приведенных случаях сложные отливки корпусных деталей уста
Рис. 204. Схема базирования корпусных деталей на первой операции по необработанным плоским поверхностям
навливают основными отверстиями на центрирующих оправках, что фактически обеспечивает базирование по основным осям симметрии детали. Корпусные детали, у которых основные отверстия неудобны для базирования или отсутствуют, как это имеет место у отдельных частей разъемных корпусов, устанавливаются по внутренней полости (рис. 204, а и б) или по наружной поверхности (рис. 204, в). Установочные элементы в подобных случаях могут быть самоцентрирующими (рис. 204, г).
Базированием по внутренней поверхности обеспечивается заданная толщина стенки, если обрабатывается плоскость снаружи; самоцентрирующие устройства исключают появление разностен-ности.
Общий план обработки корпусных деталей. Технологические процессы обработки корпусных деталей включают несколько этапов: 1) обработку базовой плоскости при установке на черных базах, а затем обработку базовых отверстий; 2) обработку системы взаимосвязанных плоскостей; 3) обработку системы взаимосвязанных основных отверстий; 4) обработку крепежных отверстий; 5) отделоч
420 1 Технология производства типовых деталей и узлов машин
ную обработку плоскостей и основных отверстий (требуется не всегда).
Этапы обработки характеризуют лишь решаемые на них технологические задачи. Каждый этап может включать несколько операций, в зависимости от вида обрабатываемых поверхностей, их расположения и точности обработки. В состав операций, где решаются основные технологические задачи (например, обрабатываются базы), могут быть включены также те переходы, выполнение которых наиболее удобно в этих операциях. Подобные отклонения усложняют технологический процесс, но не нарушают общей схемы обработки.
Рис. 205. Схема сборки корпуса и крышки редуктора в поточной линии механической обработки
Технологические процессы производства разъемных корпусов дополнительно включают: обработку плоскостей разъема у оснований и крышки; обработку крепежных отверстий в поскостях разъема; промежуточную сборку корпуса.
На рис. 205 показана схема выполнения сборочной операции в поточном производстве корпусов редукторов. Основание корпуса 2 по рольгангу 1 подают на роликовый стол, когда он находится в верхнем положении на уровне рольганга. Затем стол вместе с основанием опускают так, что плоскость разъема оказывается на уровне рольганга, и на основание корпуса передвигают крышку 3. Сверлильная машина 4 и гайковерт 5 служат для совместной обработки отверстий под контрольные штифты и для завинчивания гаек.
В мелкосерийном и единичном производстве при обработке корпусных деталей на универсальном оборудовании без приспособлений обработке предшествует операция разметки заготовки. В процессе разметки определяется положение осей основных отверстий детали, ее плоскостей и других поверхностей, учитывающее целесообразное распределение припусков на обработку. Установка для обработки плоскостей делается с выверкой по разметочным
Корпусные детали
421
рискам; дальнейшая обработка выполняется при установке на обработанных плоскостях с выверкой по ним или по рискам.
Основные технологические операции. Обработка плоскостей корпусных деталей в поточно-массовом производстве производится на барабанно- и карусельно-фрезерных станках и на плоско-протяжных станках; в автоматических линиях применяют специальные продольно-фрезерные станки.
В серийном производстве плоскости обрабатываются на продольно-фрезерных и продольно-строгальных станках.
Рис. 207. Схема обработки на карусельно-фрезерном станке двух поверхностей с перекладыванием деталей
Рис. ,206. Схема обработки на барабанно-фрезерном станке двух параллельных плоскостей
Отделочная обработка, если она требуется, выполняется шлифованием. Сначала обрабатываются базовые плоскости; одновременно с ними при соответствующем построении операций могут быть обработаны другие плоскости. Схемы построения операций обработки плоскостей должны во всех случаях предусматривать использование всей площади и полной длины хода стола и всех имеющихся на станке суппортов или фрезерных головок. Этим может быть достигнута эффективная концентрация переходов с многократным перекрытием их во времени.
Так, на барабанно-фрезерном станке (рис. 206) фрезами обрабатываются одновременно две параллельные плоскости заготовки предварительно (позиция /) и окончательно (позиция II).
На рис. 207 показана схема черновой и чистовой обработки двух поверхностей заготовки двумя фрезами последовательно при непрерывном вращении стола с перекладыванием деталей попарно из позиции / в позицию II. Подобные операции можно проектировать и для групповой обработки различных деталей.
х/а14 Кован В. М. и др.
422
Технология производства типовых деталей и узлов машин
В автоматических линиях плоскости обрабатывают методом торцового фрезерования на агрегатных продольно-фрезерных автоматах с одной стороны или с двух сторон одновременно (рис. 208). Одно-
б)
Рис. 208. Схема обработки в автоматических линиях двух параллельных плоскостей (а) и одной плоскости (б)
сторонняя обработка выполняется на вертикально- или горизонтально-шпиндельных станках; для двусторонней обработки применяют горизонтально-шпиндельные станки (рис. 208, а). Фрезерные головки 4 перемещаются влево до упора осуществляя черновую и чистовую обработку заготовки, зафиксированной в рабочей
Корпусные детали
423
Рис. 209. Схема фрезерования шести поверхностей заготовки корпусной детали
позиции установочными пальцами 3. Транспортером 2 в рабочую позицию подается следующая заготовка; в то же время фрезерные головки перемещаются вправо и занимают исходное положение. На рис. 208, б показана конструктивная схема позиций линии для обработки одной плоскости.
Протягивание плоскостей корпусных деталей в массовом производстве выполняется на крупногабаритных горизонтально-протяжных станках длиной 12—14 м с применением наборов протяжных плит. Протягиванием обеспечивается высокая производительность, но дорог инструмент и с трудом достигается плоскостность. Этот метод применяют при большом выпуске (т 2 мин/шт) деталей небольшой ширины и жесткой конструкции.
В серийном производстве плоскости заготовок корпусных деталей обрабатывают на универсальных продольно-фрезерных или продольно-строгальных станках с использованием многоместных схем построения операций, в том числе по методу «перекладывания деталей». Он заключается в том, что каждая деталь переустанавливается последовательно в несколько положений- с таким расчетом, чтобы сделать доступными для обработки поверхности, расположенные с разных сторон (верх, низ, бока, торцы).
На рис. 209 показана схема фрезерования шести сторон заготовок корпусной детали. Верхняя и нижняя плоскости располагаются на одной высоте и обрабатываются в позициях I и II фрезой /. Боковые поверхности располагаются в одной вертикальной плоскости и обрабатываются в позициях I и II фрезой 2. Торцовые поверх
ности обрабатываются в позиции III фрезами 2 и 3; в этой позиции заготовка устанавливается по высоте так, чтобы ее не задевала фреза 1.
После каждого хода стола станка в позиции III снимается обработанная со всех сторон заготовка; заготовки из позиций II и I перекладываются в следующие позиции, а в позиции I ставится новая заготовка.
При таком построении операции лучше, чем при партионной работе, используется станок, устраняется необходимость в перена-
7,14*
424 Технология производства типовых деталей и узлов машин
ладке станка, обеспечивается непрерывное питание поточной линии заготовками с законченной фрезерной обработкой и исключается пролеживание частично обработанных заготовок.
Корпусные детали, имеющие плоскости значительной длины при небольшой ширине (в том числе расположенные под углом), обрабатываются на специализированных продольно-фрезерных станках с горизонтально-фрезерными головками, оснащенными наборами фрез для одновременной обработки нескольких поверхностей; в мелкосерийном производстве такие поверхности обрабатываются строганием. Строгание применяется также для широких поверхностей, когда требуются торцовые фрезы чрезмерно большого диаметра.
Поверхности прилегания типа рамок при значительной ширине окна целесообразно фрезеровать на станке с программным управлением, обходя хвостовой фрезой по контуру. В этом случае программируются движение стола при обработке сторон, параллельных направлению подачи, и движение шпиндельной коробки при обработке сторон, перпендикулярных движению подачи.
Нормами точности на продольно-фрезерные станки (ГОСТ 97—58) и на продольно-строгальные станки (ГОСТ 35—54) допускается неплоскостность обработанных поверхностей 0,02—0,03 мм на 1 м длины, непараллельность обработанной верхней плоскости к основанию 0,02 мм на 1 м длины; неперпендикулярность обработанной боковой поверхности к основанию 0,03—0,06 мм на 500 мм длины. Податливость системы суппорт — стол продольно-строгальных станков в вертикальном направлении при ширине строгания в 1 м составляет 0,24 мк/кг.
Фактически фрезерованием в два перехода (черновой и чистовой) может быть достигнута точность 4-го класса, чистота поверхности 5—6-го класса, плоскостность 0,1—0,2 мм на длине до 1 м.
Точность строгания несколько выше, чем фрезерования.
При более высоких требованиях к точности и шероховатости поверхности вводится отделочная операция — шлифование или тонкое фрезерование плоскости; в мелкосерийном производстве поверхности шабрятся; этим методом неплоскостность поверхности существенно уменьшается. При проектировании технологических операций обработки плоскостей важно учитывать и по возможности предупреждать появление погрешностей вследствие деформации заготовок под влиянием сил зажима и сил резания.
Повышению производительности труда на операциях обработки плоских поверхностей способствует соблюдение при конструировании корпусных деталей основных требований технологичности. Деформации уменьшаются при наличии ребер жесткости. Все обрабатываемые участки на одной стороне заготовки следует делать открытыми и располагать в одной плоскости, а на разных
Корпусные детали
425
сторонах — во взаимно параллельных и перпендикулярных пло-
скостях.
Образуемая таким образом форма параллелепипеда отвечает требованиям надежной установки с соблюдением правила постоян-
ства базы и делает возможной сквозную обработку заготовки с двух-трех сторон одновременно несколькими фрезерными головками или суппортами нескольких установленных на столе заготовок.
Обработка ба» зовых отверстий производится после обработки базовой плоскости на радиальносверлильных станках со сменой ^инструмента или на станке с двухшпиндельной сверлильной головкой при помощи сверла-развертки. Базовые отверстия у небольших заготовок обрабатывают на трехпозиционных станках или в автоматических линиях сверлением и развертыванием последовательно в двух позициях (рис. 210).
У заготовок деталей фланцевого типа в серийном производстве плоскость фланца, центрирующую выточку (выступ), и центральное
отверстие протачивают рис> 2Ю. Схема обработки базовых поверх-на токарно-револьвер- ностей в автоматической линии
ных или карусельно-то-
карных станках. Отверстия во фланце обрабатывают на радиально-
сверлильном или на многошпиндельном сверлильном станках.
В заготовках небольшого размера при массовом производстве на вертикальном многошпиндельном полуавтомате обрабатывают базо-
14 Кован В. М. и др. '
Q)
Рис. 211. Схема обработки на вертикальном многошпиндельном полуавтомате фланца (а) и базовых отверстий (б) заготовки корпусной детали
о
Технология производства типовых деталей и узлов машин
Корпусные детали
427
вый торец, выступ и отверстия во фланце, а также все другие поверхности, доступные для обработки при одном установе заготовки (рис. 211).
Обработка основных отверстий выполняется, в зависимости от заданного объема выпуска, на универсальных горизонтально-расточных станках или на агрегатных многошпиндельных станках, в ряде случаев объединяемых в автоматические станочные линии.
Для обработки используются инструменты — развертки, расточные блоки и расточные головки, установленные в нужном ком-
Рис. 212. Схема установки корпусной детали в кондукторе
плекте на расточных станках, а также резцы, расположенные односторонне, с точной микрометрической регулировкой на размер.
Соосность отверстий обеспечивается в результате жесткости расточных скалок, а также направлением их во втулках.
Точность межосевых расстояний, параллельность и перпендикулярность осей и другие требования к расположению отверстий обеспечиваются двумя методами: обработкой отверстий с направлением инструмента в кондукторе (метод автоматического получения размеров) и обработкой отверстий без направления инструмента с использованием универсальных способов координации положения инструмента (метод индивидуального получения размеров).
При обработке с направлением инструмента задача координации решается с помощью расточного кондуктора (рис. 212), который ориентируется на столе станка шпонками /; при этом оси кондукторных втулок 2 размещаются параллельно оси шпинделя 3. Кор-14*
428
Технология производства типовых деталей и узлов машин
пусную деталь 4 устанавливают базовой плоскостью на опорные пластины приспособления и двумя отверстиями на установочные пальцы 5.
Заданное положение первого отверстия в горизонтальной плоскости (от боковой поверхности или оси другого отверстия) выдерживается с помощью размеров а и 6, а расстояния Л и С обеспечиваются соответствующим расположением кондукторных втулок. Расточная скалка для обработки отверстий на данной оси направ
Рис. 213. Схема установки корпусной детали при обработке без кондуктора
ляется двумя кондукторными втулками. При такой настройке системы достигается полная определенность положения в ней детали и создается возможность получения заданных координат обрабатываемых отверстий без какой-либо выверки.
Обработка отверстий корпусных деталей без кондуктора требует предварительной разметки; она выполняется после обработки базовых плоскостей. Разметкой создают выверочные базы в виде круговых рисок, проходящих по средней плоскости отливки, и перпендикулярных ей рисок, представляющих осевые ли
нии основных отверстий. Базой для разметки служит внутренняя полость заготовки и обработанные плоскости.
При обработке отверстий без кондуктора (рис. 213) у заготовки, базируемой плоскостью, остается неопределенность положения в направлении осей х и г и возможность поворота относительно оси у.
Возможность поворота относительно оси у обязательно устраняется при установке, для чего производится выверка по разметочной риске последовательно в двух точках а — а при помощи чертилки в шпинделе станка при продвижении стола.
При переходе к растачиванию следующего отверстия необходимо производить тем или иным способом точный отсчет заданного перемещения стола с обрабатываемой заготовкой или шпинделя.
Корпусные детали
429
Обработка отверстий с направлением инструмента по кондуктору выполняется при помощи консольной оправки или расточной скалки с закрепленным в ней инструментом по схемам, приведенным на рис. 214.
Оправка применяется для коротких, расположенных вблизи шпинделя, отверстий. Она жестко соединяется со шпинделем при помощи конуса и направляется одной кондукторной втулкой, расположенной перед отверстием или за ним; в последнем случае направляющая часть оправки должна войти в кондукторную втулку раньше, чем инструмент начнет резаниев
Для обработки отверстий большой длины или в двух удаленных стенках применяют расточные скал-
ки, направляемые двумя кон ду ктор ными втул ками. Борштанга соединяется со шпинделем станка шарнирно, что исключает необходимость в точном совмещении осей шпинделя и кондукторных втулок и упрощает настройку станка.
В массовом и крупносерийном производстве основные отверстия корпусных деталей обрабатывают на многошпиндельных стан-
Рис. 214. Схема обработки отверстий по кондуктору:
а и б — оправкой с направлением в одной кондукторной втулке; в и г — расточной скалкой с направлением в двух кондукторных втулках
ках при параллельных и
параллельно-последовательных схемах построения операций, одновременно с двух или трех сторон заготовки. Требуемое положение отверстий обеспечивается соответственно расположенными в агрегатных головках шпинделями, каждый из которых соединяется с расточной скалкой, направляемой кондукторными втулками установочного приспособления.
В серийном производстве основные отверстия в корпусных деталях обрабатываются на универсальных горизонтально-расточных станках с направлением инструмента по кондуктору. Отверстия обрабатываются одним шпинделем, последовательно соединяемым с расточными скалками, каждая из которых оснащена инструментом
430
Технология производства типовых деталей и узлов машин
для обработки отверстий на своей оси. Межосевые расстояния и параллельность осей обеспечиваются перемещением стола и направлением расточной скалки по кондуктору. Перпендикулярность осей отверстий получается вследствие поворота стола станка и направ-
ляющих втулок кондуктора.
В целях повышения производительности труда при работе на
расточных станках применяют многошпиндельные расточные головки для одновременной обработки нескольких отверстий с па
Рис. 215. Схема одновременного растачивания отверстий на горизонтально-расточном станке
раллельными осями. Эта головка получает вращение от шпинделя станка, а ее шпиндели, расположенные соответственно растачиваемым отверстиям, передают крутящие моменты расточным скалкам (рис. 215). Такая головка устанавливается с помощью крана на направляющие станины станка; по окончании обработки партии корпусов головка снимается со станка.
В массовом производстве целесообразно черновую и чистовую обработку выполнять на двух агрегатных станках автоматической или поточной линии: или производить ее в два перехода на двух рабочих позициях агрегатного станка. В крупносерийном производстве условия загрузки станков обусловливают иногда выполнение обеих опе
раций на одном и том же многошпиндельном станке, с незначительной его переналадкой.
На рис. 216 показан пример применения многошпиндельного
агрегатного станка для последовательного выполнения чернового и чистового растачивания отверстий в заготовке корпусной детали.
Установив заготовку в позицию I, вводят в кондуктор комплект скалок для предварительного растачивания отверстий. Обработка происходит в позиции // после поворота стола и сцепления скалок с соответствующими шпинделями агрегатной головки. В это время в позиции / снимается окончательно обработанная деталь или, если она прошла только предварительную обработку, ее подготавливают для чистовой.обработки. Скалки подаются из загрузочного барабана, причем подача их может быть автоматической.
Корпусные детали
431
На рис. 217 показана схема обработки с перекладыванием детали на вертикально-расточном агрегатном станке. Станок имеет четыре группы шпинделей по числу выполняемых переходов. Стол станка снабжен двухпозиционным приспособлением. Заготовка устанавливается в левое приспособление и после обработки передней левой
Рис. 216. Схема черновой и чистовой обработки корпусной детали на агрегатном станке:
1 — силовая головка; 2 — шпиндельная коробка; 3 — поворотный стол; 4 — барабан для смены борштанг
2-й переход 4-й переход
\
ил—
\
“а-
1-й переход З-д переход
Рис. 217. Схема обработки отверстий с перекладыванием детали
группой шпинделей (1-й переход) передвигается назад для обработки задней левой группой шпинделей (2-й переход). Затем она перекладывается из левого приспособления в правое и обрабатывается группой передних шпинделей (3-й переход), после чего снова вместе со столом переводится во второе положение и обрабатывается правой задней группой шпинделей (4-й переход).
Переложив заготовку в правое приспособление, в левое кладут другую; таким образом, в переднем положении стола одновременно обрабатываются две заготовки двумя группами шпинделей.
Основные отверстия корпусов небольших габаритных размеров могут быть обработаны на вертикально-сверлильных станках с применением кондукторов и многошпиндельных головок и на радиальносверлильных станках с применением поворотных конду кторов.
В единичном и мелкосерийном производстве корпусов при работе без кондуктора выполнение расточных операций усложняется необходимостью координирования инструмента при установке его в положение оси каждого отверстия.
В наиболее простом случае при обработке отверстия с помощью консольной оправки на станке с подвижным столом координирование инструмента включает следующие приемы: 1) выверку размечен
432
Технология производства типовых деталей и узлов машин
ных осей корпуса на параллельность оси шпинделя; 2) совмещение оси шпинделя с осью первого растачиваемого отверстия; 3) перемещение после обработки отверстий, центры которых расположены на первой оси, на заданное межосевое расстояние; 4) поворот стола для обработки отверстий, центры которых расположены на перпендикулярной оси (при необходимости).
При растачивании отверстий при помощи скалки задача усложняется необходимостью совместить ее ось с осью шпинделя и с осью люнетной стойки по вертикали.
Заданные межосевые расстояния обеспечиваются перемещением стола или шпиндельной коробки, начиная от положения оси первого расточенного отверстия. Погрешность установки не должна быть больше 0,2—0,3 величины допуска. На горизонтально-расточном станке при отсчете по линейке с нониусом выдерживается допуск на межосевое расстояние 0,3 мм и грубее; по линейке с оптическим устройством — до 0,1 мм\ по индикатору и штихмасу — до 0,05 мм\ по упорам и фиксаторам — до 0,2 мм.
Установка шпинделя в заданное положение первой и всех последующих осей отверстий возможна по координатному шаблону.
Координатный шаблон имеет отверстия с координатами, точно соответствующими заданному расположению осей отверстий у детали; диаметры отверстий больше растачиваемых.
. Шаблон устанавливают перед деталью на столе станка или закрепляют на самой детали. С помощью индикаторного центроиска-теля, установленного в шпинделе, совмещают ось шпинделя с осью отверстия в шаблоне и, установив в шпиндель вместо центроискателя оправку с инструментом, растачивают отверстие на первой оси. В положение второй оси шпиндель устанавливается по второму отверстию в шаблоне также с помощью центроискателя. Точность совмещения оси отверстия в шаблоне и оси шпинделя 0,05 мм.
На горизонтально-расточных станках, оборудованных для работы с программным управлением, перемещение на заданное межосевое расстояние возможно с точностью 0,05 мм.
Наиболее сложна обработка крупногабаритных разъемных корпусных деталей на горизонтально-расточных станках с неподвижным столом (расточные колонки). При этом для разъемных корпусов требуются следующие дополнительные приемы выверки: 1) на горизонтальное расположение плоскости разъема корпуса; 2) размещение оси шпинделя в плоскости разъема корпуса; 3) совмещение оси скалки с осью шпинделя; 4) перенос скалки в положение параллельной оси.
Выверка корпуса на горизонтальность производится уровнем в направлении осей % и у с точностью 0,1 мм на 1 м длины.
Расположение оси шпинделя в плоскости разъема корпуса проверяется измерением расстояния от плоскости разъема до образую-
Корпусные детали
433
щей оправки, вставленной в корпус шпинделя (рис. 218). Ось шпинделя лежит в плоскости разъема корпусной детали, если
Л-д ==-£-.
Соосность скалки и шпинделя достигается в результате проверки соосности отверстий шпинделя и втулки задней стойки оптическим прибором. При этом достигается совмещение осей с точностью 0,02 мм
на 1 м длины, а при 6 м погрешность не превышает 0,06 мм\ параллельность осей выверяется с точностью 15 угловых секунд.
При малых расстояниях возможна выверка соосности шпинделя
с втулкой центроискателем, закрепленным в шпиндельной оправке.
Проверка соосности скалки со шпинделем делается раздельно в двух плоскостях: в вертикальной плоскости — по одинаковости показаний уровня; в горизонтальной плоскости — измерением расстояния скалки у ее концов от посторонней базы, установленной параллельно оси шпинделя.
Точность углового положения осей отверстий
Рис. 218. Схема проверки расположения оси шпинделя в плоскости разъема корпуса
обеспечивается поворотом
стола и точной (до 15 сек) индексацией его. При этом отклоне-
ние от перпендикулярности осей расточенных отверстий составляет 0,05—0,1 мм на 100 мм длины. Если станок не обеспе-
чивает точной фиксации поворота, то необходима проверка поло-
жения детали.
Для растачивания отверстий с осями, пересекающимися в пространстве, необходимо вертикальное перемещение шпинделя на заданное межосевое расстояние и поворот стола на 90° (рис. 219). Межосевое расстояние с определяется измерением размера т при известных размерах п и d. Перпендикулярность осей проверяется по прилеганию измерительных штифтов приспособления к образующей скалки в точках а и Ь.
Размер А проверяется измерением размера Б при известном размере К у приспособления. Размеры от оси отверстия до внутренних торцов или от торца до оси отверстия при обработке по разметке выдерживаются с допуском ±0,5 мм.
Более жесткий допуск на размер А можно выдержать, если при установке шпинделя для растачивания отверстий, центры которых расположены на второй оси, измерить размеры D и b от образующей
434 Технология производства типовых деталей и узлов машин
расточной скалки (рис. 220, а) или применить приспособление (рис. 220, б).
Если приспособление нельзя разместить внутри детали, его устанавливают снаружи (рис. 220, в); однако в последнем случае точность размера А зависит от погрешностей размеров К и b и погрешности перемещения шпинделя на размер I.
Рис. 219. Схема координации осей отверстий, перпендикулярных в пространстве
Торцовые поверхности кольцевой формы, если они не обработаны вместе с другими плоскостями, обрабатываются в процессе выполнения расточной операции. Торцы диаметром до 80—100 мм обраба-
Рис. 220. Схема выдерживания размера Ът оси отверстия до торцовой поверхности внутри корпуса
тывают широкой подрезной пластиной при осевой подаче; торцы больших размеров протачиваются резцом с подачей в направлении радиуса. Для этого, а также для обработки выточек и канавок, применяется суппорт с радиальной подачей, устанавливаемый на планшайбе станка или на скалке.
На агрегатных станках и автоматических линиях также одновременно с обработкой отверстий возможно подрезание торцов, растачивание канавок и выемок, снятие фасок. Эти переходы вы
Корпусные детали
435
полняются при радиальной подаче резцов в момент выдерживания расточной скалки на упоре по достижении ею определенной глубины; резцы выдвигаются от клина или рычажного механизма при осевом перемещении подвижной части скалки.
В скалке, показанной на рис. 221, радиальное перемещение резцедержателя с подрезным и фасочным резцами начинается после окончания работы расточного резца и происходит в результате поворота рычага 2 от осевого движения стержня 1 при неподвижном положении наружной части скалки.
Рис. 221. Обработка 'поверхностей с радиальной подачей резцов
Расточные операции в серийном производстве могут быть автоматизированы в результате применения станков с программным управлением.
Задача программного управления горизонтально-расточными станками сравнительно проста, так как она включает управление конечным положением оси инструмента при перемещениях его в направлении осей координат без функциональной зависимости между ними.
Отечественный горизонтально-расточный станок с программным управлением мод. 2622 имеет числовое программное управление с перфорированной картой. На этом станке можно производить автоматическую обработку сквозных и глухих отверстий с продольной подачей шпинделя или стола и производить автоматическое фрезерование открытых плоскостей. При этом выполняются все необходимые в сложной расточной операции вспомогательные к установочные перемещения: автоматическая установка оси шпинделя в положение оси первого растачиваемого отверстия, перемещение на за
436
Технология производства типовых деталей и узлов машин
данное межосевое расстояние стола станка или шпиндельной коробки, автоматический поворот стола для обработки' отверстий в различных стенках.
Можно также программировать изменение радиуса расположения резца в скалке и автоматическую смену скалок.
Специфические вопросы проектирования технологии обработки на горизонтально-расточном станке с программным управлением следующие: 1) подготовка чертежа с простановкой размеров в направлении осей координат от начала координат с учетом его взаимосвязи с базами станка (рис. 222); 2) составление карты установочных
№ по- Координата зиций , X
575,25
798,50 994,375
892,186
Координата У
374,62
821,16
821,16’
482,28
Рис. 222. Простановка размеров для обработки отверстий в заготовке корпусной детали на станке с программным управлением
перемещений подвижных органов станка в порядке последовательности их выполнения; 3) кодирование координат установочных перемещений.
Корпусную деталь устанавливают на столе станка по базам, положение которых от начала координат известно; от него же определено нулевое (исходное) положение фотодатчиков перемещений стола поперек и шпинделя вверх.
Точность перемещений зависит от точности исходного положения подвижного органа, при котором подается сигнал, и от точности реализации сигнала. Погрешность исходного положения составляет 5-10 мк.
Погрешности при реализации сигнала зависят от технологических факторов, в частности от перебегов по инерции. Поэтому установочные перемещения, в целях экономии времени, вначале происходят с большой скоростью, а при переходе к долям миллиметров скорость снижается до 3 мм!мин. При такой скорости стол или бабка обладает ничтожным запасом кинетической энергии и перебег составляет 10 мк.
Корпусные детали
437
С учетом приведенных погрешностей, геометрических неточностей станка и других факторов точность установки по координатам «стол поперек» и «шпиндельная коробка вертикально», оборудованных оптическим устройством для отсчета миллиметров, на длине 1000 мм составляет ± 0,03 мм.
Точность установки по координатам «стол вдоль» и «шпиндель по оси» составляет ± 0,05 мм\ это относится к перемещению в одну сторону (рабочее движение подачи стола с заготовкой к шпинделю, а шпинделя на заготовку), так как зазоры в винтовой паре при перемещении в одну сторону на точность не влияют.
Переход к обработке другой заготовки на станке заключается в замене программоносителя. При выключении системы программного управления станок полностью сохраняет свою универсальность. Это делает систему программного управления вполне пригодной и высокоэффективной в условиях серийного и даже единичного производства.
Точность обработки отверстий по размерам и форме, а также точность координат и направлений их осей при растачивании заготовок корпусных деталей зависит от принятой схемы обработки: без кондуктора или в кондукторе; консольной оправкой или скалкой с опорой в задней стойке; с подачей стола или шпинделя.
От схемы обработки зависит степень влияния на точность определенных параметров обрабатываемой заготовки, геометрических неточностей станка и податливости основных его узлов при рабочем ходе, а также погрешности выверки и установочных перемещений.
Экспериментальные исследования показали, что жесткость шпиндельной коробки расточного станка зависит от угла действия силы Ру. Она изменяется при вертикальном перемещении коробки из-за износа направляющих стойки.
Поперечная жесткость самого шпинделя с увеличением вылета до определенной величины С~100—150 мм) снижается незначительно, а затем резко.
Жесткость стола горизонтально-расточного станка, вследствие неравномерного износа направляющих, изменяется в зависимости от положения его по длине станины. Она зависит также от места приложения силы по высоте и-от направления действия силы в вертикальной плоскости; закреплением стола после поворота можно в несколько раз повысить его жесткость. Жесткость задней стойки также зависит от высоты расположения растачиваемого отверстия.
В процессе обработки отверстий реакции от сил резания действуют на все узлы станка и на обрабатываемую заготовку, вызывая их отжатия. При этом на точность обработки оказывает влияние не только абсолютная величина жесткости системы, но и ее неравно
438 Технология производства типовых деталей и узлов машин
мерность на длине рабочего хода, которая зависит от схемы обработки.
Обработка отверстий без кондуктора возможна при неизменном вылете шпинделя, с подачей на длину рабочего хода стола с закреп-
Рис. 223. Схема растачивания без кондуктора с подачей стола
ленной на нем заготовкой или при неподвижном столе, в результате выдвижения шпинделя; при этом в каждом случае инструмент может быть закреплен в консольной оправке или в скалке, имеющей вторую опору в задней стойке станка.
Мзаг * Ul/UyG
Рис. 224. Эпюры податливости
.При работе без кондуктора с подачей стола (рис. 223) податливость систем заготовка—стол (W5t72) и расточная скалка — шпиндельный узел (Wunc) в продольном направлении не изменяется по
Корпусные детали
439
длине растачивания и форма отверстия в осевом направлении не получает искажений.
Податливость этих систем в поперечном направлении изменяется по мере передвижения стола в направлении подачи и при одном обороте шпинделя. Эпюры податливости обеих систем и совмещенная
эпюра для соответствующих направлений действия силы Ру показаны на рис. 224. По ним для соответствующих режим-
Рис. 225. Схема растачивания без кондуктора с подачей шпинделя
ных условий обработки может быть определена погрешность формы растачиваемого отверстия. Податливость WUHC меньше при работе скалкой и больше при работе консольной оправкой.
При работе без кондуктора с подачей шпинделем (рис. 225) податливость W3a2 и WUHC изменяется в поперечном направлении;
кроме того, изменяется податливость системы расточная скалка—
шпиндель в продольном направлении, по мере выдвижения шпин-
деля. В этом случае погрешность формы отверстия на всей его длине
будет зависеть от пределов колебания
Рис. 226. Схема растачивания по кондуктору
суммарной податливости
И найденной для концевых поперечных сечений растачиваемого отверстия. Применением скалки вместо консольной оправки можно значительно снизить податливость WttHC и уменьшить погрешность формы отверстия.
При растачивании по кондуктору (рис. 226)
расточная скалка связана со шпинделем станка шарнирно и шпиндельный узел не оказывает влияния на точность обработки. Податливость №заг и
характер ее изменения в поперечном и осевом направлениях зависят от конструкции кондуктора, конструкции обрабатываемой заготовки и от способа ее установки в кондукторе; по сравнению с WUHC в нормальных условиях №заг невелика. Расточную скалку, направляемую в кондукторных втулках достаточной длины и при малом зазоре посадки, можно приближенно рассматривать как балку, за
440
Технология производства типовых деталей.и узлов машин
деланную обоими концами. При достаточной жесткости кондуктора податливость инструмента WUHC можно считать в поперечном направлении не изменяющейся; в продольном направлении она изменяется по мере удаления резца от кондукторной втулки, что приводит к плавному изменению формы образующей отверстия.
При обработке в кондукторе соосных отверстий расточной скалкой с несколькими .резцами на расточную скалку действует система подвижных сосредоточенных сил; условия нагружения усложняются в результате неодновременного вступления в работу й выхода из работы резцов; форма образующей отверстия получает
Рис. 227. Схема растачивания соосных отверстий (а) и погрешности формы отверстий (б)
скачкообразные изменения (рис. 227). Аналитическое решение задач точности многорезцового растачивания весьма затруднительно.
Геометрические погрешности горизонтально-расточных станков оказывают при определенных условиях заметное влияние на точность обработки отверстий в корпусных деталях.
Влияние геометрических неточностей станка наиболее заметно при обработке, протекающей в условиях незначительного нагружения технологической системы, т. е. при чистовой обработкой при обработке заготовок из мягких материалов.
При черновой обработке возрастает влияние силовых факторов, а влияние геометрических неточностей в результате этого снижается.
При этом необходимо отметить взаимосвязь погрешностей, зависящих от геометрических неточностей станка и от отжатий в технологической системе, так как податливость станка изменяется с изменением характеристик его геометрической точности, например в результате нарастающего влияния износа.
Корпусные детали
441
При обработке в кондукторе погрешности размеров, форм и пространственного положения отверстий не зависят от станка и от способа подачи, а зависят от точности кондуктора, расточной скалки и от зазора посадки скалки в кондукторной втулке.
Погрешности отверстий у корпусных деталей при растачивании без кондуктора зависят от схемы растачивания.
При растачивании консольной оправкой влияние погрешности станка на точность расположения осей отверстий больше, чем при растачивании скалкой, так как> положение оси скалки зависит от ее выверки, а не от точности станка.
Непрямолинейность и непараллельность осей растачиваемых отверстий при обработке консольной оправкой с подачей на длину рабочего хода стола станка значительно меньше, чем с подачей шпинделем.
Вместе с тем при обработке с подачей стола на станке со значительным и неравномерным износом направляющих,станины ось отверстия получается непрямолинейной.
Существенное влияние на точность расположения осей расточенных отверстий относительно базовой плоскости при установке заготовки непосредственно на столе оказывает неплоскостность рабочей поверхности стола, которая у работающих станков достигает значительной величины.
Нормы на геометрическую точность новых горизонтально-расточных станков по ГОСТу 2110—57 для всего диапазона размеров предусматривают получение погрешностей формы обрабатываемых отверстий, не превышающих в продольном направлении 0,02 ч-~ 0,04 мм, в поперечном — 0,025 ч- 0,04 мм\ неперпендикуляр-ность оси отверстия к торцовой плоскости — до 0,03 мм на 300 мм, а неплоскостность (вогнутость), обработанных торцов — до 0,02 мм на 300 мм длины.
Погрешность настройки станка зависит от точности установки режущих инструментов и приспособления.
Установку расточных резцов на размер делают обычно от наружной поверхности расточной скалки; для этого скалка всегда должна сохранять точность и высокий класс чистоты поверхности. Резцы для предварительного растачивания устанавливают по жестким калибрам, а для чистового растачивания — по микрометрическим или индикаторным приборам.
Погрешности установки заготовок в кондукторах возникают для размеров, связывающих установочные и измерительные базы.
Погрешности выверки заготовок при установке для обработки без кондуктора оказывают влияние на точность расстояний осей отверстий от выверочных баз, параллельность осей, соосность отверстий и межосевые расстояния.
442 Технология производства типовых деталей и узлов машин
Величины погрешностей зависят от метода выверки и точности применяемых приборов и могут отличаться по величине в 5—10 раз. Величина погрешности должна соответствовать выдерживаемой точности размеров. Для корпусных деталей нежесткой конструкции целесообразно регламентировать силу закрепления.
Влияние температурных деформаций на точность обработки корпусных деталей стараются в процессе обработки исключить.
Суммарные погрешности диаметральных размеров и величины пространственных погрешностей для корпусных деталей пока не могут быть определены аналитическим расчетом из-за сложности явлений и недостаточной изученности их.
При проектировании расточных операций число переходов, необходимое для достижения заданной точности, зависит от размеров заготовок и обрабатываемых отверстий, а также от качества отливок. В серийном производстве обработка отверстий диаметром до 120—150 мм по 2-му классу точности в отливках III и II классов точности по ГОСТу 1855—55 включает: черновое растачивание по 7-му классу точности; получистовое растачивание или зенкерование по 5—4-му классу точности; чистовое растачивание или развертывание по 3-му классу точности; тонкое растачивание или развертывание плавающей разверткой по 2-му классу точности.
В массовом производстве, где отливки выполняются преимущественно по II классу точности, а иногда по I классу ГОСТа 1855—55, отверстия обрабатывают соответственно за три или два перехода.
Отверстия 1-го класса точности по достижении 2-го класса дополнительно обрабатывают хонингованием или тонким растачиванием.
Для достижения соосности отверстий в двух стенках их обрабатывают с одной стороны сквозным проходом; черновое растачивание может выполняться в каждой стенке отдельно.
При обработке на агрегатных станках целесообразно разделять черновую и чистовую обработку на две операции, выполняемые на двух станках автоматической линии, или на два перехода, выполняемых на двух рабочих позициях агрегатного станка поточной линии.
Обработка наиболее тяжелых корпусов, выполняемая на станках с неподвижным столом (расточных «колонках»), сопряжена с большими затратами времени, особенно вспомогательного, которое в неблагоприятных случаях составляет 60—80% от штучного времени.
Расточные операции, выполняемые на этих станках, обычно не разделяются на предварительные и чистовые и выполняются при одной установке; только после выполнения всех переходов
Корпусные детали
443
и по достижении заданных размеров и класса чистоты поверхностей всех отверстий на одной оси переходят к обработке отверстий, центры которых расположены на следующей оси.
В целях экономии времени желательно применение не требующей второй опоры короткой расточной оправки вместо длинной скалки, требующей длительной выверки при установке в подшипнике задней стойки.
Консольная оправка может быть применена при I 5 ~ 6 d, а для корпусов пониженной точности при I = 8 ч- 10 d.
Иногда точные корпусы растачивают предварительно при помощи консольных оправок, а чистовой переход в обеих стенках делают при помощи скалки.
Для сокращения трудоемкости обработки применяют параллельное растачивание крупногабаритных корпусных деталей при помощи нескольких скалок, приводимых в движение от переносных расточных головок.
Расточные головки устанавливают на плите станка с разных сторон заготовки на нужном межосевом расстоянии;” здесь же монтируют люнетные стойки для направления скалок. В результате образуется сборный стенд типа кондуктора для многошпиндельного растачивания отверстий.
Повышению производительности труда при обработке основных отверстий в корпусных деталях способствует соблюдение ряда требований технологичности.
Основные отверстия должны быть сквозными, по возможности без пересечения с другими отверстиями и окнами; глухие отверстия трудно обрабатывать, особенно при значительной глубине, а при. наличии окон нарушается точность формы отверстия в местах одностороннего резания. Соотношение длины и диаметра отверстия должно обеспечивать возможность применения жесткой расточной скалки.
Для серийного производства нежелательна, а для массового производства неприемлема обработка с установкой инструмента в скалку через окна в корпусе при выполнении операции. Поэтому не следует назначать обработку каких-либо внутренних торцов, выточек или фасок, требующих установки инструмента после ввода расточной скалки в корпус. Обработка торцов с «обратной подачей» еще более усложняет технологический процесс.
Канавки в отверстиях для фиксирующих колец и для закладных крышек (в корпусах с разъемом в диаметральной плоскости основных отверстий) упрощают конструкцию и облегчают сборку; обработка при этом несколько усложняется, но она вполне возможна при применении скалок с устройством для радиальной подачи резца.
Наличие плоскости разъема у корпуса затрудняет обработку отверстий, так как из-за возможной разницы в механических свой
444
Технология производства типовых деталей и узлов машин
ствах материалов корпуса' и крышки нарушается правильность формы отверстия после обработки, а стык мешает применению плавающего инструмента для отделочного перехода обработки.
При обработке соосно расположенных отверстий большое значение имеет их расположение (рис. 228).
Для обработки с одной стороны наиболее удобно расположение отверстий по убывающим размерам (рис. 228, а).
Отверстия одного диаметра (рис. 228, б) легко и беспрепят-. ственно обрабатываются одним инструментом во всех стенках
последовательно. Для одновременной обработки таких отверстий расточную скалку с двумя резцами необходимо ввести предварительно внутрь корпуса. Для этого корпус с помощью специального устройства в, установочном приспособлении приподнимается, а после ввода скалки опускается и закрепляется.
Обработка группы отверстий, наибольшее из которых расположено в средней стенке (рис. 228, в), возможна при установке
Рис. 228. Схема расположения отверстий на оси
инструмента в скалку по-
сле ее ввода в корпус; возможно выдвижение инструмента с помощью клинового, рычажного или другого устройства внутри скалки, а также растачивание отверстий во всех трех стенках последовательно скалкой с программным управлением. Для обработки на агрегатных станках такое расположение отверстий на
оси неприемлемо.
Обработка крепежных отверстий. Обработка крепежных и других мелких отверстий занимает значительное место в технологии обработки корпусных деталей.
Крепежные отверстия располагаются группами с требованиями координации внутри группы (шаг, окружность расположения и др.) и координации группы относительно осей симметрии заготовки, базовых плоскостей или других групп отверстий.
Заданное расположение отверстий обеспечивается обычно работой по кондуктору и лишь в мелкосерийном производстве, когда нецелесообразно изготовление даже самого простого кондуктора, обработка выполняется по разметке.
Корпусные детали
445
Обработка по разметке более трудоемка, а достигаемая точность расположения отверстий ниже, чем при обработке по кондуктору (точность положения отверстий по шагу не выше ± 0,25 мм).
Обработка отверстий в несколько переходов осуществляется следующими методами:
1. При последовательном перемещении заготовки в несколько позиций, оснащенных соответствующим инструментом (например, I позиция оснащена соответственно расположенными сверлами; II позиция — зенковками; III позиция-—метчиками). При этом заготовка переводится в новую позицию поворотом стола или поступательным передвижением. В каждой позиции все отверстия обрабатываются одновременно.
2. При неподвижном положении заготовки в одной позиции путем последовательного выполнения переходов со сменой инструментов в шпинделе радиально-сверлильного станка и со сменой кондукторных втулок для направления инструментов различного диаметра. Для операций со сменой инструментов характерна значительная трудоемкость обработки и большая доля вспомогательного времени в штучном (50—60% и более).
3. При использовании комбинированного или сборного инструмента (сверло-зенкер, сверло-развертка, а также сверло с зенковкой и цековкой). Резьбонарезание обычно выделяется и выполняется на сверлильных станках с помощью резьбонарезного патрона без кондуктора.
1 Увеличение числа одновременно работающих инструментов является основным направлением повышения производительности труда при обработке крепежных отверстий. На специальных агрегатных станках число шпинделей достигает нескольких десятков, а в автоматических линиях суммарно по всем позициям — нескольких сотен.
В серийном производстве крепежные отверстия обрабатывают на агрегатных станках или универсальных сверлильных станках, оборудованных многошпиндельными сверлильными головками.
Применением револьверных головок, устанавливаемых на шпинделе радиально-сверлильного станка, устраняют необходимость ручной смены инструмента при последовательной обработке отверстий.
Последовательная обработка группы отверстий в нескольких стенках корпусной детали целесообразна на радиально-сверлильном станке в поворотном кондукторе.
При небольшом объеме выпуска корпусов, а также для сверления небольших групп отверстий в серийно изготовляемых корпусах применяют накладные и сборные кондукторы на базе универсальносборных приспособлений.
44в
Технология производства типовых деталей и узлов машин
Установка накладного кондуктора на детали, определяющая расположение всей группы обрабатываемых отверстий, осуществляется одним из следующих трех методов: 1) от обработанных поверхностей корпуса — основных отверстий или боковых поверхностей; 2) по совмещению рисок, определяющих положение осей
Рис. 229. Схема обработки резьбовых отверстий в автоматической линии
на кондукторе и на детали, при этом риска на детали наносится от заданной базы сверловщиком, иногда с применением вспомогательного шаблона; 3) по совмещению контуров кондуктора и платика на детали на глаз.
При серийном производстве разъемных корпусов редукторов отверстия в плоскостях разъема обрабатывают в поворотном кондукторе, предназначенном для сверления сопрягаемых отверстий в корпусе и крышке попеременно, через одни и те же кондукторные
Корпусные детали
447
Рис. 230. Схема проверки соосности отверстий
втулки. При этом достигается хорошее совмещение отверстий при сборке обеих частей корпуса и обеспечивается непрерывность питания потока комплектом деталей.
На рис. 229 показана обработка резьбовых отверстий в автоматической линии. Многошпиндельная обработка крепежных отверстий в автоматических линиях позволяет снизить станкоемкость в 50—100 раз по сравнению с одношпиндельной обработкой в серийном производстве.
Технологические требования к конструкции корпусных деталей, связанные с обработкой крепежных отверстий, заключаются в следующем. Крепежные отверстия у корпусных деталей должны по возможности иметь одинаковые размеры. Это особенно важно для сокращения вспомогательного времени при обработке отверстий со сменой инструмента.
Отверстия с одной стороны заготовки должны иметь параллельные оси. Для обработки отверстий под другими углами необходимы новые установи заготовки или дополнительные углы фиксации в поворотных
приспособлениях; на автоматических линиях это связано с установкой агрегатных головок под углом.
Технический контроль предусматривает проверку: прямолинейности и взаимного положения плоских поверхностей, образующих сборочные базы корпуса; правильности геометрических форм основных отверстий; соосности отверстий; параллельности осей основных отверстий сборочным базам; взаимной параллельности осей основных отверстий и расстояний между ними; взаимной перпендикулярности осей отверстий (при наличии в корпусе отверстий с перпендикулярными осями); перпендикулярности торцовых поверхностей к осям отверстий.
Прямолинейность плоскостей проверяется обычно линейками. Проверка плоскостей, образующих сборочную базу корпуса, осуществляется специальными плитами на краску или щупом.
Контроль правильности геометрической формы основного отверстия производится штихмасом с индикатором или пассиметром либо пневматическим ротаметром со специальной калибровой пробкой к нему.
Соосность двух отверстий обычно проверяется контрольными оправками. На рис. 230 показана схема проверки трех соосно расположенных отверстий; отклонение от соосности среднего отверстия определяется индикатором /, связанным штоком и системой рычагов со щупом 2, при повороте контрольной оправки 3 с помощью
448
Технология производства типовых деталей и узлов машин
рукоятки 4, Для крупногабаритных корпусов применяют оптические методы контроля.
Параллельность осей основных отверстий сборочным базам и выдерживаемый размер от оси до базы контролируют измерением расстояний между ними у концов корпуса непосредственно или с помощью контрольной оправки.
Взаимная параллельность осей основных отверстий и расстояние Н между
Рис. 232. Схема проверки перпендикулярности осей отверстий
Рис. 231. Схема проверки параллельности осей отверстий и расстояний между ними
ними проверяют при помощи контрольных скалок и индикаторного прибора (рис. 231).
Перпендикулярность осей отверстий может быть проверена по схеме, показанной на рис. 232. Диск 1 вставляется хвостовиком в одно из отверстий; в другое отверстие вставляется хвостовиком линейка 2\ по величине зазора между диском и линейкой у одного
Рис. 233. Схема проверки перпендикулярности торцовой поверхности к оси отверстия
из ее концов судят об отклонении от перпендикулярности. Может быть применено и приспособление с двумя индикаторами на линейке.
Перпендикулярность перекрещивающихся осей проверяется с помощью приспособления, изображенного на рис. 219.
Перпендикулярность торцовых поверхностей к осям отверстий проверяется при помощи индикаторного приспособления, путем поворота оправки, введенной в отверстия и не имеющей возможности перемещаться в осевом направлении (рис. 233).
Контроль в производстве с большим объемом выпуска предусматривает применение многомерных приспособлений для одно
Втулки
449
временной проверки диаметров всех обработанных отверстий с помощью пневматических или пневмоэлектрических приборов.
В автоматических линиях наряду с автоматическим контролем размеров применяются специфические контрольные приборы и приспособления.
Для устранения опасности поломок в позиции резьбонарезания из-за поломки сверла, штыри приспособления (рис. 234) вводятся
Рис. 234. Схема проверки наличия отверстийj
в отверстия и, если глубина отверстий достаточна, линия продолжает работу; если отверстия нет или оно имеет недостаточную глубину из-за поломки сверла, следующий цикл не включается, и линия останавливается.
§ 3. ВТУЛКИ
Основные конструктивные разновидности подшипниковых втулок показаны на рис. 235. Наиболее распространены втулки с отношением ^^2.
Технические условия изготовления втулок характеризуются следующими данными. Диаметры наружных поверхностей выполняются по 2-му или 3-му классу точности; отверстия — по 2-му, реже по 3-му классу точности, для ответственных сопряжений — по 1-му классу точности. Отверстия окончательно обрабатываются после запрессовки втулки. Разностенность допускается в пределах 0,03—0,15 мм, а неперпендикулярность торцовых плоскостей к оси отверстия до 0,2 мм на 100 мм радиуса; при осевой нагрузке на торцы неперпендикулярность не должна превышать 0,02—0,03 мм. Чистота для наружных поверхностей вращения обычно соответствует 6-му классу; для отверстий — 6—9-му классам; для торцовых плоскостей 4-му классу, а при осевой нагрузке 6—7-му классам.
450
Технология производства типовых деталей и узлов машин
Для изготовления втулок применяют: сталь, латунь, бронзу, серый или ковкий антифрикционный чугун, специальные сплавы,
металлокерамику, пластмассы.
Виды заготовок. Для втулок с диаметром отверстия до 20 мм применяют калиброванные или горячекатаные прутки, а также литые стержни. Для втулок с диаметром отверстия более 20 мм применяют цельнотянутые трубы или полые отливки, при
г
этом осуществляют литье в песчаные формы машинной формовки, литье в постоянные металлические формы, центробежное литье и литье под давлением. Для свернутых тонкостенных втулок с открытым швом применяют латунный или бронзовый полосовой материал, а также биметаллическую ленту. Заготовки из металлокерамических материалов получают прессованием с последующим спеканием. Заготовки из
Рис. 235. Конструктивные разновидности подшипниковых втулок
пластмасс получают прессованием.
Технологические задачи. Технологические задачи при обработке втулок заключаются в достижении концентричности
наружных поверхностей относительно отверстия и
п ер пен ди ку л я р ности тор -цов к оси отверстия. Для тонкостенных втулок возникает дополнительная задача закрепления заготовки при обработке без ощутимых ее деформаций.
Задача концентричности наружных поверхностей относительно отверстия и перпендикулярности торцовых поверхностей к оси отверстия может быть решена тремя способами: 1) обработкой наружных поверхностей, отверстия и торцов за один установ; 2) обработкой всех поверхностей за два установи или за две операции с базированием при окончательной обработке отверстия по наружной поверхности; 3) обработкой всех поверхностей за два установи или две операции с базированием при окончательной обработке наружной поверхности по отверстию.
Втулки
451
Обработка за один установ возможна при изготовлении втулок из прутка или трубы с отрезкой обработанной заготовки в конце выполненной операции.
При индивидуальном литье крупных отливок обработка за один установ требует наличия приливов, что значительно увеличивает отходы и понижает коэффициент использования металла. Поэтому для индивидуальных отливок этот способ может быть применен только в единичном производстве.
Из двух других способов базирование по обработанному отверстию имеет ряд преимуществ сравнительно с базированием по обработанной наружной поверхности: а) при обработке на жесткой или разжимной оправке погрешность установки или отсутствует, или значительно меньше, чем при обработке в патроне с креплением заготовки по наружной поверхности; б) более простое, точное и дешевое центрирующее устройство, чем патрон; в) при использовании оправок может быть достигнута высокая степень концентрации обработки.
При обработке за один установ заготовок из прутка или труб, базами являются наружная поверхность и подрезанный торец, устанавливаемый по упору. При обработке индивидуальной заготовки за базу целесообразно принимать предварительно обработанное отверстие и торец заготовки.
Погрешность установки. Погрешность установки определяется: при креплении прутка или трубы в цанге или в патроне — радиальным и осевым смещением заготовки; при креплении индивидуальной заготовки в трехкулачковом патроне для зенкеро-вания литого отверстия — радиальным смещением заготовки; при протягивании отверстия и при обработке на разжимной оправке, установленной в центрах, погрешность отсутствует.
Погрешность установки не влияет на точность диаметральных размеров, но влияет на допуски линейных размеров при несовмещенных установочной и измерительной базах; вместе с тем припуски на обработку цилиндрических поверхностей и торцов должны быть увеличены для компенсации погрешности установки.
Пространственные отклонения. Пространственные отклонения характеризуются: при изготовлении втулок из прутка или трубы — местной кривизной заготовки и уводом оси при сверлении отверстия; при изготовлении втулок из индивидуальных литых или прессованных заготовок — уводом оси отверстия заготовки, эксцентричностью наружных поверхностей относительно отверстия и неперпендикулярностью торцовых поверхностей к оси отверстия.
Пространственные отклонения, изменяя глубину резания в процессе обработки, влияют на величину отжатий элементов технологической системы, но непосредственно в расчетную формулу для
452
Технология производства типовых деталей и узлов машин
определения допуска не входят; вместе стем пространственные откло-нения влияют на величину припусков и суммируются с погрешностью установки для припусков по диаметральным размерам по правилу квадратного корня, а для осевых размеров —арифметически.
Технология обработки втулок и применяемое оборудование. При обработке втулок из прутка
придерживаются преимущественно следующего технологического
маршрута.
1. Подрезка торца у прутка, подача прутка до упора, зацентровка под сверление, сверление отверстия и обтачивание наружной
Рис. 236. Схема обработки втулки на токарноревольверном станке:
1 — подрезка торца; 2 — подача прутка до упора; 3 — зацентровка под сверление; 4 — сверление отверстия и обтачивание наружной поверхности; 5 — растачивание отверстия, обтачивание наружной поверхности и снятие фасок; 6 — предварительное развертывание; 7 — окончательное развертывание; 8 — отрезка
поверхности, растачивание или зенкерование отверстия и обтачивание наружной поверхности со снятием фасок на свободном торце, предварительное развертывание, окончательное развертывание, отрезка (рис. 236); эта операция выполняется на токарноревольверном стан ке, одношпиндельном или многошпиндельном автомате.
2. Снятие фасок с противоположного торца втулки на вертикальносверлильном или токарном станке.
3. Сверление смазочного отверстия на вертикально-сверлильном станке.
4. Нарезание смазочных канавок на специальном станке.
5. Шлифование наружной поверхности на круглошлифовальном или бесцентрово-шлифовальном станке.
При обработке втулок из трубы переход сверления, естественно, выпадает и вместо сверления производится зенкерование или растачивание отверстия; в остальном процесс не отличается от обработки втулки из прутка.
При обработке втулок из индивидуальной отливки или поковки целесообразно применять следующий технологический маршрут.
1. Зенкерование отверстия втулки и снятие фаски в отверстии на вертикально-сверлильном станке (рис. 237); в связи с тем что при закреплении втулки в патроне базирующей является наружная поверхность втулки, расчет припуска на зенкерование следует
Втулки
453
производить по формуле (87) с учетом увода оси литого отверстия и погрешности установки втулки в патроне.
2. Протягивание отверстия на горизонтально-протяжном станке со сферической самоустанавливающейся шайбой, которая применяется в связи с тем, что торец втулки не обработан: протягиванием остаточный увод оси отверстия не исправляется, а погрешность установки не имеет места, поэтому припуск под протягивание определяют по формуле (89) с исключением подкоренных значений и, следовательно, с учетом только высоты поверхностных неровностей и глубины дефектного поверхностного слоя. Кроме
Рис. 237. Схема зен-керования и снятия фаски в отверстии втулки
Рис. 238. Схема обработки втулки со ступенчатой наружной поверхностью на многорезцовом полуавтомате
протягивания, применяется также прошивание отверстия на прессе. Обычно у втулок, которые запрессовывают в корпусе, оставляют после протягивания припуск на окончательную обработку отверстия после запрессовки. При точном выполнении заготовок и тщательной очистке их поверхности .протягивание отверстия можно производить и без его предварительного зенкерования.
3. Однократное или предварительное обтачивание наружной поверхности, в зависимости от точности выполнения черной заготовки, подрезка торцов и снятие наружных (а часто и внутренних) ’ фасок на токарно-многорезцовом полуавтомате; операция выполняется с базированием по отверстию на разжимной оправке или с запрессовкой втулки на цилиндрическую оправку (рис. 238).
При расчете припуска на диаметр погрешностью установки можно пренебречь, а пространственное отклонение должно включать остаточное смещение оси отверстия после зенкерования. Для торцовых
454 Технология производства типовых деталей и узлов машин
поверхностей отсутствуют и погрешность установки, и пространственные отклонения.
4. Чистовое обтачивание наружной поверхности, если производилось не однократное, а предварительное обтачивание; чистовую подрезку торцов производят лишь в том случае, если это вызывается допуском на размер по длине и требованиями, предъявляемыми к торцовым поверхностям; в этом случае операция выполняется на многорезцовом полуавтомате; если производится обтачивание только наружной гладкой поверхности, то операция может быть выполнена на обычном токарном станке; при ступенчатой наружной поверхности операция выполняется на многорезцовом полуавтомате.
Последующие четыре технологические операции аналогичны операциям 2—5-го маршрута обработки втулки из прутка.
Технология изготовления втулок различных конструктивных разновидностей отличается лишь наладкой для обработки наружных поверхностей на многорезцовых полуавтоматах. Втулки с коническим отверстием зенкеруются и развертываются коническим инструментом с подачей до упора. У разрезных конических втулок при многорезцовой обработке инструмент, предназначенный для конической поверхности, направляется копиром; кроме того, для этих втулок предусматриваются фрезерные операции, чтобы образовать прорези и надрезы на наружной поверхности, а также нарезание резьбы на концевых уступах втулки. Для втулок, заливаемых антифрикционным сплавом, предусматривается операция растачивания канавок в отверстии. Свернутые втулки с открытым швом обрабатываются после запрессовки на место. Их после посадки подвергают дорнованию и тонкому растачиванию в окончательный размер.
Металлокерамические втулки изготовляются преимущественно на железной или бедной основе. Материалы на медной основе отличаются меньшим коэффициентом трения, лучшей прирабаты-ваемостью, но обладают меньшей механической прочностью.
При обработке железокерамических деталей резцы с пластинками из твердого сплава ВК8 обеспечивают высокую стойкость, а наличие переходной режущей кромки с углом заточки 1,5—2° дает высокий класс чистоты поверхности при режимах резания: v = 200 -4- 400 м!мин, s = 0,05 -ь 0,15 мм/об, t — 0,5 -н 1,2 мм.
С целью улучшения антифрикционных свойств пористые втулки после спекания подвергают пропитке авиационным маслом в ванне, нагретой до температуры ПО—120° С. В зависимости от толщины стенки втулки продолжительность ее пропитки колеблется от 45 (для стенки 4 мм) до 120 мин (для стенки 9,5 мм).
Отверстия пористых втулок не рекомендуется калибровать шариком или уплотняющей оправкой, так как в этом случае поры частично закрываются и самосмазывающая способность втулки
Рычаги,
455
понижается; поэтому целесообразнее отверстие втулки подвергать тонкому растачиванию. В связи с высокой точностью, которая обеспечивается металлокерамической технологией, ограничиваются обычно однократной обработкой.
Втулки из пластмасс могут быть изготовлены из прутка, из трубы или из индивидуальной заготовки, полученной прессованием. Технология обработки втулок из прутка и трубы аналогична обработке металлических втулок. Высокая точность прессования индивидуальных заготовок для втулок позволяет ограничиваться однократной обработкой их .резанием.
Технический контроль втулок. При контроле проверяют, диаметральные и осевые размеры, шероховатость поверхностей (преимущественно по эталонам), концентричность наружных поверхностей относительно отверстия и перпендикулярность торцов к оси отверстия. Для контроля наружных поверхностей вращения, их концентричности относительно отверстия и перпендикулярности торцов к оси отверстия целесообразно применять многомерное индикаторное контрольное приспособление, аналогичное приспособлению для проверки ступенчатых валов.
§ 4. РЫЧАГИ
К деталям данного класса относятся собственно рычаги, тяги, серьги, вилки, балансиры. Особую группу деталей данного класса представляют шатуны. Конструктивные разновидности рычагов показаны на рис. 239. Детали класса рычагов имеют два или большее количество отверстий, оси которых расположены параллельно или под различными углами. Тело рычагов представляет собой стержень, не обладающий обычно достаточной жесткостью. В деталях этого класса, кроме основных отверстий, обработке подвергаются шпоночные или шлицевые канавки, крепежные отверстия в наружных поверхностях бобышек, прорези в бобышках. Торцы основных отверстий и стержни шатунов часто не обрабатываются.
Основные технические условия на изготовление рычагов: 1) обеспечение правильной геометрической формы основных отверстий и плоскостей их торцов; 2) обеспечение заданных размеров, из которых главными являются: диаметры основных отверстий, расстояния .между их осями и расстояния между торцами бобышек. Диаметры основных отверстий выполняются по 2—3-му классам точности; расстояния между их осями выполняются с точностью 0,05—0,2 мм; расстояния между торцами бобышек — по 4-му классу точности; шпоночные пазы выполняются по 3—5-му классам точности; 3) обеспечение взаимного расположения поверхностей; у рычагов обеспечивается: параллельность осей основных отверстий в пределах 0,05—0,25 мм на 100 мм длины; перпендикулярность торцовых
456 Технология производства, типовых деталей и узлов машин
поверхностей бобышек к осям основных отверстий 0,1—0,3 мм на 100 мм радиуса; параллельность торцовых поверхностей бобышек между собой в пределах 0,05—0,25 мм на 100 мм длины; у вилок (переводок) обеспечивается перпендикулярность торцов лапы и торцов бобышки к оси основного отверстия в пределах 0,1—0,3 мм на 100 мм длины; несоосность основных отверстий наружной поверхности бобышек из условий прочности головок у тяг, серег и других деталей, подверженных осевой нагрузке,—0,5 <-1,0 мм\ 4) чистота поверхности основных отверстий у всех деталей обеспечи-
Рис. 239. Конструктивные разновидности (а—м) рычагов
вается обычно не ниже 6—7-го класса, чистота поверхности торцов бобышек — до 5-го класса.
В целях устранения возможного искривления стальные заготовки и заготовки из ковкого чугуна подвергают правке.
Материалом для изготовления рычагов служит углеродистая сталь 35, ковкий и серый чугун и реже цветные металлы. Особо ответственные рычаги выполняются из легированной стали.
При изготовлении заготовок свободной ковкой в конструкции рычагов желательны простые формы, очерченные плоскостями и цилиндрическими поверхностями. При этом необходимо учитывать трудность выполнения пересечений цилиндрических поверхностей между собой и призматических поверхностей с цилиндрическими. Следует избегать ребристых сечений. Односторонние выступы бобышек предпочтительнее двусторонних. При изготовлении заго
Рычаги
457
товок штамповкой конфигурация детали должна позволить выбрать удобную поверхность разъема штампа, обеспечивающую: выемку поковки из штампа, обнаруживание смещения штампа и заполнения фигуры металлом. Предпочтительнее симметричная форма заготовки относительно поверхности разъема и разъем по плоскости (а не по криволинейной поверхности). Это облегчает процесс штамповки и упрощает изготовление штампов. Необходимо стремиться к возможно меньшей разнице в площадях поперечных сечений детали по ее длине и к отсутствию тонких стенок, высоких ребер, длинных и тонких отростков. При изготовлении заготовок литьем предпочтительнее прямолинейная форма рычага вместо криволинейной. Это упрощает изготовление модели и формы, так как допускает разъем в одной плоскости. Конфигурация детали должна исключать необходимость подрезки поверхности разъема и применение отъемных частей модели для удаления ее из формы.
В массовом, крупносерийном и серийном производствах обработка производится в специальных приспособлениях, обеспечивающих получение правильного взаимного положения поверхностей рычага, расстояний между осями его основных отверстий и между торцами бобышек. Точность основных отверстий достигается применением мерного режущего инструмента, а плоскости торцовых поверхностей обрабатывают фрезерованием, цекованием и плоским шлифованием.
Маршрут механической обработки рычагов строится по следующему плану: 1) последовательная или одновременная обработка торцовых плоскостей бобышек (у заготовок, прошедших чеканку, эту обработку часто не производят); 2) обработка основных отверстий; 3) обработка шпоночных пазов или шлицевых поверхностей в основных отверстиях; 4) обработка вспомогательных отверстий, включая нарезание в них резьб (если нужно). Применяются также варианты этого маршрута, в которых первая и вторая операции меняются местами или объединяются в одну.
На отдельных этапах обработки используют различные технологические базы. При обработке фрезерованием торцовых плоскостей бобышек за базу принимают поверхности стержня рычага или поверхности головок; при их шлифовании за базу принимают противоположные плоскости бобышек, опирая их на плоскость магнитного стола. Для обработки основных отверстий за базу берут обработанные плоскости бобышек и их наружные поверхности, благодаря чему обеспечивается равностенность головок. Последующие заключительные этапы обработки выполняются на базе одного или двух основных отверстий с использованием опорного торца бобышки.
Принцип постоянства баз может быть полностью выдержан при обработке в приспособлениях-спутниках на автоматических
458
Технология производства типовых деталей и узлов машин
линиях. В этом случае базирование и закрепление рычагов производится за их стержень. Аналогичная схема встречается при обработке небольших рычагов в кантуемых приспособлениях в условиях непоточного производства. Все операции обработки, включая цекование торцов бобышек, выполняются на вертикальных или радиально-сверлильных станках. Фрезерование плоскостей бобышек целесообразно производить одновременно с двух сторон на горизонтально-фрезерном станке набором фрез с установкой
Рис. 240. Приспособление для параллельного фрезерования плоскостей бобышек на горизонтально-фрезерном станке
заготовки в приспособление (рис. 240). Для повышения производительности на столе станка могут быть установлены два таких приспособления и обработка производится с так называемой маятниковой подачей (рис. 241) либо эти приспособления устанавливаются на поворотном столе (рис. 242). Установка заготовки в приспособление производится в период обработки другой заготовки во втором приспособлении. При обработке по схеме на рис. 242 возможно фрезерование бобышек с перекладыванием заготовок. Учитывая малую устойчивость рычагов, приспособление должно обеспечивать жесткое крепление заготовки. Наиболее технологичны такие конструкции шатунов, у которых плоскости бобышек с каждой стороны лежат на одном уровне; это позволяет вести их обработку за один проход. Характерным пространственным откло-
Рычаги
459=
нением заготовки, которое необходимо учитывать при расчете припусков на торцовые поверхности бобышек, является коробление.
В массовом и крупносерийном производствах обработка основных отверстий производится на агрегатных многошпиндельных, много-
позиционных станках, на радиально- и вертикально-сверлильных станках с применением многошпиндельных головок или без них, а также на протяжных станках. В серийном производстве основные отверстия обрабатываются на радиально- и вертикально-сверлильных станках со сменой инструмента в одной операции и быстросменных втулок в кондукторах.
При групповой обработке
Рис. 241. Схема обработки плоскостей бобышек рычага с маятниковой подачей на горизонтально-фрезерном станке:
1 — фреза; 2 — заготовки; 3 — приспособления-
применяются специальные много-
местные приспособления и специальная многоинструментальная
наладка.
На рис. 243 показано применение нормализованного скальча-того кондуктора для обработки первого основного отверстия рычага. Базирование по торцу бобышки и ее наружной поверхности обес-
печивает равностенность головки. Показанный кондуктор одно-
Рис. 242. Схема обработки плоскостей бобышек рычага на горизонтально-фрезерном станке с поворотным столом:
Рис. 243. Схема нормализованного скальчатого кондуктора для обработки первого основного отверстия рычага
1 — фреза; 2 — заготовки; 3 — поворотный стол; 4 стол станка
временно является и групповым приспособлением, предназначенным-для обработки двух рычагов, различающихся размерами бобышек. Второе основное отверстие обрабатывается в другом кондукторе (рис. 244), который, как и предыдущий, предназначен для обработки обоих рычагов. Здесь рычаг устанавливается обработанным отверстием на базирующий палец кондуктора, чем лишается четырех
460 Технология производства типовых деталей и узлов машин
степеней свободы. При опускании кондукторной плиты закрепленные в ней два противоположных выступа ориентируют рычаг в угловом отношении и прижимают его вниз, т. е. лишают двух остальных степеней свободы. Расстояние между осями отверстий обеспечивается тем, что пальцы, на которые устанавливаются рычаги обработанными основными отверстиями, располагаются на определенных расстояниях от оси кондукторной втулки. Равностенность второй головки рычага при этом не обеспечивается, так как расстояния между осями бобышек в партии заготовок могут меняться.
Основные отверстия обрабатывают по маршруту: сверление, зенкерование, одно- или двукратное развертывание. Применяется также маршрут: сверление, протягивание или прошивание. При
Рис. 244. Схема нормализованного скальчатого кондуктора для обработки второго основного отверстия
наличии отверстий диаметром более 30 мм заготовки получают с прошитыми или литыми отверстиями (в небольших рычагах, получаемых точным литьем и литьем в постоянные формы, можно получать в заготовке отверстия и меньшего диаметра). В этом случае маршрут включает вместо сверления предварительное растачивание или зенкерование, а чистовое зенкерование заменяется чистовым растачиванием.
Наибольшая точность по параллельности осей отверстий достигается при одновременной их обработке несколькими инструментами на многошпиндельных станках. Несколько меньшая точность получается при последовательной обработке, но при одном закреплении заготовки (обработка ведется с перемещением стола расточного станка или на радиально-сверлильном станке). Худшая параллельность получается при обработке заготовок на разных станках и в разных приспособлениях. Для достижения лучшей параллельности осей отверстия стержень рычага при закреплении не должен подвергаться изгибу. Устранение непараллельное™ осей отверстий иногда достигают холодной правкой рычагов под прессом или вручную в специальных приспособлениях с последующим контролем.
Рычаги
464
В единичном и мелкосерийном производствах, вследствие нецелесообразности применения специальных приспособлений, обработка основных отверстий и торцов с одной стороны, а иногда и с обеих сторон производится на горизонтально-расточных или токарных станках.
При обработке на горизонтально-расточных станках установка заготовки производится с выверкой по разметке с применением угольников, призм, домкратов и с креплением заготовки планками с болтами. С одной установки стараются обработать наибольшее возможное количество поверхностей отверстий и торцов. Для этого работа производится с перемещением стола в поперечном направле
Рис. 245. Схема проверки параллельности осей основных отверстий рычага
Рис. 246. Схема проверки перпендикулярности торцов бобышки к оси основного отверстия
нии и с поворотами его на нужные углы. Точность отверстий достигается применением мерного режущего инструмента или методом индивидуального получения размеров. Межосевые расстояния обеспечиваются координатным методом растачивания; расстояния между торцами бобышек — методом индивидуального получения размеров. Взаимное расположение отверстий и торцов обеспечивается вследствие точности самого станка. Эта операция является основной. В последующих операциях обрабатываются поверхности, которые нельзя было обработать в расточной операции. Их обработка производится на токарных, фрезерных или сверлильных станках с использованием уже обработанных поверхностей в качестве баз для установки и выверки.
Контроль рычагов в массовом и крупносерийном производствах осуществляется при помощи специальных контрольных приспособлений, а в остальных производствах — при помощи универсальных измерительных средств. Плоскостность торцовых бобышек проверяется на контрольной плите по щупу. Расстояние между осями отверстий проверяют, вставляя в них гладкие контрольные оправки и измеряя микрометром или микрометрической скобой расстояние
15 Кован В. М.; и др.
462 Технология производства типовых деталей и узлов машин
между оправками. Зная диаметры оправок, легко вычислить размер между осями отверстий. Соосность расположения отверстий проверяется гладким контрольным валиком, который должен без заеданий входить в оба отверстия. Параллельность осей отверстий проверяется следующим образом. В отверстия рычага вставляются контрольные валики (рис. 245). Рычаг устанавливается в вертикальное положение на призмы, как показано на рисунке. При покачивании рычага на нижней оправке определяется показание индикатора, соответствующее вертикальному положению рычага. Измерение с каждой стороны производят на одинаковых расстояниях торцов бобышек. Разница показаний индикатора указывает на непараллельность осей отверстий. Перпендикулярность торцов бобышек к осям основных отверстий проверяется индикатором при установке рычага на контрольной оправке в центрах (рис. 246) или посредством щупа, используя контрольный валик с буртом.
§ 4. СБОРКА ТИПОВЫХ УЗЛОВ МАШИН
Сборка узлов с подшипниками скольжения. Посадку втулок в корпус подшипника выполняют с гарантированным натягом по 2,-2а и 3-му классам точности.
Посадка втулки в корпус производится в холодном состоянии ударами, на прессах, с охлаждением втулки твердой углекислотой или жидким азотом. Применение холода целесообразно при посадке тонкостенных втулок в массивные корпусные детали. Начинают применять также посадку втулок с зазором на клею.
Во избежание перекосов, задиров и неравномерной деформации при запрессовке втулки должны быть точно центрированы относительно отверстий в корпусе. Это достигается применением специальных приспособлений для запрессовки втулок. На рис. 247, а показано одно из таких приспособлений. Втулку 1 надевают отверстием на шлифованную цилиндрическую часть оправки 2, которая 'центрируется в стойке 3. При опускании штока пресса оправка 2, перемещаясь вместе со втулкой, запрессовывает ее в отверстие корпуса 4, Внутреннюю поверхность втулки после запрессовки подвергают тонкому растачиванию, развертыванию, калиброванию уплотняющими оправками или шариками, а также раскатками. 'Последние способы обработки не рекомендуется применять для металлокерамических втулок, так как при калибровании и раскатывании закрываются поры этого материала. Соосно расположенные втулки после запрессовки для обеспечения строгой соосности их поверхности скольжения растачивают за одну установку или развертывают удлиненной или насадной разверткой. Для получения точного положения оси втулок растачивание следует выполнять с использованием кондуктора. Окончательной обработке поверхности сколь
Сборка типовых узлов машин
463
жения предшествует сверление отверстия для подвода смазки. Если втулки имеют опорные бурты, то их необходимо подвергать подрезке при растачивании отверстий за одну установку для обеспечения строгой перпендикулярности.
Автоматизация сборки узлов с подшипниковыми втулками не вызывает затруднений, если втулки простой конфигурации и небольших размеров. Собираемые детали подаются из бункера и направляются далее на рабочую позицию сборочного автомата. Для устранения перекосов при запрессовке необходима точная установка сопрягаемых деталей в исходном положении. Это достигается применением приспособлений, одно из которых схематически пока-
зано на рис. 247, б. Охватывающая деталь 1 надевается на палец 3. Втулка 2 подается цз бункера на меньшую ступень направляющего пальца, который имеет соответствующие закругления. На сопрягаемых поверхностях собираемых деталей должны быть предусмотрены фаски, закругленные края или небольшие пояски с гарантированным зазором для лучшего направления.
При контроле проверяют Рис. 247. Приспособления для запрес-диаметр внутренних поверх- совки втулки
ностей втулки, правильность формы этих поверхностей, а также соосность втулок. Проверка плотности посадки втулок обеспечивается предварительным контролем сопряженных деталей или по силе запрессовки в процессе сборки.
Толстостенные вкладыши подшипника скольжения характеризуются отношением
К = ~ = 0,065-^-0,095,
где S — толщина стенки вкладыша без заливки;
D — наружный диаметр вкладыша.
Установка вкладышей в корпус и в крышку производится либо с небольшим натягом 20—60 мк, либо по скользящей посадке; фиксируют их от смещения буртами и установочными штифтами.
Нормальная работа вкладышей подшипника обеспечивается при равномерном прилегании его наружной поверхности к поверхности 15*
464 Технология производства типовых деталей и узлов машин
гнезда по всей площади контакта. При плохом прилегании ухудшаются также условия теплоотдачи от вкладыша к корпусу. Поэтому производят тщательный подбор вкладышей подшипников к гнездам корпусов. Аналогично подбирают крышки подшипников; они должны надеваться на шпильки свободно, но без качки, лучше — под легкими ударами деревянного молотка. При сборке подшипников стыки крышек с корпусом и стыки вкладышей должны прилегать плотно, без зазоров.
Соосность подшипников под многоопорные валы проверяется контрольными оправками. При сборке крупногабаритных корпусов для проверки соосности отверстий пользуются струной и штих-масом или коллиматором и телескопом.
Сборку узлов с вкладышами в единичном и мелкосерийном производстве ведут с выполнением ряда пригоночных работ. Вначале пригоняют нижние вкладыши к расточкам гнезд по краске. После этого в них укладывают окончательно обработанный вал, шейку которого покрывают тонким слоем краски. Сначала пришабривают поверхность нижних вкладышей, добиваясь равномерного расположения пятен контакта на дуге 120° (количество пятен на участок поверхности 25 X 25 мм обычно составляет 9—12). Затем пришабривают верхние вкладыши. Для этой цели подшипники приходится собирать, ставя прокладки и затягивая гайки крышек динамометрическим ключом. Провернув вал на два-три оборота, подшипники разбирают и окрашенные места верхних вкладышей сшабривают. Операцию повторяют несколько раз до тех пор, пока не будет достигнуто удовлетворительное распределение точек контакта.
После окончания пригонки шейки вала и вкладыши промывают, прочищают отверстия для подвода смазки, обдувают сопрягаемые элементы сжатым воздухом, наносят на них смазку и окончательно укладывают вал с затяжкой и шплинтовкой всех гаек; затяжку производят попарно от средних подшипников к крайним.
Контроль смонтированного в подшипниках скольжения вала производится путем поворачивания его вручную рычагом определенной длины. При тугом вращении вала определяют последовательным ослаблением крепящих крышки гаек, какой подшипник затрудняет вращение вала, и вводят в него дополнительную регулировочную прокладку. Регулирование путем ослабления затяжки гаек не допускается. Величина радиального зазора может быть определена провертыванием вала с калиброванной латунной пластинкой между шейкой вала и верхним вкладышем. Необходимую величину зазора регулируют набором прокладок. Толщину набора устанавливают с учетом компенсации зазора при последующей эксплуатации машины. Для этой цели в комплект включают прокладки толщиной 0,05; 0,1; 0,15; 0,2; 0,5 и 0,8 мм.
Сборка типовых узлов машин
465
Осевые зазоры проверяют щупом или индикатором при предельных смещениях вала. Обычно величина осевых зазоров составляет 0,1—0,8 мм.
В массовом и крупносерийном производстве сборку ведут без пригоночных работ, так как вкладыши выполняют взаимозаменяемыми. Порядок сборки: укладка нижних вкладышей, смазка их поверхностей скольжений, укладка вала, установка верхних вкладышей и крышек с простановкой необходимого количества прокладок (или без них), предварительная и окончательная затяжка гаек динамометрическим или предельным ключом, проверка легкости вращения и шплинтовка гаек.
Тонкостенные в к л а д ы ш и = 0,025 ч- 0,045) изготовляю'у из биметаллической ленты; их широко применяют в автотракторных, авиационных двигателях и других машинах. Толщина ленты от 1 до 2,5 мм. Толщина заливки антифрикционным сплавом от 0,4 до 0,9 мм. Фиксирование вкладышей от перемещения производится отштампованными в их теле шпорами или усами, входящими в соответствующие углубления гнезд расточки.
Вкладыши выполняются взаимозаменяемыми; посадочные гнезда под них обрабатывают по 1-м классу точности. Конусность и овальность не должны быть больше 0,01—0,015 мм на 100 мм диаметра. Поэтому пригонку вкладышей к гнездам не производят и ограничиваются лишь подбором вкладышей, проверяя их прилегание к гнездам по краске в специальном приспособлении под стандартной нагрузкой. При этом средняя часть вкладышей должна быть окрашена не менее чем на 90%, а остальные не менее чем на 75— 85%.
Особенностью сборки тонкостенных вкладышей является натяг, создающийся при их посадке в гнезда; при этом края вкладыша, прижатого к поверхности гнезда, выступают над плоскостью стыка обычно на величину 50—100 мк. Выступающие края создают при затяжке гаек прессовую посадку вкладыша в гнезде. В этих условиях контроль высоты тонкостенных вкладышей приобретает особое значение. Недостаточная высота не обеспечит необходимого натяга и плотного прилегания вкладыша к поверхности гнезда, что поведет к ухудшению теплоотдачи от вкладыша к корпусу. В результате излишне большой высоты выступающих краев вкладышей произойдет их деформация.
Контроль высоты тонкостенных вкладышей производится в специальном приспособлении (рис. 248) с эталонным гнездом /, в которое устанавливают измеряемый вкладыш 3; один конец вкладыша упирается в планку 2, а другой его конец прижимается планкой 5 пневматического зажима 6 с силой, равной по величине силе, возникающей при затяжке гаек подшипника; измерение производится
466 Технология производства типовых деталей и узлов машин
индикатором 4, установленным на корпусе приспособления; инди-
катор настраивается по эталону.
Сборка узлов с подшипниками качения. Посадки для шарико-и роликоподшипников, а также отклонение от правильной геометрической формы посадочных поверхностей для вала и отверстия регламентированы ГОСТом 3325—55. При посадке подшипников на вал с большими натягами возможно уменьшение зазоров между кольцами и телами качения или даже защемление последних. Для
приближенных расчетов принимают, что уменьшение зазора происходит в пределах (0,55 ч- 0,6) 6 при запрессовке внутреннего кольца на вал и в пределах (0,65—0,7) 6 при запрессовке наружного кольца в корпус, где 6 — натяг в мм. Определение зазоров имеет большое значение, так как при малых и
Рис. 248. Приспособление для контроля высоты тонкостенных вкладышей -
больших зазорах износ подшипника происходит ускоренно. Важно предусматривать также температурные деформации узла во избежание заклинивания шариков и роликов.
При посадке подшипника силу следует прикладывать к тому кольцу, которое монтируется на посадочное место
с натягом.
Во избежание перекоса колец, повреждения дорожек качения и шариков при посадке шарикового подшипника на вал пользуются оправками.
Запрессовку можно производить на прессе или ударами молотка. В обоих случаях очень важно центральное приложение
нагрузки.
В условиях массового и крупносерийного производства для посадки подшипников применяют различные механизированные приспособления и установки.
Монтаж подшипников облегчается при использовании способа теплового воздействия. Если подшипник насаживается на вал с натягом, то его рекомендуется нагревать в масляной ванне до температуры 80—90° С. Нагрев облегчает сборку и предупреждает порчу поверхности шейки „вала. Температура нагрева подшипника не должна превышать 100° С, в противном случае возможно ухудшение механических свойств металла колец и тел качения.
Для нагрева пользуются масляными ваннами, обычно с электри
ческими нагревателями; контроль температуры осуществляется термометром или термопарой; нужная температура ванны может поддерживаться автоматически.
Нагрев корпуса осуществляется погружением его в масляную ванну (если позволяют габариты) или обдувкой горячим воздухом.
Сборка типовых узлов машин
467
Качество посадки подшипника на вал проверяется на прово-рачиваемость вручную; при этом должен быть ровный ход, без заеданий; проверкой вручную на качку устанавливается наличие радиального и осевого зазоров. При необходимости проверку зазоров можно производить на установке, снабженной индикаторами. При наличии у вала буртов или заплечиков проверяется плотность прилегания к ним торца кольца щупом; иногда допускают зазор до 50 мк на дуге, не превышающей 0,4 длины окружности вала.
В условиях крупносерийного и массового производства качество сборки узлов с подшипниками качения обеспечивается соответ-
Рис. 249. Схема сборки узла с подшипниками качения:
а — тугая посадка; b — скользящая посадка; S — зазор в начальный момент соединения
ствующими техническими условиями на отдельные элементы узла и стабильностью технологического процесса сборки.
Для обеспечения качественной сборки и снижения ее трудоемкости в конструкциях с подшипниками качения необходимо предусматривать, чтобы сопряжение подшипников с расточками в корпусе происходило последовательно. При монтаже подшипников на одном валу фиксировать в осевом направлении только один из них, обеспечивая остальным возможность перемещения при сборке в осевом направлении; при этом предпочтительней тугую посадку применять в соединении внутреннего кольца с вращающейся деталью, а скользящую посадку — в соединении наружного кольца с неподвижной деталью (рис. 249).
Монтаж конических роликовых подшипников производят раздельно; при этом внутреннее кольцо с роликами и сепаратором напрессовывают на вал, а наружное кольцо устанавливают в корпус. Регулирование радиального зазора в таком подшипнике достигается путем осевого смещения наружного кольца на величину с (рис. 250). Существуют следующие зависимости между радиальным
468 Технология производства типовых деталей и узлов машин
зазором е, зазором по линии давления % и осевым перемещением
кольца с\ , о
e = ctgP; X = с sin р.
Практически регулирование зазора осуществляется посредством прокладок, регулировочного винта или регулировочной гайки. Демонтаж подшипников качения производится под прессом или специальными съемниками.
Некоторую особенность представляет монтаж игольчатого подшипника, у которого рабочими поверхностями являются поверхность вала и внутренняя поверхность сопряженной с ним детали.
Рис. 250. Схема регулирования радиального зазора конического роликоподшипника
Иглы в беговом зазоре располагаются во избежание их перекоса так плотно, чтобы суммарный зазор по начальной окружности составлял 1,5—2,0 мм. Радиальный зазор в игольчатых подшипниках примерно такой же, как и в подшипниках скольжения того же диаметра; в частности, для диаметральных размеров поверхности качения по валу от 25 до 100 мм радиальные зазоры находятся в пределах 20—130 мк.Торцовый зазор между иглами и ограничительными кольцами обычно 0,1—0,2 мм.
Закладку игл в отверстие охватывающей детали (рис. 251) производят с помощью ложного валика /, диаметр которого меньше действительного вала на 0,1—0,2 мм.. Поверхности отверстия и ложного валика покрываются тонким слоем солидола, удерживающего иглы при сборке. Иглы 2 закладывают последовательно по 2—3 шт., последняя игла должна входить в подшипник свободно. Затем ставят ограничительные кольца 3 и вводят рабочий вал 4, которым вытесняют ложный валик. Собранный узел проверяют на вращение, которое должно быть свободным, без заеданий.
Сборка зубчатых и червячных передач. Сборка зубчатых передач включает: посадку зубчатых колес на валы, установку валов с колесами в корпус, регулирование зацепления зубчатых колес.
Сборка типовых узлов машин
469
а)
Рис. 251. Схема сборки игольчатого подшипника посредством ложного валика: а — закладка игл; б — установка валика
Посадка зубчатых колес на валы производится обычно с небольшим натягом. В частности, посадка зубчатых колес в двигателях внутреннего сгорания производится с натягом 23—35 мк.
Посадку зубчатых колес на центрирующие поверхности производят под прессом с применением специальных приспособлений. Основным требованием, предъявляемым к приспособлениям, является способность обеспечить точное направление напрессовываемого зубчатого колеса и, таким образом, устранить перекосы его на посадочной шейке.
Напрессовку вручную применяют только в единичном и мелкосерийном производстве лишь для зубчатых колес малого размера, термически необработанных и устанавливаемых с небольшими натягами.
При установке зубчатых колес на валах наиболее часто встречаются следующие погрешности: качание зубчатого колеса на шейке вала, радиальное биение по начальной окружности, торцовое биение и неплотное прилегание к упорному буртику вала.
Проверку колеса на качку производят лег
ким обстукиванием напрессованного колеса мягким или протестированным молотком. Плотность прилегания к упорному буртику проверяется щупом.
Контроль радиального и осевого биения производится на индикаторных контрольных приспособлениях с базированием по шейкам вала на призмах (рис. 252). Между зубьями колеса закладывают цилиндрический калибр и замечают положение стрелки индикатора; поворачивая вал и перекладывая калибр через два зуба, определяют разницу в показаниях индикатора, которая характеризует радиальное биение начальной окружности колеса; обычно это биение допускается в пределах 25—75 мк. Торцовое биение обычно допускается в пределах 0,10—0,15 мм. При биении, выходящем за установленные техническими условиями пределы, колесо снимают с вала и запрессовывают вновь, повернув его на некого^ рый угол.
В крупносерийном и массовом производстве контроль качества посадки колеса на вал можно производить на индикаторном приспо*
470
Технология производства типовых деталей и узлов машин
Рис. 252. Схема проверки радиального и торцового биения зубчатого колеса, посаженного на вал
соблении с эталонным колесом. При вращении неточности зацепления вызывают перемещение эталона, которое отмечается индикатором. Узел можно контролировать одновременно и на торцовое биение зубчатого колеса.
При установке валов с зубчатыми колесами в корпус обычно зацепление удовлетворяет техническим требованиям, если все элементы собираемого узла выполнены в пределах установленных допусков. Однако и при этом условии могут возникнуть дефекты зацепления в результате неблагоприятного сочетания отклонений, каждое из которых находится в пределах допуска. Наиболее типичными дефектами зацепления являются: а) преувеличенный зазор между зубьями по всему венцу в результате наибольшего отклонения в плюс расстояния между осями зубчатых колес и наибольшего отклонения в минус толщины зубьев; б) недостаточный зазор между зубьями по всему венцу при наименьшем предельном расстоянии между осями и наибольшей предельной толщине зубьев; в) неравномерный зазор между зубьями как результат эксцентричности
начальной окружности зубьев относительно оси вращения и неравномерной толщины зубьев одного из колес; г) биение по торцу зуба при зацеплении зубчатого колеса в результате перекоса оси отверстия колеса и оси гнезда корпуса.
Эти дефекты могут быть ликвидированы подбором колес, сменой одного из колес, сменой втулки в колесе, сменой и растачиванием в линию втулки или подшипника в корпусе и аналогичными мероприятиями.
В условиях массового и крупносерийного производства при сборке зубчатых передач выполнение технических требований обеспечивается соответствующими техническими условиями на все элементы собираемого узла, а также стабильностью технологического процесса сборки.
При сборке зубчатых колес в условиях единичного, мелкосерийного и серийного производства проверяются боковой и радиальные зазоры, а также правильность зацепления, определяемая размерами и расположением пятен контакта. Зазоры в зацеплении проверяют щупом, а при большом модуле (главным образом в тя
Сборка типовых узлов машин
471
желом машиностроении) — путем прокатывания между зубьями свинцовых проволочек диаметром до 0,8 мм с последующим измерением толщин сплющенных проволочек микрометром. Для проверки равномерности бокового’’зазора по длине зуба устанавливают три-четыре проволочки. Применяют, кроме того, специальное приспо-
собление, принципиальная схема которого показана на рис. 253. Величина бокового зазора определяется измерением мертвого хода в зацеплении с учетом разницы длины L поводка 3 и радиуса на-
Рис. 253. Схема измерения величины бокового зазора:
1—2 — индикаторы; 3 — поводок; 4 — фиксатор
г)
Рис. 254. Правильное и неправильное зацепления зубчатых колес при сборке:
а — зацепление правильное; б — преувеличенный зазор по всему венцу; в — недостаточный зазор по всему венцу; г — перекос отверстия зубчатого колеса или шейки вала
чальной окружности 7?. В других случаях боковой зазор измеряют непосредственно индикатором, укрепленным на корпусе узла.
Качество зацепления зубчатых колес проверяют также на краску в соответствии с нормами на контакт парных колес, установленными действующими стандартами. Этими нормами предусмотрено, что при вращении меньшего колеса, покрытого тонким слоем лазури, на парном колесе пятна краски должны покрыть среднюю часть боковой поверхности зубьев (рис. 254).
При сборке конических зубчатых передач требуемый зазор между зубьями достигается путем регулирования зацепления, т. е. перемещением колес в осевых направлениях; при этом перемещают либо оба колеса, либо одно из них. Регулирование осуществляют
472 Технология производства типовых деталей и узлов машин
набором регулировочных прокладок или перемещением втулок посредством специальных регулировочных гаек.
Для регулирования применяют стальные или латунные прокладки толщиной 0,05—1,5 мм\ при этом набор прокладок устанавливают под опорные плоскости колес или промежуточных колес, на которые они опираются. Номенклатура размеров наборов прокладок и их размеры определяются, исходя из теории размерных цепей.
Регулирование гаек осуществляется их вращением; при этом одну из гаек затягивают, а другую отпускают, в результате чего втулка перемещает вал с колесом в осевом направлении, приближая или удаляя его от сопрягаемого с ним колеса. При достижении требуемого зазора узел фикси-РУется теми же гайками в установ-ленном положении. Как известно, зазор С и величина осевого пере-мещения колеса х при угле зацеп-ления а и угле начального ко-а) S) нуса ф связаны зависимостью
Рис. 255. Пятна контакта при С = х2 sin a sin ф.
проверке конических зубчатых колес на краску В целях упрощения регулиро-
вания зацепления одно из зубчатых колес предварительно устанавливают по координате, заданной чертежом, и закрепляют его в этом положении, а регулирование зазора производят осевым перемещением другого колеса.
В тех случаях, когда осевое перемещение колеса связано с изменением взаимного положения других элементов, которое не должно нарушаться, регулирование должно производиться так, чтобы взаимное положение этих элементов оставалось неизменным.
По пятнам контакта, получаемым при проверке на краску конических передач, можно судить о приемлемом или недостаточном зазоре зацепления, перекосе осей зубчатых колес и других погрешностях сборки.
При проверке конических зубчатых колес на краску пятно контакта должно располагаться при провертывании без нагрузки ближе к тонкому концу зуба, не доходя до его края пог длине на 1,5—3 мм и по высоте на 0,4—1 мм (рис. 255, а). В связи с деформацией тонкого конца зуба пятно контакта при работе под нагрузкой распространяется в направлении к толстому концу зуба, что обусловливает более благоприятное прилегание рабочих поверхностей зубьев (рис. 255, б). Нормы на контакт зубьев конических колес несколько ниже сравнительно с цилиндрическими колесами.
При общей сборке червячной передачи контролируют правильность расположения пятна контакта. Плохой контакт в зацеплении
Сборка типовых узлов машин
473
может являться следствием погрешностей в межосевом расстоянии и неперпендикуляркости осей червяка и червячного колеса; необходимо также проверить расположение оси червяка в средней плоскости колеса и в случае надобности отрегулировать червячную пару путем осевого смещения червячного колеса и последующей фиксации его. в этом положении.
Аналогично зубчатым передачам проверяется боковой зазор («мертвый ход») передачи. Проверкой с помощью динамометра величины крутящего момента при проворачивании передачи и его постоянства на полном обороте червячного колеса выявляется правильность посадки червячного колеса на валу, без эксцентрицитета, а также отсутствие биения червяка.
Собранные силовые быстроходные зубчатые передачи часто подвергают обкатке с измерением передаваемых крутящих моментов; при этом достигается лучшая прирабатываемость трущихся поверхностей, увеличивается к. п. д. передачи, более правильно распределяется нагрузка. Одновременно производится контроль правильности сборки узла по нагреву и шумности.
Обкатка осуществляется на специальных установках и стендах. В-настоящее время начинают широко применяться испытательные стенды с электронагружателями, отдающие оставшуюся от создания тормозного момента часть энергии в электрическую сеть.
Показатель шумности в значительной мере характеризует наличие многих погрешностей, допущенных при сборке узла. Уровень шумности измеряют шумомерами и оценивают в децибеллах.
Сборка плоскостных сопряжений. Взаимное положение деталей, сопрягаемых по плоскости, определяется обычно конструктивными элементами соединяемых деталей: центрирующими буртами, направляющими плоскостями, шпонками и т. п. В ряде случаев, однако, взаимное положение рабочих поверхностей устанавливаемой и базовой детали не может быть обеспечено с необходимой точностью технологией обработки (главным образом в единичном и мелкосерийном производстве). При этом сборка производится с выверкой сопрягаемых деталей.
В большинстве случаев выверку осуществляют за счет зазоров между крепежными отверстиями и болтами, винтами или шпильками; окончательную затяжку гаек производят после выверки, а затем сверлят и развертывают отверстия под контрольные штифты, которыми фиксируют выверенное положение детали. В сопряжениях, подвергающихся частой разборке, применяют две посадки штифтов: неподвижную с базовой и подвижную с устанавливаемой деталью.
Возможность регулирования положения устанавливаемой детали, т. е. ее смещения относительно базовой детали, ограничивается зазором между стержнем болта, винта или шпильки и отверстием, а при креплении несколькими болтами или винтами эта
474
Технология производства типовых деталей и узлов машин
возможность уменьшается из-за допуска на межосевые расстояния крепежных элементов.
При сборке с выверкой устанавливаемой детали пользуются одним или двумя отверстиями, а остальные сверлят в базовой детали после выверки, пользуясь отверстиями в устанавливаемой детали для направления инструмента.
Плотность стыков соединяемых деталей достигается прокладками. Обычно применяют эластичные прокладки из однородного материала (бумага, картон, асбест, резина и т. п.) или комбинированные (металлические с асбестовым сердечником, из прорезиненного асбеста и др.). Неравномерность толщины прокладки допускается не более 0,15 мм на всей ее длине. Вместо прокладок применяют иногда специальные пасты и мастики.
Плотность стыков может быть достигнута и без прокладок путем тщательной обработки сопрягаемых поверхностей, обеспечивающей отклонение от плоскостности в пределах 20—40 мк и чистоту обработки по 6—7-му классу.
При креплении соединяемых деталей (крышек, фланцев и т. п.) плотность соединения достигается равномерной затяжкой гаек, выполняемой в определенной последовательности.
Технология выполнения клепаных, паяных и клеевых соединений. Операции соединения заклепками являются трудоемкими, так как содержат значительное количество переходов: сверление или пробивку отверстий, их соосное развертывание, образование лунки или фаски под головку, установку заклепок и образование замыкающей головки.
Повышение точности расположения и производительности образования отверстий в склепываемых деталях обеспечивается использованием накладных кондукторов, а также для деталей небольших размеров применением многошпиндельных сверлильных станков (многошпиндельных головок) или одновременной пробивкой несколькими пуансонами.
Диаметр отверстия под заклепку следует выбирать в соответствии с ГОСТом 885—64 в зависимости от требуемой точности сборки.
При горячей клепке перед постановкой заклепки ее нагревают (температура для сталей Ст. 2 и Ст. 3—1050—1100° С) в угольных, нефтяных, газовых и электрических печах. Применяется также электроконтактный метод нагрева.
При выполнении операций клепки предусматривается использование клепальных молотков, скоб, клепальных машин и автоматов. На рис. 256 показан переносной гидравлический пресс-клещи. При помощи этого пресса можно выполнить клепку в условиях затрудненного подхода к заклепочному соединению и повысить производительность труда до 5 раз по сравнению с клепкой
Сборка типовых узлов машин
475
универсальными пневмомолотками. Пресс весит 8,5 кг, делает 30 рабочих ходов в минуту; наибольшая сила прессования 90 кн (9000 кг), вылет скобы 55 мм.
Автоматизацию операции клепки целесообразно производить при большом объеме клепальных работ. Для этой цели применяют
210
Рис. 256. Переносной гидравлический пресс-клещи для склепывания узлов из тонколистового материала:
1 — плунжер; 2 г—рычаг; в — корпус пресса; 4 — опора; 5 — поршень; 6 — пусковая кнопка
клепальные автоматы, выполняющие пробивку отверстий в соединяемых деталях, вставку заклепок и осадку их замыкающих головок.
На рис. 257 показана схема работы такого автомата по отдельным стадиям: 1 — склепываемые листы положены на нижнее основание, 2 — верхний пуансон спускается на листы, выдавливая в них углубление; нижний пуансон пробивает в листах отверстие (вырезки удаляются через боковое отверстие верхнего пуансона);
476 Технология производства типовых 'деталей' и узлов машин
3 — верхний пуансон поднимается, нижний остается в пробитом отверстии, препятствуя адвигу листов; 4 — заклепка автоматически подается в гнездо пуансона; 5 — заклепка вводится в отверстие листов и боек образует замыкающую головку. Производительность автомата 25—45 заклепок (диаметром 4 мм) в минуту.
Если заклепки невозможно поставить одновременно из-за тесного их расположения, то применяют поворотные устройства. Расположение склепываемых деталей на них должно быть таким, чтобы за минимальное количество поворотов можно было закончить постановку всех заклепок.
Качество клепки проверяют внешним осмотром выполненного соединения, а также простукиванием заклепок. Внешним осмотром
Рис. 257. Схема работы клепального автомата
выявляют также дефекты оформления замыкающих заклепок. Простукиванием определяют плохо затянутые заклепки. Маломерные головки обнаруживают шаблонами. Плохое прилегание головок проверяют щупом. Дефектные головки высверливают, а вместо них ставят новые. Наиболее ответственные заклепочные соединения контролируются просвечиванием рентгено- и гаммаграфическим способами или выборочным механическим испытанием образца шва.
Технологический, процесс пайки включает подготовку деталей под пайку, сборку, пайку и контроль паяных соединений.
Поверхности соединяемых деталей должны быть тщательно обезжирены и очищены от окислов и посторонних частиц. Механическую очистку производят стальной щеткой или тонким абразивным полотном, обезжиривание — горячими щелочными растворами — трихлорэтиленом или четыреххлористым углеродом. Окислы удаляют травлением в кислотах с последующей промывкой и сушкой.
Для повышения прочности соединения необходимо обеспечить большую поверхность прилегания. В этом отношении удобны соединения внахлестку, расположенные под углом друг к другу или
Сборка типовых узлов машин
477
в ус. Поверхности контакта увеличивают образованием выточек или применением соединительных деталей. Типовые виды соединений при пайке показаны на рис. 258.
При сборке под пайку необходимо строго выдерживать требуе-
мые зазоры в шве, правильно рассчитать количество и место наложения припоя. Основное требование при выборе величины зазора сводится к тому, что он должен быть весь заполнен припоем, удерживаемым там в жидком состоянии капиллярным действием,. От ве-
личины зазора, в связи зависит диффузионный соединения. При пайке стальных деталей твердыми припоями рекомендуется зазор 0,03— 0,05 мм, а при использовании мягких припоев 0,05—0,2 жм. Для пайки деталей из медных спла-
с различными условиями капиллярности, обмен припоя с металлом и прочность
«WWW
tssssssssssssssssssssss
bob зазор увеличивают до 0,08—0,35 мм. С увеличением зазора в стыке прочность соединения падает.
Для обеспечения указанных зазоров необхо
Рис. 258. Виды соединений при пайке
дима достаточно точная
механическая обработка сопрягаемых поверхностей и учет температурных деформаций деталей при их нагреве.
Сборку деталей под пайку рекомендуется вести в приспособлениях, конструкция которых не должна вызывать лишний отвод тепла при нагреве под пайку; материал приспособления должен иметь коэффициент линейного расширения, близкий к коэффи
циенту основного металла.
Припои наносятся в расплавленном состоянии паяльником или в виде проволочных контуров, фольговых прокладок, лент, дроби, паст в смеси с флюсом; расплавление припоя происходит при нагреве вместе с деталями.
При автоматической пайке припои наносятся в виде колец, шайб
или в дозированных количествах в виде паст при помощи шприц-установок.
Нагрев при пайке производят в печах с защитной средой или вакуумом, погружением в ванны, т. в. ч., термическим контактом и газовыми горелками.
На рис. 259 приведена схема установки для пайки в защитной среде сухого водорода.
478 Технология производства типовых деталей и узлов машин
3
Рис. 259. Схема установки для пайки:
1 — контейнер; 2 — осушитель; 3 — раскислитель; 4 — водород; 5 — азот
Печь подогревают до температуры 1200° С. Узел помещают в контейнер, который продувают сначала азотом,а потом водородом. После этого контейнер герметизируют и помещают в печь; во время пайки в контейнере поддерживается среда водорода. После пайки контейнер извлекают, продувают азотом и вынимают из него изделие.
При пайке в вакууме швы получаются более однородные и высокого качества для деталей из нержавеющей стали, жаростойких и трудно спаиваемых материалов.
Пайка с нагревом т. в. ч. позволяет хорошо контролировать время и температуру нагрева. Недостатками являются возникновение деформаций и ограничения по размерам паяных деталей.
При пайке деталей из алюминиевых сплавов с помощью ультразвука места соединения должны быть нагреты до температуры 250—300° С газовой горелкой или другими способами. Для пайки применяются ул ьтр азву ковые паяльники. Пайку без предварительного нагрева деталей можно выполнять ультразвуковым паяльником, рабочая часть которого нагревается электри
ческой спиралью. Мелкие алюминиевые детали перед пайкой обычно лудят в ванне расплавленным припоем. Ультразвуковые колебания при этом подводятся ко дну ванны.
При автоматической пайке установка соединяемых деталей по цилиндрическим поверхностям не вызывает трудностей. Для соединения плоских деталей применяют установочные приспособления и зажимные устройства. Один из наиболее простых способов автоматизированной пайки осуществляется использованием припоя и флюса в виде пасты. Пайка ведется на карусельной установке: на первой позиции происходит установка деталей, подаваемых из бункеров; на второй —дозированная подача пасты в зону пайки; на третьей — нагрев узлов т. в. ч. или газовым пламенем; на четвертой— охлаждение узла (при необходимости) и на пятой — автоматическое удаление собранного узла.
Качество пайки контролируется внешним осмотром и на герметичность. В особых случаях проверяют прочность соединения и
Сборка типовых узлов машин
479
Рис. 260. Основные виды клеевых соединений
равномерность распределения припоя рентгеновским просвечиванием.
Склеивание применяют для сопряжений по цилиндрическим поверхностям (посадка втулок в отверстия корпусных деталей, посадка дисков на валы, соединения труб, постановка заглушек, крепление накладок на тормозные колодки и пр.), а также для соединений плоских поверхностей (соединение деталей из листового материала внахлестку с одной или двумя накладками). Виды типовых соединений показаны на рис. 260.
На прочность клеевых соединений оказывает влияние ряд конструктивных и технологических факторов. Прочность зависит от величины зазора (толщина пленки клея) в соединении. Величину зазора рекомендуется назначать в пределах 0,05— 0,15 мм. При зазоре 0,5 мм прочность снижается в 1,5—2 раза. С увеличением длины нахлестки I разрушающая сила растет, асимптотически приближаясь к определенному пределу.
Чистота сопрягаемых поверхностей берется по 5—6-му классам. На повышение прочности благоприятно влияет время выдержки. При холодном отверждении наблюдается
непрерывное нарастание прочности в течение длительного времени. Прочность соединений, выполненных с помощью клея холодного отверждения, повышается, когда процесс полимеризации ведется с подогревом. Подогрев также значительно сокращает время отверждения.
Технология выполнения клеевых соединений предусматривает подготовку поверхности деталей, приготовление и нанесение клея, сборку деталей с приложением прижимных сил в зависимости от марки клея и нагрев собранного узла.
Сопрягаемые поверхности должны быть очищены и обезжирены. Очистка производится ветошью, щетками и пескоструйной обработкой (очистка от окалины). Поверхности обезжиривают ацетоном, трихлорэтиленом, четыреххлористым углеродом и другими органическими растворителями. Для подготовки поверхностей из алюминиевых сплавов существует специальный так называемый пиклинг-процесс.
480
Технология производства типовых деталей и узлов машин
Способ нанесения клея зависит от его вязкости. Чаще всего применяют клей жидкой консистенции с вязкостью, позволяющей наносить клей на склеиваемые поверхности кистью или пульверизатором. Некоторые клеи (например, эпоксидные), не допускающие разбавления растворителями, целесообразно наносить шпателями, роликами или шприцами. Для тонких работ применяют медицинские шприцы, для более грубых — пневматические.
Ручные пневматические шприцы (рис. 261) изготовляют пистолетной формы с подводом сжатого воздуха через штуцер. Сжатый
Рис. 261. Пневматический шприц:
1 — штуцер; 2 — корпус; 3 — курок; 4 — накидная гайка; 5 — поршень; 6 — гильза, 7 — клей
воздух с помощью поршня выжимает клей через сопло диаметром 1 мм. Аналогичные шприцы применяют и в стационарных установках — в станках для склеивания и заливки вязкими клеями и компаундами. В некоторых случаях применяется способ нанесения клея окунанием.
Клей приготавливается в специальной посуде из полихлорвинила или полиэтилена. Металлическую посуду необходимо хромировать или
покрывать силиконовым лаком. Составные части клея дозируются взвешиванием или объем-
ными мерками.
Сборка деталей происходит в приспособлениях, в которых прижатие обеспечивается рычажными системами, пружинами или пневматическими устройствами.
Нагрев узлов осуществляют в шкафах с электрическими и газовыми нагревателями, в которых температура регулируется с точностью ± 5° С.
Температура нагрева и время выдержки зависят от состава клея. Например, для клея холодного отверждения на базе смолы ЭД-5 рекомендуется температура 150—160° С при выдержке 1,5 ч. Для клея горячего отверждения на базе смолы ЭД-5 (ЭД-6) рекомендуется выдержка 3—4 ч при температуре 150—160° С или 1,5—2 ч при 180—190° С.
Работа с клеями требует осторожности, так как их компоненты токсичны. Работать с клеями необходимо в резиновых перчатках при наличии хорошей вытяжной вентиляции.
Склеивание пластмасс производится клеями, которые описаны выше, а также клеями специального назначения. Для многих термопластов таким клеем является растворитель, например, для склей-
Сборка типовых узлов машин
481
вания органического стекла —дихлорэтан, полистирола — бензол, винипласта — ацетон и др.
Автоматизация склеивания позволяет обеспечить стабильность технологического процесса. Она связана с решением задач нанесения клея на сопрягаемые поверхности, сборкой и точной фиксацией соединяемых деталей и последующей выдержкой. При использовании клеев холодного отверждения необходимо увеличить их жизнеспособность. Нанесение клея можно производить роликами, окунанием или осуществлять его подачу при помощи шприц-уста-новок в зазоры достаточной толщины между сопряженными деталями.
При контроле клеевых соединений используют следующие методы: вакуумный, при котором непроклеенное место выпучивается под действием вакуума; метод свободных колебаний, при котором наличие дефекта изменяет характер собственных колебаний; метод сквозного прозвучивания; ультразвуковой резонансный метод и др.
ГЛАВА VII
ОСНОВНЫЕ НАПРАВЛЕНИЯ ДАЛЬНЕЙШЕГО РАЗВИТИЯ ТЕХНОЛОГИЧЕСКИХ МЕТОДОВ МАШИНОСТРОИТЕЛЬНОГО
ПРОИЗВОДСТВА
Автоматизация является одной из основных тенденций в дальнейшем развитии современного машиностроения. В ближайшие годы, в соответствии с решениями партии и правительства, в советском машиностроении предусматривается значительное расширение автоматизации производственных процессов.
Автоматизация производства требует повышения технологического и технического уровня на всех этапах производственного процесса.
Учитывая, что в советском машиностроении предусмотрено расширение применения новых, прогрессивных методов в производстве заготовок на машиностроительных предприятиях, отметим основные направления в развитии заготовительных процессов.
Основное направление в развитии заготовительных методов заключается в том, чтобы максимально приблизить конфигурацию заготовок к конфигурации готовых деталей, повысить точность выполнения заготовок и тем самым уменьшить припуски на механическую обработку.
В условиях массового и крупносерийного производства должен найти широкое применение прокат специальных профилей, что обусловит не только значительную экономию металла, но также и снижение трудоёмкости процессов последующей механической обработки. При изготовлении деталей высоких классов точности из проката путем последующего профильного волочения может быть получен профиль, полностью соответствующий контуру готовой детали с точностью, исключающей необходимость последующей обработки резанием.
Освоение производства прогрессивных профильных полос обеспечит возможность получения заготовок более высокой точности, чем прокат, а также таких профилей, которые не могут быть получены прокаткой.
При изготовлении поковок будут широко применяться механические штамповочные прессы и штамповочные молоты вместо мало
Основные направл. технология, методов машиностр. производства 483
производительных прессов и молотов для свободной ковки, область применения которой будет ограничена только единичным производством. При этом должны найти применение нагрев заготовок в камерах газовых печей, нагрев токами высокой и промышленной частоты, электроконтактный нагрев, термообработка поковок в соляных ваннах, что обеспечит возможность изготовления поковок в непрерывном потоке без последующей очистки.
Калибровка-чеканка штампованных заготовок значительно повышает точность выдерживаемых размеров и качество подвергаемых чеканке поверхностей и исключает последующую обработку резанием этих поверхностей или ограничивает её только шлифованием непосредственно после чеканки.
Внедрение новых ковочных машин с встроенным индукционным нагревом позволит совмещать скоростной нагрев (20—40 сек) и формообразование заготовки в одном рабочем цикле ковочной машины, получать заготовки без окалины и автоматизировать процесс штамповки. Применение ковочных вальцов является в ряде случаев целесообразным для получения ленты заготовок, соединенных между собой тонкой перемычкой, удаляемой на обрезном прессе. Вместе с тем ковочные вальцы могут применяться для получения периодического профиля, штампуемого затем на молотах или прессах, что обеспечит экономию металла, повышение стойкости штампов и рост производительности труда при штамповке.
В условиях серийного производства должны найти широкое применение ротационные ковочные машины, допускающие быструю переналадку при переходе от одной заготовки к другой.
Холодная высадка, осуществляемая на высокопроизводительных прессах-автоматах, должна найти широкое применение при изготовлении крепежных и других деталей (толкателей, роликов, шариков, заглушек, мелких ступенчатых валиков и т. п.) как метод, обеспечивающий высокую точность изготовления, при которой отпадает необходимость в последующей обработке резанием.
Холодная листовая штамповка является высокопроизводительным методом производства, широкое применение которого обеспечит в ряде случаев значительное снижение трудоёмкости процессов изготовления деталей и узлов машин без последующей обработки резанием.
Эффективность снижения трудоёмкости процессов производства следует ожидать в результате внедрения сварных и, в частности, штампо-сварных конструкций. При этом значительно шире должна применяться автоматическая и полуавтоматическая сварка под флюсом, электрошлаковая сварка, сварка в среде защитных газов, контактная сварка и другие прогрессивные методы сварки при максимальной механизации и автоматизации поточного сварочного производства.
484 Основные направл. технология, методов машиностр. производства
В производстве отливок, в целях повышения точности заготовок и сокращении объёма последующей механической обработки, должно быть широко внедрено литье: по выплавляемым моделям, в оболочковые формы, в кокиль, под давлением,, с применением поточных методов производства. В массовом и серийном производстве должно быть расширено применение металлических форм для крупных и сложных отливок с использованием качественных обмазок и красок, тонкостенной песчаной облицовки, металлических и песчаных стержней. В мелкосерийном и единичном производстве должны быть механизированы формовочные и стержневые работы путем широкого использования существующих конструкций машин на основе легкосменных модельных плит и стержневых ящиков; почвенная формовка подлежит резкому сокращению за счёт перехода на опочную, каркасную и стержневую формовку. Во всех случаях производства отливок должна широко применяться высокопроизводительная пескометная набивка форм и стержней, а также пескодувные многопозиционные формовочные машины с допрессовкой.
При подготовке заготовок к последующей обработке должны быть ликвидированы, как вредные для здоровья рабочих, галтовка черных заготовок в барабанах и пескодувная их очистка за счёт широкого внедрения дробеметной, электро- и гидроочистки, обеспечивающих более высокую производительность и повышающих качество чёрных заготовок.
Внедрение рассмотренных прогрессивных методов выполнения чёрных заготовок значительно сократит объём последующей их обработки резанием и внесет существенные изменения в процессы механической обработки. Точные методы литья, точная штамповка и штамповка с последующей чеканкой позволят ограничить обработку посадочных поверхностей непосредственно абразивным инструментом. Менее точные методы выполнения заготовок потребуют предварительной однократной обработки лезвийным инструментом. Только заготовки, полученные литьём в песчаные формы и штамповкой на молотах, потребуют черновой и чистовой или черновой, получистовой и чистовой обработки, в зависимости от точности выполнения заготовки; поковки, полученные свободной ковкой, потребуют, кроме того, предварительной обдирки. Однако свободная ковка сохранится только в единичном производстве; по-видимому, в дальнейшем область применения литья в песчаные формы ограничится единичным и мелкосерийным производством, а штамповка на молотах — мелкосерийным производством. В серийном и массовом производстве найдут применение более совершенные методы выполнения заготовок, обеспечивающие возможность сокращения общей трудоёмкости изготовления и значительного уменьшения удельного значения обработки резанием в общей трудоёмкости процессов про
Основные направл. технология, методов машиностр. производства 485
изводства. Вместе с тем в технологии обработки заготовок можно ожидать повышения удельного значения отделочных операций в связи с повышением требований к точности и качеству поверхностей деталей, связанных с возрастающими требованиями к износостойкости, прочности и другим эксплуатационным качествам машин. Таким образом, при обработке заготовок будут превалировать методы обработки поверхностей деталей абразивным инструментом, методы тонкой обработки лезвийным инструментом, методы окончательной обработки без снятия стружки, дробеструйный и вибрационный наклеп, отделочное шлифование (суперфиниш) и электрохимические методы отделки поверхностей.
В развитии методов обработки резанием будет происходить замена однолезвийного режущего инструмента многолезвийным.
Метод протягивания, в частности, имеет наиболее широкие перспективы при обработке поверхностей всех основных типов (отверстий, плоскостей, тел вращения и т. д.). Обработка зубьев колёс методом протягивания в том или ином исполнении является также перспективным методом, могущим заменить современное зуборезное оборудование с его сложной кинематической схемой и низкой производ ител ьностью.
Получат развитие методы обработки и режущие инструменты, обеспечивающие высокую степень концентрации технологических переходов.
Высокие скорости резания все шире распространяются на все виды машиностроения.
Микрохонинг и прогрессивное хонингование, обеспечивающее обработку отверстий с высокой степенью точности и качества поверхности, вознйкшее в производстве изделий высокой точности, получат широкое применение во всех видах машиностроения.
Таковы же перспективы применения тонкого (алмазного) растачивания, обтачивания, фрезерования, развертывания, шевингования.
Электроэрозионную и ультразвуковую обработку можно считать перспективным методом получения малых отверстий и сложных контуров в деталях из закаленных сталей, труднообрабатываемых материалах и твердых сплавов. Получит развитие также обработка электронным и световым лучом.
Ряд несомненных технологических преимуществ электрохимических методов обработки также обеспечивает их дальнейшее более широкое применение в машиностроении и особенно в инструментальном производстве.
Изложенные основные тенденции перспективной технологии механической обработки определяют соответствующие изменения в составе станочного парка механических цехов.
486 Основные направл. технологии. методов машиностр. производства
В массовом и серийном производстве оборудование механических цехов будет в основном включать: а) многоинструментные, многопозиционные полуавтоматы агрегатного типа, снабженные быстродействующими установочными приспособлениями и совмещающими ряд различных видов обработки в одну операцию, выполняемую с высокой степенью концентрации технологических переходов; б) станки для окончательной обработки высокоточных поверхностей как одноинструментные, так и многоинструментные (например, многокруговые шлифовальные станки для параллельной обработки шеек валов, двухкруговые станки для последовательного шлифования центровального отверстия и торца зубчатого колеса); в) автоматические линии, построенные на базе стандартных силовых головок, включающие не только различные виды механической обработки, но и высокочастотную термическую обработку, а также узловую сборку с последующей обработкой узла в собранном виде, промежуточный и окончательный автоматический контроль. В ряде случаев автоматические линии могут включать и заготовительные процессы, в частности высадку на ковочных машинах со встроенным в них устройством для индукционного нагрева, прессование полос, процессы гибки, сварки и раскатки кольцевых заготовок, литьё заготовок из сплавов на алюминиевой и магниевой основе.
Большие работы проводятся в области модернизации оборудования. Универсальные станки оснащаются загрузочными и измерительными устройствами, зажимными и установочными приспособлениями, гидрокопировальными суппортами, автоматическими загрузочными и другими устройствами. Большая программа намечена также по созданию новых типов высокопроизводительных станков и комплексных автоматических линий. В дальнейшем предстоят большие исследовательские работы в области применения программных систем управления с помощью магнитной ленты или перфорационных карт и лент, использование которых позволит обойтись без шаблонов, требующих точного исполнения. Это особенно важно для предприятий с часто меняющимися объектами производства.
В области технологических процессов сборки будет продолжаться широкое внедрение поточных методов с максимальной механизацией сборочных работ. Будет также развиваться автоматизация работ и в первую очередь на узловой сборке, так как для автоматизации общей сборки требуется специальное и сложное, а следовательно, дорогое оборудование, которое необходимо заменять при изменении конструкции собираемого изделия.
Автоматизация сборочных работ потребует повышения взаимозаменяемости деталей и узлов собираемых машин и ужесточения допусков на размеры, геометрические формы и пространственные
Основные направл. технологии. методов машиностр. производства 487
отклонения деталей и собранных узлов. Вместе с тем для автоматических сборочных линий необходимо создание типового механизированного сборочного инструмента, установочных механизмов, автоматических транспортеров с программно-задающими устройствами и другого специального оборудования.Разработка конструкций средств автоматизации должна выполняться специализированными конструкторскими бюро и потребует больших исследовательских и опытных работ.
Автоматизация<является высшей, завершающей формой машиностроительного производства, но и самая совершенная автоматизация поддается дальнейшему усовершенствованию.
Автоматизация разработки технологических процессов на базе использования электронно-вычислительных машин. В условиях многономенклатурного производства часто меняющихся изделий и при недостаточно высоком уровне их унификации и типизации технологических процессов объем технологических разработок получается очень большим.
Из-за ограниченного времени и невозможности содержать большой штат технологов технологические процессы разрабатывают укрупненью без выбора оптимального варианта.
Значительное ускорение и облегчение труда технологов может быть достигнуто применением вычислительной техники для решения таких частных задач, как расчет точности, припусков, режимов резания, нормирования времени на обработку и пр.
Современные электронно-вычислительные машины (Э. В. М.) позволяют однако решать и более сложную задачу — разрабатывать оптимальный технологический процесс обработки на заданную деталь.
В настоящее время рядом организаций успешно решена частная задача по применению Э. В. М. для разработки технологического процесса обработки деталей определенного типа (ступенчатые валы, диски, штуцеры и др.). Решение задачи по автоматизации технологического проектирования разбивается на следующие этапы: кодирование исходной информации, разработка способов обработки исходной информации, разработка приемов программирования технологических задач, разработка алгоритма — предписания по выполнению на Э. В. М. комплекса операций, четко и однозначно определяющих технологический процесс на данную деталь.
Наиболее сложно составление алгоритма технологического проектирования, так как при этом нужно решать большое количество вопросов логического и программистского характера.
При разработке технологического процесса на типовую деталь Э. В. М. через букво-цифровое печатающее устройство выдает маршрутно-операционные карты с указанием содержания операций и
488 Основные направл. технологии. методов машиностр. производства
переходов обработки, режимов резания, норм времени. Машина решает вопросы базирования, выбирает оборудование и оснастку (из числа имеющихся и заданных исходными условиями), рассчитывает погрешности обработки, определяет припуски и находит в целом оптимальный вариант построения технологического процесса.
Применение Э. В. М. позволяет повысить производительность труда, сократить сроки подготовки производства новых изделий, улучшить планирование и высвободить большое количество технологов. При переходе к другой типовой детали или при изготовлении данной детали в другом цехе требуется составление другого алгоритма. Трудоемкость составления алгоритма для новых условий остается почти такой же, как и в первом случае.
Большое преимущество может дать разработка универсального алгоритма для проектирования технологии на любую деталь. Решение этой задачи связано с необходимостью составления стройной научно-обоснованной методики проектирования технологических процессов и использования Э. В. М. с большим объемом памяти и числом команд. При создании методики необходима новая классификация деталей и новая система типизации технологических процессов.
При составлении универсального алгоритма прежде всего необходимо решить вопросы кодирования чертежей деталей и ввода кодов в запоминающее устройство Э. В. М. Система кодирования должна быть простой. Для составления кодов не должен применяться высококвалифицированный труд технологов* и математиков. Перспективны ведущиеся теперь работы по созданию автомата для чтения чертежей. Завершение этих работ будет способствовать более полной автоматизации труда по составлению оптимальных технологических процессов изготовления деталей.
В заключение необходимо подчеркнуть то большое влияние, которое оказывает конструкция машины и её элементов на технологию производства, производительность труда, а также на возможность механизации и автоматизации производственных процессов. Не всякая конструкция обеспечивает условия повышения производительности труда и целесообразность автоматизации производственных процессов, а лишь конструкция, разработанная с учётом технологических требований производства. Вместе с тем развитие и совершенствование технологических методов производства обеспечивают предпосылки для создания более высокого класса конструкций. Современное развитие техники повышает требования к технологическим методам производства, что обязывает технолога неустанно и непрерывно совершенствовать эти методы.
Новые конструкции заставляют изыскивать новые технологические методы производства и, наоборот, развитие технологии ма
Основные направл. технологии. методов машиностр. производства 489
шиностроения, создание новых высокопроизводительных и высокоточных методов производства обеспечивают возможность создания новых, более совершенных конструкций. Не случайно поэтому на передовых заводах нашей страны существует тесное содружество конструкторов и технологов при создании новых конструкций. Такое содружество обусловливает неуклонный рост советской техники и технологии машиностроения.
ЛИТЕРАТУРА
1. Балакшин Б. С. Основы технологии машиностроения. М., Машгиз, 1959.
2. Бородачев Н. А. Основные вопросы теории точности производства. М., Изд-во АН СССР, 1950.
3. В л а д з и е в с к и й А. П. Автоматические линии, ч. I, II, М., Машгиз, 1960.
4. Д емьяв юк Ф. С. Технологические основы поточного и автоматизированного производства. М., Машгиз, 1965.
5. Д ь я ч е н к о П. Е. и Якобсон М. О. Качество поверхности при обработке металлов резанием. М., Машгиз, 1951.
6. Е г о р о в М. Е. Основы проектирования машиностроительных заводов. М., Машгиз, 1959.
7. Кован В. М. Расчет припусков на обработку в машиностроении. М., Машгиз, 1953.
8. К о в а н В. М. Основы технологии машиностроения. М., Машгиз, 1959.
9. Корсаков В. С. — Точность механической обработки. М., Машгиз, 1961.
10. К о р с а к о в В. С. Основы конструирования приспособлений в машиностроении. М., изд-во «Машиностроение», 1965.
11. Корсаков В. С. и Новиков М. П. Справочник по механизации и автоматизации сборочных работ. М., Машгиз, 1961.
12. М и т р о ф а н о в С. П. Научные основы групповой технологии. Лениздат, 1960.
13. Новиков М. П. Основы технологии сборки машин и механизмов. М., Машгиз, 1964.
14. Сборник «Основные вопросы точности, взаимозаменяемости и технических измерений в машиностроении». М., Машгиз, 1957.
15. Справочник технолога-машиностроителя, 2-е издание. М., Машгиз, 1963.
16. Справочник машиностроителя, 3-е издание. М., Машгиз, 1964.
17. С о к о л о в с к и й А. П. Курс технологии машиностроения, ч. I, М., Машгиз, 1947.
18. Соколовский А. П. Расчеты точности обработки на металлорежущих станках. М., Машгиз, 1952.
19. С о к о л о в с к и й А. П. Научные основы технологии машиностроения. М., Машгиз, 1955.
20. Чарнко Д. В. Основы выбора технологического процесса механической обработки. М., Машгиз, 1963.
ОГЛАВЛЕНИЕ
Предисловие.............................. ......................... 3
Введение ........................................................ 5
Глава I. Понятие об изделии и технологическом процессе в машиностроении ...................................................... 12
§ 1. Изделие и его элементы...................................... 12
§ 2. Производственный и технологический процессы в машиностроении 16
§ 3. Технически обоснованная норма времени ...................... 18
§ 4. Типы машиностроительных производств и методы работы .... 22
Глава II. Точность в машиностроении................................. 29
§ 1. Производственные погрешности и способы получения заданных размеров......................................................... 29
§ 2. Установка заготовок для обработки на станках . ............. 36
§ 3. Факторы, влияющие на точность обработки.................... 53
§ 4. Определение суммарной погрешности механической обработки 132
§ 5. Статистические методы исследования точности................ 139
§ 6. Пути повышения точности механической обработки............. 158
§ 7. Качество поверхностей деталей машин и заготовок............ 168
Глава III. Характеристика технологических хметодов производства в машиностроении .................................................. 195
§ 1. Методы получения заготовок . ,............................. 195
§ 2. Методы обработки заготовок................................. 217
‘ § 3. Методы покрытия . ................................ . 239
§ 4. Технологические методы сборки . .......................... 247
§ 5. Внестаночные операции .................................... 272
Глава IV. Требования, предъявляемые технологией производства к конструктивному оформлению деталей и узлов машин ................. 286
§ 1. Требования, предъявляемые технологией сборки машин к конструктивному оформлению их элементов........................... 286
§ 2. Технологические требования, предъявляемые к конструктивному оформлению деталей машин ................................... . 293
Глава V. Проектирование технологических процессов в машиностроении 306
§ 1. Технико-экономические принципы проектирования.............. 306
§ 2. Проектирование технологических процессов обработки деталей машин......................................................... 307
§ 3. Проектирование технологических процессов сборки ........... 374
492
Оглавление
Г лава VI. Технология производства типовых деталей и узлов машин 393
§ 1. Валы . . ............................................ . 393
§ 2. Корпусные детали ...................................... 415
§ 3. Втулки . ............................................. 449
§ 4. Рычаги................................................ 455
§ 5. Сборка типовых узлов машин............................. 462
Глава VII. Основные направления дальнейшего развития технологических методов машиностроительного производства............. 482
Литература.................................................... 490
ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Виктор Михайлович Кован, Владимир Сергеевич Корсаков, Александра Григорьевна Косилова, Михаил Алексеевич Калинин, Николай Михайлович Капустин, Мстислав Дмитриевич С о л о д о в.
Редактор издательства И. И. Лесниченко
Технические редакторы Б. И. Модель и А. Ф. Уварова Корректор П. А. Пирязев
Переплет художника А. Д. Михайлова
Сдано в производство 22/IV 1965 г. Подписано к печати 24/IX 1965 г. Т-11158. Тираж 50 000 экз. Печ. л. 30,75. Бум. л. 15,5. Уч.-изд. л. 31. Темплан 1965 г., № 514., Формат 60X90716. Цена 1 р. 24 к. Зак. № 1688.
Издательство «МАШИНОСТРОЕНИЕ», Москва, В-66, 1-й Басманный пер., 3.
Ленинградская типография № 1 «Печатный Двор» имени А. М. Горького Главполиграф-прома Государственного комитета Совета Министров СССР по печати, Гатчинская, 26.