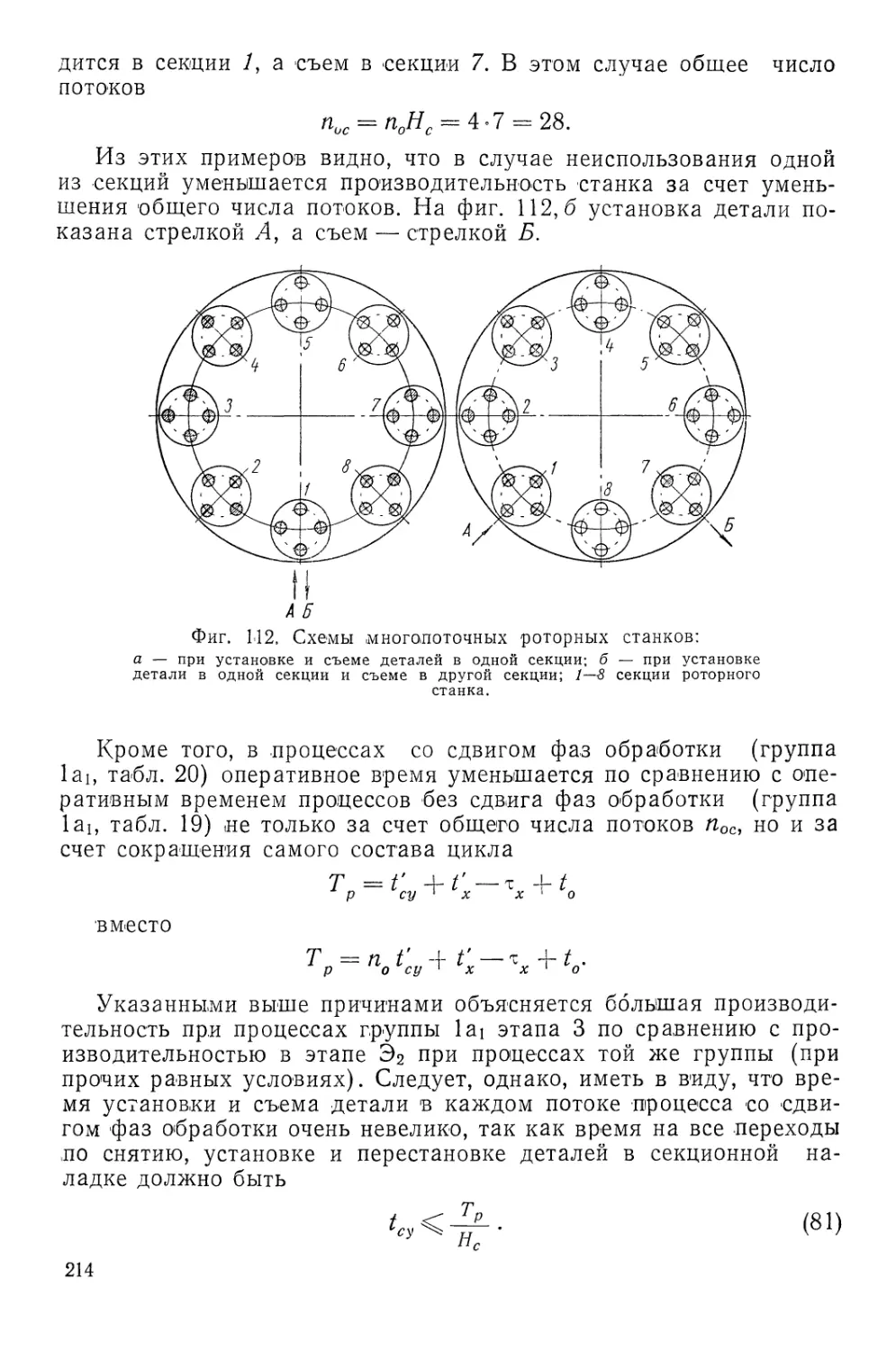
/






























































































































































































































































































































Текст
ОСНОВЫ ВЫБОРА ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Проф. Д. В. ЧАРНКО
ОСНОВЫ ВЫБОРА
ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1963
УД к.621.90
В книге изложена методика выбора технологического про-
цесса механической обработки деталей на основе разработан-
ной автором теории развития структуры технологических
операций
Приведены теоретические положения о .взаимосвязи 'мето-
дов и структуры обработки, о закономерностях развития
структур в технологических операциях, о связи структуры
операций с тактом выпуска деталей. Имеющиеся в книге ма-
териалы могут служить основой для разработки новых (про-
грессивных схем и конструкций станков и наладок, еще не
применявшихся в СССР, а также для выбора оптимальных
вариантов технологических процессов механической обработ-
ки. Разработана методика выбора вариантов структуры тех-
нологических операций и соответствующего им оборудования.
Дана оценка вариантов процесса по себестоимости.
Книга предназначена для инженеров (конструкторов и тех-
нологов), а также может быть полезна студентам высших
технических учебных заведений.
Рецензент д-р гехн. наук проф. А. П. Владзиевский
Редакция литературы по тракторному и сельскохозяйственному машиностроению
Зав. редакцией инж. Е. И. НЕЛЮБОВА
ПРЕДИСЛОВИЕ
Построение коммунистического общества стало непосредствен-
ной практической задачей советского народа. Программой Комму-
нистической партии Советского Союза, принятой на XXII съезде,
определена главная экономическая задача советского народа — в
течение двух десятилетий создать материально-техническую базу
коммунизма. Объем промышленной продукции в течение ближай-
ших 10 лет должен быть увеличен примерно в два с половиной
раза, а в течение 20 лет — не менее чем в шесть раз. Для этого не-
обходимо поднять производительность труда в промышленности
в течение 10 лет более чем в два раза, а за 20 лет — в четыре-четы-
ре с половиной раза 1.
Первостепенное значение для технического перевооружения
всего народного хозяйства имеет развитие машиностроения, все-
мерное форсирование производства автоматических линий и высо-
копроизводительных машин. Совершенствование технологии всех
отраслей и видов производства — непременное условие создания
новых машин. Поэтому в настоящее время особенно большое зна-
чение приобретают вопросы теории технологии машиностроения,
которые должны отражать закономерности развития производст-
венных процессов, а также орудий и средств производства.
В данной работе автор останавливается на выявлении законо-
мерностей в развитии структур операций механической обработки
и, как следствие, — на методике выбора технологических процессов
изготовления деталей на станках и автоматических линиях. Так
как выбору структуры операции должны предшествовать изучение
чертежа и технических условий, а также выбор заготовок, баз и
предварительного маршрута обработки, то эти вопросы также крат-
ко освещены в главе I.
При создании технологии машиностроения был глубоко изучен
вопрос обеспечения точности обработки деталей, но мало изуча-
лись закономерности развития технологических операций и машин,
создаваемых для их выполнения с точки зрения повышения про-
изводительности. Например, не была изучена связь между струк-
турой операции, определяемой принадлежностью ее к тому или
1 Программа Коммунистической партии Советского Союза, ст.р. 68. Госпо-
литиздат, 1961.
3
иному классу и группе операций, и оценкой ее по формуле опера-
тивного времени.
Выявлением взаимосвязи между различными переходами по от-
дельным операциям и в целом по процессу, нахождением наиболее
существенных признаков, влияющих на характер операции с точки
зрения производительности при сохранении заданного качества
обработки, определением закономерностей в составлении структу-
ры технологических операций и другими подобными вопросами до
сих пор занимались отрывочно без выявления общей связи всех
явлений.
В предлагаемой книге автором сделана попытка найти эти свя-
зи, уточнить принятые в технологии понятия, вскрыть закономер-
ности развития структур технологических операций и найти ряд
новых (еще неизвестных) структур операций и компоновок обору-
дования для дальнейшего развития процессов обработки и орудий
производства, а также для разработки методики выбора техноло-
гического процесса по операциям.
Рассматривая технологическую операцию с точки зрения ее
развития от простой к сложной и изменения в ней взаимосвязей по
переходам при однопоточном и многопоточном процессе, автор
учитывает эти взаимосвязи в совокупности по всей операции в си-
стеме СПИД \ в том числе и в операциях, выполняемых на много-
позиционных станках, включая кольцевые или линейные автома-
тические линии, ,и рассматривает их как многопозиционную опе-
рацию.
Автор останавливается главным образом на развитии структур
операций и выявлении признаков этих структур, так как без осве-
щения этих вопросов невозможно уяснить методику выбора техно-
логических процессов по структурам операций.
Вопрос о развитии структуры операций и ее закономерностях
до сих пор слабо разработан, по-видимому, потому, что появление
новой структуры и новых станков или наладок на базе ее считалось
делом случайным, а не закономерным. Поэтому данный вопрос в
обобщенном виде до настоящего времени не освещался или осве-
щался отрывочно без выявления закономерностей.
До сих лор не было ясного представления о том, что не только
метод обработки, но и структура операции определяют уровень
развития технологии и что развитие структуры операций находит-
ся в определенной зависимости от масштаба и такта выпуска де-
талей.
Ряд авторов занимались классификацией рабочих машин и тех-
нологических операций, но при этом не были выявлены закономер-
ности в развитии структур операций и главные причины, обуслов-
ливающие эти закономерности. Вопрос о закономерностях разви-
тия структур технологических операций в данной книге освещается
впервые. В ней устанавливается определенное место различных
1 СПИД — это система: станок — приспособление — инструмент — деталь.
4
структур операций в общей системе построения и развития техно-
логических процессов.
Определение взаимосвязей основных и вспомогательных пере-
ходов и потоков в технологической операции и разработка общей
системы структур операций не только помогает лучше уяснить все
вопросы развития операций и машин с точки зрения производи-
тельности, но позволяет использовать эту систему для выбора оп-
тимальных вариантов технологии обработки детали, обеспечи-
вающей высокую производительность оборудования при заданном
качестве и наименьшей себестоимости детали.
ЧАСТЬ I
ВЫБОР ЗАГОТОВКИ И МЕТОДОВ ЕЕ ОБРАБОТКИ
ГЛАВА I
АНАЛИЗ КОНСТРУКЦИИ ДЕТАЛИ И ОСНОВНЫЕ
НАПРАВЛЕНИЯ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
ПЕРИОДЫ ПРОЕКТИРОВАНИЯ
Разработка технологического процесса механической обработки
сложных деталей типа корпусных или тел вращения, в особенно-
сти в крупносерийном и массовом производствах, является доволь-
но сложной задачей. После составления предварительного марш-
рута разработка процесса сводится к выбору производительного и
экономичного варианта обработки на каждой операции при обес-
печении высокого качества детали (в том числе точности ее изго-
товления) в соответствии с техническими условиями.
Технологический процесс, не обеспечивающий заданное каче-
ство детали, не может считаться приемлемым даже в том случае,
если он обеспечивает высокую производительность и является эко-
номичным. Следовательно, в начальный период разработки техно-
логии, т. е. после изучения назначения детали, чертежа, техниче-
ских условий, нужно выбрать заготовку, базы, методы и последо-
вательность (маршрут) обработки заготовки, обеспечивающие за-
данную точность и качество детали по техническим условиям.
Только после этого можно перейти к выбору структуры операций
и станков, обеспечивающих должные производительность и эконо-
мичность процесса, а также заданное качество деталей по техни-
ческим условиям.
Не только при разработке технологического процесса, но и до
нее при изучении чертежа и технических условий с точки зрения
назначения детали, ее технологичности, расстановки размеров,
конфигурации уклонов и т. д. не следует забывать, что многие тех-
нологические решения зависят от программы и такта выпуска де-
талей.
Работа по составлению технологического процесса изготовле-
ния детали для серийного и массового выпусков и выбор наибо-
лее целесообразного варианта состоит из нескольких периодов.
Первый период — определение такта выпуска исходя из задан-
ной программы. Анализ чертежа и технических условий. Разработ-
7
ка на основе этого анализа основных технических направлений
изготовления детали в комплексе как -по заготовительным, так и по
механическому цехам.
Второй период — выбор заготовки и методов ее изготовления.
Третий период — выбор технологических баз, методов обработ-
ки и составление предварительного маршрута по операциям обра-
ботки, обеспечивающим заданное качество детали.
Четвертый период — выбор «структуры операции и станков, обес-
печивающих оптимальную производительность оборудования и
рентабельность процесса.
Не следует понимать буквально, что выбор баз, а также методов
и маршрута обработки влияет только на качество детали, а вы-
бор структуры операций и станков — только на производительность
труда и экономичность процесса. -
Конечно, от выбранных методов и режимов обработки зависит
и производительность, а структура операции в какой-то степени
влияет на точность обработки, и при выборе структуры часто при-
ходится уточнять маршруты и методы обработки. Однако требуе-
мую точность изготовления детали нельзя обеспечить без правиль-
ного выбора баз и методов обработки, а высокую производитель-
ность— еще и без правильного выбора структуры операций и стан-
ка. Отдельные периоды работы по выбору технологических,
процессов или части этих периодов (в зависимости от обстоя-
тельств) можно выполнять либо последовательно, либо одновре-
менно.
Например, разрабатывая маршрут, можно одновременно назна-
чать методы обработки, структуру операций и станки по опера-
циям; однако это, как правило, можно делать лишь при разработ-
ке технологического процесса мелкосерийного производства, когда
структура операций в основном одноинструментальная, а станки
универсальные. В этом случае задача упрощается и часто ограни-
чивается проектированием маршрута обработки и выбором стан-
ков по операциям, а выбор структуры операции и станков как
самостоятельная часть работы отпадает.
В тех случаях, когда одна и та же операция может иметь раз-
ные структуры с использованием разных станков (например, обта-
чивание ступенчатого валика может быть выполнено на гидрокопи-
ровальном токарном полуавтомате или на автоматической линии),
правильный выбор структуры и станков, обеспечивающих высокую
производительность и экономичность обработки, приобретает боль-
шое значение и должен составлять самостоятельный период рабо-
ты. Вопросы, решаемые в каждом периоде, будут рассмотрены бо-
лее подробно.
После того как по заданной программе выпуска будут опреде-
лены масштаб (массовый, крупносерийный и мелкосерийный) и
такт выпуска деталей, можно приступить к анализу конструкции
детали по чертежу и техническим условиям с точки зрения задан-
ного масштаба выпуска.
8
АНАЛИЗ КОНСТРУКЦИИ ДЕТАЛИ ПО ЧЕРТЕЖУ
И ТЕХНИЧЕСКИМ УСЛОВИЯМ
Приступая к анализу, прежде всего, следует определить, к ка-
кому конструктивно-технологическому типу относится данная де-
таль. При этом чрезвычайно подробная классификация не тре-
буется, и можно ограничиться разбивкой деталей на следующие
типы:
1. Станины, рамы, крупные коробчатые детали, на которых мон-
тируются основные узлы машины. Эти детали обычно делают ли-
тыми или сварными.
2. Корпусные коробчатые детали, внутри которых обычно мон-
тируются механизмы машин. Эти детали изготовляют преимущест-
венно в виде отливок.
3. Плоские коробчатые детали типа крышек, кронштейнов, плит,
пластин. Изготовляются литыми.
4. Рычаги, вилки, шатуны из штампованных или литых заго-
товок.
5. Круглые короткие детали типа дисков, маховиков, шкивов,
шестерен, фланцев, ступиц, втулок.
Изготовляются штамповкой или литьем и обрабатываются на
токарных станках-полуавтоматах или на револьверных станках
при зажиме детали в патроне.
6. Круглые длинные детали типа валов (ступенчатых, распре-
делительных и др.), шестерен с валом, шпинделей и других, обра-
батываемых в центрах.
7. Мелкие круглые фасонные детали типа стержней, втулок,
стаканчиков и арматуры, обрабатываемых в цанге из проката на
автоматах или револьверных станках.
Дальнейший анализ следует производить исходя из масштаба
производства. Например, если мы анализируем деталь типа валика
с точки зрения ее жесткости и, следовательно, возможного изгиба
при обработке, то для индивидуального и мелкосерийного произ-
водства, при котором обтачивание валика производят одним рез-
цом, жесткость валика может считаться достаточной даже при от-
ношении
— > 12,
d
так как изгиб его при малом усилии резания будет небольшим
(здесь I — длина валика, d — диаметр валика в средней его1 части).
Но если этот же валик в крупносерийном или массовом производ-
стве обрабатывать способом многорезцового обтачивания, то из-
гиб его из-за увеличения усилий резания при одновременной обра-
ботке несколькими резцами может оказаться настолько большим,
что придется отказаться от многоинструментальной, а может быть
даже от многопозиционной обработки и перейти к одноинструмен-
тальной. Следовательно, при анализе конструкции по чертежу
9
с точки зрения жесткости и масштаба производства следует учи-
тывать возможный характер обработки.
То же самое можно сказать и по поводу способов нанесения
размеров на чертеже. Например, в мелкосерийном производстве
размеры на чертеже наносят, начиная обычно от заднего торца де-
тали (фиг. 1, а), потому что в этом случ'ае деталь удобно измерять,
не снимая ее со станка.
Фиг. 1. Различные способы нанесе-
ния линейных размеров на черте-
жах валиков.
В серийном и массовом произ-
водствах обработка валиков про-
изводится на станках, заранее на-
строенных на определенный раз-
мер обрабатываемой части дета-
ли. В этом случае заданные ли-
нейные размеры валика получа-
ются автоматически от переднего
торца детали, так как деталь при
установке прижимается к торцу
патрона с пружинным центром
(фиг. 1,6). Если станок настроен
на обработку валика не от торца,
а от переднего центра, то задан-
ные размеры автоматически по-
лучаются от переднего центра
(фиг. 1,в). Для этого у валиков,
поступающих на станок, необхо-
димо проверять глубину зацент-
ровки.
Таким образом нанесение раз-
меров должно соответствовать
характеру обработки и масштабу
производства. Например, в массо-
вом производстве при обработке в приспособлениях на расточных
многошпиндельных станках коробчатые корпусные детали часто
базируют ПО1 плоскости и двум установочным отверстиям, а в мел-
косерийном производстве при обработке по разметке установочных
отверстий не делают, а деталь при растачивании базируют по пло-
скостям.
Следовательно, при разных масштабах производства базиро-
вание детали для обработки будет неодинаковым, и нанесение раз-
меров на чертежах должно производиться по-разному.
А1ожно было бы ^привести еще много примеров влияния масш-
таба производства на составление чертежей, поэтому в дальней-
шем будем изучать чертежи с точки зрения масштаба производст-
ва, а критерием масштаба выпуска будем считать такт выпуска,
определенный заранее.
Следует отметить, что анализ чертежа и технических условий
только с точки зрения масштаба выпуска еще недостаточен, так
как решение многих вопросов зависит еще и от размеров детали.
То, что хорошо для деталей одной размерной группы, может быть
совершенно непригодным для деталей таких же типов, но с резко
отличными размерами. Например, если для обработки корпусных
коробчатых чугунных деталей длиной до 1000 мм и шириной до
500—700 мм в машиностроении широко применяют базирование
по плаакости и двум установочным отверстиям, то, очевидно, та-
кой метод базирования (<а следовательно, и соответствующее ему
нанесение размеров) будет неприемлемым для корпусной детали
с размерами сторон 3000—4000 мм и весом 15—20 т, так как с по-
мощью крана трудно установить детали на шпильках приспособ-
ления без перекосов, да и самих приспособлений при таких раз ме-
рах детали и малом масштабе выпуска обычно не делают. При
больших размерах и весе деталей способы изготовления заготовок
для них (отливок, поковок) также будут другими, а поэтому
иным должно быть и оформление чертежей.
Следовательно, анализировать и изучать чертежи и техниче-
ские условия нужно не только по типам деталей с учетом масшта-
ба выпуска, но и размеров детали. Целью этого изучения является
не только ознакомление со всеми особенностями детали и ее назна-
чением, чтобы учесть их при разработке технологии, но и внесение
нужных поправок и дополнений в чертежи и технические условия.
Надо сказать, что такие поправки и уточнения в чертежи прихо-
дится вносить часто, в особенности при разработке технологии из-
готовления вновь осваиваемой машины.
Из многих вопросов, которые необходимо изучать при анализе
чертежей и технических условий, можно остановиться на сле-
дующих:
конструкция детали с точки зрения ее технологичности;
жесткость детали с точки зрения возможности многоинстру-
ментальной ее обработки и способов зажима в приспособле-
ниях;
точность детали и качестве обрабатываемых поверхностей с точ-
ки зрения не только точности по диаметральным и линейным
размерам, но и заданной точности относительных поворотов по-
верхностей и осей, допустимого биения поверхностей и точности
формы;
термическая обработка по техническим условиям в связи с ме-
ханической обработкой;
конструкция детали и технические условия ее изготовления
с точки зрения выбора заготовки.
Конструкция детали с точки зрения
ее технологичности
Вопросы технологичности деталей широко освещены в литера-
туре [1], [2], поэтому в этой книге будут только коротко указаны во-
просы, на которые должны быть получены ответы при анализе кон-
струкции детали средних размеров с точки зрения массового и
крупносерийного выпуска.
11
Эти вопросы в основном сводятся к следующим:
По корпусным деталям
возможна ли обработка плоскостей корпусной детали на про-
ход на мнотошлиндельном фрезерном или других станках, нет ли
ненужных выступов, мешающих такой обработке, и можно ли
устранить эти выступы;
позволяют ли расстояния между отверстиями в корпусной де-
тали производить одновременную обработку их (на многошпин-
дельных станках) несколькими инструментами, проходящими че-
рез направляющие втулки кондукторов, или эти расстояния малы,
и требуется операцию растачивания отверстий разделять и выпол-
нять в разных позициях или даже на разных станках;
позволяет ли форма отверстий растачивать их на проход с од-
ной или с двух сторон, т. е. выдержано ли ступенчатое (по диа-
метрам) расположение отверстий, находящихся на одной оси, а
если нет, то можно ли изменить конструкцию так, чтобы была
обеспечена односторонняя или двухсторонняя ступенчатость отвер-
стий при разности диаметров (с учетом припуска), обеспечиваю-
щей проход инструмента;
имеется ли хороший доступ инструментов к обрабатываемым
поверхностям;
требуется ли подрезка торцов ступиц корпусной детали с внут-
ренней стороны и как конструктивно устранить этот переход (изве-
стно, что такая обработка корпусных деталей на агрегатных стан-
ках затруднена);
имеются ли глухие отверстия и можно ли конструктивно изме-
нить их на сквозные;
имеются ли отверстия и плоскости, расположенные под острым
или тупым углом и можно ли изменить конструкцию, чтобы они
стали либо параллельными, либо перпендикулярными;
имеются ли у корпусной детали достаточные по размерам пло-
скости для базирования ее на станках, а если нет, то в каких ме-
стах следует расположить технологические базовые приливы.
По деталям типа валов
возможна ли обработка поверхности проходным резцом, т. е.
имеются ли хорошие выходы для резца в сопряжениях и подрезные
канавки достаточной ширины;
расположены ли ступени вала по размерам диаметров шеек,
убывающим к концам вала, и нет ли ненужного уменьшения диа-
метра вала в средней его части.
При обработке вала на гидрокопировальных станках узкие ка-
навки 1—6 (фиг. 2, а) создают тяжелые условия охлаждения рез-
цов при подрезании, в результате чего канавочные резцы из твер-
дых сплавов выкрашиваются, и требуются либо частая подна-
стройка станка, либо резкое снижение скорости обтачивания.
В обоих случаях имеет место снижение производительности стан-
12
ка. Поэтому в настоящее время подрезание канавок в автоматиче-
ских линиях, состоящих из гидрокопировальных станков, выносят
в отдельную операцию, выполняемую на многорезцовом станке.
Форма канавок, показанная на фиг. 2, б, не годится для много-
резцовой обработки. Форма, приведенная на фиг. 2, в, несколько
лучше, но чтобы можно было установить резец большего сечения,
Фиг. 2. Формы .подрезных канавок на деталях типа
валов.
ее размеры требуется увеличить (фиг. 2, г). Всегда нужно прове-
рить, нет ли на валу излишне большого фланца или бурта, и мож-
но ли уменьшить их диаметры.
Бели на валу предусмотрены закрытые шпоночные канавки,
обрабатываемые концевой фрезой, то нужно подумать, нельзя ли
их заменить открытыми с обработкой дисковой фрезой, что обес-
печит большую производительность.
По деталям типа зубчатых колес
нужно .проверить соотношения диаметров венцов и расстояний
между ними. В ряде случаев эти соотношения делают деталь мало
пригодной для многорезцовой обработки. Для большинства дета-
лей типа тел вращения имеет суще-
ственное значение выполнение внут-
ренних канавок 1 (фиг. 3), закруг-
лений и фасок, так как от правиль-
ности размеров зависит возмож-
ность их обработки одновременно с
о б т а чи в а н и ем, прот ачив ан ием или
растачиванием. Например, растачи-
вание канавки, показанной на фиг.
3, а, затруднено выступающим тор-
цом. Конструкция, показанная на
фиг. 3, б, упрощена.
Фиг. 3. Формы внутренних ка-
навок на деталях типа зубча-
тых колее с внутренним зубом.
Анализ детали с точки зрения ее
технологичности не должен
эграничиваться указанными выше замечаниями, но мы их приве-
сти для того, чтобы кратко представить направление в изучении
13
этого вопроса при анализе чертежа. Все предложения по измене-
нию конструкции детали систематизируются, а затем конструкторы
вносят в чертежи необходимые изменения.
Жесткость детали
Фиг. 4. Корпусная де-
таль недостаточном
жесткой конструкций
без ребер жесткости
(штриховой линией
показано возможное
расположение ребер
жесткости).
При анализе конструкции детали по чертежу следует особо
изучить вопросы, связанные с ее жесткостью. Обычно наименее
жесткими являются удлиненные детали. Например, станина токар-
ного или стол фрезерного станков, у которых длина значительно
превышает ширину, по существу не являются жесткими деталями.
Это вызывает необходимость разбивать обработку плоскостей и
крупных отверстий на отдельные черновые и
чистовые операции, в то время как в жестких
деталях эту обработку можно выполнять на
одном станке в одной операции в разных пере-
ходах и на разных позициях обработки. Поэ-
тому, изучая чертеж, нужно обратить внима-
ние на габаритные размеры, детали и их соот-
ношения, толщину стенок, оребрение и форму
детали с точки зрения жесткости.
Особое значение для жесткости детали име-
ют правильно1 расположенные ребра. На фиг. 4
показана корпусная деталь без ребер жестко-
сти, в результате чего возможен прогиб верх-
ней плоскости при фрезеровании. Благодаря
введению ребер жесткости изменяются усло-
вия фрезерования верхней плоскости, так как
вибрации и прогибов уже не будет, а также
повышается жесткость всей детали.
Плоские детали типа крышек, планок и плит часто имеют не-
достаточную жесткость, поэтому при изучении таких деталей сле-
дует наметить технологические меры, компенсирующие этот недо-
статок.
Малой жесткостью часто обладают и тонкостенные цилиндры,
вкладыши, втулки некоторых типов. Зажим таких деталей в ку-
лачки по наружной поверхности гильзы (или разжимание по вну-
тренней поверхности) в чистовых операциях может вызвать боль-
шую овальность детали, выходящую за пределы, предусмотренные
техническими условиями. Поэтому уже при изучении чертежа нуж-
но иметь в виду, что зажать такую деталь при чистовом растачи-
вании и обтачивании придется в специальных приспособлениях,,
направляя усилие по торцу (фиг. 5).
Жесткость бывает недостаточной также у длинных валов (сту-
пенчатых, распределительных и др.), обработку которых производят
обычно в центрах.
Считают, что если отношение длины детали к диаметру (в се-
редине вала) l\d> 10—12, то для валов 2—3 классов точности
14
жесткость недостаточна. Для валов, изготовляемых по более низ-
ким классам точности, это отношение может быть равным 15 и
даже большим. К этому надо добавить, что указанные величины
длины вала к его диаметру относятся к однорезцовой обработке»
Фиг. 5. Тонкостенная гильза не жесткой конструкции:
а — зажим детали по торцам при чистовом обтачивании;
б — зажим детали по торцам при растачивании.
При многорезцовой обработке из-за одновременного действия не-
скольких сил резания это отношение 'следует уменьшить до
I: d > 10.
Если жесткость вала недоста-
точна, то следует решить вопрос
о возможности применения люне-
та или об искусственном повыше-
нии жесткости системы станок —
приспособление — инструмент —
деталь (СПИД) путем обработки
ступеней с зажимом вала в патро-
не по средней шейке и 'в одном
центре (фиг. 6). Известно1, что при
таком способе зажима жесткость
Фиг. 6. Зажим вала (В патроне и цент-
ре для увеличения жесткости при об-
тачивании.
детали увеличивается в несколько
раз. Значит, при изучении чертежа с точки зрения жесткости дета-
ли еще до разработки полного маршрута технологии нужно (если
это требуется) наметить либо меры увеличения жесткости детали,
либо предложения по созданию жесткой системы СПИД при обра-
ботке детали.
Точность изготовления детали и качество обрабатываемой
поверхности
При изучении технических условий и чертежа детали с точки
зрения обеспечения заданной точности ее изготовления необходимо
выяснить, правильно ли отражают эти технические условия харак-
теристику детали с точки зрения ее назначения, а также возмож-
ное влияние параметров точности на технологический процесс из-
готовления детали.
15
Проф. д-р техн, наук Б. С. Балакшин считает, что анализ точ-
ностных параметров, предусмотренных техническими условиями,;
следует производить, исходя из назначения детали в машине, и
этот анализ должен охватывать все четыре характеристики точно-
сти изготовления детали: точность как по диаметральным, так и по
линейным размерам, точность поворотов поверхностей и осей, точ-
ность формы поверхностей, качество (шероховатость) поверхно-
стей [3].
Значит, при изучении технических условий и чертежа прежде
всего следует выяснить, достаточно ли полно технические условия
характеризуют деталь с точки зрения ее точностных параметров.
Обычно на чертежах и в технических условиях имеются допуски
на диаметральные размеры и указания о чистоте поверхности, но
допуск на относительный поворот (положение) одной поверхности
или оси по отношению к другой поверхности или оси и на линейные
размеры часто отсутствуют как на чертежах, так и в технических
условиях. Так же часто на чертежах не указывают допусков на
форму поверхности.
В этих случаях условно понимают, что допуск на форму нахо-
дится в пределах допуска на размер, но при анализе иногда обна-
руживается, что при таком понимании деталь с должным качеством
изготовить нельзя: необходимо ужесточить допуск на форму дета-
ли (конусность, овальность, плоскостность и т. д.).
Следует отметить, что соблюдение допусков на повороты пло-
скостей и осей с точки зрения взаимозаменяемости деталей при
сборке не менее важно, чем соблюдение допусков на диаметраль-
ные размеры. Несоблюдение допусков на повороты вызывает несо-
бираемо-сть деталей даже при точном выполнении допусков на
диаметральные размеры.
Отсутствие в чертежах допусков на повороты поверхностей и
осей вызывает необходимость пригоночных работ во время сборки.
При мелкосерийном производстве — это неудобно, а при крупносе-
рийном или массовом производстве недопустимо вовсе. Точность,
относительных поворотов плоскостей и осей должна обеспечивать-
ся при обработке на станках автоматически. Следовательно, на
чертежах и в технических условиях все повороты основных поверх-
ностей и осей необходимо задать допусками, которые должны стро,-
го обеспечиваться технологией изготовления детали.
При анализе необходимо установить расположение поверхно-
стей детали по отношению к базовым поверхностям. Например, не
следует оставлять в технических условиях такие формулировки:
«Плоскости А и Б должны быть параллельными в пределах
0,05/300 мм». Например, если плоскость А является базовой, то
следует писать: «Плоскость Б должна быть параллельна плоскости
А, отклонение неболее 0,05/300 мм». Если же плоскость Б является
базовой, то следует указать, что плоскость А должна быть парал-
лельна плоскости Б. Для деталей типа тел вращения допустимое
биение поверхностей шеек должно быть указано по отношению к
16
базовым шейкам, каковыми являются те шейки, которые служат
опорами при установке детали в машине.
После того, как будут изучены и если нужно дополнены техни-
ческие условия на точность изготовления детали, нужно продолжить
анализ и выяснить влияние технических условий на процесс изго-
товления. Например, нужно проанализировать, какими методами
обработки и базирования корпусной детали можно обеспечить
заданную точность относительно поворота, а также формы и чисто-
ты поверхностей. В известной степени решению этого вопроса по-
могают таблицы средних точностей различных методов обработки,
о которых будет сказано, ниже.
Анализ точности поворотов, размеров (диаметральных и ли-
нейных), а также формы и чистоты поверхности детали предопре-
деляет основные направления выбора методов обработки.
Термическая обработка детали в связи с ее механической
обработкой
Чертежи и технические условия необходимо проанализировать
с точки зрения возможного коробления детали после термической
обработки и, следовательно, введения доводочных операций, кото-
рые целесообразно применять для обеспечения заданной точности
детали.
В чертежах термически обрабатываемых деталей необходимо,
кроме твердости, указывать характер обработки, например: «Це-
ментовать на глубину 0,5—0,8 мм и закалить до RC 56—62». При
местной цементации или закалке нужно точно указывать место
цементации, способ и место закалки и конечную твердость.
Для уменьшения короблений необходимо, чтобы'переходы в уг-
лах были плавными, не было бы подрезов, резких переходов в се-
чениях, открытых вырезов, а также тонкостенных длинных ступиц
(у зубчатых колес), ослабленных шпоночной канавкой. У деталей
из легированных сталей коробления обычно меньше, чем у деталей
из углеродистых сталей.
Для деталей, подвергаемых цементации, рекомендуется приме-
нять стали 20Х, 15Х, 18ХГТ и некоторые другие. Для зубчатых ко-
лес, закаливаемых с нагревом т. в. ч., применяют стали 40Х, 45Х,
углеродистую сталь 45. Термическую обработку (закалку) распре-
делительных валов для уменьшения коробления производят в спе-
циальных приспособлениях с вращением вала в процессе закалки.
Закалку шестерен тарельчатого типа часто выполняют в закалоч-
ных штампах. Это должно быть особо оговорено в технических ус-
ловиях с указанием величины допускаемого коробления.
Следует учитывать, что у зубчатых колес после термической
обработки имеют место коробления как по зубу, так и по поверх-
ности отверстия. Коробление по шагу на длине зуба может быть
равным 0,01—0,03 мм. По толщине зуб часто увеличивается у вер-
шины на 0,02—0,03 мм.
2 Зак. 12ьз
17
Особенно большие коробления имеют место при цементации.
У зубчатых колес, которые не подвергаются цементации, а только
закаливаются, на уст ан,овнах с нагревом т. в. ч. коробление зуба
меньше, однако посадочное отверстие у них в большинстве случаев
уменьшается на 0,03—0,05 мм и даже на 0,10 мм.
Из-за неравномерной деформации иногда образуются конус-
ность и эллиптичность деталей. В общем можно ‘сказать, что при
термической обработке точность изготовления зубчатых колес сни-
жается в среднем на одну степень по ГОСТу 1643-56.
Если заданная конечная точность изготовления колеса высока,
то, учитывая изложенное выше, следует предусматривать в техно-
логии доводочные операции после термической обработки, в част-
ности шлифование зубьев колес.
Коробление при термической обработке будет тем большим, чем
больше наклеп при механической обработке. Чистовое нарезание
зубьев перед термической обработкой снижает наклеп и коробле-
ние в 2 раза, а шевингование — в 3 раза по сравнению с коробле-
нием колеса, зубья которого нарезаны фрезой за один проход.
Снимать толстую стружку при обтачивании детали перед термиче-
ской обработкой не рекомендуется.
Чтобы обеспечить заданную точность размеров зубчатого ко-
леса после закалки, его необходимо до термической обработки об-
рабатывать точнее, чем указано в чертеже, на 1—2 степени по>
ГОСТу 1643-56.
Коробление сильно зависит от формы и размеров детали, по-
этому их также нужно учитывать при анализе чертежа.
Конструкция детали с точки зрения выбора и изготовления
заготовки
Вопрос выбора заготовки освещается в главе II, поэтому здесь
мы кратко остановимся лишь на связи конструктивных форм и
размеров детали с формами и размерами заготовки.
Все необрабатываемые поверхности (уклоны, радиусы закруг-
лений, разъемные швы, образующиеся при штамповке), указанные
на чертеже готовой детали, должны полностью совпадать с соот-
ветствующими поверхностями заготовки. Поэтому, анализируя
чертеж детали и намечая выбор заготовки, необходимо выяснить
различия по этим поверхностям у заготовки и на чертеже и внести
в чертеж соответствующие изменения.
Если составление чертежа детали производится в конструк-
торском бюро с участием технологов заготовительного и механи-
ческого цехов, то эта увязка заготовки с чертежом готовой детали
выполняется в процессе разработки чертежа, и расхождений, за
исключением отдельных уточнений, не должно быть. Но часто ус-
ловия проектирования 'складыв-аются так, что для разработки тех-
нологического процесса массового производства к технологу по-
18
ступают чертежи машины, которая ранее изготовлялась серийно
или даже в виде только опытных образцов.
В этом случае могут иметь место большие расхождения между
формой выбираемой заготовки и ранее составленным чертежом,
так как заготовка выбирается с учетом нового масштаба выпуска.
Поэтому чертежи деталей приходится перерабатывать. Наилучшим
является вариант, когда в конструкторском бюро выполняют чер-
тежи с участием технологов и с учетом будущего масштаба выпу-
ска машин в основных цехах, т. е. с учетом новых методов получе-
ния заготовок.
ОСНОВНЫЕ НАПРАВЛЕНИЯ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Поеле анализа чертежей и технических условий с различных:
точек зрения, необходимо уяснить себе основные направления!
проектирования по основным типам деталей. Так же, как и для ана-
лиза чертежей и технических условий, выяснение основных направ-
лений составляет как бы предпроектный период в разработке тех-
нологии, но без выяснения этих направлений возникает опасность
того, что технологический процесс изготовления каждой отдельной
детали будет разрабатываться разными технологами вне связи с
технологическими процессами изготовления других деталей и но-
выми задачами, которые надо решить в проекте, в целом.
Целью разработки основных направлений является определе-
ние тех общих отправных положений в прое1ктирю1ва1нии техно-
логии, с учетом которых в последующем можно будет разрабаты-
вать те или иные варианты технологии изготовления конкретных
деталей. Эти направления разрабатываются наиболее опытными
технологами с непосредственным участием руководителя проекта.
Чем более опытен технолог, тем точнее он определяет эти направ-
ления и тем меньше бывает вариантов технологических процессов
в пределах основных направлений. Однако никогда не следует до-
ходить до такого уточнения и ограничения (без расчета) основных
направлений, при котором остается только один вариант разра-
ботки технологического процесса. Даже при большом опыте тех-
нолога этот вариант может оказаться ошибочным с экономиче-
ской точки зрения. Поэтому при определении основных направле-
ний следует больше освещать вопросы о заготовках, термической
обработке и методах обработки основных поверхностей тех или
иных групп деталей, но меньше затрагивать вопросы выбора 'обо-
рудования для изготовления тех или иных групп деталей (одноин-
струментальное и однопозиционное, многоинструментальное и мно-
гопозиционное или автоматические линии). Эти вопросы относятся
к структуре технологических процессов и решаются, в основном,
при выборе технологического процесса по операциям маршрута
(выбор структуры процессов).
Для примера возьмем группу автотракторных деталей типа ко
2* 19
нической шестерни-вала при выпуске порядка 100 000 шт. в год.
Для таких деталей и такой программы выпуска основным при вы-
боре заготовок, очевидно, будет указание, что заготовки должны
быть получены методом штамповки, а не ковки на ковочных мо-
лотах. Это ясно и без расчетов. Остается неясным вопрос о том,
какое оборудование использовать: штамповочные паровоздушные
молоты, вертикальные штамповочные прессы или горизонтально-
ковочные машины. Этот вопрос при наличии опыта также можно
решить, ориентируясь на общие направления развития штамповоч-
ного производства.
Например, можно предусмотреть штамповку заготовок на прес-
сах или горизонтально-ковочных машинах, отбросив вариант ис-
пользования паровых молотов, как менее рентабельный и не соот-
ветствующий современным тенденциям развития технологии штам-
повки в массовом производстве. В решении этого вопроса значи-
тельную помощь могут оказать кривые себестоимости штамповок
при разных масштабах производства, приведенные в главе II.
Если характер деталей будет таков, что вопрос о нецелесооб-
разности штамповки на молотах не может быть решен без расче-
тов даже опытным технолого-м, то в этом случае основным направ-
лением останется ориентация на штамповку, а не на ковку дета-
лей, а вопрос о способе штамповки должен быть решен расчетом
экономической эффективности в процессе проектирования. Так же
может быть определено основное направление при выборе того
или иного метода нагрева деталей для штамповки.
Переходя к механической обработке, нужно наметить основные
технические направления выбора методов обработки основных по-
верхностей типовых деталей. Что же касается выбора структуры
операций и самих станков, то этот вопрос решается уже в процес-
се разработки технологии с применением расчетов по экономично-
сти разных вариантов.
Очевидно, для данного примера из методов обработки шеек,
ступеней вала и образующей конической шестерни следует остано-
виться на токарной обработке, так как другие методы (фрезерова-
ние цилиндрических поверхностей, обдирочное шлифование и др.)
пока не вышли из стадии промышленного эксперимента. Выбор
оборудования для обработки детали (гидрокопировальный, много-
резцовый, многошпиндельный -станок или автоматическая линия)
следует производить путем технико-экономических расчетов при
выборе структуры операций. Соответствующая методика выбора и
расчетов приведена в главе IX.
По обработке зубьев конических шестерен должен быть указан
метод получения зуба (путем протягивания круглыми протяжками
или зубостроганием), а также его отделки (применять шлифова-
ние или нет). По термической обработке необходимо указать, ка-
кие методы цементации и закалки следует применять в процессе
механической обработки (цементация в твердом карбюризаторе,
газовая или жидкостная; закалка с нагревом т. в. ч. в печах или
20
соляных ваннах), закалка в штампах, а также условия термиче-
ской обработки.
По обработке шлицев следует оговорить, для каких деталей и
при какой точности обработки шлицев нужно применять шлифова-
ние, а для каких можно ограничиться фрезерованием шлицев. По
шлифованию шеек должно быть указано: в каких случаях следует
ориентироваться на бесцентровое, а в каких на круглое шлифова-
ние; при круглом шлифовании в центрах — выполнять ли черновое
шлифование шеек поперечным врезанием на станках с нескольки-
ми одновременно работающими кругами, а чистовые — на станках
с одним кругом, или же черновые и чистовые операции шлифова-
ния производить на станках с одним кругом. Выбор того или иного
направления зависит от соотношения диаметров и длин шеек, от их
расположения, точности обработки и других конкретных условий.
Технические направления при проектировании разрабатывают-
ся на основе изучения общих технических направлений развития
технологии в той или иной отрасли машиностроения. Вот почему
различные обзоры развития технологии в Советском Союзе и за
рубежом в технической литературе должны освещаться системати-
чески по отраслям промышленности.
ГЛАВА II
О ВЫБОРЕ ЗАГОТОВКИ
ОБЩИЕ ПОЛОЖЕНИЯ
Процессы механической обработки зависят от характера заго-
товки. В этой главе очень коротко приведены соображения о- выбо-
ре заготовок, необходимые технологу, который до составления
процесса механической обработки должен для ориентировки знать
характеристику заготовки. Выбор заготовки фактически опреде-
ляется при конструировании детали. При этом возможны несколько
случаев.
1. Если деталь обрабатывается со всех сторон и к ней не предъ-
являют особых требований по макроструктуре, заготовкой могут
быть горячекатаный прокат, поковка или горячая объемная штам-
пованная поковка. В этом случае конструктор (на чертеже) ука-
зывает марку металла, условия термической обработки и твер-
дость, но не указывает характера заготовки. Выбор заготовки
предоставляется технологам. Если же необходимо выполнить осо-
бые условия (например, выдержать заданное расположение воло-
кон), то конструктор специально оговаривает эти условия на
чертеже, не указывая характера заготовки.
2. Если деталь несложная, но имеет необработанные поверх-
ности, конструктор должен указать на чертеже детали штамповоч-
ные (или литейные) уклоны, радиусы закруглений и плоскости
разъемов, обусловленные способом изготовления заготовки. В этом
случае вопрос о выборе заготовки решают конструктор и технолог
совместно.
3. Если деталь сложная (например, блок цилиндров, головка
цилиндров, корпус коробки передач, коленчатый вал и т. д.), то
при разработке чертежа часто возникает необходимость выбора
вариантов технологических способов изготовления заготовок и
экономических расчетов. Например, блок цилиндров или головку
цилиндров можно изготовить из чугуна или из алюминия, а колен-
чатый вал — штампованным из стали или литым из специального
чугуна. Решение зависит от результатов технико-экономического
расчета. Поэтому вопрос выбора заготовки (в особенности, для
22
сложных деталей и при крупносерийном и массовом производст-
вах) должен решаться конструкторами совместно с технологами
заготовительного и механического цехов. В это-м случае только все-
сторонний анализ позволяет правильно ориентироваться в выборе
заготовок при составлении чертежа. По такому согласованному
чертежу технологи соответствующих заготовительных и механи-
ческих щехов в дальнейшем уже не выбирают заготовку, а уточняют
характер заготовки, оборудование, инструмент и т. д.
Таким образом, выбор заготовки сложной детали при большом
выпуске осуществляется как бы методом последовательного при-
ближения в таком порядке: конструктор (совместно с технологом)
выбирает материал и вид заготовки; технологи соответствующих
цехов уточняют методы изготовления заготовки в связи с выбором
оборудования; в дальнейшем производится уточнение чертежа при
конструировании штампов, моделей и приспособлений.
Технолог должен знать особенности тех или иных заготовок,
возможную точность и экономичность их изготовления. Он должен
уметь выбрать наиболее рациональный вариант заготовки в соот-
ветствии с механической обработкой. В одних случаях таким
вариантом может оказаться горячекатаный прокат нормальной
или повышенной точности, в других случаях — калиброванный про-
кат, в третьих — штамповка на молотах или на прессах, в четвер-
тых— точное литье, и т. д.
ОСНОВНЫЕ ВИДЫ ЗАГОТОВОК
В машиностроении под заготовкой детали принято понимать
полуфабрикат, поступающий на механическую обработку, в резуль-
тате чего он превращается в годную для сборки готовую деталь.
Известны следующие виды полуфабрикатов:
1. Прутки из горячекатаного проката обычной или повышенной
точности или из калиброванного’ проката. Такие прутки поступаю!
на станки без какой-либо предварительной обработки.
2. Прутковые заготовки (куски прутка) определенной длины,
в ряде случаев с фрезерованными торцами и зацентрованные для
последующей обработки. На некоторых заводах эти заготовки под-
вергают черновой токарной обработке в заготовительном отделе-
нии до поступления в механический цех.
3. Кованые или штампованные поковки.
4. Отливки, полученные литьем в песчаные или металлические
формы или изготовленные по выплавляемым моделям и другими
способами формовки.
5. Сварные заготовки из листового материала, а также литей-
но-сварные заготовки.
6. Штампо-сварные и штампованные из листа заготовки.
7. Прессованные заготовки из пластмасс.
В последние годы в машиностроении все большее количество
заготовок стали изготовлять прессованием из различных пласти-
23
ков. При этом во многих -случаях получаются детали, требующие
незначительной обработки.
Наибольшее распространение в машиностроении имеют заго-
товки из проката, полученные поковкой и объемной штамповкой,
а также отливки. Остановимся на этих заготовках, так как ли-
стоштамповочные и пластмассовые полуфабрикаты изготовляются
в 'большинстве -случаев не как заготовки, а как готовые детали,
поступающие непосредственно на сборку. Расскажем коротко об
основных тенденциях в развитии заготовок по отдельным дета-
лям.
Корпусные детали. К ним относятся блоки цилиндров автомо-
бильных и тракторных двигателей, головки .цилиндров; корпусы
коробок скоростей, насосов и редукторов; передние бабки, коробки
подач, фартуки, консоли и другие детали станков; картеры ком-
прессоров; рукава швейных машин и др. Сложность указанных
деталей и сравнительно небольшие нагрузки на них позволяют
изготовлять их в серийном и массовом производствах из чугуна
различных марок литьем в песчаные формы с формовкой на ма-
шинах. Однако изготовление и обработка чугунных заготовок тре-
буют больших затрат времени; кроме того, чугунные детали имеют
большой вес, вследствие чего машины получаются тяжелыми.
В последние годы наметилась тенденция перехода на изготов-
ление ряда деталей из алюминиевого литья (например, блоков
цилиндров, корпусов коробок скоростей, рукавов швейных машин
и т. д.). Это, стало возможным благодаря развитию алюминиевой
промышленности и созданию тяжелых машин для литья под дав-
лением, на которых можно отливать даже такие детали, как блоки
цилиндров автомобильных двигателей.
Из алюминия изготовляют не только автомобильные детали, но
и, например, корпусы тракторных коробок передач. Резкое сниже-
ние веса и трудоемкости делает такие отливки более рентабель-
ными, несмотря на более высокую стоимость алюминия по сравне-
нию с чугуном.
Многие чугунные заготовки начинают изготовлять отливкой в
оболочковые формы, что' позволяет уменьшить припуски, увеличить
точность отливки и резко уменьшить грузооборот земли в литей-
ном цехе. Эти две тенденции являются основными в развитии
корпусных деталей.
Сложные корпусные детали из стали, которые должны обла-
дать высокой прочностью, отливают не только в песчаные, но и в
оболочковые формы, что также имеет ряд преимуществ.
Стальные детали средних размеров. К ним относятся зубчатые
колеса, ступенчатые валы, рычаги, шатуны, коленчатые и распре-
делительные валы и др. Заготовки для них изготовляли ранее
в основном методом горячей штамповки на штамповочных моло-
тах. В настоящее время переходят на изготовление таких загото-
ток штамповкой на мощных вертикальных штамповочных прессах,
что обеспечивает увеличение производительности в 1,5—2,0 раза и
24
снижение веса заготовки на 15% за счет уменьшения припусков и
приближения конфигурации заготовки к конфигурации готовой
детали. Эта тенденция реализуется в первую очередь в массовом
производстве, но она может дать эффект и при серийном изготов-
лении машин. Имеется также тенденция изготовления заготовок в
серийном и мелкосерийном производствах путем штамповки (на
прессах, на ковочных молотах в подкладных штампах, на штам-
повочных молотах) вместо ковки или использования проката.
Коленчатые и распределительные валы, а также некоторые
шпиндели станков частично1 стали изготовлять отливкой из высоко-
прочных сортов чугуна вместо штамповки из стали. Некоторые
малонагруженные детали (зубчатые колеса, фланцы, втулки и др.)
стали изготовлять из пластмассы.
Мелкие стальные детали, обрабатываемые непосредственно- из
прутка на револьверных станках и автоматах. Заготовками для
таких деталей являются, как и раньше, мерные прутки длиной
2—4 м из горячекатаного и калиброванного, проката. Новым
является то-, что- теперь многие из этих деталей могут быть изго-
товлены не из проката, а прессованием из пластмасс. Прессование
может быть выполнено даже с резьбой, поэтому могут быть полу-
чены не заготовки, а сразу готовые детали.
ГЛАВНЫЕ ПОКАЗАТЕЛИ, ВЛИЯЮЩИЕ НА ВЫБОР
ЗАГОТОВОК
Имеется много показателей, по- которым производится выбоо
заготовки. Главными из них являются:
назначение детали, материал, технические условия;
масштаб и серийность выпуска;
тип и конструкция детали;
размеры детали и оборудования, на котором они изготов-
ляются;
экономичность изготовления заготовки, выбранной по преды-
дущим показателям.
Между всеми этими показателями существует тесная взаимо-
связь. Нельзя выбирать заготовку и метод ее изготовления только
по конструкции детали, не учитывая ее размеров. Например, мо-
жет оказаться, что для зубчатого' колеса диаметром 800 мм изго-
товить заготовку штамповкой в закрепленных штампах нельзя,
так как на заводе нет достаточно мощного штамповочного молота.
Нельзя также назначать изготовление заготовок штамповкой, не
учитывая серийности и масштаба выпуска, так как может ока-
заться, что серийность мала, и заготовку выгоднее получать
свободной ковкой, не изготовляя дорогих штампов.
Таким образом, при выборе заготовки все главные показатели
нужно учитывать одновременно. В ряде случаев вопрос о выборе
заготовки следует решать только после экономического' расчета.
25
ЗАГОТОВКИ ИЗ ПРУТКОВ ГОРЯЧЕКАТАНОГО ПРОКАТА
И КАЛИБРОВАННОЙ СТАЛИ
Заготовки, изготовляемые в механическом цехе непосредствен-
но из прутка, бывают двух видов.
Первый вид. Заготовкой является сам пруток длиной в не-
сколько метров, заправляемый обычно в автомат, или револьвер-
ный станок для обработки пруткового материала.
Для хорошего зажима прутка в цанговом патроне автомата
необходимо, чтобы пруток был выдержан с жестким допуском
по диаметру. Практикой установлено, что если колебание этого
размера превышает 0,3—0,4 мм, цанги работают плохо и быстро
выходят из строя. Поэтому для изготовления деталей на автома-
тах применяют калжвб|рю1ван1Н1ую холоднотянутую сталь. Для
обработки на револьверных станках в ряде случаев используют
горячекатаный прокат при зажиме его' в кулачках. Калиброванная
сталь по размерам и допускам изготовляется металлургической
промышленностью в соответствии с ГОСТом 7417-57.
Чтобы дать представление об изменении допусков на круглую
калиброванную сталь в разных диапазонах размеров прутков, мы
приводим табл. 1.
Таблица 1
Допускаемые отклонения (—) по диаметру стали круглой калиброванной (в мм)
Диаметр в мм Класс точности
2а 3 1 За 4 1 5
3,0 0,014 0,020 0,040 0,060 0,120
3,1—6,0 0,018 0,025 0,048 0,080 0,160
6,1—10,0 0,022 0,030 0,058 0,100 0,200
10,2—18,0 0,027 0,035 0,070 0,120 0,240
18,5—30,0 0,033 0,045 0,084 0,140 0,280
31,0—50,0 — 0,050 0,100 0,170 0,340
52,0—65,0 — 0,060 0,120 0,200 0,400
67,0—80,0 — — — 0,200 0,400
82,0—100,0 — — — 0,230 0,460
Условиям цангового зажима прутков удовлетворяет сталь
2—5-го классов точности, Для деталей, обрабатываемых на автома-
те кругом, в качестве заготовки обычно выбирают сталь 5-го клас-
са точности, так как она дешевле. Если на автомате обрабатывается
деталь, которая по наибольшему диаметру в дальнейшем шли-
фуется на бесцентрово-шлифовальном станке и размер стали
можно подобрать так, что не потребуется обтачивание данной
ступени детали, а можно осуществлять шлифование сразу по ка-
либрованной стали, деталь изготовляют из стали 4-го класса точ-
ности.
Сталь этой точности может быть выбрана в качестве заготовки
также и тогда, когда отрезок прутка, по1 длине равный длине де-
тали, сразу шлифуется на бесцентрово-шлифовальном станке.
26
Если для этой цели использовать автоматную сталь, то ввиду ее
меньшей томности шлифование происходило бы значительно доль-
ше, а в ряде случаев потребовалось бы предварительное обтачива-
ние. Окончательный выбор заготовки по экономичности опреде-
ляется расчетом.
В тех случаях, когда в детали должны быть обработаны только
концы, а средняя часть по диаметру прутка не обрабатывается и
служит посадочным размером 3-го класса, или когда деталь только
отрезается от прутка и ее размер является посадочным по 3-му
классу, в качестве заготовки может быть выбрана сталь 3-го клас-
са. В этом случае часто можно ограничиться только отрезкой
детали ПО' длине.
При выборе заготовки нужно всегда иметь в виду, что цена
калиброванной стали 4-го класса, а в особенности стали 3-го клас-
са, значительно выше, чем цена стали 5-го класса точности. Как
видно из табл. 1, для калиброванной стали предусмотрены допуски
«минус», в то время как для горячекатаной стали — и «плюс» и
«минус». На автомате может быть обработана калиброванная
прутковая сталь с наибольшим диаметром 90—100 мм.
Второй вид. Заготовкой является отрезок прутка горячекатаной
стали.
Как известно, горячекатаная сталь может быть обычной и по-
вышенной точности прокатки (ГОСТ 2590-57). Для проката по1вы-
шенной точности предусмотрены меньшие допускаемые отклонения
размера по диаметру, составляющие примерно' 70—80% допусков
проката обычной точности, но всегда нужно иметь в виду большую
его стоимость. Допускаемые отклонения от размеров по диаметру
горячекатаной стали приведены в табл. 2.
Для валиков и других аналогичных деталей от прутка отре-
зают заготовку определенной длины, торцы фрезеруют и зацентро-
вывают. Дальнейшую обработку ведут в центрах. Для деталей
типа фланцев, втулок, шестерен от прутка отрезают диск и из
него в механическом цехе обрабатывают деталь в патроне.
При таком способе изготовления деталей расход металла обыч-
но больше, чем расход металла при штамповке. Поэтому он можеч
быть оправдан только' при мелкосерийном производстве или очень
простой конструкции детали без больших перепадов размеров,
когда потери металла в стружку меньше, чем потери на клещеви-
ны, заусенцы и напуски при штамповке. Во всех остальных слу-
чаях, в особенности при крупносерийном и массовом производст-
вах, заготовки для ступенчатых валиков, зубчатых колес диамет-
ром более 60 мм, фланцев и других деталей обычно выгоднее
штамповать.
Горячекатаную сталь повышенной точности иногда применяют
при изготовлении деталей на револьверных станках для обработки
прутка. Этот вид стали применяют также в качестве материала
для изготовления штамповок на горизонтально-ковочных машинах
в кузнечных цехах. Опытами Горьковского автозавода установле-
27
Таблица 2
Допускаемые отклонения по диаметру стали круглой горячекатаной (в мм)
Диаметр в мм Точность
Обычная | Повышенная
5; 5,6; 6; 6,3; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18; 19 4-0,3 —0,5 +0,2 —0,3
20; 21; 22; 24; 25 +0,4 —0,5 +0,2 -0,4
26; 28; 30; 32; 34; 36; 38; 40; 42; 45; 48 . . А +0,4 —0,7 +0,2 —0,6
50; 53; 56 +0,4 —1,0 +0,2 —0,9
60: 63 ; 65; 70; 75 ! + 0,5 — 1,1 + 0,3 — 1,0
80; 85; 90; 95 +0,5 —1,3 +0,4 — 1,2
100; 105; ПО +0,6 — 1,7 +0,5 — 1,5
120; 125 +0,8 —2,0 +0,6 — 1,8
130; 140; 150 +0,8 —2,0 +0,6 —2,0
160; 170; 180; 190; 200 +0,9 —2,5 Не установ- лено
210; 220; 240; 250 + 1,2 —3,0 То же
Примечания: il. В обоснованных случаях допускается применение круглой горячекатаной стали диаметром 23; 27; 29; 31; 33; 35; 37; 39; 41; 44; 46; 52; 58; 62; 64; 68; 72; 76; 78; 115 мм с отклонениями, указан- ными в таблице для ближайшего меньшего диаметра. 2. Овальность сечения не должна превышать половины суммы допус- каемых отклонений для диаметра. 3. Местная кривизна прутка не должна превышать 5 мм на 1 пог. м. Общая кривизна прутка не должна превышать произведения допускаемой местной кривизны fl пог. м на длину прутка в метрах. По требованию за- казчика должны поставляться прутки, у которых кривизна не превышает 2 мм на 1 пог. м.
28
но, что при использовании стали повышенной точности точность
штамповки повышается в 2 раза по сравнению со штамповкой
деталей из стали обычной точности.
КОВАНЫЕ И ШТАМПОВАННЫЕ ПОКОВКИ
Как известно, объемная штампованная поковка может быть
изготовлена путем горячей штамповки и холодной высадки. Хо-
лодная высадка применяется для мелких деталей. Максимальный
диаметр прутка для холодновысадочных автоматов равен 25 мм.
Горячая объемная штамповка имеет много разновидностей.
Поэтому, выбирая заготовку, нужно выбирать разновидность
штамповки, которая определяется, главным образом, применяемы-
ми инструментом и оборудованием.
Наиболее распространенными методами изготовления поковок
являются:
свободная ковка;
штамповка на молотах и фрикционных прессах в подкладных
штампах;
штамповка на штамповочных молотах в закрепленных штам-
пах;
штамповка на вертикальных горячештамповочных прессах;
штамповка на горизонтально-ковочных машинах.
Выбор той или иной разновидности способа изготовления заго-
товки зависит от следующих основных показателей:
назначения детали и эксплуатационных условий работы ее
в машине;
масштаба и серийности выпуска;
конструкции детали и технических условий на ее изготовление;
размеров детали.
Остановимся на каждом из этих показателей отдельно.
Назначение детали
Конструктор, составляя чертежи, в первую очередь выявляет
требования к детали в зависимости от ее назначения и эксплуата-
ционных условий ее работы. Подбираемый конструктором мате-
риал для изготовления детали должен соответствовать эксплуата-
ционным нагрузкам и во многих случаях также условиям износа и
термической обработке, а выбираемый им способ обработки дол-
жен обеспечивать расположение волокон, необходимое для обес-
печения работоспособности детали.
При выборе материала для заготовки и способов ее изготовле-
ния в зависимости от назначения детали конструктор, в особен-
ности в сложных случаях, привлекает технолога (кузнечного про-
изводства для решения вопросов о переходах в процессе штамповки,
обеспечивающих нужное расположение волокон, о плоскостях
разъема, об уклонах и радиусах закругления. В практике могут
29
встретиться также детали, которые требуют штамповки, а не
ковки независимо от масштаба производства (мелкосерийное или
массовое). У таких деталей заданное расположение волокон имеет
решающее значение и не может быть обеспечено обычной ковкой.
Однако к большинству деталей не предъявляют столь высоких
требований, и заготовки для них могут быть изготовлены по тех-
ническим условиям любым способом: поковкой, штамповкой на
молотах или прессах, а в ряде случаев штамповкой на горизон-
тально-ковочных машинах. От назначения детали в машине зави-
сит только выбор материала, а выбор заготовки обусловливается
масштабом выпуска, конструкцией детали, а также технологи-
ческими и экономическими соображениями.
ь
Масштаб выпуска, серийность и себестоимость детали
Масштаб выпуска является часто главным показателем, по
которому осуществляют выбор заготовки.
При мелкосерийном производстве неповторяющихся деталей
изготовление сложных штампов невыгодно, так как оно вызывает
дополнительный расход металла, приходящегося на одну деталь.
В этом случае после изготовления малой партии деталей штамп
не используется, затраты на изготовление штампов не окупаются
Фиг. 7. Зависимость расхода (металла (с учетом металла для штам-
пов), приходящегося на одну деталь, от способа изготовления заго-
товки и масштаба выпуска:
1 — свободная ковка; 2 — выдавливание на гидропрессе; 3 — штамповка
на молоте; 4 — точная штамповка на прессе; 5 — штамповка на горизон-
тально-ковочной машине; 6 — точная штамповка на горизонтально-ковочной
машине.
за счет снижения себестоимости штампованных заготовок по срав-
нению с коваными. Интересные зависимости получены И. Ф. Голов-
невым по расходу металла и себестоимости для детали типа коль-
цо, а также типов шатунов и рычагов.
На фиг. 7 показана зависимость расхода металла, приходяще-
гося на одну деталь, (включая металл для изготовления штампов,
30
от масштаба выпуска и способа изготовления заготовок типа
кольца. Принятая стойкость штампа — около 3000 деталей. Кри-
вые фиг. 7 относятся к конкретной детали, но они примерно отра-
жают общее положение; при малой величине заказа в 50—250 де-
талей ^(кривые 3, 4, 5 и 6) расход металла при различных способах
штамповки выше, чем при ковке, несмотря на то, что отходы ме-
талла на припуск при ковке больше, чем при любой штамповке.
Расход металла на одну деталь становится меньшим при различ-
ных методах штамповки, начиная с заказа в 200—400 деталей.
Следовательно, выбор ковки или штамповки в определенной
степени зависит от расхода металла на одну деталь с учетом штам-
повой стали. Чем меньше заказ, тем меньше оправдываются рас-
ходы на изготовление слож-
ных тяжелых закрепленных
штампов и тем рациональ-
нее становится либо> ковка,
либо штамповка в простых и
дешевых подкладных штам-
пах.
Но наиболее точно рен-
табельность выбора опреде-
ляется себестоимостью де-
тали, и в первую очередь
себестоимостью заготовки,
если при снижении себестои-
мости заготовки объем ме-
ханической обработки не
увеличивается. На фиг. 8
для той же детали типа
кольцо приведены зависи-
мости себестоимости загото-
вок от величины заказа. Эти
Выпуск деталей
кривые, выполненные для
конкретной детали, отража-
ют общую тенденцию себе-
стоимости деталей. Они по-
казывают, что при заказе
менее 210 шт. наиболее рен-
табельна свободная ковка,
более 210 шт. — штамповка
на горизонтально-ковочной
Фиг. 8. Себестоимость изготовления загото-
вок для деталей типа кольцо по данным
И. Ф. Головнева и др. ^масштаб .выпуска
деталей дан по логарифмической шкале):
1 — свободная ковка (по 2 шт. в поковке); 2 —
штамповка на гидропрессе (по 4 шт.); 3 — штам-
повка на молоте (по 1 шт.); 4 — штамповка на
вертикальном кривошипном прессе (по 1 шт.);
5 — штамповка на горизонтально-ковочной маши-
не (по 1 шт.).
машине, а более 400 шт. — штамповка на вертикальном кривошип-
ном штамповочном прессе и на горизонтально-ковочной машине.
На фиг. 9 показаны кривые себестоимости заготовок для дета-
лей типа рычагов и шатунов. Они показывают, что общая тенден-
ция себестоимости заготовок сохраняется. Ковка рентабельна при
заказе до 160 шт., штамповка в подкладных штампах—при за-
казе от 160 до 350 шт., штамповка на прессе свыше 350 шт.
31
Вариант получения заготовки на горизонтально-ковочной ма-
шине на фиг. 9 не показан, потому что форма деталей типа шату-
нов и рычагов не позволяет получать заготовки этим способом.
Следовательно, выбор метода изготовления заготовки зависит еше
и от формы детали. Штамповка в подкладных штампах может
быть осуществлена на ковочных или штамповочных молотах, на
фрикционных или механических прессах. Штампы, подкладывае-
мые в процессе работы под бойки молота, весят в 5—10 раз мень-
ше, чем закрепляемые с помощью клина или другим способом,
поэтому стоимость штампов, приходящаяся на одну деталь,
невелика. Этот метод рентабелен о
и малых заказах в 160-
0 50 250 1000 5000 50000mm
Выпуск деталей
Фиг. 9. Себестоимость изготовления загото-
вок для деталей типа шатунов и рычагов
длиной до 120 мм по данным И. Ф. Голов-
нева и др. (масштаб выпуска деталей дан
по логарифмической шкале):
1 — свободная ковка; 2 — горячая штамповка в
подкладных штампах; 3 — шта.мповка в закреп-
ленных штампах на молоте; 4 — штамповка с
последующей чеканкой; 5 — штамповка на
прессе.
Фиг. '10. Заготовка для ци-
линдрического одновенцово-
го зубчатого колеса:
а — кованая поковка; б —-
штампованная поковка, полу-
ченная в подкладных штампах;
в — штампованная поковка, по-
лученная в закрепленных
штампах.
В целях определения зависимостей себестоимости заготовок
деталей типа цилиндрических одновенцовых зубчатых колес авто-
ром был произведен расчет для зубчатого колеса со ступицей
(фиг. 10) по четырем методам изготовления: ковка; штамповка в
подкладных штампах на ковочном молоте; штамповка в закреплен-
ных штампах на штамповочном молоте; штамповка на прессе (на
32
фиг. 10 эскиз штамповки не показан, так как заготовка отличается
от приведенной на фиг. 10, в только размерами и уклонами). Кри-
вые зависимости себестоимости от заказа показаны на фиг. 11. Из
кривых видно, что и для этих деталей наблюдается та же
тенденция: при малых заказах до 80 шт. наиболее рентабельной
является ковка, от 80 до 450 шт. — штамповка в подкладных штам-
пах, а более 450 шт. — штамповка на прессе.
1 2 з ц
Подтверждается:
1. Выгодность штамповки в
подкладных штампах взамен сво-
бодной ковки при малых масшта-
бах выпуска от 80 до 400—
450 шт. (а практически даже при
заказе 50 шт.). Это объясняется
снижением расхода металла и
трудоемкости изготовлен и я к ак
заготовки, так и детали из нее.
0 250 500 750 1000 1250 1500 1750 шт
Выпуск деталей
Фиг. 11. Себестоимость изготовления заготовок для деталей типа
одновенцовых зубчатых колес:
1 — свободная ковка; 2 — штамповка в подкладных штампах на ковочном
молоте; 3 — штамповка в закрепленных штампах на штамповочном молоте;
4 — штамповка в закрепленных штампах на кривошипном прессе.
2. Рентабельность штамповки на прессе по сравнению со штам-
повкой на молоте при заказах более 400—450 деталей.
3. Рентабельность штамповки на горизонтально-ковочной ма-
шине по сравнению со штамповкой на молоте в закрепленных
штампах (а в ряде случаев даже со штамповкой на прессе) при
заказах свыше 250—300 деталей.
Построение аналогичных кривых для типовых деталей заводов
серийного производства с разным масштабом выпуска может
часто облегчить выбор заготовок для вновь пускаемых в произ-
водство деталей. Эти зависимости позволяют установить границы
3 Зак. 1253 33
рентабельности тех или иных методов получения заготовок типо-
вых деталей на конкретном оборудовании завода.
При выборе заготовки в зависимости от величины заказа необ-
ходимо учитывать также величину партий, которыми будет выпол-
няться заказ, производительность оборудования и, следовательно,
загрузку его- при данных партиях выпуска.
Если, исходя из величины заказа, решено изготовлять заго-
товку штамповкой в закрепляемых штампах на штамповочных
молотах, прессах или другом оборудовании (при крупносерийном
и массовом производствах), то одновременно следует решить во-
прос о способах штамповки: в обычном многоручьевом штампе, в
многоручьевом штампе с выделением заготовительных и завер-
шающих переходов или применять комбинированную штамповку
на оборудовании разных видов б
Когда молот или пресс не может быть загружен изготовлением
одной детали, а для полной нагрузки необходимо закреплять за
ним несколько деталей и работать с переналадкой (серийное про-
изводство), то наиболее рациональной обычно оказывается много-
ручьевая штамповка. В крупносерийном производстве, в котором
за оборудованием закрепляется значительно меньшее количество
деталей, рекомендуется применять многоручьевую штамповку с
выделением заготовительных и завершающих операций. В массо-
вом производстве с большим выпуском, когда данное оборудование
целиком закрепляется за одной деталью при достаточно высокой
его загрузке, для поковок некоторых форм рациональной может
оказаться комбинированная штамповка: на двух молотах; на мо-
лоте и горизонтально-ковочной машине; на штамповочном прессе
и горизонтально-ковочной машине; на ковочных вальцах и штампо-
вочном прессе и т. д.
Форма и конструкция детали
Если масштаб выпуска является главным показателем для от-
несения выбираемой заготовки к группе кованых поковок, изготов-
ляемых свободной ковкой (индивидуальное и мелкосерийное про-
изводства) , штампованных поковок, изготовляемых в подкладных
штампах на ковочных молотах или фрикционных прессах (серийное
и мелкосерийное производства), или штампованных поковок, изго-
товляемых в закрепленных штампах на штамповочных молотах,
вертикальных кривошипных штамповочных прессах или горизон-
тально-ковочных машинах (крупносерийное и массовое произ-
водства), то в пределах каждой из этих групп необходимо в за-
висимости от формы детали выбирать такой вариант заготовки,
который обеспечивал бы наименьшие отходы металла и наивысшую
рентабельность изготовления. Например, если при мелкосерийном
1 А. Н. Брюханов, А. В. Р е б е л ь с к и й. Горячая штамповка, конструи-
рование и расчет штампов. Машгиз, 1952.
34
производстве стоимость изготовления подкладных штампов оку-
пается снижением себестоимости заготовки ПО' сравнению со сво-
бодной ковкой или даже равна ей, то заготовку нужно получать
в подкладных штампах, так как это обеспечивает снижение отходов
металла.
Если в крупносерийном производстве заготовки, штампованные
на молоте и на прессе, имеют примерно' одинаковую себестоимость,
то все же следует выбирать
штамповку на прессе, так как она
обеспечивает меньший отход ме-
талла. Это хорошо видно из
фиг. 12, на которой показаны ве-
личины отходов при разных спо-
собах ковки и штамповки одной
детали (типа кольцо). Диаграм-
ма выполнена по данным
И. Ф. Головнева. Из фиг. 12 вид-
но, что отход металла по отноше-
нию к весу готовой детали умень-
шается со 182 до 60% по мере
перехода от метода свободной
ковки к методам штамповки на
прессах, и в особенности на гори-
зонтально-ковочных машинах.
Конечно, не каждая форма дета-
ли позволяет штамповать ее лю-
быми способами, но даже этот
конкретный пример для кольца
отражает общую тенденцию рас-
хода металла при разных мето-
дах штамповки.
Из диаграммы (фиг. 12) вид-
ны не только общий процент от-
ходов при разных методах изго-
товления заготовки, но и его со-
ставляющие. Например, видно,
что наибольший отход металла
является следствием наличия
припусков (от 147 при свободной
ковке до 38% при штамповке на
прессах и горизонтально-ковоч-
ных машинах) и наличия заусен-
цев, выдры и облоев (от 12% при
свободной ковке до 50% при штамповке на прессе). Из диаграммы
видно, что при штамповке на горизонтально-ковочных машинах не
бывает отходов и заусенцев (нет точки 5).
Если взять не одну конкретную деталь (кольцо), а комплект
кузнечных заготовок на одну машину и количество отходов опре-
3* 35
Фиг. 12. Отходы металла при разных
способах обработки для детали типа
кольцо по данным И. Ф. Головнева
(точки, соответствующие разным ме-
тодам изготовления заготовки, соеди-
нены условно):
1 — припуск; 2 — положительное отклоне-
ние; 3 — заусенец (выдра, облой); 4 —
угар; 5 — резка; 6 — некратность; 7 —
расход металла на штампы; 8 — клеще-
вина.
I — свободная ковка; II — выдавливание
на гидравлическом прессе; III — обычная
штамповка на молоте; IV — точная штам-
повка на прессе; V — обычная штамповка
на горизонтально-ковочной машине; VI —
точная штамповка на горизонтально-ко-
вочной машине.
делить в процентах не .к чистому весу детали, а к норме расхода
металла, то можно увидеть, что в массовом производстве для ав-
томобилей и тракторов вес отходов на заусенцы и стружку (при-
пуск) составляет также основную часть отходов.
Из сказанного следует, что для борьбы с излишним расходом
металла нужно выбирать методы штамповки, обеспечивающие наи-
меньший отход металла на заусенцы и
припуски. К таковым методам относятся,
в частности, безоблойная штамповка в
закрытых штампах на ковочных и штам-
повочных молотах или фрикционных
[——0^55—
Таблица 3
Точность заготовки при разных методах
ее изготовления
Метод изготовления Поверхность заготовки Отклонение заготовки от заданных размеров в мм
Свободная ковка Штамповка на ко- вочном молоте в под- Очень грубая 2,0—10,0
кладных штампах Штамповка на штамповочном молоте в закрепленных штам- Г рубая 1,5—3,5
пах Штамповка на вер- тикальном штампо- вочном механическом » 0,5—3,0
прессе . Штамповка на гори- зонтально-ковочной Менее грубая 0,4—2,0
машине Горячая калибров- То же 0,4—2,5
ка на прессе .... Чеканка на чека- Гладкая 0,1—0,4
ночном прессе . . . Очень гладкая 0,05—0,1
Фиг. 13. Заготовка
цвухвенцовой шестер-
ни при разных мето-
дах изготовления:
а — ковка; б — штампов-
ка ?на молоте в торец;
в — штамповка на молоте
с разъемом штампа по
оси шестерни; г — штам-
повка на горизонтально-
ковочной машине.
прессах, о которых мы еще не упоминали, а также штамповка с ма-
лыми припусками на вертикальных штамповочных механических
прессах и горизонтально-ковочных машинах.
Примером резкого изменения расхода металла при разных мето-
дах ковки и штамповки может служить заготовка двухвенцовой
каретки-шестерни, показанная на фиг. 13. При свободной ковке
вес заготовки составляет 14,8 кг; при штамповке на молоте в за-
крепленных штампах 11,7 кг; при штамповке на молоте с разъемом
по оси 10,0 кг; при штамповке и высадке на горизонтально-ковоч-
ной машине 7,8 кг. Из этих соотношений и кривых фиг. 7 видно,
36
что при такой форме детали штамповка на горизонтально-ковочной
машине обеспечивает наименьшие отходы металла и наибольшее
приближение формы заготовки к форме готовой детали.
Выбор конкретных методов штамповки, помимо масштаба и се-
рийности выпуска, зависит также и от необходимой точности за-
готовки (табл. 3).
Практически точность заготовок в ряде случаев может не сов-
падать с этими средними значениями в зависимости от состояния
оборудования, штампов, нагрева и т. д., однако тенденция повы-
шения точности штампованной поковки при переходе от молотов
к прессам и горизонтально-ковочным машинам из данных табл. 3
видна ясно.
Штамповка в подкладных штампах при мелкосерийном
производстве
Фиг. 14. Штамповка загото-
вок для шестерен .в под-
кладных штампах на ковоч-
ном молоте:
а — шестерня со ступицей: б —
шестерня-вал.
Фиг. 4i5. Штамповка заготов-
ки для конической шестерни
в подкладном закрытом
штампе без облоя:
а — заготовка после предвари-
тельной штамповки; б — окон-
чательная штамповка.
На вопросах свободной ковки мы останавливаться не будем,
так как материал книги рассматривается нами с точки зрения се-
рийного и массового производств.
Штамповка в подкладных штампах пригодна для получения
заготовок деталей средних размеров: шестерен, фланцев, втулок,
ступенчатых валов, колец и т. д. Наиболее распространен этот ме-
тод для штамповки в торец круглых плоских деталей типа шесте-
рен, фланцев, втулок и т. д. Заготовки для шестерен со ступицей
и с валом также могут быть изготовлены по этому методу
(фиг. 14). Так как эта штамповка производится на ковочном мо-
лоте с облоем, то разъем производится по торцовой плоскости I—
I в открытом штампе. Но в подкладных штампах на ковочном мо-
лоте или фрикционном прессе штампуют и без облоя в закрытом
штампе, как это показано на фиг. 15 [4]. В этом случае пуансон 2
37
имеет направляющую А в матрице /, а разъем осуществляют по
конусу торцовой поверхности без потери металла на заусенец.
Штамповка выполняется в два перехода на одном и том же штам-
пе: предварительная с плоским бойком или на кольце и оконча-
тельная.
На фиг. 16 показана безоблойная штамповка более сложной
конической шестерни, выполняемая в три перехода [4]: первый'—
Фиг. 16. Штамповка заготовки
шестерни в 'подкладном закрытом
штампе без облоя:
а — предварительная; б — окончатель-
ная; 1 — донышко для предварительной
штамповки; 2 — предварительная заго-
товка; 3 — матрица; 4 — донышко;
5 — пробка; 6 — пуансон; 7 — поковка.
свободная осадка заготовки на
высоту 38—42 мм между плоски-
ми бойками (на фигуре не пока-
зан); второй — осадка в нижней
вставке 1, в результате чего полу-
чают заготовку 2 с размерами по
сечениям, необходимыми для
установки полуфабриката в окон-
чательном штампе; третий —
окончательная штамповка заго-
товки 7 без облоя.
На фиг. 17 показана безоблой-
ная штамповка шестерни в под-
Фиг. 17. Штамповка цилиндриче-
ской шестерни в подкладном за-
крытом штампе с прошивкой от-
верстия:
1 — донышко; 2 — матрица; 3 — пу-
ансон.
кладных штампах на ковочном молоте с пробивкой отверстия. Опе-
рация выполняется в три перехода при одном нагреве: первый —
предварительная осадка; второй — штамповка контура; третий —
пробивка отверстия, в результате чего получается окончательно
заготовка [4].
В мелкосерийном производстве подкладными штампами поль-
зуются и при штамповке заготовок на механических прессах, но
38
Фиг. 18. Универсальный подкладной штамп для дета-
лей, штампуемых в торец.
в)
Фиг. 19. Переходы штамповки кониче-
ской шестерни.
Фиг. 20. Кольцо для
предварительной штам-
повки шестерни (фиг. 19)
на прессе.
Фиг. 21. Подкладной штамп
для окончательного перехо-
да при штамповке шестерни
(фиг. 19) в универсальном
штампе.
Фиг. 22. Подкладной штамп для
штамповки детали без универсаль-
ного штампа.
39
при этом штамповку производят в открытых штампах (с заусен-
цем). В качестве примера можно привести опыт работы лауреата
Государственной премии А. В. Потехина.
В большинстве случаев он пользовался универсальным штам-
пом, в который вставляются подкладные матрица и пуансон
(фиг. 18). Для пуансона в верхней плите штампа имеются на-
правляющие. На фиг. 19 показана штамповка конической шестер-
ни в несколько переходов: а — исходная заготовка; б — заготовка
после осадки; в — после предварительной штамповки, выполняе-
мой на кольце (фиг. 20); г — после окончательной штамповки в
подкладных штампах (фиг. 21), которые вставляются в пакет уни-
версального штампа (фиг. 18); д — после обрезки заусенца и пере-
мычки. Весь процесс занимает 30 сек машинного времени.
Если деталь имеет большие размеры (например, диаметр
250 мм) штамповку ее производят без универсального штампа,
пользуясь только подкладными штампами (фиг. 22).
При мелкосерийном производстве изготовление поковок на
прессах в подкладных штампах значительно эффективнее, чем со
свободной ковкой. Так, заготовка цилиндрической шестерни при
свободной ковке весила 12,8 кг и стоила 1 р. 36 к., а при штампов-
ке— 9,24 кг и 61 к.; для конической шестерни заготовка при сво-
бодной ковке весила 11,8 кг и стоила 1 р. 50 к., а при штамповке
соответственно 6,15 кг и 38 к. Кроме того, снизились затраты на
механическую обработку.
Из всего изложенного видно, что в мелкосерийном производ-
стве при повторяющихся заказах для деталей типа шестерен, флан-
цев втулок штамповка в торец в подкладных штампах может быть
более рентабельной, чем свободная ковка. Рентабельность штампов-
ки является следствием снижения общего (включая штамп) рас-
хода металла и уменьшения трудоемкости. При этом способе штам-
повки стоимость простых штампов иногда в 8—10 раз меньше стои-
мости закрепленных штампов для штамповочных молотов или
прессов.
Штамповка в закрепленных штампах на штамповочных молотах
и горячештамповочных прессах
В крупносерийном и массовом производствах для деталей типа
плоских дисков (шестерен, фланцев, ступиц и т. д.) и для деталей
с удлиненной прямой или изогнутой осью (типа ступенчатых ва-
лов, шатунов, рычагов, коленчатых валов, вилок и т. д.) приме-
няют штамповку в закрепленных штампах, что обеспечивает бо-
лее точное изготовление поковки и, что особенно важно, прибли-
жение формы поковки к форме готовой детали. Закрепленные
штампы значительно (в 5—10 раз) дороже подкладных штампов.
Переналадка оборудования (молота или пресса) для изготовления
другой детали при использовании закрепленных штампов занима-
ет значительно больше времени, чем при изготовлении детали
40
в подкладных штампах, поэтому закрепленные штампы применя-
ют только в крупносерийном и массовом производствах.
Например, в станкостроении при изготовлении деталей типа
шестерен, фланцев, втулок, рычагов, валов и т. д. штамповку в за-
крепленных штампах на штамповочных молотах начали приме-
нять для выпуска серийных станков только тогда, когда программа
выпуска стала составлять 3—10 шт. в год. Ранее при выпуске де-
сятков или даже сотен станков
в год штамповку производили
в подкладных штампах.
Фиг. 24. Крепление вставок в
штампе горячештамповочного
пресса:
I — башмак; 2 — три нижние
вставки для трех переходов; 3 —
три верхние вставки для трех пе-
реходов; 4 — державка; 5 и 7 —
подкладки; 6 — колонки; 8 — тол-
катель; 9 — прихват боковых
вставок; 10 — средний прихват.
Фит. 23. Крепление кубиков
штампа на штамповочном мо-
лоте:
1 — шабот; 2 — штамподержатель
нижнего штампа; 3 — нижний
штамп; 4 — верхний штамп; 5 —
баба молота; 6 — клинья верхнего
и нижнего штампов; 7 — клин
штамподержателя; 8 — заготовка
с заусенцем.
Как известно, основными видами оборудования для штампов-
ки в закрепленных штампах являются штамповочные молоты, вер-
тикальные горячештамповочные прессы и горизонтально-ковочные
машины. Закрепление штамповых кубиков на молотах производит-
ся с помощью клиновых устройств (фиг. 23). На прессах сам
штамп (фиг. 24) прикрепляется своим башмаком 1 с помощью бол-
тов к плите пресса, а верхней державкой (плитой 4) к ползуну.
Вставки, в которых расположены штамповочные ручьи, крепятся
в штампе прихватами 9 и 10.
Типаж поковок, штампуемых на штамповочных молотах и го-
рячештамповочных прессах, для деталей средних размеров, встре-
чающихся при производстве автомобилей, тракторов, сельскохо-
зяйственных машин, самолетов, станков и т. д., примерно одина-
ков. Но штамповка на прессах обеспечивает большую точность
заготовки и меньшие припуски и напуски, уменьшение расхода ме-
талла и увеличение производительности. Поэтому в последние
41
годы в кузнечных цехах автомобильных, тракторных и других за-
водов штамповочные молоты заменяют прессами. При выборе за-
готовки значительную помощь может оказать классификация
штампуемых деталей.
Однотипность штампуемых деталей позволяет наметить общую
классификацию поковок, получаед^ых на молотах и прессах. Одна-
ко следует иметь в виду, что на штамповочных молотах большой
Фиг. 25. Классификация поковок, штампуемых на молотах и горячештамповоч-
ных прессах:
1 — разъем на прессе; 2 — разъем на молоте; 3 — штамповка на прессе; 4 — фланец
штампуется на горизонтально-ковочной машине; 5 — головки после штамповки на гори-
зонтально-ковочной машине штампованы на прессе; 6 — стержень, согнут на горизонтально-
гибочной машине; 7 — штамповка на молоте или прессе, высадка на горизонтально-ко-
вочной машине.
мощности, в особенности при штамповке секциями, заготовки мо-
гут иметь значительный вес (до 1 т), в то время как на прессах
можно штамповать заготовки весом до 200 кг.
Укрупненная общая классификация поковок с разделением на
группы по технологическому признаку их изготовления и по фор-
ме с использованием классификаций А. И. Брюханова и А. В. Ре-
42
бельского показана на фиг. 25. Все детали разбиты на четыре
группы.
I группа — плоские поковки (штампуемые в торец) шестерен а
и б, 'крестовин с круглой ступицей в, круглых или квадратных (в
плане) фланцев со ступицами или стержнями небольшой длины
г и д или без ступиц е.
Следует заметить, что дета-
ли со стержнем типа г изготов-
ляются на прессе целиком со
стержнем методом истечения
при давлении в торец из куска
металла, диаметр . которого
значительно больше диаметра
стержня, а на молоте головка
штампуется в торец в несколь-
ко переходов из прутка, диа-
метр которого равен диаметру
стержня. Изготовление подоб-
ных деталей на молоте не обес-
Фиг. 26. Заготовка подшипника щита пе-
реднего тормоза (цифры в числителе —
штамповка на прессе, в знаменателе —
штамповка на молоте, в скобках—раз-
меры лосле механической обработки).
Отдельные детали типов г и д со
печивает высокой производи-
тельности, поэтому обычно их
штампуют на прессе методом
истечения или из прутка на го-
ризонтально-ковочной машине.
стержнем изготовляют штамповкой в торец на прессе или молоте,
однако стержневые детали с набором металла на конце часто целе-
сообразнее изготовлять на горизонтально-ковочных машинах, а не
на молотах или даже на прессах.
Детали одной и той же формы, полученные штамповкой в то-
рец на прессе, иногда отличаются от деталей, полученных штам-
повкой на молоте только размерами: они меньше благодаря бо-
лее точной штамповке и меньшим штамповым уклонам. Уменьшить
эти уклоны оказалось возможным благодаря наличию на прессах
выталкивателей. Примером может служить заготовка подшипника
щита переднего тормоза (фиг. 26), приведенная В. И. Ключнико-
вым в сборнике «Прогрессивная технология горячей штамповки»
под ред. М. В. Сторожева.
В других случаях заготовка, штампованная на прессе, отли-
чается от заготовки, штампованной на молоте, не только разме-
рами, но и формой, например, наличием прошитого отверстия
(фиг. 27).
Ввиду того, что на прессе имеются автоматически действую-
щие выталкиватели и нет необходимости деталь из формы выни-
мать клещами, поковка, полученная на прессе, отличается от по-
ковки, изготовленной на молоте, отсутствием клещевины, что так-
же снижает расход металла.
При выборе типа штамповки следует иметь в виду, что на прессе
в предварительных ручьях можно удачно производить осаживание,
43
истечение, пережим, формовку и гибку, но значительно хуже, чем
на молоте, получаются протяжка, вальцовка и подкатка. Поэтому
такие переходы, как протяжка и подкатка для деталей типа д со
стержнем выполняют на ковочном или штамповочном молоте или,
что еще лучше, на ковочных вальцах. В т&ких случаях получается
комбинирование штамповок на двух-трех видах оборудования, что
часто дает повышение производительности и точности заготовки.
Фиг. 27. Поковка:
а — полученная на молоте без прошивки отверстия; б — получен-
ная на прессе с прошивкой отверстия.
Штамповка деталей I группы выполняется:
в открытых штампах с образованием заусенца,
в закрытых штампах без образования заусенца.
Наиболее распространена штамповка в открытых штампах, од-
нако применение закрытых штампов во многих случаях обеспечива-
ет экономию металла благодаря отсутствию заусенца. В последнее
время штамповка в закрытых штампах также находит применение.
Однако следует учитывать, что стойкость закрытых штампов мень-
ше, чем открытых. Закрытый штамп с предварительными боковыми
ручьями и окончательным центральным ручьем для изготовления
деталей типа д на штамповочном молоте показан на фиг. 28. Видно,
что ручей верхней половины штампа закрывает ручей нижней поло-
вины штампа, в результате чего металл, находящийся в форме, не
может течь, образуя заусенец (зазор в 0,3 мм не позволяет образо-
ваться заусенцу такого типа, о котором идет речь).
Так как окончательный ручей закрыт, то для получения фланца
нужного размера по толщине необходимо иметь строго рассчитан-
ную заготовку после предварительного ручья. Несоблюдение этого
условия вызывает увеличение толщины фланца сверх указанного
в чертеже размера и, следовательно, увеличение припуска. Поэтому
экономия металла за счет отсутствия облоя будет иметь место толь-
ко при соблюдении заданного размера по толщине фланца. Получе-
ние поковок без заусенца в закрытых штампах на горячештамповоч-
44
ных прессах встречает ряд трудностей, так как у таких прессов ход
ползуна — величина постоянная и лишний объем металла в закры-
том штампе может вызвать заклинивание ползуна. Такой процесс
штамповки без заусенца возможен только в том случае, если он
сопровождается истечением металла при достаточно большом до-
пуске на размер, получаемый истечением (например, на длине
стержневой части клапанов, корпусов вращающихся центров и дру-
Фиг. 28. Штамловка вала муфты сцепления на штамповочном молоте в закрытом
штампе:
а — штамп: б — предварительная заготовка; в — окончательная заготовка; 1 — нижний
боек; 2 — вставка; 3 — верхний боек.
гих деталей). В закрытых штампах за несколько переходов или за
один переход (в зависимости от формы) можно штамповать на
штамповочных молотах детали I группы типов а, б, д и е, т. е. ше-
стерни и фланцы. Клапаны г и корпусы центров можно штамповать
в закрытом штампе 4 методом истечения.
II группа — поковки с удлиненной осью, штампуемые с разъе-
мом по плоскости, проходящей через ось детали. К таким поков-
кам относятся ступенчатые валы а, валы-шестерни б, поворотные
кулаки в тракторов и других машин, рычага г, шатуны д и дру-
гие детали (см. фиг. 25).
Если у поковок этого типа разница поперечных размеров вели-
ка, они штампуются обычно в три перехода (пережим, предвари-
тельная штамповка, окончательная штамповка), а если мала — в
два перехода (предварительная и окончательная штамповка). При
штамповке на молоте все переходы обычно осуществляются в од-
ном штампе.
Для штамповки на прессе некоторых деталей (например, неко-
торых шатунов) предварительную штамповку выполняют на ковоч-
ных вальцах или при периодическом прокате. Если ковочные валь-
цы или периодический прокат отсутствуют, предварительную про-
45
тяжку-подкатку выполняют на рядом стоящем штамповочном мо-
лоте. На прессах эти переходы (выполнять очень неудобно из-за
постоянства хода ползуна. К этому прибегают лишь тогда, когда
нет молота.
Если деталь имеет форму длинного стержня с головками на кон-
цах, то часто бывает целесообразным заготовку (стержень с набо-
ром металла на концах) изготовлять на горизонтально-ковочной ма-
шине, а окончательную штамповку детали выполнять на прессе.
III группа — поковки с изогнутой осью, для изготовления кото-
рых требуется гибочный ручей. В число этих деталей входят изогну-
Фи,г. 29. Штамповка в многоручьево.м штампе:
а — чертеж поковки; б — развертка поковки; в — переходы
операции штамповки; г — нижний штамп; д — профиль под-
катного ручья; 1 — протяжной ручей; 2 — подкатной ручей;
3 — гибочный ручей; 4 — предварительный штамповочный
ручей; 5 — окончательный штамповочный ручей; I — после
протяжки; // — после подкатки; III — после гибки; IV — по-
сле предварительной штамповки; V — после окончательной
штамповки.
тые рычаги а, б и в, коленчатые валы г, вилки д, е, передние оси
автомобилей и другие детали (см. фиг. 25).
Заготовительные, гибочные и штамповочные ручьи делают в од-
ном штампе. Обычно штамповку осуществляют за два-три перехода.
Например, при штамповке коленчатого вала на прессе выполняют
следующие переходы: гибку, предварительную и окончательную
штамповки. Заусенец обрезают отдельно на обрезном прессе. На
молотовом штампе, кроме трех переходов, часто выполняют предва-
рительно протяжку и подкатку (см. фиг. 29, пример А. Н, Брюхано-
ва и А. В. Ребельского).
46
У детали типа б имеется прямая ось (в плане), а изогнутость —
только в вертикальной .плоскости; поэтому специального ручья для
гибки не требуется. Изгиб заготовки получается в штамповочных
ручьях (предварительном и окончательном) за счет кривизны по-
верхности разъема. При малой длине рычага штампуют одновре-
менно по две заготовки. При этом одна развернута в левую, а дру-
гая в правую стороны.
Из-за сложности формы штамповку деталей III группы произ-
водят обычно в открытых штампах с заусенцем.
IV группа — поковки, изготовляемые методом комбинированной
штамповки: на прессе и молоте а, на прессе и горизонтально-ковоч-
ной машине б, на горизонтально-ковочной машине и горизонтально-
гибочной машине в, на прессе и горизонтально-ковочной машине г
и при других сочетаниях оборудования.
Комбинированная штамповка применяется при сложной форме
деталей, когда при помощи оборудования одного вида не удается
осуществить все переходы, или когда количество переходов велико
и соответствующие ручьи не размещаются на штампе, или же когда
в целях повышения производительности заготовительные переходы
целесообразно выполнять на другом, часто даже более простом обо-
рудовании. В этом случае для получения высокой точности штам-
повки на прессах желательно давать один переход с центральным
расположением ручья по оси хода ползуна.
Штамповка на горизонтально-ковочных машинах
В крупносерийном и массовом производствах разные по форме
детали можно успешно штамповать на горизонтально-ковочной ма-
шине. Благодаря возможности штамповки с двумя разъемами
(вдоль оси с помощью бокового ползуна и между пуансоном и ма-
трицей перпендикулярно оси) можно изготовлять детали со стерж-
нями, сквозными отверстиями, с одним или несколькими утолще-
ниями и фланцами без уклонов и заусенцев или с небольшими зау-
сенцами и уклонами. В результате форма поковки приближается
к форме готовой детали. Штамповать заготовки можно непосредст-
венно из прутка горячекатаного металла или из отрезков прутка.
Для лучшего зажима стержня, заполнения формы и повышения
точности штампования поковки (в 1,5—2,0 раза) используют горя-
чекатаный прокат повышенной точности, а в ряде случаев даже хо-
лоднотянутую сталь вместо горячекатаного проката обычной точ-
ностй. Наиболее характерной для этого способа штамповки яв-
ляется деталь типа стержня с утолщением на конце или посредине.
Для уменьшения заштамповки окалины лучше применять электро-
нагрев заготовки вместо нагрева в печах, работающих на жидком
или газовом топливе.
Наиболее характерной операцией, выполняемой на горизонталь-
но-ковочной машине, является высадка заготовки за один или не-
сколько переходов. Кроме того, на ней можно производить про-
47
шивку отверстия, пережим прутка, отрезку, выдавливание, гибку
и т. д.
А. В. Ребельский разработал классификацию поковок, изготов-
ляемых на горизонтально-ковочной машине, разбив их на пять
групп с подгруппами. На фиг. 30 приведена более укрупненная
классификация с разбивкой деталей на четыре группы, составлен-
Фиг. 30. Классификация поковок, штампуемых на горизонтально-ковочных
машинах.
пая на основе этих материалов. Эскизы деталей пятой группы в
таблице не приводятся, так как к ней отнесены комбинированные
поковки, изготовляемые на оборудовании разных видов (напри-
мер, штамповка коленчатого вала на прессе, а затем штамповка
фланца на горизонтально-ковочной машине), эскизы которых были
показаны на фиг. 25.
I группа — поковки типа стержня с утолщением: заготовки для
конической шестерни с валом а, цилиндрической шестерни с валом
б, аналогичных деталей с одним утолщением в средней части в
или с утолщениями на концах короткие г, длинные е. Могут быть
детали типа вала с вилкой на конце д. Характерной особенностью
поковок этой группы является то, что в стержневой части диа-
метр d поковки не изменяется и остается равным диаметру исход-
ной заготовки. Эта часть служит для зажима заготовки при штам-
повке.
II группа — поковки нестержневого типа, у которых все разме-
ры не равны диаметру исходной заготовки (прутка). Особенностью
поковок этого типа является наличие сквозного отверстия. При
48
осуществлении операции прошивания заготовка отделяется от
прутка. К этому типу относятся заготовки для кольца а, втулки
или шестерни б, шестерни с фланцем в, двухвенцовой шестерни д,
втулки с квадратным фланцем а, если фланец имеет небольшие
выступы по диагонали, двусторонней втулки е и т. д.
III группа—поковки, аналогичные поковкам II группы, но
с глухими (не сквозными) прошитыми отверстиями с одной сто-
роны а, б и в или с двух сторон г. Отделение такой заготовки от
прутка осуществляется поперечным сдвигом поковки относительно
прутка во время хода подвижной матрицы.
IV группа — поковки, у которых имеется стержень и утолще-
ние на его конце (или на обоих концах) с прошитым в нем глу-
хим отверстием (или отверстиями). Такие поковки изготовляют
из прутка а, б, и в или из трубы г диаметром d.
Размер детали и тип оборудования
При выборе поковки и метода ее изготовления исходя из мас-
штаба выпуска и формы детали нельзя не учитывать размера де-
тали, так как от него зависит выбор того или иного оборудования
для получения заготовки. В характеристике молота указывают вес
падающих частей. Известны соотношения между весом поковки
и весом падающих частей молота, на которые можно ориентиро-
ваться пргг решении вопроса о возможности изготовления данной
заготовки на определенном оборудовании.
Вес падающих частей штамповочных молотов составляет 0,63;
1,0; 1,6; 2,0; 2,5; 3,15; 4,0; 5,0; 6,3; 8,0; 10,0; 12,5 и 16,0 т
(ГОСТ 7024-54); усилие прессования ковочно-штамповочных прес-
сов 630; 1000; 1600; 2000; 2500; 3150; 4000; 5000; 6300; 8000 т
(ГОСТ 6809-53), при этом ориентировочно можно считать, что 1 т
падающих частей молота соответствует 1000 т усилия пресса, уси-
лие прессования горизонтально-ковочных машин 100; 160; 250, 400;
630; 800; 1000; 1250; 1600; 2000; 2500 и 3150 (ГОСТ 7023-56).
А. В. Ребельский разработал номограмму для определения усилия
давления горизонтально-ковочной машины в зависимости от наи-
большего диаметра поковок, а также формулы и номограммы не-
обходимого давления при штамповке на горячештамповочных
прессах.
Правильность выбора заготовки с учетом масштаба выпуска,
формы деталей и мощности оборудования может быть проверена
расчетом себестоимости, краткая методика этого расчета приведе-
на ниже.
ОТЛИВКИ
Детали, для которых заготовки можно изготовить методом фа-
сонной отливки, по конструктивно-технологическому признаку
можно разбить на пять групп.
4 Зак. 1253 49
I группа — крупные и тяжелые коробчатые детали, на которых
обычно монтируются узлы и механизмы машины. К деталям I
группы можно отнести коробчатые литые рамы тракторов и сель-
скохозяйственных машин, станины станков, станины или рамы
литейных машин, основания и станины прессов, компрессоров
и других машин. Внутри таких деталей обычно никаких механиз-
мов не монтируют, они служат только в качестве несущих конст-
рукций. В ряде случаев такие детали делают сварными из листа
или литейно-сварными. Вопрос о рентабельности изготовления
станин и рам методами литья или сварки решают технико-эконо-
мическим расчетом еще при создании машины в конструкторском
бюро. Литые станины и рамы по размерам и весу обычно бывают
больше других деталей машин, их отливают в песчаные формы.
II группа — закрытые корпусные детали коробчатого типа7
внутри которых монтируются механизмы машин. К таким дета-
лям относятся блоки и головки цилиндров; корпусы коробок пе-
редач; картеры двигателей; корпусы задних мостов тракторов; ко-
робки рулевого управления; передние бабки, коробки подач; фар-
туки токарных станков; корпусы консолей фрезерных станков
и другие детали сложной формы, для изготовления которых тре-
буется значительное количество стержней при формовке.
Размером эти детали несколько меньше деталей I группы.
III группа—простые по конструкции коробчатые плоские де-
тали, для формовки которых не требуется большого количества
стержней. К деталям III группы относятся передние, боковые
и нижние крышки двигателей; крышки коробок скоростей, перед-
них бабок и других корпусных деталей; суппорты станков; крон-
штейны; планки; вилки; рычаги.
IV группа—детали типа дисков: маховики и основные диски
муфт сцепления, шкивы, диски, фланцы подшипников и др. Эти
детали по размерам и весу обычно меньше, а по конструкции про-
ще деталей II группы.
V группа — удлиненные детали типа тел вращения, которые
можно отливать не только стационарным, но и центробежным спо-
собом. К таким деталям относятся простые и биметаллические
вкладыши, некоторые втулки и гильзы, трубы, цилиндры, некото-
рые типы шпинделей с фланцами, коленчатые и распределитель-
ные валы и др. Диаметр у этих деталей обычно невелик, а отно-
шение длины к диаметру превышает единицу.
Литье в разовые формы
Существует много методов изготовления литых заготовок, но
их развитие идет в основном в двух направлениях: литье в разо-
вые и литье в постоянные формы.
Различают следующие способы литья в разовые формы: в пес-
чаные формы, в стержнях, в оболочковые формы и по выплавляе-
мым моделям.
50
Литье в песчаные формы выполняется в опоках или без опок на
плацу или на конвейере. Формовка в массовом производстве машин-
ная по металлическим моделям; в серийном (производстве —машин-
ная по деревянным и по металлическим моделям; в индивидуаль-
ном производстве — ручная ио деревянным моделям. Заготовки по
этим способам могут быть изготовлены не только из серого чугуна
или стали (наиболее распространенное литье), но в отдельных слу-
чаях и из цветных металлов, хотя для получения заготовок из цвет-
ных металлов более подходит отливка в постоянные формы. Габа-
ритные размеры литейных форм и моделей в соответствии с основ-
ными типами машин приведены в табл. 4.
Таблица 4
Размеры литейных форм и моделей
Модель формовоч- ной машины Формовка Размеры унифициро- ванных форм в мм Размеры моделей со стержневыми знаками в мм
Длина Шири- на Высота Длина Шири- на Высота
234 Однопозиционная 1800 1200 1000 1750 1150 760
234 Двухпозиционная 1200 900 1000 1150 820 560
233 Однопозиционная 900 700 800 850 650 640
254 Однопозиционная 900 700 600 850 650 480
254 Двухпозиционная .... 700 450 600 650 380 480
254 Четырехпозиционная . . . 450 350 600 380 300 480
254 Восьмипозиционная . . . 450 350 300 315 235 160
261 Однопозиционная 400 300 400 360 260 300
261 Двухпозиционная 300 200 400 260 150 100
261 Четырехпозиционная .... 200 150 400 150 ПО 300
На заводах тяжелого машиностроения установлены формовоч-
ные машины, на которых можно отливать детали больших разме-
ров. Более крупные отливки можно получить также путем изготов-
ления форм пескометами.
Точность отливок в песчаные формы и припуски на обработку
регламентируются для чугунных деталей—ГОСТом 1855—55, а
для стальных — ГОСТом 2009-55. Установлены три класса точно-
сти отливок, одинаковые для чугунных и стальных (табл. 5) [2].
При выборе литой заготовки следует в первую очередь опреде-
лить класс точности, по которому она должна быть изготовлена.
Класс точности определяется, в основном, масштабом выпуска де-
талей. Припуски в соответствии с классом точности устанавлива-
ют для чугунных отливок по ГОСТу 1855-55.
Первый класс точности соответствует массовому производству
при выпуске более 10 000 деталей в годи формовке по металличес-
ким моделям на машинах. Изготовление крупных и мелких стер-
жней— также на машинах с проверкой их в кондукторах перед
сборкой.
4* 51
Таблица 5
Допускаемые отклонения размеров отливок в мм
Номинальный размер части отливки, на который дается допуск в мм
Наибольший габаритный размер отливки в мм До 50 51 — 120 121 — 260 261—500 501-800 801-1250 0005 —IS5I 2001-3150 3151—5000 5001 — 6300 6301-10 000
1-й класс точности
До 120 ±0,2 ±0,3
121—260 ±0,3 ±0,4 ±0,6
261—500 + 0,4 ±0,6 ±0,8 ±1 — — — — — — —
501 — 1250 + 0,6 ±0,8 ±1 ±1,2 ±1,4 ±1,6 — — — — —
1251—3150 ±0,8 ±1 ±1,2 ±1,4 ±1,6 ±2 ±2,5 ±3 — — —
3151—5000 ±1 ±1,2 ±1,5 ±1,8 ±2 ±2,5 ±3 ±4 ±5 — —
2-й класс точности
До 260 ±0,5 ±0,8 ± 1 — — — — — — — —
261—500 ±0,8 ±1 ±1,2 ±1,5 — — — — — — —
501 — 1250 ±1 ±1,2 ±1,5 ±2 ±2,5 ±3 — — — — —
1251—3150 ±1,2 ±1,5 ±2 ±2,5 ±3 ±4 ±5 ±6 — — —
3151—6300 ±1,5 ±1,8 ±2,2 ±3 ±4 ±5 ±6 ±7 ±9 ±12 _1_
3-й класс точно сти
До 500 ±1 |± 1,5' ±2 ±2,5 — — — — — — —
501—1250 ±1,2 ±1,8 ±2,2 ±3 ±4 ±5 — — — — —
1251—3150 ±1,5 ±2 ±2,5 ±3,5 ±5 + 6 ±7 ±9 — — —
3151—6300 ±2,2 ±3 ±4 ±5,5 ±6,5 ±8 ±10 ±12 ±15 —
6301—10 900 ±2 ±2,5 ±3,5 ±4,5 ±6 ±7,5 ±9 ±Н ±14 ±17 ±20
Второй кла'сс точности соответствует серийному и крупносерий-
ному производствам при выпуске от 1000 до 10 000 деталей в год с
машинной формовкой отливок по 'металлическим моделям и круп-
ных стержней и ручной формовкой мелких стержней.
Третий класс точности соответствует мелкосерийному и индиви-
дуальному производствам при выпуске до 1000 деталей в год при
формовке по деревянным 'моделям на машинах (мелкая серия) или
вручную (индивидуальное производство). Изготовление стер-
жней —• вручную.
Литье в стержневые формы. Особо сложные детали II группы,
имеющие тонкие внутренние перегородки или наружные ребра, от-
ливают в стержнях. Вся форма состоит из внутренних и наружных
стержней, собранных в пакет. Таким образом, даже наружные кон-
туры детали образуются стержнями. Песчаные стержни, получен-
ные машинной формовкой, высушивают в печах, проверяют после
сушки шаблонами и собирают по кондуктору.
Литье в стержневые формы применяется в массовом и серий-
ном производствах. Характерными деталями, отливаемыми в стер-
52
жневые формы, являются головки цилиндров тракторных двигате-
лей, цилиндры двигателей <с воздушным охлаждением и др.
Литье в оболочковые формы. Как известно, оболочковая форма
образуется путем насыпания на металлическую модель, подогре-
тую до 200—250°, смеси, состоящей из 94% кварцевого песка, и
6% тер море актив ной смолы (бакелита и др.). Термореактивная
смола 'расплавляется на модели и вместе с кварцевым песком об-
разует (корку-оболочку толщиной 6—8 мм, которая быстро затверде-
вает, после чего ее снимают с модели. В дальнейшем две половинки
формы соединяют в струбцинах, клеем или другим способом и в нее
заливают металл. Процесс изготовления форм можно легко меха-
низировать и автоматизировать. Стоимость оборудования несколь-
ко выше стоимости оборудования для литья в песчаные формы.
В оболочковые формы отливают, в основном, детали III груп-
пы (плоские), но с помощью этих форм можно получить и такие
детали, как оребренные цилиндры двигателей с воздушным охлаж-
дением, коленчатые валы, вентили и т. д. Литье в оболочковые
формы применяется в массовом и серийном производствах для
получения деталей малых и средних размеров. В отдельных случаях
по этому методу в мелкосерийном производстве получают и более
крупные простые детали.
Существующее оборудование обеспечивает механизированное
изготовление оболочковых форм для деталей размером до
700x500 мм. Вес стальных отливок на отечественных заводах до-
стигает 33 кг [2]. Точность отливок соответствует первому классу
точности литья из серого чугуна, припуски составляют 1,0—1,2'5 мм.
Благодаря хорошему заполнению металлом формы и гладкой ее
поверхности при литье в оболочковые формы можно толщину сте-
нок детали выбирать меньшей, чем при литье в песчаные или
стержневые формы. Этот способ литья в машиностроении быстро-
распространяется благодаря высокой точности отливки, большей
производительности оборудования для изготовления форм, умень-
шению оборота песка в производстве (в 5—6 раз), а следовательно,
резкому уменьшению всех землеприготовительных работ в литей-
ном цехе.
Литье по выплавляемым моделям. Характерными особенностями
литья по выплавляемым моделям являются: однократное использо-
вание не только формы (что свойственно литью в песчаные, стерж-
невые и оболочковые формы), но и модели; отсутствие разъемов
формы, что позволяет повысить точность отливки [7], приблизить ее
форму к форме готовой детали и отливать детали любой сложно-
сти; за счет заливки металла в форму, нагретую до высокой тем-
пературы (до 900 °C), обеспечивается получение тонких стенок
отливки.
Форма для литья изготовляется из кварцевой муки тонкого по-
мола путем обмазки выплавляемой модели. В качестве связующе-
го вещества используется раствор этил-силиката или жидкого
стекла. Высокая жаростойкость формы позволяет изготовлять от-
53
ливки по выплавляемым моделям практически из любых черных
или цветных металлов. Благодаря высокой температуре обжига
формы исключаются или резко уменьшаются газовые включения,
за счет чего получается хорошая плотность металла.
Толщина стенок отливки:
Вес отливки в г До 50 50—
150
Толщина стенки в жж 0,3 0,5
150— 500— 1500— 3000— 5000—
500 1500 3000 5000 10 000
0,7 1,0 1,0— 1,5—3 3—5
1,5
При весе крупных деталей 10 кг и более толщина стенок должна
быть не менее 5 мм. Наименьшую толщину стенок мелких отливок
С. В. Руссиян и Н. Н. Голованов [7] 'рекомендуют выбирать не ме-
нее 0,7 мм и только в случае 'особой конструктивной необходимо-
сти делать ее меньшей.
Данные о точности и чистоте поверхности отливок в зависимо-
сти от их размеров и веса приведены в табл. 6 [7].
Таблица 6
Точность и чистота поверхности отливок
Наибольший размер отливки в мм Вес отливки в кг Класс точности (ОСТ 1010 и ОСТ Ю15) Класс чистоты (ГОСТ 2789-59)
До 50 До 0 2 4—5 5—6
51—150 0,2—1,0 4—5 4—5
151—250 1,0—5,0 5 3—4
251—500 5,0-15,0 7 3
Свыше 500 Свыше 15,0 7—8 3
Вес отливок может достигать 50 кг. За счет приближения фор-
мы отливок к форме готовой детали трудоемкость механической
обработки сложных деталей снижается иногда более чем на 50%.
По выплавляемым моделям отливают, в основном, мелкие слож-
ные детали: зубчатые поворотные секторы с втулкой; рычажки;
вилки; маховички; ребристые кронштейны; втулки; вентили; тур-
бинные лопатки; форсунки; предкамеры двигателей внутреннего
сгорания и т. д. У большинства таких деталей при сложных на-
ружных контурах не имеется внутренних полостей, поэтому вы-
плавляемые модели для них изготовляются в пресс-формах без
стержней. Однако такие детали, как предкамеры двигателя, втул-
ки и другие иногда имеют сложные внутренние контуры, которые
получаются в моделях только с помощью специальных стержней.
Отливать по выплавляемым моделям следует в основном сталь-
ные детали сложной формы. При этом объем механической обра-
ботки может резко снизиться, а коэффициент использования метал-
ла увеличиться на десятки процентов по сравнению с другими ви-
дами отливок. При отливке чугунных деталей по выплавляемым
моделям редко может быть достигнута нужная экономическая эф-
54
фективность, так как мелкие, особенно простые чугунные заготов-
ки и при отливке в песчаные формы могут быть получены, близ-
кими к форме готовой детали. Отливки из цветных металлов в
массовом и серийном производствах с высокой экономической эф-
фективностью могут быть получены литьем под давлением. Детали
весом более 10 г следует переводить на отливку по выплавляемым
моделям только после строгой проверки технической возможности
такой отливки и экономической целесообразности. Рентабельность
отливки мелких деталей может оцениваться по снижению расхода
металла и трудоемкости с учетом стоимости изготовления пресс-
форм.
При отливке по выплавляемым моделям вес заготовки примерно
на 12—15% больше веса готовой детали. Чтобы этот способ литья
был рентабельным, серийность обычных деталей должна составлять
100—500 шт., а очень сложных — 30—50 шт. При меньшей серийно-
сти рентабельность производства снижается. По данным М. Г. Хен-
кина, средняя трудоемкость изготовления пресс-форм составляет
от 81 до 150 нормочасов в зависимости от сложности детали [7].
В последние годы был разработан метод электроимпульсной
обработки металлов (ЭНИМС) и создано соответствующее обору-
дование. Изготовление сложных пресс-форм и штампов по этому
методу дает возможность понизить затраты труда на изготовление
пресс-форм в несколько раз. При выборе заготовки, изготовляемой
по выплавляемым моделям, кроме объема производства и серий-
ности выпуска, следует в первую очередь учитывать степень сок-
ращения механической обработки и снижения веса заготовки по
сравнению с заготовкой, изготовленной другими возможными спо-
собами (ковкой, штамповкой, литьем в песчаные или оболочковые
формы и т. д.).
Литье в постоянные формы
Литье в металлические формы (кокили). В металлических формах
можно получать отливки из разных цветных и черных металлов,
в том числе из чугуна. Однако литье чугуна и стали вызывает зна-
чительные трудности. Главными из них являются низкая стойкость
форм из-за высокой температуры жидкого чугуна и стали и опас-
ность получения отбела в отливке, для уничтожения которого тре-
буется отжиг. Поэтому литье черных металлов в металлические
формы не получило еще большого распространения.
Представление о стойкости металлических форм при литье раз-
ных сплавов можно получить из данных табл. 7 (по материалам
Н. И. Рубцова).
В машиностроении наиболее распространены отливки в метал-
лические формы из алюминия, на которых мы и остановимся.
Точность отливок, полученных в металлических формах, высокая.
Допускаемые отклонения размеров приведены в табл. 8 [2].
Точность отливки в значительной степени зависит от точности
55
Таблица 7
Стойкость металлических форм
Материал отливки Вес отливки в кг Темпера- тура плавления в °C Материал формы Стойкость формы 1 (количество j заливок) р 1*
Сплавы: ЦИНКОВЫЙ магниевый алюминиевый на основе меди Чугун До 0,1 » 0,1 » 1,0 1,5 и больше 420 640 650 1050 ИЗО Сталь » » Чугун » 150 000 750 000 30 000—50 000 3000—10 000 3000— 5000
Таблица 8
Допускаемые отклонения размеров отливок в металлические формы в мм
по ГОСТу 2689-54
Номинальный размер в мм Отливки повышенной точности Отливки обычной точности Отливки пониженной точности
1—180 0,12—0,53 0,25—1,00 0,40—1,60
180—1000 1,15—2,20 1,90-3,50 2,9-5,50
изготовления металлической формы. Припуски на механическую
обработку составляют (на сторону) для деталей:
Наибольший размер детали
в мм
До 200
201—400
401 — 1000
Припуск в мм
1,0—1,5
2,0
3,0
Чем выше точность изготовления детали, тем меньше должна
быть разница в толщине ее стенок (например, алюминиевый пор-
шень) и тем точнее должна быть отливка. Толщина стенок у отли-
вок, получаемых в 'металлических формах, находится в пределах
3—6 мм.
Алюминиевое литье в кокиль применяют в массовом и серийном
производствах. В массовом и крупносерийном производствах от-
ливку производят на мнопопозициэнных или однопозиционных ли-
тейных машинах. Например, на автоматическом заводе поршней
литье производят на шестипозиционной карусельной машине.
В мелкосерийном или индивидуальном производствах литье в ко-
киль может быть осуществлено в простейших приспособлениях
вручную.
Внутренние полости сложных отливок часто получают с помо-
щью песчаных стержней. При значительном количестве стержней
56
стоимость литья в металлические формы повышается, и оно может
оказаться норентабельным.
Номенклатура деталей, изготовляемых из алюминия литьем
в металлические формы, очень разнообразна. При серийном и круп-
носерийном производствах в нее входят в основном корпусные де-
тали. При массовом производстве такие отливки изготовляют на
машинах для литья под давлением также в металлические формы.
Литье в металлические формы под давлением. Литье в метал-
лические формы под давлением в последние годы находит все боль-
шее распространение в машиностроении вследствие резкого раз-
вития алюминиевой промышленности и распространения литейных
машин, разнообразных как по типажу, так и по размерам. В ряде
стран производятся мощные машины для отливки под давлением
таких крупных деталей, как блоки цилиндров автомобильных
двигателей весом до 18—20 кг.
Характерно, что при весе блока в 18 кг отходы металла в
стружку составляют всего лишь 1,5—2,0 кг, что свидетельствует
о высокой точности отливки, приближении ее форм к формам го-
товой детали и малых припусках на обработку. В последние годы
стали отливать под давлением не только блоки цилиндров и порш-
Таблица 9
Размеры и вес деталей, отливаемых под давлением на различных машинах
Сплавы Марка машины
«Поллак 4 08» «Красная Пресня 501»; «Поллак 600* А А^СП сЗ W SKrfce о я Д Ч я о Ч С- аой о 5# С Ш А К Ю 03 Д Д К 03 о д е; А оз о к ю Си О О1Л ДДдеч * S Я А о К । о» 03 и tt-C CU <и s -1 v С v О «Поллак 5065»
Н а и б о л Алюминиевые и магниевые . . тшая 80 г п л о щ а [ 100 дь проекции о 400 ] 900 т л и в к и 150 В СМ2 2500
Цинковые и мед- ные 60 120 200 400 150 890 (для ЦИНКОВОГО сплава 1500)
Алюминиевые и ' магниевые . . । Наг 0,1 I б о л ь ш г 0,5 I й вес с 0,9 1 т л и В К И 4,5 : в кг 1,1 1 12
Цинковые и мед- ные Примечан отливки из алв до 20 кг 0,15 и е На эминие] 0,8 МОЩНЫХ IV вого сплав 2,8 ташинах «Г а с площа, 8,5 Золлак ЮС дью проев 3,5 )/100» мож щии до 40 12 (для ЦИНКОВОГО сплава 22) IHO ИЗГОТОВЛЯТЬ 00 см2 и весом
57
ни автомобильных двигателей, но и корпусы коробок передач не-
которых тракторов и другие коробчатые детали.
Несмотря на более высокую стоимость алюминия по сравне-
нию с чугуном, за счет меньшего удельного веса алюминия и вы-
сокой производительности оборудования для отливки под давле-
нием и механической обработки общие затраты снижаются, и се-
бестоимость алюминиевой детали в ряде случаев оказывается
Фиг. 31. Алюминиевая
отливка, полученная
ниже себестоимости чугунной. При даль-
нейшем снижении стоимости алюминия
преимущество литья под давлением бу-
дет увеличиваться, в особенности для
корпусных деталей.
Кроме перечисленных выше деталей,
литьем под давлением из алюминия из-
готовляют рукава швейных машин, паке-
ты статоров вместе с корпусом для элек-
тродвигателей малого размера, корпусы
барабанов электроталей, крышки редук-
торов, корпусы приборов и других дета-
лей, которые раньше отливали из чугуна.
Масштаб выпуска, при котором окупает-
ся литье под давлением, соответствует
массовому и крупносерийному производ-
ствам с выпуском 2000—3000 и более де-
талей в год.
Размеры и вес деталей, отливаемых
под давлением из сплавов цветных метал-
лов (по данным В. В. Казакова), приве-
дены в табл. 9 [4].
Классы точности (ГОСТ 2689-54) от-
ливок под давлением размером до 120 мм
из цинковых и алюминиевых сплавов
соответствуют: повышенной точности —
4-му классу по ОСТ 1014, обычной точно-
литьем под давлением. сти—5-му классу по ОСТ 1015, понижен-
ной точности—7-му классу по ОСТ 1010.
С повышенной точностью получают отливки для тех деталей,
у которых необрабатываемые поверхности сопрягаются с другими
деталями; с обычной точностью — для тех деталей, у которых по-
верхности, сопрягаемые с другими деталями, обрабатываются;
с пониженной точностью — для тех деталей, у которых поверх-
ности не сопрягаются с другими деталями и не обрабатываются.
При литье под давлением заготовка может быть армирована
другими деталями. Например, в нее могут быть залиты втулки,
пальцы и т. д. Чистота поверхности алюминиевых отливок соот-
ветствует 5—8-му классу (ГОСТ 2789-59). Она ухудшается по ме-
ре износа формы. Так как точность и чистота отливки высоки, мно-
гие поверхности ее не обрабатываются.
58
В отливках корпусных деталей способом литья под давлением
делают не только большие отверстия, но и крепежные отверстия
под болты. Во многих случаях в отверстиях литьем может быть
выполнена резьба с шагом Г мм и более. Толщина стенок отливок
из алюминиевых сплавов — в пределах 1,5—4 мм, в отдельных
случаях выше; припуск на обработку — для алюминиевых сплавов
в пределах 0,5—0,8 мм, для цинковых —в пределах 0,2—0,5 мм.
По форме детали могут быть различными, но конструктивно они
должны быть выполнены так, чтобы легко вынимались стержни из
отливки и отливка из формы, т. е. должны быть предусмотрены
уклоны, как это показано на фиг. 31.
Выбор заготовки
Выбор способов изготовления заготовки можно разделить на
два этапа. В первую очередь он зависит от тех четырех признаков,
о которых говорилось выше: от назначения, масштаба выпуска,
размеров и конструкции детали. Учитывая эти признаки и общую
тенденцию развития технологии прозводства кованых и штампо-
ванных поковок, а также отливок можно выбрать несколько ва-
риантов изготовления заготовок. На этом этапе определяется спо-
соб изготовления заготовки, характер оборудования как по типу,
так и по размеру, характер оснастки (моделей, штампов, пресс-
форм), трудоемкость и станкоемкость обработки. Но еще не ре-
шается важнейший вопрос о себестоимости изготовления заго-
товки.
Чем опытнее технолог и конструктор, тем лучше они учтут все
признаки, тем быстрее откинут не совсем удачные варианты и
тем меньше вариантов останется для последующего расчета.
На втором этапе производится расчет себестоимости изготов-
ления детали, потому что определенная в первом этапе трудоем-
кость и металлоемкость заготовки еще неполностью характеризуют
выбранные варианты технологического процесса. Быть может при
каком-либо варианте трудоемкость и металлоемкость наименьшие,
но из-за применения дорогого оборудования себестоимость детали
окажется высокой, и этот вариант технологии будет экономически
невыгодным.
В итоге работ на первом этапе нужно определить минимум
главных показателей: расход материалов с учетом отхода в
стружку, на заусенец, угар и т. д.; трудоемкость детали при обес-
печении заданного качества по техническим условиям, времени,
затрачиваемого на переналадку оборудования и оснастки при пе-
реходе на изготовление другой детали. Выбор вариантов обработ-
ки целесообразно делать по операциям, а сравнение вариантов по
технико-экономической эффективности — по заготовке в целом,
а в ряде случаев, когда от характера заготовки резко изменяется
объем механической обработки — по детали с учетом этой обра-
ботки.
59
Если на первом этапе выбор технологии будет настолько оче-
видным, что -можно будет остановиться на одном варианте, то и в
этом /случае оценка технологии по себестоимости детали не отпа-
дает, так как ее нужно сравнить с осуществленным на заводе
аналогичным технологическим процессом, наилучшим из подобных
процессов, известных в машиностроении и применяющихся в ана-
логичных условиях производства.
В итоге работ по второму этапу определяется технологическая
себестоимость по каждому варианту и выбирается наилучший ва-
риант. Конечно, для мелкосерийного, а в ряде случаев и для круп-
носерийного производства не всегда выполняются подробные эко-
номические расчеты (в особенности для мелких деталей), так как
они требуют значительных затрат времени. Оптимальным обычно-
считают вариант с минимальной себестоимостью. Но следует от-
метить, что он не всегда признается наилучшим. Могут быть слу-
чаи, когда более важно быстрое внедрение процесса или ликвида-
ция узкого места в цехе, в результате чего резко возрастет выпуск
собранных изделий всего цеха. В этих случаях небольшая разница
в себестоимости заготовки совершенно не скажется ’или мало ска-
жется на себестоимости всей продукции цеха, но зато может по-
ложительно сказаться на общем росте продукции завода, а сле-
довательно, и на снижении издержек производства на одно изде-
лие в целом по заводу.
Методикой расчета технологической себестоимости, которую*
можно применить для оценки вариантов технологии, предусматри-
вается определение расходов как зависящих, так и не зависящих
от объема производства.
Расходы в рублях за один год по каждой операции изготовле-
ния заготовки (без расходов на материал) можно определить по
известной формуле
Ро = РпП 4- К коп./год,
где Рп —переменные расходы, зависящие от годовой программы
выпуска в коп.,/шт.;
П — годовая программа выпуска данной заготовки в шт./год;
К — постоянные расходы за год, не зависящие от объема про-
изводства при выполнении данной операции, в коп./годс.
Как известно, себестоимость, обработки одной заготовки по
каждой операции определяется по формуле
С = = Р 4- 2L коп./шт.
03 П П
Себестоимость изготовления заготовки по всем операциям с
учетом расходов на материал
сз = М + £ С03 коп.шт.,
1
где 7И—стоимость материала в коп./шт.;
п — число операций.
60
Переменные расходы по всем операциям, 'приходящиеся на
одну заготовку, складываются из расходов на материал и перемен-
ных расходов Рп. Переменные расходы в свою очередь состоят из:
1. Основной заработной платы 3 производственных рабочих,
занятых на всех операциях (включая общецеховые расходы), от-
несенной к одной детали.
2. Затрат Оэ по эксплуатации производственного оборудова-
ния и печей (без амортизации) на всех операциях (на планово-
предупредительный ремонт, смазочные и обтирочные материалы,
электроэнергию, сжатый воздух, пар, топливо для печей), отнесен-
ные к одной детали.
3. Затраты Иэ на эксплуатацию универсальных инструментов
или оснастки для всех операций, отнесенные к одной детали.
Постоянные годовые расходы К складываются из следующих
.затрат:
1. Годовой заработной платы Зн наладчиков, включая обще-
цеховые накладные расходы1.
2. Годовых расходов Ао на амортизацию оборудования по всем
операциям.
3. Годовых расходов Аосн по амортизации и эксплуатации спе-
циальных штампов, приспособлений, моделей (специальной осна-
стки) .
Чтобы отнести эти расходы к одной детали, их надо разделить
на годовую программу выпуска.
Используя принятые обозначения, можно получить общую фор-
мулу технологической себестоимости изготовления заготовки в це-
лом по всем операциям,
сз =М + 3(1+Н) + 03 4- Из + Зд + Аоп+ Аот коп./шт.,
где Я — часть общецеховых накладных расходов (в процентах),
не изменяющихся при разных вариантах технологии изготовления
детали в существующем или проектируемом цехе.
Если при помощи данного оборудования изготовляются не-
сколько разных заготовок с разной годовой программой, то
П — П1 + П2 Я3 + ...
В массовом и крупносерийном производствах постоянные годо-
1 В общецеховые расходы (не связанные непосредственно с работой обору-
дования) входят: основная и дополнительная заработная плата инженерно-тех-
нических работников, счетно-конструкторского персонала, младшего обслужива-
ющего персонала цехов, вспомогательных рабочих (без ремонтников), работни-
ков отдела технического контроля; затраты на материалы для общепроизводст-
венных и хозяйственных нужд, отопление, освещение, амортизацию здания и ин-
вентаря, износ малоценного хозяйственного инвентаря, текущий ремонт зданий
и инвентаря; расходы на охрану труда, услуги других цехов и хозяйственных
организаций по хозяйственному обслуживанию цеха, анализы, опыты; расходы по
изобретательству; расходы на текущую перестановку оборудования; дополни-
тельная заработная плата и отчисления по социальному страхованию цехового
персонала.
61
вые расходы, приходящиеся на одну деталь (Зк, Ао и Аосн ), неве-
лики и мало оказываются на себестоимости. В серийном произ-
водстве при использовании специализированного оборудования и
оснастки их влияние резко возрастает.
Затраты по отдельным статьям определяются следующим об-
разом [9].
1. Затраты М на материал—по ценникам и прейскурантам с
учетом транспортных расходов и за вычетом стоимости отходов.
2. Заработная плата производственного персонала по формуле
п
~ X; КОП.,
1
где tL,m —штучное время по каждой операции в мин\
Зт —тарифная (минутная) ставка рабочих, закрепленных за
машиной на каждой операции, в коп.
3. Общецеховые расходы Н в процентах по данным цеха или
по средним данным аналогичных цехов этой отрасли машино-
строения. Номенклатура расходов приведена выше в сноске.
4. Затраты 0э по эксплуатации оборудования складываются из.
затрат на электроэнергию, сжатый воздух или пар, производст-
венное топливо, текущий ремонт оборудования, а также смазоч-
ные и охлаждающие материалы. Эти расходы подсчитывают на
одну деталь по операциям и суммируют. Затраты на электроэнер-
гию, воздух, пар и топливо можно в первом приближении подсчи-
тывать сразу на одну деталь, исходя из норм расхода электро-
энергии, воздуха, пара и топлива на 1 т поковок или отливок (в.
зависимости от характера заготовки) с пересчетом на вес заго-
товки. Затраты на текущий ремонт можно определить по нормати-
вам планово-предупредительного ремонта по каждой операции, а
затем суммировать и относить к одной детали. Затраты на сма-
зочные материалы и охлаждение можно брать по нормативам или
отчетным данным по различным типам машин, а затем суммиро-
вать по всем операциям с отнесением к одной детали.
5. Затраты по эксплуатации универсальной части оснастки,
приходящиеся на одну деталь по всем операциям, можно опреде-
лять по формуле
/у — V Юв _ у 50 (5Ш у Sptu) .
э ЛП П ’
1 1
где —стоимость универсальной части штампа для данной опе-
рации в руб.;
5рш — стоимость ремонта универсальной части штампов (со-
ставляет незначительную часть) в руб.;
Л — число лет амортизации штампов (обычно два года);
П — годовая программа выпуска деталей. Так как на универ-
сальной оснастке изготовляются разные заготовки, то
П = П\ + /?2 + П$ + ... и т. д.
62
6. Заработная плата Зн наладчиков за год, относящаяся к из-
готовляемой заготовке, определяется среднегодовой заработной
платой наладчика, приходящейся на одну обслуживаемую им ма-
шину, умноженной на число машин, занятых в изготовлении дан-
ной заготовки,
3
н.
Зн а100Г2
—-------КОП.
и
где 3нг —заработная плата наладчика за год в руб.;
Тх — число машин, обслуживаемых одним наладчиком;
Т2 — число машин, на которых изготовляется данная заго-
товка.
7. Затраты Ао, связанные с амортизацией оборудования (годо-
вые амортизационные отчисления), можно определить из расчета
стоимости оборудования So в руб. по операциям, включая
транспортные расходы и стоимость монтажа с коэффициентом
1,15. Величина Ао зависит от принятого срока амортизации. Если
при двухсменной работе этот срок составляет 10 лет, то
л vl, 15So100 vi 1, гq
4 = I ~ Tn = L11 ’5S°коп-
1 1
8. Годовые расходы по амортизации специальной части осна-
стки Аосн можно определить по формуле
п п
Ассн = S ГО + Хр 100 = У 160S^ коп.,
И=Т 1
где SUIC— стоимость специальной части штампа или всего специ-
ального штампа в руб.;
Sp — расходы на ремонт специальной части штампа в руб.,,
которые можно взять в размере 0,6 стоимости нового
штампа.
На основе этих укрупненных расчетов может быть сделана-
оценка всех вариантов технологии и выбран наиболее экономич-
ный вариант из ранее выбранных по четырем признакам для окон-
чательного утверждения.
Если в разных вариантах заготовок резко изменятся объем
механической обработки, то к себестоимости получения заготовки
нужно добавить себестоимость механической обработки и прово-
дить сравнение по суммарным значениям.
После оценки всех вариантов заготовок по себестоимости вы-
бирают и утверждают окончательный вариант технологии и офор-
мляют чертежи заготовки, для чего уточняют разъемы, уклоны,
радиусы закруглений, места литников и выпоров; уточняют об-
щие припуски, способы установки стержней в отливках; опреде-
ляют необходимость специальных технологических приливов для
63
базирования при механической обработке и мест их; разрабаты-
вают технические условия на заготовку.
Конечно, для более простых деталей, в особенности при мелко-
серийном характере производства, выбор заготовки часто упро-
щают исходя в основном из четырех признаков.
Однако в тех случаях, когда видно, что по этим признакам мо-
гут быть выбраны несколько вариантов и неясно, какой из них
.наилучший, следует и в этих случаях проводить оценку заготовки
по себестоимости изготовления.
ГЛАВА III
ВЫБОР БАЗ И МЕТОДОВ ОБРАБОТКИ.
ПРЕДВАРИТЕЛЬНЫЙ МАРШРУТ ОБРАБОТКИ ДЕТАЛЕЙ
ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ
От правильного выбора баз по основным операциям механи-
ческой обработки в значительной степени зависит получение нуж-
ной точности детали по техническим условиям. Не останавливаясь
на определениях и теоретических положениях о технологических
базах, которые излагаются в курсах технологии машиностроения,
изложим кратко вопрос о выборе баз для конкретных типов де-
талей.
С точки зрения базирования такие детали, как станины и ра-
мы, а также корпусные и плоские детали коробчатого типа явля-
ются аналогичными. Детали типа рычагов и/вилок'имеют одина-
ковые особенности базирования. Детали типа круглых плоских
дисков, маховиков, шкивов, шестерен, фланцев имеют обычно боль-
шие торцовые поверхности и короткие боковые поверхности, для
них характерно базирование в трехкулачковом патроне. Для
стержневых деталей типа (валов, шпинделей и др.) характерно
базирование в центрах.
Рассмотрим базирование деталей всех этих типов, за исключе-
нием стержневых, которые обрабатывают на автоматах из прут-
ковой калиброванной стали, базируя их по наружному диаметру
прутка с доведением его до упора.
Базирование корпусных и коробчатых деталей
Детали этого типа обычно получают литьем из серого чугуна,
реже из алюминия. Основными способами базирования этих де-
талей при основных операциях механической обработки являются
следующие:
' 1. Базирование по плоскости и двум установочным отверстиям,
из которых одним отверстием деталь устанавливается на круглый
палец, а другим на ромбический (фиг. 32, а). При этом деталь
лишается шести > степеней свободы;
5 Зак. 1253 65'
/ 2 3 и 1
Фиг. 32. Базирование коробчатой
детали:
а — по плоскости и двум установочным
отверстиям; б — по трем плоскостям; 1 —
плита приспособления; 2 — деталь; 3 —
базовые плитки приспособления; 4 —
круглый фиксирующий палец приспособ-
ления; 5 — ромбический фиксирующий
палец приспособления; 6 — базовые плит-
ки для базирования детали на основной
плоскости; 7 и 8 — базовые плитки для
базирования детали по направляющей
плоскости; 9 — плитка для базирования
детали по опорной плоскости (7 — VI —
точки лишения свободы детали).
2. Базирование по трем плоскостям (основной, направляющей
и опорной) с лишением детали шести степеней свободы
(фиг. 32, б).
Эти два способа базирования корпусных деталей применяют
как в массовом, так и в серийном производстве при работе в
приспособлениях. Базирование по плоскости и двум отверстиям
широко применяется в автотракторной промышленности <при обра-
ботке блоков и головок цилинд-
ров, корпусов коробок передач и
задних мостов, а также в станко-
строении при обработке корпусов
передних бабок токарных станков
и других деталей.
Базирование по трем плоско-
стям применяют при обработке
крупных тяжелых деталей, так
как установка детали на пальцы
с помощью крана в ряде случаев
невозможна из-за перекоса.
Иногда базирование по трем пло-
скостям производят и при обра-
ботке деталей средних размеров
(до 500 X 500 мм), если форма
их не позволяет сделать базовые
отверстия. Преимуществом бази-
рования детали по плоскости и
установочным отверстиям яв-
ляется простота установки, так
как не нужно иметь специальных
механизмов в приспособлении
для поджима детали к направля-
ющим и опорным базовым плит-
кам, как это имеет место при ба-
зировании по трем плоскостям.
Однако такое базирование имеет
большой недостаток, заключаю-
щийся в износе пальцев, в особенности при массовом производстве
и малом диаметре пальца (до 10 мм). Например, при изготовле-
нии более 1000 шт. рукавов швейной машины в день было замече-
но, что износ пальцев через несколько дней работы превышает до-
пуск на заданный размер при фрезеровании. Уменьшить износ
пальца можно путем его хромирования.
Во многих литературных источниках указано, что для базиро-
вания следует выбирать основные -базирующие поверхности, т. е.
те поверхности, которыми деталь в машине присоединяется к дру-
гим деталям, занимая по отношению к ним определенное положе-
ние. Однако в практике машиностроения большинство деталей при
обработке полностью или частично базируют по вспомогательным
66
2 Г
Фиг. 33. Размерная цепь, определяющая
получение размера А при базировании
детали от боковой плоскости.
базирующим поверхностям или даже по свободным поверхностям,
которые имеются у детали или искусственно создаются специаль-
но для базирования. Например, во всех случаях базирования по
плоскости и двум отверстиям только плоскость может совпадать
с основной базирующей поверхностью детали. Что же касается
двух отверстий, то они всегда являются искусственно созданны-
ми направляющей и опорной базами, не совпадающими с основ-
ными направляющими и
опорными базовыми поверх-
ностями детали.
Детали типа плоских
зубчатых колес базируются
в патроне по боковой по-
верхности, но в машине она
не соприкасается ни с каки-
ми другими деталями и яв-
ляется даже не вспомога-
тельной, а свободной по-
верхностью колеса. Детали типа валов обычно базируются по
центровым отверстиям, но эти отверстия не являются даже вспо-
могательными поверхностями детали, а являются искусственно
сделанными свободными поверхностями и т. д. Из этого следует,
что хотя и нужно стремиться к тому, чтобы технологические базы
совпадали с основными базами детали, но практически во многих
случаях приходится иметь дело со вспомогательными и даже сво-
бодными поверхностями, принимаемыми за технологические базы
детали.
Однако мы знаем, что обеспечить получение точного линей-
ного размера заданного чертежом от вспомогательной поверхности
всегда труднее, чем от основной (от которой он задан), так как
при обработке от вспомогательной поверхности заданный размер
получается как замыкающее звено размерной цепи. Например, в
головке цилиндров (фиг. 33) размер от осей 1—1 камер сжатия до
плоскости 2—2 задан конструктором, как размер А. Ввиду бази-
рования детали по противоположной плоскости размер А полу-
чается не непосредственно, а как замыкающее звено Л3 = А
трехзвенной размерной цепи Л3=Л2 — ^Г, следовательно, погреш-
ность о)л замыкающего звена равна сумме погрешностей <%+
-г (ол . Естественно, что допуск размера А в узких пределах от
вспомогательной поверхности обеспечить труднее, чем от основной
поверхности камер сжатия (ось 1—/), где он не входит в трех-
звенную размерную цепь.
Из этого следует вывод, что не всегда единство баз, создавае-
мое базированием детали по плоскостям или двум отверстиям, обе-
спечивает заданный размер. Если на линейный размер задан жест-
кий допуск (в пределах сотых долей миллиметра), то обеспечить
его от вспомогательных поверхностей, т. е. как замыкающее зве-
но размерной цепи, очень трудно, тем более, что только погреш-
5* 67
ность за счет зазора между палыцем и отверстием может превы-
сить величину допуска (учитывая суммирование погрешностей
при двух установках). Поэтому иногда приходится отходить от
принципа единства баз и получение заданного размера обеспечи-
вать при помощи базирования от той основной поверхности дета-
ли, от которой задан размер. Такой отход от единства баз при не-
которых операциях получения наиболее точных линейных разме-
ров или относительного расположения поверхностей встречается
и при обработке тел вращения.
Фиг. 34. Шлифование конуса иглы
с базированием ,по основной по-
верхности иглы на призмах.
Фиг. 35. Шлифование конуса шпин-
деля с базированием по поверхнос-
тям основных шеек:
1 — шпиндель; 2 — люнет; 3 — гибкий
поводок для вращения.
Например, обработку вала по всем токарным и шлифовальным
операциям производят с базированием в центрах, но если чер-
тежом и техническими условиями задано биение одних поверх-
ностей вращения относительно других (базовых) с допуском в
несколько микрон, то такой маленький допуск трудно обеспечить
при базировании только по поверхностям центровочных отверстий.
Поэтому обработку этих поверхностей вращения нужно произво-
дить с непосредственным базированием по основным поверхно-
стям вращения. Например, для точного совпадения поверхности
конуса иглы клапана с ее центром шлифование конуса производят,
вращая иглу в призмах 1 с упором 2 с помощью натянутого ре-
мешка 3 (фиг. 34). На призмах, а не на центрах, часто шлифуют
валки прокатных'станов листовой прокатки. На призмах или в лю-
нетах, базируя по основным шейкам, можно шлифовать остальные
шейки вала для обеспечения высокого класса детали по кон-
центричности поверхностей. На подушках по наружному диаметру
базируют наружное кольцо шарикоподшипника при внутреннем
шлифовании.
.. Шлифование внутренней поверхности конуса шпинделя произ-
водят, базируя в люнетах по наружным шейкам (фиг. 35), т. е.
по тем, по которым шпиндель базируется в станке. Однако надо
иметь в виду, что при этом наружные шейки должны быть обра-
ботаны с высокой точностью по форме (по овальности), так как
вся погрешность по овальности переносится на внутреннюю шли-
фуемую поверхность конуса шпинделя. Кроме того, должен быть
создан гибкий поводок для вращения детали.
Таким образом, когда мы говорим, что наиболее целесообраз-
68
ны два способа базирования корпусных деталей (по плоскости и
двум отверстиям или по трем плоскостям), то надо понимать, что
это целесообразно для большинства операций, йо не обязатель-
но для всех-операций. Для отдельных весьма точных операций*
для ^которых единство базирования не гарантирует точности ли-
нейных размеров или. поворотов плоскостей, следует принимать
основные базирующие поверхности детали в- качестве технологи-
ческих баз.
Очень важен правильный выбор баз для первой или двух-трех
начальных операций, при выполнении которых создаются выбран-
ные технологические базы, о которых мы говорили .выше (плос-
кость и два отверстия или три плоскости). Как, известно, при
первых операциях базирование производится по необработанным
поверхностям деталей. Известно также, что при первых, опера-
циях устанавливается точность положения обрабатываемых по-
верхностей по отношению к необрабатываемым, а также распре-
деление припусков на внутренних и наружных поверхностях де-
тали.
Например, неравномерный припуск на поверхностях растачи-
ваемых отверстий вызывает местный отжим расточного инструмен-
та и снижение точности. Для обработки внутренних поверхностей,
и в частности поверхностей отверстий, обычно применяют менее
жесткий инструмент, оправки и державки, чем для обработки на-
ружных поверхностей. Проще и экономичнее производить съем
лишнего и неравномерного слоя металла, являющегося следствием
неточности заготовки, с наружных поверхностей детали, так как
съем металла с внутренних поверхностей или отверстий ограни-
чен жесткостью детали и размерами расточных оправок и режуще-
го инструмента.
Внутренние поверхности корпусных деталей и литые отверстия
выполняются при формовке с помощью стержней, проверяемых
шаблонами. Смещение их минимально, поэтому, приняв за базу
для первой операции литые отверстия и обработав наружные по-
верхности, получают наружные обрабатываемые поверхности
(технологические базы), концентричные по отношению к внутрен-
ним необрабатываемым поверхностям. Кроме того, устанавливая
в дальнейшем деталь по обработанной поверхности (технологи-
ческой базе) при растачивании отверстий, получают равномерный
припуск по окружности. Таким образом неточность отливки, т. е.
неконцентричность наружных поверхностей по отношению к внут-
ренним, благодаря базированию по литым отверстиям или по
внутреннему контуру отливки обусловит неравномерность припус-
ков в первой операции обработки наружных поверхностей. Эта не-
равномерность не вызывает особых затруднений при фрезерова-
нии.
По этим соображениям при первой операции корпусные дета-
ли желательно базировать по литым отверстиям или по внутрен-
ним поверхностям. Это базирование по возможности надо произ-
69
водить самоцентрирующими механизмами по оси литого отверстия
или по оси полости отливки.
В качестве примера можно привести обработку корпуса бло-
ка цилиндров. На первой операции фрезерования поверхностей
технологических приливов (фиг. 36) он базируется по литым от-
верстиям цилиндров (при помощи разжимных оправок) или по
отверстиям для гильз цилиндров и полуотверстиям для коленча-
того вала (фиг. 37).
Фиг. 36. Схема бази-
рования блока ци-
линдров .на первой
операции фрезерова-
ния технологических
Фиг. 37. Схема базирования бло-
ка цилиндров жесткими конусны-
ми оправками и призматическими
направляющими то полуотвер-
стиям для коленчатого вала:
1 — пневматический прижим; 2 —
призмы; 3 — фрезеруемые технологи-
ческие приливы.
приливов:
1 — разжимные пневмати-
ческие оправки по двум
крайним цилиндрам;
2 — опоры подводные.
По литым отверстиям на первой операции базируется также
передняя бабка токарного станка. У нее в отверстие под шпин-
дель вставляется разжимная оправка, которая затем вместе с кор-
пусом передней бабки устанавливается на две призмы. За счет
призм деталь лишается четырех степеней свободы. Пятой степе-
ни свободы деталь лишается за счет упора в торец, а шестой
(поворот детали вокруг оси оправки) —за счет упора в боко-
вую поверхность другого отверстия (фиг. 38). Корпусы коробок
передач и многие другие корпусные детали также базируются в
первой операции по литым отверстиям или внутренним поверхно-
стям отливки.
Этот метод базирования корпусных деталей вызван неточ-
ностью самой отливки. Если отливка может быть сделана с боль-
шой точностью (например, литье цветных металлов под давлени-
ем или в кокиль), то базировать деталь в ряде случаев можно^ и
по наружным поверхностям.
Наилучшим для первой операции нужно считать базирование,
на котором можно одновременно обработать две перпендикуляр-
ные плоскости I и II (фиг. 38). В этом случае во второй операции
70
Фиг. 38. Базирование перед-
ней бабки по литым отвер-
стиям в первой операции
(I—6 — точки лишения сво-
боды детали; I и II — обра-
батываемые плоскости).
деталь будет базироваться по двум обработанным плоскостям и
по одной внутренней торцовой необработанной опорной поверх-
ности. При этом можно просверлить и развернуть два установоч-
ных отверстия. Таким образом только в одной операции деталь
базируется по литой поверхности, а во второй операции основ-
ная I и направляющая II базовые поверхности уже обработаны
и только опорная базовая поверхность является литой внутренней
поверхностью детали. Если же в первой
операции обработать только одну пло-
скость, предположим плоскость /, то для
обработки двух остальных потребуется
еще две операции с базированием детали
по плоскости I и по литым направляю-
щей и опорной базовым поверхностям,
т. е. для подготовки технологических баз
потребуется не две, а три операции.
На фиг. 36 и 37 показано начальное
фрезерование технологических приливов.
Эту операцию выполняют в литейном
цехе, так как она служит одновременно
проверочной операцией для определения
точности отливки.
Так как точность установки детали
при обработке зависит от точности фор-
мы и положения базовых поверхностей,
то желательно ввести шлифование базовых плоскостей, а два ба-
зовых отверстия обязательно должны быть развернуты .по 2-му
классу точности с посадкой скольжения. В алюминиевых отливках
корпусных деталей установочные отверстия при базировании по
ним на многих операциях сильно изнашиваются, вследствие чего
возможна потеря точности обработки на заключительных опера-
циях. Поэтому в установочные отверстия алюминиевых отливок
вставляют шлифованные втулки, которые в ряде случаев можно
даже не распрессовывать.
Базирование деталей типа вилок и рычагов
Наиболее распространенными являются тяговые вилки, на-
деваемые на концах тяговых стержней, и вилки переключения ше-
стерен в коробках передач.
По форме тяговые вилки представляют собой в основном со-
четание двух цилиндров, расположенных под углом 90° и соединен-
ных щеками. Поэтому базирование таких деталей производится
при помощи призм в приспособлениях.
На фиг. 39 показано базирование штампованной тяговой вил-
ки 1 на первой операции фрезерования торцов в двухместном при-
способлении. Хвостовой цилиндрический конец вилки лежит на
короткой призме 3, а другой вилчатый конец на полупризме 4 и с
71
помощью верхнего зажима прижимается к упору 6; при этом де-
таль; лишается пяти степеней свободы. Шестой степени свободы
деталь лишается при помощи. бокового1 упора в один из штифтов 2
при установке детали чв приспособлении. Двойной плавающий за-
жим 8 с помощью рычага 5 от пневматического цилиндра обеспе-
чивает надежный зажим одновременно двух деталей, при этом об-
работка их плоскостей производится набором дисковых фрез 7
Фиг. 39. Базирование деталей типа вилок при фрезеровании двух
щек набором дисковых фрез.
при подаче силовой головки агрегатного станка (с круглым сто-
лом) по направлению стрелки 9. Полупризмы 4 имеют вырезы для
прохода фрез. Ширина опорных поверхностей меньше ширины
щек вилки.
На фиг. 40 показано базирование вилки 1 при операциях свер-
ления и развертывания горизонтального отверстия в щеках и свер-
ления вертикального отверстия, а также нарезания резьбы в от-
верстии, расположенном в цилиндрической части вилки на том же
агрегатном станке с поворотным столом. Цилиндрический конец
детали базируется в призме 2, а другой конец — в призме 3, имею-
щей буртик 4, ось которой расположена под углом 90° к оси пер-
вой призмы. В результате деталь лишается всех степеней свободы.
Базирование производится по необработанным поверхностям
штамповки, что снижает точность установки.
Зажим детали с помощью пневматического цилиндра осуще-
ствляется подвижными кулачками 5. На поворотном столе агре-
гатного станка в каждой из позиций поворота установлены оба
приспособления, показанные на фиг. 39 и 40. В загрузочной пози-
ции с одного приспособления (фиг. 40) снимаются две закончен-
ные детали и на их место перекладываются фрезерованные дета-
ли из другого приспособления (фиг. 39), в которое устанавливают-
ся две новые заготовки. Таким путем удается комплексно обра-
ботать деталь на одном агрегатном станке с малыми силовыми
72
горизонтальной призмы 1 и
д 12. -2 5
Фиг. 40. Базирование деталей ти-
па вилок лри сверлении и 'развер-
тывании отверстий и нарезании
в них резьбы.
головками и (поворотным столом по всем переходам от заготовки
до отправки готовой детали на сборку. ’
Вилки переключения имеют развитую плоскость, которая мо-
жет служить основной базовой плоскостью при установке детали
на три точки I—III (фиг. 41). Направляющая, и опорная базы мо-
гут быть зафиксированы с помощью
вертикальной призмы 2.
Рычаги можно разбить на три
группы: одинарные с двумя отвер-
стиями на концах; двойные с отвер-
стием в центре и двумя отверстиями
на концах; комбинированные, у ко-
торых имеются отверстия в центре,
отверстие на одном конце и вилка с
отверстием на другом конце. Обра-
ботка одинарного рычага состоит в
фрезеровании плоскостей, сверле-
нии отверстия и последующих опе-
раций. Базирование рычага при
фрезеровании осуществляется с
помощью плоскости и призм
(фиг. 42, а). Так же по плоскости и
двум призмам базируют рычаг при
сверлении основных отверстий. Для
последующих операций разрезки
деталь базируют по плоскости и
двум пальцам (фиг. 42, б). Часто
обработку плоскостей производят
одновременно двумя фрезами
(фиг. 42, в) сначала с одного, затем
с другого конца в приспособлении
с поворотом вокруг оси на 180°.
В этом случае деталь 1 базируют по
поверхности стержня при помощи двух пальцев 4 приспособления.
Призма 2 неподвижная, а призма 3 подвижная.
В массовом производстве фрезерование плоскостей заменяют
чеканкой их на прессе.
Обработка двойного рычага после чеканки плоскостей или фре-
зерования заключается в сверлении и развертывании центрального
отверстия, а затем в обработке крайних отверстий (фиг. 43). При
обработке центрального отверстия применяется также базирование
по плоскости 1 и по наружным конусным поверхностям с помощью
конусного прижима 2, опускающегося вместе с верхней плитой при-
способления. При сверлении крайних отверстий центральное от-
верстие служит базой. Рычаг надевают на палец.
В тех случаях, когда рычаг имеет жесткую конструкцию и доста-
точно длинный стержень для зажима, а деталь необходимо обрабо-
тать в поворотном приспособлении на всех основных операциях,
73
призмам 2 и 3 и по боковой
применяют способ базирования рычага в призмах по стержню
таким образом, чтобы обрабатываемые поверхности остались сво-
бодными для подвода 'инструмента (фиг. 44). Двойная призма 1
Фиг. 41. Базирование вилок пере-
ключения при сверлении основно-
го отверстия.
Фиг. 42. Схема базирования рыча-
га при фрезеровании (плоскостей
бобышек с двух сторон и двух
концов:
а — по плоскости и бобышкам;
б — по плоскости и двум отверсти-
ям; в — по бобышкам и стержню.
неподвижная, а призма 2— плавающая. Деталь базируется по стер-
жню не только в плоскости и по направлению, но и по продольной
оси, так как двойная призма упирается в центральную головку, в
Фиг. 43. Схема базирования при
сверлении центр ал ь;н ото отверстия
рычага.
Фиг. 44. Базирование рычага
по стержню
результате чего деталь лишается всех степеней свободы. Такое
базирование возможно осуществить как для комбинированных ры-
чагов, у которых на одном конце имеется вилка, так и для других
жестких деталей типа рычагов. Во избежание вибрации призмы
следует располагать ближе к крайним головкам рычага.
74
Базирование круглых плоских деталей типа дисков,
шестерен, фланцев
Базирование деталей типа дисков производится по торцовой
плоскости и по образующей в трехкулачковых пневматических или
механических самоцентрирующихся патронах. Однако в более
сложных случаях появляется необходимость изготовления специаль-
ных кулачков (фиг. 45, а и б) [ 11]. Деталь с длинной втулкой ба-
зируют по образующей втулки при помощи двух жестких кулачков
Фиг. 45. Базирование деталей типа дисков.
(фиг. 45, в), лишающих деталь четырех степеней свободы, а третий
кулачок выполняют качающимся. Торцовая поверхность детали
становится опорной (а не основной) и прижимается к патрону
только в одной точке.
В деталях с достаточной развитой по длине ступицей при от-
ношении I: d > 1 (Z — длина ступицы, d — диаметр отверстия)
расточенное и развернутое или протянутое отверстие в последую-
щих операциях часто используют как базу (двойная направляю-
щая база) для чистовой токарной обработки, зубонарезания, шли-
фования и других операций, выполняющихся с надеванием детали
на оправку. Обработку в этих случаях производят с использова-
нием жестких, шлицевых или разжимных оправок.
Еще один способ базирования деталей типа дисков заключает-
ся в том, что расточенное и развернутое (или протянутое) отвер-
стие и обработанная торцовая плоскость являются базами для
последующих операций. В этом случае деталь устанавливают на
жесткую оправку и прижимают ее к торцу с помощью плавающих
кулачков в специальных патронах, обеспечивающих доведение вто-
рого и третьего кулачков до образующей поверхности после со-
прикосновения с первым кулачком.
В деталях типа гильз, втулок и цилиндров поверхность отвер-
стия широко используют как двойную цилиндрическую базу при
обтачивании. В качестве опорной базы по оси используется один
из торцов детали. Для использования поверхности отверстия в ка-
честве базы существует большое количество жестких и разжимных
цанговых, кулачковых, мембранных и других оправок консольного
типа, а также центровых оправок [И]. Для обтачивания гильз
применяют также центры с разжимными кулачками.
75
Базирование круглых длинных деталей типа валов
При фрезеровании торца и зацентровке заготовка вала на пер-
вой операции базируется по образующей вала в двух самоцентри-
рующихся призмах, а по оси —по выступу одной из ступеней (при
штамповке) или по торцу вала откидным упором. При последую-
щих операциях основным способом базирования таких деталей
является использование в качестве базовых поверхностей центро-
вых отверстий при зажиме детали в^жестких центрах.
Однако при обтачивании ступенчатых валиков на станках, за-
ранее настроенных на определенные размеры (например, много-
резцовых, многопозиционных, гидрокопировальных и др.), при та-
ком 'базировании трудно обеспечить точность размеров длин сту-
пеней, так как глубина зацентровки (т. е. базовой поверхности
в осевом направлении) обычно получается нестабильной. Для обес-
печения допусков на. линейные размеры ступеней вала приходится
применять специальный контроль глубины зацентровки.
Для устранения этого недостатка применяют поводковые патро-
ны с пружинными автоматически запирающимися центрами.
Деталь с помощью заднего центра поджимают торцом к специаль-
ной закаленной шайбе патрона, пружинный центр входит частично
в патрон и запирается. Базирование таким образом происходит по
центровым отверстиям и по торцу детали.
При обтачивании пустотелых валов на концах отверстия дела-
ют фаски и базирование на чистовых операциях обтачивания про-
изводят по поверхностям фасок с установкой их на конусные
грибковые центры. Визирование вала при последующих операциях
фрезерования шпоночной канавки или сверления поперечного от-
верстия производится на двух призмах и по тому из заплечиков ва-
ла, от которого задан размер по длине. При фрезеровании шлицев
деталь1 базируют по поверхности центровочных отверстий или с
одной стороны по обточенной ступени в патроне, а с другой — по
центровочному отверстию. Базовой поверхностью при шлифовании
являются центровочные отверстия. При этом деталь с поводком
вращается вокруг центра, за счет чего обеспечивается меньшее бие-
ние вала.
ВЫБОР МЕТОДОВ И ВИДОВ ОБРАБОТКИ, СОСТАВЛЕНИЕ
ТЕХНОЛОГИЧЕСКОГО МАРШРУТА
Методы и виды обработки и их точностные характеристики
Метод обработки — процесс взаимодействия инструмента (не-
посредственно или через другие материалы) с поверхностью детали,
в результате которого эта поверхность приобретает определенные
вид и качество.
Вид обработки — тот диапазон чистоты поверхности детали, ко-
торый в технологии называют черновой, чистовой и тонкой обра-
боткой.
76
Точного отнесения тех или иных классов чистоты поверхности
к тому или иному виду обработки нет, но с известным допущением
можно считать, что различным видам обработки соответствуют сле-
дующие классы чистоты поверхности:
Вид обработки Класс чистоты
Черновая .................... 3—5
Чистовая .................... 6—8
Тонкая ...................... 9—11
Более врубая обработка (обдирка) обычно соответствует
1—2-му классу чистоты поверхности, а очень тонкая обработка
(отделка) дает 12—14-й класс.
Между видом и точностью обработки также нет вполне устано-
вившихся соотношений. Более того, в отдельных случаях может
требоваться высокая чистота поверхности при малой точности из-
готовления детали. Однако для посадочных размеров эти соотно-
шения часто устанавливают, что позволяет технологу правильно
выбирать методы и виды обработки. Укрупнение для посадочных
размеров можно пользоваться следующими соотношениями.
Класс точности основного отверстия Класс чистоты поверхности
или основного вала
5 3—4
4 5—6
3 6—7
2 7—8
1 9—11
Эти соотношения могут несколько изменяться в зависимости от
применения тех или иных методов обработки.
Методы обработки характеризуются не только типом применяе-
мого инструмента, но и характером перемещения инструмента от-
носительно детали или детали относительно инструмента.
Известны следующие методы механической обработки для каж-
дого типа поверхности детали.
ОБРАБОТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Фрезерование Строгание Долбление Обдирочное шлифование (сегментами или наклеенной на дис- ковое полотно абразивной массой) Цекование ОБРАБОТКА ОТВЕРСТИЙ В Сверление Зенкерование Растачивание резцами Развертывание Шлифование (внутреннее) Протягивание Протягивание Плоское шлифование торцом или пе- риферией круга Полирование мягким кругом Притирка Суперфиниш ДЕТАЛЯХ РАЗНЫХ ТИПОВ Хонингование Раскатывание роликами или шари- ками Продавливание Лапингование Полирование Суперфиниш
77
ОБРАБОТКА ВНЕШНИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА
ТЕЛ ВРАЩЕНИЯ
Обтачивание и протачивание
Фрезерование (наружное)
Шлифование (наружное)
Протягивание
Шевингование
Хонингование
Обкатывание роликом
Полирование бруском
Лапингование
Полирование мягким кругом
Суперфиниш
ОБРАБОТКА ВНЕШНИХ ПОВЕРХНОСТЕЙ ШЛИЦЕВ НА ДЕТАЛЯХ
ТИПА ВАЛОВ
Строгание профильным резцом
Фрезерование шлицев червячны-
ми фрезами
Фрезерование 'шлицев червячной
фрезой
Долбление многорезцовой головкой
Протягивание
Шлифование
Лапингование
ОБРАБОТКА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ШЛИЦЕВ В ОТВЕРСТИЯХ
ДЕТАЛЕЙ ТИПА ЗУБЧАТЫХ КОЛЕС И ВТУЛОК
Долбление долбяком
Протягивание
Шлифование
Прошивание
Лапингование
ОБРАБОТКА ПОВЕРХНОСТЕЙ РЕЗЬБЫ
Наружных
Нарезание:
резцом
вихревое
гребенкой
плашками
дисковым фрезером
гребенчатой фрезой
Накатывание роликами
Накатывание плашками
Шлифование профиля
Папингование
Внутренних
Нарезание:
резцом
вихревое
гребенкой
метчиком
дисковой фрезой
гребенчатой фрезой
Накатывание роликом
Шлифование
Лапингование
ОБРАБОТКА ПРЯМОЗУБЫХ И СПИРАЛЕЗУБЫХ ЦИЛИНДРИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС
Накатывание зубьев
Фрезерование дисковыми или конце-
выми <ф,резами
Зубофрезерование червячной фрезой
методом обкатки
Зубодолбление методом обкатки
долбяком
Зубодолбление многорезцовой голов-
кой
Протягивание
Зубозакругление
78
Шевингование
Шлифование дисковыми кругами по
способу деления или обкатки
Шлифование червячным абразивным
инструментом
Лапингование
Парная .приработка
Полирование мягким кругом
ОБРАБОТКА ПРЯМОЗУБЫХ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Накатывание Строгание то методу обкатывания
Черновое фрезерование дисковыми Протягивание круглой протяжкой
фрезерами
Строгание по копиру Шлифование
Фрезерование по методу обкатывания Полирование обкатыванием
ОБРАБОТКА КРИВОЛИНЕЙНЫХ ЗУБЬЕВ КОНИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС
Накатывание Полирование обкатыванием
Нарезание резцовой головкой Лапингование
Шлифование
ОБРАБОТКА ЧЕРВЯЧНЫХ ЗУБЧАТЫХ КОЛЕС
Черновое фрезерование впадин дис- Шевингование
ковой фрезой
Фрезерование червячной фрезой Приработка с червяком
Из указанных методов обработки различных поверхностей де-
талей видно, что (Некоторые разновидности одних и тех же методов
применяются для обработки разных поверхностей деталей. Поэто-
му общее количество (принципиально отличных друг от друга ме-
тодов в действительности меньше, чем указано выше.
Благодаря небольшому числу методов обработки различных по-
верхностей деталей и известных в практике данных о средних точ-
ностных характеристиках каждого метода и вида обработки, можно
сравнительно просто выбрать их для конкретных случаев изготов-
ления детали с точки зрения обеспечения ее точности и чистоты по
техническим условиям и чертежу. Например, если цилиндрическую
шейку вала в соответствии с техническими условиями по 2-му
классу точности с чистотой V 7 черновым обтачиванием на на-
строенном станке получить не удается, а введение чистового обта-
чивания обеспечит обработку только по 4-му и в лучшем случае
по 3-му классу точности, то после чернового и чистового обтачи-
вания следует предусмотреть шлифование, которое в этом случае
обеспечит точность шейки вала по 2-му классу, а чистоту поверх-
ности— по 7-му классу. Следовательно, обработка этой шейки ва-
ла будет выполнена с применением следующих методов и видов
обработки: чернового обтачивания; чистового обтачивания; чисто-
вого однократного шлифования. Если нужно получить более высо-
кий класс чистоты и точности обработки, надо ввести дополнитель-
но тонкое шлифование на точном шлифовальном станке.
Как видно из этого примера, для ориентировки при выборе ме-
тодов и видов обработки надо знать их точностные характеристики.
В качестве таких характеристик используют данные практики о
средних точностях различных методов обработки.
Недостатки многих данных о средних точностях обработки за-
ключаются в том, что они даны как точностные характеристики
обрабатываемой поверхности, а не обрабатываемой детали. Поэ-
тому часто такие характеристики ограничиваются точностью по
79
размеру (например, по диаметру) и чистотой поверхности, в то
время как точность детали характеризуется четырьмя параметра-
ми: чистотой поверхности; точностью формы; точностью положе-
ния (поворота) поверхностей; точностью размеров.
Между этими параметрами существует такая связь, что погреш-
ность по каждому предыдущему параметру должна быть меньше
погрешности по последующему параметру.
Таблицы средних точностей обычно не включают такого важ-
ного параметра, как точность относительного положения (поворо-
та) поверхностей и осей (например, параллельности и перпендику-
лярности одних поверхностей или осей к другим поверхностям
или осям детали, биения одной поверхности по отношению к дру-
гой, принимаемой за базу в деталях типа тел вращения и т. д.).
Но главным недостатком является то, что такие таблицы даются
разрозненно по отдельным параметрам точности без увязки их
цифровых значений. В результате такие таблицы не дают полного
представления о точности детали, которую можно ожидать при из-
готовлении ее по данному методу и виду обработки.
Например, для определенного метода обработки отверстий мож-
но найти данные о точности по диаметру отверстия, но нет данных
о точности положения (параллельности) оси. отверстия по отноше-
нию к установочной плоскости и к оси другого отверстия. В ре-
зультате теряется смысл выбора метода по точностным его пара-
метрам, так как, выбранный по таблице метод может обеспечить
точность по размеру отверстия и не обеспечить заданной параллель-
ности или перпендикулярности осей растачиваемых отверстий.
В целях устранения указанных недостатков автором сделана
попытка разработать новые таблицы средних точностей, в которых
по возможности соблюдены взаимосвязи по всем четырем параме-
трам точности детали. Выбрав метод и вид обработки детали, по
этим таблицам можно определить, каким точностным параметрам
по чистоте, форме, повороту поверхностей и осей и размеру соот-
ветствует данный метод и удовлетворяет ли обработанная деталь
техническим условиям и чертежу.
В табл. 10 и 11 приведены методы обработки плоскостей и от-
верстий главным образом у корпусных деталей, но данные о ме-
тоде обработки и оборудовании, виде обработки, классе чистоты
поверхности, точности формы и точности размера отверстия из
табл. 11 могут быть использованы и для выбора метода обработки
отверстий в деталях типа тел вращения.
В указанных табл. 10 и И чистота поверхности и точность раз-
меров по диаметрам даны в классах, чистоты и классах точности,
а не в абсолютных значениях отклонений, чтобы не загромождать
таблиц цифрами.
При пользовании табл. 10 и 11 следует иметь в виду, что откло-
нения, соответствующие тонкой обработке, могут быть получены
только при выполнении этой обработки после черновой и чистовой
обработок, а отклонения, соответствующие чистовой обработке —
80
(з Зак. 1253
Таблица 10
Средняя точность формы, относительного положения (поворота) плоскостей детали и расстояния между ними
при различных методах обработки в приспособлениях
(Отклонения по графам 4—8 на длине 390 мм)
2 Л о Параллельность (при одной установке) в мм Перпендикулярность (при одной установке) в мм Точность (в мм) расстояния ст базовой плоскости при длине поверхности
Метод обработки и оборудование Си о. S о к о обрабатывае- мых плоско- одной обра- батываемой плоскости обрабатывае- мых плоско- одной обра- батываемой плоскости 100—300 мм I 300—600 мм
о sS- rd о $ стей по от- ношению стей по от- ношению Ширина поверхности в мм
S CQ S и «В С м к установоч- ной по отношению к другой к установоч- ной по отношению к другой до 100 100—300 до 100 100—300
1 2 3 4 5 6 7 8 9 10 1 1 12
Фрезерование на консольно- фрезерных станках Черновое Чистовое Тонкое 3—4 6 7 0,080 0,050 0,040 0,100 0,070 0,060 0,090 0,060 0,050 0,150 0,080 0,060 0,120 0,070 0,050 0,200 0,120 0,060 0,250 0,150 0,080 0,300 0,150 0,080 0,350 0,180 0,090
Фрезерование на расточных станках Черновое Чистовое Тонкое 3—4 6 7 0,070 0,040 0,030 0,090 0,060 0,050 0,080 0,050 0,040 0, 120 0,080 0,050 0,100 0,070 0,040 0,150 0,080 0,060 0,200 0,100 0,070 0,250 0,100 0,070 0,300 0,150 0,080
Фрезерование на продольно- фрезерных станках Черновое Чистовое Тонкое 3—4 6 7 0,060 0,030 0,0-0 0,080 0,050 0,030 0,070 0,040 0,020 0,012 0,070 0,030 0.100 0,060 0,020 0,120 0,070 0,060 0,150 0,090 0,070 0,200 0,090 0,070 0,250 0,120 0,080
Фрезерование на карусельно- фрезерных станках Черновое Чистовое Тонкое 1 3—4 6 7 0,060 0,030 0,020 0,080 0,050 О', 030 0,060 0,030 0,010 — — 0,100 0,060 0,050 0,130 0,080 0,060 0,160 0,080 0,060 0,210 0,100 0,070
оо
Продолжение табл. 10
Метсд обработки и оборудование Вид обработки Класс чистоты поверхности Плоскостность в мм Параллельность (при одной установке) в мм Перпендикулярность (при одной установке) в мм Точность (в мм) расстояния от базовой плоскости при длине поверхности
обрабатыва- емых плоско- стей по отно- шению к установоч- ной одной обраба- тываемой плоскости по отношению к другой обрабатывае- мых плоско- стей по отно- шению к установоч- ной одной обраба- тываемой плоскости по отношению к другой 100—2 Ши до 100 Ш0 мм рина пове 100—300 | 300—6 рхности в до 100 00 мм мм 100—300
1 2 3 4 . 5 6 7 8 9 10 11 12
Строгание на ПрОДОЛЬНО'СТрО- гальных станках Черновое Чистовое Тонкое 3—4 6 7 0,050 0.025 0,010 0,070 0,040 0,0.0 0,060 0,030 0,010 0,010 0,060 0,0-0 0,080 0,040 0,010 0,100 0,060 0,050 0,120 0,080 0,060 0,150 0,080 0,060 0,200 0,100 0,070
Протягивание 'Чистовое (одно- кратное) 7-8 0,005 0,020 0,010 0,020 0,010 1 0,040 0,050 0,050 0,060
Плоское шли- фование на станках с пря- моугольным или круглым столом П р и м е ч а кулярности ПЛ( кам на 0,01 мл 2 . При одн 80% указанны; 3 Если тр< обеспечить да! а затем провер 4 . Отклоне 300 мм 5 Для пол 6 Отклоне Черновое Чистовое Тонкое н и я: 1 ] эскостей д по ШЛИ( □временно] < значений ебуемый ь шый мете 1ять по та НИЯ по пл< [учения вь НИЯ ПЛОСК( 5—6 7—8 8—10 При пе ля пос }ювалъ м тор! [ пара; гласе >Д обр блице OCKOCTI 1СОКИХ эстност 0,020 0,008 0,005 фесчетс :ледуюг >ным ст J.OBOM тлельнс чистоть аботки, — обеш 1ОСТИ, 1 ТОЧНОСЧ ш пове 0,040 0,0_0 0,007 > отклонений цих (после пе анкам на 0,0 фрезеровании )СТИ j поверхност! , то сам мет течит ЛИ ОН ; тараллельност гей базовые п рхности дета; 0,030 0,010 0,005 на длину 90С рвых) 300 мм 05 мм. параллельнь: а при задаш ’од конечной заданную точ! 'и и перпендг оверхности д ти обычно дог 0,060 0,030 0,010 )—1000 мм ш длины увел [X плоскостей юй точности t обработки на гость по черт< [кулярности 1 етали следует 1ускаются тол 0,040 0,020 0,005 тфровые значе ичиваются: пс точность ра< цетали по чер до выбирать, 2Жу. показаны для ’ шлифовать. 1ЬКО в сторону 0,060 0,050 0,025 шия пар; ) фрезерь гстояния тежу вы исходя : поверхш / вогнутс 0,080 0,060 0,030 1л ле льне 1ЫМ И СТ1 между j ше того, ИЗ ЧИСТО’ эстей ши )СТИ . 0,080 0,060 0,030 сти и пе^ рогальны НИМИ СОС’ который ты по вер риной щ 0,100 0,070 0,040 рпенди- м стан- га в ляет может хности, шмерно
Таблица 11
Средняя точность относительного положения (поворота) осей отверстий
и расстояний между ними. Точность формы и размеров отверстий “деталей
при различных методах обработки
Параллель- Перпендикуляр-
С ность в мм ность в мм й g о я
Я 2 Е 2 К о к 2 я 2 Е->
Метод обработки о о ® Я О д г к g я Ь § и я £ о О Я
и оборудование Я я а S’ и 2 « я 3 2 2 о я о g ф g g Зои о я 2 я я « я О _ Е-< Я я я я о
\0 о о 2 sSu н к л я я 5 f- Е- Я Я S о Е- К СХ о - Е- Я О S
Вид Я к и ° о о к я я с о о л о м О Е- я я о о О >>=Я о о к я я ООО О я О Е-< К Я О И S Я Q Рч о 2 cL, 5 о W я
1 2 1 3 1 4 5 1 6 1 7 1 8 9
О т к л о нения на д л ине 100 мм
Сверление Черновое 2—3 0, 100 0, 1 00 — 0, 100 5
Зенкерование Черновое 3—4 — 0,080 0,080 —— 0,080 4
Развертывание .... Чистовое 7 — 0,060 0, 050 —— 0, 050 2а
Тонкое 8—9 — 0, 050 0, 040 — 0, 040 2—1
Отклонения на д л ине 300 мм
Растачивание резцо-
вой оправкой на ра- сточных, сверлиль- ных и револьверных станках Черновое Чистовое Тонкое 3—4 6—7 7—8 0, 120 0,060 0, 040 0, Ю0 0, 050 0, 030 0, 120 0, 070 0, 040 0,100* 0,060* 0,030* 0, 150 0, 070 0,050 4 3 2
Растачивание резцо- вой оправкой на многошпиндельных агрегатных станках Черновое 3—4 0, 100 0, 080 0, 100 0,040 0,030 0,080 0, 120 4
Чистовое Тонкое 6-7 7-8 0, 040 0, 030 0, 030 0,020 0, 030 0, 020 0, 050 0, 040 3 2
Растачивание на ал- Чистовое 7—8 0,030 0,020 0,030 0,020 0. 040 2—1
мазно-расточных станках Тонкое 8—9 0, 020 0, 015 0, 020 0, 01 5 0, 030 1
Протягивание Чистовое 7-8 — — — — — 2
Шлифование на вну- Чистовое /—8 — — 0, озо** (Q 200) 0,015** — 2
тришлифовальных Тонкое 8—10 1
станках (Q200)
Хонингование Чистовое 8—9 2
Тонкое 10—12 — — — — — 1
* Растачивание взаимно-перпендикулярных отверстий производится при помощи пово-
ротного стола или приспособления.
** Указана перпендикулярность торцовой поверхности к оси отверстия, если шлифова-
ние производится за одну установку на внутришлифсвальном станке.
Прим еч а’н ия: 1. Точность формы отверстия — в пределах точности размера отвер-
стия по диаметрурили по специа льно ' оговоренным техническим условиям — в пределах
ьиуо точности по диаметру.
2. Отклонения даны для работы по кондукторам с направлением инструмента во втулках.
3. ючность размера отверстия показана классом точности (гр. 9) по системе отверстия. 4. Цифровые значения параллельности и перпендикулярности осей для последующих (после
первых) 30 0 мм длины при растачивании увеличиваются на 0,01 мм.
5. Перпендикулярность осей отверстий при обработке на многошпиндельных агрегатных
и алмазно-расточных станках показана для случаев обработки при перпендикулярном
расположении шпинделей без использования поворотного приспособления.
о. Если при заданной чертежом чистоте поверхности отклонения превышают соответствую-
щие классу точности. , то метод обработки надо выбирать по заданной чистоте поверхности.
6*
83
только injp*H 'выполнении предварительно черновой обработки. В от-
дельных случаях чистовые обработки могут быть осуществлены
сразу с одного перехода при условии малого припуска и неболь-
ших колебаний величины припуска, а также тщательного подбора
режимов резания.
Так как точность относительных поворотов и других параметров
при обработке плоскостей или растачивании отверстий на станках
разных групп бывает различной, в таблицах приведены эти пара-
метры для станков разных групп при одном и том же методе об-
работки: например, для фрезерования на консольных, расточных
и продольно-фрезерных станках; для растачивания отверстий на
расточных, агрегатных и алмазно-расточных станках. Отклонения
по параллельности и перпендикулярности на длине 300 и, ука-
занные в таблицах, могут быть как положительными, так и отри-
цательными.
Покажем порядок определения метода и вида обработки по та-
блицам на примере обработки чугунного корпуса коробки передач
длиной 400 мм, шириной 300 мм и высотой 250 мм. Плоскости
должны быть обработаны по 6-му классу чистоты (V6); отклоне-
ния параллельности, перпендикулярности боковых плоскостей по
отношению к верхней—не более 0,08 мм на длине 400 мм. Про-
дольные отверстия должны быть расточены по- второму классу
с чистотой V 6. Отклонения параллельности осей отверстий —не
более 0,05 мм на длине 400 мм, расстояния между осями отвер-
стий —• не более 0,05 мм. Производство крупносерийное. В качестве
основной технологической базовой поверхности (после ее обработ-
ки) служит верхняя плоскость корпуса коробки передач.
Выбираем метод обработки этой плоскости.
Как видно из табл. 10 (гр. 3), чистоту V 6 можно обеспечить
методом чернового и чистового фрезерования на всех группах
фрезерных станков в два перехода. Ввиду малых размеров у дан-
ной детали верхнюю плоскость удобно фрезеровать на карусельно-
фрезерном станке с двумя шпинделями (один для черновой фрезы,
другой для чистовой), поэтому остановимся на этом методе обра-
ботки. Как видно из табл. 10, чистовое фрезерование на карусель-
но-фрезерных станках обеспечивает не только чистоту V6, но и
плоскостность 0,03 мм на длине 300 мм, что соответствует техни-
ческим условиям.
Обработку боковых плоскостей будем производить на продоль-
но-фрезерном станке с базированием детали по плоскости, обра-
ботанной ранее. По данным табл. 10 (гр. 7), при обработке на про-
дольно-фрезерных станках обеспечивается отклонение перпендику-
лярности 0,07 мм на длине 300 мм. Делаем пересчет, добавляя
0,01 мм на последующие (за первыми) 300 мм длины поверхности,
что' даст отклонение неперпендикулярности не более 0,08 мм на
600 мм длины. Эта величина меньше заданного чертежом откло-
нения 0,08 мм на 400 мм длины. Фрезерование может быть выпол-
нено за одну установку, если на станке имеются черновые и чи-
84
стовые фрезы. Выбираем двухсторонний четырехшпиндельный про-
дол ьно - фр ез е р н ы й ст а нок.
По данным табл. И (гр. 3), растачивание отверстий с чистотой
V6 может быть выполнено при чистовой обработке и иа расточном
станке, и на агрегатном, но при этом обработка будет выполнена
по 3-му классу точности (гр. 9), а нам нужно обеспечить растачи-
вание отверстий по 2-му классу точности. Значит нужно выбрать
в качестве окончательного перехода не чистовое, а тонкое раста-
чивание, т. е. ввести третий переход обработки отверстий и произ-
водить его отдельно на агрегатно-расточном станке. В этом случае
получим чистоту V 7 или V8, а точность — по 2-му классу (гр. 9).
Заданное наибольшее отклонение параллельности осей 0,05 мм на
длине 400 мм можно обеспечить при обработке на тех же станках
(табл. 11, гр. 6). При тонком растачивании на агрегатном станке
обеспечивается отклонение по параллельности 0,02 мм на длине
300 мм, при пересчете получим отклонение 0,03 мм на длине
600 мм, что соответствует техническим условиям, которыми задано
отклонение ней а рал дельности осей не более 0,05 мм на длине
400 мм. Ввиду крупносерийносги выпуска коробок передач, выбор
для растачивания агрегатных (а не горизонтально-расточных)
станков оправдан также с точки зрения масштаба производства.
Рассмотрим другой пример. В блоке цилиндров длиной 900 мм
нужно расточить отверстия под коленчатый вал диаметром 70 мм
и распределительный вал диаметром 40 мм с отклонениями раз-
мера по диаметру не более 0,015 мм и параллельности осей не бо-
лее 0,05 мм на длине детали, т. е. на длине 900 мм.
Отклонение 0,015 мм для диаметра 70 мм примерно соответ-
ствует 1-му классу точности (0,013 мм). Заданное отклонение па-
раллельности осей 0,05 мм на длине 900 мм может быть пере-
считано на длину 300 мм (путем вычитания 0,01 мм на каждые
300 мм длины, содержащихся в 900 мм сверх первых 300 мм). Пос-
ле пересчета получим заданное по техническим условиям откло-
нение не более 0,03 мм на длине 300 мм.
По данным табл. И (гр. 5), такая точность может быть обес-
печена растачиванием на алмазно-расточном станке при чистовой
обработке (отклонение параллельности осей 0,02 мм на длине
300 мм). При обработке на алмазно-расточном станке может быть
получена точность по 2-му или 1-му классу (табл. 11, гр. 9). Зна-
чит, мы не можем быть уверены, что будет гарантирована точность
по 1-му классу. Поэтому выберем не чистовое, а тонкое растачи-
вание на алмазно-расточном станке. В этом случае, как видно из
табл. 11, будет обеспечено отклонение параллельности осей не бо-
лее 0,015 мм на длине 300 мм, или (после пересчета) 0,035 мм на
длине 900 мм. Следовательно, это обеспечивает отклонение парал-
лельности 'меньше заданного по техническим условиям. Точность
детали при этом соответствует 1-му классу (табл. 11), что обеспе-
чивает погрешность отверстия 0,013 мм, тогда как задано 0,015 мм.
В итоге мы выбираем черновое и чистовое растачивание на двух
85
агрегатных станках .и алмазное растачивание на двух алмазно-рас-
точных станках.
Для деталей, имеющих форму тел вращения (валов, дисков,
фланцев, втулок), методы обработки и точностные характеристики
показаны в табл. 12.
Таблица 12
Средняя точность обработки наружных цилиндрических поверхностей деталей
типа валов, дисков
Метод обработки Вид обработки Класс чистоты по- верхности Отклонения по точности формы в мм Биение ступней вала в мм Класс точности раз- мера по диаметру Отклонения размеров по длине ступеней в мм
по овальности 1 О О> О К К К О е К g О СЗ к О о к о С НСО
1 2 3 4 5 6 7 8
Точение на многоинст- Черновое 3—4 0,150 0,300 0,30 5 0,40
рументальных станках Чистовое 5—6 0,100 0,150 0,20 4 0,30
Точение на одноинстру- Черновое 3—4 0,150 0,200 0,20 5 0,30
ментальных станках, в том Чистовое 6 0,050 0,100 0,10 За 0,20
числе на гидрокопироваль- ных Тонкое 8-9 0,020 0,050 0,05 2а 0,10
Шлифование на кругло- Черновое 4—5 0,012 0,050 0,05 За 0,20
шлифовальных станках Чистовое 7 0,008 0,020 0,03 2 0,10
Тонкое 8—10 0,005 0,010 0,01 1 0,05
Хонингование Чистовое 8—10 — — — 1 —
Супер-финиширование Сверхтонкое 10—12 — — — 1 —
Примечания: 1. Отклонения по конусности даны на длине 300 мм.
2. Класс точности соответствует основному валу
3. Точность формы дана для валов диаметром 50—80 мм Если точность
по форме на чертеже не указана, принято считать точность формы в пределах
допуска на размер, соответствующего указанному классу точности.
-В качестве примера пользования табл. 12 установим метод и вид
обработки для ступенчатого вала длиной 500 мм. Точность вала за-
дана по 2-му классу, биение ступеней 0,08 мм, чистота V7, конус-
ность 0,02 мм на длине 300 мм.
Чистоту V7 можно получить чистовым шлифованием на кругло-
шлифовальном станке (гр. 3). Это же шлифование (в зависимости
от режимов) обеспечивает 3—2-й классы точности (гр. 7), которым
86
соответствуют биение 0,03 мм (гр. 6) и конусность 0,02 мм на дли-
не 300 мм (гр. 5). Таким образом, для обработки данного вала
можно выбрать чистовое шлифование на круглошлифовальном
станке, выполняемое после чернового шлифования на таком же
станке.
Для более грубых валов (класса За) можно ограничиться чи-
стовым точением на гидро-копировальном станке (гр.' 7).
Таблиц по фрезерованию и шлифованию шлицев, по обработке
зубьев шестерен и другим методам мы не приводим. Однако сле-
дует отметить, что чистовое фрезерование шлицев обеспечивает
отклонения размеров по ширине шлицев в пределах 0,05—0.06 мм
при чистоте V6, а шлифование шлицев — в пределах 0,02—0,03 мм
при чистоте V7— V 8. Следовательно, если по размеру ширины
шлицев вала задан допуск менее 0,05 мм, шлицы нужно шлифовать
на шлицешлиф'Овальных станках.
Различные степени точности обработки цилиндрических зубча-
тых колес (ГОСТ 1643-56) обеспечиваются следующими методами
обработки:
Степень ,,
точности Метод обработки
7 Чистовым фрезерованием или долблением после чернового фрезеро-
вания или долбления
6 Для незакаленных колес шевингованием после чистового фрезеро-
вания (при закалке за счет коробления точность понижается пример-
но на одну степень); для закаливаемых колес — шлифованием
5 Двухкратным (предварительным и тонким) шлифованием
Эти точностные параметры обеспечиваются только при правиль-
ном базировании и точном выполнении предшествующих черновых
операций.
Указанные выше средние значения точности обработки не сле-
дует переоценивать. Известно, что эта точность зависит от многих
факторов и поэтому может сильно колебаться даже при обработке
деталей на одних и тех же станках и одними и теми же методами.
Состояние станка, режимы резаяця, колебания припусков, нагрев,
точность базирования детали и другие факторы могут вызвать
отклонения от указанных средних значений. Но все-таки по этим
значениям точностей технолог в начальной стадии проектирования
может выбрать методы и виды обработки по главным операциям
техн о логическ о г о проц есс а.
К сожалению, существующие методы расчета точности обра-
ботки также несовершенны, так как они не учитывают изменяе-
мость нормативных данных по жесткости, точности и температур-
ным деформациям системы СПИД. Поэтому комплексные табли-
цы по средним точностям обработки по всем четырем парамет-
рам точности детали целесообразно постоянно проверять, уточнять
по отраслям машиностроения и использовать при проектировании.
В сущности говоря, таблицы средних значений точности являются
как бы зафиксированным опытом многих людей, занятых в про-
мышленности.
87
Составление технологического маршрута обработки
Все, что мы рассматривали до сих пор (анализ чертежа и тех-
нических условий, выбор заготовки, выявление технологических
баз деталей; выбор методов и видов обработки деталей по важ-
нейшим поверхностям с точки зрения обеспечения всех четырех
параметров точности), является подготовкой к составлению тех-
нологического маршрута. В технологическом маршруте все эти
предварительно решенные вопросы должны быть увязаны между
собой с целью нахождения наилучшей последовательности опера-
ций с точки зрения базирования и применения тех или иных ме-
тодов и видов обработки различных поверхностей деталей.
Составление маршрута и выбор методов и баз обработки ча-
сто совмещают и рассматривают для каждой операции совмест-
но. Маршрут обработки может быть оформлен в виде маршрутной
карты, в которой указываются поверхности, подлежащие обра-
ботке, базы, метод и вид обработки.
Выбор структуры операции и соответственно выбор типа станка
производится в четвертом периоде разработки технологии, о ко-
тором будет речь в последующих главах. Однако в маршрутной
карте часто указывают группу станков (например, токарный, фре-
зерный, шлифовальный и т. д.)
Примерная маршрутная карта обработки ступенчатого валика
Операция Базы Группа станков
Отрезание заготовки от прутка Поверхность и торец прутка Отрезной
Фрезерование торцов с двух сторон и зацент- ровка Поверхность прутка, а в осевом направлении — буртик или торец детали Фрезерно-центровоч- ный
Чистовое точение вала с одной стороны Поверхности центровых отверстий Токарный
Черновое точение вала с другой стороны То же »
Чистовое точение вала с одной стороны » »
То же по последующим операциям.
Как видно из этого примера, тип и модель станков в маршрут-
ной карте еще не указаны. Токарную обработку валиков можно
выполнить в зависимости от масштаба выпуска на различных
станках: универсальных и многорезцовых станках, гидро-копиро-
вальных полуавтоматах, многошпиндельных токарных полуавто-
88
матах и т. д. Этот вопрос будет решен при выборе структуры опе-
раций. При составлении технологического маршрута 'часто бывает
целесообразным придерживаться типовых технологических процес-
сов для изготовления определенных типов деталей (например,
корпусных, валов, дисков, фланцев, зубчатых колес и т. д.). Типо-
вые технологические процессы приведены в справочниках и от-
дельных руководствах, поэтому мы их не приводим. Но типовые
процессы являются только конвой технологического маршрута,
так как в зависимости от технических условий конструкции детали
и масштаба выпуска в них приходится вносить изменения.
При разработке -маршрута надо в первую очередь решить во-
прос о методах обработки и базировании детали при первых двух-
трех операциях до получения тех технологических баз, от кото-
рых в дальнейшем будет вестись обработка. Например, при обра-
ботке корпусной детали типа блока цилиндров автомобильного
двигателя на первой операции обрабатываются технологические
платики методом фрезерования с базированием от черновых по-
верхностей отверстий цилиндров (см. фиг. 36 и 37). Затем с ис-
пользованием этих платиков в качестве баз одновременно фре-
зеруются верхняя и нижняя плоскости блока.
После этого нижняя плоскость блока шлифуется на карусель-
но-шлифовальном станке для создания тонной базовой поверхности
(блок устанавливается на верхнюю фрезерованную поверхность).
Затем сверлятся и развертываются базовые отверстия в ниж-
ней плоскости блока (при этом блок базируется по нижней шли-
фованной плоскости, двум боковым платикам и переднему торцу).
Последующие фрезерные и расточные операции выполняются при
базировании блока цилиндров по нижней плоскости и двум уста-
новочным (базовым) отверстиям [12].
Операции обработки корпусных деталей после обработки по-
верхностей, которые служат в дальнейшем технологическими ба-
зами, обычно группируют в следующем порядке: обработка пло-
скостей; обработка основных отверстий с применением растачив'а-
ния; сверление крепежных отверстий; нарезание метчиками резь-
бы в отверстиях. В массовом производстве желательно чистовое
растачивание главных отверстий производить после ряда мелких
операций, при которых деталь не нагревается. Нарезание метчи-
ками резьбы в крепежных отверстиях выносят в самостоятельные
операции, так как при этом требуются нарезные агрегатные го-
ловки.
При обработке корпусной детали типа автомобильной коробки
передач первыми операциями производятся черновое и чистовое
фрезерование верхней плоскости. При этом базами являются по-
верхности литых главных отверстий, по которым деталь устанав-
ливается на разжимные пневматические оправки, укрепленные на
карусельном фрезерном станке. Затем производят сверление и раз-
вертывание установочных отверстий и обработку других отверстий
на верхней плоскости коробки, базируя корпус в поворотном при-
89
способлении по обработанной плоскости и по отверстиям при по-
мощи конических планок.
В последующих операциях производится фрезерование плоско-
стей, растачивание отверстий и, наконец, сверление и нарезание
крепежных отверстий. Все операции выполняются с базированием
по плоскости и двум установочным отверстиям.
Последующий период проектирования, связанный с выбором
структуры операции, объединением ряда переходов обработки на
многопозиционных станках и автоматических линиях и выбором
самих станков, должен осуществляться с учетом производитель-
ности и экономичности по операциям процесса при обеспечении не-
обходимой точности детали.
ЧАСТЬ II
ВЫБОР СТРУКТУРЫ ТЕХНОЛОГИЧЕСКИХ
ОПЕРАЦИЙ И КОМПОНОВОК ОБОРУДОВАНИЯ
ГЛАВА /V
КЛАССИФИКАЦИИ МАШИН И ОСНОВНЫЕ ПОНЯТИЯ
В ТЕХНОЛОГИИ
СОСТОЯНИЕ ВОПРОСА О РАЗРАБОТКЕ СТРУКТУР (СТРОЕНИЯ)
ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИИ И КЛАССИФИКАЦИИ
МАШИН И ПРОЦЕССОВ
Выбор структуры технологической операции является сложным
вопросом. Структур операций при том или ином методе обработ-
ки или при сочетании нескольких методов на одном станке во
много раз больше, чем самих методов. Структуры большинства
технологических операций могут быть одноинструменталыными и
многоинструментальными, однопозиционными и многопозиционны-
ми, прерывными и непрерывными, однопоточными и многопоточны-
ми и т. д. Сочетания различных основных и вспомогательных пе-
реходов при одном или нескольких потоках деталей на многопо-
зиционных станках могут быть настолько разнообразными, что
до настоящего времени не 'были найдены какие-либо закономерно-
сти в развитии структур и не была разработана общая классифи*
нация процессов и машин. Различные структуры изучаются и рас-
сматриваются как отдельные частные случаи только с тонки зре-
ния пр оизво д и те л ьн ости.
Но вопрос о выборе структуры очень сложен. Он связан не
только с производительностью, но и с себестоимостью выполнения
отдельной операции и процесса в целом. Поэтому для правильного
выбора процесса необходимо ознакомиться с теоретическими поло-
жениями о развитии технологических операций.
Существуют два направления в исследовании структур процес-
сов и машин с точки зрения производительности.
Первое (конструкторское) -— изучение структур процессов ос-
новывается на классификации существующих машин, а не техно-
логических процессов.
Второе (технологическое) — изучение структур процессов осно-
вывается не на существующих конструкциях машин, а на тех со-
четаниях различных переходов и потоков, .которые могут получить-
ся в самой технологической операции.
91
Это значит, что по второму направлению конструкция маши-
ны рассматривается как следствие принятой структуры технологи-
ческой операции. Поэтому и исследуется вначале первоисточник
(структура операции), а не конечный результат (машина).
। Кроме того, структура операции зависит не только от изго-
товляемой машины, но и от технологической оснастки (приспособ-
ления и инструмента), которая при классификации машин обычно1
не учитывается. Мы считаем, что это второе (технологическое) на-
правление окажется более полным, если удастся найти все прин-
ципиальные сочетания переходов и потоков в операции; как те со-
четания, которые уже осуществлены на существующих станках
и оснастке, так и те, которые могут применяться, но пока еще не
применяются в машиностроении, так как станки для их осу-
ществления еще не созданы.
При таком исследовании структур операций должны быть най-
дены определенные закономерности их развития.
Остановимся кратко на работах ряда авторов по вопросам
классификации машин и структур технологических операций.
। Известны несколько работ первого (конструкторского) на-
правления Г. А. Шаумян {13], изучая вопросы производительно-
сти автоматов, один из первых обратил внимание на то, что кроме
различных методов обработки существуют разнообразные построе-
ния операций, обусловливаемые различными сочетаниями перехо-
дов, выполняемых машиной.
В частности он подметил, что существует принцип совмещения
переходов по времени (у Г. А. Шаумяна совмещение операций),
осуществляемых по двум направлениям: совмещение разных хо-
лостых переходов; совмещение холостых и рабочих переходов.
При полном совмещении холостых переходов с рабочими время
на холостые ходы tx = 0 и имеет место непрерывное осуществление
рабочих ходов. Кроме этого может быть совмещение рабочих пере-
ходов по двум направлениям: одновременная обработка изделия
несколькими инструментами — многоинструментальная обработка;
одновременная обработка изделия в нескольких позициях не-
сколькими инструментами — многопозиционная обработка.
Г. А. Шаумян определяет, что многорезцовая обработка есть
частный случай принципа совмещения операций.
Анализируя многопозиционную обработку с точки зрения
структуры машин, он приходит к выводу, что существуют три ме-
тода агрегатирования машин:
последовательное, параллельное и параллельно-последователь-
ное или смешанное.
При последовательном агрегатировании (фиг. 46, а) деталь в
течение технологического цикла (времени, в течение которого она
находится в машине) двигается по позициям от 1 до q станка, но
обработка деталей производится одновременно во всех позициях.
В этом случае переходы стремятся разбить по (позициям так,
чтобы продолжительность их была примерно одинаковой.
92
При параллельном агрегатировании (фиг. 46, б) на станке име-
ется несколько позиций, но в каждой позиции производится об-
работка по тем же переходам, что и на других позициях. Время об-
работки совмещается, за время, необходимое для обработки одной
детали, удается обработать р деталей. Г. А. Шаумян считает, что
параллельное агрегатирование является по существу объединени-
ем нескольких одинаковых исполнительных механизмов в одном
автомате.
При параллел ьно- пос л е д о -
вательном агрегатировании
(фиг. 46, в) осуществляется
комбинация п ос л ед ов а те л ь н о -
го и параллельного агрегата*
рования. В каждом из р пото-
ков имеется по q позиций
Далее в своей работе [13]
Г. А. Шаумян выводит уравне-
ния прои з вод и т е л ь н ост и для
различных случаев агрегати-
рования машин с учетом раз-
ного рода потерь. Так как ос-
новная цель этой работы за-
ключалась в нахождении тео-
р ет и ч еск и х основ пр ои з в о д и -
тельности машин, то в ней не
изучались разные структуры
технологических операций (от
простой до- сложной) и зако-
номерности их развития. От-
дельные к л ассиф и к ации при-
ведены по операциям для
группы токарных станков-ав-
томатов.
Проф. С. И. Артоболевский
в своих работах затронул во-
просы классификации и расче-
та пропускной способности ра-
бочих машин. Он нашел раз-
Фиг. 46. Схемы агрегатирования машин
(по Г. А. Шаумяну):
а — последовательного; б — параллельного;
ч — параллельно-последовательного; 1, 2, 3... q
— количество рабочих позиций, последова-
тельно сагрегатированных в одной машине;
1, 2, 3... р — количество рабочих позиций,
параллельно сагрегатированных в одной
машине.
личные формулы определения производительности для машин, тех
классов и групп, которые вошли в его классификационную схему.
1 В дальнейшем -мы будем применять понятия последовательный, параллель-
ный и параллельно-последовательный способы действия инструментов в одном
потоке, характеризуемые структурой основного технологического времени, т. е.
как понятия технологические, а не как конструктивные понятия об агрегатиро-
вании позиций 'В машине. 'Последовательный, параллельный или париллельно-по-
следователыный способы действия инструментов в нашем понимании (могут иметь
место даже при однопозиционной обработке. Следовательно, эти понятия у нас
отличны от принятых Г. А. Шаумяном.
93
Нештучной
продукции
Машина
1-го класса
Изделие не пере-
мещается
Машины 11 рода
T : Т : Т
пг' к' р
Штучной
продукции
Обрабатывается
одно изделие
Гр=Тт
Обрабатывается
несколько изделий
тр<тт
Машина
2-го класса
Изделие переме-
щается периоди-
чески
I «>1 I
Машина
3-го класса
Изделие переме-
щается непрерыв-
но
I
Фиг. 47. Классификация технологических
Основу изучения производительности он строит на базе классифи-
кации 'машин, а не технологических процессов.
Остановимся кратко на классификации С. И. Артоболевского в
ее последней редакции [14]. Все машины им разделяются на три
рода технологических машин (фиг. 47). Признаком, по которому
машины относятся к тому или иному роду, является коренное раз-
94
машин по С. И. Артоболевскому.
личие в требованиях, предъявляемых к синхронизации переме-
щений исполнительных органов, выполняющих основные опе-
рации.
В .машинах I рода для выполнения процесса достаточно обеспе-
чить заданные значения скоростей исполнительных органов по ве-
95
личине и направлению. Машины I рода имеют два цикла: кинема-
тический Тк и технологический Тт, которые обычно не равны,
Т
Технологический цикл Тт характеризует время, 'в течение
которого обрабатываемый объект находится внутри машины (об-
рабатывается), а кинематический цикл Т к —время, по истечении
которого исполнительные органы машины возвращаются в исход-
ные положения. Кинематический цикл может повторяться не-
сколько раз за время технологического цикла.
По С. И. Артоболевскому рабочий цикл — это время, по исте-
чении которого машина выдает готовое изделие или порцию изде-
лий. Такое определение рабочего цикла расходится с определени-
ем, принятым нами далее .в настоящей работе, где рабочий цикл
понимается как время выдачи изделия с одного потока, а не с ма-
шины в целом.
По С. И. Артоболевскому производительность рабочих машин
определяется скоростью vp обработки. Машины I рода разделяют-
ся на машины нештучной продукции (станы для 'волочения про-
волоки, машины для изготовления бумаги и т. д.) и на машины
штучной продукции (автоматы для шлифования поршневых колец,
сегментов, прокатные станы и т. д.).
Машины нештучной продукции разделены на две труппы:
машины, в которых скорость перемещения объектов постоянна
vp = const (например, станы для волочения проволоки);
машины, в которых скорость перемещения объектов переменна
Vp = var (например, грохоты, сортировочные устройства и т. д.).
Рабочая скорость vp является для машин первой группы (по
С. И. Артоболевскому) одной из основных характеристик группы.
В машинах второй группы перемещение объектов определяется
средней скоростью
где L — путь полного перемещения объектов внутри машины.
В машинах второй группы перемещение обрабатываемых объ-
ектов внутри машины и их обработка осуществляются за счет раз-
ницы в ускорениях рабочих органов и обрабатываемого продукта.
Для машин второго рода характерна повторяемость положений
рабочих органов (инструментов), определяющих рабочий цикл
(машины других родов рабочих циклов не имеют). Машины вто-
рого рода также разделены на машины нештучной и штучной про-
дукции. К машинам нештучной продукции С. И. Артоболевский
относит ткацкие станки. Машины штучной продукции он подраз-
деляет на машины, обрабатывающие одно изделие и обрабатываю-
щие несколько изделий (для машин первого рода такого подраз-
деления дано не было).
96
Все машины штучной продукции II рода разделены на три
класса. К 1-му классу относятся только машины, обрабатываю-
щие одно изделие, в которых оно не перемещается. Однако надо
сделать оговорку, что есть машины, обрабатывающие одно изде-
лие, но это изделие перемещается по нескольким позициям (на-
пример, одна деталь, зажатая в одном приспособлении, переме-
щается последовательно к разным шпинделям и после обработки
возвращается в исходное положение вместе с приспособлением).
Такие машины, по-видимому, не нашли место в классификацион-
ной схеме фиг. 47.
Ко 2-му классу относятся машины, в которых несколько изде-
лий перемещаются периодически с остановками, а к 3-му классу —
в которых перемещение изделий происходит непрерывно. Однако
надо заметить, что к группе ИЗБ 3-го класса отнесены машины, в
которых перемещается не изделие относительно инструмента, как
у машин группы II3A, а весь агрегат станка с рабочими органа-
ми (инструментами и изделиями) относительно рабочего и ста-
нины станка (станки роторного типа). Но такое перемещение
нельзя относить к непрерывному процессу 3-го класса. При пере-
мещении агрегата процесс может быть и прерывным, и непре-
рывным. Он зависит не от перемещения агрегата относительно
рабочего, а от того, как в самом агрегате перемещается деталь
относительно инструмента — периодически или непрерывно.
Проф. С. И. Артоболевский указывает , что в машинах 1-го
класса технологический и рабочий циклы одинаковы,
Т = Т
1 m 1 р)
а в машинах 2 и 3-го классов
Тр^Тт.
Из фиг. 47 видно, что после разбивки на классы идет разбивка
на группы, по признакам, неодинаковым для каждого класса.
Для 1-го класса признаком является последовательное или па-
раллельное выполнение операции, т. е. способ работы инструмен-
тов. Если инструменты работают последовательно,
= ty + tr 4-12 4- ... tk 4- tc — Lt = T
где ty — время установки детали;
64- A4-...4- tk—время на основные переходы;
tc — время съема детали;
Ет — совмещенное время на всех переходах.
Если инструменты работают параллельно, то
Тр — ^у + ^тах + 4 — Т
где /тах — наибольшее основное технологическое время перехода.
Этот признак структуры формул положен в основу разбивки
7 Зак. 1253 97
машины на группы в 1-м классе, что надо считать правильным,,
хотя здесь и нехватает третьей группы машин с параллельно-по-
следовательной работой инструмента.
Для 2-го класса признаком служит перемещение изделия спе-
циальным транспортером или самим рабочим органом, т. е. иной
признак, чем для 1-го класса.
Для 3-го класса признаком является перемещение изделия от-
носительно инструментов или перемещение его вместе с инстру-
Таблица 13
Расчетные формулы для машин разных классов и групп
по классификации С. И. Артоболевского
Класс Группа Формулы для определения
времени рабочего цикла для машин II рода теоретической производительности
1 II1A + Й + ^2 + • • • + + ^тах + • . • — 2т = Тт 60(п m Tj~]rh~\~hJr • • • ^кТ~^с—2т
П1Б 3р ~ 4' йпах 4~ А ~ Тт бОо) Д + ^max + h
2 П2А Тр — t0 ^тах ~Ь т ^тах I / 60(d m t ! f ’ ^тах ТГ Ln 60(0 31tn ~ ?тах “г Ч
П2Б Т —Т — tp 4- tx — 1 р * осн осн “ ‘'осн = fp Л-Т ''max г осн 60(о 31 m — tp 4- tx осн 1 осн
3 III3A Тр~ ^тах 60а) = ^тах '
ИЗБ Т - ^тах и — К 60(0 (« — к) 13 пг — , ?тах
О бозначения:
<о — число потоков;
q' — число позиций
to — длительность
tn — длительность
рсн — длительность
1*сн— Длительность
и — общее число гнезд на роторном станке;
к — число гнезд, где нет обработки.
остановки изделия в каждой позиции поворота;
перемещения изделия в каждой позиции поворота;
основного рабочего хода;
основного холостого хода;
98
ментами (рабочими органами) относительно рабочего или станины
станка (новый признак).
Основная часть станков относится к машинам II рода штуч-
ной продукции. Расчетные формулы для машин разных классов
приведены в табл. 13.
В машинах III рода изделие в период обработки не перемеща-
ется; к обработке последующего изделия можно приступить толь-
ко после снятия предыдущего изделия. Отсюда Тт = Т к.
Следует отметить, что это же условие обеспечивается для ма-
шин 1-го класса II рода, однако там этот признак у С. И. Артобо-
левского не указан.
Машины III рода используют для обработки сложных профи-
лей изделий. Они могут быть применены лишь для получения
штучной продукции. Рабочий орган (инструмент) перемещается у
них по изделию по заданной траектории при помощи копира или
другого устройства.
По различиям в методах осуществления перемещения рабоче-
го органа по заданной траектории С. И. Артоболевский различа-
ет три класса машины III рода (эти классы ничего общего не име-
ют с соответствующими классами в машинах II рода). В машинах
1-го класса движение инструмента по заданной траектории осу-
ществляется путем непрерывного геометрического сложения пере-
мещений нескольких исполнительных органов.
Машины 1-го класса разделяются на две группы. У машин
группы III 1А передаточные отношения i между исполнительными
органами постоянны в течение всего технологического цикла, а
у машин группы III1Б передаточное отношение i изменяется по
заданному закону. К первой группе (гр. Ill 1 А) относятся станки
для обработки поверхностей кинематическим методом (винторез-
ные, червячные, зубофрезерные и т. д.), а ко второй группе (гр.
Ш1Б) — металлорежущие станки для обработки методом ко-
пирования направляющих, чулочные автоматы и т. д.
Ко 2-му классу относятся всякого рода копировальные стан-
ки, у которых величина и последовательность перемещений испол-
нительного органа заранее неизвестны и определяются в процес-'
се работы машины. У машин 3-го класса наоборот величины и
направления перемещений исполнительного органа известны за-'
ранее. К машинам 3-го класса относятся станки с программным
управлением.
Дальнейшие различия в функционально-производственных схе-
мах машин определяются различиями в системах их управления.
У машин III рода 1-го класса имеют место непрерывные
(гр. Ill 1А) и прерывистые (гр. Ш1Б) перемещения исполнитель-
ных органов. У машины группы III 1А должны быть обеспечены-
постоянные передаточные отношения i = const между исполнитель-
7* 99
ними органами, а у машин группы Ш1Б — переменные переда-
точные отношения /=уаг.
Машины III рода 2-го класса подразделяются на две группы.
У машины группы III2A перемещение рабочих органов относитель-
но изделия (профилирующая подача) осуществляется благодаря
давлению перемещающегося копира на копировальный палец, ко-
торый непрерывно касается копира. Сигналы управления непре-
рывно передаются рабочим органам. У .машин группы Ш2Б ко-
пировальный палец (щуп) касается копира в отдельных его точках,
сигналы управления подаются в результате несогласования поло-
жений копирного пальца и инструмента. Сигналы подаются -с пе-
рерывами. Машины этой группы осуществляют следующую про-
филирующую подачу.
Машины III рода 3-го класса также разбиты на две группы:
группу ШЗА — -с непрерывным и группу ШЗБ—с прерывистым
(импульсным) управлением.
К первой группе С. И. Артоболевский относит системы, осу-
ществляющие программы, записанные в процессе обработки эта-
лонных образцов, а ко второй — системы, обеспечивающие пода-
чу дискретных (прерывных) программных сигналов: перфориро-
ванные ленты и карточки, кинопленки со штриховыми отметками
и т. д. Дальнейшая разбивка на подгруппы показана на фиг. 47.
Машины III рода, как правило, универсальные. С. И. Артобо-
левский считает, что особенно перспективны машины III рода 3-го
класса, которые могут обеспечить автоматизацию не только в .мел-
косерийном, но и в индивидуальном производстве, в том числе
и в тяжелом машиностроении.
Классификация машин, предложенная С. И. Артоболевским,
охватывает большое количество технологических машин. Она яви-
лась значительным шагом вперед в систематизации существующих
структурных подразделений этих машин. Но поскольку эта клас-
сификация была основана на изучении существующих машин, а
не технологических процессов в их развитии, она не могла опре-
делить единую систему и закономерности развития процессов, а
следовательно, и средств производства, обеспечивающих выполне-
ние этих процессов. Поэтому в классификации С. И. Артоболевс-
кого отсутствуют, например, некоторые важные подразделения
процессов, такие, как однопоточные и многопоточные процессы,
хотя в формулах производительности они отражены; процессы 1-го
класса II рода, когда обрабатывается одно изделие, перемещаю-
щееся от одной позиции к другой последовательно; группа про-
цессов с параллельно-последовательным способом работы инстру-
ментов, которые должны сыграть решающую роль в развитии вы-
сокопроизводительных станков для серийного машиностроения, но
на сегодня еще недостаточно разработанных.
Поскольку классификация машин, предложенная С. И. Артобо-
левским, не отражает закономерностей развития структур техно-
логических операций, необходима дальнейшая разработка единой
100
системы структурного развития процессов, при помощи которой
можно было бы предвидеть появление новых процессов и соот-
ветствующих им средств производства. Кроме того, мы считаем,,
что единая система должна строиться на единых признаках: класс
или группа в ней должны иметь единое определение для разных
процессов (однопоточный или многопоточный, с обработкой одно-
го изделия или нескольких изделий одновременно и т. д.) и раз-
личных видов машин. При использовании единых признаков и
количественных оценок процессов, качественно различных по
структуре затрат времени на операцию, очевидно, не будет необ-
ходимости разделять машины на три рода, тем более, что по клас-
сификации С. И. Артоболевского признак неперемещающейся де-
тали у машин III рода такой же, как и у машин 1-го класса Ирода.
Следовательно, копировальные и программные станки в сущ-
ности относятся к подгруппам машин II рода 1-го класса, т. е. их
даже на схеме можно располагать как подразделения группы
ША или (в отдельных случаях) как подразделение группы ШБ
1-го класса. То же можно сказать о машинах I рода, которые по
единым признакам (непрерывное перемещение изделия относи-
тельно инструмента) вполне могут быть отнесены к 3-му классу
группы ИЗА.
Таким образом при единых признаках и количественных оцен-
ках структур может отпасть необходимость в разбивке процес-
сов на роды, и вся система может быть построена совершенно ина-
че, определяя закономерности развития.
Проф. Б. Л. Богуславский в своей работе [15] останавливает-
ся на принципах обработки (технологических схемах) и говорит,
что в зависимости от назначения и принятой технологической схе-
мы конструкция токарных автоматов и полуавтоматов может быть
различной. Таким образом, автор исходит вначале из техноло-
гических схем и определенных понятий, положенных в основу раз-
работанной им классификации машин. Он говорит, что производи-
тельность при заданном процессе обработки можно характеризо-
вать зависимостью, предложенной акад. В. И. Дикушиным
У —
где Т—продолжительность изготовления детали в мин;
LK —путь последовательных, несовмещенных по времени ра-
бочих движений в мм\
SK — скорость относительных движений инструментов и за-
готовок в мм/мин-,
/ — количество деталей, одновременно обрабатываемых (по
одинаковым переходам) на одной рабочей позиции (то
же самбе, что количество потоков в нашем представле-
нии) ;
—коэффициенты непрерывности процесса.
101
Коэффициент i]k характеризует степень непрерывности процес-
са,
где tK — несовмещенная продолжительность резания в мин\
Т\— продолжительность цикла в мин.
Б. Л. Богуславский вводит еще два понятия. Коэффициент
средней концентрации инструментов
у__ m
п
где m—общее количество инструментов, участвующих в обработке
данной детали;
п — число позиций или переходов.
Коэффициент интенсивности обработки а является отношением
суммарной продолжительности цикла по всем переходам (так,
если бы каждый инструмент (работал отдельно) к продолжитель-
ности цикла рассматриваемого станка
^tp + ^te
где tp— продолжительность резания каждым инструментом в
мин\
te — продолжительность вспомогательных движений в мин\
Тц—продолжительность цикла на рассматриваемом станке.
Исходя из этих понятий, Б. Л. Богуславский предлагает клас-
сификацию автоматизированных станков по принципу обработки
(фиг. 48). В качестве первого признака им принято количество
деталей, одновременно обрабатываемых на станке. Предусмотрены
два класса: i=l и i>2. Каждый класс подразделяется на под-
классы по количеству позиций (К=1 и К>2), в которых произ-
водится обработка каждой детали. Затем подразделение станков
производится по признаку однопоточности (Р=1) и многопоточ-
ности (Р>2), а в заключение — по принципам обработки: одинар-
ная (в обработке каждого изделия участвует только один инстру-
мент); параллельная (в обработке каждого изделия участвуют
несколько одновременно работающих инструментов); последова-
тельная (в обработке каждого изделия участвуют несколько ин-
струментов, вступающих в работу последовательно, так что на-
чало работы следующего инструмента наступает только после
окончания работы предыдущего); параллельно-последовательная
(в обработке изделия участвует несколько групп инструментов, из
которых инструменты каждой группы работают параллельно', а
самые группы инструментов — последовательно); ротационная
(в обработке каждого изделия участвуют один инструмент или
группа инструментов при одновременном ротационном движении
заготовок и инструментов, а каждая деталь обрабатывается ин-
102
Автоматизированные станки
Фиг. 48. Классификация автоматизированных станков по Б. Л. Богуславскому.
Фиг. 49. Структурные
схемы по классификации
Б. Л. Богуславского:
1 — токарный автомат с ко-
пировальным устройством;
2 — токарный многорезцо-
вый полуавтомат; 3 — ста-
нок для обработки отвер-
стий; 4 — револьверный
станок; 5 — ротационный
станок; 6 — однопоточный
однопозиционный бесцентро-
вый токарный станок; 7 —
многопоточный токарный
станок; 8 — многошпиндель-
ный фасонно-отрезной авто-
мат; 9 и 10 — двухшпин-
дельный револьверный ста-
нок; И — многопоточный
ротационный станок; 12 —
многопоточный бесцентро-
вый станок; 13 и 14 — мно-
гошпиндельный токарный
автомат; 15 — двухпозици-
онный ротационный станок;
16 — однопоточный много-
позиционный токарный ста-
нок; 17 — трехпоточная ав-
томатическая линия; 18 —
двухпоточная автоматиче-
ская линия; 19 — двухпози-
ционный двухпоточный ро-
тационный станок; 20 —
многопоточный многопози-
ционный бесцентровый то-
карный станок.
струментами, которые не участвуют в обработке других деталей);
непрерывная (в обработке каждого изделия участвует один ин-
струмент или несколько инструментов при непрерывной подаче
заготовок). Примеры технологических схем приведены на фиг. 49.
В классификации пр оф. Б. Л. Богуславского предусмотрены
22 структуры операций для автоматизированных станков (см.
фиг. 48). В ней имеется ряд подразделений, которых не было у
других авторов (например, параллельно-последовательный способ
работы инструментов). Кроме того, обработка одного изделия
(f = 1) учтена не только при одной позиции (К = 1), но и при не-
скольких позициях (К>2). Однако при разработке данной клас-
сификации не ставилась задача найти систему развития операций
от простых к сложным, поэтому эта классификация не связана с
анализом единого количественного признака, а именно с форму-
лой оперативного времени, структурно отражающей те или иные
процессы в операциях. Поэтому классификация Б. Л. Богуслав-
ского хорошо отражает действующие структурные подразделения
машин, но не отражает возможных новых подразделений и закона
развития структуры технологических операций.
Кроме того, ротационная обработка (XIII) и непрерывная об-
работка (XIV) не могут, по нашему мнению, отождествляться с
последовательным, параллельным и параллельно-последователь-
ным способами работы инструментов (X, XI, XII), так как это'
разные признаки. Действительно, всякая непрерывная обработка
может быть и последовательной и параллельной. Ротационная об-
работка также может выполняться и последовательно, и парал-
лельно, и параллельно-последовательно. Поэтому в этой части
классификация Б. Л. Богуславского требует некоторого уточне-
ния.
Доц. П. И. Буров и проф. И. И. Капустин в своей работе [16J
приводят классификацию рабочих машин. Так же, как и авторы
ранее рассмотренных работ, П. И. Буров и И. И. Капустин клас-
сифицируют машины в основном по позиционности, т. е. подраз-
деляют рабочие машины на два класса: 1-й — однопозиционные и
2-й — многопозицибнные (фиг. 50).
Таким образом, если по классификации С. И. Артоболевского
машины II рода 1-го класса, в которых обрабатывается одно изде-
лие, являются машинами, где изделие не перемещается (см.
фиг. 47), по классификации Б. Л. Богуславского изделие не пере-
мещается при К = 1 или перемещается периодически при К>2
(см. ф}иг. 48), то по классификации П. И. Бурова и И. И. Капу-
стина предусмотрена группа 1А машин периодического действия
и группа 1Б машин непрерывного действия. Следовательно, даже
на простые машины, обрабатывающие только одно изделие, у ав-
торов разных классификаций нет единой точки зрения.
Для машин этого же класса С. И. Артоболевский и Б. Л. Бо-
гуславский вводят подразделения по параллельным или последо-
вательному способам выполнения операции, а П. И. Буров и
1(Ь
И. И. Капустин такого подразделения не вводят. Причиной этого
является то, что по классификации П. И. Бурова и И. И. Капусти-
на группы разбиваются на подгруппы по агрегатированию, т. е.
по последовательному, параллельному или смешанному располо-
'Фиг. 50. Классификация станков и машин по П. И. Бурову и И. И. Капустину.
жению позиций машины, а не по последовательному или парал-
лельному (т. е. одновременному) способам работы инструментов.
Поэтому в одно позиционных процессах у П. И. Бурова и И. И. Ка-
пустина нет подгрупп. В качестве примера однопозиционных ма-
шин непрерывного действия авторы приводят бесцентрово-шлифо-
вальный станок, у которого на ведущем круге со спиральной внеш-
ней поверхностью сделан карман для сбрасывания детали с ножа
после одного оборота ведущего круга, после чего на нож кладется
новая заготовка. Этот пример однако не убеждает в непрерывно-
сти процесса и является типичным случаем прерывистого однопо-
зиционного процесса периодического действия. Приведенный авто-
рами второй пример однопозиционного непрерывного процесса —
непрерывное шлифование бочкообразных роликов на бесцентрово-
106
шлифовальном станке показывает, что этот процесс многопози-
ционный и его едва ли можно отнести к группе 1Б.
Таким образом, можно сомневаться в наличии однопозицион-
ных процессов непрерывного действия. Всякий непрерывный про-
цесс, по нашему мнению, будет процессом многопозиционным, а
не однопозиционным.
Следует еще заметить, что однопозиционные машины (по
П. И. Бурову и И. И. Капустину) и однодетальные (по предыду-
щим рассмотренным авторам) —это не одно и то же, так как одно-
детальные машины могут быть и однопозиционными и многопо-
зиционными.
Многопозиционные машины (2-й класс) по классификации
П. И. Бурова и И. И. |Капустина разделяются на две группы:
группу 2А— машины периодического действия и группу 2Б —
машины непрерывного действия, т. е. так же, как и у С. И. Арто-
болевского (2 и 3 классы машин II рода). Это надо считать пра-
вильным. Но далее группы по классификации П. И. Бурова и
И. И. Капустина делятся по агрегатированию позиций, что рас-
ходится с классификацией как С. И. Артоболевского, так и
Б. Л. Богуславского.
Для определения времени рабочего цикла П. И. Буров и
И. И. Капустин предлагают следующие формулы:
для последовательного агрегатирования
т =. t 4-1 *
1 р ср max i *'«>
для параллельного агрегатирования (у Б. Л. Богуславского
называется многопоточным процессом)
гр _ip ie .
р Р ’
для пар аллельно-последовательного агрегатирования
гр _ ip max ie
где tp — время непосредственной обработки детали;
te — вспомогательное несовмещенное время холостых ходов,
установки и съема детали;
Р — число параллельно-р'аботающих потоков;
^шах —наибольшее время непосредственной обработки.
Таким образом, в классификации П. И. Бурова и И. И. Капу-
стина отражены параллельное и последовательное агрегатирова-
ние, но не отражены параллельный и последовательный способы
работы самих инструментов в каждом агрегате (в каждой пози-
ции), а это вопрос весьма существенный, так как таким способом
могут работать разные машины (например, однорезцовый токар-
ный станок по последовательному способу и многорезцовый то-
карный станок по параллельному способу).
В принципе П. И. Буров и И. И. Капустин в своей работе пра-
107
Вильно отразили некоторые главные стороны классификации, на
так же, как и другие авторы, они не рассмотрели процессы в их
развитии, поэтому не охватили полностью все процессы и законо-
мерности их развития. Кроме того они, как и другие авторы, не
разработали достаточно четких понятий и определений, без чего
невозможны систематизация и классификация процессов.
Авторы всех указанных выше работ, по-видимому, не стреми-
лись найти общую связь -и зависимость структуры операции (т. е.
качественного состояния) от количественной ее оценки — от фор-
мулы оперативного времени, как это сделано в настоящей работе.
В большинстве работ частично приводится эта связь в обратном
порядке: сначала находят структуру, а потом выводят формулу
для определения производительности. Но в этом случае никогда
не может быть полного охвата процессов. Очевидно, нужно искать
структуры по количественным оценкам, исходя из единой форму-
лы оперативного времени, выведенной таким образом, чтобы она
отражала разные процессы.
X. Гёбель в своей работе [17] останавливается на частном во-
просе компоновки агрегатных станков и автоматических линий
при обработке отверстий и плоскостей корпусных деталей. Дру-
гих методов обработки он не затрагивает. Этот частный вопрос
X. Гёбель освещает подробно, стремясь охватить наибольшее
число не только структурных построений операций, но и возмож-
ных компоновок специальных станков. При исследовании компо-
новок он рассматривает различные сочетания инструментов (т. е.
расположение их горизонтально или вертикально с одной, двух
или многих сторон) с различными положениями детали (без пере-
мещения, с горизонтальным прямолинейным периодическим пере-
мещением, с вертикальным периодическим перемещением, с круго-
вым периодическим перемещением и т. д.).
Так как количество сочетаний инструментов и детали с учетом
различных направлений подач получается большим, автор частич-
но ограничивает круг этих компоновок и вводит условные обозна-
чения, с помощью которых можно кратко записать данное соче-
тание. Например, для обработки горизонтальными головками с двух
сторон он вводит обозначение НН\ для этой же обработки с до-
бавлением обработки вертикальной— обозначение HHV-, для этой
же обработки с прямолинейным горизонтальным перемещением
заготовки—обозначение HHVG, а с круговым периодическим пе-
ремещением — обозначение HHVK.
Найдя сочетания различных инструментов и положений детали,,
автор составил таблицу, в клетках которой дает условные обозна-
чения сочетаний, но он не искал связи компоновки или структуры
обработки с составом формулы оперативного времени, т. е. не стре-
мился количественно оценить то или иное качественное (структур-
ное) состояние операции, поэтому определенные им сочетания не
отражают закономерностей развития операций.
Для исследований различных сочетаний при обработке X. Гё-
108
бель, взял корпусную деталь типа параллелепипеда и составил ил-
люстративную таблицу различных компоновок обработки такой
детали. По мнению X. Гёбеля, таблица сочетаний и иллюстратив-
ная таблица позволяют выбрать компоновки специального станка
на основании не интуиции проектанта, а систематических исследо-
ваний. Поэтому он предлагает карту выбора компоновок. Работа
X. Гёбеля относится только к агрегатным станкам и не является
обобщающей по всем операциям различных процессов, в то время
как отыскание закономерностей, очевидно, позволило бы исполь-
зовать структурную систему для выбора оптимальных технологи-
ческих процессов.
Работ второго (технологического) н а пр явления значительно
меньше. Доц. В. В. С асов в своей диссертации «Классификация
и построение станочных операций в машиностроении» (1949 г.)
рассматривает различные схемы обработки. Он предлагает считать
критериями операции с одной стороны количество деталей при
обработке (в соответствии с чем он разделяет операции на одно-
местные и многоместные), а с другой—количество инструментов
(в соответствии с чем он разделяет операции на одноинструмен-
тальные и многоинструментальные). По его мнению, каждая одно-
инструментальная или многоинструментальная операция в свою
очередь может быть выполнена либо при последовательной обра-
ботке поверхностей или деталей (последовательная схема), либо
при параллельной работе инструментов или при параллельной об-
работке нескольких деталей одним инструментом (параллельная
схема1), либо параллельно-последовательным способом, т. е. при
сочетании первого и второго способов. В результате В. В. Сасов
предложил схему построения станочных операций, т. е. классифи-
кацию, показанную на фиг. 51.
В этой классификации, к сожалению, не освещается главный
вопрос развития операций от простой к сложной, и в первую оче-
редь вопрос ОДНО ПОТОЧНОСТИ III многопоточности процессов. С дру-
гой стороны, за основу в ней взят старый способ разделения опе-
раций по дифференцированному и концентрированному принципам.
Эти принципы и соответствующая им терминология были выдви-
нуты на заре развития технологии массового производства — в трид-
цатых годах текущего столетия. Сами по себе понятия дифферен-
цированных и концентрированных операций не выражают ничего
конкретного, кроме общего представления о насыщенности опера-
ции инструментами, не показывая даже степени насыщенности.
Естественно, что В. В. Сасов не мог ограничиться только этими
понятиями и ввел понятия о последовательности и параллельности
обработки. Но если параллельность обработки означает одновре-
менную обработку детали несколькими инструментами, т. е. одно-
временное выполнение переходов по времени, а последовательность
1 Как видно, здесь отождествляется параллельная обработка несколькими
инструментами с параллельной обработкой сразу нескольких деталей, что не од-
но и то же.
109
Построение станочных операций
ПрПс 12-К
Обозначения: Пс — последовательная обработка; Пр — параллельная обработка; ПрПс — параллельно-последовательная обработка; 1-Д
2-Д; З-Д и т. д, —номера схем диафференцирсванных операций; 1-К; 2-К; 3-К и т. д. —номера схем концентрированных операций,
Фиг. 51. Схема построения 'Станочных операций цо В, В. Сасову.
обработка; 1-Д
ПрПс — параллельно-последовательная
Обозначения: Пс— последовательная обработка; Пр — параллельная обработка; ПрПс — параллельно-последовательная
2-Д; З-Д и т. д, — номера схем диафференцирсванных операций; 1-К; 2-К; 3-К и т. д. — номера схем концентрированных операций,
Фиг. 51. Схема построения .станочных операций по В, В. Сасову.
обработки означает последовательное выполнение переходов, то
после введения этих понятий уже не требуется одновременно вво-
дить понятия о 'концентрации и дифференциации операций.
Кроме того, если обработка детали выполняется параллельным
способом, т. е. сразу несколькими инструментами, то ее, очевидно,
нельзя считать дифференцированной. Одно понятие исключает
другое. Скорее надо понимать (применительное к обработке де-
тали в одном потоке), что последовательная обработка — это
дифференцированная обработка одним инструментом или несколь-
кими инструментами, вводимыми последовательно, а параллельная
обработка — это концентрированная, т. е. одновременная обработ-
ка несколькими инструментами сразу. Так именно понимают этот
вопрос ряд авторов, которые занимались структурой позже, в том
числе и автор данной книги.
В связи с тем, что В. В. Сасов ввел в классификацию понятия,
как концентрации и дифференциации, так и способа параллель-
ной и последовательной обработки, ему пришлось под параллель-
ной обработкой понимать одновременную обработку одной детали
несколькими инструментами или обработку нескольких деталей
одним инструментом (например, шлифование сразу 10 поршневых
колец одним широким кругом).
Однако надо сказать, что отождествлять эти понятия нельзя,
так как это вызовет в дальнейшем затруднения и противоречия
при построении всей структурной системы. Когда одним или не-
сколькими инструментами обрабатывается сразу несколько деталей
по одинаковым переходам, то это уже многопоточная обработка,,
так как оперативное время ton на одну‘деталь будет равно част-
ному от деления времени Тр цикла на число одновременно обра-
батываемых деталей по одинаковым переходам, т. е. на число
потоков. Это значит, что такую многопоточную обработку лучше
не отождествлять с параллельной однопоточной обработкой не-
сколькими инструментами. Многопоточность обработки, зависящая
от дублирования переходов на нескольких деталях, — это уже дру-
гой признак, который не зависит от последовательности и парал-
лельности, так как может выполняться в обоих случаях.
Следует отметить, также работу доц. А. П. Волощенко [18], но
она специфична. А. П. Волощенко изучает циклы. Анализируя цик-
лограммы операций и различные «плотности» совмещения элемен-
тов, он стремится найти аналитическое выражение длительностей
отдельных частей и суммы всех частей технологического цикла.
По структуре технологических и рабочих циклов, которые могли
бы отразить различные структуры операций, А. П. Волощенко, к со-
жалению, не пытается определять возможные классы и группы
процессов, т. е. качественно разные структуры. Он дает аналити-
ческое выражение циклов для тех классов операций, которые опре-
делены другими авторами. Его работа не определяет системы
построения операций или классификацию и не направлена на оты-
скание закономерностей в развитии операций и новых построений
111
процессов, а только аналитически формулирует выражение длитель-
ностей циклов для уже готовой классификации. Это значит, что
несмотря на технологическое направление работа А. П. Во лощен-
ке ограничивается классификацией существующих технологических
машин, составленной на основании изучения машин, а не процессов.
Рассмотрев известные нам работы, мы видим, что первое (кон-
структорское) направление, в котором изучаются классификации
на базе существующих машин, ограничено этими машинами и не
может во всей полноте осветить структурную систему развития тех-
нологических операций и ее закономерности, в которой можно
было бы найти новые структуры, еще не применяемые в промыш-
ленности. Второе (технологическое) направление может быть более
полным, если бесчисленное количество схем в операциях техноло-
гического .процесса удастся свести к определенной единой системе,
показывающей развитие принципиальных структур от простой к
сложной.
Необходимо найти те -противоположности и внутренние проти-
воречия в самой операции, которые обусловливают развитие опе-
рации и, в 'частности, структуры операций. Надо каждую качест-
венно новую структуру определять через показатель количественной
ее оценки. Таким показателем может быть оперативное время, но
формула для его определения должна отражать все особенности
принципиально различных операций. Такое направление исследо-
вания структур и принято в настоящей работе.
ОБ ОСНОВНЫХ ПОНЯТИЯХ И ОПРЕДЕЛЕНИЯХ
В ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
В современной литературе по технологии машиностроения обыч-
но даются понятия о производственном и технологическом процес-
сах, рабочем месте, технологической операции, переходе, проходе,
рабочей позиции, рабочем приеме, такте выпуска, трудоемкости,
станкоемкости, цикле технологического процесса, серийности или
массовости выпуска и поточности производства. Если анализиро-
вать развитие технологических процессов по операциям от простых
к сложным, то окажется, что указанных выше понятий недостаточ-
но, и что их в ряде случаев надо развить, расширить и уточнить,
а также ввести новые понятия в соответствии -с автоматизирован-
ными процессами, выполняемыми на сложных станках и автома-
тических линиях прямого и кольцевого типов.
Обычно понятия и определения начинают излагать с более об-
щего понятия о производственном процессе и в дальнейшем пере-
ходят к частям этого процесса (например, «технологический про-
цесс— часть производственного процесса, связанная с изменением
качественного состояния объекта производства; операция — часть
технологического процесса, выполняемого на одном рабочем месте
одним или несколькими рабочими; переход — часть операции, вклю-
чающая обработку одной поверхности одним или несколькими ин-
112
ст'ру,ментами» и т. д.). Но такие определения недостаточно раскры-
вают связи и сущность явлений в технологии.
Нами также была сделана попытка провести уточнения и раз-
витие понятий по указанной выше методике, т. е. путем перехода
от общих понятий к частным, но эта попытка не дала положитель-
ных результатов. Оказалось, что по мере анализа 'развития техно-
логических операций от простых к сложным в терминологию лучше
вначале вводить элементарные (частные) понятия, и по мере
усложнения вопроса переходить к общим представлениям о техно-
логическом и производственном процессах.
Приведенные ниже понятия явились следствием изучения и (ана-
лиза закономерностей развития технологических операций. Каза-
лось бы, что их надо поместить в конце работы, но мы считаем,
что для лучшего понимания работы принятые термины и понятия
целесообразнее помещать в начале изложения темы.
Прежде чем перейти к технологическим понятиям (переход, опе-
рация, технологический процесс), остановимся на понятиях, связан-
ных с установкой детали, приспособлением и станком, а именно
на понятиях установка, позиция, станция, поточность.
Установка — это не только сам процесс укладки детали на ста-
нок или на приспособление, но и неизменность положения детали
после укладки относительно приспособления при обработке.
Если положение детали за время обработки на станке относи-
тельно приспособления изменится, то это будет уже другая уста-
новка. Например, если один конец валика обтачивается при уста-
новке в центрах, а для обтачивания второго конца валик необходимо
перевернуть и вновь зажать в центрах, то это две установки.
Рабочая позиция — это всякое новое положение, занимаемое де-
талью за период обработки, в котором деталь фиксируется вместе
с приспособлением относительно рабочих органов станка и инстру-
ментов.
Кроме рабочих позиций, на станке могут быть установочные
позиции, предназначенные только для установки детали, и холостые
позиции, т. е. такие, в которых обработка и установка детали не
производятся.
Обработка детали в нескольких позициях может быть осуществ-
лена в одну установку, когда положение детали в приспособлении
остается неизменным, а по позициям перемещается приспособле-
ние с закрепленной в нем деталью (деталями), или в несколько
установок, когда в разных позициях изменяется и установка дета-
ли в приспособлении (перекладка).
Число установок может быть большим, меньшим или равным
количеству позиций. Например, если в детали, зажатой в приспо-
соблении, отверстие сверлится в одной позиции, а зенкуется и
развертывается во второй и третьей позициях, причем деталь пе-
ремещается с приспособлением к другим шпинделям, то мы имеем
трехпозиционную обработку с одной установкой. В частности, по-
воротные кондукторы позволяют обрабатывать деталь в несколь-
8 Зак. 1253 113
ких позициях за счет поворотов и фиксации при одной установке.
В примере с обтачиванием валика с двух сторон имелись две уста-
новки и одна позиция.
Рабочая станция станка— это всякое новое положение механиз-
ма перемещения деталей (стола, спутника и т, д.), обеспечивающее
фиксацию деталей относительно рабочих органов и инструментов
станка. Если станок не имеет механизмов перемещения детали, бу-
дем считать, что он имеет одну станцию.
Фиг. 52. Многошпиндельные станки с тремя рабочими стан-
циями:
а — с одной позицией детали на каждой рабочей станции; б — с
двумя позициями детали на каждой рабочей станции; I и II —
потоки; 1, 2 и 3 — позиции детали в каждом потоке.
В качестве примера обработки детали на нескольких станциях
можно указать операцию обработки центрального отверстия в де-
тали на трехшпиндельном сверлильном станке с круглым индек-
сирующимся столом (фиг. 52, а). Здесь имеются три рабочие стан-
ции /, 2 и 3 стола, ‘расположенные против трех инструментов,—
сверла, зенкеры и развертки. Кроме того, имеется установочная
станция. На каждой рабочей станции имеется одна позиция дета-
ли, а всего три рабочие позиции.
На фиг. 52, б показан аналогичный станок также с тремя ра-
бочими станциями: 1 — для сверления; 2 — для зенкерования и 3—
для развертывания центрального отверстия. Однако здесь на каж-
дой станции имеются по две позиции детали. Таким образом, этот
станок имеет три рабочие станции, но шесть рабочих позиций.
Это значит, что понятия станция и позиция не совпадают, число тех
и других на станке может быть различным. При этом общее число
позиций на станке может быть в 2, 3, 4 и более раз больше числа
станций, если на каждой станции имеются соответственно, 2, 5, 4
и более позиций.
Понятие станции относится не только к станкам с круглым или
кольцевым столом, но и автоматическими линиями, что видно из
фиг. 53.
Поточность обработки на станке характеризуется дублированием
114
процесса обработки поверхностей детали одинаковыми инструмен-
тами в разных позициях и на разных станциях.
Например, в станке, показанном на фиг. 52, б, при двух пози-
циях на каждой станции может быть выполнена обработка детали
в два потока, если на каждой из станций 1, 2 и 3 в обоих позициях
производится обработка одинаковыми инструментами по одинако-
вым основным переходам, т. е. дублируется. Нетрудно заметить,
Фиг. 53. Автоматическая линия из агрегатно-сверлильных и нарезных станков
с тремя рабочими станциями для обработки корпусной детали:
а — с одной позицией детали на каждой рабочей станции одного потока; б — с дву-
мя позициями детали на каждой рабочей станции одного потока; 1 — 6 позиции де-
тали в каждом потоке.
что со станка одновременно снимаются две детали, обработка ко-
торых закончена по всем трем переходам: сверлению, зенкерованию
и развертыванию. Это значит, что время обработки детали при двух
потоках уменьшается в 2 раза. Аналогичное положение может быть
в автоматической линии, показанной на фиг. 53, б: если на каждой
станции имеется по две позиции и в каждой из них ведется обра-
ботка одинаковыми инструментами, т. е. с одинаковыми основны-
ми переходами (/—/; 2—2\ 3—3), то в линии осуществляется двух-
поточная обработка.
На фиг. 54 показана схема двухпоточной фрезерной обработки
корпусной детали на продольно-фрезерном станке. В данном слу-
чае имеются два потока, образуемые двумя рядами деталей. Если
бы стол станка был очень коротким, и на нем размещались в каж-
дом ряду не по пять деталей, а только по одной детали, как по-
казано штриховой линией, то и в этом случае обработка была бы
двухпоточной.
Следовательно, поточность характеризуется не только дублиро-
ванием обработки в рядах деталей, но и дублированием обработки
в разных позициях на одной станции. Если станок не имеет пере-
мещающихся и индексирующихся механизмов, а имеет простой стол
с двумя или несколькими позициями (фиг. 55), то можно считать,
что у такого станка всего одна станция. На этой одной станции
могут быть 2, 5, 4 и более позиций, на каждой из которых деталь
обрабатывается одинаковыми инструментами, т. е. будет многопо-
точная обработка.
Многопоточность обработки может создаваться не только за
8* 11(5
счет одинаковой обработки на разных позициях. Если станок будет
состоять из нескольких секций и наладка по секциям будет дубли-
роваться, то общее число потоков будет равно произведению числа
секционных наладок на число потоков в секции.
На фиг. 56, а показан двухсекционный станок. Наладка обра-
ботки детали в левой секции повторяется в правой. В каждой из
двух секций имеются два потока,
которые образуются потому, что об-
работка по позициям 1—7, 2—2 и
3—3 в каждом потоке дублируется.
Общее число потоков на станке бу-
дет равно четырем.
Фиг. 55. Двухпозиционный
сверлильный многошпин-
дельный станок с двухпо-
гочной обработкой детали
(/ и II — потоки).
Фиг. 54. Двухшпиндельный фрезерный
станок с обработкой детали в два по-
тока:
/ — первый поток; II — второй поток.
Фиг. 56. Двухсекционный станок с поворотными индексирую-
щимися столами:
а — двухсекционная двухпоточная наладка на станке по трем пози-
ционным переходам обработки детали в каждом потоке; б — одно-
секционная двухпоточная наладка на станке по шестипозиционным
переходам обработки детали в каждом потоке; I — IV — потоки.
Секционная наладка — это та часть общей наладки для обра-
ботки детали на станке, в которой полностью выполняется заданный
объем обработки при заданном количестве переходов и потоков.
Если станок многосекционный, тот же объем обработки выполняет-
ся и в других секциях.
116
На одном и том же двухсекционном станке ’вместо двухсекцион-
ной наладки можно получить односекционную наладку, т. е. число
секционных наладок может не 'совпадать с числом секции. При
этом число потоков на станке уменьшится, но число позиционных
переходов увеличится, если это потребуется, по условию обра-
ботки детали.
Например, на фиг. 56, б показан
тот же станок, но наладка сделана
на первой секции станка по позици-
онным переходам Л 2 и 3 и продол-
жена по второй .секции по перехо-
дам 4, 5 и 6, т. е. обработка другой
детали вместо трех переходов вы-
полняется за шесть переходов, а
число потоков уменьшается до двух
(вместо четырех). Таким образом,
хотя станок остался двухсекцион-
ным, наладка по секциям не дубли-
руется, а это значит, что общая на-
ладка станка для этой детали стала
односекционной.
В практике встречаются и более
сложные случаи. На роторном ше-
стистороннем станке (фиг. 57) при
непрерывном вращении на станке
стола А с колонкой обрабатываются
шестью силовыми головками шату-
ны автомобиля. Под каждой сило-
Фит. 57. Роторный станок с трех-
секционной наладкой по обработ-
ке шатуна (в каждой -секционной
наладке обработка ведется в один
поток по шести позиционным пе-
реходам) :
I — VI — силовые головки; 1—6 по-
зиции.
вой головкой расположен маленький круглый индексирующийся
столик с тремя позициями детали. Каждый столик поворачивается
на угол 120° по индексу (после подъема головки) при повороте сто-
ла станка на один оборот. Общая наладка имеет три секции с
шестью позициями в каждой секции. Обработка деталей в каждой
секции осуществляется за счет двух расположенных рядом силовых
головок. При повороте стола станка на 360° силовая головка под-
нимается, маленький столик поворачивается и рабочий снимает
один шатун, законченный обработкой в позиции 6, а на его место
ставит шатун, снятый ранее с 3 позиции другого столика (пере-
кладка). Вместо снятого с 3 позиции шатуна рабочий устанавли-
вает новую заготовку.
Так как схема общей наладки станка предусматривает три дуб-
лирующие секционные наладки, а в каждой секционной наладке
имеется один поток с шестью позиционными переходами (на двух
столиках), то число потоков равно числу секционных наладок, т. е.
равно трем, а общее число позиционных переходов на станке рав-
но 3x6=18.
Станок можно наладить и по-другому. Если бы нужны были
всего три перехода (а не шесть), то число секционных наладок
117
равнялось бы числу маленьких столиков. Тогда число (потоков было
бы равно шести, а число позиционных переходов в потоке — трем.
Общее число позиционных переходов оставалось бы равным 6 X
Х3 = 18.
Переход. Весь комплекс работ, выполняемых при обработке де-
тали на одном станке, состоит из отдельных простейших основных
и вспомогательных процессов, в результате чего у детали изменя-
ются форма, чистота поверхности или физические свойства.
Переход — это каждый отдельный простейший процесс обработ-
ки детали.
Переход является общим понятием, которое относится и к ос-
новным процессам обработки, непосредственно связанным с изме-
нением формы, чистоты или физических свойств детали, и к вспо-
могательным процессам, связанным с установкой, закреплением
детали, подводом и отводом инструмента, поворотами механизмов
и др. Поэтому переходы следует подразделить на два вида:
основные переходы по обработке детали, на которые затрачивает-
ся основное технологическое время t0, и вспомогательные переходы
с затратой вспомогательного времени 'te.
В каждом из этих видов понятие «переход» также не дает еще
представления о характере и объеме процесса, т. е. по этому по-
нятию нельзя определить, является ли переход элементарно про-
стым или сложным. Особенно важно это отразить в понятиях и
определениях по основным переходам, которые связаны с харак-
тером инструмента, позиций станка и т. д.
Элементарный переход (основной)— это законченный (при оп-
ределенном методе обработки) процесс образования каждой новой
(одной) элементарной поверхности детали при обработке ее одним
простым (не комбинированным) инструментом с конкретными ре-
жимами резания.
Например, обтачивание одной ступени валика одним резцом;
протачивание поверхности одного торца детали одним резцом; об-
тачивание по копиру одной части вогнутой или выпуклой криво-
линейной (поверхности (а не сочетания поверхностей) одним резцом;
сверление отверстия; фрезерование поверхности торцовой фрезой;
нарезание зубьев шестерни червячной фрезой; нарезание резьбы
многониточной фрезой; растачивание гладкого отверстия зенкером
(не комбинированным) и т. д. Если изменяются поверхность обра-
ботки, метод обработки или режимы резания, то это уже образо-
вание другого элементарного перехода.
Приведенное выше понятие элементарного перехода несколько
сужено по сравнению с встречающимся в литературе, но более
точно, так как в этом понятии не охватывается образование не-
скольких элементарных поверхностей одним простым или комби-
нированным инструментом. Получение нескольких поверхностей
нельзя назвать элементарным переходом, так как в этих случаях
инструмент образует не одну поверхность, а сочетание поверхно-
стей за счет самого комбинированного инструмента или за счет
118
обработки последовательно простым инструментом нескольких
элементарных поверхностей. Например, растачивание ступенчато-
го отверстия (сочетание поверхностей) может быть 'выполнено за
счет копировальной обработки одним резцом непрерывно или при
помощи многорезцовой расточной головки (комбинированный ин-
струмент). В обоих случаях будут выполнены не один, а несколь-
ко элементарных основных переходов.
Элементарный переход можно принять за наименьшую недели-
мую часть процесса обработки. Существует еще понятие «проход»,
т. е. образование поверхности при помощи однократного движения
режущего инструмента или обрабатываемой детали. Если таких
движений несколько, процесс считается многопроходным. Однако
проход не характеризует качества и точности обработки, так как
это — незаконченная часть процесса.
Только полностью выполненный законченный элементарный пе-
реход характеризует качество получаемой поверхности (точность
и чистоту) и производительность. Поэтому мы и считаем его неде-
лимым элементом процесса.
Элементарный переход, связанный с образованием одной поверх-
ности,— слишком маленькое подразделение процесса. Кроме того,
один и тот же инструмент часто выполняет несколько элементар-
ных переходов, образуя сочетание поверхностей. Например, резцом
типа подрезного обтачивают одну ступень валика и одновременно
подрезают торец, т. е. образуют две поверхности; обрабатывая
канавку концевой фрезой, выполняют сразу три элементарных
перехода—обработку поверхности впадины канавки и двух ее сто-
рон; протяжкой протягивают шлицы, в результате чего сразу вы-
полняют несколько переходов обработки отверстия и боковых сто-
рон шлицев и т. д. Поэтому следующим более крупным подразде-
лением процесса надо считать инструментальный переход.
Инструментальный (основной) переход — это законченный про-
цесс образования нескольких (или одной) элементарных поверх-
ностей детали одним (простым или комбинированным) инструмен-
том по определенному методу обработки с конкретными режимами
резания. Если изменяются инструмент, метод, режимы или поверх-
ности, то это будет новым инструментальным переходом.
Число элементарных поверхностей, образуемых в законченном
инструментальном переходе, зависит от сложности инструмента.
Следовательно, инструментальный переход соответствует несколь-
ким элементарным переходам либо (при образовании только одной
элементарной поверхности) одному элементарному переходу.
При одинаковом числе инструментов число выполняемых эле-
ментарных переходов (т. е. объем выполняемой на станке работы)
тем больше, чем больше комбинированных инструментов, так как
такие инструменты выполняют несколько элементарных переходов.
Как видно, понятие «инструментальный переход» применитель-
но к обработке резанием мало отличается от того, что понимается
в технической литературе [3] под термином «переход». Так как
119
понятие «инструментальный переход» относится к инструменту в
целом независимо от его сложности и к выполнению основных,
а не вспомогательных процессов, то именно инструментальный
переход (а не элементарный) является основой всего процесса об-
работки детали на станке. Поэтому мы будем называть его в даль-
нейшем «основной переход».
Блочный переход — это такой переход, при котором в одной
позиции выполняется законченный процесс образования поверхно-
стей с помощью всех инструментов, закрепленных в блоке (т. е.
в суппорте, в многошпиндельной головке, на одной стороне револь-
верной 'ГОЛОВКИ и т. д.).
Значит, блочный переход — это комплекс всех инструменталь-
ных переходов, выполняемых данным блоком инструментов. При
наименьшем числе инструментов в блоке, т. е. при одном инстру-
менте, блочный переход превращается в инструментальный пе-
реход.
При прочих равных условиях объем работы, выполняемой с по-
мощью блочного перехода, тем больше, нем больше инструментов
закреплено в блоке. Как минимум этот объем равен инструменталь-
ному переходу.
Позиционный переход — это совокупность всех блочных, а сле-
довательно, и всех инструментальных переходов, выполняемых при
обработке детали в одной позиции одного потока.
Позиционный переход может выполняться с помощью различ-
ных сочетаний инструментальных переходов. В частности, инстру-
ментальные переходы могут осуществляться последовательно в раз-
ное время или одновременно.
Объем обработки, выполняемой в позиционном переходе, при
прочих равных условиях тем больше, чем больше инструментальных
переходов, которые могут быть конструктивно выполнены при мень-
шем или большем количестве блоков (например, при одном, двух
или трех суппортах в одной позиции). Следовательно, на объем
обработки в позиционном переходе влияет не число блочных пере-
ходов, а число инструментальных переходов. Поэтому за основу
в дальнейшем мы берем основные инструментальный и позицион-
ный переходы. В сложных случаях позиционный переход имеет
чрезвычайно важное значение с точки зрения построения процесса
обработки, в частности, за счет изменения числа позиционных пе-
реходов можно изменять поточность обработки.
Если на станке имеются две рабочие позиции и в каждой из
них выполняются разные позиционные переходы, то обработка бу-
дет однопоточной, но с двумя позиционными переходами. Если
в этих двух позициях выполняются одинаковые позиционные пере-
ходы, т. е. все инструментальные переходы одной позиции дубли-
руются в другой, то это будет двухпоточной обработкой, но одно-
позиционной в каждом потоке.
Таким образом, благодаря изменению функций позиционных
переходов мы можем превращать однопоточную многопозиционную
120
обработку в многопоточную с одной или несколькими позиционны-
ми переходами в каждом потоке. Это дает возможность технологу
в зависимости от конструкции детали и программы изменять харак-
тер обработки на одном и том же станке, при том же числе по-
зиций.
Понятие позиционный переход и вообще нее понятия о перехо-
дах надо относить к одному потоку и одной секционной наладке.
Поэтому общее число позиционных переходов на станке равно про-
изведению числа потоков на число позиционных переходов в по-
токе одной секционной наладки и на число секционных наладок на
станке.
Вспомогательный переход — это часть процесса^ связанная не
с самим процессом резания, а со вспомогательными движениями
рабочего или механизмов станка, циклично повторяющимися и не-
обходимыми для выполнения процесса обработки детали на станке.
Вспомогательными переходами являются: установка или съем
детали со станка; закрепление или освобождение детали; подвод
или отвод инструмента; поворот стола и его индексирование; по-
ворот револьверной головки с инструментами; перемещение детали
в процессе обработки для подвода ее к инструментам и т. д.
Словом все, на что обычно затрачивается вспомогательное время.
Рабочее место — это площадь, предназначенная для выполнения
работы рабочим (рабочими), на которой размещено технологиче-
ское оборудование (станок) в комплекте со вспомогательным подъ-
емно-транспортным и другим оборудованием.
Метод обработки — это процесс взаимодействия инструмента с
поверхностью обрабатываемой детали, характеризуемый типом
инструмента и относительным перемещением инструмента и детали
(например, методы обработки: токарный, фрезерный, шлифоваль-
ный, сверлильный и т. д.).
Структура обработки. Под структурой обработки на станке и ли-
нии следует понимать строение процесса обработки, обеспечиваю-
щего определенную связь и сочетание основных (инструменталь-
ных) и вспомогательных переходов и потоков, характеризуемые
количественно составом оперативного времени. С изменением со-
четаний и связей меняется и структура.
Например, если в оперативное время входит время установки
и съема детали и время холостых ходов, то это одно качество
и одна структура: процесс будет прерывным, однопозиционным или
многопозиционным. Если в составе оперативного времени отсутст-
вует время установки и съема детали, а также время, затрачивае-
мое на холостые ходы, то будет другое качество операции: процесс
будет непрерывным с непрерывной подачей детали на инструмент.
Структура обработки характеризуется также способом действия
инструмента: последовательным, параллельным или комбиниро-
ванным.
Структура обработки характеризует процесс наряду с методом
121
обработки. Это—два главных направления в развитии процессов
по производительности.
Операция. В литературе по технологии машиностроения опера-
ция характеризуется как законченная часть технологического про-
цесса, выполняемая на одном рабочем месте одним или несколь-
кими рабочими с помощью оборудования, расположенного на дан-
ном рабочем 'месте.
Такое определение операции неплохо характеризует ее с орга-
низационной стороны, так как подчеркивает, что это — законченная
часть процесса, выполняемая на рабочем 'месте. Указанное под-
разделение процесса на части по операциям организационно позво-
ляет считать операцию единицей, удобной для нормирования и
определения денежных затрат, связанных с ней трудоемкости и т. д.
Однако в этом определении не указывается физическая сущность
самой операции, т. е. нет связи с методом и структурой обработки.
Поэтому нам представляется, что если идти в понятиях от простых
элементов процесса к сложным, т. е. от инструментальных пере-
ходов к позиционным, можно дополнить понятие «операция» и дать
такое определение.
Операция — это комплекс всех инструментальных и вспомога-
тельных переходов, выполняемых в один или несколько потоков при
определенных методе и структуре обработки на одном рабочем
месте одним или несколькими рабочими с помощью определенного
оборудования и оснастки.
Если что-либо из указанного изменяется — это уже будет дру-
гая операция.
Операция по изготовлению детали может быть с точки зрения
ее построения простой (когда она выполняется одним простым
инструментом в одной позиции детали в один основной переход)
и сложной (когда она выполняется во многих позициях детали мно-
гими инструментами во многих потоках и переходах). В дальней-
шем мы будем понимать операцию как комплекс всех переходов,
выполняемых на рабочем месте в один или несколько потоков с
помощью оборудования и оснастки.
Автоматизация позволяет в одной операции на одном рабочем
месте сконцентрировать большое число позиционных переходов
в одном или нескольких потоках обработки. Например, если авто-
матическая линия с многими позициями детали, осуществляемыми
не только на одном станке, но даже на нескольких станках, свя-
зана автоматически действующими транспортно-загрузочными ме-
ханизмами и управляется одним или несколькими рабочими, то
процесс обработки, выполняемый такой линией, также является
операцией, так как с технологической точки зрения нет принци-
пиальной разницы в характере процесса, независимо от оборудо-
вания, на котором он выполняется: на многопозиционном станке,
на автоматической линии с общей станиной или на автоматической
линии с отдельными станинами. Уже в настоящее время некоторые
детали от получения заготовки до окончательной обработки из-
122
готовляются в -одной операции на одно-м многопозиционном станке
с круглым или кольцевым столом или на «автоматической линии
при разных методах обработки и инструментальных переходах
(фрезерование, обтачивание, сверление, раз1верты;вание и т. д.).
При современном развитии автоматизации и с повышением на-
дежности работы механизмов в одну операцию будут выполняться
комплексно процессы изготовления деталей на одном рабочем
месте по всем стадиям производства от поступления материала до
выхода готовой детали на сборку.
Рабочий цикл операции и сдвиг фаз обработки. Рабочий цикл —
промежуток времени, по истечении которого станок выдает одну
деталь с одного потока.
Рабочий цикл в каждом потоке одинаков, так как во всех по-
токах повторяется та же обработка, которая осуществляется в пер-
вом потоке (фиг. 58, б).
Приведенное нами определение рабочего цикла отличается от
принятого другими авторами, которые рабочим циклом называют
время, по истечении которого машина выдает одну деталь или пор-
цию деталей.
По этому последнему определению за рабочий цикл принимает-
ся не промежуток времени между выдачей двух деталей с одного
потока, а промежуток времени между выдачей двух деталей с ма-
шины в целом, т. е. с любых потоков' машины. Для некоторых
машин эта разница в определении весьма существенна. В тех ма-
шинах, где циклы в потоках (фиг. 58, б) не смещены по времени
(по фазе), во всех потоках цикл начинается в момент А и закан-
чивается в момент Б.
Оперативное время
где Тр —рабочий цикл;
По — число потоков.
На фиг. 58, б (показана циклограмма станка, у которого агре-
гатная вертикальная головка поднимается; А — рабочий вручную
снимает и устанавливает по очереди детали в потоках (позициях)
/, 2, 3 и т. д., затрачивая время tCy на каждую установку и съем
детали, поэтому пока не будет установлена последняя деталь, в
остальных потоках затрачивается время ожидания 1;ож. После
установки последней детали включается головка, затрачивается
во всех потоках время tx на холостой ход (подвод) головки, после
чего во всех потоках начинается обработка деталей и затрачивает-
ся время обработки t0. Наконец, головка поднимается с затратой
времени tx и цикл заканчивается (5).
Совершенно иные условия имеют место в машинах, где в каж-
дом потоке обработка ведется независимо и циклы сдвинуты по
фазе (фиг. 58, в и г). На станке, циклограмма которого показана
12
Ё
W////47A
6
ч
7Р
I-— Ip
Фиг. 58. Циклограммы процессов:
a _ однопоточного; б — многопоточного без сдвига фаз обработки
в потоках по времени; в и г — многопоточных со сдвигом фаз обра-
ботки; 1си~ вРемя съема и Установки детали; tx - время одного
холостого хода; tQ — время обработки; tож время ожидания,
Т — рабочий цикл; 1—6 потоки.
Р
6
4
7
21Ц|
3*W///ty//A\
* ш/Atym i
6^W/77//7/A\
i
124
на фиг. 58, в, рабочий устанавливает деталь в первом потоке и
включает шпиндель, а затем во втором, третьем и т. д. потоках
последовательно. Циклы обработки смещены по фазе (по време-
ни). То же самое имеет место и при роторной обработке.
Если для рабочего1 цикла принять наше определение (т. е. счи-
тать рабочим циклом промежуток времени, по истечении которого
станок выдает одну деталь с одного потока), то при Тр = 3 мин
оперативное время
. Тр 3 п г
ton = —• = — = 0,5 мин.
п0 6
Если же Тр (рабочий цикл) определять как промежуток вре-
мени, по истечении которого деталь сходит с машины, то мы видим
(фиг. 58, г), что промежуток времени В между выдачей деталей
с двух разных потоков в 6 раз меньше времени цикла Тр, т. е. этот
промежуток времени равен 3 : 6 = 0,5 мин. Значит, рабочий цикл
равен 0,5 мин. Но мы знаем, что оперативное время ton = Тр : по.
Если сделать подстановку, получим Топ = 0,5 : 6 = 0,08 мин. Не-
правильный результат вытекает из неточного понятия о рабочем
цикле, которое встречается в литературе, поэтому мы вынуждены
были изменить понятие рабочего цикла и сделать его единым для
всех случаев обработки.
Нам могут возразить, что роторный станок (при выполнении
одинаковых позиционных переходов) является однопоточным стан-
ком (п0 = 1), поэтому промежуток времени В не нужно делить на
число потоков. В этом случае результаты по Т оп совпадут. Но
одной сточным станок признать нельзя, так как в шести его пото-
ках повторяются одновременно одни и те же переходы обработки и
он за то же время обрабатывает шесть деталей, а не одну, т. е.
осуществляет многопоточную обработку.
Уточнение понятия цикла важно потому, что для дальней-
шего анализа структурных построений всех процессов без сдви-
га и со сдвигом фаз (потоков) нужно пользоваться только едиными
понятиями, физическая сущность которых не изменяется при пе-
реходе от одного процесса к другому, что имеет место при исполь-
зовании прежнего определения рабочего цикла.
Технологический цикл — это продолжительность календарного
времени, в течение которого деталь обрабатывается по всем пози-
циям одного потока, т. е. промежуток времени от момента установ-
ки одной детали в первой позиции потока до момента установки
следующей детали в этой же позиции после снятия предыдущей
(готовой) детали.
Из этого определения вытекает следующее:
при однопозиционной однопоточной обработке длительность
рабочего и технологического циклов и оперативное время совпа-
дают,
Тт = Тр — ton\
125
при многопоточной однопозиционной обработке в каждом по-
токе без сдвига фаз потоков циклы также равны, т. е.
Тт — Тр, a ton = ^\
Я о
при однотюточной или многопоточной многопозиционной обра-
ботке (позиционность рассматривается с точки зрения одного по-
тока, так как в остальных потоках она повторяется)
Т^>Т
1 m 1 pt
а оперативное время для многопоточной обработки
и для однопоточной обработки
Т —Т'
1 on J р>
в роторных многопоточных процессах, если в каждом потоке
есть один позиционный переход или несколько позиционных пе-
реходов (фиг. 57) время технологического цикла равно времени
рабочего цикла т. е.
Тm ~ Т
а оперативное время
t = Тр--
1'0П аг’
пом с
где Nc — число секционных наладок станка.
Прерывный рабочий цикл обработки — это такой цикл, при ко-
тором рабочая подача прерывается, инструмент отходит от дета-
ли и деталь снимается, после чего цикл обработки повторяется.
Непрерывный рабочий цикл обработки — это такой цикл, при
котором обработка производится все время на рабочей подаче без
холостых ходов и без отвода инструмента за время цикла. При-
мерами такой обработки является бесцентровое шлифование с
продольной подачей, карусельно-фрезерная обработка, нарезание-
резьбы в гайках с помощью кривого метчика и т. д.
Технологический процесс обработки — это процесс, связанный
в операциях обработки непосредственно с изменением состояния
материала, формы и размера деталей и физических свойств по-
верхностей, выполняемый при определенных методах и структу-
ре обработки в один или несколько потоков.
В технологический процесс обычно не включаются те части
процесса, которые относятся к складированию, учету и транспор-
тировке деталей и выполняются на отдельных площадях и отдель-
ными, не встроенными в линию механизмами. Контрольные опе-
рации в технологический процесс включаются.
Производственный процесс в машиностроении — это совокуп-
126
ность действий во всех операциях, в результате которых материа-
лы и полуфабрикаты превращаются в готовую продукцию и пере-
мещаются по разным операциям автоматически или рабочими.
Совокупность воздействий, осуществляемых человеком с по-
мощью машин и механизмов на материалы и полуфабрикаты, со-
стоит из действий, связанных:
с изменением формы и размеров полуфабрикатов или физичес-
ких свойств материалов;
с транспортированием материала и полуфабрикатов в процес-
се производства;
со складированием и учетом;
с контролем продукции в процессе изготовления.
Производственный цикл — это календарный промежуток вре-
мени от момента поступления материала в производство до мо-
мента выхода готового изделия.
Кроме действий, связанных с производственным процессом, для
изготовления машины необходима совокупность действий челове-
ка, направленных на подготовку производственного процесса: кон-
струирование самого изделия (машины); проектирование процес-
са, инструмента, приспособлений и других средств производства;
изготовление инструмента, приспособлений, штампов и других
средств производства, необходимых для выполнения производст-
венных процессов.
Эта совокупность действий человека называется подготовкой
производства изделия. Время, затраченное на эти действия, не
входит в производственный цикл.
Такт выпуска. Расчетный такт — это промежуток времени, че-
рез который со станка или с линии должна выходить обработанная
деталь. Следовательно, расчетный такт выпуска — это частное от
деления годового фонда времени (с учетом простоя оборудования
по причинам текущего ремонта, сменности, выходных дней и
длительности смены) на заданную годовую программу выпуска.
Фактический такт выпуска — это фактический промежуток вре-
мени, через который со станка или с линии выходит готовая де-
таль.
Фактически такт выпуска и рабочий цикл — это не одно и го
же потому, что при многопоточных линиях или станке за рабочий
цикл по одинаковым переходам могут обрабатываться несколько
деталей, а понятие такта относится к одной детали. Кроме того,
в такте учитываются простои оборудования, а в рабочем цикле
простои оборудования не учитываются.
Темп выпуска — это величина, обратная величине такта. Это
как бы скорость обработки, измеренная в шт.1ч или в шт/мин.
Теоретическая штучная производительность — это число дета-
лей, изготовляемых в единицу времени без учета внецикловых
затрат времени (т. е. только с учетом ton ). Таким образом, тео-
ретическая производительность является величиной, обратной опе-
ративному времени.
127
Действительная штучная производительность процесса в опе-
рации при обработке детали одного наименования равна числу де-
талей, изготовляемых в единицу времени с учетом внецикловых
затрат времени, т. е. времени организационного и технического
обслуживания, включая подналадку инструмента и время на от-
дых рабочих и ремонт оборудования.
Коэффициент действительной производительности равен отно-
шению действительной производительности к теоретической про-
изводительности.
ГЛАВА V
СТРУКТУРЫ ПРОЦЕССОВ ПРИ ОДНОПОТОЧНОЙ
ОБРАБОТКЕ
ОСНОВНЫЕ ВЗАИМОСВЯЗИ МЕТОДА, СТРУКТУРЫ И ВРЕМЕНИ
В ТЕХНОЛОГИЧЕСКОЙ ОПЕРАЦИИ
Прежде чем начать изучение развития структур в операциях
технологического процесса, необходимо уяснить, за счет каких
главных внутренних тенденций в операциях имеет место рост про-
изводительности и каковы взаимосвязи в технологической опера-
ции.
Первой тенденцией развития операций является замена менее
производительных методов обработки на более производительные.
Например, при увеличении количества продукции, выпускаемой
одним предприятием, 'т. е. при переходе от мелкосерийного про-
изводства к крупносерийному, и в особенности к массовому, менее
производительный строгальный метод обработки плоскостей дета-
лей машин заменен на более производительный фрезерный, а ког-
да выпуск машин достиг сотен тысяч деталей в год, метод фрезе-
рования плоскостей в ряде случаев оказался недостаточно произ-
водительным и начал внедряться метод наружного протягивания
поверхностей деталей, обеспечивающий еще большую производи-
тельность.
Могут появиться новые методы, которые одновременно с уве-
личением производительности обеспечивают более высокую точ-
ность и чистоту обработки, но могут быть и такие методы, при
которых наряду с увеличением производительности несколько сни-
жается точность обработки. В этом случае при внедрении нового
метода обработки приходится вводить доводочные операции, ко-
торые также надо учитывать, сравнивая производительность при
новом и прежнем методах, чтобы качество детали было одинако-
вым.
Новый более производительный метод обычно связан с приме-
нением более сложного и дорогого инструмента, по которому дан-
ный метод характеризуется. Например, фреза сложнее строгаль-
ного резца, а наружная протяжка сложнее и дороже фрезы.
9 Зак. 1253 129
Поэтому часто метод, обеспечивающий более высокую производи-
тельность, оказывается менее универсальным, а рентабельным он
становится при большой программе выпуска. Следует сказать, что
появление в практике новых методов обработки — явление отно-
сительно редкое. Оно связано обычно с изобретением принципи-
ально нового типа инструмента.
Так, за последние 50 лет к небольшому числу известных основ-
ных методов обработки плоскостей деталей (строганию, фрезеро:
ванию и шлифованию) прибавился всего один метод — наружное
протягивание; к нескольким методам обработки отверстий в дета-
лях машин (сверлению, зенкерованию, растачиванию, разверты-
ванию и шлифованию) прибавились методы протягивания, про-
шивки и хонингования отверстий; к двум методам обработки де-
талей типа тел вращения (точению и шлифованию) прибавились
фрезерование, протягивание и суперфиниш (отделка колеблющи-
мися брусками). При этом фрезерование и протягивание шеек ва-
лов и других круглых деталей до сих пор еще слабо распростра-
нены в машиностроении.
По составу парка станков в машиностроении можно определить,,
что удельный вес новых методов (хонингования, наружного про-
тягивания, шевингования, суперфиниша и некоторых других) в об-
щем объеме механической обработки до сих пор остается неболь-
шим. Между тем за эти 50 лет сделан громадный скачок в разви-
тии технологии и повышения производительности труда.
Чем же можно объяснить это явление? Очевидно, что рост
производительности вызван не только развитием новых методов
обработки, но и другими причинами. Главной из них является раз-
витие структуры обработки и типажа соответствующего специаль-
ного и специализированного оборудования и оснастки.
Как уже говорилось ранее, в каждом методе имеются по не-
скольку видов обработки. Например, точение может быть черно-
вым, чистовым и тонким. Тот или иной вид обработки получается
за счет разных режимов резания и различных конструкций режу-
щей части инструмента, поэтому с видом обработки связано не
только то или иное качество обработанной поверхности, но и про-
изводительность при осуществлении того или иного процесса.
Например, при тонком обтачивании обеспечиваются не только
чистота поверхности детали, по высокому классу, но и высокая
производительность за счет больших скоростей резания. Но тон-
кая обработка не всегда достигается за счет высоких режимов
резания, может быть и наоборот. В обоих случаях режимы обра-
ботки непосредственно влияют на производительность. За счет
режимов резания вид и характер обработки иногда настолько изме-
няются что становятся как бы самостоятельным методом обработ-
ки. Например, алмазное (тонкое) обтачивание или тонкое раста-
чивание часто рассматривают как особый самостоятельный метод
обработки, хотя в действительности тонкое точение надо рассмат-
ривать только как вид токарного метода обработки. Некоторые
130
авторы вводят в точностные характеристики процессов более под-
робное подразделение на виды обработки (например, получисто-
вая), но в этом едва ли есть необходимость, так как рассеивание
показателей по точности и чистоте обработки при данном методе
имеет такие значительные пределы по каждому виду обработки,
что даже при трех ее разновидностях бывает трудно резко раз-
граничить точностные характеристики. Поэтому мы ограничиваем-
ся черновым, чистовым и тонким видами обработки.
Другой тенденцией развития операций является замена про-
стых структур более сложными.
В начальный период развития при мелкосерийном характере
производства технология машиностроения базировалась на про-
стых структурах (строениях) операций при любом методе обра-
ботки. Эти структуры выполнения операций сохранились и до
настоящего времени. Простая структура представляет собой опе-
рацию, выполняемую рабочим на однопоточном однопозиционном
станке одним инструментом последовательно в один или несколь-
ко элементарных переходов. При этом заданные размеры детали
обеспечиваются за счет поднастройки станка методом пробных
проходов инструмента. В начальный период такое строение про-
стой операции базировалось на применении ручного труда; в на-
стоящее время эти операции частично механизируются и автома-
тизируются.
В дальнейшем структуры начали быстро развиваться, начиная
с того времени, когда сумели перейти от обработки деталей с под-
настройкой методом пробных проходов к обработке на предвари-
тельно настраиваемых станках с автоматическим получением раз-
мера детали. Создание возможности автоматического получения
размеров и дальнейшая автоматизация выполнения основных и
вспомогательных переходов в операции позволили широко исполь-
зовать принцип совмещения, а это дало возможность строить бо-
лее сложные операции.
В частности, структура операции усложнилась за счет совме-
щения переходов и применения обработки детали одновременно
несколькими инструментами с одной ее стороны в одной позиции,
что потребовало создания многоинструментальных однопозицион-
ных станков, а затем и с нескольких сторон во многих позициях,
что вызвало появление многопозиционных станков с перемещени-
ем заготовки в процессе обработки. Кроме прерывистого переме-
щения детали, в некоторых процессах стали применять непрерыв-
ное перемещение детали. Но и это оказалось недостаточным:
для растущих потребностей промышленности. Тогда однопоточ-
ную обработку заменили многопоточной. Наконец в последнее
время началось совмещение обработки по разным позиционным
переходам не только на одном станке, но и на группе станков,
объединяемых в автоматическую линию. Эта наиболее сложная
структура операции была окончательно оформлена в виде одно
9* 131
или многопоточной автоматической линии обработки детали с мно-
гими позиционными переходами.
Так постепенно усложнялась структура технологической опе-
рации. Вместе с усложнением структуры операции росла и про-
изводительность труда рабочего. Этот рост был обсуловлен совме-
щением по времени выполнения основных и вспомогательных пе-
реходов в одном или нескольких потоках.
Если новые методы обработки, как мы видели выше, открыва-
лись медленно, то новые структуры процессов и схемы обработ-
ки, а в связи с этим новые специальные и специализированные
станки и машины появлялись в промышленности значительно бы-
строе. Новые технологические схемы и вновь конструируемые сред-
ства производства для их осуществления базировались на извест-
ных уже методах обработки, но благодаря широкому применению
принципа совмещения (с помощью автоматизации) обусловлива-
ли быстрый рост производительности труда в промышленности.
Развитие процессов по их структурам во многих случаях опе-
режало развитие методов обработки. Благодаря этому в массо-
вом производстве мы встречаем те же методы обработки, что и в
мелкосерийном (токарный, фрезеровальный, шлифовальный,
сверлильный и т. д.), но при совершенно другой структуре опера-
ций, выполняемых на многоинструментальных, многопозиционных
специальных и специализированных станках. Более быстрое раз-
витие структур объясняется тем, что открытие новых методов об-
работки не поспевало за быстрым ростом потребностей в выпус-
ке изделий.
Как же структура операции связана с производительностью?
Можем ли мы количественно оценить ту или иную качественно
различную структуру операции?
Не отражает ли формула оперативного или штучного времени
разную структуру процесса в операции?
Как известно, для однономенклатурных однопоточных процес-
сов штучное время
^шт ~ ^обс ^отд ~ Н’" (О
где te—несовмещенное время, затрачиваемое на вспо-
могательные переходы в операции (измерение,
установку и съем детали, холостые перемещения
детали или инструментов);
t0 — основное технологическое время в операции;
t обс — время на техническое и огранизационное обслу-
живание станка, в том числе на подналадку ин-
струмента;
tcmd—время на отдых;
t$ = ^обс + t отд — дополнительное время на опера-
цию, не входящее в цикловые затраты времени,
а следовательно, не влияющие на построение опе-
рации, т. е. на ее структуру;
132
te + t0—это оперативное время ton —цикловые затраты
времени, от которых зависит теоретическая про-
изводительность операции.
Как известно, теоретическая производительность
te +
откуда
te + to = ^-. (2)
11 т
Действительная производительность процесса
пд =---------------------------!----.
te + to + td
Подставив величины из уравнения (2), получим
— 1
1
<—.• ----можно назвать
1 [ 11 j, LQ
Пд
-прд
1 + ^Да
.коэффициентом
Величину
ствительной производительности, обозначив его через
Тогда действительная производительность однопоточного
цесса
(3)
дей’
про-
(4)
Пд — П т^д.
Из формулы (4) следует, что' действительная производитель-
ность в первую очередь зависит от теоретической. Это значит, что
если производительность связана со структурой процесса, то для
изучения этой связи надо в первую очередь разобраться с теоре-
тической производительностью.
Очевидно, мы должны раскрыть состав оперативного времени
и проанализировать связь его со структурой операции.
Для однопоточного процесса
ton ~ te + t0 = Т(5)
где Тр — время рабочего цикла процесса.
Для многопоточного процесса
где п0 — число потоков в операции (при односекционном станке).
Цикл процесса в простейшем виде можно представить как сум-
му несовмещенных времен обработки по отдельным группам зат-
рат
Тр — tU3 + tcy + tx + (7)
tU3 + tcy + tx — te\ (8)
133
где tu3 —суммарное несовмещенное время в операции, затрачи-
ваемое для ручной подналадки оборудования методом
пробных проходов;
— суммарное несовмещенное время съема и установки де-
талей;
tx — суммарное несовмещенное время холостых ходов.
Оперативное время многопоточного процесса
. Тр 1цЗ tx +
1(т ~ ~ • (9)
По по
Теперь попробуем связать формулу (9) со структурой процес-
са. Нетрудно заметить, что если в этой формуле есть все слагае-
мые, то операция выполняется методом пробных проходов, при
которой обязательно наличие tU3 в формуле. Если время t из пол-
ностью совмещено с остальными элементами оперативного време-
ни, то это значит, что процесс осуществляется на настроенных
станках по упорам или при помощи активного контроля с автома-
тическим получением размера.
В этом случае
ton = + (10)
По
Если в составе оперативного времени кроме t из полностью сов-
мещено tcy, т. е.
/о/г = Ц+Ц (И)
По
то это значит, что процесс стал многопозиционным (минимум
двухпозиционным), при котором в одной позиции деталь устанав-
ливается, а в других позициях детали обрабатываются. Не имея
минимум двух позиций, указанное совмещение величин и исклю-
чение их из формулы сделать невозможно. Значит формула tOn
отражает изменение структуры операций.
Если кроме tU3 и t су с элементами оперативного времени бу-
дет совмещено и tx, получим
= К (12)
По
Формула (12) показывает, что в этом случае процесс не имеет
перерывов при переходе с рабочих подач, определяющих t0, на
холостые ходы, определяющие t х, т. е. что процесс осуществляет-
ся все время на рабочей подаче, определяющей t0. Иначе говоря,
процесс осуществляется с непрерывной подачей деталей вместо
прерывистой, т. е. структура опять изменилась.
Наконец, если число потоков п0 = 1, то оперативное время
t = t
ЬОП
(13)
134
Это свидетельствует о том, что состав оперативного времени
является признаком той или иной структуры процесса.
Отсюда, между прочим, следует, что основным признаком, по
которому одна структура отличается от другой, является состав
оперативного времени ton, а не состав времени рабочего или тех-
нологического циклов
Взаимосвязи метода и структуры обработки
Метод и структура — это два наиболее существенных направ-
ления развития технологии. Оба эти направления отражают как
количественную сторону развития операции (т. е. рост произво-
дительности), так и качественную точностную сторону операции,
так как каждому методу и виду обработки при определенной
структуре свойственна некоторая точностная характеристика. Меж-
ду тем в учебниках по технологии машиностроения вопросы струк-
туры (строения) технологического процесса освещены совершен-
но недостаточно.
Метод и структура в операции — это единство двух как бы
противоположных тенденций ее развития. Действительно, метод
нельзя себе представить без структуры. В любой операции обяза-
тельно имеется один или несколько методов обработки, но и есть
определенная структура. Структуру также нельзя себе предста-
вить без того или иного метода. Это — единство1 двух направлений
развития технологических операций.
С другой стороны это является как бы противоположными тен-
денциями развития операций. Действительно, производительность
можно увеличить, перейдя к более производительному методу об-
работки, не изменяя структуру. Но производительность можно уве-
личить и за счет перехода к более прогрессивной структуре,
оставляя метод обработки прежним. Значит — это две противопо-
ложные тенденции развития.
В действительности мы видим, что когда требования производ-
ства по увеличению выпуска продукции сильно возрастают, тех-
нология изменяется, причем в одних случаях опа изменяется за
счет структуры, в других — за счет метода обработки, а в ряде
случаев — за счет того и другого. Но в каждом отдельном случае
происходит как бы противопоставление двух направлений в реше-
нии вопроса, на основании которого можно выбрать наилучшее
для каждого конкретного случая.
|'Проти1Воречивоють в направлениях выбора операции в конце-
кюнцов разрешается путем оценки возможности применения либо
нового метода, либо новой структуры и машины и рентабельности
вариантов.
Так как возможности изменения структур и быстрота появле-
ния новых станков и других средств производства опережает тем-
пы разработки и изобретения новых методов изготовления дета-
лей, то во многих случаях рост производительности обеспечивает-
135
ся за счет новых структур, а не методов. Зато появление нового
метода обычно' вызывает резкий скачок в производительности и
часто сводит сложную структуру операции к простой. Например,
сложная структура многопозиционного многошпиндельного1 фре-
зерования блока цилиндров с появлением наружного протягива-
ния может быть сведена к одноинструментальной однопозицлон-
ной обработке протяжкой.
Дальнейший рост производства, при котором однопозиционное
протягивание будет уже недостаточным, опять потребует усложне-
ния структуры и перехода на двухпозиционное или многопозици-
онное протягивание или на применение автоматической линии.
Схема взаимосвязи метода и структура в операциях технологиче-
ского процесса при его развитии показана на фиг. 59.
Фиг. 59. Схема взаимосвязей в технологической операции.
В действующей технологической операции (в системе СПИД)
заранее заданное сочетание методов и структуры обработки обя-
зательно связано с затратой времени, без чего обработка осу-
ществлена быть не может. Таким образом, в технологической опе-
рации мы наблюдаем взаимодействие метода, структуры и време-
ни. Посмотрим, как осуществляется эта же связь в автоматической
системе СПИД.
В подготовленной технологической операции с одной стороны
имеется возможность при определенных затратах времени осу-
ществить определенные режимы и виды обработки при заданных
методах (фиг. 59), а с другой — имеется возможность, затратив
время, связанное с сочетанием переходов, применить основные и
вспомогательные переходы при определенном числе потоков и об-
136
разовать вполне определенную структуру обработки. Приведенная
в действие система СПИД при заданных методах и структуре об-
работки вызывает в технологической операции общую затрату опе-
ративного времени. Численное значение оперативного времени за-
висит от состава оперативного времени, длительности переходов'
и от режима обработки. Состав оперативного времени непосред-
ственно связан со структурой обработки.
В результате развития методов и структур обработки время
выполнения операций снижается. Но если методы достаточно ши-
роко освещены в литературе как с точки зрения точностных ха-
рактеристик, так и с точки зрения производительности, то для
структур операций еще не сделаны нужные обобщения и не най-
дены закономерности развития.
Указанная выше схема показывает основные внутренние взаи-
мосвязи метода, структуры и оперативного времени в операциях
технологического процесса. Операция с точки зрения производи-
тельности развивается на основе двух противоположных направле-
ний: создания новых методов изготовления и создания новых
структур (строения) операций. Конечно, в конкретных случаях,,
создания новых операций могут быть заложены оба эти направле-
ния. В дальнейшем нами будет сделана попытка более подробно
осветить структурные закономерности развития технологических
операций.
Если в результате анализа и синтеза образования структуры
операций удастся найти законы построения и развития операций
и причины появления в промышленности тех или иных структур,
то очевидно будет приоткрыта завеса над вопросом о законах раз-
вития технологии машиностроения, отражающих в значительной
степени развитие производительных сил и главным образом авто-
матизированных средств производства для механической обработ-
ки в машиностроении.
Проанализировав отдельные составные части t су и tx фор-
мулы (9) оперативного времени, мы установили, что наличие или
отсутствие этих частей в формуле отражает изменения в структу-
ре операции. Возникает вопрос, не отражают ли и другие состав-
ные части формулы (9), если их расшифровать и выразить опре-
деленным образом, структуру технологической операции однопо-
точных и многопоточных процессов.
Если изменение в составе формулы оперативного времени и
отдельных ее частей отражают качественные и принципиальные
изменения в структуре самой операции, то это будет означать, что
каждую качественно новую структуру операции мы можем оце-
нить количественно (при прочих равных условиях) через состав
формулы оперативного времени. Это обстоятельство имеет суще-
ственное значение, так как обнаруживается связь количественных
показателей (состава времени) с качественно разными структура-
ми операций. Отсюда можно предположить, что, найдя различные
сочетания составных частей формулы оперативного времени и их
137
выражений, можно обнаружить и все возможные принципиальные
структуры операций как те, которые известны и для осуществле-
ния которых имеются в машиностроении станки, так и те новые,
для которых еще не было построено станков в машиностроении.
В однопоточных процессах п0 = 1 и оперативное время определя-
ются по формуле (5).
Основное технологическое время to состоит из отдельных основ-
ных времен t ; t02 ; 10* и т. д., затрачиваемых по переходам об-
работки на изменение формы или физико-механических свойств
детали. Существенные различия в выполнении операций по ос-
новному времени t0 имеются в способе совмещения инструменталь-
ных переходов. Признаком, характеризующим способы совмеще-
ния, является состав формулы основного времени t0.
Несмотря на то, что в практике встречается очень большое чис-
ло различных совмещений инструментальных переходов во време-
ни, можно указать только три принципиальных способа совме-
щения или три способа работы инструмента: последовательный,
параллельно-последовательный и параллельный.
Наличие в операции того или иного способа совмещения ин-
струментальных переходов надо обязательно рассматривать при-
менительно к обработке детали одного наименования в одной или
разных позициях, но в одном потоке. В других потоках может
быть только дублирование тех же способов совмещения, так как
деталь в них обрабатывается по тем же самым основным перехо-
дам и теми же инструментами.
В том, что мы рассматриваем совмещение инструментальных
переходов применительно к обработке детален в одной или не-
скольких позициях только одного потока даже при многопоточном
процессе и включаем в анализ понятие поточности, заключается
принципиальное различие данного анализа по сравнению с анали-
зами, приведенными в других работах, по вопросу обобщения спо-
собов работы инструментов.
Благодаря тому, что мы ограничили применение понятий пос-
ледовательный, параллельно-последовательный и параллельный
процессом, происходящим в одном потоке, а не на станке в целом,
а также благодаря тому, что и другие понятия, как например, ра-
бочий цикл, позиционные переходы и другие, мы также относим к
одному потоку, создалась большая четкость в понятиях и опреде-
лениях. У нас, например, нет понятий параллельности изготовле-
ния нескольких деталей по одинаковым переходам. Мы называем
это многопоточностью обработки. Таким образом наше понятие
параллельности однозначно (применяется в пределах только одно-
го потока), а не многозначно, как у других авторов, которые
называют параллельной обработку и тогда, когда инструменты дей-
ствуют одновременно в одном потоке, и тогда, когда они дейст-
вуют в разных потоках, что приводит к неправильным представле-
ниям о разных структурах процессов.
138
КЛАССЫ ОБРАБОТКИ
Способы совмещения инструментальных переходов различны.
В зависимости от применения тех или иных способов совмещения
затрачивается разное основное технологическое время на обра-
ботку. Назовем эти способы совмещения классами обозначим их
римскими цифрами:
I класс — последовательный;
II класс— параллельно-последовательный;
III класс — параллельный.
I класс — инатрументальные переходы выполняются последова-
тельно несколькими инструментами или элементарные переходы
выполняются последовательно одним инструментом. В простейшем
случае может быть только один инструментальный переход, рав-
ноценный элементарному переходу.
Примером I класса является последовательное обтачивание
одним резцом 1, 2 и 3 ступеней валика. Ясно, что общее время об-
работки равно сумме времен, обтачивания по всем трем перехо-
дам. Вторым примером может служить последовательная обра-
ботка отверстия на одношпиндельном сверлильном станке разны-
ми инструментами: первый переход — сверление, второй — зенке-
рование и третий — развертывание. Общее время обработки t0
будет равно сумме времен обработки на всех трех инструменталь-
ных переходах, выполняемых последовательно со сменой инстру-
мента. Аналогичный пример можно привести из области револь-
верной обработки, при которой деталь последовательно обраба-
тывается то одним, то другим, то третьим инструментом
револьверной головки. Во всех таких случаях основное время об-
работки t0 равно сумме времен по инструментальным переходам.
В дальнейшем, говоря об основных переходах, мы будем говорить
об инструментальных, обозначая их время через / ; t0\ t ит.д.
В итоге для I класса обработки можно написать характеризую-
щую его формулу при I переходах
to ~ t01 + to2 + to3 + ... — ^t0i, (14)
Последовательное выполнение инструментальных переходов,
т. е. I класс обработки относится как к периодическому, так и к
непрерывному циклам обработки. В частности, к I классу следует
отнести непрерывный процесс бесцентрового шлифования валика
с одним инструментальным переходом, непрерывный процесс фре-
зерования деталей одной фрезой на карусельно-фрезерном станке
и нарезание гаек кривым метчиком в один переход (фиг. 60). К
этому же классу относится однопозиционный процесс с периоди-
ческим циклом при обтачивании ступенчатого валика с помощью
гидрокопировального суппорта (фиг. 61).
Рассмотрим еще один пример (фиг. 62), когда цикл непрерыв-
ный, а процесс многопозиционный с несколькими переходами об-
работки, т. е. процесс многопереходный и переходы выполняются
139
последовательно по позициям. На карусельно-фрезерном станке
фрезеруется последовательно кронштейн в семи позициях по семи
позиционным переходам. В каждой позиции в данном случае вы-
полняется один основной переход, так как деталь обрабатывает-
ся с перекладкой по семи позициям. Вращение стола происходит
непрерывно1 на рабочей подаче, холостых ходов нет. Фрезерование
производится одной торцовой фрезой.
I классу может соответст-
вовать:
последовательная обработ-
ка по элементарным перехо-
дам при одном инструменталь-
Фиг. 60. Примеры непрерывной обработ-
ки деталей:
а — бесцентровое (сквозное) шлифование;
б — карусельно-фрезерная обработка; в —
нарезание резьбы в гайках при помощи кри-
вого метчика.
Анализ большого числа операций
ном переходе;
последовательная обработ-
ка по инструментальным пере-
ходам при нескольких инстру-
ментальных переходах;
последовательная обработ-
ка по- позиционным переходам,
если каждый позиционный пе-
реход (равен одному инстру-
ментальному переходу или не-
скольким переходам, но вы-
полняемым в позиции также
последовательно.
(помимо указанного выше),
осуществляемых одним инструментом или несколькими инстру-
ментами последовательно, позво-
ляет сделать вывод, что I класс
обработки может быть осуществ-
лен как при однопозиционном,
так и при многопозиционном про-
цессах. При этом многопозицион-
Фиг. 61. I класс обработки — после-
довательная обработка ступеней ва-
ла на ги дрок он провальном станке.
Фиг. 62. I класс обработки — по-
следовательное фрезерование се-
чи разных поверхностей крон-
штейна на карусельно-фрезерном
станке:
4 — фреза; 1 — 7 — поверхности обра-
ботки.
ный процесс может иметь периодический или непрерывный циклы,
а также быть однопе(реходным или многопереходным.
Таким образом, I класс характеризует операцию по t0 как пос-
ледовательный способ обработки одним или несколькими инстру-
140
ментами в одной или последовательно разных позициях одного по-
тока.
В каждой операции основные переходы по I классу могут на-
ходиться в определенных сочетаниях со вспомогательными пере-
ходами, характеризующими состав вспомогательного времени в
формуле оперативного времени, сочетание которых в дальнейшем
назовем группами обработки. Следовательно, мы тогда сможем на
основе связей найти основные сочетания I класса с группами, ког-
да рассмотрим все слагаемые оперативного времени.
Итак, существенным признаком I класса, как и других классов,
Фиг. 63- Частич-
ное совмещение об-
работки двух де-
талей (1 и 2) по
времени при фрезе-
ровании одним ин-
струментом.
Фиг. 64. Частич-
ное совмещение об“
работки двух де-
талей (/ и 2) по
времени при свер-
лении одним ин-
струментом.
является состав основного времени Zo. Для I класса этот состав
определяется в общем виде тем, что основное технологическое
время в операции равно сумме несовмещенных времен обработки
во всех основных переходах, т. е. переходах, связанных с измене-
нием формы. Если переход только один, то основное время равно
несовмещенному времени обработки детали в одном переходе, т. е.
to = tOe (14')
Только несовмещенное нужно принимать в расчет потому, что
даже при обработке одним инструментом в отдельных случаях не-
которая часть основного времени может быть совмещена при двух
позиционной или многопозиционной обработке. Например, на
фиг. 63 показано фрезерование плоскости I у двух деталей в двух
позициях. Конфигурация детали такова, что участок обработки I
в обоих деталях совмещается. Следовательно, основное время /0,
отнесенное к каждой детали, надо брать для участка длиной
141
При сверлении двух деталей (фиг. 64) сверло, выходя из де-
тали /, уже сделало вход (конус) в детали 2. Следовательно, вре-
мя входа инструмента в деталь 2 совместилось со временем обра-
ботки детали 1. Это совмещение надо учесть, и применительно к
одной детали взять to как сумму времени для обработки по длине'
К I классу относится большое число операций, применяемых
в промышленности, и, в частности, все одноинструментальные опе-
рации, выполняемые на универсальных станках (токарных, свер-
лильных, фрезерных, шлифовальных, зубообрабатывающих и т. д.).
Кроме того, к нему относятся все операции, выполняемые несколь-
кими инструментами, но с последовательным вводом каждого ин-
струмента в работу после окончания выполнения переходов преды-
дущим инструментом. К таким операциям относятся револьверные'
при условии, что на каждой стороне револьверной головки и боко-
вого суппорта закреплены по одному инструменту, которые вво-
дятся в работу последовательно.
К I классу могут относиться и многоповиционные процессы, но
при условии последовательной по времени обработке детали по по-
зициям и последовательно выполняемых инструментальных пере-
ходах на каждой позиции, например, обработка детали, переме-
щающейся по четырем позициям в приспособлении на сверлиль-
ном станке с четырьмя шпинделями, расположенными в один ряд.
Деталь последовательно обрабатывается в 1—4 позициях. В этом
случае t0 = %tOi,
Можно еще раз подчеркнуть, что последовательность мы рас-
сматриваем по времени обработки, поэтому это понятие не имеет
ничего общего с так называемым последовательным агрегатирова-
нием, когда последовательность рассматривается не по времени
обработки, а по перемещению детали (последовательное агрега-
тирование) и где при последовательном перемещении деталей по
позициям обработка производится одновременно. Значит, наше
понятие последовательности по времени обработки как бы проти-
воположно понятию последовательности по перемещению детали.
II класс —параллельно-последовательный способ совмещения
инструментальных переходов. Он характерен тем, что в нем инстру-
ментальные переходы осуществляются блоком (комплектом) ин-
струментов параллельно (одновременно), а сами блочные перехо-
ды выполняются последовательно.
Блоки инструментов могут быть расположены как с одной сто-
роны, так и с разных сторон исполнительных механизмов станка —
суппортов, револьверных головок, силовых головок и т. д. При
фрезеровании параллельно-последовательный способ совмещения
инструментальных переходов может быть осуществлен за счет па-
раллельного (одновременного) фрезерования детали в одной пози-
ции с разных сторон и последовательного фрезерования деталей
142
в разных позициях, если эти детали в разных позициях фрезеру-
ются по разным переходам, что может (быть осуществлено за счет
применения способа перекладки.
Можно привести следующие примеры обработки по II классу.
На фиг. 65 показана многорезцовая обработка тонкого валика.
Чтобы не нагружать деталь сразу большим числом резцов, обра-
ботка ведется в такой последовательности: вначале передний суп-
порт с блоком резцов подходит к детали — начинается обработка
а)
Фиг. 65. II класс токарной обработки:
а — обтачивание; б — подрезка (обтачивание уже закончено).
ступеней вала по их диаметрам (фиг. 65, а); после окончания об-
тачивания вала передний суппорт отходит от детали, а задний суп-
порт (с блоком других резцов) быстро подается к ней, и начина-
ются подрезка торцов ступеней и прорезка канавок (фиг. 65, б); по
окончании двух блочных переходов задний суппорт отходит в ис-
ходное положение.
Как мы видим, работа в этом случае производится параллель-
но (одновременно) несколькими инструментами переднего суппор-
та (блока), а затем несколькими инструментами (блоком) заднего-
суппорта, но способ взаимодействия этих блоков инструментов по-
следовательный. Таким образом получается параллельно-последо-
вательная обработка, в которой суммируется только время наи-
больших переходов каждого блока, а не время всех инструмен-
тальных переходов, как в I классе.
Если на переднем суппорте будет блок резцов, а на заднем один
резец, но взаимодействие их останется таким же, то это тоже бу-
дет параллельно-последовательный способ обработки, т. е. II класс.
Если наоборот, на переднем суппорте будет один инструмент, а на
заднем блок инструментов и взаимодействие их останется таким
же, то и в этом случае будет осуществляться последовательно-па-
раллельный способ обработки, который нужно отнести ко II классу,
так как его состав времени обработки соответствует этому классу.
Совершенно другая структура получится, если на переднем и на
заднем суппортах будет по одному резцу, а взаимодействие их
□станется тем же (последовательным). В этом случае будет полу-
чен как бы последовательно-последовательный способ обработки
или просто последовательный, для которого характерно to =
т. е. в этом случае мы получим уже не II класс, а I класс обработ-
ки. При увеличении числа .резцов в блоке более одного опять полу-
чим II класс вместо I класса обработки.
Следовательно, прм увеличении числа инструментов в блоке
более одного скачкообразно изменяется качественное состояние и
класс обработки.
На фиг. 66 показана обработка дета-
ли на револьверном станке с .горизон-
тальной осью револьверной головки, в
большинстве позиций поворота револь-
верной головки (2, 4 и 5) одновременно
(параллельно) работают несколько инст-
Фиг. 66. И класс револьвер-
ной обработки (7—5 — пози-
ции поворота револьверной
головки).
Фиг. 67. II класс обработки. Параллельно-по-
следовательное фрезерование плоскостей ко-
робки подач с помощью перекладки детали по
позициям 1—5 (/—IV— шпиндели).
рументов, а сами позиции между собой сочетаются по времени
последовательно. Поэтому в данном случае мы имеем параллель-
но-последовательный способ обработки, т. е. II класс. Ранее, когда
мы рассматривали I класс, мы также приводили пример револь-
верной обработки, но в том случае на каждой позиции был только
один инструмент, который выполнял один переход. Следовательно,
в этом примере опять мы имеем переход из одного качества
(I класс) в другое качество (II класс) при увеличении числа рез-
цов в блоке от одного до двух, трех и более.
На фиг. 67 показано параллельно-последовательное фрезерова-
144
ние семи (поверхностей коробки подач в пяти позициях обработки
при разных установках детали на четырехшпиндельном продольно-
фрезерном станке. При этом в позиции 3 и 4 на чистовом переходе
обрабатываются те же плоскости, что и -в позициях 1 и 2, где они
фрезеруются предварительно. После одного прохода стола и воз-
врата его в исходное положение с пятой позиции снимается деталь,
обработка которой закончена в данной операции. Далее все де-
тали перекладываются на следующую позицию, а в первой позиции
устанавливается новая заготовка.
Фит. 68. II класс обработки. Фрезерование плоскостей
передней бабки на пятишпиндельно'М станке '(переклад-
ка деталей по позициям 1, 2 и 3\ I и II — шпиндели).
На фиг. 68 показано параллельно-последовательное фрезеро-
вание шести плоскостей более крупной детали (корпус передней
бабки) на пятишпиндельном фрезерном станке. Обработка закан-
чивается за один проход стола при установке детали в позициях /,
2 и 3. В позиции 1 устанавливается в приспособление заготовка
(отливка) и производится обработка верхней базовой плоскости
черновыми I и чистовыми II шпинделями. Боковая поверхность
фрезеруется горизонтальным шпинделем. В позициях 2 и 3 деталь
устанавливается и базируется по .плоскостям, обработанным в по-
зиции 1. После одного прохода стола и возвращения его в исходное
положение детали перекладываются. С позиции 3 снимается гото-
вая деталь, с позиции 2 деталь перекладывают в позицию 5, с пози-
ции 1—в позицию 2, а в позицию 1 устанавливают новую заго-
товку. Чтобы вертикальные фрезы не задевали детали в позиции 3,
деталь в этой позиции располагают на 5—6 мм ниже плоскости
торцовых фрез.
Параллельно-последовательный способ сочетания основных
(инструментальных) переходов находит также все большее приме-
нение при многошпиндельном растачивании и сверлении отверстий
на агрегатно-расточных станках в серийном, а не в массовом про-
изводстве.
Для обработки большинства отверстий в корпусных деталях
требуются два—четыре перехода: сверление, черновое растачива-
ние, чистовое растачивание и развертывание. Часто даже при не-
обходимости только двух переходов требуется обработка детали в
10 Зак. 1253 145
четырех позициях, так как отверстия расположены близко одно
к другому. При серийном выпуске наиболее экономичное выпол-
нение операций растачивания отверстий (в несколько позицион-
ных переходов) может быть получено путем 'параллельно-последо-
вательного способа сочетания переходов на одном станке без пере-
наладки.
Ниже приведены примеры выполнения таких расточных и свер-
лильных операций параллельно-последовательным способом на
агрегатных станках. На фиг. 69 показана обрабатываемая деталь,
на фиг. 70 — схема установки ее на столе станка и на фиг. 71 —
эскиз двустороннего агрегатного расточного станка с поворотным
столом. Для осуществления четырех переходов на поворотном сто-
ле устанавливается двухъярусное приспособление. Инструмен-
тальные борштанги также расположены в два ряда. Деталь уста-
навливается на нижний ярус, где расположены шпиндели 1—3. На
второй ярус, где располагаются шпиндели 2—4 для обработки в
третьей позиции устанавливается деталь, ранее обработанная на
первой и второй позициях. При нажатии кнопки «пуск» агрегатные
головки с инструментом подводятся к детали и растачивают отвер-
стия на первой и третьей позициях шпинделями 1 и 2 (см.
фиг. 70, а). В это время борштанги, закрепленные в шпинделях 3
и 4, совершают холостой ход. Для свободного прохода борштанги
шпинделей 3 в приспособлении сделано окно.
После окончания первого периода цикла обработки головки
отходят в исходное положение и стол поворачивается на 180°, в
результате деталь, обработанная в первой позиции, попадает в по-
ложение второй позиции, а деталь с третьей позиции попадает в
четвертую позицию (см. фиг. 70, б).
Затем головки включаются вновь и совершают второй период,
цикла. При этом работают шпиндели 3 и 4, а шпиндели 1 и 2 совер-
шают холостой ход. После остановки станка и окончания отхода
силовых головок с четвертой позиции снимают обработанную де-
таль. Стол поворачивают на 180°. Деталь, обработанную во второй
позиции, перекладывают в третью позицию (верхний ярус), а на
ее место (нижний ярус) устанавливают новую заготовку для об-
работки ее в первой позиции.
Обработка каждой детали производится за два повторяющихся
периода цикла, а весь цикл по времени состоит из суммы этих
периодов. При каждом периоде цикла шпиндели работают парал-
лельно, а связь первого и второго периодов — последовательная
по времени. Поэтому в этом случае мы также имеем II класс об-
работки.
На фиг. 72 показана обработка поперечных отверстий в кор-
пусе фартука на агрегатном станке при параллельно-последова-
тельном способе работы в четырех позициях детали. Приспособ-
ление вмещает две детали: одна деталь (заготовка) устанавли-
вается в левой части приспособления в позиции /, а другая деталь,
ранее обработанная в позиции 2, устанавливается в правой части
146
ФЖ Ф52П Ф52А
По >М
Фиг. 69. Корпус коробки подач (/—IV — оси отверстий).
а}
Фиг. 70. II класс обработки.
Схема растачивания отверстий
параллельно-последователь-
ным способом:
I — IV — позиции; 1 — 4 шпин-
дели.
6240
Фиг. 71. Двусторонний агрегатный станок, работающий по схеме, показанной на фиг. 70:
1 — приспособление; 2 — поворотный стол4
приспособления в позиции 3. Внизу приспособления имеются крон-
штейны с роликами, на которых оно легко перемещается по на-
правляющим, устанавливаясь в первом или во втором положениях
под соответствующими блоками (рядами инструментов).
Первое положение соответствует расположению первых двух
рядов инструментов, поэтому в первом периоде обработки при опу-
Фиг. 72. II класс обработки— сверление, растачивание и
развертывание отверстий на агрегатном станке параллель-
но-последовательным способом:
а — схема станка; б — расположение позиций; 1 — 4 позиции.
скан ни силовой головки детали обрабатываются в позициях 1 и 3.
В это время инструменты третьего и четвертого рядов шпинделей
проходят мимо приспособления. После подъема силовой головки
приспособление, перемещаясь на роликах, устанавливается под
третьим и четвертым рядами шпинделей. При вторичном опуска-
нии головки (т. е. за второй период) производится обработка в
позициях 2 и 4. Инструменты первого и второго рядов шпинделей
проходят мимо приспособления. После вторичного подъема голов-
148
ки приспособление передвигается к рабочему, который снимает и
перекладывает детали. В этом случае инструменты в блоке рабо-
тают параллельно, а блоки инструментов действуют по времени
пос л е д ов а т е л ьно.
Очень интересным примером применения параллельно-последо-
вательного способа сочетания переходов (II класс) является рас-
тачивание отверстий в крупной детали (станине) на агрегатном
станке. При крупносерийном выпуске деталей приходится искать
Фиг. 73. II класс обработки — растачивание пяти отверстий 1—5 в станине
фрезерного станка параллельно-последовательным способом на агрегатном
станке с барабаном револьверного типа для автоматической заправки рас-
точных оправок.
новые структурные схемы выполнения операций, так как обычные
схемы, пригодные для мелкосерийного производства (последова-
тельный способ) или для массового производства (параллельный
способ), оказываются нерентабельными.
На фиг. 73 показано растачивание пяти отверстий в станине
по пяти осям (7 — 5). Каждое из отверстий надо растачивать в че-
тыре .перехода: черновое, получистовое и чистовое, растачивание
и развертывание. Если применить обычный агрегатный станок с
одновременным растачиванием всех пяти отверстий (параллель-
ный способ), то надо иметь четыре таких станка в соответствии
с четырьмя переходами для каждого отверстия. При этом станки
будут загружены неполностью. Если же растачивать отверстия на
одношпиндельном станке последовательно (по I классу), то надо
иметь пять станков для крупносерийного производства при такте
50—60 мин.
При использовании параллельно-последовательной схемы об-
работки, показанной на фиг. 73, можно вместо четырех или пяти
станков иметь только один станок для заданного' крупносерийного
выпуска. Так как станина — крупная деталь, то для ее обработки
нельзя применить ни одну из описанных выше схем из-за невоз-
можности перекладки детали из позиции в позицию. Поэтому была
применена револьверизация агрегатного станка путем пристройки
к нему барабана, в котором хранятся 20 оправок для растачива-
149
Ния, выталкиваемых автоматически комплектами (по 2—3 оправ-
ки) в приспособление. Отверстия в детали по пяти осям со встреч-
но уменьшающимися диаметрами расположены в одной вертикаль-
ной плоскости. У .отверстий с осями 1 — 1 и 2 — 2, расположенных
слева, диаметр больше, а справа — меньше, у отверстий с ося-
ми 3— 3, 4—4 и 5 — 5—'наоборот. Станок имеет стол, который
поворачивается вюкру-г вертикальной оси О—О и фиксируется по
индексу.
С правой стороны станка смонтирован барабан, вращающийся
вокруг горизонтальной оси, в котором расположены скользящие
каретки а, несущие расточные оправки (группы б) с режущим ин-
струментом. Двадцать оправок, размещаемых в барабане блоками
по 2—3 шт., обеспечивают параллельно-последовательную обра-
ботку всех отверстий в весьмипозиционных переходах. Приспособ-
ление заряжается из барабана автоматически последовательно
двумя, а затем тремя борштангами при двух поворотах барабана
для обработки пяти отверстий. Так как для обработки каждого
отверстия требуются четыре перехода, то всего получается восемь
позиционных переходов в операции.
Порядок работы на станке следующий.
1. Приспособление повернуто в сторону барабана так, что от-
верстия двух первых осей с большими диаметрами расположены
в сторону барабана, остальные три отверстия—в сторону силовой
головки. В это время барабан установлен так, что каретка а с
двумя оправками Г и 2' для чернового растачивания отверстий пер-
вых двух осей находится против этих отверстий.
2. Каретка а, двигаясь влево автоматически, подает две оправ-
ки, заряжает приспособление и отходит.
3. Стол станка поворачивается на 180° и индексируется.
4. Подходит силовая головка, и патроны автоматически сцеп-
ляются с хвостовиками двух оправок. Двигаясь с оправками впра-
во, головка растачивает первый раз отверстия двух верхних
осей 1 —\1 и 2 — 2.
5. Во время растачивания двух отверстий барабан поворачи-
вается в положение, показанное на фиг. 73. Другая каретка а, не-
сущая оправки 3', 4' и 5', двигается влево, заряжает приспособле-
ние по осям 3 — 5, 4 — 4к5— 5 и отходит в исходное положение
вправо. В этом положении по двум верхним осям 1—\1 и 2 — 2
растачивание отверстий закончено, а по трем нижним осям 3 — Зу
4 — 4 и 5 — 5 оправки заряжены для второго перехода (их хво-
стовики в находятся справа).
6. Силовая головка отходит влево, патроны автоматически от-
цепляются от оправок для отверстий осей 1 — 1 и 2 — 2, оправки
остаются в приспособлении.
7. Стол станка автоматически поворачивается на 180° и индек-
сируется. Барабан в это время повернут так, чтобы каретка для
двух оправок могла подойти влево, сцепиться с хвостовиками и,
двигаясь вправо, втянуть две оправки обратно в барабан.
150
8. Силовая головка подходит к заряженным в приспособлении
трем оправкам для отверстий осей 3 — 3, 4 — 4 м 5— 5 и, дви-
гаясь вправо, сцепляет патроны шпинделей с хвостовиками опра-
вок, а затем производит растачивание отверстий по трем осям; по-
сле этого головка уходит обратно (влево) в исходное положение,
разъединяя патроны и оправки.
9. Стол станка поворачивается еще на 180°. Три оправки выво-
дятся кареткой а из приспособления.
10. Барабан поворачивается в положение, при котором можно
вводить для третьего перехода две новые оправки, предназначен-
ные для получистового растачивания отверстий осей 1 — 1 и 2— 2.
11. Каретка а заряжает две оправки для получистового раста-
чивания отверстий осей 1 — 1 и 2 — 2 (подготовляется третий
переход). Далее весь процесс повторяется несколько раз.
За время выполнения операции по всем восьми позиционным
переходам силовая головка последовательно 8 раз подходит, рас-
тачивает отверстия по двум или трем осям параллельно и отходит
в исходное положение. Все действия производятся автоматически.
Один станок, работающий параллельно-последовательно, т. е.
по II классу, обеспечивает обработку детали за 45—50 мин. При
только параллельной или только последовательной обработке при-
шлось бы для данного такта выпуска (50—60 мин) иметь 4—
5 станков.
Эти примеры мы привели для подтверждения возможностей
широкого применения параллельно-последовательного сочетания
переходов (II класс обработки) в машиностроении. Мы выяснили,
что он может с успехом применяться на токарных многорезцовых,
револьверных, фрезерных, агрегатных и других станках. Между
тем этот рентабельный для крупносерийного производства способ
работы еще не нашел достаточного распространения в машино-
строении.
Существенным признаком II класса является состав основного
времени t0, отличающийся от состава основого времени I и III клас-
сов. Для II класса время обработки в общем виде определяется
как сумма наибольших не совмещенных времен инструментальных
переходов в разных блоках
у ,шах । ,max . >тах < ^rnax /ir.
to — t01 T" ?о2 "Т" ?о3 -Г . . . — /До/ ’ I1'3/
Если обработка многопозиционная, то основное время равно
сумме наибольших времен позиционных переходов. Но так как вре-
мя каждого позиционного перехода, выполняемого параллельно
несколькими инструментами, определяется временем наибольших
инструментальных переходов, то
/ _ S Zm.ax
В отличие от I класса, где время t0 является суммой времен
всех несовмещенных переходов, во II классе технологическое вре-
151
мя определяется как сумма наибольших несовмещенных времен
инструментальных переходов. Практически это означает, что если
в операции есть какие-то переходы, у которых время меньше наи-
большего и совмещены с временем наибольшего перехода, то эти
переходы не влияют на затрату технологического времени.
Операцию можно отнести ко II классу, если:
1. Обработка производится на однопозиционном или многопб-
зиционном станке (в одном потоке) параллельно! блоком инстру-
ментов, а блоки инструментов вступают в работу последовательно.
2. Основное время соответствует формуле (15).
3. Число инструментов в блоке более двух. При наличии двух,
трех и более блоков инструментов в отдельных блоках может быть
ПО' одному инструменту при условии, что число одновременно ра-
ботающих инструментов в других блоках более двух.
Характерной особенностью операций обработки при надлежа-
щем конструктивном исполнении наладки является значительное
число блочных или позиционных переходов, т. е. значительный
объем обработки детали без переналадки станка, что обеспечи-
вается применением инструментальных револьверных головок, ре-
вольверных барабанов, поворотных столов и многопериодных ра-
бочих циклов в станках и автоматических линиях, а также револь-
веризацией агрегатных и других станков.
III класс — параллельный способ сочетания инструментальных
переходов в операции, когда все инструменты (от двух до несколь-
ких десятков и сотен), в каких бы они блоках не находились и в
каком бы числе позиций они не были установлены, работают одно-
временно по времени
Таким образом, параллельной мы считаем всякую одновремен-
ную работу нескольких инструментов в операции в одном потоке
при следующих условиях:
1. В каждой позиции (одного потока) работает лишь один ин-
струмент, который совершает только один инструментальный пере-
ход, а позиций детали — две или более, и обработка во всех пози-
циях ведется одновременно, т. е. делается одновременно несколько
разных переходов в разных позициях.
2. На многопозиционном станке в каждой позиции одновре-
менно работают несколько блоков инструментов, и во всех пози-
циях обработка также осуществляется одновременно по разным
переходам. Это — параллельный способ сочетания позиционных
переходов, при котором время операции определяется временем
наибольших позиционных переходов. Но так как позиционный пе-
реход сам определяется наибольшим временем инструментального
перехода в позиции, то оперативное время будет определяться не-
совмещенным временем инструментальных переходов в потоке.
3. В однопоточной автоматической линии на каждом станке ин-
струменты работают одновременно. Кроме того, все станки обра-
батывают детали одновременно в цикле по разным переходам.
Если линия станков на Каком-то участке раздваивается и каж-
152
дая позиция .вследствие этого дублируется, то надо считать, что
работа на двух одинаковых станках, дублирующих переходы, про-
изводится в два потока, при этом в каждом потоке работа выпол-
няется параллельным способом, т. е. по III классу.
Если на -много-шпиндельном горизонтальном автомате обработ-
ка в разных позициях в одном потоке производится по разным
переходам (сверление, растачивание, развертывание и т. д.), то
мы называем это параллельным способом работы. Для всех этих
и других аналогичных случаев существенным признаком является
то, что основное технологическое время всегда равно времени наи-
больших позиционных переходов (при многопозиционной обработ-
ке), или при однопозиционном процессе равно времени наиболь-
ших инструментальных переходов, т. е.
to = t?r. (16)
На данном вопросе приходится останавливаться потому, что
в общеизвестной терминологии есть неясности. Например, в ряде
работ многошпиндельный автомат называют автоматом последо;
вательного действия, в то время как на основе признака, выражен-
ного формулой (16), что' его инструменты работают параллельным
способом, т. е. по III классу и что хотя деталь в нем перемещается
по позициям последовательно, работа инструментов по времени
происходит параллельно, поэтому такую обработку следует на-
зывать с параллельным действием инструментов.
Поскольку классы обработки мы определяем по взаимодейст-
вию инструментов во времени, а не по движению детали по пози-
циям, то здесь и кроется расхождение в понятиях. Как уже гово-
рилось ранее, в понятии «движение детали по позициям» не имеет-
ся количественного признака, а в нашем понятии «сочетание
инструментальных переходов во времени» имеется существенный
количественный признак — состав времени обработки.
Только при оценке каждой качественной характеристики опе-
рации количественной величиной (временем) получается строй-
ная система понятий и стройная система развития структур в тех-
нологических операциях.
Упомянутое ранее указание, что при параллельном способе об-
работки инструменты работают одновременно надо понимать не
в буквальном смысле этого слова. Конечно, некоторые инструмен-
ты могут начать работать позже, чем другие. Однако основное
представление об их одновременной работе заключается в том, что
за время работы инструментов с наибольшими переходами по вре-
мени все остальные инструменты должны закончить свои пере-
ходы.
.Обычно инструментальные наладки вычерчивают в конечном
положении инструмента. Приведем примеры обработки по III клас-
су из области массового и крупносерийного производств в машино-
строении.
На фиг. 74 показан параллельный способ (III класс) токарной
153
однопозициюнной обработки многовенцового зубчатого колеса.
В отличие от параллельно-последовательной обработки, которую
мы 'приводили на фиг. 65, передний и задний суппорты, т. е. оба
блока инструментов, работают одновременно. Резание всеми ин-
струментами обеих -блоков заканчивается одновременно. Наладка
с инструментами показана в конечном положении. В первом (пе-
редний суппорт) и втором (задний суппорт) блоках по шесть ин-
струменто-в.
На фиг. 75 показана
м н огоп о зи цион н а я обработ-
ка ступицы колеса автомо-
биля (III класс) на верти-
кальном токарном шестипэ-
з ищи о/нном п ол у автом ат е.
Первая позиция является
установочной, а остальные
рабочими. На последней
шестой позиции сверлятся
крепежные отверстия во
фланце. В каждой позиции
осуществляются несколько
инструментальных перехо-
дов параллельным спосо-
бом. Так, во всех позициях
Фиг. 74. III класс обработки — обтачивание
детали на многорезцовом однопозиционном
станке параллельным способом.
производится параллельная
обработка.
На фиг. 76 показан параллельный способ токарной обработки
зубчатого колеса с двух сторон в две установки на восьмишпин-
дельном вертикальном токарном полуавтомате с двойным индек-
сированием, т. е. с поворотом кольцевого стола сразу на две пози-
ции, но при одном потоке (шесть основных позиционных перехо-
дов). Основное время обработки to в этом случае также опреде-
ляется по наибольшему времени позиционного перехода ^-ах.
Параллельный способ обработки часто применяется при фрезе-
ровании крупных и средних деталей машин. На фиг. 77 показано
одновременное (параллельное) фрезерование семи поверхностей
консоли фрезерного станка на пятишпиндельном продольно-фре-
зерном операционном станке. За время рабочего хода стола обра-
батываются все семь поверхностей.
На фиг. 78 показано фрезерование семи поверхностей салазок
на пятишпиндельном продольно-фрезерном специальном станке.
Время обработки равно наибольшему несовмещенному времени по
,гпах
переходам toi .
В очень широких масштабах параллельный способ работы
(III класс) применяется в массовом производстве при сверлении
и растачивании отверстий в корпусных и других деталях на агре-
гатно-расточных и сверлильных станках. На фиг. 79 показана схе-
ма параллельной обработки отверстий в корпусе коробки передач
154
Фиг. 75. Ill класс обработки — многопозиционная обработка ступицы
заднего колеса автомобиля параллельным способом разными инструмен-
тами (/—6 позиции).
n f 5 4
Фиг. 77. III класс обработки — фрезе-
рование семи поверхностей крупной
детали параллельным способом на
пятишпиндельном станке (/—7 — по-
верхности обработки).
Фиг. 76. III класс обработки — много-
позиционная обработка зубчатого ко-
леса в одном потоке.
155
на агрегатно-расточном двухстороннем горизонтальном много-
шпиндельном станке с прямоугольным поворотным столом и двумя
позициями детали. В обеих позициях осуществляются разные по-
зиционные переходы. За каждый ход агрегатных головок в пози-
Фиг. 78. III класс обработки
—фрезерование салазок
ун и в ер с а л иного ф р е з ерню г о
станка параллельным способом:
1 — 7 — обрабатываемые поверх-
ности; I — салазки.
ции 1 начинается обработка, а в по-
зиции 2 (где установлена деталь,
ранее обработанная в позиции Г)
обработка заканчивается. Таким
образом, за один ход головок со
стола снимается одна готовая де-
таль и устанавливается новая заго-
товка. Время обработки также рав-
но t™x .
Можно- было бы привести гораз-
до больше примеров для уяснения
этого вопроса, но во всех подобных
случаях остается в силе один суще-
ственный признак III класса: время
обработки определяется наиболь-
шим несовмещенным временем пе-
реходов.
III класс обработки можег
иметь место при однопоточной л
многопоточной обработке, периоди-
ческом или непрерывном циклах,
однопозиционном или многопозици-
онном исполнении операции.
Выводы. В итоге рассмотрения
всех классов обработки и основных
признаков, характеризующих клас-
Фиг. 79. III класс обработки — сверлильно-расточная обработка передней баб-
ки токарного станка параллельным способом:
1 и 2 — позиции; I — левая головка; I] — правая головка.
сы, с помощью формул (14), (15) и (Гб) определения технологиче-
ского времени t0 можно сделать вывод, что для I класса обра-
ботки основное технологическое время равно сумме основных вре-
мен во всех переходах для II класса — сумма основных времен
156
наибольших переходов в блоках инструментов (за счет параллель-
ной работы инструментов в блоках и последовательность работы
самих 'блоков), а для III класса—времени наибольших переходов
блоков инструментов, в какой бы позиции данные блоки ни нахо-
дились (за счет параллельной работы инструментов в блоках и
совмещения действий самих блоков).
Из сказанного выше видно, что основным фактором развития
классов является использование совмещения инструментальных
переходов по времени. При этом, чем большее совмещение имеет
место, тем меньшее теоретически (при достаточной жесткости
системы СПИД и одинаковых режимах резания) основное время to
требуется для обработки детали по одинаковым переходам по
сравнению с последовательной обработкой. Поэтому при II классе
требуется меньше времени t0 на обработку, чем при I классе, а при
III классе—меньшее, чем при II классе обработки.
ГРУППЫ ОБРАБОТКИ
Если классы обработки имели количественный признак, опре-
деляемый составом формулы основного времени to, то способы со-
четания вспомогательных переходов, которые мы назовем груп-
пами обработки, имеют количественный признак, определяемый
составом вспомогательного времени te.
Как мы выяснили ранее, вспомогательное время любого про-
цесса может быть определено- по формуле (8) как сумма несовме-
щенных времен tU3, tcy и затрачиваемых соответственно на
ручное измерение, съем и установку деталей и на холостые пере-
мещения инструментов или деталей. Рассмотрим более подробно
каждое из слагаемых.
Несовмещенное время tU3, затрачиваемое на измерение, зависит
от следующих величин:
номинального времени tus, затрачиваемого на ручное измере-
ние детали, в том числе на подналадку методом пробных про-
ходов;
времени тиз совмещения процесса измерения с другими вспо-
могательными или основными переходами в операции.
Следовательно, можно записать, что
tus—tu3 ^U3- (17)
Если операция осуществляется так, что tU3 ¥= 0, то это значит,
что 1из не совмещено полностью, и операция выполняется уни-
версальным способом с получением размера не автоматически, а
методом пробных проходов при измерении вручную. Такой процесс,
конечно, мало пригоден для автоматизации и развития структур
операций. Например, при мн ого позиционном или многопоточном
процессе обработки человек уже не может справиться с измере-
нием детали в разных потоках и позициях. Поэтому этот процесс
157
и не вышел за рамки однопозиционной однопоточной обработки и в
основном распространен как универсальный процесс в индиви-
дуальном и мелкосерийном производствах при обработке после-
довательно одним инструментом, т. е. по I классу. В отдельных
случаях при обработке по II и III классах и небольшом числе ин-
струментов (2—3) также возможна обработка с наличием tU3.
Суммарное несовмещенное время tcy— время съема и установ-
ки одной или нескольких деталей в операции. В операциях тре-
буется устанавливать не одну, а несколько деталей в одном потоке,
тогда, когда работа выполняется с перекладкой детали в разных
позициях. Например, мы видели (см. фиг. 68), что в отдельном
случае для установки деталей перед началом рабочего хода стола
необходимо с третьей позиции снять готовую деталь; вторую де-
таль, законченную обработкой по второму позиционному переходу,
переставить в третью позицию; первую деталь, законченную обра-
боткой по первому позиционному переходу, переставить во> вторую
позицию, а в первую позицию установить новую заготовку. То же
самое можно иллюстрировать примерами, показанными на фиг. 67,
70 и 72 и многими другими операциями, выполняемыми с пере-
кладкой деталей.
Если обозначить через
tcy — номинальное время, затрачиваемое на съем и установку
одной детали;
асу — число деталей, устанавливаемых в установочных пози-
циях в одном потоке (например, на фиг. 68 асу = 3, на
фиг. 67 асу = 5);
п0— число потоков в операции при односекционном исполне-
нии станка и наладки;
^су—время совмещения установки и съема детали с другими
переходами,
ю общее суммарное несовмещенное время съема и установки не-
скольких деталей в асу позициях каждого потока и в п0 потоках
су су "^су’ (18}
Если процесс однопоточный и п0 = 1, то
^су ~ ^cyicy хсу (19)
Так как мы приняли, что номинальное время, затрачиваемое
на съем и установку детали в каждой позиции, равно tcy , а про-
цесс перекладки деталей по позициям асу можно вручную осущест-
влять только последовательно, то естественно, что когда деталь
устанавливается в одной позиции, в остальных позициях затрачи-
вается время на ожидание 10ж. Если при этом нет никакого совме-
щения действий по времени, т. е. хсу = 0, то
tcy 4” t0:)lc aCytCy. (20)
При автоматической загрузке или перекладке нескольких дета-
лей сразу в нескольких позициях, т. е. при параллельной, а не по-
158
следовательной установке, могут быть случаи, когда нет затрат
времени на ожидание t0J!C. Тогда общее время съема и установки
однократно
icy — tcy*
В процессах одноповиционных (см. фиг. 65, 73, 74 и т. д.) или
многопозиционных, но с одной установочной позицией (асу=1),
т. е. при работе без перекладки, номинальное установочное время
также однократно.
Время на холостые перемещения зависит от номинального
времени tx, затрачиваемого на все холостые движения механиз-
мов, и от времени совмещения этих движений тх. За время 'опера-
ции выполняются несколько холостых движений: подвод и отвод
инструмента, поворот стола, перемещение детали или спутника с
деталью, фиксация и т. д., поэтому
tx =
где tx —номинальное время каждого холостого движения.
Следовательно, общее несовмещенное время холостых ходов
tx — ^tx--------------------- Тд.
или
tx~tx (21)
Теперь можно написать значение te в развернутом виде для
однопоточного процесса
te ~ tus ^из 4“ аСу^су ^су 4~ tx Тх. (22)
Если мы рассмотрим развернутую формулу (22), определения
вспомогательного времени с точки зрения отражения в ней различ-
ных сочетаний вспомогательных переходов, связанных с измене-
нием и установкой детали или холостыми ходами, то мы увидим,
что формула (22) отражает разные группы процессов, т. е. разное
качество операции по сочетанию вспомогательных переходов. Всего
можно установить четыре группы процессов, в том числе три груп-
пы автоматизированных процессов, в которых заданный размер
детали получается автоматически и которые позволяют развивать
структуру операций. Эти процессы обозначим как 1, 2 и 3 группы,
а универсальный процесс, характерный для мелкосерийного про-
изводства, при котором размер получается методом пробных про-
ходов, назовем группой 0 (нуль).
Если в формуле (22) tиз тиз ¥=0,
то это будут процессы группы 0.
Если 4 —твз = 0,
то это будут процессы 1 группы, т. е. процессы прерывные, при ко-
торых заданный размер получается автоматически, но с затратой
159
времени tcy в операции, так как нет отдельной установочной по-
зиции.
Если не только
tU3 ^из О,
НО И
O'Cytcy ^су О,
то это уже будут процессы 2 группы. В этих прерывных процес-
сах tcy полностью совмещено с основным временем обработки, так
как имеется отдельная установочная позиция.
Наконец, если не только tU3 и tcy, но и tx совмещены, т. е.
/в = 0,
то это будут процессы 3 группы. Это непрерывные процессы с за-
тратой только основного времени t0.
Так как мы во всей работе анализируем оперативное время ton,
т. е. время выполнения операции для одной детали на станке, то
это время надо считать в станкоминутах, а не в человекоминутах.
Поэтому когда мы говорим, что то или иное слагаемое этой фор-
мулы равно нулю, например acytCy —хсу = 0, то это не значит, что
не затрачивается времени на установку и съем детали (рабочий
это время затратит), а означает, что время tcy полностью совме-
щено с остальными частями оперативного времени (в станкоми-
нутах) .
Рассмотрим каждую группу процессов в отдельности.
Группа 0. Данной группе соответствуют однопозиционные про-
цессы, в формуле (22), асу = 1 и хсу = 0. Отсутствие совмещения
времени установки объясняется тем, что при одной позиции нельзя
начать установку новой детали, пока не снята прежняя. Кроме
того, при ручном получении заданного размера методом пробных
проходов нет совмещения также и по времени измерения t из, так
как измерение производится после каждого пробного прохода.
С учетом этого формула (22) примет вид:
te = ^из + tcy 4- tx — хх. (23)
Такой состав формулы является признаком группы 0. В ней
учтены затраты времени на измерение tU3.
К процессам группы 0 можно отнести операции, выполняемые
на однопозиционных токарных, револьверных, карусельных, фре-
зерных и некоторых других станках, у которых нет мерного ин-
струмента, упоров, накидных измерительных приборов и других
устройств, обеспечивающих автоматическое получение размера.
Типичными для группы 0 являются операции, выполняемые на
однопозиционных универсальных станках с получением размера
методом пробных проходов. Такой процесс группы 0 может соче-
таться, как говорилось выше, с I, II и III классами обработки и
образовать три структуры. Для развития процессов группы 0 (с
160
ручным измерением детали) по позиционности и поточности, т. е.
развития 'более сложных структур этой группы, не имеется условий.
Путем сочетания процесса группы 0 в однопоточном исполне-
нии г классами получаются три структуры и три формулы опера-
тивного времени, характеризующие эти структуры:
первая структура (I класс, группа 0)
ton — tU3 + tcy + tx — ^t0i\ (24)
вторая структура (II класс, группа 0)
tOn — tU3 + tcy + tx — -P ^tOi ; (25)
третья структура (III класс, группа 0)
ton — tU3 + tCy 4" tx — чх 4- tOi ‘. (26)
В дополнение укажем, что не всякий процесс, выполняемый на
универсальном станке, может быть отнесен к группе 0, а только
такой, при котором 0. Если же обработка ведется с исполь-
зованием мерного режущего инструмента без измерения детали
при обработке, то такой процесс уже нельзя отнести к группе 0,
Например, если обработка отверстия на сверлильном станке про-
изводится таким мерным инструментом, как сверло, зенкер и раз-
вертка, то заданный размер получается автоматически без ручной
поднастройки, т. е. (без затрат времени на измерение детали. Зна-
чит в формуле определения tв величина t'U3 будет отсутствовать.
Такой процесс нельзя отнести к группе 0. Как мы увидим в даль-
нейшем, его надо отнести к группе I, т. е. к процессу, при котором
размер получается автоматически и t'U3 = 0.
Указанное выше сочетание классов и группы 0 можно предста-
вить в виде таблицы для разных методов 'однопозищионной (aj об-
работки (табл. 14).
Таблица 14
Сочетание разных классов и группы 0 обработки
Группа Подгруп- па Наименование процесса Номер формулы, характери- зующей структуру обработки
I класс 11 класс III класс
0 а1 Обработка с несовмещен- ным iU3 без автоматического по- лучения размера (однопозици- онная) (24) (25) (26)
Группа 1. Процессы этой группы характерны тем, что в них вре-
мя измерения совмещено, заданный размер в пределах допуска
11 Зак. 1253 161
должен получаться автоматически (без пробных проходов), а вре-
мя установки и съема детали и холостых ходов совмещается толь-
ко частично. Для таких процессов
tu3 == ^из ^из б.
Тогда формула (22) примет вид, характерный для многопози-
ционных процессов труппы 1:
te Ctcytcy ” ^су "1“ (27)
Но процессы этой труппы могут
Фиг. 80. Процесс группы 1, I класс:
а — однопозиционное фрезерование; б — одно-
позиционное сверление.
Таким образом, однопозиционные
соответствовать формуле
быть подразделены на подгруп-
пы: — однопозиционные и
а<2 — многопозиционные.
При однопозиционных про-
цессах группы Л когда асу. =
= 1, время t'c затрачивается
однократно и, кроме того, при
одной позиции в процессе,
когда она является установоч-
ной, и рабочей позицией, нель-
зя иметь совмещение % су< так
как невозможно на единствен-
ную позицию установить но-
вую деталь до тех пор, пока не
будет снята предыдущая. По-
этому время совмещения будет
равно нулю (тсу = 0).
процессы группы I должны
t&----t СУ I" tx
(28)
Однопозиционные процессы труппы 1 с автоматическим полу-
чением заданного размера, для которых характерно наличие в
формуле (28) несовмещенного времени icy, широко распростране-
ны в промышленности. По сути дела все это — процессы однопо-
зиционной обработки, выполняемые на настроенных станках. По-
этому можно было бы привести в качестве примеров большое число
операций, относящихся к этой группе. Ограничимся примерами,
приведенными на фиг. 80 (процессы группы 1 класса I обработки),
фиг. 65 (процесс группы 1 класса II обработки) и на фиг. 74 (про-
цесс группы 1 класса III обработки).
Для многопозиционных процессов группы 1 характерны не-
сколько установочных позиций, что видно из формулы (27), так
как асу^ 2. Эти установочные позиции в процессах труппы 1 яв-
ляются в то же время и рабочими; в них после установки детали
происходит ее обработка. Но поскольку в формуле имеется величи-
на асу, то можно утверждать, что этот процесс многопозиционный
162
и минимум двухпо-зиционный. Для него характерно наличие ,в фор-
муле (27) величины
tcy CLcytcy ^су*
Для примера можно привести фрезерование деталей, установ-
ленных на столе в один ряд (фиг. 81, а) или глубинное шлифова-
ние (фиг. 81, б). В обоих случаях число установочных позиций асу
равно четырем. На фиг. 67, 68, 70 и 72 показаны многопозицион-
Фиг. 81. Процессы группы 1 'многопозиционные:
а — фрезерование; б — глубинное шлифование; 1 —
4 — установочные и рабочие позиции.
ные процессы фрезерования и растачивания корпусных деталей с
перекладкой в асу позициях. Многопозиционность, характеризуе-
мая составом времени t6 (за счет установочных позиций асу), мо-
жет быть обеспечена как за счет установки деталей в разные пози-
ции системы СПИД (фиг. 81), так и за счет перекладки (фиг. 67,
68, 70 и 72).
Многопозиционные процессы группы 1 позволяют совмещать
часть установочного времени с основным. Например, при фрезеро-
вании и глубинном шлифовании, показанных на фиг. 81, можно
установить две детали в позициях 1 и 2, затем пустить станок и
начать фрезерование, а уже во время фрезерования установить
остальные две детали в позициях 3—4. Таким образом, время уста-
новки будет совмещено с основным временем to, что и отражает
наличие совмещенного времени хсу в формуле 27.
Однако могут быть такие операции (например, показанные на
фиг. 70 и 72), у которых нет совмещения (тС2/ = 0) потому, что пере-
кладку деталей и их установку нужно выполнить полностью до
включения станка. В этом, случае вспомогательное время
te — G'cytcy tx — (27f)
Следует отметить еще один вариант многопозиционных про-
цессов группы 1 — это процессы, в которых имеется многопози-
ционность а2 по рабочим позициям, а число установочных пози-
ций асу =? 1. Для таких процессов
1в ~ tcy — tx ^х-
Как видно, эта формула аналогична формуле (28) для одно-
позиционных процессов группы 1. Значит, в ней не отражено нали-
п* 163;
чие многих рабочих позиций. Действительно, в этих процессах за-
трата установочного времени ничем не отличается от затрат этого
времени в аналогичных однопозиционных процессах. Проиллю-
стрируем эти процессы примерами.
На фиг. 82, а показана схема обработки детали, которая уста-
навливается в приспособлении 1 (одна установочная позиция,
асу = 1) и обрабатывается по рабочим позициям 1—4. После обра-
ботки ^(сверления, растачивания, двукратного развертывания от-
верстий) в четырех рабочих позициях приспособление / возвра-
Фиг, 82. Многопозиционные процессы
группы 1:
а — по I классу; б — по II классу.
Фиг. 83. Многопозиционный
процесс группы 1 III класса —
сверление, растачивание и раз-
вертывание отверстий в детали
(1—4 — позиции).
щается в установочную позицию. Значит в этом процессе нет не-
скольких установочных позиций, а есть только несколько рабочих
позиций; поэтому для определения вспомогательного времени ха-
рактерна формула группы 1<22
te == tcy tx ^х*
В указанном многопозиционном процессе можно выполнять
операцию с несколькими установочными позициями (аСу > 1), если
в приспособлении I устанавливать три.детали с перекладкой для
трех переходов. Для данного процесса (фиг. 82, б)
ie С1су tcy 3“ tx ^х-
На фиг. 83 показана обработка по процессу группы 1 на вер-
тикальном многошпиндельном сверлильном станке с четырехпози-
ционным поворотным столом. Обработка производится сразу в че-
тырех позициях при опускании головки. Установка детали произ-
водится в одной позиции в то время, когда она останавливается
против рабочего, а головка поднята.
По сочетаниям вспомогательных переходов эти процессы отно-
сятся к группе 1, хотя на первый взгляд они кажутся разными.
164
В них tCy не совмещено, однако если в одних процессах многопо-
зиционность а2 можно определить по составу
tcy ~ G'cyicy^
то в других (как показанный на фиг. 82, а или 83), где имеется
только одна установочная позиция, состав tcy ничем не отличается
от состава tcy для однопозиционных процессов, т. е.
tCy ~ tcy*
Значит, отличие многопозиционности от однопозиционности в
формуле в этих случаях отражено не в слагаемом fcl/, а в слагае-
мом где в формуле для его определения (стр. 220), имеется
слагаемое, определяющее отдельно время на перемещение детали.
Сочетание вспомогательных переходов по группе 1 с основными
переходами по классам обработки дает структурные формулы про-
цессов в целом. Признаком этих структур будут формулы опера-
тивного времени.
Однопозиционные процессы (яд)
Группа 1, I класс
ton — tcy + 4“ ^toi, (29)
группа 1, II класс
ton — tCy 4 t% — 4- S/0I- *, (30)
группа 1, III класс
ton = tcy-\~tx— ^x~\-toia . (31)
К структуре, отражаемой формулой (29), относятся все одно-
инструментальные операции, в которых переходы выполняются
последовательно на токарных, фрезерных, сверлильных, шлифо-
вальных, зуборезных и других станках как универсального, так
и специального назначения, но работающих как станки, настроен-
ные и обеспечивающие автоматическое получение размеров, а так-
же все многоинструментальные операции, в которых переходы вы-
полняются последовательно с помощью смены инструментов (в
частности, за счет быстросменного патрона, револьверной головки
или другого механизма, обеспечивающего последовательный под-
вод инструментов). Многоинструментальные револьверные, свер-
лильные, токарные и другие станки (в основном универсальные)
также должны быть заранее настроены на заданные размеры.
К структуре, отражаемой формулой (30), относятся все однопо-
зиционные настроенные операции, выполняемые несколькими бло-
ками инструментов, закрепленными на отдельных сторонах ре-
вольверных головок, поворотных барабанов или револьверных
колонн, а также на отдельных суппортах при условии, что эти
165
суппорты работают последовательно, в результате чего получает-
ся II класс обработки. Станки могут быть как универсальными,
так и спец1и1ал|изирован1ными.
К структуре, отражаемой формулой (31), относятся все однопо-
зиционные многоинструментальные операции с параллельной ра-
ботой инструментов (например, многорезцовые, многО|Шпиндель-
ные сверлильные, многошлиндельные расточные, фрезерные, на-
резные, шлифовальные и др.). При этом независимо от того, будут
ли операции выполнены односторонними, двусторонними или мно-
госторонними блоками, они все равно относятся к данной структу-
ре, так как состав формулы (3-1) не зависит ни от числа инстру-
ментов (если их больше двух), ни от числа сторон обработки.
Станки также должны быть настроены для автоматического обе-
спечения заданных размеров. В основном это специальные станки
для одной операции или специализированные, т. е. такие, которые
можно перестраивать на другие подобные операции.
Таким образом, группа 1 всех однопо-з.ици-онных операций (aj
укладывается всего в три структуры, характеризуемые формула-
ми 29, 30 и 31.
Многопозиционные процессы (а2) на настроенных станках
также могут сочетаться с каждым классом обработки, образуя
три структуры. Признаком^ этих структур будут являться следую-
щие формулы ton, если асу^ 2:
группа 1, I класс
ton — O'cytcy Ъу 4~ tx 4” ^toh (32)
группа 1, II класс
ion == CLcytcy — 'ey 4" tx — ^toi ; (33)
группа 1, III класс
ton су tcy - ЪСу + tx — Хх 4" toi Х. (34)
Если число установочных позиций асу = 1 и нет частичного
совмещения времени установки детали, т. е. хсу = 0, то, как указы-
валось ранее, в этом случае процессы остаются многопозиционны-
ми группы 1, но характеризующие их формулы несколько изме-
нятся. Для многопозиционных процессов при асу = 1:
группа 1, I класс
== tCy Е tx — Е 17 ; (32')
группа 1, II класс
ton — tCy Е tx — л- 4 ^tOi х; (33')
группа 1, III класс
ton == tcy 4“ tx — 'x 4” t^oi X- (34')
В этом случае tcy однократно.
166
В итоге рассмотрения процессов группы 1 мы можем сделать
вывод, что они в сочетании с классами образуют три структуры
одн оппозиционных процессов и три структуры М ПОТОП ОЗИЦ ИОННЫХ
процессов, что может быть представлено в виде таблицы для раз-
ных методов обработки или сочетания методов (табл. 15).
Таблица 15
Сочетание разных классов и группы 1 обработки
Г руппа Подгруп- па Наименование процесса Номер формулы, характери- зующей структуру обработки
I класс 11 класс III класс
1 «1 Обработка с несовмещен- ным tcy однопозиционная, пре- рывная (29) (30) (31)
«2 Обработка с несовмещен- ным tcy многопозиционная, прерывная (32) и (32') (33) и (33') (31) и (34')
Группа 2. Эта группа процессов характеризуется дальнейшим
совмещением вспомогательных переходов: полностью совмещены
по времени не только все переходы, связанные с измерением де-
тали (tus — как это было в процессе группы 1, но и
полностью совмещены все переходы по установке и съему дета-
лей, т. е. для однопоточного процесса
icy ~ (ley icy ^су “ 0.
Таким образом, из формулы (22) вытекает, что процессы груп-
пы 2 характеризуются наличием только времен холостых ходов.
ie — ix — • (35)
Проанализировав формулу (35) и схемы процессов можно вы-
нести заключение, что время съем>а и установки деталей tcy со-
вмещено полностью и что это возможно только в том случае, ко-
гда процесс имеет самостоятельную установочную позицию и
число позиций не менее двух: одна из них служит для съема об-
работанной и установки новой детали в то время, когда в других
позициях производится обработка. Значит этот процесс группы 2
по природе многопозиционный. Однопозиционным он не может
быть потому, что при одной позиции нельзя совместить tcy по
времени полностью, так как нельзя установить следующую деталь,
пока не будет снята предыдущая с единственной установочной по-
зиции. В этом процессе минимум одна позиция всегда остается
167
установочной и, в отличие от позиций процессов группы 1, не яв-
ляется в то же время рабочей.
Двухпозиционные процессы группы 2 (фрезерные, сверлильные
и некоторые другие) часто осуществляются с помощью поворотно-
го стола с фиксацией его в рабочем положении. На фиг. 84 пока-
зан процесс группы 2 класса I (последовательный способ обра-
ботки одним инструментом).
Поворотный стол может
быть использован и при об-
работке деталей по II клас-
су. В частности, если
II класс обработки при фре-
зеровании .получается за
счет одновременного1 фрезе-
рования деталей нескольки-
ми инструментами с пере-
кладкой деталей в (позици-
ях /, 2 и 3 (фиг. 85), то со-
четание его с ппонессом
Фиг. 84. Процесс группы 2—'фрезерование
на двухпозиционном поворотном столе:
1 — установочная позиция; 2 — рабочая позиция;
/ — поворотный стол; II — фреза; О — ось по-
ворота.
группы 2 можно достигнуть
за счет применения поворотного' стола. За время фрезерования де-
талей в позициях Г, 2' и 3' по трем переходам следующие детали
устанавливаются в установочных позициях 1, 2 и 3. Таким образом,
полностью совмещено1,
/в ~ tx,
Процессы группы 2 мо-
гут сочетаться также с
III классом об р а б отки.
В качестве механизмов,
обеспечивающих обработку
по группе 2 в процессах
III класса, могут быть ис-
пользованы также прямо'-
угольные поворотные столы
(фиг. 86), многопозицион-
ные поворотные кольцевые
столы (фиг. 87) или круг-
лые многопозиционные сто-
лы. В О' всех случаях
III класс обработки обеспе-
чивается за счет одновре-
менной обработки деталей
тремя фрезами, хотя конст-
руктивно по схеме, показан-
Фиг. 85. Процесс группы 2 II класса —мно-
гопозиционное фрезерование с перекладкой
и полным совмещением времени установки
и съема деталей за счет установочных по-
зиций:
1, 2 и 3 — установочные позиции; 1', 2' и 3' -—
рабочие позиции; О — ось поворота стола; I и
II — фрезерные головки.
ной на фиг. 86, три фрезы обрабатывают деталь в одной позиции,
а по схеме, показанной на фиг. 87, — в трех позициях. Это конст-
руктивное различие не сказывается на отнесение обработки к опре-
168.
деленному классу. Группа 2 обработки достигается за счет нали-
чия отдельных установочных позиций на поворотных столах или в
автоматических линиях, что позволяет обеспечить полное совмеще-
ние времени tcy .
При линейном расположении позиций группа 2 и III класс об-
работки являются доминирующими в автоматических линиях с
пульсирующим перемещением деталей, где имеются специальные
позиции для съема и установки деталей.
Если в группе 1 совмещение tcy про-
являлось только частично, и в частности
при многопозиционном фрезеровании и
плоском глубинном шлифовании, т. е.
при методах обработки с перемещением
детали относительно' инструмента, то в
группе 2 за счет совмещения установоч-
Фиг. 87. Процесс труппы 2
III класса —фрезерование
на станке с поворотным ин-
дексирующим'ся многопози-
ционным столом кольцевого
типа:
I — деталь; II — поворотный
кольцевой стол; III — колонна;
1 — установочная позиция; 2—
4 — рабочие позиции.
Фиг. 86. Процесс группы 2 III класса —
одновременное фрезерование тремя
фрезами:
А — деталь; Б — поворотный стол; 1 — уста-
новочная позиция; 2 — рабочая позиция; О —
ось поворота.
ных переходов полностью исключило tcy из формулы определения
оперативного1 времени. Таким образом, время операции по станко-
емкости теперь не зависит от времени съема и установки детали,
так как величины tcy нет в формуле.
Так как время съема и установки детали совмещено со време-
нем tx + t0, то очевидно, что время acytcy должно быть не более
времени tx + t0. Если время acytcy будет больше времени tx +
+ tQ, станок будет простаивать, задерживая выполнение
операции из-за установки. Таким образом, для однопоточного
процесса
&cytcy <С to + tx>
(36)
при асу = 1 имеем
tcy to Т" tx-
Таким образом, величина tcy может колебаться, но не должна
быть больше величины tx + t0. При этом производительность (по
станкоминутам) остается все время одинаковой и зависит только
от величины tx +t0.
169
Производительность труда рабочего в нормоминутах прямо за-
висит от времени tcy. Следовательно, чем это время меньше, тем
выше будет производительность труда рабочего, если он одно-
временно будет обслуживать и другие станки. Таким образом, для
уменьшения ton в станкоми,нутах, т. е. для уменьшения количества
оборудования, надо совмещать tcy, а для уменьшения времени ра-
боты рабочего, т. е. для уменьшения числа рабочих — сокра-
щать .
Время занятости рабочего в нормоминутах при работе по
группе 2 а2 также нужно сокращать для обеспечения опять-таки
возможности совмещения обслуживания рабочим большего числа
станков. Общим принципом, определяющим весь путь развития
операции, является принцип совмещения. Даже непосредственное
уменьшение времени съема и установки tcv в нормоминутах дает
увеличение производительности труда рабочего по операциям об-
работки группы 2 только тогда, когда эта экономия времени ис-
пользуется для совмещения работы рабочего на нескольких стан-
ках.
Если же уменьшение времени tcv в нормоминутах не приводит
к дополнительному совмещению работы рабочего на нескольких
станках, то такое уменьшение tcv не приведет к увеличению про-
изводительности труда рабочего на операциях группы 2, в то вре-
мя как в них время полностью совмещено с временем tx + ко-
нели даже съем и установка детали автоматизированы, т. е. ста-
нок превращен из полуавтомата в автомат и (рабочий подходит к
станку только изредка (не каждый цикл) для загрузки магазина
или бункера, то и эта экономия времени дает увеличение произ-
водительности труда рабочего только в том случае, когда за счет
нее он сможет совместить обслуживание большего числа станков,
чем до автоматизации загрузки.
Из этого видно огромное значение использования принципа
совмещения.
Как мы уже выяснили, все процессы группы 2 — многопози-
ционные, поэтому мы их будем относить к подгруппе а2. Процессы
группы 2 могут сочетаться и образовывать структуры с любым
классом обработки (I, II и III). Каждая структура так же, как
и структуры группы 1, будет характеризоваться единым количе-
ственным признаком — составом формулы оперативного времени.
Всего имеются три структуры группы 2 (а2), которые характе-
ризуются следующими формулами:
группа 2, 1 класс
ton = tx тх (37)
группа 2, II класс
ton ^tx — (38)
группа 2, III класс
ton — tx Tr Ф* toi.
(39)
170
Как мы видим из формул, tOn, процессы группы 2 так же, как
и процессы групп 1 и 0, являются процессами прерывными. В них
•имеются холостые перемещения механизмов: подводы, отводы ин-
струментов или деталей, повороты станов, фиксации, повороты ре-
вольверных головок и т. д. Таким образом, рабочая подача ин-
струментов (или детали) прерывается в течение рабочего цикла
один или несколько раз, и в это время совершаются холостые хо-
ды соответствующих механизмов СПИД, на которые затрачивается
время.
Все три структуры процессов обработки группы 2 можно пред-
ставить в виде таблицы для разных методов обработки (табл. 16).
Таблица 16
Сочетание разных классов и группы 2 обработки
Группа Подгруп- па Наименование процесса Номер формулы, характе- ризующей структуру обработки
I класс II класс 111 класс
2 «2 Обработка с совмещенным tcy многопозиционная, пре- рывная (37) (38) (39)
Группа 3. В процессах этой группы совмещаются все вспомо-
гательные переходы с основными переходами, в результате чего
не только
1из ^из — О И CLCytCy ЪСу — 0, )
НО И
— О,
т. е. все вспомогательное время совмещено с основным. Таким
образом процессы группы 3 характеризуются тем, что (в станко-
минутах)
te = 0. (40)
Если все вспомогательное время совмещено, то
ton ~ tQ.
Это характеризует процесс как непрерывный, т. е. отличный
от всех предыдущих.
Рассматривая процесс по трем классам обработки, можно вы-
делить три структуры непрерывных процессов этой Труппы, для
которых характерны следующие формулы:
группа 3, I класс
= (41)
171
группа 3, II класс
- __ у/max
on
(42)
группа 3, III класс
t ____ /Шах
on lol
(43)
Рассмотрим процессы каждого класса группы 3. На фиг. 60
показаны процессы группы 3 класса I при разных методах обра-
ботки. На фиг. 62 показано непрерывное фрезерование кронштей-
Фиг. 83. Процесс группы 3
II класса — 'фрезерование че-
тырех сторон детали парал-
лельно-последовательным спо-
собом с перекладкой.
I — черновые фрезы; II — чис-
товая фреза; 1—4 — рабочие
позиции.
обрабатывается последняя
на по семи переходам одной фрезой
на к ар усе л ьн о-фрезерном станке с по-
мощью перекладки деталей в разные
позиции по I классу.
По II классу процессы группы 3
могут быть также выполнены на ка-
русельно-фрезерных станках, но при
этом необходимы параллельная обра-
ботка деталей несколькими фрезами и
пос л едо вател ь н ы й подвод деталей
(подготовленных с помощью пере-
кладки) для осуществления последо-
вательных переходов обработки, как
это, показано на фиг. 88. В этой схеме
в позиции 1 деталь обработана по
первой поверхности; в позиции 2 она
уже повернута узкой стороной к фре-
зе, а базируется по ранее обработан-
ной первой поверхности на кронштей-
не приспособления (не показан); в
позиции 3 фрезеруется поверхность,
противоположная первой; в позиции 4
поверхность, противоположная второй
поверхности. Когда деталь в позиции 4 выйдет из-под фрезы и
стол подведется к рабочему, деталь снимают, а на ее место уста-
навливают деталь, ранее обработанную в позиции 5, в позицию 3 —
ранее обработанную в позиции 2, а в позицию 2 — ранее обрабо-
танную в позиции 1. После освобождения позиции 1 в ней уста-
навливают новую заготовку.
По III классу в группе 3 процессы осуществляются без пере-
кладки с непрерывным перемещением детали относительно инстру-
мента. Такую обработку можно легко осуществить на карусельно-
фрезерном станке, но при этом все детали во всех четырех позициях
должны быть установлены одинаково для выполнения только од-
ного перехода (вместо четырех), т. е. в этом случае не надо при-
менять перекладку деталей. Штучная производительность увели-
чится в 4 раза, но число выполняемых переходов уменьшится в
4 раза. Другой пример выполнения процесса группы 3 класса III
показан на фиг. 89. Здесь мы видим непрерывное фрезерование
172
детали сразу с двух сторон несколькими фрезами на барабанно-
фрезерном станке в один позиционный переход.
Фиг. 89. Процесс группы 3
III класса — фрезерование
детали н,а idatpаба|ННо-|ф|резе'Р'н'0,м
В практике известны и непрерывные процессы плоского шли-
фования по группе 3 класса III не только на карусельно-шлифо-
вальных станках, но и на станках линейного типа. Пример такой
обработки показан на фиг. 90, где сразу тремя кругами шлифу-
ются плоскости I платформ швейных
машин. В позиции 1 детали устанав-
ливаются, а в позиции 2 готовые де-
тали автоматически сбрасываются в
ящик или на транспортер. Три круга
выполняют три перехода.
Как видно из изложенного выше,
процесс группы 3 осуществляется с
непрерывной подачей деталей относи-
тельно инструментов. Будем называть
его непрерывным процессом обработ-
ки, так как даже при штучном выпу-
ске деталей процесс обработки осу-
ществляется с непрерывной подачей:
инструмент не успевает закончить
обработку поверхности одной детали,
как под него подходит другая деталь
и наступает период, когда инструмент станке,
заканчивает обработку предыдущей
детали и начинает обработку последующей. Непрерывные процес-
сы (процессы с непрерывной рабочей подачей) имеют место не
только при бесцентровом шлифовании деталей с осевой подачей,
Фиг. 90. Процесс группы 3 III класса — непрерывное
шлифование платформ швейных машин на станке ли-
нейного типа.
фрезеровании на карусельно-фрезерных или барабанно-фрезерных
станках и нарезании гаек метчиком, но и во- многих других случа-
ях. Например, непрерывные процессы могут быть осуществлены
при тангенциальном точении и шлифовании деталей типа валиков,
накатывании наружных резьб на винтах, протягивании и других
173
методах обработки наружных поверхностей деталей. Труднее всего
осуществить непрерывный процесс обработки внутренних поверх-
ностей деталей, в частности отверстий, из-за необходимости вы-
нимать инструменты из отверстия, что вызывает прерывистость
процесса. Поэтому такие процессы для обработки отверстий пока
распространены мало.
Фиг. 91. Влияние величины расстоя-
ний между обрабатываемыми поверх-
ностями на величину коэффициента
непрерывности при обработке:
а — на бесцентрово-шлифовальном стан-
ке; б — на шлифовальном станке линей-
ного типа.
ности последующей детали, как
шлифовании пальцев на проход
Из всех рассмотренных нами
групп процессов только процес-
сы группы 3 являются непрерыв-
ными. Процессы всех остальных
групп — периодического' дейст-
вия. Анализируя все рассмотрен-
ные выше и многие другие
операции с непрерывной обра-
боткой, соответствующей группе
3, можно заметить одну важную
связь непрерывной обработки с
расположением деталей по пози-
циям в процессе обработки, ко-
торая характеризуется коэффи-
циентом непрерывности. Если
детали при обработке располо-
жены рядом друг с другом и об-
рабатываемая поверхность одной
детали как бы является продол-
жением обрабатываемой поверх-
это имеет место при бесцентровом
(см. фиг. 60, а), то можно сказать,
что коэффициент непрерывности равен единице. В общем слу-
чае (фиг. 91) коэффициент непрерывности — это отношение дли-
ны обрабатываемой поверхности детали I к длине рабочего хода
детали /ь
= —
(44)
Таким образом, при непрерывной обработке, т. е. тогда, когда
все времена tU3 ; tсу и tx совмещены с основным временем и есть
только одна непрерывная рабочая подача детали, коэффициент
непрерывности характеризует степень непрерывности в располо-
жении обрабатываемых поверхностей соседних деталей.
Величина расстояния между обрабатываемыми поверхностями
/1 — I зависит:
1. От конструкции детали. Например, при бесцентровом шли-
фовании валик может иметь ступень (фиг. 91, а). В этом случае
даже при обработке на бесцентровом станке мы имеем коэффи-
циент непрерывности т]я<1.
2. От расположения баз и зажимов. Например, при шлифова-
нии на плоскошлифовальном станке (фиг. 91, б) зажимы распо-
ложены между деталями. Если расположить их по бокам, расстоя-
174
ние между деталями можно было бы уменьшить, а следовательно,
увеличить щ.
Коэффициент непрерывности г\н может быть доведен до 1, но
во многих случаях он колеблется от 0,7 до1 1,0, а иногда бывает
ниже 0,7.
С учетом коэффициента непрерывности основное технологиче-
ское время, а следовательно, и оперативное время в процессах
группы 3 может быть определено по формуле
^ = Сх = -^-, (45)
где I — несовмещенная длина обрабатываемой поверхности дета-
ли, измеряемая по направлению подачи;
S—минутная подача за время рабочего цикла.
Из формулы (45) видно', что для процес-
сов группы 3 при одинаковой длине I обраба-
тываемой поверхности детали производитель-
ность тем выше (т. е. время обработки тем
-меньше), чем больше минутная подача S и
коэффициент непрерывности щ, т. е. чем вы-
ше режимы и чем ближе одна к другой рас-
положены детали в наладке. г—
Процессы группы 3, кроме основного при-
знака непрерывности (ton = tOi), характеризу- -
ются еще и тем, что в них детали непрерывно
п ер ем ещ а ю т ся о тн осите л ьн о ин струм енто в.
Это мы подчеркиваем потому, что часто не-
Фиг. 92. Протягивание
поверхности протяжка-
ми, расположенными
на движущейся цепи.
прерывными называют процессы, в которых
нет непрерывной подачи детали относительно
инструмента, а есть совместное перемещение
детали и инструмента с одинаковой угловой
скоростью относительно рабочего (например,
в роторных станках), хотя сам процесс реза-
ния на станке прерывный. Мы не относим такой процесс к непре-
рывным потому, что как увидим далее, процессы группы 3 (непре-
рывные) и групп 1 и 2 (прерывные) могут осуществляться как на
обычных, так и на роторных станках.
Иногда непрерывным называют процесс, при котором деталь
остается на месте, а инструмент непрерывно с помощью цепи под-
водится к обрабатываемой поверхности (фиг. 92). Но такой про-
цесс также не является непрерывным, так как он прерывается для
установки и снятия детали. В формулу определения его оператив-
ного времени входят и величины tcy и tx, что свидетельствует о
прерывности процесса.
Заканчивая рассмотрение процессов группы 3, мы видим, что
так же, как и рассмотренные ранее, сочетаются с классами I, II и
III обработки, в результате чего получаются структуры, которые
можно свести в таблицу для разных методов обработки (табл. 17).
175
Таблица 17
Сочетание разных классов и группы 3 обработки
Группа Подгруп- па Наименование процесса Номер формулы, характе- ризующей структуру обработки
I класс II класс III класс
3 «2 Обработка с совмещенными /cw; tx многопозиционная, не- прерывная (41) (42) (43)
СОЧЕТАНИЯ КЛАССОВ И ГРУПП ОБРАБОТКИ
И СТРУКТУРНАЯ ТАБЛИЦА ОДНОПОТОЧНЫХ ПРОЦЕССОВ
Структура операции однопоточного процесса всецело зависит от
сочетаний вспомогательных переходов, характеризуемых количе-
ственно составом времени t6, и основных переходов, характеризуе-
мых составом времени t0.
Сочетания групп с классами мы уже рассматривали при ана-
лизе каждой группы. Теперь нужно расположить эти сочетания
так, чтобы они начинались со структур процессов, теоретически
менее производительных, и переходили к структурам более произ-
водительных процессов как по классам, так и по группам.
Когда мы говорим о теоретически более производительных
процессах по сравнению с менее производительными, то это зна-
чит, что у более производительных процессов оперативное время
ton (а не штучное время tmfn ) должно быть соответственно мень-
шим, чем у малопроизводительных процессов при прочих равных
условиях. Это значит, что сравнение ведется при одинаковых ре-
жимах резания, а следовательно, при одинаковых затратах вре-
мени по основным .переходам и при одинаковых затратах времени
по отдельным вспомогательным переходам. Значит, производитель-
ность должна увеличиваться, т. е. ton снижается при переходе от
более низкого класса к более высокому и от более низкой группы
к более высокой не за счет сокращения времени по отдельным
элементам, а за счет совмещения основных и вспомогательных пе-
реходов по времени.
Для расположения структур процессов от менее производи-
тельных к более производительным составим общую таблицу
(табл. 18) структур однопоточных процессов, в которой, как мы
уже делали, по горизонтали будут отложены классы, а по верти-
кали группы и подгруппы процессов обработки.
Из табл. 18 видно, что общее число структур в однопоточных
процессах равно 15. Процессы группы 0, характеризующиеся на-
личием времени t из в формуле оперативного времени, не разви-
ваются по структурам. Этим процессам принадлежат только три
176
Таблица 18
12 Зак. 1253
Структуры операций однопоточных процессов (/гп — 1)
Обозначе- ние этапа Группа Подгруппа Наименование процесса Структурные формулы оперативного времени tоп
I класс, последовательный II класс, параллельно-пос- ледовательный III класс, параллельный
30 0 31 Однопоточный с несовме- щенными tu3 И tCy—одно- позиционный, прерывный 01 02 03
*из + Чу + Ч ~ тх + ^01 t'cy+i'x-^+Ki" ^мз+^у+^х
31 1 а1 Однопоточный с несовме- щенным tCy—однопозицион- ный, прерывный 1 2 3
•у + *х ~ хх + *oi t'cy+tx-^+КГ / ' —I— _ т J- /тах 1 су । lx тх ‘ loi
а2 Однопоточный с несовме- щенным tcy—многопозицион- ный, прерывный 4 5 6
асу Чу ~ тсу + Ч ~ тх асу су хсу^Ч _ , у/тах “Tx+^oZ асу ^су су “Ь ^х, — т +/т.ах X ‘ 01
2 ! а 2 i О днопо точный с совмещен- ным tcv—многопозиционный, прерывный 7 8 9
Ч тх 4i t’x : — + Ыо1 1 г _т 1 /max х тх "1 Loi
3 а2 Однопоточный с совмещен- ными tcy и tx—многопози ционный, непрерывный 10 11 12
*oi yiinax Ltoi углах loi
структуры (3 клетки). Отнесем эти структуры к этапу нуль, обо-
значив его Эо.
Остальные 12 структур в группах 1, 2 и 3 обработки относятся
к процессам, выполняемым на заранее настроенных станках с ав-
томатическим получением размера.
Таким образом можно заметить, что как только появилась но-
вая база — возможность работы на заранее настроенных стан-
ках, так структуры начали развиваться от класса к классу и от
группы к группе, т. е. от процессов менее производительных к бо-
лее .производительным, от однопозиционных и одноинструменталь-
ных к более сложным многопозиционным и .многоинструменталь-
ным.
Первым этапом Э1 назван этап однопоточных процессов, вы-
полняемых на настроенных станках с автоматическим получением
размера.
Как можно заметить, развитие процессов идет скачкообразно
по группам и классам. Действительно, возьмем переход из груп-
пы 0 в группу 1. Сколько бы мы ни уменьшали время ручной
подналадки и измерения, процесс будет оставаться в группе О,
пока не наступит такой момент, когда tU3 = 0. Это значит, что про-
цесс перешел из ненастроенного в заранее настроенный процесс,
т. е. в другое качество.
Возьмем группу 1. Сколько бы мы ни уменьшали время tcy,
но если оно есть в формуле — процесс остается в группе 1. Пере-
ход в другое качество процесса, в группу 2, наступает сразу,
когда время tcy становится равным нулю, т. е. полностью совме-
щается. Процесс превращается в многопозиционный с наличием
специальной установочной позиции. Этот процесс в отличие от
процессов группы 1 имеет не только то новое качество, что в нем
совмещается tcv и нет ожидания и простоя шпинделей при уста-
новке, как это имеет место у процессов группы 1, но и то, что эта
структура позволяет развивать процесс по позиционности теорети-
чески неограниченно, а практически ограничивается коэффициентом
действительной производительности, зависящим от надежности ра-
боты станков и инструментов.
Возьмем группу 2. Процесс переходит в качественно новую
структуру — в группу 3, т. е. из прерывного в непрерывный, только
тогда, когда tx = 0. До этого момента сколько бы мы ни уменьша-
ли время холостых ходов, но если они все же есть в процессе (и в
структурной формуле), процесс остается в группе 2. Значит пере-
ход в другое качество осуществляется за счет полного совмеще-
ния отдельных групп вспомогательных переходов.
По классам скачок наступает каждый раз, когда начинает сов-
мещаться работа инструментов по времени, т. е. переходят на па-
раллельную работу, или инструменты в блоке (из 1 во II класс),
или блоки в операции в целом (из II в III класс).
Общая структурная табл. 18 относится к различным методам
обработки или даже к сочетанию различных методов обработки
178
в операции. На основе структурных формул, помещенных в
каждой ее клетке, можно графически представить конкретные
структуры и схемы процессов для того или иного метода обра-
ботки. В ряде случаев для осуществления этих структур потре-
буется создание новых станков с принципиально (новыми процес-
сами (схемами) обработки. В качестве примера можно привести
конкретные схемы структурной таблицы для метода фрезерования
по этапу Э], т. е. для однопоточных процессов (фиг. 93).
| Группа Под- группа Метод — фрезерование
Наименование процесса I класс 11 класс III класс
1 «1 Обработка с не- совмещенным 1су — однопо- зиционная, прерывная
а2 Обработка с не- совмещенным tcy — многопо- зиционная, прерывная
2 а2 Обработка с < совмещенным tctJ — много- позиционная, прерывная
3 а2 Обработка с совмещенным tсу и tx — мно -* гопозиционная, непрерывная
Фиг. 93. Схемы обработки однопоточных процессов (по табл. 18) применительно
к методу обработки фрезерованием:
I — деталь; II — фреза; III — стол; IV — колонна; V - стол; VI — поворотный стол;
VII — детали, устанавливаемые с перекладкой; а — первый вариант обработки по одному
переходу; б - второй вариант обработки по нескольким переходам с перекладкой; в — ва-
риант с поворотным столом; г — вариант с кольцевым столом; 1 — 4 — позиции переходов
с перекладкой детали.
1' - 3' — установочная позиция; 1" — 3" — рабочая позиция.
Из фиг. 93 видно, что в группе ltzi все процессы однопозицион-
ные, но они могут быть в классах I, II и III (клетки /, 2 и 3). При
этом в процессе, показанном в клетке 2, II класс обработки до-
12* 179
стирается за счет двухпер,иодного параллельно-последовательного
цикла фрезерования детали, осуществляемого с помощью движе-
ния фрезерного стола и поворотной инструментальной колонны.
В первый период параллельно фрезеруется плоскость в детали,
черновой и чистовой фрезами. Затем стол станка отходит влево,
в это время колонна автоматически поворачивается на 180° и ин-
дексируется. Место торцовых фрез занимают дисковые фрезы. На-
ступает второй период—стол идет вправо, и в детали фрезеру-
ются канавки. После окончания фрезерования стол и колонна
возвращаются в исходное положение.
Однопозиционного станка такой схемы и компоновки, позво-
ляющего осуществить фрезерование параллельно-последователь-
ным способом (II класс), еще нет в промышленности, но он может
появиться в дальнейшем. Это — новая возможная структура.
Процессы группы —многопозиционные (клети 4, 5 и 6),
но в них tcy полностью не совмещено. Процесс II класса (клетка 5)
обеспечивается за счет перекладки детали по позициям. Процессы
группы 2а2 показаны в клетках 7 и 8 в их простейшем оформле-
нии, при котором наличие установочной позиции осуществляется
за счет поворотного стола, и tcy полностью совмещено. Процессы
группы За2—непрерывные карусельно-фрезерные (клетки 10 и
41) и барабанно-фрезерные (клетка 42).
ГЛАВА VI
СТРУКТУРЫ ПРОЦЕССОВ ПРИ МНОГОПОТОЧНОЙ
ОБРАБОТКЕ
Быстро растущие потребности народного хозяйства в машинах,
инструменте и приборах вызывают необходимость перевода выпу-
ска многих изделий с серийного на крупносерийный и массовый.
Специализация производства, осуществляемая в связи с этим в
машиностроении, и автоматизация технологических процессов по-
зволяют поднять прозводительность оборудования и труда рабо-
чих.
Однако во многих случаях оказывается, что при существую-
щих методах обработки (фрезеровании, сверлении, растачивании,
обтачивании, шлифовании, зубофрезеровании и т. д.) структуры
однопоточных процессов не обеспечивают нужную производитель-
ность. Это становится в особенности очевидным тогда, когда вы-
пуск продукции на одном предприятии увеличивается до несколь-
ких сот тысяч штук, а при мелких изделиях — до нескольких мил-
лионов штук в год.
Казалось бы, что в этих условиях методы обработки надо за-
менять более производительными (например, фрезерование по-
верхностей протягиванием) при тех же структурах однопоточных
процессов. Но при этом оказывается, что многие методы обработки
во многих случаях пока не могут быть заменены новыми из-за
отсутствия таковых. Например, пока нет новых методов для заме-
ны сверления и растачивания отверстий (в частности, в корпус-
ных деталях), шлифования плоскостей в корпусных деталях, то-
чения поверхностей деталей типа тел вращения. Открытие новых
методов обработки отстает от роста выпуска машин, инструментов
и приборов. В этих условиях и начинают развиваться структуры
процессов на новой базе — появляются многопоточные процессы
взамен однопоточных. Конечно, недостаточная производитель-
ность оборудования при разных методах обработки и однопоточ-
ных структурах в ряде случаев компенсируется увеличением чис-
ла станков, необходимых для выполнения данных операций, но в
сущности дублирование станков по операциям, это не что иное,
как создание многопоточности при обработке той или иной детали
181
За счет числа станков-дублеров, а не структуры операций, выпол-
няемых на етанке. В массовом производстве с большим выпуском
изделий теперь нередко можно встретить дублирование не только
отдельных станков, но и целых поточных или автоматических ли-
ний с однопоточными структурами обработки на каждом станке.
Однако надо сказать, что простое увеличение числа станков
или линий не только в два, но и в значительно большее число раз
не является наилучшим решением. Естественно поэтому стремле-
ние увеличить поточность не за счет дублирования станков или
линий, а за счет создания многопоточности обработки в наладке
самого станка, т. е. за счет создания специальных структур обра-
ботки.
Остановимся на многопоточных структурах в технологических
операциях. Многопоточные структуры в несколько раз увеличи-
вают производительность оборудования и позволяют во многих
случаях находить более рентабельные решения, чем дублирование
станков. Многопоточные процессы могут быть выполнены как про-
цессы без сдвига фаз обработки в разных потоках, т. е. без сдвига
циклов обработки одних потоков относительно других (см.
фиг. 58, б) и как процессы со сдвигом фаз обработки (см.
фиг. 58, виг).
СТРУКТУРЫ ПРОЦЕССОВ БЕЗ СДВИГА ФАЗ ОБРАБОТКИ В ПОТОКАХ
Многопоточные процессы такого типа (п0>2), позволяющие
увеличить производительность в несколько раз, представляют со-
бой новый этап развития процессов, когда структуры операций в
каждом отдельном потоке повторяются. Обозначим этот этап раз-
вития процессов этапом 2 (Э2).
Классы обработки. В каждом потоке при многопоточной струк-
туре классы обработки остаются такими же, как и при однопоточном
процессе, т. е. имеются 1,^11 и III классы. Это обусловлено тем, что
во втором, третьем и т. д. потоках процессы дублируются, т. е. все
инструментальные переходы повторяются.
Основное технологическое время, затрачиваемое на обработку
каждой детали при по > 1 в операциях с одной секционной налад-
кой теоретически составит:
/ класс
t0 = ; (46)
По
II класс
III класс
^тах
= (48)
по
182
Вспомогательное время, затрачиваемое на одну деталь при мно-
гопоточных процессах, в общем виде может быть выражено фор-
мулой
/ — п°йсУ ^су ^су (49)
в п0
Оперативное время обработки, приходящееся на одну деталь, в
общем виде составляет
t = пОасуЧу~^су + ^~^ + /о , (50)
По
где состав основного времени to для разных классов определяется
по формулам (46), (47) и (48).
Состав формулы (49) при структурах разных групп обработки
будет соответственно изменяться, что мы увидим ниже.
При многопоточных процессах рассмотрим структуры операций,
выполняемых на настроенных станках с автоматическим получением
размера, т. е. группы 1, 2 и 3. Процессы группы 0, в которых за-
данный размер детали получается вручную методом пробных про-
ходов, в многопоточном исполнении не развиваются по структуре,
так как при необходимости обеспечивать заданные размеры дета-
лей в разных потоках методом пробных проходов инструментов
создавались бы условия, при которых станок большую часть вре-
мени находился бы в наладке, а не в работе. Поэтому обработку
группы 0 в многопоточных процессах мы не рассматриваем.
Процесс обработки группы 1 (32lai и Э21а2). В этой группе,
так же как и при однопоточных процессах, имеются две подгруп-
пы обработки: ai — однопозиционная и а2 — многопозиционная Ч
Рассмотрим группу lai. Признаком процесса группы lai (при
асу = 1) является состав формулы
Следовательно, в формуле (51) отражены изменения общей фор-
мулы (49), свойственные процессам с числом установочных пози-
ций асу = 1. При этом установочная позиция является также и ра-
бочей позицией. В этих процессах нет совмещения времени уста-
новки и съема деталей, поэтому в формуле (51) отсутствуют ве-
личины не только асу, но и хсу.
На фиг. 94, а показан четырехпоточный однопозиционный про-
цесс группы lai I класса — растачивание гильзы цилиндра трак-
торного двигателя в один переход. В каждом из четырех потоков
имеется только одна установочная позиция (асу = 1) и выполняет-
ся одинаковый позиционный переход.
1 |Повици'0'Н.ню1Сть надо понимать применительно к каждому потоку, а не ко
всем потокам сразу.
183
Оперативное время
где Тр —время рабочего цикла (в потоке).
t = Тр
ьоп
по
Фиг. 94. Многопоточные структуры процессов без сдвига фаз
группы Sglai:
а — четырехпоточный однопозиционный (одна позиция в потоке) I класса —
растачивание гильзы цилиндра в один инструментальный переход; б — двух-
поточный однопозиционный процесс II класса — сверление и зенкерование' и
развертывание отверстий в двух деталях; в — двухпоточный однопозицион-
ный процесс III класса — фрезерование деталей двумя фрезами в каждом
потоке.
Вспомогательное время, затрачиваемое на одну деталь, опре-
деляется по формуле (51), а основное технологическое время
/ __ ^oi
*0 -
По
Оперативное время в развернутом виде для процессов группы
1(21 класса I
. ___ по Чу 3“ Ч тх + ^4i
%оп
(52)
п0
Процессы обработки группы lai класса II отличаются по соста-
ву основного времени
Чп
”Z,/ + ^-Tx+-^aX
п0
(53)
В этом процессе инструментальные переходы в каждом потоке
осуществляются параллельно-последовательным способом.
На фиг. 94, б показан двухпоточный однопозиционный процесс
обработки группы lai ,с параллельно-последовательным действием
инструментов (II класс). Две детали 1 в двух потоках (п0 = 2, по
одной позиции на поток) устанавливаются на столе 2 сверлильного
станка. После установки в детали мнаго1шпиндельной головкой 3
просверливаются отверстия (параллельная обработка блоком ин-
струментов). После окончания сверления головка поднимается,
кольцо 4 поворачивается вокруг колонны и подводит новую много-
шпиндельную головку 5 с зенкерами к силовой головке. Затем
подводится многошпиндельная головка с развертками 6 и т. д.
184
Для этого процесса 'основное время определяется по формуле (53),
т. е. процесс относится к группе класса II.
Процессы группы 1аь но III класса, также будут отличаться
только по составу основного времени:
11 /' _l f т I /тах
о 1су Lx ~Х' 1О
По
(54)
Пример такой обработки показан на фиг. 94, в — это двухпо-
точное однопозиционное фрезерование детали по III классу одно-
временно двумя фрезами (вертикальной и горизонтальной).
Фиг. 95. Многопоточные структу-
ры процессов без сдвига фаз об-
работки группы Э21а2:
а — двухпоточное фрезерование, груп-
па 1а2 (I класс); б — двухпоточное
фрезерование, группа 1а2 (II класс);
в — двухпоточное фрезерование, груп-
па 1а2 (III класс).
Мы ограничиваемся в данной группе lai >и в других группах
тремя примерами (по одному на структуру), чтобы не увеличивать
объема изложения.
Перейдем к подгруппе 1а2, т. е. к многопозицион1ной обработке
(в каждом потоке). Прежде всего индекс подгруппы свидетельст-
вует о том, что это — многопозиционная обработка, т. е. что в каж-
дом потоке имеются несколько позиций. При этом время установки
и съема деталей не совмещается полностью с основным временем
обработки, а 'может быть совмещено частично. Поэтому в форму-
ле определения оперативного времени имеются величины асу и тсу.
В этом случае время <te определяется формулой (49). Оперативное
время для группы 4а2 класса I
t П°асу ^сУ~~Гсу +
Процесс, соответствующий этой структуре при п0 = 2 для I клас-
са обработки — фрезерование детали в один проход одной фрезой
в потоке, показан на фиг. 95, а\ имеются два потока деталей, в
каждом потоке по несколько позиций. Когда детали установлены
в двух позициях каждого потока, можно включать станок, а осталь-
185
ные детали устанавливать во время фрезерования первых, т. е. вре-
мя хсу совмещено.
Процесс обработки группы 1а2 для II класса показан на
фиг. 95, б. Оперативное время
f — П°асУ ^СУ ^oi (56)
72О
Этот процесс отличается тем, что в нем обработка производит-
ся параллельно двумя фрезами (в каждом потоке), а переходы
выполняются последовательно по позициям /; 2; 5; 2' и 3' бла-
годаря перекладке деталей. Таким образом, мы имеем параллель-
но-последовательный способ обработки, т. е. по II классу, груп-
па 1а2.
Наконец пример процесса обработки той же группы 1 а2, но
III класса, показан на фиг. 95, в. В этом случае тремя фрезами
в каждом потоке выполняются параллельно два перехода: черно-
вое фрезерование (две фрезы) и чистовое фрезерование (одна фре-
за). В каждом потоке имеется многопозиционность. Оперативное
время
/ — П°асУ ^сУ ^СУ hi (gy)
Примеры по группе 1а2 показаны для фрезерования, но такое
же сочетание переходов по группам, классам и потокам можно
встретить и при других методах обработки.
Процессы обработки группы 2 (Э22а2). Так же как и структу-
ры однопоточных процессов, структуры процессовхбработки груп-
пы 2а2 характеризуются полным совмещением времени съема и
установки деталей в каждом потоке с остальными затратами вре-
мени цикла обработки. Значит, можно написать, что
(58)
Следовательно, оперативное время для группы 2а2 процессов
в общем виде
ton- . (59)
«О
Число потоков (при работе без сдвига фаз обработки) может
быть равно двум или более (п0 2). Число позиций в каждом
потоке равно двум или превышает два. Из них в каждом потоке
имеется минимум одна специальная установочная позиция, без
которой невозможно было бы полное совмещение времени установ-
ки детали. Вспомогательные переходы процессов группы 2а2 так-
же сочетаются с основными переходами по трем (классам обработки
(I, II и III).
Структуры этой группы процессов, при которых можно снимать
детали, устанавливать новые в установочной позиции за время
обработки деталей в других позициях, осуществляются обычно так
186
же, как в однопоточных процессах — за счет создания машин с
индексирующимися механизмами: поворотных и прямоугольных
столов у фрезерных станков; поворотных столов у вертикально-
сверлильно-расточных станков; поворотных барабанов у станков
горизонтально-расточных, кольцевых поворотных столов, токарных
и вертикальных многошпиндельных полуавтоматов с кольцевым
столом и двойной индексацией, автоматических линий с индекса-
цией спутников или детали в два и более потока и т. д.
Фиг. 96. Многопоточные 'Структуры процессов группы Э22а2:
а — двухпоточное фрезерование, группа 2а2 (I класс); б — двух-
поточное фрезерование, группа 2а2 (II класс); в — двухпоточное
точение, группа 2а2 (III класс).
Процесс группы 2а2 класса I показан на фиг. *96, а. В двух
потоках (по = 2) на двух позициях в каждом потоке фрезеруются
детали в один инструментальный переход, а на двух других
позициях (в каждом потоке) в это время устанавливаются детали
на поворотном столе. Время съема и установки деталей должно
быть полностью совмещено. Оперативное время
tm = + (60)
По
Процесс группы 2а2 класса II показан на фиг. 96, б. Детали
в каждом из двух потоков фрезеруются тремя фрезами с приме-
нением перекладки деталей в трех позициях. Имеются три пози-
ционных перехода: первый — фрезерование широкой стороны; вто-
рой и третий — фрезерование боковых сторон. В период фрезеро-
вания в каждом потоке с позиции 3 снимается готовая деталь и
на ее место перекладывается деталь из позиции 2; на место детали
в позицию 2 перекладывается деталь из позиции /, а в позицию 1
устанавливается новая заготовка. Оперативное время
п0
187
Процесс группы 2а2 класса III показан на фиг. 96, в. Здесь при-
веден процесс не фрезерной, а токарной обработки, осуществляемой
на восьмишпиядельно1м токарном вертикальном полуавтомате в два
потока за счет двойного индексирования кольцевого стола. На
установочных позициях 1 (/') каждого потока закрепляется деталь
в то время, как на остальных рабочих позициях 2, 3 и 4 первого
потока и 2', Зг и 4' второго потока производится одновременная
обработка деталей по трем позиционным переходам. Время уста-
новки совмещено с основным временем. После окончания обработ-
ки инструменты поднимаются, стол поворачивается на 90° и де-
тали в обоих потоках из позиций 1 и Г попадают в позиции 2 и 27,.
а из позиций 2 и 2' — в позиции 3 и 5', а ив позиций 3 и 3' — в
позиции 4 и 4'. Позиции 4 и 4f попадают в положение позиций 1
и /7. С них снимаются законченные обработкой детали и в них
устанавливаются новые детали, а в это время производится обра-
ботка деталей в других позициях.
Рабочий цикл Тр равен периоду времени от момента съема
одной детали до момента съема следующей детали в каждом по-
токе после поворота стола. Опер1ативное время
/ ____ —I—
ьх тх Д- boi
^оп
(62)
По
(60), (61) и (62) различаются только
по классам обработки. Как видно, из
Как мы видим, формулы
составом основного времени
сравнения формул оперативного времени процессов обработки
групп 2а2 и 1 а2, а также из рассмотрения схем многопозицион-
ных многопоточных процессов, структуры группы 2а2 имеют зна-
чительные преимущества по сравнению со структурами группы 1а2
потому, что время установки и съема деталей в них полностью
совмещено, чего нет в структурах группы 1а2. Надо сказать, что
в структурах группы 1а2 это время может иметь особенно большую
величину потому, что при ручной загрузке детали приходится
устанавливать последовательно по по потокам, да еще в двух-трех
или более позициях каждого потока, т. е. затрачивать время
t — па t’ .
су о су су
Из формулы видно, что в группе 1а2 значительное время затра-
чивается на ожидание из-за последовательности установки. Этого
нет в группе 2а2, что позволило развивать структуры многопоточ-
ных и однопоточных процессов по позиционности, в то время как
в структурах группы 1а2 развитие по позиционности ограничива-
лось большими затратами времени на установку и съем деталей
во многих потоках и позициях.
На базе структур группы 2а2 сейчас работает в машинострое-
нии много многопозиционных станков и автоматических линий.
Можно даже сказать, что без структур группы 2а2 невозможно
было бы развитие автоматических линий. -В автоматических ли-
ниях так же, как и в многопозиционных станках, имеются отдель-
188
ньге установочные позиции, в 'которых установка осуществляется
в течение основного технологического времени.
Особенно интенсивно развивается обработка группы 2а2 III клас-
са, при которой во всех рабочих позициях обработка происходит
одновременно (параллельно).
Процессы обработки группы 3 (Э23а2). Обработка третьей
группы, как и в однопоточных процессах, характеризуется совме-
щением с основным технологическим временем не только времени
установки и съема детали, но и времени холостых ходов. В этих
случаях
t = п a t' — т = 0 и / = /' — т = 0.
су о су X су X X X
В общем виде оперативное время для этой группы
= —• (63)
По
Из формулы (63) видно, что оперативное время зависит только
от основного технологического времени t0 и числа потоков.
Процесс осуществляется с непрерывной подачей детали отно-
сительно инструмента во всех потоках, т. е. становится непрерыв-
ным. Так же как в однопоточных процессах, непрерывная подача
деталей осуществляется за счет кругового движения столов и
барабанов при фрезеровании, кругового и линейного перемещения
столов при плоском шлифовании, осевого перемещения деталей при
нарезания резьбы в гайках с помощью кривых метчиков и т. д.
На фиг. 97, а показан двухпоточный процесс группы За2 клас-
са I. Он относится к I классу потому, что обработка производится
в один инструментальный переход. Если бы имелись две фрезы
(черновая и чистовая), то процесс относился бы к III классу, так
как выполнялись -бы параллельно два перехода (черновое и чисто-
вое фрезерование). Оперативное время процесса I класса
^ = ^-- (64)
По
Процесс группы За2 класса II показан на фиг. 97, б. Обработ-
ка головки цилиндров производится в два потока (2 ряда) по че-
тырем переходам в каждом потоке. Деталь с перекладкой уста-
навливается в позициях 1—4 (позиция 4 не видна) для фрезеро-
вания двух широких сторон и двух узких сторон головки. Обработ-
ка производится на барабанно-фрезерном станке тремя фрезами
с каждой стороны — параллельно тремя фрезами и последователь-
но по позиционным переходам 1—4. Подача непрерывная. Уста-
новка деталей—в течение времени рабочего хода. Оперативное
время
5^тах
(65)
nQ
189
Процесс группы За2 класса III показан на фиг. 97, в. Обработ-
ка платформ швейной машины на карусельно-фрезерном станке,
у которого дублированы агрегаты, т. е. имеются две рабочих сек-
ции: одна с фрезами /, 2 и 3 и вторая с фрезами 4, 5 и 6. На станке
работают двое рабочих с двух сторон. Число потоков равно четы-
рем, так как в каждой секции осуществляются два потока. Если
Фиг. 97. Многопоточные структуры процессов этапа Э2
группы За2:
а—двухпоточное фрезерование на карусельно-фрезерном станке, груп-
па За2 (I класс); б — двухпоточное фрезерование на барабанно-фре-
зерном станке, группа За2 (II класс), детали перекладываются по по-
зициям 1—4; в — четырехпоточное фрезерование на специальном ка-
русельно-фрезерном станке с двумя секциями шпинделей, группа
За2 (III класс).
бы станок не имел дублирования секций, т. е. не было бы шпинде-
лей 4, 5, 6, то в этом случае было бы всего два потока вместо
четырех, т. е. процесс относился бы также к группе За2 класса III
Оперативное время
^гпах
ton — • (66)
Все многопоточные процессы этапа Э2 (без сдвига фаз обра-
ботки) могут быть представлены в виде структурной таблицы
(табл. 19). Наименования процессов по группам 1, 2 и 3 — такие
же, как указанные в табл. 18 для однопоточных процессов.
Из табл. 19 видно, что 12 структур, ранее рассмотренных для
однопоточных процессов, повторяются на новой многопоточной ба-
зе с п0 > 1. Производительность оборудования при прочих равных
условиях теоретически выше производительности оборудования
первого этапа в несколько раз в зависимости от величины п0.
Из табл. 19 видно также, что процессы по производительности
развиваются от класса к классу и от группы к группе при одина-
ковом п0. При увеличении п0 возрастает и производительность.
190
Таблица 19
Структурная таблица многопоточных процессов без сдвига фаз обработки в потоках
1 Обозначе- ние этапа Группа Подгруппа Наименование процессов Структурные формулы оперативного времени tQn
I класс II класс III класс
Э2 1 а1 Многопоточный без сдвига фаз потоков с несовмещен- ным tcy однопозиционный, прерывный 13 по Чу Ч ^4i 14 15
По По По
а2 Многопоточный без сдвига фаз потоков с несовмещен- ным tcy многопозиционный, прерывный 16 поасу Чу ^4i п0 17 поасу Чу хсу + Ч ~ [ у/гпах ~~ + Uoi 18 поасу Чу су + Ч ~ __т 1 /т.ах ТЛГ ч Loi
п0 По
2 а2 Многопоточный без сдвига фаз потоков с совмещенным tcy многопозиционный, пре- рывный 19 Ч хх + ^oi 20 4~zx + 21 t — т +/тах
п0 По По
3 а2 Многопоточный без сдвига фаз потоков с совмещенны- ми tCy и tx многопозицион- ный, непрерывный 22 2k По 23 у/max По 24 /тах loi По
СТРУКТУРЫ ПРОЦЕССОВ СО СДВИГОМ ФАЗ
ОБРАБОТКИ В ПОТОКАХ
Как мы уже говорили выше, у многопоточных процессов во всех,
потоках имеются повторяющиеся позиционные переходы. Следо-
вательно, продолжительность рабочего цикла во всех потоках оди-
накова по времени (см. фиг. 58, б). Если установка деталей про-
изводится последовательно, то включать в работу исполнительные
механизмы станка (например, многошпиндельную головку) при од-
носекционной многопоточной наладке можно только тогда, когда
закончена установка и закреплена последняя деталь. Мы рассма-
тривали этот процесс и видели, что в процессах групп lai и 1а2
в каждой из установочных позиций приходится ожидать (10Ж)
окончания установки деталей в других позициях всех потоков. Если
мы имеем всего два потока и затрачиваем время на съем и уста-
новку одной детали tcy = 0,4 мин, то вместе со временем ожида-
ния полное время на съем и установку деталей в двух потоках со-
ставит not'cy = 0,8 мин.
Однако если потоков много (что обычно обусловливается мас-
совым характером производства, малым тактом выпуска и штуч-
ным временем на операцию, значительно превышающим такт вы-
пуска детали), то общая затрата времени tcy + 't0M: может стать
весьма существенной и достигать 50% и более времени на обра-
ботку. Например, при шести потоках того же примера общее
время
t + ^ж = n0 *'су = 6 - 0.4 = 2,4 мин,
что совершенно недопустимо при затрате основного времени t0 =
1,5 — 2 мин. Даже из этого примера видно, что такая структура
операции при процессе группы lai ограничивает число потоков по.
Кроме того, при многопоточной однопозиционной (в каждом по-
токе) обработке (например, при токарной обработке или даже
при многошпиндельном сверлении) расположение позиций в один
ряд удлиняет станок по фронту работы, вызывает необходимость
больших перемещений рабочего вдоль станка. Поэтому обычно
для обработки даже малогабаритных деталей по фронту распола-
гают не более 2—6 позиций.
Указанные ограничения в развитии структуры заставили маши-
ностроителей найти такую структуру, чтобы не нужно было затра-
чивать время на ожидание 10ж. Осуществление этой структуры
для многопоточного процесса оказалось возможным за счет при-
менения принципа работы со сдвигом фаз обработки потоков (см.
фит. 58, в и г), что потребовало создания многосекционных станков
и дублирования секционных наладок в этих станках.
Как видно из циклограммы, показанной на фиг. 58, в при шести
потоках, конструктивно оформленных на шести самостоятельно
функционирующих секциях станка, цикл обработки в каждом
последующем потоке смещен по времени на величину, несколько
192
превышающую время 'tcy. В этом случае не надо затрачивать вре-
мя на ожидание t0:MC, так как каждая секция станка включается
самостоятельно и не связана с другими, а если и связана, то сдви-
нута по фазе времени включения. Конкретно это осуществлено
в станках таким образом, что рабочий, установив первую деталь
и включив первую секцию, переходит ко второй секции, где делает
то же самое, т. е. снимает обработанную деталь, устанавливает
новую и включает вторую секцию. Далее он переходит к третьей,
четвертой, пятой и шестой секциям, повторяя перезарядку их
и пуск.
Если шпиндели расположены близко, то. 'можно осуществлять
перезарядку, не переходя с места на место. В станках-автоматах
загрузка осуществляется автоматически.
Как видно из циклограммы (см. фиг. 58, в), при сдвиге фаз
обработки экономится время затрачиваемое ранее на ожи-
дание установки деталей в разных потоках.
Принцип сдвига фаз обработки может быть осуществлен не
только за счет перемещения рабочего относительно секций станка,
но и за счет перемещения самих секций относительно рабочего.
Конструктивная разработка этого принципа изготовления дета-
лей привела к созданию машин, получивших название роторных,
т. е. таких, у которых секции станка вместе с обрабатываемой
деталью и инструментом перемещаются непрерывно по кругу отно-
сительно рабочего (см. фиг. .58, г). Циклограмма каждого потока
при этом получается также смещенной по времени.
В данном случае ротором является шестигранная колонна,
скрепленная с круглым столом, которая вращается вокруг верти-
кальной оси и несет на себе шесть секций станка. Число секций
может быть значительно увеличено в зависимости от размеров де
тали и конструкции ротора. Механизм, расположенный на каждой
грани колонны, представляет собой комплекс головок или суппор-
тов с инструментами, закрепленными на плите, находящейся про-
тив позиции детали. Обрабатываемые детали устаовлены в пози-
циях секций 1—6 стола. Если в каждом потоке имеется однопози-
ционная обработка, то число секций (позиций) равно числу пото-
ков. Каждая секция перемещается с угловой скоростью, обуслов-
ленной временем рабочего цикла Тр одного потока.
Осуществление многопоточных процессов путем сдвига фаз об-
работки в потоках обусловило появление различных структур мно-
гопоточных операций на новой основе и создание роторных и дру-
гих машин, обеспечивающих выполнение этих структур. Многопо-
точная обработка по сравнению с обработкой этапа Э2 приобрела
новое качество и как бы перешла в новый, третий этап, который
назовем этапом Э3.
При обработке со сдвигом фаз потоков появилась возможность;
1. За счет секционных наладок доводить общее число потоков
пос до таких больших значений (пос = 8 20 и более), которые
были ранее невозможно или нецелесообразно создавать на маши-
13 Зак. 1253 193
нах с 'одной секционной наладкой, стационарными секциями и син-
хронизи'ро1ванными циклами \
2. В процессах группы lax ликвидировать потери времени на
ожидание при установке деталей, и вместо затраты времени
t = п t'
су о су
иметь
t ~ t'
су су’
т. е. однократную затрату времени на установку, несмотря на
большое число потоков. Такая возможность появилась потому, что
установка деталей в разных потоках (по секциям) сдвинута по
фазе (по времени).
Фиг. 98. Схема (процесса обработки на шести-
шпиндельном роторном станке:
а — шестисекционная наладка станка — шестипоточ-
ная обработка с одним позиционным переходом в
каждом потоке; б — трехсекционная наладка стан-
ка — трехпоточная обработка с двумя позиционны-
ми переходами в каждом потоке.
Таким образом, эти многопоточные процессы группы Эз31 име-
ют состав установочного времени, характерный для однопоточных
процессов, т. е. для этапа Эь а не для этапа Э2. В этом заклю-
чается эффект применения сдвига фаз цикла обработки в потоках,
независимо от того, осуществляется ли процесс на станках линей-
ного типа или с вращающимся ротором.
Наиболее простая структура операции многопоточных процес-
сов со сдвигом фаз обработки на станках роторного типа, относя-
щаяся к группе Lai, покатана на фиг. 98, а. Каждая секция станка
охватывает только одну из позиций 1—6, на которой расположена
секционная наладка инструментов. Следовательно, в данном слу-
чае секций в станке столько же, сколько рабочих позиций детали
с комплектами инструментов. Поэтому в этой схеме число секцион-
ных наладок на станке равно числу секций станка. Если в каждой
позиции (секции) выполняются одинаковые позиционные перехо-
1 Определение общего числа потоков дано ниже, см. формулу i(i69) : пос—п^Нс^
194;
ды, то общее число потоков пос равно числу рабочих секции и, еле
довательню, числу рабочих позиций.
Следует подчеркнуть, что речь идет о рабочих позициях и ра
бочих секциях применительно к
схеме, показанной на фиг. 98, а,
т. е. когда загрузка производит-
ся в первой позиции. Однако ино-
гда загрузку производят во вто-
рой, а съем в шестой позиции.
В этом случае обработки в пер-
вой секции не будет, одна секция
ротора получается холостой, и
число рабочих позиций остается
равным пяти при шестипозицион-
ном роторе. Такая загрузка во
второй позиции и выгрузка в
шестой применяется в роторных
линиях со специальными загру-
зочными роторами (фиг. 99).
В общем виде оперативное
время равно длительности рабо-
чего цикла, деленной на общее
число потоков (пос).
Для загрузки и выгрузки в
первой позиции (см. фиг. 98, а)
t тр
ь on *
Р'ОС 6
Фиг. 99. Схема роторного станка
для различных операций по изго-
товлению мелких деталей [24]:
1 — рабочий ротор; 2 — транспортные
роторы; 3 — сменный блок инструмен-
тов; 4 — неподвижный копир; 5 — не-
сущий орган транспортного ротора; 6 —
шестерня привода.
Для загрузки во второй позиции и выгрузки в шестой позиции
где Тр —длительность рабочего цикла в одном потоке, равная
промежутку времени между снятием предыдущей и уста-
новкой последующих деталей в данном потоке с одной
и той же позиции, например, с первой.
Каждая односекционная наладка для обработки детали на та-
ком станке может быть и более сложной. Она может состоять не
из одного, а из нескольких позиционных переходов, и для ее осу-
ществления нужно будет занять несколько секций. Например, на
первой и второй секциях будет выполняться комплекс наладки
на обработку одной детали в два позиционных перехода (см.
фиг. 98, б): первый—обтачивание вала с одной стороны, второй —
обтачивание вала с другой стороны. Эти переходы повторяются
3 раза. Следовательно, в данном случае общее число потоков п0®
равно общему числу секционных наладок.
Введем обозначения:
13*
195
тпс— числю позиционных 'переходов в секционной наладке (с уче-
том числа (потоков п0 в каждой секционной наладке);
Нс—• число секционных наладок на станке;
тос — общее число позиционных переходов, выполняемых на стан-
ке, равное числу позиций на станке,
тос = Нс-тпс. (67)
Тогда число секционных наладок
Нс = -^££.. (68)
тпс
Если в каждой секционной наладке осуществлено) п0 потоков,
то общее число потоков с многосекционными наладками
Пос=По-Нс = п0-^~. (69)
тпс
До сих пор в этапах Э1 и Э2 мы рассматривали операции
в основном с одной секционной наладкой, т. е. Нс= 1. Поэтому
общее число потоков до сих пор во всех формулах обозначалось
через п0, так как при односекционной наладке операции п0 =
•= пос. С учетом нескольких секционных наладок на станке опера-
тивное время
ton == Тр. = ТР'тч^ = . (70)
пос по-тос п0Нс
Состав времени рабочего цикла Тр зависит от группы и клас-
са процесса обработки. Чтобы получить конкретное представление
об операциях, рассмотрим примеры применения роторных станков
при разных методах обработки деталей. Сначала возьмем однопе-
реходные процессы, т. е. такие, в которых в каждом потоке выпол-
няется только один позиционный переход.
На фиг. 99 показана схема роторной обработки для выполнения
простейших операций в мелких деталях, например, прессования,
клеймения и т. д. В этом случае требуется только вертикальное
перемещение инструмента, поэтому такая простая подача шпинде-
лей выполняется с помощью копира 4, закрепленного на роторе.
При помощи транспортных роторов 2 станок может встраиваться
в автоматическую роторную линию. Однако при этом загрузка
детали в одной позиции, >а выгрузка в другой, как это видно из
схемы, вызывает уменьшение числа рабочих шпинделей, а следо-
вательно, и числа потоков пос в том же роторе, и производитель-
ности по сравнению с шестисекционной наладкой станка (см.
фиг. 98, а), при которой загрузка и выгрузка осуществляются в
первой позиции. Конструкция ротора позволяет иметь большое
число малогабаритных шпинделей для обработки мелких деталей,
что необходимо в тех случаях, когда такт выпуска мал и измеряет-
ся, например, секундами и долями секунды.
На фиг. 100 показана схема применения роторной однопозицион-
ной (в каждом потоке) обработки для зубофрезерования. На каждой
196
из восьми секций станка смонтированы шпиндель 1 и зубо-фребер-
ная головка 5, на оправке которой закреплена червячная фреза 2.
На шестерне, устанавливаемой на шпиндель /, зубья нарезаются
червячной фрезой при движении головки 3 сверху вниз по колон-
не, которая вращается по направлению, указанному стрелкой, вме-
сте со столом и всеми исполнительны-
ми механизмами. Аналогично обраба-
тывается шестерня и на многопоточ-
ном роторном зубодолбежном станке,
но в этом случае на каждой стороне
ротора установлена зубодолбежная
головка.
Несмотря на кинематическую слож-
ность зубообрабатывающих станков
даже в одношпиндельном стационар-
ном исполнении, такие сложнейшие
многошпиндельные роторные зубооб-
рабатывающие станки находят приме-
нение за рубежом. Повышение произ-
водительности при зубообработке до-
стигается за счет усложнения струк-
туры, а не за счет нового метода об-
работки при простой структуре. Это
Фиг. 100. Схема операции, вы-
полняемой на восьмипоточном
роторном зубофрезерном
станке.
происходит потому, что до сих пор нет еще достаточно точного,
надежного и производительного нового метода образования зуба.
Горячая и холодная зубонакатка еще не вышли из стадии про-
мышленного эксперимента, многорезцовое зубодолбление приме-
нимо не для всех конструкций шестерен, а для нового метода зу-
боточения требуется изготовление новых экспериментальных
станков.
На примере такой трудоемкой операции, как зубообработка,
можно увидеть, что по мере увеличения выпуска продукции (в
частности, автомобилей) все более противопоставляются два на-
правления развития технологии—структура и метод обработки.
Если при зубонакатке или другом новом методе будут достигнуты
хорошие показатели по точности детали при высокой производи-
тельности, отпадает необходимость изготовления восьмишпин-
дельных зубообрабатывающих станков роторного типа. Но до
внедрения нового метода не отпадет потребность в многопоточ-
ных станках, т. е. в станках со сложной структурой.
На фиг. 101 показана схема фрезерования детали А на шести-
поточном роторном станке фрезерными агрегатными головками,
движущимися вертикально вниз по колонне. Аналогичные процес-
сы выполняются вертикальными расточными агрегатными голов-
ками при обработке отверстий в деталях машин.
Перейдем к многопереходным процессам. На фиг. 102 показа-
на многорезцовая токарная обработка конической шестерни в два
позиционных перехода на шестишпиндельном роторном станке.
197
Первый позиционный переход — предварительная обработка ко--
нической шестерни — выполняется шпинделями 1, 3 и 5, второй
позиционный переход — чистовая обработка—шпинделями 2, 4
и 6. Общее числю потоков определим по формуле (69):
/l5£ = rtA = /!o^=i.A = 3.
тпс *
Оперативное время на обработку одной детали
Т Р • ^ПС __ Тр ♦ 2 __ 1 ул
n0'tn0C 1-6 3 р
^оп
Фиг. ilOl. Схема фрезерова-
ния детали на шестипо-
Если на станке выполнялся бы только
один позиционный переход (например,
только черновой) вместо двух, то число
секционных наладок составило бы Нс = 6,
общее число потоков
Пое = п0Нс= 1-6 = 6,
оперативное время
Из этого видно, что, уменьшая число
позиционных переходов, т. е. уменьшая
объем работы, выполняемой при обра-
ботке детали, можно соответственно
увеличить производительность, так как
точном роторном фрезерном
станке.
Фиг. 102. Роторная токарная обработка в два позицион-
ных перехода (тпс =2) ив три потока (Яс = 3):
а — предварительная обработка; б — чистовая обработка; в —
схема расположения шпинделей.
общее число потоков соответственно возрастает, а величина ton
соответственно ум еньш-ается.
198
На фиг. 103 показан процесс токарной обработки на шести -
шпиндельном роторном станке в три позиционных перехода: пер-
вый (фиг. 103,я) выполняется на шпинделях 1 и 4, второй (фиг.
103, б) —на шпинделях 2 и 5 и третий (фиг. 103, в) —на шпинделях
3 и 6. Благодаря увеличению числа позиционных переходов до
тпс = 3 общее число потоков пос соответственно' уменьшается до
пос = 2. Оперативное время, затрачиваемое на одну деталь, при
той же длительности цикла Тр увеличивается:
у Тр'З Т0‘3 1 гр
ion 7 . ~ 1 р*
п0-6 1-6 2
Число позиционных переходов
можно увеличить не только, за
счет числа секций станка; если
секция имеет столик достаточных
размеров, то на нем можно раз-
местить несколько позиций в
каждой секции. Ранее (см.
фиг. 57) мы приводили шести-
секционный станок с тремя пози-
циями на каждой секции. Общая
наладка станка выполнена как
трехсекционная (Нс = 3) с ше-
стью позиционными переходами
на одну деталь в каждой секци-
онной наладке, занимающей два
столика (две секции станка).
Следовательно, в этом станке:
число секционных наладок Нс =
= 3; число позиционных перехо-
дов в секционной наладке
= 6; общее число позиционных
переходов тое = 18; число пото-
ков в одной секционной наладке /
Фиг. 103. Токарная .роторная об-
работка в три позиционных пере-
хода (тпс~ 3) и в два потока
(Яс = 2):
а, б и в — позиционные переходы;
г — схема расположения шпинделя.
о=1; общее число потоков
Пос = понс = 1 -3 = 3;
оперативное время
t — Тр — Тр
^ОС ’Э
В позициях 7, 2 и 3 производится обработка большой и малой
головок шатуна в три перехода. В позициях 4, 5 и 6 производится
обработка отверстий под болты шатуна. Первые три позиционных
перехода выполняются 'автоматически с поворотом маленького
столика на 120° за 1 оборот колонны, а затем шатун переставля-
ется на освобожденную позицию второго столика для четвертого
позиционного перехода. Четвертый, пятый и шестой переходы так-
же выполняются автоматически. Таким образом, мы видим, что
199
число позиций и число секции станка не совпадают и что число
секционных наладок также не совпадает с числом секций станка.
При обработке небольших
Фиг. 104. Роторная обработка ша-
туна ,в шесть позиционных пере-
ходов (тпс—6) и в шесть пото-
ков; пос = п0Нс = 2-3 = 6.
ей даже число секционных нала-
док может не совпадать с общим
числом потоков.
Представим, что те же пере-
ходы в каждой секционной на-
ладке выполняются в два пото-
ка: п0 = 2 вместо п0= \ (фиг. 104).
Секционная наладка занимает
I и II секции и еще дважды по-
вторяется в секциях III—IV и
V—VI; число секционных нала-
док Нс = 3. В этом случае все
ш есть поз ицио иных переходов
(1—6) в секционной наладке
дублируется. В каждой секцион-
ной наладке будет по шесть по-
зиционных переходов и по два
потока, т. е. число позиционных
переходов в одной секционной
наладке тпс = 12. Общее число
потоков на станке
Пос = понс = 2-3 = 6;
оперативное время
Таким образом, если число секционных наладок на станке
Нс = 3, а число потоков в каждой секционной наладке п0 = 2 или
более, то общее число потоков не совпадает с числом секционных
наладок, и при этом оперативное время уменьшается теоретичес-
ки во столько раз, во сколько раз увеличилось общее число пото-
ков Пос- Значит, поточность можно увеличивать не только за счет
увеличения числа секционных наладок Яс, но и за счет числа по-
токов в каждой секционной наладке.
Конечно, всякое увеличение числа позиций при тех же разме-
рах детали вызывает увеличение габаритных размеров секций и
всего станка, что надо иметь в виду при проектировании струк-
турной схемы.
Заканчивая рассмотрение различных структурных схем об-
работки со сдвигом фаз, начиная от простой однопозиционной с
одной секционной наладкой и кончая многопозиционными и много-
секционными, мы видим, что в общем случае оперативное время
определяется по формуле (70). Если эту формулу применить для
определения оперативного времени станка с односекционной на-
200
ладкой, т. е. то, что соответствовало первому (Э1) и второму (Э2)
этапам, то Нс = 1 и
Этой формулой мы пользовались ранее, в этапах и Э2.
Значит, формула (70) является общей для определения оператив-
ного времени всех структур. Если в нее вместо величины Тр. под-
ставить состав цикла для разных групп и классов с учетом эта-
пов, то она отразит структуры всех этапов.
Группы и классы обработки в многопоточных процессах
со сдвигом фаз обработки (Э3)
Процессы обработки группы lai. При I классе обработки в
каждом потоке (секции) этой группы выполняется только один
позиционный переход, т. е. mnc= 1. Общее число потоков пос в
этом случае равно числу секционных наладок Яс, а число нала-
док равно числу секций и числу позиций.
На фиг. 10'0 и 101 показан процесс группы lai, относящийся
к I классу 'обработки, т. е. к последовательной обработке поверх-
ности одним инструментом — фрезой (фиг. 101) и червячной фре-
зой на зубофрезервом роторном станке (фиг. 100). В обоих слу-
чаях имеет место обработка в один позиционный переход в каж-
дом потоке, но на фрезерном станке .приспособление и деталь
закреплены жестко и не поворачиваются вокруг своей оси, а на
зубофрезерном станке в первой позиции столик 1 с деталью вра-
щаются вокруг своей оси для создания движения обката с червяч-
ной модульной фрезой 2, которая вращается с помощью силовой
головки 5.
Обработка по группе lai класса I возможна и при сверлении,
растачивании или развертывании отверстий. Возможна обработка
I класса также и токарная. Для этого надо на роторном станке
применить обтачивание по копиру одним резцом.
На фиг. 105,6Z показана схема однорезцовой обработки по ко-
пиру на четырехпоточном роторном станке. Она может быть вы-
полнена также на шестистороннем роторном станке. Структура
такого процесса только несколько лет назад была впервые осу-
ществлена заводом «Красный пролетарий», создавшим новый ро-
торный шестипоточный гидрокопировальный станок модели 1272.
Надо отметить, что не все структуры, получаемые в результате
сочетаний основных и вспомогательных переходов и потоков,
осуществлены в промышленности. Путем сочетаний может быть
выявлен ряд структур, которые сегодня еще не применяются в про-
мышленности из-за отсутствия соответствующих станков, но кото-
рые могут быть осуществлены при дальнейшем развитии техноло-
гии машиностроения. Это относится, прежде всего, к процессам
третьего этапа (Э3). Обработка деталей по группе lai класса I
201
может быть осуществлена также 'при хонинговании, внутреннем
шлифовании и при других методах.
Признаком процессов группы lai класса I в третьем этапе
является состав оперативного времени
, __ Чу ~ тх ^4i ________ Чу Ч тх ^oi /у|\
так как в данной группе процессов число секционных наладок
равно Нс и число потоком в секции ио=1; следовательно noc=Hc.
Фиг. 105. Обработка на роторном станке, группа Ian
а — токарная последовательным способом по копиру (I класс); б — токарно-револьвер-
ная параллельно-последовательная (II класс); в — сверлильная параллельная (III класс).
Процессы группы lai при II классе обработки, т. е. при парал-
лельно-последовательном способе сочетания инструментальных
переходов применительно к роторно-токарно-револьверной обра-
ботке показаны на фиг. 105,6. На 'четырехсторонней колонне пере-
мещаются вниз и вверх револьверные головки 1—4 с набором ин-
струментов в блоке. Поворот, подъем и опускание револьверной
головки должны осуществляться автоматически в течение одного
оборота ротора вокруг колонны. Обработку этого же класса мож-
но осуществить и путем параллельно-последовательного ввода в
работу блоков сверл и разверток или других инструментов для
обработки отверстий, которые должны быть закреплены на раз-
ных сторонах револьверной головки.
П а р а л л е л ь но -поел едов ате л ь ный способ ток а р ной о б р а б отки
может быть осуществлен и без применения револьверной головки,
а при помощи двух суппортов с комплектами резцов для обтачи-
202
вания детали. При этом вначале выполняется обтачивание парал-
лельно несколькими резцами при помощи продольного суппорта.
Затем этот суппорт отходит и поперечный 'суппорт выполняет под-
резку торцов в детали также параллельно несколькими резцами.
Таким образом, резцы действуют параллельно, а суппорты после-
довательно в каждом потоке (II класс).
Следует отметить, что параллельно-последовательный способ
(II класс) при роторной обработке находит пока еще небольшое
распространение, по-видимому, из-за некоторого усложнения стан-
ка головками револьверного, барабанного или другого типа. Одна-
ко при дальнейшем развитии машиностроения может потребо-
ваться применение именно II класса обработки для охвата боль-
шего числа переходов наряду с многопоточностью при сдвиге фаз
потоков.
Признаком группы lai класса II служит состав оперативного
времени,
оп Нс
(72)
Обработка группы lai класса III, т. е. с параллельным спосо-
бом сочетания инструментальных переходов, показана на фиг.
105,в. Этот класс обработки отверстий конструктивно может быть
обеспечен довольно просто, так как требуется только одно движе-
ние набора инструментов по оси и вращение, что легко осущест-
вить при помощи обычных силовых головок. В данном случае в
каждом потоке происходит сверление детали четырьмя сверлами,
закрепленными в силовых головках.
Несколько сложнее конструкция станка для параллельной то-
карной обработки (см. фиг. 102 и 103). Для токарной обработки
по III классу требуется одновременная обработка всеми блоками
резцов. Следовательно, станок должен иметь привод подачи для
продольных и поперечных движений суппортов, а также для вра-
щения детали. Несмотря на эти сложности, именно токарная ро-
торная многопоточная обработка довольно широко распростране-
на в массовом производстве деталей в III классе. Оперативное
время
(73)
^оп
Нс
Мы рассмотрели все классы многопоточной однопозиционной
обработки в группе процессов lai. Рассмотрим возможность при-
менения всех трех классов обработки в многопозиционных про-
цессах (многопозиционность рассматриваем в пределах одного по-
тока) .
Процессы обработки группы 1а2. Обработка деталей по группе
1а2 класса I характеризуется многопозиционностью в каждой
секционной наладке. Эта многопозиционность (ас2/>1) может осу-
ществляться различно:
203
1. За счет нескольких позиционных переходов на нескольких
шпинделях (секциях). Например, на фиг. 98,6 показаны два пози-
ционных перехода на двух шпинделях секционной наладки. В этом
случае асу == 2, но так как позиции сдвинуты по фазе, то время
установки не будет равно Icy = acytCy, а будет входить в формулу
оперативного времени lton однократно (tcy = tCy). Поэтому для
I класса
/ । /'__т -h .
ton = су ' х --х------Ю (74)
“С
При такой схеме число потоков в секционной наладке п0 = 1
и общее число потоков пос = Нс.
Фиг. 106. Фрезерование на
роторном станке — процесс
группы 1 а2:
а — I класс; б — II класс;
в — Ш класс.
2. За счет нескольких позиционных переходов на одной секции
станка. В этом случае многопозиционность достигается за счет пе-
рекладки, и время перекладки деталей в разные позиции не сдви-
нуто по фазе (асу > 1). Например, на фиг. 106,а показан шестипо-
точный процесс фрезерования на роторном станке, где на каждой
позиции детали I закреплены (одна под другой) в стойке II. При
вертикальном перемещении фрезы обрабатывается перпендику-
лярная канавка в детали. Это достигается за счет перекладки де-
тали из первой позиции во вторую. Во время перекладки деталь
поворачивают на 90°, а в первую (верхнюю) позицию устанавли-
вают новую заготовку. Оперативное время
__ асу ^су Н~~ X ^oi (74Л)
204
Как мы видим, в состав оперативного времени входит величина
асу. Если бы в каждой секции было бы не по одному ряду деталей
(одна под другой), а было бы два ряда по две детали в каждом
и обработка велась бы не одной, а двумя фрезами (по одной на
каждый поток), то оперативное время было бы
J _ поасуЧу \у "Ь Ч Ь ^Ol
*'ОП ————————__
п0Н с
(74")
Как мы видим, в формулу уже входит величина поасу и в зна-
менателе п0Нс.
Для фрезерования по II классу необходима обработка не-
сколькими фрезами с перекладкой детали в разных позициях.
На фиг. 106,6 показано фрезерование детали тремя фрезами
(две черновые малого диаметра расположены под одной чистовой
большого диаметра) в три позиционных перехода /, 2 и 3. После
одного оборота ротора фрезерная головка поднимается. С пози-
ции 2 снимается готовая деталь и на ее место переставляется де-
таль с позиции 1, а в позицию 1 переставляется деталь с позиции 5.
В позиции 3 устанавливается новая заготовка. После этих пере-
становок фрезерная головка опускается и производится фрезеро-
вание детали в трех позициях за время одного поворота ротора.
Оперативное время
у __ асу Чу су Н” Ч тх 4" ^4i
Чп rj ’ v
«С
Если в каждой секционной наладке имеется п0 потоков, то опе-
ративное время для II класса
2 _ по асу Чу ^су 4~ (7^'\
При обработке по III классу обеспечивается параллельная
(одновременная) обработка детали несколькими инструментами
независимо от выполнения обработки в одной или многих позици-
ях. Многопозицпонная обработка по III классу на роторных стан-
ках в массовом производстве распространена шире, чем по I и II
классам.
На фиг. 106,в показано фрезерование детали в двух позициях
1 и 2 в два позиционных перехода с перекладкой деталей. После
подъема головки с позиции 2 снимается готовая деталь, и на ее
место устанавливается деталь, обработанная в позиции /, а в
позицию 1 устанавливается новая заготовка. Хотя процесс осу-
ществляется с перекладкой, обработка в позициях 1 и 2 произво-
дится одновременно, поэтому это — III класс обработки, а не
II класс. Оперативное время для группы la2 III класса
I = ас^сУ ^сУ + 4~ 4i 41
нс
205
1
ИЛИ при По >
no°cv су тсу Д тх t0j
(763
«О^ с
on
Фиг. 107. Процесс обработки груп-
пы 1а2 класса I при асу — 1:
1~6 позиции; а, б, в и г — позицион-
ные переходы.
Многопозиционная обработка
может быть осуществлена по
III классу также при одной устано-
вочной позиции аС|/=1. В этом слу-
чае многопозиционность (по числу
рабочих позиций) может быть полу-
чена за счет поворота детали во-
круг своей оси, как это часто прак-
тикуется при фрезеровании или
сверлении на поворотном столике.
Из формулы (76) в этом случае
исключаются величины ас?( (так
как асу=1) и хсу, так как при од-
ной установочной позиции нет сов-
мещения по времени установки.
Оперативное время будет
= (76")
пс
Примеры таких многопозиционных процессов фрезерования с
одной установочной позицией для обработки по группе 1а2 показа-
ны на фиг. 107, 108 и 109.
При рассмотрении процессов группы 1 а2 в обеих подгруппах
— однопозицонных и а2— многопозиционных) видно, что про-
цессы, осуществляемые на роторных станках, так же как и про-
цессы, осуществляемые на стационарных станках, могут по
структуре соответствовать всем трем классам.
Процессы обработки группы 2а2— процессы многопозиционные
и минимум двухпозиционные (в каждом потоке) с полным совме-
щением времени установки и съема деталей. Для этих процессов
t = t' — т ~ 0,
су су су ’
и классы могут быть показаны на примерах, аналогичных преды-
дущим, с той принципиальной разницей, что в каждом потоке дол-
жен быть предусмотрен поворотный столик, а на нем, кроме ра-
бочих позиций, должна быть по крайней мере одна установочная
позиция, в которой законченную обработкой деталь снимают и
устанавливают новую заготовку в течение рабочего хода головок,
а за время подъема и опускания головки поворачивают столик.
На фиг. ПО, а показаны процессы обработки по группе 2а2
класса I. После окончания фрезерования первой детали и подъема*
фрезы столик автоматически поворачивается на 180° и индекси-
руется. Фреза опускается и начинает обрабатывать новую деталь.
К концу одного оборота ротора, т. е. к концу фрезерования, столик.
206
Фиг. 108. Процессы обработки
группы 1а2 класса II при асу = 1:
1—6 позиции; а, б, в и г — позицион-
ные переходы.
4
Фиг. 109. Процесс обработки груп-
пы 1а2 класса III при асу = 1:
1—6 позиции; а, бив — позиционные
переходы.
опять подходит к рабочему, который снимает готовую деталь и
устанавливает новую и затем процесс повторяется. За 7б оборота
ротора рабочий снимает деталь и устанавливает новую заготовку
на одной секции. Оперативное время
tx - Т 4“
± _. X X 1 01
1оп 7т
п0Нс
(в данном примере п0 = 1).
Как видно из формулы (77), время съема и установки детали
tcy в станкоминутах в ней отсутствует, т. е. оно полностью совме-
щено благодаря наличию специальной установочной позиции на
поворотном столике.
На фиг. 1.10, б показана обработка 2а2 класса II, осуществлен-
ная с помощью того же поворотного механизма (столика с двумя
позициями). Деталь фрезеруется в позиции 3 на столике. Другая
деталь устанавливается в конце рабочего хода двухшпиндельной
головки в холостой позиции 5. Деталь устанавливается в этой по-
зиции, перевернутой для фрезерования ушков с обратной стороны.
При этом для установки берут деталь, уже прошедшую обработку
в позиции 3. Когда столик повернется на 180°, с позиции 3 снимают
деталь и устанавливают в нее новую заготовку.
В течение одного оборота ротора головка дважды опускается
для поочередного фрезерования детали в позициях 3 и 5, а столик
для этого поворачивается 2 раза автоматически примерно через
полоборота ротора. Цикл фрезерования состоит из двух периодов.
С каждого агрегата рабочий снимает одну законченную деталь,
а другую переставляет с позиции 3 в позицию 5.
Нетрудно заметить, что аналогичная обработка по II классу с
полным совмещением tcy может быть осуществлена и для других
методов обработки, например сверления и растачивания отверстий.
Оперативное время
(11)
С — + sr.ax
± __ X X 1 01
(77')
п0Я(
На фиг. 110, в показан пример обработки по III классу группы
2а2. Три детали фрезеруются в три перехода одновременно. В кон-
це рабочего хода фрезерная головка поднимается, столик повора-
чивается на 90°, рабочий снимает обработанную деталь и устанав-
ливает новую во время перемещения секции. После установки но-
вой детали фрезерная .головка /вновь опускается для рабочего хода.
Оперативное время.
у __ X X * о
1ОП тт
п0Нс
Процесс идет так же, как и при обработке III класса на ста-
ционарном станке; различие заключается только в смещении фаз
обработки на разных секциях станка за счет перемещения их от-
носительно рабочего.
208
(77")
Процессы III класса группы 2а2 для сверления, зенкерования и
развертывания отверстий и для других методов обработки могут
найти широкое применение в массовом производстве при боль-
шом выпуске, когда приходится применять многопоточную обра-
ботку.
Насколько известно автору, многие из указанных процессов
фрезерования в настоящее время, в промышленности не применя-
ются. Однако некоторые из этих структур применяются при обра-
ботке отверстий в деталях автомобиля, и поскольку такая струк-
тура может быть применена для фрезерования и других методов
обработки деталей, нет никаких оснований говорить, что она не бу-
дет осуществлена в ближайшее или более позднее время на ротор-
ных станках при разнообразных методах обработки. Для появления
таких новых структур в ряде случаев еще не создались условия
(например, недостаточна программа выпуска деталей).
процессы обработки группы За^. Эта группа обработки харак-
теризуется полным совмещением времени lcy, tx и /0, т. е. процесс
протекает непрерывно, все время на рабочей подаче.
Непрерывный процесс и роторный процесс — это разные поня-
" тя. При роторном процессе имеет место непрерывное перемеще-
ние всей секционной наладки детали, но сам процесс (рабочая по-
дача) может прерываться, как это мы выяснили по 1 группе, где
технологический процесс формообразования прерывался элемента-
ми, связанными с затратой времени на съем и установ детали и на
холостые ходы (tcy и Zx), и по группе 2, где имели место затраты
времени на холостые ходы (^). Роторный процесс будет непрерыв-
ным тогда, когда сам процесс на агрегате ротора будет осущест-
вляться с непрерывной рабочей подачей деталей относительно
инструмента, например непрерывное фрезерование, при котором
оперативное время для обработки I класса
у __ ^oi
Lon '
пос
для обработки II класса
v^rnax
j __
^оп
пос
и для обработки III класса
лгпах
Таким образом, отождествлять роторную обработку и непре-
рывный процесс обработки не следует.
На этом приходится останавливаться потому, что роторный
процесс иногда называют непрерывным, что совершенно не соот-
ветствует действительности. Однако на роторных станках с пере-
мещающимися агрегатами, как и на обычных станках без переме-
14 Зак. 1253 2 09
щения агрегатов относительно рабочего, может быть осуществлен
действительно непрерывный (по своему характеру) процесс. В ча-
стности, например, процесс фрезерования, к которому мы сейчас и
перейдем.
На фиг. 111, а показан роторный процесс обработки по группе
За2 класса I на фрезерном станке с четырьмя секциями. На каж-
дой секции имеется непрерывно вращающийся стол 3, на который
быстро устанавливают детали 2 для обработки в один переход.
Секция имеет головку с торцовой фрезой /, установленной на оп-
ределенной высоте с одной стороны колонны для получения нуж-
ного размера детали по высоте.
Производительность такого станка будет теоретически в 4 ра-
за выше производительности обычного карусельно-фрезерного
станка за счет наличия четырех секций. Оперативное время
= (78)
ПрНС
в данном случае п0 = 1,
j. ______________________ ^pi __ ^toi _ tpi
оп~ п0Нс — 4 “ 4 ’
210
2 раза
На фиг. Ill, б показан процесс группы За2 класса II. На агре-
гате методом перекладки осуществляется фрезерование плитки с
двух сторон (4i и 42). Всю перекладку надо сделать з?. то время,
когда агрегат проходит в зоне рабочего места. За счет перекладки
при фрезеровании обеспечивается работа по II классу.
Производительность при этом будет меньшая, чем в предыду-
щей примере, так как цикл Тр удлиняется за счет двухпозиционной
обработки, но зато объем выполняемой работы будет в
больше за счет двух переходов. Оперативное время
v^max
t = —---------------------------------
ori и
fl0H с
Для данного случая п0 = 1 и
_ ^тах ~ Ш /02
оп ~~ 4 “ 4
где /01 и /02 — два перехода.
На фиг. 111, в показан процесс обработки по группе За2
III — обработка плиток параллельно черновой и чистовой
ми, т. е. в два перехода. Оперативное время
/шах
, _ Loi
^оп и ’
П0НС
Для этого случая п0 = 1 и
imax /max
7 _ Loi ____ L oi
(79)
класса
фреза-
(80)
Во всех процессах обработки групп 1, 2 и 3, которые показаны
выше, все движения исполнительных механизмов станков осуще-
ствляются автоматически, т. е. это — станки-полуавтоматы. При
необходимости можно автоматизировать съем и установку детали
и превратить эти станки в автоматы.
Из рассмотренного выше сочетания классов и групп видно, что
структуры многопоточных операций, выполняемых со сдвигом фаз
обработки, в частности на роторных станках, могут иметь то же
число сочетаний классов и групп, которое мы имели в многопоточ-
ных процессах без сдвига фаз. Таким образом, число многопоточ-
ных структур, определяемых сочетаниями классов и групп в ротор-
ных процессах, также равно 12. Каждой структуре операции, как
и у рассмотренных ранее, соответствует свой состав формулы опе-
ративного времени. Как мы видели выше, эти формулы вытекают
из приведенной ранее общей формулы (70) для многопоточных
. тр тр
процессов при ton = —
П0Н с Пос
Процессы третьего этапа Э3, т. е. процессы многопоточные со
сдвигом фаз обработки, также могут быть сведены в таблицу с
двенадцатью структурами, характеризуемыми соответствующими
формулами оперативного времени (табл. 20). По составу форму-
14* 211
NO
।—1
to
Структурная таблица многопоточных процессов со сдвигом фаз обработки в потоках
Таблица 20
1 Обозначе- ние этапа 1 Группа 1 Подгруп- па Наименование процессов Структурные формулы оперативного времени tQn
I класс 11 класс III класс
Эз 1 а1 Многопоточный со сдвигом фаз потоков с несовмещенным — однопозицион- ный, прерывный 25 | 26 | 27 | i'cy + tx-'x+t^
Нс Нс Нс
а2 Многопоточный со сдвигом фаз потоков с несовмещенным tcy — многопозицион- ный, прерывный 28 | поасу^су ~су + ТХ 29 | 30 | поасу~су хсу + $Х ХХ 4“ ^О(
п.оНс ПОНс п0Н с
2 а2 Многопоточный со сдвигом фаз потоков с совмещенным tCy — многопозицион- ный, прерывный 31 1 32 | 33 1 t —X 1 /тах 1х "х и- lQi
поН с п0Нс поНс
3 а2 Многопоточный со сдвигом фаз потоков с совмещенными tcy И G — многопози- ционный, непрерывный 34 | ^01 п0Нс 35 | поНс 36 1 /max Loi П.0Н Q
лы оперативного времени видно, что при одинаковом общем числе
потоков в операции наименьшее оперативное время будет зависеть
от времени цикла Тр. Наименьшее время цикла, так же как в ста-
ционарных процессах (при прочих равных условиях), соответству-
ет формуле, приведенной в клетке 36 (12-я клетка 3-го этапа).
Из рассмотрения всех структур многопоточных процессов со
сдвигом фаз обработки (этап Э3, табл. 20) видно, что оперативное
время, приходящееся на одну деталь в группах 1 а2, 2а2 и За2^
меньше, чем оперативное время аналогичных групп процессов без
сдвига фаз обработки потоков (табл. 19) за счет многопоточности
(величина пос).
Общее число потоков
Пос = понс.
Это выражение для общего числа потоков входит в знаменатель
всех формул оперативного времени ton для групп 1а2, 2а2 и За2.
Если у роторных станков п0 = 1, т. е. в каждой секционной на-
ладке имеется только один поток, то в знаменателе число потоков
пос будет определяться только числом секционных наладок Нс,
т. е. пос = Нс. Для стационарных станков, где имеется обычно
только одна секционная наладка, т. е. Нс = 1, в знаменателе фор-
мулы обычно имеется только величина п0.
Отсюда видно, что многопоточность в роторных процессах до-
полнительно увеличивается за счет многосекционности Н'с, что в
частности может быть осуществлено и в стационарных станках.
Во втором этапе мы рассмотрели ранее только один случай
двухсекционной наладки на фрезерно-карусельном станке
(фиг. 97, в). В этом случае мы имели
Нс = 2; п0 = 2.
Общее число потоков
пос = п0Нс = 4.
Такие случае подтверждают возможность создания многосек-
ционных наладок также и в стационарных станках.
Когда мы говорим о поточности, достигаемой за счет много-
секционности, то мы учитываем только рабочие секции, т. е. те,
в которых осуществляется рабочий цикл. На фиг. 112, а показана
схема многопоточного роторного станка, у которого во всех восьми
секциях имеется одинаковая секционная наладка, обеспечивающая
обработку в четырех потоках (условно обозначены малыми за-
штрихованными кружками). Установочную секцию 1 также сле-
дует считать рабочей, так как на ней начинается рабочий цикл с
установки детали. Общее число потоков
пос ~ по^с = 4«8 = 32.
У станка, показанного на фиг. 112,6, из восьми секций рабо-
чими являются только семь, так как секция 8 не участвует в осу-
ществлении рабочего цикла, потому что установка детали произво-
213
дится в секции /, а съем в секции 7. В этом случае общее число
потоков
Пис = понс = 4-7 = 28.
Из этих примеров видно, что в случае неиспользования одной
из секций уменьшается производительность станка за счет умень-
шения общего числа потоков. На фиг. 112, б установка детали по-
казана стрелкой Л, а съем — стрелкой Б.
Фиг. 112. Схемы многолоточных роторных станков:
а — при установке и съеме деталей в одной секции; б — при установке
детали в одной секции и съеме в другой секции; 1—8 секции роторного
станка.
Кроме того, в процессах со сдвигом фаз обработки (группа
lai, табл. 20) оперативное время уменьшается по сравнению с опе-
ративным временем процессов без сдвига фаз обработки (группа
lai, табл. 19) не только за счет общего числа потоков пос, но и за
счет сокращения самого состава цикла
Т =t' 4- — т t
р су 1 X X 1 о
вместо
Т =п t' t’ — т 4- t .
р о су 1 X X 1 о
Указанными выше причинами объясняется большая производи-
тельность при процессах группы lai этапа 3 по сравнению с про-
изводительностью в этапе Э2 при процессах той же группы (при
прочих равных условиях). Следует, однако, иметь в виду, что вре-
мя установки и съема детали в каждом потоке процесса со сдви-
гом фаз обработки очень невелико, так как время на все переходы
по снятию, установке и перестановке деталей в секционной на-
ладке должно быть
(81)
214
Если число установок, перестановок и -съемов деталей в одной
секционной наладке равно К, то время на один такой переход
(в среднем)
t = - р -
су К‘НС ’
(82)
учесть то, что время, приходящееся на установку и
Если же
съем деталей, очень мало, можно прийти к заключению, что рабо-
та станка будет тормозиться
из-за несвоевременной загруз-
ки. В этих случаях приходится
снижать угловую скорость ро-
тора. “
нию,
Если
вать
одну,
затрачиваемое
увеличится
Такие случаи, к сожале-
встречаются в практике. \-
снимать и устанавли-
автоматически 'Сразу не
a N деталей, то время,
на установку,
TpN
(83)
су К-Н<
В связи с появившимися в
последнее время устройствами
для автоматического съема и
установки сразу нескольких
деталей или автоматической
Секционная
наладка
с по~-ь
□
2
расфиксации срдзу нескольких
приспособлений (спутников) и
перемещения их в следующие
позиции рассмотрим некото-
рые циклы. На фиг. 113 пока-
зан роторный станок, в кото-
ром шпиндели расположены по
четыре, группами. Всего име-
ется четыре секционные на-
ладки по четыре потока в
каждой секции п0 = 4. Общее
число потоков
пос = п0-Нс = 16.
bWtofSSSSSSSA
в—
МИЯМИ Z Д2222СД
4|ИВМЯ
ИМИ
Фиг. 143. Цикл обработки в опера-
циях с автоматической загрузкой на
роторном шестнадцатипоточном стан-
ке, работающем со сдвигом фаз
групп потоков (/—4 — секционные
наладки — циклы).
Для удобства работы вращение ротора на время съема и уста-
новки деталей прекращается, но обработка во всех позициях, кро-
ме четырех, продолжается. Четыре детали снимаются сразу авто-
матически, а на их место устанавливаются новые заготовки.
Ротор движется периодически, а не непрерывно, но цикл изго-
товления детали по времени не прекращается.
Такой процесс со сдвигом фаз не отдельных потоков, а целых
групп потоков с остановками ротора для съема и установки груп-
215
пы деталей имеет ряд преимуществ по сравнению с процессом со
сдвигом фаз отдельных потоков, о чем говорилось выше. В частно-
сти, общее время съема и установки может быть больше в N раз,
поэтому легче осуществить механизацию установки. Для таких
процессов, которые также надо отнести к группе lai, оперативное
время в общем виде
t су тх tp
где п0Нс = 16.
Процессы со сдвигом фаз обработки выполняются не только на
роторных станках, но и на станках линейного типа (см. фиг. 58, в).
Фиг. 114. Роторная линия с передачей деталей при помощи транспорт-
ных роторов:
I — III — рабочие роторы с семью рабочими секциями (/—7); 8 — холостая
секция; IV — рабочий ротор с четырьмя рабочими секциями 1—4\ 9—13 —
транспортные роторы (движение изделия показано стрелками)’.
Те и другие станки могут быть выполнены и как отдельные агре-
гаты, и как автоматические линии. В роторных линиях передача
детали осуществляется с помощью транспортных роторов
(фиг. 114). В молочной промышленности заполнение бутылок мо-
локом и закупорка их пробками выполняются на роторных линиях
с перемещением бутылок по роторам при помощи непрерывно дви-
жущегося конвейера (без транспортных роторов). Производитель-
ность такой линии составляет 12—18 тыс. бутылок в час (фиг. 115).
Этот принцип, очевидно, может быть использован и в машино-
строении. Он интересен тем, что в нем имеется сочетание прямоли-
нейного перемещения детали с переходом в круговое перемещение
с одновременной обработкой детали за время кругового переме-
щения.
Из сказанного выше по процессам этапа Э3 со сдвигом фаз об-
работки видно, что основной смысл принципа сдвига фаз состоит
в том, чтобы затрачивать время на съем и установку детали в про-
цессах группы lai однократно (/су=^, см. фиг. 58, в и г), а не
многократно tcy = notCy, см. фиг. 58,6), как это имеет место в мно-
гопоточных процессах. Кроме этого, в процессах этапа Э3 время
216
холостых перемещений детали совмещено с другими временами
цикла.
Однако надо отметить, что применение современных способов
автоматизации позволяет осуществлять загрузку деталей в разных
потоках на стационарных станках не последовательно (см.
фиг. 58, б), а параллельно, также с однократной затратой времени
на установку и съем детали (tcy = t'cy) и с совмещением времени
tx на перемещение детали. Оперативное время таких процессов
t t Y -- Y “Ь
j. _ ^Ч.СУ 1 х__X 1 о
оп “ нс
т. е. такое же, что у процессов группы lai этапа Э3 (см. табл. 20,
клетки 25, 26 и 27).
Фиг. 1Г5. Автоматическая роторная линия с конвейерным пе-
ремещением деталей (бутылок) по роторам:
1 — цепной транспортер подачи, приводимый в движение от вала
редуктора 5; 2 — площадки для бутылок, расположенные над цепью
транспортера; 3 — червяк для установки бутылок с определенным
шагом до подхода их к звездочке; 6 — шпиндели наливного ротора;
5 — редуктор; 7 - шпиндели ротора, закрывающего бутылки метал-
лической пробкой (подача пробок не показана); 8 — выход закупо-
ренных молочных бутылок; 9 — щитки для предохранения сползания
бутылок с площадок.
Следовательно, в таких случаях процессы, осуществляемые на
стационарных станках при одинаковом числе потоков, обеспечива-
ют такую же производительность, как и процессы со сдвигом фаз
обработки, т. е. этапа Э3.
Как видно из табл. 19 и 20, структурные формулы процессов
этапов Э2 и Э3 одинаковы, за исключением того, что процессы эта-
па Э3 обычно многосекционные (Нс > 1), а процессы этапа Э2 —
односекционные (Яс = 0). Однако это не исключает возможности
217
создания многосекционных станков и в этапе Э2 при стационарных
типах станков.
Производительность при многопоточных процессах этапа Э3 и
Э2 при равном числе потоков, цикле и затратах времени по эле-
ментам одинакова. В этапе Э3 для роторных и стационарных стан-
ков эта производительность увеличивается только при группе I
процессов за счет сокращения времени цикла Тр по причине одно-
кратной затраты времени t'cy. При процессах групп 2 и 3 время
цикла Тр одинаково.
Высокая производительность при изготовлении мелких деталей
и малом такте выпуска на роторных станках, относящихся также
к этапу Э3, достигается в основном за счет увеличения числа сек-
ций станка (рабочих шпинделей), а следовательно, и числа потоков,
а не за счет каких-то особых свойств роторных процессов. При том
же числе потоков (секций) на стационарном станке будет обеспе-
чиваться одинаковая теоретическая производительность, если дли-
тельность рабочего цикла Тр одинакова. Для простой обработки
мелких деталей при больших программах выпуска, когда время ра-
бочего цикла значительно превышает заданный такт выпуска и тре-
буется многопоточная обработка с одной позицией в каждом по-
токе, роторы получаются компактные, поэтому именно для этих
случаев распространена роторная обработка. Во всех других слу-
чаях, например при однопоточной или двух-, трехпоточной обра-
ботке, процессы осуществляются на стационарных станках.
К недостаткам процеюсов со сдвигом фаз обработки, в част-
ности роторных, следует отнести то, что для корпусных или других
крупных деталей станки (роторы) конструктивно получаются очень
большими и сложными.
Обработка деталей с двух сторон под углом 90° или с трех сто-
рон в роторном процессе затруднена, поэтому объем обработки по
числу переходов, выполняемых на одном станке, значительно мень-
ше, чем на двусторонних и трехсторонних станках стационарного
типа.
ГЛАВА VII
ОБЩАЯ СТРУКТУРНАЯ СИСТЕМА И ЗАКОНОМЕРНОСТИ
РАЗВИТИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ПО ОПЕРАЦИЯМ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Ранее мы рассмотрели образование структуры операций в раз-
личных этапах. При этом к этапам Эо и Э1 были отнесены однопо-
точные процессы, к этапу Э2 — многопоточные без сдвига фаз обра-
ботки в потоках по времени, к Э3 — многопоточные со сдвигом фаз.
Теперь мы можем составить общую структурную таблицу, охва-
тывающую все этапы развития технологических процессов. Для
этого в приведенные ранее структурные формулы внесем необхо-
димые уточнения.
До сих пор в формулах состав вспомогательного времени, опре-
деляющий номер группы процессов, мы рассматривали только как
сумму времени, затрачиваемого на съем и установку деталей, и
времени, затрачиваемого на все холостые ходы fx, без подробной
расшифровки входящих в них переходов.
При нескольких потоках п0 и процессе с перекладкой деталей,
т. е. при асу установочных позиций в каждом потоке, мы имели
te = tCy Ч~ tx
или
t — па t' —т 4- Г—т.
в о су су су 1 х х'
При п0 = 1 асу = 1,
t = tf — т -V t' — т ,
в су су 1 X х’
где тСг/ и тх — соответствующие совмещенные времена.
В последнюю формулу время t'cy съема и установки одной дета-
ли входит однократно. Однако из формулы не видно, является про-
цесс однопозиционным или многопозиционным, так как в процессе
может быть установочная позиция одна = 1), а рабочих пози-
ций (по которым деталь перемещается в процессе обработки) —
несколько.
Примером может служить процесс, осуществляемый при помо-
щи многопозиционного поворотного стола с одной установочной
219
позицией, которая в то же время является и рабочей позицией.
Этот вопрос важен потому, что при асу = 1 структурные формулы
процессов обработки групп lai *и 1 а2 должны быть различными. По-
этому необходимо было внести уточнения, отражающие это разли-
чие. Кроме того, надо было более подробно посмотреть, повторя-
ются ли одни и те же переходы вспомогательного времени te в раз-
ных этапах развития структур, так как в соответствии с этим так-
же может быть уточнен состав времени te в структурных формулах
одинаковых групп, но разных этапов (Э1, Э2 и Э3) обработки.
t'x
Обозначения
рл- - --=> Время tCyt затрачиваемое на снятие и установку одной детали
L----- При По nomQnai( и перекладке в аСу позиция* Общее время
1су = ПО&Су tcy
FHTT?I !П.!ь О11Н1ИЛ Время затрачиваемое на перемещение деталей
Период, в течение которого нет затрат времени 1ХП, так как
нет перемещения деталей
1 21 Затрата времени t'xu на подвод и отвод инструментов
Время, совмещенное в данной группе процессов с временем tQ
ШМрлЛ Основное технологическое время t0
Фиг. 116. Состав вспомогательного времени по элементам в
группах il, 2 и 3 однопоточных процессов обработки.
Рассмотрим вспомогательные переходы, встречающиеся в раз-
ных группах однопоточных процессов (фиг. 116). Мы видим, что
полное время съема и установки одной детали t'су за рабочий цикл
без учета совмещения является суммой следующих времен, затра-
чиваемых —на разжим детали при съеме ее после обработки;
fc — на съем детали; t& —на отвод обработанной детали и подачу
новой к месту зажима; t'y— на установку детали в приспособлении
или на столе станка; t3 —на зажим детали. Все эти времена пере-
ходов входят в формулы либо однократно (tcy = t'cy), либо много-
кратно (tcy = acyt'cy, где аС2/>1) при однопоточных процессах.
У процессов обработки групп 2а2 и За2 время на эти переходы сов-
мещается с основным технологическим временем и частично с вре-
менем холостых ходов.
Рассмотрение затраты полного времени на установку и съем де-
220
талей tcy по переходам (фиг. 116) подтвердило состав времени tcy,
определенный приведенными ранее структурными формулами, по-
этому данное слагаемое имеет такой же состав, как и в прежних
формулах, и корректировки не требуется.
Рассмотрим полное время холостых ходов trx. Разделим все
время холостых ходов на две части: время txn , затрачиваемое на
перемещение или повороты детали, приспособления с деталью или
спутника с деталью по позициям станка при многопозиционной об-
работке и время txu, затрачиваемое на подвод инструментов в зо-
ну резания и отвод их из зоны резания. При этом могут использо-
ваться один или несколько инструментов и осуществляться по не-
сколько их подводов и отводов.
Для удобства рассмотрения расположим переходы не в поряд-
ке последовательности каждого, а сгруппируем все переходы, со-
ставляющие время tXn и tXu . Время tXn складывается из време-
ни, затрачиваемого tpc—на разжим стола или спутника в зависи-
мости от способа перемещения детали; tp$ —на расфиксацию сто-
ла или спутника; tn —на холостые перемещения позиций стола или
спутника; t3# —на фиксацию стола или спутника; t3C —на зажим
стола или спутника.
Все эти переходы имеют место при работе с индексирующимися
столами и перемещениями спутников (или отдельных деталей без
спутников) на автоматических линиях и на многопозиционных
станках. Нетрудно заметить, что в однопозиционном процессе
группы lai этих переходов нет, так, как при одной позиции деталь
никуда не перемещается в процессе обработки. Поэтому слагаемо-
го txn в структурной формуле процесса группы lai не будет, а бу-
дут только затраты времени txu. В процессах группы 0 также бу-
дут только затраты времени tXu, т. е.
/' = t' .
х хи
В процессах группы 1а2 бгудут иметь место переходы с затратой
времени txn, связанные с перемещением. Кроме того, будут затра-
ты времени txu- Общее время
t' — t' -4- tf .
X хп 1 хи
В процессах группы 2а2 также будут иметь место затраты вре-
мени на перемещения, т. е.
х хп 1 хи
Значит, структурные формулы многопозиционных процессов
групп 1а2 и 2а2 могут отличаться от структурных формул однопо-
зиционных процессов групп lai не только по составу времени tcy,
но и наличием времени txn или хотя бы только наличием времени
txn при одинаковом составе tcy.
221
В структурных формулах группы Заг, т. е. процессов непрерыв-
ных, нет всех слагаемых tcy, txn и txu, так как они совмещены с
основным временем.
Фиг. 117. Состав рабочего цикла по элементам времени в этапа::
Э2 и Э3 и в группах 1, 2 и 3 многопоточных процессов обра-
ботки (вариант, показанный двумя перекрещивающимися линиями,
относится к процессам, в которых нет затрат времени txn на пе-
ремещение) .
На фиг. 117 показан состав рабочего цикла по элементам.
Формулы рабочего цикла:
С = С + + С <84)
ТР = асУ есУ—+ 4—\ + б; (85>
Тр tсу + бп + би — \ + б’ (85^
С=С+С-ц+б (86)
тР = б; (87)
Tp-not'cy + t’xu-zx + to- (88)
Тр = ПоасуТсу — Лу + бп + б«-Тх4'б; <89)
С = «Лб + б„ + би-Н + б (при^=1). (89')
222
Из фиг. 117 видно, что во всех трех этапах многопоточных про-
цессов для одинаковых групп и подгрупп обработки повторяются
одинаковые сочетания времени t'cv, txn и txu такие же, как пока-
занные на фиг. 116 для однопоточных процессов.
Формулы рабочего цикла (84) — (89z) отражают эти сочетания
и для однопоточных, и для многопоточных процессов. В частности,
видно, что многопозиционный процесс группы Э11а2 [формула
(85z)] отличается от однопозиционного процесса группы 3ilai
[формула (84)] наличием времени txn. Также различаются фор-
мулы процессов Э21 ai [формула (88)] и Э21а2 [формула (89z)] на-
личием слагаемого txn-
В третьем этапе однопозиционный протесе 93lai, несмотря на
его многопоточность (за счет секционных наладок), определяется
так же, как однопоточный процесс первого этапа, формулой (84),
т. е. время tcy входит однократно, а время txn отсутствует.
Многопозиционный процесс третьего этапа группы Э31а2 имеет
несколько разновидностей, поэтому:
если многопозиционность переходов достигается за счет наличия
секций — действительна структурная формула (84), т. е. такая же,
как в первом этапе;
если многопозиционность достигается за счет перекладки и пе-
ремещения— действительна формула (85), если только за счет
перемещения — формула (85z);
если в каждой секционной наладке имеется по потоков — дей-
ствительна формула (89).
На основании анализа затрат времени по элементам цикла Тр
составлена общая уточненная структурная формула по составу
оперативного времени для этапов Эь Э2 и Э3:
_ по асу ^су ^су 4" 1Хп Н~~ 1хи 4~ С (90)
По^с
В эту формулу для разных классов входит разное оперативное
время t0-
I класс t0 == S tot, И класс t0 = 2 Z^ax; III класс t0 = ^™ах.
Из формулы (90) вытекают уточненные структурные формулы
по этапам, группам и классам процессов обработки, обобщенные в
табл. 21 и 22. Они отражают всю систему развития технологиче-
ских операций. В каждой клетке такой табл. 21 по каждому этапу
отражено сочетание определенного класса и группы обработки,
т. е. отражена структура операции с учетом этапа.
Следует иметь в виду, что табл. 21 и 22 отражают однономен-
клатурные процессы, т. е. процессы обработки детали одного наи-
менования, которые наиболее широко применяются в машино-
строении.
При рассмотрении многономенклатурных процессов, т. е.
таких, при которых одновременно обрабатываются детали несколь-
223
ких наименований, в формулы, отражающие число одновременно
обрабатываемых номенклатур деталей, надо вводить поправку.
В табл. 21 обобщены три структуры этапа Эо (клетки 01, 02 и
Таблица 21
Общая структурная система развития
технологических операций
Процессы Этап Группа Под- группа Номера клеток, которым соот- ветствуют структурные форму- лы, приведенные в табл. 22
Классы
I II III
Однопоточные Эо 0 а1 01 02 03
Э1 1 а1 1 2 3
а2 4 5 6
2 а2 7 8 9
3 а2 10 11 12
Многопоточные без сдвига фаз обработки Э2 1 а1 13 14 15
а2 16 17 18
2 а2 19 20 21
3 а2 22 23 24
Многопоточные со сдвигом фаз обработки Э3 1 а1 25 26 27
а2 28 29 30
2 а2 31 32 33
3 а2 34 35 36
03) и 36 структур этапов Эь Э2 и Э3. Каждой клетке табл. 21 соот-
ветствуют формулы оперативного времени ton табл. 22, характери-
зующие данную структуру с точки зрения сочетания класса, груп-
пы и поточности с учетом подразделения на t'xn и t'xu.
Из табл. 21 и 22 видно следующее:
1. В некоторых клетках (например, в клетке 28) помещены
структурные формулы процессов, осуществляемых в разных вари-
антах, например: в каждой секундной наладке в несколько пото-
ков По с перекладкой деталей в асу позициях каждого потока
или в один поток с затратой времени t'xn на перемещение и индек-
сацию маленького столика роторного станка [формулы (127) и
224
]5 Зак. 1253
Таблица 22
Структурные формулы в системе развития технологических операций
Общая структурная формула по асу су \у хп хи 1оп — JJ (Уи) п0Нс
\ Этап Группа Подгруп- па I класс 11 класс 111 класс
Эо 0 а1 01 I ^из су ~Г tхи тх ^oi • (91) 02 | (92) 03 | <3 + ^ + ^и-тх-М”ах. (93)
Эх 1 31 11 ^су + ‘хи хх + ^oi- (94) 2 1 Чу^'хи-^КГ- 05) 3 1 ('су+('хи-\ + ^К- (96)
а2 4 I асу^су тсу 4" ‘хи Т 1 хи L*' 4“ ^oi. (97) t'cy + txn^-txu-^x+^oi- (10°) 5 1 '^су ^су Тсу — ‘ XX 4~ ^хи -Ге + ^™Х- (98) ^У+4 + 4-^+^ах (Ю1) . 6| п j' । j' । । углах ucyLcy тсу “Г Lxn “1 Lxu та ~г boi • (99) t'cy^t'xn + t’xu-^^-^r- (102)
2 32 7 I (юз) 8| 4„ + ^-^+^о/аХ- (Ю4) 9| ^ + ^и-тх + Сх. (105)
3 аз 10 1 S/oZ. (106) И 1 Х/^ах. (107) 12 | г™.ах. (Ю8)
Продолжение табл. 22
I Этап Группа Подгруп- па 1 класс 11 класс III класс
а1 13 1 по Чу + Чи ~ хх + 2/ог ,, п 14 I Vcy + t'xu-'x + Ki* /llm 15 I по Чу + Чи хх + ^oi
П0 • ( ’) /7 - (ИО) /to - —-п-- .(HD
1 161 Поасу^су Zcy "Ь Чп "Ь Чи ~Tx + 2Zoj 17 I поасуЧу хсу Н~ Чп + Чи + .... 18 | поасу Чу су + Чп + Чи — т Д_ /max /1МЧ
э2 а2 п0 <1к) по Чу + Чп + Чи «о (113) ПоЧу Чп ~ь Чи тх ~Ь ^4i -о - -.(114) v^+C4-C-^+z"ax ,„,ч
ПО 1115) ПО <116) ~ПО - <117>
2 а2 19 I ^ + ^-^+4; (1 (8) 20 [ 21 | Ч л-4 — т -k/max 1хп4- хи х \rt0l
п0 ’ (П8) Ш9) «о (119) «о (120)
3 а2 22 | П„, 23 | у /гпах 'oZ /199А 24 | /шах о/ / 1 Г)О\
«о • (121) по • (122) «о • (123)
Э3 1 а1 25 | + Z*H ~ тх + SZoZ 26 | /' 1 /' 1 у углах 1су^ хи х । ^oi 27 | / —1— / у _1. у^ах су < ~хи loi
», 1,241 н. 11251 *4
Продолжение табл 22
Этап
Группа Подгруп- па I класс 11 класс 111 класс
28 | поасу Ду хсу Т- Дп ~Ь Ди ~хх+^о1 29 | пЛу Ду "Ду ~Ь Дп ~Ь Ди ~^х+КГ 30 1 Г1оасу1Су Хсу -Ь tХП “Ь $хи j углах £_± °1 /12о\
1 а2 п0-Нс асу су тсу 4“ хп 4~ ^хи -Tx + ^oi пчгп <128) асу су Тсу + ^хп ~Ь ^хи ~^+^сах * _ / 1 О 1 \ п0 - Нс °су су тсу ~Ь ^ХП + t'xu _ т /т.ах /1О9\
(130) /10 • н с По^су 4~ ^хп 4~ хи тх 4~ ^oi /10 • И с ПО 1 су ХП 4“ tхи тх + (J ь у Л^1 V ЛИ- Л 1// /lO^X п0'Нс по^Су ~Ь tXn 4~ tXu тх ~Ь boi /1Qг\
"33) 1су + ZXH ~ ТХ + ^foi '( ’ ^tj+ Тх + ^oi и • Зэ) По - Н с f' -Д-t' —т Д-1тах СУ .' . *и ХТ_О/ . /1О8)
н,_ (,36) нс • (,37) яг
2 31 1 Ди -Ь Ди тх “Ь *о1 32 | 33 1 1ХП "Ь tXU ТХ + ^о/ .
' • 039) п0 - Н с и 04U) п0Нс • (141) п0 • Н с
3 а 2 34 | °‘н ’ (142) п0-Нс 35 | v/tnax °н (143) ^0 ' с 36 | углах °' • (144) По‘ Нс
(130)]; в несколько потоков без перекладки (асу = 1) [формула
(133)] без поворотных индексирующихся столиков [формула (136)].
Аналогичные варианты мы имеем для II и III классов обработ-
ки (клетки 29 и 30).
2. В некоторых клетках (31, 32 и 33) третьего этапа помещены
структурные формулы, одинаковые со структурными формулами
второго этапа, помещенными в других клетках (19, 20 и 21), если
процессы группы 2а2 будут многосекционные и в структурной фор-
муле будет имется произведение п0Нс. Это значит, что теорети-
чески процессы групп Э22а2 и Э32а2 по составу времени ton при
равном числе потоков п0Нс равноценны, но конструктивно они осу-
ществляются по-разному. То же самое можно сказать о процес-
сах, структурные фрмулы которых помещены в клетках (33, 34 и
35) и (22, 23 и 24).
3. Структурные формулы процессов второго этапа группы lai
(клетки 13, 14 и 15) и группы 1а2 (клетки 16, 17 и 18) отличаются
от структурных формул процессов соответствующих групп первого
этапа (клетки 1, 2 и 3 и 4, 5 и 6) по составу времени tcy и числу
потоков п0. Но если взять многопоточный процесс третьего этапа
той же группы lai, то мы увидим (клетки 25, 26 и 27), что, несмот-
ря на многопоточность процесса время /%, входит в формулу од-
нократно (без учета величины п0). Все это обеспечивает экономию
оперативного времени tOn для третьего этапа по сравнению с
оперативным временем второго этапа при одинаковом числе по-
токов. Можно иметь такой роторный многопоточный многопози-
ционный процесс группы Э31а2 (формулы в клетках 28, 29 и 30),
при котором время также входит в формулу однократно и нет
затрат времени txn формулы (136), (137) и (138)].
Для сравнения и уточнения теоретических (по времени) отли-
чий структур многопоточных процессов второго этапа Э2 от струк-
тур многопоточных процессов третьего этапа Э3 рассмотрим их по
группам при одинаковом классе обработки (фиг. 118). Вначале
возьмем однопозиционные процессы группы lai с затратой времени
tcy. Наиболее правильным будет сравнение, если мы возьмем обра-
ботку одинаковых деталей и, следовательно, одинаковые значения
элементов времени цикла Тр для разных вариантов структур про-
цессов по этапам Э2 и Э3. При таком сравнении мы сможем найти
различие по составу цикла.
Схема шестипоточного однопозиционного процесса второго эта-
па (группа 32lai) показана на фиг. 118, а, а его циклограмма — на
фиг. 118,г. Оперативное время (п0 = 6, Нс = 1)
, __ ПО ^су 4“ ^хи ТХ 4" Ч _ + txu 4“ о
''on X с
п0Нс 6
Время установки и съема детали входит в формулу многократ-
но (6/%), так как прежде чем пустить станок в работу, т. е. преж-
228
де чем вертикальная агрегатная головка начнет опускаться, нужно
устанавливать деталь 6 раз в шести потоках.
На фиг. 118, б показана схема процесса обработки той же дета-
ли на роторном станке (третий этап, группа 93lai). Число пото-
ков такое же, как у процесса, показанного на фиг. 118, а; время
Фиг. 118. Циклы многопоточной обработки:
I — VI — потоки; I — позиционный переход.
по элементам цикла принимаем также одинаковым. Оперативное
время (Яс = 6, по = 1) ton = Ц+ txa~ + to
Как видим, время tcy входит в формулу однократно, поэто-
му tOn меньше, чем в предыдущем примере. Однако процесс -с такой
же структурной формулой можно обеспечить на станке линейного
типа, если все элементы цикла совместить. Схема такого процесса
показана на фиг. 118, в, а циклограмма — на фиг. 118, в. В струк-
турную формулу таково процесса время tcv также входит одно-
кратно благодаря одновременной установке сразу шести деталей
механической рукой. Формула оперативного времени
J __ ^су ^хи ~~ С
оп~~ 6
Следовательно, этот процесс по составу цикла оперативного
времени также можно отнести к третьему этапу и группе lai. Из
этого можно заключить, что к третьему этапу могут относиться
процессы, осуществляемые на станках как роторных, так и линей-
ного типа, но они должны осуществляться обязательно с одно-
временной установкой всех деталей и время tcy должно входить
в формулу оперативного времени однократно, а также не должно
быть затрат времени txn на перемещение.
229
Многопозиционные процессы обработки группы 1а2. На
фиг. 119, а показана схема двухпоточного -процесса, трехпозицион-
ного (в каждом потоке), осуществляемого на круглом столе с ин-
дексированием. Циклограмма этого процесса (фиг. 119, в) соот-
ветствует последовательной установке двух деталей в двух потоках,
т. е. двукратной установке, но, кроме того, затрачивается еще и
время на перемещение. Оперативное- время
I _____ су “Ь ^хп хи “Ь ^0
он п
Фиг. 119. Двухпоточная обработка детали:
I — II — потоки; 1—3 позиционные переходы.
Этот процесс отно-
сится ко второму этапу
(группа Э21а2).
На этом же станке
детали можно устанав-
ливать сразу в два по-
тока с совмещением
времени tcy в обоих по-
токах (циклограмма,
фиг. 119,г). В соответ-
ствующую формулу
оп ер а ти вн ого времени
tOn время установки и
съема детали tcy вой-
дет в этом случае од-
нократно с затратой
времени txn на переме-
щение.
Благодаря совме-
щению времени tcy
оперативное время меньше, чем в предыдущем примере,
tгл ~т" t "I- t у1, — 4- t
t ______ Cl/ 1 ХП 1 ли X 1 О
on ~
На фиг. 119, б показана схема процесса обработки такой же
детали по этапу Э3 на роторном станке. Число потоков — 2, число
переходов — 3, число рабочих шпинделей — 6, группа обработ-
ки Э31а2. Установка детали в двух потоках производится последо-
вательно, что видно из циклограммы (фиг. 119, д), но благодаря
сдвигу фаз время tcy входит в структурную формулу однократно
и нет затраты времени txn на ожидание. Оперативное время
± ___ ^су + ^хи
^оп ~ *
230
Из этой формулы видно, что оперативное время этого процесса
еще меньше, чем в предыдущем примере 'процесса этапа Э21а2. Из
формул оперативного времени процессов группы 1а2, но этапов Э2
и Э3 видно, что при одинаковом числе рабочих шпинделей обра-
ботка на роторном станке может обеспечить уменьшение времени
только' на величину txn, которая отсутствует во второй формуле,
но имеется в первой формуле. При такте и оперативном
времени в 2—3 мин наличие времени t хп в процессе Э21а2
существенно не влияет на длительность цикла, так как пе-
ремещение и индексация стола или спутника занимают 3—8 сек,
в среднем 6 сек, поэтому оно составляет небольшой процент от ton.
Но если ton составляет всего 12 сек, то затрата 6 сек на перемеще-
ние составляет уже 50% времени ton, т. е. играет весьма сущест-
венную роль. Поэтому при больших программах, т. е. при малом
такте выпуска и оперативном времени, измеряемом секундами или
долями секунды, и при простой обработке мелких деталей ротор-
ный процесс по группе Э31а2 будет более производительным, чем
процесс по группе Э21а2 только в том случае, если установка де-
тали производится в той же позиции, в которой производится съем
детали, т. е. на одном и том же шпинделе. Если же съем и уста-
новка детали производятся в разных позициях, то производитель-
ность, приходящаяся на один шпиндель, будет даже ниже, чехм при
процессе обработки группы Э21а2, так как при числе рабочих
шпинделей, равном шести, на роторе нужно иметь общее число
шпинделей на один или два больше, чем при обработке по груп-
пе Э21а2.
Многопозиционные процессы обработки группы 2а2. Как из-
вестно, процессы обработки этой группы во всех этапах характер-
ны тем, что у них время съема и установки детали полностью сов-
мещено.
Схема процесса обработки по группе Э22а2 показана на
фиг. 120, а. Обработка производится в четыре потока восемью ра-
бочими шпинделями в два позиционных перехода на станке с ин-
дексирующимся кольцевым столом. Из циклограммы этого про-
цесса (фиг. 120, в) видно, что время цикла в потоках совмещено,
, __ ^ХП Н~ ^хи + С
ton ~~ I ’
где время берется по циклограмме.
Установку деталей можно производить последовательно за счет
времени рабочего хода (фиг. 120, д) или сразу всех четырех
деталей автоматически также за счет времени цикла (фиг. 120, ж).
Величина длительности цикла и ton от этого не изменяются, так
как у процесса обработки по группе Э22а2 имеет место полное
совмещение времени tcy с временем t0.
Схема процесса обработки по группе Э32а2 показана на
фиг. 120, б. Этот четырехпоточный процесс с совмещением време-
231
ни tcy осуществлен на ротор ном станке с четырьмя поворотными
индексирующимися столиками. На каждом из них имеются по две
рабочие позиции для двух позиционных переходов, т. е. процесс
происходит также о двумя позиционными переходами (в каждом
потоке) за -счет поворота столиков по индексу (ixn ).
Число рабочих шпинделей — также восемь. Установка деталей
осуществляется за счет времени рабочего хода цикла последова-
тельно со сдвигом фаз (фиг. 120, г и е). Длительность рабочего
Ж1ИИ У/////)^Ш7Л\
ж)
Фиг. 120. Четыреяпоточная обработка детали:
а — на станке с индексирующимся столом; б — на роторном
станке с малыми трехпозиционными столиками; I — IV — пото-
ки; 1 — 2 — позиционные переходы. А — установочные позиции
для установки и съема деталей.
цикла (при прочих равных условиях) такая же, как у процесса
этапа Э2 (см. фиг. 120, а). Оперативное время в обоих случаях
одинаково.
Следовательно, для процессов обработки группы 2а2, осущест-
вляемых при помощи поворотных индексных столов (большого в
232
этапе Э2 и маленьких в этапе Э3), время обработки (при равных
условиях по элементам) теоретически одинаково'. Но практически
может оказаться, что поворот маленького столика займет меньше
времени, тогда в этапе Э3 время txn уменьшается, а следовательно,
и оперативное время ton будет меньше. По составу оперативного
времени процессы труппы 2а2 этапов Э2 и Э3 при использовании
поворотных столов теоретически равноценны, если число потоков
одинаково.
Многопозиционные процессы обработки группы За2 — это про-
цессы непрерывные. В рабочем цикле все вспомогательные времена
совмещены. В обоих этапах Э2 и Э3 формулы оперативного времени
различаются только по числу потоков пос или п0Нс [форму-
лы (121) — (1,23) и (142) — (144) табл. 22].
Следовательно, у процессов этой группы этапов Э2 и Э3 при
одинаковом числе потоков и одинаковой затрате времени t0 теоре-
тически нет особых различий по составу оперативного времени ton.
В итоге можно сказать, что если процессы групп lai и 1а2 эта-
па Э3 со сдвигом фаз обработки (или с полным совмещением цикла
в потоках) могут отличаться от соответствующих процессов эта-
па Э2 по составу самого цикла (при одинаковом числе потоков),
то у процессов групп 2а2 и За2 таких отличий по составу цикла в
этапах Э2 и Э3 нет. Значит эти процессы при одинаковом числе
потоков равноценны по производительности (при равных затратах
времени по элементам).
Подтверждением этого служит довольно широкое распростра-
нение процессов этапа Э3 групп lai и 1а2 (без использования пово-
ротных столиков) и совершенно ничтожное распространение ро-
торных процессов групп 2а2, осуществляемых на роторных станках
с поворотными индексирующимися столиками, и отсутствие про-
цессов группы За2.
Таким образом, формулы, приведенные в табл. 22, отражают
качественную характеристику строения операции как внутри каж-
дого этапа, так и по этапам. Общее число потоков пос = п0Нс мо-
жет изменяться в разных структурах за счет либо п0, либо Яс, либо
обеих величин. У процессов этапа Э2 обычно Нс = 1, поэтому в
знаменателе имеется величина только п0.
Основное развитие структур в операциях технологического про-
цесса началось тогда, когда научились заранее настраивать станок
на заданные размеры детали и получать автоматически размер по
настройке, т. е. с этапа Эь Поэтому в дальнейшем мы будем оста-
навливаться на операциях «настроенных», т. е. на этапах Эц Э2
и Э3, охватывающих 36 структур (табл. 21).
Анализируя эти этапы, мы видим, что в каждом из них повто-
ряются 12 структур, образуемых сочетаниями разных классов и
групп, но в каждом новом этапе они повторяются на новой базе.
Например, структуры процессов второго этапа Э2 образуются на
233
базе 'многопоточности без сдвига фаз обработки по потокам -в от-
личие от одн оно точного первого этапа Эь
Процессы третьего этапа Э3 — также 'многопоточные, но они
осуществляются опять-таки на новой базе, основой которой являет-
ся сдвиг фаз обработки или полное совмещение всех элементов в
цикле, что дает возможность увеличить число потоков за-
трачивать время tcy однократно и свести к минимуму затраты вре-
мени на обработку одной детали.
Таким образом, каждый новый этап — это развитие структур
на новой основе. Как видно из табл. 21 и 22, развитие структур
внутри каждого этапа Эь Э2 и Эз идет от I класса к III классу и
от группы 1 к группе 3, начиная в первом этапе Э1 от простого
однопозиционного прерывного процесса с последовательной обра-
боткой (Э1 lail, клетка 1) до сложного многопозиционного непре-
рывного процесса (Э13а2Ш, клетка 12).
Этот же порядок развития повторяется во втором и третьем
этапах.
Каждый раз при переходе процесса в другой класс изменяется
состав основного времени ^0, а при переходе в другую группу —
состав вспомогательного' времени te в оперативном времени обра-
ботки, что отражает качественное изменение структуры опера-
ции. При переходе к каждой новой структуре оперативное время
теоретически уменьшается. Следовательно, производительность
увеличивается. Этот рост производительности обусловливается
развитием принципа совмещения по классам, группам и поточно-
сти, значит приведенная в табл. 21 и 22 система строения опера-
ций отражает закон развития структур в операциях на базе прин-
ципа совмещения.
Закон развития структур можно было бы формулировать так:
Однономенклатурные технологические процессы в операциях,
выполняемые на настроенных станках, развиваются от однопози-
ционных прерывных с последовательным способом работы инстру-
ментов до многопозиционных непрерывных процессов с параллель-
ным способом работы инструментов в каждом этапе, а по этапам—
от однопоточных до многопоточных без сдвига фаз обработки и
далее до многопоточных со сдвигом или с полным совмещением
фаз обработки.
Как видно из формул, приведенных в табл. 22, доминирующим
фактором, снижающим оперативное время, является общее число
потоков пос = п0Нс. При увеличении пос в 2, 4 раза и более соот-
ветственно (теоретически) уменьшается оперативное время ton.
Число потоков по этапам определилось практикой. В первом
этапе число потоков равно единице.
Во втором этапе число потоков в среднем колеблется от двух до
четырех, а в отдельных случаях доходит до шести (например, ше-
стипоточная автоматическая линия обработки шатунов). Приме-
нение большего числа потоков во втором этапе на станках без сдви-
га фаз обработки вызывает трудности, связанные с установкой и
234
съемом деталей во многих'потоках. Кроме того, по мере увеличения
числа потоков и удлинения станка по фронту увеличивается время
на холостые перемещения деталей вдоль фронта даже в случаях
автоматизации .перемещения, как это имеет место в автоматиче-
ских линиях, а время холостых перемещений в этом случае может
быть совмещено с основным только частично.
В третьем этапе число потоков обычно значительно выше, так
как общее число потоков noc может увеличиваться как за счет
многосекционности наладок на станке Яс, так и за счет многопо-
точности в каждой наладке п0, Можно считать, что число потоков
в третьем этапе колеблется от четырех до 20, а в отдельных слу-
чаях бывает большим.
Таким образом, имеет место увеличение числа потоков и по
этапам, и внутри этапов. Необходимость изготовления деталей в
несколько потоков вызывается 'рядом причин. Рост числа потоков
связан с этими причинами по определенной закономерности, кото-
рую мы попытаемся выявить ниже.
Разработанная и приведенная выше структурная система раз-
вития технологических процессов в операциях (табл. 21 и 22), оче-
видно, является общей не только применительно к методам меха-
нической обработки (фрезерование, точение, сверление, разверты-
вание и т. д.), НО' и с некоторыми уточнениями к методам
штамповки, формовки деталей по металлическим моделям, упа-
ковки и другим методам производства. Однако мы в данной работе
останавливаемся только на структурах процессов механической
обработки деталей.
Ряд авторов ранее опубликованных работ стремились созда-
вать или классификации технологических машин или классифика-
ции технологических схем построения станочных операций. Но та-
кие классификации не отражают законов развития операций. Они
могут быть построены различно в зависимости от тех признаков,
которые автор берет за основу предлагаемой им классификации,
поэтому классификации могут быть у разных авторов различными.
Предлагаемая структурная табл. 22 не рассматривается нами
как классификация. Мы стремились найти связь качественного
различия структур с количественной оценкой их по времени через
формулу оперативного времени. Оказалось, что если ввести поня-
тия о поточности, о рабочем цикле по одному потоку (а не в целом
по машине), о позиционных переходах в каждом потоке, о секцион-
ных наладках и других и выразить оперативное время определен-
ным образом, то можно, во-первых, найти общую структурную
формулу оперативного времени, которая отражает все различные
качественные структуры, т. е. найти связь количественной оценки
времени (по составу формулы) с качественным различием струк-
тур, а во-вторых, найти закономерности развития структур от про-
стых однопозиционных с последовательной работой инструментов
и относительно малопроизводительных до многопозиционных мно-
235
гопоточных и высокопроизводительных (по составу оперативного
времени ton).
Оказалось, что такая закономерность имеет место, и она отра-
жена в табл. 21 и 22 по классам, группам и этапам. Таким обра-
зом, найдена система развития структур и ее закономерности, а не
классификация. Если эта система действительно отражает закон
развития процессов по их структурам, то, очевидно, она не зависит
от желания автора, как зависят классификации.
Нетрудно заметить, что различные структуры могут быть полу-
чены не только за счет создания разных станков, но также
и за счет разных компоновок технологической оснастки. Напри-
мер, если на фрезерном станке фрезеруется одной фрезой одна
деталь, то это соответствует структуре SiaJ (клетка 1). Если на
основном столе станка установить поворотный индексирующийся
столик с двумя позициями, из которых одна является рабочей, а
другая установочной, то получим другую структуру Э12а21 (клет-
ка 7). Если же вместо индексирующегося стола установить круг-
лый непрерывно вращающийся стол и фрезерование производить
непрерывно, то получим структуру Э13а21 (клетка 10). Из этого
видно, что разработанная система отражает построение опера-
ции, достигаемое всеми средствами производства — как компонов-
кой машин (станков), так и компоновкой технологической осна-
стки.
Структурная система может быть применена и к определенному
методу обработки (например, фрезерованию), и к сочетанию не-
скольких методов (например, при многопозиционных станках в
одной позиции может производиться фрезерование, в другой —
сверление, в третьей — развертывание и т. д.). На фиг. 121 пока-
заны различные схемы обработки фрезерованием, соответствую-
щие разным структурам табл. 21 и 22 по всем 36 клеткам.
В каждой клетке (фиг. 121) представлено по одной структур-
ной схеме. Но структура — это понятие обобщающее в пределах
этапа, класса и группы, т. е. при данной структуре может быть
несколько схем обработки, однако эти схемы должны соответст-
вовать данной структуре и характеризоваться формулой опе-
ративного времени. Следовательно, схема обработки и струк-
тура обработки — это не одно и то же. Например, клетке 7 табл. 21
соответствует структура группы Э12а21. Для данной структуры в
клетке 7 фиг. 121 приведена схема двухпозиционной обработки
(2а2) одной фрезой 1 при совмещении времени tcy за счет наличия
установочной позиции поворотного стола, на которой во время
фрезерования на другой позиции производятся съем и установка
детали, что соответствует формуле определения оперативного вре-
мени для этой структуры. Этой же формуле и этой же структуре
соответствует другая схема, не показанная на фиг. 121, а именно
всем известная схема маятникового фрезерования. В этом случае
также на одной позиции производятся съем и установка детали за
236
время фрезерования на другой позиции. Могут быть и другие схе-
мы, соответствующие структуре Э12а21, однако, число таких схем
ограничено. Очевидно, что 36 структур приводят в систему и отра-
жают принципиальные качественно различные строения операций,
но не конструктивно-технологические компоновки. Значит, чтобы
представить себе компоновку и схемы обработки, надо проанали-
зировать каждую структуру с точки зрения конструктивно-техно-
логических возможностей оборудования для данной структуры.
Следует отметить еще одно' важное обстоятельство, вытекаю-
щее из того, что табл. 21—22 отражают систему развития процес-
сов обработки, а не классификацию существующих процессов.
Система отражает возможное сочетание выполнения по времени
основных и вспомогательных переходов, что характеризуется груп-
пой и классом процессов в определенных этапах, поэтому
табл. 21—22 определяют структуры не только существующих про-
цессов, но и таких, которые в настоящее время отсутствуют в ма-
шиностроении, Таким образом, система не только обобщает опре-
деленные ' закономерности имеющихся процессов, но и дает воз-
можность предугадывать появление новых процессов (новых схем
и компоновок, еще не существующих в машиностроении). Возмож-
ность этого не обеспечивает ни одна классификация машин или
процессов, так как обычно классифицируют уже существующие
машины или процессы.
В ряде случаев при составлении компоновок оборудования для
тех или иных структур может быть выявлена такая компоновка, ко-
торая еще неизвестна в промышленности, но может быть осущест-
влена в дальнейшем, когда для нее будет создан новый станок.
В некоторых клетках на фиг. 121 имеется обозначение В. Это зна-
чит, что станков, соответствующих структурам данных клеток, еще
нет, но осуществление их возможно. Например, структуры одно-
поточного процесса (клетка 2) и двухпоточного (клетка 14) отли-
чаются тем, что при одной позиции детали (в каждом потоке) осу-
ществляется параллельно-последовательная обработка (II класс),
для осуществления которой нужна поворотная (по индексу) колон-
на или головка с набором разных инструментов на каждой из ра-
бочих сторон. Такого станка (с поворотной колонной и подводом
деталей к инструментам), обеспечивающего выполнение этих струк-
тур, до недавнего времени не было, но примерно к концу разра-
ботки предлагаемой автором системы в литературе появилось опи-
сание агрегатного станка США с поворотной колонной и с автома-
тическим подводом приспособления с деталью к инструментам и
отводом ее. Этот новый станок работал по структуре, соответст-
вующей клетке 2, но он осуществлял не фрезерование, а парал-
лельно-последовательное растачивание отверстий в корпусной де-
тали серийного производства.
То же самое имело место с одной из структур токарной обра-
ботки. Структуре клетки 25 соответствует роторный станок с по-
следовательным выполнением резцом переходов по токарно-
237
копировальной обработке детали. /Ставок был создан в СССР в
последние годы. Новые станки появились в СССР и США незави-
симо от системы. Следовательно, практика подтвердила, что в-
промышленности появляются новые компоновки машин, соответст-
вующие разработанной автором структурной системе (табл. 21 и
22). Эти примеры подтверждают, что предлагаемая система
помогает предвидеть появление новых средств и орудий производ-
Фиг. 121. Схемы обработки методом фрезерования при разных 'структурах
обозначены возможные, но еще
238
ства, обеспечивающих внедрение новых структур процессов.
Это — одно из главных преимуществ системы перед классифика-
цией.
Наибольшее число новых неосуществленных структур, в част-
ности для метода фрезерования, имеется в этапе Э3. Это объяс-
няется тем, -что роторный процесс Э3 для метода фрезерования не
нашел еще большого распространения. Очевидно, это произошло
потому, что вместо роторного можно успешно осуществлять непре-
рывное фрезерование на карусельных и барабанных станках по
этапам Э1 или Э2, а при больших программных выпусках фрезе-
рование заменять протягиванием и работать в один-два потока.
До последнего времени большое число различных схем обра-
ботки и отсутствие общей теории построения и развития техно-
процессов обработки этапов Э2 и Э3 по структурной табл. 22 (буквой В
не осуществленные структуры).
239
логических операций создавало хаос в вопросе выбора схем обра-
ботки. Приведенная выше структурная таблица, пожалуй, впервые
позволяет создать определенную систему развития структур, ха-
рактеризующих качественно различное построение операций, поз-
воляющую наметить для каждой структуры свойственные ей схе-
мы обработки и компоновки станков, т. е. материальную основу.
Наличие закономерности в построении структур как внутри эта-
пов, так и по этапам не только облегчает изучение и понимание
развития технологических операций, но и свидетельствует о том,
что появление новых схем обработки и соответствующих им стан-
ков и оснастки в промышленности не является случайным, а что
его можно предвидеть. Впервые появилась возможность обобщить
представления о преимуществах и недостатках целых групп и клас-
сов процессов по этапам и выявить дальнейшие подразделения
внутри структур в зависимости от компоновки операций, а также
разработать новые схемы обработки и компоновки специальных
и специализированных станков в соответствии с развитием техно-
логии для разных методов обработки и разной серийности выпу-
ска. Используя структурную систему, схемы обработки и компо-
новки оборудования, можно выбирать различные варианты обра-
ботки конкретных деталей и определять оптимальные варианты
технологических операций.
ЗАКОНОМЕРНОСТИ РАЗВИТИЯ СТРУКТУР ПРОЦЕССОВ
ПО ЭТАПАМ И ПОЗИЦИОННОСТИ
Развитие структур по этапам
При одинаковом времени цикла Тр оперативное время тем
меньше, а следовательно, производительность тем выше, чем боль-
ше общее число потоком пос имеет процесс, так как
t =зх
1 on
пос
Из этого вытекает, что общее число потоков
п
ILoc ,
1оп
Оперативное время ton составляет в среднем 90% штучного вре-
мени. Следовательно,
1,17\
ti = ______к.
1Ьос ,
lium
Но при полной загрузке оборудования штучное время прибли-
жается к такту выпуска, т. е.
t
ьшт ' J /г'
В этом случае можно считать, что общее число потоков
«ое = • (145)
* к
240
Если обработка производится на однопоточных станках, то пос
равно числу станков, необходимых для выполнения программы с
тактом Тк и циклом обработки Тр.
Как известно, такт выпуска определяется по формуле
гр _________________________ &д
к~ Пд ’
где Ф$— действительный фонд времени в -году (примерно, равен
3980 ч, или 238 000 мин при двухсменной работе по 7 ч);
Пд— действительная программа выпуска. Такт выпуска
~ 238 000
Графически эта зависимость при разных значениях Пд в виде
равносторонней гиперболы показана на фиг. 122. Общее число
потоков Пос в процессе при одинаковом цикле Тр будет тем боль-
ше [формула (145)], чем меньше такт выпуска. Зависимость общего
числа потоков от такта выпуска при определенном значении цик-
ла Тр также имеет вид гиперболы (фиг. 123). При каждом значе-
нии числа потоков (1, 2, 3, 4 и т. д.) возможны 12 структур, кото-
рые на фиг. 123 условно показаны клетками. Но этапы, как мы
говорили выше, характеризуются числом осуществляемых потоков:
в этапе Э1 пОс= 1, в этапе Э2 пос = 2 4- 4,' в этапе Э3 пос 4 4- 20
и выше. Следовательно, на кривой фиг. 123 -можно условно отме-
тить эти этапы: их начала будут совпадать с точками, соответст-
вующими Пос = 1, пос = 2, пос = 4 4- 20 и выше.
Из изложенного можно сделать вывод, что при опреде-
ленном значении цикла Тр основной причиной развития структур
процессов по этапам, т. е. перехода от однопоточных к многопо-
точным без сдвига фаз и к многопоточным со сдвигом фаз обра-
ботки является уменьшающийся такт выпуска. Например, при так-
те от 9 до 5 мин (меньше 10 мин) и цикле = 10 мин надо
иметь общее число потоков /гос, равное двум, так как дробное число
потоков в большинстве случаев иметь не представляется возмож-
ным. При такте от 4 до 2,5 мин (меньше 5) надо иметь общее число
потоков от трех до четырех. Оба случая относятся ко второму эта-
пу Э2. При такте, равном 2 мин и менее, общее число потоков
пос 5, т. е. этот процесс относится уже к третьему этапу Э3.
Если же время цикла Тр будет другим, этапы будут начинаться
при других значениях величины такта Тк, так как в формуле 145
важна не только величина такта Т к, но и величина отношения
ТР\ТП- Значит, границы этапов на кривой (фиг. 123) зависят от
отношения рабочего цикла к такту, а не от величины самого такта.
На фиг. 124 показана зависимость такта выпуска Тк от про-
граммы выпуска 77а, а также нанесены клетки и этапы структур-
ной таблицы, связанные с этой зависимостью. Обозначения этапов
и границы их указаны для процессов с длительностью цикла об-
работки детали, равной 2 мин (Тр = 2 мин) — граница между пер-
16 Зак. 1253 241
Фиг. 122. Зависимость такта выпуска от программы.
242
вым и вторым этапами соответствует Тк = 2 мин — между вторым
и третьим этапами Тк = 0,5 мин. Изменения границ этапов при из-
менении величины такта выпуска для случаев Тр = 5; 4; 3 и 1 мин
показаны на фиг. 124 вне основной кривой отрезками двойной
линии.
Анализ фиг. 124 показывает, что чем выше производительность
процесса (в одном потоке) и чем, следовательно, меньше время
рабочего цикла, тем меньше оснований для перехода к многопо-
точным процессам этапов Э2 и тем более Эз, однако, этот переход
может оказаться необходимым и в этом случае при больших (по-
рядка млн. шт. в год) программах выпуска, когда такт измеряется
секундами. В результате такого анализа были выявлены причин-
ная связь и зависимость изменения структур по этапам от такта
выпуска. Эта связь развития структур и методов в операциях с
тактом выпуска стала заметной, когда в машиностроении серийное
производство стало заменяться массовым, так как при массовом
производстве началось развитие разных структур в операциях тех-
нологического процесса путем создания новых специальных одно-
поточных многопозиционных станков и многопоточных многопози-
ционных и роторных станков.
Это развитие операций приспосабливалось к такту выпуска и
сопровождалось созданием новых структур и открытием новых
методов обработки. Этот процесс продолжается и в настоящее вре-
мя. В свою очередь развитие массового производства сопровож-
далось кооперированием предприятий и специализацией их по вы-
пуску однотипных машин, узлов и деталей, что наилучшим обра-
зом может быть организовано в Советском Союзе. Этому
способствует плановое ведение хозяйства, отсутствие конкурент-
ной борьбы и сосредоточение производства одинаковых изделий на
небольшом количестве предприятий. Все это создает неограничен-
ные возможности роста массового выпуска изделий, а следова-
тельно, создания наиболее прогрессивных новых структур процес-
сов и операций обработки, а также специализированного и спе-
циального оборудования и наладок, на базе которых путр*г
автоматизации процессов как основного направления в машино-
строении, возможен количественный скачок производительности
труда на предприятиях серийного и массового производства. Все
структуры процессов этапов Э1, Э2 и Э3 показывают их приспособ-
ленность к автоматизации вплоть до создания комплексных авто-
матических линий. В особенности это относится к процессам
групп 2 и 3, так как они основаны на принципе автоматического
получения размера и совмещения времени /с?/.
Чтобы выбрать процесс и оборудование, обеспечивающее вы-
полнение операции, необходимо вначале выбрать метод обработки,
а затем, исходя из него, определить длительность цикла Тр в одном
потоке. После этого надо определить этап, на который можно будет
ориентироваться при выборе процесса, исходя из общего числа
потоков пос. Следует отметить, что конструкция и большие размеры
243
.детали иногда могут -служить препятствием использования про-
цессов второго и третьего этапов, выбор которых диктуется отно-
шением пос=Тр:Тк. В таких случаях приходится отказываться
и от условия, что процесс будет выполняться на одном станке в
фиг. 124. Развитие структурных этапов в зависимости от такта выпуска Тк при
цикле Тр = 2 мин и смещение границ этапов при изменении цикла ТР от 5
до 1 мин.
многопоточной операции, и приобретать несколько однопоточных
станков. Общая структурная таблица не отражает влияния раз-
меров деталей на выбор структур процессов обработки, это — осо-
бая тема исследования.
Рассмотрев все этапы развития структур, можно предположить,
что при дальнейшем развитии машиностроения, когда потребуется
изготовление деталей при очень малых тактах выпуска, появится
основа для новой структуры, и на базе ее будут разработаны со-
244
вершенно новые типы машин, неизвестные в настоящее время.
Если же самые прогрессивные структуры не будут удовлетворять
требованиям повышения производительности, появятся новые вы-
сокопроизводительные методы обработки, развитие которых опять
может начаться с простейших структур.
Например, несмотря на имеющиеся в промышленности много-
поточные роторные станки для зубофрезерования, осуществляю-
щие процесс определенной структуры, в настоящее время появился
новый производительный метод накатывания зуба, который даже
при простейшей однопозиционной структуре дает большой скачок
повышения производительности. Однако в настоящее время про-
цесс накатывания проходит промышленное экспериментирование,
так как во многих случаях он еще не обеспечивает получения нуж-
ной точности детали. По мере повышения точности процесс нака-
тывания, по-видимому, будет вытеснять другие методы образова-
ния зуба.
Развитие новых методов начинается с простейших структур и
последовательно переходит к сложным структурам до появления
какого-либо нового метода, обеспечивающего еще более высокую
производительность. В этой взаимосвязи двух противоположных
тенденций (метода и структуры) и проявляется закон развития
технологических процессов в машиностроении.
Закономерности развития структур по позиционности
и производительность оборудования по формообразованию
Штучная производительность повышается при уменьшении опе-
ративного времени, а производительность по формообразованию —
еще и в зависимости от объема выполняемой работы в операции за
время ton, т. е. в зависимости от размеров площади поверхности,
обработанной с определенной точностью в единицу времени1,
Пф=~, (146)
^оп
где F — площадь формообразования. В свою очередь площадь
формообразования зависит от числа позиционных рабочих пере-
ходов т0, выполняемых в одном потоке, и средней площади фор-
мообразования fn, обрабатываемой за один позиционный переход
Принимая условно некоторую приведенную к одинаковой точ-
ности и усредненную (по каждой из всех позиций) величину fn за
единицу, мы можем считать площадь формообразования Е=т0*1,
тогда
гт __ т о
11 ф — —— •
________________________________ ьоп
1 Определение производительности оборудования по формообразованию дано
акад. В. И. Дикушиным.
245
В свою очередь
т
t = р
1,оп >
пос
где Тр—рабочий цикл в одном потоке;
пос — общее число потоков на станке.
Подставив эту величину, получим общую формулу определения
производительности по формообразованию:
гт _топос
пф-—т~
1 р
(147)
Как 'мы видим, производительность по формообразованию при
прочих равных условиях тем выше, чем больше число позицион-
ных переходов в потоке т0 и общее число потоков пос и чем мень-
ше рабочий цикл Тр одного потока. В свою очередь, как мы уже
выяснили ранее, рабочий цикл Тр зависит от структуры операции
по двенадцати сочетаниям групп и классов в каждом этапе.
Увеличения производительности можно достигнуть тремя пу-
тями:
за счет непосредственного сокращения затрат времени на вы-
полнение основных или вспомогательных переходов без их совме-
щения;
за счет совмещения времени выполнения основных и вспомога-
тельных переходов в одной или нескольких позициях и совмещения
времени обработки деталей в разных потоках (этапах Э2 и Э3);
за счет того и другого одновременно.
Так как развитие структур связано с развитием принципа сов-
мещения, то для выяснения вопросов повышения производитель-
ности по формообразованию следует рассмотреть возможность
развития процессов по позиционности, в частности процессов, осу-
ществляемых на многопозиционных станках с круглым или коль-
цевым столом, и на многопозиционных автоматических линиях, в
которых обработка в разных позициях совмещается по времени.
Развитие структур по позиционности надо рассмотреть потому,
что анализ качественно различных структур по затратам оператив-
ного времени (что было показано выше) не отражает объемов ра-
бот, выполняемых в технологических операциях. Например, за
2 мин оперативного времени на многорезцовом станке с одной по-
зицией можно обработать один конец валика (черновой позицион-
ный переход), а на многопозиционном полуавтомате — обработать
валик одновременно с двух сторон (черновой и чистовой позицион-
ные переходы), т. е. выполнить примерно в 4 раза больший объем
работ при одинаковом <10п = 2 мин.
Если процессы (с точки зрения штучной производительности)
развиваются по этапам в зависимости от общего числа потоков пос,
а общее число потоков связано с тактом и программой выпуска
246
гиперболической зависимостью (фиг. 124), то, для того чтобы
учесть формообразование по позиционным переходам /0 в каждом
потоке, надо показать развитие структур по позиционности. Наи-
более целесообразно перейти к объемному представлению разви-
тия структур процессов, который отразит их развитие как по ton,
так и по т0. Для этого нами разработана модель полного разви-
тия структур процессов, показанная на фиг. 125.
Модель развития структур. Мы рассматриваем фиг. 125, как
модель полного развития структур в операциях технологического
процесса, потому, что на ней показан характер развития структур
по классам и группам в каждом этапе, по этапам, наконец, по по-
зиционности. Для этой модели взяты структуры, характеризую-
щиеся формулами, помещенными в клетках 1—36 табл. 21 и 22,
т. е. структуры процессов, выполняемых на заранее настроенных
станках. Число рабочих позиционных переходов т0 рассмотрим по
отдельным группам процессов.
Процесс группы 1 может быть однопозиционным ai и многопо-
зиционным аг. При однопозиционном процессе одна позиция яв-
ляется и рабочей, и установочной. Поэтому процессы группы lai
соответствуют только одной клетке позиционного перехода т0 = 1.
Процессы группы 1а2—много-позиционные, в структурной фор-
муле имеется величина t^y. Большого числа позиций в этом случае
быть не 'может, так как за время tcy съема и установки детали ра-
бота во всех остальных позициях не производится. Следовательно,
чем больше позиций, тем больше потери времени, связанные с про-
стоем по всем рабочим позициям. В силу этого процессы по груп-
пам 1 аг обычно ограничивают двумя — шестью позиционными пере-
ходами (т0 = 2 -т- 6), после чего при необходимости увеличения
позиций переходят на процесс группы 2аг, т. е. на процесс с пол-
ным совмещением времени tcy.
Процесс группы 2а2. В них -число позиционных переходов теоре-
тически не ограничено, потому, что время полностью совмещено с
временем выполнения основных переходов в рабочих позициях. Но
практически ограничиваются 10—12 позиционными переходами,
потому что при излишне большом числе переходов могут увеличи-
ваться потери времени на смену инструмента и на вынужденные
остановки по другим причинам. В дальнейшем в связи с автома-
тизацией и увеличением надежности работы инструментов и меха-
низмов, число позиционных переходов в процессах этой группы
будет увеличиваться.
Примем для процессов этой группы существующий на практике
диапазон т0 = 2 -ъ 10, а в ряде случаев и больше.
Процессы группы За2 — непрерывные. В зоне действия инстру-
мента обычно размещают не более 4—5 позиций, однако в авто-
матических линиях с непрерывным процессом число рабочих пози-
ций значительно больше (например, в линиях шлифования поршне-
вых пальцев или в линиях шлифования утюгов). Практически
число позиционных переходов так же, как у процессов группы 2аг,
247
ограничивается только надежностью работы механизмов и инстру-
ментов. Поэтому нами принято такое же число позиционных пере-
ходов, как и для процессов группы 2а2, т. е. то = 2 4- 10 и более.
Конечно, число позиционных переходов, принятых нами для
процессов разных групп, не является неизменным. Оно может ко-
лебаться, но все же ясно, что для процессов группы 1а2 не имеется
особых перспектив увеличения то из-за потерь времени на ожида-
ние $Ож, 'но для процессов группы 2а2, а в ряде случаев и для про-
цессов группы За2 число позиционных переходов будет все время
увеличиваться по мере создания более надежных механизмов и
инструментов, за счет этого будет увеличиваться производитель-
ность по 'формообразованию.
Практика показывает, что развитие многопозиционных опера-
ций в станках с поворотными столами (круглыми и кольцевыми)
и барабанами, а также в автоматических линиях происходит имен-
но за счет процессов группы 2а2. В перспективе процессы этой
группы будут за одну операцию на одном станке кольцевого или
линейного типа обеспечивать полную обработку детали — от по-
ступления заготовки на станок до выхода готовой детали на сборку
(отдельные процессы полной обработки на одном станке деталей
типа вилок, рычагов и других осуществлены уже на практике).
Именно у процессов этой группы наблюдается тенденция сочетания
разных методов обработки деталей по всем переходам, в том числе
сочетания совершенно различных методов (например, резания и
термической обработки с нагревом токами высокой частоты, реза-
ния и давления и т. д.). Отдельные примеры таких сочетаний уже
имеются. Например, в одну из позиций многошпиндельного авто-
мата встраиваются приборы для нагрева детали токами высокой
частоты и закалки.
По позиционности процессы второго и третьего этапов развива-
ются так же, как процессы первого этапа.
Таким образом, во всех этапах имеем:
Группа тq
13i 1
la2 . 2—6
2а2 2—10 и больше
За2 2—10 »
Модель развития структур, приведенная на фиг. 125, показы-
вает развитие всех процессов с точки зрения повышения произво-
дительности по формообразованию. Посмотрим, во сколько раз
может увеличиваться производительность по формообразованию
за счет различных сочетаний классов, групп, поточности и много-
позиционности, если принять, что затраты времени на отдельные
элементы процессов остаются одинаковыми во всех случаях.
Примем производительность по формообразованию при одно-
позиционном процессе первого этапа группы ЭДаД (клетка 1,
табл. 21) за единицу. Если процесс этой группы развивается от
класса I до класса III (точки А и 5, фиг. 125), то производитель-
249
ность возрастет в 2 раза и более за счет параллельной обработки
детали несколькими инструментами (III класс). Развивая далее
процесс III класса по группам, например до группы Э12а2Ш (точ-
ка В), можно снова удвоить производительность за счет совмеще-
ния 'вспомогательного и основного времен. Всего производитель-
ность увеличится в 4 раза. Развивая затем процесс по этапам до
группы Э32а2Ш (точка Д) и приняв в среднем пос = 10, получаем
общее увеличение производительности в 40 раз.
Если осуществить теперь многопозиционный процесс на авто-
матической линии или многопозиционном станке, обрабатывая
одновременно детали в 10 позициях (точка Д'), можно теоретиче-
ски получить общее увеличение производительности по формообра-
зованию в 400 раз и более, не изменяя режимов резания и продол-
жительности отдельных переходов операции. Однако ввиду того,
что для увеличения стойкости инструмента режимы резания при
многопозиционных процессах необходимо снижать примерно в 2 ра-
за, то в итоге при малом такте выпуска производительность воз-
растет в 200, а не в 400 раз (малый такт выпуска обусловливается
большими программами выпуска и специализацией предприятий).
Таким образом, закономерность развития процессов по струк-
турам, впервые выявленная по- модели, разработанной автором
(фиг. 125), показывает по сути дела неограниченные возможности,
заложенные в структурах технологических операций, осуществ-
ляемых автоматически в машиностроении на основе использова-
ния принципа совмещения. Эти возможности еще увеличатся, если
при этом применять новые методы обработки, обеспечивающие
рост производительности при одинаковых структурах.
По этой модели и формулам определения оперативного време-
ни ton можно учесть все виды совмещений, которые имеют место
в технологической операции:
совмещение времени выполнения основных переходов (II и III
классы);
совмещение времени выполнения вспомогательных переходов с
основными и между собой (группы 2 и 3);
совмещение времени обработки по позиционности в каждом
потоке (группы 1а2, 2а2, и За2);
совмещение времени обработки по потокам (этапы Э2 и Э3).
Таким образом модель, показанная на фиг. 125, иллюстрирует за-
кономерности полного развития структур по этапам в зависимо-
сти от такта выпуска и развитие процессов по позиционности,
т. е. развитие принципа совмещения по всем основным направле-
ниям при каждом методе обработки или при сочетании разных ме-
тодов.
Для резкого увеличения производительности и применения
более прогрессивных структур процессов обработки необходима
более высокая подетальная и узловая специализация предприя-
тий, чем это имеет место в настоящее время. Необходимы орга-
низация централизованного производства многих деталей, узлов
250
и предметов массового применения и доведение такта выпуска по
этим предметам до очень -малых величин. Такие возможности в
советском машинострении имеются в значительно большей сте-
пени, чем в любой другой стране.
Автоматическая линия, рассматриваемая нами как отдельная
операция, соответствует определению понятия операции. Кроме
того, если в первом этапе автоматические линии появились как
линии, составленные из нескольких отдельных станков, то сейчас
уже наметилась тенденция к расположению всех позиций обработ-
ки детали на одной сборной станине, т. е. в одном станке линей-
ного или кольцевого типа. В этих случаях линия получается бо-
лее компактной, более дешевой, менее металлоемкой и более ко-
роткой. Несомненно, что такой вид линии будет развиваться.
Принципиально, с точки зрения затрат времени, расположение ав-
томатически связанных позиционных переходов на одной станине
или на разных станинах не имеет значения, если величины холо-
стых ходов одинаковы.
Об объемах работ, выполняемых в многопозиционных
операциях
Как мы выяснили ранее, теоретическая производительность по
формообразованию зависит от числа позиционных переходов в по-
топе т0, общего числа потоков пос и времени рабочего цикла Тр
обработки детали в каждом потоке [формула (147)]. Если под-
ставить в эту формулу значение яос, получим
Пф = m 0 n0Hc . (148)
Тр
Общее число позиционных переходов тос во всех потоках зави-
сит от числа позиций на рабочих станциях в одном потоке, числа
потоков в секционной наладке и числа секционных наладок в
технологической операции. Числитель уравнения (148) определяет
общее число позиционных переходов в операции
тсс = топсНс- (149)
В свою очередь число позиционных переходов т0 связано с
числом рабочих станций Ср и числом рабочих позиций тп на
каждой станции в одном потоке, т. е.
т0 = Ср-тп.
Тогда общее число позиционных переходов на станке
тос = Ср-тп-п0-Нс. (150)
Если в автоматическую линию включены несколько станков с
разным числом позиций, общее число позиционных переходов в
линии
/л =С °tn 'П-Н + С -тп -Н (151)
ОС tlt О Ci 1 р2 «2 О2 С2 1 v 7
251
При определенной компоновке многопозиционного станка или
автоматической линии с технологической точки зрения желательно
иметь такую его конструкцию, чтобы в зависимости от сложности
детали станок можно было бы перенастраивать: при обработке
сложных деталей с большим числом позиционных переходов —
на обработку в один поток с использованием всех рабочих пози-
ций для выполнения различных позиционных переходов; при об-
работке простых деталей — на обработку в несколько потоков с
соответственным уменьшением числа позиционных переходов то
в каждом потоке, так как для обработки простой детали всегда
требуется меньшее число переходов. Таким образом выпуск про-
стой детали можно увеличить в несколько раз за счет увеличения
поточности на станке.
На фиг. 126 показан индексирующийся стол станка с 16-ю
позициями, включая установочные. Этот стол может быть настроен
индексированием по каждой позиции (фиг. 126, а), через две по-
зиции (фиг. 126, б) и через четыре позиции (фиг. 126, в). Станок
может быть выполнен по схеме фиг. 126, г. Если деталь сложная,
то при настройке по фиг. 126, а через 22°30z мы будем иметь чис-
ло рабочих станций Ср = 15, так как одна станция установочная»
тп = 1, /10=1иЯс=1. Следовательно, по формуле (150)
тос = 15.
Можно настроить станок по фиг. 126, б с индексированием
через 45°. В этом случае число рабочих станций С„ = 8—1 = 7.
252
На каждой станции в двух позициях выполняются одинаковые
переходы (2—2, 3—3 и т. д.), значит это — двухпоточная обработ-
ка (п0 = 2). Число рабочих позиций на станции в 'каждом потоке
тп= 1, число секционных наладок Нс=\ (в данном случае сек-
ционная наладка охватывает только одну станцию). Общее число
позиционных переходов тос = 7-2=14.
В схеме по фиг. 121, в с .индексированием через 90° имеются
всего четыре станции. Значит, число рабочих станций = 4—1 ='
= 3, а число секционных наладок Нс= 1. На каждой станции
По = 4 и тп= 1. Общее число позиционных переходов тос = Срх
X Ио = 3 - 4 = 12.
Конструктивно позиции могут быть расположены не по окруж-
ности, а по сторонам квадрата (4X4= 16, фиг. 126, г) или вось-
мигранника (2x8 = 16, на фиг. 126 не показано).
На каждой станции обработка может выполняться не в четыре,
а в два потока (/—1 и 2—2) при двух переходах в каждом потоке
(/—2), т. е. Ср = 3, п0 = 2, тп = 2 и тос = 3-2-2 = 12 (на фиг. 126
не показано).
Описанные схемы соответствуют структуре процессов группы 2,
когда установочные переходы выполняются во время рабочих пе-
реходов (tcy совмещено). Как мы видим, за счет наличия в стан-
ке однопозиционного, двухпозиционного и четырехпозиционного
индексирования значительно расширяется область применения
станка данного типа и создается возможность выполнения работ
разных объемов при обработке как сложных, так и простых дета-
лей. Это относится ко всем операциям, выполняемым с помощью
поворотных индексирующихся столов или барабанов. Следует от-
метить, что даже в шестишпиндельных токарных автоматах и по-
луавтоматах желательно иметь как одинарное, так и двойное ин-
дексирование, что, к сожалению, не всегда имеет место.
Рассмотрим роторную многопозиционную обработку в этапе Э3
(фиг. 127) на примере обработки шатуна при разных сочетаниях
позиционных переходов и потоков. На фиг. 127, а показан ротор-
ный станок, имеющий шесть секционных наладок. В каждой сек-
ционной наладке имеется поворотный столик, индексирующийся
через 120°, позволяющий обрабатывать вертикальными шпинде-
лями главные отверстия шатуна сразу в три позиционных перехо-
да (сверление, растачивание и развертывание) за один оборот
большого стола (стрелка Д). При одном обороте большого стола
маленький столик, находящийся около рабочего, автоматически
индексируется на 120°. Обработка ведется по группе 1а2, т. е. все
три позиции маленького столика — рабочие. Время tcy не совме-
щено с временем t0. Общее число позиционных переходов, выпол-
няемых за один оборот большого стола, т. е. за время цикла
тос = ^Ртп'по^с = 3 1- 1-6 = 18.
VC tv LZ L»
253
На фиг. 127, б показан такой же станок, но с иными секцион-
ными наладками. В шатуне нужно обработать не только главные
отверстия, но и отверстия под болты. В этом случае надо каждый
шатун обработать в шесть позиционных переходов, а не в три пе-
рехода. Следовательно, секционная наладка должна быть сделана
из двух маленьких столиков, и шатуны, обработанные на одном
Фиг. 127. Варианты .многопоточной и многопозиционной обработки
на роторном станке:
а — шестипоточная обработка в три позиционных перехода; б — трехпоточная
обработка в шесть позиционных переходов; I — VI — секции станка; 1 —
6 — позиционные переходы при трехсекционной обработке.
станке по переходам /, 2 и 3, должны передаваться на второй сто-
лик для выполнения переходов 4, 5 и 6. В операции по этой схеме
будет иметься уже не шесть, а только три секционные наладки, но
каждая наладка будет иметь в 2 раза больше позиционных пере-
ходов, т. е. Ср = 6, тп = 1, п0 = 1 и Нс = 3. Общее число позици-
онных переходов и объем работ, выполняемых в операции, оста-
ются примерно прежними (тос= 6-3 = 18), однако штучная про-
изводительность уменьшается в 2 раза, а объем обработки одной
детали увеличивается примерно также в 2 раза.
Если на каждом столике обработку вести в два потока (по =
= 2), т. е. расположить на нем шесть шатунов вместо трех, что
реально можно осуществить для шатунов малого размера, то об-
щее число позиционных переходов тос = 6 • 2 • 3 = 36, т. е. в два
раза больше, так как число потоков увеличилось в 2 раза (было
п0 = 1 и Нс = 3, стало п0 = 2 и Нс = 3). Конечно, увеличение чис-
ла позиций вдвое при тех же размерах станка возможно только
при переходе на обработку деталей меньшего размера.
Рассмотрим автоматическую роторную линию также с точки
зрения объема работ, выраженного через общее число позицион-
ных переходов.
254
У линии, показанной на фиг. 128, имеются четыре рабочих ро-
тора— три больших и охни малый. На каждом роторе выполняет-
ся один переход. Общее число позиционных переходов зависит
от числа потоков по роторам. Для всех роторов Ср = 1, тп = 1 и
riQ= 1, число секционных наладок Нс у каждого из роторов /, IIи III
равно восьми, а у ротора VI — четырем. Общее число рабочих по-
зиционных переходов [формула (51)] тос = 8 + 8 + 8 + 4 = 28.
Фиг. 1128. Обработка детали в четыре 1позицион.ных перехода на ро-
торной линии из четырех роторов:
/ — III — большие рабочие роторы (восьмипоточная обработка); IV — ма-
лый рабочий ротор (четырехпоточная обработка); Г —IV' — загрузочные ро-
торы; 1 — 4 — позиционные переходы.
Из рассмотренных схем видно, что при одной и той же кон-
струкции станка структуры и схемы наладок можно менять путем
увеличения числа потоков и уменьшения числа позиционных пере-
ходов. При переходе на обработку деталей меньшего размера
можно увеличить общее число позиционных переходов за счет
применения нескольких позиций на каждой станции. Эти позиции
могут быть использованы также для увеличения либо числа по-
токов, либо числа позиционных переходов.
Развитие автоматических линий кольцевого или линейного
типов, обеспечивающих резкое повышение производительности тру-
да, идет как раз в направлении увеличения объема выполняемых
работ в единицу времени за счет увеличения общего числа пози-
ционных переходов и уменьшения времени цикла обработки. Про-
изводительность по формообразованию в условных позиционных
переходах будет тем выше, чем больше позиционных переходов
выполняется в единицу времени т. е.
. (152)
Тр ТР
Из этого видно, что надо не только увеличивать объем работы
в операции тос, но и уменьшать цикл Тр.
Конечно, указанные выше закономерности производительности,
выраженные через число позиционных переходов, будут действи-
тельны в тех случаях, когда в каждом позиционном переходе бу-
дут максимально использоваться все возможности обработки
255
(многосторонность, многоинструментальность, режимы, рацио-
нальные длины рабочих ходов инструментов и т. д.). Излишнего
увеличения числа позиций, если в этом нет необходимости, допу-
скать не следует, так как это удорожает обработку.
Позиционные переходы не могут быть приравнены один к дру-
гому по объему выполняемой работы, но независимо от этого при
многопозиционной обработке время рабочего цикла Тр опреде-
ляется лимитирующим позиционным переходом. Поэтому, если
по позициям используются наибольшие возможности обработки,
то число позиционных переходов в единицу времени отражает в
определенной степени производительность по формообразованию.
Однако это — теоретическая производительность, не отражающая
потери времени вне цикла (на подналадку, текущий ремонт, от-
дых и организационные потери и т. д.).
Если площадь обработки детали (определенной точности) во
всех позициях одного потока равна F, то теоретическая производи-
тельность по формообразованию в единицу времени
Пф = см2 (153)
и
Действительная производительность по формообразованию
Пфд будет меньше. Для ее определения надо величину Пф умно-
жить на коэффициент действительной производительности тщ<3,
тогда
пф.д=п^д=^ см2>'мин- (154)
1 р
Если определить затраты по себестоимости (включая заработ-
ную плату рабочего и наладчика, амортизацию оборудования,
эксплуатационные расходы), приходящиеся на одну минуту ра-
боты оборудования данного типа, и обозначить их через Р, то
производительность по формообразованию, относящаяся к 1 руб.
затрат,
= (155)
Обратная величина будет составлять себестоимость обработки
1 см2 поверхности детали (приведенной к определенной точности),
т. е. себестоимость формообразования 1 см2 поверхности,
Сфд = Д- = руб/см*. (156)
Пфдр ^пос'г1д
Формулы (153) — (156) позволяют сравнивать два или несколь-
ко вариантов обработки по производительности и по себестоимо-
сти формообразования даже в тех случаях, когда типовые детали
подобны, но различаются по размерам (например, валики в опре-
деленном диапазоне размеров, шестерни и т. д.) или когда спосо-
бы обработки подобны, но объемы работ в операциях разные (на-
пример, черновое обтачивание одного конца валика на многорез-
256
цовом станке или черновое обтачивание валика на роторном стан-
ке с двух сторон).
Штучная производительность и себестоимость, которыми поль-
зуются в настоящее время, позволяют сравнивать только обра-
ботку совершенно одинаковых деталей, выполняемую по одинако-
вым переходам. Поэтому сравнение по штучной производительно-
сти и себестоимости невозможно при разных объемах работ в
операциях и при разных, хотя бы даже близких, размерах одно-
типных деталей. Например, по штучной производительности и
себестоимости невозможно сравнить обработку ступенчатых вали-
ков или других типовых деталей на двух заводах, а формулы
(153) — (156) помогут выяснить, на каких заводах процессы изго-
товления однотипных деталей более рентабельны. Для этого нужно
получить отношение себестоимостей обоих вариантов процесса.
рг __ ___ е 2^1 (157)
Сфд2 'Fpz'Pz ?\'посг
Из формулы (157) видно, что себестоимость формообразова-
ния (обработки) прямо пропорциональна себестоимости выполне-
ния рабочих циклов обработки и обратно пропорциональна обра-
батываемой площади F детали, общему числу потоков поси коэф-
фициенту действительной производительности . Нетрудно
заметить, что формула (157) является общей формулой для срав-
нения вариантов.
В частном случае, когда по штучной себестоимости сравнива-
ются варианты обработки одной и той же детали при одинаковых
переходах, Fx = F2. Если при этом общее число потоков пос в обо-
их вариантах одинаково, т. е. п0С1 = п0с2, то
К = . (158)
Это значит, что отношение штучных себестоимостей прямо про-
порционально себестоимостям циклов обработки и обратно про-
порционально коэффициентам действительной производительности,
т. е. зависит от величины внецикловых потерь времени. Если ко-
эффициенты примерно одинаковы, т. е. т]<д~ то штучная се-
бестоимость зависит только от себестоимости циклов обработки,
т. е.
TPt-Pi
ТР.-Р2
(159)
Штучные производительности разных процессов при пос=1 об-
ратно пропорциональны времени циклов, т. е.
Х = . (160)
При разном числе потоков штучные производительности про-
17 Зак. 1253 2 57
цессов обратно пропорциональны временам циклов и прямо про-
порционалыны числу потоков,
X — ^р2 п°с^ •
^Р2 ' ПОС2
Приведенные соотношения позволяют
производительности и по себестоимости
чаях изготовления сравниваемых деталей
(161)
оценивать варианты по
обработки во всех слу-
однотипных, но несколь-
ко различных по конструкции и размерам, когда невозможно оце-
нить их по штучной производительности и по себестоимости.
ХАРАКТЕРИСТИКА СТРУКТУРЫ ПРОЦЕССОВ
ПРИ МНОГОПРЕДМЕТНОЙ ОБРАБОТКЕ ДЕТАЛЕЙ
До сих пор мы рассматривали однономенклатурные (одно-
предметные) процессы обработки. Формулы, приведенные в
табл. 22, характеризовали процессы каждой структуры.
Рассмотрим теперь изменение характеристик процессов, если
за время ton одновременно обрабатываются не одинаковые, а раз-
ные по наименованию детали, т. е. рассмотрим процесс многоно-
менклатурной или, как мы будем ее называть в дальнейшем, мно-
гопредметной обработки. Ранее мы видели, что для разных эта-
пов, классов и групп процессов применима единая формула (70),
определяющая оперативное время, которая при разных сочетани-
ях переходов характеризует разные структуры. При многопред-
метной обработке структура процесса может быть осуществлена
в один и несколько потоков для каждого предмета, одновременно
обрабатываемого за период цикла. Поэтому формула оперативно-
го времени примет другой вид:
у^тах
ton =------------, (162)
no\Hct + По2ИС2+ • • + покНск
где Т™х— наибольший цикл при обработке q
деталей разных наименований;
noi-//cl; пО2-Нс2 и т. д. — общее число потоков (пос) для де-
талей каждого наименования, обра-
батываемых за время
Из формулы (162), характеризующей процесс, мы видим, что
процесс, например, может быть однопоточным, но двухноменкла-
турным или многономенклатурным. Это имеет место в том случае,
когда для обработки деталей каждого наименования имеется толь-
ко один поток п0Нс=\. В этом случае
у-гпах
(163)
q
где q — число наименований деталей.
Если мы сравним эту формулу с формулами этапа
(табл. 22), то увидим, что они различаются наличием величины q
258
в знаменателе, а также тем, что -состав времени цикла Тр в числи-
теле следует брать по наибольшему значению времени обработки
всего 'комплекта деталей, состоящего из q наименований. Таким
образом, цикл Тр мы относим к комплексу деталей (а не к одной
детали), а оперативное время ton — к одной детали.
На фиг. 129, а показано
фрезерование деталей 1 и 2
двух наименований на кару-
сельно-фрезерном станке. Про-
цесс обработки деталей каж-
дого наименования однопоточ-
ный, но двухноменклатур-
ный, т. е.
t = ?pq = Tpq
оп 1+1 2
Оперативное время, затра-
чиваемое на обработку ком-
плекта из деталей 1 и 2, равно
гр шах
I Pq , а на каждую деталь
Процесс может быть от-
несен к однопоточному группы
Э13а21, т. е. этапу Э1 группе
За2 классу I, но к многономен-
клатурной системе структур.
На фиг. 129, б показана аналогичная обработка каждой де-
тали 1 и 2 в два потока одной фрезой. В этом случае
ртах
/ = pq
1 on
«0С1 + «0С2
Фи1г. 129. Схемы
многом енклатурм ы х
процессов
фр-е верованием.
-ртах
Уд
2 + 2
/ртах
VQ
4
Процесс будет уже многопоточным, в данном случае — двухпо-
точным двухноменклатурным. Оперативное время, затрачиваемое
на обработку каждой детали, уже составит — 7^ах. Величина
Т™х зависит от расположения деталей в наладке. Обработка отно-
сится к этапу Э2 многопоточных процессов группы Э23а21, но к мно-
гономенклатурной системе структур.
Число потоков в многономенклатурной системе может быть
дробным, так как числа потоков в наладках для деталей разных
наименований могут быть неодинаковыми. Например, в наладке
для номенклатуры А имеются два потока (п0С1 = 2), а в наладке
для номенклатуры Б—один поток (п0С2=1). В этом случае при
двух номенклатурах
ртах
/ = pq = 1 Tmax
оп 2+1 3 pq '
17*
259
Многопоточные многономенклатурные 'Процессы, соответствую-
щие этапу Э2, в последнее время находят некоторое применение в
крупносерийном производстве в многономенклатурных поточных
линиях. Достоинство таких процессов заключается в том, что на-
ладку для их осуществления делают заранее применительно к раз-
ным деталям, закрепленным за станком. Для обработки каждой
детали имеются отдельные позиции, приспособления и инструмент,
поэтому можно обрабатывать весь комплект деталей сразу или в
любой очередности без переналадок. В результате этого коэффи-
циент переналадки становится практически равным единице. Сле-
довательно, переменно-поточная многономенклатурная (много-
предметная) линия работает как непрерывно-поточная.
Осу ществ л ение р аз л ичных много ном енкл а турных стр укту р
практически возможно на многопозиционных фрезерных, свер-
лильных и токарных полуавтоматах и других станках, а в отдель-
ных случаях — даже на однопозиционном токарном многорезцо-
вом станке, когда на одной оправке обрабатываются сразу ше-
стерни или другие детали двух-трех видов. Таким образом, раз-
личные многономенклатурные структуры возможны как в этапе
Эь так и в этапе Э2. Данные процессы уже применяются при об-
работке деталей типа рычагов на вертикальных агрегатно-свер-
лильных станках с круглым индексирующимся столом.
Процессы этапа Э3, когда на роторных станках число пото-
ков можно легко увеличивать за счет многосекционности наладок
Нс, также могут быть многоном-енклатурными как за счет числа
потоков п0, так и за счет многосекционности наладок Нс. Поэтому
для этих процессов оперативное время также определяется по
формуле (162). Например, если в схеме, показанной на фиг. 127, а,
из шести секционных наладок на трех будут обрабатываться ша-
туны одного типа, а на трех других—-другого, получим двухномен-
клатурную наладку, в которой оперативное время изготовления
каждого типа шатуна
7<пах /т-max
j ________PQ_______ _. ; * Ттах
~п0НсЛ-п0Нс 1-3+1-3 6
При этом каждый шатун будет обработан в три позиционных
перехода. .При одной номенклатуре было
Из этого видно, что если общее количество потоков пос разби-
вается на две номенклатуры или более, но остается таким же, ка-
ким было ранее для однономенклатурного процесса, то оператив-
ное время, затрачиваемое на одну деталь, остается неизменным.
Таким образом, для уменьшения ton надо изменять либо общее
ЧИСЛО ПОТОКОВ Пос, либо ЦИКЛ Тр.
260
На фиг, 104 показана обработка шатуна одной номенклатуры
по шести переходам, которая ведется в шесть потоков,
«оС = «оД = 2-3 = 6.
Оперативное время
t — = Тр.
оп 2-3 6
Если вместо двух потоков (п0 = 2) станем устанавливать на ма-
лых столиках шатуны двух номенклатур, тогда для каждого ша-
туна п0 = \. Оперативное время
^шах
/ — pq — __ 'J’max
сп 1-3+ 1-3 6 Pq '
Мы видим, что в этом случае оперативное время также равно
xIqTv, детали уже обрабатываются в шесть переходов, а не в три
перехода, как это было в предыдущем примере, показанном на
фиг. 127, а.
Из изложенного выше следует, что для многономенклатурных
процессов существует такая же система развития структур, как и
для однономенклатурных (табл. 22), но формула, характеризую-
щая каждую структуру, будет несколько иной. Изменения заклю-
чаются в следующем:
1. Для однопото'чных процессов этапа Эх будет действительна
формула
yimax
/ = pq
ion >
Q
'г max
где составные части Тpq будут аналогичны приведенным в
габл. 22 для этапа Э\.
2. Для многопоточных процессов без сдвига фаз обработки
при односекционных операциях
<ртах
/ __ рд
Lon , >
। ^1 + ^2
где составные части аналогичны приведенным в табл. 22
для этапа Э2.
3. Для многопоточных процессов со сдвигом фаз при многопози-
ционных операциях
<ртах
/ _ PQ
ьоп
q
S n0Hc
Состав T аналогичен приведенному в табл. 22 этапа Эз.
Таким образом, можно сделать вывод, что вся система много-
номенклатурных процессов аналогична системе однономенклатур-
ных с учетом поправок для ton, приведенных выше.
ГЛАВА VIII
ОБЩАЯ ТЕХНОЛОГИЧЕСКАЯ КОМПОНОВКА СТАНКОВ
И СТРУКТУРА ОПЕРАЦИЙ
Общая технологическая компоновка определяет расположение
главных осей машины и расположение исполнительных механиз-
мов для закрепления и перемещения инструментов и деталей в
процессе выполнения переходов технологической операции.
Выше была определена структурная система развития техно-
логических операций и построена структурная таблица (см.
табл. 21 и 22). В каждой клетке этой таблицы отражена опреде-
ленная структура операции и границы этой структуры, в преде-
лах которых может быть создана компоновка машины. Например,
любые процессы, соответствующие структурной формуле, приве-
денной в клетке 1, и соответствующие им компоновки станков ог-
раничены тем, что они должны быть однопоточными (31) с не-
совмещенной затратой времени на установку и съем детали
(группа 1), однопозиционные (подгруппа ai) и с последователь-
ным действием нескольких инструментов или одного инструмента
(I класс). Эти ограничения, обусловленные структурой, позволя-
ют для каждого метода обработки разработать ограниченное чис-
ло принципиальных компоновок, соответствующих структурной
формуле, помещенной в каждой клетке, и охватить этими несколь-
кими принципиальными компоновками множество процессов. По-
степенно можно1 выявить принципиально возможные компоновки
станков для всех структур данного этапа.
При выявлении технологических компоновок будут системати-
зированы компоновки существующего оборудования, а также, ос-
новываясь на структурных формулах, будут найдены новые ком-
поновки, которые могут послужить основой (техническим задани-
ем) для создания нового оборудования. Все принципиальные схе-
мы компоновок станков по каждой структуре могут быть вычер-
чены и систематизированы в альбомах. Эти альбомы могут слу-
жить богатейшим техническим материалом для выбора вариантов
структур и тех или иных компоновок при разработке процессов
изготовления деталей. По выбранным вариантам можно будет
определить себестоимость детали и выбрать оптимальный вариант
ее изготовления.
262
Таким образом, структурная система через компоновку стан-
ков позволяет подойти практически к выбору оптимального ва-
рианта технологических операций.
Ниже изложим кратко методику построения компоновок для
следующих методов обработки:
сверления, растачивания, развертывания отверстий и нареза-
ния резьб в отверстиях деталей машин (компоновки рассмотрим
не по каждому методу отдельно, а по сочетанию методов, приме-
няющихся при обработке отверстий в деталях машин на рас-
точных, сверлильных, агрегатных и других станках);
фрезерования плоскостей в деталях машин на различных стан-
ках; точения деталей типа тел вращения.
Следует отметить, что указанные выше методы обработки наи-
более распространены в машиностроении, их трудоемкость состав-
ляет более 50% всей трудоемкости механической обработки
деталей. Поэтому наибольшую часть парка станков в машинострое-
нии составляют станки для осуществления этих методов обработ-
ки. Компоновки по методам обработки отверстий и плоскостей рас-
смотрим применительно к корпусной детали, а компоновки по ме-
тоду точения—применительно к деталям, обрабатываемым в пат-
роне и в центрах.
Ввиду ограниченности объема книги рассмотрим только ме-
тодику компоновки однопоточных процессов, т. е. процессов этапа
Э1, так как методика компоновки многопоточных процессов ей
аналогична.
КОМПОНОВКИ ПРИ РАЗЛИЧНЫХ МЕТОДАХ ОБРАБОТКИ
ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ
По классам обработки. По расположению осевых инструментов
для обработки отверстий ограничимся в каждом классе рассмот-
рением вертикального В, горизонтального Г и комбинированного
К расположения работающих инструментов (фиг. 130), что в свою
очередь вызывает вертикальное, горизонтальное или комбиниро-
ванное расположение станков. В практике встречается также и на-
клонное расположение режущих инструментов и силовых головок,
но мы его условно будем относить либо к вертикальному, либо к
горизонтальному расположению в зависимости от угла наклона к
горизонтали (больше или меньше 45°).
I класс (фиг. 130, а) включает следующие основные варианты
обработки при стационарном положении детали:
1. Обработка одного отверстия одним инструментом в один пе-
реход (например, сверление отверстия). В этом случае для обра-
ботки требуется только обеспечить вращение инструмента и его
осевую подачу. Такой процесс может быть осуществлен на свер-
лильном станке без перемещения детали и смены инструмента.
В этом случае to=toi.
2. Обработка одного отверстия последовательно несколькими
инструментами (например, сверлом, зенкером и разверткой).
263
1 класс
Шкласс
Фиг. 130. Примеры схем компоновок инструментов при обработке отверстий по
I—Ш классам.
В этом 'Случае требуется обеспечить подвод последующих инстру-
ментов к детали и отвод предыдущих. Это может быть осуществ-
лено двумя путями: за счет смены инструмента с помощью быст-
росменного патрона на сверлильном станке и за счет подвода по-
следующего инструмента с помощью поворота револьверной го-
ловки, которая может быть смонтирована на станке. Оба эти
варианта могут быть применены как на вертикально-сверлильных,
так и на горизонтально-сверлильных и револьверных станках.
3, Обработка нескольких отверстий в детали одним или не-
сколькими инструментами последовательно путем перемещения
инструмента от одного отверстия к другому, а если отверстия не-
одинаковые— с одновременной сменой инструмента. В вертикаль-
ной компоновке это осуществляется с помощью подвода хобота и
сверлильной головки с инструментом на станках радиально-свер-
лильного типа или подвода сверлильной головки по направляю-
щим перекладины в двухстоечных вертикально-сверлильных стан-
ках. В горизонтальной компоновке это осуществляется на рас-
точных станках при помощи колонок: за счет горизонтального пе-
редвижения колонки и вертикального перемещения расточной го-
ловки вверх по колонке может быть обеспечен подвод инструмен-
та к любым растачиваемым или рассверливаемым отверстиям..
В обоих случаях
— ^hi-
ll класс (фиг. 130, б). В этом случае встречается необходи-
мость такой вертикальной, горизонтальной и комбинированной
компоновки, при которой могло бы быть осуществлено параллель-
но-последовательное действие инструментов за счет применения
такого исполнительного механизма, который мог бы подводить в
рабочее положение одновременно не один, а несколько инструмен-
тов (комплект). Такими исполнительными механизмами могут
быть:
1. Многошпиндельная вертикальная револьверная головка па-
раллельно-последовательного действия. Аналогичная головка мо-
жет быть использована и на горизонтальной станине с горизон-
тальным рабочим положением инструментов.
2. Поворотный барабан параллельно-последовательного дейст-
вия, при помощи которого осуществляется подача комплектов рас-
точных борштанг в рабочее положение и отвод инструментов, уже
выполнивших свои переходы. Такой автоматически действующий
барабан, встроенный в агрегатный станок, показан на фиг. 73. По-
воротный барабан удобнее применять при горизонтальной компо-
новке.
3. Револьверная колонна параллельно-последовательного дей-
ствия, которая может быть применена при большом числе инстру-
ментов в блоке (на силовой головке). При вертикальной компог
новке колонна может иметь как вертикальные, так и горизонталь-
ные головки, но в последнем случае рабочая подача при сверле-
265
нии должна осуществляться за счет горизонтального перемещения
детали. Такая револьверная колонна с индексированием ее пово-
рота через 60° показана на фиг. 130, б.
Следует отметить, что все компоновки II класса, показанные
на фит. 130, б, — новые, так как развитие процессов и станков для
осуществления обработки по II классу происходило позднее, чем
развитие процессов и станков для осуществления обработки по I
и III классам. Только в течение последних 10 лет в станкострое-
нии были внедрены агрегатные станки с поворотным барабаном
(фиг. 73), а многошпиндельные револьверные головки и револь-
верные колонны с агрегатными силовыми головками и до настоя-
щего времени не применяются в отечественном машиностроении.
В серийном производстве компоновки, при которых деталь может
быть без переналадки обработана по большому 'числу переходов в
одной позиции с достаточно высокой производительностью, могли
бы значительно снизить трудоемкость обработки корпусных дета-
лей. Поэтому они, вероятно, появятся в недалеком будущем.
Револьверные многошпиндельные механизмы могут обеспечить
однопозиционную обработку по II классу, что соответствует струк-
туре SilaJI (клетка 2, табл. 21 и 22), а также многопозиционную
обработку детали за счет поворота детали (а не за счет перемеще-
ния ее в несколько позиций) вокруг вертикальной оси в поворот-
ном столе или вокруг горизонтальной оси в приспособлении, что
соответствует структуре Э11а2П (клетка 5). Таким образом, для
осуществления обработки, соответствующей структурным форму-
лам, помещенным в этих клетках, потребуются новые компоновки
станков револьверного типа, схематично показанные на фиг. 130, б
(В и К). Во всех этих случаях
t = Б?т.ах.
О 01
Компоновки, обеспечивающие обработку детали по II классу,
даже при стационарном положении детали в однопозиционной опе-
рации, могут конструктивно выполняться для обработки детали
как с одной стороны, так и с двух и более сторон. В дальнейшем
в компоновочных таблицах мы не будем разбивать компоновки на
одно-, двух-, трех- и многосторонние, так как это не изменяет
структуры процесса. Но такая разбивка может быть сделана при
разработке альбома компоновок.
III класс (фиг. 130, в). Одновременная обработка нескольких
отверстий по III классу, при которой = обеспечивается при
помощи исполнительных механизмов в виде силовых головок, в ко-
торых расположены инструменты. Компоновки могут быть верти-
кальными В, горизонтальными Г или комбинированными К.
Многосторонние компоновки могут быть выполнены в виде раз-
личных сочетаний горизонтальных и вертикальных головок: ес-
ли эти головки расположены в какой-либо одной плоскости (на-
пример, одна сверху, а другая снизу с вертикальными шпинделя-
ми), то мы будем относить их к компоновке В\ если 2—3 головки
266
будут расположены в горизонтальной плоскости — к компоновке
Г; если имеет место комбинация вертикальных и горизонтальных
головок — к компоновке К. В дальнейшем мы будем принимать,
что изменение положения инструмента осуществляется за счет
подвода или отвода инструментов или соответствующих исполни-
тельных механизмов (головок или блоков инструментов). Изме-
нение положения детали осуществляется за счет периодического
или непрерывного перемещения детали или периодического пово-
рота ее вокруг своей оси. Время на подвод и отвод инструмента
относится ко времени холостых ходов инструментов, а время на пе-
ремещения детали — ко времени холостых ходов детали.
По группам обработки. Различные компоновки механизмов стан-
ков, связанных с положением детали и ее перемещением за время
технологического цикла, отражающиеся на составе вспомогатель-
ного времени, показаны на фиг. 131.
Особо нужно отметить следующие положения:
деталь во время обработки закреплена в позиции неподвижно
(однопозиционная обработка ai);
детали перемещаются периодически вместе с исполнительным
механизмом и индексируются на определенной станции (многопо-
зиционная прерывная обработка);
детали перемещаются непрерывно относительно режущих гра-
ней инструмента в процессе обработки (многопозиционная непре-
рывная обработка). Кроме того деталь, не перемещаясь от стан-
ции к станции, может находиться как бы на одном месте в стацио-
нарном положении и поворачиваться по индексу вокруг своих осей
при помощи поворотного приспособления, за счет чего создается
многопозиционность обработки.
Таким образом, многопозиционность получается как за счет
перемещения детали по станциям и позициям, так и за счет пово-
рота детали вокруг своей оси в той же станции без перемещения.
Поэтому все положения детали при разных компоновках меха-
низмов рассмотрим для двух случаев (фиг. 131):
без поворота детали вокруг своей оси на рабочей станции (ком-
поновки 10, 20, 30, 40 и т. д.);
с поворотом детали вокруг своей оси (компоновки 10А, 20А,
ЗОА и т. д.).
Мы подчеркиваем, что понятия «перемещение» и «поворот» в
данной работе — это понятия разные; поворот как бы накладыва-
ется на перемещение. При этом «вращение вокруг оси» — это уже
третье понятие, оно относится к деталям типа тел вращения, ком-
поновки для которых мы рассмотрим отдельно.
Рассмотрим стационарное положение детали, а также круговое,
линейное периодическое и непрерывное перемещение ее в горизон-
тальной и вертикальной плоскостях (фиг. 131);
10—стационарное положение детали без перемещения ее и без (поворота.
Осуществляется только подача инструмента на деталь или подача детали на
инструмент (однопозиционная обработка группы ilai).
10А — стационарное положение детали без перемещения ее, но с поворотом
267
по индексу. Поворот обычно нужен для выполнения переходов и обработки де-
тали с разных сторон (обработка группы <1а2). Поворот обычно осуществляется
за счет поворотного приспособления.
20 и 20А — круговое периодическое перемещение детали в горизонтальной
плоскости без поворота (20) и с поворотом (20А). Данная компоновка особенно
характерна для обработки группы 2а2. Механизм перемещения—круглый или
кольцевой стол. । >
30 и 30А—круговое периодическое перемещение детали в вертикальной
плоскости без поворота (30) или с поворотом (ЗОА). Механизм перемещения —
барабан с горизонтальной осью вращения. Обработка деталей с поворотом на
станках с барабаном пока не нашла широкого применения, но можно ожидать
ее распространения в будущем. Компоновка особенно характерна для обработки
группы 2а2.
40 и 40А—линейное периодическое перемещение деталей в горизонтальной
плоскости без поворота (40) и с поворотом (40А). Такое перемещение осуществ-
лено в двух вариантах:
268
Вариант а — по позициям .перемещается только деталь с приспособлением.
Пока деталь обрабатывается в одной позиции, инструменты в других позициях
не работают. Обработка .ведется по I или II классу. Число позиций—от двух
до четырех в редких случаях больше, так как имеются потери времени на ожи-
дание. Компоновка характерна для обработки группы 4а2.
Вариант б — на транспортере автоматической линии перемещаются все при-
способления или все детали, находящиеся в разных позициях. В этом случае об-
работка производится сразу во всех позициях, т. е. по III классу. Компоновка
характерна для обработки группы i2a2.
50 и 50А — линейное периодическое перемещение детали в вертикальной
плоскости при помощи конвейера без поворота детали (50) и с поворотом детали
(50А). Такие механизмы комплектуются как автоматические линии для обработ-
ки мелких деталей и крепятся к стене здания. Детали обрабатываются сразу во
всех рабочих позициях. Такая компоновка распространена мало.
60 и 60А—комбинированное линейное и круговое периодическое перемеще-
ния детали без поворота (60) и с поворотом (60А). Такие сложные компоновки,
для осуществления которых требуется встраивать в автоматические линии стан-
ки с поворотными столами и барабанами, находятся в начальной стадии разви-
тия. Практически па заводах их еще нет, но за ними большое будущее, так как
они позволяют резко укоротить линию и уменьшить число станков для обработ-
ки за счет многопозиционности обработки на каждом станке.
70. —• непрерывное перемещение детали относительно инструмента в гори-
зонтальной плоскости. Такое перемещение применяется для обработки наружных
поверхностей детали, например, при бесцентровом шлифовании на проход или
при фрезерной обработке наружных поверхностей встречается оно часто, но при
обработке отверстий непрерывное перемещение детали конструктивно выполнимо
в редких случаях, например, при нарезании резьбы в гайках кривым метчиком.
80 — непрерывное перемещение детали в вертикальной плоскости при наре-
зании гаек.
Положения 20—80 — многопозиционная обработка с перемеще-
нием детали, положение 10 — стационарная однопозиционная, а
положение 10А — стационарная многопозиционая с поворотом де-
тали.
Указанные компоновки охватывают все основные возможные
положения и перемещения детали в горизонтальной и вертикальной
плоскостях при обработке отверстий, или по крайней мере боль-
шинство их. Вращение детали вокруг оси в процессе резания при-
меняется при обработке центральных отверстий в деталях на то-
карных станках карусельного типа. В этом разделе оно не рас-
сматривается, так как мы относим такие детали к деталям типа
тел вращения и рассматриваем их обработку отдельно.
Компоновочная таблица. Чтобы решить вопрос о связи компо-
новок со структурами, приведенными в табл. 21 и 22, т. е. для
того, чтобы выявить, сколько и каких компоновок соответствуют
формулам, помещенным в каждой клетке таблицы, при указанных
выше методах обработки отверстий в деталях машин (сверлении,
растачивании, развертывании, нарезание резьб метчиками), рас-
смотрим все компоновки инструментов по классам (фиг. 130) и все
положения деталей по группам (фиг. 131) применительно к ограни-
чениям, характерным для каждой структурной формулы, т. е. по-
строим компоновочные таблицы. С помощью этих таблиц можно
не только привести в стройную систему компоновки существующих
машин, но, что особенно важно, выявить новые компоновки, еще
269
не применявшиеся в промышленности. Эскизы всех компоновок
таблицы можно обобщить в альбомах. Эскизы новых компоновок
послужат техническим заданием для разработки станков новых
типов.
Рассмотрим компоновочную таблицу для обработки отверстий
(фиг. 132). Каждая клетка структурной табл. 21 по группам и
Этап Гоуппа Подгруппа Положе- ние детали К пасс и ко мпо нов на
I П ш
В г к В г к в г К
3, 1 #7 ю у7 /10 А W ж у W
10 / 4^ 6 /
у/ у/ й
yi 11^
40 / Xх'-м II ш ж 11
2 20 У 20 k II Ж й ж И |Ц
30 у УЗОА
40 / у/ у///
50 /^ У 50k
60 / У 60k у/ CW
3 zz2 7о/ лт/ '//// 11 / 12 /
80 //
Фиг. ili3'2. Таблица технологических компоновок станков
при (разных методах обработки отверстий в деталях.
по классам обработки разбита на подразделения компоновки В,
Г и К (в соответствии с фит. 130) и по положениям детали 10—80
( в соответствии с фиг. 131). Действительными подразделениями
клетки (назовем их подклетками) надо считать только те, которые
заштрихованы. Штриховкой вправо от вертикали в подклет-
ке обозначено наличие основного варианта подразделения по по-
ложению детали (10, 20, 30 и т. д.), а штриховка с наклоном вле-
во— наличие поворота детали относительно своей оси (10А, 20А,
ЗОАит. д.). Если половина подклепки или целая подклетка не за-
штрихована — компоновки, соответствующей параметрам структур-
ной формулы, помещенной в такой же клетке табл. 21 и 22, не
имеется. Если в заштрихованной половине подклетки имеется кру-
жок— данная компоновка в машиностроении СССР еще не при-
меняется, но она возможна и может появиться как только созда-
270
дутся условия, при которых данная структура и компоновка ока-
жутся наилучшими.
Рассмотрим в этапе Э1 компоновки по каждой группе и под-
группе, по каждому классу для указанных выше методов обработ-
ки отверстий (фит. 132).
Компоновки группы 1а\. Мы ранее видели, что в этой группе
всего три структуры (клетки 1, 2 и 3, табл. 21). Характеристика
подгруппы (ai) означает, что процессы в ней только однопозицион-
ные, которым соответствует только стационарное положение
10 детали (фиг. 131). В промышленности применяются вертикаль-
ные В, горизонтальные Г и комбинированные К однопозиционные
компоновки I класса с последовательной работой инструментов.
Для осуществления обработки по II классу с такими однопози-
ционными компоновками необходимы многошпиндельные револь-
верные головки, поворотные инструментальные барабаны или
револьверные колонны. Такие структуры и компоновки возможны,
но еще не распространены в машиностроении. Для параллельной
(многошпиндельной) обработки по III классу все компоновки В,
Г и К для однопозиционного положения детали уже имеются.
Все положения 10А детали, т. е. с поворотом вокруг своей оси,
являются многопозиционными, их не может быть в подгруппе аь
поэтому нижние треугольники не заштрихованы.
Итак, в структуре группы Э1 lai класса I мы имеем три компо-
новки, а классов II и III — еще по три компоновки, а всего девять
принципиальных компоновок, хотя по этим компоновкам осуществ-
лено большое число различных процессов обработки отверстий на
сверлильных и расточных станках. Значит, при помощи структур-
ной системы и компоновочных таблиц мы можем свести все про-
цессы к ограниченному числу принципиальных компоновок. Из де-
вяти компоновок три не распространены (по II классу), и приме-
нение их может быть начнется в недалеком будущем, особенно при
внедрении прогрессивной технологии в серийном производстве.
Компоновки группы 1а,2. Как известно, обработка по подгруппе
а2—многопозиционная, но относится к группе 1, так как время
tcy на установку и съем деталей не совмещено. При положении
10 детали—обработка однопозиционная. В данной подгруппе та-
кого положения быть не может, так как сама подгруппа по струк-
туре многопозиционная. При положении 10А детали— обработка
многопозиционная без перемещения, но с поворотом вокруг своей
оси. Такая компоновка имеет место при обработке по I классу, на-
пример, когда деталь обрабатывается в поворотном приспособле-
нии или на поворотном столе с разных сторон последовательно.
По II классу такая обработка возможна, но еще не распростра-
нена из-за отсутствия многошпиндельных револьверных головок
или колонн с параллельно-последовательным действием инстру-
ментов. По III классу такой обработки не может быть, так как
всякие повороты детали вокруг своей оси будут последовательны-
ми. Значит, при одной станции и нескольких позициях за счет по-
271
воротов можно производить обработку только по классам I и II.
Положения 20 и 20А детали соответствуют многопозиционной об-
работке на поворотном столе во всех позициях (без специальной
установочной позиции), так как в группе 1а2 время tcy не совме-
щено. Такие процессы по I и II классам не применяются, так как
пришлось бы иметь только одну деталь на столе и перемещать
ее по позициям, в которых будет производиться обработка.
Обработка на круглых и кольцевых столах периодического дей-
ствия при положениях 20 и 20А детали производится по III клас-
су. т. е. не последовательно, а одновременно во всех позициях пос-
ле установки детали. Значит, для обработки по III классу возмож-
ны три компоновки двух вариантов (положения 20 и 20А).
Положения 30 и ЗОА — многопозиционная обработка при по-
мощи барабана, повертывающегося в вертикальной плоскости.
Такая компоновка для обработки по группе 1а2 классов I и II не-
возможна, она применяется только при параллельной обработке
по III классу сразу в нескольких позициях. Положение ЗОА — об-
работка с поворотом детали в позиции при помощи барабана — в
промышленности пока не применяется, но взоможна. Положения
40 и 40А — многопозиционная обработка при линейном переме-
щении детали и индексировании приспособления с деталью (или
детали) в каждой позиции. Такая обработка может быть осуще-
ствлена по группе 1а2, когда одно приспособление перемещается по
двум — четырем позициям (положение 40, вариант а). Значит,
процесс обработки по станциям происходит последовательно, а
на самой станции — последовательно или параллельно, как пока-
зано на фиг. 82 или фиг. 72. Обработки по III классу при переме-
щении одного приспособления последовательно по станциям быть
не может. Такая компоновка возможна при небольшом числе стан-
ций (обычно' 4—6). Вариант б положений 40 и 40А (фиг. 131),
когда во всех позициях имеется обработка в приспособлениях, как
это имеет место в автоматической линии, относится к обработке
группы 2а2 класса III, а не к группе 1а2, которую мы рассматри-
ваем. Положений 40 и 40А в группе 1а2 класса III быть не мо-
жет, поэтому к варианту б мы вернемся в дальнейшем при рас-
смотрении компоновок процессов группы 2а2.
Компоновка с положением 50 и 50А детали пригодна только
для автоматических линий обработки по группе 2а2. Сложная ком-
поновка с положением 60 и 60А деталей пригодна только для об-
работки по группе 2а2 с полным совмещением tcy. Компоновки с
положением 70 и 80 детали пригодны только для обработки груп-
пы За2, т. е. для непрерывного процесса, в котором tcy и tx совме-
щены. Строчки для положений 50—80 группы 1а2 в компоновочной
таблице (фиг. 131) мы поэтому не приводим.
Рассмотрев компоновки по группе 1 а2, мы видим, что боль-
шое число операций по структуре этой группы укладывается все-
го лишь в 18 компоновок. Часть из них может быть выполнена в
вариантах без поворота и с поворотом вокруг оси.
272
Компоновки группы 2а2. Как известно из структурной системы,
обработка по труппе 2а2 отличается от обработки по группе 1а2
тем, что в ней многопозиционный процесс выполняется с полным
совмещением времени tc2/ съема и установки детали. Поэтому мы
будем рассматривать только те положения детали <в разных клао
сах, которые удовлетворяют условиям обработки по группе 2а2,
При положениях 10 и 10А время tcy совместить нельзя, так
как, имея одну станцию, нельзя в позиции установить новую де-
таль, пока не будет снята предыдущая, поэтому соответствующую
строку в компоновочной таблице мы не приводим. При положени-
ях 20 и 20А стол имеет несколько позиций, из которых минимум
одна является установочной и одна или несколько — рабочими.
Если имеются одна установочная и одна рабочая позиции, то та-
кую обработку можно осуществить при помощи либо стандартно-
го поворотного двухпозиционного прямоугольного стола с поворо-
том его по индексу на 180°, либо четырехпозиционного круглого
стола с поворотом на 90°, но при этом две позиции будут холо-
стыми. В этом случае можно иметь компоновки В, Г и К при
обработке по I и II классам. Если в наладке имеется одна устано-
вочная позиция и несколько рабочих позиций, то обработку осу-
ществляют во всех рабочих позициях одновременно. Такая налад-
ка возможна при обработке только' по III классу.
При положениях 30 и ЗОА на барабане может иметься отдель-
ная установочная позиция, в которой можно устанавливать де-
таль во время обработки других деталей в остальных рабочих по-
зициях. Это — обработка по группе 2а2. Компоновка при положе-
нии 30 предназначена для одновременной обработки детали в не-
скольких позициях по III классу с компоновками Г, К и В. Верти-
кальная компоновка встречается редко. Положение второго вари-
анта (ЗОА) пока не распространено, но возможно.
При положениях 40 и 40А обеспечивается совмещение време-
ни tcy при обработке деталей с прямолинейным перемещением во
многих позициях и наличии установочной позиции. Такая компо-
новка широко применяется в автоматических линиях. Ввиду того,
что при этом детали имеются во всех рабочих позициях и обра-
ботка их производится одновременно во всех позициях, кроме уста-
новочной, такую обработку следует отнести к III классу. Компо-
новки В, Г и К выполняются как без поворота, так и с поворо-
том детали.
При положениях 50 и 50А производится обработка на многопо-
зиционной линии вертикального исполнения, возможна обработка
мелких деталей при горизонтальных (условно) головках, рас-
положенных перпендикулярно движению детали. Поэтому в та-
ких линиях возможна только компоновка для обработки по
III классу. В производстве такие линии еще не распространены.
При положениях 60 и 60А с комбинированным перемещением
детали обработка производится на линии, состоящей из многопози-
ционных станков с поворотными столами или поворотными ба-
18 Зак. 1253 2 73
рабанами, или с теми и другими. Такая компоновка возможна
при обработке по III классу, в основном, компоновка К, но в от-
дельных случаях возможны компоновки В и Г. Таких линий еще
нет, но в дальнейшем, при увеличении надежности работы меха-
низмов, можно ожидать появления и распространения таких ком-
бинированных линий с круговыми и линейными перемещениями
деталей, так как такие компоновки позволяют сократить длину
линии, сэкономить площадь цеха и сделать все механизмы более
компактными. При положениях 70 и 80 осуществляются непре-
рывные процессы обработки по группе За2. Поэтому в группе 2аз
их не может быть, и соответствующие строки на фиг. 132 (груп-
па 2а2) не помещены.
В итоге рассмотрения компоновок группы 2а2 можно сделать
следующие выводы:
компоновкам этой группы свойственна, главным образом, обра-
ботка по III классу, поэтому в процессах именно этого класса на
практике широко распространены многопозиционные компоновки
кругового и линейного типов;
все 19 компоновок имеют по два варианта исполнения. Четы-
ре компоновки первого варианта (без поворота детали вокруг сво-
ей оси) и семь компоновок второго варианта (с поворотом) еще не
распространены в промышленности, но они могут оказаться целе-
сообразными при дальнейшем развитии автоматизации;
наибольшее число еще не реализованных компоновок пада-
ет на наиболее сложные (комбинированные с круговым и линей-
ным перемещением) положения 60 и 60А. По мере увеличения на-
дежности механизмов эти компоновки начнут применяться все ши-
ре, так как они обеспечивают наиболее полное использование
принципа совмещения.
Компоновки группы За2. Процессы группы За2 — непрерывные,
следовательно все прерывные процессы, которые образуются при
положениях 10—60, не могут иметь место в данной группе, по-
этому на фиг. 132 соответствующих строк нет. Для процессов об-
работки группы За2 возможны только два положения 70 (компо-
новка Г) и 80 (компоновка В). Таким процессом может быть не-
прерывное нарезание резьбы при помощи кривых метчиков. По-
этому для группы За2 на фиг. 132 приведены только две строки,
соответствующие двум компоновкам для процессов I класса.
Заканчивая составление компоновочной таблицы для методов
обработки отверстий по этапу Эь можно сделать следующие вы-
воды:
1. Структурная система позволяет определить если не все, то,
по крайней мере, большинство принципиальных технологических
компоновок станков по каждой группе процессов с учетом этапа.
2. Знание определенных компоновок, соответствующих струк-
турам этапа Эь так же, как и других этапов, позволяет соз-
дать альбомы принципиальных технологических компоновок стан-
ков для однопоточных и многопоточных процессов.
274
3. Число принципиальных компоновок, выявленных тю этапу
Эь составляет 48 в 79 вариантах. Из 79 вариантов 20 (обведены
на фиг. 132 кружком) еще не 'распространены в промышленности
СССР, но могут найти применение в ближайшее время, например,
компоновки, соответствующие формулам, помещенным в клетках
2 и 5 структурной таблицы (табл. 21 и 22) для серийного произ-
водства, и в клетке 9—для массового производства.
В качестве иллюстрации на фиг. 133 приведены возможные
компоновки двухстороннего станка агрегатного типа с многошпин-
делыными револьверными головками, предназначенного для ра-
боты по II классу (структурные формулы клеток 2 и 5). При се-
рийном производстве такой станок, имеющий четырехпериодный
цикл работы головок, обеспечивает обработку каждого отверстия
в четыре инструментальных перехода и при большом такте выпус-
ка (примерно 30—50 мин) может заменить несколько специаль-
ных агрегатных станков. Станки обычного типа, как правило, мо-
гут выполнять только один переход в каждом отверстии, так как
они работают по однопериодному циклу. Агрегатные станки с ре-
вольверной головкой еще не изготовляются, но являются перспек-
тивными для серийного производства.
Фиг. 133. Агрегатный двусторонний станок о многошпиндельными револьверными
головками для растачивания отверстий в корпусных деталях по нескольким
переходам.
18*
275
На фиг. 134 /показана компоновка станков с многошпиндельны-
ми револьверными колоннами для обработки по II классу (струк-
турные формулы, помещенные в клетках 2 и 5, табл. 21 и 22). Как
мы видим, у этого станка имеется правая револьверная колонна с
комбинированными головками — двумя вертикальными и двумя
горизонтальными. Деталь Д при помощи приспособления подво-
дится к правой колонне автоматически. При отводе детали колон-
на поворачивается, подводя другие инструменты, и деталь вновь
подходит к колонне. Цикл правой колонны — четырехпериодный
(группа 1 а2, формула клетки 2). Если деталь нужно обработать с
четырех-пяти сторон, и если для этого четырех периодов недоста-
точно, то приспособление можно сделать поворотным и установить
еще и левую колонну. Тогда деталь можно будет обрабатывать с
разных сторон за счет поворота ее вокруг оси, что будет соот-
ветствовать обработке группы 1а2 (положение 10А, формула клет-
Фиг. 134. Агрегатный двусторонний станок с многошпиндельными по-
воротными .револьверными колоннами для обработки корпусной детали
в серийном производстве.
276
ки 5). Таким образом, разработав (принципиальные (конструкции
револьверных механизмов и внедрив их в промышленность, можно
ликвидировать недостаток машин, обеспечивающих обработжу
по структурам II класса (формулы клеток 2 и 5). Это решение
подсказывалось структурными формулами клеток 2 и 5, когда раз-
рабатывалась структурная таблица, но в последнее время такая
компоновка применяется в США для обработки отверстий в кор-
пусных деталях в серийном производстве.
Конструктивные решения можно заранее наметить и по другим
компоновкам фиг. 132, еще не применяющимся в промышленности.
Следует указать, что в ряде случаев технологическая компоновка,
соответствующая определенной подклетке, может быть выполнена
по нескольким конструктивным компоновочным схемам. Например,
станок, соответствующий подклетке 10-В класса I, может быть:
одношпиндельным вертикально-сверлильным; радиально-сверлиль-
ным с подводом инструмента к разным отверстиям; вертикальным
координатным (без перемещения стола) с подводом инструмента
путем движения портала в горизонтальной плоскости в одном
направлении и движения инструментальной головки по переклади-
не в горизонтальной плоскости в перпендикулярном направлении.
Эти конструктивные компоновочные схемы могут быть приве-
дены в альбомах компоновок. Надо отметить, что для каждой тех-
нологической компоновки (подклетки) может иметься ограничен-
ное число основных конструктивных компоновочных схем, обеспе-
чивающих необходимые движения и перемещения исполнительных
органов для инструментов и деталей, диктуемые структурой про-
цесса данного этапа, класса и группы.
КОМПОНОВКИ ПРИ РАЗЛИЧНЫХ МЕТОДАХ
ФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ
По классам обработки. Расположение инструментов и шпинде-
лей при торцовом фрезеровании показано на фиг. 135. Так же, как
и при обработке отверстий, компоновки (расположение инструмен-
тов) подразделяются на вертикальные В, горизонтальные Г и ком-
бинированные к.
Для обработки по I классу (фиг. 135, а), кроме вертикальной
В и горизонтальной Г, возможна комбинированная компоновка
двух и более шпинделей, но при этом шпиндели должны быть рас-
положены последовательно один за другим на достаточно большом
расстоянии, в результате чего обработка будет производиться по-
следовательно (I класс), и t0 = S toi.
Параллельно-последовательную однопозиционную обработку
по II классу (фиг. 135,6) при стационарном положении детали
можно осуществить при помощи револьверной поворотной много-
шпиндельной головки или револьверной колонны. Револьверная
277
278
Фиг. 135. Примеры схем компоновок инструментов лри фрезеровании плоскостей'
а — I класс; б — II класс; в — III класс.
колонна может иметь компоновку не только В, но и Г и К (на
фиг. 135, б не показаны). Револьверная головка может работать
как вертикальная В, если оси всех шпинделей, обрабатывающих
заготовку, расположены вертикально, а стол имеет горизонталь-
ную подачу (фиг. 135, б). Револьверная головка может быть ском-
понована и как горизонтальная (фиг. 136), если оси рабочих шпин-
делей расположены горизонтально.
В этом случае головка на колонне перемещается вертикально, а
сама колонна перемещается горизонтально'. Во всех случаях
должно быть соблюдено условие^обработки по II классу: =
Если обработка производится дисковыми или концевыми фрезами,
то компоновки В, Г или К также определяются положением оси
вращения инструментов. На одной стороне револьверной головки
могут быть вертикально расположены торцовые фрезы /, а на дру-
гой— горизонтально расположены дисковые фрезы 2 (фиг. 135,6).
В этом случае будет комбинированная компоновка.
Для обработки по III классу (фиг. 135, в) компоновка может
быть и В, и Г, и К. В ряде случаев у продольно-фрезерных станков
имеются только два вертикальных или два горизонтальных шпин-
деля, что обеспечивает соответственно компоновки В или Г. Число
шпинделей в различных компоновках для обработки по III классу
может быть 2—4 и больше, но они должны работать одновременно
и удовлетворять условию t0 = . Если применяются исполни-
тельные механизмы для вращения и движения инструментов в
виде агрегатных головок, возможны также компоновки В, Г и К
станков с круглым или кольцевым столом или автоматической
линии.
По группам обработки. Различные компоновки механизмов,
связанные с положением детали и ее перемещением при фрезеро-
вании показаны на фиг. 137.
Положение 10 — стационарное без поворота детали, положение
10А — стационарное с поворотом детали. Подача инструмента
осуществляется в плоскости обработки детали. Положения 20—
60А отражают прерывное перемещение детали в процессе обра-
ботки: 20 и 20А — круговое прерывное в горизонтальной плоскости
на круглом столе; 30 и 30А — круговое прерывное в вертикальной
плоскости на барабане; 40 и 40А — прямолинейное прерывное го-
ризонтальное; 50 и 50А — прямолинейное вертикальное; 60 и 60А—
комбинированное круговое и прямолинейное прерывное. Положе-
ния 70—100А отражают непрерывное перемещение детали (таких
положений почти не было при обработке отверстий, за исключени-
ем нарезания резьбы в гайках при помощи кривого метчика); 70 и
70А — круговое непрерывное перемещение детали в горизонталь-
ной плоскости при помощи поворотного или кольцевого стола (ка-
русельно-фрезерная обработка); 80 и 80А — круговое непрерывное
перемещение детали в вертикальной плоскости (барабанно-фре-
зерная обработка); 90 и 90А — прямолинейное непрерывное пе-
279
ремещение в горизонтальной, а в ряде 'Случаев в вертикальной пло-
скости; 100и 100А — комбинированное непрерывное круговое и
прямолинейное перемещение деталей.
Фиг 136 Обработка
плоскостей при помо-
щи расточной колонки
с поворотной много-
шпиндельной головкой
Компоновочная таблица (фиг. 138) пост-
роена с использо1ванием основных компоновок
инструментов и положений детали при фре-
зеровании (фиг. 137). Условные обозначе-
ния— те же, что и для фиг. 132. Компоновки
группы 1 ai (фиг. 138) — процессы од'нопови-
ционные. Положение 10 имеется в классе I.
Для осуществления обработки по II классу
необходимо создать новые, еще не применяю-
щиеся механизмы в виде многошпиндельных
револьверных фрезерных головок или колонн.
Положение 10А — многопозиционное, в груп-
пе однопозиционной обработки его быть не
может.
Компоновки группы 1а%. Процессы много-
позиционные. При положении 10А многопо-
зиционность достигается за счет поворота
детали вокруг своей оси. Так же, как и при обработке отверстий,
положения 10А возможны только при обработке по I и II
классам, так как из-за поворотов детали одновременность обра-
ботки в III классе обеспечена быть не может. При положениях 20
и 20А обеспечивается обработка по III классу, компоновки — В, Г
и К, как и при обработке отверстий.
Положения 30 и ЗОА обеспечивают круговое периодическое пе-
ремещение детали при помощи барабана. Для фрезерования оно
менее удобно, чем для обработки отверстий инструментом, с по-
дачей в осевом направлении, потому что при фрезеровании инст-
румент движется не перпендикулярно к поверхности, а по каса-
тельной к ней, что не позволяет использовать все преимущества
барабанного механизма при индексирующемся барабане. Это по-
ложение для обработки по группе 1а2 непригодно, так как у про-
цессов этой группы нет специальной установочной позиции, поэто-
му строчки, соответствующие положениям 30 и ЗОА по группе об-
работки 1а2, на компоновочной таблице не приведены.
Положения 40 и 40А по вариантам а и б (линейное перемеще-
ние детали в разные позиции последовательно с последовательной,
параллельно-последовательной и параллельной работой инстру-
ментов) возможны при обработке по I, II, III классам. Других по-
ложений детали при обработке по группе 1а2 нет.
Компоновки группы 2а2. При положениях 20 и 20А и полном
совмещении времени tcy (условие обработки по группе 2а2) могут
иметь место два случая кругового перемещения:
1. Имеется только по одной рабочей и установочной станции
(всего две). В этом случае поворотный стол может быть прямо-
280
Фиг. 137. Положения детали стационарные и «с перемещением в разных компо-
новках станков при фрезеровании.
281
угольным (см. фиг. 84) или круглым с четырьмя позициями (одна
установочная, одна рабочая и две холостьге) и механизмом пово-
рота на 90°. В обоих случаях обработка производится на одной ра-
бочей станции. При этом возможны компоновки В, Г, и К при об-
работке по I, II и III классам. Кроме того, возможна обработка с
поворотом детали вокруг своей оси по I и II классам.
Фиг. 138. Таблица технологических компоновок станков при об-
работке плоскостей деталей фрезерованием.
2. Имеются одна установочная и несколько рабочих станций.
В этом случае обработка производится на всех рабочих стан-
циях одновременно (т. е. по III классу) без поворота или с пово-
ротом детали вокруг своей оси.
Положения 30 и ЗОА при обработке по группе 2а2 с использо-
ванием поворотного барабана возможны в отдельных случаях
(III класс), но еще не распространены. Положения 40 и 40А (ли-
нейное перемещение деталей по разным позициям в автоматиче-
ских линиях), а также 60 и 60А (комбинированные периодические,
282
круговые и линейные перемещения) возможны при обработке по
III классу. Положения 60 и 60А еще не распространены.
Компоновки группы За2. Процессы этой группы — непрерывные
(с непрерывной подачей), поэтому стационарные положения де-
тали (10—)10А) и положения с периодическим перемещением де-
тали (20—60А) отпадают.
При положении 70 на карусельно-фрезерном станке можно
осуществить обработку: по I классу —одним инструментом; по
II классу — путем перекладки деталей и обработки двумя-тремя
фрезами; по III классу — путем обработки двумя-тремя фрезами
без переналадки. Положение 70А с поворотом детали вокруг оси
обычно не требуется. При положениях 80 и 80А на барабанно-
фрезерном станке используется только горизонтальная компоновка
во всех трех классах. Возможно также использование поворота
детали.
Положение 90—многопози-ционное перемещение детали на не-
прерывно движущемся конвейер-е—осуществлено на станках для
обработки мелких деталей. Положение ,90А для обработки кор-
пусных деталей с поворотом еще не осуществлено, однако оно мо-
жет дать значительный эффект по сравнению со стационарным
положением детали по отдельным станциям периодически движу-
щегося конвейера. Положения ЮО и 100А — комбинированное
круговое и прямолинейное непрерывное перемещение деталей. Та-
кой компоновки пока еще нет, но она может появиться в дальней-
шем, хотя конструктивное оформление ее сложно. Эта компоновка
может оказаться целесообразной для обработки сложных деталей
с большим числом фрезерных переходов. Положения по 100А воз-
можны при обработке по III классу.
Из рассмотрения фиг. 138 видно, что компоновочная таблица
для фрезерования по процессам групп 1 и 2 отличается от такой
же таблицы (фиг. 132) для сверления: главным образом по нали-
чию большего количества компоновок непрерывной обработки по
процессам труппы 3.
Итого по процессам обработки групп lai и 1а2 имеются 27 ком-
поновок, из них 15 в одном варианте; по процессам группы 2а2 —-
18 компоновок по обоим вариантам; по процессам группы За2—
17 компоновок, из них восемь в одном варианте. Всего в таблице
обобщены 62 компоновки, из них 23 в одном варианте. Тридцать
компоновок еще не распространены в машиностроении.
В настоящее время фрезерование плоскостей корпусных дета-
лей производится на автоматических линиях периодического дей-
ствия, где на каждой .позиции имеется станок двустороннего дей-
ствия (фиг. 139, а). Процесс осуществляется по группе 2а2, поло-
жения 40 и 40А. Непрерывные процессы фрезерования на автома-
тической линии еще не осуществлены. Компоновочная таблица
(фиг. 138, положения 90 и 90А) показывает, что процессы можно
осуществлять непрерывно на линии, в том числе и с поворотом де-
тали.
283
Фиг. 139. Автоматическая линия для непрерывного фрезерования плоскостей корпусных деталей:
а — компоновка линии периодического действия; б — компоновка линии непрерывного действия (непрерывной обработки),
В этом случае на рабочих позициях должны быть не отдельные
станции, а только фрезерные головки, закрепленные на тумбах.
Подача всех деталей на каретках по направляющим с поворотом
детали может осуществляться цепью при помощи редуктора или
другим способом. Как показывают предварительные расчеты, та-
кая компоновка для обработки корпусных деталей (фиг. 139,6)
может оказаться более компактной, дешевой и экономичной, чем
обработка на линии по группе 2а2 с периодической подачей де-
талей.
КОМПОНОВКИ ПРИ РАЗЛИЧНЫХ МЕТОДАХ ТОЧЕНИЯ ДЕТАЛЕЙ
При токарной обработке детали типа тел вращения из штуч-
ных заготовок в зависимости от конструкции и соотношения раз-
меров (диаметров и длины) обрабатываются либо в патроне, либо
в центрах. В связи с этим станки обычно подразделяются на стан-
ки для патронной и центровой обработки деталей. Можно еще
добавить, что станки, на которых обрабатываются детали из прут-
ка в цанговых зажимах, т. е. прутковые токарные автоматы и
револьверные станки, составляют как бы третье подразделение,
однако во многих случаях прутковые и патронные токарные одно-
шпиндельные и многошпиндельные станки компоновочно являют-
ся модификациями. Например, горизонтальные многошпиндельные
патронные полуавтоматы обычно являются модификациями прут-
ковых автоматов. Поэтому мы рассмотрим две ветви компоновок:
для патронной обработки деталей тина фланцев, дисков, втулок,
шкивов и т. д. и для центровой обработки деталей типа валов1.
Перемещения деталей будем обозначать: при патронной обра-
ботке— 10, 11, 20 и т. д., а при центровой обработке — соответст-
венно 10А, ПА, 20А и т. д. (фиг. 140).
Компоновку станка при токарной обработке характеризует по-
ложение не осей инструментов, как это было при сверлении и
фрезеровании, а осей деталей, поэтому этот признак и положен в
основу подразделения компоновок на вертикальную В, горизон-
тальную Г и комбинированную К в компоновочной таблице.
Положения 10 и 10А детали — стационарные (без перемещения)
вертикальные: 11 и il l А— стационарные горизонтальные. 20 и
20А — круговое периодическое горизонтальное перемещение дета-
лей с вертикальным положением оси, при этом возможно также го-
ризонтальное круговое периодическое перемещение детали с гори-
зонтальным положением ее оси, компоновка Г (фиг. 141); 30 и
ЗОА — круговое периодическое вертикальное перемещение детали с
горизонтальным положением ее оси (компоновка Г); 40 и 40А —
прямолинейное периодическое горизонтальное перемещение детали
1 Если в дальнейшем в практике появится необходимость выделения третьей
ветви компоновок станков для обработки деталей из прутка (не штучная заго-
товка), то всегда можно Судет сделать соответствующие дополнения компоно-
вочной таблицы.
2 85
286
Фиг. 140. Положения детали стационарные и с перемещением в разных компо-
новках станков при точении деталей типа тел вращения.
с вертикальным положением ее оси (компоновка В). Если деталь
перемещается по позициям линии транспортером без приспособле-
ния, возможны поворот детали и установка ее в одних позициях
вертикально, а в других торизонталыно. В целом компоновка будет
комбинированной. Перемещения 50 и 50А — прямолинейное пе-
Фиг. 141. Многопозиционная токарная об-
работка по группе 2а класса III этапа Э1
при помощи индексирующегося поворотного
стола с приводом шпинделя при периоди-
ческом перемещении детали ,в горизонталь-
ной плоскости.
рио д и ч е ак о е ториз октальное
перемещение деталей с го-
ризонт ал ьн ым п оло ж ен и ем
оси (компоновка Г); 60 и
>60А — комбинированное пе-
риодическое круговое и пря-
молинейное перемещение де-
талей в горизонтальной и вер-
тикальной плоскостях (ком-
поновка К); 70 и 70А —
круговое непрерывное го-
ризонтальное перемещение
деталей с вертикальным по-
пожением осей (компонов-
ка В). В последнем случае
кольцевой стол должен вра-
щаться непрерывно, а ши-
рокие резцы, расположен-
ные на плитах невращаю-
щейся колонны, обрабаты-
вать каждую ступень дета-
ли методом тангенциально-
го точения. При этом спосо-
бе может быть обеспечена
высокая производитель-
ность, но он пока еще слабо
распространен в промыш-
ленности. Широкие резцы или секции протяжек имеют лезвия,
расположенные под углом (см. перемещения 90 и 91А). Такая
компоновка обеспечивает возможность создания новых высоко-
производительных многошпиндельных токарных полуавтоматов
непрерывного (тангенциального) точения.
Перемещения 80 и 80А — круговое непрерывное вертикальное
перемещение деталей с горизонтальным положением осей (компо-
новка Г), метод обработки — тангенциальное точение поверхностей
типа тел вращения; 90 и 90А — прямолинейное непрерывное пере-
мещение деталей с вертикальным положением осей (компонов-
ка В, тангенциальное точение); 91 и 91А — прямолинейное непре-
рывное перемещение деталей с горизонтальным положением осей
(компоновка Г, тангенциальное точение); 100 — комбинированное
периодическое и непрерывное прямолинейное и круговое переме-
щение детали в горизонтальной плоскости с вертикальным поло-
288
жением осей (компоновка В), 100А — то же с горизонтальным
положением осей (компоновка Г).
Компоновочная таблица для токарной обработки, показанная
на фиг. 142, аналогична ранее приводившимся таблицам для фре-
зерования и обработки отверстий. Но в данном случае цифрами с
буквой А обозначен не поворот детали вокруг оси, а компоновка
станка для обработки деталей в центрах (без буквы А—обработ-
Фиг. 142. Таблицы технологических компоновок станков при об-
работке точением деталей типа тел вращения.
ка деталей в патроне). Если имеется компоновка при определен-
ном положении и перемещении детали, соответствующая подклетка
в таблице заштрихована. Штриховка с наклоном вправо означает
19 Зак. 1253 289
наличие или возможность компоновки для патронной обработки,
штриховка с наклоном влево — компоновку для обработки в цен-
трах.
Компоновки группы 1а^ При стационарных положениях детали
в промышленности применяется компоновка В для обработки по I,
II и III классам как патронной (10), так и центровой (ЮА) рабо-
ты. Компоновка, приведенная в клетке 1 (I класс), должна обе-
спечивать последовательную обработку поверхностей, т. е. это
должен быть вертикальный копировальный однопозиционный ста-
нок для обработки одним инструментом. Такие станки специаль-
ного назначения имеются в промышленности, а станков общего на-
значения для обработки групп деталей типа фланцев (в патроне)
или валов (в центрах) пока еще нет, но они могут быть созданы.
Для последовательной обработки несколькими инструментами
такие станки необходимо оснастить револьверной головкой. На
практике .применяются токарно-карусельные станки, отвечающие
этим требованиям при патронной обработке деталей.
В клетке 2 показана компоновка В для обработки по II клас-
су при помощи револьверной головки с блоками инструментов,
размещенными по ее сторонам. Такие наладки применяются так-
же на токарно-карусельных станках с револьверной головкой.
В клетке 3 приведена компоновка В для обработки по III классу—
одновременной многорезцовой обработки на вертикальном одно-
позиционнам станке. Такой станок недавно создан ЭНИМСом, его
можно встраивать в автоматическую линию для обработки шесте-
рен. На станке можно также вести обработку многорезцовыми суп-
портами последовательно, т. е. по II классу (клетка 2), что дает
дополнительные возможности обработки не только по III, но и по
II классу.
При стационарном горизонтальном положении детали (поло-
жения II и ПА) имеется много конструкций станков, обеспечиваю-
щих патронную и центровую обработку по I, II и III классам.
Многорезцовый станок общего назначения для работы по III клас-
су, специально скомпонованный для обработки детали в патроне
с тремя суппортами, еще не создан. Таким образом, станок ком-
поновки В по положениям 10 и ЮА имеется, а станка с компонов-
кой Г по положениям 11 и НА еще нет. В частных случаях много-
резцовой обработки детали в патроне, наладки в настоящее время
выполняются на центровых многорезцовых станках.
Таким образом, по подгруппе а\, т. е. для однопозиционной об-
работки, имеются шесть компоновок.
Компоновки группы 1а2. При круговых горизонтальных перио-
дических перемещениях 20 и 20А детали, компоновок для обработ-
ки по классам I и II быть не может, так как обработка произво-
дится сразу в нескольких рабочих позициях, т. е. по III классу
(клетка 6). Такие вертикальные многошпиндельные токарные
станки-полуавтоматы периодического действия для патронной об-
работки имеются в промышленности (для обработки во всех по-
290
Зициях), однако, для центровой обработки таких станков перио-
дического действия еще нет. К этой группе относятся только такие
компоновки 20 и 20А, в которых время tcy не совмещено.
Перемещения 30 и ЗОА — вертикальные при горизонтальном
положении О'Си детали. Такие многошпиндельные горизонтальные
автоматы имеются в промышленности для патронной обработки и
для обработки из прутков, но для обработки в центрах станков с
барабанами нет. К группе 1а2 относятся только такие компоновки
30 и ЗОА при многопозиционной обработке по III классу, в кото-
рых время tcy не совмещено, т. е. нет специальной установочной
позиции на барабане, а все позиции являются рабочими, из кото-
рых одна является в то же время и установочной. Значит, при
компоновках 30—ЗОА имеются затраты времени tcy, т. е. простой
шпинделей на время установки детали. Поэтому многопозицион-
но сть таких компоновок невелика, обычно не более трех, четырех:
или шести позиций.
Положения 40 и 40А — детали перемещаются прямолинейно
периодически при вертикальном положении оси детали. Эта ком-
поновка В должна удовлетворять условию группы 1а2, т. е. долж-
ны иметь место затраты времени tcy и tx. Практически это озна-
чает, что компоновка (так же, как и при сверлении) должна обе-
спечивать обработку одной детали (при асу=1) по позициям
последовательно, т. е. обработка должна быть однодетальной, но
МН01Г0П03ИЦИ0НН0Й.
Как видим из условий группы 1а2, это — не компоновка авто-
матической линии периодического действия, на которой все детали
во всех рабочих позициях обрабатываются одновременно. Такие
компоновки (40 и 40А) с последовательным перемещением одной
детали по позициям (при acy=V) могут быть осуществлены только
для обработки по I и II классам, но в промышленности они еще
не применяются.
Обработка по I классу может осуществляться способом копи-
рования на каждой позиции: например, черновое обтачивание с
одной стороны (позиция /) и чистовое обтачивание с этой же сто-
роны (позиция 2); затем такие же переходы для обтачивания с
другой стороны в позициях 3 и 4. Можно сделать наоборот: внача-
ле производить черновое обтачивание с двух сторон (позиции 1 и
2), а затем чистовое обтачивание с двух сторон (позиции 3 и 4).
Во всех случаях время to = ^toi. Обработку по II классу по пози-
циям можно осуществлять при помощи многорезцовых суппортов
на каждой позиции. Тогда /0 = 2/™ах, т. е. удовлетворяются усло-
вия II класса обработки.
Положения 50 и 50А в условиях обработки по группе 1а2 ана-
логичны положениям 40 и 40А, разница заключается в том, что
ось вращения детали не вертикальна, а горизонтальна. Остальные
компоновки, связанные с перемещениями деталей 60—100А при
обработке по процессам группы 1а2, невозможны, так как эти
перемещения предопределяют использование сложных многопо-
19* 291
зиционных комбинированных линий периодического действия, для
которых основным условием должно быть полное совмещение вре-
мени tcy (у процессов группы 1а2 время tcy не совмещено).
Компоновки группы 2а2. Как известно, процессы группы 2а2 —
многопозиционные периодического действия с полным совмещени-
ем времени съема и установки деталей tcy благодаря наличию спе-
циальной установочной позиции. Перемещения 20 и 20А — круго-
вые в горизонтальной плоскости. При этом может быть:
вертикальное положение оси детали, т. е. компоновка В
(фиг. 140);
горизонтальное положение оси детали, т. е. компоновка Г
(фиг. 141).
Число позиций может быть значительным, но должно быть ми-
нимум две позиции (не 'считая холостых): одна установочная и од-
на рабочая.
Во фрезерных операциях двухпозиционная обработка обеспе-
чивается за счет применения прямоугольных поворотных столов и
за счет круглых четырехпозиционных индексирующихся столов.
То же самое может иметь место и при токарной обработке. Одна
позиция будет установочной, а другая — рабочей (после поворота
стола и автоматического' соединения его со шпинделем станка,
нижний привод). Стол может быть двухпозиционным без холостых
позиций с поворотом на 180° или четырехпозиционным (с двумя
холостыми позициями) с поворотом на 90°. При такой компоновке
одношпиндельного станка совмещалось бы время tcy. Но в маши-
ностроении пока не имеется одношпиндельных двухпозиционных
токарных станков с поворотными столами (20, 20А) или с поворот-
ными -барабанами (30, ЗОА). Двухпозиционные станки могут быть
использованы для обработки по III классу, когда производится
многорезцовая одновременная обработка детали одним рабочим
шпинделем. По I классу может быть осуществлена копировальная
последовательная обработка, а по II классу — параллельно-после-
довательная при помощи револьверной головки.
Многопозиционная обработка одновременно в нескольких рабо-
чих позициях с совмещением времени tcy возможна только по
III классу. Компоновки с круговым перемещением детали в го-
ризонтальной и вертикальной плоскостях при обработке деталей в
патроне или цанге в промышленности применяются в виде вер-
тикальных и горизонтальных многошпиндельных полуавтоматов
или прутковых автоматов (компоновки В и Г). Однако компонов-
ки для обработки деталей типа валов в центрах с применением
индексирующихся кольцевых или круглых столов (20А) или бара-
банов (ЗОА) пока еще не распространены.
Положения 40 и 40А — прямолинейные периодические при на-
личии отдельной установочной позиции, что обеспечивает совме-
щение времени tcy. Компоновка В применяется в промышленности
в автоматических линиях для обработки поршней, зубч'атых колес
и других деталей. Компоновки К, когда на одних позициях детали
292
расположены вертикально, а на других горизонтально, использу-
ются в промышленности при обработке в патроне. Однако для
обработки деталей типа валов в центрах компоновки К пока еще
не применяются.
При положениях 50 и 50А могут быть обеспечены компоновки
Г и К для обработки по III классу (компоновка К при обработке
в центрах еще не применяется). Перемещения 60 и 60А — перио-
дические комбинированные (прямолинейное и круговое). С их ис-
пользованием может быть обеспечена обработка по III классу при
компоновке К. Это компоновка сложная, но ее можно сделать ком-
пактной из небольшого числа станков. В машиностроении пока
еще не распространена. Компановки 70—<100Апредусматривают не-
прерывные перемещения деталей, что противоречит условиям об-
работки по группе 2а2, поэтому таких компоновок в группе 2а2нет.
Компоновки группы За2. В этой группе все токарные процессы
с перемещениями 70—91А должны быть непрерывными многопо-
зиционными, т. е. осуществляемыми с непрерывной рабочей пода-
чей (например, тангенциальное точение широкими резцами или
секциями резцов типа секции протяжек). При этом = Пе-
ремещения могут быть либо круговыми, либо прямолинейными,
либо комбинированными. Компоновок многопозиционных станков
для тангенциального точения пока еще нет, хотя они могут быть
очень высокопроизводительными и нужными, в особенности для
массового производства.
Компоновки для осуществления обработки по группе За2 —
многопозиционные. Шаг между позициями должен быть мини-
мальным, но достаточным для размещения привода деталей и
режущих инструментов на колонне. Чем меньше шаг, тем больше
позиций может быть размещено по окружности и тем выше про-
изводительность при одинаковой окружной подаче деталей. Ком-
поновки для непрерывного точения возможны только при обработке
по III классу.
Перемещения 70 и 70А обеспечивают вертикальную компоновку
станка с круглым или кольцевым горизонтальным столом; переме-
щения 80 и 80А — горизонтальную компоновку станков с бараба-
ном, вращающимся в вертикальной плоскости; перемещения 90 и
90А — вертикальную компоновку станка или линии при прямоли-
нейном передвижении детали (90—для обработки в патроне,
90А — для обработки в центрах); перемещения 91 и 91А — гори-
зонтальную компоновку станка или линии с прямолинейным про-
движением детали. Эти вертикальные или горизонтальные ком-
поновки должны быть с непрерывным движением детали (по
группе За2).
Положения 100 и 100А — комбинированные сочетания прерыв-
ных и непрерывных процессов. Это — наиболее сложная компонов-
ка, но она может оказаться необходимой, в особенности в тех
случаях, когда обтачивание детали можно выполнять в виде непре-
рывных процессов, а сверление растачиваемых отверстий и другие
293
операции—в виде процессов периодического действия. Станки
по такой схеме, возможно, появятся в более позднем периоде раз-
вития автоматических процессов, когда надежность механизмов
резко возрастет.
Из компоновочной таблицы для метода токарной обработки де-
талей типа тел вращения можно видеть, что значительное число
возможных компоновок еще пока не применяется в машинострое-
нии, но они постепенно появляются в практике. Например, появи-
лись вертикальные многорезцовые станки, вертикальные копиро-
вальные, вертикальные многопозиционные, горизонтальные станки
для обработки поршней, станки для обработки корпусов часов
«Победа» и т. д.
Если все же появляются новые компоновки для осуществления
процессов группы 2а2, то компоновки для процессов группы За2
а)
Фиг. 143. Схема компоновки станка при точении ступеней валика способом не-
прерывной обработки (тангенциальное многошпиндельное непрерывное точение):
а — схема станка; б — установка детали в нижних кулачках и в верхнем центре-
пока еще совершенно не разработаны. Метод тангенциального то-
чения еще не нашел своего отражения в компоновках станков, а
между тем даже наиболее простое исполнение станка для процес-
сов обработки группы За2 по III классу (перемещения 70 и 70А,
компоновка В, клетка 12) дает возможность создать станок не-
прерывной обработки с постоянным вращением стола и колонны
с валиками, закрепленными в центрах (фиг. 143). Валики приво-
дятся во вращение патроном 1 от нижнего привода, подобно ро-
294
торным токарным станкам, но на центральной колонне нет никаких
суппортов и механизмов привода подачи к ним. Вместо этого на
колонне имеются восемь кронштейнов с восемью верхними центра-
ми 5 для центрирования валика. Инструменты — широкие резцы
для обработки каждой ступени вала — закреплены на кронштей-
нах 3, располагающихся на неподвижной станине 4 по окружно-
сти. Таких кронштейнов может быть два, три, четыре или больше
в зависимости от числа черновых и чистовых переходов обработки
вала с обоих концов.
Инструменты (резцы) установлены наклонно и вводятся в ра-
боту в каждом блоке последовательно, но в итоге все инструменты
работают одновременно (параллельно). За каждую Vs оборота
станок выдает одну обработанную деталь. Подсчеты показали, что
такой станок может выдавать одну законченную обработкой деталь
через каждые 5—10 сек. Вместе с тем такой станок мог бы заме-
нить автоматическую линию токарной обработки из 4—5 станков,
выдающую один валик за 1 мин. Для повышения стойкости инст-
рументов можно было бы работать даже на пониженных скоро-
стях, но и в этом случае один станок заменил бы 4—5 многорез-
цовых станков линии. Понятно, что потребуется некоторое время
для отработки конструкций широких резцов, подбора металла и
их термообработки. При надежной работе станка такая компо-
новка могла бы обеспечить значительное снижение стоимости об-
работки по сравнению с существующими способами.
В итоге из 29 компоновок для токарной обработки в 2 вариан-
тах каждая, т. е. из 58 вариантов, приведенных в компоновочной
таблице (фиг. 142), приходится на группы lai и 1а2 12 компоновок
или 24 варианта, в том числе 10 еще не реализованных; на группу
2а2 — 11 компоновок 22 вариантов, в том числе 14 вариантов еще
не реализованных, и на группу За2 — 6 компоновок 12 вариантов,
еще не реализованных в промышленности. Следовательно, из 58
вариантов компоновок для патронной и центровой обработки оста-
ются нереализованными 36.
Значит, компоновочная таблица может помочь определить на-
правления дальнейшей р.аботы по созданию нужных компоновок
новых станков, в особенности специализированных. Она может по-
служить основой для типизации специализированного оборудова-
ния, а в дальнейшем — для создания рядов токарных станков.
Мы рассмотрели методику выявления компоновок на основе
трех таблиц для методов обработки отверстий, фрезерования пло-
скостей и точения деталей типа тел вращения. По аналогии можно
разработать компоновочные таблицы для всех методов обработки
и составить полное представление о построении всей структурной
компоновки оборудования в машиностроении для механической
обработки в разных производствах — от мелкосерийного до мас-
сового, и при этом найти дополнительно новые компоновки.
ГЛАВА IX
МЕТОДИКА ВЫБОРА СТРУКТУРЫ, КОМПОНОВКИ
ОБОРУДОВАНИЯ И ОПТИМАЛЬНОГО ВАРИАНТА
ТЕХНОЛОГИИ
Разработанная теоретически на основе обобщений структурная
система развития технологических операций и компоновочные
таблицы оборудования могут служить основой не только для вы-
явления новых компоновок, о чем шла речь выше, но и выбора обо-
рудования и определения оптимального варианта технологии по
операциям механической обработки. Ранее было указано, что по-
сле анализа чертежа и технических условий следует выбор заго-
товки, а затем выбор маршрута обработки детали. При выборе
маршрута механической обработки детали определяются базы,
последовательность выполнения операций и методы обработки для
каждой операции, обеспечивающие качество детали, заданное тех-
ническими условиями и чертежом.
Однако при разработке маршрута еще не создается полного
представления о структуре каждой операции и оборудовании, при-
меняемом для выполнения данной структуры. Например, в массо-
вом производстве токарную обработку ступенчатого валика можно
выполнить в этапе Э1 по I классу и группе 1 на гидрокопироваль-
ных станках, или по III классу и группе 1 на многорезцовых стан-
ках, или в этапе Э3 по III классу и группе 1 на роторных станках,
или, наконец, путем применения других возможных структур этой
операции. Вопрос о выборе структуры операции, а следовательно
и оборудования, решается не при составлении маршрута, а при
следующей стадии разработки технологии, речь о которой будет
идти ниже. Прежде всего при выборе структуры и соответствую-
щего ей оборудования следует исходить из того, что любые ва-
рианты обработки должны обеспечивать заданное техническими
условиями качество детали (в частности, точность и чистоту по-
верхности), предъявляемое к данной операции и к детали в целом.
Если при том или ином вариантах обработки по операциям марш-
рута не обеспечивается заданное качество детали, то этот вариант
надо исключать из последующего сравнения, как не соответствую-
щий техническим условиям.
Таким образом, выбор структуры операции и оборудования при
296
условиях обеспечения заданного качества детали сводится к вы-
бору вариантов по производительности, оценке их по экономично-
сти и выбору оптимального варианта для данных условий. При
этом надо учитывать условия работы рабочего, требуемую его
квалификацию, соблюдение техники безопасности и т. д.
К сожалению, при выборе оборудования в практике часто не
рассматривают несколько вариантов и не делают сравнительной
оценки их по производительности и по экономичности, а сразу ос-
танавливаются на одном решении. Расчеты и сравнения с другими
возможными вариантами обработки применяются редко.
Если в индивидуальном и мелкосерийном производствах при
наличии определенного оборудования, опытных технологов и ин-
струкций по основным направлениям обработки назначение ва-
рианта не вызывает больших осложнений, то для серийного, а в
особенности крупносерийного и массового производств всякое су-
щественное отклонение от оптимального варианта повлечет за
собой ухудшение технико-экономических показателей работы цеха
и завода. Поэтому мы считаем, что при современных уровне раз-
вития технологии, большом типаже оборудования, охватывающего
многие структуры обработки, и возможностях автоматизации про-
цессов, в стадии проектирования или реконструкции нового цеха
или завода необходимо по операциям выбирать не один, а не-
сколько вариантов обработки, соответствующих заданной програм-
ме, конструкции и размерам детали и техническим условиям.
По этим вариантам необходимо сделать расчет производитель-
ности и себестоимости, и окончательно выбрать оптимальный ва-
риант.
Из структурных таблиц 21 и 22 и компоновочных таблиц
фиг. 132, 138 и 142 видно, что для обработки разных деталей при
разных масштабах выпуска можно иметь не только 36 структур,
но и десятки компоновочных решений по этим структурам. Если
нужно решить частную задачу выбора нескольких вариантов об-
работки для конкретной операции и конкретной детали при задан-
ной программе выпуска, то не требуется, а в ряде случаев даже
невозможно применение всех тех компоновок, которые относятся к
36 структурам для данного метода обработки детали, принятого в
операции (при заранее составленном маршруте обработки). Поэ-
тому из компоновочных таблиц надо выбрать только те возмож-
ные и отвечающие заданию варианты для конкретной операции,
которые соответствуют масштабу выпуска.
Например, при программе выпуска тракторных ступенчатых
валиков среднего размера (7 = 500 мм) 50 тыс. шт. в год, конечно,
можно обрабатывать их по группе 0, т. е. на универсальных то-
карных станках, но и без расчетов очевидно, что такой вариант
не следует даже сравнивать с другими, так как он не соответст-
вует масштабу выпуска. При обработке плоскостей корпусной де-
тали среднего размера (400 X 300 X 200 мм) методом фрезерова-
ния и программе выпуска 20 тыс. шт. деталей в год, очевидно,
297
также не следует выбирать для сравнения вариант обработки на
универсальных фрезерных станках по группе 0, а следует проду-
мать варианты многошпиндельной обработки по группе 1а2 (или
2а2) по II или даже III классу.
Число предварительно выбираемых вариантов обработки огра-
ничивается не только масштабом выпуска, но и размерами детали.
Предположим, что производство массовое и требуется многопо-
точная обработка. С точки зрения многопоточности желательно
применить обработку по этапу Э3 на роторном станке, однако раз-
меры корпусной детали таковы, что создание громоздкого ротор-
ного станка практически невозможно. Значит, такой вариант от-
падет.
Выбор предварительных вариантов для последующего их срав-
нения по экономичности зависит также от конструкции, располо-
жения обрабатываемых поверхностей деталей. Например, если
коробчатая деталь при массовом выпуске, когда обработку надо
вести по III классу, имеет растачиваемые отверстия, расположен-
ные двухсторонней елочкой, то очевидно, что деталь надо раста-
чивать мн01Г01шпиндельными головками с двух сторон. Если при
этом с точки зрения масштаба выпуска требуется многопоточная
структура операции, то благодаря двухсторонней обработке нель-
зя применить вертикальные роторные станки (в этапе Э3).
Следовательно, предварительный выбор нескольких возмож-
ных вариантов обработки для конкретной операции маршрута за-
висит в первую очередь от технических параметров, а не от эконо-
мических. Экономические подсчеты себестоимости являются уже
оценкой выбранных вариантов, которая помогает остановиться на
одном из них. Отсюда вытекает такая последовательность в опре-
делении оптимального варианта:
выбор нескольких вариантов структур и компоновок оборудо-
вания по производительности, отвечающих конкретному масштабу
выпуска и конкретной детали по операциям маршрута;
ра,счет производительности по выбранным вариантам;
расчет экономической эффективности каждого варианта по се-
бестоимости;
анализ вариантов и выбор оптимального варианта.
В большинстве случаев оптимальным является вариант, обес-
печивающий наименьшую себестоимость, но при определенных
условиях может быть выбран вариант, обеспечивающий макси-
мальную производительность. Например, в тех случаях, когда нуж-
но ликвидировать узкое место, от которого зависит увеличение
выпуска деталей всего цеха или даже завода, или когда задание
нужно выполнить в кратчайший срок. Следует сказать, что часто
вариант, обеспечивающий наибольшую производительность труда
рабочего, является в то же время близким к наиболее экономич-
ным вариантам по себестоимости, если при этом оборудование
полностью загружено.
Таким образом, наиболее сложной творческой работой являет-
298
ся предварительный выбор вариантов, которые затем будут рас-
считаны по производительности и по себестоимости.
ВЫБОР СТРУКТУР И НЕСКОЛЬКИХ ВАРИАНТОВ
КОМПОНОВОК ОБОРУДОВАНИЯ
I— Z50 -Н
Фиг. 144. Корпус коробки пе-
редач. Верхняя плоскость фре-
зеруется по 6-.му классу чис-
тоты; в ней сверлятся отвер- -
стия, в которых нарезается
резьба. Два отверстия свер-
лятся и развертываются как
установочные.
Для выбора можно использовать структурную систему техно-
логических операций (табл. 21 и 22) и компоновочные таблицы,
подобные приведенным на фиг. 132, 138 и 142 для методов обра-
ботки отверстий, фрезерования плоскостей и точения поверхностей
деталей типа тел (вращения. При
выборе вариантов вначале следует
опр ед ел ить главные о гр а н и ч ива ю -
щие условия, за счет которых мож-
но получить ограниченное число ва-
риантов для сравнения. Такими ог-
раничивающими условиями являют-
ся:
программа выпуска, а также
расчетные такт и цикл обработки,
на основании которых определяет-
ся номер структурного этапа;
тип детали и ее (конструкция;
размеры детали, допуски и вза-
им ос в язи обр абатыв а е м ых поверх-
ностей;
метод обработки и базы, приня-
тые в данной операции маршрута;
возможность или невозможность
обработки детали в одной позиции
с разных сторон.
Можно предложить следующую
выбора вариантов.
1. Определение исходных данных. На основе годовой програм-
мы и фонда времени подсчитывается такт выпуска Тк (в минутах).
Изучается составленный ранее маршрут обработки и определяют-
ся операции, по которым надо сделать выбор оптимального ва-
рианта обработки. Подсчитывается возможная продолжительность
цикла Тр обработки в одном потоке операции. Определяется число
потоков по формуле
краткую методику и пример
п
Г1/ос т •
1 к
Для примера рассмотрим обработку корпуса коробки пере-
дач, эскиз которой показан на фиг. 144. Это — корпусная деталь
среднего размера.
При заданной годовой программе 120 000 шт. при годовом
фонде времени Ф$ = 238 000 мин, такт выпуска
„ 238 000 . п
Тк =---------= 1,9 мин.
к 120 000
299
Маршрут обработки:
Наименование операций
Базы
Фрезерование верхней плоскости
Сверление и развертывание базовых
отверстий верхней плоскости; свер-
ление и нарезание резьб остальных
отверстий верхней плоскости.
Фрезерование передней и задней
-плоскостей (черновое и чистовое)
Фрезерование боковых плоскостей
(черновое и чистовое)
Черновое растачивание основных от-
верстий
Чистовое растачивание основных от-
верстий
Сверление, зенкерование и разверты-
вание мелких отверстий с четырех
сторон детали, нарезание резьбы
в них
Литые отверстия и передняя плос-
кость
Обработанная верхняя плоскость, от-
верстия и передняя плоскость
Верхняя плоскость и два установоч-
ных отверстия
То же
»
»
»
Возьмем для примера выбор структуры и компоновки обору-
дования по первым двум операциям и проследим по ним всю
методику выбора.
Определим предварительно продолжительность цикла фрезе-
рования верхней плоскости. При выпуске 120 000 деталей в год
(Т к = 1,9 мин) мы, очевидно, будем выбирать многопозиционные
процессы по группе 2а2, в которых время tcy полностью совмеще-
но, или по группе За2, где полностью совмещены времени tcy и tx.
Процессы группы 2а2 — прерывные, а группы За2 — непрерывные.
При прерывных процессах, будут ли они выполняться при помо-
щи многопозиционных круглых столов или с линейным перемеще-
нием деталей, цикл
Тр = *'хп + *'хи + h-
Время txn= 0,1 мин, время tXu = 0,1 мин.
При непрерывных процессах цикл
Т —t
Время фрезерования зависит от минутной подачи, а также от
длины пути фрезерования при разных наладках. Если фрезерова-
ние производится не вдоль, а поперек детали (фиг. 145, а) в одной
позиции индексирующегося стола, то длина пути при фрезерова-
нии одной фрезой диаметром 360—370 мм с учетом входа и вы-
хода
А = /2 ~Е == “Е 250 190 — 450 мм.
При подаче SM = 350 мм]мин время
. 450 1 о
t0 = — = 1,3 мин.
° 350
300
Общее время цикла
Тр — 0,1 -р 0,1 1,3 = 1,5 мин.
При работе по группе За2 процессов обработку можно вести
двумя черновыми и одной чистовой фрезами (фиг. 145, б) на
карусельно-фрезерном станке. Время
где /2 — ширина детали (250 мм);
/3—промежуток между деталями по крайним точкам
(400 мм);
SM —минутная подача (до 700 мм/мин).
Тогда
ton- Тр= да-1
Зная величину времени
цикла Тр=1,0—1,5 мин для
обоих случаев, определим
число потоков.
2. Совмещение операций
По условиям конструкции
и размеров детали и распо-
ложения базовых поверхно-
стей выясним возможность
объединения нескольких
операций маршрута в одну
операцию, выполняемую на многопозиционном станке, и сравни^
этот вариант с другими, при которых операции выполняются раз-
дельно. Для нашего примера, когда сравниваются две операции,
можно сказать, что объединение их возможно: фрезерование верх-
ней плоскости, сверление всех отверстий, развертывание двух ба-
зовых отверстий в верхней плоскости, нарезание резьбы в других
отверстиях верхней плоскости (при одном базировании по отвер-
стиям) можно выполнять по группе 2а2 класса III на многопозп-
ционном станке с пятипозиционным круглым столом (фиг. 146),
или на автоматической линии (фиг. 147).
Третью операцию маршрута — фрезерование детали с двух
сторон и последующие операции объединить с первой и второй
операциями очень трудно, так как изменяется база: деталь бази-
руется по плоскости и двум отверстиям. Эти операции можно
выполнять отдельно или объединять на линии, но для краткости
изложения мы данных операций в пример не берем.
3. Определение структурного этапа, группы и класса обработ-
301
ки. Для нашего примера пос = 1. Следовательно, нужно выбирать
варианты в этапе Э1 — это первое ограничение числа вариантов.
Далее из программы и такта выпуска видно, что при выборе ва-
риантов следует ограничиться группами 2а2 и За2 и классом IIL
Такое ограничение по группам обусловлено тем, что если бы были
приняты процессы группы 1, появилась бы необходимость допол-
Фиг. 146. Схема компоновки агрегатного стан-
ка с пятипозиционным столом для фрезерова-
ния плоскости и обработки отверстий
(/—5 — позиции).
нительных затрат време-
ни tcy на съем и установ-
ку детали, 1примерно 0,3—
0,4 мин, что при такте
Т к= 1,9 мин рекомендо-
вать нельзя.
Что же касается огра-
ничений по классам, то
обработка по I и II клас-
сам отпадает потому, что
всякое выполнение чер-
нового и чистового фре-
зерного перехода после-
довательно вызовет уве-
личение времени t0 при-
мерно вдвое, а если при
этом учесть еще добавле-
ние двух позиционных
переходов для сверления
отверстий и нарезания
резьбы в них, то окажет-
ся, что по времени цикл
ся примерно в 4 раза.
процесса обработки по II классу увеличит-
Фиг. 147. Схема компоновки автоматической линии из четырех
станков для фрезерования плоскости и обработки отверстий.
При такте Тк =1,9 мин это будет означать, что для выполне-
ния программы потребуются три станка вместо возможных одно-
го или двух станков при обработке по III классу.
302
Таким образом, второе ограничение (по группам и классам)
вместе с первым (по этапу) приводит к тому, что следует рас-
смотреть только две структуры в этапе Эд Э1 2а2 III и Э2 За2 III.
В этих двух структурах может быть много компоновок, из кото-
рых нужно выбрать несколько компоновок для обработки кон-
кретной детали.
4. Выбор вариантов компоновок. По ранее определенным
структурам выбор компоновок осуществляем по компоновочным
таблицам. Для нашего примера нужны компоновочные таблицы
методов фрезерования (см. фиг. 138) и обработки отверстий (см.
фиг. 132).
По группе 2а2. Из компоновочной таблицы (см. фиг. 138) вид-
но, что только1 в клетке 9, т. е. по группе 2а2 класса III имеется
двадцать четыре варианта возможных компоновок. Но 12 из них
отпадают, так как они предусматривают поворот детали вокруг
своей оси, тогда как для фрезерования только верхней плоскости
коробки передач поворота ее вокруг своей оси не требуется. Кро-
ме того, для фрезерования верхней плоскости и сверления всех
отверстий в ней не требуется компоновки К, поэтому остаются
только компоновки В и Г с вариантами положения деталей 20,
30 и 40. Положение 60 (см. фиг. 131), т. е. комбинированное пере-
мещение заготовки в линии на горизонтальных поворотных сто-
лах и в барабанах также отпадает, так как требуется обработка
плоскости только с одной стороны детали.
Рассмотрим компоновки В и Г с конструктивной точки зрения.
Вначале рассмотрим варианты объединенных операций. Фрезеро-
вание верхней плоскости коробки передач торцовыми фрезами в
нескольких позициях на поворотном индексирующемся столе при
помощи фрезерных головок с вертикальными шпинделями можно
выполнять одновременно со сверлением и нарезанием резьбы (см.
фиг. 146). В этом случае на две операции маршрута будет при-
ходиться одна компоновка (одна наладка), т. е. вместо двух
операций маршрута окончательно будем иметь одну операцию в
компоновке 2а2 20BIII (фиг. 138, клетка 9). Этот вариант будем
считать первым. Такая же компоновка может быть и горизон-
тальной (с горизонтальным положением оси инструмента)
2а220ГШ, если деталь будет установлена вертикально (по верх-
ней плоскости). При этой компоновке фрезерование нужно про-
изводить при вертикальной подаче фрезы по вертикальной колон-
не, а сверление и нарезание резьбы — при помощи горизонталь-
ных головок.
Второй вариант (эскиза не приводим)—комбинированная
обработка (фрезерование, сверление и нарезание резьбы) при
помощи барабана— отпадает, так как компоновки ЗОГШ конст-
руктивно трудно совместимы. Третий вариант — комбинированная
обработка на автоматической линии, компоновка 40BIII (фиг. 147),
т. е. с вертикальными агрегатными головками. Также возможен
четвертый вариант при обработке на автоматической линии с уста-
303
новкой детали вертикально по фрезеруемой плоскости и с исполь-
зованием горизонтальных головок — фрезерных и сверлильно-
нарезных.
На фиг. 147 показаны только две не рабочие и четыре рабо-
чие позиции. В действительности для обслуживания станков ли-
нии надо будет иметь между станками по две холостых позиции,
т. е. еще шесть холостых позиций с шестью приспособлениями.
Кроме того, надо1 иметь обратную ветвь конвейера с большим
числом приспособлений на спутниках. Это надо учитывать при
Фиг. 148. Схема компоновки агрегатного
станка с трехпозиционным столом для
обработки отверстий (/—3— позиции).
оценке затрат на приобретение
оборудования, так как она от-
ражается на себестоимости
детали. Съем и установка де-
тали производятся на одном
рабочем месте после возвра-
щения деталей по обратной
ветви тр анспортер а, поэтому
линию обслуживает один ра-
бочий.
Теперь рассмотрим вариан-
ты отдельных операций мар-
шрута: фрезерование и свер-
ление отверстий, разверты/ва -
ние двух из них и нарезание
резьбы в отверстиях. По груп-
пе 2а2 класса III фрезерова-
ние может быть (выполнено с круговым (положение 20) или с ли-
нейным (положение 40) перемещением детали. Комбинированная
обработка с круговым периодическим перемещением детали (см.
фиг. 146) фактически разбивается на две: фрезерование на трех-
позиционнОлМ круглом столе с двумя рабочими позициями (эскиз
не приводится) и сверление, развертывание и нарезание резьбы на
трехпозиционном столе также с двумя рабочими позициями
(фиг. 148). При той же производительности будем иметь два стан-
ка вместо одного. Этот вариант можно отбросить, так как он, оче-
видно, окажется менее эффективным, чем первый вариант, из-за
большей стоимости двух станков и наличия необходимости иметь
двух рабочих вместо одного при одинаковой производительности.
При линейном периодическом перемещении (обработка по
группе 2а2, положение 40) можно использовать станок с двухпо-
зиционным поворотным столом, как показано в клетке 9, фиг. 121.
Но такая компоновка при одной рабочей позиции имеет тот не-
достаток, что она требует затрат излишнего времени на вход и
выход фрезы, поэтому лучше иметь 3—4 позиции для фрезерова-
ния столько же для установки деталей за время фрезерования,
чтобы время на выход фрезы распределялось бы на все детали.
Такая многопозиционная схема линейного перемещения 40 может
быть при маятниковом фрезеровании по группе 2а2 при tcy = 0
304
(фиг. 149). В наладке имеются черновые фрезы 1 (по две на
каждую сторону) и чистовая фреза 2. На столе 5, который пере-
мещается по направляющим 4, закреплены четыре детали 5 с
левой стороны и четыре детали 6 с правой стороны фрез. При
расстояниях между деталями 100 мм и пути врезания примерно
550 мм общий путь фрезерования четырех деталей равен 1850 мм.
Следовательно, при подаче S м = 350 мм время
, 1850 ! Q
L =------— 1,3 мин,
350-4
время на холостые ходы на одну деталь tx =0,1
ное время ton = 1,4 мин.
мин, оператив-
1850
Фиг. 149. Схема маятникового фрезерования верхней плоскости коробки
передач черновыми и чистовой фрезами на продольно-фрезерном станке.
Сверление отверстий и нарезание резьбы по группе 2а2 можно
выполнять на трехпозиционном станке с круглым столом. Эта
обработка (фрезерование по фиг. 149 и сверление на трехпози-
ционном станке по фиг. 148) является пятым вариантом.
Шестой вариант — фрезерование по группе За2 можно1 выпол-
нить по положению 20 на карусельно-фрезерном станке (см.
фиг/ 145, б) ic компоновкой 70ВIII (см. фиг. 138). Так как фрезеро-
вание производится на станке, обладающем большей жесткостью,
то подача SM может быть увеличена до 700 мм. В этом случае
цикл Тр -= 1 мин. По сравнению с предыдущими вариантами
производительность увеличивается в 1,5 раза. Осуществление
сверления и нарезания резьбы на отдельном трехпозиционном
станке (см. фиг. 148) также позволит иметь цикл Т р == 1 мин,
так как цикл при этих переходах в первом и втором вариантах
был меньше (расчет цикла ранее не производился, так как это
был не лимитирующий переход, в вариантах 1; 2). По седьмому
варианту фрезерование по группе За2 можно выполнять на ба-
рабанном станке (компоновка 80Г1П), а сверление и нарезание
резьбы можно производить, как по шестому варианту. Цикл бу-
дет примерно таким же Тр = 1 мин.
В итоге выбора вариантов методом исключения по различным
ограничениям у нас остались семь вариантов компоновок для
20 Зак. 1253 3 05
обработки плоскости и отверстий (две операции маршрута). Пер-
вый— четвертый варианты — обработка выполняется в одну опе-
рацию либо на поворотном столе (первый и второй), либо на
автоматической линии (третий и четвертый); пятый — в две опе-
рации с периодическим циклом каждая; шестой и седьмой — так-
же в две операции, при этом первая непрерывная, а вторая — с
периодическим циклом.
Следовательно, для конкретных детали и операции число ком-
поновок ограничивается этапом, классами и группами обработки,
определенными в зависимости от такта выпуска, конструкции де-
тали и обрабатываемых поверхностей, базирования и других
факторов, поэтому методом исключения можно получить ограни-
ченное число вариантов, по которым и следует сделать расчет
производительности и экономичности. В необходимых случаях
можно увеличить число вариантов. Так, если бы в нашем приме-
ре заданный такт выпуска составил не 1,9 мин, а 5—6 мин, то
следовало бы рассмотреть также варианты обработки по группе
1а2, а возможно и lai (III класс).
5. РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ ПО ВЫБРАННЫМ
ВАРИАНТАМ ПРОЦЕССА ОБРАБОТКИ
Оперативное время ton которое связано со структурой опера-
ции, отражает теоретическую производительность,
В действительности производительность ниже за счет внецик-
ловых затрат времени,
^обс t'otnd’f
где to6c — время технического и организационного обслужива-
ния оборудования;
tomd — время отдыха.
Значит, действительная производительность зависит от штуч-
ного времени
^шт “ ^оп 4“
и подсчитывается по формуле (4), причем коэффициент rid в
практике колеблется от 0,8 до> 0,9, а в среднем составляет 0,85.
Для предварительных расчетов производительности при срав-
нении вариантов однономенклатурных процессов мы считаем
возможным определять производительность по времени ton, но
при этом будем считать, что за 1 ч непрерывная работа произво-
дится в течение 50 мин, что соответствует примерно т]э = 0,84.
Примем
где ton —оперативное время в мин.
306
При определении производительности надо учесть время на
выполнение операции, затрачиваемое рабочим и оборудованием.
Во втором случае оперативное время считаем в станкоминутах.
Если операция выполняется на одном станке одним рабочим, то
оперативное время ton в станкоминутах равно трудоемкости, но
если операция выполняется на автоматической линии из несколь-
ких станков, то станкоемкость увеличивается в соответствующее
число раз. В первом случае оперативное время (трудоемкость)
считаем в нормоминутах и обозначаем tonH . Операция может вы-
полняться:
на одном станке одним рабочим или несколькими рабочими;
на двух или нескольких станках одним рабочим на одном
рабочем месте;
на нескольких станках, объединенных в автоматическую ли-
нию, одним рабочим или несколькими рабочими.
В первом случае, если на станке работает один рабочий —
трудоемкость равна станкоемкости, а если несколько рабочих, то
трудоемкость увеличивается в соответствующее число раз.
Во втором случае, если один рабочий обслуживает два станка,
а оперативное время составляет на первой операции 1,5 мин, а
на второй 1 мин, то общая станкоемкость ^tOn = 2,5 мин. Трудо1*
емкость будем считать по наибольшему значению tonH т. е. 1,5
нормоминуты, так как вторую операцию рабочий выполняет во
время обработки детали в первой операции.
В третьем случае, если один рабочий или двое рабочих обслу-
живают несколько станков, объединенных в автоматическую ли-
нию, например, четыре станка, и операции на линии выполняются
за 1,5 мин, то оперативное время выполнения процесса в опера-
ции на автоматической линии составляет 1,5 мин, станкоемкость
операции 4 X 1,5 = 6 мин, трудоемкость при обслуживании одним
рабочим 1,5 мин, а двумя рабочими 3,0 мин.
При заданных программе и фонду времени, по оперативному
времени, затрачиваемому на обработку в линии, определяется
число потребных линий, по станкоемкости — число станков в ли-
нии, а по трудоемкости—число рабочих.
Расчет производительности по выбранным семи вариантам
обработки приведен в табл. 23. Из этого расчета видно, что при
прерывных процессах вариантов 1—5 производительность состав-
ляет 31—35 деталей в час, что соответствует заданию. При про-
цессах вариантов 6 и 7 с непрерывным фрезерованием произво-
дительность составляет 48 деталей в час.
По расчетной табл. 23 можно увидеть не только варианты
процессов, обеспечивающие наиболее высокую производитель-
ность, но и потребное число станков и рабочих по каждому ва-
рианту.
Из табл. 23 видно также, что при некоторых вариантах хотя
и требуется больше рабочих (например, при варианте 6 по сравне-
нию с вариантов 1), но обеспечивается более высокая производи-
20* 307
Таблица 23
о
Расчет производительности при обработке корпуса коробки передач (см. фиг. 144) Тр=1,9 мин.
Вариант процесса у Номера операций по вари- ’ антам Номера операций по пред- варительному маршруту Наименование операций Номера фигур (эскизы) Тип оборудования Расчетные размеры обра- ботки в мм Режимы обработки Основное технологическое время t о в мин Вспомога- тельное вре- мя в мин Оперативное время tQn в мин Станкоемкость t em в мин Нормативное время tonH в чел.-мин Число рабочих, занятых в две смены со Производительность в иип/ч |
диаметр длина Глубина резания, h 1 в мм Скорость резания, v в м/мин Число оборотов, п в об/мин подача в мм на установку и съем детали t на хо- лостые ходы
на 1 зуб S? на 1 оборот А в минуту SM с 3
1 1 1 2 Фрезерование верх- ней плоскости Сверление всех отверстий, раз- вертывание двух и нарезание остальных 146 Агрегатный станок с пово- ротным столом на пять позиций 450 (фиг. 145, а) 3 85 135 0,33 Z=8 2,64 354 1,3 0,1 0,1 1,5 1,5 1,5 2
2 1 2 То же — То же , но вертикальное положение фрезеруемой плоскости 1,5 1,5 1,5 2 33
3 1 1 2 Фрезерование верх- ней плоскости Сверление всех отверстий, раз- вертывание двух и нарезание резь- бы в остальных 147 Автомати- ческая линия — 450 3 85 135 0,33 2,64 354 1,3 — 0,2 0,1 1,6 6,4 1,6 2 31
4 1 1 2 То же — То же , но вертикальное положение фрезеруемой плоскости 1,61 5,4 1,6 2 ; 31
60S
аг ВаРиант процесса
1\Э •— ГО ГО Номера операций по вари- антам
го — ГО ГО Номера операций по пред- варительному маршруту
Непрерывное фре- зерование верхней плоскости Сверление отвер- стий, развертыва- ние двух и наре- зание резьб в остальных Непрерывное фре- зерование верхней плоскости Сверление отвер- стий, развертыва- ние двух и нарезание резьб Фрезерование верх- ней плоскости маят- никовым способом) Сверление всех отверстий, развер- тывание двух и нарезание резьб Наименование операций
148 00 Си 4^ 4^ 00 СО Номера фигур (эскизы)
Барабанно-фре- зерный станок Агрегатный станок с пово- ротным столом на три позиции Карусельно-фре- зерный станок Агрегатный ста- нок с поворот- ным столом на три позиции Продольно-фре- зерный станок Агрегатный ста- нок с поворот- ным столом на три позиции Тип оборудования
ГО I о 1 о 1 о 1 Диаметр Расчетные размеры обра- ботки в мм
о СП СИ о о CD СП СП О О 462 (1850:4) 50 Длина
1 1 1 м 1 Глубина резания h, в мм Режимы обработки
1 1 100 СО ОО СЛ Скорость резания, v в м/мин
1 1 158 00 СО ОО СП Число оборотов, п в об/мин
1 1 1 No I II Р 00 СП 0,33 на 1 зуб^ подача в мм
1 1 1 4^ о го СО CD 4^ на 1 оборот So
1 1 630 354 86 в минуту Sм
CD g 1,03 0,6 1,3 0,6 Основное технологическое время tQ в мин
1 1 1 1 1 1 на установку и сеъм детали t Вспомога- тельное вре- мя в мин
о,1- т 1 о о 1 хп на хо- лостые ходы
Го 0,1 о хи
00 о 00 ~о 00 Оперативное время t оп в мин
00 о 00 о 00 4^ Станкоемкость tcm в мин
00 О го 0,8 ' 1,4 0,8 ' Нормативное время tQnH в чел,-мин
4^ 4^ 4^ Число рабочих занятых две смены
00 ОО со СП Производительность в шт/ч
Продолжение таблицы 23
тельность (48 вместо 33 деталей в час в том же примере). Такие
варианты возможно будут менее рентабельны для заданного так-
та ^выпуска (il,9 мин), но при другом такте выпуска (1—4,2 мин)
они могут оказаться наилучшими (в данном примере в этом случае
при варианте 1 потребуется иметь два станка и двое рабочих, т. е.
столько же, сколько и при варианте 6).
6. РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ
ПО КАЖДОМУ ВАРИАНТУ ПРОЦЕССА
Расчетная табл. 23 позволяет определить варианты процесса,
при которых требуется меньшее или большее число рабочих и
станков для выполнения задания, но так как стоимость оборудо-
вания и себестоимость изделия неизвестны, нельзя сделать окон-
чательного вывода о целесообразности того или иного ва-
рианта.
Сравнение ^вариантов следует производить по нескольким тех-
нико-экономическим показателям:
числу рабочих-операторов и наладчиков;
числу металлообрабатывающих станков;
числу приспособлений, спутников и другого технологического
оборудования;
стоимости оборудования;
часовой производительности (при массовом производстве);
выпуску деталей, приходящихся на одного рабочего;
себестоимости обработки.
Если новые варианты обработки предназначаются для заме-
ны применяющейся технологии, то вначале следует определить
себестоимость по новому варианту и по сравнению с существую-
щей технологией, а затем срок окупаемости дополнительных за-
трат.
Если же новые варианты обработки предназначаются для осу-
ществления на вновь проектируемом предприятии, то выбирает-
ся вариант оптимальный, по себестоимости и другим технико-
экономическим показателям. Этот вариант можно сравнить с
наилучшей технологией данной отрасли промышленности. Техно-
логическую себестоимость изготовления определяем укрупненным
методом прямого расчета затрат на выполнение технологического
процесса. При этом учитываем только те важнейшие затраты,
которые будут различными при разных вариантах и могут не-
посредственно отразиться на себестоимости, как переменные или
постоянные расходы. В частности, к таким расходам относится
также стоимость заготовки, если заготовки для разных вариантов
процессов различны. Если же они одинаковы, как в приведенном
выше примере, то их стоимость можно не учитывать, и при срав-
нении вариантов принимать в расчет не себестоимость изготовле-
ния, а технологическую себестоимость обработки детали.
310
Технологическую себестоимость обработки составляют следую-
щие расходы: переменные расходы (заработная плата Зп рабо-
чих-операторов и наладчиков, включая дополнительную оплату и
начисления, а также затраты О3 по эксплуатации оборудования
и расходы Иэ по эксплуатации инструмента и оснастки) и посто-
янные расходы (на амортизацию оборудования Ао и приспособле-
ний Апр) а также прочие накладные расходы, которые для разных
вариантов можно считать неизменными и складывающимися из
расходов на заработную плату инженерно-техническим работни-
кам, младшему обслуживающему персоналу и счетно-конструк-
торскому персоналу, и на амортизацию, содержание зданий и
освещение помещений). Прочие накладные расходы можно не
учитывать при сравнении процессов разных вариантов, если эти
расходы одинаковы в разных вариантах.
Таким образом, при одинаковых заготовках технологическая
себестоимость обработки по данной операции
Сдоп = Зп + Оз + Иэ + ^~^,
где П — годовая программа выпуска деталей.
Заработная плата Зп определяется как частное от деления
годовой заработной платы всех рабочих по каждому варианту
(с учетом дополнительной заработной платы и начислений) на
годовую программу (табл. 24). Расходы по наладке—10% зара-
ботной платы.
Таблица 24
Расчетные данные для определения расходов на заработную плату
по примерам табл. 23
ь ГО □ о фигу- [ИЗ рабо- 1 пятых ены Годовой фонд зара- ботной платы в руб- Заработная плата, при- ходящаяся на одну деталь в коп.
S-S о го S I одного всех его : 'НОЙ 'чете шит 5) и :лен1 5%) с учетом
«я CQ с о 2 И О. и ® S го рабочего рабочих cQxo о всего наладки
1 146 2 1320 2640 2960 2,46 2,70
2 — 2 1320 2640 2960 2,46 2,70
3 147 9 1320 2640 2960 2,46 2,70
4 — 2 1320 2640 2960 2,46 2,70
5 149 и 148 4 1320 5280 5920 4,92 5,40
6 145,6 и 148 4 1320 5280 5920 4,92 5,40
7 148 4 1320 5280 5920 4,92 5,40
Расходы, Оэ на эксплуатацию оборудования. Расходы на
электроэнергию подсчитываются, исходя из мощности оборудова-
ния, коэффициентов использования мощности, загрузки оборудо-
311
вания и использования двигателей по времени и стоимости одного
квт-ч электроэнергии. Расходы на текущий ремонт подсчитывают-
ся, исходя из количества единиц ремонтной сложности и стои-
мости одной единицы текущего ремонта. Расходы по содержанию
оборудования рассчитываются по методике, приведенной в книге
«Единая система планово-предупредительного ремонта и эксплуа-
тации технологического оборудования машиностроительных пред-
приятий» (Машгиз, 1958).
Для нашего примера примем, что расходы на эксплуатацию
оборудования будут примерно равны по всем вариантам процес-
са, поэтому для сравнения слагаемое Оэ исключим из общей фор-
мулы себестоимости.
Расходы Иэ по эксплуатации инструмента. Для определения
этих расходов используются нормативы стоимости и стойкости
инструментов. Стоимость эксплуатации одного инструмента С
определяется из формулы
С — __
э “ т ’
где С = Ск^—стоимость эксплуатации одного инстру-
у;(К + 1)
мента за период стойкости;
Си — первоначальная стоимость инструмента;
Ск — стоимость одной переточки инструмента;
К —число переточек;
С/ —время фактического резания инструмен-
том за один рабочий цикл в мин\
Т — период стойкости в мин/,
т]—коэффициент, учитывающий дополнитель-
ные расходы вследствие поломок и преж-
девременных затуплений инструмента.
Расходы И? на п инструментов, участвующих в обработке на
станке,
п=\
В нашем примере при различных вариантах обработки приме-
няются одинаковые инструменты,1 первоначальная стоимость их
одинакова, а разница во времени фактического резания незначи-
тельна. Поэтому мы условно будем считать, что стоимость экс-,
плуатации этих инструментов одинакова, и ее можно не учиты-
вать при сравнении вариантов.
Таким образом, упрощенная формула для определения сравни-
мой технологической себестоимости обработки будет иметь вид
С — Ч I &°
ь доп ж п •
312
Расходы Апр по амортизации приспособлений в формулу не
включены потому, что обработка по всем принятым нами вариан-
там будет выполняться на специальных станках с набором пос-
тоянно закрепленных за станками приспособлений, поэтому в стои-
мость станков включена стоимость приспособлений. Поэтому и
амортизация icrraiHiKOiB и приспособлений учитывается совместно.
Расходы на амортизацию оборудования Ао. Стоимость специ-
альных станков Со определяем по аналогии со стоимостью ранее
изготовлявшихся станков или по весу и стоимости 1 т станка.
Стоимость перевозки, монтажа и отладки берем в размере 15%
стоимости Со, амортизацию — в размере 8,4% стоимости Со в год
(табл. 25).
Таблица 25
Расчетные данные для определения расходов
на амортизацию по примерам табл. 23
Вариант про- цесса Наименование станка к сЗ о ; о ч ° СП s О У W Вес всех станков с при- способления- । ми в m Стоимость станков Со в руб. Полная стои- мость обору- дования 1,15 С в руб. Амортизаци- онные отчис- ления за год (8,4%) вруб. Стоимость амортизации приходящаяся на 1 деталь в коп.
1 Агрегатный с пя- типозиционным по- воротным столом 1 18 32 500 37 200 3 130 2,62
2 То же 1 18 32 500 37 200 3 130 2,60
3 Автоматическая линия 4 35 63 000 72 500 6 060 5,05
4 То же 4 35 63 000 72 500 6 060 5,05
5 Продольно-фре- зерный с маятнико- вым циклом Агрегатный трех- позиционный 2 35 12 28 000 21 700 57 000 4 770 3,97
6 Карусельно-фре- зерный Агрегатный трех- позиционный 2 18 12 12 000 21700 39 000 3 280 2,73
7 Барабанно-фре- зерный Агрегатный трех- позиционный 2 30 12 24 000 21 700 52 500 4 400 3,76
313
Стоимость отанка, отнесенная к 1 т его веса, взята равной: ио
агрегатным станкам 1800 руб., по фрезерным с наладками 800 руб.
и по карусельно-фрезерным 650 руб.
Из табл. 25 видно, что наименьшие затраты на амортизацию
имеют место по вариантам 1 и 6 процесса.
Общая оценка вариантов процесса по себестоимости и другим
технико-экономическим показателям приведена в табл. 26.
7. СРАВНИТЕЛЬНЫЙ АНАЛИЗ ВАРИАНТОВ
И ВЫБОР ОПТИМАЛЬНОГО ВАРИАНТА
Проанализируем технико-экономические показатели, получен-
ные расчетом и приведенные в сводной табл. 26.
При анализе себестоимости следует иметь в виду, что приве-
денная в табл. 26 общая себестоимость обработки отражает не
полную себестоимость обработки, а только себестоимость по тем
расходам, которые различны в разных вариантах (заработная
плата и затраты на амортизацию). Расходы, которые мы приняли
одинаковыми для всех вариантов (затраты на эксплуатацию обору-
дования и инструмента и накладные расходы, не связанные с обо-
рудованием) в общую себестоимость не входят, поэтому данными
табл. 26 можно пользоваться только для сравнения, а не для аб-
солютной оценки себестоимости.
Для указанного выше примера фрезерования верхней плоско-
сти коробки передач, а также сверления всех отверстий, развер-
тывания двух из них и нарезания резьбы в остальных отверстиях
наиболее экономичными являются варианты 1 и аналогичный
ему 2: себестоимость обработки в обоих случаях составляет
5,32 коп.
Весь расчет сделан для программы выпуска 120 000 деталей
в год, или для такта выпуска Тк =1,9 мин. Из табл. 26 видно,
что для этого такта выпуска вариант 1 является наилучшим: тре-
буется только один станок вместо четырех по вариантам 3 и 4 или
двух по вариантам 5; 6 и 7; только двое рабочих вместо четырех;
стоимость оборудования ниже, а выпуск, приходящийся на одного
рабочего, выше. И только часовая производительность в вариантах
1 и 2 ниже, чем в вариантах 6 и 7, а коэффициент загрузки выше
(0,83 вместо 0,55—0,45).
Следовательно, для такта 1,9 мин. наиболее рентабельными
являются процессы вариантов 1 или 2. Выбор одного из них мо-
жет быть произведен только после конструктивной проработки, в
результате которой должно быть выяснено, как удобнее базиро-
вать деталь по установочным отверстиям: с расположением верх-
ней поверхности коробки передач на поворотном столе горизон-
тально (вариант 1) или вертикально (вариант 2), и какая компо-
новка станков в связи с этим (вертикальная или горизонтальная)
будет наилучшей. Но если в дальнейшем программа выпуска бу-
дет увеличена до 200 000 деталей в год, т. е. такт Тк =1,2 мин,
314
Технико-экономические показатели при разных вариантах процесса обработки
Таблица 26
Номера вари- антов процес- са Номера опе- раций Наименование операций Номера фигур (эскизы) Тип оборудования Число рабо- чих, занятых две смены к о о Ч О CQ « ° Процент заг- рузки станков Стоимость оборудования в руб. Производи- тельность в шт/ч Выпуск на 1 рабочего в шт/ч Технологическая себесто- имость обработки в коп.
Заработная плата с на- числения- ми Амор- тиза- ция Всего
1 1 Фрезерование плоско- сти, сверление всех от- верстий, развертывание двух отверстий, нарезание резьбы в остальных 146 Агрегатный ста- нок с поворотным столом на пять по- зиций 2 1 0,83 37 200 33 33 2,70 2,62 5,32
2 1 То же — То же 2 1 0,83 37 200 33 33 2,70 2,62 5,32
3 1 Фрезерование плоско- сти, сверление отверстий и нарезание резьбы 147 Автоматическая линия 2 4 0,89 72 500 31 31 2,70 5,05 7,75
4 1 То же — То же 2 4 0,89 72 500 31 31 2,70 5,05 7,75
5 1 2 Фрезерование плоскости Сверление отверстий, развертывание двух из них и нарезание резьбы в остальных 149 148 Продольно-фре- зерный станок Агрегатный ста- нок с трехпозици- онным столом 4 2 0,78 0,45 57 000 35 18 5,40 3,97 9,37
6 1 2 Фрезерование плоскос- ти Сверление отверстий, развертывание двух из них и нарезание резьбы в остальных 145, б 148 Карусельно-фре- зерный станок Агрегатный ста- нок с трехпозици- онным столом 4 2 0,55 0,45 39 000 48 24 5,40 2,73 8,13
7 1 2 Фрезерование плоско- сти Сверление отверстий, развертывание двух из них и нарезание резьбы в остальных 148 Барабанно-фре- зерный станок Агрегатный ста- нок с трехпозици- онным столом 4 2 0,55 0,45 42 500 48 24 5,40 3,76 9,16
наилучшим может оказаться вариант 6, очень близкий к вариан-
ту 1.
Для обеспечения, программы по варианту 1 с затратой
ton = 1,5 мин, нужно будет иметь два станка и четыре рабочих,
занятых в две смены. При этом годовая заработная плата будет
составлять всего 2960 X 2 = 5920 руб., на одну деталь 2,96 коп., а
с учетом стоимости наладки (10%) 3,25 коп. Амортизация соста-
вит 3130 • 2 • 100 : 200 000 = 3,13 коп. Общая себестоимость обработ-
ки варианта 1 будет равна '6, 38 коп.
По1 варианту 6 при выпуске 200 000 деталей в год
Тк =1,2 мин) не потребуется добавлять станков и рабочих, так
как оба станка выполняют операции за время 1,0—0,8 мин. В
этом варианте только повысится процент загрузки оборудования.
Значит, в этом случае заработная плата, приходящаяся на одну
деталь, останется равной 5,4 коп., а амортизация уменьшится до
3280 • 100 : 200 000 = 1,64 коп., и себестоимость обработки по ва-
рианту 6 будет равна 7,04 коп., т. е. будет очень близкой к себе-
стоимости обработки по варианту 1.
Из этого небольшого анализа видно, что выбор наиболее эко-
номичного варианта зависит не только от заданной программы, но
и от перспектив развития выпуска данных деталей. В этом случае
надо определять себестоимость не только исходя из программы, но
и из ближайшей перспективы.
Указанная выше методика определения вначале нескольких
вариантов с помощью структурной системы и компоновочных таб-
лиц, а в дальнейшем выбора из них наиболее рентабельного ва-
рианта с помощью расчета производительности и экономической
эффективности и анализа показателей свидетельствует, что раз-
работанная выше структурная система позволяет отказаться от
практикуемого в настоящее время произвольного назначения ти-
пов оборудования по операциям и перейти к выбору вариантов
обработки и оборудования расчетным путем с использованием
теории структурного развития операций и компоновок оборудова-
ния, что устраняет субъективный характер подбора оборудования.
ВЫВОДЫ
Приведенная выше теория структурного развития технологи-
ческих операций и на базе ее общая структурная система разви-
тия операций механической обработки и компоновочные таблицы
оборудования позволяют:
1. Привести, казалось бы, неограниченное число построений
технологических операций (при разных методах обработки) в си-
стему с ограниченным числом структур и компоновок оборудова-
ния по каждой структуре.
2. Выявить закономерности развития структур, место каждой
структуры в общей системе развития и использовать их как для
целей изучения, так и для практических целей.
316
3. Систематизировать, если не все, то большинство существую-
щих принципиальных технологических компоновок станков, в том
числе специализированных и специальных, в компоновочных таб-
лицах и альбомах, что в дальнейшем может послужить базой для
создания нормальных рядов, унификации и нормализации спе-
циализированных и специальных станков для всех методов обра-
ботки.
4. Предвидеть появление новых принципиальных компоновок
станков и тем самым создать возможность заранее планировать
выпуск принципиально нового прогрессивного автоматического
специализированного оборудования для внедрения поточного и
автоматизированного производства не только при массовом, но и
при серийном выпусках.
5. На основе структурных и компоновочных таблиц определять
методом исключения несколько вариантов технологии и компоно-
вок оборудования для конкретных операций предварительно на-
меченного маршрута и из них выбирать оптимальный вариант для
конкретных заданных условий.
ЛИТЕРАТУРА
1. Станкевич В. Г. Технологические основы конструирования механиче-
ски обрабатываемых заготовок деталей машин. Справочник машиностроителя,
т. V, .гл. VII, Машгиз, 4955.
2. Технологичность конструкции. Сборник статей под ред. С. Л. Ананьева.
Дом техники, М., 1959.
3. Балакшин Б. С. Основы технологии машиностроения. Машгиз, 1959.
4. Безоблойная штамповка. Сборник под ред. И. Ф. Головнева, Машгиз, 1958.
5. Прогрессивная технология горячей штамповки. Сборник под ред.
М. В. Сторожева, Машгиз, 1955.
6. Поляков Я. Г. Технология .формовки. Справочник машиностроителя, т. V.
Машгиз, 1955.
7. Ру с си ян С. В., Голованов Н. Н. Производство точного литья по'
выплавляемым моделям. Судпромгиз, Л., 4958.
8. Н о с к о в Б. А., Смеляков Н. И. 'Конструирование литых деталей,
Машгиз, 1957.
9. Т и л л е с С. А. Экономика технологических процессов механической об-
работки. Машгиз, il959.
10. Чарнко Д. В. Основы проектирования поточного производства. Маш-
гиз, 1957.
11. Ансеров М. А. Приспособления для токарных станков. Библиотечка
новатора, выпуск 4, Машгиз, 1957.
12. Демьянюк Ф. С. Технологические основы поточного и автоматизиро-
ванного производства. Машгиз, 1958.
13. Шаумян Г. А. Автоматы. Машгиз, 1955.
14. Артоболевский С. И. О принципах автоматизации дискретных тех-
нологических процессов. «Автоматизация производственных процессов», вып. III.
Изд-во АН СССР, 1960.
15. Богуславский Б. Л. Токарные автоматы. Машгиз, 1958.
16. Буров П. И. и Капустин И. И. Расчет производительности рабочих
машин. Машгиз, 1958.
17. Г ё б ель X. 'Компоновка агрегатных станков и автоматических линий.
Перевод с нем. под ред. А. П. Владзиевского, Машгиз, 11959.
18. В о л о щ е н к о А. П. Особенности структуры и аналитическое выражение
длительности технологических и рабочих циклов операций механической обра-
ботки. Вопросы технологии изготовления деталей машин. Научные записки Одес-
ского политехнического ин-та, т. 21. Одесское обл. изд-во.
19. Кован В. М. Основы технологии машиностроения. Машгиз, 1959.
20. Чарнко Д. В. Структурный метод определения главных характеристик
механических операций. «Станки и инструмент», № 6—7, 1958.
21. Чарнко Д. В. Структурная система технологических операций. «Станки
и инструмент» № 4, I960.
22. Чарнко Д. В. Структурная система технологических операций и ее за-
кономерности. Сборник статей конференции Академии Наук БССР по производи-
тельности рабочих машин, Изд-во АН БССР, 1962. у
23. Эрпшер Ю. Б. О структуре автоматических линий, «Станки и инстру-
мент» № 5, 1958.
24. К л усов И. А. О конструктивных и технико-экономических показате-
лях автоматических роторных машин и линий, «Вестник машиностроения» № 4,
1961.
25. Кузовков А. А. Технологические основы построения многодетальных
(групповых) поточных линий механической обработки деталей без переналадки
оборудования, «Вестник машиностроения» № 2, 1961.
СОДЕРЖАНИЕ
Часть I.
ВЫБОР ЗАГОТОВКИ И МЕТОДОВ ЕЕ ОБРАБОТКИ
Предисловие .......................................................... 3
Глава I. Анализ конструкции детали и основные направления разработки
технологических процессов . ......................................... 7
Периоды проектирования .......................................... 7
Анализ конструкции детали по чертежу и техническим условиям . . 9
Основные направления разработки технологических процессов ... 19
Глава II. О выборе заготовки ........................................ 22
Общие положения ................................................ 22
Основные виды заготовок......................................... 23
Главные показатели влияющие на выбор заготовок.................. 25
Заготовки из прутков горячекатаного проката и калиброванной стали 26
Кованые и штампованные поковки.................................. 29
Отливки ........................................................ 49
Выбор заготовки ................................................ 59
Глава III. Выбор баз и методов обработки. Предварительный маршрут
обработки деталей ............................................ ..... 65
Выбор технологических баз..................................... 65
Выбор методов и видов обработки, составление технологического
маршрута ....................,.................................. 76
Часть II.
ВЫБОР СТРУКТУРЫ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ И КОМПОНОВОК
ОБОРУДОВАНИЯ
Глава IV. Классификации машин и основные понятия в технологии ... 91
Состояние вопроса о разработке структур (строения) технологических
операций и классификации машин и процессов...................... 91
Об основных понятиях и определениях в технологии машиностроения 112
Глава V. Структуры процессов при однопоточной обработке..............129
Основные взаимосвязи метода, структуры и времени в технологичес-
кой операции ...................................................129
Классы обработки................................................139
Группы обработки ............................................. 157
Сочетания классов и групп обработки и структурная таблица одно-
поточных процессов .............................................176
Глава VI. Структуры процессов при многопоточной обработке............181
Структуры процессов без сдвига фаз обработки в потоках 182
Структуры процессов со сдвигом фаз обработки в потоках 192
319
Глава VII. Общая структурная система и закономерности развития техно-
логических процессов по операциям механической обработки 219
Закономерности развития структур процессов по этапам и позицион-
ности ........................................................ 240
Об объемах работ, выполняемых в многопозицонных операциях 251
Характеристика структуры процессов при многопредметной обработ-
ке деталей ....................................................258
Глава VIII. Общая технологическая компоновка станков и структура
операций ..... ................................................... 262
Компоновки при различных методах обработки отверстий в корпус-
ных деталях . . . . ।..........................................263
Компоновки при различных методах фрезерования плоскостей . . . 277
Компоновки при различных методах точения деталей............. 285
Глава IX. Методика выбора структуры, компоновки оборудования и опти-
мального варианта технологии ..................................... 296
Выбор структур и нескольких вариантов компоновок оборудования 299
Расчет производительности по выбранным вариантам процесса обра-
ботки ....................................................... 306
Расчет экономической эффективности по каждому варианту процесса 310
Сравнительный анализ вариантов и выбор оптимального варианта 314
Выводы ........................................................... 316
Литература........................................................ 318
Редактор издательства О. С. Фалько
Технический редактор А. Ф. Уварова Корректоры А. М. Усачева и В. К. Кривова
Переплет художника А. В. Петрова
'Сдано в производство 14/11 '1963 г. Подписано к печати 19/VII 1963 г
Тираж 7500 экз. Печ. л. 20,0 (Бум. л. 10,0
Уч.-изд. л. 20,5 Формат 60 X 90Vi6 Зак. 1253 Цена 1 Р. :18 к.
Типография Металлургиздата, Москва, Цветной б., 30
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Страница Строка Напечатано | Должно быть
100 12-я сверху следующую следящую
224 4-я снизу секундной секционной
228 13-я сверху (33, 34 и (34, 35 и
228 14-я сверху 35) 36)
303 3-я сверху Э2 За2 Ш. Эг За2 III,
Д. В. Чарнко, Основы выбора технологического процесса механической обработки,
Заказ 1253.